













































































































Теги: сварка сварные конструкции
Год: 1993
Похожие




Текст
РОССИЙСКАЯ
ФЕДЕРАЦИЯ
ОТРАСЛЕВОЙ СТАНДАРТ
КОНСТРУКЦИИ СНАИШЕ
Общие требования к изготовлению
OCT 3-400I-9I
Издание официальное
1993
УДК.
Группа В 05
ОТРАСЛЕВОЙ СТАНДАРТ
адСТЕУКЦИИ СВАНШ
Общие требование, к изготовлению
ОСТ з-4001-51
ОКОТУ 0072
Дата введения 01.05.92
Ваотоящцй отраслевой стандарт распространяется на сварные .конструкции из углеродистой и легированной сталей, .жаропрочных i сплавов на основе никеля, железа, алшпгшя, меди и их сплавов.
Стандарт не распространяется на сварные конструкции специальных изделий, 'а также из сталей типа С It, BI1 и ЧС.
Стандарт устанавливает общие требования к проектированию лварннх конструкций и технологическим процесса}.! сварки: плавлением;
электронно-лучевой;
лазерной;
плазменной;
контактной точечной, стыковой и шовной.
jginte официальное
Перепечатка воспрещена
<>ст 3-4001-9J
с. 2
I. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1,1. Требования к проектированию о в а р н и х соединений
I.I.I. Форда, размеры и механические свойства сварных кснструкций долкпы соответствовать требованиям конструкторской документации и настоящего стандарта. Сварные соединения конструкций следует делить на две категории:
I категория - сварные соединения, имеющие'/коэффициент запаса Прочности от 1,6 до 2,5 и подверженные действию статических пли кратковременных динамических, вибрационных или знакопеременных нагрузок; соединения, работающие в агрессивных средах, при высоких и низких температурах (нике минус 50 °C), а также соединения, К которым предъявляют повышенные требования по герметичности и требования по’стойкости к межкристаллитной коррозии;
П категория - сварные соединения, имеющие по временному сопротивлению коэффициент запаса прочности более 2,5 и подверженные действию статических или кратковременных динамических, вибрационных или знакопеременных нагрузок; соединения низкона-Грукенные (коэффициент запаса прочности более 5) при всех видах нагрузок и работающие в агрессивных средах.
Примечание. Коэффициент запаса прочности' определяет отношением предела прочности сварного соединения к величине максимального рабочего напряжения.
1.1*2* Сварные соединения, не несущие нагрузок, имеющие коэффициент запаса прочности более 5- на прочность не рассчитывают К категорию для них не назначают. Все размеры сварных швов нерасчетных соединений назначают конструктивно.
oci 3-4C0I-9I с. 3
Ll,3. Категорию сварных соединений назначают в соответствии 0 пД.-Ll* и указывают на чертеяо в технических требованиях или таблице швов.
Если все сварные соединения,, указанные в чертехсе, относятся if одной категории, то соответствующую категорию (для всех соединений данного чертеяа) записывают в технических требованиях japiesa..
Пример: ”Технические требования к сварным соединениям до, OCT 3-400I-9I категория I".
Условные обозначения швов сварных соеданетгй на чортелах должны соответствовать ГОСТ 2.313.
LI.4. В стыковых сварных соединений, выполненных сваркой подавлением, относительная прочность соединений додана соответствовать приведенной в табл.I.
Таблиц! I
Категория сварного ебединения Относительная прочность, но менее
Сталь Медный ' сплав Алюминиевый сплав Жаропрочный сплав
0,9 0,80 0,90 0,85
п 0,8 0,75 0,80 0,80
Примечание. Относительная прочность определяется по формуле:
ост 3-4001-91
с. 4
где А - относительная прочность стыкового соединения;
Р - усилие; разрушающее сварной образец, Н (иге);
Р' - плоиадь сечения сварного образца по основному металлу, м2 (мм2);
^"в. йен. ' — нижний предел временного сопротивления основного металла Па (кге/мм2);
бе. осн - для соединений I-й категории - наименьшее временное сопротивление образцов-свидетелей из основного материала, имеющих одинаковые с материалом свариваемого узла марку, плавку, толщину и термообработку; для соединений П-й категории - нпдний предел временного сопротивления согласно требованиям конструкторской документации.
I.1.5. Относительная прочность нахлёсточных соединений 1-й категории^выполненных контактной шовной сваркой должна соответствовать табл.2.
Для нахлесточных соединений П-й категории относительная прочность должна составлять но менее 0л75 величин, указанных <
в табл.2.
При сварке элементов разной толщины или из материалов, не указанных в табл.2, относительную прочность сварного соединения устанавливав на основании предварительного испытания образцов, соответствующих по толщине, марке материала и пшрине шва свариваемому узду.
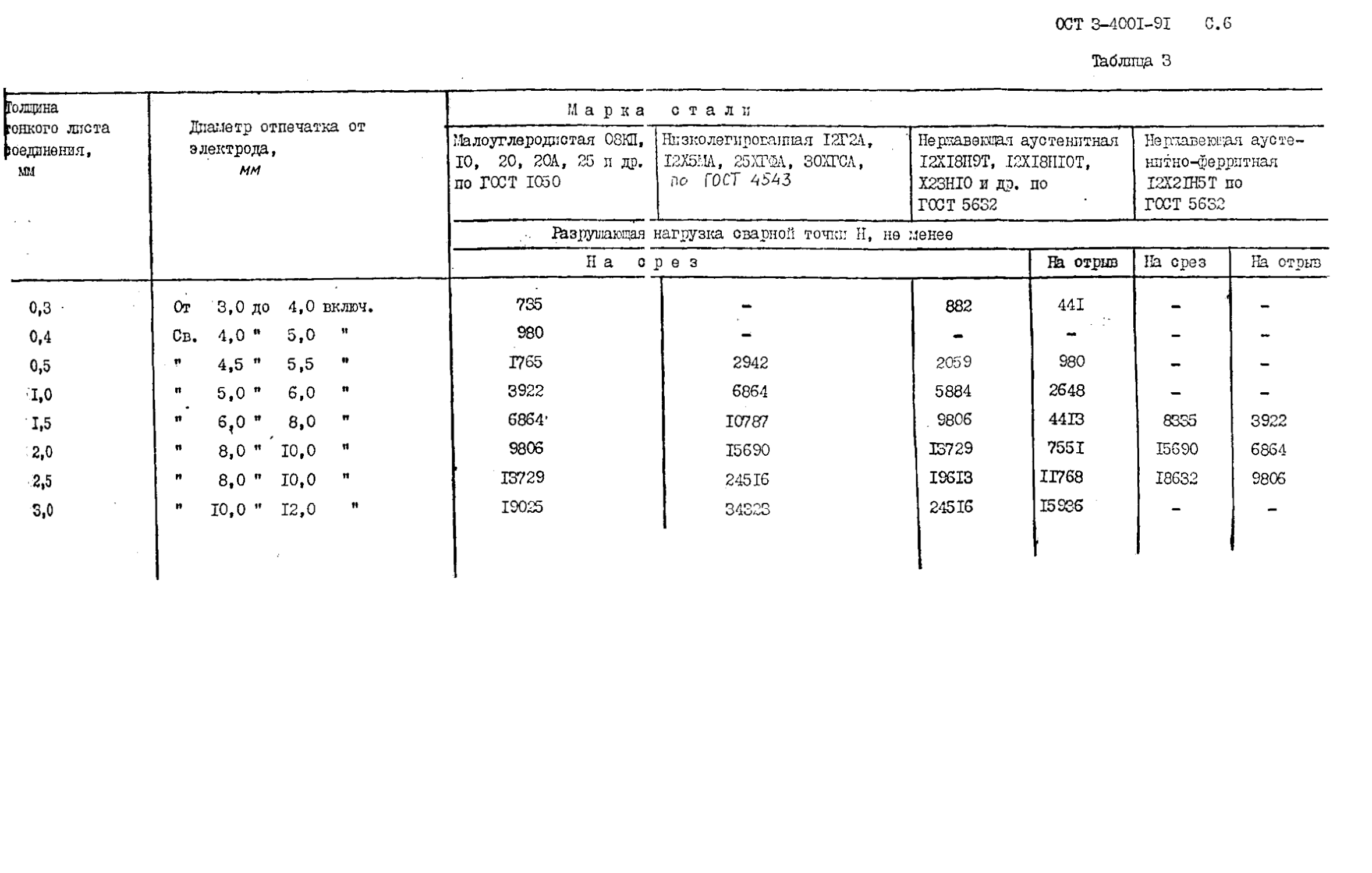
I.I.6. Т&зрушающая нагрузка для сварных точек, выполненных контактной точечной сваркой, в сварных соединениях I категории должна соответствовать величинам, указанным в табл.З и в табл.4 для алюминиевых сплавов.
Для соединений П категории разрушающая нагрузка должна составлять не менее 0,75 величин, указанных в табл.З и 4.
Примечание.’ При сварке сплавов различных марок и толщин разрушающую нагрузку сварных точек определяют по листу моньпей толщины и по материалу, имеющему меньшую прочность.
OCT 3-4001-91
с. 5
Таблица 2
Штерна л Состояние материала Относительная прочность, не менее
Толщина свариваемого элемента мм
От I до 2 Св.2 до 3
Малоуглеродистая сталь Оточенная 1,0 0,90
08КП, 10, 15, 20, 25 И др. по ГОСТ 1050 Нагартованная 0,9 0,80
Низколегированная сталь 12Х5.;1А, 25ХГФА, ЗОХГСА и др. по ГОСТ 4543 Норлализован-ная 0,9 0,80
Нержавеющая аустенитная сталь I2XI8H9T, Ненагартованная 1,0 0,95
I2XI8HI0T по ГОСТ 5632 Нагартованная 0,8 0,70
Сплав на никелевой основе ХН78, Х20Н80 и др. по ГОСТ I924I Ненагартованная 0,8 0,70
Алюминиевый сплав (Д16АМ, А>6, АМгЗ, АИц, В95М)по ГОСТ 4784 То же 0,9 0,80
Алкыпниевнй сплав (АМг5, АМгб!) по ГОСТ I4II3 0,8 0,70
Алюминиевый сплав АМгб по ГОСТ I4II3 п 0,7 0,60
OCT 3-4001-91 0.6
Таблица 3
Толщина тонкого листа соединения, мм
Диаметр отпечатка от электрода, мм
Марка стали
Малоуглеродистая 08КП, 10, 20, 20А, 25 л др, по ГОСТ 1050 Низко легировашгая 12Г2А, I2X5MA, 25ХГ<М, ЗОХГСЛ, По ГОСТ 4543 Нержавеющая аустенитная I2XI8H9T, .I2XI8HI0T, Х23НЮ и др. по ГОСТ 5632 Нержавеющая аустени тно-феррпт нал 12X2 ДБ Т по ГОСТ 5632
0,3 От 3,0 ДО 4,0 включ
0,4 Св. 4,0 • 5,0 W
0,5 л 4,5 '* 5,5 «
1,0 п 5,0 п 6,0 п
1,5 п 6,0 " 8,0 N
2,0 п 8,0 ’’ ' 10,0 и
2,5 и 8,0 " 10,0 и
3,0 и 10,0 " 12,0
Разрушающая нагрузка сварной точки И, не менее
На о р е з На отрыв — На срез На отрыв
735 882 441 .1
980 — • — •*
Г765 2942 2059 980 —
3922 6864 5884 2648 — —
6864’ IC787 . 9806 4413 8335 3922
9806 15690 13729 7551 15690 6864
13729 24516 I96I3 II768 18632 9806
19025 34323 24516 15936 — —
Толина Диаметр отпечатка ’ йздпуо
ввариваемой от э+лектрода, мм сферы
детали, мм На однолаз- На трех- электрода,
ной машине фазной- мм
машине На срез
0.5+0.5 4-5 5-6 50 490
1,0+1,0 5-6 6-8 50 1373
1,2+1,2 5-6 6-8 50 1765
1,5+1,5 6-3 7-10 75 2452
2,0+2,0 g-iio 10-14 75-150 3726
2,5+2,5 - II-I5 75-150 4413
3,0+3,0 - 12-16 75-150 5884
3,5+3,-5 - 13-17 75-150 7061
4,0+4,0 - 15-19 75-150 8335 '
4,5+4,5 - 16-21 75-150 -
5,0+5,0 - 18-23 75-150 -
5,5+5,5 - 20-26 100-200 -
6,0+5,0 - 22-28 150-200 -
7,0+7,0 - 24-30 150-200 -
ост ц-ши-ei
С.7
Таблица 4
Марка алюминиевого сплава
А1,1гЗ • АМг5, Л.”п?6. | АМгб! | • АМц ]' В95Т
1^зрушающая нагрузка сварной тошен <» не менее
На срез На отпив На срез На отпив На срез На срез На отрав На срез
588 245 686 245 588 3-13 Не менее 686
1030 588 - - 2157 980 25 % 1569
1079 637 - - - 1275 прочно- 2059
- 2452 IC79 2942 1618 стл на 2942
1119 I860 5394 ' 2452 4119 ,2304 срез 4119
4903 2452 6080 27.16 - 3089 5394
- - 7355 4707 . 9806 3530 6864
- 8335 5394 - -• 8826
- - 93IG 6374 IS630 6374 II768
- - 10297 6864 - - —
- - 14710 7845 30400 - -
- - 19630 9806 - - -
- - 25497 1Г768 39220 - -
— 29420 13729 50014 -
1Ы О—
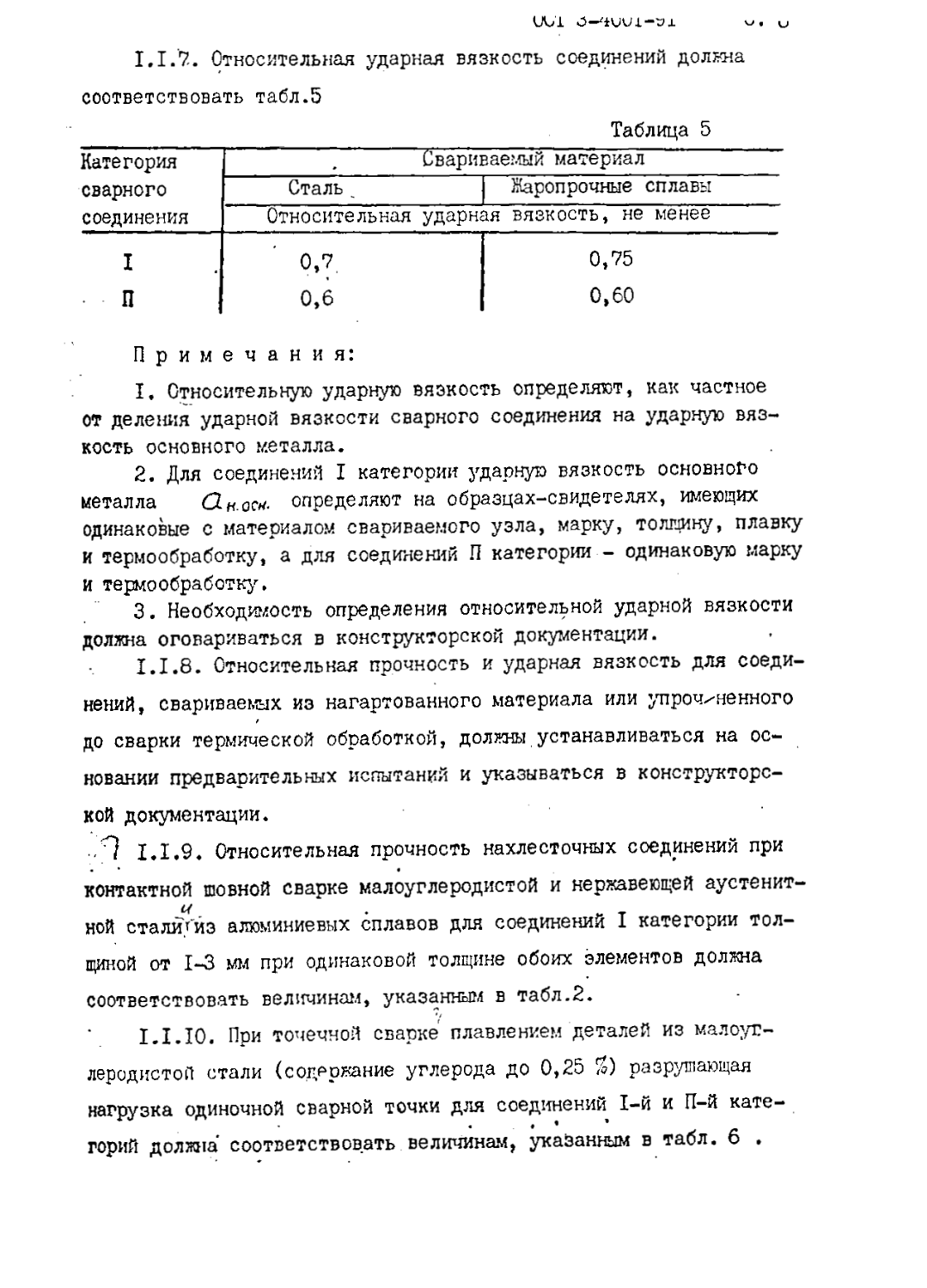
1,1.7. Относительная ударная вязкость соединений должна соответствовать табл.5
Таблица 5
Категория сварного Свариваемый материал
Сталь _ Жаропрочные сплавы
соединения Относительная ударная вязкость, не менее
I о,?, 0,75
П 0,6 0,60
Примечания:
I. Относительную ударную вязкость определяют, как частное от деления ударной вязкости сварного соединения на ударную вязкость основного металла.
2. Для соединений I категории ударную вязкость основного металла С1к.аы. определяют на образцах-свидетелях, имеющих одинаковые с материалом свариваемого узла, марку, толщину, плавку и термообработку, а для соединений И категории - одинаковую марку и термообработку,
3. Необходимость определения относительной ударной вязкости должна оговариваться в конструкторской документации.
I.I.8. Относительная прочность и ударная вязкость для соединений, свариваемых из нагартованного материала или упрочненного г
до сварки термической обработкой, должны устанавливаться на основании предварительных испытаний и указываться в конструкторской документации.
П 1.1,9. Относительная прочность нахлесточных соединений при контактной шовной сварке малоуглеродистой и нержавеющей аустенит-и
ной сталибйэ алюминиевых сплавов для соединений I категории толщиной от 1-3 мм при одинаковой толщине обоих элементов должна соответствовать величинам, указанным в табл.2.
I.I.I0. При точечной сварке плавлением деталей из малоуглеродистой стали (содержание углерода до 0,25 $) разрушающая нагрузка одиночной сварной точки для соединений I-й и П-й категорий должна соответствовать величинам, указанным в табл. 6 ,
OCT 3-400I-9I
С. 9
Таблица 6
Толщина Способ; варки
свариваемого элемента, • мм Диаметр ядра точки, мм Неплавящимся электродом в аргоне углекислом газе Под флюсом Примечание
Г&зрушающая нагрузка Варной точки Н, не менее
1 1 На срез На срез На отрыв
0,5+0,5 3-4 1176 16&7 — Сварка с проплавлением
0,5+2,0 I 4—о 1961 •* верхнего элемента
0,8+5,0 5-6 *- 2746 5880 3920
1,0+2,0 5-6 1764 6864 5880 3920
1,5+2,0 7-8 3432 7.845 6864 —
2,0+2,0 8-9 4410 14700 II760 7845
2,0+6,0 8-Ю 21560 16660 П760 Сварка под флюсом
3,0-15,0 9-10 24500 17640 13720 через отверстие в
4,0+4,0 10-12 «а *» 21560 15680 верхнем элементе
5,0+5,0 П-13 м» 29400 19600
6,0+8,’0 12-15 * 39200 27744
Примечание. Х&зрушающую нагрузку сварных точек при сварке соединений втавр деталей из других материалов и толщин, не указанных в таблице, а такяе при меньших диаметрах ядра точки устанавливают на основании предварительных испытаний.
0CT3-4C0I-9I
с. то
I.T.H. Определение механических свойств сварных соединений производят в соответствии с требованиями ГОСТ 6996- и настоящего стандарта,
Испытания образцов должно производиться в том виде, в каком сварное соединение будет находиться в Изделии (с усилением шва или без усиления, с проплавом или без проплава, с полным или неполным проваром и т.п.).
1Л.12. Конструктивные элементы подготовленных кромок свариваемых деталей, их размеры и размеры сварных швов, а также предельные отклонения по ним должны соответствовать ГОСТ 8713, ГОСТ II533, ГОСТ 5264, ГОСТ II534, ГОСТ I5I64, ГОСТ 14806, ГОСТ 15878,. ГОСТ 14776, ГОСТ I477I, ГОСТ 16038, ГОСТ 16098, ГОСТ 16037, ГОСТ 23518 и требованиям настоящего стандарта.
Допускается применение нестандартных конструктивных элемен-, I
тов сварных соединений при условии выполнения требований чертежа по прочности.
Предельные отклонения на размеры конструктивных элементов сварного соединения назначают по нормам на аналогичные стандартные соединения.
I.I.I3.JДля компенсации уменьшения размеров деталей вследствие усадки и угловых деформаций в процессе сварки размеры деталей, определяющие габариты сварной "конструкции должны иметь положительный припуск и допуски на изготовление.
Величину припуска устанавливают после разработки технологического процесса сварки опытной конструкции.
В деталях необходимо также предусматривать припуски для удаления начала и конца незамкнутых швов.
OCT 3-400I-9I
C. II
I.I.И. В сварной конструкции следует предусматривать отклонения формы и взаимного'расположения поверхностей деталей после сварки, определяющие допустимую величину Деформаций сварной конструкции,
I.I.I5. В сварных конструкциях, к которым предъявляю? требования по допустимой разностенности деталей, непараллельное™, неперпендикулярност и, радиальному биению и т.п., с целью обеспечения требований к сборке должны быть предусмотрены припуски на обработку деталей, величина которых уточняется при изготовлении опытных изделии.
I.I.I6, Для получения требуемой длины деталей, соединяемых контактной’стыковой сваркой, необходимо в свариваемых заготовках предусматривать припуски на сварку в соответствии с ОСТ 9^-1147.
• I.I.I7. В сварных соединениях, выполняемых с применением присадочного металла, масса наплавленного металла должна определяться по ОСТ 3-3397,и указываться в технологической документации.
1.1.18. Заготовки деталей для сварных соединений должны вырезаться механическим способом. Допускается термическая резка, при этом заготовки деталей для сварных соединений должны иметь припуски для последующей обработки кромок на металлорежущих станках. Величины припусков должны быть указаны в технологической -документации и гарантировать полное удаление металла с измененной структурой, вызванной наклепом или нагревом.
OCT 3-4001-91
с.
При кислородной резке заготовок величина припуска и допустимые отклонения долины соответствовать требованиям ГОСТ I2I69.
Точность после кислородной и плазменно-дуговой резки деталей и заготовок и качество поверхности реза должно соответствовать требованиям ГОСТ 14702.
Кромки деталей из малоуглеродистых и низколегированных сталей для нерасчетных соединений и соединений П категории допускается зачинать механическим способом, а такие пескоструйной или дробеструйной обработкой по технологической документации завода--изготовителя.
-1.1.19. На литых деталях из сталей в местах сварки поверхностный слой с твердостью, превышающей на 5НЮЭ, твердость сердцевины, должен быть удален путем механической обработки на станках, зачистки напильником, абразивом или шабером.
На деталях, полученных методом литья по выплавляемым моделям и подвергнутых термической обработке, допускается очистка поверхности дробеструйным способом.
1.1: 20. Кромки штампованных деталей и заготовок из листового атериала специальной механической обработке под сварку допускается не подвергать.
•IJ.2T. Кромки деталей, изготовляемых из коррозионно-стойких аустенитных сталей, после термической резки должны быть обработаны механическим способом на глубину не менее 0,8 мм от дна бороздки раза максимальной глубины.
1.1.22 Кромки деталей, изготовляемых из алюминиевых сплавов, после термической резки должны быть обработаны механическим способом. Пескоструйная обработка и механическая зачистка абразивом по 'допускается.
OCT 3-400I-9J
с. 13
1.1.23. Допустимый, интервал мезду подготовкой кромок л сваркой для сталей, никелевых и медных сплавов не должен превышать величин, указанных в ОСТ 92-1152.
I. L24. Подготовленные под сварку, плавлением детали из сплавов системы алшинийчлагнлй-марганец следует хранить не более 24 / часов, из сплавов системы алшинийч,1агнпй-лптпй - не более 8 часов, из сплавов других систем - не болёе 72 часов.
1.125- В случае превышения указанных сроков хранения перед сваркой допускается произвести зачистку поверхности механическим способом.
1.1.26. Подготовку под сварку деталей, полученных методом дптья следует производить только механической обработкой, использование для этой, цели химического травления не допускается.
I. I.2Z При увеличении твердости металла у крошен реза заготовки за счет наклепа до 37.. .42HKL, вызывающего снижение пла-
V/ отических свойств сварного соединения или образование в процессе сварки микротрещин, кромки реза долины быть обработаны на метал-лорезущих станках та глубину не менее 30 % от то/ицины детали.
1.1.2$. Детали из углеродистых сталей, содержащих углерода свыше 0,45 и из легированных сталей, содержащих углерода свыше 0,3 %, после терлической резки должны подвергаться отпуску при температуре не ниже 600 °C, если твердость металла на поверхности реза или вблизи его превышает
Допускается вместо отпуска обработка кромок на металлорежущих и кромкошлиновальных станках та глубину не менее 3 мм от поверхности реза.
ост 3-4001
с. 14
1.1.29., заготовки стальных деталей, изготовленные путем отливки и обработки давлением в горячем и холодном состоянии, долины до сварки подвергаться терлической обработке для снятия внутренних напряжений И приведения металла в структурно—равновесное состояние.
1.1.30, Детали сварных соединений должны быть выправлены так, чтобы обеспечить выполнение требований сборочных чертежей. При этом стрела прогиба деталей, изготовленных из листов стали длиной до I м не должна превышать величин, приведенных в табл.7.
Таблица 7
мм
, Толщина листа Стрела прогиба
До 5 включ. 1,5
Св. 5 до 12 включ. 2,0
" 12 до 20 ” 2,5
• " 20 3,0
Более жесткие требования по прогибу должны оговариваться в технических требованиях чертежа.
Отклонение от прямолинейности деталей из профильного проката не должно превышать 2 мм на I м длины.
1.1.31. Величина угловатости или волнистости борта в днищах сварных сосудов (емкостей) не должна превышать половины допуска на диаметр днища (черт.1).
ост 3-4001-91
Черт.I
I.J.32. Ha^поверхности деталей, подвергавшихся гибке, штамповке и другим операциям, не допускается появление дефектов, превышающих оговоренные техническшди условиями на листы, штамповки, поковки и отливки или техническими требованиями чертежа к правке деталей и сварных сборок. Состояние поверхности деталей цо шероховатости допускается на один класс нике, чем в исходном полуфабрикате.
I.L.33. Свариваемые поверхности всех узлов и деталей, поступающих на сварку, должны быть очищены от окис лов и других загрязнений согласно ОСТ 92-1152 и не иметь декоративных и антикоррозионных покрытий.
При чистке металлическими щетками деталей и сварных соединений из коррозионностойких аустенитных сталей должны применяться щетки, изготовленные из нержавеющей аустенитной проволоки.
Для малоуглеродистых и низколегированных термически не упрочненных сталей (соединения н категории и нерасчетные указанные в и.LU8-), подвергавшихся технической резке, допускается
ост 3-400I-9I
с. 16
наличие на свариваемых кромках пленки окислов, остающейся после чис'тки кромок от окалины (шлака).
'1.1.34. Т^нспортирование,'перемещение и хранение заготовок и. деталей, долины производиться в условиях, исключающих возмон-
* ' <. » ность коррозионного и механического повреждения, а также загрязнения поверхности металла. Детали из алптиниевых сплавов должны храниться в отапливаемых помещениях при относительной влажности.
' I
воздуха не болое 80 % в-условиях, исключающих возможность контакта их со стальными деталями.
Не допускаются механические повреждения (забоины, вмятины, царапины, риски) на поверхности деталей,; подготовленных под сварку и жировые пятна на свариваемых кромках и сварочной проволоке.
1.2. Требования к материалам
1.2.I. Свариваемые и сварочные материалы должны удовлетворять требованиям конструкторской документации, соответствующих * стандартов на эти материалы.
Выбор свариваемых и сварочных материалов для сварных конструкций из сталей следует производить в соответствии с требованиями приложения I.
Ячество применяемых материалов должно быть подтверждено одним из документов: сертификатом, паспортом, протоколом испытаний и т.п.
1.2,2. Сварочная проволока, применяемая при сварке в качестве присадки пли для изготовления электродов, по химическому составу, размерам, состоянию поверхности, упаковке и маркировке
ост 3-4001-91
c.I7
должна соответствовать ГОСТ 2246, ГОСТ 7871, ГОСТ I6I30, ГОСТ 26271 или другой нормативно-технической документации.
1.2.3. Перед использованием поверхность сварочной проволоки должна быть очищена от окладов и других загрязнений в соответствии с ОСТ 92-1152.
Допустимый интервал времени от начала зачлатки до использования проволоки из стали, медных в никелевых сплавов не должен превышать величин, указанных в ОСТ 92-1152.
1.2.4. ' Сварочную проволоку из сплавов системы алшинпй-маг-ний-марганец следует хранить не более 24 часов, а из сплавов других систем - не более 72 часов.
Допускается применять проволоку после электрохимического полировария, срок хранения которой во влагонепроницаемой упаковке не должен превышать 6 месяцев.
1.2.5.. Изготовление, контроль, испытание, приемка и хранение электродов для электродуговой сварки должны производиться в соответствии с ОСТ 3-3080, ГОСТ 9466 и техническими условиями на конкретные марки электродов.
Марки и типы электродов, не указанные в ОСТ 3-3080, ГОСТ 9467 и ГОСТ 10052, должны соответствовать Паспортам и тех-ническим условиям на них.
1.2.6. Флюсы, применяемые для сварки сталей и сплавов на основе меди должны удовлетворять требованиям ГОСТ 9087 или техническим условиям. Не допускается получение и хранение флюса без упаковки.
:' ' ост 3-400I-9I с. IS
1.2.7. При сварке применяют. инертные и активные газы: аргон аысшегси первого серпа по ГОСТ I0I57; водород марок А, Б и В переегя сорте по ГОСТ 3022; гелий газообразный' по ТУ 51-940; кислород газообразный технический и медицинский, сорт I и 2 по ГОСТ 5583; двуокись углерода газообразная и жидкая высшего и первого сортов по ГОСТ 8050; ацетилен растворенный и газообразный технический по ГОСТ 5457.
Примечания:
I. В качестве защитного и плаамообразующего газс^в прй сварке алюминиевых сплавов следует применять аргон газообразный по ГОСТ I0I57 (сорт высший),
Для нерасчетных соединений и соединений П категории допускается применение аргона по ГОСТ I0I57 (сорт первый).
2. Для получения ацетилена используют карбид кальция по ГОСТ 1460.
3. Допускается применение двуокиси углерода П сорта с предварительной осушкой, обеспечивающей содержание воды и водяных паров для двуокиси углерода I сорта прп условии обеспечения требований к качеству сварного соединения, установленных настоящим стандартом.
1.2.8. Хранение сварочных материалов и использование их в производстве долины быть регламентированы и организованы в соответствии о требованиями ШД на сварочные материалы.
ост 3-400I-9I С. 19
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.I. При выборе сварочных процессов следует учитывать условие производства работ, а также данные их санитарно-гигиенической оценки (возможнооть поражения электрическим током, выделение мелкодисперсной пыли и рредных газов, интенсивность светового, .инфракрасного, ультрафиолетового и рентгеновского излучении., повышение уровня шума и вибрации).
2.2. При разработке конкретных технологических процессов г *
сварки изделий следует предусматривать максимальную их механизацию и автоматизацию;'меры по локализации опасных и вредных производственных факторов, а т;акже по защите работающих от действия этих факторов.
2.3. Процессы сварки должны исключать возможность получения работающими механических травм.
2.4. Технологические процессы сварки, производственные помещения, исходные материалы и заготовки, размещение производственного оборудования ц организация рабочих мест сварки должны отвечать требованиям:
ГОСТ 12.3; 002;
ГОСТ 12.3.003;
Санитарных правил при сварке, наплавке и резке металлов, утв. Министерством здравоохранения СССР 5 марта IS73 года;
ГОСТ 12.2.003;
ГОСТ 12.2.007.1;.
ГОСТ 12.2.007.2;
ГОСТ 12.2.007.8;
OCT 3-400I-9I
с. 20
Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, утвержденных ГУПО МВД СССР.
2.5. При обработке заготовок, а также готовых изделий после сварки на металлообрабатывающих станках последние должны отвечать требования!1.! ГОСТ 12.2.009.
2.6. При применении ручного пневматического инструмента для обработки кромок на заготовках и зачистки сварных швов необходимо соблюдать требования ГОСТ 12.2.010.
2.7. Все работы, связанные о применением грузоподъемных средств, должны быть организованы и производиться с соблюдением требований "Правил устройств и безопасной эксплуатации грузоподъемных кранов", утвержденных Госкомитетом по надзору за безопасным ведением работ в промышленности и горному надзору при Совете Министров СССР 30.12.69 г.
2.8. Сварочные работы должны производиться с соблюдением мер безопасности, предусмотренных технологическим процессом и соответствующими инструкциями по технике безопасности.
2.9. Сварочное электрооборудование должно отвечать требованиям "Правил технической эксплуатации электроустановок потребителей и "Правил техники безопасности при эксплуатации электроустановок потребителей", утвержденных Госэнергонадзором 21.12.84г.
2.10. Выполнение электросварочных работ во взрывоопасных и взрывопожароопасных помещениях должно производиться в соответствии с требованиями "Типовой инструкции по организации безопасного ведения огневых работ на взрывоопасных и взрывопожароопасных объектах", утвержденной Госгортехнадзором СССР 7.05.74 г.
ост' 3-400I-9I с. 21
2. II. При радиографическом контроле сварных швов необходимо соблюдать'требования Санитарных правил при проведении рентгеновской дефектоскопии, утвержденных заместителем Главного Государственного санитарного врача СССР 1.08.80 г. за 2191-80.
2.12. Эксплуатация баллонов со сжатыj и сжиженными газами должна осуществляться в соответствии с требованиями правил устройства и эксплуатации сосудов работающих под давлением.
2.13. К сварочным работам допускают лиц^прошедших соответствующее обучение, инструктаж и проверку знаний требований безопасности с оформлением в специальном журнале и имеющие квалификационное удостоверение, а также прошедшие предварительный, при поступлении на работу, и при последующей работе периодический медицинский осмотр в соответствии с приказом 700 от 19 ноября 1984 года Министерства здравоохранения СССР.
2.14. Электросварщикам необходимо иметь квалификационную группу по технике безопасности не ниже П.
2.15. Женщины к варке внутри замкнутых емкостей и пространств в труднодоступных местах, а также к плазменной сварке материалов не допускаются.
2.16. К сварочным работам на высоте не допускают лиц, имеющих медицинские противопоказания, предусмотренные соответствующими перечнями Минздрава СССР.
2.17. Электросварщики должны обеспечиваться средствами инди-видуальной защитна соответствии с типовыми отраслевыми нормами выдачи спецодежды, спецобуви и предохранительных приспособлений, отвечающих конкретным санитарно-гигиеническим условиям труда согласно ГОСТ 12.3.003.
Пункт-3.1.1, абзац I. Изложить в новой редакции: "Изготовление сварных конструкций с соединениями I и П категории производят по утвержденной технологической документации, разработанной на основе требований конструкторской документации и настоящего стандарта и оформленной в соответствии о требованиями ГОСТ 3.1407.
Для нерасчетных сварных соединений без категории необходимость разработки технологического документа на сборку-сварку сварных конструкций определяет предприятие-изготовитель".
OCT-3-4001-9I
С. 22
3, ТГЕШМШМ К ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ ИЗГОТОВЛЕНИЯ
СВАИШ КОНСТРУКЦИЙ
3.1. О б щ й е требования
3.1.1. Иар©тоет{ение^ва^1ых-конетрукций^1роиз водят по утвер-•г
ценной ^хнологащескоЯ^куметтгаЦииу -разработанной -на .основе требований.. конструкторской документации--и~ настоящего--ст-андарта и пформленноЯ_в соответствиие требоваяияглягГССТ 371469г—-
При выборе способа сварки сталей следует руководствоваться требованиями, изложенными в приложении 2.
3.1.И. В сварно-клепаных и сварно-паяных конструкциях в первую очередь выполняют сварные соединения.
3.1.3. Сборочное и сварочное оборудование и оснастка должны быть укомплектованы всеми необходимыми контрольный и измерительными приборами.
3.1.4. Сборка и сварка соединений должны производиться в отапливаеглых помещениях при температуре не ниже +5 °C и отсутствии потоков воздуха со скоростью более 0,5 м/с.
Сварка соединений из стали мартенситного и мартенситно-фер-ритного классов, обладающих повышенной склонностью к образованию трещин, должна производиться в помещениях с температурой не ниже +15 °C.
Допускается производить сварку соединений крупногабаритных стальных конструкций на открытом воздухе с обеспечением защиты мест сварки от непосредственного воздействия атмосферных осадков, / потоков воздуха и соблюдением температуры подогрева, указанной в табл.8 , при температуре воздуха ниже +5 °C. Недопустимость сварки на открытом воздухе должна оговариваться в технологической документации.
ОСТ 3-4001-9Г c- -23
Таблица 8
Условия сварки в помещении и на открытом воздухе при температуре ниже +5 °C
Свариваемая сталь Содержание эквивалентного углерода в стали, % Предельно допусти-, мая температура окружающего воздуха, °C, не ниже Температура подогрева стыков во время сварки, °C, при толщине металла, т.пл
До 10 Св.10 до 16 Св. 16
Углеродистая То , До 0,28вкл. Зв.0,29 до О.ЗЗВКА -20 -10 Без подогрева 100-200 250-i00
100-200 250-400
Низколегированная/ То же > До 0,5 Св. 0,5 -10 -10 Без подогрева 250-400 100-200 250-400 100-200 1 250—400
Нержавеющая аустенитно-ферритная и аустенитная по ГОСТ 5632 -20 Без подогрева
Примечания:
!♦ В процессе подогрева свариваемых кромок и их сварки должны быть приняты меры, предотвращающие появление влаги в местах сварки, конденсирующейся из окружающей среды.
2. Содержание эквивалентного углерода , в процентах, определяется по формуле:
л pj Мп t Сг±1Г*Мо . .ЬК л Си, /2ч
Сэ^-СИ 6 + 5 + 15 13 '
где С, Мп,Ci.,. - содержание легирующих элементов, %
ост
3-400I-9I
c.
3.1.5. При изготовлении сварных конструкций в зависимости от выбранного варианта технологического процесса допускается осуществлять расчленение сборочных единиц на детали, прЬпзводить установку и приварку отдельных деталей и сборочных единиц по' общему сборочному чертежу при условии возможности осуществления после их приварки соответствующей термообработки, если последняя была указана в чертеже узла.
Допускается объединять сборочные единицы, переносить детали и узлы в другую сборочную единицу и изменять последовательность операций при условии соблюдения требований сборочных чертежей.
(З •Детали сварных соединений, механическая обработка которых предусмотрена после сварки, допускается окончательно обрабатывать до сварки при условии обеспечения соответствия сваренного соединения требованиям конструкторской документации и настоящего стандарта.’
.3.1.7. К сварке и прихватке сварных соединений допускают сварщиков, выдержавших теоретические и практические испытания . в соответствии с требования:.® ОСТ 92-1107 или Правил аттестации ’ сварщиков, утвержденных Гостехнадзором СССР (в зависимости от требований технических условий на изделия) и имеющих удостоверение на право выполнения соответствующих работ.
Допускается выполнять прихватку нерасчетных сварных соединений и сварных соединений П категории слесарями-сборщиками, имеющими удостоверение сварщика по второй профессии.
3.1.8. Сварные соединения и прихватки при газовой,' ручной дуговой сварке и ручной сварке в среде защитных газов должны выполняться сварщиками с квалификацией не ниже:
OCT 3-400I-9I
с. 25
4-го разряда - при сварке соединений I категории;
3-го разряда - при сварке соединений П категории;
2-го разряда - при сварке и прихватке нерасчетных соединений.
При выполнении сварных соединений автоматической и полуавтоматической сваркой под слоем флюса и в среде защитных газов, электрошлаковой сваркой, контактной стыковой, точечной и шовной сваркой квалификация дипломированных сварщиков-автоматчиков должна быть не нике:
4-го разряда - при сварке соединений I категории;
3-го разряда - при сварке соединений П категории и нерасчетных соединений.
При выполнении сварных соединений электронно-лучевой и лазерной сваркой квалификация сварщика долина быть не нике:
5-го разряда - при сварке соединений I и П категорий;
4-го разряда - при сварке нерасчетных соединений.
Примечание. Разряды сварщиков указаны в соответствии о разрядной сеткой единого тарифно-квалификационного справочника рабочих, утвержденного постановлением ГК СМ СССР по вопросам труда и заработной платы и ВЦСПС от 14 января 1969 г.
3.2. Требования к сборке под сварку
3.2.1. Сборка под сварку должна производиться в соответствии с требованиями конструкторской документации. Порядок сборки устанавливает предприятие-изготовитель в технологической документации.
3,2.2. Зазоры в стыковых, угловых и тавровых сварных соединениях, собранных под сварку, долины соответствовать требованиям чертежа, государственных стандартов, указанных в П.1Д.12. и настоящего стандарта.
OCT S-400I-9I с. 26
3.2.3. Величина зазоров в нахлосточннх соединениях, соб-
ранных под сварку плавлением-но должна превышать, ш':
для'точечных соединений, выполняемых сваркой плавлением . . .............1............................1,5
для соединений стальных труб ...................... 1,0
для соединений штуцеров и .ниппелей по ГОСТ 5890
о трубами из стали меди и медно-никелевих сплавов ....'0,5
для соединений из стали, выполняемых остальными
способами................................................ 2,0
для соединений выполняемых электронно-лучевой или । *
лазерной сваркой ....................................... 0,25
Общая протяженность зазоров не должна превышать 20 % от длины соединения.
Не допускается заполнение зазоров вставками из проволоки, полосок металла и т.п.
При выполнении монтажных швов нахлесточных соединений допускается постановка прокладок в зазоры с целью уменьшения деформации сварной конструкции.
3.2.4. При сборке узлов под контактную точечную и йювную сварку' допускаемую величину местных зазоров между свариваемыми деталями устанавливают при сварке опытной партии узлов в зависимости, от жесткости деталей и характеристики сварочного оборудования и указывают в технологической документации.
3.2.5. В стыковых сварных соединениях, выполняемых всеми видами сварки плавлением кроме электронно-лучевой и лазерной, смещение кромок по высоте не должно быть более указанного в табл.9.
OCT 3-400I-9I
с. 27
Таблица 9
Толщина свариваемых деталей, мм
До 5 нкл.
Сй. 5 до 10 ьк/1.
Св. 10
Смещение кромок по всей длине шва, в % от толщины детали
I категория П категория
До 20, но не более До 30, но не более
0,5 мм 1,0 мм
До 10, но не более До 25, но не более
1,0 мм 1,5 мм
До 10, но не более До 15, но не более
2,0 мм
Продолжение табл. 9
Толщина свариваемых деталей, мм Местное смещение в % от толщины детали Суммарная протяженность местных смещений, в % от длины шва, не более
I категория П категория I категория П категория
До 5 вкл.' Св. 5 до 10 вкл. Св. 10 До 25, но не более . 2 мм До 30, но не более 2 мм 20 20
Примечание. На кольцевых швах сварных соединений из алкминиевых сплавов (свариваемых с присадкой) при отношении к диаметру к толщине более 100:1 местные смещения кромок не должны быть более 50 % от минимальной толщины детали, но не более 3 мм с общей протяженностью участков с местным смещением не более 2 % длины шва.
ост 3-400I-9I
с. 28
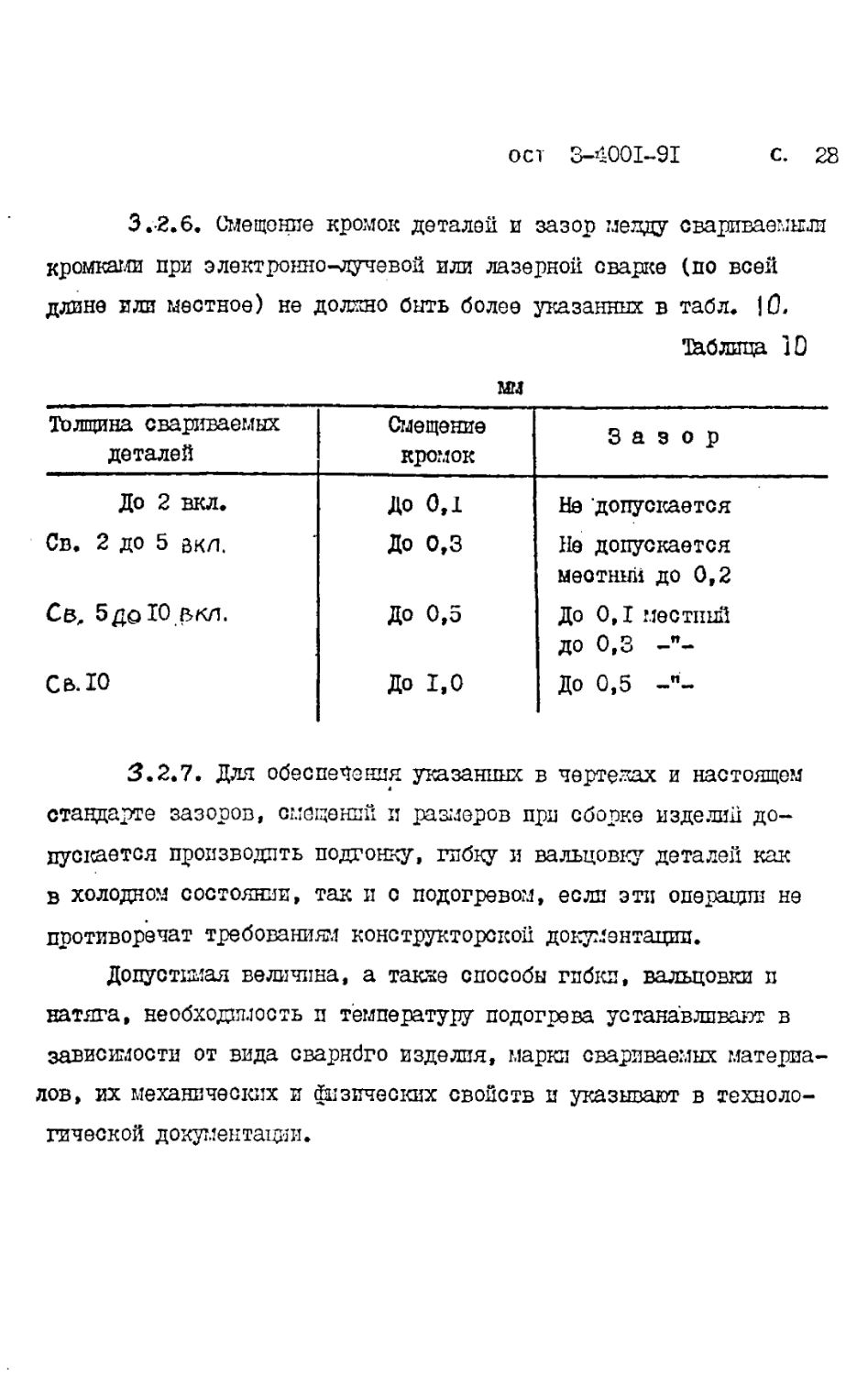
3.2.6. Смещение кромок деталей и зазор между свариваемыми кромками при электронно-лучевой или лазерной сварке (по всей длине или местное) не должно быть более указанных в табл.
Таблица 10
ш
Толщина свариваемых деталей Смещение кромок Зазор
До 2 вкл. До 0,1 Не допускается
Св. 2 до 5 вкл. До 0,3 Не допускается местный до 0,2
Св, 5до 10 вкл. До 0,5 До 0,1 местный до 0,3 -"-
С в. 10 До 1,0 До 0,5
3.2.7. Для обеспечения указанных в чертежах и настоящем л
стандарте зазоров, смещений и размеров при сборке изделий допускается производить подгонку, гибку и вальцовку деталей как в холодном состоянии, так и о подогревом, если эти операции не противоречат требованиям конструкторской документации.
Допустимая величина, а также способы гибки, вальцовки в натяга, необходимость л температуру подогрева устанавливают в зависимости от вида сварнбго изделия, марки свариваемых материалов, их механических и физических свойств и указывают в технологической документации.
ост 3-400I-9I
с. 29
3.2.8. При сборке под роботизированную электро дуговую сварку не допускается ручная подгонка кромок деталей.
допу стигме случайные отклонения линии сопряжения свариваемых элементов (стыков) от пх номинального положения в сборочной единице при сборке под сварку и зазоры в сопряжениях не должны превышать значений, указанных в табл. II.
Таблица II
мм
Вид соединения
Толщина свариваемых деталей Катет Предельные отклонения линии сопряжения
При угловом соединении При стыковом соединении
2 — ±0,6
4 ±0,8
6 * ±0,9
8 — ±1.0
6 — ±1,0
8-20 — ±1,0
12-40 — ±1,0
3 ±0,5
4 ±1,0
б ±1,5
8-20
Примечания:
I. Величина зазоров между деталями или кромками не должна превышать пределов, определяемых зависимостью:
В = 0,175 , (з)
OCT 3-400I-9I
с. 30
где В - величина зазора, /лм;
S - толщина свариваемых деталей, мм.
2. Величина превышения одна над другой кромок деталей, собранных под сварку, не долина выходить за пределы, определяемые зависимостью:
fn = О,Set , (4)
где m - величина превышения, мм;
cl - диаметр электрода, мм.
3 .2.9. В соединениях'типа штуцеров, бобышек, патрубков оо сферами, эллипсоидами, днищами, а также эллипсоидов, днищ с фланцем, допускается при сборке увеличение смещения кромок деталей при условии, обеспечения заданного смещения после сварки.
3. 2.10. Закрепление деталей при сборке сварных соединений должно,производиться как путем зажатия их в приспособлении, так и прихватками или с помощью приваренных технологических креплений с последующим удалением таких креплений, если при этом не нарушается геометрическая форма изделия и его товарный вид.
Примечание. Недопустимость закрепления прихватками или приваренными технологическими креплениями в соединениях 1-й категории долина оговариваться в технологической документации.
3:.2.П. Прихватка деталей должна производиться теми не электродами или той же присадочной проволокой, какими выполняется сварка. При сварке под слоем флюса и в среде углекислого газа прихватки могут выполняться электродами с качественным покрытием или в среде защитных газов.
Неположенно прихваток, их количество, длину и сечение, а также необходимость обработки прихваток для уменьшения размеров (сечения) пли необходимость удаления прихваток при сварке
ост 3-400I-9I
С. 31
устанавливает предприятие-изготовитель в технологической документации. '’Рекомендуемые размеры прихваток и их шаг в зависимости от толщины деталей указаны в табл. 12.
Не допускается расположение прихваток на углах и в местах пересечен^ швов или в местах резкого изменения направления шва.
таблица 12
ш
Толщина сваривав- Длина прихватки Шаг прихватки
мого металла Для стальных деталей Для деталей из алшиние-вых сплавов Для стальных деталей Для деталей из а лшп лиевых сплавов
От 1,2 до 2,0вкл. 6-12 * 10-15 50-75 80-100
Св.2,0 •” 4,0” 10-15 20-25 60-100 100-150
• 4,0 " 8,0 " 12-20 30-35 80-160 150-200
" 8,0 " 16,0 " 12-20 40-50 80-160 200-250
" 16,0 " 25,0 " 12-20 60—80 80-160 250-300
* 25,0 12-20 90-100 80-160 300-350
3.2,12. Прихватку каждой детали следует производить в направлении от середины к краям.
крайние прихватки располагают на расстоянии не менее 10 мм от края детали. При наличии на стыке отверстий прихватки располагают на расстоянии не менее 10 мм от края отверстия.
При прихватке цилиндров, фланцев, шайб, трубных соединений прихватки следует располагать симметрично.
ост 3-400I-9I
С.32
3.. 2.13. При сборке и прихватке деталей из коррозионно-стойких, наропрочных, жаростойких сталей и никелевых сплавов толщиной до 4 тлм долина быть обеспечена защита обратной стороны шва от окисления, если недопустимость окалины и пленки окнелов оговарена в технологической документации. Для этого следует применять плотноприлегающие подкладки пз меди или нержавеющей стали с формирующими канавками, нанесение на обратную сторону шва флюса-пасты или поддув инертного газа.
В случаях, затрудняющих применение защитных мер, допускается зачистка от окиснои пленки обратной стороны шва.
3.2.14. При прихватке деталей из углеродистой и легированной стали, требующей подогрева, температура подогрева долина соответствовать указанной в ОСТ 3-1175.
3.2.15. Сварные узлы из алюминиевых сплавов, прихваченные с применением флюса, доданы быть очищены от флюса,в соответствии с ОСТ 92-1152, не позднее чем через 4 ч после прихватки.
Если сварку производят ранее чем через 4 ч после прихватки, то удаление флюса можно не производить.
3.2.16. - Прихватки до сварки деланы быть зачищены от шлака и не иметь трещин, пор и других видимых дефектов. Прихватки, имеющие дефекты, долины быть удалены механическим способом.
Допускается при сварке соединений П категории и нерасчетных не производить удаление прихваток с дефектами в виде пор, свищей, непроваров и трещин, если толщина свариваемого материала не превышает 3 ш.
3.2.17. Прихватка деталей и узлов, производимая контактной точечной или шовной сваркой л сварными точками, долина выполняться на режимах, установленных для сварки.
ост 3-400I-9I
С. 33
3-2.18. Для защиты деталей от коррозии в месте нахлестки при точечной и шовной сварке, на соприкасающиеся поверхности деталей перед сборкой по ширине нахлестки наносят электропроводящие покрытия согласно ОСТ 3-9.019:
эмаль КО-5202 (серебристого цвета);
лак НЦ-134 с 30 % аморфного графита (темно-серого’цвета);
лак ПФ-Г70 с 20 % алюминиевой пудры, марки ПАП-2;
эмаль ПФ-910;
эмаль АК-562 (черного цвета);
эмаль ХС-928 (черного цвета);
эмаль 26-973 (серого цвета);'
грунтовка ФЛ с 15 % алшиниевой пудры, марки ПАП-2 (красно--коричневого цвета).
Необходимость нанесения покрытий долина быть указана в конструкторской документации.
Примечание. Сварные соединения выполненные с указанными покрытиями, тер.ю обрабатывать после сварки не следует.
3.3. Требования к технологическому' процессу сварки
3.3.1. При запуске в производство изделий из материалов, впервые применяемых на предприятии или изделий с толщиной материала, отличной от применявшейся ранее, ренины сварки, указанные в технологической документации, долннн быть проверены на образцах и узлах путем контроля и испытания сварных соединений способами,, установленными конструкторской документацией и настоящим стандартом.
ост. 3-4001-91 С. Зк
3.3,2. Сварка узла долина осуществляться до упрочняющей термической обработки входящих в него деталей.
Допустимость сварки после упрочняющей термической обработки оговаривают в конструкторской документации.
Э-.З.З . При необходимости сварки в особых термических условиях в технологической документации долины быть указаны все данные, характеризующие эти условия: вид, способ подогрева и температура» метод контроля температуры, условия охлаждения, особый цикл точечной сварки и т.д.
3.3.4. Порядок сварки и последовательность наложения швов должны обеспечивать минимальную деформацию после сварки.
3.3.5. При многослойной сварке перед наложением каждого последующего слоя предыдущий должен быть очищен от шлака в соответствии о требованиями ОСТ 92-1152.
,3.3.6. При двусторонней сварке сварных соедвненпй,изго-» товленных из алшиниевых сплавов, перед наложением шва с обратной стороны допускается удалять корень шва механическим цутем до чистого металла. Допускается увеличение ширины шва на величину равную ширине применяемого инструмента для выборки шва, но не более ширины, устанавливаемой требованиями п.1.1.12.
При изготовлении сварных соединений'из стали и сплавов на основа железа, никеля и меди необходимость удаления корня шва до чистого металла и способ удаления должны устанавливаться технологической документацией при условии обеспечения требова-» ний чертежа и настоящего стандарта к качеству и свойствам сварных соединений.
OCT 3-400I-9I
с. 35
3.3.7. При односторонней сварке сварных соединений, изготовленных из легированной стали, толщиной свыше 4 мм с разделкой кромок при требованиях полного провара допускается сварка комбинированным способом: первый слой - аргонодуговой сваркой неплавящимся электродом, последующие - способом, пре-дусмотренным в чертеле.
3..3.8 . При сварке соединений прерывистыми швами концы и углы деталей должны быть приварены независимо от шага шва^
3.3.9. Во всех случаях кратеры швов должны быть заправлены. Не допускается выводить кратеры на основной металл, а также возбундать дугу вне зоны шва.
3.3,10. В соединениях, выполняемых точечной дуговой сваркой плавлением, через отверстие в верхнем листе, допускается изменение диаметра отверстия при условии обеспечения диаметра и прочности сварной точки, заданных конструкторской документацией и настоящим стандартом.
3.3.II. Сварка соединений в любом пространственном положении допускается при условии обеспечения качества сварки, .требуемого конструкторской документацией и настоящим стандартом. Рэкомендуется производить сварку преимущественно в никнем положении.
3.3.12. При сварке соединений, обратная сторона которых не доступна для защиты, допускаются скислы на поверхности о обратной стороны швов. Недопустимость окалины и пленки окислов должна быть указана в конструкторской документации. Способ защиты в этом случае должен указываться в технологической документации.
OCT 3-4001-91
с- 36
3.3.13. При автоматической и полуавтоматической сварке под флюсом нозамкнутых швов начало и конец каждого шва должны выводиться на технологические планки, если детали не имеют необходимых припусков, удаляемых после сварки.
Необходимость применения при сварке в защитных газах и размеры технологических планок устанавливает предприятие-изготовитель изделия и указывает в технологической документации.
3.3.14. При, сварке многослойных швов соединений из коррозионностойкой аустенитной стали, к которым предъявляется требование стойкости и межкристаллитной коррозии, после наложения каждого слоя соединение должно охлаждаться до температуре не выше 100 °C. Допускается охлаждение соединения водой. Перед наложением очередного шва должны быть приняты меры, гарантирующие отсутствие влаги на всей длине свариваемых поверхностей.
3.3.15. В сварных соединениях из коррозионно-стойкой стали, работающих в агрессивных средах и доступных для ccapicn с обеих сторон, швы, находящиеся в контакте с рабочей средой, должны выполняться последними.
6,.3.16. При сварке замкнутых швов начало шва должно быть перекрыто на расстоянии не менее 15 мм. В швах малой протяженности величина перекрытия должна составлять не менее 1,5 К, где К-катет или ширина шва, мм.
3.3.17. После сварки все швы должны быть зачищены от брызг металла и шлака, а прилегающие к щвам места - от брызг металла и остатков флюса. Зачистку следует производить в соответствии с требованиями ОСТ 92-1152.
ост 3-400I-9I
с. 37
Дополнительные (повышенные) требования по очистке швов от шлака и флюса должны указываться в конструкторской документации.
При сварке в среде углекислого газа допускают наличие на сварном шве и околошовной зоне брызг металла» которые не затрудняют контроль и не ухудшают качество изделия.
3.3.18. Допускается производить сварку всех видов сварных соединений стальных металлоконструкций, детали которых предварительно покрыты грунтом ФЛ-ОЗк по ГОСТ 9109, другими грунтами аналогичного назначения или покрытиями, предотвращающими прилипание брызг при сварке без их удаления о поверхности деталей.
В необходимых случаях допускается выполнение сварки без удаления гальванических и химических покрытий (меднение, никелирование, кадмирование, оксидирование,-фосфатирование, цинкование и алитирование) при условии выполнения требований к сварному соединению, изложенных в конструкторской документации.
Необходимость 'удаления покрытий перед сваркой должна указываться в конструкторской документации.
3.3.19. При выполнении шовной контактной сварки прихватки, выполненные точечной контактной сваркой, должны быть перекрыты.
При сварке тонких труб с толстым фланцем или ниппелем допускается выход точек прихваток за линию шовной сварки со стороны кромки трубы.
3.3.20. При сварке плавлением соединений из стали, склонной к образованию трещин, необходимость подогрева и последующей термической обработке, а также температуру подогрева и режим термической обработки устанавливают в соответствии с требованиями ОСТ 3-П75 в технологической документации.
ф Пункт 3.3,23. Изложить в новой редакции:
"Сварные изделия (оборки) ответственного назначения подлежат клеймению личным клеймом сварщика или иным' условным обозначением, позволяющим установить фамилию сварщика, выполнявшего сварку. Место клеймения указывают в чертеже. Для сварных изделий (сборок), клеймение которых невозможно из-за малых размеров, а также для сварных изделий (оборок)-неответственного назначения допускается замена клеймения подписью сварщика в сопроводительной документации".
ост 3-400I-9I
с. 38
3.3.21. При сварке нержавеющей и кислотностойкой стали* поверхность свариваемого металла, которая будет соприкасаться о агрессивными средами, необходимо защищать покрытиями, эмульсиями или экранами от попадания брызг.
3.3.22. Перед аргонодуговои сваркой необходимо проверить J качество защиты bсединений путем выполнения валика на пластине I или отрезке трубы. Качество защиты считав удовлетворительны,!, I если на поверхности шва отсутствует окисная пленка темного \ или серого цвета (цвета побежалости на поверхности шва допустимы, 3.3.23. Вс& сварше- пзделия (оборки) подлежатклеймению личных -клеймом------еварщпкаг или иныг условйШ'обозначением,позво-ляпщ&густановить фамилию сварщика, выполнявшего сварку.
Клеймение производят в месте постановки индекса сборки; определяемом чертежом..Допускаетс^замёнаТслю^еЖя'роописы^
сварщика^в-^сопроводительной документации,
3.4. Требование к правке и термической обработке
3-.4.I . Правка сварных соединений после сварки, а также при необходимости пре ле термической обработки может производиться при условии сохранения качества сварного соединения как в холодном состоянии, так и в подогретом.
Недопустимость правки должна оговариваться в конструкторской документации
3.4.2. Способ правки, температура подогрева, величина допустимых деформаций, а также необходимость применения после правки термической обработки устанавливает предприятие-изготовитель изделия в зависимости от вида изделия, марки свариваемых материалов, их механических и физических свойств.
ост 3-400I-9I
c.'SS
3.4.3. Способы правки сварных соединений долины обеспечивать отсутствие забоин, вмятин и других дефектов поверхности, размеры которых превышают допускаемые нормативно-технической документацией на полуфабрикаты, входящие в соединения.
3.4.4. Термическая обработка изделий после сварки долина производиться согласно требованиям чертежа. Способы и режимы термической обработки устанавливает предприятие-изготовитель.
При изготовлении сварных соединений из стали и сплавов, склонных к образованию холодных трещин, в технологической документации должна быть указана максимальная допускаемая продол-кительность между сваркой и термической обработкой.
3.4.5. Способы нагрева сварных соединений при термической обработке должны обеспечивать равномерный прогрев всего изделия.
Местный отпуск для снижения твердости металла шва и зоны термического влияния допускается производить только при условии обеспечения эффективного способа контроля температуры нагрева и продолжительности отпуска.
При местной термической обработке должны быть обеспечены и равнсыернй нагрев и охлаждение во всей длине шва и прилегающей к нему зоны основного металла на ширину, в 2-3 раза большую ширины шва в месте наибольшего его раскрытия.,
,3.4.6. В процессе изготовления сварных узлов и после завершения сварки допускается производить термическую обработку узлов, не предусмотренную требованиями чертежа, в том числе местный или общий низкотемпературный, "консервирующий отпуск", если впоследствии сварной узел проходит штатную термическую обработку.
OCT 3-4001-91
С.40
При отсутствии в сварном шве и околошовной зоне хрупких закалочных структур допускается для снятия напряжений производить обработку сварного узла вибрацией, ультразвуком и др. физическими методами.
Необходимость термической обработки, кратность и режимы ее должны устанавливаться предприятием-изготовителем изделия и указываться в технологической документации.
4. МЕТОДЫ КОНТРОЛЯ
411. Требования к входному контролю
4.I.I. Контроль и приемку свариваемого металла и сварочных материалов производят по сертификатам заводов-поставщиков в соответствии с требованиями настоящего стандарта.
4.1. И. Необходимость, объем и методы входного контроля свариваемого металла устанавливает предприятие-изготовитель сварных изделий в соответствии с требованиями нормативно-технической документации на материалы и полуфабрикаты.
4.1.3. При наличии сертификата сварочная проволока должна подвергаться контрольному анализу на химический состав в количестве 0,5 % мотков, но не менее двух, от партии одной плавки при использовании ее для изготовления соединений I-й категории.
При использовании сварочной проволоки для изготовления нерасчетных соединений и соединений П-й категории химический состав определяют только в случае отсутствия сертификата.
4.1.4Я В случае несоответствия данных контрольного анализа проволоки требованиям нормативно-технической документации, а также при поступлении проволоки без сертификата или при отсутствии на мотках проволоки бирок клеймения, удостоверяющих марку проволоки и номер плавки, проверке на химический состав должен подвергаться каждый моток.
OCT
3-400I-9I
с. 41
4.1.5. Металл, наплавленный проволокой, предназначенной для сварки изделий, подлежащих проверке на склонность' к межкристаллитной коррозии, должен подвергаться испытаниям по методу AM ГОСТ 6032 независимо от данных сертификатов завода-поставщика. Проверка испытанием по методу Б не допускается.
4.1.6. Электроды, поступившие от поставщика, независимо от данных сертификата подвергают контролю качества покрытия и испытанию от партии в соответствии с ГОСТ 0466 или, если это предусмотрено конструкторской документацией - в соответствии с ОСТ 3-3080.
Электроды, не отвечающие требованиям указанных стандартов, применять для сварочных работ не допускается.
4.1.7. Каждая партия флюса, поступившая от*поставщика или изготовленная на предприятии, подлежит контрольной проверке методами указанншп в ГОСТ 9087 В объеме, предусмотренном нормативно-технической документацией предприятия-изготовителя сварных соединений.
4.1.8. В случае неудовлетворительных результатов испытаний флюса производят повторные испытания по тем характеристикам, по которым получены неудовлетворительные результаты, на удвоенном количестве образцов.
При неудовлетворительных результатах повторных испытаний партию флюса бракуют.
4.1.9. Необходимость и объем контрольной проверки применяемых газов на отдельные примеси устанавливает предприятие-изготовитель изделия.
•€Т 3-4001-91 с. 42
Методы' испытаний газов на отдельные примеси должны соответствовать предусмотренным в нормативно-технической' документации на соответствующий вид газа.
4.2. Требования к операционному контролю
4.2.1. Контроль сварных соединений должен осуществляться пооперационно в процессе производства и после окончания сварки. Контроль соединения, недоступных для контроля после окончания сварки узла, должен производиться до установки детали, закрывающей данное сварное соединение.
4.2.2. Контроль смещения кромок свариваемых деталей производят до сварки. Контроль может дополнительно производиться на шлифах и после сварки. Смещение кромок после сварю: не должно быть больше величин, указанных в п. .2.5 и П..2.6.
При сварке деталей разных толщин допустимое смещение кромок принимают по наименьшей толщине.
4.2.3. Контроль температуры подогрева прп прихватке, сварке л правке сварных соединений должен осуществляться поверхностными термоэлектрическими преобразователями по ГОСТ 3044 и милливольтметрами по ГОСТ 9736.
4.2.4. Параметры режима сварки плавлением контролируют о помощью щитовых или регистрирующих само пишущих приборов.
По требованию ОТК или представителя заказчика в процессе изготовления сваривают и испытывают контрольные образцы с целью определения правильности режимов сварки и механических свойств сварных соединений.
OCT 3-400I-9I
с- 43
4.2.5. Для проверки режимов точечной сварки плавлением и периодического контроля качества сварки должны свариваться образцы с одной точки (черт.2) в количестве не менее трех штук. При этом марка материала, сочетание толщин и вид соединения (с проплавлением или через отверстие в верхнем элементе) должны соответствовать свариваемому изделию или узлу. Ширину пластин, используемых для изготовления образцов, определяют по пластине наименьшей толщины.
при
при
S. 5,
Черт. 2
3 мм - В = 40 мм
3 мм - В = 60 мм
OCT 3-4001-91
С. 44
4.2.6. Для проверки режимов контактной точечной и шовной сварки, установленных технологическим процессов и для контроля качества сварных точек и швов, свареннйх на данном решите-, перед началом ’работы и в конце сварки небольшой партии одинаковых узлов, перед сваркой узлов на новом решите, в процессе работы - после' смены или переточки электродов или роликов, а такае по требованию представителя заказчика сваривают образцы, имитирующие конструкцию сварного соединения свариваемого узла или детали Счерт.З а,б).
Черт.З
О - толщина образца, соответствующая толщине свариваемой детали;
В - ширина образца, для толщин до '2‘ш^25 мм, для толщин св. 2 до 5 мм?40 мм и для толщин свыше 5 мм?45. мм;
t - шаг точек, соответствующий шагу точек на свариваемой 'детали.
OCT 3-40dl-9I c.45
Материал и толщина образцов долины соответствовать свариваемым деталям.
Сварные образцы должны быть разрушены, при этом размер ядра точки или шва должен быть не менее размера на контрольном образце или размера, указанного в чертеже.
Первая точка в порядке сварки во внимание не принимается. Если размер ядра точки или шва меньше размера, указанного на чертеже, то долина производиться корректировка режима сварки.
Примечание. Допускается применять образцы большей длины и ширины, но такой яе толщины и из того не металла, что и свариваемая деталь.
4.2.7. Для сварных соединений I категории, выполняемых контактной точечной и шовной сваркой, доляны быть изготовлены контрольные образцы, которые предъявляют при испытании образцов, деталей и узлов.
4.2.8. При создании контрольных образцов, сваривают по 10 одноточечных образцов (на срез и отрыв) для всех толщин и марок материалов, а такяе для всех диаметров точек или для всех размеров ширины 'шва при шовной сварке, имеющихся в свариваемом изделии.
В качестве контрольного образца точечной сварки принимают образец, имеющий разрушающую нагрузку наиболее близкую к минимально допустимой.
Для контрольных образцов шовной и точечной сварки, на
которых определяют разрушающую нагрузку соединения, сваривают пластины, из которых изготовляют образцы согласно ГОСТ 69SG. Из каздой пластины должно быть изготовлено не менее 5 образцов.
ост
3-400I-9I
с.4б
Допускается в качестве контрольного образца точечной и шовной сварки принять узел, выдержавший все виды испытаний согласно требованиям чертежа и подвергнутый’частичному разрушению в тисках.
Контрольные образцы должны иметь следующую маркировку: условное обозначение марки материала;
толщину материала, ш;
усилие, В (кгс), которое выдержал образец .при испытании; * <1 или временное сопротивление, Па (кгс/мм2), для шовной сварки;
размер ядра точки или ширину шва, ш;
клеймо ОГК.
4.3. Требования к методам контроля
4.3.1. Контроль качества сварных соединений производят в соответствии с требованиями настоящего стандарта, конструкторской и технологической документации и согласно ГОСТ 3242 оледукщими способами:
внешним осмотром - для выявления непровара, наплывов, подрезов, не заплав ленных кратеров, поверхностных трещин п пор, утонений в местах зачистки швов- и околошовной зоны и прочих дефектов поверхности шва и околошовной зоны;
-гзмережем швов - для определения соответствия требованиям чертеже и настоящего стандарта формы швов и их размеров;
. травлением, магнитной по ГОСТ 2II04, люминесцентной или цветной по ГОСТ 18442 или ОСТ 92-4272 дефектоскопией - для выявления выходящих на поверхность мелких трещин и пор, не обнаруживаемых-при внешнем осмотре;
ост £-4001-91 с. 47
радиографическим по ГОСТ 7512 и ОСТ 3-1458, ультразвуком по ГОСТ 14782 - для выявления несплошностей по сечению металла шва;
аммиаком» керосиновой пробой,избыточным давлением газа или жидкости, местным вакуумированием, галоидными или гелиевши течеискателями по ОСТ 92-1527 - для определения герметичности сварных соединений;
приложением внешней нагрузки, передаваемой механическим способом через жидкость или через газ - для определения прочности сварного соединения;
испытанием в рабочих или в имитирующих их условиях - для определения работоспособности и надежности сварного соединения.
4.3.2., Контроль качества сварных соединений с частичным или полным их разрушением может осуществляться следующими, способами:
механическими испытаниями - для определения механических свойств сварного соединения по ГОСТ 6996;
местным удалением шва механическим способом для выявления несплошности металла в данном сечении шва;
металлографическим анализом - для определения сплошности и структурного состояния металла в рассматриваемом сечении;
химическим анализом - для определения химического состава металла шва и околошовной зоны;
испытанием на межкристаллитную коррозию г для определения склонности сварного соединения к межкристаллитной коррозии;
лабораторйш исследованием особых свойств сварных соединений: коррозионной стойкости в рабочей среде, жаропрочности и т.п.
OCT
3-400I-9I
с. 48
4,3.3. Контроль качества сварных соединений с разрушением их способами, указанными в п.4.3.2, должен производиться на образцах, изготовленных из сваренных контрольных пластин.
Применение контроля по п.4.3.2 производят также при запуске в производство новых партий свариваемых и сварочных материалов, если это оговорено в КД на изделие.
4.3.4. Контрольные пластины должны изготовляться для соединений I категории из материала той не марки, толщины и плавки, что и свариваемое изделие или узел; для соединений П категории - той не толщины и марки, кроме испытаний на межкристаллитную коррозию, проводимых для каждой плавки материала. Контрольные пластины должны свариваться теми не сварочными материалами, способами сварки и на тех же режимах, а также подвергаться такому же виду термообработки, что и при изготовлении изделия.
Требование по изготовлению сварных образцов-свидетелей должно оговариваться в чертеже, если терг.шческую обработку сваренных образцов-свидетелей производят одновременно с изделием.
4.3.5. Контроль качества сварных соединений должен производиться после термической обработки и правки, если последняя операция предусмотрена технологической документацией.
4.3.6. Все сварные соединения предъявляют для контроля в неокрашенном виде после зачистки от шлака и брызг в соответствии с требованиями настоящего стандарта.
OCT 3-400I-9I
с.49
4.3.7. Контролю внешни:.! осмотров и измерением в доступных местах подлежат все сварные соединения с лицевой и обратной стороны независимо от их категории. Осмотру подвергают шов и прилегающие к нему зоны основного металла на расстоянии не менее 20 мм от границы шва. Осмотр сварных соединений производят по всей их длине.
Для выявления мелких трещин и других дефектов следует применять лупу с 4-10 кратным увеличением.
Контроль формы и размеров швов производят шаблонами или универсальны.! мерительным инструментом./
Контроль допустимого проплава в сварных трубопроводах осуществляют прогонкой металлического шарика, диаметр которого оговаривают в конструкторской документации.
4.3.8. -Для оценки качества сварных соединений внешним осмотром допускается использовать контрольные образцы, которые долины быть изготовлены предприятием-изготовителем изделия для соединений, имеющихся в его конструкции, утверждены главным сварщиком (главным металлургом) и согласованы начальником ОТК или представителем заказчика.J
<4.3.9. Сварные соединения, в которых после контроля производилось исправление дефектов сварки, подлежат повторному контролю^
4.3.10. При контроле качества сварных соединений приложением внешней нагрузки, испытанием в рабочих или. имитирующих пх условиях в конструкторской документации должны быть указаны все данные, характеризующие условия испытаний.
ост 3-400I-9I
с. 50
Изделия, не выдержавшие испытания приложением нагрузи!, бракуют.
Условия и Объем испытания устанавливают на основании расчета или определяют на опытном образце изделия путем доведения его до разрушения или появлений остаточных деформаций.
4.3.II. В случае выборочного контроля в конструкторской документации должны оговариваться размер йартии, от которой отбирают изделие или узел, вид и способ испытаний, количество образцов по данному испытанию и схема вырезки образцов из изделия.
При неудовлетворительных результатах выборочного контроля производят повторные испытания на удвоенном количестве образцов, вырезанных из двух других узлов (изделий) или из двух аналогич-ных соединений первого узла (изделия),. При неудовлетворительных результатах повторного контроля партию изделий или узлов бракуют.
4.3.12. Контроль качества сварки путем местного удаления шва с последующей заваркой этого места может применяться только, для соединений. П категории, свариваемых из материалов, не склонных к образованию трещин.
Контроль производят в соответствии с технологической документацией, разработанной предприятием-изготовителем изделия.
А .3.13. При выборочном контроле качества сварных соединений в изделии методами и способами, указанными в п.4.3.2., образцы для исследования должны вырезаться механически:.! способом или тепловой резкой с припуском под механическую обработку из изделия, отобранного от партии.
OCT 3-4001-91 C-5J
Примечание. He допускается изготовление образцов для коррозионных испытаний из изделий, доведенных до разрушения или до появления остаточных деформаций при испытании в рабочих условиях.
4.3.14. Способ контроля качества разделки дефектов должен быть оговорен в технологической документации на исправление дефектов.
4.3.15. Контроль качества сварных соединений, выполненных контактной точечной и шовной сваркой осуществляют путем сравнения выполненных соединений с контрольными образцами.
4.3.16. Контроль качества сварных соединений, выполненных контактной стыковой сваркой, осуществляют внешним осмотром и путем испытания сваренных образцов с их полным разрушением.
4.3.17. Вид контроля качества сварных соединений должен указываться в конструкторской документации. Если в конструкторской документации вид контроля качества не оговорен, то контроль качества производят внешним осмотром.
4.3.18. Остальные требования по контролю качества сварных соединений по ГОСТ 3242, ГОСТ 6996, ГОСТ 7122, ГОСТ 7512, ГОСТ 6032 и ОСТ 3-1458. Методику и порядок контроля'по видам и способам, не охватываемым стандартом, устанавливает предприятие-изготовитель сварного изделия.
OCT
3-400I-9I
с. 52
4.4. Требования к внешнему виду, форме и р а з.м ерам сварных швов
4.4.1. По'состоянию'поверхности швы, выполненные сваркой плавлением, должтш иглеть.гладкую или мелкочешуйчатую поверхность по всей финне шва, без свищей, раковин, шлаковых включений и незаплавлеиных кратеров.
Изменение размеров шва пр его длине должно быть плавным.
Углы перехода от’ боковых поверхностей усиления и проплава « сварного шва к основному металлу долины быть не менее 90 0
Допускаются по краям угловых швов наплывы металла, если это не противоречит требованиям конструкторской документации. 1
Швы, размеры которых выходят за пределы плюсовых допусков, и не мешающие последующей сборки допускается оставлять без дополнительной механической обработки.
При сварке жаропрочных сплавов и конструкционных сталей допускается загрязнение налетами и пленами'окислов металлов поверхности швов в околошовных зон, расположенных в труднодоступных для зачистки местах.
4.4.2. В соединениях, свариваемых из, деталей с полированной поверхностью или из коррозионно-стойких аустенитных сталей, к которым предъявляются требования стойкости к межкристаллитной коррозии, следы от брызг и повреждения поверхностей деталей вне зоны сварки, возникающие в’результате воздействия сварочной дуги при случайном касании их электродом, не допускаются.
ост 3-400I-9I
С. 53
4.4.3. В соединениях из материалов, не оговоренных в п.4.4.2, на поверхности швов и> околошовных зон допускаются дефекты, если их размеры не выходят за пределы допускаемых нормативно-технической документацией на данный вид полуфабрикатов.
‘ 4.4.4. При сварке прерывистых швов допускается увеличение длины сваренных участков за счет уменьшения расстояния иедду несвареннши участками до 25 % от указанной в чертеже величины завариваемых участков, если увеличение не препятствует сборке узлов. Уменьшение длины завариваемых участков не допускается.
. При сварке прерывисты:.® швами нахлесточных и тавровых соединений из алшинпевых сплавов допускается в местах окончания, прерывистых швов оплавление кромок величиной до половины толщины верхнего листа.
4.4.5. При односторонней сварке плавлением стыковых соединений из стали без присадочных материалов и без отбортовки кромок . допускается без исправления занижение шва в соединениях I и П категорий на всей его длине. Допустимая величина занижения шва указана в табл. 13.
'4.4.6. В продольных швах стыковых соединений I категории из алхминиевых сплавов, выполненных сваркой плавлением, не допускаются проплавы с резким переходом к основному металлу и подъем кромок с резким переходом проплава к основному металлу.
OCT 3-400I-9I
С. 54
Таблица 13
Характеристика стыкового шва. Занижение шва, в $'от толщины диета, для сварного соединения, не более
I категории П категории и нерасчетного
С проплавом с обратной стороны шва 15 20
Без проплава.с обратной стороны шва' 10 15
Примечание. При отсутствии заявлений шва с лицевой стороны допускается вогнутость корня шва, если глубина вогнутости не превышает 10 % от наименьшей толщины свариваемых деталей для соединений I категории и '20 % - для соединений П категории.
В сварных соединениях, недоступных для измерения вогнутости швов с обратной стороны, вогнутость допускается только при наличии усиления шйш.
4.4.7. В сварных соединениях I и П категорий за исключением соединений, указанных в п.4.4.6 и трубопроводов, допускаются без исправления проплавы с плавными очертаниями на всей длине шва, если величина (высота) проплавов не будет превышать величин регламентированных государственными стандартами, приведенными в п.1.1.12.
Недопустимость проплавов или ограничение их размеров по сравнению с этими требованиями, должны указываться в конструк- . торской документации на изделие.
OCT 3-4C0I-9T
с. 55
Для соединений I и П категорий допускаются участки с проплавами, суммарная длина которых не превышает 20 % от длины шва, а для нерасчетных соединений - проплавы по всей длине шва согласно табл. 14.
Таблица 14
Толщина основного металла Высота проплава, мм, не более, . для соединений
1-й категории П-й категории п нерасчетных
От 0,5 до 1,5 2 3
Св. 1,5 до.3,5 вк/7. S 4
Св.3,5 4 5
В соединениях, выполненных на весу и не доступных для обработки* с обратной стороны, допускается проплав каплевидной формы, но не более одного в соединениях I категории и не более двух - в соединениях П категории.
4.4.8. В тавровых и нахлесточных соединениях не допускаются без исправления утяжлны и вогнутость обратной стороны шва по всей длине или на отдельных участках глубиной более 50 % толщины металла проплавляемой детали^
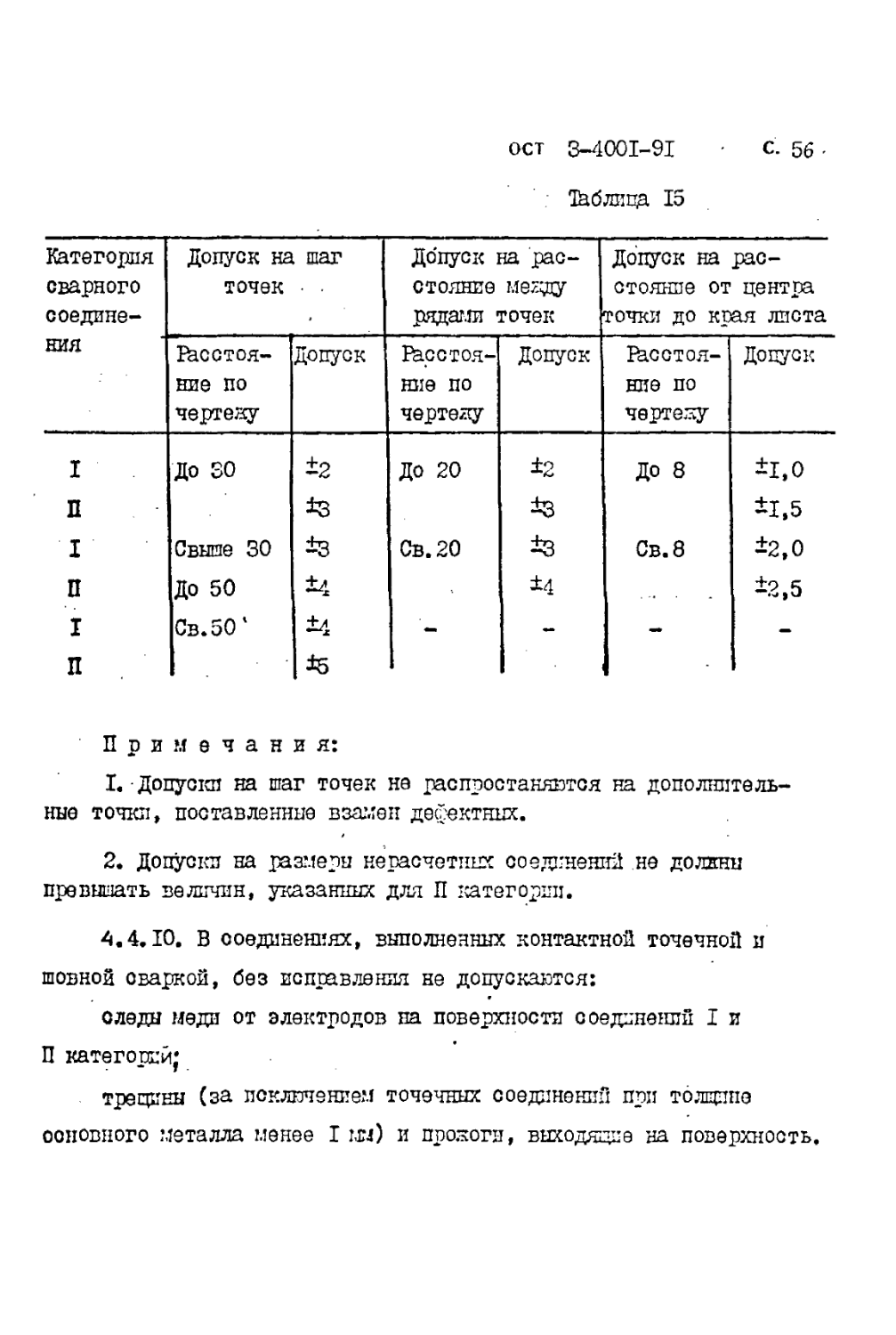
4.4.9. Отклонение размеров точечного соединения при контактной сварке и сварке плавлением 'от размеров, указанных в чертеже не должны превышать величин, приведенных в табл,. 15.
ост 3-400I-9I
с. 56 -
Таблица 15
Категория сварного соедине-НИЯ Допуск на шаг точек • Допуск на расстояние мелду рядами точек Допуск на расстояние от центра точки до края листа
ГНсстоя-ние по чертежу Допуск Расстояние по чертеду Допуск Гасстояние по чертежу Допуск
I До SO ±2 До 20 ±2 До 8 ±1,0
П ^3 — ±1,5
I Свыше 30 -^3 Св. 20 ±3 Св. 8 ±2,0
п До 50 ±4 ±4 ±2,5
I Св. 50' +4 * — —
п ±5
Примечания:
I.-Допуски на шаг точек не распростаняются на дополнительные точки, поставленные взамен дефектных.
2. Допуски на размеры нерасчетных соединений не доллнн превышать величин, указанных для П категории.
4.4.10. В соединениях, выполненных контактной точечной и шовной сваркой, без исправления не допускаются:
следы меди от электродов на поверхности соединений I и
П категорий;
трещины (за исключением точечных соединений при толщине основного металла менее I мм) и прологи, выходящие на поверхность.
ост 3-400I-9I
с. 57
4*4.11. В соединениях, выполненных контактной точечной и шовной сваркой боз поправления допускаются:
следы меди от электродов при сварке нерасчетных соединений;
вмятины от электродов глубиной до 20 % от толщины детали для алюминиевых сплавов, до 30 % при толщине детали 2 им и менее и до 15 % при толщине детали более 2 '".I для других материалов.
Примечания;
I. При сварке деталей различных толщин глубина вмятин на каждой детали не должна превышать указанных выше величин для данной толщины материала.
2, При наличии на поверхности деталей в отпечатках от электродов наружной раковины суммарное значение величины вмятины от электрода и глубины наружной раковины не должно превышать допустимой глубины вмятин для толщины данной детали.
4.4.12. Допускается отклонение шва при шовной контактной сварке от намеченной линии до 2 мм. Смещение в месте перекрытия замкнутого шва не доляно быть более 20 % от ширины шва.
4.5. Требования к сплошности сварных швов, выполненных сваркой плавлением
4.5.1. В сварных соединениях, выполненных сваркой плавлением не допускаются без исправления: свищи, прологи, трещины в швах и околошовной зоне.
4.5.2, Непровар не допускается:
в стыковых соединениях I категории;
в стыковых соединениях П категории сборочных единиц из сталей перлитного и мартенситного класса (углеродистых^ упроч
01.02.S9. Тир. 1000.
OCT 3-400I-9I с. 53
няемых термообработкой, и лиспероионно-твердеющих ларопрочных никелевых сплавов;
стыковых соединениях П категории трубопроводов из аусТенит-ных сталей, к которым предъявляются" требования стойкости к межкристаллитной коррозии.
4,5.3. В сварных швах соединений П категории малоуглеродистых, аустенитных и аустенитногферритных, нпзкоуглеродпстых мартенситных и никелевых сплавов не допускается непровар глубиной более 15 % толщины более тонких из соединяемых деталей на участках суммарной протяженностью более 10 % длины шва.
Глубина непровара регламентируется для соединений, подвергаемых металлографическому контролю согласно требованиям конструкторской документации.
А.5.4. В сварных соединениях П категории трубопроводов, патрубков, коллекторов и т.п., к которым не предъявляют требований стойкости к межкристаллитной коррозии, но предъявляются требования по величине проходного сечения, и в которых нельзя стабильно обеспечить равномерный проплав из-за невозможности применения прокладок и невозможности обработки проплава до необходимой высоты, допускается непровар.
Качество таких соединений трубопроводов определяется гидро-и пневмоиспытаниями.
При необходимости глубина непровара оговаривается в КД (для соединений, подвергаемых металлографическому контролю).
OCT
3-400I-9I
с. 59
4.5.5. В стыковых соединениях П-й категории, выполняемых дуговой сваркой плавящимся электродом с одной стороны без подкладок прй недоступности сварки с обратной стороны, допускается непровар по всей длине .два глубиной до 25 % толщины свариваемых деталей, но не более 3 ш.
Глубина .непровара регламентирована только для сварных соединений, подвергаемых металлографическому контролю согласно требованиям.
4.5.6. Не допускаются подрезы со стороны сильфона, мембраны или диафрагмы при сварке плавлением этих деталей для соединения любой категории, а такие, если недопустимость подрезов специально оговорена в конструкторской документации на соединения I и П категории.
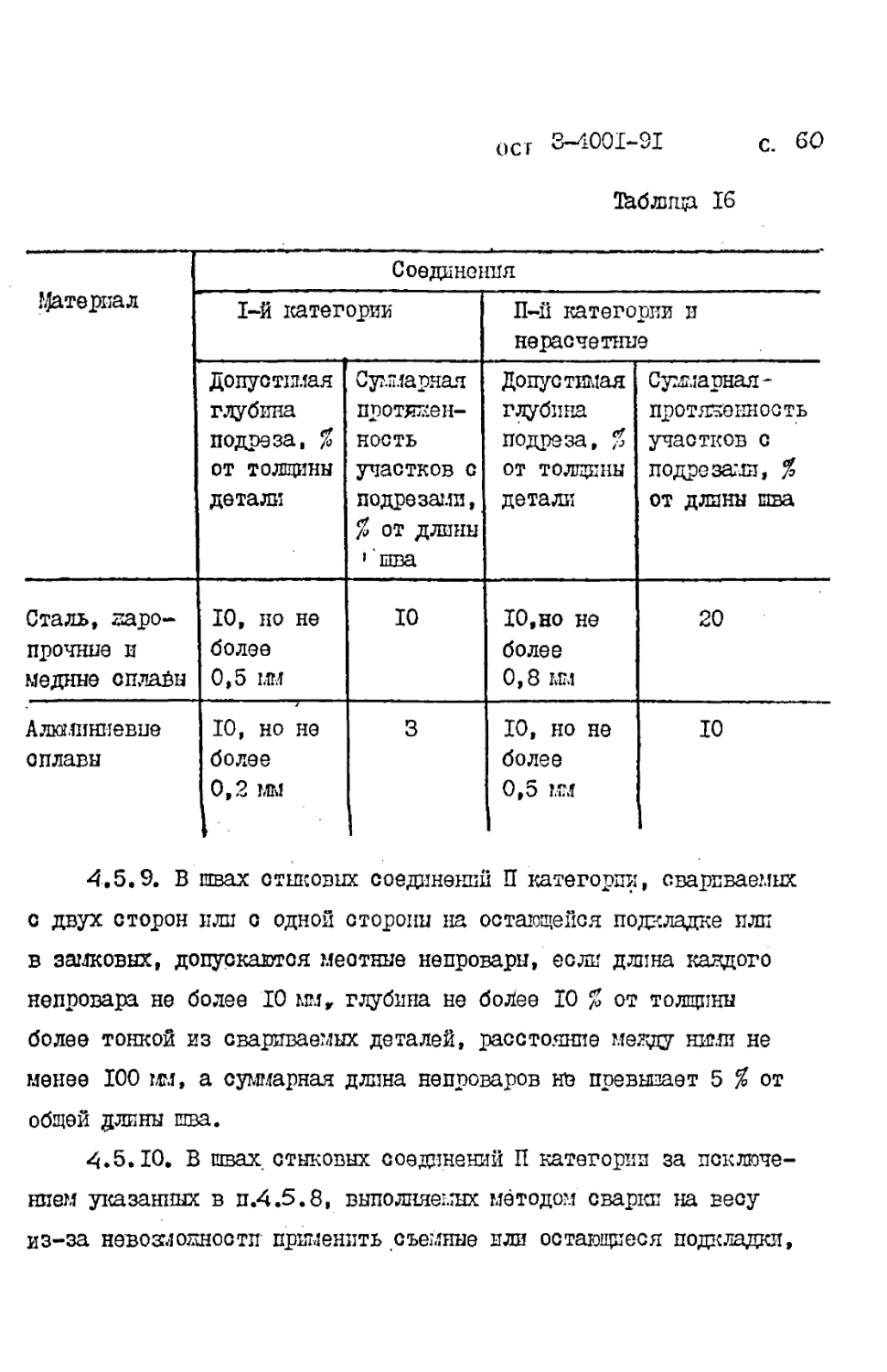
4.5.7. В остальных случаях допускаются без исправления участки о подрезами, если длина каждого участка не более 50 мм, расстояние мецду такими участками не менее 80 мм, а глубина подрезов и общая протяженность участков с подрезами не превышает величин, указанных в табл.16.
4.5.8. При сварке плавлением непровар кромок по сечению без исправления не допускается:
в стыковых швах соединений I категории для всех материалов;
в стыковых швах соединений трубопроводов П категории, изготовляемых из коррозионно-стойкой аустенитной стали, к которш предъявлено требование стойкости к межкристаллитной коррозии, а также трубопроводов, работающих под давлением свыше 10 МПа;
в стыковых швах соединений П категории из алюминиевых сплавов и из сталей, упрочняемых технообработкой; '
в угловых швах соединений втавр и внахлестку I категории из алюминиевых сплавов при угле раскрытия кроглок не менее
, 71. 01.02.89. Тир. 1000.
OCT
3-400I-9I
с. 60
1&блина 16
[Материал Соединения
1-й категории П-й категории и нерасчетные
Допусти лая глубина подреза, % от толщины детали Суммарная протяженность участков с подрезами, % от длины 1 шва Допустимая глубина подреза, % от толщины детали Суммарная-протяженность участков с подрезами, % от длины шва
Сталь, жаропрочные и медные сплайн 10, но не более 0,5 ш 10 10,но не более 0,8 мм 20
Алюминиевые сплавы 10, но не более 0,2 мм 3 10, но не более 0,5 мм 10
4.5.9. В швах стыковых соединений П категории, свариваемых с двух сторон или с одной стороны на остающейся подкладке или в замковых, допускаются местные непровары, если длина каждого непровара не более 10 ммг глубина не боДее 10 % от толщины более тонкой из свариваемых деталей, расстояние между ними не менее 100 мм, а суммарная длина непроваров не превышает 5 % от общей длины шва.
4.5.10. В швах, стыковых соединений П категории за исключением указанных в п.4.5.8, выполняемых методом сварки на весу из-за невогложностп применить съемные или остающиеся подкладки,
OCT 3-400I-9I с. 61
допускается непровар по всей длине шва глубиной до 25 % от толщины свариваемых деталей, но не более 1,5 мм.
-4.5. II. В сварных соединениях трубопроводов И категории, за исключением указанных в п.4.5.8, к которым предъявляются жесткие требования по величине проходного сечения и в которых невозможно стабильно обеспечить равномерный провар, а также невозможно обработать проплав до необходимой высоты, допускается непровар. Величина, протяженность и способы контроля непровара в этих случаях должны оговариваться в конструкторской документа-f ции, а качество таких.соединений должно определяться соответст-вукщими гидро- или пневмоиспытаниями.
4.5.12. В угловых швах сварных соединений I категории (кроме соединений из алшлиниевых сплавов) допускаются'местные участки с непроваром вершины угла, если глубина непровара менее 15 % от размера катета шва,, но не более 1,5 мм, длина отдельного участка о непроваром не превышает 50 мм, расстояние между ними не менее 50 мм, а общая протяженность участков с непроварами не превышает 15 % от длины шва.
В соединениях I категории из алюминиевых сплавов при угле раскрытия от 90, но менее 120 0 и в соединениях И категории для всех материалов допускается непровар вершины угла глубиной менее 15 уь от минимальной толщины свариваемых деталей на всей длине шва.
При угле раскрытия кромок менее 90 0 допускается глубина непровара до 25 от минимальной толщины свариваемых деталей, но не более 2,5 мм, для соединений I категории на 25 £ от длины шва, а для соединений П категории - на всей длине шва.
OCT 3-400I-9I
с. 62
Примечание. Глубина непровара, указанная в п.п.4.5.9-^.5.12 регламентирована для сварных соединений, под-, вергакщихся согласно требованиям конструкторской документации металлографическому контролю или контролю засверловкой; длина непровара регламентирована для соединений, подвергающихся рент-
геноконтролю.
(7) Ч& 5. рз/ Количество и размеры допустимых беа исправлений
единичных пор, шлаковых и вольфрамовых включений в сварных соеди-
нениях 1 категории, подвергающихся согласно чертежу радиографиче- • скому контролю, а также на поверхности швов при визуальном контроле на каждом участке сварного шва длиной ЮО мм, приведены в табл.17.
таблица Г7
Толщина сварива- [ еыого металла мм Диаметр пор и включений, не более, мм Расстояние между отдельными порами и включениями не менее, мм Суммарная площадь пор и включений без учета скоплений, не более, мм^
До 3 ВкЛ. 0,5 0,6
Св. 3 ДО 6 ВКЛ. 1,Ь 6,0
6 ^*-10 2,0 10,0
—10 —15 — 2,5 ф X 3/^6 15,0
15 — 20 3,0 20,0
Св. 20 3,5 25,0
Примечания:
I. Для толщин до 2,0 мм минимально допустимое расстоянию
между попами и включениями (Sdc^ ) устанавливается только для указанных дефектов диаметром более 0,3 S , а при толщине
Материала более 2,0 :.г.1 - только для дефектов диаметром 0,5 :лгл и определяется по среднему диаметру соседних по,'.
(4;
.7<?
И. 01 02 49. !«•,>. 1000.
ост 3-400]-91
c- 63
2. Размеры включений и пор неправильной формы следует определять как для круглых с равновеликой площадью.
3. Для нахлесточных п тавровых соединений вместо толщины материала принимается размеры катета углового шва.
4, При сварке литых деталей (в тог.: числе с деталями из формируемых полуфабрикатов) допускаются без исправления в шве поры и шлаковые включения размером, не превышающим допустимые дефекты для литья.
5. Две поры или два включения, расстояние между которыми меньше , вписываемые в окружность максимально допустимого
единичного дефекта, следует считать как единичный дефект.
6. Образование светлых и темных полос на рентгенопленке при контроле алшиниевых сплавов, обусловленное неправленной ориентацией кристаллитов в шве, дефектом не считают.
7. При длине шва менее 100 мм количество дефектов должно уменьшаться пропорционально длине шва.
8. В нерасчетных сварных соединениях размеры и количество пор и включений не регламентируют.
4.5.14. В сварных соединениях I категории, подвергаемых по требованию конструкторской документации, рентгеноконтролю, а также на поверхности швов (в тал числе после механической обработки) при визуальном осмотре на каждом участке, сварного шва длиной 100 мм не должно быть более одного скопления мелкпх пор, вольфрамовых и шлаковых включений, при этом в одном скоплении их не должно быть более 15 шт. диаметром, мм:
для толщин до 2 мм........................... более 0,25
- " - св. 2 до 10 мы............... более 0,50
- " - св. 10 мм.......................... более 0,80
р
Плопвдь скопления не должна быть менее I см при протяженности не более 25 мм.
ост 3-4001-91
с. 64
Скопление мелких пор и включений в виде "цепочки" не допускаются.
Для соединений П категории максимально допустимый диаметр пор и включений и суммарная их площадь не дол-хны превышать более чем в 1,5 раза значений, указанных в табл.17.
4.5,15. При автоматической дуговой сварке под флюсом, ручной дуговой сварки и полуавтоматической сварки в углекислом газе стыковых соединений замковйх или выполняемых на остающейся подкладке допускается наличие шлака с одной или двух сторон корпя шва на всей длине шва.
Недопустимость наличия шлака должна указываться в чертеже.
4.5.16. При сварке стыковых соединений из алгшниевых сплавов допускается расположение окисных включений только в проплаве, при атом длина отдельных включений не должна быть более 3 мм для толщины основного металла 3 ш и не превышать толщину при ее величине более 3 мм. Количество окисных включений на 100 мм длины шва не должно быть более трех, а су?.2.:арная протяженность - более 10 мм. При сварке угловых и тавровых соединений с канавками (черт.4) окисные включения должны располагаться в проплаве.
Черт.4
ост 3-4001-91 с. 05
Приме ч а н и е. Допустимость окисных включений в ооченпи сварных швов, подвергающихся металлографическому контролю, устанавливается конструкторской документацией.
4.6. Допускаемые сочетания отклонений по качеству швов, выполненных сваркой плавлением
4.6.1. На любом участке сварного соединения I-й категории длиной 100 мм не должно быть более двух и более трех для П-й категории отклонений по качеству, отмеченных знаком (+) в табл. 18.
Таблица 18
Наименование отклонений по качеству Смещение кромок Занижение сечения шва Вогнутость корня шва Непровар Подрез Зк лю- та ния и по- - Нап- лывы Превышение проплава
Смещение кромок + + + + + +
Занижение сечения шва + ** — — +
Вогнутость корня шва 4- — — + + +
Непровар + м + «- —
Подрез —‘ — ** + •4 +
Включения и поры + — + + + — +
Наплывы + + + ** — + —
Превышение проплава + + + — + +
Примечание. Сочетание смещения кромок с непроваром или подрезом допускается, если их суммарная величина не превышает допустимой величины непровара или подреза для данной категории соединения.
ост 3-4001-91
с. 66
4.6.2. Отклонения по качеству не должны пропитать величины дефекта, допускаемого без исправления, согласно подразделу 4.4 и 4.5 настоящего стандарта.
4.6.3. Термины и определения дефектов сварных соединений, не регламентируемые ГОСТ 2601, и принятые в настоящем стандарте приведены в приложении 3.
4.6.4. Исправление выявленных дефектов сварного соединения должно производиться в соответствии с требованиями, изложенными в приложении 4,
4.7. Требования к сплошности оварных соединений, выполненных контактной сваркой
4.7.1. В сварных соединениях, выполненных контактной сваркой, непровар не допускается.
4.7.2. В соединениях, выполненных контактной точечной и шовной сваркой, допускается наличие в ядре точзш внутренних раковин, рыхлот и сетки мелких трещин как раздельно, так и в указанном сочетании, если эти дефекты, выявляемые при ретгено-контроле, присущи процессу сварки данного материала и прочность соединения удовлетворяет требованиям настоящего стан-
дарта.
4.7.3. В сварных соединениях из листов толщиной менее I мм, выполненных точечной сваркой и не работающих под давлением/ не должно быть более 2 % сварных точек с трещинами, выходящими
на поверхность.
ост 3-4001-91
c- 67
A.7.4. В сварных соединениях, выполненных контактной стыковой сваркой, непровар, поверхностные и внутренние поры, раковины и трещины, а таксе перегрев металла не допускаются. Дефекты в соединениях контролируют после удаления грата.
4.7.5. В изломе сварного соединения из алюминиевых сплавов, выполненного контактной стыковой сваркой, не должно быть отдельных, выходящих на поверхность, окисных пленок суммарной площадью более 5 % от площади сечения стыка.
4^4.7.6..'В соединениях, выполненных контактной точечной сваркой, к исправлению допускаются следующие дефекты:
точки с непроваром, если их не более 15 % от общего количества точек соединения;
точки с глубиной отпечатка больше допустимой, поверхностными порами, раковинами, трещинами, прожогами, если точек с такими дефектами в‘соединениях I категории не более 5 %, в соединениях П категории - не более 10 %.
При общем количестве точек в соединении от двух до десяти допускается исправлять две точки.
4,7.7..В сварных соединениях П категории и нерасчетных сварных соединениях, выполненных контактной стыковой сваркой допускается смещение торцов размером:
до 15 % от толщины металла но не более 2,0 мм - для соединений П категории;
до 25 % от толщины металла, но не более 3,0 мм - для нерасчетных сварных соединений.
OCT 3-4001-SI
C.
ПРИЛОЖЕНИЕ J
Рекомендуемое
ВЫБОР СВАРИВАЕМЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ ДЛЯ СВАРНЫХ КОНСТРУКЦИЙ из СТАЛЕЙ
I. ТРЕБОВАНИЯ К ВЫБОРУ СВАРИВАЕМОЙ СТАЛИ
I.I. При выборе стали критерием является выпуск экономичных сварных конструкций, отвечающих заданным параметрам качества, зависящим от условий сварки.
1.2. Выбор сталей для сварных конструкций производят о учетом свариваемости и условий сварки в соответствии о табл.19.
1.3. Рекомендуемые сочетания разнородных сталей при сварке трением приведены на номограмме черт.5.
Примечание. Допускается сочетание свариваемых разнородных сталей, не вошедших в данную номограмму; при этом необходимость термообработки после их сварки устанавливают по аналогии со сталями, близкими по составу приведенным в номограмме.
OCT 3-H00]-Sj c. os
Сочетание свариваемых разнородных сталей (номограмма)
14ХГ7Н2
ЮХГ7Н13Л2Т
I2XI8H9T
I2XI8H9
20X13
ЗОХГСА
20ХН2М
40ХН
50Х
40Х
20Х
15Г
50
45
40
35
30
20
О - сварку производят о последующей термообработкой;
х - сварку рекомендуется производить с последующей обработкой;
+ - сварку производят без последующей термообработки
Черт.5
OCT 3-4001-91
С.70
Млица 19
Марки сталей для сварных конструкций и экомендуемые условия сварки
— . — Марка стали Обозначение стандарта технических условий Рекомендуемые условия сварки Примечание
W, Ст1кп, Ст Inc, Ст1сп, Ст2кп, Ст2пс, ^2сп, СтЗкп, СтЗпс, СтЗсп ГОСТ 380 Сварка без подогрева и последующей термической обработки
8, 08кп, 10, 10кп, 15, 15кп, 20, 20кп, 25 ГОСТ 1050
5Л, 20Л ГОСТ 977
2ИХ ] ГОСТ 20072
— F 4XI8HIO, 08XI8HI0, I2XI8H9, 08XI8HI0T 7XI8H2, I2XI8H9T, 08XI8HI2T, I2XI8HI2T, 8Х18Н12Б, 20X23HI8, I2XI8HI0T, I0XI7HI3M3T, 8XI7HI5M3T, 08Х18Н12Б, 09XI6HI5I.I3B, QXI7HISM2T ГОСТ 5632 Сварка без подогрева. Допускается аустенизация
]9Г2С, 17ГС, 10Г2С1, 10ХСНД', 12ГС, 09Г2, Р?2СД, 10Г2БД ГОСТ I928I При толщине детали свыше 25 мм. Рекомендуется предварительный подогрев до 100-200 °C. При необходимости удаления остаточных кяпрятаний рекомендуется произво- Необходимость подогрева и последующего отпуска определяется главным сварщиком (технологом)
|11Г2, 15Г, I5X, I5XA, I5XM, 15ХФ, 20Х ГОСТ 4543 предприятия в зависимости от слов-
|каггс.1КА ТУ I4-I-3370 кости, жесткости конструкции,
ИЖ.! ТУ 138-173 дить отпуск толщины свариваемого металла, требования сохранения размеров
|fe, 20Г2 Мкл, Ст4пс, Ст4сп, Ст5пс, Стбсп ТУ I4-I-I035 ГОСТ 380 Сварка с последующим отпуском. Сварка "сложных конструкций" при большом количестве швов, создающих жесткую) систему, рекомендуется с
10, 35 5ХСНД . ГОСТ 1050 ГОСТ I928I
[ST, 20Г, 18ХГ1, 20ХН2М, 20ХГСА, 25Г, SOX, 2QXH, 20X1,1, 20XII3A, I2XH2, 12ХПЗЛ I5X5M, 15Х1ШФ, I2X2IH5T, 09X151132, 09Х17Н7Ю, I5X25T, 09Х16Н4Б 20X13, 12X13 ГОСТ 4543 ГОСТ 5632 .предварительным или сопутствующим подогревом до 200-400 °C
Марка стали Обозначение стандарта, Технических условий
р, 30~, 20ГЛ, 35Л, 20ФЛ, 20Г1ФЛ ГОСТ 977
ГОСТ 1050
ТУ I4-I-950
)ХГСА, 25ХЖМА, ЗОХ, ЗОГ, 30X112MA, JX2H4A ГОСТ 4543
)Ш ТУ Т08-П-388
IXI3, 12X17, I4XI7H2, 20X20HI4C2 ГОСТ 5632
ГЛ, 3‘СЛ, 12ДИ2ФЛ, 13ХИДФТЛ, 40Л, ГДНФ-Т ГОСТ 977
Ш5, 25Х1МФ, 25Х2М1Ф, I8X3MB, 20ХЗМВФ ГОСТ 20072
ЗЛХГСА, 35ХГСА, 35ХМ, 35Г, •ША, ЗСХГСН2А, 30Х2НВФА, 35Х, 40Г, ЬЖЖА, З&М, 38Ш1, 38ХС, 45Г, 38XH3M,'ЗЗХНЖА, 40Х, 50Г, №2!А, 45Х, 5QX, 40ХН, 45ХН, ЗОХНМА . ГОСТ 4543
ft, 32ХМНЛ, 32Х06Л, 35ХГСЛ, 35ИГШ1 ГОСТ 977
ЬйНМФА 1У I4-I-950
1, 50, 55, 60 ГОСТ 1050
Рекомендуемые условия сварки
кварка о последующим отпуском. Зварка "сложных конструкций" при большом количестве швов, создающих жесткую систему, рекомендуется о предварительным или сопутствующим подогревом до 200-400 °C
Сварка с предварительным и сопутствующим подогревом до 350-500 °C, а<для стали марки 60 - до 500-650 °C, с последующим высоким отпуском.
Режимы условий сварки и сварочные материалы назначают на основании положительных результатов по сварке образцов - имитаторов конструкции
ОСТ 3-4001-5/ С.7]
Продолжение табл.19
Примечание
Необходимость подогрева и последующего отпуска определяется главным сварщиком (технологом) предприятия в зависимости от сложности, жесткооти конструкции, толщины'свариваемого металла, требования сохранения размеров
Время разрыва между окончанием сварки и началом отпуска определяется главным сварщиком (технологом) предприятия в зависимости от сложности, жесткости конструкции, предъявляемых к ней требований и оговаривается в технологической документации.
OCT 3-4001-9) . с. 72
2. ТРЕБОВАНИЯ К ВЫБОРУ СВАРОЧНЫХ МАТЕРИАЛОВ
2.1. Требований к сварочным материалам для сварки в защитных газах
.2*1.1 . Для сварки сталей в инертных и активных газах должны применяться сварочные проволоки и защитные газы в соответствии с требованиями ОСТ 3-547# и настоящего стандарта.
2.1.2. Для сварки сталей в углекислом газе следует применять сварочные проволоки с повышенным содержанием Легирующих .элементов-раскислителей.
2.1.3. Марки сварочной и присадочной проволоки для различных марок стали приведены в табл.20, 21.
2.1.4. Диаметр присадочной и сварочной проволоки при сзарке сталей в защитных газах следует выбирать в соответствии с табл.22.
2.2. Требования к сварочным материалам для сварки под флюсом
2.2.1. Для автоматической и полуавтоматической сварки под флюсом должны применяться сварочная проволока и флюс марок в соответствии о табл. 23 и ОСТ 3-5959.
2.3. Требования к сварочным материалам для ручной дуговой сварки
покрытым электродом
2.3.1. Для ручной дуговой сварки покрытым электродом должны применяться электроды в соответствии о OCT 3-IT75.
OUT 3-4001- 91
С.73
Таблица 20
Марки огарочной и присадочг0^ проволоки- для сварки п среде инертщк газов
Марка стали Обозначение стандарта, технических условий Марка сварлной (присадочной) npQBt ДОКИ Обозначение стан- дарта, технических у’словий Примечание
1тЗкп, Степс, СтЗсп, Ст4пс, СтЗпо ГОСТ 380 ГОСТ 1030 Са- Св-08ГС, C1-0ST2C, Св-08ГСМТ, Св-12ГС ГОСТ 2246 ГОСТ 2246 $Цля сварки сталей, предел текучести которнх после термической обработке^ 700 МПа Для сварки сталей, предел текучести которых после термической обработки 900 МПа
08, Сект, 10, 10кп, Го, 15кп, 20, 20кп
5, 30, 35 г 40, 45
Cb-I8Xj;IA, СЗ-18ХГС
|5Д, 2СХ, ЗОЛ,' 35Л ГОСТ 977 . Св-О8ГС, С^08Г2С, Св-12ГС, СВ-08ГСМТ 1
МГ2. 25Г, 20Г, 25Г.15Х. 20л. ХаХГ’Г, |j. 55S; 40Х, 45Х МНЯ, 2СГЛ, ЗОГСЛ, 32Х06Л, 35X1VJ1, |о ГОСТ 4543 . ГОСТ 077 Св-08МХ, СВ-08ГСМТ, Св-Г2Г0, СВ-18ХГС, C3-I8XMA Св-18Х1'.1А, Сь-18ХГС Св-ТОХТб
ШН2,‘ГГХЕЗА, 20ХГСА, 25ХГСА, ЗОХГСА, КС ГОСТ 45'13-
СВ-О8Г2С*, Cj-OarCMT*, CB-08X3T2CiA СВ-18ХГС Св-ГвХМА**'
да, ЗСХМ, ЗОХМ, 30Ш1А, 35ХМ, КМ, 45ХН '
да ТУ I08-II-388
ЖЗГНМ ТУ 138-173 Св-ОЗГС Св-08Г2С СВ-08ГСМТ
Т2, 2СГЕМ ТУ I4-I-I035
КНЗА ТУ I4-I-950
ЯЗГШПА ТУ I4-I-3370 СВ-08ГСМТ, «В-08ХН2М
Г2С, С=Г2, 0ЭГ2Д, 09Г2СД, 10Г2С1 fee, дгхгнд, ежвд ГОСТ 'I928I CB-I8XMA, С1-Г8ХГС
|х2Н4А, 20Х2Н4А ГОСТ 4543 CB-03X1I2M,' !в-04ХЖ, Св-08ХШЛА,Св-08ГС
КГСН2А, 30ХН2МА, 30Х2НВФА КН2Ы£А’, 38Х2Н2МА, 38ХНЗМФА CB-I8XMA
Х2ШФА ТУ I4-I-950 СВ-20ХСНВФАЩ ТУ I4-I-2683
ост 3-4001-gj
c.?4
Продолжение табл.20
Марка стали 12Х2НЗФЛ. | Обозначение стан- дарта, технических условий ТУ I4-1-950 Марка сварочной (присадочной) проволоки Обозначение стандарта, технических условий г Примечание
Св-10Г2, СВ-08Г2С, Св-/а(ГМ, СВ-08ГСМТ ГОСТ 2246 ГОСТ 2246 ГОСТ 2246 1
12ДН2ФЛ ГОСТ 977
12ХВ1Ф, 20ХЗМВФ, 25Х1МФ ГОСТ 20072 Св-оахм*, СВ-08ХМФА* св-овхтат х СледуеФ применять при содержании кремния не менее 0,22 %
I2X18H2 08HSH1C 04XI8HIO I2XI8HI0T I2XI3EZ2T 08XI8EIIOT ГОСТ 5632 Св-0Г(19Н9 Св-04 (I9H9 Св-06: (I9H9T Св-07Х18Н9ТЮ' Св-04 XI9H9C2 Св-0< П9Н11МЗ Св-05 Х19Н9ФЗС2 Для сварки конструкций, когда к металлу шва не предъявляются высокие требования по стойкости против межкристаллитной коррозии (МКК)
I2XI8HICT Св-06. Х24Н6М4 ТУ I4-I-2549 Для сварки конструкций,работающих в условиях, когда к металлу шва предъявляются требования по стойкости против МКК с испытанием материала на МКК - по методу АТЛ по ГОСТ 6032
08XI8H10T 08XI821M 08XI8HI2B Св-04? Х19Н1Д13 Св-05.; Х20Н9ФБС Св-07. Х19Н10Б ГОСТ 2246
I2XI8H^2T 09XI6HZ5M3B ЖГ7Н15МЗТ ИГЛ У ТГ> L? тт~>п-\т ' '
Св-0«19Н11МЗ Св-06; П9Н10МЗТ Св-08- XI9HI2M3 i Для сварки конструкций, когда к металлу шва не предъявляются высокие требования по стойкости против Г,IKK
ИШУдХоМЗТ 70XI7HISM2T ЮХГ7Г14Н4Т 20X23HIS Св-04<Х1Ж1МЗ CB-06J1I9HICM3T Св-07-- X25HI3 Св-061 Х25Н12ТЮ Св-07? Х25Н12Г2Т Для сварки конструкций, когда к металлу шва не предъявляются высокие требования по стойкости против МКК
I0XI7H13.M2T 10Х17НГЗМЗТ 04XI8HIO 12Х18МГ2Т ОЭХТбНГЗМЗБ
Св-080 „Х19Н10МЗБ. Св-064 Х20Н11МЗТБ Для сварки конструкций, работающих в средах повышенной агрессивности с испытанием материала на МКК по методу ДУ по ГОСТ 6032
ОСТ 3-4001- 91
Таблица 21
Марки строчной проволоки для сварки в среде углекислого газа и омосях газов
Марка стали i Обозначение стандарта, технических уЬлопий 1 . Мар-ка сварочной проволоки Обозначение стандарта, технических условий Примечание
|тЗкп, ОтЗпо, СтЗсп ! ГОСТ 330 Св-08ГС, СВ-08Г2С ГОСТ 2246
}тЗсп ПП-АЖ. ТУ I4-4-II22
ПЛ-АН <8 ТУ 14-4-1059
ПИ-АН ТУ I4-4-III6
ПП-АН5 ТУ 44-66ИЭС Для сварки с принудительные форютрованиеишва
т4пс, Ст5по ! Св-ОЗГ С, СВ-08Г2С ГОСТ 2246
, СЗнп, 10, 10кп, 15, 15кп, 20, 20кп, 5, 30, 35, 40, 45, 50 ГОСТ 1050 Св-08Г:С, СВ-08Г2С, Св-08ГСМТ h
5,20 ПП-АН- :.9 ТУ 14-4-198
|5Л, 20g, 25Л, ЗОЛ, 40Л, 45Л- Г, 2€Г, ЗОГ, 35Г, 40Г, 45Г, I5X, 20Х ЮХ, 355, 40Х, 45Х, 15ХМ,20ХМ, 35ХМ, ГОСТ 977 ГОСТ 4543 Св-ОЗГ С, СВ-08Г2С Св-08Г)’С,. СВ-08ГСМТ, Св-08Г2С ГОСТ 2246 1
ртл, ЗСГСЛ, 32Х06Л, 35ХГСЛ ГОСТ 977 Св-08Г’СМТ, СВ-08Г2С
10ХГСА, 25ХГСА, ЗОХГСА ОХГСА ГОСТ'4543 Св-08Г ЙМТ, СВ-18ХГС, Св-08Г2С
. 1Ш-АН5 8 'ТУ ИЗО 742
ПЗШЕА ТУ I4-I-3370 Св-О8Г^0МТ, Св-08ХЗГ2СМ ГОСТ 2246
ПП-АН5‘8 © ТУ ИЭС 742
даты ТУ 138-173 СВ-08Г-ЗМТ, СВ-08ХЗГ2СМ ГОСТ 2246
гогнм ТУ I4-I-I035 ПП-АН5 \8 ТУ ИЭС-742
)9Г2С, 10Г2С1, 10ХСВД, 15ХСНД ГОСТ I928I Св-08Г£МТ, СВ-18ХГС , 0 ГОСТ 2246
ПП-АН4 ТУ I4-4-II22
OCT 3-4001-51
С. 7£5
Продолжение табл.21
Марка стали Обозначение стан- 1 дарта, технических условий | Ма]?ка сварочной проволоки Обозначение стан- | дарта, технических условий Примечание
tsT2, Т0Г2С1, ЮХСНД Г&СТ{ЗМ>1 Jg I-AH9 Ш1-АН8 ТУ 14-4-Ш6 ТУ-14-4-1059
Ш5М5А ГОСТ 4543 CJ3-08T2C СП-08ГСМТ ГОСТ 2246 50$ аргона 50 $ углекислого газа
СН-08ХЗГ2СМ Св»-18ХМ 75 % аргона 25 % углекислого газа
[12Х2НВСА ТУ I4-1-950 Се ;-08ГСМТ св'-оагсгж Се -08ХЗГ2СМ Св "ТСГ2СМА ПП -АН58 ГОСТ 2246 ТУ ИЗО 742
В2П8Н9 Ш8Н9Т |Ш8ЯТ0 kisKicT 08XI8EI2T I2XI2HI2T ГОСТ 5632 Св-06XI9H9T Св-08Х20Н9Г7Т Св)-08Х25НЗБТЮ ГОСТ 2246
08X13 12X13 20X13 30X13 12Х2П5Т 09XI6H4E • Св-08Х14ГНТ Св. -12X13 Св -06X14 Св’-06Х19Н9Т СВ--08Х20Н9Г7Т Св-Ч7Х18Н9ТЮ ( 1 i
OCT 3-4001- 91 c. 77
Таблица 22
мм
Толщина детали Диаметр сварочной или присадочной проволоки по ГОСТ 2246 при сварке
ручной автоматической полуавтоматической
неплавящимся электродом плавящимся электродом
От 0,3 до 0,6 вклю* 0,9-1,! 0,4-0,6 • «-
Св.0,6 ” 0,8 " 0,5-0,8
" 0,8 " 1,0 " 1,0-1,2 0,8-1,2 0,8-1,2 0,5-0,8
" 1,0 " 1,4 " 1,2 - 1,6 1,0-1,2 0,8-1,0
" 1,4 " 2,0 " . I,6-2,0 2,0-2,5 1,6-2,0 Г,2-1,6 1,0-1,2
" 2,0 " 2,5 " 1,6-2,0 I,2-1,6
" 3,0 " 6,0 " 2,0-2,5 •* 2,0-2,5 1,2-2,0
" 6,0 2,0-2,5 4» 2,5-3,0 «м
Примечание. При сварке деталей разных толщин диаметр сварочной проволоки выбирают по наименьшей толщине.
OCT 3-4001- 9J
0.78
Сварочная проволока и флюсы Ц® дуговой сварко под флкюом
Таблица 23
Марка стали Обозначение стандарта, технических условий Марка сварочной проволоки по ГОСТ 2246 Марка флюаа Обозначение стандарта» технических условий Примечание
Ст2кд. Ст2по, СтЗсп, ’СтЗкп, СтЗпс СтЗсп, Ст4кп, Ст4пс, Ст4ап ГОСТ 380 Св-08, Св-08|1, Св-08АА АНЦ-1* ТУ 108-1424 *Флюс для сварки сталей с содержанием легирующих элементов не более 1,5 %
АН:-348-А,ФЦ-У*К АН-348-АМ ГОСТ 9087 ие Флюс для сварки толщин не более 40 мм
08, 06£3, 10, ЮКП, 15, I5IGI, 20, 25 ГОСТ 1050 Св-08А, Св-081?А 0СЦ-45 0СЦ-45М АН-бО*** ГОСТ 9087 для сварки на повышенных скоростях бодее 50 м/ч
35, 40 Св-ОвГА АН-348-А АН-348-АМ АН-60 ***
1 i я frl '«> к CQ ГОСТ I928I СВ-08ГА, Св-0$2?2С Св-ТСГА АН-348-А АН-348-АМ АН-бС^®6
|йГ2С1» 12ГС, 17Г1С Св-08ГСМТ AH-et^
АН-65 ТУ I4-I-2254
ОХСНД, Г5ХСВД СВ-10Г2 Св-ОвГСМТ св-08хгст Св-08Г2С св-оагс АН-348А АН-22 AH-I7M АН-43 ГОСТ 9087
гхзпы --.± г ТУ 138-173
JT2, 2СГНМ ТУ I4-M035
рССНд, 15ХСНД ГОСТ I928I СВ-10Г2, Св-08 ХМ АНК-30 Ж 14-1-2086
АНК-47 ТУ ИЭС-20
'^ХНЗА, 20ХНЗА, 20ХГСА, 25ХГСА ; .—— ГОСТ 4543 Св-10Г2, Св-12ГС АН-348А ОСЦ-45 ГОСТ 9087
|)КГСА, 38ХС Св-Г8МА Св-ГЗХ2МФТ АН-42 ТУ I4-I-I480
АН-15 ТУ ИЭС 656
AH-I5M ГОСТ 9087
ТУ I4-I-950 Св-08ХЗГ2СМ CB-I8XMA АН-22 АН-Т5М
OCT 3-4001- 91 0.75
Продолжение табл.23
Марта стали Обозначение стандарта, технических условий Марка сварочной проволоки по ГОС: Г 2246 Марка флиса Обозначение стандарта, технических условий Примечание
I5XM, 2GXM, ЗОХМА, ЗОХНМА, 38ХМ ГОСТ 4543 СВ-08Г2С CB-I0X5M СВ-08ГСМТ СВ-08ХЗГ2С?, АН-42 ТУ I4-I-I480
АН-15 ТУ ИЗО 656
AH-I5M АН22 ГОСТ 9087
38ХВ, 28Х2Н2МА, 38X2HSMA, 38XH3VLV CB-04X2MA CB-I8XMA $ АН-348А, > АН-26П
2QX2H4A CB-08XII2M, СВ-04Х2МА Св-ОВХГСМА. Св-оагс АН-348А ОСЦ-45
ЕГ18И9 MXI8HI0 Ш8Н10 [2XI8HIOT Ш8Я9Т ГОСТ 5632 Св-0Ш9Н9 Св-04Х19Н9 CB-04XI9H9C 2 Св-05Х19нЦ ЗС2 Св-06Х19Н9| Св-07Х18Н9|д АН-26С АН-26СП АН-26П АН-20С АН-20СМ АН-20П ГОСТ 9087 Сварные конструкции, где к металлу шва не предъявляются требования по стойкости к межкристаллитной коррозии (МКК) .
I2XI8HI2T 10Х17НКЖТ 08XI7HI5M3T ’ CB-04XI9HlJi дз Св-06Х19Н1(|ет ОФ-6 ОСТ 5-9206
АН-45 ТУ ИЭС 378
(ВХ18НЮТ, оша;ш 08Х18Н12Б, I2XI8HI0T Св-07Х19Нт(5 Св-05Х20Н9<| рс ОФ-6 ОСТ 5-9206 Сварные конструкции, где к металлу шва предъявляются требования по стойкости к МЮ
АН-45 ТУ ИЭС 378
20X13 12X13 СВ-08Х14ГН' CB-0GXI4 AH-I7M АН-260 АН-10 ГОСТ 9087 ТУ ИЭС 378
I4XI7H2 12X17 Св-08Х14ГН' CB-06XI4 AH-I7M АН-45’
15Л, 2&1, 25Л, 30Л,40Л ГОСТ 977 Св-08А АН^34ГА ГОСТ 908?
2СГЛ, 20ГСЛ, ЗОГСЛ, 1ЭДН2ФЛ Св-08А CB-I8XMA 1 АН-22 АН-ЗШ
OCT 3-4001-91 с. 80
2.4. Требования к сварочным мате риалам д л, я плазменной свар.к и
2.4.1. При плазменной и микроплазменной сварке должны применяться защитные газы в соответствии с требованиями ОСТ 3-5478.
2.5. Требования к сварочным материалам для электрошлаковой о'варки
2.5.1. При электрошлаковой сварке низкоуглеродистых и низколегированных сталей следует использовать флюсы марок АН-84 АН-8М, ФЦ-7 и АН-22 по ГОСТ 9087, а при сварке средне легированных сталей флюсы марок АН-8, АН-22 по ГОСТ 9087.
2.5.2. При электрошлаковой сварке' углеродистой стали в качестве электродов должна применяться сварочная проволока марок СВ-08А, СВ-08ГА, Св-10Г2, Св-12ГС по ГОСТ 2246.
2.5.3. При сварке лигированной и высоколегированной стали следует применять электроды в виде проволоки, пластины и мундштука, изготовленные из марки стали одинаковой с маркой основного металла.
2.6. Требования к сварочным матери, ала м для газовой сварки
2.6.1. Для газовой сварки должны применяться сварочные материалы по ОСТ 3*5'479.
OCT 3-4001-91 c. 81
ПРИЛОЖЕНИЕ 2
Обязательное
ВИДО СВАРКИ И ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К СВАГНЬМ КОНСТРУКЦИЯ!.! ИЗ СПА-ЛЕИ
I. ТРЕБОВАНИЯ К ВЫБОРУ ВИДОВ СВАРКИ
I. L Общие требования
I.I. I. Для производства сварных конструкций из сталей при. меняют следующие основные виды сварки1:
I) дуговая в защитном газе и смесях газов;
2) дуговая под флюсом;
3) ручная'дуговая покрытыми электродами;
4)э лект^онно-лучевая;
5) лазерная;
6) плазменная;
7) электрошлаковая;
8) газовая;
9) контактная;
Ю) диффузионная;
II) трением.
1,1.2. - Сварные конструкции выполняйся одним или несколь-*
кими видами сварки из перечисленных в п.I.I.I (комбинированная сварка).
Использование других видов сварки, не предусмотренных настоящим- стандартом, должно быть оформлено в установленном порядке.
OCT 3-4001-91 с. 82
1.1.3. Критерием при выборе вида сварки могут быть технические и экономические показатели сварки конкретных соединений.. При этом предпочтение доляно быть отдано тому из видов сварки, применение которого обеспечивает получение сварного соединения с заданными параметрагли качества при минимальных затратах.
1.2. Дуговая сварка в защитном
газе и смесях газов
1.2.1. Конструктивные элементы подготовленных кромок свариваемых деталей и швы сварных соединений, выполненные дуговой сваркой в защитном газе и смесях газов долины соответствовать требованиям ГОСТ 1477I. ГОСТ 23518. .
1.2.2. При разработке технологического процесса, следует отдавать предпочтение автоматической сварке, обеспечивающей высокое качество и производительность процесса.
1.2.3. Виды дуговой сварки в защитном газе приведены на черт. 6.
1.2.4. Дуговую сварку в углекислом газе следует применять для материалов толщиной не менее 1,0 мм.
1.2.5. Сварка в утлекиолом газе позволяет получать более благоприятную форму шва в поперечном сечении и низкую стоимость сварочных работ по сравнению со сваркой плавящимся электродом в среде чистого аргона.
1.2.6. При выборе способа сварки в среде инертных газов следует руководствоваться ОСТ 3-5478.
OCT 3-400I-9J С. 83
Виды дуговой сварки в защитном газе
Черт.б
OCT 3—4001—91
c- 84
1.3. Дуговая сварка под флюсом
1.3.I. Конструктивны© элементы подготовленных кромок свариваемых деталей й швы сварных соединений, выполняемые автоматической и полуавтоматической сваркой под флюсом, должны соответствовать ГОСТ 8713 и ГОСТ II533.
1.3.2. Автоматическую и полуавтоматическую сварку под флюсом, следует применять для сварки деталей толщиной от 1,5 до 130 мм в массовом производстве. Использование автоматической сварки при серийном и единичном производствах должно опре-делиться <техническими требованиями к изделию, экономической эффективностью.
1.3.3. Полуавтоматическую сварку под флюсом необходимо применять:
Г) при сварке коротких (менее 150 мм! и фигурных швов;
2) при сварке кольцевых швов диаметром не более 40 мм;
3) при заварке отверстий.
1.3.4. Автоматическая и полуавтоматическая сварка под флюсом долины осуществляться в соответствии с ОСТ 3-5959.
1/4. Ручная дуговая сварка покрытыми электродами
1.4.1. Конструктивные элементы подготовленных кромок свариваемых деталей и швы сварных соединений из сталей, выполняемые ручной дуговой сваркой во всех пространственных пояснениях, долины соответствовать ГОСТ 5264 и ГОСТ II534.
OCT 3-4001-91 с. 85
1.4 » 2. Тучную дуговую сварку следует применять для материала толщиной не менее 1,5 мм в случаях невозможности или нерентабельности применения автоматической или полуавтоматической сварки в защитном газе или под флюсом, а также других видов сварки.
1,4 .3. Тучная дуговая сварка при изготовлении конструкций из стали должна осуществляться в соответствии с OCT 3-II75.
1.5 . Электронно - лучевая сварка
1.5.1. Конструктивные элементы подготовленных кромок свариваемых деталей, а также швы сварных соединений, выполненных электронно-лучевой аваркой, должны соответствовать ОСТ 92-1021, ОСТ 92-4047 и OCT 1.80281 и конструкторской документации.
1.5.2. Электронно-лучевая сварка монет применяться'для всех сталей, указанных в настоящем стандарте, при необходимости осуществления глубокого и узкого проплавления, при изготовлении электронных приборов, сосудов высокого давления, конструкщтй сложной конфигурации о минимальные короблением.
1.5.3. Электронно-лучевая сварка при изготовлении конструкций из стали должна производиться в соответствии с ОСТ 92-1151.
1.5.4. В конструкции детали должны быть предусмотрены отверстия для откачки воздуха из замкнутых объемов для предотвращения выброса сварочной ванны.
ост 3-4001-91 с. 86
1.6 ; Лазерная о в а р к а
I.6.I. Лазерную сварку следует применять для всех марок о та ле й, указанных в настоящем стандарте» при получении прецизионной конструкции, форма и размеры которой практически не должны изменяться в результате сварки. Учитывая также, что лазерная сварка не требует вакуумных камер и что при ней возникают минимальные деформации, этот процесс можно рекомендовать для сварки крупногабаритных конструкций малой жесткости о труднодоступными швами.
' 1.6.2. Лазерную сварку производят на воздухе о обдувом защитным газом (аргоном, гелием), в камере с контролируемой атмосферой.
L6.3. Классификация методов лазерной сварки по технологическим признакам по ГОСТ I952I приведена на черт.7.
1,6.4. Лазерную сварку для сталей толщиной менее I мм рекомендуется применять при:
I) сварке проволок между собой;
2) сварке проволок с массивными деталями;
3) сварке, тонколистовых деталей с массивными;
4) сварке деталей из листовых материалов.
1.6.5. Лазерную сварку для сталей толщиной более I мм рекомендуется применять при:
I) сварке корпусных деталей;
2) сварке валов, осей;
3) сварке составных деталей механизмов и машин;
4) сварке шестерней
5) сварке деталей арматуры.
OCT 3-4001-51 c- 8 7
Клаооификация методов лазерной сварки
Черт.7
0CT 3-4001*91 с- 88
1.6.6. Конструкция свариваемых изделий и оснастки не должна затруднять свободного доступа лазерного излучения, подачу защитного газа в зону сварки, отсоса сварочногс аэрозоля из этой зоны и доведения зоны сварки для' обеспечения возможности оптического контроля за процессом сварки.
1.6.7. В случае сварки деталей, упрочняемых термической обработкой, особенно крупногабаритных, подготовку кромок под сварку и их зачистку следует выполнять после .термической обработки для обеспечения’ необходимой точности сборки свариваемых деталей.
1.6.8. Сборка под сварку должна обеспечивать возможность тщательной,подготовки кромок на всей длине,шва с минимальным зазором за счет применения специальных сборочных приспособлений. •
1.6.9. Оснастка должна обеспечивать перемещение свариваемого отыка изделий относительно точки фокусировки лазерного излучения или обеспечивать точное закрепление изделий в приспособлении, осуществляющим перемещение. Суммарное отклонение стыка (биение технологической оснастки с установленной деталью) не должно быть более 0,1 мм.
1.7. Плазме-иная ов.арка
1.7.1. Конструктивные элементы подготовленных кромок ова-, риваемых деталей и .швов сварных соединений должны соответствовать ГОСТ I477I и ОСТ 3-5478.
1.7.2. Плазменную сварку следует применять для соединения деталей толщиной .1,5-30 мм, а также соединений, проплавление корня шва которых затруднено при других видах сварки. Плазменная
ост 3-4001- 91 с. 89
сварка позволяет получить высокое качество сварных соединений при повышенной скорости сварки.
1.7.3. Стыковые соединения детали из нержавеющей стали толщиной до 12 мм допускается сваривать без скоса кромок и без присадочного металла.
1.7.4. При многослойном шве первый слой следует выполнять без присадочного металла, последующие слои о присадочным металлом.
1.7.5. Стыковые соединения труб с толщиной стенки до 8 мм допускаются без скоса кромок, и сварка их долина производиться за один проход без присадочного металла. Стыковые соединения труб о толщиной стенки более 8 мм должны выполняться со скосом двух кромок и сварка их должна производиться о присадочным металлом.
1.7.6. В качестве плазмообразующего газа Необходимо применять аргоно-водородную смесь, состоящую из аргона высшего и первого сортов по ГОСТ I0I57, водорода марок А и Б первого сорта по ГОСТ 3022 при объемном соотношении аргона и водорода от 60:40 до 70:30.
1.7.7. В качестве защиты должны применяться газы в соответствии о п.1.7.6. или смеси этих газов. Аргоно-водородную смесь следует применять в соотношении 90:10 при сварке высоколегирован-них коррозионностойких, жаропрочных и жаростойких сталей и 98:2 при сварке низколегированной стали.
При сварке малоуглеродистой стали следует применять смесь аргона о углекислым газом по ГОСТ 8050 (11-25 % углекислого газа).
)СТ 3-4001-52 С. 90
1.7.8. Микроплазменную сварку следует применять для соединения деталей из углеродистой, легированной и высоколегированной стали толщиной от 0,1 до 1,5мм.
1.7.9. Ручную микроплазменную сварку допускается применять во всех пространственных положениях, автоматическую следует производить только в нижнем положении.
1.7.10. Микроплазмеиная сварка стыковых соединений выполняется как о присадочным, так и без присадочного металла, а тавровых соединений - только о присадочным металлом. Микроплаз-иенная сварка |ложет выполняться на, постоянном и импульсном режимах.
1.8. Электрошлаковая сварка
I.8.I. Типы -соединений, конструктивные элементы подготовленных кромок свариваемых деталей и швов сварных соединений из малоуглеродистых сталей, выполненных электрошлаковой сваркой, должны соответствовать ГОСТ I5I64,
1,8.2. Электрошлаковую сварку следует применять при толщине металла более 16 мм.
1.8.3; Электрошлаковая сварка позволяет выполнять только вертикальные швы и дает возможность производить сварку любых толщин за один проход.
1.8.4. Электрошлаковую сварку следует применять для замены крупных литых или кованых деталей на сварно-литые или оварно--кованые из более мелких поковок или отливок.
1.8.5. Для повышения значений ударной вязкости металла шва и околошовной зоны сварную конструкцию необходимо подвергать Отпуску.
OCT 3-4001-EU С. 91
1.9. Газовая сварка
1.9.1. Типы соединений', конструктивные элементы подготовленных кромок свариваемых деталей и швов, выполненных газовой сваркой должны соответствовать ГОСТ 16037 и ОСТ 3-5479.
1,9.2. Газовую сварку следует применять при изготовлении и ремонте тонкостенных конструкций и труб из малоуглеродистой и низколегированной стали.
1.10. Контактная сварка
I.10.I. Основные типы и конструктивные элементы сварных соединений из малоуглеродистой, углеродистой, низколегированной и легированной сталей, выполняемых контактной сваркой, должны соответствовать ГОСТ 15878, ГОСТ 14098, ОСТ 92-1147.
I.10.2. Соединения с двухрядным расположением точек должны применяться в том случае, когда однорядное расположение точек о минимальным шагом не может обеспечить необходимую прочность соединения.
I.10.3. Контактную рельефную сварку следует применять в массовом и крупносерийном производстве и осуществлять в соответствии с ГОСТ 15878, ГОСТ 14098.
I.IO.4. Рельефы должны быть выштампованы на более простой детали и расположены симметрично оси приложения нагрузки.
1.10,5. Контактная шовная сварка должна применяться для получения непроницаемых сварных швов при изготовлении емкостей.
OCT 3-4001-31 С. 92
1.10.6. Ролики с цилиндрической контактной поверхностью следует применять при сварке деталей из углеродистой стали, а ролики со сферической контактной поверхностью - для сварки деталей из легированной и высоколегированной стали'.
I.10.7, Контактную стыковую сварку следует применять для сварки однородных или близких по составу материалов в соответствии с ГОСТ 14098 И ОСТ 92-1147»
I.I0.8. Заготовки деталей, подлежащие- стыковой сварке, должны иметь форму и размеры, соответствующие мощности и рабочему пространству выпускаемого сварочного оборудования и допускающие свободное зажатие и подвод тока.
I.II. Диффузионная сварка
I. II. I. Диффузионную сварку применяют для соединения деталей из конструкционной углеродистой, низколегированной, легированной и высоколегированной сталей толщиной от микронов до нескольких сотен миллиметров при изготовлении изделий сложной конструкции, в том числе в соединениях: стержни встык, трубы встык или внахлестку, соединения угловые, прорезные, с отбортовкой кромок, по сфере и т.п.
I.II.2, Шероховатость свариваемых поверхностей не должна быть более 1,25 мкм.
I.II.3. Непараллельность свариваемых поверхностей не должна быть более 0,02 мм на длине 100 мм.
I.II.4. Соединяемые поверхности должны быть очищены от следов коррозии, жировых пленок и грязи. Протирку свариваемых поверхностей следует производить салфетками из хлопчатобумажной
OCT 3-4001-51 С. 95
бязи по ГОСТ №80- сначала неФрасом С-2-80/120 или С-3 80/120 т^3£. /О$ ' №
по РОСТ 443, а затем техническим этиловым спиртам по ГОСТ 17299.
1.12. Сварка трением
I.I2.I. Сварку трением следует применять в массовом производстве при изготовлении деталей из литых, кованых и штамповании заготовок, при соединении концевого реяущего инструмента, теплообменников, турбонагревателей, выпускных клапанов, коленчатых и ступенчатых валов, осей, рычагов и других заготовок.
I.I2.2. Выполнение сварных соединений из малоуглеродистой, нерзавеющей и инструментальной сталей с применением сварки трением рекомендуется при следующем сочетании деталей:
I) пруток о прутком;
2) пруток о трубой;
3) труба о трубой;
4) пруток или труба о плитой или фланцем.
1.12.3. Допускается сварка трением стераней диаметром до 70 мм из углеродистой и диаметром до 60 мм из легированной сталей, а такие труб из углеродистой и легированной сталей с наруянш диаметрам до 75 мм.
OCT 3-4001-91 с. 94
2. ТЕХН0ЛСГИЧЕСК11Е ТРЕБОВАНИЯ К СВАРНОЙ КОНСТРУКЦИИ И СБОРОЧНЫМ ЕДИНИЦАМ
2.1. Т р е б о в a ten я к сварной конструкции
2.1.1. Выбор типов соединений и сочетаний сопрягаемых деталей должен обеспечивать возможность выполнения процесса сварки и сопутствующих ей операций (возможность установки в приспособлении, предварительный и сопутствующий подогрев, последующая термообработка).
2.1.2. Конструкция соединения должна обеспечивать свободный доступ к швам, возможность выполнения швов в любой последовательности, преимущественно в нижнем положении. Допускается производство сварки в вертикальном положении при толщине стенки свариваемых деталей не менее 3 мм,
2.1.3. Конструкция изделия о соединениями, выполняемыми точечной и шовной контактной сваркой должна иметь форму и размеры, соответствующие рабочему пространству сварочного оборудования (вылету и раствору электродержателей, сечению консолей и т.п.) и обеспечивать возможность подвода электродов к месту сварки.
2.1.4. Для уменьшения сварочных деформаций оварка сборочных единиц должна производиться в жестко закрепленном состоянии в приспособлении или на плите.
2.1.5. При проектировании сварных конструкций следует широко применять штампованные листовые детали, детали из сортового проката, литье и поковки,
2.1.6. Следует избегать пересечения сварных швов и концентрации их в местах резкого перехода толщин деталей.
OCT 3-4001-31 С. 95
2.1.7. Необходимо по возможности ограничить количество стыков в растянутых элементах и размещать их в зонах, где переменные напряжения имеют минимальное значение.
2.1.8. С целью предохранения металла от коррозии в сварной конструкции следует избегать полостей, доступных для проникновения в них влаги и скопления веществ, вызывающих коррозию.
2.1,9. При сварке деталей различной толщины, изготовленных из одной марки стали, температура предварительного и сопутствующего подогрева для каждого конкретного случая должна устанавливаться технологической документацией предприятия-изготовителя.
2.2. Т.ре.б о вани я к сборочным единицам
2.2.1. Сложные сварные конструкции для обеспечения технологичности сборки и сварки следует расчленять на сборочные единицы.
2.2,2. Сборочная единица должна обладать необходимой жесткостью и допускать возможность одновременной установки под сварку наибольшего количества деталей, входящих в данную сборочную единицу.
2.2.3. При изготовлении сложных конструкций по 7-му классу точности рекомендуется предусматривать механическую обработку сопрягаемых поверхностей сборочных единиц.
2.2.4. Точность сварных конструкций при изготовлении деталей, сборке и сварке узлов и последующей их механической обработке определяется единствОхМ базовых поверхностей по ГОСТ 21495.
Примечание. Предпочтителен выбор совпадающих конструкторской и технологической баз.
OCT 3-4001-91 с. 96
2,2.6. При сборке конструкции или сборочной единицы под сварку за базовую должна приниматься деталь, имеющая наибольшую установочную площадь поверхности или протяженность кромок и наиболее простую форму.
2.2.6. Точность обработки базовых поверхностей должна превышать точность установки деталей в сборочной единице. Если после сварки будет производиться механическая обработка, то размеры на свариваемые детали должны проставляться с припуском.
2.2.7. При сборке под сварку конструкщш из отдельных обо-г
речных единиц установочные размеры, определяющие их взаимное расположение, должны проставляться от тех же баз', от которых производилась сборка сборочных единиц или механическая обработка их сопрягаемых поверхностей.
2.2.8. Основные типы сопряжений элементов в сварных соединениях из.фасонного проката и штампованных деталей приведены на черт.8,9,10.
Сопряжения элементов из фасонных листовых деталей
\ 20-^5
Черт. 8
OCT 3-4001-51 c- 9 7
Сопряжения уголков, швеллеров и двутавров
Черт. 9
Сопряжения элементов различных конфигураций и сечений из фасонного проката
Черт.10
OCT 3-4001-91
ПРИЛОЖЕНИЕ 3
Обязательное
ТЕЕ.ИШЫ И ОПРЭДЭШШ
В приложения приведены принятые в
настоящей стандарте
термины и определения, не установленные действующими стандартами.
Термин Определение
I. Занижение шва Углубление поверхности шва с лицевой стороны ниже поверхности основного металла
2. Проплав Часть металла сварного шва, возвышающаяся над поверхностью свариваемых деталей с обратной стороны одностороннего шва
3. Утяжина сварного соединения Дефект .’В виде углубления на поверхности обратной стороны сварного соединения в неполностью проплавленном основном металле детали или остающейся подкладки вследствие усадки металла одностороннего сварного шва
4. Вольфрамовое включение сварного шва Дефект в виде вкрапления частиц вольфрама в сварном шве
5. Окисное включение Дефект в -виде 'вкрапления окисных плен
сварного шва д сварном шве
OCT, 3-400I-9I
с. 99
Термин Определение
6. Вмятина от электродов Углубление на поверхности свариваемых листов от давления при точечной и шовной сварке
7. Смещение борцов Неправильное положение деталей друг относительно друга при контактной стыковой сварке (несовпадение их продольных осей), выходящее за пределы допусков из-за неправильной установки деталей перед сваркой или изгиба при сварке CL- величина смещения торцов
8. Раковины наружные Углубления на поверхности детали в отпечатках от электродов вследствие выплеска; превышающие допустимую глубину вмятины от электрода
9. Раковины внутренние Пустоты в ядрах точек, образовавшиеся вследствие внутреннего выплеска или усадки при недостаточном давлении электродов (внутренние раковины могут появляться в виде углублений в отпечатках от электродов без нарушения сплошности поверхности)
10« Рыхлоты Скопление мелких пор в ядре точки или контактного стыкового шва, образовавшихся вследствие недостаточного давлетшя электрода
COT 3-4C0I-9I
•С. 1UO
ПРИЛОЖЕНИЕ 4 Обязательное
ИСПРАВЛЕНИЕ ДЕ;ЕЙТОВ СВАРНЫХ СОЕДИНЕНИЙ
I.Исправление дефектов сварных соединений, выполненных сваркой плавлением
I.I. Исправление дефектов сварных соединений долило производиться по технологической документации, разработанной в со- ответствии с требованиями ЕСТД.
При исправлении дефектов должны применяться способы сварки и сварочные материалы, обеспечивающие качество сварного шва в соответствии с требованиями, предъявляемыми к данному сварному соединению. Исправление дефектов в швах, выполненных механизированными' способами сварки, допускается производить ручной сваркой.
1.2. Виды и величины дефектов швов, выполненных сваркой плавлением и допускаемых к исправлению повторной сваркой с предварительной разделкой дефектного участка, указаны в табл.19.
Допускается удаление всего шва с последующей сваркой, если длина дефектных участков превышает величину, указанную в табл.19.
1.3. При сварке неплавящимся электродом без присадочного металла исправление непровара и продольных трещин, расположенных по оси стыка допускается производить путем повторной двусторонней или односторонней сварки всего шва, без предварительного удаления дефектов.
ост 3-400I-9I
c. ioi
Таблица
Категория сварного соединения Занижение сечения швов, подрезы Количество незаллявленных кратеров на' I м длины шва, не более Длина дефектного участка с непроварами, свищами, включениями, трещинами продольными, порами Количество поперечных трещин, не более Количество, прожогов длиной не более 50 мм на I м шва
I На всей длине шва 2 шт. До 70 мм, не более одного на I м длины шва Суммарная длина не более 10 % от длины шва Не более 2 шт. на каждый метр длины шва I
П То же 5 шт. б & До 100 мм, не более одного на ' ,5 м длины шва. Суммарная длина всех дефектных участков не более 25 % от длины шва Не более 3 шт. на каждые 0,5 м длины шва 2.
Примечания:
I. Прожоги допускаются направлению, если ширина их не более ширины шва в месте проплавления.
2. При длине шва менее 150 мм разрешается подварка на всей длине шва. Подд ной дефектных участков, подлежащих исправлению, следует понимать длину разделанных под сварку участков шва.
ост 3-4001-9I
с. Ю2
1.4. Исправление дефектов повторной сваркой одного и того яе места в соединениях I-й и П-й категорий допускается - 2 раза, в нерасчетных соединениях из термонеупрочнящихся материалов -до трех раз.
Допустимость таких подварок с учетом их влияния на свойства материала устанавливает предприятие-изготовитель.
Исправление дефектов сварки на деталях и узлах из коррозионно-стойких аустенитных сталей, к которым предъявляют требования стойкости к межкристаллитной коррозии, допускается два раза при условии охлаждения шва после первой подварки до комнатной температуры.
Допустимость исправления дефектов, превышающих оговоренные настоящим стандартом, а также обнаруженных после окончательной обработки сварных узлов, должна быть согласована с представителем заказчика.
1.5. Подварка одного участка двухсторонних, а также многослойных односторонних и двухсторонних швов с обеих сторон считается однократной.
В случае, когда удаление дефекта сварного шва, выполненного в один проход, целесообразно производить путем двухсторонней разделки (для уменьшения объема удаляемого металла), подварка с двухрторон также считается однократной.
Ит.б.'-В точечных соединениях, выполненных сваркой плавлением, исправление дефектов допускается, если количество дефектных точек не превышает 20 % от общего количества их в данном шве.
ост 3-400I-9I c-103
1.7. Ila поверхности сварных швов изделий допускается зачистка поверхностных дефектов (до п после термообработки) по технологической документации завода-изготовителя.^
/^1.8. В швах стыковых соединений с выпуклостью сварного шва и полнил проваром допускается снимать выпуклость с целью удаления дефектов (пор, свищей, включений, трещин и других) на всей длине ппза.
Для соединений I-й категории остающаяся часть выпуклости должна быть при этом не менее предусмотренной чертежом .или стандарта.!. Па отдельных участках длиной до 50 мм, при расстоянии между ними но менее 100 мм, допускается-снимать выпуклость до основного металла. Общая длина таких участков не должна превышать 20 % длины шва.
В соединениях П-й категории допускается снимать выпуклость до основного металла по всей длине шва.
Примечания:
I. Прп наличии непровара в стыке или вогнутости корня шва снятие усиления до величины-менее 0,1 мм не допускается.
2. При снятии усиления врезание в основной металл допускается не величину, не выводящую толщину дата ИЗ допуска. ДЛЯ соединений из алюминиевых сплпвов врезание в основной металл не допускается.
3. Подварку шва со сняты; усилением пе производят, если дефект удален полностью пли находится в пределах,.допускаемых настоящим стандартом.
1.9. Подварку швов со снятш проплавом, не производить, если дефект удален полностью. ..
OCT
3-400I-9I
с. 104
Для алюминиевых сплавов исправление дефектов со стороны проплава путем подварки без предварительной обработки механическим способом не допускается.
На участках о заниженной выпуклостью оставшаяся после снятия высота проплава должна быть не менее 10 % толщины основного металла^
/Х1.10. Высокие выпуклости допускается снимать механическим способом по всей длине шва. ,/
I.II..Участки стыковых соединений, не которых имеется подъем кромок о резким переходом от проплава к основному металлу, допускается исправлять заваркой острого угла между проплавом и основным металлом.у
'1.12. При занижении выпуклости шва исправление может быть произведено путем повторной сварки шва, о применением присадочного металла (по всей длине шва или участка шва)л-
1.13. Исправление наружных дефектов сварного соединения -подрезов, незаплавленных кратеров и заниженных сечений швов производят подваркой с предварительной зачисткой поверхности дефектного участка согласно ОСТ 92-1152.
Прпмечани е. ^Подрезы допускается удалять* механическим способом без последующей подварки с обеспечением плавного перехода, к основному металлу, при этом толщина детали в местах зачистки не должна выходить за пределы допуска на толщину люта.
бЬ14. При разделке сквозных и глубокозалегающих дефектов на соединениях с толщиной стенки свыше 2,5 мм остающаяся толщина металла должна быть не менее I мм. Если при этом дефект полностью .не удален-, допускается заварить разделку, затем выбрать
ост 3-400I-9I
С. 105
дефект с обратной стороны до чистого металла и произвести окончательную заварку разделанного участка. В местах, Где разделку и подварку дефектных мест с обратной стороны производить нельзя, допускается сквозная разделка.
При удалении дефектов в соединениях-о толщиной.стенки до 2,5 мм допускается сквозная разделка. Ширина шва после исправления дефекта не должна превышать его двойной ширины до исправления. Разделка не допускается при толщин© металла менее 2 мм^
I.15. Способ разделки и заварки трещин должен предотвращать возможность их распространения (засверловка концов трещин, подогрве и т.п.).
"I.IC. Исправление любого дефекта в соединениях I-й категории долгие быть отмечено в технологической документации с указанием вида.и величины дефекта, места его расположения, вида и режима термической обработки после исправления (если она производится), а такие времени, прошедшего от начала заварки до термообработки^
1.17. Необходимость и режимы терло обработки (общей или местной) до и после исправления дефектов сварки устанавливает предприятие-изгот свительу
1,18. Дефекты в сварных соединениях должны быть исправлены сварщиками, аттестованной согласно требованиям 3.1.7 настоящего стандарта.
OCT S-400I-9I
с. 106
2. Исправление дефектов сварных соединений» выполненных контактной сваркой
2.lj B соединениях, выполненных точечной сваркой, к исправлению допускают следующие дефекты:
I) точки с непроваром, если их не более 15 % от.общего количества точек соединения;
2) точки с недопустимши вмятинами,-наружными раковинами, свищами, наружными трещинами, сквозным проплавлением с образованием отверстий,если их в соединениях I-й категории не более 5 %, в соединениях П-й категории не более 10 % от общего количества точек.-
При общем количестве точек в соединении от 2 до 10 допускается исправлять две точки в соединениях I и П категории.у
2.2. В точечных швах Х-й категории исправление дефектов -свищей, наружных трещин и сквозных проплавлений в точках, располоненных рядом не допускается.
В точечных швах П-й категории допускается исправление двух расположенных рядом точек с указанными дефектами,^
х2.3. Дефект точечной сварки - непровар может быть исправлен путем повторной постановки точки в этом же месте на более высоком режиме и после зачистки ранее поставленной точки от пленки окислов или путем постановки дополнительных точек на расстоянии не менее 1,5 диаметров от центров дефектных точек.
В случае невозможности постановки дополнительных точек исправление непроваренных точек допускается производить путем постановки в этом месте сварных точек, осуществляемых сваркой плавлением в защитных газах.
ост 3—4001—91
с. 107
2.4. Дефекты - недопустимые вмятины от электродов, наружные раковины, сквозные проплавления с образованием отверстий, свищи и наружные трещины - исправляются электродуговой сваркой плавлением (если материал удовлетворительно сваривается сваркой плавлением).
В соединениях П категории взамен дефектных точек допускается ставить заклепки. В случае требования герметичности, допускается производить обварку головок заклепок.
2.5. Следы меда на поверхности свариваемых листов удаляются механической зачисткой (шлифовальной шкуркой, стальной щеткой и другим) или химическим способом.
Последующее потемнение поверхности листов не является браковочным признаком и допускается без исправления.
2.6. Исправление дефектных швов контактной шовной сварки производится повторной шовной сваркой или методом с&рки плавлением.
К исправлению сваркой плавлением допускаются участки общей протяженностью не более 25 % длпны шва. Исправление непровара повторной шовной сваркой допускается на всей длине шва.
При исправлении дефектных швов сильфонов и мембранных изделий допускается замена компенсатора (гофрированной детали) или мембраны с полнил удалением металла шва и зачисткой поверхности остающейся детали.
I 2.7, Исправление дефектов контактной точечной и шовной сварки любым из указанных способов допускается в соединениях I категории один раз, в нерасчетных соединениях и соединениях П категории - два раза.
ост 3-400I-9I C. 10g
2»8. В сварных соединениях, выполненных контактной стшовой сваркой, исправление дефектов - непроваров, смещение торцов, рыхлот, трещин, раковин и свищей не допускается;
2,9. Для улучшения внешнего вида нерасчетных соединений допускается производить заделку допустимых дефектов способами без применения сварки. Допустимость заделки долина оговариваться в конструкторской документации.
OCT3-4COI-9I
С. 109
ИНФОРМАЦИОННЫЕ ДАННЫЕ
I. УТВЕРЖДЕН МИНИСТЕРСТВОМ 23.09.91
2.ВВЕДЕН В ДЕЙСТВИЕ ПРИКАЗОМ ЦГОС IF 27дсп от 10.10.91.
3 .СОГЛАСОВАН ВНИТИ 14.05.91., ЦНИТИМ 15.03.90
ЦК Профсоюза 16.05.91
4 .ЗАРЕГИСТРИРОВАН
5 .Срок первой проверки 1997г,периодичность проверки 5 яет.
6 .ВЗАМЕН 0CT3-4C0I-77, 0CT3-4I72-78.
7 . ПЕРЕИЗДАНИЕ
8 .ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД,на который дана ссылка Ноыер пункта,подпункта,перечисления, приложения
ГОСТ 2.312-72 п.1.1.3.
ГОСТ 3.1407-86 П. 3,1.1.
ГОСТ 12.2.003-74 7/ 0 п.2.4.
ГОСТ 12.2.007.1-75 П.2.4.
ГОСТ 12.2. .007.2-75 П.2.4.
ГОСТ 12.2.007.8-75 п. 2.4.
ГОСТ 12.2.009-80 П.2.5.
ГОСТ 12.2.010-75 П.2.6.
ГОСТ 12.3.002-75 П.2.4.
ГОСТ 12.3.003-86 П.2.Г7.
ГОСТ 380-88 Приложение I
-ГОСТ 443-76- Приложение 2
7? ^4
0CT3-4G0I-9I С.НО
Обозначение НХД, I на который дана * ссылка Номер пункта, подпункта, перечисления, приложения
ГОСТ 977-88 \ Приложение I
ГОСТ 1050-88 ' табл.2, 3, Приложение I
ГОСТ 1460-81 ' । п.1.2.7.
ГОСТ 2246-70 i 1 п.1.2.2, Приложение I
ГОСТ 2601-84 i п.4.6.3.
ГОСТ 3022-80 п.1.2.7., Приложение 2
ГОСТ 3044-84 ; п.4.2.3.
ГОСТ 3242-79 i п.4.3.1., 4.3.18.
ГОСТ 4543-71 ! табл.2,3, Приложение I
ГОСТ 4784-74 ! табл.2
ГОСТ 5264-80 п. 1.1.12.» Приложение 2
ГОСТ 5'457-75 ; j п.1.2,7.
ГОСТ 5583-78 | ГОСТ 5632-72, ' ГОСТ 5890-788 (Т) ГОСТ 6032-89 п. 1.2.7. табл.2,3.8..Приложение I П 3.2.3. л.’4.1.5'. ,* 4 .3.18, Приложение I
ГОСТ 6996-66 п.п.4.2.8., 4,3.2., 4.3.Т8., LL1I.
ГОСТ 7122-81 Л.4,3.18.
ГОСТ 7512-82 П.^.3.1, п. 4.3.18
ГОСТ 7871-75 п.1.2.2.
ГОСТ 8050-85 п. I.2.7., Приложение 2
ГОСТ 8713-79 п.Г. 1.12., Приложение 2
ГОСТ 9087-81 Е п. 1.2.6, п.4.1.7, Приложение I
ГОСТ 9109-81 ГОСТ 9466-75 п. ,3.3.18. п.1.2.5., 4.1.6.
ГОСТ 9467-75 п. 1.2.5.
И.ОЙ.88. Тнр. 2000
0CT3-.400I-9T C. HI
Обозначение НЗД, на который дана ссылка Номер пункта, подпункта перечисления, приложения
ГОСТ 9736-80 // 0 п.4.2.3.
ГОСТ 10052-75 п. 1.2.5.
ГОСТ 10157-79 п.1.2,’7., Приложение 2
ГОСТ 11533-75 п.1.1.12., Приложение 2
ГОСТ 11534-75 ГОСТ H68G-76 0 п.1.1.12., Приложение 2 Приложение 2
ГОСТ 12169-82 п.1.1.18
ГОСТ 14098-35^/ 0 Приложение 2
ГОСТ 14ПЗ-78 табл.2.
ГОСТ 14771-76 п. 1.1,12., Приложение 2
ГОСТ 14776-79 п.1.1.12.
ГОСТ 14782-86 п.4.3.1.
ГОСТ 14792-80 п. 1.1.18.
ГОСТ 14806-80 п.1.1.12.
ГОСТ 15164-78 п.Х. 1.12., Приложение 2
ГОСТ 15878-79 п.1.1.12., Приложение 2
ГОСТ 16037-80 п.1.1.12., Приложение 2
ГОСТ 16038-80 п.1.1.12.
ГОСТ 16098-80 п.1.1.12.
ГОСТ 16130-85 0) п.1.2.2.
ГОСТ 17299-78 Приложение 2
ГОСТ 18442-80 п.4.3.1.
ГОСТ 19241-80 табл.2
ГОСТ 19281-89 Приложение I
ГОСТ 19521-74 Приложение 2
OCT3-40CI-9I С.112
Обозначение Н£Ц, на который дана ссылка Номер пункта, подпункта перечисления, приложения
ГОСТ 20072-74 Приложение I
ГОСТ 21104-75 п.4,3.1.
ГОСТ 21495-76 Приложение 2
ГОСТ 23518-79 п.1.1.12., Приложение 2
ГОСТ 26271-84 п.1.2.2.
ОСТ 3-9.019-85 п. 3.2.18.
OCT 3-II75-80 п. 3..2.I4, 3.3.20, Приложение 1,2
ОСТ 3-1458-80 п.4.3.1., п.4.3.18.
ОСТ 3-3080-76 0 п.1.2.5., 4Д.6.
ОСТ 3-3397-76 п.1.1.17.
ОСТ 3-5478-83 Приложение I, Приложение 2
ОСТ 3^5479-83 ОСТ 3-5959-85 Приложение I, Приложение 2 Приложение 1,2
ОСТ 5-9206-75 Приложение I
OCT 92-I02I-8I Приложение 2
ОСТ 92-1107-79 п. 3.1.7.
ОСТ 92-1147-74 ОСТ 92-115I-8I п.1.1.16. Приложение 2 Приложение 2
ОСТ 92-1152-75 п.1.1.23. п. 1.1.33, п. 3;.3.5., п.1.2,.3.-п. 3.2.15, Приложение. 4, п.. 3 .3.1?
ОСТ 92-4047-77 ОСТ 92-4272-86 Приложение 2 п.4.3.1.
ОСТ 92-1527-79 п.4.3.1.
ТУ 14-1-950-86 Приложено I
И I4-I-I035-74 Приложение I
Ю. ИОЛМ Тир.' 2000.
0CT3-40CI-9I С. ИЗ
Обозначение НТД, Нойер пункта, подпункта
на который дана перечисления, приложения
ссылка
ТУ I4-I-I437-75 Приложение I
ТУ 14-1-1480-75 Приложение I
ТУ 14-1-2086-77 Приложение I
ТУ I4-I-2254-77 Приложение I
ТУ 14-1-2549-78 Приложение I
ТУ I4-1-2683-79 Приложение I
ТУ I4-I-3370-82 Приложение I
ТУ 14-4-1059-80 Приложение I
ТУ 14-4-Ш6-81 Приложение I
ТУ I4-4-II22-8I Приложение I
ТУ 44-66ИЭС Приложение I
ТУ-51-940-80 п.3.2.7.
ТУ I08-II-388-79 Приложение I
ТУ 108-1424-36 Приложение I
ТУ 138-173-74 Приложение I
ТУ ИЗО-20-82 Приложение I
ТУ ИЭС-378-83 Приложение I
ТУ ЙЭС-656-87 Приложение I
ТУ ИЭС-742-87 Приложение I
OCT 3-400I-9I
С ОДЕ PK АН О
I. Технические требования ................................... 2
1,1. Требования к проектированию сварных конструкций ... 2
1.2. Требования к материалам ........................... 16
2. Требования безопасности ................................ 19
3. Требования к технологическому процессу изготовления сварных конструкций .........................................22
3.1. Общие требования ............................'..... 22
3.2. Требования к сборке под сварку .................. 25
3.3. Требования к технологическому процессу сварки 33
3.4. Требования к правке и термической обработке ........ 38
4. Методы контроля ........................................ 40
4.1. Требования к входному контролю .......’........... 40
4.2. Требования к операционному контролю ............. 42
4.3. Требования к методам контроля ...-................46
4.4. Требования к внешнему виду, форле и размерам сварных швов .............*............................. 52
4.5. Требования к сплошности сварных-швов, выполненных сваркой плавлением .................................... 57
4.6. Допускаемые сочетания отклонений по качеству швов, выполненных сваркой плавлением ........................ 65
4.7. Требования к сплошности сварных соединений, выполненных контактной сваркой ............................. 66
ост
3-400I-9I
ПРИЛОЖЕНИЕ I (обязательное). Выбор свариваемых и сварочных материалов для сварных конструкций из сталей...............................................
ПРИЛОЖЕНИЕ 2 (обязательное). Виды сварки и технологические требования к сварным конструкциям из стали.....................................................81
ПРИЛОЖЕНИЕ 3 (обязательное). Термины и определения .... 98 ПРИЛОЖЕНИЕ 4 (обязательное). Исправление дефектов .сварных соединений ........................................ЮО
ИНФОРМАЦИОННЫЕ ДАННЫЕ.......................................109