

































































































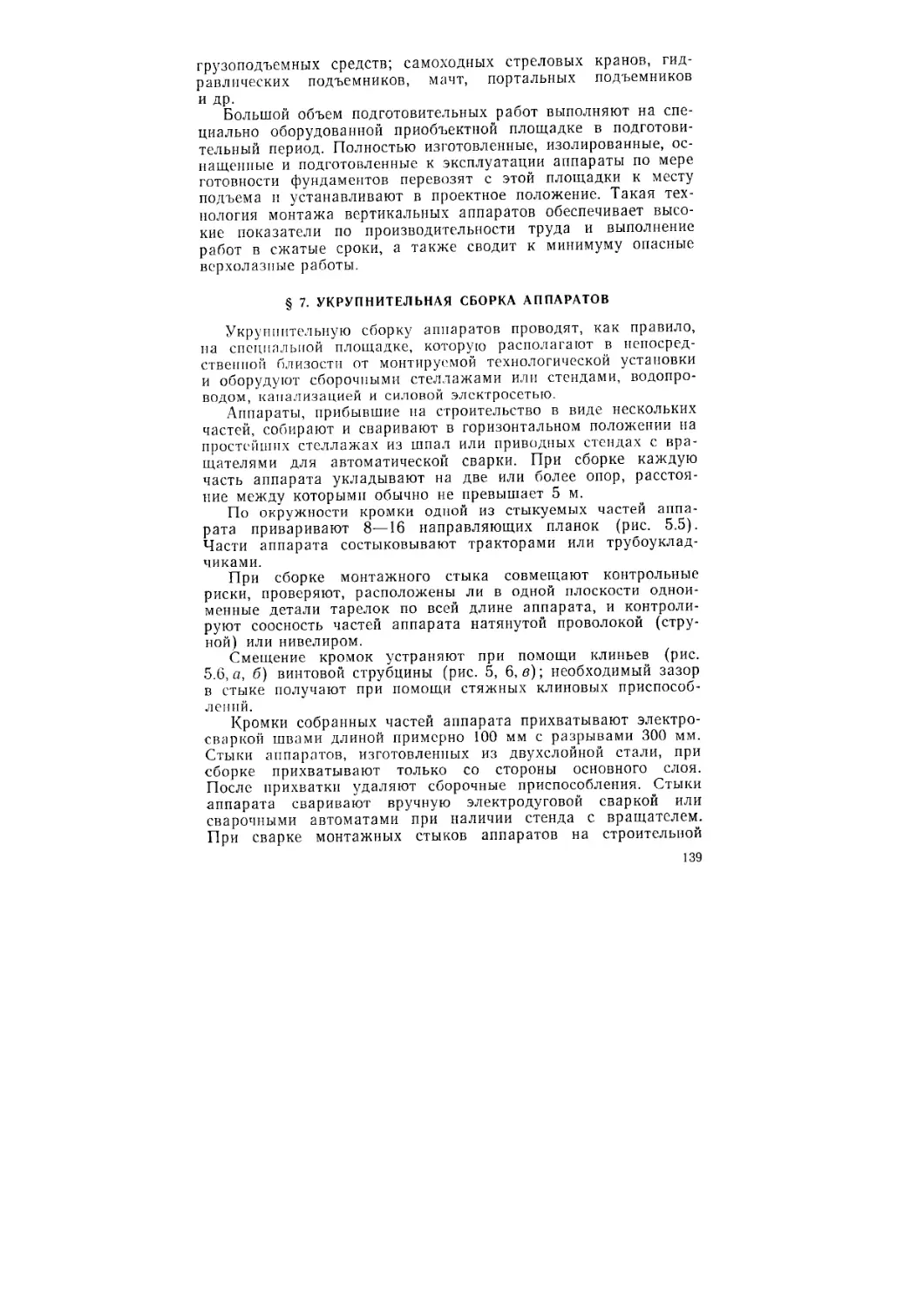
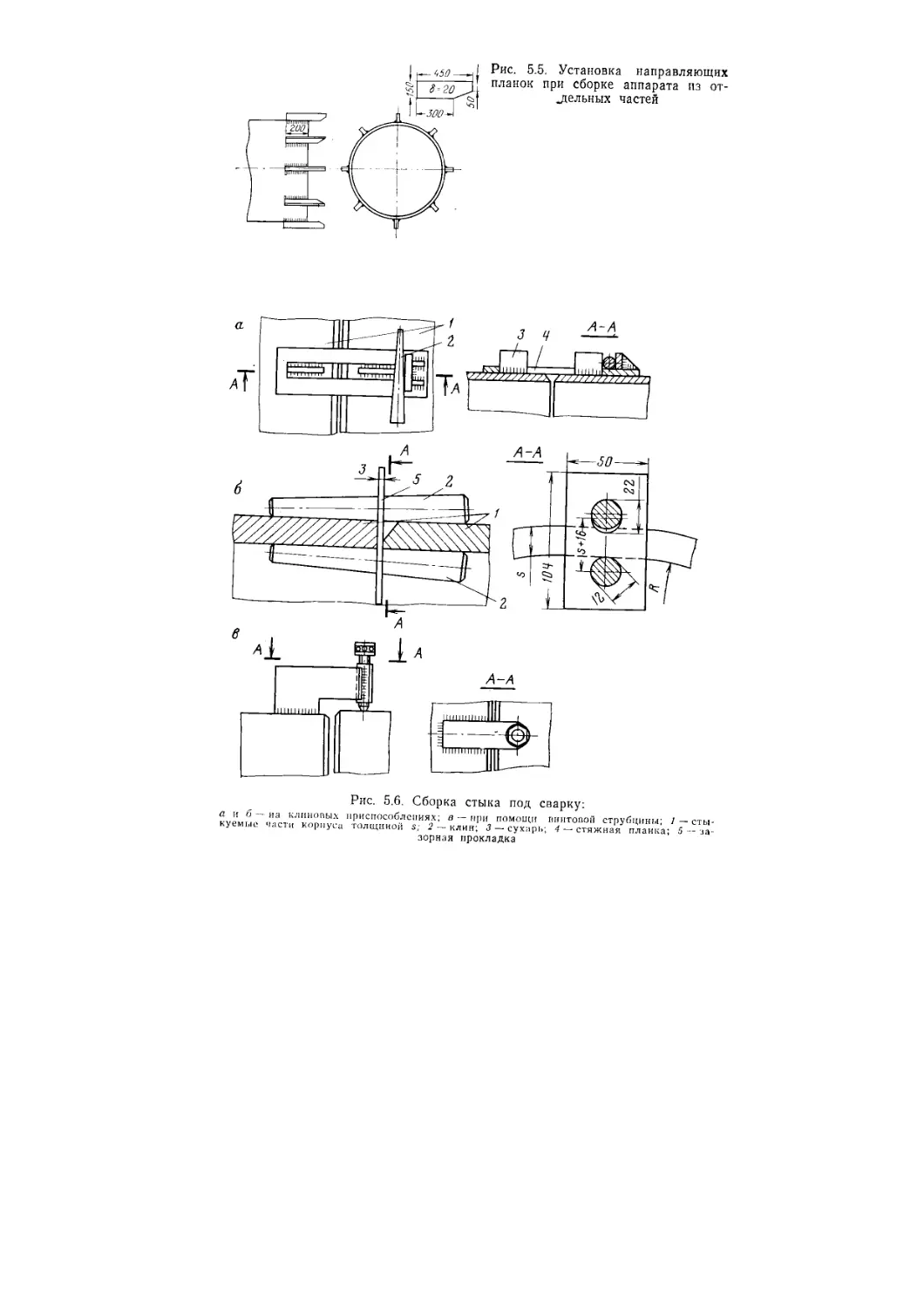






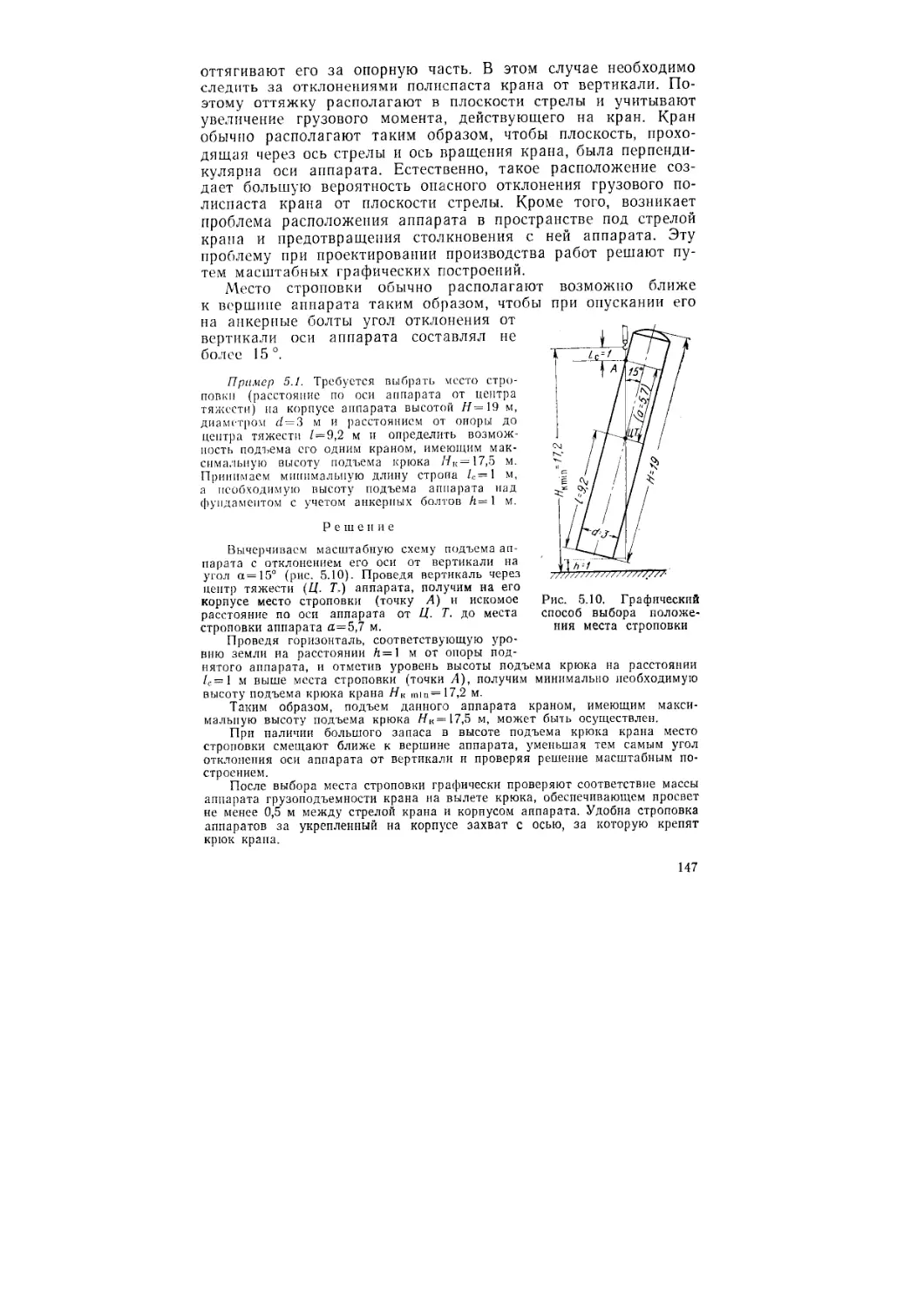














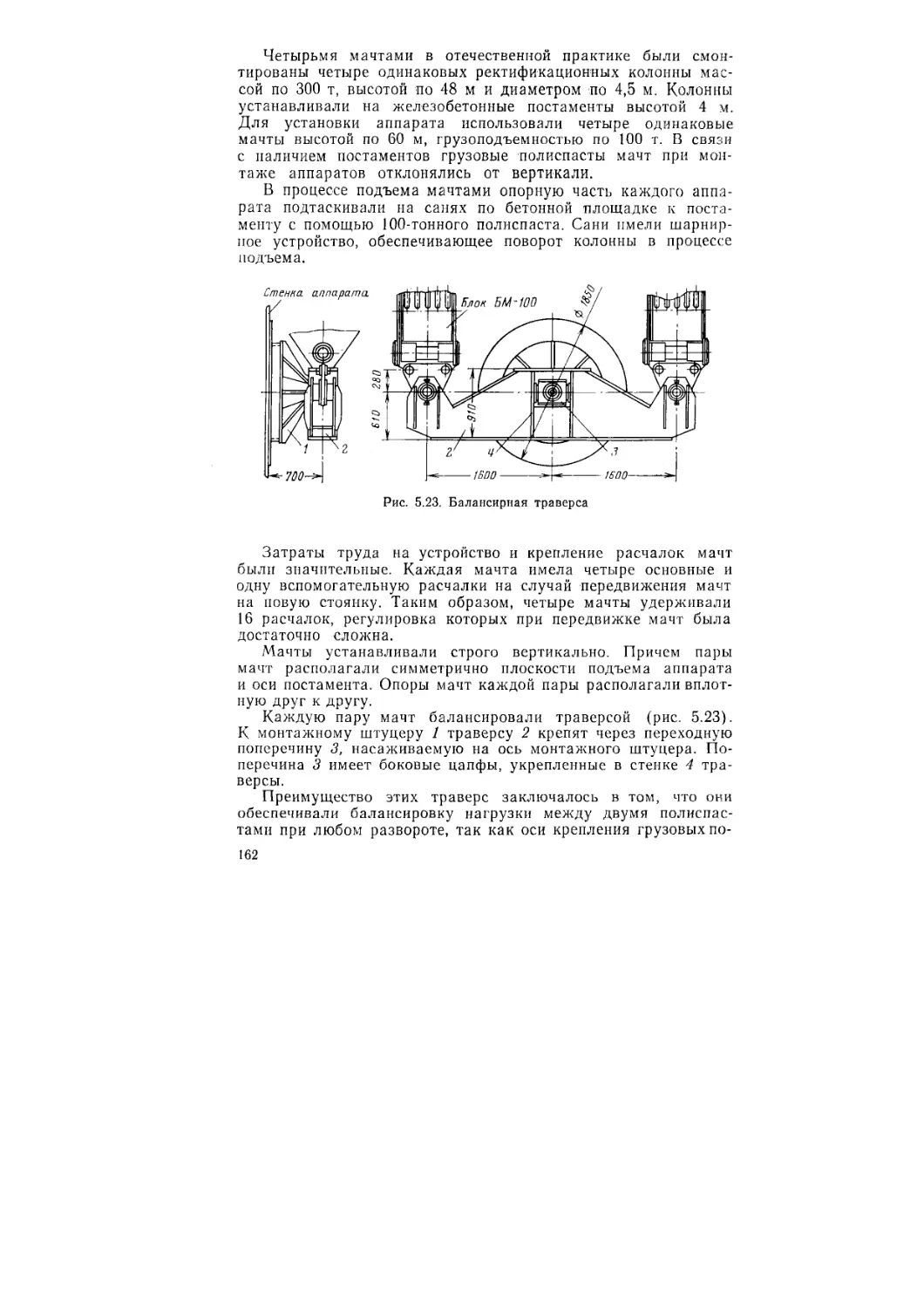



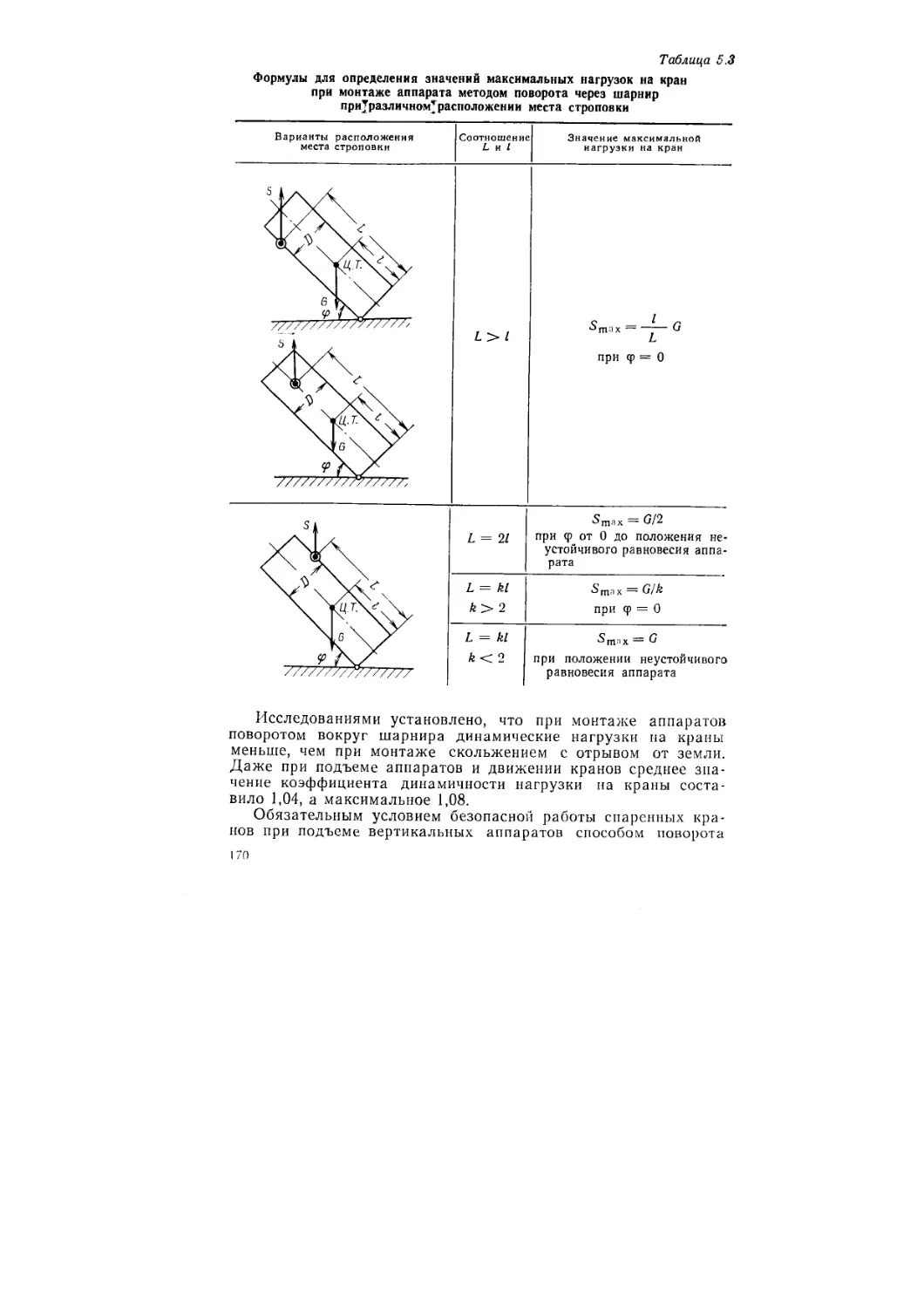
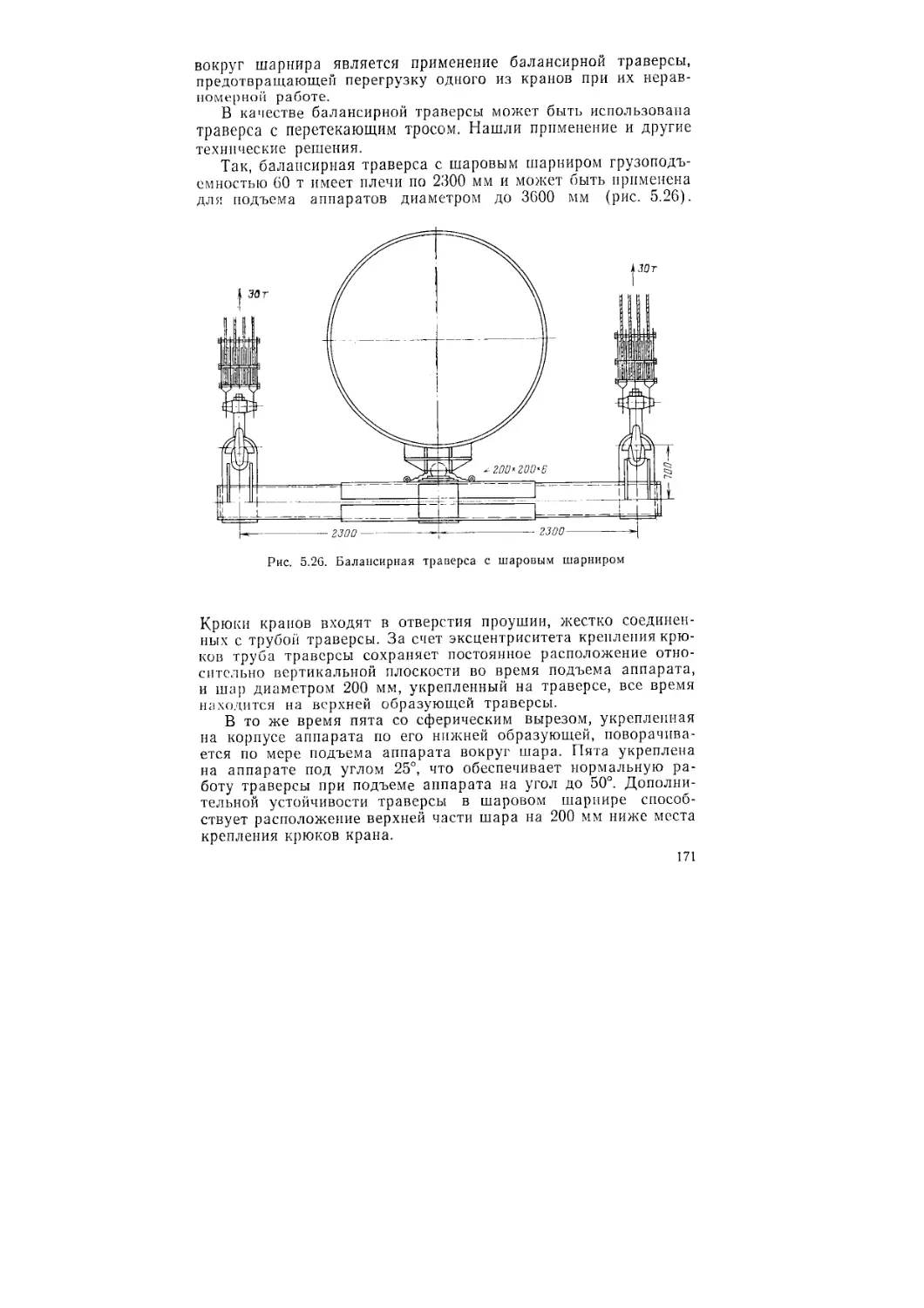
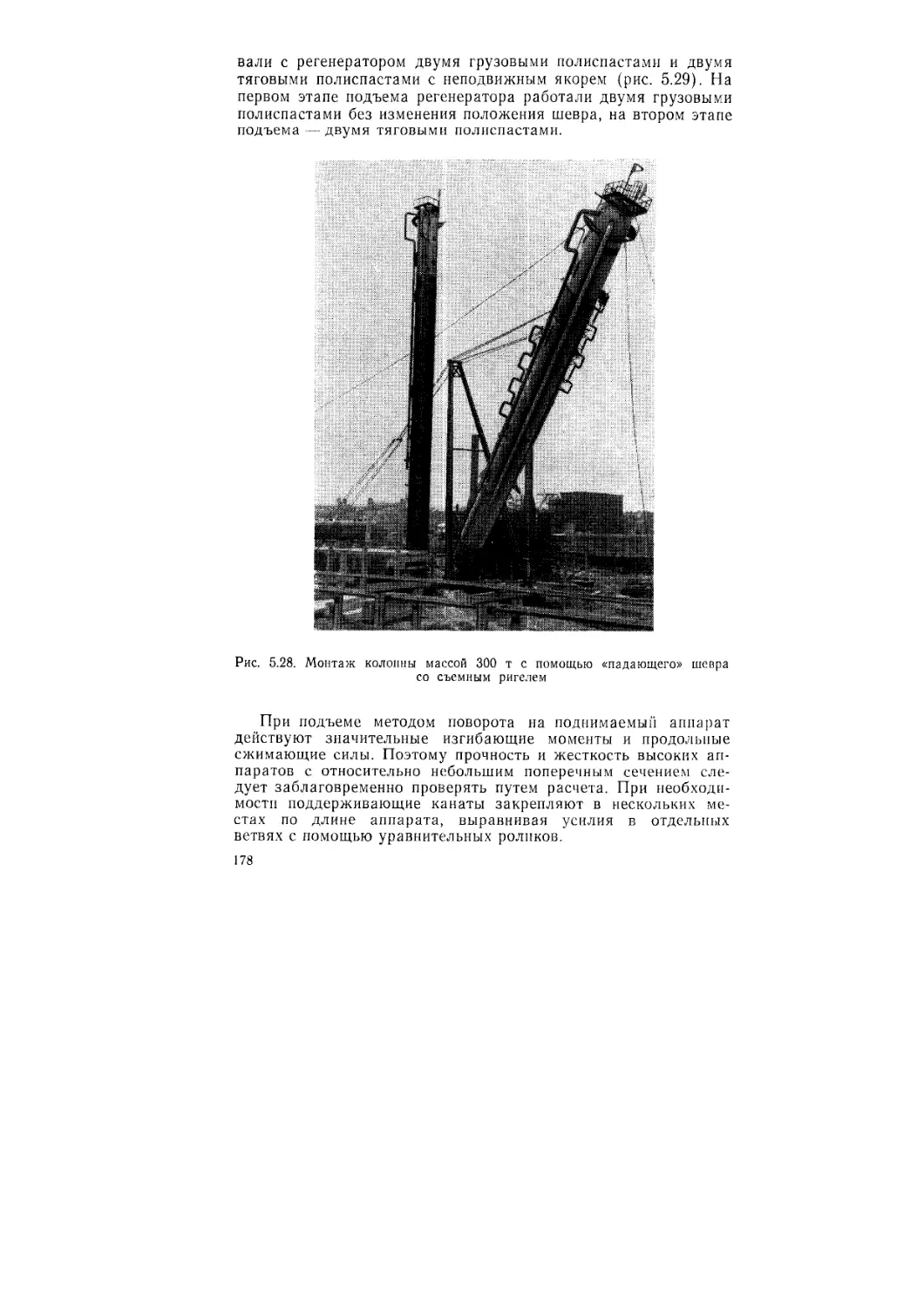
































































































































































Текст
Ю. К. МОЛОКАНОВ, З.Б. ХАРАС
МОНТАЖ
АППАРАТОВ
И ОБОРУДОВАНИЯ
ДЛЯ НЕФТЯНОЙ
И ГАЗОВОЙ
ПРОМЫШЛЕННОСТИ
ИЗДАНИЕ ВТОРОЕ.
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Допущено
Министерством высшего и среднего
специального образования СССР
в качестве учебного пособия для студентов вузов,
обучающихся по специальности
«Машины и аппараты химических производств»
МОСКВА «НЕДРА» 1982
УДК [665.6.013+ 665.632]:69.057(075)
Молоканов Ю. К., Харас 3. Б. Монтаж аппаратов и оборудо-
вания для нефтяной и газовой промышленности. Учебник для ву-
зов.— Изд. 2-е, перераб. и доп. М., Недра, 1982, 391 с.
Описаны грузоподъемные, транспортные и такелажные уст-
ройства, слесарно-сборочное оборудование и приспособления; ос-
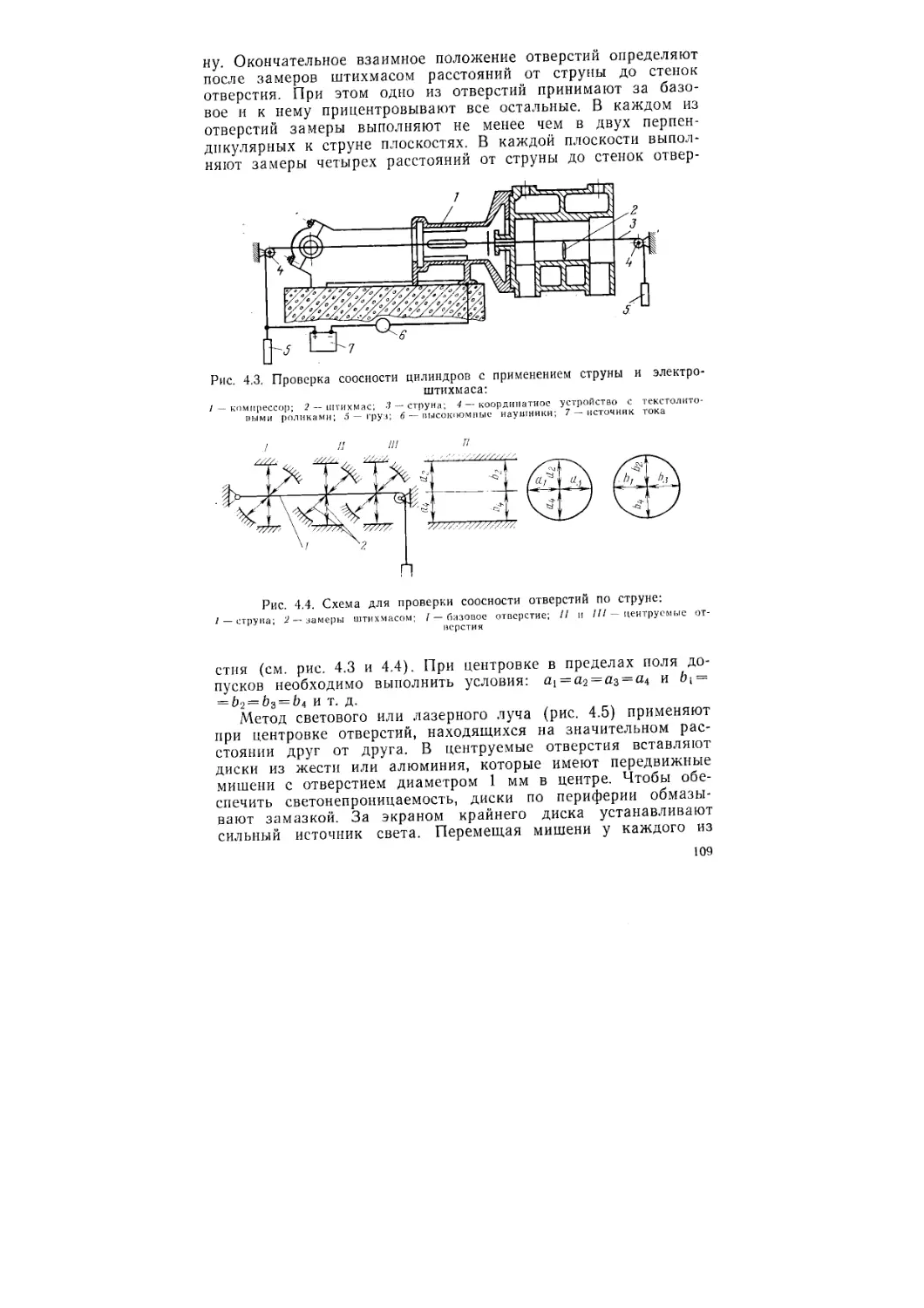
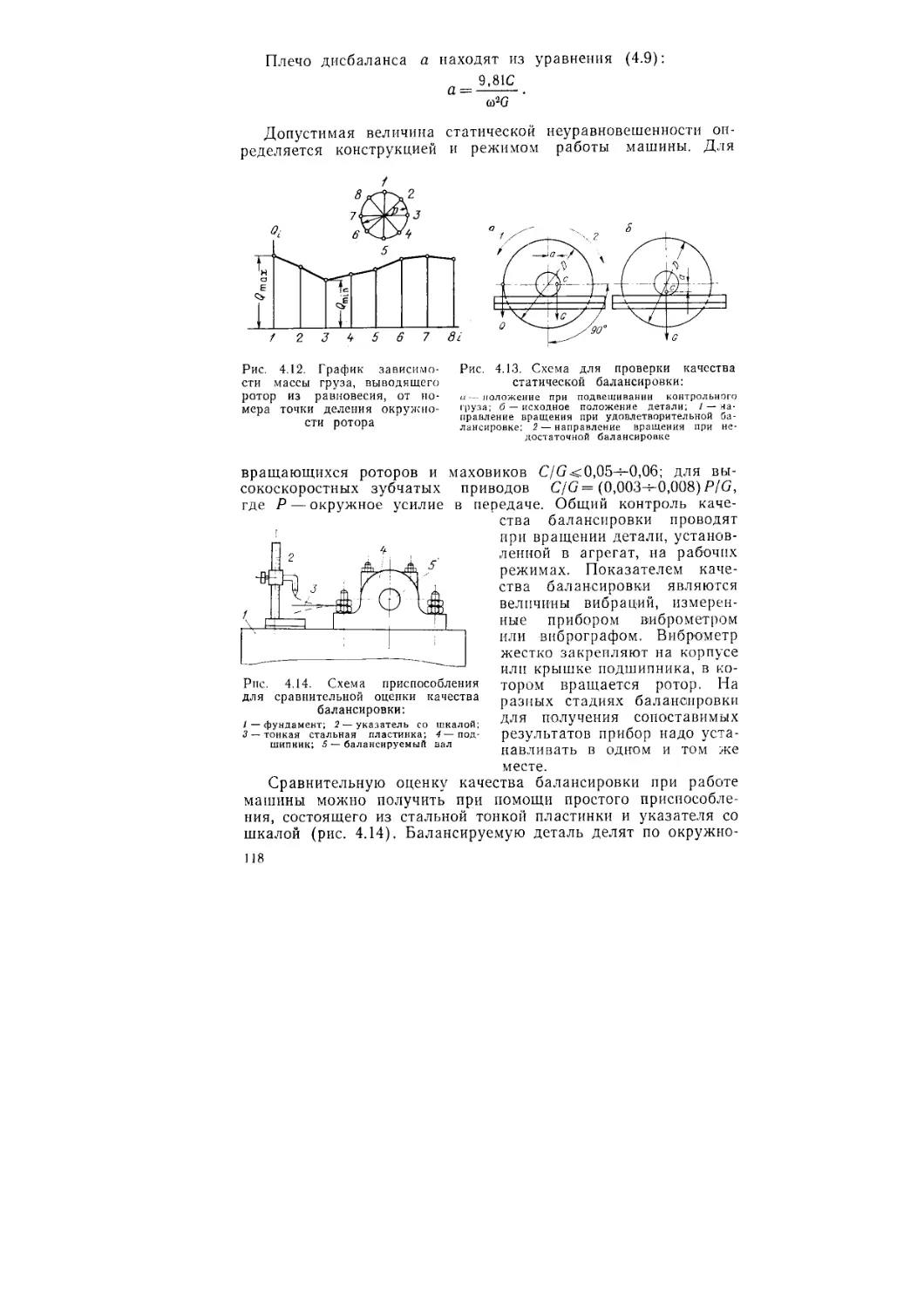
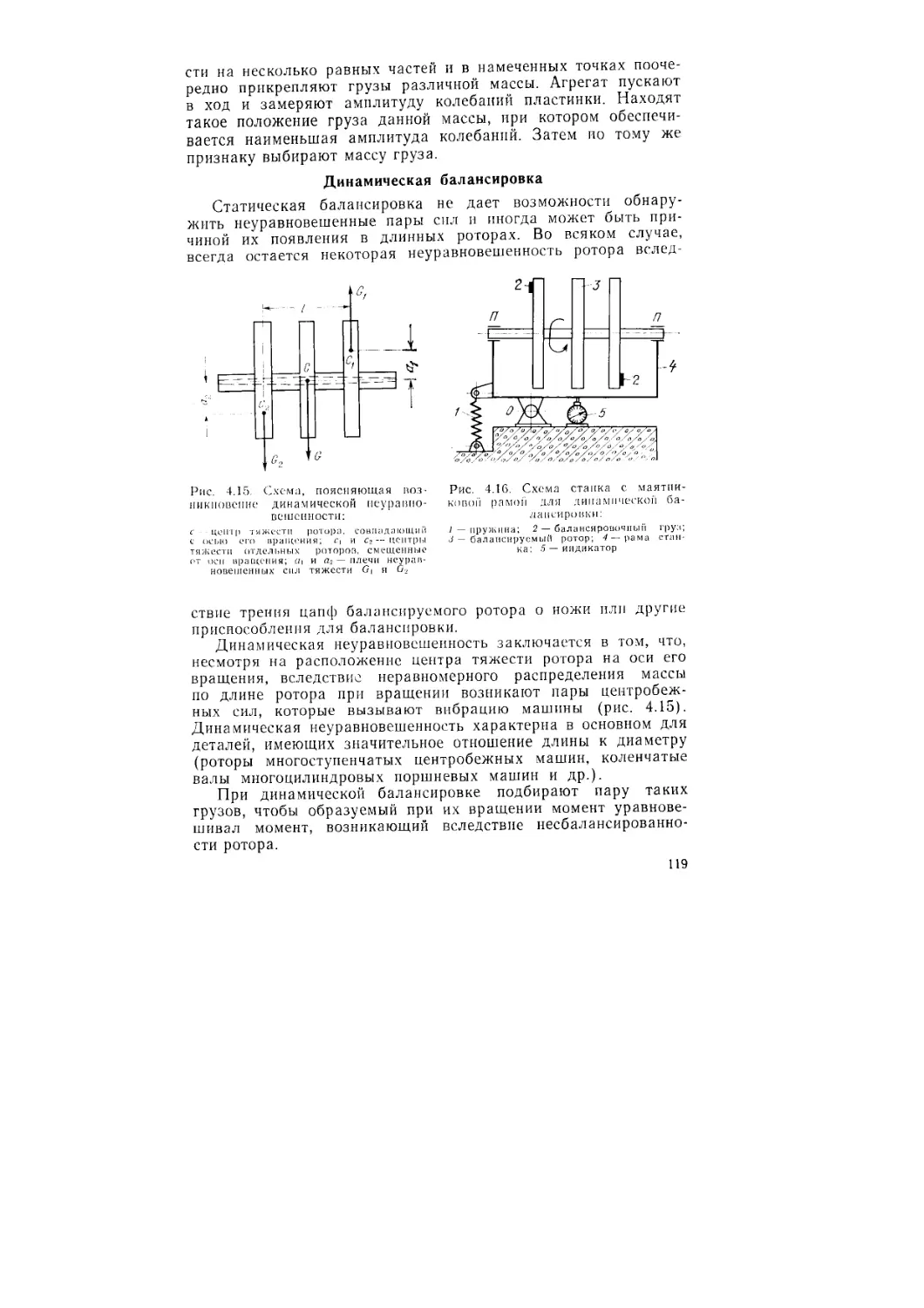
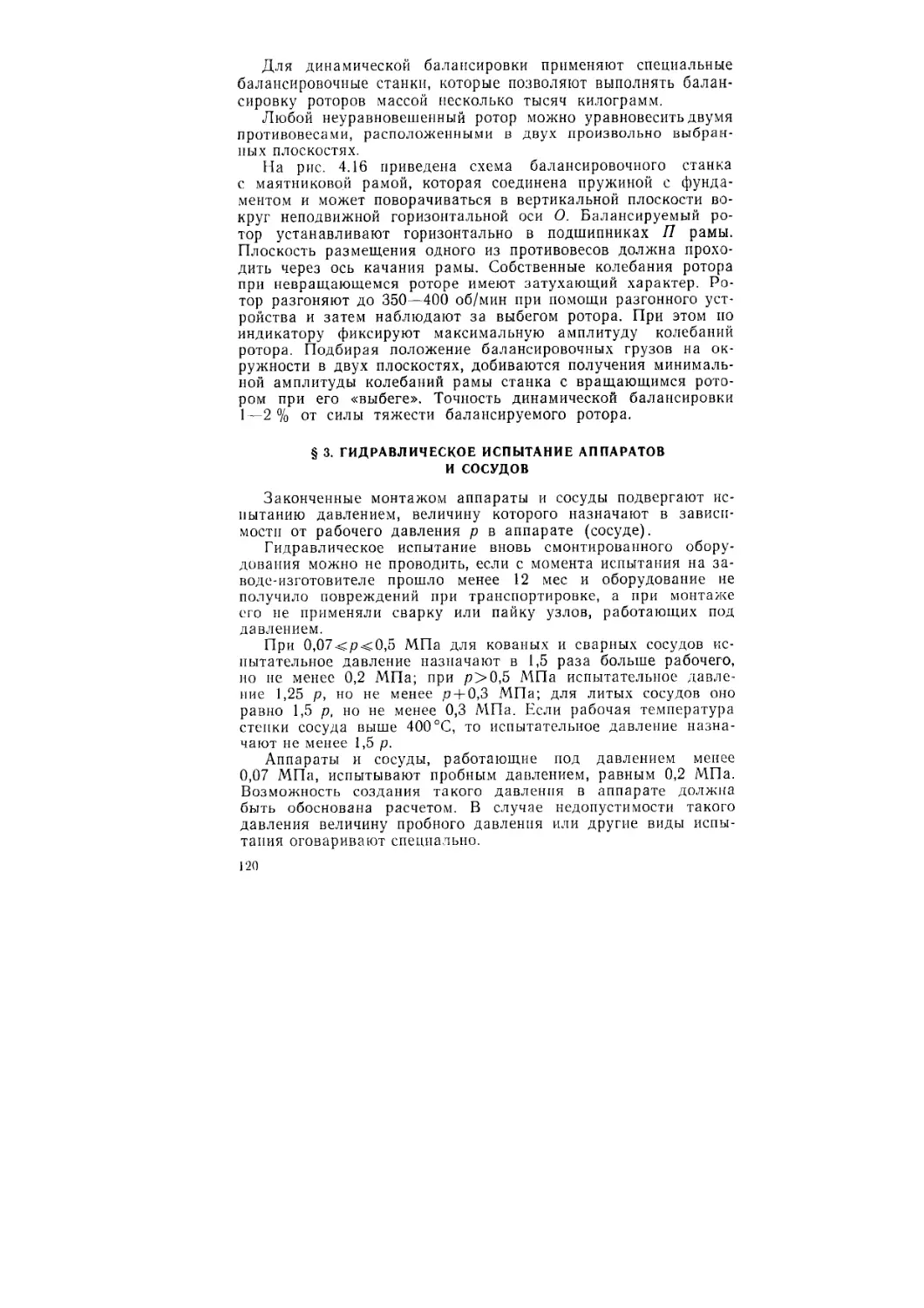
вещены общие приемы монтажа, методы контроля, испытания
аппаратов и оборудования; указаны особенности монтажа верти-
кальных колонных аппаратов, реакторов, трубчатых печей и т. д.
Во втором издании (1-е изд.— 1963 г.) значительно перера-
ботаны разделы книги, посвященные методам монтажа оборудо-
вания и организации монтажных работ.
Для студентов нефтяных вузов по специальности «Машины и
аппараты химических производств».
Табл. 45, ил. 173, список лит.— 17 назв.
Рецензенты — д-р техн, наук М. 3. Максименко
и Р. А. Фаткуллин (Уфимский нефтяной институт)
ИгзБ. № ... ________
2501020000—084
М---------------147—82
043(01)—82
© Издательство «Недра», 1982
ВВЕДЕНИЕ
В «Основных направлениях экономического и социального
развития СССР на 1981 —1985 годы и на период до 1990 года»
поставлена задача обеспечить в 1985 г. добычу нефти ( с га-
зовым конденсатом) в объеме 620—645 млн. т, а добычу газа
довести до 600—640 млрд. м3.
Современная нефте- и газоперерабатывающая промышлен-
ность представляет собой комплекс мощных установок первич-
ной переработки нефти и газа, каталитического крекинга, гид-
роочистки, каталитического риформинга, депарафинизации ма-
сел, битумных и других установок, оснащенных современным,
оборудованием, поставляемым заводами химического и нефтя-
ного машиностроения. Отличительная особенность развития со-
временной нефтегазопереработки — строительство комбиниро-
ванных и укрупненных установок с применением агрегатов
большой единичной мощности. Так, производительность устано-
вок по первичной переработке нефти достигла 8—9 млн. т/год,
газа 5 млрд. м3/год, каталитического крекинга 1 млн. т/год.
Существенно возросли также мощности установок для осуще-
ствления вторичных процессов: вторичной перегонки бензинов,
каталитического риформинга, пиролиза и др. Это позволило
снизить капиталовложения, затраты металла и эксплуатацион-
ные расходы на 1 т перерабатываемого сырья.
Осуществление разнообразных процессов при переработке
нефти и газа потребовало применения аппаратуры и оборудо-
вания, работающих в широком диапазоне рабочих параметров.
Например, температуры могут быть от —60 °C при кристалли-
зации в производстве масел до 800—900 °C при пиролизе,
а давления — от глубокого вакуума при переработке тяжелых
нефтяных остатков до 150 МПа при производстве полиэтилена.
Поэтому предъявляются высокие требования к качеству мон-
тажных работ, уровню их механизации, внедрению новой тех-
ники и передовой технологии монтажных и строительных работ.
В общем объеме работ по строительству нефтегазоперера-
батывающих и нефтехимических заводов монтажные работы
составляют 40—50 %. Значительное повышение производитель-
ности установок привело к увеличению массы монтируемых ап-
паратов до 500 т и более и их габаритных размеров, в связи
с чем потребовалось разработать и создать новые грузоподъ-
емные и транспортные средства, позволяющие доставлять и
монтировать тяжелые аппараты в полностью собранном виде.
Это позволяет значительную часть работ по сборке и сварке
1 * 3
оборудования выполнять на машиностроительных заводах. Од-
нако еще во многих случаях приходится дополнительно изго-
товлять крупногабаритную аппаратуру непосредственно на
монтажной площадке, что связано со значительным объемом
сварочных работ. Повышение степени заводской готовности
монтируемого оборудования позволяет значительно сократить
сроки монтажных работ, повысить их качество и увеличить на-
дежность оборудования при эксплуатации.
Специализированные монтажные и проектные организации,
укомплектованные квалифицированными кадрами специали-
стов, способны оперативно и на высоком техническом уровне
решать вопросы транспорта и монтажа разнообразного обо-
рудования нефтегазоперерабатывающих заводов.
Широкое внедрение в монтажную практику полуавтомати-
ческой и автоматической сварки сталей различных марок зна-
чительно повысило качество сварных конструкций, увеличило
производительность труда, снизило объем исправляемых дефек-
тов при сварке. Внедрение современных методов контроля ка-
чества сварных соединений позволило значительно снизить
объем испытаний, связанных с нарушением целостности свар-
ного соединения, или вообще отказаться от них.
При изложении приведенных в данной книге материалов ав-
торы стремились рассмотреть в систематизированном виде и
обобщить основные вопросы монтажных работ для предприя-
тий нефтяной и газовой промышленности с учетом передовой
техники. При описании методов расчета монтажного оборудо-
вания авторы максимально сохранили физическую суть лежа-
щих в основе различных расчетов положений, не перегружая
материал сложными и громоздкими расчетами.
В связи с тем что объем книги относительно невелик, в не-
которых случаях приведены лишь общие сведения по монтажу
аппаратов, а некоторые вопросы монтажа отдельных видов
оборудования пояснены конкретными примерами из монтажной
практики.
В книге все расчеты и величины приведены в Международ-
ной системе единиц (СИ).
При втором издании книги внесены изменения и дополне-
ния, переработаны некоторые разделы и обновлен графический
материал.
Второе издание книги подготовлено Ю. К. Молокановым,
гл. 5 — 3. Б. Харасом, гл. 2 и 7 — совместно Ю. К. Молокано-
вым и 3. Б. Харасом.
Авторы благодарят рецензента книги — кафедру «Машины
и аппараты химических производств» Уфимского нефтяного ин-
ститута за полезные замечания, учтенные при подготовке ру-
кописи, и будут признательны читателям за предложения по
улучшению качества книги.
Глава 1
КЛАССИФИКАЦИЯ АППАРАТУРЫ И ОБОРУДОВАНИЯ
С ТОЧКИ ЗРЕНИЯ ИХ МОНТАЖА
§ 1. КРАТКОЕ ОПИСАНИЕ ТЕХНОЛОГИЧЕСКИХ СХЕМ НЕФТЕ-
И ГАЗОПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ
Современные нефте- и газоперерабатывающие заводы —
комплексы взаимосвязанных технологических установок, осна-
щенных сложным оборудованием и аппаратурой, назначение
которых состоит в переработке исходного сырья (нефти, газа,
газового конденсата) в готовую продукцию или полуфабри-
каты, являющиеся сырьем для нефтехимических и химических
производств (полиэтилена, синтетического каучука, синтетиче-
ского спирта и др.).
Нефтеперерабатывающий завод
Современный нефтеперерабатывающий завод можно строить
по топливной или по топливно-масляной схемам. Последняя
встречается наиболее часто. При работе завода по топливно-
масляной схеме примерно 65—70 % нефти, поступающей на
завод, перерабатывают по топливной схеме, а остальные 35—
30 % — по топливно-масляной.
Цель современного нефтеперерабатывающего завода
(НПЗ)—вырабатывать из нефти автомобильные и авиацион-
ные бензины, реактивное и дизельное топливо, а также произ-
водить смазочные масла, парафин, моющие средства, серную
кислоту, этилбензол, ксилолы и др.
Топливная часть схемы завода
Нефть по топливной схеме перерабатывают следующим об-
разом. Ее обезвоживают и обессоливают на электрообессоли-
вающих установках (ЭЛОУ), а затем передают для перера-
ботки на атмосферно-вакуумные установки (АВТ) топливного
направления, которые, как правило, включают также установку
вторичной перегонки бензинов (ВП). На указанных установ-
ках нефть и отдельные нефтяные фракции подвергают ректи-
фикации, в результате чего получают фракции с пределами
выкипания начало кипения (н. к.): 62, 62—85, 85—105, 105—
140, 140—180, 180—240, 240—350 и 350—500 °C, а также гуд-
5
рон. Фракцию н. к. 62 °C используют для получения компо-
нентов автомобильного бензина. Фракции 62—85, 85—105 и
105—140 °C направляют на каталитическую ароматизацию
(риформинг) для получения ароматических углеводородов. Ос-
новной процесс ароматизации происходит при температуре
550 °C и давлении 2,5 МПа.
Фракции 140—180 и 180—240 °C используют как компо-
ненты авиационного керосина, а остальную часть направляют
на каталитический риформинг (процесс проводят при темпера-
туре 500—550 °C и давлении 5 МПа) для получения компонен-
тов дизельного топлива и высокооктанового компонента авто-
мобильного бензина.
После процесса гидроочистки, который служит для удале-
ния серы из топлива (проводится при температуре 425 °C и
давлении 6 МПа), фракцию 240—350 °C используют в каче-
стве котельного топлива.
Фракцию 350—500 °C перерабатывают на установках ката-
литического крекинга (при температуре 450—500 °C и давле-
нии 0,05—0,10 МПа), в результате чего получают автомобиль-
ный бензин, легкий каталитический газойль, тяжелый катали-
тический газойль и газ, который направляют на дальнейшую
переработку. Гудрон направляют на установки замедленного
коксования или термического крекинга. Автомобильный бензин
после стабилизации направляют в товарный парк. Легкий ка-
талитический газойль используют в качестве дизельного топ-
лива, а тяжелый каталитический газойль — в качестве сырья
замедленного коксования или термического крекинга.
Газы с установок каталитического крекинга, коксования и
термического крекинга разделяют на абсорбционпо-газофрак-
циопирующей установке (АГФУ и ГФУ), отделяя сухой газ
(метан, этан и частично пропан), который после очистки ис-
пользуется в качестве сырья для синтеза этилового спирта.
Избыток сухого газа направляется в топливную сеть завода
для производства водорода пли на факел.
Остальные компоненты газа (пропан, азо-бутан, бутан и др.)
после конденсации направляют на ректификацию с целью вы-
деления отдельных компонентов смеси.
При коксовании тяжелых нефтяных остатков (при темпера-
туре 475—500 °C и давлении 0,15—0,20 МПа) получают газ,
бензин, легкий и тяжелый дистилляты и кокс.
Бензин с установки коксования после гидроочистки направ-
ляют в товарный парк. Легкий дистиллят используют в каче-
стве дизельного топлива, тяжелый идет па котельное топливо.
При термическом крекинге (температура 470—520 °C, дав-
ление 2—4 МПа) каталитического газойля, остатка с уста-
новки АВТ, а также отходов масляного производства полу-
чают автомобильный бензин, дизельное топливо, крекинг-оста-
ток и газ.
6
Крекинг-остаток используют в качестве котельного топлива
или сырья для процесса коксования. Газ термического крекинга
подвергают переработке так же, как и газы каталитического
крекинга и коксования. Сжиженные компоненты газа разде-
ляют на газофракционирующей установке (ГФУ) на пропан-
пропиленовую, бутан-бутиленовую фракции и индивидуальные
компоненты. Первую фракцию направляют на установку поли-
меризации (при температуре 170—260 °C и давлении 5—
6 МПа), на которой получают полимер-продукт, являющийся
компонентом бензина или идущий на производство моющего
средства сульфанола, и остаточную фракцию (отработанную
пропан-пропиленовую фракцию).
Из бутан-бутиленовой фракции в результате процесса ал-
килирования (при температуре от 0 до —10 °C и давлении
1 МПа) получают авиа- и автоалкилаты, т. е. компоненты ави-
ационного и автомобильного бензинов. Отработанную бутано-
вую фракцию используют как компонент автомобильного бен-
зина или направляют на переработку на заводы синтетического
каучука.
Дизельное топливо, особенно вырабатываемое в результате
деструктивной переработки различных фракций, направляют
на гидроочистку с целью удаления серы. Водород для гидро-
очистки получают с установок каталитического риформинга
или со специальных установок.
Часть дизельного топлива для понижения температуры за-
стывания подвергают карбамидной депарафинизации.
Сухой газ с установок каталитического крекинга, коксова-
ния и гидроочистки направляют на удаление серы. Сероводо-
род, выделяющийся при очистке, используют как сырье для по-
лучения серной кислоты или элементарной серы.
Топливно-масляная часть схемы завода
Фракции, выкипающие до температуры 350 °C и получае-
мые на масляной АВТ, используют, как и при работе по топ-
ливной схеме. Кроме того, на масляной АВТ вырабатывают
узкие фракции, кипящие при температурах 350—420 и 420—
500 °C, а также гудрон. Первые две фракции раздельно под-
вергают переработке на установках селективной очистки, де-
парафинизации и контактной очистки масел. Экстракты, полу-
чаемые при селективной очистке масел, используют в качестве
топлива на изготовление битумов и для других целей. Гач
с установок депарафинизации обезмасливают, получая пара-
фин и масляный отход, который направляют на термический
крекинг.
Гудрон масляной АВТ подвергают деасфальтизации в рас-
творе пропана, селективной очистке, депарафинизации и кон-
тактной очистке. Смолы деасфальтизации и экстракт направ-
7
ляют на установки для получения битума, а петролатум слу-
жит сырьем для получения церезина.
Очищенные масла смешивают в различных пропорциях
с целью получения кондиционных масел различного назначе-
ния. Для придания маслам специальных свойств к ним добав-
ляют различные присадки (антиокислительные, противозадир-
ные и др.).
Парафины масляного производства подвергают окислению
с целью получения жирных кислот. Часть масел и жирных кис-
лот используют для получения консистентных смазок.
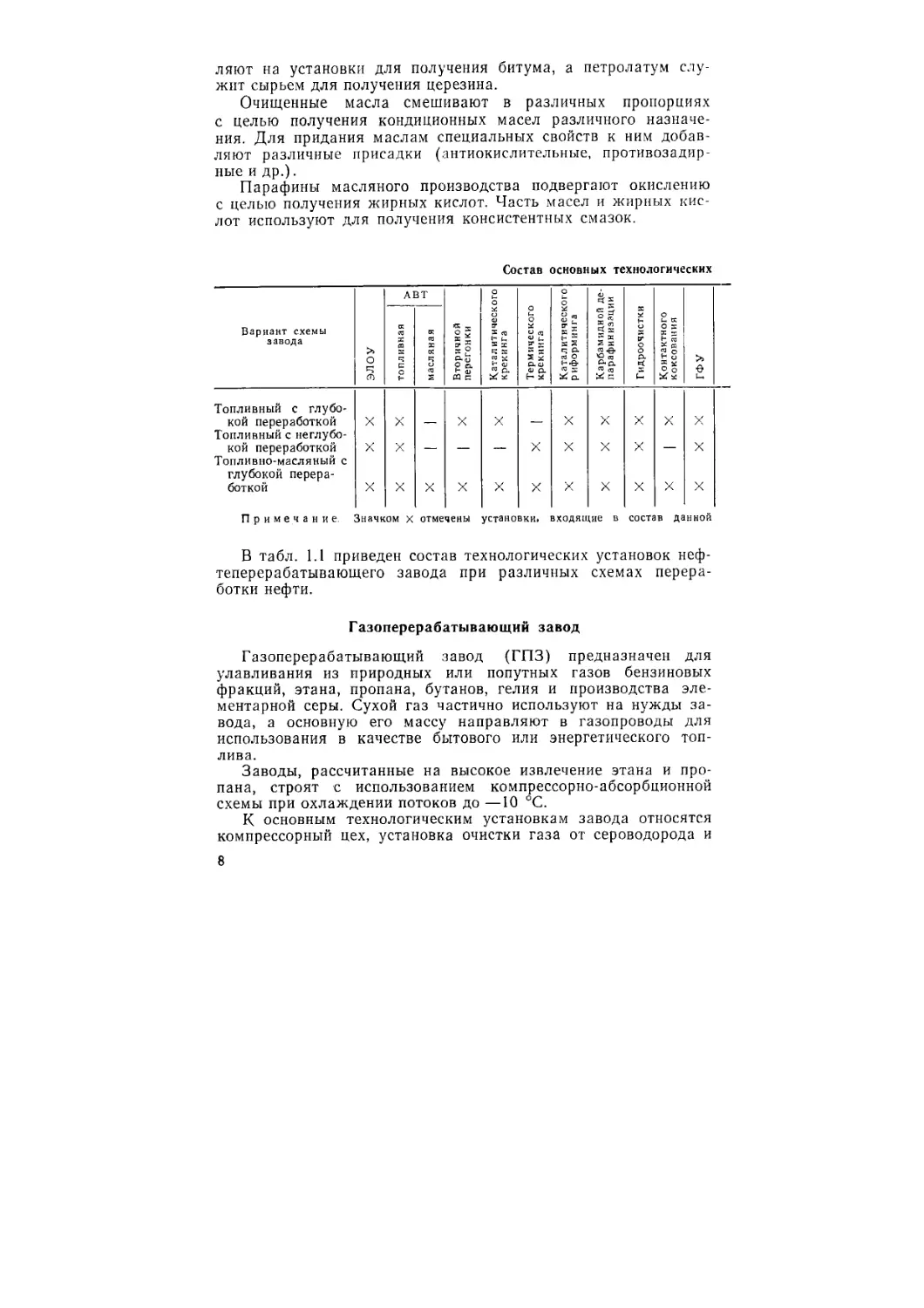
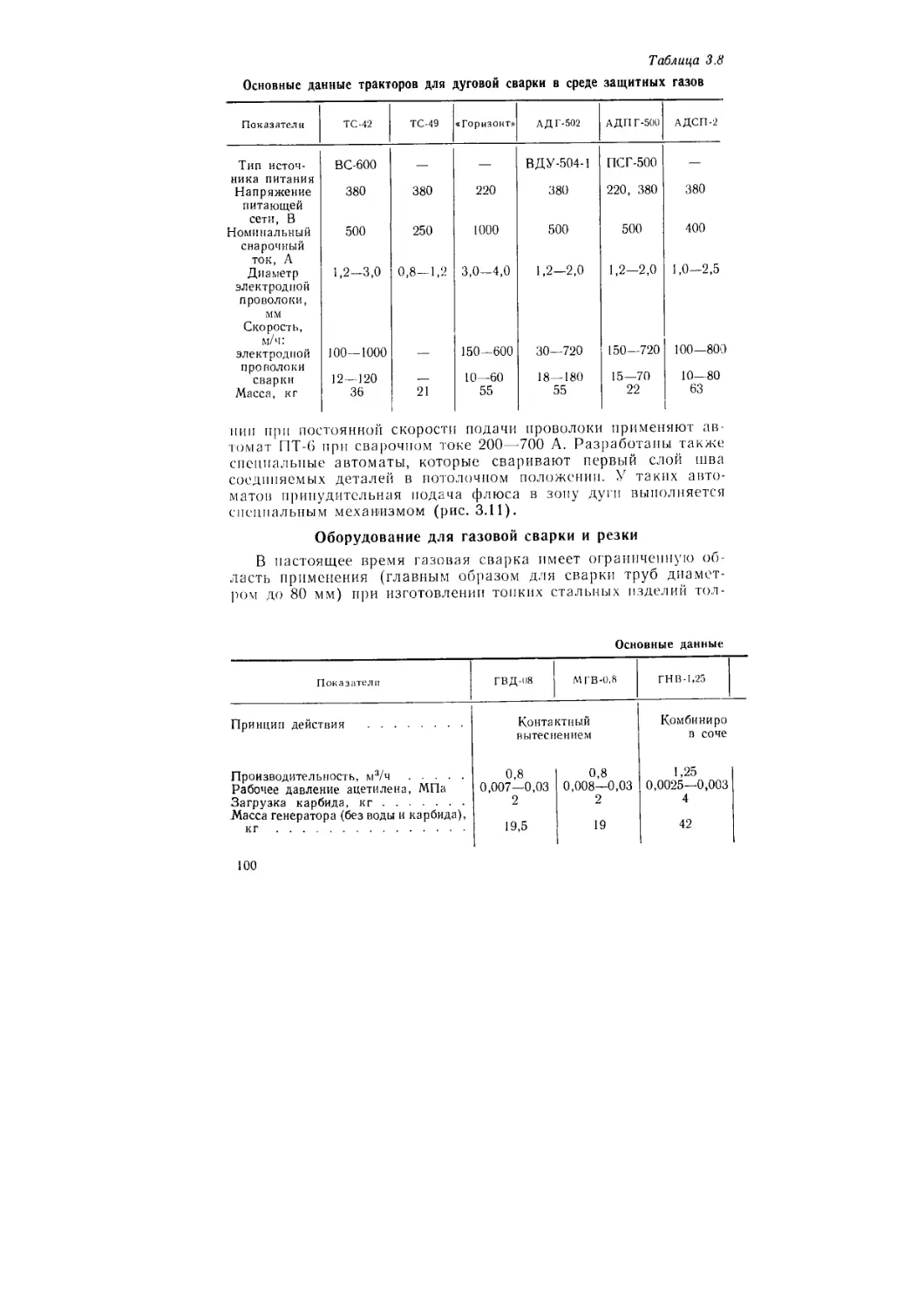
Состав основных технологических
Примечание.
Значком х отмечены установки» входящие в состав данной
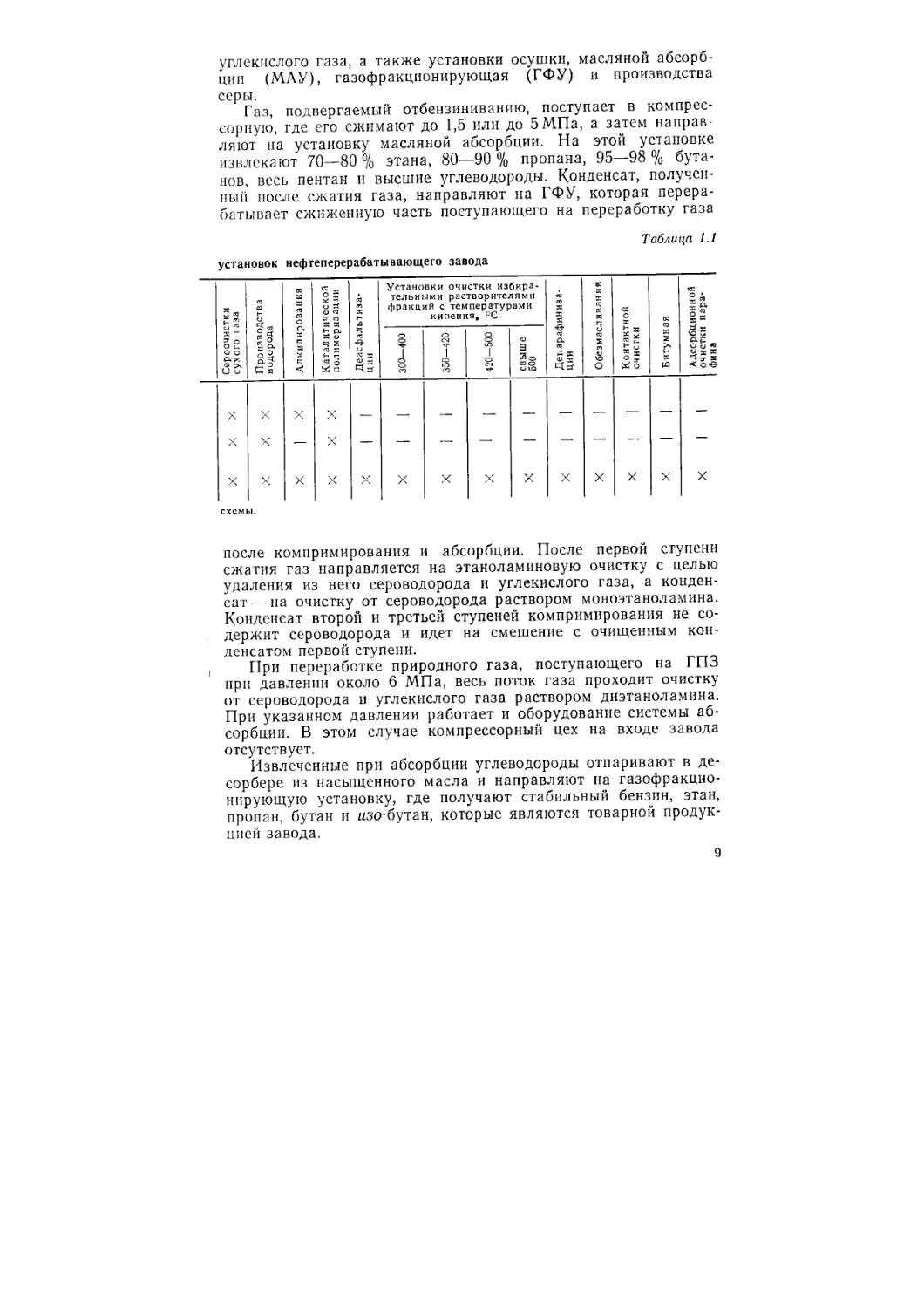
В табл. 1.1 приведен состав технологических установок неф-
теперерабатывающего завода при различных схемах перера-
ботки нефти.
Газоперерабатывающий завод
Газоперерабатывающий завод (ГПЗ) предназначен для
улавливания из природных или попутных газов бензиновых
фракций, этана, пропана, бутанов, гелия и производства эле-
ментарной серы. Сухой газ частично используют на нужды за-
вода, а основную его массу направляют в газопроводы для
использования в качестве бытового или энергетического топ-
лива.
Заводы, рассчитанные на высокое извлечение этана и про-
пана, строят с использованием компрессорно-абсорбционной
схемы при охлаждении потоков до —10 °C.
К основным технологическим установкам завода относятся
компрессорный цех, установка очистки газа от сероводорода и
8
углекислого газа, а также установки осушки, масляной абсорб-
ции (МАУ), газофракционирующая (ГФУ) и производства
серы.
Газ, подвергаемый отбензиниванию, поступает в компрес-
сорную, где его сжимают до 1,5 или до 5МПа, а затем направ-
ляют на установку масляной абсорбции. На этой установке
извлекают 70—80 % этана, 80—90 % пропана, 95—98 % бута-
нов, весь пентан и высшие углеводороды. Конденсат, получен-
ный после сжатия газа, направляют на ГФУ, которая перера-
батывает сжиженную часть поступающего на переработку газа
Таблица 1.1
установок нефтеперерабатывающего завода
s s
° *
« 5
схемы.
Установки очистки избира-
тельными растворителями
фракций с температурами 5
кипения, °C я
к
s
я
nJ
m
s
ч
«з
г
О
после компримирования и абсорбции. После первой ступени
сжатия газ направляется на этаноламиновую очистку с целью
удаления из него сероводорода и углекислого газа, а конден-
сат— на очистку от сероводорода раствором моноэтаноламина.
Конденсат второй и третьей ступеней компримирования не со-
держит сероводорода и идет на смешение е очищенным кон-
денсатом первой ступени.
При переработке природного газа, поступающего на ГПЗ
при давлении около 6 МПа, весь поток газа проходит очистку
от сероводорода и углекислого газа раствором диэтаноламина.
При указанном давлении работает и оборудование системы аб-
сорбции. В этом случае компрессорный цех на входе завода
отсутствует.
Извлеченные при абсорбции углеводороды отпаривают в де-
сорбере из насыщенного масла и направляют на газофракцио-
нирующую установку, где получают стабильный бензин, этан,
пропан, бутан и изо-бутан, которые являются товарной продук-
цией завода.
9
Сухой газ с установки масляной абсорбции идет на осушку
диэтиленгликолем и после этого поступает в газопровод.
Сероводород направляется на установку для получения эле-
ментарной серы.
§ 2. КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ ПО МОНТАЖНЫМ
ПРИЗНАКАМ
В состав современного нефтегазоперерабатывающего завода
(НПЗ и ГПЗ) входят многочисленные установки различного
технологического назначения. Поэтому имеется большое раз-
нообразие оборудования этих установок.
Вместе с тем, при дальнейшем описании особенностей мон-
тажа тех или иных аппаратов целесообразно их подразделить
и! классификационные группы, которые основывались бы на
общности главных монтажных приемов. Классификация обору-
дования только по технологическому назначению не полностью
характеризует особенности оборудования с точки зрения его
монтажа. При монтажных работах некоторые особенности тех-
нологического назначения аппарата часто не являются опреде-
ляющими, а основываются на тех или иных частных требова-
ниях, предъявляемых к монтажу аппарата.
Часто основные монтажные приемы, применяемые к аппа-
ратам различного технологического назначения, идентичны,
в то время как для других аппаратов одинакового технологиче-
ского назначения они могут быть совершенно различными.
Монтируемое оборудование классифицируется по следую-
щим основным признакам:
пространственному положению оборудования;
массовым и габаритным характеристикам оборудования;
расположению оборудования на территории технологической
установки;
рабочим условиям;
конструктивным и технологическим особенностям оборудо-
вания.
Пространственное положение оборудования
В зависимости от положения оборудования в пространстве
основные аппараты и машины можно подразделить на гори-
зонтальные, вертикальные, наклонные и пространственные кон-
струкции.
К горизонтальному оборудованию относятся элек-
тродегидраторы, всевозможные емкости, отстойники, подогрева-
тели с паровым пространством, теплообменники, насосы, ком-
прессоры, кристаллизаторы, контакторы алкилирования, бара-
банные вакуум-фильтры и др.
Большая часть оборудования этой группы является габа-
10
ритной для перевозки по железным дорогам и поэтому прибы-
вает на монтажную площадку в полностью собранном виде.
При монтаже оборудования данной группы выполняют работы
по ревизии, установке в проектное положение и испытанию.
Установку на фундаменты оборудования этой группы про-
изводят главным образом с применением самоходных стрело-
вых или тракторных кранов и редко с помощью мачт или дру-
гих грузоподъемных средств.
К вертикальному оборудованию относятся емко-
сти, колонны тарельчатые и насадочные различного технологи-
ческого назначения, реакторы и регенераторы различных ката-
литических процессов, некоторые типы теплообменников, кон-
такторов алкилирования, компрессоров, дымовые трубы и др.
Многие аппараты данной группы (ректификационные ко-
лонны, реакторы, регенераторы) негабаритны для перевозок по
железным дорогам и их приходится доставлять на монтажную
площадку в виде отдельных узлов и деталей. В связи с этим
на монтажной площадке выполняют большой объем работ по
сборке и сварке аппаратов.
Установку таких аппаратов осуществляют главным образом
с применением мачт, порталов, гидравлических подъемников
или стационарных монтажных кранов. В некоторых случаях
применяют также самоходные стреловые краны при достаточ-
ной длине стрелы и грузоподъемности. Аппараты этой группы
целесообразно устанавливать в проектное положение пол-
ностью собранными и испытанными на земле или несколькими
крупными блоками (при большой массе или крупных габа-
ритах) .
К наклонному оборудованию относятся различные
транспортные устройства, вращающиеся цилиндрические печи
(реакторы), некоторые конструкции сушилок и др.
Аппараты этой группы могут быть как габаритными, так и
негабаритными для железнодорожных перевозок. При монтаже
такого оборудования большой объем работ приходится выпол-
нять по укрупнительной сборке и выверке смонтированных
блоков.
Такое оборудование устанавливают с применением самоход-
ных стреловых и башенных кранов, порталов и т. д.
К пространственному оборудованию относятся
резервуары, газгольдеры, трубчатые печи, конденсаторы-холо-
дильники погружного типа, конденсаторы воздушного охлажде-
ния, различные металлоконструкции. Оборудование этой группы
поставляют на строительную площадку в виде более или менее
крупных узлов, которые затем собирают на площадке в мон-
тажные блоки. Это оборудование целесообразно устанавливать
самоходными стреловыми кранами. В некоторых случаях можно
применять мачты, стрелы или другое грузоподъемное оборудо-
вание.
11
Массовые характеристики оборудования
Масса аппарата является важной монтажной характеристи-
кой, которая в значительной степени обусловливает выбор ме-
тода монтажа данного аппарата и рациональные пределы
укрупнительной сборки при монтаже. С увеличением массы
аппарата при прочих равных условиях возрастает трудоем-
кость монтажа.
Среди монтируемых аппаратов основную массу составляют
вертикальные аппараты, распределение которых по массе пред-
ставлено в табл. 1.2.
Таблица 1.2
Распределение по массе (в т) вертикальных аппаратов
Показатели Подъемная масса аппарата, т
| 10—20 21—30 31—50 51—75 76—100 101—150 151—200 201—250 251—300 Свыше 300
Число аппа- ратов % от общего числа Масса аппа- ратов, т % от общей массы Средняя масса аппарата каж- дой группы, т 256 24,8 3641 6,7 14,2 205 19,8 5064 9,3 24,7 274 26,5 10 605 19,4 38,7 107 10,3 6246 И.4 58,3 65 6,3 5691 10,4 87,5 62 6,0 7843 14,3 126,5 27 2,6 4641 8,5 172 15 1,5 3429 6,3 228,5 7 0,7 1825 3,3 261 15 1,5 5662 10,4 378
По этой таблице основное число (более 70%) составляют
аппараты массой до 50 т. Однако их суммарная масса зани-
мает лишь 35 % общей массы всех аппаратов. Число тяжело-
весных аппаратов массой более 100 т относительно невелико —
всего около 13%, а их суммарная масса составляет около
43 % общей массы всех рассмотренных аппаратов.
К наиболее тяжелым аппаратам относятся ректификацион-
ные колонны, реакторы, регенераторы, абсорберы и другие ап-
параты установок и цехов большой производительности, ком-
плектуемых агрегатами большой единичной мощности.
В настоящее время имеются грузоподъемные средства, по-
зволяющие монтировать аппараты в полностью собранном виде
массой до 1000 т. Разрабатываются грузоподъемные средства
для монтажа аппаратов массой 2000 т, включая специальные
краны, транспортные средства и др.
С точки зрения возможности установки в проектное поло-
жение вертикальные аппараты можно разделить по массе па
12
следующие основные группы: до 30, 30—200, 200—400 и свыше
400 т.
Вертикальные аппараты массой до 30 т в проектное поло-
жение можно устанавливать, применяя мощные самоходные
стреловые краны, например СКГ-50.
Аппараты массой 30—200 т монтируют, применяя спарен-
ные самоходные стреловые краны, например СКГ-100, трубача-
тые и решетчатые мачты, порталы, гидравлические подъемники
и др.
Монтаж аппаратов массой 200—400 т осуществляют с по-
мощью мачтовых подъемников, гидравлических подъемников
с использованием централизованной системы контроля и управ-
ления подъемом.
Подъем аппаратов массой более 400 т производят с по-
мощью специальных мачтовых подъемников. Монтаж таких ап-
паратов наиболее эффективно осуществляется, когда имеется
комплекс механизмов, транспортных и грузоподъемных средств,
обеспечивающих все этапы монтажных и транспортных работ.
Габаритные характеристики оборудования
Габаритные размеры оборудования, т. е. длина, ширина и
высота или диаметр и высота, оказывают существенное влия-
ние на состояние его поставки и на выбор метода монтажа.
Оборудование можно разделить на следующие группы:
1) габаритное, принимаемое к перевозке по железной до-
роге без ограничений, и определенной степени негабаритности,
принимаемое к перевозке в собранном виде с ограничениями;
2) негабаритное для железнодорожных перевозок, т. е. при-
нимаемое к перевозке по железной дороге отдельными блоками
и деталями, но габаритное для транспортировки в собранном
виде по шоссейным или водным путям;
3) абсолютно негабаритное для перевозки в полностью со-
бранном виде любым видом транспорта.
В группу оборудования, габаритного для железнодорожных
перевозок, входят многие горизонтальные и вертикальные ап-
параты, насосы, компрессоры, фильтры и др. Эта группа наи-
более многочисленна и включает основное монтируемое обору-
дование. Такое оборудование поставляют на монтажную пло-
щадку в полностью собранном виде. На монтажной площадке
выполняют работы по установке оборудования в проектное по-
ложение и его испытанию. В отдельных случаях выполняют ре-
визию оборудования.
Оборудование, негабаритное для железнодорожных перево-
зок, включает различные ректификационные колонны, реак-
торы, регенераторы, дымовые трубы, трубчатые печи, конден-
саторы-холодильники и др. Аппараты этой группы доставляют
на монтажную площадку в виде крупных блоков или полностью
13
разобранными. В связи с этим на монтажной площадке прихо-
дится выполнять большой объем работ по сборке и сварке.
В некоторых случаях негабаритные для железнодорожных
перевозок аппараты целесообразно перевозить по шоссейным
дорогам или водным путем. Эти возможности необходимо
всегда оценивать, прежде чем решать вопрос о степени го-
товности аппарата при поставке с машиностроительного за-
вода.
Абсолютно негабаритные аппараты (реакторы и регенера-
торы каталитического крекинга в кипящем слое, вакуумные ко-
лонны установок АВТ большой мощности, камеры коксования,
пространственные металлоконструкции, резервуары и др.) до-
ставляют на монтажную площадку в виде отдельных блоков и
деталей. Таким образом, для аппаратов этой группы прихо-
дится выполнять значительный объем сборочных и сварочных
работ, связанных с дополнительным изготовлением аппаратов
непосредственно на монтажной площадке.
Степень укрупнительной сборки аппарата на машинострои-
тельном заводе определяется также географическим положе-
нием места строительства, наличием соответствующих грузо-
подъемных и транспортных средств, состоянием шоссейных до-
рог и водных путей и т. п.
Расположение оборудования на территории
технологической установки
i
По расположению на территории технологической установки
можно выделить следующие группы оборудования:
1) устанавливаемое на уровне земли или на невысоких
фундаментах вне помещений;
2) монтируемое на высоких фундаментах, постаментах или
металлоконструкциях вне помещений;
3) устанавливаемое под перекрытиями зданий или под по-
стаментами.
Монтаж оборудования первой группы наиболее простой
В зависимости от вида оборудования и особенностей монтаж-
ной площадки можно применять различные грузоподъемные
средства.
Аппараты второй группы устанавливают с помощью мачт,
порталов, самоходных стреловых или стационарных монтажных
кранов.
Монтаж аппаратов и машин, устанавливаемых внутри зда-
ний или под постаментами, более сложен вследствие стеснен-
ности монтажной территории и необходимости в большинстве
случаев применять несколько грузоподъемных устройств (при
подъеме на необходимую высоту, при горизонтальных пере-
мещениях под перекрытиями и при установке на фунда-
мент) .
14
Рабочие условия в оборудовании
Под рабочими условиями понимают рабочее давление и
температуру, а также среду, находящуюся в аппарате, и ее
свойства.
В связи с разнообразием процессов и аппаратов нефтегазо-
переработки рабочие условия в них крайне различны. Поэтому
к качеству монтажных работ предъявляются особые требо-
вания.
Рабочее давление в зависимости от величины харак-
теризует оборудование, которое можно подразделить на рабо-
тающее при избыточном давлении свыше 0,07 МПа, работаю-
щее при избыточном давлении до 0,07 МПа и работающее под
вакуумом.
Основное число аппаратуры нефтегазоперерабатывающих
заводов работает при давлении до 2,5 МПа.
Аппараты, в которых во время работы может образоваться
избыточное давление более 0,07 МПа, подведомственны Госгор-
технадзору СССР. Для таких аппаратов повышены требования
в отношении качества сварочных работ, методов контроля свар-
ных швов, качества сборки соединений, объема технической до-
кументации, предъявляемой заказчику при сдаче аппарата.
Аппараты, работающие при избыточном давлении менее
0,07 МПа, не подведомственны Госгортехнадзору СССР, од-
нако, учитывая жесткие рабочие условия в аппаратуре (высо-
кую температуру, взрывоопасную среду и др.), в некоторых
случаях на аппараты данной группы распространяются пра-
вила Госгортехнадзора СССР в отношении качества и методов
контроля монтажных работ.
К аппаратам, работающим под вакуумом, предъявляют до-
полнительные требования в отношении плотности разъемных и
сварных соединений.
Величина давления в аппаратах влияет на конструкцию
разъемных соединений, а также на технологию сварочных ра-
бот и методы контроля их качества. В зависимости от вели-
чины рабочего давления выбирают давление при испытании
аппарата и способы его проведения.
Рабочая температура является одним из основных
факторов, определяющих выбор материалов и конструктивных
форм оборудования. Так, при температуре стенки аппарата
свыше 475 °C применяют легированные стали.
По температурному режиму оборудование нефтегазоперера-
ботки можно разбить на следующие три группы: 1) работаю-
щее при положительных температурах не свыше 250 °C; 2) ра-
ботающее при температурах свыше 250 °C; 3) работающее при
температурах ниже 0 °C.
Для аппаратов первой группы характерным является при-
менение углеродистых сталей обыкновенного или повышенного
15
качества, обладающих хорошей свариваемостью, а также чугу-
нов и в отдельных случаях неметаллических материалов. Леги-
рованные стали применяют главным образом для предотвра-
щения коррозионного воздействия среды. Только для наиболее
высокотемпературных аппаратов этой группы или в случае:
большой разности температур потоков принимают меры для
компенсации тепловых расширений элементов конструкции.
Для аппаратов второй группы характерно применение высо-
кокачественных углеродистых и легированных сталей, специ-
альных облицовок для защиты корпусов от воздействия среды,
специальных конструкций разъемных соединений и т. д.
При монтаже таких аппаратов особое внимание следует об-
ращать на получение качественных сварных соединений, на
правильный подбор прокладок, набивок, крепежных деталей,
а также на обеспечение температурных расширений кон-
струкций.
Аппараты третьей группы характерны тем, что для их изго-
товления при рабочих температурах менее —20 °C применяют
низколегированные марганцовистые и никелевые стали или
цветные металлы, а для разъемных соединений — специальные
конструкции уплотнительных поверхностей.
При более низких температурах используют высоколегиро-
ванные стали — никелевые, хромоникелевые и др. Все это
предъявляет дополнительные требования к сварным соедине-
ниям и качеству сборки при монтаже.
Среда степенью коррозионности, а также своим агрегат-
ным состоянием влияет на производство монтажных работ, так
как по этим характеристикам выбирают материалы для изго-
товления оборудования, подбирают защитные облицовки из ле-
гированных сталей или защитные футеровки, выдвигают до-
полнительные требования к качеству сварных соединений,
к материалам прокладок и набивок.
В связи с наличием взрыво- и огнеопасных сред особые
требования предъявляются к плотности всех соединений и по-
является необходимость в устройстве заземления для отвода
статического электричества.
Конструктивные и технологические особенности оборудования
В конструктивном отношении большинство аппаратуры неф-
тегазоперерабатывающих заводов представляет собой цилинд-
рические сосуды с днищами сферической или эллиптической
формы (всевозможные фракционирующие колонны, реакторы,
теплообменники, емкости и др.). Сферическая форма корпусов
аппаратов встречается редко, главным образом у емкостей для
сжиженных газов и у электродегидраторов. Аппараты с пло-
скими стенками применяют еще реже. К этой группе относятся
кожухи трубчатых печей, ящики конденсаторов-холодильников
погружного типа и другие конструкции.
16
Насосы и компрессоры имеют специфическое конструктив-
ное оформление в зависимости от их типа и назначения.
Технологическое назначение оборудования в первую очередь
влияет на конструкции внутренних устройств. Так, ректифика-
ционная колонна и реактор каталитического крекинга внешне
почти не различаются. Однако в связи с их различным техноло-
гическим назначением внутренние устройства этих аппаратов
не имеют ничего общего. В ректификационной колонне разме-
щены тарелки, обеспечивающие контакт между парами и жидко-
стью, в то время как реактор каталитического крекинга имеет
устройства для ввода, вывода и распределения катализатора и
паров, которые обеспечивают контакт между твердым катали-
затором и парами.
Совершенно по-разному конструктивно оформлены многие
теплообменные аппараты: трубчатые печи, кожухотрубчатые
теплообменники, подогреватели с паровым пространством, кон-
денсаторы-холодильники и кристаллизаторы.
Кроме того, аппараты различного технологического назна-
чения могут иметь практически одинаковое конструктивное
оформление, например ректификационные колонны и абсор-
беры, конденсаторы и холодильники и др.
Всестороннее знание характеристик монтируемого оборудо-
вания позволяет оценить трудоемкость монтажных работ и вы-
брать наиболее эффективный технологический процесс их про-
изводства.
Учитывая вышеизложенное, для дальнейшего рассмотрения
можно выделить следующие монтажные группы оборудования:
вертикальные аппараты колонного типа (в том числе дымовые
трубы), реакторы и регенераторы, вакуум-фильтры, кристалли-
заторы и контакторы, горизонтальные аппараты и емкости,
трубчатые печи, теплообменники и конденсаторы-холодильники,
резервуары и газгольдеры, насосы и компрессоры, трубопро-
воды и арматура и металлоконструкции.
Глава 2
ГРУЗОПОДЪЕМНОЕ И ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
И ТАКЕЛАЖНЫЕ ПРИСПОСОБЛЕНИЯ
§ 1. ТРОСЫ
Тросы (стальные проволочные канаты) являются составным
элементом различных грузоподъемных и такелажных устройств,
применяемых при монтажных работах. Их широко используют
в качестве грузовых канатов полиспастов грузоподъемных ма-
шин и приспособлений, для изготовления стропов, расчалок и
оттяжек. Тросы должны быть прочными, гибкими, стойкими
к переменным по направлению перегибам и динамическим на-
грузкам.
Тросы изготовляют из светлой (неоцинкованной) и оцинко-
ванной стальной проволоки, свиваемой в пряди, которые в свою
очередь свивают в канат.
В зависимости от направления свивки прядей и проволок
в прядях различают тросы крестовой, односторонней и комби-
нированной свивки. Тросы крестовой свивки менее прочны и
гибки, чем тросы односторонней свивки, но последние более
подвержены самораскручиванию. При монтажных работах наи-
более широко применяют тросы из шести прядей, расположен-
ных вокруг одного органического сердечника (из пеньки, ма-
нильского волокна, асбеста). Мягкий органический сердечник
увеличивает гибкость каната, улучшает его сопротивляемость
динамическим нагрузкам и обеспечивает удерживание смазки,
предохраняющей проволоку от коррозии и усиленного износа.
Хотя тросы из оцинкованной проволоки более стойки к корро-
зии по сравнению с тросами из светлой неоцинкованной про-
волоки, однако их прочность на 7—10 % меньше и они дороже.
При надлежащем уходе за тросом в процессе эксплуатации вы-
ход его из строя происходит не вследствие коррозии, а в ре-
зультате усталостного разрушения проволок под действием ди-
намических нагрузок и многократных перегибов на роликах
блоков, барабанах лебедок и т. д. Поэтому для монтажных ра-
бот применяют тросы из светлой неоцинкованной проволоки
высшей (В) или первой (I) марки, имеющей временное сопро-
тивление разрыву 1600—1800 МПа.
Уменьшение габаритов такелажных средств (лебедок, бло-
ков и др.) возможно в случае применения канатов из высоко-
прочной стальной проволоки, имеющей временное сопротивле-
18
ние разрыву 2500—3000 МПа. Работы в этом направлении ве-
дутся научно-исследовательскими институтами и заводами, из-
готовляющими канаты.
Гибкость троса при прочих равных условиях определяется
диаметром проволок и их числом. Чем меньше диаметр прово-
локи пли чем больше их число в пряди при одинаковом диа-
метре проволок и числе прядей, тем трос более гибкий. Вместе
с тем, трос из проволок меньшего диаметра стоит дороже и
быстрее изнашивается.
Из большого числа выпускаемых отечественной промышлен-
ностью разновидностей стальных канатов (по стандарту не-
сколько десятков) преимущественное применение при монтаж-
ных работах нашли канаты диаметром до 56 мм (ГОСТ
2688—69) и диаметром до 63 мм (ГОСТ 7668—80).Тросы в за-
висимости от назначения подразделяют на грузовые, поддер-
живающие, несущие и строповые.
Грузовые тросы применяют для подъема или горизон-
тального перемещения грузов в различных системах полиспа-
стов. Грузовые тросы в процессе работы подвергаются много-
кратным изгибам на роликах блоков и барабанах лебедок. По-
этому они должны обладать достаточно большой гибкостью и
прочностью. Этим требованиям наиболее полно удовлетворяют
канаты конструкции1 6X36+1 о. с. (ГОСТ 7668—80). В каче-
стве замены могут быть использованы канаты конструкции
6Х37+1 о. с. (ГОСТ 3079—69).
Поддерживающие тросы служат для придания ус-
тойчивости грузоподъемным средствам и для управления по-
ложением груза во время его подъема и перемещения. Тросы
этой группы (всевозможные расчалки или ванты, оттяжки и
др.) в процессе работы не подвержены многократным изгибам
(их изгибают только один раз в местах крепления), поэтому
они могут быть более жесткими, чем грузовые тросы. Поддер-
живающие тросы выбирают конструкции 6x19+1 о. с. глав-
ным образом по ГОСТ 2688—69. В случае отсутствия такого
каната допускается применять канаты конструкций 6X25+
+ 1 о. с. (ГОСТ 7665-80) или 6X19+1 о. с. (ГОСТ 3077—80).
Несущие тросы применяют в качестве рельса монтаж-
ного кабельного крана и тросовых дорожек. Для этих целей
в монтажной практике используют тросы по ГОСТ 2688—69.
Строповые тросы служат для обвязки (строповки)
перемещаемого груза. Эти тросы должны быть достаточно гиб-
кими, чтобы допускать многократные перегибы и вязку узлов.
В качестве строповых применяют тросы по ГОСТ 7668—80,
1 В обозначениях конструкции тросов первая цифра означает число пря-
дей в канате, вторая—число проволок в пряди, третья — число органиче-
ских сердечников (о. с.).
19
а в случае замены тросами других стандартов аналогично гру-
зовым тросам.
При отправке заказчикам завод-изготовитель снабжает ка-
нат сертификатом, удостоверяющим его качество и количество
(длину и массу), а также разрывное усилие каната в целом.
Часто приводится лишь значение суммарного разрывного уси-
лия всех проволок в канате, которое необходимо пересчитать
на значение разрывного усилия для каната в целом, пользуясь
соотношениями, приведенными в стандарте на канат данной
конструкции и прочности проволок. В среднем суммарное раз-
рывное усилие проволок больше разрывного усилия каната
примерно на 17 %, т. е.
/?к = 0,83₽с, (2.1)
где RK и Rc— соответственно разрывное усилие каната и сум-
марное разрывное усилие проволок.
При отсутствии сертификата канат подвергают испытанию
в соответствии с ГОСТ 3241—80, при котором на разрывной
машине доводят до разрушения определенное число проволок.
По результатам испытания составляют свидетельство, которое
и является основным документом, характеризующим канат.
Одним из оправдавших себя направлений совершенствова-
ния стальных канатов, применяемых в грузоподъемных маши-
нах, является обжатие прядей перед свивкой их в канат. Это
позволяет примерно на 10—15 % увеличить разрывное усилие
каната в целом.
Проводятся также исследования по увеличению разрывного
усилия стальных канатов за счет применения проволоки повы-
шенной прочности с сопротивлением разрыву до 2400 МПа,
двухслойной свивки проволок в канат и увеличения при этом
степени заполнения металлом поперечного сечения каната,
применения канатов с металлическим сердечником и др.
Расчет тросов
Нагруженный трос работает в весьма сложных условиях.
Проволоки каната подвергаются растяжению, кручению, из-
гибу, а также взаимному трению. При этом наружные прово-
локи изнашиваются в большей степени, что сокращает срок
службы троса и заставляет увеличивать запас прочности.
Тросы для монтажных работ рассчитывают только на рас-
тяжение по величине разрывного усилия, которое является ос-
новной характеристикой троса и указывается в паспорте.
Разрывное усилие для троса
R=Sk3, (2.2)
где R — разрывное усилие; S— усилие на одну ветвь троса
в грузоподъемной системе без учета динамических нагрузок;
k3— коэффициент запаса прочности троса.
20
По полученной величине разрывного усилия с учетом усло-
вий работы по соответствующему стандарту выбирают тип ка-
ната и его технические характеристики.
Усилие S на одну ветвь троса определяют в зависимости от
массы груза, числа грузовых ветвей, направления тросов в си-
стеме, действия ветра и т. п. При этом для расчета используют
величину усилия для наиболее неблагоприятного случая соче-
тания нагрузок.
Коэффициент запаса прочности k3 выбирают в зависимости
от назначения троса, режима работы грузоподъемного меха-
низма (скорость перемещения груза, близость людей и др.) и
конструкции стропового устройства.
Значения коэффициентов запаса
прочности тросов
Грузовые и стреловые тросы с ручным
приводом................................. 4,0
То же, с машинным приводом при:
легком режиме работы................. 5,0
среднем режиме работы................ 5,5
тяжелом и весьма тяжелом режиме
работы............................... 6,0
Расчалки (ванты) мачт и стрел .......3,0—5,0
Ванты деррик-кранов...................... 3,5
Тросы:
кабель-кранов несущие.................3,0—3,5
то же, тяговые........................ 4,0
стропов при наличии на концах стро-
па инвентарных деталей для крепле-
ния к грузам или с обвязкой груза 5,0—6,0
Большие величины коэффициента запаса принимают при бо-
лее тяжелых условиях работы или при необходимости работы
грузоподъемных механизмов более одного года.
В монтажной практике часто приходится применять трос
определенной конструкции и диаметра. В этом случае разрыв-
ное усилие для троса известно и необходимо определить допу-
стимую величину усилия SA на одну ветвь троса и число вет-
вей троса в оснастке:
$« = -£-. (2.3)
*3
Следует иметь в виду, что разрывные усилия 7?( и Т?2 (пли
допустимые усилия SAi и SA2) для тросов одинаковой конструк-
ции и назначения, но различных диаметров di и d2, связаны со-
отношением
R 1 __ 1
К 2 2
(2.4)
В монтажной практике для выполнения грузоподъемных
операций применяют как стреловые самоходные и другие виды
21
крапов, так и монтажные полиспасты с приводом от лебедок.
Выбор, расчет и эксплуатация стальных канатов грузовых и
стреловых полиспастов кранов, расчалки стрел кранов, а также
канатов стропов, используемых при работе с кранами, произ-
водят в соответствии с «Правилами устройства и безопасной
эксплуатации грузоподъемных кранов» Госгортехнадзора СССР.
Контроль за выполнением требований указанных правил осу-
ществляют инспекторы местных органов Госгортехнадзора
СССР.
Соединение и закрепление тросов
Для соединения двух кусков троса, а также при изготовле-
нии петель и инвентарных стропов применяют сплетение и
крепление с помощью зажимов и узлов. Сплетение концов тро-
сов используют главным образом при изготовлении инвентар-
ных стропов, предназначенных для подъема однотипных гру-
зов. Соединение этого типа вытесняется гильзоклиновыми и об-
жимными соединениями конструкции ВНИИМонтажспецстроя.
В большинстве случаев тросы соединяют, завязывая узлы
и скрепляя концы их зажимами или обвязывая мягкой отож-
женной проволокой. Свободный конец троса, закрепляемый за-
жимами, должен иметь длину не менее 300 мм. Зажимы ставят
с шагом где d — диаметр троса, мм. Число зажимов п
для крепления можно определить по следующему простому
уравнению
«=4- <2-5)
Полученное по уравнению (2.5) число зажимов округляют
до ближайшего большего целого числа. Усилие, необходимое
для сжатия тросов, создается в зажиме затяжкой резьбовых
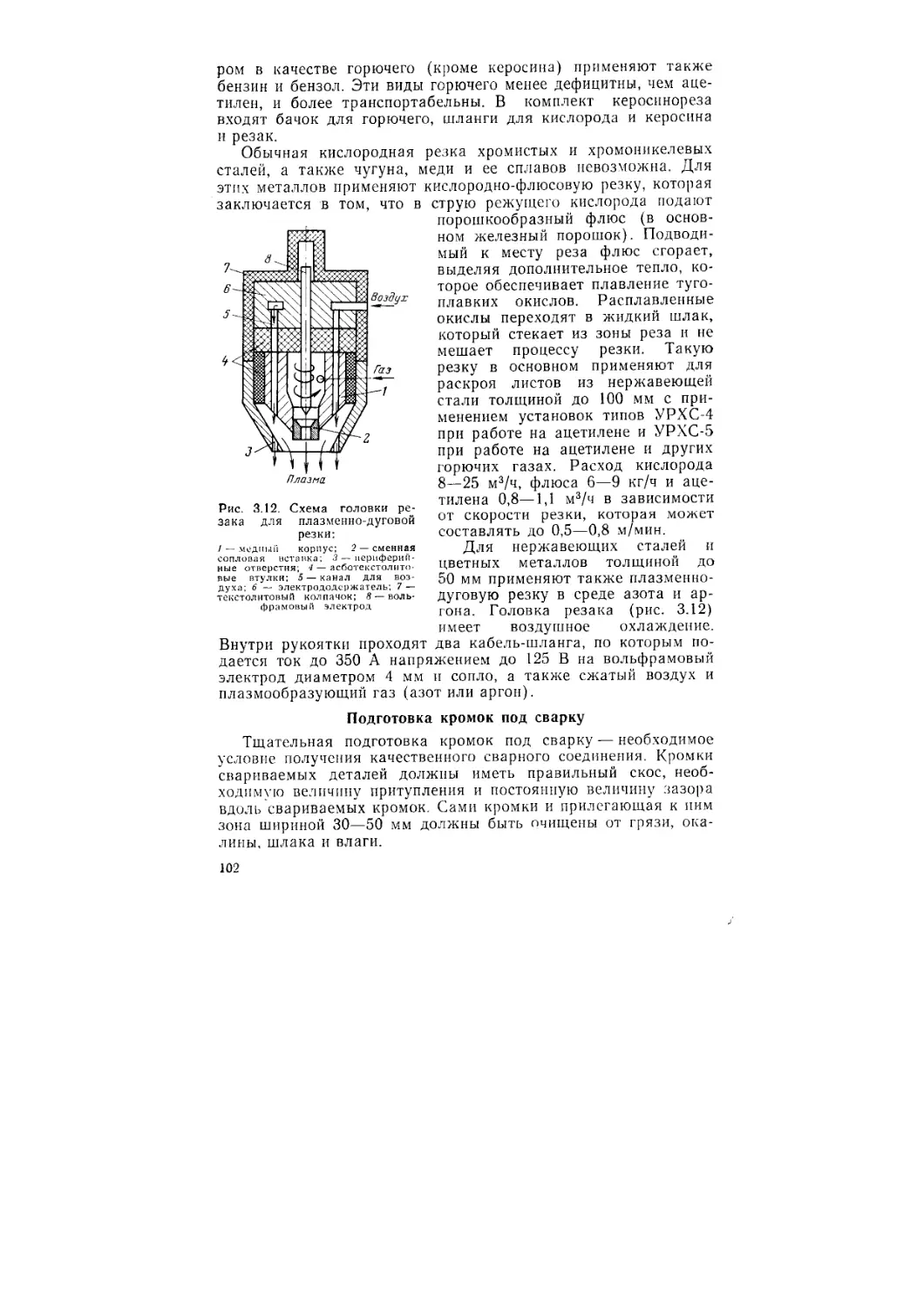
соединений. Наиболее распространены зажимы, показанные на
рис. 2.1, а, б. Размеры этих зажимов для тросов различных
диаметров приведены в табл. 2.1. Применяют также кованые
зажимы (см. рис. 2.1, в, г), которые обеспечивают высокую проч-
ность соединения и мало повреждают тросы. Для регулирова-
ния длины тросов во время работы (например, для оттяжки
мачт) используют винтовые стяжки.
Представляется перспективным применение клиновых зажи-
мов, включающих клин, обойму, небольшое число болтов (см.
рис. 2.1, <3), а также обжимных соединений канатов с гильзами
из стали и алюминиевых сплавов.
При огибании канатом цилиндрического захватного устрой-
ства без коуша отношение диаметра оси к диаметру каната
должно быть не менее 4, а при использовании коуша — не ме-
нее 3,5. Такие устройства, состоящие из двух планок и двух
осей, применяют при соединении двух кусков каната в прямых
22
расчалках и тягах. Концы канатов крепят к осям зажимами
или заплеткой.
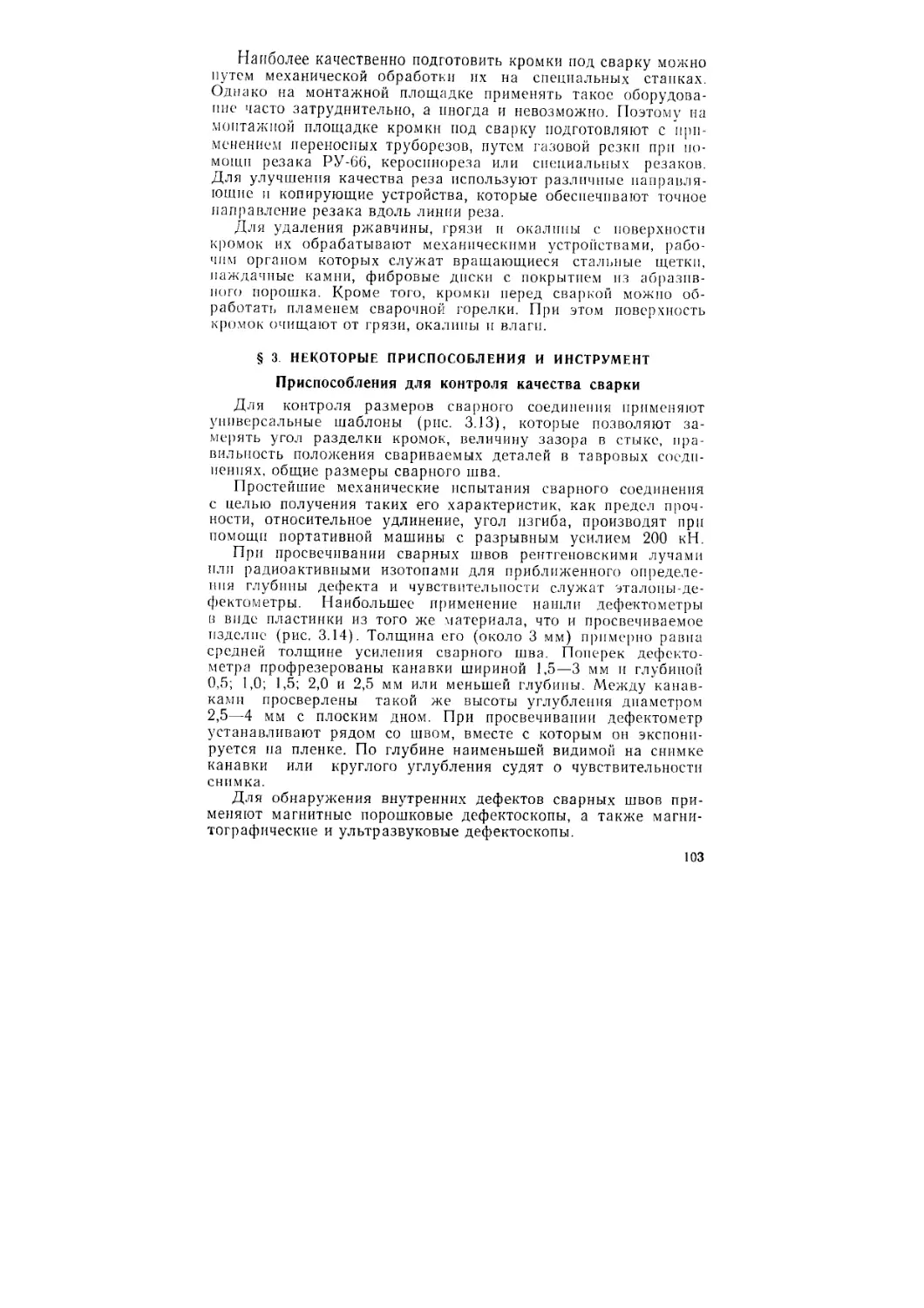
Коуши применяют для изготовления специальных петель,
которыми часто заканчиваются концы тросов полиспастов,
растяжек стреловых кранов,
стропов и др. Они предохра-
няют трос от резкого изгиба,
а проволоки троса от перети-
рания. Коуши изготовляют из
тонколистовой стали и для
Рис. 2.1. Зажимы для
крепления тросов:
а, б — из круглой стали;
в, г — кованые; д — клино-
вой
предохранения от коррозии оцинковывают. На рис. 2.2 показана
петля троса, выполненная с применением зажимов и коуша.
Узлы используют как для сращивания тросов, так и для
прикрепления их к такелажным
средствам. Основные требования,
которые предъявляют к монтаж-
ным узлам, сводятся к тому, чтобы
Рис. 2.2. Петля троса, выполненная
с применением зажимов и коуша
они были простыми, без резких перегибов троса, надежно дер-
жались во время работы и легко развязывались после снятия
или опускания груза на место. В табл. 2.2 приведены некото-
рые узлы п их краткая характеристика.
23
Стропы служат для подвешивания груза к крюку грузо-
подъемной машины или к серьге блока подъемного полиспаста.
В большинстве случаев стропы выполняют из троса. При рас-
чете стропов, которые крепят к монтируемому элементу путем
обвязки в несколько ниток, усилие в одной нитке 5С опреде-
Таблица 2.1
Основные размеры (в мм) зажимов, приведенных на рис. 2.1
Диаметр троса а, м м dt | Д dd А В С L ь, S г Масса, кг
См. рис. 2.1, а
11,0 12 14 26 — — 27 75 35 12 6,5 0,3
13,0 14 16 32 — — 32 80 40 14 8,0 0,5
17,5 20 22 45 .—. — 42 НО 55 20 10,0 1,2
19,5 20 22 45 — — 45 НО 55 20 12,0 1,2
24,0 22 24 50 — — 51 130 55 22 14,0 1,6
28,0 24 26 55 — — 58 150 65 24 16,0 2,0
32,5 28 30 70 — — 65 170 80 28 18,0 3,5
См. рис 2.1, б
11,0 12 14 — 55 30 26 45 28 12 13,0 0,3
13,0 16 18 — 70 40 33 55 32 14 16,5 0,6
17,5 20 22 — 90 50 40 75 40 16 20,0 1,1
19,5 20 22 — 95 50 44 75 40 16 22,0 1,1
24,0 22 24 — 110 60 50 90 45 18 25,0 1,7
28,0 24 26 — 120 60 58 90 45 18 29,0 2,0
32,5 28 30 — 135 80 65 НО 55 20 32,5 3,5
ляют путем деления силы тяжести элемента Q на
троса п, поддерживающих груз:
Sc= —
п
число ниток
(2.6)
Затем находят разрывное усилие по уравнению (2.2) и под-
бирают соответствующий трос.
Если имеется трос определенного диаметра и конструкции,
то в этом случае по уравнению (2.3) находят величину допус-
каемого усилия в одной нитке 5Д и определяют необходимое
число ниток стропа п из уравнения (2.6). Если строп имеет
две или более ветвей, то усилия в ветвях стропа должны быть
определены с учетом направления ветвей стропа. С увеличе-
нием угла наклона ветвей стропа к вертикали возрастают уси-
лия в ветвях, а также горизонтальные усилия, сжимающие под-
нимаемую конструкцию.
Если поднимаемая конструкция имеет центр тяжести, сме-
щенный к одному из краев, то для создания более равномерной
нагрузки на ветви стропа и устойчивого положения груза ось
подъемного полиспаста должна проходить через центр тяже-
сти конструкции.
24
Таблица 2.2
Узлы для связывания концов тросов при строповке
Тип узла и способ вязки Назначение
Прямой узел Для вязки концов канатов небольшого диаметра. Для уп- рощения развязывания в петлю вставляют короткий деревян- ный брусок
Рифовый узел Для вязки концов стропов не- большого диаметра, когда узел надо быстро развязать
Штыковый узел Для вязки концов толстых стропов, когда вследствие боль- шого диаметра каната приме- нять прямой или рифовый узлы трудно
Вязка в коуш или в петлю Для вязки стропов, имеющих на конце петлю
Мертвая петля л* B3=s^lLiJy Для строповки грузов
Крюковой узел
Для вязки одинарных стро-
пов без петель при подвешива-
нии груза на крюке
25
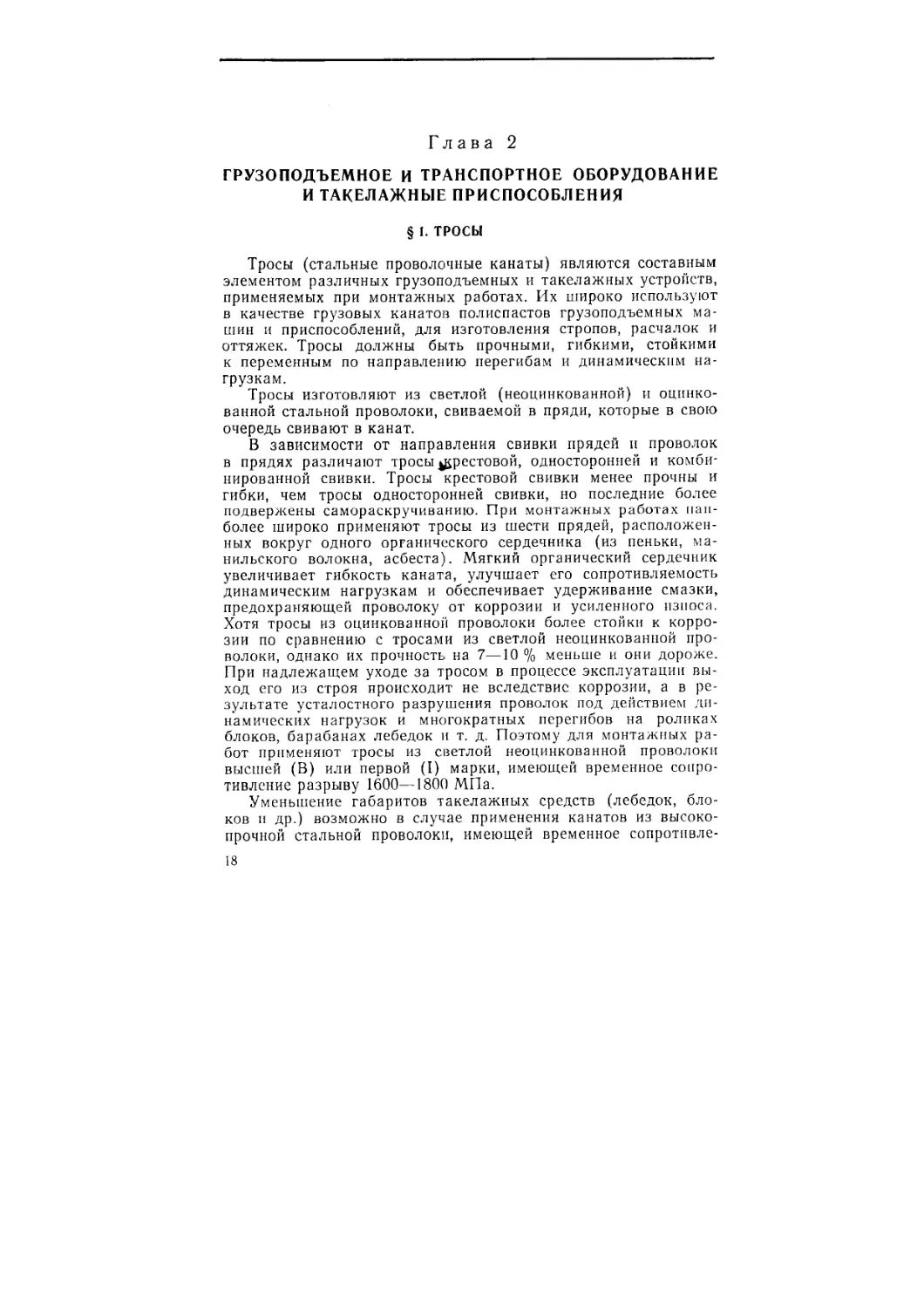
Расчет усилий в наклонных ветвях стропов
Составим уравнения равновесия сил применительно к схеме,
приведенной на рис. 2.3:
£Х< = 0
или
Рис. 2.3. Схема к расчету усилий
в стропе с двумя наклонными
ветвями:
С—центр тяжести груза; О —точка
подвеса груза к крюку; А и В — точ-
ки закрепления стропа
St sin <Xi = S2 sin а2
и
Si cos + S2 cos аа = Q.
Решив совместно эти два
уравнения, получим
S1 = Q-------------
sin («! + “2)
И (2.7)
S2 = Q-------------.
sin (ax + a2)
Таким образом, усилие в ко
роткой ветви будет больше, чем
в длинной.
Если cti = a2 = a, то выраже
ния (2.7) приводятся к виду
(2.8)
Отсюда следует, что с увеличением угла наклона ветвей
к вертикали усилия в ветвях возрастают.
Горизонтальные усилия, действующие на конструкцию,
Xi = Х2 = Q sinai'sin . (2.9)
sin (<zL + а2)
При (11 = а2 = а это выражение примет вид
X1 = X2=-^-tga. (2.10)
Следовательно, и горизонтальное сжимающее усилие при
разведении ветвей стропа увеличивается. Это обстоятельство
необходимо учитывать при выборе схемы крепления стропов.
При подъеме крупногабаритных в плане конструкций (на-
сосы, компрессоры и др.) применяют четырехветвевые стропы.
26
Усилие в любой из четырех ветвей определяют из выражения
S = l,35 —----—, (2.11)
4 cos а
где коэффициент 1,35 — коэффициент, учитывающий неравно-
мерность нагрузки отдельных ветвей стропа; а — угол наклона
ветви стропа к вертикали.
Правила эксплуатации тросов
Тросы поступают на монтажную площадку в бухтах или па
деревянных барабанах. Хранить тросы надо в сухих закрытых
помещениях в подвешенном состоянии или па деревянных на-
стилах.
После первого применения канаты хранят на инвентарных
металлических катушках в помещениях или иод навесом, за-
щищающим от атмосферных осадков. При длительной эксплуа-
тации канат периодически смазывают, чтобы предохранить про-
волоку от ржавления и от ускоренного перетирания. Грузовые
тросы смазывают раз в два месяца, строповые — раз в полтора
месяца, расчалки — раз в три месяца, а тросы, хранящиеся на
складе,— раз в полгода. Перед смазкой трос необходимо тща-
тельно очистить от грязи и ржавчины, протереть керосином и
насухо вытереть. Смазку производят различными мазями (пу-
шечной, канатной, солидолами и др.). Можно применять про-
стую по составу мазь, содержащую 90—95 % солидола п 10—
5 % битума марки III. Мазь, впитанная органическим сердеч-
ником, уменьшает перетирание проволок при работе каната,
а также способствует лучшему сопротивлению динамическим
нагрузкам.
При сматывании троса с бухт и барабанов, а также при
памотке нельзя допускать образования петель и резких переги-
бов, так как трос при этом быстро выходит из строя. Когда от
бухты троса необходимо отрезать кусок, то по обе стороны от
места разреза необходимо трос предварительно перевязать мяг-
кой проволокой, чтобы не допустить раскручивания его концов.
В процессе эксплуатации трос следует оберегать от повреж-
дений, которые могут явиться следствием соприкосновения
с электрическими проводами, острыми краями конструкций и
т. д. Чтобы предохранить трос от перетирания об острые края
поднимаемого груза, под трос подкладывают доски, шпалы или
бревна, а также инвентарные стальные подкладки с округлыми
кромками.
Даже при правильной эксплуатации тросы со временем из-
нашиваются и их бракуют в зависимости от числа оборванных
проволок на одном шаге свивки и от степени износа проволок
вследствие истирания или коррозии (табл. 2.3). Если трос из-
готовлен из проволок разного диаметра (например, по ГОСТ
27
2688—80), то при подсчете числа обрывов один обрыв тонкой
проволоки принимают за единицу, а обрыв толстой проволо-
ки—за 1,7. Тросы грузоподъемных машин, предназначенных
для подъема людей, бракуют при вдвое меньшем числе обры-
вов, чем указано в табл. 2.3.
Таблица 2.3
Число обрывов проволок на шаге свивки при отбраковке тросов
Отношение Did Коэффициент запа£я прочности
3—3,5 4—4,5 5 и более
12—15 2 4 10
16—25 4 8 По правилам Госгортех- надзора СССР
ролика по осевой линии огибающего
Примечание. D — диаметр
каната; d — диаметр каната.
При поверхностном износе
число отбраковочных обрывов
гласно данным, приведенным в табл. 2.4.
или коррозии проволок троса
проволок также снижают со-
Таблица 2.4
Число обрывов проволок в зависимости от уменьшения
их первоначального диаметра в результате поверхностного износа
или коррозии
Уменьшен ие диаметра проволок, % Число обрывов проволок. % от норм, указан- ных в табл. 2.3 Уменьшение диаметра проволок, % Число обрывов проволок, % от норм, указан- ных в табл. 2.3
10 85 25 60
15 75 30 50
20 70 40 Канат бра-
куется
Если первоначальный диаметр проволоки вследствие износа
или коррозии уменьшился более чем на 40%, трос бракуют.
Непригоден к эксплуатации и трос, у которого оборвана прядь.
При эксплуатации необходимо следить за правильностью
навивки троса на барабан лебедки, за положением троса на
отводных блоках, а также за правильностью запасовки троса и
его крепления в грузовых полиспастах.
§ 2. БЛОКИ И ПОЛИСПАСТЫ
Блоки различных типов широко применяют в качестве эле-
мента оснастки грузоподъемных устройств. Их используют как
для изменения направления троса (отводные блоки), так и для
28
изменения величины усилия при перемещениях груза (грузо-
вые блоки). В связи с разнообразием масс монтируемого обо-
рудования грузоподъемность блоков изменяется в широких пре-
делах от 0,5 до 630 т. Блоки могут быть однорольными и мно-
горольными.
Однорольные блоки имеют грузоподъемность до 15 т.
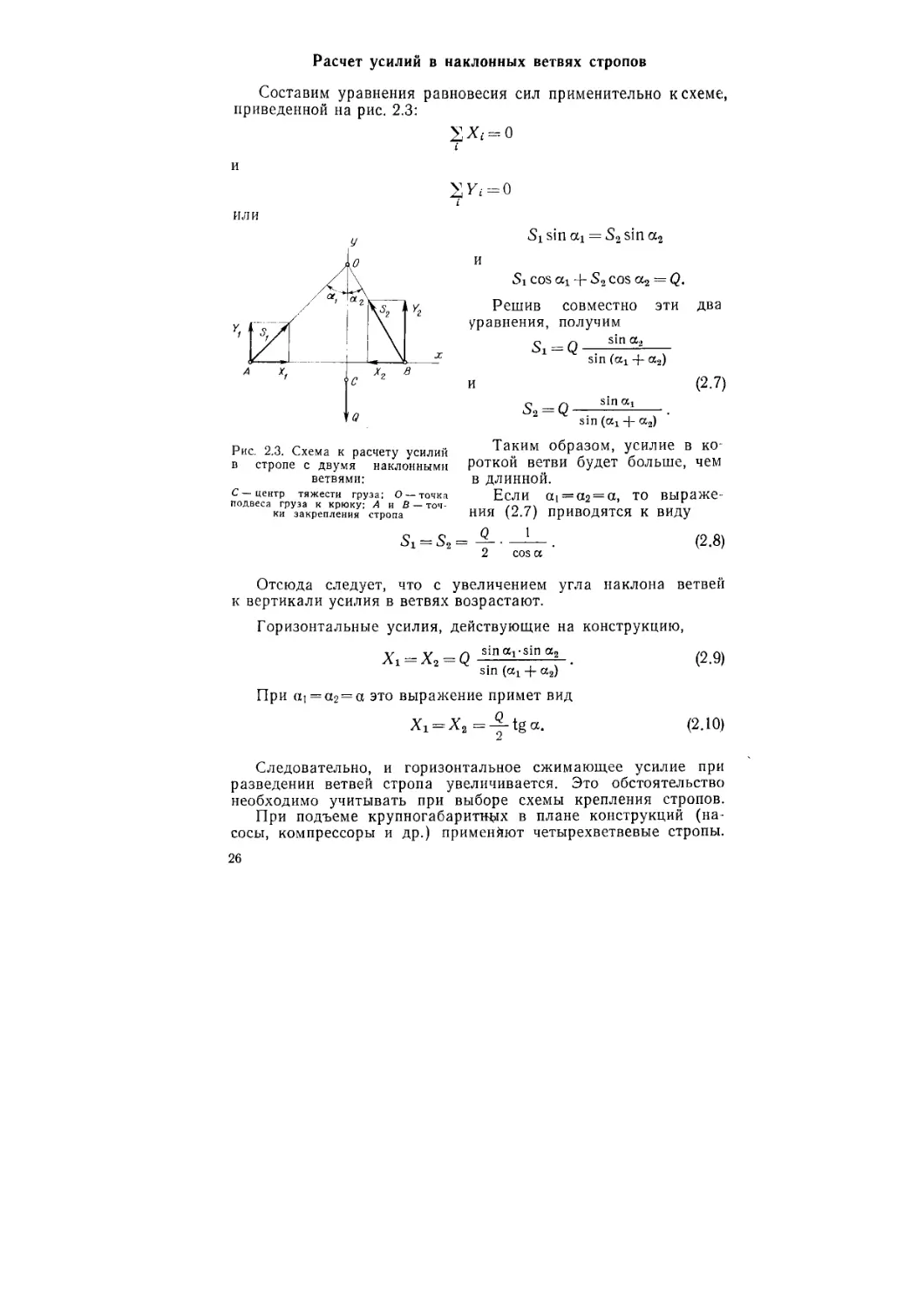
Блоки могут иметь различные приспособления для подвеши-
вания и захвата груза (крюк, серьгу и др.). Крюк более удобен
для крепления груза, но серьга обеспечивает более надежное
Рис 2.4. Специальные конструкции отводных блоков:
а. — с откидной щекой; б — со съемной серьгой; в — со съемным крюком
крепление стропа. Грузоподъемность блока указывает завод-из-
готовитель.
В качестве отводных блоков используют обычно одно- и
двухроликовые блоки, а также блоки специальных конструк-
ций— с откидной щекой, съемной серьгой или крюком (рис. 2.4),
что дает возможность легко закладывать в них трос. Диаметр
ролика отводного или уравнительного блока должен быть не
менее 10d (где d — диаметр троса).
Отводной блок выбирают в зависимости от нагрузки, дейст-
вующей на его грузозахватное устройство. Величину этой на-
грузки определяют, исходя из величины усилия S в тросе, оги-
бающем ролик блока, и угла а между ветвями троса:
Q = 2Scos-^-. (2.12)
29
Если отводной блок служит для изменения направления дви-
жения троса на обратное (а = 0), то в этом случае грузоподъ-
емность отводного блока должна быть равна удвоенному уси-
лию в ветви троса.
Грузовой блок состоит из одного или нескольких роликов
одинакового диаметра, которые вращаются вокруг оси, установ-
ленной в щеках, на бронзовых втулках или роликовых подшип-
никах.
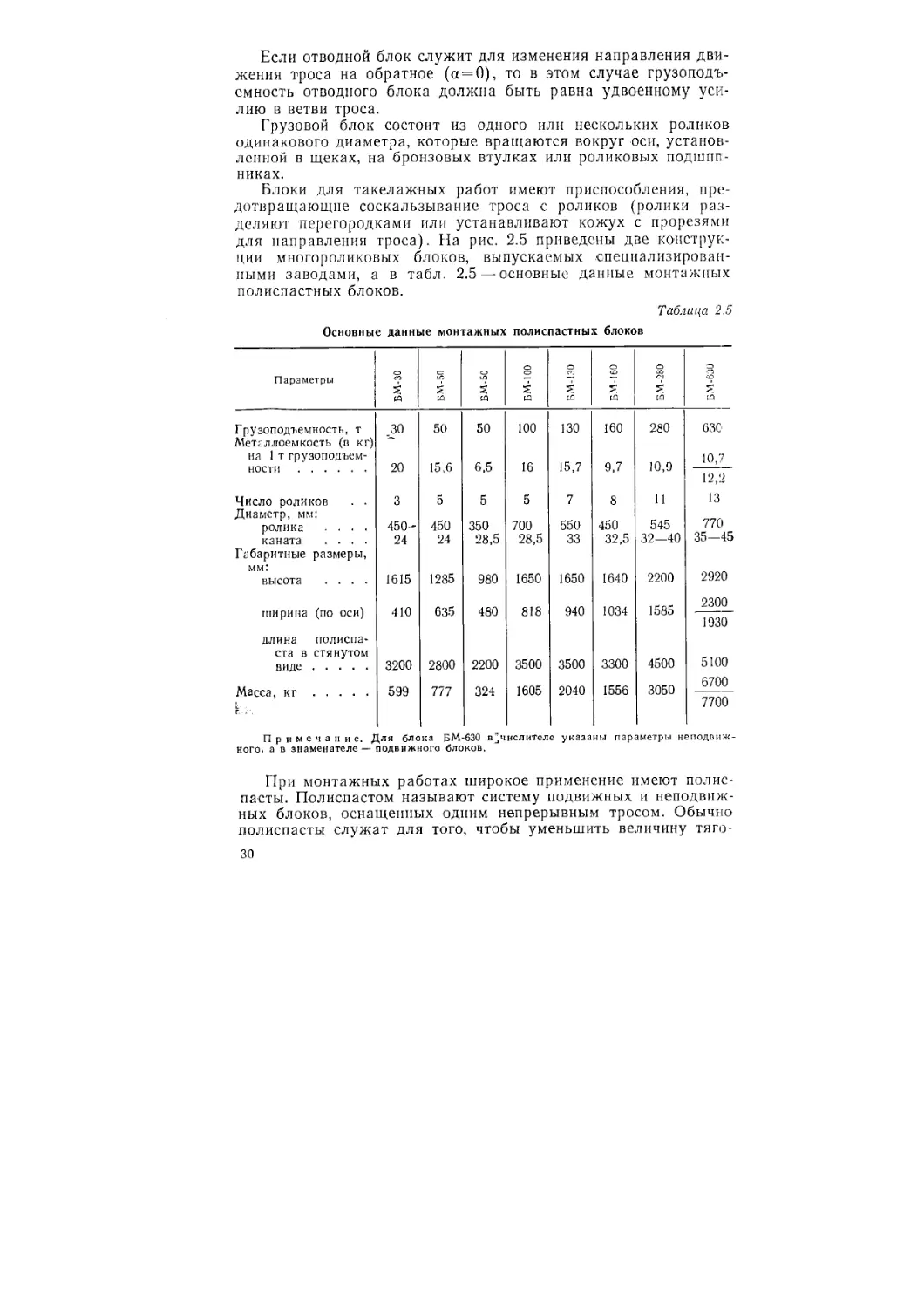
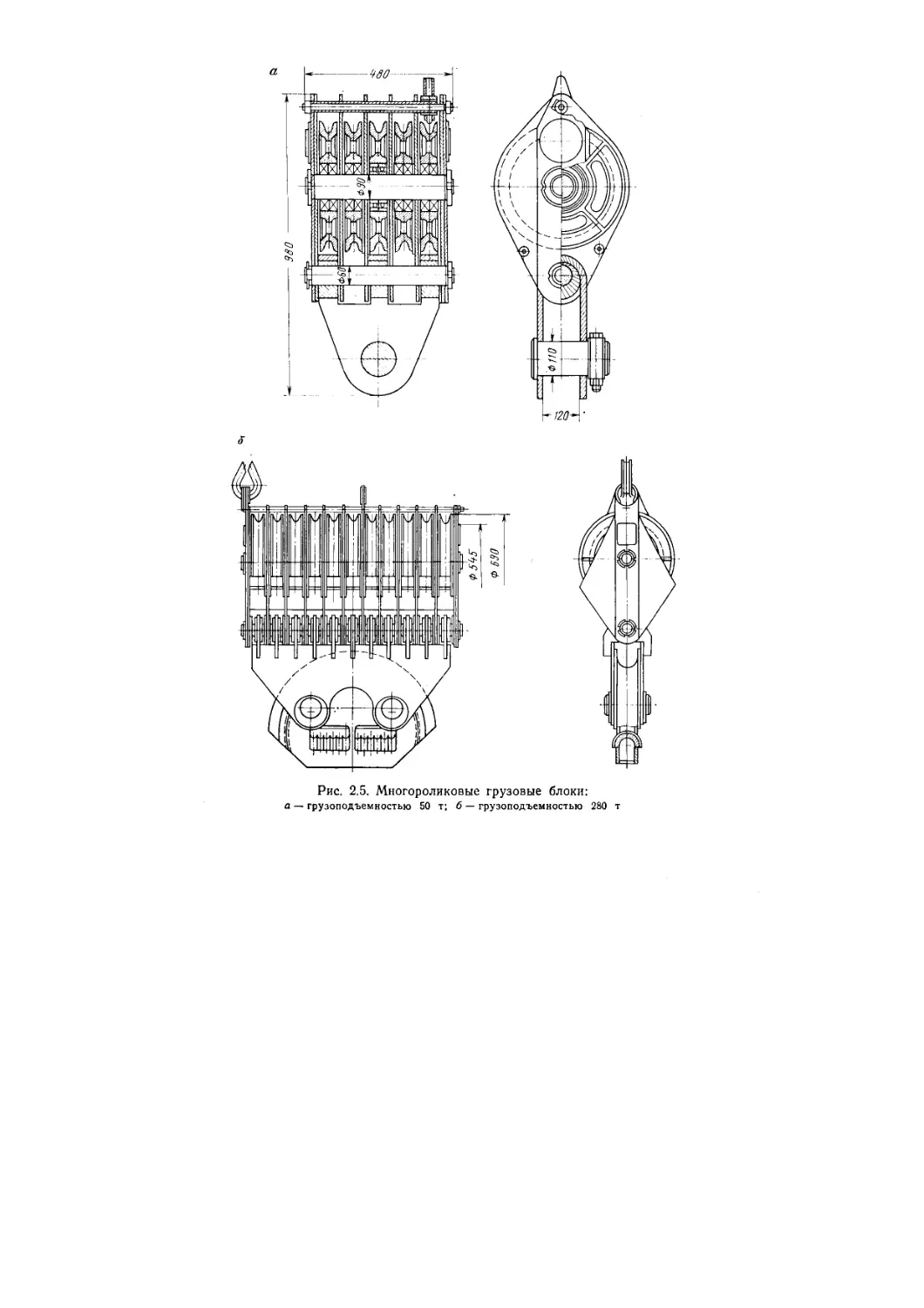
Блоки для такелажных работ имеют приспособления, пре-
дотвращающие соскальзывание троса с роликов (ролики раз-
деляют перегородками или устанавливают кожух с прорезями
для направления троса). На рис. 2.5 приведены две конструк-
ции многороликовых блоков, выпускаемых специализирован-
ными заводами, а в табл. 2.5 — основные данные монтажных
полиспастных блоков.
Таблица 2.5
Основные данные монтажных полиспастных блоков
Параметры БМ-30 БМ-SO . БМ-50 i БМ-100 СО ЦЭ БМ-160 1 2 БМ-630
Грузоподъемность, т Металлоемкость (в кг) на 1 т грузоподъем- .30 50 50 100 130 160 280 630 10 7
ности 20 15,6 6,5 16 15,7 9,7 10,9 12,2
Число роликов . . Диаметр, мм: 3 5 5 5 7 8 И 13
ролика .... 450- 450 350 700 550 450 545 770
каната .... Габаритные размеры, мм: 24 24 28,5 28,5 33 32,5 32—40 35—45
высота .... ширина (по оси) длина полиспа- ста в стянутом 1615 410 1285 635 980 480 1650 818 1650 940 1640 1034 2200 1585 2920 2300 1930
виде Масса, кг к- 3200 599 2800 777 2200 324 3500 1605 3500 2040 3300 1556 4500 3050 5100 6700 7700
Примечание. Для блока БМ-630 вычислителе указаны параметры неподвиж-
ного, а в знаменателе— подвижного блоков.
При монтажных работах широкое применение имеют полис-
пасты. Полиспастом называют систему подвижных и неподвиж-
ных блоков, оснащенных одним непрерывным тросом. Обычно
полиспасты служат для того, чтобы уменьшить величину тяго-
30
Рис. 2.5. Многороликовые грузовые блоки:
а грузоподъемностью 50 т; б — грузоподъемностью 280 т
вого усилия на ходовом конце троса за счет увеличения числа
рабочих ниток (ветвей) полиспаста. Вместе с тем, с увеличе-
нием числа рабочих ниток полиспаста уменьшается скорость
подъема (перемещения) груза по сравнению со скоростью дви-
жения ходового конца троса. Если обозначить а — число рабо-
чих ниток полиспаста, т. е. число ветвей, на которых подвешен
подвижный блок, ог—скорость подъема (перемещения) груза
и vx—скорость ходового конца троса, то эти величины связаны
соотношением
Определим усилие S{ в любой ветви полиспаста (рис. 2.6),
имеющего а рабочих ветвей и нагруженного силой Qn- Номер
рабочей ветви 1 = 0, 1, 2,..., а—1 (закрепленная ветвь считается
нулевой). Чтобы определить число рабочих ветвей (ниток) в по-
лиспасте, надо мысленно перерезать все ветви троса, отбросить
неподвижный блок полиспаста и подсчитать число ветвей, на
которых остался висеть подвижный блок с грузом. При сбега-
нии ходового конца троса с неподвижного блока полиспаста
(см. рис. 2.6, а)
а = 2 п„,
(2.13)
а с подвижного блока (см. рис. 2.6, б)
а -— 2 -|- 1,
(2.14)
где Пп—число роликов в подвижном блоке полиспаста.
Исходя из приведенных на рис. 2.6 схем полиспастов, можно
записать следующую систему равенств:
So — So; Si — S0/r|;
>S2 = Sj/iq = S0/t]2;
(2.15)
Sj — Si_i/T] — S0/t] ; Sa_x — Sa_2/f] — S0/r)
где rp—к. п. д. ролика грузового полиспаста с учетом потерь
на трение в опорах ролика и за счет жесткости троса.
Поскольку должно выполняться соотношение
Qn= Е Sa
1=0
то, просуммировав левые и правые части системы уравнений
(2.15), получим
32
—-1
Qn = s0^--
J— i
n
s0——J1L_
(1 — П) 1
Заменив So = S/'qi,после преобразований получим
(2.16)
1 — na
Рис. 2.6. Схема к расчету усилий в ветвях троса полиспаста:
a — конец троса закреплен на неподвижном блоке; б — конец троса закреплен на под-
вижном блоке
Давая i значения 0, 1, 2,.., а—1, получим усилия во всех
ветвях полиспаста. Усилие в сбегающей с неподвижного блока
полиспаста ветви троса S/ получим при i = a:
Sa = Sx = Qn Г *-*; (2.17)
Усилие Sx" в ходовом конце троса полиспаста, сбегающем
с подвижного блока, получим при i = a—1:
Sa-i = 5; == Qn . (2.18)
1 — T]a
Величину к. п. д. т| можно принимать в пределах 0,95—0,98
(причем 0,95 относится к опорам скользящего трения при
редкой смазке, а 0,98 — к опорам с подшипниками качения).
При монтаже тяжеловесного оборудования наиболее широко
применяют полиспасты грузоподъемностью до 160 т.
2 Заказ № 2290 33
Монтажные блоки могут иметь различный тип соединения
с грузом. Однако из всех видов подобных устройств следует
предпочитать бестросовое шарнирное соединение, имеющее не-
обходимое число степеней свободы.
Определение нагрузок на отдельные элементы полиспаста
В грузовых полиспастах расчетные нагрузки определяют
для каждого элемента полиспаста раздельно. Расчетная па-
грузка Q„. о, действующая на нижний блок полиспаста,
Q,..6 = Qc + <7c, (2.19)
где Qc—суммарная расчетная нагрузка на строповые устрой-
ства; </с—сила тяжести строповых приспособлений. Расчетную
нагрузку на тросы полиспаста Qn определяют из выражения
Qu = Qu. б + <?н. б + <7тр> (2.20)
где qu. б—сила тяжести нижнего блока полиспаста; </тр—сила
тяжести тросовой оснастки полиспаста.
Нагрузку на верхний блок полиспаста Qn. б определяют по
формуле
QD6 = Qn±Sx. (2.21)
Усилие в ходовой нитке Sx находят из уравнения (2.17) или
(2.18). Знак плюс берут, когда ходовой конец сбегает с непо-
движного блока, а минус — с подвижного блока. Очевидно, что
Qn.6>Qit. б. Поэтому грузоподъемность верхнего блока должна
быть больше нижнего. При равной грузоподъемности обоих бло-
ков нижний блок будет иметь небольшой запас грузоподъемности.
Для выбора троса полиспаста необходимо определить уси-
лие в тросе Sg при набегании на барабан лебедки
= % (2.22)
где t — число отводных роликов в системе; гр,—к. п. д. ролика
отводного блока.
Нагрузку на крепление полиспаста Q1; определяют из выра-
жения
Qk = Qb.6 + <7b.6, (2.23)
где q„. б—сила тяжести верхнего блока.
Длину троса для оснастки полиспаста следует рассчитывать
при максимально возможном расстоянии между блоками по-
лиспаста из выражения
L = п (h -J- л R) + I + А, (2.24)
где L — длина троса для оснастки полиспаста; п — число роли-
ков в полиспасте; h — максимальное расчетное расстояние ме-
жду блоками; У? — радиус ролика полиспаста; / — максималь-
34
ное расстояние от ролика полиспаста, с которого сбегает ходо-
вой конец троса, до барабана лебедки; А — запас длины троса
(Л = 10-4-15 м).
Если длина троса полиспаста слишком большая и трос не
помещается на барабане одной лебедки, применяют запасовку
одного полиспаста на две лебедки (рис. 2.7). Лебедки (№ 1 и
№ 2) могут работать поочередно или одновременно. В послед-
нем случае скорость подъема возрастает вдвое. Важной харак-
Рис. 2.7. Схема оснастки полиспаста с приводом от двух лебедок:
а — полиспаст обычной конструкции; б — полиспаст с уравнительным роликом; 1—7 —
номера роликов
теристикой полиспаста является его длина в стянутом состо-
янии:
Д Д. б I” Д. б +
(2.25)
где б и /в. б— строительные длины соответственно нижнего и
верхнего блоков; 10—расстояние в свету между верхним и ниж-
ним блоками (обычно 10 = 0,5н-0,8 м, причем большие величины
соответствуют большей грузоподъемности).
Диаметр троса должен соответствовать профилю канавки
блока. Для монтажных работ диаметр блока по дну канавки
не должен быть меньше тринадцати диаметров каната.
Для выполнения правильной оснастки полиспаста следует
предварительно составить схему оснастки. Обычно запасовку
полиспастов производят в горизонтальном положении. Блоки
полиспаста закрепляют на расстоянии 5—10 м и через
них согласно схеме оснастки пропускают трос. Затем блоки
2*
35
полиспаста растягивают при помощи трактора на необходимое
расстояние.
К недостаткам полиспастов следует отнести относительно
небольшую скорость перемещения груза, которая уменьшается
обратно пропорционально числу рабочих ветвей, а также боль-
шую длину троса, необходимого для оснастки (до 2000 м), и
сравнительно быстрый износ роликов и троса.
§ 3. ЛЕБЕДКИ
Лебедки применяют при монтажных работах для подъема и
перемещения оборудования в качестве как самостоятельных
грузоподъемных средств, так и тяговых устройств кранов, мачт,
порталов и шевров.
По роду привода лебедки разделяют на ручные и приводные.
Ручные лебедки могут быть барабанные и рычажные. Привод-
ные лебедки в свою очередь делят по тину привода на электри-
ческие, с приводом от двигателей внутреннего сгорания, пнев-
матические и паровые.
Для монтажных работ наибольшее применение находят ле-
бедки ручные, приводные электрические и с приводом от дви-
гателей внутреннего сгорания, установленные на тракторе
(тракторные лебедки).
Лебедка позволяет преобразовать небольшой крутящий мо-
мент на приводном валу в значительный крутящий момент на
барабане лебедки за счет снижения частоты вращения бара-
бана по сравнению с частотой вращения приводного вала и та-
ким образом получить большую величину тягового усилия на
барабане.
Используя известное соотношение между мощностью, крутя-
щим моментом и частотой вращения, можно написать:
Мкр б-—д—, (2.26)
«б
где А4кр. б—крутящий момент на барабане лебедки; 2УДВ—мощ-
ность двигателя; г) — к. п. д. передачи от приводного вала к ба-
рабану лебедки; «б—угловая скорость барабана лебедки.
Тяговое усилие на барабане лебедки при ее работе опреде-
ляют из соотношения
S =-----(УддЛ--- (2.27)
<об(йб+А/?)
где S,-,—тяговое усилие на барабане; Rs—радиус барабана ле-
бедки; А/?—толщина навитых на барабан слоев троса.
Из выражения (2.27) следует, что тяговое усилие на бара-
бане лебедки имеет максимальное значение только в началь-
ный момент работы и уменьшается по мере заполнения бара-
.Зб
бана лебедки тросом. Это обстоятельство необходимо учиты-
вать как при выборе типа лебедки, так и при выборе схемы ос-
настки всей такелажной системы.
Ручные барабанные лебедки, применяемые для монтажных
работ, имеют грузоподъемность 0,5—10 т.
Для ручной барабанной лебедки выражение (2.27) можно
представить в виде
Q mqri г]
ил —----1
МАЯ
(2.28)
Рис. 2.8. Рычажная ле-
бедка:
1 — тяговое устройство; 1 —
рычаг; 3 — трос с крюком;
4 — обойма
где т — число рабочих на приводной рукоятке; q— среднее уси-
лие одного рабочего на рукоятке; г—плечо рукоятки (обычно
г=40—50 см); i — передаточное число
механизма лебедки (1 = <вдв/(Об); к>дв —
угловая скорость приводного вала ле-
бедки.
Величину к. п. д. механизма лебедки
принимают: для лебедки с одиночной пе-
редачей т] = 0,80—0,90, с двойной переда-
чей т] = 0,754-0,80 и с тройной передачей
т] = 0,654-0,75.
Рычажные ручные лебедки (рис. 2.8)
имеют грузоподъемность 1,5 и 3 т. Ле-
бедка состоит из тягового устройства и
троса с крюком на конце. С помощью
второго крюка тяговый механизм закреп-
ляют за надежные конструкции. При ра-
боте рукояткой специальный механизм
протягивает трос двумя парами пооче-
редно действующих сжимов. Рычажные
лебедки имеют небольшую массу и ма-
лые габаритные размеры. Так, масса
ручной рычажной лебедки на единицу тя-
гового усилия составляет 1,7—1,85 кг/кН,
а ручной барабанной лебедки равной
грузоподъемности 11,3 кг/кН.
Электролебедки подразделяют на ре-
версивные и фрикционные. Реверсивные электролебедки имеют
постоянную кинематическую связь барабана лебедки с двигате-
лем. У фрикционных электролебедок барабан можно отключить
от электродвигателя и регулировать скорость опускания груза
ленточным тормозом (фрикционные электролебедки при таке-
лажных работах обычно не применяют).
Электролебедки снабжают электромагнитным тормозом,
включенным в цепь электродвигателя. При пуске электродвига-
теля тормозные колодки освобождают тормозной диск, а при
остановке затормаживают всю систему передач. В табл. 2.6
приведены технические характеристики некоторых монтажных
37
электролебедок. Наиболее часто применяют электролебедки
с тяговым усилием 5—100 кН при мощности электродвигателя
2,8—22 кВт.
Хорошо зарекомендовали себя шахтные электролебедки
ЛПМ-10/800 с тяговым усилием 100 кН.
Электролебедка ЛМ-16/1250 входит в комплект мачтового
подъемника АК-400 грузоподъемностью до 500 т, а электроле-
бедка ЛМ-32/2000 — в комплект мачтового подъемника АКТ-1000
грузоподъемностью до 1000 т.
Таблица 2.6
Технические характеристики монтажных электролебедок
Показатели ЛМ-05Н ЛМ-250 e-wir Т14-5Г Л-7502 1
Максимальное тяговое усилие, кН 5 25 30 50 75
Канатоемкость, м 80 140 200 250 130
Диаметр троса, мм 7,7 17,5 17,5 22,0 26,0
Скорость намотки троса, м/мин 24,6—31,8 8,25—11,5 9,0 24,6 3—4
Мощность электродвигателя, кВт 2,8 7 7 16 5
Габаритные размеры, мм: длина 593 1162 1636 1790 1520
ширина 560 1385 1334 1785 1630
высота 575 815 703 1175 1397
Масса, кг 227 134 825 985 2500
П родолжение
Показатели ЛМ-8 Л МЭ-10/510 ЛПМ-10 800 ZI-WIf ЛМ-16 1250 ЛМ-32 2000
Максимальное тяговое усилие, кН 80 100 100 125 160 320
Канатоемкость, м 350 510 800 80 1250 2000
Диаметр троса, мм 28,5 30,5 31,0 33,0 35,5 42,0
Скорость намотки троса, м/мин 5—7 10,6 6,0 7,56 5,7—8,6 9,0
Мощность электродвигателя, кВт 10 22 20 20 32 96
Габаритные размеры, мм: длина 2250 2800 3390 2960 3925
ширина 1570 2334 2870 2310 3715 —
высота 1280 1480 1740 1800 1890 —
Масса, кг 2010 2235 3793 5643 7750 24 800
38
В отечественной монтажной практике широко применяют
тракторные лебедки ЛТ11-КМ. и ЛТ2М-80 (рис. 2.9), а также
Азинмаш-43П. Эти лебедки установлены на тракторе и имеют
привод от тракторного двигателя. Тракторные лебедки обла-
дают большой маневренностью, отличаются плавностью в ра-
боте, имеют автономный привод и большое тяговое усилие
Рис. 2.9. Тракторная лебедка
Монтажные параметры тракторных лебедок
Таблица 2.7
Показатели ЛТ2М-80 лтп-км
Тяговое усилие на четвертом ряду на- мотки троса, кН:
при первой скорости 85 69
при второй скорости 64 43
Канатоемкость, м:
при диаметре каната (троса) 19 мм 1440 1570
при диаметре каната (троса) 22 мм 975 1060
Скорость намотки троса, м/мин:
первая 35 50
вторая 48 79
Габаритные размеры (длина, ширина и
высота), мм 4780X3040X2700 5200Х2456Х277С
Масса (вместе с трактором), кг ... 15 500 15 300
39
например, 85 кН у лебедки ЛТ2М-80). Недостатком тракторных
лебедок является весьма большая скорость навивки троса на
барабан (более 30 м/мин). В табл. 2.7 приведены основные па-
раметры некоторых тракторных лебедок.
Тракторные лебедки имеют два винтовых упора для предо-
хранения от сдвигов при работе.
Пневматические лебедки грузоподъемностью до 1 т имеют
ограниченное применение, главным образом при работе во
взрывоопасных технологических цехах.
Важная характеристика лебедки — ее канатоемкость при
работе с тросами различных диаметров. Если принять шаг на-
вивки троса на барабан равным l,ld, учесть запас по высоте
реборд не менее 2d и наличие двух первых витков троса на ба-
рабане, разматывать которые не разрешается, то канатоемкость
барабана лебедки можно определить из следующего приближен-
ного выражения
L = 2,86 (D6 + Hp — 2d) 6j28 £>б> (2.29)
где L — канатоемкость лебедки; De—диаметр барабана лебедки;
Hv—высота реборд барабана; d — диаметр троса; Lg—длина
барабана.
Для удобства перемещения лебедки в пределах монтажной
площадки ее устанавливают на деревянные или металлические
сани. В процессе работы на лебедку действуют большие на-
грузки. Чтобы избежать сдвига лебедки, ее крепят к фундамен-
там, надежным конструкциям зданий, к специальным якорям
или загружают балластом.
Для уменьшения момента, опрокидывающего лебедку, тяго-
вый трос должен набегать на барабан снизу. Во избежание
вырывания лебедки набегающий конец троса должен быть па-
раллельным ее основанию. Для этого устанавливают отводной
блок, который обеспечивает правильную намотку троса на ба-
рабан лебедки. Направление горизонтальной проекции навива-
емого на барабан троса должно быть примерно перпендику-
лярным к оси барабана. Это достигается тем, что угол перекоса
троса при его навивке на барабан в крайних точках барабана
не должен превосходить 1,5°. Отсюда расстояние между осями
барабана лебедки и отводного блока можно определить из со-
отношения
/>A-L6ctgl,5° ~ 19L6.
Несоблюдение этого условия вызывает ускоренный износ
каната, перекос валов и щек лебедки и т. д. Перед вводом
в эксплуатацию лебедку испытывают на полуторакратную рабо-
чую нагрузку.
40
§ 4. ТАЛИ, ДОМКРАТЫ, ЛЕНТОЧНЫЕ
ГИДРАВЛИЧЕСКИЕ ПОДЪЕМНИКИ
И ДРУГИЕ АНАЛОГИЧНЫЕ ГРУЗОПОДЪЕМНЫЕ УСТРОЙСТВА
Таль — грузоподъемный механизм, оснащенный цепным или
тросовым полиспастом и ручным приводом или электродвига-
телем.
Тали могут иметь различные передачи между приводом
и блоком полиспаста: червячную, цилиндрическую зубчатую,
рычажную.
Наиболее широко применяют тали при монтаже узлов насо-
сов, компрессоров и другого оборудования, а также узлов тру-
бопроводов, расположенных в помещениях или в труднодоступ-
ных местах.
При монтажных работах главным образом распространены
легкие тали грузоподъемностью 0,5, 1 и 2 т, которые могут об-
служивать один-два рабочих. Масса большинства талей на 1 т
грузоподъемности составляет 40—47 кг. Поэтому тали большой
грузоподъемности применяют редко, так как с увеличением гру-
зоподъемности их масса быстро возрастает, что затрудняет их
перемещение и установку вручную.
Рычажная таль ТР-1 грузоподъемностью 1 т имеет массу
17,3 кг, т. е. значительно меньшую, чем масса талей других
конструкций такой же грузоподъемности.
Тали часто крепят к тележкам, имеющим два или четыре ро-
лика, которые перемещаются по нижней полке двутавровой
балки-монорельса. Тали с электроприводом (тельферы) приме-
няют редко, и главным образом там, где установка их преду-
смотрена проектом.
Домкраты применяют для подъема или горизонтального
перемещения тяжеловесного оборудования. Высота подъема до-
стигает 500 мм, грузоподъемность 300 т. Наиболее часто дом-
краты используют при выверке монтируемого оборудования и
конструкций. По принципу устройства домкраты делятся на ре-
ечные, винтовые и гидравлические. Реечные и винтовые дом-
краты просты по конструкции, имеют небольшие габариты и
массу.
Реечные домкраты имеют грузоподъемность до 10 т. Груз
при подъеме опирается на головку рейки или боковую нижнюю
лапу. В последнем случае груз можно приподнимать непосред-
ственно с опорной поверхности. Безопасность при работе с ре-
ечным домкратом обеспечивается храповым механизмом, кото-
рый связан с рукояткой. Поэтому при подъеме груза собачка
должна находиться на храповом колесе. Реечные домкраты ис-
пользуют при грубой выверке оборудования и при несложных
монтажных работах, так как они не обеспечивают плавного и
небольшого перемещения поднимаемого груза и имеют недоста-
точно надежное стопорное устройство.
41
Винтовые домкраты изготовляют грузоподъемностью до
20 т. При одинаковой грузоподъемности с реечными винтовые
домкраты имеют в 1,5—2 раза меньшую массу. Винтовые дом-
краты обладают свойством самоторможения. Их используют для
подъема и установки тяжеловесного оборудования. Точность ре-
гулировки груза по высоте при помощи винтовых домкратов
0,3—0,5 мм. Недостатком винтовых домкратов является то, что
головка домкрата расположена вверху, в связи с чем необхо-
димо иметь соответствующий запас высоты, чтобы завести дом-
крат под груз.
Гидравлические домкраты применяют для подъема или го-
ризонтального перемещения очень тяжелого оборудования (мас-
сой до 2000 т и более). Грузо-
7 В
Рис. 2.10. Схема гидравлического
домкрата с ручным приводом:
подъемность гидравлических
домкратов доходит до 300 т.
Для создания необходимого
усилия применяют несколько
гидравлических домкратов.
Схема домкрата с ручным
приводом дана на рис. 2.10.
В качестве рабочей жидкости
в гидравлических домкратах
используют воду, масло и др.
Усилие на конце рукоятки
2
1 — поршень; 2 — нагнетательный клапан;
J — всасывающий клапан; 4 — рукоятка;
5 — рычаг; 6 — корпус; 7 — плунжер
\ и J г л
где Q — вес поднимаемого гру-
за; d и D — диаметры плун-
жера и поршня; г и I — плечи
рукоятки и рычага; ц— к. п.д..
домкрата (т] =0,70).
При работе с гидравлическим домкратом во избежание рез-
кого оседания груза в случае прорыва манжеты или порчи кла-
пана под борты поршня по мере его подъема необходимо под-
кладывать полукольца из квадратной стали.
Если надо поднять груз на большую высоту, чем ход дом-
крата, поступают следующим образом. Подняв груз на высоту
одного хода, подводят под него надежные подкладки. Затем
домкрат опускают в нижнее положение и с помощью подкла-
док доводят до соприкосновения с грузом. После этого цикл
подъема повторяют. Этот же принцип использован в ленточных
гидравлических подъемниках и др.
При использовании домкратов необходимо опорную поверх-
ность рассчитывать на полную грузоподъемность.
Ленточный гидравлический подъемник
(рис. 2.11) представляет собой портал, на верхней поддомкрат-
ной балке которого установлены гидравлические домкраты.
42
В вертикальном положении портал удерживают расчалками,
груз поднимают при помощи стальной ленты сечением 60X
Х450 мм, имеющей через каждые 400 мм отверстия диаметром
170 мм для специальных валиков. Грузоподъемность ленточных
подъемников достигает 800 т при высоте подъема до 30 м. На
домкраты подъемника установлена подъемная наддомкратная
балка, для направления которой используют верхний облегчен-
ный портал. Последний служит также для отделения освобожда-
Рис. 2.11. Ленточный подъемник:
/ — стойки нижнего портала; 2 — опорный столик для домкрата (внутри трубы); 3 —
ванты; 4 — гидравлический домкрат; 5 — наддомкратная балка; 6 — верхний портал; 7—
закладные валики; 8 — поддомкратная балка; 9 — лента
43
ющихся при подъеме звеньев стальной ленты. Питание гидрав-
лической системы осуществляется двумя трехплунжерными на-
сосами, создающими давление до 30 МПа.
Подъемник работает следующим образом. С помощью ва-
лика ленту соединяют с наддомкратной балкой. При подъеме
поршней домкратов наддомкратную балку вместе с лентой
поднимают на 400 мм. В этом положении ленту фиксируют,
устанавливая валик на опоры поддомкратной балки. Затем уда-
ляют валик из наддомкратной балки, а балку опускают в ис-
ходное положение. После этого с помощью валика ленту вновь
соединяют с наддомкратной балкой и подъем повторяют.
При подъеме конструкций применяют два или четыре лен-
точных подъемника, которые можно легко разбирать, собирать
и транспортировать.
Порталом или портальным подъемником назы-
вают мачты, соединенные в верхней части жесткой траверсой.
У таких подъемных устройств грузовые полиспасты крепят
к траверсе, а не к вершинам мачт. Порталы особенно целесо-
образно применять при монтаже аппаратов методом наклона
мачт. Поэтому мачты портала имеют шарнирные опоры. Неко-
торые конструкции порталов можно перемещать по рельсовому
пути вдоль фронта монтируемого оборудования.
Нагрузка на мачты портала вдоль их осей без изгибающего
момента передается сферическими шарнирными соединениями
траверсы с мачтами, что обеспечивает большую грузоподъем-
ность порталов по сравнению с грузоподъемностью мачт. Кроме
того, горизонтальные усилия, возникающие при отклонении гру-
зовых полиспастов от вертикали в плоскости портала, компен-
сируются траверсой и не передаются на боковые расчалки.
Наличие траверсы ограничивает высоту монтируемых аппа-
ратов.
Установка, демонтаж и передвижение полностью собранных
порталов — трудоемкие и сложные работы, требующие довольно
длительного времени.
Гипрохиммонтаж разработал ряд конструкций порталов раз-
личной грузоподъемности, применяемых в монтажных организа-
циях (табл. 2.8).
В Советском Союзе портальные подъемники получили рас-
пространение главным образом при монтаже оборудования хи-
мических заводов. Их широко применяют и за рубежом.
Ш е в р ы — грузоподъемные устройства, представляющие со-
бой стрелу А-образной или П-образной формы. Стойки шевра
связаны горизонтальными связями. Чаще всего шевры изго-
товляют из труб. В основном шевры применяют при установке
вертикальных аппаратов и других высоких конструкций методом
поворота в вертикальной плоскости вокруг горизонтальной оси
шарнира. В отличие от порталов, высота шевров не превышает вы-
соту монтируемой конструкции. Кроме того, шевры А-образной
44
формы нашли широкое применение ири монтаже резервуаров и
газгольдеров из рулонных заготовок.
Гидравлические подъемники (рис. 2.12, а, б) при-
меняют для монтажа вертикальных аппаратов способом вытал-
кивания при повороте вокруг шарнира. Гидравлический подъем-
ник представляет собой грузоподъемное устройство, состоящее
из двух стоек коробчатого сечения, вдоль которых синхронно
перемещаются гидравлические домкраты, соединенные с грузо-
подъемной траверсой. Траверсу шарнирно соединяют с монтиру-
емым аппаратом. При перемещении гидравлических домкратов
вместе с траверсой происходит подъем аппарата.
Таблица 2.8
Характеристика портальных подъемников Гипрохиммонтажа
Параметры Грузоподъемность, т
100 150 180 200 250 300
Высота, м 25-50 25-35 64,4 63 62,3 55
Пролет, м Максималь- ный наклон, 7-10 9-10 30 30 11 31
градусы 15 15 15 15 15 —
Размер попе- речный мачты, м IX 1 1,2Х 1,2 1,4Х 1,4 1,4Х 1,4 1,6Х 1,6 1,8Х 1,8
Масса, т 20,3—37,2 25,9—31,5 66,4 64,3 76,4 100
Во ВНИИМонтажспецстрое разработаны гидравлические
подъемники грузоподъемностью 400, 500 и 700 т.
Гидравлический подъемник грузоподъемностью 400 т имеет
массу около 70 т, масса одной стойки и гидравлических уст-
ройств составляет около 20 т. Он состоит из двух стоек короб-
чатой конструкции размером 600x700 мм и высотой 41 м, шар-
нирно установленных на опорах. Вдоль каждой стойки переме-
щаются верхняя и нижняя каретки, соединенные между собой
четырьмя гидравлическими цилиндрами. Каждая каретка имеет
систему собачек, которые входят в окна на стойках и фикси-
руют положение соответствующей каретки при ее перемещении
на высоту хода домкратов. К нижним кареткам подвешивают
две поперечные траверсы, передающие через шарнирную сис-
тему из двух промежуточных траверс подъемное усилие па мон-
тируемый аппарат. Две насосные станции располагают около
опор стоек и соединяют шлангами с гидравлическими цилин-
драми подъемника. Давление масла в гидравлических цилинд-
рах равно 20 МПа, подача насоса 36 л/мпн.
45
В вертикальное положение стойки гидравлического подъем-
ника устанавливают стреловым краном грузоподъемностью 30 г
со стрелой длиной 25 м и закрепляют расчалками.
Каретки грузоподъемного механизма представляют собой
сварные рамы, охватывающие стойку и обеспечивающие пере-
дачу усилия от груза вдоль центральной оси стойки. Положе-
Рис. 2.12. Гидравлический подъемник:
а —общий вид; б — шагающий гидравлический механизм; / — шарнир; 2—поперечная
траверса; 3 — балансир; 4 — промежуточная опора; 5— шарнирное звено на аппарате;
6 — стойка; 7 — верхняя каретка; 8 — силовой гидравлический цилиндр; 9 — трубы для
подвода масла; 10 — нижняя каретка; // — подвеска; 12 — опора стойки; /3 — собачка;
14 — пружина; 15 — направляющий ролик
ние кареток с соответствующим зазором относительно стойки
обеспечивают восемь направляющих роликов, укрепленных на
кронштейнах каретки. На стойке каретка удерживается че-
тырьмя кулачками.
Гидравлический подъемник работает следующим образом.
При подаче жидкости насосом в цилиндры домкратов верхняя
каретка начинает двигаться вверх, а нижняя каретка, зафикси-
рованная собачками, остается неподвижной. При движении
верхней каретки ее собачки своими скосами упираются в верх-
46
ние кромки окон в стойках и отходят в сторону, давая возможность
верхней каретке свободно перемещаться вверх на величину хода
домкратов. В конце хода собачки верхней каретки заходят
в окна стоек и, упираясь своими нижними площадками в ниж-
ние кромки окон, фиксируют верхнюю каретку относительно
стоек. Затем производят переключение в гидравлической сис-
теме и создают давление с другой стороны поршней домкратов.
При этом нижняя каретка вместе с траверсой и поднимаемым
грузом перемещается вверх аналогично верхней каретке. При
движении нижние каретки с грузом подвешены на верхних ка-
ретках, удерживаемых собачками, а после подъема на величину
хода домкратов они фиксируются собачками. Затем цикл ра-
боты повторяется. При отказе гидравлической системы нижние
каретки с грузом могут сместиться вниз до ближайшего окна,
где будут автоматически остановлены собачками, которые вой-
дут в зацепление со стойками. Для автоматической сигнализа-
ции о заходе собачек в окна стоек служат микровыключатели,
передающие сигнал на пульт управления.
Включение насосных станций и переключение золотников
для подачи масла под давлением в различные камеры силовых
цилиндров производит оператор с пульта управления, который
находится вне опасной зоны.
Гидравлические подъемники особенно эффективны при мон-
таже тяжеловесных аппаратов в стесненных условиях.
§ 5. МАЧТЫ
Грузоподъемные мачты широко применяют для подъема и
установки на фундаменты тяжеловесных вертикальных и гори-
зонтальных аппаратов, дымовых труб, а также укрупненных
пространственных блоков металлоконструкций. Мачты исполь-
зуют также в стесненных условиях, когда к месту монтажа нет
подъездных путей для крана. Мачты имеют грузоподъемность
20—500 т при высоте 20—72 м. По сравнению с кранами одина-
ковой грузоподъемности мачты недороги в изготовлении (осо-
бенно трубчатые) и в эксплуатации. Недостатки мачт — относи-
тельно высокая трудоемкость их установки, передвижения и
демонтажа, а также необходимость иметь значительную пло-
щадь для устройства расчалок и постановки якорей для их
крепления, что увеличивает опасность их повреждения в усло-
виях строящегося предприятия.
Наиболее широкое применение получили мачты грузоподъ-
емностью до 200 т при высоте до 60 м.
Мачту, схема которой дана на рис. 2.13, оснащают грузовым
полиспастом. В вертикальном или слегка наклонном положении
мачту удерживают вантами (расчалками), которые с одной
стороны закрепляют к верхушке мачты, а с другой стороны —
к специальным якорям, ранее смонтированным конструкциям
47
Рис. 2.13. Схема грузо-
подъемной мачты:
/ — мачта; 2 — ванты (рас-
чалки); 3 — грузовой поли-
спаст; 4 — отводной блок
и др. Ходовую ветвь троса грузового полиспаста направляют
вдоль мачты вниз и затем при помощи отводного блока на ба-
рабан лебедки.
В монтажной практике наибольшее применение имеют труб-
чатые и решетчатые мачты, изготовленные из спокойной мало-
углеродистой или низколегированной стали. Трубчатые мачты
просты по конструкции и могут быть выполнены непосредст-
венно на монтажной площадке. Их гру-
зоподъемность может достигать 60—
100 т при высоте до 45 м. Мачты боль-
шей грузоподъемности изготовляют, как
правило, решетчатыми.
При грузоподъемности до 25 т при-
меняют мачты из одной трубы, усилен-
ной продольными уголками жесткости.
Мачты большей грузоподъемности изго-
товляют из нескольких труб, соединен-
ных между собой продольными уголка-
ми и поперечными накладками. Трубча-
тые мачты могут иметь постоянный и
переменный моменты инерции попереч-
ного сечения по длине (сигарообразные,
шпренгельные). Мачты с переменным
моментом инерции — сигарообразные —
при одинаковых габаритах и массе имеют
большую грузоподъемность. На рис. 2.14
представлены трубчатые мачты двух
видов.
Верхняя часть мачты, или оголовок
(рис. 2.15), имеет штырь и поперечину,
которые выходят с каждой стороны за
пределы мачты на 75—100 мм. Штырь
представляет собой отрезок круглого
стального прутка диаметром от 20 до
40 мм в зависимости от грузоподъем-
ности мачты. Он предотвращает сдвиг
расчалок вдоль мачты. Ниже штыря на
расстоянии 250—300 мм приваривают
диаметром 150—200 мм, которая служит
для крепления грузового полиспаста. Поперечина имеет
в средней части вырез по контуру мачты, на концах — за-
глушки.
поперечину из трубы
Трубчатые мачты имеют опору в виде шарнира или в виде
плиты, жестко приваренной к мачте и усиленной косынками.
Жесткая конструкция опоры ограничивает шарнирную подвиж-
ность нижней части мачты и поэтому такие мачты начинают
неудовлетворительно работать при оттягивании груза или на-
клоне мачты от вертикали на угол более 30°.
48
Решетчатые мачты имеют значительно большую грузоподъ-
емность (до 500 т) по сравнению с трубчатыми, а при одина-
ковой грузоподъемности и высоте — меньшую массу. Решетча-
тые мачты изготовляют из прокатных уголков сварными. По
Рис. 2.14. Трехтрубные мачты:
а — с постоянным моментом инер-
ции. поперечного сечения, высотой
35 м и грузоподъемностью 50 т;
б — с переменным моментом инер-
ции, поперечного сечения (сигаро-
образная), высотой 36 м и грузо-
подъемностью 60 т
Рис. 2.15. Конструкция верх-
ней части мачты:
/ — заглушка; 2 — поперечина; 3 —
штырь; 4 — мачта; 5 — косынка
высоте мачты имеют переменное сечение. Поперечное сечение
мачты представляет собой квадрат, в углах которого располо-
жены уголки, соединенные по высоте уголками обрешетки и по-
перечными диафрагмами. Перья уголков обрешетки паправ-
49
лены внутрь мачты. Решетчатые мачты изготовляют разбор-
ными из секций длиной 6—12 м. Секции соединяют между со-
бой листовыми накладками и специально изготовленными бол-
тами.
У некоторых конструкций решетчатых мачт сторона, на ко-
торой подвешивают грузовой блок .полиспаста, выполнена в од-
Рис. 2.16. Решетчатые мачты грузоподъемностью 200 т
ной плоскости (мачты не с прямолинейной, а с искривленной
осью симметрии), что сокращает плечо изгибающего момента.
При этом сторону мачты, обращенную к поднимаемой конструк-
ции, обшивают стальными листами во избежание зацепления
блоков грузовых полиспастов и поднимаемой конструкции за
обрешетку мачты. Для удобства работы мачты снабжают шар-
нирной пятой и верхней поворотной головкой (пауком), что по-
50
зволяет разворачивать мачту вокруг вертикальной оси без пере-
становки расчалок и наклонять ее во время работы.
Спаренные мачты имеют грузоподъемность до 200 т при вы-
соте подъема крюка грузового полиспаста 55 м и общей массе
комплекта мачт 68 т (рис. 2.16). Полная грузоподъемность
комплекта мачт сохраняется при угле отклонения мачт от вер-
тикали до 10° и грузовых полиспастов от оси мачт до 15° при
отсутствии оттяжки груза. При монтаже с использованием ка-
чающихся мачт их оголовники соединяют балками длиной до
9 м.
В настоящее время разработаны двухмачтовые подъемники
АК-400 грузоподъемностью до 500 т. Они отличаются от мачт
грузоподъемностью 200 т расчетной схемой, применяемыми ма-
териалами (низколегированная сталь), оснасткой, дистанцион-
ным управлением механизмами с пульта, применением лебедок
с тяговым усилием 160 кН. Затем были созданы двухмачтовые
подъемники грузоподъемностью 1000 т. Мачты решетчатой кон-
струкции высотой 42—72 м и массой 37—56 т имеют поперечное
сечение размером в плане 2000x2000 мм и изготовлены из
уголков 200x200x25 мм из низколегированной стали 10ХСНД.
В комплект мачтового подъемника входят блоки БМ-630, ле-
бедки ЛМ-32/2000, а также тележка грузоподъемностью 500 т
для перемещения груза при подъеме. Каждая мачта состоит из
трех секций: верхней, средней и нижней. Число средних секций
длиной 6 и 12 м может быть до трех, что позволяет изменять
высоту мачт в указанных выше пределах. В основании и ого-
ловке мачты имеются подшипники качения, обеспечивающие
легкость поворота ее вокруг вертикальной оси. Нижняя сфери-
ческая пята может быть установлена по оси мачты и со сме-
щением. Управление механизмами производится с пульта, на
который также выведены показания датчиков нагрузок в ос-
новных элементах такелажной оснастки.
Подъем и установка мачт
Перед установкой мачт необходимо определить их наилуч-
шее положение относительно монтируемых аппаратов и конст-
рукций с тем, чтобы впоследствии избежать излишних передви-
жений мачт, и наметить места установки якорей для крепления
вант (расчалок).
До установки в вертикальное положение на вершине мачты
укрепляют грузовой полиспаст и расчалки. Подвижный блок на
время подъема мачты крепят к ее основанию. На вершине
мачты крепят также однорольный блок с тросом диаметром
16 мм для подъема люльки с такелажником. На месте уста-
новки мачты устраивают выкладку из шпал под основание
мачты или специальный железобетонный фундамент.
Мачту можно установить самоходными стреловыми кранами,
мачтами и другими средствами, имеющими достаточную
51
грузоподъемность и высоту подъема крюка. При выборе способа
подъема мачты следует учитывать, что ее рассчитывают глав-
ным образом на восприятие вертикальных нагрузок, и поэтому
необходимо проверить прочность мачты под действием изгиба-
ющих нагрузок, возникающих при ее подъеме.
При отсутствии стреловых кранов с необходимыми характе-
ристиками для подъема основной мачты применяют вспомога-
тельные мачты, имеющие меньшую высоту и массу по сравне-
нию с основными мачтами. Место строповки основной мачты
располагают у основания вспомогательной мачты. Для подъема
мачт можно использовать также смонтированные надежные
конструкции, за которые крепят необходимые такелажные
средства.
Представляет интерес опыт подъема высоких мачт большой
грузоподъемности способом «самоподъема» при помощи невы-
сокой вспомогательной мачты. Основные мачты укладывают
шарнирами на подготовленные основания по одной линии. Шар-
нирные опоры мачт соединяют временной распоркой из трубы,
грузовые полиспасты обеих мачт соединяют между собой. Сна-
чала вспомогательной мачтой поднимают одну из основных
мачт па угол около 30°, а затем, работая попеременно грузо-
выми полиспастами основных мачт, постепенно устанавливают
их в вертикальное положение.
Мачты в вертикальном положении фиксируют четырьмя—
шестью расчалками, угол наклона которых к горизонту обычно
не более 45°. Для предотвращения сдвига основания мачты ее
крепят тросом к надежным конструкциям.
Расчет мачты на прочность
Во время подъема оборудования на мачту действуют раз-
личные нагрузки, которые вызывают продольное сжатие и из-
гиб мачты. Цель расчета мачты состоит в определении уси-
лий, которые действуют в отдельных ее элементах, и в подборе
размеров этих элементов, обеспечивающих надежную работу
конструкции в целом. При этом приходится также учитывать
динамическую характеристику нагрузки (раскачивание груза,
толчки или резкие нарушения режима подъема и др.). Дина-
мичность нагрузки учитывают введением в расчет коэффици-
ента динамичности &д, величину которого принимают по
табл. 2.9.
При этом следует иметь в виду, что при расчете нагрузок
на мачту и якори усилия во всех элементах системы надо оп-
ределять с учетом коэффициента динамичности для соот-
ветствующих нагрузок. Расчетные усилия для выбора диамет-
ров тросов расчалок и грузового полиспаста следует определять
без введения коэффициента динамичности (&л=1), а необходи-
мое тяговое усилие на барабане лебедки (усилие в набегающем
52
на барабан ходовом конце троса грузового полиспаста) Sg при
выборе лебедки надо определять с учетом коэффициента дина-
мичности. Такая особенность расчета обусловлена тем, что тросы
рассчитывают без учета динамичности нагрузки, а в зависимо-
сти от области их применения (см. гл. 2, § 1).
Нагрузки на мачту обусловлены силой тяжести поднимае-
мого груза Qr, оснасткой мачты Qo, самой мачтой QM, тяговым
усилием на ходовом конце
троса полиспаста З’х, силой
воздействия ветра на подни-
маемый груз и мачту QB,
силой первоначального натя-
жения вант So = 5-^2O кН. В ра-
бочих условиях натяжение ра-
ботающих (задних) вант 5Р
складывается из первоначаль-
ного натяжения вант So и на-
тяжения S, обусловленного
действием рабочих нагрузок.
Расчетная схема для мачты
приведена на рис. 2.17.
Силы тяжестей оснастки
(полиспаста, троса) Qo и мач-
ты QM принимают предвари-
тельно на основании данных
о мачтах аналогичной конст-
рукции. Затем эти величины
уточняют в результате расчета
и вносят соответствующие кор- Рис 217 Схема к мачты
рективы.
При расчете усилий, дейст-
вующих на мачту, нагрузки Qr и Qa умножают на коэффици-
ент динамичности Хгд. Для расчета силу тяжести самой мачты
QM условно разложим на две части, отнеся половину силы тя-
жести мачты к ее вершине (точка В).
Таблица 2.9
Значения коэффициента динамичности йд
при расчете мачт
Способ подъема груза Вид привода подъемной лебедки
Одной мачтой { Ручной Машинный 1.0 1,1
Двумя мачтами { Ручной Машинный 1,2 1,3
53
При дальнейших расчетах составляющие нагрузок, направ-
ленные вдоль оси мачты, будем обозначать с индексом х, а ве-
личины нагрузок, направленных перпендикулярно оси мачты,—
с индексом у. Силу ветра QB считают приложенной в точке под-
вешивания грузового полиспаста (точка D), направленной го-
ризонтально,
Qb ”
где дв—напор ветра; FB—площадь аппарата и мачты, подвер-
женная действию ветра.
При этом независимо от направления ветра принимают, что
сила его нагружает мачту и работающие ванты. Исходя из
этого составляющие нагрузки ветра будут равны
Qb х COS (X
И
<2ву = <7вЛ> sin а
и направлены, как указано на рис. 2.17.
Введем дополнительно следующие обозначения: а — угол
наклона мачты к горизонту; 0 — угол наклона вант к мачте;
h— высота подвески грузового полиспаста; hi—высота, на ко-
торой закреплены ванты; е — эксцентриситет точки подвеса гру-
зового полиспаста относительно оси мачты; —эксцентриситет
точки закрепления вант относительно оси мачты; т — общее
число вант; т,— число работающих (задних) вант; у— угол
разноса задних вант.
Расчет нагрузок на мачту
Составим уравнение равновесия мачты в виде 2Л1а = 0
(см. рис. 2.17), которое в развернутом виде будет:
— S* (ftx sin 0 + 61 cos 0) + h (^Qr у + /гд<20 у + + QB +
+ е (kRQr х + kaQo х+Qb х + Sx) = 0.
После необходимых преобразований определяем основное
усилие в задних вантах S*:
S* =-------!------1 А- Г Г kpQr + knQ0 + cos а + qBFB si п al +
cos 0 +sin ₽ 1/11 Lk 27 J
Л1
+ y~ [(^aQr + ^Qo) sina ]-^BFBcosa + SJL (2.30)
Натяжение вант S* вызовет появление составляющей Sx*,
которая направлена вдоль оси мачты
S; = S‘ cos 0.
54
(йд<2г 4- k^Qo 4- + QbFb sin a] 4-
Принимая во внимание уравнение (2.30), получаем
h
hi
+ — [(йд<2г + kpQo] sin a -J- q„ FB cos a 4- Sx]
-----------------------------------. (2.3i)
^-+tgp
hl
Использовав уравнение (2.31), получим величину усилия
Qx, действующего вдоль оси мачты (ниже точки В):
Qx = mS0 cos Р + + k^Qv + -у.) sin a + qBFB cos a + Sx +
~4~ kaQo + —cos a 4~ s*n 4-
4- — 1(йдQr 4- йд<2о) Sin a + qBFB cos a + Sx]
-I-----------------------------------------. (2.32)
-7- + tg ₽
hl
Для сечений, находящихся выше точки В, продольное сжи-
мающее усилие
Qx = (mS0 + S*) cos р. (2.33)
Принимая во внимание, что для большинства практических
случаев e<^ht, el<^hl и ЛяаЛьуравнение (2.32) можно упростить.
Получим следующее приближенное уравнение:
Qx ~ mS0 cos Р 4- Sx + (kAQr + knQ0 4- -уЛ(sin a 4- -у—') +
+ z7BFB(cosa4
(2.34)
Величина Qx, рассчитанная по уравнению (2.34), отлича-
ется от величины, рассчитанной по уравнению (2.32), не более
чем на 1—2 %.
Уравнение (2.34) используем для анализа влияния величии
углов а и р на продольное усилие в мачте Qx.
Продифференцируем выражение (2.34) по переменной а и
приравняем производную нулю:
0дСг + kp.Qo 4
SL)(COS<X
cos a
tg ₽
sin a \ । r. / ,
] + ^FBl —sin a 4
tg M \
55
Отсюда получим следующее условие, при котором нагрузка
Qx достигает максимума:
(kA Qr + йд Qo 4—tg 0 + ?в Ев
tga = S------------. (2.35)
Йд*2г + Йд<2о 4-tg 0
Если р = 45°, то tgp=l и tga=l, т. е. а = 45°. При р—*0
Q F
tgp—*0 и tga->- -----------------<1, так как qBFB<kAQr+
йд<2г + йд<2о 4~ —~
+ £д(Эо+-у-, т. е. а<45°.
ЙдСг + kAQo + ^м-
Если р~>90°,то tgp->oo и tga->- >1,т.е.
а>45°.
Таким образом, при р = 45° максимальное усилие Qx получа-
ется при a = 45°, при углах р<45° максимум Qx получается при
углах а<45°, а для р<45° максимум Qx a>45°.
На рис. 2.18 приведен график, показывающий влияние угла
наклона мачты а на величину расчетного продольного усилия,
действующего на мачту, при разных углах наклона вант к мачте
р.После определения усилий, действующих на мачту, можно
построить эпюры изгибающих моментов и продольных сжима-
ющих сил (рис. 2.19).
Изгибающие моменты для сечения в точке В определяют
из выражений:
Мц = S* [ех cos р + (hi—К) sin р] (2.36)
и
Мв = [(W + knQo) sin a + QbFb cos a + SJ e—Mb- <2-37)
Для произвольного сечения мачты, отстоящего на расстоя-
нии х от точки С, выражение для изгибающего момента имеет
вид:
М* = [(6дФг + &дФо)sin a + qBFB cos a + SJ e +
-t- [ (kpQ? + k?Qo + -y-) cos a + <?в^в sin a j (x + h—/ij) —
— S* (e1cosp + xsinP). (2.38)
Для сечений, находящихся выше точки В, изгибающий мо-
мент
М'х = S* (Ci cos р Д-хsin Р). (2.39)
56
Из уравнений (2.38) и (2.39) следует, что изгибающий мо-
мент в произвольном сечении есть линейная функция коорди-
наты х. Поскольку в точке А изгибающий момент равен нулю,
эпюра изгибающих моментов для сечений, расположенных ниже
точки В, будет треугольной.
Таким образом, для произвольного поперечного сечения
мачты суммарное напряжение сжатия будет равно:
Рис. 2.18. Изменение величины рас-
четного продольного усилия, дей-
ствующего на мачту, в зависимо-
сти от угла ее наклона
Рис. 2.19. Эпюры изгибающих мо-
ментов и продольных сил для
расчета мачты
для сечений
для сечений
для сечения
Кроме того, напряжение a=QxIFx не должно превосходить
критического напряжения аКр, определяемого по уравнению
Эйлера при 180^%>105
^кр -
л2£
А2
57
или по уравнению Ф. С. Ясинского при 105>Х^61 (для СтЗ)
сгкр = 310— 1,14Х.
При этом должно выполняться соотношение
Зкр/° Ну-
Здесь Од—допускаемое напряжение для материала мачты
(для стали СтЗ стд=160 МПа); <р — коэффициент уменьшения
допускаемых напряжений при продольном изгибе; Е — модуль
упругости при растяжении для материала мачты в МПа (для
стали СтЗ £ = 2.1 • 105 МПа); X — гибкость мачты; лу—запас
устойчивости для сжатого стержня (пу = 2 при учете динами-
ческой нагрузки и ну = 3 без учета динамической нагрузки);
£л — площадь поперечного сечения мачты; Wx— момент сопро-
тивления поперечного сечения мачты.
Коэффициент <р зависит от гибкости мачты определяемой
из выражения
\ =---
/ 1Х
У Fx
где р,— коэффициент приведения высоты мачты (для мачт
с переменным моментом инерции по высоте); 1Х — момент
инерции рассматриваемого поперечного сечения мачты.
Коэффициент приведения ц принимают по табл. 2.10 в за-
висимости от отношения моментов инерции крайних и сред-
Таблица 2.10
Значения коэффициента приведения высоты мачты ц
Тип мачты ^min ^max //Л.
0 0,2 0,4 0,6 0,8
Лп1.п 0,0001 3,14 1,82 1,44 1,14 1,01
0,01 1,69 1,45 1,23 1,07 1,01
0,1 1,35 1,22 1,11 1,03 1,00
0,2 1,25 1,15 1,07 1,02 1,00
—I 0,3 1,18 1,11 1,05 1,02 1,00
0,4 1,14 1,08 1,04 1,01 1,00
0,5 1,10 1,06 1,03 1,01 1,00
т 0,6 1,08 1,05 1,02 1,01 1,00
/ •'max -а 0,7 1,05 1,03 1,01 1,00 1,00
0,8 1,03 1,02 1,01 1,00 1,00
0,9 1,02 1,01 1,00 1,00 1,00
1,0 1,00 1,00 1,00 1,00 1,00
58
Таблица 2.11
Значения коэффициента <р уменьшения допускаемых напряжений
при продольном изгибе в зависимости от X
Гибкость X Коэффициент ср
для стали ВСтЗ для стали повы- шенного качества
10 0,99 0,98
20 0,97 0,96
30 0,94 0,93
40 0,91 0,88
50 0,87 0,83
60 0,81 0,76
70 0,77 0,68
80 0,72 0,60
90 0,66 0,52
100 0,58 0,44
Гибкость X Коэффициент ср
для стали ВСтЗ для стали повы- шенного качества
110 0,51 0,37
120 0,45 0,32
130 0,40 0,26
140 0,35 0,23
150 0,31 0,20
160 0,27 0,18
170 0,24 0,16
180 0,22 0,14
190 0,20 0,13
200 0,18 0.12
Таблица 2.12
Формулы для расчета приведенной гибкости
Примечание. Коэффициент k в зависимости от угла между раскосом и основ-
но(Гветвьк> мачты принимается равным: k = 45 при 30°; k = 31 при 40' и 4=27 при 45—60°.
59
него сечений мачты /min/Лпах, а коэффициент <р — из табл. 2.11.
При сложной конструкции мачты, состоящей из основных вет-
вей площадью F и раскосов с площадью сечения одного рас-
коса Fp, рассчитывают приведенную гибкость мачты лЩ), кото-
рую в частности используют при определении величины ср. При-
веденную гибкость %пр определяют по формулам из табл. 2.12.
Изложенная методика может быть использована и при дру-
гих схемах установки мачты (вертикально, с оттяжкой груза
и т. д.).
Расчет вант
Основное натяжение работающих вант S определяют из
уравнения (2.30) при /гд=1:
[ (<2г 4- Qo + -%—') cos а + qBFB sin al +
L x ^7 J
e
+ -r— [ (Qr + Qo) sin a + qaFB cos a + Sx]
S =---------------------------------------------------. (2.40)
61 COS p -p sin p
/11
Продифференцировав это выражение по переменной а и
приравняв производную нулю, получим:
— (<2r + Qo + -у-) + eqBFB ] sin a + [hqBFB + e (Qr + Qo) ] cos a = 0.
Отсюда получаем условие, при котором усилие S в вантах
достигает максимума:
<7в^в 4—— (Qr 4- Qo)
tga=-------------£-------------. (2.41)
Qr 4- Qo 4-р---Н ~г~ ‘/в^’в
fl
Если учесть, что e<^h, то выражение (2.41) можно заме-
нить более простым приближенным выражением
tga^---------------- (2.42)
П л Q М
Поскольку числитель всегда значительно меньше знамена-
теля, то угол а, при котором усилие S в вантах достигает мак-
симального значения, будет близок к нулю.
При a = 90° усилие в вантах будет равно
—— ЦвГв 4—-— (Qr 4~ Qo 4~ Sx)
<? hi hi
<->a=9tr =--------------------------------,
el
-----COS P + sin p
hi
60
а при a = 0
—7— ( Qr + Qo 4---------т—'j 4 -— (.QbPв + sx)
hj \ 2 J hi_______________________
ei
-----cos 0 4- s‘n P
hi
Очевидно, что Sa=9o’<Sa=o.
Проанализируем характер изменения величины S в зависи-
мости от угла наклона вант к мачте 0. При р = 45° знаменатель
выражения (2.40) будет равен Г— + 1Y Когда р = 0, зна-
2 \ hi )
менатель указанного выражения станет равен — < — X
&
+ так как
Следовательно, при уменьшении угла 0 (когда 0<45°) уси-
лие в вантах увеличивается.
у 2”
Если 0 = 90°, знаменатель выражения (2.40) равен 1>^~Х
— + 1)>так как e^ht, Поэтому при р>45° усилие в ван-
v. hi /
тах меньше, чем при р = 45°.
Таким образом, при увеличении угла р наклона вант к
мачте усилие в вантах уменьшается. Максимальное усилие
в вантах возможно при положении мачты, близком к горизон-
тальному (а~0), что характерно для грузоподъемных стрел.
Общий характер изменения усилия в вантах дан на
рис. 2.20. Расчетное усилиеSp, растягивающее ванту, определяют
мз выражения
SP = SO +---------• (2.43)
У
№1 COS —
По усилию Sp подбирают трос, как было указано ранее.
Ванту (расчалку) можно рассматривать как гибкую нить,
которую в верхней точке закрепления растягивают силой Sp.
В нижней точке ванта прикреплена к якорю. Под действием
силы тяжести и растягивающих усилий ванта занимает поло-
жение, близкое к параболе (рис. 2.21).
При выбранной схеме оснастки мачты известны угол на-
клона вант к горизонту в верхней точке закрепления ар и угол
бр между идеально натянутой вантой и горизонтом. Посередине
пролета ванта имеет максимальную стрелу провеса /max, кото-
рая связана с горизонтальной составляющей натяжения ванты
7/р соотношением
' тах 8ЯР cos Зр
(2.44)
61
где <7Р — нагрузка от массы ванты на единицу длины идеально
натянутой ванты;
<7Р = ^_ = -^cos6p;
ip i
I — пролет ванты; Нр—горизонтальная составляющая натя-
жения ванты
Яр = Sp cos ар; (2.45)
/р — длина идеально натянутой ванты; Qp— сила тяжести
ванты в рабочем состоянии; Sp—расчетное усилие, определяе-
Рис. 2.20. График влия-
ния углов наклона мачты
и вант к мачте на вели-
чину усилия в вантах
Рис. 2.21. Схема к расчету
ванты
Примечание. 7ри Vpl=
вертикальные составляющие натя-
жения ванты
мое из выражения (2.43). Подставив значение из уравнения
(2.45) в уравнение (2.44), получим
fmax = ^^--------(2.46)
8SpC0s ар cos 0р
Из выражения (2.46) следует, что при выбранной схеме ос-
настки мачты между максимальной стрелой провеса и натя-
жением ванты существует однозначное взаимное соответствие.
Расчетную длину ванты Lp в рабочем состоянии определяют
из выражения
lp=I [i+4- (+у- (”)2] • р-47)
где hp — разность высот, на которых закреплены концы ванты.
62
Зная погонную нагрузку qp на трос ванты от его массы, оп-
ределяют силу тяжести для всей ванты
Qp ‘Ур^-р
и сравнивают с ранее принятой для расчета. В случае необхо-
димости производят перерасчет.
Во время подъема груза на ванты передаются динамические
нагрузки, в результате чего возрастает усилие, растягивающее
ванту, и уменьшается ее стрела провисания. Чтобы определить
основные параметры натянутой ванты при воздействии дина-
мических нагрузок, используют полученные выше уравнения,
в которых усилие в ванте S*p определяют из соотношения
(2.43), заменив в нем Sp на S*p.
Расчет основания под мачту
На основание мачты передается усилие Q, действующее
вдоль мачты. Величину этого усилия определяют из соотноше-
ния
Q = Qx + -y-sina,
(2.48)
в котором Qx находят из уравнений (2.32) или (2.34).
Усилие Q можно разложить на горизонтальную составляю-
щую
Qi = Q c°s а
и вертикальную составляющую
Q2 = Q sin а.
Горизонтальное усилие Qi стремится сдвинуть мачту. Этому
будет препятствовать сила трения основания мачты о грунт
QTp, которая определяется из выражения
QtP — P-Q21
где р — коэффициент трения о грунт (р, = 0,3-е-0,4).
Если QTp>Qi, то основание мачты не будет сдвигаться и
его закреплять не обязательно. При этом необходимо учесть
также направление ходового конца троса грузового полис-
паста после нижнего отводного блока. В том случае, когда
QTp<Qi, неподвижность основания мачты за счет сил трения
не обеспечивается и необходимо крепить основание мачты к на-
дежным конструкциям.
Вертикальная нагрузка Q? передается через основание
мачты на грунт. Величина давления основания мачты на грунт
не должна превосходить допускаемого напряжения, т. е.
где Fo — площадь основания мачты; огр — допускаемое напря-
63
жение на грунт (<тГр = 0,027 МПа — для слабых грунтов; оГр==
= 0,2 МПа—для песка средней крупности; <тгр = 0,3 МПа—для
плотной глины; стгр = 0,5 МПа — для плотного песка или гравия).
Определение нагрузок на такелажные средства
при подъеме колонны двумя мачтами
Рассмотрим определение основных нагрузок на такелажную
оснастку при подъеме вертикального аппарата диаметром 6,4 м,
высотой 22 м и массой 120 т на постамент высотой 6 м двумя
трубчатыми мачтами высотой h\ = 35,53 м, угол наклона кото-
рых к горизонту а=80° (см. рис. 2.14, б и 2.15).
Усилие в ходовом конце троса полиспаста примем рав-
ным 75 кН.
Исходные данные для расчета: /г=35 м, /ц=35,53 м, е=0,40 м, ei =
120-10
= 0,25 м, m = 4, mi = l, у = 0, р = 45°, So=2O кН, QO = 35 кН, Qr= —~—==
е е, h
= 600 кН, Qm = 100 кН, ?в = 250 Па, -=0,01125, v~=0,00705, — = 0,986.
ftj «х /Ц
По уравнению (2.32) определяем величину усилия, действующего вдоль
оси мачты:
Qx = mS0 cos Р + ( &Д<2Г + kjfio + -у-) sin а +
[ Г kaQr + kRQ0 + ~^м Л cos а + qBFв sin а 1
+ qBFB cos а + Sx 4--!----------------------'--------------:— 4-
4-+tgp
hi
е
—г— 1 (^дОг + 6д<2о) sin а 4- qBFB cos а 4- Sx|
hi
ej
hi
ptgp
Величины отдельных составляющих силы Qx приведены в табл. 2.13.
После подстановки всех числовых значений в формулу получаем:
(2, = 56,5 4- 862 + 8,5 4- 75 + W (153 4~ 47,8) + 0,01125 (813 + 8,5 + 75)
0,00705 4-1
-= 1210 кН.
Для сечений, расположенных выше точки В (см. рис. 2.19), продольное
сжимающее усилие определяем из формулы (2.33):
Qx = (mSQ4- S*) c°s P-
S* при действии динамических нагрузок определяем
Натяжение ванты
из уравнения (2.30):
1
Qm
ei
— cos р + sin Р
'll
sin а
64
e 'I
+ -г— [ (&д<2г + йд(2о) sin а + qBFB cos а + Sx] =
hi J
—-------------------------{0,986 (153 + 47,8) + 0,01125 (813 + 8,5 4- 75)} =
0,00705-0,707 + 0,707 '
= 292 кН.
Q'x = (4-20 + 292) 0,707 = 263 кН.
Изгибающий момент в сечении А—А (рис. 2.22) определяем по уравне-
ниям (2.36) и (2.37):
МА_А =-- S* [в] cos Р + — /1) sin р] =
= 292-103 [0,25-0,707 + (35,53 - 35,0) 0,707] = 161 -103 Н-м;
^л-л =
= [(*д<?г + ЙдС0)51’Па +
+<?BFBc°sa+Sx] е —
М А —А =
= [ (813 + 8,5 + 75) 103] 0,40 _
— 161-103= 198-103 Н-м.
Рис. 2.22. Поперечные сечения
мачты, для которых рассчи-
таны напряжения
Б-Б
Изгибающий момент в сечении Б—Б определяем по уравнению (2.38)
h
при х — — + (/it—h):
МБ_Б = ^359 + ^153 + 47,8^-^------ 292(о,25-0,707 + 18,03-0,707] X
X ЮЗ = Ю9 х 103 Н-м.
Таблица 2.13
Величины отдельных составляющих силы Qx
Составляющие силы Qx Численное значение, кН
mSB cos Р 56,5
“Ь Ч —sin a 862,0
^дОг И- *дРо 2 a 153,0
qBFB sin a 47,8
qBFB cos a 8,5
(kAQr + knQ0) sin a 813,0
sx 75,0
3 Заказ № 2290
65
Прочность мачты проверяем в нескольких сечениях, исходя из дей-
ствующих в этих сечениях продольных сил и изгибающих моментов.
В точке I сечений А—А и Б—Б (см. рис. 2.22) напряжения сжатия от
действия продольного усилия и изгибающего момента должны быть сло-
жены. В точке 2 указанных сечений имеются напряжения сжатия от дей-
ствия продольных сил и напряжения растяжения изгиба и результирующее
напряжение будет равно их разности. Поэтому прочность мачты проверяем
по напряжениям в точке 1. В верхнем сечении А—А напряжение сжатия
ол-л определяем из выражения
г , мА А
а в среднем сечении Б—Б — из выражения
Q.V М с С
I Ь — D
Or г — “ I ~
Т b—D D--Ь
Мачта имеет трехтрубную сигарообразную конструкцию с размерами се-
чений А—А и Б—Б, приведенными на рис. 2.22. Каждая ветвь мачты вы-
полнена из трубы размером 273x9 мм, имеющей площадь поперечного сече-
ния 61 = 74,5 см2 и момент инерции сечения Л = 6430 см4. Площадь сечения
всех ветвей одинакова по высоте мачты и равна F= FA _ А = F б —б = 3Ft =
==3-74,5 = 223,5 см2. Момент инерции верхнего сечения А—А относительно
оси 0—0, проходящей через центр тяжести сечения, равен
1А_А = 37,+ (а2 + 2а2) Г, = 3-6430 +(15,72 + 2-792) 74,5 = 46 900 см4.
Момент сопротивления верхнего сечения
= 46 900 , = 2170 см3,
Xj 21,6
где Xi — расстояние от нейтральной оси 0—0 до наиболее удаленной точки 1
в сжатой зоне сечения А—А.
Момент инерции среднего сечения Б—Б мачты
/_ = 37, + (u2+2a?) F, = 3-6430+(45,22 + 2-22,62) 74,5 = 247 300 см4
Момент сопротивления среднего сечения
^б—б 247 300 й 3
щ =------------—----------= 6840 см3.
i х! 36,2
Определяем гибкость мачты из выражения
1 =------.
/ 1Б-Б
V РБ-Б
Коэффициент приведения р находим по табл. 2.10, для чего предвари-
тельно определяем отношение моментов инерции верхнего и среднего сече-
ний мачты I mln // max. При
^min __ lA—A______46900 = о |9 и _1____ о
1 ~ 7С с * 247 300 ’ hY
max Б—Б
Из табл. 2.10 находим р.= 1,26.
66
Радиус инерции среднего сечения
Рб-б —
!б—б _
^Б-Б
247 300
223,5
= 33,2 см.
Гибкость мачты
1,26-3500
33,2
Из табл. 2.11 по найденной величине гибкости Х=133 определяем коэф-
фициент уменьшения допускаемых напряжений при продольном изгибе
ср = 0,39.
Суммарное напряжение сжатия в сечении А—А (точка /) меньше до-
пустимого (для СтЗ од==160 МПа):
1 210 000
223,5-Ю’*4
—198000 = + 91,2 = 145,4 МПа.
2170 - 10-а
Напряжение сжатия в среднем сечении Б—Б (точка 1), которое также
меньше допустимого,
1 210 000
0,39-223,5-10~4
109000 ,г_
----------— = 139 -4- 16 = 155 МПа.
6840 10“6
Проверим устойчивость мачты по критическому напряжению
°кр = X2
л2-2,1-105
1332
= 117 МПа.
Действительное напряжение сжатия под действием продольной силы
I 210 000
223,5-10~4
= 54,2 МПа.
Запас устойчивости
пу = —= 2,16, т. е. Пу > 2.
У 54,2 У
Проведенные расчеты показывают, что принятая конструкция мачты яв-
ляется надежной с точки зрения прочности и устойчивости. Мачты могут
быть использованы для подъема колонны. Необходимо следить, чтобы в про-
цессе подъема угол наклона мачт к горизонту а был не менее 80° (или угол
наклона мачт к вертикали не более 10°), а при вертикальном положении
мачт оттяжка груза от вертикали производилась не более чем на 10°.
Основное усилие S, растягивающее ванту, определяем из выражения
(2.30) при йд= 1:
S =----------!--------(0,9861(600 + 35 + 50)-0,174 + 47,8] + 0,001125 X
(0,00705+ 1) 0,707
X [(600 + 35) 0,985 + 8,5 + 75]} = 242 кН.
Расчетное усилие в ванте (см. рис. 2.22) определяем из уравнения
(2.43):
242
Sp = 20 + -j-j- = 262 кН.
Из уравнения (2.45) определяем горизонтальное натяжение ванты:
Яр = 262-0,819 = 215 кН.
3*
67
Принимаем массу 1 м идеально натянутой ванты, равной 6,6 кг/м, т. е.
47, = 66 Н/м.
Из уравнения (2.44) находим величину максимального прогиба
66-702
ванты
/max----------------------— 0,211 м.
8-215-103-0,892
По уравнению (2.47) вычислим длину ванты в рабочем состоянии
Определим силу тяжести ванты
QP
66-70
0,892
= 5180 Н.
Фактическая погонная нагрузка от массы ванты
Qp 5180 . „.
а = v- =---------= 65,6 Н/м.
Lp 79
Вследствие малой стрелы провеса ('/ max — 0,211 м) длина идеально натя-
нутой ванты (/р = 78,5 м) незначительно отличается от длины ванты в рабо-
чем состоянии (Z.p = 79 м).
Усилие в ванте при учете динамичности нагрузок
, S* 909
S* = So + -------------= 20 + = 312 кН.
р 0 у 1-1
/Hi cos ——
2
Горизонтальное натяжение ванты
Я* ж S* cos а = 312-0,819 = 256 кН.
Максимальный провес ванты при учете динамичности нагрузок
гаах 8-256-103 0,892
Таким образом, при учете динамичности нагрузок провес ванты умень-
шится примерно па 10 % по отношению к /шах-
Затем определяем нагрузки, воспринимаемые якорем (см. рис. 2.21). Вер-
тикальную составляющую усилия, действующего па якорь, определяем из
уравнения
Vp| = S* sin ар — Qp = 312-0,574 — 5,18 = 174 кН.
Горизонтальную составляющую усилия, действующего па якорь, нахо-
дим из уравнения
/7Р1 = S* cos ар = 312-0,819 = 256 кН.
Усилие для расчета якоря определяем из выражения
5₽1=/(s;r + <?р - 2s;qp Sin ар =
= д/з122 4~ 5,183 — 2-312-5,18-0,574 = 310 кН.
Таким образом, при подъеме колонны расчалки мачт должны быть при-
креплены к якорям, рассчитанным на усилие 310 кН.
68
§ 6. якори
Якори служат для закрепления расчалок мачт, порталов,
деррик-кранов, тяговых полиспастов, шевров, а также лебедок
и другого такелажного оборудования.
С увеличением грузоподъемности такелажных средств воз-
растают нагрузки на якори, что требует значительных затрат
труда и материалов на их устройство. В связи с этим совер-
шенствованию конструкций монтажных якорей уделяется боль-
шое внимание.
При монтажных работах применяют якори различных ти-
пов: винтовые, свайные, заглубленные (закладные), полузаглуб-
ленные и инвентарные наземные.
Винтовые и свайные якори на усилие до 100 кН,
проверенные в работе, представляют собой одну или несколько
свай, вбитых или ввернутых в грунт на глубину не менее 1,5 м.
Винтовые и свайные якори имеют ограниченную область при-
менения в монтажной практике, так как вследствие сравни-
тельно небольшого расчетного усилия вместо них в большин-
стве случаев можно использовать фундаменты, ранее смонти-
рованные конструкции или инвентарные якори.
Закладные (заглубленные) якори характеризу-
ются значительным заглублением основной конструкции якоря
в грунт. Горизонтальная и вертикальная составляющие на-
грузки на якорь компенсируются сопротивлением грунта и мас-
сой грунта и якоря.
Заглубленный якорь имеет закладную часть, выполненную
из пакета бревен или труб, а при нагрузках 300—500 кН — из
забетонированных решетчатых стальных конструкций. Чтобы
увеличить сопротивление якоря вырыванию, перед основной
трубой вбивают несколько наклонных труб небольшого диа-
метра или заливают часть траншеи поверх якоря бетоном. На
рис. 2.23 приведена одна из конструкций закладного якоря.
При нагрузке на якорь до 50 кН закладную часть выпол-
няют из пакета бревен каждый диаметром 240 мм и длиной 2 м
и более, которые закладывают в котлован глубиной 2,5 м. За-
кладная часть такого якоря может быть выполнена также из
стальной трубы размером 426X10 мм, заполненной бетоном, и
длиной 2,5 м.
На закладную часть якоря нагрузка передается через петлю
троса или через специальные тяги из швеллеров. Заглубленную
часть тяг обильно смазывают густой смазкой. При засыпке
котлована грунт трамбуют слоями толщиной 250—300 мм. Ча-
сто вместо грунта якорь засыпают щебнем или гравием.
Заглубленные якори на усилие 300 кН представляют собой
конструкцию, закладная часть которой изготовлена в виде
блока из четырех труб размером 219x8 мм, соединенных меж-
ду собой швеллерами. Блок охватывают в двух местах сталь-
69
ними полосами, к которым приваривают тяги из швеллера. Пе-
ред блоком в грунт забивают толстые доски. Для устройства
якоря вырывают котлован глубиной 3,5 м, который после ук-
ладки закладной части заливают бетоном на высоту 2,5 м.
Объем земляных работ по устройству такого якоря составляет
45 м3, а объем бетона 20 м3.
Рис. 2.23. Закладной якорь с заливкой бетоном:
/ — швеллер № 30; 2 — тяги из швеллера № 22; 3—бетон; 4— насыпной грунт
Таким образом, устройство закладных якорей, способных
воспринимать большие усилия, связано со значительным объ-
емом земляных работ и потерей материалов, идущих на изго-
товление якорей, так как их оставляют обычно в земле и
в дальнейшем не используют. Кроме того, при закладке таких
якорей в условиях НПЗ и ГПЗ, имеющих развитую сеть под-
земных коммуникаций, ограничено применение землеройных
машин, в связи с чем используется много ручного труда.
70
Инвентарные наземные и полузаглубленные
якори, широко применяемые в настоящее время, собирают
из железобетонных призм массой 1,5—7,5 т. Это позволяет
сравнительно легко получать якори, рассчитанные на восприя-
тие значительных нагрузок (до 400 кН). Вместе с тем якорь
в целом или отдельные его части можно использовать много-
кратно, что сокращает расходы на его изготовление. Примене-
ние инвентарных якорей значительно уменьшает объем земля-
ных работ.
Существенный недостаток наземных якорей такого типа —
значительная зависимость их несущей способности от состоя-
ние. 2.24. Полузаглубленный якорь на усилие 400 кН
ния поверхности грунта и погодных условий. Поэтому назем-
ные якори устанавливают на ровной поверхности, очищенной от
грязи, снега, неплотного грунта и засыпанной слоем крупного
песка или щебня. При устройстве наземных якорей верхний
плотный слой грунта не срезают, что позволяет увеличить ус-
тойчивость якоря. На свеженасыпанном грунте, мелком песке
и болотистой почве наземные якори обычно не устраивают.
При сильном обводнении почвы площадку для установки якоря
осушают, сооружая дренажные канавы. Чтобы увеличить гру-
зоподъемность такого сборного якоря, один или несколько бло-
ков заглубляют в грунт на всю высоту. Остальные блоки, ук-
ладываемые сверху, обеспечивают соответствующую массу
якоря.
На рис. 2.24 показан инвентарный разборный полузаглуб-
ленный якорь общей массой 30 т, рассчитанный на усилие
400 кН при заглублении на 1 м. При отсутствии заглубления
и из расчета только сопротивления на трение о грунт такой
якорь должен был бы иметь массу около 150 т. Коэффициент
трения якоря о грунт составляет 0,3—0,4. Чтобы увеличить
71
сопротивление сдвигу якоря примерно в 2 раза, были разрабо-
таны якори с шипами.
Инвентарные наземные якори с шипами пред-
ставляют собой раму из швеллеров № 30 или из труб разме-
ром 325X9 мм, на нижней плоскости которой приваривают
шипы из отрезков труб, уголков, швеллеров или листовых упо-
ров длиной 200—600 мм. Шипы позволяют увеличить сцепле-
ние якоря с грунтом (коэффициент сцепления 0,7—0,8 и
больше). На раме установлена электролебедка соответствую-
щей грузоподъемности. Необходимую массу якоря набирают
из железобетонных блоков массой по 1500 кг каждый. Отно-
шение массы якоря к его грузоподъемности в среднем равно
2,2—2,4. Якори с шипами можно применять в зимних условиях,
так как при загрузке балластом массой 40 т шипы рамы в те-
чение 4 сут и менее погружаются в мерзлый грунт.
На рис. 2.25 показан инвентарный наземный якорь.
В качестве временных монтажных якорей целесообразно ис-
пользовать также имеющиеся на площадке строительства ап-
параты, заполняемые для увеличения массы водой. При боль-
ших усилиях в расчалках аппараты следует укладывать в тран-
шею и закреплять как обычные закладные якори. Прочность
корпуса аппарата в таких случаях необходимо проверять рас-
четом.
Определение усилий, действующих на якорь
Схема для расчета закладного якоря представлена на рис.
2.26, а, б.
При расчете якоря необходимо определить геометрические
размеры его и траншеи, массу якоря и грунта, которые гаран-
тируют якорь от вырывания и сдвига в горизонтальном на-
правлении под влиянием действующих на него нагрузок.
Усилие Spi в нижней точке крепления ванты передается на
якорь. При этом величину его необходимо определять с учетом
коэффициента динамичности нагрузок kR.
Вертикальную составляющую Vpi усилия $р] (см. рис. 2.21)
определяют из соотношения
V'pi = -S;sin%-Qp, (2.49)
где S*p — натяжение в верхней точке закрепления ванты с уче-
том коэффициента динамичности; ар — угол между направле-
нием усилия S*p и горизонтом; Qp — сила тяжести ванты.
Усилие 5*р определяют из уравнения (2.43), в котором
вместо S подставляют S*. Горизонтальную составляющую уси-
лия в ванте определяют из соотношения
7/р1 — Sp COS С4р.
(2.50)
72
6
Рис. 2.25. Инвентарный наземный якорь с электролебедкой:
1 — железобетонный блок; 2 — электролебедка; 3 —рама решетчатая; 4 — тяга; 5
полиспаста расчалки; 6 —отводной блок; 7 — соединительная труба
блок
а б
Рис. 2.26. Схема для расчета заглубленного якоря:
а — простого; б — со щитом
Приняв во внимание равенства (2.49) и (2.50), после пре-
образований получим величину усилия Spi для расчета якоря,,
которое направлено под углом aPi к горизонту:
Spl = /(S*p)2 + Qp — 2SpQpsinap . (2.51)
Силы, нормальные к поверхности стенок траншеи, вызовут
появление сил трения Т\ и Т2, величины которых определяют
из соотношений:
Т\ = рН^, (2.52)
Л = р(Огр + Ся-1/р1), (2.53)
где р, — коэффициент трения якоря о грунт (р, = 0,3-г-0,4); Grp—
сила тяжести грунта над якорем (при заливке бетоном Grp
включает и силу тяжести бетона); Ga — сила тяжести якоря.
Массу грунта определяют по формуле:
для якоря без щита (см. рис. 2.26, а)
Grp = -^^-H/Prpg; (2.54)
для якоря со щитом (см. рис. 2.26,6)
Grp = bHlprvg, (2.55)
где И, b, bi, I — размеры засыпной части якоря; ргр — плот-
ность грунта (ргр=1600 кг/м3); g— ускорение силы тяжести.
Для устойчивого равновесия якоря необходимо соблюдать
следующие соотношения:
для вертикальных сил
Огр+Оя + Л>^УРГ, (2.56)
для горизонтальных сил
ДР1—p(Grp4-GH—Vpi) < /г2/11стгр, (2.57)
где k\ — коэффициент запаса для вертикальных сил (для
якоря без щита #1=3, для якоря со щитом &i = l,5); k2— ко-
эффициент уменьшения допускаемого давления на грунт вслед-
ствие неравномерного смятия (для мягких грунтов &2 = 0,25,
для твердых грунтов ^2 = 0,50); огр— допускаемое напряжение
на грунт.
При расчете угол откоса траншеи (3 не должен быть более
20—25°, т. е. должен находиться в пределах угла естественного
откоса для грунта. Грунт, находящийся вне указанных преде-
лов угла, практически не оказывает давления на якорь.
Для инвентарных полузаглубленных якорей условия равно-
весия определяются равенствами (2.56) и (2.57), в которых
Grp = 0, a h является высотой заглубления якоря.
74
Для незаглубленных якорей выражения равновесия примут
вид:
для вертикальных сил
G»>^Vpl; (2.58)
для горизонтальных сил
p(G«-Vpl)>V/Pi- (2.59)
В этих уравнениях k{= 1,5. Для якорей с шипами =
-4-0,8.
Уравнение (2.59) можно также записать в виде:
Ga>^Wpl + Vpl. (2.60)
И
Поскольку обычно //pi> УР1, условие (2.60) является опре-
деляющим для выбора массы незаглубленного якоря. В связи
с этим следует заметить, что незаглубленные якори обычной
конструкции рационально применять для восприятия сравни-
тельно небольших усилий (примерно до 100 кН). Якори на
большие усилия следует выполнять полузаглубленными или
принимать меры против сдвига их под действием горизонталь-
ной составляющей усилия в расчалке. При этом надо увели-
чивать величину р (например, забивать перед якорем несколько
труб, устраивать шипы на опорной поверхности якоря и др.).
§ 7. ГРУЗОПОДЪЕМНЫЕ КРАНЫ
При сооружении нефтегазоперерабатывающих заводов при-
меняют различные краны, которые по способу придания устой-
чивости разделяют на самоустойчивые и вантовые.
Устойчивость кранов первой группы обеспечивается удер-
живающим моментом, создаваемым собственной массой крана
и контргруза. К этой группе относятся стреловые самоходные
краны, которые в зависимости от ходового устройства могут
быть гусеничные, пневмоколесные, краны на шасси грузовых
автомобилей (автокраны), краны на шасси тракторов (трак-
торные краны и краны-трубоукладчики), железнодорожные,
башенные, портальные и плавучие.
Краны второй группы требуется крепить вантами (расчал-
ками) к посторонним конструкциям или якорям. К этой группе
относятся мачтовые краны: стреловые, деррик-краны, Г-образ-
ные.
Для установки вантового крана требуется небольшая пло-
щадь, но сравнительно большая площадь для размещения вант.
Кроме того, необходимо иметь достаточно прочные конструк-
ции или устраивать якори для крепления вант. Напротив, для
самоустойчивых кранов не требуется площадь для крепления
вант, но сами краны занимают значительную площадь, что
особенно характерно для кранов большой грузоподъемности.
75
Самоустойчивые краны
Стреловые самоходные краны обладают высокой маневрен-
ностью, а в случае использования стрел различной длины их
можно использовать при монтаже различных аппаратов, ма-
шин, трубопроводов и других конструкций.
Преимущество стреловых самоходных кранов по сравнению
с такелажными средствами бесспорно, и при монтаже верти-
кальных аппаратов производительность труда повышается
в 3—4 раза, а себестоимость монтажных работ сокращается
в несколько раз. Однако при этом следует учитывать значи-
тельные затраты на демонтаж и монтаж, погрузку, перевозку
и разгрузку крана, особенно для кранов грузоподъемностью бо-
лее 50 т.
Наиболее существенные недостатки стреловых самоходных
кранов — резкое снижение грузоподъемности при увеличении
вылета стрелы, небольшое пространство под стрелой при ра-
боте с прямыми стрелами и существенное уменьшение грузо-
вого момента при увеличении длины стрелы. Так, при увели-
чении вылета двадцатиметровой стрелы крана СКГ-100 с 6 до
9 м уменьшается грузоподъемность крана примерно в 2 раза
(с 100 до 52 т).
Поскольку в большинстве случаев в практике монтажных
работ краны используют с удлиненными стрелами, важно,
чтобы зависимость грузового момента от длины стрелы была
более пологой. При этом не происходит резкого снижения гру-
зоподъемности крана при удлинении стрелы.
Автокраны грузоподъемностью 3—16 т и краны на
шасси автомобильного типа грузоподъемностью до 25 т при-
меняют при монтажных работах. Краны второго типа имеют
два двигателя, один из которых установлен на шасси и пред-
назначен для передвижения крана, а другой смонтирован на
поворотной платформе и служит для привода грузоподъемных
механизмов крана.
Почти все автокраны имеют полностью поворотные стрелы.
Грузоподъемность кранов, работающих на выносных опорах,
в 2,5—3 раза больше грузоподъемности кранов, работающих
без этих опор. Некоторые автокраны оснащены стрелой, уста-
новленной на высокой трубчатой мачте, в результате чего уве-
личивается площадь, обслуживаемая краном с одной уста-
новки. В случаях, когда конструкции небольшой массы необ-
ходимо подавать на большую высоту, применяют автокраны
с удлиненными стрелами.
Пневмоколесные краны имеют грузоподъемность
5—100 т и пневмоколесную ходовую часть с приводом от дви-
гателя, расположенного на поворотной платформе. Они снаб-
жены автономным дизель-электрическим приводом, благодаря
которому их можно подключать к внешней электросети. Кон-
76
струкция кранов допускает совмещение различных рабочих
движений. Краны на пневмоколесном ходу могут передвигаться
со скоростью в 2—4 раза большей, чем гусеничные, однако об-
ладают худшей маневренностью и ограниченной проходимо-
стью по грунтовым дорогам. Кроме того, для их установки тре-
буется хорошо подготовленная площадка, а на слабых грунтах
и при работе на выносных опорах — устройство настилов.
Гусеничные краны наиболее широко применяют при
монтажных работах. Их грузоподъемность доходит до 250 т.
Эти краны обладают высокой маневренностью и могут пере-
мещаться по неподготовленной площадке. Тем не менее, обес-
печение устойчивости гусеничных кранов на слабых грунтах,
а также на неровных основаниях является важной проблемой
при работе гусеничных кранов.
Механизмы крана приводятся от индивидуальных электро-
двигателей трехфазного переменного тока, питание которых
производится от дизель-электрической станции, установленной
на кране, а также от внешней сети напряжением 380 В. Неза-
висимый электропривод механизмов позволяет производить
совмещение рабочих движений крана. Краны имеют две ско-
рости движения груза: максимальную и минимальную (поса-
дочную), необходимую при монтаже оборудования.
У некоторых кранов типа СКГ соединение вала электродви-
гателя с приводным валом редуктора в механизме осуществ-
ляется через многодисковую фрикционную муфту предельного
крутящего момента, предохраняющую стреловое оборудование
от воздействия недопустимых горизонтальных поперечных на-
грузок, возникающих при отклонении грузового полиспаста от
плоскости стрелы, поперечном наклоне крана, ветре и при не-
установившемся режиме движения механизма поворота. Неко-
торые гусеничные краны выпускают также с башенно-стрело-
вым оснащением, что увеличивает зону обслуживания крана
при максимальной высоте подъема крюка.
Тракторные краны смонтированы на базе гусеничных
тракторов, имеют полностью или частично поворотную стрелу
и грузоподъемность 1,5—8 т. Наиболее распространенные
краны смонтированы на базе тракторов С-80, С-100 и др.
Краны-трубоукладчики смонтированы на базе гу-
сеничных тракторов, имеют боковую А-образную стрелу, пово-
рачивающуюся только в вертикальной плоскости, и грузоподъ-
емность 3—35 т. Наиболее широкое применение при монтаже
заводского оборудования получили трубоукладчики на базе
трактора С-80 грузоподъемностью 10 т (ТЛ-3 и ТЛ-4) и грузо-
подъемностью 15 т на базе трактора С-100 (Т-15/30). Трубоук-
ладчики при монтажных работах находят самое широкое при-
менение как грузоподъемные и транспортные машины благо-
даря высокой маневренности и сравнительно большой грузо-
подъемности. Иногда серийные трубоукладчики оборудуют
77
удлиненными стрелами высотой до 25 м при монтаже конструк-
ций небольшой массы на большой высоте (элементы трубопро-
водов, резервуаров, металлоконструкций).
'"Железнодорожные краны используют лишь для по-
грузочно-разгрузочных операций при сооружении нефтегазопе-
рерабатывающих заводов. Грузоподъемность кранов 10—100 т.
Их устанавливают на тележках нормальной железнодорожной
колеи.
уБашеиные краны состоят из вертикальной башни ре-
шетчатой конструкции, в верхней части которой укреплена гру-
зовая полноповоротная стрела. Для увеличения устойчивости
кран имеет контргруз. Кран перемещается по рельсовому пути.
Грузоподъемность наиболее распространенных мощных башен-
ных кранов 10—75 т.
Башенные краны имеют ряд преимуществ: широкую зону
охвата монтируемого сооружения в связи с высоким положе-
нием места закрепления стрелы на башне и возможность об-
служивания фронта работ большой протяженности. Кроме
того, эти краны имеют некоторые недостатки, снижающие их
эксплуатационную эффективность: необходимость устройства
подкрановых путей, значительная трудоемкость монтажа, де-
монтажа и транспортировки крана, а также большая масса по
сравнению с вантовыми деррик-кранами. В связи с этим в боль-
шинстве случаев более предпочтительны самоходные стрело-
вые гусеничные краны или деррик-краны на высоких поста-
ментах.
Козловые (портальные) краны представляют со-
бой самоходный портал решетчатой конструкции, по мосту ко-
торого перемещаются одна или две грузовые тележки. При со-
ответствующей компоновке оборудования их можно эффек-
тивно использовать при монтаже нефтегазоперерабатывающих
заводов. Наиболее широко применяемые козловые краны имеют
грузоподъемность 25—150 т при высоте подъема крюка до 25 м
и пролете до 40 м.
Козловые краны позволяют разгружать и монтировать обо-
рудование непосредственно с железнодорожных платформ.
Плавучие краны используют для погрузочно-разгру-
зочных работ при доставке крупногабаритной тяжеловесной ап-
паратуры водными путями. Грузоподъемность плавучих кра-
нов достигает 800 т. Наиболее часто применяют плавучие краны
грузоподъемностью 150—200 т.
Вантовые краны, применяемые при монтажных рабо-
тах, подразделяются на мачтовые (стреловые и Г-образные),
деррик-краны и кабельные краны.
Мачтовый стреловой кран представляет собой ком-
бинацию обычной вертикальной мачты и стрелы с переменным
углом наклона, которая закреплена на мачте в ее средней ча-
сти. Мачту укрепляют в вертикальном положении 4—6 ван-
78
тами. Мачта имеет оголовник и нижний шарнир, которые по-
зволяют поворачивать ее вокруг вертикальной оси специаль-
ной лебедкой без перестановки вант. Мачту обычно собирают
из нескольких однотипных секций, что позволяет иметь краны
различной высоты и грузоподъемности. Грузоподъемность та-
ких кранов 10—50 т. Существенный недостаток мачтовых стре-
ловых кранов — наличие значительного усилия в шарнире
стрелы, которое вызывает изгиб мачты. Вследствие этого мачта
получается громоздкой и тяжелой, а грузоподъемность крана
сильно зависит от вылета стрелы, резко уменьшаясь с его уве-
личением.
У мачтовых Г-образных кранов стрела, по кото-
рой перемещается грузовая тележка с полиспастом, закреплена
в горизонтальном положении. У этих кранов нагрузка на мачту
более благоприятна, чем у стреловых. Поэтому при одинако-
вом сечении мачты и высоте подъема на максимальном вылете
стрелы грузоподъемность Г-образного крана больше на 10—
12 %, чем стрелового. Грузоподъемность Г-образных кранов
10—60 т.
Вантовый деррик-кран имеет вертикальную мачту,
раскрепляемую расчалками, к которой у основания крепится
наклонная стрела с переменным углом наклона. Благодаря раз-
мещению шарнира стрелы у основания мачты последняя полу-
чается более легкой, чем у стрелового и Г-образного кранов,
а грузоподъемность крана мало зависит от угла наклона
стрелы.
При монтаже оборудования нефтегазоперерабатывающих
заводов деррик-краны целесообразно применять для монтажа
крупногабаритных тяжелых аппаратов и металлоконструкций.
Их целесообразно устанавливать на специальные опорные по-
стаменты или конструкции возводимого объекта, так как в этом
случае деррик-кранами можно обслужить большую площадь.
При установке на уровне земли эффективность использования
деррик-крана уменьшается, так как его работе мешают ранее
смонтированные конструкции и аппараты.
Учитывая некоторую сложность монтажа деррик-кранов,
при выборе места их установки целесообразно предусматри-
вать использование этих кранов для укрупнительной сборки
оборудования и конструкций. Деррик-краны следует устанав-
ливать на площадках в начальный период строительства. Гру-
зоподъемность вантовых деррик-кранов, выпускаемых промыш-
ленностью, достигает 200 т (рис. 2.27).
За рубежом довольно широко применяют деррик-краны гру-
зоподъемностью 150—200 т.
Кабельные краны применяют при монтаже оборудо-
вания на крышах зданий и постаментах, имеющих боль-
шую площадь в плане, а также при большой величине про-
лета.
79
л*
ф
5000
Л
25°
20300
Рис. 2.27. Вантовый деррик-
кран грузоподъемностью 200 т:
/ — постамент; 2— мачта сечением
1600X1600 мм; <3 — стрела сечением
1600X1600 мм; 4 — телевизионная
связь; 5—телефонная связь; 6 —
аварийное выключение
Рис. 2.28. Схема для расчета
усилий в элементах кабель-
ного крана
Кабельный кран состоит из троса, натянутого между двумя
мачтами или иными конструкциями, по которому перемещается
грузовая тележка с подвешенным к ней грузовым полиспастом
или талью. Тележку вдоль троса перемещают лебедки.
Далее рассмотрен приближенный расчет усилий в элемен-
тах кабельного крана по расчетной схеме, приведенной на
рис. 2.28.
Расчет усилия, сжимающего мачту кабель-крана
Горизонтальная составляющая Т*у натяжения несущего
троса с учетом коэффициента динамичности нагрузки /гд (см.
табл. 2.9):
т* ql2 kaQl
'•= st+~ir
где I — пролет крана; q— сила тяжести 1 м несущего троса
(q = mg); f — стрела провисания несущего троса в середине
пролета; Q — сила тяжести поднимаемого груза, грузовой те-
лежки и оснастки.
Стрелу провисания f принимают равной примерно 0,1 I.
Вертикальная составляющая Т*х усилия Т
Т'Х = ГУ tg6, (2.62)
где 6 — угол между несущим тросом и горизонтом в точке его
закрепления.
Из геометрических соображений, пренебрегая массой не-
сущего троса,
(2.63)
С учетом этого выражения равенство (2.62) можно записать
в виде
Т\ = 2^т'у. (2.64)
Сжимающее мачту усилие под действием натяжения вант
S*x определим из выражения
S-=ZL (2.65)
Х tg 0 ’
где 0 — угол наклона вант к мачте.
Таким образом, расчетное усилие Qx, сжимающее мачту,
определится из соотношения
Qx = /nS0cos₽ + T: + 5: = /nS0cosp + T;(2 4 + -LrY (2.66)
\ l tg 0 7
где m — число вант; So—начальное натяжение вант.
St
Расчетное усилие для несущего троса
Несущий трос рассчитывают без учета динамичности на-
грузки, поэтому горизонтальная составляющая Т*у натяжения
несущего троса определится из выражения (2.61) при /гд=1:
Вертикальная составляющая
Расчетное усилие для несущего троса
Т = Ут2у + Т2х = ту^\ +4(-02 • (2.67)
Расчетное усилие для ванты
S = S 0 +----, (2.68)
V ft
cos sin р
где /И] — число задних вант, которые воспринимают всю на-
грузку; у — угол разноса задних вант.
По величинам сил Т и S подбирают тросы несущий и для
расчалок, как было изложено в § 1 гл. 2.
Из выражения (2.61) следует, что при малой стреле про-
висания f горизонтальное усилие Т*у может достигать больших
значений. Поэтому при креплении кабельного крана к конст-
рукциям зданий необходимо эти конструкции проверять на
прочность. Хотя для уменьшения усилия Т*у можно увеличить
стрелу провисания f, однако такое решение не всегда возможно
из-за габаритных размеров оборудования.
§ 8. ТРАНСПОРТНЫЕ МЕХАНИЗМЫ
Для перевозки оборудования на монтажную площадку и
в пределах монтажной зоны применяют различные транспорт-
ные механизмы, которые можно разделить на тяговые и транс-
портные средства.
В качестве тяговых средств используют автомобильные тя-
гачи БелАЗ-525, КрАЗ-214 и другие, обеспечивающие тяговое
усилие до 110 кН, а также гусеничные тракторы С-80, С-100,
обеспечивающие тяговое усилие 85—90 кН. Тягачи на колесном
ходу применяют главным образом при перевозке оборудования
по шоссейным дорогам, а также по достаточно прочному це-
линному грунту. Гусеничные тракторы имеют значительно
большую проходимость и маневренность и их наиболее часто
82
применяют в качестве тяговых средств. Иногда для той же
цели используют трубоукладчики на базе тех же тракторов.
Если тягового усилия одного тягача недостаточно, то сцепляют
несколько тягачей.
Для доставки тяжеловесного крупногабаритного оборудова-
ния в монтажную зону применяют также самоходные гусенич-
ные тележки грузоподъемностью 400—600 т каждая, которые
позволяют транспортировать аппараты массой 1000 т и более.
Такие устройства сочетают в себе тяговое и транспортное сред-
ства.
В качестве транспортных средств применяют автомобильные
прицепы, трайлеры грузоподъемностью до 120 т, сборные пнев-
моколесные транспортеры грузоподъемностью до 600 т, само-
ходные гусеничные тележки и сани. Автомобильные прицепы
и трайлеры являются наиболее совершенными транспортными
средствами. Часто используют прицепы и трайлеры грузоподъем-
ностью 20—60 т. В монтажной практике для перемещения
аппаратов применяют также сани из труб. Этот вид транс-
портных средств имеет практически неограниченную грузоподъ-
емность, однако вследствие значительного сопротивления дви-
жению саней по грунту скорость передвижения их невелика и
требуется большое тяговое усилие, так как коэффициент трения
скольжения стали по грунту составляет 0,3—0,4.
Возможность перевозки аппарата определенной массы про-
веряют расчетом с учетом параметров тягача и транспортного
средства, состояния покрытия дороги и величины максималь-
ного уклона пути. С этой целью определяют силу тяги тяго-
вого средства д/
71 = ^-, (2.69)
v
где — сила тяги тягового средства; У — мощность двига-
теля; v — скорость движения; ц— к. п. д. двигателя и силовой
передачи (для автомобильных тягачей т] = 0,85, для гусеничных
тракторов г] = 0,80).
Во избежание буксования ведущих колес автомобильного
тягача или гусениц трактора необходимо, чтобы сила тяги по
мощности двигателя соответствовала силе тяги по сцеплению
с поверхностью дороги Тч, которую определяют из выражения
Та = Рсф, (2.70)
где Рс — сила тяжести тягача, обеспечивающая его сцепление
с покрытием дороги; <р — коэффициент сцепления шин колес или
гусениц тягового средства с покрытием дороги, зависящий от
типа и состояния покрытия дороги.
Для двухосных автомобильных тягачей с ведущими задними
колесами
Pc«0,7Gt, (2.71)
83
для тракторов и автомобильных тягачей с ведущими передними
и задними колесами
Рс = (?т, (2.72)
где GT — сила тяжести (вес) тягача.
Силу тяжести тягача можно увеличить, загружая его бал-
ластом.
Для последующих расчетов из двух найденных значений
силы тяги Т принимают меньшее.
Сопротивление движению всего транспортного устройства
W, т. е. тягача, прицепа и перевозимого груза, определяют из
выражения
W =GTa>T + Gnp^np 4“ (GT + Gnp) wy> (2.73)
где Gnp* — сила тяжести прицепа с аппаратом
Gnp = Gnp + Ga;
Gnp, Ga — соответственно силы тяжести прицепа и аппарата;
te>T, ®пр, иУу — соответственно основное удельное сопротивление
движению тягача, прицепа с грузом и от уклона пути.
Дополнительное удельное сопротивление движению от ук-
лона пути
щу=±100«, (2.74)
где i— уклон пути.
Обычно щу берут со знаком «плюс» при движении на подъ-
еме и со знаком «минус» — на спуске. При большой величине
уклона на спуске подключают тормозной тягач.
Величины <р, аут, аапр берут из справочников в зависимости
от состояния дороги и типа тягача.
Для перевозки аппарата должно выполняться условие
При T=W из уравнения (2.73) получим величину макси-
мально допустимой силы тяжести прицепа с транспортируемым
аппаратом
G:pmax^-r~GT-^r + a,y)- (2.75)
Шпр + к-’у
Вычитая из Gnp max силу тяжести прицепа Gnp, получаем
величину максимально допустимой силы тяжести аппарата
Ga max при транспортировке.
Глава 3
СЛЕСАРНО-СБОРОЧНОЕ И СВАРОЧНОЕ ОБОРУДОВАНИЕ
И ПРИСПОСОБЛЕНИЯ
§ 1. СЛЕСАРНО-СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Для точной пригонки свариваемых элементов конструкций
друг к другу применяют различные сборочные приспособле-
ния. Обычно это переносные механизмы ручного действия.
Для сопряжения кромок продольных швов и сохранения ди-
аметра цилиндрических деталей из листового металла при
сборке используют стоечные винтовые стяжки, радиальные
стяжки и распорки (рис. 3.1), а также рычажные винтовые
стяжки, или струбцины (рис. 3.2).
Рис. 3.1. Сборочные приспособления:
а —. стоечная винтовая стяжка; б — радиальная стяжка; в — радиальная распорка
85
В табл. 3.1 приведены основные данные этих механизмов.
Для правки концов трубы, имеющих вмятины или значи-
тельную эллипсность, применяют гидравлический расшири-
тель— экспандер (рис. 3.3), состоящий из корпуса с шестью
радиально расположенными поршнями. Внутри корпуса име-
ется плунжерный насос, соединенный с резервуаром для масла.
При качании рукоятки насоса масло из резервуара нагнетается
в цилиндры, поршни экспандера раздвигаются и своими ко-
лодками производят правку конца трубы. Суммарное усилие,
развиваемое экспандером, может достигать 800—1000 кН. Экс-
пандеры применяют для пра-
вки труб диаметром до 325 мм
(для труб больших диаметров
усилие, требуемое для правки,
быстро увеличивается, дости-
гая нескольких меганьютонов).
При сборке стыков аппара-
тов больших размеров приме-
няют клиновые стяжные при-
способления, отдельные де-
Рис. 3.2. Струбцина (рычажно-винто-
вая стяжка) для сопряжения кромок
обечаек:
/ — прижимной винт; 2 — скоба; 3—план-
ка; 4 — винт для получения заданного за-
зора между кромками; 5 — гайка шарни-
ра; 6 — коленчатая планка; 7 — гайка; 8 —
накладка; 9 — винт для выравнивания
кромок
тали которых приведены на рис. 3.4. При использовании этих
приспособлений поступают следующим образом.
По обе стороны стыка приваривают квадратные шайбы, на
которые надевают стяжную планку. Забивая конусную оправку
в отверстие шайбы, закрепляют стяжную планку на кромках
стыка. Заданный зазор между кромками обеспечивается зазор-
ной прокладкой, которую вставляют в просвет стыка и закре-
пляют с одной стороны цилиндрической закладкой, а с другой—
конусной оправкой. Кромки стыка стягивают, забивая конусные
оправки между шайбами и брусками, приваренными к стяжной
планке. При местных смещениях кромок их выравнивают при
помощи скобы и клиновых оправок. В этом случае скобу при-
варивают к расположенной ниже кромке стыка и забивают
клиновую оправку между корпусом и скобой. Стяжной уголок
используют как стяжную планку при сборке угловых сты-
ков.
Обычно сборочные клиновые приспособления ставят с ша-
гом 600 мм. После заварки отдельных участков шва стяжные
86
Рис. 3.3. Гидравлический расширитель (экспандер):
/ — корпус; 2 — колодка (6 шт.); 3 — резервуар для масла; 4 — плунжер насоса; 5 —
рукоятка
приспособления на этих участках удаляют. Клиновые оправки
должны удовлетворять условию самоторможения, т. е.
а 2р,
где а — угол скоса клина; р — угол трения.
Коэффициент трения при скольжении pi = tgp. Для случая
трения стали по стали ц==0,Ю-нО, 15 и р = 5->10°. Таким обра-
зом, угол скоса клина должен быть не более 10—20°.
Рис. 3.4. Детали клиновых стяжных приспособлений:
а— стяжная планка; б — стяжной уголок; в — клиновая оправка; г — цилиндрическая
закладка (скалка); д — зазорная прокладка; е — скоба; ж — шайба
Для центровки труб применяют центраторы различных кон-
струкций, которые позволяют совмещать наружные или внут-
ренние поверхности стыков.
Схема наружного центратора дана на рис. 3.5.
Центровку стыкуемых труб осуществляют за счет действия
радиальных сил, развиваемых механизмом центратора. Цен-
тратор состоит из базирующих элементов (прижимов), шарнир-
ного механизма, скоб и запорно-силового устройства, которое
стягивает центратор усилием S. При стягивании механизма
центратора получают радиальные усилия R, которые и обеспе-
чивают центровку. Прижимы и скобы могут быть выполнены
как одно целое или соединены втулочно-роликовой цепью. Если
88
центратор имеет п звеньев равной длины, то
2л
п
Рис. 3.5. Схема работы наружного центратора:
1— скоба: 2— шарнир; 3 — прижим
Основные данные стяжек и распорок
Таблица 3.1
А в С D Е н d Масса, кг
С т о е ч н ы е ВИНТ овне ст я ж к И
1080—840 1198—958 350 176 50 84 М36 20,0
850—640 946—736 300 148 35 72 мзо 11,0
650—470 728—548 250 116 25 60 М22 5,5
480—310 528—358 200 78 20 42 М16 2,0
Р ади а льны е ст я Ж К И
1500—1100 620 80 — — — мзо 90
1100—800 490 60 .— — — М24 42
800—600 390 60 — — — М24 25
600—500 280 45 — — — М20 15
500—400 240 45 — — — М20 14
Р а д и а л ь н ы е р а с п орки
1500—1100 620 80 510 — 36 X 6 70
1100—800 490 60 345 — — 30X6 33
800—600 390 60 255 — — 30X6 24
600—450 280 45 200 — — 20X4 10
450—300 210 45 145 — — 20X4 8
Приме» а н и е. Разме ры даш >1 в мм»
89
Радиальное усилие R, необходимое для центровки, и уси-
лие натяжения Т в звеньях центратора связаны соотношением
р __ р sin Р
sin а
Стяжной механизм центратора может быть гидравличе-
ским, механическим, эксцентриковым и т. д. Развиваемое гид-
равлическим цилиндром центраторов усилие для труб диамет-
ром 529—720 мм составляет 80—120 кН.
Сборочные кондукторы и стенды
При сборочных операциях для цилиндрических обечаек
применяют кондукторы из труб и роликовых опор.
Кондуктор (рис. 3.6) представляет собой два прямолиней-
ных звена труб, которые уложены параллельно в горизонталь-
Рис. 3.6. Схема кондуктора из
труб и распределение усилий
при центровке:
/ — труба кондуктора, 2 — стыкуе-
мая труба
ной плоскости и скреплены между
собой. Трубы кондуктора свари-
вают не на всю толщину стенки,
а примерно на 80 %, чтобы сварной
шов не выступал за наружную по-
верхность труб кондуктора и не ме-
шал центровке. Стыкуемые обе-
чайки (трубы) укладывают в створе
труб кондуктора. Такой кондуктор
прост по устройству и позволяет
достаточно точно осуществлять сты-
ковку обечаек (труб). Недостаток
его состоит в том, что при враще-
нии стыкуемых обечаек развивается
большое сопротивление за счет сил
трения обечаек отрубы кондуктора.
Сила тяжести G центруемых
обечаек в точках касания труб
создает опорные реакции R, на-
правленные радиально. Вертикаль-
ная составляющая V опорной ре-
акции R при любом угле а равна
V = — ,
2
(3.1)
а горизонтальная составляющая
77 = V tg — = — tg —
2 2 2
(3.2)
Эта сила стремится раздвинуть трубы кондуктора. Поэтому
трубы необходимо скреплять между собой поперечными стяж-
ками.
90
Из геометрических соотношений
i + d
tg-7-----~==> (3.3)
./i_(2+±Y
V \D+d)
Y№ I — зазор между трубами кондуктора; d — диаметр труб
кондуктора; D — диаметр стыкуемых труб (обечаек).
Чаще всего при центровке труб зазор I между трубами кон-
дуктора равен нулю.
Более совершенным сборочным устройством является р о -
ликовый стенд (рис. 3.7), предназначенный для сборки и
91
сварки в поворотном положении обечаек и корпусов аппаратов,
деталей и секций трубопроводов. Он состоит из роликовых
опор, которые могут быть приводными и холостыми. Число
опор определяет общую грузоподъемность стенда. Стационар-
ные стенды устанавливают на фундаментах, а передвижные —
на направляющих рельсах. Степень точности выверки поло-
жения стенда влияет как на точность сопряжения стыкуемых
деталей, так и на работу стенда при эксплуатации. Поэтому
стенд должен быть тщательно выверен.
Для вращения стыкуемых обечаек на стенде используют
вращатели различных конструкций (торцовые, цепные, ролико-
вые). Далее приведен расчет мощно-
сти электродвигателя для привода
стенда, схема которого дана на
рис. 3.8.
Мощность электродвигателя для
привода стенда
ДГ M,tpa>
П
где N — мощность электродвигателя;
МКр — крутящий момент приводной
роликовой опоры стенда; с»— угловая
скорость свариваемой обечайки; ц—
общий к. п. д. системы передач от
вала электродвигателя до вала при-
водной роликовой опоры.
При скорости сварки v и
свариваемой обечайки D
2v
со = —
D
расчету
ролико-
Рис. 3.8. Схема к
мощности привода
вого стенда
(3.4)
диаметре
(3.5)
Крутящий момент М1ф определяют из выражения
MKp=k(M1+M2), (3.6)
где М] — момент трения качения роликов стенда по обечайке;
М2 — момент трения в подшипниках роликов; k — коэффициент,
учитывающий влияние инерции масс при пуске стенда (&==
= 1,24-1,3).
Если считать, что свариваемое изделие равномерно опира-
ется на все ролики стенда, то получим
Ио(1+7)’
(37)
где G — сила тяжести изделия; р0— коэффициент трения ка-
чения (для стали по стали цо = О,О54-О,1О) 10-2 м); D и d — ди-
аметры изделия и ролика.
92
Для сил трения скольжения в подшипниках роликов мо-
мент
М2 = —-—p^-D, (3.8)
2cos — d
2
где р, — коэффициент трения скольжения (для подшипников
с бронзовыми вкладышами ц — 0,06-е- 0,8); —диаметр цапф
осей роликов.
Из уравнений (3.7) и (3.8) видно, что с увеличением угла
а приводной момент возрастает. Угол а зависит от диаметра
изделия и его устойчивости на стенде. Обычно а^70°. Необ-
ходимое условие для вращения роликами изделия
где щ — коэффициент сцепления между изделием и приводными
роликами (табл. 3.2).
Таблица 3.2
Значения коэффициента сцепления р, в зависимости
от состояния поверхности
Опорные ролики Состояние поверхности
сухая влажная
Чугунные 0,15 0,10
Стальные 0,20—0,25 0,15—0,20
Обрезиненные 0,25—0,35 0,20
§ 2. ЭЛЕКТРО-, ГАЗОСВАРОЧНОЕ
И ГАЗОРЕЗОЧНОЕ ОБОРУДОВАНИЕ
Электросварочное оборудование
При сварочных работах используют разнообразное электро-
сварочное оборудование переменного и постоянного тока, обес-
печивающее получение сварочного тока до 700—1000 А при
напряжении 35—40 В.
Для ручной дуговой сварки на переменном токе применяют
сварочные трансформаторы ТС-500, ТД-500, ТСД-500, СТН-500,
СТЭ-34, а для автоматической дуговой сварки — более мощные
трансформаторы ТСД-1000-4, ТДФ-1000, ТДФ-1600 и др. Ос-
новные данные некоторых сварочных трансформаторов приве-
дены в табл. 3.3.
93
Сварочные трансформаторы имеют падающую вольт-ампер-
ную характеристику благодаря наличию реактивного индук-
тивного сопротивления во вторичной цепи, величину которого
можно изменять, ограничивая тем самым максимальную вели-
чину сварочного тока. У трансформаторов типа СТЭ такое ре-
активное сопротивление (регулятор) оформлено в виде само-
стоятельного агрегата, который последовательно включен
в цепь вторичной обмотки трансформатора.
Таблица 3.3
Основные данные сварочных трансформаторов
Показатели TC-500 СТЭ-34 СТ Н-500 ТД- 00 ТСД-500 ТСД-1000-4 ТДФ-Ю00 ТЧТЖ 1 сг\г\ 1 /ДФ -luuv
Напряжение, В: холостого хода 60 60 60 60—76 80 69 68—71 95—
номинальное 30 60 30 30 45 и 78 42 44 105 60
Потребляемая мощ- ность, кВ-А . . . 37 42 38,5 32 48,5 76 82 182
К- п. д 0,86 0,85 0,85 0,87 0,87 0,90 0,87 0,88
Пределы регулирова- ния сварочного тока, А 160— 150— 150— 85— 200— 400— 400— 600—
650 700 700 700 600 1200 1200 1800
Напряжение питаю- щей сети, В . . 220; 220; 220; 220; 220; 220; 220; 380
Масса, кг 380 245 380 320 380 270 380 210 380 450 380 534 380 740 1000
Кроме сварочных трансформаторов, дающих возможность
производить сварку только на переменном токе, применяют
также сварочные агрегаты (сварочные преобразователи), ко-
торые представляют собой сварочный генератор постоянного
тока с электродвигателем постоянного или переменного тока.
Последние больше используют при монтаже заводских уста-
новок. Для удобства перемещения сварочные преобразователи
устанавливают на катках или тележках.
Некоторые данные о сварочных преобразователях при-
ведены в табл. 3.4. Преобразователи типов ПС и ПСО, кото-
рые имеют падающую внешнюю характеристику с плавной ре-
гулировкой сварочного тока реостатом, применяют в основном
для ручной сварки. Преобразователи типов ПСГ и ПСУ, име-
ющие пологопадающую внешнюю характеристику, применя-
ются для полуавтоматической и автоматической сварки под
слоем флюса и в среде защитных газов плавящимся электро-
дом.
94
Основные данные сварочных преобразователей
Таблица 3.4
Показатели псо-зоо ПСО-ЗОО-З ПС-500 ПСО-500 ПС Г-500-1 ПСУ-500
Генератор ГСО-ЗОО ГСО-ЗОО-З ГС-500 ГСО-500 ГСГ-500-1 ГСУ-500
Номинальное 30 30 40 40 35 40
напряжение, В Номинальный 300 300 500 500 500 500
сварочный ток, А Пределы ре- 65—340 75—320 120-600 140—500 50—500 60—500
гулирования сварочного тока, А Мощность 14 14 28 28 28 30
приводного двигателя, кВт К. п. д. 0,58 0,52 0,55 0,54 0,65 0,59
Масса, кг 440 428 940 780 460 545
Кроме приведенных выше источников сварочного тока, ко-
торые необходимо подключать к электросети, при монтажных
работах широко используют сварочные агрегаты с автоном-
ным двигателем внутреннего сгорания. Эти агрегаты имеют
сварочный генератор постоянного тока, который приводится во
вращение от бензинового или дизельного двигателя. Генератор
и двигатель установлены на общей раме и соединены эластич-
ной муфтой. Для удобства перемещения агрегат устанавливают
на колесное шасси. Сварочные агрегаты имеют хорошую
Таблица 3.5
Основные данные сварочных агрегатов с двигателем
внутреннего сгорания
Показатели АСБ-300М АСД-300 АСД-3-1 и АСДП-500 ПАС-400-VI
Генератор ГСО-ЗООМ ГСО-ЗОО СГП-3-VIII СГП-3-VI
Номинальное напряже- 30 30 40 40
ние, В Пределы регулирования сварочного тока, А . . 75—320 75—320 120—600 120—600
Двигатель «Москвич» 5П4-4-8.5 ЯАЗМ-204Г ЗИЛ-164
Номинальная мощность, кВт 22 15 44 44
Частота вращения, об/мин 3000 1500 1500 1600
Масса агрегата, кг . . 560 980 2500 1900
95
динамическую характеристику, т. е. малое время запаздывания
при изменении длины дуги.
Основные данные сварочных агрегатов с двигателем внут-
реннего сгорания приведены в табл. 3.5.
Полуавтоматы и автоматы для дуговой сварки
Производительность сварочных работ существенно повыша-
ется по сравнению с ручной сваркой в случае применения раз-
личных полуавтоматов и автоматов (сварочных тракторов).
Широкое применение получили шланговые полуавтоматы
для ручной дуговой сварки. Шланговый полуавтомат (рис. 3.9)
Рис. 3.9. Схема сварочного полуавтомата
позволяет вести сварку постоянным или переменным током
под слоем флюса стальных изделий толщиной до 20 мм, вклю-
чая сварку на наклонных до 20° плоскостях. Он состоит из сва-
рочной головки, включающей наконечник (электрододержа-
тель) 6 и бункер 7 для флюса, гибкого шланга 5 для подвода
тока и электродной проволоки 4, механизма подачи электрод-
ной проволоки 3, барабана 2 для электродной проволоки и
шкафа управления 1.
Подающий механизм представляет собой редуктор с при-
водом от электродвигателя переменного тока. При помощи
этого механизма электродная проволока с постоянной скоро-
стью вводится в зону дуги. Скорость подачи электродной про-
волоки можно изменять сменными шестернями от 60 до
600 м/ч. Электродная проволока по гибкому шлангу подается
в сварочную головку и затем в зону сварки. В гибком шланге
смонтированы также провода сварочной и управляющей це-
пей. В шкафу управления размещены электромагнитный кон-
тактор, аппаратура управления и электроизмерительные при-
боры. Флюс поступает в зону сварки из небольшого бункера
7, укрепленного на держателе.
Рассмотренная схема характерна для полуавтоматов
ПШ-5-1 и ПШ-54. Полуавтомат ПДШМ-500 отличается тем, что
96
флюс к сварочной головке подается из флюсоаппарата сжатым
воздухом под давлением 0,4—0,5 МПа.
Шланговые полуавтоматы широко применяют как в цехах
трубной заготовки и металлоконструкций, так и непосредст-
венно на монтажной площадке.
В табл. 3.6 приведены основные данные о некоторых шлан-
говых полуавтоматах для сварки под слоем флюса.
Таблица 3.6
Основные данные шланговых полуавтоматов
II ок азатели ПШ-5-1 ПШ-54 ПДШМ-500
Диаметр электродной проволоки, мм 1,6—2,0 1,6—2,0 1,6—2,5
Скорость подачи электродной прово- локи, м/мин 1,3—10,0 1,3—10,0 1,8—7,0
Сварочный ток, А 80—650 100—550 100—525
Напряжение питающей сети, В . . 380 220; 380 380
Способ подачи флюса в зону дуги Из воронки самотеком Сжатым
Объем флюсоаппарата, см3 400 400 воздухом
Масса, кг: электродной проволоки в бара- бане 8 8 8
механизма подачи 20 23 13
шкафа управления 51 80 122
сварочной головки 0,65 0,75 0,64
Для сварки в среде углекислого газа при постоянном токе
плавящимся электродом разработаны полуавтоматы А-537, А-825
и другие, состоящие из механизма подачи электродной про-
волоки, шланга, по которому подаются сварочная проволока,
защитный газ и вода для охлаждения, ручного держателя и
шкафа управления. Держатели могут быть двух типов: без
водяного охлаждения для сварки токами до 300 А и с водя-
ным охлаждением для сварки токами до 600 А.
Механизм подачи электродной проволоки приводится во
вращение электродвигателем переменного тока и имеет ко-
робку скоростей для изменения скорости подачи электродной
проволоки. По окончании сварки подача защитного газа ав-
томатически прекращается. Подача электродной проволоки
автоматически включается при касании проволокой сваривае-
мого изделия и прекращается при обрыве дуги в конце сварки.
Для сварки в среде углекислого газа применяют следующие
источники постоянного тока: преобразователи ПСО-ЗОО, ПС-
500-3, ПС-500 и ПСМ-1000, предназначенные для питания сва-
рочной дуги при ручной дуговой сварке и сварке под флюсом;
сварочные преобразователи ПСГ-350, ПСГ-500 и ПСУ-500 с же-
сткой вольт-амперной характеристикой, специально разработлн-
4
Заказ № 2290
97
иые для сварки в среде защитных газов; выпрямители селено-
вые ВС-200, ВС-400 и ВС-600, специально разработанные для
полуавтоматической и автоматической сварки.
При сварке тонкостенных конструкций широкое распростра-
нение получила сварка неплавящимся вольфрамовым электро-
дом в среде защитного газа аргона. Присадочный материал,
вводимый извне, плавится в зоне дуги, которая образуется
между вольфрамовым электродом и изделием. Такой вид сварки
позволяет получить сварной шов высокого качества и свести
к минимуму коробление свариваемой конструкции.
Рис. 3.10. Сварочный гран гор:
1 — электродвигатель; 2 — рукоятка для смещения конца электрода; J — пульт управле-
ния трактором; / — кассета Для сварочной проволоки; 5 - пульт управления свароч-
ным стендом; tf—заднее шасси; 7 — рукоятка включения муфты; 8 — переднее шасси
Для автоматической сварки под флюсом широкое примене-
ние получили универсальные и специальные сварочные
тракторы, которые позволяют сваривать различные конст-
рукции. На шасси трактора (рис. 3.10) размещены механизмы
Технические данные полуавтомата А-537
Диаметр электродной проволоки, мм . . . 1,6—2,0
Скорость подачи электродной проволоки,
м/мин.................................1,3—10,0
Регулирование сварочного тока, А . . . . 80—600
Напряжение питающей трехфаэпой сети, В 380
Расход, л/мин:
газа............................... 8—12
охлаждающей воды...................... 8
Масса, кг:
электродной проволоки в барабане . . 8
механизма подачи .................... 25
электро до держателя................ 0,7
шкафа управления.................. 18
98
движения трактора и подачи электродной проволоки, токопод-
водящий мундштук, пульт управления, катушка с электродной
проволокой и бункер для флюса. При сварке трактор направ-
ляется автоматически по шву, копируя его бегунками или дви-
гаясь вдоль направляющего рельса. Трактор и механизм по-
дачи электродной проволоки приводятся в движение общим
электродвигателем. Скорость подачи электродной проволоки,
которую можно изменять сменными шестернями, постоянная и
не зависит от напряжения на дуге. Тракторы этого типа имеют
несколько специальных моди-
фикаций: ТС-17М, ТС-17Р и
другие для сварки поворотных
стыков труб, для многослой-
ной сварки металла и т. д. При
наличии специальных приста-
вок этими тракторами можно
производить сварку плавя-
щимся электродом в среде уг-
лекислого газа, а также сварку
расщепленным электродом и
порошковой проволокой.
Основные данные тракторов
для дуговой сварки приведены
в табл. 3.7. Для сварки в среде
защитных газов созданы сва-
рочные тракторы, основные
данные которых приведены
в табл. 3.8.
Для сварки поворотных
стыков труб в нижнем положе-
Рис. 3.11. Механизм для подачи
флюса в зону дуги при сварке в по-
толочном положении:
1 — флюс; 2 — бункер; 3 — труба; 4 —
шлак; 5 — копировочное устройство; б —
шнек; 7 — ролики для подачи электродной
проволоки; 8 — электродная проволока
Основные данные сварочных тракторов
Таблица 3.7
Показател и TC-I7M ТС-17Р ТС-ЗЗ тс-зз
Диаметр электродной про-
ВОЛОКИ, мм Скорость подачи электрод- 1,6—5,0 1,6-5,0 1,0—4,0 1,6—г.,0
ной проволоки, м/мин 0,84—6,7 0,95—7,3 1,4—12 0,84—6.7
Скорость сварки, м/ч . . 16—126 16—126 8—35 16—126
Сварочный ток, А ... 400—1200 400—1200 800 1000
(номиналь- (номиналь-
Напряжение питающей ный) ный)
трехфаз но и сети, В Объем бункера для флю- 220, 380 220, 380 380 380
са, л Масса, кг 4,5 4,5 6
42 42 45 42
4
99
Таблица 3.8
Основные данные тракторов для дуговой сварки в среде защитных газов
Показатели ТС-42 ТС-49 «Горизонт» АДГ-502 АДП Г-500 АДСП-2
Тип источ- ника питания ВС-600 — — В ДУ-504-1 ПСГ-500 —
Напряжение питающей сети, В 380 380 220 380 220, 380 380
Номинальный сварочный ток, А 500 250 1000 500 500 400
Диаметр электродной проволоки, мм Скорость, м/ч: 1,2—3,0 0,8—1,2 3,0—4,0 1,2—2,0 1,2—2,0 1,0—2,5
электродной проволоки 100—1000 — 150—600 30—720 150—720 100—800
сварки 12—120 — 10—60 18—180 15—70 10—80
Масса, кг 36 21 55 55 22 63
пин при постоянной скорости подачи проволоки применяют ав-
томат ПТ-6 при сварочном токе 200—700 А. Разработаны также
специальные автоматы, которые сваривают первый слой шва
соединяемых деталей в потолочном положении. У таких авто-
матов принудительная подача флюса в зону дуги выполняется
специальным механизмом (рис. 3.11).
Оборудование для газовой сварки и резки
В настоящее время газовая сварка имеет ограниченную об-
ласть применения (главным образом для сварки труб диамет-
ром до 80 мм) при изготовлении топких стальных изделии" тол-
Основные данные
Показатели ГВД-08 М ГВ-0,8 ГН В-1,25
Принцип действия Контактный вытеснением Комбиниро в соче
Производительность, м3/ч 0,8 0,8 1,25
Рабочее давление ацетилена, МПа 0,007—0,03 0,008—0,03 0,0025—0,003
Загрузка карбида, кг Масса генератора (без воды и карбида), 2 2 4
КГ 19,5 19 42
100
щиной до 5 мм, при сварке цветных металлов и их сплавов и
т. д.
Сварку проводят ацетилеиокислородным пламенем с добав-
лением присадочного материала. Для получения ацетилена ис-
пользуют генераторы различных типов, основные данные кото-
рых приведены в табл. 3.9, или баллоны с ацетиленом и дру-
гими горючими газами (водородом, пропан-бутановой смесью
и др.). Ацетиленовые генераторы выпускаются производитель-
ностью 0,5—320 м3/ч ацетилена. Генераторы могут быть пере-
движные и стационарные. Передвижные генераторы имеют про-
изводительность до 3 м3/ч. Генераторы по давлению делятся
па три группы: низкого (до 0,01 МПа), среднего (0,01 —
0,15 МПа) и высокого давления (более 0,15 МПа). Кислород до-
ставляют в специальных баллонах под давлением 15 МПа. Для
сварки применяют горелки типов «Москва», ГС-3 и другие, ко-
торые могут работать с горючими газами, имеющими различ-
ный расход в зависимости от номера применяемого наконечника
от 50 до 2800 л/ч и с кислородом, имеющим расход соответст-
венно от 55 до 3100 л/ч. Горелки «Москва» и ГС-3 имеют семь
сменных наконечников. Это позволяет проводить сварку ме-
талла различных толщин вплоть до 30 мм одной и той же го-
релкой.
Резку сталей и подготовку кромок под сварку в монтажных
условиях обычно выполняют универсальным резаком РУ-66,
который работает на ацетилене или пропане и кислороде. Та-
ким резаком можно резать сталь толщиной до 300 мм. Резак,
рассчитанный на давление горючего газа 0,001—0,01 МПа и
давление кислорода 0,35—1,2 МПа, снабжен двумя наружными
мундштуками и пятью внутренними сменными соплами. Рас-
ход кислорода 3—36 м3/ч и ацетилена 0,6—1,2 м3/ч в зависимо-
сти от толщины разрезаемой стали.
Кроме резака РУ-66 применяют также керосинорез для ке-
росино-кислородной резки стали толщиной до 200 мм, в кото-
Таблица 3.9
ацетиленовых генераторов
АНД-1-61 ГВР-1.25М ГВР-3 МГ-65 ГПР-65 ГРК-Н)
ванный «вода на карбид» тании с вытеснением «Вода на карбид» «Карбид f воду»
2,0 0,0028—0,005 7 1,25 0,008—0,015 4 3 0,015—0,030 8 2 0,0011 5 35 0,09—0,12 150 10 --0,07 25
62 54 110 65 750 520
101
ром в качестве горючего (кроме керосина) применяют также
бензин и бензол. Эти виды горючего менее дефицитны, чем аце-
тилен, и более транспортабельны. В комплект керосинореза
входят бачок для горючего, шланги для кислорода и керосина
и резак.
Обычная кислородная резка хромистых и хромоникелевых
сталей, а также чугуна, меди и ее сплавов невозможна. Для
этих металлов применяют кислородно-флюсовую резку, которая
заключается в том, что в
Рис. 2.12. Схема головки ре-
зака для плазменно-дуговой
резки:
/ — медный корпус; 2 —сменная
сопловая вставка; 3— периферий-
ные отверстия; 4 — асботекстолито-
вые втулки; 5 — канал для воз-
духа; 6 — электрододсржатель; 7 —
текстолитовый колпачок; 8 — воль-
фрамовый электрод
струю режущего кислорода подают
порошкообразный флюс (в основ-
ном железный порошок). Подводи-
мый к месту реза флюс сгорает,
выделяя дополнительное тепло, ко-
торое обеспечивает плавление туго-
плавких окислов. Расплавленные
окислы переходят в жидкий шлак,
который стекает из зоны реза и не
мешает процессу резки. Такую
резку в основном применяют для
раскроя листов из нержавеющей
стали толщиной до 100 мм с при-
менением установок типов УРХС-4
при работе на ацетилене и УРХС-5
при работе на ацетилене и других
горючих газах. Расход кислорода
8—25 м3/ч, флюса 6—9 кг/ч и аце-
тилена 0,8—1,1 м3/ч в зависимости
от скорости резки, которая может
составлять до 0,5—0,8 м/мин.
Для нержавеющих сталей и
цветных металлов толщиной до
50 мм применяют также плазменно-
дуговую резку в среде азота и ар-
гона. Головка резака (рис. 3.12)
имеет воздушное охлаждение.
Внутри рукоятки проходят два кабель-шланга, по которым по-
дается ток до 350 А напряжением до 125 В на вольфрамовый
электрод диаметром 4 мм и сопло, а также сжатый воздух и
плазмообразующий газ (азот или аргон).
Подготовка кромок под сварку
Тщательная подготовка кромок под сварку — необходимое
условие получения качественного сварного соединения. Кромки
свариваемых деталей должны иметь правильный скос, необ-
ходимую величину притупления и постоянную величину зазора
вдоль свариваемых кромок. Сами кромки и прилегающая к ним
зона шириной 30—50 мм должны быть очищены от грязи, ока-
лины, шлака и влаги.
102
Наиболее качественно подготовить кромки под сварку можно
путем механической обработки их на специальных станках.
Однако на монтажной площадке применять такое оборудова-
ние часто затруднительно, а иногда и невозможно. Поэтому на
монтажной площадке кромки под сварку подготовляют с при-
менением переносных труборезов, путем газовой резки при по-
мощи резака РУ-66, керосинореза или специальных резаков.
Для улучшения качества реза используют различные направля-
ющие и копирующие устройства, которые обеспечивают точное
направление резака вдоль линии реза.
Для удаления ржавчины, грязи и окалины с поверхности
кромок их обрабатывают механическими устройствами, рабо-
чим органом которых служат вращающиеся стальные щетки,
наждачные камни, фибровые диски с покрытием из абразив-
ного порошка. Кроме того, кромки перед сваркой можно об-
работать пламенем сварочной горелки. При этом поверхность
кромок очищают от грязи, окалины и влаги.
§ 3 НЕКОТОРЫЕ ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ
Приспособления для контроля качества сварки
Для контроля размеров сварного соединения применяют
универсальные шаблоны (рис. 3.13), которые позволяют за-
мерять угол разделки кромок, величину зазора в стыке, пра-
вильность положения свариваемых деталей в тавровых соеди-
нениях, общие размеры сварного шва.
Простейшие механические испытания сварного соединения
с целью получения таких его характеристик, как предел проч-
ности, относительное удлинение, угол изгиба, производят при
помощи портативной машины с разрывным усилием 200 кН.
При просвечивании сварных швов рентгеновскими лучами
или радиоактивными изотопами для приближенного определе-
ния глубины дефекта и чувствительности служат эталоиы-де-
фектометры. Наибольшее применение нашли дефектометры
в виде пластинки из того же материала, что и просвечиваемое
изделие (рис. 3-14). Толщина его (около 3 мм) примерно равна
средней толщине усиления сварного шва. Поперек дефекто-
метра профрезерованы канавки шириной 1,5—3 мм и глубиной
0,5; 1,0; 1,5; 2,0 и 2,5 мм или меньшей глубины. Между канав-
ками просверлены такой же высоты углубления диаметром
2,5—4 мм с плоским дном. При просвечивании дефектометр
устанавливают рядом со швом, вместе с которым он экспони-
руется на пленке. По глубине наименьшей видимой на снимке
канавки или круглого углубления судят о чувствительности
снимка.
Для обнаружения внутренних дефектов сварных швов при-
меняют магнитные порошковые дефектоскопы, а также магни-
тографические и ультразвуковые дефектоскопы.
103
Рис. 3.13. Универсальный шаблон для проверки подготовки соединения перед
сваркой и для замеров сварных швов:
а — измерение угла разделки кромок; б — измерение угла; в — измерение величины за-
зора; «? —измерение высоты шва и стыке; д — измерение высоты шва таврового сое-
динения
Рис. 3.14. Пластинчатый де-
фектометр
Пневматические и электрифицированные
приспособления для слесарно-сборочных работ
Применение различных приспособлений для слесарно-сбо-
рочных работ с пневматическим или электрическим приводом
позволяет увеличить производительность труда и повысить ка-
чество. Так, замена в центраторах ручного или гидравлического
привода пневматическим дает возможность ускорить центровку
труб.
Рис. 3.15. Пневматическая турбинка
Широко используют пневматические турбинки (рис. 3.15)
при вальцовочных работах, а также в качестве привода при
очистке и обработке кромок, в сверлильных машинках и др.
Турбинки работают от сжатого воздуха с давлением 0,4—
0,6 МПа и при частоте вращения шпинделя 3000—5000 об/мин.
Ротационный реверсивный пневмодвигатель применяют при
развальцовке труб диаметром до 38 мм в трубных решетках,
для затягивания болтов и привода различных механизмов. Для
сверления и обработки отверстий диаметром до 20 мм служат
электродрели, работающие на переменном токе промышленной
частоты, а для получения отверстий большего диаметра (до
70 мм)—пневматические сверлильные машинки. Для закру-
чивания гаек диаметром до 42 мм применяют пневматические
ключи.
Глава 4
ОБЩИЕ ПРИЕМЫ МОНТАЖА, МЕТОДЫ КОНТРОЛЯ,
ИСПЫТАНИЯ И ПРИЕМКИ СМОНТИРОВАННЫХ
АППАРАТОВ И ОБОРУДОВАНИЯ
§ 1. ПРОВЕРКА ВЗАИМНОГО ПОЛОЖЕНИЯ АППАРАТОВ,
МАШИН И ИХ УЗЛОВ ПРИ МОНТАЖЕ
Монтируемые аппараты, машины и узлы должны быть ус-
тановлены в определенном положении, чтобы обеспечить их
нормальную работу. Для этого необходимо выполнять требо-
вания вертикальности, горизонтальности, параллельности, со-
осности тех или иных деталей, узлов и аппаратов (машин)
в целом, а также соблюдать определенные зазоры в соедине-
ниях.
При монтаже аппаратов и машин проверяют перпендику-
лярность осей, прямолинейность плоскостей и их горизонталь-
ность, параллельность осей и плоскостей, совпадение осей.
На выверку оборудования требуется до 20 % общих тру-
довых затрат по монтажу оборудования. Причем доля этих
затрат увеличивается в связи с повышением требований к точ-
ности монтажа оборудования.
Проверка вертикальности установки
При проверке вертикальности установки аппарата или узла
агрегата пользуются различными методами.
Если габариты проверяемого объекта по вертикали неве-
лики и имеются хорошо обработанные горизонтальные пло-
скости, то для проверки вертикальности можно использовать
уровень (ватерпас), который прикладывают к горизонтальной
плоскости в двух положениях, отличающихся на 90е. Добива-
ются такого положения аппарата или узла, при котором ва-
терпас дает нулевые отклонения в обоих положениях.
Вместо ватерпаса можно применять отвес. Замерив рас-
стояние между отвесом и стенками аппарата в нескольких ме-
стах, определяют степень отклонения оси аппарата от верти-
кали. Отвес представляет собой груз массой 0,7—0,8 кг, под-
вешенный на стальной струне диаметром около 0,3 мм. Груз
имеет цилиндрическую форму с конусом на нижнем конце и
отверстием для закрепления струны на верхнем. Чтобы во
время замеров струна не раскачивалась, груз опускают в со-
суд с маслом.
106
Если аппарат имеет большую высоту (ректификационные
колонны, реакторы, дымовые трубы и т. п.), то для его вы-
верки по вертикали применяют теодолит, лазерные визиры
и др. При работе с теодолитом на аппарате вдоль геометри-
ческой оси наносят краской хорошо видимые полосы, по ко-
торым определяют точность положения аппарата. В лазерных
приборах отраженный от зеркала, закрепленного в определен-
ном положении на аппарате, луч от источника лазерного из-
лучения воспринимается вторичным прибором. Это позволяет
судить о положении аппарата с большой точностью (до деся-
тых и даже сотых миллиметра). На длине 150 м отклонение
луча не более 1 мм.
Проверка горизонтальности поверхностей
Горизонтальность поверхностей проверяют уровнем, у кото-
рого цена деления в один градус соответствует уклону 0,1 мм/м.
Уровень укладывают в нескольких точках поверхности. Причем
для увеличения точности замеров в каждой точке уровень ста-
вят в двух положениях, отличающихся на 180°.
Горизонтальную выверку длинных валов, барабанов и дру-
гих аналогичных устройств можно выполнять с применением
гидроуровня или нивелира. На рис. 4.1 и 4.2 даны схемы
проверки горизонтальности установки деталей.
Рис, 4.1. Проверка совладения
плоскостей с применением
уровня:
/ — проверяемая плоскость; 2 —
лнненка; Л — уровень; 4—плитки
Рис. 4.2. Проверка совпадения
плоскостей с применением гид-
равлического уровня:
/ — сосуд с водой; 2—микромет-
рическая головка; —указатель;
4 — водяной шланг; 5 — воздушный
шланг; 6 — проверяемая плоскость
107
Проверка прямолинейности плоскостей
Эту операцию выполняют обычно при помощи хорошо вы-
веренной линейки, замеряя просвет между линейкой и плоско-
стью. На 1000 мм длины линейки допускается просвет 0,02—
0,04 мм. При работе по выверке линейку укладывают на кали-
брованные плитки одинаковой толщины (см. рис. 4.1). Сле-
дует иметь в виду, что под действием собственной силы тя-
жести линейка прогибается, вследствие чего при большой
длине линейки снижается точность замеров. Прогиб линейки
в середине пролета
f _____§___(4 1)
'тах - 384 El' ( '
где q— погонная сила тяжести линейки; I — длина линейки;
Е — модуль упругости материала линейки; I — момент инер-
ции поперечного сечения линейки.
Если точки опоры линейки о плоскость сдвинуть от кон-
цов линейки на 0,22 I, то прогиб уменьшится примерно в 50
раз. Поэтому при втором способе размещения линейки на про-
веряемой плоскости значительно повышается точность заме-
ров.
При проверке прямолинейности больших плоскостей очень
часто применяют струну и штихмас. Струну из тонкой сталь-
ной проволоки диаметром примерно 0,2 мм или крученой шел-
ковой нити прочно закрепляют с одной стороны проверяемой
плоскости и натягивают через блок грузом с другой стороны,
чтобы струна была параллельна проверяемой плоскости. Про-
висание шелковой нити в 4 раза меньше, чем стальной струны,
но последняя имеет большую механическую прочность. На-
пряжение в натянутой проволоке не должно быть больше */з
ее предела прочности. Расстояние от плоскости до струны за-
меряют штихмасом (с точностью 0,02 мм) в нескольких точ-
ках. Для повышения точности замеров до 0,01 мм применяют
электроштихмас (рис. 4.3).
Криволинейные поверхности проверяют шаблонами, изго-
товленными из листовой стали толщиной 1,0—1,5 мм (точ-
ность замеров по шаблону 0,5—1,0 мм/м).
Проверка соосности отверстий и валов
Такую проверку выполняют при сборке компрессоров, при
центровке валов двигателей, насосов, при установке подшип-
ников многоопорного вала, при выверке опор каркаса труб-
чатых печей и т. д. Соосность отверстий проверяют по струне,
методом светового или лазерного луча и др.
Центровку по струне выполняют следующим образом. При-
близительно по оси центруемых отверстий натягивают стру-
108
ну. Окончательное взаимное положение отверстий определяют
после замеров штихмасом расстояний от струны до стенок
отверстия. При этом одно из отверстий принимают за базо-
вое и к нему прицентровывают все остальные. В каждом из
отверстий замеры выполняют не менее чем в двух перпен-
дикулярных к струне плоскостях. В каждой плоскости выпол-
няют замеры четырех расстояний от струны до стенок отвер-
Рис. 4.3. Проверка соосности цилиндров с применением струны и электро-
штихмаса:
/ — компрессор; 2— штикмас; 2 — струна; 4 — координатное устройство с текстолито-
выми роликами; -5 — груз; 6 — высокоомные наушники; 7 — источник тока
Рис. 4.4. Схема для проверки соосности отверстий по струне:
1 — струна; 2 —замеры штихмасом; I — базовое отверстие; II и III — центруемые от-
верстия
стия (см. рис. 4.3 и 4.4). При центровке в пределах поля до-
пусков необходимо выполнить условия: al = a2 = a3 = ai и bt =
= b2 = b3 = b4 и т. д.
Метод светового или лазерного луча (рис. 4.5) применяют
при центровке отверстий, находящихся на значительном рас-
стоянии друг от друга. В центруемые отверстия вставляют
диски из жести или алюминия, которые имеют передвижные
мишени с отверстием диаметром 1 мм в центре. Чтобы обе-
спечить светонепроницаемость, диски по периферии обмазы-
вают замазкой. За экраном крайнего диска устанавливают
сильный источник света. Перемещая мишени у каждого из
109
центруемых отверстий, находят такое их взаимное положение,
при котором световой луч будет проходить через отверстия
всех мишеней. При этом отверстия мишеней могут не совпа-
дать на величину или е2 с центровыми рисками дисков, кото-
рые координированы по центрам проверяемых отверстий. За-
мерив смещение отверстия в мишени относительно ocei'f диска,
определяют величины К+6'i и е2 необходимых перемещений
центруемой детали. После проведения центровки детали
с помощью клиньев и подкладок отверстия в мишенях дол-
Рис. 4.5. Схема для проверки соосности отверстий с использованием свето-
вого луча:
□ — схема центровки; б — положение мишени относительно центра отверстия при про-
хождении спотового луча через псе мишени (отверстия мишени и центр отверстия под-
шипника не совпадают ); в — положение мишени относительно центра отверстия после
центровки (отверстие мишени совпадает с центром отверстия подшипника); 7 — базо-
вый подшипник; //, ///, /V7 — центрируемые подшипники-, 7 — источник спета-, '>- под-
шипник; <3 —мишень; 4 -- щиток; 5 —подкладка: 6 — клип
жны совпадать с центрами отверстий в дисках. Соосность от-
верстий проверяют повторным просвечиванием.
Центровка валов заключается в устранении смещения
и перекоса осей валов (рис. 4.6). При смещении валов их
оси параллельны и выполняются следующие равенства:
ai + О + е = а2 + г2,
откуда
е = а2---------о). (4.2)
При Г| =г2
е — а2—ai.
При перекосе валов их оси скрещиваются между собой под
углом ср, в результате чего радиальные или осевые зазоры
оказываются разными.
ИО
При центровке валов необходимо устранить как перекос
валов, так и их смещение, т. е. получить <р = 0 и е = 0.
Применяют следующие основные способы центровки: по
полумуфтам при помощи линейки, по двурадиальным стрел-
кам и по специальным приборам, позволяющим замерять раз-
ности at—а-2 и угол перекоса <р.
Самый простой и наименее точный способ центровки — по
полумуфтам при помощи линейки (способ применим, когда
полумуфты хорошо проточены). Стальную линейку узкой
гранью прикладывают к поверхности полумуфты базового
вала в трех-четырех положениях по окружности и щупом за-
меряют зазоры между линейкой и полумуфтой центруемого
вала. Оба вала при этом остаются неподвижными. Переме-
bu_3oSan поверх-итит
(> 5а:и)Ь'ая nutiepxiiuctm
Рис. 4.6. Виды расцептровки валов:
а — смещение осей; 6 — перекос осей
Примечание, а. Ь, с—смещения вала; г--радиус вала; е* — эксцентриситет
осей валов
щениями центруемого вала добиваются того, чтобы величины
зазоров между линейкой и полумуфтой центруемого вала при
всех положениях линейки были одинаковые.
Для повышения точности и ускорения центровки приме-
няют стрелки, вместо которых можно использовать индика-
торы.
Радиально-осевые стрелки закрепляют на наружной по-
верхности полумуфт или на шейках валов. Каждая стрелка
имеет два наконечника, что позволяет замерять осевые и ра-
диальные зазоры между наконечниками стрелок центруе-
мых валов (рис. 4.7). Установив валы в исходном положении,
замеряют щупом радиальный at и осевой Ь1 зазоры между на-
конечниками стрелок. Затем оба вала поворачивают вместе
на 180, 90 и 270° и каждый раз замеряют соответственно
зазоры а2 и Ь2, а3 и Ь3, а4 и Ь4.
Результаты замеров записывают на круговой диаграмме
(рис. 4.8). Перед центровкой необходимо выбрать осевой
люфт у валов, иначе величины осевых зазоров при поворачи-
вании валов будут искажаться. При центровке валов доби-
ваются, чтобы ai=a2 = a3 = a4 и bi = b2 = b3 = b4.
Ill
Чтобы устранить смещение, а также излом осей валов, не-
обходимо сместить подшипники центруемого вала в верти-
кальной и горизонтальной плоскостях на определенное рас-
стояние. Перемещения подшипника А (см. рис. 4.7):
в вертикальной плоскости
уА = hzzh. i ; (4.3)
в горизонтальной плоскости
Рис. 4.7. Схема для расчета
перемещений подшипников ва-
ла при центровке по радиаль-
но-осевым стрелкам:
1 — базовый вал; II —центруемый
вал
1+^^, (4.4)
Рис. 4.8. Круговая диаграмма при
центровке по радиально-осевым
стрелкам:
«2, ал, at — радиальные зазоры; blt Ь:.
Ь± — осевые зазоры
где
D^Db^Da.
Индексы у зазоров даны применительно к круговой диа-
грамме (см. рис. 4.8).
Перемещения подшипника В определяют из следующих
выражений:
в вертикальной плоскости
ув=61^(/ + Л) + £1^. (45)
в горизонтальной плоскости
XB = t^-(/ + L)+^i. (4.6)
В приведенных выражениях для перемещения подшипника
первые члены характеризуют величины смещений при устра-
112
нении перекоса валов, а вторые — при устранении смещения
осей валов.
Центровку валов двурадиальными стрелками проводят по
замерам радиальных зазоров в двух сечениях А—А и В—В
(рис. 4.9). Сечения, в которых делают замеры, должны отстоять
на возможно большее расстояние /о друг от друга для по-
вышения точности центровки. Если обозначить величины за-
зоров в сечении А—А через а\, а2, аз и а4, а в сечении В—В
соответственно через bit b2, Ь3 и Ь4, то для любого подшип-
ника, отстоящего от сечения А—А на расстояние /, смещения
при центровке определяют из выражений:
в вертикальной плоскости
I (bi — Ь2) — (щ — а2) '
/о ‘ 2 "г
в горизонтальной плоскости
Д_ — Д) — (a:l — щ)
“/o’ 2 Ф
+ (4.8)
Рис. 4.9. Схема для центровки ва-
лов по двурадиальным стрелкам:
/ — базовый нал; // — центруемый вал
Допускаемые остаточные отклонения зазоров при центровке
с применением стрелок даны в табл. 4.1.
При центровке по стрелкам следует помнить, что суммы
замеров на каждом из взаимноперпендикулярных направле-
ний! должны быть равны. Допускаемая разность этих сумм не
должна превышать 0,02 мм. Большая разность свидетельствует
о дефектах в замерах (недостаточная жесткость измеритель-
ных приспособлений, наличие местных неровностей поверхно-
стей деталей и др.).
Таблица 4.1
Допускаемые остаточные отклонения в величинах
зазоров при центровке по стрелкам
Наибольшая величина
отклонения, мм
Соединение валов для радиальных разностей для осевых разностей
Жесткое 0,05 0,03
Полужесткое 0,10 0,04
Гибкое 0,15 0,05
113
При проверке параллельности осей валов
штихмасом замеряют расстояние между валами в нескольких
точках. По величинам этих замеров устанавливают необхо-
димость смещения валов в том или ином направлении.
Выверку параллельности валов можно выполнить с исполь-
зованием двух стрелок и струны (рис. 4.10). Струну устанав-
ливают по стрелке, которую укрепляют на базовый вал /.
параллельности валов по
струпе с применением стре-
лок:
Г стрелка; 2 — струна: / и
// - проверяемые валы
Поворачивая его вместе со стрелкой
и перемещая один конец струны, до-
биваются, чтобы Я1=а2- Затем при-
ступают к выверке вала //.добиваясь
равенства Ь1 = Ь?. При этом величины
зазоров а и b могут отличаться друг
от друга.
При монтаже ответственных круп-
ных машин (паровых турбин, турбо-
газодувок и др.), производя выверку,
необходимо учитывать также смеще-
ния и деформации отдельных узлов и
деталей, которые происходят вовремя
работы машины вследствие измене-
ний температуры, «всплывания» вра-
щающихся валов в подшипниках,
действия инерционных сил и др.
§ 2. БАЛАНСИРОВКА
ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ
К современным быстроходным аг-
регатам (насосам, паровым и газо-
вым турбинам, компрессорам и дру-
гим машинам) предъявляют высокие
требования в отношении их работы
без вибраций. Последние нарушают точность работы машины,
создают дополнительные нагрузки на подшипники, расшаты-
вают опоры и соединения узлов и деталей друг с другом.
В тщательно выверенном агрегате вибрации появляются вслед-
ствие неуравновешенности (дисбаланса) вращающихся масс
(деталей).
Неуравновешенность вращающихся деталей может возник-
нуть как результат неточности формы изделия (овальности,
эксцентричности, биения), деформаций деталей при изготовле-
нии (прогиба вала), относительных смещений деталей при
сборке и во время работы агрегата, а также неравномерности
распределения материала в теле детали (разностенности, на-
личия раковин и неметаллических включений).
Неуравновешенность вращающихся деталей может быть
статической и динамической. Статическая неуравновешен-
114
ность — следствие несовпадения центра тяжести вращающейся
детали с осью вращения. Вследствие смещения центра тяжести
ротора от оси при его вращении возникает центробежная
сила С, постоянная по величине, но переменная по направ-
лению:
С = тасо2 = —асо2, (4.9)
g
где С — центробежная сила; т — масса ротора; а — величина
смещения центра тяжести от оси вращения; со — угловая ско-
рость ротора; g—ускорение свободного падения (g=9,81 м/с2).
Произведение (tng)a = Ga называется дисбалансом ротора.
Статическая неуравновешенность наиболее часто встречается
у вращающихся деталей, имеющих большую величину отно-
шения диаметра к длине, например, у роторов одноступенча-
тых центробежных насосов, шкивов, маховиков и т. п.
Динамическая неуравновешенность является следствием
неравномерности распределения массы ротора вдоль его оси,
хотя центр тяжести ротора и совпадает с осью вращения. При
вращении ротора возникают пары центробежных сил, посто-
янные по величине, но переменные по направлению. Такие па-
ры сил вызывают вибрацию агрегата во время его работы.
Динамическая неуравновешенность наблюдается в основном
у деталей, имеющих значительное отношение длины к диа-
метру, например, у роторов многоступенчатых центробежных
машин.
Устранение неуравновешенности называется балансиров-
кой, которая может быть статической и динамической в за-
висимости от того, какой вид неуравновешенности устраняют.
Статическая балансировка
При статической балансировке к ротору необходимо доба-
вить (или от ротора удалить) груз определенной массы ив та-
ком месте, чтобы при вращении ротора он уравновешивал
возникающую центробежную силу. Таким образом, дисбаланс
ротора должен быть уравновешен дисбалансом груза. Стати-
ческую балансировку выполняют на ножах, на вращающихся
роликовых опорах и по месту (в подшипниках).
Статическая балансировка на ножах, которые
представляют собой стальные закаленные пластины длиной
1 —1.5 м, имеющие трапециевидное поперечное сечение и из-
готовленные с большой точностью. Рабочие плоскости ножей
устанавливают горизонтально (с точностью 0,02 мм/м) как
в продольном, так и в поперечном направлениях.
Схема установки детали для балансировки на ножах дана
на рис. 4.11.
115
Ширину ножей b выбирают в зависимости от массы балан-
сируемой детали, используя соотношения
b = 0,15Vm (4.10)
или
где т— масса балансируемой детали, кг; d — диаметр шейки
вала или оправки, мм.
Обычно й = 5—8 мм. При качественной балансировке мож:-
но обеспечить смещение центра тяжести от оси вращения не
более 0,05 мм.
Рис. 4.11. Схема установки детали для статической балансировки:
а — на кожах; 6 — на вращающихся роликовых опорах; / — балансируемая деталь;
2 — ножи; 3 — роликовые опоры
При балансировке многоколесных роторов сначала балан-
сируют каждое колесо, закрепляя его в специальной оправке,
потом колеса напрессовывают на вал и проводят баланси-
ровку собранного ротора.
Статическую балансировку выполняют в два этапа. Сна-
чала уравновешивают ротор, чтобы при любом его положении
он оставался в покое (не провертывался), а затем уничто-
жают неуравновешенность, которая остается вследствие тре-
ния вала о поверхность ножей. При выполнении первой ста-
дии балансировки окружность ротора делят на несколько рав-
ных частей (например, на восемь). Ротор устанавливают так,
чтобы каждая пара диаметрально противоположных точек по-
следовательно оказалась в горизонтальной плоскости. В этих
точках к ротору прикрепляют грузики из замазки или маг-
нитные, уравновешивая его для каждой пары точек. После
этого грузики снимают, взвешивают и заменяют постоянными
металлическими грузами той же массы. В небольших деталях
прибегают к облегчению детали со стороны, противоположной
центру тяжести, высверливая небольшие отверстия или сни-
мая часть металла наждачным камнем.
Чтобы уничтожить неуравновешенность вследствие трения
между валом и поверхностью ножей, поступают следующим
образом. К каждой точке деления окружности ротора прикре-
116
пляют последовательно небольшие грузики Q, (где t=l, 2, ..
п) до тех пор, пока ротор не будет выведен из состояния по-
коя н начнет повертываться. Грузики снимают, взвешивают и
строят кривую зависимости массы груза от номера точки
(рис. 4.12). Очевидно, что со стороны точки деления, где груз
имеет минимальную массу, рогор тяжелее (на рис. 4.12 Qmill
соответствует точке 3). В точке, диаметрально противополож-
ной точке 3, прикрепляют груз массой ^тах . ^т-п -.
Статическая балансировка на вращающих-
ся роликовых опорах показана на схеме (см. рис.
4.11). Балансируемый ротор устанавливают на вращающиеся
роликовые опоры. Диаметр ролика берут в 6—8 раз больше
диаметра шеек вала балансируемого ротора (— >6-i-8|. Та-
кой способ статической балансировки в принципе не отлича-
ется от балансировки на ножах. Преимущество этого способа
состоит в том, что проще осуществлять балансировку роторов,
у которых шейки вала имеют разные диаметры. В этом слу-
чае, изменяя расстояние I между роликовыми опорами, легко
добиться горизонтального положения вала.
Статическую балансировку по месту, если ро-
тор установлен в подшипниках качения и частота его враще-
ния сравнительно невелика, можно выполнить, установив ро-
тор на подшипниках в корпусе агрегата. При этом основное
внимание следует обращать на тщательность монтажа под-
шипников. Сама операция балансировки выполняется анало-
гично предыдущему.
Контроль статической балансировки осуще-
ствляют, подвешивая контрольный груз, выводящий деталь из
состояния равновесия. Для этого детали дают занять поло-
жение равновесия под действием остаточного дисбаланса. За-
тем ее поворачивают на 90°, а с противоположной стороны ук-
репляют контрольный груз Q (рис. 4.13). Если деталь с кон-
трольным грузом будет возвращаться к положению равнове-
сия путем поворота в сторону, обратную первоначальному
вращению (по часовой стрелке на рис. 4.13), то балансировку
считают недостаточной. Если контрольный груз будет опу-
скаться, поворачивая деталь (в данном случае против часо-
вой стрелки), то балансировку признают удовлетворительной.
Массу контрольного груза Q определяют из следующего ра-
венства:
(4 12)
где т—масса балансируемого ротора; а — плечо дисбаланса;
цо — коэффициент трения качения (цо = 0,004 • 10 2 м); D —
диаметр, на котором укреплен контрольный груз.
117
Плечо дисбаланса а находят из уравнения (4.9):
а
9,81С
Допустимая величина
ределяется конструкцией
статической неуравновешенности ои-
и режимом работы машины. Для
Рис. 4.12. График зависимо-
сти массы груза, выводящего
ротор из равновесия, от но-
мера точки деления окружно-
сти ротора
Рис. 4.13. Схема для проверки качества
статической балансировки:
и — положение при подвешивании контрольного
груза; б — исходное положение детали; 1 — на-
правление вращения при удовлетворительной ба-
лансировке; 2— направление вращения при не-
достаточной балансировке
вращающихся роторов и маховиков C/G<0,05-^-0,06; для вы-
сокоскоростных зубчатых приводов C/G= (0,003-^-0,008) PIG,
где Р — окружное усилие в передаче. Общий контроль каче-
Рпс. 4.14. Схема приспособления
для сравнительной оценки качества
балансировки:
/ — фундамент; 2 — указатель со шкалой;
3 — тонкая стальная пластинка; 4— под-
шипник; 5 — балансируемый вал
ства балансировки проводят
ири вращении детали, установ-
ленной в агрегат, на рабочих
режимах. Показателем каче-
ства балансировки являются
величины вибраций, измерен-
ные прибором виброметром
или вибрографом. Виброметр
жестко закрепляют на корпусе
или крышке подшипника, в ко-
тором вращается ротор. На
разных стадиях балансировки
для получения сопоставимых
результатов прибор надо уста-
навливать в одном и том же
месте.
Сравнительную оценку качества балансировки при работе
машины можно получить при помощи простого приспособле-
ния, состоящего из стальной тонкой пластинки и указателя со
шкалой (рис. 4.14). Балансируемую деталь делят по окружно-
118
сти на несколько равных частей и в намеченных точках пооче-
редно прикрепляют грузы различной массы. Агрегат пускают
в ход и замеряют амплитуду колебаний пластинки. Находят
такое положение груза данной массы, при котором обеспечи-
вается наименьшая амплитуда колебаний. Затем по тому же
признаку выбирают массу груза.
Динамическая балансировка
Статическая балансировка не дает возможности обнару-
жить неуравновешенные пары сил и иногда может быть при-
чиной их появления в длинных роторах. Во всяком случае,
всегда остается некоторая неуравновешенность ротора вслед-
Рис. 4.16. Схема станка с маятни-
ковой рамой пя чипамнческоп ба-
лансировки:
1 — пружина; 2 — балансировочный груз;
3 — балансируемый ротор; 4 — рама стан-
ка; .5 — индикатор
Рис. 4.15. Схема, поясняющая воз*
пикповсчше динамической неуравно-
вешенности-.
4' центр тяжести ротора, совпадающий
с осью ено вращения; cj и с2 — центры
тяжести отдельных роторов, смещенные
от осн вращения; at и д2 — плечи неурав-
новешенных сил тяжести Gi и 6>
ствие трения цапф балансируемого ротора о ножи или другие
приспособления для балансировки.
Динамическая неуравновешенность заключается в том, что,
несмотря на расположение центра тяжести ротора на оси его
вращения, вследствие неравномерного распределения массы
по длине ротора при вращении возникают пары центробеж-
ных сил, которые вызывают вибрацию машины (рис. 4.15).
Динамическая неуравновешенность характерна в основном для
деталей, имеющих значительное отношение длины к диаметру
(роторы многоступенчатых центробежных машин, коленчатые
валы многоцилиндровых поршневых машин и др.).
При динамической балансировке подбирают пару таких
грузов, чтобы образуемый при их вращении момент уравнове-
шивал момент, возникающий вследствие несбалансированно-
сти ротора.
119
Для динамической балансировки применяют специальные
балансировочные станки, которые позволяют выполнять балан-
сировку роторов массой несколько тысяч килограмм.
Любой неуравновешенный ротор можно уравновесить двумя
противовесами, расположенными в двух произвольно выбран-
ных плоскостях.
На рис. 4.16 приведена схема балансировочного станка
с маятниковой рамой, которая соединена пружиной с фунда-
ментом и может поворачиваться в вертикальной плоскости во-
круг неподвижной горизонтальной оси О. Балансируемый ро-
тор устанавливают горизонтально в подшипниках П рамы.
Плоскость размещения одного из противовесов должна прохо-
дить через ось качания рамы. Собственные колебания ротора
при невращающемся роторе имеют затухающий характер. Ро-
тор разгоняют до 350—400 об/мин при помощи разгонного уст-
ройства и затем наблюдают за выбегом ротора. При этом по
индикатору фиксируют максимальную амплитуду колебаний
ротора. Подбирая положение балансировочных грузов на ок-
ружности в двух плоскостях, добиваются получения минималь-
ной амплитуды колебаний рамы станка с вращающимся рото-
ром при его «выбеге». Точность динамической балансировки
1—2 % от силы тяжести балансируемого ротора.
§ 3. ГИДРАВЛИЧЕСКОЕ ИСПЫТАНИЕ АППАРАТОВ
И СОСУДОВ
Законченные монтажом аппараты и сосуды подвергают ис-
пытанию давлением, величину которого назначают в зависи-
мости от рабочего давления р в аппарате (сосуде).
Гидравлическое испытание вновь смонтированного обору-
дования можно не проводить, если с момента испытания на за-
воде-изготовителе прошло менее 12 мес и оборудование не
получило повреждений при транспортировке, а при монтаже
его не применяли сварку или пайку узлов, работающих под
давлением.
При 0,07<р<0,5 МПа для кованых и сварных сосудов ис-
пытательное давление назначают в 1,5 раза больше рабочего,
но не менее 0,2 МПа; при р>0,5 МПа испытательное давле-
ние 1,25 р, но не менее р + 0,3 МПа; для литых сосудов оно
равно 1,5 р, но не менее 0,3 МПа. Если рабочая температура
стенки сосуда выше 400°C, то испытательное давление назна-
чают не менее 1,5 р.
Аппараты и сосуды, работающие под давлением менее
0,07 МПа, испытывают пробным давлением, равным 0,2 МПа.
Возможность создания такого давления в аппарате должна
быть обоснована расчетом. В случае недопустимости такого
давления величину пробного давления или другие виды испы-
тания оговаривают специально.
120
Давление при гидравлическом испытании аппаратов, рабо-
тающих с температурой свыше 200 °C, определяют по формуле
Г 201
рПр = 1,25р^,
[°т]
где [о20т] и [<тгт] — допускаемые напряжения по пределу теку-
чести соответственно при 20 СС и при рабочей температуре /;
р — рабочее давление.
Аппарат, подвергаемый гидравлическому испытанию,
в верхней точке должен иметь воздушник для выпуска воз-
духа из аппарата при заполнении его водой. Неполное уда-
ление воздуха из аппарата будет приводить к неустойчивому
положению стрелки манометра во время гидравлического ис-
пытания. Испытательное давление, измеряемое манометром,
который устанавливают в верхней точке аппарата, создают по-
степенно. Время выдержки под пробным давлением должно
быть не менее: 10 мин при толщине стенки до 50 мм, 20 мин—
при толщине стенки 50—100 мм, 30 мин — при толщине стенки
свыше 100 мм, 60 мин — для литых и многослойных сосу-
дов независимо от толщины стенки.
Затем давление снижают до рабочего и тщательно осмат-
ривают и обстукивают сварные швы аппарата. Дефектные ме-
ста в них отмечают и в дальнейшем исправляют. При гидрав-
лическом испытании в нижней части аппарата возникает дав-
ление, которое превосходит пробное давление на величину
гидростатического давления столба жидкости в аппарате:
Рпр = Рпр + Рё'Лг1О~6. 0.13)
где Рщ> — пробное давление при гидравлическом испытании;
р — плотность воды (р«103 кг/м3); И— высота столба жидко-
сти в аппарате.
Напряжение в нижней части корпуса при гидравлическом
испытании от давления р'пр не должно превосходить 0,8 от,
где от — предел текучести материала корпуса при темпера-
туре испытания.
Воду из аппарата необходимо спускать при открытом «воз-
душнике», чтобы в аппарате не образовался вакуум. Особенно
это опасно для аппаратов большого объема со сравнительно
тонкими стенками (резервуары, газгольдеры и др.). В тех слу-
чаях, когда при гидравлическом испытании могут возникнуть
большие напряжения в стенке корпуса или фундаменте аппа-
рата, а также вследствие трудности удаления воды после ис-
пытания вместо гидравлического проводят пневматическое ис-
пытание (сжатым воздухом). При этом давление назначают
таким же, как и при гидравлическом испытании. Ввиду огром-
ной сжимаемости воздуха по сравнению с водой такие испы-
тания более опасны. Поэтому во время увеличения давления
121
в аппарате до испытательной величины людей удаляют в бе-
зопасное место. После снижения давления в аппарате до ра-
бочего осматривают и проверяют плотность сварных швов
мыльным раствором. Обстукивать сварные швы аппарата, на-
ходящегося под давлением сжатого воздуха, запрещается.
Аппараты, работающие под вакуумом, испытывают гидрав-
лическим давлением не менее 0,2 МПа. Температура воды при
гидравлическом испытании должна быть не ниже 5°C. При
пневматическом испытании замеряют падение давления в те-
чение 24 ч и определяют его по формуле
т \ РНТК)
где Ар — величина падения давления за 1 ч, % от испытатель-
ного давления; Рн, Р„ — сумма манометрического и барометри-
ческого давлений в начале п в конце испытаний; Тп, Ти—
абсолютная температура в начале и в конце испытаний; т—
время испытания.
Аппарат считают выдержавшим гидравлическое испытание,
если не обнаружено признаков разрывов, утечки, капель, по-
тения в сварных соединениях и на основном металле, остаточ-
ных деформаций. При испытании на плотность падение давле-
ния за 1 ч не должно превышать 0,1 % для оборудования,
предназначенного для работы с токсичными средами, и 0,2 %
для пожаро- и взрывоопасных сред.
В тех случаях, когда аппарат имеет большие габаритные
размеры, гидравлическое испытание проводят для отдельных
его частей, герметизируя их временными переборками. После
сборки аппарат испытывают сжатым воздухом. Перед пневма-
тическим испытанием все монтажные сварные швы проверяют
на плотность керосином или другим способом, а также про-
свечивают по всей длине.
§ 4. ПРОВЕРКА И ПРИЕМКА ФУНДАМЕНТОВ И ДРУГИХ
СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ПОД МОНТАЖ ОБОРУДОВАНИЯ
При приемке фундаментов под монтаж оборудования не-
обходимо проверить, соответствуют ли проекту форма готового
фундамента, его размеры и основные его высотные отметки.
Фактические высотные отметки получают при геодезической
съемке. После этого проверяют правильность размещения фун-
даментных болтов (или колодцев под фундаментные болты)
на фундаменте, их размеры, наличие на них двух гаек. Резьба
фундаментных болтов должна быть предохранена от механи-
ческих повреждений и покрыта смазкой для защиты от кор-
розии. Допускаются следующие отклонения: по отметкам верх-
них торцов фундаментных болтов +20 мм, по размерам ко-
122
лодцев в плане +20 мм, по осям анкерных болтов в плане
±5 мм, по осям закладных анкерных устройств в плане ±10 мм.
Фундаменты прямоугольной формы, занимающие большую
площадь в плане, например фундаменты под трубчатые печи,
необходимо проверить на правильность прямоугольной формы
путем замера диагональных размеров (допускаемые отклоне-
ния основных размеров в плане ±30 мм). Высотные отметки
фундамента не должны превышать проектные. Завышенный
фундамент необходимо срубить на соответствующую высоту.
Занижение высотных отметок фундамента допускается до
30 мм, так как в этом случае монтируемое оборудование мож-
но установить на проектной отметке, применяя металлические
подкладки или клинья. Если фундамент занижен больше, чем
указано выше, его необходимо дополнительно бетонировать.
На фундаменте наносят главные оси, которые фиксируют
керном на металлических планках размером 80X80 мм, забе-
тонированных в фундамент. На специальных металлических
реперах, забетонированных в фундамент, наносят относитель-
ную высотную отметку. Съемку высотных отметок реперов про-
изводят с точностью ±5 мм. Осевые планки и реперы не
должны быть закрыты установленным оборудованием.
На принятый фундамент составляют исполнительную схему,
в которой указывают проектные и фактические размеры фун-
дамента и высотные отметки, а также оси фундамента. О при-
нятии фундамента под монтаж оборудования составляют акт.
Примерно такой же перечень работ выполняют при приемке
под монтаж оборудования других строительных конструкций
(постаментов, конструкций здания и др.). Особое внимание
следует обратить на вертикальность и соответствие проектным
размерам различных железобетонных колонн и высоких по-
стаментов, на которых устанавливают различные металлокон-
струкции, технологическое оборудование и краны. Качество
сдаваемых под монтаж оборудования готовых строительных
конструкций и соответствие их материалов проекту оформля-
ется отдельными актами при приемке заказчиком выполнен-
ных общестроительных работ.
Требования к точности сооружения различных строительных
конструкций значительно возросли в связи с широким внедре-
нием индустриальных методов крупноблочного монтажа обо-
рудования. Приемка под монтаж оборудования фундаментов
и других строительных конструкций со значительными откло-
нениями от проектных размеров иногда приводит к переделке
заготовленных для монтажа элементов оборудования, снижает
темпы, удлиняет сроки и увеличивает себестоимость монтаж-
ных работ.
Глава 5
МОНТАЖ ВЕРТИКАЛЬНЫХ АППАРАТОВ КОЛОННОГО
ТИПА
§ 1. ОБЩАЯ ХАРАКТЕРИСТИКА ВЕРТИКАЛЬНЫХ АППАРАТОВ
Ректификационные, экстракционные и отпарные колонны,
абсорберы, адсорберы, скрубберы и другие вертикальные ци-
линдрические аппараты — составная часть большинства техно-
логических установок. Вертикальные аппараты, по массе со-
ставляющие около 60—70 % аппаратуры, обычно расположены
на открытой площадке и установлены на невысоких фунда-
ментах (реже на постаментах высотой до 12 м). Для удоб-
ства эксплуатации и монтажа их размещают на технологи-
ческих установках в одну линию или компактной группой.
Среди вертикальных аппаратов наиболее распространены
ректификационные колонны, которые служат для разделения
смесей нефтепродуктов на отдельные фракции с различными
температурами кипения. В зависимости от технологического
процесса они работают при атмосферном п повышенном дав-
лениях или при вакууме.
Ректификационная колонна представляет собой вертикаль-
ный цилиндрический сосуд постоянного (реже переменного)
сечения из листовой стали со сферическими днищами. Внутри
колонны установлены барботажные тарелки. Применяют сле-
дующие конструкции тарелок: колпачковые, решетчатые, сит-
чатые, клапанные, каскадные или с S-образнымн элементами.
Иногда вместо тарелок колонну заполняют насадкой.
Тарелки в ректификационной колонне обеспечивают тесный
контакт между парами нефтепродуктов, поднимающимися
вверх по колонне, и жидкими нефтепродуктами, стекающими
вниз. При этом пары обогащаются низкокипящими, а жид-
кость высококипящими компонентами. Нормальная работа рек-
тификационных колонн в сильной степени зависит от качества
монтажа тарелок.
Монтаж вертикальных аппаратов — одна из наиболее слож-
ных инженерных задач при сооружении нефтегазоперерабаты-
вающих заводов. Важность таких работ еще увеличилась, так
как в связи с укрупнением технологических установок увели-
чены диаметры ректификационных колонн до 7—8 м для ат-
мосферных и до 12 м для вакуумных. Причем масса одной
колонны достигла 1200 т. Высота некоторых колонн для сверх-
124
четкой ректификации достигла 100 м и более. Толщина стенки
корпуса некоторых вертикальных аппаратов, работающих под
высоким давлением, принята 80—100 мм.
§ 2. СОСТОЯНИЕ АППАРАТОВ ПРИ ПОСТАВКЕ НА МЕСТО
СТРОИТЕЛЬСТВА
В связи с большой трудоемкостью изготовления и монтажа
аппаратов на месте строительства состояние их поставки
в некоторых случаях предопределяет сроки ввода в эксплуата-
цию технологических установок. Поэтому основной принцип
поставки в настоящее время — максимально возможное вы-
полнение работ по сборке и сварке аппаратов на заводе-изго-
товителе.
Габаритные аппараты, а также негабаритные, но допущен-
ные к перевозке по железным дорогам с ограничениями, за-
воды-изготовители поставляют в полностью собранном виде,
со смонтированными и выверенными внутренними устройст-
вами, с затянутыми фланцевыми соединениями на постоянных
прокладках, прошедшими испытание, сданными ОТК машино-
строительного завода и представителю инспекции Госгортех-
надзора СССР с закрытыми штуцерами, муфтами и люками
и с приваренными к корпусу деталями для крепления тепловой
изоляции, с ответными фланцами на штуцерах и с крепежными
деталями фланцевых соединений и анкерными болтами. Толсто-
стенные аппараты, а также аппараты из легированных сталей
поставляются с приваренными к корпусу деталями для креп-
ления специальных внутренних или наружных покрытий и об-
служивающих площадок. Кроме того, заводы-изготовители
поставляют аппараты с приспособлениями для строповки, при-
варенными к корпусу аппарата.
Аппараты, которые нельзя перевезти по железным доро-
гам в собранном виде, заводы-изготовители должны постав-
лять в собранном виде водным транспортом. Аппараты очень
большой длины следует перевозить по железной дороге от-
дельными частями с собранными внутри них устройствами. Не-
габаритные аппараты большого диаметра целесообразно по-
ставлять в виде узлов-карт: листов, соединенных в обечайки
по длине и крупными блоками (блоки циклонов, тарелок, от-
бойников, маточников и др.).
Аппараты, отправляемые на место строительства отдель-
ными деталями или укрупненными узлами, проходят на заво-
де-изготовителе контрольную сборку. После подгонки всех де-
талей и узлов наносят основные оси аппарата, а на сопрягае-
мых кромках деталей и узлов — контрольные риски. Аппараты,
габаритные для железных дорог по диаметру и негабаритные
по длине, на заводе-изготовителе собирают полностью, завари-
125
вают с наружной стороны монтажные швы и подвергают гид-
равлическому испытанию. После нанесения контрольных ри-
сок на монтажных стыках корпус аппарата разрезают на
транспортабельные части, а кромки монтажных стыков подго-
товляют под монтажную сварку. Окончательную сборку, сварку
и испытание таких аппаратов на месте строительства выпол-
няют, как правило, заводы-изготовители и, как исключение,—
монтирующая организация. В настоящее время на аппарато-
строительных заводах расширены монтажные отделы, в задачу
которых входит окончание изготовления аппаратов па строи-
тельной площадке.
При отсутствии у монтирующей организации достаточно
мощных грузоподъемных средств завод-изготовитель укруп-
няет аппарат в монтажные блоки, размеры которых согласо-
вывает с монтирующей организацией. В этом случае гидрав-
лическое или пневматическое испытание выполняет монтирую-
щая организация. Дирекция строящегося предприятия выделяет
аппаратостроитсльным заводам для окончания изготовления
негабаритных аппаратов на площадке строительства сварочные
агрегаты, тракторы и другие механизмы, а также вспомогатель-
ную рабочую силу.
Поставки полностью собранных крупногабаритных аппара-
тов значительно расширяются благодаря использованию вод-
ного и автодорожного транспорта. При поставке таких аппа-
ратов получается большой экономический эффект: стоимость
аппаратов снижается на 20—30 %, значительно сокращаются
затраты труда па монтажной площадке, а также улучшается
качество сборки и сварки.
§ 3. перевозка аппаратов к месту монтажа
ЖЕЛЕЗНОДОРОЖНЫМ ТРАНСПОРТОМ
Аппаратостроительные заводы отправляют аппаратуру к ме-
сту монтажа преимущественно по железной дороге. В отдель-
ных случаях железнодорожные ветки прокладывают по терри-
тории строящегося завода к монтируемым технологическим ус-
тановкам, что позволяет доставлять прибывшее с машиностро-
ительных заводов оборудование непосредственно в монтажную
зону. Почти все машиностроительные заводы и строящиеся
пефтегазоперерабатывающие заводы связаны сетью железных
дорог.
Аппараты разделяют на габаритные и негабаритные Габа-
ритным называют аппарат, размеры которого вписываются
в габарит погрузки железных дорог. Габарит погрузки — это
предельное поперечное и перпендикулярное оси пути очерта-
ние, в котором, не выходя наружу, должен помещаться по-
груженный па открытый подвижной состав аппарат (с учетом:
креплений) при прохождении как прямых, так и кривых участ-
126
ков пути. Негабаритным считают аппарат, который при по-
грузке на подвижной состав превышает габарит погрузки же-
лезных дорог. Аппараты в зависимости от выхода за габарит
погрузки могут иметь боковую, верхнюю или нижнюю нега-
баритность. В зависимости от размера выхода за габарит по-
грузки боковая негабаритность имеет пять степеней (О, I, II,
III, IV), верхняя — три степени (О, II, III), нижняя негаба-
ритность степеней не имеет и допускается в исключительных
случаях. Установлен также габарит С приближения строений
к пути. Например, на высоте 2500 мм над уровнем верха го-
ловки рельса габарит погрузки определяется шириной груза,
равной 3250 мм, негабаритность 0 степени — 3400 мм, I сте-
пени— 3600 мм, II степени — 3800 мм, III степени — 4000 мм,
IV степени — 4450 мм, а габарит приближения строений С —
4900 мм. Аппараты, которые при погрузке на подвижной со-
став выходят за пределы очертания негабаритности IV и III
степеней — на высоте более 3600 мм от уровня головки рельса
и габарита погрузки па высоте более 5300 мм, относят к сверх-
негабаритпым.
Проектные организации, проектирующие негабаритные и
тяжеловесные аппараты, в процессе проектирования согласо-
вывают возможность и способ перевозки аппарата но железной
дороге с отделом негабаритных перевозок Главного управле-
ния движения МПС СССР. При этом они представляют чер-
теж аппарата с указанием основных габаритных размеров и
массы, положения центра тяжести и числа аппаратов.
Далее со службой движения дороги согласовывают чер-
тежи размещения и крепления аппаратов на подвижном со-
ставе с необходимыми расчетами. Для максимального сниже-
ния степени негабаритности при определении способа размеще-
ния аппарата:
1) рассматривают возможность укорочения выступающих
деталей (штуцеров, люков и др.);
2) выбирают наилучшее расположение аппарата или от-
дельной его части — горизонтальное, вертикальное или повер-
нутое на определенный угол вокруг продольной или попереч-
ной оси;
3) подбирают платформу или транспортер, который сни-
жает степень негабаритности или позволяет заменить боковую
негабаритность верхней.
Перевозку негабаритных и габаритных аппаратов на желез-
нодорожных транспортерах осуществляют в соответствии со
специальными нормативами МПС СССР.
Аппараты с IV степенью негабаритности и сверхнегабарит-
ные перевозят с контрольной рамой, установленной на впереди
идущем крытом вагоне или полувагоне, в сопровождении спе-
циалиста. При перевозке сверхнегабаритных аппаратов ино-
гда перекрывают встречное движение, а также уменьшают
127
длину состава и скорость его движения. К таким перевозкам
прибегают лишь в случаях доставки толстостенных аппара-
тов или аппаратов, выполненных из специальной стали, про-
шедших термическую обработку на заводе-изготовителе, или
когда другой вид перевозки обеспечить не удается.
Если невозможно осуществить перевозку аппарата полно-
стью собранным, его перевозят крупными блоками. Причем
если грузоподъемность платформы или транспортера превы-
шает массу тонкостенного аппарата с корпусом, выполненным
из углеродистой стали, и со сложными внутренними устрой-
ствами, то целесообразно изготовить такой аппарат двумя ча-
стями с установленными в них внутренними устройствами.
Если превышение грузоподъемности платформы имеет аппарат
с большой толщиной стенки или с корпусом из специальной
стали, то его поставлять целесообразно целиком без съемных
деталей внутренних устройств.
По железной дороге аппараты перевозят на открытом под-
вижном составе. При погрузке аппаратов на подвижной состав
колесные тележки платформ загружают равномерно, не допу-
ская смещения центра тяжести аппарата от поперечной оси
платформы более чем на 7s длины базы платформы. Попереч-
ное смещение центра тяжести аппарата от продольной оси
платформы допускается не более чем на 100 мм. При необхо-
димости для соблюдения указанных требований платформы,
груженные аппаратами, загружают балластом.
Сцепы для перевозки длинномерных аппаратов формируют
из двух платформ, имеющих однотипные колесные тележки.
Аппараты, размещаемые на этих платформах, укладывают па
турникетные опоры, которые обеспечивают свободный поворот
аппарата относительно обеих платформ сцепа и продольное
перемещение относительно одной из них. Каждая турникетная
опора состоит из нижней части, прикрепляемой к платформе,
и верхней части, к которой крепят аппарат. Верхнюю и ниж-
нюю части соединяют между собой шкворнем. Продольное
перемещение шкворня обеспечивают прорезью.
На платформах аппараты крепят проволочными растяж-
ками, деревянными брусками, клиньями и прокладками. В зим-
нее время полы платформ и поверхность подкладок в местах
опирания аппарата посыпают тонким слоем чистого сухого пе-
ска для большей устойчивости аппаратов на платформах. При
определении необходимых размеров креплений крупногабарит-
ных тяжеловесных аппаратов на подвижном составе выполняют
расчеты устойчивости этих аппаратов при движении.
Отечественный вагонный парк в своем составе имеет доста-
точное число железнодорожных транспортеров сцепного типа
грузоподъемностью 120 т. Транспортер состоит из двух несу-
щих четырехосных платформ грузоподъемностью по 60 т, сое-
диненных автосцепкой. В настоящее время создан железнодо-
128
Рис. 5.1. Колонна синтеза аммиака массой 350 т, сгружаемая с транспор-
тера грузоподъемностью 400 т
5 Заказ № 2290
рожный транспортер грузоподъемностью 480 т. Определенную
сложность представляют работы по разгрузке аппаратов с же-
лезнодорожного транспорта в местах, где нет мощных монтаж-
ных кранов. В связи с этим представляют интерес стацио-
нарно установленные наклоняющиеся А-образные шевры гру-
зоподъемностью по 200 т конструкции Гипрохиммонтажа, ус-
пешно применяемые для разгрузки 400-тоиных аппаратов
(рис. 5.1).
§ 4. ПЕРЕВОЗКА АППАРАТОВ АВТОДОРОЖНЫМ ТРАНСПОРТОМ
Автодорожным транспортом осуществляют перевозку аппа-
ратов к месту монтажа от баз оборудования строящегося за-
вода, приобъектных площадок укрупнительной сборки, от мест
разгрузки с водного или железнодорожного транспорта, а при
небольшом расстоянии — от заводов-изготовителей.
Для перевозки аппаратов по шоссейным и грунтовым доро-
гам применяют пневмоколесные прицепы, полуприцепы и гру-
зовые колесные тележки различной конструкции. В качестве
тяговых средств используют мощные седельные или балласт-
ные колесные и гусеничные тягачи, автомобили большой грузо-
подъемности, а также колесные и гусеничные тракторы. Гусе-
ничные тракторы, как правило, не применяют на дорогах с ас-
фальтовым покрытием во избежание его повреждения.
Колесный тягач типа «Ураган» создает тяговое усилие
около 200 кН. При отсутствии таких мощных тягачей прицепы-
тяжеловозы с аппаратами буксируют двумя и тремя трехос-
ными автомобилями КрАЗ-214, загруженными балластом. Ав-
томобиль КрАЗ-214, загруженный балластом массой 5000 кг,
способен создавать тяговое усилие до 105 кН.
Отечественные заводы серийно выпускают различные уни-
версальные пневмоколесные прицепы и полуприцепы грузоподъ-
емностью до 120 т. Технические характеристики некоторых
типов прицепов грузоподъемностью более 50 т приведены
в табл. 5.1.
Распространена перевозка аппаратов массой до 120 т на
двух универсальных прицепах грузоподъемностью до 60 т. По-
скольку большинство аппаратов имеет достаточную жесткость
для перевозки с опиранием на прицепы передним и задним
концами, то при перевозке на двух прицепах их закрепляют
концами на седловидных поворотных опорах, укрепленных на
грузовых платформах прицепов. В этом случае высота по-
грузки аппарата над землей составляет 1,2—1,5 м. Обычно
величина ограничения габаритной высоты мостов, эстакад, тру-
бопроводов, линий связи и электропередач не превышает 6 м,
поэтому таким способом провозят аппараты диаметром до
4,5—5 м. К недостаткам данного способа перевозки следует
отнести необходимость использования крановых или такелаж-
130
ных средств для погрузки и разгрузки аппаратов и невозмож-
ность изменения положения аппарата по высоте в процессе
перевозки.
Таблица 5.1
Технические характеристики пневмоколесных прицепов-тяжеловозов
Показатели 4ПТ-60 8ПТ-120 ЧМЗАП-5212 ЧМЗАП-5530
Грузоподъемность, т . . 60 120 60 120
База, м 9,37 15,28 5,4 14,5
Колея задних колес, м 2,65 2,60 2,48 2,20
Максимальная скорость
с грузом, км/ч . . . — 25 32 5
Основной тяговый авто-
мобиль КрАЗ-214, МАЗ-525В, ЯАЗ-210 КрАЗ-214 МАЗ-525В, ЯАЗ-210 КрАЗ-214 КрАЗ-214 (два)
Дорожный просвет, мм — 100—400 260 300
Давление в колесах, МПа — 0,45 0,7 0,7
Радиус поворота, м . . — 16 — 13
Погрузочная высота, мм .— 500 1120 500
Габаритные размеры при- цепа, м:
длина 12,6 14,5 11,37 21,73
ширина 3,8 3,8 3,3 3,25
высота 3,2 2,95 1,87 3,5
Размеры погрузочной пло- щадки, м:
длина 6,0 8,0 3,66 9,0
ширина 3,2 3,2 3,3 3,25
высота 0,6 0,5 1,0 0,9
Масса, т 22 45 14,5 48
Вариантом описанного способа перевозки аппаратов явля-
ется закрепление одного конца аппарата на поворотном се-
дельном устройстве тягача и применение вместо прицепов п
полуприцепов грузовых компактных подкатных колесных те-
лежек. Созданию таких тележек большой грузоподъемности
способствовало применение пневматических колес от самоле-
тов, а также от специальных строительных машин (скреппе-
ров и др), рассчитанных на значительные нагрузки. Приме-
нение в дальнейшем широкопрофильных и арочных шин низ-
кого давления позволит снизить удельные давления па грунт
и увеличить проходимость тележек.
Аппараты большого диаметра перевозят также способом
провисания. В этом случае на концах аппарата укрепляют
консольные приспособления, шарнирно соединенные с грузо-
выми платформами прицепов, полуприцепов или седельными
устройствами тягачей. При таком способе перевозки суще-
ственно уменьшается верхний габарит автопоезда и повыша-
5*
131
ется его устойчивость. Недостатком данного способа перевозки
следует считать увеличение длины автопоезда, что ограничи-
вает применение способа ири перевозке длинномерных аппа-
ратов.
Существует два варианта крепления концов аппарата па
прицепах ири перевозке способом провисания.
Первым вариантом является закрепление концов аппарата
на консольных полуплатформах. В этом случае грузовую
платформу выполняют из двух половин — иолуилатформ. Пе-
ревозимый аппарат с помощью бандажей пли винтовых стя-
жек п кронштейнов закрепляют концами па иолуплатформах.
Полуплатформы 120-тонных прицепов подвешивают снизу па
гидравлических цилиндрах к грузовым колесным тележкам.
Способ провисания отличается простотой погрузки и разгрузки
аппаратов. К полуплатформам подвозят переднюю и заднюю
тележки прицепа и соединяют концы полуплатформ с гидрав-
лическими домкратами тележек. После включения гидравли-
ческих домкратов аппарат с полуплатформами поднимают
в транспортное положение. При перевозке 100-тонного аппарата
па прицепе ЧМЗАП-5530, оборудованном двумя полуплатфор-
мамп, по дорогам с подъемами до 6° было достаточно усилие
тяги двух автомобилей КрАЗ-214. Однако крепление аппаратов
по данному варианту в отечественной практике не нашло ши-
рокого распространения.
Вторым вариантом является закрепление аппарата па при-
цепах через установленные на его торцах консоли (рпс. 5.2).
Во ВНИИМонтажспецстрое создано оригинальное пневмо-
колесное транспортное средство для перевозки способом
провисания крупногабаритных аппаратов массой до 250 т,диа-
метром до 6 м и длиной до 40 м. Транспортное средство пред-
назначено для перевозки аппаратов по шоссейным и улучшен-
ным грунтовым дорогам со скоростью до 8 км/ч (при холо-
стом пробеге 30 км/ч), наличии продольных уклонов дороги
до 4° и поперечных уклонов до 1,5°, а также поворотов с ра-
диусом не менее 60 м.
В комплект транспортного средства входят: передний по-
луприцеп, задний прицеп и консольные устройства для соеди-
нения перевозимого аппарата с полуприцепом и прицепом.
Общая масса транспортера 48,3 т.
Передний полуприцеп состоит из несущей рамы, переднюю
часть которой соединяют с седельным устройством тягача
БелАЗ-548В. Задняя часть рамы опирается на две сбаланси-
рованные четырехколесные тележки от 120-тонного прицепа-
тяжеловоза ЧМ.ЗАП-5530.
Задний прицеп также состоит из несущей рамы, передняя
часть которой опирается па две сбалансированные четырех-
колесные тележки от прицепа ЧМЗАП-5530. Задняя часть
рамы опирается на поворотную подкатную тележку с колесами
132
от самолета ТУ-104. На раме заднего прицепа установлена ка-
бина оператора, который поворачивает при необходимости зад-
ний прицеп поворотным приводным механизмом, а также вруч-
ную производит его торможение. Угол поворота подкатной те-
лежки относительно прицепа 90° в любую сторону. Питание
электроприводов механизма поворота и гидравлического при-
вода осуществляют от бензоэлектрического агрегата.
Передний полуприцеп и задний прицеп имеют Т-образные
траверсы, способные перемещаться по вертикали в направля-
ющих с помощью двух гидравлических цилиндров, которые
приводятся в действие от автономной станции, работают под
Рис. 5.2. Перевозка аппарата автодорожным транспортом
внутренним давлением до 10 МПа и имеют ход плунжеров до
1000 мм. В транспортном положении траверсы фиксируют вкла-
дышами. Гидравлические цилиндры в процессе транспорти-
ровки аппарата могут его приподнимать при прохождении
неровностей дороги или опускать при прохождении под пре-
пятствиями (мостами, ЛЭП, контактными проводами элек-
трифицированных железных дорог и др.).
Консольные устройства, соединяющие перевозимый аппарат
с полуприцепом и задним прицепом, состоят из горизонталь-
ной несущей балки, нижнего подкоса и боковых распорок, на-
тяжение которых можно регулировать винтовой стяжкой.
Сцепное устройство переднего полуприцепа с несущими
консолями имеет свободу поворота вокруг вертикальной и
горизонтальной осей аналогично соединению полуприцепа с се-
дельным тягачом. Сцепное устройство заднего прицепа с не-
сущими консолями имеет дополнительную свободу продоль-
ного разворота несущей консоли, обеспечивая тем самым воз-
можность перекоса заднего прицепа при поперечных уклонах
дороги.
133
После крепления консолей к торцам аппарата под них под-
катывают передний полуприцеп и задний прицеп. Гидравличе-
скими домкратами Т-образная траверса выжимается вверх до
соединения ее с консолями и далее до подъема аппарата
в транспортное положение. Затем траверсы фиксируют
в транспортном положении закладными деталями и освобож-
дают гидравлические домкраты от нагрузки. Аппарат разгру-
жают в обратном порядке.
Угол поворота каждого прицепа относительно оси аппарата
может достигать 90° и, следовательно, минимальный радиус
поворота может быть равен половине длины аппарата с кон-
солями.
На вышеописанном принципе основана также конструкция
транспортного средства, разработанного и изготовленного
ВНИИМонтажспецстроем для перевозки аппаратов массой до
600 т, диаметром до 4,5 м и длиной до 35 м. Масса тран-
спортного средства составляет около ПО т. Каждый из двух
прицепов грузоподъемностью по 300 т имеет 16 пневматиче-
ских колес размером 1500x500, допускающих нагрузку 200кН.
Балансирное крепление колес обеспечивает равномерное рас-
пределение между ними нагрузки. Консольное крепление каж-
дого конца аппарата к прицепам выполнено в виде двух гори-
зонтальных балок и двух подкосов, закрепленных на аппарате
с помощью кронштейнов. Другим концом горизонтальные бал-
ки опираются через шарнирные соединения на гидравлические
цилиндры прицепов, что обеспечивает возможность изменения
дорожного просвета от 400 до 800 мм. Минимальный радиус
поворота автопоезда составляет 60 м, а максимальная скорость
движения с грузом 5 км/ч. При перевозке аппарата макси-
мально допустимых габаритов длина автопоезда с тягачом и
толкателем составляет 82 м, ширина 4,5 м и высота 5 м.
При перевозке крупногабаритных и тяжеловесных аппара-
тов по шоссейным и грунтовым дорогам приходится преодоле-
вать всевозможные препятствия и учитывать определенные ог-
раничения (проезд по мостам и под ними, железнодорожные
переезды, проезды под ЛЭП, под линиями связи и под эста-
кадами трубопроводов, переезды через дренажные трубы и
коллекторы и др.). Поэтому трассу перевозки выбирают с уче-
том минимального числа препятствий, согласовывая перевозку
в каждом отдельном случае с соответствующими службами (до-
рожными, связи, ЛЭП и др.). Перевозят аппараты в сопро-
вождении сотрудников ГАИ и служб ЛЭП, связи и др., днем,
останавливая автопоезд на ночь в стороне от проезжей части
или на обочине дороги и зажигая на нем габаритные огни.
Провоз аппаратов под мостами существенно ограничен га-
баритной высотой мостов, как правило, не превышающей 5 м.
При проезде под проводами связи, проходящими на высоте
6-—8 м, их временно снимают или приподнимают в пределах
134
провисания. Провода высоковольтных линий и линий освеще-
ния, проложенные на высоте 6—7 м, временно обесточивают и
при необходимости приподнимают. В случае пересечения трас-
сой перевозки аппарата высоковольтной линии напряжением
500 кВ обесточить линию нельзя. Поэтому выбирают места
наименьшего провисания проводов, обеспечивая безопасный
зазор между проводами и верхней точкой автопоезда. При пе-
ресечении электрифицированной железной дороги, имеющей
высоту подвески контактных проводов 5,7 м, участок обесто-
чивают, а в месте проезда контактный провод подтягивают
к несущему тросу. В некоторых случаях приподнимают не
только контактный, но и несущий трос контактной сети.
Рис. 5.3. Перевозка аппарата гусеничными транспортерами
Автодорожные перевозки аппаратов особенно сложны в ме-
стах пересечения населенных пунктов. Для предварительной
проверки возможности автодорожной перевозки аппарата при-
меняют моделирование аппарата и трассы со всеми прилега-
ющими наземными сооружениями. Известны случаи предвари-
тельного провоза по намеченной трассе упрощенного макета
аппарата в виде рамы, установленной на прицеп. При таком
провозе выявляют неучтенные обстоятельства и тренируют эки-
пажи тягачей и операторов прицепов.
За рубежом для перевозки аппаратов и оборудования мас-
сой до 750 т широко применяют гусеничные транспортеры.
Масса одного транспортера грузоподъемностью 500 т состав-
ляет около 100 т, длина 9,3 м, ширина 6,4 м, высота 2 м,
дорожный просвет 0,11 м, длина одной гусеницы 7,5 м, а ее
ширина 1,5 м. Скорость движения транспортера не превышает
5 км/ч. Обычно транспортеры рассчитаны на преодоление подъ-
емов дороги до 10%. Однако некоторые модели позволяют
преодолевать подъемы до 15%. Транспортер грузоподъемно-
стью 450 т имеет двигатель мощностью 240 кВт, а транспор-
тер грузоподъемностью 750 т — два двигателя мощностью по
135
275 кВт. Для удобства перевозки аппарата транспортер обо-
рудован поворотным седельным устройством.
Несмотря на малое удельное давление на грунт под гусе-
ницы транспортеров при перевозке аппаратов по шоссе под-
кладывают толстые доски или деревянные брусья на гравийной
подсыпке (для транспортеров грузоподъемностью 750 т). Два
таких гусеничных транспортера грузоподъемностью по 450 т
применяли при перевозке реакторов массой около 500 т от
места разгрузки с баржи к месту подъема (рис. 5.3).
§ 5. ПЕРЕВОЗКА АППАРАТОВ ВОДНЫМ ТРАНСПОРТОМ
Если аппарат не вписывается в железнодорожные габариты
или масса его превышает грузоподъемность подвижного сос-
тава, полностью собранный аппарат или отдельные крупные
его части от аппаратостроительного завода на место строитель-
ства перевозят водным транспортом.
Такие перевозки в Советском Союзе осуществляются с 1945 г.
Вначале это были перевозки аппаратов массой до 80 т, а в на-
стоящее время перевозят крупногабаритные аппараты массой
до 800 т.
Такой вид поставки негабаритных и тяжеловесных аппа-
ратов имеет значительную экономическую эффективность по
сравнению с поставкой «россыпью» (отдельными элементами)
с последующей сборкой и сваркой их на монтажной пло-
щадке.
Обычно нефтеперерабатывающие заводы сооружают на рас-
стоянии нескольких километров от водных транспортных путей,
которые не только обеспечивают завод водой и позволяют по-
лучить сырую нефть в танкерах, но также облегчают доставку
оборудования и материалов на место строительства.
Если поблизости нет портов, то для разгрузки тяжеловес-
ного оборудования, доставленного речным или морским транс-
портом, строят специальные причалы.
По воде аппараты перевозят на грузовых судах, баржах
или буксировкой на плаву (самоплавом). На грузовых судах
и баржах перевозят аппараты диаметром не выше 8 м и дли-
ной до 55 м. Буксировка на плаву позволяет перевозить аппа-
раты диаметром до 10 м и длиной до 100 м.
На баржах-площадках аппараты перевозят при необходи-
мости движения по мелководным рекам, где осадка аппарата
не позволит ему передвигаться на плаву. Кроме того, на бар-
жах-площадках удобней перевозить отдельные части аппаратов
большой длины, так как при транспортировке на плаву требу-
ются значительные затраты на герметизацию частей. Погрузку
и разгрузку аппаратов или их отдельных частей на баржи-пло-
щадки осуществляют также по разгрузочным балкам с по-
мощью тросов и тракторов или тракторных лебедок (рис. 5.4).
136
Если имеются ограничения движения судов по верхнему
габариту, аппараты перевозят на баржах закрытого типа.
В этом случае перегрузка обязательна. Аппараты, перевозимые
в трюмах закрытых барж или судов, нагружают и разгружают
мощными портовыми или плавучими кранами.
С учетом определенной сложности перегрузки аппаратов,
доставленных водным путем, на автодорожный транспорт при-
меняют способ перевозки на баржах-площадях аппаратов, по-
груженных иногда на прицепы-тяжеловозы вместе с тягачами.
В этом случае отпадает необходимость в мощном грузоподъем-
Рис.54. Перевозка аппарата на барже-площадке
ном оборудовании в местах разгрузки аппарата с водного
транспорта.
При перевозке по внутренним водным путям достаточно
эффективна транспортировка аппаратов буксировкой на плаву,
особенно с заводов, имеющих оборудованные слипы, т. е. на-
клонные спуски в воду. Такое оборудование имеется на всех
судостроительных заводах, изготовляющих также и крупнога-
баритные аппараты.
При перевозке аппаратов на плаву прежде всего проверяют
их плавучесть за счет полной герметизации заглушками и по-
следующего испытания на плотность. Достаточную глубину
фарватера водоема проверяют расчетом.
Водные перевозки аппаратов на плаву осуществляют в соот-
ветствии с требованиями Речного и Морского регистра, судо-
ходной инспекции и службы безопасности движения на воде.
К основным требованиям относится исключение вращения ап-
парата при буксировке. С этой целью на аппарате снизу кре-
пят киль или противовес. Иногда, чтобы исключить вращение,
с двух сторон аппарата укрепляют понтоны или загружают
внутрь него балласт — мешки с песком. При движении в ноч-
137
ное время на аппарате укрепляют сигнальное освещение: фо-
нари с питанием от аккумуляторов (справа — зеленый,
слева — красный по ходу движения).
Буксировку на плаву осуществляют двумя способами:
1) буксировка аппарата, пришвартованного к борту попут-
ной баржи (этот способ наиболее приемлем для транспорти-
ровки по реке) ;
2) буксировка за судном на канате (этот способ приемлем
для перевозки по морям, озерам и водохранилищам).
При буксировке по реке вторым способом позади аппарата
располагают второе судно для направления аппарата по фар-
ватеру.
§ 6. ОСНОВНЫЕ НАПРАВЛЕНИЯ ТЕХНИЧЕСКОГО
ПРОГРЕССА МОНТАЖА ВЕРТИКАЛЬНЫХ АППАРАТОВ
1. Дальнейшее развитие индустриальных методов выполне-
ния монтажных и специальных работ. При этом предусматри-
вается применение максимально крупных и полностью изго-
товленных на заводах или в цехах монтажных и специализиро-
ванных организаций: узлов и целых аппаратов; узлоЕ&
площадок и лестниц для обслуживания; теплоизоляционных
блочных изделий с защитными покрытиями для изоляции на-
ружной поверхности корпусов аппаратов; жароупорных блоч-
ных изделий из кирпичей или жароупорного бетона, а также
изделий для кислотоупорных и других видов покрытий внут-
ренней поверхности аппаратов; узлов трасс контрольно-изме-
рительных приборов (КИП) и электропроводки, а также
готовых к эксплуатации приборов КИП, автоматики и электро-
освещения.
2. Выполнение максимального объема монтажных и спе-
циальных работ до подъема аппарата в вертикальное положе-
ние. При этом производят: сборку и сварку корпуса аппарата
и его внутренних устройств; оснащение аппарата обслуживаю-
щими площадками и лестницами, а также обвязочными трубо-
проводами с арматурой; гидравлическое, пневматическое или
иного вида испытания аппарата на плотность и прочность; по-
крытие наружной поверхности корпуса аппарата и обвязочных
трубопроводов тепловой изоляцией; покрытие внутренней по-
верхности корпуса аппарата жароупорной футеровкой или спе-
циальными покрытиями; установку и крепление к аппарату пли
конструкциям для обслуживания КИП и осветительных при-
боров, а также трасс КИП и электросети.
3. Выполнение монтажных и специальных работ поточными
методами с совмещением этих видов работ со строитель-
ными.
4. Подъем и установка полностью оснащенных аппаратов
в проектное положение на фундаменты с применением мощных
133
грузоподъемных средств; самоходных стреловых кранов, гид-
равлических подъемников, мачт, портальных подъемников
и др.
Большой объем подготовительных работ выполняют на спе-
циально оборудованной приобъектной площадке в подготови-
тельный период. Полностью изготовленные, изолированные, ос-
нащенные и подготовленные к эксплуатации аппараты по мере
готовности фундаментов перевозят с этой площадки к месту
подъема и устанавливают в проектное положение. Такая тех-
нология монтажа вертикальных аппаратов обеспечивает высо-
кие показатели по производительности труда и выполнение
работ в сжатые сроки, а также сводит к минимуму опасные
верхолазные работы.
§ 7. УКРУПНИТЕЛЬНАЯ СБОРКА АППАРАТОВ
Укруипительную сборку аппаратов проводят, как правило,
на специальной площадке, которую располагают в непосред-
ственной близости от монтируемой технологической установки
и оборудуют сборочными стеллажами или стендами, водопро-
водом, канализацией и силовой электросетью.
Аппараты, прибывшие на строительство в виде нескольких
частей, собирают и сваривают в горизонтальном положении на
простейших стеллажах из шпал или приводных стендах с вра-
щателями для автоматической сварки. При сборке каждую
часть аппарата укладывают на две или более опор, расстоя-
ние между которыми обычно не превышает 5 м.
По окружности кромки одной из стыкуемых частей аппа-
рата приваривают 8—16 направляющих планок (рис. 5.5).
Части аппарата состыковывают тракторами или трубоуклад-
чиками.
При сборке монтажного стыка совмещают контрольные
риски, проверяют, расположены ли в одной плоскости однои-
менные детали тарелок по всей длине аппарата, и контроли-
руют соосность частей аппарата натянутой проволокой (стру-
ной) или нивелиром.
Смещение кромок устраняют при помощи клиньев (рис.
5.6, а, б) винтовой струбцины (рис. 5, 6, а); необходимый зазор
в стыке получают при помощи стяжных клиновых приспособ-
лений.
Кромки собранных частей аппарата прихватывают электро-
сваркой швами длиной примерно 100 мм с разрывами 300 мм.
Стыки аппаратов, изготовленных из двухслойной стали, при
сборке прихватывают только со стороны основного слоя.
После прихватки удаляют сборочные приспособления. Стыки
аппарата сваривают вручную электродуговой сваркой или
сварочными автоматами при наличии стенда с вращателем.
При сварке монтажных стыков аппаратов на строительной
139
Рис. 5.5. Установка направляющих
планок при сборке аппарата из от-
дельных частей
Рис. 5.6. Сборка стыка под сварку.
а и б — на клинопых приспособлениях; в — при помощи винтовой струбцины; 1 — сты-
куемые части корпуса толщиной $; 2— клин; 3— сухарь; 4 —стяжная планка*, О — за-
зорная прокладка
площадке в зимних условиях, при атмосферных осадках или
сильном ветре используют защитные ширмы.
В случае прибытия на строительство аппарата в виде от-
дельных свальцованных листов и лепестков укрупнение их ве-
дут в следующем порядке.
При укрупнительной сборке цилиндрической части корпуса
и опоры крупногабаритного аппарата отдельные свальцован-
ные листы собирают в обечайки. Если на аппарате установлены
кольца жесткости, последние служат в качестве кондукторов,
к которым поджимают свальцованные листы. Для сборки ап-
паратов используют простейшие стеллажи из шпал, а при
сборке обечаек — радиальные стенды с фиксаторами, а также
пространственные сборочные струбцины. Смещения кромок
листов в продольных стыковых соединениях корпуса аппарата
не должно превышать 10 % номинальной толщины листа, но
не более 3 мм. К месту сборки листы обечаек подают авто-
краном или трубоукладчиком.
Собранные на прихватках обечайки укрупняют в вертикаль-
ном положении в блок, состоящий из двух или трех обечаек.
В этом случае применяют направляющие планки, приваривае-
мые по верхней кромке, расположенной ниже обечайки, и
стальные прокладки с клиньями. При сборке используют стре-
ловой крап. При укрупнении обечаек одним краном для стро-
повки целесообразно применять трехлучевую траверсу с зах-
ватом обечайки за три точки, расположенные под углом 120°.
Смещение кромок листов в кольцевых стыковых соедине-
ниях корпуса аппарата при толщине листов до 20 мм не должно
превышать 10 % номинальной толщины листа плюс 1 мм, а при
толщине листов свыше 20 мм — 15 % номинальной толщины
более тонкого листа и составлять не выше 5 мм. Смещение
кромок листов из биметалла не должно превышать 10 % но-
минальной толщины тонкого листа и составлять не более
3 мм со стороны основного слоя и не более 50 % толщины кор-
розионно-устойчивого слоя.
После проверки на вертикальность и отсутствие эллипсности
обечайки прихватывают электросваркой между собой. Если
аппарат из биметалла, то подваривают сначала корень шва
со стороны нержавеющего слоя биметалла, а затем и осталь-
ные швы этого слоя.
Укрупненные блоки цилиндрической части корпуса и опоры
перекантовывают из вертикального положения в горизонталь-
ное для дальнейшего укрупнения и сварки стыков на стенде
(рис. 5.7). В процессе центровки или сварки блоки разворачи-
вают вокруг их осей трубоукладчиками или тракторами. Затем
на наклонный упор накатывают блок, который, сползая вниз,
разворачивается вокруг своей оси. При автоматической сварке
корпуса аппарата блоки укладывают на роликовый стенд.
Днища крупных аппаратов собирают из штампованных ле-
141
пестков выпуклостью вверх. Лепестки к месту сборки подают
краном. Собранные днища к месту сборки с цилиндрической
частью корпуса подтаскивают тракторами или трубоукладчи-
ками со строповкой за петли или за крупные штуцера и люки.
При сборке днищ с корпусом применяют спаренные трубоук-
ладчики или один мощный стреловой кран. Днища при этой
операции стропят за крупные штуцера и люки, а также за спе-
циально приваренные пластины. Жесткость цилиндрической
части корпуса около стыка обеспечивают крестообразными
распорками из труб или при помощи регулируемых тяг.
Рис. 5.7. Приспособление для сборки стыков
обечаек и роликовый стенд
При использовании для монтажа технологических устано-
вок козловых, башенных или вантовых деррик-кранов иногда
целесообразно укрупнять сборку и подавать блоки аппаратов
к месту монтажа основными монтажными кранами, распола-
гая площадку укрупнительной сборки с учетом обслуживания
ее краном. В этом случае сборку укрупненных блоков цилин-
дрической части корпуса и опоры аппарата ведут в вертикаль-
ном положении из отдельных собранных на земле обечаек.
Следует отметить, что подготовку кромок листов корпуса и
днищ под монтажную сварку на заводе-изготовителе необхо-
димо увязывать со способом сварки, а также с последующим:
пространственным положением стыка при сварке.
Аппараты полностью изготовляют и сваривают, а также,
подвергают испытаниям на прочность и плотность на заводе-
142
изготовителе. Повторно испытывают такие аппараты на месте
монтажа лишь в случаях, когда с момента заводских испыта-
ний до установки аппарата в проектное положение проходит
больше года.
Обычно аппараты подвергают гидравлическому испытанию
до подъема их в проектное вертикальное положение. Это дает
возможность нанести тепловую изоляцию на наружную поверх-
ность корпуса аппарата, внутреннюю огнеупорную футеровку и
другие защитные покрытия при горизонтальном положении
аппарата, удобном для выполнения этих работ.
< § 8. МОНТАЖ ВЕРТИКАЛЬНЫХ АППАРАТОВ СПОСОБОМ
CL СКОЛЬЖЕНИЯ С ОТРЫВОМ ОТ ЗЕМЛИ
В процессе подъема вертикального аппарата скольжением
с отрывом от земли его опорная часть на первой стадии
подъема скользит по основанию. При подходе опорной части ап-
парата к фундаменту в работу с подъемными средствами одно-
временно включают тормозную оттяжку и отрывают аппарат
от основания на расстояние, превышающее высоту фундамента.
Далее, ослабляя тормозную оттяжку, аппарат переводят в вер-
тикальное положение над фундаментом и затем опускают па
него. После выверки аппарат закрепляют в проектном поло-
жении и освобождают подъемные средства.
Вместо тормозной и подтаскивающей систем могут быть
успешно применены стреловые самоходные преимущественно
гусеничные краны достаточной грузоподъемности. В этом слу-
чае гусеничный крап оборудуют стрелой минимальной длины
и располагают по оси аппарата в плоскости его подъема. Гру-
зовой полиспаст отклоняют к стреле. Кран, приподняв опору
аппарата над основанием, переместится к фундаменту, а ап-
парат займет вертикальное положение.
Монтаж вертикальных аппаратов стреловым краном
со строповкой по оси аппарата
Весьма важно рационально расположить аппарат и кран
по отношению друг к другу, а также по отношению к фунда-
менту монтируемого аппарата. Следует стремиться к тому,
чтобы в процессе монтажа аппарата кран не изменял вылет
крюка (или, во всяком случае, его не увеличивал).
Часто аппарат и кран располагают по одной оси, причем
вершиной аппарат направлен к крану. В этом случае менее ве-
роятно отклонение грузового полиспаста крана из плоскости
стрелы. При низких фундаментах аппарат располагают вер-
шиной над фундаментом, что сокращает маневрирование аппа-
ратом после его подъема.
Расположение стрелы крана поперек гусениц создает более
равномерное давление на основание и обеспечивает более
143
устойчивое положение крана. Поэтому при монтаже аппарата
гусеничным краном последний устанавливают так, чтобы мак-
симальные нагрузки в процессе подъема возникали при поло-
жении стрелы поперек гусениц, а минимальные — при положе-
нии стрелы под 45° к направлению гусениц.
При данном способе аппарат укладывают вершиной к фун-
даменту, а кран устанавливают с таким расчетом, чтобы по
возможности вылет крюка крана был минимальным как при
начале подъема аппарата, так и при отрыве его от земли и
установке на фундамент. Обычно до отрыва аппарата от земли
платформу крана не поворачивают, обеспечивая вертикаль-
ность грузового полиспаста механизмами подтаскивания.
Данный способ широко распространен, так как он обеспе-
чивает наиболее простую установку аппарата в проектное
положение и высокую производительность труда. Однако, учи-
тывая значительные габариты вертикальных аппаратов и срав-
нительно небольшие подстреловые пространства монтажных
кранов при работе с удлиненными стрелами на минимальных
вылетах крюка, этом способом может быть смонтирована
сравнительно небольшая часть всего объема вертикальных ап-
паратов.
При подъеме аппаратов данным способом наиболее ответ-
ственный момент — отрыв аппарата от земли. Если аппарат
поднимают без цилиндрической опоры, то за счет сферич-
ности нижнего днища момент отрыва протекает плавно, без
рывков.
Рассмотрим период подъема перед отрывом от земли аппа-
рата с цилиндрической опорой.
Сохраняя вертикальность грузового полиспаста крана, ап-
парат перемещают из положения 1 в положение II (рис. 5.8, а),
при котором центр тяжести Д2 располагается на вертикали,
проходящей через точку опоры аппарата на поверхность. По-
ложение II—это неустойчивое равновесие. При ослаблении
грузового полиспаста крана аппарат может переместиться
с рывком в положение III, потянув за собой кран. Поэтому
в положении II не допускается ослаблять грузовой полиспаст
крана.
Дальнейший подъем аппарата из положения II в вертикаль-
ное положение IV осуществляют с применением двух оттяжек:
нижней 7'| и верхней Т2 (рис. 5.8, б). Нижняя оттяжка позволяет
плавно переместить аппарат из положения III в положение IV,
а верхняя оттяжка при этом не допускает отклонения грузового
полиспаста крана от вертикали.
Если применить только нижнюю оттяжку, то из положения
III аппарат переместится не в вертикальное, а в наклонное по-
ложение IV (рис. 5.8, в), отклонив при этом грузовой поли-
спаст крана от вертикали.
В зависимости от конструкции аппарата его крепят к крану,
144
сохраняя соосность грузового полиспаста и аппарата одним из
следующих способов.
Крюк крана соединяют непосредственно захватом, закреп-
ленным в центре верхнего днища аппарата. Если на верхнем
днище расположен технологический штуцер, то к нему с по-
мощью фланцевого соединения может быть прикреплен за-
хват на время монтажа аппарата. При этом способе крепления
расчетом проверяют прочность штуцера и стенки днища в ме-
сте его крепления.
Применяют и тросовую строповку аппарата, пропуская
петлю стропа внутрь аппарата через центральный штуцер и
закрепляя его закладной деталью изнутри или после вывода
наружу через другой штуцер на корпусе. В этом случае на шту-
Рис. 5.8. Схема подъема
вертикального аппарата способом скольжения с от-
рывом от земли
цере укрепляют подкладки во избежание резких перегибов
стропов.
Если невозможно осуществить строповку аппарата за верх-
нее днище, места крепления стропов располагают на корпусе
диаметрально, по возможности ближе к вершине аппарата.
В этом случае используют траверсу, к середине которой крепят
крюк крана, а к краям подвешивают тросовые или жесткие тяги.
К корпусу аппарата тяги присоединяют при помощи монтаж-
ного штуцера или петли бандажа. Длина тяг должна обеспе-
чивать свободный проход верхней части аппарата под тра-
версой.
Монтаж вертикальных аппаратов стреловым краном
со строповкой за корпус не по оси аппарата
Аппарат при подъеме краном данным способом стропят за
боковую цилиндрическую часть корпуса между вершиной и
центром тяжести. При этом за счет несоосности грузового по-
145
лиспаста крана и оси аппарата последний после отрыва от зем-
ли занимает наклонное положение, при котором на одной
вертикальной оси находятся место строповки аппарата и его
центр тяжести. Это дает возможность при ограниченности под-
стрелового пространства крана поднимать аппараты высотой
значительно большей, чем высота подъема крюка крана, нс со-
прикасаясь с верхней частью его стрелы. При монтаже весьма
высоких аппаратов и запасе грузоподъемности крана центр тя-
жести аппаратов иногда снижают путем подвески к их опор-
ной части дополнительного груза. Во избежание отклонения
грузового полиспаста крана от вертикали, как и при строповке
по оси аппарата, аппарат одновременно с подъемом подтаски-
вают за опорную часть.
В отличие от первого способа, отрыв аппарата от основа-
ния наступает до подъема в положение неустойчивого равнове-
Смещение места строповки к вер-
шине аллорокпо* м
Рис. 5.9. График зависимости угла
отклонения оси аппарата от верти-
кали после отрыва от земли от по-
ложения места строповки
сия при расположении на од-
ной вертикали места строповки
и центра тяжести аппарата.
Одна из особенностей дан-
ного способа подъема аппара-
тов— существенная зависи-
мость угла отклонения от вер-
тикали поднятого над землей
аппарата от расположения ме-
ста строповки на корпусе аппа-
рата. При смещении места
строповки от вершины к цент-
ру тяжести аппарата величина
этого угла возрастает, что хо-
рошо видно на рис. 5.9.
Отклонение аппарата от
вертикали усложняет уста-
новку его на фундамент, осо-
бенно при забетонированных
ранее в массив фундамента анкерных болтах. Поэтому данный
способ применяют при сравнительно небольшом диаметре ап-
паратов и значительной его высоте или при установке на вы-
сокий постамент.
Поднятый аппарат на фундамент обычно устанавливают пу-
тем опирания на него края опорной части аппарата и закреп-
ления ее от сдвига несколькими анкерными болтами или тор-
мозной оттяжкой. Затем, поддерживая аппарат от боковых
смещений краном или боковыми расчалками, доводят его до
нейтрального положения за тяговый трос трактором. В верти-
кальное положение аппарат опускают плавно, постепенно ос-
лабляя тормозную оттяжку и придерживая ее от боковых сме-
щений краном или боковыми расчалками.
При установке поднятого аппарата на фундамент иногда
146
оттягивают его за опорную часть. В этом случае необходимо
следить за отклонениями полиспаста крана от вертикали. По-
этому оттяжку располагают в плоскости стрелы и учитывают
увеличение грузового момента, действующего на кран. Кран
обычно располагают таким образом, чтобы плоскость, прохо-
дящая через ось стрелы и ось вращения крана, была перпенди-
кулярна оси аппарата. Естественно, такое расположение соз-
дает большую вероятность опасного отклонения грузового по-
лиспаста крана от плоскости стрелы. Кроме того, возникает
проблема расположения аппарата в пространстве под стрелой
крапа и предотвращения столкновения с ней аппарата. Эту
проблему при проектировании производства работ решают пу-
тем масштабных графических построений.
Место строповки обычно располагают возможно ближе
к вершине аппарата таким образом, чтобы при опускании его
на анкерные болты угол отклонения от
вертикали оси аппарата составлял не
более 15 °.
Рис. 5.10. Графический
способ выбора положе-
ния места строповки
Пример 5.1. Требуется выбрать место стро-
повки (расстояние по оси аппарата от центра
тяжести) на корпусе аппарата высотой //=19 м,
диаметром d = 3 м и расстоянием от опоры до
центра тяжести 1=9,2 м и определить возмож-
ность подъема его одним крапом, имеющим мак-
симальную высоту подъема крюка Нк= 17,5 м.
Принимаем минимальную длину стропа /с=1 м,
а необходимую высоту подъема аппарата над
фундаментом с учетом анкерных болтов й=1 м.
Решение
Вычерчиваем масштабную схему подъема ап-
парата с отклонением его оси от вертикали на
угол а=15° (рис. 5.10). Проведя вертикаль через
центр тяжести (Ц. Т.) аппарата, получим на его
корпусе место строповки (точку А) и искомое
расстояние по оси аппарата от Ц. Т. до места
строповки аппарата а=5,7 м.
Проведя горизонталь, соответствующую уро-
вню земли на расстоянии h=\ м от опоры под-
нятого аппарата, и отметив уровень высоты подъема крюка на расстоянии
/с=1 м выше места строповки (точки Л), получим минимально необходимую
высоту подъема крюка крана Нк 1Пт=17,2 м.
Таким образом, подъем данного аппарата краном, имеющим макси-
мальную высоту подъема крюка Нк=\7$ м, может быть осуществлен.
При наличии большого запаса в высоте подъема крюка крана место
строповки смещают ближе к вершине аппарата, уменьшая тем самым угол
отклонения оси аппарата от вертикали и проверяя решение масштабным по-
строением.
После выбора места строповки графически проверяют соответствие массы
аппарата грузоподъемности крана на вылете крюка, обеспечивающем просвет
не менее 0,5 м между стрелой крана и корпусом аппарата. Удобна строповка
аппаратов за укрепленный на корпусе захват с осью, за которую крепят
крюк крапа.
147
Монтаж вертикальных аппаратов несколькими
стреловыми кранами
Наиболее распространен монтаж вертикальных аппаратов
спаренными стреловыми кранами. Тремя кранами осуществлен!
монтаж сравнительно небольшого числа вертикальных аппара-
тов как в отечественной практике, так и за рубежом. Возмо-
жен монтаж аппаратов и четырьмя стреловыми кранами, ко-
торые оснащены попарно балансирными траверсами.
При подъеме и установке на низкие фундаменты верти-
кальных аппаратов скольжением с отрывом от земли подни-
маемый аппарат укладывают верхней частью на фундамент
или при высоком фундаменте верхнюю часть аппарата распо-
лагают около фундамента. При этом место строповки поднимае-
мого аппарата размещают как можно ближе к фундаменту
(лучше по его оси). Стреловые краны устанавливают по обе
стороны поднимаемого аппарата по возможности на мини-
мальном вылете крюка как до места строповки, так и до про-
ектного положения аппарата на фундаменте. Это дает воз-
можность при последующем подъеме и установке оборудования
не увеличивать вылет крюка и тем самым не уменьшать устой-
чивость кранов.
Встречаются два способа взаимного расположения кранов
и аппарата. В одном случае краны располагают по оси фун-
дамента перпендикулярно оси поднимаемого аппарата,
а в другом, встречающемся чаще, — под углом 40—50° к оси
поднимаемого аппарата. Последний способ предпочтителен,
так как при нем возможные небольшие отклонения грузовых
полиспастов в плоскости подъема аппарата будут создавать
менее опасные нагрузки на стрелы кранов.
Необходимость движения кранов в процессе подъема ап-
парата встречается сравнительно часто, особенно при стеснен-
ных условиях монтажной площадки с целью сохранения мини-
мального вылета крюка.
При монтаже вертикальных аппаратов спаренными кранами
наиболее рациональна балансировка нагрузки на них тра-
версой, закрепленной к аппарату на верхнем днище по его-
оси.
Различные длины плеч таких траверс позволяют обеспечить
необходимое распределение нагрузки между спаренными кра-
нами различной грузоподъемности. Места шарнирных крепле-
ний на траверсе захватов для присоединения крапов и захвата
для строповки аппарата располагают на одной оси (рис.
5.11, а). Треугольные траверсы применять не рекомендуется по
трем причинам. Во-первых, получается потеря высоты подъема
крюка кранов на величину, равную высоте треугольника тра-
версы. Во-вторых, уменьшается способность балансировки на-
грузки на краны с увеличением высоты треугольника. В-третьих,.
148
при неравномерной работе кранов велико смещение аппарата
по горизонтали (рис. 5.11, б).
В связи со значительной высотой большинства вертикаль-
ных аппаратов возможность их строповки за верхнее днище по
оси встречается сравнительно
редко. Можно было бы удли-
нить стрелы кранов, однако
при этом может оказаться не-
достаточной их суммарная
грузоподъемность. Поэтому в
большинстве случаев, исполь-
зуя максимальную грузоподъ-
емность кранов, аппараты
Рис. 5.11. Схемы балансирных тра-
верс ири неравномерной работе спа-
ренных кранов
стропят за цилиндрическую часть корпуса, располагая места
креплений стропов на аппарате диаметрально на одном уровне.
В этом случае при отсутствии балансирной траверсы можно
Рис. 5.12. Расчетная
схема при неравномер-
ной работе спаренных
кранов
рассчитать перегрузку одного из кранов
при их неравномерной работе.
Равномерность работы кранов конт-
ролируют по отсутствию превышения
уровня расположения места строповки
одного крана по отношению к месту
строповки другого. Кроме того, равно-
мерность работы кранов можно контро-
лировать также по величине бокового
смещения нижней части аппарата из
плоскости подъема, а также по углу от-
клонения от вертикали оси аппарата.
Допустимый угол отклонения оси ап-
парата от вертикали <р или соответст-
вующее допустимое превышение места
строповки одного из кранов под местом
строповки второго крана h можно опре-
делить исходя из расстояния между ме-
стами строповки аппарата за монтажные
штуцерг! d, расстояния по оси аппарата
между центром тяжести и уровнем
расположения монтажных штуцеров а, а также исходя из
расчетного запаса грузоподъемности одного крана 3 (рис.
5.12).
149
Сначала определяют расчетный запас грузоподъемности
одного крана (в %):
3 = (^-1)100,
где 3 — расчетный запас грузоподъемности крана; Q — грузо-
подъемность крана при данном стреловом оснащении на рабо-
чем вылете крюка; М —
масса поднимаемого аппа-
рата.
Рис. 5.13. График для расчета подъ-
ема аппарата при неравномерной ра-
боте спаренных кранов
Затем находят отноше-
Имея 3 и k, по графику
рис. 5.13 находят допусти-
мый угол отклонения оси
аппарата от вертикали
(нижняя горизонтальная
шкала) или отношение h/d.
(верхняя горизонтальная
шкала).
Пример 5.2. Для подъема ап-
парата массой ЛГ —.3(5 т применяют
два крана СКГ-40 со стрелой
20 м на минимальном вылете
крюка. Расстояние между ме-
стами строповки за монтажные
штуцера d = 4 м и расстояние по
осп аппарата между центром тя-
жести аппарата и уровнем распо-
ложения штуцеров а=1 м.
Определить предельно допу-
стимые <р и h.
Решение
Находим расчетный запас грузоподъемности одного крана
3 = (— — 1) 100 = (-^2. — 1) 100 = 11 % .
\ м ) \ 36 )
Определяем отношение
d 4
= 0,25.
По графику (см. рис. 5.13) с помощью известных 3 и k находим допу-
стимый угол отклонения оси аппарата от вертикали ср = 11° и отношение
hfd = 0,2.
Поскольку с/=4, то
h = 0,2d = 0,2-4 = 0,8 м.
Величина фактической перегрузки одного из спаренных кра-
нов (3 в %) в зависимости от величины угла отклонения оси
150
аппарата от вертикали ср и величин and может быть опреде-
лена также из выражения
3 = — tg<p -100 -
d
Анализ графика (см. рис. 5.13) показывает, что при увели-
чении а, т. е. при смещении уровня мест строповки ближе
к вершине, величина k возрастает, в результате чего при опре-
деленном запасе грузоподъемности крана уменьшаются вели-
чины hfd и ср.
Так, при подъеме аппарата высотой 24 м расстояние между
местами строповки составляет d==2 м, а смещение уровня стро-
повки над центром тяжести было принято а = 4 м, т. е. k =
= a/d = 4/2 = 2.
Если при подъеме ось аппарата отклонится от вертикали па
угол <р = 10°, то один из кранов перегрузится почти на 70 %.
При смещении уровня расположения стропов к центру тя-
жести до расстояния а=1 м величина £=1/2 = 0,5 и один из
кранов при том же угле отклонения оси аппарата от вертикали
перегрузится всего на 27 %
Поэтому уровень мест строповки аппарата рекомендуется,
располагать выше центра тяжести всего на 1—2 м.
В связи с этим необходимо учитывать решение о располо-
жении мест строповки на различном расстоянии от центра тя-
жести аппаратов при их монтаже кранами различных моделей
и грузоподъемностей, примененное некоторыми монтажными ор-
ганизациями. При этом место строповки крана, имеющего боль-
ший запас грузоподъемности, располагают ближе к верхней
части аппарата.
Анализ графиков (см. рис. 5.13) показывает также сущест-
венную зависимость возможной перегрузки одного из крапов от
расстояния d между местами строповки каждого крана. Чем
больше это расстояние, тем меньше возможная перегрузка од-
ного из кранов при их неравномерной работе. В этом отноше-
нии при монтаже аппаратов диаметром до 2 м эффективно
применение монтажных штуцеров с вылетом около 1 м. Эти
штуцера позволяют также свободно размещать оголовки стрел
кранов при монтаже аппаратов высотой, большей чем верхняя
отметка стрел. На практике широкое применение получили
монтажные штуцера с вылетом около 1 м (рис. 5.14), основ-
ные размеры которых приведены в табл. 5.2.
При подъеме аппаратов кранами различной грузоподъемно-
сти для более полного использования возможностей каждого
крана применяют монтажные штуцера с различным вылетом.
К штуцеру с большим вылетом стропят кран меньшей грузо-
подъемности. Распределение нагрузок на краны обратно про-
порционально расстояниям от оси аппарата до мест строповки
кранов. £
151
К недостаткам монтажных штуцеров с большим вылетом
следует отнести необходимость трудоемкой и не всегда допу-
стимой приварки штуцеров к корпусам аппаратов, а также дей-
ствие на корпус аппарата значительных местных изгибающих
моментов, которые компенсируют металлоемкими подкладками.
Некоторые монтажные штуцера для строповки за корпус
аппаратов, монтируемых спаренными кранами, удерживаются
от смещения вдоль и поперек оси аппарата тросовыми тягами,
связывающими штуцера с вершиной и основанием аппарата.
Несмотря на эффективность, штуцера с большим вылетом не
обеспечивают полной балансировки нагрузки на крапы при их
Рис. 5.14. Монтажный штуцер для строповки кранов
неравномерной работе. Эту задачу могут решить балансирные
траверсы пли системы автоматической синхронизации работы
спаренных крапов.
Таблица 5.2
Размеры (в мм) монтажных штуцеров ВНИИМонтажспецстроя
Грузоподъемность крана, т ^тр а Ь С DK
20 325Х 10 480 120 220 150 630X9
30 377Х 10 540 140 240 220 820X 10
50 529X 10 700 180 280 250 1020Х 10
К балансирным траверсам относится так называемая тра-
верса с перетекающим стропом (рис. 5.15). В комплект тра-
версы входят четыре ролика, два из которых укрепляют на кор-
пусе аппарата таким образом, чтобы ветви тросового стропа
расположились строго диаметрально по обеим сторонам ап-
парата. Двухпетлевым стропом огибают ролик, расположенный
на одной стороне аппарата, затем два ролика, укрепленные на
корпусе с таким вылетом, чтобы предотвратить касание стропа
152
Рис. 5.15. Траверса с перетекающим
стропом
с корпусом аппарата и, наконец стропом огибают второй ро-
лик, расположенный с другой стороны аппарата. Два средних
отводных ролика укрепляют снизу по сечению подготовленного
к подъему аппарата, а не сверху, так как в последнем случае
на ось и штуцер крайних роликов действует нагрузка, равная
удвоенному усилию в стропе. При неравномерной работе крапов
перегрузки одного из них не происходит, потому что строп пе-
ремещается по роликам.
Интересен первый опыт применения полуавтоматической (ин-
дикаторной) системы синхронизации работы спаренных крапов,
основанной на визуальном
контроле нагрузок каждым из
крановщиков по индикаторам,
установленным в кабинах.
В стрелоподдерживающих
системах кранов установлены
тарированные вставки с тензо-
метрическими датчиками, со-
единенными в мостовую схему.
У каждого крановщика в ка-
бине имеются милливольт-
метры, показания которых
указывают на отклонения на-
грузок от заданного их рас-
пределения. На основе пока-
заний приборов крановщики
могут регулировать скорость
рабочих движений кранов,
в результате чего и обеспечи-
ваются отклонения от задан-
ной нагрузки в пределах 3 %.
По осциллограммам изме-
нения нагрузок на крюки кра-
нов можно определить факти-
ческие коэффициенты дина-
мичности нагрузки /гд и неравномерности ее распределения
между кранами /гк.
Наиболее опасные динамические нагрузки возникают: 1) от
подтаскивания аппаратуры трубоукладчиком, который создает
динамические нагрузки, одновременно действующие на оба
крана; 2) от раскачивания висящего над землей аппарата в пло-
скости, перпендикулярной плоскости подъема, создающего дина-
мические нагрузки, попеременно действующие на краны. При
наибольших динамических нагрузках на краны при подъеме ап-
паратов вызывало подтаскивание нижней части аппарата трубо-
укладчиком /гДтах=1,26 и /гдср= 1,095 и раскачивание свободно
висящего аппарата /гдтах=1,31 и k:i ср= 1,15. Эти данные заме-
ров нагрузок показывают, что необходимо исключить подтаски-
153
вание нижней части аппарата в процессе подъема трубоуклад-
чиков, так как он не имеет плавных скоростей трогания с ме-
ста и при его применении получаются сильные рывки, которые
могут вывести грузовые полиспасты из плоскости подъема и
привести к поломке и аварии кранов.
От раскачивания аппарата в плоскости его подъема следует
удерживать расчалками.
Анализ динамических нагрузок, возникавших при различных
движениях крана, показывает, что наибольшие динамические
нагрузки вызывает передвижение кранов kn max = 1,16 и k„cp =
= 1,055.
Движение кранов при монтаже аппарата во избежание силь-
ного раскачивания следует осуществлять попеременно. За пер-
вым краном передвигать второй начинают только после прекра-
щения раскачивания аппарата и остановки первого крана.
При анализе расшифрованных данных подъемов вертикаль-
ных аппаратов методом скольжения с отрывом от земли спа-
ренными кранами без баласирной траверсы получено, что сред-
ний коэффициент неравномерности загрузки крана kn. Ср=1,14.
В отдельные моменты подъемов были зафиксированы макси-
мальные коэффициенты неравномерности загрузки Лнтах, рав-
ные 1,36; 1,32 и 1,28.
Расположение аппаратов и кранов перед монтажом
Взаимное исходное расположение монтируемых аппаратов и
монтажных кранов во многом определяет удобство проведения
работ и их безопасность.
Поэтому основное — это выбрать вариант исходного взаим-
ного расположения аппаратов и кранов с учетом конфигурации
и габаритов фундамента под оборудование и других местных
условий.
Для обеспечения наибольшей устойчивости и прочности стре-
ловых самоходных кранов следует стремиться к выполнению
подъема и установки аппаратов при возможно меньшем вылете
крюка крана; к способу монтажа, при котором максимальный
вылет крюка крана получается в начальный период подъема
аппаратов; к возможно меньшему диапазону изменения вылета
крюка -крана под нагрузкой в процессе подъема и установки
аппаратов; к минимальному отклонению от вертикали грузового
полиспаста крана, особенно из плоскости стрелы; к минималь-
ной длине пути передвижения кранов под нагрузкой; к пооче-
редному -передвижению спаренных кранов п повороту плат-
формы неподвижного крана при движении второго крана;
к расположению стрелы крана в плане под углом 45° к нап-
равлению его передвижения при устройстве прочного основания
пути движения и под углом 90° к направлению его передвиже-
ния при слабом грунтовом основании.
154
Чтобы стрела крана не столкнулась с поднимаемым аппара-
том, расстояние между ними при разработке проекта производ-
ства монтажных работ (ППР) или технологической карты при-
нимают не менее 0,5 м.
При расположении вертикального аппарата на монтажной
площадке в исходном к подъему положении следует зафиксиро-
вать аппарат во избежание его поворота вокруг оси после подъ-
ема перед установкой на фундамент. Это требование обеспечи-
вают соответствующим выбором мест крепления на корпусе
аппарата монтажных штуцеров, а также соответствующим креп-
лением на опоре аппарата шарнира. Для ориентировки при
выборе мест крепления монтаж-
ных штуцеров и шарнира исполь-
зуют расположенные на корпусе
аппарата штуцера для подсоеди-
нения технологических трубопро-
водов, люки-лазы, а также отвер-
стия для анкерных болтов на опор-
ном кольце аппарата (рис. 5.16).
Монтаж вертикальных
аппаратов спаренными мачтами
При монтаже вертикального
аппарата такелажными средства-
ми способом скольжения с отры-
Рис. 5.16. Схема выбора мест
крепления на аппарате мои-
тажных штуцеров для стро-
повки:
1 — технологический штуцер; 2 —
монтажный штуцер
вом от земли его укладывают пе-
ред подъемом вершиной к фунда-
менту или затаскивают на фунда-
мент, располагая место строповки
по оси этого фундамента. Мачты
устанавливают вертикально и симметрично по обе стороны
фундамента, а также по его оси с таким расчетом, чтобы под-
нятый аппарат расположился по оси фундамента.
После строповки грузовых полиспастов мачт к аппарату
подъем и установку аппарата на фундамент осуществляют в два
основных этапа (рис. 5.17, а, б).
В процессе первого этапа (см. рис.5.17, а) аппаратпод-
нимают из горизонтального исходного положения I в положение
III неустойчивого равновесия. На этом этапе подъем аппарата
осуществляют грузовыми полиспастами мачт и в зависимости
от отклонения грузовых полиспастов мачт подтаскивают пли
притормаживают аппарат за опорную часть.
Если аппарат перед подъемом был расположен около фун-
дамента, то в начальной стадии подъема вершину аппарата
приподнимают мачтами выше анкерных болтов и, ослабляя от-
тяжку и работая подтягивающими средствами, заводят аппарат
между мачтами так, чтобы место строповки расположилось
в плоскости мачт над фундаментом.
155
В процессе второго этапа (см. рис. 5.17,6) аппарат,
оторвав от земли, перемещают в воздухе в вертикальное,
положение и затем опускают и устанавливают на фундамент.
На этом этапе подъем аппарата осуществляют грузовыми поли-
спастами мачт, притормаживая его движение за опорную часть
оттягивающими средствами. При совмещении отверстий в опоре
аппарата с фундаментными болтами поднятый аппарат при не-
обходимости немного разворачивают вокруг оси тракторами
за стальной канат.
Закономерности изменения нагрузки па полиспасты мачт
в процессе первого этапа подъема аппарата представлены гра-
фиком на рис. 5.18.
Графики зависимости нагрузки на полиспасты мачт S„/G
от угла подъема аппарата по-
строены: без учета отклоне-
ния полиспастов в плоскости
мачт; при условии перемеще-
ния мест строповки аппарата
в плоскости вертикально ус-
Угол подъема аппарата ^градусы
Рис. 5.18. График изменения нагруз-
ки на такелажные средства до от-
рыва аппарата от земли
Рис. 5.17. Схема подъема аппа-
рата такелажными средствами
скольжением с отрывом от земли:
1, П, /11 и 7V — положения аппарата
тановленных мачт; для аппаратов, застропленных на расстоя-
нии от опорной плоскости, равном удвоенному расстоянию от
опорной плоскости до центра тяжести (/ = 2хц.т), при отноше-
нии l!D = m, составляющем 3, 7, 11, 15, 19 и 23, т. е. в диа-
пазоне возможных значений при монтаже вертикальных аппа-
ратов (где D — диаметр аппарата).
Анализ графиков, приведенных на рис. 5.18, показывает,
что на первом этапе при увеличении угла подъема аппарата
нагрузки на полиспасты мачт уменьшаются. Причем наиболее
крутое падение нагрузок возможно при значении ш. = 3. При
увеличении значения т нагрузки долгое время сохраняются
близкими по величине максимальным, а затем при подходе
156
Ргс/7 подыми у, градусы
Рис. 5.19. График изменения на-
грузки на опорную поверхность
до отрыва аппарата от земли
к положению неустойчивого равновесия резко падают до нуля.
В реальных монтажных условиях, с учетом увеличивающе-
гося отклонения от вертикали грузовых полиспастов в плоско-
сти мачт, нагрузки на грузовые полиспасты не падают до нуля,
а имеют определенное значение, зависящее от угла отклоне-
ния грузовых полиспастов от оси вертикально установленных
мачт.
Угол подъема аппарата, соответствующий положению не-
устойчивого равновесия, изменя-
ется также от величины т. Так,
при т = 3 угол фПред = 72°, а при
т = 7 угол фПред = 82°. При даль-
нейшем увеличении значения т
предельный угол подъема аппа-
рата изменяется незначительно.
Закономерности изменения
вертикальной нагрузки на опор-
ную поверхность N на первом
этапе подъема аппарата пред-
ставлены графиком на рис. 5.19,
построенном для тех же усло-
вий, что и график на рис. 5.18.
Анализ графика, приведен-
ного на рис. 5.19, показывает,
что на первом этапе подъема
аппарата при увеличении угла
подъема аппарата нагрузки на
опорную поверхность увеличива-
ются, достигая величины силы
тяжести аппарата в положении
неустойчивого равновесия перед
отрывом от земли. Причем наиболее резко нагрузки возра-
стают при /?г=3.
На величину нагрузки, действующей на грузовые полиспа-
сты, расчалки и мачты, на первом этапе подъема аппарата
существенно влияет положение аппарата относительно поло-
жения мачт. При расположении мачт в плоскости, проходящей
через места строповки аппарата, все нагрузки на такелажные
средства имеют минимальные значения. При смещении поло-
жения мачт от места строповки к вершине аппарата нагрузки
как на полиспасты, так и на мачты и расчалки увеличиваются.
Причем наиболее существенно возрастают нагрузки на рас-
чалки. При значительном смещении мачт нагрузки на поли-
спасты и мачты на первом этапе подъема аппарата даже пре-
вышают эти нагрузки после отрыва аппарата от земли.
Поэтому аппарат перед подъемом стремятся расположить та-
ким образом, чтобы места строповки были в плоскости, прохо-
дящей через мачты. Если это выполнить невозможно, например
157
при установке аппарата на постамент или высокий фундамент,
то во избежание перегрузки обязательно определяют нагрузки
на такелажные средства в первоначальный момент подъема
аппарата и в случае возникновения недопустимых по велечиие
нагрузок на такелажные средства смещают место строповки
к вершине аппарата.
Расположение места строповки аппарата вдоль его оси
имеет также большое значение для создания наилучших усло-
вий подъема этого аппарата.
При использовании средств, которыми аппарат был пере-
мещен к фундаменту, для укладки аппарата на фундаменте
в исходном к подъему положении место строповки аппарата
назначают на небольшом (1—3 м) расстоянии от центра тя-
жести ближе к вершине аппарата, который в свою очередь
укладывают на фундамент так, чтобы место строповки распо-
лагалось по оси фундамента и мачт. При таком варианте рас-
положения места строповки и аппарата можно применять мачты
минимальной высоты. Кроме того, такое расположение места
строповки обеспечивает отклонение грузовых полиспастов
в плоскости мачт в конечной стадии подъема аппарата на ми-
нимальный угол, что также способствует уменьшению нагрузки
на такелажные средства.
Если же расположение аппарата перед подъемом на фунда-
мент сопряжено с необходимостью использовать дополнитель-
ные подъемно-транспортные средства, а также при высоте фун-
дамента более 1—2 м, в монтажной практике известны два
варианта решения подъема и установки аппаратов в таких
условиях.
Первый вариант-— подъем осуществляют в один прием,
применив достаточно высокие мачты и расположив место стро-
повки около вершины аппарата (рис. 5.20).
Второй вариант — подъем осуществляют в два приема
с перестроповкой. В этом случае место основной строповки
назначают немного выше центра тяжести и мачты применяют
минимально возможной высоты. Однако в начале подъема аппа-
рат временно стропят, обычно тросовым стропом, охватывая
им аппарат около вершины, приподнимают мачтами над фун-
даментом и подтаскивающими средствами располагают на
временной опоре, стремясь переместить аппарат так, чтобы ос-
новное место строповки расположилось над фундаментом. За-
тем аппарат поднимают со строповкой в основных местах. Та-
ким образом, при втором варианте для монтажа требуются
мачты меньшей высоты, но это сопряжено с затратами на уст-
ройство временной опоры, работами по перестроповке аппарата
и устройствами для его подтаскивания.
Рис. 5.20. Монтаж реактора массой 700 т комплектом мачт грузоподъемно-
стью 1000 т
158
Подъем вертикальных аппаратов в два приема применяют
также при ограниченной длине троса грузовых полиспастов
или при ограниченности канатоемкости лебедок грузовых по-
лиспастов.
На втором этапе подъема аппарат, оторванный от земли,
перемещают в воздухе в вертикальное положение. Основное
внимание в этот период уделяют предотвращению столкновения
Рис. 5.21. Бестросовый захват с инвентарным штуцером
аппарата с фундаментом и анкерными болтами, а также пред-
отвращению рывка в момент отрыва аппарата от земли. На
этом этане нагрузки на полиспасты мачт максимальны при
большом угле отклонения полиспастов от мачт и максимальном
угле отклонения оттяжки от земли.
При необходимости монтажа аппарата, высота которого не
позволяет применить имеющиеся в наличии мачты, в случае
наличия запаса грузоподъемности этих мачт иногда применяют
пригруз нижней части аппарата и тем самым искусственно по-
нижают его центр тяжести. В этом случае проверяют проч-
ность самого аппарата в момент его отрыва от земли.
Наиболее надежными строповыми устройствами являются
бестросовые захваты с инвентарными штуцерами (рис. 5.21).
160
Монтаж вертикальных аппаратов четырьмя мачтами
Применение одновременно четырех мачт для монтажа вер-
тикальных аппаратов позволяет осуществить полносборный мон-
таж особо тяжеловесных аппаратов при отсутствии двух мощ-
ных мачт (рис. 5.22).
При сравнительно небольшой высоте (30 м) монтируемых
аппаратов строповку их осуществляют за вершину и с помощью
Рис. 5.22. Монтаж аппарата четырьмя мачтами
трех траверс обеспечивают полную балансировку нагрузок
между четырьмя мачтами.
Строповку аппаратов выполняют с помощью бестросового
захвата, закрепленного болтами на штуцере, расположенном
центрально на верхнем днище аппарата. К захвату средней
частью шарнирно крепят поперечную траверсу, к концам кото-
рой также шарнирно присоединяют две продольные балансир-
ные траверсы. Четыре подъемных полиспаста мачт соединяют
шарнирными звеньями с концами продольных траверс. При
этом удается применить сравнительно невысокие (45 м)
мачты.
6 Заказ № 2290
161
Четырьмя мачтами в отечественной практике были смон-
тированы четыре одинаковых ректификационных колонны мас-
сой по 300 т, высотой по 48 м и диаметром по 4,5 м. Колонны
устанавливали на железобетонные постаменты высотой 4 м.
Для установки аппарата использовали четыре одинаковые
мачты высотой по 60 м, грузоподъемностью по 100 т. В связи
с наличием постаментов грузовые полиспасты мачт при мон-
таже аппаратов отклонялись от вертикали.
В процессе подъема мачтами опорную часть каждого аппа-
рата подтаскивали на санях по бетонной площадке к поста-
менту с помощью 100-тонного полиспаста. Сани имели шарнир-
ное устройство, обеспечивающее поворот колонны в процессе
подъема.
Рис. 5.23. Балансирная траверса
Затраты труда на устройство и крепление расчалок мачт
были значительные. Каждая мачта имела четыре основные и
одну вспомогательную расчалки на случай передвижения мачт
на новую стоянку. Таким образом, четыре мачты удерживали
16 расчалок, регулировка которых при передвижке мачт была
достаточно сложна.
Мачты устанавливали строго вертикально. Причем пары
мачт располагали симметрично плоскости подъема аппарата
и оси постамента. Опоры мачт каждой пары располагали вплот-
ную друг к другу.
Каждую пару мачт балансировали траверсой (рис. 5.23).
К монтажному штуцеру 1 траверсу 2 крепят через переходную
поперечину 3, насаживаемую на ось монтажного штуцера. По-
перечина 3 имеет боковые цапфы, укрепленные в стенке 4 тра-
версы.
Преимущество этих траверс заключалось в том, что они
обеспечивали балансировку нагрузки между двумя полиспас-
тами при любом развороте, так как оси крепления грузовых по-
162
лиспастов и ось монтажного штуцера находились на одной пря-
мой. Кроме того, траверсы без тросов соединяются с блоками
грузовых полиспастов и с монтажным штуцером, а также дают
возможность отклоняться от вертикальной плоскости на угол
до 20° плоскости грузовых полиспастов. Немаловажным пре-
имуществом балансирных траверс является их инвентариость
и малая потеря высоты подъема грузовых полиспастов.
При подъеме на угол 75° колонну надо придерживать от са-
мопроизвольного перемещения в сторону фундамента оттяжкой
за нижнюю часть. Для оттяжки можно применять 30-тонный по-
лиспаст. Перед отрывом нижней части аппарата от земли натя-
гивают оттяжку, освобождают опорную часть колонны из ложа
шарнира саней и затем колонну выводят над анкерными бол-
тами.
Монтаж вертикальных аппаратов портальными подъемниками
Две мачты, соединенные в верхней части жесткой металли-
ческой перекладиной (ригелем), принято называть порталом,
или портальным подъемником. Грузовые полиспасты порталь-
ного подъемника крепятся обычно к перекладине, а не к вер-
шине мачт. Опоры мачт портала имеют шарниры.
Передача нагрузки на стойки портала по их оси обеспечи-
вает при одинаковых сечениях с монтажными мачтами (на-
грузки, на которые передаются не по оси) большую несущую
способность порталов по сравнению с мачтами. С другой сто-
роны, горизонтальные усилия, возникающие при отклонении
грузовых полиспастов от вертикали в плоскости портала, ком-
пенсируются ригелем и не передаются на боковые расчалки.
Установка и демонтаж полностью собранных порталов -
трудоемкие, сложные работы. К недостаткам порталов следует
также отнести трудность их передвижения в плане, а также ог-
раничение высоты монтируемого аппарата высотой портала.
В Гипрохиммонтаже разработан ряд конструкций порталь-
ных подъемников грузоподъемностью до 200 т при высоте 60 м,
которые получили распространение в монтажных органи-
зациях.
Портальный подъемник грузоподъемностью 200 т, высотой
60 м и пролетом 30 м конструкции Гипрохиммонтажа может на-
клоняться в обе стороны от вертикальной плоскости на 15°. При
необходимости устройства портала в стесненных условиях за-
проектированы подъемно-опорные обоймы, обеспечивающие на-
ращивание снизу мачт портала отдельными секциями.
Технология подъема и установки вертикальных аппаратов
портальными подъемниками аналогична технологии подъема
и установки при использовании мачт.
Преимуществом портального подъемника является возмож-
ность перемещения поднятого над землей аппарата в плоско-
6*
163
сти подъемника в более широких пределах по сравнению с ис-
пользованием мачт.
Портальные подъемники широко применяют за рубежом
(рис. 5.24).
Рис, 5.24. Монтаж аппарата портальным подъемником
Подтаскивание вертикальных аппаратов за опорную часть
при подъеме скольжением с отрывом от земли
При подтаскивании требуется плавно, без рывков переме-
щать аппарат за опорную часть по направлению к фундаменту,
обеспечивая вертикальное положение грузовых полиспастов. Од-
164
нако еще существуют способы подъема аппаратов, опорная
часть которых перемещается непосредственно по земле, зары-
ваясь в нее и сгребая ее при движении. В результате рабочие
вынуждены периодически разгребать кучи земли вручную, на-
ходясь под поднятым аппаратом в опасной зоне, что сущест-
венно удлиняет время подъема. При этом тяговые средства для
подтаскивания испытывают значительные нагрузки. Кроме того,
в таких случаях получаются рывки, вызывающие дополнитель-
ные нагрузки на тяговые и подъемные средства.
Рекомендуются следующие способы подтаскивания аппара-
тов за опорную часть: подъем «с колес», на крюке одного или
двух стреловых самоходных кранов, на санях и колесных те-
лежках по рельсам, на санях по каткам, на катковых тележках,
на санях волоком.
Наиболее эффективен подъем аппаратов «с колес» в случае
использования в качестве опорных устройств при подтаскива-
нии транспортных средств, на которых аппарат доставляют
к месту подъема.
Весьма эффективен подъем аппаратов непосредственно с же-
лезнодорожных платформ. При этом железнодорожную ветку
для подачи тяжеловесных аппаратов прокладывают поверх фун-
дамента под аппарат.
Аналогично подтаскивают при подъеме аппараты, достав-
ленные на место строительства на гусеничных самоходных
транспортерах. При подъеме аппаратов непосредственно с при-
цепов-тяжеловозов на платформе прицепа укладывают шпаль-
ное основание для опирания опорной части аппарата при подъ-
еме. Когда монтаж «с колес» организовать не удается, ис-
пользуют другие технические решения. Так, ряд монтажных
организаций освоил перемещение аппарата по мере подъема за
опорную часть стреловыми самоходными кранами. При этом
опорная часть не касается земли и находится в подвешенном
состоянии с просветом около 0,5 м.
Обычно кран, оборудованный короткой стрелой, устанавли-
вают в плоскости подъема аппарата. По мере подъема край пе-
редвигается к фундаменту, перемещая таким образом опорную
часть. В процессе подтаскивания грузовой полиспаст крапа под-
держивают немного отклоненным к стреле. При установке ап-
парата на фундамент полиспаст отклоняется от стрелы. По-
скольку грузовой полиспаст отклоняется в плоскости стрелы, то
возможные перегрузки крана предотвращаются ограничителем
грузового момента.
Известны примеры подтаскивания аппаратов спаренными
стреловыми самоходными кранами, передвигающимися по мере
подъема аппарата. Во избежание неравномерного распределе-
ния нагрузок между кранами применяют балансирные тра-
версы.
Перемещение опорной части аппаратов на тележках или са-
165
нях по рельсам или другим стальным направляющим широко
применяется на практике.
Преимущественно применяют рельсовые пути из инвентар-
ных секций, укладываемых на соответствующее гравийное или
песчаное основание. В зависимости от нагрузки шпалы уклады-
вают вплотную или с некоторым разрывом. Для снижения ди-
намичности стыки рельс выполняют с минимальным зазором
и не допускают различного уровня головок рельс.
Имеются примеры применения вместо рельс двутавровых ба-
лок, а также труб. Предпочтение следует отдать все же рель-
сам.
Аппарат перемещают непосредственно по направляющим,
подкладывая только стальной лист, а также на санях или
колесных тележках. Последнее решение более предпочти-
тельно.
При перемещении па санях верхнюю поверхность рельс, ба-
лок или труб обильно покрывают густой смазкой.
Помимо саней получили распространение также двух- и че-
тырехосные колесные тележки, перемещаемые по рельсам. Для
равномерного распределения нагрузки на все колеса их крепят
к раме, соединив попарно балансирами.
Перемещение опорной части аппарата на санях по каткам
применяется сравнительно редко. Сани представляют собой мощ-
ную плиту из двутавровых балок.
Заслуживают внимания двухполозные сани. Плита саней
опирается на два полоза. Каждый полоз имеет два параллель-
ных направляющих, в которые уложены деревянные брусья. Спе-
реди и сзади брусьев имеются скосы для удобства наезда па
катки. Общая ширина каждого полоза 1,2 м. Катки длиной
около 1,5 м и диаметром 150 мм изготовляют из прочных пород
древесины, что при достаточной прочности обеспечивает их срав-
нительную легкость, а последнее очень важно для их периоди-
ческого переноса вручную. Грунтовое основание выравнивают
и уплотняют. На него в поперечном направлении движению ап-
парата выкладывают два ряда шпал, поверх которых вдоль пути
укладывают толстые доски.
Возможным развитием системы подтаскивания нижней ча-
сти аппарата на санях по каткам может быть применение саней
с катковыми тележками. Вместо каждого из двух полозьев
на санях снизу крепят катковые тележки, которые исключают
трудоемкую ручную операцию переноса и подкладывания
катков.
В отечественной практике опорные части аппаратов часто
подтаскивают на санях волоком с использованием полиспастов
большой грузоподъемности. Особенно эффективен данный спо-
соб в зимнее время при снежном покрове. Обычно, если позво-
ляет прочность опорного фундамента, полиспаст для подтаски-
вания крепят к фундаменту поднимаемого аппарата.
166
§ 9. МОНТАЖ ВЕРТИКАЛЬНЫХ АППАРАТОВ СПОСОБОМ ПОВОРОТА
ВОКРУГ НЕПОДВИЖНОГО ШАРНИРА
При монтаже аппарат закрепляют в поворотном шарнире,
установленном рядом с фундаментом, и в процессе всего мон-
тажа аппарат не отрывают от земли.
Преимуществами этого способа являются:
установка монтируемого аппарата сразу в проектное верти-
кальное положение на фундаменте;
возможность применения для монтажа кранов и такелажных
средств, грузоподъемность которых меньше массы аппарата;
создание безопасных условий труда монтажников за счет на-
гружения кранов и такелажных средств максимальной рабочей
нагрузкой в начале подъема аппарата из горизонтального по-
ложения.
По мере подъема аппарата нагрузки на краны и такелаж-
ные средства в большинстве случаев уменьшаются. Однако мон-
таж вертикальных аппаратов способом поворота через шарнир
связан с необходимостью устройства шарнира, точным располо-
жением аппарата перед подъемом и креплением его в шарнире.
Тем не менее, способ поворота аппарата вокруг шарнира при
монтаже вертикальных аппаратов позволил применять стрело-
вые краны даже в тех случаях, когда ранее использовали менее
эффективные такелажные средства.
Устройство шарнира и установка аппарата в шарнире су-
щественно усложняются при увеличении высоты опорного фун-
дамента под аппарат. Поэтому обычно способ монтажа поворо-
том с помощью шарнира применяют при высоте фундамента
до 2 м.
Монтаж вертикальных аппаратов стреловыми кранами
При монтаже способом поворота вокруг шарнира стрело-
выми кранами при ограниченности высоты подъема крюков кра-
нов возможен частичный подъем аппарата кранами и после-
дующее его дотягивание до нейтрального положения дополни-
тельными средствами. При монтаже аппарата в два этапа
с дотягиванием обычно в первый этап аппарат поднимают кра-
нами на угол 50—60°, тогда усилия в дотягивающей системе
будут сравнительно небольшие. Разумеется, следует стремиться
к подъему аппаратов в один этап без дотягивания.
Наиболее целесообразное взаимное расположение аппарата
и кранов по отношению друг к другу и опорному фундаменту
при монтаже аппаратов способом поворота вокруг шарнира с до-
тягиванием представлено на рис. 5.25.
Наиболее прост первый способ (см. рис. 5.25, а), при кото-
ром стационарно установленный кран только поворачивает плат-
форму по мере подъема аппарата. Вылет крюка крана при этом
изменяют незначительно для сохранения вертикальности грузо-
167
Рис. 5.25. Схема монтажа вертикальных аппаратов стреловыми кранами ме
тодом поворота вокруг шарнира
вого полиспаста. Второй способ (см. рис. 5.25, б) применяют
при запасе в высоте подъема крюка и необходимости увеличить
угол подъема аппарата кранами. Монтаж аппарата вторым спо-
собом включает все рабочие движения крана. Передвижение
крана по мере подъема аппарата осуществляют при минималь-
ном вылете крюка, не совмещая его движение с поворотом плат-
формы. Третий способ (см. рис. 5.25, а) аналогичен первому,
а четвертый (см. рис. 5.25, г) — второму, но при монтаже ис-
пользуют не один, а два крана. При третьем и четвертом спо-
собах обязательно применяют балансирную траверсу.
Величины расчетных нагрузок па краны, равные их макси-
мальным значениям Smax в процессе подъема аппарата из ис-
ходного горизонтального в нейтральное положение, в зависимо-
сти от расположения мест строповки аппарата определяют по
формулам, приведенным в табл. 5.3, из которой видно, что мак-
симальные нагрузки па краны возникают в момент отрыва ап-
парата от земли, т. е. при <р = 0, для всех возможных вариантов
расположения мест строповки аппарата, кроме последнего,
когда при /е<2 нагрузки на краны в процессе подъема аппа-
рата не уменьшаются, а возрастают. Такое явление возникает
при расположении места строповки на верхней образующей го-
ризонтально уложенного аппарата при расстоянии от опоры ап-
парата до места строповки, меньшем удвоенного расстояния от
опоры аппарата до его центра тяжести.
При необходимости монтировать аппарат в этих условиях
его не доводят до нейтрального положения, а расчетные на-
грузки в зависимости от угла подъема определяют из выра-
жения
А = о 5 21 DtS Ф .
G ’ kl — D tg ср
Анализ этого уравнения показывает, что нагрузки на краны
при угле подъема аппарата до 50—60° возрастают незначи-
тельно. Однако при дальнейшем подъеме нагрузки быстро до-
стигают величины силы тяжести аппарата. Установлено, что вы-
сокие аппараты с относительно небольшим диаметром корпуса
(L/D = 8-^1Q) можно поднять еще на больший угол (~70°) без
существенного увеличения нагрузки на краны.
Для удержания аппарата после прохода нейтрального поло-
жения п плавной установки его на фундамент применяют за-
крепленную на вершине аппарата и расположенную в плоскости
подъема аппарата тормозную оттяжку, натяжение которой ре-
гулируют непосредственно лебедкой или через полиспаст и кон-
тролируют по динамометру.
Большим достижением в отечественной практике следует
считать разработку и широкое применение метода монтажа вер-
тикальных аппаратов поворотом вокруг шарнира с помощью
двух и более кранов.
169
Таблица 5.3
Формулы для определения значений максимальных нагрузок на кран
при монтаже аппарата методом поворота через шарнир
приуразличном*расположении места строповки
L = 21
Smax — tJ/2
при ф от 0 до положения не-
устойчивого равновесия аппа-
рата
Smax — G/k
при <р = О
•Smax — G
при положении неустойчивого
равновесия аппарата
Исследованиями установлено, что при монтаже аппаратов
поворотом вокруг шарнира динамические нагрузки на краны
меньше, чем при монтаже скольжением с отрывом от земли.
Даже при подъеме аппаратов и движении кранов среднее зна-
чение коэффициента динамичности нагрузки на краны соста-
вило 1,04, а максимальное 1,08.
Обязательным условием безопасной работы спаренных кра-
нов при подъеме вертикальных аппаратов способом поворота
170
вокруг шарнира является применение балансирной траверсы,
предотвращающей перегрузку одного из кранов при их нерав-
номерной работе.
В качестве балансирной траверсы может быть использована
траверса с перетекающим тросом. Нашли применение и другие
технические решения.
Так, балансирная траверса с шаровым шарниром грузоподъ-
емностью 60 т имеет плечи по 2300 мм и может быть применена
для подъема аппаратов диаметром до 3600 мм (рис. 5.26).
Рис. 5.2G. Балансирная траверса с шаровым шарниром
Крюки кранов входят в отверстия проушин, жестко соединен-
ных с трубой траверсы. За счет эксцентриситета крепления крю-
ков труба траверсы сохраняет постоянное расположение отно-
сительно вертикальной плоскости во время подъема аппарата,
и шар диаметром 200 мм, укрепленный на траверсе, все время
находится на верхней образующей траверсы.
В то же время пята со сферическим вырезом, укрепленная
на корпусе аппарата по его нижней образующей, поворачива-
ется по мере подъема аппарата вокруг шара. Пята укреплена
на аппарате под углом 25°, что обеспечивает нормальную ра-
боту траверсы при подъеме аппарата на угол до 50°. Дополни-
тельной устойчивости траверсы в шаровом шарнире способ-
ствует расположение верхней части шара на 200 мм ниже места
крепления крюков крана.
171
Преимуществом траверсы является простота расстроповки,
т. е. выхода трубы с шаром из соединения с пятой после вклю-
чения дотягивающей! системы.
Монтаж поворотом вокруг шарнира вертикальных аппара-
тов с использованием одновременно трех кранов в настоящее
время только еще начинают применять в практике строитель-
ства.
При монтаже методом поворота аппарата массой около 100 т
высотой 42 м и диаметром 2,8 м применили два крана СКТ-30
со стрелами 20 м и один крап Э-2503 со стрелой 20 м. Колонну
застропили на расстоянии 23 м от оси шарнира с помощью ба-
лансирной системы, прикрепленной к нижней образующей ап-
парата.
В процессе подъема аппарата на угол 45° крапы, сохраняя
минимальные вылеты крюка, передвинулись на (> м каждый па-
раллельно плоскости подъема аппарата.
После подъема аппарата на угол 45° включили дотягиваю-
щую систему, выполненную в виде полиспаста грузоподъем-
ностью 100 т.
Колонну стропили системой из трех балансирных траверс.
Два крана СКГ-30, расположенные с одной стороны аппарата,
присоединили к концам усиленной трубчатой траверсы длиной
4 м. Средней частью эту траверсу привязали канатом к концу
второй траверсы, к другому концу которой присоединили крап
Э-2503.
В дальнейшем монтажники методом поворота вокруг шар-
нира подняли тремя кранами аппарат массой 135 т, высотой
20,5 м и диаметром 3,4 м. В этом случае, в связи со сравни-
тельно небольшой высотой аппарата, строповку его выполнили
с помощью траверс, прикрепленных к верхней образующей ап-
парата.
Монтаж вертикальных аппаратов такелажными средствами
Монтаж вертикальных аппаратов методом поворота вокруг
шарнира с помощью одной мачты довольно широко распростра-
нен в отечественной монтажной практике. Мачту обычно уста-
навливают в плоскости подъема аппарата. По такой схеме осу-
ществляют подъем как одиночных, так и группы рядом стоящих
полностью оснащенных и изолированных аппаратов. Иногда
в начальный период подъема аппарата мачту устанавливают
с наклоном в сторону поднимаемого аппарата на угол около 15".
Тогда конечную стадию подъема аппарата осуществляют путем
поворота мачты в вертикальное положение за заднюю расчалку,
выполненную в данном случае в виде полиспаста.
Для снижения нагрузки на мачту применяют также другую
схему установки ее по отношению к поднимаемому аппарату.
По этой схеме мачту устанавливают рядом с аппаратом между
шарниром и центром тяжести аппарата и, кроме того, накло-
172
няют так, чтобы ее вершина расположилась в плоскости подъ-
ема аппарата. При такой схеме аппарат нельзя поднять мачтой
в положение неустойчивого равновесия за один прием. Поэтому
мачтой аппарат поднимают на угол 50—70°, а затем дотягиваю-
щими средствами доводят до положения неустойчивого равно-
весия. Иногда аппарат доводят до положения неустойчивого
равновесия наклоном мачты за расчалку.
Вместо мачты для подъема вертикальных аппаратов по опи-
санной выше схеме при возможности используют ранее установ-
ленные аппараты колонного типа или достаточно надежные и вы-
сокие стальные конструкции. Такое решение весьма эффективно,
если при его применении можно вообще исключить необходи-
мость установки мачт. Это становится возможным при монтаже
группы вертикальных аппаратов, из которых небольшие аппа-
раты монтируют стреловыми кранами, а остальные более мас-
сивные п высокие — используя ранее установленные аппараты
как мачты.
Монтаж группы вертикальных аппаратов ряда технологиче-
ских установок по описанной схеме осуществлялся неодно-
кратно.
Аналогично использованию одной мачты возможны два ва-
рианта взаимного расположения поднимаемого аппарата и ап-
парата-мачты.
Первый вариант предусматривает исходное расположение
поднимаемого аппарата и аппарата-мачты в плоскости подъ-
ема. Второй — предусматривает расположение аппарата-мачты
вне плоскости подъема между поворотным шарниром поднимае-
мого аппарата и его центром тяжести.
Аппарат-мачту удерживают в вертикальном положении че-
тырьмя расчалками. Анкерные болты ослабляют, что обеспечи-
вает свободное, а не защемленное опирание аппарата-мачты на
фундамент. Такое мероприятие проводить необходимо, так как
в противном случае возможно разрушение фундамента аппа-
рата-мачты от действия значительных по величине изгибающих
моментов. Особенно важен период первоначального отрыва ап-
парата от земли, во время которого осуществляют поперемен-
ные небольшие натяжения задних рабочих расчалок и подъем-
ного полиспаста аппарата-мачты. Для контроля отклонений ап-
парата-мачты от вертикали в плоскости, перпендикулярной
плоскости подъема, устанавливают теодолит. Отклонение оси
аппарата-мачты от вертикали более чем на 1° не допускается.
В начале подъема аппарата особое внимание уделяют недопус-
тимости передачи нагрузок на анкерные болты фундамента ап-
парата-мачты.
Если в качестве аппарата-мачты используют аппарат с ог-
раниченной собственной устойчивостью, то для уменьшения ве-
личины действующих на аппарат-мачту монтажных нагрузок
в начальный период монтируемый аппарат приподнимают на
173
возможно больший угол одним или двумя стреловыми кра-
нами.
По второму варианту взаимного расположения поднимае-
мого аппарата и аппарата-мачты монтировали несколько аппа-
ратов. По этому варианту достигается уменьшение нагрузок на
подъемный полиспаст и аппарат-мачту. Однако при этом аппа-
рат поднимают не в один, а в два приема с обязательной до-
тяжкой до положения неустойчивого равновесия. Первым прие-
мом аппарат поднимают аппаратом-мачтой обычно на угол
50-60°.
В монтажной практике были использованы ранее установ-
ленные аппараты или высотные конструкции для подъема вер-
тикальных аппаратов по другой схеме. При этой схеме иа вер-
шине аппарата-мачты укрепляли один или два направляющих
ролика, через которые направляли подъемные канаты, закреп-
ленные одним концом на монтируемом аппарате, а другим кон-
цом па тяговом полиспасте, связанном с якорем. По такой схеме
поднимали аппараты высотой большей, чем высота аппарата-
мачты. Поэтому при определенном угле подъема канаты выхо-
дили из канавок направляющих роликов.
Спаренные монтажные мачты также довольно широко при-
меняли при подъеме вертикальных аппаратов способом пово-
рота вокруг шарнира.
Мачты стремятся устанавливать за фундаментом аппарата.
В этом случае аппарат может быть поднят в положение неус-
тойчивого равновесия за один прием. Если такому расположе-
нию мачт препятствуют ограниченность их грузоподъемности
или чрезмерные нагрузки на задние расчалки, то мачты уста-
навливают между фундаментом и центром тяжести аппарата.
В этом случае аппарат поднимают мачтами на угол 50—60°,
а затем его дотягивают дополнительными средствами до поло-
жения неустойчивого равновесия.
Особенностью данной схемы монтажа вертикальных аппа-
ратов является возможность перегрузки одной из спаренных
мачт при закрытой конструкции поворотного шарнира аппарата
и отсутствии балансирных траверс. Поэтому при подъеме аппа-
ратов спаренными мачтами следует обязательно применять ба-
лансирные траверсы, например, аналогичные по конструкции
описанным в разделе монтажа способом поворота аппаратов
спаренными кранами.
Балансировку нагрузок на спаренные мачты иногда выпол-
няют путем установки балансирной траверсы на две головные
расчалки мачт. Полиспасты головных расчалок мачт присоеди-
няют к якорю при помощи балансирной траверсы. Крепление
головных расчалок к балансирной траверсе позволяет за счет
перекоса траверсы и небольшого наклона соответствующей
мачты компенсировать неравномерность работы грузовых поли-
спастов.
174
Наиболее эффективна схема монтажа вертикальных аппара-
тов способом поворота вокруг шарнира с помощью «падающих»
шевров.
При подъеме аппарата с использованием «падающего» А-об-
разного шевра одновременно с переходом аппарата из горизон-
тального в вертикальное положение «падающий» шевр повора-
чивается вокруг своих шарниров и наклоняется к земле.
Подъем аппаратов «падающими» шеврами имеет следую-
щую специфическую особенность. При определенном угле пово-
рота они перестают воспринимать сжимающую нагрузку в связи
с тем, что направление тяговых канатов совпадает с направле-
нием поддерживающих. С этого момента при связи шевра с ос-
нованием, а также с подъемными канатами в процессе даль-
нейшего подъема аппарата шевр начинает растягиваться. Это
нежелательно, так как препятствует дальнейшему подъему ап-
парата и вызывает рост нагрузок на тяговую систему и шевр.
Чтобы исключить такую возможность, при возникновении рас-
тягивающих усилий необходимо освободить стойки шевров в их
нижней или верхней частях.
В первом случае это конструктивно оформляется таким об-
разом, что две стойки шевра оказываются свободно насажен-
ными на патрубки, приваренные к поворотным осям опорных
шарниров.
Во втором случае применяют такую конструкцию оголовка
шевра, при помощи которой можно освобождать съемный ри-
гель в случае совпадения направления тяговой и поддерживаю-
щей систем канатов.
Освоению монтажниками способа подъема вертикальных ап-
паратов поворотом вокруг шарнира с использованием падаю-
щих А-образных шевров с выходом съемного ригеля из ого-
ловка шевра в значительной степени способствовали уникаль-
ные подъемы ректификационных колонн массой 250 и 300 т
и высотой 56,5 м.
Аппараты до подъема были полностью собраны в горизон-
тальном положении, испытаны, покрыты тепловой изоляцией,
обвязаны трубопроводами и обустроены площадками для обслу-
живания. Значительные затраты труда и времени были потра-
чены на наводку и крепление опорных чаете!! аппаратов в шар-
нирах.
Одно из возможных технических решений по механизации
наведения тяжеловесных аппаратов на шарниры при их подъ-
еме способом поворота вокруг них — применение двух неболь-
ших портальных подъемников с гидравлическим приводом. При
наведении и укладке аппарата в шарнир порталы обеспечивают
перемещение аппарата не только по вертикали, но и по гори-
зонтали, а также его поворот вокруг своей оси.
Для подъема колонн массой 250 и 300 т использовали шевр,
изготовленный из двух мачт высотой по 36 м. Стойки шевра
175
в нижней части были разведены на расстояние 12 м, а в верх-
ней части — на 1,5 м. Фланцевые соединения стоек шевра упро-
щали его сборку и разборку. Для поворота аппарата при подъ-
еме стойки шевра опирали па шарнирные опоры, которые во
избежание неравномерной осадки были установлены на тща-
тельно подготовленное основание из уплотненного щебня, двух
слоев шпал и стального листа толщиной 40 мм.
Следует отметить, что лучшим решением при монтаже вер-
тикальных аппаратов массой 300 т и более этим способом яв-
ляется установка и крепление анкерными болтами шарнирных
опор шевра на железобетонных фундаментах. При этом отпа-
дает опасность неравномерного проседания опор шевра, а также
их смещений. Поворотный шарнир аппарата также целесооб-
разно устанавливать на жесткое основание—лучше всего на
прилив к железобетонному фундаменту (рис. 5.27).
Для снижения нагрузок на тяговые полиспасты опоры шевра
устанавливали со смещением около 14 м от оси фундамента
к центру тяжести аппарата. При таком смещении необходимо
совмещать место крепления каната, удерживающего шевр после
выхода ригеля из зацепления с его оголовком, с местом крепле-
ния па аппарате поддерживающих канатов.
Во избежание горизонтальных смещений опоры шевра за-
крепляли тросовыми оттяжками в двух направлениях.
Оголовок шевра имеет седловидные опоры для расположе-
ния съемного ригеля. Для свободного выхода ригеля из соеди-
нения с шевром при совпадении направления поддерживающей
и тяговой систем канатов седловидные опоры были скошены.
Точности выполнения скоса у седловидных опор следует уде-
лять большое внимание. Опыт подъема аппаратов показал, что
даже небольшая ошибка в выполнении скоса приводит к воз-
никновению значительных динамических нагрузок. Направление
скоса должно быть перпендикулярно направлению канатов в мо-
мент выхода ригеля.
^Особое внимание следует также уделять точному располо-
жению в плоскости подъема (проверять теодолитом) головного
якоря, осей поднимаемого аппарата, фундамента, А-образного
шевра и заднего якоря для торможения.
Система тяговых полиспастов и поддерживающих канатов
была выполнена следующим образом. Тремя витками каната
диаметром 50,5 мм связали колонну' с ригелем на вершине,
шевра. Этим же канатом также тремя витками соединили ри-
гель шевра с серединой балансирной траверсы, к краям кото-
рой прикрепили два тяговых полиспаста грузоподъемностью по
100 т каждый. С другой стороны тяговые полиспасты соединили
петлями с головным якорем. Шевр с помощью крана уложили
перед подъемом над аппаратом на временную подставку, укре-
пили шарнирные опоры и соединили стойки распоркой у осно-
вания. Съемный ригель шевра во время выполнения подъемной
176
системы из каната диаметром 50,5 мм уложили на временную
подставку у основания колонны. После растяжки и крепления
канатов на колонне, ригеле и траверсе ригель перенесли кра-
ном и уложили в оголовок шевра. С помощью основных лебе-
док обтянули всю систему подъемных канатов и тяговых поли-
спастов. Съемный ригель временно закрепили в оголовке шевра
дополнительным тонким тросом, концы которого завязали у ос-
нования шевра. Шевр поднимали с помощью крана СКГ-30 со
стрелой длиной 25 м на угол 35°, а далее — тяговыми полиспас-
Рис.. 5.27. Поворотный шарнир для подъема аппарата массой 400 т
тамп с помощью основных лебедок. Перед подъемом произво-
дили пробный отрыв колонн от земли, во время которого при
максимальных рабочих нагрузках испытывали и обтягивали все
такелажные средства.
Колонну поднимали до угла примерно 50е с помощью шевра
(рис. 5.28). В этом положении направление тяговых полиспас-
тов совпадало с направлением поддерживающих канатов,
и съемный ригель выходил из зацепления с оголовком шевра.
Дальнейший подъем колонны осуществляли тяговыми полиспас-
тами «на прямую». После прохода аппарата через положение
неустойчивого равновесия (угол 86°) его удерживали тормозной
оттяжкой, регулируемой полиспастом грузоподъемностью 30 т.
При подъеме регенератора массой 400 т и высотой 75 м «па-
дающим» шевром без съемного ригеля оголовок шевра связы-
177
вали с регенератором двумя грузовыми полиспастами и двумя
тяговыми полиспастами с неподвижным якорем (рис. 5.29). На
первом этапе подъема регенератора работали двумя грузовыми
полиспастами без изменения положения шевра, на втором этапе
подъема — двумя тяговыми полиспастами.
Рис. 5.28. Монтаж колонны массой 300 т с помощью «падающего» шевра
со съемным ригелем
При подъеме методом поворота на поднимаемый аппарат
действуют значительные изгибающие моменты и продольные
сжимающие силы. Поэтому прочность и жесткость высоких ап-
паратов с относительно небольшим поперечным сечением сле-
дует заблаговременно проверять путем расчета. При необходи-
мости поддерживающие канаты закрепляют в нескольких ме-
стах по длине аппарата, выравнивая усилия в отдельных
ветвях с помощью уравнительных роликов.
178
Если сопоставить способ подъема вертикальных аппаратов
поворотом вокруг шарнира с применением А-образных «падаю-
щих» шевров и неподвижно установленных мачт, то можно ус-
тановить следующее.
Рис. 5.29. Монтаж регенератора массой 400 т и пысотой 75 м с по-
мощью «падающего» шепра без съемного ригеля
При использовании А-образного шевра:
1) его высота может быть принята меньше высоты непод-
вижно установленных мачт;
2) отсутствуют боковые расчалки и якоря для их крепле-
ния;
3) менее трудоемка установка шевра в рабочее положение;
4) проводят сравнительно небольшие работы по демонтажу
шевров;
179
5) имеется возможность компенсации нагрузок на фунда-
мент аппарата за счет совмещения в одной конструкции шар-
нира аппарата и шарнирных опор шевра.
Однако для случая применения «падающих» шевров необхо-
димо иметь свободное пространство, чтобы опустить шевр в про-
цессе подъема аппарата в вертикальное положение.
Компактная установка вертикальных аппаратов на некото-
рых объектах нефтяной и газовой промышленности послужила
основой применения монтажными организациями решений од-
новременного подъема методом поворота вокруг шарнира двух
и более вертикальных аппаратов, соединенных в один блок. Так,
два рядом расположенных вертикальных аппарата газофрак-
ционирующей установки монтажники подняли одновременно. До
подъема аппараты расположили параллельно в ряд, закрепили
в поворотных шарнирах на одной трубчатой оси, соединили об-
щими площадками для обслуживания, обвязали трубопрово-
дами и покрыли тепловой изоляцией. Кроме того, между площад-
ками смонтировали лестничные марши. Такое полное оснащение
аппаратов сводило к минимуму работы на высоте после уста-
новки аппаратов и повышало качество монтажных работ. Масса
укрупненного блока из двух аппаратов составила 150 т, а вы-
сота 47 м. Для подъема укрупненного блока из двух аппаратов
применили одну мачту высотой 60 м и грузоподъемностью 100т.
V Интересна также схема встречного одновременного подъема
двух и более вертикальных аппаратов.
В исходном положении колонны укладывают по одной осн
основаниями друг к другу. Для компенсации горизонтальных
усилий между шарнирами аппаратов устанавливают распорки.
Для одновременного встречного подъема двух аппаратов при-
меняют одну (рис. 5.30) или две мачты.
Специфическая особенность данного способа подъема аппа-
ратов заключается в том, что не допускается поднимать один
аппарат раньше другого, так как при такой неравномерности
будут перегружаться расчалки мачт, расположенные в плоско-
сти подъема аппаратов.
Для контроля за равномерностью подъема аппаратов мон-
тажники применяют различные решения. В одном случае па
одинаковом расстоянии от основания на корпусе каждой ко-
лонны крепят тонкие тросики, которые затем пропускают через
отводные ролики, закрепленные на вершине мачты. К концам
тросиков привязывают небольшие грузы, по положению ко-
торых наблюдают п регулируют одновременность подъема
колонн.
При сооружении установки вторичной перегонки бензина по-
воротом вокруг шарниров были одновременно подняты на-
встречу друг другу две одинаковые по размерам и массе ко-
лонны четкой ректификации. При высоте 48 м и диаметре 3,8 м
масса каждой колонны с площадками, трубопроводами и пзоля-
180
цией составляла 265 т. Таким образом осуществлялся одновре-
менный подъем двух колонн суммарной массой 530 т.
Между фундаментами монтируемых колонн были установ-
лены вертикально две монтажные мачты высотой по 40 м, осна-
щенные каждая двумя грузовыми 130-тонными полиспастами.
Рис. 5.30, Одновременный подъем двух аппаратов одной мачтой
Для компенсации значительных горизонтальных усилий
между шарнирами аппаратов были установлены распорки из
труб сечением 426X10 мм. Шарнир каждой колонны имел
181
закрытую двухопорную конструкцию, не допускающую перекоса
колонны при неравномерной работе полиспастов двух мачт.
Строповку каждой колонны выполнили за монтажные штуцеры
без применения балансирной траверсы. Нагрузки в полиспастах
также не контролировали. Такие условия могли вызвать пере-
грузку одного из двух спаренных полиспастов мачт.
Вначале натянули грузовые полиспасты, осуществляющие
подъем одной из колонн. Затем натяжением второй пары поли-
спастов приподняли с земли вторую колонну, а потом и первую.
В этом положении испытали весь такелаж максимальной на-
грузкой. Дальнейший подъем аппаратов осуществляли одновре-
менной работой всех четырех полиспастов. Посадку колонн на
фундаменты проводили поочередно с использованием тормоз-
ного полиспаста грузоподъемностью 20 т.
Основное преимущество данного способа монтажа верти-
кальных аппаратов — уравновешивание усилии в двух симмет-
рично расположенных полиспастах и взаимная компенсация из-
гибающих моментов, действующих на вершину мачты. В резуль-
тате имеется реальная возможность увеличения фактической
грузоподъемности применяемых мачт, а также существенно
уменьшаются нагрузки на расчалки мачт и якоря для их креп-
ления. Кроме того, при данном способе монтажа весьма ответ-
ствен период отрыва аппаратов от земли. Если этот процесс
будет проходить неравномерно, то при ослабленных полиспас-
тах с одной стороны мачт и максимальных нагрузках в поли-
спастах с другой их стороны возможна существенная перегрузка
рабочих расчалок, расположенных со стороны ослабленных по-
лиспастов. Поэтому в период отрыва аппаратов нагрузки на по-
лиспасты целесообразно контролировать по приборам (динамо-
метрам или накладным приборам).
Так, на одной из монтажных площадок в Тюменской обла-
сти одинаковые по размерам и массе вертикальные аппараты
поднимали одновременно встречным способом. Шесть адсорбе-
ров диаметром 2,6 м, высотой 15 м и массой 80 т каждый мон-
тировали тремя подъемами по два аппарата с помощью одной
однотрубной мачты высотой 30 м. На вершине мачты закрепили
два полиспаста из блоков БМ-50.
Как показал опыт монтажа адсорберов, опережение подъема
одного аппарата по отношению к другому не превышало 6°.
Осуществлен одновременный встречный подъем способом по-
ворота вокруг шарнира группы из трех ректификационных
колонн с помощью одной мачты. Поднимаемая группа колонн
включала расположенную с одной стороны мачты колонну диа-
метром 3,6 м, высотой 32 м и массой 137 т и две колонны диа-
метром 2,4 м, высотой 36,5 м и массой при подъеме по 66 т каж-
дая, расположенные с другой стороны мачты. Мачту высотой
40 м грузоподъемностью 100 т установили между фундаментов
аппаратов. На вершине мачты с двух противоположных сторон
182
подвесили два полиспаста грузоподъемностью по 100 т
каждый.
Колонны расположили по обе стороны мачты опорными ча-
стями к фундаментам. В горизонтальном положении спаренные
колонны связали стальными конструкциями переходных площа-
док и шахтной лестницы, а одиночную колонну обустроили коль-
цевыми площадками. Затем на всех колоннах смонтировали об-
вязочные трубопроводы и изолировали корпуса этих колонн и
трубопроводов. Блок обвязанных и оснащенных спаренных
колонн имел массу 145 т, а одиночная колонна 135 т. Таким об-
разом было поднято одновременно 280 т вертикальных аппара-
тов одной мачтой грузоподъемностью 100 т. Масса одиночной
колонны была немного меньше массы блока спаренных колонн.
Поэтому на расчалку мачты со стороны одиночной колонны пе-
редавалась в начальный период подъема нагрузка около 60 кН.
Однако при дальнейшем подъеме аппаратов за счет некоторого
опережения подъема блока спаренных колонн нагрузку на рас-
чалку удалось уменьшить.
Недостаток группового подъема аппаратов — необходимость
во время подготовки колонны длительное время располагать их
в границах установки около фундаментов, что не позволяет ве-
сти одновременно строительные и монтажные работы на зани-
маемой ими площади.
Групповые подъемы вертикальных аппаратов поворотом во-
круг шарниров осуществлялись также мачтами, наклоняющи-
мися в процессе монтажа.
Одна группа состояла из трех одинаковых по габаритам
и массе аппаратов суммарной массой 115 т. Вторая группа со-
стояла из шести аппаратов высотой по 20 м и суммарной мас-
сой 150 т.
Как первая, так и вторая группы аппаратов имели в верх-
ней части стальные конструкции с монорельсом, предназначен-
ные для эксплуатации аппаратов. Для монтажа этих конструк-
ций после установки аппаратов требовался большой объем
опасных верхолазных работ. Поэтому приняли решение смонти-
ровать конструкции монорельса на аппаратах до их подъема.
Также до подъема аппараты были обвязаны трубопроводами
и покрыты тепловой изоляцией.
Обе группы аппаратов поднимали одним способом. Мачты
устанавливали вертикально между вершиной и центром тяже-
сти поднимаемой группы аппаратов. Такое расположение мачт
обусловливалось их ограниченной грузоподъемностью и высо-
той. При подъеме блока из трех аппаратов применяли две мачты
грузоподъемностью по 40 т, а при монтаже блока из шести ап-
паратов— четыре мачты: две грузоподъемностью по 40 и две
грузоподъемностью по 20 т.
По мере подъема группы аппаратов мачты наклоняли. На-
тянутыми все время оставались лишь задние расчалки, удержи-
183
вающие мачты от наклона в сторону аппаратов. После уста-
новки блока аппаратов в вертикальное положение мачты ока-
зывались наклоненными к земле под углом примерно 30°.
Для равномерного распределения нагрузки между четырьмя
мачтами каждую рядом расположенную пару полиспастов мачт
запасовывали одним канатом, используя балансирный одноро-
ли ковып блок.
Оптимальные размеры и расположение такелажных средств
при монтаже вертикальных аппаратов способом поворота вокруг
шарнира приведены в табл. 5.4.
Таблица 5.4
Оптимальные размеры и расположение такелажных средств
при подъеме вертикальных аппаратов методом поворота вокруг
шарнира
Параметры СО OTHOLIJCH НЯ Пределы изме- нения
Подъем неподвижными мачтами Высота мачт Я НИ 1,8—.3,0
Расстояние от основания мачты до якоря рабо- чей расчалки /я// 4,0—6,0
Расстояние от основания аппарата до места его строповки L ш 1,3—2,0
Подъем «падающим» А-образным шевром Высота шевра Н НН 1,4—2,4
Расстояние от опор шевра до основного якоря /я// 5,0—7,0
Расстояние от основания аппарата до места его строповки L L/1 1,3—1,4
Угол предварительного наклона шевра к верти- кали в сторону поднимаемого аппарата . . — 10—17°
Примечание. Буквой I обозначено расстояние от основания (опорного кольца
аппарата до его центра тяжести.
При выборе оптимального расположения места строповки по
высоте вертикального аппарата обычно учитывают следующие
факторы: прочность аппарата от действия собственной силы тя-
жести при оптимальном расположении места строповки и мини-
мальные: нагрузки на такелажные средства. При этом сущест-
венно взаимное расположение мачт или шевра относительно
поворотного шарнира аппарата. Если мачты или шевр располо-
жены с внешней стороны аппарата за поворотным шарниром,
то оптимальна строповка аппарата за вершину, так как при
этом будут минимальными нагрузки на поддерживающую и тя-
говую системы, а также на мачту или шевр. При этом повыша-
ются нагрузки на шарнир аппарата. Если мачты или шевр рас-
положены между поворотным шарниром и центром тяжести ап-
184
парата, то смещение места строповки ближе к вершине аппа-
рата приводит к уменьшению нагрузок на мачты или шевр
и поддерживающую систему или подъемный полиспаст. Однако
такое смещение места строповки одновременно приводит к уве-
личению нагрузки на тяговые полиспасты или головную рас-
чалку мачты и к повышению нагрузки на шарнир.
При выборе оптимального места расположения мачт или
шевра по отношению к поднимаемому аппарату исходят из
стремления осуществить подъем аппарата в нейтральное поло-
жение за один прием. Это обеспечивается расположением мачт
или шевра по оси шарнира или с небольшим смещением от шар-
нира в сторону, противоположную расположению аппарата. При
этом в процессе подъема аппарата постоянно уменьшаются на-
грузки на мачты (шевр), подъемные полиспасты, поддерживаю-
щие тросы, тяговые полиспасты и рабочую расчалку.
Оптимальным расположением падающего А-образного шевра
является такое, при котором ось поворотного шарнира аппа-
рата и поворотных шарниров опор шевра совмещаются в одной
конструкции. При этом обеспечиваются:
быстрое уменьшение нагрузок на такелажные средства
в процессе подъема аппарата;
компенсация горизонтальных усилий в шарнире аппарата
и шарнирных опорах шевра п в связи с этим отсутствие гори-
зонтальных нагрузок на фундамент аппарата;
наибольший угол подъема аппарата до момента отключения
шевра, т. е. до выхода ригеля из зацепления с ним;
отсутствие трения поддерживающих тросов о корпус аппа-
рата.
Более сложен выбор оптимального расположения мачт пли
шевров при ограниченной грузоподъемности подъемных или тя-
говых полиспастов, а также мачты или шевра. В таких случаях,
обусловленных местными условиями, мачты или шевры сме-
щают от оси шарнира к центру тяжести аппарата. При этом
максимальные нагрузки па подъемные и тяговые полиспасты
в момент отрыва аппарата от земли уменьшаются.
Однако установлено, что при определенной величине смеще-
ния А-образного шевра вдоль поднимаемого аппарата к его вер-
шине наступает положение, ири котором нагрузки на такелаж-
ные средства в процессе подъема не только не уменьшаются,
а даже возрастают. Это обстоятельство необходимо учитывать
при выборе оптимального положения шевра.
Что касается выбора оптимального смещения неподвижных
мачт, то установлено, что при смещении мачт вдоль поднимае-
мого аппарата к его вершине снижаются нагрузки на подъем-
ные полиспасты, рабочие расчалки и мачты, но в то же время
уменьшается предельный угол подъема аппарата этими мач-
тами. Это связано с дальнейшим подъемом аппарата до ней-
трального положения при помощи дополнительных средств.
185
Поэтому оптимальное смещение мачт относительно поднимае-
мого аппарата устанавливают в каждом конкретном случае пу-
тем расчета и построения вспомогательных графиков нагрузок.
Одним из возможных рациональных решений по расположе-
нию мачт при ограниченной грузоподъемности подъемного по-
лиспаста или мачты может быть такое расположение мачт, ко-
торое обеспечивает равенство максимальных нагрузок в рабо-
чих расчалках и дотягивающих средствах, закрепленных при
этом за одни и те же якори.
Определение максимальных основных нагрузок
на такелажные средства аналитическим методом
При подъеме аппарата неподвижными вертикально установ-
ленными мачтами, а также с помощью ранее установленных
вертикальных аппаратов или конструкций, расположенных за
поворотным шарниром поднимаемого аппарата (как показано
на рис. 5.31, а), максимальную основную нагрузку на подъем-
ный полиспаст Sn определяют в момент отрыва аппарата от
земли, т. е. при гр = О
— =----------------• (5.1)
G Н sin р — a cos (3
Следует отметить, что если вершина аппарата находится
ниже уровня его опоры и прямая, соединяющая ось поворот-
ного шарнира с центром тяжести аппарата, горизонтальна, то
такое исходное положение аппарата создает максимальную на-
грузку на подъемный полиспаст.
Максимальную основную нагрузку на расчалку Sp опреде-
ляют также в момент отрыва аппарата от земли
q __q sin (i
•Jp — *^п : >
sin у
где
у == arctg .
Аналогично определяют максимальную основную нагрузку
на мачту
Сложнее определить максимальную основную нагрузку на
поворотный шарнир аппарата Хш, так как она возникает пев мо-
мент отрыва от земли, а в промежуточном положении аппарата
между моментом отрыва и нейтральным положением и, кроме
того, эта нагрузка в процессе подъема аппарата меняет свое на-
правление. Поэтому через каждые 10—15° подъема аппарата
186
рассчитывают значение 5Ш и угол между 5Ш и вертикалью а по
уравнениям, а затем строят вспомогательные графики, из кото-
рых находят максимальную основную нагрузку на шарнир 5Ш
и угол а
Зш = ]/Ъ2 + Зп — 2GSncosp, (5.2)
Рис. 5.31. Расчетные
схемы монтажа аппара-
тов способом поворота
вокруг шарнира с по-
мощью вертикальных
неподвижных мачт
где
ип и • о ’ \и-'-7
п sin qj — a cos р
о , L cos ф 4- а /г а\
₽ = arctg -----; (5.4)
Н — L sin tp
G2 4. Sf„ - S2
a = arccos--------------- (5.5)
205ш
Неподвижными вертикально установленными мачтами, рас-
положенными между поворотным шарниром и центром тяжести
187
подготовленного к подъему аппарата (см. рис. 5.31, б), аппарат
поднимают не до нейтрального, а до некоторого промежуточ-
ного положения. В таком промежуточном положении подъем ап-
парата мачтами прекращают, так как в противном случае резко
возрастают нагрузки на такелажные средства. До нейтрального
положения аппарат дотягивают дополнительными средствами.
Максимальную основную нагрузку на подъемный полиспаст
на первом этапе подъема до нейтрального положения S,, опре-
деляют в момент отрыва аппарата от земли по уравнению
I
п
G И sin р -|- a cos р
(5.6)
Аналогично первому варианту расположения мачт опреде-
ляют Sp и
Нагрузку на шарнир А,„ и ее направление а в этом случае
определяют также из вспомогательного графика, но в уравне-
нии принимают:
Sn = G
/ cos <р — 0,5D sin <р
Н sin <р — a cos Р
(5.7)
Р = arctg
L cos <р — а
Н — L sin <р
(5.8)
Угол между нагрузкой на шарнир 5Ш и вертикалью рассчи-
тывают как и в первом варианте.
Во избежание возможной перегрузки такелажных средств
с помощью вспомогательного графика определяют предельный
угол подъема аппарата (рпред, при котором следует включать
в работу дотягивающую систему (рис. 5.32). Для построения
вспомогательного графика значения S„ определяют по уравне-
ниям (5.7) и (5.8).
При подъеме аппарата «падающими» мачтами или А-образ-
ным шевром, ось поворота которых совмещена с осью шарнира
аппарата, максимальную основную нагрузку на подъемную си-
стему Sn определяют в момент отрыва аппарата от земли, т. е.
при ф = () (рис. 5.33),
‘Sn________I____
G ~ Hsinfi
максимальную основную нагрузку на тяговую систему
ST I
G Н sin у
(5.9)
(5.10)
188
Максимальную основную нагрузку на поворотный шарнир
определяют также из вспомогательного графика, построенного
по формуле (5.2), в которой
S — л 1 cos ф ~~ sin (5 11)
п“ Т/sinp ’ '
где
P = arctg-^-. (5.12)
Рис. 5.32. Вспомогательный
график для определения пре-
дельного угла подъема аппа-
рата
Рис. 5.33. Расчетная схема
монтажа аппаратов способом
поворота с помощью «падаю-
щего» шевра
Определение максимальных основных нагрузок
на такелажные средства графическим методом
Графический метод расчета прост и достаточно точен. В лю-
бой момент подъема аппарата нагрузки на такелажные сред-
ства и поворотный шарнир определяют графическим разложе-
нием действующих сил на масштабной расчетной схеме подъема
аппарата.
При подъеме неподвижными мачтами (рис. 5.34, а), через
центр тяжести аппарата проводят вертикаль до пересечения
с направлением подъемного полиспаста (точка А). Точку Л сое-
диняют с осью поворотного шарнира аппарата. Полученная ли-
ния определяет направление суммарной реакции в шарнире. Из
189
точки А вниз откладывают в масштабе (1 мм =5 кН или
1 мм=10 кН) по вертикали величину вектора силы тяжести ап-
парата G. Через нижний конец вектора проводят линию, парал-
лельную направлению подъемного полиспаста, до пересечения
с направлением суммарной реакции в шарнире. Полученный
треугольник сил АВС определяет величину суммарной реакции
в шарнире 5Ш и величину нагрузки на подъемный полиспаст 5'п.
Нагрузки на расчалку и мачту определяют разложением век-
тора Sn на направление расчалки и мачты. Полученный трс-
Рис. 5.34. Определение нагрузок на такелажные средства графическим спо-
собом
угольник сил BCD определяет величины нагрузок па расчалку
Sp и мачту SM.
При дотягивании аппарата вектор силы тяжести G отклады-
вают из точки пересечения направления этого вектора с направ-
лением тягового полиспаста (см. рис. 5.34, б). Дальнейшее по-
строение треугольника сил выполняют аналогично.
При подъеме аппаратов падающим шевром, ось которого со-
вмещена или не совмещена с осью поворотного шарнира аппа-
рата, нагрузки в любой момент подъема определяют аналогич-
ным разложением сил. Максимальные значения нагрузок при-
нимают по графику изменения этих нагрузок в процессе подъ-
ема аппарата.
Для облегчения определения нагрузок при выборе оптималь-
ных параметров такелажных средств и их расположения для
двух наиболее распространенных способов подъема аппаратов
разработаны номограммы.
190
Если расстояние от опорной плоскости аппарата до места
строповки вдвое больше расстояния от той же плоскости до
центра тяжести аппарата, т. е. L = 2l, то, обозначив a/H=a и
11Н = $, для схемы с использованием неподвижной вертикаль-
ной мачты получим
-^ = 0,5V(a + 2₽)2 +1.
G
На основании полученной формулы рассчитана и построена
номограмма (рис. 5.35, а, б). По оси абсцисс отложены вели-
чины а = а///, т. е. отношения величины смещения мачты от оси
шарнира а к высоте мачты Н. Смещение мачты принято в диа-
пазоне 0,5>а>0. По оси ординат отложены данные вычисле-
ний, т. е. величины относительных усилий в подъемном поли-
спасте Sn/G. Наклонные линии на номограмме характеризуют
различные величины $ — т. е. отношения расстояния опор-
ной! плоскости аппарата до его центра тяжести / к высоте мачты
Н. Величина |3 принята в диапазоне 2>|3>0,2. Пределы измене-
ния величин аир приняты с учетом обычно применяемых на
практике размеров аппаратов и мачт и их взаимного располо-
жения.
Пользование номограммой можно пояснить на следующем
примере.
Пример 5.3. Определим максимальное усилие в подъемном полиспасте
Sn, закрепленном на вершине грузоподъемной мачты высотой Н = 20 м, кото-
рая установлена вертикально на расстоянии а = 3,6 м от оси поворотного
шарнира, при подъеме методом поворота аппарата силой тяжести G = 800 кН
с расположением центра тяжести на расстоянии от опорной плоскости
I—24 м (см. рис. 5.35, а).
Сначала определяем отношения:
По оси абсцисс номограммы находим значение а = 0,18 (точка /) и про-
водим вверх вертикальную линию до пересечения с наклонной линией (3 = 1,2
(точка 2). Проведя через точку 2 горизонтальную линию, получим па оси
ординат ответ: Sn/G = 1,385 (точка .3), что подтверждает большую точность
составленной номограммы. Искомое максимальное усилие в полиспасте равно
5„ =80x1,385= 1108 кН.
Аналогично выведено расчетное уравнение для построения
номограммы при подъеме аппаратов методом поворота с исполь-
зованием падающего шевра, ось вращения которого совпадает
с осью поворота аппарата,
ST 1 / Н2+ I2
G 1ЯН
Как видно из этого выражения, на величину усилия в тяго-
вом полиспасте не влияет расположение места строповки аппа-
рата по высоте.
191
Рис. 5.35. Номограммы для определения усилий:
а — в подъемном полиспасте; б—в тяговом полиспасте
Обозначив 1)Н=$ и (я/Я=Чг, получим
sT _ р /Т+ф*
G ф
На основании полученного уравнения рассчитана и по-
строена номограмма (см. рис. 5.35, б). По оси абсцисс номо-
граммы в логарифмической шкале отложены величины Чг=
= 1Я1Н, т. е. отношение величины смещения якоря от оси пово-
ротного шарнира /я к высоте мачты И. По оси ординат отло-
жены также в логарифмической шкале искомые величины S JG.
Наклонные линии на номограмме соответствуют различным ве-
личинам = т. е. отношению расстояния / от опорной плос-
кости аппарата до его центра тяжести к высоте мачты Н.
Как пользоваться данной номограммой, можно пояснить сле-
дующим примером.
Пример 5.4. Определить максимальное усилие в тяговом полиспасте ST,
прикрепленном одним концом к вершине падающего шевра высотой Н= 20 м,
а другим—за якорь, установленный на расстоянии /я=28,8 м от оси пово-
ротного шарнира, при подъеме методом поворота аппарата с силой тяжести
G=1200 кН, у которого центр тяжести расположен па расстоянии /--18 м
от опорной плоскости.
Сначала определяем отношения:
По номограмме но оси абсцисс находим на шкале ф значение ф= 1,44 (точка
1) и проводим вверх вертикальную линию до пересечения с наклонной линией
Р = 0,9 (точка 2). Проведя через точку 2 горизонтальную линию, получим по
оси ординат па шкале ST/G ответ ST/G = 1,09 (точка 3). Искомое максималь-
ное усилие в тяговом полиспасте
ST = 1200 х 1,09 = 1310 кН .
С целью обоснования рекомендаций по учету динамично-
сти в расчетах такелажных средств были проведены натур-
ные экспериментальные исследования с замером и записью
действительных нагрузок на такелажные средства в процессе
подъема аппаратов.
В результате проведенных экспериментальных исследований
рекомендуется учитывать влияние динамичности при расчетах
такелажных средств путем введения следующих коэффициен-
тов динамичности kn к расчетной статической нагрузке (£д =
= /гД1^д2):
1) при подъеме вертикальных аппаратов методом поворота
с помощью неподвижных мачт, «падающих» шевров, ранее ус-
тановленных аппаратов или конструкций в расчетах мачт или
при проверке прочности опорных конструкций, а также в рас-
7 Заказ № 2290 193
четах якорей, используемых для крепления рабочих расчалок
и тяговых полиспастов, £Д1 = 1,05 (при использовании монтаж-
ных электрических лебедок) и /гд) = 1,1 (при использовании
тракторных лебедок и тракторов);
2) при подъеме вертикальных аппаратов методом поворота
с помощью «падающих» А-образных шевров с выходящим из
зацепления с шевром ригеля в расчетах балансирных траверс,
ложного штуцера и ригеля в момент его выхода из зацепле-
ния с шевром к ka2= 1, 2 и в расчетах основных якорей в мо-
мент выхода ригеля /гд2= 1,1.
Монтаж вертикальных аппаратов способом поворота
вокруг шарнира с самомонтирующимся порталом
Способ подъема вертикальных аппаратов поворотом вокруг
шарнира с помощью самомонтирующегося портала, оснащен-
ного полиспастами, является разновидностью так называе-
мого «безъякорного» способа монтажа.
При данном способе монтажа опору аппарата закрепляют
в неподвижном поворотном шарнире. Аппарат стропят на 1,5—
2 м выше центра тяжести. Шарнирные опоры портала уста-
навливают в одной вертикальной плоскости с местами стро-
повки и соединяют стяжкой с шарниром аппарата. Портал ук-
ладывают горизонтально в исходное положение со стороны
фундамента аппарата.
При натяжении грузовых полиспастов портал сам подни-
мается от опорной поверхности и при подъеме на некото-
рый угол начинает поднимать аппарат. При дальнейшей ра-
боте полиспастов аппарат поднимают до положения неустой-
чивого равновесия системы аппарат — портал, которое насту-
пает значительно раньше по сравнению с обычным подъемом
аппарата поворотом вокруг шарнира. При подходе к этому по-
ложению включают в работу тормозную оттяжку.
Кинематическая схема данного способа подъема представ-
ляет собой четырехзвенный механизм, у которого ведущее зве-
но (грузовой полиспаст) изменяет свою длину, а остальные
звенья (аппарат, земля и портал) имеют постоянную длину.
Такая замкнутая система взаимноуравновешивающихся сил
почти полностью исключает действие горизонтальных нагрузок
на фундамент поднимаемых аппаратов.
Основное преимущество способа — отсутствие расчалок,
удерживающих обычно мачты и порталы в рабочем положе-
нии, а следовательно, и отсутствие якорей для их крепления
к земле. Таким образом обеспечивается подъем аппарата сред-
ствами, занимающими в плане площадь немного большую, чем
площадь, занимаемая самим аппаратом, подготовленным
к подъему. Это весьма существенно при подъеме аппарата
в стесненных условиях, когда затруднено расположение расча-
лок и устройство якорей.
1'94
Другое преимущество способа — отсутствие необходимости
поднимать и устанавливать в рабочее положение основные
монтажные средства (портал, мачты) с помощью дополнитель-
ных кранов или такелажных средств. Это весьма важно при
единичных подъемах аппаратов, когда отсутствуют подъемные
средства или затруднена их переброска. После подъема, уста-
новки и крепления аппарата портал или мачты опускают в го-
ризонтальное положение также без дополнительных средств.
Однако способ подъема аппаратов самомонтирующимся пор-
талом выявил ряд его особенностей, потребовавших разра-
ботки научно обоснованной методики расчета.
Одной из специфических особенностей данного способа
подъема аппаратов является равноускоренный подъем портала
до момента начала подъема аппарата. Это обстоятельство
имеет существенное значение, так как при значительных ско-
ростях портал может не затормозиться к моменту начала
подъема аппарата и опрокинуться. При использовании в каче-
стве привода грузовых полиспастов тихоходных монтажных
электролебедок инерционными усилиями при подъеме портала
можно пренебречь. Однако при применении быстроходных ле-
бедок необходимо при подходе портала к вертикальному по-
ложению, если он к этому времени не начал поднимать аппа-
рат, осуществлять периодические остановки, чтобы погашать
действие инерционных сил, способных опрокинуть портал.
Проведенные исследования позволили выявить следующие
специфические особенности данного способа.
Первая особенность заключается в необходимости распо-
ложения места строповки около центра тяжести аппарата, а не
у вершины, как при обычном подъеме аппарата способом по-
ворота. Поэтому высота портала примерно равна высоте ап-
парата, а грузоподъемность полиспастов портала равна силе
тяжести поднимаемого аппарата, т. е. отсутствует выигрыш
в подъемном усилии, который обычно имеется при подъеме
аппаратов способом поворота вокруг шарнира. При строповке
вблизи центра тяжести следует проверять прочность аппарата.
Вторая особенность-—сложная зависимость положения пор-
тала в момент начала подъема аппарата, а также положения
неустойчивого равновесия системы от геометрических и мас-
совых характеристик не только аппарата, ио и портала, а так-
же их взаимного расположения. Подъем аппарата может на-
чаться при угле подъема портала всего на 50—60°, а положение
неустойчивого равновесия может возникнуть при подъеме ап-
парата на угол 60—65°.
Третья особенность — возникновение в момент отрыва пор-
тала нагрузки па горизонтальную стяжку шарнира аппарата
и шарнирных опор портала, равной по величине максимальной
нагрузке на грузовые полиспасты, что требует соответствующих
конструктивных решений и затрат.
7
195
Четвертая особенность — необходимость проверки прочно-
сти стоек портала не только в момент отрыва аппарата, но
и в момент отрыва портала от земли, т. е. в момент совмест-
ного действия нагрузки в полиспастах и силы тяжести самого
портала.
Пятая особенность безъякорного способа заключается в том,
что в процессе самоподъема портала усилия на грузовые по-
лиспасты изменяются незначительно. Поэтому применение до-
полнительных средств для предварительного подъема портала
с целью снижения усилий, необходимых для подъема портала,
не эффективно.
Шестая особенность данного способа заключается в необ-
ходимости обеспечения максимального перепада высот распо-
ложения мест строповки по сечению аппарата и шарнирных
опор портала. С этой целью приподнимают и укладывают вер-
шину аппарата на возможно более высокие козлы. Следует
отметить, что увеличение перепада высот приводит к повыше-
нию момента, действующему на аппарат.
Специфическим для данного способа подъема аппаратов яв-
ляется высокая чувствительность как портала, так и поворот-
ного шарнира аппарата, к неравномерной просадке оснований
под шарнирные опоры портала, а также к параллельности
осей поворотного шарнира аппарата и шарнирных опор пор-
тала.
Расчет максимальных усилий в грузовых полиспастах при
выборе оптимальных размеров и расположения такелажных
средств для подъема аппаратов данным способом следует вы-
полнять для двух моментов процесса: в начале подъема пор-
тала и в начале подъема аппарата.
Расчет подъема вертикального аппарата самомонтирующимся
порталом осуществляют в следующем порядке (рис. 5.36).
1. Расстояние от опоры аппарата до места строповки по оси
аппарата принимаем
Z = (1,1 -г-1,2) хц.т,
где хц. т — расстояние от опоры до центра тяжести аппарата.
2. Высоту портала Н выбираем из соотношения
Я = (1,6— 1,7)/ + /ъ
где /] — минимальная длина грузовых полиспастов.
3. Ширину портала в вершине принимаем равной 1,35 от
диаметра поднимаемого аппарата, а в основании — равной
двум диаметрам аппарата.
4. Грузоподъемность полиспастов портала принимаем ран-
ной силе тяжести аппарата.
5. Рассчитываем и конструируем портал по грузоподъемно-
сти полиспастов, принимая нагрузку от собственной массы пор-
тала по аналогии с имеющимися порталами и мачтами. В ре-
196
зультате расчета и конструирования получаем приведенную
к оголовку силу тяжести портала
q QlXl + Q?X2
где Qi — сила тяжести портала; Xi— расстояние от оси шар-
нирных опор портала до центра тяжести портала; Q2— сила
тяжести верхних блоков полиспастов; х2— расстояние от оси
опор портала до центра тяжести верхних блоков.
6. Расчетная нагрузка на грузовые полиспасты в момент
отрыва портала от опоры
Sn = + й2,
й
Рис. 5.36. Расчетная схема подъема
аппарата способом поворота само-
монтирующимся порталом
где h — перепад высот распо-
ложения места строповки ап-
парата и шарнирных опор
портала.
Проверяем прочность пор-
тала от действия на него на-
грузки 5П и нагрузки от соб-
ственной массы портала.
7. Проверяем прочность
портала в момент отрыва ап-
парата от опоры.
Нагрузку на подъемные
полиспасты в момент отрыва
аппарата от опоры опреде-
ляем из выражения
Зп = д/Т^+Л2 —2tf sin <р0.
h
Угол <p0 наклона портала к горизонту в момент отрыва ап-
парата от опоры определяем из соотношения
• Г hCOSU) /
<p0 = arcsin -1 ) — у0,
L х Уп JJ
где у0 — угол между образующей аппарата и линией, соединя-
ющей ось шарнира аппарата с местом его строповки; Qa —
сила тяжести аппарата, приведенная к месту его строповки.
При
h cos То
И
принимаем <ро = 9О°.
Тогда
Sn = Q
197
8. Проверяем прочность портала от действия нагрузки
Sn и нагрузки от собственной массы портала. Результаты про-
веденных расчетов показывают возможность подъема аппарата
данным способом. При этом длина грузовых полиспастов при-
нимается такой же, как при подъеме аппарата в положение
«неустойчивого» равновесия.
Рис. 5.37. Монтаж вертикального аппарата способом пово-
рота самомонтирующимся порталом
9. Расчетное усилие в стяжке, связывающей шарнирные
опоры портала и шарнир аппарата, возникает при отрыве пор-
тала и может быть принято равным по величине усилию в гру-
зовых полиспастах в этот момент.
Самомонтирующимся порталом смонтирован аппарат диа-
метром 3,6 м, массой с изоляцией 150 т и высотой 28 м (рис.
5.37). Для подъема аппарата был специально спроектирован
198
и изготовлен портал грузоподъемностью 150 т, собственной мас-
сой 15,5 т, высотой 28 м, с расстоянием между опорами 9 м,
оснащенный двумя полиспастами грузоподъемностью по 100 т,
которые сбалансированы уравнительным роликом на ригеле
портала. Для увеличения разности высот установки осей шар-
ниров опор портала и мест строповки последние были распо-
ложены по сечению аппарата выше его средней линии. Так
был обеспечен перепад высот, равный 3 м. Место строповки
аппарата было выбрано на расстоянии 15 м от оси поворот-
ного шарнира, т. е. на несколько метров выше центра тяже-
сти. Во избежание касания канатов грузовых полиспастов кор-
пуса аппарата портал в исходном положении приподняли и
уложили ригелем на металлические козлы высотой 7 м. Стя-
жка, связывающая опоры портала с фундаментом аппарата,
была выполнена из восьми ниток каната диаметром 35 мм.
Под каждую шарнирную опору портала было подложено ос-
нование из двух рядов шпал и гравийной подушки во избе-
жание неравномерного оседания опор портала. При подъеме
портала на угол 45° начинал подниматься аппарат.
Проведенные исследования и опыт монтажа указывают на
то, что способ подъема аппаратов самомонтирующимся порта-
лом можно рекомендовать к применению при затруднении
в расположении расчалок и якорей, а также при ограниченно-
сти пространства для осуществления свободного перемещения
аппарата при монтаже.
Кроме того, этот способ может быть эффективен при за-
труднении в применении кранов, недопустимости горизонталь-
ных монтажных нагрузок на фундамент аппарата, а также при
отношении диаметра к высоте поднимаемого аппарата не ме-
нее чем 1 : 10 и достаточной прочности аппарата при строповке
его вблизи центра тяжести.
Монтаж вертикальных аппаратов способом поворота
вокруг шарнира скользящим по рельсам порталом
(способом «выжимания»)
Способ «выжимания» является также разновидностью безъ-
якорного способа подъема вертикальных аппаратов поворотом
вокруг шарнира, имеющего замкнутую систему взаимноуравно-
вешивающихся сил за счет замкнутой кинематической связи
поднимаемого аппарата с такелажными средствами.
Аппарат устанавливают в поворотном шарнире. Подпорку
(подъемный портал) прикрепляют верхней частью к аппарату,
а нижней частью устанавливают на направляющие рельсы и
соединяют грузовыми полиспастами с поворотным шарниром
поднимаемого аппарата. При работе полиспастов подпорка, пе-
ремещаясь по рельсам, поднимает аппарат в вертикальное по-
ложение (рис. 5.38).
199
Рис. 5.38. Монтаж аппарата с помощью подпорки с гибкими тягами
Рис. 5.39. Схемы крепления подпорок к аппарату при подъеме способом «вы-
жимания»
Подпорку крепят к поднимаемому аппарату при помощи
шарнира (рис. 5.39, а), располагаемого обычно на верхней об-
разующей аппарата, или при помощи гибких тросовых подве-
сок (рис. 5.39, д'), прикрепляемых к верхней и нижней частям
аппарата.
К преимуществам способа «выжимания» относятся:
точное расположение подъемных устройств в габаритах под-
нимаемого аппарата, что позволяет применить способ в весьма
стесненных условиях;
отсутствие затрат на устройство расчалок и якорей для
удержания подъемных устройств в рабочем положении;
меиыная высота подъемного портала по сравнению с вы-
сотой поднимаемого аппарата;
возможность постоянного контроля за работой подъемных
полиспастов, расположенных на небольшой высоте над уров-
нем земли;
сравнительно небольшие горизонтальные нагрузки на фун-
дамент поднимаемого аппарата, слагающиеся лишь из усилия
подъемных лебедок и усилия трения основания подпорок
о рельсы;
возможность подъема и установки аппаратов на фунда-
менты высотой до 5 м;
возможность испытания такелажных средств в начале подъ-
ема аппарата, в случаях крепления ригеля портала к корпусу
аппарата при помощи шарнира;
возможность рассредоточения монтажных нагрузок по вы-
соте аппаратов в тех случаях, когда поднимаемый аппарат не
выдерживает нагрузок при строповке вблизи центра тяже-
сти.
К специфическим особенностям способа относятся:
возникновение максимальных нагрузок на такелажные сред-
ства, превышающих силу тяжести поднимаемого аппа-
рата;
необходимость применения поворотных шарниров с воз-
можно большой шириной базы, что обеспечит боковую устой-
чивость как поднимаемого аппарата, так и подъемных средств.
Способ «выжимания» может быть рационален:
при подъеме аппаратов в стесненных условиях;
при затруднении в расположении расчалок и устройстве яко-
рей для их крепления;
при невозможности применения для подъема аппаратов
стреловых самоходных кранов;
при недопустимости горизонтальных нагрузок на фундамент
аппарата;
при подъеме аппаратов значительного диаметра и малой
высоты;
при отсутствии у монтажной организации универсальных
такелажных средств (мачт или порталов);
201
при единичных подъемах аппаратов или конструкций.
В связи с возникновением значительных усилий в рабочих
полиспастах, подпорках и поднимаемом аппарате схема на
рис. 5.39, а может быть рекомендована для подъема способом
«выжимания» аппаратов, допускающих строповку вблизи ЦеН-
fl -7
тра тяжести, а также при условии—<7,
где а — расстояние
от оси шарнира аппарата до его центра тяжести; t — разность
отметок осей шарнира аппарата и верхнего шарнира подпорки
в положении аппарата, исходном для подъема.
Расположение шарнира для крепления верхней части под-
порки на верхней образующей поднимаемого аппарата для ука-
занной схемы определяется соотношением
— ==1=-1,2,
а
где b — расстояние от шарнира аппарата до верхней части под-
порки.
Схема, приведенная на рис. 5.39,6, предусматривает пред-
варительный подъем аппарата дополнительными средствами
(кранами, вспомогательными мачтами) на небольшой угол
(10—20°). В этом случае существенно уменьшаются усилия
в такелажных средствах, а также иногда возникает возмож-
ность закрепления подпорок за нижнюю образующую корпуса
подготовленного к подъему аппарата, что позволяет применить
более короткие подпорки. Следует заметить, что при подъеме
аппарата на угол 45° и более применение способа «выжима-
ния» становится нецелесообразным, так как можно использо-
вать более простые дотягивающие средства. Рассмотренную
схему можно рекомендовать для подъема способом «выжима-
ния» аппаратов массой до 120 т, допускающих строповку
вблизи центра тяжести, а также при соотношении (а//) <9.
Расположение шарнира для крепления верхней части подпорки
на верхней образующей поднимаемого аппарата при этом опре-
деляется соотношением (Ь/а) =0,9-5-1,1.
Схема, приведенная на рис. 5.39, в, предусматривает при-
менение нескольких подпорок, имеющих различную длину и
работающих последовательно: вначале короткие подпорки под-
нимают аппарат на 10—20°, а затем длинные доводят его до
проектного положения. Таким образом, величину максималь-
ных усилий на такелажные средства и поднимаемый аппарат
можно уменьшить ценой увеличения затрат на устройство под-
порок и определенного усложнения монтажа за счет потери
непрерывности процесса подъема аппарата. Рассматриваемую
схему можно рекомендовать для подъема способом «выжима-
ния» аппаратов, допускающих строповку вблизи центра тяже-
сти, а также при соотношении (a/t) <7.
202
Расположение шарнира для крепления верхней части под-
порки в этой схеме можно принимать аналогично схемы, при-
веденной на рис. 5.39,0!.
При подъеме и установке аппаратов на фундаменты высо-
той 2 м и более для получения дополнительных подъемных
усилий крепление рабочих полиспастов к шарниру аппарата
может быть выполнено по схеме, приведенной на рис. 5.39, г,
т. е. при помощи рычага, жестко прикрепленного к поворот-
ной части шарнира и поднимаемому аппарату.
Расположение шарнира для крепления верхней части под-
порки для этой схемы определяется соотношением (Ь/а) =
= 0,8 — 1.
Общим преимуществом вариантов схемы на рис. 5.39, а, б,
в, г является возникновение максимальных нагрузок на таке-
лажные средства в момент начала подъема аппарата, что наи-
более благоприятно, так как способствует созданию безопас-
ных условий труда монтажников.
Схема, приведенная на рис. 5.39,6, предусматривающая
крепление подпорок к аппарату при помощи гибких тросовых
подвесок, позволяет осуществлять подъем аппаратов сравни-
тельно малого диаметра при большой высоте, т. е. без регла-
ментации отношения a/t, а также на низких (до 0,5 м) фун-
даментах. Эту схему можно рекомендовать преимущественно
к применению при монтаже способом «выжимания» аппаратов
массой до 300 т. Однако необходимо отметить, что к особен-
ностям данной схемы относится возникновение максимальных
усилий в нижних тросовых подвесках в средней стадии подъема
вертикального аппарата. Оптимальное положение верхней ча-
сти подпорок в момент начала подъема аппарата для данной
схемы определяется соотношением (б/а) =0,8—1,2, а также уг-
лом 0 = 30 — 40°, т. е. углом между образующей аппарата и ли-
нией, соединяющей шарнир аппарата с верхней частью под-
порки.
Места крепления на аппарате верхней и нижней подвесок
следует выбирать с учетом расположения подпорки между под-
весками на всех стадиях подъема аппарата. Подпорка не
должна подходить ближе чем на 5° к верхней подвеске в на-
чальный момент подъема аппарата и ближе чем на 5° к ниж-
ней подвеске при нейтральном положении аппарата.
Для снижения монтажных нагрузок на поднимаемый аппа-
рат, имеющий значительную высоту при сравнительно неболь-
шом диаметре, верхнюю тросовую подвеску выполняют из двух
разведенных по высоте аппарата ветвей каната, сбалансиро-
ванных на уравнительном ролике.
Расположение верхней части подпорок на большом рас-
стоянии от корпуса аппарата, монтируемого рядом с ранее ус-
тановленными аппаратами или сооружениями, может поме-
шать успешному подъему и установке аппарата. Во избежание
203
столкновения верхней части подпорок с ранее установленными
аппаратами нижнюю тросовую подвеску выполняют в виде
полиспаста с приводом, что позволяет приблизить траверсу
подпорок к поднимаемому аппарату при подходе его к поло-
жению неустойчивого равновесия. С другой стороны, выполне-
ние нижней подвески в виде полиспаста позволяет увеличивать
угол наклона к горизонту подпорки в начальный момент подъ-
ема аппарата и тем самым уменьшить усилия в элементах ос-
настки.
Верхнюю подвеску выполняют в виде полиспаста только
при подъеме и установке аппаратов на высокие фундаменты
из первоначального наклонного положения.
Минимальная длина основных подпорок Lo (в м) опреде-
ляется из соотношения
Lo=l,l(b + h + ka&),
где h — разность отметок осей поворотного шарнира аппарата
и шарнира в основании подпорки; k — коэффициент, принимае-
мый равным 0,007; 0,006; 0,0055 и 0,0051 при отношении h/a
соответственно 0; 0,1; 0,2 и 0,3; 0 — угол между а и Ь.
Расчетная длина основной подпорки должна обеспечивать
размещение рабочих полиспастов при конечном вертикальном
положении аппарата, что следует проверить графически мас-
штабным построением схемы подъема.
Длину вспомогательных подпорок Ав (в м) для схемы, при-
веденной на рис. 5.40, в, определяют из соотношения:
LB = (0,35-4-0,45) b 4-/1.
Расстояние между осями подпорок (ширину колеи рельсо-
вого пути) принимают равным наружному диаметру аппарата
и сумме зазоров между аппаратами и стойками подпорки —
по 0,5 м с каждой стороны.
Грузовые полиспасты присоединяют к опорам подпорки и
поворотному шарниру аппарата, располагая симметрично пло-
скости подъема.
После выбора размеров, а также исходного положения та-
келажных средств, графическими построениями проверяют ус-
ловие, чтобы на любой стадии подъема аппарата опоры под-
порок не оказались на проекции центра тяжести аппарата или
между этой проекцией и шарниром аппарата, иначе аппарат
может «оторваться» от шарнира.
Исследованиями установлено, что для всех схем подъема
аппаратов способом «выжимания» характерно уменьшение на-
грузок на такелажные средства и поднимаемый аппарат при
увеличении угла предварительного подъема аппарата и увели-
чении высоты фундамента аппарата (при условии его подъема
из горизонтального положения).
204
При определении расчетных нагрузок на такелажные сред-
ства вследствие возможного неравномерного подтягивания сто-
ек подпорки коэффициент неравномерности нагрузки прини-
мают равным йн=1,2, а коэффициент динамичности нагрузки
йд= 1,1.
В любой момент подъема аппарата из исходного в поло-
жение «неустойчивого» равновесия на угол <р нагрузки на та-
келажные средства и опорные конструкции определяются из
следующих соотношений (рис. 5.40, а, б).
Суммарная нагрузка на стойки подпорки (см. рис. 5.40, а)
Р = G flC0S<« + v) -, (5.13)
b sin (а + р + ср)
где G— расчетная сила тяжести аппарата с учетом массы ос-
настки.
Рис. 5.40. Расчетные схемы подъема аппаратов способом «выжимания»
Суммарная
нагрузка на грузовые полиспасты
cos <р f sin (ср —у)
cos у cos2 7
(5.14)
Суммарная
нагрузка на нижние подвески (см. рис. 5.40,6)
S р sin(« + P + cp+g + ip)
1 sin 1|>
(5.15)
Суммарная
нагрузка на верхние подвески
sin 1|’
(5.16)
Суммарная
рельсы
вертикальная нагрузка двух стоек подпорки на
дгр sin (ср-7)
cos 7
(5.17)
S2=P
205
Вертикальная реакция в шарнире аппарата
R^G-N. (5.18)
Горизонтальная реакция в шарнире аппарата при отводе
тросов на лебедку:
с неподвижных блоков полиспастов
ЯШ.Г = М/ + 5Л; (5.19)
с подвижных блоков полиспастов
Рш.г = fN-S„, (5.20)
где f— коэффициент трения опор стоек подпорки о рельсы
(f = 0,l—для катковых опор; f = 0,3— для скользящих опор).
Значения углов могут быть рассчитаны аналитически или
взяты из масштабных расчетных схем.
Расчетные нагрузки на подпорку Р и грузовые полиспасты
Q для схемы, представленной на рис. 5.40, а, определяют из
соотношений (5.13) и (5.14) для момента начала подъема ап-
парата, т. е. при а = 0. Расчетные нагрузки на грузовые поли-
спасты Q и верхнюю подвеску S2 для схемы, представленной
на рис. 5.40,6, определяют также при а = 0 из соотношений
(5.14) и (5.16). Расчетную нагрузку на рельсы W для обеих
схем, а также расчетные нагрузки на подпорку Р и нижние
подвески Si для схемы на рис. 5.40,6, определяют путем по-
строения вспомогательных графиков зависимости этих нагру-
зок от положения аппарата в процессе подъема по формулам
(5.13), (5.15) и (5.17).
Нагрузки, действующие на такелажные средства, можно
определить также графическим методом путем построения
масштабной схемы подъема аппарата (рис. 5.41).
Через центр тяжести аппарата (точка О) проводят верти-
каль до пересечения с осью подпорки (точка О]).
Точку 01 соединяют с осью шарнира аппарата (точка Д).
Из точки О] по вертикали вниз откладывают в масштабе
вектор силы тяжести аппарата G.
Через нижний конец вектора G (точка О2) проводят ли-
нию, параллельную О\А до пересечения с осью подпорки (точ-
ка О3). Полученный треугольник OiO2O3 определяют величину
и направление усилия в подпорке Р(О3О1) и суммарной реак-
ции в шарнире 7?ш(О2Оз).
Величина усилия в грузовых полиспастах Q определяется
(без учета силы трения подпорки о рельсы) отрезком О3О4,
проведенным из точки О3 до пересечения с вектором силы
тяжести G (точка О4). При этом вектор силы тяжести G де-
лится на два вектора: силы давления подпорки на рельсы N
и вертикальной реакции нагрузки на шарнир аппарата Рш. в-
Усилия в гибких подвесках определяют разложением уси-
лия в подпорке Р на направление нижней и верхней подпорок.
206
Треугольник OiO3O5 определяет усилия в нижней подвеске S,
и в верхней подвеске S2.
Способом «выжимания» по схеме, приведенной на рис. 5.40, б,
были смонтированы абсорбционные колонны цеха слабой
азотной кислоты. Каждая колонна имела диаметр 3 м, массу
80 т, высоту 46,4 м и отметку центра тяжести 21,4 м. Фунда-
менты выступали над землей всего на 300 мм. Для подъема
применили подпорку из труб высотой 26,5 м, соединенную гиб-
кими тросовыми подвесками неизменной длины с поднимае-
мым аппаратом. Длина верхней подвески составляла 25 м,
а нижней 18,4 м. Основание подпорки
вому пути длиной 45 м и шириной
7 м. Согласно расчету, максимальные
усилия составили: в подпорках
1080 кН, в верхних подвесках 1150 кН,
в полиспастах 980 кН (в начальный
момент подъема аппарата); в нижних
подвесках 1050 кН (при подъеме ап-
парата па 55°).
Монтаж вертикальных аппаратов
способом поворота вокруг шарнира
гидравлическим подъемником
Способ подъема аппаратов пово-
перемещали по рельсо-
Рис. 5.41. Графический
способ определения нагру-
зок при монтаже аппаратов
способом «выжимания»
ротом вокруг шарнира с помощью
гидравлического подъемника являет-
ся также разновидностью «безъякор-
ного» способа. Сущность способа
заключается в использовании для
подъема аппарата гидравлического подъемника, стойки кото-
рого располагают по обе стороны аппарата, а его поперечную
подъемную траверсу подводят и крепят к аппарату снизу при
помощи шарнирных звеньев. Шарнирные опоры стоек гидрав-
лического подъемника привязывают полиспастами к шарниру
аппарата. По мере подъема гидравлическими цилиндрами по-
перечной траверсы происходит одновременный поворот аппа-
рата вокруг шарнира и поворот вокруг шарнирных опор самих
стоек гидравлического подъемника (примерно на угол 45°).
С помощью гидравлического подъемника грузоподъемно-
стью 400 т можно смонтировать вертикальные аппараты, па-
раметры которых приведены в табл. 5.5.
В процессе подъема вертикального аппарата поворотом во-
круг шарнира монтажные нагрузки, действующие на стойки
гидравлического подъемника, непрерывно уменьшаются от
своего максимального значения в начале подъема аппарата.
Это позволяет выполнить стойки гидравлического подъемника
с переменной площадью поперечного сечения и тем самым
обеспечить их сравнительно небольшую массу.
207
Небольшое свободное пространство, требуемое для распо-
ложения гидравлического подъемника, обеспечивает его эф-
фективное использование в стесненных условиях.
За цикл (шаг) работы гидравлический механизм вместе
с уложенным на него аппаратом перемещается вдоль стоек
на 400 мм. При этом в любой момент подъема аппарата ку-
лачки верхней или нижней каретки подъемного механизма
опираются на окна стойки, в результате чего и обеспечива-
ется надежность и безопасность монтажа аппарата.
Таблица 5.5
Основные параметры вертикальных аппаратов,
монтируемых гидравлическим подъемником
грузоподъемностью 400 т
Высота, м Масса, т Высота, м Масса, т
40 500 60 400
45 480 70 320
50 450 80 280
Особое внимание уделяют точности установки стоек гид-
равлического подъемника, не допуская непараллельности оси
шарнирных оиор стоек и оси поворотного шарнира аппарата.
Основания под опоры стоек гидравлического подъемника
выполняют с особой тщательностью, добиваясь исключения
просадки путем уплотнения гравийного или щебеночного слоя
или выполняя бетонные фундаменты.
При подведении под аппарат поперечных балок его необ-
ходимо расположить в исходном к подъему положении так,
чтобы в месте крепления к аппарату балок (т. е. между ап-
паратом и площадкой) образовался просвет не менее 2,5 м.
Гидравлическим механизмом подъема аппарат отрывают
от опор, тем самым проводя частичное испытание гидравличе-
ского подъемника. После подъема аппарата на угол около
5° следует убедиться в синхронном наклоне стоек, и только
после этого ослабить расчалки стоек подъемника.
После подъема аппарата на угол 15—20° натягивают по-
лиспасты, стягивающие опоры стоек с шарниром аппарата.
В процессе подъема аппарата гидравлическим подъемни-
ком следят за входом в окна стоек всех четырех кулачков
каждой каретки по сигнальным флажкам или по сигнальным
контрольным лампам. Кроме того, следят за синхронностью
подъема поперечных балок вдоль стоек гидравлического подъ-
емника, не допуская перекоса балок более чем на один шаг
движения кареток (рис. 5.42).
208
Рис. 5.42. Подъем аппарата массой 400 т и высотой 75 м гидравлическим
подъемником
Для посадки аппарата на фундамент после прохода в про-
цессе подъема положения неустойчивого равновесия выпол-
няют тормозную систему из полиспаста, якоря и лебедки. Уси-
лие в тормозном полиспасте следует контролировать по ди-
намометру.
Для демонтажа стоек гидравлического подъемника на кор-
пусе монтируемого аппарата выше места строповки крепят
отводные блоки, а через них пропускают канаты, один конец
которых прикрепляют к вершине стоек, а другой — к заякорен-
ному механизму.
После установки в вертикальное положение и крепления
аппарата на фундаменте приступают к демонтажу гидравличе-
ского подъемника. Прежде всего натягивают канаты, удержи-
вающие стойки подъемника. Далее разъединяют шарнирное
крепление поперечных балок с аппаратом в месте строповки.
Затем выводят опорные кулачки верхних и нижних кареток
механизма подъема из зацепления с окнами стоек и фиксируют
их в этом положении.
При помощи канатов, перекинутых через блоки на вершине
стоек, каретки вместе с поперечными траверсами опускают
вдоль стоек к их основанию. Внизу траверсы отсоединяют от
кареток.
Теперь остается только опустить стойки гидравлического
подъемника. Сначала отсоединяют канаты, связывающие опоры
стоек с поворотным шарниром аппарата. Ослабляя канат,
удерживающий стойку, плавно опускают стойки на землю.
При этом трубоукладчиком опору стойки оттаскивают для
поддерживания вертикальности каната.
§ 10. МОНТАЖ ВЕРТИКАЛЬНЫХ АППАРАТОВ СПОСОБОМ
СКОЛЬЖЕНИЯ БЕЗ ОТРЫВА ОТ ЗЕМЛИ
В процессе подъема вертикального аппарата скольжением
без отрыва от земли его опорная часть скользит по основанию
и проходит над фундаментом, после чего аппарат устанавли-
вают в проектное вертикальное положение на фундаменте по-
воротом вокруг шарнира. Таким образом, нагрузка на грузо-
подъемные средства, как правило, не возрастает больше пер-
воначальной.
Известно, что в процессе подъема вертикального аппарата
способом скольжения с отрывом от земли со строповкой за
вершину нагрузка на грузоподъемные средства долгое время
остается значительно меньшей силы тяжести аппарата, и лишь
при отрыве аппарата от земли возрастает до максимального
значения, равного или несколько превышающего силу тяже-
сти аппарата.
Осуществив строповку аппарата за вершину, удается ис-
пользовать для его подъема грузоподъемные средства грузо-
210
подъемностью меньшей, чем сила тяжести монтируемого ап-
парата. Причем выигрыш при таком способе может достиг-
нуть двухкратного при строповке аппарата за вершину и рас-
положении центра тяжести по середине высоты аппарата.
Аналогичное преимущество имеет способ поворота вокруг
шарнира. Однако значительные горизонтальные нагрузки на
фундамент аппарата в некоторых случаях не допускаются,
что исключает возможность применения способа поворота во-
круг шарнира.
При подъеме аппаратов способом скольжения без отрыва
от земли краны или мачты располагают не по оси проектного
положения аппарата на фундаменте, а со смещением от этой
осп к вершине подготовленного к подъему аппарата.
Аппарат, укрепленный в поворотном шарнире, подтаски-
вают с помощью полиспастов на двух тележках или санях
по рельсам, расположенным по обе стороны фундамента.
Попеременной работой грузоподъемных средств и подтас-
кивающей системы аппарат поднимают на угол, не достига-
ющий угла при положении «неустойчивого» равновесия, но
соответствующий положению аппарата, из которого дальней-
ший подъем может быть осуществлен поворотом вокруг шар-
нира.
Одна из существенных особенностей данного способа подъ-
ема аппаратов — заметный рост нагрузок на грузоподъемные
полиспасты мачт при отклонении этих полиспастов от пло-
скости мачт в период, когда аппарат приближается к конеч-
ному положению. Поэтому в данный период необходим осо-
бенно внимательный контроль за нагрузками и углом откло-
нения от вертикальной плоскости в подъемных полиспастах.
Следует также иметь в виду, что в отличие от способа
поворота вокруг шарнира, при описанном способе нагрузки на
такелажные средства или краны остаются почти постоянными
в процессе всего подъема аппарата.
Рельсовые направляющие и тележки при данном способе
достаточно металлоемки.
При описанной схеме осуществлен монтаж колонн синтеза
аммиака массой около 500 т с помощью одной мачты, грузо-
подъемностью 230 т.
Глава 6
МОНТАЖ РЕАКТОРОВ, РЕГЕНЕРАТОРОВ,
КОНТАКТОРОВ, ВАКУУМ-ФИЛЬТРОВ
И КРИСТАЛЛИЗАТОРОВ
§ 1. МОНТАЖ РЕАКТОРОВ И РЕГЕНЕРАТОРОВ
Установки каталитического крекинга, дегидрирования бу-
тана и другие представляют собой комплексы компактно
сгруппированных аппаратов больших габаритов и массы, ко-
торые располагают на высоких железобетонных постаментах и
металлоконструкциях.
Блок реактора с регенератором установки каталитического
крекинга представляет собой сложное сооружение, все основ-
ные конструкции которого размещены на железобетонном по-
стаменте высотой около 14 м с размерами в плане 26x26 м.
Масса монтируемых аппаратов составляет около 1100 т, а ме-
таллоконструкций около 800 т. Кроме того, монтируют около
6,3 км технологических трубопроводов диаметром от 40 до
1400 мм. Общая высота блока составляет около 80 м.
Такая насыщенность относительно небольшой территории
установки различным технологическим оборудованием создает
дополнительные трудности при монтажных работах, требует
четкой их организации и применения различных грузоподъем-
ных средств. При монтаже реакторов и регенераторов приме-
няют такие грузоподъемные средства как мачты, порталы,
деррик-краны и поворотные стрелы. В некоторых случаях для
закрепления такелажных средств можно использовать высот-
ные металлоконструкции блока. При этом целесообразно, чтобы
организация, проектирующая установку, по согласованию
с монтирующей организацией заранее предусмотрела дополни-
тельные узлы (кронштейны, траверсы и монтажные балки),
к которым крепят такелажные средства. Возможность пере-
дачи дополнительных нагрузок на любые конструкции, исполь-
зуемые для закрепления такелажных средств, должна быть
согласована с соответствующей проектной организацией п от-
ражена в проекте производства работ.
Необходимо подчеркнуть, что опорные конструкции, выпол-
ненные из сборного железобетона, как правило, не рассчитаны
па восприятие значительных горизонтальных усилий. Поэтому
использование таких конструкций для крепления к ним таке-
лажных средств должно быть обосновано расчстами.
212
Монтаж реактора установки каталитического крекинга
с пылевидным катализатором
В аппарате реакция крекинга происходит в слое пылевид-
ного (микросферического) катализатора, что накладывает свои
особенности на конструкцию аппарата.
Реактор (рис. 6.1) состоит из цилиндрического корпуса
диаметром 8,4 м, закрытого двумя коническими днищами. Об-
щая высота аппарата около 33 м, масса металла на изготов-
ление около 300 т. Вследствие высокой рабочей температуры
процесса (около 500 °C) внутренние устройства реактора изго-
товлены из легированных сталей марок 0X13 и 12Х18Н10Т.
Корпус аппарата выполнен из углеродистой стали и имеет
внутреннюю изоляцию из торкрет-бетона, шлаковаты и лег-
ковесного огнеупорного кирпича. От эрозии со стороны кипя-
щего слоя катализатора футеровка защищена кожухом из ле-
гированной стали. Реактор имеет зоны ввода и распределения
сырья и катализатора, реакционную, отстойную, зону циклонов
и отпарную.
Отпарная зона размещена в нижней части аппарата и слу-
жит для удаления паров нефтепродуктов, адсорбированных ка-
тализатором. Над отпарной зоной размещено распределитель-
ное устройство в виде пучка каналов, равномерно расположен-
ных по сечению реактора. Через это устройство сырье и ка-
тализатор поступают в реакционную зону, в которой нахо-
дится псевдоожиженный (кипящий) слой катализатора высо-
той около 6 м. Над слоем катализатора имеется свободное
пространство отстойной зоны.
В верхней части реактора размещены циклоны для улав-
ливания катализаторной пули из продуктов реакции, которая
по вертикальным стоякам возвращается из циклонов в кипя-
щий слой.
Реактор является негабаритным аппаратом и его достав-
ляют на монтажную площадку полностью разобранным (в ви-
де отдельных узлов и деталей). Вследствие большой массы
аппарата при разработке проекта производства монтажных
работ необходимо в первую очередь решить вопрос о ра-
циональной степени укрупнения реактора в монтажные
блоки.
В зависимости от наличия грузоподъемных средств и сте-
пени готовности металлоконструкций установки можно иметь
следующие монтажные блоки для реактора. Реактор разби-
вают на три-четыре монтажных блока массой каждого около
60—130 т. В качестве монтажных блоков могут быть выде-
лены нижняя часть с отпарной секцией и распределителем,
верхняя часть с циклонами и один-два блока корпуса диа-
метром 8,4 м. Сборку и сварку монтажных блоков выполняют
на стендах площадки укрупнительной сборки. Сборку обечаек
213
9
Рис. 6.1. Реактор уста-
новки каталитического
крекинга с пылевидным
катализатором:
/ — нижнее днище; 2 — опо-
ра; 3 — корпус; спуск-
ная труба нз циклона; 5 —
штуцер для ввода шлама;
6 — циклон диаметром 400
мм н высотой 2100 мм; 7 —
верхнее днище; 8 — штуцер
для вывода паров; 9 — люк;
10 — циклонная камера;
11 — люк-, 12 — воронка цик-
лонов; 13— спускная труба
из циклонов; 14— распре-
делительное устройство;
15 — опорная воронка; 16 —
штуцер для ввода пара
в распылитель; 17 — штуцер
для ввода катализатора и
сырья; 18 — патрубок для
вывода катализатора
корпуса следует проводить с применением кондукторов, обе-
спечивающих получение правильной цилиндрической формы
корпуса. Подъем и установку блоков в проектное положение
осуществляют с применением наклонных мачт (рис. 6.2), пор-
или на
монтируе-
опорную
в
ДЛЯ
талов, а также грузовых полиспастов, прикрепленных к высот-
ной металлоконструкции установки. Весьма эффективно при-
менение деррик-крана грузоподъемностью до 100 т, который
размещается на железобетонном постаменте
мых металлоконструк-
циях установки. При этом
предусматривается (j
стоянок деррик-край
мере проведения мои
ных работ.
Перед подъемом
проектное положение
увеличения жесткости
монтажные блоки необхо-
димо снабдить времен-
ными распорками из труб
или прокатных профи-
лей.
Сначала на постамент
устанавливают
часть реактора, а затем
нижнюю часть с отпар-
ной секцией и распреде-
лительным устройством и
тщательно ее выверяют.
Затем на установленную
и выверенную опорную
часть последователь-
но наращивают обечайки
корпуса, а также верх-
нюю часть с циклонами.
Рис. 6.2. Монтаж нижней части реактора
двумя наклонными мачтами
Для облегчения стыковки
монтажных блоков, висящих на полиспастах, их снабжают ло-
вителями. Около монтажных стыков устраивают кольцевые
площадки для проведения сборочных и сварочных работ. При
стыковке монтажных блоков на высоте необходимо следить,
чтобы в местах сопряжения соединяемых элементов не было
перелома оси аппарата.
При наличии на монтажной площадке комплекта решетча-
тых мачт грузоподъемностью 200 т и более можно соответству-
ющим образом проводить дальнейшее укрупнение корпуса ап-
парата, доводя подъемную массу монтажных блоков корпуса
монтируемого аппарата до 150—200 т. В этом случае полно-
стью собирают корпус аппарата и другие основные монтажные
215
узлы на специальных стендах в нижнем положении, макси-
мально выполняя сборочные и сварочные работы механизиро-
ванными методами.
Монтаж регенератора установки каталитического крекинга
с пылевидным катализатором
Регенератор (рис. 6.3) служит для восстановления актив-
ности катализатора путем выжигания кокса, отложившегося
на катализаторе в реакторе. Регенератор представляет собой
цилиндрический аппарат диаметром 12,5 м, высотой 30 м и
массой около 500 т. Сверху и снизу аппарат закрыт кониче-
скими днищами. В нижнем днище расположено распредели-
тельное устройство для ввода катализатора и воздуха,
а в верхнем смонтированы циклоны для улавливания мелких
частиц катализатора, унесенных продуктами сгорания кокса.
Корпус аппарата выполнен из углеродистой стали и защи-
щен изнутри тепловой изоляцией и огнеупорной кладкой тол-
щиной 250 мм, которая с внутренней стороны облицована
стальными листами толщиной 6 мм для предохранения ее от
разрушения.
Внутренние устройства регенератора в связи с высокой ра-
бочей температурой (до 600 °C) выполнены из стали марки
12Х18Н10Т.
Регенератор устанавливают на высоте около 45 м. Вслед-
ствие негабаритности аппарат на монтажную площадку по-
ступает отдельными узлами и деталями. Основные положения
по сборке блоков и их монтажу были изложены при рассмот-
рении монтажа реактора. Следует отметить, что при исполь-
зовании мачт грузоподъемностью 100—200 т при укрупнитель-
ной сборке аппарат следует разбивать на 3—5 монтажных
блоков массой 100—150 т. При этом целесообразно использо-
вать деррик-кран грузоподъемностью до 100 т, устанавливае-
мый на металлоконструкции блока. В этом случае деррик-кран
может быть использован также для укрупнительной сборки
корпуса и других крупных узлов регенератора, благодаря
большей зоне обслуживания.
На рис. 6.4 показан подъем верхней части регенератора
с применением двух решетчатых мачт.
Монтаж реактора и регенератора установки каталитического
крекинга с движущимся гранулированным катализатором
Блок реактора и регенератора (рис. 6.5) установки ката-
литического крекинга с движущимся гранулированным катали-
затором представляет собой высотную конструкцию, на кото-
рой смонтированы технологические аппараты и трубопроводы.
Реактор установлен на железобетонном постаменте высотой
13 м, а регенератор — на постаменте высотой 17 м внутри
металлоконструкций общей высотой около 80 м.
216
Рис. 6.3. Регенератор установки каталитического
катализатором:
крекинга с пылевидным
/ — трубы диаметром 1400 мм для вывода продуктов сгорания; 2 — верхнее днище; 3 —
люк- 4 _ корпус 5 — облицовочный лист; 6 (1 7 — штуцеры для подачи воздуха в рас-
пределительное 'устройство; 8 — штуцер подачи топлива; 9 — футеровка; 10 — опорщ
// — штуцер для входа катализатора из котла регенератора; 12— нижнее днище /<
штуцер для вывода катализатора в котел регенератора; 14 — штуцер для ввода отрабо-
танного катализатора и газов; 15 — штуцер для выпуска катализатора из аппарата,
16 — штуцер для вывода регенерированного катализатора; П — распределитель! ,ое уст-
ройство; /8 - перепускная труба; /9 - штуцеры для ввода катализатора от электро-
Фильтров' 20 — штуцер для ввода воздуха в распределительное устройство, 21 — штуцер
для ввода конденсата; 22 — батарейный циклон; 23 — люк для проветривания
Рис. 6.4. Подъем верхней части регенератора с применением решетчатых мачт
Рис. 6.5. Общий вид блока реактора и регенератора установки каталитиче-
ского крекинга:
1 — регенератор; 2 — реактор; 3— сепаратор катализатора; 4— металлоконструкции; 5 —
лифт; 6 — емкость для катализатора
Монтаж реактора
В реакторе происходит крекинг нефтяного сырья при тем-
пературе около 470 °C и давлении 0,1 МПа в присутствии дви-
жущегося гранулированного алюмосиликатного катализатора.
Реактор (рис. 6.6) состоит из двух частей — нижней реакци-
онной и верхней (бункера) с промежуточной емкостью для ка-
тализатора, соединенных на фланце болтами. Общая масса
аппарата 123 т при высоте 41 м и диаметре 3,9 м. Верхняя
часть аппарата изготовлена из углеродистой стали, а ниж-
няя— из хромоникелевой стали 12Х18Н10Т или из двухслой-
ного металла 12МХ и 08X13. Реакционная часть аппарата вы-
сотой 15,4 м имеет верхнее распределительное устройство,
реакционную зону, сепарационное устройство, зону отпарки ка-
тализатора и нижнее сборно-выравнивающее устройство.
При помощи верхнего распределительного устройства ката-
лизатор распределяется равномерно по сечению аппарата.
При помощи сепарационного устройства, состоящего из та-
релки с переточными для катализатора и сборными для паров
трубами, пары продуктов реакции отделяются от катализа-
тора. Тарелка сепарационного устройства свободно лежит на
опорном кольце и по периферии имеет асбестовое уплотнение.
При транспортировке аппарата тарелку прикрепляют к кор-
пусу.
Нижнее сборно-выравнивающее устройство состоит из трех
ярусов воронок (60 в верхнем, 16 в среднем и 4 в нижнем
ярусе), которые обеспечивают равномерное движение катали-
затора по всему сечению аппарата. Каждые четыре вышеле-
жащие воронки собирают поток катализатора в одну нижеле-
жащую воронку. Внутренние устройства выполнены из стали
12Х18Н10Т или 08X13.
Реактор вследствие больших габаритов поставляют на мон-
тажную площадку в виде трех частей: корпуса реакционной
части, бункера и емкости для катализатора. При этом все вы-
ступающие части аппарата (штуцеры, люки, кольца жестко-
сти, опорные части) приваривают на монтажной площадке.
На сварочном стенде с роликовыми опорами проводят
сборку штуцеров, люков корпуса, а также пригонку верхней
и нижней опор реакционной части аппарата к корпусу. При
этом необходимо обеспечить перпендикулярность плоскостей
опор к оси корпуса, а также правильность их взаимного рас-
положения, чтобы аппарат точно установить па постаменте.
Сварку выполняют в нижнем положении, вращая корпус па
роликовых опорах стенда. По окончании сварочных работ
производят гидравлическое испытание корпуса в горизонталь-
ном положении перед подъемом реактора на постамент. За-
конченную реакционную часть аппарата подтаскивают к по-
стаменту, а на роликовом стенде собирают и сваривают верх-
нюю часть аппарата. При этом особое внимание должно быть
220
25t30
12
Рис. 6.6. Реактор каталитического крекинга с гранулированным катализа-
тором:
/—опора бункера и емкости, 2 — напорный стояк; 3 — промежуточная емкость; 4 —•
бункер реактора; 5 — - сборно-выравнивающее устройство; 6 — зона отпарки; 7—штуцер
для вывода паров; # —сепарационное устройство; 9— реакционная зона; 10 — распре-
делительное устройство; //—штуцер для ввода сырья; /2— штуцер для ввода ката-
лизатора в реактор; /J — верхняя опора реактора-, /4 — штуцер для ввода водяного
пара; /5— -нижняя опора реактора; 16 — штуцер для вывода катализатора иа реактора
уделено положению опоры по отношению к корпусу (перпен-
дикулярности плоскости опоры к оси аппарата, точной ориен-
тировке опоры по отношению к опоре реакционной части), так
как только в этом случае можно правильно провести стыковку
обеих частей реактора.
После сборки и сварки обеих частей реактора подъемная
масса каждой из них составляет около 50 т.
Сначала устанавливают на постамент реакционную часть,
а затем бункер. При этом для подъема обеих частей аппарата
могут быть использованы различные методы, а именно: подъем
решетчатыми мачтами высотой 60 м с применением на-
клона мачт или с оттяжкой груза, порталом на базе того же
комплекта решетчатых мачт или полиспастами, закреплен-
ными за металлоконструкции блока.
Применение комплекта решетчатых мачт позволяет осуще-
ствить подъем полностью собранного реактора, т. е. реакцион-
ной части и бункера (основные особенности такого метода
монтажа изложены в гл. 5). Кроме того, возведенные метал-
локонструкции блока можно использовать для крепления
подъемных полиспастов. Полиспасты крепят к траверсе, уло-
женной на двух консольных балках, прикрепленных к ме-
таллоконструкциям блока на высоте 61 м. Сначала подни-
мают и устанавливают на постамент нижнюю реакционную
часть аппарата, а затем верхнюю часть (бункер с емкостью).
Установив бункер в проектное положение, его соединяют бол-
тами с реакционной частью и выверяют аппарат по верти-
кали (при этом не должно быть перелома оси в месте соеди-
нения обеих частей аппарата). По окончании выверки заливают
фундамент цементным раствором и затягивают фунда-
ментные болты. Когда аппарат будет установлен и выверен,
прпступают к сборке внутренних устройств, производя эти ра-
боты в направлении снизу вверх.
В первую очередь монтируют сборно-выравнивающее уст-
ройство. При этом сборные воронки и их опорные конструкции
должны быть установлены строго горизонтально. Сборные во-
ронки соединяют между собой планками и скобами. Затем
приступают к монтажу сепарационного устройства, тарелку ко-
торого освобождают от деталей, крепящих ее к корпусу и ус-
танавливаемых на время транспортировки и монтажа реак-
тора. Тарелка должна свободно лежать на опорном кольце,
приваренном к корпусу аппарата. Обеспечив правильное по-
ложение тарелки, приступают к установке переточных труб.
При этом необходимо также обеспечить проектное расстояние
от нижней части переточных труб до плоскости тарелки. После
этого монтируют перфорированные трубки с колокольчиками
для вывода паров и скрепляют их планками, а затем устанав-
ливают переточные трубы верхнего распределителя катализа-
тора.
222
Если корпус аппарата не был испытан на земле в горизон-
тальном положении, то производят испытание аппарата. Бун-
кер испытывают наливом воды, а реакционную часть — под
давлением 0,2 МПа.
Монтаж регенератора
Регенератор (рис. 6.7) предназначен для выжига кокса из
катализатора с целью восстановления его активности. Он пред-
ставляет собой аппарат квадратного сечения размером 3,5Х
Х3,5 м, высотой 24,4 м и общей массой около 150 т. Масса кор-
пуса без внутренних устройств приблизительно составляет 60т.
По высоте аппарат имеет несколько зон, каждая из которых
включает устройства для ввода воздуха, вывода дымовых газов
п охлаждающие змеевики. В верхней части регенератора смон-
тировано распределительное трубчатое устройство, а в нижней
части — сборно-выравнивающее устройство, аналогичное по
конструкции сборно-выравнивающему устройству реактора, над
которым установлена колосниковая решетка.
Поскольку при выжиге кокса температура внутри аппарата
может достигать 700 °C, внутренние устройства выполнены из
стали 12Х18Н10Т. Корпус аппарата изготовлен из стали СтЗсп,
а изнутри защищен футеровкой из огнеупорного кирпича тол-
щиной 250 мм и изолирован листовым асбестом. Кладка по вы-
соте выполнена ярусами, причем каждый ярус опирается на
полки, приваренные к корпусу. Снаружи корпус для увеличе-
ния жесткости снабжен продольными и поперечными ребрами.
Устройства ввода воздуха и вывода дымовых газов выпол-
нены разборными и состоят из центрального коллектора и от-
ходящих от него коробов. Короба для ввода воздуха имеют по
нижним кромкам треугольные прорези для более равномерного
распределения по коробам.
Охлаждающие змеевики, размещенные под устройствами для
ввода воздуха, изготовлены из бесшовной трубы диаметром
60x5 мм из сталей 12Х18Н10Т или Х5М. Через охлаждающие
змеевики циркулирует пароводяная смесь.
Регенератор относится к аппаратам, негабаритным для же-
лезнодорожных перевозок, и его доставляют на монтажную
площадку транспортабельными блоками. Сборку и сварку кор-
пуса производят на горизонтальных стеллажах, обеспечивая
правильную квадратную форму поперечного сечения корпуса
аппарата. Затем корпус аппарата подтаскивают к постаменту.
Регенератор смонтирован на достаточно высоком постаменте
(высотой 17 м) и внутри металлоконструкций блока. Поэтому
при установке на постамент регенератору необходимо обеспе-
чить вертикальный подъем и горизонтальное перемещение
внутрь металлоконструкций блока. Наиболее удобно эти две
операции выполнить методом передачи груза на вторую пару
полиспастов (рис. 6.8). Грузовые полиспасты (две пары)
223
2B3S5~
закрепляют на металлоконструкциях блока. Основной парой по-
лиспастов осуществляют вертикальный подъем регенератора.
После подъема регенератора на необходимую высоту к нему
подсоединяют вторую вспомогательную пару полиспастов, кото-
рые подвешены над постаментом. После этого, постепенно вы-
бирая тросы вспомогательных полиспастов и распуская тросы
основных, заводят регенератор внутрь металлоконструкций.
Когда регенератор оказывается над постаментом, при помощи
вспомогательных полиспастов его опускают вниз на постамент
Рис. 6.7. Регенератор каталитического крекинга с гранулированным катали-
затором:
1 — распределительное устройство; 2 — коллектор вывода дымовых газов; 3 — газосбор-
ный короб; 4 — коллектор ввода воздуха; 5 — воздухораспределительный короб; 6 — ох-
лаждающие змеевики; 7 — колосниковая решетка; 8 — сборно-выравнивающее устрой-
ство; 9 — шамотный кирпич; 10— шамотная масса; 11— сухая кладка
8 Заказ № 2290
225
и устанавливают в проектное положение. Для наведения аппа-
рата на постамент применяют оттяжку. Затем выверяют и за-
крепляют аппарат на постаменте. Если металлоконструкции
блока смонтированы не на полную высоту, для установки ре-
генератора можно использовать качающиеся мачты или портал.
Строповку аппарата производят за специальные захваты, при-
варенные к верхней части корпуса. Захват имеет косынки, в от-
верстия которых вставлен штырь диаметром 90 мм, за который
крепят строп грузового полиспаста. Штырь зашплинтовывают.
После установки корпуса аппарата на постамент присту-
пают к его футеровке и монтажу внутренних устройств. При
этом особое внимание должно быть обращено на горизонталь-
ность внутренних устройств и правильность сборки всех соеди-
нений, обеспечивающих свободные взаимные перемещения де-
талей и кладки при разогреве и охлаждении аппарата.
§ 2. МОНТАЖ КОНТАКТОРОВ,
БАРАБАННЫХ ВАКУУМ-ФИЛЬТРОВ
И КРИСТАЛЛИЗАТОРОВ
Монтаж контактора сернокислотного алкилирования
Контактор алкилирующей установки (рис. 6.9) предназначен
для проведения реакции алкилирования пзо-бутана бутиленом
в присутствии серной кислоты. В корпусе аппарата установлены
смеситель пропеллерного типа с частотой вращения 500 об/мин
и трубный пучок холодильника. Рабочая температура в корпусе
не свыше 10 °C, давление 1 МПа. Масса аппарата около 40 т.
Смеситель приводится во вращение от паровой турбины че-
рез цилиндрический и угловой редукторы. Вывод вала из кор-
пуса имеет двойное торцовое уплотнение. Аппарат установлен
вертикально на специальной металлической конструкции, верх-
няя часть которой используется для выемки трубного пучка хо-
лодильника из корпуса.
Для монтажа контактора целесообразно применять самоход-
ные стреловые краны или использовать смонтированные метал-
локонструкции блока для закрепления такелажной оснастки.
На земле производят ревизию и сборку пропеллерного на-
соса и установку его в корпусе контактора, в который поме-
щают трубный пучок холодильника на проектных прокладках.
Контактор монтируют одним или двумя самоходными кранами
на опорных конструкциях и выверяют по вертикали. Затем
устанавливают редукторы и турбину и производят центровку
валов турбины, редукторов и пропеллерного насоса.
При монтаже контактора особое внимание необходимо обра-
тить на тщательность центровки валов и сборки двойного торцо-
вого уплотнения вала пропеллерного насоса, так как пропеллер-
ный насос работает несколько месяцев без перерывов. Перекос
226
или смещение валов вызывают ускоренный износ как уплотни-
тельных колец торцового уплотнения, подшипников насоса и
редукторов, так и излишние затраты мощности на трение. Необ-
ходимо тщательно собрать си-
стему подвода масла к торцо-
вому уплотнению. Корпус ап-
парата и трубный пучок под-
вергают гидравлическому ис-
пытанию. При этом особое
внимание необходимо обра-
тить на качество крепления
труб в трубных решетках.
Перед сдачей аппарат об-
катывают вхолостую при цир-
куляции воды в корпусе.
Монтаж барабанного
вакуум-фильтра
Барабанный вакуум-
фильтр (рис. 6.10) предназ-
начен для отделения от масла
парафинов на установках де-
парафинизации. Он имеет
фильтрующий барабан, за-
ключенный в герметичный
разъемный корпус, состоящий
из нижнего корыта и верхней
крышки, распределительную
головку, устройство для про-
мывки осадка, механизм при-
вода, нож для срезания
осадка с поверхности бара-
бана и шнек для вывода осад-
ка из фильтра. Основные узлы
фильтра изготовлены из ста-
лей 10Г2А и 12Г2А, имеющих
повышенную ударную вяз-
кость при низких температу-
рах. Общая масса фильтра
около 31 т. Барабан представ-
ляет собой цилиндрическую
обечайку диаметром 3 м, за-
крытую по концам плоскими
днищами с приваренными к
ним цапфами. На наружной
поверхности барабана пло-
щадью 50 м2 уложена фильт-
рующая перегородка, которая
Рис. 6.9. Контактор алкилирующей
установки:
/ — штуцер для ввода сырья; 2—штуцер
для ввода кислоты; 3 — штуцер для ввода
хладагента; 4 — верхняя трубная решетка;
5 — штуцер для вывода хладагента; 6 —
средняя трубная решетка; 7 — штуцер
для вывода продуктов реакции; 8 — кор-
пус; 9 — циркуляционный кожух; 10 —
трубный пучок; 11 — нижняя трубная ре-
шетка; 12 — пропеллерный насос; 13 —
угловой редуктор; 14 — цилиндрический
редуктор; 15 — паровая турбина
8*
227
W50
Рис. 6.10. Барабанный вакуум-фильтр:
1 — штуцер для вывода суспензии; 2 — штуцер
для вывода осадка; 3—нож со шнеком; 4 — кор-
пус; 5 — крышка корпуса; 6— штуцер для вы-
вода промывочной жидкости; 7 — распределитель-
ная головка; 8 — штуцер для вывода инертного
газа; 9 — штуцер для вывода промывочной жид-
кости; 10 — штуцер для вывода фильтрата; // —
привод; 12— устройство для промывки осадка;
13— распределительные трубы; 14—барабан;
15 — продольное ребро; 16 — фильтрующая ткань;
17 — мелкая сетка; 18 — крупная сетка; 19 — пру-
ток; 20 — проволока
представляет собой сетку из легированной стальной проволоки
диаметром 4 мм с ячейками 80X80 мм. Сверху находится про-
волочная сетка из фосфористой бронзы, проволока которой
имеет диаметр 0,9 мм и мелкие ячейки. На сетку укладывают
фильтрующую ткань (бельтинг) и закрепляют прутками в пазах
продольных ребер. Сверху ткань притягивают к барабану про-
волокой диаметром 2 мм, которую навивают на барабан с по-
мощью каретки, перемещающейся по ходовому винту-
В местах выхода цапф барабана из корпуса имеются сальни-
ковые уплотнения. К правой цапфе (см. рис. 6.10) приварен
Рис. 6.11. Подъем барабана вакуум-фильтра с применением
траверсы и инвентарной кран-балки
распределительный диск, здесь же смонтирована распредели-
тельная головка барабана. Левая цапфа имеет червячное ко-
лесо для вращения барабана. Привод барабана осуществляется
от взрывозащищенного электродвигателя мощностью 5,5 кВт
через вариатор и червячный редуктор, встроенный в корпус под-
шипника левой цапфы. Частота вращения барабана фильтра
0,2—0,5 об/мин. Шнек приводится во вращение с частотой
46 об/мин от взрывозащищенного электродвигателя через ци-
линдрический редуктор и зубчатую передачу.
Фильтр имеет централизованную систему смазки.
На установке депарафинизации фильтровальное отделение
длиной около 50 м размещено над насосной. Поэтому при мон-
таже фильтров необходимо осуществить, во-первых, вертикаль-
ный подъем узлов фильтра и, во-вторых, их горизонтальное пе-
ремещение под перекрытием фильтровального отделения.
Для этого наиболее рационально использовать кран-балку,
предусмотренную для ремонтных работ, которая перемещается
229
Рис. 6.12. Скребковый кристаллиза-
тор:
а — общий вид; б — узел скребкового
вала; 1 — секция кристаллизатора; 2 —
опорный каркас; 3 — линзовый компенса-
тор; 4 — емкость хладагента; 5 — электро-
двигатель; б —редуктор; 7— цепная пе-
редача; 8 — наружная труба; 9— внутрен-
няя труба; 10— трубчатый вал; II— скре-
бок; 12 — палец; 13 — распорная пружина;
14 — подшипник; 15 — соединительный
болт; 16 — соединительный стержень
вдоль фильтровального отделения и на консоли выходит за
пределы этого отделения (рис. 6.11). Монтаж фильтра начи-
нают после окончания работ по сооружению перекрытия по-
мещения насосной и приемки фундаментов фильтров под мон-
таж. В первую очередь монтируют нижнее корыто фильтра.
Строповку корыта производят за торцовые стенки. При помощи
кран-балки корыто поднимают до уровня фильтровального по-
мещения, а затем кран-балку с корытом перемещают в дальний
конец фильтровального отделения. После этого корыто опускают
на опоры фундамента, выверяют и закрепляют на нем. При
этом фланец разъема корпуса фильтра должен находиться в го-
ризонтальной плоскости. Смонтировав все корыта, приступают
к подъему и установке барабанов, также используя кран-балку.
При установке барабанов в корпус необходимо точно и плавно
опускать барабан в подшипники, чтобы не повредить цапфы.
После монтажа барабана приступают к установке шнека, ножа,
приводов и редукторов. Затем на барабан укладывают бель-
тинг и крепят его проволокой. После этого монтируют верхнюю
крышку корпуса, затягивают болты фланца крышки и под-
соединяют распределительную головку. При этом необходимо
следить, чтобы рабочие плоскости распределительного диска
и головки были тщательно зачищены и не имели задиров, ца-
рапин и выбоин. Корпус фильтра испытывают на плотность
азотом или сжатым воздухом.
Монтаж скребковых кристаллизаторов
Скребковые кристаллизаторы (рис. 6.12, а, б) применяют на
установках депарафинизации масел для охлаждения смеси
масла с растворителем. В качестве хладагента используют хо-
лодную смесь масла с растворителем после фильтров (регенера-
тивные кристаллизаторы), аммиак (аммиачные кристаллиза-
торы) и этан (этановые кристаллизаторы). В регенеративных
кристаллизаторах масло охлаждают до температуры —20 °C,
в аммиачных — до —40 °C и в этановых — до —60 °C.
Кристаллизатор состоит из секций типа «труба в трубе»,
имеющих наружные трубы размером 219x8 мм и внутренние
размером 168X10 мм длиной около 13,5 м. Хладагент проходит
в кольцевом пространстве между трубами, а масло — по внут-
ренним трубам. При охлаждении масла выделяется парафин,
который отлагается на стенках внутренних труб. Для удаления
парафина служит скребковый трубчатый вал с частотой враще-
ния 14 об/мин электродвигателем через редуктор и зубчатую
передачу. Секции кристаллизатора опираются на стальной кар-
кас, на котором смонтированы также электродвигатель, редук-
тор и обслуживающие площадки. Секции регенеративного крис-
таллизатора установлены горизонтально, а аммиачного и эта-
нового имеют уклон 0,03—0,04 для облегчения вывода паров
хладагента в аккумулятор. Используют также кожухотрубчатые
232
кристаллизаторы, которые имеют корпус диаметром 800 мм
с размещенными внутри него семью трубами диаметром 168 мм.
Трубы развальцованы в общей трубной решетке и соединены
между собой двойниками. Внутри труб находятся валы со скреб-
ками, которые приводятся во вращение от электродвигателя
мощностью 6 кВт через редуктор и цепную передачу. Агрегат
смонтирован на раме. Масса его около 20 т.
Кристаллизаторы или их часть с приводными устройствами
находятся в специальном помещении. Их монтаж наиболее
удобно производить до того как возведены стены здания и пе-
рекрытие. В этом случае для установки секций можно эффек-
тивно использовать самоходный стреловой кран грузоподъем-
ностью 5—10 т. При готовности здания монтаж производят че-
рез окна или монтажные проемы. После приемки фундаментов
приступают к установке, выверке и закреплению опорных стоек
каркаса. Затем внутрь стоек заводят последовательно, начиная
снизу, трубы секций кристаллизатора и предварительно закре-
пляют к каркасу. Окончательную выверку и закрепление сек-
ций производят по завершении сборки всех секций кристалли-
затора. После установки труб внутрь их вдвигают скребковые
валы, постепенно сращивая секции вала. При сборке вала необ-
ходимо обеспечить надежное крепление соединительных бол-
тов, а также свободное перемещение скребков в направляющих
втулках без заеданий и перекосов. После установки скребковых
валов соединяют секции между собой двойниками, набивают
сальники и проверяют компенсаторы, устанавливают звездочки
цепной передачи, аккумулятор, двигатель и редуктор. Затем
выверяют секции кристаллизатора, обеспечивая проектный
уклон и расположение всех звездочек цепной передачи в одной
плоскости. По окончании сборки и выверки кристаллизатора
производят его обкатку. Скребковые валы должны вращаться
равномерно, без заеданий. Трубы секций и аккумулятор под-
вергают гидравлическому испытанию.
Глава 7
МОНТАЖ ГОРИЗОНТАЛЬНЫХ АППАРАТОВ
При сооружении нефтегазоперерабатывающих и нефтехими-
ческих заводов монтируется значительное число горизонтальных
цилиндрических аппаратов массой до 60 т, длиной до 11 м и
диаметром до 3 м: подогревателей с паровым пространством,
отстойников и промежуточных емкостей для хранения сжи-
женных газов и нефтепродуктов, кожухотрубчатых теплообмен-
ников и др. Проектами новых комбинированных и укрупненных
технологических установок предусмотрены еще более крупные
и тяжеловесные горизонтальные аппараты.
Горизонтальные аппараты устанавливают на бетонные фун-
даменты на открытых площадках и под перекрытиями зданий
или постаментов. Для обеспечения тепловых расширений гори-
зонтальные аппараты имеют подвижную опору. Основные ком-
муникации присоединяют, как правило, со стороны неподвижной
опоры. Эти условия оказывают существенное влияние на выбор
методов монтажа горизонтальных аппаратов.
Фундаменты и постаменты, на которых устанавливают го-
ризонтальные аппараты, должны быть проверены перед нача-
лом монтажа. При приемке фундаментов и постаментов следует
обращать внимание на соответствие проекту основных размеров
в плане и высотных отметок, а также на расположение их по
отношению к соседним аппаратам и друг к другу. Кроме того,
у постаментов проверяют также вертикальность колонн и гори-
зонтальность перекрытий. Если высотные отметки фундамента
завышены, то фундамент надо срубить на необходимую высоту.
Допускается занижение верхних отметок фундамента на 30 мм,
так как его можно компенсировать металлическими подклад-
ками соответствующей высоты и слоем цементной подливки.
При большем занижении высоты фундамента его необходимо
дополнительно бетонировать. После приемки аппаратов и фун-
даментов под монтаж приступают к установке аппаратов на
фундаменты.
§ 1. МОНТАЖ ГОРИЗОНТАЛЬНЫХ АППАРАТОВ, РАСПОЛОЖЕННЫХ
НА ОТКРЫТЫХ ПЛОЩАДКАХ
При размещении горизонтальных аппаратов на открытых
площадках их монтаж наиболее эффективно производят само-
ходными стреловыми кранами, имеющими достаточные вылет
стрелы и грузоподъемность. Размещать кран и аппарат перед
подъемом и установкой на фундамент следует таким образом,
234
чтобы свести к минимуму передвижения крана и его развороты
с поднятым на стреле аппаратом. Наводят аппарат на фунда-
мент с помощью оттяжек. Строповку горизонтальных аппаратов
производят в месте расположения их центра тяжести, если
подъем осуществляют одним грузоподъемным механизмом
(рис. 7.1). Необходимо принять меры против проскальзывания
стропов вдоль оси аппарата, так как в противном случае аппа-
рат во время подъема может резко сместиться и вызвать опас-
ные нагрузки в такелажной оснастке. При обвязке тросом
места строповки не должны попадать на опоры. В некоторых
случаях (большая длина и малый диаметр аппарата) для стро-
повки горизонтальных аппара-
тов применяют специальные
траверсы, а строповку аппа-
рата выполняют в двух мес-
тах, что позволяет более рав-
номерно распределить мон-
тажные нагрузки.
Различные способы уста-
новки горизонтальных аппа-
ратов кранами приведены на
рис. 7.2.
Если позволяют расстояния
между фундаментами, то ап-
парат располагают перед
Рис. 7.1. Строповка горизонтального
аппарата обвязкой тросом:
1 — монтируемый аппарат; 2 — основной
строп; 3 — увязывающий строп
подъемом в исходном положе-
нии, наиболее близком к проектному, так, чтобы центр тяжести
аппарата находился на одной вертикали с проектным положе-
нием аппарата (см. рис. 7.2, а). При этом кран устанавливают
между опорами фундаментов, обеспечивая минимальный вылет
стрелы. После строповки аппарата по центру тяжести (или сим-
метрично) его поднимают над фундаментом на 0,2—0,5 м,
а затем разворачивают вокруг вертикальной оси оттяжками
над фундаментом в проектное положение и устанавливают на
опоры. В этом случае вылет крюка в процессе установки ап-
парата не меняется.
Если аппарат можно расположить лишь параллельно про-
ектному направлению оси аппарата рядом с фундаментом, то
аппарат поднимают над фундаментом на минимальном вылете
стрелы и в таком положении перемещают к месту установки пе-
редвижением крана (см. рис. 7.2,6).
Если между фундаментами кран проехать не может, то его
располагают около фундаментов, вдоль которых он может пере-
мещаться (см. рис. 7.2,в). Монтируемый аппарат подают под
кран, затем поднимают на 0,2—0,5 м над фундаментом и при
развороте стрелы крана с поднятым аппаратом устанавливают
его в проектное положение. Правильность положения аппарата
при вращении стрелы обеспечивают оттяжками.
235
На рис. 7.3 показана установка на постамент горизонталь-
ного аппарата краном.
Если грузоподъемности крана или вылета его стрелы недо-
статочно при монтаже аппарата на низком фундаменте, то ап-
Рис. 7.2. Схемы монтажа горизонтальных аппаратов стреловым краном:
а —разворот аппарата над фундаментом; б — перемещение аппарата на крюке крана;
в — разворот стрелы крана с поднятым аппаратом
парат монтируют на опоры в два приема. Сначала один конец
аппарата устанавливают на одну опору, а затем краном с другой
стороны устанавливают на вторую опору второй конец аппа-
рата. При недостаточной грузоподъемности крана для монтажа
горизонтальных аппаратов применяют также краны с временно
расчаленными стрелами.
236
Рис. 7.3. Установка на постамент горизон-
тального аппарата краном
Аппараты массой до 20 т, устанавливаемые на низкие фун-
даменты, можно монтировать двумя трубоукладчиками. Для уве-
личения высоты подъема аппарата вдоль фундаментов с обеих
сторон устраивают временные земляные насыпи. На фунда-
менты высотой до 2 м горизонтальные аппараты можно нака-
тывать по наклонным направляющим. На постаменты высотой
более 2,5 м горизонтальные аппараты монтируют стреловыми
самоходными кранами и
в отдельных случаях при
монтаже группы аппара-
тов— мачтами. Если для
монтажа горизонтальных
аппаратов невозможно
использовать один кран,
применяют спаренные
краны. В этом случае
строповку осуществляют
с противоположных сто-
рон аппарата.
На рис. 7.4 приведены
различные схемы монта-
жа горизонтального ап-
парата двумя кранами.
Если аппарат можно
расположить перед подъ-
емом рядом с фундамен-
том, а краны с двух про-
тивоположных сторон
фундамента, то подъем и
установку аппарата осу-
ществляют при совмест-
ном развороте стрел кра-
нов с поднятым аппара-
том. При этом вылет
стрелы у кранов мини-
мальный, что позволяет
максимально использо-
вать грузоподъемность кранов (см. рис. 7.4, а). Аппарат под-
нимают над фундаментом, а потом, поочередно поворачивая
стрелы кранов, его располагают над фундаментом и затем опу-
скают на него. Можно осуществить также параллельное пере-
движение кранов с поднятым аппаратом вдоль фундаментов.
В этом случае для удобства передвижения кранов производят
планировку и уплотнение грунта.
Если расположению одного из кранов с торца фундамента
мешают какие-нибудь сооружения (эстакада, здание и другие),
то при возможности расположения аппарата перед подъемом
между фундаментами применяют способ, приведенный на
237
Рис. 7.4. Схемы монтажа горизонтальных аппаратов спаренными стреловыми
кранами:
а — кранами, установленными с противоположных сторон фундамента; б — при уста-
новке одного из кранов между фундаментами, в — при увеличении вылета стрелы кра-
нов или при их движении вперед; г — при расположении кранов с одной стороны фун-
дамента
рис. 7.4,6. Аппарат поднимают выше фундамента и разворачи-
вают в проектное положение, поочередно работая обоими кра-
нами. Расположенный с внешней стороны фундаментов кран 1
поворачивает стрелу, не увеличивая вылета. Кран 2, находя-
238
Рис. 7.5. Устройство для строповки го-
ризонтальных аппаратов при монтаже
спаренными кранами:
/ — крюк крака; 2 — треугольная траверса;
3 — строп; 4 — консольная балка; 5 — верх-
ний полухомут; 6 — аппарат; 7 — нижний
полухомут; 8 — седло консольной балкн
щийся между фундаментами, перемещает аппарат, передвига-
ясь вперед и поворачивая стрелу в сторону фундамента.
Если невозможно расположить краны с внешних сторон
фундамента, но имеется свободный проезд между опорами фун-
дамента, аппарат поднимают при совместной работе и движе-
нии вперед обоих кранов (см. рис. 7.4, в). После подъема аппа-
рата выше фундамента его устанавливают на место за счет
увеличения вылета стрелы кранов при наличии запаса грузо-
подъемности или поочеред-
ным движением кранов в
сторону фундамента при от-
сутствии запаса грузоподъ-
емности.
Когда краны могут быть
расположены только с од-
ной стороны фундаментов
без возможности проезда
между ними, аппарат под-
нимают при совместной ра-
боте кранов (см. рис. 7.4, г).
В этом случае аппарат ук-
ладывают перед подъемом
как можно ближе к поста-
менту по осп проектного по-
ложения. Краны устанавли-
вают по обе стороны аппа-
рата, обеспечив возмож-
ность их движения вдоль
постамента. После подъема
аппарата выше проектной
отметки его перемещают на
постамент, поочередно пере-
двигая краны навстречу
друг другу и поворачивая
стрелы в сторону поста-
мента.
При монтаже большой группы аппаратов, одинаковых по
размерам и массе, спаренными кранами с ограниченной высо-
той подъема крюка эффективна строповка таких аппаратов ин-
вентарными устройствами (рис. 7.5). При работе кранов кон-
сольные балки, зафиксированные на аппарате полухомутами,
захватывают его корпус при подъеме. Необходимо принимать
меры против соскальзывания полухомутов при случайных на-
клонах аппарата во время подъема.
В случае применения спаренных кранов возможно опасное
перераспределение нагрузок между кранами и перегрузка од-
ного из них, а также опасное отклонение грузовых полиспастов
от вертикали. Поэтому 10 %-ное снижение грузоподъемности
239
кранов при их спаренной работе не всегда обеспечивает гаран-
тию от перегрузки одного из кранов. В связи с этим следует
в каждом конкретном случае применения спаренных кранов
выполнять расчет возможного изменения нагрузки на краны и,
исходя из этого расчета, назначать запас грузоподъемности
кранов.
Рассмотрим случай несимметричной строповки горизонталь-
ного аппарата на расстоянии h от его центра тяжести
(рис. 7.6). При наклоне оси аппарата на угол а произойдет
Рис. 7.6. Схема для расчета степени неравномерности загрузки кранов при
монтаже горизонтального аппарата:
а — горизонтальное положение аппарата; б — ось аппарата наклонена на угол а
перераспределение усилий и изменение нагрузки по отношению
к первоначальной составит:
для крана в точке А
Р'.—Р, а
=-±-^-=_—tga; (7.1а)
а Ра о
для крана в точке В
Рн — Рв h
гРв = - ? = —tg«. (7.16)
Рв а
Как видно из приведенных соотношений, увеличение (+)
или уменьшение (—) нагрузки на кран зависит от расположе-
ния центра тяжести (Ц. Т.) аппарата по отношению к плос-
240
кости строповки и от угла наклона оси аппарата а. Если Ц. Т.
аппарата расположен ниже плоскости строповки, то при на-
клоне оси аппарата (плоскости строповки) нагрузка на опере-
жающий кран (в данном случае кран в точке В) возрастает.
Если Ц.Т. аппарата расположен выше плоскости строповки, то
при наклоне аппарата нагрузка увеличивается на отстающий
кран. Из уравнений (7.1а) и (7.16) видно, что при заданном за-
пасе грузоподъемности кранов угол а меньше для крана, рабо-
тающего на большем плече.
Увеличение угла наклона монтируемого аппарата приво-
дит к возрастанию нагрузки на один из кранов. Отметим, что
при Л = 0 нагрузки между кранами не перераспределяются, по-
этому плоскость строповки желательно размещать возможно
ближе к оси аппарата.
Если принять равные запасы грузоподъемности для обоих
кранов, то можно записать
Qa — ?а _ Qb ~ рв
Qa Qb
где QA и Qb — грузоподъемности кранов.
Отсюда
Qa Ь' b — htg а ma — htg а
Qb а' аhtg a. a-]-htg а
b
где т — отношение плеч строповки т = —.
а
Из уравнения (7.2) определяем величину т. при равном за-
пасе грузоподъемности обоих кранов
<?л + — tga^ + Qfi)
т =---------------------. (7.3)
Qb
Нагрузки на краны при опережающей работе одного из них
определяется из выражений:
для крана в точке А
Л .
т-----tg а
= = С; (7.4а)
I 1 + т
для крана в точке В
, 1 + — tg а
Р’в = G — = G----------. (7.46)
I 1 + л» '
В тех случаях, когда на сооружаемом объекте для монтажа
тяжеловесных вертикальных аппаратов применяют мачты, их
241
можно также эффективно использовать и для установки рядом
расположенных горизонтальных аппаратов. С этой целью могут
быть использованы как основные полиспасты мачт, так и до-
полнительные полиспасты меньшей грузоподъемности, заранее
закрепленные на вершине мачты. Для наведения аппарата на
фундамент применяют оттяжки или наклоняют мачты. Монтаж
горизонтальных аппаратов может быть осуществлен также при
использовании вместо мачт ранее установленных вертикальных
аппаратов или надежных конструкций. Конструкции должны
быть проверены на прочность и устойчивость.
При необходимости установки горизонтальных аппаратов,
имеющих одинаковые размеры и массу, на рассредоточенных
объектах газовых или нефтяных промыслов, когда использова-
ние монтажных кранов связано с дорогостоящими перевозками,
применяют невысокие портальные подъемники. Стойки подъем-
ника выполняют А-образными, что исключает необходимость
применения передних и задних расчалок. Использование под-
косов и жесткой связи ригеля со стойками исключает примене-
ние и боковых расчалок. Для удобства передвижения по
фронту монтируемого ряда аппаратов основание портала вы-
полняют в виде трубчатых саней.
§ 2. МОНТАЖ ГОРИЗОНТАЛЬНЫХ АППАРАТОВ, РАСПОЛОЖЕННЫХ
ПОД ПЕРЕКРЫТИЯМИ ЗДАНИЙ ИЛИ ПОСТАМЕНТОВ
Горизонтальные аппараты, располагаемые под перекрыти-
ями зданий или постаментов, устанавливают несколькими гру-
зоподъемными средствами. Аппараты, размещаемые на первом
этаже, подтаскивают к фундаменту при помощи лебедок и
системы отводных блоков, которые крепят к фундаменту, сте-
нам здания или колоннам постамента. Затем другой лебедкой
аппарат поднимают над фундаментом, разворачивают, придают
ему необходимое положение и опускают на фундамент. Грузо-
подъемный полиспаст крепят к перекрытию. В стесненных усло-
виях для установки аппаратов на опоры применяют также тали,
подвешиваемые к треногам или перекрытию. На рис. 7.7 дана
схема монтажа горизонтального аппарата под перекрытием на
первом этаже.
Горизонтальные аппараты, расположенные на втором и по-
следующих этажах, монтируют в два приема. Сначала аппа-
рат поднимают на необходимую высоту мачтами, кранами или
полиспастами, которые крепят к ранее установленным конст-
рукциям или аппаратам, а затем его перемещают горизон-
тально по направляющим к месту установки и опускают на
опоры, применяя полиспасты или тали. Следует строго придер-
живаться мест креплений отводных блоков, талей и других вспо-
могательных средств, указанных в проекте производства работ.
При перемещении аппарата по перекрытию необходимо сле-
242
дить, чтобы нагрузка от аппарата передавалась на несущие
балки перекрытия, а не на настил перекрытия.
На рис. 7.8 приведена схема монтажа горизонтального ап-
парата на втором этаже под перекрытием постамента при по-
мощи мачты или полиспастов. При подаче аппарата на пере-
крытие краном можно эффективно использовать двухветвевой
строп с изменяемой длиной одной ветви (рис. 7.9). После подъ-
ема аппарата на необходимую высоту и опирания его края на
перекрытие с помощью рычажной лебедки ослабляют одну
Рис. 7.7. Схема монтажа горизонтального аппарата под перекрытием на пер-
вом этаже
ветвь стропа, выполненную в виде полиспаста, а за вторую
ветвь краном поддерживают аппарат во время его затаскива-
ния на перекрытие. В некоторых случаях для подъема аппара-
тов может быть использован установленный в помещении мо-
стовой кран.
На рис. 7.10 приведена схема подачи горизонтального ап-
парата, установленного на шарнирно закрепленных направля-
ющих, с помощью мостового крана. Направляющие устанав-
ливают наклонно таким образом, чтобы их верхний конец рас-
полагался на уровне пола второго этажа. Полиспастом 1 аппарат
затаскивают на направляющие, которые затем вместе с ап-
паратом поднимают мостовым краном до горизонтального по-
ложения. Полиспастом 2 аппарат перемещают к месту уста-
новки.
243
a
Рис, 7.8. Схема монтажа горизонтального аппарата под перекрытием поста-
мента:
а —с применением вертикальной мачты и полиспастов; б — с применением качающейся
мачты и полиспаста; I, II, III и IV— последовательные положения аппарата при
подъеме
В многоэтажных зданиях аппараты можно монтировать че-
рез шахту, которая проходит через все этажи и предназначена
для ремонтных работ. В этом случае аппарат поднимают на
требуемый этаж полиспастом, подвешенным за балку, которая
укреплена на верхнем перекрытии здания. Если длина аппа-
244
рата превышает поперечные размеры шахт, то аппарат подни-
мают внутри нее в наклонном положении.
Горизонтальные аппараты монтируют внутри зданий, ис-
пользуя также несущую способность ферм перекрытия. Мон-
тажные балки, оснащенные грузовыми полиспастами, устанав-
ливают сверху на две смежные фермы. Проектом должны быть
предусмотрены усиление ферм и других конструкций сооруже-
ния, а также установка монтажных балок.
Горизонтальные аппараты, устанавливаемые внутри зданий,
целесообразно монтировать последовательно с выполнением
строительных работ. В этом случае могут быть эффективно ис-
стреловые
этажа. Кон-
ниже ярусов
необходимые
пользованы самоходные
краны. Монтаж аппаратов производят
до сооружения конструкций и перекры-
тия вышерасположенного
струкциям расположенных
должны быть приданы
прочность и жесткость.
Выверять аппарат необходимо вслед
за его установкой на фундамент, пока
еще не сняты такелажные средства, так
как в процессе выверки может возник-
нуть необходимость приподнять аппарат
над фундаментом для установки или за-
мены металлических регулировочных
Рис. 7.9. Схема мон-
тажа аппарата под пе-
рекрытием с примене-
нием стропа переменной
длины
подкладок.
Горизонтальный аппарат выверяют
по уровню с делениями, который уста-
навливают в верхней части аппарата
вдоль образующей. При выверке необ-
ходимо обеспечить строгую горизон-
тальность аппарата или заданную величину уклона согласно
проекту. Чтобы исключить влияние местных искажений формы
корпуса на показания уровня, последний необходимо устанавли-
вать в нескольких местах по длине аппарата. Уровень нельзя
помещать на стыке двух поясов, так как смещение кромок сты-
куемых листов, а также наличие валика сварного шва вносят
искажения в показания уровня. Для установки уровня могут
быть использованы также привалочные поверхности фланцев
у штуцеров, расположенных вдоль верхней образующей корпуса
аппарата. При этом необходимо убедиться, что штуцеры были
приварены перпендикулярно к корпусу аппарата, а фланцы —
перпендикулярно к патрубкам штуцеров. Аппарат можно выве-
рить также по нивелиру. После выверки следует закрепить его
на опорах, т. е. затянуть фундаментные болты и подлить опоры
цементным раствором. Фундаментные болты подвижной опоры
должны находиться в середине овальных отверстий и не
должны быть сильно затянуты.
245
После установки, выверки и закрепления аппарата присту-
пают к выполнению работ по подготовке аппарата к испыта-
нию и сдаче его заказчику. Внутреннюю поверхность аппарата
необходимо очистить от грязи, ржавчины, окалины и различных
посторонних предметов. Очистку внутренней поверхности ап-
паратов производят ручными или приводными стальными щет-
ками или пескоструйными аппаратами. Если аппарат имеет
внутренние устройства (змеевики, трубный пучок и другие), то
их следует испытать и установить в аппарате до испытания
корпуса. При этом внутренние устройства должны быть очи-
щены от грязи, окалины, иметь надежную плотность всех сое-
Рис. 7.10. Подача горизонтального аппарата на второй этаж мостовым кра-
ном:
1 и 2 — полиспасты; I, II и /// — последовательные положения аппарата при подъеме
динений и установлены строго по чертежу. Аппараты, подве-
домственные Госгортехнадзору СССР после очистки внутрен-
ней поверхности перед испытанием предъявляют для осмотра
инспектору. Корпус и внутренние устройства аппаратов, постав-
ляемых в полностью собранном виде, должны быть очищены и
испытаны на заводе-изготовителе и снабжены проектными про-
кладками. Перед испытаниями на монтажной площадке такие
аппараты подвергают внутреннему осмотру. При подготовке
аппарата к испытанию временные прокладки заменяют на про-
ектные, устанавливают необходимую арматуру и КИП.
Аппарат, прошедший испытание, сдается по акту инспек-
тору Госгортехнадзора СССР или представителю заказчика.
Воду из аппарата после проведения испытания сливают
в канализацию или отводят подальше от фундамента.
Глава 8
МОНТАЖ ТРУБЧАТЫХ ПЕЧЕЙ
§ 1. КРАТКАЯ ХАРАКТЕРИСТИКА ТРУБЧАТЫХ ПЕЧЕЙ,
ПРИМЕНЯЕМЫХ НА НЕФТЕ- И ГАЗОПЕРЕРАБАТЫВАЮЩИХ
ЗАВОДАХ
Трубчатая печь —огневой подогреватель, служащий для на<
грева нефти, ее фракций и газов при различных технологичес-
ких процессах переработки до температуры, определяемой спе-
цифическими особенностями технологического процесса.
Наибольшее распространение на нефтегазоперерабатыва-
ющих заводах получили одно- и двухскатные трубчатые печи
с наклонными сводами и с подвесными стенками (рис 8.1),
а также печи коробчатого типа с излучающими стенками топки
(рис. 8.2), работающие на газовом топливе, цилиндрические
вертикальные и др. Применение трубчатых печей с беспламен-
ными панельными горелками, с настильным факелом и с диф-
ференциальным подводом воздуха позволило существенно
уменьшить их габариты, сократить удельные расходы металла
и огнеупорных материалов, улучшить их технико-экономические
показатели.
В конструкцию трубчатой печи входят следующие основные
узлы.
Стальной каркас из профильного проката с фермами, бал-
ками и стойками, служащий для подвески обмуровки и труб
змеевика, а также для крепления площадок и лестниц для об-
служивания. Каркас является основной несущей конструкцией.
В печах, выполненых из жароупорного железобетона, основные
нагрузки воспринимает железобетонная конструкция.
Трубчатый змеевик состоит из конвекционной и радиантной
секций, которые размещены в конвекционной и радиантной ка-
мерах печи. Трубы змеевика соединены между собой двойни-
ками, которые присоединяют к трубам на фланцах, сваркой или
развальцовкой (ретурбенты). В зависимости от температуры и
давления для змеевика печи применяют трубы и двойники из
углеродистой или легированной стали. Для некоррозионных
продуктов при температуре до 425 °C и давлении до 6 МПа
применяют трубы из углеродистой стали марок 10 и 20. Для
коррозионных продуктов при температуре до 550 °C и давлении
до 10 МПа трубы изготовляют из легированной стали марки
Х5М, а для более жестких условий — из стали 1Х18Н9Т. Двой-
ники изготовляют из углеродистых сталей марок 30 (кованые)
247
Рис. 8.1. Двухскатная трубчатая печь
Рис. 8.2. Печь с излучающими стенами из панельных горелок:
/__коллектор подвода газа к горелкам нижнего ряда; 2 — коллектор подвода газа
к горелкам верхнего ряда; 3 — эжектор горелки; 4 — кровля-навес; 5 — трубы потолоч-
ного экрана; 6 —каркас; 7 — змеевик пароперегревателя; 8 — трубы змеевика камеры
конвекции- 9 — трубы котла-утилизатора; 10—дымовая труба; 11 — стремянка, и
трубы змеевика двустороннего облучения; ./<3 — выхлопное окно; 14 панель горелки,
/5 — площадка для обслуживания горелок; /б —трубы подового экрана
и 25Л-П (литые), а также из легированных сталей марок
ЗОХМА, Х5М, Х8ТЛ и др. В конвекционной камере печи мон-
тируют трубчатый пароперегреватель.
Оборудование для сжигания топлива включает форсунки,
регистры, воздуховоды, трубопроводы для топлива и пара, вен-
тиляторы. Дымовая труба с боровом, газоходами и специаль-
ными устройствами (шиберами, рекуператорами и газодувками)
служит для создания тяги и использования тепла дымовых га-
зов.
Гарнитура печи включает подвески и кронштейны для фа-
сонного кирпича, подвески, решетки и опоры для труб, лазовые
люки, предохранительные окна и гляделки.
Промежуточные подвески устанавливают внутри топочной
камеры для поддержания труб змеевика и для предотвращения
прогибов труб. Подвески изготовляют из жаропрочных сталей
марок 30Х24Н12СЛ и 25Х23Н7СЛ. Трубчатые решетки уста-
навливают в потолочных и подовых экранах торцовых стен.
Решетки потолочных экранов изготовляют из сталей марок
30Х24Н12СЛ и 25Х23Н7СЛ, решетки подовых экранов — из
жаропрочного чугуна или из серого чугуна. К решеткам, изго-
товляемым из сталей марок 30Х24Н12СЛ и 25Х23Н7СЛ, при-
варивают крючки для крепления термоизоляции, а в чугунные
решетки крючки ввертывают на резьбе. В печах со сварными
змеевиками применяют разъемные трубные решетки и подвески.
Трубные решетки и трубные опоры конвекционной части
печи служат для поддержки труб. Трубные решетки устанавли-
вают в торцовых стенах печи. При небольших размерах конвек-
ционной секции трубные решетки отливают цельными, а для
больших печей — из двух частей из чугуна. На внутреннюю
поверхность трубных решеток наносят теплоизоляционную ма-
стику, для удержания которой в решетку ввертывают крючки.
Трубные опоры устанавливают внутри конвекционной шахты
между трубными решетками. Их изготовляют из сталей марок
30Х24Н12СЛ и 25Х23Н7СЛ целыми или из нескольких частей
в зависимости от размеров и типа печи. Части трубных опор
и решеток соединяют болтами из жаростойкой стали марки
40Х9С2Л (Сг= 12-5-14 %).
Изнутри печь имеет огнеупорную кладку (футеровку) из
шамотного кирпича. Потолок и стены печи выполняют из фа-
сонного кирпича, который крепят к подвескам и кронштей-
нам.
Подвески и кронштейны изготовляют из жаростойкого чу-
гуна или из серого чугуна в зависимости от условий работы.
Огнеупорную кладку стен снаружи обкладывают изоляционным
кирпичом, а потолок засыпают сверху термоизоляционным ма-
териалом. Общее представление о конструкции подвесного
свода и стен трубчатой печи дает рис. 8.3, а, б.
По верхнему поясу рам каркаса печи крепят прогоны
250
кровли, к которым прикрепляют стальные или асбоцементные
листы. Снаружи печь облицовывают стальными и асбоцемент-
ными листами. Печь обвязывают различными вспомогатель-
ными трубопроводами для подачи воздуха, паротушения и дре-
нажными трубами. Трубчатые печи принадлежат к числу агре-
гатов, которые собирают на монтажной площадке из большого
числа отдельных деталей, заготовок и узлов.
Каркас и металлоконструкции печи заводы-изготовители по-
ставляют в виде отдельных габаритных транспортабельных
251
элементов — стоек, ферм, площадок, лестниц и др. Их окраши-
вают масляной краской и маркируют. Каркас и металлоконст-
рукции собирают на монтажной площадке.
Змеевик поступает в виде отдельных труб и двойников. Мон-
таж труб и их развальцовку в печных двойниках осуществляют
на месте монтажа.
Отдельно поступают элементы гарнитуры печи и приборы
для сжигания топлива, а также дымовая труба в виде отдель-
ных обечаек.
§ 2. КРУПНОБЛОЧНЫЙ МОНТАЖ ТРУБЧАТЫХ ПЕЧЕЙ
Подготовка элементов трубчатой печи к монтажу
Основным работам по монтажу трубчатой печи предшест-
вует большое количество различных подготовительных работ,
которые в значительной степени предопределяют общие сроки
и качество работ по монтажу трубчатых печей. Большую часть
подготовительных работ выполняют вне зоны монтажной пло-
щадки, что позволяет проводить эти работы одновременно со
строительными. Работы подготовительного периода включают
комплектование монтажных рабочих чертежей и ознакомле-
ние с ними, проверку наличия всех узлов и деталей на базе
оборудования заказчика, приемку оборудования у заказчика
и его перевозку к месту монтажа.
При приемке и перевозке металлоконструкций каркаса труб-
чатой печи необходимо отсортировать детали и узлы по следу-
ющим группам: детали и узлы рам, ветровые стяжки и рас-
косы, элементы фронтальных стен, детали торцовых стен, эле-
менты перекрытия и кровли, гарнитура для подвесного
кирпича, облицовка печи, ретурбентные и форсуночные короба.
При сортировке элементов применяют трубоукладчик или авто-
кран. Дефекты, возникшие при транспортировке металлоконст-
рукций должны быть устранены.
На строительной площадке недалеко от места монтажа
трубчатой печи устраивают спланированную площадку (одну
или две) для сортировки деталей и узлов печи и сборки их
в укрупненные блоки. Здесь же сверяют основные размеры
монтируемых элементов с рабочими чертежами, а также ис-
правляют обнаруженные дефекты. Поскольку число монтиру-
емых элементов печи может достигать 1000, то в подготови-
тельный период целесообразно производить укрупнительную
сборку каркаса печи и трубного змеевика в блоки, сообразуясь
с грузоподъемностью имеющихся механизмов, что позволяет
сократить число монтируемых блоков до 45—70. Монтируемые
детали и узлы (блоки) должны располагаться на монтажной
площадке в той последовательности, какая принята схемой
монтажа в наиболее удобных местах, чтобы сократить их пе-
ремещение по монтажной площадке. В подготовительный пе-
252
риод производят сборку и сварку дымовой трубы. Эту работу
целесообразно выполнять вне пределов установки и затем го-
товую трубу подтаскивают на санях тракторами к месту мон-
тажа.
Трубы змеевика должны быть тщательно рассортированы
на углеродистые и легированные, а также по длине и диаметру.
Трубы, входящие в один двойник, должны быть одинаковой
длины. Трубы не должны иметь трещин, вмятин и прогибов.
Концы труб, входящие в печные двойники, должны быть за-
чищены механизированным способом или опилены вручную на
длине около 80 мм. После зачистки концы труб смазывают
тонким слоем минерального масла для предохранения от кор-
розии.
Гнезда двойников и концы труб, входящие в гнезда, не дол-
жны иметь продольных рисок глубиной более 0,2 мм. Концы
труб должны иметь твердость не более 1700 НВ. В противном
случае концы труб подвергают отжигу при температуре 725 —
750 °C, выдержке при этой температуре в течение 2 ч, с после-
дующим медленным охлаждением до 625 °C со скоростью не бо-
лее 25 °С/ч и дальнейшим охлаждением вместе с печью или на
воздухе. После отжига вновь проверяют твердость трубы.
При приемке двойников обращают внимание на маркировку
пробок и корпуса и проверяют, чтобы на соприкасающихся по-
верхностях пробок и гнезд, а также на внутренней поверхности
отводов в местах соединения с трубами не было забоин, рисок
и др. Печные двойники должны иметь паспорт с указанием
о проведенном гидравлическом испытании. Двойники и концы
труб перед установкой промывают керосином и затем выти-
рают насухо для удаления пленки масла, так как наличие мас-
ляной пленки на соприкасающихся поверхностях труб и двой-
ников может привести к возникновению неплотности в вальцо-
ванном соединении. Трубные решетки и подвески должны быть
проверены на соответствие размеров отверстий под трубы на-
ружным диаметрам труб. Если диаметр отверстия меньше, чем
требуется с учетом поля допусков, приходится растачивать та-
кие отверстия, используя турбинки с наждачным кругом. Края
отверстий не должны иметь неровностей и заусениц, которые
могут повредить зачищенные концы труб при их протаскива-
нии через отверстия решеток и подвесок.
Каркас печи, состоящий из нескольких решетчатых рам, свя-
занных между собой ветровыми связями и раскосами, образует
жесткую пространственную систему. Рамы каркаса собирают на
приобъектной площадке в непосредственной близости от фун-
дамента печи. При сборке применяют трубоукладчик или авто-
кран. Сборку производят на стеллаже, расположенном строго
горизонтально. После сборки и выверки рамы часть сварных
монтажных швов заваривают. Остальные монтажные швы сва-
ривают после установки и выверки рам в вертикальном поло-
253
жении. Сборку рам можно вести на монтажных болтах с по-
следующей сваркой узлов. Собранная и выверенная рама
играет роль кондуктора при сборке последующих рам. Для уве-
личения жесткости рам при подъеме к ним приваривают вре-
менные распорки из уголков или труб.
Потолочное перекрытие состоит из швеллеров и чугунных
подвесок для огнеупорного фасонного кирпича. Конструкцию
потолочного перекрытия укрупняют в блоки, включающие два-
три швеллера и до 10 чугунных подвесок. Блоки перекрытия со-
бирают в специальных кондукторах, обеспечивающих необхо-
димый шаг между подвесками.
Фронтальные стены (стены, на которых крепятся форсунки)
разделяют на достаточно жесткие блоки. При сборке блоков
на них крепят швеллеры и кронштейны для навески огнеупор-
ного кирпича.
Торцовые стены собирают на стеллажах вблизи печи.
Обычно используют стеллажи, служащие для сборки решетча-
тых рам каркаса печи. На собранные торцовые стены крепят
кронштейны для подвески кирпича, которые выверяют по
струне.
Блоки продуктового змеевика собирают и испытывают
в цехе, грузят двумя трубоукладчиками на грузовую платформу
длиной 10—12 м и доставляют к месту монтажа. Монтажу печи
предшествует приемка фундаментов печи и дымовой трубы.
К моменту сдачи фундаменты печи, дымовой трубы и борова
должны быть засыпаны грунтом до планировочной отметки.
Грунт должен быть тщательно утрамбован. При приемке фун-
дамента производят проверку его расположения на площадке,
соответствие геометрической формы фундамента проектной, на-
личия отметок верхних поверхностей фундамента и отметок
верха анкерных болтов, расположение анкерных болтов (или
колодцев) в плане, длину нарезанной части анкерных болтов,
ее состояние и наличие на каждом анкере двух гаек. О при-
емке фундамента под монтаж составляют акт.
Монтаж отдельных элементов трубчатой печи
Монтаж трубчатой печи целесообразно начинать с уста-
новки дымовой трубы на фундамент. Дымовая труба может
быть использована впоследствии для крепления такелажных
средств, а также в качестве якоря при выполнении как работ
по монтажу печи, так и в пределах всей установки. Подъем
дымовой трубы, высота которой может достигать 50 м, а масса
50—60 т, обычно осуществляют двумя трубчатыми мачтами вы-
сотой 30—40 м и тракторными лебедками или самоходными
кранами соответствующей грузоподъемности. После установки
и выверки дымовой трубы в вертикальной плоскости по теодо-
254
литу затягивают фундаментные болты и подливают фундамент
цементным раствором. Для трубчатых печей с верхним выво-
дом продуктов сгорания монтаж дымовой трубы является за-
вершающим этапом монтажа укрупненных блоков трубчатой
печи.
Трубчатая печь представляет собой трудоемкий в отноше-
нии объема монтажных работ агрегат, который состоит из не-
скольких сотен деталей и узлов массой от нескольких десятков
килограммов до 5 т. Поэтому при разработке технологии мон-
тажа трубчатой печи особое внимание следует уделять вопро-
сам объединения монтируемых элементов в крупные монтаж-
ные блоки. Необходимо также учитывать, что при сооружении
трубчатой печи приходится выполнять большой объем работ
футеровочных, изоляционных и др. В связи с этим в разрабаты-
ваемой технологии монтажа трубчатой печи должны увязы-
ваться сроки проведения монтажных, строительных, футеровоч-
ных и других работ и обеспечивать максимальное их совме-
щение.
Методы монтажа трубчатых печей крупными блоками по-
зволяют уменьшить число монтажных элементов, более эффек-
тивно использовать грузоподъемные механизмы, повысить ка-
чество монтажных работ, сократить сроки монтажа, выполнить
значительный объем подготовительных работ вне пределов
монтажной площадки, добиться наиболее эффективного сов-
мещения монтажных работ со строительными и другими ви-
дами работ.
При объединении монтируемых элементов в крупные мон-
тажные блоки следует исходить из максимальной грузоподъ-
емности имеющихся самоходных кранов, транспортабельности
блоков, их пространственной жесткости, конструктивной при-
надлежности монтируемых элементов тому или иному узлу труб-
чатой печи. Поскольку в настоящее время монтажные орга-
низации достаточно хорошо оснащены самоходными стрело-
выми кранами грузоподъемностью 20 т и более, целесообразно
монтируемые элементы объединять в монтажные блоки массой
до 20 т. В тех случаях, когда имеются в наличии краны боль-
шей грузоподъемности (30—50 т), масса монтажных блоков
может быть соответственно увеличена при условии соблюде-
ния других вышеперечисленных требований.
Укрупнение элементов трубчатой печи в монтажные блоки
Каркас трубчатой печи можно объединить в монтажные
блоки несколькими способами. Выбор того или иного варианта
укрупнения каркаса трубчатой печи в значительной степени
предопределяет возможность укрупнения в монтажные блоки
других узлов печи.
255
Решетчатые рамы каркаса печи собирают из комплекта двух
полуферм и стоек на специально подготовленной площадке
вблизи от фундаментов печи с применением трубоукладчиков
или автокранов. Рамы при сборке тщательно выверяют. Отби-
рают и рассортировывают ветровые связи и раскосы.
Детали торцовых стен объединяют в один или два монтаж-
ных блока, а детали фронтальных стен — исходя из простран-
ственной жесткости монтируемой конструкции. Фронтальные
стены, имеющие большую длину (до 12 м), обычно разделяют
на несколько блоков, число которых может доходить до восьми.
Монтажные блоки собирают на стеллажах из шпал при помощи
трубоукладчика или автокрана. Коробки двойников выделяют
в самостоятельный монтажный блок.
Рис. 8.4. Приспособления, применяемые при сборке трубного змеевика печи:
а — конусный наконечник для протаскивания труб через отверстия трубных решеток
и подвесок; б — направляющий конус для насаживания двойников; / — конусный нако-
нечник; 2 — труба; «3 — трубная решетка; 4 — направляющий конус; d — наружный диа-
метр трубы
Общее число деталей перекрытия доходит до 700. Поэтому
детали перекрытия объединяют в несколько блоков. Навеску ог-
неупорного кирпича целесообразно производить до монтажа
блоков перекрытия.
Трубчатый змеевик разбивают на блоки исходя из числа
труб, объединяемых одной трубной решеткой или подвеской,
чтобы масса монтируемого блока не превышала 20 т.
Блоки конвекционной части печи (один или два) рекомен-
дуется собирать на инвентарных санях, которые используют за-
тем для транспортировки блоков к месту монтажа. На санях
в вертикальном положении устанавливают трубные опоры и ре-
шетки на расстоянии, как и в конвекционной секции печи. На
внутренние поверхности наружных трубных решеток предвари-
тельно наносят теплоизоляционную мастику. После проверки со-
осности отверстий в трубных опорах и решетках в них встав-
ляют печные трубы с заранее подготовленными концами для
развальцовки (рис. 8.4, а, б). После установки труб на их концы
надвигают двойники и развальцовывают. Затем закрывают
двойники пробками на мастике и производят гидравлическое ис-
256
пытание монтируемого блока. По окончании испытания воду из
труб сливают и трубы продувают воздухом. О проведенном гид-
равлическом испытании блока составляют акт, и блок передают
в монтаж. Аналогичным образом собирают и испытывают блоки
подового и потолочного экранов. Блоки маркируют и обозна-
чают стороны ввода и вывода продукта. Как показала практика
крупноблочного монтажа, плотность вальцовки труб в двойни-
ках не нарушается при транспортировке и установке монтаж-
ных блоков в проектное положение.
При использовании методов крупноблочного монтажа при-
мерно 25 % общего объема монтажных работ можно выполнить
в условиях цеха с применением наиболее прогрессивной техно-
логии сборочных и сварочных работ.
Последовательность монтажа укрупненных блоков
трубчатой печи
При крупноблочном монтаже трубчатой печи целесообразно
применять самоходные стреловые краны грузоподъемностью до
20 т. Монтаж трубчатой печи начинают с установки опорных
деталей конвекционной части печи. Затем устанавливают в про-
ектное положение монтажные блоки конвекционной части труб-
чатой печи (рис. 8.5). Одновременно трубоукладчиком или ав-
токраном монтируют опоры решетчатых рам. После установки,
выверки и закрепления блоков конвекционной части присту-
пают к футеровке пода печи, а затем к монтажу блоков подо-
вых экранов трубного змеевика печи.
На смонтированные блоки подовых экранов укладывают
блоки потолочных экранов, а сверху — блоки перекрытия с на-
вешенным и закрепленным огнеупорным кирпичом. Затем при-
ступают к монтажу решетчатых рам каркаса, устанавливая их
кранами (рис. 8.6). Можно также применять два трубоуклад-
чика, оборудованные стрелами длиной 11 м.
Если рамы каркаса монтируют каждую отдельно, то после
установки первой рамы ее фиксируют в вертикальном положе-
нии расчалками. После установки второй рамы ее связывают
с первой постоянными раскосами и ветровыми связями для соз-
дания жесткой и устойчивой пространственной системы.
После установки рам каркаса монтируют блоки перекрытия
и затем блоки потолочных экранов трубного змеевика. Монтаж
блоков производят в направлении снизу вверх по своду. По за-
вершении указанных операций устанавливают блоки фронталь-
ных стен и окончательно выверяют металлоконструкции.
Закончив монтаж блоков трубного змеевика, устанавливают
блоки торцовых стен гусеничным стреловым краном. Затем на
смонтированные блоки устанавливают верхний и нижний короба
двойников, лестницы, обслуживающие площадки и прогоны
кровли. После этого монтируют инвентарные грузоподъемные
средства (тельферы, кошки и др.), предусмотренные проектом
9 Заказ № 2290
257
Рис. 8.5. Монтаж блоков трубного змеевика конвекционной секции и подо-
вых экранов
Рис. 8.6. Установка решетчатых рам каркаса трубчатой печи
трубчатой печи. Форсуночные короба, площадки, навес у форсу-
нок монтируют автокраном. Блоки трубного змеевика соединяют
между собой двойниками и присоединяют трубопроводы.
В заключение производят гидравлическое испытание труб-
ного змеевика и сдачу печи представителю строящегося завода.
§ 3. РАЗВАЛЬЦОВКА ТРУБ
Трубы в печных двойниках обычно крепят путем их разваль-
цовки с целью создания прочного и плотного соединения трубы
с двойником, способного воспринимать нагрузки, которые воз-
никают под действием внутреннего давления, силы тяжести кон-
струкции и тепловых расширений. Развальцовку труб выпол-
няют с помощью специального инструмента — вальцовки
(рис. 8.7), которая приводится во вращение от воздушной тур-
Рис. 8.7. Вальцовка:
/ — ограничительная шайба; 2 — веретено; <3 — вальцующие ролики; 4 — корпус; 5 — ро-
лики для отбортовки; 6 — рукоятка
бинки или от электродвигателя с частотой вращения 10—
30 об/мин.
Сущность процесса развальцовки заключается в раздаче
в холодном состоянии трубы в гнезде двойника. Раздачу произ-
водят вращающимися роликами вальцовки, которые приводятся
во вращение от конического шпинделя (веретена). Рабочий ока-
зывает осевое давление на веретено, от которого усилие переда-
ется вальцующим роликам. Ролики создают радиальное давле-
ние на стенки трубы, под влиянием которого труба сначала рас-
ширяется до соприкосновения со стенками отверстия двойника.
Это так называемый период привальцовки. Затем давление от
роликов начинает передаваться на стенки гнезда двойника.В ре-
зультате металл трубы подвергается пластическим деформа-
циям и заполняет все промежутки между трубой и двойником.
Радиальное давление роликов в основном поглощается стенками
трубы, в результате чего гнездо двойника получает главным об-
разом упругие деформации. После удаления вальцовки гнездо
двойника стремится вернуться в первоначальное состояние и
плотно сжимает трубу, получившую остаточные деформации.
В результате возникают большие радиальные условия, которые
прочно удерживают трубу в корпусе двойника.
О качестве развальцовки можно судить по прочности и плот-
ности вальцованного соединения. Прочность соединения изме-
ряют величиной осевого усилия, необходимого для вырыва-
ния трубы из гнезда двойника, а плотность — величиной гпд-
9
259
равлического давления в трубе, которое может выдержать сое-
динение без видимых следов утечки. Прочность и плотность раз-
вальцованного соединения зависят от факторов, из которых при
монтажных работах могут влиять следующие: начальная вели-
чина зазора между трубой и гнездом двойника, степень раз-
вальцовки, свойства материала трубы и двойника, состояние по-
верхностей соприкосновения, величина выступающих концов
труб и их разбортовка, скорость развальцовки, способ разваль-
цовки, а также число роликов в вальцовке.
Под степенью развальцовки е (в %) понимают отношение
е = -2~№ + s) 100,
d
где d2 — внутренний диаметр трубы после развальцовки; di —
первоначальный внутренний диаметр трубы; s — величина перво-
начального зазора между трубой и гнездом двойника (разность
между диаметром гнезда и наружным диаметром трубы до раз-
вальцовки); d—первоначальный диаметр гнезда двойника.
Выражение, стоящее в числителе, представляет собой вели-
чину раздачи гнезда двойника в радиальном направлении под
влиянием развальцовки. Не всякая степень развальцовки обес-
печивает получение прочного и плотного соединения. С увели-
чением степени развальцовки прочность и плотность вальцован-
ного соединения повышаются до некоторого предела, а затем
уменьшаются (явление перевальцовки). Таким образом, име-
ется оптимальная степень развальцовки, которая для большин-
ства случаев заключена в пределах Оф—1,2%. Большие вели-
чины степени развальцовки соответствуют трубам с большей
толщиной стенки, более пластичному металлу труб и более твер-
дому металлу гнезда двойника.
Первоначальный зазор между трубой и стенками гнезда
двойника должен быть минимальным и определяться из усло-
вия возможности заведения трубы в гнездо двойника с учетом
кривизны трубы. Практически величина зазора составляет около
2 мм. При слишком большом зазоре происходит значительный
наклеп трубы в период привальцовки. Это приводит к повыше-
нию упругости материала трубы и к недостаточно плотному ее
прилеганию к стенкам гнезда.
Для получения качественного вальцованного соединения ма-
териалы трубы и двойника должны обладать определенными
свойствами. При развальцовке пластические деформации дол-
жна получить труба, а упругие деформации — гнездо двойника
для достижения плотности и прочности соединения. Практиче-
ски этого удается достигнуть, если для труб выбрать менее
прочный материал (с меньшим пределом прочности <тв), чем для
гнезда. Поскольку для сталей ов= (0,3-е0,4) НВ, то при про-
верке качества материала труб и двойников достаточно уточ-
нить их твердость. Материал двойников должен быть достаточно
260
прочным, чтобы допускать повторные подвальцовки и разваль-
цовки при смене труб.
Состояние поверхностей трубы и гнезда двойника, соприка-
сающихся при развальцовке, оказывает большое влияние на ка-
чество соединения. При одинаковой степени развальцовки чем
грубее обработаны поверхности, тем больше прочность соеди-
нения. Вместе с тем уменьшается плотность соединения, так как
увеличивается трудность заполнения металлом трубы неровно-
стей грубо обработанных поверхностей. Достаточно высокие по-
казатели в отношении прочности и плотности дает чисто расто-
Рис. 8.8. Схема разбортовки конца
трубы:
а — правильно; б — неправильно
Примечание, d — наружный ди-
аметр трубы; D—наружный диаметр вы-
ступающей части трубы после разбортовки
концы труб непосредственно
ченное гнездо при соединении
с трубой, конец которой хо-
рошо опилен Драчевой пилой
или обработан наждачным
камнем. Иногда для увеличе-
ния прочности вальцованного
соединения в гнезде двойника
растачивают специальные ка-
навки. В этом случае хорошее
качество соединения получа-
ется при чисто обработанных
поверхностях.
Соприкасающиеся поверх-
ности должны быть чистыми
и сухими. Наличие окалины,
ржавчины, пленок масла за-
трудняет получение плотного
соединения. Поэтому двойники
перед установкой двойников промывают керосином и тща-
тельно протирают хлопчатобумажными концами.
Разбортовку конца трубы (раздачу конца трубы на конус)
выполняют с целью увеличить главным образом прочность сое-
динения, хотя при разбортовке в какой-то степени повышается
и его плотность. Разбортованный участок трубы должен начи-
наться сразу же у наружной кромки гнезда (рис. 8.8), тогда его
сопротивление вырыванию будет суммироваться с сопротивле
нием развальцовки. Разбортовку следует выполнять одновре-
менно с развальцовкой, так как специальная разбортовка при-
водит к ухудшению качества вальцованного соединения, потому
что после этого требуется вторичная подвальцовка, которая
в свою очередь может привести к ухудшению качества разбор-
товки. На практике стараются максимально раздать конец трубы
без образования трещин. Длина выступающего из гнезда конца
трубы обычно не более 10 мм.
Развальцовку выполняют вручную и с применением привода
пневматического или электрического с редуктором. Лучшие по-
казатели при развальцовке достигаются при использовании при-
водных вальцовок с частотой вращения 10—30 об/мин.
261
§ 4. ПОДГОТОВКА ТРУБЧАТОЙ ПЕЧИ
К ГИДРАВЛИЧЕСКОМУ ИСПЫТАНИЮ И ЕГО ПРОВЕДЕНИЕ
По окончании вальцовочных работ двойники закрывают
пробками. Конусные уплотнительные поверхности пробок и двой-
ников должны быть тщательно притерты, промыты в керосине
п насухо вытерты. Посадку пробок производят на специальной
мастике, которая представляет собой серебристый графит, за-
мешанный па машинном масле или патоке. Мастику наносят на
пробку таким слоем, чтобы после посадки пробки на место часть
мастики была выдавлена наружу. Это гарантирует заполнение
мастикой всего пространства между пробкой и гнездом двой-
ника. Нажимные болты двойников затягивают гайковертами или
вручную ключами. Затягивать болты надо плавно, без ударов
по ключу, плечо которого для получения достаточного усилия
при затяжке должно быть равным примерно 20d6 (где de— диа-
метр нажимного болта). Перед закрытием пробок двойников
трубы необходимо продуть сжатым воздухом, чтобы удалить из
них пыль, песок и другие посторонние предметы. Рекомендуется
также через все трубы пропустить воздушные турбинки (приме-
няемые для очистки труб от кокса при эксплуатации), чтобы
убедиться в отсутствии искривленных труб.
После окончания работ по монтажу змеевиков печи и подво-
дящих технологических трубопроводов змеевик печи отсоеди-
няют от аппаратов заглушками и подключают водяные трубо-
проводы, насос для испытания и дренажный трубопровод. Пе-
ред испытанием через систему прокачивают воду с целью уда-
ления остатков грязи и окалины. При испытании трубопровод
заполняют водой и постепенно давление в змеевике поднимают
до рабочего. При рабочем давлении осматривают все вальцо-
ванные соединения и двойники. Обнаруженные дефекты отме-
чают и, если они не препятствуют дальнейшему проведению
испытания, давление в змеевике постепенно увеличивают до ис-
пытательной величины, равной (1,5—2,0)рраб в зависимости от
рабочих условий и назначения печи. Выдержав систему под ис-
пытательным давлением в течение не менее 5 мин, постепенно
снижают давление до рабочего и тщательно осматривают все
трубы и соединения. Поскольку трубы конвекционной части печи
недоступны для осмотра, их следует особенно тщательно отби-
рать при отбраковке. Забракованные детали змеевика должны
быть заменены, а отмеченные дефекты устранены. Все работы
по устранению дефектов должны проводиться при отсутствии
в змеевике давления. Спуск воды из змеевика производят при
открытом верхнем штуцере. Недостаточная вальцовка труб
может быть устранена дополнительной подвальцовкой. В случае
неплотности между пробкой и корпусом двойника следует силь-
нее затянуть нажимные болты. Если при этом не удается утечку
устранить, то следует вынуть пробку из гнезда и вновь покрыть
262
ее слоем мастики. Как крайнюю меру применяют повторную
притирку пробки к гнезду.
Трещины в трубах при гидравлическом испытании — явле-
ние сравнительно редкое, но весьма неприятное, так как требу-
ется заменять трубы. Дефектную трубу из двойника вынимают
после расточки развальцованных концов трубы изнутри специ-
альной резцовой головкой с приводом от двигателя вальцовки.
Чтобы не повредить двойник, трубу растачивают не до конца,
а оставляют металл трубы толщиной 2—3 мм, который отги-
бают специальной оправкой. Оставшуюся часть трубы можно
также разрезать по длине газовым резаком или вырубить зу-
билом.
После устранения всех отмеченных дефектов повторяют гид-
равлическое испытание, по окончании которого спускают из
змеевика воду, а змеевик продувают воздухом до полного уда-
ления воды. О проведении гидравлического испытания состав-
ляют акт.
§ 5. вертикальные цилиндрические трубчатые печи
Особенности конструкции
Вертикальные цилиндрические печи типа Ц, разработанные
во ВНИИнефтемаше, имеют две модификации: ЦС — с одной
камерой радиации и с камерой конвекции или без нее, с фа-
кельным сжиганием жидкого и газообразного топлива; ЦД —
с несколькими камерами радиации и с камерой конвекции, с на-
стильным сжиганием жидкого и газообразного топлива и с диф-
ференциальным подводом воздуха. Эти печи, благодаря ком-
пактности конструкции, высокому к. п. д. достаточно большой
теплопроизводительности (до 62 МВт) и относительно низкой
стоимости получают все большее распространение на различ-
ных установках.
Разработаны одиннадцать типоразмеров печей ЦС тепло-
пропзводптельностью 0,5—14 МВт и шесть типоразмеров печен
ЦД тсплопроизводительностью 15—62 МВт.
Печи ЦС (рис. 8.9) установлены на столбчатом фундаменте
высотой не менее 2 м, чтобы иметь возможность обслуживать
горелки, установленные в поду печи. Печь имеет стальной ци-
линдрический корпус диаметром 1,8—5,5 м с толщиной стенки
6 мм, укрепленный продольными стойками из двутавровых ба-
лок и кольцами жесткости из уголков. Изнутри корпус футеро-
ван торкретбетоном или легковесным шамотным кирпичом
с торкретбетоном. В корпусе печи установлены вертикально
трубы радиантного змеевика, соединенные между собой привар-
ными двойниками. Длина радиантных труб от 3 до 15 м. Для об-
служивания печи имеются две площадки. Здесь же размещены
смотровые окна для наблюдения за трубами радиантной секции
и факелом. В верхней части корпуса печи установлены выхлоп-
203
ные окна. Камеры радиации и конвекции соединены конусным
переходником, в котором имеются люки-лазы для проведения
монтажно-ремонтных работ.
Над камерой радиации установлена конвекционная секция
из гладких или оребренных труб, а над пей - дымовая труба
с поворотным шибером. В поду печи имеются одна или не-
сколько горелок. В зависимости от вида топлива и теплопроиз-
водительности в печах ЦС применяют горелки типов ФГМ, ГИК
и гэвк.
Общая высота печи вместе с дымовой трубой в зависимости
от теплопроизводительности составляет 24—36 м, масса металла
(без змеевиков) 8,2—21,2 т, а масса футеровки 11—96 т.
264
Печи ЦД (рис. 8.10), в отличие от печей ЦС, по оси камеры
радиации имеют вертикально установленный рассекатель-рас-
пределитель в виде пирамиды с вогнутыми гранями, которые
служат настильными стенами для факелов горелок. Рассека-
тель-распределитель делит камеру радиации на несколько зон
теплообмена. Металлический каркас рассекателя футерован ша-
мотным кирпичом, а изнутри он имеет воздуховоды, число ко-
торых вдвое превышает число граней. Каждый воздуховод снаб-
жен поворотным шибером. Через каналы в рассекателе пода-
ется вторичный воздух к каждому настильному факелу.
Радиантный подвесной змеевик образован настенными и ра-
диальными трубами, подвешенными на тягах к конусному пере-
ходнику в камере конвекции, которая расположена над камерон
радиации. Для обслуживания змеевика конвекционной части
имеются окна, закрываемые крышками. Дымовая труба с пово-
ротным шибером через конусный переходник соединена с каме-
рой конвекции. Предусмотрен вариант установки трубы от-
дельно от печи и соединения ее с печью газоходом. В остальном
печи ЦД и ЦС аналогичны по конструкции.
Печи ЦД имеют диаметр цилиндрического корпуса 5—8 м,
длину радиантных труб 9—18 м, высоту (без дымовой трубы)
17—30 м. Масса металла (без змеевиков) составляет 65—115 т,
а футеровки 100—300 т.
Монтаж вертикальных цилиндрических трубчатых печей
При монтаже печей этого типа наиболее целесообразно при-
менять самоходные стреловые краны грузоподъемностью 20—
30 т, обеспечивающие монтаж печи укрупненными блоками.
При монтаже цилиндрической печи можно выделить следую-
щие укрупненные блоки: стальной корпус с обслуживающими
площадками, змеевик радиантной камеры печи, змеевик конвек-
ционной камеры с переходным конусом и дымовую трубу.
На площадке укрупнительной сборки производят сборку
и сварку корпуса печи, приварку днища и установку деталей
для крепления футеровки и трубного змеевика, а также обслу-
живающих площадок. Для увеличения жесткости корпуса при
подъеме его укрепляют крестообразными пли треугольными рас-
порками из труб или прокатного металла.
Трубчатый змеевик радиантной камеры собирают в укруп-
ненные секции, испытывают в цехе трубной заготовки и достав-
ляют на монтажную площадку, где они могут быть смонтиро-
ваны самостоятельно или предварительно собраны полностью
с применением сборочных колец (кондукторов).
Змеевик конвекционной части собирают и испытывают за
пределами монтажной площадки и доставляют к месту мон-
тажа. В случае габаритности конвекционной секции она постав-
ляется полностью собранной и испытанной с завода-изготови-
теля.
265
Рис. 8.10. Трубчатая печь ЦД:
/ — камера конвекции; ‘2 — выхлопное окно; 3 — радиантный змеевик; 4 — футеровка;
5 — корпус; б — смотровое окно; 7 — каналы для подвода вторичного воздуха; 8 —фу-
теровка рассекателя-распределителя; 9 — воздуховод; 10 — рассекатель-распределитель;
11 — горелка
Дымовая труба поставляется на монтажную площадку в пол-
ностью собранном виде. Гарнитура пени поставляется отдельно.
Монтаж печи производят в такой последовательности. При-
нимают фундамент для монтажа печи. Поскольку фундамент
образован отдельно стоящими железобетонными столбами, не-
обходимо тщательно проверить их высотные отметки в преде-
лах поля допусков, а также проконтролировать правильность
расположения их по отношению друг к другу и к центру печи.
Следует тщательно проверить расположение фундаментных бол-
тов, так как необходимо обеспечить установку на фундамент-
ные болты 6—8 стоек корпуса.
Корпус печи с площадки укрупнительной сборки доставляют
к месту монтажа печи и укладывают рядом с фундаментом на
шпальных выкладках таким образом, чтобы исключались раз-
вороты корпуса в поднятом положении над фундаментом.
Установку корпуса на фундамент производят в зависимости
от его массы одним или двумя кранами методом отрыва от
267
земли. После этого выверяют корпус по вертикали за счет ус-
тановки стальных подкладок и клиньев под опорные башмаки
стоек корпуса. Затем затягивают фундаментные болты и при-
ступают к футеровке корпуса теплоизоляционными материа-
лами. По окончании футеровочных работ устанавливают змее-
вик радиационной камеры печи с помощью кранов, загружая
его целиком или в виде укрупненных секций через верхнюю
часть корпуса. Потом устанавливают переходный конус с кон-
векционной камерой и дымовую трубу, которую крепят болтами
к верхнему фланцу конвекционной камеры, выверяя ее по вер-
тикали. После монтажа основных блоков печи устанавливают
приборы для сжигания топлива, гарнитуру печи, монтируют си-
стемы трубопроводов сжатого воздуха, пара, жидкого и газооб-
разного топлива. По окончании монтажных работ производят
гидравлическое испытание трубного змеевика и всех трубопро-
водов, а также обкатку вентиляторов системы подачи воздуха
для сжигания топлива.
§ 6. ОСОБЕННОСТИ МОНТАЖА ТРУБЧАТЫХ ПЕЧЕЙ ИЗ
ЖАРОСТОЙКОГО ЖЕЛЕЗОБЕТОНА
В печах из жаростойкого железобетона несущие конструк-
ции совмещены с футеровкой. При горизонтальном расположе-
нии труб торцовые стены имеют металлоконструкции, которые
служат для восприятия горизонтальных усилий, возникающих
при деформации труб продуктового змеевика, разгружая торцо-
вые стены печи. Печь имеет металлические обслуживающие пло-
щадки. Несущую конструкцию печи собирают из железобетон-
ных блоков массой до 10 т.
Для монтажа печей этого типа можно использовать стрело-
вые самоходные краны грузоподъемностью до 20 т.
По окончании земляных работ монтируют блоки газоходов
и бетонируют железобетонную плиту основания печи. Затем
устанавливают фундаментные блоки и трубный пучок конвек-
ционной части вместе с опорными решетками, а также опорные
конструкции радиантных труб и блоки перевальных и торцовых
стен. Перед установкой к торцам блоков приклеивают уплотни-
тельную термостойкую ленту (из асбеста или шлаковаты).
После выверки всех установленных блоков печи их скрепляют
между собой металлическими пластинами, которые привари-
вают к закладным деталям. Температурные швы между бло-
ками забивают шнуровым асбестом. На торцовые блоки стен
укладывают решетки и монтируют трубы потолочного и подо-
вого экранов. Затем монтируют блоки покрытия, кровлю по ме-
таллической обрешетке, обслуживающие площадки, горелки,
гарнитуру и трубопроводы и производят гидравлическое испы-
тание продуктового змеевика и трубопроводов.
Применение печей такой конструкции позволяет значительно
сократить трудоемкость монтажных работ и сроки монтажа.
Глава 9
МОНТАЖ ТЕПЛООБМЕННИКОВ
И КОНДЕНСАТОРОВ-ХОЛОДИЛЬНИКОВ
§ 1. КРАТКАЯ ХАРАКТЕРИСТИКА ТЕПЛООБМЕННОГО
ОБОРУДОВАНИЯ
Теплообменные аппараты составляют около 40 % общего
числа монтируемых аппаратов. Они служат для передачи тепла
от одного технологического потока к другому или для отвода
тепла при конденсации и охлаждения продуктов. На технологи-
ческих установках нефте- и газоперерабатывающих заводов, как
правило, применяют теплообменные аппараты, в которых тепло-
обмен осуществляется через фиксированную поверхность, т. е.
исключается непосредственное соприкосновение теплообмени-
вающихся сред. В качестве хладагента (теплоносителя) исполь-
зуют воду, водяной пар, воздух или какой-либо технологиче-
ский поток в жидком или парообразном виде.
По конструктивным признакам и по своему назначению теп-
лообменные аппараты делятся на следующие основные типы:
кожухотрубчатые, типа «труба в трубе», подогреватели с паро-
вым пространством, погружные конденсаторы-холодильники и
аппараты воздушного охлаждения.
Кожухотрубчатые теплообменники
Кожухотрубчатые теплообменники изготовляют в следую-
щих модификациях: с плавающей головкой, с U-образными
трубками и с жестко закрепленными трубными решетками. Не-
зависимо от конструктивных особенностей кожухотрубчатые
теплообменники состоят из трубного пучка, помещенного в кор-
пусе, и распределительной коробки.
Теплообменники с плавающей головкой пред-
назначены для нагрева или охлаждения теплообменивающихся
сред, находящихся как в жидком, так и в парообразном состоя-
нии (рис. 9.1). Теплообменники этой группы стандартизованы
по условным давлениям ру=1,6ч-6,4 МПа, по диаметрам кор-
пуса 325—1400 мм и поверхностям нагрева 10—1200 м2 с дли-
ной труб 3—9 м. Масса их достигает 35 т. Теплообменники при-
меняют при температурах до 450 °C.
Стандартами предусмотрены различные варианты матери-
ального исполнения конструктивных элементов теплообменных
аппаратов. Корпус аппарата изготовляют из сталей ВСтЗсп,
269
<1 16ГС или биметаллическим
с защитным слоем из ста-
& лей 08X13, 12Х18Н10Т,
° I0X17H13M2T. Для труб-
I ного пучка применяют
трубы из сталей 10, 20 и
§ Х8 с размерами 25x2 и
g. 20x2 мм, из высоколегиро-
ванных сталей 08X13,
1g 08Х22Н6Т, 08Х18Н10Т,
1.° 08Х17Н13М2Т с размерами
g 25X1,8 и 20X1,6 мм, а так-
о 4. же трубы из алюминиевых
§ сплавов и латуни. Трубные
§5 решетки изготовляют из
Ц сталей 16ГС, 15Х5М,
s g” 12Х18Н10Т, а также биме-
g’g. таллическими с наплавкой
§ з§ высоколегированного хро-
о 5« моникелевого сплава или
* слоя латуни толщиной до
= ° и 10 мм. Каждый типоразмер
s 4g теплообменника имеет ус-
о «I ловное обозначение.
g '§?. Одна из трубных реше-
£ о» ток трубного пучка не сое-
=s ®| динена с корпусом, она за-
н крыта крышкой и образует
? так называемую плаваю-
g; | g щую головку, которая при
о 5| изменении длины трубного
>> пучка вследствие нагрева-
ло ння или охлаждения может
J, я перемещаться внутри кор-
пуса. Этим достигается не-
. gg зависимость температурных
s деформаций корпуса и труб-
= з ного пучка (см. рис. 9.1).
|& Трубки трубного пучкараз-
2 вальцованы в трубных ре-
® шетках с разбивкой отвер-
5 стий, как правило, по вер-
5 шинам квадратов, что соз-
р. дает большие удобства для
« чистки наружной поверхно-
| сти трубок.
* В распределительной ко-
Д робке могут быть установ-
270
лены одна или две горизонтальные перегородки, которые дают
возможность иметь 2—4 хода потока по трубному пучку.
Вертикальные поперечные перегородки, прикрепляемые
к трубному пучку, позволяют получить более сложный путь дви-
жения потока в корпусе. Двухходовые по корпусу теплообмен-
ники имеют горизонтальную перегородку в межтрубном прост-
ранстве. Ввиду сложности уплотнения между перегородкой
и корпусом такие теплообменники не получили широкого при-
менения.
Распределительная коробка и корпус имеют штуцеры для
ввода и вывода продуктов, муфты для дренажа, установки ма-
нометров и термопар.
Рис. 9.2. Узел теплообменника с волнистым компенсатором
на плавающей головке:
1 — подвижная решетка; 2 — компенсатор; 3 — горловина; 4 — крыш-
ка корпуса; 5 — крышка плавающей головки
На установках риформинга и гидроочистки применяют ко-
жухотрубчатые теплообменники с компенсатором на плаваю-
щей головке (рис. 9.2). В аппаратах этого типа осуществляется
противоточное движение теплообменивающихся сред и обеспе-
чивается компенсация деформаций трубного пучка, который вы-
полнен одноходовым, а на штуцере плавающей головки уста-
новлен волнистый компенсатор.
Теплообменники с U-o б р а з н ы м и трубками
(рис. 9.3) предназначены для работы с продуктами, не загряз-
няющими трубный пучок, не вызывающими интенсивной корро-
зии, а также в случае, когда загрязнения поддаются химической
очистке. Теплообменники с U-образными трубками обладают
теми же преимуществами, что и теплообменники с плавающей
головкой, но проще в изготовлении и эксплуатации. Кроме того,
разность температур стенок труб по ходам не должна превы-
шать 100 °C. Такие аппараты хорошо работают при повышен-
ных давлениях. Трубы в них расположены по вершинам ромбов
271
и to
Рис. 9.3. Вертикальный кожухо-
трубчатып теплообменник с U-od'-
разными трубками
(равносторонних треугольников).
Наружный диаметр труб равен
20 мм. Теплообменники этого типа
могут быть в горизонтальном и
вертикальном исполнении. Их из-
готовляют диаметром 325—1400 мм
с трубами длиной 6—9 м, на ус-
ловное давление до 6,4 МПа и для
рабочих температур до 450 °C.
Масса теплообменников до 30 т.
Теплообменные аппараты
кожухотрубчатые жестко-
го типа имеют трубные решетки,
жестко соединенные с корпусом,
в которых развальцованы трубки
пучка. Вследствие того, что длины
трубного пучка и корпуса не могут
изменяться независимо одна от дру-
гой, в трубках и корпусе при раз-
ных температурах их нагрева
возникают напряжения, которые
могут быть причиной нарушения
плотности развальцовки или раз-
рушения обварки труб в трубных
решетках. Поэтому такие тепло-
обменники применяют ири раз-
ности температур трубного пучка
и корпуса, не превышающей 70 °C.
При этом среда, проходящая ио
межтрубному пространству, не
должна выделять веществ, загряз-
няющих поверхность трубок (см.
теплообменники с U-образпыми
трубками). Теплообменники изго-
товляют па условное давление
0,6—4,0 МПа, диаметром 159—
1200 мм, с поверхностью теплооб-
мена до 960 м2; длина их до 10 м.
масса до 20 т. Теплообменники
этого типа применяют до темпера-
туры 350 °C. С целью компенсации
температурных деформаций кор-
пуса для давлений до 16 МПа
теплообменные аппараты изготов-
ляют с линзовыми компенсаторами.
Число ходов по трубкам 1—6, а ио
межтрубному пространству аппа-
раты изготовляют одноходовыми.
272
Для трубных пучков применяют трубки диаметром 20 или
25 мм и длиной 1—9 м с размещением их по вершинам ром-
бов. Устанавливают такие теплообменники в горизонтальном
и вертикальном положениях.
Теплообменники типа «труба в трубе»
Теплообменники этого типа обеспечивают полный противо-
ток теплообменивающихся сред и высокие скорости их движе-
ния при малых расходах. Они могут быть жесткого типа или
разборные.
В теплообменниках жесткого типа в каждой
секции наружная и внутренняя трубы соединены сваркой, а от-
дельные секции между собой — также сваркой или фланцами.
Вследствие возникновения значительных температурных напря-
Рис. 9.4. Теплообменник типа «труба в трубе»:
1 — крышка; 2 — трубная решетка для внутренних труб; 3 -- распределительная коробка;
4— трубная решетка для наружных труб; 5 — опора; 6 — наружная труба; 7 — внутрен-
няя труба; 8 — колпак; 9 — калач
женпй теплообменники этого типа применяют при разности тем-
ператур труб не более 70 °C.
Одпопоточпые неразборные теплообменники изготовляют
из труб длиной 3—12 м с диаметром внутренних труб 25—
159 мм п наружных соответственно 48—219 мм на условное
давление для наружных труб до 6,4 МПа и для внутренних до
16 МПа.
В теплообменниках разборной конструкции типа «труба
в трубе» (рис. 9.4) внутренние и наружные трубы могут удли-
няться независимо друг от друга. Наружные трубы развальцо-
ваны в трубных решетках. Внутренние трубы с одной стороны
крепят гайками к передней трубной решетке, а с другой сто-
роны они свободны и соединены двойниками по схеме потока.
Внутренние трубы с наружной стороны могут быть выполнены
с оребрением. Распределительная коробка имеет два штуцера
и внутреннюю горизонтальную перегородку для получения двух
ходов потока в трубах. Теплообменники разборной конструкции
предназначены для работы при температуре до 450 °C и услов-
ном давлении 2,5 и 4,0 МПа. Их изготовляют отдельными сек-
циями из труб длиной 3—9 м с поверхностью теплообмена 3—
273
66 м2 и размерами наружных труб 89x5 мм, внутренних труб
48X4 мм. Обычно теплообменники собирают по две-три секции,
устанавливаемые одна на другую.
Подогреватели с паровым пространством
Аппараты этой группы (рис. 9.5) предназначены для нагрева
п частичного испарения главным образом остатков ректифика-
ционных колонн. В корпусе подогревателя смонтирован трубный
пучок, погруженный в нагреваемый продукт, уровень которого
4-Д
Рис. 9.5. Подогреватель с паровым про-
странством:
1 — штуцер для ввода теплоносителя; 2 — шту-
цер для ввода нефтепродукта; 3 — штуцер для
вывода паров нефтепродукта; 4—штуцер для
вывода остатка нефтепродукта; 5— опора; 6 —
корпус; 7 — трубный лучок; 8 — дренажный шту-
цер; 9— горловина; 10— штуцер для вывода
теплоносителя; И — распределительная коробка
поддерживается подпорной перегородкой с зубчатой гребенкой
на 100 мм выше трубного пучка. Часть корпуса над жидкостью
служит объемом, в котором собираются пары нефтепродуктов.
Трубный пучок выполняют с плавающей головкой или с U-об-
разными трубками. В качестве теплоносителя в этих аппаратах
используют водяной пар или получаемые на установке нефте-
продукты при достаточно высокой их температуре.
В корпусе подогревателя установлены поперечные балки,
к которым приварены прогоны. По прогонам скользит трубный
пучок при монтаже и демонтаже. Подвижную трубную решетку
крепят к прогонам хомутом, чтобы предотвратить смещение
трубного пучка при транспортировке. Для удобства монтажа
трубного пучка в днище корпуса и в подпорной перегородке име-
274
ются люки, через которые можно пропустить трос от лебедки.
Корпус аппарата изготовляют из стали 16ГС, трубы—из угле-
родистой стали, а также из сталей Х8 и 15Х5М.
Стандартные подогреватели с паровым пространством изго-
товляют диаметром 800—2800 мм для условного давления 1,0—
2,5 МПа в корпусе и 1,6—4,0 МПа в трубном пучке для рабочей
температуры до 450 °C. Поверхность теплообмена до 450 м2, диа-
метр пучков 500—900 мм, число пучков до трех, длина аппара-
тов до 9 м, масса до 25 т.
Погружные конденсаторы-холодильники
Аппараты этого типа (рис. 9.6) служат для конденсации па-
ров и охлаждения жидких нефтепродуктов. Раньше погружные
конденсаторы-холодильники широко применяли на всех нефте-
перерабатывающих заводах. В настоящее время их значительно
потеснили аппараты воздушного охлаждения. Поэтому погруж-
ные аппараты сейчас в основном используют для дополнитель-
ного охлаждения нефтепродуктов пресной или морской водой
после предварительного их охлаждения в аппаратах воздушного
охлаждения, а также в тех случаях, когда по условиям очистки
и другим причинам нерационально применять кожухотрубчатые
теплообменники.
Погружной конденсатор-холодильник состоит из трубчатого
змеевика, который помещен в стальной прямоугольный сварной
ящик, заполненный проточной водой. Если в ящике устанавли-
вают несколько змеевиков разного технологического назначе-
ния, то ящик разделяют на несколько отсеков внутренними вер-
тикальными перегородками. Стенки ящика выполняют из мало-
углеродистой стали и укрепляют вертикальными стойками, ко-
торые скрепляют между собой горизонтальными связями из
стального прутка диаметром 16—20 мм. Натягивают связи резь-
бовыми муфтами. Для придания ящику дополнительной жест-
кости стенки соединяют с днищем косынками, которые прива-
ривают изнутри по осям вертикальных стоек, а верхнюю часть
ящика укрепляют обвязочным уголком. Днище ящика сварное
из листов толщиной 4—6 мм. Размеры ящика в плане 11X23 м
при высоте до 2,8 м.
Охлаждающая вода поступает через коллектор или отдель-
ные вводы в нижнюю часть ящика, а удаляется сверху через
карман, приваренный горизонтально вдоль стенки ящика на сто-
роне, противоположной вводу воды. Уровень воды в ящике под-
держивают па 100 мм выше трубных змеевиков с помощью слив-
ной планки. Продукт в змеевик вводят через коллектор или оди-
ночные штуцеры, а выводят через патрубок, вваренный в стенку
ящика, или через штуцер, который имеет уплотнение при про-
ходе через стенку ящика в виде резинового кольца, зажимае-
мого фланцем. Для спуска воды и грязи из ящика служит кла-
275
Рис. 9.6. Погружной конденсатор-холодильник:
/ штуцер для вывода нефтепродукта; 2— штуцер для ввода нефтепродукта; '/ —
тяга; 4 штуцер для ввода воды; .5—ящик; 6—змеевик; 7—укрепляющая стой'ка;
8 карман для вывода воды; 9— штуцер для вывода водьг, 10 —спускное устройство
пан в днище, рукоятка привода которого выведена наверх
ящика.
В зависимости от конструкции змеевика конденсаторы-холо-
дильники бывают трех типов: змеевиковые с. прямыми трубами,
змеевиковые с гнутыми трубами и секционные.
У змеевиковых конденсаторов-холодильни-
ков с прямыми трубами змеевик состоит из прямых
276
труб, последовательно соединенных двойниками. Применяют
двойники фланцевые и приварные в стык (для стальных труб).
Чугунные трубы применяют при условном давлении до
1 МПа и при температуре не выше 250 °C. Трубы поставляют
длиной 3 м, условным диаметром 80 и 100 мм и обычно соеди-
няют по 2—3 трубы для получения трубных секций длиной 6
или 9 м. Трубы укладывают в ящике холодильника на деревян-
ных брусьях.
Стальные трубы с квадратными приварными фланцами
и стальными литыми двойниками применяют до условного дав-
ления 4 МПа и при более высоких температурах по сравнению
с чугунными трубами. Опорами стальных труб служат квадрат-
ные фланцы.
Змеевиковые конденсаторы-холодильники
с гнутыми трубами изготовляют из труб диаметром не
более 76 мм в виде спирали с небольшим шагом по высоте. Для
удобства монтажа спираль разделена на две части, которые сое-
диняют между собой гнутым двойником на фланцах. Холодиль-
ники этого типа применяют при повышенных давлениях.
Секционные конденсаторы- холодильники при-
меняют при больших расходах продуктов и давлениях до 2 МПа
при температуре до 300 °C. Поверхность охлаждения образо-
вана отдельными трубными пучками (секциями), трубы кото-
рых развальцованы в трубных решетках. К решеткам на шпиль-
ках крепят литые крышки (стальные или чугунные) с внутрен-
ними перегородками для получения требуемого числа ходов
потока охлаждаемого продукта. Для холодильников применяют
восьми- и двенадцатиходовые секции, для конденсаторов —
шести- и восьмиходовые. Для уменьшения температурных на-
пряжений трубная решетка секции со стороны, противополож-
ной вводу охлаждаемого продукта, выполнена из двух половин,
а секции установлены на катковые опоры.
Каждая секция состоит из 144 труб размером 38X3 мм при
длине 6 м и имеет обшивку из тонкой листовой стали для на-
правления потока охлаждающей воды внутри секции снизу
вверх. Масса секции без обшивки около 3,7 т. При некбррозион-
ных продуктах применяют трубы из стали 10 и трубные решетки
из стали ВСтбсп или 30. Крышки отливают из стали или чугуна.
Секции с чугунными крышками применяют при давлении до
1 МПа и температуре не выше 250 °C. Для фланцевых соедине-
ний секции используют асбоалюминиевые или паронитовые про-
кладки. Для защиты от воздействия хлористо-водородной и сер-
нистой коррозии трубы секций изготовляют из латуни или ле-
гированной стали.
Трубные секции поставляют в собранном виде на проектных
прокладках после гидравлического испытания. В ящике уста-
навливают до 12 секций.
277
Аппараты воздушного охлаждения
Аппараты этого типа состоят из трубчатых секций, располо-
женных горизонтально, вертикально, наклонно в виде шатра
или зигзагообразно (рис. 9.7), закрытых с торцов металличе-
скими стенками. По трубам секций пропускают охлаждаемую
или конденсируемую среду. Охлаждающий воздух продувается
Рис. 9.7. Аппараты воздушного охлаждения:
а и и — горизонтальные, соответственно с нижним и верхним размещением вентилятора:
в — шатровый; г — вертикальный; д — зигзагообразный; е — на верху ректификационной
колонны; лс — трехконтурный; / — секция трубчатая; 2 — диффузор; 3 — колесо венти-
лятора; 4 — электродвигатель; 5— колонна; 6 — ограждающая решетка; 7 — коллектор
впрыска химически очищенной воды; 8 — жалюзи; 9 — механизм регулирования угла
поворота лопастей; 10 — клиноременная передача
278
через трубные секции вентилятором, колесо которого приво-
дится во вращение от электродвигателя через клиноременную
передачу или редуктор. Диаметр колеса 0,8—7 м, частота вра-
щения 160—500 об/мин, а производительность вентилятора до
1,5 млн. м3/ч. Колеса вентиляторов изготовляют сварными из
алюминия или из стеклопластиков.
Аппараты воздушного охлаждения размещают на металло-
конструкциях, железобетонных опорах или непосредственно на
соответствующем аппарате (см. рис. 9.7).
Стандартные аппараты воздушного охлаждения в зависимо-
сти от конструкции и назначения имеют следующую основную
маркировку: АВГ — с горизонтальным расположением секций,
АВЗ — с зигзагообразным расположением секций, ЛВГ-Т—трех-
контурные, АВМ — для малых потоков. Длина труб может до-
стигать 12 м. При длине труб более 4 м устанавливают 2—3
вентилятора.
Аппараты воздушного охлаждения трехконтурного типа наи-
более крупные; их поверхность теплообмена по оребрению со-
ставляет до 30 тыс. м2.
Аппараты воздушного охлаждения для давлений 10 МПа
и более имеют неразъемные трубные пучки, состоящие из тол-
стостенных трубных коллекторов, в которых закреплены на
сварке оребренные теплообменные трубы. Для повышения эф-
фективности аппарата при высокой температуре окружающего
воздуха в секции смонтирован коллектор, через который впрыс-
кивается химически очищенная вода, которая, испаряясь, сни-
жает температуру воздуха.
Каждая секция аппарата воздушного охлаждения состоит
обычно из 4—8 рядов труб, расположенных по вершинам рав-
носторонних треугольников (ромбов) и закрепленных разваль-
цовкой, а иногда приваренных в двух трубных решетках с крыш-
ками. Трубы снабжают поперечными ребрами из алюминиевого
сплава. Внутренняя труба может быть выполнена из углероди-
стой п легированной стали или латуни в зависимости от корро-
зионной активности охлаждаемой или конденсируемой среды.
Работу аппаратов воздушного охлаждения регулируют из-
менением частоты вращения колеса вентилятора, жалюзийными
устройствами, изменением угла наклона лопастей вентилятора,
отключением части или всех вентиляторов (особенно в холод-
ное время года) и увлажнением воздуха. Тщательному монтажу
этих устройств должно быть уделено самое серьезное внимание.
§ 2. МОНТАЖ ТЕПЛООБМЕННИКОВ КОЖУХОТРУБЧАТЫХ
И ТИПА «ТРУБА В ТРУБЕ»
Рассматриваемые теплообменники сравнительно невелики по
габаритным размерам п массе, поэтому транспортировать их
к месту монтажа несложно. Для перевозки теплообменников
279
используют автомашины, трейлеры и другие транспортные сред-
ства достаточной грузоподьемности. Теплообменные аппараты
чаще всего устанавливают на нулевой отметке большими груп-
пами (установки ЭЛОУ, АВТ и другие) и реже на различных
высотных отметках постаментов или металлоконструкций, пред-
назначенных для обслуживания группы аппаратов (например,
на установке депарафинизации).
Установка теплообменников на фундаментах
Для теплообменников, устанавливаемых на нулевой от-
метке, устраивают фундаменты в виде двух железобетонных
столбов с анкерными болтами под опоры теплообменников. Пе-
ред установкой теплообменников на фундаменты необходимо
произвести приемку фундаментов под монтаж, обращая внима-
ние на относительное расположение фундаментов, их высотные
отметки, на число, расположение и высотные отметки фунда-
ментных болтов, на состояние и длину нарезки на болтах, на
наличие двух гаек на каждом болте. При недостаточной длине
нарезанных участков болтов или при неправильной их уста-
новке по высоте, в результате чего получается слишком длин-
ной ненарезанная часть болта, выступающая над фундаментом,
необходимо при закреплении аппарата на фундаменте приме-
нять различные самодельные шайбы из листовой стали или от-
резков труб. Это ухудшает внешний вид смонтированного аппа-
рата и снижает качество монтажных работ. Для теплообменни-
ков, монтируемых большими группами и имеющих обвязку из
готовых трубных узлов, тщательность выполнения фундаментов
должна быть особенно высокой. Некачественное выполнение
фундаментов в этом случае приводит к переделке заготовлен-
ных трубных узлов и удлинению сроков монтажа. На принятые
под монтаж фундаменты составляют акт с приложением испол-
нительной схемы.
Под теплообменники, монтируемые на высотных металло-
конструкциях, специальные фундаменты не устраивают, а кре-
пят их к балкам перекрытий.
Монтаж теплообменных аппаратов, устанавливаемых на ну-
левой отметке, не представляет трудностей и выполняется с при-
менением различных самоходных кранов грузоподъемностью
10—50 т. Иногда с успехом можно применять трубоукладчики
грузоподъемностью 10—15 т. Теплообменные аппараты обычно
имеют одну опору неподвижную, а другую подвижную. При мон-
таже под подвижную опору подкладывают плиту, по которой
должна скользить опора аппарата. При затяжке фундаментных
болтов после выверки аппарата фундаментные блоки на под-
вижной опоре не должны быть сильно затянуты.
У теплообменных аппаратов типа «труба в трубе» опорный
каркас крепят жестко к обеим опорам.
280
Вертикальность теплообменных аппаратов выверяют по
уровню или отвесу, а горизонтальность — только по уровню.
Чтобы исключить влияние местных неровностей корпуса на ка-
чество выверки, уровень следует прикладывать к привалочным
поверхностям фланцев корпуса или в нескольких местах к кор-
пусу. При выверке под опоры корпуса подкладывают стальные
пластинки или забивают стальные клинья. После выверки и за-
крепления теплообменника фундаменты подливают цементным
раствором.
Для установки теплообменников на высотных металлокон-
струкциях применяют самоходные краны, имеющие достаточ-
ные вылет, длину стрелы и грузоподъемность, а также простей-
шие грузоподъемные механизмы (полиспасты, тали, стрелы),
которые крепят к смонтированным металлоконструкциям. Неко-
торые приемы монтажа горизонтальных аппаратов (см. гл. 7}
полностью применимы и в случае монтажа теплообменников.
Контрольная разборка теплообменных аппаратов.
Гидравлическое испытание трубного пучка и корпуса.
Тепловая изоляция
Чтобы теплообменный аппарат выполнял свои функции, все
соединения и трубки должны быть герметичными и не иметь де-
фектов, препятствующих их нормальной эксплуатации. Перед
сдачей смонтированного аппарата в эксплуатацию производят
контрольную разборку и гидравлическое испытание теплообмен-
ника. Контрольная разборка (ревизия) теплообменных аппара-
тов должна быть не правилом, а исключением, так как эти ап-
параты должны поступать с заводов-изготовителей полностью
собранными и испытанными.
При контрольной разборке проверяют наличие прокладок
и их соответствие проекту, комплектность съемных деталей, пра-
вильность взаимного расположения деталей, наличие проектных
зазоров, состояние мест вальцовки трубок в трубных решетках,
состояние трубок пучка, доступных для осмотра и т. д.
Иногда заводы-изготовители поставляют теплообменники
с временными картонными прокладками, в то время как проек-
том предусматривается установка прокладок асбоалюминие-
вых, паронитовых, из железа Армко и др.
Если трубки, имеющие дефекты, расположены снаружи, то
их легко исправить, заварив трещины электро- или газовой свар-
кой. Если дефектные трубки размещены внутри пучка, то ис-
править их невозможно. Такие трубки обычно заглушают с обоих
концов металлическими пробками с конусностью 3—5° или при-
варными заглушками, так как замена дефектных трубок до-
вольно трудоемкая операция. Однако следует помнить, что от-
глушение части трубок уменьшает живое сечение и поверхность
теплообмена. Поэтому не рекомендуется отключать более 10 %
общего числа трубок. Правда, в таком количестве дефектные
281
трубки в новых аппаратах встречаются крайне редко. Наиболее
полное представление о плотности соединений и прочности ап-
парата дает гидравлическое испытание. В теплообменниках про-
веряют корпус и трубный пучок. Давление гидравлического ис-
пытания в 1,25—1,5 раза больше рабочего.
Для выявления неплотностей в вальцовке трубок со стороны
распределительной коробки опрессовку трубного пучка произ-
водят через межтрубное пространство. При снятой крышке рас-
> ИО
-05677-
—-0570
—05 18
Рис. 9.8. Приспособление для
проверки герметичности мест
развальцовки в трубных ре-
шетках:
1 — корпус теплообменника; 2 —
трубный пучок; 3 —подвижная
трубная решетка; 4 — сальниковая
коробка; 5 — неподвижная трубная
решетка; 6 — нажимная втулка;
7 — набивка сальника
WI24J0
пределительной коробки наблюдают за пропусками воды из-за
неплотности развальцовки, а также осматривают корпус тепло-
обменника. Неплотности развальцовки устраняют иодвальцов-
кой при отсутствии давления в корпусе. Если при опрессовке
теплообменника с плаваюш.ей головкой появится течь изнутри
трубки, то нельзя определить, является ли она результатом не-
плотности в развальцовке подвижной трубной решетки или в са-
мой трубке. В таком случае снимают крышки корпуса и пла-
вающей головки, а пространство между подвижной трубной
решеткой и корпусом герметизируют. Для этой цели можно
применять приспособление, изображенное на рис. 9.8.
Для проверки качества уплотнения крышки плавающей го-
ловки трубный пучок опрессовывают, создавая давление в рас-
пределительной коробке и трубном пучке.
282
О проведении гидравлического испытания составляют акт.
После проведения гидравлического испытания воду из корпуса
и трубок удаляют через спускные пробки или продувают трубки
п корпус сжатым воздухом.
Для уменьшения тепловых потерь корпус теплообменника
изолируют. Изоляцию наносят после проведения гидравличе-
ского испытания корпуса. Изоляцию чаще всего выполняют
матами из минеральной ваты. Маты обертывают вокруг кор-
пуса и швы стягивают отожженной вязальной проволокой диа-
метром 1—2 мм. Затем снаружи минеральную вату укрепляют
крупноячеистой проволочной сеткой, на поверхность которой на-
носят слой штукатурки. После высыхания слоя штукатурки ее
иногда оклеивают материалом (ветошью) и окрашивают алю-
миниевой или другой устойчивой краской. Для изоляции тепло-
обменников можно применять и специальные скорлупы завод-
ского изготовления.
§ 3. МОНТАЖ ПОГРУЖНЫХ КОНДЕНСАТОРОВ-ХОЛОДИЛЬНИКОВ
Погружные конденсаторы-холодильники монтируют на от-
крытых площадках, железобетонных постаментах высотой до
6 м, на крышках насосных и под постаментами. В зависимости
от места установки конденсаторов-холодильников при монтаже
можно применять те или иные механизмы и определенную тех-
нологическую последовательность монтажных работ. Кроме
того, независимо от места установки этих аппаратов во всех
случаях следует применять укрупненные монтажные блоки
с максимальным использованием самоходных стреловых кранов.
Операциям по непосредственной установке конденсаторов-холо-
дильников в проектное положение предшествует приемка фун-
даментов под монтаж и укрупнительная сборка монтируемых
узлов.
Фундаменты погружных конденсаторов-холодильников, уста-
навливаемых на нулевой отметке, обычно выполняют в виде на-
сыпных песчаных подушек из тщательно утрамбованного песка,
которые снаружи заключены в бетонную обойму. Поверхность
песчаной подушки должна быть строго горизонтальной. Для
предохранения днища ящика от коррозии грунтовыми водами
поверхность подушки покрывают слоем гидроизоляции толщи-
ной 80—100 мм.
При приемке такого фундамента под монтаж обращают вни-
мание на расположение фундамента по отношению к соседним
сооружениям, на качество трамбовки песчаной подушки и на
высотные отметки поверхности фундамента.
При приемке постаментов под монтаж обращают внимание
на высотные отметки постамента, горизонтальность его верхней
поверхности и его габаритные размеры, размещение постамента
на площадке. Сверху постамент с целью изоляции днища ящика
283
конденсатора-холодильника покрывают слоем битума толщиной
до 8 мм. О принятии фундаментов под монтаж конденсаторов-
холодильников составляют акт.
Укрупнительная сборка ящиков и секций змеевиков
конденсаторов-холодильников
Сборку ящиков производят на специально подготовленном
стеллаже, высота которого позволяет выполнять работы под
днищем, или на спланированной площадке. Ящики большин-
ства конденсаторов-холодильников относятся к негабаритным
конструкциям и их поставляют на монтажную площадку в ра-
зобранном виде: днище в виде отдельных листов или рулонов -
для крупногабаритных конденсаторов-холодильников, устанав-
ливаемых на постаментах, а стенки и перегородки — полотни-
щами. Поскольку операции по сборке ящиков в основном одно-
типны независимо от места их установки и способа монтажа,
здесь рассмотрим сборку ящиков, производимую в стороне от
фундамента, а для других случаев отметим лишь некоторые осо-
бенности работ.
После приемки узлов конденсатора-холодильника произво-
дят сортировку узлов и детален ящика с учетом последователь-
ности их сборки и монтажа. Сборку ящика начинают со сборки
днища. Листы днища собирают встык с зазором 3—4 мм на при-
хватках через 300—400 мм. По окончании сборки днища листы
днища сваривают с применением главным образом полуавтома-
тической или автоматической сварки. Швы сваривают без раз-
делки кромок на остающейся стальной подкладке толщиной
2—3 мм и шириной 300—400 мм, которую прихватывают перед
стыковкой листов. Сварку ведут от центра к краям. Лучшие ре-
зультаты получаются при обратноступенчатом способе сварки.
Сначала заваривают поперечные (более короткие) швы,
а затем продольные. Особое внимание следует обращать на
те участки швов днища, которые пересекаются со стенками
и перегородками ящика. По окончании сварки днища вырезают
отверстие для дренажного устройства и приваривают кольцо для
крепления дренажной трубы. Днище может быть также полу-
чено с завода-изготовителя в виде рулона. В этом случае опера-
ции сборки и сварки днища непосредственно на монтажной пло-
щадке исключаются. Затем с помощью автокрана или трубоук-
ладчика устанавливают стенки и перегородки ящика, которые
собирают с днищем и между собой с применением стяжных при-
способлений и прихваток. Сварку изнутри производят прерыви-
стыми швами длиной 40 мм через 80 мм, а снаружи — сплош-
ными швами. После сварки внутренних швов устанавливают ко-
сынки жесткости и приваривают опоры трубных пучков.
По окончании сварки швы ящика проверяют внешним ос-
мотром и на плотность. Перед проверкой швы тщательно зачи-
284
щают от шлака, окалины и грязи. Дефекты сварных швов, об-
наруженные при внешнем осмотре, вырубают и заваривают
вновь. Плотность сварных швов ящика проверяют керосином
или вакуумной камерой.
Для увеличения жесткости ящика при транспортировке к ме-
сту монтажа и при установке на фундамент его снабжают до-
полнительными связями, а также присоединяют часть коллек-
торов и приспособления для крепления такелажа. Сборку
ящиков в стороне от фундаментов наиболее целесообразно про-
водить в том случае, когда фундаменты еще не готовы и пере-
несение монтажных работ ко времени готовности фундаментов
привело бы к удлинению сроков работ по сооружению конден-
саторов-холодильников.
Сборку змеевиков из чугунных труб со съемными
двойниками, поступающими чаще всего в разобранном виде,
производят укрупненно — секциями. Предварительно трубы сор-
тируют по длине, чтобы при соединении их в секции длиной 6
или 9 м незначительные отклонения в длинах соседних труб
можно было компенсировать паронитовыми прокладками. Од-
новременно каждую трубу тщательно осматривают, чтобы вы-
явить наружные пороки литья (трещины, раковины) еще до
сборки и испытания секций. Трубы соединяют между собой
двойниками по схеме. Между отдельными рядами чугунных труб
устанавливают деревянные брусья. Змеевики секционного типа
поступают в собранном виде на проектных прокладках. Перед
монтажом секции укрупняют в блоки.
Собранные секции подвергают гидравлическому испытанию.
Давление при этом в 1,25—1,5 раза превышает рабочее в зави-
симости от рабочих условий и материала труб змеевика и обычно
указывается в проекте. При испытании секций змеевика водя-
ной насос подключают к нижнему штуцеру секции, а у верхнего
штуцера устанавливают воздушный патрубок. Испытываемый
змеевик полностью заполняют водой (вода должна вытекать из
воздушного патрубка) закрывают воздушный патрубок и посте-
пенно в змеевике создают испытательное давление, которое вы-
держивают в течение 10 мин. Затем давление снижают до рабо-
чего и осматривают трубный змеевик, отмечая дефектные места.
Дефекты устраняют при отсутствии давления в змеевике.
При обнаружении утечки в сварных соединениях дефектные
швы вырубают, заваривают и испытывают вновь. Утечку во
фланцевых соединениях пытаются ликвидировать затяжкой бол-
тов. Если утечку не удается устранить, то фланцевое соедине-
ние разбирают, осматривают и зачищают зеркало фланца или
меняют прокладки. Большие дефекты зеркала фланца (за-
боины, раковины) заваривают и зеркало фланца обрабатывают.
Если утечка имеется в чугунных трубах, двойниках или в крыш-
ках секционных теплообменников, дефектные детали заменяют
новыми.
285
Пропуски в вальцованных соединениях секционных змееви-
ков устраняют подвальцовкой. После устранения дефектов ис-
пытание повторяют. Окончательное гидравлическое испытание
змеевика производят после установки секций в ящике конден-
сатора-холодильника.
§ 4. КРУПНОБЛОЧНЫЙ МОНТАЖ
КОНДЕНСАТОРОВ-ХОЛОДИЛЬНИКОВ
Монтаж конденсаторов-холодильников на нулевой отметке
Собранный ящик и испытанные секции змеевика конденса-
тора-холодильника поступают к месту его установки. Ящик
транспортируют на санях непосредственно к фундаменту и при
помощи двух трубоукладчиков или стреловым краном устанав-
ливают на фундамент. После установки и выверки ящика за-
зоры между днищем и фундаментом заполняют гидрофобной
смесью.
Секции змеевиков загружают в ящик трубоукладчиком с уд-
линенной стрелой или краном. Секции в ящике выверяют по от-
весу и уровню, чтобы их верхние отметки были в одной гори-
зонтальной плоскости. Затем устанавливают по верхнему поясу
ящика стяжки и натягивают их муфтами, монтируют клапаны
для спуска воды, подводящие и отводящие трубопроводы, рас-
пределительные листы между секциями, устанавливают и вы-
веряют сливную гребенку.
Прочность ящика и плотность всех сварных соединений ис-
пытывают, заливая ящик водой до верхней отметки. Если к мо-
менту начала монтажных работ фундамент под конденсатор-хо-
лодильник готов, то сборку ящика целесообразно производить
из крупных панелей непосредственно на фундаменте с приме-
нением автокранов или трубоукладчиков.
Монтаж конденсаторов-холодильников
на высоких постаментах
Конденсаторы-холодильники, устанавливаемые на постамен-
тах высотой до 6 м, можно монтировать различными способами.
Если имеются самоходные краны достаточной грузоподъемно-
сти с большим вылетом и длиной стрелы, то наиболее целесо-
образно осуществлять монтаж конденсаторов-холодильников на
постаменте путем установки собранного ящика и загрузки в пего
секций змеевиков краном. Если для указанных целей использо-
вать краны невозможно, применяют трубчатые мачты. При
подъеме ящика двумя кранами или мачтами ящику придают до-
полнительную жесткость постановкой внутренних диагональных
связей и части трубопроводных коллекторов. Для движения кра-
нов необходимо расчистить путь и уплотнить грунт, чтобы обес-
печить падежную работу крана.
На рис. 9.9 представлен подъем на постамент ящика конден-
сатора-холодильника двумя трубчатыми мачтами.
286
На постамент ящик конденсатора-холодильника следует
опускать сразу в проектное положение, чтобы не повредить слой
битумной изоляции при повторных перемещениях ящика. По
окончании установки и выверки ящика на постаменте зазоры
Рис. 9.9. Подъем на постамент ящика конденсатора-холодильника двумя
мачтами
между краями ящика и постаментом заливают битумом. Змее-
вик монтируют секциями или более крупными блоками, исполь-
зуя различные грузоподъемные средства.
После установки и выверки секций змеевиков монтируют
другие элементы конденсатора-холодильника. Как показала
практика такого крупноблочного монтажа, фланцевые и валь-
цованные соединения длинномерных секций не нарушаются.
287
В некоторых случаях при монтаже конденсаторов-холодиль-
ников на постаментах ящики целесообразно собирать непосред-
ственно на постаменте. В этом случае можно применять меха-
низмы сравнительно небольшой грузоподъемности, имеющие
достаточную длину стрелы. Учитывая, что днище некоторых
конденсаторов-холодильников представляет собой полотнище
значительных размеров (11X23 м), такие полотнища удобно до-
ставлять на монтажную площадку в виде рулонов заводского
изготовления. Применение рулонов для таких больших днищ
Рис. 9.10. Сборка конденсатора-холодильника на постаменте из укрупненных
секций при помощи крана
значительно сокращает число спуско-подъемных операций по
сравнению со сборкой днища из отдельных листов непосред-
ственно на постаменте и позволяет улучшить качество сварных
швов днища.
При сборке днища из отдельных листов непосредственно на
постаменте для защиты битумного покрытия во время сварки
днища под стыки укладывают остающиеся стальные подкладки
шириной не менее 50 мм.
Сборку ящика производят из крупных панелей. При этом
секции змеевиков целесообразно устанавливать в ящик после
сборки и сварки днища, когда к секциям имеется свободный до-
ступ.
На рис. 9.10 представлен монтаж конденсатора-холодиль-
ника на постаменте из укрупненных секций.
288
Монтаж конденсаторов-холодильников под постаментами
При установке конденсаторов-холодильников под постамен-
тами затруднительно применять эффективные грузоподъемные
механизмы для их монтажа вследствие стесненных условий.
Когда постамент представляет собой сборную железобетон-
ную конструкцию, конденсатор-холодильник следует монтиро-
вать до сооружения постамента. Если такая последовательность
производства работ исключена, то наиболее целесообразно про-
изводить полную сборку конденсатора-холодильника рядом с по-
стаментом. Затем полностью собранный конденсатор-холодиль-
ник при помощи лебедок и катков затаскивают по рельсам или
направляющим из труб. Под постаментом конденсатор-холо-
дильник спускают на фундамент при помощи трубоукладчиков
или домкратов. У очень крупных конденсаторов-холодильников
днище можно собирать под постаментом, затем на днище уста-
навливают секции змеевиков, затаскивая их на него при помощи
катков и лебедок, а потом боковые стенки и перегородки ящика
с частичным использованием автокранов или трубоукладчиков.
Таким образом, для современных методов монтажа конден-
саторов-холодильников погружного типа характерны макси-
мальное укрупнение монтируемых аппаратов с вынесением
значительной части этих работ непосредственно из зоны мон-
тажа, совмещение строительных и монтажных работ, широкое
применение стреловых самоходных кранов. Применение круп-
ноблочного монтажа конденсаторов-холодильников позволяет
на 20—25 % сократить трудоемкость монтажных работ.
§ 5. МОНТАЖ АППАРАТОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
Основными монтажными блоками у аппаратов воздушного
охлаждения (см. рис. 9.7) являются опорная металлоконструк-
ция, трубный пучок, диффузор вентилятора, колесо вентиля-
тора, электродвигатель, редуктор или клиноременная передача
и устройства для регулирования работы аппарата (жалюзи, ме-
ханизм поворота лопастей и др.). Поскольку масса монтируе-
мых блоков не превышает нескольких тонн, для их монтажа
целесообразно использовать различные самоходные краны, тру-
боукладчики с удлиненными стрелами и тракторные краны.
В зависимости от расположения вентилятора последователь-
ность монтажа несколько меняется. В основном это связано
с различным размещением колеса вентилятора относительно
трубного пучка: нижним (см. рис. 9.7, а, в, д, ж), верхним (см.
рис. 9.7,6) и боковым (см. рис. 9.7, г, е).
При нижнем расположении колеса вентилятора сначала
устанавливают, выверяют и закрепляют на фундаментах опор-
ные металлоконструкции, а затем электродвигатель и рабочее
колесо с редуктором. После чего устанавливают диффузор и
Ю Заказ № 2290
289
трубные секции, которые могут быть укрупнены для монтажа
по 2—3 секции в зависимости от схемы их размещения и усло-
вия достаточной жесткости. После установки основных мон-
тажных блоков их выверяют, обращая особое внимание на
взаимное положение электродвигателя и колеса вентилятора
в случае клиноременной передачи или электродвигателя и ре-
дуктора. Необходимо также тщательно выверить относительное
положение диффузора и колеса вентилятора, обеспечивая оди-
наковый зазор между колесом вентилятора и диффузором.
Негабаритные для перевозки по железной дороге диффузор
и колесо крупных вентиляторов предварительно собирают и
сваривают на площадке укрупнительной сборки и затем подают
в монтажную зону. Внутри диффузора монтируют систему
увлажнения охлаждающего воздуха. Трубные секции должны
быть установлены с заданным уклоном, что имеет особое зна-
чение для конденсаторов, во избежание образования жидкост-
ных пробок.
После выверки и закрепления основных монтажных блоков
устанавливают жалюзи, механизм поворота лопастей и др.
Для аппаратов с верхним расположением вентилятора диф-
фузор и колесо вентилятора устанавливают в проектное поло-
жение после монтажа трубных пучков. Остальные блоки мон-
тируют как и в первом случае.
При боковом расположении вентилятора монтаж трубных
секций предшествует монтажу вентилятора. Иногда трубные
секции могут быть собраны вместе с вентиляторами в горизон-
тальном положении и затем установлены в проектное положе-
ние в виде одного блока (см. рис. 9.7, г).
Малопоточные аппараты воздушного охлаждения имеют от-
носительно небольшие габариты и массу и доставляются с за-
водов-изготовителей полностью собранными. Их монтаж в ос-
новном сводится к установке на опорные конструкции теплооб-
менных секций с вентиляторами и к выверке их и приводов
вентиляторов.
По окончании монтажных работ проверяют работу вентиля-
торов и производят гидравлическое испытание трубных пучков.
Глава 10
МОНТАЖ РЕЗЕРВУАРОВ И ГАЗГОЛЬДЕРОВ
§ 1. ОСНОВНЫЕ ТИПЫ РЕЗЕРВУАРОВ,
ИХ КРАТКАЯ ХАРАКТЕРИСТИКА
Для хранения нефти, нефтепродуктов и других жидкостей
используют резервуары различных конструкций.
По расположению относительно поверхности прилегающей
территории резервуары могут быть наземными, полуподзем-
ными и подземными, по роду материала, используемого на их
изготовление,— металлическими, неметаллическими и комбини-
рованными; по величине внутреннего избыточного давления:
низкого давления — до 0,004 МПа, среднего давления — до 0,04
МПа и высокого давления — более 0,04 МПа. Для хранения
нефти и темных нефтепродуктов строят подземные, полуподзем-
ные и наземные железобетонные резервуары без металлической
облицовки объемом 100—40 000 м3 и более.
Для хранения светлых нефтепродуктов в складских хозяй-
ствах промышленных предприятий и на нефтебазах строят под-
земные железобетонные резервуары объемом до 20 000 м3 и ме-
таллические резервуары объемом до 50 000 м3. Для хранения
масел строят железобетонные резервуары объемом до 5000 м3
или металлические резервуары.
В Советском Союзе около 97—98 % всего резервуарного
парка составляют наземные металлические резервуары, кото-
рые в свою очередь можно разбить на три основных типа: ци-
линдрические вертикальные, каплевидные, многоторовые и сфе-
рические.
Вертикальные стальные цилиндрические резервуары (РВС)
с плоским днищем и слегка конической кровлей (уклон 1 : 20)
имеют объем 100—10000 м3. Применяется балочное и ферменное
покрытие. Сборное щитовое покрытие с радиальными балками
опирается на центральную стойку и корпус резервуара. Для
пролетов до 12 м балочные перекрытия относительно легки
(62 кг/м2). Для резервуаров объемом 10000 м3 и более балоч-
ное решение менее рационально, так как требуется устраивать
специальный фундамент для центральной стойки (диаметр резер-
вуаров более 34 м). Для резервуаров объемом 10 000 м3 и более
приняты сборные сфероцилиндрические купола, несущие балки
которых изогнуты по радиусу купола. Радиальные ребра могут
быть выполнены также в виде решетчатых арок. Удельный рас-
ход металла на перекрытие составляет 70—90 кг/м2, возрастая
10* 291
по мере увеличения объема резервуара. Намечено сооружение
резервуаров объемом 100 000 м3 и более. Увеличение объема ре-
зервуаров позволяет снизить удельные капитальные вложения,
удельный расход металла, сэкономить территорию и уменьшить
удельные трудовые затраты на их сооружение.
Максимальный объем резервуаров с плавающими крышами
достигает 200—250 тыс. м3, а изотермических резервуаров
100 тыс. м3.
Вертикальные цилиндрические резервуары просты по кон-
струкции и довольно экономичны по расходу металла на еди-
ницу объема (от 44 до 18 кг/м3) по сравнению с резервуарами
других типов. Однако они рассчитаны на рабочее давление до
2000 Па и разрежение 250 Па, а при специальной конструкции
днища и кровли на давление до 5000 Па и разрежение 700 Па.
Поэтому хранение в этих резервуарах светлых нефтепродуктов
(бензина, керосина), а также нестабилизированных нефтей свя-
зано с большими потерями ценных нефтепродуктов вследствие
«малых» и «больших дыханий». Для сокращения потерь нефте-
продуктов вертикальные цилиндрические резервуары снабжают
плавающими металлическими понтонами, применяют плаваю-
щие пористые маты из полимерных материалов и др.
Стремление сократить потери нефтепродуктов, имеющих
высокое давление паров, привело к созданию специальных кон-
струкций резервуаров, допускающих избыточное давление до
0,04 МПа, т. е. в 20 раз больше, чем в РВС. Резервуары, рабо-
тающие при таком сравнительно высоком избыточном давлении,
позволяют полностью ликвидировать потери от «малых дыха-
ний» и значительно уменьшить потери от «больших дыханий».
К резервуарам этой группы относятся вертикальные цилин-
дрические резервуары со сферическими днищем и покрытием,
вертикальные цилиндрические с плоским днищем и со сфериче-
ским или сфероцилиндрическим покрытиями, многоторовые или
каплевидные резервуары и др. Резервуары этого типа строят
объемом до 10 000 м3; наиболее распространены резервуары
объемом 1000—2000 м3.
Имеется еще ряд специальных резервуаров, позволяющих
значительно сократить потери ценных нефтепродуктов: с ды-
шащей и плавающей крышами, с мембранным газокомпенси-
рующим куполом и др.
Сферические резервуары, сооружаемые объемом до 5000 м3
на давление до 2,5 МПа, предназначены для хранения сжижен-
ных газов (пропана, бутана и др.). На отечественных заводах
применяют сферические резервуары объемом 600, 900 и 2000 м3,
рассчитанные на рабочее давление 0,6 МПа.
В табл. 10.1 приведены характеристики основных типов
стальных наземных резервуаров.
Резервуары среднего и высокого давления характеризуются
большим расходом металла на единицу объема (исключение
292
составляет цилиндрический резервуар со сферическими кров-
лей и днищем) по сравнению с резервуарами типа РВС оди-
накового объема. Однако большие затраты на сооружение ре-
зервуаров, работающих с повышенным давлением в паровом
пространстве, обычно окупаются в течение 1—2 лет за счет
сокращения потерь паров нефтепродуктов при дыханиях ре-
зервуара.
Таблица 10.1
Характеристики основных типов стальных наземных резервуаров
Тип резервуара Объем, м3 Допускаемое избыточное давление или вакуум внутри разервуара Относитель- ный расход металла на 1 м3 объема, кг/м3
давление. МПа вакуум, Па
Цилиндрический вертикаль- ный: с плоской или слегка конической кровлей 100—50 000 0,002 250 44,0—18,2
с безмоментной кровлей 100—5000 0,002 250 38,0—15,5
со сфероцилиндриче- ской кровлей . . . 400—2 000 0,025—0,030 1500 27,2—21,8
со сферическими кров- лей и днищем , , . 2300 0,030 16,9
Каплевидный 1000—4000 0,040 3000 45—30
Многоторовый 10 000 0,040 3000 22,8
Сферический 200—2000 0,600 — 90—120
Резервуары являются ответственными сооружениями, в ко-
торых хранятся ценные народнохозяйственные продукты; по-
этому изготовлению и монтажу их должно уделяться самое
серьезное внимание.
Большие достижения в резервуаростроении стали возможны
благодаря более глубокому изучению работы резервуарных кон-
струкций, внедрению автоматической сварки под слоем флюса
и в среде защитных газов, совершенствованию конструкций ре-
зервуаров, применению современных индустриальных способов
изготовления и монтажа резервуаров.
§ 2. МОНТАЖ РЕЗЕРВУАРОВ ПОЛИСТОВОЙ СБОРКИ
Этот метод сооружения вертикальных цилиндрических резер-
вуаров ранее был единственным. В настоящее время этим мето-
дом сооружают резервуары большого объема — 50 000 м3 и бо-
лее. За рубежом этот метод является и в настоящее время ос-
новным в резервуаростроении. Преимущество этого метода —
возможность изготовления резервуаров с большой толщиной
стенки (свыше 16 мм), когда метод рулонирования корпуса
293
имеет ограниченное применение или вообще исключается. Поли-
стовой метод в резервуаростроении с учетом возможности за-
водского изготовления резервуарных конструкций достиг боль-
шого совершенства, хотя он и является трудоемким и связан
с производством большого объема сборочных и сварочных ра-
бот непосредственно на монтажной площадке. Внедрение элек-
тродуговой сварки вместо клепки позволило снизить расход ме-
талла на сооружение резервуаров на 15—18 %, улучшить каче-
ство конструкций и уменьшить трудоемкость их изготовления.
В начальный период развития полистового способа сооружения
резервуаров иногда приходилось изготовлять непосредственно
на монтажной площадке свыше 1600 различных деталей резер-
вуаров. В дальнейшем с внедрением заводских методов изготов-
ления число таких деталей уменьшилось примерно в 4 раза.
При полистовой сборке резервуара монтаж начинают с ук-
ладки и сборки на прихватках на подготовленном основании
листов днища и окраек. Затем производят разметку днища ре-
зервуара (намечают центр, положение корпуса и наружный диа-
метр днища) и выполняют сборку на клиновых приспособлениях
и прихватках первого пояса резервуара. Для сборки второго и
последующих поясов к стенкам резервуара крепят съемные
кронштейны для устройства площадок, с которых осуществляют
сборку и сварку корпуса. После сборки корпуса и придания ему
достаточной прочности и устойчивости с помощью прихваток
монтируют кровлю из элементов заводского изготовления.
Сборку резервуаров наиболее эффективно производить с при-
менением самоходных стреловых кранов, грузоподъемность и
вылет стрелы которых выбирают исходя из массы наиболее
крупного монтируемого элемента.
После сборки корпуса и кровли устанавливают металлокон-
струкции для обслуживания и ограждений, резервуарное обору-
дование, производят сварку днища, корпуса и кровли. Испыта-
ние резервуара выполняют различными методами, описание не-
которых из них дано далее. Для контроля нахлесточных и угло-
вых швов применяют магнитопорошковый метод, нахлесточные
швы днища и крыши испытывают вакуумным методом, верти-
кальные швы корпуса и стыковые швы днища проверяют рент-
геновским контролем.
Магнитопорошковый метод заключается в том, что на по-
верхность сварного шва наносят суспензию флюоресцирующего
порошка в керосине. Намагничивающее устройство создает пе-
ременное магнитное поле. Контролируемый участок освещается
кварцевой лампой. Намагниченные частицы порошка скапли-
ваются на полюсах потока рассеяния в дефектных местах, до-
статочно четко повторяя их форму.
Несмотря на значительный прогресс в области строитель-
ства резервуаров полистовой сборки, применение этого способа
не могло разрешить полностью задачи индустриализации соору-
294
жения резервуаров в условиях, когда каждый год надо строить
хранилища общим объемом около 1 млн. м3. При полистовой
сборке большую часть работ по сооружению резервуаров при-
ходится выполнять на монтажной площадке, что ставит эти ра-
боты в зависимость от времени года, атмосферных условий и
часто не обеспечивает требуемого качества работ. Кроме того,
сроки строительства резервуаров были довольно большие. Так,
резервуар объемом 5000 м3 возводили за 1,5—2 мес. Протяжен-
ность сварных монтажных швов такого резервуара составляла
около 3000 м.
Подлинной революцией в резервуаростроении явились раз-
работка и внедрение способа сооружения резервуаров объемом
до 50 000 м3 из заводских рулонированных заготовок, который
позволил решить задачу индустриального строительства резер-
вуарных емкостей.
§ 3. МОНТАЖ РЕЗЕРВУАРОВ ИЗ ЗАВОДСКИХ
РУЛОННЫХ ЗАГОТОВОК
Описание конструкций резервуаров
Рулонные заготовки отдельных поясов резервуаров начали
применять с 1929 г., когда В. П. Вологдин внедрил метод сво-
рачивания отдельных поясов резервуаров, монтируемых «сверху
вниз».
В 1944 г. Институтом электросварки им. Е. О. Патона было
предложено рулонировать корпуса резервуаров. В 1949 г.
в Куйбышеве был построен опытный резервуар объемом 4600 м3.
В настоящее время этим методом сооружают практически все
резервуары объемом 100—30000 м3 при толщине стенок ниж-
него пояса до 16 мм. Применение метода рулонирования в ре-
зервуаростроении позволило основной объем работ по изготов-
лению резервуарных конструкций перенести в цеховые условия.
В результате того что резервуары стали изготовлять незави-
симо от погоды и времени года, а также благодаря широкому
применению автоматической электросварки (до 80 % общего
объема сварочных работ) и более совершенных методов кон-
троля повысилось качество конструкций и снизилась трудоем-
кость по изготовлению резервуаров примерно на 30%.
Для изготовления плоских сварных полотнищ служит специ-
альный двухъярусный стенд (рис. 10.1). На нижнем ярусе
стенда собирают полотнище из отдельных листов при помощи
электромагнитов и производят автоматическую сварку швов
с одной стороны. На верхнем ярусе производят автоматическую
сварку обратной стороны швов и испытание швов рулона на
плотность вакуумным методом, а также их просвечивание ра-
диоактивными изотопами или рентгеновскими лучами. По мере
готовности полотнища его сворачивают в рулон. Полотнище
295
Рис. 10.1. Двухъярусный стенд для изготовления корпуса резервуара методом с80?3™ ния:
J о ренте мя ъема; «totorri
/ — холостой барабан; 2 — сварочный трактор; 3 — шпус льные балки для поддержания рулона ео ВР®—ЯебедкД; м 'й рулон; 5 —
эстакада; 6— шахтная лестница; 7 — сворачивающее .^ойство; 8 — магниты Для продольной сварки: %, % и /7— л ”агниты для по-
перечной сварки; 11 — пульт управления и питания эли J омагнитов и сварочных тракторов; 12, 13, 14> 1 Г 1 Поясов различ-
ной толЩ ’ 18 — монорельс с тельфером
корпуса резервуаров объемом до 5000 м3 сворачивают на шахт-
ную лестницу, используемую в дальнейшем при эксплуатации
резервуара. Для резервуаров большого объема полотнище кор-
пуса приходится выполнять в виде нескольких рулонов (для
резервуаров объемом 10 000 м3 — два рулона, для резервуаров
объемом 30 000 м3 — пять рулонов).
В этом случае один рулон наворачивают на шахтную лест-
ницу, а остальные — на специальные каркасы с кольцами жест-
кости. Днища резервуаров объемом 2000—5000 м3 наворачивают
на центральную стойку, являющуюся опорой для покрытия или
на специальный каркас, когда покрытие изготовляют из полу-
ферм. Для резервуаров большого объема в каждом рулоне
днища содержатся два полотнища.
Полотнища корпусов и днищ резервуаров объемом менее
1000 м3 сворачивают на специальный каркас, имеющий четыре
кольца жесткости. Для резервуаров объемом 5000 м3 и более
диаметр рулонов около 3 м, масса 45—47 т.
Рулоны перевозят с завода-изготовителя на железнодорож-
ных платформах грузоподъемностью 20—60 т, а на монтажную
площадку доставляют на трайлерах такой же грузоподъемности.
С применением рулонированных конструкций срок сооружения
резервуаров на монтажной площадке уменьшился в 3—4 раза.
При индустриальном способе сооружения резервуаров на мон-
тажной площадке производят сборку резервуара примерно из
Таблица 10.2
Сравнительные показатели по монтажу резервуаров объемом 5000 м3
при полистовой сборке и из рулонных заготовок
Число
деталей
резервуаров,
изготовлен-
ных
Способ монтажа резерву ров
Трудоемкость
изготовления,
чел/смена
Полистовая сборка резервуаров:
с изготовлением всех деталей на
монтажной площадке ....
с заводским изготовлением эле-
ментов перекрытия .................
Монтаж резервуаров:
с рулонным корпусом и завод-
ским изготовлением элементов
перекрытия ....................
из рулонированных днищ и кор-
пусов и щитовой кровли завод- 1
ского изготовления ...........|
1678 — 0 — — —
432 237 35 340 80 100
237 238 47 181 127 74
43 100 102 189 70
297
40—130 элементов заводского изготовления в зависимости от
объема резервуара. Поэтому объем монтажной сварки сокра-
щается в несколько раз.
В табл. 10.2 приведены некоторые сравнительные данные при
сооружении резервуаров объемом 5000 мэ полистовым методом
и из рулонных заготовок.
Приемка основания и сборка днища резервуара
Днище — нерасчетный элемент резервуара, имеет толщину
центральной части (полотнища) 4—5 мм. Периферийные листы
днища (окрайки) имеют толщину, равную 0,8—1,0 от толщины
стенки нижнего пояса резервуара. Днище расположено на ос-
новании, диаметр которого примерно на 1,5 м больше диаметра
резервуара.
Верхнюю часть основания устраивают из песка, утрамбован-
ного катками, слой которого (толщиной 80—100 мм, а на мак-
ропористых грунтах 200 мм и более), соприкасающийся с дни-
щем, представляет собой смесь песка с вяжущими вещест-
вами — мазутом, нефтью, жидким битумом и другими — в коли-
честве 8—10 % от массы песка. Этот слой защищает днище от
действия грунтовых вод, вызывающих коррозию. Верхняя часть
основания имеет уклон 1,5—2 % от центра к краям.
При приемке основания под монтаж составляют исполни-
тельную геодезическую схему основания, на которой указывают
основные габаритные размеры и высотные отметки основания
(проектные и фактические), а также центр основания и его гео-
метрические оси. При приемке основания допускают следующие
отклонения высотных отметок от проекта, определяемых ниве-
лировкой: по отметке центра основания ±5 см, по отметкам
периметра между двумя смежными точками ±2 см, при этом
число точек по периметру должно быть не менее восьми и не
реже чем через 6 м. Разность отметок диаметрально противо-
положных точек не должна быть больше 5 см. На принятое
основание составляют акт, который подписывают представители
строительной и монтажной организаций.
Днище собирают и сваривают непосредственно на основа-
нии. При полистовой сборке днища листы раскладывают на
основании полосами, начиная от центра к периферии. Листы
как по коротким, так и по длинным сторонам собирают с на-
хлестом 30—60 мм. В местах двойной нахлестки листы тща-
тельно подбивают ударами кувалды. Для плотного прилегания
корпуса резервуара к днищу у листов окраек в местах их со-
прикосновения с корпусом нахлестку верхнего листа вырезают
на длине 150—200 мм и кромки листов подбивают в одну плос-
кость, образуя стыковой шов окраек с зазором примерно 3 мм.
Этот шов сваривают на остающейся стальной подкладке дли-
ной 250—300 мм и шириной 50 мм.
298
Листы днища собирают на клиновых приспособлениях или
электроприхватках длиной 50—60 мм с шагом 400—500 мм.
Сварку производят автоматами, полуавтоматами или вручную
обратноступенчатым способом при общем направлении сварки
от центра днища к периферии. Швы окраек заваривают после
приварки днища к корпусу. Такая последовательность свароч-
ных работ сводит к минимуму коробление днища при сварке
и образование «хлопунов». При сборке днища из рулонирован-
ных полотнищ последние разворачивают на основании, уклады-
вают в проектное положение и собирают с нахлесткой 60 мм на
клиновых приспособлениях или на электроприхватках.
По окончании сборки днища отмечают его центр и с по-
мощью циркуля и чертилки на днище наносят риски по окруж-
ностям наружных диаметров днища и корпуса резервуара.
Сварные швы днища следует проверять на плотность после
окончания всех основных работ по монтажу резервуара мето-
дом химических реакций или вакуумной камерой.
Подъем рулона корпуса в вертикальное положение
Корпус резервуара на монтажную площадку поступает
в виде одного или нескольких рулонов диаметром около 3 м,
длиной 12—18 м и массой 45—47 т. Начальная стадия монтажа
корпуса резервуара заключается в установке рулона в верти-
кальное положение на днище резервуара. Рулон можно уста-
навливать в вертикальное положение несколькими способами:
гусеничными и автомобильными кранами, при помощи одного-
двух трубоукладчиков, которые необходимы для создания на-
чального угла подъема рулона, и тракторов; при помощи А-об-
разной стрелы (шевра).
Поскольку последний способ включает отдельные элементы
первых двух способов, рассмотрим его более подробно.
При подъеме рулона с применением А-образной стрелы ру-
лон накатывают тракторами на днище резервуара и в 4—5 м
от края днища устанавливают его на специальный шарнир.
К шарниру рулон крепят электроприхватками или специальным
стяжным хомутом. Ось шарнира должна быть перпендикулярна
к оси рулона. Шарнир имеет выступ, в который упирается кромка
рулона при подъеме. Шарнир крепят к днищу временными элек-
троприхватками. На рис. 10.2 дан общий вид шарнира и стрелы.
К верхней перекладине стрелы крепят полиспаст грузоподъ-
емностью до 200 кН, а также тросы для строповки рулона.
После подготовки такелажа стрелу при помощи автокрана или
трубоукладчика надевают на опорные патрубки шарнира и
устанавливают в вертикальное положение. Строповку рулона
осуществляют с таким расчетом, чтобы под нагрузкой стрела
была отклонена от вертикали в сторону рулона на угол 5—10°.
Это позволяет избежать удара стрелы о днище резервуара
в конце подъема. Грузовой полиспаст одним концом крепят за
299
якорь, ранее смонтированный резервуар или за крюк трактора,
используемого в качестве якоря, а другим концом за верхнюю
перекладину стрелы. Ходовой конец троса полиспаста закреп-
ляют за крюк трактора или на лебедке тракторного подъем-
ника. Для предотвращения самопроизвольного опрокидывания
рулона в сторону подъема при переходе через положение рав-
новесия к верхней кромке рулона крепят тормозной трос, вто-
рой конец которого закрепляют за крюк тормозного трактора
или на барабане лебедки. Перед подъемом необходимо убе-
диться, что тракторный подъемник, полиспаст, ось рулона и
Рис. 10.2. А-образная стрела (шевр)
и шарнир для крепления рулона:
а— Л-образная стрела (шевр): /— стой-
ка; 2 — поперечина; 3 — косынка; б — шар-
нир: / — опорная плита; 2 — труба 219Х
ХЮ мм; 3 — патрубки 168X10 мм; 4 —
труба 273X12 мм; 5 — гнездо; б —упор;
7 — подушки; 8 — косынки
тормозной трактор находятся в одной вертикальной плоскости.
Перед шарниром укладывают стальной диск (поддон) диамет-
ром около 3,5 м и толщиной 5—8 мм, на который должен
встать рулон после подъема. Диск служит для облегчения пе-
ремещения рулона в вертикальном положении по днищу резер-
вуара, имеющему нахлесточные швы, при разворачивании ру-
лона. Нижнюю поверхность диска для уменьшения трения
о днище можно смазать солидолом.
Перед подъемом рулона к его начальной кромке на электро-
прихватках крепят трубу диаметром 75—100 мм для увеличения
устойчивости начальной кромки при разворачивании, а также
навешивают на рулон легкую монтажную лестницу. После ос-
мотра такелажа и проверки правильности расположения всех
элементов системы приступают к подъему рулона. Сначала ру-
лон приподнимают на небольшую высоту над днищем (угол по-
ворота вокруг шарнира около 5°) и осматривают состояние
оснастки системы под нагрузкой. Если не будет замечено ка-
ких-либо дефектов в оснастке, продолжают поднимать рулон,
постепенно доводя его до положения, близкого к равновесию.
В этот момент подъем рулона прекращают и включают в ра-
300
боту тормозной трактор. Затем согласованными движениями
тягового трактора (лебедки) и тормозного переводят рулон за
положение равновесия. После этого рулон под действием соб-
ственной силы тяжести (при движении тормозного трактора
к рулону) плавно опускается на поддон. Установив рулон в вер-
тикальное положение, снимают такелажную оснастку и вы-
полняют подготовительные работы для разворачивания рулона.
На рис. 10.3 представлен момент подъема рулона.
Рис. 10.3. Подъем рулона корпуса
Разворачивание рулона корпуса и монтаж покрытия
По риске на днище резервуара, определяющей наружный
диаметр корпуса, электроприхватками крепят ограничители,
которые препятствуют перемещению разворачиваемого участка
рулона за пределы днища и обеспечивают правильную цилин-
дрическую форму корпуса резервуара.
Перед началом разворачивания рулона его охватывают тро-
сом, закрепленным к трактору, затем срезают планки, которые
крепят начальную кромку рулона. Постепенно, ослабляя трос,
охватывающий рулон, дают ему несколько развернуться под
действием сил упругости. Освобожденную начальную кромку
рулона оттягивают к периферии днища до упора в ограничи-
тельные уголки и на длине 250—300 мм приваривают к днищу.
Сверху начальную кромку раскрепляют двумя расчалками из
301
троса диаметром 16—20 мм. Начальное положение рулона при
разворачивании выбирают с таким расчетом, чтобы сварные
швы корпуса не попали на швы окраек днища. Поскольку ре-
зервуар объемом 30 000 м3 имеет высоту, равную 18 м вместо
12 м, из которых восемь нижних поясов изготовлены из более
прочной стали 16Г2АФ имеющей большую упругость, чем сталь
СтЗ, рулон для предотвращения резкого разворота охватывают
тросом сверху и снизу.
Рулон корпуса обычно разворачивают трактором, имеющим
тяговое усилие на крюке около 80—90 кН. Трос трактора кре-
Рис. 10.4. Монтаж щитооого покрытия резервуара:
а —- при помощи полностью поворотной стрелы, укрепленной на центральной* стойке;
б — крапом с удлиненной стрелой
пят за скобу, привариваемую к рулону на высоте 0,5 м и пере-
ставляемую по мере разворачивания рулона. Наиболее целе-
сообразно трос трактора крепить за поддон, па котором рулон
перемещают по днищу. В последнем случае исключаются по-
вреждения корпуса резервуара при перестановке скобы (вы-
рывы металла и повреждения поверхности листов).
Монтаж щитовой кровли начинают с установки на центре
днища центральной опорной стойки перекрытия, которую после
выверки по вертикали приваривают к днищу.
По мере разворачивания рулона корпуса при помощи крана
или специальной полностью поворотной стрелы, укрепленной
на оголовнике центральной стойки (рис. 10.4, а, б) монтируют
щиты кровли. Для облегчения соединения щитов с корпусом
каждый щит имеет улавливатели в виде ребер со скошенной
кромкой. Скользя скошенными кромками улавливателей по
302
кромке рулона, щит плотно прижимается к корпусу. Сварку
щитов между собой производят сразу после их установки. Сна-
чала сваривают радиальные, а затем кольцевые швы. После вы-
ведения шахтной лестницы из резервуара замыкают нахлесточ-
ный монтажный стык корпуса. Эту операцию выполняют при
помощи трактора или специальных приспособлений. Кромки
монтажного стыка корпуса стягивают клиновыми сборочными
приспособлениями или специальными винтовыми стяжками
(рис. 10.5, а, б).
Сварку вертикального нахлесточного и кольцевого тавро-
вого швов корпуса произ-
водят с двух сторон об-
ратноступенчатым спосо-
бом. При этом кольцевой
шов сваривают одновре-
менно несколько сварщи-
ков, которые должны
быть расставлены равно-
мерно по окружности
корпуса. Внутренний шов
заваривают с некоторым
опережением по отноше-
нию к наружному. Швы
окраек днища сваривают
в последнюю очередь.
Монтаж резервуарного
оборудования
Для обеспечения нор-
мальной и безопасной
эксплуатации, «больших»
и «малых дыханий», сни-
жения потерь нефтепро-
дуктов при перекачива-
нии и хранении, для очи-
Рис. 10.5. Схема замыкания монтажного
стыка с помощью пинтового стяжного при-
способления:
а — начальное положение кромок стыка; б — ко-
нечное положение кромок стыка; 1 и 2 — сты-
куемые части корпуса резервуара; 3 — подклад-
ка; 4 — двутавр жесткости; 5 —щека; 6'— гайка
с цапфами; 7 — винт с правой и левой резьбой
сткп резервуаров и спуска подтоварной воды на резервуарах
монтируют специальное оборудование.
На резервуарах для светлых нефтепродуктов, дизельного
топлива и сырой нефти устанавливают световые люки, люки-
лазы, замерный люк, прибор для замера уровня, приемо-разда-
точный патрубок, хлопушку, узел управления хлопушкой, пере-
пускное устройство, предохранительный клапан, дыхательный
клапан, огневой предохранитель и вентиляционный патрубок.
На резервуарах для темных нефтепродуктов монтируют свето-
вые люки, люк-лаз, замерный люк, прибор для замера уровня,
вентиляционный патрубок, сифонный кран, подъемную трубу
с шарниром, роликовым блоком и ручной лебедкой, перепускное
устройство и приемо-раздаточный патрубок. Кроме того, на
303
резервуарах устанавливают противопожарное оборудование (на-
пример, пеносливные камеры).
Оборудование, размещаемое на корпусе резервуара, монти-
руют до окончательного гидравлического испытания резервуара.
Оборудование, устанавливаемое на кровле, монтируют в пе-
риод выполнения работ по монтажу кровли резервуара. Осталь-
ное оборудование резервуара (подъемную трубу с шарниром,
ручные лебедки для шарнирных труб, пенокамеры, подогрева-
тельные змеевики) можно монтировать независимо от прове-
дения других работ при соблюдении правил безопасного веде-
ния работ.
Врезки для оборудования должны быть размещены не
ближе, чем на 400—500 мм от вертикальных и горизонтальных
швов корпуса резервуара, а расстояние между краями отвер-
стий соседних врезок не должно быть менее 500 мм. На одном
листе не должно быть более четырех врезок для установки обо-
рудования.
§ 4. ГИДРАВЛИЧЕСКОЕ ИСПЫТАНИЕ И ПРИЕМКА
РЕЗЕРВУАРОВ ПОСЛЕ МОНТАЖА
По окончании монтажа всех элементов резервуар подвер-
гают испытанию на плотность и прочность. При этом испыты-
вают как отдельные элементы резервуара (днище, корпус,
кровлю), так и весь резервуар в целом наливом воды.
Перед испытанием осматривают сварные швы и листы,
стремясь выявить максимальное число возможных дефектов
(трещин, непроваров, подрезов, прожогов, пробоин и др.). Осо-
бенно тщательно следует осматривать сварные швы, так как
наличие в них серьезных дефектов может привести при наливе
воды к нарушению целостности отдельных мест резервуара или
даже к его полному разрушению. Дефектные места швов, имею-
щие пористость и трещины, вырубают или выплавляют специ-
альным резаком и заваривают вновь. Остальные дефекты (про-
пуски, подрезы) исправляют без вырубки.
Испытание днища резервуара
Днище испытывают после монтажа корпуса и перекрытия
резервуара, что позволяет выявить максимальное число дефек-
тов. Испытание производят методом химических реакций или
вакуумной камерой (последний метод применяется наиболее
часто).
При испытании по первому методу под днище подают
аммиак через несколько трубок длиной 2,5—3 м диаметром 12—
15 мм, равномерно расположенных по окружности днища ре-
зервуара. Для контроля за распространением аммиака иод дни-
щем вводят несколько контрольных трубок. По периферии
днище уплотняют глиной или изоляционной массой. Аммиак
304
подают под небольшим избыточным давлением до 150 Па. При
наличии в сварных швах днища сквозных пор и трещин аммиак
проходит через них наружу и реагирует с индикатором. В ка-
честве индикатора используют раствор фенолфталеина в спирте
(4 части по массе кристаллического порошка фенолфталеина,
40 частей спирта и 100 частей воды) или в зимнее время в гли-
церине (10 г фенолфталеина на 90 г глицерина) или 5 %-ный
раствор азотнокислой ртути. Дефектные места отмечают и за-
тем исправляют. На 100 м швов расходуется один баллон
аммиака, 1 л спирта и 0,1 кг фенолфталеина.
Перед проведением испытания швы необходимо тщательно
зачистить от грязи, ржавчины и следов шлака, так как шлаки
Рис. 10.6. Схема вакуумного агрегата для испытания сварных швов на
плотность:
а— схема агрегата: 1 — вакуумная камера; 2 — трехходовой кран; <7— вакуумметр; 4 —
ресивер; 5 — вакуумный насос; б — схемы вакуумных камер'. I — плоская; II и III —
угловые; 1 — плексиглас; 2 — губчатая резина
некоторых электродов дают щелочную реакцию, что вызывает
появление ложных дефектов.
В зимнее время аммиак хуже распространяется под днищем
и сильно поглощается влагой изоляционного слоя. Поэтому ре-
комендуется подогревать днище или впускать под него сжатый
воздух вместе с аммиаком.
Более широкое распространение получил вакуумный метод
испытания сварных швов. Основным элементом установки яв-
ляется камера, которая имеет раму из губчатой резины толщи-
ной 40—45 мм, сверху закрытую пластиной из органического
стекла. Разрежение в камере 5000—6500 Па создают вакуум-
ным насосом. Изнутри камеру освещают электрической лампой
мощностью 50 Вт при напряжении 12 В.
Схема вакуумного агрегата для испытания сварных швов на
плотность представлена на рис. 10.6, а, б.
Сварные швы перед испытанием очищают от шлака, грязи,
окалины и пыли. Проверяемый участок шва смазывают раство-
ром мыла или экстракта лакричного корня (последний обычно
применяют зимой), накладывают на шов камеру, слегка при-
жимая ее к днищу, и постепенно создают в ней разрежение.
В местах, где через дефекты шва проходит воздух, образуется
305
пена. Испытание шва на длине камеры занимает приблизи-
тельно 1 мин. Крупные видимые на глаз дефекты следует устра-
нять до испытания швов, так как при сильном разрежении струя
воздуха, выходя из таких дефектных мест, сбивает пену, и их
можно обнаружить лишь при небольшом разрежении 1500—
2000 Па. Отрезки швов окраек, примыкающие к корпусу,
а также нижний тавровый шов корпуса проверяют при помощи
угловой вакуумной камеры.
Испытание сварных швов корпуса
Сварные швы корпуса испытывают керосином, вакуумной
камерой и радиоактивными препаратами.
При испытании керосином швы обильно опрыскивают из-
нутри резервуара, в нахлесточных соединениях керосин впрыс-
кивают под давлением под нахлестку. Наружную сторону испы-
тываемых швов покрывают меловым раствором. Выдерживают
в течение 12 ч в летнее время и в течение 24 ч зимой. При подо-
греве стыков до 60—70 °C время испытания можно сократить
до 1,5—2 ч. В местах неплотностей сварных швов на побелен-
ной поверхности появляются желтые пятна, по величине кото-
рых судят о примерных размерах дефекта.
В табл. 10.3 приведены сравнительные данные, характери-
зующие эффективность различных методов испытания сварных
швов на плотность. Из табл. 10.3 видно, что применение вакуум-
ного метода позволяет выявить максимальное число дефектов.
В этом отношении ему несколько уступает даже проверка швов
керосином, которая является эффективным методом испытания.
Достаточно сказать, что если вода через узкие трещины в кон-
струкции и мелкие дефекты в сварных швах проникала под
давлением 0,5—0,7 МПа, то керосин проникал через те же де-
фекты без давления.
Таблица 10.3
Сравнительные данные по эффективности различных методов
испытания сварных швов на плотность
Число обнаруженных дефектов
при испытании
Испытываемый элемент резервуара вакуумным методом керосином аммиаком с реакцией на фенолфта- леин
Днище 181 41
Шов между корпусом и дни- 22 18 2
щем 16 8 —
Корпус 17 11 —
306
Вертикальные монтажные швы корпуса резервуаров объе-
мом 2000 м3 и более подвергают просвечиванию радиоактив-
ными препаратами. Просвечивают также вертикальные стыки
четырех нижних наиболее нагруженных поясов. Особое внима-
ние обращают на качество сварки в местах пересечений верти-
кальных и кольцевых швов. Выявленные в сварных швах де-
фекты вырубают, заваривают и вновь подвергают просвечива-
нию. Обычно просвечивают около 10 % общей длины сварных
швов корпуса.
Окончательное испытание резервуара и сдача его
в эксплуатацию
Окончательно резервуар испытывают водой, которую зали-
вают на полную ее высоту до верхнего обвязочного уголка.
Резервуар заполняют водой постепенно при открытом верхнем
люке. Воду в резервуар наливают центробежными насосами
производительностью 100 м3/ч и более. Во время заполнения
резервуара водой, которое иногда длится несколько дней, сле-
дят за уровнем воды в нем, за его состоянием, а также за со-
стоянием сварных швов и за осадкой основания. При появлении
в корпусе резервуара течи и отпотин необходимо приостановить
наполнение резервуара водой и спустить воду на один пояс
ниже дефектного места, дефектный участок заварить и продол-
жить заполнение резервуара. Небольшие дефекты сварных
швов можно исправить после слива воды из резервуара и ис-
пытать на плотность керосином без повторного залива резер-
вуара водой.
При значительной неравномерной осадке основания резер-
вуара следует спустить из него воду, деформированные уча-
стки днища поднять домкратами и подбить под днище песок
в местах осадки основания. Средняя величина осадки при за-
ливе резервуара водой составляет 10 см. При этом разность
величин осадки в двух соседних по периферии точках не должна
быть более 5 см.
Воду из резервуара необходимо сливать постепенно при от-
крытом верхнем люке, чтобы не создавать в резервуаре недо-
пустимого разрежения. При испытании группы резервуаров
воду для их заполнения можно использовать многократно, пе-
рекачивая ее из одного резервуара в другой.
Испытание резервуара наливом воды можно проводить и
в зимнее время. При этом следует поддерживать плюсовую
температуру воды в резервуаре, а установленное снаружи на
резервуаре оборудование отсоединить от корпуса заглушками.
Тепловые потери происходят главным образом (около 97%)
через боковую поверхность корпуса и в меньшей степени (около
2,6%) через зеркало воды. Восполнить тепловые потери можно
подогревом воды паром или применением выносных подогрева-
телей. Поскольку тепловые потери в основном происходят через
307
стенки корпуса, змеевики для обогрева сухим паром следует
размещать возможно ближе к стенке корпуса.
После проведения гидравлического испытания замеряют диа-
метр резервуара на уровне второго пояса, высоту резервуара
от днища до верхней полки обвязочного уголка, отклонение от
вертикали верха корпуса на уровне обвязочного уголка, мест-
ные искривления образующей цилиндрического корпуса, угло-
вые деформации вертикальных заводских стыков. Данные об-
меров заносят в акт гидравлических испытаний.
Испытание настила кровли
Настил кровли испытывают керосином или вакуумным мето-
дом, а на плотность и прочность—сжатым воздухом. Давление
воздуха внутри резервуара можно создать при помощи ком-
прессора или путем залива воды в резервуар.
В зависимости от объема резервуара заранее рассчитывают
объем воды, который надо подкачать в заполненный водой
резервуар, чтобы довести давление воздуха под кровлей резер-
вуара до испытательной величины. Постепенно заполняя ре-
зервуар водой при закрытых люках и штуцерах на кровле,
создают избыточное давление в резервуаре, равное испытатель-
ному. Давление в резервуаре проверяют по водяному дифферен-
циальному манометру. Испытательное давление в резервуаре
не должно превышать максимальное рабочее давление более
чем на 10 %. Плотность швов проверяют, обмазывая их мыльным
раствором и наблюдая за появлением пузырьков пены в де-
фектных местах. Отметив все дефектные места, выпускают воз-
дух из резервуара и заваривают дефектные участки швов. За-
тем кровлю испытывают вторично. Следует иметь в виду, что
за герметически закрытым резервуаром под давлением сжа-
того воздуха должно проводиться постоянное наблюдение, так
как вследствие нагрева воздуха в дневное время и особенно
в солнечную погоду давление в нем может возрасти и вызвать
выпучивание или разрушение кровли.
После удаления воды из резервуара опробуют узел управ-
ления хлопушкой и работу сифонного крана с составлением
специального акта. Затем приступают к окраске резервуара
или к нанесению тепловой изоляции согласно проекту.
Монтирующая организация подготовляет и передает заказ-
чику следующую документацию:
сертификаты или их копии и другие документы, удостове-
ряющие качество материалов, электродов, сварочной проволоки,
флюсов;
документы, удостоверяющие, что все отступления от про-
екта согласованы с заказчиком и проектной организацией;
акты приемки металлоконструкций покрытия;
акты на скрытые работы, акты промежуточных и окончатель-
ных испытаний и акты приемки основания, насыпного и изо-
308
ляционного слоев, испытания плотности сварных швов, устрой-
ства заземления резервуара, просвечивания вертикальных швов
корпуса;
журналы по производству монтажных и сварочных работ при
сооружении резервуара, а также копии паспортов сварщиков.
Резервуар, сдаваемый в эксплуатацию, должен иметь пас-
порт, в котором указываются: марка резервуара; наименова-
ние организации, выполнявшей рабочие чертежи резервуара и
номера чертежей; наименование организаций, изготовлявших
резервуар и монтировавших оборудование; габаритные размеры
резервуара (диаметр и высота); перечень установленного обо-
рудования; даты испытания и окончания сооружения резер-
вуара на площадке; даты испытания и приемки резервуара
в эксплуатацию и дата составления паспорта.
К паспорту прилагают замерную таблицу. Паспорт подписы-
вают представители строительно-монтажной организации и за-
казчика.
§ 5. ОПРЕДЕЛЕНИЕ НАГРУЗОК НА ЭЛЕМЕНТЫ ТАКЕЛАЖНОЙ
ОСНАСТКИ ПРИ ПОДЪЕМЕ РУЛОНА КОРПУСА
РЕЗЕРВУАРА А-ОБРАЗНОЙ СТРЕЛОЙ (ШЕВРОМ)
Определение положения центра тяжести рулона
При подъеме рулона резервуара в вертикальное положение
с применением А-образной стрелы (шевра) следует выбрать та-
келажную оснастку и определить нагрузки па ее основные
элементы, чтобы обосновать размеры сечений рабочих элемен-
тов. Приступая к расчету такелажной оснастки, прежде всего
необходимо определить положение центра тяжести поднимае-
мой конструкции, чтобы правильно выбрать места строповки и
определить усилия в оснастке.
Для определения положения центра тяжести конструкции
(аппарата) используют уравнение статики в виде:
где — кратчайшее расстояние от опорной плоскости до центра
тяжести; Xi — кратчайшее расстояние от опорной плоскости до
центра тяжести отдельного (z-го) элемента; nii — масса от-
дельного (/-го) элемента.
У рулона резервуара центр тяжести несколько смещен
к нижнему основанию вследствие большей толщины нижних
поясов. Это несколько снижает усилия в такелажной оснастке
при подъеме рулона в вертикальное положение.
Определение нагрузок на элементы такелажной оснастки
Рассмотрим расчет усилий в элементах такелажной оснастки при подъ-
еме рулона корпуса резервуара массой т = 44 т (Q=440 кН), высотой
Н—12 м и диаметром D = 3 м. Схема для расчета представлена на рис. 10.7,
а размеры шевра даны на рис. 10.2.
309
Высота стрелы L=ll м, расстояние от оси шарнира до якоря 1-1=25 м,
принято, что хс^Н/2 = & м.
Из условия равновесия рулона относительно точки О получаем усилие
51, приложенное к вершине стрелы,
S. = О = -5- - -Dige) cos а (10 2)
hs! 2 Lain у
Усилие St имеет максимальное значение при а«0, т. е.
Для принятых размеров такелажных средств угол у~ 62° при а=0.
Рис. 10.7. Схема к расчету усилий в такелажной оснастке при подъеме ру-
лона резервуара А-образной стрелой
Подставив численные значения величин, получим
440 • 12
---------= 272 кН .
2-11.0,884
S
Максимальное усилие 5 в стропе стрелы определим из выражения
ч _ Q «
(Ю.4)
Подставив численные значения
440
О —- — «
2
величин, получим
12
- = 302 кН .
8,75
Усилие, приходящееся на одну
ветвь стропа, определяем из выражения
1
cos---“
2
(10.5)
где 'F — угол между ветвями стропа
Откуда
('Г = 11°).
„ 302 „
S, =-----------= 152 кН .
2.0,995
зю
Угол подъема рулона а, при котором рулон будет находиться в состоя-
нии безразличного равновесия, определим из условия
h.Q — (Н — Dig a) cos а = 0.
Поскольку а<90° и cos а=#0, отсюда получим, что
. Н
"'““У
Подставив численные величины, получим
tg а = = 4, т. е. а 76' .
3
Продольное усилие Р, сжимающее шевр, рассчитываем по сумме
ций сил Si и S на плоскость шевра:
Р = Slmax cos у + S cos 0 = 272-0,47 + 302-0,58 = 303 кН .
Усилие Pi, приходящееся на одну стойку шевра, определяем
жения
из
(10.6)
проек-
выра-
где ф — угол между стойками шевра
Отсюда
<Р
COS —
2
(Ф = 19°).
(Ю.7)
303
= 154 кН.
2-0,986
Для стоек шевра примем трубу из стали марки СтЗсп
219x8 мм, у которой площадь поперечного сечения /? = 53,1 см2
инерции поперечного сечения / = 2960 см4.
Радиус инерции поперечного сечения стойки
Р
размером
и момент
Гибкость стойки
р
2960
------= 7,45 см.
53,1
L 1100
Ф 7,45-0,986
р cos -L-
2
= 150 .
Критическое напряжение сжатия в стойке по уравнению Эйлера
_ л2Е 3,142-2,1 Ю5
°кр ~ X2 - 1502
= 92 МПа.
Действительное напряжение сжатия от силы Pi составляет
pi 154 000 _Q мп
Осж = —— =---------------------------- = 29 МПа.
F 53,1-10—*
Запас устойчивости
пу =----=3,17.
29
Полученный запас устойчивости несколько больше рекомендуемой вели-
чины Му = 3.
311
После прохождения рулона через положение безразличного равновесия
(а>76<>) под действием силы тяжести Q рулон будет поворачиваться во-
круг точки О по часовой стрелке. Для плавного опускания рулона на днище
резервуара необходимо включить в работу тормозной трос. Максимальное
усилие и тормозном тросе S3 будет при положении рулона, близком к верти-
кальному (а = 90°). Из условия равновесия рулона
Q (D sin a — И cos a)
2Н sin 0Х
(10.8)
где 0l — угол между рулоном и тормозным тросом.
При а = 90° угол 0«56°. При расстоянии до тормозного тртктора ии
лебедки Z,3=18 м получим из уравнения (10.8) максимальное усилие в тор-
мозной оттяжке
S3 max
QD
2Н sin 0j
440-3
2-12-0,829
= 66,3 кН.
По величинам максимальных нагрузок Si, S2 и S3 выбирают тросы для
такелажной оснастки.
§ 6 МОНТАЖ КАПЛЕВИДНЫХ
И СФЕРИЧЕСКИХ РЕЗЕРВУАРОВ
Монтаж каплевидных резервуаров
Каплевидный резервуар, представляющий собой цельносвар-
ное сооружение в форме капли (рис. 10.8), состоит из оболочки,
нижняя часть которой, опирающаяся на песчаное основание,
Рис. 10.8. Каплевидный резервуар
312
Рис. 10.9. Монтаж отдельных элементов конструкции каплевидного резер-
вуара:
а — монтаж днища, опорного кольца н полуферм каркаса: б — монтаж корпуса резерву-
ара из укрупненных блоков
образует днище, а верхняя часть — корпус резервуара. Корпус
состоит из отдельных заготовок двоякой кривизны. Сварку всех
листов оболочки производят встык. Внутри оболочки имеется
каркас из ферм, который служит опорой для оболочки и уве-
личивает устойчивость резервуара при действии внешнего дав-
ления. Оболочка резервуара опирается на кольцо или на эква-
ториальные колонные опоры, через которые нагрузка от обо-
лочки передается на основание. Монтаж резервуара начинают
со сборки днища на подготовленном песчаном основании, кото-
рое имеет форму чаши. Листы днища раскладывают на осно-
вании с зазором 4 мм и собирают при помощи клиновых при-
способлений. После проверки правильности сборки листы днища
собирают на электроприхватах.
Монтаж опорного кольца начинают со сборки кольцевой
опорной плиты, к которой приваривают радиальные ребра
жесткости, косынки, подкосы и т. д. Затем заваривают стыки
кольцевой плиты. Смонтированные днище и опорное кольцо
видны на рис. 10.9, а.
Монтаж каркаса и оболочки корпуса резервуара произво-
дят после окончания сборки днища и опорного кольца. При
монтаже корпуса особое внимание следует обращать на тща-
тельность выверки его геометрической формы.
Монтаж каркаса и блоков оболочки можно производить при
помощи мачты с полноповоротной укосиной или при помощи
самоходных кранов с удлиненными стрелами. Для увеличения
жесткости каркаса при монтаже полуфермы устанавливают
парами крест-накрест в меридиональных плоскостях. Монтаж
поясов оболочки корпуса производят с монтажных лесов, при-
крепленных на кронштейнах к корпусу (рис. 10.9,6). Правиль-
ность сборки корпуса контролируют шаблонами.
Сварку обратноступенчатым способом производят одновре-
менно несколько сварщиков, перемещающихся в одном направ-
лении. Сперва сваривают меридиональные швы, а затем коль-
цевые с подваркой швов изнутри.
Испытание и приемка резервуаров
После окончания сборки и сварки резервуара, установки
обслуживающих лестниц и площадок и монтажа оборудования
(замерного устройства, зачистной трубы, предохранительных
клапанов и противопожарных устройств) резервуар испыты-
вают на плотность и прочность.
При испытании сварных швов на плотность поверхность их
изнутри опрыскивают керосином, а снаружи окрашивают мело-
вым раствором. После проверки плотности сварных швов и
устранения дефектов приступают к гидравлическому испытанию
резервуара. Резервуар постепенно заполняют водой и выдержи-
вают не менее трех суток. Затем в газовое пространство резер-
вуара подкачивают воздух, создавая в резервуаре избыточное
314
давление 40 000 Па, и тщательно осматривают сварные швы
резервуара и оболочки. После этого в газовом пространстве
создают разрежение 3000 Па. При отсутствии неплотностей
в оболочке резервуар считают выдержавшим испытание и сдают
в эксплуатацию.
Делались попытки применить метод рулонирования и при
монтаже каплевидных резервуаров. Однако эти работы не по-
лучили развития вследствие сложности конфигурации оболочки
и трудности разворачивания рулона на опорном кольце.
Монтаж сферических резервуаров
На отечественных заводах сооружают резервуары объемом
до 2000 м3. Наибольшее распространение получили резервуары
объемом 600 м3, диаметром 10,5 м на давление 0,6 МПа для
хранения сжиженных газов и для устройства сферических
электродегидраторов. Резервуары этого типа состоят из сфери-
ческой оболочки, собираемой из лепестков двоякой кривизны
толщиной 22—24 мм. Оболочка опирается на колонны или на
кольцевую опору (рис. 10.10 и 10.11).
Монтаж оболочки сферических резервуаров можно осуще-
ствлять путем полистовой сборки из отдельных лепестков или
укрупненных блоков (скорлуп), сборки из двух полусфер,
сборки и автоматической сварки оболочки на специальных ма-
нипуляторах. Полистовая сборка оболочки (см. рис. 10.11)
является наиболее трудоемким, но часто применяемым спосо-
бом монтажа сферических резервуаров, особенно крупных раз-
меров. Монтаж осуществляют самоходными стреловыми кра-
нами при длине стрелы до 25 м и вылете 6,5 м или вантовым
стреловым краном, установленным в центре нижнего днища
резервуара. Сборку оболочки начинают с нижнего днища, ко-
торое тщательно выверяют в проектном положении на опоре.
Затем последовательно снизу вверх собирают оболочку резер-
вуара поясами, на клиновых приспособлениях, тщательно вы-
веряя правильность сборки шаблоном и циркулем. Величину
зазоров между кромками соседних листов обеспечивают зазор-
ными прокладками толщиной 3 мм, устанавливаемыми через
400—500 мм. Перед подъемом лепестков в проектное положе-
ние к ним приваривают шайбы для стяжных планок и серьги
для крепления кронштейнов подмостков. Сварку швов произ-
водят обратноступенчатым способом, разбивая каждый стык
на секции длиной 500—600 мм и заваривая каждую секцию на
полную толщину шва. Швы с Х-образной разделкой кромок
одновременно варят два сварщика — один снаружи, а другой —
изнутри. Кольцевые швы разбивают на 6—8 участков; каждый
участок варит один сварщик. Одновременно кольцевой шов
сваривают 6—8 сварщиков. С целью обеспечить высокое каче-
ство сварки отдельные слои сварных швов, кроме первого и по-
следнего, проковывают в горячем состоянии. По мере сварки
315
Рис. 10.10. Сферический резервуар
Рис. 10.11. Монтаж резервуара методом полиспастовой сборки с примене-
нием самоходного стрелового крана
стыков их освобождают от сборочных приспособлений. В пер-
вую очередь сваривают меридиональные швы корпуса, а за-
тем — кольцевые. Работы целесообразно вести одновременно
на двух резервуарах, что позволяет чередовать сборочные и сва-
рочные работы.
При сборке резервуаров из отдельных лепестков практи-
чески исключается применение автоматической сварки. Поэтому
был разработан метод монтажа сферических резервуаров из
укрупненных блоков. Каждый блок состоит из двух-четырех
лепестков, свариваемых с применением автоматической сварки
под слоем флюса в нижнем положении на манипуляторах.
Сборку оболочки производят из таких укрупненных блоков.
В этом случае примерно одну треть всех швов корпуса свари-
вают автоматами.
Монтаж сферических резервуаров производят также из двух
полусфер, которые проходят контрольную сборку на заводе-из-
готовителе. В этом случае число монтируемых элементов умень-
шается до 14. При монтаже элементы оболочки укрупняют
в две полусферы. При контрольной сборке полусфер на заводе-
изготовителе производят подготовку и маркировку кромок
меридиональных и экваториальных швов, подгонку днищ, уста-
новку и приварку штуцеров и люков к днищам. Аналогичный
стенд применяют для сборки и сварки полусфер на монтажной
площадке (рис. 10.12). Лепестки полусфер, прошедшие конт-
рольную сборку, сваривают попарно на месте монтажа с при-
менением сварочных тракторов и простейших манипуляторов
в нижнем положении, что повышает производительность труда
и качество сварки. Автоматическую сварку первого слоя выпол-
няют по ручной подварке, на флюсовой подушке или флюсо-
медной подкладке.
До начала сборки нижней полусферы производят разметку
нижнего днища, приварку к нему опорных планок и централь-
ной стойки. Укрупненные блоки нижней полусферы подают на
сборочный стенд краном и ставят уширенной частью на опорное
кольцо стенда в упоры, а узкой верхней частью — на опорные
планки, приваренные к нижнему днищу (см. рис. 10.12). Блоки
выверяют и собирают на сборочных приспособлениях, а затем
сваривают вручную до установки полусферы на фундамент.
После сварки меридиональных швов к нижней полусфере при-
варивают опорное кольцо и штуцеры, расположенные на ниж-
нем поясе.
Нижнюю полусферу устанавливают на фундамент с по-
мощью двух мачт и тракторных лебедок. Строповку полусферы
осуществляют за два ложных штуцера, приваренных ниже
центра тяжести полусферы. Для увеличения жесткости полу-
сферы при подъеме ее раскрепляют распорками. Поскольку
строповка нижней полусферы осуществляется ниже ее центра
тяжести, полусфера может быть легко перекантована в рабочее
317
положение после подъема над опорой. После установки полу-
сферы на постамент тщательно выверяют ее с применением
нивелира, домкратов и клиньев шарнирных опор. Затем в той
же последовательности производят сборку, сварку и подъем
в проектное положение верхней полусферы (рис. 10.13). При
таком способе монтажа по сравнению с полистовой сборкой
общая продолжительность работ сокращается на 30—35 %,,
а время монтажа в 2 раза. Объем автоматической сварки до-
стигает 40 %. В настоящее время широко применяют автома-
Рис. 10.12. Стенд для сборки полусфер оболочки сферического резервуара
тическую сварку корпусов шаровых резервуаров на специаль-
ных манипуляторах. Сварочный трактор устанавливают на
неподвижной площадке над верхней точкой сферы. Сферу при-
водят во вращение приводными роликами, обеспечивая задан-
ную скорость сварки. Оболочку собирают из отдельных элемен-
тов или полушарий на сборочных приспособлениях, установ-
ленных изнутри резервуара. Первый шов сваривают вручную,
после чего удаляют сборочные приспособления. Сварку осу-
ществляют в пять проходов — четыре шва сваривают снаружи
и один изнутри.
На рис. 10.14, а, б представлены общие виды стенда для
сварки шарового корпуса на манипуляторе и манипулятора
с холостыми и приводными роликовыми опорами. Применение
манипулятора, имеющего систему гидравлических домкратов,
318
дает возможность осуществлять автоматическую сварку шара
непосредственно на фундаменте.
На рис. 10.15 дана схема манипулятора, позволяющего сва-
ривать шаровые резервуары непосредственно на постаменте.
Конструкция манипулятора состоит из четырех роликовых опор,
закрепленных на тележке, которая может поворачиваться, дви-
гаясь по кольцевому рельсовому пути. Опоры, перемещаясь
Рис. 10.13. Монтаж верхней полусферы при по-
мощи двух мачт
в вертикальном направлении, поднимают корпус резервуара на
100—150 мм над постаментом во время сварки и опускают на
постамент при повороте манипулятора к очередному сварному
шву. Управление механизмом подъема и опускания корпуса
резервуара осуществляется от центрального гидравлического
привода.
Сферические резервуары являются ответственными соору-
жениями, поэтому для качественного выполнения сварных швов
корпуса серьезное внимание следует обратить на контроль за
производством сборочных и сварочных работ на всех стадиях
монтажа корпуса резервуара.
319
Рис. 10.14. Манипулятор для автоматической сварки
корпусов сферических резервуаров:
а — общий вид установки для сварки сферы; б — общий вид
манипулятора
Необходимо соблюдать величины зазоров в стыках сварных
соединений, следить за правильной стыковкой соседних лепест-
ков, проверять внешний вид сварных швов и наличие подрезов,
непроваров, трещин и других наружных дефектов, проводить
320
механические испытания сварных соединений и их просвечива-
ние радиоактивными препаратами. Строгое соблюдение приня-
той технологии сварки, высокое качество присадочных мате-
риалов и флюсов совместно с пооперационными методами конт-
роля позволяют получить гарантиро-
ванное высокое качество сварных
швов.
В настоящее время для защиты
монтируемых резервуаров от атмо-
сферных осадков и низких темпера-
тур в зимнее время стали применять
надувные оболочки, которые пол-
ностью изолируют резервуар от окру-
жающей среды. Это позволяет значи-
тельно улучшить условия труда мон-
тажников и обеспечить более высо-
кую производительность и качество
работ. Как показала практика при-
менения таких оболочек, даже в зим-
нее время внутри нее достаточно бы-
стро устанавливается плюсовая тем-
пература.
Испытание и приемка
сферических резервуаров
После завершения монтажа обо-
лочки и установки оборудования сфе-
рический резервуар подвергают испы-
танию. Для контроля за давлением
в оболочке при испытании устанавли-
вают два манометра — один у насоса
(компрессора), а другой — в 50 м от
испытываемого резервуара на наблю-
дательном пункте. Испытательное дав-
ление создают постепенно не менее
чем за 20—25 мин. Резервуар запол-
няют водой и в нем создают заданное
Рис. 10.15. Схема манипуля-
тора для автоматической
сварки сферической оболоч-
ки непосредственно на осно-
вании:
1 — опора; 2 — ферма; 3 — кат-
ки; 4 —кольцевой путь; 5 —
электродвигатель; 6 — редук-
тор; 7 — ведущая роликовая
опора; 8 — боковые опоры; 9 —
роликовая опора
давление испытания насосом высокого
давления. Под испытательным давлением резервуар выдержи-
вают 10 мин, при этом давление на манометре не должно сни-
жаться. Окончательный осмотр резервуара и обстукивание око-
лошовных зон производят при рабочем давлении.
Испытание резервуара на герметичность производят сжа-
тым воздухом или азотом, выдерживая его под испытательным
давлением в течение 8—12 ч. О герметичности резервуара
можно судить по величине снижения давления в резервуаре
в течение заданного промежутка времени.
И
Заказ № 2290
321
Дефекты (поры, свищи и др.), обнаруженные при испыта-
нии, тщательно вырубают и заваривают вновь.
Готовый резервуар снабжают документацией.
На корпусе резервуара укрепляют паспортную пластинку
с указанием завода-изготовителя лепестков, монтажной орга-
низации, осуществлявшей монтаж резервуара, года его по-
стройки, величин рабочего и испытательного давления и реги-
страционного номера резервуара.
§ 7. КРАТКОЕ ОПИСАНИЕ ПРИМЕНЯЕМЫХ ТИПОВ
ГАЗГОЛЬДЕРОВ ПЕРЕМЕННОГО ОБЪЕМА
Газгольдеры переменного объема (постоянного давления)
служат для хранения, смешения, регулирования расхода и дав-
ления газов, не вызывающих интенсивной коррозии углероди-
стой стали (азота, аммиака, водорода, генераторного газа, уг-
лекислого газа, кислорода, метана, этилена и др.).
К газгольдерам переменного объема относятся газгольдеры
стальные с водяным бассейном (мокрые газгольдеры) объемом
100—32 000 м3 и газгольдеры стальные цилиндрические порш-
невые (сухие газгольдеры) объемом 10 000—100 000 м3.
В Советском Союзе наибольшее распространение получили
мокрые газгольдеры. Это связано, в частности, со сложностью
и ненадежностью работы затворов, особенно в условиях резко
изменяющихся температур, хотя они и имеют меньший расход
металла на 1 м3 объема.
В табл. 10.4 приведены данные о расходе металла на 1 м3
объема мокрых и сухих газгольдеров.
Таблица 10А
Расход металла на I м3 объема мокрых и сухих газгольдеров
Тип газгольдера Расход металла, кг/м3 Тип газгольдера Расход металла, кг/м3
ГМ-100 160,0 ГМ-20 000 26,8
ГМ-300 96,3 ГМ-32 000 23,0
ГМ-600 75,0 ГС-10 000 31,4
ГМ-1000 62,0 ГС-20 000 21,0
ГМ-2400 50,4 ГС-30 000 17,6
ГМ-6400 38,8 ГС-50 000 14,8
ГМ-10 000 38,5 ГС-100 000 11,2
ГМ-15 000 27,8
Примечание. ГМ — мокрые газгольдеры, ГС — сухие газгольдеры.
Мокрые газгольдеры (рис. 10.16) состоят из следующих кон-
структивных элементов: водяного бассейна (резервуара); под-
вижного колокола, расположенного внутри бассейна и пред-
322
ставляющего собой резервуар без дна с герметичными крышей
и стенками; телескопа (в двухзвенных газгольдерах объемом
более 10 000 м3) —подвижного цилиндра без дна и крыши с гер-
метичными стенками со специальным защеплением (затвором)
в верхней части, причем телескоп расположен между резервуа-
ром и колоколом; внешних и внутренних направляющих для вер-
Рис. 10.16. Мокрый газгольдер
тикального движения колокола и телескопа посредством уста-
новленных на них роликов, а также обслуживающих лестниц
и площадок. При наполнении газгольдера газом колокол под-
нимается вверх. Достигнув верхнего положения, колокол своим
нижним затвором зацепляет обратный верхний затвор теле-
скопа и поднимает последний за собой. При этом затвор ко-
локола захватывает воду из водяного бассейна, в результате
чего образуется газонепроницаемый гидравлический затвор.
Правильное положение колокола и телескопа и их движе-
ние обеспечиваются нижними и верхними роликами, которые
катятся по внутренним и внешним направляющим.
11* 323
В пустом газгольдере колокол и телескоп находятся в опу-
щенном состоянии, опираясь на подставки, расположенные на
дне резервуара под нижними кольцами колокола и телескопа.
Верхний и нижний поясы колокола и телескопа делают из
листовой стали толщиной 5—10 мм, а остальные пояса — из
листовой стали толщиной 2,5—3 мм. Толщину стенок бассейна
определяют расчетом. Крыша сферического очертания со стре-
лой подъема около ’/15 диаметра колокола. Настил кровли из
листов толщиной 2,5—4 мм.
Стенки резервуара газгольдера устанавливают на кольцевой
бетонный фундамент. Под днищем резервуара устраивают ис-
кусственное основание из грунтовой подсыпки, песчаной по-
душки, гидроизолирующего слоя и защитного песчаного по-
крытия толщиной 3 см. Отклонение поверхности кольцевого
фундамента от проектного уровня не должно превышать
± 1 см.
§ 8. МОНТАЖ МОКРЫХ ГАЗГОЛЬДЕРОВ
ИЗ РУЛОННЫХ ЗАГОТОВОК
В настоящее время внедрен монтаж мокрых газгольдеров
объемом до 30 000 м3 из рулонированных конструкций завод-
ского изготовления. Основные принципы и последовательность
монтажа в этом случае примерно такие же, как и для верти-
кальных цилиндрических резервуаров; некоторые дополнитель-
ные монтажные работы связаны с конструктивными особенно-
стями газгольдеров.
Мокрые газгольдеры из рулонных заготовок монтируют в та-
кой последовательности:
разворачивают рулон днища и укладывают в проектное по-
ложение днище газгольдера;
накатывают на днище рулон колокола и устанавливают его
в вертикальное положение при помощи А-образной стрелы или
крана;
устанавливают в вертикальное положение рулон резервуара
газгольдера;
разворачивают рулон резервуара газгольдера;
монтируют металлоконструкции обслуживающих площадок
и вертикальных направляющих корпуса газгольдера;
разворачивают рулон колокола внутри резервуара и одно-
временно устанавливают стойки жесткости;
монтируют металлоконструкции перекрытия колокола;
наращивают панели наружных направляющих и монтируют
связи между ними;
выверяют металлоконструкции и испытывают газгольдер.
На рис. 10.17, а, б представлен монтаж отдельных конструк-
ций газгольдера.
При монтаже газгольдеров большого объема (10, 15, 20 и
30 тыс. м3) имеются некоторые особенности. Днища крупных
324
газгольдеров поставляют в виде нескольких рулонированных
частей. При монтаже телескоп и колокол разворачивают на
высоте 300 мм над днищем, чтобы нижние кромки этих по-
Рис. 10.17. Монтаж конструкций мокрого газгольдера:
а — установка стропил кровли колокола; о—установка вертикальных наружных на-
правляющих
Рис. 10.18. Схема разворачивания рулонов газгольдера:
а — последовательного; б — параллельного; / — рулон колокола; 2 — \ >улон телескопа;
<1.корпус резервуара; 4—днище; 5— б./лко1Г, 6 — центральная cr< ji'ikh; 7 — опорное
кольцо; 8 — внутренние направляющие-, 9 — гидравлический затвор; 10 — сектор пере-
крытия колокола
лотнищ можно было сразу установить на опорные кольца, уло-
женные на двутавровые подкладки. С этой целью рулоны теле-
скопа и колокола устанавливают па временные постаменты
высотой 300—310 мм из двутавровых балок.
325
Рулоны резервуара, телескопа и колокола можно развора-
чивать последовательно и параллельно (рис. 10.18).
По схеме последовательного разворачивания телескоп мон-
тируют после разворачивания рулона резервуара, а колокол —
после окончания монтажа телескопа.
В схеме параллельного разворачивания рулонов все три ру-
лона разворачивают последовательно друг за другом с рас-
стояниями между рулонами в два-три диаметра рулона. При
этом рулон резервуара опережает рулон телескопа, а послед-
ний— рулон колокола.
Приемка и испытание газгольдера
После окончания монтажа контролируют качество монтаж-
ных работ путем внешнего осмотра с проверкой основных раз-
меров, а также проводят испытание отдельных элементов газ-
гольдера (днища, резервуара и др.) на плотность и газголь-
дера в целом на прочность и плотность. Здесь изложены лишь
те виды испытаний, которые связаны с особенностями конструк-
ции газгольдера; остальные методы испытаний изложены
в разделе по монтажу вертикальных цилиндрических резер-
вуаров.
Разность двух любых радиусов резервуара, колокола и те-
лескопа не должна быть более 20 мм. Отклонение стенок ре-
зервуара от вертикали не должно быть более 2 мм на 1 м вы-
соты стенки; высота резервуара не должна отличаться от про-
ектной более чем на 10 мм. Радиусы горизонтальных колец
гидравлических затворов колокола и телескопа должны уклады-
ваться в допуск ±10 мм, а зазоры между поверхностями гид-
равлических затворов колокола и телескопа — в допуск ±20мм.
Внутренние направляющие телескопа и стойки колокола после
окончания сварочных работ должны отклоняться от вертикали
не более 10 мм на всю высоту. Отклонение внешних направ-
ляющих от вертикали не должно превышать в радиальном
направлении 10 мм и в плоскости, касательной к цилиндриче-
ской поверхности, 15 мм на всю высоту.
Гидравлические затворы колокола и телескопа и газовводы
испытывают наливом воды до верха после установки их на
место при выдержке в течение 12 ч.
До проведения испытания газгольдера в целом должны быть
проверены на плотность задвижки и водяные затворы, а также
испытана контрольно-измерительная аппаратура.
Резервуар освобождают от строительного мусора и посто-
ронних предметов, а газопроводы от воды. Лазы и другие от-
верстия герметически закрывают. Воздушный вентиль на крыше
закрывают непосредственно перед началом испытаний.
Затем резервуар заполняют водой и в газгольдер не менее
3 раз нагнетают и удаляют из него сжатый воздух. При этом
проверяют плавность подъема и опускания колокола и теле-
326
скопа, скорость подъема и опускания, положение относительно
вертикальной оси корпусов колокола и телескопа, степень от-
клонения от вертикали внешних направляющих при движении
колокола и телескопа. Крен колокола или телескопа не должен
превышать 1 мм на 1 м диаметра колокола или телескопа.
Подъем и опускание звеньев газгольдера должны происходить
плавно, без заеданий.
Испытание на газонепроницаемость производят, промазы-
вая все швы мыльным раствором и наблюдая за ними в тече-
ние 2 ч при максимальном давлении в газгольдере (звенья
газгольдера должны находиться в верхнем положении). Окон-
чательное испытание производят путем заполнения газгольдера
сжатым воздухом на 90 % его полезного объема и выдержки
в течение семи суток (168 ч). Газгольдер считают выдержав-
шим испытание, если утечка газа не превысит 3 % для газ-
гольдеров объемом до 1000 м3 включительно и 2 % для газ-
гольдеров объемом 3000 м3 и более (величину утечки относят
к поминальному объему газгольдера). Если утечка превысит
указанную величину, то выясняют причины утечки, устраняют
ее, а газгольдер подвергают повторному испытанию. По окон-
чании испытаний газгольдер окрашивают.
На сдаваемый в эксплуатацию газгольдер составляют пас-
порт, к которому прилагают приемо-сдаточную техническую до-
кументацию.
Глава 11
МОНТАЖ НАСОСОВ И КОМПРЕССОРОВ
§ 1. КРАТКАЯ ХАРАКТЕРИСТИКА НАСОСОВ
И КОМПРЕССОРОВ
На нефтегазоперерабатывающих заводах для перекачки
жидкостей и газов применяют большое число насосов и ком-
прессоров. Эти агрегаты по принципу действия разделяют на
центробежные и поршневые, по роду привода — на паровые,
с приводом от электродвигателя, паровой турбины или двига-
теля внутреннего сгорания. Группа оборудования, рассмотрен-
ная ниже, характеризуется большим разнообразием типораз-
меров, сравнительно небольшими габаритными размерами и
массой (обычно не более Ют).
Нефтяные центробежные насосы (рис. 11.1, а,б, в)
объединены в нормальный ряд и в отношении своих рабочих
характеристик позволяют удовлетворить потребности всех про-
цессов, встречающихся в нефте- и газопереработке. Эти на-
сосы имеют следующую специальную маркировку. Первая
цифра в маркировке означает диаметр всасывающего патрубка,
уменьшенный в 25 раз; буквы после первой цифры означают
Н — нефтяной (или «насос» для кислотных и щелочных насо-
сов), Г — горячий, Д — рабочее колесо с двойным подводом
жидкости, К — консольный, В — вертикальный, первая цифра
после букв означает коэффициент быстроходности,уменьшенный
в 10 раз; цифра в конце маркировки после знака умножения
означает число ступеней в насосе. Буква К в конце марки-
ровки показывает, что насос предназначен для перекачки кис-
лот и щелочей, С — для сжиженных газов, СТ — насос с торцо-
вым уплотнением.
В настоящее время центробежные насосы принято класси-
фицировать:
1) в зависимости от температуры перекачиваемой среды; на
холодные — для температур до 200°C (насосы типов НК, Н
и НД) и горячие — для температур от 201 до 400°C (насосы
типов НГК, НГ и НГД);
2) по назначению — для перекачки нефти и нефтепродуктов,
сжиженных углеводородных газов, а также кислот и щелочей.
Применяют также центробежные многоступенчатые горячие
насосы КВН-55-70, КВН-55-120 и КВН-55-180 с приводом от
паровой турбины конденсационного типа. Большинство центро-
328
бежных насосов нормального ряда комплектуется с приводом
на одной фундаментной плите. Валы насоса и привода соеди-
няют посредством муфты (зубчатой или пальцевой). Уплотне-
ние валов насосов осуществляют как обычными сальниками
с мягкой набивкой, так и торцовыми уплотнениями (особенно
при перекачке сжиженных газов). При этом сальники нефтя-
ных насосов имеют специальную систему масляного уплотне-
ния и систему водяного охлаждения, что повышает надежность
работы насоса и его герметичность.
Рис. 11.1. Центробежные насосы нормального ряда:
а — насос типа НК. с электродвигателем; б — насос 4Н5Х4 с электродвигателем; в —
горячий насос КВН-55-120
Многоступенчатые насосы для перекачки холодных нефте-
продуктов имеют чугунный корпус с горизонтальным разъемом.
Всасывающий и нагнетательный патрубки размещены в ниж-
ней половине корпуса насоса, что дает возможность разбирать
насос без отсоединения трубопроводов.
Горячие насосы имеют двойной корпус. Внешний корпус
представляет собой герметичный прочный кожух из стали
15Х5М, с вертикальным разъемом, который служит для креп-
ления насоса к фундаментной плите. Внутренний корпус имеет
горизонтальный разъем и в нем выполнена проточная часть
насоса. Оба корпуса могут удлиняться независимо друг от
друга при изменениях температуры.
В табл. 11.1 приведены основные характеристики горячих
центробежных насосов.
329
w Таблица 11.1
° Характеристики горячих насосов для перекачки нефтепродуктов с температурой до 400 °C
Показатели 4НГ-5Х4 4НГ-5Х2 4НГК-5Х1 КВН-55-70 5НГК-5Х1 5НГ-5Х2 5НГ-5Х4 6НГ-6Х1 КВН-55-12 6НГ-7Х2 6Н ГК-Эх! 6НГ-10Х4 КВН-55-180 8НГД-6Х1 8НГД-9ХЗ
Подача, м3/ч 40 45 50 70—80 70 70 75 90 80—120 110 120 140 160—180 160 250
Напор, м 251 120 60 660—800 108 206 362 125 700—800 220 65 309 700—800 104 305
Частота вра- щения, об/мин 2950 3000 2950 2950—3000 2950 2950 2950 2950 2950—3000 2950 2950 2950 2950—3000 2950 2950
Потребляемая мощность, кВт Диаметр па- трубка, мм: 60 26,6 14,5 160—230 43,2 81 170 45 300—420 116 30,5 186 410—540 85,6 330
всасываю- щего 98 98 100 125 125 125 125 150 200 150 150 148 200 200 198
нагнетатель- ного 73 77 60 75 75 75 75 100 150 100 100 98 150 100 148
Число ступеней 4 2 1 8 1 2 4 1 8 2 1 4 8 1 3
Масса, кг 1564 358 286 6200 310 470 1960 519 9800 730 330 3053 9800 538 4585
Поршневые насосы (рис. 11.2) применяют на неф-
тегазоперерабатывающих заводах как поршневые паровые пря-
модействующие насосы двойного действия и в меньшей сте-
пени — как поршневые насосы с приводом от электродвигателя
через редуктор. Поршневые насосы предназначены для пере-
качки как холодных жидкостей с температурой до 100 °C, так
и горячих жидкостей с более высокой температурой.
К первой группе относятся насосы марок НПС-1, ПНМ,
Рис. 11.2. Прямодействующие паровые поршневые на-
сосы:
а — насос НПН-3; б — насос 1СП
ГУН-1, БНП, В-2, ко второй — насосы марок СЛ-1М, СЛ-1МС,
1СП, НПН-ЗМ, НПН-3 и др. Прямодействующие паровые на-
сосы горизонтального типа состоят из трех основных частей:
гидравлической, паровой и средника, который соединяет обе
части и на котором смонтирована стойка парораспределитель-
ного механизма.
Насосы могут иметь цилиндры: по одному гидравлическому
двойного действия и по одному паровому или по два гидрав-
лических и по два паровых. Насосы для перекачки горячих
нефтепродуктов имеют охлаждаемые водой сальники у штоков
гидравлических цилиндров. При перекачке нефтепродуктов
с температурой до 220 °C гидравлическую часть насоса изготов-
ляют из чугуна, при более высокой температуре (до 400 °C) —
из стали.
331
Таблица 11.2
Характеристики горячих паровых прямодействующих насосов
Показатели СЛ-1М, СЛ-1МС нпн-зм нпн-з 1СП 4ПГ нпн-ю
Максимальная темпера- тура нефтепродукта, °C 220, 220 220 400 220 220
Подача, м3/ч 320 3-7,5 3—7,5 11-22 28—56 30—60 56—112
Число двойных ходов в минуту 10—25 17—34 17—34 16—32 13—27 16—32
Давление, МПа: наибольшее нагнета- ния 4 2 2 2,5 2 2,5
свежего пара . . . 1,2 0,6 1,2 1,2 1,0 1,2
противодавление пара 0,05 0,1 0,05 0,4 0,05 0,4
В табл. 11.2 приведены основные характеристики горячих
паровых прямодействующих насосов.
Компрессоры, применяемые для перекачки углеводород-
ных газов, сжатого воздуха и других газов, делятся на
поршневые и центробежные компрессоры, которые создают
давление до 10 МПа. Компрессоры могут иметь горизонтальное
(типа ГК и др.), вертикальное (типа 2С) и смешанное (типа П)
расположение цилиндров. Привод компрессоров осуществляют
от электродвигателя через муфту или клиноременную передачу,
а также непосредственно от газового двигателя внутреннего
сгорания в газомоторных компрессорах типа ГК. Насосы и ком-
прессоры, как правило, располагают в одноэтажных зданиях
или под постаментами на территории технологических устано-
вок. Внутри здания агрегаты монтируют на отдельные фунда-
менты. Насосы для перекачки горячих и холодных нефтепро-
дуктов размещают в отдельных помещениях (горячая и холод-
ная насосные).
§2. МОНТАЖ НАСОСОВ И КОМПРЕССОРОВ
Перед началом монтажных работ необходимо вскрыть ящики
с оборудованием и совместно с представителем заказчика про-
верить наличие всех деталей и узлов оборудования согласно
упаковочным спецификациям, а также их состояние (отсутст-
вие поломок, коррозии и т. д.). К началу монтажных работ
помещение насосной (компрессорной) должно быть очищено от
строительного мусора, а фундаменты для установки агрегатов
приняты под монтаж.
Приемка фундаментов под монтаж
К установке агрегатов на фундаментах можно приступать
только после отвердевания бетона. В известной мере можно
составить представление о степени отвердевания фундаментов
332
и их качестве, если нанести легкие удары молотком по острым
ребрам фундамента. Бетон при ударе не должен откалываться
или расслаиваться (обычно бетон твердеет в течение 6—
10 дней). Затем необходимо проверить габаритные размеры
и форму фундамента в плане, а также высотные отметки фун-
дамента и анкерных болтов. На фундаменты наносят основные
оси, согласуясь с общим планом размещения агрегатов в поме-
щении насосной (компрессорной). Верхняя поверхность фунда-
мента не должна доходить до проектной отметки установки аг-
регата на 30 мм. При завышении отметки верх фундамента
надо срубить, а при занижении более, чем на 50 мм допол-
нительно бетонировать.
Установка насосов на фундаментах
Центробежные насосы, как правило, поставляют вместе
с двигателем на одной фундаментной плите, а паровые насосы,
за исключением очень крупных, поставляют полностью соб-
ранными.
В помещение насосы подают через оконные или специаль-
ные монтажные проемы в стенах здания, перемещая их по на-
клонным направляющим и на катках при помощи блоков,
Рис. 11.3. Принципиальная схема установки насосных агрегатов при помощи
самоходного стрелового крана:
а— схема выверки парового насоса при помощи винтовых домкратов; б —схема стро-
повки насоса с применением траверсы; в — установка группы насосов краном; г — схе-
ма установки насоса на фундамент краном; / — строп; 2 — винтовой домкрат; 3 — до-
щатый капонир, которым насос закрыт до начала ревизии
333
тросов и лебедок. Насос подтаскивают к фундаменту, где он
должен быть установлен, а затем талями домкратами или по
наклонным направляющим заводят его на фундамент.
В настоящее время очень часто устанавливают насосные
агрегаты на фундаментах через перекрытие насосной при по-
мощи самоходных стреловых кранов (рис. 11.3).
Строповку агрегата производят с применением тросов или
специальных траверс, в результате чего можно избежать появ-
ления больших распорных усилий в агрегате или в отдельных
узлах при их подъеме. Это особенно важно учитывать при мон-
таже паровых насосов, имеющих большую длину и сравни-
тельно небольшую жесткость средника.
В настоящее время при разработке проектов помещений на-
сосных предусматривают установку закладных деталей в пере-
крытия и стены для крепления талей и других такелажных
средств.
Выверка агрегата
После установки агрегата на фундаменте приступают к его
выверке с целью придать фундаментной плите агрегата гори-
зонтальное положение на проектной высотной отметке. Выверку
производят при помощи стальных подкладок и клиньев разме-
ром 100X30X20 мм (уклон у клиньев от 1 : 10 до 1 : 20), а также
домкратов (см. рис. 11.3). Клинья и подкладки размещают
около фундаментных болтов, а для больших агрегатов также
и между фундаментными болтами. Горизонтальность установки
агрегата проверяют по уровню.
После выверки агрегата на фундаменте слегка затягивают
фундаментные болты и подливают жидкий цементный раствор.
Для этого вокруг фундамента делают деревянную опалубку
такой высоты, чтобы фундаментная плита на 25—30 мм оказа-
лась залитой цементным раствором. При этом надо следить,
чтобы цементный раствор заполнил все пустоты между фунда-
ментом и фундаментной плитой агрегата. После подливки через
6—10 дней, когда схватывается цементный раствор, оконча-
тельно заливают фундаментные болты. При этом надо следить
за тем, чтобы не нарушить правильного положения фундамент-
ной плиты. У паровых поршневых насосов жестко закрепляют
на фундаменте только гидравлическую часть, паровую сторону
насоса предохраняют от случайных перемещений, и она может
свободно расширяться при разогревании насоса.
Ревизия насосов
Ревизия центробежных насосов включает разборку насоса,
осмотр всех деталей и узлов, промывку их в керосине с целью
удаления консервирующей смазки, проверку зазоров между де-
талями насоса и в подшипниках, осмотр, сборку и регулировку
334
систем смазки и охлаждения, сборку насоса и центровку его
с двигателем.
При ревизии поршневых паровых насосов производят ос-
мотр и регулировку системы парораспределения, а также кла-
панной системы гидравлической части насоса. Когда горячие
паровые насосы вследствие значительных габаритных разме-
ров поступают на монтажную площадку в разобранном состоя-
нии в виде отдельных деталей и узлов, то одновременно со сбор-
кой этих насосов производят и их ревизию.
Присоединение трубопроводов
Обвязку насосов технологическими и вспомогательными (си-
стемы смазки, охлаждения) трубопроводами производят, как
правило, из узлов, заранее заготовленных в цехе трубных заго-
товок монтажного управления.
При монтаже технологических трубопроводов необходимо
исключить передачу усилий на насос от массы трубопровода
и вследствие его тепловых расширений. Поэтому трубопроводы,
присоединяемые к насосу, должны иметь
надежные опоры и компенсаторы. Осо-
бое внимание должно быть обращено на
герметичность всасывающей линии и ее
конфигурацию, исключающую образование
воздушных или паровых мешков во всасы-
вающем трубопроводе. На всасывающей
линии насоса обязательно устанавливают
фильтрующий конус из сетки, который пре-
дохраняет от попадания в насос посторон-
них предметов (рис. 11.4). Основные раз-
меры фильтров приведены в табл. 11.3.
Смонтированный насос снабжают необ-
ходимыми КИП (манометрами, вакууммет-
рами, термометрами), а также предохра-
нительным и обратным клапанами. Для го-
рячих насосов особое внимание должно
быть обращено на достаточную величину
предусмотренных термических зазоров, пра-
вильность монтажа системы охлаждения
сальников и подшипников и системы
смазки.
Рис. 11.4. Схема
фильтра для всасы-
вающего трубопро-
вода насоса:
/ — фланец; 2 — сетка;
3 — донышко
Монтаж компрессоров
Основные операции по монтажу компрессоров те же, что и
для насосов. Дополнительные работы связаны с наличием тех
или иных конструктивных особенностей компрессоров. Так, для
газомоторных компрессоров дополнительно к операциям уста-
новки, выверки и ревизии узлов и деталей компрессорной
335
части приходится производить ревизию, регулировку и пригонку
узлов и деталей силовой части компрессора, а также вспомога-
тельных устройств и систем (смазки, охлаждения, зажигания,
подачи топлива, пусковой и т. д.).
Таблица 11.3
Основные размеры (в мм) фильтров (см. рис. 11.4)
Условный проход трубо- провода, мм D d d, L
50 102 45 25 200
80 138 73 40 200
100 158 95 50 200
150 212 145 100 250
200 268 195 120 250
250 320 250 160 250
300 378 300 200 250
350 438 350 220 250
400 490 398 250 250
§ 3. ПРОБНЫЙ ПУСК АГРЕГАТА
Монтаж насосов и компрессоров завершается пробным пу-
ском агрегата, регулированием взаимодействия узлов агрегата
на холостом ходу, постепенным его нагружением и измерением
его рабочих характеристик. Пробный пуск агрегата надо про-
водить при соблюдении следующих положений.
Перед пуском необходимо проверить правильность взаим-
ного расположения и надежность крепления отдельных узлов.
Картерные емкости агрегата надо заполнить маслом,
а в подшипники скольжения подать смазку.
Перед пуском агрегат следует прокрутить вручную на один
рабочий цикл. Этот процесс позволяет убедиться в отсутствии
местных заеданий движущихся деталей, их касаний с непод-
вижными деталями и с окружающими предметами, проверить
правильность прохождения мертвых точек узлами кривошипно-
шатунных механизмов и т. д.
Первый пуск производят на короткое время вхолостую. При
этом отмечают общий характер работы агрегата (спокойный,
с толчками, с ударами), состояние подшипников (нагрев, вы-
брос масла в зазоры у подшипников скольжения, утечку масла
в крышках и уплотнениях, шум у подшипников качения), ра-
боту смазочной системы (показания манометров, прохождение
масла в маслоуказателях), работу системы охлаждения (пока-
зания манометров и термометров, плотность сальников) и ра-
боту узлов управления. За состоянием КИП при первом пуске
должно быть особенно внимательное наблюдение, так как в ли-
нии приборов могут попасть грязь, окалина и т. п. Температура
336
подшипников не должна превышать температуру помещения
более чем на 60 °C.
Дополнительную регулировку узлов агрегата следует произ-
водить только после его остановки и кроме тех узлов, которые
допускают регулировку на ходу.
Нагрузку па насос или компрессор следует создавать посте-
пенно и доводить ее до номинальной в несколько приемов. На
каждой ступени опробования агрегат выдерживает 1—3 ч при
общей длительности всего процесса 8—12 ч.
Центробежные насосы вхолостую, как правило, не обкаты-
вают, так как при этом может произойти быстрый перегрев
ряда узлов насоса. Центробежные насосы опробуют на воде пли
нефтепродукте. При этом следует помнить, что при обкатке на
воде насосов для перекачки легких нефтепродуктов и сжижен-
ных газов вследствие значительной разности плотностей воды
и рабочих сред достижение проектных показателей не всегда
возможно и может произойти значительная перегрузка двига-
теля насоса. Пуск центробежного насоса производят при пол-
ностью закрытой задвижке па напорном трубопроводе и от-
крытой обводной (байпасной) линии, если она имеется.
Пуск поршневых насосов производят при полностью откры-
той напорной задвижке. На паровых цилиндрах открывают
продувочные краники. Насос пускают в ход, постепенно от-
крывая паровпускной вентиль. Продувочные краники остав-
ляют открытыми, пока из них идет вместе с паром вода (кон-
денсат) .
При пробном пуске насоса снимают характеристики напора,
температуры сальников и подшипников, частоты вращения
двигателя или числа ходов у поршневых насосов.
При пробном пуске компрессоров проверяют производитель-
ность, давление и температуру газа на различных ступенях
сжатия и его насыщение маслом, частоту вращения двигателя,
температуру сальников и подшипников.
Обычно производительность компрессора гарантируется,
если выдержана номинальная частота вращения двигателя (до-
пускается отклонение от номинальной от ±4 до ±8 %).
Чтобы проверить насыщенность потока газа маслом, к вы-
кидному патрубку ресивера прислоняют лист белой бумаги.
В течение I—2 мин па листе не должно быть признаков масла
в виде капель, точек и т. п. Допускается легкое равномерное
«запотевание» листа.
Останавливая центробежный насос, надо сперва закрыть
задвижку на напорной линии, а затем выключить электродви-
гатель. В поршневом насосе сперва останавливают двигатель,
а затем закрывают задвижку на нагнетательном трубопроводе.
*412 Заказ № 2290
Глава 12
МОНТАЖ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
§ 1. КРАТКАЯ ХАРАКТЕРИСТИКА ЗАВОДСКИХ ТРУБОПРОВОДОВ
Трубопроводы служат для подачи на завод сырья и от-
правки с завода готовой продукции, они связывают между со-
бой цехи, отдельные установки, насосные и компрессорные
станции, а также отдельные аппараты внутри установок со-
гласно схеме технологического процесса.
Трубопроводы первой группы называют магистральными;
второй — межцеховыми или общезаводскими, а третьей груп-
пы— внутриустановочными или обвязочными.
На современном крупном нефтеперерабатывающем заводе
прокладывают до 4000 км трубопроводов, при протяженности
трубопроводов внутри отдельных установок свыше 20 км. Около
90 % общей протяженности трубопроводов составляют трубы из
малоуглеродистой стали диаметром 50—300 мм.
Магистральные и межцеховые трубопроводы по своей кон-
фигурации существенно отличаются от внутриустановочных тру-
бопроводов. Для магистральных и межцеховых трубопроводов
характерным являются довольно длинные прямые участки
(длиной нескольких сотен метров и более), сравнительно не-
большое число фасонных частей (отводов, крестовин и др.) и
сварных соединений и сосредоточение арматуры в ограничен-
ном числе точек (манифольды, колодцы, насосные станции).
Классификация техноло
Группа Среда I категория
рабочее давление» МПа рабочая температу- ра, °C
А Продукты с токсическими свойствами: сильнодействующие ядовитые вещества дымящиеся кислоты прочие продукты с токсическими свой- ствами Незави* симо Свыше 1,(1 и ниже 0,08* до 0,001 От —150 до 700 От 350 до 700
338
Внутриустановочные (обвязочные) технологические трубо-
проводы, наоборот, имеют довольно сложную пространственную
конфигурацию с большим числом всевозможной арматуры, фа-
сонных частей и сварных соединений. В среднем па каждые
10 м обвязочных трубопроводов устанавливают две задвижки,
четыре фланца, два отвода, сваривают десять стыков, ввари-
вают два штуцера и т. д.
Перечисленные особенности накладывают свой отпечаток
и на монтаж указанных групп трубопроводов.
Трубопроводы прокладывают в земле (подземные трубопро-
воды), в специальных проходных и непроходных каналах (лот-
ках), на низких и высоких стойках, па эстакадах.
Технологические трубопроводы в зависимости от свойств
транспортируемой среды делят на пять групп (А, Б, В, Г, Д),
а в зависимости от параметров среды (давления и темпера-
туры) — на пять категорий (I, II, III, IV, V), определяемых при
проектировании величиной давления или температуры, или их
одновременным сочетанием. Основные положения классифика-
ции технологических трубопроводов даны в табл. 12.1.
§ 2. СОВРЕМЕННЫЕ ТЕНДЕНЦИИ В ОБЛАСТИ МОНТАЖА
ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
Работы по монтажу технологических трубопроводов состав-
ляют значительную часть общего объема работ по сооружению
промышленных объектов, а в объеме работ по монтажу техно-
логического оборудования — в нефтяной промышленности 50—
55 % и в химической промышленности 35—40 %. В связи с этим
разработка прогрессивных методов монтажа трубопроводов
имеет большое практическое значение.
Основное направление в области сооружения трубопро-
водов— индустриализация строительства. Это понятие
Таблица 12.1
гических трубопроводов
II категория III категор пя IV категория V категория
рабочее давление, МПа рабочая темпера- тура, °C рабочее давление, МПа рабочая темпера- тура, °C рабочее давление, МПа рабочая темпера- тура, °C рабочее давле- ние, МПа рабочая темпера- тура, СС
От 0,08* От—150
до 1,6 до 350
1/Л2*
339
Группа Среда I категория
рабочее давление, МПа рабочая температу- ра, С
Б Горючие и активные газы, легковоспламеняю- щиеся и горючие жидкости: взрывоопасные сжиженные газы с давле- нием насыщенных паров при 20 °C, бо- лее 0,5 МПа Свыше 2,5 Свыше 250
взрывоопасные сжиженные газы с давле- нием насыщенных паров при 20 °C, ме- нее 0,5 МПа Свыше 2,5 Свыше 250
взрывоопасные газы и легковоспламеняю- щиеся жидкости с температурой кипе- ния выше 45 °C легковоспламеняющиеся жидкости (ЛВЖ) с температурой кипения ниже 45 °C . . Незави- симо Ниже 0,08* до 0,001 Свыше 2,5 Ниже 0,08* до 0,001 От 350 до 700 Незави- симо Свыше 250 Незави- симо
горючие жидкости высокотемпературные органические теп- лоносители (ВОТ) Незави- симо Ниже 0,003* до 0,001 Незави- симо От 350 до 700 Незави- симо Свыше 120
В Пар водяной перегретый То же Свыше 3,9 От 450 и выше До 450
Г Пар водяной насыщенный и горячая вода Свыше 8,0 Свыше 115
Д Негорючие жидкости и пары: Незави- симо От 450 до 700
азот, вода, воздух, инертные газы, рассол, щелочи Ниже 0,003* до 0,001 Незави- симо
фреон Свыше 1,6 То же
0,1 МПа — абсолютное (ваку
Пр нмеча п и е. Звездочкой отмечено давление ниже
340
Продолжение табл. 12.1
11 категория III категория IV категория V категория
р абочее давление, МПа р абоча я темпера- тура, С рабочее давление, МПа рабочая темпера- тура, °C рабочее давление, МПа рабочая темпера- тура. °C рабочее давле- ние, МПа рабочая темпера- тура, °C
До 2,5 От—150 до 250
От 1,6 до 2,5 От 120 до 250 До 1,6 От—150 до 120
От 2,5 до 6,4 Ниже 0,095* до 0,08 От 1,6 до 2,5 Ниже 0,095* до 0,08 От 2,5 до 6,4 Ниже 0,08* до 0,003 От 250 до 350 Незави- симо От 120 до 250 Незави- симо От 250 до 350 От 250 до 350 От 1,6 до 2,5 До 1,6 От 1,6 до 2,5 Ниже 0,095* до 0,08 От 120 до 250 От —150 до 120 От 120 до 250 От 120 до 250 До 1,6 До 1,6 От —150 до 120 От —150 до 120
Незави- симо До 120
До 3,9 От 2,2 до 3,9 От 350 до 450 До 350 До 2,2 От 1,6 до 2,2 От 250 до 350 До 250 От 0,07 ДО 1,6 От 115 до’250
От 3,9 до 8 Свыше 115 От 1,6 до 3,9 Свыше 115 От 0,07 до 1,6 От 115 до 250
От 6,4 до 10 От 350 до 450 и от 0 до —70 От 2,5 до 6,4 От 250 до 350 и от 0 до —70 До 2,5 От 120 до 250 и от 0 до —70 До 1,6 От 0 до 120
Ниже 0,08* до 0,003 До 1,6 От 0 до —70 Незави- симо Ниже 0,095* до 0,08 От 250 до 350 и от 0 до —70
ум), остальные давления — избыточные.
12 Заказ № 2290
341
применительно к сооружению трубопроводов охватывает боль-
шой круг вопросов. Основное направление в области индустриа-
лизации строительства технологических трубопроводов сводится
к отделению подготовительных работ от монтажных, перенесе-
нию заготовительных работ в специализированные цехи и ма-
стерские, строительству специализированных заводов для мас-
сового изготовления стандартных деталей трубопроводов
(фланцев, угольников, переходов, заглушек и др.), разработке
подробной технической документации на монтируемые трубо-
проводы.
В цехах трубных заготовок монтажных управлений выпол-
няют большой комплекс работ, который в значительной степени
определяет эффективность последующих работ по монтажу тру-
бопроводов. Основные работы комплекса — это изготовление
деталей и узлов трубопроводов, испытание деталей и узлов тру-
бопроводов, их окраска, изготовление средств крепления трубо-
проводов и прокладок, ревизия и испытание арматуры.
В табл. 12.2 представлена схема организации централизо-
ванного изготовления узлов трубопроводов.
Изготовленные узлы трубопроводов должны быть комплект-
ными, т. е. на них должна быть установлена арматура, вварены
спускные и воздушные патрубки, бобышки, гильзы для КИП,
установлены проектные прокладки и т. д.
Установочные размеры узлов трубопроводов могут иметь от-
клонения от проектных в пределах до 5 мм при размере узла
до 2 м с добавлением 2 мм на каждый метр увеличения раз-
мера. Общее отклонение при этом не должно превышать
20 мм.
Чтобы обеспечить гарантированное соединение узла трубо-
провода с ранее смонтированными трубопроводами и аппара-
тами, следует оставлять так называемое компенсационное звено
(не приваренный фланец, подгоняемый по длине патрубок),
которое окончательно подгоняют и приваривают по месту уста-
новки. Изготовленные узлы трубопроводов после их очистки
закрывают временными заглушками, маркируют и окрашивают.
Организации Главнефтемонтажа выполнили большую работу
по разработке чертежей линий трубопроводов типовых техно-
логических установок. Такие чертежи позволяют полностью из-
готовлять как целые линии, так и отдельные узлы в условиях
цеха и облегчить комплектование линий арматурой и деталями.
Деталировочные чертежи линий трубопроводов выпускают
также проектные организации, разрабатывающие проекты тех-
нологических установок.
Внедрение индустриального изготовления трубопроводов поз-
воляет снизить трудоемкость по изготовлению и монтажу тру-
бопроводов непосредственно на строительной площадке в 3—
4 раза, а трудоемкость изготовления узлов на 30—35 %, повы-
сить качество сварочных и монтажных работ, сократить сроки
342
Таблица 12.2
Схема организации централизованного изготовления
узлов трубопроводов
монтажа и т. д. Перенесение значительного объема трубопро-
водных работ в условия цеха ликвидирует зависимость этого
вида работ от климатических условий.
§ 3. ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ
Па нефтегазоперерабатывающих заводах наибольшее приме-
нение имеют трубы из углеродистой стали (бесшогные и
электросварные). Для некоторых установок (термического кре-
12*
343
книга, каталитического риформинга) применяют легированные
трубы — хромистые, хромомолибденовые, хромоникелевые и др.
В настоящее время применяют алюминиевые и неметаллические
трубы (винипластовые, фаолитовые, стеклянные), которые не
только позволяют экономить металл, но и в некоторых случаях
увеличивают надежность и срок эксплуатации трубопроводов,
особенно при переработке агрессивных продуктов.
Трубы стальные
Трубы стальные бесшовные горячедеформи-
рованные (ГОСТ 8731—74 и 8732—78) изготовляют наруж-
ным диаметром 25—820 мм, длиной 4—12,5 м и по химическому
составу из сталей марок 10, 20, 35 и 45 (ГОСТ 1050—74), ма-
рок 10Г2, 20Х, 40Х, ЗОХГСА, 15ХМ, ЗОХМА, 12ХНЗА
|(ГОСТ 4543—71 и 19282—73), а также марок Ст2сп, Ст4сп
и др. (по ГОСТ 380—71). Содержание серы ограничено до
0,05 %, а фосфора до 0,04 %.
Указанные трубы широко применяют для сооружения раз-
личных коммуникаций для неагрессивных или слабо коррози-
онных сред при температурах до 450 °C. Кроме бесшовных труб
из малоуглеродистой стали используют также электросварные
трубы, которые иногда с успехом заменяют бесшовные.
Трубы стальные сварные прямошовные
(ГОСТ 10704—76 и 10706—76) получили широкое распростра-
нение как заменители сварных бесшовных труб. Их изготов-
ляют диаметром 8—1620 мм, длиной до 12 м из сталей марок
Ст2, СтЗ (ГОСТ 380—71) при температуре среды до 300°С
и давлении до 1,6 МПа, а также из низколегированных сталей
14ХГС, 09Г2С и других для паропроводов большого диаметра
и остальных ответственных трубопроводов в условиях малоин-
тенсивной коррозии.
Трубы стальные бесшовные для нефтепере-
рабатывающей и нефтехимической промыш-
ленности (ГОСТ 550—75) изготовляют длиной до 12 м и
наружным диаметром 20—219 мм из сталей марок 10 и 20
(ГОСТ 1050- 74), марки 10Г2 (ГОСТ 4543—71), марок 12МХ,
15X5, 15Х5М, 15Х5ВФ, 12Х8ВФ (ГОСТ 20072—74) и марки Х8.
Трубы стальные сварные водогазопроводные
изготовляют оцинкованными и неоцинкованными. Применяют
для водопроводов, газопроводов, систем отопления с темпера-
турой среды до 200°C. Трубы изготовляют из хорошо свари-
ваемых сталей (ГОСТ 380—71 и 1050—74). Наружный диаметр
труб 10,2—165 мм, длина до 8 м. Трубы могут быть обыкно-
венные (рассчитаны на условное давление до 1,5 МПа) и уси-
ленные (рассчитаны на условное давление до 2 МПа), а также
иметь трубную резьбу для муфтовых соединений.
344
Трубы из легированных сталей
При температурах среды 450—550 °C и давлении до 10 МПа
широко применяют трубы из сталей 15Х5М, 12МХ, 15Х5ВФ,
15X5, 15Х5М и др., а также из сталей 12Х18Н10Т и
10Х17Н13М2Т— для более высоких температур и давлений.
Примерные пределы применения некоторых из легированных
сталей указанных марок приведены в табл. 12.3.
Таблица 12.3
Пределы применения легированных сталей некоторых марок
Параметры Марка стали Параметры Марка стали
давление температу- ра, С давление температу- ра, -с
Не огра- ничено То же От —40 до +540 От —40 до +560 12МХ 12ХМ Не огра- ничено То же От —253 до +600 От —253 до +700 12Х18Н10Т 10Х17Н13М2Т
Для трубопроводов, работающих при температуре до —70 °C
применяют марганцовистую сталь 09Г2С. Эта сталь сохраняет
высокое значение ударной вязкости (не менее 30 Н • м/см2)
вплоть до температуры —70 °C. Для соединения стальных труб
между собой используют сварные, фланцевые, резьбовые (муф-
товые) и специальные устройства.
В настоящее время при сооружении трубопроводов широко
применяют ручную электродуговую сварку в различных прост-
ранственных положениях для труб диаметром более 50 мм,
автоматическую сварку под слоем флюса в нижнем и потолоч-
ном положениях для труб диаметром более 100 мм, полуавто-
матическую сварку под слоем флюса поворотных стыков, авто-
матическую электросварку в среде защитных газов (углекис-
лого газа и аргона). Кроме того, главным образом в цехах
трубных заготовок, применяют контактную сварку оплавлением
и газопрессовую сварку. Для сварки труб малого диаметра
(менее 75 мм) применяют газовую сварку.
Трубы из неметаллических материалов
Фаолитовые трубы изготовляют условным диаметром
30—300 мм, длиной 1—2 м из кислотоупорной пластической
массы — фаолита. Фаолит получают на основе фенолформальде-
гидной смолы с применением кислотостойкого наполнителя ас-
беста (фаолит марки А), графита (фаолит марки Т) или квар-
цевого песка (фаолит марки П). Трубы из фаолита обладают
высокой химической и тепловой стойкостью. Фаолитовые трубы
345
стойки ко всем кислым средам, кроме окисляющих, к органиче-
ским растворителям, соляной кислоте всех концентраций, сер-
ной кислоте низких и средних концентраций и т. д. Фаолит
не стоек к азотной н хромовой кислотам, иоду, брому, щелочам,
ацетону и спирту. Фаолит эксплуатируют при температурах
до 130 °C.
Трубы из фаолита соединяют путем склеивания замазкой
из сырого фаолита или посредством стальных или чугунных
фланцев. В последнем случае трубы имеют бурты для надева-
ния накидных фланцев.
Трубы из винипласта изготовляют условным диамет-
ром 6—150 мм, длиной до1 8 м из пластической массы на ос-
нове иолихлорвипиловой смолы. Винипласт—химически стой-
кий материал к большинству кислот, щелочей и растворителей- ,
не. стоек к азотной кислоте крепостью свыше 50 % , к серной
кислоте крепостью более 90 %, а также к ароматическим и
хлорированным углеводородам. Винипласт применяют как
в нагруженном состоянии при давлении до 0,6 МПа и темпе-
ратуре от —10 до +40 °C, так и в пеиагружеииом состоянии
при температуре до 60 °C. Трубы из винипласта при наличии
стальной наружной брони можно применять до температуры
90 °C. При температурах ниже —20 °C винипласт теряет пла-
стичность.
Трубы из винипласта монтируют па деревянных и металли-
ческих сплошных опорах или подвешивают на хомутах, уста-
навливаемых через каждые 2 м. Отдельные трубы соединяют
между собой раструбными муфтами или встык на клею или
сварке с применением резьбовых патрубков, прокладок и на-
кидных гаек для труб условным диаметром до 60 мм и на
фланцах при условном диаметре труб 60—150 мм. Изгиб и
сварку труб из винипласта производят при температуре
130—140 °C.
Стеклянные трубы получают все большее применение
в химической, нефтяной и других отраслях промышленности
для транспортировки различных агрессивных жидкостей , в том
числе кислот (кроме плавиковой и горячей фосфорной), а также
щелочей при невысоких концентрациях и температурах. Стек-
лянные трубы выпускают на давление 0,4 и 0,8 МПа, наруж-
ным диаметром 45—164 мм и длиной 1,5 м. По трубам из обыч-
ного стекла транспортируют жидкости с температурой от —50
до +150 °C при резких колебаниях температуры не выше
40 °C, ио трубам из бесщелочного (термостойкого) стекла с тем-
пературой от —50 до +300 °C при резких перепадах темпера-
тур 60—85 °C в зависимости от толщины стенки трубы. Специ-
альные сорта стекла, например «Ситалл», термостойки до
температуры 500—600 °C. Из стекла изготовляют также неко-
торые фасонные детали трубопроводов — отводы, тройники и др.
Стеклянные трубы соединяют между собой при помощи болто-
346
орое состоит из двух
1 с выступами (замка).
Рис. 12.1. Почтовое, фланцевое
соединение дли стеклянных
трубопроводов
пых фланцевых соединений (рис. 12.1), пластмассовых муфто-
резьбовых соединений и безболтовых соединений.
Фланцы болтовых соединений изготовляют из чугуна, алю-
миния и пластмасс. Уплотнение между фланцем и трубой обес-
печивается резиновыми круглыми кольцами, а плотность соеди-
нения— Т-образными прокладками из резины или другого
эластичного материала между торцами труб. Соединения герме-
тичны до давления 0,35—0,40 МПа. Широко применяют сборио-
ра.зборнос безболтовое соединение,
фланцев с выступами н накидного к<
изготовленных штамповкой из ли-
стовой стали толщиной 1,5 -2 мм.
Фланцы соединяют путем поворота
накидного кольца, захваты кото-
рого входят в прорези фланцев.
Разрезают стеклянные трубы
местным элсктропагревом трубы
нихромовой проволокой и быстрым
охлаждением нагретого места водой,
а также алмазными стеклорезами и
дисковыми стальными пилами с дис-
ком толщиной 1,5—2 мм и скоро-
стью вращения 1000—1500 об/мин.
Острые кромки разрезанных труб
обрабатывают карборундовым кам-
нем.
При монтаже стеклянных трубо-
проводов между трубой н крепеж-
ными стальными хомутами устанав-
ливают прокладки из резины или другого эластичного материала
толщиной 2—3 мм. В местах поворотов для восприятия продоль-
ных усилий трубопровод закрепляют на опорах. Стеклянные тру-
бы устанавливают с уклоном не менее 0,01.
Фланцы, прокладки, крепежные детали
Для соединения между собой отдельных участков трубо-
проводов, а также для присоединения к трубопроводу арма-
туры применяют фланцевые соединения. Для условных давле-
ний до 2,5 МПа используют плоские приварные фпанды из
углеродистых сталей, для условных давлений до 25 МПа п тем-
ператур до 475 °C применяют фланцы приварные встык (ворот-
никовые) из углеродистых сталей и для температур 450—
530°C из легированных сталей марок 12ХМ, ЗОХМА и др.
Для обеспечения плотности фланцевых соединений, рабо-
тающих при условных давлениях 1—4 МПа, применяют пло-
ские и гофрированные прокладки, изготовляемые из паропита,
картона, асбеста и других материалов, а также асбометалличе-
ские прокладки в зависимости от среды, давления и темпера-
347
туры. Плоские прокладки используют при условных давлениях
1,0 и 1,6 МПа и температурах до 200 °C. При более жестких ус-
ловиях работы для рУС4 МПа применяют гофрированные про-
кладки, а для ру$г64 МПа — металлические прокладки оваль-
ного сечения и линзовые уплотнения.
Наибольшее распространение получил паронит, используе-
мый при изготовлении прокладок для трубопроводов горячей
воды, нефтепродуктопроводов и паропроводов, работающих при
давлениях до 4 МПа и температурах 375—400 °C.
Прокладки из бумажного картона устанавливают на водо-
проводах, работающих при температурах до 100 °C, и трубо-
проводах, по которым перекачивают некоррозионные нефтепро-
дукты при давлении до 1,6 МПа и температуре до 40 °C. Перед
установкой на место картонные прокладки смачивают водой и
проваривают в олифе. Асбестовый картон применяют для тру-
бопроводов, по которым перекачивают щелочи и аммиак при
давлениях до 3 МПа и температурах до 200 °C.
Обычную мягкую резину толщиной до 8 мм используют для
прокладок трубопроводов, холодной воды, серной кислоты
и т. п. при температурах до 40 °C.
Для паропроводов и нефтепродуктопроводов при
^1,6 МПа (до ру= 10 МПа) и температурах до 300 °C при-
меняют гофрированные асбоалюминиевые прокладки или про-
Таблица 12.4
Материалы для изготовления крепежных детален
Наимено- вание детали Условное давление» МПа Марка стали при температуре среды (до), *С
300 350 400 425 450 500
Болты и ШПИЛЬКИ До 2,5 включительно Ст4, Ст5 25, 30, 35 ЗОХМА —
4,0; 6,4; 10,0 35, 40 ЗОХМА 35ХМФ 25Х2МФА 4Х14Н14В2М
Болты и шпильки 16,0 и 20,0 ЗОХМА 35 X ЗОХМА 35ХМФ 25Х2МФА 4Х14Н14В2М
Гайки До 2,5 включительно СтЗ, Ст4 20, 30 35, 40 —
4,0; 6,4 10,0 25, 35 35, 40 ЗОХМА 35ХМФ
16,0; 20,0 35, 40, 45 ЗОХМА 35ХМФ
Шайбы До 20 включительно 25—35 I2XMA 15ХМА
348
кладки из мягкого отожженного листового алюминия. При тем-
пературах свыше 400°C оболочку гофрированных прокладок из-
готовляют из железа, а для сильноагрессивных сред—из ста-
лей марок 08X13 и 0Х18Н9.
Для фланцевых соединений, работающих при ру<4 МПа
и температурах до 200 °C, применяют болты, а при более вы-
соких давлениях и температурах — как правило, шпильки.
В табл. 12.4 приведены некоторые материалы, которые исполь-
зуют для изготовления крепежных деталей.
Арматура
Для переключения потоков жидкостей или газов, перека-
чиваемых по трубопроводам, последние снабжают специальным
оборудованием, называемым арматурой. Арматуру принято
классифицировать по конструкции привода затвора, выполняе-
мым функциям и конструктивным особенностям.
В зависимости от конструкции привода различают привод-
ную и самодействующую арматуру.
В приводной арматуре управление затвором осуществляют
вручную или при помощи привода (механического, электриче-
ского, гидравлического), который может иметь дистанционное
управление. В самодействующей арматуре движение затвора
осуществляется автоматически при изменении какого-либо па-
раметра среды (скорости, давления, температуры и др.). В за-
висимости от выполняемых функций арматуру разделяют на
запорную, обратные и предохранительные клапаны, дроссели-
рующую и регулирующую.
Запорная арматура (задвижки, вентили, краны) предназна-
чена для включения или отключения потока перекачиваемой
среды. У обратных клапанов затвор закрывается при измене-
нии направления потока. Назначение других видов арматуры
ясно из ее названия.
В зависимости от конструкции арматуру разделяют на вен-
тили, задвижки, краны и клапаны. У вентилей затвор (тарелка,
диск, игла) перемещается перпендикулярно к плоскости уплот-
нительной поверхности корпуса. Присоединение вентилей к тру-
бопроводу может быть муфтовым, цапковым, фланцевым или
под приварку. У задвижек запорный элемент (диск, клин) пе-
ремещается параллельно уплотнительным поверхностям кор-
пуса. Задвижки могут быть клиновыми и параллельными, с вы-
движным и невыдвижным шпинделем. Присоединяют задвижки
к трубопроводу при помощи фланцев или сварки.
На паропроводах и газопроводах для автоматического уда-
ления из системы сконденсировавшейся влаги применяют кон-
денсационные горшки.
Арматура имеет специальную маркировку, которая отра-
жает основные конструктивные особенности и область ее при-
менения.
349
Условные обозначения арматуры, выпускаемой по техниче-
ской документации ВНИИнефтемаша, состоят из букв и цифр.
Буквы означают дни изделия, а цифры, стоящие после букв,—
первая — условный проход, вторая — условное давление. Так,
«ЗК-Л-100-40» означает задвижку клиновую литую, имеющую
условный проход 100 мм и рассчитанную на условное давление
40 кгс/см2 (4 МПа). Арматура, изготовляемая по технической
документации ЦКБА Главгпдромаша, имеет условные обозна-
чения несколько иного типа. Первые две цифры маркировки
означают тип изделия (например, 15 — вентиль, 30- задви-
жка, 11—кран для трубопровода и т. д.), вторая характери-
стика (буквенная) означает материал корпуса (например , с —
сталь углеродистая, иж — сталь кислотостойкая и нержавеющая,
•I чугун серый, б — бронза, латунь и т. д.), третья цифровая
характеристика обозначает фигуру в каталоге арматуры, отра-
жающую конструктивные особенности изделия. Если эта ха-
рактеристика составлена из трехзпачпого числа, то первая
цифра (от 3 до 9) указывает вид примененного привода, а по-
следние две цифры — фигуру каталога. Четвертая характери-
стика в обозначении относится к материалу уплотнительных
поверхностей арматуры (например, бр — бронза, латунь, нж —
кислотостойкая и нержавеющая сталь, бт—баббит, э— эбо-
нит, р —резина, к — кожа, вп — винипласт и т. д.). Если встав-
ные или наплавные уплотнительные кольца в корпусе арматуры
отсутствуют, т. с. уплотнительные поверхности выполнены не-
посредственно на корпусе или затворе, то арматура обозначае-
тся индексом «бк» (без колец).
Если арматура имеет внутреннее покрытие, то обозначение
материала покрытия объединяют с обозначением материала
уплотнительных поверхностей (гм—гуммирование, эм — эма-
лирование, св — оевпнцеваиие, п — футеровка пластмассой).
Условные обозначения иногда дополняют римской цифрой,
указывающей конструктивные варианты исполнения изделия.
Корпус арматуры в зависимости от его материала окраши-
вают в серый цвет у арматуры из углеродистой стали, в голу-
бой — из кислотостойкой и нержавеющей сталей, в черный
цвет — у изделий из серого и ковкого чугуна. Кроме того, при-
вод арматуры имеет дополнительную окраску в зависимости от
материала уплотнительных деталей затвора: для бронзы или
латуни красного цвета, для стали кислотостойкой и нержавею-
щей голубого, для баббита — желтого, для кожи, резины ко-
ричневого, для эбонита — зеленого. Для арматуры без спе-
циальных колец окраска привода имеет цвет корпуса. Арматуру
из сплавов цветных металлов не окрашивают. На предприятиях
нефтяной и газовой промышленности широко применяют зад-
вижки из углеродистой стали на условное давление до 6,4 МПа
и для температур до 425 °C, и из чугуна на условное давление
до 2,5 МПа и температур до 300 °C, имеющие условный проход
350
до 1000 мм (ГОСТ 5762—74) для трубопроводов воды, газа,
пара, воздуха, нефти, масла и светлых нефтепродуктов. При
более высоких давлениях и температурах применяют арматуру
из легированных сталей марок ЗОХМА, 35ХМА, 5ХМ, 1Х18Н9Т
И др.
Для трубопроводов воды, пара, нефти, светлых нефтепродук-
тов, масел, нейтральных газообразных сред и воздуха приме-
няют вентили литые и кованные на ру до 6,4 МПа и Оу<
<200 мм из углеродистых сталей при температурах до -125 °C и
из легированных сталей для сред с температурой до 550°С.
На трубопроводах воды и пара, а также для различных
жидких п газообразных неагрессивных сред при температурах
до 400 °C и /Л<4 МПа и для жидкого и газообразного ам-
миака при /а <2,5 МПа и температурах от -10 до +150 °C
используют вентили из ковкого чугуна с £>у=15н-80 мм.
Арматуру, которая имеет паспорта заводов-изготовителей и
заводскую упаковку, при приемке ее в монтаж в течение га-
рантийного срока не подвергают испытанию и ревизии на ме-
сте. монтажа. Ее только осматривают снаружи и проверяют
легкость открывания и закрывания запорных устройств. Ар-
матура, которая не имеет паспорта или маркировки, может
быть принята в монтаж только для трубопроводов из углеро-
дистой стали IV и V категорий после проведения ревизии и
испытания. Если истек гарантийный срок, арматуру, имеющую
паспорта, принимают в монтаж после предварительного ее ис-
пытания.
При ревизии арматуру разбирают и тщательно осматривают,
а после устранения дефектов производят сборку и гидравличе-
ское испытание арматуры. Чтобы обеспечить плотность за-
твора, уплотнительные поверхности должны быть чистыми и
тщательно обработанными. Плотное прилегание уплотнитель-
ных поверхностей достигается их притиркой, которая позво-
ляет устранить неровности поверхности до 0,05 мм. Большие
неровности устраняют обработкой абразивным кругом или
проточкой на станке с последующей притиркой.
Проверку качества притирки производят «на карандаш»
или «на керосин». При проверке «на карандаш» на соприка-
сающиеся при работе поверхности мягким грифелем или ме-
лом наносят в радиальном направлении шесть и более рисок.
Проверяемые поверхности приводят в соприкосновение и по-
ворачивают 2—3 раза в обе стороны примерно на 1/4 часть
окружности и затем осматривают риски. При хорошей при-
тирке поверхностей риски стираются. Если риски остаются,
поверхности надо снова притирать.
При проверке «на керосин» насухо протертую арматуру
устанавливают фланцем или муфтой со стороны выхода на
лист чистой сухой белой бумаги. Закрыв затвор, в верхнюю
часть арматуры (со стороны входа) заливают немного керо-
351
сина и оставляют ее на 6—8 ч. Если на корпусе арматуры со
стороны выхода и на бумаге не будет следов керосина, то
считается, что притирка выполнена качественно.
Гидравлическое испытание арматуры производят с целью
проверки прочности и плотности корпуса, плотности сальников
и затвора. Давление гидравлического испытания обычно со-
ставляет (15—2,0) ру или регламентируется специальными тех-
ническими условиями.
При ревизии предохранительных клапанов, кроме указан-
ных выше операций, производят также регулировку на задан-
ную величину перепада давления по обе стороны клапана,
а также маркировку и опломбирование. После гидравлического
испытания арматуру продувают сжатым воздухом с целью
удаления воды, а притертые поверхности смазывают для пре-
дохранения от коррозии.
Компенсаторы
Трубопроводы, служащие для транспортировки сред с вы-
сокой температурой, подвергаются значительным удлинениям
при разогреве и укорочениям при остывании.
Величина удлинения А/ определяется выражением
А/ = Ot (/ст ^нар) I ~ (^ср ^нар) (12.1)
где £ст — температура стенки трубы; /нар — температура ок-
ружающей трубопровод среды (воздуха); tcp— температура
перекачиваемой по трубопроводу среды (/Ср~^ст); а — коэффи-
циент линейного расширения материала трубы (для углероди-
стой стали а~12- 10~6 1/°С); I — длина трубопровода между не-
подвижными опорами.
При этом в жестко закрепленном трубопроводе возникают
напряжения сжатия (растяжения) ст, величина которых равна
о = еЕ == a (Zcp —/нар) Е, (12.2)
где Е — модуль упругости материала трубы (для углеродистой
стали при нормальной температуре Е = 2,1 • 105 МПа).
Кроме напряжений, возникающих в самих трубах, от тру-
бопроводов передаются значительные усилия на аппараты и
«мертвые» опоры, к которым присоединены трубопроводы.
Поэтому такие трубопроводы имеют специальные устрой-
ства-компенсаторы, которые устанавливают на участках тру-
бопровода длиной 20—40 м. Концы участка жестко крепят
к неподвижным опорам. Таким образом, компенсатор всегда
устанавливают между двумя неподвижными опорами.
В практике применяют следующие типы компенсаторов
(рис. 12.2, а, б, в, г, д, е) гнутые или сварные из труб (П-об-
разные, лирообразные и типа «петля»), линзовые (волнистые)
и сальниковые.
352
Из перечисленных компенсаторов на предприятиях нефтя-
ной и газовой промышленности наибольшее применение имеют
П-образные и линзовые компенсаторы. Сальниковые компенса-
торы, хотя и компактны, не получили широкого распростране-
ния, так как за ними требуются постоянное наблюдение и
уход, трудно обеспечить их герметичность и в них возможно
заедание движущихся частей при перекосе соединяемых уча-
стков трубопровода. Компенсаторы этого типа применяют
главным образом на трубопроводах горячей воды.
Наиболее часто применяют П-образные компенсаторы из
цельнотянутых труб. Компенсирующая способность их тем
больше, чем длиннее вылет. ~
нпмать удлинение до 450
мм. Для трубопроводов ди-
аметром более 350 мм габа-
риты П-образных компен-
саторов и их масса стано-
вятся значительными. По-
этому для трубопроводов
большого диаметра (более
150 мм) целесообразно при-
менять, хотя и более слож-
ные, линзовые или волни-
стые компенсаторы.
Линзовые компенсаторы
изготовляют для трубопро-
водов диаметром до 2400 мм,
работающих при давлениях
ривают из отдельных штампованых полулинз. Каждая линза
имеет компенсирующую способность от 10 до 45 мм в зависи-
мости от расчетного давления. Волнистые компенсаторы на ус-
ловные давления 1,6—4 МПа, изготовляемые из цельнотянутой
легированной тонкостенной трубы, в отличие от линзовых
имеют специальный корсет из стальных колец и направляющий
стакан для уменьшения гидравлического сопротивления. При
монтаже компенсаторы предварительно растягивают на вели-
чину, равную 50 % воспринимаемого ими удлинения. Величину
растяжки компенсатора указывают в проекте.
Такие компенсаторы могут воспри-
Рис. 12.2. Схемы компенсаторов:
а — П-образный; б — Побразный с гофрами;
в—лирообразный; г—типа «петля»; д—
сальнпковый; е — волнпстый
до 0,6 МПа. Компенсатор сва-
§ 4. СВАРКА И ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СТЫКОВ
ТРУБОПРОВОДОВ В МОНТАЖНЫХ УСЛОВИЯХ
В настоящее время сварка является основным способом
соединения труб и трубных деталей при сооружении трубопро-
водов. Сварка позволяет получить прочное и герметичное сое-
динение при минимальных затратах металла. При производ-
стве сварочных работ приходится выполнять также подготови-
тельные работы, сборочные и собственно сварку.
353
При подготовительных работах вырезают отверстия в тру-
бах для вварки штуцеров, подготовляют кромки под сварку
(скос кромок или придание им специальной формы, зачистку
кромок до металлического блеска), а в некоторых случаях
калибруют концы труб или производят сортировку труб по
диаметрам.
Сборку сварных соединений выполняют на специальных
сборочных стендах и приспособлениях в цехах трубной заго-
товки или при помощи центраторов различной конструкции
(цепных, пневматических) при сборке монтажных стыков. При
сборке необходимо обеспечить точную центровку стыкуемых
деталей, отсутствие перелома осей в месте стыка, отсутствие
смещения кромок двух соосных труб более 10 % толщины
стенки и определенную величину зазора в стыке (табл. 12. 5).
Величины зазоров (в мм) при сварке труб
Таблица 12.5
Вид сварки Толщина стенки трубы, мм
До 4 4—8 8—10 11 и более
Ручная электродуговая 1,5—2,0 1,5—3,0 2,0—3,5 3,0—3,5
Газовая 0,5—2,0 — — —
Автоматическая под флюсом .... Автоматическая под флюсом на под- — 1,0—1,5 1,0—1,5 2,5—4,0
кладном кольце — 1,0—1,5 1,5—2,0 2,5—5,0
По окончании сборки и подгонки стыка производят при-
хватку свариваемых кромок. Прихватки накладывают в коли-
честве трех-шести длиной 20—30 мм равномерно по окружно-
сти трубы.
К сварке и прихватке стыков трубопроводов I и II катего-
рий допускаются сварщики не ниже пятого разряда, а к свар-
ке трубопроводов остальных категорий — сварщики не ниже
четвертого разряда, имеющие удостоверения о сдаче испы-
таний.
При сварочных работах применяют сварку всех видов, о ко-
торых упоминалось ранее. При этом ручную электродуговую и
газовую сварку применяют главным образом при сварке мон-
тажных стыков и узлов сложной конфигурации. При централи-
зованном изготовлении узлов трубопроводов применяют в ос-
новном автоматическую и полуавтоматическую виды сварки.
При применении любого вида сварки особое внимание должно
быть обращено на правильный выбор электродов или приса-
дочной проволоки и флюса, их качество и режим сварки.
354
Сварка трубопроводов из малоуглеродистых сталей
Трубы из углеродистых сталей с содержанием углерода
менее 0,27 % обладают .хорошей свариваемостью и, кроме не-
которых случаев (сварка толстостенных труб и сварка при
низких температурах), не требуют специальной термической
обработки сварных соединений. Для сварки таких труб приме-
няют толстообмазаипые электроды типа Э42: ОММ—5, ЦМ- 7,
СМ—5 п типа Э42А: УОНН-13/45, СМ-11, УП-2 при ручной
сварке и сварочную проволоку СВ-08, СВ-08А, СВ-08ГА, СВ-
10ГС и флюсы АН-348А, ОСЦ-45, КВС-19, ФЦ-7 и др. при ав-
томатической сварке.
Сварку труб с толщиной стенки до 6 мм выполняют в один
проход без разделки кромок, для труб с толщиной стенки бо-
лее 6 мм (до 27 мм) применяют V-образную разделку кромок
с углом раскрытия 60—70° и для труб с толщиной стенки бо-
лее 27 мм — V-образную разделку кромок с углом раскрытия
20—40° и с применением многослойной сварки.
При выполнении сварки следует обращать внимание на ка-
чество прихваток (отсутствие трещин, хорошее сплавление
с металлом трубы) и на тщательность очистки прихваток и
предшествующих слоев наплавленного металла от шлака. При
многослойной сварке для улучшения структуры и механиче-
ских свойств металла шва проковывают наложенные сварные
швы в нагретом состоянии.
Для трубопроводов, работающих при низких температурах
(до —70 °C), применяют марганцовистую сталь 10Г2С1 и др.
Эта сталь обладает хорошей свариваемостью. Однако чтобы
получить высокую ударную вязкость металла сварного шва
при температуре —70°C, он должен содержать 2,5—3,5 % ни-
келя. Для сварки этой стали применяют проволоку с содержа-
нием 4—6 % никеля и флюс АН-15, а ручную сварку ведут
электродами СМ-11 на постоянном токе обратной полярности
(сила тока 90—110 А для электродов диаметром 3 мм и 110 —
140 А для электродов диаметром 4 мм). При отрицательных
температурах окружающего воздуха сварку выполняют с по-
догревом сварного соединения до 100 °C.
После сварки труб из малоуглеродистых сталей с толщи-
ной стенки более 27 мм для снятия внутренних напряжений
производят отпуск с нагревом в течение 2 ч до 560—580 °C
с последующим медленным охлаждением.
Сварка трубопроводов из легированных сталей
Сварка труб из легированных сталей, представляющая бо-
лее сложную задачу, чем сварка труб из малоуглеродистых
сталей, должна выполняться при самом тщательном соблюде-
нии технологии сварки. Кроме того, при сварке любых легиро-
ванных сталей следует руководствоваться правилом, чтобы
355
присадочная проволока содержала основные легирующие эле-
менты в количестве, равном или несколько большем их содер-
жания в металле свариваемых труб. Последнее особенно отно-
сится к элементам, которые подвергаются значительному угару
в процессе сварки.
Обычно сварку труб из легированных сталей производят
с предварительным их подогревом до температуры 350—450 С'С
на ширине не менее 60 мм с каждой стороны стыка. При
сварке температуру стыка поддерживают газовой горелкой.
После сварки производят отпуск сварного соединения при тем-
пературе 680—750 °C. Электроды перед сваркой прокаливают
при температуре 300—350 °C.
Сварка трубопроводов из сталей 12МХ и 12Х5МА
Низколегированная сталь 12МХ обладает хорошей сварива-
емостью. При сварке шов и околошовная зона слегка закали-
ваются, но твердость наплавленного металла и металла труб
в зоне термического влияния возрастает незначительно. Руч-
ную сварку выполняют электродами типа ЦЛ-14 и ЦЛ-20-63.
Сварку электродами ЦЛ-14 можно вести на постоянном и пе-
ременном токе в разных пространственных положениях при
силе тока 100—200 А в зависимости от диаметра электрода.
Электроды ЦЛ-20-63 применяют для сварки на постоянном токе
обратной полярности в разных пространственных положениях
при тех же режимах сварки, как и для электродов ЦЛ-14. Пе-
ред сваркой электроды прокаливают в течение 1 ч при тем-
пературе 350 °C.
Автоматическую сварку труб из стали 12МХ выполняют про-
волокой СВ-18МХ с применением флюса АН-15 или АН-348А.
Сварку следует вести на постоянном токе обратной полярности.
Для повышения пластичности сварных соединений их под-
вергают высокому отпуску при температуре 700 °C.
При сварке труб из хромомолибденовых сталей перлитного
класса происходит закалка шва и околошовной зоны, сопровож-
дающаяся увеличением твердости до 400 единиц по Бринелю и
хрупкости сварного соединения. В сварном соединении могут
образовываться закалочные трещины. Сварку стали 12Х5МА
выполняют электродами ЦЛ-17 со стержнем из стали 12Х5МА
или электродами марок ЗИО-7 или ЦЛ-9 со стержнем из
аустенитной хромоникелевой стали.
Сварку электродами ЦЛ-17 производят на постоянном токе
обратной полярности в любых пространственных положениях
при силе тока 100—200 А в зависимости от диаметра электрода
с подогревом зоны сварки до 350—450 °C. После сварки свар-
ное соединение на ширине 250—300 мм подвергают термиче-
ской обработке: отжигу при температуре 850—870 °C, выдержке
в течение 2 ч при этой температуре и охлаждению до 650 °C
со скоростью 15 °С/ч с дальнейшим охлаждением на воздухе
356
или высокому отпуску при температуре 725—750 °C, выдержке
при этой температуре в течение 2,5 ч, охлаждению до 650 °C
со скоростью 40—50 °С/ч с дальнейшим охлаждением на воз-
духе. После термической обработки твердость снижается до
160—180 единиц по Бринеллю, а структура становится карби-
до-ферритной.
При сварке стали 12Х5МА электродами со стержнем из
аустенитной проволоки шов получается пластичным с высокими
механическими свойствами и не требует последующей терми-
ческой обработки. Лучшие результаты дает сварка электро-
дами ЦЛ-9, у которых проволочный стержень содержит 25 %
хрома и 13 % никеля. Увеличение содержания никеля может
быть причиной образования трещин при сварке, а уменьше-
ние—причиной появления прослоек мартенсита в зоне сплав-
ления металлов шва и основного.
Сварку электродами ЗИО-7 и ЦЛ-9 выполняют на постоян-
ном токе обратной полярности при режимах, как и для электро-
дов ЦЛ-17 диаметром 3—4 мм. Для автоматической сварки
используют сварочную проволоку СВ-Х5М и флюсы АН-15,
АН-348А и др., после сварки проводят высокий отпуск сварных
стыков.
Приварку труб из стали 12Х5МА к узлам из малоуглеро-
дистой стали осуществляют электродами УОНИ-13/45. При
этом обеспечиваются высокие механические свойства сварного
соединения: 6п^:400 МПа, 200—210 НВ, угол изгиба 100—110°.
Сварка трубопроводов из хромоникелевых нержавеющих
сталей аустенитного класса
Наибольшее распространение имеют стали 1Х18Н9Т и
Х17Н13М2Т. Хромоникелевые стали аустенитного класса обла-
дают хорошей свариваемостью, однако вследствие низкой те-
плопроводности они склонны к образованию трещин при сварке.
На качество сварки и возможность образования горячих тре-
щин значительное влияние оказывает состояние металла при
поставке. Трубы, фланцы и фасонные части трубопроводов под-
вергают стабилизирующему отжигу.
Ручную дуговую сварку труб из стали 1Х18Н9Т выпол-
няют электродами ЭНТУ-3, ЦТ-15, ЗИО-З, а из стали
Х17Н13М2Т — электродами ЦЛ-16 и другими при силе тока
60—120 А для электродов диаметром 3—4 мм.
При автоматической сварке труб из стали 1Х18Н9Т приме-
няют сварочную проволоку СВ-08Х19Н10Г2Б. а из стали
Х17Н13М2Т — сварочную проволоку СВ-04Х19Н11МЗ и флюсы
марок АН-26, ФЦЛ-1 и ФЦЛ-2.
Аргоно-дуговую сварку указанных сталей применяют для
поворотных и неповоротных стыков труб диаметром 15—200 мм
с применением неплавящегося вольфрамового электрода.
Кромки свариваемых труб имеют скос 20—25° без притупления.
357
Сборку производят без зазора. Сварку выполняют на постоян-
ном токе прямой полярности. Первый слой выполняют без при-
садочного материала за счет оплавления кромок, последующие
слои — с присадочной проволокой диаметром 1,6 мм.
Сварные стыки, выполненные перечисленными способами
сварки, обладают высокой стойкостью к межкристаллитной
коррозии.
Сварка трубопроводов высокого давления
На установках каталитического риформинга, искусственного
жидкого топлива, ТЭЦ и других монтируют большое число
трубопроводов, работающих при температурах до 400—600 °C
и при давлениях до 30 МПа и выше. Такие трубопроводы
имеют толщину стенок 20—60 мм и их изготовляют из легиро-
ванных сталей марок 12ХМ, 15ХМ, 20ХМ, ЗОХМА и др.
При электродуговой сварке этих сталей в зоне термического
влияния могут образоваться трещины, поэтому сварку произво-
дят с предварительным подогревом до температуры 250—350 °C
и последующей термической обработкой при температуре 550—
650 °C. Выдержка при температуре отпуска должна быть не ме-
нее 5 мин на каждый миллиметр толщины стенки трубы с по-
следующим медленным охлаждением.
При ручной дуговой электросварке применяют следующие
электроды: для сталей 12ХМ, 15ХМ, 20ХМ—ЦУ-2ХМ, ЦМ-
2МХ, а для стали марки ЗОХМА—ЦЛ-19ХМ на постоянном
токе обратной полярности.
Особенности сварки трубопроводов в осенне-зимних условиях
Выполнение качественной сварки монтажных стыков осенью
и зимой может быть достигнуто при соблюдении некоторых спе-
цифических требований. Сварка в осенне-зимний период за-
труднена наличием отрицательных температур, сильных ветров,
осадков в виде дождя и снега.
При отрицательных температурах повышаются скорости
кристаллизации и охлаждения наплавленного металла, в ре-
зультате чего затрудняется выход газов (водорода, кислорода,
азота) и окислов на поверхность. Это увеличивает хрупкость
сварного соединения и склонность к распространению трещин.
Быстрая кристаллизация и наличие водорода приводят к обра-
зованию микротрещин, а выделяющаяся влага вызывает появ-
ление большого числа пор в наплавленном металле.
Хорошее раскисление основного металла (применяют прово-
локу, легированную марганцем и кремнием) способствует
уменьшению количества газов в наплавленном металле.
Высокое качество сварных швов, выполненных при отрица-
тельных температурах, можно получить в случае выполнения
следующих основных требований: применения труб из спокой-
ной стали, использования высококачественных сварочных ма-
358
териалов, тщательной очистки поверхности труб в зоне стыка
от снега и влаги и защиты места сварки от атмосферных осад-
ков, применения режимов сварки, способствующих вводу повы-
шенного количества тепла в сварочную ванну, или местного со-
путствующего подогрева, применения прокаленных электродов.
Без подогрева сваривают малоуглеродистые стали марок
Ст2, СтЗ и 10 при температуре —30 °C, Ст4 при температуре до
—25 °C, низколегированные стали марок 14ХГС и 19Г при тем-
пературе до —30 °C.
На каждые 10 °C понижения температуры воздуха силу
сварочного тока увеличивают на 5—10%. Сварку следует ве-
сти в несколько проходов, выводить кратеры и зажигать дугу
на основном металле, так как кратеры часто служат очагами
трещин. Правку концов труб производят только в нагретом до
светло-красного каления состоянии.
Таблица 12.6
Указания по сварке трубопроводов при отрицательных температурах
окружающего воздуха
Стали Толщина металла, мм
до 10 ' 10—16 свыше 16
Углеродистые и низколегированные стали с содержа- нием углерода: до 0,2 % Не ниже —30 °C без подогрева, ниже —30 °C с подогревом стыка до 100—150 °C Не ниже —20 °C без подогрева, ниже —20 °C с подогревом стыка до 100—200 °C
более 0,2 % Не ниже —10 °C без подогрева, ниже —10 °C с подогревом стыка до 100—200 °C Не ниже 0 °C без подогрева, ниже 0 °C с подогревом стыка до 100— 200 °C
Среднелегирован- ные стали Не ниже —10 °C без подогрева, ниже —10 °C с подогревом стыка до 100—200 °C Не ниже 0 °C без подогрева, ниже 0 °C с подо- гревом стыка до 100—200 °C
В табл. 12.6 приведены некоторые рекомендации по сварке
трубопроводов при отрицательных температурах окружающего
воздуха.
359
Способы термической обработки сварных стыков
в монтажных условиях
Термическую обработку сварных соединений проводят
с целью изменения структуры металла или для снятия внутрен-
них напряжений. Полная термическая обработка узлов трубо-
проводов вследствие их больших габаритных размеров затруд-
нительна даже при индустриальном изготовлении и осуществля-
ется редко. Наиболее часто применяют местную термическую
обработку сварных соединений.
Нагрев сварных стыков в монтажных условиях производят
индукционными электронагревателями с использованием тока
промышленной частоты, электрическими нагревателями сопро-
тивления (электромуфелями) и форсунками, работающими на
жидком или газообразном топливе. Контроль температуры на-
грева осуществляют хромель-алюмелевыми термопарами и
термокарандашами. Индукционный нагрев до температуры
750 °C применяют для труб диаметром более 100 мм с толщи-
ной стенки 8 мм и более.
Индуктор состоит из медных или алюминиевых шин пли
сварочного кабеля сечением 50—75 мм2 (10—15 витков) с за-
зором между витками 15—20 мм. Перед наложением индук-
тора трубу на длине не менее 300 мм обертывают листовым ас-
бестом толщиной 10 мм. В качестве источников питания ис-
пользуют сварные-травсформаторы СТД-1000, ТС-500, СТЭ-34
и Др.
Электромуфели применяют для нагрева стыков труб до
температуры 930 °C диаметром до 300 мм. Нагревательный
элемент изготовляют из нихрома марок Х20Н80 пли Х15Н60.
Жидкостные и газовые форсунки применяют для нагрева
стыков труб диаметром свыше 100 мм при толщине стенки бо-
лее 8 мм до температуры 950 °C. Снаружи нагреваемый стык
закрывают изолированным стальным кожухом, который обес-
печивает равномерный нагрев стыка по всему периметру трубы
и уменьшает тепловые потери.
§ 5. МОНТАЖ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
Монтаж подземных трубопроводов
К монтажу трубопроводов, прокладываемых в земле, при-
ступают после того, как будет представлена исполнительная
геодезическая схема трассы трубопровода с указанием проект-
ных и фактических высотных отметок дна траншеи.
На трубосварочной базе или специальном участке произ-
водят сварку труб в секции длиной 25—30 м. Такие секции из
труб диаметром до 350 мм можно транспортировать к месту
укладки на стреле трубоукладчика грузоподъемностью 10—15 т
360
или на специальных плетевозах. Крупные узлы трубопроводов
собирают в цехах трубных заготовок и в готовом виде достав-
ляют к месту монтажа (рис. 12. 3).
Антикоррозионная изоляция трубопроводов
Для защиты от коррозии подземные трубопроводы покры-
вают антикоррозионной изоляцией. В зависимости от степени
агрессивности почвы применяют нормальную, усиленную и
весьма усиленную изоляцию.
Рис. 12.3. Перевозка собранного узла управления задвижками к месту мон-
тажа
В табл. 12.7 приведены указанные типы изоляции. Грун-
товку (праймер) наносят на очищенную от грязи и ржавчины
наружную поверхность трубы. Она обеспечивает падежное сцеп-
ление мастики с трубой. Грунтовку составляют из битума
марки IV, растворенного в бензине или бензоле в соотношении
1:3 по объему.
Для изоляции трубопроводов, транспортирующих продукты
с температурой до 25 °C, применяют битумную мастику на
основе нефтяного битума марки IV или смеси битумов марок
III и V в количестве 85—80 % (по массе) и минерального по-
рошкообразного наполнителя (каолина, известняка и др.)
в количестве 15—20 % (по массе), при транспортировке
13 Заказ Ns 2290
361
продуктов с температурой до 60 °C для мастики применяют
битум марки V с добавлением до 5 % (по массе) пластифика-
тора (осевого или зеленого масла), в качестве наполнителя
используют асбест, каолин и цемент.
Таблица 12.7
Основные данные антикоррозионной изоляцииртодземных
трубопроводов
Номер слоя Тип изоляции
нормальная усиленная весьма усиленная
1 Грунтовка Грунтовка Грунтовка
2 Битумная мастика Битумная мастика Битумная мастика
3 То же То же То же
4 Бумага Гидроизол Гидроизол
5 — Битумная мастика Битумная мастика
6 — То же То же
7 — Бумага Гидроизол
8 — — Битумная мастика
9 — — То же
10 — — Бумага
Примечание. Минимальная толщина слоя изоляции: 3 мм — нормальная, 6 мм—
усиленная и 9 мм — весьма усиленная.
Первый слой битумной мастики наносят на высохшую грун-
товку, а каждый последующий слой мастики — на застывший
предыдущий. Обертку гидроизолом и бумагой производят по
горячему битумному покрытию. Поверхность изоляции должна
быть ровной, без бугров и впадин.
Толщину изоляционного покрытия контролируют через каж-
дые 100 м не менее чем в четырех точках по окружности трубы
в каждом проверяемом сечении. Проверку сплошности изоля-
ции производят по всей длине трубопровода детектором при
напряжениях 12, 24 и 36 кВ соответственно для нормальной,
усиленной и весьма усиленной изоляции. При использова-
нии детектора необходимо соблюдать специальные правила
техники безопасности по обслуживанию высоковольтных уста-
новок.
Прилипаемость изоляции к поверхности трубы, а также уси-
ливающей и защитной оберток к битумному покрытию можно
проверить, надрезав изоляцию по двум линиям, сходящимся
под углом 45—60°, и отдирая изоляцию в вершине угла над-
реза. Изоляцию считают хорошо прилипшей к трубе, если по-
крытие отрывается от трубы отдельными кусочками и часть его
остается на поверхности трубы. Если покрытие отделяется от
металла в виде сплошной неповрежденной ленты, то изоляцию
бракуют. Прилипаемость покрытия проверяют через 50—100 м,
а также выборочно согласно требованию заказчика.
362
Как правило, очистку и изоляцию трубопроводов следует
производить на центральной базе или на специально оборудо-
ванной площадке в районе монтируемых трубопроводов. При
изоляции труб на центральной базе трубы должны быть обер-
нуты бумагой, чтобы избежать повреждения изоляции при
транспортировке. Если изоляционные работы выполняют неда-
леко от траншей, то обертывать бумагой не обязательно. В по-
следнем случае при производстве работ в летнее время заизо-
лированный и уложенный в траншею участок трубопровода
следует присыпать грунтом или побелить во избежание размяг-
чения и оползания изоляции при нагревании солнечными
лучами.
При наложении изоляции в зимних условиях следует выпол-
нять ряд дополнительных требований. Перед нанесением грун-
товки трубопровод должен быть очищен до металлического
блеска. Грунтовку приготовляют на высококачественном бен-
зине и наносят на совершенно сухую поверхность трубы. После
высыхания грунтовки мастику накладывают на сухую и теплую
поверхность трубы. В мастику добавляют большое количество
битума марки III и пластификатор — осевое масло.
В настоящее время для защиты от коррозии трубопроводы
изолируют пластмассовыми лентами, нахлесты которых про-
клеивают.
Опускание трубопроводов в траншею
Трубопроводы следует опускать в траншею длинными сек-
циями, чтобы сократить трудоемкие работы по сварке непово-
ротных стыков труб в траншее. Отдельные участки трубопро-
вода сваривают в длинную нить на бровке траншеи. Получен-
ные плети укладывают в траншею при помощи трубоукладчиков
или кранов. Опускают трубы в траншею с применением
гибких полотенец, плавно, без рывков и ударов о стенки и дно
траншеи или о распоры креплений траншеи. При этом распоры
креплений нельзя использовать в качестве опор под трубопро-
воды.
Обычно применяют два-три трубоукладчика, которые рас-
ставляют в одну линию. Последний по ходу укладки трубоук-
ладчик постепенно опускает поддерживаемый нм участок тру-
бопровода на дно траншеи, передавая нагрузку на стоящие впе-
реди трубоукладчики. Затем он переходит в голову колонны
и принимает нагрузку от расположенного впереди участка тру-
бопровода. В это время оставшиеся сзади трубоукладчики ук-
ладывают свои участки трубопровода. Таким способом можно
укладывать технологические трубопроводы диаметром до
800 мм. Способ наиболее эффективен при значительном протя-
жении трубопровода. При стесненных условиях и малой про-
тяженности прямых участков трубопровод следует монтировать
1з* 363
секциями длиной до 25—30 м, сообразуясь с грузоподъемно-
стью имеющихся механизмов.
Трубопроводы, проходящие под железнодорожными путями
или шоссейными дорогами, укладывают в защитные патроны,
диаметр которых на 50—100 мм больше диаметра изолирован-
ного трубопровода. Укладываемые в патронах секции трубо-
проводов должны быть заранее испытаны, а их стыки прове-
рены физическими методами контроля.
После укладки в траншею трубопровод должен на всем
своем протяжении опираться на нетронутый (или на утрамбо-
ванный) грунт основания. При наличии каменистых грунтов
дно траншеи выравнивают подсыпкой слоя песчаного грунта
толщиной не менее 100 мм или местного плотно утрамбован-
ного грунта без содержания органических примесей.
Стыковку и сварку уложенных в траншею плетей произво-
дят в самое холодное время суток с последующей присыпкой
трубопровода грунтом. В этом случае в трубопроводе термиче-
ские напряжения будут сжимающими, а не растягивающими.
Засыпка траншей
К засыпке траншей приступают после проверки правильно’
сти укладки трубопровода и испытания герметичности и проч-
ности сварных соединений. При засыпке трубопровода необхо-
димо принять меры, исключающие повреждение сварных
соединений и труб, а также сдвиг труб, в траншее. В первую
очередь засыпают приямки и подбивают грунт сбоку труб для
предупреждения их сдвига. Грунт при этом тщательно уплот-
няют. Сверху трубы засыпают слоем грунта на высоту 250—
300 мм, чтобы не повредить изоляцию и сами трубы при за-
сыпке. Затем производят засыпку с помощью бульдозеров,
тщательно уплотняя грунт. В зимнее время трубы укладывают
в траншеи сразу же после очистки ее дна и засыпают
грунтом на глубину не менее 300—500 мм над верхом трубо-
провода.
В случае возможного затопления траншей водой трубопро-
воды предохраняют от всплывания, дополнительно нагружая
их бетонными блоками или устраивая специальные якори.
Прокладка трубопроводов в каналах
Трубопроводы, требующие постоянного наблюдения при экс-
плуатации и частых осмотров, а также часть трубопроводов,
имеющих тепловую изоляцию прокладывают в специальных не-
проходных каналах (лотках). Лоток представляет собой тран-
шею прямоугольного сечения глубиной 1—1,5 м. Дно лотка
выкладывают бетоном, стены устраивают из железобетонных
плит или из кирпича. Сверху канал лотка закрывают железо-
бетонными плитами толщиной 100—150 мм. Верхняя отметка
канала лотка находится на уровне прилегающей территории.
В местах установки компенсаторов устраивают специальные
364
ниши. Для крепления труб в проектном положении на расстоя-
нии 100—200 мм от дна лотка в его стенках укрепляют попе-
речные металлические балки из уголков или швеллеров или
на дне лотка устраивают невысокие тумбы. Для крепления
участков трубопровода между компенсаторами устраивают не-
подвижные опоры. В лотки трубопровод укладывают участ-
ками длиной 25—30 м с применением трубоукладчиков или
кранов.
Установка трубопроводов на стойках, эстакадах
и монтаж обвязочных трубопроводов
Трубопроводы, монтируемые на стойках и эстакадах, необ-
ходимо предварительно укрупнять в секции длиной до 30 м,
а основные трубные узлы изготовлять в цехе трубных загото-
вок. К монтажу этой группы трубопроводов приступают после
того как произведены установка, выверка и закрепление в про-
ектном положении опорных стоек. Перед укладкой трубопро-
вода в проектное положение на нем монтируют опоры и
арматуру, а также наносят тепловую изоляцию, оставляя сво-
бодными сварные стыки. Если трубопроводы расположены в
несколько ярусов, то обычно в первую очередь монтируют тру-
бопроводы нижнего яруса.
Для установки монтируемых участков трубопровода в про-
ектное положение применяют самоходные стреловые краны гру-
зоподъемностью 10—20 т. В некоторых случаях можно исполь-
зовать серийные трубоукладчики с удлиненными стрелами. При
монтаже трубопроводов, прокладываемых на эстакадах, когда
имеются в наличии краны грузоподъемностью 15—20 т, можно
производить укрупнительную сборку на земле пролетных стро-
ений-эстакад вместе с устанавливаемыми на них трубопрово-
дами с последующим подъемом полностью собранного пролета
кранами в проектное положение.
При монтаже обвязочных технологических трубопроводов,
отличающихся сложной пространственной конфигурацией и на-
личием большого числа различных фасонных деталей и арма-
туры, следует максимально применять заготовку трубных узлов
в цехе вне пределов монтажной площадки. При поступлении
таких узлов на монтажную площадку их рассортировывают по
объектам и в порядке очередности монтажа, а также укруп-
няют, сообразуясь с возможностью установки в проектное по-
ложение крупных блоков и грузоподъемностью имеющихся ме-
ханизмов.
При монтаже трубопроводов внутри здания в первую оче-
редь следует разметить места прокладки линий трубопроводов,
проверить наличие закладных частей в конструкции здания для
установки и закрепления опор и подвесок, а также наличие от-
верстий для прохода трубопроводов через стены и перекры-
тия. При проходе трубопровода через стены здания на него
365
надевают патроны из кровельной стали или трубы большего
диаметра, длина которых на 100 мм больше толщины стены.
Участки трубопроводов, заключенные в патроны, не должны
иметь стыков. По мере прокладки трубопроводов их закреп-
ляют на опорах и подвесках, чтобы не передавать на насосы
усилия от массы монтируемых труб.
Во избежание попадания грязи и посторонних предметов
в насосы на их приемные линии в период пуска установки ус-
танавливают временные фильтры конической формы, изготов-
ляемые из стальной проволочной сетки с ячейками в свету
1,5X1,5 мм или 2x2 мм, диаметр проволоки 0,8 мм.
При разработке проекта организации монтажных работ сле-
дует иметь в виду, что часть обвязочных трубопроводов можно
монтировать одновременно с установкой аппаратов в проект-
ное положение, особенно при монтаже колонн, реакторов и др.
Поэтому во всех случаях, когда это возможно, следует преду-
сматривать максимальную обвязку высоких аппаратов трубо-
проводами с установкой необходимой арматуры перед подъе-
мом аппарата.
Тепловая изоляция трубопроводов
Трубопроводы, по которым транспортируют горячие про-
дукты, для уменьшения потерь тепла изолируют различными
теплоизоляционными материалами. Наиболее широко приме-
няют изоляцию из минеральной ваты с защитным покрытием
из асбоцементной штукатурки, а также специальные скорлупы
заводского изготовления из легких теплоизоляционных мате-
риалов.
Минеральную вату в виде матов накладывают так, чтобы
продольный шов был сбоку трубы. Края мата подтягивают и
связывают проволокой. Для предотвращения обвисания матов
на трубе их обхватывают и стягивают через 0,5—0,7 м коль-
цами из оцинкованной или нержавеющей проволоки толщиной
1,5—2 мм. Поверх матов укрепляют сетку из проволоки, на ко-
торую наносят асбоцементное покрытие. Штукатурный раствор
покрытия состоит из 80 % цемента марки не ниже 300 и 20 %
асбеста. После высыхания и затвердевания покрытие не дол-
жно иметь трещин. При изоляции трубопроводов скорлупами
заводского изготовления их закрепляют на трубопроводе коль-
цами через 250 мм из проволоки диаметром 2 мм или стальной
ленты сечением 0,7X20 мм, окрашенной с двух сторон, после
закрепления скорлуп все продольные и поперечные швы заде-
лывают асбоцементным раствором.
Для предохранения теплоизоляционных конструкций от по-
вреждения поверх теплоизоляционного слоя укладывают специ-
альные покровные слои в виде готовых покрышек из шиферных,
асбоцементных, гипсоцементно-опилочных оболочек, металличе-
ских футляров, коробов и рулонных покрытий, а также в виде
366
штукатурок, которые наносят на поверхность изоляции. На
оштукатуренную поверхность наклеивают ткань, а снаружи
изоляцию трубопроводов окрашивают в соответствующий цвет
в зависимости от перекачиваемой среды.
Тепловая изоляция фасонных частей трубопроводов имеет
некоторые особенности.
У фланцевых соединений тепловую изоляцию прерывают по
всей окружности трубы. Разрыв изоляции со стороны гаек бол-
тов (шпилек) должен быть равным выступающей части болта
(шпильки) плюс 30 мм, а со стороны головки болта — равным
длине болта плюс 20 мм. Изоляцию фланцевых соединений
осуществляют кожухами из кровельной стали или металличе-
ской сетки, которые сверху покрывают слоем минеральной ваты
с защитой асбоцементной коркой.
При изоляции П-образных компенсаторов минераловатными
матами в наружном штукатурном слое делают температурные
швы через каждые 2—3 м.
§ 6. ГИДРАВЛИЧЕСКОЕ ИСПЫТАНИЕ ТРУБОПРОВОДОВ
После окончания всех монтажных работ производят испы-
тание трубопровода на плотность и прочность. При предъяв-
лении трубопровода к испытанию и сдаче в эксплуатацию
трубы должны быть уложены и закреплены на опорах согласно
проекту. Стыки трубопровода должны быть доступны для ос-
мотра и свободны от изоляции.
В случае применения физических методов контроля без раз-
рушения (просвечиванием рентгено- и гамма-лучами, магнито-
графированием, ультразвуковым методом) сварные швы бра-
куют, если в них обнаруживают трещины, непровары глубиной
более 15 % и шлаковые включения или поры глубиной 10 %
толщины стенки трубы, если она не превышает 20 мм, и более
3 мм при толщине стенки свыше 20 мм, а также скопления
включений и пор в виде сплошной сетки независимо от их
глубины. Длинные трубопроводы разбивают на участки длиной
до 0,5—1 км. На проверяемом участке трубопровода должна
быть смонтирована арматура и сделаны врезки для КИП и
для других целей. На концах испытываемого участка трубо-
провода устанавливают заглушки. Запрещается использовать
запорную арматуру для отключения испытываемого участка
трубопровода.
В самой высокой точке трубопровода устанавливают шту-
цер с арматурой для выпуска воздуха, а в самой низкой точ-
ке — штуцер для спуска воды.
Стальные трубопроводы испытывают водой или сжатым воз-
духом. Для очистки внутренней полости трубопроводов от ржав-
чины и грязи их промывают водой, а газопроводы диаметром
более 150 мм продувают сжатым воздухом.
367
Как правило, трубопроводы испытывают до нанесения анти-
коррозионной или тепловой изоляции. Однако в некоторых слу-
чаях допускается испытывать трубопроводы из бесшовных труб
после нанесения изоляции, оставляя неизолированными стыки.
Испытательное давление обычно составляет 1,25—1,50 рабо-
чего давления и его указывают в проекте.
Величину испытательного давления принимают равной:
1) для стальных трубопроводов, работающих при давлениях
до 0,5 МПа, а также при температуре стенки свыше 400 °C,
независимо от давления, рИсп= 1,5рРаб, но не менее 0,2 МПа;
2) для стальных трубопроводов при рабочих давлениях
свыше 0,5 МПа величина рисп = 1,25рраб, но не менее рраг,+
+ 0,3 МПа;
3) для стальных трубопроводов вакуумных, самотечных и
факельных линий рИсп = 0,1 МПа.
Указанные величины испытательного давления применяют
при рабочей температуре стенки трубопровода не выше 200 °C.
Если рабочая температура трубопровода выше 200 °C, то для
создания необходимой величины напряжений при испытании,
т. е. при температуре окружающего воздуха, необходимо внести
поправку, умножив приведенные выше величины испытатель-
ных давлений на отношение допускаемых напряжений при ра-
бочей температуре доп и при температуре испытания одпп-
Например,
рисп ---- 1,25рраб^^Ь
&ДОП
При этом напряжения в материале стенок трубопровода не
должны быть больше чем 0,9 предела текучести материала тру-
бопровода при температуре испытания. Трубопровод заполняют
водой до полного удаления воздуха через воздушные патрубки.
Испытательное давление создают ручными или приводными
насосами.
При испытательном давлении трубопровод выдерживают
в течение 5—10 мин, после чего давление снижают до рабо-
чего и производят осмотр трубопровода и обстукивание свар-
ных швов молотком массой не более 1,5 кг. Трубопровод счи-
тают выдержавшим испытание, если давление на манометре
за время испытания не снижается, а в сварных швах (и в дру-
гих соединениях) отсутствуют утечки и отпотины.
При испытании сжатым воздухом (газом) на прочность
пробное давление держат в течение 5 мин, после чего снижают
до рабочего и производят осмотр соединений и проверку плот-
ности сварных швов. Неплотности в соединениях при пневма-
тическом испытании обнаруживают по появлению пузырьков
мыльной эмульсии, которой обмазывают все соединения, пли
при помощи галоидных или гелиевых течеискателей.
368
Пневматический метод испытания применяют в случае, если
трудно провести гидравлическое испытание (при температуре
окружающего воздуха ниже О °C, при отсутствии воды па пло-
щадке) или при проведении испытания трубопровода на плот-
ность воздухом или газом.
При пневматическом испытании давление в трубопроводе
поднимают постепенно. При этом трубопровод осматривают при
достижении давления, равного 0,6 испытательного давления при
величине рабочего давления до 0,2 МПа и при давлениях 0,3
и 0,6 испытательного давления, когда рабочее давление свыше
0,2 МПа. Во время осмотра трубопровода давление не по-
вышают.
Трубопроводы, предназначенные для транспортировки силь-
нодействующих ядовитых веществ и других продуктов с токси-
ческими свойствами, сжиженных нефтяных газов, горючих и
активных газов, а также легковоспламеняющихся и горючих
жидкостей, перемещаемых по трубопроводам при температу-
рах, превышающих их температуры кипения при нормальном
давлении, испытывают на герметичность, определяя величину
утечки газа при рабочем давлении в течение не менее 24 ч.
Испытание на герметичность производят после выравнива-
ния температур различных участков трубопровода. Для этой
цели на трубопроводе устанавливают термометры (в начале и
в конце).
Величину утечки рассчитывают, используя уравнение Кла-
пейрона
y=fl—Рк1н_\доо_, (!2.3)
\ РнТк ) т
где У — утечка газа из трубопровода в течение 1 ч, %; рк и
рп — конечное и начальное давления в трубопроводе, МПа;
Тк и Ти—конечная и начальная температуры в трубопроводе,
К; т — время испытания, ч.
Межцеховой трубопровод считается выдержавшим испыта-
ние на герметичность, если утечка будет составлять не более
0,1 % за 1 ч при транспортировке сильнодействующих ядови-
тых веществ и токсических продуктов и не более 0,2 % за 1 ч
для взрывоопасных, легковоспламеняющихся, горючих и актив-
ных газов (в том числе и сжиженных) для трубопроводов диа-
метром до 250 мм. Для трубопроводов большего диаметра
нормы утечки снижают, умножая вышеуказанные величины
на поправочный коэффициент
где Dmi — внутренний диаметр испытываемого трубопровода.
Для внутрицеховых трубопроводов нормы утечки устанавли-
369
ваются проектом с учетом свойств среды (токсичность, взры-
воопасность, текучесть и др.), объема испытываемой системы
и места прокладки трубопровода. При отсутствии специальных
указаний в проекте нормы утечки для внутрицеховых трубопро-
водов принимаются как для межцеховых трубопроводов.
Воду спускают из трубопровода при открытых воздушных
патрубках. Если имеется опасность замерзания воды в трубах,
их продувают сжатым воздухом.
Трубопроводы вакуумных установок предварительно испы-
тывают на герметичность давлением 0,2—0,6 МПа в зависимости
от величины вакуума, подогретым и осушенным воздухом или
инертным газом. После устранения неплотностей систему испы-
тывают на плотность при разрежении. Для этого стационарным
оборудованием, создающим выкуум, из системы откачивают
воздух. Если в системе не создается стабильный вакуум, то
в сомнительных местах заменяют прокладки, подтягивают болты
и повторно испытывают систему сжатым воздухом. При дости-
жении стабильного вакуума обнаружение мест утечки произ-
водят течеискателем с обдувкой гелием мест соединения и
сварки.
Глава 13
МОНТАЖ МЕТАЛЛОКОНСТРУКЦИЙ
ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК
§ 1. ОБЩАЯ ХАРАКТЕРИСТИКА МЕТАЛЛОКОНСТРУКЦИИ
ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК
На нефтегазоперерабатывающих заводах приходится мон-
тировать большое число металлоконструкций различного назна-
чения. Применяемые на технологических установках металло-
конструкции можно разделить на следующие три основные
группы: обслуживающие и переходные площадки и лестницы;
высотные обслуживающие металлоконструкции (этажерки);
опорные металлоконструкции.
Металлоконструкции первой группы предназначены для об-
служивания оборудования при эксплуатации и ремонтах,
а также для связи обслуживающих площадок различных аппа-
ратов на одном и разных уровнях. Металлоконструкции этой
группы состоят из горизонтального настила, изготовленного из
просечно-вытяжного листа, и из ограждения, выполняемого из
прокатных уголков и полосовой стали. Обслуживающие пло-
щадки крепят, как правило, непосредственно к корпусу аппа-
рата, обеспечивая доступ к люкам, штуцерам и установленной
на них арматуре. Переходные площадки связывают обслужи-
вающие площадки различных аппаратов между собой, а лест-
ницы дают возможность перемещаться с одной площадки на
другую кратчайшим путем. Особенностями металлоконструк-
ций этой группы являются относительно небольшая их масса
(несколько тонн) и сравнительно большие пространственные
размеры, что обусловливает малую жесткость подобных конст-
рукций и сложность их значительного укрупнения для мон-
тажа.
Высотные обслуживающие металлоконструкции (этажерки)
обычно служат в качестве шахтной лестницы, обеспечивающей
возможность перемещения по вертикали на всю высоту уста-
новки с выходом на переходные и обслуживающие площадки.
Иногда на этажерках размещают также некоторые аппараты
(теплообменники, холодильники и др.), а также крепят техно-
логические трубопроводы. В плане конструкции этой группы
имеют квадратную или прямоугольную форму (со сторонами
в несколько метров); причем высота в несколько раз превы-
шает размеры в плане. Основу таких конструкций составляют
371
Рис. 13.1. Общий вид высотной металлоконструкции (этажерки)
Рис. 13.2. Общий вид опорных металлоконструкций установки замедленного
коксования
продольные стойки из прокатного профилированного металла,
которые соединены горизонтальными связями и раскосами. Вну-
три металлоконструкций размещены горизонтальные площадки
из просечно-вытяжного листа с ограждающими конструкциями
и переходные лестницы. Этажерки устанавливают на отдельных
фундаментах.
Особенность металлоконструкций типа этажерок — их боль-
шая высота (несколько десятков метров) и большая масса
(300 т и более). Поскольку подобные конструкции предназна-
чены в основном для восприятия вертикальных нагрузок, то при
крупноблочном монтаже обычно необходимо усиливать отдель-
ные элементы конструкций, чтобы обеспечить достаточную жест-
кость и прочность при воздействии монтажных нагрузок.
На рис. 13.1 представлен общий вид такой металлоконструк-
ции.
Металлоконструкции третьей группы предназначены для
размещения технологического оборудования и трубопроводов,
одновременно они служат в качестве обслуживающих площа-
док. Подобные металлоконструкции отличаются большими га-
баритами в плане, большой высотой (около 80 м) и большой
массой (несколько сотен тонн). Подобные металлоконструкции
имеются на установках каталитического крекинга (см. рис. 6.4),
где их масса составляет около 800 т, замедленного коксования
(рис. 13.2) —масса около 400 т и др. Вследствие указанных
особенностей такие конструкции монтируют укрупненными бло-
ками массой до 100—200 т с применением решетчатых мачт,
порталов, вантовых деррик-кранов и других такелажных средств.
§ 2. ОСОБЕННОСТИ МОНТАЖА
ОБСЛУЖИВАЮЩИХ МЕТАЛЛОКОНСТРУКЦИЙ
Вследствие сложности пространственной конфигурации об-
служивающих металлоконструкций укрупнять их в достаточно
большие монтажные блоки не представляется возможным. По-
этому их монтируют вместе с аппаратом, на котором они кре-
пятся (обслуживающие площадки и переходные лестницы,
устанавливаемые между ними), или после установки аппаратов
в проектное положение (обслуживающие и переходные пло-
щадки, лестницы).
В первом случае обслуживающие площадки и лестницы кре-
пят к аппарату, находящемуся в горизонтальном положении на
шпальных выкладках высотой около 2 м. При этом можно уста-
новить на аппарате практически все обслуживающие площадки
и лестницы, кроме тех, которые могут мешать работе такелаж-
ной оснастки. Затем укрепленные на аппарате металлоконст-
рукции устанавливают в проектное положение при подъеме
аппарата на фундамент. Монтаж металлоконструкций на гори-
зонтально уложенном аппарате производят с помощью трубо-
укладчиков и самоходных стреловых кранов. При наличии
374
современных мощных грузоподъемных средств (мачт, кранов,
порталов и др.) этот метод получил широкое распространение
в монтажной практике.
В тех случаях, когда по тем или иным причинам обслужива-
ющие металлоконструкции не могут быть смонтированы на ап-
парате до его подъема в вертикальное положение, их монтируют
самостоятельно после установки аппарата в проектное положе-
ние. Монтаж обслуживающих площадок и лестниц осущест-
вляют с применением самоходных стреловых кранов, а при
большой высоте установки обслуживающих площадок — полно-
поворотной стрелой, укрепляемой на верхнем днище аппарата
перед его подъемом. Монтаж обслуживающих площадок про-
изводят снизу вверх. После монтажа обслуживающих площа-
док соседних аппаратов монтируют теми же средствами пере-
ходные площадки и лестницы между ними. В этом случае
значительный объем сборочных и сварочных работ приходится
выполнять на большой высоте в условиях повышенной опас-
ности производства работ.
§ 3. МОНТАЖ ВЫСОТНЫХ МЕТАЛЛОКОНСТРУКЦИИ
(ЭТАЖЕРОК)
В собранном виде металлоконструкции этого типа представ-
ляют собой коробчатой формы конструкцию из стержней с от-
ношением высоты к эквивалентному диаметру поперечного се-
чения больше пяти. В связи с этим к конструкциям такого типа
могут быть применены те же монтажные приемы, что и для
вертикальных аппаратов колонного типа, изложенные в гл. 5.
Если учитывать значительную массу этажерок, то наиболее ча-
сто применяют метод поворота вокруг шарнира с использова-
нием мачты в качестве грузоподъемного средства.
Этажерку собирают между мачтами на земле на меньшей
по ширине стороне. Нижние концы стоек соединяют с фундамен-
тами шарнирами. Нижнюю часть и место строповки обычно
приходится усиливать, чтобы избежать опасных деформаций
конструкции в процессе подъема. Для этого устанавливают до-
полнительные раскосы из труб и применяют стяжные полиспа-
сты усилием 1 МН для увеличения жесткости конструкции (типа
шпренгельской балки). Строповку конструкции к грузовым по-
лиспастам осуществляют выше центра тяжести, исходя из до-
пустимых прогибов конструкции под действием монтажных на-
грузок и грузоподъемности имеющихся мачт. Для установки
этажерки в вертикальное положение после прохода состояния
равновесия применяют тормозную полиспастную систему уси-
лием 400—500 кН. По вертикали конструкции выверяют с по-
мощью стальных клиновых прокладок, не снимая такелажную
оснастку. Затем этажерку закрепляют на фундаменте с по-
мощью болтов и убирают такелажные средства. При наличии
375
подъемных средств достаточной грузоподъемности вместе с эта-
жеркой могут быть подняты монтируемые на ней аппараты и
трубопроводы. В этом случае масса поднимаемой конструкции
может увеличиваться на 20—25 %. Кроме того, может изме-
ниться и положение центра тяжести конструкции. Это должно
быть учтено при разработке проекта производства работ и
схемы усиления конструкции.
Поскольку этажерка как свободно стоящая конструкция
подвержена дополнительному воздействию ветровых нагрузок,
необходимо проверить ее перед подъемом на устойчивость под
действием этих нагрузок. В случае необходимости для увели-
чения устойчивости свободно стоящей этажерки применяют
временные расчалки до соединения этажерки с другими конст-
рукциями.
§ 4. МОНТАЖ ОПОРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ
ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК
Монтаж опорных металлоконструкций технологических уста-
новок производят укрупненными блоками, исходя из наличных
грузоподъемных средств и общей последовательности монтажа
других аппаратов установки. При этом необходимо опреде-
лить оптимальную степень укрупнения металлоконструкций
в блоки. Укрупненные блоки металлоконструкций следует со-
бирать в стороне, вне территории строящейся установки, не за-
нимая площадок, на которых должны сооружаться другие
объекты установки. Укрупненные блоки должны допускать пе-
ревозку на небольшие расстояния до места монтажа. Дополни-
тельное укрупнение блоков надо проводить у места подъема и
занимать по возможности меньше времени, чтобы не создавать
помех для других работ на установке. Сборку и укрупнение
конструкций следует проводить параллельно со строительными
работами. Необходимо продумать последовательность монтажа
металлоконструкций и других аппаратов установки. Если аппа-
раты (например, коксовые камеры) устанавливают на специаль-
ном постаменте высотой 12 м и более, а металлоконструкции
служат для размещения другого оборудования или аппаратов,
то следует предпочесть вариант установки сперва вертикальных
аппаратов на постамент, а затем металлоконструкций при подъ-
еме их на высоту, превышающую верхнюю отметку аппаратов.
Хотя установка самих металлоконструций до монтажа аппара-
тов может быть проведена более эффективно, однако потом для
монтажа аппаратов приходится демонтировать, а затем вновь
монтировать часть панелей металлоконструкций на большой
высоте. Это требует значительной затраты времени и снижает
эффективность крупноблочного монтажа металлоконструкций,
что снижает блочность монтажа, т. е. отношение массы конст-
рукций, монтируемых крупными блоками, к общей массе мон-
тируемых конструкций до 60—70 %.
376
В тех случаях, когда основные аппараты установки разме-
щены вне металлоконструкций, последние целесообразно
монтировать из крупных блоков на всю их высоту, с тем чтобы
использовать смонтированные металлоконструкции для крепле-
ния такелажных средств, используемых при монтаже аппара-
тов. Если аппараты размещены внутри металлоконструкций, то
разбивку последних на укрупненные монтажные блоки следует
осуществлять по горизонтали, объединяя в монтажные блоки
конструкции в пределах по высоте около 12 м и в плане
18X12 м, общей массой около 100—200 т. В этом случае блоч-
ность монтажа высотных металлоконструкций удается довести
до 90 % и выше.
Так, в качестве примера, рассмотрим монтаж установки
контактного коксования на Красноводском и Новобакинском
НПЗ. При монтаже первых установок подобного типа на Вол-
гоградском и Ферганском НПЗ стремились к максимальному
укрупнению металлоконструкций установки в монтажные блоки
на всю высоту (деление на блоки по вертикали). Поскольку
остальные аппараты установки размещены внутри металло-
конструкций, то при крупноблочном монтаже блоков массой до
175 т приходилось значительную часть металлоконструкций
монтировать поэлементно (свыше 100 т) и, кроме того, часть
ранее установленных металлоконструкций приходилось демон-
тировать и затем вновь монтировать на большой высоте, что
не позволяло увеличить блочность монтажа свыше 70 %.
При горизонтальной разбивке монтируемых металлоконст-
рукций на укрупненные блоки высотную металлоконструкцию
делят по высоте на три блока (рис. 13.3). Реакторы (коксовые
камеры) и металлоконструкции установлены на железобетон-
ном постаменте высотой 12 м. Металлоконструкции высотой
65 м и массой 370 т служат для подвески бурового и другого
вспомогательного оборудования. Их монтируют тремя про-
странственными блоками с помощью двух мачт бысотой 70 м
и грузоподъемностью 170 т, которые установлены с торцов
постамента. Монтируемые блоки металлоконструкций имели
характеристики (см. рис. 13.3), приведенные в табл. 13.1.
Таблица 13.1
Основные данные блоков
Параметр ы Блоки
I II III
Высота, м Размер в плане, м Масса, т 11,2 28Х 12 83,5 12,0 28X12 125,5 41,7 28X7,0 158,0
377
Перед подъемом блоки усиливали путем замены отдельных
элементов более прочными, а также введением дополнительных
связей. Общая масса усилений и дополнительных связей соста-
вила около 4 % массы монтируемых блоков, из которых около
1 % составляла масса усилений и около 3 %—масса дополни-
тельных связей. Дополнительные связи служили главным обра-
зом для увеличения жесткости блоков во время подъема. Все
блоки собирали из плоских
панелей массой 3—10 т, кото-
рые были заранее собраны на
подготовительной площадке.
Рис. 13.3. Разбивка металлоконструк-
ций установки коксования на мон-
тажные блоки I, II и III
Блоки / и II, учитывая их
относительно небольшую вы-
соту, собирали кранами в вер-
тикальном положении вблизи
постамента. Блок III соби-
рали в горизонтальном поло-
жении, так как при сборке
в вертикальном положении
работы пришлось бы вести на
большой высоте. При сборке
укрупненных блоков особое
внимание следует обращать
на соблюдение всех геометри-
ческих размеров блоков, так
как это в дальнейшем опреде-
ляет легкость стыковки мон-
тируемых блоков. В связи
с этим примерно 40 % вРе‘
мени, затраченного на укрупнительную сборку, было уделено
операциям, связанным с выверкой монтируемых блоков.
Монтаж проводили в следующей последовательности. Сна-
чала краном установили на постамент опоры коксовых камер,
а затем мачтами был смонтирован блок I. После этого мачтами
установили коксовые камеры. После установки коксовых камер
смонтировали мачтами блок II (рис. 13.4), состыковав его
с ранее смонтированным блоком I. Затем мачтами смонтиро-
вали блок III, который сначала был выведен в вертикальное
положение, при этом нижнюю часть блока удерживали полис-
пастами. Затем поднимали и устанавливали блок III анало-
гично первым двум блокам.
При изложенной последовательности монтажа и способе
укрупнения металлоконструкций в монтажные блоки практи-
чески исключались работы по их дополнительной сборке на
большой высоте, кроме работ по стыковке монтируемых блоков.
Это позволило наиболее полно реализовать преимущества круп-
ноблочного монтажа металлоконструкций установки коксования
и довести блочность монтажа примерно до 97 %.
378
На установке каталитического крекинга металлоконструкции
служат для размещения ряда аппаратов (бункеров, сеперато-
ров и др.). Поэтому металлоконструкции могут быть использо-
ваны для закрепления такелажных средств и монтажа соот-
ветствующих аппаратов. В связи с этим высотную металло-
конструкцию установки можно монтировать в первую очередь
в виде укрупненных монтажных блоков. Монтаж можно
осуществлять мачтами,
а также перемещаемым
деррик-краном, устанав-
ливаемым сначала на
постаменте, а затем на
смонтированных метал-
локонструкциях. Всего
приходится монтировать
примерно 20 блоков мас-
сой по 50 т и выше. Бло-
ки собирают и укрупня-
ют в монтажной зоне,
обращая особое внима-
ние на правильность
геометрической формы
блоков, соблюдение про-
ектных размеров и осо-
бенно на размеры сты-
ковочных узлов, монти-
руемых на большой
высоте. Только при со-
блюдении этих условий
преимущества монтажа
металлоконструкций ук-
рупненными блоками мо-
гут быть реализованы
наиболее полно при
блочности 80—90 %.
За рубежом для монтажа
Рис. 13.4. Монтаж блока металлоконструк-
ций установки коксования двумя решетча-
тыми мачтами
высотных металлоконструкций
установок каталитического крекинга широко применяют ванто-
вые деррик-краны грузоподъемностью до 100 т, устанавливаемые
на отдельно стоящих постаментах или на конструкциях возво-
димого сооружения, а также качающиеся порталы грузоподъ-
емностью 100 т, высоту которых наращивают по мере увеличе-
ния высоты сооружения.
Считают, что оптимальная величина массы укрупненных
монтажных блоков металлоконструкций находится в диапазоне
100—300 т при использовании универсальных грузоподъемных
средств (мачтпорталов, вантовых деррик-кранов) грузоподъ-
емностью 100—200 т.
Глава 14
ОРГАНИЗАЦИЯ МОНТАЖНЫХ РАБОТ
Современные нефте- и газоперерабатывающие заводы —
комплекс технологических установок, оснащенных сложным
оборудованием. Наличие взрыво-, пожароопасных и токсичных
продуктов предъявляет особые требования к качеству монтажа
различных типов оборудования и трубопроводов. Сооружение
таких установок в кратчайшие сроки при высоком качестве и
низкой стоимости монтажных работ представляет собой слож-
ную организационно-техническую задачу, которую можно вы-
полнить наиболее квалифицированно только на основе пред-
варительного планирования сроков и методов производства
работ, организации монтажной площадки, расчетов грузоподъ-
емного оборудования, такелажной оснастки и т. д. Все эти мо-
менты должны быть отражены в проекте организации строи-
тельства (ПОС) и в проекте производства монтажных работ
(ППР).
ПОС включает: сводный календарный план строительства
предприятия с выделением пусковых комплексов и работ под-
готовительного периода; данные об объемах основных строи-
тельных, монтажных и специальных работ; потребность в ма-
териальных и технических ресурсах и кадрах строителей; гене-
ральный план строительства с размещением постоянных и
временных сооружений, железных и автомобильных дорог, по-
стоянных и временных источников снабжения электроэнергией,
водой и др.; пояснительную записку с описанием принятых ме-
тодов работ и с обоснованием потребности в материально-тех-
нических ресурсах и кадрах и источников их получения.
Поскольку завод представляет собой комплекс взаимосвя-
занных установок (ЭЛОУ, АВТ, вторичной перегонки бензинов,
каталитического крекинга и др.), то проекты производства ра-
бот составляют по отдельным установкам с учетом срока ввода
их и объектов общезаводского хозяйства в действие на основе
директивного графика строительства объекта.
Следует отметить, что непосредственно к монтажу оборудо-
вания можно приступать только при готовности строительных
конструкций и при наличии оборудования, материалов и доку-
ментации, указанных в ППР. Однако отсутствие готовности
строительных конструкций не исключает проведения работ по
комплектации оборудования и материалов, укрупнителыюй
380
сборке, подготовке грузоподъемного и такелажного оборудова-
ния на основе совмещенного графика строительных и монтаж-
ных работ.
§ 1. ПРОЕКТ ПРОИЗВОДСТВА МОНТАЖНЫХ РАБОТ
ППР выполняет специализированная проектная организа-
ция на договорных началах, а также проектные организации
министерств-заказчиков. Его разрабатывают на основании тех-
нической документации, имеющейся у генерального проекти-
ровщика.
ППР является составной частью ПОС и содержит основные
принципиальные положения по монтажу технологического обо-
рудования, металлоконструкций и трубопроводов.
При разработке ППР определяют:
объемы и сроки выполнения монтажных работ, графики на
производство работ, учитывающие директивные сроки монтажа
оборудования;
возможность совмещения строительных и монтажных работ;
расположение промежуточных складов монтажных загото-
вок и оборудования и площадок укрупнительнон сборки, подъ-
ездные пути;
методы монтажа основного технологического оборудования,
крупных металлоконструкций и узлов трубопроводов;
потребность в основных монтажных механизмах;
потребность в электроэнергии, воде, сжатом воздухе и дру-
гих газах (кислороде, ацетилене, пропане, углекислом газе) и
различных вспомогательных материалах (электродах, шлангах,
кабелях и др.);
потребность в кадрах монтажников и график их движения
на строящемся объекте;
места размещения временных зданий и сооружений монтаж-
ной организации;
поэтажные планы размещения и монтажа технологического
оборудования;
технологические карты (или схемы) на укрупнительную
сборку, транспортировку и монтаж основного технологического
оборудования;
рабочие чертежи монтажной оснастки и приспособлений;
основные положения по безопасному ведению работ.
В ППР предусматриваются следующие основные поло-
жения.
Генеральный план строительной площадки,
па котором располагают установку и ее основное оборудова-
ние, увязывая это с другими установками строящегося объекта.
На генеральном плане наносят постоянные и временные дороги
(железные, шоссейные, грунтовые), а также пути подвоза круп-
381
негабаритного и тяжеловесного оборудования, необходимые
временные здания и сооружения, места расположения складов,
площадок для укрупнительной сборки элементов оборудования
и металлоконструкций. Кроме того, на генеральном плане ука-
зывают расположение основного монтажного оборудования
(мачт, кранов и др.) и места установки якорей для крепления
вант.
На монтажной площадке на время производства работ соо-
ружают временные устройства: подводки электроэнергии, сжа-
того воздуха, воды, ацетилена, а также помещения конторы
монтажного участка, помещения для отдыха рабочих, помеще-
ния склада и мастерской участка. Площадки по укрупнитель-
производства сварочных работ
и сварке труб в плети обычно
выносят за пределы террито-
рии монтируемой установки,
учитывая насыщенность тер-
ритории современных устано-
вок различным оборудова-
нием. Укрупнительную сборку
пространственноемких кон-
струкций часто производят
непосредственно в зоне мон-
тажа. Это позволяет выпол-
нить значительный объем ра-
бот (до 40 %) по монтажу
оборудования параллельно
со строительными работами и
сократить общие сроки соору-
жения установок.
На рис. 14.1 дан план ус-
тановки с площадками для
укрупнительной сборки и ис-
пытания оборудования.
Графики поступле-
ния оборудования, про-
изводства монтажных
работ, движения рабо-
чей силы регламентируют
, так и сроки выполнения от-
дельных видов работ. Эти графики должны быть согласованы
с общим графиком строительства, чтобы обеспечить наиболее
эффективное использование рабочей силы и механизмов. При
разработке этих графиков необходимо тщательно согласовать
выполнение общестроительных и монтажных работ. График
поступления оборудования должен быть составлен с таким рас-
четом, чтобы поставка и комплектование оборудования были
закончены к началу монтажных работ. Особое внимание сле-
ной сборке оборудования, для
по укрупнению трубных узлов
2
Рис. 14.1. План установки с пло-
щадками для укрупнительной сбор-
ки и испытания оборудования:
1 —- блок трубчатых печей; II — блок
теплообменников; /// — блок колонн; IV—
блок насосных; V— блок газоразделе-
ния; 1 — площадка подготовки тепло-
обменного оборудования к монтажу; 2 —
площадка подготовки оборудования и ме-
таллоконструкций к монтажу; 3— пло-
щадка для размещения узлов трубной за-
готовки и подготовки их к монтажу; 4 —
контора участка
как общие сроки строительства
382
дует обращать на согласование сроков производства монтаж-
ных работ со строительными работами «нулевого» цикла. Ра-
боты «нулевого цикла имеют большой объем, их полностью за-
вершать до производства монтажных работ нецелесообразно,
так как увеличиваются общие сроки сооружения объекта.
В связи с этим целесообразно всю территорию установки раз-
бивать на зоны, в пределах которых работы «нулевого» цикла
можно завершить в более короткие сроки и обеспечить фронт
работ для монтажа оборудования. Необходимо подготовить
фундаменты под наиболее крупное оборудование (ректифика-
ционные колонны, реакторы, коксовые камеры, конденсаторы-
холодильники и др.) , монтаж которого следует проводить в пер-
вую очередь.
В ППР включают планы и разрезы установки, на которых
указывают размещение монтажного оборудования, схемы стро-
повки различных конструкций и последовательность их уста-
новки, а также указывают объемы монтажных работ по отдель-
ным их видам. ППР следует разрабатывать с учетом передовых
методов монтажа и максимальной индустриализации монтаж-
ных работ, возможность выполнения которых должна быть пре-
дусмотрена уже на первой стадии проектирования — при раз-
работке проекта организации строительства.
С учетом ведения работ индустриальными методами должны
решаться вопросы компоновки сооружений и оборудования,
способы транспортировки аппаратов и оборудования, методов
их испытания и т. д.
При разработке ППР необходимо определить затраты труда
(в чел.-днях), определяющих сроки монтажа и потребность
в рабочей силе, а также себестоимость монтажных работ и
приведенные затраты (в руб) по формуле:
П = С + ЕМК. (14.1)
где П — приведенные затраты; С — себестоимость монтажных
работ; Ем — нормативный коэффициент эффективности капи-
тальных вложений в строительстве (£'м = 0,12); К — удельные
капитальные вложения.
ППР согласовывается и утверждается генподрядной орга-
низацией, дирекцией строящегося предприятия, основной и
смежной монтажными организациями, проектной организацией
и органами пожарного надзора.
ППР должен быть тщательно изучен инженерно-тех-
ническими работниками, монтирующими объект, чтобы до
начала работ разрешить все неясные вопросы и установить
контакт с другими организациями, участвующими в строитель-
стве.
В разработке ППР большую помощь оказывает макетиро-
вание.
383
§ 2. СТРУКТУРА МОНТАЖНОЙ ОРГАНИЗАЦИИ
Основной производственной единицей монтажных организа-
ций, осуществляющей все монтажные работы, является мон-
тажное управление.
Монтажные управления по сооружению нефтегазоперераба-
тывающих заводов подчиняются монтажному тресту, а также
строительному тресту в пределах подрядного договора.
Строительный трест является генеральной подрядной орга-
низацией, которая по договору с заказчиком берет на себя
работы по сооружению строящегося объекта и организует
строительство. Эта организация имеет в своем составе произ-
водственные управления, которые выполняют главным образом
общестроительные работы (сооружение зданий, фундаментов,
лотков и т. д.). Другие работы (монтаж технологического обо-
рудования, КИП, энергоснабжения и т. п.) выполняют специа-
лизированные организации, которые в этом случае называются
субподрядными.
Таким образом, субподрядная организация на договорных
началах берет на себя выполнение определенных работ по со-
оружению завода (установки).
Монтажное управление состоит из производственных уча-
стков, которые возглавляют начальники участков или произ-
водители работ (прорабы). На производственных участках
осуществляются все работы по непосредственному монтажу
оборудования на площадке строительства. Обычно участки со-
здают для монтажа отдельной установки или группы установок
и объектов общезаводского назначения. В подчинении началь-
ника участка находятся прорабы и мастера, которые руководят
подчиненными им бригадами.
Монтажная бригада обычно состоит из 6—8 чел. и возглав-
ляется квалифицированным рабочим-бригадиром. Состав мон-
тажной бригады обеспечивает выполнение различных видов
работ по монтажу оборудования. Кроме того, среди бригад
проводится известная специализация по выполнению опреде-
ленных видов работ: монтаж трубопроводов, насосов и ком-
прессоров, аппаратов колонного типа, резервуаров и др.
Кроме производственных участков, в составе монтажного
управления имеются подсобные участки — отдел главного ме-
ханика, отдел материально-технического снабжения, отдел под-
готовки производства и другие, производственная база.
Отдел главного механика имеет в своем составе парк авто-
машин, парк монтажных машин и механизмов и механическую
мастерскую. На главного механика возлагается ответственность
за состояние всех имеющихся механизмов, а также за подбор
квалифицированных кадров для их обслуживания.
Главному механику поручают своевременное проведение
испытаний механизмов перед пуском их в эксплуатацию и под-
384
держание их в исправном состоянии. Кроме надзора за со-
стоянием крупных механизмов, которые обычно обслуживают
достаточно квалифицированные рабочие, главный механик ор-
ганизует надзор за состоянием и эксплуатацией мелких при-
водных и ручных грузоподъемных механизмов.
Отдел подготовки производства (ОПП) выполняет ряд важ-
ных функций, обеспечивающих своевременное выполнение мон-
тажных работ, основные из которых следующие:
разрабатывает технические паспорта на монтируемое обо-
рудование с указанием сметной стоимости и физических объ-
емов монтажных работ по объекту и состояния строительной
готовности;
разрабатывает ведомости комплектации на основании свод-
ной спецификации, спецификаций по линиям и по смете на ма-
териалы поставки монтажного управления и заказчика;
составляет лимитно-заборные карты;
укомплектовывает монтируемый объект технической доку-
ментацией (сметами, монтажными и рабочими чертежами, спе-
цификациями) ;
оформляет заказы на разработку деталировочных чер-
тежей трубопроводов, рабочих чертежей металлоконструкций
и др.;
сверяет чертежи со спецификациями, рассматривает про-
ектную монтажную документацию;
контролирует выполнение и обеспечение монтажных работ
оборудованием, материалами и монтажными заготовками;
корректирует комплектовочные ведомости;
готовит задания производственной базе управления на из-
готовление узлов трубопроводов, металлоконструкций, монтаж-
ных приспособлений.
Отдел материально-технического снабжения (ОМТС) вы-
полняет следующие основные функции:
обеспечивает монтируемые объекты оборудованием и мате-
риалами и доставляет их на монтажную площадку;
оформляет материалы для получения фондов на объемы ра-
бот следующего года;
согласовывает спецификации на оборудование, запорную,
контрольную и другую арматуру, изделия и материа-
лы поставки заказчика с проектной организацией и заказчи-
ком;
составляет списки материалов и оборудования, которые
должны быть завезены на монтируемый объект на следующий
День;
готовит сведения о фактическом состоянии завозимого обо-
рудования и материалов на монтируемые объекты;
готовит документацию в связи с заменой материалов и обо-
рудования и согласовывает ее с главным инженером монтаж-
ного управления, заказчиком и проектной организацией.
385
Производственная база монтажной организации
Производственная база монтажного управления обеспечи-
вает изготовление узлов и плетей трубопроводов, включая их
очистку, покраску и изоляцию; изготовление металлоконструк-
ций и нестандартного оборудования; ремонт оборудования, ма-
шин и механизмов.
В состав производственной базы входят цехи (участки) из-
готовления нестандартного оборудования, решетчатых и ли-
стовых металлоконструкций, трубных заготовок, узлов и пле-
тей трубопроводов, механическая мастерская, трубогибочная
площадка, кузнечная мастерская, мастерские по ревизии и
испытанию арматуры, инструментально-раздаточная кладовая,
складские помещения, площадки складов труб и проката, цех
ремонта грузоподъемных и транспортных средств, ампулохра-
нилище, склад ГСМ и заправочная станция, открытая и закры-
тая стоянки кранов и транспортных средств с мойкой.
Производственный корпус представляет собой трехпролет-
ное здание размером в плане 54X72 м и высотой до нижнего
пояса перекрытия 7,2 м. В этом здании располагаются основные
цехи, упомянутые выше.
В цехе трубных заготовок расположены две поточные ли-
нии изготовления узлов трубопроводов: одна для узлов из труб
диаметром до 150 мм, другая — для узлов из труб диаметром
150—500 мм. Цех обслуживается мостовым краном грузоподъ-
емностью 5 т и консольно-поворотными кранами грузоподъем-
ностью 0,5 т.
Цехи трубной заготовки и металлоконструкций позволяют
выполнить значительный объем работ по изготовлению отдель-
ных элементов конструкций в стационарных условиях цеха
с применением наиболее производительного оборудования,
обеспечивающего высокое качество выполняемых работ. В на-
стоящее время разработаны типовые проекты таких цехов.
Оборудование, переданное монтажной организации для ус-
тановки, должно поступать на монтажную площадку согласно
разработанному проекту производства работ и намеченным
срокам монтажа. Часть принятого для монтажа оборудования
некоторое время находится на складе монтирующей органи-
зации.
Организации склада оборудования должно быть уделено
серьезное внимание. Склад оборудования — это не только место,
где хранится оборудование, но здесь оно должно быть подго-
товлено к монтажу. Четкая работа этого участка монтажного
управления в значительной степени способствует выполнению
монтажных работ в намеченные сроки.
При выборе места для размещения склада оборудования
исходят из генерального плана строительства с тем, чтобы из-
бежать размещения склада на месте будущих постоянных соо-
386
ружений, подземных коммуникаций, а также лишних затрат
времени и средств на перебазирование склада в процессе строи-
тельства объекта. Вместе с тем склад оборудования должен
быть размещен как можно ближе к монтажной зоне и соединен
с ней хорошими дорогами с возможно более ровным рельефом
местности. Последнее особенно важно при транспортировке со
склада в монтажную зону тяжеловесных крупногабаритных
аппаратов и конструкций.
СПИСОК ЛИТЕРАТУРЫ
1. Васильев М. И. Монтаж вертикальных тяжеловесных аппаратов и кон-
струкций. М., Стройиздат, 1973.
2. Вихман Г. Л., Круглов С. А. Основы конструирования аппаратов и
машин нефтеперерабатывающих заводов. М., Машиностроение, 1978.
3. Гайдамак К. М., Наумов В. Г. Монтаж оборудования химических пред-
приятий. М., Стройиздат, 1967.
4. Гольденберг И. С., Бызер Л. Я., Ашмян В. М., Фрейдлин Ф. Л. Мон-
таж технологического оборудования нефтеперерабатывающих и нефтехими-
ческих заводов. М., Химия, 1967.
5. Гордон Э. Я-, Гондельберг И. С., Сухишвили А. Л., Тростанец-
кий Л. М. Рекомендации по практическому расчету такелажной оснастки и
поднимаемых конструкций на монтажные нагрузки. М., изд. ЦБНТИ, 1978.
6. Ентус Н. Р. Трубчатые печи. М., Химия, 1977.
7. Ипатов П. П., Финкель А. Ф. Монтажные подъемно-транспортные ме-
ханизмы и такелажные работы. М., Стройиздат, 1975.
8. Ляхов В. С., Ганн И. Б., Лившиц Л. С., Шейнблит Я. А. Сооружение
стальных сферических резервуаров. Казань, Таткнигоиздат, 1971.
9. Матвеев В. В. Примеры расчета такелажной оснастки. Л., Стройиздат,
1979.
10. Монтаж технологического оборудования. Справочник, т. I и II. Под
ред. В. 3. Маршева. М., Стройиздат, 1976.
11. Недорезов В. Е. Электросварочные машины. Л., Машиностроение,
1977.
12. Прох Л. Ц., Шпаков Б. М., Яворская Н. М. Справочник по свароч-
ному оборудованию. Киев, Техника, 1978.
13. Скугорова Л. П. Материалы для сооружения газонефтепроводов и
хранилищ. М., Недра, 1975.
14. Справочник монтажника/ В. П. Васильев, М. И. Малинский, Н. Ф. Не-
федова и др.— М., Недра, 1975.
15. Справочник сварщика. Под ред. В. В.Степанова. М., Машиностроение,
1974.
16. Таран В. Д. Сварка магистральных трубопроводов и конструкций.
М., Недра, 1970.
17. Харас 3. Б. Монтаж аппаратов нефтяной и газовой промышленности.
М., Недра, 1974.
ОГЛАВЛ ЕНИЕ
Введение . . . ..................................................... 3
Глава 1. Классификация аппаратуры и оборудования с точки зрения
их монтажа........................................................... 5
§ 1. Краткое описание технологических схем нефте- и газоперера-
батывающих заводов ........................................ 5
§ 2. Классификация оборудования но монтажным признакам . . 10
Глава 2. Грузоподъемное и транспортное оборудование и такелажные
приспособления ..................................................... 18
§ 1. Тросы.....................................................18
§ 2. Блоки и полиспасты........................................28
§ 3. Лебедки.................................................. 36
§ 4. Тали, домкраты, ленточные гидравлические подъемники и дру-
гие аналогичные грузоподъемные устройства......................41
§ 5. Мачты.....................................................47
§ 6. Якори.....................................................69
§ 7. Грузоподъемные краны..................................... 75
§ 8. Транспортные механизмы . : :..............................82
Глава 3. Слесарно-сборочное и сварочное оборудование и приспособ-
ления ...............................................................85
§ 1. Слесарно-сборочные приспособления.........................85
§ 2. Электро-, газосварочное и газорезочное оборудование ... 93
§ 3. Некоторые приспособления и инструмент....................103
Глава 4. Общие приемы монтажа, методы контроля, испытания и при-
емки смонтированных аппаратов и оборудования ...................... 106
§ 1. Проверка взаимного положения аппаратов, машин и их узлов
при монтаже...................................................106
§ 2. Балансировка вращающихся деталей.........................114
§ 3. Гидравлическое испытание аппаратов и сосудов.............120
§ 4. Проверка и приемка фундаментов и других строительных кон-
струкций под монтаж оборудования..............................122
Глава 5. Монтаж вертикальных аппаратов колонного типа .... 124
§ 1. Общая характеристика вертикальных аппаратов..............124
§ 2. Состояние аппаратов при поставке на место строительства . 125
§ 3. Перевозка аппаратов к месту монтажа железнодорожным тран-
спортом ......................................................126
§ 4. Перевозка аппаратов автодорожным транспортом.......130
§ 5. Перевозка аппаратов водным транспортом...................136
§ 6. Основные направления технического прогресса монтажа верти-
кальных аппаратов.............................................138
§ 7. Укрупнительная сборка аппаратов . : :..........139
§ 8. Монтаж вертикальных аппаратов способом скольжения с отры-
вом от земли . . .....................................143
389
§ 9. Монтаж вертикальных аппаратов способом поворота вокруг
неподвижного шарнира....................................167
§ 10. Монтаж вертикальных аппаратов способом скольжения без
отрыва от земли ........................210
Глава 6. Монтаж реакторов, регенераторов, контакторов, вакуум-филь-
тров и кристаллизаторов ....................... 212
§ 1. Монтаж реакторов и регенераторов........................212
§ 2. Монтаж контакторов, барабанных вакуум-фильтров и крис-
таллизаторов ..................................................226
Глава 7. Монтаж горизонтальных аппаратов.........................234
§ 1. Монтаж горизонтальных аппаратов, расположенных па откры-
тых площадках................................................ 234
§ 2. Монтаж горизонтальных аппаратов, расположенных под пере-
крытиями зданий или постаментов .............................. 242
Глава 8. Монтаж трубчатых печей..................................247
§ 1. Краткая характеристика трубчатых печей, применяемых на неф-
те- и газоперерабатывающих заводах.............................247
§ 2. Крупноблочный монтаж трубчатых печей......................252
§ 3. Развальцовка труб.........................................259
§ 4. Подготовка трубчатой печи к гидравлическому испытанию и
его проведение . . :...........................................262
§ 5. Вертикальные цилиндрические трубчатые печи..............263
§ 6. Особенности монтажа трубчатых печей из жаростойкого желе-
зобетона ......................................................268
Глава 9. Монтаж теплообменников и конденсаторов-холодильников . 269
§ 1. Краткая характеристика теплообменного оборудования . 269
§ 2. Монтаж теплообменников кожухотрубчатых и типа «труба в
трубе» 279
§ 3. Монтаж погружных конденсаторов-холодильников............283
§ 4. Крупноблочный монтаж конденсаторов-холодильников . . . 286
§ 5. Монтаж аппаратов воздушного охлаждения..................289
Глава 10. Монтаж резервуаров и газгольдеров..........................291
§ 1. Основные типы резервуаров, их краткая характеристика . . 291
§ 2. Монтаж резервуаров полистовой сборки......................293
§ 3. Монтаж резервуаров из заводских рулонных заготовок . . . 295
§ 4. Гидравлическое испытание и приемка резервуаров после мон-
тажа ...........................................................304
§ 5. Определение нагрузок на элементы такелажной оснастки при
подъеме рулона корпуса резервуара А-образной стрелой (шев-
ром) ... ..........................................309
§ 6. Монтаж каплевидных и сферических резервуаров..............312
§ 7. Краткое описание применяемых типов газгольдеров переменно-
го объема.......................................................622
§ 8. Монтаж мокрых газгольдеров из рулонных заготовок .... 324
Глава И. Монтаж насосов и компрессоров...............................328
§ 1. Краткая характеристика насосов и компрессоров.............328
§ 2. Монтаж насосов и компрессоров.............................332
§ 3. Пробный пуск агрегата........................... . . . . 336
390
Глава 12. Монтаж технологических трубопроводов.......................338
§ 1. Краткая характеристика заводских трубопроводов............338
§ 2. Современные тенденции в области монтажа технологических
трубопроводов ............................................ 339
§ 3. Элементы трубопроводов....................................343
§ 4. Сварка и термическая обработка сварных стыков трубопрово-
дов в монтажных условиях.......................................353
§ 5. Монтаж технологических трубопроводов......................360
§ 6. Гидравлическое испытание трубопроводов....................367
Глава 13. Монтаж металлоконструкций технологических установок . 371
§ 1. Общая характеристика металлоконструкций технологических
установок......................................................371
§ 2. Особенности монтажа обслуживающих металлоконструкций 374
§ 3. Монтаж высотных металлоконструкций (этажерок) .... 375
§ 4. Монтаж опорных металлоконструкций технологических устано-
вок . ;........................................................376
Глава 14. Организация монтажных работ................................380
§ 1. Проект производства монтажных работ.......................381
§ 2. Структура монтажной организации...........................384
Список литературы....................................................388
ЮРИЙ КОНСТАНТИНОВИЧ МОЛОКАНОВ
ЗАХАРИЙ БОРИСОВИЧ ХАРАС
Монтаж аппаратов и оборудования для нефтяной
и газовой промышленности
Редактор издательства К. П. Святитская
Переплет художника А. Я- Толмачева
Художественный редактор В. В. Шутько
Технический редактор А. В. Трофимов
Корректор А. А. Сюбаева
И Б № 3433
Сдано в набор 27.10.81. Подписано в печать 05.02.82. Т-02776. Формат 60X90’/^. Бумага
книжно-журнальная. Гарнитура «Литературная». Печать высокая. Усл. печ. л. 24.5. Усл.
кр.-отт. 24,5. Уч.-изд. л. 25,0. Тираж 6300 экз. Заказ 2290/7997—8. Цена 1 р. 10 к.
Ордена «Знак Почета» издательство «Недра», 103633, Москва. К-12,
Третьяковский проезд, 1/19
Ленинградская типография № 4 ордена Трудового Красного Знамени Ленинградского J
объединения «Техническая книга» им. Евгении Соколовой Союзполиграфпрома при Го-
сударственном комитете СССР по делам издательств, полиграфии и книжной торговли.
191126, Ленинград, Социалистическая ул., 14.