

















Автор: Берлинер Ю.И.
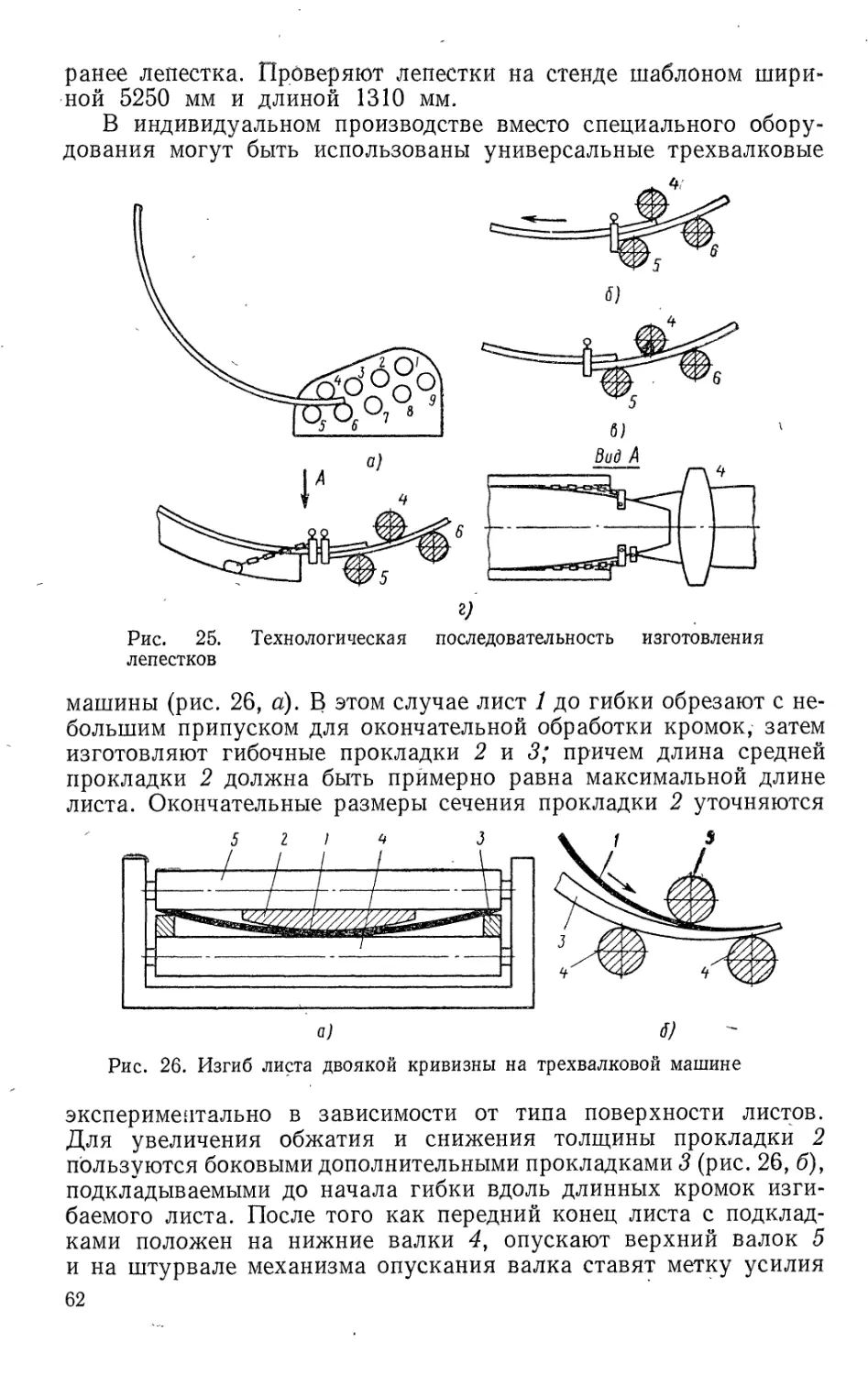
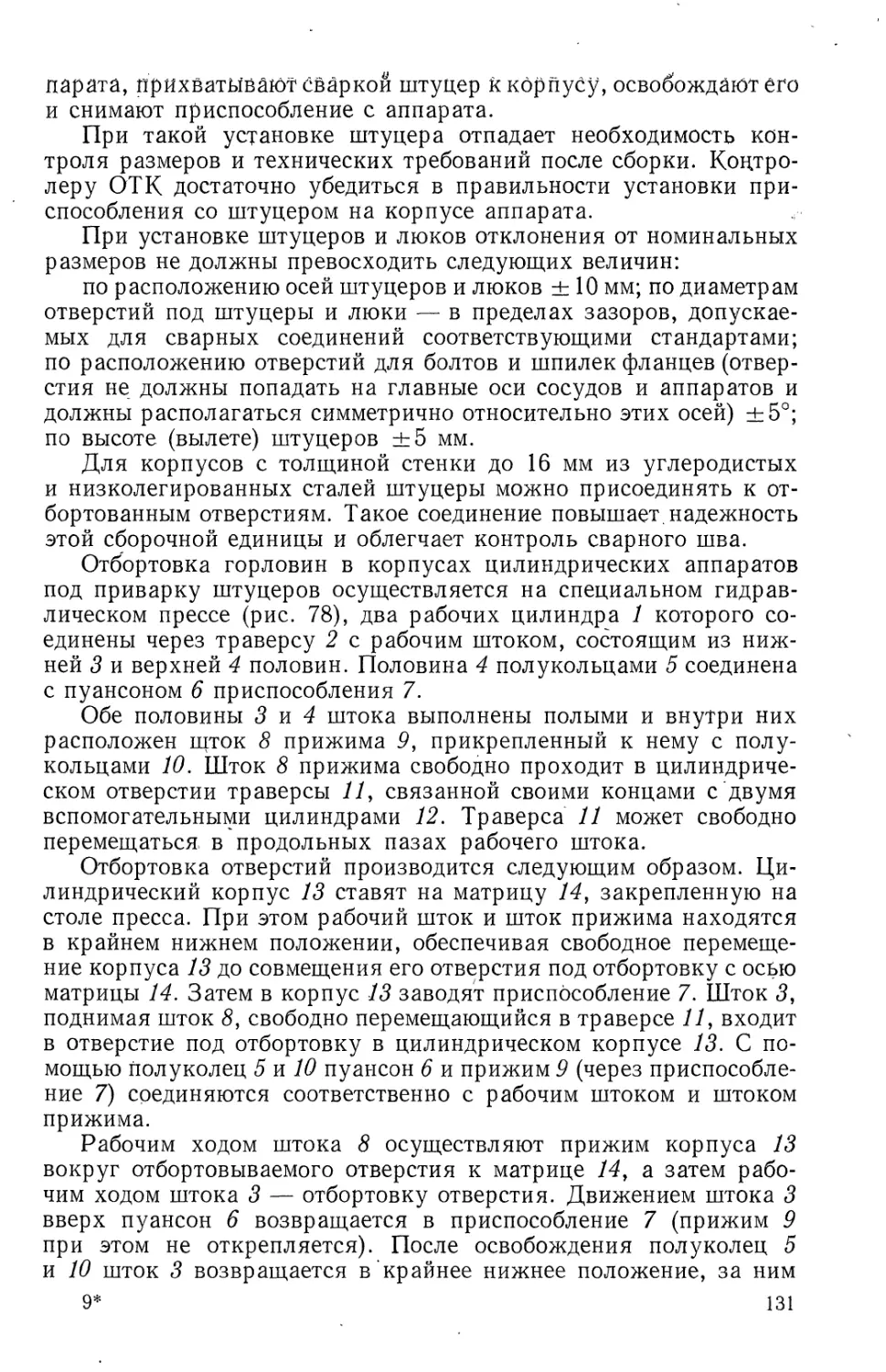
Теги: общее машиностроение технология машиностроения машиностроение аппараты химической технологии
Год: 1976




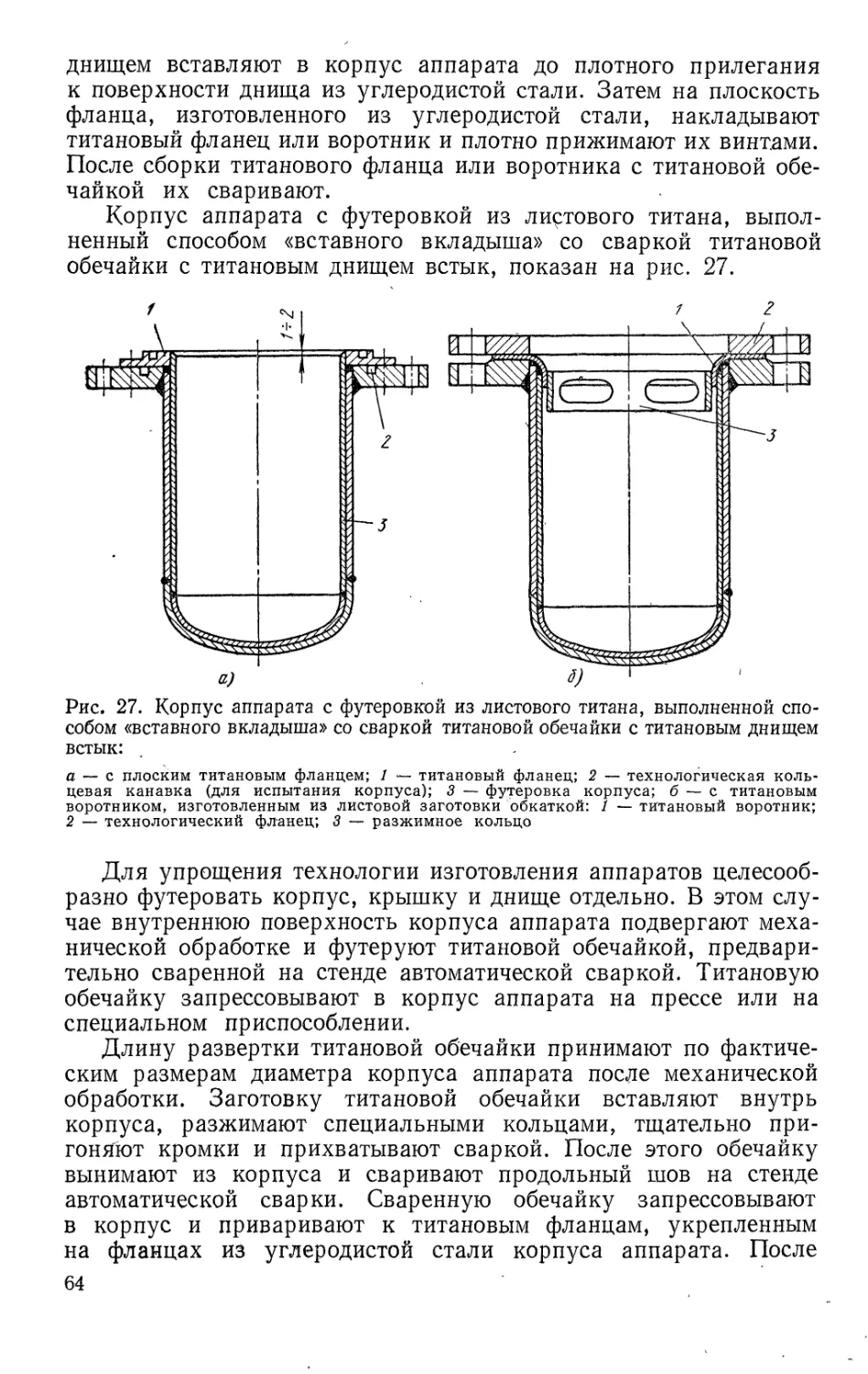
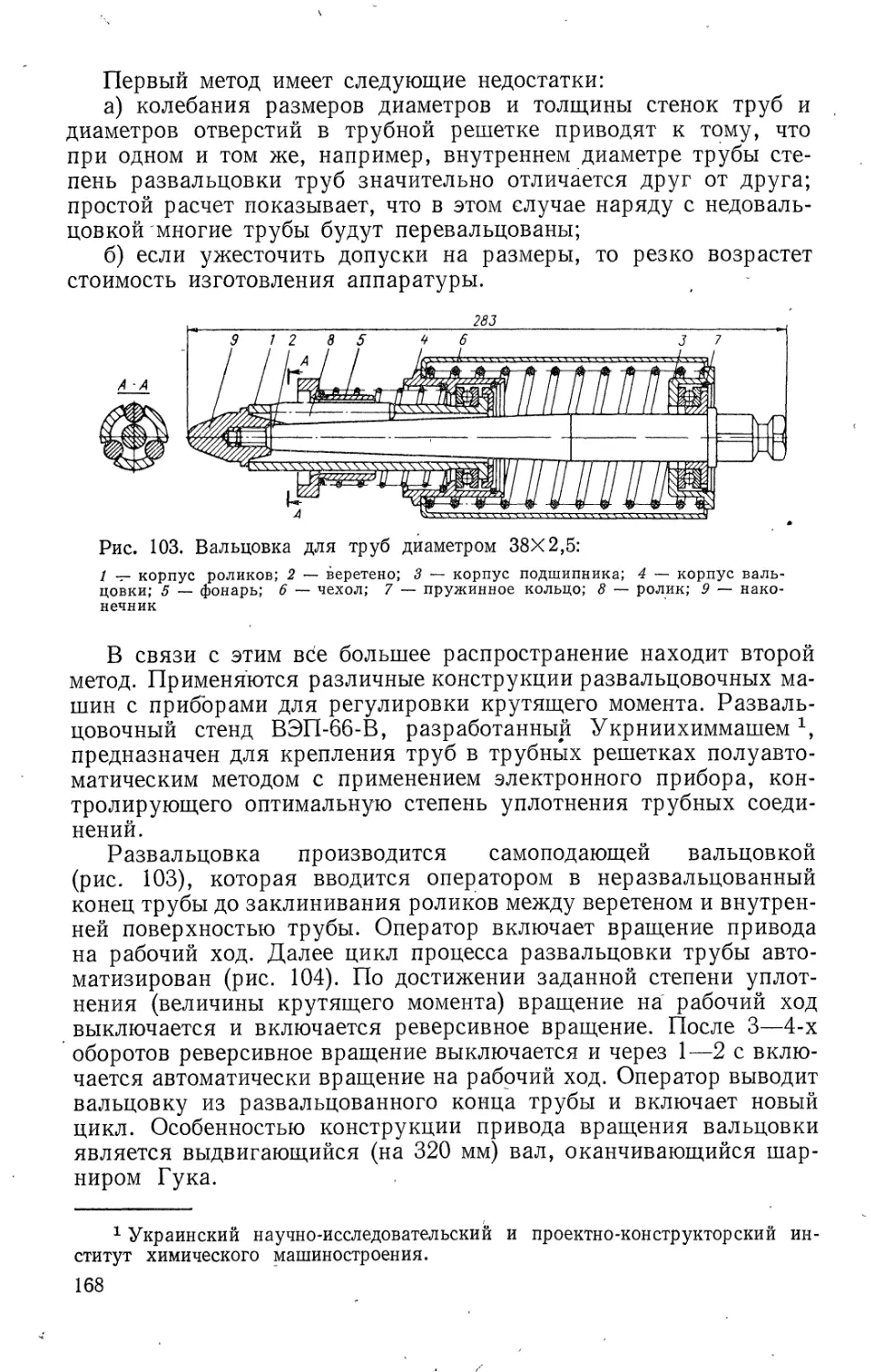
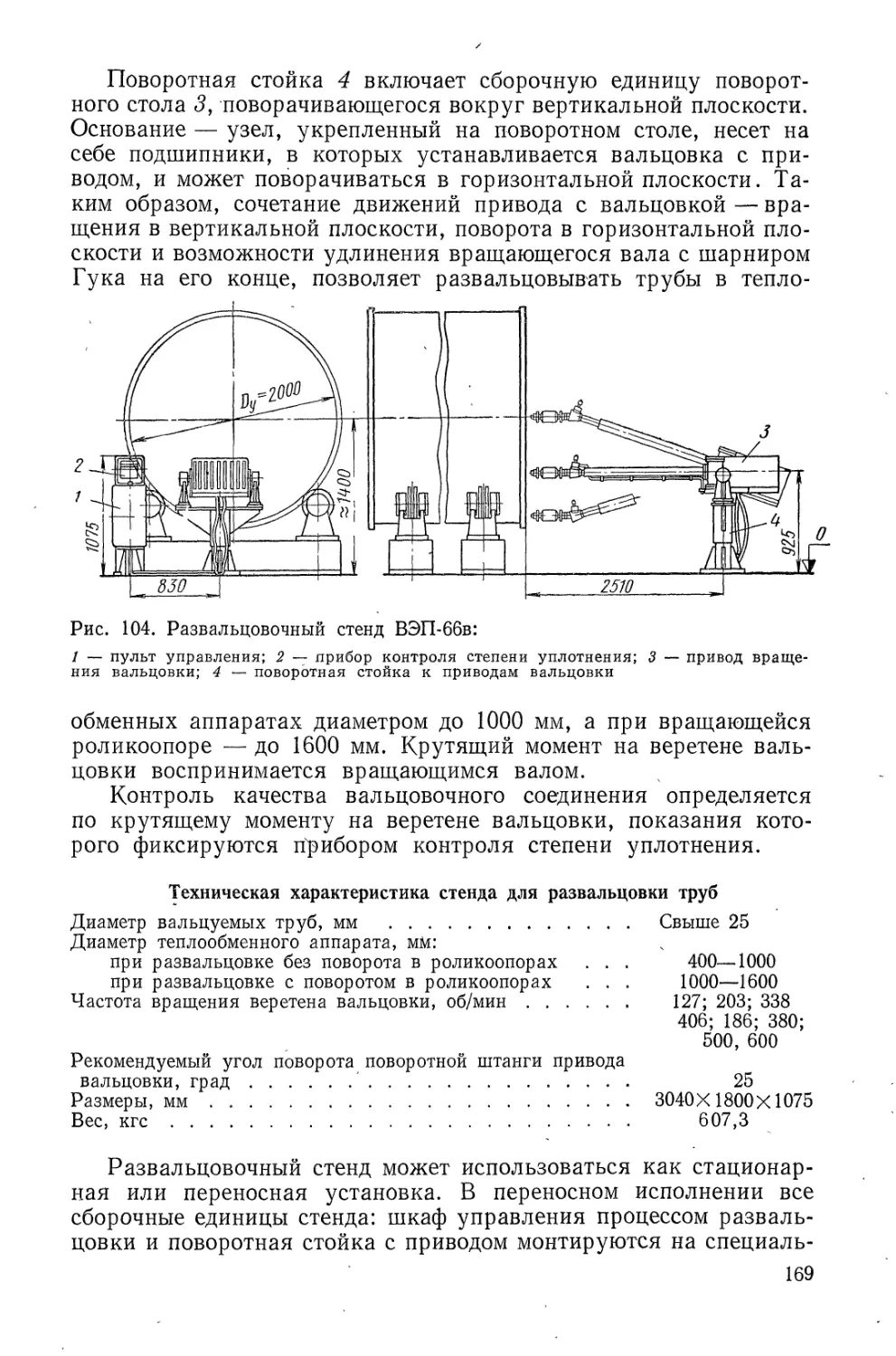
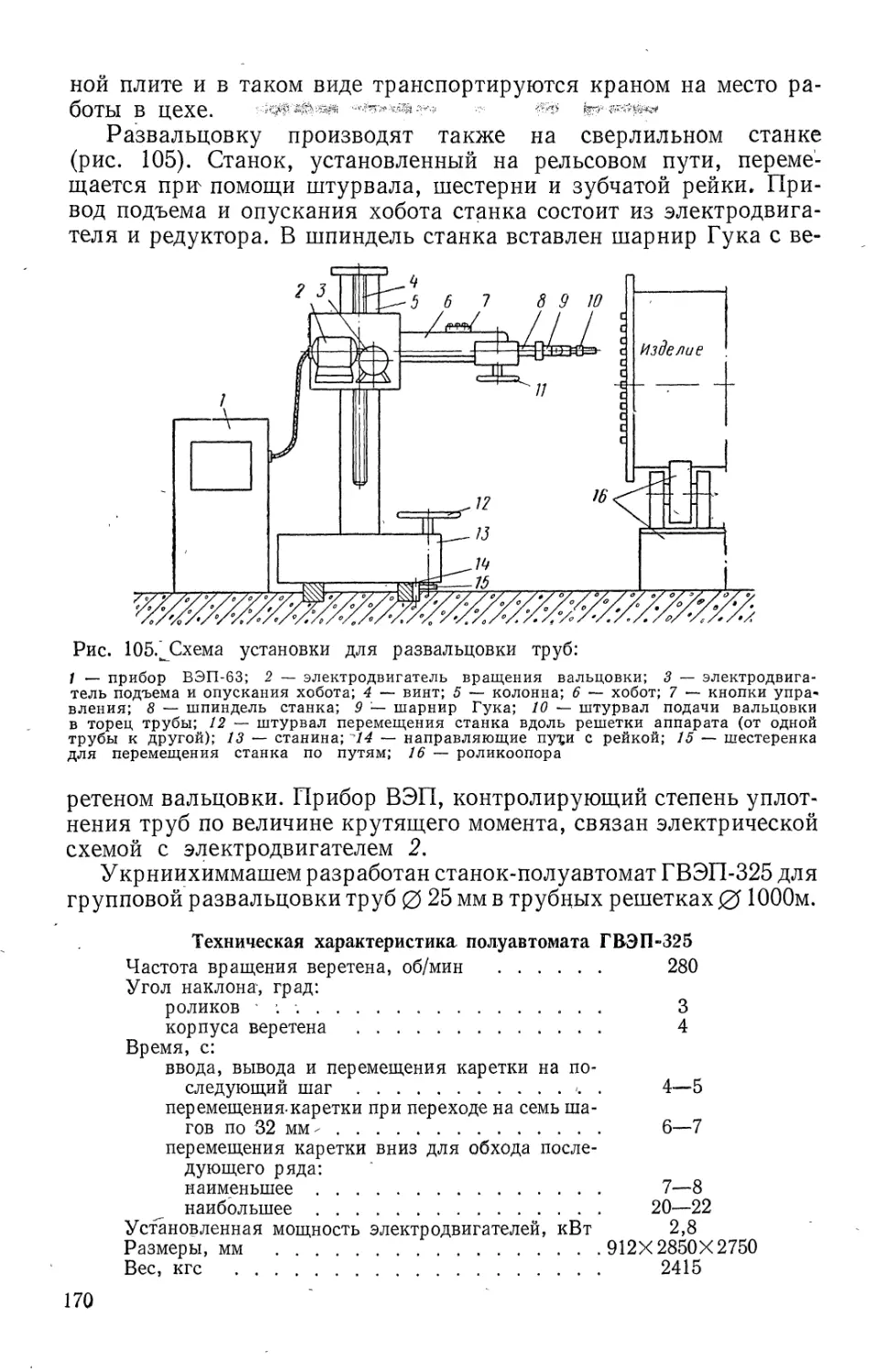
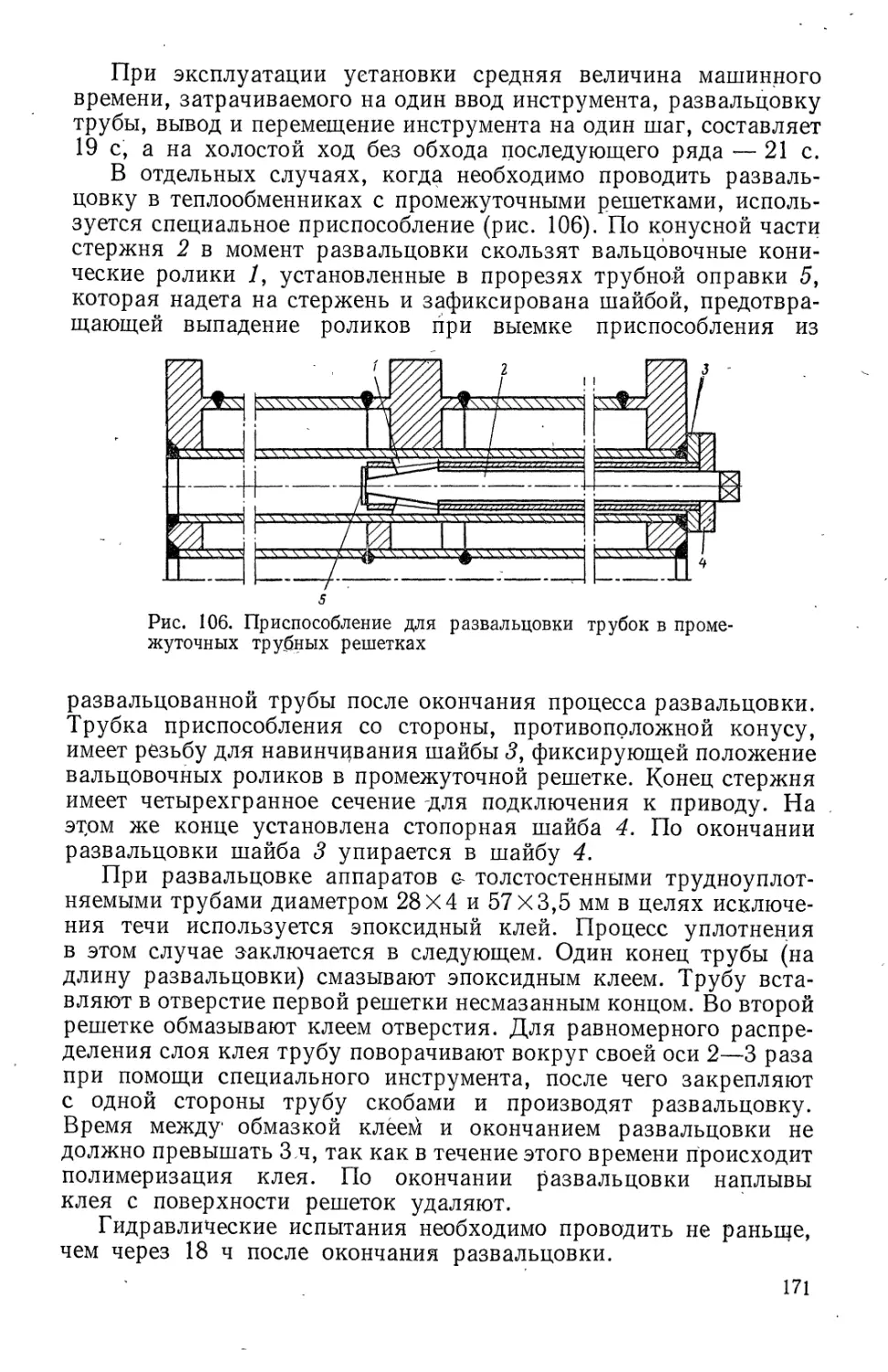
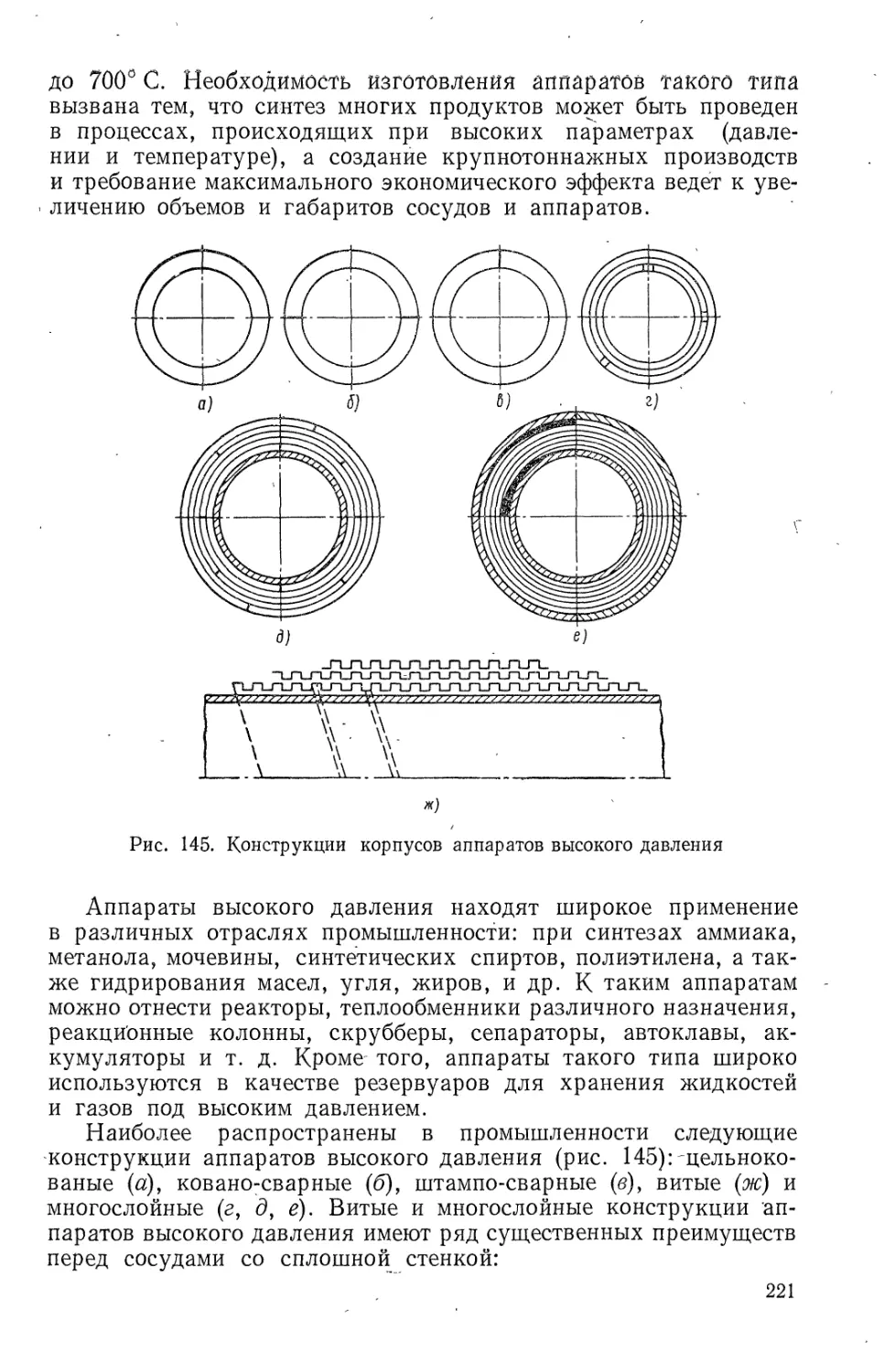
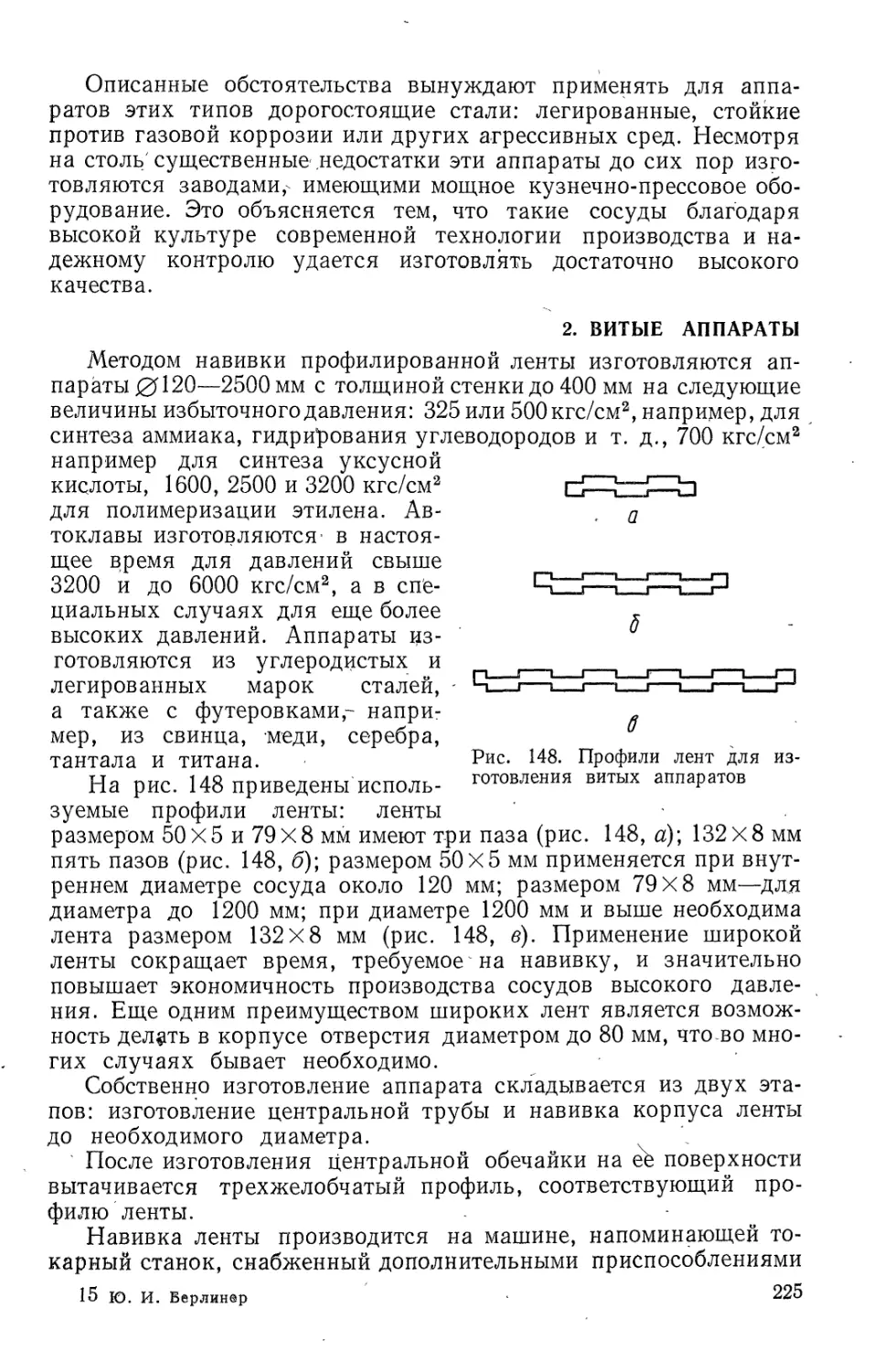
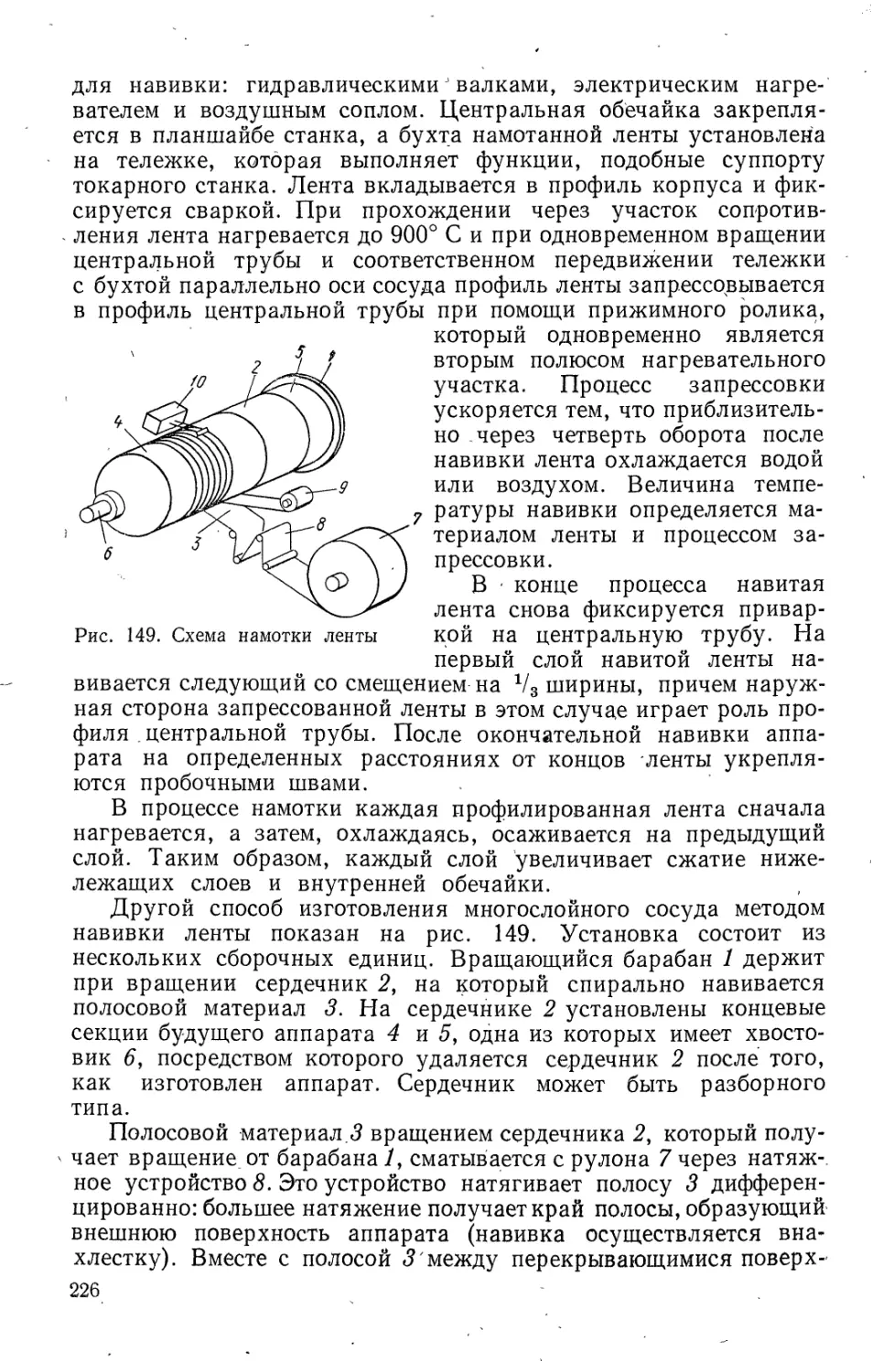
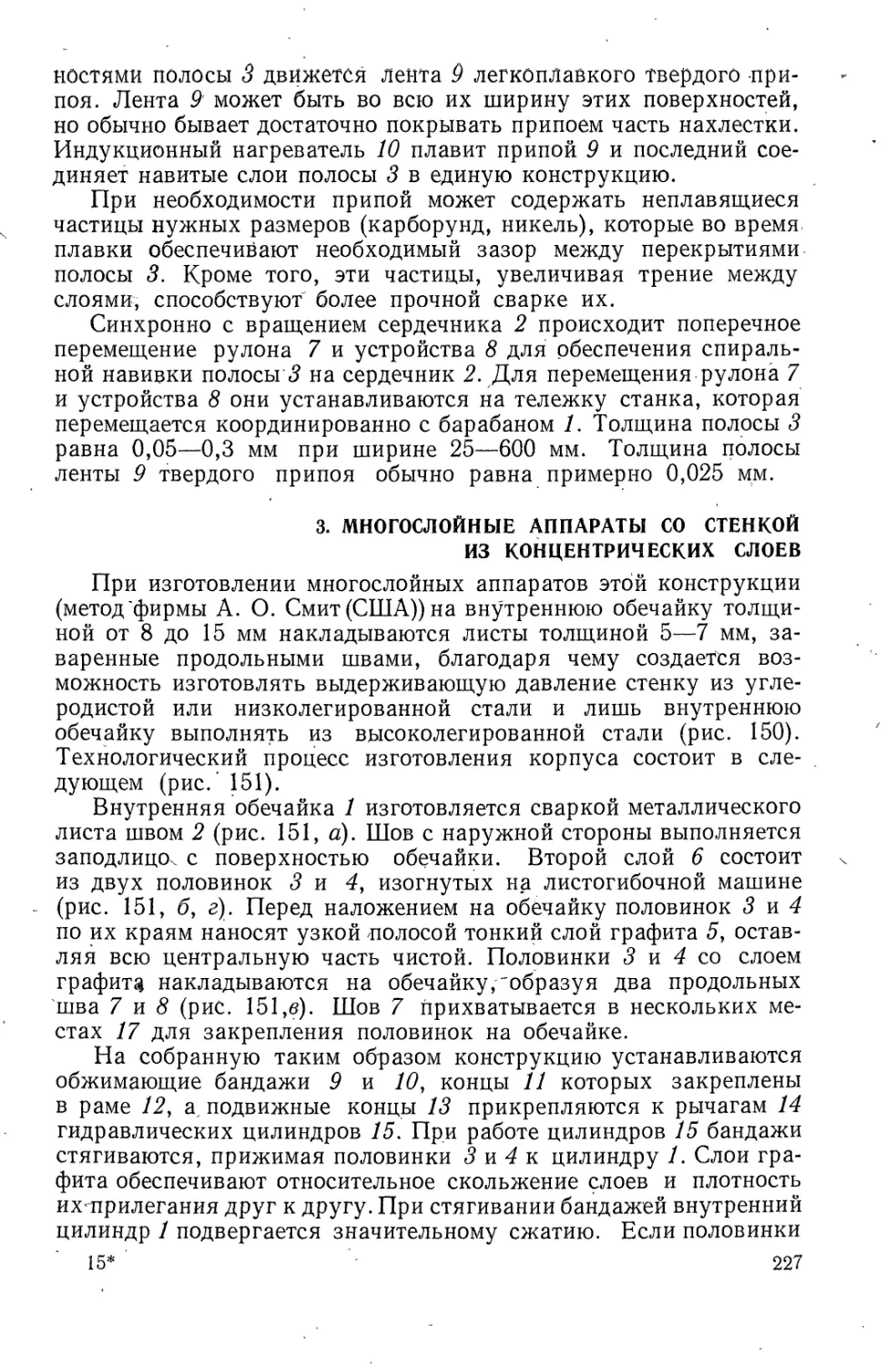
Текст
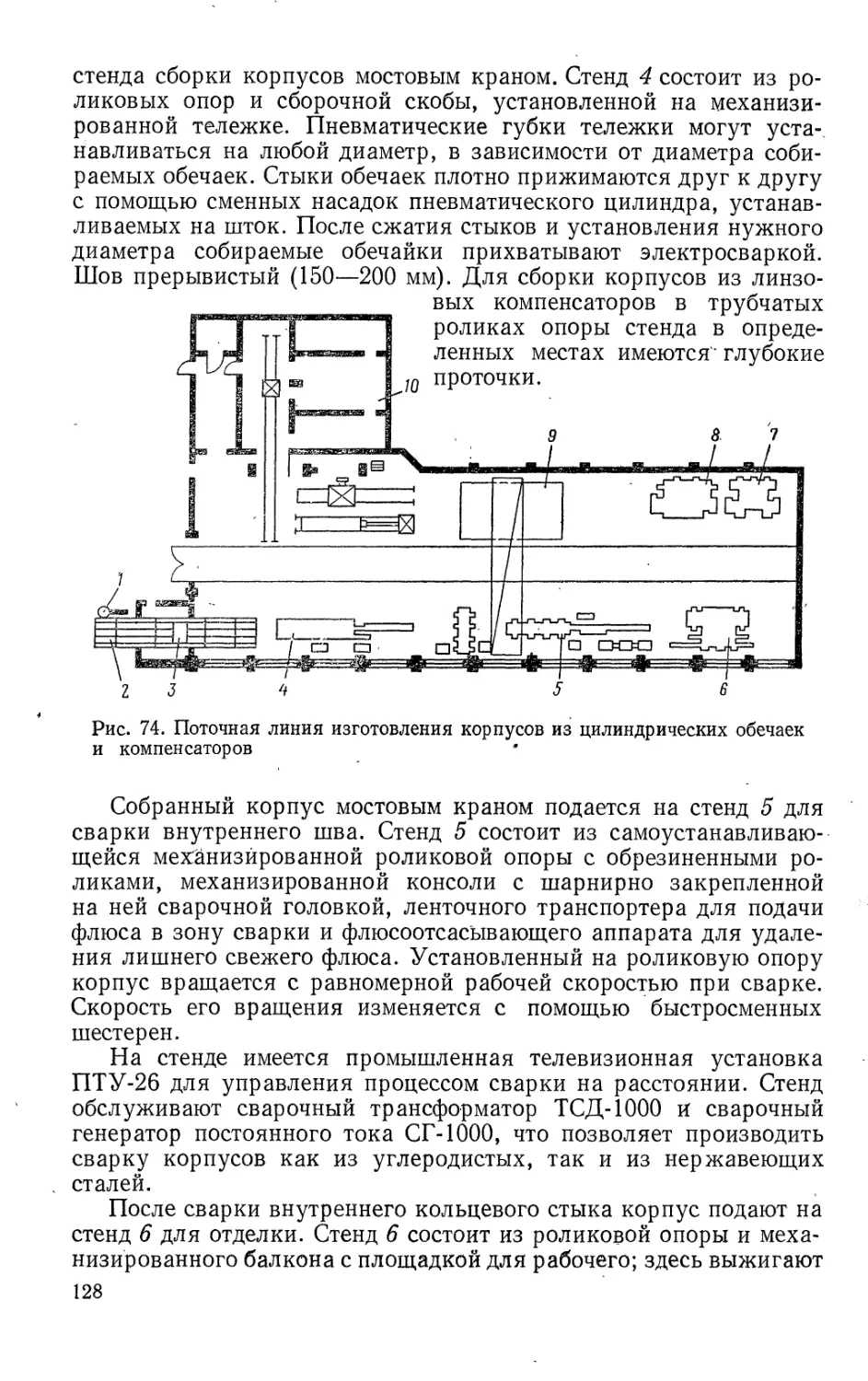
ЮИ-БЕРЛИНЕР, Ю-А-БАЛАШОВ
ТЕХНОЛОГИЯ
ХИМИЧЕСКОГО И НЕФТЯНОГО
АП ПАРАТОСТРОЕН ИЯ
Ю. И. БЕРЛИНЕР, Ю. А. БАЛАШОВ
ТЕХНОЛОГИЯ
ХИМИЧЕСКОГО И НЕФТЯНОГО
АППАРАТОСТРОЕНИЯ
Москва «МАШИНОСТРОЕНИЕ» 1976
УДК 621.002 : (66 4^665.6)
Рецензент— канд. техн, наук В. А. БЕЛЕНЬКИЙ
Берлинер Ю. И., Балашов Ю. А. Технология хими-
ческого и нефтяного аппаратостроения. М., «Машино-
строение», 1976, с. 256.
В книге изложен современный опыт технологии
изготовления нефтяной и химической аппаратуры.
Приведены описания технологических процессов, обо-
рудования и оснастки для выполнения заготовительных,
сборочных и контрольных операций при изготовлении
деталей, сборочных единиц и аппаратов в целом. В не-
обходимых случаях приведены расчетные формулы.
Книга предназначена для инженеров-технологов
химического и нефтяного аппаратостроения, а также
смежных отраслей промышленности.
Табл. 25, ил. 163, список лит. 28 назв.
Б
31402-254
038 (01)-76
254-76
© Издательство «Машиностроение», 1976 г.
ПРЕДИСЛОВИЕ
Производство химической и нефтяной аппаратуры играет
крупную роль в увеличении выпуска минеральных удобрений,
химических волокон, пластмасс, продуктов переработки нефти,
изделий бытовой химии.
Химическая и нефтяная аппаратура характеризуется большим
разнообразием ее типов, различающихся и по конструктивным
признакам, и по видам применяемых материалов, что приводит
к необходимости применения многочисленных и значительно
различающихся по характеру методов обработки деталей и сборки
аппаратов. Все это создает определенные трудности при создании
книги, освещающей вопросы технологии аппаратостроения.
В связи с этим авторы не ставили себе цель описать все техноло-
гические методы, применяемые при изготовлении аппаратуры.
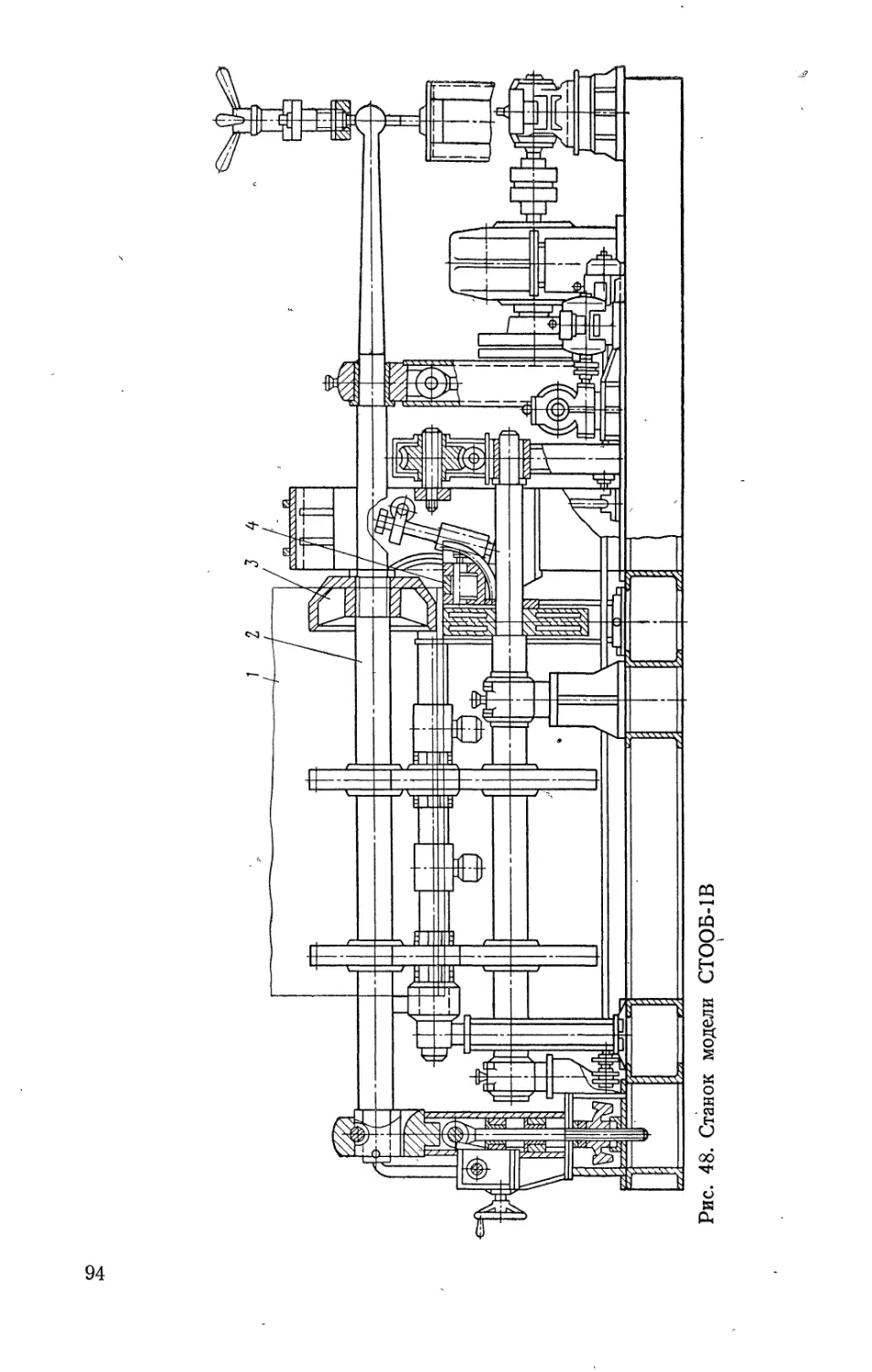
Так, например, по сварке металлов имеется обширная специаль-
ная литература, где специалист-сварщик найдет необходимую
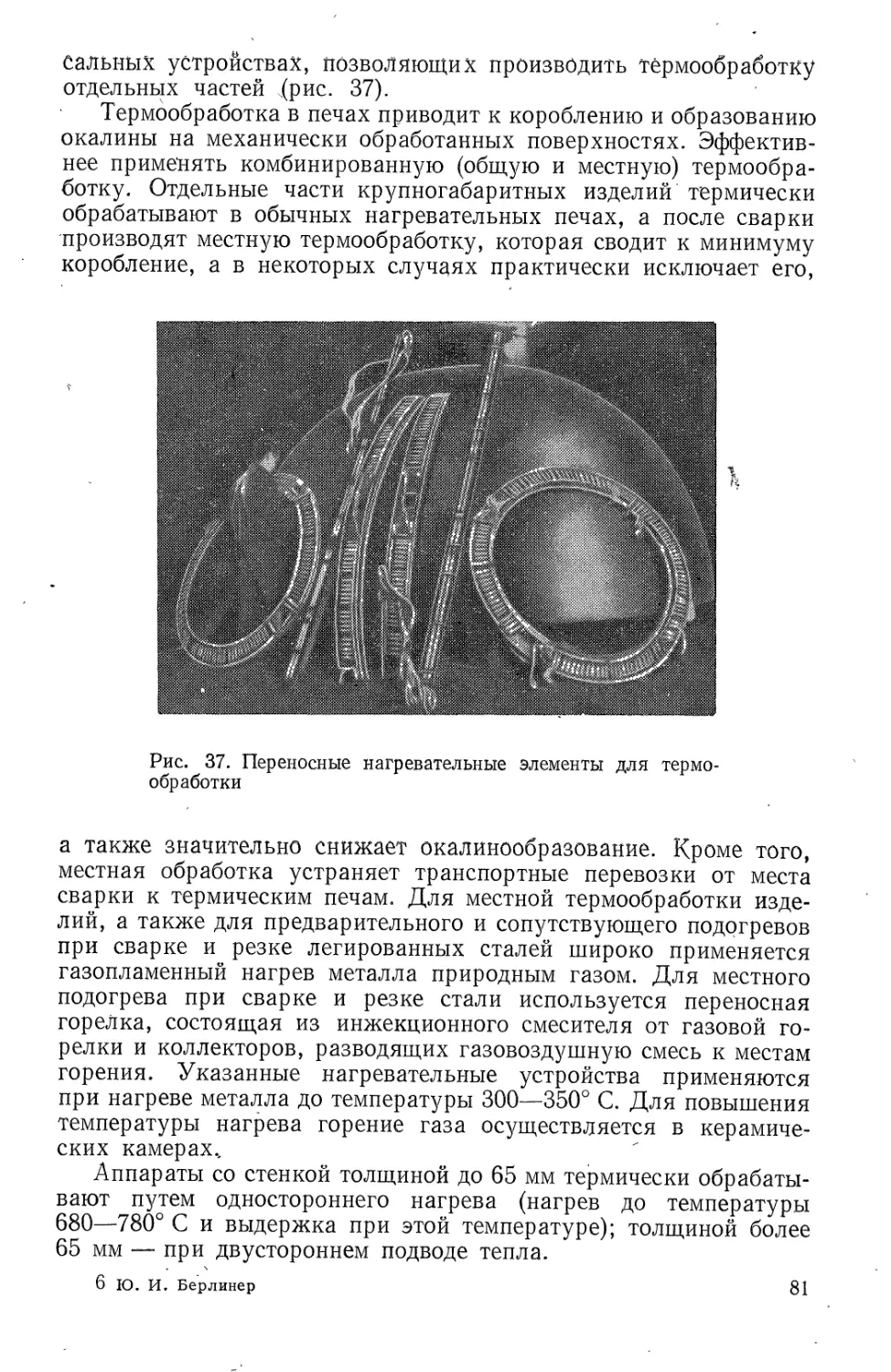
для него информацию. По таким же причинам авторы не сочли
необходимым широко излагать такие вопросы, как механическая
обработка, термообработка и другие общемашиностроительные
технологические процессы. Далее, в книге рассматриваются
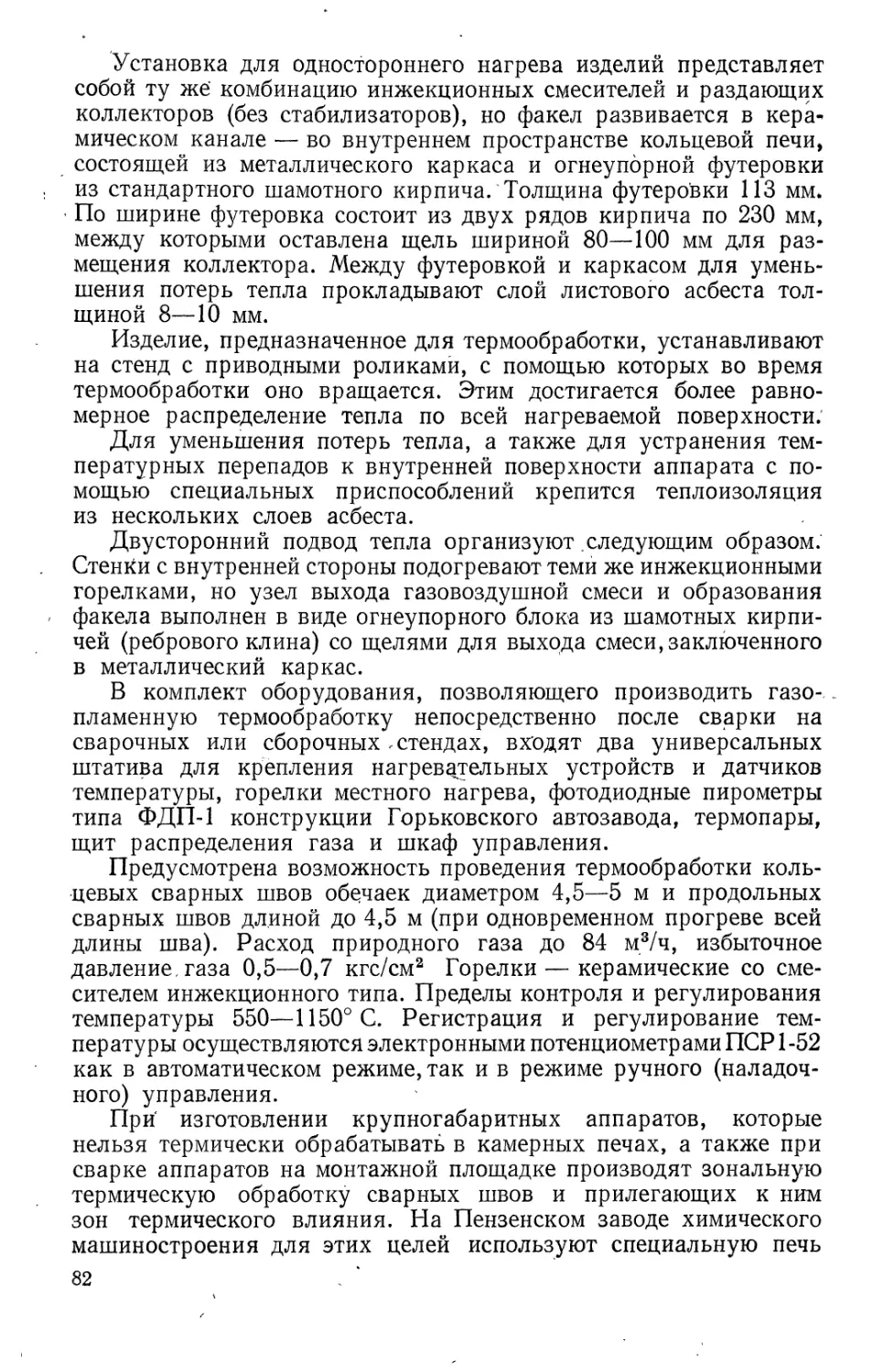
вопросы изготовления аппаратуры только из металлических
материалов.
Задача предлагаемой книги — снабдить технолога сведениями,
необходимыми ему при изготовлении аппаратуры, по вопросам,
недостаточно освещенным в литературе. Основными вопросами
такого характера являются заготовительные и отделочные опера-
ции (значительное место отведено здесь разметке и обработке
отверстий и гибке листов), изготовление отдельных деталей и сбо-
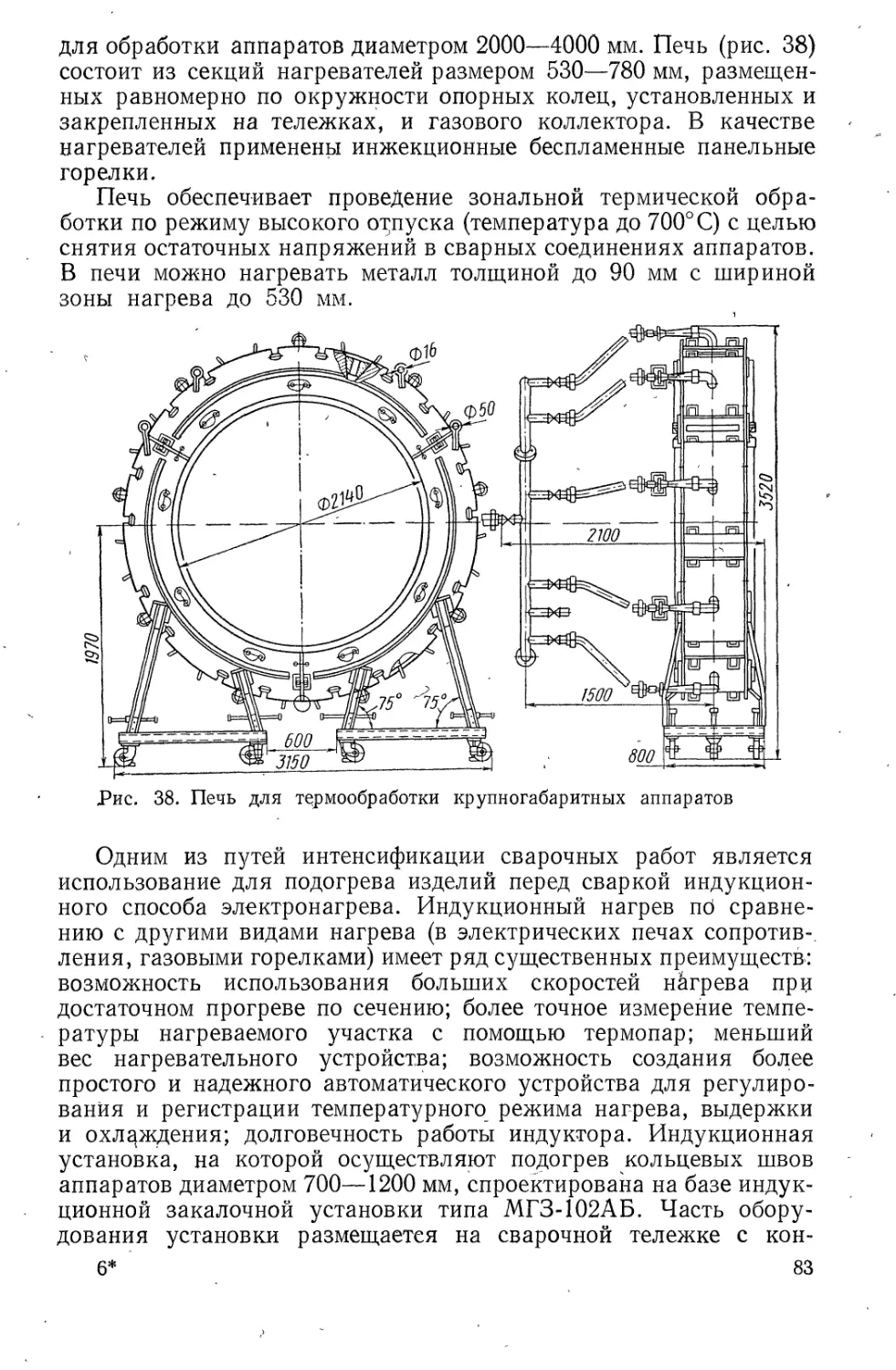
рочных единиц, сборка аппаратов в целом. При этом, поскольку
аппараты состоят из отдельных типовых сборочных единиц, для
1* з
описания сборочных процессов были выбраны аппараты, наибо-
лее распространенные в промышленности.
В книге использованы материалы заводов, научно-исследова-
тельских и проектных институтов, передовой зарубежный опыт
и личный опыт работы авторов на заводах аппаратостроения.
Авторы благодарны работникам заводов и институтов, оказавшим
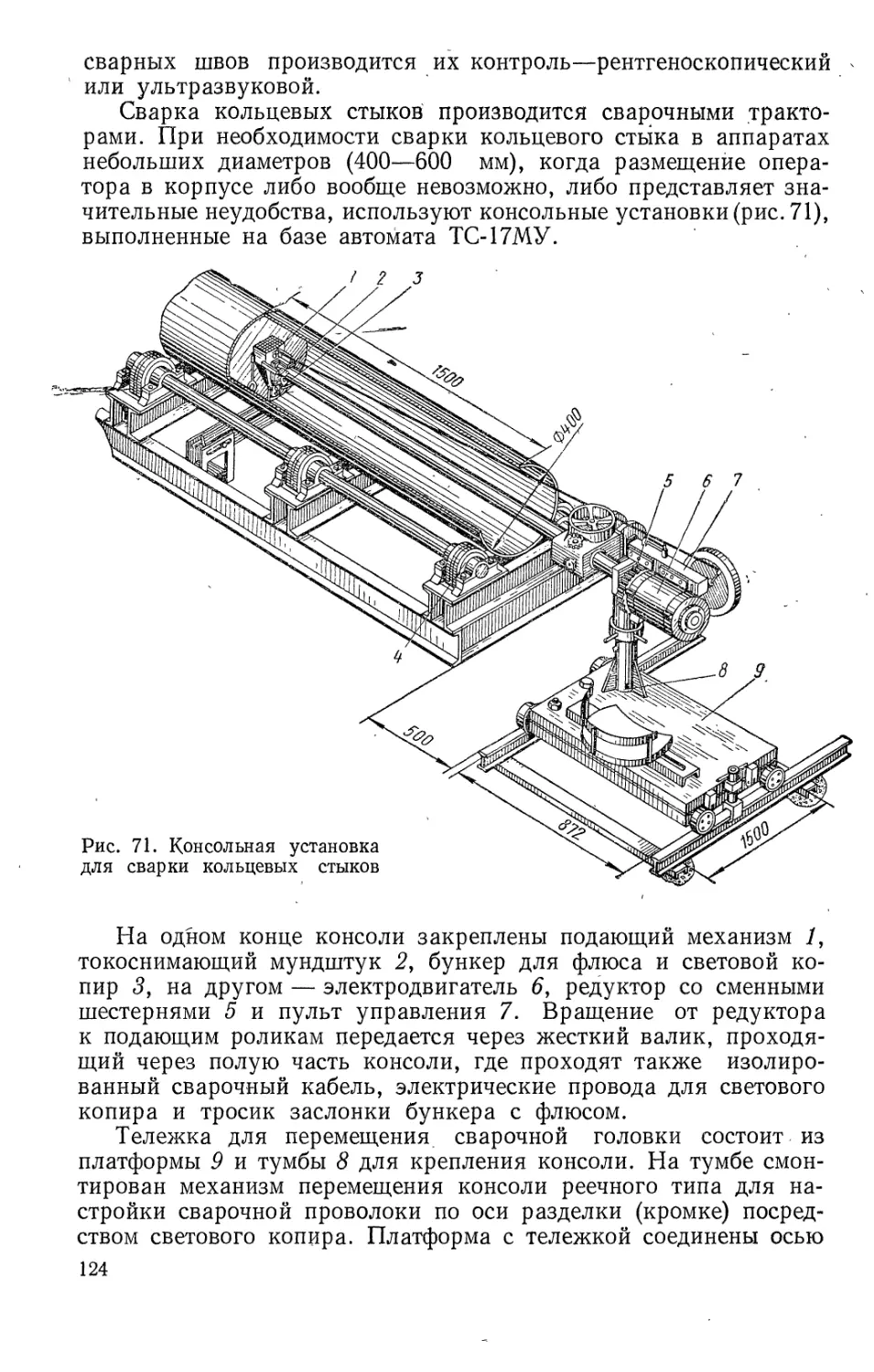
им большую помощь в подборе материалов для книги.
Учитывая, что издание книги подобного рода предпринимается
впервые, авторы понимают, что она может быть не лишена недо-
статков, и примут с благодарностью все замечания, которые будут
сделаны по их работе, и помогут дальнейшему совершенствованию
книги.
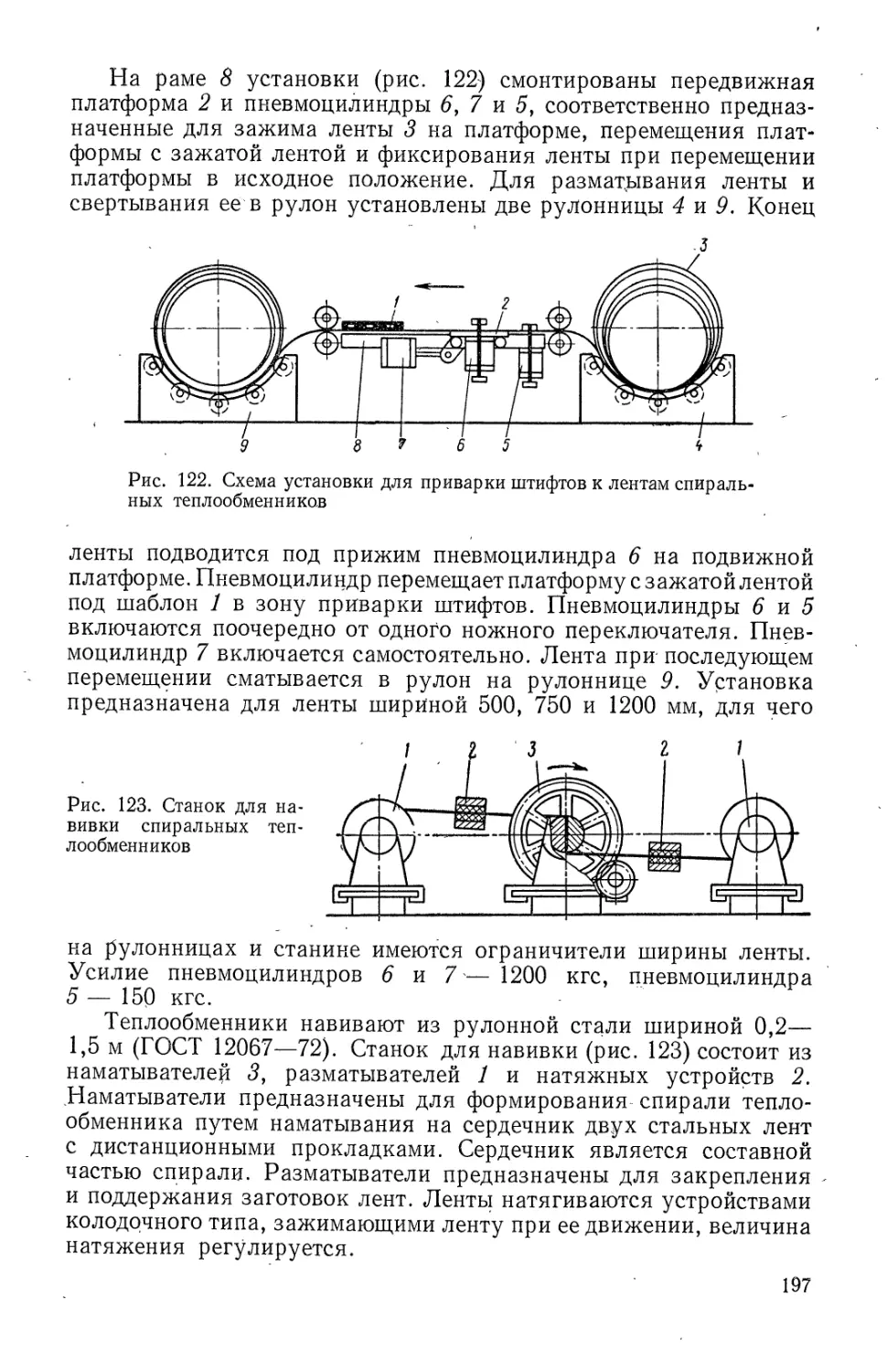
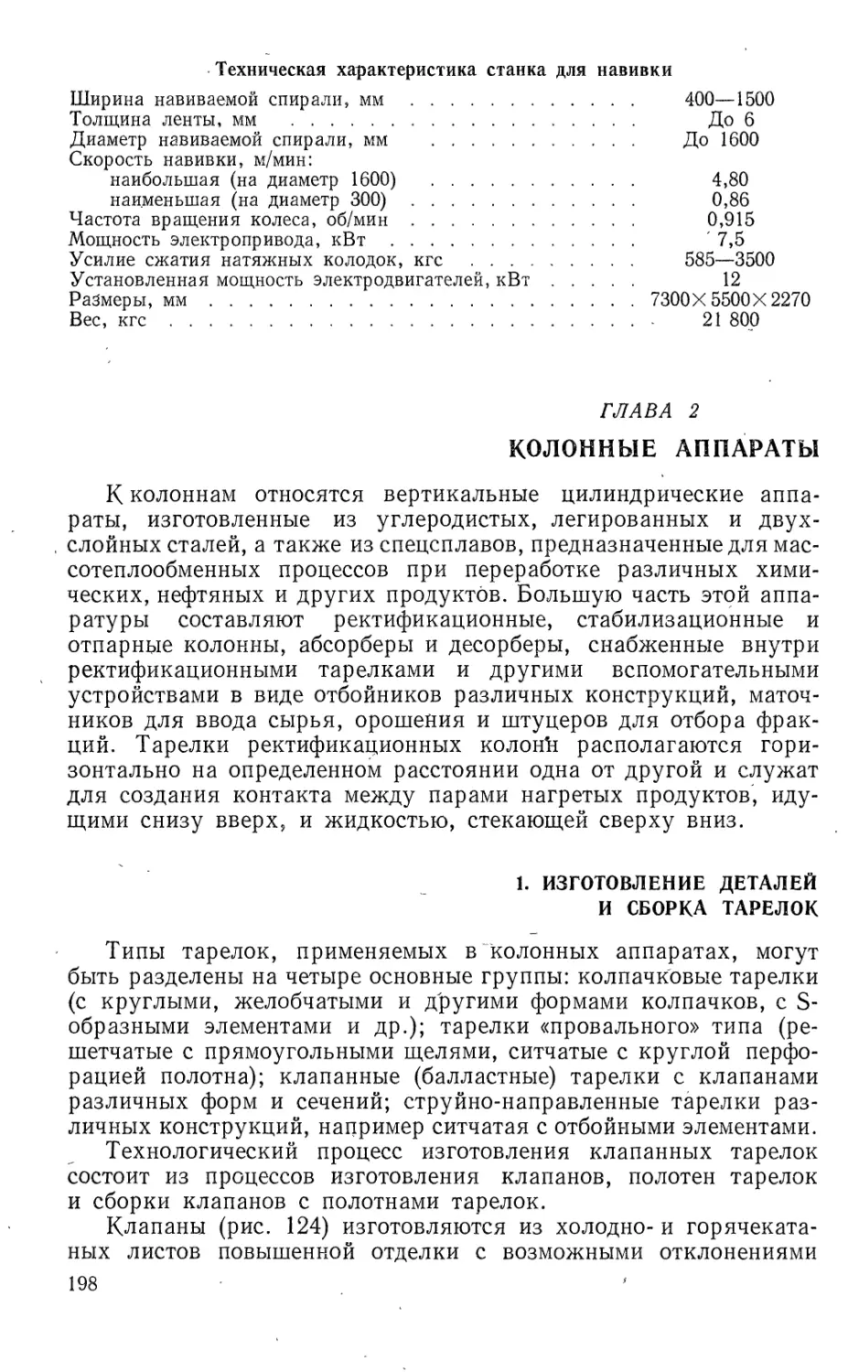
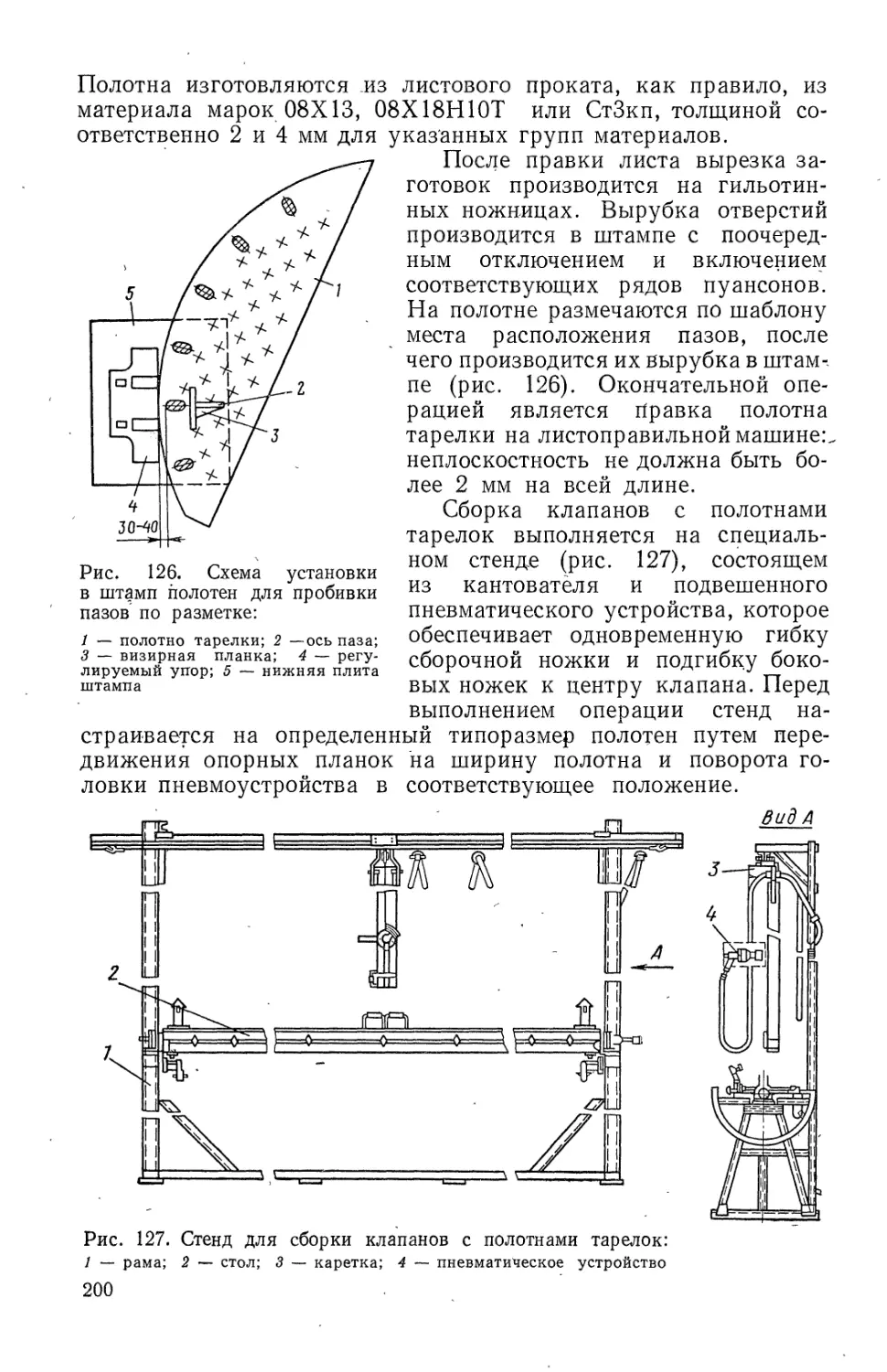
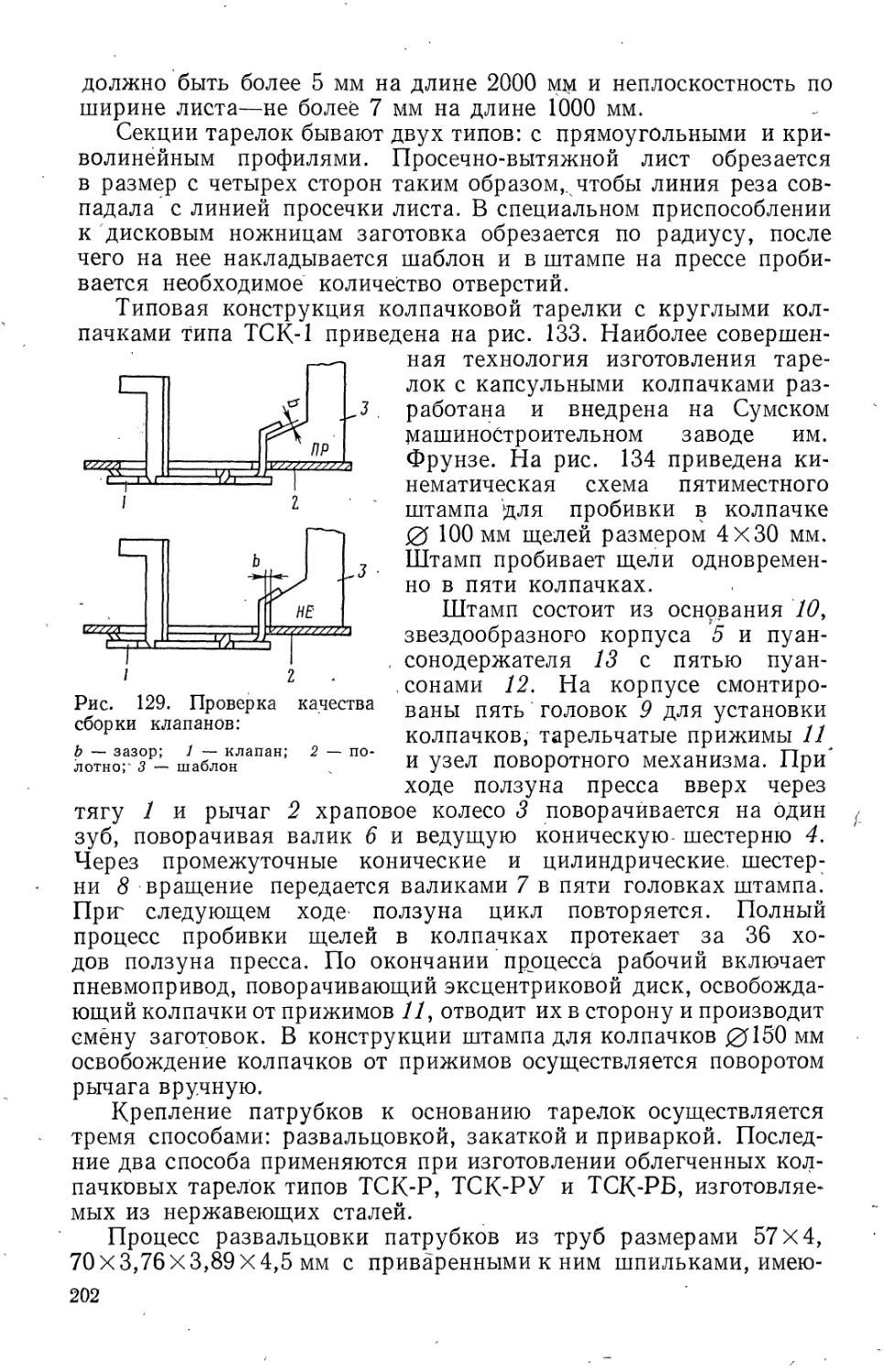
Раздел первый
ОБЩАЯ ХАРАКТЕРИСТИКА ПРОИЗВОДСТВА
ХИМИЧЕСКОЙ И НЕФТЯНОЙ АППАРАТУРЫ
ГЛАВА 1
ОСНОВНАЯ НОМЕНКЛАТУРА АППАРАТОВ
Номенклатура химического и нефтяного аппаратостроения
определяется в основном потребностями химической, нефтяной,
нефтехимической, микробиологической и газовой отраслей народ-
ного хозяйства при строительстве новых и реконструкции действу-
ющих заводов и установок.
Классификация химической и нефтяной аппаратуры по назна-
чению крайне условна, так как в различных установках аппараты
одной конструкции могут предназначаться для различных техно-
логических целей. Поэтому в основу классификации положены
важнейшие физико-химические процессы, происходящие в аппа-
рате. С этой точки зрения приняты следующие номенклатурные
группы аппаратуры:
теплообменные аппараты, в которых тепловой поток проходит
через стенку, разделяющую среды: пластинчатые, кожухотрубча-
тые теплообменники, конденсаторы и испарители, теплообменники
типа «труба в трубе», аппараты воздушного охлаждения, погруж-
ные и оросительные холодильники и конденсаторы, подогреватели
и испарители с паровым пространством, контакторы и т. д.;
массообменные аппараты, в которых передача тепла произво-
дится при непосредственном контакте сред. Нередко, одновре-
менно с передачей тепла, в таких аппаратах происходят и химиче-
ские реакции. К этой группе аппаратуры относятся колонны рек-
тификационные, экстракционные, стабилизационные, абсорберы
и десорберы, колонны синтеза, оросительные башни и т. д.;
аппараты-реакторы, в которых происходят основные химиче-
ские превращения продуктов. Большей частью реакция в этих
аппаратах происходит в присутствии катализатора при высоких
температуре и давлении. В состав этой группы входят реакторы,
регенераторы, реакционные камеры и т. д.;
нагревательные аппараты огневого действия', огневые подо-
греватели, трубчатые печи, элементы котлов-утилизаторов и т. д.;
аппараты, предназначенные для разделения сред и очистки
продуктов от примесей', пылеуловители, сепараторы, фильтры,
центрифуги, газосепараторы, выветриватели, отстойники и т. д.;
5
мешалки-аппараты, предназначенные для смешения сред;
сосуды для хранения продуктов’, буллиты, шаровые емкости,
цилиндрические емкости для хранения ожиженных газов,
мерники и промежуточные емкости технологических установок
И т. д.
Проведенная за последние годы стандартизация и нормализа-
ция химической и нефтяной аппаратуры привела к расширенному
применению ее в технологических производствах, не связанных
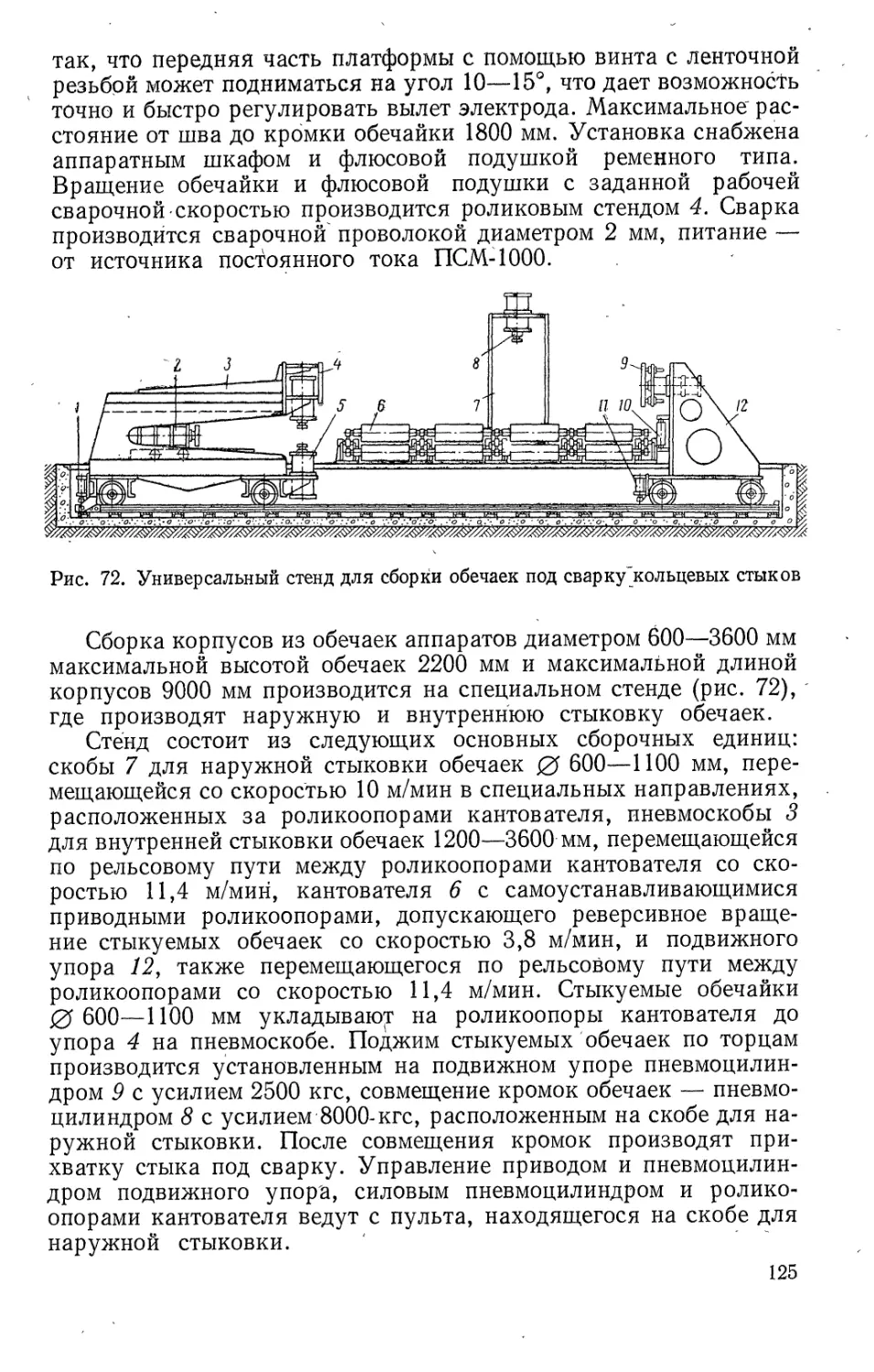
с химической и нефтехимической отраслями промышленности,
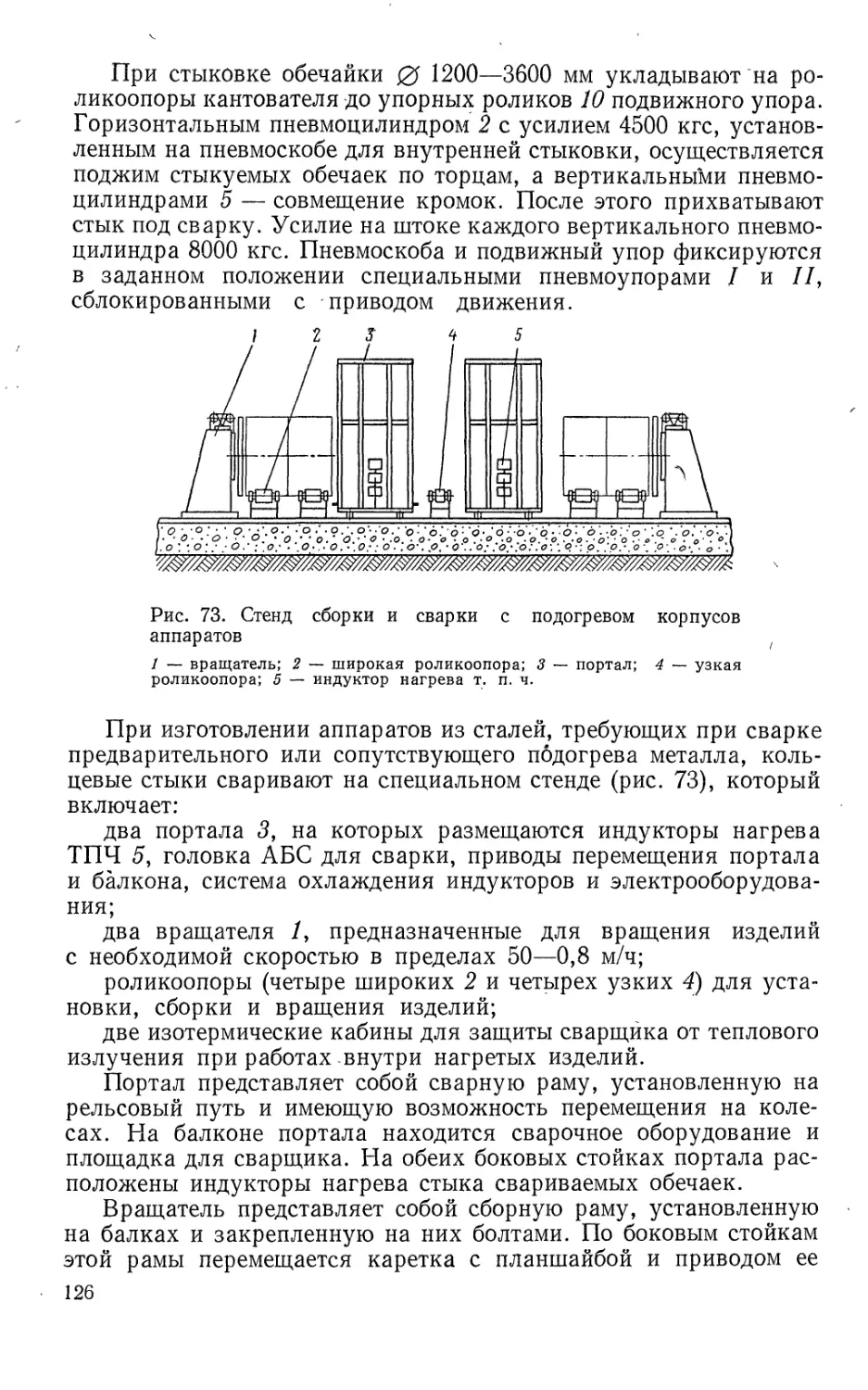
а именно — в металлургических и энергетических установках,
в технологических процессах стройиндустрии, пищевой промыш-
ленности и др.
В последние годы основной тенденцией развития химической
и нефтехимической отраслей является создание крупнотоннажных
производств. В настоящее время действуют и находятся в стадии
строительства такие мощные установки, как для производства
аммиака суточной производительностью 600 и 1360 т, комбиниро-
ванные установки для переработки нефти с годовой мощностью
по сырью 6—8 млн. т, производство этилена годовой мощностью
300 и 450 тыс. т и др. Все это потребовало создания уникального
химического и нефтехимического оборудования, работающего
при высоком давлении и больших температурах.
Нередки случаи агрегатирования аппаратов, когда в состав
агрегата входят различные по назначению аппараты, напри-
мер в конструкции колонной аппаратуры включены кожухо-
трубчатые теплообменники или секции аппаратов воздушного
охлаждения.
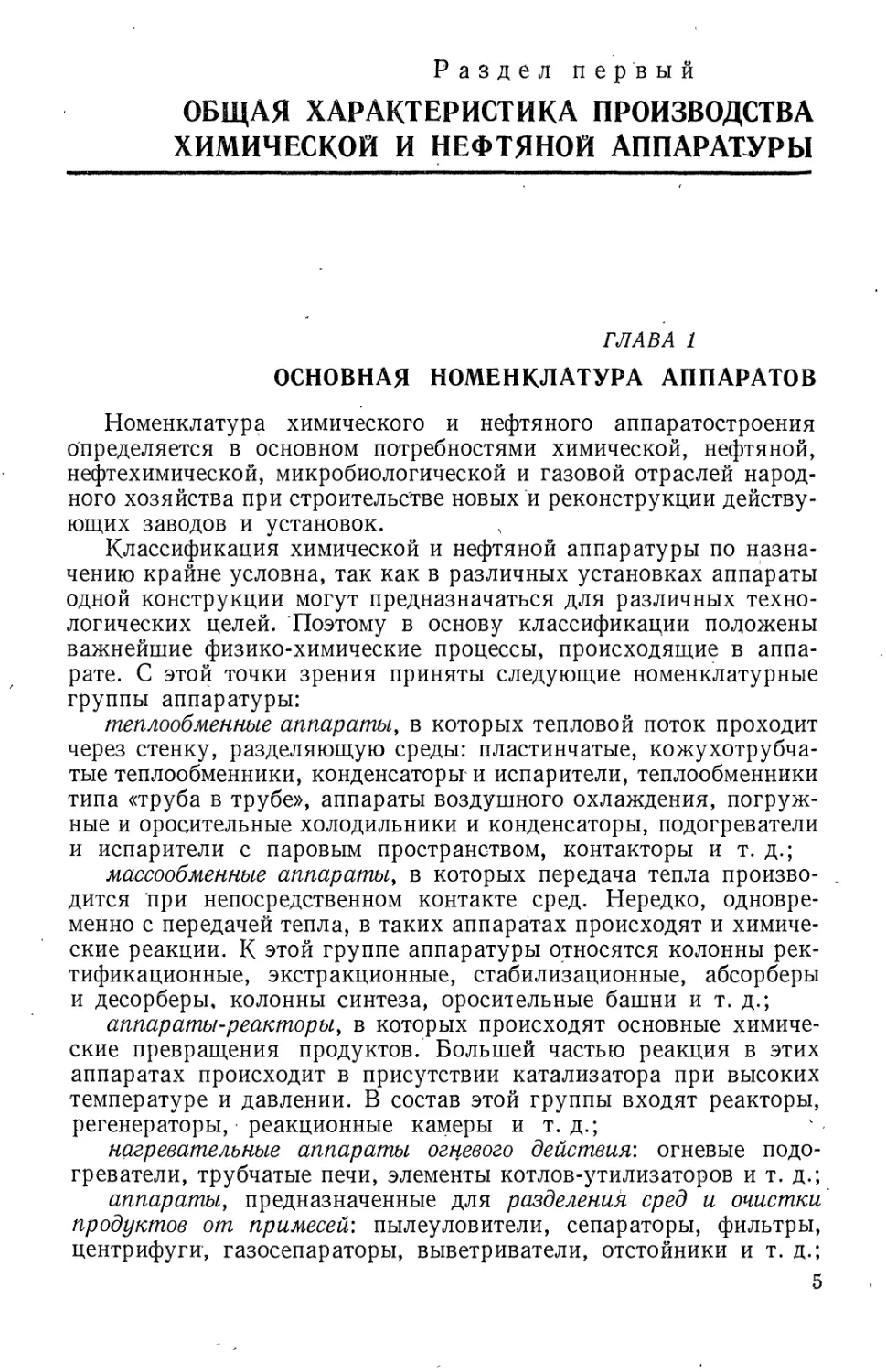
1. КЛАССИФИКАЦИЯ АППАРАТОВ
ПО КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
Аппаратура классифицируется по следующим признакам:
эксплуатационные параметры, толщина стенки, конструктивные
характеристики, габаритность, виды материалов.
А. К эксплуатационным параметрам относятся температура,
рабочее давление и состав рабочей среды. Указанные параметры
определяют основные характеристики элементов аппарата —
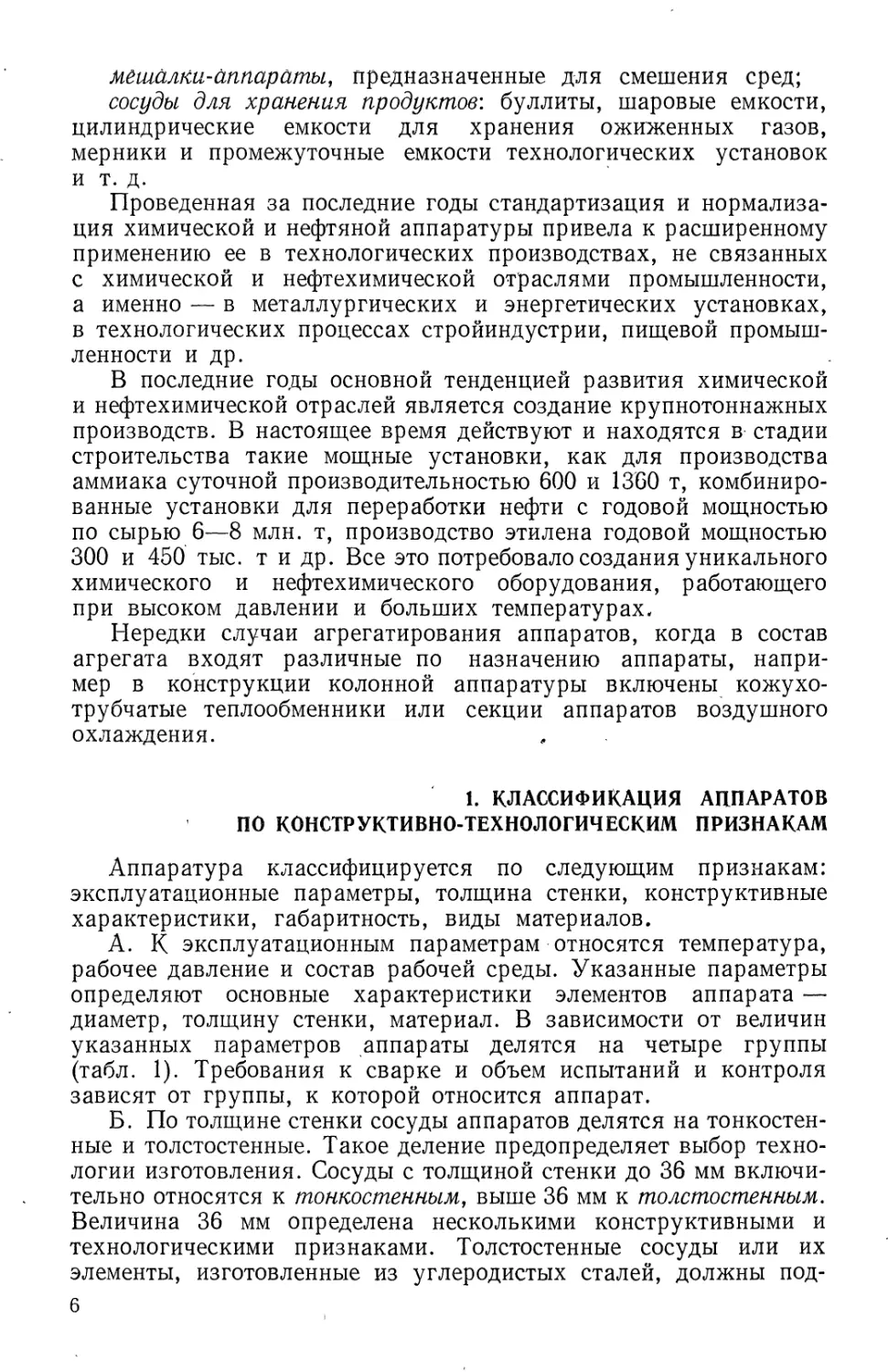
диаметр, толщину стенки, материал. В зависимости от величин
указанных параметров аппараты делятся на четыре группы
(табл. 1). Требования к сварке и объем испытаний и контроля
зависят от группы, к которой относится аппарат.
Б. По толщине стенки сосуды аппаратов делятся на тонкостен-
ные и толстостенные. Такое деление предопределяет выбор техно-
логии изготовления. Сосуды с толщиной стенки до 36 мм включи-
тельно относятся к тонкостенным, выше 36 мм к толстостенным.
Величина 36 мм определена несколькими конструктивными и
технологическими признаками. Толстостенные сосуды или их
элементы, изготовленные из углеродистых сталей, должны под-
6
Таблица 1
Классификация аппаратов по эксплуатационным параметрам
Группа Назначение
1 2 3 4 а) Для обработки, хранения и транспортирования взрывоопас- ных продуктов и сильно действующих ядовитых веществ, рабо- тающих" при давлении свыше 0,7 кгс/см2 б) Для работы под давлением свыше 50 кгс/см2 при темпе- ратуре стенки выше +200° С Для работы под давлением от 16 до 50 кгс/см2 при температуре стенки от —70 до +200° С и под давлением от 0,7 до 16 кгс/см2 при температуре стенки от —70 до —40° С Для работы под давлением от 0,7 до 16 кгс/см2 при температуре стенки от —40 до +200° С Для работы под давлением от 0,7 кгс/см2 и под вакуумом с ос- таточным давлением не ниже 5 мм рт. ст. при температуре выше —40° С, а также аппараты емкостью не свыше 25 м3, у которых произведение емкости в л на рабочее давление в кгс/см3 состав- ляет не свыше 200.
вергаться термической обработке. Все основное заготовительное
оборудование (ножницы, гибочные машины) рассчитано преимуще-
ственно на толщину листа до 40 мм включительно. Для толщин
выше 40 мм применяются специальные машины. Сварка корпусов
сосудов из элементов толщиной свыше 40 мм производится пре-
имущественно электрошлаковым методом.
В. В зависимости от эксплуатационных и конструкторских
требований корпуса аппаратов изготовляются из однослойного
или двухслойного листового проката. Однослойные изготовляют
из углеродистых, легированных, высоколегированных сталей.
Выбор металла определяет особенность выполнения заготовитель-
ных операций, способ и вид подготовки кромок под сварку, тех-
нологию сборки и сварки, вид испытаний и транспортировку
аппаратов.
Г. Конструктивные характеристики аппаратуры и ее элемен-
тов, повторяемость их в производстве предопределяют технологи-
ческую специализацию производств химического и нефтяного
машиностроения и совершенствование уровня технологии. Тех-
нологическая классификация этой аппаратуры по общим техно-
логическим переделам и построение технологических потоков
в соответствии с указанной классификацией позволяют создать
оптимальную технологию производства аппаратуры. Так, в оте-
чественном химическом и нефтяном машиностроении созданы спе-
циализированные производства пластинчатых кожухотрубчатых
теплообменников, которые организованы по признаку диаметра
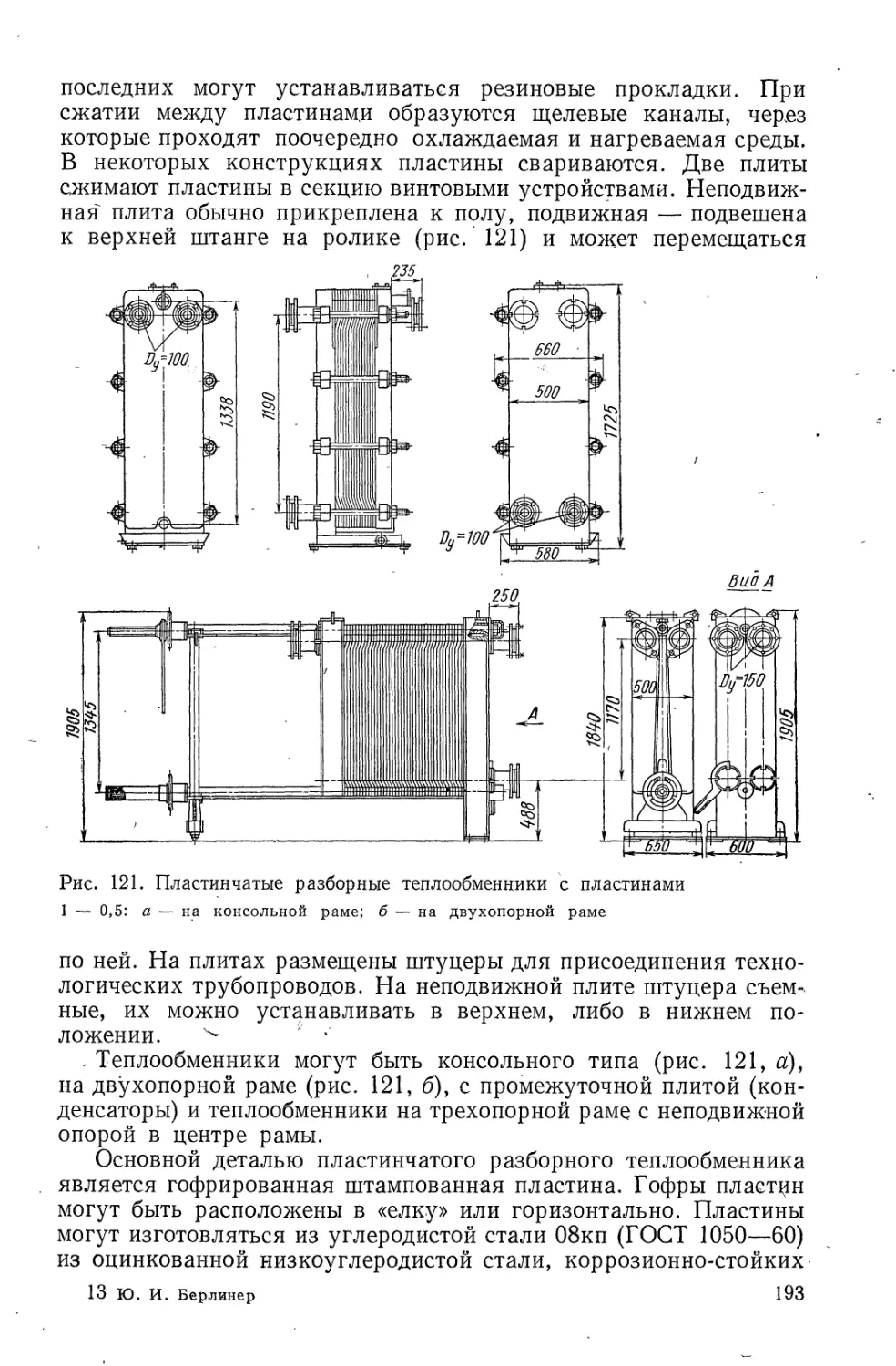
теплообменников, производства аппаратов воздушного охлажде-
ния, производства колонной аппаратуры, специализированные
по видам тарелок, и много других производств аппаратуры,
7
в основу которых заложены идентичные технологические процессы
изготовления.
Д. В зависимости от габаритов аппаратов технология их
сборки может существенно различаться. Габаритные аппараты
отправляются на монтажные площадки в полностью собранном
виде. Аппараты негабаритные поставляются на монтажные пло-
щадки в блочном исполнении максимальной заводской готовности
и там их изготовление заканчивается.
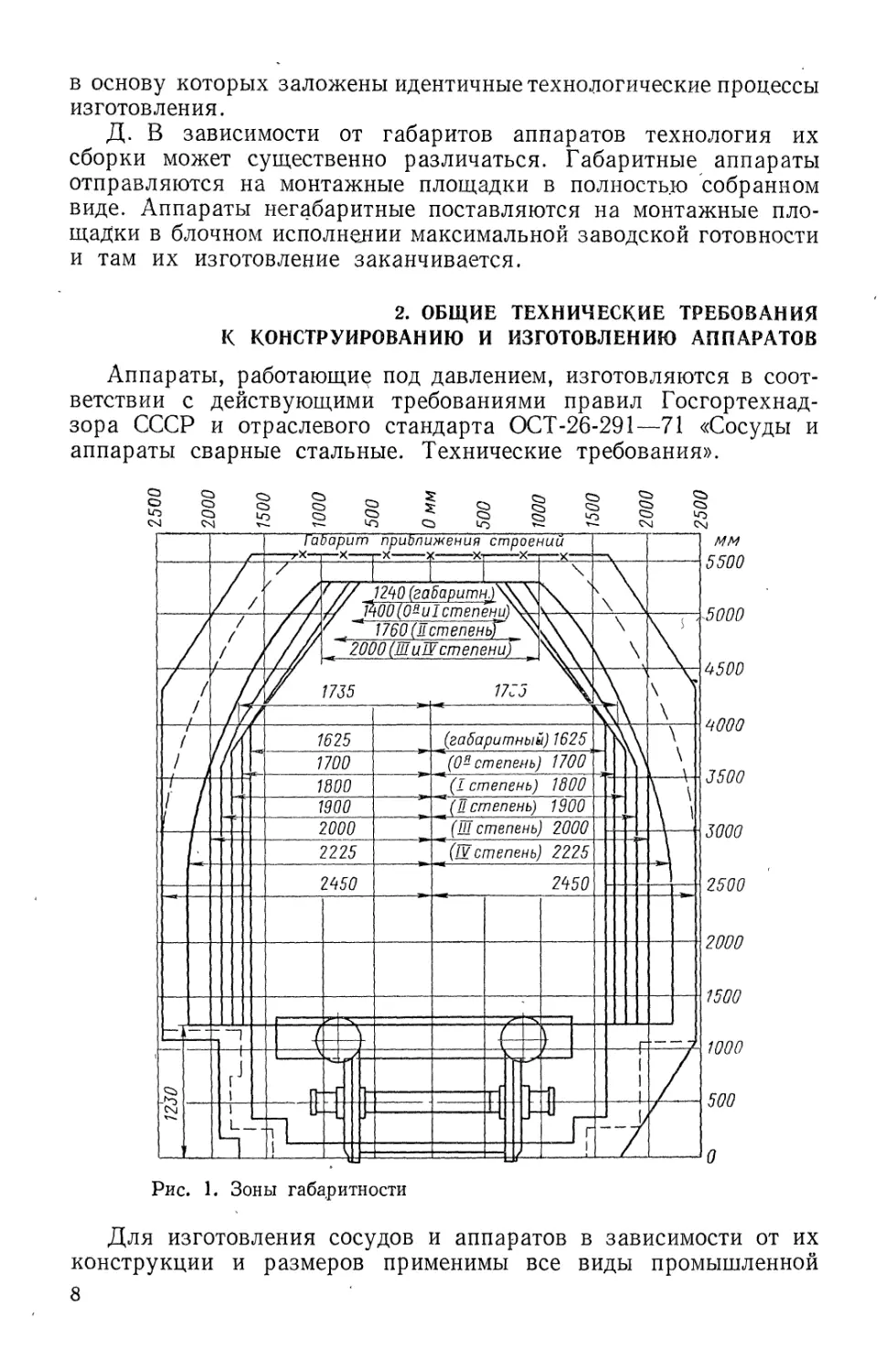
2. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К КОНСТРУИРОВАНИЮ И ИЗГОТОВЛЕНИЮ АППАРАТОВ
Аппараты, работающие под давлением, изготовляются в соот-
ветствии с действующими требованиями правил Госгортехнад-
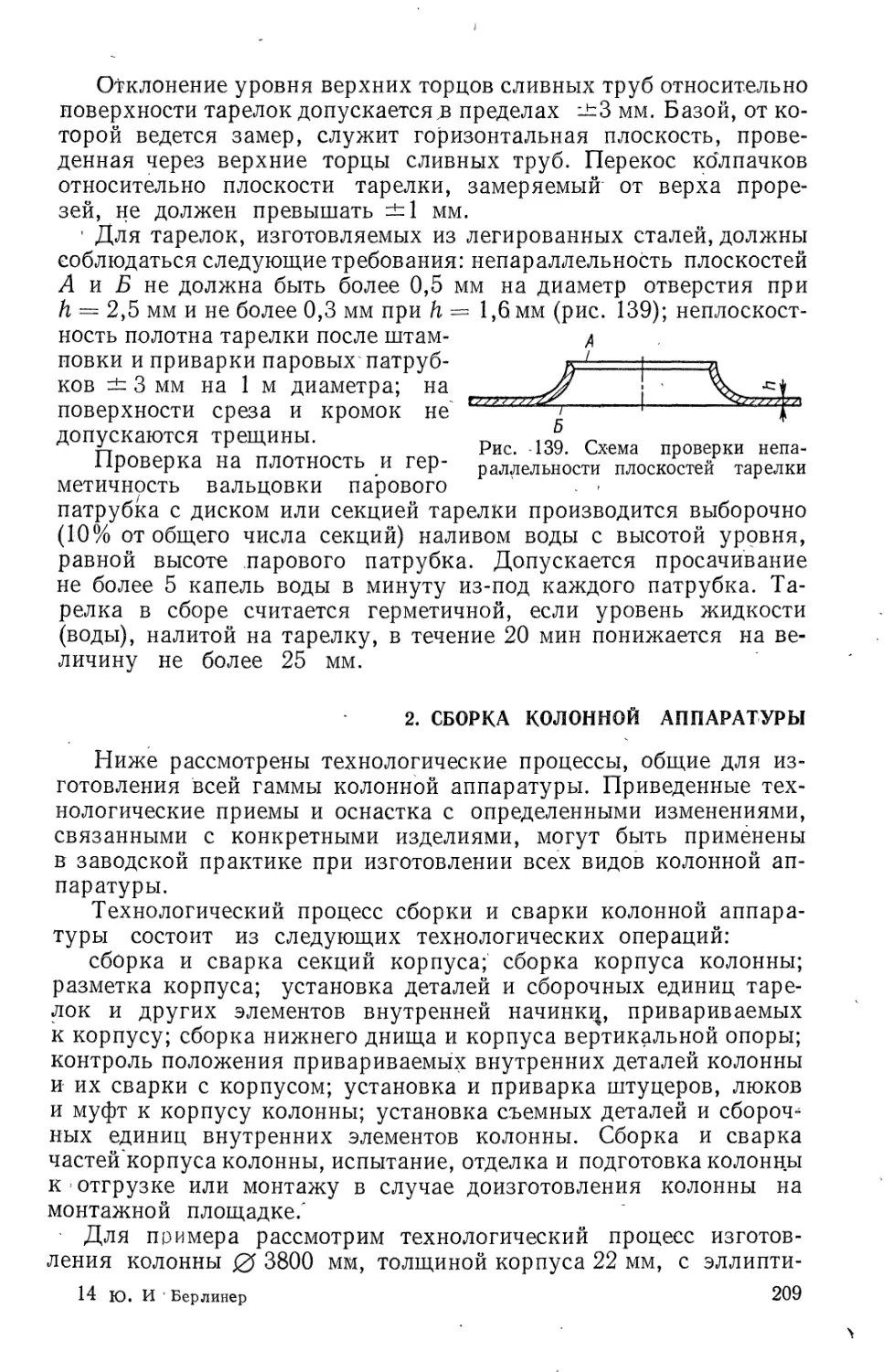
зора СССР и отраслевого стандарта ОСТ-26-291—71 «Сосуды и
аппараты сварные стальные. Технические требования».
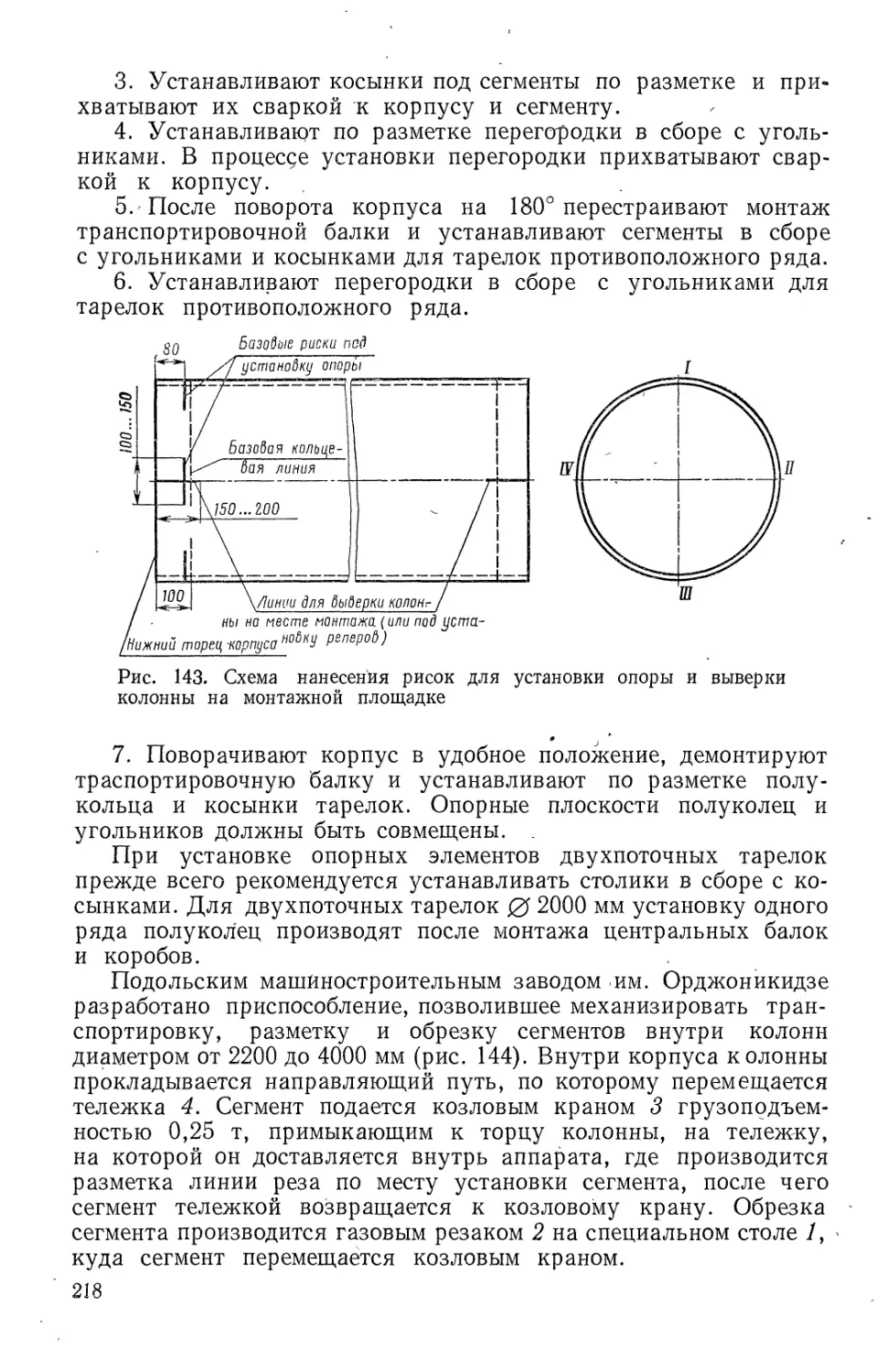
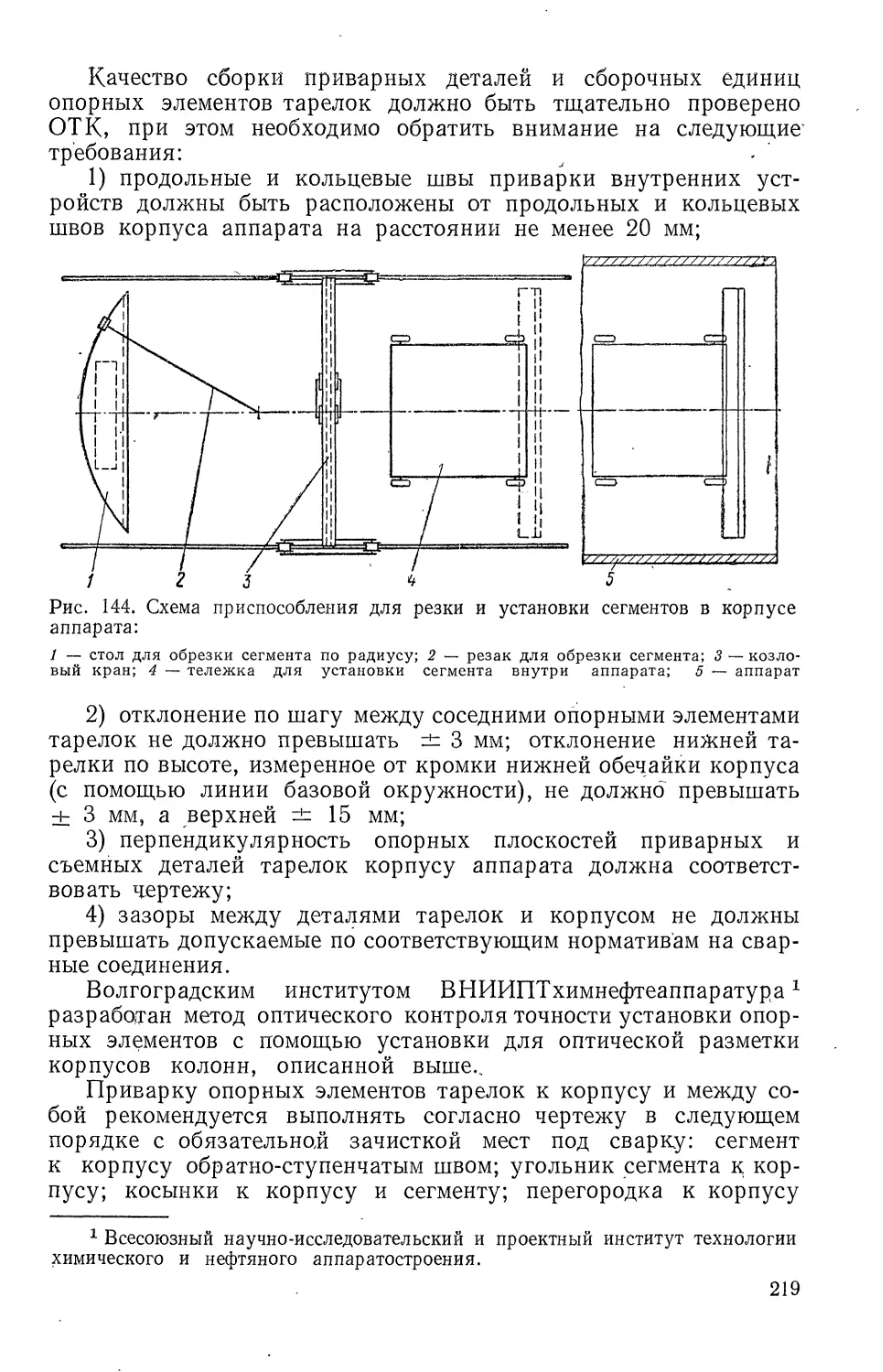
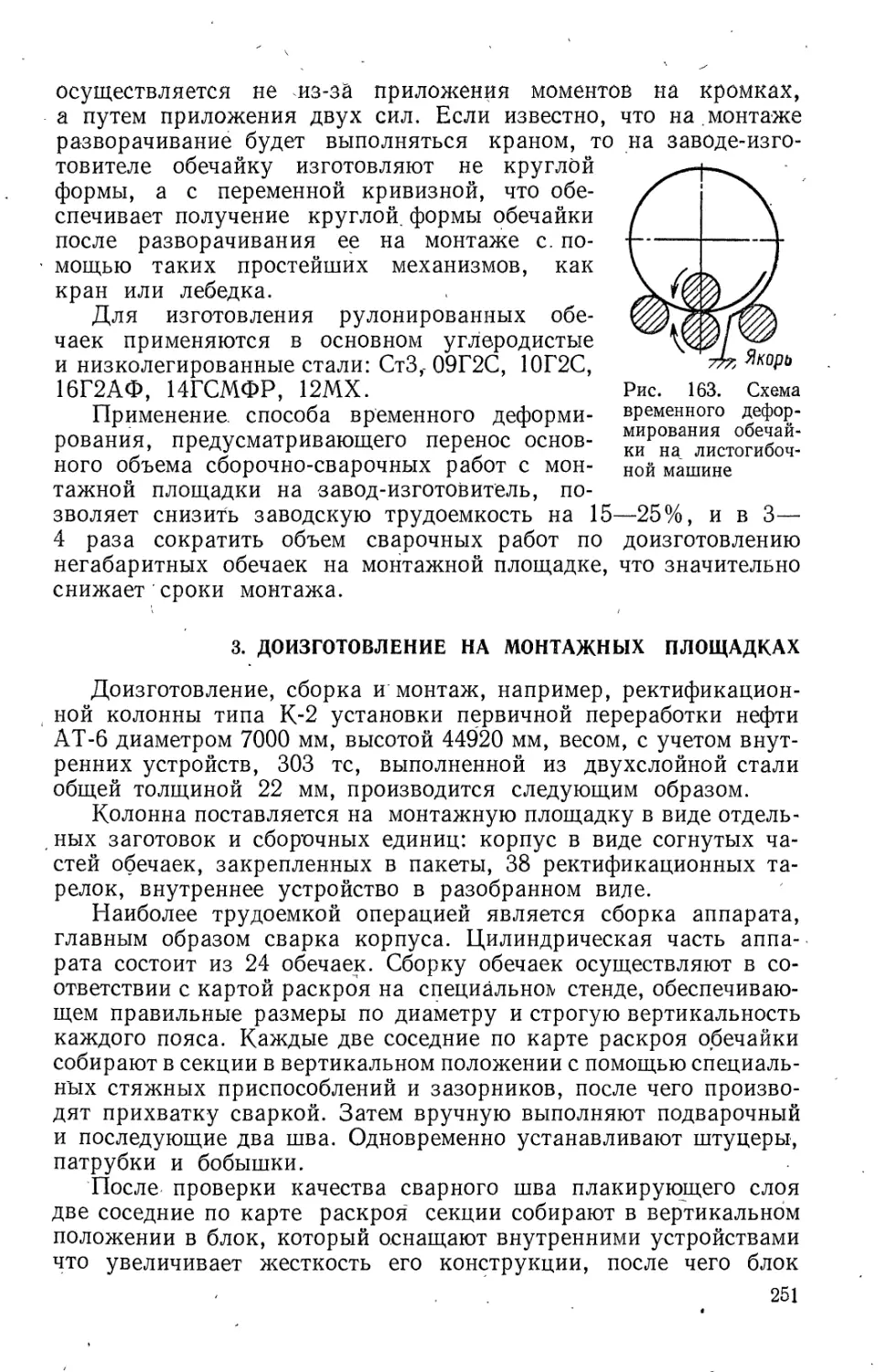
Рис. 1. Зоны габаритности
Для изготовления сосудов и аппаратов в зависимости от их
конструкции и размеров применимы все виды промышленной
8
сварки, кроме газовой, которая допускается только для труб
условным диаметром до 80 мм с толщиной стенки не более 4 мм
и в других технически обоснованных случаях, оговоренных чер-
тежами или техническими условиями на изделие.
За базовые размеры диаметров аппаратов принимают диа-
метры отбортованных днищ по ГОСТ 6533—68. Для аппаратов,
выполняемых с иными днищами, за базовые размеры принимают:
наружный диаметр аппаратов, изготовляемых из труб, и внутрен-
ний диаметр всех остальных аппаратов. Аппараты снабжаются
люками или смотровыми лючками, обеспечивающими их осмотр,
очистку и ремонт.
Внутренние устройства в аппаратах (змеевики, тарелки, пере-
городки и др.), препятствующие осмотру корпуса и его ремонту,
выполняются съемными.
У механически обрабатываемых деталей размеры с не указан-
ными отклонениями выполняются по 7-му классу точности, а у
деталей и узлов без механической обработки — по 9-му классу
точности — ОСТ 1010 и ГОСТ 2689—54. На рабочей поверхности
обечаек и днищ не допускаются риски, забоины, царапины и дру-
гие дефекты, если их глубина превышает минусовые предельные
отклонения, предусмотренные соответствующими стандартами или
техническими условиями на материалы.
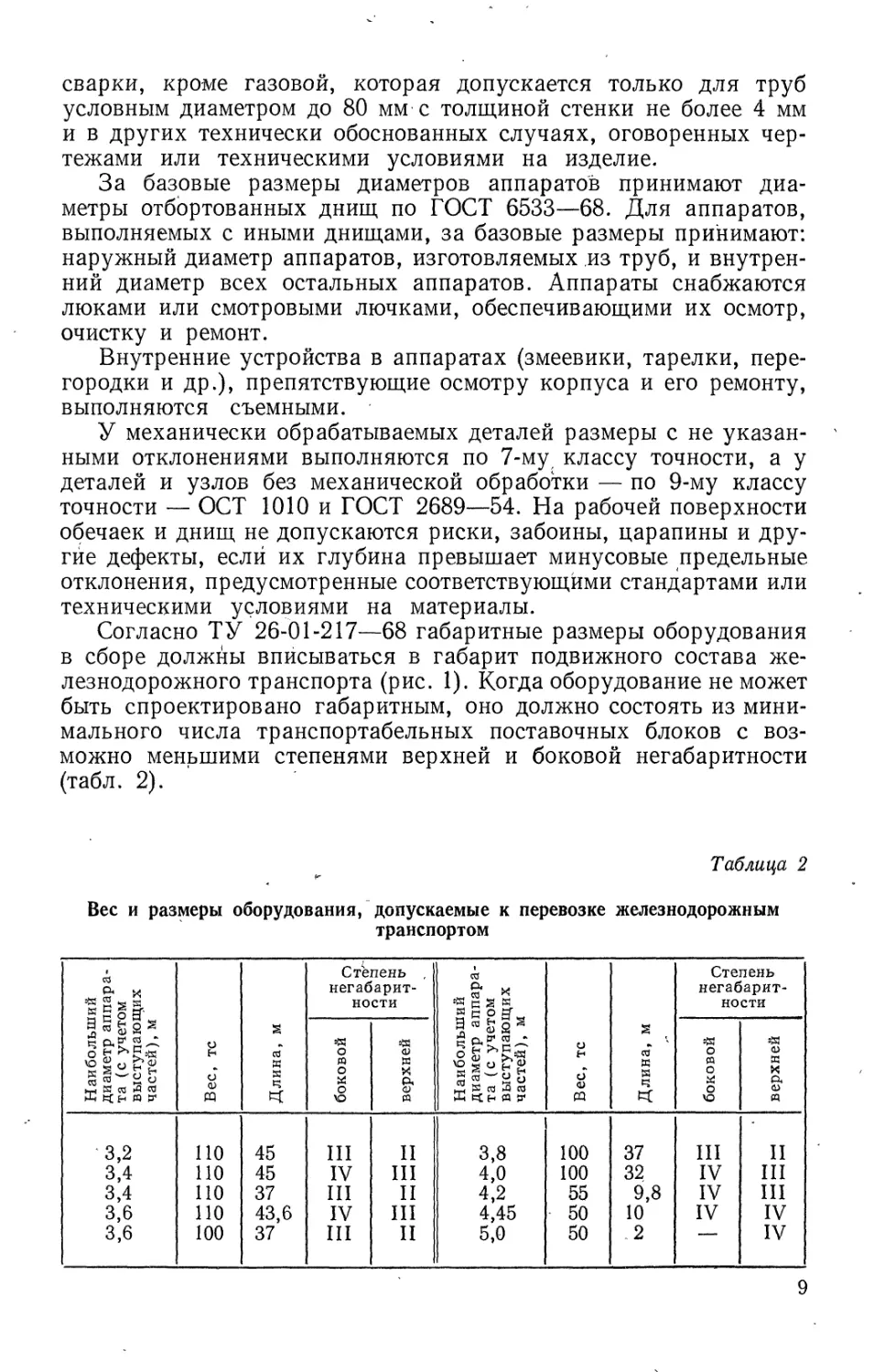
Согласно ТУ 26-01-217—68 габаритные размеры оборудования
в сборе должны вписываться в габарит подвижного состава же-
лезнодорожного транспорта (рис. 1). Когда оборудование не может
быть спроектировано габаритным, оно должно состоять из мини-
мального числа транспортабельных поставочных блоков с воз-
можно меньшими степенями верхней и боковой негабаритности
(табл. 2).
Таблица 2
Вес и размеры оборудования, допускаемые к перевозке железнодорожным
транспортом
Наибольший диаметр аппара- та (с учетом выступающих частей), м Вес, тс Длина, м Степень , негабарит- ности Наибольший диаметр аппара- та (с учетом выступающих частей), м Вес, тс Длина, м Степень негабарит- ности
боковой верхней боковой верхней
3,2 ПО 45 III II 3,8 100 37 III II
3,4 но 45 IV III 4,0 100 32 IV III
3,4 но 37 III II 4,2 55 9,8 IV III
3,6 но 43,6 IV III 4,45 50 10 IV IV
3,6 100 37 III II 5,0 50 2 — IV
9
ГЛАВА 2
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ИЗГОТОВЛЕНИЯ АППАРАТУРЫ
К материалам, выбираемым для изготовления деталей аппара-
тов, предъявляется ряд требований.
Коррозионная стойкость. В зависимости от скорости коррозии
различные стали и сплавы по отношению к определенной среде
классифицируются по десятибалльной шкале (ГОСТ 13819—68)
как совершенно стойкие, весьма стойкие, стойкие, пониженно-
стойкие, малостойкие и нестойкие.
Детали аппаратов должны обладать необходимой стойкостью
против коррозии, обеспечивающей срок их службы не менее чем
в течение 5—8 лет.
Прочность. Стали и другие металлы и сплавы для аппаратуры
должны иметь предел прочности (временного сопротивления) и
предел текучести, обеспечивающие надежную работу аппаратов
под внутренним давлением, ветровой и другими нагрузками, когда
явление ползучести практически можно не принимать во внимание.
Ударная'вязкость. Значения ударной вязкости характеризуют
вязкостные свойства металла и особенно важны для оценки воз-
можности хрупкого разрушения элементов оборудования при
низких температурах и ударных нагрузках, в результате старения
металла и развития в нем явления тепловой хрупкости. Наряду
с этим показатели ударной вязкости позволяют косвенно судить
и о качестве металла: степени его загрязненности неметалличе-
скими включениями, сплошности, соблюдении режима термиче-
ской обработки и^пр.
Теплоустойчивость (длительная прочность, ползучесть). По-
теря работоспособности и даже разрушение оборудования, экс-
плуатируемого под внутренним давлением при высоких темпера-
турах, возможны в результате постепенного, более или менее
равномерного по длине аппарата увеличения диаметра с одно-
временным уменьшением толщины стенки. Причиной этого яв-
ляется свойство металлов медленно и непрерывно пластически
деформироваться при высоких температурах под воздействием
постоянной нагрузки (ползучесть). Способность металла противо-
стоять развитию ползучести, называемая теплоустойчивостью,
оценивается по результатам длительных испытаний показате-
лями длительной прочности (напряжениями, вызывающими при
данной температуре разрушение образца за определенный про-
межуток времени, для оборудования нефтезаводов обычно за
10 000 и 100 000 ч) или ползучести (напряжениями, вызывающие
при данной температуре за 1000, 10 000 или 100 000 ч суммарное
удлинение образца, равное 1%, что соответствует средней ско-
рости ползучести 10~3, 10“4 и 10"5% в час или относительной де-
формации 10"5, 10“6 и 10~7 мм/мм в час).
10
Тепловая хрупкость и разупрочнение. В результате длитель-
ного пребывания при повышенных температурах некоторые стали
теряют свои исходные значения вязкости, пластичности и прочно-
сти, что связано прежде всего с изменениями кристаллической
решетки и микроструктуры стали. Указанное явление потери
вязкости и пластичности получило название «тепловой хрупкости».
Подобные изменения свойств сталей крайне нежелательны и
опасны, так как могут привести к разрушению оборудования во
время эксплуатации и при ремонтах. Поэтому к материалам обя-
зательно предъявляется требование достаточной стабильности
механических свойств и структуры в процессе длительного воз-
действия рабочих температур.
Пластичность. Кроме прочности, металл должен обладать
достаточно высокой пластичностью, оцениваемой показателями
относительного удлинения и поперечного сужения. Это требование
обусловливается тем, что стальной прокат при изготовлении из
него сборочных элементов и деталей аппаратуры, а также при
сборке и монтаже аппаратуры и трубопроводов подвергается пла-
стической деформации (штамповка днищ, гибка листа, разваль-
цовка труб и т. д.), выдержать которую без разрушения хрупкий
металл не способен.
Свариваемость. Подавляющее большинство аппаратов изго-
товляют и монтируют с помощью сварки, поэтому металл должен
обеспечивать возможность создания надежных сварных соедине-
ний, у которых механические и физико-химические свойства оди-
наковы со свойствами основного металла или -весьма близки
к ним.
В зависимости от материала детали могут работать при тем-
пературах от —253 до +700° С. Пределы применения материалов
приведены в ОСТ 26-291—71.
Для изготовления аппаратов применяется сталь, выплавленная
в мартеновских и электрических печах, и сталь кислородно-кон-
вертерного производства.
В качестве заготовок используются листовой и сортовой про-
кат, трубы, поковки, штамповки и отливки.
Листовая сталь. При заказе углеродистых сталей обыкновен-
ного качества и двухслойных сталей с основным слоем из стали
обыкновенного качества по ГОСТ 380—71 указывается, что сталь
предназначена для сварных конструкций, степень раскисления
(сп, кп, пс). При заказе высоколегированной коррозионно-стой-
кой и жаростойкой листовой стали по ГОСТ 7350—66 глубина
зачистки не должна выводить листы за пределы минусовых откло-
нений по толщине.
Коррозионно-стойкий металл, работающий в контакте с агрес-
сивной средой, до запуска в производство при наличии требова-
ния чертежей должен быть проверен заводом-изготовителем на хи-
мический состав, межкристаллитную коррозию по ГОСТ 6032—58
и на содержание альфа-фазы.
11
Трубы. При заказе труб оговариваются особые требования.
При заказе электросварных труб по ЧМТУ/ВНИТИ 694—65
оговаривается требование 100%-ного контроля качества свар-
ного шва физическим методом без разрушения. При заказе труб
по ГОСТ 8731—66. и 8733—66 оговаривается группа А и требова-
ния по гидроиспытанию каждой трубы, а при необходимости —
испытаний на .сплющивание и загиб. При заказе труб из сталей
12Х18Н10Т, 08Х18Н10Т, 08Х18Н12Б, 10Х17Н13М2Т,
08Х17Н15МЗТ по ГОСТ 9940—72 оговариваются требования
по очистке от окалины, термообработке труб, гидравлическому
испытанию каждой трубы.
Поковки. По форме и размерам поковки должны соответствовать
чертежам готового изделия с припусками на механическую обра-
ботку, технологическими напусками и допусками на точность
изготовления в соответствии с ГОСТ , 7062—67, ГОСТ 7829—70
и ГОСТ 7505—55. Качество поверхности, механические свойства
поковок, допускаемые дефекты и методы их устранения должны
соответствовать требованиям ГОСТ 8479—70. В случае изготовле-
ния поковок, размеры которых выходят за пределы, предусмо-
тренные ГОСТ 8479—70, требования к механическим свойствам
поковок должны быть оговорены в чертежах деталей или допол-
нительных технических требованиях.
Стальные отливки применяются в термообработанном состоя-
нии (с проверкой механических свойств после термообработки).
Для отливок применяется сталь, выплавленная в мартеновских
и электрических печах. По форме и размерам отливки цолжны
соответствовать чертежам. Допускаемые отклонения по размерам
и весу отливок, а также припуски на механическую обработку
принимаются по III классу точности ГОСТ 2009—55.
ГЛАВА 3
ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА
ПРОИЗВОДСТВА
Заводы нефтяного и химического аппаратостроения отличаются
индивидуальным и мелкосерийным характером производства.
Серийность некоторых видов аппаратов (кроме теплообменных
и некоторых других) составляет 7—10 шт. в год. Только около
.50% наименований изделий являются повторяющимися, т. е.
изготовляются в течение двух или более лет по одним и тем же
чертежам, остальные 50% заказываются каждый раз по совершенно
новым моделям и техническим условиям. Это определяет исполь-
зование преимущественно универсального металлорежущего и
кузнечно-прессового оборудования, невысокую технологическую
оснащенность специальным оборудованием и приспособлениями,
12' '
отсутствие операционных расчетно-режимных карт, создание
временных специализированных производств.
С точки зрения технологической структуры производства
в зависимости от его характера и состава трудоемкость работ
составляет примерно (%): механическая обработка — 28—56;
кузнечно-прессовые работы — 1—5; литейные — 0—8; сборочно-
сварочные — 13—44; слесарно-сборочные 14—54. Анализ дает
следующее примерное распределение заготовок по . способам их
получения (%): литые детали — 4; кованые — 1,2; холодноштам-
пованные — 2,8; из проката и труб — 85,7 из пластмасс — 0,7;
после механической обработки — 5,5. Нормализованные детали
составляют 28—32% общего количества наименований обрабаты-
ваемых деталей.
Исходя из задач увеличения объемов производства, развития
его специализации и повышения уровня унификации деталей и
сборочных единиц, можно наметить основные пути совершенство-
вания технологии нефтяного и химического аппаратостроения.
Обработка резанием: типизация технологических процессов,
внедрение групповой технологии и поточно-механизированных
линий, создание на этой базе специализированных, участков,
например, по изготовлению фланцев, трубных досок, колпачков
и патрубков тарелок ректификационных колонн, трубных эле-
ментов теплообменников, штуцеров," нормалей. На таких произ-
водствах находят широкое применение быстропереналаживаемая
оснастка, универсальные сборочные приспособления (УСП) и т. д.
Кузнечно-штамповочная обработка: оснащение производства
ковочно-штамповочными прессами усилием 1,0; 2,5; 4,0; 6,3 тыс. тс,
гидравлическими штамповочными прессами усилием от 250 до
6300 тс, термическими • печами для термообработки аппаратов
диаметром до 5 м, широкой гаммой гидравлических, вертикальных
и горизонтальных, фрикционных, эксцентриковых прессов и па-
ровых, гидравлических и механических молотов, оснащенных необ-
ходимыми термическими средствами. . Специализация участков
кузнечно-прессовых цехов основана на технологических возмож-
ностях кузнечно-прессового оборудования. Широкое распростра-
нение получили специализированные участки, имеющие в своем
составе как кузнечно-прессовое, так металлорежущее и сварочное
оборудование (например, участки по производству элементов та-
релок ректификационных колонн, сварных фланцев, крутоизо-
гнутых двойников, фитингов, змеевиков, сварно-кованых загото-
вок, днищ).
Сборочно-сварочное производство:
организация комплексно-механизированных поточных линий
очистки, правки и резки листового металлах применением камер
струйной очистки, травления и пассивирования, листоправильных
машин, маркировочно-разметочных аппаратов, мощных гильотин-
ных ножниц, газорезательных автоматов, листоукладчиков и
других средств механизации; комплексно-механизированцых ли-
13
ний сборки и сварки химической аппаратуры в целом и ее элемен-
тов с устройствами для фотокопировальной резки по копирам и
чертежам;
широкое внедрение плазменной резки цветных металлов и не*
ржавеющих сталей;
механизация процессов газовой вырезки отверстий под арма-
туру в корпусах обечаек и днищ; сборки обечаек; полирование,
внутренних поверхностей аппаратуры из нержавеющей стали и
титановых сплавов;
внедрение автоматической и полуавтоматической сварки в среде
углекислого газа; установок для электрошлаковой сварки кор-
пусов, фланцев, заготовок днищ и других толстостенных деталей;
автоматической сварки без разделки кромок металла толщиной
до 20 мм и однопроходной сварки металла толщиной до 12 мм.
Предпосылки организации поточного производства. Несмотря
на индивидуальный и мелкосерийный характер производства аппа-
ратов, анализ их конструкций показывает, что они в основном
состоят из однотипных деталей и сборочных единиц: обечаек,
днищ, люков, штуцеров, опор и т. д., а это создает возможности
для организации изготовления деталей и сборочных единиц и
в отдельных случаях аппаратов в целом по принципу поточного
производства.
Технологический процесс изготовления деталей и сборки
сборочных единиц и изделий характеризуется различными ви-
дами обработки: сваркой, механической обработкой, слесарными
работами, термической обработкой и т. д.
Основной вид соединения деталей ъ аппаратостроении —
сварка. Однако в результате сварочных операций возникают раз-
личного рода деформации, не позволяющие вести сборку аппа-
ратов по принципу взаимозаменяемости. Это увеличивает трудоем-
кость сборочных операций и нарушает ритм , работы линии. По-
этому при разработке технологического процесса необходимо за-
ранее учитывать расчетным или статическим методом сварочные
деформации.
Применение поточных методов в производстве аппаратуры на-
чинается с создания специализированных участков и цехов, рабо-
тающих по принципу поточного производства, поточных, перена-
лаживаемых механизированных линий для изготовления и обра-
ботки стандартных и нормализованных деталей и сборочных еди-
ниц аппаратуры.
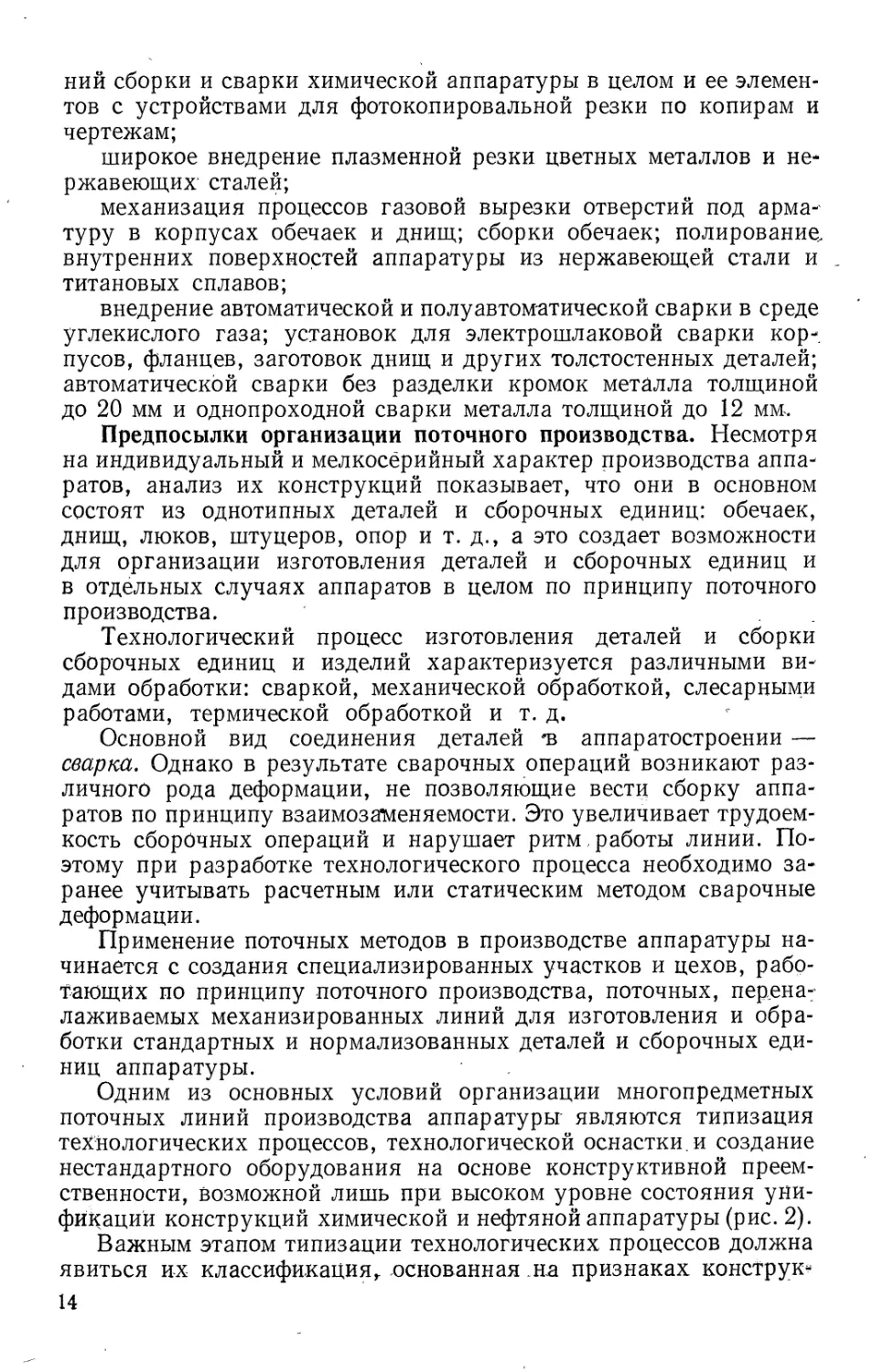
Одним из основных условий организации многопредметных
поточных линий производства аппаратуры являются типизация
технологических процессов, технологической оснастки, и создание
нестандартного оборудования на основе конструктивной преем-
ственности, возможной лишь при высоком уровне состояния уни-
фикации конструкций химической и нефтяной аппаратуры (рис. 2).
Важным этапом типизации технологических процессов должна
явиться их классификация^ основанная на признаках конструк-
14
тивно-технологической общности и учитывающая конфигурацию де-
талей, габаритные размеры, материалы, степень сложности и класс
точности обработки, объем производственного задания. Классифи-
каторы должны быть разработаны для каждого завода и являться
основой для проведения внутризаводской специализации цехов.
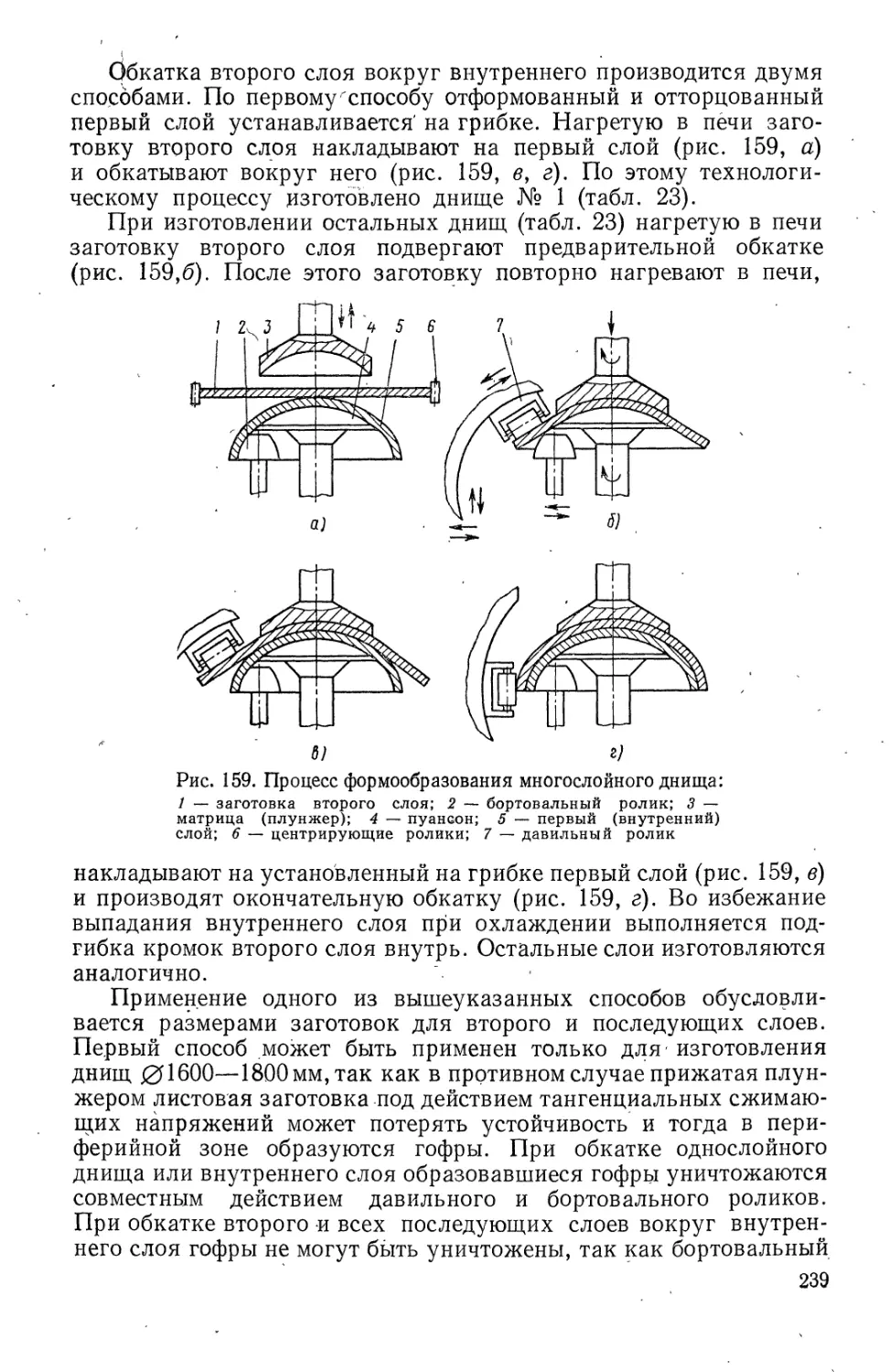
Рис. 2. Унифицированные конструкции химической и нефтяной аппаратуры:
а — сборник; б — автоклав; в — мерник; г — цистерна; д — холодильник; е — прием-
ник с обогревом; ж — растворитель; з — реактор'; и — выпарной аппарат с внутренней
камерой; к — осушитель газа; л — выпарной аппарат с вынесенной обогревающей ка-
мерой
15
При внедрении поточных методов производства в индивидуаль-
ное и мелкосерийное необходимо руководствоваться следующими
основными требованиями.
1. Максимально применять в конструкции аппаратов и машин
нормализованные и унифицированные детали и сборочные еди-
ницы.
2. Расчленять аппарат на ряд законченных независимых
сборочных единиц.
3. Обеспечить взаимозаменяемость сборочных единиц и дета-
лей, изготовляемых поточным методом.
4. При проектировании ненормализованных сборочных еди-
ниц максимально использовать нормализованные детали и сбо-
рочные единицы, применяя при этом различные виды соединений,
в том числе и неразъемные.
5. Уделять особое внимание технологичности конструкции.
Удовлетворительной можно считать только такую конструкцию,
которая, будучи эффективной и надежной в эксплуатации, яв-
ляется вместе с тем наименее металлоемкой и трудоемкой в изго-
товлении.
На заводах химического и нефтяного аппаратостроения орга-
низованы и работают поточные линии изготовления обечаек,
днищ, фланцев, трубных решеток и перегородок, корпусов аппа-
ратов и т. д.
Нормативные сроки подготовки производства. Нормативный
срок подготовки производства и изготовления аппаратуры исчис-
ляется со дня получения заводом наряда и технического проекта
до момента отгрузки готового изделия. Нормативные сроки под-
готовки производства и изготовления оборудования основываются
на принятой на заводах технологии его изготовления и учитывают
время технической и материально-технической подготовки произ-
водства. Разработка нормативных сроков проводится на изделия-
представители, принцип выбора которых основан на типе обору-
дования, его технической характеристике и материальном испол-
нении. Изделия-представители выбираются в соответствии с утвер-
жденной специализацией завода.
Сроки подготовки производства и изготовление особо слож-
ного оборудования и оборудования, монтируемого заводом-
изготовителем на площадке заказчика, определяются по индиви-
дуальным графикам, согласованным с заказчиком.
Сроки выполнения технической подготовки производства опре-
деляются на базе существующих нормативов или (при их отсут-
ствии) на основе анализа фактических сроков технической под-
готовки производства по каждому типу-представителю, сложив-
шихся на предприятии.
Раздел второй
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ
ЗАГОТОВИТЕЛЬНЫХ И ОТДЕЛОЧНЫХ ОПЕРАЦИЙ
ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ
ГЛАВА 1
РАЗМЕТКА ЗАГОТОВОК
И ОБРАБОТКА ОТВЕРСТИЙ
1. РАЗМЕТКА
Разметка листовых заготовок осуществляется с целью указа-
ния границ обработки и рационального раскроя листа для наи-
более полного использования металла.
Разметка производится на разметочных столах или плитах.
При достаточном масштабе производства используются прогрес-
сивные методы разметки, например фотопроекционный.
Для контроля длины используются металлические рулетки
(ГОСТ 7502—69, 3-й класс) со следующими отклонениями по
шкале: до 1000 мм ±0,4 мм, до 2000 мм ±0,8 мм и до 5000 мм
±2,0 мм. При необходимости точных измерений используют
металлические рулетки РЗ-10 (ГОСТ 7502—69, 1-й класс) с мил-
лиметровым делением шкалы, имеющие погрешность 0,1 мм.
Развертка по периметру L цилиндрической обечайки внутрен-
ним диаметром Ов из стали толщиной h определяется по диаметру
нейтральной поверхности Онт:
L = jtZ)HT = jt(Z)8 + /f). (1)
При необходимости изготовления обечаек с точными геоме-
трическими размерами по диаметру учитывают ряд факторов,
влияющих на точность. Формула для определения длины развертки
в этом случае имеет вид
L == я /|,ф _[——4~ Ьг—- Ь2 + 2с,
где /1ф — фактическая толщина листа; а — допускаемое отклоне-
ние по овальности; Ьг—величина усадки сварного шва; Ь2 —
величина зазора под сварку; с — припуск на обработку кромок.
Величины припусков и допусков при выполнении технологи-
ческих операций приведены в табл. 3, 4. -
Допуски на длину развертки (L) после строжки листа, мм:
L = 2400 + 1,0;
L = 4000 + 1,5.
2 ю. Ив Берлинер 17
-Таблица 3
Допуски на размеры при разметке
листов, мм
Длина заготовки Разность диагоналей - Допуск на сторону
До 2000 1,5 ±1,0
Св. 2000 2,0 ±2,0
до 4000 Св. 4000 3,0 ±2,5
до 8000 Св. 8000 3,5 ±3,0
Таблица 4
Припуск на сторону при резке
листа, мм
Толщина листа.. Припуск при резке
на нож- ницах газовой '
8—10 3 3
Св. 10 до 18 4 3
» 18 » 40 6 4
Величина сварочного зазора зависит от вида сварки, разделки
кромок и толщины свариваемого материала. Для автоматической
и полуавтоматической сварки под слоем флюса эта величина ре-
гламентируется ГОСТ 8713—70.
Операция разметки производится в следующем порядке.
По маркировке листа проверяется соответствие марки металла,
длины, толщины и ширины листа требованиям чертежа. Лист
укладывается на разметочный стол (плиту) маркировкой вверх
и на нем размечается базовая риска вдоль кромки с наименьшей
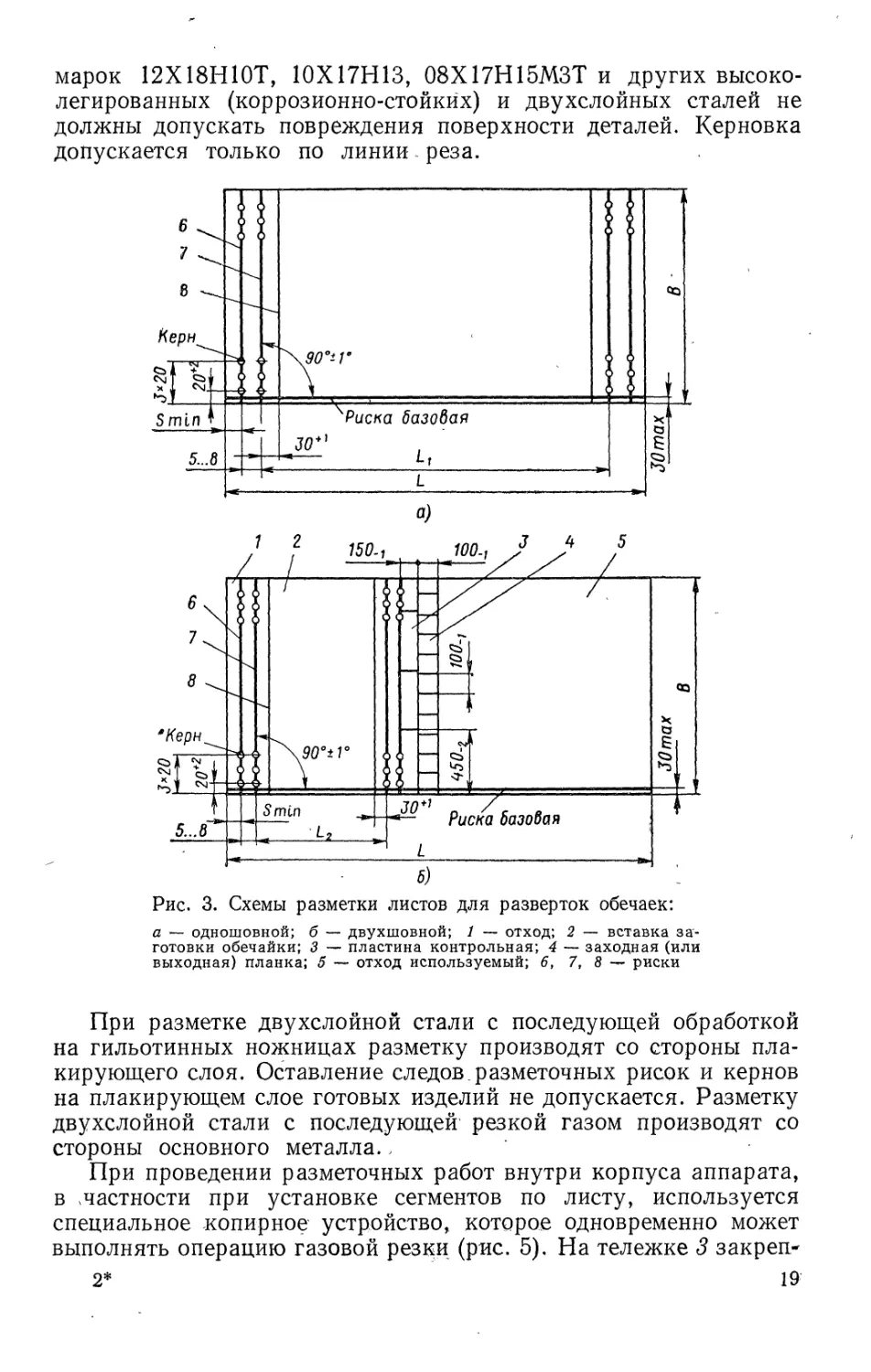
серповидностью и косиной (рис. 3). На листе размечаются риски 6
под отрезку, риски с непараллельностью не более 1 мм под строжку
и контрольные риски 8. Риски 6 и 7 накерниваются.
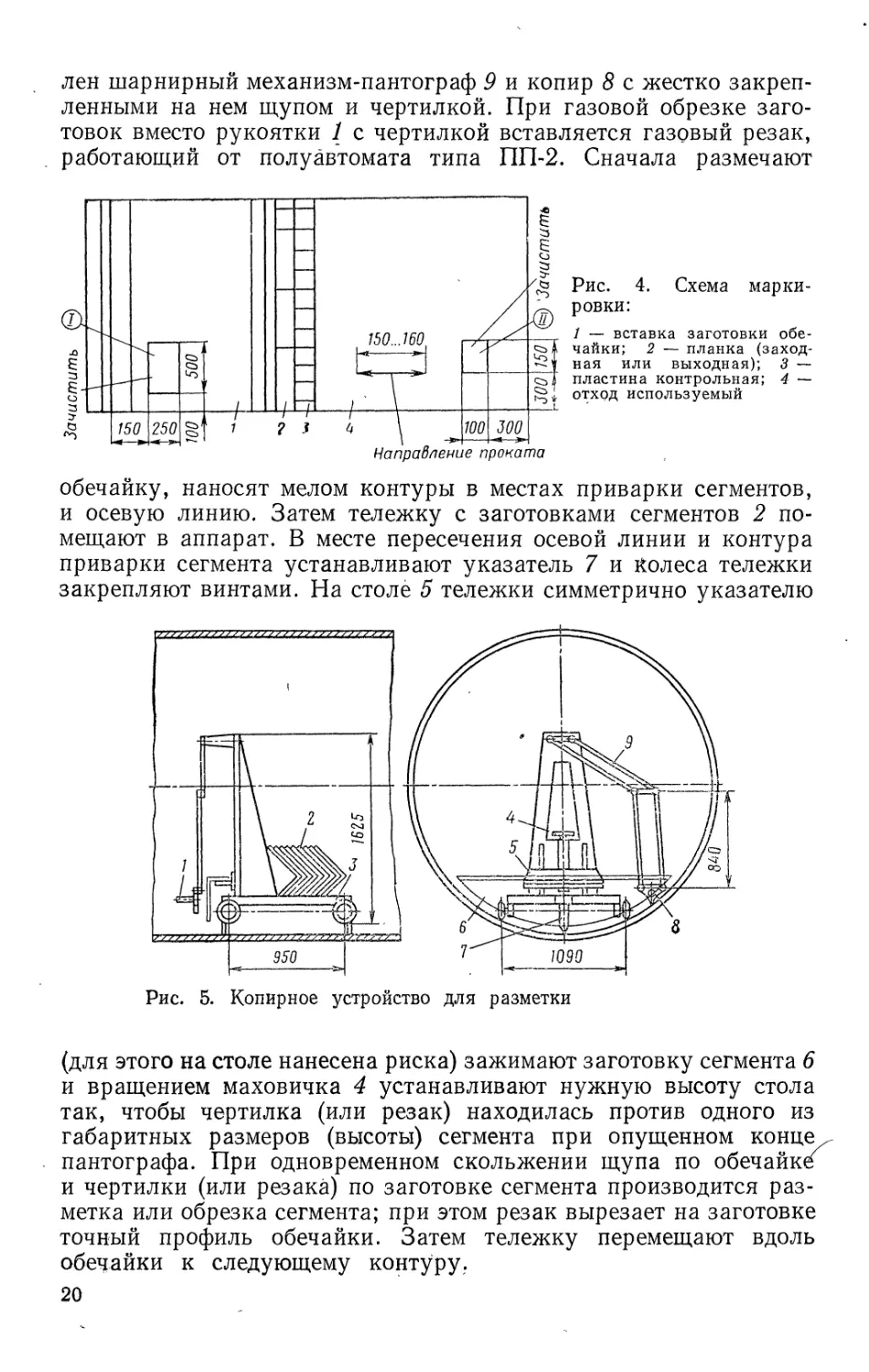
Основной лист, вставки, отходы, контрольные пластины мар-
кируются (рис. 4). • ,
При маркировке в квадрате I наносятся: размеры заготовки,
марка стали, номер заказа или обозначение по чертежу, номер
обечайки по раскрою, номер части надставки и длина развертки,
клеймо ОТК. В квадрате II наносятся марка стали, номер плавки,
марка завода — поставщика металла, клеймо ОТК- Размеры
заготовки и марка стали наносятся цифровыми и буквенными
клеймами. Номер заказа (или обозначение) и стрелка (направле-
ние проката) наносятся краской.
При раскрое листов должен соблюдаться ряд требований. Рас-
положение сварных продольных и поперечных швов в обечайках
и трубах, а также швов приварки днищ, штуцеров, люков и т. д.
должно позволять проведение визуального осмотра швов, кон-
троля их качества и устранения дефектов. В конструкции аппа-
рата допускается не более одного шва (замыкающего), доступ-
ного визуальному контролю только с одной стороны. Сварные
швы, как правило, не должны перекрываться опорами, кроме
отдельных случаев перекрытия опорами кольцевых (поперечных)
швов. горизонтально устанавливаемых аппаратов при условии,
что перекрываемые участки шва по всей длине проверены дефекто-
скопическим методом (рентгенографическим или ультразвуковым).
Методы разметки заготовок деталей из стали аустенитного класса
18
марок 12Х18Н10Т, 10Х17Н13, 08Х17Н15МЗТ и других высоко-
легированных (коррозионно-стойких) и двухслойных сталей не
должны допускать повреждения поверхности деталей. Керновка
допускается только по линии. реза.
а)
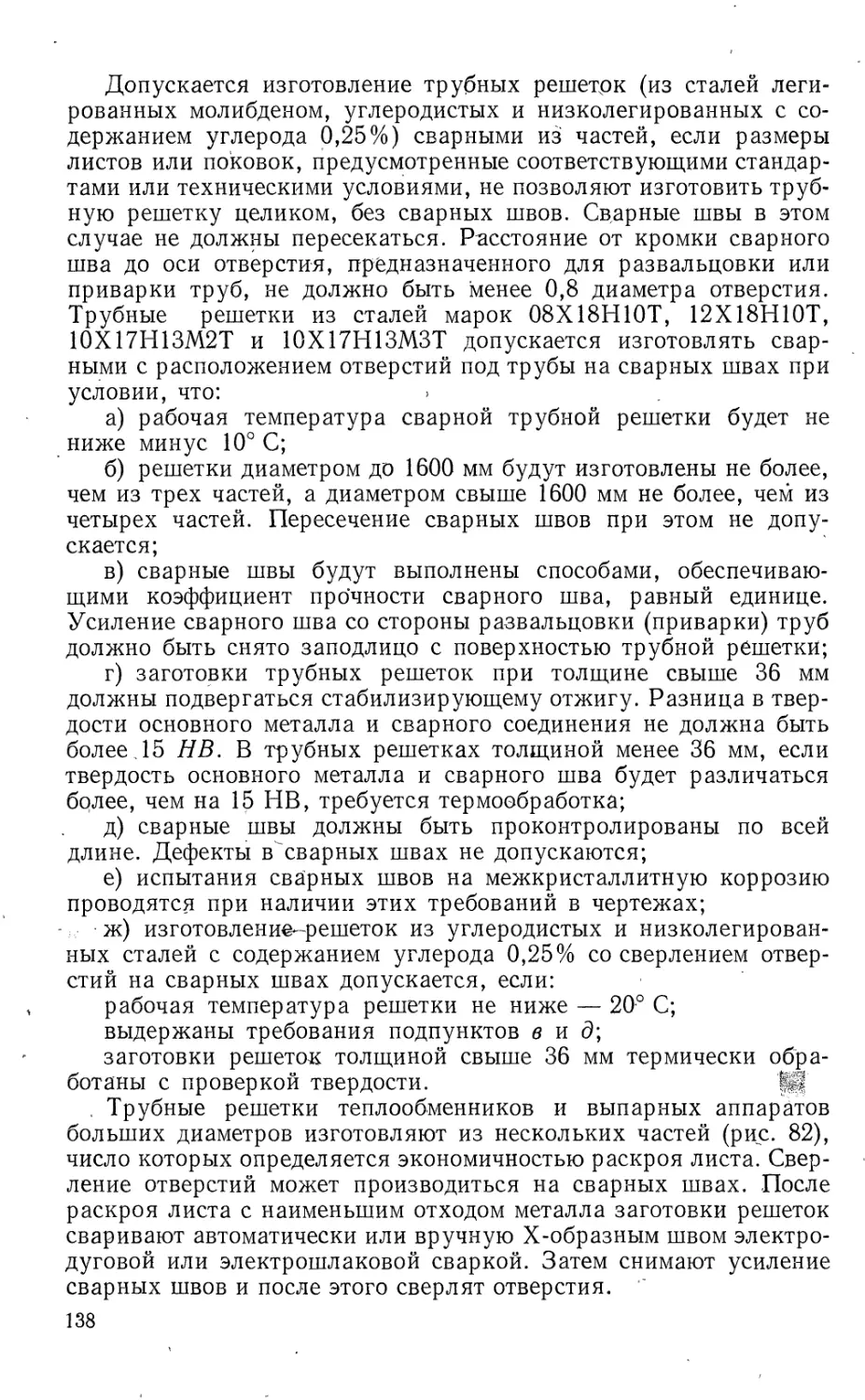
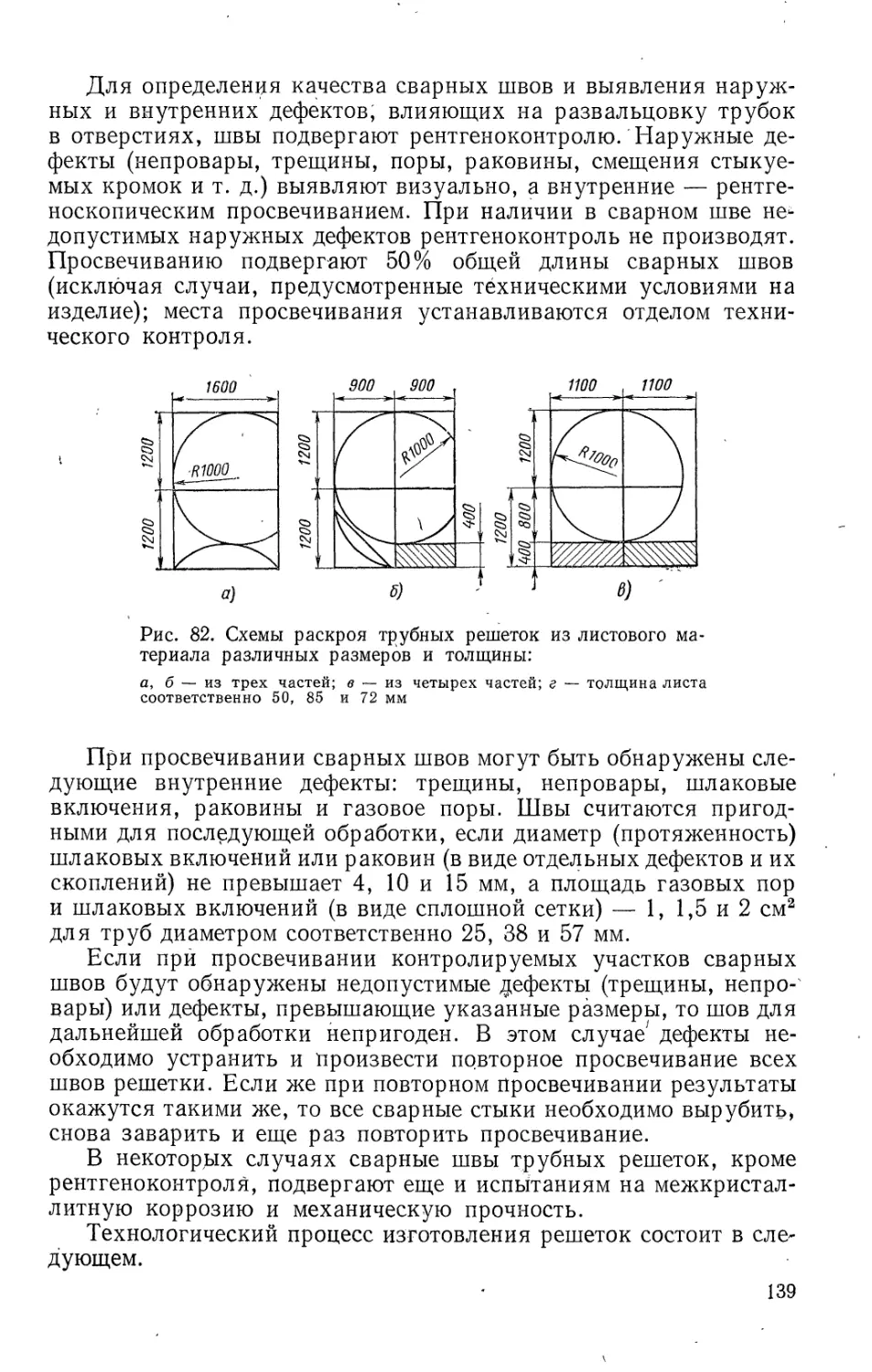
Рис. 3. Схемы разметки листов для разверток обечаек:
а — одношовной; б — двухшовной; 1 — отход; 2 — вставка за-
готовки обечайки; 3 — пластина контрольная; 4 — заходная (или
выходная) планка; 5 — отход используемый; 6, 7, 8 — риски
При разметке двухслойной стали с последующей обработкой
на гильотинных ножницах разметку производят со стороны пла-
кирующего слоя. Оставление следов, разметочных рисок и кернов
на плакирующем слое готовых изделий не допускается. Разметку
двухслойной стали с последующей резкой газом производят со
стороны основного металла.,
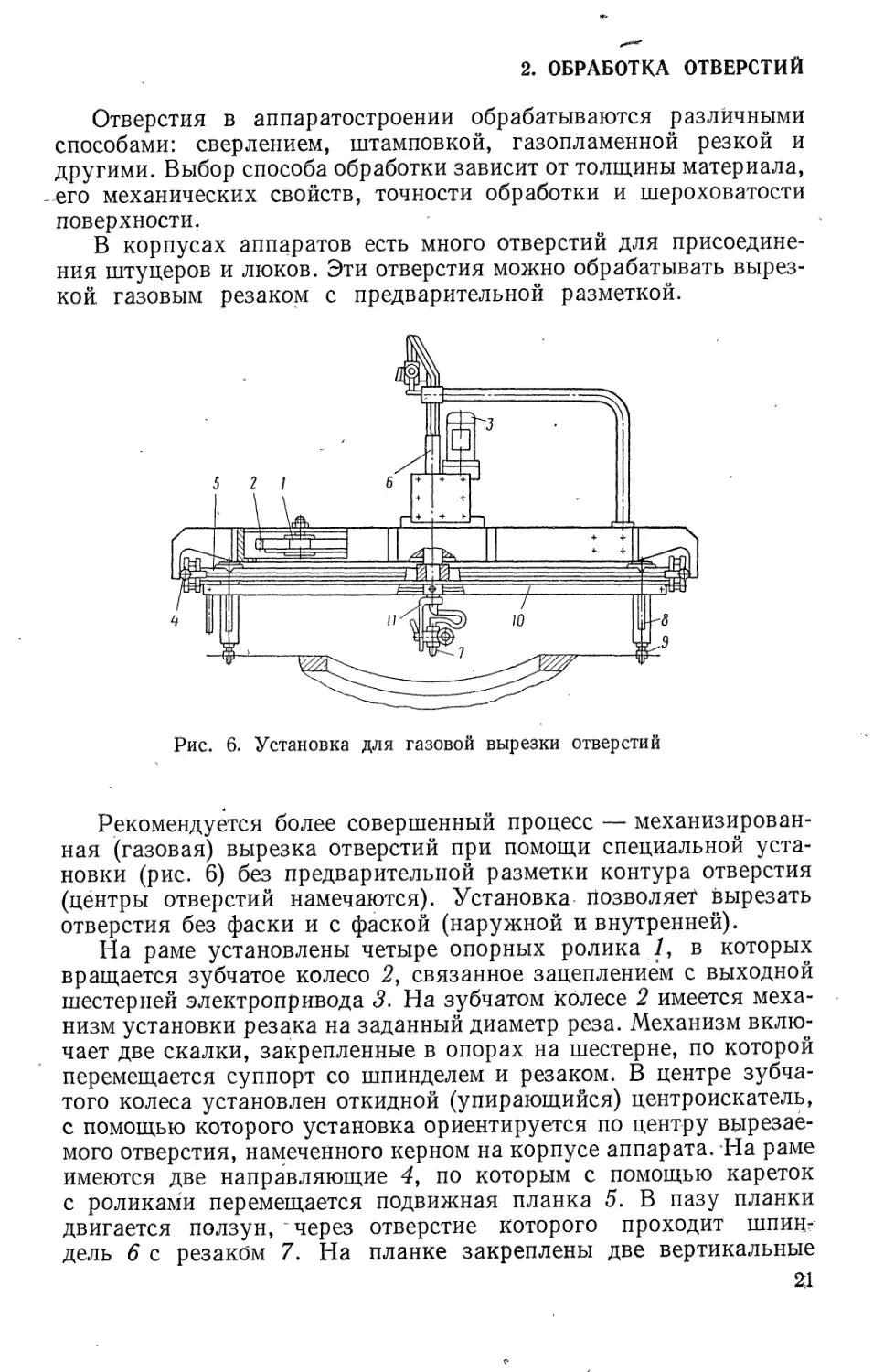
При проведении разметочных работ внутри корпуса аппарата,
в .частности при установке сегментов по листу, используется
специальное копирное устройство, которое одновременно может
выполнять операцию газовой резки (рис. 5). На тележке 3 закреп*
2* 19
лен шарнирный механизм-пантограф 9 и копир 8 с жестко закреп-
ленными на нем щупом и чертилкой. При газовой обрезке заго-
товок вместо рукоятки 1 с чертилкой вставляется газовый резак,
работающий от полуавтомата типа ПП-2. Сначала размечают
Рис. 4. Схема марки-
ровки:
1 — вставка заготовки обе-
чайки; 2 — планка (заход-
ная или выходная); 3 —
пластина контрольная; 4 —
отход используемый
обечайку, наносят мелом контуры в местах приварки сегментов,
и осевую линию. Затем тележку с заготовками сегментов 2 по-
мещают в аппарат, В месте пересечения осевой линии и контура
приварки сегмента устанавливают указатель 7 и Колеса тележки
закрепляют винтами. На столе 5 тележки симметрично указателю
Рис. 5. Копирное устройство для разметки
(для этого на столе нанесена риска) зажимают заготовку сегмента 6
и вращением маховичка 4 устанавливают нужную высоту стола
так, чтобы чертилка (или резак) находилась против одного из
габаритных размеров (высоты) сегмента при опущенном конце ,
пантографа. При одновременном скольжении щупа по обечайке
и чертилки (или резака) по заготовке сегмента производится раз-
метка или обрезка сегмента; при этом резак вырезает на заготовке
точный профиль обечайки. Затем тележку перемещают вдоль
обечайки к следующему контуру.
20
2. ОБРАБОТКА ОТВЕРСТИЙ
Отверстия в аппаратостроении обрабатываются различными
способами: сверлением, штамповкой, газопламенной резкой и
другими. Выбор способа обработки зависит от толщины материала,
его механических свойств, точности обработки и шероховатости
поверхности.
В корпусах аппаратов есть много отверстий для присоедине-
ния штуцеров и люков. Эти отверстия можно обрабатывать вырез-
кой газовым резаком с предварительной разметкой.
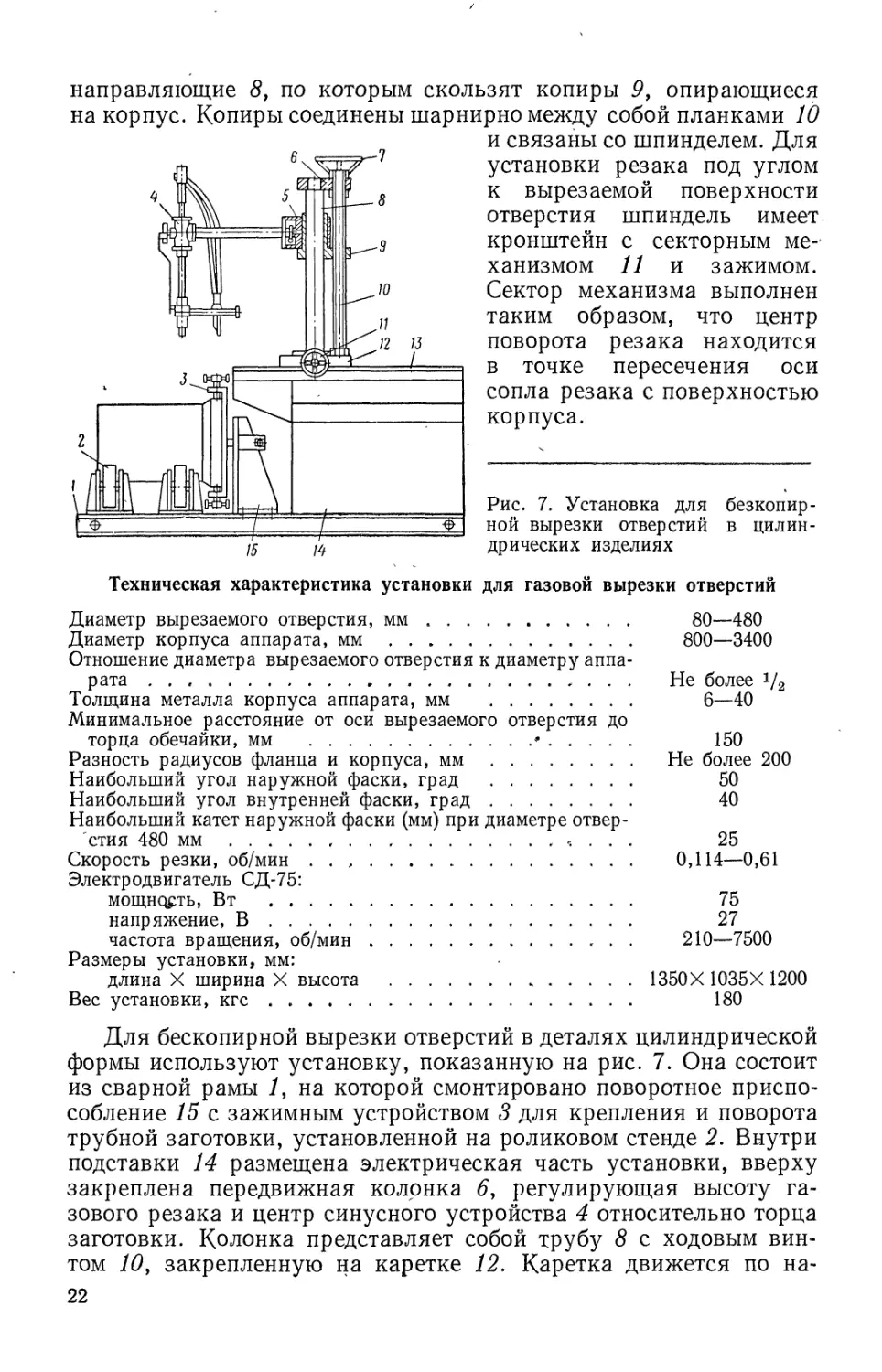
Рис. 6. Установка для газовой вырезки отверстий
Рекомендуется более совершенный процесс — механизирован-
ная (газовая) вырезка отверстий при помощи специальной уста-
новки (рис. 6) без предварительной разметки контура отверстия
(центры отверстий намечаются). Установка позволяет вырезать
отверстия без фаски и с фаской (наружной и внутренней).
На раме установлены четыре опорных ролика 1, в которых
вращается зубчатое колесо 2, связанное зацеплением с выходной
шестерней электропривода 3. На зубчатом колесе 2 имеется меха-
низм установки резака на заданный диаметр реза. Механизм вклю-
чает две скалки, закрепленные в опорах на шестерне, по которой
перемещается суппорт со шпинделем и резаком. В центре зубча-
того колеса установлен откидной (упирающийся) центроискатель,
с помощью которого установка ориентируется по центру вырезае-
мого отверстия, намеченного керном на корпусе аппарата. На раме
имеются две направляющие 4, по которым с помощью кареток
с роликами перемещается подвижная планка 5. В пазу планки
двигается ползун, через отверстие которого проходит шпицг
дель 6 с резаком 7. На планке закреплены две вертикальные
21
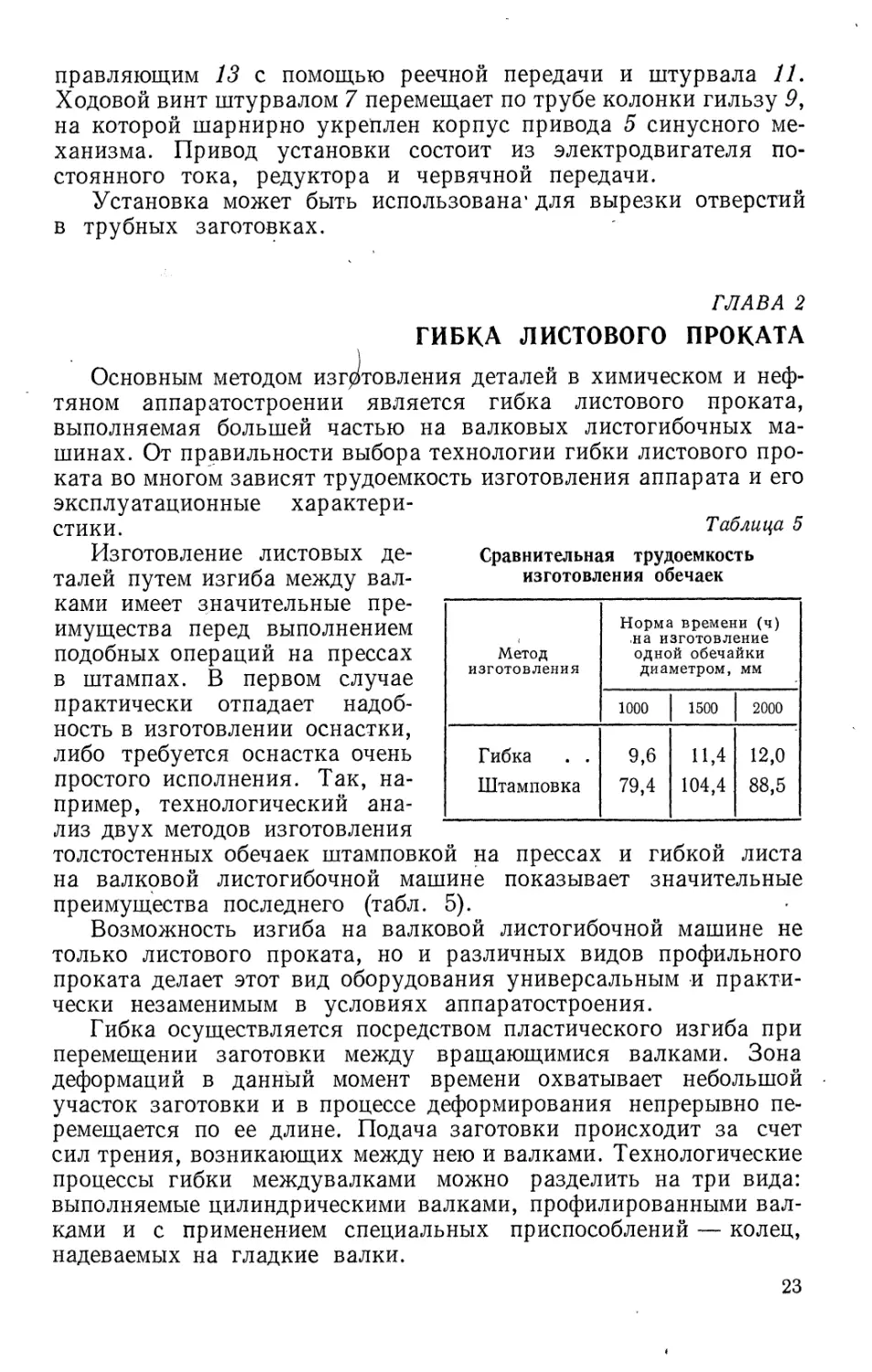
направляющие S, по которым скользят копиры Р, опирающиеся
на корпус. Копиры соединены шарнирно между собой планками 10
и связаны со шпинделем. Для
установки резака под углом
к вырезаемой поверхности
отверстия шпиндель имеет
кронштейн с секторным ме-
ханизмом И и зажимом.
Сектор механизма выполнен
таким образом, что центр
поворота резака находится
в точке пересечения оси
сопла резака с поверхностью
корпуса.
15
/4
Рис. 7. Установка для безкопир-
ной вырезки отверстий в цилин-
дрических изделиях
Техническая характеристика установки для газовой вырезки отверстий
Диаметр вырезаемого отверстия, мм..................... 80—480
Диаметр корпуса аппарата, мм ......................... 800—3400
Отношение диаметра вырезаемого отверстия к диаметру аппа-
рата .................................................... Не более
Толщина металла корпуса аппарата, мм ................. 6—40
Минимальное расстояние от оси вырезаемого отверстия до
торца обечайки, мм ..........................*........ 150
Разность радиусов фланца и корпуса, мм ................... Не более 200
Наибольший угол наружной фаски, град ................. 50
Наибольший угол внутренней фаски, град................ 40
Наибольший катет наружной фаски (мм) при диаметре отвер-
стия 480 мм ...........,.......................... 25
Скорость резки, об/мин . . ......................... 0,114—0,61
Электродвигатель СД-75:
мощность, Вт ........................................... 75
напряжение, В............................................ 27
частота вращения, об/мин.......................... 210—7500
Размеры установки, мм:
длина X ширина X высота ............................ 1350Х 1035Х 1200
Вес установки, кгс.................................... 180
Для бескопирной вырезки отверстий в деталях цилиндрической
формы используют установку, показанную на рис. 7. Она состоит
из сварной рамы /, на которой смонтировано поворотное приспо-
собление 15 с зажимным устройством 3 для крепления и поворота
трубной заготовки, установленной на роликовом стенде 2. Внутри
подставки 14 размещена электрическая часть установки, вверху
закреплена передвижная колонка 6, регулирующая высоту га-
зового резака и центр синусного устройства 4 относительно торца
заготовки. Колонка представляет собой трубу 8 с ходовым вин-
том 10, закрепленную на каретке 12. Каретка движется по на-
22
правляющим 13 с помощью реечной передачи и штурвала 11.
Ходовой винт штурвалом 7 перемещает по трубе колонки гильзу 9,
на которой шарнирно укреплен корпус привода 5 синусного ме-
ханизма. Привод установки состоит из электродвигателя по-
стоянного тока, редуктора и червячной передачи.
Установка может быть использована* для вырезки отверстий
в трубных заготовках.
ГЛАВА 2
ГИБКА ЛИСТОВОГО ПРОКАТА
Основным методом изготовления деталей в химическом и неф-
тяном аппаратостроении является гибка листового проката,
выполняемая большей частью на валковых листогибочных ма-
шинах. От правильности выбора технологии гибки листового про-
ката во многом зависят трудоемкость изготовления аппарата и его
Таблица 5
Сравнительная трудоемкость
изготовления обечаек
Метод изготовления Норма времени (ч) .на изготовление одной обечайки диаметром, мм
1000 1500 2000
Гибка . . 9,6 11,4 12,0
Штамповка 79,4 104,4 88,5
эксплуатационные характери-
стики.
Изготовление листовых де-
талей путем изгиба между вал-
ками имеет значительные пре-
имущества перед выполнением
подобных операций на прессах
в штампах. В первом случае
практически отпадает надоб-
ность в изготовлении оснастки,
либо требуется оснастка очень
простого исполнения. Так, на-
пример, технологический ана-
лиз двух методов изготовления
толстостенных обечаек штамповкой на прессах и гибкой листа
на валковой листогибочной машине показывает значительные
преимущества последнего (табл. 5).
Возможность изгиба на валковой листогибочной машине не
только листового проката, но и различных видов профильного
проката делает этот вид оборудования универсальным и практи-
чески незаменимым в условиях аппаратостроении.
Гибка осуществляется посредством пластического изгиба при
перемещении заготовки между вращающимися валками. Зона
деформаций в данный момент времени охватывает небольшой
участок заготовки и в процессе деформирования непрерывно пе-
ремещается по ее длине. Подача заготовки происходит за счет
сил трения, возникающих между нею и валками. Технологические
процессы гибки междувалками можно разделить на три вида:
выполняемые цилиндрическими валками, профилированными вал-
ками и с применением специальных приспособлений — колец,
надеваемых на гладкие валки.
23
В процессе гибки изменяются механические свойства мате-
риала, повышаются прочностные характеристики материала,
а показатели пластических свойств падают. В связи с этим пло-
щадка текучести исчезает и для этого случая действительная
зависимость между напряжениями о и деформациями е наиболее
близко аппроксимируется степенной функцией вида
о = А&т, (2)
где Лит — постоянные коэффициенты для данного материала.
Определение коэффициентов производится при условии, что
схематизированная кривая проходит через точки истинного пре-
дела текучести ат и истинного предела прочности ов кривой
упрочнения:
1g —
л=ф} (3)
где ет и \8В — деформации, соответствующие ат и ав.
Значения напряжений и деформаций в формуле (3) определя-
ются путем обычных механических испытаний образцов на растя-
жение или по справочным данным.
Таблица 6
Механические свойства и константы кривой упрочнения наиболее
употребительных марок сталей в холодном состоянии
Марка стали S ’ г д Е- £ ь м га га О м бБ, % s м £ е е
СтЗ 23 43 0,26 47,7 0,141 0,0057 10,1
16ГС (ЗН) 30 48 0,21 56,9 0,113 0,0071 12,5
09Г2С 31 47 0,21 54,5 0,098 0,0070 .12,1
10Г2С1 35 49 0,21 54,7 0,084 0,0072 12,4
08X13 (ЭИ496) . 24 45 0,25 55,5 0,146 0,0067 11,7
12Х18Н9Т 20 55 0,4 67,0 0,2 0,0071 13,4
10Х17Н13М2Т 22 53 ол 65,2 0,188 0,0075 13,1
08Х18Н12Б (ЭИ724) 18 52 0,4 63,5 0,216 0,0071 12,2
15Х5М 22 40 0,2 50,6 0,143 0,0062 10,7
12ХМ; 12МХ 24 45 0,23 56,7 0,149 0,0074 11,9
08Х18Н10Т 20 54 0,38 67,8 0,206 0,0076 13,3
12Х18Н10Т " 20 55 0,4 67,0 0,2 0,0071 13,4
00Х18Н10Т 18 50 0,45 60,7 0,208 0,0069 11,9
08Х18Н12М2Т 22 54 0,35 67,6 0,19 0,0078 13,6
10X17H13M3T 24 54 0,37 64,1 0,171 0,0076 13,1
08Х17Н15МЗТ 20 52 0,4 64,5 0,195 0,0074 12,9
06ХН28МДТ 22 52 0,35 63,2 0,183 0,0073 12,8
Х23Н18 (ЭИ417) 27 55 0,3 67,7 0,162 0,0081 13,8
08Х21Н5Т (ЭП53) 30 65 0,3 80,2 0,174 0,0094 16,3
08Х21Н6М2Т (ЭП54) 35 65 0,2 83,8 0,157 0,0100 17,5
15К 22 88 0,27 44,7 • 0,122 0,0056 9,7
20К 24 41 0,26 48,0 0,122 0,0060 10,4
24
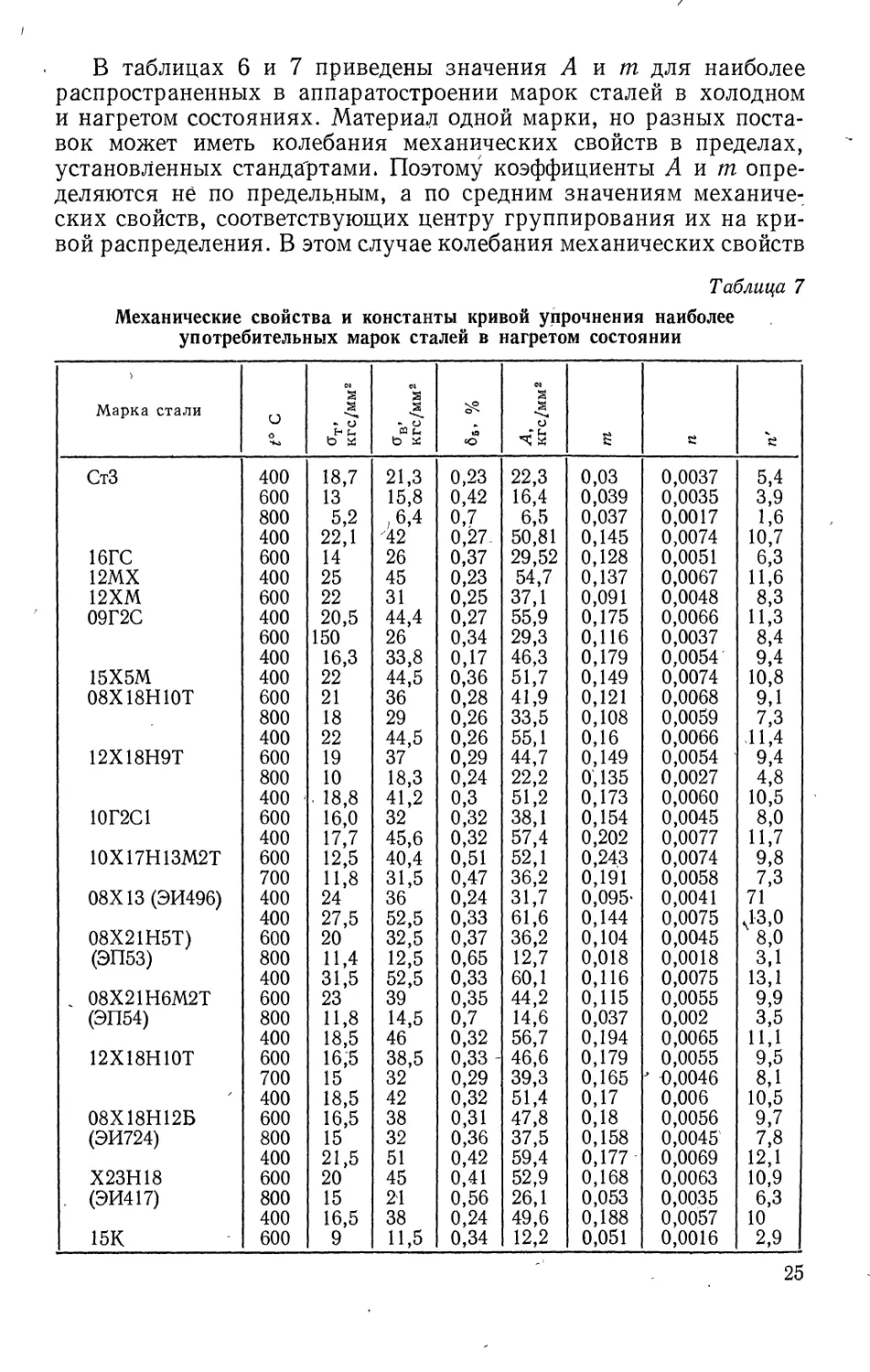
В таблицах 6 и 7 приведены значения Ант для наиболее
распространенных в аппаратостроении марок сталей в холодном
и нагретом состояниях. Материал одной марки, но разных поста-
вок может иметь колебания механических свойств в пределах,
установленных стандартами* Поэтому коэффициенты А и т опре-
деляются не по предельным, а по средним значениям механиче-
ских свойств, соответствующих центру группирования их на кри-
вой распределения. В этом случае колебания механических свойств
Таблица 7
Механические свойства и константы кривой упрочнения наиболее
употребительных марок сталей в нагретом состоянии
) Марка стали и о д о" м 3 и ь ь а % ‘99 _ о £ е е
СтЗ 400 18,7 21,3 0,23 22,3 0,03 0,0037 5,4
600 13 15,8 0,42 16,4 0,039 0,0035 3,9
800 5,2 ,6,4 0,7 6,5 0,037 0,0017 1,6
400 22,1 42 0,27- 50,81 0,145 0,0074 10,7
16ГС 600 14 26 0,37 29,52 0,128 0,0051 6,3
12МХ 400 25 45 0,23 54,7 0,137 0,0067 11,6
12ХМ 600 22 31 0,25 37,1 0,091 0,0048 8,3
09Г2С 400 20,5 44,4 0,27 55,9 0,175 0,0066 11,3
600 150 26 0,34 29,3 0,116 0,0037 8,4
400 16,3 33,8 0,17 46,3 0,179 0,0054 9,4
15Х5М 400 22 44,5 0,36 51,7 0,149 0,0074 10,8
08Х18Н10Т 600 21 36 0,28 41,9 0,121 0,0068 9,1
800 18 29 0,26 33,5 0,108 0,0059 7,3
400 22 44,5 0,26 55,1 0,16 0,0066 Л 1,4
12Х18Н9Т 600 19 37 0,29 44,7 0,149 0,0054 9,4
800 10 18,3 0,24 22,2 0,135 0,0027 4,8
400 ’ . 18,8 41,2 0,3 51,2 0,173 0,0060 10,5
10Г2С1 600 16,0 32 0,32 38,1 0,154 0,0045 8,0
400 17,7 45,6 0,32 57,4 0,202 0,0077 11,7
10Х17Н13М2Т 600 12,5 40,4 0,51 52,1 0,243 0,0074 9,8
700 11,8 31,5 0,47 36,2 0,191 0,0058 7,3
08X13 (ЭИ496) 400 24 36 0,24 31,7 0,095' 0,0041 71
400 27,5 52,5 0,33 61,6 0,144 0,0075 ,13,0
08X21Н5Т) 600 20 32,5 0,37 36,2 0,104 0,0045 8,0
(ЭП53) 800 И,4 12,5 0,65 12,7 0,018 0,0018 3,1
400 31,5 52,5 0,33 60,1 0,116 0,0075 13,1
. 08Х21Н6М2Т 600 23 39 0,35 44,2 0,115 0,0055 9,9
(ЭП54) 800 11,8 14,5 0,7 14,6 0,037 0,002 3,5
400 18,5 46 0,32 56,7 0,194 0,0065 11,1
12Х18Н10Т 600 16,5 38,5 0,33 - 46,6 0,179 0,0055 9,5
700 15 32 0,29 39,3 0,165 J 0,0046 8,1
400 18,5 42 0,32 51,4 0,17 0,006 10,5
08Х18Н12Б 600 16,5 38 0,31 47,8 0,18 0,0056 9,7
(ЭИ724) 800 15 32 0,36 37,5 0,158 0,0045 7,8
400 21,5 51 0,42 59,4 0,177 0,0069 12,1
Х23Н18 600 20 45 0,41 52,9 0,168 0,0063 10,9
, (ЭИ417) 800 15 21 0,56 26,1 0,053 0,0035 6,3
400 16,5 38 0,24 49,6 0,188 0,0057 10
15К 600 9 11,5 0,34 12,2 0,051 0,0016 2,9
25
материала в меньшей степени отразятся на точности технологиче-
ских расчетов.
Величина изгибающего момента определяется из уравнения
равновесия между внешними и внутренними силами и равна
bhm+2A
2m+l pm 2)
(4)
где R — радиус изгиба; b — ширина листа; h — толщина листа.
А
Величина — 2j для Данного материала является постоян-
ной и может быть заранее вычислена. Обозначив ее через п',
формулу (4) можно представить в виде
лл ' bhm+2
М = П ——
Rm
(5)
Величины радиусов изгиба R и остаточного 7?0 (после пружи-
нения) определяются по формулам:
О __ ____Rq____ .
1 + пгх~т
(6)
(7)
р __ R
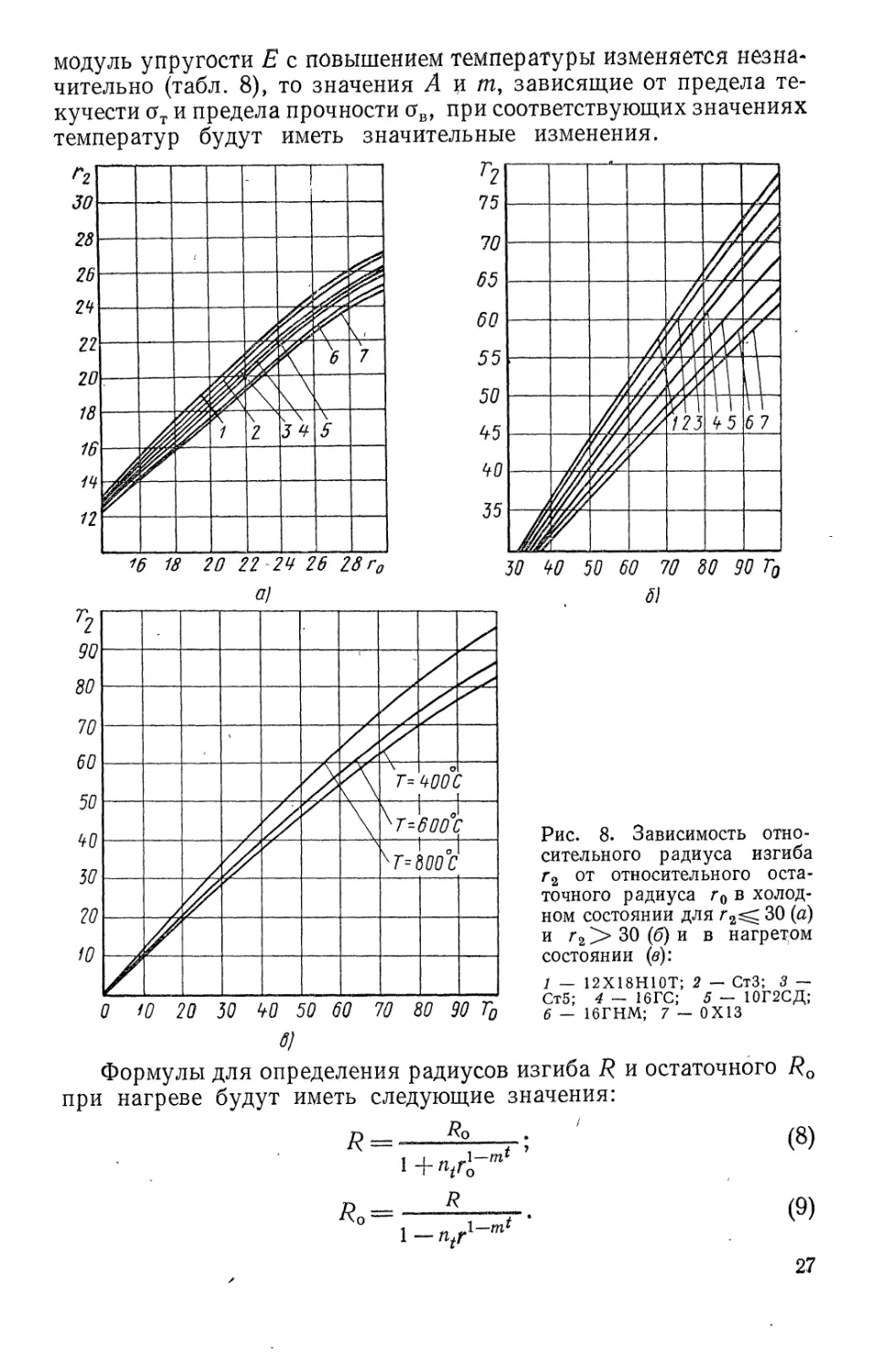
Величина относительного радиуса изгиба г0 и г2 может быть
определена по графику рис. 8.
Одной из основных характеристик пружинения заготовки яв-
ляются его физико-механические свойства, зависящие от темпе-
ратурного состояния материала. Формулы (6) и (7) сохраняются
и для случая деформирования металлов в нагретом состоянии.
В этом случае значения Д, т и п должны подставляться для
соответствующих значений температур. Влияние каждого из
указанных параметров на величину пружинения различно. Если
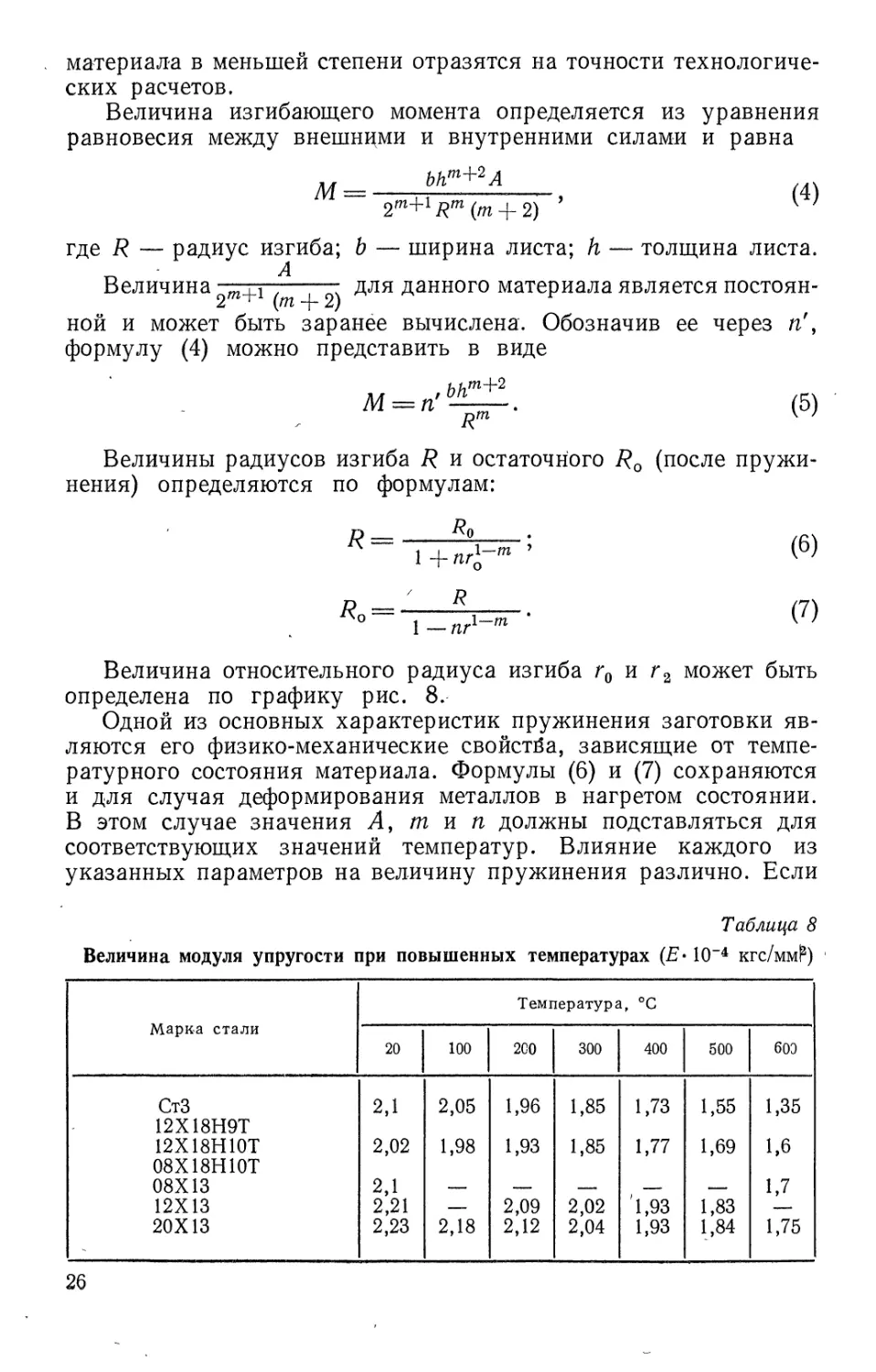
Таблица 8
Величина модуля упругости при повышенных температурах (£• 10"4 кгс/мм!2)
Марка стали Температура, °C
20 100 200 300 400 500 603
СтЗ 2,1 2,05 1,96 1,85 1,73 1,55 1,35
12Х18Н9Т 12Х18Н10Т 2,02 1,98 1,93 1,85 1,77 1,69 1,6
08Х18Н10Т 08X13 2,1 1,7
12X13 2,21 — 2,09 2,02 1,93 1,83 —
20X13 2,23 2,18 2,12 2,04 1,93 1,84 1,75
26
модуль упругости Е с повышением температуры изменяется незна-
чительно (табл. 8), то значения А и т, зависящие от предела те-
кучести и предела прочности ов, при соответствующих значениях
температур будут иметь значительные изменения.
Рис. 8. Зависимость отно-
сительного радиуса изгиба
г2 от относительного оста-
точного радиуса г0 в холод-
ном состоянии для г2^ 30 (а)
и г2 > 30 (б) и в нагретом
состоянии (в):
1 ~ 12Х18Н10Т; 2 — СтЗ; 3 —
Ст5; 4 — 16ГС; 5 — 10Г2СД;
6 - 16ГНМ; 7 - 0X13
Формулы для определения радиусов изгиба Е и остаточного Ео
при нагреве будут иметь следующие значения:
/?□ =--~ТТ-
1 — r^r1 m
(8)
(9)
27
В интервале температур 400—800° С величины радиусов изгиба
для различных марок сталей отличаются между собой не более
чем на 2%, поэтому величину радиуса изгиба с достаточной для
практики точности можно определять по графику рис. 8, в.
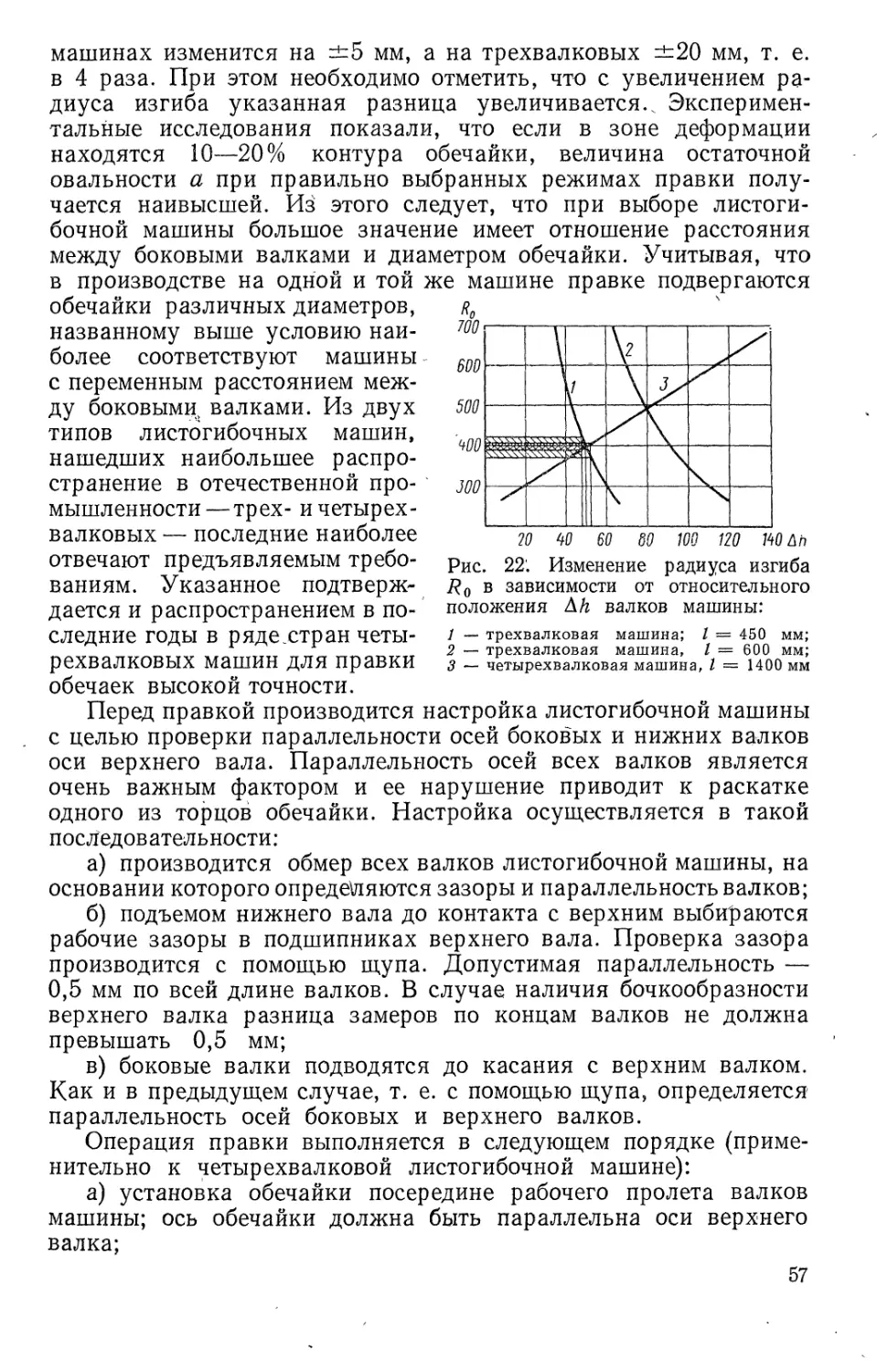
1. ВЫБОР ТИПА ВАЛКОВОЙ
ЛИСТОГИБОЧНОЙ МАШИНЫ
Для выбора типа машины рассмотрим предъявляемые к ней
технологические требования. На валковой листогибочной машине
выполняются в основном три операции: подгибка кромок листа,
круговая гибка, правка обечайки. При этом должны быть обеспе-
чены:
минимальная ширина прямых участков после подгибки кон-
цов; минимальное количество проходов при круговой гибке;
необходимая точность при правке; минимальный прогиб верхнего
вала в целях получения правильной геометрической формы по
длине.
Следует учитывать также не менее важный фактор — серий-
ность производства. Выше отмечалось, что большинство видов
производств аппаратуры (исключая производство труб) носят,
как правило, индивидуальный или мелкосерийный характер.
Отсюда возникает потребность в универсальном характере листо-
гибочной машины.
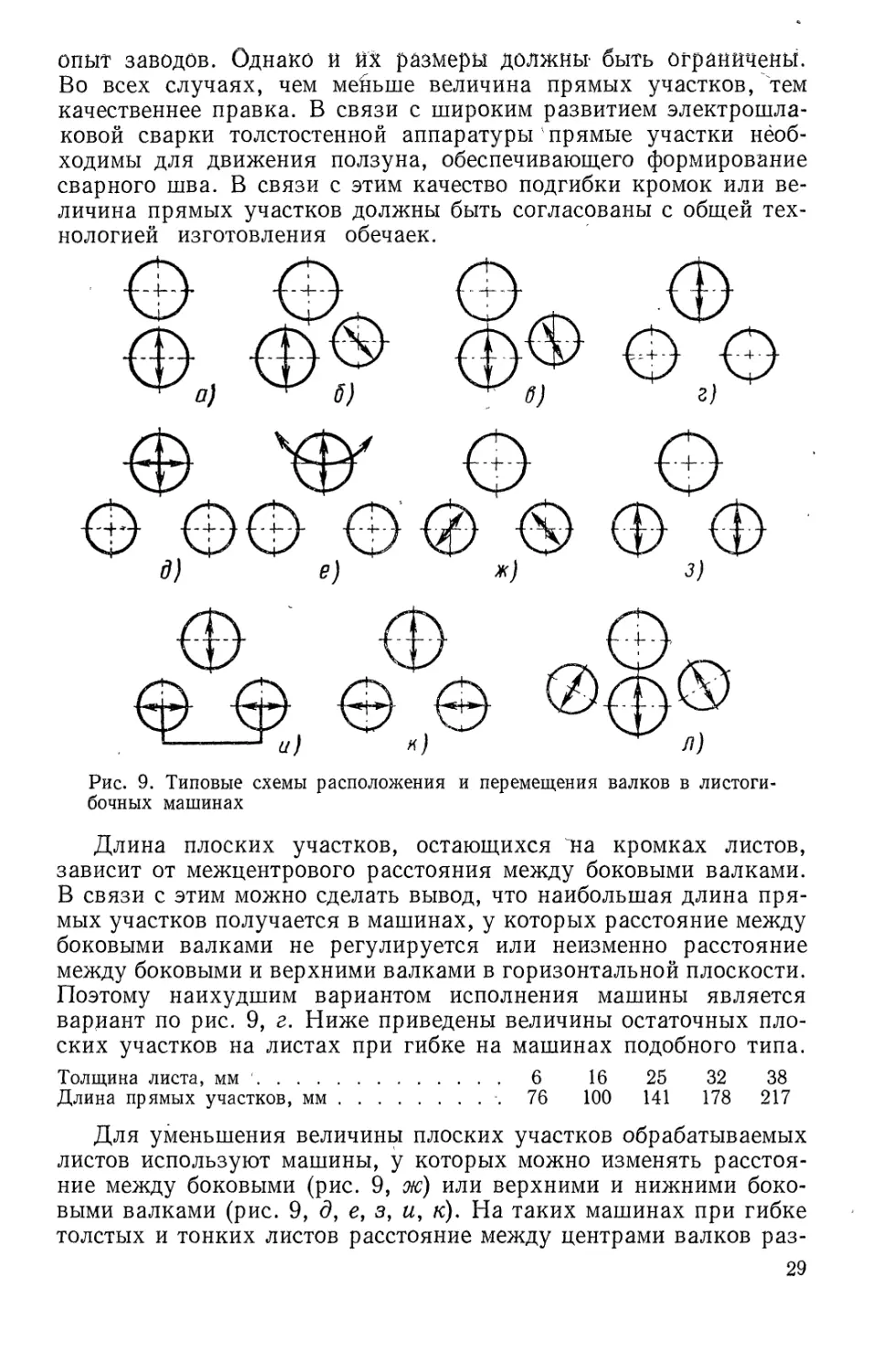
Известные типы машин делятся в основном на две группы:
трех- и четырехвалковые (рис. 9). Многообразие их конструктив-
ного исполнения создает в практике значительные трудности при
выборе оптимального типа машины. В Связи с этим выбор типа
машины должен базироваться на детальном технико-экономиче-
ском анализе условий производства с учетом всех операций,
выполняемых на машине.
Величина и форма участков в околошовной зоне зависят от
технологии изготовления аппарата в целом и предъявляемых
к нему технических требований. Когда к точности формы обечаек
предъявлялись невысокие требования, операция правки обечайки
после сварки продольного стыка, как правило, отсутствовала
и к качеству подгибки кромок предъявляли очень жесткие тре-
бования. Стремясь получить минимальную величину прямых
участков после круговой гибки, получали готовую обечайку.
В последние годы, когда значительно возросли требования к ка-
честву аппаратов, как правило, выполняется операция правки
обечаек, а к качеству подгибки кромок предъявляются менее жест-
кие требования.
В результате выполнения операции подгибки кромок форма
их в околошовной зоне может быть различной. В связи с трудно-
стью исправления при правке выпуклость прямых участков яв-
ляется совершенно нежелательной. Вогнутость и прямые участки
исправляются при правке сравнительно легко, что указывает
28 <
опыт заводов. Однако и их размеры должны быть ограничены.
Во всех случаях, чем мейьше величина прямых участков/тем
качественнее правка. В связи с широким развитием электрошла-
ковой сварки толстостенной аппаратуры прямые участки необ-
ходимы для движения ползуна, обеспечивающего формирование
сварного шва. В связи с этим качество подгибки кромок или ве-
личина прямых участков должны быть согласованы с общей тех-
нологией изготовления обечаек.
Рис. 9. Типовые схемы расположения и перемещения валков в листоги-
бочных машинах
Длина плоских участков, остающихся на кромках листов,
зависит от межцентрового расстояния между боковыми валками.
В связи с этим можно сделать вывод, что наибольшая длина пря-
мых участков получается в машинах, у которых расстояние между
боковыми валками не регулируется или неизменно расстояние
между боковыми и верхними валками в горизонтальной плоскости.
Поэтому наихудшим вариантом исполнения машины является
вариант по рис. 9, г. Ниже приведены величины остаточных пло-
ских участков на листах при гибке на машинах подобного типа.
Толщина листа, мм........................ 6 16 25 32 38
Длина прямых участков, мм.............. 76 100 141 178 217
Для уменьшения величины плоских участков обрабатываемых
листов используют машины, у которых можно изменять расстоя-
ние между боковыми (рис. 9, ж) или верхними и нижними боко-
выми валками (рис. 9, <5, е, з, и, к). На таких машинах при гибке
толстых и тонких листов расстояние между центрами валков раз-
29
лично (при гибке тонких листов оно меньше, при гибке толстых —
больше).
Величину плоских участков можно значительно уменьшить,
используя для гибки трех- и четырехвалковые машины с нижними
подвижными валками (рис. 9, з, и, к; л). Устанавливая один из
нижних валков против верхнего, можно зажимать кромку листа
и производить подгибку кромок. Величина прямых участков
в этом случае уменьшается в 6 раз по сравнению с данными, при-
веденными для машин типа, показанного на рис. 9, г.
Технологические требования к универсальности машины нахо-
дятся в противоречии с конструктивным ее исполнением. Для вы-
полнения операции подгибки кромок требуется наименьшее рас-
стояние между боковыми валками, но с уменьшением этого рас-
стояния увеличивается усилие, т. е. сужается диапазон изгибае-
мых листов по толщине. Отсюда следует, что расстояние между
боковыми валками должно быть регулируемым. В этом случае
при выполнении операции подгибки кромок расстояние между
боковыми валками уменьшается. При круговом изгибе листа это
расстояние устанавливается в соответствии с толщиной листа.
С другой стороны, часто оказывается, что диаметр верхнего
валка больше, чем диаметр обечайки. В этом случае целесообразно
снабжать машины запасными верхними валками меньшего диа-
метра. В общем случае минимальный диаметр изгибаемого листа,
который можно получить без предварительной подгибки кромок
равен 1,3 диаметра верхнего валка.
Наряду с выбором оптимальной схемы расположения валков
(с учетом технологических особенностей производства) следует
особо обратить внимание на оснащение'машин дополнительными
устройствами и приспособлениями.
. В целях расширения производственных возможностей машин
при их заказе необходимо оговаривать поставку сменных взаимо-
заменяемых верхних валков меньшего диаметра. Это позволит
на одной машине изготовлять широкий диапазон обечаек.
Для гибки конических обечаек со стороны опорных подшип-
ников должны устанавливаться специальные упоры.
Машина должна иметь указатели положения валков, вынесен-
ные на пульт управления.
С целью повышения качества изделий и стабильности их раз-
меров целесообразно оснащать машину измерительными устрой-
ствами, контролирующими размеры обечайки в процессе гибки
с подачей сигналов на пульт управления.
Для ориентации листа при его подаче в валки необходимо
предусматривать в конструкции специальные устройства (откид--
ные упоры, продольные пазы в боковых валках и др.).
Машины для изготовления обечаек больших диаметров из
листов малой толщины должны быть оснащены поддержива-
ющими устройствами, чтобы избежать потери устойчивости за-
готовки при гибке.
30
2. ПОДГИБКА КРОМОК
Сущность подгибки кромок заключается в том, что перед изги-
банием листа в цилиндр кромки листа, образующие продольный
стык, подгибаются на заданный радиус кривизны. Необходимость
и качество подгибки кромок зависят от типа валковой листоги-
бочной машины, имеющейся на заводе, и требований сварочной
технологии. ~
Большинство современных трех- и четырехвалковых машин
обеспечивают качественную подгибку кромок. В случае наличия
трехвалковой машины с неподвижными нижними валками, не
обеспечивающей минимальной величины прямых участков, при-
меняют несколько способов подгибки кромок.
1. Подгибка кромок на подкладной плите, устанавливаемой
на нижние валки. Радиус изгиба подкладной плиты равен радиусу
изгиба подгибаемой кромки с учетом пружинения материала.
Работа выполняется следующим образом. На подкладной лист
укладывается конец подводимого листа. После этого, прижимая
конец листа к верхнему валку, выгибают лист по радиусу подклад-
ной плиты. Регулируя радиус подкладной плиты прокладками,
на одной и той же плите можно производить подгибку кромок ли-
стов с разными радиусами кривизны. Учитывая, что подкладная
плита по толщине в неколько раз толще подгибаемого листа, при-
менение этого способа может привести к быстрому износу
механизма регулировки положения верхнего валка и к ава-
рии.
2. Гибка листа с большими прямыми участками, отрезка их
и последующая вторичная гибка.
3. Подгибка кромок в холодном или горячем состоянии на
прессе в штампах. Штампы делаются сменными в зависимости от
заданной кривизны кромки. Если длина загибаемой кромки листа
больше рабочей длины штампа, работа на прессе выполняется
участками, причем подгибать участок кромки сразу на заданный
радиус кривизны нельзя, а следует подогнуть' последовательно
соседние участки сначала с большим радиусом кривизны, а сле-
дующим проходом также последовательно довести подгибку кромки
до требуемого радиуса кривизны.
Подгибка кромок у листов длиной 6—8 м непосредственно на
листогибочной машйне представляет значительные трудности,
в связи с чем применяются специальные роликовые машины.
В этом случае подгибка может быть произведена либо непосред-
ственно в плоском листе, либо лист сперва изгибают, а затем про-
изводят подгибку кромок.
Однако подгибка кромок необходима не во всех случаях.
Если кромки продольного стыка соединяются электрошлаковой
сваркой, то необходимо оставлять плоские участки, которые после
сварки в процессе последующей правки выправляются.
31
3. КРУГОВАЯ ГИБКА ЛИСТА
Для гибки тонкого листа предназначаются главным образом
двухвалковые машины (рис. 9, а). Все большее распространение
находят машины, у которых верхний жесткий валок меньшего
диаметра полностью стальной, а нижний — большего диаметра —
имеет эластичное покрытие из полиуретана. Когда лист нахо-
дится между валками, эластичное покрытие нижнего валка при-
жимает лист к жесткому верхнему валку, благодаря чему лист
изгибается по радиусу верхнего валка практически несколько
больше его из-за пружинения. При изменении радиуса гибки
валки заменяют. При замене верхнего валка на специальное
устройство можно, одновременно с гибкой производить рифление.
Полиуретан представляет собой плотный резиноподобный
синтетический материал, обладающий высокой упругостью и изно-
соустойчивостью. В отличие от резины полиуретан не обладает
пористостью, благодаря чему он практически не сжимается и не
уменьшается в объеме. Зависимости «усилие сжатия—деформация»
полиуретана и структурных пластмасс аналогичны. В табл. 9
приведены механические свойства полиуретана отечественного
производства.
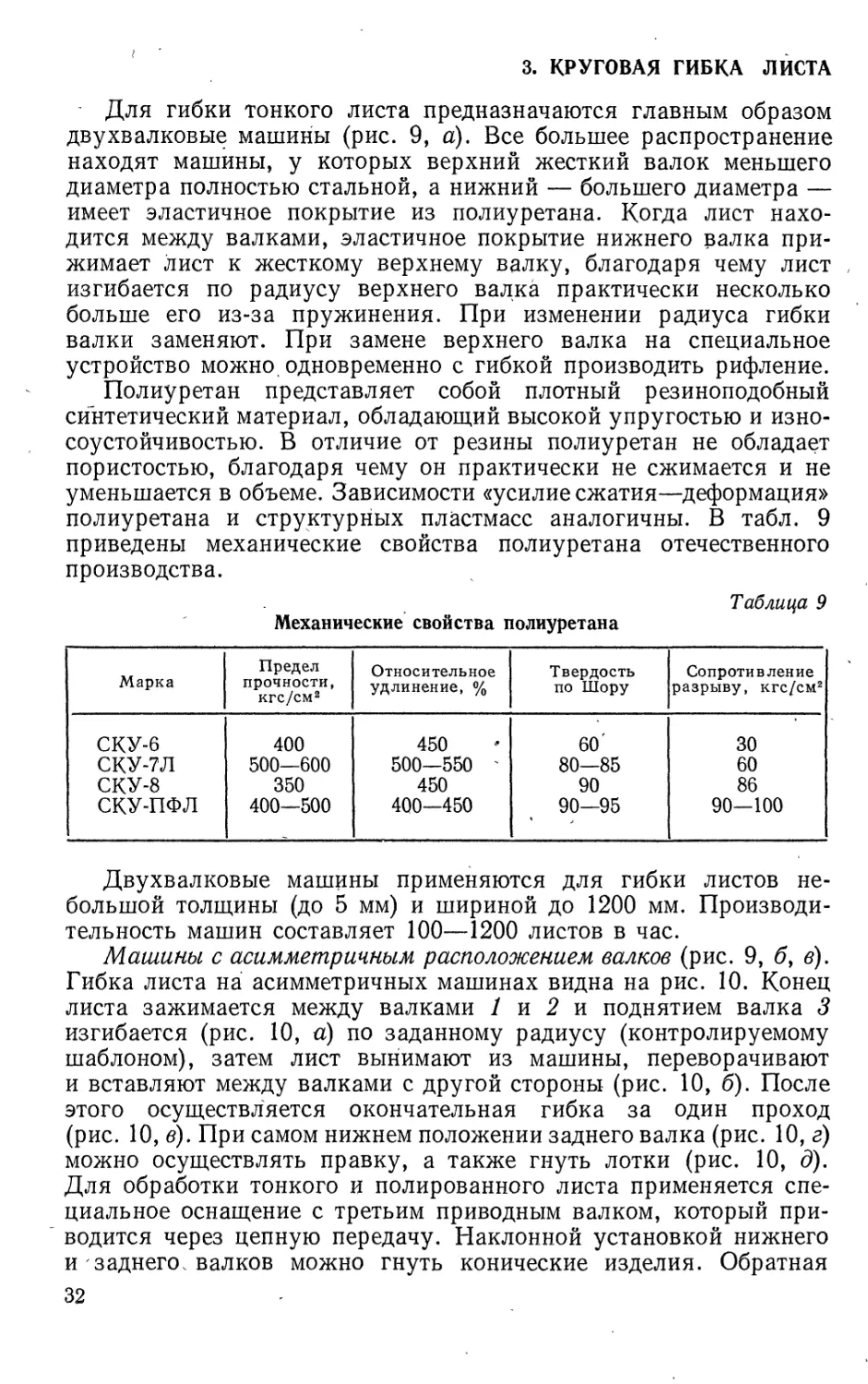
Таблица 9
Механические свойства полиуретана
Марка Предел прочности, кгс/см2 Относительное удлинение, % Твердость по Шору Сопротивление разрыву, кгс/см2
СКУ-6 400 450 60' 30
СЦУ-7Л 500—600 500—550 ' 80—85 60
СКУ-8 350 450 90 86
СКУ-ПФЛ 400—500 400—450 90—95 90—100
Двухвалковые машины применяются для гибки листов не-
большой толщины (до 5 мм) и шириной до 1200 мм. Производи-
тельность машин составляет 100—1200 листов в час.
Машины с асимметричным расположением валков (рис. 9, б, в).
Гибка листа на асимметричных машинах видна на рис. 10. Конец
листа зажимается между валками 1 и 2 и поднятием валка 3
изгибается (рис. 10, а) по заданному радиусу (контролируемому
шаблоном), затем лист вынимают из машины, переворачивают
и вставляют между валками с другой стороны (рис. 10, б). После
этого осуществляется окончательная гибка за один проход
(рис. 10, в). При самом нижнем положении заднего валка (рис. 10, г)
можно осуществлять правку, а также гнуть лотки (рис. 10, д).
Для обработки тонкого и полированного листа применяется спе-
циальное оснащение с третьим приводным валком, который при-
водится через цепную передачу. Наклонной установкой нижнего
и заднего, валков можно гнуть конические изделия. Обратная
32
установка обоих валков в параллельное положение контролируется
по шкале.
Машины с регулировкой боковых валков в горизонтальном на-
правлении. При гибке на машинах с верхним валком, перемеща-
д)
Рис. 10. Гибка листа на машине с симметричным расположением
валков
ющимся в горизонтальном направлении (рис. И), лист заклады-
вается между валками, верхний валок сдвигается в левое положе-
ние (рис. 11, а), опускается на необходимую величину (рис. И, б),
лист продвигается вперед (рис. 11, в), в результате чего происходит
подгибка одной кромки. Также подгибается вторая кромка
(рис. 11, г, д, е), после чего валок устанавливают в положение,
Рис. 11. Гибка листов на машине с верхним валком, перемещаю-
щимся в горизонтальном направлении
обеспечивающее необходимый радиус изгиба, и производят кру-
говую гибку листа (рис. 11, ж). Также выполняются подгибка
кромок и круговая гибка листа на машине с перемещающимися
в горизонтальном направлении боковыми валками.
Машины с регулировкой боковых валков в вертикальном
направлении имеют, как правило, холостой нерегулируемый
верхний валок. Нижние приводные валки расположены симме-
трично относительно вертикальной оси, верхнего валка и имеют
независимую регулировку по вертикали. Технология гибки листа
3 Ю. И. Берлинер 33
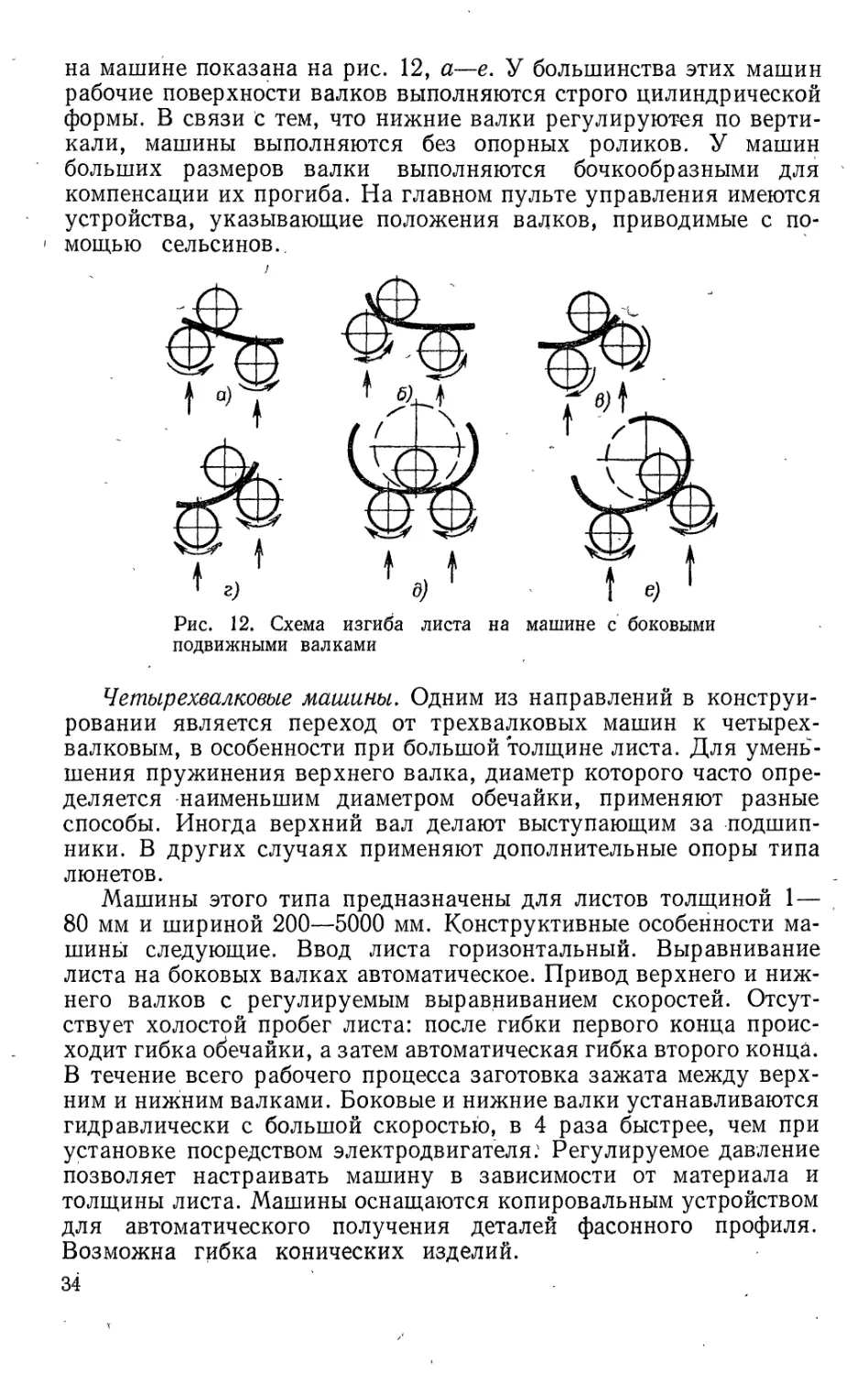
на машине показана на рис. 12, а—е. У большинства этих машин
рабочие поверхности валков выполняются строго цилиндрической
формы. В связи с тем, что нижние валки регулируются по верти-
кали, машины выполняются без опорных роликов. У машин
больших размеров валки выполняются бочкообразными для
компенсации их прогиба. На главном пульте управления имеются
устройства, указывающие положения валков, приводимые с по-
1 мощью сельсинов..
Рис. 12. Схема изгиба листа на машине с боковыми
подвижными валками
Четырехвалковые машины. Одним из направлений в конструи-
ровании является переход от трехвалковых машин к четырех-
валковым, в особенности при большой толщине листа. Для умень-
шения пружинения верхнего валка, диаметр которого часто опре-
деляется наименьшим диаметром обечайки, применяют разные
способы. Иногда верхний вал делают выступающим за подшип-
ники. В других случаях применяют дополнительные опоры типа
люнетов.
Машины этого типа предназначены для листов толщиной 1 —
80 мм и шириной 200—5000 мм. Конструктивные особенности ма-
шины следующие. Ввод листа горизонтальный. Выравнивание
листа на боковых валках автоматическое. Привод верхнего и ниж-
него валков с регулируемым выравниванием скоростей. Отсут-
ствует холостой пробег листа: после гибки первого конца проис-
ходит гибка обечайки, а затем автоматическая гибка второго конца.
В течение всего рабочего процесса заготовка зажата между верх-
ним и нижним валками. Боковые и нижние валки устанавливаются
гидравлически с большой скоростью, в 4 раза быстрее, чем при
установке посредством электродвигателя: Регулируемое давление
позволяет настраивать машину в зависимости от материала и
толщины листа. Машины оснащаются копировальным устройством
для автоматического получения деталей фасонного профиля.
Возможна гибка конических изделий.
34
Вертикальные машины. При гибке листов в нагретом состоянии^
а также при гибке больших диаметров на горизонтальных листо-
гибочных машинах происходит деформирование листа под влия-
нием собственного веса, что значительно усложняет гибку. При
гибке в нагретом состоянии отстающая от листа окаЛина, попадая
между валком и листом, вдавливается в последний и портит
поверхность металла.
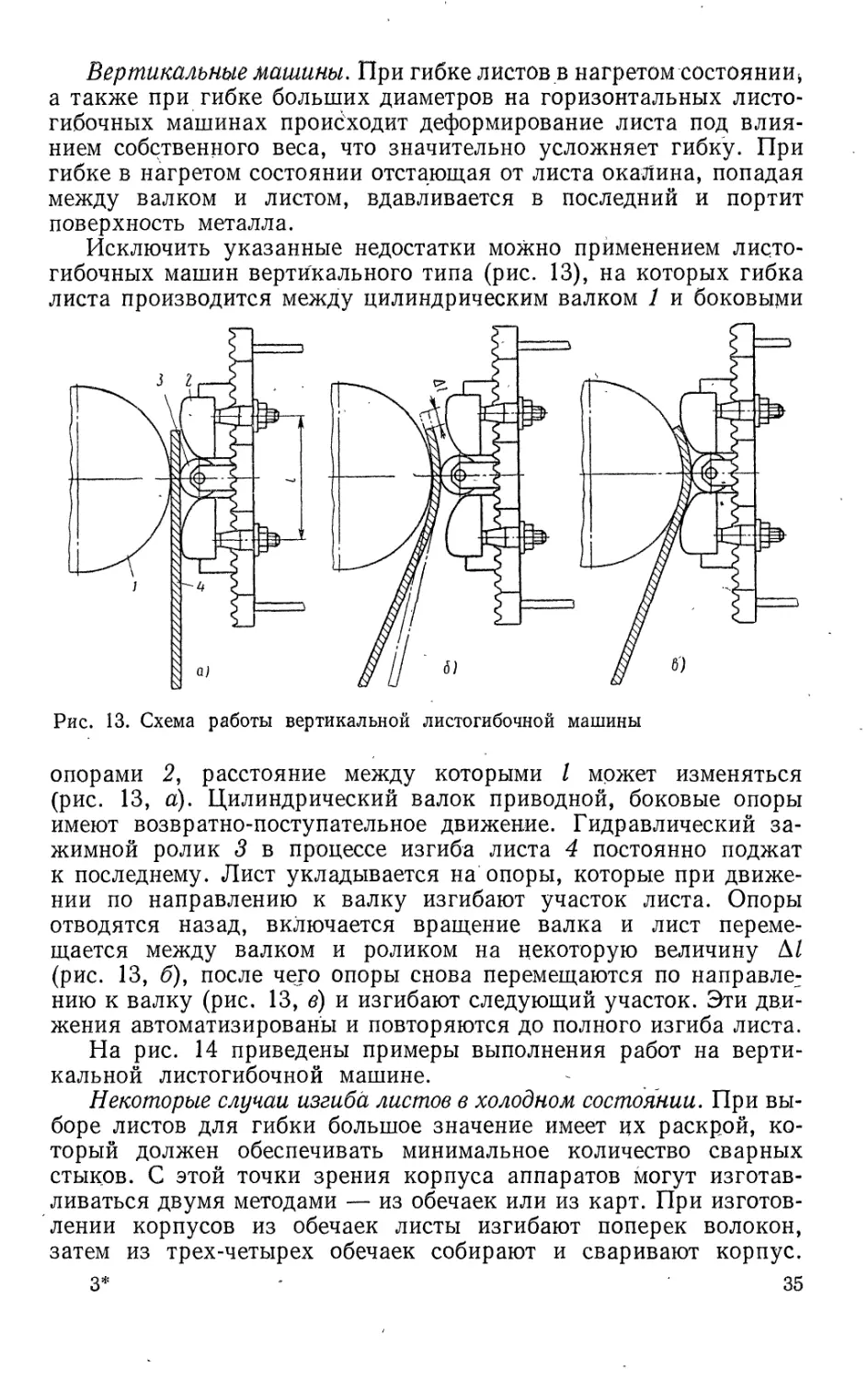
Исключить указанные недостатки можно применением листо-
гибочных машин вертикального типа (рис. 13), на которых гибка
листа производится между цилиндрическим валком 1 и боковыми
Рис. 13. Схема работы вертикальной листогибочной машины
опорами 2, расстояние между которыми I может изменяться
(рис. 13, а). Цилиндрический валок приводной, боковые опоры
имеют возвратно-поступательное движение. Гидравлический за-
жимной ролик 3 в процессе изгиба листа 4 постоянно поджат
к последнему. Лист укладывается на опоры, которые при движе-
нии по направлению к валку изгибают участок листа. Опоры
отводятся назад, включается вращение валка и лист переме-
щается между валком и роликом на некоторую величину AZ
(рис. 13, б), после чего опоры снова перемещаются по направле:
нию к валку (рис. 13, в) и изгибают следующий участок. Эти дви-
жения автоматизированы и повторяются до полного изгиба листа.
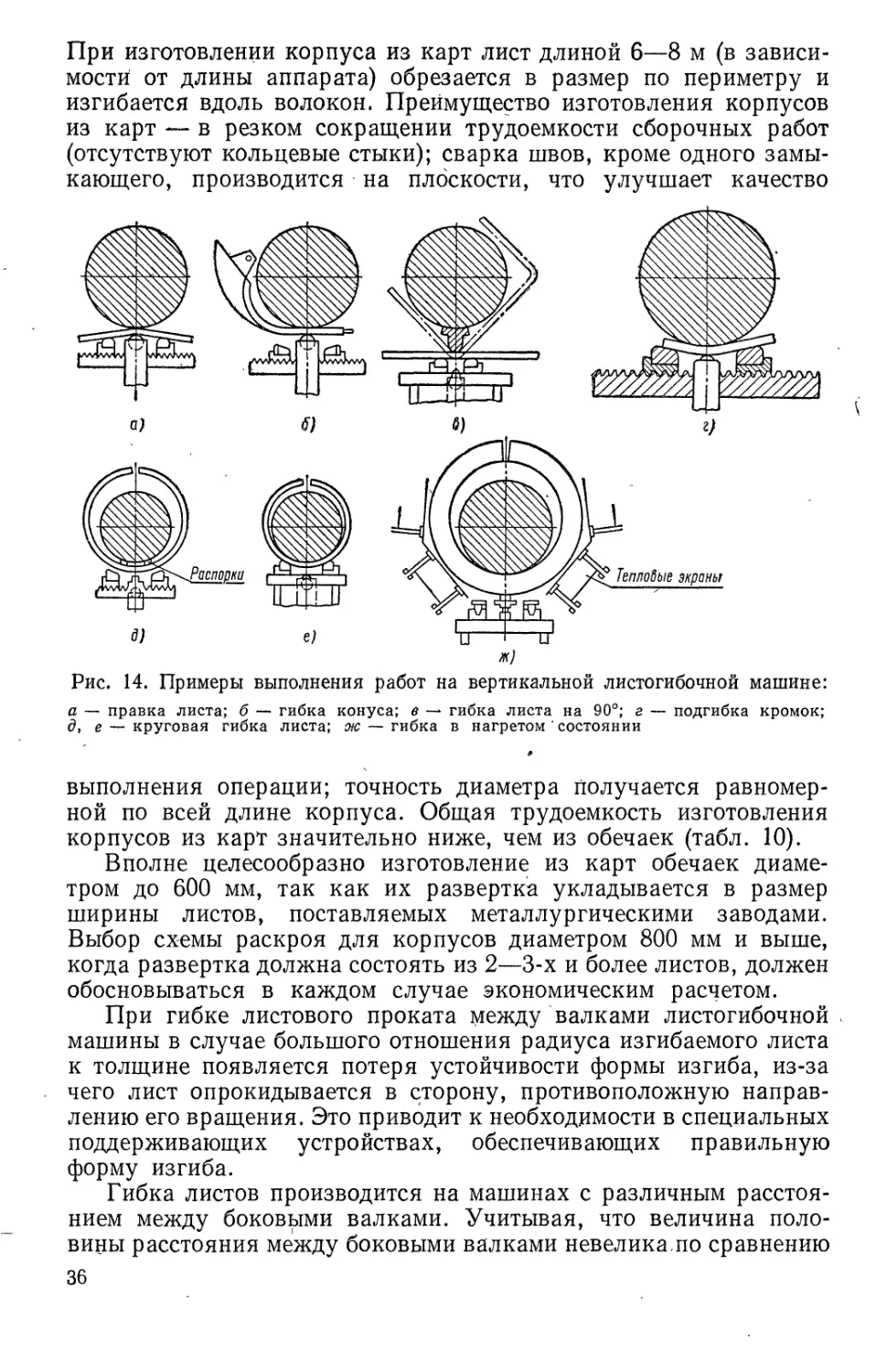
На рис. 14 приведены примеры выполнения работ на верти-
кальной листогибочной машине.
Некоторые случаи изгиба листов в холодном состоянии. При вы-
боре листов для гибки большое значение имеет их раскрой, ко-
торый должен обеспечивать минимальное количество сварных
стыков. С этой точки зрения корпуса аппаратов могут изготав-
ливаться двумя методами — из обечаек или из карт. При изготов-
лении корпусов из обечаек листы изгибают поперек волокон,
затем из трех-четырех обечаек собирают и сваривают корпус.
3* ' 35
При изготовлении корпуса из карт лист длиной 6—8 м (в зависи-
мости от длины аппарата) обрезается в размер по периметру и
изгибается вдоль волокон. Преимущество изготовления корпусов
из карт — в резком сокращении трудоемкости сборочных работ
(отсутствуют кольцевые стыки); сварка швов, кроме одного замы-
кающего, производится на плоскости, что улучшает качество
ж/
Рис. 14. Примеры выполнения работ на вертикальной листогибочной машине:
а — правка листа; б •— гибка конуса; в — гибка листа на 90°; г — подгибка кромок;
д, е — круговая гибка листа; ж— гибка в нагретом ' состоянии
выполнения операции; точность диаметра получается равномер-
ной по всей длине корпуса. Общая трудоемкость изготовления
корпусов из карт значительно ниже, чем из обечаек (табл. 10).
Вполне целесообразно изготовление из карт обечаек диаме-
тром до 600 мм, так как их развертка укладывается в размер
ширины листов, поставляемых металлургическими заводами.
Выбор схемы раскроя для корпусов диаметром 800 мм и выше,
когда развертка должна состоять из 2—3-х и более листов, должен
обосновываться в каждом случае экономическим расчетом.
При гибке листового проката между валками листогибочной
машины в случае большого отношения радиуса изгибаемого листа
к толщине появляется потеря устойчивости формы изгиба, из-за
чего лист опрокидывается в сторону, противоположную направ-
лению его вращения. Это приводит к необходимости в специальных
поддерживающих устройствах, обеспечивающих правильную
форму изгиба.
Гибка листов производится на машинах с различным расстоя-
нием между боковыми валками. Учитывая, что величина поло-
вины расстояния между боковыми валками невелика.по сравнению
36
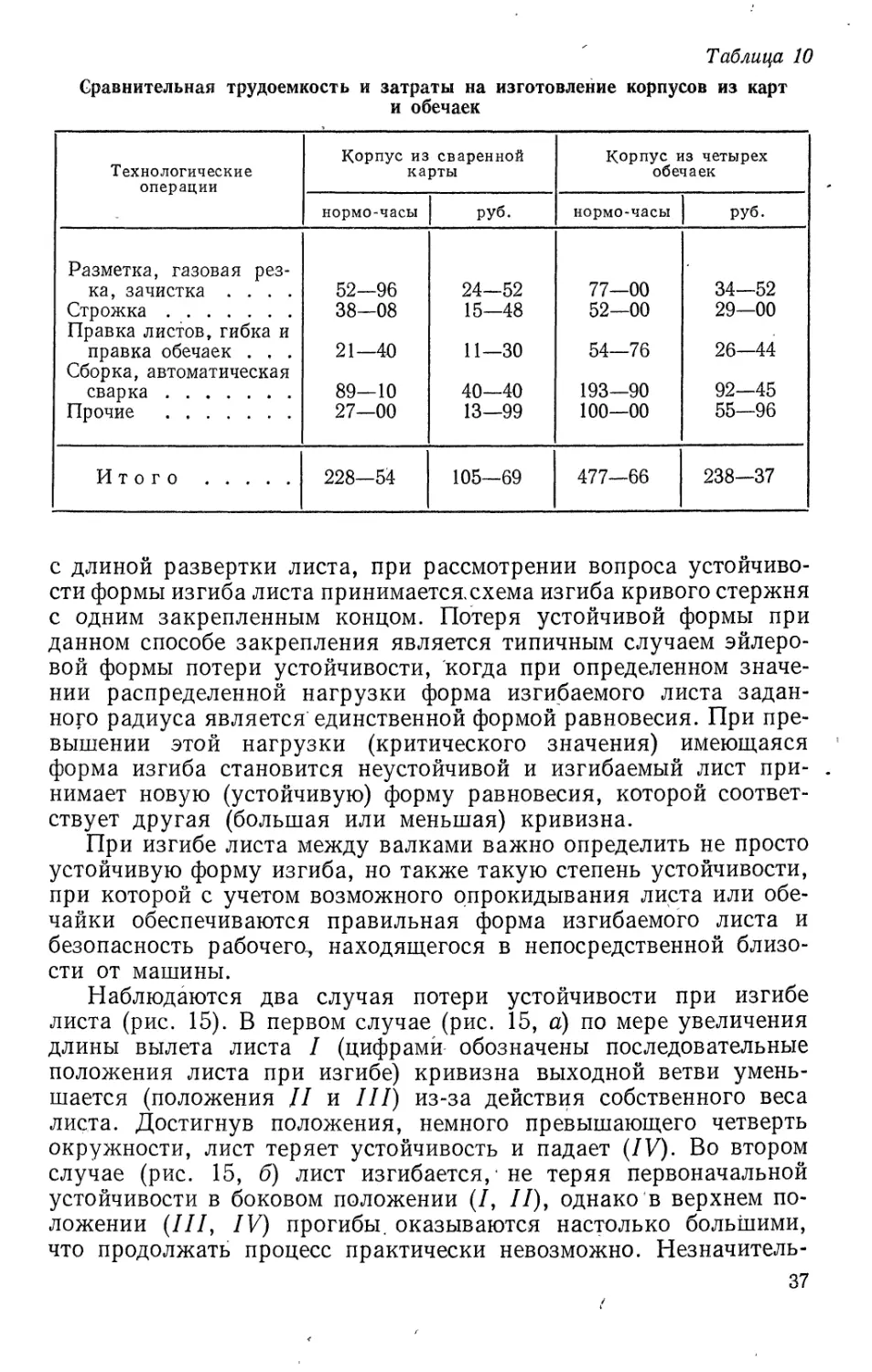
Таблица 10
Сравнительная трудоемкость и затраты на изготовление корпусов из карт
и обечаек
Технологические операции Корпус из сваренной карты Корпус из четырех обечаек
нормо-часы руб. нормо-часы руб.
Разметка, газовая рез- ка, зачистка .... Строжка 52—96 24—52 77—00 34—52
38—08 15—48 52—00 29—00
Правка листов, гибка и правка обечаек . , . 21—40 11—30 54—76 26—44
Сборка, автоматическая сварка 89—10 40—40 193—90 92—45
Прочие 27—00 13—99 100—00 55—96
Итого 228—54 105—69 477—66 238—37
с длиной развертки листа, при рассмотрении вопроса устойчиво-
сти формы изгиба листа принимается.схема изгиба кривого стержня
с одним закрепленным концом. Потеря устойчивой формы при
данном способе закрепления является типичным случаем эйлеро-
вой формы потери устойчивости, когда при определенном значе-
нии распределенной нагрузки форма изгибаемого листа задан-
ного радиуса является единственной формой равновесия. При пре-
вышении этой нагрузки (критического значения) имеющаяся
форма изгиба становится неустойчивой и изгибаемый лист при-
нимает новую (устойчивую) форму равновесия, которой соответ-
ствует другая (большая или меньшая) кривизна.
При изгибе листа между валками важно определить не просто
устойчивую форму изгиба, но также такую степень устойчивости,
при которой с учетом возможного опрокидывания листа или обе-
чайки обеспечиваются правильная форма изгибаемого листа и
безопасность рабочего., находящегося в непосредственной близо-
сти от машины.
Наблюдаются два случая потери устойчивости при изгибе
листа (рис. 15). В первом случае (рис. 15, а) по мере увеличения
длины вылета листа / (цифрами обозначены последовательные
положения листа при изгибе) кривизна выходной ветви умень-
шается (положения II и III) из-за действия собственного веса
листа. Достигнув положения, немного превышающего четверть
окружности, лист теряет устойчивость и падает (IV). Во втором
случае (рис. 15, б) лист изгибается, не теряя первоначальной
устойчивости в боковом положении (/, //), однако в верхнем по-
ложении (///, IV) прогибы, оказываются настолько большими,
что продолжать процесс практически невозможно. Незначитель-
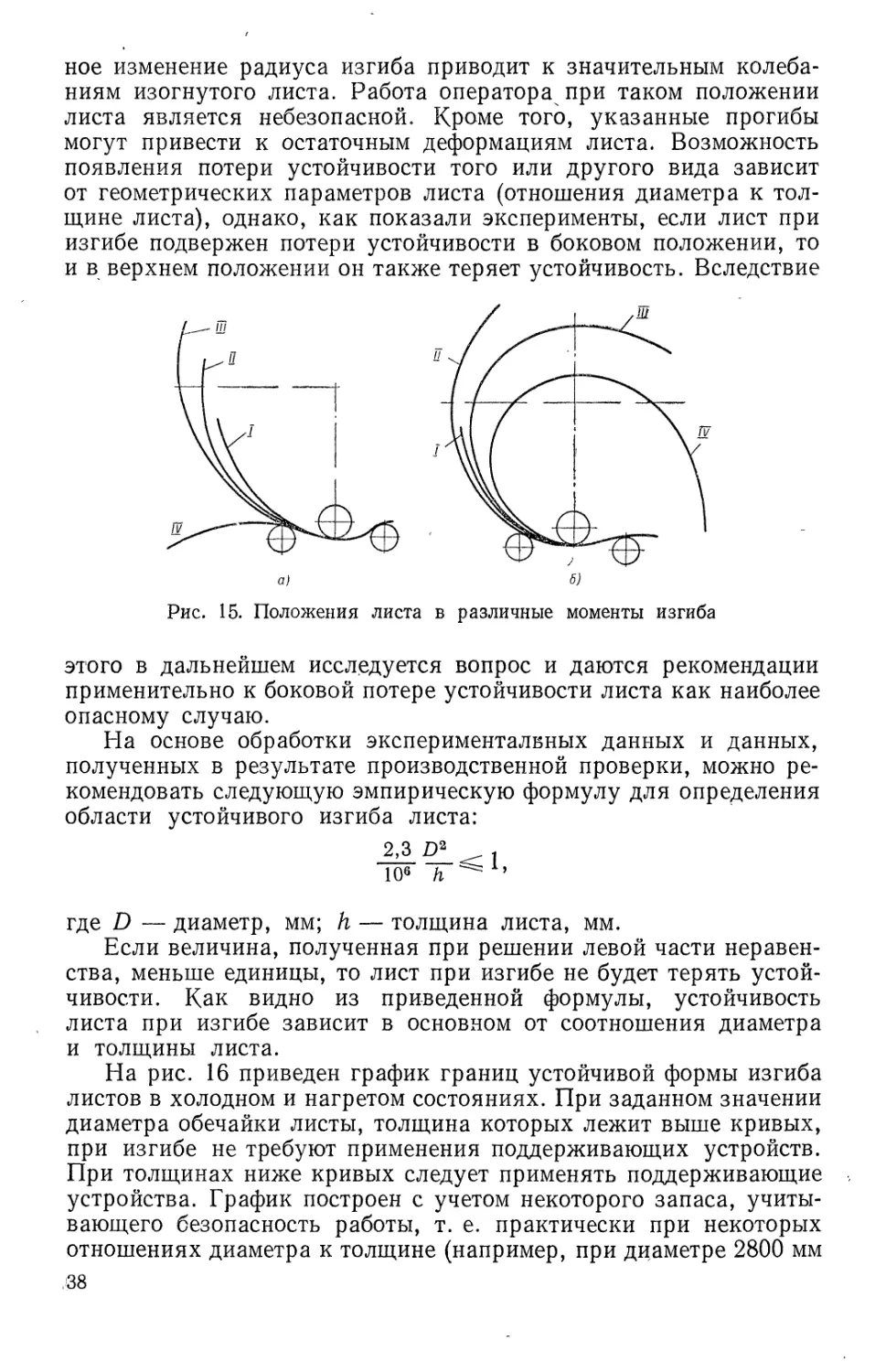
37
ное изменение радиуса изгиба приводит к значительным колеба-
ниям изогнутого листа. Работа оператора при таком положении
листа является небезопасной. Кроме того, указанные прогибы
могут привести к остаточным деформациям листа. Возможность
появления потери устойчивости того или другого вида зависит
от геометрических параметров листа (отношения диаметра к тол-
щине листа), однако, как показали эксперименты, если лист при
изгибе подвержен потери устойчивости в боковом положении, то
и в верхнем положении он также теряет устойчивость. Вследствие
Рис. 15. Положения листа в различные моменты изгиба
этого в дальнейшем исследуется вопрос и даются рекомендации
применительно к боковой потере устойчивости листа как наиболее
опасному случаю.
На основе обработки экспериментальных данных и данных,
полученных в результате производственной проверки, можно ре-
комендовать следующую эмпирическую формулу для определения
области устойчивого изгиба листа:
2,3 D2 1
io6 h А’
где D — диаметр, мм; h — толщина листа, мм.
Если величина, полученная при решении левой части неравен-
ства, меньше единицы, то лист при изгибе не будет терять устой-
чивости. Как видно из приведенной формулы, устойчивость
листа при изгибе зависит в основном от соотношения диаметра
и толщины листа.
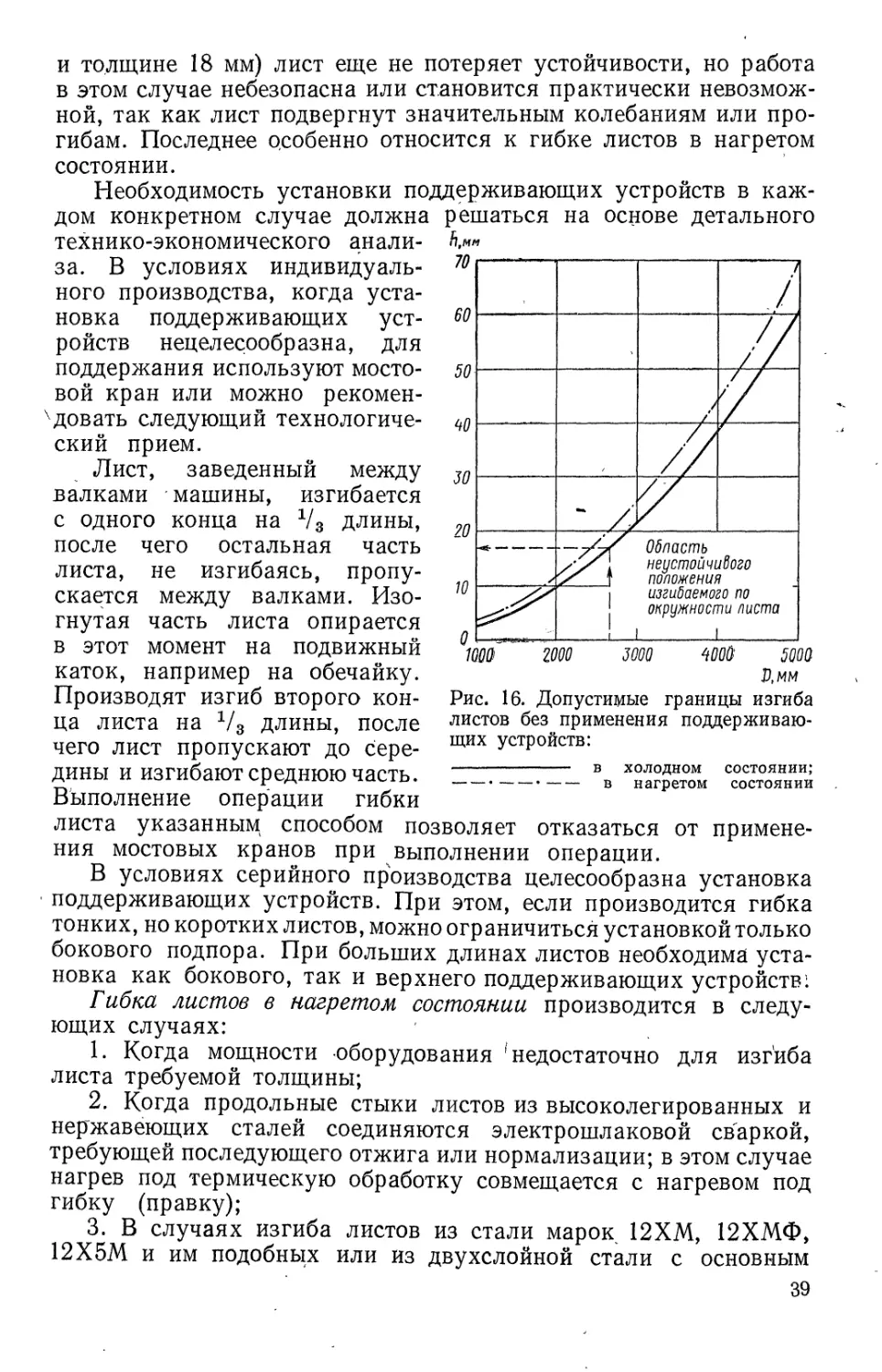
На рис. 16 приведен график границ устойчивой формы изгиба
листов в холодном и нагретом состояниях. При заданном значении
диаметра обечайки листы, толщина которых лежит выше кривых,
при изгибе не требуют применения поддерживающих устройств.
При толщинах ниже кривых следует применять поддерживающие
устройства. График построен с учетом некоторого запаса, учиты-
вающего безопасность работы, т. е. практически при некоторых
отношениях диаметра к толщине (например, при диаметре 2800 мм
38
решаться на основе детального
Рис. 16. Допустимые границы изгиба
листов без применения поддерживаю-
щих устройств:
------------ в холодном состоянии;
-------------в нагретом состоянии
и толщине 18 мм) лист еще не потеряет устойчивости, но работа
в этом случае небезопасна или становится практически невозмож-
ной, так как лист подвергнут значительным колебаниям или про-
гибам. Последнее особенно относится к гибке листов в нагретом
состоянии.
Необходимость установки поддерживающих устройств в каж-
дом конкретном случае должна
технико-экономического анали-
за. В условиях индивидуаль-
ного производства, когда уста-
новка поддерживающих уст-
ройств нецелесообразна, для
поддержания используют мосто-
вой кран или можно рекомен-
довать следующий технологиче-
ский прием.
Лист, заведенный между
валками машины, изгибается
с одного конца на V3 длины,
после чего остальная часть
листа, не изгибаясь, пропу-
скается между валками. Изо-
гнутая часть листа опирается
в этот момент на подвижный
каток, например на обечайку.
Производят изгиб второго кон-
ца листа на V3 длины, после
чего лист пропускают до сере-
дины и изгибают среднюю часть.
Выполнение операции гибки
листа указанным способом позволяет отказаться от примене-
ния мостовых кранов при выполнении операции.
В условиях серийного производства целесообразна установка
поддерживающих устройств. При этом, если производится гибка
тонких, но коротких листов, можно ограничиться установкой только
бокового подпора. При больших длинах листов необходима уста-
новка как бокового, так и верхнего поддерживающих устройств;
Гибка листов в нагретом состоянии производится в следу-
ющих случаях:
1. Когда мощности оборудования 'недостаточно для изгиба
листа требуемой толщины;
2. Когда продольные стыки листов из высоколегированных и
нержавеющих сталей соединяются электрошлаковой сваркой,
требующей последующего отжига или нормализации; в этом случае
нагрев под термическую обработку совмещается с нагревом под
гибку (правку);
3. В случаях изгиба листов из стали марок 12ХМ, 12ХМФ,
12Х5М и им подобных или из двухслойной стали с основным
39
слоем из стали марки 12МХ независимо от диаметра обечайки
и толщины стенки, когда термообработка после сварки совме-
щается с нагревом под гибку.
Типовой технологический процесс гибки листов в нагретом
состоянии заключается в следующем. После разметки и обрезки
развертка обечайки закладывается в газовую печь. Исходя из
условий максимальной загрузки печи, удобства захвата и исклю-
чения возможной деформации от собственного веса, обечайки
устанавливаются на поду печи на торец или на бок. Вместе с обе-
чайкой нагреваются пробы. Температура нагрева обечайки и ре-
жим нагрева зависят от марки стали, толщины стенки и указы-
ваются в технологических процессах термообработки. Углероди-
стые стали нагревают до температуры 930—950° С. Температура
нагрева сталей 12ХМ, 12МХ, 12ХМ + 0X13 (биметалл) с толщи-
ной стенки h < 50 мм — 950—970° С, а для толщин h > 50 мм —
980—1050° С. Время выдержки листа определяется из условия
1 мин на 1 мм толщины. Листы, нагрев которых производится
из-за недостаточной мощности оборудования, должны нагре-
ваться до температуры, при которой не образуется окалина.
Температура, при которой образуется окалина, приведена для
сталей некоторых марок ниже.
Марка стали................15Х5М 12МХ 12ХМФ 12X13, 12Х18Н10Т,
20X13 12Х18Н9Т
Температура, °C ........... 650 570 600 750 800
В тех случаях, когда по каким-либо причинам не удается
устранить образование окалины, используются различного рода
покрытия. В частности, для облегчения съема окалины листы
(обечайки) перед закладкой в печь покрывают специальным
меловым составом: в 10 л воды разбавляют 700 г хлористого аммо-
ния и 5 кг мела и размешивают до получения густой суспензии.
Этим составом лист или обечайка покрываются по всей поверхно-
сти, после нагрева и выема из печи окалину счищают скребком
или сдувают воздухом.
Температура печи контролируется термопарой. Нагретый лист
подается к листогибочной машине. После гибки обечайку мостовым
краном снимают с машины для выполнения последующих опера-
ций.
Для получения необходимых механических свойств металла
после нагрева деформирование между валками должно оканчи-
ваться при температуре не ниже 600° С для углеродистых и 700—
750° С для легированных (нержавеющих) сталей. Для обеспечения
соответствующего качества необходимо, чтобы лист (обечайка)
имел необходимую температуру нагрева при установке на машину
и подвергался строго регламентированному режиму деформиро-
вания. С этой точки зрения необходимо учитывать время (t) охла-
ждения листа (обечайки) во время транспортировки и нахождения
на листогибочной машине. На графике (рис. 17) приведены экс-
40
периментальные зависимости времени охлаждения для некоторых
типоразмеров обечаек. Интенсивность остывания обечаек меньшей
толщины выше и с увеличением диаметра обечаек одной толщины
скорость охлаждения увеличивается.
Гибка в нагретом состоянии предусматривает обязательный
контроль температуры в процессе деформирования. Наиболее
приемлемы для этого приборы, основанные на бесконтактном
методе измерения температуры. В частности, используют радиа-
ционный пирометр РАПИР с телескопом ТЕРА-50, предназначен-
РисЛ17. Интенсивность охлаждения обечаек_в зави-
симости от_диаметра D и толщиньГ/г
ны.й для бесконтактного измерения температуры неподвижных
или перемещающихся с наибольшей скоростью тел по их тепло-
вому излучению. Прибор стационарный и жестко монтируется
перед листогибочной машиной на расстоянии 3—4 м. Пределы
измерения телескопа ТЕРА-50 составляют 400—1000° С. Основ-
ная погрешность измерения — ±8° С. /
При проведении горячей гибки на листогибочных машинах
должны быть приняты некоторые меры по правильному их ис-
пользованию. В частности, валки должны быть выполнены из
специальной стали, обладающей прочностью при высокой тем-
пературе. Перед горячей гибкой рекомендуется подогревать валки
посредством газового пламени или электронагрева. В противном
случае большой температурный перепад между поверхностью
и внутренними слоями валка вызовет высокие внутренние напря-
жения, которые приведут к быстрой поломке валка.
Особенности изгиба биметалла, двухслойных и других специ-
альных сталей. Двухслойные стали и биметаллы требуют специ-
фического подхода при создании технологии их обработки. Для
этих сталей характерно: различие механических свойств основ-
41
кого и плакирующего слоев; различие физических свойств (в том
числе значений теплопроводности и коэффициентов линейного
расширения основного и плакирующего слоев); наличие по пло-
скости спая промежуточной зоны, отличающейся своими свой-
ствами от основного и плакирующего слоев.
Различие механических свойств металла основного й плаки-
рующего слоев при пластической деформации могут явиться при-
чиной образования зон с различными внутренними напряже-
ниями, которые могут вызвать на готовой детали появление раз-
личных дефектов (например, выпучин, гофр,, складок, расслое-
ний), а также могут служить причиной снижения коррозионной
стойкости металла (например, вследствие коррозионного растре-
скивания под напряжением).
Различные значения коэффициентов линейного расширения
и теплопроводности могут явиться причиной коробления и рас-
слоения слоев при нагреве заготовок. Кроме того, при нагреве
наблюдается термобиметаллический эффект, который оказывает
определенное влияние на геометрию изделий, получаемых путем
пластического изгиба.
В двухслойных сталях происходит резкое изменение свойств
на грани спая металлов при переходе от одного металла к другому.
Эта промежуточная зона между основным и плакирующим слоями
часто вызывает местное ухудшение пластических свойств и может
явиться причиной появления в готовой детали трещин и расслое-
ний.
Эти дефекты образуются преимущественно в тех случаях,
когда деформирование производится в холодном состоянии или
с нагревом в интервале температур, обусловливающем понижен-
ные пластические свойства этой зоны.
Обработку давлением производят при соблюдении строгих
режимов и условий в зависимости от марки металла. В основном
эти условия и режимы связаны с пластическими свойствами двух-
слойных сталей и прочностью соединения между основным метал-
лом и плакирующим слоем.
Гибка двухслойных листов, плакированных коррозионно-
стойкой сталью, может производиться как в холодном, так и
в горячем состоянии, плакирующим слоем внутрь или наружу.
Прокладки, соприкасающиеся при гибке с плакирующим слоем,
изготовляют из коррозионно-стойкой стали, чтобы предотвратить
налипание на поверхность плакирующего слоя частиц металла,
что возможно при использовании обычной конструкционной стали.
Холодная гибка двухслойной стали должна производиться при
температуре не ниже 20° С. При гибке в горячем состоянии за-
готовки должны быть нагреты до 1150—1200° С; их обработка
должна завершаться при температуре не ниже 900—850° С.
Заготовки, обработанные методом горячей деформации, должны
быть подвергнуты последующей термической обработке, режимы
которой приведены в табл. 10, а.
42
Таблица 10, а
Режимы термической обработки заготовок из двухслойных сталей
Марка стали плакирующего слоя ч Вид термической обработки
высокий отпуск стабилизирующий отжиг закалка
охв 12Х18Н10Т 10Х17Н13М2Т 06ХН28МДТ (ЭИ943) Нагрев до 740—760° С, вы- держка 1,5—2 ч, охлаждение на спокойном возду- хе Нагрев до 850— 875° С, выдержка 2—3 ч, охлаждение на воздухе (плаки- рующим слоем вверх) Нагрев до 900— 950° С, выдержка 2—3 ч, охлаждение на воздухе (плаки- рующим слоем вверх) Нагревг' до 900— 920° С, выдержка в печи 2 ч, охлажде- ние на воздухе Нагрев до 1050—1100° С, ох- лаждение в воде или /на воздухе (плакирующим слоем вверх) Нагрев до 1070—1120° С, охлаждение в во- де или на воздухе (плакирующим слоем вверх/
Примечание. Основной слой из сталей Ст 3, 16ГС, 09Г2С.
Гибка биметалла толщиной 10 мм в интервале температур от
800 до 500—400° С приводит к отслоению плакирующего слоя от
основного. Это объясняется тем, что так как пластичность плаки-
рующего слоя больше пластичного основного металла, а проч-
ность соединения основного и плакирующего слоев в данном ин-
тервале температур низкая, то при гибке происходит сдвиг и
последующее отделение плакирующего слоя от основного.
При. нагреве биметалла толщиной 10 мм от 20 до 900° С проч-
ностные свойства его постепенно снижаются, а пластические,
снижаясь при нагреве до 300—400° С, возрастают при дальней-
шем повышении температуры. Изгибать листы из биметалла ре-
комендуется из цельной и сварной заготовок с предварительной
термической обработкой (нагрев до 650° С, выдержка 2 ч, охла-
ждение на воздухе).
Биметалл сталь-серебро состоит из основного слоя — стали
марки 10 и плакирующего слоя — серебра чистоты 99,98%.
При нагреве листового проката из биметалла прочностные свой-
ства с повышением температуры до 600° С резко понижаются:.
43
предел прочности падает с 47,3 кгс/мм2 при 20° С до 17,8 кгс/мм2
при 600° С. Пластические свойства при повышении температуры
изменяются следующим образом: относительное удлинение б
падает с 5,7% при 20° С до 4,6 при 200° С. Дальнейшее повыше-
ние температуры до 600° С увеличивает б до 11,5%.
При гибке биметаллического листа, чтобы не повредить по-
верхности плакирующего слоя, используются прокладки толщи-
ной не выше 1 мм из мягкого металла (меди, латуни и др.) и плот-
ная бумага;
Широко применяются высокопрочные термоупрочненные стали
с (JT = 50ч--60 кгс/мм2 и сгв = 70-н80 кгс/мм2. В ближайшие
годы намечается использование термоупрочненных свариваемых
сталей с сгт 100 кгс/мм2 и ов 120 кгс/мм2.
Принципиально технология гибки указанных сталей не отли-
чается от гибки обычных сталей и может производиться как в хо-
лодном, так и горячем состоянии при температуре ниже или тем-
пературы отпуска стали при ее улучшении или равной ей. В случае
гибки при температуре выше предварительного отпуска стали
допускается повторная закалка с отпуском. Однако нагрев под
горячую обработку или повторную термообработку должен вы-
полняться строго по режимам, установленным для закалки с от-
пуском стали. Минимально допустимый радиус гибки в холодном
состоянии рекомендуется принимать дифференцированно, в за-
висимости от прочности и толщины улучшенной стали. Для стали
с пределом текучести до 75 кгс/мм2 даны следующие рекомендации:
толщиной h, мм до 25.................................. -Rmin 2/г,
» h, * » свыше 25 до 63........................... #min ЗЛ;
» h » свыше 63 до 100 ...........*.......... ^min^ 4/ь
Отметим еще некоторые особенности гибки листов и правки
обечаек из двухслойного проката. При прохождении листа между
валками возникает опасность нанесения на плакирующий слой
рисок, царапин, задиров и т. д. Гибка листа производится на трех-
валковой машине с приводными нижними валками, а правка
обечайки на четырехвалковой машине, причем- верхний валок
машины должен быть хорошо отполирован. Если позволяет мощ-
ность машины, лист изгибают в холодном состоянии: после кру-
говой гибки производится сборка продольного стыка' и сварка
основного металла без подварки плакирующего слоя, после чего
обечайка подвергается термообработке (высокому отпуску). После
остывания металла производится правка обечайки. Заварка пла-
кирующего слоя производится в собранном целиком аппарате.
Если металл плакирующего слоя после двух операций — норма-
лизации (950° С) и двух отпусков (640—660° С), имеет стойкость
к межкристаллической коррозии, то после гибки в горячем со-
стоянии и сварки основного металла в разделку плакирующего
слоя вставляется металлическая пластина, после чего обечайка
проходит правку,
44
Гибка листов из сталей с пониженным содержанием никеля
марок 08X21Н5Т и 08Х21Н6М2Т производится в холодном состоя-
нии без последующей термической обработки. При гибке в нагре-
том состоянии операция производится в интервале температур
1080—800° С. Время нагрева заготовок принимается из расчета
2 мин на каждый миллиметр толщины заготовки, но не менее
15 мин.
Дефекты гибки и методы их исправления. Качественное вы-
полнение операции гибки листа возможно лишь при правильно
настроенном оборудовании и необходимой квалификации опера-
тора. Перед началом работы должна быть проверена работа всех
механизмов машины и особенно параллельность валков. Однако
а) 6) в) г) д)
Рис. 18. Дефекты гибки обечайки
по целому ряду причин после выполнения операции встречаются
дефекты, основные из которых: перекос кромок/перегиб обечайки,
конусность, бочкообразность.
Перекос кромок (рис. 18, а) получается из-за неправильной
установки листа на валки перед гибкой. Лист надо выставлять
перпендикулярно продольной оси валков, используя для этого
канавку на заднем валке, либо специальные упоры. Исправление
данного дефекта осуществляется путем обратного перекоса обе-
чайки при установке в валках.
; Перегиб обечайки на меньший радиус (рис. 18, б) происходит
в результате неправильного назначения радиуса изгиба. Рабочие
места должны быть оснащены таблицами или графиками, исходя
из которых оператор может без ошибок по указателю положения
валков устанавливать радиус изгиба, необходимый для данного
типоразмера обечаек и марки стали. Исправление этого дефекта
возможно путем повторной гибки.
Конусность (рис. 18, в) возникает вследствие перекоса боко-
вых валков при гибке. Перед гибкой необходимо убедиться в том,
что положение осей боковых валков строго горизонтально и
параллельно продольной оси верхнего валка. Конусность выправ-
ляется опусканием конца верхнего валка со стороны большего
диаметра обечайки.
Бочкообразность может получаться с выпуклой (рис. 18, г)
или вогнутой (рис. 18, б) образующими. Этот дефект является
следствием чрезмерного прогиба валков по длине в процессе
гибки. Выпуклая бочкообразность получается при меньшем из-
гибе листа посередине (прогиб валков), а вогнутая — при мень-
шем изгибе на концах. Дефект получается в результате непра-
45
б)
Рис. 19. Схемы нагружения
валков
вильного назначения величины противодавления на верхний
валок. Исправляют дефект назначением другой величины противо-
давления и повторной гибки. На машинах, не оборудованных
механизмам^ противодавления, дефект исправляют применением
прокладок, которые при выпуклой бочкообразности помещают
на внутренней поверхности обечайки посередине. Затем произ-
водят нажим средним (или боковым) валком и пропускают обе-
чайку через валки. Далее прокладку несколько перемещают от сере-
дины к концам, производят нажим верх-
ним валком (несколько меньшим, чем
средним) и снова пропускают заготовку
через валки. При правке вогнутой обе-
чайки прокладки помещаются у концов.
Для решения вопроса о возмож-
ности изгиба максимальной толщины
листа при заданных ширине, радиусе
изгиба и металла заготовки рассмотрим
два случая нагружения валка:
равномерно распределенная по вал-
ку нагрузка (рис. 19, а)}
равномерно распределенная нагруз-
ка покрывает среднюю часть валка
(рис. 19, 6).
Принимается, что длина валка примерно равна расстоянию
между центрами подшипников и во втором случае лист находится
в средней части валка, т. е. а = с. Возможность принятия первого
условия диктуется следующими соображениями. Во-первых, вслед-
ствие прогиба верхнего валка давление* в его середине будет
несколько меньше, чем по концам. И, во-вторых, анализ изготов-
ляемых и.эксплуатируемых листогибочных машин отечественного
и зарубежного производства показал, что отношение расстояния
между подшипниками валка к длине его рабочей части колеблется
незначительно и составляет 1,04—1,14. Тогда для первого
чая максимальный изгибающий момент в середине равен
М —
mmaxi — J g
слу-
(Ю)
й для второго случая
- М
(И)
19)
__ Рб(2Ь-Ь1)
max а------g---->
где Рб — усилие на боковой валок.
р
Так как С^в — усилие на верхний валок, рис.
то формулы (10) и (11) можно представить в следующем виде:
: . <12>
. . - - ; м _ РЪ(2Ь — Ь1)
............... Z max.2-~ Wcosa ’
(13)
46
При использовании в обоих случаях максимально допусти-
мых изгибающих нагрузок имеем
Л4тах, —1 Л4 тах2« (14)
Величина усилия при гибке листа
р bhm+2A
г 2'пй™+1 (т + 2) tg а
(15)
где 7?г — радиус изгиба до пруженения.
Подставляя величину усилия по формуле (15) в уравнения
(12) и (13), получим
т+2
h = h^+2 2^~т 4- R^+1 От1 + 2 tgctl ——ъ——
1 L Rfn^~1 m-f-2 tga b1(2b — b1)
(16)
(обозначения без индекса относятся к номинальным размерам
листа по паспорту машины, с индексом 1 — к искомым раз-
мерам).
По формуле (16) и известным паспортным данным машины
можно произвести перерасчет на возможную толщину гибки листа
при заданных ширине листа, механических свойствах материала
и радиусе изгиба. Применительно к конкретным условиям рас-
чета формула (16) может быть упрощена. г
При одинаковых радиусах изгиба, но различных свойствах
материала
Г А т 4-9 h2 1 —”
^ = /1^1+2 2т^-'п 4-Р^-т ° ”Н+2. (17)
1 [ Ах т + 2 bi (26 — bj) J v ’
При одинаковых механических свойствах материала, но раз-
ных радиусах изгиба
/ v~Л1\Я/ tga 61(26-61) J + ’
При одинаковых радиусах изгиба и механических свойствах
материала ,
hi = h[ 6H26-6J ]^- (19)
47
В формуле (16) величина радиуса подставляется до пружине-
ния, т. е. берется радиус изгиба. В случае подстановки остаточ-
ного радиуса Ro формула (16) принимает следующий вид:
Ai (1 +
т± + 2 tgaj 62
т -г 2
1
___________________т i 4-2
tga bi(26 — bi) J
(20)
а — круговая— гибка листа;-б — правка обечайки. --------- сталь 12Х18Н10Т в холод-
ном состоянии;------------сталь 12Х18Н10Т в нагретом состоянии при температуре
700° С; —• — • — сталь 09Г2С в холодном состоянии; — — сталь 09Г2С в нагретом
состоянии при температуре 600® С. 1 — D = 1500 мм; 2 — D = 2400 мм; 3 — D =
— 3200 мм
Пример расчета. Даны геометрические характеристики листогибочной ма-
шины и параметры изгибаемого листа: — 360 мм, 480 мм, h = 25 мм,
b = 2500 мм, материал от = 30 кгс/мм2, ов — 48 кгс/мм2, А = 56,93, т = 0,113,
7?0 ~ 300 мм, п = 0,0071.
Определить максимальную толщину листа при гибке для следующих дан-
ных: b == 1000 мм, ROl = Ю00 мм, материал ат = 21 кгс/мм2, ав = 38 кгс/мм2,
А± = 47,69, = 0,141, пА = 0,0057.
По формуле (20) определяем
2,113
х^252‘Ш
0.028 56,93 10001'141
47,69 зоо1-113
олл0,887 \ 1,113
1 + °'0071 тет
ZO /
1 0,0057
1000°.859
2g0f859
X
2,141 tg 11°45' 25002
2,113 tg 30° 1000(2-2500— 1000)
1
2,141
= 39,8 мм.
48
На рис. 20 приведены технологические характеристики машины 40Х 3500 мм.
Паспортные данные машины: максимальная толщина листа h = 40 мм при мак-
симальной ширине b = 3500 мм и минимальном диаметре обечайки D = 1500 мм
для стали с пределом прочности ов = 60 кгс/мм2, £)в — 600 мм, = 480 мм.
При построении номограммы за основу принята сталь 12X18Н9Т, имеющая
в холодном состоянии ат = 20 кгс/мм3, ав == 55 кгс/мм2.
4. ПРАВКА ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК
Здесь необходимо учесть, что рассматриваются обечайки с же-
стким контуром, т. е. не прогибающиеся под собственным весом,
у которых отношение толщины листа h к диаметру D не менее 0,01.
Правка обечаек, имеющих замкнутый контур, на валковой
листогибочной машине, имеет следующие принципиальные отли-
чия от правки листового проката на листоправильных ма-
шинах:
при правке листового проката исправляется волнистость и
коробоватость листа, в то время как при правке обечайки ста-
вится задача исправления погрешности круговой формы;
правка листового проката производится путем многократных
знакопеременных изгибов листа между валками, причем чем
тоньше лист, тем с большим количеством валков применяют листо-
правильные машины. Правка обечаек производится между тремя
валками путем увеличения кривизны участка контура обечайки,
находящегося между валками, и последующего ее уменьшения.
Основное условие правки, В результате проведения предвари-
тельных операций (подгибка кромок у листа перед гибкой, сварка
продольного стыка) обечайка имеет неправильную геометриче-
скую форму, причем наибольшее искажение проявляется в около-
шовной зоне. Кривизна участков в различных местах контура
однозначна. В то же время величина кривизны отдельных уча-
стков может быть больше или меньше номинальной, которую
необходимо достигнуть в результате правки. Рассмотрим возмож-
ность правки обоих случаев.
Первый случай: участки контура имеют кривизну
больше номинальной. На графике в координатах изгибающий
момент М — кривизна нанесем положения точек, соответ-
ствующих номинальной кривизне и имеющейся кривизны
ао
участка контура (рис. 21, а).
1
Яг ’
недо-
При этом Если дать нагрузку, обеспечивающую
Ао
создание кривизны меньшей то при вращении обечайки
АГ А1
все участки под верхним валком будут получать кривизну
кроме участка с кривизной ~, для которого прогиб Л-
А! АГ
4 Ю. И. Берлинер
49
статочен. Получаемая после выхода из-под верхнего валка оста-
точная кривизна меньше т. е. различные участки кон-
Ло -f\l
тура имеют ^различную кривизну. Одинаковая картина наблю-
дается и в том случае, если задаваемый прогиб обеспечивает полу-
чение кривизны-^-, равной кривизне В этом случае разница
Аг
м
м
Рис. 21. Графическая зависимость между кривизной ~ и изгибаю-
л
щим моментом М при правке обечайки:
й~при б-прия7>я7
в остаточной кривизне отдельных участков меньше, чем до из-
гиба, однако все еще имеет значительную величину. Если при
вращении обечайки дать прогиб между валками, обеспечивающий
получение кривизны то на выходе из-под
верхнего валка остаточная кривизна отдельных участков
и будет незначительно различаться между собой. При даль-
нейшем вращении обечайки между валками и постепенном сня-
тии нагрузки окончательная кривизна отдельных участков ока-
жется почти одинаковой. Необходимо заметить, что чем больше
кривизна -4™5 тем меньше разница между.-Д- и -Д~. Однако
50
это условие ограничивается требованием обеспечения необходи-
мых механических свойств материала в результате деформирова-
ния, которое удовлетворяется при степенях деформации, не пре-
вышающих 2—3 %.
Аналогичная картина наблюдается в случае, когда имеющаяся
крйвизна участков по контуру обечайки меньше номинальной
(рис. 21, б). Минимальная разность величин кривизны участков
получается в том случае, когда придаваемая кривизна под верх-
А 1 1
ним валком больше, чем и -5-.
К Ко
Проведенный анализ позволяет сделать вывод, что основным
условием получения обечаек правильной геометрической формы
после правки является необходимость обеспечения при нагруже-
нии кривизны, большей по величине любой кривизны по контуру
обечайки. Однако это условие не единственно. Как будет пока-
зано ниже, после нагружения следует процесс разгрузки, который
необходимо выполнить так, чтобы нагрузка снималась посте-
пенно и равномерно по контуру. .
Влияние технологических переходов на точность правки. Опе-
рация правки обечайки разделяется на три последовательных
перехода:
1) нагружение — деформирование участка контура обечайки,
находящегося между боковыми валками, путем их подъема или
опускания верхнего валка, в зависимости от конструкции листо-
гибочной машины;
2) выкатка — вращение обечайки при постоянном радиусе
изгиба;
3) разгрузка — уменьшение деформации участка контура обе-
чайки, находящегося между боковыми валками, путем их опу-
скания или подъема верхнего валка, в зависимости от конструк-
ции листогибочной машины.
Под схемой разгрузки понимается порядок снятия деформации
по контуру обечайки (например, через 0,5 оборота). Изменение
радиуса изгиба (в мм) за часть полного оборота обечайки, выбран-
ного схемой разгрузки, назовем ступенью разгрузки. Четыре
ступени разгрузки составляют цикл разгрузки. Суммарное изме-
нение радиуса изгиба или относительного положения валков за
все циклы назовем величиной разгрузки.
На основании принятых определений величину разгрузки
можно вычислить по формуле
N= Ro — 7?гп мм,
где Rrn —.радиус изгиба при правке.
Величина разгрузки в каждом цикле
• N = Rmn__} ^гпп,
где /?гпп_1 и Rrun — радиусы изгиба соответственно в начале
и конце цикла.
4* ' 51
Величина ступени в каждом цикле
N' __ ^гп^! — #гип
п^Т Г ~~ •
Величины ступеней разгрузки должны уменьшаться к концу
процесса. Выбор оптимальных величин ступеней разгрузки по
циклам может быть произведен по эмпирической формуле в за-
висимости от 7?гп:
n = v(7?0 — #Гп)мм>
где 7?0 — номинальный радиус обечайки; 7?гп — радиус изгиба
при выкатке; v — эмпирический коэффициент, характерный для
каждого цикла разгрузки.
К технологическим параметрам процесса правки обечаек
относятся: величина радиуса изгиба при выкатке 7?гп, порядок
(режим) выполнения нагружения выкатки, разгрузки, схема
и величины ступеней разгрузки; расчет взаимного расположения
валков машины. Влияние различных технологических переходов
и параметров на точность правки различно.
После установки обечайки на машину производится нагру-
жение, которое может выполняться двумя способами. По первому
способу, не приводя обечайку во вращение, ей сообщают радиус
изгиба 7?гп, после чего начинается ее вращение. По второму
способу после установки обечайки на машину сообщается враще-
ние и постепенное уменьшение радиуса изгиба до 7?гп. Величина
остаточной овальности не зависит от вида нагружения.
При выполнении операции правки обечаек на валковых листо-
гибочных машинах важное значение имеет выбор радиуса изгиба
в конце процесса нагружения, от правильно выбранной величины
которого в большой степени зависит получаемая точность обе-
чайки. При расчете радиуса изгиба R должны учитываться прежде
всего величина пружинения заготовки и первоначальная, до
правки, форма обечайки.
Обечайки, поступающие на правку, имеют по контуру непра-
вильную геометрическую форму в результате подгибки кромок.
Форма кромок в околошовной зоне зависит от метода их полу-
чения. Каждому виду технологического процесса подгибки кромок
соответствуют определенные отклонения геометрической формы.
Указанные отклонения можно учесть коэффициентом от радиуса
обечайки 7?0, имеющей правильную геометрическую форму.
Назовем этот коэффициент — коэффициентом формы — Кф. Ниже
приведены опытные значения коэффициента формы Кф в зависи-
мости от вида технологического процесса подгибки кромок:
при гибке в штампе на прессе Кф = 0,9-~-0,95; на подкладной
плите 0,8—0,85; на валковой листогибочной машине без под-
кладной плиты при вогнутости 0,7—0,85; при прямых участках
0,65—0,75.
52
Механические свойства материала листа обечайки отличны
от механических свойств прямой заготовки. В результате прове-
дения предварительных операций (подгибка кромки, круговой
гибки листа, сварки продольного шва) происходит упрочнение
материала и пределы текучести и прочности приобретают повы-
шенные значения против их величин в листе в состоянии по-
ставки.
При вращении обечайки в зоне деформации между валками
наблюдается иная картина, чем в статическом состоянии изделия.
В этом случае сучение заготовки, находящееся над входным (по
направлению движения) валком, имеет определенную деформацию,
которая увеличивается по мере продвижения сечения к верхнему
нажимному валку. При этом величина упругой зоны все время
уменьшается, а пластической увеличивается. Максимального
значения величины изгибающего момента и зоны пластической
деформации достигают в некоторой точке под верхним валком,
после чего величина изгибающего момента уменьшается, вследствие
чего наступает момент разгрузки. При разгрузке возникают оста-
точные деформации, т. е. в симметричных относительно верхнего
валка сечениях возникают различные по величине деформации:
в зоне разгрузки они больше, чем в зоне нагружения. В резуль-
тате нейтральная ось при симметричной нагрузке становится
несимметричной, что вносит определенную погрешность при рас-
четах пружинения заготовки. Экспериментальное исследование
влияния прогиба f на величину остаточного радиуса Ro показало
следующее. При одинаковой стреле прогиба величина остаточного
радиуса при нагружении и разгрузке остается практически по-
стоянной. Определенное расхождение имеется при сравнении
величин радиусов на выходной ветви при вращении обечайки
и в статическом состоянии. В этом случае разница радиусов может
достигать величины 10—12%. При правке обечаек, когда замкну-
тость контура оказывает значительное и сложное влияние на ве-
личину радиуса изгиба, указанная разница, как будет видно из
последующего изложения, не имеет принципиального значения
и при соответствующих анализах процесса может не учитываться.
В результате проведенных экспериментов установлено, что
основное влияние на величину остаточного радиуса по контуру
обечайки оказывают первоначальная форма контура, величина
радиуса изгиба и диаметр обечайки. Если радиус изгиба больше
любого радиуса по контуру обечайки, то при ее вращении между
валками кривизна по контуру не будет одинаковой.
Установлена следующая особенность при изгибе обечаек:
независимо от величины и знака исходной кривизны по контуру
при одинаковом значении радиуса изгиба R, если он меньше
любого радиуса по контуру обечайки, остаточный радиус Ro
также получается одинаковым.
Отсюда следует важный практический вывод: для получения
по всему круговому контуру одинаковой кривизны необходимо,
. 53
чтобы при вращении обечайки между валками радиус изгиба был
меньше радиуса кривизны любого участка по контуру обечайки.
Величина радиуса изгиба при выкатке учитывает величину
пружинения материала и отклонение от правильной цилиндри-
ческой формы и определяется по формуле
П ___ ____ Кф/?о_________
ГП ~ 22>59"тД , Ro \ 1-m •
1 + (m + 2) Е \ h )
Увеличение радиуса изгиба до 5% от расчетного приводит
к рассеиванию овальности в пределах 1,5—3 мм. Уменьшение же
радиуса против расчетного, не оказывая в целом отрицательного
влияния на точность, приводит к большему упрочнению мате-
риала, что может быть недопустимо по условиям эксплуатации
сосудов.
После нагружения до 7?гп производится выкатка, т. е. враще-
ние при постоянном радиусе изгиба. Сравнение механических
свойств материала после вращения обечайки с различным числом
оборотов с исходными показывает, что резкое изменение ат и ав
происходит после гибки листа в обечайки. После сварки продоль-
ного шва и последующей правки изменений механических свойств
в зависимости от количества оборотов не наблюдается, т. е. при
степенях деформации материала, наблюдающихся при правке
(до 2,5%), количество оборотов при выкатке заметного влияния
на механические свойства материала не оказывает. В связи с этим
1—1,5 оборотов вполне достаточно для получения необходимой
точности.
Получение минимальной овальности, являющееся следствием
равномерного распределения напряжений по всему контуру, во
многом зависит от схемы разгрузки и величины ступеней раз-
грузки по циклам. Оптимальная схема разгрузки обеспечивает
равномерное последовательное уменьшение деформации по кон-
туру. Разгрузка через 0,5 оборота не обеспечивает этого условия,
так как уменьшение деформации производится в двух диаметрально
противоположных местах (отметкой для отсчета частей оборота
может служить сварной шов или меловая ветка на торце обе-
чайки). Наиболее удачными следует считать схемы разгрузки
через 0,75 и 1,25 оборота, обеспечивающие уменьшение деформа-
ции равномерно в четырех точках по окружности. При этом в це-
лях получения минимального времени правки для небольших
диаметров (до 300 мм) может применяться разгрузка через 0,75
оборота, для больших диаметров — 1,25 оборота. Минимальная
овальность получается при разгрузке через 0,75 и 1,25 оборота.
Чем больше будет сделано^ циклов разгрузки, тем выше будет
полученная точность. Однако для обеспечения точности в пре-
делах 1—2 мм вполне достаточно четырех циклов. Оптимальная
точность получается при уменьшении ступеней разгрузок от пер-
вого к четвертому циклу. Величины ступеней разгрузок по циклам
54
определяются следующими эмпирическими зависимостями: п1 =
- 0,105 (Ro - #гп); п2 = 0,09 (7?0 - 7?гп); п3 = 0,04 (Ro - /?гп);
~ 0,015 (Ro — 7?гп).
Характеристика обечаек перед правкой и влияние местных
дефектов на точность. В результате проведения операций под-,
гибки кромок, гибки листа, сборки и сварки продольного стыка
и т. д. обечайка имеет ряд дефектов формы как местного, так и
пространственного характера. Кроме того, в исходном листовом
металле возможны неравномерность, по толщине как в пределах
одного листа, так и партии листов, а также неравномерность
механических свойств и остаточные напряжения по площади
листа. При проведении перед правкой деформирующих лист
операций его механические свойства также изменяются. Влияние
указанных факторов на качество правки различно. К местным
и пространственным дефектам формы обечайки можно отнести
также, кроме упоминавшихся ранее, влияние высоты усиления
сварного шва.
В целях получения качественной формы обечайки в около-
шовной зоне большое значение имеет величина прямых участков
и их направленность (угловатость)1 внутрь обечайки или наружу.
В случае направленности наружу форму кромок при правке не
удается выправить, в связи с чем при выполнении операции
подгибки кромок оптимальной формой следует считать прямые
или несколько вогнутые внутрь участки.
Различная кривизна участков по контуру обечайки усложняет
процесс правки и вызывает необходимость разработки специаль-
ных технологических мероприятий для устранения этого раз-
личия. После сварки продольного стыка высота внутреннего и
наружного усилений сварного шва находится в пределах 1—3 мм.
Общее усиление порядка 2—6 мм равнозначно местному увеличе-
нию толщины стенки, в связи с чем для придания этому участку
кривизны, одинаковой с остальными участками контура обечайки,
необходимо приложить больший изгибающий момент. Поэтому
оптимальным решением вопроса является введение операции
зачистки усиления сварного шва. Влияние наружного и внутрен-
него усилений сварного шва на остаточную кривизну неодинаково.
Находясь над входным валком, наружный сварной шов не может
повлиять на изменение формы, так как материал находится
в упругом состоянии. При дальнейшем продвижении этого участка
в зону упруго-пластических деформаций радиус кривизны уча-
стка обечайки в этом месте будет отличаться от радиуса кривизны
остальных участков на 1—2%. Внутренний сварной шов, про-
ходя зону максимальной деформации, помимо изменения радиуса
кривизны из-за увеличения момента сопротивления, уменьшает
этот радиус на величину усиления. Общая погрешность будет
1 Таким образом, под угловатостью следует понимать совместный увод
кромок внутрь или наружу обечайки.
55
составлять 6—8%, что является значительной величиной. По-
этому зачистка внутреннего сварного шва обязательна.
Точность правки в значительной степени зависит от качества
металла, подвергающегося формовке. Относительно большие до-
пуски на толщину листа не позволяют получить высокую точность
правки. Поэтому при необходимости получения высокой точности
листы перед запуском в производство должны быть замерены по
толщине, и расчет всех технологических и силовых параметров
надо производить исходя из фактической толщины листа.
Колебания в механических свойствах основного металла и
сварного шва зависят от качества электродов, принятых режимов
сварки, степени деформации при правке. Принятые в аппарато-
строении технология и режимы сварки обеспечивают незначи-
тельное различие механических характеристик основного металла
и сварного шва, в связи с чем влиянием данного фактора можно
пренебречь.
Выбор типа валковой листогибочной машины. Для обеспечения
качественной правки, во-первых, в момент выкатки должна
устраняться наибольшая кривизна шах, имеющаяся по кон-
туру обечайки, во-вторых, должна быть обеспечена возможность
получения точного радиуса изгиба и точность изменения ступеней
разгрузки по циклам.
Выцолнение первого условия требует, чтобы зона пластиче-
ского изгиба простиралась на определенную глубину толщины
материала и определенную длину контура. При правке на трех-
валковых машинах, в зависимости от относительного радиуса
изгиба, длина контура, находящегося в зоне деформации /0,
составляет лишь 2,9—4,2% общей длины контура, в то время
как для четырехвалковых машин эта зона составляет Л2—20%.
Ориентировочно можно принять, что расстояние между вал-
ками I и длина контура обечаек /0 находятся в зависимости
I > (0,2-г-0,4) /0.
Рассмотрим трех- и четырехвалковые листогибочные машины'
с точки зрения возможности получения точного радиуса изгиба.
На рис. 22 показаны графические зависимости изменения радиуса
изгиба от относительного положения верхнего и боковых валков.
Чем больше расстояние между валками, тем более пологий ха-
рактер имеют кривые, т. е. при изменении относительного поло-
жения валков на одну и ту же величину машины с большим меж-
центровым расстоянием между боковыми валками имеют меньшее
изменение радиуса изгиба. На четырехвалковых машинах с рас-
стоянием между боковыми валками в 2—3 раза большим, чем
у трехвалковых, величину радиуса изгиба можно получить зна-
чительно точнее, чем у трехвалковых машин.
Так, например (см. рис. 22), при изменении относительного
положения валков на =±=1 мм радиус изгиба на четыреХвалковых
56
машинах изменится на ±5 мм, а на трехвалковых ±20 мм, т. е.
в 4 раза. При этом необходимо отметить, что с увеличением ра-
диуса изгиба указанная разница увеличивается.ч Эксперимен-
тальные исследования показали, что если в зоне деформации
находятся 10—20% контура обечайки, величина остаточной
овальности а при правильно выбранных режимах правки полу-
чается наивысшей. Из этого следует, что при выборе листоги-
бочной машины большое значение имеет отношение расстояния
между боковыми валками и диаметром обечайки. Учитывая, что
в производстве на одной и той же машине правке подвергаются
обечайки различных диаметров,
названному выше условию наи-
более соответствуют машины
с переменным расстоянием меж-
ду боковыми* валками. Из двух
типов листогибочных машин,
нашедших наибольшее распро-
странение в отечественной про-
мышленности— трех- и четырех-
валковых — последние наиболее
отвечают предъявляемым требо-
ваниям. Указанное подтверж-
дается и распространением в по-
20 40 60 80 100 120 140 Л п
Рис. 22'. Изменение радиуса изгиба
7?0 в зависимости от относительного
положения АЛ валков машины:
1 — трехвалковая машина; I — 450 мм;
2 — трехвалковая машина, I = 600 мм;
3 — четырехвалковая машина, I ~ 1400 мм
следние годы в ряде.стр ан четы-
рехвалковых машин для правки
обечаек высокой точности.
Перед правкой производится настройка листогибочной машины
с целью проверки параллельности осей боковых и нижних валков
оси верхнего вала. Параллельность осей всех валков является
очень важным фактором и ее нарушение приводит к раскатке
одного из торцов обечайки. Настройка осуществляется в такой
последов ательности :
а) производится обмер всех валков листогибочной машины, на
основании которого определяются зазоры и параллельность валков;
б) подъемом нижнего вала до контакта с верхним выбираются
рабочие зазоры в подшипниках верхнего вала. Проверка зазора
производится с помощью щупа. Допустимая параллельность —
0,5 мм по всей длине валков. В случае наличия бочкообразное™
верхнего валка разница замеров по концам валков не должна
превышать 0,5 мм;
в) боковые валки подводятся до касания с верхним валком.
Как и в предыдущем случае, т. е. с помощью щупа, определяется
параллельность осей боковых и верхнего валков.
Операция правки выполняется в следующем порядке (приме-
нительно к четырехвалковой листогибочной машине):
а) установка обечайки посередине рабочего пролета валков
машины; ось обечайки должна быть параллельна оси верхнего
валка;
57
б) защемление обечайки между верхним и нижним валками
путем подъема нижнего валка. Усилие поджима нижнего валка
должно обеспечивать вращение обечайки без проскальзывания;
в) включение механизма противодавления. Усилие, деформи-
рующее валок, определяется в зависимости от типоразмера обе-
чайки, ее материала и паспортных данных машины;
г) включение вращения верхнего валка и подъем боковых вал-
ков. Конечное положение подъема боковых валков при подъеме
определяется величиной /?гп;
д) отключение привода подъема боковых валков и выкатка
обечайки (1—2 оборота) при постоянном относительном поло-
жении валков;
е) отвод боковых валков через каждые 0,75 оборота обечайки
при ее постоянном вращении на машине. Отвод производится до
полного снятия деформирующего усилия боковых валков;
ж) отвод нижнего валка в исходное положение (Нижний
валок опускается в тот момент, когда радиус изгиба достигает
величины, при которой проскальзывание обечайки исключается.
Практически это можно сделать после первого цикла);
з) отключение привода, опускание боковых валков, съем
обечайки с машины.
Правка обечаек в горячем состоянии по переходам правки
в основном не отличается от правки обечаек в холодном состоя-
нии. Расчетные величины принимаются при соответствующих
температурных параметрах. Однако следует учесть одну особен-
ность. После окончания процесса правки валки не отводятся,
а обечайку продолжают вращать до момента, когда ее температура
достигнет 300—400° С («до потемнения»), после чего вращение
прекращается и . обечайку снимают с машины. Если снять обе-
чайку с машины при более высокой температуре, то в результате
еще высокой пластичности металла она может изменить свою
форму, что вызовет необходимость повторной правки.
На величину остаточной овальности влияет большое число
факторов: техническое состояние машины, точность соблюдения
технологических режимов правки, точность отсчета по шкале
машины, механические свойства металла в состоянии поставки
и др. Учет и совершенствование каждого из указанных факторов
позволит значительно уменьшить величину остаточной овальности.
Средства контроля. Контролировать овальность обечаек можно
непосредственно на машине в процессе правки или после съема
обечайки с машины. Контроль непосредственно на машине позво-
ляет, не снимая обечайку, судить о качестве правки и при необ-
ходимости принять меры к повышению точности.
На рис. 23 показано механическое устройство для контроля
овальности обечаек 0 800—3200 мм. Стойка 1 прикрепляется
струбциной 2 к площадке, установленной на машине. Ролик 5,
непрерывно касаясь поверхности обечайки 5, копирует отклоне-
ния от цилиндрической формы, фиксируемые на шкале 4. При-
58
способление может быть использовано для замера формы обечаек
как в холодном, так и в горячем состоянии.
Расчет силовых параметров. В существующей практике проек-
тирования валковых листогибочных машин размеры верхнего
валка рассчитывают, исходя из величины усилий, которыми он
нагружается при выполнении операций подгибки кромок и кру-
говой гибки листа. В основе методики расчета усилий при гибке
листа положена схема изгиба бруса, свободно лежащего на двух
опорах. В соответствии с этим в паспортах листогибочных машин
приводятся максимальные геометрические параметры изгибаемого
Рис. 23. Приспособление для контроля овальности обечаек на машине
листа. При правке усилие затрачивается не только на изгиб
участка обечайки, находящегося между боковыми валками, но
и на деформирование всего контура. Анализ работы листогибоч-
ных машин в эксплуатационных условиях показал, что поломки
верхнего валка особенно часто происходят при правке обечаек.
Поэтому определение величины усилия, действующего на верхний
валок при правке обечаек, имеет важное значение. Величина
этого усилия определяется по формуле
р _____________ 21,67-ОТ^+2Л___________, -
f^pH(m + 2) [(180°-а) tga + 1-^]
Определение максимальной толщины листа обечайки (/ij), ко-
торый может быть изогнут при правке, определяется по сле-
дующей формуле (обозначения без индекса относятся к гибке
исходного листа, с индексом 1 — к правке обечаек).
т+2 ( , л Rn»i+1
Ь — ьmi +2J ____1____ _ . л • ПР
1 " 21,67-Mi+m Rin+1
-f- 2
т + 2
&2 —ajtgax+1 —L1+2
Х b1(2b-b1) tg a J
где /?пр — радиус изгиба при правке обечайки, равный (0,8—0,9) 7?.
59
В случае одинаковых материалов обечаек, подвергаемых правке,
предыдущая формула имеет вид
0,318
#пр \«+1 Ь2
Rr / М2&-М
[(180°-aj tgaf+1
tga
1 I
cos axJ
1
m+2
5. ГИБКА ЛИСТОВ РАЗЛИЧНОЙ КРИВИЗНЫ
Отдельные детали аппаратов, имеют форму, отличную от ци-
линдрической, в частности бывают двоякой кривизны. Такую
форму имеют лепестки шаровых емкостей, отдельные сегменты
шаровых днищ.
Рис. 24. Схема расположения валков 1—9 в девятивалковой машине для
гибки лепестков
Лепестки шаровых емкостей могут быть изготовлены двумя
методами: штамповкой и гибкой между валками. Изготовление
элементов шара штамповкой по сравнению с гибкой имеет ряд
недостатков: большая трудоемкость по сравнению с гибкой: за
смену можно изготовить 2—5 лепестков; малый коэффициент
использования металла; большая стоимость штамповой оснастки;
необходимость использования для каждого типоразмера заготовки
своего комплекта штампов; ограниченность размеров штампован-
ных элементов, связанная с технологическими возможностями
прессового оборудования (размерами нагревательной печи, мощ-
ностью пресса, расстоянием между стойками пресса); ограничен-
60
ная возможность применения автоматической сварки при сборке
элементов в шар.
Для гибки листов двоякой кривизны без нагрева применяется
специальная девятивалковая листогибочная машина. Валки в ма-
шине расположены в шахматном порядке, при этом оси крепле-
ния обоих рядов валков расположены по окружностям, концен-
тричным радиусу кривизны детали (рис. 24). Обладая значитель-
ными преимуществами по сравнению со штамповкой, гибка имеет
тот недостаток, что на гибочной машине можно изгибать листы
только по одному радиусу. Размеры валков машины приведены
в табл. 11.
Таблица 11
Размеры валков в девятивалковой машине, мм
Диаметр шара Нижние валки ч Верхние валки Шаг между валками
радиус профиля диаметр валка радиус профиля диаметр бочки
10 500 Ri 4020 320 «2 4000 554 /1 = 668 Z2 = 678 Z3 = 675 Z4 = 570
С <1 СЛ W 5270 320 К? СО 00 5250 481
Процесс гибки производится следующим образом (рис. 25).
Заготовку лепестка, очищенную от грата, пыли и грязи, уклады-
вают на рольганг перед машиной и устанавливают вплотную
к верхнему валку размеченной центровой риской вниз. Ось заго-
товки совмещается с осью валков машины. После смачивания
поверхности водой заготовка пропускается между валками, пока
не выйдет из-под них на длину 1300—1500 мм. После обрезки
конца заготовки газопламенным способом последнюю пропускают
дальше через валки, пока они не начнут проскальзывать
(рис. 25, а).
На рольганг укладывают новую заготовку и пропускают ее
через валки, выталкивая первую заготовку. Вращение валков
останавливается после того, как задний конец выталкиваемого
лепестка дойдет до середины валка 4, после чего на этом лепестке
закрепляют струбцину-упор вплотную к валку 5 (рис. 25, б).
Включается вращение валков^ и лепесток проталкивается концом
вновь изгибаемой заготовки, упирающейся в закрепленную ранее
струбцину-упор, до середины валка 5 (рис. 25, в). На вытолкну-
том лепестке закрепляются две, скрепленные с рольгангом це-
пями, струбцины. При этом цепи должны быть натянуты (рис. 25, г).
Конец вновь изогнутого лепестка выводится из-под изогнутого
61
ранее лепестка. Проверяют лепестки на стенде шаблоном шири-
ной 5250 мм и длиной 1310 мм.
В индивидуальном производстве вместо специального обору-
дования могут быть использованы универсальные трехвалковые
машины (рис. 26, а). В этом случае лист 1 до гибки обрезают с не-
большим припуском для окончательной обработки кромок, затем
изготовляют гибочные прокладки 2 и 3; причем длина средней
прокладки 2 должна быть примерно равна максимальной длине
листа. Окончательные размеры сечения прокладки 2 уточняются
а)
S)
Рис. 26. Изгиб листа двоякой кривизны на трехвалковой машине
экспериментально в зависимости от типа поверхности листов.
Для увеличения обжатия и снижения толщины прокладки 2
пользуются боковыми дополнительными прокладками 3 (рис. 26, б),
подкладываемыми до начала гибки вдоль длинных кромок изги-
баемого листа. После того как передний конец листа с подклад-
ками положен на нижние валки 4, опускают верхний валок 5
и на штурвале механизма опускания валка ставят метку усилия
62
прижима, после чего валкам придают вращение. В случае одина-'
ковой кривизны вдоль и поперек листа (шаровая поверхность)
лист изгибается без дожатия. В случае переменной кривизны
вдоль листа он подается со стороны меньшей продольной кри-
визны, а затем подгибается сильнее путем уменьшения радиуса
при опускании верхнего валка.
ГЛАВА 3
ФУТЕРОВАНИЕ И ПЛАКИРОВАНИЕ ДЕТАЛЕЙ
И АППАРАТОВ
1. ФУТЕРОВАНИЕ ЛИСТОВЫМ ТИТАНОМ
Титан — единственный материал, коррозионно-стойкий в сре-
дах, содержащих двуокись хлора, хлораты, гипохлориты и влаж-
ный хлор. Из-за высокой стоимости титана возможность его
широкого применения для изготовления оборудования ограни-
чена. Сокращение расхода титана достигается применением
оборудования, футерованного листовым титаном.
Футеровка химического оборудования листовым титаном осу-
ществляется следующими способами: вставным вкладышем; ли-
стом или сварной картой, согнутой в обечайку, с заваркой замы-
кающего стыка внутри аппарата на остающейся титановой под-
кладке; панелями с приваркой их к остающимся титановым
подкладкам.
Для футеровки применяют титан марок ВТ1-0 и ВТ1-00.
Детали, выполняемые методом, связанным с пластической дефор-
мацией заготовки, рекомендуется изготовлять из титана ВТ1-00.
Для футеровки аппаратов применяют титановые листы толщиной
1,5—2 мм и в отдельных случаях для аппаратов небольших раз-
меров, работающих в менее активных средах, толщиной 1 мм;
а для футеровки трубных решеток — толщиной до 5 мм.
При футеровке аппаратов вставным вкладышем вначале штам-
пуют из сварных пакетных заготовок днища из титана. При этом
одновременно получают днища из углеродистой стали для корпуса
аппарата. Затем по фактическим размерам наружного диаметра
титанового днища и внутреннего диаметра корпуса аппарата
изготовляют титановую обечайку. Для этого заготовку из титана
изгибают и на специальном стенде сваривают, автоматической
аргоно-дуговой сваркой. К титановой обечайке приваривают
титановое днище ручной аргоно-дуговой сваркой без присадоч-
ного металла.
Сборку и сварку обечайки с днищем производя?? на распорном
кольце, конструкция которого обеспечивает поддув аргона с об-
ратной стороны шва. Корпус аппарата перед футеровкой тщательно
очищают и обезжиривают. Титановую обечайку с приваренным
, . 63
днищем вставляют в корпус аппарата до плотного прилегания
к поверхности днища из углеродистой стали. Затем на плоскость
фланца, изготовленного из углеродистой стали, накладывают
титановый фланец или воротник и плотно прижимают их винтами.
После сборки титанового фланца или воротника с титановой обе-
чайкой их сваривают.
Корпус аппарата с футеровкой из листового титана, выпол-
ненный способом «вставного вкладыша» со сваркой титановой
обечайки с титановым днищем встык, показан на рис. 27.
Рис. 27. Корпус аппарата с футеровкой из листового титана, выполненной спо-
собом «вставного вкладыша» со сваркой титановой обечайки с титановым днищем
встык:
а — с плоским титановым фланцем; 1 — титановый фланец; 2 — технологическая коль-
цевая канавка (для испытания корпуса); 3 — футеровка корпуса; б — с титановым
воротником, изготовленным из листовой заготовки обкаткой: 1 — титановый воротник;
2 — технологический фланец; 3 — разжимное кольцо
Для упрощения технологии изготовления аппаратов целесооб-
разно футеровать корпус, крышку и днище отдельно. В этом слу-
чае внутреннюю поверхность корпуса аппарата подвергают меха-
нической обработке и футеруют титановой обечайкой, предвари-
тельно сваренной на стенде автоматической сваркой. Титановую
обечайку запрессовывают в корпус аппарата на прессе или на
специальном приспособлении.
Длину развертки титановой обечайки принимают по фактиче-
ским размерам диаметра корпуса аппарата после механической
обработки. Заготовку титановой обечайки вставляют внутрь
корпуса, разжимают специальными кольцами, тщательно при-
гоняют кромки и прихватывают сваркой. После этого обечайку
вынимают из корпуса и сваривают продольный шов на стенде
автоматической сварки. Сваренную обечайку запрессовывают
в корпус и приваривают к титановым фланцам, укрепленным
на фланцах из углеродистой стали корпуса аппарата. После
64
приварки титановой обечайки обрабатывают прйвалочные пло-
скости (шип и паз) титановых фланцев.
Так как аппараты, футерованные указанным способом, изго-
товляют небольших диаметров, крышки для них целесообразнее
выполнять методом пакетной штамповки. В этом случае из отштам-
пованной пакетной заготовки после подрезки торцов вынимают
только внутреннее днище из углеродистой стали. Титановое днище,
выполняющее функцию футеровки, приваривают к титановому
фланцу, прикрепленному к фланцу днища из углеродистой стали.
В заготовке пакета из углеродистой стали, предназначенной для
получения наружного днища, кроме отверстий для выхода воз-
духа предусматривают отверстие с резьбой М8—М10 в централь-
ной части для контроля футеровки крышки на герметичность.
При изготовлении аппаратуры, футерованной сварной картой,
обращают особое внимание на точность изготовления, зачистку
и обработку внутренней поверхности аппарата.
В аппарате, подготовленном для футеровки, на прйвалочные
плоскости углеродистых фланцев устанавливают титановые
фланцы и закрепляют их титановыми винтами. Головки винтов
обваривают и зачищают. Внутренняя поверхность титановых
фланцев должна быть заподлицо с остальной частью аппарата из
углеродистой стали. Если внутренняя поверхность аппарата
из углеродистой стали подвергается механической обработке, на
титановых фланцах с внутренней стороны предусматривают при-
пуск. В этом случае внутреннюю поверхность аппарата обраба-
тывают после установки фланцев из титана. Затем вставляют
титановую согнутую сварную карту и плотно поджимают ее
к стенкам аппарата пневматическими или механическими раз-
жимными приспособлениями. .
После поджима футеровки к стенкам корпуса кромки обе-
чайки размечают под сварку. Размеченную сварную карту выни-
мают из аппарата и обрезают по разметке с припуском, равным
двум толщинам остающейся подкладки (на всю длину). Припуск
оставляется для подгибки продольных кромок профильными
роликами или под прессом в штампе с передвижкой заготовки.
После обрезки и пригонки под сварку кромок сварной карты
в корпусе аппарата размечают места установки остающихся ти-
тановых подкладок (шириной 60 мм и толщиной 1 мм) и для отвер-
стий под резьбу для их крепления. Отверстия располагают в два
ряда на расстоянии, достаточном для размещения сварного шва
между головками винтов. После сверления отверстий в корпусе
(через отверстия в титановых подкладках) нарезают резьбу Мб,
устанавливают и закрепляют, остающиеся титановые подкладки
винтами из углеродистой стали. Затем в корпус аппарата встав-
ляют титановую заготовку так, чтобы стыкуемые кромки нахо-
дились в середине титановых подкладок. Кромки титановой за-
готовки, предназначенные под сварку, зачищают и обезжиривают.
После прижима сварной картй! к корпусу аппарата прихватывают,
5 Ю. И. Берлинер §5
и сваривают замыкающий шов полуавтоматической или ручной
аргоно-дуговой сваркой.
Футеровку с компенсаторами применяют для изготовления
аппаратуры различных габаритных размеров. Футеровка данным
методом производится отдельными панелями, размеры которых
зависят от габаритных размеров аппарата и размера титановых
листов. Панели имеют по продольным стыкам отогнутые кромки,
которые после сварки служат компенсаторами. Высота отогнутой
кромки и радиус ее закругления зависят от толщины футеровки
(см. ниже).
Количество компенсаторов, необходимое для футеровки аппа-
рата, зависит от внутреннего диаметра, высоты корпуса и тем-
пературы среды в аппарате.
Высота отог-
Толщина футеровки, мм Радиус закругления кромки, мм нутой кромки,.
s* ММ
1 . . ..................... 3................................. 10 до 20
1,5 ..................... 5.............f...................Св. 20 до 25
2 ....................... 6 .... /..........................Св. 25 до 30
Количество компенсаторов принимают из следующего расчета:
один компенсатор может снять разницу в расширении между
футеровкой и корпусом в 1,5—2 мм. При этом для аппаратов,
работающих при резких колебаниях температур и давлений,
количество компенсаторов в футеровке принимают по меньшему
значению компенсирующей способности одного компенсатора.
Основными деталями и сборочными единицами при изготовле-
ний футерованной аппаратуры являются днища, фланцы, люки
и штуцера.
Тонкостенные днища из титана для футеровки днищ аппарата
из углеродистой стали в зависимости от их размеров и имеющегося
на заводе кузнечно-прессового оборудования изготовляют следу-
ющими способами: штамповкой из сварных пакетных заготовок;
штамповкой и сборкой отдельных элементов днища (лепестков,
диска); штамповкой в комбинированном штампе совмещенного
действия.
При изготовлении днищ по первому способу берут две заго-
товки из углеродистой стали и между ними помещают одну заго-
товку из титана. Толщину заготовки из углеродистой стали при-
нимают из условия сохранения каждой заготовкой устойчивости
при вытяжке. Минимальная толщина заготовки определяется
по формуле
и ___ 0,7Р3аг
^min 100 ММ,
где £>заг — диаметр заготовки из углеродистой стали.
Заготовки из титана и углеродистой стали для штамповки
днища выполняют из целого листа или, если ширина листа недо-
статочна, из двух или нескольких частей с расположением свар-
66
ных швов в соответствии с требованиями действующих нормалей.
При применении сварных заготовок сварные швы зачищают
заподлицо с поверхностью заготовки. Поверхности титановой
заготовки не должны иметь рисок, царапин, вмятин и других
дефектов. На поверхности заготовки не допускается наличие
окисной пленки и цветов побежалости. Заготовка из титана должна
быть по диаметру меньше заготовки йз углеродистой стали на
8—16 мм в зависимости от толщины заготовок и от глубины фасок
под сварку на заготовках из углеродистой стали. Это необходимо
для того, чтобы торец титановой заготовки не мешал выполнять
сварку заготовок из углеродистой стали.
1 Заготовки из углеродистой стали перед сборкой в пакет вы-
правляют и тщательно очищают до металлического блеска шли-
фовальным кругом, травлением или другими способами. Рисци,
заусенцы и задиры на поверхностях заготовок, сопрягаемых
с титановой заготовкой, недопустимы. Сварные швы на углеро-
дистой заготовке, предназначенной для изготовления внутреннего
днища, должны быть зачищены заподлицо с поверхностью основ-
ного металла. На заготовке, предназначенной для получения
наружного днища, сварные швы зачищают заподлицо от кромки
заготовки на ширину, превышающую ширину вытяжного кольца
на 50—100 мм.
В каждой заготовке из углеродистой стали на расстоянии
15—20 мм от края просверливают четыре—шесть отверстий
4—5 мм на одинаковом расстоянии по окружности для выхода
воздуха и устранения возможного выпучивания пакетной заго-
товки при нагреве ее в .печи перед штамповкой. Собранный пакет
перед сваркой в зависимости от его толщины и диаметра должен
быть сжат под прессом или в специальном приспособлении. При не-
больших размерах пакета его сжимают под грузом. В сжатом
состоянии пакет обваривается по периметру прерывистым швом.
Для предотвращения попадания шлака в зазор между заго-
товками во время сварки пакетную заготовку устанавливают
наклонно и по мере обварки краев периодически поворачи-
вают.
Днища из пакетных и цельных заготовок штампуют в одина-
ковых штампах. Штампы для днищ из пакетных заготовок имеют
прижимные кольца. Температура нагрева пакетной заготовки для
штамповки не выше 750° С. Зазор между матрицей и пуансоном —
в пределах 1,05-—1,1 толщины пакетной заготовки. Днище, от-
штампованное из пакетной заготовки, обрезают по высоте до
заданного чертежом размера и затем производят его разъем.
При футеровке аппарата методом «вставного вкладыша»,
днища из углеродистой стали и титанового сплава вынимают.
При использовании днищ, отштампованных пакетным способом,
для изготовления крышек и футеровки аппаратов другими спо-
собами из штампованного пакета вынимают только внутреннее
днище из углеродистой стали.
5* ’ 67
После штамповки титановые днища подвергают травлению.
Протравленную поверхность промывают волосяными щетками
в теплой воде (40—50° С) и высушивают, обдувая теплым сжатым
воздухом. Наружное днище из углеродистой стали, предназна-
ченное для изготовления корпуса аппарата, очищают дробеструй-
ной обработкой или другими способами. На поверхности днищ
не допускаются гофры, складки, трещины и другие де-
фекта. Отштампованные днища, как наружное из углеродистой
стали, так и титановое,, должны удовлетворять требованиям
ОСТ 26—291—71. Внутреннее днище из углеродистой стали может
быть использовано для изготовления других аппаратов без допол-
нительной обработки или после перештамповки на другой размер.
При отсутствии кузнечно-прессового оборудования для штам-
повки днищ из пакетных сварных заготовок футеровку днищ
из углеродистой стали выполняют отдельными штампованными
из листового титана элементами (лепестками и диском). Штам-
повку лепестков футеровки днища производят в штампах ана-
логичных конструкцйй. Ширину лепестка (количество лепестков
в днище) принимают из условия сохранения устойчивости заго-
товки при штамповке и отсутствия гофров.
На лепестках и диске для их приварки к остающимся титано-
вым подкладкам по наружному контуру подгибают кромки шири-
ной, равной половине ширины остающейся подкладки, и высотой,
равной ее толщине. Подгибают кромки штамповкой или прокаткой
в фигурных роликах, применяемых при изготовлении сварных
карт. Для подгибки кромок на плоских и криволинейных участках
заготовки в штампе предусматривают сменные пуансоны и ма-
трицы, выполненные с различными ’радиусами закруглений.
При наличии необходимого кузнечно-прессового оборудования
и в случае большой партии изготовляемых деталей кромки в ле-
пестке подгибают по всему контуру детали в штампе за один ход
пресса. При футеровке днищ лепестками и диском с отогнутыми
кромками под углом 90°, служащими в дальнейшем в качестве
компенсаторов, отгибать кромки можно на кромкогибочных
прессах или (при отсутствии необходимого кузнечно-прессового
оборудования, а также при изготовлении небольшого количества
деталей) ручной отгибкой на оправке. В зависимости от толщины
титановой заготовки кромки отгибают в холодном или нагретом
состоянии.
Футеровку фланцев из углеродистой стали титаном производят
плоским титановым фланцем или воротником, выполненным из
листового титана. Футеровка углеродистых фланцев плоскими
титановыми фланцами менее трудоемка по сравнению со вторым
способом футеровки воротником, обеспечивает наиболее надежную
конструкцию и применяется при изготовлении аппаратов, рабо-
тающих под давлением.
Плоские титановые фланцы изготовляют из полосового про-
ката или нарезанных из листов полос. Гибку полос ведут в штампе
68
или на профилегибочных машинах. Рабочую полость штампа и
канавки в валках выполняют соответственно профилю обрабаты-
ваемой полосы. При необходимости гибки полос с относительно
небольшой толщиной гнут одновременно несколько заготовок.
Согнутые полосы сваривают встык.
При изготовлении емкостей и аппаратуры, футерованной
листовым титаном и работающей при давлении 0,7 кгс/см2, угле-
родистые фланцы футеруют титановыми воротниками. Воротники
изготовляют из цилиндрической сварной заготовки на карусель-
ных станках в приспособлении или штамповкой из плоской коль-
цевой заготовки. Вторым способом получают более широкую
отбортованную часть воротника, но расходуют значительно
больше листового титана.
2. ДВУХСЛОЙНЫЕ ТРУБЫ
В целях экономии дорогостоящих коррозионно-стойких ме-
таллов используется технология изготовления двухслойных труб
методом совместного волочения на волочильном стане. В частности,
применяются также компоненты основного и плакирующего слоев
как сталь 10 + сплав ВТ1-1, сталь 12Х18Н10Т + сплав ВТ1-1,
сталь 10 + никель, сталь 10 + медь и др. По этой технологии
трубы из стали 10 футеруются трубами из титанового сплава
ВТ1-1, никеля, свинца или меди; трубы из стали 25ХЗМВФ —
трубами из титанового сплава ВТ1-1, меди или других мате-
риалов.
В футеруемую (наружную) трубу 1 (рис. 28) с заранее обжатым
концом для захода в фильеру 4 вставляют футерующую (внутрен-
нюю) трубу 2. Скомплектованные таким образом трубы протя-
гивают с усилием F через калибрующее отверстие фильера.
При оптимальном выборе диаметра отверстия такой метод, футе-
рования обеспечивает хорошую плотность прилегания труб (мест-
ные зазоры между трубами не превышают 0,02 мм) и достаточно
высокую производительность. При наружном диаметре футе-
руемой трубы 30—54 мм размеры фильеры (рис. 29) для труб
из углеродистой стали 10 следующие: D1 = 80 4-100 мм, а =
= 50 4-60 мм, b = 75 а, с — 2 4-6 мм; = 2 4-6 мм; Т?2 = 5 мм;
а - 12°.
Фильеру изготовляют из стали У8, У50 или У12 с закалкой
до твердости HRC 58—60 при волочении труб с наружной трубой
из низкоуглеродистой стали, либо из твердого сплава В Кб или
ВК5 для волочения труб с наружной трубой из нержавеющей
или жаропрочной стали.
Плотность посадки труб определяют на разрывной машине
УМ-5А методом выпрессовки внутренней трубы из наружной
на образцах длиной 25 мм. Удельное усилие выпрессовки для
всех видов изготовленных двухслойных труб составляет 0,8---
0,95 кгс/мм2.
69
Для захода в фильеру один конец наружной трубы в горячем
состоянии обжимают на пробке 3 (рис. 28) длиной 250—300 мм.
Диаметр обжатого конца трубы должен быть на 1 мм меньше
диаметра калибрующего отверстия фильеры. Наружный диаметр
внутренней трубы должен быть на 2—2,5 мм меньше внутреннего
диаметра наружной трубы. Такой зазор между трубами выбирают
из расчета допустимой кривизны на бесшовные' углеродистые,
нержавеющие и титановые трубы по ГОСТ 9941—72, ГОСТ 8734—58
и АМТУ 386—59.
Рис. 28. Схема футерования труб
методом волочения
Диаметр D (рис. 29) калибрующего отверстия фильеры опре-
деляют по формуле
D = D — (DBH — djb,
где DH — наружный диаметр футеруемой трубы; DBH — внутрен-
ний диаметр футеруемой трубы; dE — наружный диаметр внутрен-
ней трубы; б — задаваемый гарантийный натяг между трубами.
Величины Пн, Пвн и dE при расчетах принимают равными
средним арифметическим значениям фактических диаметров труб
данной' партии.
При футеровании труб из сталей 10 и 25ХЗМВФ диаметром
30—54 мм трубами из титанового сплава ВТ 1-1 натяг б состав-
ляет от 0,3 до 0,5 мм.
При футеровании труб из углеродистой стали размером 45 х
X 2,5 мм трубами из титанового сплава ВТ1-1 размером 38 хЗ мм
усилие волочения F составляет 9500 кгс при а = 12°, волочение
производится на волочильном стане ВС-40 со скоростью 11 —
12 м/мин. . -
Для повышения пластических свойств двухслойных труб и
снятия остаточных напряжений после волочения футерованные
трубы подвергают термической обработке (отжигу), в результате
которой предел прочности, ударная вязкость и микротвердость
наружных труб принимают значения, близкие к исходным. После
волочения микроструктура материала наружных и внутренних
труб по сравнению с исходной не изменяется. Отжиг двухслойных
труб внутренними трубами из титановых сплавов производят
в защитной среде. Для этих целей в процессе отжига через титано-
70
Таблица 12
Состав растворов и режимы очистки
Последовательность операций Состав ванны, г/л Температура раствора, °C Время обработки, мин
Обезжиривание Na2CO3, 90—100 Na3PO4, 25—30 Na2SiO3, 25—30 80—90 10—15
Промывка Вода 18—20 1—2
Травление Na2SO4, 150—200 или НС1, 200—250; тра- вильная присадка КС, «Уникал» или 4М-1-1,5 45—55 До удале- ния ока- ЛИНЫ
Промывка Вода 18—20 1—1
Нейтрализация Промывка Na2CO3, 40—50 NaNO2, 8—10 Вода 70—90 8—20 0,5—4 1—2
вую трубу пропускают аргон марки А чистотой 99,8% (ГОСТ
10157—73).
Перед волочением сопрягаемые поверхности труб очищают от
грязи, окалины, жира и т. п. Поверхности труб из углеродистых
и нержавеющих сталей очищают химическим путем в растворах,
состав которых, режимы и последовательность обработки указаны
в табл. 12.
Поверхности титановых труб-очищают авиационным бензином
или ацетоном, после чего трубы насухо вытирают.
Таблица 13
Состав смазки для волочения
Марка стали футеруемой (наружной) трубы Состав смазки, % вес
СтЗ, 10, 20 12Х18Н10Т 1. Мыльный раствор, 20; вода, 80 2. Серебристый графит, 50 (ГОСТ 5279—61); ма- шинное масло С, 50 3. Серебристый графит, 50; эмульсол (ГОСТ 1975—57), 35; поваренная соль (мелкотолченая), 15 4. Хозяйственное мыло — 60; молотая сера (сер- ный цвет) — 17; вода — 23
71
Для уменьшения задиров и снижения усилий волочения на
наружную поверхность футеруемых труб наносят смазку, состав
которой приведен в табл. 13. Смазку наносят тонким слоем, после
чего трубы выдерживают на воздухе до полного высыхания.
3. ПЛАКИРОВАНИЕ ТРУБНЫХ РЕШЕТОК
При плакировании трубных решеток из стали 16ГС латунью
ЛО-62-1 толщина слоя латуни должна быть в готовом изделии -
не менее 10 мм, поэтому плакирование производится из расчета
получения слоя латуни толщиной 20 мм. Для предотвращения
окисления латуни применяется флюс следующего состава (%):
техническая бура — 50; борная кислота — 25; плавиковый шпат—
25. Бура и борная кислота переплавляются для полного удаления
из' них влаги, плавиковый шпат прокаливается. Бура и борная
кислота в виде стекловидной массы и плавиковый шпат после
остывания перемалываются по отдельности и хранятся в стеклян-
ной посуде с притертыми пробками. Флюсы, повторно исполь-
зованные, дают более положительные результаты, чем вновь
приготовленные.
Для увеличения поверхностного сцепления наплавленного и
основного металлов на поверхности трубной решетки протачи-
ваются кольцевые риски глубиной 1—1,5 мм с шагом 8 мм.
Для плакирования применяется листовая латунь, нарезан-
ная кусками размером не более 100x100 мм и обезжиренная
промывкой в ацетоне непосредственно перед плакированием, ко-
торое производится в газовой печи. Трубная решетка устанавли-
вается на опорах в печь, обезжиривается ацетоном и проверяется
на горизонтальность поверхности по уровню.
После удаления ацетона на всю поверхность решетки равно-
мерно насыпают флюс слоем толщиной 6—8 мм. На поверхности
флюса укладываются ровными рядами вплотную один к другому
куски латуни из расчета толщины наплавляемого слоя 20 мм.
Между слоями и на поверхность латуни насыпают флюс слоем
3—4 мм толщиной.
Температура в печи в течение 1 ч медленно поднимается до
400—450° С, затем газовые горелки открываются полностью.
Процесс ведется при температуре 950—1050° С до полного рас-
плавления латуни. Температура контролируется потенциометром.
В момент расплавления последнего куска латуни в печь вводится
приспособление для обдува трубной решетки снизу сжатым возду-
хом, после чего горелки гасятся. Обдув обеспечивает направленную
кристаллизацию жидкой латуни. Плакирование в печи длится
3—4 ч.
Качество плакирования проверяется визуально. Отслаивание
выявляется простукиванием со стороны наплавленного слоя
молотком. Браковочным признаком является глухой звук. Газо-
вые раковины и другие дефекты после механической обработки
не допускаются и устраняются повторной переплавкой латуни.
72
Принципиальное отличие метода плакирования трубных ре-
шеток в среде аргона состоит в исключении применения флюсов,
роль которых выполняет инертная среда (рис. 30).
На стол 1 устанавливают предварительно обезжиренную аце-
тоном или бензином заготовку 2. На наплавляемую поверхность
заготовки ровными слоями укладывают куски латуни 3, после
чего заготовки покрывают специальной крышкой 4 с двумя отвер-
стиями 10 мм, необходимое условие при этом — плотное прилега-
ние крышки к заготовке. Через
одно из отверстий с помощью
резинового шланга 5 через ре-
дукционный клапан 6 из бал-
лона 7 в пространство под
крышку нагнетается аргон под
давлением 0,3—0,4 ат, а через
другое — аргоном вытесняется
воздух. После полного вытесне-
ния воздуха (о чем судят по
угасанию поднесенного ко вто-
рому отверстию зажженного за-
пальника) подачу аргона пре-
кращают, а отверстия в крышке
заглушают огнеупорной глиной.
В таком виде заготовка по-
Рис. 30. Схема установки для созда-
ния инертной среды при плакирова-
нии трубных решеток латунью
дается на нагрев. Положительной стороной этого метода является
и то, что он не требует специального нагревательного агрегата.
Качество плакирования обеспечивается при нагреве в любой
печи, где можно получить температуру до 1000° С. Заготовка
устанавливается в строго горизонтальном положении с помощью
специального механизма, предусмотренного конструкцией печи,
или вручную с использованием стальных или асбестовых про-
кладок. Заготовку нагревают до температуры 950—1000° С с вы-
держкой не менее 1 ч. После этого печь отключают и заготовка,
во избежание расплескивания расплавленной латуни при транс-
портировке и для получения равномерного слоя латуни по вы-
соте, охлаждается до 600° С в печи. Дальнейшее ее охлаждение
происходит на воздухе.
ГЛАВА 4
СБОРКА ПОД СВАРКУ
Подготовка кромок. Способы подготовки кромок свариваемых
деталей должны обеспечивать отсутствие на кромках механиче-
ских повреждений и зон термического влияния, снижающих
регламентированные свойства сварных соединений. Форма под-
готовки кромок должна соответствовать стандартам и требова-
ниям чертежа.
73
Кромки подготовленных под сварку элементов аппаратов
зачищаются до металлического блеска на ширину не менее 20 мм,
а для электрошлаковой сварки — не менее 50 мм без следов
ржавчины, масла и прочих загрязнений. Кромки листов из угле-
родистой стали очищают химическим способом. Непосредственно
перед сваркой ржавые кромки смазывают 15%-ным водным рас-
твором соляной кислоты. Раствор практически безопасен для
работающих (при попадании на руки не вызывает ожогов). Если,
толщина слоя ржавчины не более 1 мм, раствор наносят один
раз, если больше — 2—3 раза. Для интенсификации процесса
перед повторным нанесением раствора желательно смоченную
кромку протереть жесткой волосяной щеткой. Изделие с очи-
щенными кромками сушат на воздухе, не промывая водой. Поло-
жительные стороны этого метода: раствор реагирует только с ржав-
чиной и окалиной; не выделяются вредные вещества, что позво-
ляет очищать кромки непосредственно на рабочем месте; конеч-
ный продукт реакции (хлорное железо) не влияет на качество
сварного соединения.
Для удаления с поверхности черных металлов окалины и
ржавчины толщиной до 3 мм используется паста «Целлочель».
В состав пасты входят: соляная кислота, уротропин, жидкое
стекло, бумажная масса или мелкие древесные опилки и вода.
Соляная кислота, легко растворяя ржавчину, не действует на
основной металл благодаря присутствию ингибитора — уротро-
пина. Жидкое стекло и наполнитель служат сгустителями пасты
и улучшают ее технологические свойства. Пасту приготовляют,
смешивая компоненты в кислостойкой посуде при комнатной тем-
пературе. Паста годна к использованию через сутки после при-
готовления (по внешнему виду и вязкости она напоминает кон-
систентную смазку).
На очищаемые поверхности деталей пасту наносятжистью или
шпателем, а при больших размерах поверхностей — растворо-
насосом. Толщина слоя пасты 2—5 мм, время выдержки пасты^на
детали 15—60 мин. В этом случае гарантируется снятие слоя ржав-
чины толщиной до 1 мм. Если слой ржавчины большей толщины,
увеличивают время выдержки пасты на детали илишаносят пасту
повторно. После удаления пасты поверхность обильно промы-
вают водой или насухо протирают ветошью, а затем — 10%-ным
раствором соли «Мажеф» или 10%-ным раствором ортофосфорЦой
кислоты. На очищенной поверхности металла образуется пленка,
защищающая металл от окисления на 1—2 суток. Кроме того/
пленка улучшает адгезию лакокрасочныхЪтокрытий с поверх-
ностью и удлиняет срок их службы.
Пасту можно применять для очистки изделий любого сложного
профиля и любых габаритных размеров, а также для^очистки
сварных швов. . J
Для защиты поверхности изделий от брызг металла исполь-
зуют жидкий' концентрат сульфитно-спиртовой барды (КБЖ
74
ГОСТ 8518—57). Концентрат разбавляют в горячей воде (60—
90° С; отношение 1 : 4 по массе или 1 : 5 по объему) до однородного
раствора и наносят на изделие (кистью, пульверизатором или
окунанием) за 1 ч до сварки. Защитные свойства раствора не
исчезают со временем, его можно наносить за 20 дней до сварки.
При использовании раствора КБЖ брызги не прилипают к ме-
таллу и легко удаляются щеткой.
Сборка. Методы сборки элементов под сварку должны обеспе-
чивать правильное взаимное расположение сопрягаемых элемен-
тов и свободный доступ-к выполнению сварочных работ в после-
Рис. 31. Допустимое смещение кромок
довательности, предусмотренной технологическим процессом.
При сборке, допускается применение методов подгонки, которые
должны исключать появление дополнительных напряжений в ме-
талле или повреждений поверхности металла.
Подготовленные к сборке под сварку кромки элементов аппа-
ратов и прилегающие к ним поверхности основного металла, а также
величина зазора между кромками должны быть в соответствии
с требованиями чертежей, действующих стандартов и нормалей
на сварку. Сварщик может приступить к сварке только после
установления контролером ОТК правильности сборки и тщатель-
ности зачистки всех поверхностей металла, подлежащих
сварке.
При приварке к корпусу или днищу аппарата опор, внутрен-
них устройств и других деталей расстояние между краем шва
приварки детали и краем ближайшего шва должно быть не менее
толщины стенки корпуса или днища, но не менее 20 мм. Продоль-
ные швы смещенных обечаек и швы днищ должны быть смещены
один относительно другого на величину трехкратной толщины
наиболее толстого элемента, но не менее, чем на 100 мм между
осями швов/
75
В сварных стыках элементов разной толщины предусматри-
вается главный переход от одного элемента к другому путем
постепенного утонения более толстого элемента в соответствии
с ГОСТ 8713—70 и 5264—69, а в случаях, не предусмотренных
Рис. 32. Допустимая угло-
ватость кромок
стандартами, угол скоса разностенных элементов должен быть
не более 15° (уклон 1 : 4) (рис. 31, а, б). Сварка патрубков раз-
ной толщины может выполняться как показано на рис. 34. До-
пускается применение стыковых швов без предварительного уто-
нения более толстой стенки, если разность в толщинах соединяе-
мых элементов не превышает 30% толщины более тонкого элемента
и во всяком случае не должна быть больше 5 мм.
Рис. 34. Схема сборки продольного стыка
при электрошлаковой сварке:
— вывбдная планка; 2 — изделие; 3 скоба;
4' — вводная планка; 5 — продольный стык
Рис. 33. Схема подготовки
продольных стыков обе-
чаек к электрошлаковой
сварке
Смещение кромок листов (рис. 31, а) в стыковых соединениях,
определяющих прочность аппарата, не должно превышать 10%
номинальной толщины тонкого листа, но не должно быть более
3 мм. Смещение кромок в кольцевых швах при толщине листов до
20 мм не должно превышать 10% номинальной толщины тонкого
листа плюс 1. мм, а при толщине листов свыше 20 мм— 15%
номинальной толщины тонкого листа, но не должно быть более
5 мм. Смещение кромок в соединениях из биметалла не должно
превышать ГО % номинальной толщины тонкого элемента и не
должно быть более 3 мм со стороны основного слоя и 50% тол-
щины облицовочного слоя.
76
Совместный увод f кромок (рис. 32) в продольных и кольцевых
швах (угловатость) не должен превышать 10% толщины h листа
плюс 3 мм и не должен быть более 5 мм. Угловатость продольных
швов определяется по шаблону, длина 'которого по хорде равша
Уз радиуса обечайки, а угловатость кольцевых швов проверяется
линейной длиной не менее 200 мм.
При сборке под электрошлаковую свар-
ку продольных стыков (обечаек, трубных
решеток, плоских заготовок днищ и т. д.)
кромки продольных стыков обечаек диа-
метром менее 2000 мм должны иметь
после круговой гибки прямые участки
шириной не менее 200 мм. Совместный
увод кромок не должен превышать 1,5 мм
на длине 400 мм (рис. 33). Превышение
кромок при сборке продольных стыков не
должно быть более 2 мм. Отклонения от
Рис. 35. Схема сборки
кольцевого стыка под
сварку при помощи пла-
нок временного крепления
перпендикулярности реза кромок свари-
ваемого стыка не должны превышать по углу 6—8°, а по линейной
величине 4 мм. Прш сборке элементов под сварку продольных сты-'
ков рекомендуется со стороны заднего ползуна сварочного авто- мата установить скобы, чтобы Таблица 14 обеспечить постоянную вели- Величина зазоров продольных стыков чину зазора (рис. 34) из ра- при электрошлаковой сварке счета на каждые 1,5 м длины
Марка стали Толщина листов, мм При сварке проволокой диаметром, мм стыка одна скиоа. ширина зазора начала (нижней ча- сти) продольных стыков при- ведена в табл. 14. Таблица 15
3 5
СтЗ 20К 24—60 26+з 20+2
62—100 28+3 28+3 Величины зазоров при электрошлаковой сварке кольцевых стыков
09Г2С 16ГС 24—60 62—100 26+3 28+з 20+з Марка стали Толщина листов, мм Зазор, мм
12МХ 12ХМ 24—50 26+-3 24+а 282 СтЗ 20К 16ГС 09Г2С 40—100 26+3 26+3 18+2
12Х5М 40—60 62—80
В верхней части продольного стыка при длине его более 2 м
зазор увеличивается на 2—3 мм на каждый метр длины стыка.
Зазор, необходимый под сварку при сборке кольцевых стыков,
приведен в табл. 15.
77
После сборки зазор фиксируется (рис. 35) с помощью планок
временного крепления 1 (в случае бесскосной сварки) или при-
хваток при комбинированной сварке со скосом кромок). Коли-
чество планок определяется в зависимости от диаметра обечаек:
Диаметр обечайки, мм . *. 1000—1200 1400—1800 2000—2400 2600—3000
Количество планок .... 3 . 4 6 8
Длина планок временного крепления равна 40—50 мм, ширина
равна зазору стыка, толщина — (0,6—0,7) h.
При сборке днища и корпуса под электрошлаковую сварку
или комбинированным методом, если толщина стенки днища пре-
вышает толщину корпуса, кромка днища утоняется механическим
способом до величины, равной толщине стенки корпуса на ши-
рине 70—80 мм.
Листы из двухслойных сталей неодинаковой толщины сты-
куются заподлицо со стороны облицовочного слоя, причем выход
более толстого листа за пределы тонкого, а также предусмотренный
скос должны быть на слое углеродистой стали. При сборке особое
внимание обращается на недопустимость повреждения плакируе-
мого слоя, в связи с чем прихватка выполняется со стороны основ-
ного слоя металла.
ГЛАВА 5
ТЕРМООБРАБОТКА
.Аппараты и их элементы, изготовленные из углеродистых и
низколегированных сталей с применением сварки, штамповки,
гибки, подлежат обязательной термообработке, если:
толщина стенки цилиндрической или конической части, днища
или патрубка аппарата в месте их сварного соединения более 36 мм;
толщина стенки цилиндрических или конических элементов
аппарата, изготовленных из листовой стали гибкой, превышает
величину, вычисленную по формуле 0,009 (Ов + 120) см, где
DB — минимальный внутренний диаметр аппарата;
они предназначены для эксплуатации в средах, вызывающих
коррозионное растрескивание;
днища аппарата (независимо от их^ толщины) изготовлены
холодной штамповкой.
Для днищ и других элементов из углеродистых и низколеги-
рованных марганцово-кремнистых сталей, штампуемых в горячем
состоянии с окончанием штамповки при температуре не ниже ,
700° С и для днищ и других элементов из аустенитных хромонике-
левых сталей при температуре не ниже 850° С термообработка не
Требуется. Днища и другие элементы из низколегированных сталей
12ХМ и 12МХ, штампуемых в горячем состоянии с окончанием
штамповки при температуре не ниже 800° С, могут подвергаться
78
только отпуску (без нормализации). При изготовлении из сталей
09Г2С, 10Г2С1, работающих при температуре от —40° до—70° С,
все элементы должны подвергаться обязательной термообработке.
При изготовлении аппаратов и их элементов из сталей 12МХ,
12ХМ, 15ХМ, 12Х1МФ, 15Х5М, Х5ВФ, 1Х8ВФ, ХЭМ, подвер-
гаемых сварке, или из двухслойной стали с основным слоем
марок 12МХ, 12ХМ, 20Х2М термообработка производится неза-
висимо от диаметра и толщины стенки. Необходимость термиче-
ской обработки изделий из двухслойной стали с основным слоем
Рис. 36. Печь с выдвижным подом для термической обра-
ботки аппаратов
из углеродистой или низколегированной стали и плакирующим
слоем из аустенитной стали устанавливается в каждом конкретном
случае технической, документацией на изделие.
Термическая обработка негабаритных изделий производится
по частям с окончательной местной термообработкой соедини-
тельных швов на месте сборки.
Вид и режимы термической .обработки различных сталей при-,
ведены в табл. 16.
Характерной особенностью электрошлаковой сварки является
повышенная неоднородность структуры сварного соединения, ко-
торая может привести к снижению показателей стандартных испы-
таний на ударную вязкость в зоне шва и участка крупного зерна
зоны термического влияния. По этой причине после сварки при-
меняется высокотемпературная термическая обработка — нор-
мализация. Внедрение технологии электрошлаковой сварки позвот
ляет отказаться^от нормализации.
Термическая обработка может производиться в стационарных
печах, имеющих размеры достаточные для загрузки в печ$> аппа-
рата-целиком (рис. 36) или по частям, или в переносных универ-.
79
Таблица 16
Вид й режимы термообработки различных сталей
Марка стали Цель термообработки Вид термооб- работки Темпера- тура нагрева, Время выдерж- ки, мин
08Х18Н10, 08X18Н9Т, . 12Х18Н10Т и дру- гие стали, подобные им Повышение жаро- прочности (при отсут- ствии жидких агрессив- ных сред) Аусте- низация 1075— 1125 60—30
08Х18Н9Т, 12Х18Н9Т ’ и другие стали, по- добные им Повышение корро- зионной стойкости под напряжением в средах, содержащих хлориды, а также в ряде других сред, снятие, напряже- ний Отпуск 870—920 20—30
0Х18Н12М2Т, 10Х17Н13М2Т, 10X17H13M3T, 08Х17Н15МЗТ 900—950 20—30
08X13, ХИТ, 15Х25Т Повышение стойкости к межкристаллитной коррозии 750—800 30—45
15X5, 1йХ5М, 15Х5ВФ Снятие напряжений и получение более пла- стичной структуры 760—780 120
12Х1МФ Повышение жаро- прочности (длительной прочности) и снятие ос- таточных напряжений 710—740 60—180
12МХ, 12ХМ, 15ХМ Норма- лизация. Отпуск 900—920 650—680 30—40 60—120
16ГС, 16ГТ, 09Г2С Снятие напряжений и получение более пла- стичной структуры 900—920 650—680 30—40 120
10Г2С1, 09Г2С, СтЗ 900—920 580—650 30—40 60—120
80
сальных устройствах, позволяющих производить термообработку
отдельных частей (рис. 37).
Термообработка в печах приводит к короблению и образованию
окалины на механически обработанных поверхностях. Эффектив-
нее применять комбинированную (общую и местную) термообра-
ботку. Отдельные части крупногабаритных изделий термически
обрабатывают в обычных нагревательных печах, а после сварки
производят местную термообработку, которая сводит к минимуму
коробление, а в некоторых случаях практически исключает его,
Рис. 37. Переносные нагревательные элементы для термо-
обработки
а также значительно снижает окалинообразование. Кроме того,
местная обработка устраняет транспортные перевозки от места
сварки к термическим печам. Для местной термообработки изде-
лий, а также для предварительного и сопутствующего подогревов
при сварке и резке легированных сталей широко применяется
газопламенный нагрев металла природным газом. Для местного
подогрева при сварке и резке стали используется переносная
горелка, состоящая из инжекционного смесителя от газовой го-
релки и коллекторов, разводящих газовоздушную смесь к местам
горения. Указанные нагревательные устройства применяются
при нагреве металла до температуры 300—350° С. Для повышения
температуры нагрева горение газа осуществляется в керамиче-
ских камерах.
Аппараты со стенкой толщиной до 65 мм термически обрабаты-
вают путем одностороннего нагрева (нагрев до температуры
680—780° С и выдержка при этой температуре); толщиной более
65 мм — при двустороннем подводе тепла.
6 Ю. И. Берлинер 81
Установка для одностороннего нагрева изделий представляет
собой ту же комбинацию инжекционных смесителей и раздающих
коллекторов (без стабилизаторов), но факел развивается в кера-
мическом канале — во внутреннем пространстве кольцевой печи,
состоящей из металлического каркаса и огнеупорной футеровки
из стандартного шамотного кирпича. Толщина футеровки 113 мм*
По ширине футеровка состоит из двух рядов кирпича по 230 мм,
между которыми оставлена щель шириной 80—100 мм для раз-
мещения коллектора. Между футеровкой и каркасом для умень-
шения потерь тепла прокладывают слой листового асбеста тол-
щиной 8—10 мм.
Изделие, предназначенное для термообработки, устанавливают
на стенд с приводными роликами, с помощью которых во время
термообработки оно вращается. Этим достигается более равно-
мерное распределение тепла по всей нагреваемой поверхности.
Для уменьшения потерь тепла, а также для устранения тем-
пературных перепадов к внутренней поверхности аппарата с по-
мощью специальных приспособлений крепится теплоизоляция
из нескольких слоев асбеста.
Двусторонний подвод тепла организуют следующим образом.
Стенки с внутренней стороны подогревают теми же инжекционными
горелками, но узел выхода газовоздушной смеси и образования
факела выполнен в виде огнеупорного блока из шамотных кирпи-
чей (ребрового клина) со щелями для выхода смеси, заключенного
в металлический каркас.
В комплект оборудования, позволяющего производить газо- -
пламенную термообработку непосредственно после сварки на
сварочных или сборочных .стендах, входят два универсальных
штатива для крепления нагревательных устройств и датчиков
температуры, горелки местного нагрева, фотодиодные пирометры
типа ФДП-1 конструкции Горьковского автозавода, термопары,
щит распределения газа и шкаф управления.
Предусмотрена возможность проведения термообработки коль-
цевых сварных швов обечаек диаметром 4,5—5 м и продольных
сварных швов длиной до 4,5 м (при одновременном прогреве всей
длины шва). Расход природного газа до 84 м3/ч, избыточное
давление, газа 0,5—0,7 кгс/см2 Горелки — керамические со сме-
сителем инжекционного типа. Пределы контроля и регулирования
температуры 550—1150° С. Регистрация и регулирование тем-
пературы осуществляются электронными потенциометрами ПСР1-52
как в автоматическом режиме, так и в режиме ручного (наладоч-
ного) управления.
При изготовлении крупногабаритных аппаратов, которые
нельзя термически обрабатывать в камерных печах, а также при
сварке аппаратов на монтажной площадке производят зональную
термическую обработку сварных швов и прилегающих к ним
зон термического влияния. На Пензенском заводе химического
машиностроения для этих целей используют специальную печь
82
для обработки аппаратов диаметром 2000—4000 мм. Печь (рис. 38)
состоит из секций нагревателей размером 530—780 мм, размещен-
ных равномерно по окружности опорных колец, установленных и
закрепленных на тележках, и газового коллектора. В качестве
нагревателей применены инжекционные беспламенные панельные
горелки.
Печь обеспечивает проведение зональной термической обра-
ботки по режиму высокого отпуска (температура до 700°С) с целью
снятия остаточных напряжений в сварных соединениях аппаратов.
В печи можно нагревать металл толщиной до 90 мм с шириной
зоны нагрева до 530 мм.
Рис. 38. Печь для термообработки крупногабаритных аппаратов
Одним из путей интенсификации сварочных работ является
использование для подогрева изделий перед сваркой индукцион-
ного способа электронагрева. Индукционный нагрев пб сравне-
нию с другими видами нагрева (в электрических печах сопротив-.
ления, газовыми горелками) имеет ряд существенных преимуществ:
возможность использования больших скоростей нагрева при
достаточном прогреве по сечению; более точное измерение темпе-
ратуры нагреваемого участка с помощью термопар; меньший
вес нагревательного устройства; возможность создания более
простого и надежного автоматического устройства для регулиро-
вания и регистрации температурного режима нагрева, выдержки
и охлаждения; долговечность работы индуктора. Индукционная
установка, на которой осуществляют подогрев кольцевых швов
аппаратов диаметром 700—1200 мм, спроектирована на базе индук-
ционной закалочной установки типа МГЗ-102АБ. Часть обору-
дования установки размещается на сварочной тележке с кон-
6* 83
солью, применяемой для сварки кольцевых стыков корпусов
без подогрева (рис. 39).
Техническая характеристика индукционной установки
Диаметр обрабатываемых изделий, мм.................. 700—1200
Толщина нагреваемого металла, мм ...................10—50
Температура нагрева, °C.............................300—350
Время нагрева одного стыка, мин ....................10—15
Расход воды, м3/ч.....................-............. 5
Мощность установки, кВт ............................ 100
Частота тока преобразователя, - Гц ................. 2400
Напряжение на индукторе, В ..............-.......... 375
Свариваемый аппарат установлен на роликоопорах, которые
приводят его во вращение. Сварку производят'сварочной голов-
кой /, укрепленной на консоли 2. К консоли на шарнирно-пру-
4 5 6 7
Рис. 39. Схема' индукционной установки
жинной подвеске прикреплен нагревательный элемент (индук-
тор) 3 специальной конструкции, который прижимается опорными
роликами к поверхности аппарата, обеспечивая между нагревае-
мой поверхностью и обмоткой индуктора зазор, ^равный 10--
15 мм. На. сварочной тележке 4 установлен конденсаторный
блок 5, служащий для повышения низкого коэффициента мощности
системы индуктор—заготовка. Тележка с консолью и индуктором
может перемещаться по рельсам вдоль аппарата для перехода
с одного кольцевого стыка к сварке следующего стыка. Остальное
оборудование — преобразователь 7 типа ВПЧ-100-2400, шкаф
управления генераторной станции 6, контакторный щит 8 и шкаф
управления 9 асинхронным двигателем преобразователя — раз-
мещается на полу. Система питания 10 индуктора от высокоча-
стотного генератора и водопровода осуществляется гибким кабе-
лем и резино-тканевым рукавом, подвешенным к монорельсу 11.
Разделтретий
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ОСНОВНЫХ ДЕТАЛЕЙ АППАРАТУРЫ
ГЛАВА 1
ОБЕЧАЙКИ
Обечайки изготовляются в основном двумя методами: гибкой
листа на валковой листогибочной машине, из двух полуобечаек,
изготовленных методом штамповки. (Методы изготовления обе»
чаек для аппаратов высокого давления рассмотрены в гл. 3,
разд. 5.)
Обечайки диаметром до 600 мм изготовляются, с одним про-
дольным швом (кроме аппаратов, корпуса которых делают из двух
полуобечаек или карт). Обечайки диаметром свыше 600 мм можно
изготовлять из нескольких листов максимально возможной длины;
при этом ширина замыкающей вставки должна быть не менее
400 мм.
Отклонения толщины стенки обечайки не должны выводить
ее за нижний предельный расчетный размер,толщины. Неперпен-
дикулярность тррца обечайки к ее образующей допускается до
1 мм на 1 м диаметра, но не более 3 мм на весь диаметр, если
последний свыше 3 м. Для одной из стыкуемых обечаек допускается
выхват глубиной не более 2 мм на длине дуги до 150 мм. Отклоне-
ние по высоте обечайки допускается в пределах ±5 мм.
1. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК
Технологическая последовательность операций для изготов-
ления различных обечаек в основном одинакова. Однако в зави-
симости от диаметра, толщины, марки стали иногда необходимо
вводить дополнительные операции, либо отдельные операции
исключать.
В производстве обечаек на поточных линиях изделия транс-
портируются от одного рабочего места к другому при помощи спе-
циальных устройств. При изготовлении обечаек не на поточной
линии порядок операций и оборудование для их выполнения
в последовательности технологического процесса в основном
сохраняются, но транспортировка обечаек между рабочими ме-
стами производится при помощи мостового крана. Ниже дано
описание поточной линии.
85
Линия изготовления обе-
чаек диаметром 400—
2200 мм, толщиной до 25 мм
(рис. 40). Листы/выправлен-
ные на листоправильной ма-
шине в заготовительном от-
делении, подаются пакетом
и укладываются в начале
поточной линии. Оператор
кран-бал кой или краном-
укосиной с магнитной шай-
бой укладывает лист на
рольганг 1, откуда специаль-
ными толкателями лист по-
дается в этажерочный на-
копитель 2, который рассчи-
тан на 10—15 листов и вы-
дает на линию любой лист.
Толкателем машины «Черно-
мор» 3 лист подается до
упора на стенд газовой резки
продольных кромок 4, а за-
тем механизированной лебед-
кой 5 машины типа СГУ
передается на стенд 6 газовой
резки поперечных кромок.
При наличии гильотин-
ных ножниц технология и
планировка расположения
3 оборудования могут быть
5 построены иным образом
о (рис. 41). После газовой
§ резки продольных кромок
S на стенде 6 лист поступает
§ на повторный рольганг 5,
g установленный на тележке,
g / которая может перемещаться
w по рельсам 4 к гильотинным
и ножницам 3. После обрезки
§ листа с одного конца роль-
« ганг поворачивается на 180°,
* производится резка второго
g конца листа, после чего роль-
с ганг возвращается в исход-
о ное положение и лист по
механизированному роль-
eg гангу 2 подается к прессу 1
для подгибки кромки. После
86
подгибки кромок с одной стороны лист проходит через пресс 7 на
рольганг 8_ (см. рис. 40), где подгибается кромка с другой
стороны. Перед проведением операции лист должен быть
выставлен торцом до упора таким образом, чтобы обеспечить
параллельность подогнутой кромки к плоскости листа. После
подгибки лист подается к листогибочной машине 9. Выставлен-
ный своей переднейжромкой до упора 10, лист подвергается гибке,
после которой обечайка снимается тельфером И с машины и укла-
дывается на наклонный стеллаж 12. В дальнейшем обечайки
сводного рабочего места на другое транспортируются по склизам
с углом наклона примерно 1—2° самокатом (используется ци-
линдрическая форма изделия).
Рис. 41. Участок поточной линии изготовления обечаек с резкой листа
на гильотинных ножницах
Для установки изделий на роликоопоры и выталкивания на
следующее рабочее место между роликоопорами встраивается
выталкивающий механизм. Перед подачей изделия левый ряд
роликов отводится в крайнее нижнее положение — ниже уровня
склиза,.правый ряд ставится при этом в одно из рабочих поло-
жений (в зависимости от диаметра изделия). Изделие, перекаты-
ваясь по склизу, ударяется о ролики и останавливается. Подво-
зится левый ряд роликов и выжимает изделие до установленного
рабочего положения, в котором производится необходимый ком-
плекс технологических операций. Для передачи изделия на сле-
дующее рабочее место правый ряд роликов опускается ниже
уровня склиза, и если изделие не скатывается, левый ряд роликов,
получая дополнительный поворот, толкает его. Изделие перека-
тывается, при этом левый ряд возвращается в крайнее нижнее
положение, а правый вновь возвращается в одно из ^рабочих по-
ложений над уровнем склиза. При приеме следующего изделия
процесс повторяется.
Сборку продольного стыка производят гидравлическими струб-
цинами на рабочем месте 13. После приварки на роликоопорах
заходной и выходной планок 14 сварным трактором АДС-1000М
или'ТС-17Му производится сварка внутреннего шва на флюсо-
вой подушке 16. При сварке малых диаметров применяют консоль-
87
йые установки 15. После зачйстки на рабочем месте 17 корня шва
сваривается наружный продольный шов на стенде 18 головкой
АБС-19, установленной на колонне типа ПК-2 или на специаль-
ных направляющих. После сварки наружного шва на стенде 20
шов зачищают, снимают усиления и удаляют входную и заход-
ную планки. Электротельфером 21 обечайка подается к листоги-
бочной машине 23 на правку. Далее сварные швы контролируются
на стенде 22, а устраняются дефекты на стенде 24. Если в про-
Рис. 42. Станок для одновременной подрезки торцов обечайки
грамме выпуска много аппаратов из биметалла, в конце линии
может быть установлен стенд 25 для сварки внутреннего плаки-
рующего шва.
Резка на гильотинных’1 ножницах наиболее целесообразна для
обработки легированных сталей и биметалла. Резка продольных
кромок в этом случае производится на газорезательных машинах
с установленными на них устройствами для газофлюсовой резки.
Если по условиям технологии требуется механизированная обра-
ботка или разделка кромок, лист мостовым краном транспорти-
руется к кромкострогальному станку. После окончательной от-
делки обечайки передаются на сборку.
Иногда развертку обечайки приходится выполнять из двух
частей листа. В этом случае (в зависимости от количества листов)
устанавливают специальный стенд для сборки и сварки листов на
длину развертки.
На рис. 42 показан станок для газовой полуавтоматической
подрезки верхнего и нижнего торцов обечаек и конусов, состоя-
щий из планшайбы 1, колонны 2 и двух газовых резаков 3, укреп-
ленных на консолях 4. В качестве привода 5 планшайбы исполь-
зуется привод индивидуального ротора, применяемого на буровых
88
установках. Обрабатываемая обечайка или конус 6, сцентриро-
ванные на вращающейся планшайбе, одновременно обрезаются
с двух сторон в заданный размер. По мере отрезки в щель нижнего
реза вставляют прокладки, что сохраняет положение детали по
высоте до конца операции. Замена газорезательной головки по-
зволяет резать биметаллы и нержавеющие стали.
Изготовление одношовных обечаек 1000—2400 мм в нагретом
состоянии (из углеродистых и низколегированных сталей). Заго-
товка обечайки с двух сторон обмазывается меловым раствором
для предохранения от образования окалины и загружается в печь.
После прогрева лист вынимают из печи и подают на рольганг
листогибочной машины. При этом надо следить, чтобы температура
заготовки не опустилась ниже 1050° С. С поверхности заготовки
очищают окалину тоже в минимальный срок, чтобы температура
заготовки не снизилась менее 1000° С. После изгиба заготовки
на листогибочной машине ее подают на стенд для сборки про-
дольного стыка. Непосредственно перед сборкой замеряют длину
окружности (развертки) по торцами в середине обечайки и опреде-
ляют ее диаметр. Устраняют смещение кромок по толщине, раз-
мечают места установки скоб и карманов и устанавливают на про-
дольном стыке скобы, карманы и выходные планки, прихватывают
их электросваркой и приваривают окончательно. Размечают
продольную кромку стыка. обечайки под газовую резку, чтобы
зазор под электрошлаковую сварку был в размере 26+2 мм. После
отрезки кромки обечайки зачищают от следов окалины и ржав-
чины до металлического блеска. После электрошлаковой сварки
продольного стыка, обрезки скоб, карманов, зачистки и кон-
троля, поверхности обечайки обмазываются меловым раствором,
обечайку загружают в печь, нагревают до 980° С и подают на
листогибочную машину для правки. Затем обечайку снимают
с. машины и производят рентгеноскопический контроль сварного
шва, вырубку и исправление дефектов.
Многошовные обечайки диаметром до 3600 мм изготовляют по
вышеописанному процессу; при этом сборку развертки обечайки
можно выполнять двумя методами.
В первом случае из отдельных листов составляют и сваривают
карту, которая по своим размерам соответствует развертке обе-
чайки. Во втором случае предварительно изгибают отдельные
сегменты, которые затем собирают в обечайку. Последним мето-
дом пользуются, как правило, для обечаек больших диаметров.
Некоторые особенности имеются при изготовлении обечаек
из стали 12ХМ. При газокислородной резке необходим предвари-
тельный подогрев металла до температуры 250—300° С, в против-
ном случае в кромках реза при охлаждении образуются трещины
глубиной 1,5—2 мм. Допустимый перепад температуры предвари-
тельного подогрева по толщине листа при резке не должен пре-
вышать 60° С. Минимальная температура подогрева листа при
резке со стороны, противоположной нагреву, 200° С. После
- 89
газовой резки требуется механическая обработка кромок под
сварку. Последняя должна быть выполнена не позднее, чем че-
рез 36 ч с момента окончания резки, причем обрабатывать кромки
реза следует на всю величину зоны термического влияния (примерно
6 мм). Заготовки, которые хранятся свыше 36 ч после резки,
необходимо подвергать высокотемпературному отпуску, в про-
тивном случае в них появляются трещины. Для предупреждения
нежелательного оплавления кромок резку следует производить
на максимально возможных скоростях при средней мощности
б)
Рис. 43. Полуобечайка
а — заготовка; б — штампованная деталь
подогревающего пламени (расход горючего газа примерно 0,8 м3/ч).
Применение плазменно-дуговой резки нецелесообразно, так как
и с подогревом и без него появляются трещины глубиной до 3 мм.
При сварке стали 12ХМ необходимо стремиться максимально
сократить время между сваркой и термообработкой, так как эта
сталь склонна к трещинообразованию после сварки. В обечай-
ках, не прошедших термическую обработку после сварки, между
24 и 36 ч после окончания сварки в зоне термического влияния
появляются трещины.
В результате термической обработки стали 12ХМ на поверх-
ности проката появляется окалина. После двухкратной нормали-
зации ее толщина составляет 0,7—1 мм, после отпуска 0,09—
0,13 мм, которую в обоих случаях не удается снять растворите-
лями, но можно удалить дробеметной установкой.
Изготовление обечаек из двух штампованных полуобечаек
производится, как правило, при диаметрах до 1000 мм и большой
толщине обечаек в тех случаях, когда изготовление методом гибки
листа на валковой листогибочной машине невозможно.
90
Ниже приведен технологический процесс изготовления обе-
чайки внутренним диаметром £)в = 900 мм и толщиной 70 мм
(рис. 43) из стали 16ГС (09Г2С). На листе толщиной h = 70 мм
размерами 1550x5900 мм размечаются и накерниваются осевые
линии и транспортировочные выступы. Заготовку отрезают по
разметке газовым резаком. Заготовка нагревается в камерной
печи до температуры 950—1000° С и подается в матрицу штампа.
Рис. 44. Технологический процесс штамповки полуобечаек
Гибка заготовки производится на гидравлическом прессе в не-
сколько переходов (рис. 44). Вначале выполняется предваритель-
ная гибка на x/s высоты (рис. 44, а), после чего траверса подни-
мается и с заготовки и матрицы сжатым воздухом удаляется ока-
лина. Вторым переходом производят полную гибку полуобечайки,
выдерживая ее 2—3 мин под давлением (рис. 44, б). Траверса
поднимается, выдвигаются продольные брусья и производят окон-
чательную гибку полуобечайки по бортам (рис. 44, в). В отвер-
стиях ловителей устанавливают скобы для захвата полуобечайки
с двух сторон (рис. 44, а), траверса вместе с полуобечайкой под-
нимается, подаются поперечные (опорные) брусья в прорези
матрицы (рис. 44, д). Траверса с полуобечайкой опускается на
поперечные брусья, из отверстий ловителей убираются скобы.
Траверса поднимается и обечайка из-под пресса подается на стел-
лаж (рис. 44, а).
Изготовление обечаек из двух штампованных полуобечаек
производится в такой последовательности. Наружную и внутрен-
нюю поверхности полуобечаек на ширину 60 мм от продольных
кромок на всю длину полуобечаек зачищают до металлического
блеска. На этой же поверхности зашлифовывают вмятины и оспины
91
С глубиной до 3 мм. Более глубокие вмятйны заваривают и зачи-
щают заподлицо с основным металлом. На нижнюю полуобечайку
устанавливают дистанционные пластины, обеспечивающие полу-
чение зазора под сварку. Верхнюю обечайку накладывают на ниж-
нюю и выверяют совпадение продольных кромок, снижение кото-
рых допускается не более 3 мм. В торец транспортировочных вы-
Рис. 45. Сборка обечайки под электрошлаковую сварку
ступов устанавливают и приваривают сборочные планки 1 и
вставки 2 (рис. 45). На транспортировочные выступы устанавли-
ваются и прихватываются сборочные скобы. После проведения
сборочных операций выполняются электрошлаковая сварка
продольного шва, его зачистка и контроль.
2. ОТБОРТОВКА КРОМОК
Отбортовка кромок обечаек производится различными техно-
логическими приемами.
На станке модели СТООБ-1Н отбортовывают наружный борт
обечаек для корпусов стальной эмалированной аппаратуры и кор-
пусов из нержавеющей стали. На рис. 46
показаны размеры обечайки. На свар-
ной раме 27 станка (рис. 47) установ-
лены нижний вал 7 со стойками 3 и 16.
Вращение нижнему валу (10,6 об/мин)
передается от электродвигателя 18
мощностью 20 кВт через редуктор
РМ-750 и клиноременную передачу.
Оси нижнего и верхнего 6 валов раз-
мещены в вертикальной плоскости. На
Рис. 46. Обечайка с на- нижнем валу расположены два ролика
ружным бортом 24 и один формующий ролик 10, а на
верхнем 6 — три ролика 8. Обечайка
зажимается между роликами 24 и 8 при вращении верхнего вала,
подшипники которого могут перемещаться в вертикальном на-
правлении в стойках 3 и1 16 от электродвигателя 19 мощностью
92
Рис. 47. Станок модели СТООБ-1Н
Рис. 48. Станок модели СТООБ-1В
2,8 кВт через две пары червячных передач 20 й винты. Для отбор-
товки обечаек различного диаметра на формующем ролике 10 пред-
усмотрен объемный бандаж 23, изготовленный из двух половин.
С двух сторон от основных валов в подшипниках передвижных
стоек 4 расположены два вала 25 с опорными роликами 9, служа-
щими для поддержки обечаек в процессе отбортовки. Расстояние
между стойками можно изменять в зависимости от диаметра
обрабатываемой обечайки при Помощи двух электродвигателей
мощностью 1,7 кВт каждый через червячные редукторы и винты.
Для предотвращения'осевого перемещения обечайки в процессе *
отбортовки на валах 25 имеются опорные ролики 26, устанавли-
ваемые на заданную длину обечайки.
На раме станка перед формующим роликом смонтирован суп-
порт 14, имеющий горизонтальное и вертикальное перемещения
с приводом от двух электродвигателей мощностью 1 кВт каждый
через редукторы 15, 22 и винтовые пары. Суппорт состоит из двух"
вертикальных щек с криволинейными пазами, по которым пере-
мещается червячный сектор 12, На оси сектора расположен ра-
бочий отбортовочный ролик 21, который прижимает и обкатывает >
кромку обечайки по формующему родику 10, В конце отбортовки
ось отбортовочного ролика устанавливается под углом 90° к оси
формующего ролика. Перемещение сектора 12 производится от
электродвигателя мощностью 1 кВт через редуктор, клиноремен-
ную передачу и две червячные пары 11 и 13 суппорта. -
Перед отбортовкой поверхность обечайки должна быть очи-
щена от грязи, песка'и масел; усиление сварного шва обечайки
со стороны отбортовки должно быть снято с обеих сторон запод-
лицо с основным металлом на длине 250 мм.
Процесс отбортовки осуществляется в следующем порядке.
Корпус крайнего подшипника 2 отводится в сторону при помощи
маховика 1, при этом один конец верхнего"вала освобождается,
а второй его конец поджимается винтовым упором 17, При этом
вал занимает наклонное положение, а обечайка 5 заводится кра-
ном между роликами нижнего и верхнего валов. После установки
вала в горизонтальном положении и выставления обечайки на
размер отбортовки ее зажимают между роликами верхнего и ниж-
него валов и производят отбортовку.
На станке модели СТООБ-1В (рис. 48) обжимают внутрь кромки
обечаек, предназначенных для изготовления рубашек реакторов
и другой аппаратуры. Профиль формующего ролика 3 этого
станка иной, чем ролика станка модели СТООБ-1Н: формующий
ролик размещен не на нижнем, а на верхнем валу 2, а кромка
обечайки 1 обжимается отбортовочным роликом 4 снизу вверх.
3. ПРАВКА РАДИАЛЬНЫМ РАСТЯЖЕНИЕМ
Основной метод правки обечаек толщиной 6 мм и более — прав-
ка на валковых листогибочных машинах. Однако в зависимости
от размеров обечаек, серийности производства и пр. правка
• ' 95
может быть осуществлена другими методами, имеющими значитель-
ные преимущества перед правкой на листогибочных машинах.
Правка радиальным растяжением на механических прессах.
При правке радиальным растяжением обечайку устанавливают
на раздвижную оправку, которая состоит из отдельных элементов
сегментов, закрепленных на подвижных конусах. При входе мно-
гогранного конуса (пирамиды) в оправку сегменты раздвигаются
в радиальном направлении. В результате радиального растяже-
ния заготовки получают необходимые формы и размеры. При подъ-
еме конуса сегменты сходятся, и готовую деталь, снимают с оправки.
Операция может производиться на любом прессе вертикаль-
ного типа. Наибольшее распространение получило оборудование,
обеспечивающее усилие 135—425 тс для обработки деталей диа-
метром 254—1270, длиной 610—1525 и толщиной 0,5—30 мм.
Обычно оправки изготовляют из мелкозернистой стали. В инди-
видуальном и мелкосерийном производстве оправки можно вы-
полнять из твердого дерева, алюминия или керамики. Оборудова-
ние, обеспечивающее усилие в 725 тс, используют для правки вы-
сокопрочных хромомолибденовых труб длиной до 12 м, диаметром
390—914 и толщиной стенки до 44 мм.
При формообразовании деталей растяжением отклонения диа-
метра находятся в пределах 0,3—0,5 мм. При значительных сте-
пенях деформации на обечайках получаются прямолинейные
участки на боковой поверхности из-за значительных расстояний
между секторами. Для устранения этого недостатка обечайку
недоформовывают на 2—3%, затем правят на втором пуансоне
с минимальным расстоянием между секторами.
Правка радиальным растяжением находит широкое распростра-
нение при изготовлении различного рода деталей. В химическом
и нефтяном аппаратостроении процесс правки радиальным растя-
жением может быть широко использован при изготовлении обе-
чаек диаметром до 300 мм, для которых отсутствуют валковые
листогибочные машины, а также для обечаек, которые должны
иметь точный по размеру наружный или внутренний диаметр.
Правка гидрораздачей на прессах-расширителях (экспандиро-
вание) на прессах-расширителях применяется в основном для
труб длиной до 6 м. Принципы этого процесса могут быть исполь-
зованы и для других условий и номенклатуры производства.
Пресс состоит из двух силовых головок, связанных между собой
четырьмя колоннами. Между силовыми головками помещен рас-
крывающийся штамп, состоящий из шести секций. Трубу уста-
навливают в раскрытый штамп, силовые головки с обеих сторон
сближаются, раздают трубу конусами, уплотняют концы труб и
останавливаются, сжав трубу с торцом. После этого труба запол-
няется водой. Правка заканчивается после достижения в трубе
определенного избыточного давления, заранее установленного
в зависимости от диаметра и толщины стенки труб (табл. 17).
Труба выдерживается под давлением раздачи в течение 30 с,
96
Величина экспандирования труб не превышает 1,2—1,5%.
Овальность концов труб после экспандирования — в пределах
5—8 мм.
Правка с применением взрывчатых веществ. Правку при по-
мощи взрывчатых веществ (ВВ) можно производить для обечаек
(труб) диаметром от 2—3 см и до 15 м. В практике наибольшее
применение нашла правка цилиндрических, конических и купо-
лообразных обечаек диаметром
до 1,5 м из труднодеформируе-
мых сталей и цветных сплавов
в индивидуальном производ-
стве. Технологический процесс
состоит в следующем: в мат-
рицу, изготовленную из бетона,
эпоксидной смолы или стекло-
волокна, укладывается заго-
товка. Диаметр заготовки по
размеру очень незначительно
отличается от диаметра готовой
детали. Вдоль заготовки натя-
гивается отрезок детонирующе-
го шнура. После установки
заряда заготовку заполняют
водой.
При правке с применением
ВВ для диаметров 150—300 мм
можно выдержать допуск от
±0,025 до ±0,13 мм, что поз-
воляет выполнить последующую
запрессовку этих деталей. Учи-
тывая, что технологический
Таблица 17
Зависимость давления раздачи труб
от диаметра и толщины стенки при
экспандировании
Диаметр, мм Тол- щина, мм Давление раздачи труб (избыточное), кгс/см2
Для легиро- ванной стали Для углеро- дистой стали
8 105—120 78—85
529 10 — 90—105
12 — 100—115
8 80—95 50—65
720 10 100—110 65—80
12 120—130 80—95
10 90—105 60—75
820 12 105—120 70—85
1020 12 103—117 90
процесс правки с применением
ВВ требует организации специального изолированного участка,
как правило, удаленного от основных производственных цехов и
других строений, он может быть использован для изготовления
крупногабаритных и. толстостенных обечаек, , которые другими
методами изготовить очень сложно.
Раздача полых деталей при криогенных температурах. Одним
из видов формовки растяжением является процесс раздачи полых
деталей при криогенных температурах, применяемый для изго-
товления емкостей для транспортировки жидких газов и других
деталей из нержавеющей стали аустенитного класса. Технологи-
ческий процесс состоит в следующем.
К цилиндрической обечайке приваривают верхнюю и нижнюю
крышки, в одну из которых вваривается штуцер для подвода
жидкого азота. Обечайку помещают в тонкостенную матрицу,
которую монтируют в бетонном резервуаре. Момент окончания
процесса раздачи определяется по резкому повышению давления
7 Ю. И. Берлинер
97
жидкого азота в полости детали. Раздача достигает 12—14% диа-
метра.
Этот способ правки обечаек имеет ряд преимуществ. При
обычных способах цравки ухудшение механических свойств
исходного материала в зоне сварного шва устраняется термиче-
ской обработкой, проводимой в крупных печах. В процессе де-
формирования при криогенных температурах (—190° С) механи-
ческие свойства исходного материала улучшаются, поэтому
необходимость в термообработке отпадает, причем показатели
механических свойств материала улучшаются примерно на 25%
по сравнению с их улучшением при термообработке. Этим способом
можно получать емкости с прочностью на разрыв до 210 кгс/мм2.
Стоимость изготовления детали снижается на 40%. Раздачей при
криогенных температурах можно получать емкости с максималь-
ным диаметром 800 мм.
Температурный метод правки цилиндрических, конических,
бочкообразных, вогнутых, фасонных обечаек основан на разнице
коэффициентов линейного расширения а заготовки и шаблона,
по которому правится заготовка. Для внутренних шаблонов
используется материал с высокими значениями а (нержавеющая
сталь) для наружных — с низкими (керамика). Обечайка наде-
вается на шаблон или вставляется в него и подвергается нагреву
в печи. Вследствие разницы значений а в первом случае происхо-
дит раздача обечайки изнутри шаблоном при его расширении от
нагрева, а во втором — обжатие обечайки шаблоном снаружи при
расширении обечайки. Температура нагрева выбирается с учетом
минимальных остаточных напряжений, вызывающих упругую
деформацию (7—14 кгс/см2). После выдержки при заданной тем-
пературе узел охлаждают и выправленная обечайка свободно
удаляется.
Точность правки определяется постоянством температуры на-
грева. Например, колебания температуры в пределах ±5,5° С
шаблона из нержавеющей стали диаметром 1524 мм вызовут изме-
нения его диаметра в пределах ±0,15 мм. Обечайки в форме усе-
ченного конуса крепятся к шаблону прихватами, чтобы при правке
не было осевого смещения. Для бочкообразных и вогнутых дета-
лей используют сегментные шаблоны, позволяющие удалить де-
таль после правки.
ГЛАВА 2
ПРОКЛАДКИ
В аппаратостроении для уплотнения фланцевых соединений
применяются прокладки различных типов (рис. 49): плоские не-
металлические, асбестовые с металлической оболочкой, гофриро-
ванной или плоской; витые из металлических и неметаллических
98
полос (лент), металлические, овального или восьмиугольного се-
чения.
Плоские неметаллические прокладки применяют при давле-
нии до Ру < 64 кгс/см2. Материалом для плоских прокладок слу-
жит главным образом паронит по ГОСТ 481—71. Гофрированные
асбометаллические прокладки изготовляют с оболочкой из мягкого
отожженного листового алюминия толщиной 0,3 мм, заполненной
сердечником из плотного листового асбеста. Такие прокладки
применяют - в
= 40 кгс/см2
туре 450° С.
пределах Ру =
и при темпера-
Рис. 50. Витые прокладки
а — типа V; б — типа W
Рис. 49. Поперечное сечение
прокладок:
а — асбометаллические плоские го-
фрированные; б — асбометалличе-
ские плоские гладкие; в — метал-
лические восьмигранного сечения
Для фланцевых соединений на давление Ру = 64-н250 кгс/см2
применяют, как правило, металлические прокладки овального
сечения, а при давлениях Ру > 40 кгс/см2 и более и диаметрах
свыше 400 мм — восьмиугольного сечения. В зависимости от ра-
бочих условий в качестве материала для прокладок применяют
низкоуглеродистую сталь (железо Армко) (НВ 90), мягкую
отожженную сталь Ст1 (НВ 100), легированную сталь 08X13,
08Х18Н10Т и др.
Витые прокладки (рис. 50) изготовляют двух профилей:
V-образные толщиной 4,4 мм и W-образные толщиной 3,2 мм и двух
видов — состоящие из чередующихся витков прокатанной ме-
таллической полосы и вставкой ленты и получаемые обмоткой
двух металлических катаных полос и одной вставкой ленты.
Материал металлических полос — аустенитная нержавеющая
сталь, железо Армко, монель-металл; вставной ленты —600° С.
асбестовая бумага, спрессованный асбест и сжатый синтети-
ческий каучук. Прокладки применяют при температуре до
600° С. Для теплообменных аппаратов 0 325—1400 мм на условное
давление Ру = 10-н64 кгс/см2 и температуру от —30° до —450° С
изготовляют два типа прокладок: для фланцев распределительной
7* 99
камеры с различным числом ходов по трубам (рис. 51,
а, б, в); для крышки плавающей головки аппаратов типа ТП
(рис. 51, е, д, е).
Величина 6 =* 3,4~°’3 при толщине ленты 0,2 мм и б ® 3,б~0-3
при толщине ленты 0,2 мм.
П
г) д) е)
Рис. 51. Типы асбометаллических прокладок для теплообмен-
ных аппаратов
Размеры прокладок регламентированы нормалью ОН26-02-
87—68. В качестве материала для изготовления используется
бумага асбестовая по ГОСТ 2630—69 в оболочке толщиной 0,2—
0,3 мм из латуни, алюминия, сталей 08Х18Н10 по ГОСТ 4986—70
или 12X13 по ГОСТ 4986—70.
Прокладки из паронита из-
готовляют тремя способами:
диаметром 25—250 мм штам-
повкой; диаметром до 750 мм
вырезкой из листа на специаль-
ном станке и диаметром более
750 мм резкой полос на вибро-
ножницах.
Схема штампа для высечки
прокладок из паронита на экс-
Рис. 52. Штамп для высечки прокла- центриковом прессе показана
док из паронита на рис. 52. За один ход одно-
временно высекаются 4—6 про-
кладок разных размеров. Подкладным материалом штампа слу-
жит толстолистовой алюминий или дерево твердых пород. Де-
тали и отходы снимаются при помощи резинового буфера /,
буферной плиты 2 и толкателей 3.
При небольшой серийности производства прокладки изготов-
ляют вырезкой на станках (рис. 53) в виде цельных колец радиусом
100
150—800 мм и в виде секторов радиусом 500—1500 мм, толщиной
до 4 мм из паронита, картона, полихлорвинила, резины и других
подобных материалов.
Основные сборочные единицы станка (см. рис. 53): головка VI
с режущими роликами, пиноль V; привод /, основание //, стол III
выдвижной стол IV, рама VII. При вырезке цельных кольцевых
прокладок пиноль станка фиксируют рукояткой 10, винт 8 осво-
бождают от разъемной гайки рукояткой 9, режущие ролики 3
разводят рукояткой 4. Заготовку накалывают на ось А и вводят
между режущими роликами. Расстояние от оси А до режущих
роликов (заданный радиус прокладок) устанавливают по шкале,
нанесенной на шпонке 6, перемещая суппорт 7 рукояткой 5.
После этого включают привод и подводят режущие ролики к за-
готовке рукояткой 4. Ролики, вращаясь, затягивают заготовку и
режут ее по заданному радиусу. Во время резки заготовка пово-
рачивается вокруг оси А. Переместив суппорт на расстояние,
равное ширине прокладки, заготовку режут по меньшему радиусу.
При вырезке секторных кольцевых прокладок радиусом больше
500 мм заготовку закрепляют на столе станка винтами 1. Винт 8
вводят в закрепление с разъемной гайкой. Вращением рукоятки 5
устанавливают пиноль на нужный радиус. Во время резки заго-
товка неподвижна, а головка, с режущими роликами перемещается
по радиусу вокруг оси Б. После каждого реза заготовка подается
к режущему ролику движущейся кареткой. Длина хода каретки
500 мм.
Паронитовые прокладки изготовлять можно и на радиально-
сверлильных станках при помощи специального приспособления
102
(рис. 54): к оправке 1 двумя болтами крепится штанга 2. Режущие
ролики 5 свободно вращаются на шейках болтов 6. Ролики уста-
навливают на требуемую величину, соответствующую диаметру
прокладки, перемещением упоров 3 по шкалам, нанесенным на
штанге. Чтобы упоры не смещались, их крепят винтами 4. Пла-
вающий центр 7 служит для центровки паронитовых колец отно-
сительно режущих роли-
ков и деревянной плиты,
служащей амортизатором
для режущих роликов.
Плита (диаметром 750 мм,
толщиной 40 мм) крепится
к столу станка двумя бол-
тами. Плавающий центр
устанавливается в отвер-
стие 0 8 мм, имеющееся
в центре плиты. Таким
образом, при вЁтрезке про-
кладок определенного диа-
метра след, оставляемый
режущими роликами на
деревянной плите, по-
стоянно совпадает, что
увеличивает срок службы
подкладки. Для предот-
вращения смещения заго-
товки на приспособлении
имеется пята 3, которая
с помощью пружины 9
прижимает заготовку.
За один оборот шпин-
деля вырезаются наруж-
ный и внутренний диа-
метры прокладки. В тех
случаях, когда диаметр
вырезанного отхода сов-
Рис. 55. Станок для изготовления асбоме-
таллических прокладок
падает с наружным диаметром прокладки, приспособление
можно настраивать на одновременную вырезку двух про-
кладок. Этим приспособлением можно вырезать прокладки диа-
метром от 20(Гдо 750 мм. Для вырезки прокладок диаметром ме-
нее 200 мм используется второе приспособление, подобное
первому.
На рис. 55 показан станок для механизированного изготовле-
ния асбометаллических прокладок с перемычками и без них. Ста-
нок работает по принципу карусельного станка и состоит из сле-
дующих основных частей: привода /, передвижной каретки 2,
направляющих 4 и 5, сменных планшайб 3, роликов 7 и фикса-
тор а_3.
юз
Путем смены рабочего ролика на станке последовательно
производятся следующие операции: а) вырезка из листа загото-
вок оболочки; б) деформация заготовки оболочки; в) подгибка
бортов оболочки (после закладки наполнителя и пластины);
г) прикатка прокладки.
Перед изготовлением прокладки станок настраивается: уста-
навливают и закрепляют необходимую планшайбу 3; устанавли-
вают и закрепляют ролик, соответствующий проводимой операции
(вырезке, деформированию или закатке; устанавливают каретку 2
над планшайбой 3; устанавливают инструмент над ручьем план-
шайбы перемещением гайки 10 с помощью маховичка 6\ на план-
шайбу устанавливают лист или заготовку, вырезанную из листа;
прижимают лист или заготовку роликами 7; каретку 2 закрепляют
винтом 9.
После подготовки станка включают привод, планшайба на-
чинает вращаться, ролик опускается в ручей, производится
соответствующая опер аци я.
Перемычки в оболочке прокладки изготовляются при непод-
вижной планшайбе, которая для этого устанавливается на фикса-
тор, ролик ставится в исходное положение, вдавливается на опре-
деленную глубину и продвигается путем вращения маховичка 6.
Каретка 2 на стопор не ставится. Радиусы закруглений в местах
соединений перемычек с кольцом доводятся вручную.
; Чтобы вынуть из планшайбы изготовленную прокладку,
необходимо повернуть на 180° прижимные ролики и через от-
верстия, находящиеся под планшайбой и выходящие в ручей,
штырем вытолкнуть прокладку из ручья.
Техническая характеристика станка для изготовления
асбометаллических прокладок
Величина
изготовляемых
Внутренний диаметр аппарата, мм: прокладок, мм
Ру = 800 ...................................... 872X845
Ру = 1000 .................................... 1117X 1076
Ру = 1200 .......................................... 1287Х 1260
, Ру = 1400 '...................................... 1482X1449
Толщина деформируемой заготовки, мм:
стальной.............................................. 0,2
алюминиевой........................................... 0,3
Частота вращения планшайбы, об/мин.......................... 3
Размеры станка, мм
длина ................................................ 2400
ширина................................................ 2100
высота................................................ 1350
Вес станка, кгс .......................................... 2030
Витые прокладки наматывают на станках различной степени
автоматизации в зависимости от серийности производства. Плот-
ность прилегания слоев обеспечивается постоянным усилием,
при котором производится намотка. По внешнему и внутреннему
диаметрам верхние слои прокладок прихватывают электросваркой.
104
ГЛ AB A J
КОМПЕНСАТОРЫ
1. ЛИНЗОВЫЕ КОМПЕНСАТОРЫ
Линзовые компенсаторы применяют для компенсации тепло-
вых удлинений в трубопроводах tH аппаратах при давлении, не
превышающем 16 кгс/см2. Изготовляются линзовые компенсаторы
р аз личными способами:
1) штамповкой полулинзы на гидропрессах с последующей
сваркой их кольцевым швом;
2) штамповкой на гидропрессах отдельных секций линзы,
которые сваривают меридиональными швами;
3) обкаткой роликами кольцевой заготовки на специальном
приспособлении к карусельному станку, в результате чего полу-
чается полулинза;
4) изгибом между роликами предварительно спрофилирован-
ной заготовки;
5) выкаткой роликами из обечайки.
Первые три способа имеют некоторые недостатки.
При первом способе изготовления для каждого компенсатора,
отличающегося диаметром, толщиной стенки и формой линзы,
требуется новый дорогостоящий штамп, что в условиях индиви-
дуального и мелкосерийного производства увеличивает стоимость
компенсатора. Для линз больших диаметров необходимы гро-
моздкие и тяжелые штампы, для хранения которых нужна боль-
шая площадь в цехе. Кольцевой сварной шов, находящийся в наи-
более нагруженной зоне, является слабым местом конструкции.
Практика показывает, что все разрывы компенсаторов происходят
по кольцевому шву. Раскрой металла в виде кольцевой пластины
весьма неэкономичен.
При втором способе для линз каждого типоразмера также
изготовляется штамп. Так как длина секции линзы сравнительно
невелика (в среднем 600—700 мм), для получения линз больших
диаметров нужно сваривать до 10—15 секций, что отрицательно
влияет на конструкцию: усложняется сборка, возрастает жесткость
повышается трудоемкость изготовления и т. д. При третьем
способе необходима специальная оснастка для изготовления
линз разных диаметров и форм. Полулинзы сваривают кольцевым
щвом. Раскрой металла в виде кольцевой пластины неэкономичен.
Четвертым методом изготовляются линзы толщиной 2,5—
4 мм диаметром 400—1600 мм из сталей СтЗсп, 12Х18Н10Т,
10Х17Н13М2Т. При этом способе гибкой на профилегибочной
машине изготовляют две полулинзы, свариваемые меридиональ-
ным швом в двух стыках. Процесс осуществляется следующим
образом. Лист размечается и отрезается на ножницах в размер:
выдерживается размер развертки полулинзы с припуском в 30 мм
на последующую отрезку концов и ширина полулинзы. Размеры
105
заготовки полулинзы толщиной 4 мм (ширинахдлина, мм) при-
ведены ниже.
Dv . . 400 600 800 1000 1200 1400
СтЗсп ., . .200 X 980 200X1170 200X1540 200X1850 200 X 2170 200 X 2490
12Х18Н10Т _ _ _ 230X 2100 230X 2400 200X 2800
Увеличение ширины заготовки приводит к образованию гофр
при гибке.
Профиль детали (рис. 56) получают в штампе. С увеличением
длины штампа уменьшается количество секций и соответственно
сварных швов. Линзы малых диаметров
могут иметь один стык. При штамповке
толщина стенки листа в различных местах
сечения профиля це изменяется. Гибка
заготовки производится между роликами
профилегибочной машины. На рис. 57 по-
казан ррлик для гибки; он изготовляется
из инструментальной стали У8А с после-
дующим упрочнением обкаткой до HRC
56—58. От правильного выбора диаметра
ролика во многом зависит точность полу-
Рис. 56. Профиль линзы
после штамповки
чаемой полулинзы.
Максимальный диаметр гибки не ограничен, минимальный
лимитируется утонением стенки компенсатора. Характер рас-
пределения толщин примерно одинаковый для сталей СтЗсп,
12Х18Н10Т, 10Х17Н13М2Т. Максимальное утонение для компен-
саторов диаметрами 500 и 1000 мм и толщиной стенки 4 мм (в про-
центах|к номинальной толщине листа) составляет соответственно
Рис. 57. Ролик для гибки линзового компенсатора:
1 — гибочное кольцо; 2 — прижимное кольцо
20—23 и 10—12,5%, толщиной стенки 2,5 мм соответственно 12—
20 и 6—8%. Утонение стенки линзы при гибке не влияет на спо-
собность компенсаторов (с пластиной) выдерживать расчетное
давление. Утонение способствует снижению напряжения при
данной компенсирующей способности и уменьшает жесткость ком-
пенсатора. При расчете коррозионной стойкости компенсаторов
необходимо определять ожидаемую минимальную толщину стенки
линзы.
После гибки у заготовок по концам отрезают прямые участки,
две полулинзы собирают вместе и ручной сваркой заваривают два
стыка. После сварки линзы проходят термообработку. Линзы из
углеродистой стали подвергаются низкому отжигу (нагрев до
106
Рис. 58.. Приспособл^йе для из-
готовления линз на карусельном
станке
670° С, выдержка 2—3 ч, охлаждение вместе с печью,) из стали
12Х18Ш0Т — нормализации (нагрев 1100° С, выдержка 30 мин,
охлаждение на воздухе). Окончательной операцией является под-
резка торцов линзы в размер на карусельном станке.
При производстве линз выкаткой роликами из обечайки по-
следняя изготовляется из листа соответствующей толщины и
марки стали. Наружный диаметр обечайки равен наружному диа-
метру готового компенсатора, а вы-
сота обечайки равна длине раз-
вертки контура компенсатора с уче-
том припуска на механическую
обработку по торцам. Сварной
4шов необходимо зачищать запод-
лицо с основным металлом. Перед
выкаткой линзовых компенсаторов
обечайка проходит термообработ-
ку: для углеродистых сталей —
нормализацию при температуре
920° С, для нержавеющих — аусте-
низацию.
Подготовленная обечайка уста-
навливается на планшайбу кару-
сельного или специального станка
и закрепляется. Внутрь обечайки
вводится специальное приспособ-
ление, основными деталями ко-
торого являются два давильных
-ролика, которые могут сбли-
жаться один с другим. Приспо-
собление (рис. 58) с роликами
подводится вплотную к поверхности обечайки 3, На боковом
суппорте укрепляется третий давильный ролик /, который вы-
давливает часть материала обечайки в пространство, ограничен-
ное двумя внутренними роликами 2. Сокращение расстояния
между внутренними роликами позволяет вести процесс почти без
утонения стенки компенсатора и значительно снизить усилия,
возникающие при выкатке. Режимы выкатки: частота вращения
заготовки 100 об/мин, подача ролика — 0,12 мм/об. Метод вы-
катки компенсатора роликами универсален, так как с помощью
трех роликов практически можно выкатать компенсаторы любого
размера.
2. ВОЛНИСТЫЕ КОМПЕНСАТОРЫ
Наиболее современными компенсирующими устройствами,
получившими широкое распространение, являются волнистые
компенсаторы, которые в зависимости от их назначения и кон-
струкции могут выполнять различные функции. Волнистые ком-
пенсаторы используют для поглощения тепловых линейных изме-
107
нений, погашения вибраций (демпфирования), понижений пуль-
саций давления перекачиваемых сред, для компенсации смещения
в соединениях оборудования с трубами, а также в других случаях,
когда требуется надежно работающее малогабаритное гибкое гер-
метичное соединение.
При разработке конструкций волнистых компенсаторов при-
меняют различные профили гофров (волн) гибких элементов.
В отечественной и зарубежной практике наиболее часто исполь-
зуют профили, приведенные на рис. 59. Наиболее простые профили
гофров (рис. 59, а) состоят из двух прямых участков с, сопряженных
с изогнутыми участками, расположенными в вершине и впадине
гофра (описаны радиусами г). В зависимости от угла у наклона
прямых участков с по отношению к оси I—I гофры образуют
линзовый (U-образный) или поднутренный профиль. При повы-
шенных давлениях среды применяют ограничительные кольца
(рис. 57, б), расположенные по впадинам волн.
Повышение давления среды в гофрированной оболочке сопро-
вождается некоторым выпучиванием стенок кольцевых пластин,
которое может быть упругим или упруго-пластическим в зави-
симости от величины давления. При наличии ограничительных
колец и давления в оболочке эластичная стенка гофра плотно при-
легает к поверхности колец, ограничивая ее выпучивание. В про-
стейших профилях применяют кольца с плоскими или коническими
боковыми поверхностями. В сжатом положении компенсатора коль-
цевые пластины или конические оболочки с участком с не имеют
изгиба в плоскости продольного сечения гибкого элемента. Пло-
ская кольцевая пластина является участком оболочки, который
в соответствии с ее геометрической формой выдерживает наимень-
шие гидростатические давления по сравнению с профилями дру-
гих типов. Поднутренний профиль выдерживает несколько боль-
шие давления среды, так как имеет участок конической оболочки.
108
Увеличение угла наклона к оси I—I повышает прочность обо-
лочки, а также равномерность работы волн и устойчивость гиб-
кого элемента против продольного изгиба.
В волнистых компенсаторах, работающих при повышенных
давлениях среды, применяют Q-образный профиль без колец
(рис. 59, в) и с кольцами круглого сечения (рис. 59, г). Этот про-
филь используют также с несъемными упругими кольцами
(рис. 59, д), которые воспринимают через стенку волны пульса-
ции . давления перекачиваемой жидкости, получая при этом
упругие деформации. Упругие кольца могут быть применены и
в других профилях волн компенсаторов при таких давлениях среды,
когда гибкий элемёнт без колец не способен выдержать рабочее
давление. При импульсе давления упругие кольца прогибаются,
объем полости волн увеличивается, вследствие чего давление вы-
равнивается. Упругие кольца, кроме того, способствуют погло-
щению вибраций и снижают7 вес компенсатора.
Гибкий элемент —- основная деталь компенсатора — получает
в рабочих условиях наибольшие по сравнению с другими дета-
лями деформации и соответствующие им напряжения. Материал
гибких элементов выбирают особенно тщательно в зависимости от
температуры среды, транспортируемой по трубопроводу или теп-
лообменному аппарату, и характера воздействия среды на металл
волн, находящихся в напряженном состоянии при эксплуатации
компенсатора. Кроме того, механические свойства материала
гибкого элемента (пластичность в холодном или горячем состоянии,
предел текучести и т. п.) должны обеспечивать возможность гофри-
рования при принятом технологическом процессе без ухудшения
его исходных показателей.
При изготовлении гибких элементов из полых цилиндрических
заготовок со сварным продольным швом необходима особо тща-
тельная термическая обработка заготовок перед гофрированием.
Выбор того или иного способа изготовления гибких элементов
определяется соотношением их геометрических размеров, про-
филем волн и механическими свойствами металла. Эти факторы
характеризуют способность заготовок получать те или иные де-
формации при их формоизменении, которые при небольших диа-
метрах гибких элементов обычно являются предельно допустимыми.
Изготовление гибких элементов в холодном состоянии требует
учета допустимой величины относительного удлинения приме-
няемой стали, а при горячем гофрировании, расширяющем пре-
делы применения сталей по их пластичности,— учета влияния
температуры на внутренние изменения'в металле. Например, го-
рячее гофрирование хромистых и хромоникелевых сталей в опре-
деленном интервале температур уменьшает их прочность, в связи
с чем возможны разрывы заготовок или местные интенсивные утоне-
ния стенок гибкого элемента, что также приводит к браку изделия.
Основная операция при изготовлении гибкого элемента ком-
пенсатора — гофрирование полой цилиндрической заготовки.
109
Линзовый (U-образный) или поднутренный профиль можно гоф-
рировать обкаткой холодной или горячей заготовки в роликах.
Иногда используют комбинированный способ — предварительную
обкатку роликами с последующей гидравлической формовкой.
Применяется также последовательная формовка гофров резиной.
За один ход пресса формуется один гофр.
Гибкие элементы Q-образного профиля изготовляют давлением
жидкости (гидравлической формовкой), при которой за одну
операцию формуется несколько гофров (групповой метод). Этот
способ позволяет также выполнять профили других типов. Гидро-
формовка выполняется на специальном или стандартном гидрав-
лическом прессе в зависимости от размеров компенсаторов, их
серийности и числа волн. Использование этого способа дает воз-
можность получить достаточную для практических целей точность
размеров гибкого элемента, чистую их поверхность, а также сни-
зить количество операций.
Гибкий элемент изготовляется из нержавеющих хромонике-
левых сталей 08Х18Н10 или 12Х18Н10Т. Высокая пластичность
этих сталей и склонность к упрочнению от деформации позволяет
за одну операцию гидроформовки вытягивать гофры с относи-
тельным растяжением цилиндрической заготовки по диаметру до
50%.
Согнутый лист сваривается по продольному стыку, обечайка
термически обрабатывается в печи, правится до получения пра-
вильной геометрической формы и гофрируется на прессе.
Для выполнения продольного шва обечайки применяют авто-
матическую аргоно-дуговую сварку с использованием неплавя-
щегося (вольфрамового) электрода и присадочной проволоки из
стали той же марки, что и сталь обечайки. Эта операция произ-
водится на стенде, где свариваемый стык плотно прижимается
к медной подкладке, находящейся внутри обечайки. При этом
образуется довольно гладкий и ровный по ширине шов с допусти-
мым усилением в пределах 0,4 мм.
Режимы автоматической аргоно-дуговой сварки продольного
шва обечайки постоянным током прямой полярности неплавя-
щимся электродом с присадкой из нержавеющей стали приведены
ниже:
Толщина свари- Сварочный ток, Напряжение дуги, Скорость сварки,
ваемого металла, А В м/ч
мм 1,2 110—120 10 18—20
1,4 130—140 10 18—20
При сварке используется чистый аргон марки А I
ГОСТ 10157—73 и сварочный автомат АДСВ-2. Сварочное соеди-
нение выполняется без зазора в стыке обечайки.
Улучшение пластических, свойств и структуры сварного шва
и основного металла достигается аустенизацией при термической
обработке заготовки в электропечи с выдержкой в течение 8—
НО
12 мин при температуре 1070—1120° С и последующим охлажде-
нием в воде. Если микроструктура металла сварного шва после
сварки аустенитно-ферритная с содержанием феррита 2—3,8%,
то закалка в воде снижает содержание ферритной составляющей
до 0,3—0,4%.
Чтобы заготовки не сплющивались при высокой температуре,
применяют электропечи вертикального типа. Заготовка подается
в камеру на подвеске в вертикальном положении и опускается
вместе ,с ней в водяную ванну, находящуюся под печью.
Аргонодуговая сварка с последующей аустенизацией позво-
ляет получить сварной шов, приближающийся по пластичности
к основному металлу заготовки. Прокатка сварного шва перед
термической обработкой выравнивает его толщину с толщиной
основного металла заготовки, что снижает напряжение в сварном
шве при эксплуатации компенсатора.
Технологический режим процесса гидроформовки и конструк-
ция инструмента определяют качество гибкого элемента.
Гидравлическая формовка гофров производится с осадкой за-
готовки по высоте (совмещение гидровытяжки с деформированием
заготовки жестким инструментом), что дает возможность полу-
чить меньшее утонение стенки заготовки и снизить давление ра-
бочей жидкости. Для удобства процесс разделяют на два периода:
предварительную формовку (вытяжку) без осадки заготовки по
высоте и формовку с осадкой заготовки. На рис. 60 приведены
схемы деформации заготовки в пефвом и втором периодах фор-
мовки гибкого элемента и зависимость изменения давления рабо-
чей жидкости от степени деформации. Практически указанные
периоды нередко сливаются и их бывает трудно разграничить.
Деформация заготовки в первый период соответствует схеме,
приведенной на рис. 60, а, где также даны схемы напряженного
(а) и деформированного (б) ее состояний, которые показывают,
что стенка образующейся кольцевой выпуклости растягивается
в кольцевом и продольном (осевом) направлениях. Опыты пока-
зали, что при предварительной вытяжке выпучивание заготовки
должно соответствовать углу а = 10-4-12°. Это достаточно для
осадки заготовки во втором периоде.
На рис. 60, б приведена схема гидравлической формовки гофра
с осадкой заготовки по высоте, а также даны схемы напряжен-
ного (а) и деформированного (б) ее состояний. При осадке объем
полости гофрируемой заготовки уменьшается, избыток жидкости
удаляется через разгрузочные клапаны, отрегулированные на
требуемое давление (направление движения жидкости показано
стрелкой). Давление жидкости во второй период формовки равно
давлению жидкости в конце первого периода. При завершении
операции с целью калибровки гибкого элемента давление повы-
шают на 25—30%.
В период осадки рабочая жидкость подпирает стенки заготовки
изнутри. При падении давления жидкости стенка прогибается
111
внутрь заготовки, что может привести к браку изделия. Если по-
верхность образующегося гофра цилиндрическая, осевое сжатие
заготовки, осуществляемое усилием пресса, ликвидирует растя-
жение ее стенки в осевом направлении. В этом случае действуют
только кольцевые деформации, растягивающие диаметр заготовки,
что иллюстрируется приведенными выше схемами напряженного
и деформированного состояний. Превышение расчетной величины
давления вызывает выпучивание стенки и растягивающие дефор-
мации, действующие в осевом направлении, что связано с утоне-
нием стенки и увеличением высоты гофра. Обычно процесс гофри-
рования с осадкой проводится при незначительной выпуклости
образующегося гофра.
Рис. 60. Схемы деформации заготовки при гидравлической формовке гибкого
элемента:
а — первый период; б — второй период; в — профиль гофра гибкого элемента; г — зави-
симость изменения давления рабочей жидкости от степени деформации заготовки в пер-
вом и втором периодах;---------------расчетное давление; -----действительное да-
вление; 1 — 7?0 = 106 мм; h — 1,5 мм; а ~ 70 мм; 2 — Ro — 202 мм; h — 1,6 мм; а =
= 80 мм
В конце периода осадки радиус профиля выпуклости умень-
шается вследствие изгиба ее стенки формирующими матрицами.
При этом давление рабочей жидкости плотно прижимает стенку
гофра к поверхности матриц, калибруя профиль, Растяжения стен-
ки в осевом направлении не происходит.
В условиях мелкосерийного производства компенсаторов
с малым числом волн можно использовать стандартный гидравли-
ческий пресс. Серийное производство волнистых компенсаторов
требует высокопроизводительного и удобного в использовании
оборудования, поэтому гибкие элементы со значительным диапа-
зоном диаметров и числом волн гофрируют на специальных гори-
зонтальных гидравлических прессах.
На рис. 61 представлена схема пресса ПГК-100 в положении
перед гофрированием гибкого элемента. Рабочий цилиндр пресса 3
и державка 10 расположены на опорах I и //. Цилиндр и дер-
жавка связаны между собой колоннами 9. Полая заготовка 8
заключена в матрицах 7, имеющих профиль гофра и состоящих
из двух одинаковых половин, которые закреплены в матрицедер-
жателях 6 на равном расстоянии одна от другой. Матрицедержа-
тели надеты на колонны пресса 9 (вид по I—I) и скреплены между
собой при помощи серьги. 14 и эксцентрика 13. Концы заготовки
112
находятся в зажимных патронах 5, при этом полость заготовки
герметизирована цанговыми зажимами 17. При повышении дав-
ления масла, подаваемого насосом в полость патрона 5, поршень 18
перемещается вправо, сжимая пружину 19 и увлекая за собой
конус 16, закрепленный гайкой 15 на трубке 20. Секции цанго-
вого зажима, надетые на конус, перемещаются при этом в диаме-
тральном направлении, плотно прижимая стенку заготовки
к внутренней цилиндрической поверхности патронов. В заго-
Рис. 61. Схема специального гидравлического пресса для гидроформовки гиб-
ких элементов волнистых компенсаторов:
а — общий вид пресса в исходном положении; б — период гидроформовки с осевым
сжатием заготовки
товку рабочая жидкость подается насосом через трубку 20. Когда
давление жидкости достигает расчетного, заготовка осаживается
усилием, развиваемым в рабочем цилиндре 3. При этом поршень 2
и. шток 4, несущий на себе патрон 5, перемещаются вправо, сокра-
щая расстояние между соседними матрицами до полного их смы-
кания, на чем заканчивается процесс гофрирования. В период
осадки избыток рабочей жидкости удаляется в бак через ту же
трубку 20 и разгрузочный клапан.
Перед извлечением готового гибкого элемента из матриц вы-
ключают насосы зажимных патронов, после чего поршень со што-
ком перемещается в исходное положение, концы гибкого эле-
мента выходяд из патронов, рабочая жидкость вытесняется из него
в корыто 12, откуда перекачивается насосом в бак. После разъема
матрицедержателей гибкий элемент извлекают из пресса. На
прессе ПГК-100 можно изготовлять гибкие элементы компенса-
торов Dy = 150-4-300 мм с числом волн от трех до шести.
8 Ю. И. Берлинер ИЗ
В качестве инструмента для гидроформовки гибких элементов
применяют формирующие матрицы, профиль которых соответ-
ствует профилю волны в сжатом положении компенсатора. При
вычерчивании поднутреннего или трехрадиусного профилей учи-
тывают возможность извлечения матриц после окончания гидро-
формовки и упругие деформации волны. Для Q-образного про-
филя волн применяют неразъемные кольца круглого сечения, ко-
торые в период гидроформовки выполняют роль формирующих
матриц. Для фиксации колец на исходный шаг применяют разъем-
ные кольцедержатели с коническими поверхностями, соприка-
сающимися с кольцом. Кольцедержатели крепят к матрицедержа-
телям болтами.
Для гибких элементов с Q-образным профилем без колец
применяют инструмент, состоящий из нескольких секций-сег-
ментов с углом изгиба 180°. Сегменты вкладывают перед гофриро-
ванием в держатели с коническими углублениями, а после гидро-
формовки вынимают через зазоры между гофрами. Держатели со-
стоят из двух половинок и крепятся болтами к матрицедержателям.
Для присоединения концевых патрубков из углеродистой стали
к гибкому элементу применяют автоматическую сварку плавя-
щимся электродом в среде углекислого газа. В качестве электрода
применяют проволоку Св-07Х25Н13 диаметром 1 мм. Это позво-
ляет получить металл шва высокого качества. Перед сваркой
конец гибкого элемента прихватывают к патрубку. При этом
гибкий элемент цилиндрическими концами надевают на наружную,
предварительно обработанную резцом, поверхность патрубков.
Характер соединения — встык с зазором до 1,5 мм. Сварка про-
изводится аппаратом АДСП-401. В процессе сварки компенса-
тор закреплен концами в патронах. Скорость сварки 20—25 м/ч.
При сварке образуется аустенитная структура металла сварного
шва с небольшим (1 —1,5%) содержанием феррита. Прочность и
герметичность сварных швов проверяют гидроиспытанием на спе-
циальном стенде.
В целях повышения компенсирующей способности и прочности
гибкие элементы изготовляют двухслойными (рис. 62). Техноло-
гический процесс изготовления последних из нержавеющей хро-
моникелевой стали заключается в следующем: изготовляются
наружная и внутренняя обечайки, свариваемые по продольному
стыку автоматической аргоно-дуговой сваркой. После закалки
с температуры 1100—1120° С обечайки вставляются одна в другую,
торцы заваривают и производят гидроформовку на гидравличе-
ском прессе.
Опыт изготовления двухслойных гибких элементов показывает
серьезные недостатки существующего технологического процесса,
в результате чего появляются значительные дефекты продукции.’
Основными видами дефектов являются разрыв основного металла
в околошовной зоне, неправильное формирование внутренней
обечайки, выпучивание на отдельных участках.
114
В связи с небольшой толщиной листа и высокой степенью
деформируемости к качеству сварного шва (отсутствие пор, рако-
вин, трещин) и высоте его усиления должны быть предъявлены
жесткие требования. Значительное усиление сварного шва спо-
собствует концентрации высоких напряжений в околошовной
зоне и в результате разности толщин основного металла и свар-
ного шва в этом месте происходит разрыв.
В целях ликвидации указанного дефекта требуется качествен-
ное выполнение заготовительных операций. При выполнении раз-
метки и резки на гильотинных ножницах заготовок допуск на
155°25'
Рис. 62. Конструкция двухслойного гибкого элемента компенсатора
Dy = 150 мм, Ру ~ 64 кгс/см2
длину развертки обечайки должен быть не больше 0,5 мм, раз-
ность диагоналей не более 1,5 мм. Серповидность обрезанных кро-
мок должна быть не более 0,2 мм на сторону (большой зазор
после сборки продольного стыка является главным фактором по-
лучения неравномерного по длине шва). В случае отсутствия
возможности получения минимальной серповидности и кромок
после резки на гильотинных ножницах требуется введение опера-
ции строжки кромок. После круговой гибки листа на валковой
листогибочной машине кромки около продольного стыка должны
иметь форму прямых участков или быть вогнуты внутрь. При
сварке продольного стыка подкладная медная пластина” имеет паз
глубиной 0,2 мм для обратного формирования сварного шва.
Прижим кромок при сварке должен быть равномерным по всей
длине заготовки. Отсутствие последнего требования приводит
к появлению различных тепловых зон по длине свариваемого
участка, что тоже приводит к неравномерности сварного шва.
В результате односторонней сварки величина усиления сварного
шва должна быть не более 0,2—0,3 мм внутри обечайки и 0,2—
0,4 мм снаружи.
Термообработка обечаек производится в газовой камерной
печи. Обечайки загружаются в печь парами (комплектами соби-
раемых обечаек — внутренней и наружной) и укладываются
8* 115
на под печи таким образом, чтобы сварные швы не соприкасались
с подом в целях их одинакового прогрева с основным металлом.
Оптимальным режимом термообработки является, нагрев до тем-
пературы 1160° С при выдержке в печи 6 мин. Наиболее целесо-
образно применение для нагрева электропечей с вертикальной
установкой обечаек при нагреве, что позволяет значительно улуч-
шить равномерность нагрева различных участков и автоматически
поддерживать требующийся уровень температуры нагрева.
Необходимая величина овальности обечаек после правки на
валковой листогибочной машине выбирается из условия обеспе-
чения собираемости обечаек и необходимости завода конца обе-
чайки для зажима в патроне на прессе гидроформовки, для обе-
спечения зажима овальность не должна превышать величины
2—3 мм. Эта же величина овальности оказывается вполне доста-
точной для сборки обечаек методом пригонки. При необходимости
вести сборку по принципу взаимозаменяемости величина оваль-
ности не должна превышать величины зазора между обечай-
ками.
При формовке наличие зазора между обечайками является
источником скопления масла: при выпучивании на контактных
поверхностях матрицы происходит зажим поверхностей внутрен-
ней и наружной обечаек, в результате чего между ними остается
полость, заполненная маслом.
В соответствии с законами гидростатики давления масла на
стенки во внутренней обечайке и между последней и наружной
будут равны; так как объем зазора между обечайками неизмеримо
меньше, чем основной полостр, то и разрушающая сила, действую-
щая на наружную обечайку, будет во Много раз меньше, чем на
внутреннюю. Так как создаваемое давление рассчитано на двой-
ную толщину листа, то, как показали и эксперименты, разрыв
происходит прежде всего по наружной обечайке.
Отсюда следует важный вывод: в целях получения качествен-
ного изделия после формовки необходимо исключать попадания
между обечайками масла. Для этого были предложены плотная
обварка торцов обечаек и сверление отверстий 0 3 мм для выхода
масла и воздуха на образующей наружной обечайке на расстоя-
нии 26 мм от торца с двух сторон. Даже мельчайшие отверстия
после заварки торцов могут служить источником попадания масла.
Было апробировано несколько вариантов: обечайки с заваренными
торцами и просверленными отверстиями как с одной, так и с двух
сторон; обечайки с заваренными торцами, но без отверстий, обе-
чайки без обварки торцов с отверстиями и без них.
Из всех случаев только вариант с плотно обваренными тор-
цами и отверстиями с двух сторон дал положительный результат.
Один из комплектов обечаек был изготовлен с. обваренными тор-
цами, без отверстий по концам. После предварительного деформи-
рования обечайки подвергли закалке. В результате расширения
воздуха, и газов между обечайками в отдельных местах произошли
116
выпучины листа, в результате чего дальнейшее продолжение про-
цесса оказалось невозможным. В обечайках, не подвергшиеся
предварительной обварке торцов, при гидроформовке наблюдали
Т, мин
Рис. 63. Зависимость давлений
раздачи Рр и осевого Ро от вре-
мени нагружения
Рис. 64. Зависимость пути I
продвижения поджимного ци-
линдра от времени раздачи Т
смещение одной из обечаек относительно другой, в результате
чего деформирование происходило неправильно. В этом случае
торцы заготовок предварительно прихватывали сварочными за-
клепками в четырех местах.
Решающее влияние на качество
оказывает режим гидроформовки.
Во всех случаях необходимо, чтобы
давление раздачи Рр в первый период
было больше осевого давления Ро
поджимного цилиндра (рис. 63). На-
рушение указанного режима приво-
дит к появлению характерных выпу-
чин (поясков) на крайних волнах,
а также к неправильному формообра-
зованию внутренней обечайки. Про-
движение гидравлического плунжера
во время процесса должно носить
равномерный характер (рис. 64).
В конце процесса для придания всем
1,485
Рис. 65. Изменение толщины
двухслойного листа в процессе
формовки
волнам одинаковых геомет-
рических размеров (калибрования) давление повышается на
20—25%, после чего производят сброс давлений раздачи и
отвод гидравлического плунжера.
117
На рис. 65 приведена картина изменения толщины двухслой-
ного гибкого элемента по длине волны. Исходные толщины листа
были: внутренней обечайки 1,02 мм, наружной 0,98 мм. После
формовки прилегание слоев было плотное. Изменение толщины
листа начинается примерно с середины волны и достигает макси-
мума на ее вершине, где утонение составляет 25,5%. Отсюда
следует, что при расчете на прочность гибкого элемента при вы-
боре номинальной толщины листа следует учитывать величину
утонения в процессе формовки.
После окончания процесса формовки и разъема матриц, в ре-
зультате пружинения размер гибкого элемента увеличивается,
что необходимо учитывать при назначении его окончательных
конструктивных размеров.
Раздел четвертый
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ОСНОВНЫХ СБОРОЧНЫХ ЕДИНИЦ АППАРАТУРЫ
ГЛАВА 1
ШТУЦЕРА, ЛЮКИ-ЛАЗЫ
В аппаратостроении применяют главным образом штуцеры
с фланцами плоскими приварными и приваренными встык и люки-
лазы с плоскими и приварными встык фланцами.
При сборке плоских фланцев с патрубками необходимо обеспе-
чивать равномерный кольцевой зазор между патрубком и флан-
цем. Зазор на сторону между наружной поверхностью патрубка
(обечайки) и стенкой отверстия плоского фланца не должен пре-
вышать 2,5 мм.
Сборка и сварка штуцеров с плоским фланцем. Плоский фла-
нец укладывается уплотнительной поверхностью на сборочную
плиту (рис. 66). По внутреннему диаметру укладываются под-
кладки, по толщине равные величине недовода k торца патрубка
до уплотнительной поверхности фланца. Патрубок торцом уста-
навливается во фланец на подкладки. Выдерживаются перпен-
дикулярность оси патрубка к уплотнительной поверхности
фланца, зазор между патрубком и фланцем. Патрубок прихва-
тывается сваркой и затем приваривается к фланцу.
Сборка и сварка штуцеров с буртовым фланцем. Фланец укла-
дывается на сборочную плиту привалочной поверхностью вниз.
На фланец устанавливают патрубок, выдерживая зазор 1—2 мм
с помощью подкладок (рис. 67). При установке выдерживается
перпендикулярность оси патрубка к уплотнительной поверх-
ности фланца и выводится внутреннее смещение кромок патрубка
и фланца. Патрубок прихватывается электросваркой, при этом
количество прихваченных мест (точек) и их длина выбираются
в зависимости от диаметра штуцера:
Dy, мм ..................100 150
Количество прихваченных
мест..................... 3 3
Длина прихваченного места,
мм ...................... 20 40
200 250 300 350 400 450
3 4 4 4 4 4
40 40 40 40 60 60
При Dy 300 мм прихватку выполняют аргоно-дуговой свар-
кой, при £)у > 300 мм — ручной электродуговой сваркой.
Сварка кольцевого шва производится следующим образом. Для
119
Dy 150 мм аргоно-дуговой сваркой заваривают корень шва, за-
тем производят сварку основного слоя; от Dy > 150 мм до Dy =
= 300 мм аргоно-дуговой сваркой заваривают корень шва, затем
производят сварку основного слоя и подварку с внутренней сто-
Рис. 66. Плоский фланец
с патрубком
Рис. 67. Буртовой фланец
с патрубком
роны; для Dy > 300 мм в среде СО2 заваривают наружный слой,
выбирают корень шва, заваривают изнутри. После сварки и уда-
ления дефектов сварной шов контролируют.
На рис. 68 показано приспособление для сборки штуцеров
с Z)v = 350-4-500 мм, обеспечивающее прижим фланца и патрубка
Рис. 68. Приспособление для сбор-
ки ч штуцеров
(отдельно) во время сборки. При-
способление дает возможность
установить одну деталь относи-
тельной другой. Прижим детали
к столу обеспечивает фиксацию
заданного положения при при-
хватке. Исключается перекос де-
талей, обеспечивается равномер-
ный зазор между ними. Приспо-
собление представляет собой свар-
ную металлоконструкцию, обши-
тую снаружи листовой сталью.
Вне корпуса находятся маховичок
3 и рукоятка управления 7. В сто-
ле имеется паз, из которого выхо-
дят рычаги 2, получающие верти-
кальное перемещение от нижнего
пневмоцилиндра 1. При переме-
щении вверх-вниз рычаги повора-
чиваются вокруг выступа спе-
циальной гайки 5 и перемеща-
ются вдоль паза. Горизонтальное
перемещение рычаги получают с помощью винта 4, приводимого
в движение вручную маховичком 3. Предварительной установкой
рычагов в определенных точках по горизонтали достигается
настройка приспособления на разные диаметры фланцев. На сто-
ле 6 нанесены контуры концентрических окружностей, которые
120
помогают ориентироваться при установке фланцев на приспособ-
ление. Прижим патрубка осуществляется с помощью пневмоци-
линдра Р, на штоке которого укреплен швеллер S, вращающийся
вокруг оси, обеспечивая прижим патрубка к столу даже в случае
неперпендикулярности торца па-
трубка к его оси.
Автоматическая сварка пло-
ского фланца с патрубком произ-
водится на универсальном сва-
рочном манипуляторе (рис. 69).
Планшайба 4 с трехкулачковым
самоцентрирующим пневматиче-
ским зажимом обеспечивает креп-
ление фланцев всех размеров
Рис. 69. Сварочный манипулятор:
1 — стойка; 2 — штанга; 3 — сварочная головка; 4 -* планшайба
Наклон планшайбы и соответствующая скорость сварки дости-
гаются с помощью электродвигателя и набора зубчатых колес.
Сварочная головка 3 закреплена на штанге 2, перемещающейся
в горизонтальном и вертикальном направлениях по стойке /,
что позволяет устанавливать мундштук при любом положении
планшайбы и любом диаметре изделия. Сварочной головкой слу-
жит механизм подачи шлангового полуавтомата типа ПШ-54,
мундштук обычный для проволоки диаметром 2 мм при сварке под
флюсом и специальный для сварки в защитных газах.
121
На манипуляторе сваривают фланцы с патрубками малого •
диаметра (25 мм) и большого (до 800 мм), так как при этом можно
выполнять сварку под флюсом и в углекислом газе. Внутренний
угловой шов выполняют в защитных газах, а при। значительном
диаметре патрубка — свыше 108 мм — под флюсом (при этом
внутреннее отверстие патрубка перекрывают заглушкой). Уста-
новка для приварки плоских фланцев к патрубкам (рис. 70).
Рис. 70. Установка для приварки плоских фланцев к патрубкам
в среде углекислого газа изготовлена на базе манипулятора АДК-
500-6. Патрубки на столе манипулятора крепят самоцентрирую-
щим пневмозажимом. Диаметры привариваемых патрубков 100—
600 мм..
ГЛАВА 2
КОРПУСА
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
После сборки и сварки’корпусы аппаратов должны удовлет-
ворять следующим требованиям:
а) отклонение по длине аппарата не должно превышать 0,3%
от номинальной длины корпуса, но не более ±75 мм;
б) непрямолинейность изделия не должна выходить за пределы
2 мм на длине 1 м и во всяком случае на всей длине изделия не
более 20 мм при длине изделия до 10 м включительно и 30 мм при
его длине более 10 м;
122
в) у аппаратов с внутренними устройствами, присоединяе-
мыми в собранном виде, непрямо линейность не должна быть бо-
лее величины номинального зазора между внутренним диаметром
корпуса и наружным диаметром устройства. У этих аппаратов
усиления кольцевых и продольных швов на внутренней поверх-
ности корпусов до контроля и приемки ОТ К сварных швов должны
быть зачищены заподлицо с основным металлом везде, где они
мешают установке внутренних устройств. У кожухов теплообмен-
ных аппаратов сварные швы и основания штуцеров должны быть
зачищены так, чтобы не препятствовать установке трубного пучка.
Допускается превышение скругленных швов на величину не бо-
лее 0,5 мм.
При изготовлении аппаратов из двухслойных сталей усиление
сварных швов, как правило, не снимается, а у деталей внутренних
устройств делается местная выемка в местах прилегания к свар-
ному шву. В тех случаях, когда зачистка внутренних швов необ-
ходима (например, в корпусах теплообменников и колонных аппа-
ратов), технология сварки должна обеспечивать коррозионную
стойкость зачищенного шва.
Допускаемая овальность корпусов для всех аппаратов, за
исключением теплообменной аппаратуры, аппаратов, работающих
под вакуумом, а также негабаритной аппаратуры 1 % номиналь-
ного диаметра, но не более 20 мм для аппаратов диаметром свыше
2000 мм. Овальность корпусов для аппаратов, работающих. под
вакуумом или под наружным давлением, не должна выходить
за пределы 0,5% номинального диаметра и не должна превы-
шать 20 мм для аппаратов свыше 4000 мм. Допускаемая оваль-
ность негабаритных аппаратов оговаривается в рабочих чер-
тежах.
Предельные отклонения внутреннего диаметра кожуха тепло-
обменников, холодильников и испарителей с жидкостным тепло-
носителем, подаваемым в межтрубное пространство, должны соот-
ветствовать 7-му классу точности по системе отверстия по
ОСТ 1010 и ГОСТ 2689—54. Предельные отклонения внутреннего
диаметра корпуса конденсаторов и испарителей с паровым тепло-
носителем, где пары поступают в межтрубное пространство,
должны соответствовать 9-му классу точности по системе отвер-
стия по ГОСТ 2689—54.
Сборка и сварка корпусов из обечаек. У обечаек стыкуемые
кромки под сварку на ширину 15—20 мм от кромки и торец за-
чищаются абразивом или металлической щеткой. Обечайки уста-
навливаются на сборочный стенд (кантователь), собираются и
прихватываются сваркой по кольцевым швам. Продольные свар-
ные швы в горизонтальных аппаратах должны располагаться вне
пределов 140° нижней части корпуса, если эта часть мало доступна
для осмотра. Производятся замеры корпуса по диаметру в местах
стыковки обечаек. Затем выполняется сварка сначала наружных,
затем внутренних кольцевых швов. После исправления дефектов
123
сварных швов производится их контроль—рентгеноскопический
или ультразвуковой.
Сварка кольцевых стыков производится сварочными тракто-
рами. При необходимости сварки кольцевого стыка в аппаратах
небольших диаметров (400—600 мм), когда размещение опера-
тора в корпусе либо вообще невозможно, либо представляет зна-
чительные неудобства, используют консольные установки (рис. 71),
выполненные на базе автомата ТС-17МУ.
На одном конце консоли закреплены подающий механизм 1,
токоснимающий мундштук 2, бункер для флюса и световой ко-
пир 3, на другом — электродвигатель 6, редуктор со сменными
шестернями 5 и пульт управления 7. Вращение от редуктора
к подающим роликам передается через жесткий валик, проходя-
щий через полую часть консоли, где проходят также изолиро-
ванный сварочный кабель, электрические провода для светового
копира и тросик заслонки бункера с флюсом.
Тележка для перемещения сварочной головки состоит из
платформы 9 и тумбы 8 для крепления консоли. На тумбе смон-
тирован механизм перемещения консоли реечного типа для на-
стройки сварочной проволоки по оси разделки (кромке) посред-
ством светового копира. Платформа с тележкой соединены осью
124
так, что передняя часть платформы с помощью винта с ленточной
резьбой может подниматься на угол 10—15°, что дает возможность
точно и быстро регулировать вылет электрода. Максимальное рас-
стояние от шва до кромки обечайки 1800 мм. Установка снабжена
аппаратным шкафом и флюсовой подушкой ременного типа.
Вращение обечайки и флюсовой подушки с заданной рабочей
сварочной скоростью производится роликовым стендом 4. Сварка
производится сварочной проволокой диаметром 2 мм, питание —
от источника постоянного тока ПСМ-1000.
Рис. 72. Универсальный стенд для сборки обечаек под сварку кольцевых стыков
Сборка корпусов из обечаек аппаратов диаметром 600—3600 мм
максимальной высотой обечаек 2200 мм и максимальной длиной
корпусов 9000 мм производится на специальном стенде (рис. 72),
где производят наружную и внутреннюю стыковку обечаек.
Стенд состоит из следующих основных сборочных единиц:
скобы 7 для наружной стыковки обечаек 0 600—1100 мм, пере-
мещающейся со скоростью 10 м/мин в специальных направлениях,
расположенных за роликоопорами кантователя, пневмоскобы 3
&ля внутренней стыковки обечаек 1200—3600 мм, перемещающейся
по рельсовому пути между роликоопорами кантователя со ско-
ростью 11,4 м/мин, кантователя 6 с самоустанавливающимися
приводными роликоопорами, допускающего реверсивное враще-
ние стыкуемых обечаек со скоростью 3,8 м/мин, и подвижного
упора 12, также перемещающегося по рельсовому пути между
роликоопорами со скоростью 11,4 м/мин. Стыкуемые обечайки
0 600—1100 мм укладывают на роликоопоры кантователя до
упора 4 на пневмоскобе. Поджим стыкуемых обечаек по торцам
производится установленным на подвижном упоре пневмоцилин-
дром 9 с усилием 2500 кгс, совмещение кромок обечаек — пневмо-
цилиндром 8 с усилием 8000-кгс, расположенным на скобе для на-
ружной стыковки. После совмещения кромок производят при-
хватку стыка под сварку. Управление приводом и пневмоцилин-
дром подвижного упора, силовым пневмоцилиндром и ролико-
опорами кантователя ведут с пульта, находящегося на скобе для
наружной стыковки.
125
При стыковке обечайки 0 1200—3600 мм укладывают на ро-
ликоопоры кантователя до упорных роликов 10 подвижного упора.
Горизонтальным пневмоцилиндром 2 с усилием 4500 кгс, установ-
ленным на пневмоскобе для внутренней стыковки, осуществляется
поджим стыкуемых обечаек по торцам, а вертикальными пневмо-
цилиндрами 5 — совмещение кромок. После этого прихватывают
стык под сварку. Усилие на штоке каждого вертикального пневмо-
цилиндра 8000 кгс. Пневмоскоба и подвижный упор фиксируются
в заданном положении специальными пневмоупорами I и II,
сблокированными с приводом движения.
Рис. 73. Стенд сборки и сварки с подогревом корпусов
аппаратов t
1 — вращатель; 2 ~ широкая роликоопора; 3 — портал; 4 — узкая
роликоопора; 5 — индуктор нагрева т. п. ч.
При изготовлении аппаратов из сталей, требующих при сварке
предварительного или сопутствующего подогрева металла, коль-
цевые стыки сваривают на специальном стенде (рис. 73), который
включает:
два портала 3, на которых размещаются индукторы нагрева
ТПЧ 5, головка АБС для сварки, приводы перемещения портала
и балкона, система охлаждения индукторов и электрооборудова-
ния;
два вращателя 1, предназначенные для вращения изделий
с необходимой скоростью в пределах 50—0,8 м/ч;
роликоопоры (четыре широких 2 и четырех узких 4) для уста-
новки, сборки и вращения изделий;
две изотермические кабины для защиты сварщика от теплового
излучения при работах-внутри нагретых изделий.
Портал представляет собой сварную раму, установленную на
рельсовый путь и имеющую возможность перемещения на коле-
сах. На балконе портала находится сварочное оборудование и
площадка для сварщика. На обеих боковых стойках портала рас-
положены индукторы нагрева стыка свариваемых обечаек.
Вращатель представляет собой сборную раму, установленную
на балках и закрепленную на них болтами. По боковым стойкам
этой рамы перемещается каретка с планшайбой и приводом ее
126
вращения. Зацепление планшайбы с вращателем осуществляется
с помощью зажима, закрепленного на обечайке и имеющего ось,
которая, попадая в паз вращателя, является связующим звеном
между планшайбой вращателя и обечайкой. В случаях сборки и
сварки днищ закрепление между планшайбой вращателя и днищем
осуществляется по специальным схемам.
Роликоопора состоит из станины, двух кареток, несущих
опорные ролики, и винтовой передачи. Станина представляет со-
бой сварную жесткую конструкцию, верхняя часть которой вы-
полнена в виде прямоугольных направляющих. Основанием ста-
нина устанавливается на фундаментные балки. Каретки роликов
перемещаются по направляющим станины с помощью' винтовой
передачи.
Для работы внутри нагретых аппаратов в стенде имеется изо-
’ термическая кабина, выполненная в виде обечайки с изоляцион-
ным слоем. К кабине подводится шланг для подачи воздуха
с целью непрерывного обдува рабочего.
Техническая характеристика стенда сборки и сварки корпусов аппаратов
с подогревом
Диаметр собираемых изделий, мм.............................. 1600—4800
Толщина стенок, мм ......................................... 40—ПО
Длина, мм................................................... 26 000
Вес, тс ..................................................... 300
Маршевая частота вращения изделий, об/ч .................... 10
Сварочная частота вращения изделий, м/ч..................... 50—0,8
Скорость перемещения каретки вращателя, м/мин............... 2
Крутящий момент на пданшайбе вращателя (п — 0,00083 об/мин),
кгс’М ..................................................... 10 000
Скорость перемещения портала, м/мин.................................. 3,7
Температура нагрева изделий, °C............................. 300—350
Скорость нагрева, °С/ч............................................... 100
Расход воды на охлаждение индукторов, м3/ч .................... 16
Расход воды на охлаждение роликоопор, м3/ч.................. 8
Грузоподъемность широкой роликоопоры, т .................... 200 .
Мощность, потребляемая стендом для нагрева, кВт ............ 1200
Общая мощность, потребляемая стендом, кВт................... 1222
Размеры, мм
длина .......................................................... 40 000
ширина....................................................... 10 230
высота....................................................... 10 775
Вес стенда, тс ............................................. 234
На рис. 74 показана поточная линия изготовления корпусов
из цилиндрических обечаек и компенсаторов диаметром 400—
2400 мм. <•. J
Обечайки, укомплектованные по заказам, подают на площадку
перед цехом, затем с помощью консольно-поворотного крана 1
их поочередно устанавливают на склиз-накопитель 2, по которому
обечайка передвигается к роликовым опорам 3, вращающим ее
при зачистке кромок перед сборкой и сваркой. Обечайка с зачи-
щенными кромками по склизу-накопителю передвигается к стен-
ду 4 сборки корпусов, откуда передается на роликовые опоры
127
стенда сборки корпусов мостовым краном. Стенд 4 состоит из ро-
ликовых опор и сборочной скобы, установленной на механизи-
рованной тележке. Пневматические губки тележки могут уста-
навливаться на любой диаметр, в зависимости от диаметра соби-
раемых обечаек. Стыки обечаек плотно прижимаются друг к другу
с помощью сменных насадок пневматического цилиндра, устанав-
ливаемых на шток. После сжатия стыков и установления нужного
диаметра собираемые обечайки прихватывают электросваркой.
Шов прерывистый (150—200 мм). Для сборки корпусов из линзо-
вых компенсаторов в трубчатых
роликах опоры стенда в опреде-
ленных местах имеются глубокие
ш проточки.
Рис. 74. Поточная линия изготовления корпусов из цилиндрических обечаек
и компенсаторов
Собранный корпус мостовым краном подается на стенд 5 &ля
сварки внутреннего шва. Стенд 5 состоит из самоустанавливаю-
щейся механизированной роликовой опоры с обрезиненными ро-
ликами, механизированной консоли с шарнирно закрепленной
на ней сварочной головкой, ленточного транспортера для подачи
флюса в зону сварки и флюсоотсасывающего аппарата для удале-
ния лишнего свежего флюса. Установленный на роликовую опору
корпус вращается с равномерной рабочей скоростью при сварке.
Скорость его вращения изменяется с помощью быстросменных
шестерен.
На стенде имеется промышленная телевизионная установка
ПТУ-26 для управления процессом сварки на расстоянии. Стенд
обслуживают сварочный трансформатор ТСД-1000 и сварочный
генератор постоянного тока СГ-1000, что позволяет производить
сварку корпусов как из углеродистых, так и из нержавеющих
сталей.
После сварки внутреннего кольцевого стыка корпус подают на
стенд 6 для отделки. Стенд 6 состоит из роликовой опоры и меха-
низированного балкона с площадкой для рабочего; здесь выжигают
128
корень шва угольным электродом и зачищают кромки перед свар-
кой наружного кольцевого шва. Далее корпус подают на стенд 7
для сварки наружных кольцевых стыков. Стенд 7 состоит из та-
кой же, как на стенде 5, роликовой опоры и передвижного меха-
низированного балкона с площадкой для сварщика и сварочной
головкой типа АБС.
После сварки наружного шва корпус подают на стенд 8 для
вырезки отверстий под арматуру. Стенд 8 включает роликовую
опору и балкон для сварщика. Для придания правильной цилин-
дрической формы отверстию стенд снабжен специальными копир-
ными роликами (копиром является поверхность корпуса). Таким
путем можно получать и отверстия с фаской.
Рис. 75. Способы соединения люков и штуцеров с корпусами аппаратов
Сваренный корпус подают в рентгенокамеру 10 для контроля
сварных швов и выявления дефектов; _рентгенокамера имеет освин-
цованные двухщитовые подъемные ворота. Корпусы перевозятся
на механизированной тележке грузоподъемностью до 10 тс. Кор-
пусы с дефектными сварными швами подают на площадку Р, а за-
тем вновь на стенд 6 отделки корпусов, где в необходимых случаях
дефектные места сварных швов выжигают угольным электродом
или зачищают шлифовальными кругами с последующей подваркой,
затем корпусы подвергают рентгеноконтролю.
Вырезка отверстий в корпусе. Производится расцентровка кор-
пуса, наносятся осевые линии и краской отмечаются номера глав-
ных осей; размечаются отверстия под штуцеры по чертежу; на-
керниваются центр и окружность. Затем вырезают отверстие со
снятием фасок под сварку. Отклонения по диаметрам отверстий
для штуцера и люка не должны быть более: +J’f для отверстий
0 до 150 мм; +g,o для 0 150—300 мм и ++о для 0 > 300 мм.
Соединение люков и штуцеров с корпусами аппаратов может
быть осуществлено четырьмя способами: посредством укрепляю-
щего кольца (рис. 75, а), утолщенного патрубка (рис. 75, б), при-
варки к вытянутой в корпусе горловине (рис. 75, в) и приварки
к вваренному в корпус торовому воротнику (рис. 75, г).
Установка и приварка штуцеров 1 к корпусу производится
следующим образом (рис. 76).
Размечается положение двух поддерживающих планок 2 (по
осевым линиям). Планки прихватываются к патрубку, при этом
выдерживают размеры вылета штуцера по чертежу. Штуцер уста-
навливается на корпус; при установке выдерживают перпенди-
кулярность и размеры по чертежу. Намечается линия среза
9 Ю. И. Берлинер 129
Рис. 76. Установка шту-
' цера на корпус
патрубка заподлицо с внутренней поверхностью корпуса, штуцер
снимается с корпуса, удаляется припуск с патрубка по разметке.
После отрезки патрубка штуцер вновь устанавливают на корпус
и прихватывают электросваркой. Поддерживающие планки уда-
ляют, срез патрубка зачищают заподлицо
с внутренней поверхностью корпуса. Шту-
цер приваривается к корпусу в такой
последовательности: его заваривают внут-
ри, выбирают корень шва снаружи с по-
следующей зачисткой металлической щет-
кой, заваривают снаружи.
Перед приваркой штуцера, чтобы из-
бежать коробления корпуса, в него
вставляют распорное кольцо, которое
устанавливается: при диаметрах штуцера
более 200 мм и корпуса до 1000 мм на рас-
800 мм и при диаметрах ' корпуса более
1000 мм и штуцера более 200 мм на любом расстоянии от края
корпуса.
Устанавливать штуцер на корпус можно при помощи специаль-
ного приспособления (рис. 77) следующим образом. Настроив при-
способление на соответствующий размер Н с помощью сменных
стоянии от края до
I 8 12 и
Рис. 77. Схема установки штуцера на корпус с помощью приспособления
регулируемых насадок 7, устанавливают его на штуцер 2 таким
образом, чтобы подпружиненные фиксаторы 3 вошли в соответ-
ствующие крепежные отверстия штуцера, и прижимают фланец
к базовой площадке 4 быстродействующими прихватами 5. После
этого приспособление вместе со штуцером переносят за грузовые
винты 6 к месту установки на аппарат и опускают патрубок шту-
цера в вырезанное отверстие так, чтобы сменные насадкц опор 7
коснулись корпуса аппарата 8. Вращением винта 9 опускают
планку 10 двумя опорами 11 до касания насадок 12 с корпусом
аппарата. Совместив риски 13 насадок с рисками главной оси ап-
130
парата, прихватывают маркой штуцер к корпусу, освобождают его
и снимают приспособление с аппарата.
При такой установке штуцера отпадает необходимость кон-
троля размеров и технических требований после сборки. Контро-
леру ОТК достаточно убедиться в правильности установки при-
способления со штуцером на корпусе аппарата.
При установке штуцеров и люков отклонения от номинальных
размеров не должны превосходить следующих величин:
по расположению осей штуцеров и люков ± 10 мм; по диаметрам
отверстий под штуцеры и люки — в пределах зазоров, допускае-
мых для сварных соединений соответствующими стандартами;
по расположению отверстий для болтов и шпилек фланцев (отвер-
стия не должны попадать на главные оси сосудов и аппаратов и
должны располагаться симметрично относительно этих осей) ±5°;
по высоте (вылете) штуцеров ±5 мм.
Для корпусов с толщиной стенки до 16 мм из углеродистых
и низколегированных сталей штуцеры можно присоединять к от-
бортованным отверстиям. Такое соединение повышает, надежность
этой сборочной единицы и облегчает контроль сварного шва.
Отбортовка горловин в корпусах цилиндрических аппаратов
под приварку штуцеров осуществляется на специальном гидрав-
лическом прессе (рис. 78), два рабочих цилиндра 1 которого со-
единены через траверсу 2 с рабочим штоком, состоящим из ниж-
ней 3 и верхней 4 половин. Половина 4 полукольцами 5 соединена
с пуансоном 6 приспособления 7.
Обе половины 3 и 4 штока выполнены полыми и внутри них
расположен шток 8 прижима 9, прикрепленный к нему с полу-
кольцами 10. Шток 8 прижима свободно проходит в цилиндриче-
ском отверстии траверсы 11, связанной своими концами с двумя
вспомогательными цилиндрами 12. Траверса 11 может свободно
перемещаться в продольных пазах рабочего штока.
Отбортовка отверстий производится следующим образом. Ци-
линдрический корпус 13 ставят на матрицу 14, закрепленную на
столе пресса. При этом рабочий шток и шток прижима находятся
в крайнем нижнем положении, обеспечивая свободное перемеще-
ние корпуса 13 до совмещения его отверстия под отбортовку с осью
матрицы 14. Затем в корпус 13 заводят приспособление 7. Шток 3,
поднимая шток 8, свободно перемещающийся в траверсе 11, входит
в отверстие под отбортовку в цилиндрическом корпусе 13. С по-
мощью полуколец 5 и 10 пуансон 6 и прижим 9 (через приспособле-
ние 7) соединяются соответственно с рабочим штоком и штоком
прижима.
Рабочим ходом штока 8 осуществляют прижим корпуса 13
вокруг отбортовываемого отверстия к матрице 14, а затем рабо-
чим ходом штока 3 — отбортовку отверстия. Движением штока 3
вверх пуансон 6 возвращается в приспособление 7 (прижим 9
при этом не открепляется). После освобождения полуколец 5
и 10 шток 3 возвращается в 'крайнее нижнее положение, за ним
9* 131
под действием собственного веса опускается шток 8 прижима.
Приспособление 7 извлекается из корпуса 13 и с матрицы 14
снимают корпус с отбортованной в нем горловиной.
Если нет необходимости (или возможности) возврата пуансона 6
в приспособление 7 через отбортованную горловину корпуса 13,
производят отбортовку отверстия и, раскрепив полукольца 10,
Рис. 78. Пресс для отбортовки отверстий в корпусах аппаратов
освобождают приспособление 7 (с закрепленным в нем прижимом 9)
от зацепления со штоком 8, который опускается вниз. Шток извле-
кают из корпуса 13 и снимают последний с матрицы 14.
Конструкция пресса обеспечивает:
отбортовку отверстий в цилиндрических корпусах неограни-
ченных размеров и днищах аппаратов, отбортовку отверстия после
прижима корпуса аппарата к матрице с помощью независимого
перемещения штока вытяжки при рабочем ходе; сокращение вре-
мени настройки пресса посредством свободного перемещения штока
прижима вниз под действием собственного веса и подъема его
вместе с рабочим штоком от одних и тех же рабочих цилиндров.
132 ,
Направляющие
вив»
Рис. 79. Сборка днища
с корпусом
Величина предельного коэффициента отбортовки зависит глав-
ным образом от способа получения отверстия под отбортовку и ка-
чества поверхности кромок вырезанного отверстия. Способ газо-
пламенной вырезки отверстий без последующей термообработки,
или зачистки кромок для холодной отбортовки неприемлем из-за
образования трещин и разрывов в горловинах, отбортованных
даже при коэффициенте отбортовки, равном 0,6—0,8. Неровности
и другие дефекты, образующиеся при газопламенной вырезке,
являясь концентраторами напряжений, дают
начало образованию трещин в металле. При
горячей отбортовке способ получения отвер-
стия существенного значения не имеет. Ми-
нимальный коэффициент отбортовки опреде-
ляется По формуле
К =—,
ип
где b — малая ось эллипса; dn — диаметр
пуансона.
Оптимальной формой отверстия перед
отбортовкой является эллиптическая. Уто-
нение кромки отверстия по периметру при холодной отбортовке
по меньшей оси на 10% меньше, чем по большей. При горячей
отбортовке с коэффициентом К = 0,4н-0,5 происходит локальное
утонение (образование шейки) в сечениях, расположенных под
углом 45° к осям а и b
Величину усилия отбортовки можно определить по формуле
Р = nhQ(JT • (dn — dQ),
где hQ и dQ = — соответственно исходные толщина и усред-
ненный диаметр отверстия; а — большая ось эллипса; от — пре-
дел текучести материала.
Технологический процесс изготовления торовых воротников
осуществляется следующим образом. Из листового проката газо-
вой резкой вырезают плоскую заготовку овальной формы с оваль-
ным отверстием в центре. Затем полученную заготовку нагревают
в печи, до температуры 900—1200° С (в зависимости от материала
и его толщины). Процесс штамповки производят в два перехода:
сначала осуществляют гибку заготовки по размеру диаметра кор-
пуса аппарата, для которого предназначается торовый воротник,
а затем — отбортовку горловины по размеру условного прохода
требующегося люка или штуцера.
Размеры овала заготовок по наружному контуру принимают
такими, чтобы при штамповке после выполнения первого перехода
в проекции получился круг; это позволяет применять автомати-
ческую приварку торовых воротников к корпусам аппаратов.
133
У полученных таким образом торовых воротников снимают фаски
под сварку.
Сборка днища с корпусом. Стыкуемые кромки обечайки и днища
зачищаются на ширину 15—20 мм от края. К днищу приваривают
направляющие планки (рис. 79), его подводят к корпусу и соби-
рают с ним. После удаления технологических планок производится
приварка. Кольцевой шов сначала заваривается снаружи, затем
изнутри. Для аппаратов диаметром менее 1200 мм сначала завари-
вают внутренний шов, затем наружный. После исправления де-
фектов производят контроль сварочного шва.
Установка колец жесткости внутри корпуса аппарата. Кор-
пус поворачивают одной из главных осей в нижнее положение.
С наружной его поверхности (рис. 80, а) по торцу А на внутреннюю
поверхность наносят риски главных осей.
Переход повторяется для второго торца. По линии нижней
главной оси проводят шнур и производят окерновку этой линии.
Повторяют переход для остальных главных осей, поворачивая
корпус размечаемой осью в нижнее положение. На внутренней
поверхности торцов корпуса краской наносят номера главных
осей (I—IV). В нижней части корпуса между главными осями
размечают линию расположения кольца жесткости, выдерживая
размер Я, и окернивают ее по всей длине (рис. 80, б). На главных
осях наносят риски Ь, определяющие направление расположения
полки уголка, выдерживая размер L.
134
Исправление формы корпуса в местах установки колец произ-
водится при помощи распорных домкратов. Кольцо подается
внутрь корпуса и устанавливается по разметке. В одном из мест
прилегания кольца оно поднимается к корпусу; прихватку произ-
водят, выдерживая зазор не более 2 мм. Распорный домкрат уста-
навливают на место прихватки и поднимают следующий участок
под прихватку. Этот переход выполняют до полной установки
кольца, поворачивая корпус в процессе сборки; при этом кольцо
прихватывается к внутренней поверхности корпуса (длина при-
Рис. 81. Основные типы опор для аппаратов:
а — диаметром до 800 мм; б — диаметром 1000—1800 мм
хваток 40—50 мм, шаг — 300 мм). Торцы полуколец при сборке
подрезаются со снятием фасок под сварку. Кольца привариваются
к внутренней поверхности корпуса прерывистым швом длиной
100 мм с промежутками в 100 мм. При установке колец в корпусы
из двухслойной стали при перенесении осей внутрь корпуса про-
изводится не керновка линий, а отбивка их намеленным шнуром.
Установка распорок в корпус. При определенных соотношениях
диаметра и толщины корпус прогибается под собственным весом,
в результате чего затрудняется установка внутренних устройств,
подкладных плит (листов) и т. д. В этих случаях в корпус уста-
навливаются распорки, которые после сборки аппарата убираются.
Распорки изготовляются из уголка 75 X 75 X 8 длиной, равной
внутреннему диаметру корпуса. После установки распорок их
прихватывают электросваркой внутри корпуса аппарата в зоне
установки подкладного листа.ч
Опоры. Основные типы опор приведены на рис. 81. Сборка
опоры производится в такой последовательности. На сборочную
площадку укладывается и размечается опорная плита 1 под уста-
новку ребра 2 и стоек 3. При установке выдерживается перпёнди-
135
кулярность деталей к плоскости плиты, детали прихватываются
и привариваются электросваркой.
При установке горизонтальных опор на корпус аппарата и их
приварки корпус поворачивается в требуемое положение и поло-
жение опор на корпусе размечается по чертежу. На подкладные
листы устанавливаются опорные листы 4 и прихватываются элек-
тросваркой. Опора устанавливается на опорный лист 1 и ее ребра
подрезаются в местах, мешающих плотному прилеганию к опор-
ному листу. Положение опоры выверяется на корпусе, после чего
она прихватывается электросваркой. Опорные поверхности опор
должны находиться в одной горизонтальной плоскости. Устанав-
ливаются и подгибаются (с подогревом) лапки 5 до плотного при-
легания к корпусу; затем они прихватываются и привариваются
к корпусу.
Разделпятый
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
И СБОРКИ ОСНОВНЫХ ВИДОВ АППАРАТУРЫ
ГЛАВА 1
ТЕПЛООБМЕННЫЕ АППАРАТЫ
Согласно ГОСТ 9929—67 теплообменные аппараты разделены
на четыре типа: а) TH — с жестким кожухом и неподвижными труб-
ными решетками; б) ТЛ — с линзовым компенсатором на кожухе
и жестко закрепленными решетками; в) ТП — с жестким кожухом
и плавающей головкой; г) ТУ — с жестким кожухом и с U-образ-
нымй трубами.
Указанные аппараты в зависимости от их назначения могут
выполняться в виде теплообменников, холодильников, конденса-
торов и испарителей.
Для аппаратов типов TH и ТЛ предусматривается применение
труб диаметром 20, 25, 38 и 57, а для типов ТП и ТУ — 20 и 25 мм.
ГОСТ 15118—69, 13202—67, 13203—67 установлены схемы
размещения труб: для типов TH и ТЛ — по вершинам равносто-
ронних треугольников, так как межтрубное пространство этих
аппаратов не подвергается механической чистке; для типов ТП
и ТУ — по вершинам квадратов. Шаг размещения труб диаметром
20; 25; 38 и 57 мм принят равным 26, 32, 48 и 70 мм.
1. ТРУБНЫЕ РЕШЕТКИ И ПЕРЕГОРОДКИ
Материалом для трубных решеток служит листовая сталь тол-
щиной, равной толщине решетки. Трубные решетки изготовляются
обычно цельными, вырезкой из листа. В отдельных случаях до-
пускается изготовление решеток из двух или трех частей с рас-
положением продольных стыков электросварных швов между ря-
дами трубных отверстий.'
При изготовлении трубных решеток выдерживаются следую-
щие технические требования. Предельное отклонение между цен-
трами двух соседних отверстий в трубных решетках и перегород-
ках (шаг) — ±0,2 мм и на любую сумму шагов — ±0,5 мм.
Для трубных решеток из аустенитной стали допускается из-
готовление 15% отверстий от общего их количества в трубной ре-
шетке с точностью по Д5.
137
Допускается изготовление трубных решетрк (из сталей леги-
рованных молибденом, углеродистых и низколегированных с со-
держанием углерода 0,25%) сварными из частей, если размеры
листов или поковок, предусмотренные соответствующими стандар-
тами или техническими условиями, не позволяют изготовить труб-
ную решетку целиком, без сварных швов. Сварные швы в этом
случае не должны пересекаться. Расстояние от кромки сварного
шва до оси отверстия, предназначенного для развальцовки или
приварки труб, не должно быть менее 0,8 диаметра отверстия.
Трубные решетки из сталей марок 08Х18Н10Т, 12Х18Н10Т,
10Х17Н13М2Т и 10X17H13M3T допускается изготовлять свар-
ными с расположением отверстий под трубы на сварных швах при
условии, что:
а) рабочая температура сварной трубной решетки будет не
ниже минус 10° С;
б) решетки диаметром до 1600 мм будут изготовлены не более,
чем из трех частей, а диаметром свыше 1600 мм не более, чем из
четырех частей. Пересечение сварных швов при этом не допу-
скается;
в) сварные швы будут выполнены способами, обеспечиваю-
щими коэффициент прочности сварного шва, равный единице.
Усиление сварного шва со стороны развальцовки (приварки) труб
должно быть снято заподлицо с поверхностью трубной решетки;
г) заготовки трубных решеток при толщине свыше 36 мм
должны подвергаться стабилизирующему отжигу. Разница в твер-
дости основного металла и сварного соединения не должна быть
более Д5 НВ, В трубных решетках толщиной менее 36 мм, если
твердость основного металла и сварного шва будет различаться
более, чем на 15 НВ, требуется термообработка;
д) сварные швы должны быть проконтролированы по всей
длине. Дефекты в сварных швах не допускаются;
е) испытания сварных швов на межкристаллитную коррозию
проводятся при наличии этих требований в чертежах;
ж) изготовление-решеток из углеродистых и низколегирован-
ных сталей с содержанием углерода 0,25% со сверлением отвер-
стий на сварных швах допускается, если:
рабочая температура решетки не ниже — 20° С;
выдержаны требования подпунктов в и д\
заготовки решеток толщиной свыше 36 мм термически обра-
ботаны с проверкой твердости. ^5
. Трубные решетки теплообменников и выпарных аппаратов
больших диаметров изготовляют из нескольких частей (рис. 82),
число которых определяется экономичностью раскроя листа. Свер-
ление отверстий может производиться на сварных швах. После
раскроя листа с наименьшим отходом металла заготовки решеток
сваривают автоматически или вручную Х-образным швом электро-
дуговой или электрошлаковой сваркой. Затем снимают усиление
сварных швов и после этого сверлят отверстия.
138
Для определения качества сварных швов и выявления наруж-
ных и внутренних дефектов, влияющих на развальцовку трубок
в отверстиях, швы подвергают рентгеноконтролю. Наружные де-
фекты (непровары, трещины, поры, раковины, смещения стыкуе-
мых кромок и т. д.) выявляют визуально, а внутренние — рентге-
носкопическим просвечиванием. При наличии в сварном шве не-
допустимых наружных дефектов рентгеноконтроль не производят.
Просвечиванию подвергают 50% общей длины сварных швов
(исключая случаи, предусмотренные техническими условиями на
изделие); места просвечивания устанавливаются отделом техни-
ческого контроля.
Рис. 82. Схемы раскроя трубных решеток из листового ма-
териала различных размеров и толщины:
а, б — из трех частей; в — из четырех частей; е — толщина листа
соответственно 50, 85 и 72 мм
При просвечивании сварных швов могут быть обнаружены сле-
дующие внутренние дефекты: трещины, непровары, шлаковые
включения, раковины и газовое поры. Швы считаются пригод-
ными для последующей обработки, если диаметр (протяженность)
шлаковых включений или раковин (в виде отдельных дефектов и их
скоплений) не превышает 4, 10 и 15 мм, а площадь газовых пор
и шлаковых включений (в виде сплошной сетки) — 1, 1,5 и 2 см2
для труб диаметром соответственно 25, 38 и 57 мм.
Если при просвечивании контролируемых участков сварных
швов будут обнаружены недопустимые дефекты (трещины, непро-'
вары) или дефекты, превышающие указанные размеры, то шов для
дальнейшей обработки непригоден. В этом случае' дефекты не-
обходимо устранить и произвести повторное просвечивание всех
швов решетки. Если же при повторном Просвечивании результаты
окажутся такими же, то все сварные стыки необходимо вырубить,
снова заварить и еще раз повторить просвечивание.
В некоторых случаях сварные швы трубных решеток, кроме
рентгеноконтроля, подвергают еще и испытаниям на межкристал-
литную коррозию и механическую прочность.
Технологический процесс изготовления решеток состоит в сле-
дующем.
139
Решетки вырезаются из листа на автоматических газорезатель-
ных установках по копиру. По окончании резки наплывы и грат
очищают шлифовальными устройствами или дисковыми проволоч-
ными щетками. После газовой резки решетки подвергают правке
на листоправильной машине, причем неплоскостность не должна
составлять более 2 мм на 1 м длины.
Для обработки отверстий в трубных решетках и перегородках
диаметром 1200 и 1400 мм с сеткой по треугольнику используется
специальный 15-шпиндельный горизонтально-сверлильный ста-
Рис. 83. 15-шпиндельный сверлильный станок мод. 1С353
нок 1С353 с пограммным управлением (рис. 83). При обработке
на станке отверстий 0 25 мм с шагом 32 мм последовательно
осуществляются операции сверления, зенкерования и расточки
канавок. При обработке отверстий 0 38 мм с шагом 48 мм после
сверления прибавляется операция рассверливания.
Все основные сборочные единицы станка смонтированы на
основании 1 (рис. 88), состоящем из двух скрепленных между со-
бой станин. По направляющим одной станины перемещается сило-
вой стол 2, несущий шпиндельную коробку 5 и гидропривод 4.
Подача силового стола осуществляется от гидропривода. Охла-
ждающая жидкость к инструменту подается двумя насосами 3.
По направляющим другой станины перпендикулярно движению
силового стола перемещается колонна 7 с гидробаком и управляю-
щими панелями. По направляющим колонны от отдельного гидро-
привода перемещается вертикальный стол 6, несущий приспособле-
ние с обрабатываемой деталью. Колонна имеет 12 позиций для
140
обработки отверстий с шагом 32 мм, 8 позиций для обработки от-
верстий с шагом 48 мм и одну позицию для установки обрабатывае-
мой детали. Вертикальный стол имеет 13 позиций для обработки
отверстий с шагом 32 мм и 9 позиций для обработки отверстий с ша-
гом 48 мм, фиксируемых жесткими упорами.
12 позиций колонны и 13 — вертикального стола для обработки
отверстий с шагом 32 мм обеспечивают 12 X 13 = 156 положений
обрабатываемой детали, 8 позиций колонны и 9 вертикального
стола для обработки отверстий с шагом 48 мм составляют 8 X
X 9 - 72 положения обрабатываемой детали, определяющие ко-
личество циклов. При каждом новом цикле работают только
участвующие в данном процессе шпиндели. Каждый шпиндель об-
рабатывает отведенный ему сектор. При включении станка на авто-
матический цикл колонна быстро перемещается из положения за-
грузки в исходное положение.
Стружка удаляется со станка шнековым транспортером, охла-
ждение включается и выключается автоматически. Пульт управ-
ления, электрошкаф и гидростанция устанавливаются в зоне об-
служивания станка.
На станке можно обрабатывать трубные решетки диаметром
от 1400 до 2200 мм при незначительном изменении электрической
схемы управления станком. Обработка в этом случае производится
за две операции.
Техническая характеристика специального 15-шпиндельного
горизонтально-сверлильного станка 1С353
Количество шпинделей на станке................. 15
Наибольшая толщина обрабатываемой решетки,
мм ............................................ 128
Наибольший диаметр ограничительной окружности
решетки, мм ................................... 1400
Шаг отверстий, мм ............................. 32 и 48
Частота вращения шпинделей, об/мин ............ 30—500
Общая мощность электродвигателей, кВт .... 51,5
Размеры станка, мм............................. 500X4500X3050
20-шпиндельный станок модели VEN-2Q (ЧССР), предназна-
чен для сверления и развертывания отверстий в стальных труб-
ных решетках толщиной от 40 до 200 мм при наибольшем диаметре
решетки 2400 мм. Станок выполнен в виде траверсы, установленной
на двух стойках, между которыми расположен стол, и отличается
большой производительностью. Подача шпинделей осуществляется
от гидропривода с бесступенчатой регулировкой скорости.
Техническая характеристика станка модели K5W-20
Количество шпиндельных головок........ 2
Общее количество шпинделей........... 20
Максимальный диаметр сверла, мм...... 26
Установочная поверхность стола, мм .... 200X200
Скорость продольная движения стола, мм/мин 600
141
Окружная скорость стола, мм/мин ......... 1100
Мощность электродвигателя стола, кВт ... 4
Установленная мощность на станке, кВт . . 85
Размеры станка, мм....................... 6550X4385X3800
Перегородки теплообменных аппаратов изготовляются из ли-
стового проката. Минимальная толщина перегородок приведена
в табл, 18.
Таблица 18
Толщина (/г) перегородок, теплообменных аппаратов
Диаметр аппарата, мм Расстояние между перегородками, мм
до 300 301—450 451-600 601—850 851 и более
До 325 3 5 6 8 10
426—600 5 6 8 8 10
800—1000 6 8 8 10 12
1200 и более 6 8 .10 10 12
Номинальные диаметры перегородок теплообменных аппаратов
приведены в табл. 19.
Таблица 19
Диаметры перегородок теплообменных аппаратов
Наружный диаметр аппарата £>н, мм (для корпусов из труб) Внутренний диаметр аппарата, мм • £>в (для корпусов из листового металла)
325 | 426 400 । | 500 I 603 -| 800 | 1000 1200 1400
Диаметр перегородки
DH — 2h — 3 393 497 597 797 995 1195 1394
Для аппаратов индивидуальной конструкции разрешается диа-
метры перегородок выполнять, исходя из измеренного внутрен-
него диаметра кожуха.
Предельные отклонения наружного диаметра поперечных пере-
городок соответствуют классу точности и посадке С5 по ОСТ 1015
и ГОСТ 2689—54. Предельное отклонение диаметра отверстий
в поперечной перегородке под трубы должно соответствовать
5-му классу точности по системе отверстия, ОСТ 1010. -
Сверление отверстий в перегородках производится в кондук-
торе (рис. 84). Пакет 6 из заготовок перегородок укладывают на
плиту /, фиксируя их для совмещения по контуру тремя паль-
цами 3, на которые надевают фланец 4, и весь пакет зажимают
гайками 2. Затем устанавливают кондукторную плиту 5. Точ-
ность установки и фиксирование плиты в нужном положении до-
стигаются специальными прямоугольными выступами по контуру
142
кондукторной плиты, которые входят в соответствующие вырезы
во фланце 4, находящиеся под планками 7. Планки накидывают
на болты и окончательно закрепляют гайками 8.
Зазор между кондукторной плитой и верхней заготовкой пере-
городки для свободного выхода стружки достигается с помощью
упоров 8. После сборки кондуктор захватывают за ручки 9 и
устанавливают на столе сверлильного станка. Через направляю-
щие втулки в кондукторной плите первоначально зацентровывают
Рис. 84. Кондуктор для пакетного сверления перегородок
и окончательно сверлят отверстия для поддерживающих стерж-
ней. Затем планки 7 откидывают и снимают кондукторную плиту.
Не меняя положения перегородок, удерживаемых фланцем, свер-
лят зацентрованные отверстия.
Наиболее прогрессивен технологический процесс изготовле-
ния перегородок штамповкой, который описан ниже на примере
изготовления перегородок теплообменных аппаратов 0 600 мм;
толщина перегородки 6 мм. Из листового проката на гильотинных
ножницах вырезаются карты размером 616 X 616 мм. На прессе
в штампе вырубается заготовка 0 602 мм. Пробивка 320 отверстий
0 20,8 мм производится в двух штампах: первый пробивает 168 от-
верстий, второй 152 отверстия.
В первом штампе (рис. 85, а) заготовка 0 602 устанавливается
на секционную матрицу 1 и фиксируется по наружному контуру.
Матрица крепится к нижней плите 14. При ходе ползуна вниз про-
исходит пробивка 84 отверстий 0 20,8 следующим образом.
В первый момент съемник 13 (он держится на специальных вин-
тах 15) по мере опускания ползуна прижимает заготовку к мат-
рице 1 под действием резинового буфера 12, затем в работу всту-
пают пуансоны S. После того, как они внедрятся в металл на 3 мм,
143
начинают работать пуансоны 10. Когда пуансоны 8 пробьют всю
толщину заготовки — 6 мм, а пуансоны 10—3 мм, в< работу всту-
пают пуансоны 9. Самый короткий пуансон 9 в конце хода пол-
зуна заходит в матрицу на 1 мм, а самый длинный 8 — на 7 мм
и его максимальный рабочий ход составляет 13 мм. Отходы па-
дают через отверстия 0 25 в нижней плите 14 в четыре выгребных
лаза и удаляются оттуда по мере накопления.
е 7 8 9 Ю 11 12 15 2
Рис. 85. Штамп для пробивки отверстий в перегородках:
а — схема штампа; б — схема фиксации заготовки в штампе
При ходе ^ползуна вверх пуансоны выходят из матрицы, а за-
готовку с них снимает съемник 13 под давлением резинового бу*
фера 12 и толкателей 2, которые работают от выталкивателя в пол'-*
зуне пресса, так как одного усилия буфера недостаточно для сня*
тия. Когда пресс выключен (ползун находится в верхнем поло-
жении), заготовку поворачивают в той же плоскости^на 180°
фиксируют на два пробитых при первом ударе отверстия 0 20,8
(рис. 85, б). Фиксация рсуществляется с помощью подпружинен-
ных фиксаторов 16 (рис. 85, а), которые при первом ударе утопают
под действием веса заготовки.
144
Пуансоны посажены в планшайбу И по тугой посадке. Между
планшайбой и плитой установлена подкладка 7, так как давление
на опорную плоскость каждого пуансона очень большое и может
произойти смятие верхней плиты 6. Направление пуансонов по
рабочим отверстиям в матрице производится с помощью колонок 5
и втулок 4. Верхняя плита крепится к ползуну за крепежные полки
через пазы, координаты которых соответствуют координатам па-
зов на ползуне. Нижняя плита 14 таким же образом крепится к под-
штамповой плите. Верхняя и нижняя плиты транспортируются
с помощью транспортных штырей 3.
2. КРЫШКИ, КАМЕРЫ, РАСПРЕДКОРОБКИ
Крышки плавающих головок теплообменных аппаратов Dy
(325-4-600) мм, изготовляют методом штамповки в подкладных
штампах.
Глубина крышки плавающей головки двухходового по трубам
аппарата должна быть такой, чтобы площадь ее центрального се-
чения была не менее, чем в 1,3 раза больше проходного сечения
одного хода по трубам. Глубина крышек плавающей головки одно-
ходовых по трубам аппаратов принимается равной не менее г/3
внутреннего диаметра штуцера на крышке.
Технологический процесс изготовления крышек штамповкой
на гидравлическом прессе состоит в следующем.
Из сортового проката круглого или квадратного сечения выре-
зают мерную заготовку (d/0, Ло), нагревают в газовой печи до ко-
вочной температуры, послё чего на молоте или прессе осаживают
плоскими бойками до требуемой высоты hr. Непосредственно после
осадки на торцовую поверхность заготовки устанавливают ци~-
линдрический пуансон и усилием пресса вдавливают его на тре-
буемую глубину. Затем заготовку помещают на подкладной штамп
(матрицу) и с помощью пуансона сферической формы производят
окончательную штамповку. Геометрия сферического'пуансона и
рабочей поверхности матрицы соответствует окончательным раз-
мерам готовой крышки. При использовании проката круглого се-
чения исходный диаметр заготовки следует определять из условия
постоянства объемов заготовки и готовой штамповки. Объем
цельноштампованной крышки целесообразно разделить на про-
стые геометрические элементы (фланцевую, сферическую и клино-
образные части), определить их объемы и суммировать.
Формообразование металла крышки в процессе, окончательной
штамповки протекает наиболее благоприятно, когда цилиндриче-
ский пуансон вдавливается в заготовку настолько, чтобы послед-
няя операция сводилась к гибке без дополнительного вдавливания
сферического пуансона.
Иногда в плавающих головках теплообменных аппаратов, пред-
назначенных для конденсации паров агрессивных нефтепродук-
тов, используются днища (крышки), отлитые из латуни ЛЖМц
10 Ю. И. Берлинер 145
86-6-3-2. Однако качество отливок, как правило, низкое вслед-
ствие плохой их герметичности. В связи с этим наиболее целе-
сообразно изготовление латунных днищ (крышек) производить
цельноштампованньши из листовой латуни марок Л 62, ЛЖМц59-Н.
Штамп проектируется с учетом температурной усадки отштам-
пованной заготовки после охлаждения, что исключает образова-
ние складок.
Диаметр заготовки определяется по формуле <
£)заг = ]/l)24/ii,
где D — наружный диаметр крышки; — высота крышки.
Рис. 86. Вращатель для приварки штуцеров с внутренней стороны
Нагревают заготовки в камерной газовой печи до 780° С,
контроль температуры производится с помощью термопары и по-
тенциометра.
Технологический процесс сборки камер. В приспособлении со-
бираются фланец, обечайка и днище и прихватываются электро-
сваркой. Сварка внутренних швов с обечайкой и обечайки с дни-
щем производится на манипуляторе сварочным автоматом ТС-17М,
установленном на штанге. Сварка наружных швов производится
на манйпуляторе головкой АБС. После сварки швы зачищаются.
Фланец камеры правится на гидравлическом прессе. Производится
разметка отверстия под штуцер и вырезка его специальной голов-
кой. Устанавливается и выверяется угольником правильность
установки штуцера. Штуцер приваривается полуавтоматом А-537
в среде углекислого газа (СО2).
Установка перегородок в камере (или крышке) производится
следующим образом. На торце трубной решетки переносятся риски.
Камера присоединяется к трубчатке. С торца трубной решетки
риски переносятся на торец фланца крышки. Камера отсоединяется
от трубчатки. По рискам на торце фланца устанавливаются пере-
городки, прихватываются и полуавтоматом А-537 в среде СО2
привариваются. После исправлений наружных дефектов и за-
чистки сварных ищов камера подвергается рентгеноконтролю. На f
146
800
Рис. 87. Стенд для вырезки отверстий в крышках и днищах
Рис. 88. Стенд лдя сборки фланцев с днищами
fOfO
10:
механическом участке производится' подрезка торцов перего-
родок.
Для сварки штуцеров с внутренней стороны камеры с прива-
ренной к ним арматурой необходимо перекантовать, что является
трудоемкой операцией, особенно при больших диаметрах фланцев.
Для механизации этого процесса применяют специальные враща-
тели (рис. 86).
На приводной стойке 1 и задней бабке 3 находятся зажимы 2,
в которых устанавливается фланец. Задняя бабка подвижная.
Поворот изделия механизированный (п = 1 об/мин). На стенде
могут устанавливаться фланцы диаметром до 1800 мм.
На рис. 87 показана газорезательная установка для вырезки
отверстий в крышках и днищах 0 .70—245 мм. Установка 2, ра-
ботающая по копиру, установлена на колонне 3. Изделие кре-
пится на планшайбе 1.
На рис. 88 показан стенд для сборки фланцев с днищами; диа-
метр последних 400—1600 мм. Днище устанавливается на кресто-
148
вину 1. Сверху устанавливается фланец и пневмоприжимами 2
натягивается на днище до упора в крестовине. На стенде имеются
шесть пневмозажимов с диаметром цилиндра 204 мм и ходом
поршня 100 мм. При давлении воздуха в 4 кгс/см2 усилие одного
цилиндра составляет 1250 кгс, шести — 7500 кгс. Пневмозажимы
по горизонтальной плоскости перемещаются вручную. Подъем
крестовины 3 с пневмозажимами по вертикали осуществляется
механически, со скоростью 320 мм/мин.
На рис. 89 показан стенд для автоматической сварки фланцев
с днищем 0 400—2000 мм. Фланец 3 устанавливается на ролики 4
и 2, расположенные в одной плоскости. Два ролика 2 крепятся
fyg0,-’ оЛ-° ‘ло<3 go<?o ' ° "big.*?}
Рис. 9(Х Установка для сварки камер с внутренней стороны
на опорах /, раздвигающихся на необходимый угол. Ролик 4,
установленный на опоре 5, является приводным и может переме-
щаться для установки на нужный диаметр. После установки днища
на фланец производится автоматическая сварка под слоем флюса
наружного шва и в среде углекислого газа — внутреннего шва.
Скорость сварки в зависимости от диаметра изделия составляет
40,2; 35,0; 24,3; 15,3 м/ч.
На рис. 90 показана установка для автоматической сварки ка-
мер с внутренней стороны. На тележке 4 установки закреплена
консоль 3 с подающим механизмом 5 от сварочного трактора
ТС-17М. Тележка перемещается по рельсам. На параллельной
консоли смонтирован светокопир. Для подвода электрода в зону
сварки и корректировки его положения в процессе сварки доста-
точно держать световой луч в стыке с наружной стороны свари-
ваемого изделия.
Техническая характеристика установки для сварки камер
Размер свариваемого изделия, мм:
диаметр ...................................................... 800—2200
толщина................................................... 4—20
Скорость вращения изделия (регулируемая), м/ч ..............15,7—51,5
Электродвигатель роликоопоры:
тип ....................................................... А041-4
мощность, кВт.................................................. 1,7
частота вращения, об/мин..................................... 1420
Последовательность выполнения работ при сварке внутрен-
них швов следующая. Камеру или крышку устанавливают на ро-
ликоопору (крышки предварительно спаривают выпуклыми сто-
149
ронами для создания устойчивого положения на роликоопоре),
подводят в зону сварки тарельчатую флюсовую подушку 1 и сва-
рочную головку 2, на которой подвешен бункер с флюсом. Бункер
имеет электромагнитный затвор для подачи флюса непосредственно
с пульта. После подачи флюса начинается процесс сварки, кото-
рый выполняется автоматически без непосредственного участия
сварщика (сварку может производить сварщик невысокой квали-
фикации). Шов получается равнопрочным по всей длине. Исклю-
чается операция очистки шва от шлака и брызг. "
Рис. 91. Колпак в сборе
Техн планка
R подогнать
по днищу
Рис. 92. Спаренные колпаки
Сборка распредкоробок. Распредкоробка собирается верти-
кально в такой последовательности. На фланец, уложенный на
стенд буртом вверх, устанавливают и прихватывают сваркой обе-
чайку, предварительно совместив осевые линии. К обечайке при-
стыковывается и прихватывается сверху втброй фланец. При
других конструктивных исполнениях вместо фланца пристыко-
вывается днище. Две распредкоробки спариваются между собой
технологической обечайкой и на сварочном стенде заваривают
наружные и внутренние кольцевые швы. После распаривания ко-
робок производят газовую вырезку отверстий под штуцеры. Затем
отверстия^ зачищают от шлака с доводкой их диаметров и фасок
до чертежных размеров. Допускаемые отклонения по диаметрам
отверстий следующие, мм:
до 150 - +^55 > 150 до 300 - +2 5; > 300 -
Перед установкой штуцеров в отверстия на патрубке разме-
чается положение двух поддерживающих планок, равнораспо-
ложенных под углом 90°. Планки прихватывают сваркой к па-
трубку, выдерживая размер вылета штуцера по чертежу. Штуцер
устанавливают на распредкоробку, выдерживая размеры по чер-
тежу и перпендикулярность осей штуцера и коробки. Намечается
линия среза патрубка с внутренней поверхности распредкоробки.
Штуцер снимают с распредкоробки, срезают патрубок по разметке,
зачищают срез патрубка и вновь устанавливают и прихватывают на
распредкоробке. После удаления поддерживающих планок штуцер
150 •
приваривают. Внутри распредкоробки размечается положение
перегородок и наносятся соответствующие риски. Перегородки
устанавливаются с подгонкой по месту и привариваются. К флан-
цам и перегородкам привариваются четыре распорных уголка.
После механической обработки, заключающейся в подрезке на ка-
русельном станке торца перегородки, распорные уголки удаляют.
Сборка колпаков (рис. 91). Стыкуемые кромки фланца /, обе-
чайки 2, днища 3 зачищаются под сварку на ширину 15—20 мм от
загрязнений, масла, металлической пыли, промываются уайт-
спиритом и после просушки обжигаются газовой горелкой. Колпак
собирается в такой последовательности. Фланец укладывается на
стенд буртом вверх. Обечайка пристыковывается к фланцу, при
этом необходимо выдержать перпендикулярность оси обечайки
к уплотнительной поверхности-фланца. Допускаемый перекос не
должен превышать 1 мм на 100 мм наружного диаметра фланца
и должен быть более 3 мм. Пристыковывается и прихватывается
сваржой к обечайке днище. Два колпака спариваются техноло-
гической обечайкой 1 с установкой восьми технологических пла-
нок 2 (рис. 92). К днищам колпаков привариваются обечайка и
технологические планки. На каждом колпаке привариваются пр
два ушка для транспортировки на сварочный стенд. На сварочном
стенде заваривают сначала наружные, затем внутренние кольце-
вые швы. После отделки и контроля сварных швов колпаки рас-
паривают. Размечают положения и вырезают отверстия под муфты 4
(рис. 91). Муфты устанавливают в отверстия и обваривают.
3. ОРЕБРЕНИЕ И ОШИПОВАНИЕ ТРУБ
Ребристые трубы находят широкое применение при изготовле-
нии теплообменной аппаратуры. При использовании ребристых
элементов труб успешно решается большинство проблем, связан-
ных с нагревом, охлаждением и конденсацией сред. Применение
ребристых и ошипованных элементов труб экономически целесооб-
разно в таких теплообменных аппаратах, в которых условия тепло-
обмена с одним теплоносителем существенно хуже, чем с другим!
В этих случаях, увеличивая поверхность труб со стороны оребре-
ния или ошипования, удается компенсировать низкий коэффициент
теплоотдачи со стороны газа и, следовательно, интенсифицировать
процесс теплообмена, уменьшить вес, габариты и стоимость тепло-
обменной аппаратуры, а также эксплуатационные расходы.
Существует большое многообразие конструктивных форм ореб-
ренных трубных элементов и методов их получения. Наиболее
распространенные из них: продольное оребрение, выполненное
прокаткой, вытяжкой из расплава или сваркой; поперечное, вы-
полненное набором ребристых элементов на трубе и дальнейшее
их соединение сваркой, пайкой либо деформированием; поперечно-
винтовое, выполненное прокаткой или навивкой ленты с различ-
ными методами ее крепления на трубе.
151
Характеристикой оребренных и ошипованных элементов труб
является коэффициент оребрения <р (отношение полной наружной
поверхности оребренной трубы к наружной поверхности гладкой
трубы у основания ребер).
₽> Продольное оребрение трубных- элементов. Трубные элементы
xf продольным оребрением изготовляются из отдельных деталей,
соединенных методом сварки или пайки. Наибольшее распростра-
нение получил метод соединения ребер с трубой с помощью шов-
ной контактной сварки (рис. 93).
По методу проф. А. В. Степанова про-
у & Й изводство ребристых трубных элементов
"хх производится вертикальной вытяжкой из-
делия заданного профиля из жидкого
металла. В расплав металла погружают
—-----------—— фильеру, в отверстие и пазы которой опу-
скают формообразователь с профилем,
соответствУюЩим ребристой трубе. При ,
у? подъеме формообразователя благодаря си-
щ t лам' поверхностного натяжения жидкий
Рис. 93. Трубагс прива- металл вытягивается из ванны в кристал-
ренными продольными лизатор. Образовавшийся в кристалли-
ребрами заторе профиль- охлаждается сжатым воз-
духом. При охлаждении жидкий металл
переходит в твердую фазу. Производительность установки в за-
висимости от конструкции оребренных элементов 4—12 м/ч.
Поперечно-винтовая прокатка ребристых элементов труб. Наи-
более эффективными по теплоотдаче являются цельнокатаные
трубы с поперечными ребрами, технология изготовления которых
разработана Всесоюзным научно-исследовательским институтом
металлургического машиностроения — ВНИИметмаш. В зависи-
мости от назначения и особенностей технологического процесса
станы для прокатки труб выпускаются следующих основных
типов: для оправочной прокатки труб конечной длины; для
безоправочной прокатки труб конечной длины; для безоправоч-
ной прокатки труб практически неограниченной длины из бухты.
Станы для оправочной прокатки труб предназначены главным
образом для прокатки монометаллических труб длиной до 5 м
с оребрением диаметром до 50 мм и обеспечивают прокатку труб
с гладкими концами и с пропусками оребрения. Станы для
безоправочной прокатки монометаллических ребристых труб
аппаратов воздушного охлаждения производят прокатку труб
длиной до 8 м, с оребрением диаметрами до 56 и до 84 мм.
На станах для прокатки ребристых труб малого диаметра неогра-
ниченной длины (из бухты) изготовляют трубы для теплооб-
менной аппаратуры и т. д. В этом случае валки одновременно
с вращением обкатываются вокруг заготовки, причем труба пе-
ремещается в осевом направлении. По сравнению с ребристыми
трубами других конструкций цельнокатаные трубы отличаются
152
рядом существенных преимуществ, к числу которых относятся:
монолитность конструкции й отсутствие термического сопроти-
вления на стыке ребер с трубой;
наиболее рациональная геометрическая форма ребер и мини-
мальное аэродинамическое сопротивление, что обеспечивает эф-
фективное использование труб в теплообменниках при минималь-
ных энергетических затратах;
высокая производительность технологического процесса про-
катки.
Ребристые трубы прокатывают из алюминия, меди и их спла-
вов, из биметаллов, из углеродистых, легированных и высоколе-
гированных марок сталей и специальных сплавов. С разработкой
технологии прокатки широкое применение в теплообменной ап-
паратуре получили алюминиевые ребристые трубы взамен труб
из медно-латунных сплавов, а также биметаллические ребристые
трубы с применением алюминия.
Методом прокатки получают ребристые трубы двух основных
типов: а) с высокими и тонкими ребрами и б) с низкими ребрами,
выполненными в виде резьбы с шагом 1,5—2,5 мм и углом профиля
от 4 до 30°. Коэффициент оребрения у высокоребристых труб до-
стигает 16. У низкоребристых труб этот коэффициент равен 2,5—
4,0. Высокоребристые трубы обычно прокатывают с непрерывным
оребрением по всей длине. Для соединения с трубными досками
концы прокатанных высокоребристых труб обычно протачивают на
токарных станках.
Низкоребристые трубы изготовляют с гладкими неоребрен-
ными концами и участками посередине трубы. Накатка низко-
ребристых труб производится на специальных станках типа ХРПТ,
либо в специальном приспособлении на токарных станках.
В основу метода накатывания низких поперечно-винтовых ре-
бер сборными роликами с кольцевой нарезкой положен принцип
самозатягивания, при котором труба получает перемещение вдоль
своей оси за счет трения и разворота шпинделей с роликами на
угол подъема накатываемых ребер. Накатка производится тремя
сборными, роликами с кольцевыми дисками, расположенными
в приспособлении под углом 120°. Оси 'сборных роликов *в про-
цессе накатки наклонен^ к оси накатываемой трубы под углом-а,
который рассчитывается по формуле
где t — шаг накатываемых ребер; DH — диаметр заготовки трубы.
В основном направлении кольцевые диски сборных роликов
устанавливаются со смещением на V3 шага.
При накатывании поперечно-винтовых ребер происходит ин-
тенсивное течение металла вдоль оси трубы. Удлинение стальных
труб диаметрами 25 х 2,5 и 25 х 3 мм при шаге накатки 2 мм
153
составляет 6—7% и труб 0 20 x 2 при шаге 1,5 мм — 7—8%;
трубы из' латуни тех же размеров при шаге 2 мм удлиняются на
10—12% и алюминиевые трубы 0 25 х 2 мм — на 12—15%.
Охлаждающая среда при накатке: для стальных труб*— вере-
тенное масло или сульфофрезол; для алюминиевых — графит, раз-
веденный в веретенном масле (30% графита, 70% веретенного
масла); для латунных — эмульсия.
Режим накатки ребер следующий: 1. Частота вращения роли-
ков (об/мин) для стали и алюминия 120, для латуни 150;
Рис. 94. Схема прокатки высокоребристых труб в кольцевых калибрах
2. Частота вращения накатываемой трубы устанавливается по
формуле
„ ^рпр
"тр D ’
где пр — частота вращения ролика, об/мин; Пр — диаметр ци-
линдрической части ролика. Машинное время определяется по
формуле
Т = —,
1 маш „ / ’
^тр^*
где L — длина накатанной части; итр — частота вращения трубы,
об/мин.
Накатка ребер на латунных трубах производится на цилин-
дрической оправке с удлиненным сердечником. Диаметр оправки
на 2—3 мм меньше внутреннего диаметра накатываемой трубы,
диаметр сердечника на 2—3 мм меньше диаметра оправки.
Прокатка высокоребристых труб производится на трехвалко-
вых станах винтовой прокатки (рис. 94). Исходной заготовкой
служат гладкие толстостенные трубы. Прокатка производится
тремя приводными валками, расположенными под углом 120°
вокруг заготовки. Оси валков наклонены к оси заготовки на не-
154
который угол, называемый углом подачи. Валки состоят из ком-
плекта дисков переменного профиля, образующих в сборе систему
кольцевых калибров. Заготовка заправляется в валки, сообщаю-
щие ей вращение и осевое перемещение, в процессе которых про-
исходит постепенное формообразование заданного профиля ребер.
Прокатка монометаллических ребристых труб ’обычно произво-
дится на короткой закрепленной оправке. Биметаллические ре-
бристые трубы прокатывают без оправки, так как ее роль прак-
тически выполняет внутренняя несущая трубка.
Расчет размеров заготовки производят, исходя из заданных
размеров профиля ребристой трубы.
Наружный диаметр заготовки Он вычисляется по формуле
. (21)
где Vt — объем элемента профиля трубы длиной, равной шагу
ребер, мм3; t — шаг ребер, мм; dBH — внутренний диаметр за-
готовки, мм; % — коэффициент осевой вытяжки трубы при про-
катке в зависимости от условий прокатки, % = 1,1 4-1,3 (опреде-
ляется экспериментально).
Внутренний диаметр заготовки выбирают по стандартному
сортаменту на 1—2 мм большим по величине, чем внутренний
диаметр ребристой трубы. Расчетный диаметр DH определяется
в большую сторону до ближайшей стандартной величины. Для
прокатки биметаллических ребристых труб используются пред-
варительно собранные с небольшим зазором двухслойные заго-
товки. Перед сборкой заготовки подвергаются очистке и обезжи-
риванию. Алюминиевые трубы-заготовки для прокатки высокоре-
бристых труб должны быть мягкими, в отожженном состоянии.
Плотное соединение слоев у биметаллических ребристых труб обес-
печивается в результате обжатия при совместной прокатке благо-
даря использованию инструмента специальной геометрии. Кон-
троль плотности контакта в биметаллической трубе осуществляется
по усилию распрессовки стандартного образца.
Производительность процесса прокатки определяется осевой
скоростью выхода металла из валков, которая может быть вычис-
лена по формуле
n,tk (D — h) /ciCi\
u = usina~ КОТТЛ’ (22)
где и — осевая скорость выхода металла из валков; v — окруж-
ная скорость валков; а — угол разворота осей валков (угол по-
дачи); п — частота вращения валков, об/мин; t — шаг ребер;
k — число заходов ребер; D — наружный диаметр валков; d —
диаметр трубы по основанию ребер; h — высота ребер.
Среднечасовая производительность прокатки определяется по
формуле
155
где f|! — коэффициент, равный отношению машинного времени
к штучному при прокатке на стане; т)! — 0,85 4-0,98; ц 2 — коэф-
фициент использования стана во времени; ц2 — 0,8.
Практически производительность прокатки ограничивается до-
пускаемой скоростью вращения трубы в направляющих, превы-
шение которой вызывает смятие вершин ребер из-за биения трубы.
В зависимости от типа и размеров ребристых труб и конструкции
направляющих допускаемая частота вращения трубы может ме-
няться в широких пределах, например от 200 до 1000 об/мин.
При прокатке тяжелых, длинномерных ребристых труб, а также
труб с более тонкими ребрами необходимо снижать частоту вра-
щения трубы.
Увеличение осевой скорости заготовки и соответственно произ-
водительности прокатки может быть достигнуто увеличением
числа заходов ребер на изделии. Это достигается разворотом вал-
ков на больший угол подачи а. Однако эти возможности ограни-
чены, так как с увеличением числа заходов увеличиваются дав-
ление металла на валки в момент прокатки, усложняется инстру-
мент и затрудняются условия формообразования высоких и тон-
ких ребер. По опытным данным оптимальное значение угла подачи
при прокатке ребристых труб составляет 2—4°. При прокатке
высокоребристых труб важное значение имеет выбор технологи-
ческих смазок и способа их нанесения. Наиболее эффективны
смазочно-охлаждающие жидкости в виде водной эмульсии синте-
тических жиров, например синтетическая смазка ЛЗ-142. Эмуль-
сию подают в зону деформации на валки при помощи насосной
установки с расходом от 40 до 100 л/мин. Рабочая температура
жидкости от 40 до 70° С.
Поперечное оребрение трубных элементов широко распростра-
нено в промышленности и имеет много конструктивных исполне-
ний и технологических методов. Посадка дисков с распорными
кольцами с последующей сваркой или пайкой и без них, приварка
поперечных ребер, раздача трубы для обеспечения теплового кон-
. такта между трубой и ребром — это наиболее часто встречающиеся
способы поперечного оребрения труб.
Эти методы оребрения позволяют практически получать любые
необходимые конструктору коэффициенты оребрения труб. Не-
редко общие ребра нанизываются на две и более трубы. С точки
зрения хорошего теплового контакта распространены следующие
способы поперечного оребрения труб: сборка ребер с трубой на
прихватках и последующее цинкование трубы, приварка ребер
к трубе, раздача трубы и оребрение труб путем посадки ребер
1 с дистанционными элементами с последующим цинкованием всей
трубы.
Оребрение труб дисками с приваркой или прихваткой значи-
тельно менее производительно, чем поперечно-винтовое оребре-
ние, и применяется в тех случаях, когда коэффициент оребрения
высок и осуществить такое оребрение навивкой ленты невозможно.
156
Способы прихватки и приварки ребер в каждом^ случае опреде-
ляются конструкцией оребренных элементов.
Раздача трубы производится протягиванием дорна (рис. 95)
или внутренним гидравлическим давлением. На трубу 1 свободно
насаживаются диски 3 оребрения, шаг между которыми устанав-
ливается гребенками 2. Натяг между трубой и дисками обеспе-
чивается в результате раздачи трубы при протягивании через нее
дорна 4 штоком 5, который присоединен к плунжеру гидравли-
ческого пресса или протяжного станка, причем труба упирается
в опору 6.
Усилие протягивания
Р = Fqf, (23)
где F — поверхность контакта между
дорном и стенкой трубы; q — удель-
ное давление на внутренней стенке
трубьц ' f — коэффициент трения
0,3 для стали по стали).
Раздача труб гидравлическим
давлением — высокопроизводитель-
ный способ при оребрении труб из материалов с низким пре-
делом текучести (медь, алюминий и их сплавы), но редко приме-
няется при раздаче стальных труб, так как очень сложно уплот-
нить концы труб для создания высоких гидравлических дав-
лений.
Спиральное оребрение трубных элементов навивкой ленты с од-
новременной приваркой. Для труб диаметром более 60 мм перспек-
тивной является технология приварки ребра из стальной ленты,
навиваемой на трубу с заданным шагом (спиральное оребрение).
Предварительно в специальных штампах на ленте делаются про-
сечки шириной 2 мм, т. е. не на всю ширину ленты (не дорезается
около 5 мм). Затем лента с просечками навивается на трубу и
приваривается к последней.
Для оребрения труб из углеродистых и низколегированных
сталей Институтом электросварки им. Е. О. Патона разработана
технология высокочастотной приварки ребра, для чего была спро-
ектирована и внедрена в производство установка, в состав
которой входят следующие основные сборочные единицы
(рис. 96, а):
загрузочное устройство 3, состоящее из станины с передвиж-
ными (регулируемыми на диаметр трубы) опорными роликами и
кассетой для ленты 2\
приводная клеть 5, состоящая из корпуса с шарнирно закреп-
ленными приводными роликами, редуктора 7 и приводного элек-
тродвигателя постоянного тока 6 мощностью 1,5 кВт;
сварочное устройство из индуктора 9 и лампового генератора 10
тока высокой частоты ВЧИ-160/0,44 мощностью 160 кВт; системы
водяного охлаждения //;
157
приемное устройство 4, по станине которого перемещается
тележка, несущая на себе вращающийся центр для поддержки
оребренной трубы 1.
Труба укладывается на ролики приемного устройства 4 и
одним концом заправляется в приводную клеть 5, ролики которой
должны быть установлены так, чтобы угол наклона каждого ро-
лика соответствовал^ углу наклона винтовой линии, образующейся
Рис. 96. Схема установки для спирального оребрения труб методом
навивки и приварки ленты:
а — токами высокой частоты; б — электродуговой сваркой
при навивке ленты 12. Приводная клеть осуществляет вращение
трубы со сварочной скоростью с одновременным осевым перемеще-
нием. Работа производится в следующем порядке: лента из соот-
ветствующей стали заправляется в индуктор 9, прихватывается
к трубе ручной электродуговой сваркой и прижимается роликом
с направляющей прорезью. Центр приемного устройства устанав-
ливается в трубу. Включаются ламповый генератор, двигатель
приводной клети и производится сварка.
Приварка ленточного оребрения к трубе токами высокой частоты
основана на использовании эффекта близости и поверхностного
эффекта, возникающих в образующейся при навивке ленты на
трубу V-образной щели. Токи высокой частоты, протекая по поверх-
158
Рис. 97. Труба с завальцовавными
ребрами из алюминия
ности трубы и ребра, нагревают последнее до расплавления. Свар-
ное соединение «ребро—труба» осуществляется в точке схожде-
ния благодаря осадке ребра на трубу прижимным роликом.
Для оребрения труб из высоколегированных сталей (12Х18Н12Т
и других хромоникелевых) лентой из соответствующей стали в соот-
ветствии с требованиями к точности изготовления оребренной
трубы, прочности приварки ребра и стабильности теплового со-
противления может быть применена дуговая автоматическая сварка
плавящимся/ электродом в среде защитного газа (рис. 96, б)
После укладки трубы, за-
правки ее конца в приводную
клеть и в 'Приспособление для
навивки и приварки ленты по-
следнюю заправляют в форми-
рующий ролик. После установки
мундштука 13 в необходимое
положение (углы наклона мунд-
штука к плоскости ленты и
к оси трубы должны находить-
ся соответственно в пределах
35—45° и 60—75°, а точка со-
прикосновения проволоки и
трубы должна быть на расстоя-
нии 25—40 мм за точкой сопри-
косновения ленты и трубы) про-
изводится прихватка ленты
к неподвижной трубе путем
кратковременного включения сварочного тока. При получении
надежной прихватки установка пускается в ход и операция
оребрения трубы производится автоматически.
Спиральное оребрение алюминиевой лентой. В отечественном
и зарубежном машиностроении широко применяется технологиче-
ский процесс изготовления высокоребристых труб (рис. 97) ме-
тодом навивки и завальцовки алюминиевой ленты, который позво^
ляет получить трубы с коэффициентом оребрения 22—23 и сни-
зить вдвое удельный расход алюминия на метр оребренной трубы
по сравнению с методом поперечно-винтовой прокатки. Этот тех-
нологический процесс предусматривает предварительную дефор-
мацию ленты в спираль с последующей ее завальцовкой в канавке
на поверхности трубы. На рис. 98 приводится технологическая
схема оребрения трубы данным методом.
Прямая лента 1 из рулона подается в клиновой рабочий зазор
деформирующей пары, состоящей из приводного полого шпин-
деля 2 и тарельчатого диска 3, вращение которому передается
шпинделем благодаря контакту с прокатываемой лентой. В ре-
зультате прокатки происходит утоненйе ленты по Высоте, увели-
чивающееся от основания к вершине, причем слои металла, рас-
положенные у вершины и подверженные в большей степени пла-
159
стической деформации, вытягиваются, что обеспечивает изгиб ленты
в поперечном сечении и навивку ее в спираль. Регулируя геоме-
трические параметры рабочего зазора, можно получить спираль-
ную ленту с различным внутренним диаметром.
Для обеспечения свободной посадки спиральной ленты на трубе
при выполнении последующих операций внутренний диаметр
ленты должен быть на 1,5—2 мм больше наружного диаметра
трубы.
98. Технологическая
оребрения трубы ме-
навивки и завальцов-
Рис.
схема
годом
ки алюминиевой ленты
При требуемых параметрах трубы лента навивается спирально
диаметром Dc = 26,5 мм. Высота ленты в спирали определяется
из соотношения
Нс = + и = 16,3 мм, (24)
где D — наружный диаметр оребренной трубы (О = 57 мм); d —
наружный диаметр оребряемой трубы (d = 25 мм); и — глубина
заделки ленты (и = 0,3 мм).
Ширина исходной ленты — hQ = 16 мм — определена опытным
путем с учетом уширения ее при прокатке.
Навивка ленты спирально производится на технологической
оправке. Требуемое количество витков спирали Nc на заданную
длину оребрения определяется из условия равенства длин спи-
рали в свободном и завальцованном состоянии:
__ dpNр
с
(25)
160
где dp — внутренний диаметр завальцованной спирали; dc —
внутренний диаметр спирали в свободном состоянии; А/р — ко-
личество витков спирали, завальцованных на трубе.
Для трубы длиной 4 м Nc = 1420. Практически число витков
определяется длиной спиральной ленты в сжатом состоянии.
Процесс навивки ленты спиралью осуществляется с частотой
вращения шпинделя до 400 об/мин.
' Навивая на заданную длину оребрения спиральная лента с тех-
нологической оправки передвигается на трубу-заготовку и по-
дается в узел оребрения — роликовую головку. Рабочие ролики
установлены равномерно вокруг трубы, повернуты на угол подъ-
ема спирали и смещены по оси трубы один от другого на шага.
Они последовательно осуществляют накатку канавки, укладку
ленты в канавку и завальцовку краев канавки для обеспече-
ния плотного контакта ребра с трубой.
Кроме выполнения основных технологических операций ро-
лики осуществляют вращение и осевую подачу трубы. В начале
оребрения накатной ролик радиально подается к центру трубы
до определенного положения для обеспечения накатки канавки
требуемой глубины. В конце оребрения он отводится в исходное
положение. Труба по мере выхода из зоны оребрения поступает
в приемное устройство. Процесс оребрения осуществляется при
частоте вращения (числе оборотов трубы в минуту), синхронном
с операцией навивки ленты.
Основным критерием качества труб, оребренных методом на-
вивки и завальцовки ленты, является плотность соединения ребра
с трубой, которая контролируется усилием вырыва. Плотность
соединения ребра с трубой считается удовлетворительной, если
усилие вырыва превышает 3 кгс.
В случае применения в конструкции аппарата тонкостенных
труб используется следующая технология оребрения. Прежде
всего наружной поверхности трубы придается накаткой, протяж-
кой через фильеру и другими способами шероховатость со мно-
жеством неровностей, образующих похожие на гребни выступы,
расположенные вдоль трубы. Затем лента плотно навивается во-
круг трубы и ее внутреннее ребро вдавливается в поверхность
трубы с усилием, достаточным для того, чтобы выступы неров-
ностей запрессовались в ней. Такое сцепление трубы с лентой
обеспечивает достаточно надежное соединение в отношениях проч-
ности и теплопередачи.
Ошипование трубных элементов. Ошипование, как и оребре-
ние^ имеет целью увеличение- поверхности теплообмена труб.
Однако ошипованные трубы работают в более высоких температур-
ных режимах. Наружные поверхности труб и шипы омываются
газообразными продуктами сгорания, имеющими температуру до
900° С, при которой тонкостенные ребра быстро выходят из строя.
Кроме того, оребренная поверхность труб покрывается слоем труд-
ноудаляемых продуктов сгорания, резко ухудшающих теплообмен-
11 Ю. И. Берлинер 161
ные свойства трубы, что в значительно меньшей мере наблюдается
при использовании ошипованных труб. Ошипованные трубы имеют
кольцевое и спиральное расположения шипов, приваренных
к трубе в шахматном порядке (рис. 99).
Действующие в нефтяном и химическом аппаратостроении уста-
новки для ошипования труб созданы* на* базе’”контактных машин
для точечной сварки типов МТП-200 и|МР-4002 (рис. 100). Контакт-
ная сварка позволяет сравнительно^просто^и^надежно механизи-
Рис. 99. Ошипованная труба:
а — по кольцу; б — по винтовой линии
ровать подачу шипов и трубы в процессе ошипования, получить
высокие прочностные показатели сварнбго соединения, обеспечить
хорошие санитарно-гигиенические условия для обслуживающего
персонала.
Техническая характеристика установки
для ошипования труб
Длина ошипованных труб, мм.......... 2000—12 000
Диаметр ошипованных труб, мм .... 76—159
Длина шипов, мм................... 32
Диаметр шипов, мм................. 12
Производительность, шт/ч......... 1200
Расход охлаждающей воды, л/ч........ 1200
Давление сжатого воздуха в сети, кгс/см2 5
Потребная мощность, кВт . ............... 300
Расход сжатого воздуха, м /ч........ 30
Напряжение, В:
сети питания................... 380
сети управления............• . . 36
Размеры установки, мм (высотахши-
ринах длина) ....................... 2600Х2000Х
Х28 000
Вес установки, кгс ................ 5580
162
Рис. 100. Установка для ошипования
труб
При работе установки шипы автоматически подаются из бун-
кера 1 по шипопроводу 2 в сварочную головку 3 и магазин 4.
Магазин поштучно выдает шипы в верхний электрод 5, который
прижимает шип к поверхности трубы. После приварки шипа пол-
зун 6 с электродом поднимается вверх, автоматически включая
привод подающей тележки 7, которая поворачивает трубу на за-
данный угол. При этом прива-
ренный шип скользит по вин-
товой поверхности упора 8 и
перемещает трубу вместе с те-
лежкой в осевом направлении.
После поворота трубы подаю-
щая тележка автоматически от-
ключается и происходит по-
вторное движение ползуна
с шипом.
Трубы и шипы перед привар-
кой должны быть очищены от
грязи, масла и ржавчины до
металлического блеска. Очистка,
труб производится на дробест-
руйной установке, а шипов —
в галтовочном барабане. Трубы
из стали марки Х5М перед оши-
пованием подогреваются до
350—400° С специальными коль-
цевыми газовыми горелками,
встроенными в установку для
ошипования. После ошипования
трубы из этой стали подверга-
ются термической обработке.
Установка обеспечивает рас-
положение шипов по винтовой
линии в шахматном порядке
с шагом 16 мм.
Основными критериями оценки сварного соединения шипа
с трубой являются механическая прочность и внешний вид. Испы-
тания шипов на механическую прочность производятся на разрыв-
ной машине. Статическая разрушающая нагрузка прилагается
перпендикулярно оси шипа на расстоянии 20 мм от стенки трубы.
Шипы, приваренные к трубам по вышеприведенной технологии,
при испытании на механическую прочность выдерживают нагрузку
от 600 до 1000 кгс.
4. СБОРКА ТРУБНОГО ПУЧКА
В кожухотрубчатых теплообменных аппаратах трубный пучок
является самостоятельной сборочной единицей, сборка которой
производится на отдельном рабочем месте.
11* 163
Технологический процесс сборки трубного пучка начинается
с подготовки труб, которые обрезаются в размер, после чего их
концы зачищаются до металлического блеска. С одного конца за-
чистка производится на длине, равной толщине решетки плюс
10 мм, с другого конца (предназначенного для центровки отвер-
стий) — на двойную толщину решетки плюс 10 мм. Собирается
тележка с постановкой на раму катков, осей и ригелей. Оси фикси-
руются ригелями и прикрепляются к раме болтами. На сборочный
стеллаж устанавливается неподвижная решетка таким образом,
чтобы место под установку опорной тележки было сверху На
стеллаже устанавливаются перегородки, разделенные распорными
трубками пазами вверх под установку опорной тележки в верхнем
положении. В отверстия перегородок вводятся стяжки.
Для центровки отверстий в перегородках и решетках в послед-
ние заводятся 20 труб, равномерно расположенных по диаметру
перегородок и решетки. Трубы заводятся длинными концами.
Положение перегородок выверяется и закрепляется на стяжках
гайками. Набивается нижняя часть трубного пучка трубами (по-
ловина от общего количества). На пучок устанавливается и при-
варивается тележка. В отверстия решеток и перегородок заво-
дятся остальные трубы так, чтобы их концы выходили за плоскость
решетки на толщину последней. При проталкивании через ре-
шетки и перегородки труба встречает препятствие из-за несоос-
ности отверстий и небольших изгибов самой трубы, что затрудняет
процесс сборки. В целях устранения указанного недостатка ис-
пользуется специальный конус-ловитель.
После набивки всех труб в неподвижную трубную решетку
к пучку подводится подвижная решетка, *в отверстия которой по
периметру, в целях центровки, последовательно заводятся 20 труб.
Решетка закрепляется распорками и прихватывается к ним. В от-
верстия подвижной решетки последовательно заводятся остальные
трубы. Вылет концов труб за плоскость решетки должен быть
в пределах 3—5 мм, После сборки каркаса с трубами последние
крепятся в трубной решетке развальцовкой, обваркой и т. д.
Концы труб, выступающие за плоскость решетки свыше допусти-
мого, подрезаются.
Сборка {/-образного трубного пучка производится в такой по-
следовательности. На сборочный стенд устанавливается трубная
решетка 1 (рис. 101). Устанавливаются и привариваются к ре-
шетке стяжки 2. В соответствии с чертежом вставляются пооче-
редно дистанционные трубки и> перегородки 3. Перегородки за-
крепляются путем затягивания гаек на стяжках. В собранный
каркас последовательно, начиная с труб с наименьшим радиусом
изгиба, заводят [/-образные трубки 4 так, чтобы концы выходили
за пределы решетки на 40—50 мм. Концы выравниваются, чтобы
они выступали за решетку не более чем на 5 мм. Производится
крепление труб в решетках. Устанавливаются и привариваются
нижний и верхний отбойники. После сборки трубный пучок
164
проходит гидроиспытание, при котором проверяются прочность
и плотность труб, их закрепление в трубных решетках, плотность
сварных швов.
В зависимости от диаметра аппарата и его длины сборка труб-
ных пучков теплообменников с неподвижными трубными решет-
ками производится в различных вариантах.
Сборка трубного пучка с двумя трубными решетками (без стя-
жек и перегородок). Трубная решетка стыкуется с корпусом и при-
хватывается сваркой в нескольких местах. Устанавливаются
10 контрольных трубок, на концы которых надевается вторая
трубная решетка и прихватывается сваркой в 3—4 местах к кор-
пусу. Трубы заводят в отверстия трубной решетки пропуская их
через внутреннюю полость корпуса аппарата. Со стороны второй
трубной решетки концы труб улавливаются и заводятся в отвер-
стия решетки. После закладки труб, начиная с верхнего ряда,
трубы продвигаются за решетку со стороны их закладки. Отвер-
стия в трубной решетке продувают сжатым воздухом, после чего
трубы устанавливают на место.
Сборка трубного пучка вне корпуса аппарата (с перегородками
диаметром до 1400 мм). На трубной решетке намечаются места
установки и прихватываются сваркой прутки, на которые наде-
ваются промежуточные перегородки параллельно трубной ре-
шетке, с требуемым расстоянием между ними. Через перегородки
пропускают до 10 контрольных трубок. Прутки прихватывают и
приваривают к перегородкам. После приварки производится
правка каркаса. Трубы со стороны перегородок пропускаются
через их отверстия и закладываются в отверстия трубной решетки.
Трубный пучок подводится к корпусу аппарата, выставленному
на сборочном стенде, и вводится в него. На концы контрольных
трубок надевается вторая трубная решетка, которая стыкуется
с корпусом и прихватывается к нему сваркой в 3—4 местах. В от-
верстия второй решетки заводятся концы остальных труб.
Сборка трубного пучка в корпусе аппарата (с диаметра 160(Хмм
и выше). Первая трубная решетка стыкуется с корпусом аппарата
и прихватывается к нему сваркой. В корпусе аппарата намечаются
места установки промежуточных перегородок. Последние уста-
навливают в корпусе аппарата последовательно одну за другой,
пропуская одновременно через их отверстия и отверстия трубной
165
решетки до десяти контрольных труб и выдерживая расстояния
между перегородками по чертежу. Перегородки прихватываются
сваркой внутри корпуса. Устанавливается и прихватывается вто-
рая трубная решетка, через отверстия которой пропускают кон-
трольные трубы. Трубы заводят в отверстия трубной решетки и
пропускают через отверстия приваренных внутри корпуса пере-
городок. После закладки труб, начиная с верхнего ряда, трубы
продвигают за трубную решетку со стороны закладки. Отверстия
в трубной решетке продувают сжатым воздухом и устанавливают
трубы на место.
5. КРЕПЛЕНИЕ ТРУБ В ТРУБНЫХ РЕШЕТКАХ
Крепление труб в трубных решетках теплообменных аппара-
тов — наиболее ответственная и трудоемкая операция в процессе
производства этих аппаратов. Существуют несколько методов
крепления труб в трубных решетках:
1) крепление труб с помощью роликовых вальцовок; 2) обварка
труб; 3) крепление труб с помощью высоковольтных электрических
разрядов; 4) развальцовка труб с помощью взрыва; 5) импульсный
метод развальцовки ударом жесткого инструмента; 6) гидропро-
тягивание; 7) крепление труб высоким гидравлическим давлением.
Подготовительные операции. До сборки трубы с решеткой
поверхность отверстий решетки и концы труб тщательно очи-
щают от ржавчины, пыли, грязи, удаляются следы смазки. Очистка
концов труб может производиться шлифовальными кругами или
дисковыми проволочными щетками. Чтобы исключить возмож-
ность образования продольных царапин на трубах, вставляемых
при сборке в отверстия, стенки и, в особенности, кромки отвер-
стий в решетках и перегородках должны быть свободны от за-
усенцев. Царапины на поверхности труб и следы от инструмента
на поверхности отверстий в трубных решетках являются основ-
ными причинами появления течи в трубных соединениях.
Для придания пластичности перед развальцовкой концы труб
отжигают на специальных линиях, либо вручную горелками.
Крепление труб с помощью роликовых вальцовок. Суть процесса
заключается в том, что при подаче инструмента внутрь трубы ро-
лики вальцовки раздвигаются по диаметру и, обкатываясь по
внутренней поверхности трубы, деформируют металл. При этом
труба увеличивается в диаметре и приходит в соприкосновение
с поверхностью стенки отверстия, в которое она вставлена. Так
как отверстие является ограничителем, то дальнейшая деформа-
ция металла трубы вызывает образование более плотного контакта
с поверхностью стенки отверстия, и так как деформированный
металл развальцовываемой трубы не в состоянии дальше расши-
ряться радиально, то его пластическое течение продолжается
в аксиальном направлении.
Конструкции развальцовочного инструмента. Эти конструк-
ции разнообразны. Для развальцовки труб в первой решетке при-
166
меняется вальцовка (рис. .102), предотвращающая проворачивание
вальцуемой трубы посредством штифта 4, что устраняет необходи-
мость фиксирования противоположных концов труб скобами, обес-
печивает точную величину выхода трубы из трубной решетки на ве-
личину впадины в упоре 5 (обычно на 4—6 мм) и позволяет предва-
рительно устанавливать глубину развальцовки (приблизительно
на '90% толщины решетки) вращением корпуса 8 на резьбовой
втулке 2; это препятствует образованию выпуклости перед тор-
цом решетки,' значительно увеличивая срок службы трубок. Для
развальцовки трубок во второй решетке применяется вальцовка
Т55а. Она отличается от первой отсутствием штифта 4 и планки 6.
1 — гайка; 2 — втулка; 3 — ролик; 4 — штифт; 5 — упор; 6 — планка; 7 — шарико-
подшипниковый упор; 8 — корпус; Р — стопорный винт; 10 — расширитель
Кроме того, глубина впадины в упоре 5 увеличена до 20—25 мм,
что позволяет обеспечить натяг трубы при развальцовке, создавая
в трубе предварительное напряжение растяжения (до 90% удли-
нения трубы падает при этом на участок наружу от решетки).
Тем самым исключается опасность того, что.при повышении тем-
пературы увеличится длина труб, нарушив при этом герметич-
ность" соединений.
Ролики и веретена развальцовочного инструмента изготовляют
из сталей 38ХС, 25Х2МФА, ШХ9, ШХ15, 65Г, 60С2А, ХВГ и др.
Наибольшую стойкость против износа имеет сталь ШХ15. Инстру-
мент из этой стали после нормализации закаливают в масле при
температуре 820—840° С и отпускают при 150° С. Этот режим тер-
мической обработки позволяет получить инструмент твердостью'
HRC 63—65 при микроструктуре стали в виде мелкозернистого
мартенсита с мелкими избыточными карбидами.
Основное требование к процессу развальцовки — это обеспе-
чение оптимальной степени развальцовки. Существуют два метода
контроля степени развальцовки: 1) основанный на измерении изме-
нений размеров вальцуемых труб (внутреннего или наружного диа-
метра, либо толщины стенки); 2) основанный на измерении и ре-
гулировании усилия, прилагаемого к вальцовке.
167
Первый метод имеет следующие недостатки:
а) колебания размеров диаметров и толщины стенок труб и
диаметров отверстий в трубной решетке приводят к тому, что
при одном и том же, например, внутреннем диаметре трубы сте-
пень развальцовки труб значительно отличается друг от друга;
простой расчет показывает, что в этом случае наряду с недоваль-
цовкой многие трубы будут перевальцованы;
б) если ужесточить допуски на размеры, то резко возрастет
стоимость изготовления аппаратуры.
Рис. 103. Вальцовка для труб диаметром 38X2,5:
1 — корпус роликов; 2 — веретено; 3 — корпус подшипника; 4 — корпус валь-
цовки; 5 — фонарь; 6 — чехол; 7 — пружинное кольцо; 8 — ролик; 9 — нако-
нечник
В связи с этим все большее распространение находит второй
метод. Применяются различные конструкции развальцовочных ма-
шин с приборами для регулировки крутящего момента. Разваль-
цовочный стенд ВЭП-66-В, разработанный Укрниихиммашем \
предназначен для крепления труб в трубных решетках полуавто-
матическим методом с применением электронного прибора, кон-
тролирующего оптимальную степень уплотнения трубных соеди-
нений.
Развальцовка производится самоподающей вальцовкой
(рис. 103), которая вводится оператором в неразвальцованный
конец трубы до заклинивания роликов между веретеном и внутрен-
ней поверхностью трубы. Оператор включает вращение привода
на рабочий ход. Далее цикл процесса развальцовки трубы авто-
матизирован (рис. 104). По достижении заданной степени уплот-
нения (величины крутящего момента) вращение на рабочий ход
выключается и включается реверсивное вращение. После 3—4-х
оборотов реверсивное вращение выключается и через 1—2 с вклю-
чается автоматически вращение на рабочий ход. Оператор выводит
вальцовку из развальцованного конца трубы и включает новый
цикл. Особенностью конструкции привода вращения вальцовки
является выдвигающийся (на 320 мм) вал, оканчивающийся шар-
ниром Гука.
1 Украинский научно-исследовательский и проектно-конструкторский ин-
ститут химического машиностроения.
168
Поворотная стойка 4 включает сборочную единицу поворот-
ного стола 3, поворачивающегося вокруг вертикальной плоскости.
Основание — узел, укрепленный на поворотном столе, несет на
себе подшипники, в которых устанавливается вальцовка с при-
водом, и может поворачиваться в горизонтальной плоскости. Та-
ким образом, сочетание движений привода с вальцовкой—вра-
щения в вертикальной плоскости, поворота в горизонтальной пло-
скости и возможности удлинения вращающегося вала с шарниром
Гука на его конце, позволяет развальцовывать трубы в тепло-
Рис. 104. Развальцовочный стенд ВЭП-ббв:
1 — пульт управления; 2 — прибор контроля степени уплотнения; 3 — привод враще-
ния вальцовки; 4 — поворотная стойка к приводам вальцовки
обменных аппаратах диаметром до 1000 мм, а при вращающейся
роликоопоре — до 1600 мм. Крутящий момент на веретене валь-
цовки воспринимается вращающимся валом.
Контроль качества вальцовочного соединения определяется
по крутящему моменту на веретене вальцовки, показания кото-
рого фиксируются прибором контроля степени уплотнения.
Техническая характеристика стенда для развальцовки труб
Диаметр вальцуемых труб, мм ........................... Свыше 25
Диаметр теплообменного аппарата, мм:
при развальцовке без поворота в роликоопорах . . . 400—1000
при развальцовке с поворотом в роликоопорах . . . 1000—1600
Частота вращения веретена вальцовки, об/мин............ 127; 203; 338
406; 186; 380;
500, 600
Рекомендуемый угол поворота поворотной штанги привода
вальцовки, град............'........................... 25
Размеры, мм . ......................................... 3040X1800X1075
Вес, кгс............................................... 607,3
Развальцовочный стенд может использоваться как стационар-
ная или переносная установка. В переносном исполнении все
сборочные единицы стенда: шкаф управления процессом разваль-
цовки и поворотная стойка с приводом монтируются на специаль-
169
нои плите и в таком виде транспортируются краном на место ра-
боты в цехе. н
Развальцовку производят также на сверлильном станке
(рис. 105). Станок, установленный на рельсовом пути, переме-
щается пр it помощи штурвала, шестерни и зубчатой рейки. При-
вод подъема и опускания хобота станка состоит из электродвига-
теля и редуктора. В шпиндель станка вставлен шарнир Гука с ве-
Рис. Юб.^Схема установки для развальцовки труб:
1 — прибор ВЭП-63; 2 — электродвигатель вращения вальцовки; 3 — электродвига-
тель подъема и опускания хобота; 4 — винт; 5 — колонна; 6 — хобот; 7 — кнопки упра-
вления; 8 — шпиндель станка; 9 — шарнир Гука; 10 — штурвал подачи вальцовки
в торец трубы; 12 — штурвал перемещения станка вдоль решетки аппарата (от одной
трубы к другой); 13 — станина; 14 — направляющие пу?и с рейкой; 15 — шестеренка
для перемещения станка по путям; 16 — роликоопора
ретеном вальцовки. Прибор ВЭП, контролирующий степень уплот-
нения труб по величине крутящего момента, связан электрической
схемой с электродвигателем 2.
Укрниихиммашем разработан станок-полуавтомат ГВЭП-325 для
групповой развальцовки труб 0 25 мм в трубцых решетках 0 1000м.
Техническая характеристика полуавтомата ГВЭП-325
Частота вращения веретена, об/мин ................. 280
Угол наклона, град:
роликов ..................................... 3
корпуса веретена ................................ 4
Время, с:
ввода, вывода и перемещения каретки на по-
следующий шаг.............................. 4—5
перемещения-каретки при переходе на семь ша-
гов по 32 мм-.............................. 6—7
перемещения каретки вниз для обхода после-
дующего ряда:
наименьшее............................... 7—8
наибольшее.............................. 20—22
Установленная мощность электродвигателей, кВт 2,8
Размеры, мм ................................... 912X2850X2750
Вес, кгс ........................................... 2415
170
При эксплуатации установки средняя величина машинного
времени, затрачиваемого на один ввод инструмента, развальцовку
трубы, вывод и перемещение инструмента на один шаг, составляет
19 с, а на холостой ход без обхода последующего ряда — 21 с.
В отдельных случаях, когда необходимо проводить разваль-
цовку в теплообменниках с промежуточными решетками, исполь-
зуется специальное приспособление (рис. 106). По конусной части
стержня 2 в момент развальцовки скользят вальцовочные кони-
ческие ролики 7, установленные в прорезях трубной оправки 5,
которая надета на стержень и зафиксирована шайбой, предотвра-
щающей выпадение роликов при выемке приспособления из
Рис. 106. Приспособление для развальцовки трубок в проме-
жуточных трубных решетках
развальцованной трубы после окончания процесса развальцовки.
Трубка приспособления со стороны, противоположной конусу,
имеет резьбу для навинчивания шайбы 3, фиксирующей положение
вальцовочных роликов в промежуточной решетке. Конец стержня
имеет четырехгранное сечение для подключения к приводу. На
этом же конце установлена стопорная шайба 4. По окончании
развальцовки шайба 3 упирается в шайбу 4.
При развальцовке аппаратов с толстостенными трудноуплот-
няемыми трубами диаметром 28X4 и 57X3,5 мм в целях исключе-
ния течи используется эпоксидный клей. Процесс уплотнения
в этом случае заключается в следующем. Один конец трубы (на
длину развальцовки) смазывают эпоксидным клеем. Трубу вста-
вляют в отверстие первой решетки несмазанным концом. Во второй
решетке обмазывают клеем отверстия. Для равномерного распре-
деления слоя клея трубу поворачивают вокруг своей оси 2—3 раза
при помощи специального инструмента, после чего закрепляют
с одной стороны трубу скобами и производят развальцовку.
Время между* обмазкой клёем и окончанием развальцовки не
должно превышать З ч, так как в течение этого времени происходит
полимеризация клея. По окончании развальцовки наплывы
клея с поверхности решеток удаляют.
Гидравлические испытания необходимо проводить не раньше,
чем через 18 ч после окончания развальцовки.
171
Клей приготовляют из эпоксидной смолы марки ЭД-5, дибутил-
фталата (пластификатора) и полиэтиленполиамина в такой после-
довательности.
Эпоксидную смолу подогревают в смесителе до 50—60°. Затем
добавляют дибутилфталат в количестве 15% веса смолы. Смесь
перемешивают в течение 10 мин и охлаждают до комнатной темпе-
ратуры. Далее добавляют полиэтиленполиамин в количестве 10%
веса смеси и перемешивают ее в течение 3—5 мин.
Особенность крепления'труб в аппаратах, работающих при
высоких давлениях (325—700 кгс/см2) и температурах (до 350°<)
заключается в том, что при наличии в отверстиях канавок при
сбросе давления в трубах возникает кольцевой разрыв в местах
сопряжения их с канавками. Сопротивление усилию вырыва
у соединений, нагретых до 350° С, на 15% меньше, чем при 20° С
(хотя превышает возможные нагрузки на трубу в 4—5 раз).
Технология крепления в этом случае следующая. Вначале в труб-
ной решетке обрабатывают отверстие, диаметр которого ца 0,15—
0,3 мм превышает наружный диаметр трубок. Затем трубки раз-
вальцовывают до плотного прилегания к стенке отверстия, после
чего концы трубок, выступающие из трубной решетки на 4—5 мм,
обваривают по периметру.
Значения мощности и крутящего момента при развальцовке
алюминиевых труб в алюминиевых трубных решетках из сплава
АД1 приведены ниже:
Диаметр труб, Потребляемая мощ- Крутящий
мм ность, кВт момент.
кгс«м
18X2,5 0,15 0,3
25X2,5 0,25 0,5
32X3,0 0,25 0,5
38X3,5,. 0,40 0,8
Одним из факторов, затрудняющих сборку теплообменных
аппаратов, является прогиб решеток при изготовлении трубных
пучков. Прогиб происходит в основном от двух причин: остаточ-
ных напряжений, вызванных приваркой трубных решеток к кор-
пусу (в теплообменниках типов TH и ТК), и остаточных напряже-
ний, вызванных развальцовкой.
На рис. 107 представлены наиболее распространенные в прак-
тике схемы последовательности развальцовки труб. Для аппаратов
до Dy = 800 мм (рис. 107, а) сначала в центре развальцовывают
с двух сторон по семь труб (поз. /), затем трубы вальцуют, начиная
с нижнего ряда (поз Я). Для аппаратов с £>у = 1000-4-1200 мм
(рис. 107, б) сначала развальцовывают по семь труб с двух сторон
в пяти местах (поз. 7), затем вальцуют трубы, начиная с нижнего
ряда (поз. II). Для аппаратов с Оу > 1200 мм (рис. 107, в) раз-
вальцовывают семь труб с двух концов в пяти местах (поз. /),
завальцовывают пять парных рядов труб с двух концов с поворо-
том аппарата (поз. //), поворачивают аппарат на 120° и разваль-
172
цовывают пять парных рядов труб с двух концов (поз. 777),
устанавливают аппарат так, чтобы ряды труб находились в гори-
зонтальной плоскости и вальцуют трубы от нижнего конца к цен-
тру (поз. IV).
Обварка трубок в трубных решетках производится в следую*
щих случаях: когда циркулирующие в теплообменниках газы и
жидкости ядовиты или радиоактивны, цри соединении с воздухом
могут образовывать взрывчатые смеси, а также, если их смешение
недопустимо; если трубная решетка имеет малую толщину и тре-
буется увеличить механическую прочность соединения; когда
есть опасность возникновения коррозии на поверхности трубы
в месте соприкосновения ее с отверстием в решетке; при тяжелых
условиях эксплуатации в результате высоких температур и давле-
ний или резких их колебаний.
173
Выбор метода обварки зависит от эксплуатационных параметров
аппарата (давления^ температуры), расстояния между трубами,
материала труб и решетки, толщины решеток, местных условий
и требований экономичности. Наиболее часто применяется обварка
вручную обмазанными электродами. Для тонкостенных труб при
расстоянии между ними меньше 5 мм применяется автоматическая
сварка в атмосфере защитного газа вольфрамовым электродом
без присадочного материала. В некоторых случаях экономически
выгодно применять автоматическую обварку плавящимися элек-
тродами в атмосфере защитного газа. За последнее время полу-
чили распространение устройства для автоматической обварки
Рис. 108. Способы подготовки труб для обварки
короткой дугой в атмосфере защитного газа, состоящего из смеси
аргона и углекислоты. При этом пористость в сварном шве не
образуется.
Качество обварки зависит от правильного выбора способа
подготовки концов труб. На рис. 108 представлены некоторые из
этих способов.
Способы а, б применяются, когда основной целью обварки
является герметизация соединения, трубы выступают над поверх-
ностью решетки на 1—3 мм.
Способы в, г применяются, когда трубется повышенная проч-
ность соединения. Обварка производится в несколько проходов.
Первый проход делается электродом малого диаметра для того,
чтобы обеспечить хорошую проварку корня шва, не касаясь дугой
выступающей части трубы. При последующих проходах применяют
электроды большего диаметра.
Все эти способы пригодны для обварки обмазанными электро-
дами и в атмосфере защитного газа и выбираются в зависимости
от свариваемых материалов. Способы at б, з могут применяться
для обварки вольфрамовыми электродами без присадочного мате-
риала, так как выступающая часть трубы дает достаточно мате-
риала для образования сварного шва. При малой толщине трубной
решетки и большом количестве труб рекомендуются способы б, ж,
так как они. предотвращают возникновение сильных местных
напряжений и появление трещин. Кроме того, канавка уменьшает
174
теплопередачу в окружающую места обварки массу решетки и это
обеспечивает равномерность плавления двух свариваемых частей.
При способах з, и края отверстий и труб раздаются наружу/
что предотвращает уменьшение выходного сечения трубы свароч-'
ным валиком. Способы д, е, к применяются|при малых расстояниях
между отверстиями в решетке.
Обмазанными электродами можно сваривать углеродистые
стали с содержанием углерода не больше 0,3%.
Обварку в атмосфере защитного газа вольфрамовым электро-
дом нельзя , применять для неспокойных сталей, так как отсут-
ствие раскисляющего и шлакообразующего действия обмазки
может вызвать газообразование.
Для предотвращения появления трещин в трубах в результате
эксплуатации при высокой температуре в стали не должно содер-
жаться углерода больше 0,17%, марганца — 1—1,4% и фос-
фора — 0,035%.
В сварных швах трубных решеток из низколегированной стали
почти не бывает пор, по наличие легирующих элементов увеличи-
вает твердость и возможность появления трещин. Для предотвра-
щения этого необходимы предварительный подогрев до 100—200° С,
а после сварки — термообработка при 700° С для снятия напряже-
ний.
Аустенитные нержавеющие стали можно обваривать обмазан-
ными электродами или в атмосфере защитного газа с использова-
нием присадочного материала и без него. Во избежание появления
трещин при высокой температуре присадочный материал выбирают
с таким расчетом, чтобы содержание феррита в металле шва.
было в пределах 4—12%.
Обварку вольфрамовым электродом без присадочного мате-
риала применяют, когда может возникнуть коррозия.
Ферритовые нержавеющие стали для предотвращения образо-
вания в зоне сварного шва хрупких мартенситных структур обва-
ривают обмазанными электродами, в составе которых преобладают
аустенитные стали с высоким содержанием никеля. Рекомендуется
также работать с предварительным подогревом, а обварку, про-
изводить при минимальном подводе тепла, т. е. несколькими
последовательными проходами с минимальным количеством рас-
плавляемого металла. Если электроды того же состава, что и
основной металл, то необходимы высокий предварительный подо-
грев и последующая термическая обработка для снятия напря-
жений.
Никель и медно-никелевые сплавы, образующие пористую
структуру, рекомендуется обваривать вручную в атмосфере защит-
ного газа вольфрамовыми электродами с присадочным материалом,
содержащим раскисляющие элементы, например титан или алю-
миний.
Необходимо отметить, что сочетание предварительной разваль-
цовки и сварки не может повысить работоспособность соединения
175.
труба — трубная решетка. При проведении операции разваль-
цовки до сварки напряженное состояние свариваемых кромок
может вызвать образование «горячих» трещин в корне шва, что
при затрудненном контроле сварного соединения этого типа
способно привести к аварийному выходу из строя во время эксплу-
атации. Кроме этого, при проведении предварительной разваль-
цовки наблюдается повышенное порообразование (свищи) при
замыкании шва, по-видимому, из-за ограничения выделения окиси
углерода при охлаждении сварочной ванны в сторону разваль-
цовки.
Последующую развальцовку для сталей низкоуглеродистых и
низколегированных (типа СтЗ, 16ГС, 09Г2С) можно производить
только в исключительных случаях, когда возможна (при соответ-
ствующих средах) так называемая «щелевая» коррозия. В боль-
шинстве случаев применение второй операции развальцовки
с экономической и эксплуатационной точек зрения нецелесообразно.
В случае необходимости проведения развальцовки ее надо выпол-
нять, отступая от корня шва на 8—10 мм. Одним из достоинств
применения сварного варианта крепления труб в трубных решетках
является возможность значительного снижения коробления при-
валочной плоскости трубной решетки. В центре решетки величина
выпучивания не превышает 0,7—0,9 мм.
Сварка плавящимся электродом в защитной среде углекислого
газа наиболее прогрессивна, характеризуется достаточной про-
изводительностью процесса, высоким качеством сварного соеди-
нения, выпускаемое промышленное оборудование может быть
сравнительно легко приспособлено для автоматического варианта
приварки труб к трубным решеткам в вертикальной плоскости.
Подготовка кромок соединения труба — трубная решетка сво-
дится к снятию фаски на отверстии трубной решетки размером
3X45° (канавки в теле трубной решетки при этом не нарезаются).
Выход трубы за плоскость трубной решетки принимается в пре-
делах 0—1,5 мм. Сварка производится сварочным пистолетом
в среде углекислого газа с использованием сварочной прово-
локи.
Замена ручной дуговой сварки в нижнем положении (при
вертикальном расположении трубного пучка теплообменника)
сваркой в инертных газах в вертикальной плоскости (горизонталь-
ное расположение пучка теплообменника) при приварке труб
к трубной решетке способствует значительному повышению проч-
ности и плотности сварных швов, увеличению работоспособности
сварного соединения, снижению брака при сварке и повышению
производительности труда.
Сварку труб с трубными решетками из углеродистой и низко-
легированной стали в вертикальном положении производят
проволокой Св-08Г2С диаметром 1 мм в углекислом газе полу-
автоматом марки А-537, а стали 12Х18Н10Т —в среде аргона
вольфрамовым электродом диаметром 2 и 3 мм горелкой АР-9.
176
шва в месте перекрытия,
5—10 мм. Режим сварки
Рис. 109. Последовательность
обварки труб
В отверстиях трубных решеток снимаются фаски, трубки устана-
вливаются заподлицо с плоскостью решетки.
Для получения прочных и плотных сварных соединений труб
с трубными решетками, выполненных в вертикальной плоскости,
необходимо строго соблюдать оптимальные режимы сварки и точно
направлять электрод в разделку. Оптимальный вылет электрода
при сварке 8—10 мм. Сварку рекомендуется начинать при движе-
нии сварочной горелки сверху вниз, так как при этом достигается
нормальное формирование и усилен]
размер которого должен быть не Mei
труб с трубными решетками: свароч-
ный ток 120—130 А, напряжение
дуги 28—ЗОВ, скорость подачи про-
волоки 215 м/ч, ток постоянный об-
ратной полярности. Последователь-
ность обварки труб показана циф-
рами на рис. 109.
Трубный пучок теплообменника
для большего удобства обварки труб
устанавливается под углом 10—15°
к горизонтали.
Сварку труб с трубными решет-
ками из стали 12Х18Н10Т в верти-
кальной плоскости производят в сре-
де аргона неплавящимся вольфра-
мовым электродом 0 3 мм, свароч-
ной горелкой АР-9. Размеры труб 20X2 мм. В качестве источ-
ника питания используется сварочный выпрямитель ВС-600 с бал-
ластным реостатом РБ-300., Режимы сварки: сварочный ток 130 А,
напряжение дуги 35 В. Сваривали трубы за один проход слева
направо с перекрытием начала шва на 7—10 мм.
Для предотвращения появления деформаций в трубной решетке
обварку труб необходимо производить по участкам.
Сварные соединения труб с трубной решеткой подвергаются
пневмоиспытаниям (подача в межтрубное пространство сжатого
воздуха от заводской сети под избыточным давлением 6—7 кгс/см2),
испытаниям аммиаком (подача в межтрубное пространство аммиака
из баллона под избыточным давлением 42 кгс/см2). На одной труб-
ной решетке пневмоиспытаниями было обнаружено около 2%
труб, имеющих дефекты (в том числе дефекты самой трубы). После
каждого этапа испытания трубного пучка дефекты исправляют
ручной аргонодуговой сваркой горелкой АР-9. Приварка алюми-
ниевых труб к алюминиевым трубным решеткам производится
ручной аргонодуговой сваркой неплавящимся электродом с при-
садочной проволокой. Перед сваркой вокруг каждого отверстия
выполняется кольцевая канавка. Сварку производят с обязатель-
ным предварительным подогревом трубной решетки: для сплава
АМцС температура подогрева 200—250°С, для сплава АМ2— 100° С.
12 Ю. И. Берлинер 177
6. ОБЩАЯ СБОРКА ТЕПЛООБМЕННЫХ АППАРАТОВ
Предельные отклонения габаритных и присоединительных
размеров аппарата и его узлов приведены на рис. ПО, при длине
труб 3000 мм К = 5 мм, при длине >3000 мм К = 10 мм.
Рис. ПО. Предельные отклонения размеров при сборке теплообменного
аппарата
Поперечные перегородки в трубном пучке устанавливаются
с помощью распорных трубок, стяжек и гаек. В аппаратах с непод-
вижным трубным пучком (типов TH и ТК) допускается приварка
перегородок к стяжкам при условии соблюдения перпендикуляр-
EZZZZj
Рис. 111. Конструктивное исполнение узла креп-
ления трубной решетки:
/ — трубная решетка; 2 — фланец; 3 — концевая'
обечайка; 4 — кожух; 5 — подкладное кольцо; 6 —
теплообменная труба
178
ности перегородок трубному пучку. Неперпендикулярность не
должна превышать 1 мм на каждые 300 мм диаметра перегородки.
Не допускается приварка перегородок к теплообменным тру-
бам. Диаметр стяжек и их количество принимают по следующим
данным:
Диаметр аппарата, мм До 325 426—600 800—1000 1200 1400 и более
Диаметр стяжек, мм . . 12 12 16 16 16
Количество стяжек (наи-
меньшее) .......... 4 6 6 8 10
Варианты исполнения сборочной единицы крепления трубной
решетки к корпусу для аппаратов типов TH и ТК приведены
на рис. 111.
Отклонение от плоскостности привалочных поверхностей под
прокладку у фланцев и трубных решеток в готовом изделии допу-
скается в пределах 9-й степени точности по ГОСТ 10356—63.
Сборка теплообменников с плавающей головкой
Общая сборка (распредкоробкщ корпуса и колпака). На сбороч-
ную площадку устанавливаются корпус и трубный пучок. Нижняя
часть корпуса внутри смазывается солидолом. На фланец корпуса
со стороны неподвижной решетки устанавливается прокладка.
Трубный пучок собирается с корпусом и производится гидроиспы-
тание межтрубного пространства. Привалочные поверхности флан-
цев корпуса, распредкоробки, плавающей головки и резьбовые
поверхности шпилек и гаек очищаются от грязи и ржавчины,
промываются уайт-спиритом и покрываются антикоррозионной
смазкой (пушечным салом). Распредкоробка устанавливается на
неподвижную решетку, ее положение выверяется по чертежу,
после чего коробка соединяется с фланцем корпуса. На распред-
коробку и крышку распредкоробки устанавливаются прокладки,
полукольцо и накладки. Далее устанавливаются прокладки пла-
вающей головки и крышки. Соединение коробки с корпусом го-
ловки и крышки, закрепление прокладок, а также колпака произ-
водятся шпильками и гайками. Производится гидроиспытаниё
трубного пространства. На колпак устанавливаются прокладки
и снова производится гидроиспытание трубного пространства.
После отделки аппарат подается в камеру для окраски.
Контрольная сборка сдвоенных аппаратов (рис. 112). На
корпусах аппаратов размечается положение подкладных листов 1У
при этом разметка производится таким образом, чтобы подкладные
листы и штуцеры не попадали на сварные швы. Подкладные листы
устанавливаются на корпус, подгоняются по месту, прихваты-
ваются электросваркой и привариваются. На нижний корпус 2
устанавливаются и привариваются две нижние опоры 5, устана-
вливается распредцоробка 4. На нижних корпусе и распредко-
робке размечаются отверстия, под штуцеры и накерниваются
12* 179
центры отверстий. На корпусах размечаются подкладные листы
под установку четырех опорных листов (два листа 5 верхней опоры
иижнего корпуса и два листа 6 верхнего корпуса). Четыре опорных
листа устанавливаются по разметке, плотно подгоняются к под-
кладным листам и прихватываются электросваркой. На опорные
листы обоих корпусов устанавливаются опоры 7 и 8, выверяется
их положение по чертежу, прихватываются и окончательно
привариваются ребра к опорным листам. При приварке опор
к корпусу расстояние между краем кольцевого шва и краем шва
^приварки опоры должно быть не менее толщины стенки аппарата.
Две опоры 8 верхнего аппарата снимаются, устанавливаются
на верхние опоры 7 нижнего аппарата и спариваются опорными
плитами. Каждая опора скрепляется четырьмя болтами М20
и гайками с постановкой между опорами подкладок, заменяющих
прокладки. На верхний корпус устанавливается распредкоробка
с прокладкой и решеткой. Верхний корпус устанавливается на
спаренные опоры, смонтированные на нижнем корпусе. Фланцы
корпусов после установки должны быть в одной плоскости, а оси
аппаратов на одной прямой. На верхнем корпусе и распредкоробке
размечаются отверстия под промежуточные штуцеры:‘Продольную
ось штуцера и центр отверстия переносятся с нижних корпуса
и распредкоробки на верхний корпус и распредкоробку с помощью
угольника и отвеса. Накерниваются центры отверстий. Верхний
корпус снимается.
Вырезаются отверстия под штуцеры на нижнем и верхнем
корпусах и распредкоробках по разметке. Отсоединяются рас-
предкоробки нижнего и верхнего аппаратов. Два промежуточных
штуцера 9 корпусов спариваются между собой с постановкой между
ними прокладок и скрепляются шпильками и гайками. На наруж-
ные поверхности штуцеров наносятся по две диаметрально распо-
180
ложенные осевые линии, соответствующие положению штуцеров
на корпусе аппаратов. Наносятся риски на расстоянии, равном
вылету штуцера. В отверстия нижнего корпуса заводятся спарен-
ные штуцера и поворачиваются таким образом, чтобы осецые
линии, нанесенные на штуцерах, совпали с осевой линией корпуса.
Верхний корпус устанавливается на спаренные опоры, смонти-
рованные на нижнем корпусе, при этом фланцы корпусов должны
быть в одной плоскости, а вертикальные оси на одной прямой.
Поднимаются спаренные штуцера и верхний штуцер заводится
в отверстие верхнего корпуса. Выверяется положение штуцеров
по чертежу, намечаются мелом линии реза патрубков с внутренней
стороны корпуса. Штуцера разъединяются. Промежуточные пат-
рубки штуцеров снимаются с корпусов и срезаются по намечен-
ным линиям реза. Спаренные патрубки устанавливаются запод-
лицо с внутренними поверхностями корпусов. Прихватывается
электросваркой усиленно снаружи (в фаску) промежуточный
штуцер нижнего корпуса и привариваются четыре поддерживаю-
щих планки размером 100X100X10 мм. Приваривается промежу-
точный штуцер верхнего корпуса с внутренней стороны. Лапки
промежуточных опор подгоняются и привариваются к послед-
нему.
Два штуцера распредкоробок спариваются между собой с по-
становкой между ними прокладок. На их наружной поверхности
наносятся две диаметрально расположенные осевые линии в соот-
ветствии с расположением штуцеров на корпусах аппаратов и
наносятся риски на расстоянии, равном вылету штуцера. На ниж-
ний корпус устанавливается распредкоробка с постановкой прокла-
док и решеток трубных пучков и скрепляется шпильками и гай-
ками. Главные осевые линии корпусов и распредкоробок должны
совпадать. В отверстия нижней распредкоробки вводятся спарен-
ные штуцера и поворачиваются так, чтобы осевые линии, нанесен-
ные на штуцерах, совпадали с осевой линией распредкоробки.
На верхний корпус устанавливается распредкоробка с постанов-
кой прокладок и решеток между корпусом и распредкоробками
и скрепляется с корпусом шпильками и гайками.
Поднимаются верхние спаренные штуцеры и заводятся в от-
верстия верхней распредкоробки. Выверяется положение штуце-
ров по чертежу и намечаются мелом линии реза патрубков с вну-
тренней части обечайки распредкоробки. После разъединения
и снятия штуцеров срезают промежуточные патрубки по намечен-
ным линиям реза. Спаренные патрубки устанавливаются запод-
лицо с внутренними поверхностями распредкоробок. Штуцера
прихватываются электросваркой к корпусу. Открепляются болты,
соединяющие опоры и шпильки, соединяющие штуцера распрёдко-
робок и корпусов. Снимается верхний корпус, открепляются и
снимаются с корпусов распредкоробки. Срубаются прихватки,
удерживающие опорные листы двух промежуточных опор нижнего
аппарата и снимаются опоры.
181
, После проведения сборочно-разборочных операций произво-
дится приварка промежуточного штуцера нижнего корпуса,
промежуточного штуцера верхнего корпуса, двух промежуточных
штуцеров распредкоробок. Зоны сварного шва зачищаются от
брызг металла, внутри корпуса сварные швы у штуцеров зачи-
щаются заподлицо.
Гидроиспытание теплообменного аппарата,. При гидроиспыта-
нии межтрубного пространства на трубный пучок в сборе с кор-
пусом устанавливается приспособление и закрепляется на фланцах
корпуса шпильками и гайками. Перед установкой приспособления
приварочные и резьбовые поверхности смазываются антикорро-
зионной смазкой. На штуцера устанавливаются заглушки с про-
кладками и закрепляются шпильками и гайками. В муфты ввора-
чиваются пробки с прокладками. На площадке гидроиспытания
корпус устанавливается с уклоном в осевом направлении не
более 5°. Межтрубное пространство наполняется водой, включается
насос и испытывается давление, указанное в чертеже. После про-
ведения испытания давление снимается, устраняются (на сборочном
месте), обнаруженные дефекты и .производится вторичное гидро-
испытание.
При гидроиспытании трубного пространства корпус в сборе
с трубным пучком, распредкоробкой, крышкой и плавающей
головкой устанавливается на площадку с уклоном в осевом напра-
влении не более 5°. Заглушаются штуцеры и устанавливаются
муфты. Трубное пространство заполняется водой, подключается
насос и производится испытание при необходимом давлении. При
испытании не должно быть течи и потения,. После гидроиспытания
аппарат просушивается сжатым воздухом.
Сборка теплообменников с жесткими
трубными решетками
После зачистки кромок обечайки (корпуса) до металлического
блеска производится сборка ее с трубной решеткой, которая при-
хватывается к корпусу в нескольких точках электросваркой.
Собираются перегородки со штырями под сварку по разметке
и с 5—6 контрольными трубами с зачисткой мест под сварку.
Прихватываются и привариваются перегородки к штырям. В кор-
пусе устанавливается комплект перегородок с контрольными
трубами, концы которых заводятся в отверстия решетки. Через
перегородки и решетку вставляются трубы. Собирается сжорпусом
и прихватывается вторая решетка; концы труб вставляются во
вторую решетку, выравниваются с одной стороны и развальцо-
вываются с двух сторон, после чего производится торцовка труб
с другой стороны. Решетки привариваются, к корпусу с двух
сторон. После этого заглушаются штуцеры и производится гидра-
влическое испытание межтрубного пространства. На 4 аппарат
устанавливаются две крышки и производится испытание труб-
182
ного пространства. После проведения испытания аппарат про-
сушивается сжатым воздухом и подвергается консервации и
упаковке.
7. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
ТЕПЛООБМЕННЫХ АППАРАТОВ ИЗ ТИТАНА
Для изготовления темплообменной аппаратуры применяется
листовой титан ВТ 1-1.
Размеченные заготовки из листового титана разрезают на
гильотинных ножницах или при помощи разделительной автомати-
ческой и ручной газовой резки. Припуск под последующую меха-
ническую обработку после механической резки — до 3 мм, после
газовой резки — до 5 мм. Кромки под сварку обрабатывают на
кромкострогальном станке с последующей слесарной доводкой
их поверхности и околошовной зоны на ширине 15—20 мм. Усиле-
ния сварных швов на картах не снимают. При гибке обечаек
валки должны быть гладкими, без вмятин и забоин и тщательно
очищенными от окалины. Чтобы избежать образования поверх-
ностных надрывов в околошовной зоне, перед гибкой околошовные
зоны необходимо тщательно зачищать абразивным кругом на
глубину 0,1—0,2 мм с последующей доводкой.
Перед сборкой под сварку все детали промывают в специальных
моечных камерах бензином до полного удаления следов грязи
и масел. Карты для обечаек корпусов имеют продольные и попе-
речные стыки, к которым прихватывают сваркой технологические
планки размером 30x60 мм, толщиной, соответствующей толщине
свариваемого металла, с разделкой кромок, аналогичной раз-
делке кромок свариваемого стыка. Непосредственно перед сваркой
кромки и металл околошовной зоны тщательно протирают тканьюг
смоченной этиловым спиртом. Карты сваривают ручной аргоно-
дуговой сваркой, причем обратную сторону шва зачищают от
окисления в приспособлении, представляющем собой секционный
короб с газораспределителем и сетками для создания'ламинарного
потока защитного газа.
Для сварки продольных и кольцевых стыков обечаек диаме-
тром 500 мм и более с длиной стыка 500—2000 мм , применяют
приспособление, схема которого показана на рис. 113, а. Обечайки
малого диаметра с большой толщиной стенки заглушаются по
торцам (рис. 113, б) и наполняются аргоном, причем первый проход
перед наполнением сваривается с защитой обратной стороны шва
местным поддувом с помощью приспособления (рис. 113, в).
Конструкция приспособления для сварки кольцевых стыков
выбирается в зависимости от диаметра обечайки. Для обечаек
диаметром до 400 мм используются диафрагмы, создающие в районе
стыка замкнутый объем, заполняемый в процессе сварки аргоном
(рис. 113, г). Для обечаек больших размеров применяются приспо-
собления, создающие с обратной стороны шва местный подпор
183
аргона (рис. ИЗ, д'). Создание защиты обратной стороны шва при
вварке патрубков требует конкретного решения в каждом отдель-
ном случае, в зависимости от формы поверхности и размеров
ввариваемого патрубка. Конструктивно эти приспособления выпол-
няют, например, в виде замкнутых цилиндрических коробок,
плотно подогнанных по поверхности и наполненных в процессе
сварки аргоном.
В калиброванных обечайках отверстия под арматуру сверлят,
растачивают, а затем обрабатывают кромки под сварку. Тонко-
стенные патрубки для штуцеров изготовляют из труб или листо-
Аргон
Аргон
Рис. 113. Схемы приспособлений
для защиты обратной стороны шва
при сварке продольных и кольце-
вых стыков обечаек:
а — защита обратной стороны продольного шва созданием локальной зоны; б —то же,
наполнением внутреннего объема; в — то же, местным поддувом; г — защита кольце-
вого стыка наполнением внутреннего объема; ограниченного диафрагмами; д —• то же,
созданием локальной зоны
вого проката. Торцы патрубков протачивают, околошрвные зоны
шабрят. Затем патрубки собирают с фланцами с зазором не более
0,5 мм и сваривают ручной аргонодуговой сваркой.
Штуцеры , устанавливают в отверстия корпуса с зазором не
более 1 мм и вваривают. Обратную сторону шва зачищают от окис-
ления при помощи приспособлений, различных по конструкции.
После вварки арматуры внутреннюю поверхность корпуса тща-
тельно промывают до полного удаления следов грязи и масел.
Качество защиты сварных швов от окисления в процессе
сварки контролируют по цветам побежалости. Показателем пра-
вильной технологии и хорошей защиты являются поверхности
швов серебристого цвета. При соломенном и синем цветах поверх-
ность шва зачищают металлической- щеткой, при пепельно-сером
— наплавленный металл срезают абразивным кругом до полного
удаления окисленного слоя, затем шабрят и промывают спиртом.
Трубные решетки изготовляют из двух листов толщиной 35 мм
газовой резкой с последующей механической разделкой Х-образ-
ныхккромок. Заготовки сваривают аргонодуговой сваркой пла-
вящимся электродом на полуавтоматах ПГТ-2. Заготовку прота-
чивают с припуском под механическую обработку привалочной
184
поверхности, которую выполняют после приварки трубной решетки
к корпусу и обварки труб.
Футерованные листовым титаном трубные решетки собирают
в пакеты, сверлят, после чего пакет разбирают,тщательно зачи-
щают заусенцы и шабрят футеровку со стороны обварки труб.
Футеровку изготовляют как цельной, так и сварной из двух
частей. Наиболее сложно при изготовлении футерованных тепло-
обменников обеспечить плотность соединения основного металла
трубной решетки с футеровкой.
а-а
Рис. 114. Приспособле-
ние для защиты обратной
стороны шва при обварке
труб:
/ — трубная решетка; 2 —
труба; 3 — разъемное при-
способление; 4 — резиновая
заглушка; 5 —'резиновая
обтяжка
Разработаны три конструктивных варианта соединений футе-
ровки с основным металлом: винтами с последующей заваркой
головок, винтами с зачеканкой уплотнительного паза свинцом,
заклепками с использованием медной прокладки. Лучшие резуль-
таты достигнуты при соединении решетки с футеровкой по треть-
ему варианту.
После приварки трубных решеток предварительно промытые
и обезжиренные трубы укладывают в корпус. Так как допуск по
диаметру труб колеблется в значительных пределах, отверстия
в трубных решетках сверлят по максимальному'диаметру трубы.
Для обеспечения зазора в соединении, равного 0,1—0,15 мм на
диаметр, который предотвращает порообразование при обварке
труб, концы труб подвальцовывают.
Порядок укладки труб зависит от конструкции теплообменника
и определяемого ею способа защиты обратной стороны шва при
обварке труб. Так, например, при изготовлении теплообменников
с плавающей головкой трубы укладывают и обваривают по одной.
При защите обратной стороны шва используют разъемное приспо-
собление (рис. 114). При изготовлении U-образных теплообмен-
ников набирают весь комплект труб.
В теплообменник жесткой конструкции укладывают трубы,
трубные решетки и арматуру, уплотняют заглушками, устанавли-
вают теплообменник в вертикальное положение и производят
продувку межтрубного пространства аргоном. Непосредственно
перед сваркой проверяют полноту продувки внутренней полости.
185
При недостаточной продувке на сварном шве появляются цвета
побежалости.
При обварке труб в теплообменниках с футерованной трубной
решеткой (трубы развальцованы в той части трубной решетки,
которая выполнена из углеродистой стали) защитный газ подают
через технологическое отверстие в зазор между футеровкой
и трубной решеткой. Зазор по наружному диаметру футеровки
заклеивают полихлорвиниловой изоляционной лентой. Обвари-
вают трубы ручной аргонодуговой-сваркой. При обварке в каждую
трубу на глубину 20—25 мм вводят резиновую пробку, создающую
замкнутое пространство под соплом горелки, чтобы обеспечить
Рис. 115. Узел труба—трубная решетка
хорошую защиту внут-
ренней полости трубы
от окисления. После
обварки труб в одной
трубной решетке торцы
труб со стороны второй
решетки подрезают до
необходимого размера.
На торцах труб тща-
тельно зачищают зау-
сенцы, поверхность
трубных . решеток и
концы труб промывают
этиловым спиртом. За-
тем производят обварку
по, технологии, изложен-
труб во второй трубной решетке
ной выше. Учитывая, что вальцовка труб из сплава ВТ 1-1 в сталь-
ных трубных решетках и последующая приварка этих труб к на-
кладкам из сплава ВТ1-1, покрывающим трубные решетки,
несовместимы, поскольку при приварке труб нарушается валь-
цовка, а при повторной вальцовке нарушается прочность и плот- •
ность сварных швов, применяют различные способы уплотнений
зазоров между решеткой .и накладкой, исключающие вышеуказан-
ные недостатки.
На рис. 115 показан вариант изготовления теплообменника
с трубными решетками, футерованными титановым сплавом ВТ 1-1
толщиной 3 мм и биметаллическими ^трубами (сталь + титан).
Трубы 4 из стали 20 с наружным диаметром 42x2,5 мм имеют
внутреннюю футеровку из титановых труб 2 марки ВТ 1-1 диаме-.
тром 38x3 мм. Для создания надежной герметизации между футе-
рующим и основным слоем трубной решетки в последней сделан
паз, в который вставляется уплотнительная прокладка 8 и тита-
новое кольцо 9, сваренное с футерующим слоём трубной решетки 7.
В паз титанового кольца 9 с уплотняющей прокладкой 3 входит
шип титанового кольца 6, приваренного к днищу 5 аппарата.
Изготовление трубных решеток и титановой футеровки к ним
производится методом пакетного сверления. В собранном пакете
186
из двух трубных решеток и титановых футеровок сверлят по
разметке отверстия под трубный пучок. Вначале выполняют
отверстия под титановый слой биметаллических труб с таким
расчетом, чтобы диаметральный зазор между футеровкой решетки
и титановой трубой составлял 0,5 мм. Затем пакет разбирают
и отверстия, полученные в трубных решетках, рассверливают до
размера наружного диаметра стальной трубы.
Для обеспечения равномерных зазоров между титановой футе-
ровкой трубных решеток и титановыми трубами, а также для
облегчения посадки футеровок на трубы при изготовлении аппа-
рата применяется специальный шаблон. Отверстия в шаблоне
сверлят в“пакете с трубными решетками и футеровками одновре-
менно. После разборки пакета в шаблоне фрезеруются окна.'
Порядок сборки трубного пучка и футеровок следующий:
биметаллические трубы набивают в установленные по рискам
трубные решетки;
в паз трубных решеток вставляют на уплотняющие прокладки 8
титановые кольца 9;
на одну сторону собранного трубного пучка насаживают тита-
новую футеровку 1, на противоположную — шаблон, через окна
шаблона прихватывают сваркой стальной слой труб к основному
слою трубной решетки.
Центровка и фиксация трубного пучка обеспечивают легкую
посадку титановых футеровок на трубу и равномерное распределе-
ние зазоров в отверстиях. Стальной слой биметаллических труб
приваривается к основному слою трубной решетки. Для предо-
твращения нагрева титанового, слоя биметаллической трубы и его
окисления во время сварки через трубы пропускается проточная
вода.
После приварки стальных труб на трубный пучок надевается
титановая футеровка 1, которая сначала приваривается к титано-
вому кольцу 9, потом' к титановому слою биметаллических труб.
Крышки из титана изготовляют методом горячей штамповки.
Кромки заготовок перед штамповкой тщательно зачищают и обра-
батывают по радиусу 3 мм. У сварных заготовок крышек швы
снимают заподлицо с основным металлом с двух сторон на длине
250 мм от наружного диаметра заготовки. Нагревают заготовки
в нефтяной печи в муфеле из нержавеющей стали до темпера-
туры 950—980° С. Время выдержки заготовки определяют из
расчета 1—1,5 мин на 1 мм ее толщины.
Штампуют крышки на гидравлическом прессе. Штамп перед
началом работы нагревают до 400—450° С. Температурный интер-
вал штамповки 920—750° С. Для снятия напряжений после штам-
повки крышки термически обрабатывают, нагревая в электри-
ческой печи до температуры 650° С с выдержкой 30 мин, затем
обрабатывают на пескоструйном аппарате и травят для удаления
газонасыщенного слоя в ванне следующего состава (на 1 л):
НС1 300—350 мл, NaF 40—50 мл. Время травления 20—40 мин.
187
Для крышек; футерованных титаном, предварительно изгото-
вляют основу из> углеродистой стали. Сваренную и согнутую
футеровку выкладывают по стальной крышке и производят сборку
футеровки и воротника. Затем футеровку извлекают, сваривают
продольный стык конуса крышки и приваривают воротник.
После этого футеровку закладывают в крышку и приваривают
второй воротник. Обратную сторону шва защищают аргоном,
поддувая его через технологические отверстия в стальной крышке
в зазор между футеровкой и основой. Вследствие малой жесткости,
воротников после сварки наблюдалось коробление их, поэтому
более надежным является соединение футеровки с жестким ворот-
ником, прикрепленным к стальной крышке винтами.
8. СБОРКА ТЕПЛООБМЕННИКОВ
ТИПА «ТРУБА В ТРУБЕ»
Типовой технологический процесс сборки теплообменников
типа «труба в трубе» (рис. 116) приведен ниже.
Порядок операций и переходов при сборке теплообменников
типа «труба в трубе».
Номер опера-
ции и перехо-
да
I
1.
3.
4.
5.
II
1.
2.
III
IV
V
VI
VII
VIII
IX
X
XI
Наименование операции и перехода
Собрать, сварить'и отделать распредкоробки
Собрать, сварить и отделать распредкоробку из обечайки и двух
фланцев^
Собрать, сварить и отделать распредкоробку из обечайки, флан-
цев и днищ
Сварить распредкоробку
Установить штуцеры с вырезкой отверстий в распредкоробке
Установить и приварить внутри распредкоробки перегородки
Собрать, сварить и отделать колпак -
Собрать, сварить и отделать колпак (без муфты)
Установить и приварить муфты на колпаке
Собрать, сварить и отделать штуцер (патрубок — бортовой
фланец)
Собрать, сварить и отделать опоры
Собрать, сварить, отделать внутренние трубы и провести их
гидроиспытания
Собрать, сварить, отделать трубный пучок и провести его гидро-
испытание
Собрать секцию и провести ее гидроиспытание
Контрольная сборка
Общая сборка сдвоенных аппаратов
Гидроиспытание сдвоенных аппаратов
Комплектование и окраска аппаратов
Сборка опор. Опоры могут быть двух типов: с подкладным
листом на нижней опоре (рис. 117, а) и рамные (рис. 117, б).‘
Сборка опор с подкладным листом производится следующим
образом. На опорной плите 1 (рис. 117, а) размечается положение
ребер 2, 3 стойки 5. Указанные детали устанавливаются и прих-
ватываются сваркой между собой. После приварки опорная плита
188
правится по плоскости. Расцентровываются и накерниваются
опорная обечайка 7 и опорная решетка 6. Внутри опорной обе-
чайки 7 по разметке устанавливается опорная решетка 6, выве-
Рис. 116. Общий^вид теплообменника_типа^/<труба2Х1тРУбе»:
1 — первая распределительная камера; 2 — решетка теплообменных труб; 3 — вторая
распределительная камера; 4 — решетка кожуховых труб; 5 — опорная обечайка; 6 —
кожуховая обечайка; 7 — теплообменная труба; 8 — прокладка; 9 — задняя камера;
10 — опора
ряется их взаимное положение и производится прихватка. На
околошовные зоны наносится меловой раствор и решетка при-
варивается к обечайке. На обечайку устанавливается опорный
лист 4 с подгонкой по листу и приваривается. На опорном листе 4
размечается положение опоры в сборе с ребрами и стойками,
которые устанавливаются и прихватываются сваркой с подгонкой
по листу. После сварки, зачистки брызг и отделки сварных швов
производится контроль собранной сборочной единицы.
189
Сборка рамной опоры (рис. 117, б) производится следующим
образом.
На ребре 8 размечается положение обечайки 3, ребер 9 и 10.
Детали устанавливаются с подгонкой по листу и прихватываются
сваркой. На ребро 8 устанавливаются и прихватываются боковые
ребра 2 и опорные плиты 1. После нанесения мелового раствора
на околошовные зоны все детали привариваются. Чтобы избежать
коробления койструкции сварка производится в определенной
Рис. 118. ’Порядок наложе-
ния швов “-При сборке рам-
ной опоры
последовательности (на рис. 118
указана цифрами),.
Сборка, сварка и гидроиспытание
внутренних труб. Трубы состыковы-
ваются и свариваются с ниппелями.
На трубах размечается положение
ребер, последние устанавливаются и
Рис. 119. Трубный пучок:
I — решетка кожуховых труб; 2 — опорная
обечайка; 3 — кожуховая труба; 4 — опора
привариваются. Собирается U-образная труба из калача и двух
прямых труб. Угловатость трубы в месте сварного стыка не должна
превышать 1 мм. Производится заварка двух кольцевых стыков на
каждой трубе в сборе с калачами, при сварке необходимо избегать
образования наплывов и подтеков внутри трубы. После сварки
кольцевых стыков на ниппели устанавливаются заглушки и
производится гидроиспытание трубы. Если имеются дефекты,
то после их устранения гидроиспытание повторяется.
Сборка и гидроиспытание трубного пучка (рис. 119). На мон-
тажной плите устанавливаются опорные обечайки в сборе с опор-
ными решетками, выверяется их положение и фиксируется распор-
ками. Концы труб зачищаются до металлического блеска с одного
конца на толщину решетки, с другого — на две толщины решетки,
. после чего концы и отверстия решетки промываются уайт-спири-
том и протираются. К трубам подводится решетка 1. Концы труб
проталкиваются в отверстия решетки так, чтобы они выходили
за плоскость решетки на расстояние ее толщины. С другого конца
трубного лучка подводится вторая решетка, в отверстия; которой
190
проталкиваются концы труб с другой стороны. Крепление труб
в трубных решетках можно выполнить сваркой в среде углекислого
газа, либо развальцовкой. После закрепления труб производят
гидроиспытание трубного пучка. С этой целью с одной стороны
устанавливается колпак, с другой — специальное приспособле-
ние. Цосле проведения гидроиспытания и исправления дефектов
гидроиспытание повторяется.
Сборка и гидроиспытание секции. Резьбовые поверхности
внутренних труб и натяжных гаек обмазываются графитовой
смазкой. Распредкоробка пристыковывается к решетке трубного
пучка с постановкой прокладок. Положение решетки выверяется
и она закрепляется шпильками с гайками. Прйвалочные поверх-
ности смазываются антикоррозионной смазкой. Внутренние трубы
по центральному ряду последовательно вводятся в наружные
трубы пучка. Передняя решетка пристыковывается к распредко-
робке с постановкой прокладок. На ниппели навертываются
и затягиваются натяжные гайки. Последовательно заводятся
остальные внутренние трубы в наружные трубы и в отверстия
передней решетки. На нижние трубы навертываются гайки и
затягиваются. Колпак устанавливается на решетку трубного
пучка и закрепляется шпильками с гайками. Передняя распред-
коробка устанавливается на переднюю решетку и закрепляется
шпильками с гайками. Секция отправляется на гидроиспытание.
Устанавливаются заглушки на штуцеры и производится гидро-
испытание межтрубного пространства. Если обнаруживаются де-
фекты, то после их исправления операция повторяется. Устана-
вливаются заглушки на штуцеры. Аналогичным образом произ-
водится испытание трубного пространства. >
Контрольная сборка аппарата (рис. 120). На трубный пучок 9
нижнего теплообменника устанавливают трубный пучок 3 верхнего
теплообменника, совмещая оси отверстий на опорах 4 и 10, опоры
скрепляются между1 собой болтами, гайками с шайбами, с поста-
новкой подкладок. Спариваются между собой штуцеры: нижний
штуцер верхней распредкамеры 2 и верхний штуцер 3 нижней
распредкамеры 8, нижний штуцер верхней передней камеры 1
и верхний штуцер нижней передней камеры 7. Распредкамера 8
устанавливается на нижний трубный пучок 9 и закрепляется
шпильками с гайками. В отверстии нижней распредкамеры 8
устанавливается один из спаренных штуцеров 6. Верхняя распред-
камера 2- устанавливается на верхний трубный пучок 3 и закре-
пляется. Производится подгонка по месту патрубков штуцеров 5
и 6, .причем выдерживается вылет патрубка по чертежу путем
отрезки излишней длины газовым резаком. Штуцера устанавли-
ваются заподлицо с внутренним диаметром распредкамер, их
положение выверяется и сваркой прихватываются к распредкороб-
кам: верхний-штуцер изнутри, нижний — снаружи. На [нижнюю
распредкамеру последовательно устанавливают решетку, переднюю
камеру и закрепляют их шпильками с гайками.
191
В отверстии нижней передней камеры устанавливают один из
спаренных штуцеров. На верхнюю распредкамеру последовательно
устанавливают решетку, переднюю камеру и закрепляют их шпиль-,
ками с гайками. Выверяется положение, устанавливаются и при-
хватываются штуцера к передним коробкам: нижний штуцер в ниж-
нем положении, верхний в потолочном. После контроля правиль-
ности сборки производится разборка основных сборочных единиц.
Рис. 120. Контрольная сборка теплообменных аппаратов
Общая сборка и гидроиспытание сдвоенных аппаратов. . Верх-
няя секция устанавливается на нижнюю, совмещаются отверстия
на опорах и штуцерах распредкоробок, опоры закрепляются
болтами и гайками с шайбами, фланцы — шпильками с гайками.
Секции скрепляются между собой приварными уголками и рас-
порками. Для проведения гидроиспытания межтрубного про-
странства аппарат устанавливается на площадке с уклоном в осе-
вом направлении не более 5°. Заглушается нижний штуцер на
нижней распредкоробке. Через верхние муфты на нижнем и верх-
нем колпаке межтрубное пространство заполняется водой. После
испытания вода сливается, межтрубное пространство проду-
вается сжатым воздухом. После устранения обнаруженных дефек-
тов испытание повторяется. Также, заглушив нижний штуцер
передней коробки нижнего аппарата, производят гидроиспытание
трубного пространства.
9. ИЗГОТОВЛЕНИЕ И СБОРКА
ПЛАСТИНЧАТЫХ ТЕПЛООБМЕННИКОВ
Пластинчатые теплообменники — это аппараты, поверхность
теплообмена которых собрана из гофрированных пластин. Для
уплотнения каналов между смежными пластинами по контуру
192
последних могут устанавливаться резиновые прокладки. При
сжатии между пластинами образуются щелевые каналы, через
которые проходят поочередно охлаждаемая и нагреваемая среды.
В некоторых конструкциях пластины свариваются. Две плиты
сжимают пластины в секцию винтовыми устройствами. Неподвиж-
ная плита обычно прикреплена к полу, подвижная — подвешена
к верхней штанге на ролике (рис. 121) и может перемещаться
Рис. 121. Пластинчатые разборные теплообменники с пластинами
1 — 0,5: а — на консольной раме; б — на двухопорной раме
по ней. На плитах размещены штуцеры для присоединения техно-
логических трубопроводов. На неподвижной плите штуцера съем-
ные, их можно устанавливать в верхнем, либо в нижнем по-
ложении.
, Теплообменники могут быть консольного типа (рис. 121, а),
на двухопорной раме (рис. 121, б), с промежуточной плитой (кон-
денсаторы) и теплообменники на трехопорной раме с неподвижной
опорой в центре рамы.
Основной деталью пластинчатого разборного теплообменника
является гофрированная штампованная пластина. Гофры пластцн
могут быть расположены в «елку» или горизонтально. Пластины
могут изготовляться из углеродистой стали 08кп (ГОСТ 1050—60)
из оцинкованной низкоуглеродистой стали, коррозионно-стойких
13 Ю. И. Берлинер 193
сталей 12Х18Н10Т, 10Х17Н13М2Т, 10Х17ШЗМЗТ, Х17Г9АН4,
из титана и других штампуемых металлов и сплавов.
Группа пластин, образующая систему каналов, в которых
рабочая среда движется только в одном направлении, составляет
пакет. Один или несколько пакетов, сжатых между неподвижной
и подвижной плитами, называют секцией. Пластины располагают
в пакете одну относительно другой повернутыми на 180°, причем
резиновые прокладки обращены в сторону подвижной плиты,
Обычно в каждой пластине имеются четыре отверстия по углам
для прохода рабочих сред. Промежуточные и концевые пластины
могут быть с одним, двумя или тремя отверстиями. Количество
их устанавливается схемой компоновки пластин в теплообменнике,
которая определяется расчетом.
При сборке аппаратов следует обеспечить параллельность
опорных штанг и перпендикулярность их к неподвижной плите
и опорной стойке в пределах, обеспечивающих сборку без примене-
ния значительных усилий. У собранных аппаратов проверяют
точность взаимного расположения собранных сборочных единиц
и деталей в соответствии с рабочими чертежами и схемой компо-
новки пластин, работу винтовых зажимов и подвижность плит.
Для испытания аппарата пакет пластин стягивается со сжатием
каждой прокладки в пределах 0,8—1,2 мм, что7 контролируется
путем-замера ширины пакета пластин. Гидравлические испытания
разборных пластинчатых теплообменников производятся путем
поочередной подачи воды в рабочие пространства аппаратов при
пробных давлениях. При этом одно из пространств остается
с открытым штуцером для контроля случайных перетоков внутри
аппарата. Аппарат признается выдержавшим испытание, если не
замечено падение давления по манометру, перетока жидкости
между рабочими пространствами и течи через прокладки в течение
-•5 мин. В холодном состоянии аппарата допускается протекание
не более 10 капель воды через прокладку в минуту.
Тепловые испытания аппарата проводятся на рабочих пара-
метрах путем прокачивания попеременно по обоим каналам горя-
чей воды в течение одной смены. Течи не должно быть. Затем
аппарат охлаждается водой до окружающей температуры. Затяжка
пакета пластин, когда теплообменник находится под давлением
или в горячем состоянии, не допускается. После тепловых испыта-
. ний остаток воды из каналов теплообменника должен быть удален
путем продувки аппарата сжатым воздухом. Если во время тепло-
вых испытаний нарушений герметичности у аппаратов не наблю-
дается, они далее не разбираются, а направляются потребителю.
Изготовление алюминиевых пластинчатых теплообменников.
Пластинчатые теплообменники широко применяются в качестве
генераторов газотурбинных установок, теплообменников в уста-
новках разделения воздуха и т. д. Материалом для изготовления
первичных поверхностей теплообменников служит сплав АМц,
плакированный слоем 7,5%-ного силумина толщиной 60—70 мм.
194
Такое содержание кремния в силумине повышает температуру
плавления припоя до 615Q С и приближает ее к температуре про-
цесса пайки (620—630° С). Вторичные поверхности (насадки)
штампуют из сплава АМц толщиной 0,2 мм.
Для получения заготовок деталей теплообменника листовой
материал толщиной 1 мм размечают по шаблону и обрезают до
заданных размеров на гильотинных ножницах. На полученных
заготовках производят отбортовку кромок. Фольгу, предназна-
ченную для изготовления насадки, разрезают на ленту шириной,
равной ширине пакета или кратной ей, а затем штампуют по спе-
циальной технологии.
Для удаления остатков масел и уменьшения толщины окисной
пленки насадку обезжиривают в уайт-спирите, травят в 10%-ном
растворе каустической соды при температуре 65—70° С в течение
2—3 мин, далее промывают в холодной и горячей воде, а затем
нейтрализуют в 5 %-ном растворе азотной кислоты с последующей
промывкой в воде. Остатки жиров с проставочных листов
удаляют при помощи растворителей. Кассеты промывают
в уайт-спирите и ацетоне и окончательно в четыреххлористом
углероде.
Химически обработанные детали теплообменников собирают
в пакеты в сборочно-фиксирующих приспособлениях. В случае
изготовления пакета в сварно-паяном варианте сборка его чере-
дуется со сваркой, при помощи которой выполняют все соедини-
тельные швы, работающие под давлением. При этом сначала
укладывают гофрированную насадку в определенный канал, затем
ее накрывают плакированным проставочным листом и уже после
этого заваривают соединительные швы. При изготовлении цельно-
паяных пакетов их собирают в той же последовательности, но
соединительные швы между проставочными листами не сваривают,
а паяют за одну операцию с пайкой насадки.
В процессе сборки пакетов особое внимание уделяют обеспе-
чению точности укладки элементов, строгой их фиксации и плот-
ному прилеганию спаиваемых поверхностей. Зазор между спаи-
ваемыми поверхностями не должен превышать 0,2 мм. Во избежа-
ние спаивания поверхностей пакета со сборочно-фиксирующим
приспособлением в местах их соприкосновения прокладывают
фольгу из нихрома, из которого изготовляют также все сборочно-
фиксирующие приспособления и тигель ванны для обеспечения ее
чистоты. Пайку пакетов производят двумя методами: спеканием
в печи и погружением в соляную ванну. Метод спекания в печи
проще, но паяные соединения получаются более низкого качества,
чем при пайке в расплавленных солях.
При пайке спеканием собранный в приспособлении пакет Тща-
тельно профлюсовывают паяльным флюсом Ф-380. Подготовленный
к пайке теплообменник вместе с контрольной термопарой погру-
жают в предварительно нагретую до 620—630° С шахтную элек-
трическую печь и выдерживают в течение 1 —1,5 мин, после чего
13* 195
его извлекают из печи, охлаждают на воздухе до 150° С и затем
опускают в горячую воду (50° С).
При пайке в соляной ванне пакет выдерживают в печи предва-
рительного подогрева в течение 20—25 мин при 500—530° С,
после чего его быстро погружают в соляную ванну с температурой
630—640° С. По истечении 10—15 с пакет медленно поднимают
и выдерживают над ванной до полного стекания солей, затем
охлаждают на воздухе до 150° С и далее в горячей воде. При
определении времени ^выдержки в процессе пайки исходят из
того, что кратковременное погружение не обеспечивает припоя,
а длительное приводит к прожогам и образованию пробок в кана-
лах насадки из-за стекания плакирующего слоя. Соляной расплав
перед пайкой обезвоживают путем погружения в него алюминиевой
полоски. Обезвоживание производят до полного сгорания фто-
ристого водорода, что определяется по исчезновению язычков
оранжевого пламени.
Контроль качества паяных пластинчатых теплообменников
осуществляется неразрушающими методами. Плотность паяных
швов проверяется опрессовкой сжатым воздухом избыточным
давлением 1,5 кгс/см2. Теплообменник в сборе проходит гидравли-
ческие испытания.
10. ИЗГОТОВЛЕНИЕ И СБОРКА
, СПИРАЛЬНЫХ ТЕПЛООБМЕННИКОВ
Спиральные теплообменники различных конструкций приме-
няются для системы жидкость-жидкость и жидкость-пар в качестве
конденсаторов, нагревателей и испарителей, для охлаждения
и нагревания парогазовых смесей. Конструкция спирального
/теплообменника представляет собой две ленты, соединенные
в середине перегородкой (керном) и навитые вокруг этой пере-
городки так, что образуется два спиральных канала для рабочих
сред, между которыми ^передается тепло. Каждый канал присоеди-
няется к штуцеру в центре и на периферии.
Спиральные теплообменники изготовляют из углеродистой
стали СтЗ и из нержавеющей стали 12Х18Н10Т, 08Х18Н10Т,
04Х18Н10Т и Х17Н12М2Т. Для крышек может применяться двух-
слойная сталь СтЗ + 12Х18Н10Т и 20К + 10Х17Н13М2Т. В каче-
стве прокладок используют резину, паронит, фторопласт, асбесто-
вый картон.
Для устойчивости против сжатия под действием внешнего
давления к поверхности ленты в процессе изготовления прива-
ривают распорные штифты длиной 5—25 мм, которые поддерживают
необходимое расстояние .между металлическими поверхностями
в обоих спиральных каналах. Штифты 0 5—8 мм приваривают
перед навивкой спирали и располагают рядами по вершинам
квадрата или ромба с шагом 100—150 мм. На давление до 3 кгс/см2
спиральные теплообменники могут изготовляться без штифтов.
Штифты привариваются следующим образом.
196
На раме 8 установки (рис. 122) смонтированы передвижная
платформа 2 и пневмоцилиндры 6, 7 и 5, соответственно предназ-
наченные для зажима ленты 3 на платформе, перемещения плат-
формы с зажатой лентой и фиксирования ленты при перемещении
платформы в исходное положение. Для разматывания ленты и
свертывания ее в рулон установлены две рулонницы 4 и 9. Конец
Рис. 122. Схема установки для приварки штифтов к лентам спираль-
ных теплообменников
ленты подводится под прижим пневмоцилиндра 6 на подвижной
платформе. Пневмоцилиндр перемещает платформу с зажатой лентой
под шаблон 1 в зону приварки штифтов. Пневмоцилиндры 6 и 5
включаются поочередно от одного ножного переключателя. Пнев-
моцилиндр 7 включается самостоятельно. Лента при последующем
перемещении сматывается в рулон на рулоннице 9. Установка
предназначена для ленты шириной 500, 750 и 1200 мм, для чего
Рис. 123. Станок для на-
вивки спиральных теп-
лообменников
на рулонницах и станине имеются ограничители ширины ленты.
Усилие пневмоцилиндров 6 и 7 — 1200 кгс, пневмоцилиндра
5 — 150 кгс.
Теплообменники навивают из рулонной стали шириной 0,2—
1,5 м (ГОСТ 12067—72). Станок для навивки (рис. 123) состоит из
наматывателей 3, разматывателей 1 и натяжных устройств 2,
Наматыватели предназначены для формирования спирали тепло-
обменника путем наматывания на сердечник двух стальных лент
с дистанционными прокладками. Сердечник является составной
частью спирали. Разматыватели предназначены для закрепления
и поддержания заготовок лент. Ленты натягиваются устройствами
колодочного типа, зажимающими ленту при ее движении, величина
натяжения регулируется.
197
Техническая характеристика станка для навивки
Ширина навиваемой спирали, мм ..................... 400—1500
Толщина ленты, мм ................................. До 6
Диаметр навиваемой спирали, мм ........................ До 1600
Скорость навивки, м/мин:
наибольшая (на диаметр 1600) .................. 4,80
наименьшая (на диаметр 300)..................... 0,86
Частота вращения колеса, об/мин.................... 0,915
Мощность электропривода, кВт....................... ' 7,5
Усилие сжатия натяжных колодок, кгс ......... 585—3500
Установленная мощность электродвигателей, кВт...... 12
Размеры, мм........................................ 7300X5500X2270
Вес, кгс............................................- 21 800
ГЛАВА 2
КОЛОННЫЕ АППАРАТЫ
К колоннам относятся вертикальные цилиндрические аппа-
раты, изготовленные из углеродистых, легированных и двух-
слойных сталей, а также из спецсплавов, предназначенные для мас-
сотеплообменных процессов при переработке различных хими-
ческих, нефтяных и других продуктов. Большую часть этой аппа-
ратуры составляют ректификационные, стабилизационные и
отпарные колонны, абсорберы и десорберы, снабженные внутри
ректификационными тарелками и другими вспомогательными
устройствами в виде отбойников различных конструкций, маточ-
ников для ввода сырья, орошения и штуцеров для отбора фрак-
ций. Тарелки ректификационных колонн располагаются гори-
зонтально на определенном расстоянии одна от другой и служат
для создания контакта между парами нагретых продуктов, иду-
щими снизу вверх, и жидкостью, стекающей сверху вниз.
1. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
И СБОРКА ТАРЕЛОК
Типы тарелок, применяемых в "колонных аппаратах, могут
быть разделены на четыре основные группы: колпачковые тарелки
(с круглыми, желобчатыми и другими формами колпачков, с S-
образными элементами и др.); тарелки «провального» типа (ре-
шетчатые с прямоугольными щелями, ситчатые с круглой перфо-
рацией полотна); клапанные (балластные) тарелки с клапанами
различных форм и сечений; струйно-направленные тарелки раз-
личных конструкций, например ситчатая с отбойными элементами.
Технологический процесс изготовления клапанных тарелок
состоит из процессов изготовления клапанов, полотен тарелок
и сборки клапанов с полотнами тарелок.
Клапаны (рис. 124) изготовляются из холодно- и горячеката-
ных листов повышенной отделки с возможными отклонениями
198
Д-Д
повернуто
по толщине ±0,15 мм. Согласно техническим требованиям к кон-
струкции клапана допускаемые отклонения его массы от номиналь-
ного значения (0,036 кг) равны ~
массы клапанов от среднего
значения на одной тарелке
не должно превышать
±0,002 кг. Допуск на тол-
щину листов в партии поз-
воляет получать необходи-
мые отклонения клапанов
по массе для определенного
заказа. Однако рекомендует-
ся перед запуском партии
листов в производство про-
извести выборочный замер
их по толщине и при выяв-
лении больших перепадов,
разделить их на группы,
обеспечивающие получение
допускаемого отклонения
веса клапанов на одной рек-
тификационной тарелке. Вы-
рубка заготовок клапанов
(рис. 125, а) производится в двухрядном вырубном штампе с пе-
риодическим продвижением полосы 1 таким образом, что в ранее
вырубленных отверстиях устанавливаются упоры 2 для про-
бивки последующих отверстий (рис. 125, б). В отдельных штам-
±0,003 кг. При этом отклонение
Рис. 125. Схема вырубки заготовки клапана:
1 — полоса; 2 — направляющая планка; 3 — упоры
нах производится надрезка ножек и ограничителей клапана, гибка
ножек на 90° и калибровка ограничителей.
По конфигурации полотна тарелок могут быть прямоуголь-
ные, прямоугольные со скосом и с криволинейным контуром.
199
Полотна изготовляются .из листового проката, как правило, из
материала марок 08X13, 08Х18Н10Т или СтЗкп, толщиной со-
ответственно 2 и 4 мм для
Рис. 126. Схема установки
в шт^мп полотен для пробивки
пазов по разметке:
1 — полотно тарелки; 2 —ось паза;
3 — визирная планка; 4 — регу-
лируемый упор; 5 — нижняя плита
штампа
указанных групп материалов.
После правки листа вырезка за-
готовок производится на гильотин-
ных ножницах. Вырубка отверстий
производится в штампе с поочеред-
ным отключением и включением
соответствующих рядов пуансонов.
На полотне размечаются по шаблону
места расположения пазов, после
чего производится их вырубка в штам-
пе (рис. 126). Окончательной опе-
рацией является Правка полотна
тарелки на листоправильной машине:,
неплоскостность не должна быть бо-
лее 2 мм на всей длине.
Сборка клапанов с полотнами
тарелок выполняется на специаль-
ном стенде (рис. 127), состоящем
из кантователя и подвешенного
пневматического устройства, которое
обеспечивает одновременную гибку
сборочной ножки и подгибку боко-
вых ножек к центру клапана. Перед
выполнением операции стенд на-
страивается на определенный типоразмер полотен путем пере-
движения опорных планок на ширину полотна и поворота го-
ловки пневмоустройства в соответствующее положение.
Рис. 127. Стенд для сборки клапанов с полотнами тарелок:
1 — рама; 2 — стол; 3 — каретка; 4 — пневматическое устройство
200
Сборку клапанов можно выполнять в двух положениях: при
расположении пазов отверстий полотна (фиксирующих распо-
ложение ножек клапана) с левой стороны от оператора или когда
они направлены вверх. Последнее относится к полотнам двухпоточ-
ных.тарелок диаметром 1400, 1600, 1800 мм. Сборка производится
в следующем порядке. Полотно 8 устанавливается на опорные
планки 3 стола стенда маркировкой вверх и закрепляется вин-
товыми зажимами 2 (рис. 128). Клапаны устанавливаются в от-
А -*1
Положение полотна пазом отверстия влево
Положение полотна пазом отверстия вверх
Рис. 128. Схема установки по-
лотен тарелок:
а — положение полотна пазом от-
верстия влево; б — то же, пазом
отверстия вверх; 1 — крышка; 2 —
винтовой зажим; 3,6 — опорные
планки; 4 — зажим для крышки;
5 — крышка; 7 — передвижная
балка; 8 — полотно тарелки; 9 —
опора передвижной балки
верстиях полотен, закрываются и закрепляются крышки пово-
ротного стола. Стол поворачивают на. 105° по часовой стрелке и
производят гибку сборочной ножки на угол 75° с одновременной
подгибкой боковых ножек на угол 3°. Затем стол поворачивается
в исходное положение, открываются и закрепляются крышки на
кронштейнах. Подвижность клапанов в отверстиях полотна прове-
ряется путем поворота стола на 180° и возвращением его в исходное
положение. Проверка качества сборки клапанов (рис. 129) произ-
водится при помощи шаблонов. Проверяются расстояние от по-
лотна тарелки до центра радиуса изгиба фиксирующей ножки
клапана, угол изгиба фиксирующей ножки, наклон боковых но-
жек клапана к"центру.
Полотна ситчатых тарелок изготовляются из просечно-вытяж-
ных листов (рис. 130), изготовляемых по следующему техноло-
гическому процессу. После правки на листоправильной машине
с точностью 1,5 мм на 1 м длины подается на просечно-вытяжной
пресс (рис. 131), на котором производится просечка отверстий
(рис. 132). После просечки смещение оси ячейки подлине листа не
201
должно быть более 5 мм на длине 2000 мм и неплоскостность по
ширине листа—не более 7 мм на длине 1000 мм.
Секции тарелок бывают двух типов: с прямоугольными и кри-
волинейным профилями. Просечно-вытяжной лист обрезается
в размер с четырех сторон таким образом,, чтобы линия реза сов-
падала с линией просечки листа. В специальном приспособлении
к дисковым ножницам заготовка обрезается по радиусу, после
чего на нее накладывается шаблон и в штампе на прессе проби-
вается необходимое количество отверстий.
Типовая конструкция колпачковой тарелки с круглыми кол-
пачками типа ТСК-1 приведена на рис. 133. Наиболее совершен-
ная технология изготовления таре-
лок с капсульными колпачками раз-
3. работана и внедрена на Сумском
машиностроительном заводе им.
Фрунзе. На рис. 134 приведена ки-
нематическая схема пятиместного
Рис. 129. Проверка качества
сборки клапанов:
Ь — зазор; 1 — клапан; 2 — по-
лотно; 3 — шаблон
штампа для пробивки в колпачке
0 100 мм щелей размером 4X30 мм.
Штамп пробивает щели одновремен-
но в пяти колпачках.
Штамп состоит из основания 10,
звездообразного корпуса 5 и пуан-
сонодержателя 13 с пятью пуан-
сонами 12. На корпусе смонтиро-
ваны пять головок 9 для установки
колпачков, тарельчатые прижимы 11
и узел поворотного механизма. При’
ходе ползуна пресса вверх через
тягу 1 и рычаг 2 храповое колесо 3 поворачивается на один
зуб, поворачивая валик 6 и ведущую коническую- шестерню 4.
Через промежуточные конические и цилиндрические, шестер-
ни 8 вращение передается валиками 7 в пяти головках штампа.
Прш следующем ходе ползуна цикл повторяется. Полный
процесс пробивки щелей в колпачках протекает за 36 хо-
дов ползуна пресса. По окончании процесс^ рабочий включает
пневмопривод, поворачивающий эксцентриковой диск, освобожда-
ющий колпачки от прижимов 11, отводит их в сторону и производит
смену заготовок. В конструкции штампа для колпачков 0150 мм
освобождение колпачков от прижимов осуществляется поворотом
рычага вручную.
Крепление патрубков к основанию тарелок осуществляется
тремя способами: развальцовкой, закаткой и приваркой. Послед-
ние два способа применяются при изготовлении облегченных кол-
пачковых тарелок типов ТСК-Р, ТСК-РУ и ТСК-РБ, изготовляе-
мых из нержавеющих сталей.
Процесс развальцовки патрубков из труб размерами 57x4,
70x3,76x3,89x4,5 мм с приваренными к ним шпильками, имею-
202
Рис. 130. Формы ячеек просечно-вытяжных листов
Рис. 131. Установка для просечки отверстий:
1 — подъемный стол; 2 — просечно-вытяжной пресс; 3 — направляющая;
4 — толкатель; 5 — просечно-вытяжной лист; 6 — кантователь
Рис. 132. Процесс изготовления просечно-вытяжного листа:
1 — верхний нож; 2 — нижний нож
Рис. 133. Колпачковая тарелка типа ТСК-1:
1 — сливная труба сегментная; 2 — основание тарелки; 3 — сливная перегородка;
4 — регулировочная планка; 5 — перегородка; 6 — прижимное кольцо; 7 —' опорный
угольник; 8 — планка; 9 — ушко; 10 — кольцо; И — специальная шпилька М12Х60;
12 — шпилька МЮХ20; 13 — втулка; 14, 18 — гайки; 15 — винт; 16 — скоба; 17 •—
колпачок; 19, 20 — шайбы; 21 — набивка
204
щими резьбу для крепления колпачков, осуществляют на ра-
диально-сверлильном станке (рис. 135). Полотно тарелки 2 со
вставленными в отверстие патрубками 3 устанавливается на столе
станка, веретено вальцовки 1 соединяется со шпинделем станка
специальным патроном, вальцовка вводится в отверстие патрубка
до упора втулки в плоскость полотна. При вращении шпинделя
веретено вальцовки вращает находящиеся с ним в контакте ро-
лики. Вследствие установки роликов под углом к оси веретена
Рис. 134. Многоместный штамп
для пробивки отверстий в кол-
пачках - w
Рис. 135. Развальцовка
патрубка в полотне та-
релки
происходит осевое самозатягивание веретена, в результате чего его
коническая поверхность подает ролики в радиальном направлении.
Обкатываясь по поверхности ниппеля, ролики развальцовывают
участок, входящий в отверстие полотна, таким образом запол-
няется зазор между стенками патрубка и полотна и достигается
плотное соединение. Особенностью конструкции вальцовки яв-
ляется фигурный профиль поверхности роликов, что позволяет
вместе с развальцовкой производить отбортовку выступающей
части патрубка. Это обеспечивает надежную плотность соединения
при толщине диска 10 мм. Технологическая схема закатки пат-
рубков размером 70x2,5 мм показана на рис. 136.
Приспособление к радиально-сверлильному станку состоит
из быстросменного патрона, вальцовки для патрубков, подставки
с отверстием для выхода веретена вальцовки и контролирующей
205
аппаратуры (прибора контроля степени раскатки и шкафа управ-
ления процессом вальцевания.).
Для приварки патрубков используется специальная сварочная
головка В-1 и сборочно-сварочное приспособление (рис. 137)
с набором медных подкладок. Сборочно-сварочное приспособле-
ние и сварочная головка, взаимно центрируясь, осуществляют
центровку парового патрубка с выштампованным буртом в по-
лотне тарелки, а также необходимый прижим свариваемых кро-
мок, что гарантирует точную сборку стыка под сварку без
зазора. Механизм вращения головки при плавном бессту-
Рис. 136. Технологическая
схема закатки патрубков
размером 70X2,5 мм:
а — заготовка тарелки с проби-
тым отверстием; б — заготовка
с отбортованным отверстием;
в — патрубок из трубы; г — от-
бортованный патрубок; д — та-
реЛка в сборе с патрубком; е —
закатанный патрубок с тарелкой
пенчатом регулировании обеспечивает линейные скорости сварки
30—120 м/ч для привариваемых патрубков всех диаметров.
Подающий механизм позволяет получить скорость подачи элек-
тродной проволоки 160 — 650 м/ч при бесступенчатом плавном
регулировании. Электрическая схема управления сварочной го-
ловкой обеспечивает: зажигание дуги через 0—5 с после начала
вращения головки, что гарантирует требуемое проплавление стыка
в начале сварки, возможность повторной сварки в обратном направ-
лении без возврата сварочной головки в начальное положение;
автоматическое выключение дуги.
Оптимальной является длина вылета электрода 14—18 мм,
обеспечивающая стабильное горение дуги и хорошее качество
сварных швов со сквозным проплавлением и обратным форми-
рованием валика по всей длине.
В ряде колонных аппаратов температурные режимы, и среда
позволяют применять капсульные колпачки, изготовленные
из пластмасс (капрона, полиэтилена, полипропилена), высоко-
производительным методом литья под давлением с 'использо-
ванием специальной, пресс-формы и литьевого цилиндра для
206
гидравлического пресса усилием ЛОО тс. Формующая полость
пресс-формы образуется матрицей и пуансоном с нижней крышкой.
На матрицу устанавливается верхняя крышка, которая соеди-
няется с нижней шестью откидными болтами. При установке
пресс-формы на литьевую машину откидные болты . заменяют на-
правляющими колонками с втулками, а матрицу соединяют с верх-
ней крышкой. Резьба в колпачке образуется с помощью резь-
бознака. Готовый колпачок с пуансона снимается толкателем.
Цилиндр для литья под давлением имеет электрообогрев,
шток крепится к верхней плите гидропресса. При смыкании плит
пресса расплавленный пластик уплотняется поршнем и по дости-
Рис. 137. Сборочно-сварочное
приспособление для приварки
патрубков:
1 — направляющий хвостовик; 2 —
центрирующая втулка; 3 — мед-
ная подкладка; 4 — стяжной болт;
5 — основание
жении в цилиндре требуемого давления через выпускной штуцер
выдавливается в установленную на нижней плите пресс-форму.
Цилиндр рассчитан на максимальное удельное давление литья
1000 кгс/см2. Колпачки из капрона изготовляют в такой после-
довательности: материал несколько часов просушивают при тем-
пературе 80—85° С. Содержание влаги в капроне после сушки
не должно превышать 0,3%. Высушенный капрон загружают в ци-
линдр для литья, нагретый до 270° С. Расплавленный . капрон
в течение 20 с подается в нагретую до 30—40° С форму при давле-
нии 700 кгс/см2. Окончательное формование колпачка происхо-
дит при охлаждении в форме. Для снятия внутренних напряже-
ний и получения оптимальных значений ударной вязкости и
эластичности после удаления литника производится термооб-
работка (нормализация) колпачка в водяной ванне температурой
80—85° С в течение 25, мин. Технологический процесс изготовле-
ния колпачков из других видов пластмасс отличается только
отсутствием нормализации и температурой нагрева цилиндра.
Капсульные колпачки, изготовляемые из углеродистых ста-
лей, в ряде случаев с целью придания им антикоррозионных
свойств, покрывают, полихлорвинилом, полиэтиленом или по-
липропиленом. Пластмассовое покрытие наносится на колпачок,
который нагревается выше температуры плавления пластмассы
на 20—25° С, испускается в емкость сг порошкообразным пласти-
ком, находящимся в псевдоожиженном виде. Расплавляясь на
207
Рис. 138. Схема штампа для про-
бивки отверстий в рабочем по-
ложении
поверхности нагретого колпачка, пластмасса покрывает его анти-
коррозионным слоем.
Для изготовления^ секций полотен облегченных колпачковых
тарелок типов ТСК-Р, ТСК-РЦ и ТСК-РБ толщиной 2,5 мм из нер-
жавеющей стали марки Х18Н10Т 0 1200—3000 мм используется
универсальная технологическая оснастка, которая может быть
переналажена на изготовление секции любого типоразмера.
. Для обрезки полотен тарелок по радиусу предусматривается
универсальное приспособление к ножницам типа НБ-453. За-
готовку устанавливают на на-
правляющие планки по заранее
настроенным на необходимый раз-
мер выдвижным упорным план-
кам и закрепляют эксцентрико-
выми зажимами. Настройку при-
способления производят так, что-
бы центр, из которого описана
радиусная кривая на заготовке,
совпадал с вертикальной осью
вращения приспособления. В ды-
ропробивном штампе для первич-
ной установки секций паровых
патрубков предусмотрена однов-
ременная пробивка и отбортовка 23 отверстий. Для секций с тремя
и четырьмя рядами отверстий предусмотрена последующая фик-
сация по пробитым отверстиям на грибковые ловители.
При изготовлении опорных балок тарелок для пробивки от-
верстий используется специальный штамп'(рис. 138), состоящий
из корпуса, снабженного двумя ползунами 2, в которых крепятся
пробивные овальные пуансоны 3. Между пуансонами и ползунами
закреплена матрица 4, Вся эта система крепится к столу эксцен-
трикового пресса. Верхняя плита штампа с двумя фасонными
клиньями / крепится к ползуну пресса. Клинья входят в специаль-
ные отверстия в ползунах и при движении вниз сообщают им и пуан-
сонам движение навстречу друг другу. За один ход пресса проби-
ваются два овальных отверстия в противоположных полках балки.
Тарелки с капсульными колпачками должны отвечать следую-
щим требованиям.
Местные выпучины и кривизна листов не должны превышать
4 мм по всему сечению тарелки. Полотна тарелок можно изго-
товлять из частей, при этом сварные швы должны быть зачищены
заподлицо с основным металлом с обеих сторон. Отклонение по
шагу между соседними отверстиями под паровые патрубки
не должно превышать ±=2 мм, отклонение между крайними от-
верстиями под паровые патрубки тарелки (в пределах одного
полотна) не должно превышать ±4 мм> Верхние торцы паровых
патрубков тарелок в сборе должны быть в одной горизонтальной
плоскости, отклонение допускается в пределах ±=3 мм.
208
Отклонение уровня верхних торцов сливных труб относительно
поверхности тарелок допускаетсяв пределах ^=3 мм. Базой, от ко-
торой ведется замер, служит горизонтальная плоскость, прове-
денная через верхние торцы сливных труб. Перекос колпачков
относительно плоскости тарелки, замеряемый от верха проре-
зей, не должен превышать ±1 мм.
’ Для тарелок, изготовляемых из легированных сталей, должны
соблюдаться следующие требования: непараллельность плоскостей
Л и Б не должна быть более 0,5 мм на диаметр отверстия при
h = 2,5 мм и не более 0,3 мм при h = 1,6 мм (рис. 139); неплоскост-
ность полотна тарелки после штам-
повки и приварки паровых патруб-
ков ± 3 мм на 1м диаметра; на
поверхности среза и кромок не
допускаются трещины.
Проверка на плотность и гер-
Рис. -139. Схема проверки непа-
раллельное™ плоскостей тарелки
метичность вальцовки парового . -
патрубка с диском или секцией тарелки производится выборочно
(10% от общего числа секций) наливом воды с высотой уровня,
равной высоте парового патрубка. Допускается просачивание
не более 5 капель воды в минуту из-под каждого патрубка. Та-
релка в сборе считается герметичной, если уровень жидкости
(воды), налитой на тарелку, в течение 20 мин понижается на ве-
личину не более 25 мм.
2. СБОРКА КОЛОННОЙ АППАРАТУРЫ
Ниже рассмотрены технологические процессы, общие для из-
готовления всей гаммы колонной аппаратуры. Приведенные тех-
нологические приемы и оснастка с определенными изменениями,
связанными с конкретными изделиями, могут быть применены
в заводской практике при изготовлении всех видов колонной ап-
паратуры.
Технологический процесс сборки и сварки колонной аппара-
туры состоит из следующих технологических операций:
сборка и сварка секций корпуса; сборка корпуса колонны;
разметка корпуса; установка деталей и сборочных единиц таре-
лок и других элементов внутренней начинки, привариваемых
к корпусу; сборка нижнего днища и корпуса вертикальной опоры;
контроль положения привариваемых внутренних деталей колонны
и их сварки с корпусом; установка и приварка штуцеров, люков
и муфт к корпусу колонны; установка съемных деталей и сбороч-^
ных единиц внутренних элементов колонны. Сборка и сварка
частей корпуса колонны, испытание, отделка и подготовка колонны
к отгрузке или монтажу в случае доизготовления колонны на
монтажной площадке/
Для примера рассмотрим технологический процесс изготов-
ления колонны 0 3800 мм, толщиной корпуса 22 мм, с эллипти-
14 Ю. И ’ Берлинер 209
ческими днищами, материал корпуса — углеродистая низколе-
гированная сталь 16ГС, высота колонны 65 м, вес 130 тс, тарелки
клапанные.
Общая длина колонны 65 м разбита натри секции: 21,22,22 м.
Сборка и сварка секций корпуса колонны. При разбивке корпуса
колонны на секции учитываются следующие факторы: секции
по длине должны быть транспортабельны по железным дорогам;
вес секции колонны без установленных съемных деталей не дол-
жен превышать грузоподъемные возможности завода-изготови-
теля и предприятия-заказчика.
Обечайки, поступающие на сборку, должны быть изготовлены
в соответствии с техническими требованиями и иметь механи-
чески обработанные и разделанные под сварку, согласно чертежу,
кромки.
Сборка секций выполняется последовательным наращиванием
обечаек согласно карте раскроя корпуса на стенде сборки коль-
цевых стыков.
Перед выполнением операций сборки секций корпуса проводят
контрольную проверку точности установки роликоопор стенда
сборки кольцевых стыков обечаек.
При сборке секций должны быть обеспечены следующие тре-
бования: отклонение по длине не должно превышать ±25 мм,
так как для всего аппарата допускаемое отклонение составляет
=^75 мм; непрямолинейность не должна выходить за пределы
10 мм; расположение продольных швов обечаек должно исключать
возможность попадания люков и штуцеров диаметром более
150 мм на продольные швы обечаек; для обеспечения этого'требо-
вания при сборке секций корпуса необходимо строго соблюдать
расположение продольных швов, указанное в карте раскроя кор-
пуса; смещение кромок в кольцевых стыках секций корпуса не
должно быть более 5 мм.
После контроля секция подается,на стенд для сварки кольце-
вых швов. Качество сварных соединений контролируется рентге-
новскими лучами или ультразвуком. После исправления дефек-
тов секции поступают на стенд общей сборки корпуса.
Сборка корпуса производится из секций согласно раскрою
на специальном стенде, состоящем из индивидуальных ролико-
опор, одна из которых —приводная—располагается в централь-
ной части колонны. Желательно стенд для сборки корпуса колонн
монтировать на плацу, собранном из обработанных чугунных
или стальных плит с пазами для крепления роликоопор. Грузоподъ-
емность роликоопор должна превышать максимальную нагрузку, •
приходящуюся на одну роликоопору, рассчитанную по чертеж-
ному весу колонны в сборе. Расстояние между смежными ролико-
опорами, пользуясь картой раскроя, подбирают таким образом,
чтобы в дальнейшем в зону контакта корпуса с опорой не попали
штуцера, муфты, люки и наружные элементы корпуса ко-
лонны.
210
После установки секций на стенд с целью устранения оваль-
ности производится калибровка корпуса разъемными и неразъ-
емными калибровочными кольцами.
Неразъемные кольца (рис. 140) устанавливаются на расстоя-
нии 200 мм от торцов крайних секций и сохраняются там до мо-
мента установки днищ. Калибровка средних частей корпуса
Рис. 140. Кольцо для калибровки корпусов
производится разъемными кольцами. Овальность в местах ка-
либровки корпуса не должна превышать 20 мм. С целью фикса-
ции достигнутой после калибровки формы применяются бандаж-
ные кольца, которые устанавливаются по концам секций, а также
внутри их на расстоянии 3—4 м одно от другого. После сборки
и приварки деталей тарелок бандажные кольца снимаются, за
исключением расположенных вблизи монтажных стыков — эти
кольца удаляются только после сборки и сварки секций корпуса
на монтаже. С целью устранения вмятин при кантовке корпуса
колонны в местах расположения роликоопор на корпус уста-
навливаются подкладные обечайки размерами, мм: диаметр 3844,
толщина листа 22—26, высота—600. Корпус собирается из
14* 211
трех обечаек, которые плотно прдгоняются струбцинами или
клиньями и прихватываются. Корпус в местах установки под-
кладных обечаек должен быть предварительно прокалиброван
разъемным калибровочным кольцом. Ц общем случае установка
подкладных обечаек может быть рекомендована при соотношении
4<o,°i,
где D — диаметр колонны; h — толщина корпуса.
После подготовительных операций производится сборка мон-
тажных стыков секций. Кромки секций выравниваются с помощью
струбцин или клиньев, а сборка осуществляется на технологи-
ческих планках, которые устанавливаются через 400— 500 мм.
Собранный корпус колонны должен отвечать следующим тре-
бованиям: смещение кромок в кольцевых стыках секций — не бо-
лее 3 мм; овальность корпуса не более 20 мм (для колонн диаметром
<2000 мм не более 0,5%Р); непрямолинейность корпуса не
более 30 мм.
Разметка является основной технологической операцией, су-
щественно влияющей на точность установки внутренних устройств
аппарата, его люков, штуцеров, муфт и других деталей и сбо-
рочных единиц. Существуют несколько способов разметки кор-
пусов: с помощью линейных мерительных инструментов и отвеса;
посредством теодолита и гидроуровня; оптическая разметка с при-
менением лазерного визира.
Ниже рассмотрен оптический способ разметки корпуса ап-
парата под установку тарелок с применением комплекса техноло-
гической оснастки и лазерного визира. На рис. 141 представлен
общий вид установки, в которую входит следующий комплекс
технологической оснастки:
стойка с оптическим квантовым генератором (лазерным визиром);
передняя марка; устройство для натяжения струн; кольца для
калибровки торцов корпуса; приспособление для оптической раз-
метки; роликоопоры; задняя марка.
Стойка с оптическим квантовым генератором (ОКТ) предназ-
начена для настройки светового луча в соответствии с требова-
ниями технологического процесса. Оптический квантовый гене-
ратор, закрепленный на основании теодолита, устанавливается
на подвижном столике механизма горизонтального перемещения,
кронштейн которого имеет возможность перемещаться вертикально
по винту стойки. Конструкция стойки обеспечивает лазерному
визиру необходимые движения при проведении разметочных ра-
бот в корпусе колонного аппарата. Оптический квантовый гене-
ратор используется в качестве источника монохроматического
когерентного излучения, позволяющего получить параллельный
пучок света. Прибор в комплекте состоит из оптического кван-
тового генератора и блока питания. Работа с прибором должна
проводиться на основании паспорта и инструкции по эксплуатации.
212
Рис. 141. Установка для оптической разметки корпусов колонных аппаратов
Передняя марка предназначена для обозначения центра тор-
цового сечения корпуса, расположенного со стороны лазерного
визира, марка представляет собой диск, на осях которого распо-
ложены колодки, служащие для ориентации марки по струнам—
разрезные и сплошные.
В центре диска имеется отверстие 0 34 мм, предназначенное
для прохождения лазерного луча. Марка крепится на струнах
специальными зажимами.
Устройство для натяжения струн предназначено для нахожде-
ния центров торцовых сечений корпуса и представляет собой комп-
лект специальных струбцин и стальной проволоки 0 0,5—0,7 мм.
Приспособление для оптической разметки предназначено
для отметки на внутренней поверхности корпуса колонного ап-
парата точек под установку опорных элементов тарелок 0 1000—
3800 мм. Основание теодолита с оптической головкой устанавли-'
вается на подвижном Столике механизма горизонтального пере-
мещения. Конструкция приспособления обеспечивает оптической
головке движения, необходимые при проведении разметочных
работ-в корпусах колонных аппаратов. Приспособление легко
перемещается внутри корпуса на свободно вращающихся шари-
ках, вмонтированных в двух стойках треноги. Головка опти-
ческого разметчика представляет собой корпус, в котором за-
креплена пентапризма типа БП-90, используемая для преломле-
ния луча на 90° . Корпус вращается в подшипниках скольжения,
закрепленных в основании теодолита. Для того, чтобы выставить
переднюю грань пентапризмы перпендикулярно оси вращения
оптической головки, предусмотрено регулировочное устройство.
Задняя марка предназначена для обозначения центра заднего
торцового сечения корпуса. Конструктивно задняя марка анало-'
гична передней марке. Требования к выверке роликоопор анало-
гичны приведенным выше.
Подготовка к оптической разметке состоит из следующих опе-
раций:
а) на основании чертежа развертки корпуса и карты раскроя
на наружной поверхности торцов корпуса с помощью рулеткй
намечаются точки главных осей аппарата; б) корпус аппара-
та устанавливается так, чтобы намеченные точки 1—1 и III—III
главных осей (рис. 142) расположились в-вертикальной плоскости.
Проверка производится с помощью, отвеса; в) на осевой линии
роликоопор стойка под оптический квантовый генератор устанав-
ливается на расстоянии 7000 мм от верхнего торца корпуса (рис.
142). С помощью калибровочных колец 1 производится калиб-
ровка торцов корпуса с тем, чтобы овальность их не превышала
5—8 мм, после чего по торцам корпуса устанавливают струны 2,
совмещая их с точками главных осей на наружной поверхности.
По перекрестиям струн крепятся передняя 3 и задняя 4 марки.
Разметка корпуса под установку тарелок включает в себя
следующие операции:
214
а) установленный на стойку лазерный визир 5 настраивается
на излучение параллельного пучка света диаметром 34 мм. Луч
света должен проходить по центрам передней и задней марок.
При перемещении луча в вертикальной плоскости он должен также
проходить через точки I и III главных осей. Несовпадение цен-
тра луча с центрами марок не должно превышать 3 мм. В случае
превышения необходимо откорректировать установку струн.
С целью уточнения положения точек четырех главных осей
лазерным лучом отмечаются точки I и III на внутренней поверх-
ности заднего торца. При этом луч лазера фокусируется, в данную
точку. Перемещением луча в горизонтальной плоскости отмечаются
уточненные точки II и IV на внутренней поверхности переднего
и заднего торцов корпуса. В случае необходимости уточняется
положение струн; в) по найденным точкам с помощью шнура от-
биваются оси I—I, II—II, III—III, IV—IV внутри корпуса.
После переноса точек с внутренней поверхности на наружную
на ней намечаются главные оси. Точки главных осей кернятся
и обводятся краской с обозначением номеров осей. Необходимо
также накернить концы главных осей на расстоянии 500—600 мм
от торцов корпуса; г) для подготовки разметки корпуса под уста-
новку тарелок необходимо установить лазерный луч по центрам
передней и задней марок, снять марку й струны с торца корпуса,
расположенного со стороны ОКТ, ранести на линии главной оси
III—III две базовые кольцевые риски , на расстоянии 100 мм
от торцов корпуса, эти риски нужны для нанесения аналогичных
рисок на наружную поверхность корпуса, которая в дальнейшем
обеспечит правильную установку опоры и точность установки
4 • 215
колонны на фундаменте, разметку внутренней поверхности кор-
пуса под установку тарелок, контроль точности установки при-
варных деталей тарелок внутри корпуса.
После проведения перечисленных операций на ось III —
III наносятся с помощью рулетки точки под установку тарелок
согласно чертежу. Для получения кольцевых рисок под установку
опорных элементов тарелок в корпусе над намеченной точкой
на оси III—III устанавливается приспособление для оптической
разметки. Настроить оптическую головку разметчика надо так,
чтобы луч, отраженный от ее зеркальной грани на приемный
экран 6 ОКГ, совпал с визирным лучом. Вращением поляриза-
ционного светофильтра добиваются получения на поверхности
корпуса сетки с необходимой для разметки яркостью и четкостью
изображения, а винтом продольного перемещения оптической
головки совмещают центр сетки, проектируемой на корпус, с на-
меченной точкой на главной оси III—III. Значения допускае-
мого несовпадения (Z), отраженного и визирного лучей в зави-
симости от расстояния тарелки до приемного экрана (Л) приве-
дены ниже:
£, м ... До 10 Св. 10 до 15 Св. 15 до 20 Св. 20 до 30 Св. 30
Z, мм . . . <5 ^10 <15 <20 <30
Вращая головку оптического разметчика, надо отметить по цен-
тру проектируемой сетки точки на внутренней поверхности кор-
пуса с интервалом 400...500 мм, затем, перемещая приспособле-
ние на шаг и настраивая головку, следует отметить точки под
установку последующих опорных элементов тарелок и через эти
точки нанести кольцевые риски. Базовые кольцевые линии на-
керниваются.
В процессе разметки следует периодически, через 5—7тарелок,
проверять положение визирного луча по следу на задней марке,
при этом оптическую головку приспособления необходимо опустить
ниже луча. В. случае смещения луча относительно центра выше
допустимого (> 3 мм), следует откорректировать положение луча
по передней и задней маркам. После удаления из корпуса при-
способления для оптической разметки, поворачивая корпус на
роликоопорах в удобное положение, откладывают размеры и на-
носят необходимые линии под установку приварных сборочных
единиц и деталей тарелок.
После окончания внутренней разметки на главных осях
/, 11,111, IV (рис. 143) с наружной стороны нижнего торца кор-
пуса размечается базовый размер под установку вертикальной
опоры, причем выдерживается расстояние от базовой кольцевой
линии, нанесенной на внутренней поверхности оптическим раз-
метчиком. Размечаются также ^на главных осях I—J и II—II
линии для выверки колонны на месте монтажа (или под
установку реперов). Эти линии обязательно накерниваются
(рис. 143). '
216
Разметка корпуса под установку люков, штуцеров, муфт и
других сборочных единиц и деталей корпуса колонны произво-
дится путем нанесения размеров от главных осей корпуса в со-
ответствии с чертежом и картой раскроя. Наружная раз-
метка корпуса должна быть строго согласована с его внутренней
разметкой.
Установка наружной арматуры. После разметки корпуса про-
изводится вырезка отверстий для установки люков, штуцеров,
муфт и других элементов арматуры колонны. Вырезку отверстий
под люки и штуцеры, расположенные вблизи от стыков днищ
с корпусом и от монтажных стыков, производят после приварки
днищ к корпусу и сварки монтажного стыка. Этим устраняется
влияние местной деформации корпуса, связанной с большим объ-
емом металла, наплавленного при сварке. После сборки арматуры
сваривают внутренние швы соединения арматуры с корпусом
колонны. Чтобы уменьшить влияние деформации ют наплавлен-
ного металла сварных швов на точность корпуса, сварку наруж-
ных швов соединений производят после установки и приварки
внутренних несъемных деталей и сборочных единиц тарелок.
Исключение составляют те сварные соединения штуцеров и
муфт, которые перекрываются при установке внутренних устройств
колонны, а поэтому невозможен или затруднен процесс сварки
указанных сборочных единиц с корпусом колонны и контроль
ее качества. В этих случаях необходимо произвести сварку в со-
ответствии с чертежом и перед установкой внутренних устройств
выполнить необходимые испытания сварного соединения (гидрав-
лическое, пневматическое или керосином с предварительным обме-
ливанием поверхности).
Установка опорных элементов тарелок. В рассматриваемой
колонне применены однопоточные клапанные тарелки. Перед
установкой внутренних устройств необходимо смонтировать в кор-
пусе аппарата технологическую двутавровую балку с талью гру-
зоподъемностью 1 т. Балка должна быть приварена к корпусу
аппарата прерывистым швом. По ее концам должны быть уста-
новлены ограничители движения.
Установку деталей однопоточных клапанных тарелок, привари-
ваемых к корпусу, необходимо производить в следующем порядке.
1. В корпус аппарата подают сегменты в сборе с угольниками,
косынки на один ряд и размещают их согласно разметке по всей
длине корпуса (оси I—I и III—III корпуса находятся в верти-
кальной плоскости). Перед подачей в корпус колонны сегменты
обрезают по шаблону. Шаблон предварительно устанавливается
на место монтажа сегмента, совмещаются оси шаблона и корпуса
и фиксируется профиль, корпуса.
2. Сегменты устанавливают в сборе с угольниками поочередно
по разметке, совмещая при этом осевые линии и выдерживая шаг.
В процессе установки сегмент прихватывают сваркой к кор-
пусу.
217
3. Устанавливают косынки под сегменты по разметке и при»
хватывают их сваркой к корпусу и сегменту.
4. Устанавливают по разметке перегородки в сборе с уголь-
никами. В процессе установки перегородки прихватывают свар-
кой к корпусу.
5. После поворота корпуса на 180° перестраивают монтаж
транспортировочной балки и устанавливают сегменты в сборе
с угольниками и косынками для тарелок противоположного ряда.
6. Устанавливают перегородки в сборе с угольниками для
тарелок противоположного ряда.
Базовые риски под
Рис. 143. Схема нанесения рисок для установки опоры и выверки
колонны на монтажной площадке
7. Поворачивают корпус в удобное положение, демонтируют
траспортировочную балку и устанавливают по разметке полу-
кольца и косынки тарелок. Опорные плоскости полуколец и
угольников должны быть совмещены.
При установке опорных элементов двухпоточных тарелок
прежде всего рекомендуется устанавливать столики в сборе с ко-
сынками. Для двухпоточных тарелок 0 2000 мм установку одного
ряда полуколец производят после монтажа центральных балок
и коробов.
Подольским машиностроительным заводом -им. Орджоникидзе
разработано приспособление, позволившее механизировать тран-
спортировку, разметку и обрезку сегментов внутри колонн
диаметром от 2200 до 4000 мм (рис. 144). Внутри корпуса колонны
прокладывается направляющий путь, по которому перемещается
тележка 4. Сегмент подается козловым краном 3 грузоподъем-
ностью 0,25 т, примыкающим к торцу колонны, на тележку,
на которой он доставляется внутрь аппарата, где производится
разметка линии реза по месту установки сегмента, после чего
сегмент тележкой возвращается к козловому крану. Обрезка
сегмента производится газовым резаком 2 на специальном столе 1,
куда сегмент перемещается козловым краном.
218
Качество сборки приварных деталей и сборочных единиц
опорных элементов тарелок должно быть тщательно проверено
ОТК, при этом необходимо обратить внимание на следующие'
требования:
1) продольные и кольцевые швы приварки внутренних уст-
ройств должны быть расположены от продольных и кольцевых
швов корпуса аппарата на расстоянии не менее 20 мм;
Рис. 144. Схема приспособления для резки и установки сегментов в корпусе
аппарата:
1 — стол для обрезки сегмента по радиусу; 2 — резак для обрезки сегмента; 3 — козло-
вый кран; 4 — тележка для установки сегмента внутри аппарата; 5 — аппарат
2) отклонение по шагу между соседними опорными элементами
тарелок не должно превышать 3 мм; отклонение нижней та-
релки по высоте, измеренное от кромки нижней обечайки корпуса
(с помощью линии базовой окружности), не должно превышать
± 3 мм, а верхней ± 15 мм;
3) перпендикулярность опорных плоскостей приварных и
съемных деталей тарелок корпусу аппарата должна соответст-
вовать чертежу;
4) зазоры между деталями тарелок и корпусом не должны
превышать допускаемые по соответствующим нормативам на свар-
ные соединения.
Волгоградским институтом ВНИИПТхимнефтеаппаратура1
разработан метод оптического контроля точности установки опор-
ных элементов с помощью установки для оптической разметки
корпусов колонн, описанной выше..
Приварку опорных элементов тарелок к корпусу и между со-
бой рекомендуется выполнять согласно чертежу в следующем
порядке с обязательной зачисткой мест под сварку: сегмент
к корпусу обратно-ступенчатым швом; угольник сегмента к кор-
пусу; косынки к корпусу и сегменту; перегородка к корпусу
1 Всесоюзный научно-исследовательский и проектный институт технологии
химического и нефтяного аппаратостроения.
219
обратно-ступенчатым швом; угольник -перегородки к корпусу;
опорные полукольца к корпусу обратно-ступенчатым швом; ко-
сынки к корпусу и полукольцам.
Сварные швы зачищаются последовательно в шроцессе при-
варки опорных элементов. При сварке опорных элементов двух-
поточных тарелок рекомендуется прежде всего приваривать
к корпусу столик в сборе с косынками. После приварки внутрен-
них элементов колонны свариваются наружные швы соединений
люков, штуцеров, муфт и других элементов арматуры с корпусом
аппарата. Испытание и контроль этих соединений должны быть
проведены до постановки съемных внутренних устройств.
Сборка корпуса с днищами и опорой. Перед установкой днищ
в \корпусе колонны должы быть установлены съемные детали,
включая полотна* тарелок в сборе, не устанавливаются детали
тарелок, которые будут мешать сборке и сварке днищ с корпу-
сом и монтажных стыков. Верхнее и нижнее днища поступают
на сборку собранные, сваренные и.отделанные согласно чертежу.
Обязательно кернение рисок главных осей в местах стыковки днищ.
После установки и приварки днищ с корпуса колонны уда-
ляются калибровочные • и бандажные кольца. Подкладные обе-
чайки сохраняются обычно" для обеспечения сборки и сварки
стыков на монтаже и удаляются только перед заключительным
гидроиспытанием колонны.
После сборки корпуса колонны с опорой аппарат должен от-
вечать следующим требованиям: кривизна не более 30 мм, откло-
нение длины корпуса не должно превышать 0,3% от номинальной
длины и быть не более ± 75 мм; непараллельность нижнего торца
опоры контрольным рискам на корпусе колонны не должна пре-
вышать 5 мм. ’
. ГЛАВА 3
АППАРАТЫ ВЫСОКОГО ДАВЛЕНИЯ
За последние десятилетия утвердились два основных направ-
ления в конструировании «холодных» и «горячих» аппаратов,
работающих под высоким внутренним давлением.
Первое направление характеризуется созданием аппаратов
малых емкостей, измеряемых в литрах, на высокие и сверхвысо-
кие параметры (давление до 1000—4000 кгс/см2 и выше, темпера-
тура 500—700° С и выше). Такие аппараты используются в спе-
циальных производствах (например, для гидротермального син-
теза кристаллов) или при проведении научно-исследовательских
и экспериментальных работ.
Второе направление характеризуется созданием аппаратов
больших емкостей, измеряемых в кубических метрах, с внутрен-
ним диаметром до 3000 мм и выше на давление порядка 100 и бо-
лее кгс/см2 и с широким диапазоном температур—от отрицательных
220
до 700° С. Необходимость изготовления аппаратов такого типа
вызвана тем, что синтез многих продуктов может быть проведен
в процессах, происходящих при высоких параметрах (давле-
нии и температуре), а создание крупнотоннажных производств
и требование максимального экономического эффекта ведет к уве-
личению объемов и габаритов сосудов и аппаратов.
*)
Рис. 145. Конструкции корпусов аппаратов высокого давления
Аппараты высокого давления находят широкое применение
в различных отраслях промышленности: при синтезах аммиака,
метанола, мочевины, синтетических спиртов, полиэтилена, а так-
же гидрирования масел, угля, жиров, и др. К таким аппаратам
можно отнести реакторы, теплообменники различного назначения,
реакционные колонны, скрубберы, сепараторы, автоклавы, ак-
кумуляторы и т. д. Кроме того, аппараты такого типа широко
используются в качестве резервуаров для хранения жидкостей
и газов под высоким давлением.
Наиболее распространены в промышленности следующие
конструкции аппаратов высокого давления (рис. 145)^цельноко-
ваные (а), ковано-сварные (б), штампо-сварные (в), витые (ж) и
многослойные (а, д, е). Витые и многослойные конструкции ап-
паратов высокого давления имеют ряд существенных преимуществ
перед сосудами со сплошной стенкой:
221
1) большая надежность в эксплуатации, поскольку разру-
шение локализуется в одном слое и не распространяется сразу
на всю толщину стенки, как в однослойном сосуде;
2) использование качественной тонколистовой стали с более,
высокими прочностными характеристиками, чем у толстолисто-
вой стали;
3) возможность производства корпусов аппаратов высокого
давления с неограниченной толщиной стенки и большого диаметра
без применения уникального кузнечно-прессового оборудо-
вания; . .
4) отсутствие потребности в уникальном термическом оборудо-
вании для нагрева заготовок, ковки, штамповки и последующей
термической обработки сосудов после сварки;
5) значительное уменьшение черного веса заготовок и эконо-
мия металла, достигающая 12—20%;
6) сокращение цикла производства корпуса сосуда не менее
чем на 25%;
7) снижение ориентировочной стоимости аппаратов до 20%;
8) возможность сравнительно простого способа производства
корпуса сосуда с биметаллическими стенками, где центральная
обечайка изготовлена из специальнощстали или цветного металла,
что особенно важно для аппаратов, работающих в средах, вызыва-
ющих коррозионное растрескивание;
9) доступность листового металла полному предварительному
контролю, что нельзя сказать об однослойных аппаратах высо-
кого давления.
1. КОВАНЫЕ, КОВАНО-СВАРНЫЕ
И ШТАМПО-СВАРНЫЕ АППАРАТЫ
Впервые аппараты высокого давления, связанные с синтезом
аммиака, изготовлялись из кованой сплошной цилиндрической
заготовки высверливанием центральной части до нужных разме-
ров. Такой аппарат был изготовлен с. внутренним диаметром
800 мм и длиной 6 м, рассчитанный на давление 200 кгс/см2.
При наличии мощных (до 15000 тс) прессов аппараты изготов-
ляют из больших сплошных цилиндрических заготовок путем
«прошивания» пуансоном центральной части. Этим способом можно
изготовлять наиболее крупные кованые аппараты высокого дав-
ления из заготовок весом 300 тс со следующими характеристи-
ками: давление— 700 кгс/см2, внутренний диаметр 1000 мм;
длина 18 м; вес 150 тс.
Общим недостатком( цельнокованых аппаратов является ог-
раниченность размеров (диаметр, длина), определяемых возмож-
ностями технологического оборудования, и большой отход ме-
талла от первоначального веса заготовки.
С развитием сварочного производства стали изготовляться
ковано-сварные аппараты из нескольких кованых обечаек, сое-
222 ,
диненных кольцевыми швами. Ограничение по длине в таких
аппаратах отпадает. Аппараты сваривают круговым швом из двух
или нескольких полых поковок до требуемой длины. После про-
ведения термической обработки путем растачивания и повторного
обтачивания аппарат доводят до требуемых]|’размеров.
Stzzzzzzzzzzzzzzz^^
Рис. 146. Типы конструкций аппаратов в ковано-
сварном исполнении
Типы, аппаратов, изготовляемых в ковано-сварном исполне-
нии, приведены на рис. 146, характеристики некоторых из них
приведены в табл. 20.
Основные недостатки, присущие кованым и ковано-сварным
аппаратам: 1) сложный и длительный цикл изготовления; 2) вы-
сокая стоимость из-за применения дорогостоящих и дефицитных
материалов; 3) применение мощного кузнечно-прессового обору-
дования, развивающего усилие до 15000 тс и выше; 4) нера-
циональное распределение напряжений по толщине стенки;
5) ограниченные возможности технологического оборудования
и установок для термообработки; 6) применение мощного
подъемнотранспортного оборудования; 7) потребность в больших
производственных площадях; 8) потребность в рабочих высокой
квалификации; 9) возможность больших потерь из-за брака;
223
10) большой отход ценного материала, доходящий до 50%,
а в некоторых случаях и до 70%.
Штампо-сварные аппараты (рис. 147) выгодно отличаются
от кованых и ковано-сварных тем, что они изготовляются из ли-
стового проката, качество которого значительно выше качества
поковок. Кроме того, резко сокращаются отходы материала при
изготовлении, так как толщина
листа подбирается из условия
прочности аппарата. Штампо-
сварные аппараты изготовляют
штамповкой из холодного или
горячего листа полуобечаек
с последующей их сваркой
продольным швом. Штампо-
сварные аппараты, так же как
и ковано-сварные, могут соби-
раться из отдельных обечаек.
Этим методом изготовляются
аппараты с толщиной стенки
150 мм.
Таблица 20
Характеристика аппаратов высокого
давления в ковано-свари ом
исполнении
Наиболь- шее рас- четное давление, кгс/см2 Наибольший внутренний диаметр, мм Наибольшая расчетная температура, °C
250 . 2000 300
325 2000 20
700 1200 20
Существенным недостатком аппаратов указанных типов явля-
ется их высокая стоимость. Основное, применение эти аппараты
находят в производстве аммиака, метанола, в процессах гидриро-
вания угля, масел и т. д. Эти процессы неизменно связаны с фак-
торами, которые влияют на механические и физические свойства
сталей и поэтому должны быть учтены при выборе материалов.
Сюда можно отнести такие явления, как: 1) физическая и хими-
Рис. 147. Штампо-сварной
аппарат
ческая абсорбция газа металлом; 2) диффузия газов в металле
и 3) растворение газов в металле с образованием вредных хими-
ческих соединений. Проникновение газов внутрь стенок аппа-
ратов путем диффузии и поглощения газа металлом вызывает
дополнительные напряжения в стенках, достигающие значитель-
ной величины, что снижает прочность аппарата. Особенно это
сильно сказывается в зонах концентрации напряжений. Примером
последнего явления может служить очень опасное для аппаратов
растворение в стали водорода, так называемая водородная корро-
зия, которая ведет к обезуглероживанию стали, потере пластич-
ности (охрупчиванию) и возникновению трещин по границам зерен,
224 ‘ .
Описанные обстоятельства вынуждают применять для аппа-
ратов этих типов дорогостоящие стали: легированные, стойкие
против газовой коррозии или других агрессивных сред. Несмотря
на столь' существенные недостатки эти аппараты до сих пор изго-
товляются заводами, имеющими мощное кузнечно-прессовое обо-
рудование. Это объясняется тем, что такие сосуды благодаря
высокой культуре современной технологии производства и на-
дежному контролю удается изготовлять достаточно высокого
качества.
2. ВИТЫЕ АППАРАТЫ
Методом навивки профилированной ленты изготовляются ап-
параты 0120—2500 мм с толщиной стенки до 400 мм на следующие
величины избыточного давления: 325 или 500 кгс/см2, например, для
синтеза аммиака, гидрирования углеводородов и т. д., 700 кгс/см2
например для синтеза уксусной
кислоты, 1600, 2500 и 3200 кгс/см2
для полимеризации этилена. Ав- , а
токлавы изготовляются1 в настоя-
щее время для давлений свыше
3200 и до 6000 кгс/см2, а в спе-
циальных случаях для еще более ₽
высоких давлений. Аппараты из- 0
готовляются из углеродистых и
легированных марок сталей, ' QzZr—
а также с футеровками,- напри- .
мер, из свинца, меди, серебра, 0
тантала и титана. Рис. 148. Профили лент для из-
На рис. 148 приведены ИСПОЛЬ- готовления витых аппаратов
зуемые профили ленты: ленты
размером 50x5 и 79x8 мм имеют три паза (рис. 148, а)\ 132x8 мм
пять пазов (рис. 148, б); размером 50x5 мм применяется при внут-
реннем диаметре сосуда около 120 мм; размером 79x8 мм—для
диаметра до 1200 мм; при диаметре 1200 мм и выше необходима
лента размером 132x8 мм (рис. 148, в). Применение широкой
ленты сокращает время, требуемое на навивку, и значительно
повышает экономичность производства сосудов высокого давле-
ния. Еще одним преимуществом широких лент является возмож-
ность делить в корпусе отверстия диаметром до 80 мм, что во мно-
гих случаях бывает необходимо.
Собственно изготовление аппарата складывается из двух эта-
пов: изготовление центральной трубы и навивка корпуса ленты
до необходимого диаметра.
После изготовления центральной обечайки на её поверхности
вытачивается трехжелобчатый профиль, соответствующий про-
филю ленты.
Навивка ленты производится на машине, напоминающей то-
карный станок, снабженный дополнительными приспособлениями
15 Ю. И. Берлинер 225
для навивки: гидравлическимиJ валками, электрическим нагре-
вателем и воздушным соплом. Центральная обечайка закрепля-
ется в планшайбе станка, а бухта намотанной ленты установлена
на тележке, которая выполняет функции, подобные суппорту
токарного станка. Лента вкладывается в профиль корпуса и фик-
сируется сваркой. При прохождении через участок сопротив-
ления лента нагревается до 900° С и при одновременном вращении
центральной трубы и соответственном передвижении тележки
с бухтой параллельно оси сосуда профиль ленты запрессовывается
в профиль центральной трубы при помощи прижимного ролика,
который одновременно является
2 JL./ вторым полюсом нагревательного
/° участка. Процесс запрессовки
ускоряется тем, что приблизитель-
\ ) /} н0 чеРез четверть оборота после
навивки лента охлаждается водой
Л । или ВОЗДУХОМ- Величина темпе-
Qjy 7 ратуры навивки определяется ма-
! теРиал0М ленты и процессом за-
\ прессовки.
V/ В 1 конце процесса навитая
лента снова фиксируется привар-
Рис. 149. Схема намотки ленты кой на центральную трубу. На
первый слой навитой ленты на-
вивается следующий со смещением на V3 ширины, причем наруж-
ная сторона запрессованной ленты в этом случае играет роль про-
филя центральной трубы. После окончательной навивки аппа-
рата на определенных расстояниях от концов ленты укрепля-
ются пробочными швами.
В процессе намотки каждая профилированная лента сначала
нагревается, а затем, охлаждаясь, осаживается на предыдущий
слой. Таким образом, каждый слой увеличивает сжатие ниже-
лежащих слоев и внутренней обечайки.
Другой способ изготовления многослойного сосуда методом
навивки ленты показан на рис. 149. Установка состоит из
нескольких сборочных единиц. Вращающийся барабан 1 держит
при вращении сердечник 2, на который спирально навивается
полосовой материал 5. На сердечнике 2 установлены концевые
секции будущего аппарата 4 и 5, одна из которых имеет хвосто-
вик 6, посредством которого удаляется сердечник 2 после того,
как изготовлен аппарат. Сердечник может быть разборного
типа.
Полосовой материал.5 вращением сердечника 2, который полу-
' чает вращение от барабана /, сматывается с рулона 7 через натяж-.
ное устройство 8, Это устройство натягивает полосу 3 дифферен-
цированно: большее натяжение получает край полосы, образующий
внешнюю поверхность аппарата (навивка осуществляется вна-
хлестку). Вместе с полосой 3 между перекрывающимися поверх-
226
постами полосы 3 движется лента 9 легкоплавкого твердого при-
поя. Лента 9 может быть во всю их ширину этих поверхностей,
но обычно бывает достаточно покрывать припоем часть нахлестки.
Индукционный нагреватель 10 плавит припой 9 и последний сое-
диняет навитые слои полосы 3 в единую конструкцию.
При необходимости припой может содержать неплавящиеся
частицы нужных размеров (карборунд, никель), которые во время
плавки обеспечивают необходимый зазор между перекрытиями
полосы 3. Кроме того, эти частицы, увеличивая трение между
слоями, способствуют более прочной сварке их.
Синхронно с вращением сердечника 2 происходит поперечное
перемещение рулона 7 и устройства 8 для обеспечения спираль-
ной навивки полосы 3 на сердечник 2. Для перемещения рулона 7
и устройства 8 они устанавливаются на тележку станка, которая
перемещается координированно с барабаном 1. Толщина полосы 3
равна 0,05—0,3 мм при ширине 25—600 мм. Толщина полосы
ленты 9 твердого припоя обычно равна примерно 0,025 мм.
3. МНОГОСЛОЙНЫЕ АППАРАТЫ СО СТЕНКОЙ
ИЗ КОНЦЕНТРИЧЕСКИХ СЛОЕВ
При изготовлении многослойных аппаратов этой конструкции
(метод фирмы А. О. Смит (США)) на внутреннюю обечайку толщи-
ной от 8 до 15 мм накладываются листы толщиной 5—7 мм, за-
варенные продольными швами, благодаря чему создается воз-
можность изготовлять выдерживающую давление стенку из угле-
родистой или низколегированной стали и лишь внутреннюю
обечайку выполнять из высоколегированной стали (рис. 150).
Технологический процесс изготовления корпуса состоит в сле-
дующем (рис.’ 151).
Внутренняя обечайка 1 изготовляется сваркой металлического
листа швом 2 (рис. 151, а). Шов с наружной стороны выполняется
заподлицо с поверхностью обечайки. Второй слой 6 состоит
из двух половинок 3 и 4, изогнутых на листогибочной машине
- (рис. 151, б, г). Перед наложением на обечайку половинок 3 и 4
по их краям наносят узкой полосой тонкий слой графита 5, остав-
ляя всю центральную часть чистой. Половинки 3 и 4 со слоем
графиту накладываются на обечайку, образуя два продольных
шва 7 и 8 (рис. 151,в). Шов 7 прихватывается в нескольких ме-
стах 17 для закрепления половинок на обечайке.
На собранную таким образом конструкцию устанавливаются
обжимающие бандажи 9 и 10, концы 11 которых закреплены
в раме 12, а подвижные концы 13 прикрепляются к рычагам 14
гидравлических цилиндров 15. При работе цилиндров 15 бандажи
стягиваются, прижимая половинки 3 и 4 к цилиндру 1. Слои гра-
фита обеспечивают относительное скольжение слоев и плотность
их прилегания друг к другу. При стягивании бандажей внутренний
цилиндр 1 подвергается значительному сжатию. Если половинки
15* 227
второго слоя сварить в момент обжатия конструкции, а потом осла-
бить бандажи (рис. 151,г), то второй слой 16 получит значительное
растяжение. Такое остаточное напряжение многослойного ци-
линдра допустимо, когда отношение диаметра к толщине стенки
аппарата выражается числом <10 и когда необходимо предвари-
тельное напряжение слоя.
Слой графита уменьшает усилия, которые необходимо при-
ложить, чтобы добиться относительно плотного прилегания слоев
Рис. 150. Многослойный
аппарат с концентриче-
ским расположением слоев
друг к другу, тем самым предохраняя
аппарат от предварительного напряжения.
Перед сваркой шва 8 половинок бан-
дажи немного ослабляются, при этом
ослабляется и внутренняя обечайка /,
а слои остаются в том же плотном кон-
Рис. 151. Последовательность выполнения опера-
ций при изготовлении многослойного аппарата
путем наложения двух изогнутых половин
такте. При частичном ослаблении бандажей участок без слоев
графита, на котором при обжиме прилегание слоев друг к другу
установилось за счет трения, будет противодействовать переме-
щению слоев и поможет сохранить полученный между слоями
контакт даже при полном освобождении цилиндра 1 от сжатия.
После частичного ослабления бандажей шов 8 прихватывается
точечной сваркой-. Бандаж снимается и шов 8 заваривается пол-
ностью. Подобным же образом накладываются последующие слои.
В случае изготовления аппарата, где желательно иметь предва-
рительное напряжение слоев, последнее легко получить путем
ликвидации фрикционного контакта между слоями. При укладке
листов в корпус после сварки продольных швов по окружности
228
возникает сжимающее напряжение, которое создает напряжение
сжатия во внутренней обечайке и плотное прилегание слоев друг
к другу. После подачи в аппарат рабочего давления возникающие
растягивающие напряжения складываются с имеющимися на-
пряжениями сжатия, в результате напряжения не превышают
предела текучести материала.
Характерная особенность конструкции заключается в том,
что соединительные круговые швы не должны подвергаться тер-
мической обработке для
снятия напряжений.
Поэтому нетранспорта-
бельные, очень большие
резервуары можно сва-
ривать из двух или
более частей непосред-
ственно на месте уста-
новки. Торцы обечаек
после наложения всех,
слоев механически об-
рабатываются. В целях
устранения искривле-
ния корпуса сборку его
из отдельных обечаек
производят на специаль-
ных приводных ролико-
опорах, имеющих воз-
можность перемещения
в горизонтальном и
вертикальном направле-
ниях для выравнивания.
Окончательная механи-
ческая обработка флан- ' Рис. 152. Установка для наплавки торцов
цевых концов для креп- обечаек
ленця уплотнительных
элементов, а также сверление и нарезание резьб в отверстиях
под болты производится в собранном корпусе вслед за испытанием
сварных швов. Однако окончательная обработка отдельных кон-
цевых элементов возможна уже и перед приваркой к многослой-
ной детали.
После механической обработки торцов обечаек на торцы на-
плавляют слой металла толщиной 15—20 мм и вторично произво-
дят механическую обработку. Для наплавки торцов обечаек ис-
пользуется специальная переносная полуавтоматическая уста-
новка расщепленным электродом под слоем флюса (рис. 152).
Основание установки—планшайба 1—одновременно служит кру-
говой направляющей, обеспечивающей центрирование установки
по обработанному торцу обечайки. С планшайбой через вращаю-
щийся конус и конусное отверстие соединена стойка 2, к которой
229
при помощи направляющей втулки с клеммовыми зажимами кре-
пится штанга 3. Со штангой неподвижно соединен главный ме-
ханизм 4, сообщающий движение приводному бегунку ходового
шасси 6, служащего для перемещения главного механизма по кру-
говой направляющей планшайбы и роликам 5, предназначенным
для подачи электродной проволоки. Установка управляется с пу-
льта 8, смонтированного на корпусе главного механизма.
"Для настройки на наплавку установку помещают на верти-
кально стоящую обечайку 9. По наплавочному мундштуку 10
в зависимости от нужного радиуса наплавки фиксируют клеммо-
Рис. 153. Технологи-
ческая последователь-
ность изготовления
аппаратов со смещен-
ными сварными швами
выми зажимами вылет штанги. Кассеты устанавливают на крон-
штейне 7. Вылет концов проволок из мундштука обычно состав-
ляет 25—30 мм, расстояние между ними 8—10 мм. В зависимости
от требуемой скорости наплавки подбирают сменные шестерни глав-
ного механизма 4. Для уточнения режима сначала производят проб-
ную наплавку на образце. Наплавку торцов под флюсом ведут по
всему периметру изделия несколькими перекрывающими друг
друга слоями. При наплавке каждого последующего слоя головку
с мундштуком смещают на 2/3= ширины слоя. Количество прохо-
дов зависит от ширины слоя наплавляемого металла за один
полный оборот установки, а ширина слоя зависит от числа однов-
ременно подаваемых в зону наплавки проволок и шага между
ними.
При сварке кольцевых швов возникают высокие изгибающие
и осевые напряжения. Влиять на изменение напряженного сос-
тояния в кольцевом стыке можно путем изменения параметров
разделки кромок. При увеличении угла разделки кромок коль-
230
выполнения операции в этом
Рис. 154. Характер разрушения мно-
гослойного аппарата
75% величины напряжений, при
цевого стыка увеличиваются осевые и изгибающие напряжения,
поэтому стремятся к обеспечению минимального угла разделки.
Наряду с описанным методом фирмы А. О. Смит, который
предусматривает изготовление многослойных аппаратов со сплош-
ными (на всю толщину стенки) кольцевыми швами, имеется его
конструктивная разновидность, в которой вместо сплошных коль-
цевых швов применяется ступенчатое соединение этих швов. Тех-
нологическая последовательное
случае показана на рис. 153.
Фирма А. О. Смит, экспери-
ментируя с толстостенными ап-
паратами, испытала на разру-
шение внутренним давлением
четыре однослойных толстостен-
ных аппарата длиной 3660 мм,
с наружным 845 мм и толщиной
стенки 92 мм, два многослой-
ных аппарата из 12 слоев каж-
дый _ с суммарной толщиной
89 мм, при наружном диаметре
660 мм и длине 2640 мм, при-
чем из последних один аппарат
подвергся отжигу, а другой
испытывался без отжига. Ис-
пытание показало, что при ра-
счете по одной и той же фор-
муле разрыв однослойных аппа-
ратов происходил при напряже-
ниях, составляющих примерно
которых происходил разрыв многослойных аппаратов. Характер
разрушения однослойного толстостенного и многослойного ап-
паратов существенно различается: однослойный аппарат разры-
вается на части и разрушение его наступает при отсутствии за-
метной деформации, а у многослойного аппарата общего разру-
шения не происходит и местные разрывы его наступают после
значительной деформации (рис. 154).
4. РУЛОНИРОВАННЫЕ АППАРАТЫ
Многослойная обечайка, изготовленная методом рулонирования
стальной ленты, состоит из внутренней обечайки толщиной 10—
16 мм, стальной ленты толщиной 3—6 мм, которая наматывается
на внутреннюю обечайку для образования стенки необходимой
толщины, и из наружной обечайки из двух половинок, которые
изготовляются из листа толщиной 5—6 мм. Половинки наружной
обечайки накладываются на спиральную намотку ленты и при-
вариваются. В каждой многослойной обечайке просверливаются
контрольные отверстия, не доходящие по глубине до внутреннего
231
цилиндра, назначение которых состоит в том, чтобы в случае
разрушения металла внутреннего цилиндра неисправность можно
было бы обнаружить по просачиванию через них жидкости или газа.
В отечественной практике для рулонирования применяется
сталь 10Г2СД по ГОСТ 5058—65 с сгв = 50 кгс/мм2, сгт — 35 кгс/мм2
толщиной 6 мм и шириной 1500 мм. Могут быть использованы
также стали 12Х18Н10Т, 12МХ, 12ХГМ.
Методом рулонирования изготовляются аппараты04ОО—3400 мм
с толщиной стенки до 250 мм.
Таблица 21
Характеристики аппаратов высокого
давления, изготовляемых методом
регулирования
Внутрен- ний диаметр, мм Толщина стенки, мм Длина, мм Вес, тс
500 70 3 000 5
1100 . 120 15 000 ? 180
1400 240 19 000 250
2500 190 17 000 350
4000 180 18 000 450
Характеристики аппаратов, из-
готовляемых методом рулони-
рования, приведены в табл. 21.
Аппараты высокого давле-
ния с многослойными стенками
могут работать при температу-
рах, не превышающих 350° С и
не ниже 0° С. Указанные аппа-
раты можно применять в таких
рабочих условиях, когда темпе-
ратура стенки внутри аппарата
поднимается выше 350° С, если
только перепад температур на
внутренней и наружной стен-
ках аппарата можно поддержать
ниже 350° С с использованием
достаточно эффективной тепло-
изоляции.
232
Рис. 155. Изготовление рулонированной обечайки:
1 — центральная обечайка; 2 — клиновая вставка; 3 — сварочная заклепка;
4 — рабочая риска; 5 — контрольная риска; 6 — груз; 7 — рулон листовой
стали; 8 — продольный сварной шов; 9 — рулонированная обечайка; 10 —
полуобечайка
Технологический процесс изготовления многослойной обе-
чайки приведен в табл. 22 (рис. 155).
При изготовлении аппаратов высокого давления путем намотки
стальной ленты главную роль играет метод наматывания полосы
на внутреннюю обечайку. Методы намотки показаны на рис. 156, а,
б, в.
При намотке два валка находятся внутри и ведущий валок 1
передает вращение на наматываемый барабан (рис. 156, б). Валок 1
изгибает стенку внутренней обечайки вместе с наматываемой
стальной лентой в радиальном направлении к центру. В резуль-
тате этого внутренняя обечайка вместе с наматываемой стальной
полосой изгибается внутрь между валками 1 и 2 и в этом месте
радиус кривизны окружности увеличивается. Следовательно,
Таблица 22
Маршрутный технологический процесс изготовления рулонированной
обечайки (рис. 155, а—*ж и 156, а)
№ операции Наименование операции Оборудование, приспособление, инструмент
1 2 v 3 4 5 6 7 8 9 10. 11 12 43 14 15 15 16 17 Сборка клиновой вставки с цен- тральной обечайкой (я) Подготовка полосы под обрезку и разметку Разметка начальной кромки по- лосы рулонной стали (б) Резка полосы рулонной стали поперек Сборка центральной обечайки с полосой рулонной стали (в) Сварка начального продольного шва (г) Зачистка продольного стыка Намотка рулонированной обе- чайки (рис. 156, а) Сборка клиновой вставки (б) ' Сборка замыкающего продоль- ного шва (е) Зачистка продольного шва • Сборка и обтяжка наружной обечайки' (ж) Сварка продольных швов на- ружной обечайки Механическая обработка торцов Сверление отверстий Сверление отверстий Наплавка торцов Механическая обработка торцов после наплавки Сборочная плита Мостовой кран Разметочный инструмент Пост газокислородной резки Мостовой кран Пост ручной дуговой сварки Шлифовальное устройство Специальная четырехвалко- вая листогибочная машина Сборочная плита Пост ручной дуговой сварки Шлифовальное устройство Специальная четырехвалко- вая листогибочная машина Сварочный автомат Токарно-карусельный станок Горизонтально-расточной станок Г оризонтально-расточной станок Сварочный манипулятор Токарно-карусельный станок
233
когда внутренняя обечайка после прохода через систему валков
принимает исходный радиус кривизны* и витки намотки ленты
натягиваются, это- позволяет получить плотную намотку сталь-
ной ленты с определенным натяжением.
Производя наматывание стальной ленты на внутреннюю обе-
чайку третьим методом (рис. 156, в), можно получить требуемую
плотность намотки. В этом случае ведущий валок давит на по-
верхность наматываемой стальной полосы с наружной стороны,
но так как валок /, расположенный на верхней части обечайки,
изгибает обечайку внутрь, действуя через всю толщину намотки
ленты, то при этом обечайка становится более плоской (прини-
мает эллипсоидную форму), и после того как она пройдет через
систему валков, где обечайка и намотка принимают соответственно
исходный радиус кривизны, намотка также плотно натягивается,
как это было, и; в случае, показанном на рис.> 156, б.
По второму и третьему методам (рис. 156, б, в) стальная лента
наматывается постоянно и равномерно на внутреннюю обечайку.
Натяжение витков ленты происходит после ее отрезки, когда
получена достаточная толщина намотки. Для достижения необхо-
димой плотности прилегания слоев регулируют расстояние между
валками и давление на поверхность обечайки. После наматывания
и правки овальность обечаек не должна превышать 0,5% диаметра,
отклонение образующих от прямолинейности не должно быть
более 0,5 мм.
При намотке, как правило, наблюдается сползание (сход)
полосы с центральной обечайки. Рекомендуются два способа
устранения этого явления:
1) перёмещение тележки с рулоном, вдоль машины в проти-
воположную от схода полосы сторону,
2) использование крана. Намотанные и плотно уложенные
слои прихватывают друг к другу электроприхватками. Поднимают
верхний вал и распушивают верхние, не прихваченные слои,
намотанные с большим сходом. Краном поднимают обечайку и
путем сдвигания троса укладывают верхние слои. Эту операцию
повторяют через каждые 1,5—2 слоя.
В процессе намотки между слоями то с левого, то с правого
торца обечайки могут образовываться местные выпучины («пузыри»),
затрудняющие сворачивание. Образовавшийся «пузырь» пере-
распределяется между валками следующим образом.; Немного
выше «пузыря» ставится прихватка длиной 50—100 мм. Отжимают
боковой валок и проворачивают обечайку в такое положение,
чтобы прихватка ‘стала против бокового валка. Принимают обе-
чайку боковым валком, нижний валок при этом опускается,
поворачивая обечайку, продвигают «пузырь» дальше. При этом
«пузырь» уходит в намотанные слои и там . распределяется.
Образовавшиеся в результате этого зазоры выбираются последую-
щей обкаткой. При намотке и многократной обкатке на всей внут-
ренней поверхности центральной обечайки из-за неровной по-
234
верхности и проскальзывания валков получаются риски и задиры
глубиной до 0,2—0,3 мм. Установка технологической обечайки
внутрь центральной трубы предотвращает указанные дефекты.
После рулонирования местные зазоры между слоями не превы-
шают 0,25 мм.
В целях более плотного прилегания слоев используется сле-
дующий прием (японский патент № 38-9826). В наружную обе-
чайку вставляется навитый рулон, наружный конец которого
приваривается к внутренней поверхности этой обечайки. Собран-
ный узел подвергают вращению, при котором в результате дей-
Рис. 156. Способы намотки многослойной обечайки
ствия центробежных сил витки ленты раскручивается и плотно
прилегают один к другому. После этого внутренний конец витка
приваривают к его собственной поверхности. Длина внешней
окружности внутренней обечайки несколько больше, чем длина
внутренней окружности ленточного витка. Когда обечайку встав-
ляют внутрь витка, то сначала ей придается несколько вогнутая
форма, которая "под воздействием внутреннего напряжения рас-
прямляется до формы цилиндра.
5. ГИЛЬЗОВАННЫЕ АППАРАТЫ
Изготовление многослойных обечаек методом гильзования
производится путем насадки ' отдельных обечаек в нагретом со-
стоянии одна на другую. Эта операция требует изготовления обе-
чаек с высокой точностью.
Данный способ не ограничивает размеры (включая толщину
стенки) корпусов аппаратов.
Толщина отдельных обечаек составляет обычно 30—80 мм.
После изготовления обечайки усиление продольного сварного
шва внутри и снаружи зачищается заподлицо с основным метал-
лом. Овальность обечайки после правки не должна превышать
0,1% диаметра. Внутренняя и наружная поверхности обечаек
проходят дробеструйную обработку, торцы размечаются под
установку проушин, предназначенных для захвата обечайки тро-
сом при транспортировании и сборке с другой обечайкой. Проу-
235
}
шины устанавливаются на всех, кроме внутренней, обечайках.
На торец обечайки устанавливаются направляющие планки,
облегчающие дальнейшую сборку. Наружная обечайка устанав-
ливается на выдвижной под камерной печи и нагревается при
температуре 400—500° С. После нагрева наружную обечайку на-
девают на холодную внутреннюю обечайку, установленную не-
далеко от печи на сборочной плите (рис. 157). После сборки проу-
Рис. 157. Сборка многослойной обечайки
шины отрезают резаком,
снимаются направляющие
планки, места прихваток
и приварок зачищаются.
Сборка корпуса под
сварку и сварка кольце-
вых швов производится
на механизированных ро-
ликоопорах. В вырезан-
ные предварительно отвер-
стия устанавливают и
приваривают штуцеры.
При этом перекос уп-
лотнительной поверхно-
сти фланца в поперечном
и продольном направле-
ниях должен быть не
более 3 мм. Кольцевые
швы на корпусе контролируются при помощи рентгеноскопии,
а угловые швы сварных соединений -штуцеров с корпусом—
цветной дефектоскопией и методом покрытий.
После полной сборки производится термообработка. Аппа-
рат загружается в печь, предварительно нагретую до 300° С.
Нагрев производится со скоростью не более 100—150 град/ч
до 580—600° С. При ' этой температуре аппарат выдерживают
в печи из расчета времени 4 мин на 1 мм толщины аппарата.
Охлаждение производится со скоростью 100 град/ч до темпера-
туры 200—250° С вместе с печью. После термообработки коль-
цевые швы по всей длине контролируют методом рентгеноскопии.
Более совершенным методом сборки является, осуществление
процесса гильзования непосредственно в нагревательном устрой-
стве. В этом случае уменьшаются потери тепла, связанные с тран-
спортировкой обечаек. На рис. 158 показана специализированная
нагревательная печь для проведения операции гильзования. Мон-
таж печи производится заподлицо с полом цеха. В средней части
печи находится нагревательный элемент, состоящий из 42 газовых
безпламенных панельных горелок с габаритными размерами
140 X 364x545 мм. Теплопроизводительность одной горелки
доъ50 000 ккал/ч при максимальном расходе газа 6 м3/ч, избыточное
рабочее давление газа в горелке 0,2—0,6 кгс/см2. Сверху прост-
ранство печи закрывается крышкой 2. Печь предназначена для
236
I ’
I
нагрева обечаек диаметром от 1800 до 4500 мм и высотой до 1500 мм.
В печи можно производить термообработку сварных швов с на-
гревом обечаек до~ 1150° С.
Процесс гильзования осуществляется следующим образом.
В зависимости от диаметра обечайки открывается частично или
полностью крышка печи и холодная наружная обечайка опускается
Рис. 158. Печь для гильзования обечаек:
1 шахта печи; 2 нагревательный элемент; 3 —- воздухозаборник ; 4 — крышка;
5 газопровод; 6 — коллектор; 7 — крышка воздухозаборника; 8 — настил; 9, 10 —
краны газовые; 11 манометр
на под печи. После нагрева и раширения внутрь ее опускается
следующая обечайка. Таким образом, процесс продолжается до
получения необходимой толщины многослойной обечайки.
6. ИЗГОТОВЛЕНИЕ многослойных днищ
Преимущества многослойных днищ перед однослойными ана-
логичны преимуществам всех многослойных конструкций. Стои-
мость-днищ уменьшается в разультате применения более простого
оборудования. Надежность и безопасность многослойных днищ
237
для сосудов высокого давления выше по двум причиняй:/ они
изготовляются из тонкого стального листа с более высокими и
стабильными механическими свойствами; многослойное днище спо-
собствует локализации трещин и других дефектов в одном слое'.
Расширяются производственные возможности, так как при от-
сутствии необходимого сортамента листа его можно заменить
другим. Появляется возможность изготовлять слои днища из
разных сталей и таким путем экономить дорогостоящие стали.
Многослойные днища можно изготовлять двумя ..способами: ;
последовательной штамповкой слоев на гидравлическом прессе
и последовательной обкаткой слоев на обкатной машине. При
сравнении этих способов надо отметить, что для производства
многослойных днищ штамповкой необходимо изготовить комплект
сменной оснастки, в то время как при обкатке днище формуется
на имеющейся оснастке.
Расчет диаметров заготовок слоев днища при изготовлении
методом обкатки производится без учета вытяжки в процессе
обкатки, т. е. на основании равенства радиуса заготовки и длины
образующей срединной поверхности слоя днища в ее диаметраль-
ном сечении по формуле:
И f + М + h\
D3 = .——------+ 2h2 + с, (26)
где D3 — внутренний диаметр слоя днища; hr — высота слоя
днища; h — толщина слоя; h2 — высота цилиндрической части
днища; с — сумма технологического припуска и припуска на ме-
ханическую обработку.
Значения р приводятся ниже:
-р-------- 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
р......... 3,1495 3,1731 3,2127 3,2586 3,3412 3,4314 3,5401 3,6091 3,8208
Обкатка многослойного днища производится следующим обра-
зом. Первый (внутренний) слой формуется аналогично фор-
мовке однослойного днища в три стадии: частичная штамповка
центральной части слоя; обкатка борта слоя с помощью давиль-
ного ролика одновременно с окончанием штамповки центральной
части; окончательная обкатка слоя давильным и бортовым роли-
ками. Пррвый слой снимается с грибка, и после остывания произ-
водится подрезка торца слоя. Эта операция позволяет сократить
расходы металла на последующие слои, а также более точно уста-
новить- первый слой -на грибке при выполнении последующих
операций. С целью более плотного прилегания последующих
слоев окалина на наружной поверхности внутреннего слоя об-
жигается, газовым резаком. , .
238 '
Обкатка второго слоя вокруг внутреннего производится двумя
способами. По первому способу отформованный и отторцованный
первый слой устанавливается' на грибке. Нагретую в печи заго-
товку второго слоя накладывают на первый слой (рис. 159, а)
и обкатывают вокруг него (рис. 159, в, г). По этому технологи-
ческому процессу изготовлено днище № 1 (табл. 23).
При изготовлении остальных днищ (табл. 23) нагретую в печи
заготовку второго слоя подвергают предварительной обкатке
(рис. 159,6). После этого заготовку повторно нагревают в печи,
Рис. 159. Процесс формообразования многослойного днища:
1 — заготовка второго слоя; 2 — бортовальный ролик; 3 —
матрица (плунжер); 4 — пуансон; 5 — первый (внутренний)
слой; 6 — центрирующие ролики; 7 — давильный ролик
накладывают на установленный на грибке первый слой (рис. 159, в)
и производят окончательную обкатку (рис. 159, г). Во избежание
выпадания внутреннего слоя при охлаждении выполняется под-
гибка кромок второго слоя внутрь. Остальные слои изготовляются
аналогично.
Применение одного из вышеуказанных способов обусловли-
вается размерами заготовок для второго и последующих слоев.
Первый способ может быть применен только для изготовления
днищ 0 1600—1800 мм, так как в противном случае прижатая плун-
жером листовая заготовка под действием тангенциальных сжимаю-
щих напряжений может потерять устойчивость и тогда в пери-
ферийной зоне образуются гофры. При обкатке однослойного
днища или внутреннего слоя образовавшиеся гофры уничтожаются
совместным действием давильного и бортовального роликов.
При обкатке второго и всех последующих слоев вокруг внутрен-
него слоя гофры не могут быть уничтожены, так как бортовальный
239
Таблица 23
Характеристика многослойных днищ, изготовляемых методом обкатки
№ днища Внутренний диаметр, мм Общая тол- щина стенки днища, мм Количество слоев Толщина слоев, мм Материал слоев (сталь)
внутрен- него среднего ! наруж- , кого внутрен- него среднего наруж- ного
1 1600 60 2 26 34 10Г2ФР 09Г2С
2 1600 64 2 36 —ц 28 16ГС — 16ГС
3 , 2000 96 3 20 36 40 12ХМ 12ХМ 12ХМ
4 2000 96 3 20 36 40 12ХМ 12ХМ 12ХМ
ролик находится под первым слоем (рис. 159, в), поэтому для за-
готовок больших диаметров днищ гофры уничтожаются во время
предварительной обкатки (рис. 159, б).
Проведение обкатки второго и последующих слоев без опе-
рации предварительной обкатки затрудняется также жестким
температурным режимом (температура конца обкатки для угле-
родистых и низколегированных сталей должна быть не ниже
700° С), причем трудности усугубляются искажением показа-
ний фотопирометра, контролирующего температуру, окалиной
на поверхности слоя.
Экспериментальные замеры показали, что охлаждение слоев,
многослойного днища в процессе обкатки вследствие ускоренной
теплоотдачи предыдущим слоям протекает более интенсивно,
чем однослойного. Поэтому при изготовлении днища по первому
способу толщина слоев не должна превышать 40 мм.
В процессе исследований было выяснено влияние различных
факторов на качество получаемых днищ. При изготовлении днища
№ 1 (табл. 23) внутренняя поверхность наружного слоя для умень-
шения окалинообразования покрывалась термоизолирующим пок-
рытием. После изготовления днища № 1 и № 2 были разрезаны
и внутренние поверхности наружных слоев сравнивались. Ана-
лиз показал как в том, так и в другом случае одинаковое количе-
ство окалины, за исключением центральной части. В периферий-
ной 'зоне у днища. № 2 окалина удалялась действием центробеж-
ных сил; в центральной части, прижатой плунжером, этого не
происходило. Для замеров величин толщин слоёв и зазоров между
ними двухслойные днища были разрезаны в меридиональных
и кольцевых направлениях. Анализ результатов замеров показал,
что характер измерения толщин наружных и внутренних слоев
аналогичен и утонения, что особенно важно, не происходит..
Наибольшие зазоры между слоями находятся в центральной части
днища.
Следует отметить, что термообработка (нормализация) увели-
чивает зазоры между слоями. После обкатки зазоры по торцу
у днища № 2 отсутствовали, а после термообработки они появи-
240
лись. Повторная термообработка (высокий отпуск), которой под-
вергались днища № 3 и 4, существенно не сказалась на зазорах
между внутренним и средним слоями, но значительно увеличила
зазоры между средним и наружным слоями.
Изготовление многослойных днищ методом штамповки про-
изводится в следующем порядке. Сначала по обычной технологии
штампуют внутренний слой. На заготовку второго слоя наносят
тонкий слой порошка хлорйстого аммония и покрывают защитным
стальным листом. После нагрева в печи до температуры 1100—
1150° С заготовку вынимают из печи, удаляют защитный лист,
тщательно удаляют окалину с поверхности и подают заготовку
на матрицу пресса. Предварительно на пуансон надевается ра-
нее отштампованный внутренний слой. Сразу после штамповки
многослойное днище снимается с пуансона, слои прихватываются
между собой швами длиной 70—80 мм в 6—8 местах электросвар-
кой. Перед штамповкой каждого последующего днища наружная
поверхность предыдущего, служащего при штамповке пуансо-
ном, тщательно очищается от окалины. После окончательной
штамповки всех слоев многослойное днище проходит термообра-
ботку: отпуск при 600° С с выдержкой при этой температуре
2,5 ч, охлаждение с печью до 400° С, дальнейшее охлаждение
на воздухе.
На карусельном станке обрабатывают торец днища под сварку
кольцевого стыка и протачивают разделку кромки для заварки
слоев.
ГЛАВА 4
ШАРОВЫЕ РЕЗЕРВУАРЫ
С развитиием химической и нефтяной промышленности воз-
росла потребность в резервуарах для хранения газов и жидких
продуктов. Применяемые для этих целей цилиндрические резер-
вуары требуют большого расхода металла. В связи с этим в оте-
чественной и зарубежной практике нашли широкое применение
шаровые емкости.
Шаровые резервуары изготовляют диаметрами от 4,8 до 33 м
с толщиной стенки 9—36 мм. Материалом служат низкоуглероди-
стые спокойные стали или низколегированные стали, обладающие
хорошей свариваемостью. Механические свойства сталей состав-
ляют: предел текучести 30—40 кгс/мм2, предел прочности 50—
60 кгс/мм2. Начато изготовление резервуаров из материалов
с пределом прочности до 100 кгс/мм2.
Элементы оболочки могут изготовляться двумя методами:
а) штамповкой в холодном или горячем состоянии; б) гибкой
между валками.
В зависимости от способа изготовления, соображений наимень-
шего расхода металла и повторяемости типоразмеров заготовок рас-
крой шара может быть произведен различными способами. При изго-
16 Ю. И. Берлинер 241
Рис. 160. Схемы раскроя корпусов шаровых резервуаров
товлений емкостей диаметром до 13 м делают раскрой, раньше
применявшийся для клепаных шаровых газгольдеров (рис. 160,(2).
Однако при изготовлении штамповкой наибольшее распростра-
нение получил меридионально-экваториальный раскрой, облегчаю-
щий монтаж и выполнение сварочных работ (рис. 160, б). По этой
схеме раскроя резервуар емкостью 600 м3 изготовлен из 114 ле-
пестков при длине швов 435 м. При изготовлении элементов гиб-
кой из листа между валками применяется раскрой, показанный
на рис. 160, в, обеспечивающий минимальное количество лепе-
стков.
Таблица 24
Допускаемые отклонения при изготовлении шаровых резервуаров
(рис. 161)
Элемент измерения Способ измерения Отклонения-
Совместный пологий увод кромок и кривизна поверх- ности на длине не менее 500 мм, наружу или внутрь (рис. 161, а, б, в) При V-образной разделке кромок совместный увод кро- мок допускается только нару- жу Местные деформации в виде выступов и вмятин (рис. 161, 4 Увод кромок непосредствен- но у сварных швов наружу или внутрь (рис. 161, д, е) Волнистость и смещение кромок лепестков Овальность в экваториаль- ном сечении шарового резер- вуара Шаблон длиной не менее 1000 мм Шаблон длиной не менее 1000 мм Шаблон и глубино- мер Мерная лента II класса Для оболочек тол- щиной до 28 мм f 10 мм, свыше 28 мм 8 мм -ф-8 мм Для любых тол- щин не более 5 мм. Суммарные деформа- ции не должны пре- превышать 10 мм Для любых тол- щин не более 5 мм Не более 10% тол- щины металла лепестка Не более 0,5% от диаметра
242
По схеме рис. 160, г резервуар имеет 26 лепестков при длине
швов 200 м. Следовательно, длина швов находится в прямой
зависимости от числа лепестков и поясов резервуара, отсюда и
стремление к сокращению числа лепестков.
В целях обеспечения надежности шарового резервуара уста-
навливаются довольно жесткие требования к форме заготовок
и особенно к разделке кромок листов. Во всех случаях при со-
оружении шаровых резервуаров особое значение придается пра-
Рис. 161. Допускаемые отклонения при изготовлении
шаровых резервуаров
вильности формы (постоянной кривизне в двух направлениях),
когда внутреннее давление не может вызвать изгибающего мо-
мента в оболочке й дополнительных напряжений (табл. 24, рис. 161).
Для шаровых резервуаров, работающих под давлением до
18 кгс/см2 и при температуре до 200° С, допускается не смещать
меридиональные швы смежных поясов друг относительно друга,
если швы выполнены автоматической сваркой при условии 100%-
ного контроля, рентгеноскопическим методом мест пересечения
швов. При Х-образной разделке кромок углеродистых и низко-
легированных сталей внутренняя разделка должна быть по глу-
бине меньше наружной на 25%.
Технология изготовления лепестков шара 0 10,5 м методом
гибки состоит в следующем. Для максимального использования
листа лепесток изготовляют сварным из трех частей: '•централь-
ный лист длиной 8000 мм и крайние листы длиной по 3220 мм.
После разметки, вырезки заготовок и подготовки кромок под
автоматическую сварку производится сборка развертки из трех
частей (рис. 162). При этом обеспечиваются: зазоры на стыках
3 мм, смещение кромок не более 0,8 мм, соосность всех частей
карты, перелом оси не более 20 мм. Размечаются и вырезаются
16* 243
два отверстия для кантовки карты. После автоматической свар-
ки под слоем флюса стыков и их рентгеноскопического контроля
на стеллаже производится газовая обрезка кромок. Для полу-
чения точных размеров развертки на заготовку накладывают
специальный шаблон, по которому с двух сторон одновременно
полуавтоматами типа «Радуга» вырезают развертку.
Наименьшая деформация заготовки лепестка после резки по-
лучается при определенной последовательности резки: по одной
стороне лепестка полуавтомат движется от начала до конца в од-
ном направлении, а по другой стороне—навстречу первому, на-
чиная с неотрезанного участка. После предварительной обрезки
кромок заготовка подается
к листогибочной машине
и заводится в валки так,
чтобы продольная ось
лепестка была перпенди-
кулярна оси валков. Что-
бы обеспечить точность
окончательных размеров
лепестка, обрезку кромок
производят на листоги-
бочной машине следую-
щим образом. После выхода из машины широкой части ле-
пестка вращение валков останавливается; базируясь на точки,
нанесенные в развертке, размечают по шаблону широкую
часть лепестка под обрезку / с нанесением контрольных
рисок. После настройки копира и установки газового секатора
производится обрезка кромок широкой части лепестка. В машину
закладывается второй лепесток и изгибается до тех пор, пока
первый лепесток полностью не выйдет из валков. С помощью
двух струбцин первый лепесток крепится к каретке машины, по-
сле чего производится подрезка торцовой части лепестка и ле-
песток снимается с машины, причем чтобы избежать опрокидыва-
ния, концы лепестка скрепляются стяжкой.
Все элементы шаровой оболочки проходят на заводе контроль-
ную сборку для обеспечения полной взаимозаменяемости одно-
именных элементов. Все элементы маркируются. Лепестки, уси-
ливающие кольца, штуцеры и другие детали корпуса поставляются
на. монтаж в разобранном виде и на время транспортировки
и хранения покрываются протекторным грунтом ГФ-95 с алюми-
ниевой пудрой, позволяющим производить сварку без предвари-
тельной очистки зон сварки. Металлоконструкции, шахтные
лестницы, переходные площадки, опоры и другие сборочные
единицы окрашиваются черным лаком № 177, кроме сваривае-
мых на монтаже концов стыкуемых элементов, которые покры-
ваются грунтом ГФ-95 с алюминиевой пудрой.
Формирование лепестков на прессах является менее произ-
водительным процессом и используется в индивидуальном про-
244
изводстве. Холодную штамповку лепестков производят с помощью
пуансона и матрицы на прессах мощностью 750—3000 тс'в зави-
симости от толщины стенки. Для каждого размера резервуара
применяют сменные матрицы и пуансоны. В процессе формовки
кривизну лепестков замеряют металлическим плоским шабло-
ном, а после окончательной формовки—с помощью пространствен-
ных шаблонов.
Для повышения точности размеров лепестков листы подают
на штамповку с припуском 150——200 мм на сторону. Огневую
резку лепестков по шаблону производят только после оконча-
ния штамповки одновременно двумя или тремя режущими
головками для образования V-образной или Х-образной раз-
делки кромок.
Шлифуются только те участки, где остаются зазубрины или
борозды от газовой резки. Для обрезки меридиональных крышек
лепесток устанавливают на специальном стенде с помощью дом-
кратов и закрепляют в выверенном положении электромагнитами,
чтобы отрезаемая кромка лепестка находилась в вертикальной
плоскости. При резке каретка автоматического резака переме-
щается по прямолинейным рельсовым направляющим вперед-
назад, а головка резака движется по каретке в вертикальном
направлении вверх-вниз. Остаточные деформации, вызванные
газовой резкой, устраняют на прессах после дополнительной
проверки лепестков пространственным шаблоном.
Если в заготовках сферических резервуаров необходимо при-
варить к лепесткам временные приспособления (скобы и т. п.),
то их приваривают следующим образом: перед приваркой уча-
сток оболочки подогревают до температуры 120—150° С; после
резания и последующей зачистки удаленного сварного шва на
этом участке проверяют наличие подрезов или трещин; дефекты
заваривают, предварительно подогревая этот участок до темпе-
ратуры 120—150° С; температуру подогрева контролируют с по-
мощью термокарандашей.
ГЛАВА 5
НЕГАБАРИТНАЯ АППАРАТУРА
1. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Негабаритной называется аппаратура, которую после изго-
товления невозможно транспортировать в полностью собранном
виде с завода-изготовителя к заказчику существующими транс-
портными средствами. Отсюда следует, что в зависимости от гео-
ографического местоположения завода-изготовителя и возмож-
ности использования существующих транспортных средств один
и тот же аппарат больших размеров, может быть признан габа-
ритным или негабаритным.
245
В случае поставки аппаратуры в разобранном виде на маши-
ностроительных заводах выполняют только заготовительные опе-
рации — строжку кромок, гибку листов корпуса, штамповку
элементов днищ, изготовление деталей внутренних устройств
и т. п., а наиболее ответственные операции, в ‘том числе сборку,
сварку и гидроиспытания, переносят на строительные площадки.
Однако технологические аппараты, имеющие стенки значительной
толщины, а также аппараты, изготовленные. из специальных
марок стали, по окончании сварки требуют соответствующей тер-
мообработки; произвести которую в условиях строительной
площадки практически весьма затруднительно. Поэтому стрем-
ление к поставке аппаратуры блоками является важным фактором
сокращения сроков монтажа и пуска технологических установок.
Основным условием, предъявляемым к поставке негабарит-
ной аппаратуры, является обеспечение качественного и в корот-
кие сроки монтажа оборудования индустриальными методами.
У аппаратов, изготовляемых из материалов, требующих тер-
мообработки сварных швов (из легированной, двухслойной или
толстой углеродистой стали), все сварочные работы и термообра-
ботка выполняются заводом-изготовителем. В фундаментных
рамах й плитах оборудования, а также в корпусах, станинах,
опорах и других узлах, не имеющих фундаментных рам или плит
и устанавливаемых непосредственно на фундаменте, для произ-
водства монтажа изготовляются регулировочные винты, отвер-
стия для заполнения бетонной смесью полостей в опорных поверх-
ностях, наносят монтажные метки (риски), фиксирующие в плане
главные оси оборудования, для выверки проектного положения
оборудования на фундаменте.
Все отверстия под штуцеры в корпусе габаритного по диа-
метру аппарата вырезаются независимо от того, приваривается
штуцер на заводе-изготовителе или поставляется отдельно (не-
приваренным) и приваривается на месте монтажа.
У аппаратов с внутренними защитными покрытиями—футеров-
кой кирпичом, другими штучными материалами или изоляцион-
ными” матами—должны быть установлены (приварены) все детали
крепления защитных покрытий и облицовок, а также подготов-
лены защищаемые поверхности. Защитные покрытия аппаратов—
свинцом, винипластом, перхлорвиниловым и другими специаль-
ными лаками эмалированием, гуммированием и т. д. выполня-
ются на заводе-изготовителе в тех случаях, когда аппараты
поставляются транспортабельными по диаметру сборочными
единицами и блоками, соединяемыми на монтаже без примене-
ния сварки.
Для проведения на месте монтажа гидравлического испытания
на аппарате предусматривается штуцер для установки воздуш-
ного крана, через который при заполнении аппарата водой бу-
дет выпускаться воздух, штуцер для присоединения манометра
и пробка полного слива воды. _ , .
246
Во всех сварных монтажных соединениях аппаратов, постав-
ляемых блоками и сборочными единицами, на торцах сваривае-
мых деталей в соответствии с рабочими^ чертежами выполняются
кромки под сварку.
Транспортабельный в сборе аппарат, а также блок транспор-
табельного по диаметру аппарата собирается с внутренними
устройствами и гидравлически испытывается заводом-изготови-
телем.. При контрольной сборке аппарата (сдвоенного, строенного
и т. д.) проверяется полное совпадение смежных штуцеров и
опорных частей. Испытание этих аппаратов производится заво-
дом-изготовителем в собранном виде по проекту или монтажной
схеме. Если аппарат не может быть испытан в предусмотренном
объеме на заводе-изготовителе, то стендовые испытания
проводятся на месте монтажа при участии завода-изготови-
теля.
Внутренние устройства, установленные в полностью собран-
ном оборудовании, а также в отдельно поставляемых блоках и
сборочных единицах, перед отгрузкой закрепляются в корпусе,
если транспортировка, хранение и такелажные работы могут
вызвать перемещение или деформацию деталей внутренних, уст-
ройств. Поставка внутренних устройств отдельно от собранного
аппарата допускается в исключительных случаях, только при их
особой хрупкости, а также при невозможности или большой
сложности установки необходимого закрепления.
Поставляемое оборудование должно быть законсервировано.
Консервации подлежат все обработанные и неокрашенные по-
верхности, включая места нанесения маркировки, аппарата
в сборе, блоков комплектующих изделий, приборов, запасных
частей, которые могут быть подвергнуты коррозии в атмосфер-
ных условиях. Консервация производится в соответствии; с
ГОСТ 13168—67 и должна обеспечить защиту от коррозии всего
оборудования, входящего в объем поставки, при его транспорти-
ровке и хранении на месте монтажа в течение не менее двух лет
с момента отгрузки.
ЕГ соответствующей технической документации, поставляемой
вместе с оборудованием (чертеж, инструкции по монтажу), ука-
зываются? места установки уровня при выверке положения ап-
парата на фундаменте в процессе монтажа; перечень блоков, вхо-
дящих в объем поставки; размеры, вес и положение центра тя-
жести оборудования в сборе, а также каждого поставочного блока;
схемы строповки оборудования в сборе, а также каждого поста-
вочного блока в упаковке и без упаковки,
Для различных аппаратов, кроме того, в зависимости от кон-
струкции, указываются: методы проверки правильности сборки
и < установки внутренних устройств (тарелок и т.п.) при наличии
специальных требований к их установке; мероприятия по под-
готовке внутренних поверхностей к нанесению защитных пок-
рытий либо по сохранению защитных покрытий в процессе тран-
247
спортировки и монтажа аппарата; места установки крана, присое-
динения манометра и трубки для слива воды при проведении гид-
равлических испытаний (для вертикальных аппаратов).
2. МЕТОДЫ ИЗГОТОВЛЕНИЯ
Одним из методов изготовления корпусов негабаритной ап-
паратуры является технология временного деформирования,
т.’е. сворачивания (рулонирования) плоских полотнищ. Сущность
этого способа заключается в следующем. Сваркой из нескольких
листов изготовляют полотнище длиной, равной развертке обе-
чайки. Ширина полотнища ограничивается длиной валков ги-
бочного оборудования. Полотнище подается к листогибочной ма-
шине, где формуется обечайка проектного диаметра с одним
несваренным швом по образующей. Затем поперечные размеры
обечайки уменьшаются путем ее деформирования; при этом обра-
зуется нахлестка кромок. Соответственно уменьшается диаметр
до размера, удобного для перевозки деформированной обечайки
на обычных железнодорожных платформах. Доставленная на мон-
тажную площадку-свернутая обечайка освобождается от скреп-
лений, удерживающих ее в деформированном состоянии, и при-
нимает проектную форму. Остается собрать и заварить один
замыкающий продольный стык обечайки. >Таким образом, все
негабаритные толстостенные цилиндрические конструкции, из-
готовленные с помощью холодной гибки на валковых листоги-
бочных машинах, могут на время транспортирования превра-
щаться по способу временного деформирования в габаритные
и при этом относительная деформация крайних волокон не пре-
высит 2—3%.
Виды временного деформирования обечаек
Таблица 25
Форма обечайки Одинарное упругое Двойное упругое Сплющи- вание упругое Двойное упругое с перемен- ной кри- визной по пери- метру Двойное упруго- пласти- ческое Рулони- рование
Исходная (заготовка) У
Во временно деформиро- ванном состоя- нии С ) —
248
Капитальные работы в области рулонирования листовых кон-
струкций выполнены д-ром техн, наук Г. В. Раевским. Разрабо-
тано и применяются несколько вариантов временного деформиро-
вания (табл. 25). В основе своей они имеют два принципиальных
различия:
а) при гибке на машине происходит упругое деформирование
материала, в связи с чем на монтаже обечайка, будучи освобож-
дена от скреплений, сама в результате действия сил упругости,
возвращается к проектной форме (одинарное упругое деформи-
рование);
б) при гибке на машине деформирование происходит в области
упруго-пластических деформаций, в связи с чем на монтаже тре-
буются дополнительные устройства для разворачивания (двой-
ное упругое деформирование).
Если диаметр обечайки, толщина ее стенок и упругие свой-
ства материала позволяют — выбирается технология одинарного
упругого деформирования, при которой предел возможного умень-.
шения диаметра определяется по формуле;
d2 = —
гг
(27)
Eh
где D± —диаметр до деформирования (проектный); D2 —диаметр
после деформирования (во время транспортирования); Е —модуль
упругости; сгт — предел текучести материала; h — толщина обе-
чайки.
Большего эффекта в уменьшении поперечных размеров цилинд-
рической конструкции можно достигнуть, применив вместо оди-
нарного двойное упругое временное деформирование. В этом слу-
чае гибку выполняют не на проектный, а на несколько меньший
диаметр, с тем, чтобы после удаления скреплений, удерживающих
временно-деформированную обечайку в напряженном состоянии,
и разворачивания обечайки под действием упругих сил оставшуюся
часть нахлестки можно было бы устранить, приложив усилия,
также не превышая предел упругости материала обечайки. Пре-
дел возможного уменьшения диаметра при двойном упругом
деформировании определяется по формуле
D =
2 1 ! 2g^l
Eh
(28)
Участок нахлестки кромок, имеющий повышенную жесткость,
принимает форму обечайки. Обечайка становится эллиптичной.
На участках изменения жесткости возникают дополнительные
изгибающие моменты (Мдоп), которые определяются по формуле
249
где i —отношение моментов инерции участков с различной же-
сткостью; Мг —изгибающий момент, создаваемый при деформиро-
вании обечайки на меньший диаметр; а —центральный угол,
в который вписывается длина нахлестки.
Так как именно^ большая ось эллипса определяет во время
транспортирования габарит обечайки, то при назначении преде-
лов временного деформирования необходимо заранее определить
возможное изменение формы. В общем случае диаметр обечайки
(Дз), временно деформированной в упруго-пластической области
на время транспортирования, после освобождения ее от за-
креплений определяется по формуле
7)3 =: 3£>2 ат , 1 / ат V ЭД • (3°)
2Л Е 2 \ Е ) ^(Di — D2)
Определение силовых параметров процесса рулонирования
определяется по следующим формулам:
усилие (Р), необходимое для деформирования листа на листо-
гибочной машине,
р ______ ZEJn Р2)2_______________1 16EJ (D± P2) /3 j \
D10- “°! *'
где —коэффициент трениям
момент который необходимо приложить ц планшайбам для наво-
рачивания на них обечайки, /
дл Ь(Ут/г2 Г* 4 / ат \2 ^1^2 1 /491
~~ 4 L1 3 \ Е ) h2(D1 — D2)2 J ’
Способ временного деформирования на четырехвалковой ги-
бочной машине толстостенных [h = 25-4-36 мм) обечаек 0 4500—
5000 мм состоит в следующем. После того как полотнище прошло
операцию гибки, полученный цилиндрический блок проектного
диаметра подвергают деформированию, не снимая его с машины.
Для этого одну кромку закрепляют с помощью двух концов троса
на якорях, а другую, зажимая между парой средних валков
и установив на ней съемные ролики, заставляют перемещаться,
приводя в движение средние валки (рис. 163). Направление вра-
щения принимается таким, чтобы образовалась нахлестка кромок,
а поперечные размеры обечайки уменьшались. Деформировав
обечайку до нужного диаметра, наружную кромку закрепляют
с помощью планок, привариваемых к обечайке. Если обечайка
диаметром D3 с остаточной нахлесткой имеет круглую форму,
то после разворачивания с помощью крана она приобретает не-
которую эллиптичность, вследствие того, что разворачивание
250
на заводе-изго-
Рис. 163. Схема
временного дефор-
мирования обечай-
ки на листогибоч-
ной машине
осуществляется не из-за приложения моментов на кромках,
а путем приложения двух сил. Если известно, что на монтаже
разворачивание будет выполняться краном, то
товителе обечайку изготовляют не круглой
формы, а с переменной кривизной, что обе-
спечивает получение круглой, формы обечайки
после разворачивания ее на монтаже с. по-
мощью таких простейших механизмов, как
кран или лебедка.
Для изготовления рулонированных обе-
чаек применяются в основном углеродистые
и низколегированные стали: СтЗ, 09Г2С, 10Г2С,
16Г2АФ, 14ГСМФР, 12МХ.
Применение, способа временного деформи-
рования, предусматривающего перенос основ-
ного объема сборочно-сварочных работ с мон-
тажной площадки на завод-изготовитель, по-
зволяет снизить заводскую трудоемкость на 15—25%, и в 3—
4 раза сократить объем сварочных работ по доизготовлению
негабаритных обечаек на монтажной площадке, что значительно
снижает сроки монтажа.
3. ДОИЗГОТОВЛЕНИЕ НА МОНТАЖНЫХ ПЛОЩАДКАХ
Доизготовление, сборка и монтаж, например, ректификацион-
ной колонны типа К-2 установки первичной переработки нефти
АТ-6 диаметром 7000 мм, высотой 44920 мм, весом, с учетом внут-
ренних устройств, 303 тс, выполненной из двухслойной стали
общей толщиной 22 мм, производится следующим образом.
Колонна поставляется на монтажную площадку в виде отдель-
ных заготовок и сборочных единиц: корпус в виде согнутых ча-
стей обечаек, закрепленных в пакеты, 38 ректификационных та-
релок, внутреннее устройство в разобранном виде.
Наиболее трудоемкой операцией является сборка аппарата,
главным образом сварка корпуса. Цилиндрическая часть аппа-
рата состоит из 24 обечаек. Сборку обечаек осуществляют в со-
ответствии с картой раскроя на специальное стенде, обеспечиваю-
щем правильные размеры по диаметру и строгую вертикальность
каждого пояса. Каждые две соседние по карте раскроя обечайки
собирают в секции в вертикальном положении с помощью специаль-
ных стяжных приспособлений и зазорников, после чего произво-
дят прихватку сваркой. Затем вручную выполняют подварочный
и последующие два шва. Одновременно устанавливают штуцеры,
патрубки и бобышки.
После проверки качества сварного шва плакирующего слоя
две соседние по карте раскроя секции собирают в вертикальном
положении в блок, который оснащают внутренними устройствами
что увеличивает жесткость его конструкции, после чего блок
251
поступает на роликовый стенд для автоматической сварки наруж-
ных слоев. Днища собирают выпуклостью вверх вместе с двумя
соседними секциями. Автоматически свариваются как кольцевые,
так и продольные швы колонны. При общей длине сваренных швов
цилиндрической части корпуса колонны (в том числе опорной
обечайки) 900 м автоматически сваривается 770 м, т. е. бо-
лее 85%.
Монтаж аппарата осуществляется укрупненными блоками,
включающими внутренние устройства, проектные обслуживаю-
щие площадки и < временные площадки для сварки монтажных
стыков.
СПИСОК ЛИТЕРАТУРЫ
1. Абдурахманов А. М., Логанов Д. Т., Смирнов Л. М. Станки для обра-
ботки отверстий в трубных решетках теплообменников. — «Химическое и неф-
тяное машиностроение», 1971, № 11, с. 22—24.
2. Бабицкий И. Ф., Вихман Г. Л., Вольфсон С. И. Расчет и конструиро-
вание аппаратуры нефтеперерабатывающих заводов. М., «Недра», 1965, 904 с.
3. Бережное Ю. М., Скорюков Г. И. Соединение люков и штуцеров с кор-
пусами аппаратов. «Химическое и нефтяное машиностроение», 1972, № 3,
с. 32—33.
4. Берлинер Ю. И. Технология изготовления теплообменной кожухотруб-
чатой аппаратуры. М., ЦИНТИхимнефтемаш, 1966, 59 с;
5. Берлинер Ю. И. Нормы точности и расчет допускаемых отклонений
на диаметр при изготовлении обечаек. — «Химическое и нефтяное машино-
строение», 1971, № 9, с. 33—35.
6. Берлинер Ю. И. Правка цилиндрических и конических обечаек М.,
ЦИНТИхимнефтемаш, 1972, 55 с.
7. Берлинер Ю. И. Устройство для определения действительной кривизны
листа в процессе гибки. — «Кузнечно-штамповочное производство», 1972, № 5,
с. 41.
8. Берлинер Ю. И. Изготовление двухслойных гибких элементов компен-
саторов. — «Химическое и нефтяное машиностроение», № 7, 1972, с. 32—33.
9. Берлинер Ю. И. Определение предельной толщины листов при гибке
и правке на валковых листогибочных машинах. — «Химическое и нефтяное
машиностроение», 1972, № 10, с. 26—28.
10. Гальперин А. И. Машины и оборудование для гнутья труб. М., «Машино-
строение», 1967, 179 с. -
11. Гредитор М. А. Давильные работы и ротационное выдавливание. М.,
«Машиностроение», 1971, 239 с.
12. Дорошенко П. А. Технология производства судовых парогенераторов
и теплообменных аппаратов. Л., «Судостроение», 1972, 360 с.
13. Дьяков В. Г. и др. Легированные стали для нефтехимического обору-
дования. М., Машиностроение», 1971, 183 с.
4^ 14. Кузмак Е. М. Основы технологии аппаратостроения. М., «Недра», 1967,
15. Лащинский А. А., Толчинский А. Р. Основы конструирования и расчета
химической аппаратуры. Справочник. Л., «Машиностроение», 1970, 752 с.
16. Макаров В. М., Фомин Л. А., Зисельман Б. Г. Установка для механи-
зированной наплавки торцов царг многослойных и рулонированных сосудов. —
«Химическое и нефтяное машиностроение», 1971, № 10, с. 36.
17. Матяш А. Я., Кондрашов Д. И. Механизированный метод развальцовки
труб с автоматическим контролем качества. — «Химическое и нефтяное машино-
строение», 1967, № 1, с. 34—35.
18. Методы крепления труб в трубрых решетках теплообменных аппаратов.
Материалы II Всесоюзной конференции по сварке. Под ред. Ю. И. Берлинера
и В. М. Брифа. Волгоград, ВНИИПТхимнефтеаппаратуры, 1970, 140 с.
19. Мошнин Е. Н. Гибка и правка на ротационных машинах. М., «Машино-
строение», 1967, 270 с.
253
20. Никифоров А. Д. Точность ё химическом машиностроении. М., «Машино-
строение», 1969, 200 с.
21. ОСТ 26-291—71. Сосуды и аппараты сварные стальные. Технические
требования, 247 с.
22. Победим И. С., Зверев А. Д. Производство крупногабаритных днищ.
М., НИИИНформтяжмаш, 1966, 75 с.
23. Правила устройства и безопасной эксплуатации сосудов, работающих
под давлением. М., Металлургия, 1970, 80 с.
24. Раевский Г. В., Билецкий С. М. Новая технология изготовления нега-
баритной химической аппаратуры. — «Химическое и нефтяное машиностроение»,
1966, № 10, 25—27.
25. Рахмилевич Р. 3. Кожухотрубчатая теплообменная аппаратура. М.,
ЦИНТИАМ, 1964, 112 с.
26. Степанов В. Г. Основы технологии развальцовки труб в судовых тепло-
обменных аппаратах. Л., «Судостроение», 1972, 207 с.
27. Тезисы докладов Первого Всесоюзного совещания по совершенствова-
нию технологии и оборудования для гибки и правки листового и профильного
проката. Под ред. Ю. И. Берлинера. ВНИИПТхимнефтеаппаратуры. Волго-
град, 1970, 116 с.
28. Шнейдер Ю. Г. Холодная бесштамповая обработка металлов давлением.
Л., Машиностроение», 1967, 352 с.
ОГЛАВЛЕНИЕ
Предисловие......................................................... 3
Раздел первый
ОБЩАЯ ХАРАКТЕРИСТИКА ПРОИЗВОДСТВА ХИМИЧЕСКОЙ
И НЕФТЯНОЙ АППАРАТУРЫ
Г л а в а 1. Основная номенклатура аппаратов........................ 5
1. Классификация аппаратов по конструктивно-технологическим
признакам.................................................. 6
2. Общие технические требования к конструированию и изготовле-
нию аппаратов............................................... 8'
Глава 2. Материалы, применяемые для изготовленйя аппаратуры 10
Глава 3. Технологическая характеристика производства............... 12
Раздел второй
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ ЗАГОТОВИТЕЛЬНЫХ И ОТДЕЛОЧНЫХ
ОПЕРАЦИЙ ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ
Глава 1. Разметка заготовок и обработка отверстий.................. 17
1. Разметка ................................................ 17
2. Обработка отверстий....................................... 21
Глава 2. Гибка листового проката............................... 23
1. Выбор типа валковой листогибочной машины . .......... 28
2. Подгибка кромок .........’’.............../............... 31
3. Круговая гибка листа...................................... 32
4. Правка цилиндрических обечаек............................. 49
5. Гибка листов различной кривизны........................... 60
Глава 3. Футерование и плакирование деталей и аппаратов . ... 63
1. Футерование листовым титаном............................. 63
2. Двухслойные трубы......................................... 69
3. Плакирование трубных решеток ............................. 72
Глава 4. Сборка под сварку......................................... 73
Г л а в а 5. Термообработка....................................... 78
Раздел третий
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОСНОВНЫХ ДЕТАЛЕЙ АППАРАТУРЫ
Глава 1. Обечайки.................................................. 85
1. Изготовление цилиндрических обечаек ...................... 85
2. Отбортовка кромок........................................ 92
3. Правка радиальным растяжением............................. 95
Глава 2. Прокладки .....................1.......................... 98
Глава 3. Компенсаторы............................................... 103
1. Линзовые компенсаторы ..................................... 105
2. Волнистые компенсаторы.......................'........... 107
255
Раздел четвертый ' <
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ОСНОВНЫХ СБОРОЧНЫХ ЕДИНИЦ АППАРАТУРЫ
Глава I. Штуцера, люки-лазы.................................... \ . 119
Глава 2. Корпуса.................................................... 122
Общие технологические требования ............................. 122
Раздел пятый
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ и СБОРКИ ОСНОВНЫХ ВИДОВ АППАРАТУРЫ
Глава 1. Теплообменные аппараты .................................. 137
1. Трубные решетки и перегородки ........................... 137
2. Крышки, камеры, распредкоробки...................... . 145
3. Оребрение и ошипование труб . . •..................' . 151
4. Сборка трубного пучка ................................... 163
5. Крепление труб в трубных решетках........................ 166
6. Общая сборка теплообменных аппаратов .................... 178
Сборка теплообменников с плавающей головкой............... 179
Сборка теплообменников с жесткими трубными решетками ... 182
С7. Особенности изготовления теплообменных аппаратов- из титана 183
8. Сборка теплообменников типа «труба в трубе» ............. 188
9. Изготовление и сборка пластинчатых теплообменников .... 192
10 Изготовление и сборка спиральных теплообменников .... 196
Глава 2. Колонные аппараты ........................................ 198
1. Изготовление деталей и сборка тарелок..................... 198
2. Сборка колонной аппаратуры ................................209
Глава 3. Аппараты высокого давления................................ 220
1. Кованые, ковано-сварные и штампо-сварные аппараты .... 222
2. Витые аппараты............................................ 225
3. Многослойные аппараты со стенкой из концентрических слоев 227
4. Рулонированные аппараты .................................. 231
5. Гильзованные аппараты............'....................... 235-
6. Изготовление многослойных днищ ........................... 237
Глава 4. Шаровые резервуары........................................ 241
Глава 5. Негабаритная аппаратура................................... 245
1. Основные технические требования .......................... 245
2. Методы изготовления ...................................... 248
3. Доизготовление на монтажных площадках .................... 251
Юрий Иосифович Берлинер,
Юрий Александрович Балашов
ТЕХНОЛОГИЯ ХИМИЧЕСКОГО И
НЕФТЯНОГО АППАРАТОСТРОЕНИЯ
Редактор издательства П. А. Кунин Технический редактор Н. Ф. Демкина
Корректор В. А. Воробьева Переплет художника ' Е. В. Бекетова
Сдано в набор 1/VII 1975 г. Подписано к печати 16/XII 1975 г. Т-18274
Формат бОхЭСН/хб Бумага типографская № 3 Усл. печ. л. 16 Уч.-изд. л. 17,2
Тираж 5000 экз. Заказ 398 Цена 1 руб.
Издательство «Машиностроение», 107885, Москва., Б-78, 1-й Басманный пер., 3
Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10