





































































































Автор: Локтев Д.А.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы автоматизация режущие инструменты учебное пособие кинематика издательство машиностроение
Год: 1968




Д-АЛОКТЕВ
МЕТАЛЛОРЕЖУЩИЕ
СТАНКИ
chipmaker.ru
Д. А. ЛОКТЕВ
МЕТАЛЛОРЕЖУЩИЕ
СТАННИ
ИНСТРУМЕНТАЛЬНОГО
ПРОИЗВОДСТВА
2-е издание, дополненное
и переработанное
Допущено Министерством высшего и среднего
специального образования СССР
в качестве учебного пособия для машиностроительных
техникумов
Chipmaker.ru
Издательство «МАШИНОСТРОЕНИЕ»
Москва 1968
I chipmaker.ru
УДК 621.9.06 (075.3)
Локтев Д. А. Металлорежущие станки инструментального
производства. Изд-во _«Машиностроение», 1968, 304 стр.
В книге рассмотрено устройство н кинематика металлорежущих
станков, применяемых в инструментальном производстве; один
из разделов книги посвящен автоматическим линиям для произ-
водства инструмента.
Книга составлена в соответствии с программой, утвержденной
Учебно-методическим Управлением по средним специальным учеб-
ным заведениям Министерства высшего и среднего специального
образования СССР, и предназначена в качестве учебного пособия
по курсу «Металлорежущие станки» для учащихся техникумов
по специальности № 0504 «Инструментальное производство».
Табл. 19, илл. 179, библ. 13 назв.
Рецензенты: канд.техн. наук А. А. Кудряшов н инж.
В. И. Мексин.
Редактор канд. техн, наук П. М. Чернявский
3-13-4
36-67
^Лавнд Абрамович Локтев
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Редактор издательства Б. П. Святое. Переплет художника А. В. Петрова
Технический редактор Л. П. Гордеева. Корректор А. П. Озерова
Сдано в производство 10/1 1968 г. Подписано к печати 18/IV 1968 г. Т-06913. Тираж
100 000 экз. Печ. л. 19,0. Бум. л. 9,5. Уч.-изд. л. 20,5. Формат 60 X90Vle. Цена 87 коп. Заказ 1416.
Издательство «МАШИНОСТРОЕНИЕ», Москва, Б-66. 1-й Басманный пер., 3.
Ордена Трудового Красного Знамени Ленинградская типография № 1 «Печатный Двор»
им. А. М. Горького Главполиграфпрома Комитета по печати при Совете Министров СССР,
г. Ленинград, Гатчинская ул., 26.
ОСНОВНЫЕ ПОНЯТИЯ О ДВИЖЕНИЯХ
И ПЕРЕДАЧАХ В СТАНКАХ.
МЕХАНИЗМЫ И УЗЛЫ СТАНКОВ
Глава I. КЛАССИФИКАЦИЯ И ДВИЖЕНИЯ В СТАНКАХ
§ 1. Классификация и система обозначений моделей станков
Металлорежущим станком называется машина, предназначен-
ная для придания обрабатываемой заготовке требуемой формы
с заданной степенью точности путем снятия стружки.
Металлорежущие станки классифицируются по различным при-
знакам.
1. По универсальности: станки универсальные, предназначен-
ные для выполнения различных операций на деталях, разнооб-
разных по размерам и форме; специализированные — для обра-
ботки однотипных деталей; специальные — для обработки лишь
одного вида изделий.
2. По степени автоматизации: с ручным управлением, автома-
тические, полуавтоматические.
3. По точности: нормальной точности — класс Н; повышенной
точности — класс П; высокой точности — класс В; станки особо
высокой точности — класс А; особо точные — класс С.
4. По весу: легкие — весом до 1 т, средние — до 10 т, тяже-
лые — свыше 10 т.
Обозначение моделей станков серийного производства в СССР
осуществляется по разработанной в ЭНИМСе системе (табл. 1).
Модель станка обозначается тремя или четырьмя цифрами. Иногда
добавляют между цифрами или в конце цифр букву, обозначающую
усовершенствование или новую модификацию станка. Первая цифра
(берется из второго столбца таблицы) обозначает группу, вторая
указывает тип станка и приведена в горизонтальном подзаголовке
таблицы. Третья, а иногда также и четвертая цифра определяют
основные параметры станка или размеры обрабатываемых деталей.
Например, токарно-револьверный станок мод. 1336А: 1 —токарный,
3 — револьверный, 36 — диаметр обрабатываемого прутка, А — мо-
дификация станка. Вертикально-сверлильный станок мод. 2А150:
2 — сверлильный, А — модификация, 1 — вертикальный, 50 —наи-
больший диаметр сверла.
3
chipmaker.ru
Станки Группа Типы
0 1 2 3
0'
Токарные 1 Автоматы и Одношпин- дельные юлу автоматы Многошпин- дельные Револьверные
Сверлильные и расточные 2 Вертикально- сверлильные Одношпин- дельные полу- автоматы Многошпин- дельные -
Шлифовальные и полиро- вальные 3 Круглошли- фовальные Внутришли- фовальные Обдирочно- шлифовальные
Комбиниро- ванные 4
Зубо- и резьбо- обрабатываю- щие 5 Резьбо- нарез- ные Зубострогаль- ные для ци- линдрических колес Зуборезные для кониче- ских колес Зубофрезер- ные для цилин- дрических колес и шли- цевых вали- ков
Фрезерные 6 Вертикально- фрезерные консольные Фрезерные . непрерывного действия
Строгальные, долбежные и протяжные 7 Продольно-с Одностоечные трогальные Двухстоечные Поперечно- строгальные
Разрезные 8 Отрезные, работаю резцом 1 шлифоваль- ным кругом щие фрикционным диском
Разные 9 Муфто- и тру- бообрабаты- вающие Пилонасека- тельные Бесцентрово- обдирочные
4
Таблица 1
станков
* 5 6 7 8 9
Сверлильно- отрезные Карусель- ные Токарные и , лобовые Многорезцо- вые Специализи- рованные Разные станки данной группы
Коорди- натно-рас- точные Радиально- сверлиль- ные Расточные Алмазно-рас- точные Горизонтально- сверлильные и центровые
Специали- зированные шлифоваль- ные Заточные Плоскошлифо- вальные Притирочные и полироваль- ные
Зубофре- зерные для нарезания червячных колес Для обра- ботки тор- цов зубьев колес Резьбо-фре- зерные Зубоотделоч- ные Зубо- и резьбо- шлифовальные
Копиро- вальные и гравиро- вальные Вертикаль- ные бескон- сольные Продольные Широкоуни- версальные Горизонталь- но-фрезерные консольные
Долбежные Протяжные горизон- тальные Протяжные вертикальные
Правильно- отрезные ленточные Пилы дисковые ножовочные
Правиль- ные Для испы- тания ин- струментов Делительные машины Балансировоч- ные
5
chipmaker, ru
§ 2. Виды движений в станках
В процессе обработки осуществляются следующие относитель-
ные движения заготовки и инструмента (рис. 1).
1. В станках токарной группы (рис. 1, а): вращательное дви-
жение заготовки I и поступательное прямолинейное движение
инструмента II (в продольном или поперечном направлении).
2. В станках сверлильной группы (рис. 1, б): вращательное I
и одновременно поступательное II движение инструмента.
3. В станках шлифовальной группы (рис. 1, в): вращательное I
движение шлифовального круга, поступательное II заготовки
Рис. 1. Относительные движения заготовки и инструмента
(на круглошлифовальном станке и вращательное II движение за-
готовки).
4. В станках ’ фрезерной группы (рис. 1, г): вращательное I
движение фрезы и поступательное движение II заготовки (в неко-
торых случаях и вращательное движение заготовки).
5. В станках строгальной группы (рис. 1, д): возвратно-по-
ступательное движение заготовки или инструмента I и периоди-
ческое перемещение инструмента или заготовки II.
Движение, которое определяет скорость резания, называется
главным движением, а движение, по скорости которого опреде-
ляется величина подачи, — движением подачи. Главное движение
и движение подачи сообщаются заготовке или инструменту. Глав-
ное движение сообщается заготовке, например, в токарных и про-
дольно-строгальных станках, а инструменту — в станках свер-
лильных, шлифовальных, фрезерных, поперечно-строгальных. Дви-
жение подачи сообщается заготовке в шлифовальных, фрезерных
и поперечно-строгальных станках, а инструменту в токарных,
сверлильных и продольно-строгальных станках.
Главное движение и движение подачи являются рабочими дви-
жениями. Помимо этих движений, имеются на станке вспомога-
6
тельные и установочные движения, предназначенные для подготовки
станка к работе. Например, перемещение задней бабки для уста-
новки заготовки в центрах, перемещение суппорта для подвода
резца к заготовке, периодический поворот револьверной головки
и другие.
(1)
§ 3. Скорость резания и подача
Скоростью резания называется путь, пройденный в 1 мин точ-
кой на обрабатываемой поверхности по отношению к режущей
кромке инструмента, или скорость главного движения, выра-
женная в м/мин.
При точении, сверлении, фрезеровании и других операциях,
выполняемых на станках с вращательным главным движением,
скорость резания определяется по формуле
ndn ,
V = 1000
При строгании, протягивании и других операциях, выполняе-
мых на станках с прямолинейным главным движением,
г’ = ТоШгр м/мин’
где d — диаметр заготовки или инструмента в мм\
п — число оборотов шпинделя в минуту;
L — длина хода в мм;
Тр — время рабочего хода в мин.
При шлифовании скорость резания измеряется в м/сек и опре-
деляется по формуле
. iiDn .
v “ 60 • 1000 м1сек>
где D — диаметр шлифовального круга в мм;
п — число оборотов шлифовального круга в минуту.
Из уравнения (1) число оборотов шпинделя станка определяется
по зависимости
1000 v г.
п = об/мин.
Станки должны обрабатывать значительный диапазон диа-
метров заготовок или на них может быть применен большой диа-
пазон диаметров инструмента при различных значениях скорости
резания.
Следовательно, наименьшее и наибольшее числа оборотов
шпинделя устанавливаются такими:
1000г? । 1000г,
Пщ1п == zrs Об/MUH\ Птах = ' Об/MUH,
яатах я“т!п
где пт1п и Птах — предельные числа оборотов шпинделя в минуту;
Omin И Отах — предельные скорости резания в м/мин.
7
chipmaker.ru
Одновременно на станках применяются и различные подачи s
(инструмента или стола). Подачей называется путь перемещения
инструмента за время одного оборота заготовки или инструмен-
та на токарных и сверлильных станках. На фрезерных станках
подачей называется перемещение заготовки, отнесенное к одному
обороту фрезы, к величине поворота фрезы на 1 зуб, или в еди-
ницу времени, и обозначается: SMttH — минутная подача (мм/мин),
Sn — подача при повороте фрезы на 1 оборот; Sz — подача при
повороте фрезы на 1 зуб. На шлифовальных станках применяется
минутная подача стола с заготовкой или минутная подача шлифо-
вального круга. Максимальные (Smax) и минимальные (Smin) ве-
личины подач устанавливаются по режимам резания.
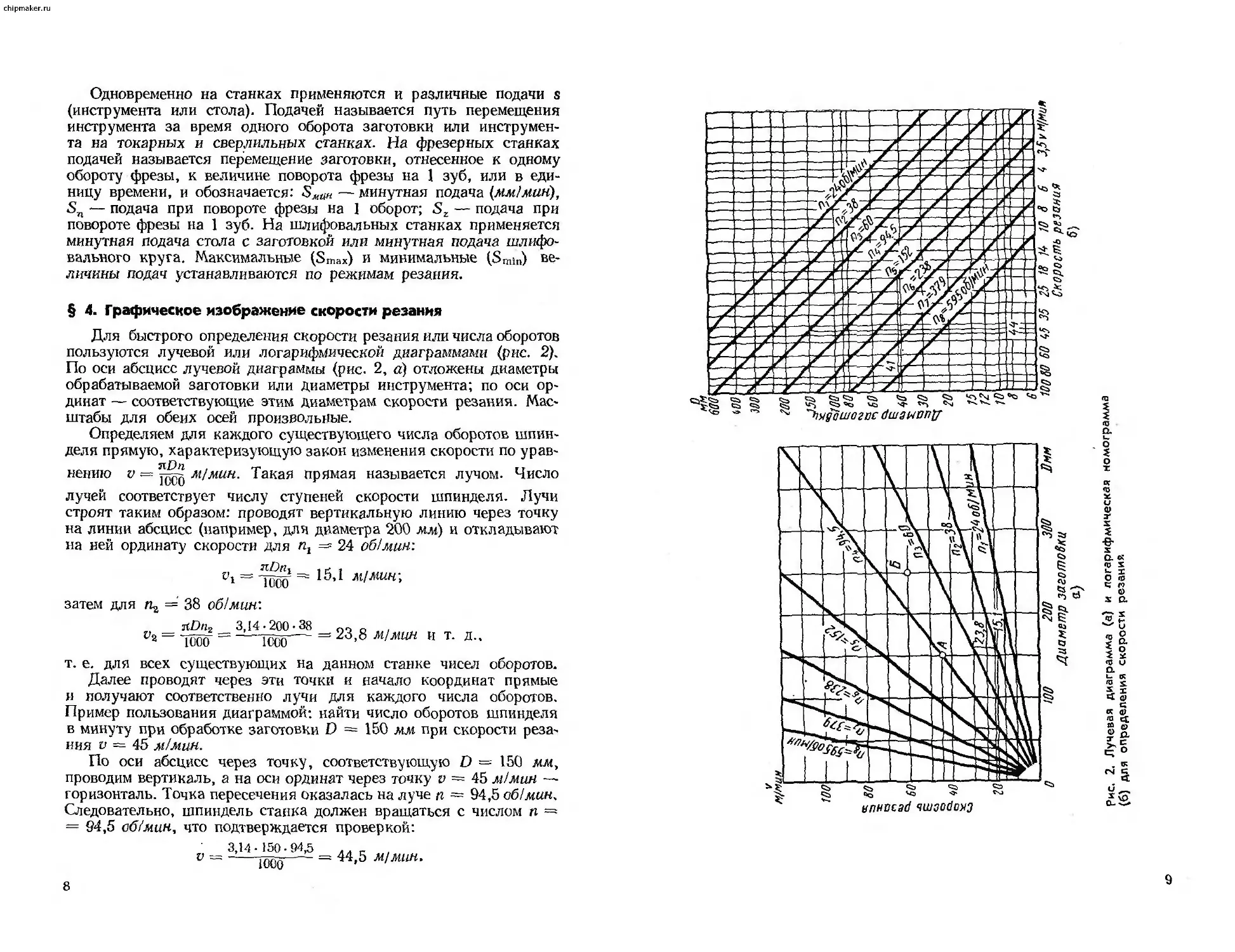
§ 4. Графическое изображение скорости резания
Для быстрого определения скорости резания или числа оборотов
пользуются лучевой или логарифмической диаграммами (рис. 2).
По оси абсцисс лучевой диаграммы (рис. 2, и) отложены диаметры
обрабатываемой заготовки или диаметры инструмента; по оси ор-
динат ~ соответствующие этим диаметрам скорости резания. Мас-
штабы для обеих осей произвольные.
Определяем для каждого существующего числа оборотов шпин-
деля прямую, характеризующую закон изменения скорости по урав-
нению v — м/мин. Такая прямая называется лучом. Число
лучей соответствует числу ступеней скорости шпинделя. Лучи
строят таким образом: проводят вертикальную линию через точку
на линии абсцисс (например, для диаметра 200 мм) и откладывают
на ней ординату скорости для nt =s 24 об/мин-.
fi = "10^ =15,1 М/мин-,
затем для пг = 38 об/мин'.
лОп2 3,14-200-38 о ,
= ТШ = “Too"— = 23,8 м1мин и т- д-
т. е. для всех сущ< ствующих на данном станке чисел оборотов.
Далее проводят через эти точки и начало координат прямые
и получают соответственно лучи для кажцого числа оборотов.
Пример пользования диаграммой: найти число оборотов шпинделя
в минуту при обработке заготовки D == 150 мм при скорости реза-
ния v = 45 м/мин.
По оси абсцисс через точку, соответствующую D = 150 мм,
проводим вертикаль, а на оси ординат через точку v ~ 45 м/мин —
горизонталь. Точка пересечения оказалась на луче п ~ 94,5 об/мин.
Следовательно, шпиндель станка должен вращаться с числом п =
= 94,5 об/мин, что подтверждается проверкой:
3,14-150-94,5 . . _ ,
f = -—ПжГ'-- = 44,5 М!М1Н-
8
Рис. 2. Лучевая диаграмма (а) и логарифмическая номограмма
(б) для определения скорости резания
9
I chipmaker.ru
Если точка пересечения находится между двумя лучами, то
лучше принимать п нижележащего луча. Например, D — 250 мм,
v = 60 м/мин, точка пересечения Б оказалась между лучами п =
= 94,5 и и = 60 об/мин. Настройку производим на п = 60 об/мин.
При этом скорость резания v = 47 м/мин.
Лучевая диаграмма имеет недостатки. В зоне начала коорди-
нат лучи расположены очень тесно и для больших чисел оборотов
поднимаются очень круто, что приводит к ошибкам.
Логарифмическая диаграмма (рис. 2, б) устраняет эти недо-
статки. Для пояснения сущности этой диаграммы прологарифми-
руем выражение nDn
v = Гббб м/мин
и получим
ig^igD+igS-
Заменяя значения 1g v через х, IgD через у, a 1g Д" через с,
получим уравнение прямой х = у + с.
Коэффициент при у равен 1, что соответствует тангенсу угла
наклона прямой 45°. Ввиду этого прямая, определяющая значение
п, будет наклонена к осям координат под углом 45°.
Примеры пользования диаграммой:
а) определить скорость резания v при обработке заготовки
D = 150 мм с п = 94,5 об/мин. Проводят горизонталь через точку
D = 150 мм оси ординат до пересечения с линией п = 94,5 об/мин.
Через точку пересечения проводят вертикаль до оси v, на кото-
рой получаем v = 44 м/мин~, б) определить п для обработки де-
тали D = 41 мм при скорости резания v = 20 м/мин. Проводят
горизонталь через точку D = 41 мм и вертикаль через точку
о = 20 м/мин. Точка пересечения лежит на прямой п = 152 об/мин.
Глава II. ПРИВОДЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Для сообщения шпинделю или столу станка различных ско-
ростей перемещения применяются различные приводы: ступен-
чато-шкивной привод, зубчатые коробки скоростей, регулируе-
мый электропривод, гидравлический привод и механический при-
вод с бесступенчатым регулированием вариатора.
Приводом станка называется совокупность передач, сообщаю-
щих целевым узлам станка необходимые движения.
Ступенчато-шкивные приводы, коробки скоростей и регули-
руемые электродвигатели переменного тока дают возможность
получать ступенчатый ряд чисел оборотов или двойных ходов.
Регулируемые электродвигатели постоянного тока, гидравлический
привод и механические вариаторы дают возможность осуществлять
бесступенчатое, т. е. плавное изменение чисел оборотов или подач.
ю
Гидравлический привод применяется как для вращательного,
так и для поступательного перемещения, но широкое применение
получил для прямолинейных перемещений стола шлифовальных
станков, ползуна протяжных станков, поперечно-строгальных стан-
ков и в других станках.
В современном станке с коробкой скоростей или с другим при-
водом вращение передается от индивидуального электродвигателя
плоским или клиновыми ремнями; практикуется применение флян-
цевого электродвигателя.
§ 1. Типовые передачи в станках
В металлорежущих станках для передачи вращательного дви-
жения применяют ременные, цепные, зубчатые и фрикционные
передачи; для поступательного движения — винт-гайку, реечную
передачу, кулачковые механизмы и др.
Ременная передача. Применяется чаще всего для передачи
движения от электродвигателя к шпиндельной бабке станка
(рис. 3, а). Если обозначим через и пг — диаметр и число оборо-
тов ведущего шкива вала /, а через О2 и п2 — ведомого шкива
вала //, то зависимость между ними будет
«г = п, 0,985 — ntip.n • 0,985.
Отношение = ip.n называется передаточным отношением
ременной передачи, а 0,985 — принято, как поправочный коэф-
фициент на скольжение ремня. Направления вращения ведущего
и ведомого валов совпадают при открытой передаче. Наиболее
распространенными являются клиновые ремни ввиду некоторых
преимуществ перед плоскими: повышенная тяговая способность,
лучшая эксплуатация, меньшие простои при замене ремня. Выбор
типа и числа клиновых ремней связан с передаваемой мощностью
и окружной скоростью.
Цепная передача. Она применяется для передачи движения
от одного вала к другому, находящемуся сравнительно на большем
расстоянии, чем при зубчатой передаче (рис. 3, б). Число оборотов
ведомого вала: 2
Иг ~ ~ — п^ц.п-
z2
Отношение — = t4.„ называется передаточным отношением цеп-
г2
ной передачи, где Zj и г2 — числа зубьев ведущей и ведомой звез-
дочек. Направление вращения валов всегда одинаково.
Цепные передачи применяются как с ролико-втулочными це-
пями, так и с зубчатыми (бесшумными). Выбор их производится
конструктивно в зависимости от назначения узла.
Зубчатая передача цилиндрическими или коническими колесами.
Передача компактна, может передавать большие крутящие мо-
менты. Применяется для изменения чисел оборотов и величин подач
11
в коробках скоростей и подач, а также в качестве привода от элек-
тродвигателя к станку и к другим механизмам (рис. 3, ей г). Ха-
рактеризуется постоянством передаточного отношения. Число обо-
ротов ведомого вала II определяется так:
Иг ~ П9
где zt и z2 — числа зубьев ведущего и ведомого колес. Отношение
— = г3.л называется передаточным отношением зубчатой передачи.
В зубчатой передаче из двух зубчатых колес направления вращения
ведущего и ведомого валов различные. При необходимости изме-
нения направления вращения устанавливают промежуточное (пара-
зитное) колесо.
Червячная передача. Применяется в большинстве случаев для
резкого понижения числа оборотов ведомого вала одной передачей,
а также для плавности и равномерности движения и в делительных
цепях станков (рис. 3, д). Число оборотов червячного колеса опре-
деляется так:
12
где k — число заходов червяка;
z — число зубьев червячного колеса;
1ч.п — передаточное отношение червячной передачи.
Для механизма, состоящего из нескольких последовательно
расположенных передач, общее передаточное отношение равно
произведению передаточных отношений всех элементарных пе-
редач.
Реечная передача. В станках применяется для перемещения
кареток суппортов, столов и других частей (рис. 3, ё). За п обо-
ротов колеса в минуту скорость перемещения рейки определится
по формуле Zfn itzrnn /о.
v = looo ~ Tooo mImuh-
Для передачи, состоящей из червяка и рейки (рис. 3, ж),
t,,kn cos В
1000 cos (а — fl) ' ’
где z — число зубьев колеса;
t — шаг зуба;
т — модуль зацепления;
t4 — шаг червяка;
(3 — угол подъема винтовой линии червяка;
а — угол между осью червяка и направлением движения
рейки.
Винт — гайка. Применяется для перемещения столов, суп-
портов, салазок и других частей станков (рис. 3, а).
Если обозначим шаг винта через t, а число оборотов в минуту
винта или гайки через п, то скорость перемещения одного из эле-
ментов tn
V = TOGO
Кулачковая передача. Применяется преимущественно в авто-
матах или в полуавтоматах (рис. 3, и), а также в других станках
как средство управления и силовой передачи. Если, например,
на дисковом кулачке (/) радиус изменяется от до R2 по зако-
ну архимедовой спирали в пределах угла а, то скорость ползуна
на этом участке R.2-Rx QKno пк ,
V = —-----± • 360° • М MUH,
а 100О
г> _ п
Выражение 2 - 360° называют шагом спирали, выражение
(R2 — Ri) — подъемом кривой на участке угла а. Для передачи
цилиндрическими кулачками (//)
h nD
ипол = у -fooo Пк м<мин>
где I — длина дуги участка;
h — подъем кривой на данном участке;
лО — длина окружности развертки кулачка;
пк — число оборотов кулачка в минуту.
13
chiprnaker.ru
§ 2. Ряды чисел оборотов шпинделей и чисел двойных ходов
Чтобы станок при заданных скоростях и диаметрах заготовки
давал экономически выгодный режим обработки, необходимо распо-
лагать числа оборотов от nmin до «тах по определенному закону. Акад.
А. В. Гадолин в 1876 г. предложил применять в станках геометри-
ческий ряд чисел оборотов.
Допустим, мы имеем следующие числа оборотов, расположен-
ные по геометрическому ряду в возрастающей степени:
nt, п2, п3, п4, п&, n6,...,n^lt пг,
где tiz лтах.
По закону геометрической прогрессии имеем
"2 = Пз _ _ "5 = „в _
п1 п5 ^2-1
где ср называется знаменателем ряда.
Далее, п2 = /г, ср:
n3 = n2<p = «jtp2; п4 = п3(р = ад3;
П5 ~ ~ «1ф4; «6 — = ад>Б!
Пг = Пг-1Ф = И1Ф* Х-
г—1Г
Знаменатель ряда ф = 1/ —
получим г_
или, заменив nt = nmin; пг = птах»
Значение = R называется диапазоном регулирования чи-
ramin
сел оборотов. Отношение R в некоторой степени характеризует
универсальность станка. Чем меньше значение R, тем меньше уни-
версальность. Например, в устаревших станках токарной группы
R = 40 4- 50; в современных — R = 160 4- 200.
Принятые в Советском Союзе нормализованные значения зна-
менателя ряда чисел оборотов приведены в табл. 2.
Таблица 2
Знамена- тель ряда Определено из зависимости Относительная потеря ско- рости Л в % Л= VZZL.100 У Знамена- тель ряда Определено из зависимости Относительная потеря ско- рости А в % Д ЮО <₽
1,06 1,12 1,26 1,41 м £ WfI х® х® 51 51 51 51 II II II Н_ i wl tel toi N3l 5 10 20 30 1,58 1,78 2 j>TO = 2 ^10=*^ 2 *°71о = /2 40 45 50
14
Рис. 4. Схема ступенчато-шкив-
ного привода с перебором
диаметры ступеней которого
Значения знаменателей установлены из следующих сообра-
жений. По ГОСТу 8032—56 и на основании нормали станкостроения
НП-1 знаменатели должны удовлетворять требованию <р = у/10
(принцип удесятерения), где предусмотрены значения Е = 40, 20,
10, 5; затем были добавлены значения 4, у, у. Смысл принципа
удесятерения: если имеется пх оборотов, то через Е членов встретится
число оборотов в 10 раз большее, т. е. 10щ = п1+е — ПхфЕ,
откуда <р = >/1б. Кроме того, значения знаменателей должны также
удовлетворять требованию ф = >/2 (принцип удвоения) ввиду при-
менения в станках двухскоростных электродвигателей. Поэтому,
если в ряде чисел оборотов есть член пх, то должен быть член,
где пу — 2пх. Следовательно, 2пх = откуда ф = у^2, где
Ej — целое число. Так как значение ф должно удовлетворять обоим
В,--------------------------------- г -
значениям одновременно, то ф = у 10 = у 2; решая уравнение,
получим Ej = 0,ЗЕ, т. е. если
Е = 40, то Е1 = 12 и т. д.
В станках с прямолинейным
рабочим движением расположение
чисел двойных ходов также осу-
ществляется по закону геометриче-
ского ряда. Величины подач для
многих станков располагаются
также по геометрическому ряду.
§ 3. Ступенчато-шкивный привод
Ступенчато-шкивный привод ос-
тался в маломощных станка? не-
которых типов и в станках, пред-
назначенных для приборостроения.
Ступенчато-шкивный привод встре-
чается двухступенчатый, трех- и
даже пятиступенчатый с перебором
или без него. Схема четырехсту-
пенчатого шкивного привода с пе-
ребором показана на рис. 4.
Вращение передается от вала 1
контрпривода, который делает
п0 = 300 об/мин. На этом валу жест-
ко закреплен ступенчатый шкив,
показаны на рис. 4. Через плоский ремень вращение передается
тоже четырехступенчатому шкиву, свободно вращающемуся на
шпинделе 5.
Ступенчатый шкив 6 жестко связан с зубчатым колесом zt — 38,
передающим вращение колесу za = 94. На одной втулке с колесом
15
chipmaker.ru
z2 сидит колесо z3 = 22, находящееся в зацеплении с колесом z4 =
== 66. Колесо г4 закреплено жестко на шпинделе. Втулка, на кото-
рой закреплены колеса z2 и z3, свободно вращается на валу 2 с эксцен-
тричными шейками 3. Зубчатая передача— называется перебо-
ром. 2 4
Вращение шпинделя может быть осуществлено либо включе-
нием перебора, т. е. с участием передачи — • —, либо без нее.
^2 ^4
Число оборотов шпинделя при включенном переборе опреде-
ляются по формулам:
плл Л ^8 22 ton ez!
zij = 300 • -jgQ • 0,985 • 94 • = 18,9 об!мин-,
qoo 123 f\ лог 38 22 4
n2 = 300 • J56 • 0,985 • 94 ’ 6g = 31,4 об/мин
Таким образом, изменение числа оборотов
последовательной переброской ремня на шкивы
190 „
-„г-. На схеме показано положение ремня для
шпинделя п4 = 84 об/мин.
Повернув рукояткой 4 вал 2 относительно шеек 3, колеса г2 и г3
выходят из зацепления с колесами zt и г4; этим самым выключается
перебор. Передача вращения шпинделю (последний скрепляется
с колесом z4 при помощи пальца 7, входящего в отверстие торца
шкива) передается непосредственно от шкива 6. Значения чисел
оборотов при выключенном переборе будут определены:
90
п-о = 300 • jgg• 0,985 = 140 об/мин;
пв = 3000,985 = 233 об/мин;
п7 = 300 - 0,985 = 374 об/мин;
1 До
п8 = 300 • ™ • 0,985 = 622 об/мин.
Перебор применяется для увеличения числа скоростей шпинделя.
Для использования одного ремня на всех ступенях необходимо
соблюдать условие
d± -Т Di = d2 -f- D2 = d3 4- D3 = di Д O4,
t. e. сумма диаметров ступеней ведущего и ведомого шкивов должна
быть постоянна.
и т. д.
осуществл яется
90 123 156
190’ 156’ 123 И
числа оборотов
§ 4. Коробки скоростей
Коробкой скоростей называется механизм, состоящий из ряда
элементарных передач, предназначенный для изменения чисел обо-
ротов шпинделя.
16
Достоинствами коробок скоростей являются возможность полу-
чения широкого диапазона регулирования чисел оборотов, передача
больших мощностей, надежность в работе, простота обслуживания.
Наиболее распространенными являются следующие коробки
скоростей.
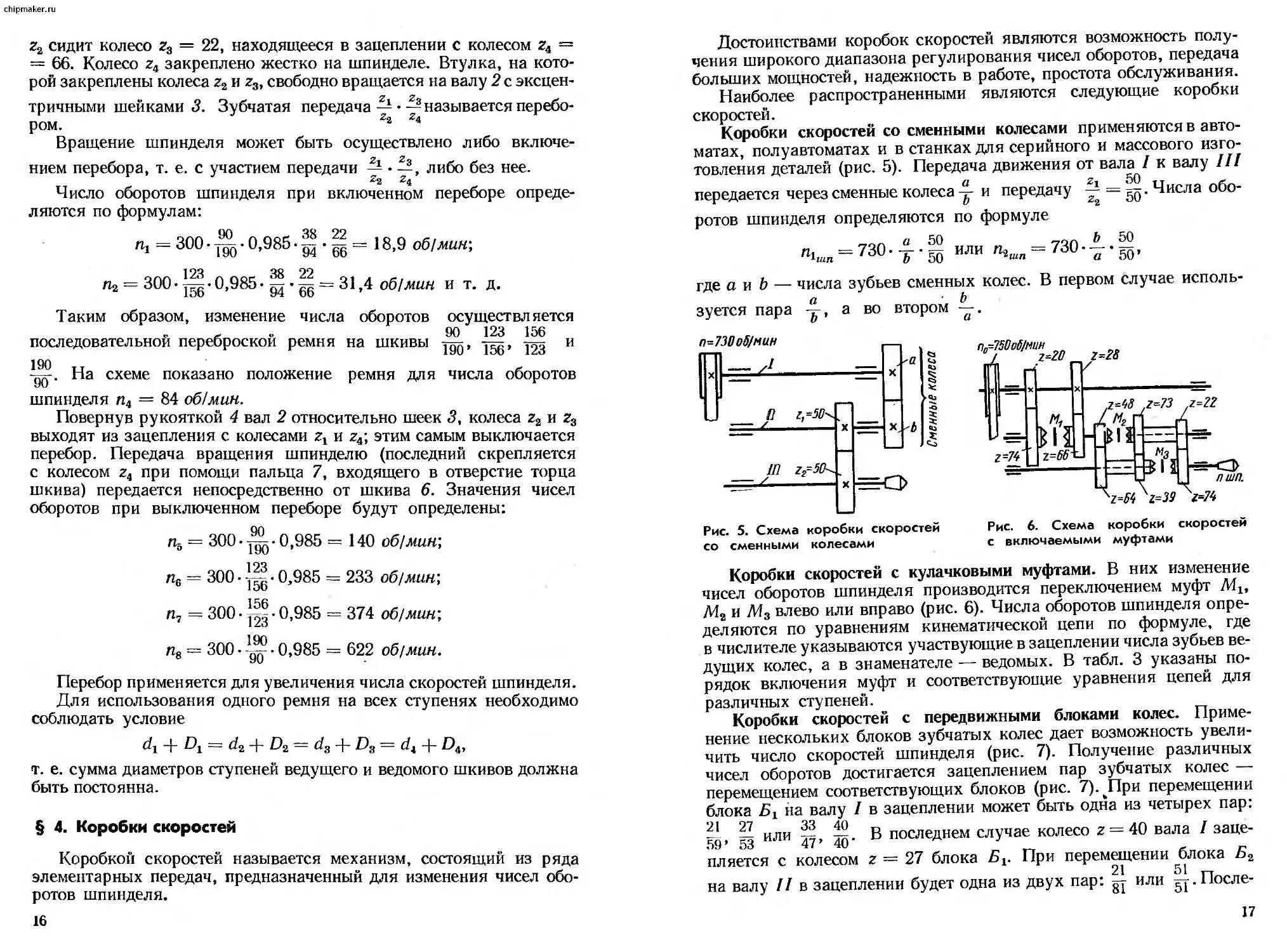
Коробки скоростей со сменными колесами применяются в авто-
матах, полуавтоматах и в станках для серийного и массового изго-
товления деталей (рис. 5). Передача движения от вала I к валу III
передается через сменные колеса у и передачу у = |^. Числа обо-
ротов шпинделя определяются по формуле
60 '7ОЛ1 60
«1Шп = 73О-Т'5О ИЛИ ^П = 730-Т-50’
где а и Ь — числа зубьев сменных колес. В первом случае исполь-
а Ь
зуется пара у, а во втором
п=730об/мин
Рис. 5. Схема коробки скоростей
со сменными колесами
nD-750otilHUH
7 z=20
z=74
Mi ‘
Ш
г=6бх.
Z=?<?
,2=68 ,2=73 ,г=22
]Ш
Щ пшп.
\=39z=74
Рис. 6. Схема коробки скоростей
с включаемыми муфтами
Коробки скоростей с кулачковыми муфтами. В них изменение
чисел оборотов шпинделя производится переключением муфт М1,
Л12 и М3 влево или вправо (рис. 6). Числа оборотов шпинделя опре-
деляются по уравнениям кинематической цепи по формуле, где
в числителе указываются участвующие в зацеплении числа зубьев ве-
дущих колес, а в знаменателе — ведомых. В табл. 3 указаны по-
рядок включения муфт и соответствующие уравнения цепей для
различных ступеней.
Коробки скоростей с передвижными блоками колес. Приме-
нение нескольких блоков зубчатых колес дает возможность увели-
чить число скоростей шпинделя (рис. 7). Получение различных
чисел оборотов достигается зацеплением пар зубчатых колес —
перемещением соответствующих блоков (рис. 7). При перемещении
блока на валу I в зацеплении может быть одна из четырех пар:
ен, но или т=, -гЛ. В последнем случае колесо z = 40 вала / заце-
эУ ’ 53 47 40 J
пляется с колесом z — 27 блока Бх. При перемещении блока В2
на валу II в зацеплении будет одна из двух пар: или ет. После-
0131
17
chipmaker.ru
Таблица 3
Сту- пень Уравнение кинематической цепи Включение муфт
Ml Ms Л!з
1 20 48 39 22 ... л, «1=750_._=24 об/мин Влево Влево Вправо
2 28 48 39 22 „0 ,, «-’=750 • §4 • й • уд 74=38 об/мин Вправо
3 п3=750 • Ц • ||=60 об/мин Влево Вправо
4 28 22 л._ nt — 750 ‘ 66 ‘ 74 = °б/мин Вправо
5 20 48 1со /гб = 750 152 Об/мин Влево Влево Влево
6 '7КГк 48 ПОО п—750-^-Х7 = 238 обмин ° 66 64 ' Вправо
7 20 73 „„ ,, п,—750- 74 ‘ з§ = 379 об/мин Влево Вправо
8 28 73 ,, п8 = 750 • = • = — 595 об мин 8 6Ь 39 1 Вправо
довательность участвующих зубчатых колес в зацеплении для раз-
личных чисел оборотов и определение их указаны в уравнениях
кинематических цепей при числе оборотов вала / п0 = 600 об/мин:
rtj = 600 • - • U = 55,5 об/мин-,
ОУ о 1
П2 = 600 • II = 79,5 Об/мин-,
□□ о!
п3 = 600 • || • || = 109 об/мин:
nt — 600 • || • || = 156 об/мин:
п5 — 600-Ц -1| = 214 об/мин:
не — 600 • || • || = 306 об/мин:
п7 = 600 • || • || = 422 об/мин:
п8 = 600 • Ц • || = 600 об/мин.
18
Иногда в общем виде уравнение кинематической цепи записы-
вается в таком виде:
600-
21
59
27
53
33
47
40
40
21
81
5Т
51
= п об/мин.
Здесь в вертикальных столбцах указаны пары зубчатых колес
(ведущего и ведомого), которые могут участвовать в передаче при
Рис. 7. Коробка скоростей с передвижными
блоками колес
различном положении
блоков: первый стол-
бец — колеса блока вала
/; второй столбец —
колеса блока вала II,
причем участвовать мо-
жет только одна из вы-
шеуказанных в столбце
пара. Блоки и Б2
переключают соответст-
вующими рукоятками,
выведенными из короб-
ки.
Для наглядного пред-
ставления на рис. 8 по-
казан график чисел обо-
ротов коробки скоро-
стей. Он показывает числа оборотов каждого вала коробки скоро-
стей и как осуществляется передача движения от одного вала
к другому.
График чисел оборотов состоит из ряда горизонтальных линий,
расположенных на одинаковом расстоянии друг от друга; число
этих линий соответствует числу валов коробки скоростей. На ка-
ждой горизонтальной линии наносятся точки по числу скоростей,
обозначающие числа оборотов на той или иной скорости. Чем пра-
вее находится точка, тем большее число оборотов она изображает,
а чем левее, тем меньшее число оборотов. Если соединить точки
одной горизонтальной линии с точками другой горизонтальной
линии соответствующей передачи, то линии соединения этих точек
символически представляют собой передаточные отношения колес
от одного вала к другому.
Вертикальное расположение этих линий означает, что переда-
точные отношения колес i — 1. При наклонном вправо от ведущего
к ведомому i 1 и при наклонном влево — i < 1.
19
chipmaker, ru
График вычерчивается в логарифмической сетке. Ввиду того
что числа оборотов расположены по геометрическому ряду со зна-
менателем <р, расстояния между точками будут одинаковыми.
Вал II имеет четыре скорости вращения. Поэтому на горизонталь-
ной линии вала II изображены четыре точки. Передача движения
от вала I к валу II может осуществляться четырьмя передачами:
21 27 33 40 u , ..
т?; тт:-Наклон соединяемых линии точек вала I и вала //
21 27 33
для трех передач: й и ,7 влево. Это означает, что передаточное
ОД vu Q /
40
соединяемая линия вертикальна.
отношение i < 1. Для передачи
Рис. 8. График чисел оборотов
передачи соединяемая линия
Следовательно, передаточное
отношение i = 1.
Так как вал III имеет во-
семь скоростей, то линия вала
III имеет восемь точек.
Передача движения от вала
II к валу III может осуществ-
21
ляться двумя передачами: gj или
||. Для первой из этих двух
передач отклонение соединяе-
мых линий влево (передаточное
отношение i < 1), а для второй
вертикальна. По графику можно
быстро определить числа оборотов каждого вала. Например,
вал II вращается в пределах 214—600 об/мин. Для получения
какого-либо числа оборотов на графике видно, какие зубчатые
33 21
передачи участвуют. Например, для п= 109 об/миндля
27 51
п = 360 об/мин—ёо’ё?. Достаточно проследить, с какой точкой
Do D1
вала III соединяется точка вала II, затем с валом 1.
Коробки скоростей с передвижными блоками колес наиболее
распространены в современных станках и имеют ряд преимуществ:
все колеса, не участвующие в передаче движения, выведены из за-
цепления, и благодаря этому колеса меньше изнашиваются; простота
конструкции (отсутствие муфт) и т. д.
Коробки скоростей с кулачковыми муфтами в комбинации с
передвижными колесами применяются в токарно-револьверных
станках при частых переключениях скоростей. Переключение осу-
ществляется при помощи кулачковых муфт и блоков от гидроци-
линдров, управляемых соответствующими рукоятками по принципу
преселективного управления (предварительное установление ру-
кояток для следующих скоростей).
Кинематическая схема коробки показана на рис. 44.
Коробки скоростей с фрикционными и с электромагнитными
муфтами применяются при частых переключениях скоростей.
20
Кинематическая схема коробки показана на ' рис. 46. Переключе-
ние муфт и блоков может осуществляться автоматически от командо-
аппарата. Быстрота переключений значительно сокращает вспо-
могательное время.
Очень часто коробки скоростей строятся комбинированными,
где сочетаются блочное переключение и различные муфты.
§ 5. Коробки подач
Для получения различных
лильных, фрезерных и других
величин подач в токарных, свер-
станках применяются коробки по-
дач, состоящие из раз-
личных элементарных
передач.
В станках токарной
и сверлильной групп
привод коробок подач
кинематически связан
со шпинделем, а на фре-
зерных станках осуще-
ствляется от индиви-
дуального электродви-
гателя или от общего
электродвигателя через
приводной вал коробки
скоростей.
В коробках подач
применяются следующие
механизмы: конус с вы-
тяжной шпонкой (рис.
9, а), конус зубчатых
колес с накидной ше-
стерней (конус Нортона)
(рис. 9, б) и механизм
типа Меандра (рис. 9, в).
Конус с вытяжной
шпонкой. Вал / — ве-
дущий, вал II — ведо-
мый. Вращение валу
11 передается через
вытяжную шпонку 3,
которая под действием
плоской пружины /
Рис. 9. Механизмы коробок подач
попадает в шпоночную
канавку одного из колес z6, z4, z2, zs. Остальные колеса вала 11
свободно вращаются. Колеса zx, z3, z5, z7 закреплены жестко на валу
и вращаются с числом оборотов в минуту nu. Для изменения числа
оборотов вала 11 шпонку 3 перемещают тягой 2 до попадания ее
21
chipmaker.ru
головки в канавки других колес. Числа оборотов вала 11 опре-
делятся из отношений
Z, Z3
z2 Z4
Пз = Ло-Л «4 = «о г-
zfl z3
Конус зубчатых колес с накидной шестерней (конус Нортона).
От вала / вращение передается валу II при помощи зубчатой пе-
редачи . Колесо ze, сидящее на пальце 1 кронштейна 2, может сцеп-
ляться с любым зубчатым колесом конуса. Для этого поворотом
кронштейна 2 на втулке 3 выводят из зацепления колесо z9 и затем
передвигают кронштейн по шлицевому валу II. Возможные числа
оборотов вала II будут такими:
Z3
«3 = "о/;
Z10
= /?о —;
г1о
Z, Z2
«1 = «ог; Па = ЯоЛ
Z10 Z10
«4 = «О 7
210
пе — по % » — по ~ п8 — Ио -8
zio zio zto
Конус Нортона применяется преимущественно в токарно-винто-
резных станках.
Механизм типа Меандра. На валу / свободно вращаются: коле-
со гх = 28, блок z4 = 56 — z5 = 28 и колесо z8 = 56. На валу II
свободно вращается блок z2 = 56 — гя = 28 и свободно вращается
блок z6 = 56 — z7 = 28. Накидное колесо г9 = 40, которое может
сцепляться с любым из следующих колес: z2, z3, ze или z, передает
вращение колесу г10 = 56.
Колеса z4 или z2 сцепляются с ведущим валом (на схеме не пока-
зан) через кулачковые муфты или К2- Снимается движение
с вала III.
Передаточные отношения соответственно следующие:
zt z2 z9 28 56 40 1
11 ~ Т2 ’ Та Zjg “ 56'40'56 ~ ~2 ’
z, z3 z9 28 28 40 1
*2 z2 z9 z10 56 40 56 4 ’
. _ Zj z3 z8 ze z9 __ 28 28 28 56 40 _ 1
*3 z2 z4 z6 z9 z10 56 56 56 40 56 8 ’
z2 z4 ze z9 z10 56 56 56 40 56 16’
Эти механизмы также применяются в токарно-винторезных
станках.
Кроме того, применяются коробки подач с передвижными бло-
ками, со сменными колесами — гитары и в сочетании с другими
вышеуказанными механизмами подач.
22
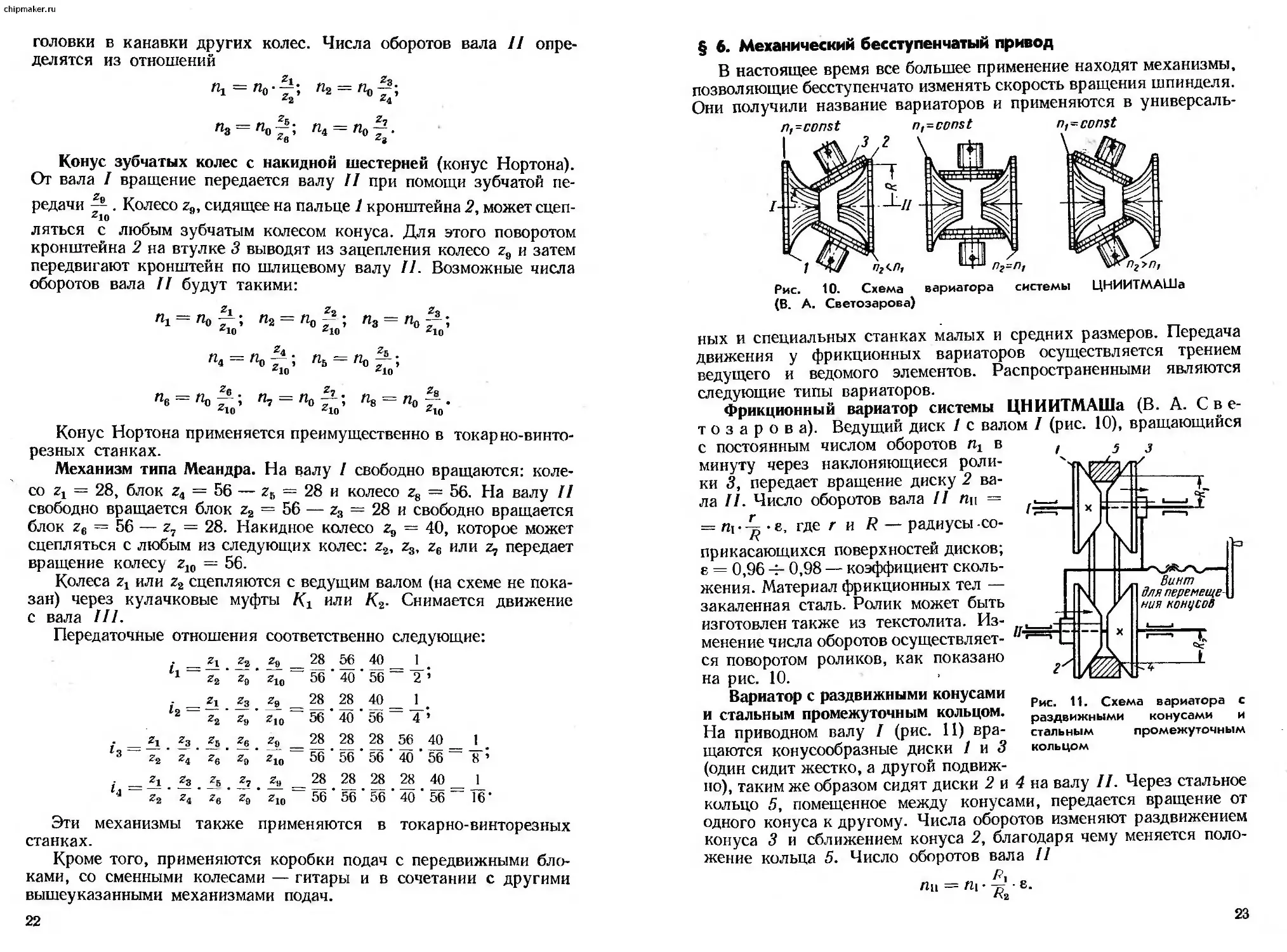
§ 6. Механический бесступенчатый привод
В настоящее время все большее применение находят механизмы,
позволяющие бесступенчато изменять скорость вращения шпинделя.
Они получили название вариаторов и применяются в универсаль-
Рис. 11. Схема вариатора с
раздвижными конусами и
стальным промежуточным
кольцом
ных и специальных станках малых и средних размеров. Передача
движения у фрикционных вариаторов осуществляется трением
ведущего и ведомого элементов. Распространенными являются
следующие типы вариаторов.
Фрикционный вариатор системы ЦНИИТМАШа (В. А. С ве-
то з а р о в а). Ведущий диск 1 с валом 1 (рис. 10), вращающийся
с постоянным числом оборотов Zli в
минуту через наклоняющиеся роли-
ки 3, передает вращение диску 2 ва-
ла //. Число оборотов вала // Лц =
= П\ • • е, где г и R — радиусы -со-
прикасающихся поверхностей дисков;
е = 0,96 -г- 0,98 — коэффициент сколь-
жения. Материал фрикционных тел —
закаленная сталь. Ролик может быть
изготовлен также из текстолита. Из-
менение числа оборотов осуществляет-
ся поворотом роликов, как показано
на рис. 10.
Вариатор с раздвижными конусами
и стальным промежуточным кольцом.
На приводном валу / (рис. 11) вра-
щаются конусообразные диски / и 3
(один сидит жестко, а другой подвиж-
но), таким же образом сидят диски 2 и 4 на валу II. Через стальное
кольцо 5, помещенное между конусами, передается вращение от
одного конуса к другому. Числа оборотов изменяют раздвижением
конуса 3 и сближением конуса 2, благодаря чему меняется поло-
жение кольца 5. Число оборотов вала II
Р,
«и = Л1 • -д' • е.
г<2
23
chipmaker.ru
Шариковый вариатор. Принцип работы вариатора основан на
том, что при повороте четырех промежуточных роликов 1 (рис. 12, а)
изменяются оси вращения шариков 3, находящихся в соприкосно-
вении с дисками 2. Ролики поворачиваются вручную при помощи
червяка 7 и червячных колес 5, внутри которых они вращаются
свободно на пальцах. Левый диск, закрепленный на валу 6, яв-
ляется ведущим, а правый, закрепленный на валу 4, — ведомым.
На рис. 12, б, в, г показаны различные положения опорных
роликов. На этом приводе можно достигнуть диапазона регули-
рования R = 10 -г- 12. Передаточное отношение выражается фор-
мулой (для положения рис. 12, г).
iii_ /?! _ cos (а — Р)
п2 ~ /?2 ~ cos(a+P)’
где и R2 — расстояния от оси ролика до точки касания их
с поверхностью диска;
a — половина угла конуса фрикционного диска;
Р — угол наклона оси вращения шарика относительно
оси вариатора.
§ 7. Электропривод и аппаратура электрического управления
станками
В настоящее время на всех металлорежущих станках приме-
няются электродвигатели (либо общий для движения всех механиз-
мов, либо несколько двигателей для отдельных узлов и механизмов).
24
Рис. 13. Схема бесступенчатого элек-
трического привода
Электрификация металлорежущих станков упрощает управле-
ние их механизмами. На станках чаще всего применяют асинхрон-
ные электродвигатели напряжением 220 и 380 в трехфазного тока:
одно-, двух-, трех- и четырехскоростные.
Регулирование чисел оборотов. Число оборотов в минуту ротора
асинхронного короткозамкнутого трехфазного двигателя опреде-
ляется по формуле (известной из электротехники)
60/,. ч
.« = ~ (1 — s„),
где f — частота переменного тока;
р — число пар полюсов статора;
sn = 0,02 4- 0,08 — скольжение (отставание) ротора.
Таким образом, число оборотов можно регулировать изменением
частоты тока, числа пар полю-
сов, а иногда и изменением ве-
личины скольжения.
Для первого способа необхо-
димо наличие отдельного гене-
ратора переменного тока для
питания двигателя, но более
широкое применение получил
способ изменения числа пар по-
люсов (особенно в многоскорост-
ных электродвигателях).
В качестве электрического
бесступенчатого привода приме-
няется электродвигатель постоянного тока. Диапазон регулирова-
ния чисел оборотов небольшой: = 10 ч-15.
^min
Схема питания регулируемого электродвигателя постоянного
тока показана на рис. 13. Электродвигатель 1 трехфазного тока
приводит во вращение якорь генератора 2 постоянного тока через
эластичную муфту 3. Генератор посылает электродвигателю 4 по-
стоянный ток. При помощи реостата 5, включенного в цепь возбу-
ждения и уменьшающего или увеличивающего сопротивление, из-
меняется число оборотов вала электродвигателя 4, и через передачу
изменяется скорость вращения шпинделя станка. Реостат 6 служит
для пуска электродвигателя 4. Регулирование скорости вращения
электродвигателя 4 постоянного тока может производиться изме-
нением потока возбуждения, подводимого напряжения или сопро-
тивления якорной цепи.
Электрический привод бесступенчатого регулирования широко
применяется в тяжелых и шлифовальных станках. Для увеличения
диапазона регулирования комбинируют двигатель постоянного
тока с несложной коробкой скоростей.
Электромашинный усилитель (ЭМУ). Он представляет собой
генератор постоянного тока с добавочной парой короткозамкнутых
25
chipmaker.ru
щеток аг — а2 (рис. 14, а), который применяется для питания рабо-
чего двигателя станка, а также в качестве возбудителя. Преиму-
ществом его является возможность плавного регулирования ско-
рости электродвигателя, а также возможность управления электро-
приводами большой мощности при незначительной мощности, под-
веденной на вход усилителя. На коллекторе якоря машины уста-
новлены под углом 90° две пары щеток — а2 и Ьг — Ь2. На статоре
расположены две обмотки: В — обмотка возбуждения и К — ком-
пенсационная обмотка. Если подвести к обмотке В мощность Рг =
= UXJ2, то в ней возникнет магнитный поток Фг. В результате
пересечения проводниками вращающегося якоря этого магнитного
Рис. 14. Схема электромашинного усилителя (ЭМУ)
и привода Элир
потока в цепи короткозамкнутых щеток — а2 возникает неболь-
шая э. д. с. Е2, которая создает при небольшом сопротивлении
этой цепи значительный ток 12, который, в свою очередь, создает
магнитный поток Ф2, вызывающий появление э. д. с. Е3. При при-
соединении к щеткам Ьх — Ь2 нагрузки в цепи будет протекать ток /3.
Создаваемая этим током магнитодвижущая сила компенси-
руется э. д. с. обмотки К, поэтому поток возбуждения К не зави-
сит от тока /3, а также от мощности, получаемой от генератора. Если
обозначим Pi — мощность на входе; Р3 — мощность на выходе;
Ui — напряжение на входе усилителя; (73 — напряжение на вы-
ходе; 1г — ток управления в обмотке В: /3 — ток нагрузки, то
коэффициент Ку усиления по мощности электромашинного усили-
теля выражается следующим образом:
К Рз P3J3
Pi ~ UiJE
Обычно общий коэффициент усиления Ку = 8000 10 000. Эти
системы могут обеспечить бесступенчатое регулирование скорости
порядка 400 : 1, 600 : 1, 10 000 : 1 и более.
На рис. 14, б показана упрощенная схема электронно-ионного
регулируемого привода ЭЛИР. Питание рабочего двигателя ДП
26
производится от сети переменного тока через выпрямитель с тира-
тронами. При помощи выпрямителя можно получить двухполупе-
риодное выпрямление.
За первую половину периода точка / (вторичной обмотки транс-
форматора) имеет положительный потенциал, а точка 2 — отри-
цательный. За вторую половину периода точка 1 находится под
отрицательным потенциалом, а точка 2 — под положительным.
Таким образом, поочередно работают тиратроны I и III или II
и / V и ток будет идти за первую половину периода от точки 1 через
тиратрон / к якорю электродвигателя, а через тиратрон III в обмотку
возбуждения двигателя. За вторую половину периода якорь и
обмотка возбуждения будут питаться через тиратроны II и IV.
Следовательно, для питания якоря служат тиратроны I и II, а для
питания обмотки возбуждения — тиратроны III и IV- Напряжение,
подводимое к якорю электродвигателя, регулируется сдвигом фаз
между сеточным Uc и анодным Ua напряжениями, осуществляемыми
с помощью фазорегулятора.
Достоинством привода является отсутствие ухода за ним в про-
цессе работы, но ограниченный срок службы ламп (1000 ч) и низкий
коэффициент мощности ограничивают применение привода мощ-
ностью до 10 кет.
Выбор мощности электродвигателя станка. Мощность двига-
теля, необходимая для работы станка, должна соответствовать
номинальной мощности электродвигателя, работающего в продол-
жительном режиме с постоянной нагрузкой. Ввиду того что двига-
теля с номинальной мощностью, совпадающей с требуемой, в ката-
логах обычно нет, подбирают электродвигатель с ближайшей боль-
шей мощностью. Мощность приводного электродвигателя с учетом
механических потерь станка
N = lOTfc) Квт>
где Pz — наибольшая вертикальная составляющая силы резания;
v — скорость резания;
т] — к. п. д. станка.
Аппаратура и схемы электрического управления станками.
Для ручного управления электродвигателями применяются ру-
бильники (рис. 15, а), в настоящее время они вытесняются более
удобными и совершенными устройствами.
Пакетные выключатели и переключатели (рис. 15, б) приме-
няются для включения в сеть электродвигателей, цепей управления
при небольшом числе включений (до 20 включений в час).
Контроллеры (переключатели) барабанного типа (рис. 15, в)
применяются главным образом для управления скоростными дви-
гателями. На валу 1 закреплен барабан 2, выполненный из диэлек-
трика, с медными пластинами 3, соединенными между собой по опре-
деленной схеме. Поворачивая барабан, соединяют поочередно пла-
стины 3 с контактными пальцами 4, расположенными на диэлектри-
27
I'chipmaker.ru
I
I
ческой рейке 5. Каждому положению барабана 0, / и II соответ-
ствует определенная схема соединения.
Магнитные пускатели или контакторы (рис. 16, а) применяются
для включения и выключения электродвигателей переменного
тока. При помощи кнопочного элемента электрический импульс
подается в электромагнитную катушку 2. Якорь 1, втягиваясь
в катушку, поворачивает вал 5, на котором укреплены подвижные
контакты 6. Последние замыкаются с неподвижными контактами 7.
Одновременно с этим пластина 3, связанная с валом 5, воздействует
на блокировочные контакты 4 с размыкающими и замыкающими
контактами для блокировки элементов электрической цепи. На
рис. 16, б показано условное изображение контактора на схемах.
Рис. 15. Рубильник, пакетный
выключатель и контроллер
Кнопочные станции предназначены для включения, переклю-
чения и выключения электрических цепей управления электродви-
гателями и станков. Кнопки бывают: с замыкающими (рис. 16, в),
с размыкающими (рис. 16, г) контактами. На рис. 16, д показаны
станции на исполнение двух и трех команд.
Защитная аппаратура применяется для защиты электродвига-
телей от коротких замыканий в виде пробок или трубок с плавкими
вставками, а для предохранения от перегрева при длительных пе-
регрузках применяются тепловые реле.
Помимо всего этого, применяются путевые переключатели для
автоматического управления в функции пути, реле времени, элек-
тромагнитные устройства для управления включениями передач и
для перемещения золотниковых устройств гидравлических передач
и другие, разбираемые в специальном курсе «Электропривод стан-
ков».
Схемы электрического управления. На рис. 17, а показана
схема пуска нереверсивного электродвигателя, работающая сле-
дующим образом: При нажатии на кнопку «Пуск» ток пойдет в цепи
управления по пути линейный провод 1, кнопка «Пуск», кнопка
«Стоп», катушка контактора (магнитного пускателя) К, контакты
тепловых реле РТ2 и Р7\, линейный провод 2. В результате произой-
дет включение катушки контактора К и замыкание трех главных
контактов главной цепи 1, 2,3 и блокировочных контактов, и элек-
28
Рис. 16. Магнитный пускатель (контактор)
29
тродвигатель будет включен в сеть, а ток независимо от размыкания
кнопки «Пуск» будет идти по цепи управления через блокировочные
контакты. Двигатель отключают от сети кнопкой «Стоп».
На рис. 17, б показана схема пуска реверсивного двигателя,
в ней предусматриваются два контактора (магнитных пускателя)
и две вспомогательные цепи управления. При включении кнопки
ПВ двигатель получает прямое вращение, при этом ток пойдет
в цепи управления по пути линейный провод 3, катушка кон-
тактора КВ через цепь 6—5, кнопка ПВ через цепь 5—4, кнопка
6)
Рис. 17. Схема электрического управления
«Стоп» С, линейный провод 2. Ток по линейному проводу 1
идет к электродвигателю напрямую через контактор. Через цепь
5—7 замыкается блок-контакт КВ, шунтируя пусковую кнопку ПВ.
При включении кнопки ПН двигатель получает обратное вращение,
а ток пойдет через цепи 10—9, 9—8, и через цепи 9—11 замкнется
блок-контакт КН.
На рис. 17, в показана схема перемещения суппорта 4 силовой
головки в направляющих станины 3 при помощи винтовой'передачи
от электродвигателя 1 через редуктор 2. Пуск и выключение электро-
двигателя производится от перемещающегося упора 5, прикреплен-
ного к головке через конечные выключатели ВК1 и ВК2.
Для автоматического отключения электродвигателя после пере-
мещения суппорта из положения 1 в положение // устанавливается
в соответствующем месте станины конечный (путевой) выключатель
ВК1 с замыкающими контактами, а на боковой стороне суппорта —
упорная планка 5. После перемещения суппорта в положение II
30
упор 5, воздействуя на конечный выключатель ВК1, разомкнет кон-
такты и отключит электродвигатель и тем самым выключит подачу.
Электрическая схема для данного случая показана на рис. 17, г.
Иногда выключатель ВК1 устанавливают на поверхности движу-
щегося суппорта 4, а упор 5 — в пазах станины 3 (рис. 17, в).
§ 8. Гидравлический бесступенчатый привод
Привод распространен в шлифовальных станках для продоль-
ных подач, а также для главного движения в протяжных, в попе-
Рис. 18. Гидравлические приводы посту-
пательного и вращательного движения
речно-строгальных и для вспомогательных движений в других
станках.
Преимущества привода: 1) возможность выбора любых скоростей
и подач в диапазоне регулирования; 2) возможность регулировки
под нагрузкой; 3) простота и удобство управления; 4) плавность хода
и уменьшение вибраций; 5) реверсирование без толчков и сотрясе-
ний; 6) долговечность работы механизмов ввиду работы деталей
в масле.
Принцип работы привода поступательного движения показан
на рис. 18, а. Из резервуара 1 масло при помощи шестеренного
насоса 2 через кран управления 4, регулятор скорости 5 и золот-
ник 6 поступает в одну из полостей рабочего цилиндра.
При фазе / масло поступает из золотника 6 по направлению
1 в поршневую полость цилиндра 7, и поршень 8, двигаясь под да-
влением масла влево через шток 9, перемещает стол 10 шлифоваль-
ного станка. Масло из штоковой полости поступает через золотник 6
обратно на слив в резервуар 1.
При фазе II золотник занимает положение //, показанное пунк-
тиром, после перемещения влево от упоров 11 через рычаг 12.
Масло из золотника 6 поступает по направлению II в штоковую по-
31
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
лость цилиндра, и поршень перемещается вправо. Масло из порш-
невой полости поступает обратно в резервуар. При чрезмерном
повышении давления в приводе или при излишнем количестве масла
оно сбрасывается через предохранительный клапан 3. Широкое при-
менение получили масла: веретенное 3, турбинное Л и индустриаль-
ное 30.
На рис. 18, б показана схема привода вращательного движения.
Электродвигатель 1 через зубчатую передачу — вращает вал /
^2
лопастного насоса 2. Последний засасывает масло из-резервуара 5
через фильтр 6 и маслопровод 7 и нагнетает его под давлением через
маслопровод 3 в гидродвигатель 4. От вала II гидродвигателя
вращение передается через цепную передачу— шпинделю станка III.
Основными узлами гидропривода являются насосы, рабочие
цилиндры, регулирующие, распределительные и предохранитель-
ные устройства.
Насосы. Они применяются для засасывания масла из резер-
вуара и подачи его в различные устройства по трубопроводам. По
принципу работы насосы бывают с постоянной производительностью
и регулируемые — с переменной производительностью.
Из различных конструктивных выполнений применяются ше-
стеренные, лопастные и поршневые. Принцип работы шестеренного
насоса показан на рис. 19, а. Одно колесо является ведущим и вра-
щается чаще непосредственно от флянцевого электродвигателя или
через зубчатую передачу, другое — ведомым. Масло из полости
всасывания В, заполнив впадины зубьев, переносится в полость
нагнетания Н и выжимается в трубопровод зубьями, входящими
в зацепление. Расчетная производительность насоса с шестернями,
имеющими одинаковое число зубьев, определяется приближенной
формулой Q _ .0. №.-«„) . 10 , м,1жи^
где do — диаметр делительной окружности колеса в мм;
Dr — диаметр окружности выступов в мм;
b — ширина зуба в мм;
п — число оборотов колеса в минуту. -
Мощность, необходимая для привода насоса,
Д? = ' квт<
где ps — давление, развиваемое насосом, в н/м* 2 *;
Q — производительность насоса в мя/мин;
т]л = 0,7 4- 0,9 — механический к. п. д. насоса;
т]о = 0,7 4- 0,95 — объемный к. п. д. насоса.
Разрез лопастного насоса двойного действия показан на рис. 19, б.
Он развивает давление до 686 • 104 н/м2 (70 к.Г/см2'). Ротор 4 вра-
щается валом 3 между двумя бронзовыми дисками 6 и 8 внутри
статорного кольца 7. Прорези, несущие лопасти 5, направлены под
углом 13° к радиусу. При работе насоса лопасти 5 прижимаются
32
к внутренней поверхности кольца 7 (профиль кольца показан на
рис. 19, в). В левом диске выполнены четыре продольных отвер-
стия: 1, 2, 9 и 10. Два из них 1 и 2 предназначены для всасывания,
Рис. 19. Насосы
Производительность насоса определяется по формуле
2Вп
ю»
[л(rl—rj) —(Гг~8Гд Ю'3 м3/мин,
где В — ширина ротора в мм;
п — число оборотов ротора в минуту;
г2 и /у — большая и малая полуоси в мм;
s — толщина лопасти в мм;
z — число лопастей;
а = 13° — угол, образованный направлением лопасти к ра-
диусам.
33
chipmaker.ru
Кроме насосов с постоянной производительностью, приме-
няются насосы с регулируемой производительностью (рис. 20).
В корпусе 5 насоса установлен вал //, имеющий четыре кла-
пана 12 (два всасывающих и два нагнетающих). На валу 11 свободно
вращается ротор 7 через муфту 4 от вала 1. Левая опора вала 1
помещена в крышке 2. Поршни 9 ротора во время вращения его при-
жимаются к коническим кольцам 8, установленным в барабане 6,
вращающемся на подшипниках 3 и 10 в блоке 14. Блок 14 может
Рис. 20. Насос с регулируемой производительностью
перемещаться по направляющим 13, меняя эксцентрицитет отно-
сительно ротора 7. Вследствие этого изменяется ход поршней, а сле-
довательно, и производительность насоса. Производительность та-
кого радиально-поршневого насоса определяется по формуле
<2 =
n<Z2/zn
2 1С«т)о
10 3 м-'/мин,
где d — диаметр поршпя в мм;
I — эксцентрицитет в мм;
z — число поршней;
п — число оборотов ротора в минуту;
tj0 = 0,93 -г 0,98 — объемный к. п. д.
Лопастные насосы этого типа выпускаются с производитель-
ностью от 5 • 10~3 до 200 • 10 3 мР/мин при числе оборотов вала ро-
тора в минуту 950 и при давлении до 175 • 10® н/м2.
Рабочие цилиндры. Они применяются для поступательного
перемещения стола или другого органа станка с односторонним
или двухсторонним штоком. Для уплотнения поршня в цилиндре
используют чугунные поршневые кольца, манжетные уплотнения 3
(рис. 21). выполняемые из кожи, хлопчатобумажной ткани, пропи-
танной клеем, из синтетического каучука, а также из хлорвинила.
34
Рис. 21. Конструкции поршней гидроцилин-
дров:
1 — цилиндр; 2 — шток; 3 — манжетные уплотнения;
4 — корпус поршня
Давление жидкости со стороны штока, необходимое для пере-
мещения поршня, определяется по формуле
р = л (О2 — d2) н/л<2’
где Р — преодолеваемая сила в н;
D — диаметр цилиндра в м\
d — диаметр штока в м.
Скорость поршня определяется так:
4Q
V “ Л (О2 — d2) м,миН' ,
где Q — количество жидкости, подаваемой в цилиндр, в м*!мин.
Предохранительный и
переливной клапаны.
Они служат для пред-
охранения привода от
перегрузки и для спус-
ка в бак избыточного
количества жидкости.
Шарик 1 (рис. 22, а)
прижат к седлу пружи-
ной 3 через деталь 2.
При большом возраста-
нии давления в канале 4
шарик приподнимается,
и масло через каналы 5
сливается в бак. Давле-
ние, при котором нач-
нется слив масла, регулируется натяжением пружины посредст-
вом колпачка 6.
Разновидностью конструкции является клапан с коническим
седлом (рис. 22, б).
Дроссели. Они предназначены для регулирования количества
масла в гидравлических передачах в единицу времени (рис. 23).
Масло из канала / проходит в канал 2 через щель 3 шириной 0,4 мм.
Длина проходного отверстия изменяется от угла поворота стержня 4
(рис. 23, а). Слив утечек масла проходит через отверстие 5 в бак. На
рис. 23, б длина проходного отверстия регулируется перемещением
детали 4.
Регуляторы скорости. Они применяются в приводах, где необ-
ходимо осуществить весьма малые скорости подач. Они представляют
собой комбинацию редукционного или дозирующего клапана с дрос-
селем, взаимодействие которых создает постоянный низкий перепад
давления у дросселя.
Золотниковые (распределительные) устройства. Они применяют-
ся для распределения потока масла в гидравлических передачах.
В гидравлических передачах станков распространение получили
устройства с цилиндрическими золотниками.
35
chipmaker.ru
На рис. 24 показана схема работы трехпозиционного реверсив-
ного золотника. В корпусе 1 выполнены пять камер 2, 3, 5, 8 и 9.
Средняя камера 5 соединена
Рис. 22. Предохранительный (а) и
переливной (6) клапаны
через отверстие 6 с трубопро-
водом, подающим масло от на-
соса. Камера 8 через отверстие
7 соединена с левой полостью
цилиндра, а камера 3 через от-
верстие 4 с правой полостью.
Две крайние камеры 2 и 9 кана-
лами соединены с отверстием 11,
через которое масло поступает
обратно в резервуар. При сред-
нем положении золотника 10 все
пять камер соединены между
собой и масло, поступающее от
насоса в камеру 5, обратно сли-
вается в бак. В крайнем левом
положении золотника масло из
камеры 5 поступает в камеру 3
и через отверстие 4 в правую
полость цилиндра, а камеры 8
Рис. 23. Щелевые дроссели:
а — поворотный; б — неповоротный
и 5, 3 и 2 разобщены. Масло, вытесняемое поршнем из левой
полости через отверстие 7, поступает через камеры 8 и 9 и через
отверстие 11 обратно в резервуар. В крайнем правом положении зо-
36
лотника масло из камеры 5 поступает через камеру 8 в левую по-
лость цилиндра, а масло, вытесняемое поршнем из правой полости
через отверстие 4, поступает через камеры 3 и 2 и через отверстие
11 обратно в резервуар. Камеры 5, 3, 9 и 8 разобщены.
По роду управления золотниковые устройства различают с руч-
ным, гидравлическим и электрическим управлением. Помимо этих
устройств, применяются крановые распределительные устройства.
Кроме всех перечисленных узлов привода, применяются вспомо-
гательные устройства: фильтры, аккумуляторы, средства уплот-
нения, редукционные клапаны, реле давления, реле времени.
По способу регулирования скоростей рабочего органа приме-
няют в основном две группы приводов; с объемным регулированием
и с дроссельным. Объемным регулированием называется изменение
скорости силового органа путем регулирования производительности
насоса. Поэтому на рис. 18, б масло подается насосом 2 с регулируе-
мой производительностью, а ре-
гулятор скорости 5 (дроссель)
отсутствует.
Скорость перемещения порш-
ня определяется по формуле
Рис. 24. Трехпозиционный ревер-
сивный золотник
V = M/MUH,
г
где F — рабочая площадь порш-
ня в м2;
Q — производительность на-
соса в мЧмин.
На рис. 18, а показана гидрав-
лическая передача с дроссельным
регулированием. Принцип работы передачи пояснен на стр. 31—32.
Здесь насос 2 из резервуара 1 подает в гидросистему постоянный
объем масла, которое через дроссель 5 поступает в распределитель-
ное устройство. Дроссель (рис. 23) представляет собой устройство,
с помощью которого можно изменять величину проходного отвер-
стия трубопровода и гидравлического сопротивления участка.
Применение дросселя дает возможность при постоянном давле-
нии регулировать расход масла и скорость движения поршня.
Дроссель пропускает в систему незначительный объем масла по
сравнению с объемом, нагнетаемым насосом 2. Поэтому в системе
появляются излишки масла, повышающие давление на участке
между насосом и дросселем. Для снятия избыточного давления
на этом участке устанавливают предохранительный клапан 3, кото-
рый при перегрузке выпускает избыток масла обратно в резервуар.
Скорость поршня регулируется объемом масла Q, пропускаемого
дросселем в силовой цилиндр, и определяется уравнением
V =
Q __ kFdpVpi — p2
F~ F
M/MUH,
37
chipmaker.ru
где k — коэффициент расхода, постоянный для данного дрос-
селя;
Fdp — площадь проходного отверстия (сечения) дросселя
в м2;
Pi и р2 — давления масла в системе до дросселя и после него
в н/лг2;
F — рабочая площадь поршня в м2.
Коэффициент расхода k характеризует количество масла, про-
пускаемого через 1 м2 площади поперечного сечения дросселя за
1 мин при перепаде давления, равном 1.
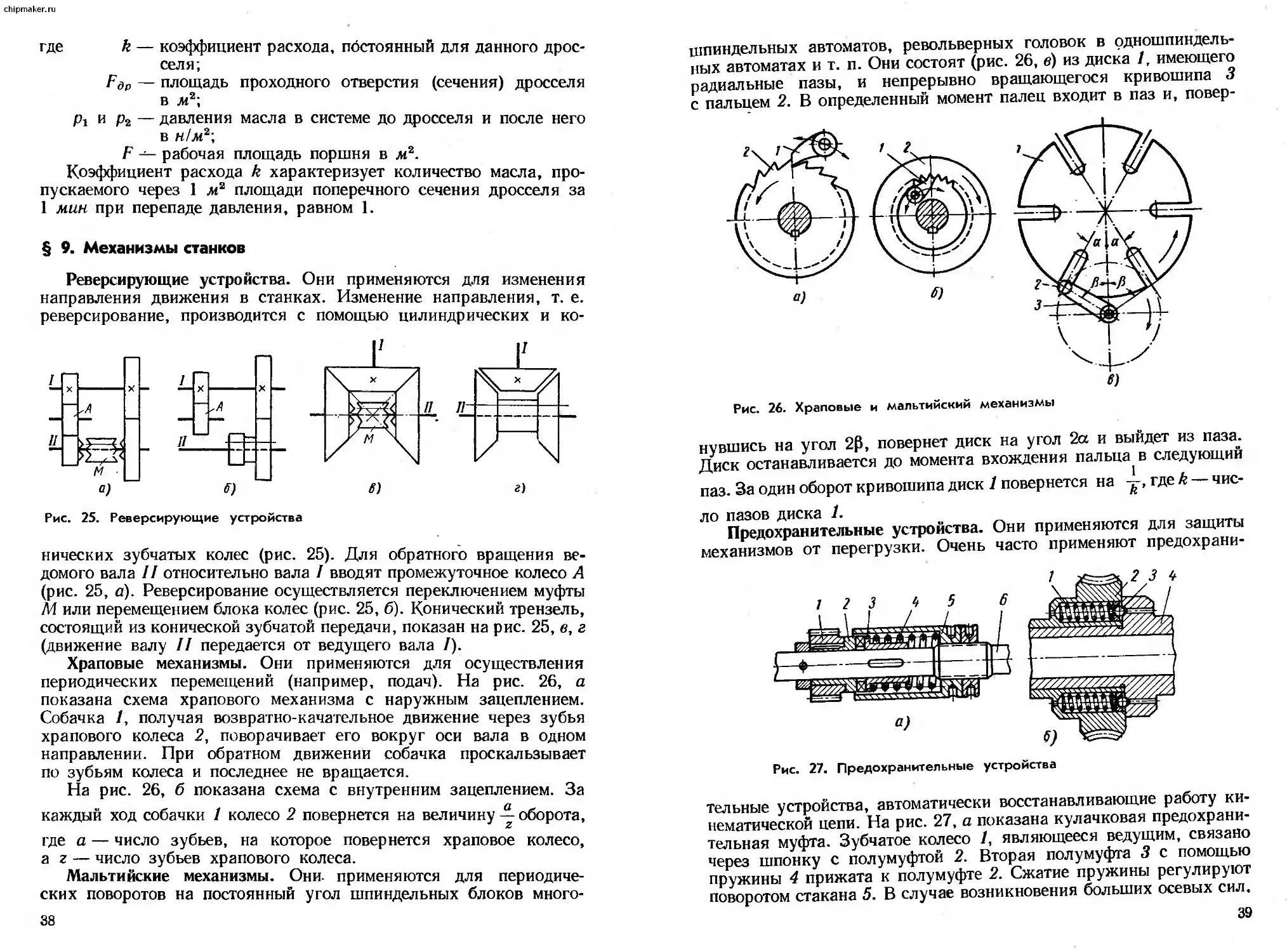
§ 9. Механизмы станков
Реверсирующие устройства. Они применяются для изменения
направления движения в станках. Изменение направления, т. е.
реверсирование, производится с помощью цилиндрических и ко-
Рис. 25. Реверсирующие устройства
нических зубчатых колес (рис. 25). Для обратного вращения ве-
домого вала II относительно вала / вводят промежуточное колесо А
(рис. 25, а). Реверсирование осуществляется переключением муфты
М или перемещением блока колес (рис. 25, б). Конический трензель,
состоящий из конической зубчатой передачи, показан на рис. 25, в, г
(движение валу // передается от ведущего вала /).
Храповые механизмы. Они применяются для осуществления
периодических перемещений (например, подач). На рис. 26, а
показана схема храпового механизма с наружным зацеплением.
Собачка 1, получая возвратно-качательное движение через зубья
храпового колеса 2, поворачивает его вокруг оси вала в одном
направлении. При обратном движении собачка проскальзывает
по зубьям колеса и последнее не вращается.
На рис. 26, б показана схема с внутренним зацеплением. За
каждый ход собачки 1 колесо 2 повернется на величину -j оборота,
где а — число зубьев, на которое повернется храповое колесо,
аг — число зубьев храпового колеса.
Мальтийские механизмы. Они- применяются для периодиче-
ских поворотов на постоянный угол шпиндельных блоков много-
38
шпиндельных автоматов, револьверных головок в рдношпиндель-
ных автоматах и т. п. Они состоят (рис. 26, в) из диска 1, имеющего
радиальные пазы, и непрерывно вращающегося кривошипа 3
с пальцем 2. В определенный момент палец входит в паз и, повер-
нувшись на угол 2₽, повернет диск на угол 2а и выйдет из паза.
Диск останавливается до момента вхождения пальца в следующий
паз. За один оборот кривошипа диск 1 повернется на где k — чис-
ло пазов диска 1.
Предохранительные устройства. Они применяются для защиты
механизмов от перегрузки. Очень часто применяют предохрани-
Рис. 27. Предохранительные устройства
тельные устройства, автоматически восстанавливающие работу ки-
нематической цепи. На рис. 27, а показана кулачковая предохрани-
тельная муфта. Зубчатое колесо /, являющееся ведущим, связано
через шпонку с полумуфтой 2. Вторая полумуфта 3 с помощью
пружины 4 прижата к полумуфте 2. Сжатие пружины регулируют
поворотом стакана 5. В случае возникновения больших осевых сил.
39
chipmaker.ru
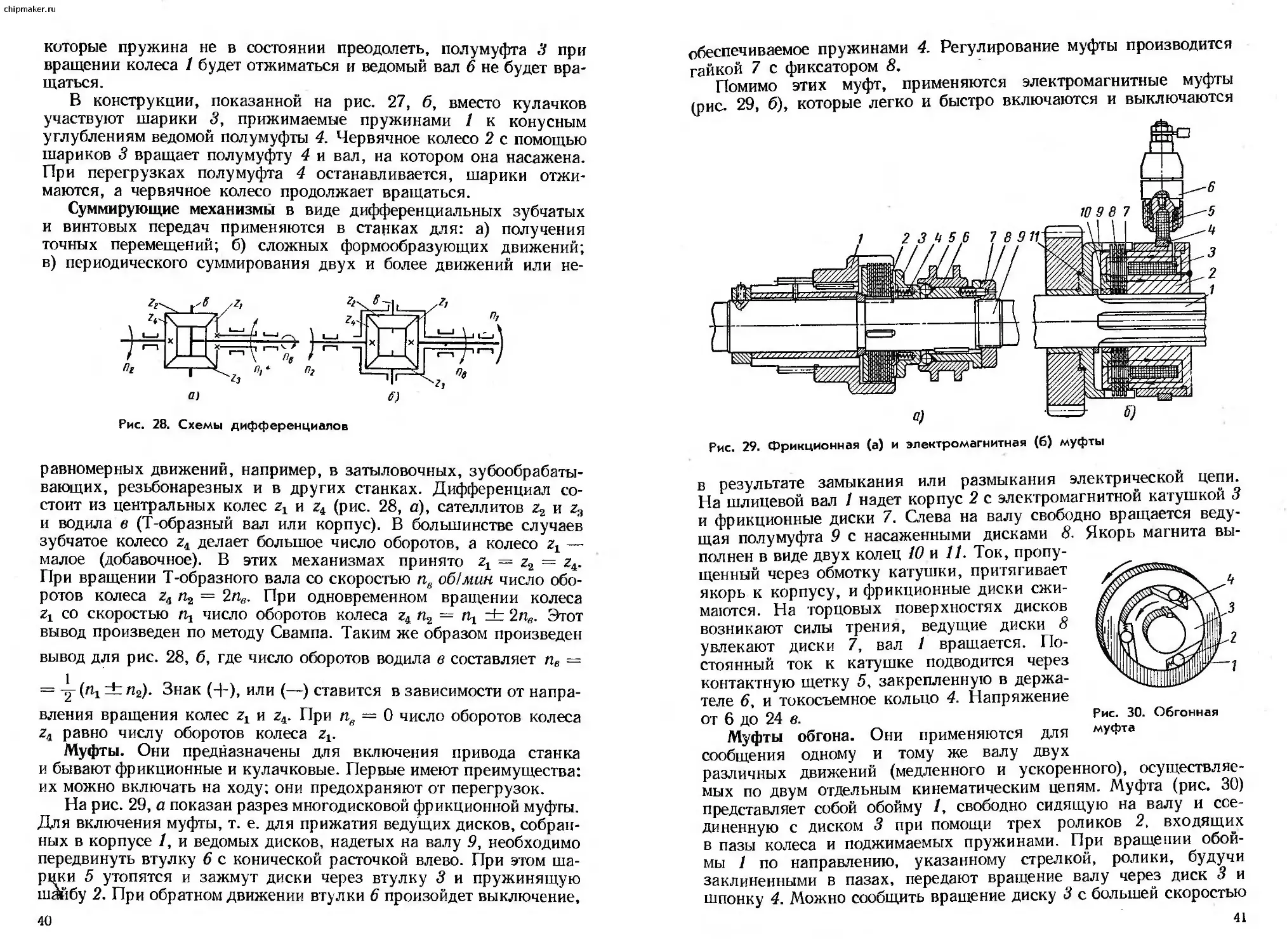
которые пружина не в состоянии преодолеть, полумуфта 5 при
вращении колеса 1 будет отжиматься и ведомый вал 6 не будет вра-
щаться.
В конструкции, показанной на рис. 27, б, вместо кулачков
участвуют шарики 3, прижимаемые пружинами 1 к конусным
углублениям ведомой полумуфты 4. Червячное колесо 2 с помощью
шариков 3 вращает полумуфту 4 и вал, на котором она насажена.
При перегрузках полумуфта 4 останавливается, шарики отжи-
маются, а червячное колесо продолжает вращаться.
Суммирующие механизмы в виде дифференциальных зубчатых
и винтовых передач применяются в станках для: а) получения
точных перемещений; б) сложных формообразующих движений;
в) периодического суммирования двух и более движений или не-
Рис. 28. Схемы дифференциалов
равномерных движений, например, в затыловочных, зубообрабаты-
вающих, резьбонарезных и в других станках. Дифференциал со-
стоит из центральных колес z4 и z4 (рис. 28, а), сателлитов z2 и z3
и водила в (Т-образный вал или корпус). В большинстве случаев
зубчатое колесо z4 делает большое число оборотов, а колесо z4 —
малое (добавочное). В этих механизмах принято zr = z2 = z4.
При вращении Т-образного вала со скоростью пв об/мин число обо-
ротов колеса z4 = 2пв. При одновременном вращении колеса
z4 со скоростью пг число оборотов колеса z4 п2 = n4 ± 2пв. Этот
вывод произведен по методу Свампа. Таким же образом произведен
вывод для рис. 28, б, где число оборотов водила в составляет пв —
= y (и4 ± п2). Знак (+), или (—) ставится в зависимости от напра-
вления вращения колес z4 и z4. При пв — 0 число оборотов колеса
z4 равно числу оборотов колеса zv
Муфты. Они предназначены для включения привода станка
и бывают фрикционные и кулачковые. Первые имеют преимущества:
их можно включать на ходу; они предохраняют от перегрузок.
На рис. 29, а показан разрез многодисковой фрикционной муфты.
Для включения муфты, т. е. для прижатия ведущих дисков, собран-
ных в корпусе /, и ведомых дисков, надетых на валу 9, необходимо
передвинуть втулку 6 с конической расточкой влево. При этом ша-
рики 5 утопятся и зажмут диски через втулку 3 и пружинящую
шайбу 2. При обратном движении втулки 6 произойдет выключение,
40
обеспечиваемое пружинами 4. Регулирование муфты производится
гайкой 7 с фиксатором 8.
Помимо этих муфт, применяются электромагнитные муфты
(рис. 29, б), которые легко и быстро включаются и выключаются
Рис. 29. Фрикционная (а) и электромагнитная (б) муфты
в результате замыкания или размыкания электрической цепи.
На шлицевой вал 1 надет корпус 2 с электромагнитной катушкой 3
и фрикционные диски 7. Слева на валу свободно вращается веду-
щая полумуфта 9 с насаженными дисками 8. Якорь магнита вы-
полнен в виде двух колец 10 и 11. Ток, пропу-
щенный через обмотку катушки, притягивает
якорь к корпусу, и фрикционные диски сжи-
маются. На торцовых поверхностях дисков
возникают силы трения, ведущие диски 8
увлекают диски 7, вал 1 вращается. По-
стоянный ток к катушке подводится через
контактную щетку 5, закрепленную в держа-
теле 6, и токосъемное кольцо 4. Напряжение
Рис. 30. Обгонная
муфта
от 6 до 24 в.
Муфты обгона. Они применяются для
сообщения одному и тому же валу двух
различных движений (медленного и ускоренного), осуществляе-
мых по двум отдельным кинематическим цепям. Муфта (рис. 30)
представляет собой обойму /, свободно сидящую на валу и сое-
диненную с диском 3 при помощи трех роликов 2, входящих
в пазы колеса и поджимаемых пружинами. При вращении обой-
мы 1 по направлению, указанному стрелкой, ролики, будучи
заклиненными в пазах, передают вращение валу через диск 3 и
шпонку 4. Можно сообщить вращение диску 3 с большей скоростью
41
chipmaker.ru
в том же направлении. При обгоне обоймы 1 происходит раскли-
нивание роликов и вал вращается быстрее.
Блокировочные устройства. Они применяются для предотвра-
щения одновременного включения нескольких механизмов. На
Рис. 31. Блокировочные устройства
рис. 31, а показана схема блокировки параллельных валов: в по-
ложении 1 — свободнее манипулирование любой из рукояток; в
положении 2 правый вал заперт. На рис. 31, б показана блокировка
взаимно-перпендикулярных валов (нижний вал заперт).
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ОБЩЕГО НАЗНАЧЕНИЯ ДЛЯ ПРОИЗВОДСТВА
ИНСТРУМЕНТА
Г л а в а I. ТОКАРНЫЕ СТАНКИ
Токарные станки подразделяются на универсальные и специа-
лизированные. Универсальные станки -бывают токарно-винторез-
ные и токарные. Токарно-винторезные станки применяются для
токарных и резьбонарезных работ. Токарные станки предназна-
чены только для токарных работ.
Основные характеристики токарного станка:
а) наибольший диаметр заготовки над станиной;
б) наибольшая длина обрабатываемой заготовки (наибольшее
расстояние между центрами).
§ 1. Универсальный токарно-винторезный станок мод. 1К62
Станок предназначен для выполнения всевозможных токар-
ных работ и для нарезания метрических, дюймовых, модульных,
питчевых и специальных резьб.
Техническая характеристика станка. Наибольший диаметр за-
готовки, устанавливаемой над станиной, 400 мм. Расстояние между
центрами 710, 1000, 1400 мм (по выбору потребителя). Число ско-
ростей шпинделя — 23. Пределы чисел оборотов шпинделя в ми-
нуту 12,5—2000. Пределы продольных подач 0,07—4,16 мм/об. Мет-
рические резьбы: пределы шагов 1—192 мм\ дюймовые 24—2 нитки
на 1"; модульные 0,5—48 мм. Мощность двигателя 10 кет. Габа-
риты станка: длина 2520, 2820, 3210 мм (в зависимости от длины
станины); ширина 1165 мм\ высота 1325 мм. Общий вид станка по-
казан на рис. 32.
Основными узлами станка являются станина III, передняя
бабка /, задняя бабка VI, коробка подач II, суппорт IV, фартук V.
Станина III служит основанием для установки и закрепления на
ней всех основных узлов станка. Ответственная часть станины —
направляющие. По ним перемещаются каретка суппорта и задняя
бабка. Станина устанавливается на две тумбы VII и VIII, к ним
прикреплено корыто IX для сбора охлаждающей жидкости и струж-
ки. В левой тумбе находится главный электродвигатель, а в пра-
43
вой части станины — электродвигатель ускоренных ходов суп-
порта. В передней бабке совмещается коробка скоростей станка
со шпинделем. На передний конец шпинделя навертывается патрон
Рис. 32. Токарно-винторезный станок мод. 1К62
или планшайба, а в коническое отверстие вставляется передний
центр.
На рис. 33 показан шпиндель с опорами. Передняя конусная
шейка шпинделя вращается в двухрядном роликовом подшипни-
Рис. 33. Шпиндель токарного станка
ке 2, а левая задняя в двух радиально-упорных шарикоподшип-
никах 4. Осевая нагрузка шпинделя воспринимается подшипни-
ками задней опоры. Радиальный зазор в подшипниках регули-
руется гайками 3 и 5. Канавка 1, выполненная на переднем конце
44
шпинделя, служит для расположения прихватов от самопроиз-
вольного отвинчивания патрона.
Задняя бабка (рис. 34) служит для поддержания обрабатыва-
емой заготовки при работе в центрах. Корпус 7 бабки установлен
на плите 8, чтобы обеспечить ее смещение в горизонтальной плос-
кости. Бабка крепится к станине 11 при помощи болтов 10 и план-
ки 9. Вращая винт 3 маховиком 1, производим осевое перемещение
пиноли 4. Поворотом рукоятки 5 пиноль закрепляется от осевого
смещения. Центр 6 заклинивается в пиноли благодаря малому
углу конического хвостовика. Гайка 2 вмонтирована в пиноли 4.
9 10 11
Рис. 34. Задняя бабка токарного станка
При сверлении задняя бабка специальным прихватом соединяется
с кареткой суппорта и получает от него механическую подачу.
Сверло вставляется в пиноль вместо центра. Механизм подачи по-
зволяет изменять величину подачи, т. е. скорость перемещения суп-
порта.
Суппорт предназначен для перемещения закрепленного в
резцедержателе 4 резца и состоит из каретки 1 (рис. 35), пе-
ремещающейся по направляющим станины, поперечных 2 и рез-
цовых салазок 5, поворотной части 3. Для устранения мертвого
хода винта 7 поперечных салазок при износе гайки последняя вы-
полнена из двух половин 8 и 10 и между ними установлен клин 9.
Подтягивая клин 9 при помощи винта 6 кверху, можно раздвинуть
обе половины гаек и этим выбрать зазор. Резцовые салазки 5 пере-
мещаются по направляющим поворотной части 3, смонтированной
в круговой направляющей поперечных салазок. Это позволяет
резцовые салазки 5 вместе с резцедержателем 4 устанавливать
под любым углом к оси станка при обтачивании конических поверх-
ностей.
В фартуке размещены механизмы и передачи, предназначен-
ные для преобразования вращательного движения ходового валка
45
chipmaker.ru
и ходового винта в прямолинейно-поступательное движение ка-
ретки суппорта, продольных и поперечных салазок. Фартук жестко
скреплен с кареткой суппорта. Для изучения движений механизмов
станка и их работы рассмотрим кинематическую схему станка,
показанную на рис. 36.
Кинематическая цепь главного движения. От электродвигателя
N = 10 кет с п = 1450 об/мин через клиноременную передачу
вращается вал I коробки скоростей. На валу / колеса z = 56 и
Рис. 35. Поперечный разрез суппорта токарного станка
г = 51 служат для прямого вращения шпинделя и г = 50 для об-
ратного. Вращение этих колес осуществляется через двойную мно-
годисковую фрикционную муфту М10. Вал // получает две ско-
рости вращений, осуществляемые передаточными отношениями
|| и |^. При помощи тройного блока между валами II и III осу-
29 21 38 ...
ществляются три передаточных отношения:^, и ^;с вала III
при помощи двойного блока г = 88 — z = 45 на вал VI переда-
ются две скорости и 45 • При помощи следующего блока z =
= 22 — г = 45 между валами IV и V осуществляются передаточ-
22 45 „
ные отношения и = . Дальше вращение шпинделя осуществля-
оо 4Э
, 27
ется либо от вала V через передачу либо непосредственно от
.65
вала III через передачу
46
47
I chipmaker.ru
Пределы чисел оборотов шпинделя при прямом вращении опре-
деляются из уравнений:
142 плос 51 21 22 22 27 1О -
nmin — 1450 • 254- 0,985 • эд ‘ 55 * 8s ' 88 ' 54 ~ ^,5 °б1мин>
птах = 1450 • • 0,985• g • g • § = 2000 об/мин.
ZO4 04 об 40
В результате переключения блоков получаются 24 скорости,
но в действительности число скоростей шпинделя 23, так как неко-
торые числа оборотов совпадают. Обратное (левое) вращение
36
55, а далее, как при
оо
50
шпинделя осуществляется через передачи и
правом вращении.
Для наглядного представления о всех числах оборотов шпин-
деля и о передаточных отношениях, участвующих в передачах,
показан график чисел оборотов (рис. 37).
Кинематическая цепь продольных подач суппорта. Продоль-
ное перемещение суппорта осуществляется следующим образом: от
60 42
шпинделя через передачу gg, далее через трензель с колесами
28 , 35 28 42 95
или ей либо 55 • де и через гитару сменных колес вра-
ОО Zo <50 уо ои
щается вал IX коробки подач. Подключив муфту, колесо
начинает вращать конус шестерен 26, 28, 32, 36, 40, 44, 48 и от
25
него накидное колесо 36. Далее через передачу и включенную
муфту М4 вращается двойной блок г= 18—г=28, осуществляющий
18 28 „ „ , 15 35
отношения и 5?, затем через двойной блок йИ^и через пе-
40 ОО 4о Zo
28
редачу вращается ходовой вал, по которому вместе с фартуком
48
перемещается колесо г — 27. Далее движение передается через пе-
. 27 20 4 40 14
редаточные отношения колес фартука ' 28 ' 20'37'66 на Рееч"
ное колесо г = 10 (модуль зацепления т — 3 мм). Колесо 10, на-
ходясь в зацеплении с рейкой, прикрепленной к станине, катится
по ней и перемещает фартук с суппортом.
Включением муфт Мъ или М6 колесо г = 14 вращается вправо
или влево, меняя направление движения суппорта. Общее урав-
нение кинематической цепи продольных подач определяется исхо-
дя из расчетного периода одного оборота шпинделя:
1 об. ШП.7<7-
28
56 42 95 j 26 | 28’| 32 | 36 | 40 | 44 | 481
42 ’ 95 ’ 50 ' 36 Х
42
28 27 20 4 40 14 л
’ 56 ’ 20'28'20 ’ 37 ‘ 6б‘Л' 10‘3 — S мм!о6-
Пределы величин продольных подач при включении соответ-
ствующих блоков составляют 0,07—0,13; 0,14—0,26; 0,28—0,52;
0,57—1,04; 1,14—2,08; 2,28—4,16 мм/об. Последняя группа по-
дач получается включением звена увеличения шага резьбы.
Кинематическая цепь поперечных подач суппорта. До чер-
вячной передачи фартука кинематическая цепь не отличается от
предыдущей цепи. Далее через колеса или включением
, .. 40 61
муфт М7 или М8 и через передачи вращается винт попереч-
ной подачи суппорта. Шаг резьбы винта 5 мм, резьба левая. Уравне-
ние кинематической цепи аналогичное, как и для продольных подач.
Величины подач в 2 раза меньше соответствующих величин про-
дольных и составляют от 0,035 до 2,08 мм/об.
Ручное продольное перемещение суппорта. Маховиком Л4В че-
рез передачу ~ вращается реечное колесо г = 10. За один оборот
маховика суппорт переместится на величину
1-Й-л-10-3 = 20 лш.
Кинематическая цепь для получения метрической резьбы. При
нарезании резьбы для перемещения суппорта участвует ходовой
винт с шагом 12 мм. Для этой цели блок колес z — 28 — г = 28
входит в зацепление с муфтой Л13. Маточная гайка, замкнутая с
винтом, перемещается вместе с фартуком и суппортом. Кинемати-
ческая цепь не отличается от цепи продольных подач, но передача
фартука не участвует. Уравнение кинематической цепи в этом слу-
49
chipmal&r. ru
чае определяется исходя из следующего: за один оборот шпинделя
суппорт с резцом должен пройти путь, равный шагу нарезаемой
резьбы, и напишется в таком виде:
60 42 42 95 | 26 | 28 132 136 | 40144 | 48| х
’ 60 ’ 42 " 95'50 ' 36 Х
1 °6' ^П'’ 60 ’ 42 * 95
25
28
18
45
28
35
15
48
35
28
12 = TH.P,
где Тн. р — шаг нарезаемой резьбы.
В этой цепи конус шестерен (26, 28, 32, 36, 40, 44, 48) является
ведущим. Необходимо отметить, что не все колеса, находясь в за-
цеплении с накидным колесом г — 36, дают шаги по ОСТу, напри-
мер для шага Тн. р = 1 мм участвует колесо конуса z = 32, что
видно из уравнения кинематической цепи
_,60 42 42 95 32 25 18 1519_
7 min ~ 1'60'42'95 " 50 ’ 36 ‘ 28'45 ’ 48'12 ~ 1 ММ'
„ , 60 42 42 95 48 25 28 35
1 тах 1 ‘ 60 ’ 42 ’ 95 ’ 50'36 ‘ 28 ‘ 35 ’ 28' 12 ~ 12 ММ'
В коробке скоростей имеется звено увеличения шага резьбы.
Для получения увеличенных шагов резьб необходимо двойной
блок г — 60 — г — 45 вала VII переместить вправо до зацепления
колесаz = 45 этого блока с колесом z—45 вала III, и тогда число
оборотов вала по отношению к шпинделю будет увеличено в 16 или
27
в 4 раза, при этом шпиндель должен вращаться через передачу .
Тогда все остальные передачи и ходовой винт будут вращаться ус-
коренно в 32, в 8 или в 2 раза в зависимости от включения блоков
г = 88 — z = 45 и г = 22 — z — 45 на валу IV. Наибольший шаг
резьбы Т„ р = 192 мм при передаточном отношении трензеля
• _
1тр —56-
Кинематическая цепь для получения модульных резьб. Шаг
модульной резьбы пропорционален л — Тн,р = пт (пг — модуль за-
цепления в мм.) Кинематическая цепь осуществляется аналогично
цепи для метрической резьбы, но в гитаре сменных колес надо уста-
64 95
новить колеса 95'97-
Уравнение кинематической цепи напишется в таком виде:
. 60 42 64 95 I 26 I 28 I 32 I 36 I 40 I 44 1481
1 ‘ 60 ‘ 42 ' 95 ‘ 97 ’ 36 Х
50
Пример для mniin
Т — 1^42^ 95 32 25 28 15
In.p— 1'60 ‘ 42 ‘ 95 ‘ 97'36'28 ‘ 35 ’ 48 Х
1 57
X 12 = 1,57 мм, т ~ = 0,5 мм',
л
ДЛЯ /Пщах
Т — 1 60 — 649548252835 19
1н.р— 1 * 60 ’ 42 ‘ 95 ‘ 97'36'28'35 ’ 28' 12 :
о 49
= 9,42 мм; т — -L— = Змм.
Л
Для получения крупных модульных резьб применяют звено
увеличения шага резьбы и mmax = 48 мм.
Кинематическая цепь для получения дюймовых и питчевых
резьб. Дюймовая резьба характеризуется числом ниток на 1".
Запись кинематической цепи производится так же, как и для мет-
рической резьбы, но конус шестерен является ведомым, для чего
муфта A4j отключается от колеса z = 35, а муфты Л14 и /И2 выклю-
чены.
Общее уравнение кинематической цепи будет иметь вид:
Пределы чисел ниток нарезаемой резьбы: =2-5-24 нит-
ки на 1". Очень редко применяется питчевая резьба, которая ха-
рактеризуется питчами. Величина питча Р = ~^- Кинематичес-
кая цепь аналогична, как и для дюймовой, но в гитаре сменных
64 95
колес устанавливаются колеса 95’97- Пределы величин р: 7—96,
а для меньших величин применяют звено увеличения шага резьбы.
Кинематическая цепь для нарезания особо точных резьб. Эти
резьбы нарезают при помощи включения ходового винта, минуя
коробку подач, сокращая этим кинематическую цепь. Для этого
необходимо соединить ходовой винт с валом IX коробки подач
включением муфт Mlt М2, М3 и разъединением блока колес г =
== 25 и г = 36 от конуса в коробке подач.
Уравнение кинематической цепи в этом случае напишется так:
1'60 ’ 42’ Х' 12 = Тн‘р’ 0ТС1°Да X = T2”’
51
chipmaker.ru
где х — передаточное отношение сменных колес, состоящее из
одной или двух пар. Выбор чисел зубьев показан на стр. 56 и 57.
Быстрое перемещение суппорта. Оно производится нажатием
кнопки, встроенной в рукоятке управления, и осуществляется от
электродвигателя ускоренного перемещения. Скорость перемеще-
ния суппорта в продольном направлении определяется из урав-
нения кинематической цепи
v = 1410-^.0,985-^-^.^-|?-Й-л-10-3 = 3360 мм/мин.
I'll ZU Zo ZU oi v)v
а в поперечном v = 1680 мм!мин.
§ 2. Принадлежности и приспособления к токарным станкам
Наиболее распространенными принадлежностями и приспо-
соблениями на токарных станках являются центры, патроны и
люнеты.
Рис. 38. Патроны
токарных станков
Центры служат для поддержания заготовок во время ра-
боты. Короткая коническая часть 3 центра имеет угол 60° и назы-
вается конусом. Длинная часть центра, входящая в отверстие шпин-
деля или пиноли, имеет малый угол (конус Морзе), обеспе-
чивающий самозаклинивание (рис. 38,о).
52
Поводковые патроны (рис. 38,а) применяют для пе-
редачи заготовке вращательного движения. Патрон состоит из
корпуса 1 и пальца 2, в который упирается хомутик, закреплен-
ный на заготовке.
Трехкулачковый самоцентрирующий патрон (рис. 38,6) пред-
назначен для крепления коротких деталей. Патрон состоит из
корпуса 1 и перемещающихся в пазах кулачков 2 при помощи ко-
нического колеса 3, на торцовой стороне которого нарезана вин-
товая канавка прямоугольного сечения по архимедовой спирали.
Во впадины винтовой канавки входят зубья реек, выполненных на
торцах кулачков. Зубчатое колесо 3 вращается коническим колесом
4 и своей винтовой канавкой заставляет одновременно пере-
мещаться три кулачка, сближая их к центру или обратно. При по-
мощи торцового ключа можно поворачивать одно из трех коничес-
ких колес 4 до полного закрепления заготовки. Кулачки 2 смен-
ные для крепления по наружному диаметру и для зажима за
внутреннюю поверхность.
На рис. 38,в показан четырехкулачковый патрон. Каждому
кулачку / патрона можно сообщить не зависимое от других кулач-
ков перемещение при помощи винта 2. Такой патрон применяется
для обработки заготовок несимметричной или неправильной формы.
Люнеты (рис. 39) предназначаются в качестве дополнитель-
ной опоры при обработке длинных деталей. Люнеты бывают не-
подвижные (рис. 39,а), устанавливаемые на направляющих ста-
нины, и подвижные (рис. 39,6), устанавливаемые на каретке суп-
порта. Заготовка 3 центрируется тремя неподвижными упорами 2,
регулируемыми по диаметру заготовки рукоятками 1. Упоры сто-
порятся винтами 4.
БЗ
chipmaker.ru
§ 3. Наладка и настройка1 токарных станков для выполнения
различных работ
Обработка конуса поворотом резцовых салазок. Резцовые са-
лазки 1 (рис. 40, а) повернуты на угол 0, равный углу уклона ко-
нуса а заготовки 3. При этом перемещение салазок с помощью
винта 2 производится вручную по направлению, параллельному
образующей конуса. Длина хода салазок должна быть больше дли-
ны конуса заготовки, т. е. больше Угол уставов а резцовых
салазок 0 равен углу уклона конуса а, т. е. 0 = а.
Рис. 40. Способы обработки конических поверхностей
Угол поворота отсчитывается по шкале поворотной части суп-
порта. Преимущество этого способа: а) оси центровых гнезд сов-
падают с геометрической осью конуса (технологически очень важ-
но); б) возможность обработки конуса с большим углом уклона,
до 45°; в) возможность обработки внутренних конусов. Недостат-
ками являются ручная подача и небольшая длина обработки, пре-
допределяемая длиной хода салазок.
Обработка конуса смещением центра задней бабки. Ось пиноли
смещена в поперечном направлении на величину h (рис. 40, б).
Чертеж рассматривается в плане. Величина смещения определя-
ется по формуле
h = L sin а,
где h — величина смещения центра задней бабки в мм\
L — длина оправки в мм.
1 Примеры настроек станков в книге отсутствуют. Учащимся предлагается
методику и примеры настроек заимствовать из сборника задач по настройке
металлорежущих станков [6].
54
Резец движется механически параллельно оси станка, т. е.
вдоль образующей конуса. Преимущества метода — механиче-
ская подача и достаточно большая длина обработки, недостат-
ки — несовпадение осей центровых гнезд с осью конуса и малый
угол уклона конуса.
Обработка конуса с помощью конусной линейки. Основание 2
линейки (рис. 40, в) монтируется сзади станины на кронштейне 1.
На основании 2 устанавливается под углом направляющая 3, по
которой перемещается ползун 4. Ползун связан с поперечным суп-
портом 5. Во время продольного перемещения суппорта по на-
правляющим станины ползун 4 также перемещается по направля-
ющей 3, но одновременно перемещаясь и в поперечном направ-
лении (ввиду установки под углом направляющей 3), увлекает и
поперечный суппорт. Таким образом, резец при обработке кони-
ческой поверхности получает два одновременно равномерных дви-
жения: в продольном через коробку подач и в поперечном от
направляющей 3 направлениях.
Из графика движения видно, что -' — = lg0, где $яои и shpod —
snpod
соответственно поперечное и продольное перемещение резца. На-
правляющая линейка 3 усганавливается под углом 0. Угол уста-
нови линейки 0 = а. Преимуществами этого способа являются ме-
ханическая подача, совпадение осей центровых гнезд с осью конуса,
большая длина обрабатываемой детали. Недостатком является
малый угол уклона до 10°.
Иногда смещение линейки на угол 0 измеряется по шкале (в мм),
где величина смещения т определяется по формуле
т = A tga.
Пример: произвести настройку для обработки конуса с углом
уклона а = 8° при длине оправки L == 115 мм.
По первому способу устанавливаем резцовые салазки на угол
0 = 8°;
по второму способу заднюю бабку смещаем на величину h ~
= L sin а = 115 -sin 8° = 16 мм; по третьему способу копирную
линейку устанавливаем на угол 0 = 8°.
Следует отметить, что резцовую головку, заднюю бабку и ли-
нейку устанавливают предварительно и после одного или двух
проходов резца корректируют их до получения точного угла ук-
лона, который проверяется по втулке или по контрольной оправке
для отверстий.
Нарезание резьб на винторезных станках без коробок подач.
Настройка на шаг резьбы производится сменными колесами ги-
тары из следующего соотношения: за 1 оборот детали перемеще-
ние резца соответствует шагу нарезаемой резьбы. Кинематиче-
ская цепь показана на рис. 41; уравнение ее имеет вид:
1 об. дет. * impXtx.e — Т'n.pt
55
chipmaker.ru
где imp — передаточное отношение трензеля (в большинстве слу-
чаев imp = 1);
х — передаточное отношение сменных колес гитары;
txe — шаг ходового винта;
Тн.р — шаг нарезаемой резьбы.
Из уравнения кинематической цепи находим передаточное от-
ношение сменных колес гитары:
Тн.р . .
х = т— при = 1.
Lx.e
Для многозаходных резьб шаг нарезаемой резьбы Те.л соот-
ветствует расстоянию между витками одного и того же захода.
Если Тн.р — расстояние между соседними витками, a k — число
заходов, то Тв.л = Тн.р k.
Подбор чисел зубьев сменных колес. Приняв х как передаточ-
представить отношение чи-
сел зубьев ведущих колес
к числам зубьев ведомых
колес в виде
ное отношение сменных колес, можно
Рис. 41. Принципиальная схема цепи на-
для однопарной гитары и
для двухпарной,
где а и с—числа зубьев ве-
дущих колес;
b и d—числа зубьев ве-
резания резьбы ДОМЫХ КОЛеС (СМ.
рис. 41).
Применяют два наиболее распространенных набора сменных
колес: 1) Пятковый набор (число зубьев колес кратно пяти): 20,
20 , 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90,95, 100, 105,
ПО, 115, 120.
2) Четный набор (число зубьев колес кратно четырем): 20, 20, 24,
28, 32, 36, 40, 44, 48, 52, 56, 60, 64, 68, 72, 76, 80, а также допол-
нительные: 87, 97, 127, 157.
Подбор производят следующим образом. Пусть х = -g-. Умножая
числитель и знаменатель на коэффициент 5 (ближайшее значение,
, оп, 4-5 20
чтобы получить zmin = 20), имеем отношение х= i“5 = 45> К0‘
торое можно составить из пяткового набора. Иногда можно раз-
бить дробь на произведение двух дробей, сохраняя значение об-
щего передаточного отношения:
_ 120 _ 40-3 _ 90 40 _ а с_
Х~ ~ ~ 30 ’ 127 ~ b ' ~d‘
56
Очень часто передаточное отношение определено в виде слоЖ'
ного дробного выражения. Наиболее быстрый подбор сменных
колес в этом случае можно выполнить по таблицам М. В. Санда'
кова или В. А. Шишкова; при отсутствии их можно использовать
метод непрерывных дробей или логарифмическую линейку.
Подбор чисел зубьев при помощи логарифмической линейки.
Для примера возьмем число 0,628. Ставим движок со значением 10
против показания 628 на нижней шкале. Передвигаем бегунок
до совпадения рисок чисел линейки и движка, в результате полу'
49 27 22 69 ,, ,
чаем значения =г, Из всех отношении выбираем наи-
78 ’ 43 ’ 35’ 110 1
более точное и то, которое легче осуществить с помощью пяткового
27
или четного набора. Наиболее точным является х = = 0,6279.
Ошибка Ах = 0,0001.
Условия сцепляемости сменных колес в гитаре. После подбо-
ра чисел зубьев необходимо проверить их на условия сцепляемо-
сти. Для вывода условий воспользуемся рис. 41. Расстояния между
, , ат . Ът
осями колес /г и /2 должны соответствовать условиям -у + -у =
, cm . dm ,n * tn
= /г и -у -у = Z2. Вынося за скобки у, получим
у(a + b) = llt и y(c + d) = Z2,
где tn — модуль зацепления в мм',
а, Ь, с, d — числа зубьев колес.
Для сцепления колес можно из чертежа увидеть следующее:
. ст . Ът
и
Переписав значения /х и /2 получим неравенства
т , , ст т , . Ьт
у(о + 6)>у и y(c + d)>-_;
сократив на у получим окончательно условия сцепляемости
а + 6^>с и c-\-d~^>b.
ы . 40 90
Например, сцепление колес в виде невозможно> потому
что сумма чисел зубьев колес (90 + 30) меньше 127, а должно быть
, 90 40
больше, но сцепление колес в виде возможно, так как
удовлетворяет двум условиям: (90 + 30) 40 и (40 + 127) 30.
Нарезание многозаходной резьбы. Шаг многозаходной резь-
бы равен расстоянию между соседними витками одного и того же
захода (рис. 41). Настройку станка производят по вышеуказан-
ному шагу Если обозначить Тн_р — расстояние между сосед-
ними витками, a k — число заходов, го получим Тв я = TH,pk.
После прорезки первого захода размыкают кинематическую
Цепь шпинделя с ходовым винтом, поворачивают шпиндель заго-
57
chipmaker.ru
товки на величину ~ , после чего вновь замыкают кинематическую
цепь. Точный поворот шпинделя осуществляется либо специальным
патроном, либо поворотом ведущего колеса гитары, число зубьев
которого кратно числу заходов.
При нарезании питчевых или модульных резьб приходится
заменять число л приближенным значением отношений целых чи-
сел: 47127
л ~ 4 5 95 (погРешность—0,0005);
12 • 127
л = ~9 $ (погрешность 4- 0,021);
19-21
л = - )27 (погрешность 0,004);
л = у (погрешность -|- 0,004); л = (погрешность — 0,05).
Г л а в а И. ТОКАРНО-РЕВОЛЬВЕРНЫЕ, МНОГОРЕЗЦОВЫЕ
И ДРУГИЕ ТОКАРНЫЕ СТАНКИ
Револьверные станки предназначены для обработки деталей
в серийном производстве. На
Рис 42. Схемы расположения ре-
вольверных головок:
/ — ось шпинделя; 2 — ось револьверной
головки
этих станках можно выполнить раз-
личные виды обработки: точение
наружных поверхностей, торцо-
вых поверхностей, сверление, ра-
стачивание, развертывание отвер-
стий, а также нарезку резьбы мет-
чиками и плашками. Инструменты
крепятся в револьверной головке
и в резцедержателе поперечных
суппортов. Задняя бабка и ходо-
вой винт на этих станках отсутст-
вуют. Преимущества этих стан-
ков следующие: многорезцовая
обработка, быстрый ввод в рабо-
ту инструментов по окончании
каждого перехода. Благодаря этим
преимуществам сокращается ма-
шинное время в результате много-
резцовой обработки, вспомогатель-
ное время ввиду быстрой смены
инструментов и время на промер
деталей, так как инструмент для
каждого прохода имеет постоянное
положение.
Токарно-револьверные станки подразделяются по располо-
жению оси вращения револьверной головки: с вертикальной осью
(рис. 42, а), с продольной горизонтальной осью (рис. 42, б) и с попе-
речной горизонтальной осью (рис. 42, в).
58
Головки с вертикальной осью поворота более распространены
и применяются на станках средних и крупных размеров ввиду боль-
шей жесткости головки. Число гнезд для инструментов обычно
шесть. Головки с горизонтальной осью поворота имеют большее
(до 16) число гнезд, применяются на легких и средних станках.
Головки, показанные на рис. 42, б, имеют преимущество — они
сообщают инструментам поперечную подачу вращением головки.
Токарно-револьверныестанкитакжеподразделяются по виду обра-
батываемых заготовок —для прутковых работ, для патронных работ.
§ 1. Токарно-револьверный станок мод. 1П365
Станок выполнен с вертикальной осью поворота револьверной
головки, снабжен поперечным суппортом и предназначен для об-
работки в патроне стальных или чугунных заготовок инструмен-
тами из твердых сплавов и быстрорежущей стали.
Техническая характеристика станка: наибольший диаметр об-
рабатываемой детали над станиной 500 мм; число скоростей 12;
1 п И' 17/
Рис. 43. Общий вид токарно-револьверного станка мод. 1П365
пределы чисел оборотов 34—1500 об/мин; пределы продольных
подач 0,09—2,7 мм!об, поперечных — 0,045—1,35 мм/об; мощность
электродвигателя N = 14 кет.
Основные узлы станка (рис. 43): станина VI, передняя бабка
IV, коробка подач //, поперечный суппорт с фартуком V, револь-
верный суппорт VIII, гидропривод /, система гидравлического
управления III, насос охлаждения VII.
В процессе работы на станке могут осуществляться следующие
Движения: 1) вращение шпинделя — главное движение; 2) про-
дольная подача револьверного суппорта; 3) продольная и попе-
речная подачи суппорта; 4) быстрое перемещение револьверного
суппорта и поперечного суппорта. Кроме того, производятся и руч-
ные перемещения суппорта и револьверной головки.
69
chipmaker.ru
Кинематическая цепь вращения шпинделя. Осуществляется
от электродвигателя N — 14 кет, п = 1440 об/мин (рис. 44).
Изменение скоростей вращения шпинделя получается за счет
переключения муфт ТИ2 и 7И3 зубчатого перебора, тройного блока Би
колес г = 32 — z = 37 — z = 42 и муфты ТИ4. Число ступеней
z = 2-3-2 = 12.
Пределы чисел оборотов:
1уМЛ 152 лоок 42 18 30 60 21 зо о»
«min -- 1440 • 253 • 0,985 • 48 • 72 • 60 ‘ 35'42'71 — 34 об/М11Н<
лллсх 152 п пос 42 60 31 55 , _
«шах = 1440 • - 0,985 • • 35 • • jg = 1500 об/мин.
Левое вращение шпинделя осуществляется переключением муф-
.. 40 35
ты М± влево через передачи 35 • 45.
Кинематическая цепь продольных подач револьверного суп-
порта. Эта цепь идет от шпинделя до реечной передачи фартука.
Здесь включена муфта ТИ12. Количество подач z = 2 -3 • 3 — 18
получается в результате переключения блоков £2, Б4, Б6.
Пределы величин подач:
. 58 26 30 26 62 20 30 30 30
Smin — 1 • 58 ’ 52'60'62'65'56 ’ 42'30'46 Х
•31;'12-4 = 0,09 мм/об\
_. 58 39 30 26 62 56
Srnax — 1 • 58 ’ 39'60 ‘ 62 ‘ 65 ’ 20 Х
42 30 30 3 21 . о_
х 30 ’ 30 ’ 46'30 ”60 ’ Л ‘4 — 2’7 мм/об-
Ручное перемещение производится от маховика 22 через пере-
18 32 21 й
дачи • тп • к777л-12- 4, за один оборот маховика путь головки
zl Ы) 1 . л
равен 45,2 мм.
Кинематическая цепь поперечных подач поперечного суппорта.
Она осуществляется через следующие передаточные отношения
колес: ---
1
1'58
26
52
39
39
30 26 62
”60 ‘ 62'65
20
56
38
38
56
20
зо
42
36
36
42
35
3 42 48 26
• lv = Snon ММ/Об.
30
' 46 ’ 30 ‘ 42'26 ’ 18
61
60
chipmaker.ru
Здесь включена муфта Л410. Пределы величии подач: smin =
— 0,045 мм/об\ smax = 1,35 мм/об', число подач г= 18. Ручное
перемещение производится маховиком 14 с помощью винта t =
= 10 мм. Ручное продольное перемещение производится махо-
виком 10 через передачи Ц л -12- 4, и за один оборот его путь ра-
вен 45,2 мм.
Кинематическая цепь продольных подач суппорта. Подача
осуществляется через ту же цепь, что и для револьверной головки,
но через фартук суппорта при включенных блоках Б3 и Б& вместо
блоков Б4 и Б6 и включенной муфте Мо.
Рис 45. Револьверная головка станка мод. 1П365:
1 — револьверная головка; 2 — промежуточная плита; 3 — хомут;
4 — корпус; 5 — коническое колесо, z = 24; 6 — эксцентрик для
стягивания хомута; 7 — каретка суппорта; 8 — рычаг
Кинематическая цепь быстрых перемещений револьверной го-
ловки и суппорта. Эта цепь идет от отдельного электродвигателя
N — 1,7 кет, п = 1410 об/мин:.
...п 18 2 15 38 36 42 ,о . „„„„
V— 1410 • 4= • ™: • Т4 • • 44 • ™ • л • 12 • 4 — 6200 мммин.
/1 30 16 38 36 60
Для перемещения револьверной головки включается муфта
Л4Ц, а для поперечного суппорта муфта Л48.
Поворот револьверной головки. Револьверная головка пово-
рачивается вручную. Вместе с револьверной головкой через кони-
24 л
ческую передачу поворачивается вал барабана упоров, на ко-
торых расположены шесть продольных упоров. После поворота
головки на оборота для следующей позиции в рабочее положение
становится один из упоров барабана для последующего выклю-
чения подачи головки. Разрез головки показан на рис. 45.
62
Гидравлический привод. Привод предназначен для преселек-
тивного переключения чисел оборотов шпинделя, подач револь-
верной головки и суппорта. Преселективным управлением назы-
вается такое управление, при котором предварительно можно ус-
танавливать (во время работы станка) рукоятки в положения,
необходимые для включения чисел оборотов и подач, выбранные
для следующего перехода обработки. Затем переключение станка
происходит быстро в момент подачи команды поворотом одной ру-
коятки.
§ 2. Токарно-револьверный станок мод. 1341
На рис. 46, а показана кинематическая схема станка мод. 1341,
имеющего револьверную головку с продольной горизонтальной
осью поворота. Станок имеет следующие отличительные особен-
ности: а) командоаппарат, автоматически включающий необходи-
мые для каждого перехода числа оборотов и подачи при повороте
револьверной головки в следующее положение; б) гидравлический
механизм подачи и зажима прутка; в) линейку для обработки
конических поверхностей; г) резьбонарезное приспособление;
д) переключение скоростей и подач с помощью электромагнит-
ных муфт.
Кинематическая цепь вращения шпин-
деля осуществляется от электродвигателя через следующие
передачи:
Пределы чисел оборотов: 60—2000 об/мин. Получение восьми
ступеней чисел оборотов осуществляется переключением электро-
магнитных муфт Л4Х, Д42, Mi и двойного блока Бг.
Кинематическая цепь продольных подач
в к и осуществляется от шпинделя
голо
револьверной
через передачи
1 „х 40
1 Об. ШП. • ==
57
31
66
22
78
47
50
36
64
величин подач
0
26
70 35 1 25 Ifi Q —
‘ 40'33'68 -л- 10 6 — snpod-
38
,05—0,8 мм/об. Более высокий ряд
величин можно получить переключением блока Б3 на передачу
27 • Получение восьми ступеней достигается переключением электро-
магнитных муфт Мъ, Мв, М7, Мв и блоков Б2 и Б3, при этом вклю-
чена муфта М3. Ручное перемещение головки осуществляется от
63
chipmaker.ru
64
рукоятки 1 через передачи л-16-3, и за один оборот рукоят-
ки путь равен 75,4 мм.
Кинематическая цепь круговых подач (по-
перечных) револьверной головки осущест-
вляется от шпинделя через следующие передаточные отношения:
1 об. шп. •
40
57
31
66
47
50
22
78
36
64
26
70
58
38
48 22 22
68 ‘ 22'22
1 19
Х 66 ’ 152 ’ ’ 200 = 8кРУг мм1°6’
где 200 — диаметр окружности поворота резцов в мм. Пределы
величин подач 0,03—0,48 мм/об. Головка поворачивается вруч-
ную рукояткой 5. Медленное вращение при ручной круговой по-
даче производится рукояткой 8.
Резьбонарезное устройство предназначается для
нарезания по сменному копиру 9 (резьбовая сменная катушка)
различных видов и шагов резьб резцами или гребенками. Кине-
матическая цепь вращения копира осуществляется от шпинделя
через передачи:
33
при передаче ^Тн.р = t,:on,
t/COn == Т н.р
22 t
при передаче ^TH.P = .
зз
зз
1 < 40
1 об. ШП.
40
22
44
Для нарезания резьбы нужно опустить рычаг 10 до упора в
планку 11. Вместе с рычагом 10 поворачивается суппорт 12 с рез-
цом и рычаг 13 с резьбовой сменной губкой 14. Резьбовая губка 14
ложится на резьбовую катушку (копир) 9, а резец суппорта 12
соприкасается с заготовкой (при соответствующей наладке). Во
время вращения копира и вращения шпинделя с деталью суппорт 12
перемещается в продольном направлении. При подъеме губки 14
под действием пружины 15 штанга 16 отводится в правое исходное
положение. Нарезание резьбы производят в несколько проходов.
Командоаппарат 3, барабан которого выполнен с шестнадцатью
Т-образными пазами (рис. 46, б) и с пятью кольцевыми проточками,
производит переключение всех электромагнитных муфт. Барабан 3
сидит на одном валу с барабаном 4 упоров, выключающим подачу
револьверной головки. В пять кольцевых проточек вставлены коль-
ца, и барабан разделен на четыре участка, а в каждой Т-образной
канавке помещаются четыре кулачка 2 по одному на каждом из четы-
рех участков.
При повороте револьверной головки в каждое из шестнадцати
положений вместе с ней поворачивается и барабан с кулачками
65
chipmaker.ru
командоаппарата. Каждый кулачок соответственно нажимает на
штифт 6 конечного выключателя 7, включая одну из электромаг-
нитных муфт.
§ 3. Многорезцовый токарный станок мод. 1А730
Токарные многорезцовые станки предназначены для обработки
одновременно всеми резцами, установленными в переднем и зад-
нем суппортах; применяются в серийном производстве. На этих
станках целесообразнее всего обрабатывать многоступенчатые валы.
Рис. 47. Кинематическая схема многорезцового токарного станка
мод. 1А730
Применяя специальную копирную линейку, можно обрабаты-
вать и фасонные поверхности. Наибольший диаметр заготовки для
станка мод. 1А730 300 мм, а длина 500 мм. Станок имеет два суп-
порта: на переднем устанавливаются одновременно все резцы,
работающие на продольных подачах, а на заднем — резцы, рабо-
тающие на поперечных подачах. Изменение скорости и подач на
станке осуществляется сменными колесами. Наладка и подналадка
производится наладчиком, а работа на станке не требует высокой
квалификации.
На рис. 47 показана кинематическая схема станка.
Вращение шпинделя осуществляется от электродви-
гателя N = 10 кет по кинематической цепи
120 п пос Л 26
ИЬО-^-0,985- -g- • те = пшп об/мин,
где А п В — числа зубьев сменных колес; на станке принято А +
4 В = 86.
66
пределы чисел оборотов шпинделя 56—710 об/мин', число ско-
ростей г — 12.
Продольные подачи переднего суппорта
осуществляются от шпинделя:
, й 76 22 68 С 28 20 1о
1 об. ШП • yg • gg • yg 2) * 54 * 78 * — $проЭ ММ/Of},
Сменные колеса определяются из отношения
С $ пр од
~Ь = ~2/£Т'
Сумма чисел зубьев С -f- D = 88. Пределы величин подач
0,12—1,38 мм/об. Ручное перемещение осуществляется маховиком
П11 в продольном направлении, а маховиком Ш2 — в поперечном.
Поперечная подача заднего суппорта осу-
ществляется от рейки 4Р, прикрепленной к переднему суппорту:
snpod 25 28 Е
Л-15-4 ‘ 25'22 ' У = s™«’
где 72 — шаг винтовой линии барабана поперечной подачи. Отно-
. Е
шение чисел зубьев сменных колес ? определяется по формуле
^ = 2,06-^.
Сумма чисел зубьев Е + F = 86 (комплект колес, как для па-
д
ры -^). За счет сменных колес Е и F можно получить раз-
личные соотношения: —— = k, где k может быть равно 0,1; 0,13;
0,16; 0,2; 0,26; 0,32; 0,39;"6°49; 0,63; 0,77; 0,97 и 1,25. Целесообраз-
нее, чтобы выбранное соотношение соответствовало
k =
‘-'пер
где Ьзад — необходимая длина хода заднего суппорта;
EnSp — необходимая длина хода переднего суппорта.
Ручное перемещение производится маховиком 1113.
Быстрое перемещение переднего суппор-
т а осуществляется от электродвигателя N = 1 кет. Скорость
быстрого перемещения
v = 1410-хл • то -12-= 2,3 mImuh.
Здесь применена обгонная муфта. Автоматическое управление
станком производится через рейку 4Р, приводящую в движение
Другую рейку 1,5Р, к которой прикреплена линейка управле-
ния. На линейке расположены переставные кулачки на три ко-
нечных переключателя, которые в определенных положениях
переднего суппорта последовательно включают движения станка.
67
chipmaker.ru
Если передний суппорт пройдет путь 1пРоа, то линейка пройдет
ПУТЬ 1,iuh = —Р^—. л-20-1,5 = —т. е. путь линейки в2 раза
меньше пути переднего суппорта. При обработке детали на стан-
ке осуществляются последовательно следующие движения:
а) быстрый подвод суппортов (переднего — влево, заднего —
вперед) и «косое врезание»; б) подачи суппортов; в) быстрый попе-
речный отвод (отскок среднего суппорта); г) быстрый обратной ход
суппортов; д) остановка станка.
§ 4. Токарно-карусельный станок мод. 1508
Рис. 48. Токарно-карусельный станок мод.
1508
Карусельные станки предназначены для обработки деталей,
у которых радиальные габариты больше осевых, например, махо-
виков, шкивов, зубчатых колес, бандажей и др. Наиболее харак-
терные операции — рас-
точка цилиндрических и
конических поверхностей,
подрезка и отрезка, свер-
ление, зенкерование и раз-
вертывание.
Различают одностоеч-
ные и двухстоечные кару-
сельные станки. На рис.
48 показан общий вид
одностоечного карусельно-
го станка. Он состоит из
станины /, планшайбы 2,
вертикального суппорта 3,
стойки 4, поперечины 5,
механизма подачи верти-
кального суппорта 6, бо-
кового суппорта 7, меха-
низма подачи бокового
суппорта 8.
Станок имеет следую-
щие движения: вращение
планшайбы, горизонталь-
ные и вертикальные пере-
мещения вертикального и
бокового суппортов и бы-
строе вертикальное устано-
вочное движение поперечины. Горизонтальная подача вертикаль-
ного суппорта применяется для обработки торцовых плоскостей,
вертикальная подача — для обработки внутренних цилиндри-
ческих и конических поверхностей. При этом вертикальный суп-
порт может устанавливаться под углом до 45° в обе стороны от
вертикали. Вертикальный суппорт имеет револьверную головку
68
с пятью гнездами для крепления инструмента. Боковой суппорт
предназначен для обтачивания наружных поверхностей.
Основные размеры станка: диаметр планшайбы 710 мм, наиболь-
ший диаметр обработки 800 мм, наибольшая высота обработки
800 мм. Число оборотов планшайбы 10—500 об!мин. Все механизмы
привода смонтированы внутри станины и стойки.
§ 5. Токарный гидрокопировальный полуавтомат мод. 1722
Станок предназначен для обработки деталей со сложным фа-
сонным профилем методом копирования по шаблону или по эта-
лонной детали. Фасонный профиль детали обрабатывается копи-
ровальным суппортом 2. Для обработки простых поверхностей
используются два поперечных суппорта 4.
Характеристика станка: размеры заготовки: ф 200 X 1250 мм,
число скоростей шпинделя 14; пределы чисел оборотов 71—1420
об!мин-, пределы подач копировального суппорта 20—700 мм!мин\
поперечных подач — 18—400 мм!мин\ мощность главного электро-
двигателя 28 кет.
Движения в станке: вращение заготовки, осуществля-
емое шпинделем станка, перемещение копировального суппорта
(продольного и поперечного), перемещение поперечных суппор-
тов.
Вращение шпинделя (рис. 49, й) осуществляется от электро-
140
двигателя 1 через клиноременную передачу сменные колеса
о 34 49 г - 24 47
у, зубчатые передачи 54 или и зубчатые передачи или
Уравнение кинематической цепи в общем виде:
п= 1450-^.0,985.4
ZOV Р
34
54
49
39
24
60
47
37
Движение подачи суппортов осуществляется при помощи гидро-
привода.
Гидропривод состоит из следующих узлов: спаренного
лопастного насоса 11, состоящего из насоса высокого давления про-
изводительностью 12 • 10 3 мЧмин, применяемого для рабочих
подач и зажима пиноли, задней бабки 8 и насоса низкого давле-
ния производительностью 50 • 10'3 ж3/мин — для быстрых пере-
мещений суппортов и пиноли задней бабки. Продольная подача
копировального суппорта 2 осуществляется при поступлении мас-
ла в правую полос гь цилиндра 13 f а быстрый отвод происходит
при поступлении масла в левую полость цилиндра, шток которого
связан с кареткой копировального суппорта. Управление работой
продольного суппорта осуществляется от гидропанели суппорта.
69
chipmaker.ru
Резец крепится в поперечном копировальном суппорте 5, который
перемещается по направляющим каретки в поперечном направле-
нии. Шток цилиндра 16 закреплен в каретке суппорта 2, а гидро-
Рис. 49. Схема токарного гидрокопировального станка мод. 1722
цилиндр связан с поперечным суппортом. Копирование осущест-
вляется по профилю шаблона 15 или эталонной детали с помощью
гидрощупа 7. Для установки резца копировального суппорта
в поперечном направлении относительно детали или шаблона
корпус гидрощупа перемещается с помощью маховика 17 через
пару конических колес и ходового винта, а в продольном направ-
70
лении — с помощью маховика 6. Переход от одного элемента цикла
к другому производится с помощью конечных выключателей 12
и реле давления. Конечные выключатели приводятся в действие
от кулачков 14, установленных в соответствии с технологическим
процессом.
Управление движением поперечных суппортов 4 осуществляется
от отдельной гидропанели через конечные выключатели 9. Гидро-
панель задней бабки позволяет при помощи рукоятки /О произво-
дить отжим, отвод, подвод и зажим пиноли. На рис. 49, б пока-
зана гидросхема копировального суппорта. Корпус 18 гидрощупа
связан с поперечным суппортом, а золотник через пружину и щуп 7
прижимает его к шаблону 15. При касании щупа 7 профиля гори-
зонтального участка шаблона золотник занимает положение, пока-
занное на схеме. Масло подается от насоса 11 рабочей подачи в пра-
вую полость цилиндра 13. В этом случае обтачивается цилиндри-
ческая поверхность детали 3. Масло из левой полости цилиндра 13
вытесняется через выточку 2/,. автоматического регулятора 20 и дрос-
сель 22 в бак. При перемещении башмака с золотником вниз или
вверх в зависимости от профиля шаблона меняются направление
перемещения поперечных салазок и скорость. Например, при сме-
щении золотника вниз масло поступает в нижнюю полость цилин-
дра 16 и суппорт перемещается также вниз, а масло из верхней по-
лости цилиндра выходит через дроссель 23 в бак; 24 предохра-
нительный клапан.
При увеличении скорости движения суппорта в поперечном
направлении повышается давление в полости 19 автоматического
регулятора, а это вызывает перемещение золотника и уменьшение
щелей для прохода масла из левой полости цилиндра 13, а также
уменьшение скорости продольного перемещения каретки суппорта.
Глава II!. СВЕРЛИЛЬНЫЕ И РАСТОЧНЫЕ СТАНКИ
Сверлильные станки предназначены для сверления, рассвер-
ливания, зенкерования и развертывания отверстий, нарезания
резьбы и зенкерования поверхностей.
Сверлильные станки можно подразделить на следующие типы:
1. Вертикально-сверлильные — бывают настольные, вертикаль-
ные на колонне и с жесткой станиной.
2. Радиально-сверлильные станки — предназначаются для свер-
ления отверстий в крупногабаритных деталях.
3. Расточные станки — применяются для обработки точно
ззкоординированных отверстий в деталях крупных размеров. Раз-
личают горизонтально-расточные, координатно-расточные, ал-
мазно-расточные и специализированные станки.
4. Станки для глубокого сверления — применяются, как пра-
вило, в горизонтальном исполнении.
71
chipmaker.ru
5. Центровальные станки — бывают односторонние и двухсто-
ронние и предназначаются для сверления и раззенковки центро-
вых отверстий.
6. Многошпиндельные сверлильные станки — применяются
для обработки отверстий одновременно несколькими шпинделями.
§ 1. Вертикально-сверлильный станок мод. 2А150
Техническая характеристика: наибольший диаметр сверления
50 мм; число скоростей шпинделя 12; пределы чисел оборотов
31—1350 об/мин; число подач — 9; пределы величин подач 0,106
—2,25 мм/мин; мощность электродвигателя N = 7 кет.
Станок состоит из следующих основных частей (рис. 50, а):
нижней плиты 12, станины (колонны) 10, стола 1, шпиндельной
бабки 8 с заключенным внутри нее механизмом подачи, коробки
скоростей 9.
‘На станке главное движение совершает вращающийся шпин-
дель с инструментом, одновременно имеющий и вертикальное дви-
жение подачи. Деталь в процессе обработки остается неподвижной.
Кинематическая схема станка показана на рис. 50. б.
Число скоростей z = 4-3 = 12. Числа оборотов шпинделя со-
ставляют следующий ряд: 31; 45,2; 61,2; 86; 120; 177; 240; 336;
482; 710; 965; 1350 об/мин. Изменение чисел оборотов достигается
переключением блока на валу I и блока Б2 на валу IV. Кине-
матическая цепь подач начинается от шпинделя и заканчивается
перемещением зубчатой рейки, прикрепленной на гильзе шпин-
деля.
Количество подач z = 3 • 3 = 9. Величины подач составляют
следующий ряд: 0,106; 0,162; 0,24; 0,34; 0,52; 0,765; 1,00; 1,52; 2,25
мм/об. Изменение величин подач достигается переключением трой-
ного блока Б3 (г = 18 — г = 24 — z = 30) на валу VII и трой-
ного блока Б4 (г = 18 — г = 35 — z = 18) на валу IX. Ручное
перемещение шпинделя производится от рукоятки 7 через кони-
22 1
ческую передачу 6^, червячную передачу и реечную передачу.
22 1
За один оборот рукоятки путь шпинделя равен 1 • gg-л • 12Х
\4 — 0,865 мм. Стол может быть установлен на любой высоте
через коническую передачу^ и винт с шагом t = 8 мм.
Управление станком производится следующими рукоятками
(рис. 50, а): переключение блоков Бг и Б2 скоростей шпинделя
производится одной рукояткой 3, а блоков Б3 и Б4 (величин по-
дач) одной рукояткой И, включение подачи — рукояткой 6, руч-
ное медленное перемещение шпинделя —рукояткой 7, а быстрое
перемещение — штурвалом 5, переключение на ручную пода-
чу — рукояткой 4, включение охлаждающей жидкости — рукоят-
кой 2. Кроме того, шпиндельная бабка может устанавливаться
по высоте.
72
В настоящее время разработана новая гамма вертикально-
сверлильных станков. Станки этой гаммы широко унифицированы
между собой. Взамен модели 2А150 выпускается станок мод. 2Н150,
Рис. 50. Вертикально-сверлильный станок мод. 2А150
Который имеет следующие преимущества: более удобное распо-
ложение рукояток управления, увеличение числа скоростей шпин-
деля, расширен диапазон регулирования, введен, механизм вы-
бивки инструмента из конуса шпинделя станка.
73
chipmaker.ru
§ 2. Радиально-сверлильный станок мод. 2А55
Для совмещения оси шпинделя сверла с осью очередного от-
верстия, подлежащего обработке, необходимо заготовку периоди-
чески двигать по столу в различные положения вручную. Это вы-
зывает большие неудобства и потерю времени, особенно при свер-
лении отверстий в крупногабаритных и тяжелых деталях. На ра-
диально-сверлильном станке деталь остается неподвижной, а пе-
ремещается инструмент вместе со шпиндельной бабкой. Техни-
ческая характеристика станка:
наибольший диаметр сверления 50 мм, наибольшее расстояние
шпинделя от колонны 1500 мм; число скоростей 18; пределы чи-
сел оборотов шпинделя 27,6—1400 об!мин; число подач 12; пределы
величин подач -0,05—2,2 мм/об; мощность главного электродвига-
теля N = 4,5 кет.
Устроен станок следующим образом (рис. 51).
На нижней плите 1 закреплена жестко болтами колонна 2, на
нее надета гильза 4, которая может поворачиваться вокруг не-
подвижной колонны 2 на 360°. На цилиндрических направляю-
щих гильзы 4 смонтирована и может перемещаться вертикально
траверса 5. По направляющим траверсы в горизонтальном направ-
лении перемещается шпиндельная бабка 10 с встроенной короб-
кой скоростей и коробкой подач. Зажим шпиндельной бабки и гиль-
зы осуществляется гидравлическим устройством. Заготовки уста-
навливаются на столе или непосредственно на плите 1.
Рабочие движения станка — вращение шпинделя и вертикаль-
ная подача его. Установочные движения — подъем и опускание
траверсы, поворот траверсы, .перемещение и зажим шпиндель-
ной бабки, зажим траверсы от проворота.
Вращение шпинделя осуществляется от электродвигателя 8;
при этом шпиндель имеет правое и левое вращение, в данном слу-
чае включена муфта Л4Х. Числа оборотов изменяются переключе-
нием тройного блока Бг (г = 16 — г = 32 — z — 24) на валу IV,
блока Б2 (z = 40 — г = 48 — z = 44) на валу VI и муфты М3
на валу VII. Число скоростей z = 3-3-2 = 18. Кинематическая
, . . „ 45 45 24 37
цепь для левого вращения шпинделя: 1140- • gg и далее,
как для правого вращения. В этом случае включена муфта М2.
Пределы чисел оборотов 33—1680 об/мин. Кинематическая цепь
вертикальных подач осуществляется от шпинделя следующими
передаточными отношениями зубчатых колес:
1 об. шп. •
36
62 ’
19
46
24
41
29
36
• л-13-3 = s мм/об;
Smin = 0,05 ММ/об; Smax = 2,2 мм/об;
74
75
chipmaker.ru
при этом включена муфта Л14. Число подач на станке г = 3 -2 X
X 2 = 12.
Величины подач изменяются переключениями 'тройного бло-
ка Б3 (z = 19 — г = 29 — z = 24) на валу IX, двойного блока Б4
(z — 29 — z = 45) на валу XI и двойного блока Б5 (z = 50 —
— z = 19) на валу XII.
Подъем и опускание траверсы 5 осуществляется от электро-
двигателя 7 со скоростью v = 1420- — • & 5,08= 1200 мм!мин.
Вращение винта с шагом t — 5,08 мм правое и левое в зависимости
от переключения электродвигателя. Поворот траверсы и переме-
щение шпиндельной бабки производится вручную, для чего необ-
ходимо предварительно выключить гидравлический зажим.
Медленное перемещение шпинделя осуществляется от махо-
вика 9 (муфта Л14 выключена) через червячную и реечную пере-
2
дачи. За один оборот маховика путь шпинделя равен l-^-nx
X 13-3 = 4 мм. Быстрое перемещение производится от рычагов
16 (рис. 51, б), сидящих на валу реечного колеса, причем червяч-
ная передача выключена муфтой М5.
Перемещение шпиндельной бабки по направляющим траверсы
производится вращением маховика 20 вала XV, проходящего внут-
ри вала XIV, и зубчатого колеса z = 16. Последнее передает вра-
щение колесу z = 22, которое сцепляется с рейкой, прикреплен-
ной к траверсе. Величина перемещения за один оборот маховика 20
равна 1 л-22-2 = 100 мм, где цифра 2 — модуль реечного
колеса z = 22 в мм.
Траверсу 5 на гильзе 4 зажимают хомутом 3 через гидравли-
ческий привод от электродвигателя 6. Механизм зажима снабжен
предохранительным клапаном во избежание поломки при перегрузке.
Электродвигатели включают и выключают кнопочной станцией
и крестовым переключателем, а блоки муфты — рукоятками, вы-
веденными из станка.
Гидропривод включают кнопкой 23. На станке имеется насос
для подачи охлаждающей жидкости к инструменту.
На рис. 51, б показан разрез по валу XIV червячного колеса.
Ступица червячного колеса z = 60 выполнена с торцовыми зубь-
ями И и через обойму 12 с зубьями по наружной поверхности вклю-
чается с муфтой Мъ. При выключенном положении муфты червяч-
ное колесо вращается свободно. Муфту М5 включают рычагами 16,
нажимая их от себя. Рычаги 16 поворачиваются вокруг осей 18.
К ступице 14 рычагов 16 прикреплен лимб с ценой деления 1 мм.
На лимбе 19 имеется упор 13 с кнопкой 21 для автоматического вы-
ключения подачи по достижении выбранной глубины сверления.
Выключенное или включенное положение муфты Л45 фиксируется
пружинной шпонкой 15, которая заходит в один из пазов 17. Гильза
22 и шпиндель VII выполнены аналогично конструкции станка 2А150.
76
§ 3. Горизонтальный расточный станок мод. 2620А
Горизонтально-расточные станки предназначены для сверле-
ния, растачивания, обточки и других видов обработки в деталях
крупных размеров. Они применяются также для обработки пло-
скостей, фрезерования, резьбонарезания и др. Расточные станки
незаменимы в тех случаях, когда необходимо обработать несколь-
ко соосно расположенных отверстий.
На рис. 52 показана кинематическая схема горизонтально-рас-
точного станка мод. 2620А.
Станина В имеет с правой стороны расширенную площадку,
на которую крепится жестко передняя стойка И, а на правой сто-
роне внизу электродвигатель 5 постоянного тока. По направля-
ющим станины перемещается стол Г и устанавливается задняя
стойка Б. По вертикальным направляющим передней стойки и
перемещается шпиндельная бабка 3.
Шпиндельная бабка 3 представляет собой, закрытую коробку
с фланцевым электродвигателем 1. Внутри бабки расположены
коробка скоростей, механизм подачи, шпиндель с планшайбой Ж
и радиальным суппортом. Перемещение бабки измеряется по ли-
нейке и по нониусу, для чего на передней части бабки имеется све-
товой экран, дающий возможность отсчитывать величину пере-
мещения с точностью до 0,01 мм.
Стол Г предназначен для установки и закрепления на нем де-
тали и состоит из следующих основных частей: а) верхних салазок
Д, перемещающихся перпендикулярно по направляющим нижних
салазок; б) поворотной части Е, имеющей на поверхности семь
Т-образных канавок для закрепления детали; в) нижних салазок,
перемещающихся по направляющим станины.
Задняя стойка Б предназначена для поддержания борштанги.
Передний конец борштанги вставляется в коническое отверстие
шпинделя 16. Задняя стойка перемещается по направляющим ста-
нины вручную с помощью рукоятки на хвостовике 14. Люнет А
перемещается по вертикальным направляющим задней стойки.
Пульт управления К служит для управления всеми электро-
двигателями за исключением электродвигателя поворота стола,
кроме того, имеется и переносной пульт 2.
Станок снабжен специальным электрошкафом, в котором по-
мещается вся электроаппаратура.
Движения в станке: а) вращение расточного шпинделя 16;
б) вращение планшайбы Ж; в) осевое перемещение . шпинделя;
г) радиальное перемещение суппорта в планшайбе Ж; д) верти-
кальное перемещение шпиндельной бабки 3; е) продольное пере-
мещение стола Г; ж) поперечное перемещение салазок Д стола;
з) поворот стола Е.
Кинематическая цепь вращения шпинделя осуществляется от
двухскоростного электродвигателя 1 мощностью N = 10 кет с
п = 1440/2890 об/мин.
77
chipmaker.ru
78
Числа оборотов изменяются переключением блоков и Б2
на валах II и III и включением муфты влево или вправо, а так-
же переключением электродвигателя на другое число оборотов
с помощью переключателя 3. Число скоростей должно было быть
3-3-2=18, а при двухскоростном электродвигателе — 36, но
из них 13 ступеней скоростей совпадают, поэтому фактически число
скоростей z = 23. Пределы чисел оборотов: nmin = 12,5 достигается
при пал = 1440 об/мин, a nmax = 2000 об/мин при пэл — 2890 об/мин.
Рукоятка 6 приводит в действие селективный механизм, переклю-
чающий блоки Бг и Б.2, а таже и муфту Mt. Электродвигатель 1
переключается рукояткой 4. Кинематическая цепь вращения план-
шайбы Ж осуществляется от того же электродвигателя, но при
включенной .муфте Л42- Поэтому пустотелый шпиндель VII. плац-
21
шайбы получает вращение через передачу
Пределы, чисел оборотов 8—400 об/мин. Изменение чисел обо-
ротов производится блоками Б} и Бг и переключением электродви-
гателя. На высоких оборотах планшайбы 250, 320 и 400 об/мин
не рекомендуется работать и включать не разрешается. Шпиндель
16 вращается вместе с полым шпинделем V, который вращается
внутри шпинделя VII. На торце шпинделя VII закреплена
планшайба Ж.
Все механические подачи и быстрые перемещения шпинделя,
шпиндельной бабки, стола, задней стойки осуществляются от
электродвигателя 5 постоянного тока через муфту Л13 и передачу
16 „
Скорости перемещении и величины подач регулируются
изменением числа оборотов электродвигателя 5. Изменение направ-
ления перемещения производится изменением направления вра-
щения того же электродвигателя.
Осевое перемещение шпинделя. Осевая подача шпинделя 16
осуществляется от электродвигателя 5 по следующей кинемати-
ческой цепи:
,_пп 16 45 4 35 21 40 оп о
осев — 1500 * уу • • 2^ * ’ 4g * 8^ * 20 3 - 15о0 мм/мин,
для этого включена муфта Л19 к колесу z ~ 35 через рукоятку 8a.
Быстрое перемещение шпинделя производится при выключенной
муфте М9 через рукоятку 8a в среднем положении. Колесо z = 51
включается через вытяжную шпонку. При вращении рукоятки 8a
вращение передается через валы XXI, XXII, коническую пере-
51
дачу валу XXIII, а далее по аналогичной цепи механической
оо
подачи. За один оборот рукоятки 8a величина осевого перемеще-
, 60 51 35 21 40 лл о
ния составляет 1 20- 3 = 46 мм.
Оо оо Z / оО
Лимбом 18
отсчитывается величина перемещения. Более точное осевое пере-
мещение шпинделя производится включением муфты Л4Й и вы-
ключением вытяжной шпонки из колеса z = 51. За один оборот
79
chipmaker.ru
рукоятки 8а величина перемещения равна 1 • || • ~ «Ц • || • 20X
ХЗ = 2 мм. Лимбом 17 указывается величина перемещения
шпинделя.
Кинематическая цепь при нарезании резьбы начинается от
полого шпинделя V, проходя через валы IV, III, XIII, XVII,
XVIII, XIX, и кончается винтом XX. Уравнение цепи 1 • у
..а с 18 4* 35 21 40 й
Ху ~d * 36 ’ 29 ‘ 37 ’ 48'3§'2U‘ = *н-р’ иб° за ОДИН оборот ШПИН-
деля осевое перемещение его должно быть равно шагу Тн,р. Смен-
ные колеса определяются по формуле А. ~ Колеса устанав-
ливаются только при нарезании резьбы, при этом включается муф-
та Л4Й рукояткой 8а.
Перемещение стола. Продольное перемещение стола осуще-
ставляется от электродвигателя 5 при включенной муфте Мъ че-
рез рукоятку 10 при помощи двухзаходного винта XVI с шагом
10 мм.
Уравнение кинематической цепи
Smax стола прод = 1500-yj ' 65 " 46' Ю’2 = 1000 ММ/об.
Ручное продольное перемещение стола производится от руко-
ятки 9 при выключенной муфте Мъ; за один оборот рукоятки ве-
личина перемещения равна 1 • || • 10-2 = 2 мм. Кроме
того, имеется лимб для отсчета величины перемещения. Попереч-
ное перемещение стола осуществляется от электродвигателя 5
через винт t = 8 мм при включенной муфте Мв.
Кинематическая цепь
1Спп 16 22 34 22 _ ,ппп
Srnax поп —’ 1500 ' ту ’ 34 ' 37 ‘ зз * 8 = 1000 мм/мин.
Ручное перемещение в поперечном направлении производится
рукояткой 12, за один оборот которой величина перемещения рав-
на 1-^|-8=3 мм. Имеется лимб для отсчета величины переме-
щения.
Поворот стола осуществляется от отдельного электродвигате-
ля через клиноременную передачу, через червячную передачу
2 13
gg и через передачу jgg. Скорость вращения стола
= 1440 • 0,985 • ~ = 2,63 об/мин.
ип 155 36 188
Поворот стола вручную производится рукояткой 13 через пе-
й 15 2 13 .
редаточные отношения зубчатых колес ж • -р—, и за один обо-
40 ot) 1 НН
рот рукоятки величина поворота равна об. стола.
80
Перемещение шпиндельной бабки, Вертикальное перемеще-
ние шпиндельной бабки производится поворотом рукоятки //,
включающей муфту Л14, и осуществляется от электродвигателя 5.
Скорость перемещения v = 1500 ~ 8 • 2 = 980 мм/мин.
Ручное вертикальное перемещение шпиндельной бабки произ-
водится рукояткой 8 через следующие передаточные отношения;
40 42 15
1 ' 42'40'80 ’ 8 "2 = 3 лои, т. е. за один оборот рукоятки путь
бабки равен 3 мм. Вертикальное перемещение люнета А произво-
дится синхронно с перемещением шпиндельной бабки. Соосность
люнета и шпинделя /6 выдерживается соотношением
1бабки 80 22 17 „ 9 _ ,
8-2 ‘ 15 ‘ 44 ’ 34’°'Z л'0'1’
т. е.
1бабки = 1люнл
где I — путь перемещения. Для корректирования положения лю-
нета маховиком 15 поворачивают гайку люнета через червячную
передачу ~. За один оборот маховика величина перемещения со-
ставляет 1 -Дг-6-2 = 0,2 мм.
60
Радиальное перемещение суппорта планшайбы осуществляется
От электродвигателя 5, при этом вращаются валы IX, XIII, XVII,
муфта М-1, передача |^, вал XXVII, планетарная передача, со-
стоящая из колес валы XXX и XXXI.
Уравнение кинематической цепи
1СЛП 16 45 4 64 8 35 100 17 1С Сое
1500 • 77 • 36 • 29 • 50 • 23'100 ' 23 * 17 ’16 ~ $85 MM/MUH,
т. е. суппорт перемещается при /гтах электродвигателя со скоро-
стью 585 мм/мин, где — передаточное отношение планетарной
передачи. Ручное радиальное перемещение суппорта осуществляется
рукояткой 19.
Следует учесть, что при увеличении числа оборотов шпинделя
увеличивается синхронно, и число оборотов электродвигателя 5,
а следовательно, и минутная подача.. Поэтому подача на оборот
шпинделя не изменится. При перегрузке электродвигатель 5 вы-
ключается отжатием муфты М3 при помощи рычага 6 и конечного
выключателя 7. Ручное перемещение задней стойки производится
рукояткой 14 через кинематическую цепь 1 • — л -11- 3 «=г52 мм,
т. е. за один оборот рукоятки путь стойки равен 52 мм.
81
I chipmaker.ru
§ 4. Общие сведения о координатно-расточных станках
Координатно-расточные станки предназначаются для обработки
отверстий с точным расположением их осей без применения раз-
метки. Точность расположения отверстий достигается на этих
станках в пределах 0,005—0,001 мм. На этих станках можно про-
изводить сверление, развертывание, зенкерование, растачивание
отверстий и фрезерование поверхностей (фрезерование выпол-
няется редко). Координатно-расточные станки используются также
для измерения и контроля деталей, для точных разметочных
работ.
Станки разделяются на одностоечные и двухстоечные. У одно-
стоечных станков стол имеет два взаимно-перпендикулярных пе-
ремещения. Станина станка состоит из основания и колонны.
Шпиндельная бабка установлена на направляющих колонны.
У двухстоечных станков стол имеет перемещение в одном направ-
лении. Станина состоит из основания и портала. Шпиндельная
бабка смонтирована на поперечине в направлении, перпендику-
лярном к столу. Иногда на поперечине устанавливается шпиндель-
ная бабка с двумя шпинделями.
Измерение расстояния между осями отверстий можно осущест-
вить при помощи:
а) жестких и регулируемых концевых мер, применяемых в со-
четании с индикаторными устройствами;
б) точных ходовых винтов с лимбами и нониусами;
в) точных масштабов в сочетании с оптическими приборами;
г) индуктивных проходных винтовых датчиков.
По первому способу измеряют набором концевых мер и штих-
масом. Они располагаются между подвижным упором, установлен-
ным на столе, и штифтом индикатора, установленного на непод-
вижной стойке.
По второму способу измеряют с помощью точно изготовлен-
ных ходовых винтов, которые предназначены для перемещения
стола и других частей. Величину перемещения отсчитывают лим-
бом с нониусом. Для устранения ошибок ходового винта очень
часто применяют коррекционные линейки, которые через рычаж-
ную систему производят дополнительное перемещение стола.
Отсчет измерения по третьему способу производится по очень
точному масштабу, наблюдаемому через микроскоп. Масштабом
служит зеркальный стальной вал с нанесенной на его поверхно-
сти винтовой тонкой риской с шагом t = 2 мм или в виде плоской
зеркальной шкалы. Преимуществом этого способа измерения
является отсутствие износа зеркального вала или зеркальной
шкалы, которые не используются для передвижения стола.
Четвертый способ измерения с применением индуктивных вин-
товых проходных датчиков обеспечивает возможность дистанцион-
ного менее утомительного наблюдения стрелки и шкалы электро-
индикатора.
82
§ 5. Координатно-расточной станок мод. 2А450 с предвари-
тельным набором координат
Станок предназначен для обработки отверстий в деталях с точ-
ным расположением осей, координаты которых могут быть заданы
в прямоугольной или в полярной системе координат. На станке
можно производить сверление отверстий диаметром до 40 мм,
разметку точных шаблонов, проверку линейных размеров и меж-
центровых расстояний.
На рис. 53 показан общий вид станка.
Движения в станке. Рабочие движения его: вращение шпин-
деля с инструментом (главное движение) и вертикальное пере-
мещение шпинделя (движение подачи). Установочные движения
станка: продольное перемещение стола, поперечное перемещение
салазок, ручное перемещение шпинделя, перемещение шпиндель-
ной бабки. Рассмотрим указанные выше движения по кинемати-
ческой цепи (рис. 54).
Вращение шпинделя 10 осуществляется по следую-
щей кинематической цепи: электродвигатель постоянного тока
(N = 2 кет; п = 7004-2800 об/мин), плоскоременная передача
158 26 Л -о 17 44
, далее передача , коробка скоростей на 3 скорости: или
напрямую при включенной муфте колес г = 42 и г — 26.
Уравнение кинематической цепи
158
Пзл' 220
0,985
26 J7
Вб ' 69
26 44
60'42
напрямую
= Пит об/MUH .
В пределах каждой из этих трех ступеней скорость шпинделя
изменяется бесступенчато за счет регулирования чисел оборотов
электродвигателя в пределах 700—2800 об/мин. Пределы чисел
оборотов шпинделя 52,5—1980 об/мин. Переключение зубчатых
колес производится рычагами от маховика 7 через коническую
пару-^, цилиндрическую пару и барабан 8 с винтовыми па-
зами. Установленное число оборотов шпинделя контролируется
тахометром, привод которого осуществляется через винтовые ко-
18
леса уд.
Вертикальное перемещение шпинделя
(движение подачи) осуществляется по следующей кинематичес-
, 43
кои цепи: шпиндель, зубчатая пара gg, вариатор с раздвижными
конусами 12 и стальным промежуточным кольцом 11, червячная
2 98
пара > конический трензель ^g, переключаемый муфтой 9,
83
Рис. 53. Координатно-расточной станок мод. 2А450:
1 — станина; 2 — стол с салазками; 3 — шпиндель; 4 — рукоятка быстрого перемещения гильзы шпинделя; 5 — ручная подача шпинделя;
6 — шпиндельная коробка; 7 — маховнк переключения подачи; 8 — маховик перемещения шпиндельной коробки; 9 — коробка скоростей;
10 — стойка; 11 — реверсирование и отключение подачи шпинделя; 12 — переключение скоростей шпинделя; 3, 26 — экраны геремещения
стола; 14 — механизм набора координат; 15 — пульт управления механизмом набора координат; 16 — :нстема охлаждения; 17 — регулятор
уста а вки чисел оборотов шпинделя; 18 — кнопка установки нулевого положения стола; 19, 20 — ручное перемещение стола и салазок; 21 —
кнопка установки салазок в нулевое положение; 22, 23 — конденсатор и поперечный масштаб; 24 — проектор поперечного масштаба; 25 —
механизм следящей системы; 27 —регулятор скорости перемещения стола и салазок; 28 — кнопочная панель пул та управления; 29 — рукоятка
закрепения шпиндельной коробки; 30 — тахометр (показатель числа оборотов)
chipmaker.ru
1 2
где hap — передаточное отношение вариатора-от до р Пределы
величин подач smin = 0,0265 мм/об и smax = 0,159 мм/об. Сближе-
ние ведомого и раздвижение ведущего колеса производится махо-
виком 15 через коническую пару цилиндрическую пару ~
путем перемещения тяги 13. Отсчитывается величина подачи на
барабане 16, который получает вращение одновременно с махо-
30
виком 15 через передачу р.
Ручное перемещение шпинделя осуществляется
17 1
от маховика 5 через коническую пару червячную пару ^и ре-
ечное колесо г = 15 (рейка т = 3 мм). Величина перемещения
шпинделя за один оборот маховика 5:
17 1
1 об. мах. • = • — • л • 15 • 3 = 1,25 мм.
34 56
Отключая сдвоенную рукоятку 6 от червячного колеса z = 56,
можно непосредственно вращать реечное колесо г = 15, переме-
щая с рейкой т = 3 мм и гильзу 4 шпинделя. За один оборот ру-
коятки 6 шпиндель перемещается ускоренно на величину
Sjc«= I об. мах.-л-15-3= 141,5 мм.
Вертикальное перемещение шпиндельной
бабки производится маховиком 19 через червячную передачу
Yg, коническую передачу и реечную передачу (z = 17; tn = 3 мм).
За один оборот маховика 19 бабка переместится на величину
1 об. мах. (19)^-Ц л-17-3 = 4,2 мм.
' 1о . оо
ГТ то 11 11
При помощи рукоятки 18 через винтовые колеса и 22 пеРе‘
мещаются винты 14, 17 с шагом резьбы t = 4 мм (правой и левой),
которые с помощью прихватов закрепляют на направляющих шпин-
дельную бабку. Колеса z = 22 выполнены в виде гаек. Через ци-
линдрические колеса z = 10 получает вращение пара колес шесте-
ренного насоса смазки.
Продольное перемещение стола осуществля-
ется по следующей кинематической цепи: электродвигатель постоян-
ного тока (N — 0,245 кет; п = 3600 об/м.ин), червячные передачи
2 2
Yp и gg, реечная передача т — 2,5 мм (рейка прикреплена к столу
станка). Уравнение кинематической цепи
Srnax = 3600-^ • jg Л - 14-2,5 = 1 \Wi мм/мин.
Зажим стола производится от электродвигателя N — 0,08 кет;
п = 2760 об/мин, приводящего во вращение через фрикционную
86
муфту червячную передачу При разгоне электродвигателя чер-
вячное колесо г = 80 свободно вращается на гайке 3 до момента
встречи поводков. Гайка 3 имеет с одной стороны правую, а с дру-
гой — левую резьбы. При вращении гайки толкатели с резьбой
t = 2 мм через рычажную систему и тормозные ленты фиксируют
положение стола в заданном положении. Скорость перемещения
толкателей составляет
Ото те = 2760 • — 2 = 69 мм/мин.
oU
Зажим происходит примерно за 0,25 сек.
Ручное перемещение стола осуществляется ма-
ховиком 1 через кулачковую муфту 2 и далее через червячные пары
2 2
и др; на реечную передачу т = 2,5 мм. За один оборот маховика 1
2 2
стол перемещается на величину s = 1 об. мах. • • 35 • л • 14 • 2,5 =
= 0,306 мм.
Поперечное перемещение салазок осущест-
вляется по аналогичной цепи стола, т. е. через червячные пары
2
и 35 и реечную передачу т = 2,5 мм. Рейка прикреплена к станине,
а редуктор установлен на салазках стола и перемещается вместе
с ним. Величины перемещений те же (см. выше).
Оптическое устройство станка. Перемещения стола в продоль-
ном и поперечном направлениях измеряются при помощи точных
стеклянных шкал и оптического устройства, дающего возможность
проектировать с большим увеличением изображения рисок и цифр
масштабной шкалы, а также рисунок растра на экран.
Лучи проходят следующий путь (рис. 55, а)-, от источника света 1
лучи параллельном пучком проходят коллектор 2 и через конден-
сор 3 дают изображение тела накала лампы вблизи плоскости рисок
масштабной линейки 5. Линейка 4, не имеющая рисок, предохраняет
от пыли плоскость нанесения штрихов масштабной линейки. Лучи
проходят через стеклянную масштабную линейку 5 с нанесенными
на ней делительными рисками и цифрами; далее, проходя через
объектив 6, призму 7, пару ахроматических клиньев 8, призму 9,
линзу 10, плоскопараллельную пластинку //и линзу 12, они дают
в плоскости рисунка растра 13 изображение рисок и цифр в пяти-
кратном увеличении.
Пройдя через проекционный окуляр 14 и защитное стекло 15,
далее отразившись от плоского зеркала 16, рисунок растра и изо-
бражение рисок проектируются на экран 17 с увеличением в 125 раз.
Растр (рис. 55, б) представляет собой поперечный масштаб, в котором
расстояние между двумя крайними кружками равно 5 мм, что соот-
ветствует 1 мм масштабной линейки. Наклонными рядами кружков
миллиметр делится на десятые доли. Десятая доля миллиметра де-
87
chipmaker.ru
Рис, 55. Оптическая схема стайка мод. 2А450 и механизм набора координат
Плоскость штрихоВ
88
лится последовательным равномерным смещением центров пяти-
десяти кружков в каждой наклонной строке растра. Следовательно,
смещение одного кружка относительно ближайшего, расположен-
ного в смежной горизонтали, составляет 0,1 : 50 = 0,002 лш.
Наклонные и горизонтальные строки растра имеют цифровые
обозначения. Полный размер читается так: число целых миллимет-
ров проектируется вместе с риской, как обозначение масштабной
линейки; десятые доли будет показывать верхняя цифра, помещен-
ная над наклонной строкой, которую пересекает риска линейки;
сотые и тысячные доли показаны на концах строки, в которой лежит
пересекаемый риской кружок. На рис. 55, б показан пример, где
размер установленной координаты равен 245, 518 мм; целое число
миллиметров 245, обозначенных на масштабной линейке, спроек-
тировано на экране вместе с риской, а отсчет 0,518 показывает растр,
где пересекаемая риска находится на 0,5 мм (наклонная 5-я линия),
а кружок наклонной линии, пересекаемой риской, показывает
0,018 мм.
Механизм набора координат (рис. 55, в) — есть редуктор с ци-
линдрическими зубчатыми колесами с тремя валами 1, 2, 3 и имею-
щий общее передаточное отношение
— I® ±
1 ~ 80 ’ 96 ~ зо ’
Величина очередной координаты устанавливается ‘ с небольшой
точностью на пульте задающего устройства. Исполнение команды
происходит после нажатия кнопки на пульте управления, и задан-
ный размер и точность исполнения обеспечивают перемещение стола
или салазок в положение, близкое к окончательному. Дальнейшее
перемещение производится вручную с проверкой по растру на эк-
ране оптического устройства. Механизм набора координат состоит
из двух одинаковых секций: одна для перемещения стола, вторая —
для перемещения салазок. Вал 1 установки размера связан соедини-
тельной муфтой 8 с точным сельсином СТ, а вал 3 — с грубым сель-
сином СГ. На валу 3 свободно вращается лимб 6 для отсчета десятых
долей миллиметра и закреплен лимб 7 для отсчета десятков милли-
метров. Между лимбами 6 и 7 имеется кинематическая связь с зуб-
чатыми колесами, передаточное отношение которых
. 42 ** 1® 16_J_
1 ~ 42 " 77 " 80 ’ 96 — 55'
Одному обороту точного лимба 6 соответствует перемещение
стота в 40 мм, а одному обороту лимба 7 — перемещение в 2200 мм.
На валу 1 установки размера смонтировано контактное устройство
для включения сигнализации по контролю движения стола. Вра-
щением головки 4 через пару конических колес перемещают пол-
зушку 5, с которой скреплена пластинка. Следовательно, штриховая
линия отсчетной пластинки переместится до совпадения с изобра-
жением штриха оптического клина 8 (рис. 55, а). Система отсчета
89
chipmaker.ru
координат в этом станке выполнена на основе следящей системы,
где в качестве измерителей рассогласования между угловыми поло-
жениями исходного (задающего) и конечного звена применены бес-
контактные сельсины, работающие в трансформаторном режиме.
Механизм следящей системы. На рис. 55, а показана кинема-
тическая схема механизма следящей системы, представляющего
собой редуктор с валами /, 2, 3 и с цилиндрическими зубчатыми
16 16 1 _
колесами gg н gg с общим передаточным отношением Ведущий
вал / через колесо z = 23 с винтовыми зубьями соединяется с рей-
кой т = 1 мм стола и получает вращение от точного сельсина СТ.
Выходной вал 3 соединен с грубым сельсином СГ. Связь между
механизмом набора координат и следящими системами осуще-
ствляется электрически.
§ 6. Принадлежности и приспособления, применяемые
на координатно-расточных станках
К координатно-расточным станкам прилагаются различные при-
способления и принадлежности, описание которых показано ниже.
Круглый поворотный стол с вертикальной осью
вращения (рис. 56, о) применяется для обработки отверстий, распо-
ложенных по окружности, и также для разметки. Он устанавли-
вается на основной стол станка и крепится болтами 4. Делительный
механизм стола состоит из червячной пары, приводимой во вращение
маховиком 6. Червячная пара выполнена с передаточным отноше-
нием i = • При одном обороте маховика 6 стол 2 повернется на 1 °.
Окружность лимба 5 разбита на 360 делений, поэтому цена одного
деления лимба составляет —— — 10 , цена деления нониуса
равна 1 сек. Стол после установки на определенный угол зажимают
рукояткой 7. Для центрирования поворотного стола с осью шпин-
деля применяется специальный центровочный уровень 1, устанавли-
ваемый в центрах стола и шпинделя. Расположение пузырька уров-
ня в среднем положении указывает на совпадение осей шпинделя
и стола. Для транспортировки стола служат два кольца 3.
Наклонный поворотный стол (рис. 56, б) уста-
навливается на столе станка таким образом, чтобы упорные планки 6
находились параллельно грани Т-образного паза основного стола.
Поворот в наклонное положение на угол от 0 до 90° производится
маховиком 3. Делительный механизм стола устроен аналогично
столу с вертикальной осью вращения. Пользуясь делениями на
окружности 7 поворотной части, стол с помощью рукоятки 2 можно
повернуть на угол с точностью до 1°, а при помощи лимба 1 — с точ-
ностью до 1 сек. Угол наклона стола определяется по шкале
через окно 5. Закрепление стола от поворота производится ру-
кояткой 4.
90
Поворотный стол с наклонной осью вращения применяется для
обработки отверстий, расположенных под углом к базовой поверх-
ности.
Центрирующий уровень
(рис. 56, в) предназначен для центрирова-
ния поворотных столов при установке их
на станке. Центрирующий уровень может
быть установлен между двумя центрами с
остриями и между острием центра 5 шпин-
деля и шаровым наконечником центра 4
стола при центрировании наклонного по-
воротного стола.
Центрирующий уровень состоит из рам-
ки 1, горизонтального уровня 2. Рамка 1
имеет четыре бобышки 3; левая и правая
служат для крепления уровня. В верхней
и нижней бобышках вставлены закален-
ные втулки с центровыми отверстиями.
Нижняя втулка прижимается к центру
пружиной. Ось поворотного стола выве-
ряют в двух взаимно-перпендикулярных
Рис 56. Круглые пово-
ротные столы и уровень
плоскостях поворотом центрирующего уров-
ня на 90°.
Расточный патрон (рис. 57, а)
применяется для расточных работ, состоит для выверки их
из корпуса 2 с коническим хвостовиком 1
и передвижной державки 6, в которой устанавливается резец 5.
Своей конической частью патрон вставляется в отверстие шпинделя.
Резец крепят винтом 4. Державка 6 передвигается при помощи мик-
рометрического винта 3, что дает возможность растачивать отвер-
стия различного диаметра. Шкала винта 3 позволяет устанавливать
91
I chipmaker.ru
резец с точностью до 0,01 мм. После установки державка закре-
пляется винтом 7.
Центроискатель (рис. 57, б) предназначен для центри-
рования поворотного стола с вертикальной осью и для проверки
точности установок деталей на столе станка. Центроискатель встав-
ляется в отверстие шпинделя. Он состоит из призмы 2 с коническим
хвостовиком /, корпуса 8, индикатора 3 и пуговки 6. Корпус 8
центроискателя перемещается по призме 2 и закрепляется винтом.
Индикатор устанавливается в корпусе 8 и крепится винтом 4. Пу-
говка 6 вставлена в рычажок 7, поворачивающийся в центрах 5.
Другой конец рычажка 7 связан с измерительным стержнем 9 ин-
дикатора.
Центроискатель, показанный на рис. 57, б, предназначен для вы-
верки по наружному диаметру, а на рис. 57, в — по внутреннему.
Рис. 57. Патрон и центроискатели
Визирное приспособление (рис. 58, а) приме-
няется для установки баз заготовок в начальное положение, т. е.
в начале прямоугольных координат, и состоит из визирного микро-
скопа и установочного угольника. Микроскоп состоит из корпуса 3,
окуляра 2, рефлектора 5. Окуляр 2 расположен под некоторым углом
к корпусу и регулируется по глазу наблюдателя при помощи ту-
буса 1. Вогнутый матовый рефлектор может поворачиваться при
помощи ручки 4 и служит для освещения поля зрения микроскопа.
Расстояние между нитями микроскопа 0,04 мм. Микроскоп имеет
визирный крест, точно совпадающий с осью шпинделя. Установоч-
ный угольник 6 имеет на верхней отполированной поверхностириску,
расположенную точно над упорной плоскостью угольника, т. е.
над кромкой детали. Точность установки с помощью визирного при-
способления составляет 0,005 мм.
Точность совмещения оси шпинделя с кромкой детали считается
достигнутой тогда, когда риска на угольнике расположится между
нитями визирного микроскопа.
92
Кронштейн с кондукторной втулкой
(рис. 58, б) крепится к корпусу шпиндельной бабки. В нижней части
кронштейна 3 расположена сменная направляющая втулка 1 с от-
Рис. 58. Визирное приспособление и кронштейн с кондукторной
втулкой
верстием соответственно диаметру сверла. От проворачивания втул-
ки предохраняются упором 2, поджимаемым винтом 4. Кронштейн
служит для точного направления оси инструмента при сверлении
и развертывании глубоких отверстий малого диаметра.
§ 7. Системы отсчета координат и преселективного управления
на координатно-расточных станках
Отсчет координат и преселективное управление на станке мод*
2А430 при помощи индуктивного винтового механизма. На стан-
ке мод. 2А430 точный отсчет координат производится индуктивным
винтовым механизмом (рис. 59). Он состоит из точно изготовленного
винта-якоря 5 и индуктивной головки, состоящей из двух сердеч-
ников 1 и 2 с намотанными на них катушками. Сердечники выпол-
нены в виде гаек и закреплены на столе станка. Между наружной
поверхностью винта и внутренней поверхностью гайки имеется ра-
диальный зазор 0,3—0,4 мм. При прохождении тока по катушкам
магнитный поток проходит через зазор и замыкается через винт-
якорь. Шаги винта и гаек одинаковы.
Каждая из гаек-сердечников смещена относительно друг друга
на половину шага. Суммарные воздушные зазоры между витками
винта-якоря и гаек-сердечников будут равны и минимальны лишь
в одном относительном положении. Во всех других случаях при
перемещении в пределах шага увеличение зазоров в одном полудат-
93
чике сопровождается уменьшением их в другом. Уменьшение и
увеличение зазоров приводит к изменению силы тока в цепи электро-
индикатора МА (микроамперметра со шкалой ±100 мка). Когда
зазоры в обоих полудатчиках равны, ток в цепи электроиндикатора
будет равен нулю и стрелка его будет показывать нуль. Таким обра-
зом, при перемещении индуктивной головки относительно винта
по стрелке электроиндикатора будет точно фиксироваться прохож-
дение целых шагов. Отсчет сотых долей миллиметров и микронов
производится по лимбу с нониусом.
На станке 2А430 можно выполнять предварительный набор одной
координаты. При отсчете координат маховиком 9 поворачивают
через червячную пару 8 лимб 10. Отсчет производится в целых мил-
лиметрах по лимбу 10, в сотых долях миллиметра — по лимбу 11
и в тысячных долях — по нониусу лимба 15.
Рис. 59. Схема индуктивного винтового механизма
По вспомогательному винту 6 перемещается гайка 19 с закреп-
ленным на ней упором 21, который устанавливается при наборе
координат в соответствии с требуемым размером. На индуктивной
головке закреплены два микропереключателя 4 и 3, включаемые
через рычажную систему, связанную с упором 22. При перемещении
стола упор 22 в заданном положении соприкасается с упором 21
и через рычажную систему последовательно воздействует на микро-
переключатели 4 и 3. Микропереключатель 4 за 2,5—3 мм до отсчета
требуемой координаты переключает стол с быстрого перемещения
на медленную рабочую подачу. Микропереключатель 3 за 0,8—1,2
мм до заданной координаты подготовляет реле для команды «Стоп»,
а также включает электроиндикатор и его сигнальную лампу. При
перемещении стола на заданный размер датчик подает ток поляри-
зованному реле, а от него через промежуточное реле — магнитному
пускателю, отключающему электродвигатель привода подачи, и
стол автоматически останавливается. Точность останова зависит от
скорости подачи стола и на данном станке составляет ±0,02. Допол-
нительная установка с точностью 0,001—0,002 мм производится
вручную.
94
Маховик 9 через конические колеса 16 и 17 вращает вспомога-
тельный винт 6, а через зубчатую передачу 18 и 7 — винт-якорь 5
и связанный с ним лимб 11 сотых долей миллиметра. Точная установ-
ка винта 5 и его лимбов производится рукояткой 13 через зубчатые
колеса 12 и 14.
После выполнения первого базового отверстия лимб И устанав-
ливают в нулевое положение. Отключают лимб 11 фрикционной
муфтой. Лимб 10 также включается и отключается с червячным
колесом 8 при помощи фрикционных пальцев, находящихся под
воздействием пружин. Благодаря этому лимб можно также устано-
вить в нулевое положение. Перемещение стола контролируют по
линейке 20.
Преимущества данной системы:
1) функция набора координат отделена от функции перемещения
стола; 2) можно производить набор координат предварительно во
время обработки предыдущего отверстия; 3) можно отводить стол
с деталью для измерения отверстия во время работы, не нарушая
набранной координаты; 4) отпадает необходимость в вычислениях,
так как базовое число в этом случае будет равно нулю, что дости-
гается установкой лимбов в нулевых положениях.
Предварительный набор координат группы обрабатываемых
отверстий. На станке мод. 2П430 для предварительного набора
24 координат применяется блок памяти, состоящий из десятипози-
ционных переключателей с использованием индуктивных датчиков.
На пульте набора координат (рис. 60, а) размещены десятипози-
ционные переключатели 2, которыми и задается программа автома-
тического набора координат. В каждом горизонтальном ряду
имеется шесть переключателей, соответствующих разрядам цифр от
сотен миллиметров до микрон. При наборе координат установка
значений от Одо 9 каждого разряда производится поворотом рукояток
в соответствующем горизонтальном ряду. Для указания порядкового
номера набранной координаты служит сигнальная лампа 1.
Наличие 24 горизонтальных рядов переключателей обеспечи-
вает предварительный набор координат 24 отверстий. Направление
движения стола «вперед — назад» и «вправо — влево» задается
тумблерами «3. По окончании обработки каждого отверстия стол
автоматически перемещается в необходимом направлении на сле-
дующую заданную координату. По окончании обработки последнего
отверстия стол автоматически возвращается в исходное положение.
На рис. 60, б показана Схема механизма набора координат.
Винт 2 датчика 3 и вспомогательный винт 7 связаны коническим
дифференциалом. При вращении винта 2 самостоятельное вращение
получает винт 7 и дополнительное перемещение — упор 6 в преде-
лах одного шага. Винты 2 и 7 получают вращение от электродвига-
телей 8.
Микроны отсчитываются с помощью индуктивного кругового
датчика импульсов. Ротор 5 датчика импульсов закреплен на винте 2,
а статор 4 с обмоткой укреплен неподвижно. Статор и ротор имеют
S5
chipmaker.ru
№
коорди-
наты
набо/)
продольных прерви нот
Нлпрад
пение
стола
чва * fa
<<?/ *RGtuqMt
Вправо
влеЕр
©
набор аапсречныл координат Наплав пение стола
*2б ’G,t ^,aat Вправо влево
1©
2©
3©
<i©
5©
б©
7©
6©
3©
10©
И©
72©
13©
К©
15©
/б©
17©
1В©
19©
20©
21©
22©
23©
29©
ф © © © © ©
© © © ф ф ф
ф ф ф ф ф ф
© © © ф © ©
ф ф © © © ©
© © ф ф ф ф
© © © © © ф
ф © ф ©
ф ф ф ф
ф © ф ф
ф © ф ф
© © © ф
ф ф ф ф
ф ф ф ф
ф ф ф ©
ф © ф ф
ф ф ф ф © ©
© ф ф ©
ф ф ф
© © ф
© © ф
ф ф ф
ф © ф
ф ф ф
©
Ф
ф
©
G)
©
Ф
Ф
Ф
ф
ф
ф
ф
ф
©
©
©
©
0
а
в
в
в
0
в
в
в
в
в
в
S
в
в
в
в
в
в
в
в
в
в
© ф © © © ©
ф © © © ф ф
ф ф ф ф ф ф
ф ф ф © ф ф
ф ф ф ф ф ф
ф © ф ф © ф
ф © © ф © ф
ф ф ф ф ф ф
ф © ф ф © ф
ф ф ф ф ф ф
ф ф ф ф ф ф
ф ф ф ф ф ф
ф ф ф ф ф ф
© ф ф ф ф ф
ф ф ф ф ф
ф ф ф ф ф
ф © ф ф ф
ф ф ф ф
ф ф ф © ф
ф ф ф ф ф
ф ф ф ф ф
© © © ф ©
© © © © ф
ф
ф
ф
©
©
©
©
Ф
©
0
в
0
0
в
в
в
в
в
в
0
0
в
0
в
0
0
в
в
0
в
0
в
в
©
Не с то А 3
i 2
Рис. 60. Схема механизма группового набора координат
и пульт набора координат
86
по 500 зубцов. При вращении винта 2 круговой датчик за каждый
оборот будет посылать в счетную схему 1000 импульсов. В этом слу-
чае шаг винта 2 равен 1 мм, цена одного импульса равна 0,001 мм.
Контактный датчик 1 при вращении вспомогательного винта 7
будет посылать в счетную схему импульсы при перемещении упора 6
на каждый следующий миллиметр, т. е. в счетную схему будут
поступать импульсы через каждый микрон и миллиметр. Как только
их счет сравняется с заданной координатой, подается команда «Стоп»
двигателям набора координат. После этого автоматически вклю-
чается движение стола до набранной координаты, где он и останав-
ливается.
Отсчет координат при помощи точного винта и лимбов. На не-
которых двухстоечных станках стол перемещается с помощью точ-
ного ходового винта, он же
является и средством из-
мерения величины переме-
щения. Эти винты снабже-
ны коррекционными линей-
ками для исправления оши-
бок резьбы винта. Схема
отсчета показана на рис. 61.
Гайка 1, связанная со
столом станка, перемещает-
ся при вращении винта 2.
На некоторых участках
винт имеет ошибки. Вместе
со столом и гайкой / пе-
рис. 61. Коррекционное устройство пе-
ремещается коррекцией- правления сшибок ходового винта
ная линейка 10. Кромка
линейки имеет профиль с выступами и впадинами, которые по ве-
личине пропорциональны ошибке шага винта. Во время перемещения
стола линейка 10 нажимает на рычаг 9 и через вал 8 поворачивается
рычаг 6, который воздействует на рычаг 5 нониуса 3. Соотношением
плеч рычагов достигается, что нониус 3 поворачивается на число
делений, соответствующее ошибке шага ходового винта. Пружина 7
выбирает все зазоры и прижимает рычаг 9 к линейке 10. Поворот
винта отсчитывается лимбом 4 с нониусом 3.
§ 8. Обзор остальных типов станков сверлильной группы
На рис. 62, а и б показаны многошпиндельные сверлильные
станки двух разновидностей: на рис. 62, а показан групповой свер-
лильный станок, применяемый в многопереходных операциях, а па
рис. 62, б — станки с переставными шпинделями для одновремен-
ного сверления нескольких отверстий.
На рис. 62, в и г показаны станки для глубокого сверления.
Станки эти бывают односторонние и двухсторонние. В этих станках
при сверлении отверстий малых диаметров и при небольшой длине
97
chipmaker.ru
98
их вращается обрабатываемая деталь (рис. 62, в). Большие, тяжелые
заготовки остаются неподвижными, а инструмент получает враща-
тельное и поступательное движения (рис. 62, г).
Г л а в а IV. ФРЕЗЕРНЫЕ СТАНКИ
Разнообразие операций, выполняемых фрезами различных ти-
пов, чрезвычайно велико. На фрезерных станках возможно полу-
чить почти все виды поверхностей. Фрезерные станки широко при-
меняются в инструментальном производстве.
Главное движение — вращение шпинделя вместе с закрепленной
фрезой. Движение подачи сообщают столу с закрепленной на нем
заготовкой.
Рис. 63. Универсально-фрезерный станок
мод. 6Н82
§ 1. Универсально-фрезерный станок мод. 6Н82
Станок консольного типа предназначен для различных универ-
сальных работ. Универсально-фрезерным станок называется по-
тому, что стол может быть
повернут относительно вер-
тикальной оси.
Техническая характе-
ристика й жесткость стан-
ка позволяют полностью
использовать инструменты
для скоростного фрезеро-
вания.
Техническая характери-
стика станка: рабочая по-
верхность стола 1250Х
х320 jwjm, число скоростей
шпинделя 18; пределы чи-
сел оборотов шпинделя
29—1500 об/мин; число по-
дач 18; пределы величин по-
дач продольных и попереч-
ных 19—930 мм/мин, верти-
кальных 6,33—310 мм/мин;
мощность электродвигате-
ля 7кет; поворот стола 45°.
Общий вид станка показан на рис. 63- На фундаментной плите 1
установлена станина 3. Плита выполнена в виде корыта для сбора
охлаждающей жидкости.
Станина 3 выполнена коробчатой формы. С передней стороны на
боковой части имеются направляющие для перемещения консоли 17.
На верху станины перемещается хобот 9, а внутри нее смонти-
рована коробка скоростей 8 с приводом от фланцевого электродви-
гателя б.
99
chipmaker.ru
Консоль 17 служит для монтажа поперечных салазок 16, повп-
ротной части 15, стола 13 и коробки подач 2. Поперечные салазки 16
перемещаются по направляющим консоли в поперечном Каправле-
нии вместе с поворотной частью 15. Рабочий стол 13 монтируется
в направляющих поворотной части 15 и перемещается по ним. Он
может быть повернут по круговым направляющим нижней половины
поворотной части. На верхней поверхности стола выполнены три
Т-образных паза. Два из них служат для закрепления приспособ-
лений и делительной головки, а средний паз — для выверки их на
параллельность оси стола. Для увеличения жесткости хобот 9 со-
единяется с консолью с помощью поддерживающих стоек 14. Оп-
равки с инструментами вставляются одним кондом в коническое от-
верстие шпинделя 10, а другим — в отверстие люнета 12. Исполь-
зуя перемещения консоли, поперечных салазок и стола, заготовка
может перемещаться в вертикальном, Поперечном и в продольном
направлениях.
Кинематическая схема станка. Основные кинематические цепи
станка: вращение шпинделя и рабочее перемещение стола в одном
из трех направлений (продольном, поперечном и вертикальном)
и цепи ускоренных движений стола.
Главное движение — вращение шпинделя осущест-
вляется от главного электродвигателя через валы I, II, III, / V и V
(рис. 64).
Уравнение кинематической цепи имеет следующий вид:
1440-g
16
39
19
36
22
33
18
47
28
37
39
26
]9
71
82
38
= Л об!MUH.
Число скоростей г = 3 -3 -2 — 18. Числа оборотов изменяются
перемещением блоков: г = 16 — z — 22 — z — 19 на валу И,
г = 26 — 2 — 37 на валу IV, колеса г « 47 и блока z = 19 — z ==
= 82 на валу IV, осуществляемое одной рукояткой.
Продольное перемещение стола осуществ-
ляется от электродвигателя подач (N = 1,7 кет.-, п = 1440 о51мин)
по следующей кинематической цепи:
2е 20
,440-4Гё8'
18
36
27
27
36
18
18
40
21
37
24
34
13 18 40
45'40'40
40
40
28 18 33 18 18 л ,
35'33 ’ 37 ‘ 16 ' 18 ’Ь ~ Snpod мм>мин
100
chipmaker.ru
Подачу изменяют блоками: 2 — 18 — z = 36 — z = 27 на валу
///, z = 37 — z = 40 — г = 34 на валу V, включением перебор-
13 18 40 т,
нои передачи 45*40, или через передачу Пределы величин по-
дач — 19 — 930 мм!мин. Винт XI, осуществляющий продольное
перемещение стола, на схеме условно повернут на 90°.
Поперечное перемещение стола осуществляет-
37
ся по той же схеме до вала IX, а далее через передачу и на винт
с шагом tx = 6 мм.
Уравнение кинематической цепи
1440-
26 20
44 ' 68
18
36
27
27
36
18
18
40
21
37
24
34
13 18 40
45 ’ 40 ’ 40
40
40
28 18 33 37 „
X 35 * 33'37 " 33" — snon MMjМИН.
Вертикальное перемещение консоли, а зна-
чит, и стола осуществляется по той же схеме до вала VIII, далее
22 ‘ 22 „
через передачу коническую пару на вертикальный винт tx —
= 6 мм. Вертикальное перемещение консоли и поперечное переме-
щение стола производится переключением тех же блокой колес, что
и для продольной подачи. Ходовые винты соответствующих подач
включаются муфтами через рукоятки, находящиеся снаружи станка.
Величины вертикальных подач 6,33—310 мм!мин.
Ускоренное перемещение стола осуществля-
* - 26 44 57
ется от электродвигателя N = 1,7 кет через передачи
28 18
фрикционную муфту, затем через передачи 35, 33 и далее к винтам
соответствующих подач. Колесо z — 44 (вал //) сцеплено с колесом
z = 57 (вал V). Скорость перемещения в продольном или в попереч-
ном направлении 2300 мм/мин, а в вертикальном 730 мм!мин.
Конструктивные особенности станка. Шпиндель 10 (рис. 63)
станка вращается на трех опорах, из них две опоры — конические
роликовые подшипники, третья задняя — радиальный шариковый
подшипник. У третьей опоры на шпинделе сидит маховик 0170 мм,
позволяющий значительно снизить частоту собственных колебаний
2-го порядка. Влияние его на процесс фрезерования чрезвычайно
велико. Все остальные валы в коробке скоростей вращаются также
в подшипниках качения. Часть валов коробки подач вращается
в подшипниках скольжения.
102
Для управления движениями станка применяются рукоятки:
5 — переключения скоростей шпинделя; И — включения продоль-
ной подачи стола; 18 —
переключения подач сто-
ла; 4 — включения по-
перечной и вертикаль-
ной подачи стола.
На станке для уста-
новки чисел оборотов
шпинделя и подач стола
имеются два лимба 7 и
19. Автоматическое вы-
ключение подачи стола
производится при помо-
щи конечных выключа-
телей, установленных на
столе и на консоли
станка.
На рис. 65 показана
в разрезе коробка ско-
1 2 з
Рис. 65. Коробка скоростей универсально-
фрезерного станка мод. 6Н82:
1 — маховик; 2 — шпиндель; 3 — конические ролико-
подшипники; 4 — зубчатые колеса; 5 — электродви-
гатель; 6 — шлицевые валы; 7 — шарикоподшипники;
8 — стаиииа
ростей станка.
Станок снабжен уст-
ройством для автомати-
зации рабочего цикла.
На рис. 66 показан ме-
ханизм переключения
подач. Переключение блоков А, С, В производится с . помощью
вилок, закрепленных на соответствующих рейках. Рейки 5 полу-
Рис. 66. Механизм переключения подач станка
мод. 6Н82:
/ — лимб; 2 — рукоятка переключения; 3 — фиксатор; 4 — диски
переключения; 5 — рейки; A, В, С — передвижные блоки
чают перемещение от двойного диска 4 с отверстиями, закреплен-
ными на одной оси с рукояткой переключения 2.
103
chipmaker.ru
§ 2. Приспособления к фрезерным станкам
На фрезерных станках применяются следующие приспособления:
поворотные тиски, универсальная головка, круглый накладной
стол, делительная головка с задней бабкой и редко долбежная го-
ловка.
Поворотные тиски (рис. 67, а) применяются для за-
жима заготовок. При вращении винта 1 посредством рукоятки за-
Рис. 67. Приспособления к фрезерным станкам
р
готовка зажимается между подвижной губкой 2 и неподвижной
губкой 3. Тиски могут быть повернуты вокруг вертикальной оси
основания 4 со шкалой 5. Закрепление на основании производится
болтами. На столе станка тиски устанавливаются при помощи точ-
ной планки, входящей в паз основания 4 и в средний паз стола.
Универсальная головка (рис. 67, 6) применяется
для установки фрезы под некоторым углом к плоскости стола при
обработке винтовых канавок, зубьев реек или наклонных поверх-
ностей, где поворот стола недостаточен или ось фрезы должна быть
параллельна оси стола.
Основание 1 прикреплено к станине станка. Корпус 2 может
быть повернут относительно оси основания и закреплен болтами,
а шпиндель 4 вместе с головкой 3 может быть повернут относительно
оси вала 6, т. е. шпиндель можно установить под любым углом в
104
пространстве. Вращение шпинделя 4 осуществляется от основного
шпинделя станка через конические колеса 5 и 7, затем через другую
коническую пару. Иногда применяются более простые головки с по-
воротом относительно оси основного шпинделя.
Круглый поворотный стол (рис. 67, в) применя-
ется для обработки круговых пазов, канавок, фасонных кулачков
и других подобных поверхностей вращения, иногда и для деления.
Стол состоит из основания 1, закрепляемого на столе станка,
верхней поворотной части 2 с привинченным к нему снизу червяч-
ным колесом. Верхняя поворотная часть стола приводится во вра-
щение вручную рукояткой 3, надетой на конец вала червяка. Ве-
личина поворота отсчитывается по шкалам 4 и 5.
§ 3. Делительные головки
Делительные головки применяются при выполнении различных
фрезерных операций, связанных с периодическим поворотом детали
(например, для нарезания шлицевых валов, прямозубых цилиндри-
ческих колес), и для непрерывного вращения заготовок при выпол-
нении винтовых канавок на зубчатых колесах или на кулачках.
Делительные головки применяются следующих типов: простые
головки для простого и непосредственного деления, универсальные
с лимбом, универсальные безлимбовые, оптические.
Различаются следующие случаи деления: непосредственное, про-
стое и дифференциальное.
Непосредственное деление применяется для деления заготовок
на наиболее часто употребляемое число частей. На оси шпинделя
имеется диск с п числом отверстий или пазов, куда попадает штифт
или фиксатор. Шпиндель поворачивается вручную и отсчиты-
вается по числу р отверстий диска. Простое деление применяется
на делительных головках с лимбами (делительными дисками) и на
безлимбовых. Случаем простого деления называется тот случай,
когда деление окружности на равные части производится при непо-
движном диске, а на безлимбовой головке без участия дополнитель-
ной гитары. Дифференциальное деление применяется в тех случаях,
когда число, на которое требуется разделить обрабатываемую де-
таль, невозможно получить ни непосредственным и ни простым де-
лением. Дифференциальное деление осуществляется на универсаль-
ных делительных головках.
Универсальная делительная головка мод. УДГ-135 и ее наст-
ройка. Универсальная делительная головка позволяет произ-
водить фрезерование различных прорезей, пазов, зубчатых колес
с прямыми и винтовыми зубьями, конических колес, фрезерование
архимедовых спиралей на кулачках и выполнять различные фрезер-
ные работы. Головка выполнена с высотой центров 135 мм и при-
меняется с задней бабкой и с люнетом (рис. 68).
Делительная головка состоит из основания 3 и корпуса 4
(рис. 68, а). Корпус может поворачиваться в вертикальной плоскости
105
chipmaker.ru ’ ,
от —10° до +90° и закрепляется гайками 2. Делительная головка
крепится к столу фрезерного станка двумя болтами 21, головки
которых входят в Т-образный паз стола, а через шпонки-сухари 20
обеспечивается точная установка ее по оси станка. Шпиндель 14
смонтирован в коническом отверстии корпуса и задней втулки, на
нем закреплено червячное колесо (г = 40), сцепляющееся с одно-
заходным червяком. Червяк можно вывести из зацепления с колесом
рукояткой 6. На центре шпинделя закреплен поводок 13 для пере-
дачи вращения заготовок. Оба конца шпинделя выполнены с кони-
ческими отверстиями (для центра и втулки при дифференциальном
делении). Шпиндель поворачивают рукояткой 1 с фиксатором через
33 I
цилиндрическую передачу колес и червячную пару (рис. 68, б).
Контроль за величиной поворота шпинделя производится с по-
мощью делительного диска 17. Для быстрого отсчета требуемого
числа отверстий на диске применен раздвижной сектор 19. Для не-
посредственного деления имеется диск 15 с фиксатором 16. При про-
стом делении делительный диск 17 фиксируется защелкой 12, и после
поворота шпинделя производят его зажим рукояткой 5. Задняя
бабка 23 предназначена для поддержания второго конца заготовки
или оправки и выполнена так, что позволяет с помощью рукояток 7
и 9 перемещать пиноль с центром в продольном и в вертикальном
направлениях. Рукояткой 8 зажимается пиноль. Люнет 22 служит
106
опорой при обработке длинных и точных деталей. Гайкой 10 произ-
водится подъем подпятника, а рукояткой 11 — зажим.
Непосредственное деление. При помощи ру-
коятки 6 выключается червяк, рукояткой 5 производится отжим
шпинделя, рукояткой 16 выводится фиксатор из диска 15 непосред-
ственного деления. Диск 15 имеет три ряда отверстий, расположен-
ных по окружности с числами 24, 30 и 36. Число отверстий, на ко-
торое нужно повернуть шпиндель, определяется по формуле
п
Р = ~г'
где п — число отверстий на окружности диска;
z — число делений на заготовке.
В головках последних лет выпуска диск 15 выполнен с градусной
шкалой (цена деления 1°). Угол поворота шпинделя рассчитывается
по формуле
Простое деление. Выводится фиксатор из диска 15
непосредственного деления на весь период выполнения работы. Вво-
дится в зацепление червяк с червячным колесом через рукоятку 6.
Делительный диск 17 соединяется с корпусом головки. Поворот
шпинделя осуществляется поворотом рукоятки 1 через передачи
33 1
Гитара расцеплена. Диски имеют шестнадцать рядов отвер-
стий окружностей со следующими числами: 16, 17, 19, 21, 23, 29,
30, 31, 33, 37, 39, 41, 43, 47, 49, 54 *. Для установки фиксатора на
любой ряд отверстий рукоятка вместе с планкой 18 опускается или
поднимается по пазу и закрепляется. Для поворота рукоятки в но-
вое положение фиксатор вытягивают из отверстия делительного
диска.
Обозначим: прук — число оборотов рукоятки; z — количество
частей, на которое требуется выполнить деление.
Поворот шпинделя на оборота должен быть произведен за
п оборотов рукоятки. Расчетное уравнение для этого случая
33 1 _ £
nP ''K ’ 33 40 ~ z '
Таким образом, расчетная формула
40
Hpj'K — z . (3)
Число 40 называется характеристикой делительной головки.
Число оборотов рукоятки может быть не только в виде целого числа,
* В головках старых выпусков диски выполнены со следующими числами
отверстий: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43, 46, 47, 49, 51, 53, 54, 57, 58,
59, 62, 66,
107
chipmaker.ru
но и выражаться сложной дробью. Поэтому для точного отсчета
поворота рукоятки применяется делительный диск. При целом числе
оборотов рукоятка выполняет необходимое число оборотов относи-
тельно любого отверстия окружности, где был вначале введен фик-
сатор.
2
При дробном числе, например прук — ^, подбираем ряд отвер-
стий на диске с числом, кратным 3, например 39, тогда будем иметь
прук — 3- = 391 т. е. рукоятка должна повернуться на 26 отверстии
по окружности ряда с числом отверстий 39. Можно было бы взять
другой ряд, например с 54 отверстиями, тогда рукоятку надо по-
вернуть: nPJ,K = |- = ||, т. е. на 36 отверстий по окружности ряда
54. Таким образом, число оборотов рукоятки можно выразить в та-
ком виде: 40 ь
пРук = - = а-\--,
где а — целое число оборотов рукоятки;
с — число отверстий в одном из рядов диска;
b — число отверстий, на которое надо повернуть дополнительно
рукоятку.
Число с должно быть кратным числу z. Для сокращения времени
для отсчета отверстий, на которое надо повернуть рукоятку, при-
меняют сектор 19. Он состоит из двух радиальных линеек, которые
раздвигаются одна относительно другой на угол по числу отверстий
Ь, не считая первого отверстия, в которое вставлен фиксатор. Сек-
тор следует переставлять тотчас же после деления, т. е. он всегда
должен находиться в положении, которое требуется для следую-
щего отсчета.
Пример. Требуется профрезеровать 27 канавок, тогда
_ 40 _ 40 _ , 13 _ . 26
Прук — г — 27 ~ 1 27 ~ 1 54’
т. е. выбираем ряд диска с числом отверстий 54. Поворот рукоятки
будет составлять 1 полный оборот и еще 26 отверстий. Сектор раз-
двигают на 26 отверстий.
Дифференциальное деление. Ряд отверстий на
диске подбирается уже по фиктивному числу г0, близкому к необ-
ходимому числу z. Предполагаемая ошибка в повороте шпинделя
-----устраняется дополнительным поворотом его рукоятки в ре-
вультате вращения делительного диска. Для этого шпиндель через
гитару сменных колес х кинематически связывается с делительным
22 39
диском 17 через передачу 1 об. шп.-х-^-^д.
Допустим, что в отверстие А неподвижного диска должен войти
фиксатор рукоятки (рис. 68, в), но в данном случае при вращаю-
щемся диске отверстие А окажется в положении Ао и рукоятка дол-
108
ясна будет продолжать поворачиваться на угол до попадания в от-
верстие Ао.
Таким образом, шпиндель получает дополнительный поворот
и расчетное уравнение кинематической цепи поворота шпинделя
в общем виде примет вид
33 1 1 22 39 33 1 _ £
П^к'33 ’ 40 + г 'Х’22'39'33 ’ 40 — z °0, ШП>
33 1
Выражение прук представляет собой величину основного
1 22 39 33 1
поворота шпинделя, а выражение - - х • • 39 • 33 • 40 представляет
собой величину дополнительного поворота шпинделя. Решая урав-
нение относительно х, будем иметь
1 х 1 _ 1
пру<с • ад + г ' 40 ~ z
или
х _ 40
ПРук “Г 2 — z ’
отсюда - = — — Прук‘ так как диск выбирается лишь для числа zy,
40
то, заменив прук = получим
х __ 40 _40
z z z0
или
х = 40— 40 —
го
и окончательно имеем
40. . ...
x = -(z0 —z). (4)
zo
Числом 20 надо задаваться таким, для которого можно было
выбрать ряд отверстий на диске.
Делительная головка имеет двенадцать сменных зубчатых колес
с числами зубьев 25, 25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100.
Пример настройки. Требуется нарезать колесо с числом зубьев
40 40
z = 109. Решение: прук = — = ^ (пРостое деление неприменимо).
Задаемся числом z0 = НО, тогда
40 .. 40 4 _ 12
е0 ~ 110 11 ~ 33’
Берем ряд с 33 отверстиями и устанавливаем сектор на 12 от-
верстий; сменные колеса гитары х подбираются по формуле (4):
v 40. . 40 ...„ lnn. 40 4 4- 1 40 25 ас
z0 (Z°~Z) ~ По(11О~ °9) ~ 110 — ТТ“ 5,5-2 — 55 " 50 ~ b'd'
Передаточное отношение в данном случае положительное, это
показывает, что диск и рукоятка вращаются в одну сторону.
109
chipmaker.ru
Фрезерование винтовых канавок. Кинемати-
ческая схема настройки для данного случая показана на рис. 69.
От ходового винта продольной подачи стола с шагом tx в = 6 jhjw
.. 24 28 .
вращение передается через зубчатые колеса <74 (постоянные),
22
сменные колеса гитары х, коническую передачу далее через две
39 33 1
пары колес 39-33, червячную передачу к шпинделю заготовки 3.
Таким образом, имеем два движения, необходимых для образо-
вания винтовых канавок: поступательное движение стола вместе
I
(
с заготовкой и вращательное движение ее от шпинделя делительной
головки 4. За один полный оборот заготовки стол должен пройти
путь, равный шагу винтовой канавки. Уравнение кинематической
цепи будет таким:
Те.к 24 28 22 39 33 1 . ,
• • о о * ол * X * «то " оп " оэ * лп — * Об. ЗЯГ.,
1х. в 28 24 22 39 33 40 ’
где Тв.к — шаг винтовой канавки в мм.
т
Выражение представляет собой число оборотов ходового
*Х. в
винта за один оборот заготовки. Решая уравнение относительно х,
получим
_ 40<х, „
Те. к
110
Для большинства универсальных-фрезерных станков шаг резьбы
ходовых винтов продольной подачи стола принят равным 6 мм,
следовательно, окончательная формула настройки гитары:
240
* в. К
Для фрезерования последующих канавок необходимо повернуть
шпиндель заготовки на - оборота, для чего надо, не размыкая ки-
нематическую цепь, вынув фиксатор, рукояткой повернуть относи-
тельно диска согласно формуле (3):
_ 40
Прук - г •
При фрезеровании винтовых канавок стол 1 необходимо повер-
нуть по отношению к оси 2 шпинделя станка на угол <р, равный
углу наклона винтовой линии к оси детали. В случае, когда угол <р 2>
45° и поворот на такой угол невозможен, следует применить
универсальную головку.
Пример настройки. Требуется профрезеровать зубчатое колесо
с 35 винтовыми канавками, угол наклона се = 25°, модуль т = 5 мм.
Решение: из курса «Детали машин» известно, что шаг винтовой
канавки пгт з,14-35-5
ieK~ sin а- 0,422
1300 мм,
следовательно, сменные колеса гитары
_ 240 _ 240 _ 24 _ 30 20
х ~ Те. к “ 5300 — 130 ~ 50 ' 65‘
Число оборотов рукоятки
_ 40 _ 40 _ . 1 _ . 2
Прук — г — 35 — 1 7 — 1 49-
Затем подбираем диск с 49 отверстиями, раздвигаем сектор на
7 отверстий и поворачиваем стол на угол <р = 25°.
Фрезерование плоских кулачков с профи-
лем по архимедовой спирали. В данном случае
настройка делительной головки производится так же, как для фре-
зерования винтовых канавок. Если фрезерование кулачков проис-
ходит при вертикально установленной головке, передаточное отно-
шение сменных колес 240
х =
* СП
где Тсп — шаг подъема кривой кулачка за один оборот или шаг
спирали.
В тех случаях, когда фрезерование происходит при наклонно
установленной головке, передаточное отношение
240
х = тр - sin а,
* СП
111
chipmaker.ru
где a — угол наклона шпинделя головки в. вертикальной плоско-
сти к направлению пбдаЧи.' -- V--
Деление окружности на неравные части.
В данном случае задаются углом поворота заготовок в градусах
или в минутах.
6) ?)
Рис. 70. Безлимбовые (а, б, в) и оптическая (г) делительные головки
Уравнение кинематической цепи будет такое:
= а°»
отсюда
_ а" _
пРУК — ИЛИ Прук — .
Обзор остальных головок. Безлимбовая делитель-
ная головка. Помимо делительных головок с делительными
дисками, применяются очень редко головки без делительных дисков
(безлимбовые) со сменными колесами. Кинематическая схема этих
головок показана на рис. 70. Здесь поворот шпинделя с заготовкой
112
производится за один оборот рукоятки. Настройка на заданное
число частей производится сменными колесами: для простого деле-
ния (рис. 70, а) — одной гитарой хг, для дифференциального деления
(рис. 70, б) — двумя гитарами х± и х2 и для фрезерования винтовых
канавок — двумя гитарами х± х2 (рис. 70, в).
Уравнение кинематической цепи для простого деления (рис. 70, а)
, . 1 1 1
1 Об. рук. • Xi' 1диф * 1 “ gQ — ЗЯГ• *
1виф = 2 (движение от Т-образного вала).
Тогда зо д с
Оптическая делительная головка. На
рис. 70, г показан общий вид оптической делительной головки, ко-
торая применяется главным образом для точных отсчетов углов
при изготовлении приспособлений, измерительных инструментов,
шкал, а также для контроля точных деталей. Механизм головки
состоит из червячной пары очень точного изготовления. На шпин-
деле смонтирован стеклянный диск с точными градусными делени-
ями, проектируемыми на минутную шкалу, помещенную в окуляре.
Через окуляр производится наблюдение за поворотом шпинделя
и отсчет с большой точностью в минутах и в секундах. Во избежание
ошибок прочитывается суммарное значение последовательных углов.
Характеристика головки: высота центров 150 мм, точность от-
счета до 20", точность установки шпинделя под углом 6\ переда-
1
точное отношение червячной пары
Г л а в а V. СТРОГАЛЬНЫЕ, ДОЛБЕЖНЫЕ
И ПРОТЯЖНЫЕ СТАНКИ
§ 1. Продольно-строгальный станок мод. 7134
Станок является по конструкции одностоечным и предназначен
для строгания плоскостей размером 3000 х 1000 X 850 мм с помощью
двух вертикальных и одного бокового суппорта (рис. 71). Скорости
рабочего и обратного ходов стола изменяются бесступенчато и регу-
лируются независимо друг от друга.
Станок устроен следующим образом. На станине 7 располагается
стол 6, для перемещения которого станина имеет две V-образные
направляющие. Стол 6 — прямоугольной формы имеет пять Т-об-
разных пазов для крепления заготовок на нем, а на боковой сто-
роне — паз для крепления переставных упоров. Для улавливания
стружки с обеих сторон стола имеется корыто.
Стойка 1 устанавливается сбоку от станины и фиксируется двумя
штифтами. По направляющим стойки вертикально перемещается
поперечина 2. Поперечина 2 несет на себе два суппорта 3 и 4 и ко-
113
chipmaker.ru
робку подач 10. В поперечине расположены ходовой винт и два хо-
довых вала для перемещения суппортов в горизонтальном и верти-
кальном направлениях.
Механизм подъема поперечины 11 монтируется на стойке и со-
стоит из червячного редуктора и электродвигателя. Коробка подач 10
вертикальных суппортов крепится к правому торцу поперечины 2
Рис. 71. Продольно-строгальный станок мод. 7134
и имеет индивидуальный электродвигатель. Коробка подач 9 боко-
вого суппорта монтируется на каретке, перемещающейся по направ-
ляющим стойки, и имеет также индивидуальный электродвигатель.
Вертикальные суппорты 3 и 4 аналогичны между собой по кон-
струкции. Они могут иметь быстрое перемещение или рабочую по-
дачу в горизонтальном направлении по направляющим поперечины
либо в вертикальном направлении по направляющим поворотной
части. Боковой суппорт 5 отличается от вертикального суппорта 3
и 4 тем, что его салазки не имеют автоматической горизонтальной
подачи, а вертикальную подачу получает от коробки подач 9. При-
114
вод стола 8 осуществляется электродвигателем постоянного тока,
регулируемым по системе генератор — двигатель. Величина хода
стола устанавливается кулачками на боковой поверхности стола.
В станке имеются следующие движения (рис. .72, а).
Возвратно-поступательное движение ст о-
л а. От электродвигателя типа ПН-550 постоянного тока (N =
= 60 кет, п = 684-1030 об/мин) через зубчатую передачу с вин-
Рис. 72. Кинематическая схема продольно-строгального станка мод. 7134
товыми зубьями и через реечное колесо z = 10, пг — 12 мм с винто-
выми зубьями осуществляется движение стола.
Скорость движения стола определяется по формуле (2)
лгмл„ к 3,14 • 10 • 12 • 68 • 20 _
Уга*п 1000 99 - 1000 ® M/MUH;
nzmn4.K 3,14-10-12-1030 - 20 „г
Утах— 1000’ — 99-1000 ~75 M/MUH.
Скорость движения стола при обратном ходе составляет 75 м/мин.
Вертикальное перемещение поперечины.
От электродвигателя (N = 2,8 кет, п — 1440 об/мин) через червяч-
115
chipmaker, ru
ную пару вращается винт с t = 8 мм, с помощью которого пере-
мещается поперечина на необходимую высоту по габаритам детали.
Скорость подъема и опускания
2 1
v = 1440 • 46 • 8 --(ооо = 0,49 м/мин.
Зажим поперечины. Зажим поперечины к стойке проис-
ходит после вертикального перемещения ее и осуществляется от
электродвигателя (2V = 0,6 кет, п = 1440 об/мин) через червячную
передачу с помощью винта t = 6 мм, производящего прижим
колодок к направляющим стойки. Пуск и останов электродвигателя
сблокированы с электродвигателем перемещения поперечины.
Горизонтальное и вертикальное переме-
щения суппортов поперечины. Перемещение суп-
портов (рабочая подача) происходит периодически перед началом
рабочего хода стола. В момент переключения стола с обратного на
рабочий ход включается электродвигатель коробки подач (У —
= 1,7 кет, п= 1410 об/мин), который через червячную передачу
34 вращает диск Д фрикциона совместно с хомутом х до тех пор, пока
разжимная планка Р не упрется в подвижной упор, закрепленный
в корпусе, и не разожмет хомут — подача прекращается, а двига-
тель затем останавливается. При переключении стола на обратный
ход двигатель вновь включается в обратном направлении — проис-
ходит зарядка механизма коробки подач. Муфта К2 прощелкивает,
а ходовые валы остаются неподвижными. Уравнение кинематической
цепи горизонтального перемещения одного из суппортов примет
следующий вид:
. а° 90 30 п ,л л
1 дв. ход стола • • ^ • ^* 10 2 = s мм/дв. ход,
где а — угол поворота колеса z = 90 вместе с фрикционом во время
подачи суппорта и устанавливается маховиком между неподвижным
и подвижным упорами. Углы поворота колеса z = 90 применяют
от 6°30' до 320°. Уравнение кинематической цепи вертикального
перемещения суппортов будет таким:
, а’ 90 30 23 20 _ ,л л
1 ДВ. ХОД стола •7o*7S'TT5,™’5 = S мм дв. ход.
ooU 4Z 4о zo ZU
Пределы величин подач: горизонтальные 0,5—25 мм/дв. ход,
вертикальные 0,125—6,25 мм/дв. ход. Ускоренное перемещение
суппортов осуществляется при включенной муфте по следующей
кинематической цепи и с соответствующей скоростью:
, 2 90 30 с 1 „ Q.
Оуск. гор 1410* 34 42 46 • 10*2* 1QQQ 2,34 м/мин',
. ..„ 2 90 30 23 20 R 1 п ссо ,
VycK. вер 410* 34 • 42 ’ 46 " 23 ’ 20 " 1000 — ^’582 М/MUH,
116
Вертикальное перемещение бокового суп-
порта. Оно осуществляется от второй коробки подач, которая по
устройству и кинематике аналогична первой. 1 дв. ход стола - ЛгХ
• ||• 6 = $ мм/дв. ход. Пределы величин подач: 0,25—12,5
мм/дв. ход.
Скорость быстрого перемещения суппорта
2 90 26 й 1 . ,
vyCK = 14Ю • 24 • 42 • 2g-6 •= 1,075 M/MUH.
Реверсирование подач производится через кулачковые муфты
К3 и /(4 с помощью рукояток Рг и Р2. Перед обратным ходом стола
резцедержатели приподнимаются с помощью кулачков N. Установка
на величину подачи производится через червячные передачи ~.
Кроме того, осуществляются перемещения суппортов вручную
рукоятками, надеваемыми на квадраты соответствующих винтов
20 It с
и валков через конические передачи На рис. 72, о показано
графически изменение скорости движения стола во время рабочего
и обратного ходов. В начале рабочего хода скорость будет постоянно
возрастать до установившегося движения орОб и пройдет путь 1и
затем скорость стола будет постоянной. С момента выключения при-
вода в конце рабочего хода стол будет постепенно замедлять скорость
и пройдет путь /2. Во время обратного хода скорость стола будет
также постепенно увеличиваться до установившегося движения со
скоростью оОбр, которая будет больше скорости ораб с целью со-
кращения времени на холостой ход. Длина строгания равна И —
— (4 + 4). где /г и /2 называются участками перебега стола, а Н —
длина хода стола.
§ 2. Поперечно-строгальный станок мод. 7М36
На поперечно-строгальных станках ползун с суппортом и рез-
цом получает прямолинейное, возвратно-поступательное движение.
Движение подачи сообщается столу с обрабатываемой деталью.
Станок мод. 7М36 имеет гидравлический привод, что его выгодно
отличает от станков с качающейся кулисой.
Краткая техническая характеристика: ход ползуна 150—700 мм,
ход стола — до 700 мм, ход суппорта — до 200 мм, пределы ско-
ростей ползуна 3—48 м/мин, мощность электродвигателя N = 7 кет.
Станок имеет гидравлическое перемещение ползуна и гидравли-
ческую подачу стола (рис. 73). Быстрое перемещение стола в гори-
зонтальном и вертикальном направлениях осуществляется отдель-
ным электродвигателем.
Станина 3 выполнена прямоугольной формы и укреплена на фун-
даментной плите 2. Внутри станины, разделенной перегородкой на
две части, находится масло для гидропривода. К задней стенке кре-
117
chipmaker, ru
пится флянец с насосами, а к правой боковой — панель гидроустрой-
ства. В левой боковой стенке имеется окно для монтажа гидропри-
вода. Электродвигатель 1 гидропривода устанавливается на плите 2.
Коробка подач 4 применяется для осуществления поперечных
подач стола и ускоренного перемещения. Крепится она к поперечине
стола 5, который имеет прямоугольную форму с Т-образными пазами
для крепления деталей или тисков. Перемещается он по горизон-
тальным направляющим поперечины, а поперечина вместе со сто-
лом — по вертикальным направляющим станины. Стол перемеща-
Рис. 73. Поперечно-строгальный станок мод. 7М36
ется от руки или механически. Передняя часть стола опирается на
стойку.
Суппорт 6 состоит из круглой поворотной части и салазок с от-
кидной доской. Салазки перемещаются винтом от руки или механи-
чески. Строгание под углом производится поворотом всего суппорта.
Внутри суппорта встроен электромагнит для подъема резцедержа-
теля при обратном ходе ползуна. Возврат резцедержателя произ-
водится двумя пружинами.
Ползун 7 приводится в движение гидроцилиндром, на переднем
конце ползуна монтируется суппорт 6. Гидропривод 8 предназначен
для выполнения следующего цикла работы станка: возвратно-по-
ступательное движение ползуна, поперечная и вертикальная по-
дача стола, пуск и останов станка в любом положении. Гидропривод
состоит из основных узлов: сдвоенного лопастного насоса типа
ЛЗФС 100/50, гидропанели ШГ31-16, панели управления Г32-16,
обратного клапана Г51-26, золотника подачи БГ72-14, золотника
включения манометра Г79-ПА, цилиндров ползуна и подачи. Управ-
ление работой электродвигателя производится кнопочной станцией 9.
118
Гидравлическая схема станка. Из резервуара по трубам 1 и 2
(рис. 74) при помощи сдвоенного лопастного насоса масло поступает
в золотник панели управления Г32-16. Один из двух насосов имеет
производительность 100 • 10 3 м3/мин, а другой—50-10 3 м3/мин.
При помощи золотника переключения на станке создаются четыре
диапазона скоростей. Движение масла при первой ступени скоро-
сти происходит следующим путем: золотник 50 переключения на-
ходится в крайнем правом положении. Масло от насоса производи-
Рис. 74. Гидравлическая схема поперечно-строгального станка мод. 7М36
тельностью 100 -10"3 м3/мин по трубе 1 через полости золотника 17
и 16 панели Г32-16 через трубу 3 сливается в резервуар, а масло
от другого насоса производительностью 50 -10 3 м3/мин по трубе 2,
через полости 14 и 13 и по каналу 41 поступает к крану 51 гидропа-
нели ШГ31-16. При положении крана 51 «Пуск» масло поступает
в полость 27, 28 золотника 52 и по . трубе 9 — в рабочую полость
цилиндра ползуна. В это время из полости 54 масло по трубе/8
и полостям 25, 24, 34 и 35 золотников 52 и 56 попадает в канал 42.
Далее через полости 44 и 43 стопового золотника 55 и полости 15,
16 золотника 50 через трубу 3 вытесняется в бак. При этом золот-
ник 55 отжат давлением масла и полости 44 и 43 соединены между
собой.
Скорость рабочего хода ползуна в пределах 3—8 м!мин регу-
лируется дросселем с регулятором, который спускает часть масла,
подаваемого насосом. В конце рабочего хода упор, установленный
119
chipmaker, ru
на ползуне, через систему рычагов перемещает золотник управления
56 вправо, который своими конусами разъединяет полости 34 и 35
и тем самым притормаживает ползун. В конце хода золотника 56
полость 32 отсекается от полости 31 и соединяется с полостью 33.
Масло из-под правого торца золотника 52 и полости 30 пойдет на
слив через дроссель 59 и полости 39 и 40. Золотник 52 начнет пере-
мещаться слева направо.
В правом положении золотника 52 полость 25 отсекается от по-
лости 24 и соединяется с полостью 27. Полость 28 отсекается от по-
лости 27 и соединяется с полостью 29. При этом масло будет посту-
пать через полости 27 и 25 в левую полость 54 гидроцилиндра и вы-
тесняться из правой полости через полости 28, 29, 37 и 36 по тру-
бопроводу 10 и через клапан Г51-26 на слив. Ползун получает об-
ратное движение, скорость его равна 16 м!мин.
Одновременно масло из полости 61 золотника 60 подачи через
трубу 5 идет на слив и золотник переместится влево. В левом по-
ложении золотника 60 в полость 62 подается масло под давлением,
а из второй полости 63 идет на слив через канал 19 — проис-
ходит холостой ход цилиндра подачи. Обратное движение ползуна
происходит до тех пор, пока упоры переместят золотник управле-
ния 50 влево. Процесс реверсирования с обратного хода на рабочий
аналогичен разобранному выше. В момент реверсирования из гидро-
панели ШГ31-16 дается команда на золотник подачи. Масло через
полости 38, 39 и трубу 5 попадает под торец золотника 60, отжимает
его в крайнее правое положение. Масло от насоса через дроссель
подачи и трубу 4 через полость 21, по трубе 6 попадает в ра-
бочую полость 63 гидроцилиндра, а из полости 62 по каналам 7,
22, 23 — на слив. Происходит подача стола. Дроссель подачи обес-
печивает безударную работу механизма подачи и ползуна. Таким
образом, гидравлическая схема обеспечивает автоматическую подачу
стола за каждый двойной ход ползуна.
В момент реверсирования давление в системе возрастает. По-
ступающее масло по трубе 47 под золотник клапана реверса 64
отожмет его, соединит полости 45 и 46 и пойдет на слив.
При второй ступени скорость движения ползуна vpa6 = 84-16
м/мин, обратная скорость 32 м!мин. Золотник 50 отойдет от край-
него правого положения на 12 мм. Масло от насоса производитель-
ностью 50 • 10 3 мЧмин через полости 15, 16 и трубу 3 сливается
в резервуар, а масло от насоса производительностью 100 • 10 м?/мин
через полости 17, 18 по каналу 41 поступит к крану гидропанели.
Далее направление потока масла аналогично первому положению
золотника.
При третьей ступени рабочая скорость движения ползуна
16—24 м/мин, обратная скорость 48 м/мин. Золотник 50 отойдет
на 24 мм от крайнего правого положения. Масло от насоса произ-
водительностью 50 -10“3 мЛ/мин через полости 14, 13 и от насоса
производительностью 100 -10 3 мя/мин через полости 17, 18 попадает
в канал 41 и далее — к крану гидропанели.
120
При четвертой ступени рабочая скорость движения ползуна
24—48 м/мин, обратная скорость 48 м/мин. Золотник находится
в крайнем левом положении. Отличительной особенностью цирку-
ляции масла является отсутствие слива масла в бак при рабочем
ходе ползуна, т. е. к маслу, нагнетаемому в рабочую полость обоими
насосами, добавляется масло, вытекаемое из полости 54.
Контрольный манометр подключается в гидросистему через
трубу 12 и золотник.
Для хорошей работы гидропривода применяется масло «Инду-
стриальное 20» или «Турбинное Л». Предохранительный клапан
настраивается на (490—539) • 104 н/м2 (50—55 кПсм2).
Рис. 75. Кинематическая схема поперечно-строгального станка
мод. 7М36
Кинематическая схема станка (рис. 75). Горизонталь-
ная поперечная подача стола. От цилиндра подачи
перемещается рейка (наибольший ход 48 мм), сцепленная с реечным
колесом z = 24, и через храповую муфту z = 64 поворачивает вал /,
, 40 40 40 40 40
а далее через зубчатые передачи или при реверсе
вращается винт подачи стола (рис. 75). Величина максимальной
подачи на один двойной ход ползуна
. 48 40 40 о с
Smax = 1 ДВ. ХОД ПОЛЗуНа — ' 40'20’ ° = 5 ММ'
а
Smin — 0,25 ммг-
Ускоренное перемещение стола в попереч-
ном направлении. От электродвигателя (N = 1 кет, п =»
4
= 1410 об/мин) через червячную передачу gg, храповую муфту и
121
ch I pma ker. ru
40 40 40 40 40
через передачи или 45 • • go вРаЩается винт> перемещаю-
щий стол со скоростью
1 1 /-» 4 40 40 q 1 ооо /
V стола ~ 1410 • gg ’ 40'20 " ' 1000 ~ 2,38 M/MUH.
Участвуют в передаче валы I, II, III, IV.
Ускоренное перемещение стола в верти-
кальном направлении. Кинематическая цепь этого пе-
ремещения напишется в таком виде:
4 40 4 1
V с тола = 1410* gg • ’ 2g" 8 • jQQ0 0,170 М/ MUH.
Участвуют в передаче валы I, II, VI.
Автоматическая подача вертикального
суппорта. Кинематическая цепь этого движения напишется
в таком виде:
. а 39 24 г л
1 дв. ход ползуна • эд ' §6'24’5 = Seepm мм^в- хо°>
где а — число зубьев, на которое повернется храповое колесо под
действием собачки от упора ползуна.
При а = 1 sespm = 0,15 мм/дв. ход;
при а = 7 Seepm = 1,05 мм/дв. ход.
§ 3. Поперечно-строгальный станок с качающейся кулисой
Поперечно-строгальные станки с механическим приводом более
просты по конструкции и надежны в разнообразных условиях ра-
боты.
На рис. 76, а показана кинематическая схема станка с качаю-
щейся кулисой. Внутри станины 5 размещен механизм привода ку-
лисы 8, приводимой в движение зубчатым колесом z = 100, полу-
чающим вращение через коробку скоростей 9 от Электродвига-
теля 10.
Наверху станины по направляющим движется возвратно-посту-
пательно ползун 1, несущий суппорт 2 с резцедержателем. Ползун
связан с кулисой через кронштейн с пальцем. Длину хода ползуна
изменяют перестановкой кривошипного пальца 7 по радиусу колеса
z = 100. При вращении кривошипа в пазу кулисы передвигается
кулисный камень 6, сидящий на пальце 7. Подача стола 3 произво-
дится винтом t = 12 мм от храпового механизма.
В вертикальном направлении стол перемещается вручную вместе
с поперечиной 4 винтом t = 6 мм от рукоятки через коническую
22
передачу За один оборот кулисной шестерни z — 100 осущест-
вляется один двойной ход ползуна, так как кулиса совершает ка-
122
нательное движение в одну и в другую сторону. Числа двойных хо-
дов ползуна определятся из уравнения кинематической цепи
950-^
20
40
25
35
30
30
23
45 25
40 ‘ 100
28
= пдв. ход/мин.
Пределы чисел двойных ходов ползуна 10,5—58,5 де. ход/мин.
Рис. 76. Кинематическая схема поперечно-строгального станка с качаю-
щейся кулисой
Подача стола осуществляется по следующей кинематической цепи:
1 дв. ход ползуна • ~ 12 = s мм/дв. ход,
где а — число зубьев, на которое повернется храповое колесо г = 36
под действием собачки. При а = 1 s = 0,3 мм/дв. ход, а при а = 6
s = 1,8 мм/дв. ход.
Кинематика качающейся кулисы (рис. 76, б).
За время перемещения кулисы из положения 1 в положение 2, соот-
ветствующее рабочему ходу ползуна, кривошип D повернется на
угол а; за время перемещения кулисы из положения 2 в положение 1,
т. е. во время обратного хода ползуна, повернется на угол 0. Примем
обозначения: L — длина хода ползуна в мм\ I — длина кулисы
в мм-, а. — угол поворота кривошипа за время рабочего хода; 0 —
угол поворота кривошипа за время обратного хода; Т — время одного
двойного хода в мин-, п — число двойных ходов ползуна в минуту;
123
chipmaker.ru
<р — угол отклонения оси кулисы от среднего положения; tpa6 —
продолжительность рабочего хода; /Обр — продолжительность об-
ратного хода. Из механики известно: средняя скорость рабочего
хода
L
Ураб — T *
*раб
и скорость обратного хода
L
&обр -- I f
1обр
но tpa6 и tc6p определяются из следующих зависимостей;
. — Та° и i ' — ГР°
1раб 360° ™ 1обр 360° *
Подставля-я эти значения, получим
L L - 360°
Ураб = i-- = ММ MUH
1раб Га
и
L L 360”
Уобр — ММ MUH.
*обр 7р
Время Т — — мин и, подставляя это выражение в вышеуказан-
ные уравнения, получим
L 360° и , L 360°/г
Ураб —-------- ММ/MUH И Vобр = ро MM/MUH.
Из рис. 76, б видно, что а = 180° 4- 2 <р, а р = 180° — 2 <р; заме-
няя эти значения, получим окончательно
_ £• 360° zi 1
Ураб — 180° + 2ф ' 1000 м/мин’
L-3G0°n 1
V°6p — 180° — 2<р ' 1000 м/мин’
L
Sin ф = 2/.
Эти уравнения указывают, что скорость обратного хода больше
скорости рабочего. Благодаря этому сокращается время на холостой
ход. С изменением угла <р от 0 до (ртах изменяется и фактическая
скорость перемещения, что показано на рис. 76, в. Наибольшая
скорость достигается в среднем положении ползуна.
§ 4. Долбежный станок мод. 7М430
Техническая характеристика станка: наибольший ход долбяка
320 мм\ скорость главного движения 3—32 м!мин-, мощность дви-
гателя 7 кет.
Движения в станке: возвратно-поступательное движение (глав-
ное) долбяка с резцом в вертикальном направлении, осуществляе-
124
мое от гидропривода; продольная, поперечная и круговая подача
детали.
Возвратно-поступательноедвижениедол-
б я к а осуществляется от гидропривода (рис. 77). От электродви-
гателя Э1 (N — 7 кет-, п = 970 об/мин) приводятся в движение
насосы 1 и 2. Масло поступает в гидропанели 5 по трубопроводам
Рис. 77. Кинематическая схема долбежного станка мод. 7М430
3 и 4 й далее по трубопроводу 7 в полость 8 гидроцилиндра и опус-
кает поршень 9, жестко связанный с долбяком 11 (рабочий ход).
Вместе с долбяком движется вниз зубчатая рейка т — 2,5 мм,
вращая реечное зубчатое колесо г = 28, вал /, коническую пару
20 1Г 20 ГГГ ОГ /9
3g, вал II, коническую пару gg, вал III, диск 26 и кулачки 13.
В конце хода один из кулачков 13 нажмет на плечо рычага 14,
переключив золотник управления. Масло при этом поступит во
вторую полость цилиндра 10 через трубопровод 12. Поршень 9,
поднимаясь вверх, сообщит долбяку 11 обратный ход и через
рейку сообщит обратное вращение диску 26 с кулачками 13. Рычаг
125
chipmaker.ru
14 снова переключит золотник управления в прежнее положение,
и цикл работы повторяется.
Скорость перемещения долбяка регулируется краном в пре-
делах 3—32 м!мин.
Периодические подачи стола осуществляются от
гидропанели 5, в момент реверсирования движения долбяка с обрат-
ного хода на рабочий. Масло подается под давлением по трубопро-
воду 15 в полость 16 гидроцилиндра 17. Поршень 18 при помощи
зубчатой рейки т = 2 мм, выполненной на штоке, перемещаясь,
поворачивает реечное колесо г = 24, которое через собачку храпо-
вого механизма повернет храповое колесо z = 64 на а зубьев.
Величину подачи регулируют маховичком 19, перемещая упор 20,
ограничивающий ход поршня.
Уравнения кинематических цепей подач:
продольной
к , а 26 39 39 19 с ,
^Прод - 1 Ов, ХОи • • 2g * ^g * gg * |g* О MM l ив. ХОи\
поперечной
it я fl 26 39 39 39 51 с ,, ,
$ПОПер 1 Ов. ХОд • • 2g ' \>g * зд * * -jg ’ 6 ММ/Ов. Ход,
круговой
, д а 26 39 39 39 51 39 1
^круг — 1 дв. ход • б4 ’ 26'39 ’ 39'51 ' 39'39 ' 105 ' Гр‘
Включение муфт: Мх и М2 для продольной подачи; Мх и зуб-
чатого колеса г = 39 на валу XI для поперечной подачи; 1И1 и зуб-
чатого колеса г = 39 на валу XII для круговых подач. Через
рукоятку 21 и муфту Мг производится включение и реверсирова-
ние подачи.
Ручное перемещение стола осуществляется ру-
кояткой 22 при включенной муфте М2 или маховиком 25 (продоль-
ное перемещение); рукояткой 23 при выведении из зацепления
колеса z = 39 с колесом z = 51 (поперечное перемещение) и враще-
нием рукоятки 24 при введении в зацепление колес г = 21 и z =
= 36 валов XIII и XII (круговое вращение).
Ускоренные установочные перемещения стола осуществляются
от электродвигателя Э2 (N = 1,7 квт\ п — 930 об/мин) по тем же
кинематическим цепям, что и для периодических подач, но без
гидропривода.
§ 5. Горизонтально-протяжной станок мод. 7510М
Протяжные станки благодаря преимуществу метода обработки
деталей широко применяются во всех отраслях машиностроения
при массовом и крупносерийном производстве. В инструментальном
производстве они применяются для обработки пазов, рифлений и
точных отверстий.
По роду работы станки делятся для внутреннего и наружного
протягивания, а по расположению инструмента — на горизонталь-
ные и вертикальные. В этих станках рабочим движением является
126
прямолинейное движение инструмента — протяжки. Механизма
подачи станки не имеют, так как подача осуществляется подъемом
зубьев на протяжке.
Характеристика станка мод. 7510М (рис. 78); наибольшая тяго-
вая сила 98 кн (10 т), наибольшая скорость протягивания 7,5 м/мин.
Поступательное перемещение протяжки (главное движение)
осуществляется гидроприводом, состоящим из рабочего цилиндра 5,
двух лопастных насосов Нх и Н2 с производительностью каждый
по 70 • 10 3 мЧмин, вращающихся на общем валу, крана К, двух
обратных клапанов Окх, и Ок2, перелйвного клапана Пл, дросселя
Д и золотника 6. При высоких скоростях протягивания (от 3,75
Рис. 78.
751 ОМ:
Гидравлическая схема горизонтально-протяжного станка мод.
1 — тумба; 2 — верхняя станина с кареткой; 3 — нижняя станина; 4 — золотниковое уст-
ройство; 5 — рабочий цилиндр; 6 — золотник
до 7,5 м/мин) участвуют оба насоса. Регулирование скорости произ-
водится дросселем Д. Кран К закрыт.
При малых скоростях протягивания до 3,75 м/мин масло нагне-
тается только насосом Н2. Кран К открыт, и масло от насоса Ht
сливается в бак, а частично откроет левый обратный клапан Окг
и вместе с маслом от насоса П2 поступит в левую полость рабочего
цилиндра. Из правой полости цилиндра масло через правую по-
лость золотника 6 сливается в бак. Для остановки поршня со што-
ком золотник 6 перемещают вправо в среднее положение. При
этом масло от насоса Н2 и Нг сливается в бак, открывая по пути
клапаны Ок1г 0к2 и Пл. При смещении золотника 6 в крайнее пра-
вое положение производится обратный быстрый ход поршня в ис-
ходное положение. При этом масло поступает в обе полости ци-
линдра, но вследствие разницы площадей рабочих сечений цилиндра
с правой и левой стороны заставит поршень сместиться справа
налево. Масло из левой полости цилиндра будет перетекать в пра-
вую полость, сообщая поршню повышенную скорость движения.
127
Глава VI. ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
§ 1. Методы нарезания зубчатых колес и классификация зубо-
обрабатывающих станков
В современном машиностроении широко применяются зубча-
тые колеса. Зубообрабатывающие станки предназначаются для
Рис. 79. Способы нарезания зубьев
нарезания и обработки зубьев колес различных видов. Нарезание
зубьев производится двумя методами.
1. Метод копирования. Этот метод (рис. 79, а) имеет
ряд недостатков. Низкая производительность и точность обработки,
дополнительные потери на холостые хода вследствие периоди-
ческого поворота заготовки и возврата инструмента или заготовки
в исходное положение, необходимость наличия комплекта инстру-
12В
мента в зависимости от модуля и числа зубьев нарезаемых колес.
Преимущество — можно нарезать колеса на универсальных стан-
ках. Применяется при индивидуальном производстве.
2. Метод обкатки (огибания) (рис. 79, б — д). Этот
метод имеет следующие преимущества: большая производитель-
ность и точность обработки, автоматичность работы, одним ин-
струментом определенного модуля можно нарезать колесо с любым
числом зубьев того же модуля. В процессе нарезания зубьев по
методу обкатки воспроизводится работа зубчатой передачи, т. е.
заготовка и инструмент копируют движения зубчатой пары пере-
дачи, находящейся в зацеплении.
При обработке колес применяются следующие виды обработки:
фрезерование, долбление, строгание, шлифование, шевингование
и притирание.
В соответствии с видом обработки различают следующие группы
зубообрабатывающих станков: зубофрезерные, зубодолбежные, зубо-
строгальные, зубошлифовальные, зубошевинговальные и зубопри-
тирочпые.
Кроме того, станки можно распределить на следующие кате-
гории:
1. Станки, где в процессе нарезания зубьев копируются дви-
жения червячной передачи. Работу червяка выполняет червячная
фреза, а червячного колеса — нарезаемая заготовка (рис. 79, б).
2. Станки, где в процессе нарезания зубьев копируются дви-
жения пары зубчатых колес. Работу одного колеса выполняет
долбяк, а другого колеса — нарезаемая заготовка (рис. 79, в).
3. Станки, где в процессе нарезания зубьев копируются дви-
жения реечной передачи. Рейку представляет собой зуборезная
гребенка, а реечного колеса — нарезаемая заготовка (рис. 79, г).
4. Станки, где в процессе нарезания зубьев копируются дви-
жения пары конической передачи. Зубья одного колеса- представ-
ляют резцы, а второго колеса — нарезаемая заготовка (рис. 79, д).
Движения, выполняемые инструментами и заготовками, а также
согласованность их будут разобраны ниже при изучении соответ-
ствующей группы станков.
§ 2. Зубофрезерный станок мод. 5327
Станок предназначен для нарезания цилиндрических зубчатых
колес с прямыми и косыми зубьями, а также для нарезания чер-
вячных колес методом радиальной и тангенциальной подачи, звездо-
чек роликовых цепей, шлицевых валов небольшой длины.
Техническая характеристика станка: наибольший диаметр заго-
товок 1000 мм; наибольший модуль 12 мм; пределы скоростей
шпцнделя 37—157 об/мин; мощность главного двигателя 8 кет.
Станок (рис. 80) работает по методу обкатки. Инструментом
является червячная фреза, закрепляемая на отправке в шпинделе
Фрезерного суппорта. Заготовка или комплект одновременно обра-
129
chipmaker.ru
130
батываемых заготовок устанавливается на отправке 6 в шпинделе
стола.
Кинематика станка. На рис. 81 показана кинематическая схема
станка.
Главное движение (вращение фрезы). Вращение шпин-
деля с фрезой осуществляется по кинематической цепи: электро-
Рис. 81. Кинематическая схема зубофрезерного станка мод. 5327
двигатель (М = 8 кет), клиноременная передача цилиндри-
42 а
ческая передача , гитара сменных колес х = -у, конические пере-
28 28 52 6
дачи 28 и 2g, цилиндрическая передача червячная передача gj,
шпиндель фрезы.
Уравнение кинематической цепи напишется в таком виде:
, 138 л 42 28 28 52 6 ,
1460 • 345 • 0,985' 42 • *' 2g • 28'52'31 ~ Пфр °^!мин-
131
chipmaker.ru
Расчетная формула настройки
пфр (1
Х~"Т12 =Т’
где Пфр — число оборотов фрезы по заданной скорости резания.
Сумма чисел зубьев пары колес у этой гитары 2z = 60 = а + Ь.
Движение обкатки и деление (вращение стола с
заготовкой) осуществляется по следующей кинематической цепи;
, 31
шпиндель фрезы, червячная передача у, цилиндрическая пере-
52 28 28
дача , конические передачи и 28, цилиндрическая передача
40 ал е
дифференциал, сменные колеса у, гитара xlt червячная пе-
1
редача gg, стол с заготовкой.
Расчетнсе перемещение между скоростями вращения заготовки
и фрезы должно быть следующим: за 1 оборот фрезы заготовка
должна повернуться на величину ^\об., где Л — число заходов
фрезы, az — число зубьев нарезаемой заготовки.
Уравнение кинематической цепи для данного перемещения будет
таким:
1 31 52 28 28 40 е 1 К
1 Об. фр. ’ g • 52'28'28'62 ’ 1 ' f 'X1 ' 80 ~ z °6’ 3аГ'
Передаточное отношение сменных колес гитары xt определяется
так:
_ К 80 £ 62 28 28 52 _6_ _ „ Д' f_ _ 21 £1.
X1 ~ z ’ 1 ' е ’ 1'40 ‘ 28 ‘ 28'52 ’ 31 ~ 24 z ’ е ~ ' cly'’
при у = 1
X - 24—— — •
Z4 z - b± dr'
е 1
при т = у
Вертикальное перемещение фрезерного
суппорта (вертикальная подача) применяется при нарезании
цилиндрических колес и осуществляется по кинематической цепи:
80 2
стол, червячная передача у, червячная передача gg, гитара х2,
361 24\ 24
цилиндрическая пара ™ или , коническая пара цилиндри-
оО \ 4о/ Z4
18 5
ческая пара gg, червячная передача gg, вертикальный винт с ша-
гом tx = 12 мм. В этом случае включены кулачковые муфты Mi
1 — передаточное отношение дифференциала.
132
и М2. За один оборот стола с заготовкой величина вертикальной
подачи определится из уравнения кинематической цепи
, Л 80 2 36 24 18 5 >„ ,
I об. ст. • Y ’ эд *2 36 • 24 35 • 3Q- 12 == se(,p мм/об. заг.,
следовательно, _ 5 _ а2 с2
~ 16 ’ Se<* ~ Л2 ’ d?
где seep — вертикальная подача фрезы в мм!об. заг.
Радиальная подача подвижной стойки
(горизонтальное перемещение) применяется при нарезании чер-
вячных колес и осуществляется по кинематической цепи: стол,
80 2
червячная передача у, червячная передача^, гитара х2, цилин-
дрическая пара 3g (или конические пары и червячная
передача ~> горизонтальный винт с шагом tx = 10 мм. За один
оборот стола с заготовкой величина радиальной подачи (горизон-
тальное перемещение подвижной стойки с фрезой в сторон}' заго-
товки) определится из уравнения кинематической цепи
, , 80 2 36 22 28 1 ,
t об. ст. т эд • ^2 • 36 • 28 • 22 • 32 Ю == Spaa мм/об. заг.-,
отсюда _ _ «2 с2
~ sPad ~ Ь2"1Г2’
где Spad — радиальная подача в мм!об. заг., при этом включены
муфты ЛД и М3; муфта М2 выключена.
Схема обработки червячного колеса методом радиальной подачи
показана на рис. 82, а.
Дополнительное вращение заготовки
при нарезании косозубых колес. На рис. 82, б
показана развертка колеса с косым зубом. Линия АС представляет
собой направление оси впадины колеса и является винтовой линией.
Продолжим длину колеса и винтовой линии до образования полного
витка и, произведя развертку винтовой линии на плоскость, по-
лучим треугольник EDF, где DF — развертка окружности на-
чального цилиндра, равная nd, a EF — шаг винтовой линии, рав-
ный Твл. Допустим, что фреза во время фрезерования опустилась
на величину seep, тогда контакт фрезы должен быть в точке В1(
т. е. витки червячной фрезы должны находиться во впадине нарезае-
мого колеса, расположенной по винтовой линии. Но для этого
нужно повернуть дополнительно заготовку на дугу А1В1. При
дальнейшем перемещении фрезы заготовка должна повернуться
дополнительно на дугу А2В2, А3С и т. д. За период вертикального
перемещения фрезы на величину шага винтовой линии, равную
Тв.л, заготовка повернется дополнительно на один полный обо-
рот, т. е.
Тв.л -> 1 дополнительный полный оборот заготовки.
133
chipmaker.ru
Дополнительное вращение заготовки осуществляется через диф-
ференциал и через гитару л'3 (см. рис. 81).
Уравнение кинематической цепи напишется в таком виде:
Тв.л 30 -36 24 2 2 е 1 , с
12 ’ 5 ’ 18 ‘ 24 ’ Хз ‘ 37 ' 1 ‘ f ' Х1'80 ~ 1 °б‘ 3аГ’ ДОП"
Рис. 82. Способы нарезания червячных колес и цилиндрических
колес с винтовыми зубьями
е k
Приняв передаточные отношения: v = 1; = 24 —, дифференци-
2 -V
ала у, получим расчетную формулу настройки гитары:
х3 = 30,833 к .
3 кТв.л
Из треугольника EDF шаг винтовой линии
Тв.л = лб/ctga =nJ-°-a;
ь sin а*
134
заменив nd = (для косозубых колес), получим
Т в.л
nzmn cos а
cos а sin а
nzmn.
sin а’
подставляя это выражение в расчетную формулу, имеем
х3 = 30,833= 9,81456 = %
3 knzmn kmn b3
сз
d3’
где а — угол наклона зуба нарезаемого колеса;
k — число заходов фрезы;
m — модуль нормальный.
Иногда на некоторых станках зубофрезерной группы приме-
няют бездифференциальную настройку для образования косого
зуба. Рассуждения при этом будут следующие:
1 об.
1 об. заг. -*
фрезы —►( —I об. заг. или
об. фрезы-*s мм вер. перем, фрезы.
При перемещении фрезы на шаг винтовой линии, равный Тд.л,
будем иметь следующие величины перемещений:
об. заг. -*(4“°б. Фрезы->7\л перем, фрезы.
\ Se J \ ft Se J
Но эти величины приемлемы при фрезеровании прямого зуба,
а при косом зубе за тот же путь перемещения фрезы на Тв_л, бу-
дем иметь следующие величины перемещений:
об. заг. -*
(4^М об- Фрезы-*Тв.л
\ к г>в J
перем, фрезы,
т. е. мы сообщили заготовке один дополнительный оборот за пе-
риод перемещения фрезы на шаг винтовой линии, равный Тв,л.
Определим величины перемещений за один оборот фрезы, раз-
делив вышеуказанные величины на число оборотов фрезы, и получим
. , , !Те л k se , ks„ \ & Te,kse
1 об. фрезы - -л + —е- об. заг.
\ ьв * I в.л *лв.л! **в.л
Произведя сокращения, получим следующие соотношения ве-
личин перемещений:
1 об. фрезы -* (—+ —• — 'j об. заг.-*—лш перем, фрезы
или
1 об. фрезы-*—(1 + об. заг. -*-~ мм верт. пер. фрезы.
2 \ 1 в. л! 2
135
Следовательно, мы
при нарезании косого
раз больше, чем при
расчетная формула
получили, что число оборотов заготовки
зуба за 1 оборот фрезы будет в ( 1 -р I
нарезании прямого зуба, и соответственно
а1 С1
bl'
Но следует отметить, что появляется при этом затруднение
в подборе чисел зубьев колес, а с применением дифференциальной
настройки подбор колес облегчается и ошибка в подборе во много
раз уменьшена.
Тангенциальное (осевое) перемещение
протяжного суппорта при нарезании чер-
вячных колес с тангенциальной (осевой) по-
дачей (рис. 82, в). Для этого устанавливается специальный про-
тяжной суппорт взамен обычного (рис. 81).
Фреза с заборным конусом (рис. 82, в) получает вращательное
и поступательное (осевое) перемещение, которое осуществляется
89
по кинематической цепи: стол, червячная передача -р, червячная
2 36
передача гитара х^, цилиндрическая пара конические пары
22 28 10 ' 20
об и ,ул, винтовые колеса ут-, коническая передача цилиндри-
32 2
ческая пара червячная пара^, винт с шагом t = 10 мм осе-
вой подачи суппорта (включены муфты Мх и УИ3). За один оборот
заготовки фреза должна переместиться на величину socee. Уравне-
ние кинематической цепи напишется в таком виде:
зо _2 З622281020322.
1 Об. заг. ! • 50 • *2 • з6 • 28 • 22 • 20 • 20 32 24 ’ ~ S°cee’
отсюда
_ 3
Л-*2 — —г • Socce
^2
&2 ^2
Дополнительное вращение заготовки при
нарезании червячных колес осевой пода-
чей (с тангенциальным перемещением) про-
тяжного суппорта. Червячная фреза получает осевое пере-
мещение (рис. 82, в) и подобно рейке поворачивает дополнительно
нарезаемое колесо, помимо основного движения, связанного отно-
k п
шением Дополнительное вращение заготовки осуществляется
по кинематической цепи: винт осевой подачи протяжного суппорта,
24 32
червячная передача у, цилиндрическая пара , коническая пара
20 20 22 28
винтовая пара конические пары и гитара х3, червяч-
136
2 , , е
ная пара ду, дифференциал, цилиндрическая пара у, гитара
червячная пара X, стол с заготовкой. За время осевого перемеще-
ния фрезы на величин)' шага t = пт заготовка должна повернуться
дополнительно также на дугу t = пт. Уравнение кинематической
цепи будет таким:
« 24 32 20 20 22 28 1 2 2_ П —
ТО ’ 2 ‘ 32 ‘ 20 ' 10 ‘ 28 ‘ 22 * *з " 37 ‘ 1 ’ f ' ‘80 nL>3ai ~ nm"
Подставляя значения
. 7 = 1: Xj = 24 у; Озаг = zm
. , 2
и передаточное отношение дифференциала, равное у, получим
___________________________12,85 _ й3 с3
гз knm Ь3 d3‘
Дополнительное вращение заготовки при
нарезании прямозубых колес с простыми
числами зубьев. Для нарезания колес с первоначальными
числами зубьев (например, г = 71, 97, 101, 127, 131 и другие)
необходимо иметь специальный набор колес для гитары хг. Ввиду
редкого случая нарезания и чтобы не иметь специального набора,
задаются произвольным числом гфикт, близким к необходимому
числу г. Для числа гфикт настраивается гитара хх, а через гитару х3
осуществляется дополнительное вращение заготовки для компенса-
ции ошибки. Составим расчетное уравнение, приняв соотношение
1 об. фрезы ->- (7) °б- заг:
. , , 31 52 28 28 40 . е 1 , k 80 2 36
1 Об. фрезы • 6 • 52'28 ’ 28 ‘ 62 ‘ ' f ’ %г ’ 80 z ' 1 ' 50 ’ *2 ’ 36 Х
2 2 е 1 fc,
х хз " 37 ’ 1 • f ' xi • go — z об- заг.
Первое слагаемое представляет собой величину поворота за-
готовки на — - - , второе слагаемое представляет собой дополни-
тельную величину поворота заготовки, компенсирующую ошибку.
Подставляя значения
k 5 е .
xt — 24 ; х2 — J6 • seep 7 — 1 >
‘фикт >
2
передаточное отношение дифференциала, равное -р и произведя
сокращения, получим
k fe2 seep Xs fe
гфикт 2 гфикт 30,833 z
137
или
k2 seep Xs k k
г гфикт 30,833 z ^ifiuKm
отсюда
_ 30,833 (zjj6HKm — z) _ c3 C3
® kseep bj
Ускоренное вертикальное перемещение
фрезерной головки осуществляется от электродвигателя
(N = 2,2 кет, п = 2925 об/мин) по кинематической цепи: червячная
5 24 18
пара 2g, коническая пара цилиндрическая пара gg, червячная
5
пара gg, винт с шагом t = 12 мм (включена муфта М2).
Рис. 83. Схемы установки червячной фрезы
Уравнение кинематической цепи
v = 2925 • ~ • 12 = 525 мм!мин.
Ускоренное горизонтальное перемеще-
ние подвижной стбйки определяется по уравнению ки-
нематической цепи
опос 5 22 28 1 1С„
v = 2925 ни • оо • on • ой ’ 10 = 163 мм/мин
zo zo zz OZ
(включена муфта Л13).
Установка червячной фрезы. На зубофрезерных станках при на-
резании прямозубых цилиндрических колес червячную фрезу
устанавливают наклонно под углом ф к горизонтальной плоскости,
равным углу Р подъема винтовой линии фрезы (рис. 83, а), т. е.
Ф = Р-
При нарезании косозубых колес, угол наклона фрезы ф = а ± р,
где а — угол наклона зубьев нарезаемого колеса к его оси.
Знак «+» будет при разноименных направлениях винтовых
линий зубьев нарезаемого колеса и фрезы, а знак «—» при одно-
именных направлениях (рис. 83, б, в). Предпочтительно выбирать
фрезу с одноименным направлением винтовой линии, что повышает
точность обработки. При нарезании червячных колес фреза уста-
навливается горизонтально, т. е. ф = 0°.
138
§ 3. Зубодолбежный станок мод. 5В12
Рис. 84. Зубодолбежный станок мод.
5В12:
1, 2 и 3 — нижняя, средняя и верхняя части стани-
ны; 4 — стол; 5 — шпиндель с долбяком; 6 — ох-
лаждение; 7 — шпиндельная головка; 8 — привод
возвратно-поступательных движений долбяка; 9 —
электрооборудование
Станок предназначен для нарезания цилиндрических колес
с прямыми и косыми зубьями как с наружным, так и с внутренним
зацеплением. Ввиду малого перебега долбяка станок приспособлен
для нарезания блоков зуб-
чатых колес.
Техническая характе-
ристика станка: наиболь-
ший диаметр колеса D =
==208 мм\ наибольший мо-
дуль т = 4 мм\ число
двойных ходов долбяка в
минуту 200—600, мощ-
ность двигателя W =
= 1,7 кет.
Станок работает по ме-
тоду обкатки, где в про-
цессе нарезания зубьев
воспроизводятся движения
пары цилиндрических зуб-
чатых колес. Работу одно-
го колеса выполняет зубо-
резный долбяк, а второ-
го — заготовка.
Долбяк, установленный
на конце шпинделя, совер-
шает возвратно-поступа-
тельное движение (вверх и
вниз). При движении вниз
долбяк совершает рабочий
ход — осуществляет про-
цесс резания, а при дви-
жении вверх совершает
холостой ход. Для предо-
хранения от порчи и притупления кромок на зубьях долбяка стол
с заготовкой отводится от долбяка на небольшую величину во время
обратного хода, а к моменту начала рабочего хода стол устанав-
ливается в исходное положение. Заготовка находится на оправке
стола.
До начала обработки долбяк подводится вплотную к наружной
поверхности заготовки. Затем включается радиальная подача
шпиндельной головки для врезания долбяка в заготовку. По окон-
чании радиальной подачи нарезание зубьев происходит на полный
профиль за 1 оборот заготовки.
Верхняя часть 3 станины станка (рис. 84) имеет направляющие,
по которым перемещается шпиндельная головка 7 для радиальной
подачи и для установочного движения. Внутри головки 7 проходит
139
chipmaker.ru
шпиндель с долбяком 5, который получает возвратно-поступатель-
ное движение в вертикальном направлении и вращательное движе-
ние. В нижней части станины 1 размещены электродвигатель и
механизмы для привода стола, электродвигатель и гидравлический
привод для зажима заготовки и электронасос охлаждения.
На рис. 85 показана кинематическая схема станка.
со
Рис. 85. Кинематическая схема зубодолбежного станка мод. 5В12
Возвратно-поступательное движение дол-
бяка осуществляется по следующей цепи: электродвигатель
(N — 1,7 кет, п = 950 об/мин), четырехступенчатая клиноремен-
пая передача со сменными шкивами вал 7, кривошипно-шатун-
/^2
ный механизм, зацепляющийся с цилиндрической рейкой Р3 шпин-
деля долбяка при помощи зубчатого сектора. Числа двойных ходов
долбяка в минуту 200; 315; 425; 600.
Вращательное движение долбяка осущест-
вляется по следующей цепи: электродвигатель (N = 1,7 кет), ре-
72, 4г, о 1
менная передача у-, червячная пара^т,, вал 11, сменные колеса -А
ZJg DU Pg
140
зубчатые пары^-gj, валы IV, V, VI, зубчатые колеса реверса
25 • 6^ или 64, вал VII, червячная пара gg, шпиндель долбяка.
За один двойной ход долбяка он должен снять слой металла,
соответствующий величине круговой подачи sKp. За величину sKp
принято считать величину дуги начальной окружности долбяка,
на которую он повернулся за время одного двойного хода.
Уравнение кинематической цепи примет следующий вид:
(включена муфта Л43)
, 4 а, 64 72 64 35 1
1 ДВ. ход дол. • 50 • • 72'64 35 ’ 64'90 = S“P мм дв’ ход>
отсюда сменные колеса
at 358sKp
Вдол
где £>аол — диаметр начальной окружности долбяка в мм.
Вращение заготовки (движение обкатки и деления)
осуществляется по цепи: приводной вал /, червячная пара gg,
вал 77, сменные колеса вал 7//, сменные колеса -^•^.вал XI,
зубчатые колеса валы XII, XIII, зубчатые колеса реверса
• бх или о5, валы XIV, XV, зубчатая пара вал XVI, червяч-
OD oU ои оУ
ная пара ^о» стол с заготовкой. При повороте долбяка на
заготовка должна, исходя из принципа работы станка, также по-
1
вернуться на -— .
%заг
Уравнение кинематической цепи примет вид:
[ 1 \ . 90 64 35 64 72 £2 £2 52 74 44 35 80 J = / 1 \
UdoJ °0’ * 1 * 35 * 64 * 72 * 64* b2 * d2 74 * 44 * 35 * 80 * 39 * 120 ~ \гзог) °0,
Отсюда сменные колеса
^2 Го %дол
b2 d2 ?заг
Радиальная подача шпиндельной головки
, 4
осуществляется по цепи: приводной вал /, червячная пара gg,
вал II, сменные колеса^ вал III, сменные колеса зуб-
чатая пара вал IX, одна из включаемых трех пар зубчатых
колес || или || или ||, вал X, червячная передача кулачок
врезания кв, рейка 7>1, закрепленная в корпусе шпиндельной го-
ловки.
141
Профили кулачков для радиальной подачи показаны на рис. 86,а.
На участке ab профиль имеет подъем. При вращении кулачка на
этом участке суппорт шпиндельной головки перемещается вправо
и происходит врезание. На участке Ьс, охваченном дугой 90°,
профиль очерчен по окружности и шпиндельная головка остается
неподвижной. За этот период стол с заготовкой совершает один
полный оборот. От точки d цикл повторяется. Такой кулачок назы-
, 28
вается однопроходным, при этом включена зубчатая пара
Уравнение кинематической цепи следующее:
90° ]00 48 80 52 74 44,35 80J,
360° ' 1 ' 28 ’ 40 ’ 74 ‘ 44 ’ 35 ’ 80'39 ' 120 ~ 1 О0‘ 3аГ‘
Двухпроходный кулачок (рис. 86, б) предназначается для обра-
- , 35
ботки заготовки за два оборота, при этом включена передача
Рис. 86. Кулачки подачи долбяка на врезание
Участки ab и cd — зоны врезания соответственно для первого
и второго прохода. Трехпроходный кулачок (рис. 86, в) предназ-
начается для обработки заготовки за три оборота, при этом вклю-
чена передача^. Когда ролик рейки Рг попадает в выемку кулачка,
то суппорт под действием пружины и рейки Рг перекатывается в
исходное положение и станок выключается. Участки ab, cd и ef —
зоны врезания соответственно первого, второго и третьего про-
хода.
Нарезание косозубчатых колес на станке
производится специальным долбяком с винтовыми зубьями (рис. 87).
Для обеспечения винтового движения долбяка на шпинделе уста-
навливается специальный копир с винтовыми направляющими,
состоящий из двух частей: подвижной, закрепленной на шпинделе,
и неподвижной, монтируемой в гильзе червячного колеса г = 90.
Неподвижный копир вращается вместе с червячным колесом. Во
время возвратно-поступательного движения шпинделя с подвиж-
ным копиром долбяк принудительно получает дополнительное
142
сращение. Угол подъема винтовой линии копира должен соответ-
ствовать углу наклона зуба нарезаемого колеса.
Вспомогательные движения. Качательное дви-
жение стола осуществляется от кулачка К2> сидящего на приводном
валу /, через систему рычагов, возврат производится пружиной.
Ручное вертикальное перемещение долбяка производится руко-
яткой через зубчатую передачу Ар. Ручной поворот кулачка кв
Рис. 87. Долбяк для наре-
зания винтовых колес:
1 — подвижный копир; 2 — дол-
бяк; 5 — заготовка
Рис. 88. Гидравлическая схема зубодолбежного
станка
радиальной подачи осуществляется посредством зубчатых колес
г = 20, z = 60 и г = 116. Ручное перемещение суппорта шпиндель-
ной головки осуществляется посредством червячной пары
зубчатого колеса г = 12 и рейки модуля т = 3 мм. За один оборот
червяка перемещение суппорта соответствует 1 • л • 12 • 3 =
= I мм. На валу червяка имеется лимб с ценой деления 0,01 мм.
15
Ускоренное перемещение производится зубчатой передачей
и величина перемещения за один оборот колеса z — 15 соответ-
ствует 15 мм.
Гидросхема станка (рис. 88) обеспечивает зажим
заготовок, смазку ставка, а также автоматическое выключение
станка при падении давления масла в системе.
143
iker.ru
Гидросистема станка вклю’чает в себя следующие нормали-
зованные узлы: 1 — насос шестеренчатый Ш-12; 2— фильтр пла-
стинчатый Г41-12; <3 — клапан предохранительный А-85-13; 4 — зо-
лотник напорный Г54-13; 5 — манометр на 245 • 104 н/м2 (25 кПсм2)',
6 — маслораспределитель; 7 — реверсивный золотник с ручным
управлением Г74-12; 8 — цилиндр зажима заготовки; 9 — реле
давления Г62-21.
Заготовка зажимается следующим образом: масло под давле-
нием 127 • 104 н/м2 (13 кГ/см2) нагнетается шестеренчатым насосом 1
из масляного резервуара нижней части станины через пластинчатый
фильтр 2 и напорный золотник 4 в реверсивный золотник с ручным
управлением 7. При перемещении золотника вправо масло посту-
пает в верхнюю полость цилиндра 8 и перемещает поршень со што-
ком вниз. Шток поршня, связанный с оправкой особым замком,
перемещает оправку вниз, а последняя через съемную шайбу 10
зажимает заготовку. При перемещении золотника влево верхняя
полость цилиндра соединяется со сливом, и поршень, а вместе
с ним и оправка, перемещаются вверх при помощи пружины, и за-
готовка освобождается.
§ 4. Зубострогальный станок мод. 5А250 для нарезания
конических колес
Станок предназначен для нарезания зубьев прямозубых кони-
ческих колес диаметром до 500 лш с модулем от 1,5 до 8 мм. Станок
работает двумя стандартными зубострогальными резцами и может
быть использован для чистового и чернового нарезания с прямо-
линейным продольным или бочкообразным профилями.
При помощи накладной головки (поставляемой по особому
заказу) на станке можно нарезать зубчатые колеса с круговыми
спиральными зубьями.
На рис. 89 показан общий вид станка.
Резцы крепятся на суппортах люльки и устанавливаются в опре-
деленном положении посредством шкал и установочных приборов.
Изделие крепится на оправке, устанавливаемой в шпинделе бабки
изделия, и зажимается в гидравлическом зажимном патроне.
Станок может работать по методу обкатки или копирования (при
черновой обработке). На станке осуществляются следующие дви-
жения:
а) возвратно-поступательное движение резцов;
б) возвратно-качательное движение люльки с ползунами;
в) вращение заготовки.
Последние два движения являются движениями обкатки и про-
должаются до тех пор, пока не будет обработана одна впадина.
После этого заготовка отводится от резцов, люлька с ползунами
поворачивается в обратном направлении до исходного положения,
заготовка при этом продолжает вращаться в том же направлении,
144
что и во время нарезания. Затем процесс повторяется, и после
одного оборота заготовки станок автоматически выключается.
Кинематическая схема станка (рис. 90). Возвратно-по-
ступательное движение суппортов с резцами
осуществляется по следующей цепи: электродвигатель (У =
15
= 2,8 кет, п = 1420 об/мин), зубчатая передача коническая
34 30
пара 34, сменные колеса g-, зубчатая передача . вал с кривошип-
ным диском, суппорты с резцами. За один оборот кривошипного
Рис. 89. Зубострогальный станок мод. 5А250:
1 — распределительный барабан; 2 — главный привод; 3 — люлька;
4 — бабка изделия; 5 — стол; 6 — электрооборудование; 7 — станина
диска суппорт выполняет одно возвратно-поступательное движение.
Уравнение кинематической цепи следующее:
, 15 34 Ас 30 д д,
1420 • То • от • с5 • = » де. ход мин.
48 34 Вс 72
Сменные колеса гитары:
Ас __ пдв.х>д
Вс ~ 185 •
Сумма чисел зубьев Ас -j- Вс = 106.
. 30 35 41 47 53 59
набор колес: 76; уу; gg; 5g; 53; 47;
чисел двойных ходов в минуту 73—470.
Применяется следующий
65 71 76 „
41’ 35’ 30 ‘ Пределы
145
r.ru
Движение подачи. Подачей на этом станке условно
считается время рабочего хода, выраженное в секундах, необхо-
димое на обработку зуба. Подача осуществляется по следующей
цепи: вал /, сменные колеса . зубчатая пара фрикцион-
ная муфта Л, зубчатая передача —вал II и далее через ряд пе-
Ом
Рис. 90. Кинематическая схема зубострогального станка мод. 5А250
редач движение передается на механизм поворота люльки и шпин-
деля изделия. Как уже указывалось выше, движение обкатки, во
время которого происходит нарезание одной впадины, происходит
за один оборот распределительного барабана Д, который управляет
перемещениями фрикционной муфты. Поворот барабана во время
рабочего хода составляет 160°, а во время холостого ускоренного
хода — 200°. Уравнение кинематической цепи рабочего хода по-
дачи
160° 66 64 96 56 68 1 48 60 _
360’ ' 2 ' 96 ’ 44 ’ 42 ’ 34 ' in ' 15 ’ И20 ~ S сек!3УЬ-
146
Отсюда сменные колеса гитары подач
f _____________________7,69__ Ап Сп
1подач~ g ~ Вп' D/l’
где s — величина подачи в сек/зуб.
Пределы величин подач s — 4 123 сек!зуб. Машинное время
обработки одного зуба
t — (s 4- tx) X,
где tx — время холостого хода, принятое на станке 5 сек;
X — число проходов.
Распределительный барабан (цепь вращения)
имеет две кривые: одну для работы методом копирования и другую—
методом обкатки. При помощи кривых барабана производится
подвод и отвод стола в соответствующие моменты рабочего цикла.
На валу барабана имеется кулачок, включающий в нужный момент
гидравлический золотник, который, в свою очередь, включает
фрикционную муфту А на рабочий ход.
Вращение заготовки идет от вала II привода подач
44 96 64 60
через зубчатые передачи gg, • gg и коническую передачу
23 . 75 27 26 26 26
2g, зубчатые napbigg или jgg, через ряд конических пар gg • <>g * 26’
30
сменные колеса 1дел, коническую пару gg, конический трензель
30 1
gg, червячную пару Igo, шпиндель заготовки.
Заготовка непрерывно вращается в одном и том же направ-
лении. Чтобы нарезать все зубья на заготовке, необходимо при
каждом цикле поворачивать ее на целое число зубьев zh не имею-
щее общих множителей с числом зубьев нарезаемого колеса. Это
необходимо для того, чтобы инструмент после каждого цикла попа-
дал в новую впадину. Расчетное перемещение в данном случае
будет следующее: за один оборот распределительного барабана
поворот заготовки должен соответствовать Ц оборота, где г; —
число зубьев, на которое поворачивается обрабатываемое колесо
за время одного цикла, az — число зубьев нарезаемого колеса.
Расчетное уравнение цепи при методе обкатки (когда участ-
75\
вует пара gg |
. ' 66 64 60 23 75 26 26 26 . 30 30 1 _ г,-.
1 Об. расп. бараб.-у gg-44’2з’бо‘2б'2б‘2б‘‘зо ‘ 30 ’ 120 z’
отсюда
; _п _ Ад Сд
1дел- / — - в& Dd-
27
При методе копирования, когда участвует пара lg-g-,
10j'.
147
chipmaker.ru
Возвратно-качательное движение люль-
ки с ползунами осуществляется по следующей цепи:
вал IV, коническая пара ||, зубчатое колесо z = 14, сцепленное
с составным зубчатым колесом, состоящим из участка внутреннего
зацепления и сектора наружного зацепления, соединенных между
собой полушестернями внутреннего зацепления. Контакт между
зубьями поддерживается посредством канавки в диске колеса, в
которую входит ролик, принадлежащий шестерне г — 14. Эта
последняя при своем вращении заставляет составное колесо совер-
шать возвратно-вращательное движение.
Во время зацепления шестерни z = 14 с участком внутреннего
зацепления происходит рабочий ход станка, а при сцеплении с
остальной частью колеса — холостой. При зацеплении шестерни
z — 14 с переходными гюлушестернями происходит ее перемещение
вместе с конической парой Дальше кинематическая цепь осу-
252
ществляется через: зубчатую передачу , сменные колеса цепи
й • л 30 2
обкатки 1Вбк, зубчатую пару червячную пару т— и люльку.
n 1 «
11ри повороте люльки на — оборота нарезаемое колесо должно
1 2п.г
повернуться на--- оборота. Расчетное уравнение для данной
гзаг
цепи при работе методом обкатки:
/ 1 \ б 135 28 1 21 224 32 23 75 26 26 26 . 30 30 1 1
\гол/' 2 ’зо'^'гбг'14'Тб'23'б0'2б’2б’2б’(еел‘зо’зо’120“?эаг‘
Подставляя значение 1вел = 2 j5, получим
U-3,6i.3,S»,
спл z3az
где гпл — число зубьев плоского производящего колеса; гпл —
___________ % за г .
sin ср ’
Ф — половина угла начального конуса нарезаемого колеса.
При работе методом копирования
1О<?К=17,5?Й.
гзаг
Гидропривод станка предназначается для осуществления сле-
дующих функций: 1) зажима изделий на оправке; 2) подвода и
отвода стола; 3) переключения фрикционной муфты холостого и
рабочего ходов; 4) счета циклов для выключения станка после
нарезания всех зубьев. Гидропривод состоит из нормализованных
узлов.
Установочные движения станка. Угол установки баб-
ки изделия. Этот угол для всех методов нарезания, кроме
148
чернового с двойным делением, равен углу внутреннего конуса
нарезаемой заготовки. При черновом нарезании угол установки
бабки <рт определяется по формуле
, , 180°
tgq)m = tg<PI-COS—,
где Ф(- — угол внутреннего конуса по чертежу.
Угол установки поворотных сегментов
(угол штосселя):
3438 fs . , \
(J + h“ °) •
где — угол установки в мин-,
h[ — длина образующей начального конуса в мм;
s — толщина зуба по дуге начальной окружности в мм;
hH — высота ножки;
а — угол зацепления, обычно равен 20°.
§ 5. Обзор остальных типов зубообрабатывающих станков
Зубошевинговальные станки применяются для
улучшения качества обработанной поверхности нарезанных зубьев
специальным инструментом (шевером) путем снятия припуска
Рис. 91. Схема работы шевинговального станка
толщиной 0,1—0,25 мм. Шевер как бы скоблит металл, снимая
тончайшую стружку. Зубошевингование применяется для незака-
ленных колес.
При обработке прямозубых цилиндрических колес применяют
косозубый шевер, устанавливаемый под углом к оси обрабатывае-
мого колеса, равным углу наклона зуба шевера, а при шевингова-
нии косозубых колес — прямозубые шеверы. На рис. 91, а показан
прямозубый шевер. Оси шевингуемого колеса и шевера устанавли-
ваются под углом, равным сумме (при одинаковом направлении
обеих винтовых линий) или разности углов наклона зубьев колеса
149
chipmaker.ru
и шевера. Процесс работы шевинговального станка показан схема-
тически на рис. 91,6. Шевер 1 получает принудительное вращение
от электродвигателя станка и приводит во вращение нарезаемое ко-
лесо 2, свободно вращающееся с оправкой 3 в центрах двух бабок
4 и 8, закрепленных на столе 5. Стол.5 шарнирно связан с нижним
столом 6, получающим возвратно-поступательное движение по
Рис. 92. Способы шлифования зубьев и кинематическая
схема зубошлифовального станка мод. 5831
направляющим консоли 7. После каждого двойного хода стола
консоль получает вертикальную подачу. Продолжительность обра-
ботки одного зуба составляет 2—3 сек.
Зубошлифовальные станки подразделяются на
следующие группы.
1. Станки, работающие по методу копирования профилирован-
ным шлифовальным кругом (рис. 92,о), например, мод. 586, 5861.
В этом станке шлифуемое колесо в работе неподвижно, а шлифо-
вальный круг получает вращательное (главное) движение и воз-
вратно-поступательное движение на длину зуба, а также периоди-
ческую подачу на глубину шлифования за каждый двойной ход.
150 '
После нескольких двойных ходов круга он выводится из зацепления
с обрабатываемым колесом, и колесо поворачивают на один зуб.
Круг подвергается непрерывной правке по профилю.
2. Станки, работающие по методу обкатки, где копируется
зацепление реечного колеса с зубчатой рейкой (рис. 92, б и в).
Роль рейки выполняет один дисковый круг или пара тарельчатых
кругов. По этому методу работают станки мод. 5831 и 584. На этих
станках главнее движение (вращение) получает шлифовальный
круг. Шлифуемое колесо получает вращение около неподвижной
оси и прямолинейное перемещение (качение колеса по рейке).
При обработке одной стороны зуба обкаточное движение произво-
дится в одном направлении (рис. 92, в), а при обработке другой
стороны — в обратном направлении. После этого шлифовальный
круг выводится из впадины, а колесо поворачивается на один зуб.
Зубошлифование может применяться как для закаленных, так и
сырых колес.
На рис. 92, г показана кинематическая схема зубошлифоваль-
пого станка мод. 5831. Число оборотов шлифовального круга
п = 2350 в минуту, число двойных ходов ползуна бабки шлифо-
вального круга 51,4 — 300 в минуту.
Кинематические цепи станка:
а) возвратно-поступательное движение бабки шлифовального
круга:
22
75 28 _
29 ‘ 120 — П
68
дв. ход/мин\
б) движение подачи стола:
27 18 32 24 40
64 ’ 54 ’ 40 ’ 40 ‘ 40 ’ Хз ’
26
52
43
35
80 40 с ,
• ёл • • о = s MM/MUH-
ГМ I / / 1
26 s
ПрИ t==52 Хз = 2ТЗ> ПРИ
. _ 43 _ s_.
1~ 35 Х«~523;
в) цепь деления:
. , „ 32 32 85 60 30 71 2 1 ,
1 об. кулака Д _ об. заг.,
71
где | у—передаточное отношение планетарной передачи;
24.
2 ’
151
г) движение обкатки:
ход стола на величину лт соответствует дуге поворота заго-
товки также на лт:
тп 72 22 22 2 „ 59,7686
6 ‘ 40 ‘ ‘ 24 ’ 32 ‘ 71 * Л ‘ xz — Db >
где Do — диаметр начальной окружности нарезаемого колеса.
Глава VII. ШЛИФОВАЛЬНЫЕ СТАНКИ
К шлифовальным станкам относятся станки, производящие
обработку деталей шлифовальными кругами. Они применяются
для получения точных размеров, правильной геометрической формы
и высокого качества поверхности детали. Особым достоинством
станков является возможность обрабатывать термически обрабо-
танные детали и инструмент из твердого сплава (заточка).
Абразивный инструмент применяется также для грубой об-
дирки отливок заготовок.
Шлифовальные станки подразделяются на круглошлифоваль-
ные, внутришлифовальные, плоскошлифовальные, бесцентрово-шли-
фовальные и разнообразные специализированные станки (для про-
фильного шлифования резьбы, зубьев колес, шлицевых валов,
шаблонов и др.). Кроме того, для достижения высокого класса
чистоты поверхности применяются шлифовально-притирочные и
шлифовально-отделочные, а для получения зеркальной поверх-
ности — полировальные станки.
На станках шлифовальной группы осуществляются следующие
основные движения: вращение шлифовального круга (главное
движение), вращение детали, возвратно-поступательное движение
заготовки или инструмента.
К конструкции шлифовальных станков предъявляются повы-
шенные требования в отношении жесткости, вибростойкости, из-
носостойкости и температурных деформаций.
§ 1. Круглошлифовальный станок мод. ЗА151
Круглошлифовальные станки предназначаются для наружного
шлифования тел вращения. Детали большой длины шлифуются
при продольном перемещении заготовки относительно круга и одно-
временном вращении ее вокруг своей оси. Детали, длина которых
меньше ширины круга, шлифуются без продольного перемещения
заготовки — методом врезания.
Круглошлифовальные станки можно классифицировать на:
1. Простые — для шлифования цилиндрических деталей и ко-
нических с малой конусностью.
152
2. Универсальные — для шлифования цилиндрических, кони-
ческих с большой конусностью и других поверхностей тел враще-
ния в центрах и в патроне, а также для внутреннего шлифования
и обработки торцов. Универсальность достигается установкой
поворотной шлифовальной и передней бабок.
3. Специализированные — для шлифования разнообразных из-
делий, коленчатых валов, клапанов, поршней и т. п.
Круглошлифовальный станок мод. ЗА151 снабжен поворотным
верхним столом, что дает возможность шлифовать конические по-
верхности. На станке можно осуществлять шлифование с продоль-
ной подачей или поперечной подачей (методом врезания) при руч-
ном управлении; шлифование с продольной подачей до упора при
периодической поперечной подаче за каждый двойной ход стола.
Поперечная подача включается автоматически; шлифование —
методом врезания до упора при полуавтоматическом цикле работы.
Техническая характеристика станка: наибольшие размеры уста-
навливаемой детали — 0 200 мм, длина 700 мм, высота центров
ПО мм; продольное перемещение стола 8—650 мм; диаметр шлифо-
вального круга 600 лш; скорость перемещения стола 100—
6000 мм!мин-, число оборотов детали 63—400 об/мин-, ход шлифо-
вальной бабки 200 мм; угол поворота стола +3°, —10°; попереч-
ная подача шлифовальной бабки 0,0025—0,02 мм.
На рис. 93 показан общий вид станка, а на рис. 94 — гидро-
кинематическая схема. В станке осуществляются следующие дви-
жения: вращение шлифовального круга, — главное движение, ско-
рость которого измеряется в м/сек; вращение детали — круговая
подача, измеряемая в м/мин; поперечное перемещение шлифоваль-
ного круга — поперечная подача, измеряемая в мм/дв. ход; воз-
вратно-поступательное перемещение стола с заготовкой — про-
дольная подача, измеряемая в м/мин; быстрый подвод и отвод
шлифовальной бабки; гидравлический отвод; перемещение пиноли
задней бабки.
Вращение шпинделя шлифовальнойбабки
осуществляется от электродвигателя (N = 7 кет; п = 980 об/мин)
185 185 ~
через клиноременную передачу или • Сменой шкивов на
шпинделе достигаются две скорости вращения; большая скорость
применяется, когда диаметр шлифовального круга значительно
уменьшился при износе. Числа оборотов шпинделя опреде-
лятся: пх = 980--у||• 0,985 = 1112 об/мин; п2 — 980-• 0,985 =
= 1272 об/мин. Шпиндель вращается в двух подшипниках сколь-
жения специальной конструкции. Для повышения класса чистоты
поверхностей при врезном шлифовании шпинделю сообщается осе-
вое колебательное движение. Оно осуществляется от однозаходного
червяка, насаженного на шпиндель, и винтовой шестерни с г = 27.
В течение первой половины оборота колеса г ~ 27, шпиндель пере-
мещается влево, преодолевая силу пружины, через эксцентрик
15з
chipmaker.ru
колеса г — 27 и тяги, а в течение второй половины оборота колеса
г = 27 шпиндель перемещается вправо пружиной. Шпиндель
совершает 40 двойных ходов в минуту. Длина хода шпинделя регу-
лируется от 0 до 3,4 мм.
Вращение изделия детали осуществляется от
электродвигателя постоянного тока (N = 0,76 кет; п — 350 -г-
4- 2500 об/мин) с параллельным возбуждением и получающего
питание от блока магнитных усилителей и выпрямителей. Пере-
дача ог электродвигателя на планшайбу осуществляется через
Рис. 93. Круглошлифовальный станок мод. ЗА151:
/ — станина; 2 — механизм ручного перемещения стола; 3 — гидравлический привод
с управлением; 4 — электрооборудование; 5 — задняя бабка; 6 — бабка шлифовального
круга; 7 — механизм поперечной подачи; 8 — система охлаждения; 9 — механизм для
балансирования шлифовального круга; 10 — прибор для правки шлифовального круга;
11 — люнет; 12 — передняя бабка; 13 — стол; 14 — защитное устройство
две клиноременные передачи. Числа оборотов детали можно бес-
ступенчато регулировать в пределах 63—400 об/мин.
Ручная поперечная подача производится махови-
ком механизма, смонтированного на корпусе шлифовальной бабки
по следующей кинематической цепи: маховик, цилиндрическая
40 10 20
пара эд, пара с внутренним зацеплением^, коническая пара gg,
21 < с
коническая пара , винт с шагом t — 6 мм.
Уравнение кинематической цепи поперечной подачи за один
оборот маховика
, , 40 10 20 21 с ,
1 об. мах. • 60 • ц0 • 6о • 84 • 6 — 0,03 мм.
За один оборот лимба
1 об. лимба • 12 • Ц • 6 = 0,5 мм (цена деления
Ои о4
лимба = 0,005 мм).
154
Рис. 94. Гидрокинематическая схема круг-
лошлифовального станка мод. ЗА151
155
chipmaker.ru
Ручное перемещение стола о с-у ществляет-
с я при выключенной гидравлической подаче по следующей кинема-
14 28
тическои цепи: маховик, цилиндрические пары или 29 • цилин-
12
дрическая пара^, муфта, реечное колесо (z = 10, т = 3 мм),
рейка. За один оборот маховика путь стола равен:
14
62 12
] об. мах. • ~2g- 4g • л • 10 • 3 = s; Sj =5,3 мм; s2 = 22,8 мм.
29
Стол перемещается по V-образной и плоской направляющим
станины. В Т-образном пазу стола закреплены упоры для авто-
матического реверса.
Гидростанция станка. Она состоит из сдвоенного
лопастного насоса, приводного электродвигателя, пластинчатого
фильтра и разгрузочного клапана.
Перемещение стола производится открытием крана
К1 рукояткой Р1. Масло подводится от насоса к золотнику 1з
через краны К1 и К2. В зависимости от положения золотника 1з
масло поступает в правую или левую полость гидроцилиндра Ц1
перемещения стола. Масло из противоположной полости цилиндра
идет на слив через каналы гидрокоробки, кран КЗ, дроссель д1,
подпорный клапан кл. 1. Скорость перемещения стола определяется
настройкой дросселя д1.
При правке круга колебательное движение шпинделя выклю-
чается, а кран КЗ устанавливается в положение «Правка». Слив
масла из нерабочей полости цилиндра и регулирование скорости
перемещения стола производится через дроссель д2. Во время гид-
равлического перемещения стола масло поступает через кран К4
в гидроцилиндр ц!Х блокировки механизма ручной подачи и
расцепляет муфту. Выключение перемещения стола производится
рукояткой Р1, сечение крана К1 перекрывает подачу масла к зо-
лотнику 1з, при этом муфта механизма ручного перемещения стола
может быть включена пружиной, ибо давление в цилиндре ц!Х
отсутствует.
Реверс стола производится переключением золотника 2з
от упоров стола или через рукоятку Р2 с пальцем реверса, масло
под давлением поступает к правому или левому торцу золотника /з
и перемещает его вправо или влево. Вследствие этого полости
гидроцилиндра ц1 стола попеременно соединяются с давлением
или со сливом и приводят к автоматическому изменению направ-
ления движения стола. Дросселем дЗ регулируется задержка стола
при реверсе, а дросселем д4 регулируется плавность разгона стола
после реверса.
Перегон стола при наладке производится руко-
яткой РЗ через кран К4 при отведенной шлифовальной бабке и
выключенном гидравлическом перемещении стола. Поток масла
156
поступает из левой полости цилиндра цУ быстрого подвода бабки
к левому торцу золотника Зз и к верхнему торцу золотника 4з
через кран К1. Скорость движения стола регулируется наклоном
рукоятки РЗ, изменяя величину сечения щели крана К4.
Периодическая подача шлифовальной
бабки от храпового механизма. Кран К? пере-
ключается на положение «Подачи нет», а кран Кб — на положе-
ние «От механизма периодической подачи». В этом случае в момент
реверса масло от золотника 5з подается в цилиндр цУ11/ храпового
механизма и отклонит поршень вправо, а собачка, шарнирно за-
крепленная на поршне, повернет храповое колесо г — 200 на
установленное число зубьев, произведя подачу. После подачи
цилиндр цУШ соединяется со сливом и поршень с собачкой воз-
вращается в исходное положение, а затем цилиндр готов для приема
следующей порции масла.
Уравнение кинематической цепи
. а 20 21 „
1 ход пор.5()0.^.й.6 = 8 мм,
при а = 1 s = 0,0025 мм; число зубьев а регулируется от 1 до 6.
Периодическая подача бабки от механиз-
ма врезания. Кран К2 переключается на положение «Перио-
дическая подача», а кран Кб — «от механизма врезания». Масло
протекает из нижней полости цилиндра врезания цХ через кран
К2 и перекрывается пояском золотника Юз. В момент переключе-
ния золотника 2з при реверсе стола канавка а соединится с канав-
кой б и поток масла направится к торцу золотника Юз через каналы
крана Кб и проточку золотника 5з. Золотник Юз переместится
в нижнее положение, а масло от цилиндра врезания будет направ-
лено в полость дозатора доз. 1, поршень которого, сжав пружину,
переместится до заранее установленного упора, положение кото-
рого определяет величину периодической подачи. Одновременно
масло из канавки а поступит через обратный клапан кл2 к торцу
золотника 1з реверса стола и переместит его в одно из крайних
положений, вследствие чего изменится направление перемещения
стола. Для компенсации утечек предусмотрен дроссель д7.
Непрерывная подача шлифовальной баб-
ки (врезание). Кран К2 переключается на положение «Непре-
рывная подача», перекрывает линию между пусковым краном К/
и реверсивным золотником 1з. Э;го исключает возможность гидрав-
лического перемещения стола даже при случайном включении пу-
сковой рукоятки. Быстрый подвод шлифовальной бабки осущест-
вляется подводом масла в правую полость цилиндра цУ через
каналы золотника 6з, а левая полость цилиндра соединяется со
сливом.
Дальнейшее движение бабки (врезание) определяется поворотом
кулака — колеса z = 13, вращение которому сообщается порш-
нем-рейкой цилиндра врезания. Рейка, нарезанная на поршне,
157
chipmaker.ru
зацепляется с зубчатым венцом кулака. Кулак имеет винтовые
поверхности с двумя участками различного шага (6 и 1 мм), соот-
ветствующие черновой и чистовой подаче. По достижении задан-
ного размера детали механизм врезания вводится в соприкоснове-
ние с жестким упором и подача не происходит, т. е. осуществляется
выхаживание детали. По окончании выхаживания микровыключа-
телями ВК4 подается команда на отвод бабки (переключение золот-
ника 7з электромагнитом). Масло из полости цилиндра врезания
вытесняется на слив через кран К2, золотник 8з и дроссель дБ,
настройкой которого регулируется скорость врезной подачи.
Отвод пиноли задней бабки производится только
при отведенной шлифовальной бабке. Пиноль отводится поршнем
цилиндра цУП через ножную педаль, связанную системой рычагов
с золотником 9з.
Ускоренная подача шлифовальной бабки
производится рукояткой, связанной со втулкой дросселя дБ, После
появления искры рукоятку следует отпустить.
Выборка люфта в механизме поперечной
подачи производится гидравлическим цилиндром ц1П. Шток
поршня этого цилиндра во время работы станка постоянно при-
жат к угольнику корпуса шлифовальной бабки.
Автоматическое выключение механизма
колебательного движения шпинделя шлифовальной
бабки производится гидроцилиндром ц!У через кран КЗ.
Применение прибора контроля осуществляется
подачей масла в цилиндр цН для настольного прибора из верхней
полости цилиндра врезания. Для работы с прибором активного
контроля подается команда на электромагнит переключения зо-
лотника &, масло из полости механизма врезания сливается через
дроссель дб. По достижении заданного размера детали прибор
подает команду на электромагнит 7з, и происходит быстрый отвод
бабки от детали.
Станок снабжен механизмом для балансировки шлифовального
круга, механизмом для правки круга, люнетом, насосами для
смазки и для охлаждения, работающими от индивидуальных электро-
двигателей, а также приборами для активного контроля.
§ 2. Бесцентрово-шлифовальный станок мод. ЗГ182
Для наружного и внутреннего круглого шлифования в крупно-
серийном и массовом производстве широко применяются бесцентро-
во-шлифовальные станки (рис. 95, а). Станки имеют два шлифо-
вальных круга, причем крут 1 является шлифующим, а круг 2 —
ведущим. Шлифуемая деталь 3 находится между двумя кругами,
опираясь на нож 4. При обработке детали применяются два метода
бесцентрового шлифования: шлифование сквозной подачей (на
проход) и шлифование поперечной подачей (на врезание). Обозна-
чим: Viem — окружная скорость вращения детали; voej.K — окруж-
158
ная скорость вращения ведущего круга. Из графика скоростей
имеем следующую зависимость: скорость продольной подачи де-
тали
&прод. под = Увед. кр SID tt.
Скорость вращения детали
Идет — ^вед. кр COS СС.
При шлифовании на проход обрабатываемая деталь, помимо
вращательного движения, получает еще и осевое перемещение
Рис. 95. Бесцентрово-шлифовальный станок мод. ЗГ182:
а — схема резания; б — общий вид (1 — бабка шлифовального круга; // — суппорт для
шлифуемой детали; III — бабка ведущего круга; IV — электрооборудование; V — гидро-
агрегат; VI — станина; 1 — рукоятка механизма перемещения бабки шлифовального круга;
2 — кнопки «Пуск» — «Стоп» шлифовального круга; 3 — регуляторы скорости механизма
правки кругов; 4 — пуск гидропривода; 5 — рукоятка регулятора чисел оборотов ведущего
круга; 6 — вводной переключатель; 7 — переключатель чисел оборотов на правку; 8 —
кнопка «Компенсация износа круга»; 9 — переключение положений цикла «Автомат», «Полу-
автомат»; 10 — сигнальные лампы; 11 — рукоятка перемещения бабки ведущего круга; 12 —
реверсивный кран механизма правки ведущего круга; 13 — реверсивный кран механизма
правки шлифовального круга)
между кругами, для чего ось ведущего круга повернута в верти-
калькой плоскости на угол а (практически а = 1 -ь 6°). При шли-
фовании методом врезания угол а = 0 или а с; Г с целью при-
жима детали к упору при фиксировании ее в осевом направлении.
Окружная скорость ведущего крута определяется по формуле
Veed. кр = ЯДв1'о0о','К'
где DgK — диаметр ведущего круга в мм,
По. к — число оборотов ведущего круга в минуту.
На рис. 95, б показаны общий вид станка и органы управления.
Техническая характеристика: диаметр обрабатываемой детали
0,8—25 мм; наибольшая длина при врезном шлифовании 100 мм;
диаметр шлифовального круга 250—350 мм; диаметр ведущего
159
chipmaker.ru
круга 175—250 мм; ширина кругов 100 мм; ход шлифовальной бабки
100 мм; ход бабки ведущего круга 70 мм; число оборотов: шлифо-
вального округа 1910/2720 об/мин, ведущего круга 19—190 об1мин;
угол поворота оси ведущего круга —2, +4°; мощность двигателей:
шлифовального круга 7 кет, ведущего 0,25 кет.
На рис. 96 показана кинематическая схема станка. Основные
движения в станке следующие.
Рис. 96. Кинематическая схема бесцентрово-шлифовального станка
мод. ЗГ182
Вращение шлифовального круга осущест-
вляется от электродвигателя N = 7 кет через клиноременную
178 255 ,
передачу pg или pg. Числа оборотов шлифовального круга опре-
делятся по уравнению
п = 1500
178
135
255
135
0,985 = 1940/2780
об/мин
п — 1940 об/мин применяется при скорости шлифования и =
= 35 м/сек, а п — 2780 об/мин при v = 50 м/сек. Включение и
выключение электродвигателя шлифовального круга производится
кнопкой 2 (см. рис. 95).
160
Вращение ведущего круга осуществляется от дви-
гателя постоянного тока типа МИ-22Ф через червячную передачу
о
Числа оборотов электродвигателя постоянного тока пэл =
= 200 2000 об/мин. Числа оборотов ведущего круга: пкр =
2
= пЭл2р т. е. и,,*, = 19-г-190 об/мин. Регулирование чисел
оборотов производится бесступенчато рукояткой 5.
Вращение детали осуществляется системой сил, дей-
ствующих на деталь изделия со стороны кругов и опорного ножа
с окружной скоростью, практически равной окружной скорости
вращения ведущего круга, т. е. Vgem = veer).Kp cos а, ибо при а =
= 2 6° величина cos а близка к 1.
Установочные движения. Подвод бабки ведущего
круга производится винтом с шагом t = 2 мм через рукоятку it
(рис. 95). После необходимой установки бабка фиксируется при
помощи зажимов.
Перемещение бабки шлифовального круга
в радиальном направлении производится от грибка-
10 2
маховика вручную через передачу червячную пару и винт
с t = 2 мм. При повороте грибка на один зуб величина перемещения
1 2
бабки круга s = 1 • • 2 = 0,0025 мм, а за один оборот махо-
вика s = 0,2 мм. Замедленное перемещение шлифовальной бабки
может также производиться гидроцилиндром с храповым механиз-
мом г = 80, которые расположены в корпусе маховика. При пово-
роте храповика на один зуб подача бабки составляет s = 0,0025 мм.
Гидропривод станка осуществляет ускоренный под-
вод шлифовального круга, поперечную подачу (рабочую) шлифо-
вального круга, перемещение механизмов правки шлифовального
и ведущего кругов, выталкивание детали, смазку подшипников
бабок кругов и компенсацию износа шлифовального круга.
Ускоренный подвод шлифовального круга
производится цилиндром 1 (рис. 96), шток которого связан с винтом
t = 2 мм перемещения бабки круга. Поперечная подача осущест-
вляется цилиндром 2, шток которого выполнен с копиром, упи-
рающимся в ролик штока горизонтального цилиндра. Величина
рабочей подачи определяется углом копира и скоростью пере-
мещения. Винт t = 1,25 служит для корректировки хода цилинд-
ра 2.
Правка кругов производится перемещением механизмов
от цилиндров 3 и 4. Установка на глубину правки производится
винтами с t — 0,75 мм, перемещающими каретки с алмазодержа-
телями.
Выталкивание детали при шлифовании методом
врезания производится автоматически золотником выталкива-
теля.
161
chipmaker.ru
§ 3. Внутришлифовальный станок мод. ЗА227
Универсальный внутришлифовальный станок мод. ЗА227 пред-
назначен для шлифования цилиндрических и конических (с уг-
лом конуса до 30°) отверстий диаметром от 20 до 100 мм и длиной
до 125 мм. Станок снабжен торцешлифовальным приспособлением
для шлифования наружных торцов деталей.
На рис. 97 показан общий вид станка, а на рис. 98 — его кине-
матическая схема. Основные движения в станке следующие.
Рис. 97. Внутришлифовальный станок мод ЗА227:
7 — бабка изделия; 2 — торцешлифовальное приспособление;
3 — механизм правки; 4 — быстросменный шлифовальный
шпиндель; 5 — электрошкаф; 6 — шлифовальная бабкэ; 7 —
стол; 8 — система охлаждения с резервуаром; 9 — элек-
тропривод; 10 — станина; 11 — механизм поперечной подачи
Вращение шлифовального шпинделя осу-
ществляется от электродвигателя (N — 2,8 квт\ 2880 об/мин) через
плоскоременную передачу с натяжным роликом. Изменение числа
оборотов шпинделя в пределах от 8470 до 19 000 об/мин осущест-
вляется сменными шкивами: D = 270; 205; 180 и d = 40; 45; 60.
Уравнение кинематической цепи
пкр = 2880
270
40
205
45
180
60
• 0,985 об/мин.
162
Вращение шлифовального шпинделя тор-
цешлифовального приспособления произво-
дится от электродвигателя (N = 1,7 кет; п — 2860 об/мин) через
140
клиноременную передачу с натяжным роликом.
Рис. 98. Кинематическая схема внутришлифовального станка мод.
ЗА227
Число оборотов шпинделя пшп = 2860- • 0,985 = 5700 об/мин.
Вращение детали осуществляется от электродвигателя
постоянного тока N — 0,76 кет с бесступенчатым регулированием
через клиноременную передачу с натяжным роликом. Число
оборотов шпинделя
100 р. ПОГ
tiiun — Пэл * jgg ’ 0,985
и соответствуют 180—1200 об/мин.
163
I chlpmaker.ru
Возвратно-поступательное перемещение
стола осуществляется от гидроцилиндра со скоростью v = 0,4 ~
4- 12 м1мин. При наладке перемещение осуществляется от меха-
низма ручной подачи.
Ручное перемещение стола осуществляется от
, 18 18
маховика 1 через цилиндрические пары gg и gg, реечное колесо
z = 18, модуль зуба рейки т = 2,5 мм.
За один оборот маховика 1 перемещение стола
s= 1 л -18-2,5= 16,5 мм.
оЗ эЗ
Ручное перемещение стола возможно лишь при выключенной
гидравлической подаче, что достигается блокировкой.
Автоматическая непрерывная подача
бабки изделия осуществляется от гидроцилиндра, шток
которого связан с вертикальной рейкой т = 2 мм, и далее по кине-
матической цепи: реечное колесо г = 22, пустотелый вал с диском
и двумя собачками, храповое колесо z = 100, внутренний вал, ци-
20 . о гг
линдрическая пара^, винт подачи t = 3 мм. При движении поршня
гидроцилиндра вверх происходит рабочая подача, а при движении
вниз — отвод бабки в исходное положение. Величина автоматиче-
ской подачи изменяется бесступенчато в пределах 0,05—1,2 мм!мин.
Подача выключается выводом обеих собачек из зацепления с хра-
повиком.
Ручная подача бабки изделия осуществляется
вращением маховика 2 через пару колес gg на винт подачи t = 3 мм.
За один оборот маховика перемещение бабки равно 1 мм\ цена
деления лимба поперечной подачи равна 0,0025 мм. Мелкую дози-
рованную подачу бабки производят через верхнее храповое колесо
inn 16 20 , о
z = 100 и через колеса и gg, винт t = Змм, при повороте храпо-
вика на один зуб подача бабки
1 1 16 20 „ _
s — 1 ‘ 100 ’ 64 60 3 ~ 0,0025 мм
и соответствует цене деления лимба.
Механизм подачи обеспечивает автоматическое пре-
кращение подачи крута при снятии установленного припуска и
автоматический отвод бабки в исходное положение при снятии пол-
ного припуска. Это осуществляется двумя кулачками 3 (вклю-
чающими электрические контакты), которые получают вращение
30 43 тт
от вала реечного колеса через передачи и gg. Цена деления
установочных лимбов равна 0,01 мм. Положение кулачков регули-
руется поворотом их на своих осях.
Компенсация износа круга производится благо-
даря тому, что бабка изделия не доводится до первоначального по-
164
ложения при обратном ходе поршня гидроцилиндра. Малая подача
торцешлифовального круга осуществляется при вращении махо-
вика 4 через червячную пару (у(., реечное косозубчатое колесо г = 14,
винт-рейку т — 1,5 мм. За один оборот маховика перемещение
крута s = l об. мах • л • 14 • 1,5 == 1 мм. Цена деления лимба
равна 0,01 мм.
Наладочное перемещение торце шлифо-
вального приспособления производится маховиком
5 через косозубое колесо г = 14 посредством рейки, выполнен-
ной в виде модульной резьбы, на подвижной штанге приспособле-
ния. За один оборот маховика перемещение равно 66 мм. Поворот
штанги в рабочее и нерабочее положение производится гидроци-
линдром через рейку т = 3 мм и зубчатый сектор г — 47.
Тонкая продольная подача стола при шлифо-
вании внутренних торцов осуществляется при помощи торцового
упора стола, который прижимается усилием гидроцилиндра к гильзе
с внутренней резьбой t = 4 мм. Подача гильзы производится вра-
2
щением маховика 6 через червячную пару и винт с t = 4 мм.
2
За один оборот маховика перемещение стола составляет 1 •^•4 =
= 0,25 мм.
Гидравлический привод станка обеспечи-
вает: а) возвратно-поступательное движение стола и изменение
его скорости при подводе шлифовального круга к детали и во время
шлифования и правки круга; б) поперечное перемещение бабки
изделия и регулировку скорости перемещения ее; в) установку ал-
маза в положение правки и отвода его в нерабочее положение;
г) отскок и подскок бабки изделия; д) подъем и опускание рычага
управления упорами стола; е) подъем и опускание шпинделя для
торцового шлифования; ж) блокировку автоматического и ручного
перемещения стола и з) подвод масла на смазку особо ответственных
механизмов станка.
§ 4. Плоскошлифовальные станки
Плоскошлифовальные станки применяются для обработки пло-
скостей. Они подразделяются на станки с горизонтальным и верти-
кальным расположением шлифовального шпинделя, а по виду дви-
жений стола — на станки с поступательным перемещением стола
(стол прямоугольный) и вращательным движением (круглый стол).
Основные движения на плоскошлифовальных станках (рис. 99):
1. Вращение шлифовального круга (главное движение).
2. Возвратно-поступательное движение стола (для станков с пря-
моугольным столом) (рис. 99, а, г).
3. Вращение стола (для станков с круглым столом) (рис. 99, б, в).
165
chipmaker.ru
4. Поперечное перемещение стола (рис. '99, а, в) или шпинделя
шлифовального круга (рис. 99, б, г).
5. Вертикальное перемещение бабки шлифовального круга —
установочное движение (рис. 99, а, в, г, д).
На рис. 100 показана схема плоскошлифовального станка
мод. 3740. Станок выполнен с круглым столом и с горизонтальным
расположением шпинделя шлифовального круга.
Вращение шлифовального круга А осущест-
вляется непосредственно электродвигателем = 4,2 квт с постояи-
ной скоростью п — 1440 об(мин.
Рис- 99. Виды движений на пдоскошлифавальных станках
Круглый стол с магнитной плитой Б вра-
щается от гидравлического двигателя В аксиально-поршневого
25 35 35
типа через зубчатые передачи gg, и Скорость вращения
стола изменяется бесступенчато в пределах 39—210 об/мин.
Продольная подача стола осуществляется от гид-
ропилиндра 11. Масло от лопастного насоса 1 производительностью
50-10 а ма1мин подается через фильтр 15 к крану 5 и далее к гидра-
влическому двигателю В вращения стола. От лопастного насоса 2
производительностью 26 • 10 3 м3/мин масло подается через фильтр
3 в золотник 9 управления, затем, пройдя золотник 9 в зависимости
от положения его плунжера, устанавливаемого рычагом 10, прохо-
дит через обратные клапаны 12 и перемещает золотник 3 в левое или
правое положение. От него через предохранительный клапан 6
и дроссель 7 масло направляется в одну из полостей цилиндра 11.
Переключением золотника 9 рычагом 10 в конце хода стола изме-
няется направление подачи стола.
166
Рис. 100. Гидрокииематическая схема плоскошлифовального станка мод. 3740
&
167
chipmaker.ru
Вертикальная подача шлифовальной бабки
производится от гидропривода. Реверсивный золотник 16 переме-
щается давлением масла от насоса 2 через золотник 9, а масло от
насоса 1 через регулируемый клапан 17 и золотник 16 направляется
в кран 13, от него в сервомотор 14. Лопасть сервомотора 14 под
давлением масла поворачивается и сообщает качательное движение
тяге 18, имеющей на конце собачку, сцепленную с храповым коле-
сом z = 150. Масло через дроссель 4 и золотник 16 выходит из сер-
вомотора и поступает в бак. Вращением храпового колеса через
_ 21 20
зубчатые передачи gg и движение передается ходовому винту
t — 3 мм вертикальной подачи бабки.
Уравнение кинематической цепи вертикальной подачи бабки
при повороте храпового колеса на один зуб имеет вид:
1 21 20 „ „ ’
1 • тёк • нй • on • 3 = 0,005 мм.
150 56 30
Вертикальная ручная подача шлифоваль-
ной бабки осуществляется маховиком 19 через червячную
1 » л. е. 21 20
пару эд и далее кулачковой муфты М на зубчатые передачи и
винт подачи. За один оборот червяка перемещение шлифовальной
бабки составляет 1 • • 3 = 0,015 мм. Это происходит при
выключенной гидравлической подаче.
§ 5. Обзор остальных типов шлифовальных станков
Хонинговальные станки. Хонинговальная головка с абразив-
ными брусками получает непрерывное вращение и возвратно-посту-
пательное движение относительно обрабатываемой детали. Хонин-
говальные станки применяются для обработки внутренних и реже—
наружных поверхностей. Чаще всего бывают с вертикальными и
горизонтальными шпинделями, с одним или с несколькими шпин-
делями.
Притирочно-доводочные станк и изготовляются
универсального и специального назначения, например, для при-
тирки шеек коленчатых валов, концевых мер, пробок-калибров;
для притирки зубьев колес и др.
На рис. 101, а показана схема универсального притирочно-
доводочного станка мод. 3816, предназначенного для доводки круг-
лых и плоских поверхностей. Схема работы станка показана на
рис. 101, б; OL — ось вращения диска и притира, а О2 — ось вра-
щения детали держателя. Притирами являются чугунные или аб-
разивные диски А, монтируемые на двух соосных вертикальных
шпинделях, приводимых во вращение электродвигателем (N =
= 7,8 кет, п = 1455 об/мин) через систему клиноременных передач
350 352 4 и
• 5^ и червячную передачу • Нижнии диск вращается от
О/О oZU 11U
168
a)
Рис. 101. Схема притиро-доводочного станка мод. 3816
2
Рис. 102. Виды движений на станках для су-
перфиниширования
169
chipmaker.ru
вала 1 через червячную передачу
и зубчатые передачи f-
2j *
Между притирами помещается сепаратор Б в виде диска, в пазах
которого помещены заготовки. Верхний диск вместе со шпинделем
перемещается вертикально при помощи гидроцилиндров 1 и 2.
Они производят подвод диска к детали и создают необходимую силу
нажатия на детали, подвергаемые доводке.
Станки для суперфиниширования строятся
для обработки наружных и внутренних поверхностей тел вращения,
для обработки плоскостей. В качестве инструмента применяются
мелкозернистые бруски, прижимаемые к обрабатываемой поверх-
ности пружинами или гидравлически.
На рис. 102, а, б, в показаны виды движений на этих станках:
1 — вращение или круговое движение детали; 2 — возвратно-по-
ступательное движение инструмента; 3 — колебательное движение
инструмента, 4 — вращение инструмента; 5 — колебательное дви-
жение детали.
Глава VIII. АВТОМАТЫ И ПОЛУАВТОМАТЫ
Все движения в станке можно разделить на рабочие и холостые
хода. Рабочими ходами называются такие движения, во время ко-
торых производится непосредственная обработка детали. Все осталь-
ные движения, во время которых не происходит процесс обработки,
как например подвод и отвод инструментов, переключение чисел
оборотов, смена инструментов, подача прутка, зажим заготовки
и т. д., называются движениями холостого хода. Станки, в которых
все рабочие и холостые хода цикла выполняются без участия рабо-
чего, называются автоматами. На обязанности рабочего остается
контроль за работой автомата. Если какие-либо движения не авто-
матизированы и для повторения рабочего цикла необходимо вме-
шательство рабочего, то такие станки называются полуавтоматами.
Чаще всего неавтоматизированными остаются движения, связанные
с установкой и съемом заготовки.
Автоматы различаются:
1. По способу подачи заготовок в зависимости от их размера
и формы. В прутковых автоматах пруток поступает в полый шпин-
дель, автоматически подается и зажимается. В автоматах с магазин-
ной или бункерной подачей заготовки загружаются в магазин или
бункер, а оттуда подаются к зажимному механизму станка.
2. По количеству шпинделей различаются одношпиндельные и
многошпиндельные.
3. По расположению шпинделей — вертикальные и горизон-
тальные.
4. По назначению — универсальные и специализированные.
Полуавтоматы различаются по признакам 2, 3, 4.
170
Для автоматического управления рабочими и холостыми хо-
дами на автоматах и полуавтоматах имеется распределительный
вал. На распределительном валу установлены кулачки, которые
через систему передач управляют работой отдельных механизмов
станка. За один полный оборот распределительного вала обычно
изготавливается одна деталь, т. е. выполняется полный цикл об-
работки.
Автоматы и полуавтоматы встречаются во всех группах станков.
Они применяются в массовом и в крупносерийном производствах,
так как на наладку и настройку их требуется значительная затрата
времени.
§ 1. Определение производительности автоматов
Производительность автоматов определяется количеством дета-
лей, обрабатываемых в единицу времени.
Если на обработку одной детали затрачивается время
Т = ip + tx>
то производительность автомата Q, согласно определению, находится
по формуле
„11
Q = ~ . , - - шт/мин,
‘ 1р ~Г ‘х
где tp — время, затрачиваемое на рабочие хода, в течение которых
производится непосредственная обработка;
tx — время, затрачиваемое на холостые хода в течение циглз
обработки — цикловые потери (подвод и отвод инструмен-
та, зажим и снятие заготовки и т. п.).
Время tp зависит от режимов резания: скорости резания и по-
дачи.
Допустим, что для выполнения какой-то детали требуется для
1-го перехода путь инструмента мм при подаче мм!мин, для
2-го перехода — /2 мм при s2 мм/мин, для 3-го перехода — /8 мм
при Sg мм/мин и т. д. Тогда суммарное число оборотов шпинделя
за время рабочих ходов при изготовлении одной детали
t„ = + А_|_4_|_ ... + lJLMUH'
Г $1 Sg Sg 8д
Время tx зависит от конструктивного совершенства станка и
должно быть минимальным.
Для повышения производительности автомата необходимо в рав-
ной степени снижать как время на рабочие хода, так и время на
холостые хода.
Время tp и tx повторяется с каждым новым циклом обработки.
После обработки партии деталей инструмент сменяется, на что
тратится время tlt отнесенное к каждой обработанной детали.
Время tt — непроизводительная потеря и носит название внецик-
ловых потерь. К ним относятся также потери на ремонт станка,
171
I chipmaker.ru
периодическую подналадку, заправку материала и т. п. С учетом
внецикловых потерь формула производительности будет иметь вид
г, 1
<2 — f —гт- шт/мин.
Анализ последней формулы показывает, что с увеличением ско-
рости резания время на обработку tp уменьшается и производитель-
ность растет. Но при очень больших скоростях резания потери на
смену инструмента tt будут столь велики (tt ->оо), что производитель-
ность станка падает (Q — 0). Следовательно, существует оптималь-
ное значение скорости, при которой производительность достигает
наибольшего значения.
§ 2. Системы управления движениями на автоматах
и полуавтоматах
Механическая система. Эта система применяется на автоматах
и полуавтоматах с кулачковым управлением. Обычно между ку-
лачком и исполнительным механизмом существует жесткая связь.
Каждое движение осуществляется по самостоятельной цепи. После-
довательность движений исполнительных механизмов устанавли-
вается соответствующим положением кулачков на распределитель-
ном валу. Закон движения определяется профилем кулачка. Ку-
лачки устанавливаются на распределительном валу, являющёмся
основным узлом станка.
По способу осуществления холостых ходов различают три группы
автоматов. В I группе распределительный вал имеет постоянную
скорость вращения и управляет всеми рабочими и холостыми хо-
дами. Во II группе распределительный вал имеет две скорости вра-
щения: медленную—для управления рабочими движениями и
быструю — для управления холостыми ходами. В III группе авто-
матов сочетаются особенности I и II групп, для чего имеется вспо-
могательный распределительный вал. Форма применяемых кулачков
показана на рис. 103.
Широкое распространение получили плоские (дисковые) ку-
лачки 8 (рис. 103), профилируемые для рабочих ходов по архимедо-
вой спирали, и цилиндрические (барабанные) 6, 11 и 12 — по вин-
товой линии.
В автоматах I и II групп на распределительном валу посажены
все кулачки как для рабочих, так и для холостых ходов. Схема ра-
боты показана на рис. 103. Цилиндрические кулачки 12 и 11 упра-
вляют механизмами 1 и 2 подачи прутка и зажима, кулачок 6 —
продольным суппортом 4, дисковый кулачок 8 — поперечным суп-
портом 7. Рабочий шпиндель 3 приводится во вращение ременной
передачей, а распределительный вал 5 — через червячную пере-
дачу 9 и 10.
Механическая система отличается простотой и высокой надеж-
ностью в работе вследствие жесткой связи.
172
Гидравлические и пневматические системы. Гидравлика яв-
ляется одним из наиболее удобных средств для автоматизации
рабочих циклов любой сложности. Опыт ее применения подтвер-
ждает достаточно высокую эффективность и надежность. При гид-
равлическом приводе конструкция вспомогательных устройств, как
загрузочных приспособлений, транспортных средств и других
часто проще, чем при механическом. Управление гидроприводом
не требует применения сложных кулачков. Широко используются
нормализованные узлы. Примеры применения гидравлических си-
стем приводились выше. Гидравлические системы применяются
в сочетании с механическими системами или с электрическими от
конечных выключателей.
В пневматических системах движущая сила создается сжатым
воздухом, и в сочетании с гидравликой позволяет регулировать
Рис. 103. Кулачковые механизмы автоматов
скорости перемещения. Наилучшие решения дает применение сме-
шанных систем управления, где силовые и исполнительные функции
выполняет механическая, гидравлическая или пневматическая,
а управление осуществляется электрической системой и частично
пневмогидравлической.
Электрическая система. В механических, гидравлических, пнев-
матических системах электрическая часть участвует как вспомога-
тельная. В электрической системе она является основной частью,
базирующейся на контроле различных факторов.
В простейшем случае управление в системе основано на том,
что при своем движении узлы станка воздействуют на датчики,
например, на путевые переключатели, которые подают команду
на быстрый или медленный ход, реверс, выключение станка и т. п.
Более сложные системы включают автоматическое регулирование
технологического процесса, используя датчики обратной связи.
§ 3. Полуавтоматы, шестишпиндельный полуавтомат мод. 1283
Полуавтоматы предназначены для изготовления деталей из
штучных заготовок. Основное отличие полуавтоматов заключается
в ручной установке в патроне штучных заготовок. На одношпин-
173
chipmaker.ru
дельных полуавтоматах после выполнения всех переходов по об-
работке детали (это происходит за один оборот распределительного
вала) станок автоматически останавливается, после чего готовая
деталь вручную снимается и устанавливается другая заготовка.
Далее оператор включает станок
и
Рис. 104. Кинематическая схема верти-
кального шестишпиндельного полуав-
томата мод. 1283
цикл обработки повторяется
снова. На многошпиндельных
полуавтоматах в загрузоч-
ной позиции останавливается
только один шпиндель. Все
остальные шпиндели продол-
жают вращаться, производя
обработку детали.
На полуавтоматах отсут-
ствуют механизмы подачи и
зажима прутков, но имеются
устройства для включения и
выключения шпинделей и за-
жим заготовок на загрузоч-
ных позициях. Одношпин-
дельные полуавтоматы чаще
всего выполняются в горизон-
тальном исполнении, много-
шпиндельные бывают гори-
зонтальные и вертикальные.
По конструктивному исполне-
нию и внешнему виду одно-
шпиндельные автоматы и
полуавтоматы сходны.
На рис. 104 показана ки-
нематическая схема верти-
кального шестишпиндельного
полуавтомата мод. 1283. По-
луавтомат имеет круглый
стол /, в котором размещены
шесть шпинделей с патронами
2 для крепления заготовок.
Шпиндели вращаются, и ско-
рость их изменяется в раз-
личных рабочих позициях.
В каждой позиции, кроме за-
грузочной, на вертикальной шестигранной колонне <3 смонтирован
суппорт 4, который вместе с инструментами имеет вертикальную
и поперечную подачу с независимой настройкой для каждой
позиции. Станок приводится в действие от электродвигателя 5,
установленного на колонне. Стол периодически поворачивается
относительно вертикальной колонны, шпиндель с закрепленной
в патроне деталью подводится к каждому суппорту. Закрепление
в патроне заготовки производится на загрузочной позиции, где шпин-
ГаЁ®
174
дель не вращается. Весь цикл обработки выполняется за один
оборот стола.
Вертикальные многошпиндельные станки выгодно отличает эко-
номия занимаемой ими площади. ‘
§ 4. Одношпиндельные токарные автоматы,
токарно-револьверный автомат мод. 1140
Одношпиндельные токарные автоматы различаются:
1. Фасонно-отрезные, применяемые для обработки с поперечной
подачей коротких деталей.
2. Продольно-фасонные, применяемые для обработки длинных
заготовок. В процессе обработки пруток перемещается в осевом
направлении, а инстру-
мент — в поперечном.
Зона резания всегда на-
ходится около люнетной
втулки, чем и достигает-
ся относительно боль-
шая длина обработки.
3. Токарно-револь-
верные автоматы. Заго-
товка подается сразу на
всю длину, а инстру-
мент крепится в револь-
верной головке и попе-
речных суппортах и пе-
риодически подводится
к заготовке.
Автомат мод. 1140
предназначен для серий-
ного и массового из-
готовления разнообраз-
ных деталей с мак-
Рис. 105. Одношпиндельный токарно-револь-
верный автомат мод. 1140:
1 — основание; 2 — электрооборудование; 3 — коробка
скоростей; 4 — станина; 5 — рычаг механизма подачи
прутка; 6 — шпиндельная бабка; 7 — рычажный меха-
низм; 8 — охлаждение; 9 — вертикальный суппорт;
10 — поперечный и продольный суппорты; // —револь-
верная головка; 12 — револьверный суппорт; 13 —
распределительный вал; 14 — ^вспомогательный вал
симальным диаметром
40 мм и максимальной длиной 90 мм из круглого, квадратного и
шестигранного калиброванного прутка. Автомат загружается прут-
ком, который автоматически подается до упора и зажимается цан-
гой, после чего деталь обрабатывается и попадает в ящик готовых
деталей. На автомате имеются револьверная головка с шестью гнез-
дами для инструментов, три основных суппорта и один дополни-
тельный. Кроме того, могут быть установлены дополнительные
приспособления.
Станок оснащен транспортером для удаления стружки, которая
попадает в основание через проем станины.
Применение командоаппарата позволяет автоматически пере-
ключать скорость и направление вращения шпинделя по заданному
циклу. Станок является универсальным автоматом, на котором
175
chipmaker.ru
можно производить наружную обточку, сверление, растачивание,
нарезание резьбы и т. д.
Движения в станке: а) главное движение — вращение шпин-
деля с заготовкой (рис. 105); б) движение подач — продольное
перемещение револьверного суппорта, перемещения поперечных,
вертикальных и продольного суппортов; в) вспомогательные дви-
жения — подача и зажим материала, быстрые подводы и отводы
суппортов, револьверной головки, повороты револьверной головки
вокруг своей оси для установки очередного инструмента, переклю-
чение с левого на правое вращение шпинделя, переключение чисел
оборотов шпинделя.
Главное движение (рис. 106). Вращение шпинделя
осуществляется от электродвигателя (N = 7 кет, п = 1440 об/мин)
, 27 42 , 58
через зубчатые передачи ™ или либо далее через сменные
Оо и Оо о I
а. ^47 24 40
колеса ~, зубчатую пару для левого вращения или • gg для
правого вращения и ременную передачу ggg. На станке применены
21 25 29 34 39 45 50 ,,
семь пар сменных колес Управления кинема-
тической цепи при левом вращении выражаются в таком виде:
,..п 27 21 47 100 ппо, 1СЛ ,,
«min = 1440 • 68 • 74 • 47 • що • 0,985 = 160 Об/мин-,
58 50 47 100 п пос О,ОЛ с,
«max = I440 ‘ 37 ’ 45'47 ’ 100 ‘ 0,985 = 2480 об/ЛШН>
при правом вращении
27 21 24 40 100 А пос си с/
nmin = 1440 • 68 • 74 • 40 • 60 • 100 • 0.985 = 64 об/мин-,
58 50 24 40 100 _ пос пос к,
«max = 1440'37'45'40'60 ' 100'0,985 = 985 об1мин-
Числа оборотов шпинделя (округленные) при каждом включении
для каждой пары сменных колес показаны в табл. 4.
Таблица 4
Направле- ние вра- щения Положения переключа- телей командо- аппарата Сменные колеса коробки скоростей ttl: bi Включение электромаг- нитных муфт в коробке скоростей
50 45 45 50 39 56 34 61 29 66 25 70 21 74
А Г 2500 2000 1600 1250 1000 800 630 эм2 эм,
Левое В Г 1250 1000 800 630 500 400 315 эм. эм,
Б г 630 500 400 315 250 200 160 — ЭМ,
А Е 1000 800 630 500 400 315 250 ЭМ2 эм4
Правое В Е 500 400 315 250 200 160 125 эм4 эм4
Б Е 250 200 160 125 100 80 63 — эм4
176
177
chipmaker.ru
Для каждой пары сменных колес можно выбрать любую скорость
и в любой последовательности настройкой командоаппарата путем
включения и выключения соответствующих электромагнитных муфт.
Подача прутка осуществляется через рычажную пере-
дачу от цилиндрического кулачка 8, а зажим прутка — от кулачка
15, оба кулачка посажены на вал VI, причем подача и зажим прутка
происходят за один оборот вала VI, который вращается от электро-
двигателя (N = 1 кет, п = 1440 об/мин) по кинематической цепи:
2 54 60
червячная пара цилиндрические пары и
Продолжительность одного оборота вала VI составляет
. 54 60 48 1 • 60 .
1 ' 60 ’ 54 ‘ 2 ' 1440 ~ 1 СеК"
Таким образом, продолжительность подачи и зажима прутка
составляет 1 сек. Включение и выключение механизма произво-
дится рычагом 14 от кулачка 13, сидящего на распределительном
валу XIV, через однооборотную муфту OMlt включенную к двух-
сторонней кулачковой муфте. Муфта ОЛ4Х после одного оборота от-
ключается, и механизм вместе с валом VI остановлен на период
процесса обработки детали.
Вращение распределительных валов XIV
и XV осуществляется по следующей цепи: электродвигатель (N =
2
= 1 кет; п = 1440 об/мин), червячная пара коническая пара
28 а с ~ ,
3g, сменные колеса , обгонная муфта, червячная пара, вал
25 I
XIV или коническая пара червячная пара распределитель-
ный вал XV (параллельная цепь).
За время одного оборота распределительного вала должны
быть выполнены все переходы по обработке детали, т. е. продол-
жительность изготовления одной детали на станке должна соответ-
ствовать продолжительности одного оборота распределительного
вала. Расчетное перемещение: 1 об. распределительного вала -> t сек.
Уравнение кинематической цепи
. 40 1 35 48 1 .
1 1 ' а с ‘ 28 ‘ 2 ‘ 1440 ‘ 60 ~ * сек-
Ь ’ d
Отсюда сменные колеса гитары:
ас _________________________ 50
b ' d
где t — продолжительность обработки детали в сек.
На распределительном валу XIV сидят следующие кулачки:
9, 10 — кулачки шлицовочного резьбонарезного приспособлений,
11, 12, 13 — кулачки включения однооборотных муфт ОМ2, ОМг
командоаппарата, ускоренного хода и подачи и зажима материала;
178
16, 17 — кулачки перемещения дополнительного и основного вер-
тикальных суппортов; 18, 19, 20 — кулачки перемещения продоль-
ного переднего, заднего поперечного и переднего поперечного суп-
портов. На валу XV сидят: кулачки револьверного суппорта 21
и однооборотной муфты поворота револьверной головки 22, на валу
X — кулачок качающего упора 23.
Периодические повороты револьверной
головки осуществляются по цепи: электродвигатель (N =
2
= 1 кет-, п — 1440 об/мин), червячная пара зубчатые передачи
64 30 v , 42 84 25
30 и вал X, зубчатые передачи и коническая пара gg,
диск с пальцем, мальтийский крест с шестью пазами. Одному обо-
роту диска с пальцем соответствует поворот мальтийского креста,
т. е. револьверной головки на х/6 оборота.
Продолжительность поворота револьверной головки опреде-
ляется таким образом:
, , 50 42 84 32 30 48 60 ,
1 Об. диска 2- • 84 • 42 • 30 64 2 ' 1440 ~ 1 СеК'
Включение механизма поворота револьверной головки проис-
ходит от однооборотной муфты О/И4, включаемой к кулачковой
муфте через кулак 22, сидящий на валу XV.
Рабочее движение подачи револьверной головки производится
от дискового кулачка 21, закрепленного на валу XV с помощью
рычага 1, зубчатою сектора 2 и зубчатой рейки 3. Быстрый подвод
головки происходит за время полуоборота кривошипного диска 4
с помощью поводка. Быстрый отвод головки сначала происходит
пружиной, при этом ролик рычага / скользит по спаду кулачка 21,
затем окончательный отвод производится во время полуоборота
кривошипного диска 4 при неподвижной рейке 3. Рычаг 5 пред-
назначен для фиксирования фиксатором 6 головки в каждой из
ее шести позиций.
Вращение быстросверлильного шпинделя.
При сверлении отверстий малых диаметров необходимо сообщить
инструменту большое число оборотов. Оно осуществляется от элек-
тродвигателя (N = 0,4 кет, п = 2800 об/мин), установленного на
76
плите револьверной головки, через ременную передачу ygg, кони-
ческие передачи is и Число оборотов быстросверлильного шпин-
деля равно 2800 • у~ • 0,985 • = об/мин. При больших
размерах отверстия сверло крепится неподвижно в револьверной
головке.
Вращение транспортера 7. для удаления
стружки осуществляется по следующей кинематической цепи:
электродвигатель (N = 1 кет, п = 1440 об/мин), червячная пара
2 28 , 16 ,
4g, коническая пара gg, зубчатая пара yg, кулачковая муфта,
179
chipmaker.ru
цепная передача вал транспортера. Число оборотов составляет
1Л.А 2 28 16 16 1CQ
1440'48'35 ’ 40 ‘ 20 ~~ °^1кин-
Ускоренный ход осуществляется включением однооборот-
ной муфты ОМ3 через кинематическую цепь: вал X, цепная передача
26 42 , ,
j-j-, коническая передача муфта обгона, червячная передача
1 25
вал XIV или коническая передача gg, вал XIII, червячная пере-
дача вал XV. За один оборот вала X вал XIV или вал XVде-
лает 2,6 оборота. Время переключения направления вращения
шпинделя равно 0,5 сек, время переключения скорости вращения
шпинделя — 0,25 сек.
§ 5. Наладка и настройка автомата
Расчеты по настройке и наладке автоматов производят в следую-
щей последовательности:
а) разработка технологического процесса, выбор нормальных
инструментов, проектирование специальных инструментов;
б) выбор скоростей резания и подач для всех операций;
в) расчет чисел оборотов шпинделя в минуту для выполнения
операции;
г) расчет чисел оборотов шпинделя для выполнения каждой
операции;
д) расчет времени холостых операций и штучного времени
обработки детали;
е) определение сменных колес гитары для вращения распреде-
лительного вала; v
ж) составление расчетной таблицы с определением расчетных
данных;
з) расчет и профилирование кулачков;
й) изготовление кулачков и установка их на распределительном
валу;
к) корректировка профиля кулачков;
л) пуск станка, контроль размеров детали.
Все произведенные расчеты заносятся в расчетную таблицу.
Для примера расчета возьмем деталь, изготовленную из стали
А12; размеры детали показаны на рис. 107 (заготовка 0 40 мм).
Принятая технология обработки данной детали на автомате
указана в расчетной таблице по переходам. Большинство видов
обработки выполняются инструментами, расположенными в ре-
вольверной головке, и остальные — в поперечных, вертикальных
и других суппортах. Расположение инструментов и приспособлений
в каждой позиции револьверной головки, а также эскизы обработки
показаны в крайнем положении, т. е. в конце рабочего хода. Из
180
Рис. 107. Эскиз заготовки и расположение инструментов
на переходах
181
chipmaker.ru
показанных рисунков видно, что на некоторых позициях (перехо-
дах) применено совмещение переходов.
Для табл. 5 длина хода инструментов рассчитывается отдельно
для каждого инструмента в зависимости от длины участка, обра-
батываемого инструментом. К расчетному размеру следует приба-
влять для инструментов револьверной головки 0,5—1,5 мм, для
поперечных суппортов — 0,5 мм, чтобы избежать удара инструмента
о поверхность материала при быстром подводе. Указанные данные
в графе 4 были определены следующим путем, например; а) при
обтачивании (переход 3)
/3 = 38 ф- 1,5 = 39,5 мм;
б) при сверлении отверстия ф 12 мм и обтачивании (переход 6)
длина пути определяется по необходимому пути сверла (рис. 107)
/6 = 25 -|- 1 =26 мм; в) при сверлении отверстия 0 10 мм (пере-
ход 9) /9 — 40—25 = 15 мм; г) при отрезке (переход 30) /30 =
= —о 1- 1 + 0,5 = 19 мм. Здесь учтен переход отрезного резца
за пределы отверстия на 1 мм.
Расстояния от торца шпинделя до револьверной головки указаны
в конце хода головки, т. е. когда ролик рычага занимает на по-
верхности кулачка свое крайнее верхнее Положение. Эти расстоя-
ния записаны на эскизах переходов (рис. 107). Они определены раз-
мерами приспособления. Подача для каждой операции определяется
по нормативам для режимов резания на автоматах, корректируется
опытным технологом с учетом особенностей производства и зано-
сится в графу 5.
Число оборотов шпинделя за время выполнения перехода опре-
деляется по формуле Прав = - и записано в графе 6.
Число оборотов шпинделя в минуту определяется по формуле
1000г/
Пшп = ~}^— об/мин.
Скорость резания выбирается по нормативам. Для обработки
стали А12 принимаем v = 100 м/мин, следовательно,
1000-100 „„„
ПшП= 3 14-40 = 800 об/мин.
При отрезке принимаем v = 44 м/мин, тогда
1000 - 44 Qt-n ,,
Пшп = з ]4.40 = об/мин.
При нарезке резьбы принимаем v — 6,8 м/мин, тогда
1000-6,8 „„ ,,
Пшп = з |4.27 = °0 об/мин .
При сверлении отверстия 0 5 мм принято v = 38 mimuh,
1000 - 38 ,,
пшп = о ।. - = 2400 об/мин.
14 • о
182
Таблица 5
Суппорты или револь- верная головка । № по пор. Наименование переходов Рабочий ход в мм 1 Подача в мм/об Обороты Кулачковый диск
1 на данный пере- Е ход = д; для расчета 2 X | рабочие холостые в начале обработ- £ ки в конце обработ- ки в начале обработ- -о кн g S в конце обработ- о ки Е
1 2 3 4 5 6 7 8 9 10 II 12 13
Револь- верная головка Револьвер- ная головка Передний Продоль- ный 1-й верти- кальный 2-й верти- кальный Задний 1 2 3 4 5 6 7 8 9 10 П 12 13 14 15 20 21 22 23 24 25 26 29 27 28 19 30 31 16 17 18 Подать пруток до упора Подвести револьверную головку Обточить поверхность Ф 36 мм Центровать до ф 14 мм Повернуть револьверную головку Сверлить отверстие ф 12 мм Обточить поверхность 026,9 мм Повернуть револьверную головку Сверлить отверстие Ф 10 мм Обточить поверхность Ф 28 м м Повернуть револьверную головку ..... Сверлить отверстие Ф 5 мм Повернуть револьверную головку Обточить фаску 1,5 X 45° и торец Зачистить Повернуть револьверную головку Переключить на правый ход Нарезать резьбу 2М27 X X 1.5 Переключить на левый ход Сбег плашки Повернуть револьверную головку Подвести резец доф 35 мм Отвести резец Обточить поверхность Ф 35 м м Зачистить торец Подрезать до ф 35 мм и обточить фаску 2,5X45° Отрезать деталь Отвести отрезной резец Обточить канавку 5 мм Зачистить . Отвести суппорт .... 39,5 26 15 12 2,5 27 27 11 3 19 2 0.1 0,08 0,08 0.05 0,05 1,5 1,5 0,06 0,0й 0,05 0,05 395 325 190 240 50 18 18 180 м 380 ЕЛ 395 325 190 120 100 180 70 180 1'001 760 Fj 11 9 5 3.5 2.5 5 2 5 Е5 21 й 1 3 3,5 3,5 5.5 5 0,5 3.5 Гй 0,5 2,5 3,5 0.5 0,5 3,0 Ей Е 0 1 4 15 18,5 27,5 31 36 41.5 45 50 52,5 53 R 56.5 61,5 62 64 66,5 75,5 70 75 76 97 poj 52 52,5 1 4 15 18,5 27,5 31 36 41,5 45 50 52,5 53 56.5 156-Ч 61,5 62 64 66,5 70 16 75 75,5 |52,5| 97 100 ЕЙ 52.5 54,5 60 95 109 110 120 125 95 115 95 117,5 120 108 ПО 133 60 35 66 50 67,1 59 60,5 80 66 68 68 95,5 135 109 136 120 140 95 127 95 120 120 108 133 НО 60 66 35 57,1 57,1 62 80 35 68 68 35
Итого 2320 64 86
183
chipmaker.ru
Применяем быстросверлильное приспособление на 2000 об/мин-,
дополнительное вращение заготовки пшп = 400 об/мин.
После расчета чисел оборотов шпинделя для каждого перехода
выбираем ближайшее к ним число оборотов из имеющихся на станке
(см. табл. 4); эти значения приведены в табл. 6. .
Таблица 6
№ перехода 3, 6, 9, 27 12 14, 16, 19, 30 22 24
Принятое число оборотов шпинделя в минуту 800 2000 + 400 400 80 200
Коэффициент приведения. . . 1 0,5 2 10 4
На данное число оборотов настраиваются переключатели коман-
доаппарата. Ввиду того что шпиндель вращается с различными
скоростями на разных переходах, количество оборотов шпинделя
не пропорционально затратам времени.
Для определения машинного времени надо, чтобы числа оборо-
тов были пропорциональны затратам времени, поэтому необходимо
привести числа оборотов к расчетным числам, приняв за основное
число оборотов шпинделя то, при котором осуществляется наиболь-
шее число переходов. Для нашего случая примем прасч = 800 об/мин.
Приведенное количество оборотов определяется умножением дей-
ствительно нужного количества оборотов шпинделя на коэффициент
приведения. Коэффициентом приведения называется отношение
основного числа оборотов шпинделя в минуту к числу оборотов
шпинделя в минуту, при котором выполняется данный переход.
Приведенные (расчетные) числа оборотов заносятся в графу 7.
Переходы 19 и 16 выполняются как совмещенные, и числа обо-
ротов шпинделя в общую сумму чисел оборотов не входят. Общее
суммарное число оборотов шпинделя на выполнение рабочих ходов
составляет 2320.
Определение исходных данных для изго-
товления кулачков. Заготовки кулачков делим на сто
равных частей (лучей) и определяем количество лучей, приходя-
щихся на каждый рабочий и холостой ходы.
Число сотых (лучей), необходимых для поворота револьверной
головки и подачи материала, рекомендуется выбирать согласно
опытным данным для данного станка в зависимости от времени на
обработку t (табл. 7).
Количество сотых для выполнения холостых ходов определяется
одним из двух факторов: минимальным временем, необходимым для
выполнения данного хода, или минимальным углом на кулачке,
потребным для выполнения соответствующих кривых. В зависи-
184
Таблица 7
в сек Число лучей в сек Число лучей в сек Число лучей / в сек Число лучей
10 10 14 7,5 20—22 5 35—38 3
11 9 15 7 23—24 4,5 40—48 2,5
12 8,5 16 6,5 25—28 4 50—65 2
13 8 17—18 6 29—32 3,5 70—96 100—500 1,5 1
мости от радиуса кулачка, на котором происходит поворот головки,
ролик занимает различное количество сотых согласно табл. 8.
Таблица 8
Радиус кулачка Число лучей Радиус кулачка Число лучей Радиус кулачка Число лучей Радиус кулачка Число лучей
40 7 55 5 70—80 4 100—120 3
45 6 60 4,5 85—95 3,5 125—130 2,5
50 5,5 65 4,5 90—95 3,5 135 2
Эти рекомендации учтены при распределении количества сотых
долей для холостых ходов и занесены в графу 9.
Суммарное количество сотых (лучей) 2 г(хол) на выполнение
холостых ходов составляет 36. На долю рабочих ходов приходится
100—36 = 64. Распределение их производится пропорционально
приведенным числам оборотов шпинделя, а именно: для перехода
3 число лучей определяется
храб = 2§2о • 395 = 11 лучей;
а для перехода 9
Храб = 2I20 • 190 — 5 лучей
и т. д.
Данные занесены в графу 8.
§ 6. Профилирование кулачков
Для выполнения рабочих и холостых ходов по изготовлению
данной детали в соответствии с расчетной таблицей необходимо
спроектировать: для перемещений револьверной головки кулачок 21,
для поперечных суппортов (переднего и заднего) кулачки 19 и 20
(см. рис. 106), для вертикальных суппортов — кулачки 16 и 17,
продольного суппорта — кулачок 18. Диск кулачка 21 револьвер-
. 185
chipmaker.ru
ной головки имеет наружный радиус 140 мм, толщина диска 12 мм.
Длина плеча рычага 1, несущего ролик диаметром 18 мм, равна
150 мм. Расстояние от центра кулачка до оси вращения рычага
174 мм (эти размеры конструктивные).
На чертеже диска (рис. 108) наносят сто равноотстоящих дуг
радиусом 150 мм путем деления окружности диска на сто равных
частей. Профиль кулачка состоит из выступов, впадин и концентри-
ческих окружностей. Выступы кулачка при вращении поднимают
ролик и поворачивают рычаг с сектором, который перемещает ре-
вольверную головку вперед. Ввиду того что радиус рычага 1 (см.
рис. 106) ролика равен радиусу сектора 2, перемещение револьвер-
ной головки равно перемещению ролика по дуге радиуса 150 мм.
Когда под действием пружины ролик скатывается во впадину,
револьверная головка движется назад.
Выступы кулачков очерчиваются по архимедовым спиралям,
что дает возможность сообщить головке или суппорту равномерную
подачу.
При наименьшем ближайшем расстоянии от револьверной го-
ловки до шпинделя ролик рычага должен находиться на наиболее
отдаленной точке поверхности диска, т. е. на радиусе заготовки
диска, как например, для перехода 9 (см. стр. 193) наименьшее
расстояние от револьверной головки до шпинделя равно 109 мм.
Ролик в этом случае будет находиться на окружности /?тах =
186
= 140 мм. Для других переходов, так как головка удалена больше
чем на 109 мм, ролик будет находиться ниже на окружности: /?тах =
= 140 мм минус разницу расстояния, т. е. для перехода 3 R =
= 140 — (114—109) = 135 мм; для перехода 12 R — 140 — (122—
—109) = 127 мм и т. д.
Радиусы /?т,п определяются из зависимости R — I и мини-
мально необходимым радиусом для крепления кулачка, который
указывается в паспорте станка. Эти данные занесены в графы 13
и 12 расчетной таблицы (табл. 5).
Рис. 109. Профили кулачков поперечных суппортов
Кривые спуска и быстрого подвода вычерчивают по шаблонам.
Профили кулачков поперечных, вертикальных суппортов и про-
дольного суппорта показаны на рис. 109, где указаны лучи начала
и окончания обработки на данном переходе и величина подъема на
кулачке.
Установка кулачков холостых перемеще-
ний. На распределительном валу XV (см. рис. 106) установлен
кулачок 22 с переставными упорами для периодических поворотов
револьверной головки. Упоры установлены на лучах 15; 27,5; 36;
45; 53; 64.
На распределительном валу XIV установлен кулачок 11 с пе-
реставными упорами для переключения шпинделя на другое число
оборотов и реверс. Упоры установлены на лучах, указанных
в табл. 9.
187
chipmaker.ru
Таблица 9
Лучи Положение переключателя Число об 1 мин шпинделя Лучи Положение переключателя Число об[мин шпинделя
36 в. г. 400 64 А. Г. 800
56 В. Е. 80 75,5 В. Г. 400
61,5 Б. Г. 200 97 А. Г. 800
Производительность автомата. Расчетное число
оборотов шпинделя принято пшп = 800 об/мин. Сменные колеса
25
установлены:^. Рабочее число оборотов шпинделя 2«раС = 2320.
Число холостых оборотов шпинделя £ иХОл =• 36 = 1300. По-
требное число оборотов шпиделя для изготовления одной детали
= 2320 + 1300 — 3620. Продолжительность изготовления од-
ной детали Т = • 60 = 272 сек. Производительность автомата
,.60-60 . о „ - ас 50 50 30 27
</ = -з,,- = 13,2 шт/ч. Сменные колеса г • -т = = г™ = ^
l.1 i U (1 £ ССК ОО Ос/
§ 7. Многошпиндельные автоматы, шестишпиндельный
горизонтальный автомат мод. 1240-6
К многошпиндельным относятся автоматы, имеющие более од-
ного шпинделя. Многошпиндельные автоматы можно разделить на
3 группы: с параллельной, с последовательной и параллельно-
последовательной обработкой детали. В станках первой группы
на всех шпинделях производятся одни и те же операции. В станках
второй группы деталь последовательно обрабатывается во всех
позициях. В станках третьей группы последовательно обрабаты-
ваются одновременно несколько деталей. Некоторые автоматы могут
быть использованы и для последовательной, и параллельно-после-
довательной обработки.
На рис. НО показан общий вид многошпиндельного автомата
мод. 1240-6.
В шпиндельном блоке передней бабки 1 расположены концен-
трично шесть шпинделей 2. Блок в соответствующие моменты по-
ворачивается на 1/в оборота. Против каждого шпинделя установлены
суппорты с закрепленными инструментами. На данных автоматах
имеются шесть поперечных суппортов 8 и один продольный 7.
Прутки или заготовки, укрепленные в патроне, перемещаясь вместе
со шпинделем при поворотах шпиндельного блока, занимают оче-
редную рабочую позицию и последовательно обрабатываются. С ле-
вой стороны бабки 1 против одной рабочей позиции шпинделя рас-
полагается механизм подачи и зажима материала 11. Передняя
бабка 1 с противоположной коробкой передач 6 монтируется на
188
станине 9. Распределительный вал находится на верху станка на
траверсе <?. Для привода вращения распределительного вала при
наладке установлен электродвигатель 5. Прутки помещаются в труб-
ках, укрепленных в стойке 12. Кроме того, на станке имеется транс-
портер стружки 10 и циклоуказатель 4.
Автомат предназначен для токарной обработки из пруткового
материала деталей в условиях крупносерийного и массового произ-
водства.
Техническая характеристика: наибольший диаметр обрабаты-
ваемого прутка 40 мм; наибольшая длина деталей 200 мм; числа
оборотов шпинделя 166—2120 об/мин.
Рис. 110. Шестишпиндельный горизонтальный автомат мод. 1240-6
Движения в станке следующие: вращение (главное движение)
шпинделей вместе с обрабатываемыми прутками, вращение шпин-
делей быстросверлильного и резьбонарезного приспособлений.
Движения подач — поступательное движение поперечных суп-
портов, продольного суппорта и осевое перемещение инструменталь-
ных шпинделей.
Холостые движения — поворот шпиндельного блока с напра-
вляющими трубами, подача и зажим прутка, отвод фиксатора шпин-
дельного блока, быстрые, холостые перемещения рабочих органов
станка.
Кинематическая схема станка показана на рис. 111.
Вращение шпинделей / осуществляется по следую-
щей кинематической цепи: электродвигатель (N = 20 кет; п =
~ 1450 об/мин), ременная передача зру, сменные колеса цилин-
55 25 45 49
дрическая пара g? или цилиндрические пары и gg,шпиндель.
189
chipmaker, ru
Рис. 111. Кинематическая схема шестишлиндельного автомата мод. 1240-6
190
Уравнение кинематической цепи следующее:
Пшп= 1450—-0,985
oil L)
25
67
55
37
45 49 _
'45*38 °б!МиН-
п 25 Д пш„
При зацеплении колес ^сменные колеса= а при за-
55 А
цеплении колес — -„ ==
31 Ь 1400
Вращение распределительного вала 2 происходит от централь-
„ , 25
него вала 3 по следующей цепи: цепная передача^, сменные колеса
В 3 . 43 1
червячная пара g, зубчатая пара червячная пара^, распре-
делительный вал. Передаточное отношение от шпинделя до распре-
делительного вала определяется так:
, 38 25 В £ 43 _к_ппп917б
Ipacnp. вала 1 ’ дд ' 29 ' Г ' 22 ‘ 43'42 ~ ' Г ‘
Ускоренное вращение распределительного вала во время хо-
лостых ходов происходит от главного электродвигателя с числом
оборотов, определяемым по следующему уравнению кинематической
цепи:
Праспр. вала = 1450 • • 0,985 II • • 4 = 17,2 об/мин.
r r Oil Ои *40 *4Z
Вращение распределительного вала при
настроечных операциях осуществляется от электродвигателя (W =
= 1,7 кет, п — 950 об/мин).
Число оборотов определяется по уравнению цепи
ncn 18 22 43 I под,
пр. в - 950 • в й й = 3,2 об/мин.
Ввиду того, что вращение распределительного вала произво-
дится от разных кинематических цепей, то в зубчатом колесе г = 43
встроена роликовая муфта обгона.
Подача поперечных суппортов. На автомате
имеется шесть поперечных суппортов, приводимых в движение си-
стемой рычагов от дисковых кулачков и распределительного вала.
Определение величины подачи производится по уравнению
. 38 25 В 3 43 I Т _ _
1об.Шц. ’ 4У 1 29 • г ' 22 ' 43 ’ 42 ' 1 сп ~ S мм1°°’
191
chipmaker.m
отсюда сменные колеса
В _ 8
Г ~ 0,00217Гсл’
где s„ — подача в мм/об;
h 360”
Тсп = — -------шаг архимедовой спирали;
h — высота подъема кулачка, равная длине хода суппорта;
а — центральный угол, охватываемый дугой рабочего профиля
кулачка.
Подставляя эти значения, получим окончательно
В за _ sa
Т ~ 0,00217 - 360” Л ~ 0,78/Г ”
Подача продольного суппорта осуществляется
от цилиндрического кулачка 5 распределительного вала через си-
стему рычагов и определяется по уравнению
1 об. шп • 49 • 29 ' г * 22 ‘ 43 ’ 42 ^в-л~ s мм/°б>
сменные колеса
В _ 8
Г~ б,(Хй\1Тв.Л ’
где Тв.л — шаг винтовой линии канавки или подъема кулачка;
rj, hnDK гр, h • 360°
Тв. л = или Тв. л = —~.
в. Л
На автомате центральный угол рабочей части кулачка равен
130,5°, тогда сменные колеса
В s _ sa s • 130,5” _ s
Г ~ 0,00217/я.л “ 0,00217/; • 360” ~ 0,00217/;-360” “ 0,006й’
где h — длина хода суппорта. В данном случае и для поперечных
суппортов передаточные отношения плеч рычагов равны 1.
Вращение резьбонарезного шпинделя 7 осуществляется от цен-
77 W”
трального вала 3 через сменные колеса -у-или^ и вращается вместе
с прутками в одну сторону. Фактическое число оборотов при на-
резании резьбы
През — пр Пр. Hr
где «шп.пр — число оборотов шпинделя с прутками;
Пр.н— число оборотов резьбонарезного шпинделя.
Вращение сверлильного шпинделя 8 осуще-
о 42
ствляется от центрального вала о через передачу в противопо-
192
ложном направлении вращения шпинделя с прутком. Фактическое
число оборотов при сверлении
Ясв — Пшп. пр 4" Ясв. ШП>
где Псвлип — число оборотов сверлильного шпинделя.
За один оборот рабочего шпинделя сверлильный шпиндель де-
38 42 ('•у g.
лает 49 ‘ 49 = °’67 Об-
Инструментальные шпиндели имеют независимую от продоль-
ного суппорта подачу и смонтированы в подвижных стойках про-
дольного суппорта.
Поворот шпиндельного блока производится от распределитель-
ного вала шестипазовым мальтийским крестом 6 и через передачи
и За один оборот распределительного вала мальтийский
крест повернется на ~ оборота. Следовательно,
_ 1 74 62 _ 1
Пшп. блока — 6* 37 "124 — 6
Одновременно со шпиндельным блоком поворачивается катушка
К с трубами, поддерживающими обрабатываемые прутки.
| chipmaker.ru
Ш МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
ДЛЯ ИНСТРУМЕНТАЛЬНОГО ПРОИЗВОДСТВА
Глава I. СТАНКИ ДЛЯ ПРОИЗВОДСТВА СВЕРЛ
§ 1. Токарно-копировальный полуавтомат для обточки
концевого инструмента мод. ВТ-ЮМ
Станок (рис. 112) предназначен для обработки концевого ин-
струмента ф 12—50 мм при длине детали 80—350 мм в центрах по
круглому копиру. На станке можно производить обработку в не-
сколько проходов и отдельными участками. Станок предусмативает
работу по полуавтоматическому и наладочному циклу.
Основные узлы станка следующие (рис. 113).
Шпиндельная бабка. Шпиндель вращается в подшип-
никах качения от двухскоростного электродвигателя (W = 5,2/7 кет;
п — 1450/2880 об/мин) через клиноременную передачу с передаточ-
. 150 110 п
ными отношениями t = . 11ереключением скорости электро-
двигателя и через сменные шкивы осуществляются четыре скорости
вращения шпинделя; п = 520; 715; 1040 и 1420 об/мин. Внутри
шкива, насаженного на шпиндель, встроен тормоз, приводимый
в действие пружиной и отжимаемый гидравлическим плунжером
(гидроцилиндром 4Ц).
Задняя бабка может перемещаться по направляющим
станины при наладке на соответствующую длину заготовки. Внутри
пиноли вмонтирован шпиндель на подшипниках качения, что позво-
ляет работать на больших числах оборотов. Осевое поджатие и от-
вод пиноли осуществляется гидроцилиндром ЗЦ.
Суппорт состоит из копировальных салазок, которые сидят
на продольных салазках, перемещающихся по направляющим
станины. Продольное перемещение салазок производится гидро-
цилиндром 1Ц. Поперечное перемещение копировальных салазок,
на которых установлен резцедержатель, осуществляется дифферен-
циальным цилиндром 2Ц, связанным непосредственно с копироваль-
ным датчиком Д.
Копировальное ус т р о й с т в о состоит из трех от-
дельных частей: стоек копира (правой и левой), салазок датчика и
датчика. Стойки копира устанавливаются на корпусе суппорта
и могут перемещаться по направляющим суппорта для установки
копира при наладке станка. Точная установка производится вы-
194
движением пинолей. Одна из них подпружинена. Салазки датчика
являются промежуточным связующим звеном между копироваль-
ными салазками суппорта и датчиком.
Гидросистема станка обеспечивает следующие дви-
жения в станке: продольную подачу и быстрый отвод продольного
суппорта, копирование, поджим и отжим пиноли задней бабки,
растормаживание шпинделя; кроме того, обеспечивает необходимую
последовательность движений и связь всех механизмов станка.
Рис. 112. Токарно-копиро-
вальный полуавтомат мод.
ВТ-ЮМ:
/ — станина; 2 — шпиндельная
бабка; 3 — электрооборудова-
ние; 4 — копировальное устрой-
ство; 5 — копировальный суп-
порт; 6 — суппорт; 7 — задняя
бабка
Гидросистема работает следующим образом. Электродвигателем
(М = 1 кет, п — 930 об/мин) приводится в движение лопастной
насос Г12-12А (Л1Ф-12), масло которого через пластинчатый фильтр
Г41-12 и предохранительный клапан с переливным золотником
Г52-12 поступает в систему. Масло поступает в датчик Див штоко-
вую полость цилиндра 2Ц копировальных салазок.
Копировальные салазки подаются вперед (осуществляя вреза-
ние) за счет разности площадей штоковой и поршневой полостей
цилиндра. При движении вперед щуп датчика касается копира и,
преодолевая силу пружины, отжимает следящий золотник, откры-
вая щель для слива масла; давление в поршневой полости цилиндра
уменьшается. По мере опускания и поднимания щупа будут соот-
ветственно перемещаться и копировальные салазки, повторяя дви-
195
жения щупа. Следящий золотник при этом поддерживает постоян-
ную щель, сохраняя постоянную разность давления в обеих поло-
стях цилиндра. Одновременно масло (при включенных электромаг-
нитах 1ЭМ и 2ЭМ) через золотник Г-73-21 поступает в штоковую
часть цилиндра 1Ц продольного суппорта, осуществляя рабочую
подачу влево. Из поршневой полости масло выходит через дроссель
с регулятором Г55-21. При ускоренном отводе суппорта включается
электромагнит 2ЭМ и масло через оба золотника Г73-21 и обратный
клапан Г-51-22 поступает в поршневую полость цилиндра 1Ц,
перемещая его в крайнее правое положение.
Рис. 113. Гидравлическая схема токарно-копировального полуавтомата
мод. ВТ-ЮМ
Масло в цилиндр ЗЦ поджима пиноли задней бабки поступает
через редукционный клапан Г57-12, настраиваемый на соответствую-
щее давление в зависимости от обрабатываемой детали.
При включенном электромагните ЗЭМ масло через золотник
Г73-21 поступает в штоковую полость и осуществляет отжим пи-
ноли. При выключенном электромагните ЗЭМ масло через золотник
Г73-21 поступает в поршневую полость цилиндра ЗЦ, осуществляя
поджим пиноли.
При включенном электромагните 5ЭМ через золотник Г73-21
масло поступает в плунжер тормоза цилиндра 4Ц, растормаживая
шкив, и после нажатия на конечный выключатель дает возможность
включать вращение шпинделя передней бабки. Давление в системе
регулируется предохранительным клапаном с переливным золотни-
ком Г52-12, а в ветви поджима пиноли задней бабки — редукцион-
ным клапаном Г57-12. Давление контролируется по двум манометрам
АД и М2. Подвод и отвод резца производится при включении и вы-
ключении электромагнита 4ЭМ.
196
Скорость подачи продольного суппорта устанавливается вдлре-
делах 100—800 мм/мин, ускоренный отвод— 1,3 м!мин.
Последовательность включения электромагнитов при полуав-
томатическом цикле осуществляется от путевых конечных выклю-
чателей, включаемых упорами, установленными в соответствии с по-
следовательностью обработки.
§ 2. Токарный автомат мод. КТ61
Автомат предназначен для обработки заготовок в центрах по
автоматическому циклу и позволяет обрабатывать заготовки в один
Рис. 114. Токарный автомат мод. КТ61:
1 — станина; 2 — коробка скоростей; 3 — механизм программирования;
4 — шпиндельная бабка; 5 — загрузочно-разгрузочное устройство; 6 —
электрооборудование; 7 — фартук; 8 — гидросуппорт; 9 — подрезной суп-
порт; 10 — задняя бабка; 11 — привод подачи; 12 —^гидропривод
или два прохода за один уставов одним резцом, закрепленным на
копировальном суппорте.
Техническая характеристика станка: диаметр обрабатываемой
детали 15—40 мм: длина детали 160—325 мм, число оборотов шпин-
деля 945—1950 в минуту, диапазон продольных подач (бесступен-
чато) 100—500 мм/мин; скорость быстрого хода 3000 мм/мин;
мощность главного двигателя 7 кет; габаритные размеры станка
1970x1540x1535 мм.
Автомат (рис. 114) оснащен загрузочно-разгрузочным устрой-
ством, но можно работать и по полуавтоматическому циклу с ручной
загрузкой и разгрузкой деталей.
Станина 1 установлена на двух пустотелых тумбах. В левой
тумбе смонтирована коробка скоростей 2 со сменными шкивами.
197
chipmaker.ru
В правой тумбе расположен гидропривод 12, электрооборудование 6
размещено в шкафу, прикрепленном на левой тумбе.
Шпиндельная бабка 4 смонтирована па левой головной части
станка, и в ней находится шпиндель, вращающийся в подшипниках
качения. В шпинделе станка смонтировано зажимное устройство —
цанга, работающая от гидроцилиндра, расположенного на шпин-
деле. Привод подачи 11 смонтирован на правом торце станины.
Механизм программирования 3 установлен на станине ниже
шпиндельной бабки и предназначен для подачи электрических
команд при автоматическом цикле работы.
Рис. 115. Кинематическая схема токарного автомата мод. КТ61
Станок снабжен гндрокопнровальным суппортом 8 с передним
расположением резца и шаблонов. Геометрия обрабатываемой детали
определяется гндрокопнровальным суппортом по двум шаблонам:
нижний — черновой шаблон для первого прохода и верхний —
чистовой для второго прохода. Суппорт перемещается гидроцилин-
дром ц1 (рис. 115).
Задняя бабка 10 снабжена гидравлически управляемой пи-
нолью. Подвод и отвод производится с помощью гидроцилиндра
ц2. Загрузочно-разгрузочное устройство 5 (см. рис. 114) состоит
из следующих частей: загрузчика 6 (рис. 115), проталкивателя 5,
автооператора 7 и сбрасывателя 8. Движения этих частей происхо-
дят от соответствующих гидроцилиндров: ц4, ц5, цб. Подрезной
суппорт 9 (рис. 114) установлен на платике корпуса задней бабки.
Фартук 7 прикреплен к гидрокопировальному суппорту 8 и полу-
чает перемещение от ходового вала.
198
На рис. 115 показана кинематическая схема станка.
Вращение шпинделя осуществляется от электродви-
д
гателя (N = 7 кет, п — 1440 об/мин) через сменные шкивы -g-
и клиноременную передачу Число оборотов шпинделя опре-
деляется по уравнению
пшп = 1440 • ~ • 0,985 • ~ • 0,985 об/мин
и составляет следующий ряд:
при g = -уэд пшп = 945 об/мин;
при g == пшп = 1750 об/мин;
при g — пшп = 1200 об/мин;
при g- = -Щ- Пшп = 1950 об/мин;
при ~ пшп — 1540 об/мин.
Продольное перемещение суппорта осуще-
ствляется по следующей цепи: гидравлический двигатель мод. МГ-152
аксиально-поршневого типа с торцовым распределением, зубчатые
35 35 5 ,
передачи -уу и червячная передача -gg-, зубчатые передачи
31 27
53" 11 "53 ’ Реечное KOJieco z = 14, рейка т = 2 мм.
Скорость перемещения суппорта
35 35 5 31 27 ,, о 1 оо
v ~ • 47 ' 52 ‘ 35 ’ 53 ’ 53 Л ’14 ’2 “ ,88 Пдв'
при числе оборотов двигателя пав = 53 об/мин скорость переме-
щения суппорта v = 100 мм/мин, а при п<>в = 266 об/мин и —
— 500 мм/мин. Скорость быстрого хода происходит при n<je =
— 1600 об/мин й составляет v — 3000 мм/мин.
Перемещение подрезного суппорта осуществляется от гидро-
цилиндра цЗ через реечную передачу и цилиндрический кулачок
с винтовой канавкой.
Гидравлический привод станка производит еле-.
дующие движения механизмов станка:
1. Подвод щупа гидросуппорта к чистовому и черновому шабло-
нам (цилиндр ц1).
2. Подвод и отвод гидросуппорта.
3. Перемещение каретки суппорта с первой и второй подачами.
4. Быстрое перемещение и остановка каретки суппорта в край-
нем положении.
5. Перемещение пиноли задней бабки (цилиндр ц2).
199
chipmaker.ru
6. Перемещение поршней механизма загрузки (ц4, ц5, цб).
7. Зажим детали.
8. Перемещение подрезного суппорта (цилиндр цЗ).
Механизм программирования подает электри-
ческие команды при автоматическом цикле работы. Электрический
контакт осуществляется щетками, расположенными на движу-
щейся каретке 2 через упоры 3, закрепленные на плите 4. Плита
4 имеет четыре продольных паза, по центру которых в необходимых
местах устанавливаются упоры. Каретка со щетками получает
движение от штока /, связанного с фартуком, и, проходя над упо-
рами, дает соответствующие команды.
§ 3. Обзор остальных типов станков для получения заготовок
инструмента
Помимо станков для обтачивания заготовок, применяются
станки для отрезки заготовок, как например, мод. ЛА5, ЛА6,
МФ-142. На этих станках разрезаемые прутки занимают вертнкаль-
Рис. 116. Общие виды станков для отрезки заготовок
ное положение, будучи пропущены через отверстия шпинделя. На
одних станках (рис. 116, а) мод. ЛА5 заготовка вращается, а на
других станках (рис. 116, 6) мод. МФ 142 вращается резцовая го-
ловка относительно неподвижной заготовки. Резцы заточены так,
что при отрезке на верхнем торце заготовки образуют конус с углом
при вершине 120°.
200
§ 4. Станки для фрезерования канавок, полуавтомат
мод. 6793У
Станки для фрезерования канавок занимают важное место в ин-
струментальном производстве и применяются для фрезерования ка-
навок у сверл, метчиков и разверток.
Рис. 117. Полуавтомат мод. 6793У для фрезерования канавок сверл:
а - главный вид; б — вид сзади; 1 — станина; 2 — шпиндельная бабка изделия;
5 — канавочная фрезерная головка; 4 — фасочная фрезерная головка; 5 —осно-
вание
Станки для фрезерования канавок у сверл подразделяются на
следующие типы: для фрезерования одной канавки, для фрезеро-
вания одновременно двух канавок двумя фрезами, для одновремен-
ного фрезерования канавки и фаски двумя фрезами, для одновре-
менного фрезерования двух канавок и двух фасок четырьмя фрезами.
Обычно фрезерование канавок и фасок у сверл с коническими хво-
201
chipmaker.ru
стовиками производится на полуавтоматах, а у цилиндрических
сверл — на автоматах. На этих станках имеются следующие рабо-
чие движения: вращение канавочных и фасочных фрез, вращение
и поступательное перемещение заготовки.
Станки для фрезерования канавок у метчиков и у разверток
снабжены делительными головками, автоматическими делительными
аппаратами и многошпиндельными задними бабками. На этих стан-
ках приводится во вращение шпиндель с насаженными на оправке
определенным числом фрез соответственно числу заготовок (от 5 до
7). Эти станки выполнены в виде полуавтоматов. Движения на этих
станках следующие: вращение фрез, поступательное перемещение
стола с заготовкой, деление (поворот заготовки для фрезерования
следующих канавок).
Полуавтомат мод. 6793У предназначен для фрезерования ка-
навок и фасок у сверл диаметром от 24 до 40 мм и с углом наклона
винтовых канавок от 20 до 33°, а также для фрезерования удлинен-
ных сверл. Обработка заготовки сверла производится за два пере-
хода: 1) фрезерование одной канавки и одной фаски и поворот за-
готовки на 180°; 2) фрезерование второй канавки и фаски. Фрезеро-
вание канавки производится фасонной канавочной фрезой, а фаски —
фасочной фрезой.
За период фрезерования одной канавки и фаски шпиндельная
бабка изделия совершает три перехода: а) ускоренное движение
вперед (быстрый подвод заготовки к фрезам); б) рабочее перемеще-
ние в процессе резания; в) ускоренное движение назад (ускоренный
отход заготовки). После останова станка рабочий снимает обрабо-
танную заготовку и закрепляет новую. Благодаря автоматизации
рабочий может обслужить одновременно до 15 станков.
На рис. 117 показан общий вид станка, а на рис. 118 показана
кинематическая схема его.
Для фрезерования одной канавки происходят следующие дви-
жения:
Вращение канавочной фрезы осуществляется от
флянцевого электродвигателя 2М (N — I кет, п — 950 об/мин)
через зубчатые пары и -Ц-, сменные колеса Числа оборотов
фрезы определятся по уравнению
п ___Q50 . 24 . 24
НфР — нои 66 66 .
Пределы чисел оборотов 82—185 об/мин.
Вращение фасочной фрезы осуществляется от
флянцевого электродвигателя IM (А? = 1 кет; п = 950 об/мин)
5
через червячную пару •
5
Число оборотов фрезы n$p = 950 • — 216 об/мин.
Вращение заготовки осуществляется от флянцевого
электродвигателя ЗМ (N — 1 квгп\ п = 950 об/мин) через зубчатые
202
203
I chipmaker.ru
шевронные колеса
заготовки определится по уравнению
а 1 30 37 62 28 50 40 24 24
b ' 38 ’ 30 ' 62 ‘ 74 * 50 ' 40 ’ С ' 48 ’ 96
ое перемещение заготовки (р а б о-
22 а 1
колеса , сменные колеса у, через червячную пару -gg-, кониче-
скую пару дифференциала зубчатые передачи 4|-, -Ц-,
ои OZ 14 OU
50 40 24 24
-77v> ~7=г, -тк-, шевронные колеса
4Ц С 4о УО
Число оборотов
п ____950 • 1.
*1заг — oOJ 52
Медленн
ч и й х о д). Кинематическая цепь подобна цепи вращения за-
готовки до ходового винта, а затем ходовой винт с шагом t — 8 мм.
Уравнение кинематической цепи
22 а 1 30 37 62 о 1 ,
s — 950 • 52 • • 38 • 30 • 62 • 74 • 8- 1000 м!мин.
Ускоренный подвод и отвод бабки изде-
лия осуществляется от электродвигателя 5М (N = 1,7 квт\
2
п = 1470 об/мин) через червячную передачу -gg-, корпус диффе-
2 \
ренциала (передаточное отношение i = -р I, зубчатые передачи
37 62 „ , _
-g2 • и ходовой винт с шагом t = 8 мм.
Скорость перемещения
. 2 2 37 62 о 1 л п /
SycK 1470 20 * j * 62 * 74 ' &' 1000 MjMllH.
Настройка кинематических цепей. Настройка цепи на
шаг винтовой канавки производится из условия рас-
четного перемещения: одному обороту изделия должно соответство-
вать перемещение шпиндельной бабки на величину Тв.к (шага вин-
товой канавки). Расчетное уравнение кинематической цепи имеет
вид:
, - 96 48 С 40 50 о ™
1 об. ИЗД. 24 24 40 • 50 • 28 ’ к"
Отсюда число зубьев сменного колеса
С = Тв. к = 0,437 Тв. к.
Ни а
астроика сменных колес цепи подач произ-
водится для изменения величин подач. Из курса «Резание металлов»
подача в минуту sMIIH= П(,"^п2'13д • Выражение-^у-представляет
собой длину развертки винтовой канавки за один оборот. Следова-
тельно, необходимое число оборотов изделия определится так:
М-изд —
Sjhh since
Я^изд
204
Подставляя значение пизд из уравнения цепи вращения заготовки,
получим
qr« 22 а 1 30 37 62 28 50 40 24 24
У * 52 * Т> ' 38 ’ 30 ' 62 ' 74 ' 50 ‘ 10 ’ 7Г * 18 " 96 — ndusd '*
Заменяя С — 0,437 Тек, а Тв. к = и произведя сокраще-
ния, получим формулу настройки сменных колес:
f = 0,0236 sMUfl cos со = -s^2y~ ,
где © — угол наклона винтовой канавки;
йизд — диаметр заготовки.
Автоматический подвод и отвод фрез от
заготовки. Перед началом рабочего перемещения шпиндель-
ной бабки фрезы устанавливаются в исходное положение. Перед
ускоренным отводом шпиндельной бабки фрезерные головки отво-
дят фрезы от заготовки. Качательное движение головок осущест-
вляется от кулачков А, закрепленных на валу Б, получающем
периодическое вращение от гидроцилиндра через реечную передачу
(шток поршня выполнен на конце в виде рейки). Левый кулачок,
нажимая на ролик рычага И через тяги К, опускает вниз бабку
канавочной фрезы, а правый кулачок, нажимая на ролик рычага О,
перемещает тягу, шарнирно соединенную с зубчатой рейкой Р.
Перемещаясь, эта рейка поворачивает двойную шестерню-вал, ко-
торая перемещает другую зубчатую рейку, шарнирно связанную
с фасочной фрезерной головкой. Обратное перемещение головок
вверх происходит под действием пружины.
Автоматический подъем канавочной фре-
зы в процессе фрезерования применяется для утолщения пере-
мычки по направлению к хвостовику сверла. От ходового винта
с левой резьбой через цепную передачу вращается гайка, в которую
ввертывается нарезанный конец вала. На другом конце вала при-
креплен копир, на который опирается ролик рычага И. Высота
клина уменьшается к правому концу, и при перемещении по клину
ролика рычаг И под действием пружины поднимается. Тяга К
вместе с бабкой канавочной фрезы поднимается, в результате чего
происходит утолщение перемычки сверла.
Деление заготовки производится во время ускорен-
ного отвода шпиндельной бабки влево. Сзади шпиндельной бабки
изделия выведена ось вилки муфты шевронного колеса г — 96. На
конце оси закреплен рычаг 3 с рукояткой. При движении бабки
влево (назад) нижний выступ этого рычага упирается в планку Ж.
Рычаг начинает поворачиваться, и муфта отключается от колеса
z = 96. Заготовка перестает вращаться (колесо z = 96 свободно
сидит на шпинделе), хотя бабка продолжает еще отходить назад.
Муфта под действием пружины снова включится с колесом z = 96,
когда планка Ж будет утоплена под нижний выступ рычага 3, но
205
chipmaker.ru
сцепление произойдет при повороте колеса на 180®, так как это
колесо и муфта имеют лишь по два зуба.
Так как в кинематической цепи произошло отставание вращения
шпинделя на 180°, то заготовка, подойдя к фрезам, оказывается
повернутой на 180° относительно первого прохода, после чего на-
чинается обработка второй канавки и фаски.
Порядок включения и выключения элек-
тродвигателей. Нажатием на кнопку «Пуск» включаются
электродвигатели 1М и 2М для вращения канавочной и фасочной
фрез и гидронасоса Ш-25\ одновременно включается электродвига-
тель 5М. Происходит ускоренный подвод бабки изделия из край-
него заднего в исходное рабочее положение, при этом нажимают
кнопку «Пуск», пока упор А (см. рис. 117) не освободит рычаг вы-
ключателя 8ВК. Перед окончанием ускоренного перемещения
бабки изделия переставной упор бабки нажимает на выключатель
4ВК. Происходит выключение электродвигателя ускоренного хода
и одновременно происходит выключение электромагнита золотника
переключения гидросети. Рейка штока поршня гидроцилиндра по-
лучает перемещение и, вращая реечное колесо, повернет вал с ку-
лачками А (рис. 118) подвода фрез к заготовке. Освобождается вы-
ключатель ЗВК, после чего включаются двигатели: ЗМ —для ра-
бочего хода и 4М — для насоса охлаждения. Происходит фрезеро-
вание первой канавки и фаски. В конце рабочего хода кулачок на-
жимает на выключатель 6ВК, и эти двигатели выключены. Включают
соленоид золотника переключения — фрезы отходят от заготовки,
затем вновь включаются выключатель ЗВК и электродвигатель 5М
ускоренного хода. Бабка изделия ускоренно отходит в исходное по-
ложение, за этот период времени заготовка автоматически повора-
чивается на 180°.
После обратного хода бабки в исходное рабочее положение кула-
чок нажимает на выключатель 7ВК и выключает электродвигатель
5М. Производится подход фрез к изделию, после чего включаются
электродвигатели ЗМ и 4М рабочего хода и насоса охлаждения. Про-
исходит фрезерование второй канавки и второй фаски.
По окончании второго рабочего хода конечный выключатель
6ВК опять включит электромагнит золотника переключения, фрезы
отойдут от заготовки, в результате произойдет быстрый отвод бабки
изделия в крайнее левое исходное положение; упор с помощью вы-
ключателя 8ВК, выключит все электродвигатели станка. Станок
останавливается, рабочий снимает готовую заготовку и устанавли-
вает новую, закрепляя ее в цанговом патроне поворотом маховика,
сидящего на заднем конце шпинделя. Конечные выключатели 1ВК
и 2ВК установлены в крайних положениях перемещения бабки изде-
лия, как аварийные; такой же выключатель 5ВК установлен для
ускоренных ходов бабки вперед.
Особенности станка. На этом станке применяется
попутное фрезерование. Для выбора зазоров между гайкой и ходо-
вым винтом с правой резьбой применен еще другой ходовой винт
206
с левой резьбой того же шага. Связь между ними осуществлена зуб-
чатой передачей -Ц-.
Гидравлическое устройство станка приме-
нено для автоматического подвода и отвода фрез от заготовки при
подходе и отходе бабки изделия.
Гидравлическое устройство состоит из насоса Ш-25, приводимого
электродвигателем 1М. через цепную передачу (i = 1), перепускного
клапана, манометра, золотника управления и гидроцилиндра, шток
которого поворачивает периодически зубчатое колесо вала Б с ку-
лачками А.
Рис. 119. Разрез шпиндельной бабки изделия станка мод. 6793У
На рис. 119 показан разрез шпиндельной бабки изделия. Для
перемещения шпиндельной бабки изделия снизу крепится гайка
для двух ходовых винтов.
Внутри шпиделя 3 находится тяга 6 для зажима цанги 4 с помо-
щью маховика 10. Заготовка вставляется в цангу до упора 5. Шпин-
дель 3 вращается во втулках скольжения, запрессованных в кор-
пусе 9 бабки. Вращение происходит через зубчатые колеса 1 и 2
с шевронными зубьями для плавности работы шпинделя. Включе-
ние колеса 2 происходит муфтой 7 под действием пружины 8.
Для ограничения хода устанавливаются подвижные упоры,
которые нажимают на конечные переключатели, закрепленные на
станке.
§ 5. Карусельно-фрезерный одношпиндельный станок
мод. 621М для фрезерования лапок у хвостового инструмента
Станок (рис. 120) предназначен для фрезерования лапок у хво-
стового инструмента с конусом Морзе 2 и 3; работает по принципу
непрерывного фрезерования и применяется в массовом производ-
207
chipmaker.ru
стве. На станке осуществляются следующие движения: вращение
шпинделя с фрезой (главное движение) и медленное вращение стола
с заготовками (круговая подача).
Принцип работы станка иллюстрирует рис. 121. Изделия встав-
ляются в гнезда призм 6, 7 до кругового упора 8, выполненного
в виде сектора. Сектор вставляется в неподвижную втулку. Зажим
изделий пневматический. Устройство для
зажима состоит из двух стальных колец
нижнего 3 и верхнего 4 и чугунного осно-
f=₽
та дк
F
Рис. 120. Карусельно-фрезерный станок мод. 621М
для фрезерования лапок хвостового инструмента:
1 — станина; 2 — стол; 3 — коробка подач; 4 — стойка; 5 — ко-
робка скоростей; 6 — коробка передач
вания 2, на котором смонтированы восемь пневмоцилиндров 1. От од-
ного пневмоцилиндра зажимаются четыре изделия через пневмокра-
ны, которые смонтированы на крышках цилиндров. Зажим изделия
производится с помощью клинообразного штока 9, который дей-
ствует на вертикальный плунжер 10. В свою очередь, последний
передает усилие на клин 5, разжимающий подвижные колодки и
призмы. Отжим происходит действием пружины на клин 5.
Кинематическая схема станка показана на рис. 122.
Вращение фрезы осуществляется от электродвигателя
(N — 7 кет', п — 1450 об/мин) через зубчатые пары-Ц---^-, далее
208
A * 35
через сменные колеса -д, зубчатую передачу 3>- и цилиндрические
, 40 ,, , ,
колеса с косыми зубьями Числа оборотов фрезы определяют
по уравнению
,.сп 22 72 А 35 40 ,,
пфр — 1450 72 ' 60 ' Б ' 35 ’ 80 об1мин-
25 29
Передаточные отношения сменных колес следующие
33 38 42 47 51 55 п - |О1 гО[- ,,
-^=-; йо-’» qo’1 об-’, -nr-Пределы чисел оборотов 121—585 об/мин.
4 • 4Z оо оо zH Zo
Рис. 121. Разрез стола с приспособлениями для крепления заготовок
на станке мод. 621М
Движение подачи стола (вращательное)
осуществляется от электродвигателя мощностью (N = 1,7 квт\
п — 1445 об/мин) по следующей цепи; зубчатые передачи -gg-«-gg-,
С I 30 32
сменные колеса д, червячная передача -&, зубчатые пары-^ • -gg-,
1
червячная параду.
Число оборотов стола определяется по уравнению
_ U4r 27 32 С 1 30 32 1
пстола — 144i3 • 66 ’ 60 ’ Д ' 32 ' 32 ’ 30 * 118’
Q
сменные колеса -д выполнены со следующими передаточными отно-
209
шениями
42 48 # 53 . 58 . 62 66
48 ’ 42 ’ 37 ’ 32 ’ 28 ’ 24 ’
20 . 24 . 32 37
70 ’ 66 ’ 58 ’ 53
="Н=7к6т
п-МОоб/мин
A S
z=Z2 7=Z?
т=3мн
z=t!0
М Ж)
2=54
70 28
2q- ; -gg- ; величины круговых
подач определяются по урав-
нению:
SKpyz = «стола Л1000 ММ I МИН,
где 1000 —диаметр стола
в мм. Пределы круговых по-
дач 75—920 мм/мин.
1=50
К=1
z=22
hi=3hm
z=60
'~\z=27
t’tMM
Z=&
N-IJkIm
/;=/445c£/«uw
Рис. 122. Кинематическая схема станка мод. 621М
Установочные движения в станке:
1. Вертикальное перемещение шпиндельной бабки осуществляется
от рукоятки 1 через зубчатую передачу червячную передачу
зубчатое колесо z = 16 (модуль т — 3 мм) сцепляющееся с
рейкой.
210
Величина перемещения за один оборот рукоятки составляет
мм.
2. Вертикальное перемещение гильзы шпинделя производится
от рукоятки 2 через червячную пару-^-, реечное колесо г = 22,
сцепляющееся с рейкой т = 3 мм.
3. Горизонтальное перемещение стола на длин)' фрезерования
производится рукояткой 3.
§ 6. Заточной станок мод. ЗБ652 для заточки сверл
оси конуса
Рис. 123. Схема за-
точки сверла
поворачивают зата-
На станке мод. ЗБ652 производится заточка сверл диаметром от
3 до 12 мм. Схема заточки по конической поверхности показана на
рис. 123. Конус сверла расположен таким образом, что вершина
его находится на расстоянии / от оси сверла и, кроме того, смещена
на величину К. Ось конуса и ось сверла составляют угол е. Отно-
сительное положение конуса и затачиваемого
сверла определяется тремя параметрами:
1. Углом е, составленным осью конуса и
осью сверла; на станке он выбран конструк-
тивно равным 45°.
2. Величиной /, представляющей собой
расстояние от оси сверла до вершины конуса;
на станке это расстояние определяется поло-
жением упора.
3. Величиной К (смещение от оси конуса
до оси сверла). Его величина устанавливается
с помощью специальных устройств, путем
вертикального перемещения сверла относи-
тельно оси конуса в зависимости от диаметра
сверла.
Порядок заточки сверла следующий: под-
водят салазки с затачиваемым сверлом по
кругу до появления искры, затем при помо-
щи рукоятки подводится сверло и произво-
дится заточка одной поверхности. После этого
поворотом кулачка отводят патрон от круга,
чиваемое сверло на 180°, и процесс заточки сверла повторяется.
На рис. 124, а показан общий вид станка, а на рис. 124, б — раз-
рез шлифовальной бабки.
Вращение шпинделя шлифовального к р у-
г а осуществляется от электродвигателя (N = 0,6 кет, п — 2850
125
об!мин) через клиноременную передачу-^-. Число оборотов шли-
фовального круга
п = 2850 • ~ • 0,985 = 4125 об/мин.
211
chipmaker, ru
Возвратно-поступательное осевое пере-
мещение шпинделя вместе со шлифовальным кругом
производится по цепи: от того же электродвигателя через клиноре-
62 1
менную передачу червячную передачу „0 и вилку гильзы шпин-
деля. Число движений шпинделя в осевом направлении определится
так:
посев — 2850 • • 0,985 = 19,2 дв. ход[мин.
Колебательное движение заготовки осу-
ществляется от руки с помощью рукоятки А (рис. 124, а) шпинделя
сверлодержател я.
Рис. 124. Заточный станок мод. ЗБ652 для сверл:
а — общий вид; (/ — электрооборудование; 2 — станина; 3 — суппорт;
4 — сверлодержатель; 5 — шлифовальная бабка); б — разрез шлифовальной бабки
Шлифовальная бабка (рис. 124, б), механизм которой сообщает
шлифовальному кругу 1 вращательное и возвратно-поступательное
движения, представляет собой шпиндель 5, смонтированный на
шарикоподшипниках в гильзе 4, расположенной во втулках 3 кор-
пуса бабки.
На конусном участке конца шпинделя надевается планшайба 2
с шлифовальным кругом. На противоположном конце шпинделя
находится шкив 6. Внутри корпуса бабки помещена червячная
передача 10, 11. На торце червячного колеса 11 укреплен ролик 9,
который сообщает качательное движение вилке 8, охватывающей
212
гильзу 4. Натяжной ролик 7 служит для натяжения ремня шпин-
деля.
Сверлодержатель (рис. 125), в котором закрепляется заготовка
для получения профиля затачиваемой поверхности и заднего угла,
представляет собой стойку 1, во втулке 4 которой поворачивается
на некоторый угол гильза 3 с установленным на конце ее держате-
лем 7, входящим в торцовый паз гильзы. Держатель 7, перемещаясь
вдоль торцового паза с помощью винта 6, закрепляется в необходи-
мом положении стержнем 5 через гайку 2. В держателе 7 находятся
постоянная неподвижная губка 9 и сменная подвижная 10 по диа-
метру затачиваемого сверла, расстояние между ними регулируется
винтом 8. Для установки сверла в определенном положении в дер-
Рис. 125. Приспособление (сверлодержатель) для заточки сверл
жателе 4 имеется продольный упор 11 в зависимости от вылета
сверла, устанавливаемый по шкале, нанесенной на упоре и риске
на держателе в зависимости от диаметра сверла, а также боковой
упор 12, ограничивающий проворот сверла вокруг оси. Стойка 1
сверлодержателя устанавливается относительно шлифовального
круга на угол в зависимости от угла при вершине сверла.
Направляющие суппорта обеспечивают два взаимно-перпенди-
кулярных перемещения: параллельно и перпендикулярно оси шли-
фовального круга при помощи соответствующих винтов. Кроме
того, при перпендикулярном перемещении оси круга, помимо винта,
можно перемещать суппорт вместе с винтом на более точную вели-
чину с помощью эксцентрикового пальца, помещенного в кронштейне
суппорта. Подъем эксцентрика на участке дуги 90° составляет 0,1 мм.
Перемещение фиксируется шариковым фиксатором на углах 22°30';
45°; 67°30' и 90°. Этим значениям соответствует перемещение на
0,025; 0,05; 0,075 и 0,1 мм.
На станке имеется центробежный пылесос для отсасывания аб-
разивной пыли.
213
chipmaker.ru
§ 7. Заточной станок мод. B3-32 для заточки сверл
Станок-автомат предназначен для затачивания правых спираль-
ных сверл ф 5—15 мм с цилиндрическим хвостовиком.
Заточка сверл на автомате производится по винтовой поверхно-
сти периферией круга. Для получения винтовой поверхности на
затачиваемом сверле шлифовальному кругу сообщаются одновре-
менно с вращением возвратно-поступательные перемещения (про-
дольные и поперечные). Движение подачи осуществляется переме-
щением шлифовального круга нормально к затачиваемой поверх-
ности сверла. Для равномерного износа круга последнему сообщают
осциллирующее (колебательное) движение вдоль его оси.
Станок выполнен как двухпозиционный автомат: одна позиция
является рабочей, а другая — загрузочной.
На рис. 126, а показана кинематическая схема станка.
Вращение шлифовального круга 0 200 мм
осуществляется от электродвигателя IM (N = 0,5 кет- п = 2840
об/мин) через клиноременную передачу Число оборотов круга
117
п = 2840 • -о=- • 0,985 = 3850 об/мин.
Максимальное перемещение шлифовальной бабки при износе
круга допускается не более 40 мм, после чего станок автоматически
выключается конечным выключателем.
Вращение сверла осуществляется от электродвигателя
2М (N = 1 кет-, п — 1460 об/мин) по кинематической цепи, урав-
нение которой имеет вид:
пизд = 1460
56
240
56
180
70 QRt- 25 28 20 57 55 42
182 ’ и,УЙ& ’ 50 ’ 35 ’ 57 ' 32 ' 55 ‘ 42 ’
При шкивах ^ппзд = 33 об!мин‘, при шкивах пазд = 44 об)мин.
Вращение шпинделя 3 ориентировочного
устройства осуществляется через зубчатые колеса z — 57,
z = 32, z = 32, z = 32; за один оборот шпинделя изделия шпиндель
ориентировочного устройства должен сделать тоже один оборот.
Расчетное уравнение имеет вид:
. . 42 55 32 32 . ,
1 об. изд. • = 1 об. шпинд. ориент. устр.
4Z ОО <5Z oZ
Осциллирующее движение шлифовального
круга осуществляется кулачком К9, получающим вращение от
электродвигателя 2Л1 через ременные передачи, через цилиндри-
25 28 35
ческие пары , конические передачи-^-, . Число оборотов ку-
лачка Кй связано с вращением изделия.
214
215
chipmaker.ru
За один оборот кулачка шлифовальный круг производит осевое
перемещение на 6 мм, и за этот же период времени заготовка совер-
шает полоборота, т. е. за один оборот заготовки кулачок выполняет
два оборота.
Расчетное уравнение поясняет нам эту зависимость:
1 Об. изд. -42 * 55 ’ 37 • 2о • 28 = 2 об. кулачка.
Поперечное возвратно-поступательное
движение (движение затылования) производится кулачком
/С10 через систему рычагов и толкатель отскока 2 шлифовальной
головки. Кулачок К1Л сидит на том же валу кулачка К9. Соотноше-
ния между изделием и числом оборотов кулачка К1п те же, что и для
кулачка Кй. Величина затылования 0,75—2,2 мм и регулируется
бесступенчато путем соотношения плеч рычагов. Установкой кула-
чков К9 и Кю на валу по лимбу достигается правильная угловая
установка сверла. Шлифовальная головка постоянно прижимается
к кулачку Кю пружиной через рычаг /.
Вращение распределительного вала, уп-
равляющего движениями станка, осуществляется от электродвига-
25
теля 2М через ременные передачи, зубчатую передачу кониче-
28 50 56
скую пару зу, цилиндрические пары -эд-, червячную пару
1 тт л
-™-. Число оборотов распределительного вала
пр.в= 1460-
56
240
56
180
I». 0 985- —• —
182 и’ 50 35
50
40
56 1
20 ’ 60 "
Отсюда при шкивах пр, е = 3 об/мин, а при шкивах
пре — 4 об/мин. Производительность автомата составляет Q, =
= 3 - 60 = 180 шт/ч, Q2 = 4 - 60 = 240 шт/ч.
Как и для всех автоматов, здесь принято, что за один оборот
распределительного вала изготовляется одна деталь. Червячная
1
передача вращается через предохранительную муфту 4.
Поворот шпиндельного блока изделий про-
исходит попеременно в обе стороны на 180° после окончания заточки
от цилиндрического кулачка К2, вращающегося свободно на распре-
делительном валу через зубчатые передачи с передаточным отноше-
нием За один оборот распределительного вала кулачок К2
делает 0,5 оборота. Подъем кривой кулачка К2 составляет hK =
= 28,5 мм, и благодаря ему рычаг с радиусом R = 65 мм зубчатого
сектора z — 88 повернется на некоторый угол, и далее через колеса
216
-gg-, повернется шпиндельный блок. Угол поворота шпиндельного
блока определяется таким образом:
, „ hK 88 75 пело 1 28,5 88 75 ,
1 Об. кул. К2 • 2л/?рыч "гб'Зб'360 ~ 1 ' 2.3,14-65 ”26 35 Х
Х36О°= 184°.
В действительности угол поворота блока равен 180° и ограничи-
вается упорами 22. Разница в 4° компенсируется зазорами в пере-
даче, которые можно погасить перемещением ползушки 7 в пазу
коромысла 8 с помощью винта 6. В случае перегрузки срабатывает
предохранительная муфта 14. Фиксация блока производится вводом
в паз блока фиксатора 21. Ввод и вывод фиксатора 21 производится
кулачком Ki через рычажные системы.
Разжим цанги, подача толкателя, переме-
щение ориентирующего устройства и за-
жим сверла в цанге. От кулачка М6, сидящего на распре-
делительном валу, через рычажную систему происходит разжим
цанги, а от кулачка Ке — перемещение ориентирующего устройства.
Толкатель заготовки 12, закрепленный с суппортом 13, перемещается
по направлению ориентирующего устройства 3 под действием груза 5.
Обратное перемещение суппорта 13 с толкателем 12 происходит
под действием кулачка /С7, сидящего на распределительном валу
и находящегося с роликом 9 в постоянном контакте. Под влиянием
вращения кулачка К7 зубчатый сектор г = 200 через ролик 9 пово-
рачивается и вращает колесо z = 20 и через него поворачивает ба-
рабан 10, на котором натягивается цепь суппорта. Для установки
сверла по длине толкатель 12 доходит до упора 11.
Выход шлифовального круга на правку
и установка шлифовальной головки в положение правки осущест-
вляется перемещением шлифовальной головки в осевом направлении
от кулачка К3 и в поперечном направлении от кулачка /Си. Вели-
чина перемещения бабки в осевом направлении составляет 22 мм.
Механизм правки шлифовального круга
икомпенсации износа. Эти механизмы (см. рис. 126, б)
применяются для поддержания заданной величины припуска. Дви-
жения обоих механизмов осуществляются от электромагнита ЭМ,
получающего сигнал после окончательной обработки каждого
сверла; через рычажную систему поворачивается храповое колесо
г = 36, далее через червячную пару поворачивается винт 17
механизма правки. Одновременно поворачивается храповое колесо
2
z = 36, и далее через червячную пару поворачивается винт 18
механизма компенсации износа круга. Шаги резьб винтов 17 и 18
равны 5 мм. Величина подачи на один зуб составляет
1 2
s = -ос- • -не- • 5 = 0,011 мм.
217
chipmaker.ru
На такую же величину перемещается механизм компенсации
износа круга.
Перемещение шлифовальной головки на
подачу для съема необходимого припуска.
От кулачка К4, сидящего на распределительном валу, через рычаж-
ную систему осуществляется перемещение шлифовальной головки.
Величина подачи изменяется соотношением плеч рычага 20 путем
перемещения опоры через маховик 19.
Рис. 127. Заточной станок мод. В 3-32 для заточки
сверл:
1 — шпиндельный блок изделий; 2 — шлифовальная бабка,
механизм правки; 3 — магазин; 4 — механизм подачи и
установки сверла; 5 — электрооборудование; 6 — распре'
делительный механизм; 7 — система охлаждения
Подача заготовки (рис. 126, а) производится автома-
тически из магазина 16, в котором укладываются сверла хвостови-
ком в сторону шпиндельного блока. Во избежание образования
«свода» производится покачивание магазина от эксцентрика Кя,
закрепленного на ступице зубчатого колеса г = 55 через рычаг 15.
На рис. 127 показан общий вид станка.
По окончании заточки шлифовальный круг отводится от шпин-
дельного блока в осевом и поперечном направлениях. Выводится
фиксатор блока изделия, блок поворачивается на 180е. Во время
поворота блока производится правка шлифовального круга. По
окончании поворота блок опять фиксируется в установленном по-
ложении. Шлифовальная головка подводится к вращающемуся
218
сверлу, осуществляя подачу на глубину заточки. В результате вра-
щения сверла и осциллирующих движений шлифовального круга
происходит заточка по винтовой поверхности. С момента окончания
деления и фиксации блока в загрузочной позиции происходит раз-
жатие цанги патрона.
Толкатель, захвативший очередное сверло, подает его хвосто-
виком вперед в патрон через механизм угловой ориентации. Пре-
дыдущее сверло выталкивается из зажимного патрона очередным
сверлом. По окончании движения толкателя цанговый патрон за-
жимает сверло. Одновременно заканчивается заточка сверла в ра-
бочей позиции, а ориентирующее устройство отводится, чтобы не
мешать повороту блока изделия.
Рис. 128. Виды движений
при накатывании резьбы
Глава II. СТАНКИ ДЛЯ ПРОИЗВОДСТВА МЕТЧИКОВ
На многих инструментальных заводах широко применяют на-
катывание резьбы на резьбонакатных станках. Эффективность за-
мены нарезания резьбы накатыванием заключается в значительном
повышении производительности. Кроме того, стойкость метчиков
с накатанной резьбой выше, чем стойкость
метчиков с нарезанной резьбой.
По виду накатного инструмента резьбо-
накатные станки изготовляют следующих
типов: с плоскими резьбовыми плашками,
с круглыми резьбовыми роликами и с круг-
лым резьбовым роликом и дуговой плаш-
кой.
В процессе работы на станках с плоски-
ми резьбовыми плашками осуществляется
возвратно-поступательное движение под-
вижной плашки при другой неподвижной
плашке (рис. 128, а). За один оборот за-
готовки происходит образование полного
профиля резьбы. Следовательно, длина хо-
да подвижной плашки устанавливается в
зависимости от диаметра резьбы.
На станках с круглыми резьбовыми ро-
ликами (рис. 128, б) осуществляются два
вращательных и одно возвратно-поступа-
тельное движение: вращение двух роликов и поступательное переме-
щение в радиальном направлении одного из них. Образование пол-
ного профиля резьбы совершается за несколько оборотов заготовки.
У станков с круглым резьбовым роликом и дуговой плашкой
(рис. 128, в) в процессе работы осуществляется только вращатель-
ное движение. Образование полного профиля резьбы совершается
за несколько оборотов заготовки.
219
§ 1. Резьбонакатной станок мод. 5933
Станок предназначен для наружного накатывания резьб круг-
лыми (резьбовыми) накатными роликами. Точность резьбы, полу-
чаемая на этих станках, выше, чем на станках с плоскими плаш-
Рис. 129. Резьбонакагной станок мод. 5933:
1 — упорная линейка; 2 — неподвижная бабка;
3 — подвижная бабка; 4 — система охлаждения;
5 — бабка упора; 6 — станина; 7 — тумба; Й —
дисковый кулачок; 9 — рукоятка
ками. Объясняется более
высокой точностью ин-
струмента, достигаемой
шлифованием профиля ро-
ликов после термической
обработки и накатыванием
с меньшими усилиями. В
процессе накатывания за-
готовка покоится на упор-
ной линейке, установлен-
ной между накатными ро-
ликами.
Техническая характе-
ристика: диаметр накаты-
ваемой резьбы 6—30 мм;
наибольшая длина резьбы
40 мм; наибольший шаг
резьбы 2,5 мл/.
Общий вид станка по-
казан на рис. 129. Дви-
жения в станке: вращение
накатных роликов, враще-
ние заготовки и осевое ее
перемещение в процессе
накатывания, поперечное
перемещение подвижной
бабки и отвод ее. Враще-
ние накатного ролика, си-
дящего на шпинделе 1 не-
подвижной бабки, осущест-
вляется последующей кине-
матической цепи (рис. 130):
электродвигатель (N —
=2,8 кет; п=1420 об/мин).
100 к А
сменные зубчатые колеса -g-,
клиноременная передача
18
цилиндрическая пара
шпиндель 1.
Соответственно минимальное и максимальное числа оборотов
шпинделя
1 ИОЛ Ю0 л ЛОЕ 21 18 ,
«tnin = 1420 • gyg- • 0,985 • 65 * 55 = 39,4 об(мин;
Итак = 1420 • • 0,985 • • -Ц- =t 256 об[мин.
220
От шпинделя I неподвижной бабки через кулачковую муфту
приводится во вращение колесо z = 28, а далее через промежуточ-
ное колесо z = 28 вращается колесо z = 28 шпинделя II подвиж-
ной бабки. Скорость вращения шпинделя II точно совпадает со ско-
ростью вращения шпинделя I. Ввиду перемещения шпиндельной
бабки связь между обоими шпинделями осуществляется при помощи
двух шарнирно соединенных рычагов I и 2. Ось шарнира 3 является
осью промежуточного колеса z == 28, постоянно находящегося в за-
цеплении с колесами z = 28 шпинделей I и II.
Поперечное перемещение подвижной бабки осуществляется по
(j
цепи: шпиндель II, сменные колеса (набор такой же, как у гитары
вал III, червячная пара, дисковый кулачок 4 (поз. 8 на рис. 129).
Рис. 130. Кинематическая схема резьбонакатного станка 5933
Дисковый кулачок 4 прижимается к ролику 5, закрепленному в дер-
жавке 6 с резьбой. Таким образом, дисковый кулачок, во время вра-
щения соприкасаясь с роликом, который вместе с державкой нахо-
дится в неподвижной бабке упора, будет перемещать подвижную
бабку вперед к детали, а на участке спада профиля ролика под дей-
ствием пружины будет отходить назад. Резьба на поверхности детали
получается за один оборот дискового кулачка 4', на этом цикл ра-
боты станка кончается, станок выключается путем разъединения
кулачковой муфты 7. Включение для повторного цикла произво-
дится рукояткой 9 (рис. 129). Скорость вращения кулачка устанав-
ливается сменными колесами С и D по продолжительности накаты-
вания резьбы. Перемещением державки 6 устанавливается глубина
накатывания резьбы: для грубой установки — поворотом махо-
вичка 9 червячного колеса 8, являющегося гайкой, а для точной
установки — поворотом червяка 10 червячного колеса 8.
Вершины резьб роликов должны быть смещены одна относительно
другой точно на половину шага и получаются при повороте одного
из шпинделей относительно другого. Для этого расцепляется ку-
221
chipmaker.ru
лачковая муфта колеса z = 55 с колесом z = 28. Муфта имеет
100 зубьев, т. е. при повороте на 1 зуб смещение произойдет на ве-
личину 0,01 шага резьбы. Поворот дискового кулачка 4 при на-
ладке производится вручную маховиком 11 через зубчатые колеса.
§ 2. Резьбонакатной станок мод. МФ103
Станок (рис. 131) является автоматом и предназначен для нака-
тывания резьбы на метчиках диаметром от 1 до 2 мм. Длина накаты-
Рис. 131. Резьбонакатной станок
мод. МФ103:
/ - тумба; 2 — станина; 3 — шпиндель-
ные бабки; 4 — магазин
ваемой резьбы 17 мм. Накатыва-
ние резьбы может производиться
круглыми или затылованными ро-
ликами. При накатывании резьбы
затылованными роликами расстоя-
ние между шпинделями постоянное.
Профиль роликов выполнен ча-
стично по архимедовой спирали,
частично по окружности (калиб-
рующий участок) и снова по архи-
медовой спирали (сбрасывающий
участок).
Рабочий цикл состоит из пере-
ходов: профилирование резьбы,
калибрование резьбы, освобожде-
ние изделия, разгрузка изделия
и загрузка следующей заготовки.
При работе круглыми роликами
поперечное перемещение подвиж-
ной бабки осуществляется кулач-
ком.
Работа этого станка аналогична
работе станка мод. 5933.
§ 3. Резьбонакатной станок
мод. НР-3
Общий вид станка показан на
рис. 132; станок предназначен для
накатывания резьбы с шагом до
4,5мм и длиной 70 мм при наиболь-
шем диаметре 42 мм. Допустимая
максимальная сила 196 кн (20 т).
Цикл работы станка состоит из пе-
реходов: быстрый подвод подвижной бабки к заготовке; медленное
врезание накатного ролика; выдержка (без подачи), во время кото-
рой происходит калибрование резьбы; быстрый отвод подвижной
бабки до жесткого упора.
222
Вращение накатных роликов осуществляется от электродвига-
теля через зубчатые передачи и червячные пары так же, как в пре-
дыдущих станках. На этом станке в отличие от разобранных выше
станков перемещение подвижной бабки осуществляется от гидро-
цилиндров, установленных на стойке 7.
Вращение шпинделей осуществляется от электродвигателя
(рис. 133) через клиноременную передачу с передаточным отноше-
ние. 132. Резьбонакатной станок мод. НР-3:
/ — станина; 2 — гидропривод; 3 — неподвижная бабка; 4 — неподвижная на-
катная головка; 5 — подвижная накатная головка; 6 — подвижная бабка; 7 —
стойка с гидроцилиндрами; 8 — реле времени; 9 — пульт управления
100 А к ,
нием , сменные колеса -g-, зубчатые колеса с косыми зубьями
и червячную передачу-^-. Уравнение кинематической цепи
, . .л 100 Л ПОЕ ^4 34 3 g. .
1440• 0,985 • -д • • «т = п об/мин.
2UU D 40 Z4
Числа оборотов в минуту накатных роликов в пределах 40—80.
Вращение шпинделю 9 передается через вал И и упругие муфты 10
и 15, а шпинделю 8 — через упругие муфты 12 и 14 и телескопиче-
ский вал 13.
Лопастным насосом 3 (Q = 8 • 10'® м3/мин), приводимым во вра-
щение от электродвигателя (N = 1 кет; п — 930 об/мин), масло
подается из бака 1 через фильтр 2 в напорный золотник 5. Далее
через золотник 4, управляемый электромагнитом 21, масло через
223
дроссель 20 поступает в полости цилиндров, в реле давления 16
и одновременно в золотник 22.
Поршень золотника 22, перемещаясь направо, перекрывает от-
верстие и прекращает слив масла из гидроцилиндров. Скорость
Рис. 133. Гидрокинематическея схема резьбонакагногс станка мод.
НР-3 (схема дана для положения «Рабочий ход»)
подвижной бабки 8 регулируется поворотом винта дросселя 20.
При соприкосновении накатных роликов с заготовкой давление
повышается, включается реле давления 16, а последнее включает
реле времени. Дойдя до жесткого упора 17, подвижная бабка оста-
навливается, и начинается калибрование резьбы. По окончании
времени выдержки выключается электромагнит 21, а под действием
пружины происходит перемещение поршня золотника. Поступле-
224
ние масла в цилиндры прекращается, давление в них падает, пор-
шень золотника 22, под действием пружины перемещаясь назад,
откроет отверстие для слива в бак масла. Подвижная бабка под
действием пружины 18 быстро отходит назад до упора 19. Конечный
выключатель 7 при движении бабки вперед отключается от кулачка 6.
§ 4. Токарные резьбонарезные станки повышенной точности,
станок мод. 103 с коррекционной линейкой
При мелкосерийном производстве резьбового инструмента при-
меняют резьбонарезные токарные станки. Резьбонарезные станки
изготовляют с коррекционной линейкой или без коррекционной
линейки.
Резьбонарезные станки названных групп снабжены точными хо-
довыми винтами. Привод шпинделя осуществляется ременной пе-
редачей от электродвигателя или от коробки скоростей, находя-
щейся вне передней бабки. Станки с коррекционными линейками
изготовляют для выполнения резьб с особо точным шагом. Во время
перемещения суппорта гайка поворачивается под воздействием кор-
рекционной линейки, и в результате поворота гайки суппорт полу-
чает дополнительное перемещение, необходимое для достижения
точного шага резьбы-
Кинематическая цепь от шпинделя до ходового винта выполнена
короткой во избежание дополнительных кинематических погреш-
ностей. Коробка подач отсутствует. Настройка станка на шаг наре-
заемой резьбы производится сменными зубчатыми колесами. Точ-
ность резьб, выполненных на станках с коррекционной линейкой:
накопленная погрешность шага резьбы на длине 50 мм — 0,003 мм,
на длине 150 мм — 0,004 мм, на длине 300 мм — 0,005 мм.
На станках без коррекционной линейки эти погрешности в 4—5
раз больше.
Станок мод. 103 предназначен для нарезания точных резьб (на-
ружных и внутренних).
Техническая характеристика станка (рис. 134): диаметр наре-
заемых резьб 5—30 мм, наибольшая длина резьбы 300 мм, шаги
нарезаемых резьб 0,25—5 мм.
Движения в станке осуществляются следующие: вращение шпин-
деля с заготовкой и продольное перемещение суппорта при помощи
ходового винта.
Станок работает по следующему циклу: подвод резца к заготовке,
рабочий ход, отвод резца и быстрый обратный ход. Число проходов,
необходимых для получения определенной глубины резьбы, контро-
лируется настройкой счетного реле, и по достижении заданной глу-
бины станок автоматически останавливается. Цикл работы станка
осуществляется электросхемой станка.
Вращение шпинделя во время рабочего
хода (нарезание резьбы) осуществляется по кинематической цепи:
электродвигатель (W = 1 кет-, п = 1410 об/мин), ременная пере-
225
дача , цилиндрическая пара , сменные колеса -р, обгонная
o4v Do о
30 70
муфта М2, коническая пара gg-, ременная передача шпиндель.
Обгонная муфта Мг проскальзывает. Предельные значения чисел
оборотов шпинделя при положении ремня на меньшей ступени
шкива электродвигателя 39—355 об!мин, а при положении ремня на
большей ступени шкива 70—630 об/мин.
Рис. 134. То кар но-нарез ной станок мод. 103 с коррекционной
линейкой:
/ — тумба; 2 — коробка скоростей; 3 — станина; 4 — гитара сменных колес;
5 — передняя бабка; 6 — суппорт; 7 — задняя бабка; 8 — механизм отвода
резца; Р—// — упоры; 12 — коррекционная линейка
Вращение шпинделя при быстром обрат-
но м ходе происходит по кинематической цепи: электродвигатель
Л/ = 1 кет, ременная передача обгонная муфта /Иь кониче-
30 70 .. . л
ская передача Зд-, ременная передача , шпиндель. Муфта обгона Л42
проскальзывает. Числа оборотов шпинделя: при первом положении
ремня — 400 об/мин, а при втором — 720 об/мин. Обратное вра-
щение шпинделя достигается реверсированием приводного электро-
двигателя.
Продольное перемещение суппорта осущест-
вляется от шпинделя через сменные колеса гитары х и ходовой винт.
Подбор Чисел зубьев сменных колес производится по известной фор-
мул Т„.„
Л = 7
226
где Тн,р — шаг нарезаемой резьбы;
tx e — шаг ходового винта.
13 случае нарезания левой резьбы в гитару вводится промежу-
точное колесо.
Конструкция станка. Приводной шкив шпинделя вращается
в отдельных шарикоподшипниках, и поэтому шпиндель разгружен
от натяжения ремня. Шпиндель вращается в подшипнике сколь-
жения (передняя опора) и в радиально-упорных шарикоподшипни-
ках повышенной точности (задняя опора).
Суппорт станка состоит из каретки, перемещающейся по наврав-
ляющим станины, поперечных и резцовых салазок. На переднем
платике каретки установлены две пары выключателей, предназна-
ченных для реверсирования вращения шпинделя и движения суп-
порта.
Поперечные салазки при помощи находящейся внутри пружины
поджимаются вместе с закрепленным инструментом в направлении
изделия. На поперечных салазках имеются два винтовых микромет-
рических упора 9, 10. Правый упор 10 применяется для установки
на глубину резания (цена деления барабана упора равна 0,005 мм)
и после установки закрепляется стопорным винтом. Левый упор 9
регулирует поперечную подачу инструмента. На винте этого упора
закреплено храповое колесо с числом зубьев 200, которое поворачи-
вается под действием собачки от упора в конце обратного хода ка-
ретки. С поворотом храпового колеса поворачивается и винт левого
упора, позволяя пружине поперечных салазок переместить попереч-
ный суппорт на соответствующую величину. Поворот храпового
колеса на один зуб соответствует поперечной подаче на 0,0025 мм.
Шаг резьбы винта равен 0,5 мм. Отвод поперечных салазок в конце
рабочего хода производится от электромагнита ЭС1-5131, включение
которого происходит от соответствующего упора //, расположенного
на станине.
Резцовые салазки перемещаются в продольном направлении и
используются при настройке для попадания в нитку резьбы. На рез-
цовых салазках укреплена резцовая головка. В качестве режущего
инструмента применяют фасонные дисковые резцы и при нарезании
внутренней резьбы — специальные резцы или гребенки.
Коррекционная линейка. Исправление прогрессивной ошиб-
ки или изменение шага нарезаемой резьбы с целью учета темпера-
турных деформаций при последующей термической обработке про-
изводится специально установленной коррекционной линейкой.
Коррекционное устройство выполнено следующим образом. Спе-
реди станка укрепляется коррекционная линейка 1 (рис. 135, а).
По прямолинейному профилю поверхности линейки скользит ролик
рычага 2, жестко связанного с гайкой 3. Рычаг 2 во время продоль-
ного перемещения суппорта перемещается с роликом в поперечном
направлении ввиду установи линейки на угол, поворачивает гайку 3
на небольшую величину, в результате чего суппорт получает допол-
нительное перемещение.
227
1 chipmaker.ru
Величина поворота коррекционной линейки и установка ее на
заданный угол определяется исходя из следующих соображений:
допустим, что требуется нарезать винт с шагом То. Известно, что
в результате термической обработки шаг винта будет отличаться
от номинального шага То на величину АТ. Чтобы компенсировать
Рис. 135. Коррекционное устройство станка мод. 103
изменение шага резьбы, на станке нарезается резьба с шагом Тн.р —
= То + АТ, где То — требуемый шаг резьбы, а АТ — величина
коррекции шага резьбы. Настройка станка производится следующим
образом: а) настройка на шаг То, т. е. номинальный шаг резьбы, про-
изводится сменными колесами гитары х по формуле
х = Тн'р = — —
?х.в ^х.в b d ’
б) настройка на величину коррекции АТ производится поворотом
коррекционной линейки на угол а.
228
Суппорт станка получает при этом продольные перемещения:
основное за счет вращения ходового винта через гитару от шпин-
деля станка и дополнительное за счет поворота гайки, зависящего
от угла поворота коррекционной линейки.
Расчетное уравнение кинематической цепи для перемещения
суппорта в этом случае будет иметь вид:
1 об. шп.-x-i^ + T^tga-^- -tx в = Тн,р.
Первый член левой части уравнения представляет собой путь
суппорта за счет вращения ходового винта. Второй член представ-
ляет собой путь суппорта за счет поворота гайки. Выражение
TH,ptga соответствует перемещению ролика рычага на величину h,
а выражение Тнр tg a— величине поворота гайки в долях
оборота. Помимо уже известных обозначений, принято: R — длина
плеча рычага. Заменяя выражение первого члена левой части урав-
нения: 1 об. шп. • xtx.e — То, т. е. через номинальный шаг, получим
расчетное уравнение в следующем виде:
т0 + тн,р1ёа^=тн.р.
Решая данное уравнение относительно tga, получим
^-^ = тн.р~т0,
отк>'да t Гн.р-Т0 ад
,г 2л/?
Так как —— — р—постоянная величина для каждого выпол-
ненного станка, то заменив Тн.р — То = АТ (величина коррекции
на величину шага резьбы), получим окончательно формулу для оп-
ределения угла наклона линейки:
Если задана величина коррекции /< на длине резьбы L, то по
аналогии с предыдущей формулой очевидно, что
tga==p--^-. (5)
Для поворота линейки имеются два винта 4 и 5 (рис. 135, б).
Правый -винт 5 имеет лимб. Повороту лимба на одно деление соот-
ветствует такой угол поворота линейки, при котором шаг нарезае-
мого винта изменяется на 0,1 мк на 100 мм длины резьбы. Для ком-
пенсации погрешностей шага ходового винта устанавливается дру-
гая линейка. Профиль линейки выполняется криволинейным. Ве-
личина впадины или выступа определяется величиной погрешности
соответствующего шага ходового винта.
229
, chipmaker.ru
§ 5. Общие сведения о резьбошлифовальных станках
Резьбошлифовальные станки предназначены для шлифования
резьб повышенной точности узкими (однониточными) и широкими
(многоннточными) кругами.
При шлифовании резьбы однониточным кругом (рис. 136, а),
помимо вращения круга и изделия, происходит продольное переме-
щение изделия. Шлифование резьбы характеризуется малой окруж-
ной скоростью изделия и большой поперечной подачей. При шли-
фовании резьбы многониточным кругом с кольцевыми канавками
(рис. 136, б), помимо вращения круга и изделия, происходит пере-
Рис. 136. Способы шлифования резьбы
мещепне изделия на длину шага резьбы за один оборот изделия.
Шлифование производится на всю глубину резьбы.
По конструктивным особенностям резьбошлифовальные станки
различаются:
1. По способу установки на угол подъема винтовой линии. Для
достижения точного профиля резьбы плоскость круга должна быть
совмещена с винтовой линией резьбы. Это достигается поворотом
стола с изделием (рис. 136, в) или поворотом шпинделя шлифоваль-
ной головки (рис. 136, г). Следует иметь в виду, что поворот стола
с изделием ограничивает длину шлифования резьбы.
2. По движению затылования. При шлифовании затылованных
профилей необходимо, помимо вращательного движения изделия,
сообщить возвратно-поступательное движение шлифовальному кругу
или изделию (рис. 137). Для этой цели изготовляют станки, в кото-
рых может совершаться качание стола вокруг оси, параллельной
оси изделия (рис. 137, а); поперечное возвратно-поступательное дви-
230
жение шлифовальной бабки (рис. 137, б); качание шлифовальной
бабки вокруг оси, параллельной оси изделия (рис. 137, в); поворот
эксцентричной гильзы шлифовальной головки (рис. 137, а); смещение
центра задней бабки (рис. 137, д). Выбор способа осуществления
движений диктуется главным образом необходимостью обеспечения
малых подач и высокой чувствительностью к перемещениям.
Рис. 137. Виды перемещений стола и шлифовальной бабки в процессе
шлифования затылованной резьбы
3. По средствам настройки на шаг резьбы. Для получения тре-
буемого шага столу с изделием сообщают продольное поступатель-
ное движение. Данное движение осуществляется при помощи сле-
дующих кинематических звеньев: ходового винта и сменных колес,
сменных ходовых винтов, сменных копиров без ходовых винтов,
специальных линеек без ходовых винтов.
§ 6. Универсальный резьбошлифовальный станок мод. 5822
Станок предназначен для шлифования резьб цилиндрических
и конических калибров, точных винтов и червяков, метчиков, чер-
вячных и резьбовых фрез и других резьбошлифовальных операций.
231
chipmaker.ru
На этом станке шлифование резьб можно осуществлять однони-
точпым и многониточным кругами в одну сторону с автоматическим
остановом станка в конце хода и быстрым перемещением назад;
однониточным и многониточным кругами в обе стороны; многони-
точным шлифовальным кругом путем врезания при длине резьбы
не более 36 мм (при ширине круга 40 мм).
Техническая характеристика станка (рис. 138, а): диаметр шли-
фуемой резьбы 2—150 мм (однониточным кругом) и 4—120 мм (мно-
гониточным); шаги резьб 0,25—24 мм (однониточным кругом) и
1—4 мм (многониточным); наибольшая длина резьбы 400 мм\ числа
оборотов изделия — 0,3—45 об/мин, число оборотов шлифовального
круга — 1430—1860 об/мин.
Основные движения в станке следующие.
Вращение шлифовального круга осуществля-
ется от электродвигателя (и = 2,8 кет; п = 2880 об/мин) для при-
вода однониточного круга или от электродвигателя (N — 4,5 кет
п = 1410 об/мин) для привода многониточного круга. Число обо-
ротов шлифовального круга регулируется сменными шкивами в
пределах 1430—1860 об/мин.
Вращение шпинделя изделия осуществляется
по следующей кинематической цепи: электродвигатель (N = 0,45
кет', пср = 12—1800 об/мин) постоянного тока, клиноременная
передача червячная пара ~, механизм компенсации зазо-
ров, шпиндель изделия.
Уравнение кинематической цепи
78 2
пэ--^2-0,985 = п об/мин шпинд.
Число оборотов шпинделя регулируется бесступенчато в преде-
лах 0,3—45 об/мин. Электродвигатель постоянного тока питается
от машинного усилителя ЭМУ.
Продольное перемещение стола для образо-
вания шага резьбы осуществляется от ходового винта по следующей
Л 60 96
цепи: шпиндель, зубчатые пары или , сменные колеса гитары
1*
%,, ходовой винт с шагом 1Х.В = (т. е. 6 ниток на 1"). Расчетное
перемещение: 1 об. изд. -> Тн р.
Уравнение кинематической цепи:
для шагов до 8 мм
1 об. изд.25,4 == Тн.р;
отсюда
Тн.р • 6 _ зогн.р_q
— 25,4 - 127 Т>\ ’
для шагов свыше 8 мм
1 об. изд.-~|.Х1. ' 25,4 = 7^;
232
233
chipmaker.ru
отсюда
Тн.р 6 24 ЗОГн.р
Х1 = 96 • 25,4 = 4-127 = 3? ' ’
Настройка коррекционной линейки 5. К на-
стройке коррекционной линейки прибегают для компенсации де-
формации нарезаемого винта. Угол наклона линейки определяется
по формуле (5):
, k
величина
На данном станке длина плеча рычага поворота гайки R —
= 62 мм, шаг резьбы ходового винта txe = —^, а гайка имеет
также и наружную резьбу с шагом t — 2,4 (т. е. гайка имеет диф-
ференциальную резьбу). Таким образом, в данном станке величина
р = _____= -!Л’14-62. = 31,827.
tx.e + 1диф. гайки М),4 q
Величина смещения линейки при помощи установки винта
(рис. 138, б)
h= 160 tgа = 160р. А = 160-31,827 4 = 5092,32 4-
Число делений на лимбе установочного винта — 14, шаг резьбы
установочного винта t — 1,5 мм. Величина исправляемой накоплен-
ной ошибки шага k на длине 100 мм при повороте лимба на одно
деление определяется из следующего расчетного уравнения:
-Ц1^ = 5092,32-А;
отсюда
k = —r~— • = 0>002 мм = 2 мк.
14 о092,32
Дифференциальная гайка (рис. 138, б) выполнена с внутренней
25 4
резьбой, навернутой на ходовой винт шага tx.e — —мм, и с на-
ружной резьбой шага (2-4 = 8 мм), ввернутой & кронштейн. При
повороте гайки она произведет дополнительные перемещения: одно
по ходовому винту и другое вдоль кронштейна. Перемещения сум-
мируются при различных направлениях винтовой линии резьбы.
Возвратно-поступательное движение баб-
ки шлифовального круга в поперечном направлении
при затыловании производится по рис. 137, б и осуществляется по
следующей кинематической цепи: шпиндель изделия, червячная
36 28 , , /. 1 \
пара > цилиндрическая пара , дифференциал 11 = -Д, сменные
234
колеса гитары х2> две винтовые пары (i = 1), коническая пара
26 л
цилиндрическая пара-gg, кулак затылования. Расчетное переме-
щение при затыловании с прямыми канавками: 1 об. изд. -> z дв.
ход.
Расчетное уравнение имеет вид:
. л 36 28 1 20 20 35 26
1 об. изд. • 2 * 42 ' “2 'х2‘ 20 ’ '20 ’ '35 26 ~ 2 ДВ- ХОД’
отсюда сменные колеса гитары
у _ ± Л_
3 6^ К ‘ <z2 •
Расчетное перемещение при затыловании с винтовыми канавками
для дополнительного числа движений бабки круга:
1 об. изд. ,
• в.к
где tp — шаг резьбы;
Тек — шаг винтовой канавки.
Расчетное уравнение в этом случае
1 об. изд-
96
24
60
60
JL 20 20
2 ’’ 20 * 20
35
35
26 ztp
26 “ Тв.к '
2
’ хз ’ зо
Подставляя значение х2 = f--, получим в первом случае
45^р
Х-2 - ~,
' в.к
а во втором
180/р
х3= -у------
1 в.к
96 60
в зависимости от применения пар колес: или . Кулак затыло-
вания, вращаясь и воздействуя своим профилем через систему ры-
чагов, перемещает гайку вместе с винтом, а значит и бабку круга.
Возврат бабки происходит под воздействием пружины. За один
оборот кулака бабка совершает одно возвратно-поступательное дви-
жение.
Поперечное перемещение шлифовальной
бабки производится или от руки, пли автоматически. Переме-
щение с небольшой скоростью производится от руки маховиком И.
Через цилиндрическую пару вращается ганка, перемещая не-
вращающийся винт 1 = 3 поперечной подачи бабки. За один оборот
маховика перемещение бабки составляет 1-^-3 = 1 мм. У ма-
235
chipmaker, ru
Хови к a 11 расположено кольцо лимба с числом делений 200, следова-
тельно, при повороте маховика на одно деление бабка перемещается
на 0,005 мм.
Быстрый подвод и отвод шлифовальной
бабки осуществляется рукояткой 12 быстрого отвода. Поворачи-
вая рукоятку через зубчатую передачу (колесо z = 46 выполне-
но с длинным зубом), вращается торцовый кулак, выполненный за
одно целое с колесом z = 46. Таким образом, кулак, опираясь о
неподвижный ролик, перемещает гайку, а вместе с ней и винт,
а значит и шлифовальную бабку. Наибольшая величина перемеще-
ния при быстром отводе равна 6 мм.
Более точная подача бабки круга осущест-
вляется поворотом грибка 10, при помощи которого через передачу
18 24 „ п
-щ- и цилиндрическую пару вращается гайка винта. Величина
, , 18 24 о
перемещения за один оборот грибка составляет 1 • • 3 =
= 0,125 мм. У грибка 10 имеется лимб с 50 делениями. Цена одного
деления 0,0025 мм.
Автоматическая поперечная подача при
врезном шлифовании многониточным кругом осуществляется спе-
циальным кулачком подачи (вместо кулака 13 затылования), вра-
щение которого происходит по кинематической цепи затылования.
При шлифовании конических резьб в пазу
стола укрепляется копировальная линейка 14, сообщающая попереч-
ную подачу шлифовального круга при одновременном продольном
перемещении стола.
Правка круга. Станок снабжен устройством для правки
однониточного круга, автоматическим устройством для накатывания
многониточного круга при пониженном числе оборотов. Во время
правки круга автоматически осуществляется компенсирующая по-
дача шлифовальной бабки, что видно из кинематической схемы
станка. Перемещение салазок прибора правки на величину s соот-
ветствует такому же перемещению бабки круга, что проверяется
уравнением
S 36 36 21 19 „ , ,
ТГ • Ъё- • ТуГ ' ТГГ • -55- • 3 = S ММ бабКИ Кр\ТЭ .
Z <50 Z / Z1 <5о
Особенности станка. Поворот шлифовальной бабки
на угол подъема винтовой линии резьбы производится вместе с элек-
тродвигателем (ввиду возможности выполнения резьб с углом подъ-
ема до 20=).
Шпиндель / (рис. 139) круга вращается в двух тонкостенных би-
металлических подшипниках 3, которые вставлены в конусные
стаканы 4, запрессованные в корпус 5. Осевая сила воспринимается
буртом шпинделя, скользящего по упорному кольцу 2. Торцовые
поверхности кольца строго перпендикулярны к оси шпинделя и
притерты. Пружины 8 через подшипники 7 поджимают шпиндель
236
к кольцу 2. Гайками 6 производится регулирование радиального
зазора в подшипниках путем втягивания их в коническое отверстие
стаканов.
Рис. 139. Разрез по шпинделю шлифовального круга
§ 7. Полуавтомат мод. 6В-1М для фрезерования канавок
метчиков
Станок предназначен для фрезерования прямых канавок на мет-
чиках, развертках.
Техническая характеристика станка
Диапазон диаметров и длин обрабатываемых метчи-
ков в мм...................................... MIO X 60 — М60 X 380
Количество одновременно работающих инструментов 4—8
Число оборотов шпинделя в минуту............ 250—300
Рабочая скорость стола в мм/мин.................... 15—500
Мощность электродвигателя главного привода в кет 4,5—7
При обработке метчиков диаметром 40—60 мм устанавливаются
четыре метчика с установкой проставок в свободные пиноли, при этом
применяется электродвигатель мощностью 7 кет.
Общий вид станка показан на рис. 140. Движения в станке:
1. Вращение шпинделя с фрезами по числу заготовок. 2. Опускание
фрезерной бабки. 3. Рабочая подача стола с заготовками. 4. Подъем
фрезерной бабки. 5. Ускоренный отвод стола с заготовками. 6. От-
жим пинолей. 7. Движение деления по числу канавок. 8. Зажим
пинолей.
В режиме автоматической работы станка после фрезерования
определенного числа канавок он автоматически отключается. Вра-
щение шпинделя фрезерной бабки осуществляется непосредственно
от электродвигателя через клиноременную передачу. Посредством
237
chipmaker, ru
сменного ведущего шкива производится настройка скорости шпин-
деля. Остальные движения выполняются по гидравлической схеме
станка (рис. 141). Масло подается в гидравлическую систему от ло-
пастного насоса / типа Л1Ф-12, приводимого от электродвигателя
(М = 1 кет; п — 930 об/мин) через фильтр 2. Давление регулируется
предохранительным клапаном с переливным золотником 4 и контро-
лируется манометром 3. Через четырехходовой золотник 13, когда
плунжер его находится в верхнем крайнем положении при выклю-
ченном электромагните 1ЭМ, масло поступает через обратный кла-
Рис. 140. Полуавтомат мод. 6В-1М для фрезерования
канавок у метчиков:
1 —система охлаждения; 2 — электрооборудование; 3— станина;
4 — пульт управления; 5 — стойка; 6 — стол; 7 — задняя бабка;
8 — люнет; 9 — хобот; 10 — фрезерная бабка; 1] — передняя
(делительная) бабка; 12 — гидравлическая система
пан 17, в напорный золотник 18, а затем в нижнюю полость цилиндра
19, поднимает фрезерную головку, т. е. осуществляет отвод фрез от
заготовки. Через золотник 13 масло переместит плунжер золотника 14
и через обратный клапан 20 поступает в левую полость цилиндра 21
для перемещения стола. Стол при этом быстро возвращается в исход-
ное положение.
После срабатывания реле давления 8 электромагнит золотника 13
включается, перемещая плунжер золотника вниз, при этом масло по-
ступает в верхнюю полость цилиндра 19 и фрезерная головка будет
опущена впиз на необходимую глубину. Как только фрезерная голов-
ка дойдет до жесткого упора, добавление масла будет увеличиваться,
золотник 15 направит масло в правую полость цилиндра 21, осуще-
ствляя рабочую подачу стола. Масло из левой полости будет сли-
ваться через дроссель с регулятором 16, давая возможность бес-
ступенчатого регулирования скорости движения стола.
236
При выключенном электромагните 2ЭМ золотника 5 масло по-
ступает в цилиндр 12 поджима пинолей и в цилиндр 11 зажима пи-
нолей. После зажима пинолей давление в системе возрастает, плун-
Рис. 141. Гидравлическая схема станка мод. 6В-1М
жер золотника 7 с обратным клапаном переместится вверх, и масло
попадает в цилиндр 9 механизма деления. При включенном электро-
магните золотника 5 плунжер его
переместится вниз и масло по-
ступает в цилиндр 10 механизма
деления, а масло из цилиндров И
и 12 будет сливаться в бак; про-
изойдет отжим пинолей. При этом
произойдет процесс деления. Пор-
шень цилиндра 10 перемещается
до жесткого упора, давление мас-
ла увеличивается, плунжер золот-
ника 6 с обратным клапаном пере-
местится вверх, и масло поступает
в реле давления 8. Реле давле-
ния включает электромагнит золот- Рис. 142. Механизм позорота
ника 13, фрезерная головка опус- фрезерной бабки
кается вниз, а стол получает рабо-
чую подачу. На рис. 142 показан механизм подъема и опускания
фрезерной бабки. К станине прикреплен цилиндр 1 (на рис. 141
поз. 19), поршень 2 которого через шток 3 и серьгу 4 сообщает ка-
чателыюе движение корпусу 5 фрезерной бабки.
239
chipmaker.ru
На рис. 143 показан механизм деления. Два поршня 5 в глухих
гидроцилиндрах 4 (на рис. 141 поз. 9 и 10), смонтированных в кор-
пусе 3, перемещают рейку 2. В зацеплении с рейкой 2 находится зуб-
чатое колесо 1, на конце которого закреплен рычаг 11, несущий
собачку 8. Во время перемещения рейки 2 собачка 8 поворачивает
Рис. 143. Механизм деления станка мод. 6В—1М
делительный диск 7, закрепленный на валу 10 зубчатого колеса 9.
Последнее поворачивает пиноль передней бабки. Настройка на тре-
буемое число канавок производится регулировкой хода поршня 5
через упор 6, благодаря чему изменяется угол поворота делитель-
ного диска 7.
Передняя (делительная) бабка 11 на рис. 140 устанавливается
на столе 6 соответственно длине фрезеруемых заготовок. В процессе
фрезерования используется насос охлаждения, двигатель которого
включается одновременно с включением двигателя вращения шпин-
деля.
§ 8. Универсально-заточной станок мод. ЗА64М
Станок предназначен для затачивания основных видов режущего
инструмента с применением в необходимых случаях специальных
приспособлений.
На рис. 144, а показан общий вид, а на рис. 144, б — кинемати-
ческая схема. На станке осуществляются следующие движения:
вращение шлифовального круга, продольное перемещение стола,
поперечное перемещение салазок, вертикальное перемещение колон-
ны и вращение шпинделя приводной бабки.
Вращение шпинделя шлифовальной бабки
производится от двухскоростного электродвигателя (N = 1,0—
240
0,75 кет, п = 2850/1420 об/мин) через клиноременную передачу
или Числа оборотов шпинделя 2000, 2880, 4000, 5800 об/мин.
ьз СИ г
Продольное перемещен не стола осуществля-
ется вручную вращением одного из трех маховиков А, Б, В, два из
которых А и Б расположены с задней стороны поперечных салазок
слева и справа. На осях этих
маховиков сидят зубчатые ко-
леса, сцепляющиеся с рейкой
т = 2,5 мм, прикрепленной на
продольном столе. За один обо-
рот этих маховиков величина
перемещения стола составляет
1 -л -14 • 2,5=110 ли;. Третий ма-
ховик В, расположенный спере-
ди салазок, служит для мед-
ленного перемещения стола при
Вид А
Рис. 144. Общий вид (а) и кинематическая схема (б) заточного
станка мод. ЗА64М:
1 — станина; 2 — нижние поперечные салазки; 3 — продольный стол; 4 — верх-
няя поворотная часть; 5 — центровые бабки; 6 — колонна; 7 — шлифовальная
бабка
помощи смонтированной планетарной передачи. Передаточное от-
ношение планетарной передачи
w “ 1 —Й Й = । —| ' W = 1 “0.852 " 0.Н8.
За один оборот маховика В путь перемещения стола
s = 1 - 0,148-я-14-2,5 = 16,3 мм.
241
Переключение скорости перемещения стола производится кноп-
кой Г. Стол перемещается по направляющим качения, выполненным
в виде роликовых цепей. Боковое направление производится двумя
шарикоподшиникамн и направляющим ребром стола.
Поперечное перемещение салазок осущест-
вляется вращением маховика Д, а вместе с ним и винта относительно
передвижной самоустанавливающейся гайки Е, закрепленной в ста-
нине. За один оборот маховика перемещение равно 2 мм. Отсчет
перемещения производится лимбом с точностью до 0,02 мм.
Вертикальное перемещение шлифоваль-
ной головки осуществляется подъемом колонны. Вращение
Рис. 145. Разрез шлифовальной бабки заточного
станка мод. ЗА64М
маховика Ж через червячную передачу — передается реечному
колесу z = 15 (т = 2,5 мм). За один оборот маховика Ж шлифоваль-
ная головка переместится на величину
seepm = 1 15-2,5 = 2,6 мм.
Отсчет перемещения ведется по лимбам с точностью до 0,02 мм.
На рис. 145 показан разрез шлифовальной бабки, установленной
на колонне. Бабка представляет собой корпус 1, в котором на двух
парах радиально-упорных шарикоподшипников 2 вращается шпин-
дель 3. Подшипники посажены в стаканы 7. Предварительный натяг
шарикоподшипников производится с помощью распорных колец
5, 6, 8, 9 подтяжкой гаек 11 и 12. Шкивы выполнены за одно целое
со шпинделем. Отверстие а в шпинделе служит для затягивания
гайки 4 при помощи вставленного прутка при смене шлифовального
круга. Головка может быть повернута на требуемый угол и зажи-
мается болтами 10. К станку прилагаются приспособления: перед-
няя бабка и задняя; универсальная головка, корпус которой уста-
навливается под углом в вертикальной и в горизонтальной плоскости;
24'2
приводная бабка для вращения заготовок; поворотные тиски для
заточки резцов; приспособление для наружного круглого шлифо-
вания; приспособления для заточки долбяков, зенкеров, метчи-
ков, фрезерных головок, фасонных фрез, разверток, сверл.
Глава III. СТАНКИ ДЛЯ ПРОИЗВОДСТВА ФРЕЗ
§ 1. Общие сведения о затыловочных станках
Токарно-затыловочные станки предназначаются для обработки
задней поверхности зубьев инструментов: цилиндрических, червяч-
ных, дисковых, пазовых и тому подобных фрез, а также метчиков
с прямыми и винтовыми канавками. Токарно-затыловочные станки
разделяются на специализированные и универсальные.
Специализированные токарно-затыловочные станки предназна-
чаются лишь для обработки задних поверхностей (т. е. затылования)
дисковых, пазовых и других аналогичных фрез. Станки этой группы
изготовляются без ходового валка и коробки подач.
Универсальные затыловочные станки предназначаются для заты-
лования зубьев у червячных фрез с прямыми и винтовыми канавками,
цилиндрических фрез с прямыми и с винтовыми канавками, дисковых
фрез и других изделий. На этих станках очень редко производят
токарную обработку заготовок. инструмента. В большинстве слу-
чаев универсально-затыловочные станки выполняются с дифферен-
циалом, с ходовым валком и с коробкой подач. Однако находят
применение также станки без дифференциала.
Суппорт станка обычно имеет двое поворотных салазок: нижние —
затыловочные, которые могут поворачиваться относительно верти-
кальной оси, и верхние — для подвода резца к изделию. К универ-
сальным станкам обычно прилагается приспособление для шлифо-
вания затылованных зубьев.
Станину, суппорт, шпиндельную бабку и заднюю бабку выпол-
няют особо жесткой конструкции, учитывая возникающие ударные
нагрузки при затыловании.
В зависимости от вида затылуемого изделия и характера заты-
лования различают следующие виды движений.
При затыловании дисковых фрез: непрерывное
и равномерное вращение заготовки и непрерывно повторяющиеся
возвратно-поступательные перемещения резца в радиальном направ-
лении к заготовке. Схема движения резца и заготовки показана на
рис. 146, а. Во время поворота изделия на угол, соответствующий
дуге ab, резец приближается к центру изделия. Во время поворота
изделия на угол, соответствующий дуге Ьс, резец быстро отводится
назад. При дальнейшем вращении изделия движения резца повто-
ряются. Для осуществления возвратно-поступательных движений
резца применяют кулачки со специальным профилем (рис. 146, б).
243
За один оборот кулачка резец получает одно возвратно-поступатель-
ное движение. Для настройки кинематических цепей затыловочных
станков необходимо определить расчетные перемещения, т. е. соот-
ношения между движениями заготовки и резца. В основу расчетных
перемещений принимается следующее соотношение:
1 об. изд. -> z движений резца -> z об. кулачка.
Тогда 1 обороту изделия соответствует z движений резца и z
оборотов кулачка, где г — число зубьев затылуемого изделия.
Рис. 146. Схемы затылования фрез
При затыловании червячных фрез и мет-
чиков на станке осуществляются следующие движения: а) равно-
мерное вращение заготовки; б) равномерное перемещение суппорта
параллельно оси заготовки (в продольном направлении); в) непре-
рывно-повторяющиеся возвратно-поступательные перемещения резца
в радиальном направлении. Для затылования инструментов с канав-
ками, расположенными параллельно оси (прямые канавки), в основу
расчетных перемещений применяют следующие основные соотноше-
ння' 1 об. изд. -> z движения резца -> /н р,
где tH.p — шаг винтовой линии у червячных фрез, шаг резьбы у
метчиков.
На рис. 146, в показана червячная фреза с винтовыми канавками,
где Dt — диаметр начальной окружности фрезы; tH.p — шаг винто-
214
вой линии; Р — угол подъема винтовой линии; а — угол наклона
винтовой канавки. Если настроить станок для затылования фрез
или метчиков с прямыми канавками (рис. 146, г), то после каждого
оборота изделия суппорт с резцом переместится на шаг винтовой
линии, т. е. из точки а переместится в точку Ь, из точки b в точку с
и т. д. Начало перемещения резца в поперечном направлении должно
происходить в точках пересечения винтовой линии с винтовой канав-
кой, т. е. в точках а', Ь', с', сГ, ё, (фрезы с винтовыми канавками)
(рис. 146, в), или в точках a, b, с, d,eu т. д. (фрезы с прямыми канав-
ками) (рис. 146, г).
Если на станке установлена фреза с винтовыми канавками (рис.
146, в), то положения резца в точках a, b, с, d, е не будут соответство-
вать началу затылования зубьев. Следовательно, расчетные переме-
щения, принятые для изделий с прямыми канавками, должны отли-
чаться от перемещений для изделий с винтовыми канавками. На рис.
146, д показана развертка окружности условной фрезы, длина
которой равна шагу винтовой канавки Тв к. На этой развертке пря-
мая АС представляет шаг винтовой канавки; прямая ВС — развертка
начальной окружности фрезы, равная лОд прямая АВ — развертка
винтовой канавки. В точках Г, 2’, 3’, 4', 5' и т. д., обозначенных
на развертке винтовой канавки, должна происходить встреча резца
с каждым последующим зубом фрезы. Точки /, 2, 3, 4, 5 и т. д. соот-
ветствуют положению резца при продольном перемещении суппорта
на шаг винтовой линии. Для того чтобы резец при возвратно-посту-
пательном движении следовал за линией винтовой канавки, необхо-
димо или изменить (ускорить или замедлить) вращение изделия,
или изменить (замедлить или ускорить) движение резца.
Как указывалось выше, за один оборот фрезы резец делает г
двойных ходов и из точки а перемещается в точку b (рис. 146, в).
Но для того чтобы начало затылования совпадало с точкой Ь', необ-
ходимо, чтобы в течение этих же г двойных ходов фреза повернулась
дополнительно на дугу ЬЬ' или на дугу ab (рис. 146, д). Если оценить
эту дугу в долях оборота фрезы, то
Дп об. Фр-=~.
Из рис. 146, д дуга
ab = fH.piga,
tgCC=y-A
1 в.к
тогда
лО/
— С.р ’ у
1 в.к
Доля оборота фрезы
л е. л. C.p"Dt 1 tH'P
йп об. фр. =
Jв.к nDt Тв.к
в. К
245
chipmaker.ru
Таким образом, за время г двойных ходов резца заготовка должна
сделать (
1 + Дл об. или 1 +
* в.к
Очевидно, за долю оборота заготовки Дп резец при этой же на-
стройке сделает долю г двойных ходов, которую обозначим через Az.
Из этого соотношения вытекает, что
Дг = Дпг -г.
* в.к
Для удобства настройки кинематической цепи за основу прини-
мают не г двойных ходов резца, а один оборот заготовки. В связи
с этим попадание резца в точки b', с', d', е' и т. д. обеспечивается
изменением числа возвратно-поступательных движений резца. Оче-
видно, что за один оборот фрезы резец должен сделать z 4- Аг двой-
ных ходов. Следовательно, за 1 оборот фрезы резец должен сделать
(z~j-z^~-j двойных ходов. Таким образом, основные соотношения
будут такими:
, _ , ( , ztn.p \ ,
1об. фр. -> z 4~ — движении резца — гн.р — путь суппорта или
1 об. фр. ->z (1 4-
\ * В.к
Здесь слагаемое -у-р представляет собой долю двойных ходов
1 в.к
за время одного оборота фрезы, которая (доля) должна быть сделана,
чтобы резец при перемещении суппорта на шаг tH.p каждый раз попа-
дал в точки Ь', с', d’, е' и т. д. начала затылования.
движений резца — tp — путь суппорта.
§ 2. Универсальный полуавтоматический затыловочный станок
мод. 1811
Станок предназначен для затылования червячных фрез с моду-
лем до 8 мм, одно- и многозаходных, правых и левых, праворежущих
и леворежущих, всевозможных дисковых и фасонных фрез и инстру-
мента с прямыми, косыми и торцовыми затылуемыми зубьями. Тех-
ническая характеристика: высота центров 260 мм; расстояние между
центрами 710 лш; наибольший диаметр обрабатываемого изделия над
станиной 520 мм; пределы чисел оборотов шпинделя 2,6—64 об/мин,
при обратном вращении — 8,9—192 об/мин; величины подач 0,1 —
1 мм/об; наибольший диаметр обрабатываемого изделия над нижней
частью суппорта 240 мм; наибольшая длина затылования 550 мм;
габаритные размеры станка: 2800 X 1390 х 1810 мм.
Общий вид станка показан на рис. 147.
Станина / выполнена массивной конструкции с плоскими направ-
ляющими как для каретки, так и для задней бабки. Сверху станины
на левом конце укреплена передняя бабка. На торце под кожухом
находятся зубчатая передача на вал отбоя, расположенный посре-
246
дине станины; гитара возвратно-поступательных движений суппорта;
гитара настройки на шаг резьбы. На передней стенке крепится короб-
ка подач и расположены ходовой винт, ходовой вал, вал управления
и гидропанель.
Рис. 147. Универсальный затыловочный станок мод. 1811:
1 — станина; 2 — коробка подач, 8 — передняя бабка с коробкой скоростей; 4 —
суппорт; 5 — фартук; 6 — каретка; 7 — задняя бабка; 8 — электрооборудование с
электрошкафом; 9 — гидропривод
Передняя бабка 3 имеет двенадцать скоростей вращения шпин-
деля. На переднюю стенку выведены рукоятки для переключения на
нормальный шаг или увеличенный шаг резьбы и для включения
Рис. 148. Разрез затыловочного суппорта и муфты отскока
правой или левой резьбы. На заднем конце шпинделя укреплен кула-
чок, который при обработке дисковых фрез по полуавтоматическому
циклу воздействует на конечный выключатель, дающий команду
на срабатывание механизма подачи на глубину резания, при этом
подача на глубину резания производится на каждый оборот шпин-
деля. Каретка (на рис. 148, а — поз. 1) перемещается по плоским
247
направляющим станины и служит для передачи движения подачи
и движения затылования от продольного вала 12 на вал 13 кулака 7
(рис. 148, а), расположенный в центральной части каретки. На ка-
ретке расположена поворотная плита 2, позволяющая производить
затылование под углом и несущая на себе плиту 3. На палец 6,
запрессованный в плите, воздействует кулачок 7, перемещая плиту
Рис. 149. Кинематическая схема затыловочного станка мод. 1811
вперед. Возврат плиты производится с помощью пружин 14, распо-
ложенных в поворотной плите. Усилие пружин регулируется спе-
циальными винтами 8. Вывод резца из нитки резьбы производится
за счет движения кулачка вниз; подвод резца — за счет движения
вверх. Это периодическое движение кулачка вверх и вниз полу-
чается с помощью реечного зацепления, связанного с гидроцилин-
дром (рис. 149).
Затыловочный суппорт 4 (на рис. 148,а — поз. 10) устанавливается
на плите 3 с помощью промежуточной плиты 9 и перемешается
в продольном и поперечном направлениях и может быть повернут
на любой необходимый угол.
248
На винте поперечных салазок 4 расположен храповой механизм
автоматической подачи на глубину резания, работающий от гидро-
цилиндра. Механизм поперечной подачи допускает работу вручную,
для чего собачка храпового механизма выключается специальной
кнопкой. Верхний продольный суппорт 5 вместе с резцедержателем
11 перемещается по направляющим поперечных салазок.
Коробка подач 2 служит для передачи движения от шпинделя
на ходовой вал, ходовой винт и на вал кулачка. В коробке передач
размещены цепная передача от шпинделя на ходовой вал, гитара
настройки на шаг резьбы, гитара настройки на число возвратно-
поступательных движений суппорта и однозубая муфта с муфтой
отскока.
Однозубая муфта обеспечивает вращение вала кулака только
в одном направлении и служит для автоматического отключения
отбойного вала кулака (на схеме вал X V) во время холостого хода.
Муфта отскока, выполненная совместно с однозубой муфтой, служит
для точного останова кулака в положении минимального подъема,
соответствующего моменту вывода резца от обрабатываемого из-
делия.
На рис. 148,6 показана в разрезе однозубая муфта с муфтой от-
скока.
При автоматическом цикле работы во время рабочего хода ку-
лачковый вал вращается от ведущей однозубой муфты 1 через собачку
3, сидящую на пальце 4 ведомой муфты 2 отскока, при этом поворот-
ная собачка 5, сидящая на пальце муфты 2, проскакивает через
неподвижный упор 6. При обратном ходе зуб ведущей муфты /,
вращаясь в обратном направлении, отойдет от собачки 3 и через
собачку 5 повернет муфту 2 в обратном направлении до момента,
когда упор 7, закрепленный на муфте 2, упрется в неподвижный
упор 6; муфта 2 остановится. При дальнейшем вращении ведущей
муфты 1 в обратном направлении поворотная собачка 5 выводится
из паза муфты 1. Остановка затыловочного суппорта производится
таким образом в его исходном отведенном положении.
Шлифовальный суппорт устанавливается на плите _ каретки
вместо затыловочного суппорта и предназначен для шлифования про-
филей затылованных зубьев. Конструкция суппорта обеспечивает
поворот шлифовального шпинделя в горизонтальной и вертикальной
плоскости и установку его на различной высоте. Привод шпинделя
осуществлен от отдельного электродвигателя, установленного ня
кронштейне, который укрепляется на каретке.
Конструкции остальных узлов аналогичны конструкциям соот-
ветствующих узлов распространенных токарных станков.
Кинематика станка. Вращение шпинделя осуществ-
ляется по следующей кинематической цепи (рис. 149): электродви-
гатель тип ФТ51-6/2 (N — 3,3/3,8 кет; п = 940/2800 об/мин); вал /,
9Q
зубчатая пара -gp, вал //, тройной блок z — 22 — z — 34 — z = 28,
осуществляющий от вала II на вал III три передаточных отношения
240
chipmaker.ru
22 28 34 ... ...
~лг > лп > “гГ» от вала 1 ‘1 па вал ' V осуществляются два передаточных
40 'lu 04
отношения ~, вал / Vцилиндрическая пара , вал V; от вала V
... 20 20 ...
на вал VI осуществляются передаточные отношения с.-и -^-; вал VI,
ои Эи
24 ,
цилиндрическая пара с косыми зубьями, шпиндель станка.
Числа оборотов шпинделя определяются по общему уравнению
кинематической цепи
"шп = 940 4г ' 22 46 28 40 34 24 68 46 46 45 ’ 54 ' 20 80 50 50 24 ‘ 96
34 —
и составляют следующий ряд: 2,7; 3,96; 5,65; 7,65; 10,8; 11,3; 15,8;
16; 22,6; 30,6; 45; 64 об/мин. При обратном вращении шпинделя
двигатель переключается на число оборотов в 3 раза большее, т. е.
на 2800 об/мин-, таким образом, число оборотов шпинделя увели-
чивается в 3 раза.
Продольное перемещение суппорта от хо-
дового винта применяется при затыловании зубьев резьбо-
вых изделий: метчиков, червячных фрез и осуществляется по сле-
дующей кинематической цепи:
54
1. Без применения перебора. Шпиндель, зубчатая пара-р- вал
о4
VIII, трензель • |^-,вал IX, гитара сменных колес вал XVI,
ходовой винт с шагам t = 12 мм.
В соответствии с основными соотношениями уравнение кинема-
тической цепи будет таким:
, - 54 24 24 . п'
1 об. ШП. • 54 • 24 • -24 12 = Т„.р.
Тнр
Отсюда сменные колеса гитары хА = 12 '•
2. С перебором ^inep =Шпиндель, зубчатая пара , вал VI,
g, 80 »г g. 54 1 т т 24 \х
зубчатая пара вал V, зубчатая пара вал г///,трензель-^- X
вал IX, гитара сменных колес хх, вал XVI, ходовой винт с
шагом t = 12 мм.
Уравнение кинематической цепи
, , 95 80 54 24 24 „
об. шп. • 24 • 20 54 • 24 ’ 24’ ’Х1 ’ 12 “ ^«-р*
250
Сменные колеса гитары:
*н.р *н.р
Х] = 16-12 = Л9Г
3. С перебором ^'Я(,р = . Шпиндель, зубчатая пара вал V/,
зубчатая пара вал V, зубчатая пара 5~, вал VIII, трензель
-gj • "2Д .вал /л, гитара сменных колес хъ вал Л VI, ходовой винт с
шагом t = 12 мм.
Уравнение кинематической цепи будет
, , 96 50 54 24 24 , о „
1 об. ШП. • 24 ’ 50 ' 54 ’ 24 ‘ 24 ' Х1' 12 ~ Тн.р-
Сменные колеса гитары
• Тн.р Тн.р
= 4Й2 = ~48~ •
Продольное перемещение суппорта от
ходового вала применяется при затыловании зубьев цилинд-
рических и других фрез (кроме резьбовых изделий) и осуществля-
ется по следующей кинематической цепи: шпиндель, цепная передача
,вал XVI, зубчатая передача вал XIV, тройной блок z = 27 —
27
—z =45 — z = 36, осуществляющий, передаточные отношения -g-(-,
45 36 vv 27 27 „ й
“36 ’ ~45~,вал XIX, передача -g^-. -g^ или напрямую, ходовой вал.зубча-
25 28 28 28 1
тые передачи фартука 2Y 28“ * 2ir' 25 ’ чеРвячная паРа зо > кулачко-
, , 20 . о
вая муфта, зубчатая пара -gg-, реечное колесо г — 12, рейка m =
— 3 мм.
Уравнение кинематической цепи
, й 26 44 1 об. шп. •=- • -= • 34 58 27 54 36 45 45 36
• 27 27 54 ' 54 на прямую 25 28 28 28 1_ 28 ’ 28 ’ 28 ’ 25 " 30
20
55
X"-12-3 = s мм/об.
Величины подач 0,1—1 мм!об.
Возвратно-поступательное движение за-
тыловочного суппорта осуществляется при малых
числах оборотов шпинделя, т. е. с применением перебора либо 1р-
или ^по следующей кинематической цепи: шпиндель, зубчатая пара
251
80
20
50
50
1об. шп. .
24
chipmaker.ru
96 xzi so 50 .. .
-^,вал VI, зубчатые передачи или r,T, вал К зубчатая передача
к XAJ ib*
40 v, ,, /. 2\
-40-, вал XI, гитара сменных колес х2, дифференциал 11диф = у ,
75
зубчатая пара -у^-,вал XIII, муфта отскока, вал XV, коническая
19 п
передача -yg-, кулачок. В соответствии с основными соотношениями
уравнение кинематической цепи запишется так:
40 2 75 19
40 'Х*' 1 ‘ 100 ‘ 19 —2 °6, КуЛ’ ~
= z дв. ход суппорта.
,- 1 2 •
В первом случае при tnep = -yg-x2 = а во втором при tnep —
___ 1 г
— — б--
Дополнительное число возвратно-посту-
пательных движений затыловочного суп-
порта применяется при затыловании резьбовых изделий с винто-
выми канавками и осуществляется по следующей кинематической
- 99 izi «о
цепи: шпиндель, зубчатая пара -^-.вал VI, зубчатая передача^,
50 54 24 ^4
или -|ф,вал V, зубчатая пара вал VIII, трензель-^-. вал IX,
гитара'сменных колес х1( вал XVI, коническая пара вал XVII,
цилиндрическая пара -^|,вал XVIII, гитара сменных колес х3,
3 75
червячная пара -jg-, дифференциал (t = 1), зубчатая пара -j(—,вал
19
XIII, муфта отскока, вал XV, коническая пара -j-g-, кулачок. Всоот-
соотношениями уравнение кинематической
24 24 48 42 3 . 75 19 _
24 ‘ "24 ’ Х1 ‘ 36 ‘ 42 ’ Хз • *1 • "що ‘ щ
= Ztp
Гв.к
19 ztp
хз - д. к, • 77^-
Подставляя значение
{р _ 1
Х1 ~ 16- 12 ПРИ 1персб — (б >
ветствии с основными
цепи будет иметь вид:
, , 96 80 54
1 об. ШП.-2У • 20-54
Отсюда
252
получим
19 16-12 ztp z
хз- 3.16 • tp ’ Твм~ /Ь Тв.к ’
где tp — шаг резьбы.
Дополнительное число возвратно-поступательных движений заты-
ловочного суппорта применяется также при затыловании цилиндри-
ческих фрез с винтовыми канавками и осуществляется по следующей
цепи: каретка суппорта, рейка, реечное колесо г = 12 (tn — 3 мм),
55 , зо
цилиндрическая пара -gy, кулачковая муфта, червячная пара-р,
цилиндрические пары -Ц- . • -Ц-» ходовой вал, зубчатая пара-^-,
26 “ 48
цилиндрическая пара-уб*, коническая пара gg, цилиндрическая па-
ра др гитара х3, червячная пара yg, дифференциал (t = 1)
75
цилиндрическая пара -ygg-, вал XIII, муфта отскока, вал XV,
19 т>
коническая пара ур, кулачок. В соответствии с основными соотноше-
ниями напишем уравнение кинематическая цепи
s 55 30 25 28 28 28 20 26 48 42 v v
л-12-3’20' 1 ’ 28 ’ 28 ’ 28 " 25 * 60 ‘ 76 ' 36 ’ 42 ‘ХзХ
3 .75 19 _ zs
ХТ9 ' 1 ’ТОО ”19“
где tp заменили через s — величину подачи в мм/об лип., отсюда
хз = 76--у—.
1 в.к
Гидропривод станка. Гидравлический привод применяется в
станке для осуществления следующих движений: вывод и ввод резца
в нитку и подача резца на глубину резания.
Вывод и ввод резца в нитку производится путем ‘опускания и
подъема кулачка, осуществляемого от гидроцилиндра ГЦ1 (рис.
149), а подача резца на глубину резания производится соответствую-
щим поворотом винта поперечной подачи храповым механизмом,
осуществляемым от гидроцилиндра ГЦ2.
§ 3. Заточной станок мод. 3662 для червячных фрез
Станок предназначен для заточки передних поверхностей зубьев
червячных фрез диаметром 50—200 мм и длиной 20—200 мм.
На рис. 150 показан общий вид станка.
Во время заточки осуществляются следующие движения: 1) вра-
щение шлифовального круга (главное); 2) возвратно-поступательное
движение стола с установленной фрезой; 3) поворот фрезы при заточке
фрез с винтовыми канавками; 4) деление заготовки (поворот заго-
товки для затачивания следующего ряда зубьев); 5) подача фрезы
253
I chipmaker.ru
на шлифовальный круг для снятия припуска. Кроме того, на станке
выполняются следующие установочные движения: ручное переме-
щение стола, вертикальное перемещение шлифовальной бабки, пово-
рот шпинделя круга на угол наклона винтовой линии, осевое пере-
мещение пиноли шлифовального шпинделя.
На рис. 151 показана кинематическая схема станка.
Вращение шлифовального круга осуществляется
от электродвигателя (N = 1 кет; п = 2800 об/мин), укрепленного
Рис. 150. Заточной станок мод 3662 для заточки червячных фрез:
1 — станина; 2 — копирное устройство; 3 — маховик установки шага спирали;
4 — передняя бабка с делительиой головкой; 5 — маховик ручного переме-
щения стола; 6 — переставной упор для установки длины хода; 7 — шлифо-
вальная головка; 8 — управление шлифовальной головкой; 9 — колоииа;
10 — задняя бабка; 11 — рукоятка перемещения пиноли; 12 — стол; 13 — кно-
почная станция; 14 — гидропривод; 15, 16 — управление движениями стола
на корпусе шлифовальной головки с помощью упругой муфты,
следовательно, число оборотов круга составляет 2800 об/мин.
Возвратно-поступательное движение
стола осуществляется от гидропривода, встроенного в станину.
Гидропривод выполнен по обычной гидравлической системе. Ско-
рость перемещения стола регулируется в пределах 2—10 м/мин
рукояткой 16 (рис. 150), а длина хода стола устанавливается пере-
ставочными упорами 6.
Поворот фрезы с винтовыми канавками
осуществляется следующим образом: диск 11 (8)*. сидящий свободно
* Все номера деталей, указанных в скобках, соответствуют номерам дета-
лей на рис. 152, а.
254
на шпинделе, связан с ползуном 6 при помощи стальных лент 8 (16).
На конце ползуна 6 смонтированы два шарикоподшипника, входя-
щие в паз линейки 29. Линейка с помощью маховика 5 (на рис. 150
поз. 3) через червяк 2 и зубчатый сектор 1 устанавливается под углом
по отношению к столу. Расчетные перемещения получаем из следую-
щего условия: при перемещении стола на длину, равную шагу винто-
вой канавки Те.к, заготовка должна повернуться на один оборот.
Ползун 6 за этот период времени переместится на величину Т е.л tg а,
а следовательно, и лента 8(16) навернется за один оборот диска 11
на длину nDдиска ~ Тв.к tg а, т. е. уравнение этой цепи
1 об. заг.-лОб„ско = Tg.Ktga,
где a — угол наклона копирной линейки 29\
D—диаметр диска 11, равный 120 мм.
Отсюда
tga = nDducKa = 3,14-120 376,8 ,
1 в.к Тв.к Тв.к
Цена деления лимба 5 равна 1 мм. При движении стола назад
ползун 6 получает обратное поступательное движение и диск 11 (8)
поворачивается то в одну, то в другую сторону. Отсюда через свя-
занный с диском 11 (8) фиксатор 13 (9) и делительный диск 12 (4),
сидящий на ступице (5), передается поворот шпинделю (2).
Деление заготовки происходит при неподвижном
столе, когда он находится в крайнем левом положении, а шлифоваль-
255
chipmaker.ru
ный круг полностью вышел из канавки фрезы. При левом положении
стола золотник 15 через рычаг 7 перемещает муфту 9 (3), а рычаг
10 (6) поднимает ползушку 14 (7), скользящую в поводке (10),
и выводит фиксатор 13 (9) из паза делительного диска 12 (4), после
Рис. 152. Разрезы шпинделей заточного станка мод. 3662:
а — передней бабки; б — шлифовального круга (/ — корпус шлифовальной головки; 2 —
муфта; 3 — пружина для выбора зазоров в подшипниках; 4 — пиноль; 5 — шпиндель)
этого шток-рейка 17 через зубчатое колесо 10 (15) (свободно сидит
на шпинделе), собачку 20 (11) и храповые колеса 18, 19 (14) и (13),
сидящие на втулке (12), поворачивает шпиндель (2) бабки. Фикса-
тор 13 (9) скользит во время вращения диска 12 (4) по его поверх-
ности до западания в очередной паз диска, после чего поршни золот-
ника 15 и цилиндра 22 возвращаются назад, а стол движется вправо.
256
Собачка 20 (11), выйдя из зацепления с храповыми колесами, нахо-
дится на заслонке 21.
Все перечисленные детали смонтированы в корпусе (/) бабки.
Подача заготовки — фрезы на шлифовальный
круг осуществляется таким образом: во время поворота шпин-
деля при делении собачка 20 поворачивает каждый раз храповик 19,
свободно сидящий на фланце. После совершения одного оборота
фрезы упор на этом храповике нажимает на кнопку микропереклю-
чателя 23, включающего электромагнит 27. Якорь электромагнита
сообщает качательное движение собачке 28, а от нее поворачивается
через храповое колесо 4 винт 3, перемещающий салазки, на которых
установлена линейка 29. Отсюда шпиндель с фрезой получает допол-
нительное вращение, осуществляя круговую подачу на круг, на глу-
бину затачивания. Далее поворот шпинделя от линейки производится
через ползун 6 и диск 11. Величина подачи составляет 0,01—0,03 мм.
С помощью рукоятки 30 и винта 3, перемещая салазки линейки вверх
или вниз, поворачивается шпиндель с фрезой для выверки положения
фрезы относительно шлифовального круга, при этом храповое колесо
4 должно быть выключено от фрикционного винта 3.
Ручное перемещение стола производится вра-
щением маховика 26 через реечное колесо 25 и рейку 24.
Вертикальное перемещение шлифоваль-
ной бабки осуществляется от вертикального вала 39, приводи-
мого во вращение червячной парой 31—32 от маховика 33.
Осевое перемещение шпинделя шлифоваль-
ного круга, необходимое для процесса правки и для установки
круга по оси фрезы, осуществляется поворотом маховика 34 через
червяк 35, зубчатое колесо 36, червяк 38 и рейку на гильзе 37,
Поворот шпинделя шлифовального круга
на угол наклона винтовой канавки осуществ-
ляется вращением рукоятки 42 через червяк 40, колесо 41 и зубчатый
сектор 43, смонтированный на плите колонки.
Станок работает как полуавтомат, а это позволяет рабочему
обслуживать несколько станков. После нескольких оборотов фрезы,
необходимых для снятия заранее установленного припуска, станок
автоматически выключается.
На рис. 152, б показан разрез шпинделя шлифовального круга.
Глава IV. СТАНКИ ДЛЯ ПРОИЗВОДСТВА РЕЗЦОВ,
ПРОТЯЖЕК, ДОЛБЯКОВ, КРУГЛЫХ ПЛАШЕК
§ 1. Станок для заточки резцов мод. ЗБ632В
В производстве резцов специальным станком является выше-
указанный станок. Все остальные операции по изготовлению выпол-
няются на универсальном оборудовании, как например, получение
257
chipmaker.ru
углов переднего и заднего и угла в плане осуществляется на станках
поперечно-строгальных или плоскошлифовальных.
Станок предназначен для заточки и доводки твердосплавных
резцов 25 X 25 мм алмазными кругами и может быть использован
для заточки резцов шлифовальными кругами.
На станке (рис. 153) производится чистовая заточка резцов по
главным и вспомогательным задним и передним поверхностям, а
Рис. 153. Заточной станок мод. ЗБ632В
для резцов:
/ — станина; 2 — осциллирующие столики;
3 — приспособление для Заточки передней
поверхности; 4 — приспособление для за-
точки задней поверхности; 5 — приспособ-
ление для нанесения стру>кколомающих лу-
нок; 6 — ограждение; 7 д— шлифовальная
головка
также нанесение при помощи
специального приспособления
стружколомающей лунки на пе-
редней поверхности резца.
Шлифовальная головка (рис.
154) представляет собой двух-
скоростной электродвигатель,
вал 8 которого является шпин-
делем станка. Статор 3, ротор 4
и крыльчатка 5 вентилятора раз-
мещены в корпусе 6, закрытом
двумя крышками 2 и 7, в кото-
рых находятся шарикоподшип-
никовые опоры. Подшипнико-
вые опоры представляют со-
бой сдвоенные радиально-упор-
ные шарикоподшипники / с
выбранными осевыми зазорами.
Уплотнение осуществлено по
торцу лабиринтными уплотне-
ниями 9, а в радиальном направ-
лении — масляными канавками.
Головка установлена на верхней
опорной поверхности станины.
Шпиндель-вал 8 головкп вра-
щается со скоростью 1420; 2840
об/мин. Применяемые шлифо-
вальные круги 0 200 X 20; 0 200 X 10; 0 200 X 68 X 50 и А5П80
крепятся с помощью флянцев на концах шпинделя. Круги баланси-
руются с помощью сухарей, размещенных на флянцах. Ввиду нали-
чия двух скоростей вращения шпинделя шлифовальных кругов
окружная скорость кругов составляет 15—30 м/сек.
На столике 2 (рис. 153) устанавливаются различные приспособ-
ления для заточки задних и боковых поверхностей, для -заточки
передних поверхностей проходных резцов и др. Схемы настроек
станка при заточке показаны на рис. 155: рис. 155, а изображает
заточку по задним поверхностям с установкой столика на угол а;
рис. 155,6 и в — положение резца с установкой приспособления на
угол <р или <рх; рис. 155, г — заточку радиуса (производится вручную
без применения осцилляции столика); рис. 155, д и е — заточку по
передней поверхности. Стрелками обозначены движения резца при
258
3 «
5 6
Рис. 154. Разрез шпинделя-ротора шлифовальной бабки
Рис. 155. Установка приспособлений на заточном
станке мод. ЗБ632В:
/ — направление осцилляции столика; 1 — направление подачи
столика при механическом креплении Резца; 3 — направление
подачи резца при заточке без крепления
259
chipmaker.ru
заточке. Заточка резцов производится с механическим креплением
и без крепления; предпочтительно использовать приспособление с
зажимом резца при углах <рх и (90° — <р) менее 45°.
Все указанные приспособления устанавливаются на плите сто-
лика и закрепляются винтовым зажимом, винт которого входит в паз
столика. При механическом зажиме подача производится соответст-
вующими винтами от маховиков. Нанесение стружколомающих
лунок осуществляется в отдельном приспособлении 5 (рис. 153)
от электродвигателя (N = 0,18 кет; п = 2 800 об/мин). Во время
работы станка применяется охлаждение, подаваемое от электро-
насоса (N — 0,12 кет; п = 2800 об/мин). Подача жидкости ре-
гулируется кранами. Для предохранения работающего от брызг при-
меняется кожух и прозрачный щиток для наблюдения за работой.
Столики 2 получают осциллирующее движение от руки. Вклю-
чение и переключение электродвигателей на другое число оборотов,
а также реверсирование их и останов производится кнопками
щитка, установленного на передней части станины станка.
§ 2. Станок для заточки протяжек мод. 360М
Протяжки изготовляют на универсальном оборудовании: круг-
лые — на токарных станках (обтачивание, разметка канавок
и обработка зубьев), плоские — на фрезерных (фрезерование кана-
вок и спинок). Затачивают протяжки на специализированном
оборудовании, например на станке мод. 360М. На станке можно
производить следующие операции: шлифование спинок зубьев
круглых, шлицевых и тому подобных протяжек, шлифование
спинки зубьев и заднего угла у плоских шпоночных протяжек
и заточку всех видов протяжек по передней поверхности зуба
кроме спиральных протяжек.
Круглые и фасонные протяжки устанавливаются на столе
в центрах передней и задней бабок. Плоские протяжки устанавли-
ваются на столе станка в тисках или магнитной плите. На станке
(рис. 156) выполняются следующие движения: 1) вращение шлифо-
вального круга; 2) вращение шпинделя передней бабки; 3) продоль-
ное перемещение стола; 4) вертикальное перемещение шлифо-
вальной головки; 5) перемещение шлифовальной головки в попереч-
ном направлении. Установочные движения: поворот шлифовальной
головки вокруг горизонтальной и вертикальной оси.
Вращение шлифовального круга осущест-
вляется от электродвигателя (N = 0,7/1,0 кет; п — 1420/2850 об/мин)
190 . 190
через ременную передачу с отношением =-g§- или i2 = ^g-.
Благодаря наличию двухскоростного электродвигателя и сменного
шкива на шлифовальном шпинделе шлифовальный круг имеет
четыре скорости вращения: 3900, 5900; 7800; 11 800 об/мин.
Вращение шпинделя передней бабки осу-
ществляется от флянцевого электродвигателя (N = 0,6 кет; п =
260
= 1440 об/мин) через зубчатые передачи или и далее через
- 38 20
зубчатые передачи или и затем через ременную передачу
. Ряд чисел оборотов: 122, 193, 310, 535 об/мин.
Быстрое перемещение стола осуществляется
маховиком 1 планетарной передачи при участии зубчатой передачи
26 20
26 ’ 27~’ передаточное отношение планетарной передачи в данном
7
случае Медленное перемещение производится при участии
Рис. 156. Заточный станок мод. 360М для заточки протяжек:
А — станина; Б — стол; В—'Передняя бабка; Г — шлифовальная бабка; Д — колонна;
Е — задняя бабка
передачи передаточное отношение планетарной передачи
2^. За один оборот маховика величина перемещения
s, = 1 • • л • 24 • 2 = 39 мм;
&, = 1 - Jr • л - 24 • 2 5,6 мм.
1 27
Вертикальное перемещение шлифоваль-
ной головки вместе с колонной осуществляется маховиком
„ , 36 48
2 через цилиндрические зубчатые передачи червячную пере-
дачу реечное колесо z = 17 и рейку или включением колеса
z — 36 с колесом z = 24 (кулачковая муфта), червячную передачу
261
chipmaker.ru
80 и реечную передачу. За один оборот маховика величина переме-
щения
. 36 48 1 . „ „ .
si вер 1 ' зб ' 24 ‘ 80 ’ Л ’ * ’ 3 — ’ мм '
$2вер “ 1 * 3Q * л 17*3 =2 мм.
Поворот шлифовальной головки вокруг гори-
зонтальной оси производится с помощью червячной передачи
Рис. 157. Поперечный разрез станины и стола
станка мод. 360М
и применяется для затачивания переднего угла зуба. Угол отсчи-
тывается по шкале с ценой деления 1°.
Отсчет поворота шлифовальной головки
вокруг вертикальной оси производится по шкале с ценой деления 1°.
На рис. 157 показан поперечный разрез станины и стола. В верх-
ней части передней и задней стенок станины 7 устаноьлены на экс-
центрических пальцах 2 радиальные шарикоподшипники 3 со сто-
порными кольцами 4, по которым перемещаются планки 5, прикреп-
ленные к нижней части стола 9. Внутри станины на обработанных
платиках установлены две пары подшипников, которые обеспечи-
вают направление движения стола в вертикальной плоскости.
Из них два подшипника 6 установлены жестко, а два подшипника 8
подпружинены. Для закрепления стола в неподвижном состоянии
применяют винт с рукояткой 1.
§ 3. Станок для шлифования зубьев долбяков
До шлифования зубьев заготовки долбяков и шеверов проходят
токарную обработку на универсальных токарных станках. Обработ-
ку зубьев (предварительное нарезание) проводят на зубофрезерном
262
станке, применяя вертикальную подачу фрезерной головки и ради-
альную подачу стола.
В производстве долбяков и шеверов шлифование зубьев дол-
бяков эвольвентного профиля занимает одно из важных мест.
Станки работают по методу обкатки при единичном делении.
Конструктивная компоновка станка показана на рис. 158, а.
Один тарельчатый круг диаметром до 200 мм с широкой рабочей
кромкой обрабатывает одну сторону всех впадин зубьев,
а затем другую сторону. Число оборотов шлифовального круга
соответствует скорости шлифования 25—30 м/сек.
Рис. 158. Схема работы станка для шлифования зубьев
долбяков
После шлифования одной впадины заготовка автоматически
•тт 1 «
поворачивается на величину шага. Для деления заготовки на — обо-
рота используются сменные делительные диски и сменные колеса.
На станке осуществляются следующие движения: а) вращение
шлифовального круга; б) поворот заготовки для образования эволь-
венты; в) перемещение заготовки в направлении, перпендикулярном
к оси шпинделя; г) опускание и подъем шлифовального круга;
д) деление заготовки.
Шлифование зуба по эвольвенте совершается следующим обра-
зом: на шпинделе заготовки закреплен кулачок-копир / (рис. 158,
б), выполненный по кривой, являющейся развернутой основной
окружностью обрабатываемой заготовки. Шпиндель с закрепленным
кулачком-копиром 1 и заготовкой 4 помещен в каретке 3, которая
при вращении шпинделя заготовки перемещается в направляющих
наклоняемого стола 5. Перемещение каретки осуществляется оттал-
киванием копира от упора 2, установленного в стойке станка.
Поджим копира к упору производится при помощи груза. Для
263
। chipmaker.ru
правки круга на станке применен реечноползунковый механизм,
на ползунах которого закреплены державки с алмазами. По такому
принципу работает зубошлифовальный станок мод. 5893.
§ 4. Станок для шлифования зубьев долбяков червячным
шлифовальным кругом
Общий вид станка и принципиальная схема шлифования зубьев
показаны на рис. 159, а. Инструментом на станке является шлифо-
вальный червяк диаметром 300 мм. На станке в процессе шлифо-
вания осуществляются следующие движения: а) вращение шлифо-
вального червяка; б) вращение заготовки; в) поступательное пере-
Рис. 159. Станок, работающий червячным шлифовальным кругом
для шлифования зубьев долбяков
мещение шлифовального червяка в вертикальном направлении»
Помимо указанных движений, заготовка может перемещаться в ради-
альном направлении для установки на глубину снимаемого слоя.
Соотношения между поворотом шлифовального червяка и заго-
товки те же, что у зубофрезерного станка. Число оборотов шпинделя
шлифовального червяка, соответствует скорости v — 22 4- 30 м/сек.
Образование зубьев долбяка с модулем до 1,5 мм производится
в заготовке • без предварительно нарезанных зубьев. Для исправ-
ления профиля правка круга для шлифования зубьев с т = 0,54-
4-2 мм производится при помощи накатников, а для зубьев с
т = 2,25 4- 5 мм — алмазными дисками. На станке установлены
две каретки с перемещающимися суппортами, на которых смонти-
рованы электродвигатели и шпиндели с алмазными дисками.
Принципиальная схема станка показана на рис. 159, б. От элек-
тродвигателя через коробку скоростей 1 (со сменными колесами)
вращение передается шли<)ювальному червяку 5. Вращение заго-
товки 4 осуществляется червячной передачей через гитару деле-
ния 3. Для вертикального перемещения шлифовального червяка
264
применяется передача винт — гайка. Вращение винта регулируется
вариатором 7 для изменения величины подачи. На станке применен
дифференциал 2 с гитарой 6 для шлифования винтовых зубьев
долбяков.
Рис. 160. Виды движений при фрезерова-
нии резьбы
§ 5. Общие сведения о резьбофрезерных станках
Обработка заготовок плашек производится на многошпиндель-
ных токарных автоматах мод. 1240-6 и др. Затем сверление под стру-
жечные отверстия производится на многошпиндельных сверлильных
станках в кондукторных
приспособлениях. Нареза-
ние резьбы производится
для малых диаметров мет-
чиками на станках по ти-
пу вертикально-сверлиль-
ных и при крупных разме-
рах (для трубных резьб) —
на резьбофрезерных стан-
ках резьбовыми фрезами.
Разобранные ниже стан-
ки предназначаются для
изготовления резьб на
плашках (крупных разме-
ров). Нарезание резьбы
производится сразу на всю
длину резьбы групповой
фрезой.
Резьбофрезерные стан-
ки предназначены для на-
резания резьбы методом
фрезерования. Предвари-
тельное нарезание резьбы
на резьбофрезерных стан-
ках широко практикуется
при производстве инструмента как более производительный метод
образования резьбы. Резьбофрезерные станки подразделяются на
станки для фрезерования длинных резьб и станки для фрезерования
коротких резьб.
Станки для фрезерования резьб изготовляются в следующем ис-
полнении: станки с перемещением фрезерной головки и станки
с перемещением стола с изделием. Станки для фрезерования корот-
ких резьб бывают универсальные, с планетарным движением фрезы
и полуавтоматы.
При фрезеровании резьбы на станке осуществляются следующие
движения: вращение фрезы, вращение заготовки, поступательное
перемещение (заготовки или фрезерной головки). Для фрезерования
резьб применяются дисковые и групповые фрезы. Дисковые фрезы
265
chipmaker.ru
применяются для фрезерования длинных резьб, а групповые фрезы —
для фрезерования коротких резьб.
В зависимости от вида применяемой фрезы различаются способы
фрезерования: 1) последовательное фрезерование каждой нитки
резьбы; инструментом является дисковая фреза. Путь инструмента
соответствует длине резьбы; 2) одновременное фрезерование всей
длины резьбы групповой фрезой, путь инструмента равен шагу
резьбы.
Направления движения фрезы и изделия при наружном и внут-
реннем фрезеровании показаны на рис. 160, а и б.
Число оборотов фрезы рассчитывается по заданной скорости
резания и диаметру фрезы •
_ 10001/ '
ПФР - лОфр ’
где и — скорость резания в м/мин\
ОфР — наружный диаметр фрезы в мм.
Скорость вращения заготовки определяется в зависимости
от выбранной подачи. Длина фрезерования за один оборот изделия
соответствует длине винтовой канавки, т. е. отрезку ВС (рис. 160, в).
Из рис. 160, в
_ п^изд __ Тр
cos р sin р ’
где dU3i) — диаметр изделия (средний диаметр резьбы);
Тр — шаг резьбы;
Р — угол подъема винтовой линии резьбы.
Если взять за расчетный период время, равное 1 мин, то длина
пути, пройденного фрезой за данный период времени
‘ П“^ = -йпРр- • Пизд мм/мин.
Очевидно, что sMUH должно соответствовать допустимой минут-
ной подаче, т. е.
SMUH = szzn$p ММ/мин.
Следовательно,
ЗТб/ // чл) 1V
COS р 1130 SIH р пза z &Р
отсюда число оборотов изделия в минуту
^пфр cos р szznf/)p sin Р ч
Пизд n/J , ' Т ’
пи изд ‘р
где nUSd — число оборотов изделия в минуту;
sz — допустимая подача на один зуб фрезы;
z — число зубьев фрезы.
Поступательное перемещение заготовки или фрезы на шаг резьбы
осуществляется с помощью ходового винта или сменных копиров.
Настройка этой цепи производится из соотношения
1 об. изд. -> Тр перемещения изд.
266
§ 6. Резьбофрезерный полуавтомат мод. 5М-5Б62
Станок предназначен для фрезерования коротких резьб
на изделиях при закреплении их в центрах и также для фрезерова-
ния внутренних резьб при закреплении изделий в патроне. Станок
является полуавтоматом. Инструментом является групповая фреза.
Техническая характеристика: наибольший диаметр наружной
резьбы 100 мм, внутренней резьбы — 80 мм; наибольшая длина
фрезеруемой резьбы наружной 75 мм, внутренней — 50 мм; наиболь-
ший шаг резьбы при длине до 50 мм — 6 мм, а при длине
до 75 мм — 3 мм. Наибольшее расстояние между центрами 500 мм;
Рис. 161. Резьбофрезерный полуавтомат мод. 5М — 5Б62:
1 — станина; 2 — передняя бабка; 3 — каретка; 4 — фрезерная голоока;
5 — задняя оабка
диаметр фрезы для наружной резьбы 80—115 мм; наименьший
диаметр фрезы для внутренней резьбы 20 мм, число скоростей
фрезерного шпинделя 8; число скоростей шпинделя изделия 16;
пределы чисел оборотов фрезы 75—375 об/мин; шпинделя изделия—
—0,15—4,75 об/мин; ход каретки: продольный 130 мм, попереч-
ный 10 мм; габаритные размеры станка 2105 X 1125 X 1265 мм.
Общий вид станка показан на рис. 161. Станок работает по полу-
автоматическому циклу: рабочим производится лишь закрепление,
пуск станка и снятие детали. Все прочие рабочие и холостые дви-
жения выполняются автоматически. На станке (рис. 162, а) осу-
ществляются следующие движения: вращение фрезы, вращение
заготовки, продольное перемещение фрезерной головки.
Вращение фрезы осуществляется от электродвигателя
Ml (N — 1,5 кет; п — 1425 об/мин) через червячную пару
А 24
сменные колеса -g-, цилиндрическую пару
267
chipmaker, ru
N N N N N
Рис, 162. Кинематическая схема (а) и развертка кулачков (б)
резьбофрезерного полуавтомата мод, 5М-5Б62
268
Числа оборотов фрезы определяются по уравнению цепи
1ЛОС- 4 А 24
пфр 1425- 34 • в • 24
и составляют ряд, приведенный в табл. 10.
Таблица Ю
Сменные колеса пФР Сменные колеса пфр Сменные колеса пфр Сменные колеса пФр
А Б л Б А Б А Б
32 72 75 43 61 118 55 49 190 67 37 300
37 67 95 49 55 150 61 43 235 72 32 375
Вращение шпинделя изделия (медленное) осуществляется по
следующей кинематической цепи: электродвигатель М2 (N = 1 квт\
24 а с
п = 1425 об/мин), зубчатая пара у, сменные колеса у , червцч-
1 ,. /. 2\ - 30
ная пара , дифференциал / = -=- , зубчатая пара , червячная
2
пара 4^-, шпиндель. Число оборотов шпинделя в минуту опре-
деляется по уравнению кинематической цепи
, лос 24 а с 1 2 30 2 ,,
1425 - 81 • ь • d • go j • 24 • 49 == ггтпизд об/мин]
после сокращения получим nwn „зд 0,86 у • у
Число оборотов в минуту шпинделя изделия определены при
значениях сменных колес, приведенных в табл. 11. Необходимое
число оборотов изделия определяется по формуле (6):
$£%пфр
п,,зд = ^77
• cos|3.
Таблица 11
Сменные колеса а : Ь = 24 : 60 Сменные колеса а : Ь = 60 : 24
Сменные колеса с:d Сменные колеса с : d
Пшп 26:58 0,15 30:54 0,19 35:49 0,235 40:44 0,3 Пшп 26:58 0,95 30:54 1,18 35:49 1,5 40:44 1,9
Пшп 44:40 0,375 49:35 0,475 54:30 0,6 58:26 0,75 Пшп 44:40 2,35 49:35 3,0 54:30 3,75 58: 4,75
569
chipmaker.ru
Здесь значение cos Р ввиду малых углов опущено.
Вращение шпинделя изделия (быстрое) осущест-
вляется по следующей кинематической цепи: электродвигатель М3
12
(Л/ = 1 кет; п= 1425 об!мин), винтовая передача , дифферен-
.. 30 '2
циал (t= 1), цилиндрическая пара , червячная пара шпин-
дель. Число оборотов шпинделя будет следующее:
1425 • • 1 - g- ~ = 24,2 об/мин.
Продольное перемещение каретки фрезерной
головки осуществляется с помощью сменных винтовых копиров,
надеваемых на кулачок /. В винтовую канавку копира входит ро-
лик штанги, закрепленной в каретке фрезерной головки. Угол подъ-
ема у сменных копиров выполнен с расчетом, чтобы за один оборот
шпинделя изделия каретка переместилась на шаг резьбы. Уравне-
ние кинематической цепи продольного перемещения каретки
। 57 38 25 26 Т __
1 ОО. ИЗД. • 38 38 78 • 75 * в. «. копир ~ 1р •
Таким образом,
7\к = 6/р,
где Тек — шаг винтовой канавки копира;
tp — шаг нарезной резьбы.
Подъем копира выполнен лишь на участке дуги 110°. и равен
l Тв.к' 1 Ю* ^р ' 1Ю । еос.
— 360° ~ 360° — 1.оЗЫр.
Подвод и отвод фрезерной головки осу-
ществляется кулачком 2 (рис. 162), вращение которого осуществ-
57
ляется по цепи: шпиндель, цилиндрическая пара цилиндриче-
л 38 25 26 75 30
ские зубчатые пары з§- • 73-, 75" ’ 75 коническая пара , кула-
чок 2. Уравнение кинематической цепи следующее:
. , 57 38 25 26 75 30 1 , _
Об. ШП. ’ зз ’ 38 ’ 78 ’ 75 ’ 75 ’ зо ~ 6 °6, кУлачка 2.
Скорости вращения кулачков 1 и 2 одинаковы. Развертки ку-
лачков 1 и 2 показаны на рис. 162, б. Они осуществляют быстрое
продольное движение каретки по направлению к изделию и мед-
ленное движение каретки на шаг резьбы, одновременное медлен-
ное врезание фрезы в изделие на глубину резьбы, нарезание полной
глубины резьбы, медленный отвод фрезы от изделия, быстрое движе-
ние каретки в исходное положение.
Весь цикл работы выполняется за один оборот кулачков 1 и 2.
При быстром движении включен электродвигатель М3. Включение
и выключение электродвигателей М2 и М3 производится соответст-
270
вующими конечными выключателями от распределительного диска.
Изделие за этот период времени совершает шесть полных оборо-
та, причем на долю рабочего хода изделие совершает 1,41 и
1,36 оборота, в первом случае для резьб с шагом до 6 мм, во вто-
ром — до 2 мм.
В продольном направлении каретка фрезерной головки пере-
мещается рукояткой Дав поперечном направлении — рукояткой
Е. Ниже представлена табл. 12 величин подъемов копира h на 110°
в зависимости от шага резьбы tp.
Таблица 12
'р h 'р h ‘р h 'р h
1,0 1,836 2,0 3,667 3,5 6,417 5,0 9.166
1,25 2,292 2,5 4,583 4,0 7,334 5,5 10,083
1,5 2,75 3,0 5,5 4,5 . 8,25 6,0 11,0
Глава V. СТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССФОРМ,
МАТРИЦ, ШТАМПОВ
В инструментальном производстве на копировально-фрезерных
станках производится обработка сложных поверхностей изделий,
как например, поверхностей штампов, прессформ, кулачков, шаб-
лонов, матриц и других сложных по конфигурации изделий.
Принцип работы копировальных станков заключается в сле-
дующем. Копир, шаблон или модель, связанные следящим устрой-
ством, при помощи механической, гидравлической, электрической
или пневматической цепи с режущим инструментом перемещают
последний по заданному контуру или рельефу.
Копировально-фрезерные станки разделяются по роду управ-
ления на станки с ручным, механическим, электромеханическим,
гидромеханическим, фотоэлектромеханическим и пневмомехани-
ческим управлением. Кроме того, станки разделяются на продольно-
копировальные и поворотно-копировальные. По расположению
шпинделей станки бывают вертикальные и горизонтальные. По виду
подач привода станки бывают с ручным приводом и с механическим
приводом подач без усилителя и с усилителем.
Копировально-фрезерные станки с усилителем имеют привод
подач, который получает импульс от копировальной головки.
Копировальные головки применяются электрические, гидравличе-
ские, электрогидравлические и др.
Наиболее простыми являются станки с пантографом, располо-
женным в горизонтальной плоскости. Стол для шаблона помещен
вверху, а рабочий стол для изделия расположен под фрезерной
271
chipmaker.ru
головкой и может перемещаться в вертикальном и горизонтальном
направлениях. Эти станки предназначаются для фрезерования
плоскостей. Контур шаблона, который закрепляется на копир-
ном столе, обводится штифтом пантографа вручную. Фрезерная
головка с помощью пантографа получает перемещение, воспроиз-
водящее контур шаблона на изделии, закрепляемом на рабочем
столе. При помощи пантографов на изделии можно получить мень-
шее или большее изображение, чем на модели копира. Изображе-
ния на изделии могут быть прямые или обратные по отношению
к копиру в зависимости от расположения фрезы и копировального
пальца.
Пантограф представляет собой шарнирный параллелограмм,
имеющий неподвижный шарнир 2 и две рабочие точки 1 и 3. В одной
Рис. 163. Схемы пантографов
из них закрепляется
ощупывающий шрифт,
в другой — инструмент
(фреза).
На рис. 163 показаны
схемы применяемых пан-
тографов. В точке 1 на-
ходится копировальный
палец; в точке 2 — ось
вращения всей системы;
в точке 3—ось шпиндел я
с фрезой. Применяемые
масштабы: для пантогра-
фов типа / М = ~ в пре-
делах от 1 : 1 до 1 : 50; для пантографов // М = — в пределах
/// М = —г-?------в пре-
b-j-a 1
1 до 1 : 10, для пантографов типа
от 1 : 1,5 до 1 : 10.
от 1 :
делах
Изображения прямые получаются с пантографами типа ///,
*а в остальных — обратные. Условием для правильного подобия
является то, чтобы оси шарнира 2, копировального пальца 1
и фрезы 3 лежали в одной вертикальной плоскости и были парал-
лельны друг к другу.
§ 1. Копировально-фрезерный станок мод. 6461 с пантографом
Станок предназначен для изготовления штампов средних раз-
меров, матриц, шаблонов, прессформ, а также для гравирования
цифр и узоров на штампах. Общий вид станка показан на рис. 164.
Модельный стол 3 размером 300 X 450 мм перемещается вертикаль-
но маховиком 1 и закрепляется рукояткой 2. Рабочий стол 14 раз-
мером 200 х 300 мм устанавливается в вертикальном направлении
маховиком 15, в продольном — маховиком 13 и в поперечном —
272
маховиком 24. Основной пантограф 17 выполнен по схеме Ill
(см. рис. 163) с передвижными кронштейнами 18 для установ-
ки масштаба копирования.
Рабочий рукояткой 5
перемещает копироваль-
ный палец, вставленный в
отверстие копировального
стержня 4 по контуру шаб-
лона. При объемном ко-
пировании применяется
линейка 10. Вертикаль-
ное перемещение щупа
ограничивается упорным
кольцом 6. Шпиндель 12
фрезы быстро поднимает-
ся рукояткой 8. Шпиндель
12 вращается с числом
оборотов в пределах от
1750 до 9600 в минуту от
электродвигателя 21 через
ступенчатый промежуточ-
ный шкив 23, расположен-
ный на качающемся рычаге
22. Высокие числа оборо-
тов шпинделя фрезы дают
возможность работать шли-
фовальными кругами.
Для обработки профиля
криволинейной поверхно-
сти по плоскому шаблону
предназначен рычаг 11.
В этом случае верхняя ли-
нейка 10 с устройством,
соединяющим ее со шпин-
делем, снимаются. При
плоскостном копировании
шип 9 шпинделя скользит
по копирной колодке, уста-
новленной на рычаге 11.
Втулка щупа на плече
пантографа закрепляется
Рис. 164. Копировально-фрезерный ста-
нок мод. 6461 с пантографом
рукояткой 7.
Линейка 10 установле-
на в стойке станка на трех
радиальных подшибниках,
позволяющих линейке свободно покачиваться вокруг вертикальной
и горизонтальной осей, а также перемещаться в продольном на-
правлении. Вследствие этого при объемном копировании фрезерный
273
chipmaker.ru
и копировальный шпиндели станка всегда перпендикулярны столу
станка.
Все механизмы станка смонтированы на основании 16. Осью
поворота всей системы пантографа является палец 19, а стойка 20
служит для монтажа пантографа.
§ 2. Электрокопировальный фрезерный станок мод. 6441Б
Станок выполнен как полуавтомат. На нем производится обра-
ботка деталей по копирам, выполненным в натуральную вели-
чину.
Станок предназначен для обработки металлических моделей,
прессформ, ковочных и вырубных штампов и других деталей,
имеющих пространственно сложную форму.
По направляющим станины 1 (рис. 165, а) перемещается стол 2,
несущий стойку 3. На рабочей плоскости 4 верхней части стойки
крепится копир или модель, а на ее нижней части обрабатываемая
заготовка. Справой стороны к станине жестко прикреплена стойка 6,
по направляющим которой вертикально перемещается поперечина 8,
несущая шпиндельную бабку. Бабка 7 вместе с фрезерным шпинде-
лем 9 перемещается в горизонтальном направлении по поперечине 8
вдоль оси шпинделя. На корпусе шпиндельной бабки смонтирована
электрокопировальная головка 5.
На станке осуществляются два режима работы: автоматический
и полуавтоматический.
Автоматический режим работы. Во время обработки сложных
поверхностей происходят следующие перемещения: горизонтальное
перемещение стола по станине, вертикальное перемещение шпин-
дельной бабки с поперечиной по неподвижной стойке, продольное
(горизонтальное) перемещение шпиндельной бабки по поперечине
по сигналам копировальной головки. Этот режим применяется
для двух методов работы. При одном методе, называемом обработ-
кой горизонтальными строчками, модель ощупывается в плос-
костях, параллельных поверхности стола; при этом осуществляется
движение подач перемещением стола и автоматическое перемещение
шпиндельной бабки вдоль поперечины по сигналам копировальной
головки. В конце каждого прохода (строчки) происходит автомати-
ческое перемещение шпиндельной бабки с копировальным пальцем
в вертикальном направлении. После перемещения бабки стол пере-
мещается в обратном направлении и т. д. до тех пор, пока копиро-
вальный штифт не обойдет всю поверхность копира, а фреза не вос-
произведет по строчкам весь рельеф копира на поверхности заго-
товки. При другом методе, называемом обработкой вертикальными
строчками, модель ощупывается в плоскостях, перпендикулярных
к поверхности стола; осуществляется движение подачи перемеще-
нием поперечины со шпиндельной бабкой в вертикальном направ-
лении и автоматическое перемещение бабки вдоль поперечины
по сигналам копировальной головки. В конце каждого прохода
274
275
chipmaker, ru
поперечины происходит горизонтальное перемещение стола на вели-
чину подачи.
Полуавтоматический режим обработки. Он применяется во
время обработки кулачков (контурное копирование), при этом
происходят следующие перемещения: горизонтальное перемещение
стола по станине и вертикальное перемещение шпиндельной бабки
с поперечиной.
Кинематика станка. Вращение фрезы — главное дви-
жение (рис. 165, б) осуществляется по кинематической цепи: двух-
90
скоростной электродвигатель, клиноременная передача коробка
скоростей на 9 скоростей. Шпиндель получает восемнадцать различ-
ных скоростей вращения. Наибольшее число оборотов шпинделя
определяется из уравнения
nmax = 2850 • 0,985 • ~ # = 3150 об/мин.
14о 31 23 37 '
Продольная подача стола осуществляется от двига-
теля постоянного тока мощностью 0,37 кет через зубчатые колеса
14 18 18 „ „
Ж ”58 ' и ДвУхзаходныи ходовой винт с шагом 6 мм.
Вертикальная подача шпиндельной бабки осуществляется также
электродвигателем постоянного тока N = 0,37 кет через зубчатые
14 18 22 „
передачи -ff-•, коническую пару -=т- и двухзаходныи ходовой
ОО О о у । 1
винт с шагом 6 мм.
Поперечная подача шпиндельной бабки (горизонталь-
ное перемещение по поперечине) производится электродвигателем
N = 0,37 кет через редуктор, в котором расположены две пары
- 14 18 26
зубчатых передач и коническая передача и ходовой
Эи Эо 41
винт с шагом 6 мм.
Все электродвигатели подач питаются от двух машинных уси-
лителей и имеют бесступенчатое регулирование скорости враще-
ния, обеспечивая изменение скорости рабочих подач от 0,15 до
8 мм/мин, а быстрые перемещения со скоростью до 350 мм/мин.
При работе станка щуп копировальной головки 5 при медленном
перемещении стола 2 со стойкой 3 все время прижимается к ко-
пиру пружиной. Под давлением поверхности копира щуп будет
перемещаться в различных направлениях, замыкая при этом со-
ответствующие электрические контакты и включая таким образом
вращение электродвигателей механизма подач в том или ином на-
правлении.
Копировальный прибор. На рис. 166 показан разрез копиро-
вального прибора, имеющего шарнирный шпиндель 1 для закреп-
ления копировального пальца. Шпиндель опирается на шарик 3,
жестко связанный с корпусом 2 прибора винтами 4. Когда копи-
ровальный палец воспринимает осевое давление, шпиндель пере-
мещается вдоль оси прибора, а при радиальном давлении шпин-
276
дель поворачивается вокруг центра шарика 3. На другом конце
шпинделя имеется шарнир с шариком 5.
Рис. 166. Разрез копировального прибора
При осевом перемещении шпинделя и при повороте его во-
круг шарика 3 происходит качание рычага 6, сообщающего осе-
вое перемещение якорю 7 датчика. Рычаг 6 прикреплен к кор-
пусу 2 прибора плоской
пружиной 8. Якорь 7 на-
ходится между неподвиж-
ным 9 и подвижным 10
сердечниками дифферен-
циального трансформато-
ра. С помощью пружины 11
якорь 7 прижимается к
неподвижному сердечни-
ку 9.
Копировальный палец,
ощупывающий модель или
копир, вызывает перемеще-
ния шпинделя и соответ-
ственно якоря 7. Вслед-
ствие изменения воздуш-
ных зазоров между якорем рис 167 Блок.схема электропривода подач
и сердечниками 9 и 10
трансформатора происходит изменение тока во вторичных обмот-
ках трансформатора. Соответствующие импульсы в качестве управ-
ляющих сигналов копировального прибора посылаются в элек-
трическую схему, состоящую из электронных усилителей копиро-
277
chipmaker.ru
вальной головки, электромашинных усилителей ЭМУ, генераторов
постоянного тока и трех регулируемых исполнительных электро-
двигателей подач.
Электропривод подач. На рис. 167 показана блок-схема элект-
ропривода станка. Копировальный палец движется по профилю
копира вследствие геометрического сложения двух взаимно пер-
пендикулярных подач: следящей и задающей. Следящая подача
направлена на контур, а задающая — вдоль контура.
Назначение усилителей состоит в увеличении мощности сиг-
налов прибора до величины, достаточной для соответствующего
регулирования скорости вращения двигателей постоянного тока
привода подач.
Два электромашинных усилителя через релейно-контактор-
ную схему управляют работой трех электродвигателей постоян-
ного тока мощностью N = 0,37 кет.
§ 3. Профильно-шлифовальный станок с пантографом
и оптическим устройством
В настоящее время применяется большое количество режу-
щего инструмента, имеющего сложный профиль, например, шаб-
лоны, фасонные круглые и плоские резцы, пуансоны и матрицы.
Для окончательной обработки такого инструмента применяются
профильно-шлифовальные станки.
Профильно-шлифовальные станки бывают с пантографом и
оптическим устройством, с двумя пантографами и экраном. Шли-
фование профиля производится на этих станках по чертежу из-
делия, увеличенному в 50 или в любое другое число раз. Про-
фильно-шлифовальные станки имеют следующие основные узлы:
шлифовальный суппорт, крестовый суппорт для изделия, стол
для чертежа, оптическое устройство. На станках осуществляются
следующие движения: вращение шлифовального круга, возврат-
но-поступательное движение шлифовального суппорта со шлифо-
вальным кругом, установочные перемещения крестового суппор-
та с обрабатываемым изделием в трех направлениях и перемещение
шлифовальной головки.
Общий вид станка показан на рис. 168, а. Форма изделия
копируется с помощью пантографа. Изделие устанавливается на
крестовом суппорте 13, имеющем поперечное, продольное и вер-
тикальное перемещения, при помощи соответствующих рукояток
14, 15, 16 и закрепляется рукояткой 17.
Шлифовальный круг 12, расположенный в бабке шлифоваль-
ного суппорта 7, кроме вращения, получает еще возвратно-посту-
пательное движение, осуществляемое эксцентриковым механизмом.
Изменением величины эксцентрицитета пальца регулируется ход
суппорта 7 в пределах от 0 до 50 мм. Число ходов от 40 до 80 в
минуту устанавливается коробкой скоростей, помещенной внутри
278
бабки 6. Поворот суппорта 7 может производиться в продольном
и в поперечном направлениях.
Привод вращения шлифовального круга осуществляется ре-
менной передачей от электродвигателя 5, смонтированного на
бабке 6. Для установки чертежа предусмотрен стол 4 площадью
500 X 500 мм, укрепленный на стойке 3. Стойка закреплена в
кронштейне 2, который
вместе со стойкой и столом
может перемещаться вер-
тикально, и после установ-
ки закрепляется рукоят-
кой 1.
Пантограф 8 выполнен
в масштабе 50: 1. Мас-
штаб пантографа и размер
стола с чертежом позво-
ляют обрабатывать детали
размером 10 х 10 мм без
перестановки профиля. В
случае необходимости об-
работки профиля, размеры
которого превышают 10 х
X 10 мм, деталь переме-
щается крестовым суппор-
том 13.
Для наблюдения за точ-
ностью шлифуемого про-
филя имеется оптическое
устройство с 20-кратным
увеличением. Основной ча-
стью устройства является
микроскоп 9, установлен-
ный в кронштейне 10.
От угловых перемеще-
ний в горизонтальной плос-
Рис. 168. Профильно-шлифовальный ста-
нок с пантографом и оптическим устрой-
КОСТИ микроскоп удержи- ством
вается стержнем 11. Любую
точку профиля детали можно наблюдать с помощью микроскопа.
Через точку пересечения поворотных перекрестных нитей прохо-
дят механическая и оптическая оси микроскопа. Во время пере-
мещения обводочного штифта пантографа по контуру чертежа
пересечение нитей микроскопа также перемещается в том же на-
правлении на величину, в 50 раз меньшую, чем величина пере-
мещения по чертежу.
Это видно из схемы, приведенной на рис. 168, б. В точке А
расположен обводочный штифт пантографа, а в точке В — пере-
сечение нитей микроскопа; точка С — неподвижная ось панто-
графа. Остальные обозначения: 1 — шлифовальный круг; 2 —
279
chipmaker.ru
шлифуемое изделие; 3 — увеличенный чертеж изделия; 4 — ры-
чаги пантографа с шарнирами F, G, Е и D.
На оптическом станке работа утомительна, потому что необхо-
димо водить штифт пантографа по чертежу, наблюдать в окуляр
микроскопа за чистотой обработанной поверхности и одно-
временно управлять значительным числом рукояток. Наблюде-
ние за обработкой детали облегчается в профильно-шлифоваль-
ных станках с экраном,
§ 4. Профильно-шлифовальный станок мод. 395М с экраном
На рис. 169, а показан общий вид станка. Координатный сто-
лик А предназначен для крепления на нем обрабатываемой де-
тали. Он имеет в трех направлениях перемещения посредством
точных ходовых винтов. Для перемещения продольных сала-
зок 18 применяется рукоятка 19, для нижних поперечных сала-
зок 20 — рукоятка 21. Вертикальное перемещение столика А
производится по круглой направляющей оси от маховика 22 че-
рез коническую пару, гайку и вертикальный винт. Обрабатывае-
мая деталь устанавливается на рабочем столе 17, который смон-
тирован на верхних продольных салазках. Деталь вместе со сто-
ликом располагается под объективом 13 оптического устройства,
представляющего проектор ИЗП-25. Оптическая система пред-
назначена для проектирования увеличенного изображения про-
филя детали на экран 14.
Чертеж профиля детали, выполненный в масштабе 50 ; 1, за-
крепляется между двумя экранными стеклами. Для получения
четкого увеличенного изображения детали на экране около объ-
ектива имеются верхние осветители 15 и 16.
Шлифовальная головка Б вместе со шпинделем 8 шлифоваль-
ного круга имеет установочные и рабочие перемещения. Шпин-
дель 8 смонтирован в вертикальных салазках 10 и совершает воз-
вратно-поступательные движения с числом двойных ходов 45 и 85
в минуту. Длина хода салазок от 0 до 50 лш. Для включения
этих движений, а также для переключения числа двойных
ходов служит рычаг 11. С помощью винта 12 шлифовальный круг
устанавливается по высоте относительно профиля обрабатываемой
детали. Круговые салазки 6 и 7 служат для установки шлифоваль-
ного круга под углом в горизонтальной и вертикальной плоско-
стях. Горизонтальный поворотный диск 4 шлифовальной головки
позволяет устанавливать в необходимом положении шлифоваль-
ный круг. Шлифовальная головка смонтирована на верхних про-
дольных салазках 3, перемещающихся по нижним поперечным
салазкам 1, при помощи рукояток 2 и 5. Шпиндель шлифовального
круга получает вращение от электродвигателя 9, установленного
на задней стенке станины. Число оборотов шпинделя в минуту 3500.
Для правки шлифовального круга устанавливается приспособле-
ние на боковой стенке круговых салазок 10.
280
Станок позволяет шлифовать различные профили у незака-
ленных и закаленных деталей плоской и круглой формы с точ-
ностью 0,01—0,02 мм. Обрабатываемая площадь равна 10 X
X 10 мм, при масштабе увеличения 50 : 1 этому соответствует
площадь экрана 500 X 500 мм. Если необходимо обработать де-
таль с большей площадью, то производят перестановку относи-
тельно неподвижного объектива
проектора. На этом станке ра-
бочий производит перемещения
шлифовальной головки, чтобы
режущая кромка шлифоваль-
Рис. 169. Профильно-шлифовальный станок мод. 395М с экраном:
а — общий вид; б — схема оптического устройства; (/ — источник света; 2 и 3 — коллег?-
тор с линзами; 4 — призмы; 5 — ирисовая диафрагма; 6—8 — конденсор с линзами;
У, 10 — защитные стекла; 11, 12 — конденсор с линзами; 13 — источник света; 14 — за-
щитное стекло; 15—17 — шестилиизовый проекционный объектив; 18— призма с двумя
отражательными поверхностями; 19, 20 — зеркала; 21, 22 — стекла экрана)
него круга все время точно совмещалась с соответствующей точкой
чертежа.
Схема оптического устройства показана на рис. 169, б. В ка-
честве источника света использована электролампа СЦ62. Приз-
ма 4 изменяет направление хода лучей на 90°. Затем лучи прохо-
дят через линзы 6, 7, 8. Пучек лучей, направленный источником
света 1, проектирует контур детали на фоне экрана проектора в
виде четкой тени. Для лучшего освещения детали на экране вклю-
чают осветители 13. Далее лучи проходят через шестилинзовый
проекционный объектив, состоящий из склеенных линз 15, 16,
17, и направляются через призму 18 к зеркалу 19. От зеркала 19
281
chipmaker.ru
лучи попадают на зеркало 20 и далее на экран. Экран состоит из
двух больших стекол, между которыми вставлена калька. Ошибка
на экране в 1 мм соответствует ошибке детали в 0,02 мм. Линзы
6, 7, 8 конденсора, а также линзы 15, 16, 17 защищены предохра-
нительными стеклами от повреждений и от попадания абразивной
пыли. Для хорошего улавливания абразивной пыли в станине
станка смонтирован мощный пылесос, приводимый в движение
отдельным электродвигателем.
Г л а а VI. АВТОМАТИЧЕСКИЕ ЛИНИИ
ДЛЯ ПРОИЗВОДСТВА ИНСТРУМЕНТА,
АВТОМАТИЗАЦИЯ СТАНКОВ
§ 1. Автоматические линии для изготовления метчиков и сверл
Автоматическая линия для изготовления метчиков. При соз-
дании специальных автоматов и автоматических линий предъяв-
ляются особые требования, допускающие быструю переналадку
станков на другие размеры в связи с широким ассортиментом раз-
меров каждого из видов инструмента.
Примеры такого решения вопроса, связанного с автоматизацией
универсальных станков инструментального производства и встрой-
кой их в автаматическую линию, можно увидеть на Московском
заводе режущих инструментов «Фрезер» им. М. И. Калинина.
На рис. 170 показан общий вид автоматической линии обра-
ботки метчиков. Линия выполнена из пяти автоматизированных
станков и автоматического эксцентрикового пресса.
На станке 1 шлифуется рабочая часть метчика методом сквоз-
ного шлифования. На станке 2 шлифуется хвостовая часть мето-
дом врезания; поперечная подача детали осуществляется за счет
того, что на ведущем чугунном круге имеется архимедова спи-
раль и по мере того, как этот круг делает один оборот, завершается
весь цикл обработки хвостовика, собственно шлифование и калиб-
рование. На станке 3 производится штамповка квадрата на хво-
стовой части. Ранее изготовление квадратов производилось фре-
зерованием, а этот метод довольно несовершенный и малопроизво-
дительный. Штамповка производится за два хода ползуна, где между
первым и вторым ударами заготовка поворачивается на 90°. На
станке 4 производится клеймение на специальном станке мод. Т-36.
На станке 5 круглыми накатными роликами накатывается
резьба. На этом станке перед поступлением к накатным роликам
заготовки сортируются при помощи специального приспособле-
ния, состоящего из двух пар взаимно параллельных вращающихся
валов, закрепленных под углом. На этом станке «вылавливаются»
282
заготовки с завышен- [
ными диаметрами и
отводятся в тару
(верхняя пара валов).
Нижняя пара ориен-
тирует заготовки к
накатным роликам.
Детали с занижен-
ными диаметрами про-
скакивают через щель
между нижними вала-
ми и накапливаются
в специальном подло- >’
не. На станке 6 про-
изводится повторное
шлифование рабочей , :
части после обработки
на бесцентрово-шли-
фовальном станке ме-
тодом сквозного шли-
фования.
Все автоматы сое-
динены между собой .
цепными транспорте-
рами и возвратно-по- i
ступательно переме- ‘
вдающимися желобо-
образными лотками.
Автоматическая
линия для изготовле-
ния сверл. Эта линия
охватывает три фи-
нишные операции об-
работки цилиндриче-
ских сверл ф 5—8 лш
после термической
обработки: шлифова-
ние, заточку и клей-
мение. Общий вид ли-
нии на участке цеха
показан на рис. 171.
Эти станки соединены
автоматизированными
транспортными устрой-
ствами. Автоматиза-
ция станков, участ- j
вующих в обеих ли- ।
ниях, описана ниже.
Рис. 170. Автоматическая линия обработки метчиков:
/ — бесцентрово-шлифовальный станок для шлифования рабочей части метчика; 2 — бесцентрово-шлифовальный станок для шлифования хво-
стовой части; <7 — эксцентриковый пресс для образования квадрата; 4 — клеймильный станок для клеймения; 5 — резьбонакатной станок для
накатывания резьбы; 6 — бесцентрово-шлифовальный станок для повторного шлифования рабочей части
283
Рис. 171. Автоматическая линия обработки сверл:
I — бесцентрово-шлифовальный станок; 2 — вибрационный бункер; 3 — за-
точной станок; 4 — клеймильный станок
§ 2. Бесцентрово-шлифовальный станок для шлифования ра-
бочей и хвостовой части метчиков, встроенный в автоматиче-
скую линию
Автоматизация шлифования рабочей части метчика. Для ав-
томатизации станка на нем установлены загрузочное устройство,
механизм ориентации заготовок и механизм подачи заготовок в
рабочую зону.
Загрузочное устройство (рис. 172, а) состоит из бункера с зах-
ватным диском 1, вращающимся в наклонной плоскости. По окруж-
ности диска имеются пазы а. Заготовки метчиков загружаются в
нижнюю часть бункера, и при вращении диска они попадают в его
пазы и выносятся наверх, где через приемное окно б поступают
в механизм ориентации. На диске 1 прикреплен шестилопастной пе-
регружатель 4, лопасти которого переносят заготовки из нижней
части бункера в верхнюю, где они также заполняют пазы а. Шты-
ри 5 разрушают свод из заготовок, который образуется в нижней
части бункера. Вращение диска 1 происходит через червячную
передачу 2 и 3.
Ориентация заготовок основана на использова-
нии разности диаметров рабочей и хвостовой части. Заготовка из
приемного окна б бункера попадает на заслонку 6 (рис. 172, б),
укрепленную на рычаге 7. От кулачка 9 через ролик 8 рычаг 7
получает качательнсе движение вокруг оси 10. При качании ры-
чага 7 вместе с заслонкой 6 заготовка попадает в щель, образуе-
284
мую выступами в на лотке и ступенями 2 вала 11. Ширина В щели
должна удовлетворять условию d<^B <^D, где d — диаметр хво-
стовой части заготовки, a D — диаметр рабочей части.
Заготовка метчика падает в щель в горизонтальном положе-
нии, и в зависимости от положения рабочей части она поворачи-
вается вокруг точек А или А' и выпадает хвостовой частью вперед
на лоток, по которому направляется в механизм питания.
Рис. 172. Бункер с механизмом ориентации
Механизм питания (рис. 173) состоит из двух парал-
лельно расположенных винтов 13 и 14, принудительно вращающих-
ся в разном направлении. Винт 14 имеет наружную винтовую спи-
раль прямоугольного сечения, а винт 13 — винтовую канавку, в
которую входит спираль винта 14. Заготовка, выпадая из ориенти-
рующего устройства, оказывается между винтами и получает
поступательное движение к рабочей зоне. Шаг резьбы равен /max +
+ (5 v 10) мм, где /щах — наибольшая длина метчика. Угол подъе-
ма спирали составляет 28—32°, в этом случае наилучшие усло-
вия для перемещения заготовок. В конце своего пути заготовка
при входе в рабочую зону испытывает со стороны шлифоваль-
ных кругов сопротивление, которое стремится ее сбросить, а во
285
избежание этого установлен у рабочей зоны вал 15. Заготов-
ка остается под валом 15 до тех пор, пока передний конец ее не
будет захвачен шлифовальным кругом. Кинематическая цепь -
механизма осуществляется следующим образом. От электродвига-
теля 9 через червячный редуктор 10, 11, клиноременную переда-
чу 4 и червячную пару 3, 2 вращается диск / загрузочного устрой-
ства. Через зубчатые колеса 5, 6, 7, 8 вращение передается вин-
там 13, 14 механизма питания. Передаточное отношение пере-
сти заполнения; z — число пазов диска;
дач 5, 7, 8 выбрано
равным единице, а число
пазов в диске равно
числу z зубьев червяч-
ного колеса 2. Поворот
1 Л
диска на — оборота бу-
дет соответствовать по-
вороту винтов питания
на один оборот. На валу
винта 14 закреплен ку-
лачек 12, который сооб-
щает рычагу 7, а следо-
вательно, и заслонке 6
(рис. 172, б) качатель-
ное движение.
Производите л ь ность
бункера
Q = kzn шт) мин,
где k — 0,8 ч- 0,98 —
коэффициент вероятно-
п — число оборотов диска
в минуту.
Производительность загрузочного устройства задается допу-
стимой величиной осевой подачи заготовок в зону шлифования.
Путем смены шкивов ременной передачи 4 можно изменить про-
изводительность бункера. Для заготовок длиной Z 45 мм диа-
метр бункера Обун = 300 мм, для заготовок длиной / 45 ч- 70 мм
диаметр бункера = 500 мм, для заготовок длиной I = 70 ч-
ч- 85 мм диаметр бункера — 600 мм.
Число пазов у вращающихся дисков всех бункеров одинако-
вое и равно 20.
Автоматизация шлифования хвостовой части метчика. Хво-
стовая часть метчика, как указывалось выше, шлифуется на бес-
центрово-шлифовальном станке методом врезания. Рабочая по-
верхность ведущего круга выполнена ступенчатой в соответствии
с конфигурацией детали. Полный цикл шлифования выполняется
за один оборот ведущего круга и состоит из четырех переходов:
загрузки, шлифования, съема заготовки с опорного ножа и ее уда-
283
ления. На рис. 174 участок АЕВ ведущего круга, соответствую-
щий центральному углу 240°, выполнен по архимедовой спирали,
подъем которой равен 0,25 мм. На длине дуги этого участка проис-
ходит шлифование заготовки. Участок ВС выполнен по концентри-
ческой окружности и соответствует калиброванию. Участок CD со-
ответствует съему обработанной заготовки, а участок DA — зоне
Рис. 174. Схема шлифования хвостовой части
метчика:
а — загрузка; б — шлифование; в — съем детали с ножа;
г — удаление детали
загрузки. При прохождении прошлифованной заготовкой зоны CD
она попадает в паз М и отводится через приемный лоток в ящик
готовых деталей. Автоматизирующее устройство станка предста-
вляет собой механизм загрузки, аналогичный механизму ориен-
тации и сортировки, пневматическому питателю, поддерживающему
устройству, воздухораспределителю и специальному копирному
устройству для правки профиля ведущего круга.
Из бункера (рис. 175, а) заготовки по лотку опускаются на
механизм ориентации и сортировки. Этот механизм состоит из двух
вращающихся валов, оси которых параллельны и несколько нак-
лонены к горизонтальной плоскости. Вал 6 через цилиндрическую
зубчатую передачу 5, 4 передает вращение валу 3. Вал 6 полу-
чает вращение от червячного вала через клиноременную передачу
1 и конические зубчатые колеса 2. Расстояние между валами 3 и 6
регулируется перемещением их опор специальными винтами и
устанавливается на 0,05 мм больше максимально допустимого диа-
метра хвостовой части. Центр тяжести заготовки расположен на
участке меньшего диаметра, и заготовка, попадая на валы 3 и 6,
проскакивает между ними хвостовой частью, усганавливаясь вер-
тикально.
В нижней части валов имеется канавка 7, образующая коль-
цевые выточки; в проем их и попадает вертикально расположен-
287
chipmaker.ru
ная (годная) заготовка. Далее через лоток она опускается хво-
стовой частью вперед и попадает в гнездо барабана 6 (рис. 175, б).
Барабан 6 поштучной выдачи заготовок получает возвратно-вра-
щательное движение на 180° от поршня 10 пневматического ци-
линдра 11, при этом она подается на призму 7, а с нее на линейку
поддерживающего устройства толкателем 8, связанного со што-
ком поршня пневматического цилиндра 9. Окончательное доведе-
ние заготовки до упора осуществляется ведущим кругом, который
установлен на угол до 1°. Полости пневматических цилиндров 9 и
11 соединены с полостями А и В воздухораспределителя 2.
Полость А сообщается с сетью сжатого воздуха, а полость
В — с атмосферой. Поочередное сообщение полостей пневмоци-
линдров 9 и 11 с сетью и атмосферой производится дисковым золот-
ником 1, соединенным непосредственно со шпинделем. Если диа-
метр хвостовой части превышает допускаемый предел больше на
0,05 мм, они не проходят между валиками 3 и 6 (рис. 175, а), а
занимают горизонтальное положение, и далее, спускаясь вниз, ми-
нуют выточки 7 и попадают в следующий проем. Из него через
приемник по лотку поступают в поддон бракованных заготовок.
На шпинделе ведущего круга смонтирован кулачок 3 (рис. 175, б),
к которому прижимается толкатель 5 через ролик 4. Этот толка-
тель связан с плитой правильного устройства ведущего круга.
Плита шарнирно соединена с корпусом бабки ведущего круга и
получает от кулачка 3 качательные движения. Резец правильного
устройства, копируя движения толкателя, правит ведущий круг.
IV
ЭКСПЛУАТАЦИЯ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ
Г л а в а I. ЭКСПЛУАТАЦИЯ СТАНКОВ
Для ритмичной и высокопроизводительной работы предприятия
важнее значение имеет не только первоклассное оборудование, но
и правильная эксплуатация его. Основная задача правильной
эксплуатации — получить от станка наибольшую производитель-
ность, обеспечив сохранение его долговечности и точности. Наиболь-
шую производительность от станка можно получить правильным
выбором режимов резания, высокого качества инструмента, пра-
вильным выбором технологии и расчета с выполнением настрой-
ки станка.
Производственная эксплуатация станка включает следующие
мероприятия: установка станков на фундаменте, проверка стан-
ков на геометрическую точность, жесткость и виброустойчивость,
паспортизация станков, планово-предупредительный ремонт (ППР),
смазка станков, настройка станка, техника безопасности, модер-
низация станка, правильный уход за станком. Высокая общая и
техническая подготовка рабочих является главным условием пра-
вильной эксплуатации оборудования.
Соблюдение всех условий правильной установки станка на фун-
даменте способствует качественной его работе. Испытание станков
обычно необходимо для проверки статической и динамической точ-
ности, правильности сборки, проверки на мощность. Паспортиза-
ция станка позволяет правильно использовать станок по всем его
показателям и назначению. Своевременный ремонт по системе ППР
является важным условием ритмичной работы цеха и завода. Мо-
дернизации подвергаются устаревшие станки с целью расширения
технологических возможностей, увеличения режимов обработки
или повышения производительности путем их автоматизации.
§ 1. Установка станков на фундаменте
В цехе завода станочное оборудование устанавливается на фун-
даменте соответственно конструкции и размерам опорной площади
каждого станка. Мало- и среднегабаритные станки устанавливают
на общую бетонную плиту пола цеха и в случае необходимости за-
289
chipmaker.ru
крепляют болтами. Станки, подверженные значительным динамиче-
ским нагрузкам, точные, а также тяжелые устанавливаются на
отдельных фундаментах. Расчет фундаментов в основном ведется
на удельное давление.
На рис. 176 показаны схемы элементарного расчета фундамен-
та. Высота фундамента берется приблизительно 0,5—0,6 м для
станков весом до 10 т, а для более тяжелых 1—1,5 м.
Вес фундамента определяется по формуле
G<fi = ОЯ = Fhq н (кГ),
где Q — объем фундаментной плиты в м3;
F — опорная площадь фундаментной плиты в м2;
q — вес 1 м3 бетона в н/м3 (кГ/м3);
h — высота фундаментной плиты в м.
Рис. 176. Схемы элементарного расчета фундаментов
Вес станка Gcm находят в паспорте станка или других доку-
ментах. Вес обрабатываемой заготовки 0^ берется по максималь-
ным габаритным размерам. Таким образом, общая нагрузка на
грунт определяется так:
? = G$ + Gcm + Gd-
Проверочный расчет фундамента ведется из предположения,
что грунт представляет собой упругое основание и силы, прило-
женные к фундаменту, проходят через центр тяжести фундамент-
ной плиты.
Расчетная формула фундамента
Р = pF н (кГ),
где р — удельное давление на грунт при статической нагрузке
в н/м2 (кГ/см2);
F — опорная площадь фундаментной плиты на грунт в м2
(см2).
Значения р подбираются по категории грунта: для слабых
грунтов, насыщенных водой, р берется до 147 кн/м2 (1,5 кГ/см2)',
для грунтов средней прочности р = 147 4- 343 кн/м2 (1,5 4-
4- 3,5 кГ/см2)', для прочных грунтов р = 343 4- 588 кн/м2 (3,5—
290
6 кГ/см2)-, для скальных оснований р берется более 588 кн/м*
(6 кГ/см?).
Проверка на число собственных колебаний (вертикальных) фун-
дамента со станком производится по формуле
„г = зоо/^-,
где пг — число собственных колебаний в минуту;
М — масса фундамента и станка в т -секЧм',
F — площадь основания фундамента на грунте в л2;
0г — коэффициент упругого равномерного сжатия грунта в
н/м* (кГ/см2) берется по таблицам.
Частота собственных колебаний фундамента должна быть выше
частоты собственных колебаний станка — не менее 20%, иначе
существует опасность резонанса.
В качестве материалов для сооружения фундаментов под ме-
таллорежущие станки применяют в большинстве случаев, бетон,
бут, кирпич, естественный камень, реже железобетон, фундаменты
из кирпичной кладки рекомендуется применять для сухих грунтов.
§ 2. Испытание станков
Установка станков перед испытанием производится на клинь-
ях или башмаках без подливки цементным раствором.
Правильное положение установленного станка проверяется по
уровню в продольном и в поперечном направлениях. Точность
установки от 0,02—0,04 мм на длине 1000 мм в продольном на-
правлении и от 0,03—0,05 лл на длине 1000 мм в поперечном
направлении.
Испытание станков на холостом ходу
производится последовательным включением всех скоростей шпин-
деля. Температура подшипников шпинделя при наибольшей скоро-
сти не должна подниматься выше 70° для подшипников скольжения
и 85° — для подшипников качения. При испытании проверяют все
включения и переключения органов управления на правильность
их действия. Гидропривод станков должен работать без резкого
шума и гидравлических ударов в трубах. Все узлы, работающие
от гидропривода, должны перемещаться без вибраций и резких
толчков.
Испытание станков под нагрузкой произ-
водится в условиях, близких к нормальным эксплуатационным.
Проверяется качество работы, правильность и согласованность
действий всех элементов станка. Испытания производятся обработ-
кой образцов с наибольшей силой резания и с нагрузкой станка до
номинальной мощности привода, причем все механизмы должны
работать исправно.
Испытание станков на чистоту обработки
производится на чистовом режиме, на скоростях, отвечающих чисто-
291
chipmaker.ru
вой обработке за один проход. На поверхности обработанного об-
разца не должно быть следов дробления или вибраций. Класс
чистоты поверхности (иногда и разряд чистоты), полученный при
испытании, проверяется в зависимости от требований к детали и
от назначения станка.
Испытание станков на производитель-
ность производится лишь в тех случаях, когда в технических
условиях или в заказе указана определенная штучная производи-
тельность, например, для агрегатных станков, автоматов, полуав-
томатов и др., поставляемых с наладкой. Универсальные станки
(поставляемые без наладки) на производительность отдельно не
испытываются.
Проверка геометрической точности станков. Геометрическая точ-
ность станка является одним из факторов, определяющих точность
обработки изделий (формы и размеров).
Геометрическая точность станка включает следующие основ-
ные проверки:
1. Правильность установки станка. Проверка производится рам-
ным уровнем по поверхности станины, стола, стоек, колонны. Про-
верку производят в двух направлениях (продольном и попереч-
ном). Подбивкой под станину клиньев исправляют отклонения.
2. Прямолинейность направляющих. Проверка производится с
помощью (рис. 177, а) уровня, установленного на мостике. Мостик
устанавливается на направляющих. При перемещении мостика по
отклонению уровня судят о выпуклости или вогнутости направляю-
щих.
3. Параллельность направляющих. Стойка индикатора уста-
навливается на каретке суппорта, а пуговка индикатора упирает-
ся о поверхность проверяемой направляющей, суппорт переме-
щают параллельно направляющим, и следят за показаниями инди-
катора.
4. Перпендикулярность направляющих. То же, как по п. 3.
Стойку индикатора перемещают вместе с кареткой в перпендику-
лярном направлении.
5. Плоскостность направляющих столов. Проверяется при по-
мощи контрольных плит или линеек по числу пятен (инструмент
по рис. 178, а — в).
6. Параллельность оси шпинделя направляющим станины. В от-
верстие шпинделя вставляется точная -контрольная цилиндрическая
оправка, а на каретке суппорта — стойка индикатора, пуговка
индикатора упирается о поверхность оправки, каретку суппорта
перемещают по направляющим станины и следят за показаниями
индикатора (рис. 177, в).
7. Соосность шпинделя и гнезд револьверной головки или дру-
гих деталей станка. Проверку производят по рис. 177, г. В от-
верстия шпинделя и в гнезда детали вставляются точные контроль-
ные оправки. Индикатор прикрепляется на одной из оправок, а
пуговка индикатора опирается о поверхность другой оправки.
292
Вращением одной оправки с индикатором относительно цилиндри-
ческой поверхности другой оправки проверяется соосность шпин-
деля. В случае соосности отклонения на индикаторе не будет.
8. Радиальное биение отверстия шпинделя. В отверстие шпин-
деля вставляется контрольная оправка, пуговка индикатора опи-
рается о поверхность оправки (на конце), а стойка устанавливается
на станине или на каретке суппорта, шпиндель вращают вручную
и следят за показаниями индикатора (рис. 177, д). Радиальное бие-
Рис. 177. Виды геометрических проверок станков
ние шейки шпинделя осуществляется аналогично, но штифт индика-
тора упирается в шейку шпинделя.
9. Торцовое биение фланца шпинделя. Пуговка индикатора упи-
рается о торец шпинделя, а стойка индикатора устанавливается
на каретке суппорта или на станине: вращают шпиндель и следят
за показаниями индикатора (рис. 177, е).
10. Перпендикулярность оси шпинделя столу фрезерного стан-
ка. В отверстие шпинделя вставляется оправка с индикатором,
а на столе станка устанавливается контрольный угольник, пугов-
ка индикатора упирается о поверхность вертикальной стороны
угольника, стол перемещают в вертикальном направлении и сле-
дят за показаниями индикатора (рис. 177, ж).
11. Аналогичным образом проверяется параллельность стола во
время его перемещения в обоих направлениях. На столе установ-
293
лена точная контрольная линейка на двух концевых мерах (оди-
наковых по высоте); индикатор крепится на оправке, вставляемой
в отверстие шпинделя, пуговка индикатора упирается о поверх-
Рис. 178. Контрольно-измерительные инструменты
ность линейки. Стол перемещают в двух направлениях: продоль-
ном и поперечном и следят за показаниями индикатора (рис. 177, з).
Во время проведения вышеуказанных проверок учитывается не
только величина отклонений, но часто и направление их (знак).
Рис. 179. Динамометр конструкции ЭНИМСа
Например, направляющие станины токарного станка могут откло-
няться от прямолинейности только в сторону выпуклости вверх
(рис. 177, а). Стол универсального или горизонтального фрезер-
ного станка может иметь наклон только в сторону станины.
При проверках применяют следующие контрольно-измеритель-
ные инструменты: линейки (рис. 178, а, б, в), контрольные оправ-
294
ки (рис. 178, г), рамный уровень (рис. 178, д), индикатор со стой-
кой (рис. 178, е).
Помимо геометрических проверок, в настоящее время произ-
водятся испытания станков на жесткость.
На рис. 179 показан динамометр конструкции ЭНИМСа для
испытания на жесткость токарных станков. Прибор закрепляет-
ся в резцедержателе суппорта. Направления нагружающего уси-
лия и измеряемых отжатий не совпадают. Вращением червяка 1
через зубчатое колесо-гайки 3 перемещается винт 2. Через тари-
рованную пружину 4 динамометра создается усилие, измеряемое
индикатором 6 в направлении суммарной силы резания на шпин-
дель 5. Индикатором 7 производится измерение величин дефор-
мации.
§ 3. Паспортизация станков
Паспорт станка является основным техническим документом,
в котором содержатся ступени скоростей шпинделя, стола, вели-
чины подач, мощности на шпинделе, предельные размеры деталей,
обрабатываемых на данном станке, данные о принадлежностях, при-
способлениях, подшипниках, гидравлических механизмах и схемах
управления.
Паспорт станка оформляется на специальном бланке. Разра-
ботанные формы паспортов охватывают почти все типы выпуска-
емых станков. Форма паспорта содержит следующие разделы: об-
щие сведения, основные данные, принадлежности и приспособления;
привод; гидравлические механизмы; изменения в станке; даты капи-
тального ремонта; кинематическая схема; спецификация зубчатых
колес и червячных пар, ходовых винтов и гаек всех узлов станка;
таблица настроек станка; схема управления; спецификация рукоя-
ток управления.
Все станки прибывают на завод в настоящее время с оформлен-
ными паспортами и с соответствующей документацией. Все изме-
нения, производимые после начала эксплуатации станка в его при-
воде, в механизмах главного движения и подач, заносятся в со-
ответствующий раздел паспорта «Изменения в станке». В паспорте
указывается также дата капитального ремонта станка, произведен-
ного в соответствии с установленным графиком.
В разделе «Общие сведения о станке» указывается тип, модель
и шифр станка, завод-изготовитель и его местонахождение, завод-
ской номер, год выпуска и класс точности. Далее указывается
завод, цех и место установки станка, вес станка и его габаритные
размеры. После указанного раздела прилагается фото станка или
общий вид.
В разделе «Основные данные» указываются габаритные размеры
станка, предельные размеры деталей, обрабатываемых на станке.
Размеры перемещений суппортов, столов, салазок и их размеры.
Размеры элементов крепления инструментов и заготовок.
295
chipmaker.ru
В разделе «Принадлежности и приспособления» указываются
патроны, люнеты, цанги, оправки, тиски и прочие.
В разделе «Привод» указывается род привода, технические ха-
рактеристики электродвигателей, подшипников, ремней, цепей, с
основными размерами.
В разделе «Гидравлические приводы» даются общие сведения
и основные размеры насосов, гидродвигателей.
Кинематическая схема содержит все данные, необходимые для
подсчета всех конечных перемещений в станке.
§ 4. Модернизация станков
Периодическая потребность в общей модернизации станков дик-
туется экономическими соображениями. Станки при их создании
не могли быть рассчитаны на возможность полного использования
режущей способности инструментов, которые будут внедряться в
течение всего срока службы станка. Изменяются и условия авто-
матизации станков и совершенствования конструкций отдельных
узлов в свете последних достижений техники.
Особое значение имеет модернизация станков после резкого по-
вышения режимов резания при переходе на новые инструменталь-
ные материалы. Наряду с повышением мощности и скорости стан-
ка необходимо применять ряд мероприятий по облегчению управ-
ления станками и облегчению условий труда. Желаемый уровень
модернизации целесообразно оценивать, сравнивая технические
характеристики модернизируемых станков с характеристиками стан-
ков, уже используемых для работы с современными режимами ре-
зания.
При модернизации расчетом по заданным нагрузкам обычно оп-
ределяются размеры основных, наиболее нагруженных деталей, а
размеры остальных выбираются по конструктивным или техноло-
гическим соображениям. Наиболее нагруженными, ограничиваю-
щими возможности форсирования режимов, являются одно или не-
сколько слабых звеньев. Замена этих звеньев, если она осущест-
вима, может существенно расширить возможности станка.
Модернизация станков с заменой слабых звеньев оказывает-
ся достаточно целесообразной в значительной степени благодаря
тому, что в ряде случаев повышение работоспособности деталей
достигается без увеличения его размеров, а именно: изменением
формы, заменой материала, применением термической, термохими-
ческой или механической обработки и т. п. Модернизация оказы-
вается в первую очередь целесообразной для станков:
а) удовлетворительно работающих на режимах, соответствую-
щих паспортным, т. е. таких станков, на которых не наблюдалось
повышенного износа механизмов, поломок и т. п.;
б) имеющих удовлетворительную жесткость базовых деталей и
достаточную рациональную схему главного привода.
296
Глава II. ОЦЕНКА ЭКОНОМИЧЕСКОЙ
ЭФФЕКТИВНОСТИ ВНЕДРЕНИЯ НОВЫХ СТАНКОВ
§ 1. Технико-экономические показатели металлорежущих
станков
Для оценки технического совершенства станка, предназна-
ченного для выполнения заданных операций, пользуются системой
технико-экономических показателей.
1. Одним из основных технико-экономических показателей лю-
бого станка является его производительность.
2. Металлоемкость конструкции станка характеризуется коли-
чеством металла, затрачиваемого на единицу мощности станка,
используемой для процесса резания. Металлоемкость может быть
выражена формулой
М — -Я- кг]квт,
где G — вес станка в кг;
Np — мощность привода главного движения в кет.
Этот показатель используется для сравнительной оценки одно-
типных станков.
3. Точность станка — способность станка обеспечить заданную
точность обработанной детали, т. е. правильность формы и раз-
меров.
4. Степень автоматизации выражается отношением времени авто-
матической работы станка, не требующей участия рабочего, ко
всему времени цикла обработки и определяется по формуле
д __ раб
5. Технологичность конструкции станка характеризуется сте-
пенью сложности изготовления и сборки его узлов и всего станка.
Грубая ориентировочная оценка технологичности конструкции
станка производится по количеству оригинальных деталей и дета-
лей, стандартизованных по ГОСТу или ведомственным норма-
лям.
§ 2. Понятие об экономической эффективности и окупаемости
новых станков
Внедрение новых моделей металлорежущих станков является
одним из основных факторов роста производительности труда в
машиностроительной и металлообрабатывающей промышленности.
Проектирование новых моделей, а также разработка типажа и ря-
дов станков должны производиться из условия повышения произ-
водительности общественного труда (труд, вложенный в создание
станков, и труд, необходимый на эксплуатацию станков), что на-
ходит свое отражение в снижении себестоимости выпускаемых из-
делий.
297
chipmaker.ru
Примерный расчет экономической эффективности внедрения
нового станка. Расчет экономической эффективности произведен
на примере применения гидрофицированного станка для вагон-
ных осей взамен их обработки на универсальных токарных стан-
ках [8]. По действующей технологии оси подвергаются обточке
и накатке для повышения их усталостной прочности. Применение
накатного гидрофицированного станка позволило обойтись без пред-
варительной обточки осей. Расчет ведется на выпуск 70 000 осей в год.
Изменение текущих затрат. Расход основных мате-
риалов. По действующей технологии каждая ось проходит то-
карную обработку, во время которой снимается верхний слой ве-
сом 10,8 кг. Стоимость металла, снимаемого с осей в год, опре-
деляется так:
10,8-70 000 ,с_ ,
—1000------(60 — 7)^40100 руб.,
1 т металла в руб.;
1 т отхода в пуб.
где 60 — цена
7 — цена
По проектируемой технологии размеры осей будут уменьшены
на величину снимаемого ранее слоя металла.
Затраты на заработную пл ату. Экономия производ-
ственной заработной платы определяется следующим путем (табл. 13).
Таблица 13
Наименование Расценка иа одну ось в руб. Сумма заработной платы Иа годовой выпуск в руб. Экономия в руб.
По дей- ствующей технологии По проекту По дей-^ ствующей технологии По проекту
Токарная обработка .... 0,284 — 19 880 — 19880
Накатка средней части . . Накатка шеек и подсту- 0,084 0,084 5 880 5 880 —
пичных частей 0,183 0,069 12 810 4 830 7 980
Всего. . . — — 38570 10710 27 860
Экономия производственной заработной платы в год состав-
ляет 27 860 руб. Дополнительная заработная плата и начисления
на соцстрах в цехе составляют 13%.
Общая сумма экономии заработной платы и начислений в год
составляет 27 860 -1,13 — 31 480 руб.
Затраты на электроэнергию. Изменение зат-
рат на электроэнергию определяется по табл. 14.
Годовой фонд времени станков 4500 ч; коэффициент исполь-
зования электродвигателей по времени 0,7; коэффициент использо-
вания электродвигателей по мощности 0,7; стоимость электроэнер-
гии 1 кет -ч 0,86 коп.; стоимость дополнительного расхода элект-
роэнергии равна
(225 — 200) • 4500 • 0,7 • 0,7 • 0,86 = 47 000 коп. = 470 руб.
298
Затраты на материалы для технологи-
ческих целей. Внедрение гидрофицированных накатных
станков потребовало дополнительного количества масла для гидро-
систем. Дополнительные затраты определяются из табл. 15.
Таблица 14 Таблица 15
Виды вложений По дей- ствую- щей тех- нологии По проекту Наименование Ло дей- ствую- щей тех- нологии По проекту
Количество стан- ков в шт Установленная мощность в кет 20 200 5 225 Количество смен масла в год . . . Количество масла, потребное для заливки всех станков, в кг. . 6 165 4 1025
Таблица 16
Стоимость 1 кг масла составляет 0,072 руб.; стои- мость дополнительного рас- хода масла (1025-4 — — 165-6)-0,072 = 224 руб. Затраты на ре- монт оборудова- ния. Изменение затрат на ремонт оборудования определяется из табл. 16. Наименование и стоимость По действую- щей техно- логии По проекту
Общее количество ремонтных еди- ниц оборудования в шт. . 340 65
Стоимость годового ремонта одной ре- монтной единицы в ov6 54,8 54,8
Сумма экономии затрат на ремонт в год составляет 54,8(340 — 65) = 15 070 руб. Амортизационные отчисления. Изменение раз- меров амортизационных отчислений определяется по табл. 17.
Таблица 17
Виды вложений По действую- щей техно- логии По проекту
Оборудование Стоимость станков в руб Амортизация отчисления в год (8,7%) в руб. . . Площадь Размеры площади в м2 Стоимость площади в руб Амортизационные отчисления в год (2,6%) в руб. 36 480 3170 350 31 500 820 60 000 5 220 100 9000 230
Всего амортизационных отчисле- ний в год в руб 3 990 5 450
299
Увеличение амортизационных отчислений в год составляет
5450 — 3990 = 1460 руб.
Изменение капитальных (единовременных) затрат. Измене-
ние капитальных затрат определяется расчетом по табл. 18.
Сумма дополнительных капитальных затрат равна
69 000 — 67 980= 1020 руб.
Высвобождаемое оборудование и производственная площадь
используются для производства других изделий (за исключением
старых накатных станков, которые идут на лом). Убытки от лик-
видации накатных станков составляют 9000 руб. Сумма затрат,
подлежащих окупаемости, составляет: 1020 + 9000 = 10 020 руб.
Таблица 18
Виды вложений и основные средства Стоимость в руб.
По действую- щей техно- логии По проекту
Оборудование Производственная площадь 36 480 31 500 60 000 9 000
Всего вложений .... 67 980 69 000
Сводный расчет экономической эффективности. Общая сумма
экономии текущих затрат от изменения технологического процес-
са представлена в табл. 19.
Таблица 19
Виды затрат По дей- ствующей технологии По проекту Результат (-{- увеличе- ние, — умень- шение)
Основные материалы Заработная плата производственных рабо- чих и начисления на соцстрах Электроэнергия Материалы на технологические цели .... Ремонт оборудования Амортизация 40 1С0 43 580 3 790 70 18 630 3 990 12 100 4 260 294 3 660 5 450 —40 1С0 —31 480 4-470 4-224 —15 070 4-1 460
Всего экономии — — —84 490
Срок окупаемости дополнительных капитальных затрат
10 020 _ 1О
~ 84 490 ~ 1ОДа‘
Малый срок окупаемости указывает на безусловную экономи-
ческую целесообразность внедрения для обработки вагонных осей
гидрофицированных накатных станков.
ЛИТЕРАТУРА
1. Ачеркан Н. С., Гаврюшин А. А., Ермаков В. В. и др.
Металлорежущие станки. Т. I. Под ред. Н. С. Ачеркана. Изд-во «Машинострое-
ние», 1965.
2. Бравичев В. А., Гайдар В. И., Зинин М. В. и др.
Металлорежущие станки. М., Машгнз, 1955.
3. Кудряшов А. А. Металлорежущие станки для инструментального
производства. М., Машгнз, 1961.
4. Кучер А. М., К и в а т и ц к и й М. М. и П о к р о в с к и й А. М.
Металлорежущие станки. Под ред. А. М. Кучера. М.—Л., Машгнз, 1963.
5. Л о к т е в Д. А. Металлорежущие станки для производства инстру-
мента. М., Машгиз, 1953.
6. Л о к т е в Д. А. Сборник задач по настройке металлорежущих стан-
ков. М., Машгиз, 1959.
7. Н а л ч а н А. Г. Металлорежущие станки. М., Машгиз, 1956.
8. П р о н и к о в А. С. Расчет и конструирование металлорежущих стан-
ков. М., «Высшая школа», 1962.
9. С л е п а к А. В. Металлорежущие станки. М., Машгиз, 1946.
10. Т а р з и м а и о в Г. А. Проектирование металлорежущих станков. М.,
«Машиностроение», 1965.
11. Тепинкичиев В. К. Металлорежущие станки в сельскохозяйст-
венном машиностроении. М., Машгиз, 1962.
12. Трофимов А. М. Альбом схем металлорежущих станков, ч. 1,
М. — Киев.
13. Энциклопедический справочник «Машиностроение». Т. 9. М., Машгиз,
1949.
chipmaker.ru
ОГЛАВЛЕНИЕ
I. ОСНОВНЫЕ ПОНЯТИЯ О ДВИЖЕНИЯХ
И ПЕРЕДАЧАХ В СТАНКАХ. МЕХАНИЗМЫ И УЗЛЫ СТАНКОВ
Глава I. Классификация и движения в станках....................... 3
§ 1. Классификация и система обозначений моделей стан-
ков ................................................. 3
§ 2. Виды движений в станках......................... 6
§ 3. Скорость резания и подача....................... 7
§ 4. Графическое изображение скорости резания..... 8
Глава II. Приводы металлорежущих станков......................... 10
§ 1. Типовые передачи в станках..................... 11
§2. Ряды чисел оборотов шпинделей и чисел двойных ходов 14
§ 3. Ступенчато-шкивный привод...................... 15
§ 4. Коробки скоростей.............................. 16
§ 5. Коробки подач.................................. 21
§ 6. Механический бесступенчатый привод............. 23
§ 7. Электропривод и аппаратура электрического управ-
ления станками...................................... 24
§ 8. Гидравлический бесступенчатый привод........... 31
§ 9. Механизмы станков.............................. 38
II. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ ОБЩЕГО НАЗНАЧЕНИЯ
ДЛЯ ПРОИЗВОДСТВА ИНСТРУМЕНТА
Глава I. Токарные станки......................................... 43
§ I. Универсальный токарно-винторезный станок мод.
1К62................................................ 43
§ 2. Принадлежности и приспособления к токарным стан-
кам ................................................ 52
§ 3. Наладка и настройка токарных станков для выпол-
нения различных работ............................... 54
Глава II. Токарно-револьверные, многорезцовые и другие токарные
станки........................................................... 58
§ 1. Токарно-револьверный станок мод. 1П365 ........ 59
§ 2. Токарно-револьверный станок мод. 1341.......... 63
§3. Многорезцовый токарный станок мод. 1А730 ...... 66
§ 4. Токарно-карусельный станок мод. 1508 .......... 68
§ 5. Токарный гидрокопировальный полуавтомат мод.
1722 ............................................... 69
Глава III. Сверлильные и расточные станки........................ 71
§ 1. Вертикально-сверлильный станок мод. 2А150 .... 72
§ 2. Радиально-сверлильный станок мод. 2А55......... 74
§ 3. Горизонтальный расточный станок мод. 2620А .... 77
§ 4. Общие сведения о координатно-расточных станках 82
§ 5. Координатно-расточной станок мод. 2А450 с предва-
рительным набором координат......................... 83
§ 6. Принадлежности и приспособления, применяемые на
координатно-расточных станках....................... 90
§ 7. Системы отсчета координат и преселективного упра-
вления иа координатно-расточных станках............. 93
§ 8. Обзор остальных типов станков сверлильной группы 97
302
Глава IV. Фрезерные станки..................................... 99
§ 1. Универсально-фрезерный станок мод. 6Н82........ 99
§ 2. Приспособления к фрезерным станкам ........... 104
§ 3. Делительные головкн........................... 105
Глава V. Строгальные, долбежные и протяжные станки............... 113
§ 1. Продольно-строгальный станок мод. 7134........ 113
§ 2. Поперечно-строгальный станок мод. 7М36........ 117
§ 3. Поперечно-строгальный станок с качающейся кули-
сой ............................................... 122
§ 4. Долбежный станок мод. 7М430 .................. 124
§ 5. Горизонтально-протяжной станок мод. 7510М..... 126
Глава VI. Зубообрабатывающие станки.............................. 128
§ 1. Методы нарезания зубчатых колес н классификация
зубообрабатывающих станков ........................ 128
§ 2. Зубофрезерный станок мод. 5327 ............... 129
§ 3. Зубодолбежный станок мод. 5В12................ 139
§ 4. Зубострогальный станок мод. 5А250 для нарезания
конических колес.................................. 144
§ 5. Обзор остальных типов зубообрабатывающих станков 149
Глава VII. Шлифовальные станки................................... 152
§ 1. Круглошлифовальный станок мод. ЗА151.......... 152
§ 2. Бесцентрово-шлифовальный станок мод. ЗГ182 .... 158
§ 3. Внутришлифовальный станок мод. ЗА227 ......... 162
§ 4. Плоскошлифовальные станки .................... 165
§ 5. Обзор остальных типов шлифовальных станков .... 168
Глава VIII. Автоматы и полуавтоматы........................... . 170
§ 1. Определение производительности автоматов..... 171
§ 2. Системы управления движениями на автоматах и полу-
автоматах ......................................... 172
§ 3. Полуавтоматы, шестишпиндельный полуавтомат мод.
1283 .............................................. 173
§ 4. Одношпиндельные токарные автоматы, токарно-ре-
вольверный автомат мод. 1140....................... 175
§ 5. Наладка и настройка автомата.................. 180
§ 6. Профилирование кулачков....................... 185
§ 7. Многошпиндельные автоматы, шестишпиндельный го-
ризонтальный автомат мод. 1240-6 .................. 188
III. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
ДЛЯ ИНСТРУМЕНТАЛЬНОГО ПРОИЗВОДСТВА
Глава I. Станки для производства сверл............................. 194
§ 1. Токарно-копировальный полуавтомат для обточки
концевого инструмента мод. ВТ-ЮМ...................... 194
§2. Токарный автомат мод. КТ61...................... 197
§ 3. Обзор остальных типов станков для получения заго-
товок инструмента .................................... 200
§ 4. Станки для фрезерования канавок, полуавтомат мод.
6793У ................................................ 201
§ 5. Карусельно-фрезерный одношпиндельный станок
мод. 621М для фрезерования лапок у хвостового ин-
струмента ............................................ 207
§ 6. Заточной станок мод. ЗБ652 для заточки сверл ... 211
§ 7. Заточной станок мод. B3-32 для заточки сверл ... 214
303
Р Глава II. Станки для производства метчиков........................219
§ 1. Резьбэнакатной станок мод. 5933 ............. 220
§ 2. Резьбонакатной станок мод. МФ103 ............ 222
§ 3. Резьбонакатной станок мод. НР-3.......'. ... . 222
§ 4. Токарные резьбонарезные станки повышенной точ-
ности, станок мод. 103 с коррекционной линейкой 225
§ 5. Общие сведения о резьбошлифовальных станках . . . 230
§ 6. Универсальный резьбошлифовальный станок мод.
5822 .............................................. 231
§ 7. Полуавтомат мод. 6В-1М для фрезерования кана-
вок метчиков .......................................237
§ 8. Универсально-заточной станок мод. ЗА64М.......240
Глава III. Станки для производства фрез.........................243
§ 1. Общие сведения о затыловочных станках.........243
§ 2. Универсальный полуавтоматический затыловочный
станок мод. 1811....................................246
§ 3. Заточной станок мод. 3662 для червячных фрез .... 253
Глава IV. Станки для производства резцов, протяжек, долбяков,
круглых плашек...................................................257
§ 1. Станок для заточкн резцов мод. ЗБ632В.........257
§ 2. Станок для заточки протяжек мод. 360М.........260
§ 3. Станок для шлифования зубьев долбяков.........262
§ 4. Станок для шлифования зубьев долбяков червяч-
ным шлифовальным кругом.............................264
§5. Общие сведения о резьбофрезерных станках......265
§ 6. Резьбофрезерный полуавтомат мод. 5М-5Б62 .... 267
Глава V. Станки для изготовления прессформ, матрнп- штампов 271
§ 1. Копировально-фрезерный станок мод. 6461 с панто-
графом .............................................272
§ 2. Электрокопировальный фрезерный станок мод. 6441Б 274
§ 3. Профильно-шлифовальный станок с пантографом и
оптическим устройством..............................278
§ 4. Профильно-шлифовальный станок мод. 395М с экра-
ном ................................................280
Глава VI. Автоматические линии для производства инструмента,
автоматизация станков .......................................... 282
§ 1. Автоматические линии для изготовления метчиков
и сверл.............................................282
§ 2. Бесцентрово-шлифовальный станок для шлифования
рабочей и хвостовой части метчиков, встроенный
в автоматическую линию . ...........................284
IV. ЭКСПЛУАТАЦИЯ И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Глава I. Эксплуатация станков . ............................289
§ 1. Установка станков на фундаменте...............289
§ 2. Испытание станков ............................291
§ 3. Паспортизация станков.........................295
§ 4. Модернизация станков .........................296
Глава II. Оценка экономической эффективности внедрения новых
станков............................................297
§ 1. Технико-экономические показатели металлорежущих
станков.........................................297
§ 2. Понятие об экономической эффективности и окупае-
мости новых станков........................297
Литература.......................................................301