











































































































Автор: Чернилевский Д.В.
Теги: религия богословие проектирование машиностроение общее машиностроение детали машин издательство машиностроение
ISBN: 5-217-03190-5
Год: 2003


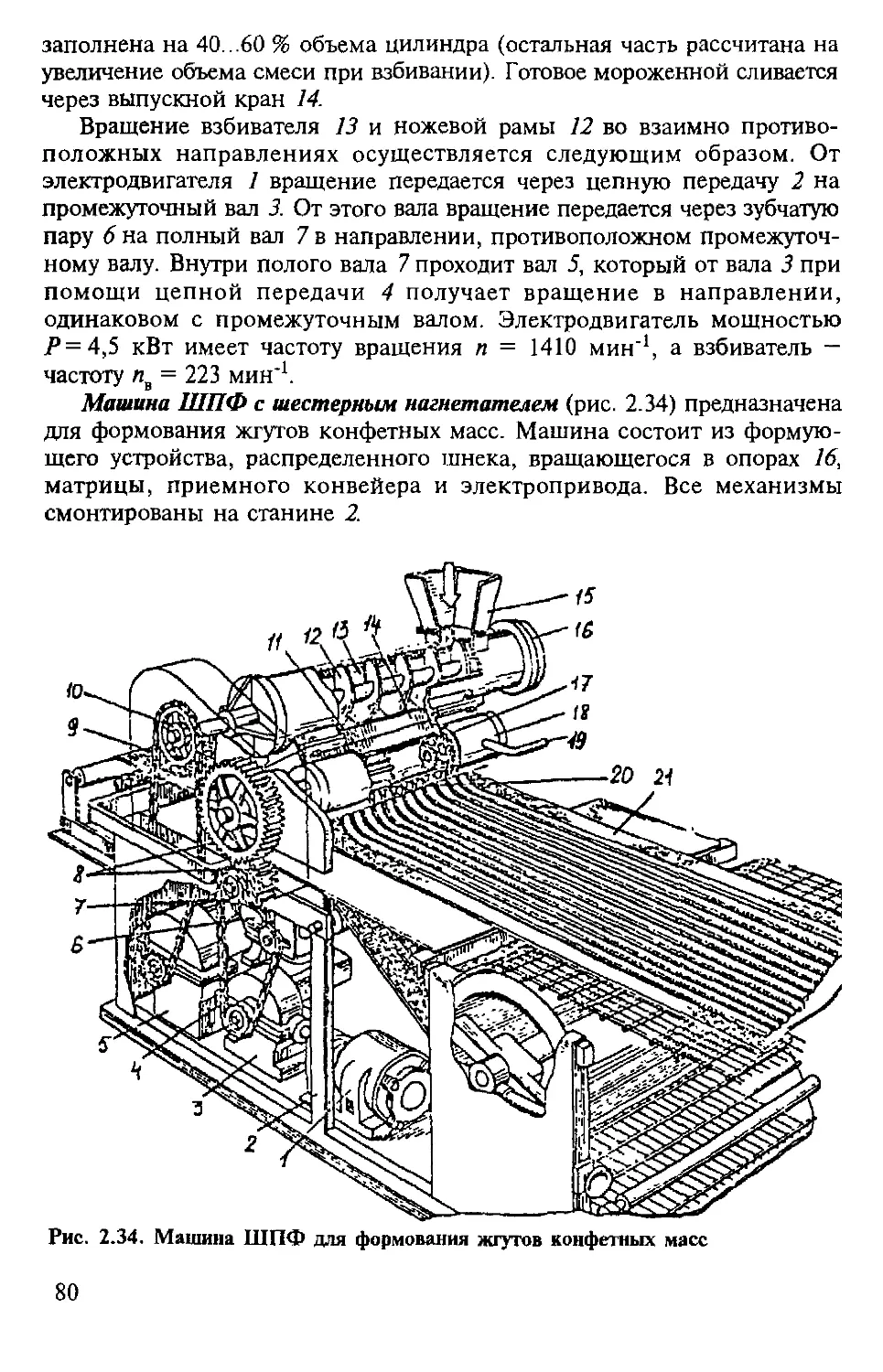
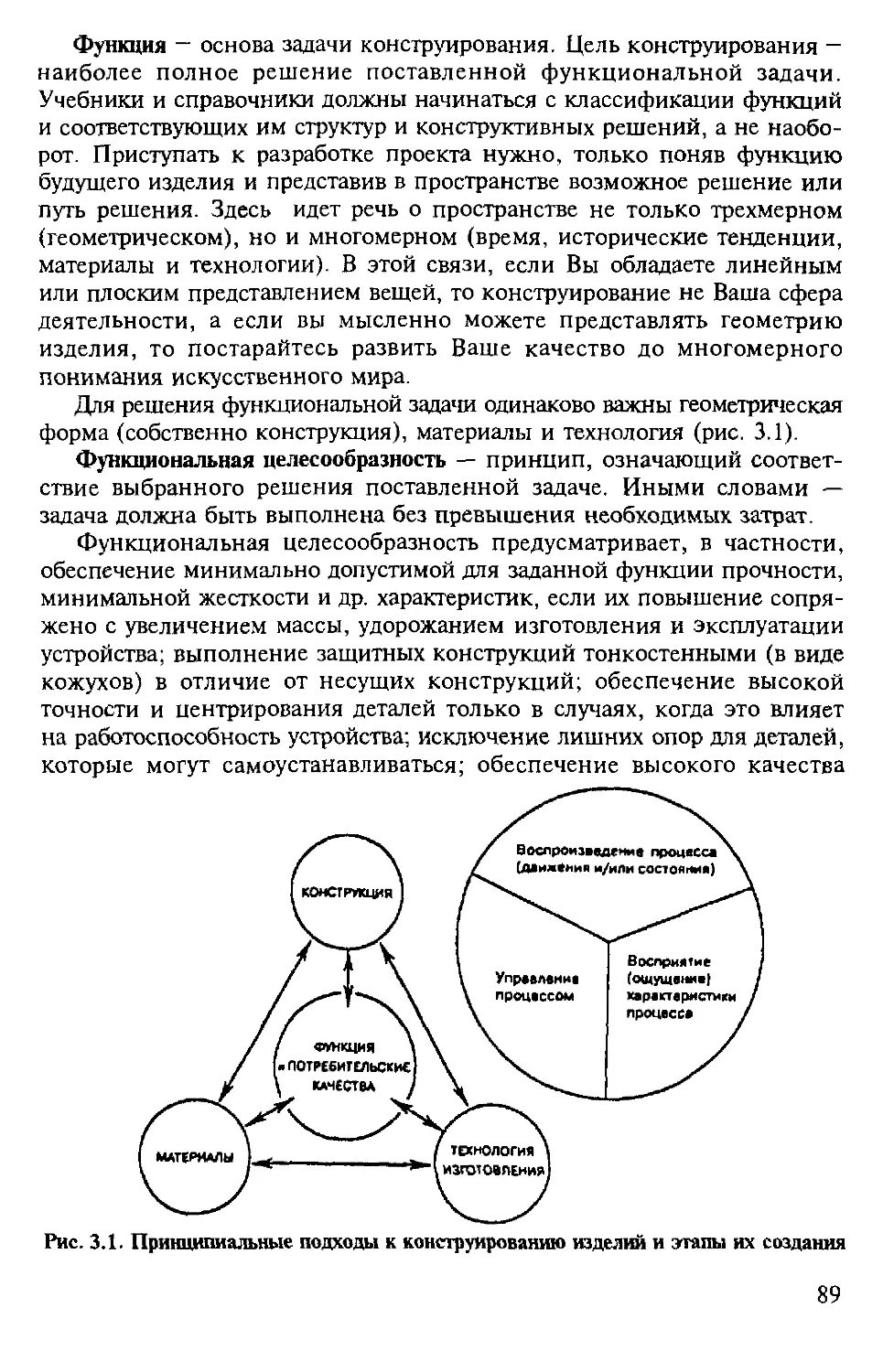
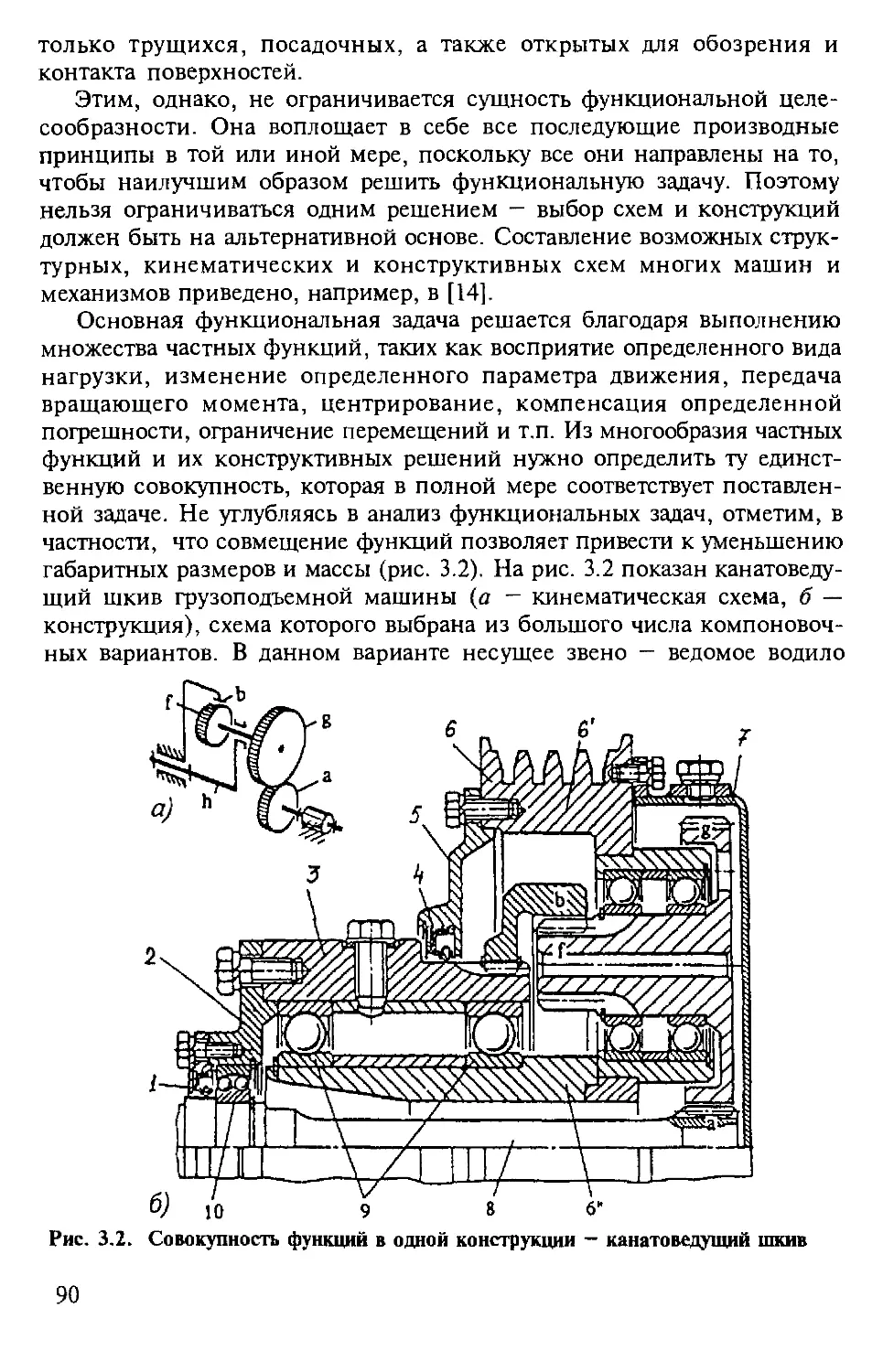
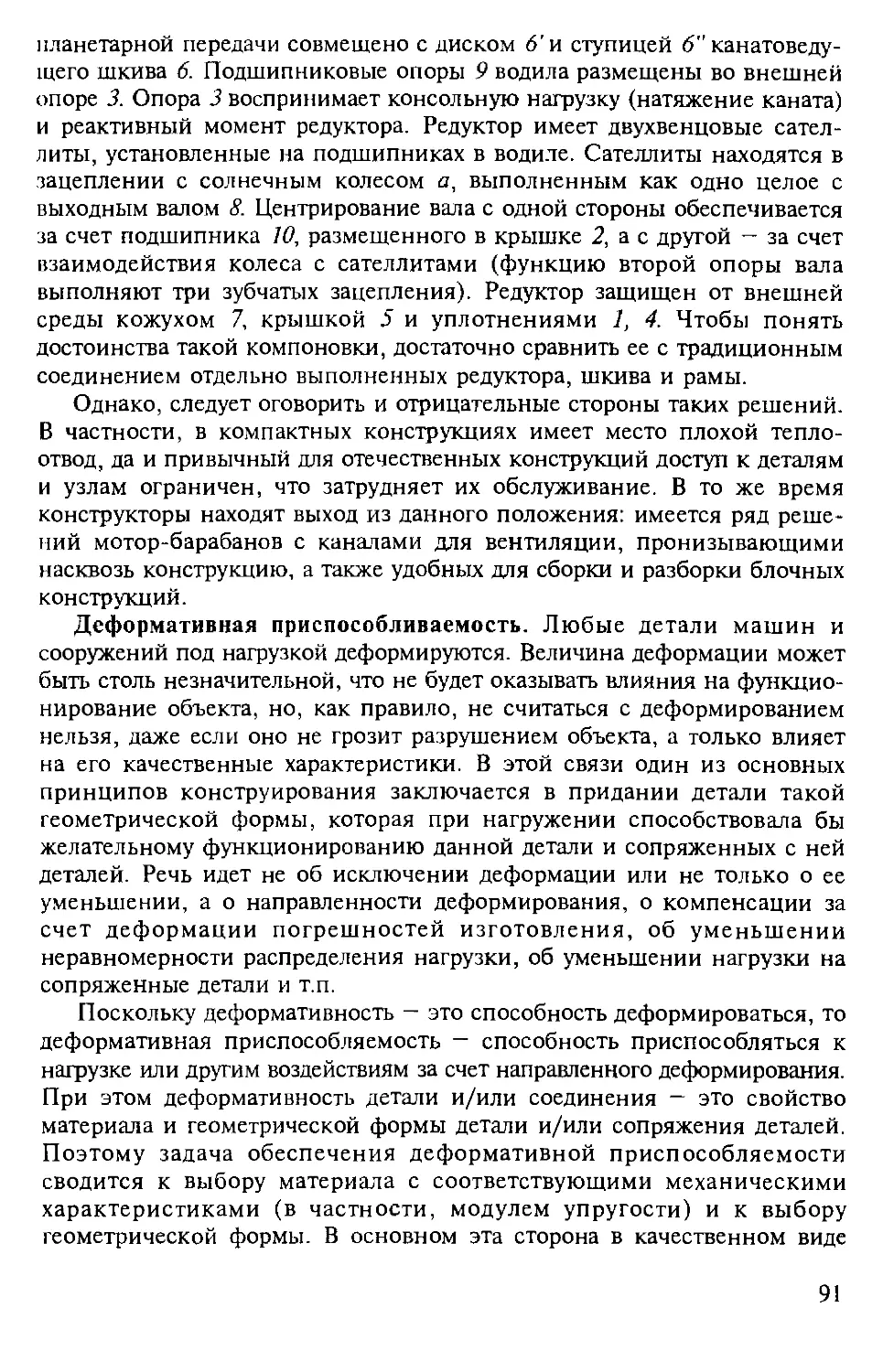
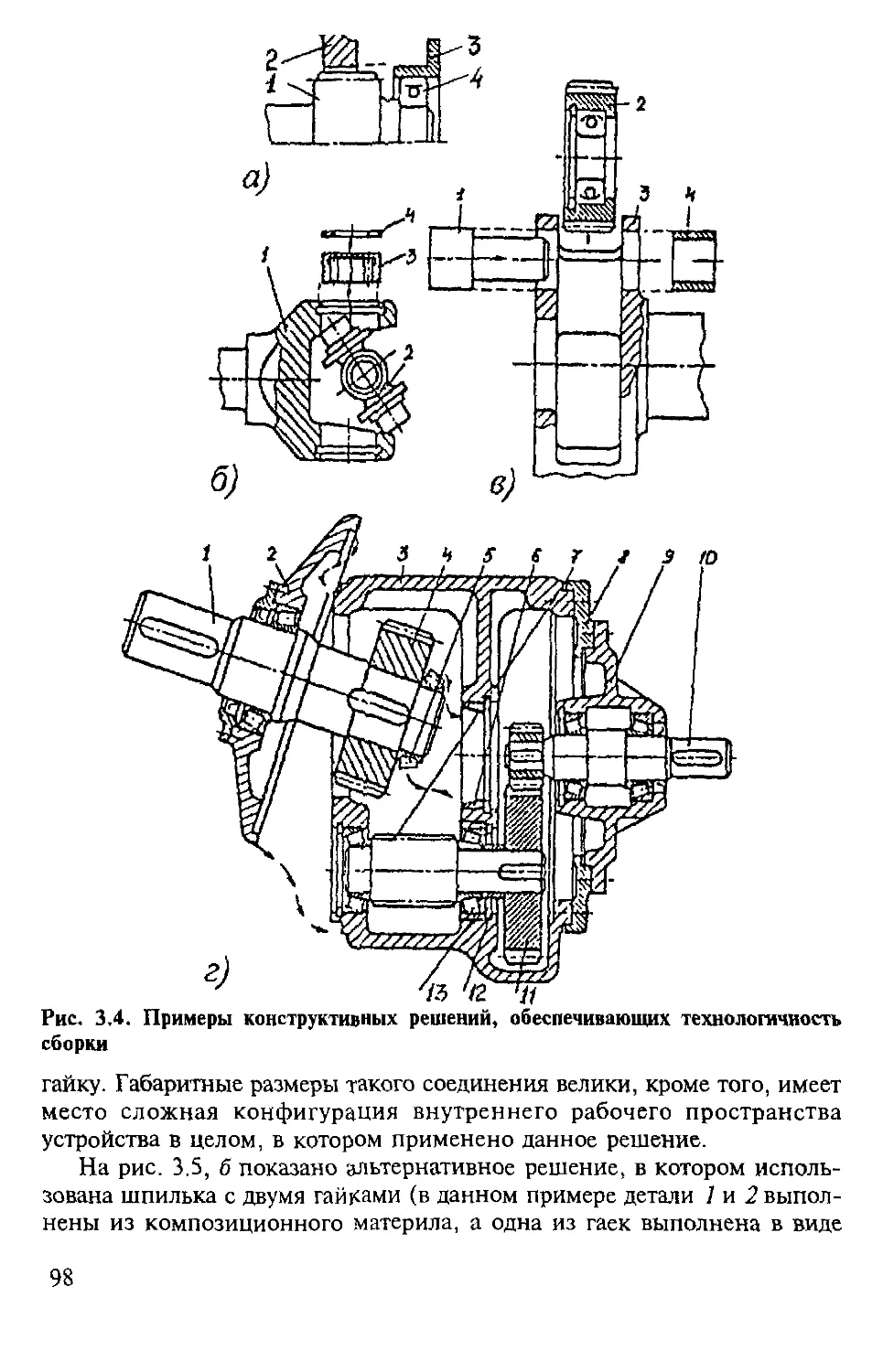
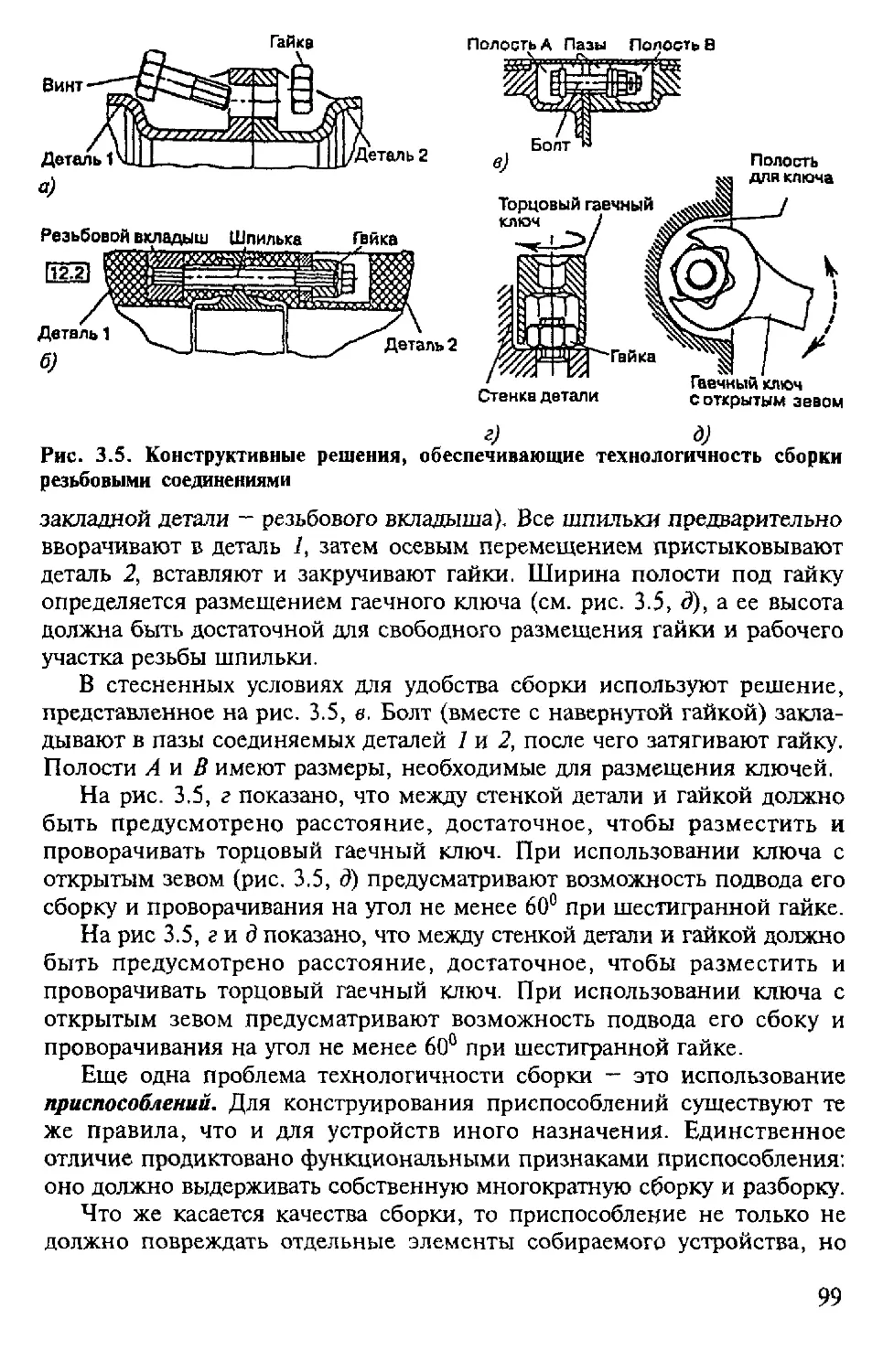
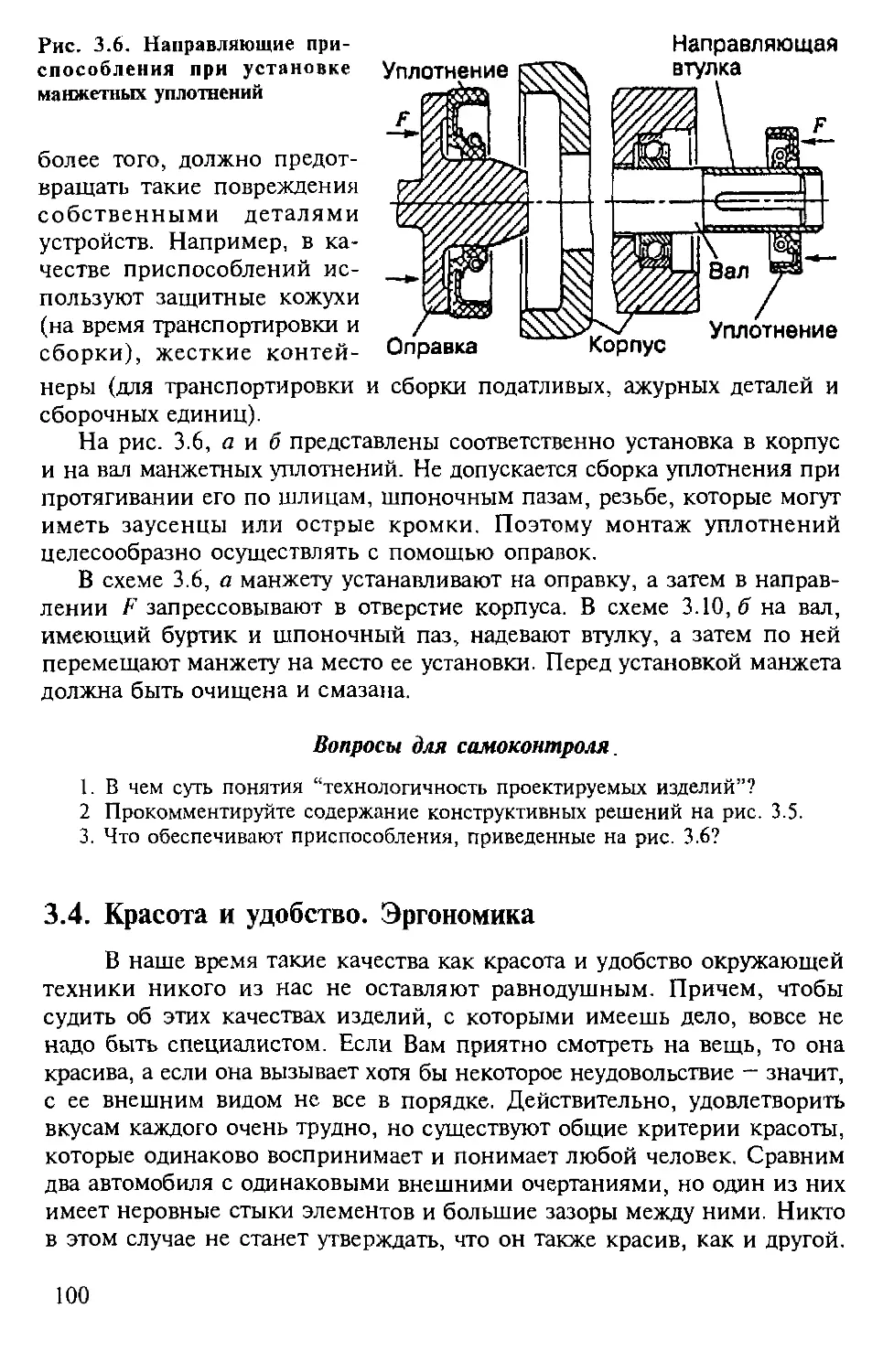
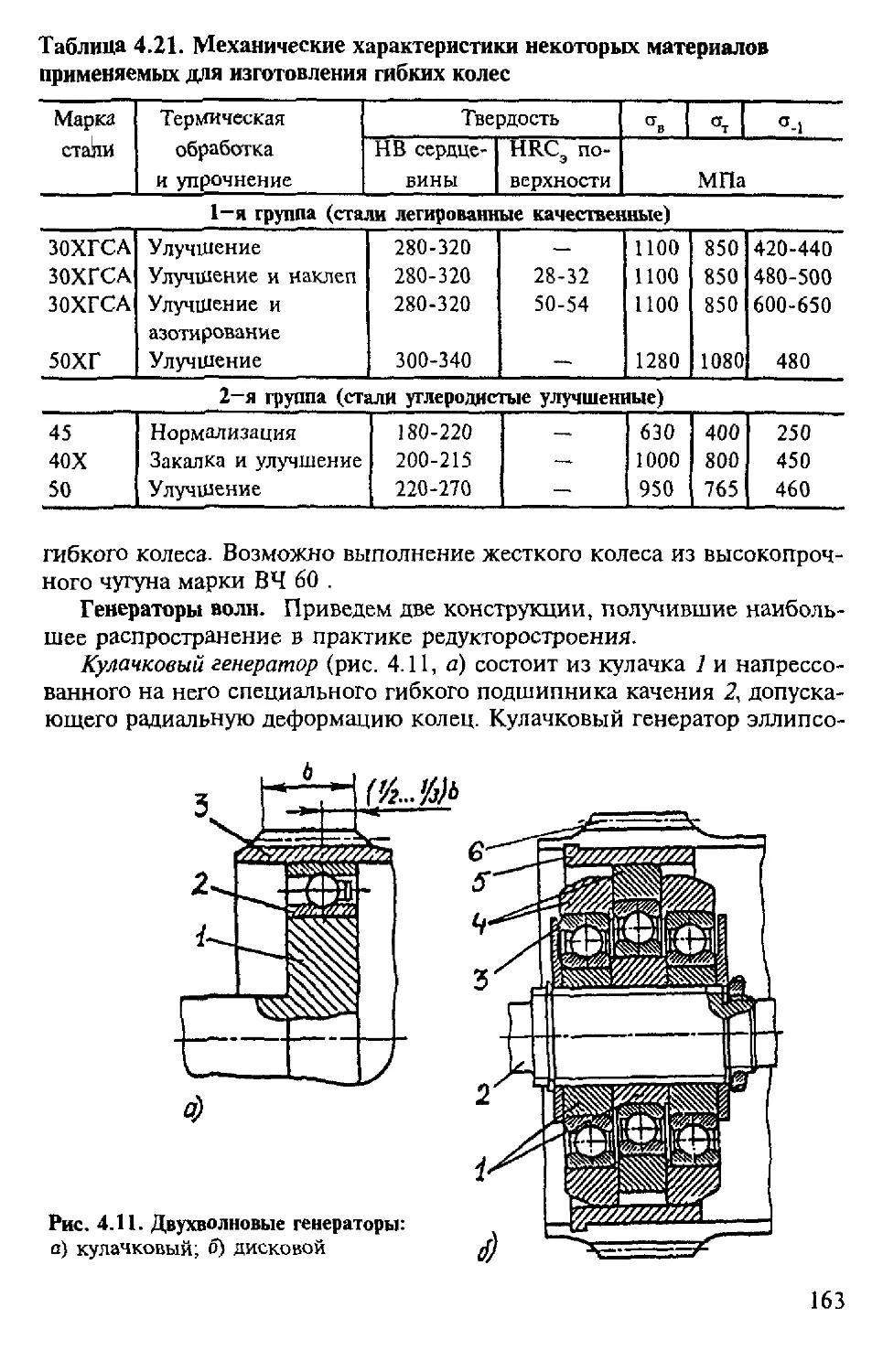
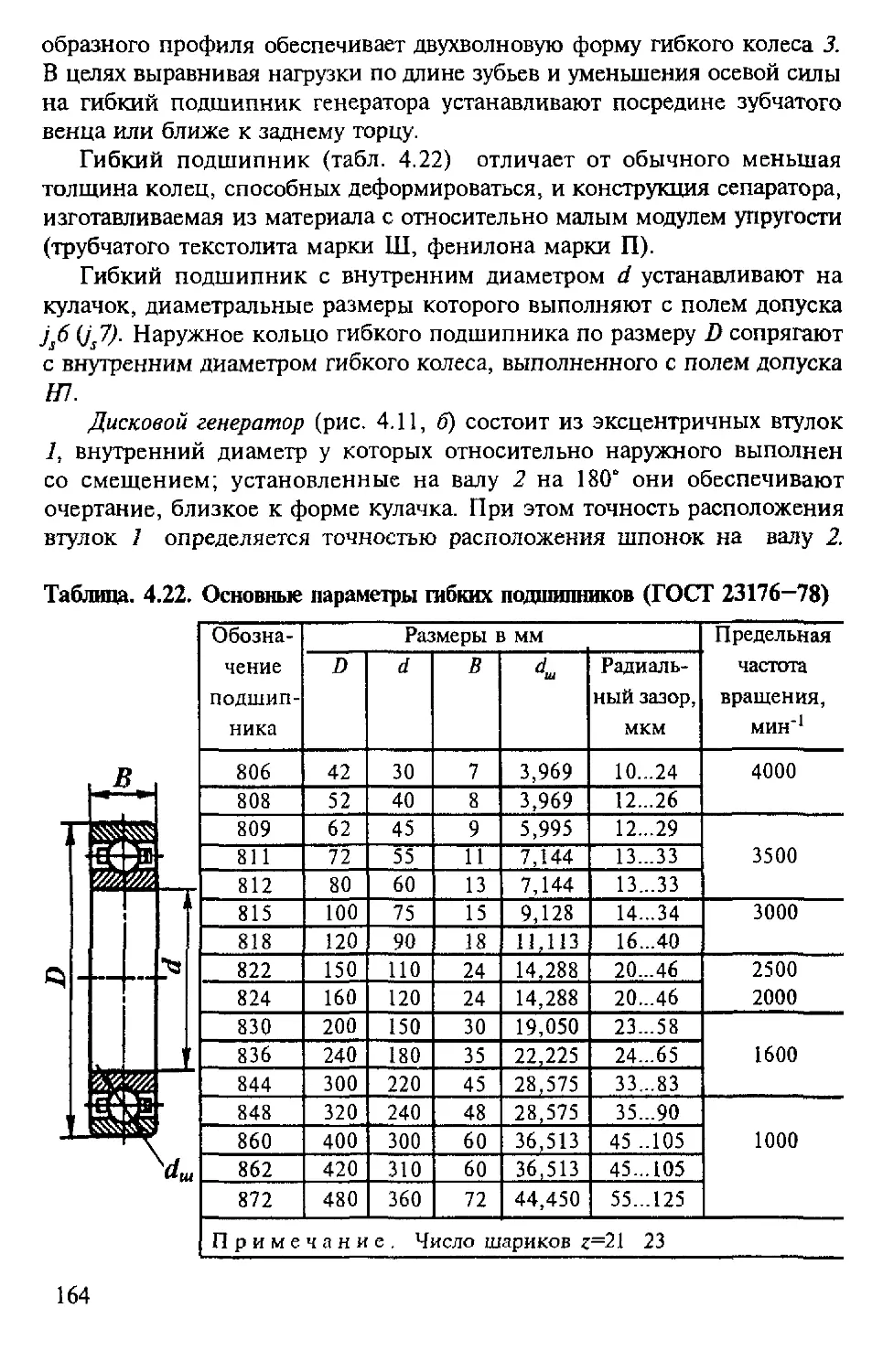
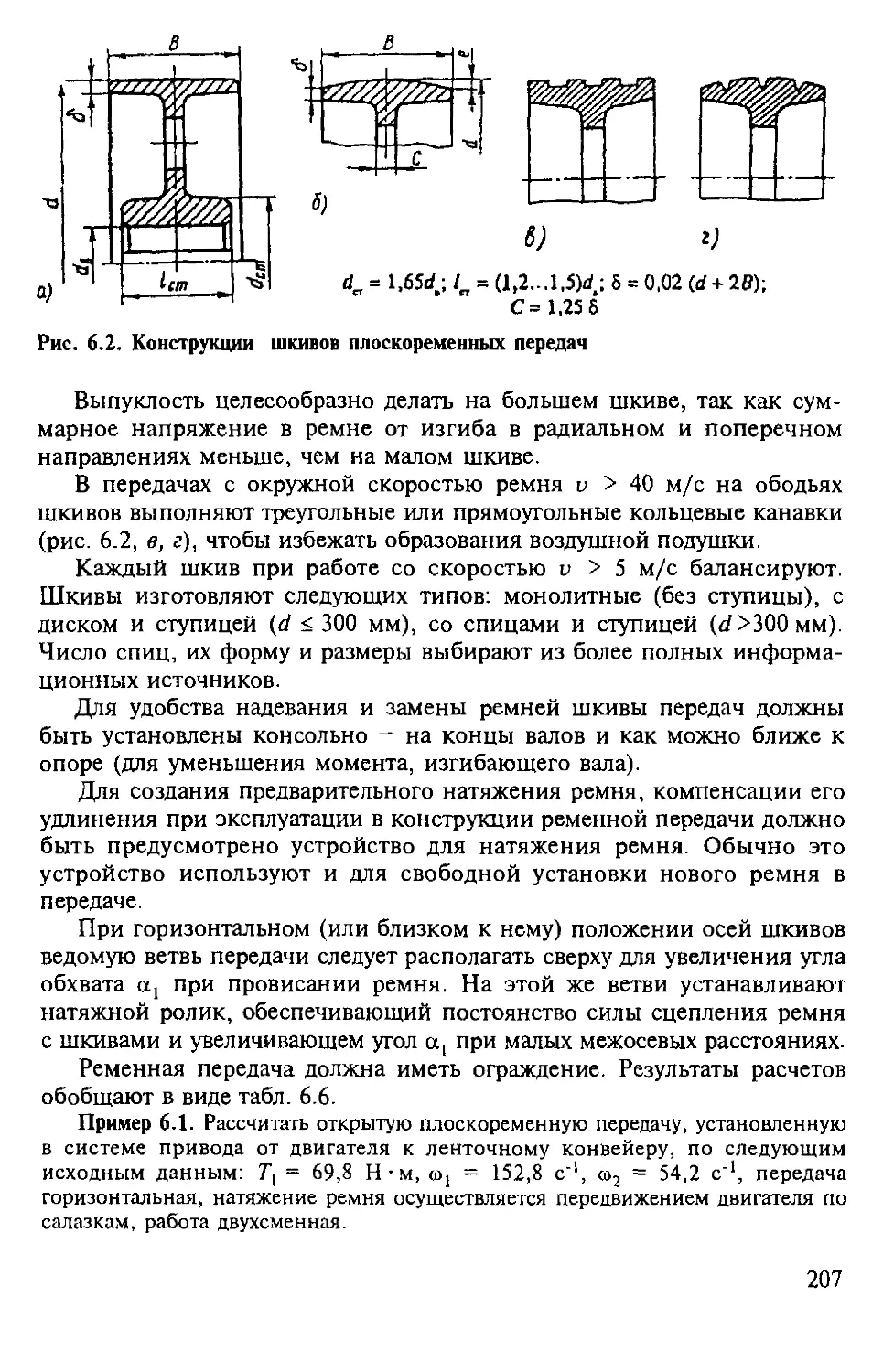
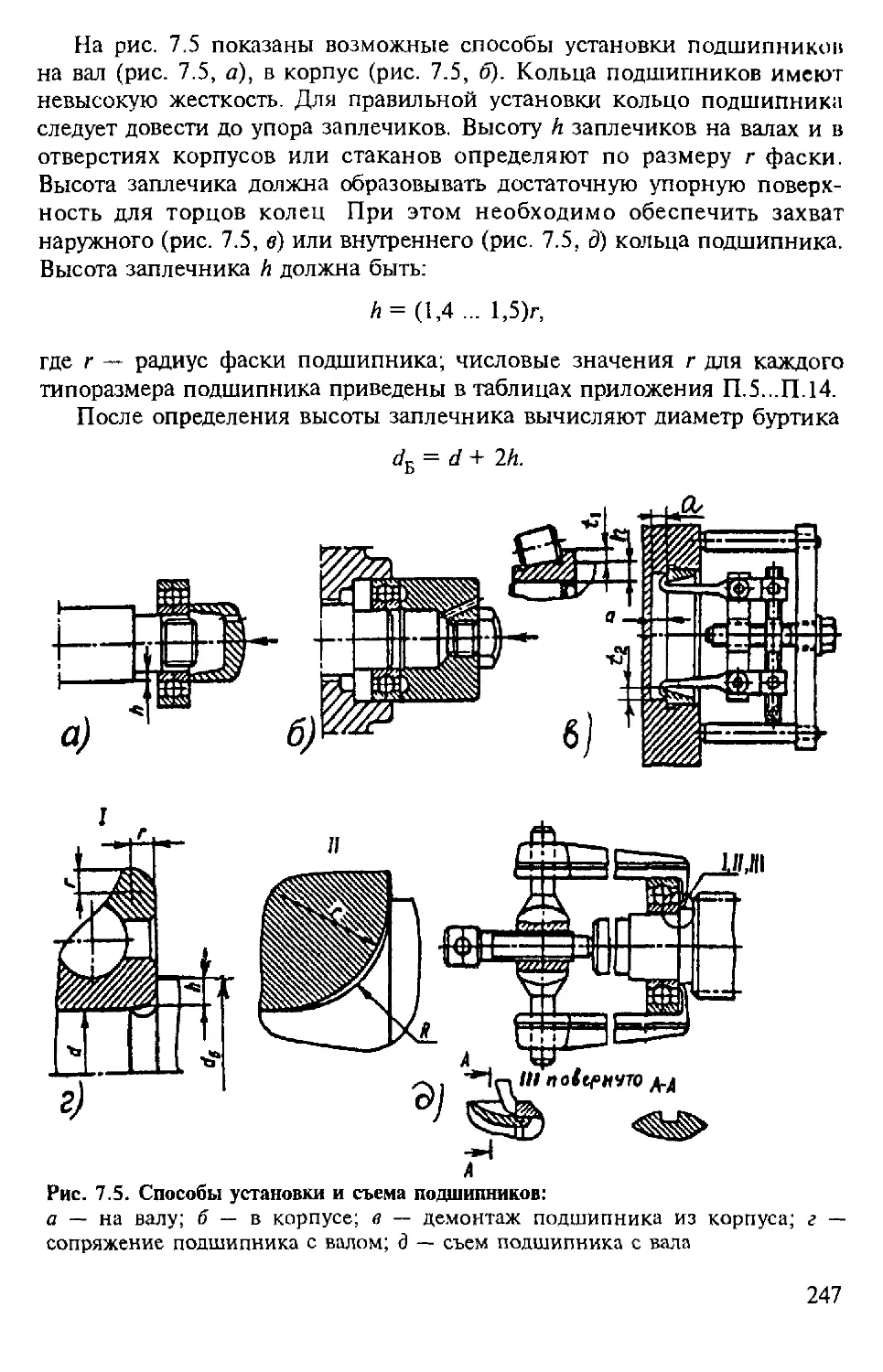
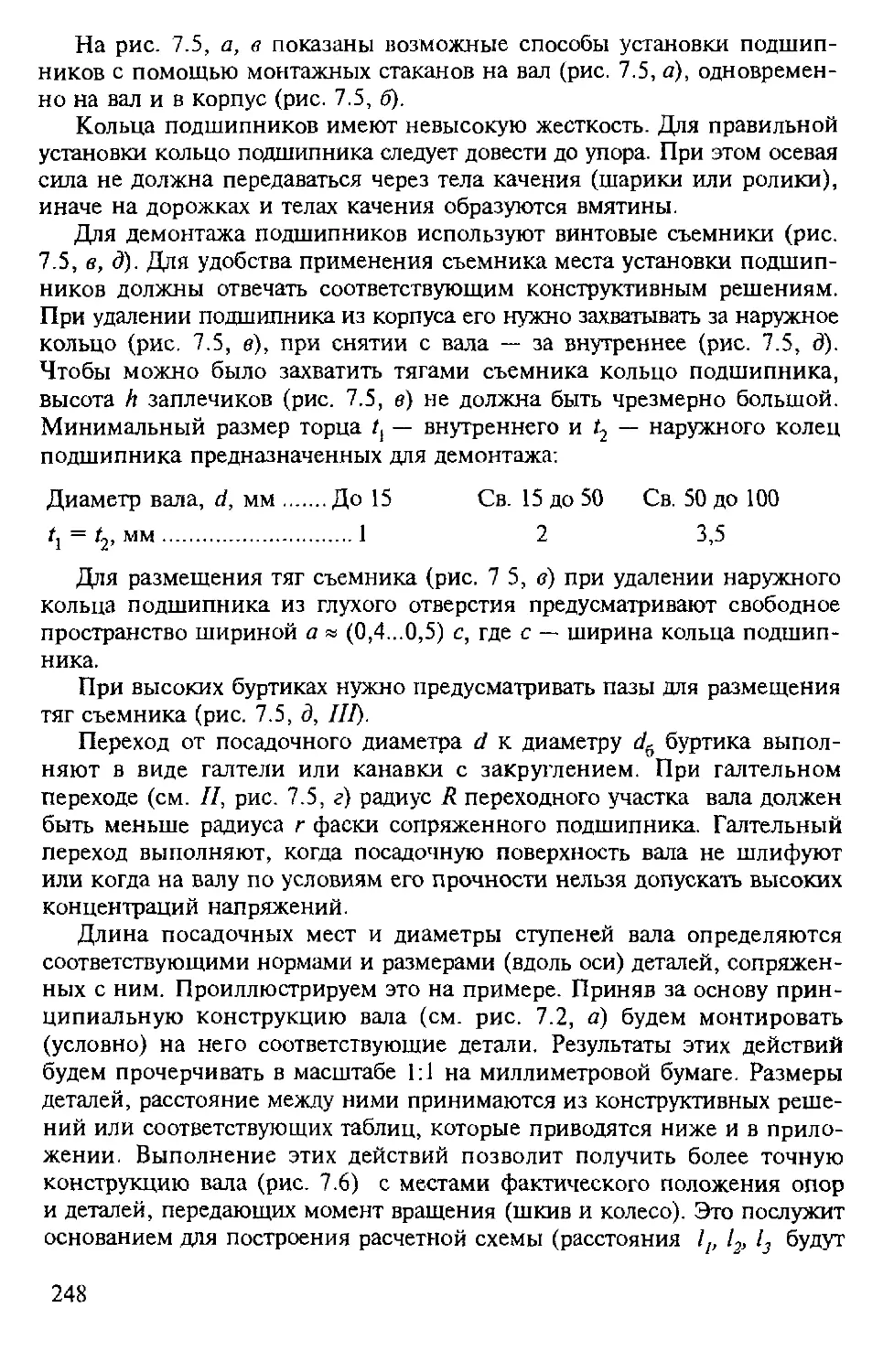
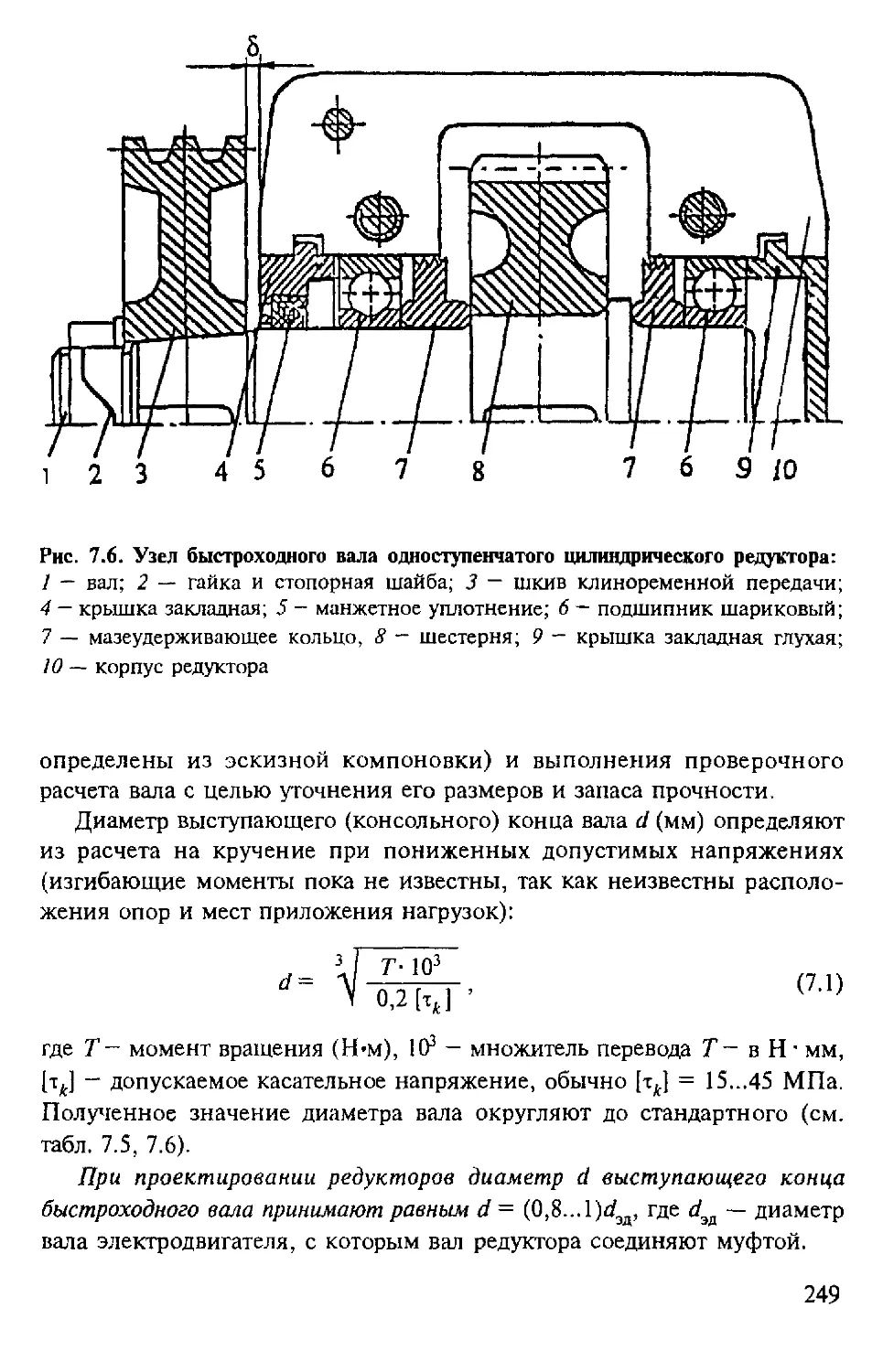
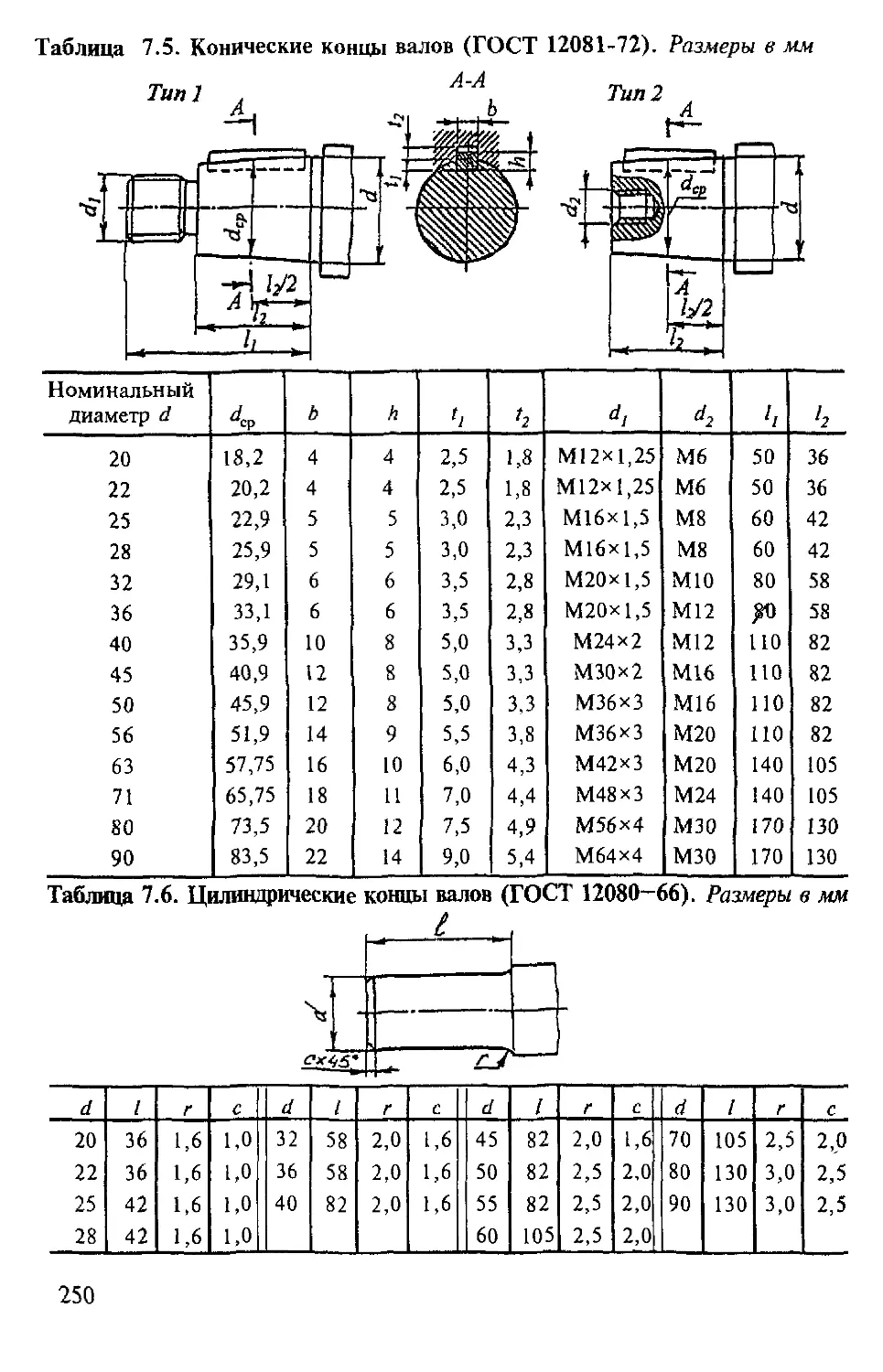
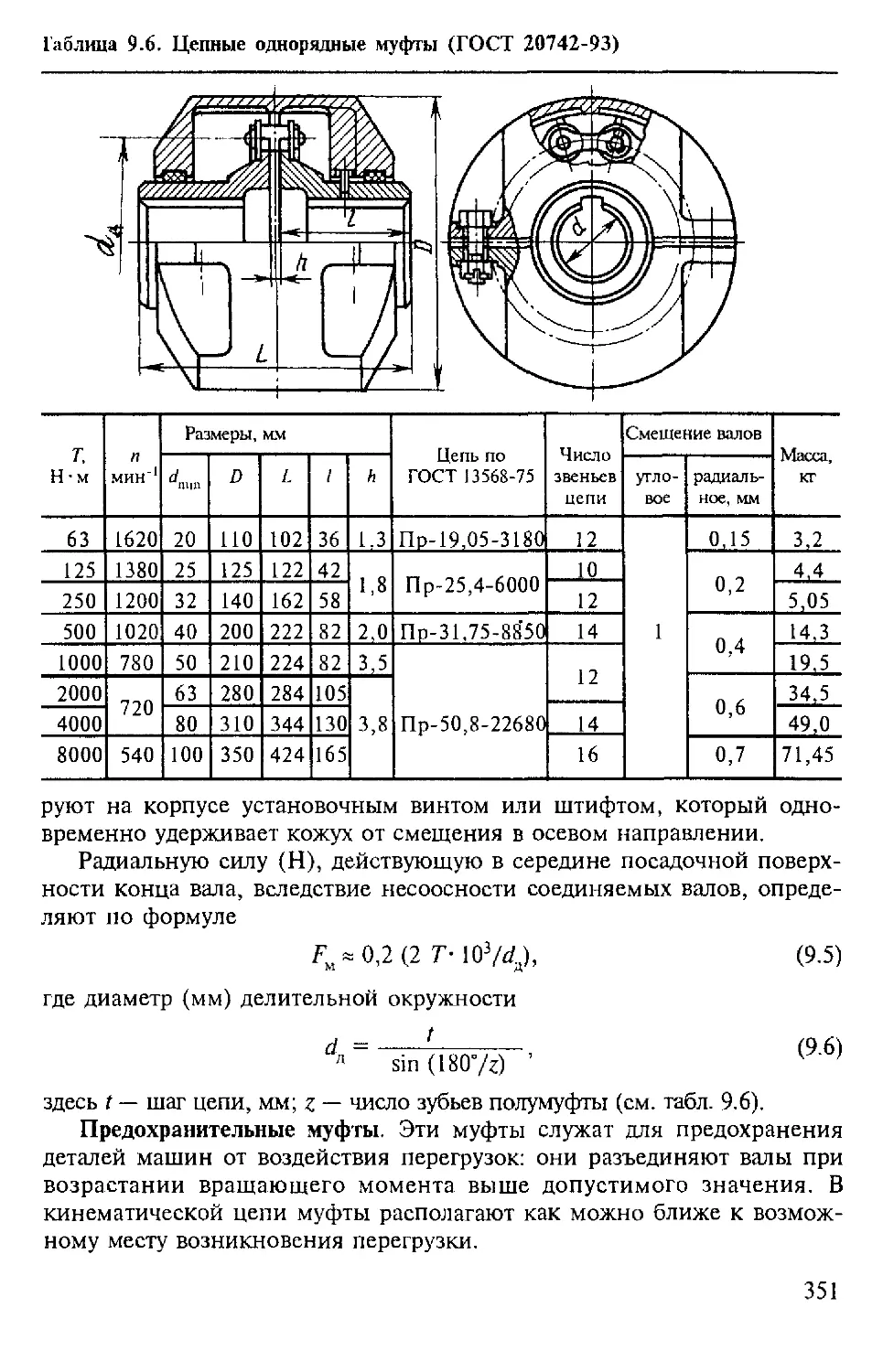
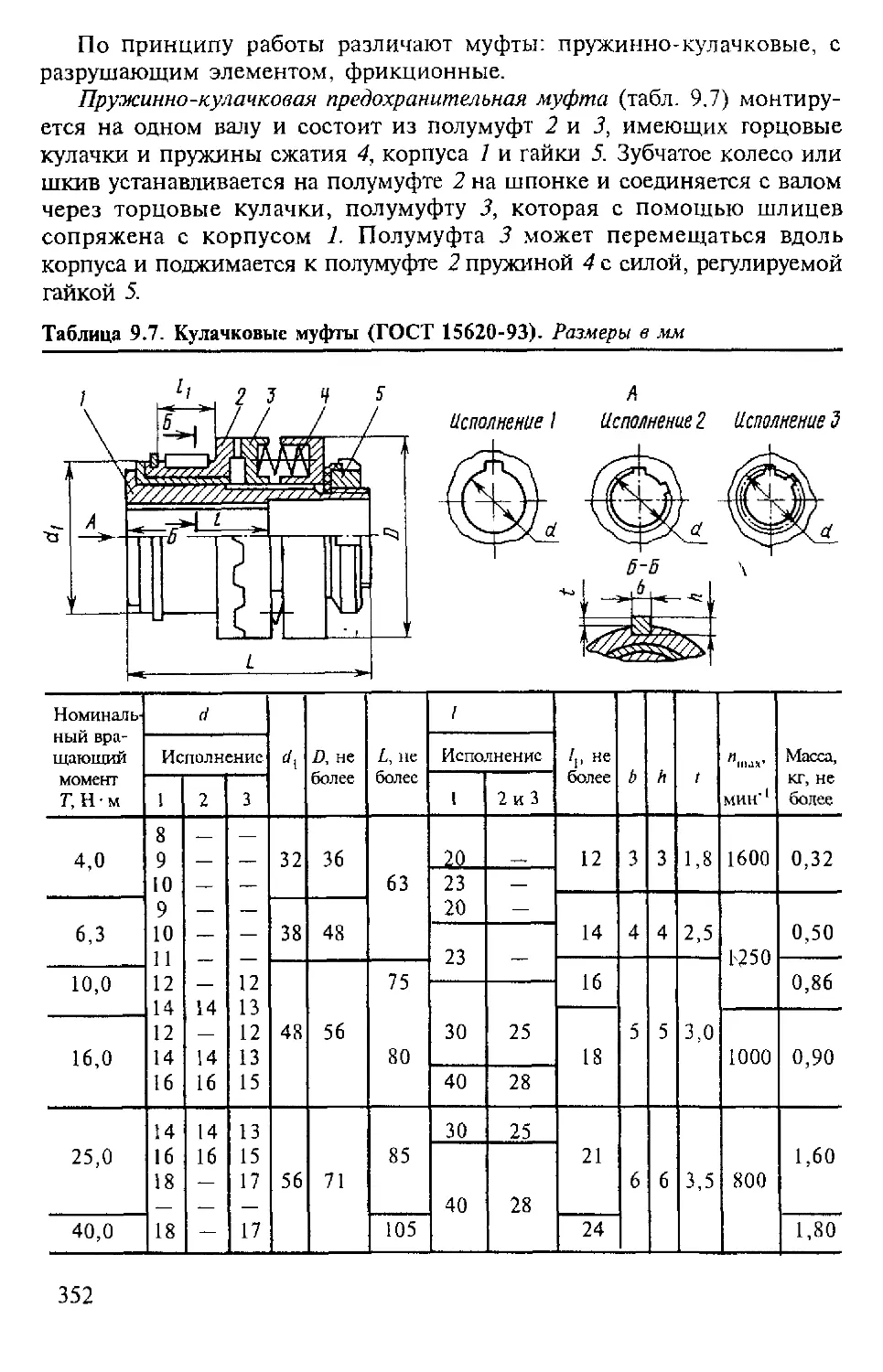
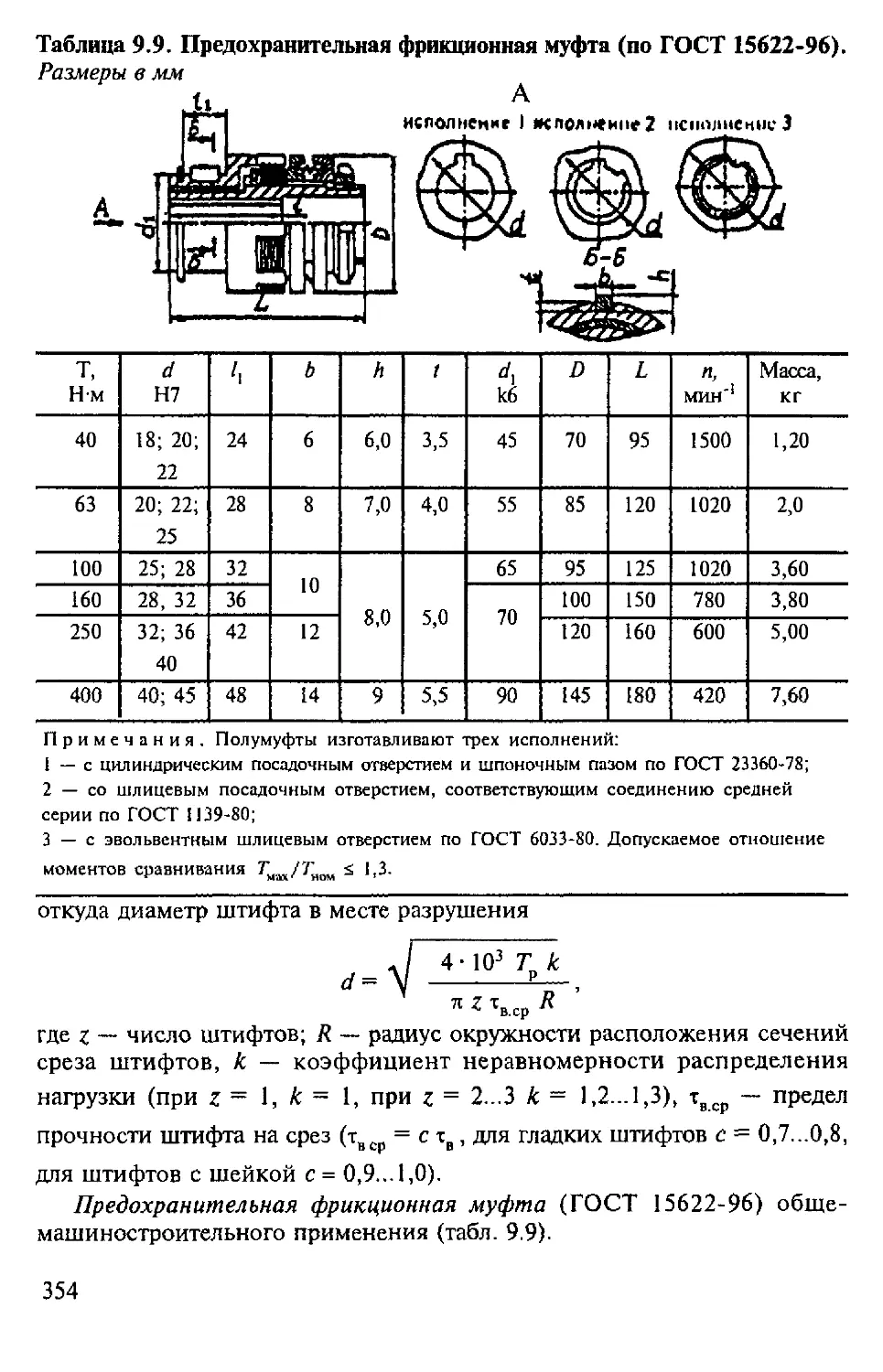
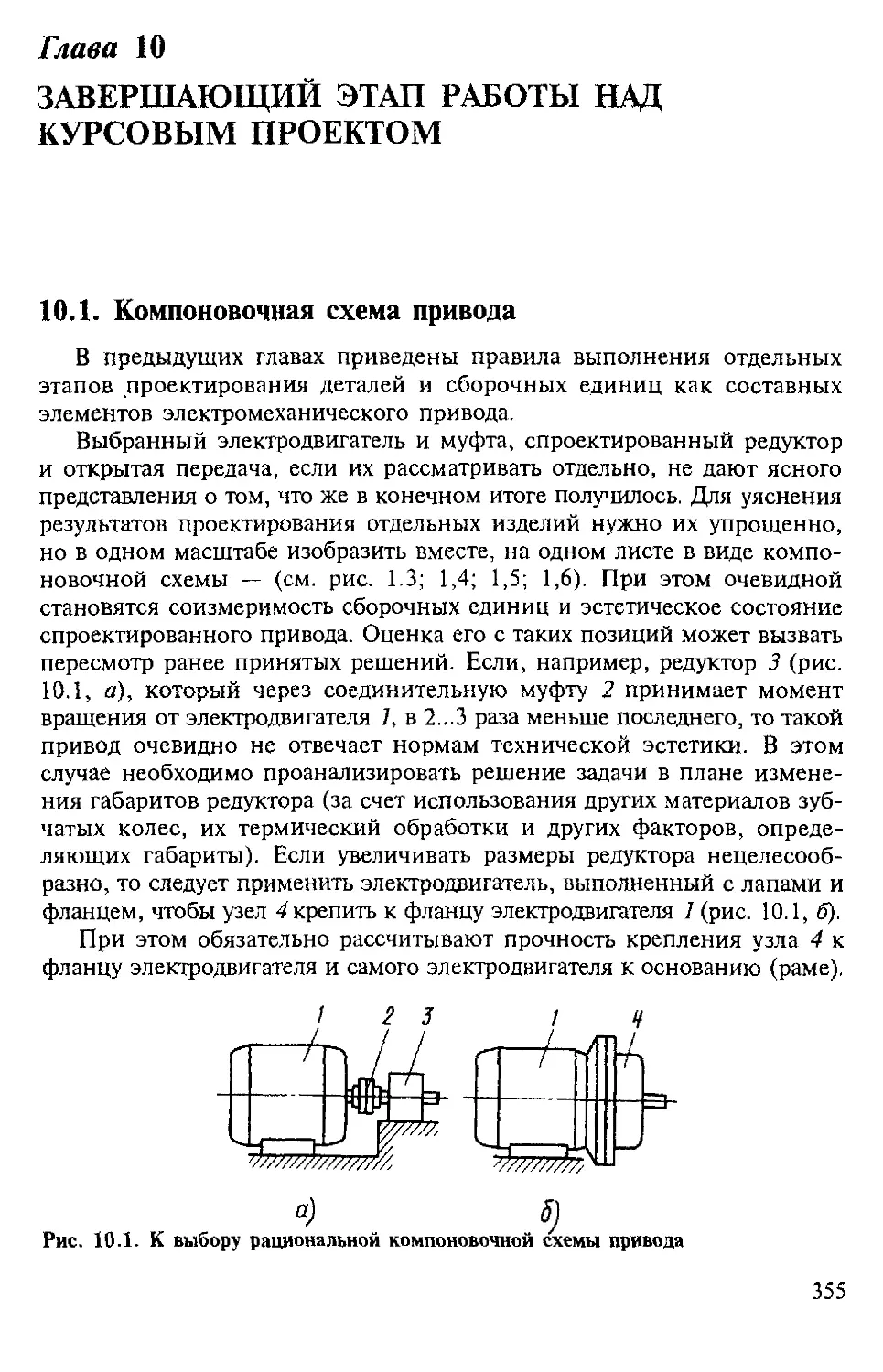
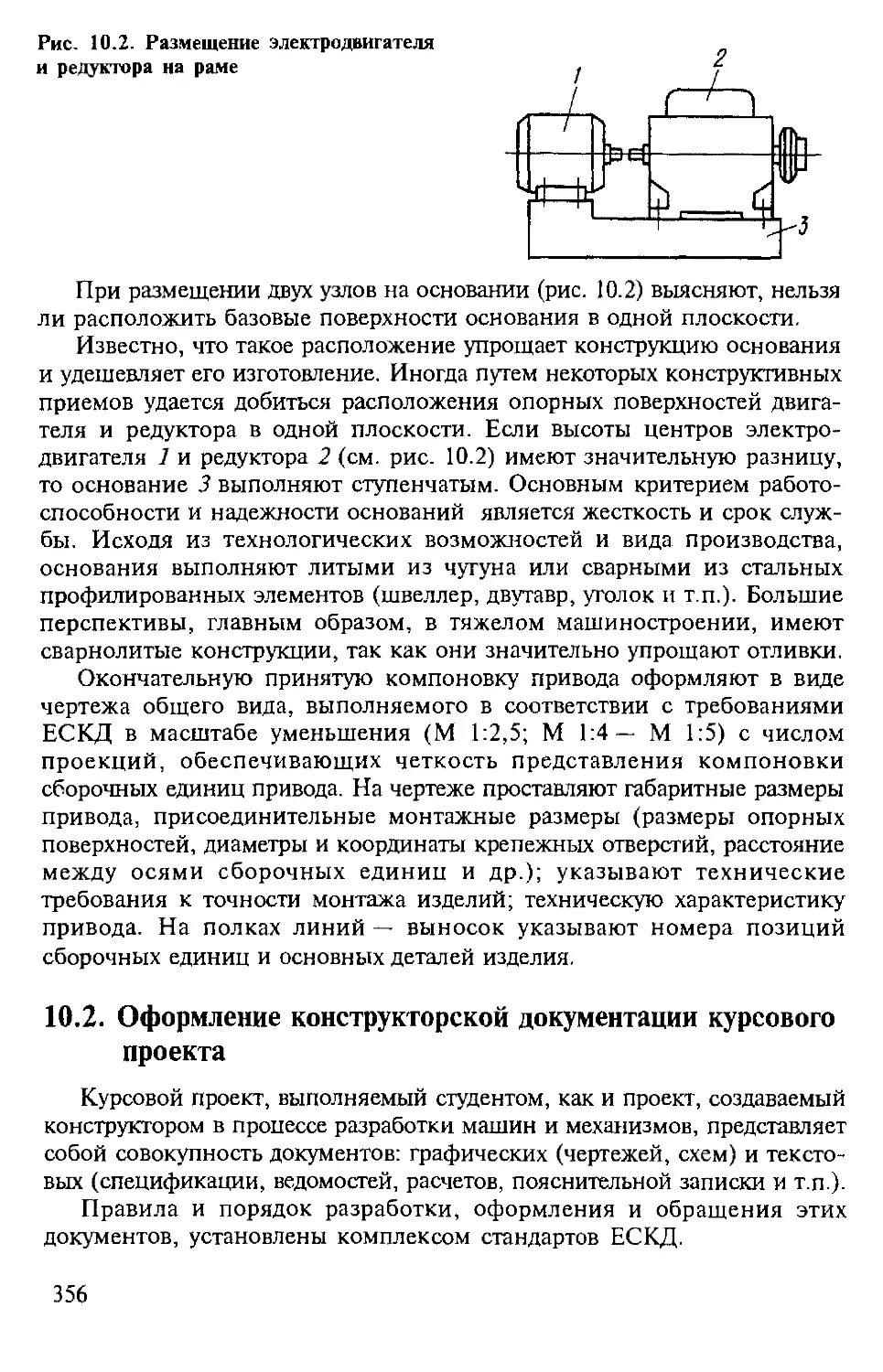
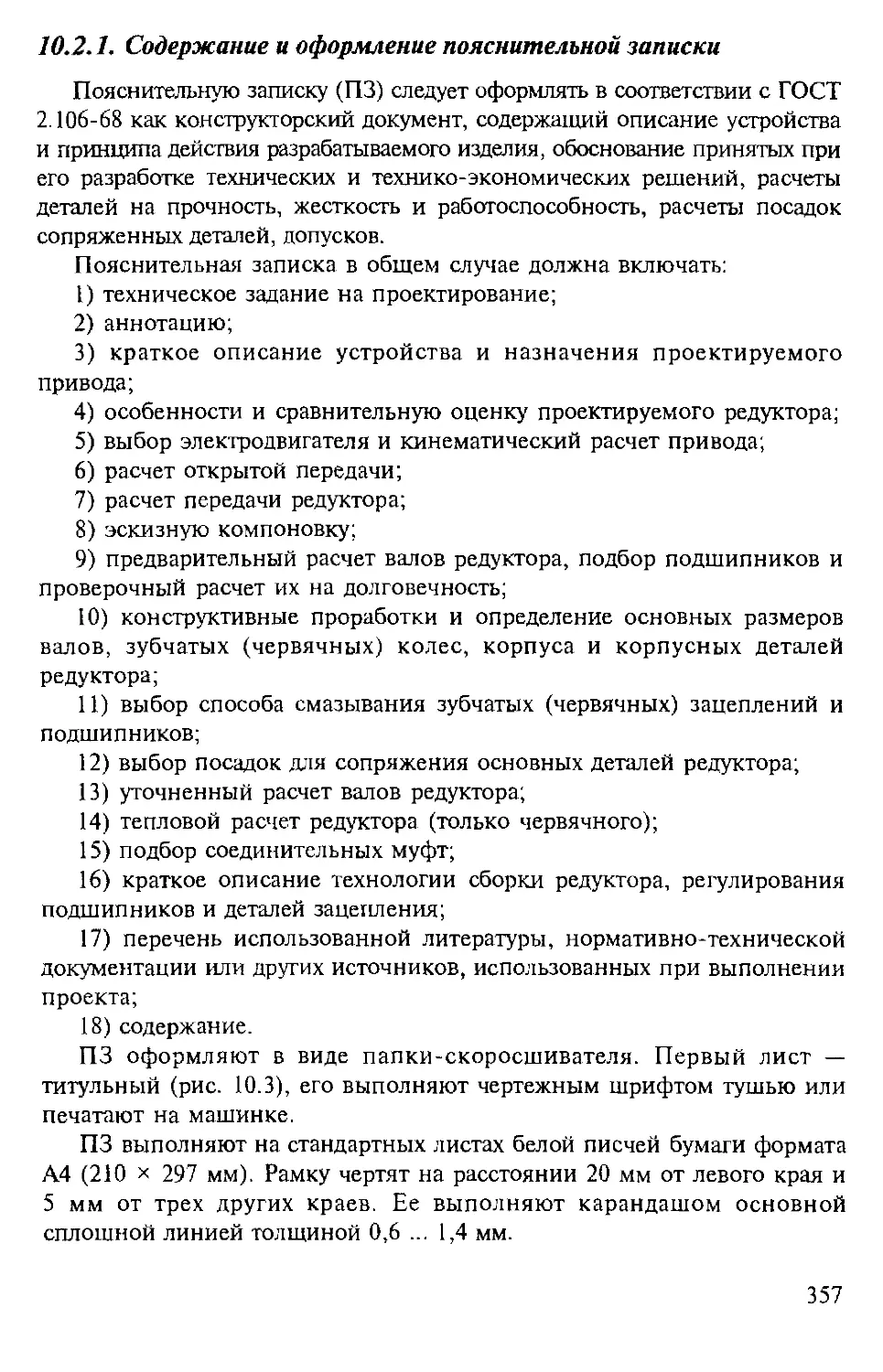
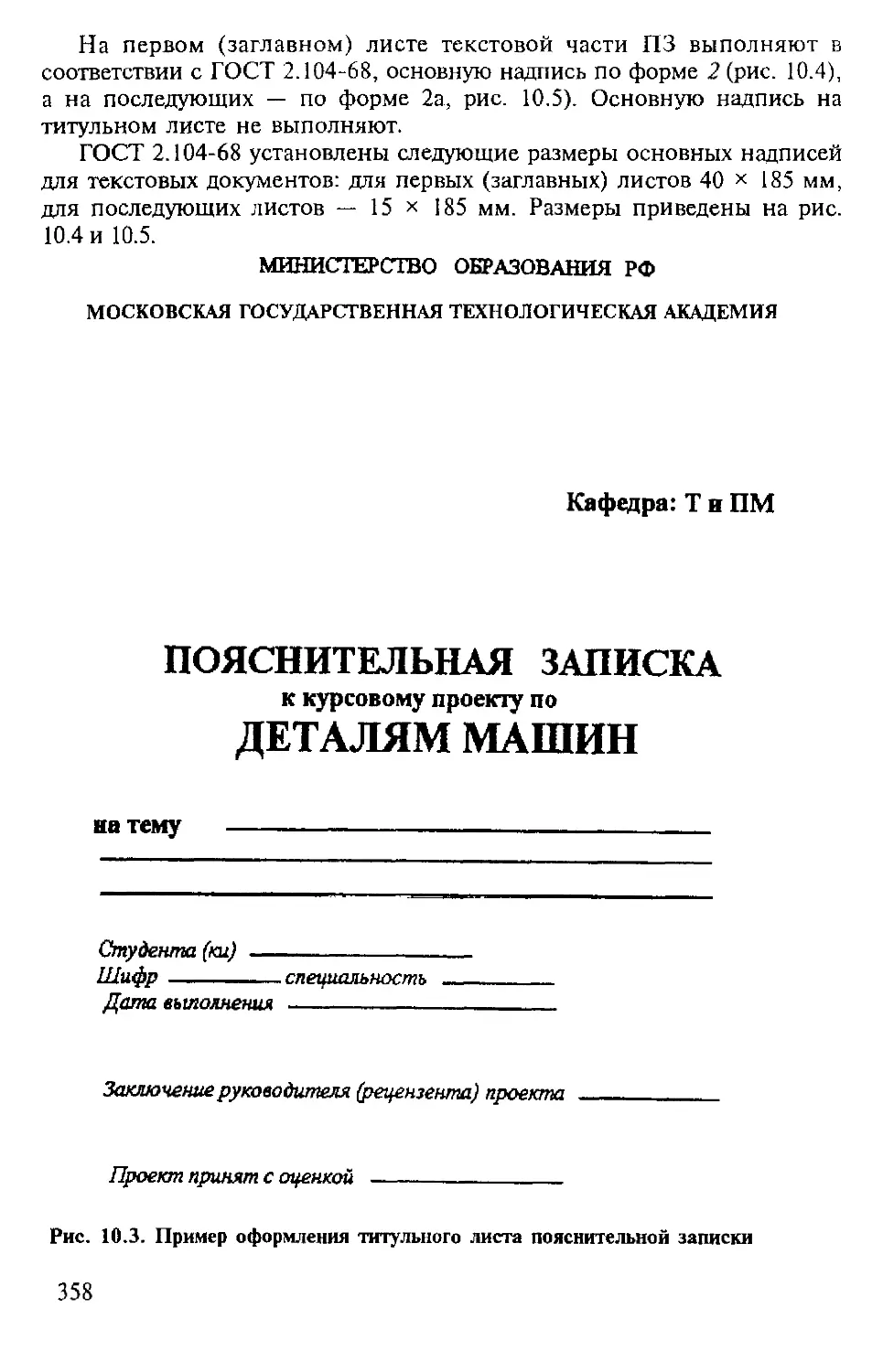
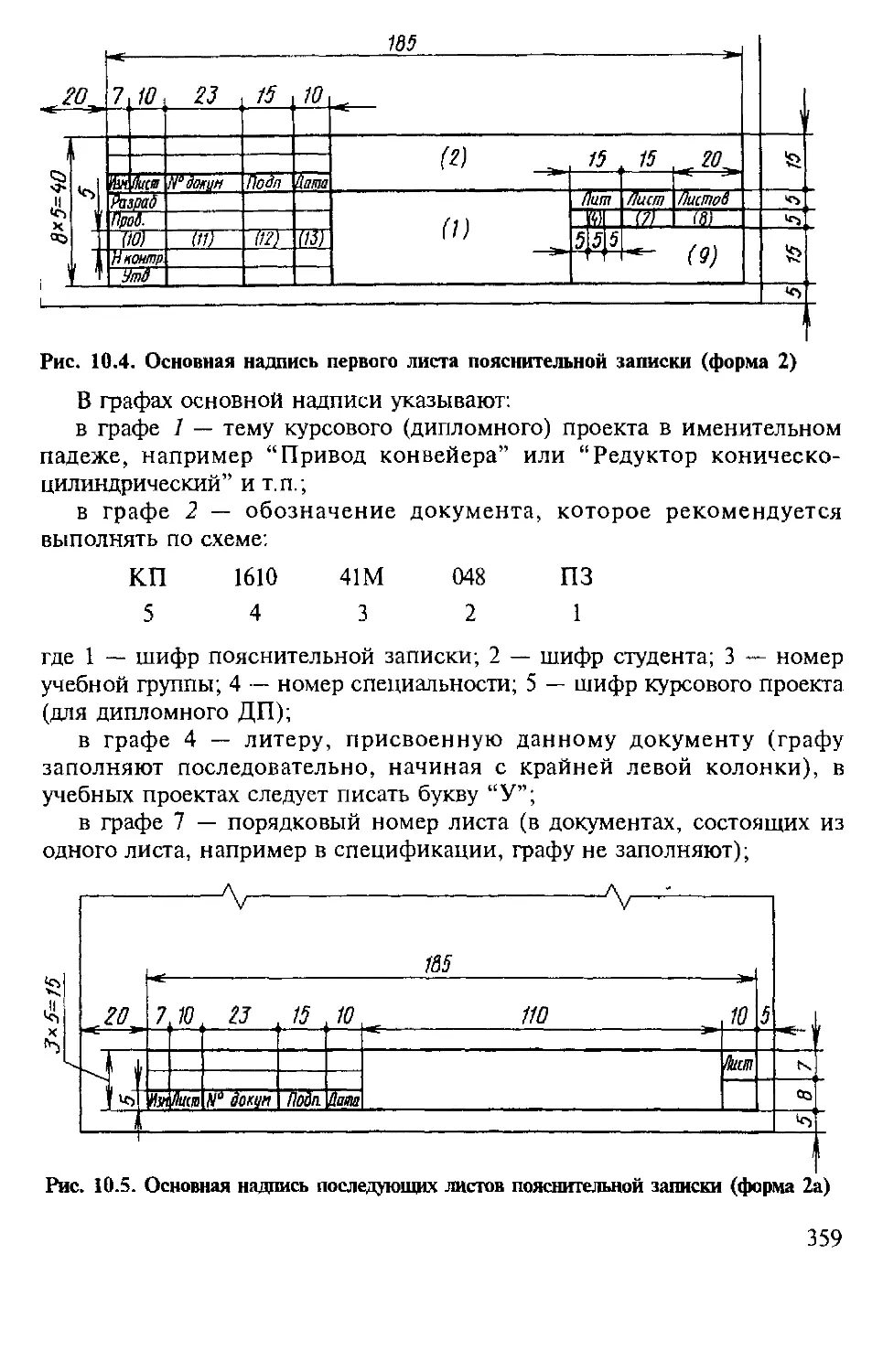
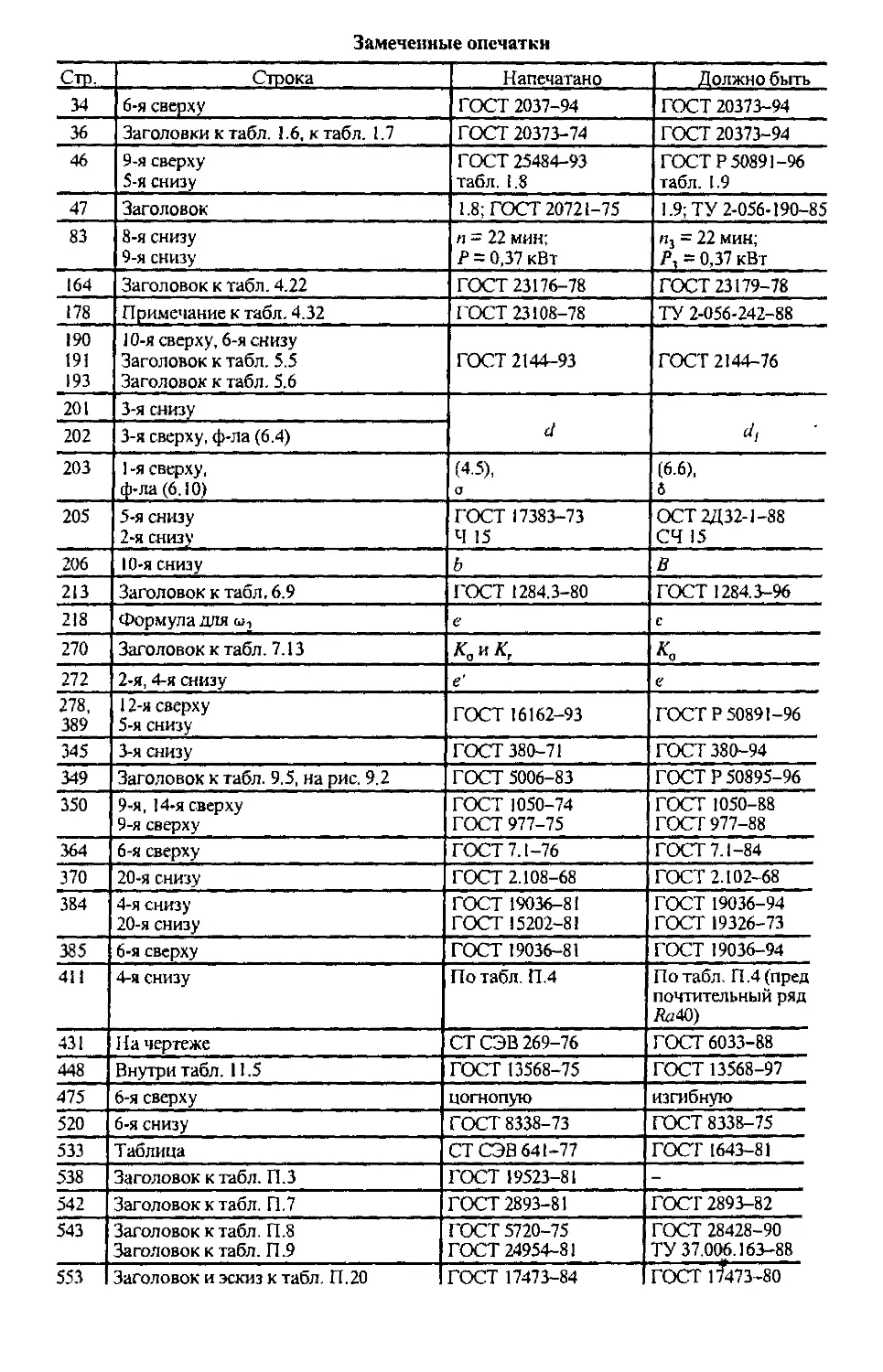
Текст
ДЛЯ ВУЗОВ
Д.В. Чернилевский
ДЕТАЛИ МАШИН
ПРОЕКТИРОВАНИЕ
ПРИВОДОВ
ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ
МАШИНОСТРОЕНИЕ
ДЛЯ ВУЗОВ
Д.В. Чернилевский
ДЕТАЛИ МАШИН
ПРОЕКТИРОВАНИЕ
ПРИВОДОВ
ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ
Издание 3-е, исправленное
Допущено Министерством образования Российской
Федерации в качестве учебного пособия для сту-
дентов высших учебных заведений, обучающихся по
специальности «Машины и аппараты пищевых
производств» направления подготовки дипломиро-
ванных специалистов «Пищевая инженерия» и спе-
циальности «Технология продуктов общественного
питания» направления подготовки дипломирован-
ных специалистов «Технология продовольственных
продуктов специального назначения и обществен-
ного питания»
МОСКВА
«МАШИНОСТРОЕНИЕ»
2003
УДК 20.4.6
ББК 30.2
4-49
Рецензенты: кафедра "Детали машин и ПТУ" МГАУ им. В.П. Го-
рячкина, зав. кафедрой д-р техн, наук проф. М.Н. Ерохин;
кафедра "Техническая механика" ВГТА, зав. кафедрой д-р техн,
наук проф. КД. Чертов
Чернилевский Д.В.
4-49 Детали машин. Проектирование приводов технологического
оборудования: Учебное пособие для студентов вузов. 3-е изд.,
исправл. - М.: Машиностроение, 2003. - 560 с., ил.
Изложены: основы теории и расчета деталей машин; методология и методика
проектирования механических передач и электромеханических приводов
технологического оборудования пищевой промышленности. Методика
выполнения расчетов и конструирования в объеме учебных технических заданий
снабжена необходимыми справочными материалами и иллюстрациями. Даны
примеры проектирования механическихприводов, включающих цилиндрические,
конические, планетарные, червячные и коническо-цилиндрические редукторы,
открытые зубчатые, ременные и цепные передачи; правила подбора муфт, а также
рекомендации по выполнению конструкторской документации и защите
курсового проекта (расчетно-графической работы).
Материал книги размещен в последовательности, обеспечивающей
оптимальную работу студентов над выполнением комплексной инженерной
задачи ~ курсового проекта или расчетно-графической работы, которые
предусмотрены учебными планами для механических и технологических
специальностей вузов.
УДК 20.4.6
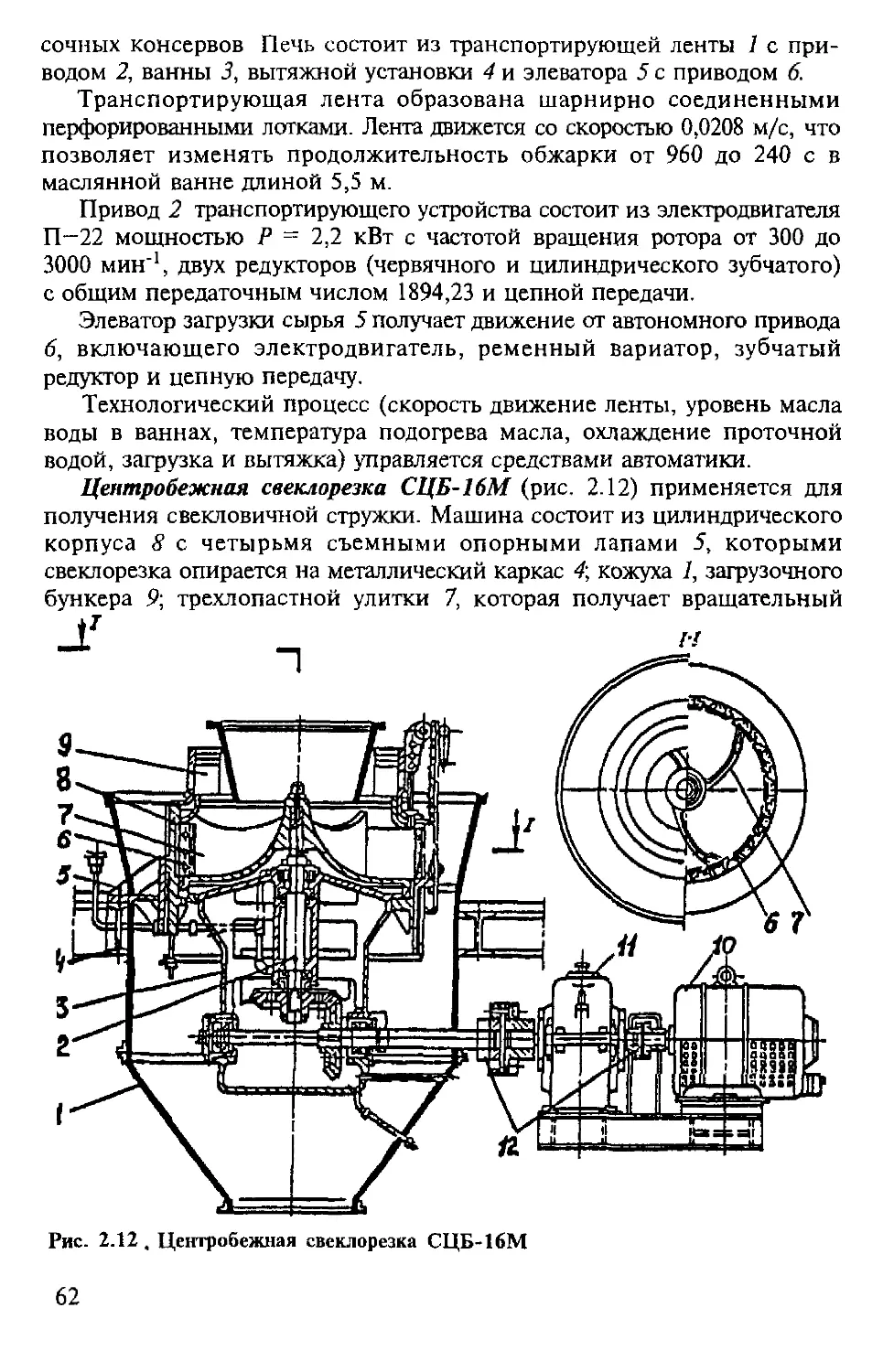
ББК 30.2
ISBN 5-217-03190-5 © Д.В. Чернилевский, 2003
© Издательство "Машиностроение", 2003
Дмитрий
Владимирова ч
Чернилевский -
академик Международной ака-
демии информатизаци и Ака-
демии профессионального об-
разования, доктор наук, про-
фессор, заведующий кафедрой
теоретической и прикладной
механики Московской государ-
ственной технологической
академии. Руководитель и основоположник школы креативной
педагогической технологии по созданию дидактических систем
информационно-предметного обеспечения дисциплин общетех-
нического блока. Автор более 30 учебных изданий и множества
научно-публицистических работ общим объемом свыше 550 п.л.
Предлагаемая книга является составной частью учебно-
методического комплекса интеграционной дисциплины “Меха-
троника”. Предыдущие издания автора “Основы проектирова-
ния машин” (1998 г.) и “Детали машин. Проектирование приво-
дов технологического оборудования” (2001 г.) в результате высо-
кого читательского спроса были быстро раскуплены, что и
послужило основанием для настоящего издания.
Основное назначение данной книги - оказание помощи
студентам и начинающим преподавателям при овладении ими
основ методологии конструирования деталей, узлов и приводов
технологического оборудования для пищевой промышленности.
3
ПРЕДИСЛОВИЕ
Учебник содержит как общетеоретические положения, так и кон-
кретные инженерные решения, обобщающие результаты теоретического
анализа и практики проектирования машин. В качестве основной
дидактической задачи выступает развитие умений выполнять инженерно-
технические проекты. Реализация поставленной задачи и развивающая
функция дидактического процесса предусматриваются на конкретных
объектах — технологических машинах пищевых производств. Это способ-
ствует мотивации изучения общетехнических дисциплин и закрепляет в
сознании студентов прикладную направленность знаний при изучении ими
профессиональных предметов. Изложение книги обеспечивает обучение
основам проектно-конструкторской подготовки в трех аспектах: расчет
деталей и узлов машин; конструирование; оформление конструкторской
документации. В комплексной цепочке: наука — техника — производство
ключевым звеном является инженерно-конструкторская служба. Курс
деталей машин считается школой проектирования, в которой студенты
должны овладевать умениями и навыками конструирования. Но одно
дело — назвать курс школой проектирования, и совсем другое — создать
условия для выполнения возложенных на него задач. В книге не
ставилась цель дать подробную разработку чертежей механизмов и
отдельных схем; предполагалось, что для этого студенты должны пользо-
ваться атласами конструкций деталей машин. По этой же причине спра-
вочные сведения из стандартов приведены в сокращенном объеме.
Объектом закрепления теории вопроса и навыков решения комплекс-
ных инженерно-технических задач служит привод. Студенты производят
кинематические расчеты, определяют силы, действующие на детали и
звенья сборочных единиц, выполняют расчеты деталей на прочность и
жесткость, решают вопросы, связанные с выбором материалов и наибо-
лее технологичных форм деталей, освещают вопросы сборки и разборки
отдельных сборочных единиц и привода в целом. Они знакомятся с
действующими стандартами и нормативными материалами, справочной
литературой; приобретают навыки пользования ими при выборе конст-
рукций и размеров деталей, а также при выполнении рабочей конструк-
торской документации: пояснительной записки, габаритных, сборочных
и рабочих чертежей. Знания и опыт, приобретенные студентами при
выполнении курсового проекта, по деталям машин — это база для
выполнения последующих курсовых проектов по специальным дисципли-
нам и дипломному проектированию. Материал размещен в последова-
тельности, соответствующей порядку работы студента над проектом.
Автор выражает искреннюю признательность профессорам М Н Еро-
хину, Е.Д.Чертову, Ю.А.Калошину, прорецензировавшим рукопись.
Активное участие в подготовке рукописи приняли доц. И.А. Шевелев,
старший преподаватель PH. Шадыханов, лаборанты Н.И.Мелишева,
Ю.Б.Шрамкова и А.А.Устинов — большая им за это благодарность.
Глава 1
ИСХОДНЫЕ ПОЛОЖЕНИЯ, ИСПОЛЬЗУЕМЫЕ
ПРИ РАСЧЕТЕ ДЕТАЛЕЙ МАШИН
1Л. Ключевая информация
Для выполнения производственных процессов в пищевой промышлен-
ности как в большинстве других отраслей народного хозяйства исполь-
зуются машины. Дальнейший прогресс и рост материального благо-
состояния тесно связаны с развитием машиностроения. Вот почему
машиностроению принадлежит ведущая роль среди других отраслей
народного хозяйства. Остается верным определение В.И. Ленина "... берет
верх тот, у кого величайшая техника, организованность, дисциплина и
лучшие машины..."
Машина состоит из деталей, механизмов, узлов, сборочных единиц,
агрегатов и элементов, обеспечивающих соединение составных частей
в многофункциональное изделие.
Изделием называется любой предмет или набор предметов производ-
ства, подлежащих изготовлению на предприятиях. ГОСТ 2.101—68
устанавливает следующие виды изделий: 1) детали; 2) сборочные единицы;
3) комплексы; 4) комплекты. Изделия в зависимости от наличия или
отсутствия в них составных частей делятся: 1) на неспецифицированные
(детали) — не имеющие составных частей; 2) на специфицированные
(сборочные единицы, комплексы, комплекты) — состоящие из двух и
более составных частей. Составными частями машины являются: деталь,
сборочная единица (узел), комплекс и комплект.
Деталь — изделие, изготовленное из однородного по наименованию
и марке материала, без применения сборочных операций.
Узел — изделие, представляющее собой законченную сборочную
единицу, состоящую из ряда деталей, имеющих общее функциональное
назначение (подшипник качения, муфта, редуктор и т.п.).
Сборочная единица — изделие, составные части которого подлежат
соединению между собой на предприятии-изготовителе сборочными опе-
рациями (свинчиванием, с натягом, клепкой, сваркой, пайкой и др.).
Комплекс - два и более специфицированных изделия, не соединенных
на предприятии-изготовителе сборочными операциями, но предназначен-
ных для выполнения взаимосвязанных эксплуатационных функций
(поточная линия станка, автоматическая телефонная станция и т.п.).
Комплект — два и более изделия, не соединенных на предприятии-
изготовителе сборочными операциями и представляющих набор изделий,
имеющих общее эксплуатационное назначение вспомогательного харак-
тера (комплект запасных частей, комплект инструмента и принад-
лежностей и т.п.).
Машина (франц, machine) - устройство, выполняющее движения для
преобразования энергии, материалов и информации с целью облегчения
физического и умственного труда человека, увеличения его производи-
тельности.
Категория “машина” в быту чаще употребляется в качестве термина
“техника”. Техника — это созданные человеком материальные средства,
используемые им для расширения его функциональных возможностей
в различных областях деятельности с целью удовлетворения материаль-
ных и духовных потребностей.
По характеру рабочего процесса все многообразие машин можно
разделить на классы: энергетические, технологические, транспортирующие
и информационные.
Энергетические машины - это устройства, предназначенные для
преобразования энергии любого вида (электрической, паровой, тепловой
и т.п.) в механическую. К ним относятся электрические машины
(электродвигатели), электромагнитные преобразователи тока, паровые
машины, двигатели внутреннего сгорания, турбины и т.п. К разновид-
ности энергетических машин относятся машины-преобразователи,
служащие для преобразования механической энергии в энергию любого
вида. К ним относятся генераторы, компрессоры, воздуходувки, гидрав-
лические насосы и т.п.
Транспортирующие машины преобразуют энергию двигателя в
энергию перемещения, масс, продукции, изделий. К транспортирующим
машинам относятся конвейеры, элеваторы, нории, подъемные краны
и подъемники.
Информационные (вычислительные) машины предназначены для
получения и преобразования информации.
Технологические машины предназначены для преобразования обраба-
тываемого предмета (продукта), состоящего в изменении его размеров,
формы, свойства или состояния. К технологическим машинам относятся
также аппараты и роботы
Технологические машины включают в себя энергетическую машину
(двигатель), передаточный и исполнительный механизмы. Важнейшим
в машине является исполнительный механизм, определяющий техно-
6
логические возможности, степень универсальности и наименование
машины. Те части машины, которые вступают в соприкосновение с
продуктом и воздействуют на него, называются рабочим органом машины.
Механизм — система сопряженных тел, предназначенная для преобра-
зования движения одного или нескольких тел в требуемое движение других
твердых тел. Механизмы, входящие в состав машины, весьма разно-
образны.
По функциональному назначению механизмы машин принято делить
на: передаточные; исполнительные; управления, контроля и регулиро-
вания; подачи, транспортирования и сопротивления.
В данной книге предпочтение отдано основам проектирования
передаточных механизмов.
Агрегат (машинный) — укрупненный унифицированный элемент
машины, обладающий полной взаимозаменяемостью и выполняющий
определенные функции в технологическом процессе (в автомобиле:
двигатель, коробка передач, дифференциал и т.п.).
Узел (технический) — часть машины, механизма, установки и т.п.
состоящая из нескольких более простых элементов (деталей), имеющих
общее функциональное назначение (подшипник качения, муфта, редуктор
и т.п.).
К приведенным понятиям в области проектирования машин
(машиностроения) следует добавить категорию техническая система, под
которой понимаются искусственно созданные объекты, предназначенные
для удовлетворения определенной потребности, которым присущи
возможность выполнения не менее одной функции, многоэлементность,
иерархичность строения, множественность связей между элементами,
многократность изменения и многообразие потребительских качеств. К
техническим системам относятся отдельные машины, аппараты, прибо-
ры, сооружения, ручные орудия, их элементы в виде узлов, блоков,
агрегатов и др. сборочных единиц, а также сложные комплексы взаимо-
связанных машин, аппаратов, сооружений и т.п.
Вопросы для самоконтроля
1. Дайте определение основным видам изделий машиностроения.
2. На какие классы делятся машины в зависимости от их функционального
назначения?
3. В чем различия между передаточным, исполнительным и рабочим органами
машины?
4. Что предусматривает творческий процесс проектирования?
5. Дайте определение технической категории “проект”.
7
1.2. Основные показатели машин
Важнейшими характеристиками при оценке машин являются: надеж-
ность, работоспособность, производительность, экономическая эффек-
тивность, металлоемкость, энергоемкость, степень автоматизации, прос-
тота и безопасность обслуживания, удобство управления сборки и
разборки.
Надежность по ГОСТ 27.002-89 характеризуется как свойство
объекта* сохранять во времени в установленных пределах значения всех
параметров, характеризующих способность выполнять требуемые функ-
ции в заданных режимах и условиях применения, технического обслу-
живания, ремонта, хранения и транспортирования.
Надежность является комплексным свойством, которое в зависи-
мости от назначения объекта и условий его применения может включать
такие категории, как отказ, безотказность, долговечность, ремонтопригод-
ность и сохраняемость в отдельности или определенное сочетание этих
свойств.
Отказ — событие, заключающееся в нарушении работоспособности
машины (полной или частичной). По своей природе отказы бывают:
полные и частичные; внезапные (например, поломка) и постепенные
(изнашивание, коррозия); опасные для жизни человека; тяжелые и
легкие, устранимые и неустранимые. В зависимости от причин возник-
новения отказы подразделяются на конструкционные, производственные
и эксплуатационные. На стадии конструирования (проектирования) они
обуславливаются ошибками конструктора (проектировщика), несовер-
шенством принятых методов расчета и конструирования. При изготов-
лении — нарушением принятой технологии, а также ее несовершен-
ством. В эксплуатации — нарушением правил эксплуатации, внешнем
воздействием, несвойственным нормальной эксплуатации. Во времени
они могут возникать при испытании, в период приработки, нормальной
эксплуатации, а также во время последнего периода эксплуатации.
Надежность деталей машин, механизмов и приборов во многом
зависят от того, насколько близки предельные запасы основных расчет-
ных критериев работоспособности (прочность, скорость, температура,
износостойкость и др.) к действительным рабочим режимам.
Главнейшими критериями надежности машин и других систем
являются: частота отказов а (£), интенсивность отказов X (L); вероят-
ность безотказной работы Р (L) в течение заданного пробега (At) или
заданного промежутка времени от до ?1+1. Так как отказ и безотказная
работа представляют собой взаимно противоположные события, то
можно записать
Л0 + Q(0 = 1
Под объектом понимают машину, ее системы, узлы и агрегаты, детали и
элементы деталей (например, посадочное место для подшипников)
8
Где £>(/) - y(t)dl— вероятность отказа за время /; Д/) - плотность
о
вероятности отказа элементов (по теореме умножения вероятности
равна произведению вероятностей безотказной работы элементов Д.г (Z)
Д(0 Р2(Л.РпЮ>-
Если Р, (1) = P2(t) = ...Pn(t), то Рст (t) = P\(t).
Из этого видно, что чем больше в сложной системе элементов, тем
меньше вероятность ее безотказной работы. Это следует помнить и
учшывать при проектировании. Вероятность безотказной работы системы
в разные периоды ее срока службы различна. Обычно с увеличением
срока службы (или, например, пробега) вероятность безотказной работы
уменьшается. При этом законы распределения вероятности безотказной
работы могут быть различными: показательной, нормальной, логариф-
мически-нормальной и др.
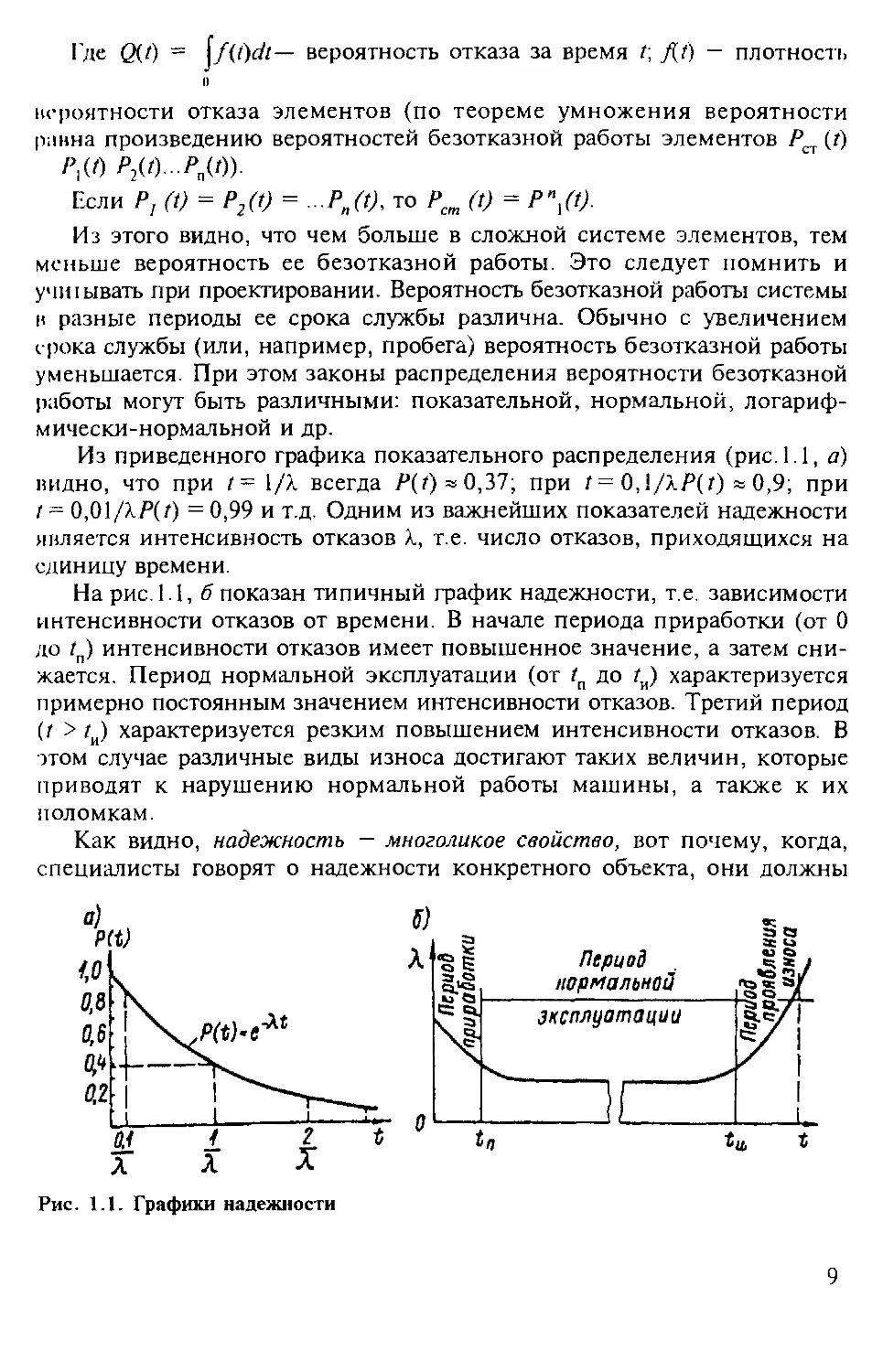
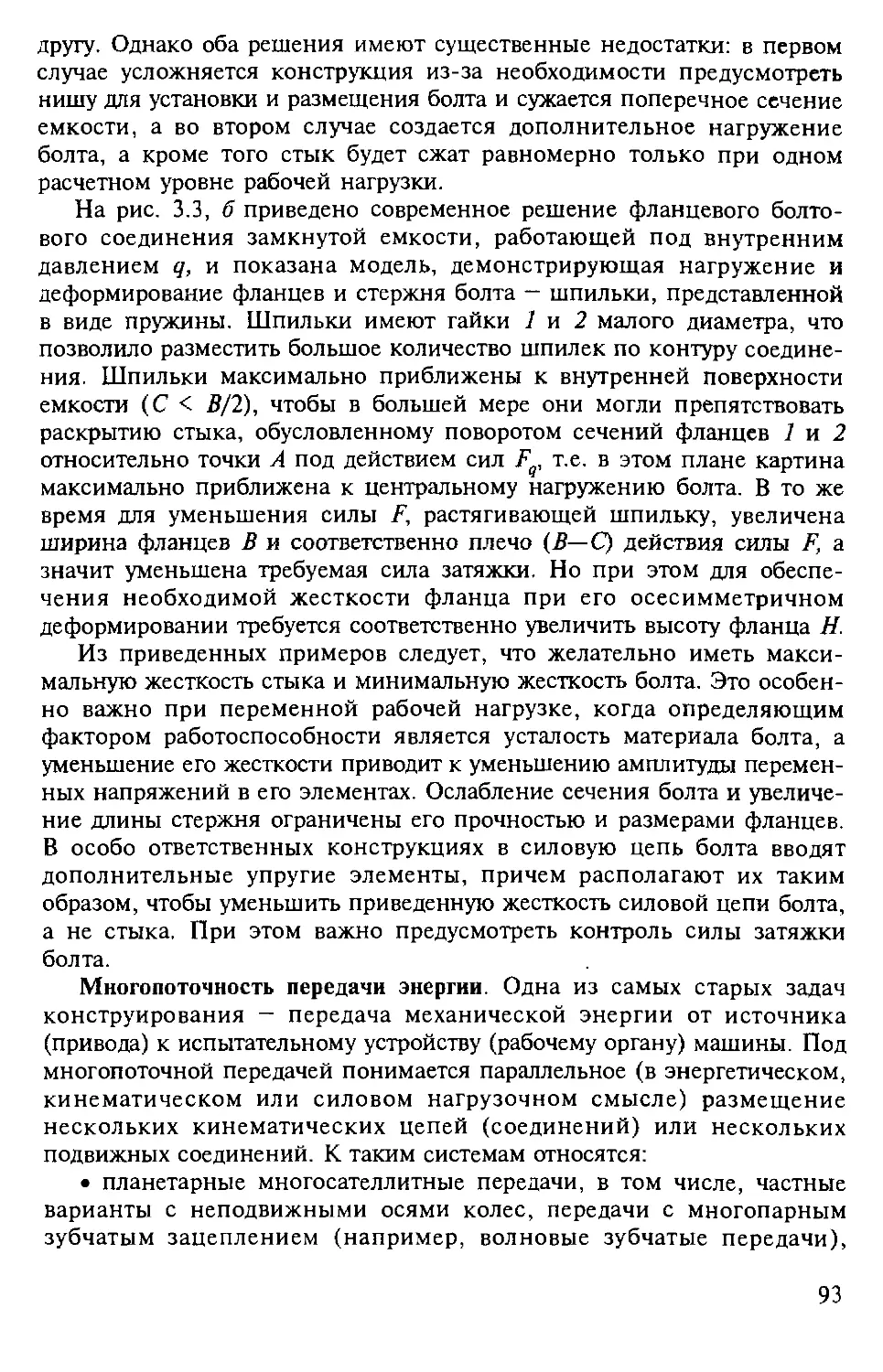
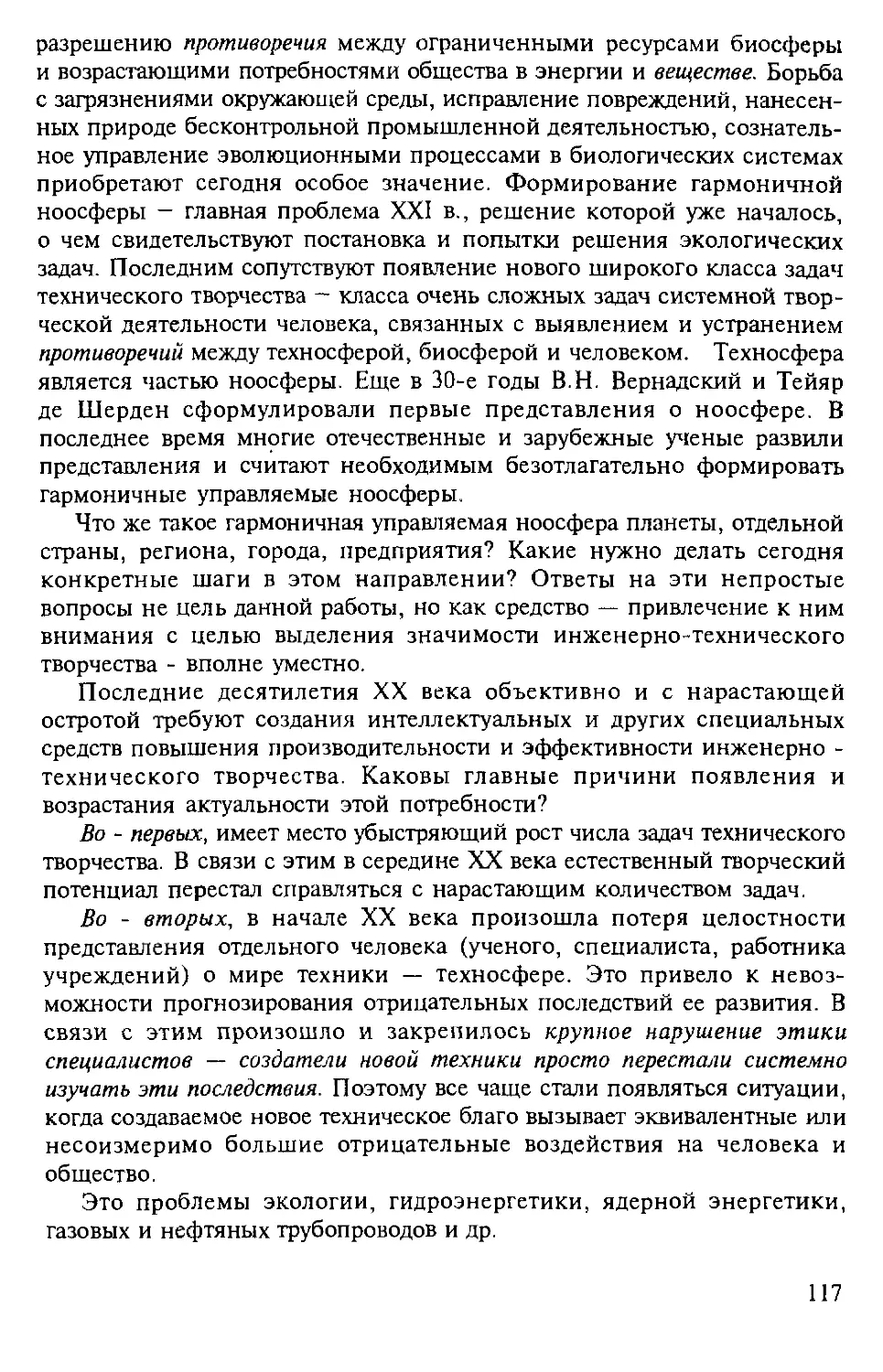
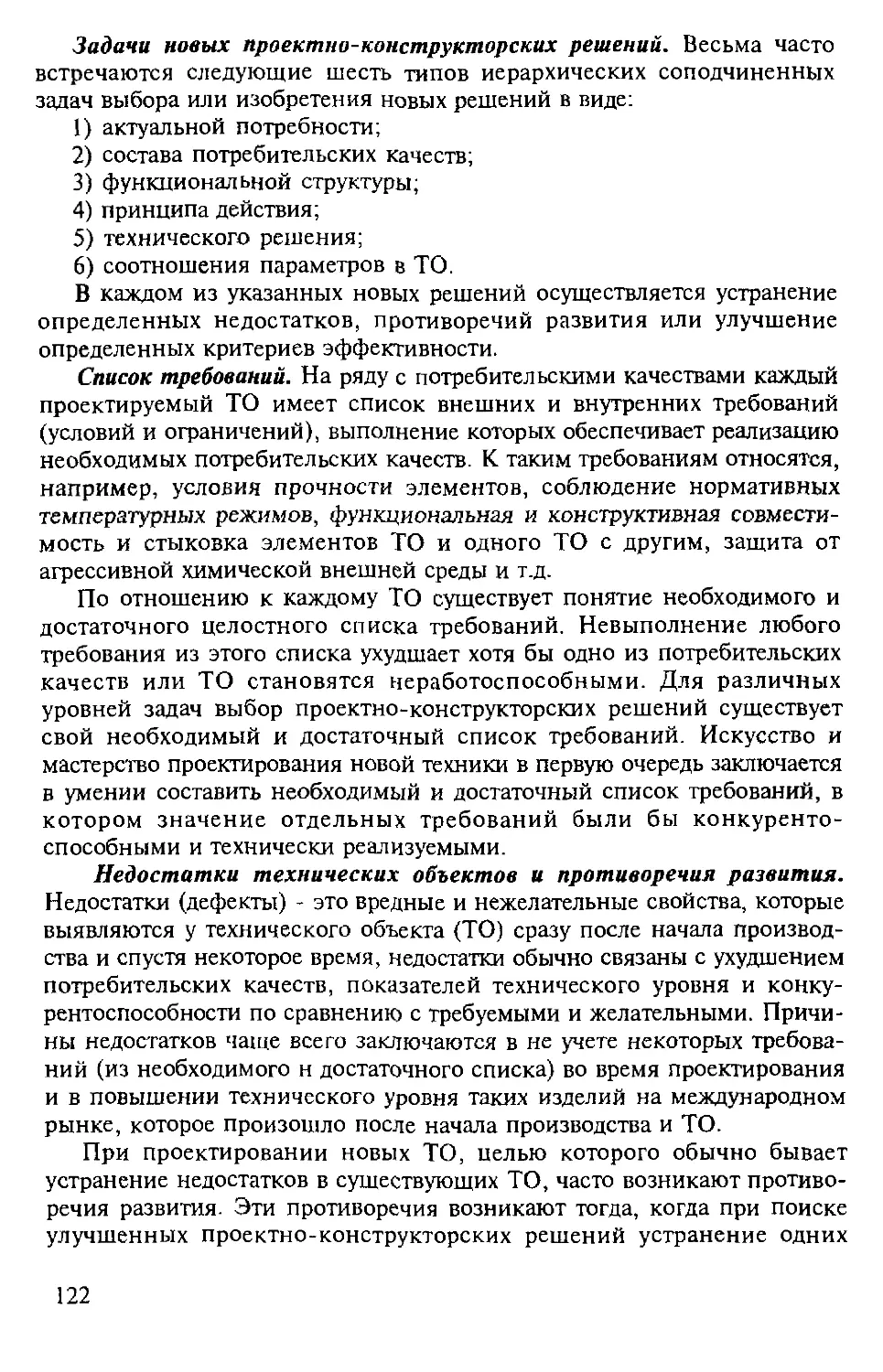
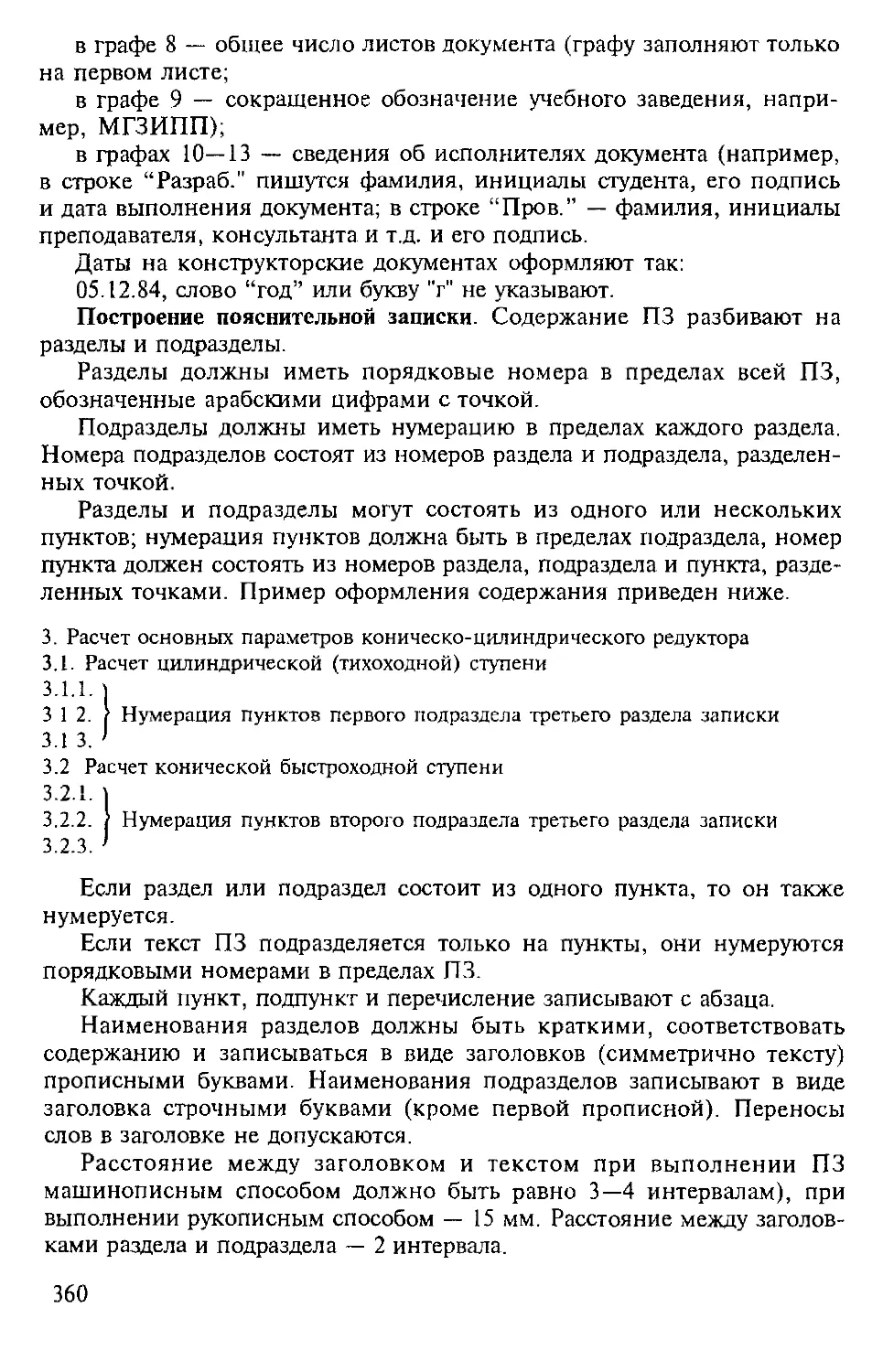
Из приведенного графика показательного распределения (рис. 1.1, а)
видно, что при t~ 1Д всегда Р(/)~0,37, при t= O,l/XP(t) « 0,9; при
/ - 0,01 ДР( г) = 0,99 и т.д. Одним из важнейших показателей надежности
является интенсивность отказов X, т.е. число отказов, приходящихся на
единицу времени.
На рис. 1.1, б показан типичный график надежности, т.е. зависимости
интенсивности отказов от времени. В начале периода приработки (от 0
до /п) интенсивности отказов имеет повышенное значение, а затем сни-
жается. Период нормальной эксплуатации (от tn до ?и) характеризуется
примерно постоянным значением интенсивности отказов. Третий период
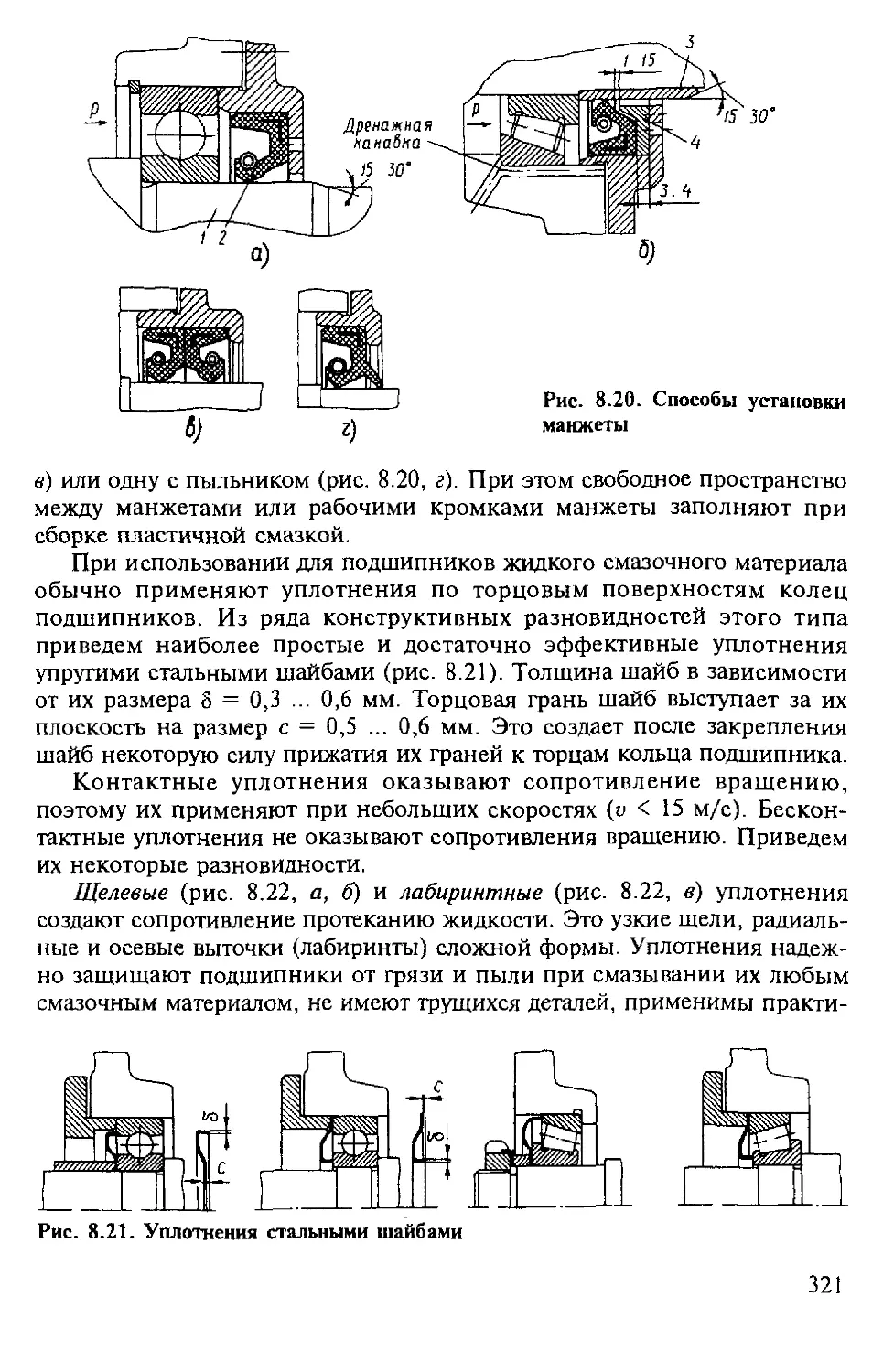
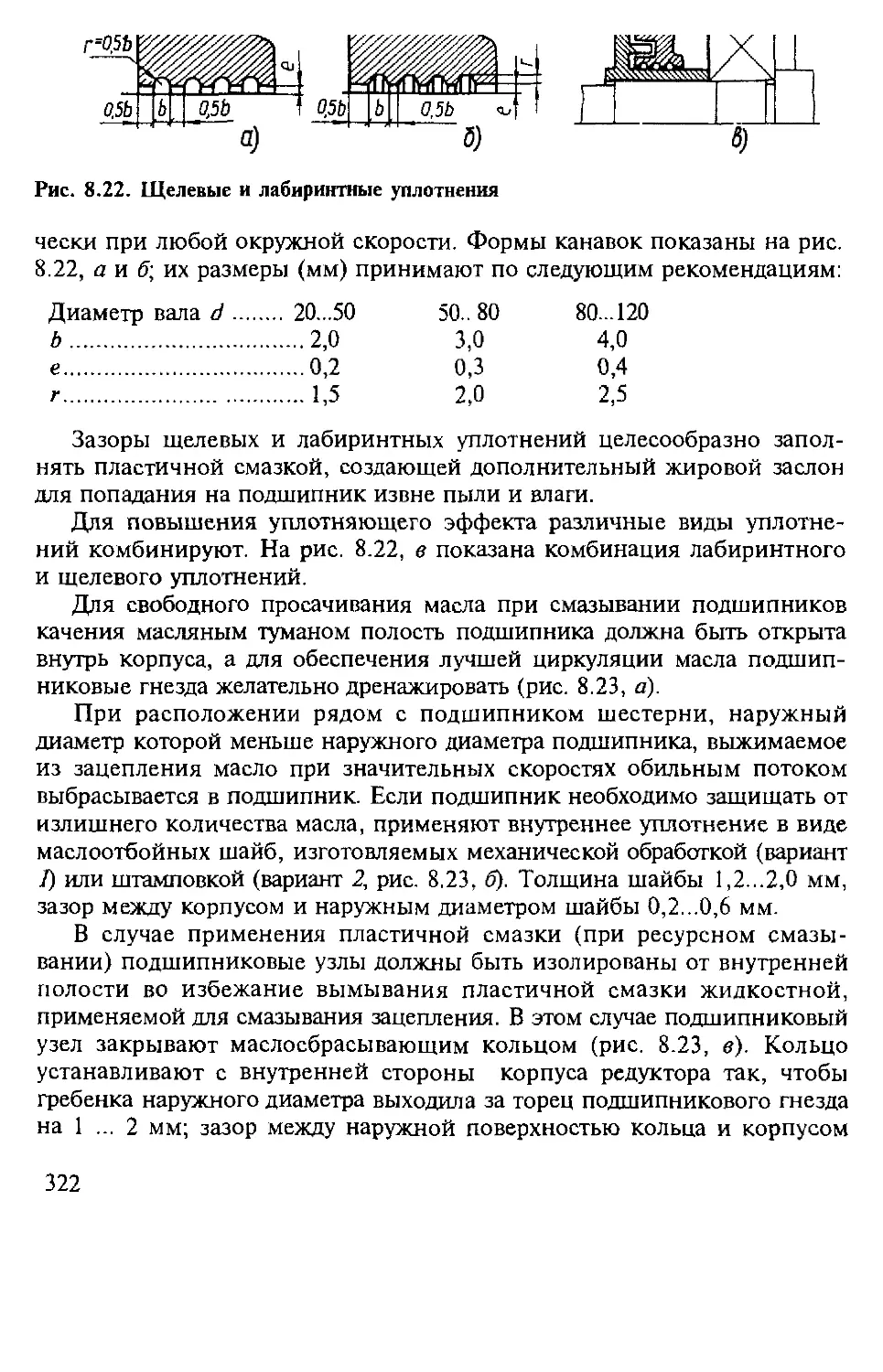
(/ > ги) характеризуется резким повышением интенсивности отказов. В
этом случае различные виды износа достигают таких величин, которые
приводят к нарушению нормальной работы машины, а также к их
поломкам.
Как видно, надежность — многоликое свойство, вот почему, когда,
специалисты говорят о надежности конкретного объекта, они должны
Рис. 1.1. Графики надежности
9
ясно представлять, о каких свойствах идет речь для данного объекта.
Надежность не может быть общей для всех видов техники. Она всегда
конкретна, особенно в отношении численных значений показателей
частных свойств надежности.
Безотказность — свойство объекта непрерывно сохранять работо-
способное состояние в течение некоторого времени или наработки.
Для этого свойства характерным является непрерывность сохране-
ния работоспособного состояния объекта в течение его применения по
назначению.
Долговечность (ресурс) — свойство объекта сохранять работоспособ-
ное состояние до наступления предельного состояния при установленной
системе технического обслуживания и ремонта.
Ремонтопригодность — свойство объекта, заключающееся в его
приспособленности к поддержанию и восстановлению работоспособного
состояния путем технического обслуживания и ремонта.
Сохраняемость - свойство объекта сохранять в заданных пределах
значения параметров, характеризующих способность объекта выполнять
требуемые функции в течение и после хранения (или) транспортиро-
вания.
Работоспособность — состояние изделия (привода, узла, детали,
машины), при котором оно способно нормально выполнять заданные
функции в соответствии с параметрами, установленными нормативно-
технической документацией.
Основными критериями работоспособности машин являются: проч-
ность, жесткость, износостойкость, виброустойчивость, теплостойкость
и стойкость против коррозии и старения. Эти критерии обеспечивают
безотказное функционирование машины в пределах заданного ресурса.
Вопросы для самоконтроля
1 Дайте определение категории “надежность”.
2. Раскройте суть главнейшего критерия надежности.
3. Поясните содержание рис. 1.1,а. и 1.1,5.
4. Какие критерии обеспечивают безотказное функционирование машин?
1.3. Общие требования к современным машинам, их
деталям и сборочным единицам
Несмотря на большое многообразие современных машин, отли-
чающихся друг от друга назначением, производительностью, скоростью
движения рабочих органов и т.д., установлены общие требования,
предъявляемые к конструкции самих машин, а также к их сборочным
единицам и деталям. Такими требованиями к машинам являются:
• соответствие производительности заданным объемам и темпам
выполнения работы;
10
• обеспечение высоко надежности и долговечности, а также срока
службы машины, соответствующего сроку гарантии в заданных условиях
эксплуатации;
• правильность выбора материала и рациональных способов обра-
ботки;
• соответствие конструкции машины ее назначению;
• обеспечение наименьших габаритных размеров машины, затрат
труда и материально-денежных средств;
• удобство доставки к потреблению;
• привлекательность формы и отделки внешнего вида машины.
К конструкциям сборочных единиц предъявляются требования
легкой сборки и разборки, легкой замены относительно быстро изнаши-
вающихся частей и т.д.
Детали должны иметь минимальную массу при достаточной проч-
ности и быть надежными в эксплуатации, так как их поломка может
привести к авариям в машине. Прочность детали обеспечивается выбором
материала и правильно рассчитанными размерами. Уменьшение массы
деталей достигается применением более прочных и экономичных
материалов. Применение наиболее точных методов расчета дает
возможность получить размеры деталей без излишних запасов прочности.
Многие детали должны также обладать достаточной жесткостью, т.е.
способностью сопротивляться образованию остаточных деформаций.
Особое значение это имеет для таких деталей, как валы, оси, опоры.
Жесткость деталей зависит от свойств материала, размеров и формы
деталей, поэтому при конструкции многие детали машин подвергаются
расчетам на жесткость и специальным испытаниям опытных образцов.
Деталям должна быть придана достаточная износостойкость. Это
требование выполняется применением специальных материалов, различ-
ными способами поверхностного упрочнения, например закалкой с
нагревом токами высокой частоты, цементацией в газовой среде, накле-
пом дробью, накаткой шариками или роликами, хромированием.
Детали должны быть возможно простыми по форме и экономичными
в изготовлении. Такое требование может быть выполнено при условии
тесного содружества конструкторов и технологов, обеспечивающего
применение наиболее рациональных конструкций, прогрессивной
технологии, более дешевых материалов и т.д.
Одним из существенных критериев оценки конструкций изделия
является его технологичность и экономичность.
В ГОСТе предусмотрены следующие виды технологичности конст-
рукций: производственная; эксплуатационная; технического обслужива-
ния; ремонтная и др.
Производительность машины - это объем работ, производимых ею
в единицу времени.
И
Экономическая эффективность характеризует народно-хозяйствен-
ные результаты и целесообразность производства машин и их примене-
ния. Она измеряется отношением получаемого эффекта (в виде роста
объема выпускаемой продукции или работ, снижением их себестоимости,
роста прибыли) к затратам на создание и внедрение машины.
Большой экономический эффект дают унификация, стандартизация
деталей и сборочных единиц, модифицирование, агрегатирование и
универсализация машин.
Унификация состоит в многократном применении в конструкции
одних и тех же элементов, что способствует сокращению номенклатуры
деталей и уменьшению стоимости изготовления, упрощению эксплуата-
ции и ремонта машин.
Стандартизация есть регламентирование конструкции и типоразмеров
широко применяемых машиностроительных деталей и сборочных единиц.
Стандартизация ускоряет проектирование, облегчает изготовление,
эксплуатацию и ремонт машин и при целесообразной конструкции
стандартных деталей способствует увеличению надежности машин.
Модифицированием называют переделку машины с целью приспо-
собить ее к иным условиям работы, операциям и видам продукции без
изменения основной конструкции.
Агрегатирование — метод конструирования машин на основе приме-
нения унифицированных и стандартных составных частей. Агрегатиро-
вание сокращает трудоемкость проектирования и изготовления машин,
упрощает их эксплуатацию.
Универсализация характеризуется расширением функций машин,
увеличением диапазона выполняемых ими операций, расширением
номенклатуры обрабатываемых деталей.
Большое значение имеет уменьшение числа типоразмеров деталей
машины рациональным выбором типажа и ее параметров, что позво-
ляет повысить серийность производства и уменьшить стоимость изго-
товления. Это тоже конструкторская задача, решаемая на стадии
проектирования.
Важно обеспечить технологичность конструкции. Технологичной
называется конструкция машины, которая обеспечивает заданные
эксплуатационные качества и позволяет при данной серийности изготов-
лять ее с наименьшими затратами труда и материалов. Расположение
отдельных элементов обеспечивает удобство и минимальную трудоем-
кость при сборке и ремонте. Технологичность конструкции тесно связана
с серийностью, обеспечивающей ее соответствие масштабу выпуска и
условиям производства. В значительной степени технологичность конст-
рукции обеспечивается широким внедрением стандартизации, нормали-
зации и унификации, использованием полуфабрикатов и рекомендуемых
материалов, а также типизацией технологических процессов. Основные
условия обеспечения технологичности связаны со способами получения
12
заготовки, механической обработки и с точностью изготовления деталей
и сборки.
Литые детали должны обеспечивать легкость формовки, сочетание
толщин стенок, плавные закругления, литейные уклоны, правильное рас-
положение ребер, удобство для базирования и механической обработки.
Детали, получаемые ковкой, штамповкой, прокаткой, не должны
иметь острых внутренних углов, резких перепадов толщин стенок, обес-
печивать хорошее ‘’растекание” металла в штампе и уклоны, обеспечи-
вающие удаление детали из штампа.
Методом литья получают детали практически неограниченной
сложности, а посредством штамповки изготовляют детали сравнительно
простой конфигурации, но с применением сварки из штампованных
элементов выполняют изделия весьма сложной формы.
Таким образом, под технологичностью конструкций и их деталей
подразумевается придание им соответствующих конструктивных форм
и применение для их изготовления таких материалов и приемов, которые
обеспечивают наименьшие в требуемых пределах массу и габаритные
размеры конструкции, минимальный расход материалов, наибольшую
простоту и экономичность производства.
Экономичность машины определяется не только стоимостью ее
изготовления, но и ее полезностью, долговечностью, надежностью,
затратами на заработную плату обслуживающего персонала, стоимостью
потребляемой энергии и ремонта.
Технико-экономическими являются расчеты, в которых с техничес-
кими величинами имеют место также и экономические категории —
затраты материалов, энергии, труда и других средств. Особый интерес
представляет выполнение таких расчетов на первых этапах проектирова-
ния, особенностью которых является многовариантность. Сущность
технико-экономического подхода при конструировании заключается в
поисках наиболее рациональной конструкции машины с учетом сово-
купности всех особенностей производства и эксплуатации. Экономичес-
кий эффект возрастает пропорционально увеличению долговечности
машины, а также за счет снижения стоимости затрат рабочей силы при
эксплуатации и повышения производительности машины.
Экономическое обоснование выбора варианта конструкции связано
с оценкой материалоемкости, трудоемкости и себестоимости изготов-
ления машины. При оценке различных вариантов конструкции исполь-
зуют удельные показатели, представляющие собой отношение массы
изделия к наиболее характерному для него параметру (мощности,
вращающему моменту, производительности, грузоподъемности).
Общая трудоемкость — нормированная сумма затрат труда (в
единицах времени) на изготовление деталей, сборочных единиц и
машины в целом - в наибольшей степени определяет себестоимость
проектируемого изделия.
13
Расчет себестоимости машины по стоимости единицы массы основан
на принципе подобия Однако чаще и более строго принцип подобия
выдерживается не для машины в целом, а для отдельных агрегатов и
деталей. В себестоимости современных машин большую часть состав-
ляют комплектующие изделия. Экономический эффект унификации
выражается в сокращении количества технической документации и
технической оснастки.
Выбирая материал для деталей проектируемой машины наряду с
другими соображениями следует учитывать трудности, вызываемые
большой номенклатурой используемых материалов и по возможности
сокращать ее, учитывая, что на себестоимость детали оказывает способ
ее изготовления. Сравнительный анализ показывает, что детали простой
формы из проката дороже деталей из СтЗ в 2...5 раз, литые и кованые —
в 5... 10 раз; обработка на строгальных и долбежных станках дороже
токарной в 2...5 раз, а на револьверных и автоматических станках
дешевле в 2... 10 раз.
Таким образом, экономические аспекты в процессе проектирования
проявляются при выборе материала, термообработки, упрочняющей
технологии, способа изготовления
Обобщая изложенное, заметим, что постоянное стремление к увели-
чению ресурса машин является важнейшей задачей машиностроения,
наиболее эффективным результатом работы в деле повышения качества
и экономической эффективности их труда, одним из главных резервов
страны, ведь повышение ресурса в два раза равноценно увеличению
выпуска машин во столько же раз. Этим и определяется необходимость
постоянного повышения уровня проектирования и производства машин
на основе комплексной механизации и автоматизации производственных
процессов, а также автоматизации управления ими. Все это даст возмож-
ность машиностроителям добиться, чтобы каждая вновь выпускаемая
машина была более экономической, производительной и надежной в
эксплуатации, более простой в уходе и дешевой в изготовлении, чем
машины подобного типа, выпускавшиеся раньше.
Следовательно, основным содержанием проектирования является
материализация, “овеществление” научно-технических идей и знаний,
использование их при создании нового технического объекта, обладаю-
щего наилучшими или заранее обусловленными параметрами, свойст-
вами и технико-экономическими показателями. Качественно новый
технический объект обязательно включает в себя новое техническое
решение, но на исчерпывается им. Создание нового объекта - это прежде
всего результат органического синтеза нового технического решения и
элементов прежних решений в новом целом.
Вопросы для самоконтроля
1 Назовите общие требования к машинам, сборочным единицам и деталям.
2 В чем суть понятия “экономическая эффективность”9
1 Л
3 Какие решения обеспечивают технологичность конструкции?
4 Как влияет выбор материала и способ получения заготовки на эконо-
мичность машины?
5 В чем суть основного содержания категории “проектирование”?
1.4. Причины выхода из строя и основные критерии
работоспособности машин
Надежность работы машины и ее долговечность связаны с обеспече-
нием основных критериев работоспособности ее деталей и узлов.
Прочность — способность детали, сборочной единицы или машины
сопротивляться разрушению под влиянием внешних нагрузок.
Различают прочность объемную и поверхностную (контактную). При
недостаточной объемной прочности деталь разрушается по всему сече-
нию (поломка зуба шестерни, вала, разрыв стержня болта), при недоста-
точной контактной прочности происходит разрушение поверхности
контакта (выкрашивание поверхности зуба шестерни, рабочей поверх-
ности колец подшипников качения).
Различают разрушение под действием однократного нагружения, при
действии переменных нагрузок числом циклов N < 1О4...1О5 и при действии
переменных нагрузок с числом циклов N> Ю4...1О5, что свидетельствует
о недостаточной статической, малоцикловой и усталостной прочности.
Оценка прочности обеспечивается проведением соответствующих
расчетов по определению напряжений и сравнения их с допускаемыми
(пределом прочности, текучести или выносливости).
Жесткость — способность детали, сборочной единицы или машины
сопротивляться изменению положения и формы под влиянием внешних
нагрузок. Жесткость влияет на величину внутренних силовых факторов
в статически неопределимых конструкциях, а контактная на точность
работы машины. Недостаточная жесткость приводит к неравномерному
распределению нагрузок (по длине зубьев колес при изгибе и кручении
валов) и к снижению долговечности отдельных узлов машины (подшип-
ников качения при относительном перекосе их колец).
Оценка жесткости обеспечивается проведением расчетов по опреде-
лению линейных и угловых деформаций при изгибе, угла закручивания
при кручении, удлинения при растяжении и сравнения их с допускае-
мыми.
Износостойкость — способность контактирующих деталей при их
относительном перемещении сопротивляться изменению формы и
размеров рабочих поверхностей вследствие их изнашивания в процессе
трения. Износ удорожает эксплуатацию машин, увеличивает простои в
связи с ремонтом и регулировкой, снижает точность и КПД, повышает
шум и может служить причиной их поломки.
В зависимости от характера происходящих процессов различаются
следующие виды изнашивания: механическое, молекулярно-механичес-
кое и коррозионно-механическое.
15
Механическое изнашивание является результатом механических
процессов — срезание и пластическое деформирование микронеров-
ностей (шероховатостей), повреждение поверхностей абразивными
частицами, повреждение в результате усталостных трещин.
Абразивное изнашивание и пластическое деформирование в зоне
сопряжения деталей предотвращается по возможности: точным опреде-
лением действующих нагрузок; учетом свойств материала, влияния
погрешностей и деформаций на распределение давлений в зоне контакта.
Усталостное изнашивание (выкрашивание) проявляется в отслаива-
нии отдельных частиц металла с увеличением числа циклов нагружений
и проявляется в наибольшей мере на отстающей поверхности (ножка
зуба в зубчатой передаче, дорожка качения внутреннего кольца
подшипника качения) и представляет значительную опасность при
поверхностном упрочнении (азотирование, цементация и др.), поскольку
в результате развития трещин под упрочненным слоем с поверхности
трения отделяются крупные частицы металла. Для предотвращения
усталостного выкрашивания проводится расчет с целью оценки величины
контактных напряжений (оценка контактной прочности).
Молекулярно-механическое изнашивание проявляется при разруше-
нии защитных пленок на контактирующих поверхностях, что вызывает
действие сил молекулярного сцепления в зоне контакта их микронеров-
ностей (явление схватывания), следствием чего является процесс
возникновения и развития повреждений поверхностей трения — заедание.
С увеличением контактных напряжений, скорости скольжения и
температуры в зоне контакта возможно проявление большого числа
локально расположенных очагов схватывания с интенсивным переносом
материала с более мягкой поверхности на более твердую. Опасной
формой заедания является задир — повреждение зоны контакта при
высокой твердости контактирующих поверхностей в виде борозд
глубиной до 100...200 мкм в направлении вектора скорости относитель-
ного движения. Уменьшение схватывания имеет место для поверхностей
трения при большой разнице их твердости (стальной червяк и бронзовый
венец червячного колеса, стальная шейка вала и бронзовые или
латунные втулки в подшипниках скольжения), а также при применении
смазок с антизадирными присадками.
Одним из критериев оценки возможности проявления заедания
является температура в зоне контакта, сравниваемая с допускаемой.
Коррозионно-механическое изнашивание возникает при наличии в зоне
контакта трения с поверхностно-активными присадками в условиях
высоких местных давлений и относительно высоких локальных темпе-
ратур. Одним из видов такого изнашивания является окислительное —
разрушение непрерывно возобновляющихся окисных пленок на поверх-
ности металла (узлы пищевого, нефтехимического оборудования).
Корозионно-механическое изнашивание, возникающее вследствие
малых колебательных относительных перемещений сопряженных
16
поверхностей, обусловленных деформациями и зазорами (люфтами),
называется фреттинг-коррозией. Этот вид изнашивания, нарушающий
прочность соединения, характерен для заклепочных, шпоночных и
шлицевых соединений, соединений с натягом, зубчатых муфт, рессор.
Виброустойчивость — способность конструкции работать в заданном
диапазоне режимов без недопустимых амплитуд колебаний.
Повышение амплитуд колебаний под действием возмущающей силы
может вызвать на частотах, близких к резонансным, напряжения,
превышающие предел прочности (выносливости) для деталей и их
поломку. Более того, расходуемая на колебания энергия снижает
передаваемую мощность и КПД конструкции. Вибрация деталей передач
(зубчатых колес, валов, подшипниковых узлов) является причиной
снижения точности машины и появления шума.
При эксплуатации агрегатов машин, их узлов и деталей наиболее
возможными являются вынужденные колебания и автоколебания.
Вынужденные колебания вызываются внешними периодическими возму-
щениями из-за неуравновешенности вращающихся деталей, погрешнос-
тей изготовления и т.д. При расчетах на виброустойчивость для преду-
преждения возникновения резонанса должно быть установлено соотно-
шением между частотами собственных колебаний и возмущающей силы.
Автоколебания, являющиеся самовозбуждающимися, возникают при
равенстве энергий демпфирования и возбуждения, что является,
например, причиной фрикционных автоколебаний. При опасности
возникновения автоколебаний производится расчет динамической
устойчивости.
Теплостойкость — это способность машины, ее деталей и узлов
работать при заданных тепловых режимах без снижения защитной
способности масляного слоя и изменения свойств трущихся поверхнос-
тей, без чрезмерного изменения зазоров в подвижных соединениях, без
снижения прочностных характеристик материалов и повышенных
остаточных деформаций, приводящих к понижению точности машины.
Расчетам на прочность при повышенных температурах и расчетах
температурных деформаций должны предшествовать собственно
тепловые расчеты — определение температур и сравнение их с
допускаемыми. Средние установившиеся температуры определяются по
уравнению баланса: тепловыделение за единицу времени приравнивается
теплоотдаче.
При проектировании машин и их эксплуатации важную роль играет
категория триботехники.
Триботехника — наука о контактном взаимодействии твердых тел при
их относительном движении, освещающая весь комплекс вопросов
трения, изнашивания и смазывания. Ряд терминов, относящихся к
триботехнике, стандартизован. Приведем в сокращенном виде некоторые
из них.
17
Изнашивание — процесс разрушения и отделения материала с поверх-
ности твердого тела, проявляющейся в постепенном изменении размеров
и (или) формы тела.
Износостойкость — свойство материала оказывать сопротивление
изнашиванию в определенных условиях трения.
Смазочный материал — материал, вводимый на поверхности трения
для уменьшения силы трения и (или) интенсивности изнашивания.
Смазка - действие смазочного материала, в результате которого
между двумя поверхностями уменьшается сила трения и (или) интенсив-
ность изнашивания.
Смазывание - подведение смазочного материала к поверхности
трения.
Трение покоя ~ трение двух тел при микроперемещениях до перехода
к относительному движению.
Трение движения - трение двух тел, находящихся в относительном
движении.
Трение без смазочного материала — трение двух тел при отсутствии
на поверхности трения введенного смазочного материала любого вида.
Трение скольжения - трение движения двух соприкасающихся твердых
тел, при котором их скорости в точках касания различны по значению
и направлению.
Трение качения - трение движения двух твердых тел, при котором их
скорости в точках касания одинаковы по значению и направлению.
Сила трения - сила сопротивления при относительном перемещении
одного тела по поверхности другого под действием внешней силы,
направленной по касательной к общей границе между этими телами.
Скорость скольжения — разность скоростей тел в точках касания при
скольжении.
Коэффициент трения — отношение силы трения двух тел к нормаль-
ной силе, прижимающей эти тела одно к другому.
Коэффициент сцепления — отношение неполной силы трения покоя
двух тел к нормальной составляющей поверхностей трения силе,
прижимающей тела одно к другому.
С трением связана одна из самых острых проблем современности —
изнашивание машин и механизмов. Расходы на восстановление машин
огромны, причем ежегодно они увеличиваются. Удлинение срока службы
машин и оборудования даже в небольшой степени равносильно вводу
значительных новых производственных мощностей.
Большинство машин (85...90%) выходит из строя из-за изнашивания
деталей. Затраты на ремонт и техническое обслуживание машины в
несколько раз превышают ее стоимость: для автомобилей в 6 раз, для
самолетов до 5 раз, для станков до 8 раз.
Создание узлов с минимальными потерями на трение равносильно
высвобождению огромных ресурсов рабочей силы и различных мате-
18
piiiutbHbix затрат, в том числе ремонтных предприятии, которые сейчас
н i рсднем по машиностроению составляют не менее 60...80% основного
производства.
На базе науки о трении и изнашивании (триботехники) в настоящее
время решаются прикладные инженерные (триботехнические) задачи в
области трения, формообразования деталей, обработки материалов
разрушающими и деформирующими способами, возможности дости-
жения требуемых свойств поверхностей трения, узлов и деталей за счет
упрочняющих воздействий и нанесения специальных покрытий и т.п.
Для обеспечения малой силы трения и минимального изнашивания
необходимо обеспечивать положительный градиент механических
свойств, при котором прочность возникающих молекулярных связей на
поверхности меньше прочности низлежащих слоев. Это условие
соблюдается при введении жидкого или пластичного смазочного
материала, так как прочность при сдвиге смазочного материала
значительно ниже, чем металла, на который он нанесен. В паре трения
такой градиент может быть достигнут нанесением пленки (металличес-
кой, неметаллической), применением самосмазывающегося монолит-
ного материала, который в процессе трения также обеспечивает
положительный градиент механических свойств за счет активного
наполнителя или путем введения смазочного материала в зону трения.
Вопросы для самоконтроля
1. Дайте определение основным критериям надежности машин.
2. Какие виды изнашивания деталей машин существуют и как их
предотвратить?
3. В каких случаях категория “виброустойчивость” имеет особо важное
значение?
4. Раскройте понятие “триботехника”
5. Какими способами решаются проблемы триботехнических задач в
совершенном машиностроении9
1.5. Механический электропривод
1.5.1. Общие сведения
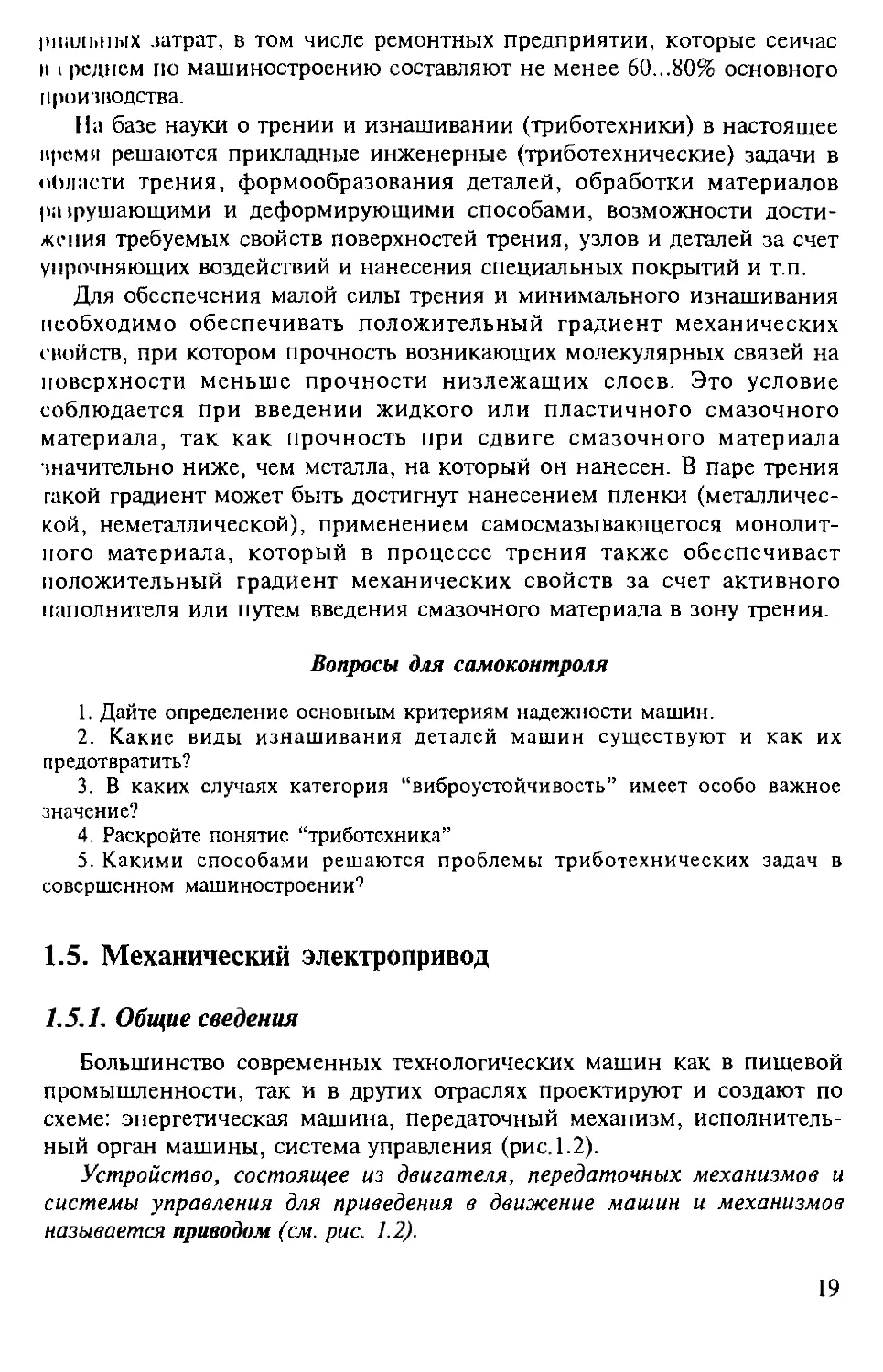
Большинство современных технологических машин как в пищевой
промышленности, так и в других отраслях проектируют и создают по
схеме: энергетическая машина, передаточный механизм, исполнитель-
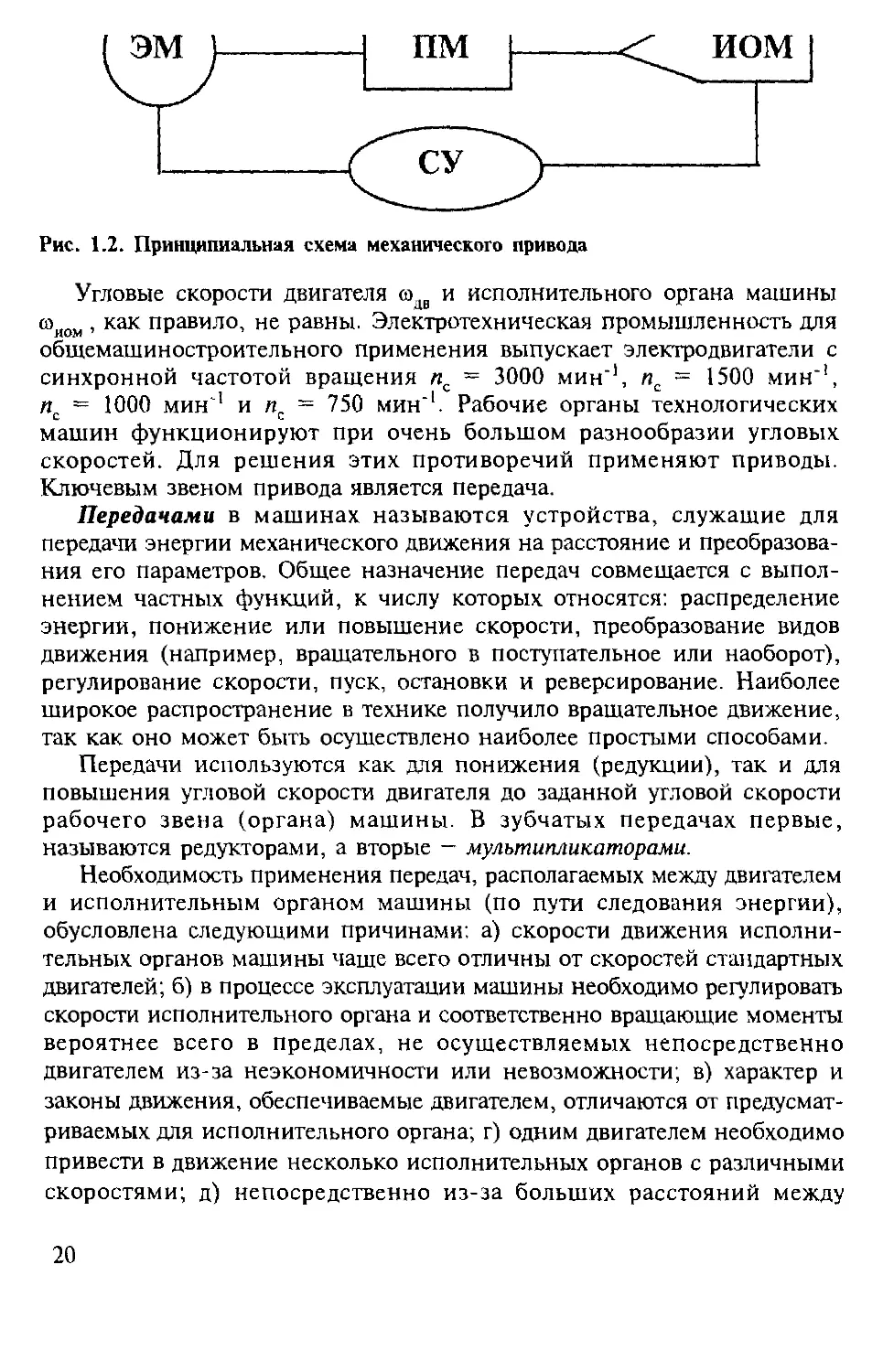
ный орган машины, система управления (рис.1.2).
Устройство, состоящее из двигателя, передаточных механизмов и
системы управления для приведения в движение машин и механизмов
называется приводом (см. рис. 1.2).
19
Угловые скорости двигателя ®дв и исполнительного органа машины
®иом ’ как ПР3011-110, не равны. Электротехническая промышленность для
общемашиностроительного применения выпускает электродвигатели с
синхронной частотой вращения лс = 3000 мин'1, пс = 1500 мин'1,
пс = 1000 мин'1 и пс = 750 мин'1. Рабочие органы технологических
машин функционируют при очень большом разнообразии угловых
скоростей. Для решения этих противоречий применяют приводы.
Ключевым звеном привода является передача.
Передачами в машинах называются устройства, служащие для
передачи энергии механического движения на расстояние и преобразова-
ния его параметров. Общее назначение передач совмещается с выпол-
нением частных функций, к числу которых относятся: распределение
энергии, понижение или повышение скорости, преобразование видов
движения (например, вращательного в поступательное или наоборот),
регулирование скорости, пуск, остановки и реверсирование. Наиболее
широкое распространение в технике получило вращательное движение,
так как оно может быть осуществлено наиболее простыми способами.
Передачи используются как для понижения (редукции), так и для
повышения угловой скорости двигателя до заданной угловой скорости
рабочего звена (органа) машины. В зубчатых передачах первые,
называются редукторами, а вторые — мультипликаторами.
Необходимость применения передач, располагаемых между двигателем
и исполнительным органом машины (по пути следования энергии),
обусловлена следующими причинами: а) скорости движения исполни-
тельных органов машины чаще всего отличны от скоростей стандартных
двигателей; б) в процессе эксплуатации машины необходимо регулировать
скорости исполнительного органа и соответственно вращающие моменты
вероятнее всего в пределах, не осуществляемых непосредственно
двигателем из-за неэкономичности или невозможности; в) характер и
законы движения, обеспечиваемые двигателем, отличаются от предусмат-
риваемых для исполнительного органа; г) одним двигателем необходимо
привести в движение несколько исполнительных органов с различными
скоростями; д) непосредственно из-за больших расстояний между
20
двигателем и исполнительным органом или по соображениям безопас-
ности, удобства обслуживания или габаритов машины.
По способу передачи движения от ведущего вала к ведомому
различают передачи трением и зацеплением; непосредственного касания
(фрикционные, зубчатые, червячные, глобоидные, гипоидные, спироид-
ные, волновые, винтовые) и с гибкой связью (ременные, зубчаторемен-
ные, цепные); по назначению — кинематические и силовые; по характеру
изменения передаточного отношения - с постоянным и изменяющимся
передаточным отношением (ступенчато и бесступенчато); по относи-
тельному движению валов - обыкновенные и сателитные; по взаимному
расположению валов в пространстве — между параллельными, пересе-
кающимися, перекрещивающимися и соосными осями валов. Выбор того
или иного типа передачи обуславливается габаритами, массой и
компоновочной схемой машины, режимом ее работы, частотой и
направлением вращения ведущего и ведомого валов, пределами и
условиями регулирования их скорости.
Правильный выбор типа привода, кинематической схемы, вида и
материала трущихся пар, применение подшипников качения, совершен-
ной системы смазывания - все это является чрезвычайно важным с
точки зрения повышения КПД машины и механизма.
1.5.2 Кинематические и силовые соотношения в передачах
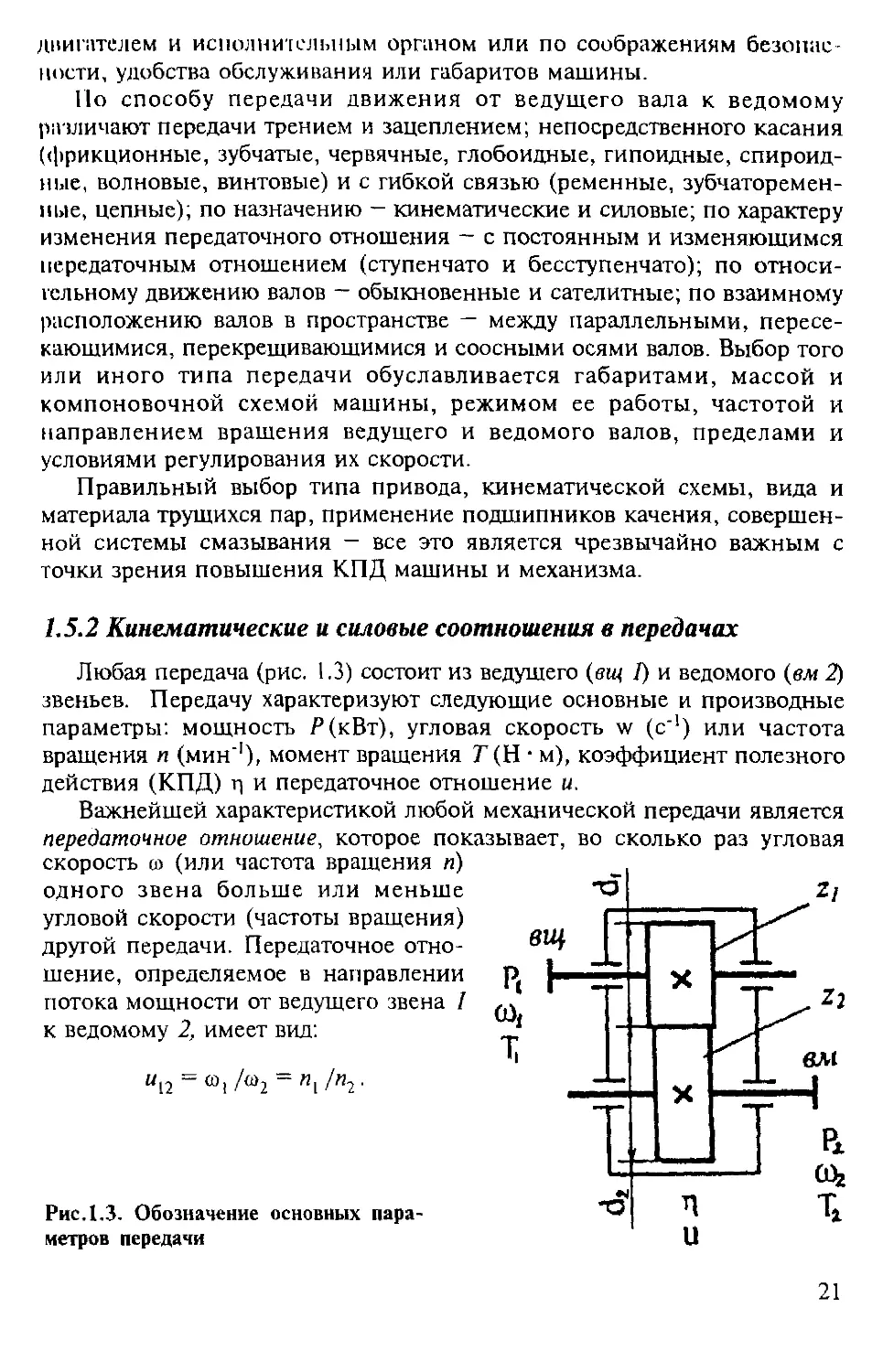
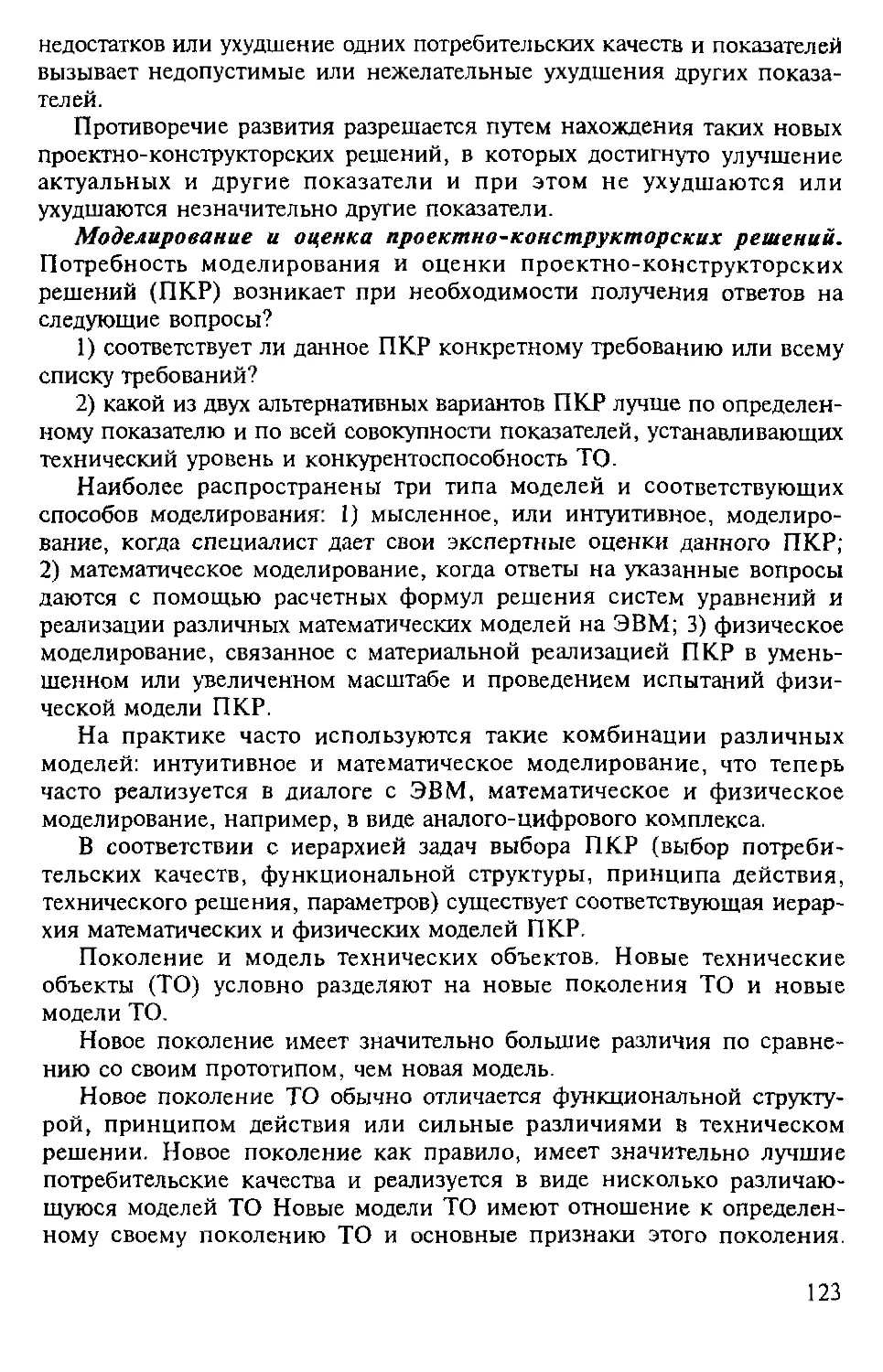
Любая передача (рис. 1.3) состоит из ведущего (вщ 1) и ведомого (вм 2)
звеньев. Передачу характеризуют следующие основные и производные
параметры: мощность Р(кВт), угловая скорость w (с-1) или частота
вращения п (мин’1), момент вращения Т (Н • м), коэффициент полезного
действия (КПД) ц и передаточное отношение и.
Важнейшей характеристикой любой механической передачи является
передаточное отношение, которое показывает, во сколько раз угловая
скорость со (или частота вращения п)
одного звена больше или меньше
угловой скорости (частоты вращения)
другой передачи. Передаточное отно-
шение, определяемое в направлении
потока мощности от ведущего звена I
к ведомому 2, имеет вид:
Ы12 ~ ®1 /Ш2 ~ П\ 1П1 ‘
Рис.1.3. Обозначение основных пара-
метров передачи
21
При значении и >1 такие передачи называют понижающими, процесс
преобразования частоты вращения - редуцированием, а передачу,
выполненную в закрытом корпусе - редуктором.
Передаточное отношение можно выразить через диаметры, или число
зубьев, тогда формула будет иметь вид:
М12 = (Oj / ©2 = rtj jn2 = d2 /dx = z2 /zv (11)
Если кинематическая характеристика выражается отношением числа
зубьев, то это называют передаточным числом.
Передаточное число в отличие от передаточного отношения всегда
положительное и не может быть меньше единицы.
Так как в настоящем пособии рассматриваются только понижающие
передачи, то передаточное отношение и передаточное число будут иметь
значения больше единицы — обе эти характеристики механических передач
будем обозначать символом и.
Привод может включать несколько передаточных механизмов
(ступеней). При этом значение общего передаточного отношения
определяется произведением передаточных отношений отдельных
кинематических ступеней привода
“o6=U12 ' Ы23 ••• ип ~ ®вщ/®вм • (1-2)
При разбивке общего передаточного отношения следует руководст-
воваться кинематическими возможностями отдельных передач (см. табл.
1.1). Заметим, что в этой таблице приведены рекомендуемые интервалы
передаточных чисел. Что же касается редукторов, то их значения следует
принимать стандартными (см. табл. 4.9 и 5.5). Сравнительная характе-
ристика передач приведена в табл. 1.2.
Если к ведущему валу передачи подвести мощность Pj, то с ведомого
можно будет отобрать мощность Р2, которая несколько меньше затра-
ченной (следствие потерь на трение и др. сопротивления). Эти потери
выражаются коэффициентом полезного действия:
п = Л/Л- <13)
Поскольку
Р = Т' <й и со = (л • п}/ 30,
Р7 Т7со7 Т7п7 Т7
2 2 2 2 2 2
то 1] = — -------~------=------. (1.3, а)
Л Л®1 ^1л1 ui2
Значения КПД передач см. табл. табл. 1.1.
В силовой (понижающей) передаче
©, > ш2, Т2 > Т], Т2 — Тх • и12 ц.
22
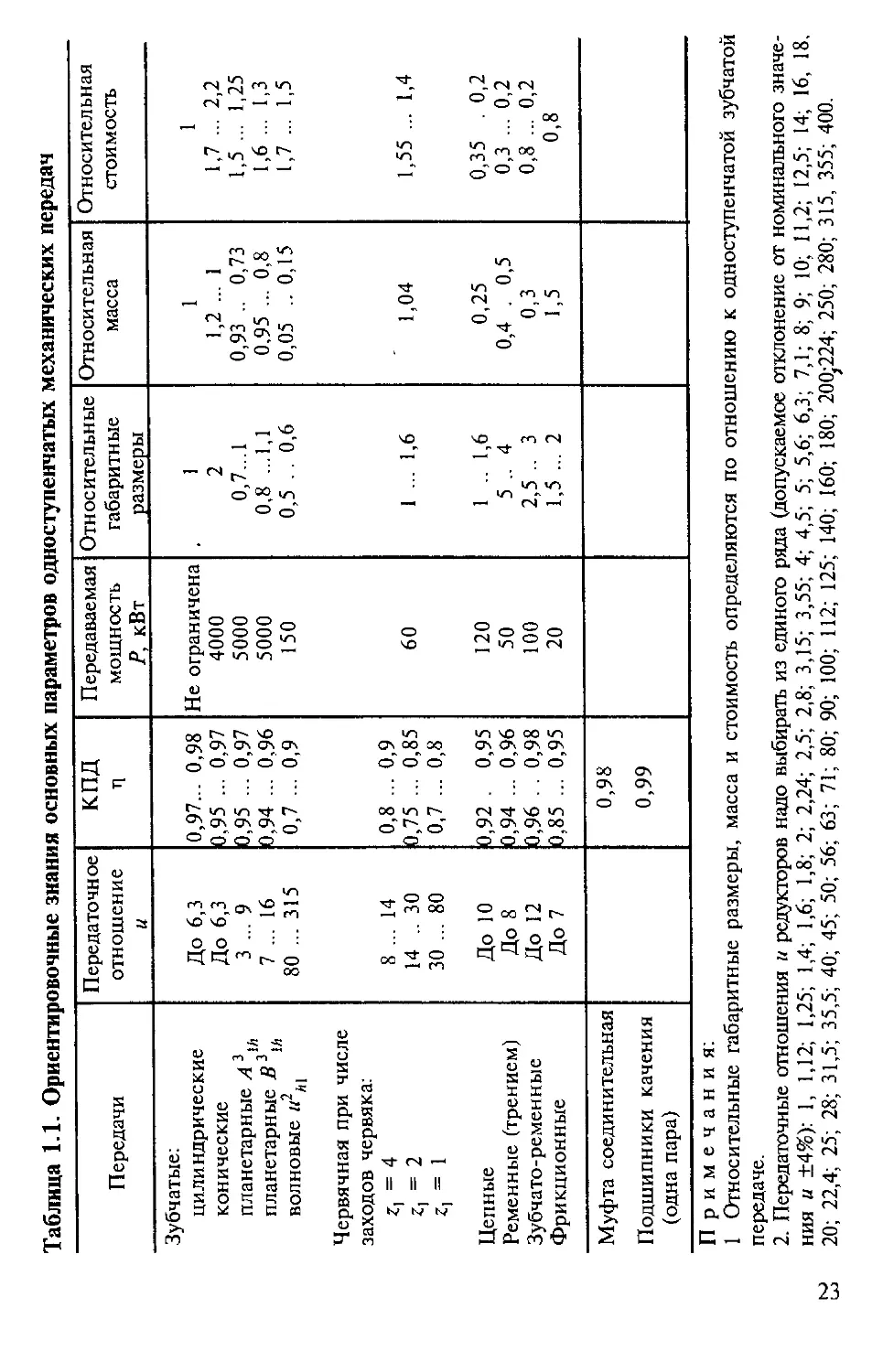
Таблица 1.1. Ориентировочные знания основных параметров одноступенчатых механических передач
Передачи Передаточное отношение и КПД п Передаваемая мощность Р, кВт Относительные габаритные размеры Относительная масса Относительная стоимость
Зубчатые:
цилиндрические До 6,3 0,97. .. 0,98 Не ограничена 1 1 1
конические До 6,3 0,95 ... 0,97 4000 2 1,2 ... 1 1,7 ... 2,2
планетарные А 31А 3 ... 9 0,95 ... 0,97 5000 0,7...1 0,93 .. 0,73 1,5 ... 1,25
планетарные B\h 7 ... 16 0,94 ... 0,96 5000 0,8 ...1,1 0,95 ... 0,8 1,6 ... 1,3
волновые /гЛ1 80 ... 315 0,7 ... 0,9 150 0,5 . . 0,6 0,05 .. 0,15 1,7 ... 1,5
Червячная при числе
заходов червяка:
zt = 4 8 ... 14 0,8 ... 0,9
г, = 2 14 .. 30 0,75 ... 0,85 60 1 ... 1,6 1,04 1,55 ... 1,4
z} = 1 30 ... 80 0,7 ... 0,8
Цепные До 10 0,92 0,95 120 1 .. 1,6 0,25 0,35 . 0,2
Ременные (трением) До 8 0,94 .. 0,96 50 5 .. 4 0,4 . 0,5 0,3 ... 0,2
Зубчато-ременные До 12 0,96 . 0,98 100 2,5 .. 3 0,3 0,8 ... 0,2
Фрикционные До 7 0,85 .. 0,95 20 1,5 ... 2 1,5 0,8
Муфта соединительная 0,98
Подшипники качения 0,99
(одна пара)
Примечания:
1 Относительные габаритные размеры, масса и стоимость определяются по отношению к одноступенчатой зубчатой
передаче.
2 . Передаточные отношения и редукторов надо выбирать из единого ряда (допускаемое отклонение от номинального значе-
ния и ±4%): 1, 1,12; 1,25; 1,4; 1,6; 1,8; 2; 2,24; 2,5; 2,8; 3,15; 3,55; 4; 4,5; 5; 5,6; 6,3; 7,1; 8; 9; 10; 11,2; 12,5; 14; 16, 18.
Й 20; 22,4; 25; 28; 31,5; 35,5; 40; 45; 50; 56; 63; 71; 80; 90; 100; 112; 125; 140; 160; 180; 200,224; 250; 280; 315, 355; 400.
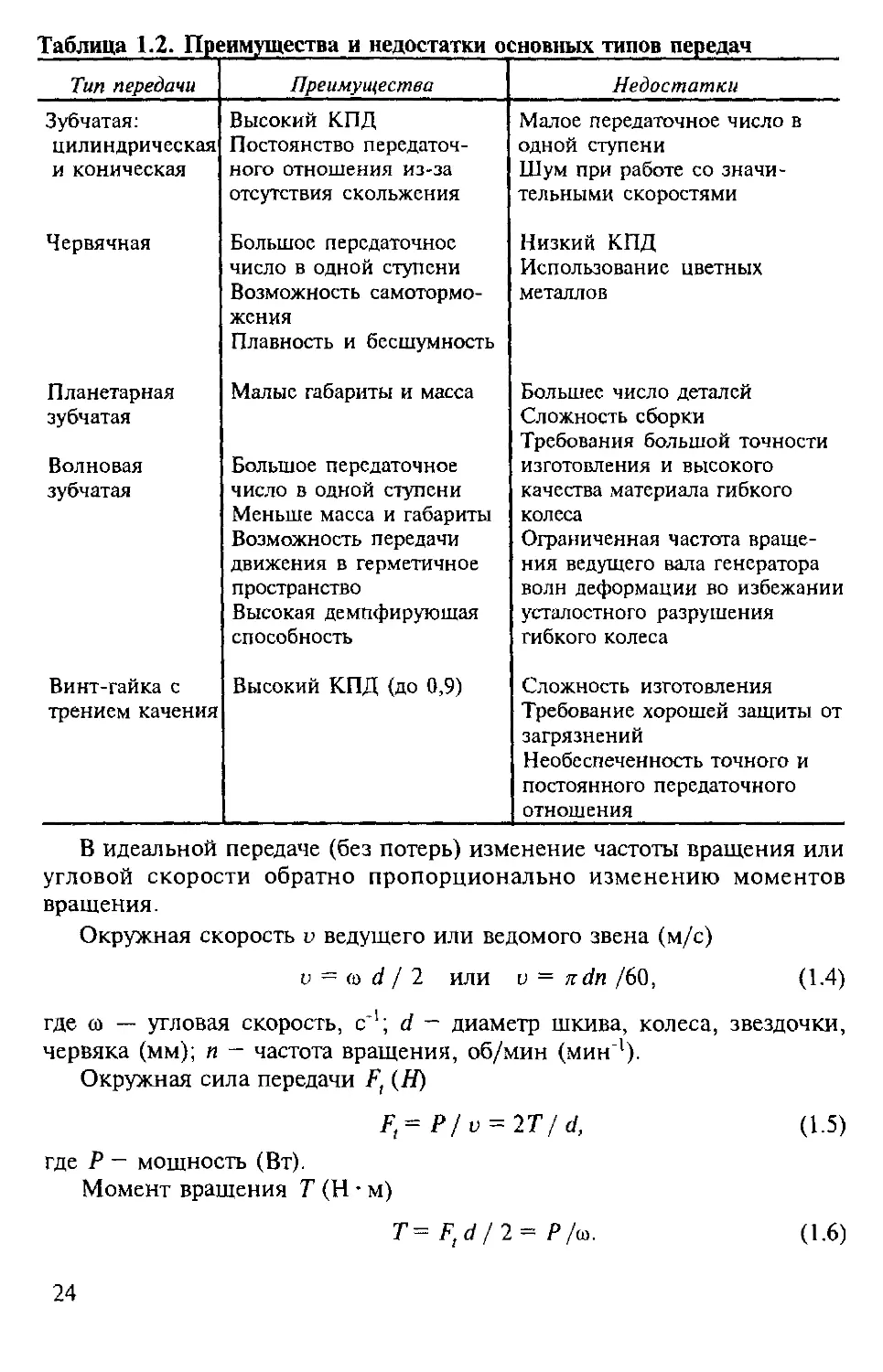
Таблица 1.2. Преимущества и недостатки основных типов передач
Тип передачи Преимущества Недостатки
Зубчатая: цилиндрическая и коническая Высокий КПД Постоянство передаточ- ного отношения из-за отсутствия скольжения Малое передаточное число в одной ступени Шум при работе со значи- тельными скоростями
Червячная Большое передаточное число в одной ступени Возможность самотормо- жения Плавность и бесшумность Низкий КПД Использование цветных металлов
Планетарная зубчатая Волновая зубчатая Малые габариты и масса Большое передаточное число в одной ступени Меньше масса и габариты Возможность передачи движения в герметичное пространство Высокая демпфирующая способность Большее число деталей Сложность сборки Требования большой точности изготовления и высокого качества материала гибкого колеса Ограниченная частота враще- ния ведущего вала генератора волн деформации во избежании усталостного разрушения гибкого колеса
Винт-гайка с трением качения Высокий КПД (до 0,9) Сложность изготовления Требование хорошей защиты от загрязнений Необеспеченность точного и постоянного передаточного отношения
В идеальной передаче (без потерь) изменение частоты вращения или
угловой скорости обратно пропорционально изменению моментов
вращения.
Окружная скорость и ведущего или ведомого звена (м/с)
v = co d / 2 или и = irdn /60, (1.4)
где «л — угловая скорость, с’1; d - диаметр шкива, колеса, звездочки,
червяка (мм); п - частота вращения, об/мин (мин1).
Окружная сила передачи Ft (ff)
Ft = Р/v = 2T/d, (1.5)
где P — мощность (Вт).
Момент вращения Т (Н • м)
Т= Ftd / 2= Р/со. (1.6)
24
Момент вращения ведущего вала Т{ является моментом движущих
сил, его направление совпадает с направлением вращения вала. Момент
ведомого вала Т2 — момент силы сопротивления, его направление
противоположно направлению вращения вала.
Если частота вращения ведомого вала не задана в явной форме, то
ее находят через другие заданные параметры привода. Так, при заданных
скорости ленты (цепи) и конвейера (м/с) и диаметре D барабана (звез-
дочки) (мм)
60- 1000 и
п=------------. (1.7)
it D
Если заданы шаг тяговой цепи 1 (мм) и число зубьев звездочки z, то
сначала определяют диаметр делительной окружности звездочки
д sin (180в/г) ’
а затем по формуле (1.7) частоту вращения ведомого вала.
Требуемая мощность электродвигателя
(1.9)
где т|0бщ ~~ общий КПД привода, равный произведению частных КПД
отдельных передач, составляющих привод:
Побщ = П12' П23 - Ч,- (1-10)
Если в техническом задании мощность на ведомом валу задана не в
явной форме, например указаны тяговая сила F и скорость v ленты
конвейера, то
PT=Fv, (1.11)
где Рт — в Вт; F— в Н; v — в м/с.
При расчете привода часто используют следующие зависимости между
различными параметрами:
выражение угловой скорости со (с’1) через частоту вращения п (мин'1):
со = л «/30 , (1.12)
выражение вращающего момента Т (Н • м) через мощность Р (Вт) и
частоту вращения п (мин'1):
Г=9,55Р/и, (1.13)
связь между моментами на ведущем 76 и ведомом Г? валах передачи
через передаточное число и и КПД ту
т;=тбссг|. (1.14)
25
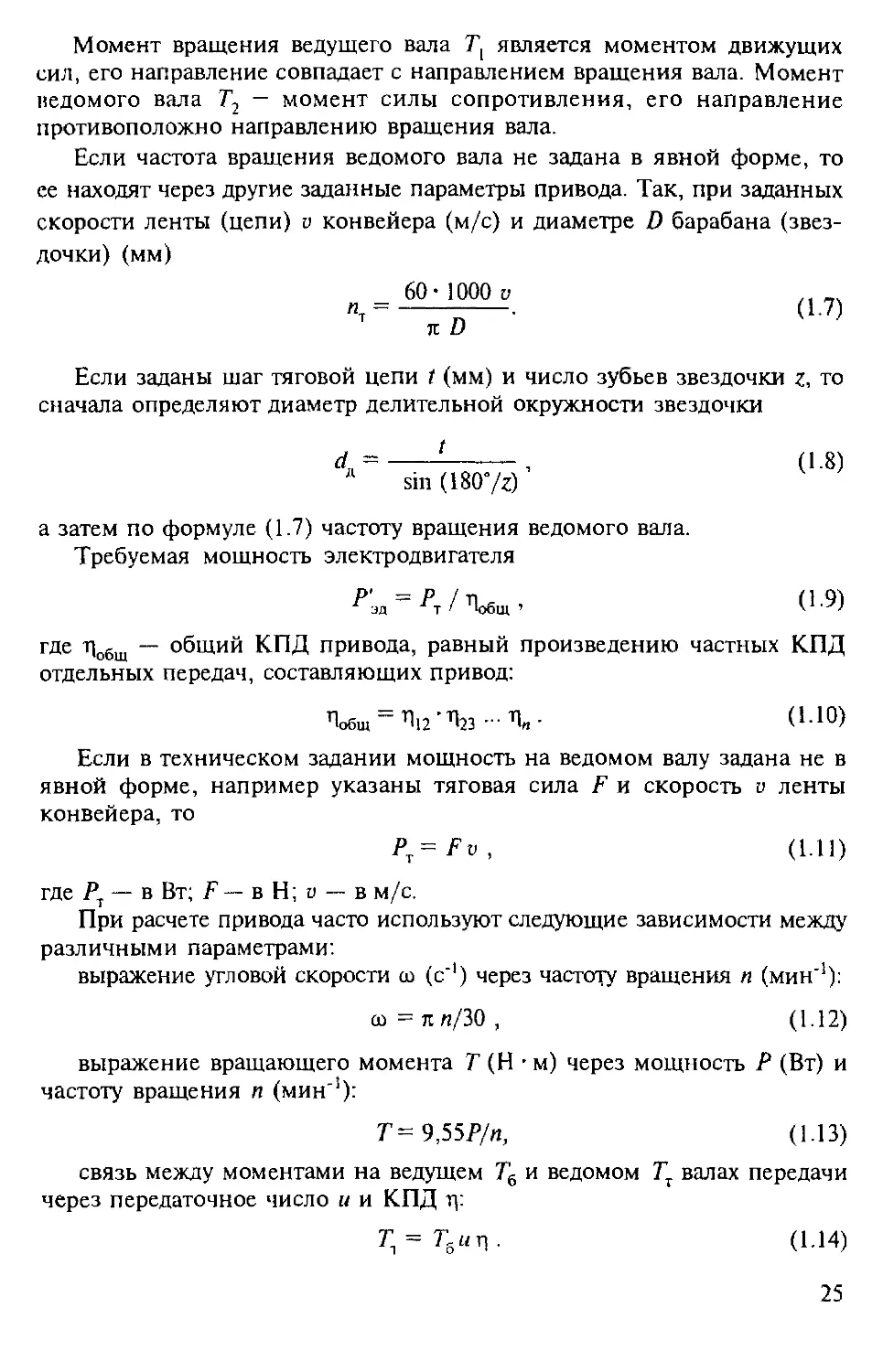
Для двухступенчатого редуктора
(1-15)
Sea = “б S ’
где иб и ит — передаточные числа быстроходной и тихоходной ступеней
редуктора (коробки передач).
Передаточные числа и6 быстроходной и ит тихоходной ступеней
двухступенчатых редукторов определяют по соотношениям, приведен-
ным в табл. 1.3.
Таблица 1.3. Разбивка общего передаточного числа двухступенчатого редуктора
Схема редуктора
Передаточное число
“б
Схема редуктора
Лередаточное число
Ur
0.95^р» Планетарные двухступенча- тые редукторы: Ыред 25 4 W4
свыше 25 рсд ДО 63 W6’3 6,3
иред свыше 63 10 О-1 "ре.
U?JU.
26
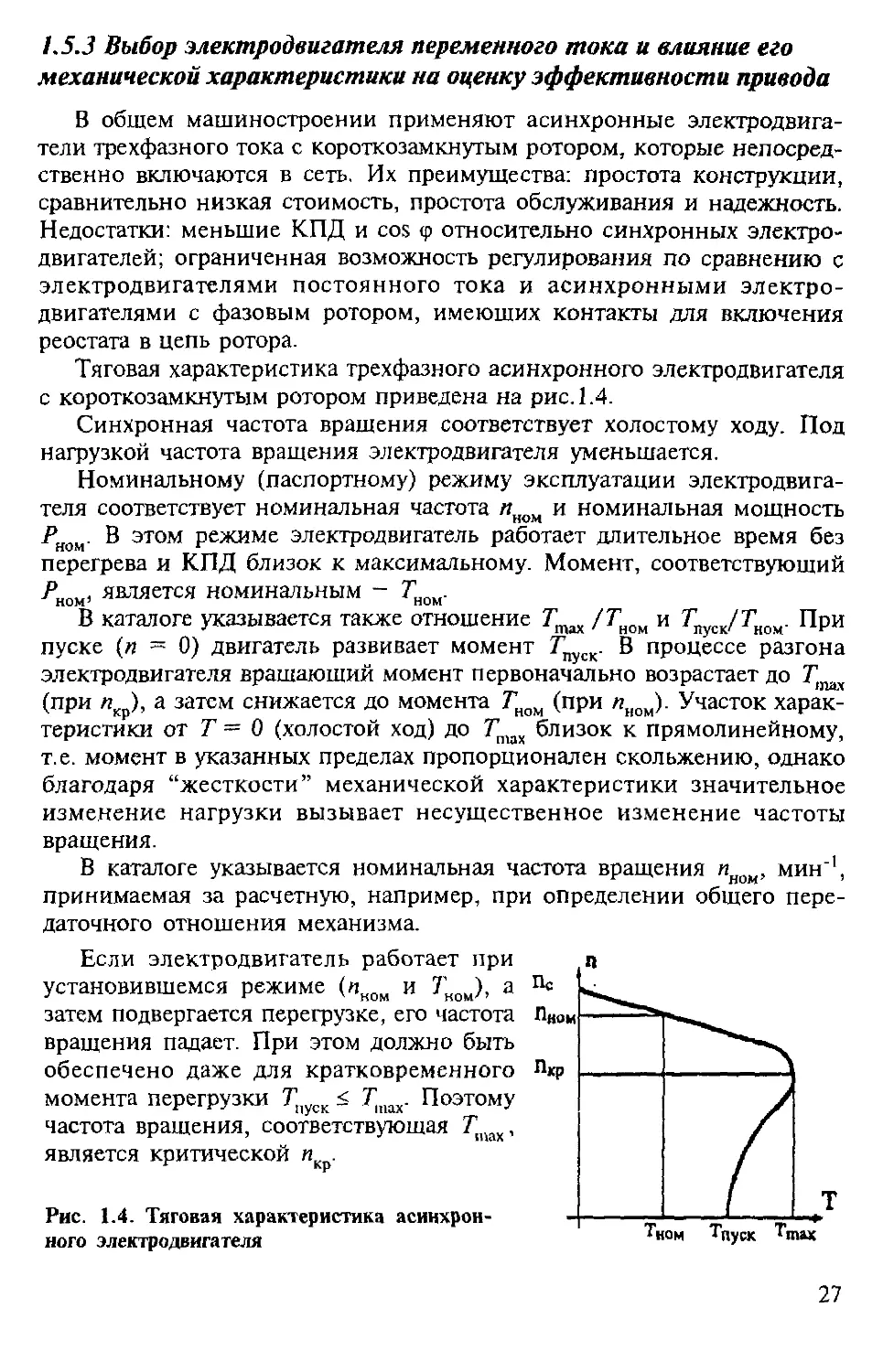
1.5.3 Выбор электродвигателя переменного тока и влияние его
механической характеристики на оценку эффективности привода
В общем машиностроении применяют асинхронные электродвига-
тели трехфазного тока с короткозамкнутым ротором, которые непосред-
ственно включаются в сеть. Их преимущества: простота конструкции,
сравнительно низкая стоимость, простота обслуживания и надежность.
Недостатки: меньшие КПД и cos <р относительно синхронных электро-
двигателей; ограниченная возможность регулирования по сравнению с
электродвигателями постоянного тока и асинхронными электро-
двигателями с фазовым ротором, имеющих контакты для включения
реостата в цепь ротора.
Тяговая характеристика трехфазного асинхронного электродвигателя
с короткозамкнутым ротором приведена на рис. 1.4.
Синхронная частота вращения соответствует холостому ходу. Под
нагрузкой частота вращения электродвигателя уменьшается.
Номинальному (паспортному) режиму эксплуатации электродвига-
теля соответствует номинальная частота лном и номинальная мощность
Рном. В этом режиме электродвигатель работает длительное время без
перегрева и КПД близок к максимальному. Момент, соответствующий
Рном, является номинальным - 7НОМ.
В каталоге указывается также отношение ГП1ах /Гном и 77пуск/7’ном- При
пуске (л — 0) двигатель развивает момент Г В процессе разгона
электродвигателя вращающий момент первоначально возрастает до Г)пах
(при лкр), а затем снижается до момента Гном (при лном). Участок харак-
теристики от Т = 0 (холостой ход) до близок к прямолинейному,
т.е. момент в указанных пределах пропорционален скольжению, однако
благодаря “жесткости” механической характеристики значительное
изменение нагрузки вызывает несущественное изменение частоты
вращения.
В каталоге указывается номинальная частота вращения «ном, мин"1,
принимаемая за расчетную, например, при определении общего пере-
даточного отношения механизма.
Если электродвигатель работает при п
установившемся режиме (лном и Тном), а пс
затем подвергается перегрузке, его частота ПНом
вращения падает. При этом должно быть ^*s"**>4
обеспечено даже для кратковременного пкр —, — - ,— ,
момента перегрузки Тпуск < Т1пах. Поэтому 7
частота вращения, соответствующая 7^, /
является критической якр. /
I Т
Рис. 1.4. Тяговая характеристика асинхрон- |- «— « J
него электродвигателя иом ^пуск max
27
Следовательно, при выборе электродвигателя необходимо согласовать
его характеристику с режимом нагрузки механизма. Например, для
конвейеров указывается характер нагрузки и отношение (Т к/ Тком)м<
<(Т /Т ).
Если это условие не соблюдается для данного типа электродвигателя,
необходимо выбрать другой тип или предусмотреть в системе привода
устройство, позволяющее разгонять электродвигатель вхолостую, а затем
плавно включать нагрузку, например, с помощью фрикционной управ-
ляемой муфты.
Длительный режим работы характеризуется его продолжительностью,
достаточной для того, чтобы температура нагрева двигателя достигала
установившегося значения.
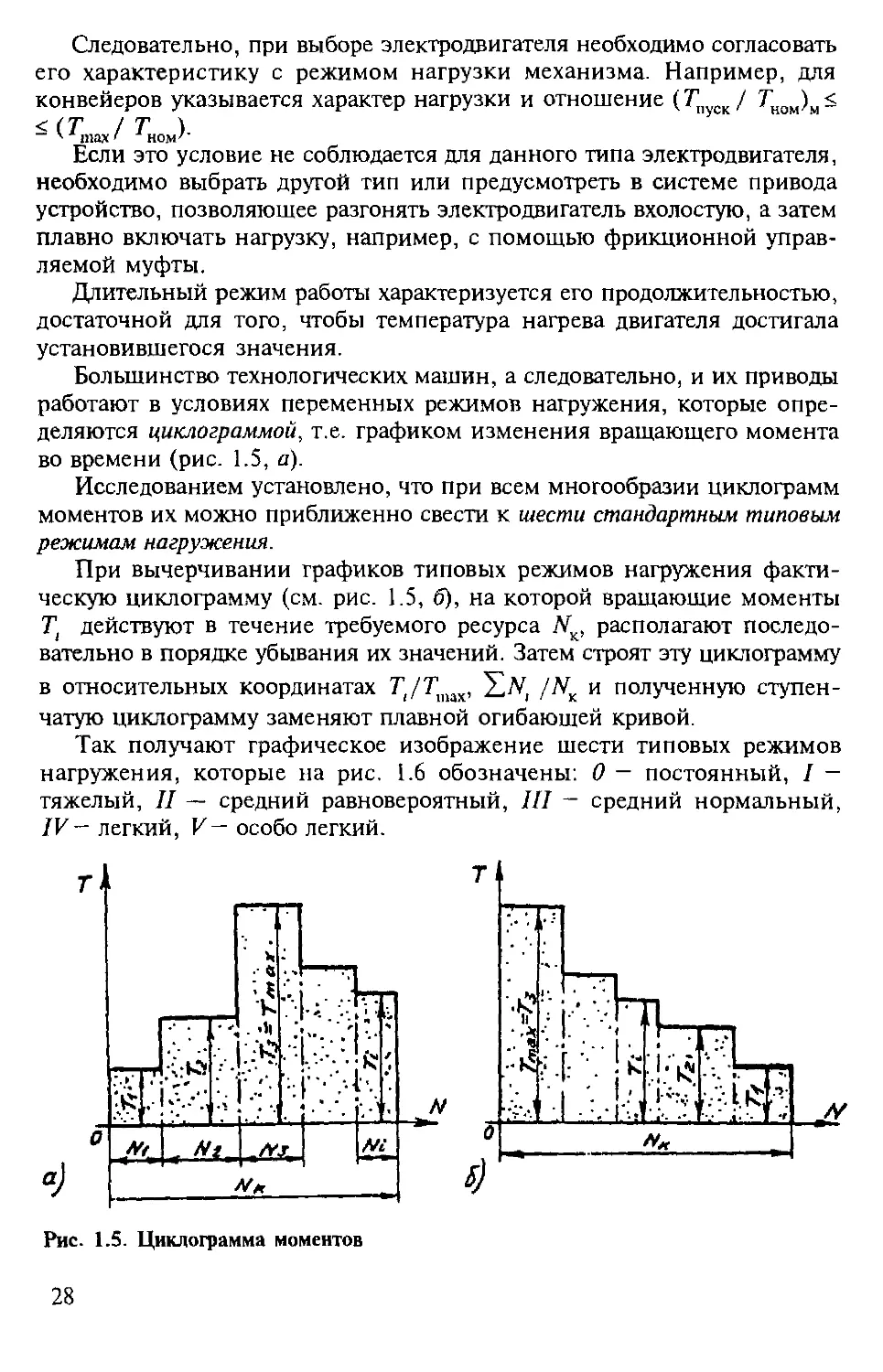
Большинство технологических машин, а следовательно, и их приводы
работают в условиях переменных режимов нагружения, которые опре-
деляются циклограммой, т.е. графиком изменения вращающего момента
во времени (рис. 1.5, а).
Исследованием установлено, что при всем многообразии циклограмм
моментов их можно приближенно свести к шести стандартным типовым
режимам нагружения.
При вычерчивании графиков типовых режимов нагружения факти-
ческую циклограмму (см. рис. 1.5, б), на которой вращающие моменты
Т\ действуют в течение требуемого ресурса ЛГК, располагают последо-
вательно в порядке убывания их значений. Затем строят эту циклограмму
в относительных координатах Tt/Tmail, /NK и полученную ступен-
чатую циклограмму заменяют плавной огибающей кривой.
Так получают графическое изображение шести типовых режимов
нагружения, которые на рис. 1.6 обозначены: 0 - постоянный, I -
тяжелый, II — средний равновероятный, III - средний нормальный,
/И- легкий, К— особо легкий.
28
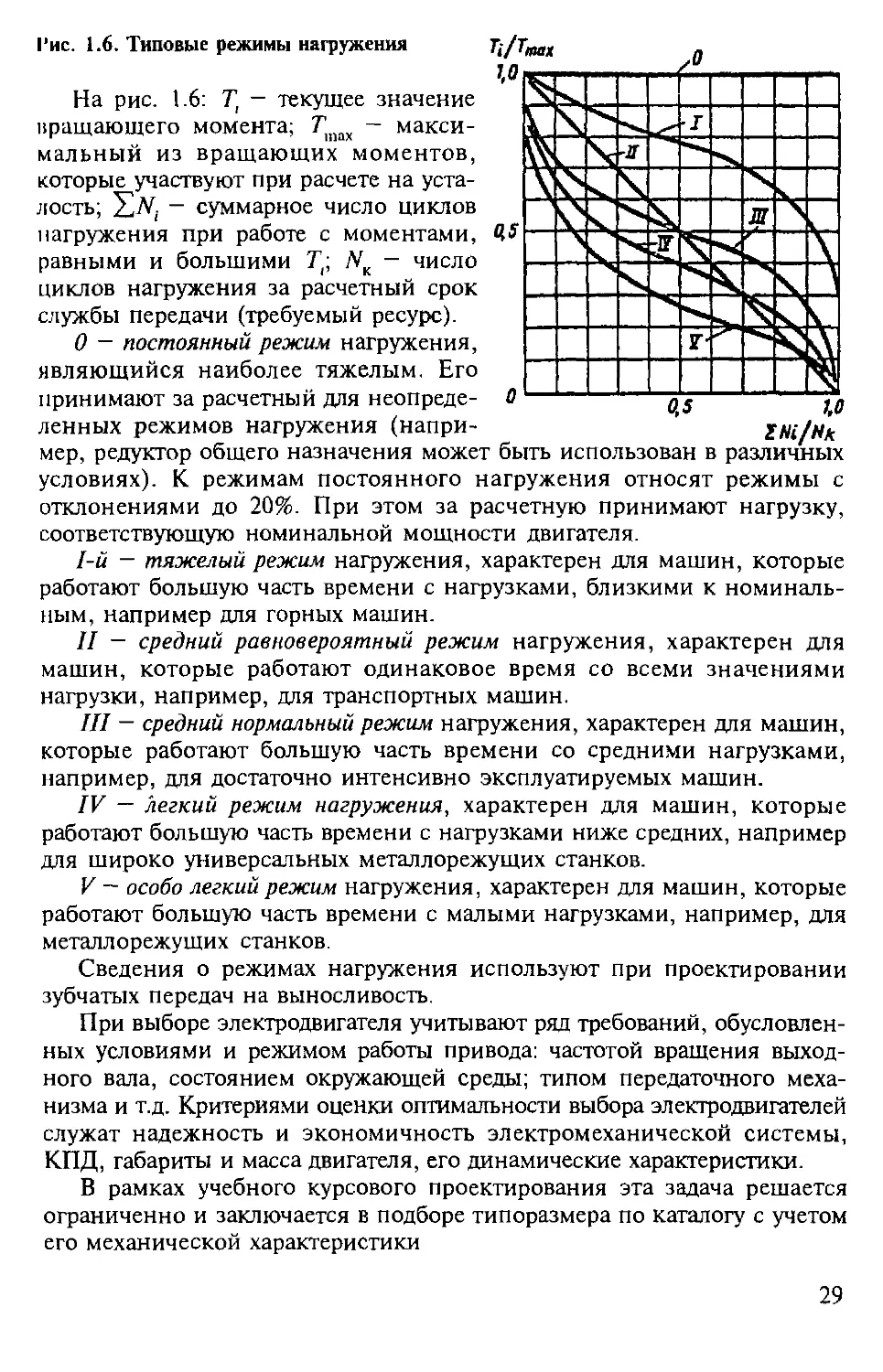
Рис. 1.6. Типовые режимы нагружения
ИШ1
На рис. 1.6: Т, - текущее значение
вращающего момента; 7п|пах - макси-
мальный из вращающих моментов,
которые участвуют при расчете на уста-
лость; Xty — суммарное число циклов
нагружения при работе с моментами,
равными и большими 7(; — число
циклов нагружения за расчетный срок
службы передачи (требуемый ресурс).
О ~ постоянный режим нагружения,
являющийся наиболее тяжелым. Его
принимают за расчетный для неопреде-
ленных режимов нагружения (напри-
мер, редуктор общего назначения может оыть использован в различных
условиях). К режимам постоянного нагружения относят режимы с
отклонениями до 20%. При этом за расчетную принимают нагрузку,
соответствующую номинальной мощности двигателя.
1-й — тяжелый режим нагружения, характерен для машин, которые
работают большую часть времени с нагрузками, близкими к номиналь-
ным, например для горных машин.
II — средний равновероятный режим нагружения, характерен для
машин, которые работают одинаковое время со всеми значениями
нагрузки, например, для транспортных машин.
III — средний нормальный режим нагружения, характерен для машин,
которые работают большую часть времени со средними нагрузками,
например, для достаточно интенсивно эксплуатируемых машин.
IV — легкий режим нагружения, характерен для машин, которые
работают большую часть времени с нагрузками ниже средних, например
для широко универсальных металлорежущих станков.
V — особо легкий режим нагружения, характерен для машин, которые
работают большую часть времени с малыми нагрузками, например, для
металлорежущих станков.
Сведения о режимах нагружения используют при проектировании
зубчатых передач на выносливость.
При выборе электродвигателя учитывают ряд требований, обусловлен-
ных условиями и режимом работы привода: частотой вращения выход-
ного вала, состоянием окружающей среды; типом передаточного меха-
низма и т.д. Критериями оценки оптимальности выбора электродвигателей
служат надежность и экономичность электромеханической системы,
КПД, габариты и масса двигателя, его динамические характеристики.
В рамках учебного курсового проектирования эта задача решается
ограниченно и заключается в подборе типоразмера по каталогу с учетом
его механической характеристики
29
Для определения мощности электродвигателя Рэд и частоты враще-
ния его ротора лэд в техническом задании должны быть указаны мощ-
ность на выходе Рвых и частота вращения выходного (тихоходного) вала
привода «вых. В зависимости от сложности учебной задачи указывают
синхронную частоту вращения вала электродвигателя иэдс или проекти-
ровщик (студент), исходя из кинематических возможностей привода, сам
выбирает требуемую реальную частоту вращения ротора электродви-
гателя лэдр.
При проектировании привода требуемая мощность электродвигателя
или задается, или определяется по мощности на тихоходном (выходном)
валу. Если значение момента и частоты вращения (Т= const и п = const),
то требуемая мощность Рэд определяется зависимостью Рэд = Рвм/ г|об.
При повторно-кратковременном режиме работы с частыми пусками
и остановками температура двигателя за время его включения (!*вкл) не
успевает достигнуть установившегося значения, а за время остановки
(f0CT ) не успевает опуститься до температуры окружающей среды.
Продолжительность одного цикла < 10 мин.
Продолжительность включения (ПВ) двигателя (%) характеризуется
фактической величиной
ПВ. = —--------• 100%. (1.16)
ф t +1
вкл ост
Величина ПВф обычно задана или рассчитывается по заданным
значениям ?вкл и /ост. При выборе электродвигателя стандартная продол-
жительность его включения из значений ПВст, указанных в каталоге,
должна быть ближайшей к ПВф. Требуемая мощность электродвигателя
при постоянной частоте вращения ротора
п 1 ПВ.
Р' =--^—А---------(1.17)
9550 р у ПВСТ
где Тэкв - эквивалентный момент для одного характерного блока
нагружения.
По каталогу подбирается электродвигатель с номинальной мощ-
ностью РтрПВ РномПВ ’ исключающей его перегрев.
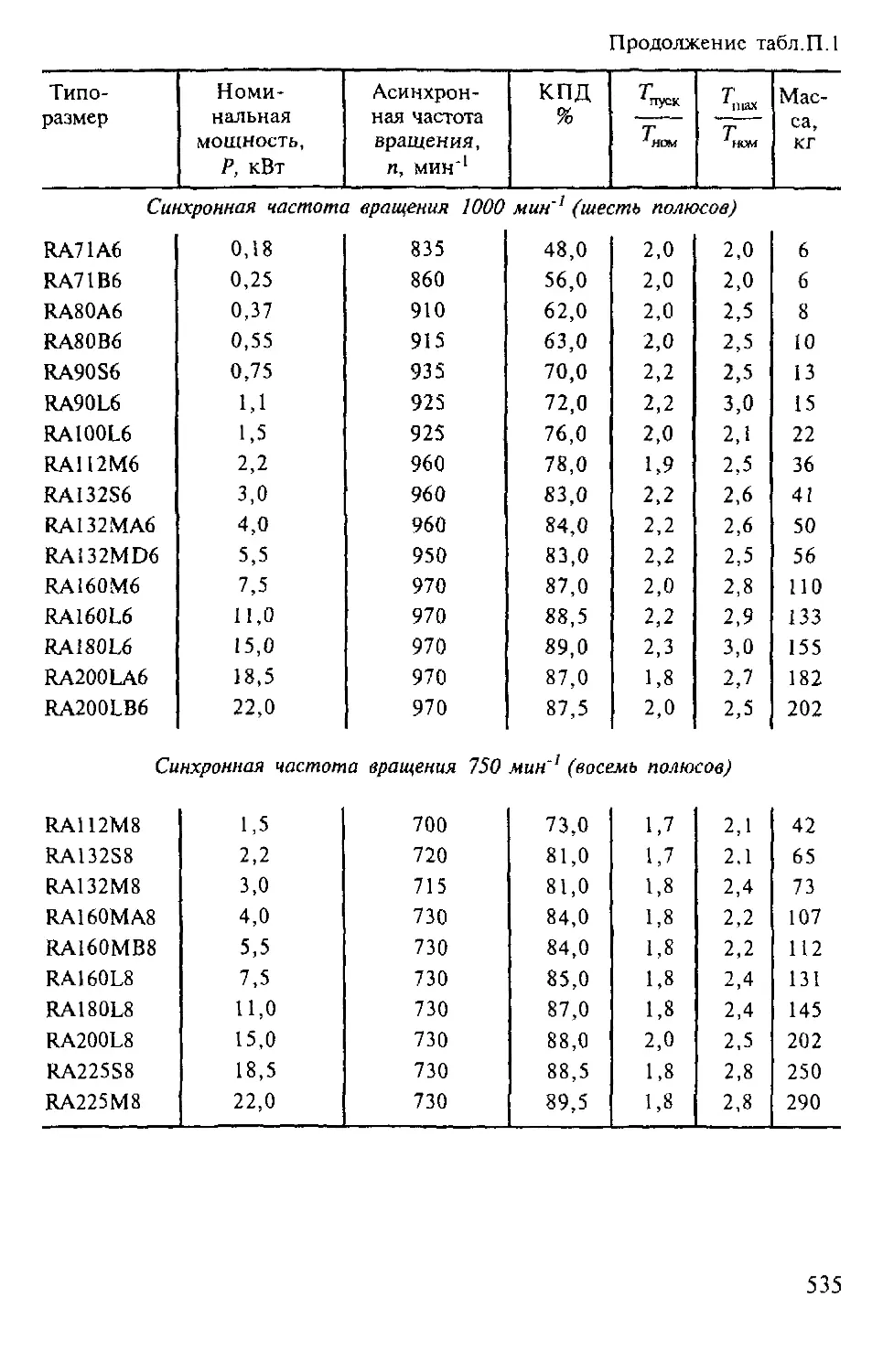
Основные параметры асинхронных электродвигателей новой рос-
сийской разработки серии RA приведены в приложении (табл. П.1).
При выборе электродвигателя следует учитывать следующие положе-
ния.
Чем ниже частота вращения вала электродвигателя, тем больше его
габаритные размеры, масса и стоимость. Высокооборотные двигатели,
напротив, имеют меньшие габаритные размеры, массу, стоимость, чем
тихоходные той же мощности. Поэтому применение тихоходного
двигателя с пс = 750 мин1 возможно при достаточном обосновании.
30
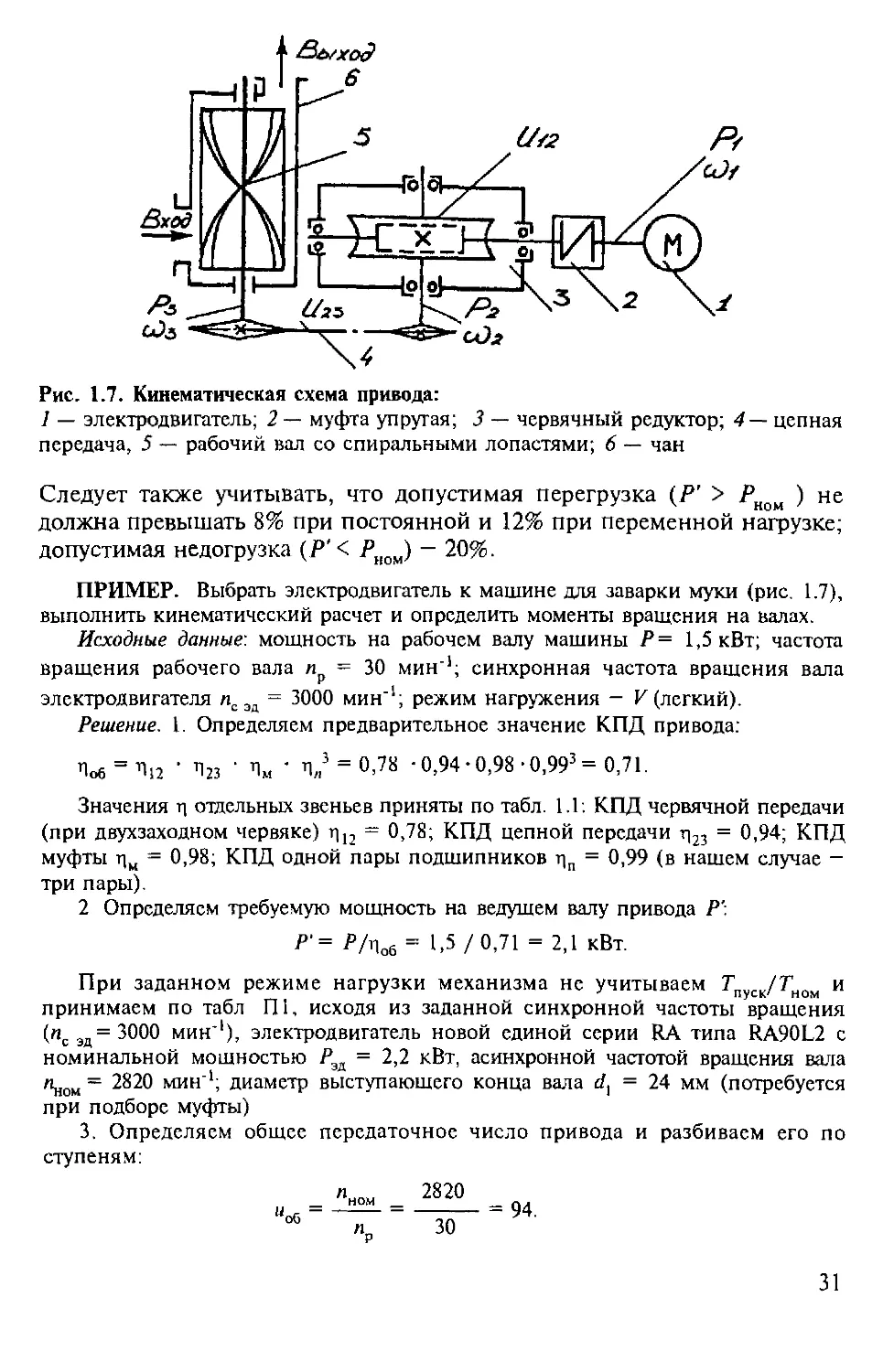
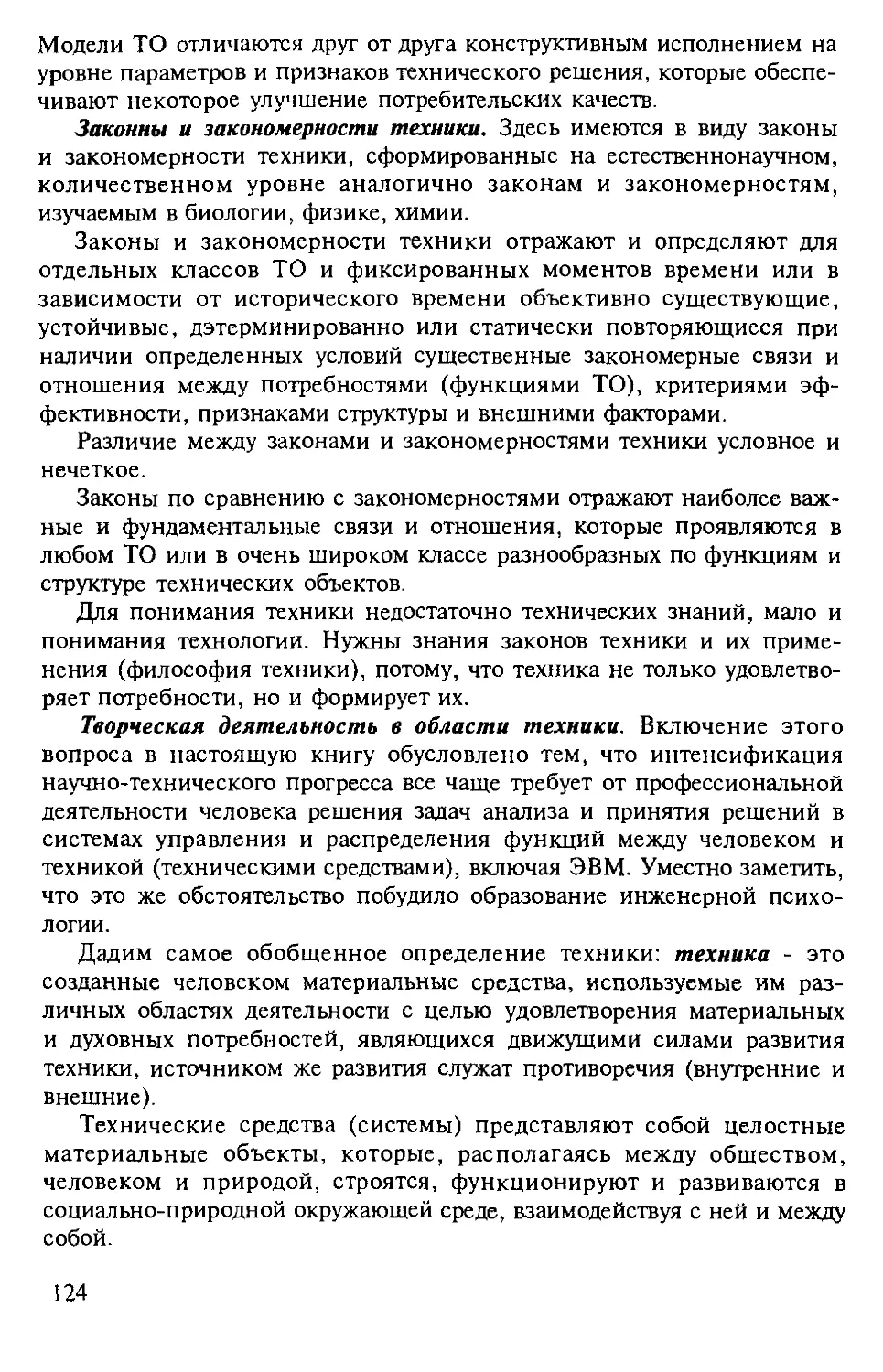
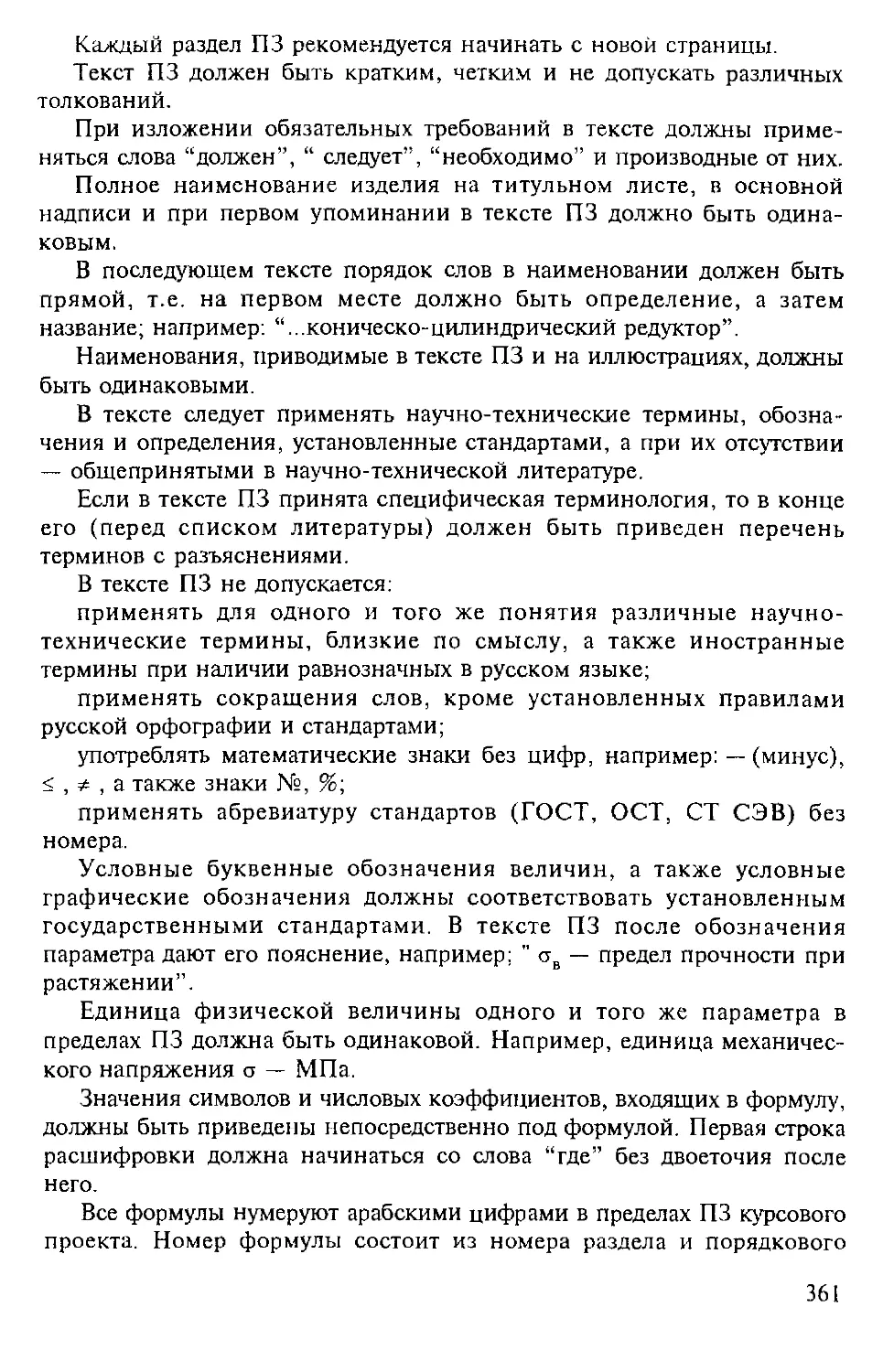
Рис. 1.7. Кинематическая схема привода:
1 — электродвигатель; 2 — муфта упругая; 3 — червячный редуктор; 4— цепная
передача, 5 — рабочий вал со спиральными лопастями; 6 — чан
Следует также учитывать, что допустимая перегрузка (Л > Рном ) не
должна превышать 8% при постоянной и 12% при переменной нагрузке;
допустимая недогрузка (Р'< Рном) - 20%.
ПРИМЕР. Выбрать электродвигатель к машине для заварки муки (рис. 1.7),
выполнить кинематический расчет и определить моменты вращения на валах.
Исходные данные: мощность на рабочем валу машины Р= 1,5 кВт; частота
вращения рабочего вала пр — 30 мин-1; синхронная частота вращения вала
электродвигателя пс эд = 3000 мин-1; режим нагружения - V (легкий).
Решение. 1. Определяем предварительное значение КПД привода;
Поб = П12 • П23 Пм ' П? = 0,78 -0,94 - 0,98 - 0,993 = 0,71.
Значения г| отдельных звеньев приняты по табл. 1.1; КПД червячной передачи
(при двухзаходном червяке) г|12 = 0,78; КПД цепной передачи р23 = 0,94; КПД
муфты т]м = 0,98; КПД одной пары подшипников т|п = 0,99 (в нашем случае -
три пары).
2 Определяем требуемую мощность на ведущем валу привода Р':
Р‘= Р/по6 = 1,5/0,71 = 2,1 кВт.
При заданном режиме нагрузки механизма не учитываем и
принимаем по табл П1, исходя из заданной синхронной частоты вращения
(исэд= 3000 мин*1), электродвигатель новой единой серии RA типа RA90L2 с
номинальной мощностью Рэа = 2,2 кВт, асинхронной частотой вращения вала
лном ~ 2820 мин*1; диаметр выступающего конца вала di = 24 мм (потребуется
при подборе муфты)
3. Определяем общее передаточное число привода и разбиваем его по
ступеням:
«об
Лном
"р
2820
------= 94.
30
31
Так как = z<12-«23, редуктор должен иметь стандартное передаточное
значение (ГОСТ 2144-76), а привод в целом — компактные габаритные размеры,
принимаем (табл. 5 4) ~ 28, тогда передаточное число цепной передачи
ы23= “об /н12 = 94/28 = 3,36
4. Определяем частоты вращения (угловые скорости) валов привода
п, = лном = 2820 мин-‘; ю, = ли, /30 = 'А282- = 295,16 с*';
л,= «г /«17= 2820/28 « 100,7 мин1; ш7= ял2/30 = 3,14J00>7= 10,5 с’1;
и3=и2/и23= 100,7/3,36 = 29,97 мин1; со3= ^30 =3,14^ 29,97 = 3,13 с’1.
5. Определяем моменты вращения на валах привода
Tj = ^/ш, = 2,1 Ю3/ 295,16 = 7,1 Нм;
Р2 = Л'Пм'П12-Пп = 2,1 - 0,98-0,78-0,992 = 1,573 кВт;
Т2 = Р2 /й2 = 1,573 • 1О3/1О,5 = 149,8 Н • м;
Т3 = Р3 /го3 = 2,1 • 103/3,13 = 479,2 Н • м.
Ре зультаты расчетов кинематических и силовых параметров сводим в табл. 1.4.
Вопросы для самоконтроля
1. Раскройте содержание рис. 1 3.
2. Дайте определение понятию “привод”.
3. Для каких функций существуют в машинах передачи?
4. Напишите формулы основных параметров простейшей механической
передачи.
5. Какие электродвигатели наиболее распространены в приводах технологи-
ческих машин, раскройте их основные характеристики.
6. Изложите порядок выбора электродвигателя при проектировании привода,
если: значения момента и частоты вращения постоянны; предусматриваются
частые пуски и остановки.
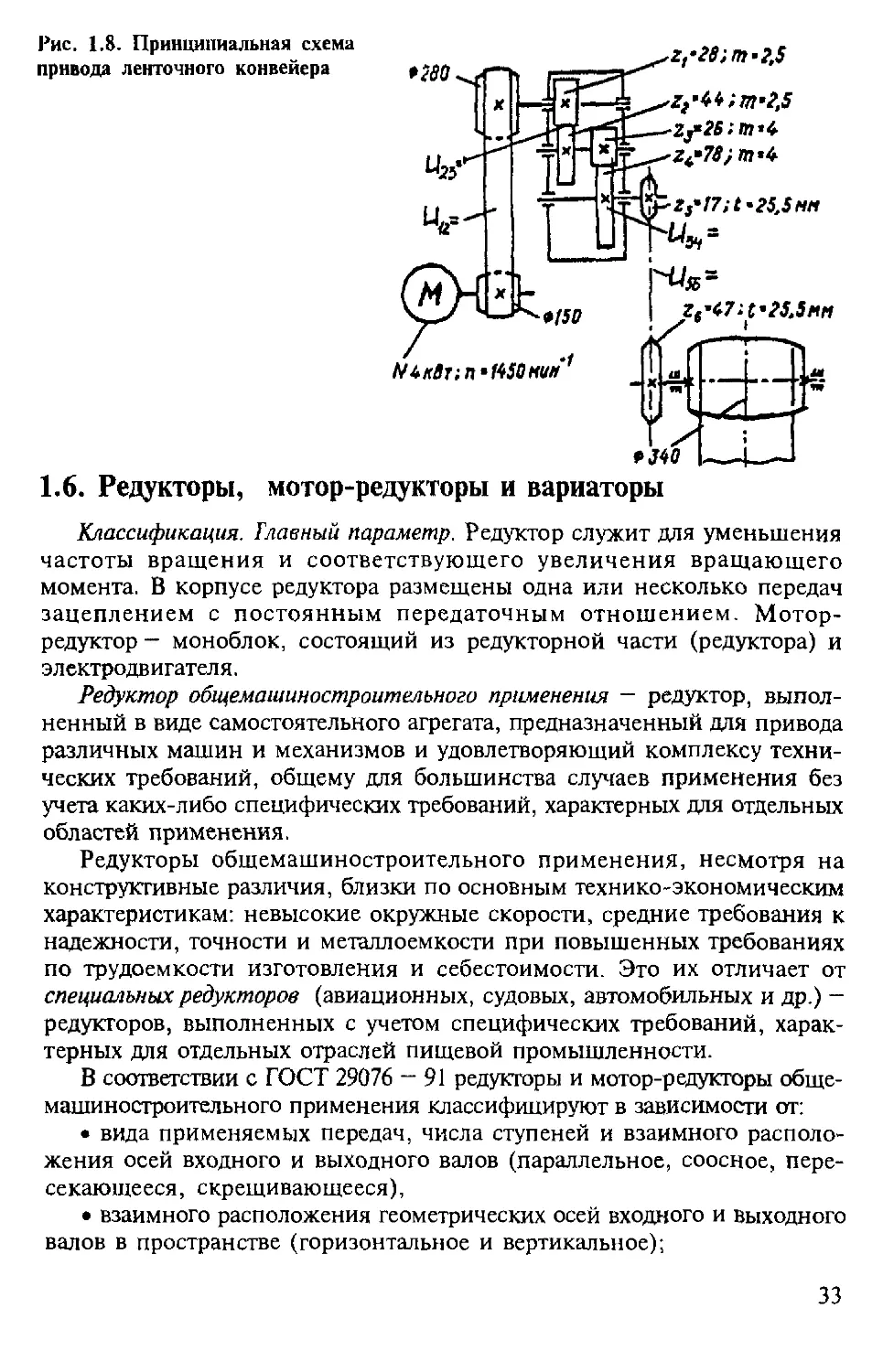
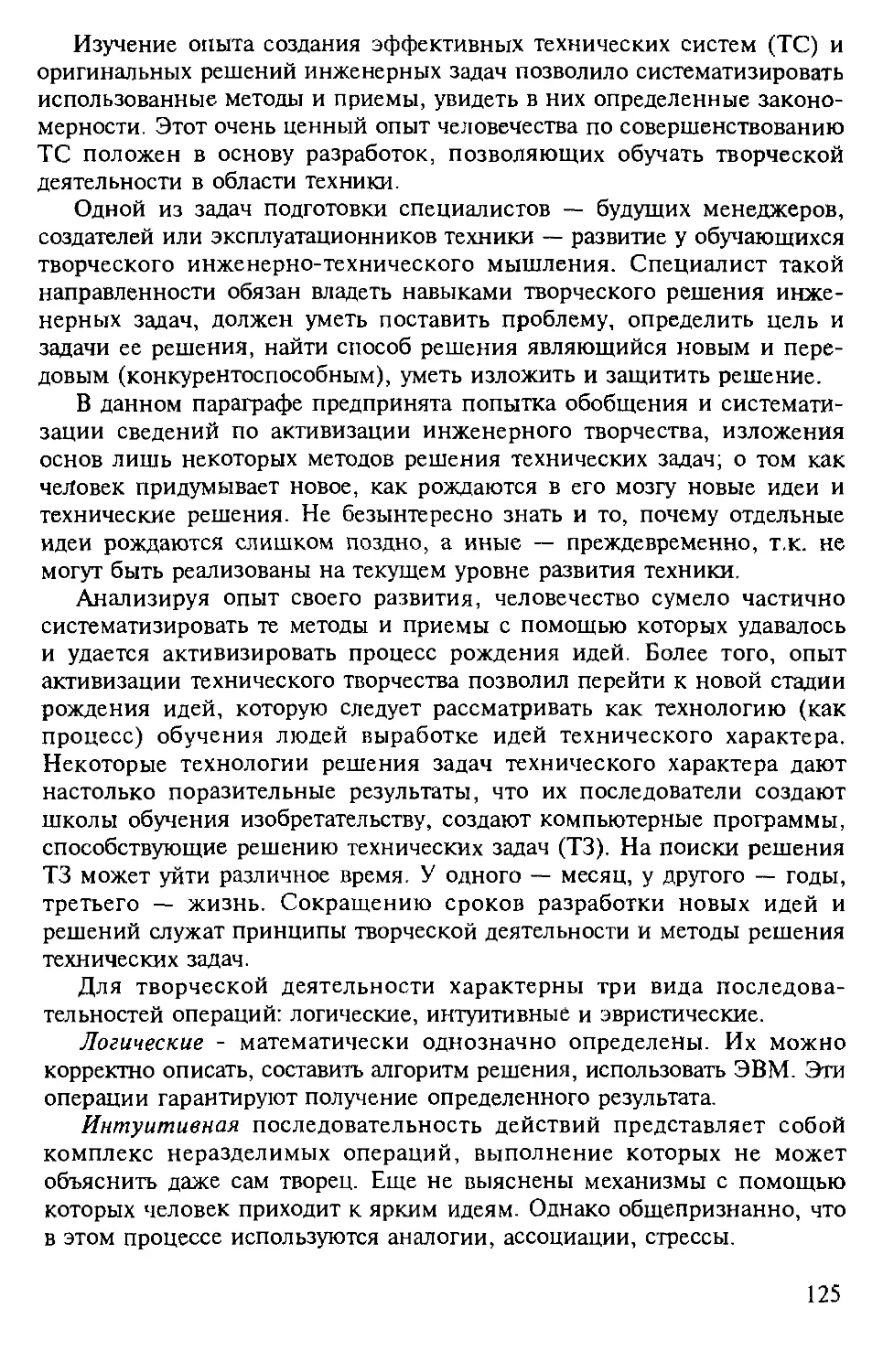
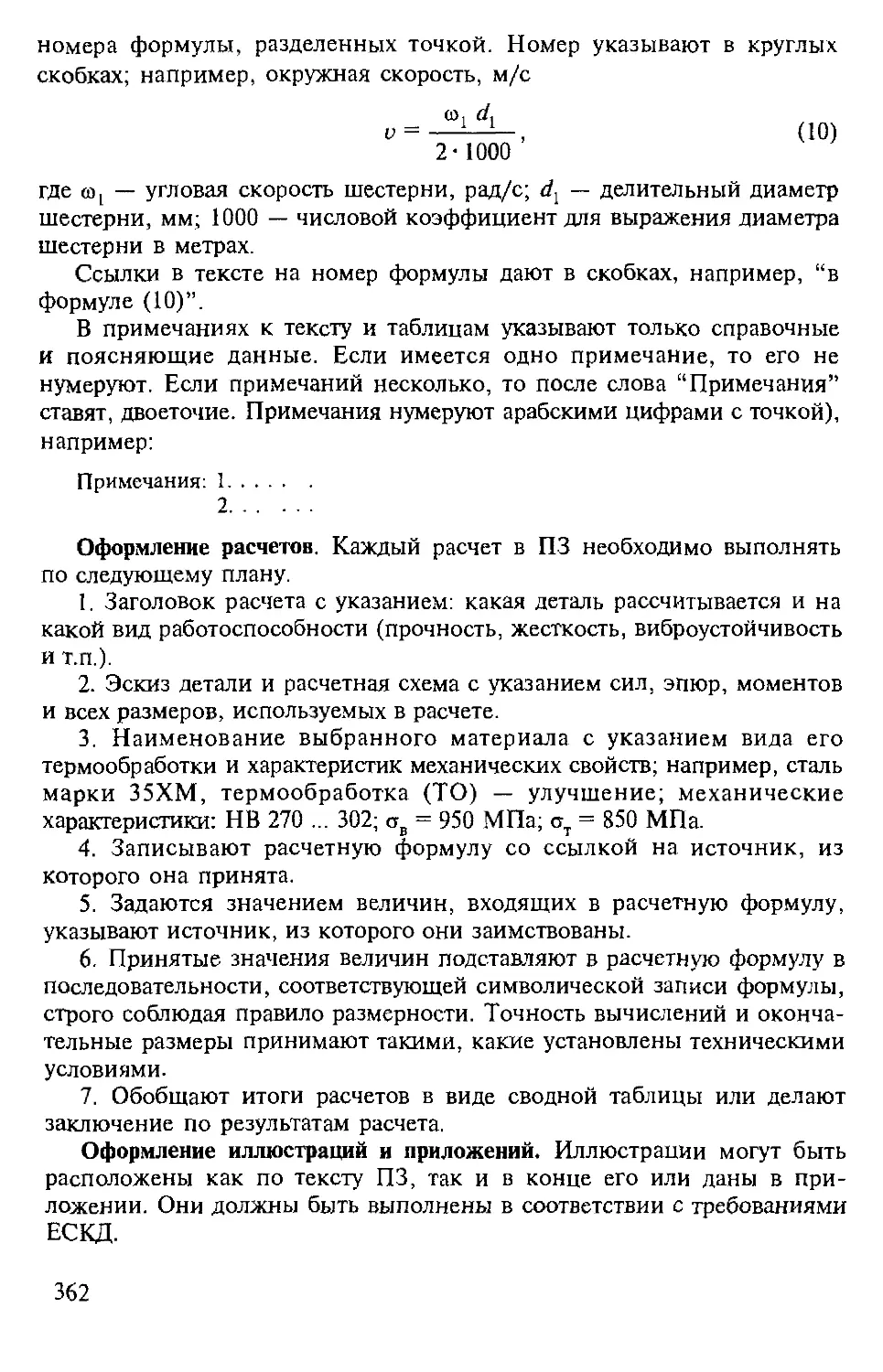
Задание: Определите передаточное число и моменты на валах привода,
изображенного на рис. 1.8.
Таблица 1.4. Кинематические и силовые параметры привода по валам
Наименование Индекс Частота враще- ния л,мин'1 Угловая скорость о, с'1 Мощность расчетная Р, кВт Момент расчетный Т, Н-м Переда- точное число ступени
Ведущий вал привода 1 2820 295,16 2,1 7,1 н)2 = 28
Промежуточный вал привода 2 100,7 10,5 1,573 149,8 u^j = 3,36
Ведомый вал привода 3 30 3,13 1,5 479,2
32
Рис. 1.8. Принципиальная схема
привода ленточного конвейера
*М0
1.6. Редукторы, мотор-редукторы и вариаторы
Классификация. Главный параметр. Редуктор служит Для уменьшения
частоты вращения и соответствующего увеличения вращающего
момента. В корпусе редуктора размещены одна или несколько передач
зацеплением с постоянным передаточным отношением. Мотор-
редуктор - моноблок, состоящий из редукторной части (редуктора) и
электродвигателя.
Редуктор общемашиностроительного применения — редуктор, выпол-
ненный в виде самостоятельного агрегата, предназначенный для привода
различных машин и механизмов и удовлетворяющий комплексу техни-
ческих требований, общему для большинства случаев применения без
учета каких-либо специфических требований, характерных для отдельных
областей применения.
Редукторы общемашиностроительного применения, несмотря на
конструктивные различия, близки по основным технико-экономическим
характеристикам: невысокие окружные скорости, средние требования к
надежности, точности и металлоемкости при повышенных требованиях
по трудоемкости изготовления и себестоимости. Это их отличает от
специальных редукторов (авиационных, судовых, автомобильных и др.) -
редукторов, выполненных с учетом специфических требований, харак-
терных для отдельных отраслей пищевой промышленности.
В соответствии с ГОСТ 29076 - 91 редукторы и мотор-редукторы обще-
машиностроительного применения классифицируют в зависимости от:
• вида применяемых передач, числа ступеней и взаимного располо-
жения осей входного и выходного валов (параллельное, соосное, пере-
секающееся, скрещивающееся),
• взаимного расположения геометрических осей входного и выходного
валов в пространстве (горизонтальное и вертикальное);
33
• способа крепления редуктора (на приставных лапах или на плите,
фланец со стороны входного/выходного вала насадкой);
• расположения оси выходного вала относительно плоскости основа-
ния и оси входного вала (боковое, нижнее, верхнее) и числа входных и
выходных концов валов.
Цифровое условное обозначение по ГОСТ 2037-94 варианта сборки
редуктора и мотор-редуктора характеризует взаимное расположение
выходных концов валов, их количество и должно входить в условное
обозначение изделия.
Общие технические условия регламентированы: для редукторов
общемашиностроительных применения - ГОСТ Р 50891-96; для мотор-
редукторов - ГОСТ Р50968-96.
Важнейший характеристический размер, в основном определяющий
нагрузочную способность, габариты и массу редуктора называют главным
параметром редуктора. Главный параметр цилиндрических, червячных
и глобоидных редукторов — межосевое расстояние aw тихоходной ступени,
планетарных — радиус г водила, конических - номинальный внешний
делительный диаметр d&2 колеса, волновых - внутренний диаметр d2
гибкого колеса.
Реальный диапазон передаточных отношений (чисел) редукторов - от 1
до 1000. Значения передаточных отношений должны соответствовать
ряду R20 предпочтительных чисел (ГОСТ 8032-84).
Основная энергетическая характеристика редуктора - номинальный
момент Тиом, представляющий собой допустимый вращающий момент
на его тихоходном (ведомом) валу при постоянной нагрузке.
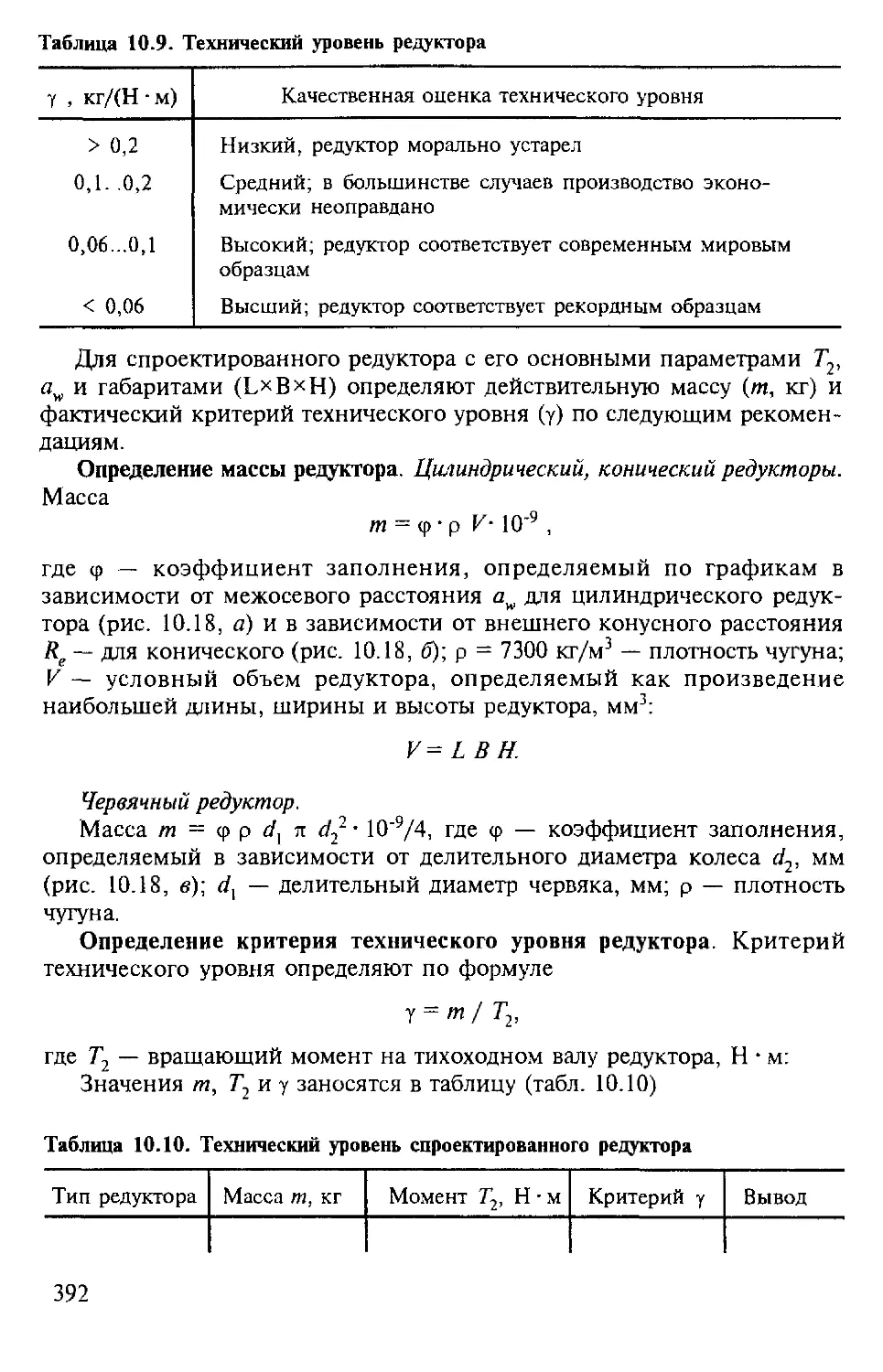
Критерием технического уровня редуктора служит относительная масса
у = т/Т, где т — масса редуктора, кг; Т — вращающий момент, Н • м.
Методика определения и сравнительная оценка технического уровня
редукторов приведена в § 10.3.
Тип редуктора, параметры и конструкцию определяют в зависимости
от его места в силовой цепи машины, передаваемой мощности, частоты
вращения, назначения машины и условий ее эксплуатации.
При проектировании назначенного типа редуктора за исходные
принимают следующие данные: передаточное отношение, вращающий
момент на тихоходном валу, частоту вращения быстроходного вала,
режим нагружения, необходимую долговечность, технологические
возможности завода-изготовителя (имеющиеся материалы, типы загото-
вок, виды проводимых термической и термохимической обработок;
способы механической обработки, особенно финишных операций).
Цель расчета — найти определяющие параметры передач и главный
параметр редуктора.
К определяющим параметрам относят межосевые расстояния, внеш-
ние делительные диаметры конических колес, радиусы водил или дели-
тельные диаметры центральных колес с внутренними зубьями в плане-
тарных передачах, ширину колес, модули и передаточные отношения,
34
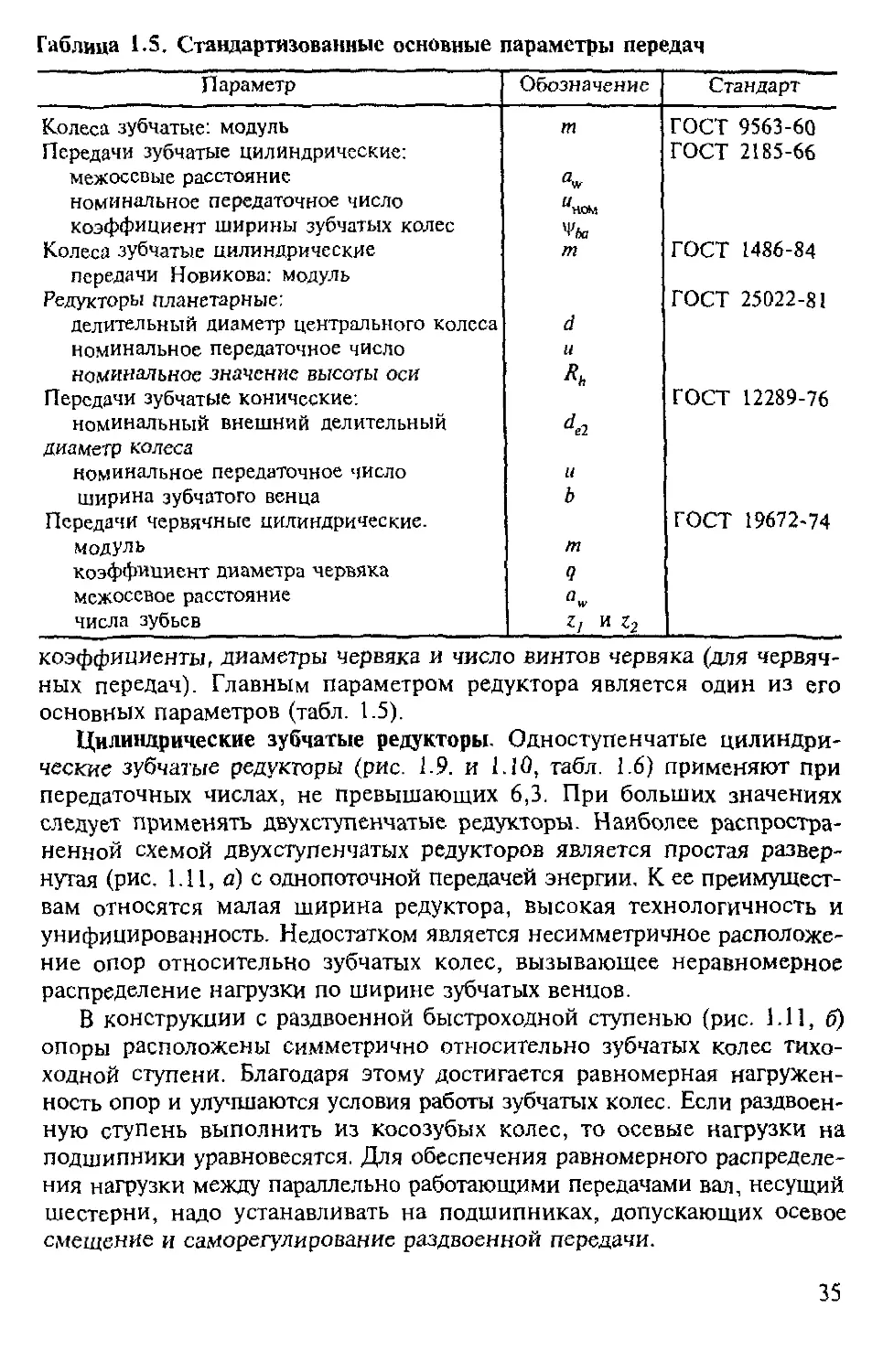
Габлица 1.5. Стандартизованные основные параметры передач
Параметр Обозначение Стандарт
Колеса зубчатые: модуль m ГОСТ 9563-60
Передачи зубчатые цилиндрические: ГОСТ 2185-66
межосевые расстояние
номинальное передаточное число whom
коэффициент ширины зубчатых колес 'I'ta
Колеса зубчатые цилиндрические m ГОСТ 1486-84
передачи Новикова: модуль
Редукторы планетарные: ГОСТ 25022-81
делительный диаметр центрального колеса d
номинальное передаточное число u
номинальное значение высоты оси
Передачи зубчатые конические: ГОСТ 12289-76
номинальный внешний делительный
диаметр колеса
номинальное передаточное число u
ширина зубчатого венца b
Передачи червячные цилиндрические. ГОСТ 19672-74
модуль m
коэффициент диаметра червяка Q
межосевое расстояние aw
числа зубьев Z; И Z2
коэффициенты, диаметры червяка и число винтов червяка (для червяч-
ных передач). Главным параметром редуктора является один из его
основных параметров (табл. 1.5).
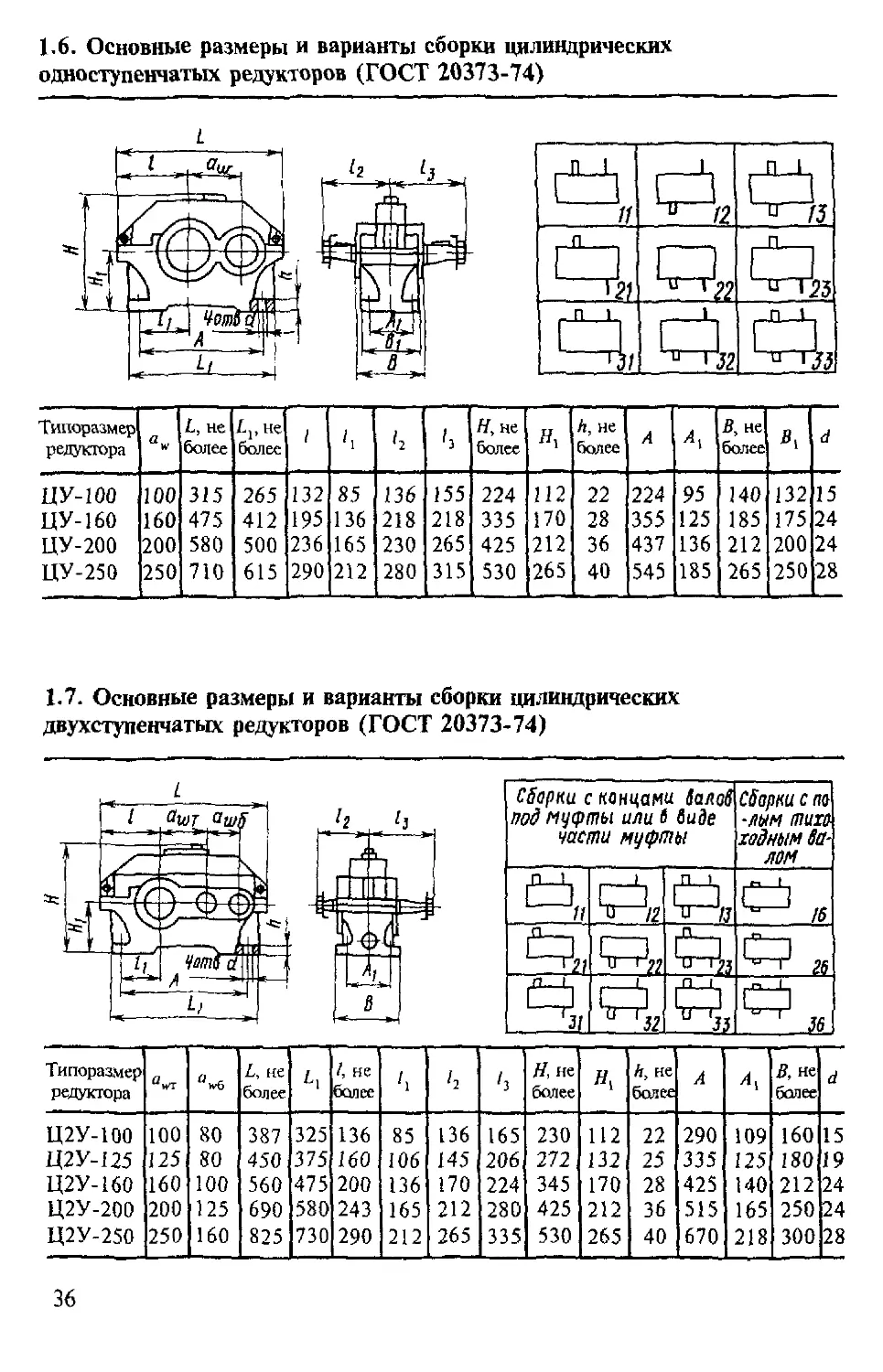
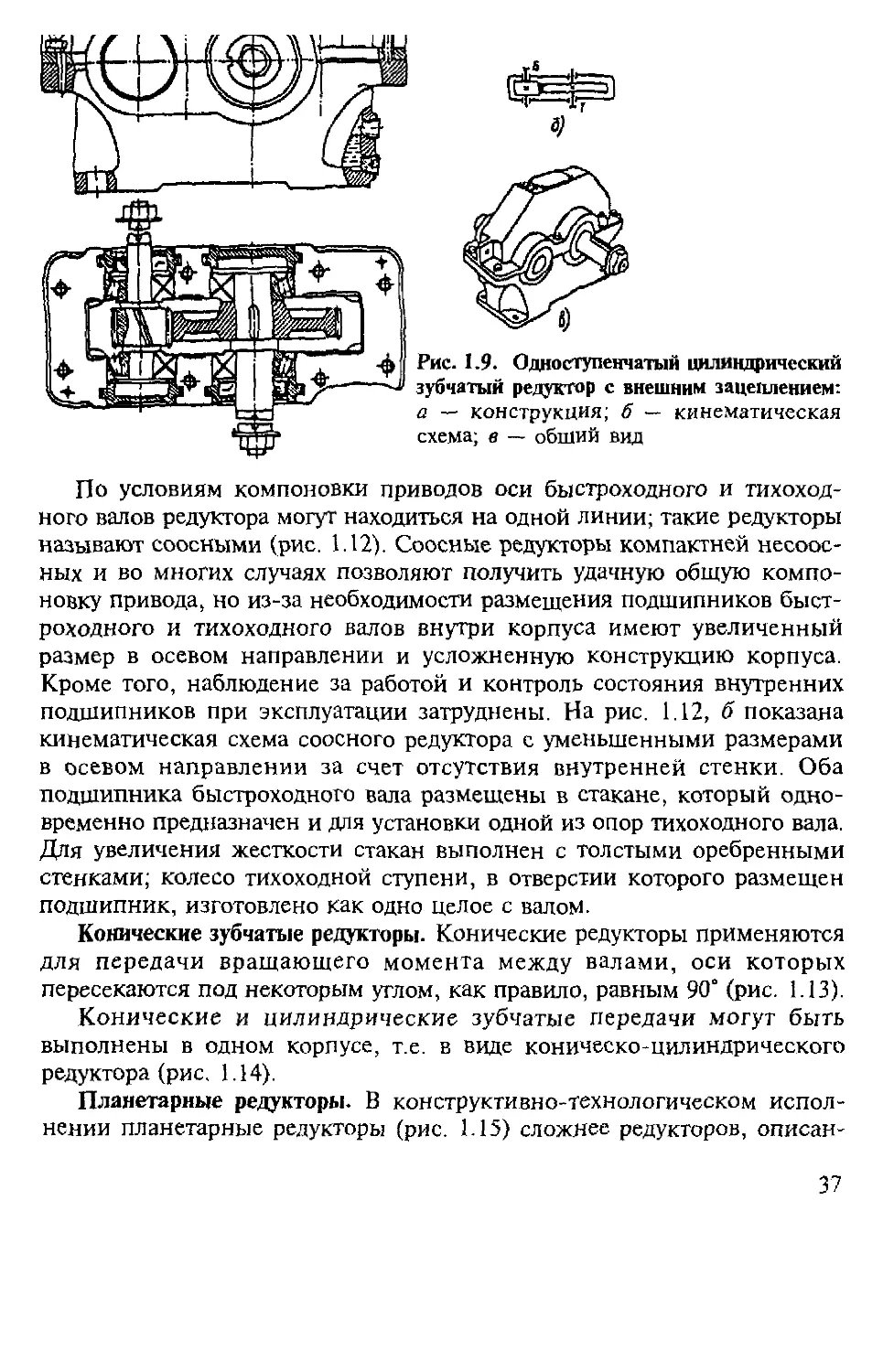
Цилиндрические зубчатые редукторы. Одноступенчатые цилиндри-
ческие зубчатые редукторы (рис. 1.9. и 1.10, табл. 1.6) применяют при
передаточных числах, не превышающих 6,3. При больших значениях
следует применять двухступенчатые редукторы. Наиболее распростра-
ненной схемой двухступенчатых редукторов является простая развер-
нутая (рис, 1.11, й) с однопоточной передачей энергии. К ее преимущест-
вам относятся малая ширина редуктора, высокая технологичность и
унифицированность. Недостатком является несимметричное расположе-
ние опор относительно зубчатых колес, вызывающее неравномерное
распределение нагрузки по ширине зубчатых венцов.
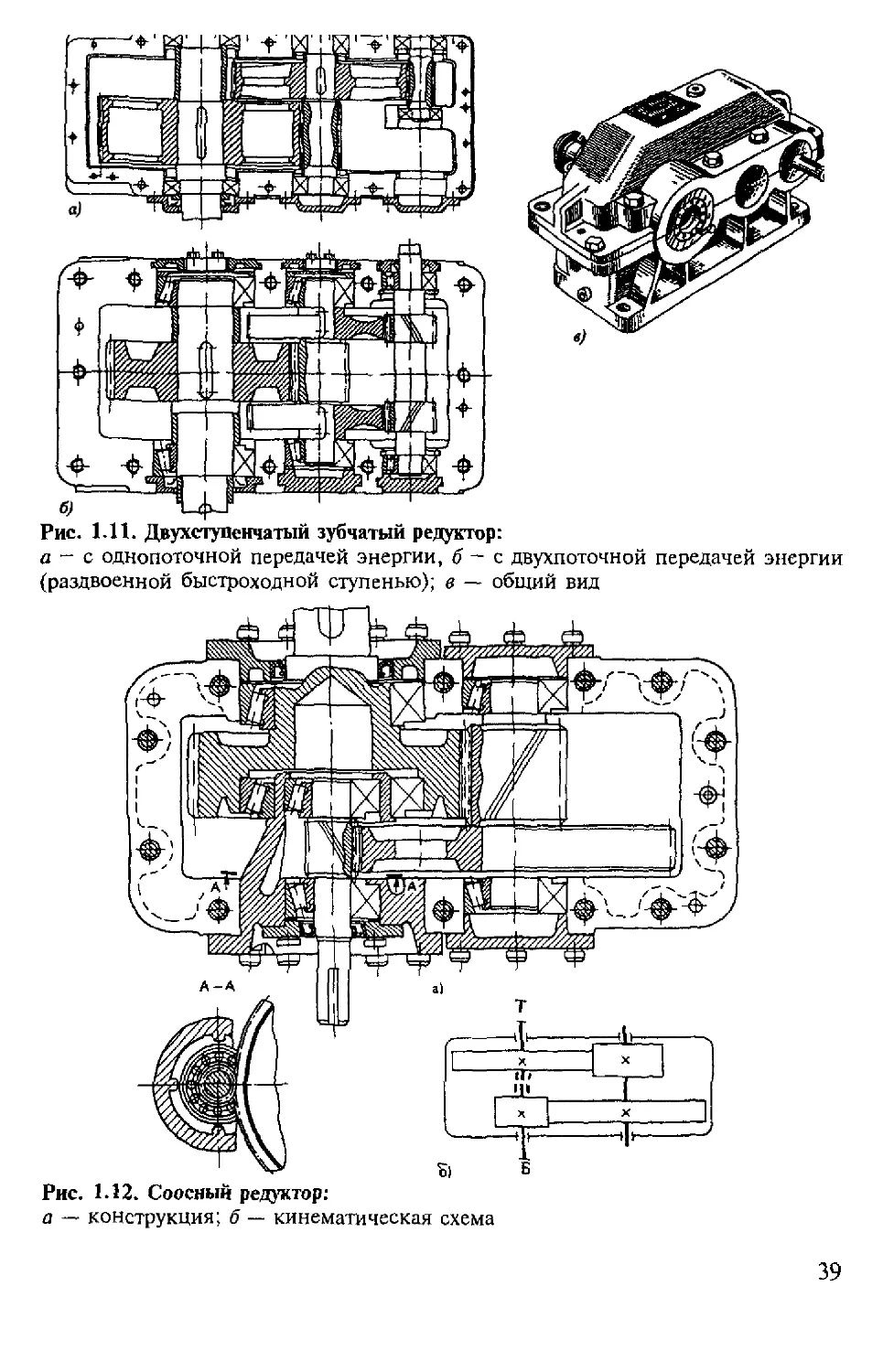
В конструкции с раздвоенной быстроходной ступенью (рис. 1.11, б)
опоры расположены симметрично относительно зубчатых колес тихо-
ходной ступени. Благодаря этому достигается равномерная нагружен-
ность опор и улучшаются условия работы зубчатых колес. Если раздвоен-
ную ступень выполнить из косозубых колес, то осевые нагрузки на
подшипники уравновесятся. Для обеспечения равномерного распределе-
ния нагрузки между параллельно работающими передачами вал, несущий
шестерни, надо устанавливать на подшипниках, допускающих осевое
смещение и саморегулирование раздвоенной передачи.
35
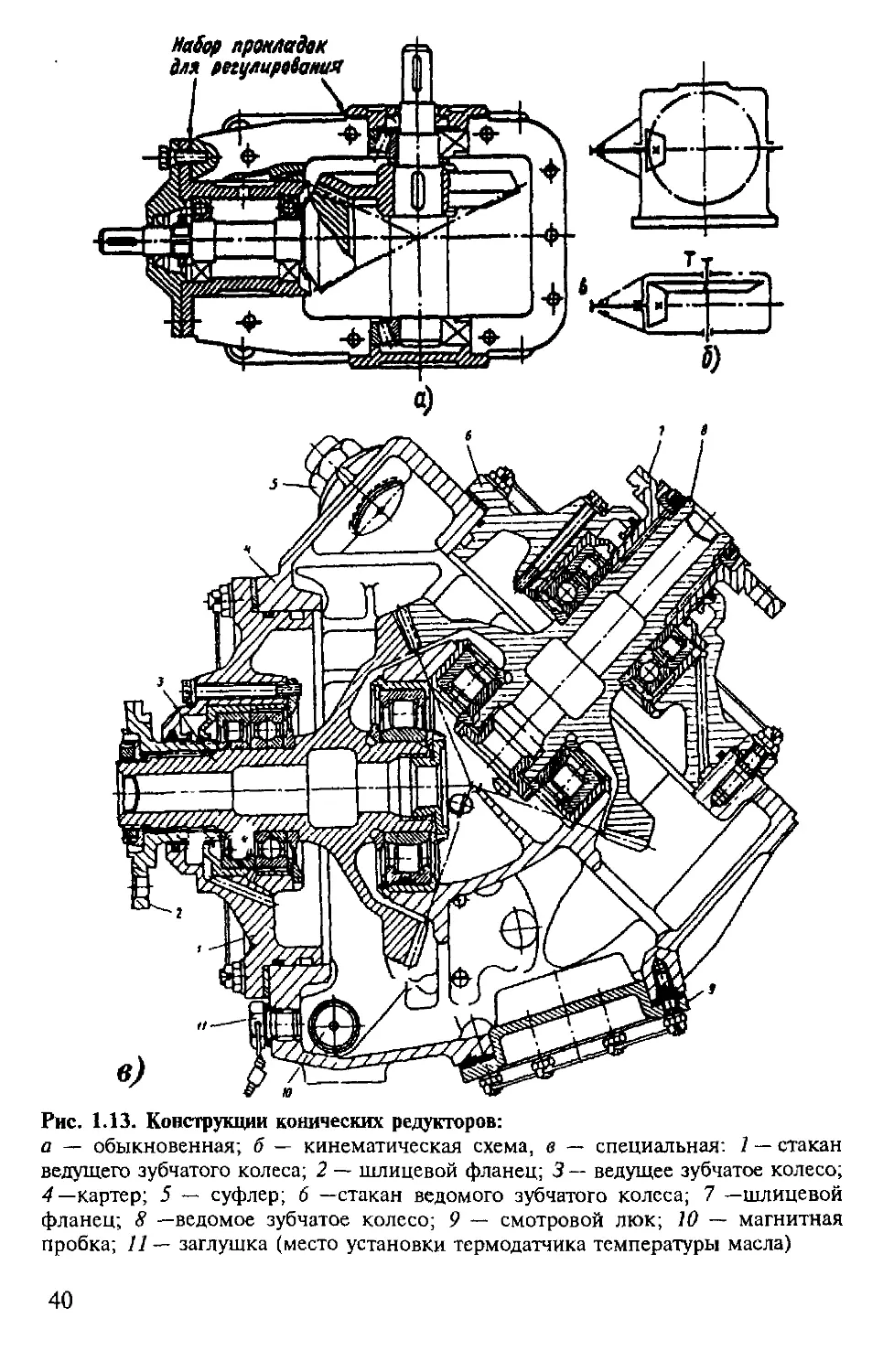
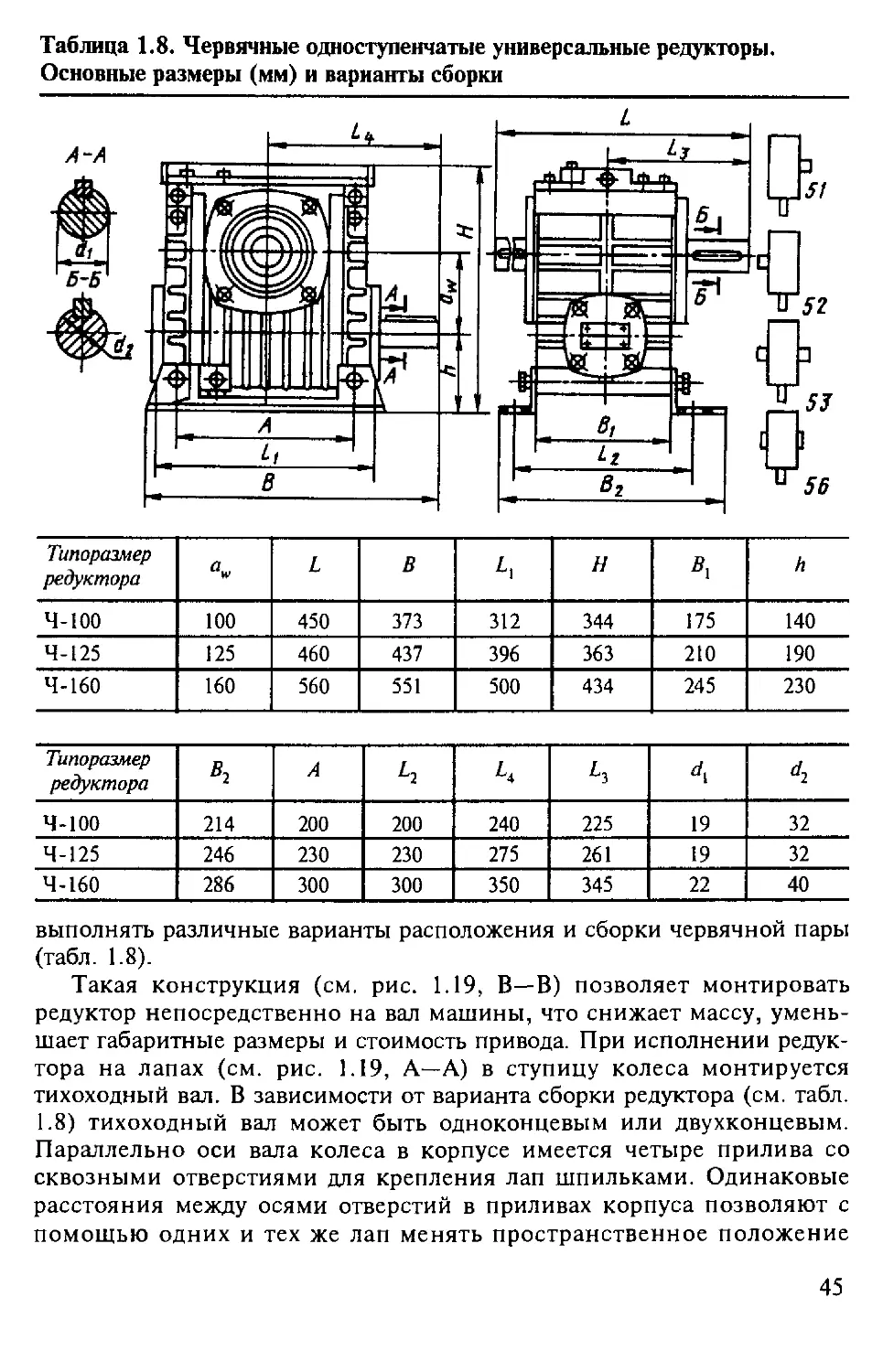
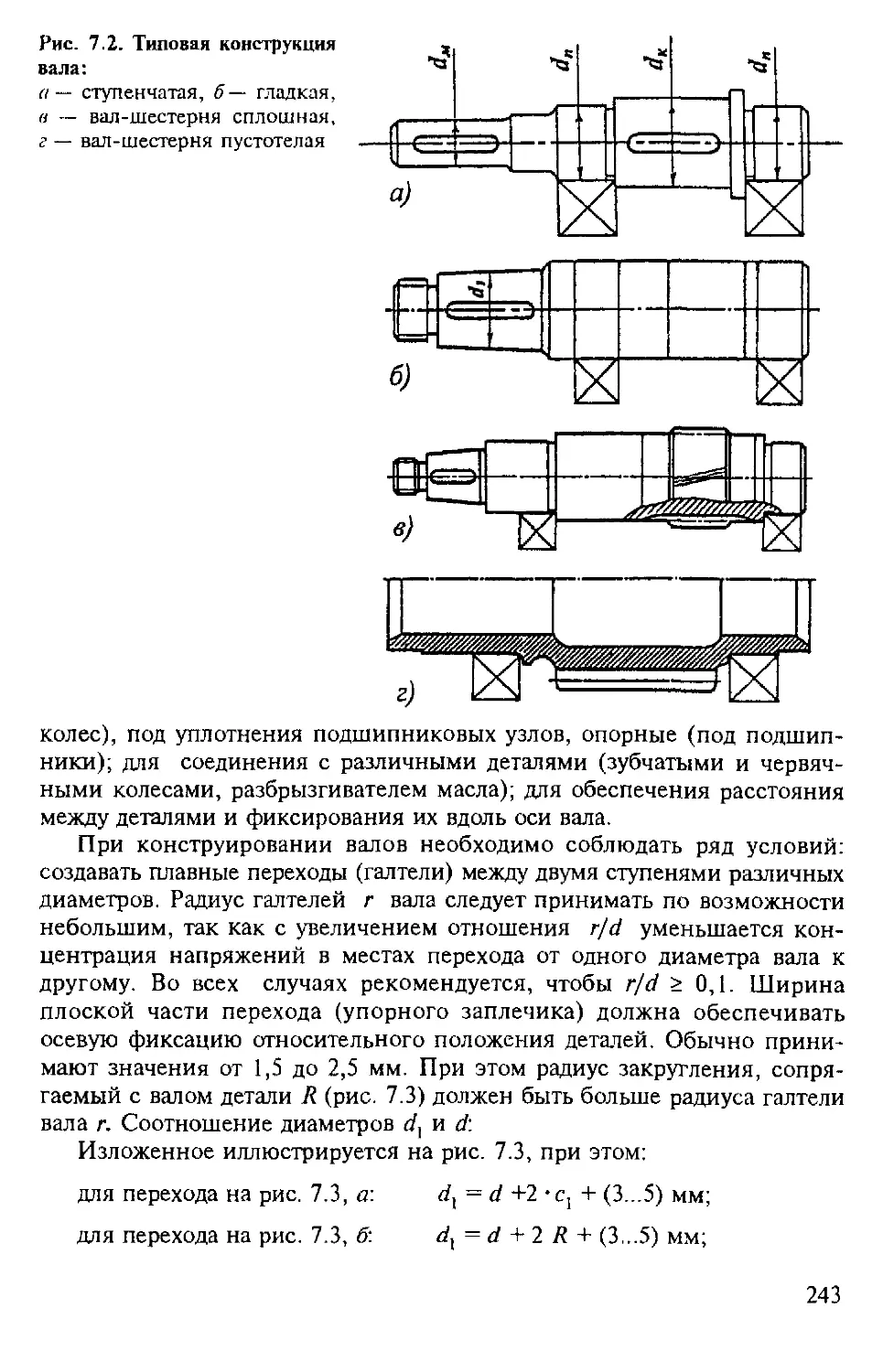
1.6. Основные размеры и варианты сборки цилиндрических
одноступенчатых редукторов (ГОСТ 20373-74)
й 11 't-с О U /5
—Л г11— u ’23
(-D 41 1 u ’32 -П-1, u ’J3
Типоразмер редуктора aw L, не более £р не более 1 G G Я, не более h, не более А А В, не более V d
ЦУ-100 100 315 265 132 85 136 155 224 112 22 224 95 140 132 15
ЦУ-160 160 475 412 195 136 218 218 335 170 28 355 125 185 175 24
ЦУ-200 200 580 500 236 165 230 265 425 212 36 437 136 212 200 24
ЦУ-250 250 710 615 290 212 280 315 530 265 40 545 185 265 250 28
1.7. Основные размерь! и варианты сборки цилиндрических
двухступенчатых редукторов (ГОСТ 20373-74)
Сборки с концами Налов под му (рты или 6 виде части муфты Сборки с т -ЛЫМ (Пито годным ба- лом
0. JQ I 1 , 1—J ।
u । 26
।—н |д ‘"1
5/ В 132 и 'зз
Типоразмер редуктора °н<т aw6 L, не более /, не более G 12 1з Н, не более И, не более А 41 В, не более d
Ц2У-100 100 80 387 325 136 85 136 165 230 112 22 290 109 160 15
Ц2У-125 125 80 450 375 160 106 145 206 272 132 25 335 125 180 19
Ц2У-160 160 100 560 475 200 136 170 224 345 170 28 425 140 212 24
Ц2У-200 200 125 690 580 243 165 212 280 425 212 36 515 165 250 24
Ц2У-250 250 160 825 730 290 212 265 335 530 265 40 670 218 300 28
36
Рис. 1.9. Одноступенчатый цилиндрический
зубчатый редуктор с внешним зацеплением:
а — конструкция; б — кинематическая
схема; в — общий вид
По условиям компоновки приводов оси быстроходного и тихоход-
ного валов редуктора могут находиться на одной линии; такие редукторы
называют соосными (рис. 1.12). Соосные редукторы компактней несоос-
ных и во многих случаях позволяют получить удачную общую компо-
новку привода, но из-за необходимости размещения подшипников быст-
роходного и тихоходного валов внутри корпуса имеют увеличенный
размер в осевом направлении и усложненную конструкцию корпуса.
Кроме того, наблюдение за работой и контроль состояния внутренних
подшипников при эксплуатации затруднены. На рис. 1.12, б показана
кинематическая схема соосного редуктора с уменьшенными размерами
в осевом направлении за счет отсутствия внутренней стенки. Оба
подшипника быстроходного вала размещены в стакане, который одно-
временно предназначен и для установки одной из опор тихоходного вала.
Для увеличения жесткости стакан выполнен с толстыми оребренными
стенками; колесо тихоходной ступени, в отверстии которого размещен
подшипник, изготовлено как одно целое с валом.
Конические зубчатые редукторы. Конические редукторы применяются
для передачи вращающего момента между валами, оси которых
пересекаются под некоторым углом, как правило, равным 90° (рис. 1.13).
Конические и цилиндрические зубчатые передачи могут быть
выполнены в одном корпусе, т.е. в виде коническо-цилиндрического
редуктора (рис. 1.14).
Планетарные редукторы. В конструктивно-технологическом испол-
нении планетарные редукторы (рис. 1.15) сложнее редукторов, описан-
37
Рис. 1.10. Цилиндрический одноступенчатый зубчатый горизонтальный двух-
поточный редуктор с двумя быстроходными валами
ных выше, что обусловлены© необходимостью компоновки в небольших
габаритах соосно расположенных вращающихся колес и водила.
Несмотря на это, планетарные редукторы имеют широкое распрост-
ранение, особенно в тех машинах, для которых массовые и габаритные
показатели являются главными (например, в летательных аппаратах,
транспортных и сельскохозяйственных машинах и т.п.).
Зубчато-рычажный планетарный редуктор. Конструктивной разновид-
ностью зубчатых и планетарных передач является зубчато-рычажная
планетарная передача. Эти передачи разработаны и осваиваются серийно
на Ижевском редукторном заводе в виде цилиндрических колесно-шатунных
редукторов общего назначения с диапазоном характеристик: переда-
точные числа — и = 40...360, моменты вращения на выходном валу -
Ту — 315 ... 25 000 Н • м, массы — т — 30 ... 140 кг.
Редуктор (рис. 1.16) состоит из корпуса 1 с крышкой 2 Ведущая вал-
шестерня 4 находится в зацеплении с колесами 3 и 5, имеющими раз-
38
Рис. 1.11. Двухступенчатый зубчатый редуктор:
а — с однопоточной передачей энергии, б - с двухпоточной передачей энергии
(раздвоенной быстроходной ступенью); в — общий вид
Рис. 1.12. Соосный редуктор:
а — конструкция; б — кинематическая схема
39
Рис. 1.13. Конструкции конических редукторов:
а — обыкновенная; б — кинематическая схема, в — специальная: 7 — стакан
ведущего зубчатого колеса; 2 — шлицевой фланец; 3 — ведущее зубчатое колесо;
4— картер; 5 — суфлер; 6 —стакан ведомого зубчатого колеса; 7 —шлицевой
фланец; 8 —ведомое зубчатое колесо; 9 — смотровой люк; 10 — магнитная
пробка; 11 — заглушка (место установки термодатчика температуры масла)
40
Рис. 1.14. Коническо-цилиндрический редуктор
ное число зубьев. Колесо 3 с удлиненной ступицей подвижно и соосно
установлено на подшипниках качения на ведомом валу 10. Ступица ко-
леса 3 относительно зубчатого конца выполнена эксцентрично. На
подшипниках ступицы колеса 3 установлен сателлит 9, жестко соеди-
ненный с шатуном 7, который опирается через подшипники на вал 6,
имеющий в месте сопряжения шатуна тот же эксцентриситет, что и
ступица колеса 3. Таким образом, сателлит 9, шатун 7, эксцентричный
вал 6 и эксцентричная ступица колеса 3 образуют параллелограммный
механизм, кинематическая связь которого с ведомым валом 10
осуществляется с помощью шестерни 4, колес 3 и 5 через сателлит 9,
находящийся в зацеплении с центральным колесом 8, с внутренними
зубьями. Колесо 8 и сателлит 9 выполняют с малой разницей зубьев.
а) б)
41
При вращении вал-шестерни 4 движение передается колесам 3 и 5,
которые посредством эксцентричных шеек колеса 3 и вала 6 сообщают
круговое поступательное движение сателлиту 9 планетарной передачи
Зацепляясь с колесом 8, сателлит 9 за один оборот колес 3 и 5 повора-
чивает колесо 8 на число его угловых шагов, равное разности зубьев
сателлита 9 и колеса 8.
Рассматриваемый тип редукторов позволяет осуществлять вращение
выходного вала в широком диапазоне частот вращения и = 35,5...! ,4 об/мин,
что особенно важно для малых значений частот вращения выходного
вала, так как редукторы простых зубчатых передач для этого случая
имеют большие габаритные размеры и сложную конструкцию. В отличие
от простых многоступенчатых зубчатых и планетарных, редуктор на
рис. 1.16. имеет простую конструкцию, малое число деталей. Компоновка
сателлита планетарной передачи на ведомом колесе 3 быстроходной
ступени позволяет уменьшить осевые габариты редуктора. Подвижная
Рис. 1.16 Цилиндрический колесно-шатунный редуктор (РЦШ):
а — конструкция, б — кинематическая схема; в — общий вид
42
установка ведомого колеса на выходном валу в сочетании с изготовле-
нием кривошипа на удлиненной ступице упрощает выходной вал и сател-
лит планетарной передачи, позволяет установить выходной вал с широко
разнесенными подшипниками. Редуктор имеет высокую нагрузочную
способность из-за многопарности зацепления с малой разностью в числе
зубьев колес тихоходной ступени, а быстроходная ступень не лимитирует
нагрузочную способность редуктора, так как она мало нагружена.
Волновые зубчатые редукторы. Как и планетарная, волновая передача
состоит из трех основных звеньев (рис. 1.17): неподвижного жесткого
колеса 2 с внутренними зубьями, гибкого колеса 3, представляющего
собой упругую тонкостенную трубу, и генератора волн 1, деформирую-
щего в радиальном направлении гибкое колесо.
Разновидность волновых редукторов определяют главным образом
конструкцией генератора и гибкого колеса. Так, на рис. 1.17 генератор
волн выполнен в виде профилированного кулачка с напресованным на
него гибким подшипником.
Большое передаточное отношение одноступенчатого волнового
зубчатого редуктора (м = 60 ... 315), а также высокая удельная материало-
емкость выгодно отличают его от других зубчатых передач, в том числе
и планетарных.
43
Рис. 1.18. Варианты расположения
червячной пары в редукторах типа Ч:
1 — червяк под колесом, 2 — червяк
над колесом; 3, 4 — тихоходный вал
вертикальный; 5 — быстроходный вал
вертикальный выходным концом
вверх; 6 — быстроходный вал верти-
кальный выходным концом вниз
3
Червячные редукторы. Червячные редукторы применяют при передаче
момента между перекрещивающимися валами. Благодаря высоким
виброакустическим свойствам и возможности получить в одной ступени
большие передаточные отношения (и — 10 ... 80), их широко используют
в лифтовых лебедках, в приводах от электродвигателя на ведущие оси
троллейбусов и др. В зависимости от расположения червяка относи-
тельно колеса червячные редукторы могут иметь исполнения (рис. 1.18);
червяк под колесом (/) — наиболее распространенная схема; червяк над
колесом (2); червяк с вертикальным расположением вала (3, 4); червяк
сбоку от колеса, ось которого вертикальна (5, 6). Соответственно
указанным схемам выполняют конструкции редукторов.
В настоящее время серийно выпускают одноступенчатые червячные
редукторы типа Ч с универсальным корпусом (рис. 1.19), позволяющим
А -А
Рис. 1.19. Одноступенчатый червячный редуктор с универсальным корпусом
44
Таблица 1.8. Червячные одноступенчатые универсальные редукторы.
Основные размеры (мм) и варианты сборки
Типоразмер редуктора % L В Н Л
Ч-ЮО 100 450 373 312 344 175 140
4-125 125 460 437 396 363 210 190
4-160 160 560 551 500 434 245 230
Типоразмер редуктора *2 А ^2 ^4 ^3 4 d2
4-100 214 200 200 240 225 19 32
4-125 246 230 230 275 261 19 32
4-160 286 300 300 350 345 22 40
выполнять различные варианты расположения и сборки червячной пары
(табл. 1.8).
Такая конструкция (см. рис. 1.19, В—В) позволяет монтировать
редуктор непосредственно на вал машины, что снижает массу, умень-
шает габаритные размеры и стоимость привода. При исполнении редук-
тора на лапах (см. рис. 1.19, А—А) в ступицу колеса монтируется
тихоходный вал. В зависимости от варианта сборки редуктора (см. табл.
1.8) тихоходный вал может быть одноконцевым или двухконцевым.
Параллельно оси вала колеса в корпусе имеется четыре прилива со
сквозными отверстиями для крепления лап шпильками. Одинаковые
расстояния между осями отверстий в приливах корпуса позволяют с
помощью одних и тех же лап менять пространственное положение
45
редуктора в соответствии с вариантами расположения червячной пары
(см. рис. 1.18).
Мотор-редукторы. В последнее время все более широкое распрост-
ранение получают мотор-редукторы. Применение их в кинематической
схеме привода обеспечивает ряд преимуществ: уменьшает габаритные
размеры и массу на единицу передаваемого момента, сокращает число
деталей, удобно при монтаже привода и др.
Общие технические условия и требования на мотор-редукторы обще-
машиностроительного применения приведены в ГОСТ 25484-93.
Фланцевый электродвигатель 1 (рис. 1.20) присоединен шпильками
11 к корпусу редуктора 2, что составляет единый агрегат — мотор-
редуктор. Ведущая шестерня 10 зубчатой передачи насажена на вал
электродвигателя и передает вращающий момент от него колесу 4,
укрепленному на тихоходном валу 5, который опирается на два
подшипника 7. В верхней части корпуса 1 находится отверстие для
заливки смазочного материала и для установки пробки-отдушины 12 с
конической резьбой. Для слива масла в нижней части корпуса распо-
ложено отверстие, закрываемое резьбовой пробкой 3. Детали зацепления
смазываются окунанием в масляную ванну, а подшипники — разбрызги-
ванием. Для предотвращения вытекания масла из картера и попадания
в него пыли предусмотрено манжетное уплотнение 6, установленное в
крышке 8, прикрепленной к корпусу 1 винтами 9.
На рис. 1.21 показан двухступенчатый мотор-редуктор, состоящий из
фланцевого электродвигателя 1 и зубчатого соосного редуктора 2.
Основные параметры и размеры приведены в табл. 1.8.
Вариаторы. Большинство современных технологических машин
требуют регулирования скорости рабочих органов в зависимости от
условий осуществления технологического процесса. Для этого машины
снабжают ступенчатыми коробками передач с большим числом зубчатых
4 3 2
Рис. 1.20. Цилиндрический одно-
ступенчатый мотор-редуктор
Рис. 1.21. Цилиндрический двухступенчатый
соосный мотор-редуктор типа МЦ2С
46
1.8. Основные параметры и размеры (мм) мотор-редукторов типа МЦ2С (ГОСТ 20721-75)
Типоразмер мотор- редуктора Номинальная частота вращения выходного вала, мин'1 L £2 А А [ В Н b 1 Л d
МЦ2С-63 35,5, 45; 71 485 160 48 110 150 185 270 140 НО 15 16 12 28
56; 90; 112, 140; 180 506 280
МЦ2С-80 ” 2'8; 71, 90; ' " 585 175 75 115 180 225 320 170 130 22 18 15 35
35,5, 45; 56 550 310
112 590 335
140; 180 620
МЦ2С-100 28; 35,5 670 195 102 130 210 255 375 212 150 20 22 15 45
45; 71; 90; 56 640
таг 140 " 695 400
МЦ2С-125 28; 35,5; 45; 56 740 235 105 160 280 335 455 265 230 25 28 19 55
71 765 480
90; 112 815
140 870 530
180 910
пар, что усложняет конструкцию машины. Но существуют передача,
позволяющие в определенных пределах бесступенчато (плавно) изменять
передаточное число. Их называют вариаторами (варьировать — значит
изменять). Применение в машинах вариаторов значительно упрощает
ее конструкцию, позволяет установить оптимальный скоростной режим
и регулировать угловые скорости на ходу. Все это существенно повышает
производительность машины, расширяет ее функциональные возмож-
ности, кроме того, вызывает уменьшение шума и вибрации. Эти
достоинства вариаторов обусловили их широкое распространение в
различных областях машиностроения в машинах пищевой и легкой
промышленности, в станках, сельскохозяйственном и дорожном
машиностроении и т.д.
Главными характеристиками вариаторов являются: диапазон регули-
рования Д, наименьшая скорость тихоходного вала и2тп1 и мощность Р
на нем. Кроме того, важно знать значения КПД, удельной массы, габа-
ритов, стоимости. В клиноременных вариаторах угловая скорость ведо-
мого вала зависит от диаметров одновременно обоих шкивов или одного
из них (рис, 1.22, а). Предельные передаточные отношения вариатора
о. D, со, ск
11 “ — ____£__ iy — _________1 _____i__
max J /1 \ И max n /1 \ ’
«2 min ^2 max ^10
где jD(, и D2, d2 - наибольший и наименьший диаметры ведущего и
ведомого колеса; е — коэффициент скольжения, который зависит от типа
ремня и конструкции передачи.
Основной кинематической характеристикой вариаторов является
диапазон регулирования:
77 __ « 2 max _ max _ ^1^2 /1 1Q\
«2mm 2 ’
Скольжение снижает угловую скорость ведомого вала, но на диапазон
регулирования не влияет.
Главные достоинства клиноременных вариаторов (рис. 1.22) —
простота конструкции, надежность и простота эксплуатации.
В качестве тягового органа в ременных вариаторах применяют как
стандартные клиновые ремни по ГОСТ 1284.2-89, так и специальные
широкие зубчатые вариаторные ремни (рис. 1.22, в). Передаточное
отношение регулируют изменением диаметра одного или одновременно
обоих шкивов посредством осевого перемещения конических дисков,
образующих шкив.
Для сплошных шкивов и стандартных ремней Д = 1,3... 1,7. Различают
вариаторы со стандартными и широкими ремнями, с одним, двумя или
четырьмя регулируемыми шкивами. На рис. 1.22, б показан вариатор с
автоматически регулируемым шкивом 2 и ведущим прижимным 1.
Регулирование передаточного числа может производиться вручную или
48
Ф Рис. 1.22. Клиноременный вариатор:
а — принципиальная схема; б — конструкция
ремня вариатора; в — конструкция вариатора с
одним широким ремнем
с помощью дистанционного управления. Диапазон регулирования Д < 3;
т] = 0,8...0,9, мощность 5...10 кВт, при нескольких ремнях — до 55 кВт.
Однако применение нескольких ремней усложняет конструкцию и
повышает требования к точности изготовления.
Расчет ременных вариаторов производят по аналогии с расчетом
клиноременной передачи, с учетом числа регулируемых шкивов.
Цепные вариаторы по сравнению с клиноременными сложнее в
производстве и дороже, но компактнее, долговечнее и более надежны в
эксплуатации. Наиболее распространенная конструкция вариатора с
зубчатыми конусами и специальными цепями показана на рис. 1.23.
Раздвижные диски 3, выполненные с рифленой рабочей поверх-
ностью, устанавливают на валу так, чтобы выступы одного диска находи-
лись против впадин другого. Звенья цепи снабжены пакетом тонких плас-
тин, которые легко перемещаются в обойме поперек цепи. Пластины,
попадающие на выступы, при набегании цепи 2 на диски 3 отжимаются
во впадины противоположного диска; так происходит зацепление.
49
Каждая новая конструкция
Рис. 1.23. Цепной вариатор
Передвижение дисков, а
следовательно, регулирова-
ние скорости, производится
рычагами 4, поворот кото-
рых осуществляется винтом
1. При этом одна пара дис-
ков сдвигается, а другая раз-
двигается, и цепь меняет
свое положение на дисках.
Диапазон регулирования
Д такого вариатора — до 6,
передаваемая мощность —
до 18,5 кВт. Срок службы
цепей — до 5000 ч.
Конструктивные особен-
ности. Основные особен-
ности проектирования ва-
риатора заключаются в кон-
струировании ведущих, ве-
домых и промежуточных
звеньев, а также механизмов
управления.
вариатора после расчета и изготовления
тщательно испытывается и доводится, прежде чем будет передана в
серийное производство, так как многие особенности конструированных
решений, работы и нагруженности деталей расчетом предусмотреть
невозможно и приходится отыскивать их опытным путем.
Для существенного снижения частоты вращения ведомого вала
применяют комбинированные приводы. Такой привод состоит из
зубчатой передачи и вариатора, смонтированных в одном корпусе. На
рис. 1.24 показан мотор-вариатор, состоящий из цепного вариатора и
планетарного редуктора, мощностью 6,0 кВт, при частоте вращения ведо-
мого вала от нескольких до 250 мин'1.
Рис. 1.24. Мотор-вариатор
50
Вопросы для самоконтроля
1 Дайте определение функционального назначения редуктора. По каким
признакам они классифицируются?
2. Поясните разницу между редукторами, выполненными по схеме на
рис. 1.11, аи рис. 1.11, б, а также с редуктором на рис. 1.12.
3. Чем отличается быстроходная ступень редуктора на рис. 1.14 от редуктора
на рис.1.13?
4. Благодаря чему обеспечивается самоцентрирование солнечного колеса
между сателлитами в конструкции на рис. 1.15?
5. Какими достоинствами и недостатками обладает конструкция редуктора
на рис. 1.16?
6. Поясните принцип работы редуктора на рис. 1.17.
7. Чем характерна конструкция редуктора на рис.1.19?
8. Поясните преимущества мотор-редукторов, в каких случаях они
применяются?
9- Дайте определение вариаторам, в каких случаях они применяются и их
главная техническая характеристика.
10. Дайте определение основного параметра редуктора мотор-редуктора
вариатора. Какой из типов редукторов занимает ведущее место?
Глава 2
ТЕХНОЛОГИЧЕСКИЕ МАШИНЫ ПИЩЕВЫХ
ПРОИЗВОДСТВ КАК ОБЪЕКТ ПРОЕКТИРОВАНИЯ
ЭЛЕКТРОМЕХАНИЧЕСКИХ ПРИВОДОВ
2.1. Ключевая информация
С целью мотивации студентов, изучающих предметы “Детали ма-
шин”, “Техническая механика” или “Прикладная механика”, приводится
описание наиболее характерных технологических машин, для которых
по вышеуказанным курсам предусматривается выполнение курсового
проекта или расчетно-графической работы, а в качестве технических
заданий на проектирование выступают приводы этих машин.
Современные машины пищевых производств состоят из питающего
механизма, электропривода, исполнительного, рабочего механизмов, а
также из механизмов для управления, регулирования, защиты и блоки-
ровки.
Питающий механизм предназначен для непрерывной или периодичес-
кой подачи сырья или исходного продукта в машину.
Современные машины в большинстве случаев описаны индиви-
дуальным электроприводом с передаточным механизмом ко всем
исполнительным механизмам или индивидуальным электроприводом для
каждого исполнительного механизма.
Исполнительный механизм служит для приведения в действие рабочих
органов машины. Он включает ведомое звено, связанное с приводным
механизмом. Рабочие органы исполнительных механизмов непосредст-
венно воздействуют на обрабатываемый продукт или материал.
Кинематическая схема передаточного и исполнительного механизмов
определяет движение рабочих органов, скорость и ускорение отдельных
звеньев системы в зависимости от режима технологического процесса.
Кроме главных механизмов современные машины имеют следующие
дополнительные: установочные и регулирующие механизмы (для настрой-
ки работы машины); системы управления (для пуска, остановки, конт-
роля); механизмы защиты и блокировки, которые должны предотвращать
неправильные и несвоевременные действия, включение, отключение
отдельных звеньев; кроме того, они предназначены для защиты при неис-
правностях и поломках смежных механизмов, что может иметь место в
случае несоответствия свойств сырья или изделий заданным условиям.
В данной работе за основу структуры описания технологического
оборудования принят функциональный принцип.
52
2.2. Оборудование зерноперерабатывающих и
хлебокондитерских производств
Приводы автоматизированных элеваторов. Поворотная труба ТП12-2
(рис. 2.1, а) предназначена для изменения направления движения и подачи
потока зерна по одному из двенадцати или восьми заданных технологи-
ческих маршрутов.
Корпус трубы выполнен в виде сварной конструкции и представляет
собой два усеченных конуса. На поверхности нижнего конуса располо-
жены двенадцать выпускных патрубков 5, которые находятся на равном
расстоянии друг от друга. Колонна 1 установлена внутри корпуса, к ней
вверху крепят поворотный патрубок, а нижний ее конец соединен с
приводом 6. Верхняя часть поворотного патрубка соединена с входной
трубой 4. Внутри корпуса расположены конечные выключатели, которые
позволяют остановить патрубок 3 над любым из двенадцати выпускных
патрубков 5.
Привод 6 поворотной трубы состоит из электродвигателя мощностью
Р « 0,4 кВт, редуктора с муфтой и зубчатых колес. Частота вращения
трубы зависит от количества выпускных патрубков и при скорости
и » 0,21 м/с составляет п к 2,5 мин'1
53
Задвижка ТЭА—15АМ (рис. 2.1, 6) представляет собой запорное
устройство, которое применяют для открывания, закрывания и регулирова-
ния величины потока зерна по трубопроводам в зернохранилищах. В
задвижке дистанционно управляемый реверсивный электродвигатель 5
через предохранительную фрикционную муфту 4 передает вращение
червячному редуктору 3. Ведомый вал редуктора через зубчато-реечную
передачу 2 передает движение задвижке 1.
Объемный дозатор роторного типа ОДЗ—2 (рис. 2.1, в) предназначен
для определения массы зерна в потоке: зерно через сетку 2 поступает в
бункер 1 и далее на лопастной барабан 7, заполняя его карманы. При
повороте барабана 7 зерно из карманов высыпается в самотечную трубу
9, расположенную под барабаном. Счетчик (на рис. 2.1 не указан) фикси-
рует частоту вращения барабана во время работы дозатора.
Привод дозатора состоит из электродвигателя 6, упругой муфты 5,
червячного редуктора 4, цепной муфты 8.
Дозатор смонтирован на раме 3 сварной конструкции. Барабан вра-
щается с частотой п = 23...25 мин'1, вместимость барабана 120 литров.
Триер — куклеотборник А9—УТК—6 (рис. 2.2) предназначен для отбора
мелких примесей от основного сырья (например, зерна). Очистка осу-
ществляется с помощью дискового ротора 6, в процессе вращения которого
длинные зерна пшеницы заполняют карамелеобразные ячейки (размер
5x5 мм, глубина 2,5 мм) и при небольшом угле поворота дисков выпадают
из ячейки в лотки 9, откуда очищенное зерно через патрубок выводится
из машины. Все механизмы смонтированы в корпусе 8 и защищены кожу-
хом 7. Привод триера состоит из электродвигателя 7, клиноременной
передачи 2, червячного редуктора 3 и через цепную передачу 4 передает
вращательный момент валу 5 дискового ротора 6.
54
fjg
Рис. 2.3.Дежеподьемоопрокидыватель А2-ХПД
Р=},5кВт,
6.
5.
5ХУ
40
Н
<2
/3
Дежеподъемоопрокидывателъ А2-ХПД
(рис. 2.3). Машина состоит из фундамен-
тальной плиты с направляющими для
колес дежи 1, ограждения рабочей зоны
подъемоопрокидывателя 2, трубчатой
стойки ограждения 5, пульта управления
4, быстросъемного кожуха 5 винта, ко-
лонны с подъемным винтом 6, электро-
двигателя привода 7, щитка ограждения
клиноременной передачи 8, головки с
криволинейным пазом 9, каретки с
роликами 10, ролика подъемной площад-
ки 11, подъемной консольной площадки
12, подъемной гайки каретки 13, допол-
нительной блокирующей рейки 14.
Привод машины состоит из электро-
двигателя и клиноременной передачи,
расположен в верхней части колонны,
приводит во вращение подъемный винт, установленный внутри колонны
на подшипниках качения.
Гайка подъемная установлена в каретке на сферических опорах и
застопорена от вращения двумя установочными винтами. В конструкции
машины применена дополнительная блокирующая гайка, которая
расположена под подъемной гайкой. Блокирующая гайка винтом с
цилиндрическим концом, входящим в паз удерживающей ее втулки,
зафиксирована от вращения при исправной нормальной работе
дежеподъемоопрокидывателя.
При аварийном обрыве резьбы в подъемной гайке нагрузку на себя
принимает блокирующая гайка, при этом цилиндрический конец винта
выходит из паза втулки, и блокирующая гайка начинает вращаться
совместно с подъемным винтом, не производя подъема. При вращении
винта в обратном направлении гайка стопорится от вращения собачкой
и опускает площадку. Таким образом, блокирующая гайка предупреждает
падение площадки с дежой при обрыве резьбы в подъемной гайке.
Ограждение рабочей зоны дежеподъемоопрокидывателя установлено
на плите и выполнено из труб. В качестве одной стойки ограждения
используется пульт управления, а другой служит трубчатая стойка,
расположенная с противоположной стороны плиты. Ограждение повора-
чивается на шарнирах, закрепленных на стойках. Ограждение рабочей
зоны машины оборудовано электроблокировкой, не позволяющей вклю-
чать привод при открытом ограждении.
55
Площадка оборудована также электроблокировкой, не позволяющей
ее подъема при не закрепленной фиксатором деже.
На колонне установлены два конечных выключателя, выключающих
привод машины в конечных положениях каретки.
Тестоокруглительная машина типа Т1-ХТН (рис.2.4). Машина состоит
из электродвигателя 1, ступицы 2, гайки для регулировки червячной пары
3, контргайки 4, неподвижной вертикальной оси 5, формующей чугунной
спирали 6, чугунной конической чаши 7, насадки для подачи воздуха 8,
кронштейна 9, крышки 10, колпачка 11, регулировочного винта 12,
шарика 13, фиксатора 14, диска с отверстиями 15, стакана 16, ограж-
дения 17, приводной коробки 18, червячной передачи 19, двухступенчатой
клиноременной передачи 20. Машина предназначена для тестовых
заготовок подовых изделий из пшеничной муки (0,2... 1,1 кг) и для
малоштучных изделий из сортовой пшеничной муки (0,05...0,2 кг).
Основным рабочим органом машины являются вращающаяся чугунная
коническая чаша и прилегающая с небольшим гарантированным
зазором к ее внутренней поверхности неподвижная спираль, выпол-
ненная из алюминиевого сплава.
Спираль устанавливается на вертикальную неподвижную ось и может
регулироваться по высоте винтом для обеспечения нужного зазора между
чашей и спиралью. В машине предусмотрена возможность поворота
спирали, что позволяет изменить направление потока округленных тес-
товых заготовок, выходящих из машины.
Коническая чаша и спираль монтируются на приводной коробке, в
которой на неподвижной вертикальной оси посажена ступица с верхним
и нижним фланцами. К верхнему
фланцу крепится коническая
чаша, а к нижнему - привод
мотор-редуктора.
Привод включает электродви-
гатель, мощностью 1,3...0,6 кВт с
синхронной частотой вращения
1500 с'1, двухступенчатую ремен-
ную передачу и червячный ре-
дуктор, обеспечивающих частоту
вращения чаши в диапазоне
20...100 мин"1.
Рис. 2.4. Тестоокруглительная машина
Tl-XTH (Т1-ХТС) конструкции
УкрНИИпродмаша
56
Рис. 2.5. Формующая машина ПАД-3 для
отсадки теста при выпечке
Формующая машина ПАД—3
(рис. 2.5) применяется для осадки
теста в формы при выпечки кек-
сов. Один из рабочих органов
машины является периодически
поворачивающийся стол 3 сопря-
женный с валом, на противопо-
ложным конце которого нахо-
дятся пальцевый диск 7. Пальцы
диска получают прерывистое вра-
щательное движение кулачкового
вала 2 через цепную передачу 8
от редуктора 9, получающего, в
свою очередь, вращательное дви-
жение посредством зубчатой ре-
менной передачи 11 от электро-
i
9
to
12
73
двигателя 13.
Шнек 6 нагнетающей камеры также приводится в движение от
электродвигателя 13 через ременную передачу /7, редуктор 10 и цепную
передачу 7 — это вторая кинематическая схема привода другого рабочего
органа машины — шнека 6, нагнетающего тесто в золотниковую головку
5. Золотник поворачивается на 90° с помощью реечного сцепления 4,
рейка которого совершает возвратно-поступательные движения в
горизонтальной плоскости от реечно-ползунного механизма, соединен-
ного со вторым концом ведомого вала редуктора 9 — это третья кине-
матическая схема третьего привода рассматриваемой машины.
Гранулятор (рис. 2.6) предназначен для получения гранул из прессо-
ванных дрожжей влажностью 69...71%. Представляет собой станину из
профильного проката, на ней установлены привод и рабочая камера из
коррозионно-стойкой стали. В конце камеры закреплена матрица, внутри
установлен шнек. Для отвода тепла, выделяющегося во время работы
шнека, на внешней стороне рабочей камеры имеется водяная рубашка.
С наружной стороны матрицы на выходном валу шнека 77 прикреплен
нож в виде струн 10 0 0,4...0,6 мм, натянутых специальными болтами
между державками. Нож защищен легкосъемным кожухом 9.
Привод шнека состоит из электродвигателя 7 мощностью 4 кВт,
клиноременного вариатора 2 и редуктора 5, ведомый вал которого
соединен с валом шнека 77 втулочной муфтой 12. С ведомым валом
редуктора сопряжена шестерня конической зубчатой пары 4, с валом 5
сопряжена шестерня прямозубой цилиндрической пары 6, ведомое
колесо которой передает вращательный момент бункеру 8.
Внутри бункера установлена неподвижна винтообразная лопасть 7.
57
Рис. 2.6. Гранулятор дрожжей автоматизированной линии А1-ВСД
Влажные дрожжи загружаются в бункер и при его вращении подаются
в приемную горловину рабочей камеры. Здесь они подхватываются
шнеком и выдавливаются через матрицу в виде жгутиков 0 2,5...8 мм,
которые отрезаются вращающимся ножом. Из гранулятора дрожжи
поступают в питатель сушильной установки.
3 Ю
fl
IT
ft
13
14
fl
Взбивалъная машина МВ-35
(рис. 2.7) предназначена для приго-
товления кремов, бисквитного теста
и др. Состоит из взбивального
устройства, бачка с механизмом
подъема и электропривода.
В литой чугунной станине 20
смонтированы привод взбивателя и
механизм подъема бачка 1. Привод
взбивателя состоит из электро-
двигателя 13, ременного вариатора,
зубчатой передачи и планетарного
механизма.
Вариатор состоит их двух шки-
вов с раздвижными конусными
дисками, вариаторного ремня 9 и
механизма регулировки. Нижний
диск ведущего шкива закреплен на
Рис. 2.7. Взбиватель машины МВ-35
58
валу электродвигателя неподвижно, а верхний, поджатый пружиной 12,
может перемещаться относительно нижнего. В ведомом шкиве верхний
диск 10 неподвижно закреплен на вале-шестерне 11 зубчатой передачи
внутреннего зацепления, а нижний может перемещаться при вращении
винта с маховиком 7 механизма регулировки.
При вращении маховика по часовой стрелке диски ведомого шкива
сближаются с серьгой 8 и диаметр рабочей поверхности шкива увели-
чивается. Одновременно ремень 9, преодолевая давление пружины 12,
раздвигает диски ведущего шкива, в результате чего уменьшаются
диаметр рабочей поверхности и частота вращения взбивателя. При
вращении маховика против часовой стрелки частота вращения взбива-
теля 2 увеличивается.
Вращение от ведомого шкива 10 через вал-шестерню Ни зубчатое
колесо 14 передается на вал 6 планетарного механизма, ось которого
совпадает с осью бачка 1. В корпусе 4 планетарного механизма размещен
вал-шестерня 3, к которому прикреплен взбиватель 2. При вращении
корпуса 4 шестерня 5 обкатывается по зубчатому колесу 75, закреплен-
ному в корпусе 4. В результате этого взбиватель получает сложное движе-
ние: быстрое вращение вокруг своей оси и медленное — вокруг оси бачка.
Бачок 1 крепится на кронштейне 19, который снабжен профилирован-
ной направляющей пластиной 18, скользящей по вертикальным
направляющим 16 станины при помощи червячной пары, шестерни и
рейки. Бачок поднимают и опускают вручную маховиком 77.
Универсальный вакуум-
аппарат М—184 (рис. 2.8) с
автоматической разгрузкой.
Предназначен для уварива-
ния различных кондитерских
и других масс в небольших
количествах. Аппарат (см.
рис. 2.8) состоит из двух кот-
лов: верхнего 2 и нижнего
приемного 6, расположенных
один над другим.
Масса пищевая в чаше
котла 2 перемешивается
якорной мешалкой 4, привод
которой осуществляется от
электродвигателя 7 через ре-
менную передачу 3 и кони-
ческий редуктор 5.
Рис. 2.8 Универсальный вакуум-аппарат М-184
59
10 9 J 7
Рис. 2.9 Полуавтоматическая конвейерная печь G—30
Технологический процесс, включая электромеханический привод,
управляется средствами автоматики.
Полуавтоматическая конвейерная печь G-30 (рис. 2.9) предназначена
для выпечки вафельных листов. Дозированное вафельное тесто по
трубопроводу 2 подается на формовальную вафельную плиту 3 через
насадку 4. Укрепленная на конвейере 5 форма 3 в раскрытом состоянии
движется влево. При этом нижняя часть формы проходит под насадкой
4, из которой через отверстие вытекает жидкое вафельное тесто. Тесто
поступает к печи из рецептурно-смесительной станции по трубе 1,
снабженной автоматическим клапаном с поплавком 10. Клапан обес-
печивает постоянный уровень теста в баке 8, оттуда оно засасывается
по трубе 9 шестерным насосом. Насос 7 работает от мотор-редукгора
6. Последний установлен вместе с насосом на общей плите.
Цепная режущая машина ЛПМ (рис. 2.10) предназначена для
формования карамели с начинкой в форме мелкой “подушечки” (от-
крытые сорта) и удлиненной “подушечки”, “лопатки” (под завертку).
Рабочими органами машины являются карамелережущие цепи (верхняя
3 и нижняя 7), которые приводятся в движение звездочками 4.
Карамельный жгут, непрерывно подаваемый жгутовытягинагелем,
заправляется через втулку 2 в зазор между лезвиями ножей верхней 3 и
нижней 7 режущих цепей. Цепи постепенно сближаются и лезвиями
ножей разрезают карамельный жгут на отдельные изделия в форме
выпуклой “подушечки”. Отформованная карамель поступает через лоток
9 на узкий охлаждающий конвейер 72 предварительного охлаждения.
Нижняя ведущая звездочка 4 приводится в движение от электродви-
гателя 14, ременной передачи 75, шкива 8 и горизонтального вала 7. От
вала 7 через зубчатую пару 6 получает вращательное движение верхняя
ведущая звездочка 4, смонтированная в стойке 5, а через цепную переда-
чу 10 — барабан 13 охлаждающего конвейера 72. Верхняя лента кон-
вейера закрывается кожухом 77, в который нагнетается холодный воздух
60
г
i.
,3
toi
4 5 6
7 8
9
0
й
11 12
15
/4г
машина
Рис. 2.10. Цепная режущая i
ЛПМ для формования карамели
2.3. Оборудование консервных цехов и общепита
Обжарочная печь типа АПМП — 1 (рис. 2.11) устанавливается в
технологических линиях для обжарки овощей с целью придания им необ-
ходимого вкуса и консистенции в процессе производства овощных заку-
Ч 5
112 3 6
Рис. 2.11. Обжарочная печь АПМП — 1
61
сочных консервов Печь состоит из транспортирующей ленты 1 с при-
водом 2, ванны 3, вытяжной установки 4 и элеватора 5 с приводом 6.
Транспортирующая лента образована шарнирно соединенными
перфорированными лотками. Лента движется со скоростью 0,0208 м/с, что
позволяет изменять продолжительность обжарки от 960 до 240 с в
маслянной ванне длиной 5,5 м.
Привод 2 транспортирующего устройства состоит из электродвигателя
П—22 мощностью Р = 2,2 кВт с частотой вращения ротора от 300 до
3000 мин'1, двух редукторов (червячного и цилиндрического зубчатого)
с общим передаточным числом 1894,23 и цепной передачи.
Элеватор загрузки сырья 5 получает движение от автономного привода
6, включающего электродвигатель, ременный вариатор, зубчатый
редуктор и цепную передачу.
Технологический процесс (скорость движение ленты, уровень масла
воды в ваннах, температура подогрева масла, охлаждение проточной
водой, загрузка и вытяжка) управляется средствами автоматики.
Центробежная свеклорезка СЦБ-16М (рис. 2.12) применяется для
получения свекловичной стружки. Машина состоит из цилиндрического
корпуса 8 с четырьмя съемными опорными лапами 5, которыми
свеклорезка опирается на металлический каркас 4; кожуха 1, загрузочного
бункера 9; трехлопастной улитки 7, которая получает вращательный
Рис. 2.12, Центробежная свеклорезка СЦБ-16М
62
Рис. 2.13,Измельчитель мяса (куттер)
момент от ведомого вала 2 конического редуктора 3, фланец корпуса
которого укреплен в приливах корпуса машины; ножевой рамы 6,
укрепленный в корпусе 8. Привод машины включает: электродвигатель
10, соединительные муфты 12, редуктор цилиндрический 11 и редуктор
конический 3.
Измельчитель мяса (куттер) (рис. 2.13) работает следующим
образом. Мясо из корыта автоматически загружается во вращающуюся
чашу 3, изготовленную из стали, и режется инструментом, выполненным
в виде фризы 7 и установленным в чаше.
Привод измельчителя включает червячный мотор-редуктор 4, откры-
тую зубчатую пару внутреннего зацепления 6, приводящую во вращение
чашу 3 и ременную передачу 4, передающий момент фризе 7 от электро-
двигателя 5.
Машина смонтирована в корпусе коробчатой конструкции 2, который
закрывается крышкой 1.
Автомат для формовки и завертки дрожжей ВРУ (рис. 2.14) Пред-
назначен для резки на бруски дрожжей массой в 1 кг, упаковки их в
бумагу, транспортировки пачек к месту погрузки в ящики. Применяются
на дрожжевых заводах.
Выделенная на вакуум-фильтрах дрожжевая масса поступает во
вращающийся бункер 8 формовочного механизма, а из него неподвижной
спиральной лопастью 10 нагнетается в формующую камеру 9. Здесь
дрожжевая масса захватывается двумя параллельно установленными и
синхронно вращающимися шнеками 11 и впрессовывается через сопло
63
Рис. 2.14. Автомат для формовки и завертки дрожжей ВРУ
12, заканчивающееся мундштуком. Вращение шнеков 11 приводится от
электродвигателя 1, мощностью Р = 4 кВт привода, включающего
электродвигатель 2, цепную передачу 3 через сцепную муфту 4, зубчатую
цилиндрическую пару 5, коническую пару 6 и цилиндрическую пару 7.
Ковшовый бланширователь марки БК (рис. 2.15) применяют для
бланширования на пару и в воде зеленого горошка, капусты, шпината,
моркови, картофеля. Бланширователь состоит из ванны 2 и исполни-
тельного механизма, образованного из двух тяговых цепей, к которым
шарнирно прикреплены ковши 3. Для подвода пара над сетчатой лентой
и под ней установлены барботеры 4.
Исполнительный механизм машины получает вращательное движение
от привода 1, включающего электродвигателя мощностью Р = 1,5 кВт,
муфту, редуктор и цепную передачу, ведомая звездочка которой
насажена на один вал с тяговой звездочкой, вращающейся с угловой
скоростью со = 1400 с'1 .
Моечная барабанная машина А9—КМ2 (рис. 2.16) предназначена для
мойки твердых плодов и овощей, ее используют в линии производства
овощных закусочных консервов.
Машина смонтирована на сварочном каркасе 11 из фасонного
стального проката. На каркасе укреплена ванна 12, разделенная пере-
64
городкой на две части, в каждой из которых размещены барабаны
соответственно 2 и 3, равные по длине и диаметру. За барабаном 3
расположен третий барабан 4. Все три барабана установлены на общем
валу 7 и совершают вращательное движение. Вал 7 смонтирован на
каркасе в подшипниках качения.
Первые два барабана предназначены для отмочки и отделения загряз-
нений. Поверхность барабанов выполнена из фасонных изогнутых полос.
Между ними имеются щели, через которые загрязнения проходят в ванну
и осаждаются на днище, в котором имеются люки 10 для удаления
загрязнений при санитарной обработке машины. Третий барабан 4
предназначен для чистого ополаскивания проточной водой, для чего он
снабжен душевым устройством, а поверхность его перфорирована.
65
Сырье из приемного лотка 7 поступает в барабан 2, затем лопастями
перебрасывает сначала в барабан 3, а из него специальным ковшом — в
барабан 4. Промытое сырье направляется в лоток 9 и затем на после-
дующую операцию.
Привод машины осуществляется от мотор-редуктора 5 через цепную
передачу 6. Вода в душевое устройство подается через запорный
магнитный вентиль 8, сблокированный с приводным электродвигателем
мощностью 1,1 кВт. Исполнительный механизм машины — вал 7 с
барабанами 2, 3 и 4 вращаются с частотой п = 12 мин 4 .
Машина И2—КАМ—6 (рис. 2.17) предназначена для мойки новых и
оборотных стеклянных банок вместимостью 0,2 л. По принципу действия
она является цепной, отмочно-шприцевой, с ритмично-прерывистым
движением основного транспортера с носителями для банок.
Корпус 3 машины представляет собой сварную конструкцию из стали
с ванной для моющего раствора и горячей воды. На корпусе смонти-
рованы механизмы привода, загрузки 1 и выгрузки 2 банок, цепи с
носителями 4, системы для подогрева раствора и воды для шприцевания
банок, смыва этикеток и удаления их из ванны.
Внутри корпуса установлен двухцепной транспортер, между его
цепями подвешены 98 носителей с 16 гнездами в каждой для банок.
Привод машины осуществляется от электродвигателя через клино-
ременную передачу к червячному редуктору; от него приводится во
вращение кривошипный вал, который через тягу и храповое зацепление
обеспечивает прерывистое движение транспортера с носителями.
Для подогрева моющего раствора в отмоченной ванне установлен
трубчатый подогреватель 10. Водопроводная вода нагревается паром,
подаваемым непосредственно в нее, и после шприцевания сливается в
ванну, а избыток воды поступает к коллектору предварительного обмыва,
расположенному под столом загрузки.
Рис. 2.17. Машина И2-КАМ-6
66
Банки подводятся в машину и отводятся из нее пластинчатыми
тран сп Ортерами.
С целью подогрева носители с банками перед входом в отмочную
ванну обмываются водой через коллектор предварительного обмыва.
Затем банки выходят в нижнюю ванну с моющим раствором при
температуре 7О..75°С, проходят зону турбулентного движения моющего
раствора и при движении по наклонной направляющей обливаются
снаружи щелочным раствором. На верхнем прямом участке носители
с банками подвергаются внутреннему шприцеванию и наружному
обмыву следующим образом:
в шести позициях £ раствором щелочи температурой 7О...75°С;
в четырех позициях 7 горячей оборотной водой температурой 5О...55°С;
в двух позициях 6водопроводной водой температурой 5О...55°С;
в одной позиции 5 паром ~ внутренняя стерилизация.
Вымытые и простерилизованные банки выгружаются из машины на
транспортер. Для удаления этикеток имеется специальный механизм 9,
представляющий собой вращающийся барабан, через который
происходит забор жидкости насосом из отмоченной ванны.
2.4. Измельчители и смесители продуктового сырья
Машина МТ—250 (рис. 2.18) предназначена для смешивания и
темперирования различных вязких масс. В цилиндрической емкости 3
расположен перемешивающий орган, состоящий из рамной 13 и плане-
тарной мешалок с лопастями 1 и 4. Между корпусом 10 и емкостью 3
водяная рубашка 2, в которую через вентиль 6 подается горящий пар.
Технологическая температура пара контролируется прибором 7.
Вертикальный вал 14 получает вращение от электродвигателя 75 через
муфту и червячный редуктор 16.
На верхнем конце вала закреплено водило 77. К нему с одной
стороны прикреплена рамная мешалка 13, а с другой — вал 5 плане-
тарной мешалки с лопастями 7 и 4. Зубчатое колесо 8 вала находится в
зацеплении с неподвижным колесом 9, закрепленным на верхней части
трубчатой стойки 72. При вращении водила вал планетарной мешалки
вращается вокруг вала 14. Кроме того, вследствие обкатывания зубчатого
колеса 8 по неподвижному колесу 9 вал 5 получает вращение вокруг
собственной оси. Таким образом, планетарная мешалка непрерывно
перемешивает всю массу, создавая циркуляцию внутри цилиндра 2.
Оттемперированная масса выходит через патрубок, снабженный автома-
тически управляемым затвором.
Шнековый смеситель СП—1 (рис. 2.19) смешивает компоненты,
которые засыпают в конический корпус 4. Внутри корпуса перемещается
шнек 3, совершающий сложное движение: вокруг собственной оси и
геометрической оси конуса. Это достигается наличием электро-
67
Машина МТ-250 для смешивания и темперирования различных
Рис. 2.18.
пищевых вязких масс
механического привода 1 и водила 2,
внутри которого установлена цепная
передача, передающая вращающий момент
от ведомого вала редуктора шнеку 3.
Смеситель с двумя горизонтальными
валами (фирма “Бюлер”, Швейцария)
(рис. 2.20). Предназначен для интенсив-
ного перемешивания, разминания и плас-
тификации кондитерских масс (шоколад-
ной, пралиновой и др.) со средней или
высокой вязкостью.
Перемешивание рецептурной смеси или
отдельных компонентов, которые пода-
ются через загрузочный люк 7 в емкость
5 корпуса 9 (см. рис. 2.20), осуществляется
Рис. 2.19. Шнековый смеситель СП-1
68
Рис. 2.20. Смеситель SMKN с двумя горизонтальными валами
двумя горизонтальными валами 8 с фигурными лопастями 6. Валы
вращаются в опорах 4 от привода, состоящего из электродвигателя 7,
ременной передачи 2 и цилиндрического редуктора 3 с двухпоточными
ведомыми валами 8.
Измельчитель-смеситель ИС-80 (рис. 2.21) предназначен для выра-
ботки пастообразных пищевых продуктов в различных отраслях АПК.
Позволяет проводить в одном аппарате операции перемешивания, из-
мельчения термообработки продукта под давлением или вакуумом.
Используется при производстве творожных паст, соусов, паштетов и т.п .
Рис. 2.21. Измельчитель-смеситель ИС-80
69
При подключении измельчителя-смесителя к системе вакуумирования
аппарат позволяет вести обработку продукта под вакуумом. С целью
интенсификации процесса нагрева предусмотрена возможность подачи
в него острого пара.
На крышке 3 (см. рис. 2.21, а) установлен привод мешалки 1,
представляющий собой мотор-редуктор, вал которого входит в рабочий
объем через отверстие в крышке. На концах вала закреплена мешалка
(слизыватель) 2, край которого скользит по внутренним поверхностям
крышки и чаши 4, направляя продукт к центру чаши. Мощность электро-
двигателя привода Р = 0,55 кВт, частота вращения мешалки п - 20 мин'1.
В приводе может быть применен волновой или планетарный редукторы
(см. рис. 2.21, б, в соответственно).
Готовая пищевая смесь подается на следующую технологическую
операцию через вентиль 5. Приборы и средства автоматизации, входящие
в состав измельчителя-смесителя, расположены в отдельно стоящем
шкафу управления, а также частично непосредственно на аппарате и
трубопроводах, входящих в его состав.
Штифтовая дробилка (рис.2. 22) применяются для тонкого измель-
чения пищевых масс из какао-крупки. Крупка поступает в воронку 5,
дно которой выходит на виброповерхность дозатора 8. Для регулирования
потока дозатор снабжен заслонкой с рукояткой 6. Дозатор опирается
на подвижную часть корпуса 9 и вибрирует под действием встроенного
электромагнита. Тонкий слой какао—крупки, выходя из дозатора,
проходит через электромагнит 10, улавливающий ферропримеси. Затем
крупка попадает в шлюзовый затвор 3, приводимый в движение от
А-А
Рис. 2.22. Штифтовая бесситовая дробилка
пищевых масс
70
индивидуального мотор-редуктора и снабженный штурвалом 4 для
ручного проворачивания. Далее крупка подхватывается потоком
охлажденного воздуха, подаваемого из трубы 7, и поступает в дробилку
2. Привод рабочих органов дробилки осуществляется от электродвигателя
7, через муфту 19, вал 77 и зубчатый мультипликатор 16, 14.
Технологический процесс измельчения протекает так. Измельчаемый
продукт через коническое отверстие 7 (рис. 2.22) крышки 2 вместе с
воздухом попадает в пространство между дисками 77 и 72. В дисках по
концентрическим окружностям расположены штифты 13, причем
шрифты одного диска входят в пространство между штифтами другого.
Диск 77 крепится к неподвижной крышке 2. Диск 72 соединен с план-
шайбой 8, которая получает вращение от вала 75. Частота вращения вала
около 6000 мин’1, что достигается наличием одноступенчатого мульти-
пликатора из зубчатых колес 14 и 16. Зубчатое колесо 16 приводится в
движение от вала 17 с частотой вращения 3000 мин'1. Попадая в
пространство между неподвижными и подвижными штифтами, продукт
многократно измельчается и выводится из дробилки через отверстие 18.
2.5. Оборудование для получения жидких консистенций
Фильтр — пресс (рис. 2.23) для фильтрования вин, соков, минераль-
ных вод, пива и других подобных жидкостей. Привод пресса состоит из
электродвигателя 8, упругой муфты 7, цилиндрического зубчатого
редуктора 6, открытой зубчатой пары с шестерней 5 и колесом 4, в
ступице которого запрессована гайка 3, упирающаяся в подшипник 7.
Замыкает кинематическую цепь привода винт 2, обеспечивающий
71
Рис. 2.24. Винтовой пресс для отжима
фильтр-картона М8-ВПЖ
заданную силу прессования посредством испытательных механизмов
пресса. При достижении определенной силы давления электродвигатель
отключается токовым реле, отрегулированным на заданную силу тока
по специальной системе управления.
Пресс для отжима фильтр-картона М8~ВПЖ (рис. 2.24) предназна-
чена для отжима фильтр-картона после использования его в рамках-
филырах, осветляющих соки, вина, виноматериалы, коньяки. Состоит
(рис. 2.24) из сварной рамы 7, прессовой плиты 6 и привода 8. Рама
сварной конструкции — из верхней и нижней опорных плит, соединен-
ных стойками.
На нижней плите установлен привод — двухступенчатая цилиндри-
ческая передача, опора которой размещены в двух литных плитах, на
верхней плите привода — мотор-редуктор 8. Зубчатое колесо 4 тихоходной
ступени привода вращает гайку 5, опирающуюся на подшипник 3.
Вращательное движение гайки приводит в поступательное движение
винта 1. На верхней шейке винта - прессовая плита 6. При этом
прессование осуществляется между двумя плитами. Продукт, стекая на
нижнюю плиту, отводится через специальный патрубок. После двух-
72
трехминутной выдержки пресс включается еще 2...3 раза для оконча-
тельного отжима.
Техническая характеристика.
Скорость осевого перемещения винта, мм/мин..........26,5
Рабочий ход винта, мм................................440
Максимальное рабочее давление прессования, Н...... 8,5
Тип мотор-редуктора.............................П02-15В-1,5/13,9
Мощность электродвигателя, кВт...................... 1,5
Пресс ПБ-5 (рис.2.25) принимают для уплотнения продуктов (пресси-
рования), в частности для брикетирования сухого жома в сахарной
промышленности.
Полный вал 2 вращается от ведомого колеса конического редуктора
13. Ведущий вал этого редуктора соединен муфтой 14 с цилиндрическим
зубчатым редуктором 75, который посредством муфты 16 соединен с
электродвигателем 17.
Вал 2 посредством шпонок 9 передает вращающий момент матрицы
10. Основанием пресса служит корпус 7 на котором смонтированы все
рабочие механизмы, имеющие защитный кожух 5.
Технологический процесс протекает следующим образом. Сухой жом,
смешанный в смесителе—дозаторе с мелассой, поступает в пресс через
горловину 6 и при помощи направляющего конуса 7 подается на матрицу
10. Здесь жом вальцами 8 продавливается через отверстие во вращаю-
щейся матрице 10. Брикеты размером 20 х 30 мм срезаются посредством
ножей 77 (для увеличения длины брикетов необходимо уменьшить коли-
чество ножей) и падают на вращающуюся вместе с валом чугунную
73
13 12 111Q 3 8
Рис. 2.26. Шнековый пресс ВПО-20А
тарелку 12. При помощи отражателя 3 брикеты поступают на разгру-
зочный лоток 4 и удаляются из пресса.
Шнековый пресс ВПО-20Л (рис.2.26) предназначена для отжима сока
из ягод винограда. Основу пресса составляет рама 9 и корпус 3, к
которому крепится бункер 5 для приема массы, а снизу - сборник 10
для сока (сусла) первой фракции. Внутри барабанной части корпуса по
его оси расположены два шнека: транспортирующий 77 и прессующий
6. Шнеки сопряжены с валом 8, причем прессующий шнек соединен с
валом жестко и крутящий момент передается ему шпонками 7; транс-
портирующий шнек посажен на валу свободно.
Привод пресса включает' электродвигатель 7, клиноременную пере-
дачу 2, цилиндрический редуктор 14 и открытую зубчатую пару 13 транс-
портирующему шнеку 11 от того же привода че-
рез цепную передачу 3 с натяжной звездочкой 12.
Мешалка—преддефекатор (рис. 2.27) служит
для получения жидких однородных смесей и масс
с широким диапазоном вязкости. Турбинной
мешалкой оснащен предцефекатор ПР—3, при-
меняемый в свеклосахарном производстве.
Предцефекатор (см. рис. 2.27) представляет
собой вертикальный цилиндр 3 с коническим
днищем. На крышке цилиндра установлен
мотор-редуктор 7, выходной вал которого соеди-
нен с исполнительным механизмом мешалки —
вертикальным валом 2, вращающимся с частотой
90 мин’1 в подшипнике 7. На этом валу закреп-
лены мешалки 4, 5 и 6.
Рис. 2.27. Мещалка-преддефекатор пищевого сырья
74
Рис. 2.28 Сусловарочный котел типа ВКЗ
доздрат
затора
Qmlod конден-
сата
Подача Kpmnpunaal
ко затирание
Кидч»
аша
затора
Воздуз
Поступление
пара
Вмщадпа
дно oaity-
/кидания
Выг
в
Сусловарочный котел
типа ВКЗ (рис. 2.28)
предназначен для сме-
шивания солода с во-
дой, нагревания и кипя-
чения пивного сусла
после фильтрации.
Представляет собой
стальной цилиндри-
ческий резервуар с
двойным сферическим
днищем и сферической
крышкой.
Пространство /меж-
ду сферами днищ — па-
ровая рубашка, в кото-
рую подается греющий
пар. Рубашка имеет
соответствующую сис-
тему трубопроводов 8
для провода пара, отвода
воздуха и конденсата. В нижней части днища смонтировано разгрузочное
устройство для выпуска сусла. Управление устройством осуществляется
поворотом соответствующих маховичков, один из которых 4 остановлен
на его оси, а другой 6 на площадке обслуживания. Работает устройство
с помощью конической зубчатой передачи 5. Но этот механизм может
быть снабжен маломощным электродвигателем и соответствующей
системой автоматического управления, которая контролирует и обслу-
живает большую часть технологического процесса: от загрузки котла
зернопродуктами - до выпуска сусла и промывки котла в период между
технологическими циклами.
Над днищем размещена лопастная мешалка 3 для размешивания
сусла в целях лучшей его циркуляции при кипячении. Мешалка 3
приводится во вращение от электродвигателя 1 мощностью
Р == 3 кВт червячного редуктора 2 с передаточным числом и = 36, с
частотой п ~ 25 мин -1 на ведомом валу.
Плунжерный насос-дозатор М-193 (рис. 2.29) состоит из цилиндра
1 с плунжером 2 и клапанной коробки J4 с клапанами — всасывающими
15 и нагнетательными 13. К фланцу всасывающего отверстия присоединя-
ется трубопровод, подводящий сироп или другой продукт, а к фланцу
нагнетательного отверстия, трубопровод для подачи сиропа в змеевик
вакуум-аппарата.
75
Рис. 2.29. Плунжерный насос-
дозатор М-193:
а — общий вид, б — принци-
пиальная схема
Плунжер 2 соединен со штоком 6, скользящим в направляющий 5.
Производительность насоса можно регулировать с помощью кулис-
ного устройства, приводимого в действие рукояткой 12 и винтом 11. На
кулисе регулирующего устройства прикреплена шкала с делениями для
установки необходимого хода плунжера. Насос смонтирован на
вертикальной стойке 3
Привод насоса осуществляется от электродвигателя 10 через мотор-
редуктор 8У кривошип 7 и шатун 4. При работе плунжерного насоса-
дозатора (рис. 2.29, б) электродвигатель 10 через муфту 9 приводит в
движение червячный редуктор 8. Выходной вал редуктора имеет
кривошип 7, который посредством шатуна 4 через рычажной механизм
приводит в возвратно-поступательное движение плунжер 2.
2.6. Оборудование с холодильными системами
Охлаждающая машина НОМ-2 (рис. 2.30) предназначена для непре-
рывного охлаждения массы и механического введения в нее добавок,
предусмотренных рецептурой. Применяется в механизированных поточ-
ных линиях производства карамели, сечение которых регулируется винто-
выми механизмами 4.
76
Охлаждающая машина (см. рис. 2 30) состоит из загрузочной воронки
5, вращающихся охлаждающих барабанов 5 и 6, наклонной охлаждаю-
щей плиты 7, дозаторов 8 и 9 для кристаллической кислоты, эссенции и
пищевых красителей, завертывающих желобков 10, тянущих зубчатые
колеса 11. Пустотелые барабаны 5, 6 и плита 7 непрерывно охлаждаются
проточной водой температурой 12-18° С, подаваемой из водопроводной
сети. Рабочие органы машины приводятся в движение от электро-
двигателя 1 через редуктор 2 и систему зубчатых и цепных передач.
Машина — охладитель творога (рис. 2.31). Основными частями ма-
шины являются барабан-охладитель 5, верхний прижимной валик 2 и
срезывающий нож 7 Творожная масса из бункера 6 подается на вращаю-
77
Рис. 2.31. Машина — охладитель творога
щийся барабан и покрывает его слоем около 3 мм. Через барабан
насосом подается холодный рассол, творог охлаждается до 6...8° С,
срезается ножом 7 и попадает в ванну, расположенную под барабаном.
Вращение барабана осуществляется от привода, состоящего из
электродвигателя 7, соединенного упругой муфтой с червячным редук-
тором 8, и цепной передачей 2, защищенной кожухом 4.
Льдогенератор цилиндрического льда (рис. 2.32) представлен в виде
принципиальной схемы, иллюстрирующей принцип получения льда в
Рис. 2.32. Льдогенератор цилиндрического льда
78
кожухотрубном аппарате 8. Вода насосом 2 подается в водораспре-
делительную емкость 9. Избыточное количество воды перетекает в
ресивер 10. Жидкий аммиак в кожухообразный аппарат подается
компрессором 77; образовавшийся лед в виде цилиндров опускается по
трубам аппарата 8 и упирается в стол 6. Вращающийся нож 7 отрезает
цилиндры льда заданной высоты. Они спускаются по лотку 75 на
транспортную ленту конвейера 14 и доставляются в ледохранилище.
Процессы подачи воды, пара, охлаждающей жидкости, движение льда
и его транспортировка в ледохранилище управляются соответствующими
средствами автоматики.
Льдогенератор оборудован двумя автономными электромехани-
ческими приводами: один предназначен для отрезания цилиндров задан-
ной высоты и состоит из электродвигателя 7, ременной передачи 3, ведо-
мый шкив 4 сопряжен с коническим редуктором 5; второй привод — при-
вод конвейера 14 состоит из мотор редуктора 72 и цепной передачи 13.
Машина — фризер типа ОФЛ для производства мороженного
(рис. 2.33) состоит из цилиндрового блока с рабочим цилиндром,
рубашкой и мешалкой, системы охлаждения и механизма привода,
смонтированных на общей станине. Смесь молока или сливок из мерной
ванны 8 сливается через загрузочный кран 77 и в цилиндр 10, где
происходит взбивание и охлаждение смеси. В мерной ванне 8 установлен
поплавковый клапан 9, который закрывается после того, как ванна будет
79
заполнена на 40.. .60 % объема цилиндра (остальная часть рассчитана на
увеличение объема смеси при взбивании). Готовое мороженной сливается
через выпускной кран 14.
Вращение взбивателя 13 и ножевой рамы 12 во взаимно противо-
положных направлениях осуществляется следующим образом. От
электродвигателя 1 вращение передается через цепную передачу 2 на
промежуточный вал 3. От этого вала вращение передается через зубчатую
пару 6 на полный вал 7 в направлении, противоположном промежуточ-
ному валу. Внутри полого вала 7 проходит вал 5, который от вала 3 при
помощи цепной передачи 4 получает вращение в направлении,
одинаковом с промежуточным валом. Электродвигатель мощностью
Р=4,5 кВт имеет частоту вращения п = 1410 мин'1, а взбиватель —
частоту п3 = 223 мин'1.
Машина ШПФ с шестерным нагнетателем (рис. 2.34) предназначена
для формования жгутов конфетных масс. Машина состоит из формую-
щего устройства, распределенного шнека, вращающегося в опорах 16,
матрицы, приемного конвейера и электропривода. Все механизмы
смонтированы на станине 2.
Рис. 2.34. Машина ШПФ для формования жгутов конфетных масс
80
Привод шнека 12 осуществляется от электродвигателя 6 через редуктор
5, цепную передачу 9 со звездочкой 10. Привод одного из роторов
осуществляется от электродвигателя 1 через редуктор 3, цепную передачу
4 со звездочкой 7 и зубчатую передачу 8. Второй ротор получает вращение
от первого. Камера 18 нагнетающих роторов снабжена водяной рубашкой
17 для поддержания необходимой температуры формуемой массы. Вода в
рубашке подается через штуцер 19.
Технологический процесс протекает так. Конкретная масса загружается
в воронку 75 и захватывается шнеком 12. Из цилиндрической камеры 13
масса нагнетается шнеком в камеру 14, где она захватывается зубьями
вращающихся шестеренных роторов 77 и подается через формующее
устройство 20 на приемный охладительный конвейер 21.
2.6. Примеры типовых технических заданий на курсовые
проекты и расчетно-графические работы
Техническое задание* 2.1. Спроектировать привод смесителя для пере-
мешивания, разминания и пластификации кондитерских масс (рис. 2.35).
Рис. 2.35. Привод смесителя:
а) — общий вид привода; б) — кинематическая схема
1 — электродвигатель; 2 — клиноременная передача; 3 — двухступенчатый соосный
редуктор; 4 — ведущий вал смесителя
Техническое задание 2.2. Спроектировать привод к роторному дозатору
сыпучих пищевых компонентов (рис. 2.36). Привод состоит из двигателя
7, муфты с резиновой звездочкой 2, конической зубчатого редуктора 3,
цепной передачи 4.
* Техническое задание — исходное описание проектируемого объекта, в котором
имеются сведения о его назначении, указаны требования к его выходным
параметрам, условия испытаний, ввода в действие и эксплуатации.
S1
Рис. 2.36. Принципиальная схема
привода к роторному дозатору
Дозатор (рис. 2.1, б) предназначен для непрерывного дозирования
сыпучих компонентов при вращении ротора 5 внутри корпуса ци-
линдрической формы 6. Ротор имеет четыре расположенных по периметру
кармана регулируемого объема. При повороте ротора порция компонента,
пропорциональная объему кармана, отсекается от общей массы,
поступающей в приемную воронку. При дальнейшем вращении ротора
порция компонента высыпается из кармана через разгрузочное отверстие.
Исходные данные: мощность на рабочем валу дозатора Р3=2,5 кВт;
частота вращения ротора п3 = 45 мин'1; синхронная частота вращения вала
электродвигателя пс =1000 мин’1.
Техническое задание 2.3. Спроектировать привод к поворотной трубе
ТП12-2 (рис. 2.37) автоматизированного элеватора (рис. 2.1, а). Привод
включает: электродвигатель 1, упругую втулочно-пальцевую муфту 2,
червячный редуктор с боковым расположением червяка 3, открытую зуб-
чатую цилиндрическую передачу 4, поворотную трубу 5.
Рис. 2.37. Принципиальная схема привода поворотной трубы автоматизированного
элеватора
82
2
Рис. 2.38 Кинематическая схема измельчителя-смесителя типа НС-80
Поворотная труба предназначена для изменения направления движе-
ния и подачи потока зерна по одному из 12 или 8 заданных маршрутов.
Исходные данные-, мощность на рабочем валу электродвигателя
поворотной трубы Р3 « 0,4 кВт; частота вращения вала поворотной
трубы п3 = 75 мин'1; синхронная частота вращения вала электродвигателя
лс = 3000 мин*’.
Техническое задание 2.4.
а) Спроектировать привод к измельчителю-смесителю (рис. 2.38, а):
привод состоит из электродвигателя 7, волнового мотор-редуктора 2.
Измельчитель-смеситель (см. рис. 2.21) предназначен для выработки
пастообразных пищевых продуктов. Аппарат производит операции
перемешивания, измельчения, термообработки продукта под давлением
или вакуумом.
Исходные данные: номинальная мощность двигателя Р =0,37 кВт;
частота вращения вала двигателя п = 22 мин'1; синхронная частота
вращения вала лс = 3000 мин'1.
б) Спроектировать привод к измельчителю-смесителю, привод
состоит из электродвигателя 1 и двухступенчатого планетарного редук-
тора 2 (рис. 2.38, б).
Исходные данные: номинальная мощность двигателя Р =0,37 кВт;
частота вращения вала двигателя п = 22 мин’1; синхронная частота
вращения пс= 1500 мин'1.
83
Глава 3
МЕТОДОЛОГИЯ ПРОЕКТИРОВАНИЯ МАШИН
3.1. Ключевая информация
В последние годы потребности промышленности стимулируют
интенсивное развитие теории конструирования, т.е. учения о правилах
и приемах конструирования с использованием систематизированных
сведений о технических объектах. Использование термина методическое
конструирование подчеркивает наличие определенной методики. Области
приложения этой научной дисциплины постоянно расширяются, и
становится очевидной ее принципиальная полезность для решения
практических задач [6; 13; 15; 28]. К сожалению, возможности применения
этой теории в повседневной конструкторской работе до сих пор ограни-
чены довольно тесными рамками, поскольку в настоящее время у нас
нет ни достаточного многообразия отработанных методов, алгоритми-
чески применимых ко всему разветвленному множеству технических
конструкций, ни надежных знаний, систематизированных и представлен-
ных в удобной форме. При всем этом в данной главе речь пойдет о
методологии конструирования как составной части проектной деятель-
ности при создании технических систем.
Проектирование (ГОСТ 2.103-68) — процесс создания нового изделия,
предусматривает пять стадий: техническое задание, техническое предло-
жение, эскизный проект, технический проект, разработка рабочей
документации. В условиях учебного заведения (по сравнению с усло-
виями предприятий) эти стадии проектирования несколько упрощаются,
о чем будет сказано далее.
Техническое задание устанавливает основное назначение, техничес-
кие характеристики, показатели качества, технико-экономические, а
также специальные требования, предъявляемые к разрабатываемому
изделию.
Техническое предложение - совокупность конструкторских доку-
ментов, содержащих технические и технико-экономические обоснования
целесообразности разработки изделия на основании технического задания
и различных вариантов возможных решений изделий, сравнительной
оценки решений с учетом конструктивных и эксплуатационных осо-
бенностей разрабатываемого и существующих изделий, а также патент-
ных материалов.
84
После утверждения техническое предложение основанием для разра-
ботки эскизного проекта.
Эскизный проект (ГОСТ 2.119-73) — совокупность конструкторских
документов, которые должны содержать принципиальные конструк-
тивные решения, дающие общее представление об устройстве и
принципе работы изделия, а также данные, определяющие его назна-
чение, основные параметры и габаритные размеры.
Эскизный проект разрабатывают обычно в нескольких вариантах с
обстоятельным расчетным анализом, в результате которого отбирают
вариант для последующей разработки.
На этой стадии проектирования производят кинематический расчет
привода, расчет передач (редуктора и открытых) с эскизной компоновкой
их деталей, отражающей принципиальные конструктивные решения и
дающие общее представление об устройстве и принципе работы
проектируемого изделия. Из изложенного следует, что расчеты необхо-
димо выполнять с одновременным вычерчиванием конструкции изделия,
так как многие размеры, необходимые для расчета (расстояния между
опорами вала, места приложения нагрузок и т.п.), можно получить только
из чертежа. В то же время поэтапное вычерчивание конструкции в
процессе расчета является проверкой этого расчета. Неправильный
результат расчета проявляется в нарушении пропорциональности
конструкции детали при выполнении эскизной компоновки изделия.
Первые проектные расчеты на стадии эскизного проектирования
выполняют, как правило, упрощенными и приближенными. Оконча-
тельный расчет является проверочным для данной (уже намеченной)
конструкции изделия.
Многие размеры элементов детали при проектировании не рассчи-
тывают, а принимают в соответствии с опытом проектирования подобных
конструкций, обобщенным в стандартах и нормативно-справочных
документах — учебниках, справочниках и пр.
Эскизный проект после утверждения служит основанием для разра-
ботки технического проекта или рабочей конструкторской документации.
Технический проект (ГОСТ 2.120-73) — совокупность конструкторских
документов, которые должны содержать окончательные технические
решения, дающие полное представление об устройстве разрабатываемого
изделия, и исходные данные разработки рабочей документации.
Технический проект после утверждения служит основанием для
разработки рабочей документации.
Разработка рабочей документации - заключительная стадия проек-
тирования, необходимая для изготовления всех ненормализованных
деталей, а также для оформления заявки на приобретение стандартных
изделий.
В учебном заведении объем работ на этой стадии проектирования
обычно устанавливается решением кафедры и указывается в техничес-
85
ком задании. При разработке привода рабочая документация обычно
включает чертеж его общего вида или габаритный чертеж, сборочный
чертеж редуктора, рабочие чертежи основных деталей (вала, колеса,
звездочки или шкива и т.д.).
Документация, получаемая в результате проектирования, называется
проектом.
3.2. Основные принципы конструирования*
Развитие техники может происходить только на базе создания новых
машин и совершенствования уже построенных. Теоретические и
экспериментальные исследования машин для определения силы взаимо-
действия их деталей и сборочных единиц (узлов), практика конструи-
рования, а также опыт их изготовления составляют основу создания
современных машин.
Многообразие и сложность факторов, влияющих на конструкцию,
изготовление и эксплуатацию технологического оборудованию, не дают
возможности составить общую расчетную схему и обеспечить соответст-
вие результатов расчета окончательным размерам деталей и машин в
целом. В связи с этим при проектировании машин, а также простых и
сложных деталей, обычно возникает необходимость разработки несколь-
ких вариантов решений. Иными словами, решение технических задач в
отличие от других всегда является многовариантным. При этом рацио-
нальное конструирование машин и оборудования возможно только с
учетом технологии и организации работ. Машины, спроектированные
и изготовленные с нарушением указанных требований, не могут быть
эффективно использованы. Поэтому проектирование любой машины и
их комплектов для комплексного механизированного и автоматизиро-
ванного производства начинают с анализа заданного процесса произ-
водства и прежде всего принятой технологии. Раскроем подробней суть
категории “конструирование”.
Конструирование - это логико-математический творческий процесс
поиска оптимального варианта структуры, форм, размеров, материалов
и взаимосвязи совокупности отдельных элементов, предназначенных для
выполнения заданных функций в соответствии с требованиями техни-
ческого задания, с учетом достижений науки и техники, патентных
оценок и перспектив развития отрасли.
Результатом конструирования является полный комплект конст-
рукторских документов, необходимых для изготовления, испытания и
эксплуатации изделия.
Конструирование изделия (деталь, узел, механизм, привод машины,
технологическая линия и т.п.) начинается с формирования и анализа
входных данных.
Данный параграф написан с учетом работы [14].
86
Эта процедура связана с анализом компоновочной и кинематической
схем машины, компоновочной и кинематической схем узла (механизма).
Здесь целесообразно выполнить следующие действия:
1) уточнить служебное назначение сборочной единицы;
2) разобрать кинематическую схему узла (механизма), т.е. выделить
составляющие звенья кинематической цепи, уточнить последователь-
ность передачи энергии от начального звена по кинематической цепи к
конечному звену, выделить неподвижное звено (корпус, стойку и т.п.),
относительно которого перемещаются все остальные звенья, уточнить
связи между звеньями, т.е. вид кинематических пар, установить слу-
жебные функции неподвижного звена и всех подвижных звеньев;
3) рассчитать восприятие звеньями усилия, так как они определяют
тип и размеры составляющих их деталей;
4) начать конструирование узла с наиболее ответственного звена:
определить его тип, выделить составляющие его элементы, расчетом или
конструктивно определить основные размеры элементов кинематических
пар и элементов звена;
5) последовательно конструировать все звенья узла, выполняя прора-
ботку их элементов;
6) эскизно сконструировать неподвижное звено узла — корпус, стойку,
плиту и т.п.;
7) уточнить разделение каждого звена на детали;
8) разделить каждую деталь на составляющие элементы;
9) установить служебную функцию (функции) и назначение каждого
элемента и его связи с другими элементами;
10) выделить сопрягаемые, прилегающие и свободные поверхности
каждого элемента детали;
11) установить окончательно форму каждой поверхности и ее поло-
жение;
12) окончательно оформить изображение каждой детали на изобра-
жении сборочной единицы (сборочном чертеже или чертеже общего
вида).
На различных стадиях проектирования применяют три типа изобра-
жений деталей и их элементов: изображения, упрощенно отображающие
форму, положение и ориентацию детали и ее элементов (кинематические
и прочие схемы); изображения, упрощенно отображающие форму и
точно положение и ориентацию детали и ее элементов (чертежи общих
видов и сборочные); изображения, точно отображающие форму,
положение и ориентацию элементов детали (чертежи деталей).
Как правило, при конструировании оригинальных деталей используют
все три вида их изображений. При эскизном проектировании кинема-
тических и компоновочных схем машин, узлов и механизмов используют
условное изображение деталей, как элементов более низкого уровня
иерархии этих технических объектов, выполняющих их элементарные
87
функции. При техническом проектировании выполняют конструктивную
проработку оригинальных деталей узлов и механизмов: в соответствии
со служебным назначением уточняют конфигурацию детали и формы
ее основных функциональных элементов, определяют марку материала,
рассчитывают или выбирают основные размеры элементов, определяют
требования к их положению и ориентации.
Обобщая вышеизложенное относительно основного принципа конст-
руирования — функциональной целесообразности, приведем следующие
этапы этого процесса:
• формирование требований и выходных параметров;
• выбор или синтез (составление, соединение) структуры в виде
отдельных блоков;
• выбор или синтез конфигурации каждого из блоков;
• выбор материалов и синтез геометрии отдельных элементов.
Каждый из этапов предполагает компоновку объекта из составляющих
частей, исходя из данных, содержащихся в справочной литературе,
предпочтительно в электронном виде — автоматизированном банке
данных. Для любого этапа нужно иметь аналоги и прототипы, так как
незачем повторять работу, проделанную другими. Все творческие усилия
следует направить на составление и сопоставление вариантов для
конкретных условий, например, какой привод лучше подходит: элект-
рический, гидравлический или пневматический, — как перераспределены
функции между приводом, передаточным механизмом и системой управ-
ления, между несущей частью (рамой) и исполнительным звеном и т.п.
Процесс конструирования многогранен. В самом его начале нужно
представлять, как разрабатываемый технический объект можно изго-
товить и как он будет выглядеть в конце процесса.
По определению одного из авторитетов в области теории конст-
руирования профессора Крайнева А.Ф. [14], очень четко обозначена роль
конструктора и вспомогательных средств при разработке нового конст-
руктивного решения будущего изделия.
Было бы наивно думать, что можно сформулировать однозначные
правила конструирования — решения на все случаи жизни, не оставив
места для творчества конструктора. Последнее, пожалуй, самое важное:
конструктор - это художник, — это композитор, — это поэт в своей
области. Если он не обладает талантом, обширными и глубокими
знаниями, пространственным (многомерным) мышлением, то создать
новую совершенную конструкцию ему не помогут никакие правила или
принципы. Создавать искусственный мир - это прежде всего искусство,
а наука, как совокупность знаний, только помогает интуиции и таланту.
Но это не означает, что при конструировании можно пренебрегать
теорией. Теория и конструкторский опыт должны быть сбалансированы.
Кстати, это важно не только для конструктора, но и для ученых-
машиноведов.
88
Функция — основа задачи конструирования. Цель конструирования —
наиболее полное решение поставленной функциональной задачи.
Учебники и справочники должны начинаться с классификации функций
и соответствующих им структур и конструктивных решений, а не наобо-
рот. Приступать к разработке проекта нужно, только поняв функцию
будущего изделия и представив в пространстве возможное решение или
путь решения. Здесь идет речь о пространстве не только трехмерном
(геометрическом), но и многомерном (время, исторические тенденции,
материалы и технологии). В этой связи, если Вы обладаете линейным
или плоским представлением вещей, то конструирование не Ваша сфера
деятельности, а если вы мысленно можете представлять геометрию
изделия, то постарайтесь развить Ваше качество до многомерного
понимания искусственного мира.
Для решения функциональной задачи одинаково важны геометрическая
форма (собственно конструкция), материалы и технология (рис. 3.1).
Функциональная целесообразность — принцип, означающий соответ-
ствие выбранного решения поставленной задаче. Иными словами —
задача должна быть выполнена без превышения необходимых затрат.
Функциональная целесообразность предусматривает, в частности,
обеспечение минимально допустимой для заданной функции прочности,
минимальной жесткости и др. характеристик, если их повышение сопря-
жено с увеличением массы, удорожанием изготовления и эксплуатации
устройства; выполнение защитных конструкций тонкостенными (в виде
кожухов) в отличие от несущих конструкций; обеспечение высокой
точности и центрирования деталей только в случаях, когда это влияет
на работоспособность устройства; исключение лишних опор для деталей,
которые могут самоустанавливаться; обеспечение высокого качества
Рис. 3.1. Принципиальные подходы к конструированию изделий и этапы их создания
89
только трущихся, посадочных, а также открытых для обозрения и
контакта поверхностей.
Этим, однако, не ограничивается сущность функциональной целе-
сообразности. Она воплощает в себе все последующие производные
принципы в той или иной мере, поскольку все они направлены на то,
чтобы наилучшим образом решить функциональную задачу. Поэтому
нельзя ограничиваться одним решением — выбор схем и конструкций
должен быть на альтернативной основе. Составление возможных струк-
турных, кинематических и конструктивных схем многих машин и
механизмов приведено, например, в [14].
Основная функциональная задача решается благодаря выполнению
множества частных функций, таких как восприятие определенного вида
нагрузки, изменение определенного параметра движения, передача
вращающего момента, центрирование, компенсация определенной
погрешности, ограничение перемещений и т.п. Из многообразия частных
функций и их конструктивных решений нужно определить ту единст-
венную совокупность, которая в полной мере соответствует поставлен-
ной задаче. Не углубляясь в анализ функциональных задач, отметим, в
частности, что совмещение функций позволяет привести к уменьшению
габаритных размеров и массы (рис. 3.2). На рис. 3.2 показан канатоведу-
щий шкив грузоподъемной машины (а — кинематическая схема, б —
конструкция), схема которого выбрана из большого числа компоновоч-
ных вариантов. В данном варианте несущее звено - ведомое водило
Рис. 3.2. Совокупность функций в одной конструкции - канатоведущий шкив
90
планетарной передачи совмещено с диском 6' и ступицей 6" канатоведу-
щего шкива 6. Подшипниковые опоры 9 водила размещены во внешней
опоре 3. Опора 3 воспринимает консольную нагрузку (натяжение каната)
и реактивный момент редуктора. Редуктор имеет двухвенцовые сател-
литы, установленные на подшипниках в водиле. Сателлиты находятся в
зацеплении с солнечным колесом а, выполненным как одно целое с
выходным валом 8. Центрирование вала с одной стороны обеспечивается
за счет подшипника 10, размещенного в крышке 2, а с другой — за счет
взаимодействия колеса с сателлитами (функцию второй опоры вала
выполняют три зубчатых зацепления). Редуктор защищен от внешней
среды кожухом 7, крышкой 5 и уплотнениями 1, 4. Чтобы понять
достоинства такой компоновки, достаточно сравнить ее с традиционным
соединением отдельно выполненных редуктора, шкива и рамы.
Однако, следует оговорить и отрицательные стороны таких решений.
В частности, в компактных конструкциях имеет место плохой тепло-
отвод, да и привычный для отечественных конструкций доступ к деталям
и узлам ограничен, что затрудняет их обслуживание. В то же время
конструкторы находят выход из данного положения: имеется ряд реше-
ний мотор-барабанов с каналами для вентиляции, пронизывающими
насквозь конструкцию, а также удобных для сборки и разборки блочных
конструкций.
Деформативная приспособливаемость. Любые детали машин и
сооружений под нагрузкой деформируются. Величина деформации может
быть столь незначительной, что не будет оказывать влияния на функцио-
нирование объекта, но, как правило, не считаться с деформированием
нельзя, даже если оно не грозит разрушением объекта, а только влияет
на его качественные характеристики. В этой связи один из основных
принципов конструирования заключается в придании детали такой
геометрической формы, которая при нагружении способствовала бы
желательному функционированию данной детали и сопряженных с ней
деталей. Речь идет не об исключении деформации или не только о ее
уменьшении, а о направленности деформирования, о компенсации за
счет деформации погрешностей изготовления, об уменьшении
неравномерности распределения нагрузки, об уменьшении нагрузки на
сопряженные детали и т.п.
Поскольку деформативность — это способность деформироваться, то
деформативная приспособляемость — способность приспособляться к
нагрузке или другим воздействиям за счет направленного деформирования.
При этом деформативность детали и/или соединения — это свойство
материала и геометрической формы детали и/или сопряжения деталей.
Поэтому задача обеспечения деформативной приспособляемости
сводится к выбору материала с соответствующими механическими
характеристиками (в частности, модулем упругости) и к выбору
геометрической формы. В основном эта сторона в качественном виде
91
Рабочая нагрузка
вдоль оси болта
Корректировка формы
прилегающих поверхностей
(до затяжки болта)
Рис. 3.3. Конструкции фланцевых соединений, подверженных дополнительной
нагрузке:
а — типичные решения, б — оптимальные решения
будет освещена ниже. Еще для приспособляемости важно возможное
геометрическое и/или упругое скольжение в местах сопряжений деталей.
На рис.3.3 представлен типичный для справочников и учебников
пример нагружения болтового соединения, пожалуй, чуть в более
выразительном виде. Чем больше сжимают стык, затягивая болт, тем
больше растягивается болт. Приложение рабочей нагрузки q приведет
к уменьшению сжатия стыка, к дополнительному растяжению, а может
быть и к изгибу болта, на что обычно не обращают внимания. При этом
стык может полностью раскрыться и/или прилегающие элементы
изогнутся так, что нарушится равномерность прилегания поверхностей
и герметичность стыка.
Напрашиваются два возможных решения, которые способны как-то
ослабить эти неблагоприятные явления: постараться нагрузить болт и
стык только центральной (вдоль оси болта) силой F или скорректиро-
вать форму прилегающих поверхностей так, чтобы они только после
затяжки болта и приложения рабочей нагрузки стали параллельными друг
92
другу. Однако оба решения имеют существенные недостатки: в первом
случае усложняется конструкция из-за необходимости предусмотреть
нишу для установки и размещения болта и сужается поперечное сечение
емкости, а во втором случае создается дополнительное нагружение
болта, а кроме того стык будет сжат равномерно только при одном
расчетном уровне рабочей нагрузки.
На рис. 3.3, б приведено современное решение фланцевого болто-
вого соединения замкнутой емкости, работающей под внутренним
давлением q, и показана модель, демонстрирующая нагружение и
деформирование фланцев и стержня болта — шпильки, представленной
в виде пружины. Шпильки имеют гайки 1 и 2 малого диаметра, что
позволило разместить большое количество шпилек по контуру соедине-
ния. Шпильки максимально приближены к внутренней поверхности
емкости (С < 5/2), чтобы в большей мере они могли препятствовать
раскрытию стыка, обусловленному поворотом сечений фланцев 1 и 2
относительно точки А под действием сил F, т.е. в этом плане картина
максимально приближена к центральному нагружению болта. В то же
время для уменьшения силы F, растягивающей шпильку, увеличена
ширина фланцев В и соответственно плечо (В— С) действия силы F, а
значит уменьшена требуемая сила затяжки. Но при этом для обеспе-
чения необходимой жесткости фланца при его осесимметричном
деформировании требуется соответственно увеличить высоту фланца Н.
Из приведенных примеров следует, что желательно иметь макси-
мальную жесткость стыка и минимальную жесткость болта. Это особен-
но важно при переменной рабочей нагрузке, когда определяющим
фактором работоспособности является усталость материала болта, а
уменьшение его жесткости приводит к уменьшению амплитуды перемен-
ных напряжений в его элементах. Ослабление сечения болта и увеличе-
ние длины стержня ограничены его прочностью и размерами фланцев.
В особо ответственных конструкциях в силовую цепь болта вводят
дополнительные упругие элементы, причем располагают их таким
образом, чтобы уменьшить приведенную жесткость силовой цепи болта,
а не стыка. При этом важно предусмотреть контроль силы затяжки
болта.
Многопоточность передачи энергии. Одна из самых старых задач
конструирования — передача механической энергии от источника
(привода) к испытательному устройству (рабочему органу) машины. Под
многопоточной передачей понимается параллельное (в энергетическом,
кинематическом или силовом нагрузочном смысле) размещение
нескольких кинематических цепей (соединений) или нескольких
подвижных соединений. К таким системам относятся:
• планетарные многосателлитные передачи, в том числе, частные
варианты с неподвижными осями колес, передачи с многопарным
зубчатым зацеплением (например, волновые зубчатые передачи),
93
многодисковые вариаторы скорости, многоэлементные винтовые
передачи, многодисковые фрикционные сцепные муфты и т.п.;
• многоэлементные (например, шлицевое соединение в сравнении
со шпоночным) и групповые неподвижные соединения, в т.ч. много-
элементные упругие соединительные муфты и др.;
• многопоточные (замкнутые) механические передачи движения с
постоянным передаточным отношением;
• многопоточные (замкнутые) комбинированные передачи с изме-
няемым (регулируемым) передаточным отношением из параллельных
ветвей;
• многодвигательные приводы с неподвижным соединением выход-
ных звеньев каждой из параллельных ветвей с общим выходным звеном;
• многодвигательные приводы с дифференциальным соединением
(через суммирующий механизм) выходных звеньев каждой из параллель-
ных ветвей с общим выходным звеном;
• многодвигательные приводы с двумя и более выходными звеньями
с соединением ветвей системы через дифференциальный (разветвляющий,
суммирующий) механизм;
• разветвленные механические трансмиссии, присоединяющие одно-
временно или выборочно несколько выходных звеньев к общему дви-
гателю;
• многопоточные многоподвижные манипулирующие механизмы.
Что же дает многопоточность при одинаковой функции сравнивае-
мых устройств (характера воспроизводимого движения, несущей/
нагрузочной способности):
1. Дробление энергетического потока приводит к уменьшению раз-
меров и массы каждого из элементов или звеньев параллельных ветвей,
но происходит это не пропорционально уменьшению нагрузки, а в
большей мере так, как “срабатывает” масштабный эффект — влияние
размеров объекта на изменение характеристик сопротивления усталости,
трения и изнашивания и т.п. Чем меньше диаметр заготовки, тем выше
достигаемые механические свойства материала, тем больше технологи-
ческих возможностей совершенствования геометрической формы и
точности ее воспроизведения, а также уменьшения шероховатости.
Уменьшение размеров приводит к уменьшению линейных скоростей
звеньев и скоростей скольжения, что позволяет уменьшить виброактив-
ность системы, легче решать проблемы виброзащиты, снижать потери
на трение, выбирать более рациональные решения подшипников и
уплотнений, обеспечивать герметичность соединений и т.п.
2. Уменьшение размеров детали может привести к изменению схемы
ее нагружения и возможности изменения геометрической формы в
сторону ее упрощения ~ сравни, например, форму сателлита в виде
кольца с зубьями с формой обычного зубчатого колеса, содержащего
обод, диск и ступицу.
94
3. Чем меньше размеры деталей, тем легче осуществить автомати-
зацию обработки и сборки. В конечном итоге стоимость изготовления
нескольких однотипных деталей или элементов может быть уменьшена
по сравнению со стоимостью изготовления одной крупной детали.
4. Варьированием количества двигателей, редукторов, соединений в
одной системе можно добиться рационального использования унифи-
цированных, уже выпускаемых сборочных единиц, в т.ч. используемых
в других системах.
Имеются и другие преимущества многопоточных систем, но в то же
время следует предупредить читателя, что любое направление в конст-
руировании не лишено недостатков, поэтому в каждом конкретном
случае многопоточную систему нужно рассматривать как альтернатив-
ный вариант (или варианты) однопоточной системе и выбирать из них
наиболее подходящий для решения поставленной задачи.
Вопросы для самоконтроля
1. В чем суть процесса проектирование !
2. Какие стадии и какова последовательность процесса проектирования!
3. Дайте определение категории конструирование.
4. Назовите основные принципы конструирования!
5. Что служит основой конструирования!
6. Прокомментируйте суть схемы на рис. 3.1.
7. Поясните принцип действия механизма, приведенного на рис. 3.2.
8. Дайте сравнительный анализ конструктивных решений по рис. 3.3 и 3.4.
9. В чем суть принципа “многопоточность передачи энергии"?
3.3. Технологичность проектируемых изделий
В любую эпоху ремесленники, инженеры и ученые, занимающиеся
техникой (обобщенно - конструкторы), замышляя новое изделие, в
первую очередь думали о том, из чего и каким образом оно будет
реализовано. Кроме того, при наличии нескольких вариантов испол-
нения, как правило, выбирался наиболее простой и дешевый. При этом
конструкция всегда находилась в неразрывной связи с материалами и
технологией. Создавались новые материалы, появлялись новые методы
их обработки и в соответствии с этим изменялись конструктивные
исполнения. В то же время история знает примеры, когда много лет
некоторые идеи не имели материального воплощения из-за отсутствия
подходящих материалов и технологии.
Технологичность - совокупность свойств конструкции, характе-
ризующих возможность ее реализации, а также приспособленность к полу-
чению минимальных затрат при производстве и эксплуатации для заданных
показателей качества, объема выпуска и условий выполнения работ.
95
Условно различают технологичность изготовления и эксплуатацион-
ную технологичность. К последней относят ремонтопригодность; восста-
навливаемость; приспособленность к человеку, в том числе удобство и
безопасность обслуживания и требуемый уровень подготовки обслужи-
вающего персонала; дефицитность и нормы расходования эксплуата-
ционных материалов; степень воздействия объекта на окружающую
среду; возможности консервации, хранения, транспортирования и др. Как
видите, проблема технологичности — обширна и трудоемка.
Технологичность (изготовления) условно разделяют на технологич-
ность детали и технологичность соединения или сборочной единицы;
“условно”, потому как оба этих вида находятся в неразрывной связи.
Общий подход к выбору конструктивных решений, исходя из данного
условия, независимо от функции, технологии и материалов — это
простота геометрической формы, плавные переходы от одного элемента
конструкции к другому и унификация (повторяемость) элементов, деталей,
сборочных единиц и агрегатов.
При выборе конструктивных решений детали конструктор должен
от начала до конца представлять процесс ее изготовления. При этом
нужно стремиться по возможности предусматривать минимальный объем
механической обработки резанием. Лучше детали изготовлять доста-
точно точно литьем, а еще лучше штамповкой. Зубья, резьбу и другие
подобные элементы лучше получать накатыванием, а не нарезанием.
Соответствие технологического процесса принятому материалу обеспе-
чивает возможность получения заданных свойств материала (на этапе
его химико-термической обработки) и других характеристик изделия,
например, шероховатости поверхности (на этапе механической обработки
малую шероховатость можно получить только на поверхности, обла-
дающей высокой твердостью).
Рациональная последовательность технологических процессов и операций
обусловлена как конструкцией и материалом изделия, так и выбран-
ными способами изготовления. Целесообразно предусмотреть геометри-
ческую форму, для воспроизведения которой необходимо минимальное
количество, минимальное разнообразие процессов и операций, и не
желателен возврат к предшествующим видам обработки. Следует,
например, помнить, что термическая или химико-термическая обра-
ботка, нанесение на поверхности покрытий, как правило, приводят к
снижению точности детали и требуют дополнительной обработки —
шлифования, доводки и т.п.
Еще одно направление обеспечения технологичности сопряжено с
появлением новых материалов, обладающих уникальными свойствами —
речь идет о некоторых видах пластмасс и композиционных материалов.
Наиболее актуальным вопросом современного конструирования
является обеспечение технологичности сборочной единицы. Как уже
понятно из предыдущего повествования, детали стремятся изготовлять
96
простыми и при минимальных затратах ручного труда. Сборку же
автоматизировать труднее всего, поэтому стоимость ручных сборочных
операций занимает все большую часть из общей стоимости изделия. Не
случайно промышленные компании стремятся разместить сборочные
предприятия в районах с наиболее дешевой рабочей силой. В этой связи
на всех этапах конструирования процесс сборки должен продумываться
самым тщательным образом.
Основные приемы обеспечения рациональной сборки — это блочность
конструкции и простота траектории относительного движения и
относительного ориентирования в процессе соединения деталей или сборочных
единиц. Примеры таких решений представлены на рис. 3.4.
При сборке редуктора (рис. 3.4, а) диаметр отверстия в корпусе 2
выполнен таким, чтобы через него можно было ввести зубчатое колесо
7. Это, в свою очередь, потребовало установки дополнительной детали —
втулки 3 для подшипника 4. Иногда, чтобы установить одну деталь в
другую, требуется сложное движение. Например, крестовину 2 (рис. 3.4,
б) заводят в отверстие втулки 7, перемещая и одновременно поворачивая
ее, а после этого вставляют подшипник 3 и стопорят его упругим
кольцом 4.
В одной конструкции предусматривают иногда возможность радиаль-
ного и осевого перемещения детали при сборке (рис. 3.4, в). Сателлит 2
вводят между щёк неразборного водила 3, а затем вставляют в водило
втулку 4, ось 7 и стопорят их в осевом направлении.
В зависимости от принятого вида сборки может быть существенно
изменена конструкция корпусных и других деталей. Например, приведен-
ный на (рис. 3.4, г) корпус не имеет продольных (вдоль оси валов)
разъемов. В корпусе 3 сначала устанавливают пружинное кольцо 12 и
кольцо 13 подшипника, заводят колесо 77 в полость редуктора, а затем
вставляют промежуточный вал, выполненный за одну целую с шестерней
7, напрессовывая на него колесо 77.
Детали 10, 9 и 8 в сборном виде присоединят к корпусу. Предвари-
тельно вставляют в корпус внешнее кольцо 6 конического подшипника,
а затем заводят в полость корпуса колесо 4, установленое на валу 7
вместе с деталями подшипника 5 и крышкой 2. Колесо вводят в зацепле-
ние с шестерней 7, а крышку 2 присоединяют винтами к корпусу.
Данный пример принятой схемы сборки позволил получить простые
решения корпусных деталей, исключить обработку отверстий корпуса
в сборе и др.
Возможность размещения деталей перед сборкой, траектория
перемещения и ориентирование при сборке — вот те условия, которые
предопределяют не только общую компоновку, но и конструкцию
отдельной детали или соединения. На рис 3.5, а детали 7 и 2 (резервуара,
трубы или т.п. устройства) должны иметь значительной величины
углубления, чтобы можно было завести в отверстие винт и закрутить
97
Рис. 3.4. Примеры конструктивных решений, обеспечивающих технологичность
сборки
гайку. Габаритные размеры такого соединения велики, кроме того, имеет
место сложная конфигурация внутреннего рабочего пространства
устройства в целом, в котором применено данное решение.
На рис. 3.5, б показано альтернативное решение, в котором исполь-
зована шпилька с двумя гайками (в данном примере детали 1 и 2 выпол-
нены из композиционного материла, а одна из гаек выполнена в виде
98
Полость А Пазы Полость В
г) д)
Рис. 3.5. Конструктивные решения, обеспечивающие технологичность сборки
резьбовыми соединениями
закладной детали - резьбового вкладыша). Все шпильки предварительно
вворачивают в деталь 1, затем осевым перемещением пристыковывают
деталь 2, вставляют и закручивают гайки. Ширина полости под гайку
определяется размещением гаечного ключа (см. рис. 3.5, д), а ее высота
должна быть достаточной для свободного размещения гайки и рабочего
участка резьбы шпильки.
В стесненных условиях для удобства сборки используют решение,
представленное на рис. 3.5, в. Болт (вместе с навернутой гайкой) закла-
дывают в пазы соединяемых деталей 7 и 2, после чего затягивают гайку.
Полости А и В имеют размеры, необходимые для размещения ключей.
На рис. 3.5, г показано, что между стенкой детали и гайкой должно
быть предусмотрено расстояние, достаточное, чтобы разместить и
проворачивать торцовый гаечный ключ. При использовании ключа с
открытым зевом (рис. 3.5, д) предусматривают возможность подвода его
сборку и проворачивания на угол не менее 60° при шестигранной гайке.
На рис 3.5, г и д показано, что между стенкой детали и гайкой должно
быть предусмотрено расстояние, достаточное, чтобы разместить и
проворачивать торцовый гаечный ключ. При использовании ключа с
открытым зевом предусматривают возможность подвода его сбоку и
проворачивания на угол не менее 60° при шестигранной гайке.
Еще одна проблема технологичности сборки — это использование
приспособлений. Для конструирования приспособлений существуют те
же правила, что и для устройств иного назначения. Единственное
отличие продиктовано функциональными признаками приспособления:
оно должно выдерживать собственную многократную сборку и разборку.
Что же касается качества сборки, то приспособление не только не
должно повреждать отдельные элементы собираемого устройства, но
99
Рис. 3.6. Направляющие при-
способления при установке
манжетных уплотнений
более того, должно предот-
вращать такие повреждения
собственными деталями
устройств. Например, в ка-
честве приспособлений ис-
пользуют защитные кожухи
(на время транспортировки и
сборки), жесткие контей-
Направляющая
неры (для транспортировки и сборки податливых, ажурных деталей и
сборочных единиц).
На рис. 3.6, а и б представлены соответственно установка в корпус
и на вал манжетных уплотнений. Не допускается сборка уплотнения при
протягивании его по шлицам, шпоночным пазам, резьбе, которые могут
иметь заусенцы или острые кромки. Поэтому монтаж уплотнений
целесообразно осуществлять с помощью оправок.
В схеме 3.6, а манжету устанавливают на оправку, а затем в направ-
лении F запрессовывают в отверстие корпуса. В схеме 3.10, б" на вал,
имеющий буртик и шпоночный паз, надевают втулку, а затем по ней
перемещают манжету на место ее установки. Перед установкой манжета
должна быть очищена и смазана.
Вопросы для самоконтроля.
1. В чем суть понятия “технологичность проектируемых изделий”?
2 Прокомментируйте содержание конструктивных решений на рис. 3.5.
3. Что обеспечивают приспособления, приведенные на рис. 3.6?
3.4. Красота и удобство. Эргономика
В наше время такие качества как красота и удобство окружающей
техники никого из нас не оставляют равнодушным. Причем, чтобы
судить об этих качествах изделий, с которыми имеешь дело, вовсе не
надо быть специалистом. Если Вам приятно смотреть на вещь, то она
красива, а если она вызывает хотя бы некоторое неудовольствие — значит,
с ее внешним видом не все в порядке. Действительно, удовлетворить
вкусам каждого очень трудно, но существуют общие критерии красоты,
которые одинаково воспринимает и понимает любой человек. Сравним
два автомобиля с одинаковыми внешними очертаниями, но один из них
имеет неровные стыки элементов и большие зазоры между ними. Никто
в этом случае не станет утверждать, что он также красив, как и другой.
100
Что касается удобства, то понимание этого качества доступно каждому,
кто использует конкретное изделие. Оглянитесь вокруг себя, и Вы можете
стать экспертом по любой вещи. Разумеется, лучше всего эти качества
можно оценивать в сравнении.
Главные критерии красоты:
1. Взаимосоответствие (неразрывная связь) формы, функции и
содержания (внутреннего строения).
2. Единство и целостность композиции.
Чтобы в полной мере удовлетворять этим критериям, нужно
позаботиться о совершенстве как содержания, так и формы.
Итак, если какое-либо изделие в действительности способно выпол-
нять определенные функции и/или если оно обладает достаточной проч-
ностью и устойчивостью, и если оно способно двигаться с большой
скоростью и т. д., то его форма должна выглядеть соответственно этим
функциям.
Теперь несколько слов о композиции вообще и о ее единстве и
целостности. Композиция — это своего рода строение, структура,
компоновка, система взаимосвязей элементов. Человек чувствует
неудобство:
когда ему не понятен замысел этого строения, например, когда имеет
место бессистемное нагромождение элементов (речь идет не о
физических, а о зрительно воспринимаемых категориях);
когда рассеивается внимание, чувствуется подчиненность элементов
двум или более замыслам;
когда каждый из элементов выглядит изолированным, оторванным
один от другого;
когда не ясно какой из элементов главный, а какие находятся в
подчинении и т. п.
Иными словами, человеку не нравится отсутствие логики и системы.
Не всегда это можно понять, а тем более создать систему, зрительно
понятую и воспринимаемую как единое целое. Не случайно работа
дизайнера высоко ценится за рубежом. В то же время изложенное
свидетельствует, что разрабатывать конструкцию отдельно от форми-
рования внешнего вида пустая затея, так как никакое украшательство
не исправит плохое содержание, так же как и самого содержания еще
недостаточно, чтобы его однозначно воспринимать как красивую вещь.
Следующее, очень древнее, правило — элементы должны быть
соизмеримы и, в частности, подчинены определенной пропорции. Речь идет
в основном о размерах, но относится это также к другим средствам
выразительности, например к геометрической форме, рельефу, цвету и
даже светотени. Вы никогда не задумывались, почему высота и ширина
страницы, картины, оконного проема очень часто соответствуют
отношению 3/2 или 2/3, но почти никогда не делают квадратными. Здесь
не будем вдаваться в рассуждения, почему такое соотношение, а его
101
называют “золотым сечением”, очень часто используют. Существует
очень много объяснений такого рода, отметим только, что именно
“золотое сечение” позволяет создавать предметы воспринимаемые, как
соразмерные. Кстати, “золотое сечение” определяют таким образом:
целое а относится к части Ь, как часть относится к разности между
целым и частью.
“Золотое сечение” характеризуется следующим рядом величин: 0,382:
0,618: 1,000: 1,618: 2,618 и т. д.
Вышеизложенное не нужно воспринимать как догму, так как в
отличие от архитектуры зданий в машинах очень трудно форму
подчинить данному ряду, но обеспечить пропорциональность формы
стоит в любом случае.
Эргономика — это наука, возникшая на стыке технических наук,
психологии, физиологии и гигиены. В ней используются данные
анатомии, биомеханики, токсикологии, антропометрии, биофизики.
Эргономика изучает функциональные возможности и особенности
человека в трудовых процессах с целью создания оптимальных условий,
обеспечивающих высокую производительность и открывающих
возможности для интеллектуального и физического развития.
Эргономика занимается следующими проблемами-.
1) оптимизацией физической среды на производстве;
2) конструированием средств индикации (световая, цветовая, звуковая
сигнализация; лицевые части приборов шкал, символические изобра-
жения управляемых объектов на панелях, информацией, например, в
виде мнемосхем и т. п.);
3) конструированием органов управления;
4) компоновкой постов управления;
5) организацией рабочих мест.
Концептуально эргономические требования при конструировании
машин можно сформулировать так: максимум внимания к человеку через
конструкцию технического средства и формирование окружающей среды на
производстве.
Учет эргономических требований при создании техники позволяет
наиболее эффективно функционировать системе человек — техника —
среда, т.е. при минимальном расходе ресурсов человека (время, уровень
физиологического и психологического напряжения, здоровье) получать
максимум удовлетворенности содержанием труда. Если не обеспечены
наилучшие условия взаимодействия человека с техникой, то вряд ли
можно рассчитывать на достижение экономического эффекта. Опыт
показал, что до 30% проектной эффективности техники не реализуется
в процессе эксплуатации, если при создании машины не учитывается
удобство работающего с ней человека.
Создание нерациональных и неудобных в управлении и обслуживании
машин и оборудования влечет за собой серьезные социальные последст-
102
вия. Трудящиеся, особенно молодежь, неохотно работают на тракторах,
станках и других машинах, если не обеспечены нормальные условия для
безопасного и привлекательного труда.
Мне пришлось работать помощником тракториста — на прицепных
орудиях с металлическими сидениями. Даже непродолжительная работа
на этой технике оставила отрицательное психологическое восприятие.
Как можно было создателю человеко-машинной системы не думать о
здоровье человека, а решать лишь одну задачу — замену лошадиной силы
на “железного коня”.
Конструирование техники - это то же искусство, как и живопись или
создание модной одежды. А связь между конструкцией и внешним видом,
между технологией изготовления и удобством эксплуатации и тем более
между красотой и удобством еще более сложная, чем это может пред-
ставиться при самом сильном воображении (примите во внимание
разнообразие вкусов и традиций, а также массовость производства).
Процесс совершенствования внешнего вида иногда кажется оторванным
от содержания устройства. Как правило, форма отстает от содержания
и имеется стремление достичь соответствия формы содержанию. Прин-
ципиальная схема автомобиля меняется намного реже, чем меняется
его внешний вид. А кроме того, трудно определить, где кончается совер-
шенствование содержания и где начинается совершенствование формы.
Если благодаря новым технологиям и материалам вы улучшаете
покрытия, уменьшаете зазоры между элементами, повышаете аэро-
динамические качества благодаря новым формам, то автомобиль сам
по себе становится красивее и удобнее. Если Вы исключаете лишние
элементы (молдинги и т.п,), делаете края закругленными, убираете
выступы и полости, то соответственно повышаются его эксплуата-
ционные качества.
Тем не менее, так же, как при конструировании отдельных деталей,
мы беспокоимся о технологичности, прочности, износостойкости и т.п.,
так и при создании изделия в целом мы должны специально работать
над красотой и удобством.
В данной работе лишь обозначены ключевые положения о методо-
логии конструирования изделий. Более полную информацию по этой
проблеме заинтересованный читатель сможет найти в работах [14; 16;
22; 25; 29].
Обобщая информацию обозначенного параграфа, подчеркиваем, что
главная задача на стадии композиционно-конструкторского синтеза —
раскрыть и привести в действие связь между всеми элементами и целым
в техническом и эстетическом аспектах. На этом этапе происходит
непрерывное интегрирование формы: создают объемно-пространствен-
ные формы, выявляют рабочие зоны, функциональные оси, учитывают
конструктивные, технологические, эргономические и экономические
требования. Художник-конструктор графически или скульптурно
103
фиксирует свои идеи. При этом выявляется пластическая характеристика
объекта, замысел формы становится зримым.
Далее следует проверка и отработка формы. Форма проверяется
чувством и точным расчетом. Каждую деталь увязывают с общим
ансамблем по многим направлениям: определяют масштабные отно-
шения, ритмические характеристики объектов в различных ракурсах и
удалениях, выразительность, информативные качества и т. д. Проверяют
также цветофактурные решения.
Рис. 3.7. Принципиальная схема процесса создания нового изделия
104
После доводки и испытания опытно-промышленный образец утверж-
дается и служит эталоном при корректировании рабочих чертежей для
серийного производства.
Последовательность процесса создания нового изделия представлена
на рис. 3.7.
Вопросы для самоконтроля
1. В каких случаях конструктор должен думать о категориях “красота" и
“удобство”? Поясните это на примере знакомой вам техники.
2. В чем суть категории “композиция”?
3. Как вы понимаете принцип “золотое сечение”?
4. Прокомментируйте суть схемы на рис. 3.7.
5. В чем суть эргономики при конструировании машин?
3.5. Принципы инновационного проектирования
В предыдущей информации излагались требования к проектируемой
технике с позиции “как должно быть”; а как к этому подойти, как это
уяснить, т.е. как научиться этому.
Подходы к решению проблем создания новой техники приводятся в
данном параграфе. Подчеркнем, что речь будет не о рецептах, а о
подходах, методах, методологии, техническом мышлении. Именно тому,
как вырабатывать, своего рода, умственную культуру технической
творческой деятельности, другими словами, ставится цель как помочь
обучающемуся разобраться в структуре технического творческого
процесса, чтобы сделать этот процесс по-настоящему. Сложившаяся в
отечественных вузах практика учебного проектирования такова, что, как
правило, студенту предлагается задача с известным решением. В самом
деле, широко применяемые при курсовом и дипломном проектировании
расчетные методики представляют собой по существу общие решения
известных задач. Если к этому добавить, что нередко в таких проектах
анализ преобладает над синтезом и что вместо системного рассмотрения
культивируется узкоспециальный подход, то становится очевидным
заведомо рутинный, нетворческий характер типовых учебных проектов.
Главная особенность инновационного проектирования состоит в том,
что оно всегда опирается на новую идею проектируемого изделия или
процесса - то, что иначе принято называть проектированием на уровне
изобретения. С другой стороны, современные компьютерные технологии
позволяют почти полностью автоматизировать рутинную часть работы.
Поэтому творческий подход здесь насущно необходим. С этим, в свою
очередь, связана необходимость подготовки проектировщиков нового
типа.
В инженерном сообществе можно выделить: а) новаторов, которые
выдвигают новые идеи, определяющие в какой-то мере ход развития
данного класса технических систем или даже отрасли; б) разработчиков,
105
которые берут за основу предложения новаторов, продумывают их до
конца и преобразуют в форму, пригодную для практической реализации,
а также в) исполнителей; г) инертные элементы. Данная информация
имеет цель солистировать студентов на то, чтобы они были склонны
попасть в первые две категории.
Основные этапы процесса инновационного проектирования не
особенно зависят от степени сложности или вида проекта (технических,
организационных, управленческих, художественных и т.д.). Присущее
отечественной инженерной школе некоторое пренебрежение психоло-
гическими аспектами творчества, уклон в алгоритмические подходы есть
своеобразное проявление технократизма. Думается, что при решении
любой задачи проектирования необходимо определенное сочетание
интуиции и логики. Надо признать, впрочем, что пути такого сочетания
интуитивного с логическим не установлены и вряд ли их можно
установить в общем виде, в отрыве от конкретной задачи и конкретного
человека. Видимо, они зависят от того, какое количество информации
имеется в распоряжении проектировщика, а также от его творческой
квалификации и опыта.
Научно-технический прогресс, который признан во всем мире как
важнейший фактор экономического развития, все чаще в настоящее
время связывают с понятием инновационного процесса (процесса нововве-
дений), который объединяет науку, технику, экономику и менеджмент,
распространяясь от зарождения идеи до ее практического воплощения
и коммерческой реализации. Его цель состоит в создании того или иного
новшества (изделия или услуги), способного удовлетворить какую-либо
реальную, общественную или индивидуальную, потребность или жела-
ние. Инновационный процесс органично включает в себя наряду с
собственно инженерным проектированием систем также и принятие
управленческих решений.
Основные этапы инновационного проектирования. Процесс инновацион-
ного проектирования, которое заключается в решении системных задач,
состоит из ряда этапов представленных в виде блок-схемы (рис. 3.8).
Цель проектирования может быть задана или она может сформи-
роваться в контексте других работ. Цель инновационного проекта
формулируется более широко, чем при традиционном инженерном
проектировании. Это может быть, например, разработка, производство
и реализация некоего изделия, подсказанная будущим потребителями
или выявленная маркетинговыми исследованиями. Уяснение цели
означает глубокое осознание ожидаемого результата проектирования.
На этапе выбора пути достижения поставленной цели должна быть
сформулирована конкретная проблема, которая должна быть для этого
решена.
Следующий важнейший этап касается генерирования идеи решения
проблемы, от качества которой в значительной степени зависит качество
106
пока еще не найденного решения. Большинство идей, приходящих в
голову на этом этапе, слабые, некоторые идеи — получше, но могут
появиться также несколько по-настоящему хороших идей и, возможно,
одна — две выдающиеся.
Выдающаяся идея характеризуется, во-первых, цельностью или
законченностью. Так, если это идея продукта, то она должна охватывать
также его рынок, упаковку и рекламу. Во-вторых, такая идея отличается
оригинальностью, т.е. новизной. В-третьих, она проста, т.е. доступна для
понимания. Для оценки идеи по этому показателю можно попытаться
выразить ее сначала в 50-ти, а затем в 25-ти и 12-ти словах. Наконец, в-
четвертых, идея должна быть привлекательной для потребителя.
Рис. 3. 8. Основные этапы инновационного проектирования
107
Плохие и посредственные идеи не стоят дальнейшего рассмотрения
и должны быть отсеяны.
Хорошие же и выдающиеся идеи заслуживают дополнительного вни-
мания и должны быть подвергнуты инженерному анализу с целью их
детальной проработки и оптимизации. На этом этапе определяют задачи
и план анализа, строят необходимые модели, выполняют оптимизацион-
ные и др. расчеты, оценивают альтернативные решения и делают
окончательный выбор. Выполняют дизайн изделий.
Конкретизация полученного решения означает его переработку с учетом
производственных возможностей данного предприятия. Осуществляется
технологическая подготовка производства.
На этапе производства решаются специфические задачи организации
и менеджмента.
Распределение и сбыт продукции требуют проведения маркетинговой
компании, в основу которой быть положены идеи изделий или услуг, а
также рекламные идеи.
Определение и классификация творческих задач. Наиболее общее
определение таково, что творческой является любая задача (проблема), в
которой содержится противоречие (конфликт, разрыв) между тем, что
дано, и тем, чего необходимо достичь (найти, доказать, объяснить, создать,
усовершенствовать, обработать, переместить и т.д.).
В этом смысле всякая ранее неизвестная субъекту задача будет для
него творческой, если, конечно, нет очевидной (или легко логически
выводимой) связи между данными и неизвестным.
Творческие задачи могут иметь форму предметных (математика,
физика и т.д.), исследовательских в любой области науки, а также
изобретательских задач в области техники, экономики, менеджмента,
предпринимательства и т.д.
Решение исследовательских (изобретательских) задач ведут откры-
тиям явлений, законов и, вообще, всего того, что уже существовало,
но не было известно.
Изобретательские задачи в технике условно разделяют на пять
уровней.
Первый уровень. Решение таких задач не связано с устранением
технических противоречий и сопровождается мельчайшими изобрете-
ниями. Средства решения находятся в пределах данной узкой области
техники. Задачи этого уровня — рутинно конструкторские, мало относя-
щиеся к изобретательству.
Второй уровень. Задачи с техническими противоречиями, которые
легко преодолеваются с помощью методов, известных по применению
в данной отрасли. Ответы к задачам этого уровня — мелкие изобретения.
Третий уровень. Противоречие и способ его разрешения находятся в
пределах одной области науки. Так, механическая задача решается с
применением способов, известных в механике. В итоге — среднее
изобретение.
108
Четвертый уровень. Синтезируется новая техническая система путем
разрешения технических противоречий, присущих ее прототипу ~ старой
системе. Противоречия устраняются средствами, подчас далеко выходя-
щими за пределы той области науки, и которой они относятся (так,
механическая задача решается с применением способов, известных в
химии). Принцип действия исходной системы может быть изменен
коренным образом, например, использован малоизвестный эффект или
явление. Результат - крупное изобретение.
Пятый уровень. Изобретательская ситуация представляет собой
сложное переплетение проблем. Нередко задача решается с выходом за
грань известного. Поэтому сначала нужно сделать открытие, а потом,
опираясь на новое знание, решать изобретательскую задачу. Результатом
может быть крупнейшее изобретение.
Особенность изобретательских задач высоких уровней, а, следова-
тельно, и задач инновационного проектирования состоит в том, что
каждая имеет не единственное, а множество приемлемых решений.
Задачи такого рода называются дивергентными и требуют творческого
подхода к нахождению решений.
Общая характеристика процесса решения конструкторской (изобре-
тательской) задачи по свидетельствам ряда выдающихся изобретателей
и ученых и включает следующие пять основных этапов.
Этап 1. Подготовка. Формулирование (постановка) задачи, осуществ-
ляемое, как правило, путем анализа исходной проблемной ситуации. В
ходе анализа ситуацию расчленяют на данное (известное) и искомое (неиз-
вестное), являющиеся главными элементами задачи. Ее решение тогда
состоит в соотнесении условий задачи с ее требованиями (в разрешении
противоречия того или иного вида). Накопление и мобилизация знаний.
Этап 2. Концентрация интеллектуальных усилий. Упорная работа с
целью получить решение. Использование эвристических приемов, пред-
метных и методических, для генерирования идеи решения. Применение
психологических, переборных или алгоритмических методов активизации
мышления. Использование эмоционального фактора.
Этап 3. Передышка (инкубационный период). Период умственного
отдыха посредством прекращения сознательных усилий по решению
задачи. Включение работы подсознания для своеобразного вынашивания
идеи решения.
Этап 4. Озарение (инсайд). Внезапное продвижение вперед в решении
задачи путем нахождения новой или видоизменения уже известной идеи.
Этап 5. Завершение процесса решения.
Проблемы проектной деятельности. При разработке проекта на
создание нового изделия очень важны такие методы, как прогнозиро-
вание, структурирования синтеза и принятия решений, однако они не
всегда дают должное целостное представление о техническом объекте,
которого пока нет. Даже самые привлекательные подходы к генерации
109
вариантов технических объектов с помощью современной компьютер-
ной техники пока не сравнимы с возможностями конгнитивных меха-
низмов, заложенных в сознании высококвалифицированного профессио-
нала.
Целостную структуру, которая моделирует в сознании проекти-
ровщика объект предстоящей проектной деятельности трудно описать
даже вербально, не говоря о представлении чего-либо подобного
средствами компьютерной техники.
Другими словами, профессионал в данном виде деятельности обладает
значительно большими возможностями, нежели все компьютеризиро-
ванное окружение, включая специалистов к нему приставленных.
Изобретательские методы (метод мозгового штурма, синектика и т. п.)
ставят своей задачей поиск принципиально новых подходов, что,
несомненно, представляет интерес, однако на апробирование находок
уходят годы, пока они впишутся в традиционную схему проектной
деятельности. Достоверность прогнозов и эффективность стратегий
выработанных на основе теории принятия решений нередко тонут в
многообразии возможных ситуаций, хотя они, несомненно, важны в
качестве подсказки для лица принимающего решения и его окружения.
Однако все же не они являются определяющими в когнитивизме схем
порождения гипотетических моделей будущего изделия.
Вышесказанное наводит на мысль, что ранние стадии проектной
деятельности пока не поддаются автоматизации в той степени, в какой
бы хотелось, и внимание нужно сосредоточить на создании благоприят-
ной информационной среды для профессионала с целью повышения
эффективности функционирования его когнитивных структур. Объектом
рассмотрения должно стать не все конструкторское бюро, а его ведущие
специалисты.
Представляется целесообразным решать в первую очередь следую-
щие задачи:
- обеспечение ведущих специалистов релевантной информацией* на
основе категориального анализа и теории познания применительно к
данной предметной области;
• • построение прогнозов относительно требований, которые будут
предъявлены к изделию в будущем, и технических характеристик изделия
(на основе теории парадигмы**);
- поиск подходов к структурированию среды деятельности профессио-
нала на основе моделей, приемлемых для ранних стадий проектирования;
- поиск моделей повышающих эффективность когнитивных процес-
сов профессионала в процессе целеполагания и принятия решений;
’Релевантная информация - информация, относящаяся к делу, собираемая под
конкретную задачу.
Парадигма — система основных научных достижений (теорий, методов), по
образу которых организуется исследовательская практика ученых в конкретной
области знаний в данный период (более полно см. отдельный параграф).
110
- разработка методологии поддержки деятельности конструктора в
процессе формирования гипотетического образа будущего изделия.
При этом очень важна роль категориального анализа. Категориаль-
ный анализ определяется как учение о категориях исследующих природу
и области применения.
Понятие “категория” часто распространяется на все непосредст-
венно данные элементы мышления, которые не могут быть определены,
а лишь объяснены (дефиниции)
Дефиниции вместе с категориями (в узком смысле) образуют катего-
риальные понятия. Категориальный анализ естественным образом
акцентирует внимание на важнейших понятиях конкретной области
знаний. В его основе лежит стремление максимально сократить число
фундаментных сущностей и тем самым добиться обозримости исследуе-
мых структур.
Комплекс категориальных понятий представляет для процесса
проектирования особый интерес, так как именно он составляет основу
когнитивных структур профессионала-проектировщика, чему и будет
посвящено наше внимание в последующей информации.
Вопросы для самоконтроля
1. Поясните целесообразность этапов проектирования по рис. 3 8.
2 В чем суть принципа творческих задач?
3. Какими принципами руководствуются выполняя проектную деятельность
по созданию техники?
3.6. Современные методы оптимального проектирования на
основе САПР
Конструирование как составная часть проектирования — это
творческий процесс создания изделий в документах (главным образом
чертежа) на основе теоретических расчетов, конструкторского,
технологического и эксплуатационного опыта и экспериментов.
В настоящее время чрезвычайно возросли сложность и комплекс-
ность проблем, требующих решения в процессе проектирования.
Создание машин качественно нового уровня предполагает использование
важнейших достижений фундаментальных наук, конструирования и
технологии, повышенную защиту обслуживающего персонала от
вибрации и шума, учет современных экономических, социальных и
экологических проблем. Задача повышения качества машин решают на
стадии проектирования, когда можно всесторонне проанализировать
конструктивные варианты с учетом большого числа требований. Так
каждая машина должна, по возможности, иметь минимальную массу и
достаточную надежность, высокую быстроходность и минимальную
динамическую загруженность, низкую стоимость и большой срок
111
службы и др. При конструировании необходимо выбрать ее оптимальные
параметры (структурные, кинематические, динамические, эксплуатацион-
ные), наилучшим образом соответствующие предъявляемым требова-
ниям. При этом следует учитывать конкретные условия применения
машины. Нельзя, например, произвольно увеличить ее производитель-
ность, не учитывая производительности смежного оборудования. В
некоторых случаях машины с повышенной производительностью могут
оказаться при эксплуатации недогруженными и будут больше простаи-
вать, чем работать. Это снижает степень их использования и уменьшает
экономическую эффективность.
Схему машины обычно выбирают путем параллельного анализа
нескольких вариантов, оценивая их конструктивную целесообразность,
совершенство кинематической и силовой схем, стоимость изготовления,
энергоемкость, надежность, габаритные размеры, металлоемкость и
массу, технологичность, степень агрегатности, удобство обслуживания,
сборки-разборки, осмотра наладки, регулирования.
Как правило, не существует машины или конструкции, оптималь-
ной по всем критериям одновременно. Поэтому расчеты производят для
каждого критерия, строят таблицы результатов расчетов и используют
их для обоснования выбора оптимального решения.
Зная возможности конструкции по всем критериям, конструктор
совместно с заказчиком может обоснованно назначить на каждый из
них ограничения, которые, с одной стороны, были бы практически
достижимы, а с другой - удовлетворяли требованиям заказчика. Далее
путем расчета выявляют конструкции, удовлетворяющие всем ограниче-
ниям одновременно.
Такие конструкции и составляют допустимое множество решений,
из которого конструктор совместно с заказчиком выбирает оптимальную
модель. Если таких конструкций не оказалось, то ограничения могут
быть “ослаблены”.
Из вышеизложенного следует, что развитие техники сопровождается
усложнением всех систем машин и технологического оборудования.
Возрастает трудоемкость их создания при одновременном повышении
требований к качеству и эффективности конструкции, что находится в
противоречии с необходимостью сокращения сроков ее разработки и
промышленного освоения. Ликвидация указанного противоречия
наиболее полно реализуется при широком внедрении в проектирование
вычислительной техники. Основное направление при этом — создание
систем автоматизированного проектирования (САПР).
Целями создания САПР как организационно-технической (человеко-
машинной) системы являются:
1. Повышение качества проектирования вследствие увеличения,
анализируемые конструкторских решений и более детального анализа
каждого из них.
112
2. Сокращение срока разработки конструкции за счет автоматизации
выполнения чертежных работ и расчетов, обработки исходной и
полученной информации.
3. Уменьшение стоимости проектных работ путем сокращения их
части, выполняемой без использования ЭВМ.
Эти цели достигаются применением совершенных математических
методов и вычислительной техники, разработкой эффективных математи-
ческих моделей, методов многовариантного проектирования и оптимиза-
ции, автоматизацией проведения расчетов и оформления графической
документации.
Таким образом, использование САПР дает конструктору реальную
возможность обосновать постановку задачи многокритериальной опти-
мизации — одновременно учитывать множество противоречий требова-
ний. Использование САПР предполагает активное участие человека в
анализе вариантов, оптимизации и принятии решений. Такой творческий
подход к проектированию характерен и для учебного проектирования
приводов технологических машин, так как все задачи в нем многокрите-
риальные и содержат множество управляемых параметров.
Оптимальное проектирование предполагает создание технического
объекта не только выполняющего заданные функции, но и отвечающие
некоторым заранее установленным критериям качества.
Самый низкий уровень оптимального проектирования предполагает
нахождение лучшего варианта конструкции, основанное на подборе
нескольких, выполненных без использования вычислительной техники,
математических моделей и соответствующих методов оптимизации
вариантов. Например, при проектировании редуктора для двух - 'грех
вариантов разбивки общего передаточного числа между отдельными
ступенями можно выполнить проектировочные расчеты, для каждого
варианта оценить какой-либо критерий качества (масса, размеры и т. д.),
и затем окончательно выбрать наиболее подходящий вариант испол-
нения редуктора.
При более высоком уровне задачи оптимального проектирования,
сформулированные в виде математических моделей, решаются с
применение соответствующих математических методов оптимизации
и на базе ЭВМ. К высшему уровню относятся задачи оптимального
проектирования, решаемые в рамках САПР.
В САПР задачи оптимизации могут решаться на всех этапах процесса
проектирования. Так, на этапе эскизной проработки задача оптимального
проектирования может состоять в определении рациональных значений
необходимого числа основных параметров проекта, определяющих
будущий облик технического объекта. На этапах технического и
рабочего проектирования задачи оптимизации могут носить более
глубокий характер, охватывающий вопросы определения оптимальных
значений основных параметров как объекта в целом, так и отдельных
узлов и деталей.
113
В процессе разработки САПР проблема оптимального проектиро-
вания заключается в решении следующих основных вопросов;
определение этапов процесса автоматизированного проектирования,
сопровождаемых решением тех или иных задач оптимизации; построение
математических моделей оптимизации и разработка машинных алгорит-
мов; создание или заимствование программного обеспечения решения
задач оптимизации; разработка системы диалогового формирования и
просмотра вариантов объекта проектирования с определением значений
тех или иных показателей качества, а также формирования математичес-
ких моделей и управления процессом решения соответствующих задач.
Совершенствование конструкции при проектировании обеспечивается
ее оптимизацией по одному или нескольким критериям. Для различных
механизмов критериями эффективности конструкции могут быть
приняты: высокая надежность, минимальное межосевое расстояние или
масса, габаритные размеры и стоимость, наибольший КПД, высокая
точность и т.д. При этом часто критерии могут быть противоречивыми.
При структурной оптимизации можно анализировать различные типы
редукторов, например, многоступенчатый цилиндрический, планетарный,
волновой, комбинированный. Исходные данные при проектировании
механизмов в соответствии с техническим заданием могут включать в
себя следующие характеристики: мощность, скорость, ресурс, режим
работы, циклограмма нагружения и т. д.
При параметрической оптимизации, например, зубчатых приводов
управляющими параметрами могут быть: распределение передаточных
чисел по ступеням, числа зубьев, относительная ширина и материал
колес, геометрия зацепления, частота вращения двигателя и др.
Ограничения разделяют на кинематические (по передаточному числу
одной пары, предельным окружным скоростям), прочность (по условиям
контактной и изгибной прочности зубчатых колес), конструктивные (по
габаритным размерам, условию регулирования элементов, их взаимо-
действию и соединению) и др.
При оптимизации по одному критерию задача решается наиболее
просто. Например, решение можно получить перебором различных
вариантов конструкции и выбором наилучшего.
Решение многокритериальных задач более сложно. Многокрите-
риальная оптимизация используется, когда одного критерия для оценки
качества недостаточно. Например, когда стоит задача обеспечения
максимальной надежности и минимальной массы при проектировании
редуктора или обеспечения максимальной грузоподъемности и мини-
мальных размеров при проектировании транспортной машины.
В строгой математической постановке выбор оптимальных парамет-
ров машины не простая задача. Так, например, варьирование всего шести
параметров (при 5% точности расчета) приводит к поиску на всем
множестве решений из (1/0,05)6=64000000 вариантов. В условиях развития
САПР формализация процесса автоматизированного поиска технических
114
решений и оптимизация параметров машиностроительных узлов
вызывает значительные трудности и требует применение специальных
эвристических методов принятия решений, численных методов
оптимизации и больших ресурсов по времени и мощности ЭВМ.
При конструировании приводов машин в силу технической целесооб-
разности используются в основном два критерия: масса и объем.
Массогабаритные характеристики в значительной степени зависят от
выбора материала и термообработки. Недостаточность на начальном
этапе исходной информации предопределяет проведение как проектиро-
вочных, так и проверочных расчетов. При поисковом расчете сначала
задаются некоторыми исходными параметрами, а затем рядом последо-
вательных приближений их уточняют. Механические приводы машин
представляют собой совокупность подсистем передач, валов, опор,
связанных слабыми связями. Это дает возможность выполнить их
комплексный расчет и анализ по частям, т. е. по элементам.
Из изложенного следует, что конструирование — многовариантно.
Оптимальным в общем случае следует считать вариант, который
обеспечивает нужные показатели работы при минимальных затратах
общественного труда.
Вопросы для самоконтроля
I. Как Вы понимаете суть термина “оптимальное проектирование”?
2. Что дает в проектной деятельности САПР?
3. Как Вы понимаете суть термина “структурная оптимизация”, “парамет-
рическая оптимизация”?
3.7. Техническая система и принципы ее создания
Общие сведения о законах техники. В предыдущих параграфах речь
шла об отдельных элементах проектирования машин (технических
объектов), входящих в состав технических систем. Но при создании новой
техники не следует ограничиваться только решением вышеизложенных
задач. Они должны решаться с учетом влияния новой техники на
безущербное функционирование техносферы.
Техносфера — совокупность всех функционирующих и старых,
недействующих технических объектов и всех продуктов их деятельнос-
ти, возникающих на земле и в космосе. Техносфера — это пространствен-
но-временная система социально организованной технической формы
материи - техники и управляемой ею технологической формы движения
материи.
Зародившись в виде технических элементов, призванных компенсиро-
вать и усилить трудовые и интеллектуальные потенции человека,
техносфера постепенно формирует не только искусственную среду
обитания, но и становится “Физиологической” системой общества,
115
осуществляющей вещественно энергетический обмен с окружающим
миром. Неосознанное обществом саморазвитие техносферы привело к
ряду крупномасштабных негативных последствий. Иначе говоря, па
протяжении всей истории человечества техносфера развивалась стихийно,
будучи ограниченной лишь ресурсами биосферы.
Биосфера — оболочка Земли, состав, структура и энергетика которой
обусловлены прошлой или современной деятельностью живых организ-
мов. Биосфера охватывает часть атмосферы, литосферы и гидросферы,
которые взаимосвязаны сложными биогеохимическими циклами
миграции вещества и энергии. Начальный момент этих циклов заключен
в трансформации солнечной энергии растениями и синтезе биогенных
веществ на Земле.
Начиная с XX века, создание новых технических систем все чаще
стало приносить больше вреда и зла, чем пользы и добра (экологичес-
кие бедствия и нарушения экологии, связанные с деятельностью
человека). Дальнейшее стихийное развитие техносфера угрожает благо-
получному существованию человека. В связи с этим в будущем должно
осуществляться научно-обоснованное развитие техносферы как состав-
ной части гармоничной ноосферы. Формирование гармоничной техно-
сферы вызовет значительное возрастание количества объектов техничес-
кого творчества и появление принципиально новых классов задач по
совершенствованию и преобразованию сложных комплексов тех. систем,
решаемых с учетом ограничений и требований нормального существова-
ния биосферы и человека.
Ноосфера — новая высшая стадия развития биосферы, связанная с
возникновением и развитием в ней человечества, которое, развивая
техносферу, познавая законы природы и совершенствуя технику, стано-
вится крупнейшей силой, сопоставимой по масштабам с геологическими
процессами, и начинает оказывать определяющее влияние на ход
процессов, протекающих в охваченной его воздействием сфере Земли
и околоземном космическом пространстве. Ноосфера имеет тенденцию
к постоянному расширению на Земле и в космосе. В развитии ноосферы
можно выделить два этапа. Первый этап — стихийное формирование и
развитие ноосферы -- характеризуется хищническим отношением к
природе, экологическими нарушениями и ухудшениями состояния
окружающей среды, что особенно усилилось в XX в. Отрицательные
последствия стихийного развития ноосферы привели к необходимости
формирования гармоничной ноосферы (второй этап) - новой среды
обитания человека, в которой на основе системного научного знания
появляется возможность гармоничного сосуществования и симбиоза
гармоничной ноосферы являются воспитание и поддержание необходи-
мого уровня культуры, нравственности и совести человека и развития
его творческих способностей. Под гармоничной ноосферой понимается
такое взаимодействие человека и природы, которое приведет к
116
разрешению противоречия между ограниченными ресурсами биосферы
и возрастающими потребностями общества в энергии и веществе. Борьба
с загрязнениями окружающей среды, исправление повреждений, нанесен-
ных природе бесконтрольной промышленной деятельностью, сознатель-
ное управление эволюционными процессами в биологических системах
приобретают сегодня особое значение. Формирование гармоничной
ноосферы — главная проблема XXI в., решение которой уже началось,
о чем свидетельствуют постановка и попытки решения экологических
задач. Последним сопутствуют появление нового широкого класса задач
технического творчества — класса очень сложных задач системной твор-
ческой деятельности человека, связанных с выявлением и устранением
противоречий между техносферой, биосферой и человеком. Техносфера
является частью ноосферы. Еще в ЗО-е годы В.Н. Вернадский и Тейяр
де Шерден сформулировали первые представления о ноосфере. В
последнее время многие отечественные и зарубежные ученые развили
представления и считают необходимым безотлагательно формировать
гармоничные управляемые ноосферы.
Что же такое гармоничная управляемая ноосфера планеты, отдельной
страны, региона, города, предприятия? Какие нужно делать сегодня
конкретные шаги в этом направлении? Ответы на эти непростые
вопросы не цель данной работы, но как средство — привлечение к ним
внимания с целью выделения значимости инженерно-технического
творчества - вполне уместно.
Последние десятилетия XX века объективно и с нарастающей
остротой требуют создания интеллектуальных и других специальных
средств повышения производительности и эффективности инженерно -
технического творчества. Каковы главные причини появления и
возрастания актуальности этой потребности?
Во - первых, имеет место убыстряющий рост числа задач технического
творчества. В связи с этим в середине XX века естественный творческий
потенциал перестал справляться с нарастающим количеством задач.
Во - вторых, в начале XX века произошла потеря целостности
представления отдельного человека (ученого, специалиста, работника
учреждений) о мире техники — техносфере. Это привело к невоз-
можности прогнозирования отрицательных последствий ее развития. В
связи с этим произошло и закрепилось крупное нарушение этики
специалистов — создатели новой техники просто перестали системно
изучать эти последствия. Поэтому все чаще стали появляться ситуации,
когда создаваемое новое техническое благо вызывает эквивалентные или
несоизмеримо большие отрицательные воздействия на человека и
общество.
Это проблемы экологии, гидроэнергетики, ядерной энергетики,
газовых и нефтяных трубопроводов и др.
117
В-третьих, без цельности представления о техносфере невозможно
решать новый класс несоизмеримо более сложных задач инженерного
творчества, связанных с проектированием гармоничной управляемой
ноосферы города, региона, страны и планеты.
В-четвертых, особо хотелось бы отметить возрастание конкуренции
на международном рынке, связанной с производством и сбытом новых
изделий и технологий. Эта конкуренция будет усиливаться в связи с
реализацией расширяющейся программы разоружения.
Все указанные причины, вызывающие создание и развитие новых
интеллектуальных средств инженерного творчества, приведут к тому, что
в ближайшие десятилетия эти средства станут самым перспективным и
дорогим видом вооружения.
По исследованиям А.И. Половинкина [25] это подтверждается
следующими моментами:
1. В последнее время возникли актуальные, и можно сказать, опасные
проблемы и вопросы, связанные с развитием техники, которые пока
“игнорирует и не замечает” традиционная наука. Ответы на эти вопросы
могут быть получены в направлении разработки и применения теории
проектирования новой техники и ее главной части — законов и законо-
мерностей строения, функционирования и развития техники.
2. Сегодня уже имеется достаточный научный задел по законо-
мерности техники и разработанным на их основе подходам и методам,
которые эффективно можно использовать при проектировании новых
поколений техники и конкурентоспособных изделий.
Приведем основные понятия и подходы проектирования и создания
новой техники их технологического воплощения.
Технический объект (ТО) — весьма широкое понятие. Им может быть
отдельное устройства, любой элемент устройства или комплекс
взаимосвязанных устройств. Каждый ТО имеет определенную функцию,
обеспечивающую реализацию соответствующей потребности. Каждый ТО
относятся отдельные машины, аппараты, приборы, сооружения, ручные
орудия, производственная спецодежда и другие устройства, выполняющие
определенные функции по преобразованию, хранению или транспорти-
рованию вещества (материальных объектов неживой или живой при-
роды), энергии или информации. К ТО также относится любой элемент
(агрегат, блок, узел, сборочная единица, деталь и т.п.), входящий и
машину, аппарат, прибор и т.д., а также любой из комплексов функцио-
нально взаимосвязанных машин, аппаратов, приборов и т.д. в виде
системы машин, технологической линии, цеха и т.п.
Как синоним понятия “технический объект” в литературе часто
используют понятие “техническая система”.
Технология — это способ, метод или программа преобразования
вещества, энергии или информации из заданного начального состояния
с помощью определенных ТО. Можно сказать, что технология — это
118
способ применения определенных ТО. Разнообразие технологий так ко
велико, как и разнообразие ТО. Существуют технологии добычи нефти,
изготовления крепежа, технологии проектирования определенных ТО и
т.п. Нами понятие “технология” распространяется и на обучение
человека по овладению любой технологией.
Технические функции и удовлетворяемые потребности. Функция,
реализуемая техническим объектом (ТО), или техническая функция,
отражает и описывает его назначение. Описание технической функции
должно отвечать на вопросы:
1) Какое действие производит ТО?
2) На какой объект (предмет труда) направлено это действие?
3) При каких особых условиях и ограничениях выполняется это
действие?
4) Какой результат получается в результате производственного
действия?
Исходя из этих требований, техническую функцию можно описать
следующей формулой
Ф = (Д G, R, Н), (3.1)
где D — описание действия производимого ТО и приводящего к желае-
мому результату, т.е. к удовлетворению (реализации) определенной
потребности; G — описание объекта (предмета труда), на который
направлено действие Д R — описание особых условий и ограничений
(если такие существуют), при которых выполняется действие; Н —
результат производственного действия.
Формула (3.1) позволяет также описывать техническую функцию на
количественном уровне. Для этого ее компонентам Д Е, И придают
необходимые количественные характеристики. Например, грузовой
автомобиль перевозит со скоростью до 60 км/ч. насыпные грузы массой
до 3000 кг по проселочной дороге.
Формула (3.1) дает предельно сжатое и достаточно полное описание
функции, удобное для восприятия человеком и для компьютерной
обработки.
Любая техническая функция, как правило, связана с реализацией
определенной потребности. При этом содержания описаний функции и
потребности совпадают, т.е. для описания потребности можно также
использовать формулу (3.1). Различие между функцией и потребностью
состоит в том, что понятие потребности всегда связано с человеком,
поставившем задачу реализации потребности, а понятие функций — с
техническим объектом, реализующим эту потребность.
Следует отметить, что наряду с чисто функциональным описанием
технической функции по формуле (3.1) существует функционально-
физическое описание функции. Последнее отличается тем, что в до-
полнение к описанию по формуле (3.1) дается описание физической
операции, с помощью которой реализуется функция по этой формуле.
119
Описание физической операции формализовано можно представить
состоящим из трех компонентов.
Q = (Ат, Е, Ст)
или структурно
Ат -=> Е -> Ст,
где Ат, Ст — соответственно входной или выходной поток (фактор)
вещества, энергии или информации; Е — наименование операции
Коллера по превращению Ат в Ст.
Это описание отвечает на вопросы “что” (Ат), “как” (Е), “во что”
(Ст) преобразуется с помощью данного ТО.
Критерии эффективности — это показатели ТО, характеризующие
качественную и (или) количественную меру его полезности и совершен-
ства, а также прогрессивного развития. К критериям эффективности в
первую очередь относятся: производительность; удельные материало-
емкость, расход топлива и энергии; надежность и долговечность; степень
механизации и автоматизации; безопасность; эргономичность; эстетич-
ность; экономичность и др.
Для каждого класса ТО существует набор важнейших критериев
эффективности. При этом у ТО, имеющих различные функции, многие
критерии эффективности по наименованиям совпадают, что указывает
на возможность полезных заимствований конструкторских решений даже
У отдельных ТО.
Критерии эффективности часто называют еще потребительскими
качествами ТО, которые, как и критерии эффективности, являются
основными характеристиками для определения технического уровня и
конкурентоспособности ТО.
Структура (внутренние факторы) технического объекта и уровни
ее описания. Структура ТО обычно имеет четыре уровня описания,
иерархическая соподчиненность которых следующая:
1) описание функциональной структуры;
2) описание принципа действия;
3) описание технического решения;
4) описание значений параметров.
Иерархическая соподчиненность уровней характеризуется двумя
свойствами:
каждый последующий уровень описания является более детальным
и более полно характеризует ТО по сравнению с предыдущим уровнем;
каждое последующее описание включает в себя предыдущее.
Рассмотрим кратко каждый уровень.
Функциональная структура (ФС) представляет собой наиболее
абстрактное описание ТО. Ее можно представить в виде ориенти-
120
рованного графа, вершинами которого являются наименования эле-
ментов ТО, а ребрами - функции элементов или (и) потоки вещества,
энергии и информации, передаваемые от одного элемента к другому.
Техническое решение (ТР) представляет собой конструктивное
оформление ФС. Описание ТР обычно дается в виде перечня элементов
их взаимосвязей и взаимного расположения, способов соединения между
элементами и последовательности их взаимодействия, особенностей
конструктивного исполнения элементов по форме, материалу,
соотношению важнейших параметров и т.п. Поскольку каждый элемент
ТО может быть тоже разделен на свои элементы и указанным образом
описан, то ТР технического объекта может быть описано с любой
степенью детализации. Описание ТР по уровню и характеру соответствует
описание патентов.
Описание параметров. Техническое решение представляет собой
безразмерное описание ТО, который может иметь самые различные
значения размерных и физических параметров. Данный уровень описания
обеспечивает привязку ТО к конкретным требованиям и условиям.
Внешние факторы. К внешним факторам относятся явления и
воздействия внешней среды, которая влияет на строение, функцио-
нирование и развитие ТО. При проектировании новой техники внеш-
ние факторы показывают существенное влияние на структуру и критерии
эффективности ТО. Чаще всего действуют следующие факторы:
1) природные: географическое положений, климатические, ги-
дрологические, почвенно-грунтовые условия, биологическая среда,
запасы сырьевых и энергетических ресурсов и др.;
2) научно-технический уровень: наличие знаний фундаментальных
наук, технический уровень мировой техники и ТО, с которыми взаимо-
действует интересующий нас ТО, имающиеся технологические возмож-
ности и др.;
3) искусственные потоки вещества, энергии и информации, с
которыми проектируемый ТО находится в функциональной или вынуж-
денном взаимодействии;
4) личностные: уровень обшей культуры, нравственности, образова-
ния и профессиональной подготовки людей, занимающих созданием,
производством и эксплуатацией новой техники;
5) социально-экономические и политические; действующие экономи-
ческие отношения, наличие неудовлетворительных потребностей,
социально-экономическая целесообразность реализации потребностей,
наступление энергетического кризиса, действующая политика экспорта-
импорта, завоевание рынка по определенной продукции, подготовка к
войне в специфических условиях и др.. Каждый класс ТО для каждого
момента исторического времени имеет достаточно четкий состав
внешних факторов.
121
Задачи новых проектно-конструкторских решений. Весьма часто
встречаются следующие шесть типов иерархических соподчиненных
задач выбора или изобретения новых решений в виде:
1) актуальной потребности;
2) состава потребительских качеств;
3) функциональной структуры;
4) принципа действия;
5) технического решения;
6) соотношения параметров в ТО.
В каждом из указанных новых решений осуществляется устранение
определенных недостатков, противоречий развития или улучшение
определенных критериев эффективности.
Список требований. На ряду с потребительскими качествами каждый
проектируемый ТО имеет список внешних и внутренних требований
(условий и ограничений), выполнение которых обеспечивает реализацию
необходимых потребительских качеств. К таким требованиям относятся,
например, условия прочности элементов, соблюдение нормативных
температурных режимов, функциональная и конструктивная совмести-
мость и стыковка элементов ТО и одного ТО с другим, защита от
агрессивной химической внешней среды и т.д.
По отношению к каждому ТО существует понятие необходимого и
достаточного целостного списка требований. Невыполнение любого
требования из этого списка ухудшает хотя бы одно из потребительских
качеств или ТО становятся неработоспособными. Для различных
уровней задач выбор проектно-конструкторских решений существует
свой необходимый и достаточный список требований. Искусство и
мастерство проектирования новой техники в первую очередь заключается
в умении составить необходимый и достаточный список требований, в
котором значение отдельных требований были бы конкуренто-
способными и технически реализуемыми.
Недостатки технических объектов и противоречия развития.
Недостатки (дефекты) - это вредные и нежелательные свойства, которые
выявляются у технического объекта (ТО) сразу после начала производ-
ства и спустя некоторое время, недостатки обычно связаны с ухудшением
потребительских качеств, показателей технического уровня и конку-
рентоспособности по сравнению с требуемыми и желательными. Причи-
ны недостатков чаще всего заключаются в не учете некоторых требова-
ний (из необходимого н достаточного списка) во время проектирования
и в повышении технического уровня таких изделий на международном
рынке, которое произошло после начала производства и ТО.
При проектировании новых ТО, целью которого обычно бывает
устранение недостатков в существующих ТО, часто возникают противо-
речия развития. Эти противоречия возникают тогда, когда при поиске
улучшенных проектно-конструкторских решений устранение одних
122
недостатков или ухудшение одних потребительских качеств и показателей
вызывает недопустимые или нежелательные ухудшения других показа-
телей.
Противоречие развития разрешается путем нахождения таких новых
проектно-конструкторских решений, в которых достигнуто улучшение
актуальных и другие показатели и при этом не ухудшаются или
ухудшаются незначительно другие показатели.
Моделирование и оценка проектно-конструкторских решений.
Потребность моделирования и оценки проектно-конструкторских
решений (ПКР) возникает при необходимости получения ответов на
следующие вопросы?
1) соответствует ли данное ПКР конкретному требованию или всему
списку требований?
2) какой из двух альтернативных вариантов ПКР лучше по определен-
ному показателю и по всей совокупности показателей, устанавливающих
технический уровень и конкурентоспособность ТО.
Наиболее распространены три типа моделей и соответствующих
способов моделирования: I) мысленное, или интуитивное, моделиро-
вание, когда специалист дает свои экспертные оценки данного ПКР;
2) математическое моделирование, когда ответы на указанные вопросы
даются с помощью расчетных формул решения систем уравнений и
реализации различных математических моделей на ЭВМ; 3) физическое
моделирование, связанное с материальной реализацией ПКР в умень-
шенном или увеличенном масштабе и проведением испытаний физи-
ческой модели ПКР.
На практике часто используются такие комбинации различных
моделей: интуитивное и математическое моделирование, что теперь
часто реализуется в диалоге с ЭВМ, математическое и физическое
моделирование, например, в виде аналого-цифрового комплекса.
В соответствии с иерархией задач выбора ПКР (выбор потреби-
тельских качеств, функциональной структуры, принципа действия,
технического решения, параметров) существует соответствующая иерар-
хия математических и физических моделей ПКР.
Поколение и модель технических объектов. Новые технические
объекты (ТО) условно разделяют на новые поколения ТО и новые
модели ТО.
Новое поколение имеет значительно большие различия по сравне-
нию со своим прототипом, чем новая модель.
Новое поколение ТО обычно отличается функциональной структу-
рой, принципом действия или сильные различиями в техническом
решении. Новое поколение как правило, имеет значительно лучшие
потребительские качества и реализуется в виде нисколько различаю-
щуюся моделей ТО Новые модели ТО имеют отношение к определен-
ному своему поколению ТО и основные признаки этого поколения.
123
Модели ТО отличаются друг от друга конструктивным исполнением на
уровне параметров и признаков технического решения, которые обеспе-
чивают некоторое улучшение потребительских качеств.
Законны и закономерности техники. Здесь имеются в виду законы
и закономерности техники, сформированные на естественнонаучном,
количественном уровне аналогично законам и закономерностям,
изучаемым в биологии, физике, химии.
Законы и закономерности техники отражают и определяют для
отдельных классов ТО и фиксированных моментов времени или в
зависимости от исторического времени объективно существующие,
устойчивые, дэтерминированно или статически повторяющиеся при
наличии определенных условий существенные закономерные связи и
отношения между потребностями (функциями ТО), критериями эф-
фективности, признаками структуры и внешними факторами.
Различие между законами и закономерностями техники условное и
нечеткое.
Законы по сравнению с закономерностями отражают наиболее важ-
ные и фундаментальные связи и отношения, которые проявляются в
любом ТО или в очень широком классе разнообразных по функциям и
структуре технических объектов.
Для понимания техники недостаточно технических знаний, мало и
понимания технологии. Нужны знания законов техники и их приме-
нения (философия техники), потому, что техника не только удовлетво-
ряет потребности, но и формирует их.
Творческая деятельность в области техники. Включение этого
вопроса в настоящую книгу обусловлено тем, что интенсификация
научно-технического прогресса все чаще требует от профессиональной
деятельности человека решения задач анализа и принятия решений в
системах управления и распределения функций между человеком и
техникой (техническими средствами), включая ЭВМ. Уместно заметить,
что это же обстоятельство побудило образование инженерной психо-
логии.
Дадим самое обобщенное определение техники: техника - это
созданные человеком материальные средства, используемые им раз-
личных областях деятельности с целью удовлетворения материальных
и духовных потребностей, являющихся движущими силами развития
техники, источником же развития служат противоречия (внутренние и
внешние).
Технические средства (системы) представляют собой целостные
материальные объекты, которые, располагаясь между обществом,
человеком и природой, строятся, функционируют и развиваются в
социально-природной окружающей среде, взаимодействуя с ней и между
собой.
124
Изучение опыта создания эффективных технических систем (ТС) и
оригинальных решений инженерных задач позволило систематизировать
использованные методы и приемы, увидеть в них определенные законо-
мерности. Этот очень ценный опыт человечества по совершенствованию
ТС положен в основу разработок, позволяющих обучать творческой
деятельности в области техники.
Одной из задач подготовки специалистов — будущих менеджеров,
создателей или эксплуатационников техники — развитие у обучающихся
творческого инженерно-технического мышления. Специалист такой
направленности обязан владеть навыками творческого решения инже-
нерных задач, должен уметь поставить проблему, определить цель и
задачи ее решения, найти способ решения являющийся новым и пере-
довым (конкурентоспособным), уметь изложить и защитить решение.
В данном параграфе предпринята попытка обобщения и системати-
зации сведений по активизации инженерного творчества, изложения
основ лишь некоторых методов решения технических задач; о том как
человек придумывает новое, как рождаются в его мозгу новые идеи и
технические решения. Не безынтересно знать и то, почему отдельные
идеи рождаются слишком поздно, а иные — преждевременно, т.к. не
могут быть реализованы на текущем уровне развития техники.
Анализируя опыт своего развития, человечество сумело частично
систематизировать те методы и приемы с помощью которых удавалось
и удается активизировать процесс рождения идей. Более того, опыт
активизации технического творчества позволил перейти к новой стадии
рождения идей, которую следует рассматривать как технологию (как
процесс) обучения людей выработке идей технического характера.
Некоторые технологии решения задач технического характера дают
настолько поразительные результаты, что их последователи создают
школы обучения изобретательству, создают компьютерные программы,
способствующие решению технических задач (ТЗ). На поиски решения
ТЗ может уйти различное время. У одного — месяц, у другого — годы,
третьего — жизнь. Сокращению сроков разработки новых идей и
решений служат принципы творческой деятельности и методы решения
технических задач.
Для творческой деятельности характерны три вида последова-
тельностей операций: логические, интуитивные и эвристические.
Логические - математически однозначно определены. Их можно
корректно описать, составить алгоритм решения, использовать ЭВМ. Эти
операции гарантируют получение определенного результата.
Интуитивная последовательность действий представляет собой
комплекс неразделимых операций, выполнение которых не может
объяснить даже сам творец. Еще не выяснены механизмы с помощью
которых человек приходит к ярким идеям. Однако общепризнанно, что
в этом процессе используются аналогии, ассоциации, стрессы.
125
Вершиной интуиции является озарение. Общеизвестно, что “интуи-
тивные озарения неохотно посещают лентяев”. Многие исследователи
утверждают, что необходимыми компонентами озарения являются:
- эмоциональный момент (настрой, настойчивость, большое желание
решить задачу);
- научное предвидение (знание законов природы);
- умение “делать руками” (личный опыт).
Более подробно об этом заинтересованный читатель сможет узнать
из источников [3; 5; 13; 14; 18; 19].
Вопросы для самоконтроля
1. Раскройте суть понятий “техносфера”, “ноосфера”, “биосфера”.
2. Как вы понимаете суть проблемы о необходимости сосуществования и
симбиоза между биосферой, техносферой и человеком?
3. В чем суть технических функций, реализуемых техническим объектом?
4. Какими параметрами характеризуются технические объекты?
5. Как моделируются проектно-конструкторские реешения при разработке
технических объектов?
6. В чем суть законов и закономерностей техники?
7. В чем суть творческой деятельности в области техники?
Глава 4
РАСЧЕТ ЗУБЧАТЫХ ПЕРЕДАЧ
Основной причиной выхода из строя зубчатых колес является
повреждение зубчатых венцов в результате изнашивания и поломки
зубьев. Разрушение активных поверхностей зубьев обусловлено главным
образом действием контактных напряжений. Поломка зубьев (уста-
лостный излом) возникает от больших перегрузок ударного действия или
от действия переменных напряжений в течение сравнительно длитель-
ного срока службы (общее число циклов N^> 4- 106).
Для предупреждения преждевременных выходов из строя зубчатых
колес из-за поломок зубьев и разрушения их активных поверхностей в
результате развития усталостного выкрашивания необходимо уделять
большое внимание расчету на контактную прочность активных поверх-
ностей зубьев и на прочность зубьев при изгибе.
При этом заметим, что расчет на контактную прочность является
основным, так как он в определенной мере способствует предупрежде-
нию разрушения не только от пластических деформаций, но и от
воздействий других видов повреждений, вызывающих отказ.
Ниже приведена методика расчета зубчатых передач, базирующаяся
на рекомендации ГОСТ 21354-87, но с некоторыми упрощениями, не
нарушающими логичности и сути упомянутого стандарта и обеспечиваю-
щими достаточную точность инженерных расчетов.
4.1. Материалы зубчатых колес. Способы упрочнения
зубьев
Практикой эксплуатации и специальными исследованиями установ-
лено, что нагрузка, допускаемая по контактной прочности зубьев,
определяется в основном твердостью материала. Наибольшую твердость,
а следовательно, и наименьшие габаритные размеры и массу передачи
можно получить при изготовлении зубчатых колес из сталей, подвергну-
тых термической и химико-термической обработке.
Основным материалом для изготовления зубчатых колес силовых
передач служат легированные или углеродистые стали. В зависимости
от твердости рабочих поверхностей зубьев после термической обработки
зубчатые колеса можно условно разделить на две группы: с твердостью
не более 350 НВ — нормализованные или улучшенные, с твердостью
более 350 НВ (более 45 HRC3) — закаленные, цементованные, нитро-
цементованные, азотированные.
127
При твердости материала не более 350 НВ чистовое нарезание зубьев
производят после окончательной термической обработки заготовки.
Поверхности нормализованных и улучшенных зубьев хорошо прирабатыва-
ются, в результате чего погрешности, допущенные при нарезании зубьев
и сборке передачи, частично устраняются. К недостаткам улучшенных
и нормализованных зубчатых колес следует отнести их сравнительно
невысокую прочность, вследствие чего передачи с такими колесами
получаются относительно больших размеров. Поэтому рассматриваемые
способы упрочнения зубьев используют в передачах, масса и габаритные
размеры которых строго не ограничены.
Известно, что масса деталей резко уменьшается с увеличением
допускаемых контактных напряжений <знр. Величина оИР связана с твер-
достью контактирующих поверхностей зависимостью, близкой к прямо-
пропорциональной. Для снижения массы и габаритных размеров деталей
следует назначать по возможности более высокие твердости активных
поверхностей зубьев.
Влияние твердости зубьев на параметры редуктора приведено в
техническом задании 1 гл. 11.
В правильно спроектированной зубчатой паре соотношение твердос-
тей активных поверхностей зубьев шестерни и колеса не может быть
выбрано произвольно.
Если твердость рабочих поверхностей зубьев не превышает 350 ... 400
НВ, то для снижения опасности заедания, повышения надежности пере-
дачи, а также для увеличения несущей способности косозубых передач
(а в некоторых случаях и прямозубых) следует выдерживать условие
- Я.КГ2 ~ 40 НВ,
где Накт1 и Яакт2 — твердость рабочих поверхностей шестерни и колеса
соответственно.
Для малонагруженных передач находят применение стальное литье
и чугун.
При специальных требованиях используют неметаллические зубчатые
колеса.
В табл. 4.1 приведены усредненные значения механических характе-
ристик и виды термообработки некоторых распространенных марок
конструкционных сталей (углеродистых качественных — ГОСТ 1050-88
и легированных — ГОСТ 4543-71), используемых для изготовления
зубчатых колес, а также других деталей машин (валов, осей, звездочек
цепных передач, червяков, деталей муфт и т.п.)- Как следует из таблицы,
механические характеристики сталей зависят не только от химического
состава и вида термообработки, но и от размеров характерного сечения
заготовок.
Отсюда можно сделать вывод, что окончательный выбор материала
стального зубчатого колеса является завершающим этапом расчета
редуктора.
128
Таблица 4.1. Механические характеристики сталей некоторых марок,
используемых для изготовления зубчатых колес и других деталей машин
Червяк, вал-шестерня
D = do + 6 мм D = dae + 6 мм
Марка стали Диа- метр D, мм Шири- на 8', мм Твердость Предел Термическая обработка
сердце- вины (НВ) поверх- ности (HRC3) прочно- сти ов текуче- сти С5Т
МПа
Поковка или штамповка
35 45 45 Любой << 125 Любая 80 163...192 179...207 235...262 i 1 1 550 600 780 270 320 540 Нормализация Улучшение
45 80 50 269.. 302 1 1 890 650 «
40Х 200 125 235...262 — 790 640 «
40Х 125 80 269...302 — 900 750 <(
40Х 125 80 269 ..302 45...50 900 750 Улучшение + закалка при нагреве ТВЧ
35ХМ 315 200 235...262 — 800 670 Улучшение
35ХМ 200 125 269...302 920 790 «
35ХМ 200 125 269...302 48...53 920 790 Улучшение + закалка при нагреве ТВЧ
40ХН 315 200 235...262 — 800 630 Улучшение
40ХН 200 125 269 ..302 — 920 750 «
40ХН 200 125 269...302 48...53 920 750 Улучшение + закалка при нагреве ТВЧ
50ХН 200 125 269 ..302 50...56 1100 900 «
20ХН2М 200 125 300 „400 56.„63 1000 800 Улучшение* цементация + закалка
18ХГТ 200 125 300...400 56.. 63 1000 800 То же
12ХНЗА 200 125 300...400 56 ..63 1000 800
25ХГМ 200 125 300.„400 56...63 1000 800 «
40ХН2МА 125 80 269...302 Стальна; 50.56 я отливк 980 а 780 Улучшение + азотирование
35Л Любой Любая 163...207 — 550 270 Нормализация
45Л 315 200 207 „235 — 680 440 Улучшение
50ГЛ 315 200 235...262 — 850 600
Приме1 I а н и е. При сплошных дисках колес 5 = Ь t
129
Для стали одной и той же марки в зависимости от термической
обработки можно получить различные механические свойства, поэтому
с целью сокращения номенклатуры материалов для шестерни и колеса
передачи обычно применяют одну и ту же сталь.
Для унификации используемых в производстве материалов и
упрощения изготовления запасных частей рекомендуется выбирать сталь
из следующего сортамента:
1) нормализация — 35, 45, 35Л;
2) улучшение — 45, 40Х, 35ХМ, 40ХН, 45Л, 40ГЛ;
3) закалка при нагреве ТВЧ — 35ХМ, 40ХН, 50ХН, применение
углеродистых сталей типа 45 недопустимо;
4) пламенная закалка — 35ХМ, 40ХН;
5) объемная закалка — 45, 40Х, 35ХМ, 40ХН;
6) цементация - 20ХН2М, 18ХГТ, 12ХНЗА;
7) газовая нитроцементация — 25ХГМ;
8) азотирование (мягкое) — 40ХН2МА.
4.2. Определение допускаемых напряжений
Расчеты зубчатых передач на прочность выполняют по допускаемым
контактным аПР и изгибным cFP напряжениям. Эти напряжения опре-
деляют по зависимостям, приведенным в ГОСТ 21354-87, но без ряда
коэффициентов, в большинстве случаев равных или близких к единице.
Допускаемое контактное напряжение, не вызывающее опасной
контактной усталости материала
где сЯ1(111 — предел контактной выносливости активных поверхностей
зубьев, соответствующий базовому числу циклов Nffhm перемены напря-
жений; значения аЯ1|Ш и NH 11Ш определяют в зависимости от средней
твердости Нактср активных поверхностей зубьев, оЯ11т по табл. 4.2, значе-
ния NH] (млн. циклов) приведены ниже:
Н,етсп...До 200 НВ 250 НВ 300 НВ 350 НВ 40 HRC. 50 HRC 60 HR С,
АГЯ1Ш1 10 17 25 36 44 84 140
SH шш ~ минимальный коэффициент запаса прочности [для зубчатых
колес с однородной структурой материала SH 1Ш11 = 1,1 (при норма-
лизации, улучшении или объемной закалке), для зубчатых колес с
поверхностным упрочнением зубьев 5’Япйп=1,2 (при поверхностной
закалке и цементации)]; ZN — коэффициент долговечности, учитываю-
щий влияние срока службы и режима нагрузки передачи:
6___________
ZN = NH lim / NК П₽И NK < ^Я1ш> ’
130
но не более 2,6 для однородной структуры материала и 1,8 для поверх-
ностного упрочнения;
20
Zn = ПРИ ’ (4.2, а)
но не менее 0,75.
Обычно при NK > NH llln, что имеет место при длительно работаю-
щей передаче, т.е. в течение не менее 36 000 ч, принимают Z,N =1.
Расчетное число циклов напряжений NK при постоянном режиме
нагрузки определяют по формулам
NK= 573со(л) или NK=60nLh. (4.3)
где <о(л) — угловая скорость (частота вращения) того из колес, по
материалу которого определяют допускаемые напряжения; Lk — ресурс
передачи (продолжительность работы передачи за расчетный срок
службы), ч:
Lh = LTMCtc, (4.4)
где LT — срок службы передачи, лет; Д — число рабочих дней в году;
С — число смен; tc — продолжительность смены, ч.
В качестве допускаемого контактного напряжения для косозубых и
шевронных передач, учитывая большую разность средних твердостей
активных поверхностей зубьев колес, принимают меньшее из двух,
полученных по зависимостям:
для цилиндрических зубчатых колес (индекс "1" относится к шестер-
не, "2" — к колесу)
°нр = (Онр1 + СНР2)’ (4 5)
qhp~ 1,23 сИР2;
для конических колес с круговыми зубьями
анр = 0’45 (Одл + внР2 )> {А z,
(4.6)
ая/»_ 1Д5 оЯР2.
Во всех остальных случаях за допускаемое контактное напряжение
принимают меньшее из допускаемых напряжений и аНР2-
Допускаемое напряжение изгиба при расчете на прочность
aFP ~ (°F Htn b / •Sfnun ) Kt ’ (4.7)
где — предел выносливости зубьев при изгибе, соответствующий
базовому числу циклов напряжений и определяемый экспериментально
на основе кривых усталости (рекомендации по выбору aftijnh приведены
в табл. 4.2); 5,fniin — минимальный коэффициент запаса прочности (для
зубчатых колес, изготовленных из поковок, принимают равным 1,75, из
131
Таблица 4.2. Значения пределов контактной оЯИт и изгибной aylim выносливости зубьев
Способ термической или химико-термической обработки зубьев Средняя твердость поверхностей зубьев Сталь °//l,nr МПа tfflun’ МПа
Отжиг, нормализация, улучшение Менее 350НВ Углеродистые и легиро- ванные стали (например, 2НВ + 70 1,8 НВ
Объемная и поверхностная закалка 38 ... 50HRC3 45, 40Х, 50ХН, 35ХМ) 17HRC3 + 200 650
Цементация и нитро- цементация Более 56HRC3 Легированные стали (на- пример, 20ХН2М, 25ХГТ) 23НЯСЭ 820
Азотирование 550 ... 750HV Легированные стали (на- пример, 40ХН2МА) 1050 300 + 1,2HRC3 (сердцевины зуба)
литых заготовок — 2,3); Уа — коэффициент, учитывающий влияние
двустороннего приложения нагрузки, принимаемый равным 1 при
одностороннем приложении нагрузки и 0,7 ... 0,8 — при двустороннем
приложении нагрузки (большее значение при твердости рабочих
поверхностей зубьев выше 350 НВ).
Коэффициент долговечности YN при твердости менее 350 НВ (для
зубчатых колес с однородной структурой материала, включая закален-
ные при нагреве ТВЧ со сквозной закалкой, и зубчатых колес со
шлифованной переходной поверхностью, независимо от твердости и
термообработки их зубьев)
(4.8)
При твердости более 350 НВ (для зубчатых колес азотированных, а также
цементованных и нитроцементованных с нешлифованной переходной
поверхностью)
1< Nn,,J NK< 2,5, (4.8,0)
где NF lun — базовое число циклов напряжений (JVf]inI = 4* 106); NK —
число циклов напряжений в соответствии с заданным сроком службы.
Число циклов NK при постоянном режиме определяют по формуле (4.3).
При длительно работающей передаче (с ресурсом Lh > 36000 ч) = I.
4.3. Коэффициенты нагрузки. Точность зубчатых передач
Силы, возникающие в зацеплении колес, вызывают деформацию не
только зубьев, но и валов и опор, что приводит к неравномерному
распределению нагрузки вдоль контактной линии зубьев, а также к
дополнительным динамическим нагрузкам. Такое же влияние оказывают
неизбежные погрешности изготовления и монтажа деталей передачи. Для
учета влияния указанных факторов при расчетах номинальную нагрузку
умножают на коэффициент нагрузки К, который, в свою очередь,
определяется произведением трех коэффициентов: К ~ Kv.
Указанным коэффициентам приписывают индекс Н при расчете на
контактную прочность и индекс F при расчете на прочность при изгибе.
Коэффициент Ка учитывает неравномерность распределения нагрузки
между зубьями.
При расчете на контактную прочность для прямозубых передач
принимают КНа ~ 1; для косозубых и шевронных передач КНа выбирают
по графику (рис. 4.1) в зависимости от степени точности по нормам
плавности ГОСТ 1643-81 и окружной скорости v передачи.
При расчете на прочность при изгибе для прямозубых передач грубее
7-й степени точности принимают KFa = 1; для косозубых и шевронных
передач значения KFa приведены ниже:
133
Степень точности .................... 6 7 8 9
................................. 0,72 0,81 0,91 1,00
Коэффициент учитывает неравномерность распределения
нагрузки по длине контактных линий, связанную с деформацией валов
и самих зубьев колес. Различают значение коэффициента А^0 в
начальный период работы передачи (до приработки зубьев) и значение
* V — после приработки. Если твердость колеса НВ2 < 350, то
передача прирабатывается, если HRCa2 > 40, то она считается неприра-
батывающейся.
При расчете на контактную прочность и твердости колеса, меньшей
или равной 350 НВ, для цилиндрических передач и конических передач
с прямыми зубьями
К^\&- (4.9)
для конических передач с круговыми зубьями
(410)
где К — коэффициент режима: Кр = 1 при постоянной нагрузке,
Хр — 0,75 — при умеренных колебаниях и = 0,5 — при значительных
колебаниях нагрузки.
При расчете на контактную прочность и твердости колеса, большей
или равной 40 HRC3 для цилиндрических передач и конических передач
с прямыми зубьями
= <4Л1)
для конических передач с круговыми зубьями
Значения коэффициентов
находят по табл. 4.3 в зависимости от
расположения передачи (рис. 4.2) и
твердости колеса.
Рис. 4.1. График для определения коэф-
фициента KIki для косозубых, шевронных
передач и конических передач с круговыми
зубьями (на линиях цифрами указаны
степени точности)
134
Рис. 4.2. Схемы для определения коэффициента КД
При расчете на прочность при изгибе и твердости колеса, меньшей
или равной 350НВ, для цилиндрических передач и конических передач
с прямыми зубьями принимают
+ (4.13)
для конических передач с круговыми зубьями
Кп = ’J КД (1 - «у + Кр > 1,08. (4.14)
При расчете на прочность при изгибе и твердости колеса, большей
или равной 40 HRC3, для цилиндрических передач и конических передач
с прямыми зубьями принимают
, (4.15)
для конических передач с круговыми зубьями
% 1,15. (4.16)
Значения коэффициентов выбирают по табл. 4.4 в зависимости
от расположения передачи (см. рис. 4.2) и твердости колеса.
Коэффициент Kv учитывает динамическую нагрузку, возникающую в
зацеплении. Для всех видов зубчатых передач коэффициент Kv
определяют в зависимости от окружной скорости v (для конических
передач — скорости v на среднем диаметре rf), степени точности и
твердости рабочих поверхностей зубьев.
При изготовлении зубчатых передач возникают погрешности не только
линейных размеров, но и геометрической формы, а также погрешности
относительного положения осей, поверхностей или конструктивных
элементов деталей, которые влияют на качество передачи.
Точность изготовления зубчатых передач регламентируется стандар-
тами, которые предусматривают 10 степеней точности. Степень точности
выбирают в зависимости от назначения передачи, условий ее работы и
возможности производства. Силовые закрытые зубчатые передачи
выполняют со степенью точности не грубее, приведенной в табл. 4.5 в
зависимости от окружной скорости V.
135
Таблица 4.3. Значения коэффициента Х„°.
«Р
Твердость по- верхностей зубьев Схема передачи по рис. 4.2
1 2 3 4 5 6 7 8
0,2 <350НВ 1,7 1,4 1,3 1,18 1,08 1,05 1,05 1,05
>350НВ 1,35 1,2 1,15 1,09 1,05 1,05 1,05 1,05
0,4 <350НВ 2,4 1,9 1,6 1,36 1,2 1,12 1,08 1,05
>350НВ 1,7 1,45 1,3 1,18 1,1 1,06 1,05 1,05
0,6 <35НВ 3,1 2,4 2,0 1,6 1,34 1,24 1,14 1,06
>350НВ 2,05 1,7 1,5 1,3 1,17 1,12 1,07 1,05
0,8 <350НВ 4,0 з,о 2,4 1,86 1,54 1,4 1,26 1,1
>350НВ 2,5 2,0 1,7 1,43 1,27 1,2 1,13 1,05
1,0 <350НВ 1 3,6 2,8 2,12 1,8 1,6 1,4 1,2
>350НВ — 2,3 1,9 1,56 1,4 1,3 1,2 1,1
1,2 <350НВ — — 3,2 2,44 2,08 1,8 1,6 1,3
>350НВ ~ - — 2,1 1,72 1,54 1,4 1,3 1,15
1,4 ^350НВ — 1 —— — 2,8 2,4 2,0 1,8 1,42
>350НВ — — — 1,9 1,7 1,52 1,4 1,21
1,6 <350НВ — — — — 2,8 2,4 2,0 1,6
>350НВ — — — — 1,9 1,7 1,5 1,3
Примечание. Для цилиндрических передач \\ibd = (и + 1)/2; для конических
передач = 0,166 у/ u2 + 1, {см. формулы (4.18) и (4.36)].
Коэффициент динамичности Кни при расчете на контактную
прочность принимают по табл. 4.6, а коэффициент динамичности К^о
при расчете на прочность при изгибе — по табл. 4.7 (в таблицах в
числителе коэффициент для прямозубых колес, в знаменателе — для
косозубых).
4.4. Расчет цилиндрических зубчатых передач
Исходными данными для проектирования редукторов с цилинд-
рическими зубчатыми колесами являются момент на тихоходном валу
Тг, угловые скорости быстроходного coj и тихоходного о)2 валов или
значения величин, по которым можно определить Т2, и <о2 (см. § 2.2).
Кроме того, задаются законы изменения нагрузки, реверсивность и срок
службы (ресурс).
Проектирование закрытой зубчатой цилиндрической передачи со
стальными колесами выполняют в такой последовательности.
1. Определяют межосевое расстояние aw (мм) из условия сопротивле-
ния контактной выносливости рабочих поверхностей зубьев по формуле
з / 103 Т, К и.
awiKa(U+l)V -----4я—, (4.17)
1 и Яир
136
Таблица'4.4. Значение коэффициента к£а
О
Ум Твердость по- верхностей зубьев Схема передачи по рис. 4.2
1 2 3 4 5 6 7 8
0,2 <350НВ 1,53 1,31 1,23 1,15 1,07 1,04 1,04 1,04
>350НВ 1,25 1,16 1,12 1,08 1,04 1,04 1,04 1,04
0,4 <350НВ 2,01 1,67 1,46 1,27 1,16 1,09 1,06 1,04
>350НВ 1,53 1,34 1,23 1,13 1,08 1,05 1,04 1,04
0,6 <350НВ 2,47 2,01 1,74 1,46 1,26 1,16 1,08 1,06
>350НВ 1,75 1,53 1,38 1,23 1,14 1,08 1,06 1,04
0,8 <350НВ 3,03 2,41 2,01 1,62 1,41 1,31 1,21 1,08
>350НВ 2,08 1,74 1,53 1,32 1,21 1,16 1,08 1,04
1,0 <350НВ — 2,8 2,28 1,82 1,6 1,46 1,31 1,16
>350НВ — 1,95 1,67 1,42 1,31 1,23 1,16 1,08
1,2 <350НВ — — 2,54 2,04 1,8 1,6 1,46 1,23
>350НВ — — 1,81 1,53 1,42 1,31 1,23 1,11
1,4 <350НВ — — — 2,28 2,01 1,74 1,60 1,31
>350НВ — — — 1,67 1,53 1,4 1,31 1,16
1,6 <350НВ — — — — 2,23 2,01 1,74 1,46
>350НВ — — — — 1,67 1,53 1,38 1,23
Примечание. Значение параметра wbd приведено в табл. 4.3.
где Ка — вспомогательный коэффициент (для прямозубых передач Ка =
49,5, для косозубых и шевронных Ка = 43); Т2 — номинальный враща-
ющий момент на колесе в Н • м; — коэффициент, учитывающий
неравномерность распределения нагрузки по длине контактной линии,
принимают в зависимости от твердости рабочих поверхностей зубьев,
расположения опор и коэффициента \\>bd (см. табл. 4.3); и — передаточ-
ное число; \уЬа — коэффициент ширины венца зубчатого колеса относи-
тельно межосевого расстояния: уЬа = b/а (назначают по табл. 4.8 в
зависимости от твердости рабочих поверхностей и расположения колес
относительно опор); <зИр — допускаемое контактное напряжение, МПа;
знак "+" ставится при расчете внешнего, " — внутреннего зацеплений;
103 — численный коэффициент согласования размерности.
Таблица 4.5. Рекомендуемые степени точности передач
Вид передачи Окружная скорость v , м/с
<5 5...8 8.. .12,5 >12,5
Цилиндрическая:
прямозубая 9 8 7 6
косозубая 9 9 8 7
Коническая:
прямозубая 8 7 — —
с круговыми зубьями 9 9 8 7
137
Таблица 4.6. Значения коэффициента (в числителе — для прямозубых
колес, в знаменателе — для косозубых)
Степень точности Твердость поверхностей зубьев V, м/с
1 2 4 6 8 10
6 <350 НВ 1,03 1,06 1,12 1,17 1,23 1,28
1,01 1,02 1,03 1,04 1,06 1,07
>350 НВ 1,02 1,04 1,07 1,1 1,15 1,18
1,00 1,00 1,02 1,02 1,03 1,04
7 <350 НВ 1,04 1,07 1,14 1,21 1,20 1,36
1,02 1,03 1,05 1,06 1,07 1,08
>350 НВ 1,03 1,05 1,09 1,14 1,19 1,24
1,00 1,01 1,02 1,03 1,03 1,04
8 <350 НВ 1,04 1,08 1,16 1,24 1,32 1,4
1,01 1,02 1,04 1,06 1,07 1,08
>350 НВ 1,03 1,06 1,1 1,16 1,22 1,26
1,01 1,01 1,02 1,03 1,04 1,05
9 <350 НВ 1,05 1,1 1,2 1,3 1,4 1,5
1,01 1,03 1,05 1,07 1,09 1,12
>350 НВ 1,04 1,07 1,13 1,2 1,26 1,32
1,01 1,01 1,02 1,03 1,04 1,05
Таблица 4.7. Значения коэффициента (в числителе — для прямозубых
колес, в знаменателе — для косозубых)
Степень точности Твердость поверхностей зубьев V, м/с
1 2 4 6 8 10
6 <350 НВ 1,06 1,13 1,26 1,40 1,58 1,67
1',02 L05 Гдо М5 1,20 Г25
>350 НВ 1,02 1,04 1,08 1,Н 1,14 1,17
1,01 1,02 1,03 1,04 1,06 1,07
7 <350 НВ 1,08 1,16 1,33 1,50 1,67 1,80
1,03 1,06 1,Н 1,16 1,22 1,27
>350 НВ 1,03 1,05 1,09 1,13 1,17 1,22
1,01 1,02 1,03 1,05 1,07 1,08
8 <350 НВ 1,10 1,20 1,38 1,58 1,78 1,96
1,03 1,06 1/11 1,17 1,23 1,29
>350 НВ 1,04 1,06 1,12 1,16 1,21 1,26
1,01 1,02 1,03 1,05 1,07 1,08
9 <350 НВ 1,13 1,28 1,50 1,77 1,98 2,25
1,04 1,07 1,14 1,21 1,28 1,35
>350 НВ 1,04 1,07 1,14 1,21 1,27 1,34
1,01 1,02 1,04 1,06 1,08 1,09
138
Таблица 4.8. Рекомендуемые значения ц/Дв
Расположение зубчатых колес относительно опор (см рис 4.2) Твердость зубьев Ъа
Симметричное (схемы 7, 8) Любая 0,315; 0,4; 0,5
Несимметричное (схемы 3, 4, 5, 6) < 350 НВ 0,315; 0,4
> 40 HRC3 0,25; 0,315
Консольное (схемы /, 2) < 350 НВ 0,25
> 40 HRC3 0,2
Для шевронных передач Любая 0,4 .. 0,63
Для передач внутреннего зацепления « 0,2 + 1 1 1 и - 1J
При выборе коэффициента уЬа надо учитывать, что с его увеличе-
нием уменьшаются габаритные размеры и масса передачи, но вместе с
тем и жесткость конструкции.
Коэффициент \ум ширины венца зубчатого колеса относительно
диаметра связан с коэффициентом зависимостью:
4>ы= 0,5 ± 1), (4.18)
где знак "+" — для внешнего зацепления, " — для внутреннего.
Допускаемые контактные напряжения <знр определяют по реко-
мендациям, приведенным в § 4.2. Передаточное число и = z2/zx на данной
стадии расчета принимают равным передаточному отношению со1/а>2
(поскольку числа зубьев еще не известны). Для цилиндрических зубчатых
редукторов общего назначения номинальное передаточное число должно
соответствовать одному из значений, приведенных в табл. 4.9.
Таблица 4.9. Стандартные значения передаточных чисел и закрытых зубчатых передач
1-й ряд 1,0 1,25 1,6 2,0 2,5 3,15 4,0 5,0 6,3 8,0 10,0
2-й ряд — 1,4 1,8 2,24 2,8 3,55 4,5 5,6 7,1 9,0 —
Примечание. 1-й ряд следует предпочитать 2-му, фактические значения,
передаточных чисел иф не должны отличаться от номинальных более чем на
2,5 % при и < 4,5 и на 4 % при и > 4,5.
Полученное по формуле (4.17) значение межосевого расстояния
округляют до ближайшего большего, указанного в табл. 4.10.
Таблица 4.10. Стандартные значения межосевых расстояний закрытых
зубчатых передач. Размеры в мм
1-й ряд ... .. 40 50 63 80 100 125 160 200 250 315 400 500
2-й ряд... .... — — 71 90 112 140 180 224 280 355 450 560
Примечание. 1-й ряд следует предпочитать 2-му.
139
2. Определяют ширину венца зубчатого колеса
Й2 = Ч^«»- (* 4 19>
Для компенсации неточностей установки колес в осевом направлении
ширину венца шестерни Ьх принимают на 3...5 мм больше ширины
колеса, т е.
6] = Ь2 + (3 ... 5). (4.19, а)
Значения и Z>2 округляют до стандартных (см. табл. П 4).
3. Определяют значение модуля для колес из твердых сталей с
поверхностным упрочнением из условия сопротивления изгибной
усталости по формуле
где JT — вспомогательный коэффициент (для прямозубых колес
Кт — 6,6; для косозубых Кт = 5,8).
Для колес из нормализованных и улучшенных сталей с целью
повышения КПД передачи и снижения трудоемкости нарезания модуль
зубьев выбирают возможно меньшим, а число зубьев соответственно
большим.
Полученное значение модуля тп округляют до ближайшего стандарт-
ного, приведеннного в табл. 4.11:
Таблица 4,11. Стандартные значения модуля для цилиндрических зубчатых передач. Размеры в мм
1-й ряд 2-й ряд 0,5 0,55 0,6 0,7 0,8 0,9 1,0 1,125 1,25 1,375 1,5 1,75 2,0 2,25 2,5 2,75
1-й ряд 3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0
2-й ряд 3,5 4,5 5,5 7,0 9,0 11,0 14,0 18,0
Примечание. 1-й ряд следует предпочитать 2-му.
Заметим, что для силовых передач значение модуля менее 1,5 мм
применять не рекомендуется.
4. Определяют суммарное число зубьев и угол р наклона зуба для
косозубых и шевронных колес.
Для прямозубых передач
^==2aw/,n- (4-21)
Число z% должно быть целым и обеспечивать стандартное значение
межосевого расстояния aw = т (xt + Z^)/!. Это условие можно соблюсти,
изменяя значение модуля. Поясним это на примере.
140
Для редуктора с цилиндрическими прямозубыми колесами при и = 4 из
расчета на контактную прочность получено aw = 120 мм. Принимаем = 125 мм.
При расчете модуля по формуле (4.20) получаем т ~ 2,68. Принимаем
т = 2,75. По формуле (4.21) находим
^ = _^=4тг=90’9-
т 2,75
Принимаем другое стандартное значение модуля т == 2,5, тогда
т 2,5
По формуле (4.24) / (w + 1) = 100/5 = 20
По формуле (4.25) z2 = z^ — Z] = 100 — 20 = 80.
Проверяем значение межосевого расстояния
Zj + z2 _ 20 + 80
а = m —— = 2,5 -----------125 мм.
w 2 2
Проверяем фактическое передаточное число
<2 - 80 -4
Z1 20
Как видно из примера, путем изменения модуля получилось целым
числом, Zi > 17 и остальные параметры передачи (aw и «ф) остались
стандартными.
Однако следует отметить, что варьирование значениями модуля
ограничено и не всегда приводит к желаемым результатам. Тогда в
условиях учебных проектов допускается выбирать нестандартные зна-
чения межосевого расстояния, а в условиях производства нарезают зубья
со смещением.
Для косозубых и шевронных передач
Zz = (2 aw/m) cos р‘, (4.22)
зуба. Предварительно принимают для
(cos 12° = 0,9781), для шевронных
иф~
где (У — угол наклона линии
косозубых передач р’ ~ 12°
р’ == 30° (cos 30° = 0, 8660).
Полученное значение zL округляют в меньщую сторону до целого
числа и определяют действительное значение угла Р по формуле;
cos р = zz mn/(2aw). (4.23)
Точность вычислений 0,0001.
Значение угла р должно быть в рекомендуемом диапазоне: для ко-
созубых передач — 8... 18°, для шевронных — 25...40°.
Заметим, что определение угла наклона линии зубьев по формуле
(4.23) обеспечивает получение стандартного значения aw без изменения
суммарного числа зубьев и модуля.
141
Число зубьев шестерни
^=ZZ/(W+1) (4.24)
не должно быть менее zmin, исключающего подрезание ножки зуба
(нарезание зубьев со смещением). Для прямозубых колес zmin = 17, для
косозубых и шевронных колес = 17 cos3 р.
Число зубьев колеса
•min
(4.25)
*2 = h - *1
5. Определяют делительные диаметры колес:
для косозубых и шевронных колес d - тп z/cos р;
для прямозубых колес d - т Z-
Точность определения значений делительных диаметров не менее
0,001 мм. Следует убедиться в том, что
0,5 (Jj + J2) = aw.
Диаметры вершин зубьев da и впадин d? зубчатых колес передачи,
выполненной без смещения, определяют по формулам:
da — d + 2т,
df = d — 2,5т.
6. Вычисляют окружную скорость (м/с) в зацеплении
_ со d
V ~ 2 ’ 1000
и назначают степень точности передачи. Для редукторов
назначения степень точности принимают по данным табл. 4.5.
7. Определяют силы, действующие в зацеплении (рис. 4.3):
окружная сила Fa = Fa = Ft= 2Т2 /d2,
радиальная сила Frl = Fr2 ~ Ft tga/cosp; (4.29)
осевая сила Fa{ = Fa2 = Ft tgp.
У передач, выполненных без смещения, угол зацепления a = aw = 20°,
т.е. tg aw = 0,364. У прямозубой передачи силы, действующие в зацеплении
определяют по тем же формулам (4.29), но при этом принимают Р — 0°.
8. Выполняют проверочный расчет передачи на контактную проч-
ность рабочих поверхностей зубьев. Определяют расчетное контактное
напряжение
(4.26)
(4.27)
(4.27 а)
(4.28)
общего
Z 7-103^(и+ I)3
V 7 2 ~ °HP >
где значение коэффициента Za = 310 — для прямозубых передач и
ZCT = 270 — для косозубых и шевронных передач; Кн — коэффициент
нагрузки (см. § 4.3).
(4.30)
142
Находят расчетное напряжение из условия обеспечения выносли-
вости зубьев при изгибе
_ KFYF2Y^u+l)
а/г2 г „ - aFP2 ’
(4-31)
bi тп а» и
здесь значение коэффициента KF принимают по рекомендациям § 4.3;
У^ -- коэффициент формы зуба, выбирают по табл. 4.12 в зависимости
от числа зубьев z для прямозубых колес и эквивалентного числа зубьев
zv для косозубых и шевронных зубчатых колес:
zv = z /cos3 р
(4-32)
из приведенных ниже значений:
Таблица 4.12. Значения коэффициента формы зуба YP
z или zv . .... ....... 17 20 25 30 40 50 60 80
Yf 4,28 4,09 3,90 3,80 3,70 3,66 3,62 3,60
К — коэффициент наклона линии зуба; для прямозубых колес
Ур = 1, для косозубых и шевронных
Г3 = 1 ~ р / 140°, (4.33)
где р — угол наклона линии зуба.
Допускаемое напряжение aFn определяют по формуле (4.7).
Проверку зубьев шестерни на прочность при изгибе выполняют по
условию
aF2 /л члч
afl = ~—-------<<^1- (4.34)
rF2
Значения Уп и aFPl определяют ана-
логично нахождению этих параметров для
колеса.
9. Окончательно выбирают марку
стали, из которой должны быть изготов-
лены колеса передачи. Для этого выпол-
няют эскизы заготовок зубчатых колес,
определяют с помощью табл. 4.1 харак-
терные размеры D и s и по той же табли-
це уточняют марку стали, для которой
обеспечиваются требуемые механические
характеристики при термической обра-
ботке заготовок зубчатых колес проекти-
Рис. 4.3. Силы, действующие в зацеплении
цилиндрических косозубых передач
143
руемой передачи. Некоторое завышение механических характеристик
принимаемого материала допустимо.
Особенности расчета открытых цилиндрических передач. Открытые
цилиндрические передачи выполняют только прямозубыми и применяют
при окружных скоростях v < 2 м/с. Для изготовления зубчатых колес
открытых передач наряду со сталью различных марок и различной
термической обработки широкое распространение получил чугун. Он
хорошо противостоит усталостному выкрашиванию и заеданию в
условиях малой подачи смазочного материала. Чугун не дорог и обла-
дает литейными свойствами, хорошо обрабатывается, однако харак-
теризуется пониженным сопротивлением изгибу.
Расчет открытой передачи принято вести аналогично расчету закры-
той. Из условия обеспечения контактной выносливости рабочих
поверхностей зубьев по формуле (4.17) находят межосевое расстояние.
В процессе работы открытые передачи интенсивно изнашиваются,
что определяет особенности их расчета.
Отрытые передачи конструируют узкими с коэффициентом ширины
\цЬа ~ 0,1...0,2, при этом ширина колеса — не более 10 модулей. Коэффи-
циенты долговечности ZN ~ YN ~ 1 во всех случаях, коэффициенты
распределения нагрузки КНа и динамичности Kf{u также равны единице.
Износ открытых передач обычно допускается до 25 % первона-
чальной толщины зубьев, считая по делительной окружности. Это,
примерно, соответствует заострению зубьев. Прочность на изгиб при
этом уменьшается в 2 раза. Поэтому допускаемое напряжение,
определенное по формуле (4.7), также уменьшают в 2 раза. Модуль
определяют по формуле (4.20). Степень точности по нормам контакта —
9 или 10 поГОСТ 1643-81.
Результаты расчетов передачи обобщаются в виде табл. 11.3.
4.5. Расчет конических зубчатых передач
Конические зубчатые передачи выходят из строя по тем же причинам,
что и цилиндрические. Поэтому их расчет выполняют по формулам,
аналогичным цилиндрическим, записанным в параметрах эквивалентных
цилиндрических передач с учетом 15 % снижения передаваемой нагрузки
по сравнению с эквивалентными цилиндрическими.
Передачи с коническими прямозубыми колесами применяют при
окружной скорости v < 2 м/с. При более высоких скоростях целе-
сообразно применять колеса с круговыми зубьями, как обеспечиваю-
щие более плавное зацепление, большую несущую способность (в 1,45
раза больше, чем прямозубые тех же размеров). Кроме того, они менее
чувствительны к нарушению точности взаимного расположения колес.
Основные параметры конических передач определяют с введением
корректирующего коэффициента v, значение которого зависит от вида
колес (прямозубые или с круговыми зубьями) и вида напряжений {вн, сгД
144
Проектный расчет закрытой конической передачи с прямыми и
круговыми зубьями при = 35° (cos = cos 35° - 0,819) ведут в такой
последовательности.
1. Определяют внешний делительный диаметр (мм) колеса
3 Т,-103Кт“
°HPVH
(4.35)
где Kd = 165 — вспомогательный коэффициент; Т2 — номинальный
вращающий момент на валу колеса, Н • м; Кн^ — коэффициент, учиты-
вающий неравномерность распределения нагрузки по ширине зубчатого
колеса, определяют в зависимости от твердости и вида зубьев по
формулам (4.9) — (4.12); и — передаточное число, которое должно
соответствовать одному из значений, приведенных в табл. 4.9; снр —
допускаемое контактное напряжение, определяемое по формуле (4.1) и
рекомендациям § 4.2; vff — коэффициент вида зубьев: для передач с
прямыми зубьями vH ~ 0,85, для передач с круговыми зубьями прини-
мают по табл. 4.14.
Таблица 4.13. Основные параметры конических зубчатых передач
(по ГОСТ 12289-76)
Внешний делительный Ширина венцов зубчатых колес , мм, для номинальных передаточных чисел
диаметр ко- леса de2, мм 1,6 (1,8) 2,0 (2,24) 2,5 (2,8) 3,15 (3,55) 4,0 (4,5) 5,0
63 10,5 10 10 —- — —. — —-* —
(71) 12 11,5 11,5 — — — — —
• 80 13 13 13 12 12 — — — — — —
(90) 15 15 14 14 14 — — — — — —
100 17 16 16 16 15 15 15 — — — —
(Н2) 19 18 18 17 17 17 17 — — — —-
125 21 20 20 19 19 19 19 19 18 — —
(140) 24 22 22 22 21 21 21 21 21 20 20
160 28 26 25 25 25 24 24 24 24 24 24
(180) 30 30 28 28 28 28 26 26 26 26 26
200 34 32 32 32 30 30 30 30 30 30 30
(225) 38 36 36 36 34 34 34 34 32 32 32
250 42 40 40 40 38 38 38 38 36 36 36
(280) 48 45 45 45 42 42 42 42 42 40 40
315 52 52 50 50 48 48 48 48 45 45 45
355 60 60 55 55 55 55 55 52 52 52 52
400 70 65 63 63 60 60 60 60 60 60 60
450 75 75 70 70 70 70 65 65 65 65 65
500 85 80 80 80 75 75 75 75 75 75 75
П р и м е ч а н и я. 1. 3 начения de2 , указанные без скобок, предпочтительнее
значений, указанных в скобках; 2. ГОСТ 12289—76 предусматривает de2 до
1600 мм
145
Таблица 4.14. Формулы для определения коэффициентов vH, vF, С
Расчетные величины - - - - -- -- - .. . Способ упрочнения зубьев
У1 + У2 TB4t + У2 31 + У2 Ц1 + у2 TB4j + ТВЧ2 3j + 32 И1 +ц2
VH 1,22 + 0,21м 1,13 + 0,13м 0,81 + 0,15м
vf 0,94 + 0,08м 0,85 + 0,043м 0,65 + 0,11м
С 18,0 14,0 11,2
Принятые обозначения: У — улучшение; 3 — закалка объемная; ТВЧ — закалка
поверхностная при нагреве ТВЧ; Ц — цементация; индексы 1 и 2 указывают
на то, что способ упрочнения относится к шестерне и колесу соответственно.
Полученное значение внешнего делительного диаметра колеса de2
следует округлить до ближайшего стандартного значения (см. табл. 4.13).
По этой же таблице назначают ширину Ь2 венца колеса. Ширина венца
шестерни Ь{ = Ь2 при одинаковой твердости рабочих поверхностей зубьев
и = Ь2 + (2...4) мм — при разной твердости.
Если проектируемая передача не стандартна, то значение de2
определенное по формуле (4.35), оставляют без изменения, а ширину
зубчатого венца определяют по формуле
bi = Чм di = °’857 Чм 4>2 / М’ (436)
где ybd = 0,166 "V и* 2 + 1.
2. Число зубьев колеса вычисляют по эмпирической формуле
Z2= C^T~4dJ2, (4.37)
где С — коэффициент, определяемый по табл. 4.14.
Число зубьев шестерни
*1 = Z2/u .
После вычисления число зубьев округляют в ближайшую сторону до
целого числа.
Фактическое передаточное число 1/ф = z2/z{- Отклонение от заданного
передаточного числа не должно быть больше 4%, т.е.
(м. - и) 100 %
Ди = ----L------< 4 %.
и
Значение иф вычисляют с точностью не ниже 0,0001, так как оно
определяет углы 6 при вершинах начальных конусов, которые должны
быть вычислены с точностью не ниже 10".
146
3. Определяют внешний окружной модуль для колес:
с прямыми зубьями W = d. / z, ,
й л (4-38)
с круговыми зубьями mle= del / z2.
Точность вычислении модуля — до третьего знака после запятой.
Принимать внешний окружной модуль для силовых передач меньшим
1,5 мм нежелательно.
Можно определить внешний окружной модуль зубьев те или /п/еиз
условия прочности при изгибе:
14-103 Т, KFP.
т (т,) >---------—
^е2 ^2 °FP2 VF
(4.39)
где KFp — коэффициент, учитывающий неравномерность распределения
нагрузки по длине контактной линии (см. табл. 4.4); vF — коэффициент
вида зубьев, для прямых зубьев vF =0,85, для круговых зубьев vF
принимают по табл. 4.14; <5FP2 — допускаемое напряжение при изгибе,
определяемое по формуле (4.7).
Затем находят числа зубьев z2 и используя формулы (4.38),
уточняют передаточное число и модуль передачи при стандартном значе-
нии диаметра de2.
4. Определяют основные геометрические параметры передачи (рис. 4.4).
Углы делительных конусов:
колеса 32 = arctg и,
шестерни 8] = 90° — 82; (4.40)
конусное расстояние:
внешнее R, = 0,5 т. J z,2 + Z2 ,
(4.41)
среднее R — Re — 0,5 ft;
внешний делительный диа-
метр шестерни:
del = mte *1 ’ (4-42)
внешние диаметры вершин
зубьев шестерни и колеса:
для прямозубых передач
г/ . = йС + 2 nt cosS,,
И Я 4.Э Я (443)
= de2 + 2 т. cosS2’
Рис. 4.4. Основные геометрические
параметры конической передачи
147
(4.43, а)
(4.44)
для передач с круговыми зубьями
dae\=de{ + 1 -64 т,е COS51’
dael = dA+ 1,64 mteCOSb2-,
средние делительные диаметры:
шестерни = dei (1 — 0,5/^),
колеса d2 = de2 (1 — 0,5/^),
где КЬе = b/Re = 0,25...0,3 — коэффициент ширины зубчатого венца.
5. Определяют силы, действующие в зацеплении зубчатых колес (рис.
4.5).
Окружная сила на среднем диаметре
^ = 27^/^. (4.45)
Осевая сила на шестерне, равная радиальной силе на колесе:
для передач с прямыми зубьями (а = 20° )
Fa\ = Fa = fa а sin 5i > (4-46)
для передач с круговыми зубьями правого направления зубьев
шестерни и ее вращения по ходу часовой стрелки
Fa\ = Fr2 = Fa (°’44 sin 5! + °’7 cos 51)- (4-46,
Радиальная сила на шестерне, равная осевой силе на колесе:
для передач с прямыми зубьями
Frl = Fa2 = Ftl COS51 >
для передач с круговыми зубьями
Frl = Fa2 = Ftl (0,440058] — O^sinS]).
6. Определяют среднюю окружную скорость колес
и = ®]J] /(2-1000),
где v — в м/с, со ] — в рад/с, d^ — в мм.
Назначают степень точности передачи (см. табл. 4.6).
(4.47)
(4.47, a)
(4.48)
Рис. 4.5. Силы, действующие в конической
передаче с круговыми зубьями
148
7. Выполняют проверочный расчет передачи на контактную вынос-
ливость по условию
1900
103 Т\Кни
____Z п
d\v„
ez n
< cffp.
(4.49)
Значение коэффициента Кн определяют по рекомендациям § 4.3.
Невыполнение условия (4.49) указывает на неправильный выбор
материала и твердости зубьев колес. Чтобы окончательно назначить
материал и термическую обработку, выполняют эскиз заготовок зубчатых
колес и проверяют значения характерных размеров по рисункам к табл. 4.1:
диаметр заготовки шестерни
Z) = daeX + 6 мм,
размер сечения заготовки колеса
5 = 6 т1е.
Если размеры заготовки на стадии проектного расчета были приня-
ты иными, то подбирают марку стали с другими характеристиками.
8. Выполняют проверочный расчет на выносливость при изгибе
зубьев колеса
2330 Т>
= '..и L (4’50)
Ч>2 mte VF
В формулах (4.49) и (4.50) Тг в Н • м; deV b, mte — в мм; оя и csF — в
МПа. Значение коэффициента ^.приведено в § 4.3.
При этом для прямозубых конических колес степень точности прини-
мают на единицу меньше ее фактического значения. Коэффициент
находят для прямозубого колеса по эквивалентному числу зубьев (см.
табл. 4.12):
Z и2 = г2 / cos52 : (4.51)
для колеса с круговыми зубьями по биэквивалентному числу зубьев
Z vn2 = г2 / (0,55cos52). (4.52)
Корректирующий коэффициент для колеса с прямыми зубьями
vf = 0,85, для колеса с круговыми зубьями принимают по табл. 4.14.
Допускаемое напряжение определяют по формуле (4.7).
Напряжение при изгибе зубьев шестерни
° Л = aF2. Ifl I ^Fl - (4-53)
Значения Yn и of/J{ находят аналогично определению этих парамет-
ров для колеса.
9. Результаты расчетов передачи обобщают в виде табл. 11.5.
149
4.6. Расчет цилиндрических зубчатых передач Новикова
В основе расчета на прочность передач Новикова лежат те же
критерии работоспособности, что и для передач с эвольвентным
профилем. Учитывая, что в зацеплении Новикова кривизны поверхностей
зубьев значительно больше, чем в эвольвентных зацеплениях и площадка
контакта соизмерима с рабочей поверхностью зубьев, в расчетные
формулы вводят корректирующие коэффициенты, учитывающие форму
сечения зубьев, форму площадки контакта и место ее расположения на
поверхности зубьев, наклон зубьев, передаточное число и др. После-
довательность расчета, выбор материалов, допускаемых напряжений и
ряд других параметров и коэффициентов в целом ведут подобно расчетам
цилиндрических косозубых передач с эвольвентным зацеплением.
1. Определяют межосевое расстояние (мм) из условия сопро-
тивления контактной выносливости рабочих поверхностей зубьев
3
IO3 T2 у К„ (и + 1) z,
(4.54)
ц и1 анр cos р
где Ка = 18,4 — вспомогательный коэффициент; и = z2 /Z\ — передаточное
число, принимают равным передаточному отношению / = /со2; значение
и должно соответствовать стандартному (см. табл. 4.9); Т2 — номиналь-
ный вращающий момент на колесе, Н • м; Кн^ и — коэффициенты,
принимают так же, как и в передачах с эвольвентным зацеплением (см.
§ 4.3); Кь — коэффициент, учитывающий особенности контактирования
зубьев в передачах Новикова, опреде-
ляют по графику на рис. 4.6 в зависи-
мости от угла наклона 0 зубьев; г, —
число зубьев шестерни, выбирают в
диапазоне £( = 12...25, причем число
зубьев тем больше, чем выше ско-
рость и длительнее работа передачи
(для компактности передачи в отдель-
ных случаях принимают z, < 12); ц —
величина, представляющая целую
часть коэффициента осевого перекры-
тия Ер (см. табл. 4.11), например, если
Ер = 2,1, то ц = 2; ан — допускаемое
контактное напряжение, определяют
по рекомендациям, приведенным в §
4.2; Р — угол наклона зубьев, выби-
Рис. 4.6. Значения коэффициентов Кь, К№
150
рают равным р = 10...24° (на данной стадии расчета обычно принимаю!
р= 15... 18°).
Заметим, что преимущественное распространение для передач
Новикова получили материалы с твердостью рабочих поверхностей
меньшей или равной 350 НВ.
Полученное по формуле (4.54) значение межосевого расстояния
округляют до ближайшего большего стандартного (см. табл. 4.10)
2. Определяют число зубьев колеса
Z2 = ^w. (4.55)
3. Вычисляют фактическое передаточное число
= (4.56)
4. Рассчитывают нормальный модуль передачи
тп = 2aw cosp /ZE - (4.58)
Полученное значение модуля округляют до ближайшего стандарт-
ного значения, приведенного в табл. 4.15 (ГОСТ 14186-69).
Таблица 4.15. Стандартные значения модулей передачи Новикова
1-й ряд 2-й ряд 1,6 .1,8 2,0 2,25 2,5 2,8 3,15 3,55 4 4,5 5 5,6 6,3 7,1 8 9 10 11,2 12,5 14 16 18
П р и м е ч а н ! I е. 1- й ряд следует предпочитать 2-му.
и уточняют значение угла наклона зубьев
cosp = тп /2aw. (4.59)
5. Определяют основные размеры передачи по формулам, приве-
денным в табл. 4.16.
6. Находят с помощью табл. 4.1 характерные размеры D и 5 и по этой
же таблице уточняют марку стали, для которой обеспечиваются
назначенные ранее механические характеристики.
7. Вычисляют силы, действующие в зацеплении (см. рис. 4.3):
окружная сила FtX = Fa~ 2Т2/d2,
радиальная сила Ffl = Frl = Fftgan/cos Р; (4.60)
осевая сила Fal = Fal = Ft tg p,
где an = 27° — угол давления зубьев.
8. Определяют окружную скорость и (м/с) в зацеплении:
и = ©d/(2 • 1000) (4.61)
и назначают степень точности передачи. Для редукторов общего на-
значения степень точности принимают по табл. 4.5.
151
Таблица 4.16. Основные параметры цилиндрической передачи Новикова с
двумя линиями зацепления (ГОСТ 17744-72)
Параметры и единицы измерений Формулы и рекомендуемые значения коэффициентов
Делительный диаметр d, мм: шестерни колеса Межосевое расстояние aw, мм Осевой шаг рх, мм Коэффициент осевого перекрытия Ширина венца Ь, мм: колеса шестерни Коэффициент ширины колеса = тп *1 /cos ₽ d2 = тп Z2 /со* £ ~ 0,5 («/] + d2) = 0,5тп (^ + Z2)/cos £ = тп л/sin р £р = Ьг!рх = 1,1..4,3 ^2 Е₽ Л Ь} - Ь2 + (0,4 ..1,5) тп Ъа = hK = °,4 0,63; 0,3...0,4; 0,2...0,3 соответственно при симметрич- ном, несимметричном и консольном расположении колес относительно опор
Диаметр окружности вершин da, мм: шестерни колеса Диаметр окружности впадин dj-, мм: шестерни колеса rfoi = d{ + l,8m„ 4,2 = d2 + df{ = d{- 2,1 mn df2 = d2~ 2’] mn
9. Выполняют проверочный расчет на контактную выносливость
рабочих поверхностей зубьев передачи по формуле
224 J ^Т2Кщ К^Кь(и+1)
\ ....f--------------- (4.62)
dj ц тп и
Значения параметров, входящих в формулу (4.62), приведены выше.
10. Производят проверочный расчет зубьев шестерни на выносливость
при изгибе по условию
_ 103 Т2 Кр
я
у з - a/pi (4.63)
*1 и УЯ тп
где Kjp — коэффициент концентрации нагрузки, приближенно опре-
деляется так же, как для эвольвентных колес (см. § 4.3); K^v —
коэффициент динамической нагрузки, выбирают в зависимости от
окружной скорости и степени точности изготовления по табл. 4.17; К —
коэффициент, учитывающий влияния угла наклона £ зубьев на изгибную
прочность, определяют по графику (см. рис. 4.6) в зависимости от угла
наклона £ зубьев; ц/к — коэффициент, учитывающий напряжение в
зубьях в зависимости от коэффициента осевого перекрытия, определяют
152
Таблица 4.17. Значение коэффициента К& для передач Новикова
Степень точности Окружная скорость v, м/с
3. .5 5...10 10...15
6 1,0 1,0 1,1
7 1,0 1,1 1,15
8 1,0 1,1 1,2
9 1,05 1,15 1,25
по графику (рис. 4,6) в зависимости от Де = ер — ц, где Де — дробная
часть коэффициента осевого перекрытия зубьев ер (например, если ер =
2,1, то Де = 0,1); — коэффициент формы зубьев шестерни, выбирают
из приведенных в табл. 4.18 значений (ГОСТ 15023-76) в зависимости от
эквивалентного числа зубьев zv}, определяемого по формуле
zv{ = z{ / cos3p: (4.64)
Таблица 4.18. Значения коэффициента формы зуба Yn передач Новикова
zv । .10 и 12 3 14 15 16 18 20 22 24 26 28 30
гл 0,79 0,83 0,87 0,89 0,92 0,93 0,95 0,97 0,99 1,02 1,03 1,04 1,05 1,05;
о£Р1 — допускаемое напряжение при расчете на выносливость при изгибе,
определяют по рекомендациям, приведенным в § 4.2.
Остальные параметры, входящие в формулу (4.63), приводились выше.
11. Результаты расчета передачи обобщают в виде табл. 11.3.
4.7. Расчет планетарных передач
В основе расчета планетарных передач лежат те же критерии
работоспособности и прочности, что и для простых зубчатых передач.
Вместе с тем вращение сателлитов не только вокруг своих осей, но и
вокруг центральной оси и многопоточность передачи мощности
определяют особенности проектирования планетарных редукторов.
На рис. 4.7 показаны наиболее распространенные схемы одноступен-
чатых планетарных передач.
При известном моменте на ведомом валу и угловых скоростях
ведущего и ведомого валов планетарный редуктор общего назначения
рассчитывают в следующем порядке.
1. Выполняют кинематический расчет передачи и назначают числа
зубьев колес.
Формулы для кинематического расчета передач и определения числа
зубьев приведены в табл. 4.19.
При кинематическом расчете число зубьев г. задают, принимая его
по возможности малым, но так, чтобы не было подрезания (z, > 17) и
соблюдались условия соосности, сборки и соседства.
153
2. Определяют КПД передачи принятой схемы по формуле (4.71) {см.
табл. (4.19)] или (4.71, д).
3. Вычисляют расчетный момент на колесе.
Для схемы A3h и внешнего зацепления схемы B3h
Т2~ Т{и?2П/па, (4.73)
где Т\ ~ / со, — момент на центральном солнечном колесе 7;
— коэффициент, учитывающий неравномерность распре-
деления нагрузки среди сателлитов.
Для внутреннего зацепления схемы B3h в качестве расчетного прини-
мают момент 7^ на центральном колесе.
Рис. 4.7. Схемы планетарных передач:
а — с одновенцовым сателлитом — тип "А"; б — с двухвенцовым сателлитом —
тип "В"
154
Таблица 4.19. Формулы для определения основных параметров
планетарных передач, выполненных без смещения по схемам А и В
Расчетный параметр Расчетная формула
Тип А (рис. 4.7, а) Тип В (рис. 4.7, б)
Передаточное отношение uih= «>1 /шА = 1 — «Д= = 1 + д (4.65) где р = — Wjh3 = z3 /zt Ulh= 1 “ “1Лз= 1 + (4.65, а) где м* = - г2г3/(г^)
Угловые скорости звеньев ЛС ci, чо II 3 1 S + -с 1 J. 5 3" а^ 1? < 3 II 4- 04 3 и । 3 "" II О a 3 < -2 " Ч С3 * а1 а а и 5 ф3 = 0; wI = [1 + z2z3/(zlz4)]w/); <й2а = cdj ~©л; (03Л = ©2 - “Л ~ “1Л /“12- где z/2 = — z2/zP со/ = со4 - сол == - (z3/Z4)«A; <о2 = ш4 (4.66, а)
Условие соосности z{ + z2 = z3 — z2 (4.67) т12 Ui + *2> = W34 (*3 - ^4) (4.67, о)
Условие сборки (Z, + Z3)/nw = Y, (4.68) z,/nw = у2 , z3/nw = У3 (4.68, а)
Условие соседства (Zj + z2) sin (n/nw) — - z2 > 2 (4.69) Для внешнего зацепления (Zj + z2) sin - z2 > 2; для внутреннего зацепления (z3 ” Z4) sin (V«w) — Z4 > 2 (4.69, a)
Числа зубьев Ъ 0 Z2 = (z3-z,)/2 (4.70) 23 = (“ia ” i)/c; Z4 = (z3 - zp/tc + 1); (4.70, a) Z2 = CZ4, где с принимают в зависимости от передаточного отношения иД : u?h... 8 10 12 14 16 с ... 1,3 1,4 1,5 1,6 1,8
КПД передачи без учета потерь в под- шипниках и на раз- мешивание масла Ч|'Г 1 ~РУ*7<Р +1) (4 71) П13А= Пы = = 1 - мА3 фА/(иА - 1) (4.71, а)
Соотношение мо- ментов, действую- щих на основные звенья передачи T{ =- Th/{p + 1); T3 = ~Thp/(p + 1); (4.72) Т\ = -Thz^/{z^+z2z3Y, /3 = +г2^з) (4.72, а)
Принятые обозначения: п* — число сателлитов, обычно равно трем; zp z3 —
числа зубьев центральных колес; z2, z4 — числа зубьев сателлитов; /и12, /и34 —
модули внешнего и внутреннего зацеплений; у,, у2, у3 — целые числа,
= 0,025 ... 0,035 — коэффициент, равный сумме потерь в зацеплениях и
подшипниках сателлитов.
155
Момент на ведомом валу редуктора Th (на водиле Л)
Th = Ti м1лП13ЛЧ/п» <474)
где крп = 0,97...0,98 — коэффициент, учитывающий потери в подшипниках
ведущего и ведомого валов и на размешивание масла.
Определения моментов Т{ и Т3 приведены в табл. 4.13.
Для контроля правильности вычислений следует использовать уравне-
ние равновесия внешних моментов (пренебрегая влиянием потерь на
трение), приложенных к механизму:
Th + гз + Т\ = °- (4.75)
где Th — момент внешних сил, приложенных к водилу Л; 73 — момент
внешних сил, приложенных к центральному колесу 3.
Соотношение моментов (без учета трения) проверяют по формулам:
Th = - Т, и.\; Th = - Т3 и'
П 1 1Л ’ Л -> ЗЛ
(4.76)
где = а>37сол‘ = (®3 — — юД
4. Выбирают материал колес и определяют допускаемые напряжения
(см. § 4.2). При определении снр по формуле (4.1) суммарное число
циклов перемены напряжений Ny определяют по формулам:
для центрального колеса 1 NK = 573 io*Lh nw, ,4
для сателлитов NK = 573 <о2Л Lh,
где ю/1 и со? — относительные угловые скорости соответственно цент-
рального колеса и сателлита; Lh — ресурс, ч; nw — число сателлитов.
Так как сателлит — менее прочное звено, расчет передачи следует
вести по допускаемым напряжениям снр сателлита.
5. В зависимости от числа сателлитов nw определяют коэффициент v|/te
ширины венца колеса схемы A3h и внешнего зацепления схемы Б,3Л :
1,5+ 0,1 (3-л„)
I «1*21 + 1
(4.78)
Полученное значение округляют до ближайшего стандартного из
ряда: 0,20; 0,25; 0,315; 0,40; 0,50; 0,63; 0,80; 1,00.
Для внутреннего зацепления схемы B3h коэффициент ширины \уь'а
принимают равным коэффициенту или увеличенным в 1,25 раза.
6. Определяют расстояния awl2 и aw34 между осями центральных колес
и сателлитов по формулам
awl2 * (|«‘| + 1) V - 2 »
1 (“&Vba°HP
„ з Ю3 •
^34 <^Л1 - О V
1 «З) ЧЬа°НР
(4.79)
(4.80)
156
Значения коэффициентов Ка, и рекомендации по их выбору такие
же, как и при расчете aw простых зубчатых передач (см. § 4.4).
Равнопрочность внешнего и внутреннего зацеплений схемы В\
обеспечивается при awl2 « aw34 подбором соответствующих передаточных
отношений и^2 и мД, изменением коэффициентов ширины ц/6(1 и и
выбором материалов колес.
7. Находят модуль зацепления
т = Х12 / <zi + ^)- (4.81)
Значение т округляют до стандартного (см. табл. 4.11), уточняют
межосевое расстояние awl2 = т (z, + z2)/2.
8. По принятому значению awl2 = определяют ширину венцов
зубчатых колес b2 = yba awl2 и b4 = \p^awl2 (для Удобства монтажа ширину
Ь1 и Ь3 центральных колес назначают на 3...5 мм больше ширины сател-
литов), вычисляют диаметры колес с внешними зубьями по формулам
(4.26) и (4.27), а колес с внутренними зубьями по формулам:
делительный d3 = mz3;
вершин da3 = d3 — 2т + 15,2 m/z3; (4.82)
впадин dfi = d3 + 2,5m.
9. Определяют нагрузки, действующие на подшипники сателлитов.
При размещении подшипников качения внутри сателлитов радиаль-
ную нагрузку, действующую на подшипник наиболее нагруженного
сателлита, для схемы ЛД рассчитывают по формуле
^=2Д = 47;п/Ц<), (4.83)
а при размещении по два подшипника в ободьях сателлитов в качестве
расчетной принимают нагрузку
Fr= F/=2riQ/(JI»w). (4.84)
При конструировании редуктора по схеме B^h> как правило, внутри
сателлитов устанавливают по два подшипника. Радиальную нагрузку,
действующую на наиболее нагруженный из двух подшипников, вычис-
ляют по формуле
А,= Г„П/л„. (4.85)
где Fn — большая из двух нормальных сил, действующих на внешнем и
внутреннем зацеплениях:
Минимальная толщина обода сателлита должна быть не менее 2,25т.
Исходя из этого, допустимый диаметр наружного кольца подшипника
D < df — 2'2,25т = m(z — 7). (4.87)
При т < 0,8 мм толщина обода должна быть не менее 2 мм.
157
Внутренний диаметр d внутреннего кольца подшипника должен быть
не меньше требуемого диаметра оси сателлита, определенного из условия
прочности при изгибе по формуле
з [ ’ 32Т
N 71 ° и доп
+ — суммарный изгибающий момент в опасном
доп ~ Допускаемое напряжение изгиба, определенное по
= aT/S, для обеспечения прочности и жесткости при-
(4.88)
где Тк - V Т/
сечении оси; ои
формуле оj доп
нимают требуемый коэффициент тапаса прочности 5 = 2...4 (меньшие
значения для спокойной, большие — для ударной нагрузки).
При установке подшипников качения в щеках водила для определения
радиальной нагрузки, действующей на подшипники наиболее нагружен-
ного сателлита, а также для расчета на прочность оси сателлита пользу-
ются расчетными схемами и формулами, приведенными в табл. 4.20.
10. Подбирают подшипники качения сателлитов по требуемой базовой
динамической радиальной грузоподъемности
\ 573
v 10*
(4.89)
где Рг> р и ЬЛ приведены в § 7.2.
При размещении подшипников внутри сателлитов диаметры d и D
принятого подшипника с базовой динамической грузоподъемностью
Cr > С должны быть согласованы с условиями, выраженными в виде
формул (4.87) и (4.88).
Иногда приходится увеличивать размеры колес из-за того, что в
сателлитах нельзя установить подшипники с требуемой базовой динами-
ческой грузоподъемностью. Если нельзя увеличивать диаметр отверстия
под подшипники в сателлитах, то увеличивают их ширину, устанавливая
по два подшипника в ряд, или применяют подшипники с меньшим
наружным диаметром (игольчатые или скольжения).
11. Выполняют проверочный расчет внешнего зацепления планетар-
ной перадачи на контактную выносливость и выносливость при изгибе:
_ z io3-r2^dWy + i?
яг V ~ А;2 ' ’
ан>!2 62(п/2)
103 - Т2^ (|^| + 1)
М^М1^)
(4.90)
(4.91)
Обозначения и единицы величин, входящих в эти формулы, те же.
что и в формулах (4.30) и (4.31).
12. Выполненные расчеты передачи обобщают в виде табл. 11.12.
158
Таблица 4.20. Расчетные схемы для определения реакций опор сателлитов и сил в зацеплениях
Схемз пере- дачи Схема сателлита и силы в зацеплениях с централь- ными колесами Реакции опор сателлитов в плоскости Силы в зацеплениях
вертикальной горизонтальной
СЛ
ЧО
4.8. Проектирование зубчатых волновых передач
4.8.1 Общие сведения
Волновые зубчатые передачи (ВЗП) отличаются от зубчатых передач
с жесткими колесами тем, что их действие основано на преобразовании
вращательного движения путем волнового деформирования одного из
звеньев механизма - зубчатого колеса. ВЗП применяют в приводах
различных машин и, особенно в механизмах промышленных роботов.
Это объясняется большим передаточным отношением (м = 60...315) в
одной ступени; малой удельной металлоемкостью (0,05...0,15 кг/Н • м),
что в 1,5 3 раза меньше, чем у червячных и планетарных редукторов;
достаточно высоким коэффициентом полезного действия (в среднем
0,85); высокой плавностью вращения выходного вала; малым люфтом
(Г... 9' в зависимости от точности изготовления ее деталей); низкой кине-
матической погрешностью (Г ... 2') и уровнем шума (примерно 80 дБ);
способностью передавать движение в герметизированное пространство
без специального уплотнения.
Конструкции основных деталей. Принципиальная конструкция зубча-
той волновой передачи изображена на рис. 4.8, где h — генератор волн
упругой деформации, g(I) — гибкое зубчатое колесо, i(2) — жесткое
зубчатое колесо.
Гибкие колеса волновых передач. Заготовками могут служить бесшов-
ные стальные горячедеформированные трубы по ГОСТ 8732 - 78. В
серийном производстве принята конструкция типа колесо - стакан (рис.
4.9, а), у которого гибкий цилиндр и дно выполнены за одно целое. В
конструкции типа труба — стакан (рис. 4.9, б) гибкий цилиндр с дном
соединены шлицами. В исполнении 2 показана сварная конструкция
гибкого колеса — стакана: цилиндрическая оболочка колеса соединена
с дном стыковым швом, дно с буртиком вала — угловым швом с
отбортовкой кромки.
Рис. 4.8. Волновая зубчатая передача:
а — принципиальная конструкция, б — кинематическая схема
160
Рис. 4.9. Гибкие колеса волновых передач:
b = (0,15...0,2)d - b{ = (0,15...0,25)4;
Ь2 = (0,3 .0,5)4;
Sj = (0,01...0,015)d ;
s2~ S]+Ag; s3 = (0,6...0,9)^;
> 53; s5 > (0,8...2)53;
dt< 0,6dQ; J?s> (10.. 15)m; R2=(2...3)s3
Соединение дна гибкого колеса с валом может быть болтовым, с
натягом, шпоночным или шлицевым; последнее наиболее распростра-
нено в редукторах общего назначения.
Циклически изменяющиеся напряжения, возникающие в гибком
колесе в процессе работы передачи, высоки, поэтому на основные
размеры гибких колес назначают допуски по 6 - 8-му квалитетам. При
чистовой обработке колес поверхности гибкого колеса, свободные от
зубьев, шлифуют и полируют.
Жесткие колеса волновых передач по конструкции подобны колесам
с внутренними зубьями простых и планетарных передач.
Жесткое колесо 1 (рис. 4.10, а) запрессовано в корпус 2 с натягом и
дополнительно установлены три - четыре штифта 3. В конструкции по
рис. 4.10, б жесткое колесо 7 имеет фланец и центрирующие пояски для
установки колеса в корпусе 2 и крышки 4 на колесо. Конструкция по
Рис. 4.10. Соединение
жесткого зубчатого
колеса с корпусом
161
рис. 4.10, а проще, но монтаж и демонтаж жесткого колеса менее
удобны. Конструкция по рис. 4.10, б обеспечивает большую жесткость
колеса.
Ширину Ьь зубчатого венца у жесткого колеса выполняют на 2...4 мм
больше, чем у гибкого. Это позволяет снизить требования к точности
расположения колес в осевом направлении. Толщину жесткого колеса
принимают равной S « 0,085Ьь с последующей проверкой выполнения
условия: максимальное радиальное перемещение под нагрузкой от сил
в зацепление не должно превышать (0,05...0,02)Ad, где hd — глубина
захода зубьев. Для эвольвентных зубьев с узкой впадиной hd# (l,3...0,6)w,
для зубьев с широкой впадиной hd ~ т.
Профиль зубьев. В волновых передачах наиболее широко используют
эвольвентные зубья, характеризующиеся известными технологическими
достоинствами, возможностью использования существующего инстру-
мента, способностью обеспечить под нагрузкой достаточно высокую
многопарность зацепления. Для эвольвентных зубьев чаще всего приме-
няют инструмент с углом исходного контура 20° (ГОСТ 13755 - 81).
Замечено, что напряжение в ободе гибкого зубчатого колеса умень-
шается с увеличением глубины впадины до размеров, близких или
больших толщины зубьев. Эвольвентные зубья с широкой впадиной
можно нарезать инструментом с уменьшенной высотой головки зуба.
Профиль эвольвентных зубьев с широкой впадиной принят как
основной для отечественного стандартного ряда волновых редукторов
общего назначения.
Материалы гибкого и жесткого колес. Гибкие колеса волновых передач
изготавливают из легированных сталей (см. табл. 4.21). Термической
обработке — улучшению - подвергают заготовку в виде толстой трубы
(твердость 30...37 HRC3). Механическую обработку выполняют после
термообработки. Зубчатый венец рекомендуют подвергать упрочнению:
наклепу, включая впадины зубьев, или азотированию.
Для тяжелонагруженных гибких колес (при малых значениях и) приме-
няют стали повышенной вязкости марок 38Х2МЮА (термическая обра-
ботка - улучшение и азотирование, твердость сердцевины 32...37 HRC3,
<5.!= 480...550 МПа); которые менее чувствительны к концентрации
напряжений. Средне- и легконагруженные гибкие колеса чаще всего
изготавливают из стали марки 30ХГСА (улучшение, 32...37 HRC3,
0^= 420...450 МПа, при последующем дробеструйном наклепе или
азотировании <у_,= 480...500 МПа).
Материалы для сварных гибких колес должны хорошо свариваться.
Предпочтительны стали марок 30ХГСА, 12Х18Н10Т (18...22 HRC3,
g.j= 280 МПа).
Жесткие колеса волновых передач характеризует менее высокое
напряженное состояние. Их изготавливают из обычных конструктивных
марок стали 45, 40Х, ЗОХГСА с твердостью на 30...50 НВ ниже твердости
162
Таблица 4.21. Механические характеристики некоторых материалов
применяемых для изготовления гибких колес
Марка стали Термическая обработка и упрочнение Твердость ств °т °-1
НВ сердце- вины HRC3 по- верхности МПа
1—я группа (стали легированные качественные)
ЗОХГСА Улучшение 280-320 — 1100 850 420-440
ЗОХГСА Улучшение и наклеп 280-320 28-32 1100 850 480-500
ЗОХГСА Улучшение и азотирование 280-320 50-54 1100 850 600-650
50ХГ Улучшение 300-340 —. 1280 1080 480
2-я группа (стали углеродистые улучшенные)
45 Нормализация 180-220 —- 630 400 250
40Х Закалка и улучшение 200-215 —- 1000 800 450
50 Улучшение 220-270 — 950 765 460
гибкого колеса. Возможно выполнение жесткого колеса из высокопроч-
ного чугуна марки ВЧ 60 .
Генераторы волн. Приведем две конструкции, получившие наиболь-
шее распространение в практике редукторостроения.
Кулачковый генератор (рис. 4.11, а) состоит из кулачка 7 и напрессо-
ванного на него специального гибкого подшипника качения 2, допуска-
ющего радиальную деформацию колец. Кулачковый генератор эллипсо-
а)
Рис. 4.11. Двухволновые генераторы:
а) кулачковый; б) дисковой
163
образного профиля обеспечивает двухволновую форму гибкого колеса 3.
В целях выравнивая нагрузки по длине зубьев и уменьшения осевой силы
на гибкий подшипник генератора устанавливают посредине зубчатого
венца или ближе к заднему торцу.
Гибкий подшипник (табл. 4.22) отличает от обычного меньшая
толщина колец, способных деформироваться, и конструкция сепаратора,
изготавливаемая из материала с относительно малым модулем упругости
(трубчатого текстолита марки Ш, фенидона марки П).
Гибкий подшипник с внутренним диаметром d устанавливают на
кулачок, диаметральные размеры которого выполняют с полем допуска
у 6 (4Наружное кольцо гибкого подшипника по размеру D сопрягают
с внутренним диаметром гибкого колеса, выполненного с полем допуска
777.
Дисковой генератор (рис. 4.11, б) состоит из эксцентричных втулок
1, внутренний диаметр у которых относительно наружного выполнен
со смещением; установленные на валу 2 на 180° они обеспечивают
очертание, близкое к форме кулачка. При этом точность расположения
втулок 1 определяется точностью расположения шпонок на валу 2.
Таблица. 4.22. Основные параметры гибких подшипников (ГОСТ 23176-78)
Обозна- чение подшип- ника Размеры в мм Предельная частота вращения, мин'1
D d В Радиаль- ный зазор, мкм
, 7? , 806 42 30 7 3,969 10...24 4000
808 52 40 8 3,969 12...26
809 62 45 9 5,995 12...29
811 72 55 11 7,144 13...33 3500
W////////M 812 80 60 13 7,144 13...33
1 815 100 75 15 9,128 14...34 3000
818 120 90 18 11,113 16...40
а 43 822 150 НО 24 14,288 20—46 2500
1 824 160 120 24 14,288 20...46 2000
830 200 150 30 19,050 23-58
836 240 180 35 22,225 24-65 1600
844 300 220 45 28,575 33...83
848 320 240 48 28,575 35...90
860 400 300 60 36,513 45 ..105 1000
862 420 310 60 36,513 45...105
872 480 360 72 44,450 55...125
Примечание. Число шариков z =21 23
164
Повышенную точность расположения эксцентричных втулок можно
получить, применив шлицевое соединение с четным числом шлицов.
На наружный диаметр втулок 1 напрессовывают стандартные подшип-
ники 3, а на них — шайбы 4. Такая система обеспечивает деформирова-
ние гибкого колеса 6 до заданной формы эллипса. В целях предохранения
гибкого колеса от раскатывания устанавливают подкладное кольцо 5.
Материал подкладного кольца — сталь ШХ15 (5O...8OHRC3). Материал
дисков — конструкционная сталь 45, 40Х с закалкой рабочей поверхности
до 48...50 HRC3
У дисковых генераторов отсутствуют гибкие подшипники и профи-
лированный кулачок, что упрощает конструкцию. Это имеет значение
главным образом в единичном и мелкосерийном производстве. При
специализированном массовом производстве кулачковый генератор
проще и дешевле. Момент инерции у дискового генератора значительно
меньше, чем у кулачкового. Это может оказаться решающим при выборе
типа генератора для передач, к которым предъявляют требования малой
инерционности.
4.8.2. Проектировочный расчет волновых передач
Передаточное число волновых передач определяется так же, как для
планетарных — методом остановки водила.
При неподвижном жестком колесе (см. рис. 4.8) и двухволновом
генераторе
u=nh/ ng= zg/(zb~ & = ~ zg / W’ <4-92>
где nh и ng — соответственно частоты вращения волнового генератора
и гибкого колеса; zg и zb - соответственно числа зубьев гибкого и
жесткого колеса. Знак минус указывает на противоположное направле-
ние вращения генератора и гибкого колеса. zg — zb - W — число волн
деформации (число волн зацепления; в нашем случае W = 2).
Основным критерием работоспособности зубчатых волновых передач
является прочность гибкого колеса, которую оценивают сопротивлением
усталости зубчатого венца.
1. Внутренний диаметр d гибкого колеса определяют из условия
сопротивления усталости с учетом действия только нормальных напря-
жений:
} Тш,
dcp = С \ (4.93)
N [т]
где С - коэффициент, учитывающий влияние распределения нагрузки
по зонам зацепления и деформации на распределение напряжений в
гибком колесе; при и = 80...315 принимают С~ 14... 12.
165
2. Расчетный вращающийся момент на гибком колесе
= Ts К* (4.94)
где Т — номинальный момент, передаваемый гибким колесом; Кп -
коэффициент учитывающий возможные перегрузки (табл. 4.23.); Кл -
коэффициент динамичности (табл. 4.24.)
3. Приведенное время работы рассчитывают по формулам:
f = t ,
1000
(4.95)
где nh — частота вращения генератора s,t~ время работы механизма (ч).
Коэффициент = d /s} (54 - толщина стенки гибкого колеса)
(табл. 4.25).
Допустимое напряжение при кручении с реверсивной нагрузкой
I \ ] = / °’2-2
где ав - предел прочности, МПа (табл. 4.21.); 5б - 1,4...1,6 - коэффициент
безопасности, выбираемый в зависимости от назначения механизма;
Кх — эффективный коэффициент концентрации напряжений (Кх =1,7...2,2 —
меньшее значение выбирают при и = 315, большее при и = 80); Кр ~
коэффициент режима нагружения (табл. 4.26).
Для нереверсивных передач [тк] увеличивают на 25%
4. Внутренний диаметр гибкого колеса
4,н = d -- Sj,
Рп up 1
где 5, = Jcp / \yd (см. табл. 4.25).
Полученное по формуле значение с?вн округляют до наружного диа-
метра D ближайшего гибкого подшипника (см. табл. 4.22).
(4.96)
Таблица 4.23. Коэффициент
перегрузки Хп
Т,™ п W
80-160 160-250 250-315
1,2 1 1,1 1,2
1,6 1,1 1,2 1,3
2,5 1,2 1,3 1,4
Примечание: Ттах — наибольший
кратковременно действующий
момент на гибком колесе
Таблица. 4.24.Коэффициент
динамичности
Степень проч- ности Частота вращения генератора волн nh мин*1
<1000 1000-1500 1500-3000
7 - Н 1 1,15 1,14
7 - F 1,07 1,20 1,5
8 - Е 1,2 1,35 —
166
Таблица 4.25. Значения
коэффициента
Переда- Группа материала
точное гибкого колеса
отно- (см. табл. 4.21)
шение 1 - я 2~я
80 .. 160 85 90
160 .. 250 90 95
250 . .. 315 95 100
Таблица 4.26. Коэффициент режима
нагружения Кр (при лА= 1000 мин'1)
Время рабо- ты меха- низма, ч Режим работы
легкий средний тяжелый
До 1000 1,22 1,17 1,1
2500 1,05 1,0
6300 1,0 0,95 0,9
10000 0,95 0,90 0,85
25000 0,85 0,81 0,77
В случае применения дискового генератора (рис. 4.11, б) внутренний
диаметр d гибкого колеса округляют до ближайшего значения из нор-
мального ряда диаметров.
Диаметр окружности впадин зубчатого венца гибкого колеса:
4= JBH + 2*‘SP
(4.97)
5. Находят приближенное значение модуля. Учитывая, что диаметр
dfg близок делительному диаметру гибкого колеса d& и приняв
предварительно 2С/для передачи по рис.4.8
4+ 25
т = -Л------ (4.98)
2м
Полученное значение модуля согласуют со стандартным:
Таблица 4.27. Стандартные значения модуля волновых передач
т, мм 1-й ряд 0,25 0,30 0,40 0,50 0,60 0,80 1,00 1,25
2-й ряд 0,28 0,35 0,45 0,55 0,70 0,90 1,125
6. Определяют профиль деформации гибкого колеса.
Для определения основных геометрических параметров колес
передачи нужно учитывать деформацию гибкого колеса, зависящую от
конструкции генератора.
Размер деформирования гибкого колеса является исходным при
расчете параметров зацепления и геометрии генератора. Рациональная
схема деформации гибкого колеса кулачковым генератором представлена
на рис 4.12. При этом рекомендуются следующие значения угла: у = 25°
при и = 80... 120; у = 30° при и = 120... 160 и у = 35° при и > 160. Схема
деформации гибкого колеса дисковым генератором представлена на рис.
4.12, б. На рис 4.12: wQ — радиальное перемещение точки гибкого колеса,
расположенной на большой оси его контура (размер деформирования);
г = d/2 — радиус внутренней поверхности зубчатого венца гибкого колеса
до деформации по большой оси эллипса
167
Рис. 4.12. Схемы дефор-
мации гибкого колеса:
с) при кулачковом гене-
раторе; б) при дисковом
генераторе
R = 0,5 (Д+5,),
или
(4.99)
R = г + —
ср и д
где Da — диаметр диска; ед — эксцентриситет (расчетное значение е увели-
чивают на величину радиального зазора в подшипниках — см. табл. 4 22)
Диаметры дисков и расстояние между центрами 2е подбирают таким
образом, чтобы угол у достигал 20...40° при заданном размере деформации
Для обеспечения нормальной работы передачи форму профиля зуба
для различных величин w0 и передаточных отношений и изменяют путем
смешения инструмента при нарезании зубьев
Для стандартных исходных контуров по ГОСТ 13755-81 с углом
главного профиля а = 20° , коэффициентом высоты головки зуба h'o = 1,
коэффициентом радиального зазора в паре исходных контуров с =0,25,
модулем т > 1мм и по ГОСТ 9587—81 с а = 20° , h' = \, с = 0,25...0,4
(обычно применяют с*=0,35), 0,1 < т < 1 мм в диапазоне чисел зубьев
120 < zg < 800. Приемлемая форма зубьев получается при следующих
коэффициентах смещения исходного производящего контура в диапазоне
xg — 2,5...6,0 и определяется следующим образом:
для гибкого колеса с внешними зубьями
(1,35 - w0) / 0,86 _ 004.
/3 лГГ
(4.100)
для жесткого колеса с внутренними зубьями
xb=xg + 1),
168
где радиальная деформация(в долях модуля)
w* = wQ/m = 0,89 + 8 • 10'5т + 2 (4.101)
s т
здесь Jmax - максимальный боковой зазор на входе зубьев в зацепление
(в долях модуля).
Если xg выходит за предельные значения xg= 2,5...6,0), то изменяют
в допустимых пределах s}, d,
Для исключения интерференции вершин зубьев в зацепление при Ттах
необходимо, чтобы максимальный боковой зазор jmM/m был больше
перемещений jM or закрутки на величину jQ гарантированного бокового
зазора, т.е.
* * пг1 * 1ь 1 пЗ
2!»ах_= /м_ + ----+ 4 • Ю'4 (и - 60), (4.102)
т т т d~ г Gm
где ТПЙХ — максимальный момент перегрузки (обычно Ттах > 2ТК; Тк —
номинальный передаваемый вращающий момент на тихоходном звене
рассчитываемой ступени передачи); G - модуль упругости второго рода
(для стали (7 « 8,1 104 МПа); b — ширина зубчатого венца [для силовых
передач b = (0,18...0,2)dg; для малонагруженных 6 = (0,12...0,17)dg];
d = mzg ~ диаметр делительной окружности гибкого колеса;
53=(0,5...0,85)5t.
7. Определяют диаметры окружностей впадин d^n вершин ^гибкого
колеса и диаметр окружности вершин dab жесткого колеса при нарезании
зубьев инструментом реечного типа (например, червячной фрезой) по
следующим формулам:
1. df = m(zv— 2h\ — 2с + 2xJ;
Js g а к'
при нарезании зубьев долбяком
(4.103)
2.4=2(rfw- 0,5^);
3- d<* = dfs + 2m(h*d+ С*У
4. = < + 2m(w*~ V),
ab ag v и a ' ’
где глубина захода зубьев в зацепление (в долях модуля)
hd = hd/ т== - М8 - (4,6 - 4w0*) zg • IO3. (4.104)
Если по этой зависимости будет получено hd >2, то для дальнейших
расчетов следует принимать hd = 2. Если же окажется, что hd* <1, то
для силовых передач следует увеличить так, чтобы hd*> 1, и вновь по
формулам (4.100) - (4.102) найти xg, хь и (при этом уменьшается
многопарность зацепления и возрастает напряжение в гибком колесе).
169
Диаметр окружности впадин жесткого колеса зависит от параметров
долбяка
djb = (4.105)
где — диаметр окружности вершин долбяка по режущей кромке (табл.
4.28 для т £ I мм); ан<! — межосевое расстояние при станочном зацеп-
лении с долбяком:
_ m(zb ± 2q) cos а
д — -----------------
2 cos
(4.106)
где zb и Zq ~ числа зубьев нарезаемого колеса и долбяка соответственно;
знак "минус” - для внутренних зубьев, знак “плюс” для внешних зубьев;
аню ~ 5™ зацепления с долбяком. Величину находят, решая уравне-
ние инволютной функции.
inv = 2 —-—— tg ct + inv а. (4.107)
zl> - Zq
По значению inv из табл. 4.30 находят угол а^.
Таблица 4.28. Основные параметры стандартного зуборезного
инструмента с углом профиля а = 20°. Размеры в мм
Модуль т Номинальный делительный диаметр долбяка Коэффи- циент л*оо высоты ГОЛОВКИ зуба,
40 64
ряд Число Диаметр Число Диаметр
1- й 2-й зубьев *0 окружности вершин t/ao зубьев *0 окружности вершин dao в ДОЛЯХ модуля
- 0,14 286 40,51 -- -
0,15 - 266 40,40 -• -
- 0,18 222 40,56 -- -
0,20 - 200 40,67 320 64,67
- 0,22 182 40,77 290 64,53
0,25 * 160 40,83 256 64,83
- 0,28 144 41,25 228 64,77
0,30 - 132 40,60 214 65,20
- 0,35 114 41,06 182 64,86 1,5
0,40 - 100 41,33 160 65,33
- 0,45 90 42,00 144 66,30
0,50 0,55 80 72 41,66 41,43 128 116 65,66 65,63
0,60 * 66 41,60 108 66,80
- 0,70 56 41,53 90 65,33 1,35
0,80 - 50 42,66 80 66,66
- 0,90 44 42,60 72 67,80
1,00 * 40 43,30 64 67,33
170
В формуле (4.107) хь и х0 - коэффициенты смещения для нарезаемого
колеса и долбяка, соответственно знак “минус” - для внутренних
зубьев; знак “плюс” — для внешних зубьев;
' ^ + 2(h*a+c)
0 2т 2
(4.108)
При этом должно быть проверено наличие радиального зазора между
вершиной зуба гибкого колеса и впадиной жесткого колеса по большой
оси профиля генератора:
ск~ 0,5(6^ — dag) ~ w*Qm> 0,15т. (4.109)
Если условие (4.109) не соблюдается, то следует выбрать неизношен-
ный (новый) долбяк или уменьшить hа (однако должно быть ha> 1),
или увеличить значение и*0 при условии, что прочность гибкого колеса
обеспечивается. Далее необходимо проверить отсутствие взаимного внед-
рения (интерференции) зубьев жесткого и гибкого колес. Интерференция
головок зубьев недопустима, так как при действии рабочей нагрузки зубья
упираются друг в друга поверхностями вершин. При этом генератор волн
сжимается, а жесткое колесо деформируется в радиальном направлении,
что приводит к проскакиванию зубьев. Проскакивание сопровождается
повышенным шумом и вибрацией, остановкой ведомого вала и может
привести к разрушению деталей передачи.
Интерференции не будет при выполнении следующих неравенств:
d.s= d.b~ I
d h = d„ -I- 2wn, J
ab eg 0’ >
(4.110)
где deg, deb ~ диаметры окружностей граничных точек гибкого и жесткого
колес;
degb =
cos а
cos ае
Угол профиля зуба нарезаемого зубчатого колеса в нижней граничной
точке а.е при нарезании инструментом реечного типа
4(й*+ с - й*м~ х)
tg ае = tg а-----------------------s
Z ' sin 2а
(4.П1)
*
где — коэффициент высоты модификации профиля головки зуба
исходного контура: 0,15 при 0,1 < т<1 мм и /1М< 0,45 при т > 1 мм;
при нарезании зубьев долбяком
171
Z)
tg ae = tg ±-----(tg - tg a^);
Z
mza cos a
cos a 0=-—2-------
mJ
(4.112)
знак “плюс” - для внутренних зубьев; знак “минус” - для наружных
зубьев.
Геометрический расчет генераторов волн. Профиль кулачка (рис. 4.11, а)
определяют по формулам:
ек= 3,414 w0;
7?, = 0,5d — Я—2,41w0;
R2= 0,5d - H+ 2,41 w0.
(4.113)
Здесь w0= тСп(К{ + K2), где т — модуль зацепления; Сп — коэффициент
максимального упругого перемещения гибкого колеса; Сп принимают
равным 1; 1,1; 1,2 при ресурсе работы t = 25 • 103; 10 • 103; 1 • 103 соответст-
венно; К{ и К2 — коэффициенты, зависящие от передаточного отношения
и (табл. 4.29); Н~ (D — Я)/2 — высота сечения гибкого подшипника, где
Dm d — наружный и внутренний диаметры подшипника соответственно
(см. табл. 4.22).
8. При установке дискового генератора (см. рис.4.11) вычисляют
наружный диаметр Da и эксцентрируют ед дисков, мм.
Диаметр дисков дискового генератора волн
4=d.K-2(C«-Wo)' <4114)
где эксцентриситет дисков
ед=аи-0.
Здесь а = 3,7; 3,5; 3,1 при t = 25 103; 10 103; 1 103 соответственно.
Таблица. 4.29. Значения
коэффициентов 7Q и К2
и к, *2 и *2
80 0,901 0,068 250 0,936 0,053
100 0,951 0,065 315 0,932 0,052
200 0,942 0,057
Рис. 4.13. Расчетная схема профилирования
кулачков генератора
172
Таблица 4.30. Значение inv а = tg а — а
а° Часть числа, общая для всей строки О' 5’ 10' 15' 20' 25' 30’ 35' 40' 45’ 50’ 55'
15 0,00 61498 62548 63611 64686 65773 66873 67985 69110 70248 71398 72561 73738
16 0,0 07493 07613 07735 07857 07982 08107 08234 08352 08492 08623 08756 08889
17 0,0 09025 09161 09299 09439 09580 09722 09866 10012 10158 10307 10456 10608
18 0,0 10760 10915 11071 11228 11387 11547 11709 11873 12038 12205 12373 12543
19 0,0 12715 12888 13063 13240 13418 13598 13779 13953 14148 14334 14523 14713
20 0,0 14904 15098 15293 15490 15689 15890 16092 16296 16502 16710 16920 17132
21 0,0 17345 17560 17777 17996 18217 18440 18665 18891 19120 19350 19583 19817
22 0,0 20054 20292 20533 20775 21019 21266 21514 21765 22018 22272 22529 22788
23 0,0 23049 23312 23577 23845 24114 24386 24660 24936 25214 25495 25778 26062
24 0,0 26350 26639 26931 27225 27521 27820 28121 28424 28729 29037 29348 29660
25 0,0 29975 30293 30613 30935 31260 31587 31917 32249 32583 32920 33260 33602
26 0,0 33947 34294 34644 34997 35352 35709 36069 36432 36798 37166 37537 37910
27 0,0 38287 38666 39047 39432 39819 40209 40602 40997 41395 41797 42201 42607
28 0,0 43017 43430 43845 44264 44685 45110 45537 45967 46400 46837 47276 47718
29 0,0 48164 48612 49064 49518 49976 50437 50901 51368 51838 52312 52788 53258
~ 30 0,0 53751 54238 54728 55221 55717 56217 56720 57226 57736 58249 58765 59285
Остальные размеры генераторов принимают в зависимости от разме-
ров подшипников, на которых они вращаются, и диаметров валов, на
которые они насаживаются.
4.8.3. Проверочный расчет
В проверочном расчете определяют напряжения в опасном сечении
гибкого колеса, напряжения смятия на контактирующих поверхностях
зубьев и долговечность подшипников генератора.
Гибкое зубчатое колесо. Рассчитывается на сопротивление усталости.
Опасными являются сечения по впадинам между зубьями. В этих
сечениях действуют следующие основные номинальные напряжения: ои
изгиба, возникающие при деформации гибкого колеса генератором,
напряжение vFpi растяжения под действием зубцовой нагрузки на 1-й
ступени нагрузки и напряжения xTt сдвига от вращающего момента
также на 1-й ступени нагрузки. Кроме того, в опасных сечениях дейст-
вуют дополнительные напряжения (растяжения при деформации гибкого
колеса генератором, смятия зубьев под действием зубцовой нагрузки,
напряжения краевого эффекта в стыке зубчатого венца с оболочкой в
гибких колесах типа труба).
Проверочный расчет гибкого колеса на сопротивление усталости
проводят по условию коэффициента запаса прочности 5 > [S1, №я чего
определяют напряжения изгиба сти в окружном направлении, связанные
с деформацией цилиндра по заданной форме, и напряжения кручения
т от вращаемого момента Т„ на выходном валу.
к S
са (4.115)
и 11 а уг 2
г ср
(4.116)
\ 2™fc 'ср
В формулах (4.115) и (4.116): Е — модуль упругости материала
Е- 2,2 • 10s МПа; Kif = 1,1. .1,4 - коэффициент нагрузки, учитывающий
повышение напряжений при искажении формы гибкого колеса под на-
грузкой (меньше значения для малонагруженных передач); К** 0,2—0,3 —•
коэффициент, учитывающий неравномерность распределения напряже-
ний кручения по оболочке гибкого колеса в зоне перехода зубчатого
венца к цилиндру, Со - коэффициент, который зависит от вида
деформации (табл. 4.31). У~ коэффициент, учитывающий влияние
зубчатого венца на прочность гибкого колеса:
(4.117)
174
Таблица. 4.31. Значения коэффициента напряжения Са
Коэффи- циент Кулачковый генератор при у’ Дисковый генератор при у"
25 30 35 20 30 40 50
со 1 1,45 1,55 2,0 1,41 1,40 1,51 1,72
где Ks~ sfg/(um) - коэффициент толщины зуба у основания: s% — толщи-
на зуба у основания; $и - толщина гибкого колеса с учетом доли высоты
зуба, участвующий в деформации изгиба (до получения более точных
данных можно принимать « з^+т); - толщина гибкого колеса с
учетом доли высоты зуба, участвующей в деформации кручения (можно
принимать зк« ^+0,5^)).
Толщина зуба у основания
/ я 2х tg а \
41 57 + -5— + ,nv ° -inv ал I’ (4118)
где cos а^ = (zn^cos a)/d^; inv tg — значения эвольвентных
углов по табл. 4.30.
Коэффициент Ks == 0,78...0,82 при нарезании зубьев стандартным
инструментом с а = 20’ .
Коэффициенты запаса прочности:
по напряжениям изгиба
(4.119)
по напряжениям кручения
$,=----_!---—; (4.120)
Х’. + о.н„
общий
S= ——[S] = 1,5. (4.121)
S„2 + 5,2
Приближенные эмпирические зависимости пределов выносливости
для случаев нагружения с симметричным циклом:
для углеродистых качественных конструкционных сталей: при изгибе
o.j = 0,45 ав; при кручении т= 0,6 о.,;
для легированных конструктивных сталей: при изгибе в = 0,5 ов; при
кручении T,j = 0,58 a.j.
175
Для сечения на краю зубчатого венца приближенно принимают
о. = о»; т, = тж=0,5т,;Ао=1,8...2,0; К= (0,7...0,8)Л;
Напряжения смятия зубьев
104 Т К
а =-------S—
СМ
(4.122)
где = b/d — коэффициент ширины зубчатого венца (для силовых
передач уь = 0,18...0,2; для малонагруженных передач 0,12...0,17) К-
коэффициент режима работы {К = 1 при спокойной нагрузке;
К = 1,25...1,75 при работе с ударами, когда T1MX/Tg = 1,6...2,5); [стсм] равно
50, 35, 25 МПа при t, равном 1000, 5000, 25000 ч соответственно.
Подбор подшипников для валов волнового редуктора ведут по тем
же методикам, что и для любых других редукторов. Что же касается
подшипников генераторов волн, то необходимо учитывать специфику их
работы.
Ресурс подшипника генератора. Ресурс гибкого подшипника кулачко-
вого генератора Lh, ч:
Л.= , (4.123)
где nh не должно быть больше л|11ах (табл. 4.22), Ттах - допустимый вра-
щающийся момент на тихоходном валу.
Для подшипников с жесткими кольцами ресурс рассчитывается по
следующей формуле:
106 / С V
Л = ----- —
60 л/ Pg /
Здесь Cg — С 0,36/ — динамическая грузоподъемность гибкого подшип-
ника, Н; С - динамическая грузоподъемность подшипника общего
назначения с наружным диаметром, равным наружному диаметру
недеформированного гибкого подшипника — см. справочники по
подшипникам качения;
значение коэффициента К„.
Ки = У 0,24 + 0,47а + 0,25а2 + 0,6а3,
193 *
причем а = -------г=="- При D < 80 мм иh= uh (uh - передаточное
отношение волновой передачи при ведущем генераторе).
При D > 80...480 мм uh < uh, если uh< uh гр и u*k- uh, если uh> uhrp;
uh rp= 160 при />=100...125 и w/irp = 125 при D~ 160...200; uhrp= 100 при
Z>=250 и «Агр= 80 при D~ 315...480.
176
Приведенная нагрузка
Т- 103
Pr v 7....
dnh — 1 Am
ao 7
где Vr K&, KT — см. табл. П5...П15.
В дисковых генераторах применяют подшипники общего назначения.
Разность наружного диаметра 2)д диска генератора и наружного диаметра
D подшипника должна быть достаточно большой для получения необхо-
димой изгибной жесткости наружного кольца подшипника. Исследования
показывают, что при полуразности этих диаметров, равной 0,085 от Рд ,
динамическая грузоподъемность подшипника снижается (по сравнению
с обычным случаем установки подшипников в жесткий корпус) не более
чем на 10%.
Таким образом, расчет подшипника качения дискового генератора
следует вести по обычным зависимостям. При этом следует учитывать:
1. Динамическую грузоподъемность подшипника качения дискового
генератора следует принимать на 10% меньше, чем указано в каталогах.
2. Радиальную нагрузку Ff определяют по зависимости
Т
Fr =---1-------,
илпЧсо8аА
где п — КПД передачи; аЛ — угол давления: аЛ = 60...65...70...78’ при
Т~ 7\.Л,6Т.ЛАТ"&2Тсоответственно.
Расчетная частота вращения подшипника
Д nh
КПД, смазывание и тепловой режим. Потери мощности в волновых
передачах в общем случае вызваны потерями в зацеплении и генераторе
волн при действии сил упругой деформации гибких элементов передачи,
потерями в подшипниках на разбрызгивание смазочного материала.
Эти потери зависят от многих факторов и трудно поддаются точному
расчету. Потому КПД волновых передач принято определять экспери-
ментально; на стадии проектирования
___________1___________
1 + Qh + 22 • 10'5 и
(4.124)
где Qh — коэффициент, зависящий от типа генератора; для дискового
генератора Qk = 0,13; для кулачкового Qh= 0,15.
Трение в зацеплении зубчатых пар, подшипниках и генераторе волн
вызывает нагрев смазочных материалов, которые при повышении
допустимых температур теряют свои смазочные свойства. Поэтому
177
Таблица 4.32. Значения номинальных величин КПД стандартных зубчатых
волновых передач
Передаточное число 80 100 125 160 200 250 315
КПД, не менее 0,9 0,87 0,84 0,81 0,78 0,75 0,72
Примечание, пример условного обозначения волнового редуктора с гибким
колесом, внутренним диаметром 160 мм и передаточным числом 200:
Редуктор Вз-160 — 200 ГОСТ 23108 - 78
необходимо соблюдать тепловой режим в процессе эксплуатации пере-
дачи, что должно быть предусмотрено на стадии проектирования.
Тепловой режим волновой передачи рассчитывают по известным
зависимостям (см., например тепловой расчет червячного редуктора —
глава 5). Допускаемая температура масла для редукторов общепромыш-
ленного применения [z,]=70...80° С. Коэффициент теплоотдачи принимают:
для закрытых небольших помещений при отсутствии вентиляции
К= 14...18, при обдуве корпуса вентилятором К= 21...30 Вт/м2,0С). При
установке вентилятора на быстроходном валу редуктора п > 1000 мин-1
принимают нижнее, а при п < 2800 мин-1 - верхнее значение К.
Для редукторов общего назначения рекомендуют жидкое минераль-
ное масло.
В случаях необходимости применяют пластичный смазочный мате-
риал. Смазывают подшипники генератора и зацепление при сборке
редуктора и периодически в процессе эксплуатации. Замену пластичного
смазочного материала производят примерно через 1000 ч работы.
При вертикальном расположении оси редуктора можно применить
пластичный смазочный материал. При смазывании жидким маслом в
редукторе устанавливают специальное маслоподающее устройство (рис.
4.14). Под действием центробежных сил масло поднимается по внутрен-
ней поверхности конуса подачи , проходит через отверстие 1 и зазор 2 в
генераторе и далее попадает в подшипник и зацепление. Конструкцию
по рис 4.14 рекомендуют при частоте вращения п > 960 мин'1.
Количество заливаемого в
редуктор масла рекомендуют
принимать таким, чтобы при го-
ризонтальном положение редук-
тора его уровень проходил по
центру нижнего шарика гибкого
подшипника. При л<960 мин-1 и
вертикальном расположении
вала допустимо полностью за-
полнять редуктор маслом.
Рис. 4.14. Маслоподающее устройство
178
4.8.4. Пример расчета волновой зубчатой передачи
Исходные данные: кинематическая схема — по рис. 4.15; номинальная мощ-
ность двигателя /*да = 0,37 кВт; частота вращения вала двигателя ида = 2865 мин'1;
частота вращения вала двигателя и0= 22 мин'1; допустимое отклонение переда-
точного числа — до 4 %; срок службы t — 6 103 ч; при пуске двигателя
кратковременный максимальный момент на гибком колесе в 2 раза больше
номинального, т.е.Г111ах/Г = 2; режим работы - средний (с умеренным
колебанием нагрузки).
Решение-.
Принимаем кулачковый генератор волн с гибким подшипником; гибкое
колесо - типа стакан
1) Выполняем кинематический расчет.
Частоты вращения' генератора nh = пяъ~ 22 мин'1.
Передаточное число редуктора по формуле (4.92)
« = «л/V 2865/22 = 130,2.
2) КПД передачи при и = 160 по табл. 4.32, принимаем: п = 0,81.
С учетом потерь в подшипниках КПД мотор - редуктора:
Пр = П'П2п = 0,81 -0,992 - 0,79.
3) Материал колес выбираем по табл. 4.21 для гибкого колеса — сталь 50ХГ
твердостью НВ 320, ов = 1280 МПа, стт = 1080 МПа; для жесткого колеса —
сталь 50 НВ 260, ств = 950 МПа, <гт = 765 МПа.
4) Определяем основной параметр — средний диаметр по формуле (4.93).
Для этого на основании пояснений к формуле (4.93) принимаем коэффициент
С = 13. Расчетный момент на гибком колесе находим по формуле (4.94). Для
определения Tg = Pgfag находим угловую скорость вала
л-% 3,14-2865
со =----=------------= 2,3 с1.
s 30-м 30-130,2
По табл. 4.23. при Ттах/Т = 2,5 методом интерполирования принимаем
= 1,2. Назначаем кинематическую степень точности зацепления 7 — F. При
этом по табл. 4.24 принимаем А'д = 1,5. Следовательно,
Лиз Пр
0,37-0,79-Ю3
-------------= 127,09 Н • м.
2,3
Тр= Tg-Ка'КЛ= 127,9-1,2-1,5 = 228,09 Н • м.
Приведенное время работы
t = = 6000-2865/1000 = 17190 ч.
При nh = 3000 мин'1 принимаем коэффи-
циент режима нагрузки Кр = 2,55.
Рис. 4.15. Кинематическая схема
179
На основании пояснений к формуле 4.95 принимаем коэффициент безопас-
ности п - 1,5, эффективный коэффициент концентрации напряжений при
нарезании зубьев гибкого колеса червячной фрезой Кх = 1,85.
Тогда по формуле (4.95) допустимое напряжение
0,22 оЛТ 0,22-1280-2,55
[т] _-------=---------------------= 258,7 МПа.
пК 1,5-1,85
По табл. 4.25 принимаем = 85.
После подстановки найденных величин в формулу (4.93) получим
3 / 3 / 228,76'85
J = С л - - = 13 а -------------= 54,86 мм.
V М V 258,7
5) Определяем основные параметры гибкого колеса. Предварительное
значение толщины гибкого колеса под зубчатым венцом
54,86
5. =---— =-------= 0,64 мм.
85
Диаметр внутренней поверхности гибкого колеса по формуле (4.96)
= — Ji = 54,86 — 0,64 = 54,22 мм.
вн ср 1
Полученное значение rfBH округляем до ближайшего большего значе-
ния наружного диаметра гибкого подшипника. По табл. 4.22 принимаем
стандартный гибкий подшипник 809 с D = 62 мм.
Значение dm близко к Jcp и поэтому толщина стенки гибкого колеса
под зубчатым венцом 5, « = 62/85 = 0,73 мм;
<п = d + s, = 62 + 0,73 = 62,73 мм.
Диаметр окружности впадин зубчатого венца гибкого колеса по
формуле (4.97)
= dm + 2^ = 62 + 2 • 0,73 = 63,46 мм.
Толщина оболочки гибкого колеса
53 = (0,6 ...0,9)' 5, = (0,6 ... 0,9) • 0,73 = 0,44...0,66.
Принимаем s3 = 0,6 мм.
Модуль зацепления по формуле (4.98)
4 + 2,5 63,46 + 2,5
m = -------— = 0,25.
2и 2-130,2
принимаем m = 0,25 (по табл. 4.27).
180
Учитывая, что rfcp близко к dg, найдем предварительно число зубьев
гибкого колеса:
_ 62'73
т т 0,25
= 251.
Максимальный боковой зазор на входе зубьев в зацепление (в долях
модуля) по формуле (4.102) при Ттах = 2Т= 2- 127,09 = 254,18 Н-м;
b = Q,2dg = 0,2 62,73 = 12,55 мм; 53 = 0,6 мм; G = 8,1 • 104 МПа.
4 • 10’4(и - 60) =
т dg 53 Gm
254,18-12,55-103
62,732 • 0,6 • 8,1 • 104 • 0,25
+4 • 10‘4(130,2 — 60) = 0,03.
Радиальная деформация (в долях модуля) по формуле (4,101)
ш? = 0,89 + 8 IO'5/ + = 0,89 + 8 • 10-5 • 251 + 2 • 0,04 = 0,99.
g т
м>о ~ Wq т = 0,99 + 0,25 = 0,25.
Глубина захода зубьев в зацепление (в долях модуля) по формуле
(4.104):
4нЬ* “ 2’48 “ С4’6 “ 4wo*4‘10’3 =
= 4 • 0,99 - 2,48 - (4,6 - 4 • 0,99) • 251 • 10’3 « 1,32.
Учитывая рекомендации к формуле (4.104), принимаем A*rf = 2.
Коэффициент смещения исходного контура для гибкого колеса по
формуле (4.100):
х = 1(1,35 - - 0,04 = 1(1,35 - 0,99)// 0,86 U - 0,04 = 2,57;
для жесткого колеса по формуле (4.100):
xb = xg + (w0’- 1) 2,57 + (0,99 - 1) = 2,56.
Используя формулу (4.103) уточняем число зубьев гибкого колеса:
Zg = ~ + + с) —
* т s
где lia = 1; с = 0,35 [см. пояснения к формуле (4.100)]. Тогда
181
+ 20 + °’35> ~ 2'2,57 = 252.
5 U,Zj
Число зубьев жесткого колеса
Zb = zg + w = 252 + 2 = 254.
Фактическое передаточное число по формуле (4.92)
7 252
и = —f----- = ---------- = 126.
Zb - Zg 254 - 252
отклонение от заданного
Дм =
130,2 - 126
----------- 100% « 3,2% < 4%.
130,2
Окончательные значения геометрических параметров гибкого колеса:
диаметра окружности впадин по формуле (4.103, 1)
4 = ‘ 24 ' 2с* + = 0125 ‘(252 ' 2 • 1 - 2 • 0,35 + 2 • 2,57) = 63,61 мм,
толщины стенки гибкого колеса под зубчатым венцом на основании
формулы (4.97)
4-£н 63,61-62
с = -Л----= _J-------------= 0,805 мм
1 2 2
среднего диаметра по формуле (4.96)
<7 = + 5. = 62 + 0,805 = 62,805 мм.
1>р Вп 1 '
диаметра делительной окружности
d = т z = 0,25 • 252 = 63 мм,
о о
диаметра окружности вершин по формуле (4.103.(3))
4= 4 + 2 w(A*rf + с*) = 63,61 + 2'0,25(2 + 0,35) = 64,775 мм;
6) Определяем параметры зубчатого венца жесткого колеса. По табл.
4.28 принимаем долбяк с параметрами т = 0,25мм; ^=160; daQ= 40,83 мм.
По формуле (4.108)
4> _ ^ + 2-(й*а + ?)_ 40,83 _ 160 + 2(1 + 0,35)
_ _ 2-0,25 2
182
По формуле (4.107)
х. — х 2,56 — 0,31
inv a . = 2------- tg a + inv a . =---------tg 20° + inv 20° = 0,031648,
Zb— Zq 254 - 160
по табл. 4.30. inv 20°= 0,014904 и = 25°25'.
По формуле (4.106)
m{zb— 2q) cos a 0,25 • (254 —* 160) • cos 20°
=-----------------—-------2------------------= 12,26 мм.
2 cos a^Q
2 cos 25°25'
Диаметр окружности впадин по формуле (4.105)
4 = 2 • (а**, + 0,54) = 2 • (12,26 + 0,5 • 40,83) = 65,35 мм.
Диаметр делительной окружности
db = mzb = 0,25 • 254 = 63,5 мм.
Диаметр окружности вершин по формуле (4.103, 4)
dab = dag = 2m(WQ ~hd '^ 64’775 + 2 • °’25 ’ (°’99 " 2) = 64,27 ММ.
7) Проверяем наличие радиального зазора между вершиной зуба
гибкого колеса и впадиной жесткого колеса по большой оси профиля
генератора по формуле (4,109)
ск = 0,5 (4 — 4) — w* т > 0,15 т,
ск = 0,5 (65,35 - 64,777) - 0,99 • 0,25 = 0,04 > 0,15 • 0,25 = 0,0375 мм.
8) Проверяем отсутствие интерференции на переходных кривых. Для
этого определяем диаметры окружностей граничных точек. Для гибкого
колеса по формуле (4.111)
4X+c*-V\) 4(1 + 0,35 - 0,15 - 2,57)
tg a = tg a.... ..*- = tg 20 -
45 Z& sin 2a
= 0,3978.
252 sin 40'
a = 21 в42’.
Для жесткого
cosa^
cos-a = 0,25 • 252 -9°s 20 =
cos a cos 2Г42'
eg
колеса по формуле (4.112)
mZq cos a 0,25 • 160 • cos 20
dad
63,63 мм.
40,83
= 0,92059,
183
««о = 22’60',
z0 v 160
tg «eb= tg «но - -- (tg - tg a^)=tg 25’25- — (tg 22’60'- tg 25’25') = 0,44431,
254
a A= 23’54',
eb ’
, cos a _ , cos 20“ „
d, = mz.--------= 0,25 * 254 -------= 65,278 мм.
eb b cosae6 cos 23’54'
По неравенствам (4.110)
64,775 < 65,278 — 2 0,25 = 64,778 — интерференции нет;
64,27 > 63,63 + 2 0,25 =64,13 - интерференции нет.
9) Рассчитаем профиль кулачка генератора см. табл. 4.29 и пояснения
к формуле (4.113). Принимаем = 0,942; К2 = 0,057; Сп = 1,1.
Находим Н= (62 - 45)/2 = 8,5 мм; w0= 0,25 • 1,1(0,942+0,057) = 0,27 мм.
Тогда по формуле 4.113 размеры кулачка
ек = 3,414-0,27 = 0,92 мм;
^ = 0,5 • 45 - 8,5 - 2,41 • 0,27 = 13,35 мм;
Лг = 0,5 • 45 - 8,5 + 2,41 • 0,27 = 14,65 мм.
10) Проверяем гибкое колесо на прочность. Определяем толщину
зуба у основания по формуле (4.118)
/ я 2х tg a \
% = dA I + ----+ inv a - mv a J;
zs
для этого находим
2mzo cos a 0,25 • 252 • cos 20’
cos a, g--------------------------------= 0,93068,
4 63,61
= 2Г30' и по табл. 4.30 inv = 0,18665; inv a = 0,014904.
Подставляя значения в формулу (4.118), получаем
5^ = 63,61 | + inv 20° — inv 21’30’J = 0,613 мм.
78 \ 2-252 252 /
По формуле (4.117) при Ks = sf /{кт) = 0,613/((3,14 - 0,25) = 0,78 и
5И = jj + m = 0,805 + 0,25 = 1,055.
T= 1 - Ks
- 1 - 0,78
/ 0,805 x3
\ 1,055 /
= 0,5632.
1 -
По пояснению к формуле (4.115) принимаем Кн = 1,3; по табл. 4.31.
184
Со = 1,55 при у = 30°, rcp= dcp/2 = 62,805/2 =31,4 мм; £« 2,2 105 МПа.
При этом по формуле (4.115) напряжения изгиба
wns.E 0,27-0,805-2,2- 105
ст « К « 1,3-1,55-------------!-----!---- = 173,515 МПа.
УгЛ 0,5632-985,96
Напряжения кручения по формуле (4.116) при К* = 0,25 и
5К = ^1+0,5/л = 0,805 + 0,5 • 0,25 = 0,93 мм,
Та 127,09-103
т = -----------=------------------------- = 88,28 МПа.
^к2к5кгс2р 0,25-2-3,14-0,93-(31,4)2
Для легированной стали
о . = 0,5стй = 0,5 • 1280 = 640 МПа;
“I’D’ '
т_! = 0,5ст_! = 0,58 • 640 = 371 МПа.
По рекомендациям к формулам (4.119) — (4.121) Ко = 1,9;
Кх= 0,75- Ка= 0,75- 1,9 = 1,42;
стл = сти = 173,515 МПа; = тт = 0,5 • 88,28 = 44,14 МПа.
По формулам (4.119) - (4.121) находим коэффициенты запаса
прочности:
ст । 640
с = —± =-------------------- = 1,94;
Ко<за 1,9-173,515
371
1,42-44,14 + 0,1
= 5,18;
т ।
S =—*-------
+ °’1 Тт
С - /<Л -
а --------
1,94-5,18
2-----\------= 1,8 > И = 1,5.
1,942 + 5,182
Прочность гибкого колеса обеспечена.
11) Проведем проверочный расчет зацепления по допустимых
напряжениям смятия на поверхности контакта зубьев. Рабочие
напряжения определяем по формуле (4.122), принимая К = 1,50;
Ч'ь = />/^=12,55/63 = 0J99 « 0,2; [<усм] = 50 МПа
104Т К 104 • 127,09 • 1,50
ст м =----s— =--------------— = 38,1 МПа < [ст 1 = 50 МПа.
см <PbJ3 0,2 • 633
185
12) Определяем номинальную долговечность гибкого подшипника
генератора волн. Выше был принят подшипник 809, по формуле (4.123)
находим
Lh = 1°4 = 104(3000/2865)(100/127,09)3 = 8400 ч,
что обеспечивает заданный срок службы редуктора t = 6 • 103 ч.
13) . Основные параметры рассчитанного редуктора обобщаем в виде
табл. 4.33.
Таблица 4.33. Основные параметры спроектированного волнового редуктора
Параметр и единица измерения Обозначение параметра и числовое значение
Частота вращения ведущего вала, мин'1 пА = 2865
Момент на ведомом валу, Н • м Т = 127,09
Число волн W= 2
Число зубьев колес:
гибкого Z. = 252
жесткого Ч = 254
Передаточное число и = 130,2
Модуль зацепления, мм m = 0,25
Тип генератора Кулачковый
Гибкий подшипник 809 по ГОСТ 23176-78
КПД редуктора г] =0,81
186
Глава 5
РАСЧЕТ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Критериями, определяющими работоспособность червячной пере-
дачи редуктора, являются контактная прочность рабочих поверхностей
зубьев, их прочность при изгибе и износостойкость. Данные критерии
относятся, главным образом, к зубьям червячного колеса. Поэтому
венцы червячных колес рекомендуется изготавливать из материалов с
хорошими антифрикционными и антизадирными свойствами: из бронзы,
латуни, чугуна, композиционных металлокерамических материалов,
пластмасс.
Оловянно-фосфористые бронзы (Бр010Ф1 и др.) отличаются
хорошими противозадирными свойствами и считаются лучшим мате-
риалом для червячных колес, но из-за дефицитности и высокой
стоимости олова их применяют в основном в наиболее ответственных
передачах с большими скоростями скольжения (аск = 5...25 м/с).
При иск = 2...5 м/с рекомендуют использовать более доступные
безоловянные бронзы (например, БрА9ЖЗЛ), которые обладают
повышенными механическими характеристиками (твердостью, ов), но
имеют пониженные противозадирные свойства. Применение червячных
колес из серого чугуна также лимитируется заеданием и допускается
только для тихоходных малонагруженных передач при скорости сколь-
жения иск < 2 м/с.
Наилучшее качество работы червячной передачи обеспечивают
червяки, изготовленные как из цементуемых сталей (20Х, 18ХГТ)
с твердостью после термообработки HRC3 58...63, так и средне-
углеродистых сталей (45; 40ХН) с поверхностной закалкой до твердости
HRC3 50...55. С повышением твердости рабочих поверхностей витков
сопротивление заеданию увеличивается. Кроме того, необходимо
обеспечивать шероховатость поверхности витков червяка не грубее Ra
0,2, которая достигается шлифованием и полированием. Механические
характеристики сталей приведены в табл. 4.1.
Нагрузочная способность и КПД червячных редукторов во многом
зависят от смазывания, поэтому при проектировании червячных передач
оно рассматривается наряду с конструктивно-технологическими реше-
ниями.
Поскольку интенсивность заедания в зацеплении червячной пары
зависит от контактных напряжений и чрезмерного нагрева, то на-
дежность передачи определяют сопротивляемостью заеданию и изна-
187
шиванию. Определяющий параметр — межосевое расстояние пере-
дачи — находят из расчета на контактную выносливость зубьев колеса,
имеющих меньшие поверхностную и общую прочность, чем витки
червяка.
Последовательность расчета червячных передач (рис. 5.1).
1. Ориентировочно определяют скорость скольжения (м/с)
vCK « 4,5 (5.1)
где (Oj — угловая скорость червяка, с'1; Т2 — номинальный момент на
колесе, Н’М.
2. Выбирают материалы деталей передачи и определяют допускаемые
напряжения.
2.1. В зависимости от скорости скольжения и длительности работы
передачи выбирают материалы зубчатого венца червячного колеса и
червяка по рекомендациям, приведенным в начале данного параграфа.
2.2. Находят циклическую долговечность передачи
Рис. 5.1. Компоновочный чертеж червячной передачи
188
или
Nr = 573m7L.,
где n2 — частота вращения колеса, мин’1, <о2 — угловая скорость колеса,
с’1; Lh — ресурс редуктора, ч.
2.3. Определяют допускаемые контактные напряжения (МПа) для
зубьев колес, изготовленных из оловянистых бронз, из условия
обеспечения контактной выносливости материала:
° HP ~ (5-3)
где аЯИт — предел контактной выносливости поверхностей зубьев,
определяемый по табл. 5.1 в зависимости от материала, способа отливки
и твердости поверхности витков червяка; ZN — коэффициент долго-
вечности:
ZN = Vio’/A^. (5.4)
Если по расчету получится NL > 25 • 107, то в уравнение (5.4) следует
подставить NH = 25 107, и тогда ZN = 0,67. Значение ZN не должно
превышать 1,15 для безоловянных бронз и латуней.
Для оловянистых бронз предельное значение напряжений опреде-
ляют из выражения = cr//llinZv < 4ат.
Допускаемое контактное напряжение для зубьев червячных колес,
изготовленных из безоловянных бронз и чугуна, выбирают из условия
сопротивления заеданию без учета числа циклов нагружений по табл.
5.2 в зависимости от скорости скольжения.
Таблица 5.1. Значения пределов контактной выносливости (МПа) и
выносливости зубьев червячного колеса при изгибе при твердости рабочих
поверхностей витков червяка, большей HRC3 45
Марка бронзы Способ отливки ° Л bin °Fbni °-1 flun
БрОЮФ! В землю 180 55 38
БрОЮФ! В металлическую форму 230 70 50
БрОЮН1Ф1 Центробежный 260 80 56
Таблица 5.2. Значения допускаемых напряжений для зубьев червячного
колеса в зависимости от скорости скольжения
Материал венца червяч- ного колеса Способ отливки МПа, при иск, м/с °F Im ’ МПа °- IF lull’ МПа
0,5 1 2 3 4 6 8
БрА9ЖЗЛ В кокиль 182 179 173 167 161 150 138 108 83
БрА10Ж4Н4Л В кокиль 196 192 187 181 175 164 152 130 98
СЧ 15 В землю 180 140 НО — — — — 60 50
189
3. Задаются предварительным значением коэффициента расчетной
нагрузки Ки~ 1,1... 1,4- Меньшие значения принимают для передач при
постоянной нагрузке, большие — для высокоскоростных передач и
переменной нагрузки.
4. Определяют межосевое расстояние (мм) из условия обеспечения
контактной выносливости рабочих поверхностей зубьев червячного
колеса:
= ---Н~- (5.5)
У анр
Полученное значение aw округляют в большую сторону до стандарт-
ного из приведенного в табл. 5 3 (ГОСТ 2144-93):
Таблица 5.3. Стандартные значения межосевых расстояний червячных
передач
1-й ряд 80 100 125 160 200 250 315 400
2-й ряд — — — 140 180 225 280 355
Примечание. 1-й ряд следует предпочитать 2-му.
5. Назначают число витков червяка в зависимости от передаточного
числа и:
и..................8 .14 Св. 14...30 Св. 30
Z,..................4 2 1
По выбранному Z] определяют число зубьев колеса
Z2 = UZX (5.6)
и округляют до ближайшего из ряда базовых чисел (табл. 5.5).
По принятым z{ и z2 уточняют фактическое значение передаточного
числа и = z2/zv которое не должно отличаться от номинального более
чем на 4 %.
Значение номинальных передаточных чисел и червячных цилиндри-
ческих передач приведены в табл. 5.4 (ГОСТ 2144-93):
Таблица 5.4. Стандартные значения передаточных чисел червячных
передач
1-й ряд 10 12,5 16 20 25 31,5 40 50 63
2-й ряд 11,2 14 18 22,4 28 35,5 45 56 71
Примечание 1-й ряд следует предпочитать 2-му.
190
Таблица 5.5. Основные параметры червячных передач, выполненных без
смещения (ГОСТ 2144-93)
aw, мм т, мм 9 Z2 : Z, = и
1-й ряд 2-й ряд
50 2,5 8 32 : 4; 32 : 2; 32 : 1
2 10 40 : 4; 40 : 2; 40 : 1
63 3,15 8 32 : 4; 32 : 2; 32 : 1
80 4 8 32 : 4; 32 : 2; 32 : 1
100 5 8 32 : 4; 32 : 2; 32 : 1
4 10 40 : 4; 40 : 2; 40 : 1
125 5 10 40 : 4; 40 : 2; 40 : 1
4 12,5 50 : 4; 50 : 2; 50 : 1
140 5 16 40 : 4; 40 : 2; 40 : 1
5 10 46 : 4; 46 : 2; 46 : 1
160 8 8 32 4; 32 : 2, 32 : 1
200 10 8 32 : 4; 32 : 2; 32 : 1
8 10 40 : 4; 40 : 2; 40 : 1
250 12,5 8 32 : 4; 32 : 2; 32 : 1
10 10 40 : 4; 40 2; 40 : 1
8 12,5 50 : 4; 50 : 2; 50 : 1
280 10 16 40 : 4; 40 : 2; 40 : 1
10 10 46 : 4; 46 : 2; 46 : 1
400 20 8 32 : 4; 32 : 2; 32 : 1
16 10 40 : 4; 40 : 2; 40 : 1
500 20 10 40 : 4; 40 : 2; 40 : 1
16 12,5 50 : 4; 50 : 2; 50 : 1
191
6. Определяют осевой модуль зацепления
т = (1,5 ... 1,7)о„Л2, (5.7)
и округляют его до стандартного значения (табл. 5.6).
7. В зависимости от принятого значения модуля т и числа витков
червяка zt находят коэффициент диаметра червяка
q - 2awjm — z2. (5.S)
Полученное значение q округляют до стандартного (см. табл. 5.6).
При этом надо учитывать влияние q на КПД передачи, жесткость и
прочность тела червяка. С уменьшением значения q увеличивается угол
у подъема линии витка червяка по делительному цилиндру, а следо-
вательно, и КПД передачи, но жесткость и прочность тела червяка при
этом снижаются.
В ряде случаев целесообразно провести параллельно два расчета
передачи при разных числах зубьев колеса и числе витков червяка и затем
уже, исходя из полученных габаритов и КПД передачи, выбрать опти-
мальный вариант.
Например, при и = 16 следует произвести расчеты, принимая
Z{ = 2, г2 = 32 и Zj = 4, z2 ~ 64 (в учебных проектах можно допустить
Z{ = 3 и z2 = 48).
Минимально допустимое значение из условия жесткости червяка
~~ 9,212z2-
8. По принятым параметрам определяют фактическое межосевое
расстояние
aw *= 0,5zh(z2 + q). (5.9)
Если полученное значение aw не соответствует стандартному, то
необходимо изменить сочетания параметров т и q или определить
коэффициент смещения
х = (ajm) - 0,5 + q). (5.10)
Если по расчету получается | х | > 1, то варьируя значениями z2 и q
(табл. 5.6) добиваются соблюдения | х | < 1.
Значения z2 и q, удовлетворяющие регламентированному значению
коэффициента смещения х, принимаются за окончательные.
9. Уточняют ранее принятое (см. п. 3) значение коэффициента КИ
расчетной нагрузки.
9.1. Определяют делительные диаметры червяка и червячного колеса:
= qm, (5.11)
= z2w. (5.12)
9.2. Вычисляют делительный угол подъема линии витка червяка по
табл. 5.7.
192
Таблица 5.6. Сочетание модулей т и коэффициентов диаметра червяка q
(ГОСТ 2144-93)________________________________________________
т 9 т 9 т 9
— 3,15 8,0 10,0 12,5 16,0 20,0 8,00 8,0 10,0 12,5 16,0 20,0
4,00 8,0 10,0 12,5 16,0 20,0 10,00 8,0 10,0 12,5 16,0 20,0
2,00 8,0 10,0 12,5 16,0 20,0 5,00 8,0 10,0 12,5 16,0 20,0 12,50 8,0 10,0 12,5 16,0 20,0
2,50 8,0 10,0 12,5 16,0 20,0 6,30 8,0 10,0 12,5 14,0 16,0 20,0 16,00 8,0 10,0 12,5 16,0
20,00 8,0 10,0
Таблица 5.7. Делительные углы у подъема линии витка червяка
Zj Коэффициент g
8 10 12,5 14 16 20
1 7-07' 5’43' 4’35' 4’05' 3’35' 2*52'
2 14’02' 11’19' 9’05' 8’07' 7’07' 5’43'
3 20’33' 16’42' 13’30' 12’06' 10’37' 8’35'
4 26’34' 21’48' 17’45' 15’57' 14’02' 11’19'
9.3. Определяют действительную скорость скольжения в зацеплении
по формуле
^ск cosy 2000 cos у (5-13)
По полученному значению ус1£ и степени точности изготовления
передачи по табл. 5.8 принимают значение коэффициента KHv динами-
ческой нагрузки.
193
Таблица 5.8. Коэффициент динамической нагрузки KHv
Степень ности по Т 3675-81 Скорость скольжения иск, м/с
До 1,5 1.5...3 3...7,5 7,5...12 12...18
kJ г и
6 — — 1,0 1,1 1,3
7 1,0 1,0 1,1 1,2 —
8 1,15 1,25 1,4 —
9 1,25 — — — —
9.4. Определяют значение коэффициента Кн,} концентрации нагрузки
по деформациям деталей червячной передачи и характеру изменения
нагрузки:
Кщ = 1 + (V^)3(l - *р). (5.14)
где К? — коэффициент деформации червяка, значения которого при
различных q и приведены в табл. 5.9; К — коэффициент режима (табл.
5.10).
Таблица 5.9. Коэффициент деформации червяка
21 Коэффициент q
8 10 12,5 14 16 20
1 72 108 154 176 225 248
2 57 86 121 140 171 197
3 51 76 106 132 148 170
4 47 70 98 122 137 157
Таблица 5.10. Коэффициент режима К?
Интенсивность работы электродвигателя Продолжи- тельность работы в сутки, ч Значение А^при нагрузке
постоян- ной пульси- рующей ударной
При редких пусках 0,5 0,80 0,90 1,00
2 0,90 1,00 1,25
10 1,00 1,25 1,50
24 1,25 1,50 1,75
При частых пусках и 0,5 0,90 1,00 1,25
остановках 2 1,00 1,25 1,50
10 1,25 1,50 1,75
24 1,50 1,75 2,00
194
9.5. Определяют значение коэффициента расчетной нагрузки К
который является произведением двух коэффИцИентов- н'
&н= KH$KHv. (5.15)
10. Проверяют передачу на контактную выносливость:
480 I 103ГХ?
(5-16)
2 J wl
где dwl - т (q + 2х) — начальный диаметр червяка (здесь х —
коэффициент смещения червяка).
Если меньше анр более чем на 15%, то целесообразно подо-
брать материал, для которого <уЯШп » стяр, или следует принять мень-
шее межосевое расстояние и вновь определить фактическое контакт-
ное напряжение оЯ1шГ
11. Определяют КПД передачи:
= q tg у и q-------------и—
tg(y + p) ’ v 2000 Л '
где р — приведенный угол трения, который принимается по табл. 5.11 в
зависимости от скорости скольжения оск при условии: червяк - стальной,
колесо — из оловянистой бронзы.
12. Уточняют вращающий момент на червяке:
Ti = Ti/U^ (5.18)
13. Определяют силы, действующие в зацеплении-
Fa = = 2r2/rf2,
ра = Fri = fctga, (5.19)
Fa2 = Fn = 2T\/dwt.
Направления действия сил определяют по эскизам табл. 5.12.
Таблица 5.11. Приведенные коэффициенты трения/и углы трения р при
работе червячного колеса из оловянистой бронзы по стальнуму червяку
иск> м/с f Р иск’ м/с f Р
0,1 0,080...0,090 4’34'...5’09' 2,5 0,030...0,040 1’43'...2’17'
0,5 0,055...0,065 3’09'...3’43' 3,0 0.028...0Д35 Г36'...2°00'
1 0,045. .0,055 2’35'...3’09' 4,0 0,023...0,030 1’26' ..1’43'
1,5 0,040 ..0,050 2’17'...2’52' 7,0 0,018...0,026 1’02'.. 1’29'
2 0,035 ..0,045 2’00'...2’35' 10,0 0,016...0,024 0’55'...1’22'
Примечание 1. Меньшие значения следует принимать при шлифованном
или полированном червяке.
2 При венце колеса из безоловянной бронзы или латуни табличные
значения следует увеличивать на 30. .50%,
195
Таблица 5.12. Силы, действующие в червячной передаче
Направле-
ние линии
витка
червяка
Направления действия сил в червячной передаче
в зависимости от направления вращения
14. Проверяют зубья колеса на выносливость при изгибе.
14.1. Определяют допускаемые напряжения при изгибе при работе
зубьев одной стороной (при нереверсивной передаче):
(5.20)
при работе зубьев обеими сторонами (при реверсивной передаче):
a-\FP а— 1 Flim^/У
(5.21)
Значения сЛ|||1 и о_1Л11П выбирают по табл. 5.1 и 5.2 в зависимости от
материала венца колеса, способа отливки и твердости рабочих поверх-
ностей витков червяка.
Коэффициент долговечности определяют из выражения
(5.22)
Для колес, изготовленных из бронз, 0,54 < Уу< 1, для колес из чугуна
196
14.2. Определяют эквивалентное число зубьев колеса по формуле
= V с**3* (5.23)
и выбирают коэффициент YF2 формы зуба по приведенным в табл. 5.13:
Таблица 5.13. Значения коэффициентов формы зуба червячного колеса УЛ2
Zt>2 20 24 26 28 30 32 35 37 40 45 50 60 80 100 150 300
YF2 1,98 1,88 1,85 1,80 1,76 1,77 1,64 1,64 1,55 1,48 1,45 1,40 1,34 1,30 1,27 1,24
14.3. Определяют действительные напряжения при изгибе и сопостав-
ляют их с допускаемыми:
(5-24)
Если в результате расчета окажется of2 > то прочность зуба по
напряжениям изгиба можно повысить путем увеличения модуля передачи
или выбора материала с более высокими механическими характеристи-
ками. В первом случае следует произвести пересчет геометрии передачи.
15. Определяют остальные геометрические параметры передачи по
соотношениям, приведенным в табл. 5.14.
16. Результаты расчета обобщают в виде табл. 10.6.
После расчета элементов зацепления червячного редуктора рассчи-
тывают валы, подбирают подшипники; конструируют детали зацепления,
5.14. Формулы для определения геометрических параметров червячного
зацепления (см. рис. 5.1)
Определяемый параметр Расчетные формулы
1. Диаметр вершин витков червяка = dl + 2т (5.25)
2. Диаметр впадин витков червяка = dx — 2,4т (5.26)
3. Диаметр вершин зубьев червячного колеса da2 = (^2 + 2 + (5.27)
4. Диаметр впадин зубьев червячного колеса ^/2 = (г2 2,4 + 2х)т (5.28)
5. Наибольший диаметр червячного колеса d0M2 < d02 + + 2) (5-29)
6. Ширина венца червячного колеса при 1 или 2 4 *,<0,75^1 1 *2 < °-67dol J (5.30)
7. Длина нарезанной части червяка при ZjZ 1 или 2 4 d] > (11 + 0,06z2)zn ) b{ > (12,5 4- 0,09z2)/nj (5.30)
Примечание. Для шлифуемых и фрезеруемых червяков по технологическим
условиям д] увеличивают при т < 10 мм на 25 мм, при т = 10... 16 мм на
35...40 мм и при т > 16 мм на 50 мм.
197
подшипниковые узлы и корпусные детали; рассчитывают соединения вал-
струпицы; решают вопросы смазывания и охлаждения. Методика расчета
валов и подбора подшипников приведена в гл. 7, рекомендации по
конструированию деталей и узлов редуктора изложены в гл. 8. Ниже
рассмотрим вопросы подбора смазочного материала и теплоотвода,
значимость которых находится на уровне конструктивных решений.
Тепловой расчет червячных передач обусловливается тем, что при
работе передачи значительная энергия тратится на трение, в процессе
которого происходит тепловыделение. Смазочные свойства масла при
нагреве резко ухудшаются и возникает опасность заедания передачи. В
целях предотвращения этого вида повреждения и производится тепловой
расчет, суть которого сводится к тому, чтобы рабочая температура t
масла в картере редуктора не превышала допускаемого значения /м доп:
Г = tn +Л(1 “ П)/(М) < / п, (5.32)
где /в — температура воздуха вне корпуса, °C; в цеховых условиях обычно
/в = 20 °C; Р{ — мощность на червяке, Вт; т| — КПД редуктора; Kt —
коэффициент теплоотдачи, зависящий от материала корпуса редуктора
и интенсивности вентиляции помещения [для чугунных корпусов
принимают Kt = 8... 17 Вт/(м2 • °C) — большие значения принимают при
незначительной шероховатости поверхности наружных стенок, хорошей
циркуляции воздуха вокруг корпуса и интенсивном перемешивании масла
(при нижнем или боковом расположении червяка)]; А — площадь
поверхности охлаждения редуктора (без основания, которым он
крепится к раме, фундаменту и т. п.), м2, определяемая по компоновоч-
ному чертежу (рис. 5.2, а); для облегчения определения площади
поверхности редуктора компоновочный чертеж упрощают до формы,
представленной на рис. 5.2, б.
Приближенно поверхность охлаждения корпуса можно выбирать в
зависимости от межосевого расстояния передачи:
Таблица 5.15. Примерные значения площади теплоотвода червячного
редуктора
aw, мм 80 100 125 140 160 180 200 225 250 280
А, м2 0,19 0,24 0,36 0,43 0,54 0,67 0,8 1,0 1,2 13
Допускаемое значение tu доп зависит от сорта масла и его способности
сохранять смазывающие свойства при повышении температуры. Для
обычных редукторных масел г — 80...90 °C, для авиационного масла
'мдоп= 100-120 °C.
Если рабочая температура масла Гм > ?мдоп, т.е. не удовлетворяет
условию эксплуатации, то должен быть предусмотрен соответствующий
отвод избыточной теплоты. Это достигается путем оребрения корпуса
редуктора (если это ранее не предусматривалось конструкцией) или
198
а)
Рис. 5.2. Компоновочный чертеж редуктора
применения искусственного (воздушного) охлаждения установкой на
червяк обдуваемого вентилятора; в особых случаях, предусматривают
циркуляционное смазывание.
При средней температуре масла « 70° кинематическую вязкость масла
и способ смазывания рекомендуется выбирать в соответствии с табл. 5.16.
Таблица 5.16. Рекомендуемые значения кинематической вязкости масла v
Скорость скольжения иск Кинематическая вязкость при 50°С (при 100°С) (сСт) Способ смазывания
до Г 450 (55) Окунанием
до 2,5’ 300 (35)
С** ДО 5 180 (20)
5...10 120 (12) Струйное или окунанием
10...15 80 Струйное под давлением
15...25 60
св. 25 45
Примечание. * Тяжелые условия работы; ” Средние условия работы
Для смазывания червячных передач используются масла, приведен-
ные в табл. 5.17 с указанием их вязкости при рабочей температуре.
Таблица 5.17. Масла, применяемые для смазки червячных передач
Масло Вязкость масла v,-10‘6, м2/с, при ГС
40 50 60 70 80 90 100
Цилиндровое 24 (вискозин) 550 270 140 76 48 35 24
Цилиндровое 52 (вапор) 1400 680 360 200 120 78 56
Трансмиссионное автотракторное 850 400 220 95 65 47 32
летнее (нигрол летний) Трансмиссионное с присадкой, летнее 850 400 220 95 65 47 32
Тракторное АК-15 (автол 18) 230 115 70 43 28 22 16
Автотракторное АКЗп-10 68 44 30 22 16 13 9
Автотракторное АКЗп-6 37 28 21 15 13 11 5
Глава 6
ПРОЕКТИРОВАНИЕ ПЕРЕДАЧ С ГИБКОЙ СВЯЗЬЮ
6.1. Расчет плоскоременной передачи
Критериями работоспособности передачи являются надежность
сцепления ремня со шкивом (тяговая способность) и долговечность,
определяемая, в основном, усталостной прочностью ремня. Проекти-
ровочный расчет плоских ремней производится по первому критерию,
с учетом условий работы передачи. Проверочный расчет ведется по
Рис. 6.1. Схема ременной передачи
Выбор материала и типа ремня. Тип ремня и материал выбирают в
зависимости от условий работы передачи. Для среднескоростных передач
наибольшее применение имеют резинотканевые ремни (ГОСТ 23831-79),
состоящие из нескольких слоев хлопчатобумажной ткани-бельтинга,
связанных вулканизированной резиной. Поставляются в рулонах.
Для быстроходных и сверхбыстроходных передач применяют
синтетические бесконечные ремни (ОСТ 17-969 и ТУ 17-21-598). Ремни
из капроновой ткани просвечивающего или полотняного переплетения,
облицованные пленкой из полиамида С6 в соединении с нитрильным
каучуком СКН-40 (тип 1 табл. 6.1) рекомендуется применять в
сверхбыстроходных передачах. Ремни прорезиненные с кордшнуровым
несущим слоем (ТУ 38-105514, тип П в табл. 6.1) рекомендуется
применять как среднескоростные, так и быстроходные при и < 40 м/с.
200
Таблица 6.1. Характеристики прорезиненных и синтетических ремней
Наименование параметра Прорезиненные ремни конечной длины Бесконечные ремни
Синтети- ческие Кордшну- ровые
Размеры ремней, мм ширина (толщина прокладки) 20 ..500’ (3...6) 10 100 (0,5 0,7) 30...60 (2,2. .4)
Рекомендуемая наиболь- шая скорость и, м/с 30 100 <40
Передаваемые нагрузки Малые, средние, большие Малые Малые, средние
Удельная тяговая способность Высокая Средняя Высокая
Допускаемые кратко- временные перегрузки <1,3 <1,2 <1,3
Плотность ремня р, кг/м3 1,25 • 103 0,8- 103 1,1 • 103
Отношение диаметра ведущего шкива к толщине ремня D/Б допускаемое (реко ме ндуемое) 30 (40) 50 . 70 (100 150) 40 (>70)
* Ширина ремней в мм: 20, 25, 32, 40, 50, 63, 71, 80, 90, 100, 112, 125, 140,
160, 180, 200, 224, 250, 280, 310, 315, 340, 360
Расчет и выбор параметров передачи. Расчет плоскоременной передачи
базируется на показателях тяговой способности и сводится к выполнению
следующего условия:
&Я ~ - [°л 1, (6.1)
Ьо
где aF1 — расчетное полезное напряжение, МПа, Ft — окружная сила,
передаваемая ремнем, Н; b и 8 — ширина и толщина ремня, мм; [оЛ] —
допускаемое полезное напряжение ремня проектируемой передачи.
Ресурс работы ремня определяется геометрическими параметрами,
которые должны обеспечивать срок службы не ниже рекомендуемого
(5000 ч).
Минимальное значение диаметра d (мм) малого шкива определяют
по следующей зависимости (формула М.А.Саверина):
= Kd У Т{ • 103, ( 6.2)
201
где Kd = 5,5 . 6,5; 7\ ~ момент вращения на быстроходном валу, Н -м,
множитель 103 вводится для перевода момента Т (Н м) из системы СИ
в Н • мм с целью получения конечного результата d, в мм.
Долговечность ремня и КПД передачи снижаются с уменьшением
диаметров шкивов, поэтому диаметр d/t следует принимать возможно
большим.
Диаметр ведомого шкива d2, мм
d2 = d} (1 - е) и, (6.3)
где и = п{ /п2 — передаточное отношение передачи; п2 ~ частота враще-
ния ведомого шкива; е — коэффициент скольжения ремня, принимается
0,01...0,02.
Рассчитанные диаметры шкивов округляют до ближайших стандарт-
ных значений (табл. 6.2).
Таблица 6.2. Стандартные диаметры шкивов плоскоременных передач
Диаметр 40, 45,30, 56, 63, 71, 80, 90, 100, 112, 125, 140, 160, 180,
шкива d, мм 200, 224, 250, 280, 315, 355, 400, 450, 500, 630, 710, 800
После выбора стандартных значений dI и d2 определяют действи-
тельную частоту вращения ведомого шкива и2, фактическое передаточное
число (u = d2/d} ), его отклонение от заданной величины, которое не
должно быть больше допустимого.
Определение скорости движения ремня (м/с);
д’ d । п ,
° = u = ffld/2- (6'4)
Определение межосевого расстояния
= (1,5...2) Ц +d2). (6.5)
Коэффициент 1,5 принимают для быстроходных, а коэффициент 2 -
для среднескоростных передач.
Определение длины ремня:
а) по выбранному межосевому расстоянию
L = 2tt + ^d'_±dl> + ~ d')L , (6.6)
р 2 4a
б) по его минимальной длине из условия сравнительной долговеч-
ности ремня
к,. , (6-7)
I
где i - частота пробега ремня в секунду; / = imax . Для среднескорост-
ных передач ремня конечной длины i = 5, для быстроходных передач
бесконечными синтетическими ремнями imox— 50 и кордшнуровыми
прорезиненными im(ix = 15.
202
Если длина ремня по уравнению (4.5) не удовлетворяют неравенству
(4.6), то ее увеличивают Для быстроходных ремней расчетную длину
округляют до большего стандартного значения (табл. 6.4).
По окончательно выбранной длине ремня рассчитывают межосевое
расстояние:
а = ( k + X2 —8Д2 )/4, (6.8)
где л = L -Ыср; rfcp = (d{ + d2)/ 2; А = (d2 ~ dx) / 2.
При конструирование передачи предусматривается возможность
изменения межосевого расстояния в сторону увеличения для компен-
сации вытяжки ремня до До — (0,03...0,05)1 и уменьшения до До = 0,0041
для компенсации неточности сшивки.
Определение угла обхвата а( на ведущем шкиве (см. рис. 6.1):
а, = 180“ - ( d' ) • 57,3°. (6.9)
Для прорезиненных ремней угол а7 должен быть не менее 150°, для
синтетических а, = 120°
Расчет сечений ремня. 1. Определение толщины ремня 3, если она
не была принята ранее
8<—-у-, (6.10)
где отношение dnn/3 принимается по табл. 6.1 в зависимости от
материала ремня.
Толщину ремня округляют до ближайшего стандартного значения
(табл.6.3 и 6.4).
3. Выбор начального напряжения ремня a0 = FQ/A, где FQ — сила
начального натяжения ремня (см. п.7); А — площадь сечения ремня.
Начальным напряжением а0 называется напряжение в ветви при
холостом ходе и скорости ремня и =10 м/с, когда центробежные силы
практически не влияют на прижатие ремня к шкиву.
Начальное напряжение с>0 для синтетических ремней с покрытием из
полиамида С6 (тип I) принимается а0 = 3 МПа, а для кордшнуровых
прорезиненных ремней (тип II) принимается о0 = 2 МПа.
4. Допускаемое полезное напряжение для проектируемой передачи
cF{don=a0 Q Са С, Ср, (6.11)
где а0 - начальное напряжение (см. п.З).
Значения а0 для прорезиненных ремней при напряжении от предвари-
тельного натяжения р= 1,8 МПа в зависимости от отношения d}/5 (здесь
d{ — диаметр малого шкива) следующие:
dft......... 30 40 50 60 75 100
сто, МПа.... 2,17 2,25 2,3 2,33 2,37 2,4
203
Таблица 6.3. Ремни плоские прорезиненные
Число Ширина Б-800 и Б-820 БКНЛ-65 и БКНЛ-65-2
прокладок ремня b , мм Толщина ремня S, мм
с прослой- без про- с прослой- без про-
ками слоек ками слоек
3 20 „112 4,5 3,75 3,6 3,0
4 20 250 6,0 5,0 4,8 4,0
5 20 .250 7,5 6,26 6,0 5,0
6 80.. 250 9,0 7,5 7,2 6,0
Стандартные значения b (мм).
20, 25, (30), 32, 40, 50, (60), 63, (70), 71, (75), 80, (85), 90, 100, 112, (115),
(120), 125, 140, (150), 160, (175), 180, 200, 224, (225), 250
Таблица 6.4. Длина L для бесконечных ремней
Материалы и виды фрик- ционного покрытия ремней Толщина б, мм Шири- на Ь, мм Внутренняя длина (номи- нальная) L, мм
Тип I. Капроновая ткань просвечивающего или по- лотняного переплетения, покрытая пленкой из по- лиамида в соединении с нитрильным каучуком СКН-40 0,3 . 0,5 10, 15, 20 250,260, 280,300,320, 340, 350, 380, 400, 420, 450, 480, 500, 530, 560, 600, 630, 670, 710, 750, 800, 850, 900, 950
25, 30, 40, 50 1000, 1060, 1120, 1180, 1250, 1320, 1400
0,5 . 0,7 60 1500, 1600, 1700, 1800, 1900, 2000
80, 100 2120, 2240, 2360, 2500, 2650, 2800, 3000, 3150, 3350
Тип II. Кордшнуровые прорезиненные 2,2; 2,5, 2,8; 3,1; 3,5; 4,0; 4,5; 5,0; 5,5, 6,0 125, 140, 160, 170, 180 35, 40, 45, 50, 56, 63, 71, 80, 90, 100, 500, 560, 630, 710, 800, 900, 1000, 1120, 1250, 1320, 1400, 1600, 1700, 1800, 2000, 2240, 2800, 3000, 3150, 3550, 4000, 4500
Коэффициент Со учитывает расположение передачи: для горизон-
тальных и наклонных (до 60°) передач Со=1, при угле наклона 60...800 —
Со = 0,9; 80...90° — Со = 0,8. Для передач с автоматически поддерживае-
мым постоянным натяжением ремня Со = 1.
204
Коэффициент Са учитывает влияние угла обхвата на малом шкиве
а,/ ..... 180 170 160 150 140 130 120
Са........... 1 0,97 0,94 0,91 0,88 0,85 0,82
Коэффициент Си учитывает влияние натяжения от центробежной силы,
уменьшающей сцепление ремня со шкивом:
и, м/с....... 5 10 15 20 25 30
С............1,03 1,0 0,95 0,88 0,79 0,68
Коэффициент Ср учитывает влияние режима работы (табл. 6.5).
5. Расчет ширины ремня b (мм) по полезному напряжению (тяговой
способности).
(6.12)
где 8 - толщина ремня, мм.
Рассчитанную по формуле (6.12) ширину ремня округляют до боль-
шего стандартного значения (см. табл. 6.3, 6.4).
6. Определение тяговой способности проектируемого ремня и сравне-
ние ее с допустимым значением
(6-13)
DO
7. Определение силы Fr (Н), действующей на вал и подшипники (см.
рис. 6.1):
Fosin (а,/2), (6.14)
где Fo= pob 5 - начальное натяжение ремня при р0=1,8 МПа.
Для обеспечения надежного сцепления ремня со шкивами и его
долговечности начальное натяжение Fo должно обязательно контролиро-
ваться путем измерения стрелы прогиба в середине ветви ремня под
действием нагрузки F (силой тяжести груза от 10 до 50Н). Величина
прогиба ветви ремня j (мм) определяется по формуле:
f = (6.15)
* о
где Fo — начальное натяжение ветви ремня, Н; /= a - длина ветви ремня,
мм.
Параметры шкивов, их материалы и рекомендации по конструированию.
Размеры шкивов обычно принимаются в соответствии с ГОСТ 17383-73,
который устанавливает диаметр и ширину шкива, их предельные
отклонения и стрелу выпуклости (см. рис. 6.2). Шкивы обычно изготав-
ливают литьем из чугуна 415 при о < 30 м/с или стали 25Л при и < 30 м/с
легких сплавов и реже сварными. Шкивы из пластмасс применяют для
205
Таблица 6.5. Значения коэффициента Ср для ременных передач от
электродвигателей общепромышленного применения (выборка)
Режим работы Тип машины Характер нагрузки Ср при числе смен работы
1 2 3
Легкий Ленточные конвейеры, комп- рессоры и насосы центробеж- ные, станки токарные, свер- лильные, шлифовальные С незначительными колебаниями, кратко- временная перегрузка до 120% 1,0 1,1 1,4
Средний Цепные конвейеры, элевато- ры, полиграфические маши- ны, станки фрезерные и зубофрезерные С умеренными колеба- ниями, кратковремен- ная перегрузка до 150% 1,1 1,2 1,5
Тяжелый Конвейеры винтовые и скреб- ковые, ткацкие машины, стан- ки строгальные, зубодолбеж- ные, деревообрабатывающие Со значительными ко- лебаниями, кратковре- менная перегрузка до 200% 1,2 1,3 1,6
Очень тяжелый Подъемники, экскаваторы, глиномялки, прессы, молоты, дробилки, ножницы, лесо- пильные рамы, бегуны, мельницы Ударная и резко нерав- номерная, кратковре- менная перегрузка до 300% 1,3 1,5 1,7
Примечание: Каждому режиму работы соответствует определенный
характер изменения нагрузки
уменьшения массы. Эти шкивы имеют малые маховые моменты, эконо-
мичны при массовом производстве и не требуют механической обработ-
ки. Шероховатость рабочей поверхности шкива не должна быть больше
Ra 2,5 мкм.
Ширину b обода шкива (рис. 6.2, а) устанавливают в зависимости от
ширины b ремня и округляют до следующего стандартного значения:
b....20 25 32 40 50 63 71 80 90 100 112 125 140 160
В....25 32 40 50 63 71 80 90 100 112 125 140 160 180
Для предохранения ремня от бокового сбегания обод одного из
шкивов передачи изготовляют выпуклым (рис. 6.2, б, г), стрела выпук-
лости е по дуге окружности регламентирована стандартом и в зависи-
мости от диаметра d шкива составляет:
d, мм 40...112 125 ..140 160...180 200...224 225...280 315...355
е, мм о,з 0,4 0,5 0,6 0,8 1,0
206
Рис. 6.2. Конструкции шкивов плоскоременных передач
Выпуклость целесообразно делать на большем шкиве, так как сум-
марное напряжение в ремне от изгиба в радиальном и поперечном
направлениях меньше, чем на малом шкиве.
В передачах с окружной скоростью ремня v > 40 м/с на ободьях
шкивов выполняют треугольные или прямоугольные кольцевые канавки
(рис. 6.2, в, г), чтобы избежать образования воздушной подушки.
Каждый шкив при работе со скоростью v > 5 м/с балансируют.
Шкивы изготовляют следующих типов: монолитные (без ступицы), с
диском и ступицей (d < 300 мм), со спицами и ступицей (J >300 мм).
Число спиц, их форму и размеры выбирают из более полных информа-
ционных источников.
Для удобства надевания и замены ремней шкивы передач должны
быть установлены консольно - на концы валов и как можно ближе к
опоре (для уменьшения момента, изгибающего вала).
Для создания предварительного натяжения ремня, компенсации его
удлинения при эксплуатации в конструкции ременной передачи должно
быть предусмотрено устройство для натяжения ремня. Обычно это
устройство используют и для свободной установки нового ремня в
передаче.
При горизонтальном (или близком к нему) положении осей шкивов
ведомую ветвь передачи следует располагать сверху для увеличения угла
обхвата при провисании ремня. На этой же ветви устанавливают
натяжной ролик, обеспечивающий постоянство силы сцепления ремня
с шкивами и увеличивающем угол at при малых межосевых расстояниях.
Ременная передача должна иметь ограждение. Результаты расчетов
обобщают в виде табл. 6.6.
Пример 6.1. Рассчитать открытую плоскоременную передачу, установленную
в системе привода от двигателя к ленточному конвейеру, по следующим
исходным данным: 7\ = 69,8 Н-м, Wj = 152,8 с'1, = 54,2 с’1, передача
горизонтальная, натяжение ремня осуществляется передвижением двигателя по
салазкам, работа двухсменная.
207
Таблица 6.6. Основные параметры спроектированной ременной передачи
Тип ремня и его сечение
Передаваемая мощность Р, кВт
Частота вращения шкивов, мин
ведущего Л]
ведомого п2
Диаметры шкивов, мм:
ведущего d,
ведомого d2
Ширина шкивов Ь, мм
Длина ремня Lp
Межосевое расстояние а, мм
Сила, действующая на валы F, Н
Начальное натяжение ветвей Fo, Н
Величина прогиба ветви ремня f мм
Передаточное число, и
Решение. 1. По формуле (6.2) определяем диаметр ведущего шкива
dt = (5,5...6,5) ^7оГ=(5,5...6,5)^УПоТ = 226...268мм.
Принимаем по стандартному ряду (табл.6.2) — 250 мм.
2. Диаметр ведомого шкива
d2 = d^/coj = 250 • 152,8/54,2 =» 705 мм.
Принимаем по табл. 6.2. d2 = 710 мм.
3. Уточняем угловую скорость ведомого вала, принимая коэффициент
скольжения £ = 0,015:
(02 = ^©1(1 - e)/d2 = 250 • 152,8 (1 - 0,015)/710 * 53 с1.
4. По формуле (6.4) определяем скорость ремня:
р = cjId1/(2 • 1000) *= 152,8-250/(2- 1000) = 19,1 м/с.
5. Согласно формуле 6.5 межосевое расстояние:
а > 2 (dt+ d2) = 2(250+710) = 1920 мм.
Принимаем а = 2000 мм.
6. По формуле (6 7) находим угол обхвата малого шкива:
а1= 180 - 57 (d2 - d()/a = 180 - 57 (710 - 250)/2000 к 167° > 150°
7. По формуле (6.6) определяем длину ремня:
£р = 2а + л (d,+d3)/2+ (d2~ d^/^a) = 2 • 2000 + я (250+710)/2 +
+(710 - 250)2 / (4 2000) » 5534 мм = 5,534 м.
8. По определенной в П.4 скорости ремня и рекомендациям табл. 6.1 прини-
маем синтетический ремень типа I, а толщину его вычисляем по формуле (6.10)
_ dt 250 <
о -------------~ 5 мм
50
Принимая во внимание, что с уменьшением толщины ремня его долго-
вечность увеличивается, а также с учетом рекомендаций табл. 6.3, выбираем
ремень с четырьмя прокладками без прослоек (ТИП Б — 820).
208
9. По формуле (6.10) определяем допускаемое полезное напряжение.
Учитывая, что <//5 = 250/5 = 50, по рекомендациям к формуле (6.10) принимаем
сг0 = 2,3 МПа. Назначаем коэффициенты согласно указаниям: Со =1; Са = 0,96;
С = 0,98; Ср = 1,0.
Тогда
°F доп " сто со Са С. ср 2,3 1 0,96 • 0,89 1,0 =1,96 МПа.
10. Находим ширину ремня на основании формулы (6.11), предварительно
определив окружную силу Ft = ///о = T&Jv = 69,8 152,8/19,1 = 558 Hr
b > Л / (оЛгдог| 5) = 558/ (1,96 5) = 56,9 мм.
Принимаем ширину ремня b ~ 63 мм, ширину шкива В=71 мм.
11. По формуле (6.13) определяем силу, действующий на вал:
F„ = 2f0sin (а [/2) = 2-567 sin( 162/2) = 1122,
где предварительное натяжение ремня
Fo = р,/8 = 1,8-63 - 5 = 567 Н.
12. Результаты расчета передачи оформляются по примеру табл. 6.6.
6.2. Расчет клиноременных и поликлиноременных передач
В общем и пищевом машиностроении широко применяются клино-
вые ремни трех типов: нормальные, узкие и поликлиновые. Размеры передач
с поликлиновыми ремнями вследствие их высокой тяговой способности
получаются значительно меньшими, чем с клиновыми. Однако, поли-
клиновые ремни очень чувствительны к непараллельности валов и
осевому смешению шкивов. Рекомендуется, чтобы непараллельность
валов в передаче не превышала 20°, а угол смещения рабочих поверх-
ностей шкивов был не более 15'.
Общий диапазон скоростей движения ремня у для клиновых передач
от 4 до 25, 40, 30 м/с - соответственно для нормальных клиновых, узких
и поликлиновых ремней. Передаточное число и < 7. Малые габариты и
компактность этих передач обеспечиваются преимущественно в
интервале мощностей Р < 50 кВт. Коэффициент полезного действия
передачи при скорости и <25 м/с ц = 0,9...0,98 и снижается при большей
скорости вследствие аэродинамических потерь.
Клиновая форма ремня обеспечивает лучшее сцепление его со шки-
вом, что позволяет по сравнению с плоскоременной передачей уменьшить
натяжение ремня и действие сил на валы и опоры, снизить минимальные
значения диаметров шкивов и повысить передаточное число.
Основными размерами клиновых ремней являются расчетная ширина
Ьр, по которой назначают размеры канавок шкивов, и расчетная длина
209
Lp ремня на уровне нейтральной линии, по которой определяют
межосевое расстояние.
а ~ 0,25 [(£, — w) + л/ {Lp — w)2 — 8у ], (6.14)
где w = 0,5 л (d2 + d{); у = 0,25(d2 — d^2', dl и d2— расчетные диаметры
шкивов.
Минимальное межосевое расстояние принимают в диапазоне
°.55 ИЛ^+Л,.
где А1 — высота профиля клина ремня.
Передачи клиновыми и поликлиновыми ремнями рассчитывают по
тяговой способности и долговечности. Ограниченное число типоразме-
ров стандартных клиновых и поликлиновых ремней позволило опреде-
лить допускаемую мощность Рдоп для каждого типоразмера ремня, а
расчет свести к подбору типа и числа ремней по таблицам (табл. 6.7...6.12).
Число ремней или число клиньев поликлинового ремня с
для клиновых z = Р/Р^
(6.15)
для поликлиновых Z = 10Р/РДОП,
где Р — допускаемая мощность на один клиновой или поликлиновой
с десятью ребрами ремень при заданных условиях работы:
(6.16)
Значения мощности, передаваемой в стандартных условиях одним
ремнем нормального сечения, приведены в табл. 6.9, узкого сечения —
в табл. 6.10, поликлиновым ремнем с десятью ребрами — в табл. 6.11.
Коэффициент Са учитывает влияние угла обхвата ot] малого шкива
(табл. 6.13).
Коэффициент Ср, учитывающий влияние режима работы, принимают
по рекомендациям, приведенным в табл. 6.5.
Коэффициент CL, учитывающий влияние длины ремня, принимают
в зависимости от отношения расчетной длины L ремня к базовой длине
Lo (табл. 6.14).
Коэффициент Cz, учитывающий неравномерность распределения
нагрузки по ремням, принимают в зависимости от числа z ремней:
Z........2...3 4...6 6
Q........ 0,95 0,9 0,85
Для поликлиновой ременной передачи С = 1.
Последовательность расчета клиноременной и поликлиновой передач.
При известном вращающем моменте Т\, угловых скоростях ю, и (о2
режиме работы расчет передач выполняют в следующем порядке.
1. В зависимости от вращающего момента 7^ по табл. 6.12 выбирают
сечение ремня и определяют диаметр малого шкива по эмпирической
210
Таблица 6.7. Клиновые ремни (ГОСТ 1284.1-89, ГОСТ 1284.2-89,
ГОСТ 1284.3-96) w
л
Обозна- чение сечения Размеры сечения, мм Площадь сечения At, мм2 Расчетная длина Г мм Масса 1 м дли- ны, кг Минималь- ный расчет- ный диаметр меньшего шкива dhi, мм
Г h
Ремни нормального сечения
O(Z) 8,5 10 6 47 400...3150 0,06 63
А(А) 11 13 8 81 560...4500 0,105 90
Б(В) 14 17 11 138 6300.. 7100 0,18 125
В(С) 19 22 14 230 1250.. 10000 0,30 200
HD) 27 32 19 476 2240.. 14000 0,62 315
Д(Е) 32 38 23,5 692 4000.. 18000 0,92 500
Е Е0 42 50 30 1170 6300. .18000 1,5 800
Узкие ремни
YO(Z) 8,5 10 8 56 630...3550 0,07
УА(А) 11 13 10 93 800. 4500 0,12 -
УБ(В) 14 17 13 159 1250 ..8000 0,20 -
УВ(С) 19 22 18 278 2000 ..8000 0,37 •
Примечания. 1. В скобках указаны обозначения ремней в международной
системе
2. L? — расчетная длина ремня на уровне нейтральной линии. Стандартный
ряд длин L : 400, 450, 500, 560, 630, 710, 800, 900, 1000, 1120, 1250, 1400,
1600, 18000, 2000, 2240, 2500, 2800, 3150, 3550, 4000, 4500, 5000, 5600, 6300,
7100, 8000, 9000, 10000, 11200, 12500, 14000, 16000, 18000
формуле (6.1), приняв Kd = 3...4 для клиноременной передачи, 2,5...3 —
для поликлиновой передачи и Kd = 2,0...2,5 — для узких клиновых ремней.
При этом в целях повышения срока службы ремней рекомендуется
применять шкивы с диаметром d} (из стандартного ряда — табл 6.2),
большим dlmin, указанного в табл. 6.12.
211
Таблица 6.8. Технические данные поликлиновых ремней с шнуровым
кордом (РТМ 3840528-74)
Сечение ремня 1, мм h, Мм мм Число клиньев, z Длина, мм d{ не менее Н • м Масса 0|О, кг/м
К 2,4 4,0 2,35 2.. 36 400...2000 40 40 0,09
Л 4,8 9,5 4,85 4...20 1250...4000 80 18...400 0,45
М 9,5 16,7 10,35 4.. 20 2000.. 4000 180 130 1,6
Примечания. 1. Масса 1 м ремня указана для ремней с десятью ребрами.
2. Стандартные длины поликлиновых ремней такие же, как и клиновых ремней
(см. табл. 6.4).
3 Диаметры шкивов для поликлиновых ремней выбирают из того же
стандартного ряда, что и для клиновых ремней (см. табл. 6.1 i).
2. Определяют диаметр большого шкива d2= Полученное
значение округляют до ближайшего по стандартному ряду (табл. 6.2).
3. Уточняют угловую скорость ©2= d{ со f (1 — e)/d2 тихоходного вала,
приняв коэффициент скольжения е = 0,01...0,02 .
4. Определяют передаточное число и = ©]/ со2 .
5. Находим скорость движения ремня по формуле (6.4).
6. Ориентировочно назначают межосевое расстояние, принимая во
внимание, что атш“ ^^(d^d^+h, amax~ 2(d^d2). [Здесь h — высота
сечения ремня (см. табл. 6.7 и 6.8)].
7. По формуле (6.6) определяют длину ремня. Полученное значение
округляют до ближайшего числа по стандартному ряду (см. табл. 6.4).
8. По формуле (6 8) вычисляют окончательное значение межосевого
расстояния.
9. Определяют по формуле (6.9) угол обхвата на ведущем шкиве,
значение которого должно быть в области а, > 120°.
10. Определяют допускаемую мощность Рдоп.
11. Находят требуемое число клиновых ремней, а число клиньев
поликлиновой передачи определяют по формуле
г = ЮР/РД0П-
Рекомендуемое число клиньев указано в табл. 6.8.
212
6.9. Номинальная мощность Ро, кВт, передаваемая одним клиновым ремнем
(ГОСТ 1284.3-80)
Сечение ремня (длина £р, мм) Диаметр малого шкива, б/р мм Переда- точное число и Частота вращения меньшего шкива, мин '1
400 700 950 1450 2000 2800
Z (800) 63 1,5 3,0 0,19 0,19 0,29 0,30 0,38 0,39 0,53 0,54 0,67 0,69 0,86 0,88
71 1,5 3,0 0,23 0,23 0,36 0,37 0,46 0,48 0,66 0,68 0,84 0,87 1,08 1,И
80 1,5 з,о 0,27 0,28 0,44 0,45 0,56 0,58 0,80 0,82 1,03 1,06 1,32 ~ 1,36
90 1,5 3,0 0,32 0,33 0,52 0,54 0,67 0,69 0,96 0,99 1,23 1,27 1,58 1,78
100 1,5 з,о 0,37 0,38 0,60 0,62 0,78 0,80 1,11 1,14 1,43 1,48 1,83 1,89
А (1700) 90 1,5 з,о 0,43 0,44 0,67 0,69 0,85 0,88 1,18 1,21 1,48 1,53 1,82 1,87
100 1,5 3,0 0,52 0,53 0,82 0,84 1,05 1,08 1,45 1,50 1,84 1,89 2,27 2,34
112 1,5 3,0 0,62 0,64 0,99 1,02 1,27 1,31 1,78 1,84 2,25 2,33 2,78 2,87
125 1,5 з,о 0,74 0,76 1,18 1,22 1,52 1,57 2,13 2,19 2,69 2,78 3,30 3,40
140 1,5 3,0 0,86 0,89 1,39 1,43 1,79 1,85 2,51 2,59 3,17 3,27 Г 3,85 L 3,97
В (2240) 125 1,5 3,0 0,93 0,96 1,44 1,48 1,81 1,86 2,42 2,50 2,92 3,01
140 1,5 3,0 1,16 1,20 1,81 1,87 2,30 2,37 3,10 3,21 3,78 3,90 —
160 1,5 3,0 1,46 1,51 2,31 2,38 2,94 3,03 4,00 4,13 4,85 5,01 —
180 1,5 3,0 1,76 1,81 2,79 2,88 3,56 3,67 4,85 5,01 5,86 6,05 —
200 1,5 3,0 2,05 2,Н 3,27 3,37 4,17 4,30 5,67 5,85 6,78 6,99 —
С (3750) 200 1,5 3,0 2,67 2,75 4,08 4,21 — — —. —
224 1,5 3,0 3,31 3,41 5,12 5,29 — — — —
250 1,5 I 4,00 3,0 1 4,12 6,23 6,43 — — — —
v, м/с 5 10 20
213
Таблица 6.10. Мощность Ро, кВт, передаваемая одним узким ремнем
Сечение ремня (длина Lp, мм) Диаметр малого шкива Jp мм Скорость ремня V, м/с
5 10 20 30 40
УО 63 0,95 1,50 1,85 - -
(1600) 71 1,18 1,95 2,73 - -
80 1,38 2,34 3,50 - -
90 1,58 2,65 4,20 4,55 -
УА 90 1,56 2,57 - - -
(2500) 100 1,89 3,15 - - -
112 2,17 3,72 5,62 - -
125 2,41 4,23 6,60 7,10 -
УБ 140 2,95 5,00 - - -
(3550) 160 3,45 5,98 9,10 - -
180 3,80 6,70 10,6 11,5 -
200 4,12 7,3 11,9 13,3 -
УВ 224 5,45 9,4 14,1 - -
(5600) 250 6,05 10,6 16,6 17,1 -
280 6,60 11,5 18,7 20,7 -
315 7,08 12,8 20,9 23,9 22,7
Таблица 6.11. Мощность Ро, кВт, передаваемая поликлиновым ремнем с
десятью клиньями
Сечение ремня Диаметр малого Скорость ремня V, м/с
(длина £р, мм) шкива dy, мм 5 15 25 35
К (710) 40 1,40 3,2
45 1,55 3,6 4,9
50 1,65 4,0 5,3
56 1,80 4,3 5,9
63 1,90 4,6 6,4
71 2,00 4,9 6,9 7,6
Л (1600) 80 3,9 7,9
90 4,5 9,7
100 5,0 11,2 13,0
112 5,5 12,7 15,3
125 5,9 13,9 17,4
140 6,3 15,0 19,2 17,2
160 6,7 16,2 21,2 20,0
М (2240) 180 14,5 30,2 31,8
200 16,3 35,8 40,4
224 18,0 41,2 49,5 37
250 19,7 45,0 57,0 48
280 21,0 50,3 65,0 58
315 22,5 54,3 71,0 68
214
Таблица 6.12. Минимальные значения диаметров шкивов для передач
наибольших моментов
Обозначение сечения ремня Вращающий момент Т\, Н-м ^linin’ ММ
Нормального сечения
Z <30 63
А 15 ..60 90
В 50...150 125
С 120...600 200
Узкие
УО <150 63
УА 90...400 90
УБ 300...2000 140
УВ >1500 224
Поликлиновые
К <40 40
л 18...400 80
м >130 180
Таблица 6.13. Значения коэффициента Са
Ремень Угол обхвата, сц
180 170 160 150 140 130 120
Клиновой 1,00 0,98 0,95 0,92 0,89 0,86 0,83
Поликлиновой 1,00 0,97 0,94 0,91 0,88 0,84 0,80
Таблица 6.14. Значения коэффициента CL
Ремень £ /Г р f о
0,4 0,6 0,8 1 1,2 1,4
Клиновой нормального сечения 1,00 0,98 0,95 0,92 0,89 0,86
Клиновой узкого сечения и поликлиновой 1,00 0,97 0,94 0,91 0,88 0,84
12. Определяют силу предварительного натяжения одного клинового
ремня
Ли = [780 PCL/(xCaCpz)] + qx2 . (6.17)
и силу, действующую на вал,
Fr = 2F0, Z sin (a,/2), (6.18)
где q — масса 1 м длины ремня.
215
Для поликлинового ремня с числом клиньев т,
F = [1WPCL/хСаСр] + ?10 z *710, (6.19)
где #10 — масса 1 м длины ремня с десятью клиньями (см. табл. 6.8).
Шкивы клиноременных и поликлиновых передач. Шкивы изготовляют
из чугуна, стали, легких сплавов и неметаллических материалов. Чугун
СЧ15 и других марок применяют при скорости и < 30 м/с, стальное
литье — при и < 45 м/с. Шкивы из алюминиевых сплавов, а также сварно-
штампованные шкивы имеют минимальную массу и могут быть исполь-
зованы при и < 80... 100 м/с. Шкивы из неметаллических материалов
отличаются повышенным трением. Ступица шкива может быть располо-
жена симметрично или несимметрично относительно обода. На вал ее
устанавливают с натягом.
Шкивы для клиновых ремней (рис. 6.3) имеют на наружном диаметре
канавки по ГОСТ 20889-88 (табл. 6.15); наружный диаметр шкива
рассчитывают по формуле
d = d + 2 b
е Р
где dp — расчетный диаметр шкива, по которому определяют расчет-
ную длину ремня; b — глубина канавки расчетной ширины (по dp).
Конструкция шкива определяется его диаметром, типом выбранного
ремня и числом ремней. Шкивы диаметром dp = 63... 100 мм выполняют
монолитными, механически обработанными с выступающей односто-
ронней ступицей или без нее (см. рис. 6.3, типы 1, 2, 3). Шкивы диамет-
ром dp = 80...400 мм изготовляют с диском и укороченной или удлинен-
ной ступицей (см. рис. 6.3, типы 4, 5, 6). Шкивы диаметром dp >180 мм
выполняют со спицами (см. рис. 6.3, типы 7, 8, 9).
Для каждого диаметра шкива и типа используемого ремня число
канавок z выбирают в зависимости от диаметра dp:
dp, мм.. 90 90... 100 >100
Z ......14 1...6 1 8
Длину ступицы L назначают в зависимости от диаметра расточки
шкива:
мм .. . 18 20,22 25,28 32.. 38 40.55 60.75 80; 85
£,мм. . 30 38 45 60 85 НО 135
Ширину шкива М определяют по данным табл. 6.15. Основные
размеры поликлинового шкива приведены в табл. 6.16.
Наружный диаметр поликлинового шкива
^=rfp-26.
216
Типб Тип?
Рис. 6.3. Конструкции клиноременных шкивов
ТипЗ Варианты исполнения
<у л л посадочною отверстия
сч _ М У{ J шкивов типов 1...S
Пример 6.2. Рассчитать клиноременную передачу по данным примера 6.1.
Решение.
1. По табл. 6.12 для = 69,8 Н-м выбираем сечение В и определяем
диаметр малого (ведущего) шкива по формуле (6.2), приняв коэффициент
^ = 3...4;
d, = Тх- Ю3 = (3...4) V 69,8- 103 =124.-165 мм.
Согласно рекомендациям, приведенным в табл 6.9, принимаем dx = 140 мм.
2. Диаметр большого шкива
d2= ^©,/(02= 140 152,8/54,2 395 мм.
Принимаем d2= 400 мм.
3. Уточняем угловую скорость тихоходного вала, принимая коэффициент
скольжения е = 0,015:
©2= ^<0,(1 - e)/d2 = 140-152,8(1 - 0,015)/400 « 52,7 с'1.
Таблица 6.15. Ширина М (мм) клинового шкива (рис. 6.3)
Сечение ремня Ширина М при числе ремней z
1 2 3 4 5
Z 16,0 28,0 40,0 52,0 -
А 20,0 35,0 50,0 65,0 80,0
В 25,0 44,0 63,0 82,0 101,0
Таблица 6.16. Шкивы поликлиновых ремней. Размеры в мм
И
Обозначение сечения ремня е ho h ri Г2 f 2Д d,
К 2,4 4,8 3,30 2,53 0,3 0,5 0,3 0,5 3,5 5,5 1,9 4,8 40...500
Л М 9,5 6,60 13,05 5,06 10,37 1,0 0,8 10,0 7,1 80-800 180...1000
Примечание. Для чугунных шкивов 8чуг « 1,6А; для стальных 5СТ * 0,8 8чуг;
М = (z — 1)е +2/ где z — число канавок на шкиве.
218
4. Передаточное число
и = = 152,8/52,7 = 2,90,
отклонение от заданного'
~) on _________________________ ЭЙ?
Ди = .100% = 2,8% <4%.
2,82
5. По формуле v = inxd^/(2- 1000) определяем скорость ремня:
v = 152,8- 140/2000 = 10,7 м/с.
6. Предварительное значение межосевого расстояния:
ат,.„ = 0,55(</] + с/2)+й = 0,55(140 + 400) + 11 = 308 мм,
где высота Л сечения В принята по табл. 6.3.
7. По формуле (6.6) определяем длину ремня:
i =2диг„+ - Ц+</2)+ 2-308 + ^-(140+400)+-40° 140 =1519 мм.
р 2 1 2 4awin 2 4-308
По табл. 6.7 принимаем Lp = 1600 мм.
8. По формуле (6.14) определяем окончательное значение межосевого расстоя-
ния:
а = 0,25 [(Lp — w) + у/ (Lp — со)2 — 8у ] =
= 0,25 [(1600 - 847,8) + (1600 - 847,8)2 - 8-16900 ] = 352 мм.
где w = 0,5тг(с/2 + dj = 0,5 • 3,14(400 + 140) = 847,8 мм,
у = 0,25(d2-rff)2 = 0,25 (400 - 140)2 = 16900 мм2.
9. По табл. 6.9 интерполированием находим значение мощности Ро = 2,81 кВт,
определяем коэффициенты согласно указаниям: Сб = 0,88 для угла обхвата
а, = 180° - 57° (J2 - dj/a = 180° - 57°(400 - 140J/352 = 138°; Ср =0,9;
CL = 0,92 для Z/Lo = 1600/2240 = 0,71; Сг = 0,9.
Тогда допускаемая мощность на один клиновый ремень, определяемая по
формуле (6.16), составит
Рдоп= P0C6CpCLCz^ 2,81 0,88 0,9 0,92 0,9 =1,84 кВт.
10. По формуле (6.15) находим требуемое число клиновых ремней:
г = р/рдоп= 10,66/1,84 =5,8.
где Р = Г, = 69,8 • 152,8 = 10660 Вт = 10,66 кВт.
Принимаем z = 6.
219
II. По формуле (6 17) определяем силу предварительного натяжения одного
ремня.
= [180РС,/(иСаСр Д] + qv~ =
= [780 - 10,66 - 0,92/(10,7 - 0,88 • 0,9 • 6)| + 0,18 - 10,72 = 171Н,
где q = 0,18 кг/м по табл. 6.3,
и по формуле (6 18) силу, действующую на валы:
F = 2F0l z sin(a,/2) = 2171-6 sin(1380/ 2) = 1916 H.
12. Ширина шкива по данным табл 6 9
М = (z~ 1)е + 2/= (6 - !)• 19 + 2-12,5 = 120 мм.
13. Результаты расчета оформляют в виде табл. 6.6.
6.3. Расчет зубчато-ременной передачи
Зубчато-ременные передачи (рис. 6.4) сочетают в себе достоинства
ременных и цепных передач: высокую нагрузочную способность и долго-
вечность, компактность привода и сравнительно невысокие предвари-
тельные натяжения и нагрузки на валы и опоры, стабильность переда-
точного числа (м <12) при высоких окружных скоростях ремня (от 0,5
до 80 м/с), большой диапазон передачи мощности (от 0,2 до 500 кВт),
высокое значение КПД (rj - 0,95...0,99). Перечисленные достоинства
Рис. 6.4. Зубчато-ременная передача
220
способствуют широкому применению в различных областях машино-
и приборостроения.
Промышленность выпускает ремни двух типов: с трапецеидальной
формой зубьев (табл. 6.17) и с полукруглым профилем (табл. 6.18).
Последний обеспечивает более равномерное распределение напряжений
в ремне, плавный вход зубьев в зацепление, возможность повышения
нагрузок до 40%.
Проектировочный расчет. Основным критерием работоспособности
передач с зубчатым ремнем является усталостная прочность зубьев
ремня, испытывающих в основном деформацию сдвига, и их износо-
стойкость.
Основным конструктивным параметром зубчато-ременной передачи
является модуль т = t /л , где t — шаг ремня (табл. 6.17 и 6.18).
Последовательность проектирования передачи:
1. Значение модуля для заданной мощности Р{ и частоты вращения
М] ведущего шкива:
з I р • С
т = К- V -1. .. р. , (6,20)
N л,
где К = 35 для ремней с трапецеидальной формы зубьев и К = 25 - для
полукруглой; Рх - номинальная мощность на ведущем валу, кВт; «] -
частота вращения ведущего шкива, мин1; Ср - коэффициент режима
работы:
С = 1,3...1,7 - ленточные конвейеры;
(f = 1,5...1,9 - цепные конвейеры, подъемные механизмы;
С = 1,8...2,2 - компрессоры, реверсивные приводы;
С ~ 2,0...2,5 - прессы, ножницы.
Меньшие значения при меньших перегрузках, большие — при
перегрузках <400%.
Полученное значение модуля округляют до стандартного (табл.6.17
и 6.18).
2. Определяют число зубьев ведущего шкива zx в зависимости от час-
тоты его вращения и модуля в соответствии с рекомендациями табл. 6.19.
Число зубьев ведомого (большего) шкива
Ч = Z1 “
Полученное значение округляют до целого числа и уточняют переда-
точное число передачи
и = Z-J Zv
3. Вычисляют делительные диаметры (мм) шкивов, измеряемые по
расположению осей металлических тросов:
rf, = тъ
1 ’’ (6.21)
= mz2.
221
Таблица 6.17 . Основные параметры ремней с трапецеидальным профилем
по ОСТ 38-05114
Параметры Модуль ремня тп, мм
1,0 1,5 2,0 з,о 4,0 5,0 7,0 10,0
Шаг зубьев ремня Гр,мм 3,14 4,71 6,28 9,42 12,57 15,71 21,99 31,42
Высота зуба Л, мм 0,8 1,2 1,5 2,0 2,5 3,5 6,0 9,0
Толщина ремня Н, мм 1,6 2,2 3,0 4,0 5,0 6,5 11,0 15,0
Наименьшая толщина зуба 5, мм 1,0 1,5 1,8 3,2 4,4 5,0 8,0 12,0
Расстояние от оси троса до впадины ремня 5, мм 0,4 0,4 0,6 0,6 0,8 0,8 0,8 0,8
Диаметр троса dT, мм 0,36 0,65. 0,75
Угол профиля зуба 2у,° 50’ 40’
Податливость витков каркаса ремня, 1' 10‘4 мм2/Н 7 8 9 14 6 8 11 16
Линейная плотность ремня шириной 1мм q • 10*3, кг/м мм 2,0 2,5 3,0 4,0 6,0 7,0 8,0 и,о
Допускаемая удельная сила ст0 доп- Н/мм 3,0 3,5 5,0 9,0 25,0 30,0 42,0
Примечание: Длину ремня Ар, мм выбирают из ряда размеров (см. табл. 6.7).
4. Определяют скорость движения ремня, м/с:
v = CD] / (2 • 1000).
5. Принимают (ориентировочно) межосевое расстояние а (мм) из
условия
а < 0,5(d2 + d]).
6. Определяют длину ремня в шагах по формуле, аналогичной фор-
муле для определения длины ремня плоскоременной передачи:
2а Z] +z2 ,^2-Zj \ t
L------+ ------- + I .. I • —
' t 2 \ 2л / a
(6.23)
Полученную длину Lp округляют до стандартного значения (см. табл. 6.7).
222
Таблица 6.18. Основные параметры зубчатых ремней с полукруглым
профилем ТУ 38-905560
Модуль т, мм Шаг рем- ня tp, мм Радиус профиля зуба /?|, мм Высота зуба h, мм Толщина зуба Я, мм Расстояние от оси троса до впадины 5, мм Податливость витков каркаса X 10'4, мм2/Н
3,0 9,42+0,05 2,5. .0,1 4,0 . 0,1 6,0. .0,2 0,6±0,08 9
4,0 12,57±0,06 3,5. .01 5,0...0,1 7,5...0,2 0,8±0,1 4
5,0 15,71±0,07 4,5 ..0,1 6,0...0,1 9,6...0,2 0,8±0,1 5
7. Вычисляют окончательное значение межосевого расстояния а при
выбранной длине Lp ремня
8. По формуле otj ® 180-57 (d2 — d^/a определяют угол обхвата
ремнем малого шкива.
9. Вычисляют число зубьев ремня, находящихся в зацеплении с
меньшим шкивом:
zo = Z/X, /360° > kJ-
(6.25)
Рекомендуется kJ > 6. При z0 < kJ увеличивают межосевое расстоя-
ние а.
Таблица 6.19. Значение наименьших допустимых чисел зубьев ведущего
шкива в зависимости от частоты вращения и модуля т
Частота вращения ведущего шкива мин'1 Модуль т, мм
1,0 1,5 и 2,0 з,о 4,0 и 5,0 7,0 и 10,0
750 - - - - 22
1000 13 10 12 15 24
1500 14 11 14 18 26
3000 15 12 16 20 -
223
10. Принимают допускаемую приведенную удельную окружную силу
аодоп в зависимости от модуля ремня по табл 6.17.
И. Определяют допускаемую удельную окружную силу, приходя-
щуюся на один мм ширины ремня, Н/мм:
°F, = % доп СР CF " (6-26)
где Ср - коэффициент динамичности нагрузки и режима работы, прини-
мают по рекомендациям, приведенным в табл. 6.5; CF — коэффициент,
учитывающий неравномерность распределения нагрузки между проволо-
ками троса вследствии технологических особенностей изготовления (при
расчете принимают CF = 0,85); qv2 — центробежная сила, возникающая
при прохождении ремнем шкивов; здесь q — масса 1 м ремня шириной
1 мм, кг/(м - мм) (см. табл. 6.17).
12. Вычисляют передаваемую окружную силу, Н:
Ft = Р;/ qv. (6.27)
13. Из условия тяговой способности определяют ширину ремня, мм:
b>Ft/cFt. (6.28)
Полученную ширину b зубчатого ремня округляют до стандартного
значения (табл. 6.20).
Таблица 6.20. Рекомендуемые значения чисел зубьев шкива z2 при
наибольшем передаточном числе ип1ах, предульные значения чисел зубъев zp
и ширины ремня b (ОСТ 38-05114)
Модуль ремня т, мм 1 1,5 2 3 4 5 7 10
Наибольшее число зубьев шкива 100 115 120 85
Наибольшее переда- точное число 7,7 10 И,5 12 8 8 6,67 4,7
Предельные значения чисел зубъев ремня zp 40 160 48. 250 48 .200 56 140 56 100
Предельная ширина ремня Ь, мм 3 12,5 3 . 20 5 . 20 12,5.. 100 20. .100 25.. 125 40 . 150 50 200
Примечания' 1 Число зубьев ремня zp выбирают из ряда. 40, 42, 45, 48, 50, 53, 56, 60, 63,
67, 71, 75, 80, 85, 90, 95, 100, 105, 112, 115, 125, 130, 140, 150, 160, 170, 180, 190, 200, 210,
220, 235, 250
2. Ширину ремня b выбирают из ряда 3, 4, 5, 8, 10, 12,5; 16, 20, 25, 32, 40, 50, 63, 80, 100,
125, 160, 200
224
14. Для устранения зазоров в зацеплении и правильного набегания
ремня на шкивы определяют необходимое значение предварительного
натяжения (Н) ветвей ремня от центробежной силы:
F0=\,lbqv2. (6.29)
15. Находят силу Fr, действующую на валы и направленную по линии
центров передачи:
/7=0,5^/;. (6.30)
16. Определяют габаритные размеры шкивов:
диаметр окружности вершин зубьев
^ = rf + 23+c, (6.31)
где 5 — расстояние от впадины зуба ремня до осевой линии троса (см.
рис. 6.4), принимают 3 = 0,6 мм при т = 2...4 мм и 3 = 1,3 мм при
т = 5... 10 мм; с — поправка, учитывающая податливость витков троса,
принимают с = 0,08...0,18 мм при da = 50...500 мм;
диаметр (мм) окружности впадин зубьев
rf/ = 4.-2A.. <6 32>
где hM — высота зубьев шкива, значение которой принимают в зависи-
мости от модуля ремня по табл. 6.17 или 6.18.
Ширина зубчатого обода шкива, мм:
В = b + т.
Полученное значение округляют до стандартного по табл. 6.20. Неко-
торые рекомендации по конструкции и монтажу передачи зубчатым
ремнем.
• Для повышения равномерности распределения нагрузки между
зубьями ремня наружные диаметры шкивов следует увеличивать на
0,05...0,2 мм (большие значения при больших модулях).
• Для более плавного входа зубьев ремня в зацепление между ремнем
и шкивом рекомендуется делать зазоры (рис. 6.4): боковой зазор
/= (0,25...0,4) т и радиальные с =(0,25...0,35) т (большие значения при
малых модулях).
• Если требуемое межосевое расстояние а и выбранная длина L
(содержащая целое число шагов) не соответствуютдруг другу, то
выбирают ремень большей длины и устанавливают натяжной ролик.
Диаметр натяжного ролика dp должен быть больше наружного диаметра
малого шкива: dp < \^da].
17. Основные параметры проектируемой зубчато-ременной передачи
свести в виде табл. 6.21.
225
Таблица 6.21. Основные параметры проектируемой зубчато-ременной
передачи
Параметр Значение параметра
Передаваемая мощность Рэдтр, кВт Угловая скорость шкивов, с’1' ведущего ведомого со2 Межосевое расстояние а, мм Число зубьев шкива: ведущего z, ведомого z2 Модуль зубчатого ремня т, мм Делительные диаметры шкивов, мм- ведущего dx ведомого d2 Ширина шкивов В{ = В2, мм Ширина ремня Z>, мм Длина ремня Lo - Lpp Сила Fr, действующая на валы, Н
6.4. Проектирование цепных передач
6.4.1. Расчет втулочно-роликовых передач
Цепную передачу относят к передачам зацеплением с гибкой связью.
Она состоит из ведущей и ведомой звездочек, огибаемых цепью (рис. 6.5).
Кроме этих основных элементов, большинство конструкций цепных
передач имеют натяжные и смазочные устройства, картеры и огражде-
ния.
Принцип зацепления на котором работает цепная передача, не
требует предварительного натяжения цепи, в связи с чем уменьшается
нагрузка на валы и опоры, а также повышается КПД передачи (до 0,98).
Угол обхвата звездочки цепью не имеет столь решающего значения,
как угол обхвата шкива ремнем. Поэтому цепные передачи могут
надежно работать при малых межцентровых расстояниях
(а > (Jj + d2)/2 + 30...50 м) и при больших передаточных числах (и < 8).
По сравнению с ременными передачами цепные более компактны, могут
передавать мощность до 120 кВт при окружных скоростях и < 15 м/с, а
также передавать момент вращения от одного ведущего вала нескольким
ведомым, в том числе с противоположным направлением вращения.
Рис. 6.5. Цепная передача
226
В многоступенчатых приводах машин цепные передачи устанавли-
вают, как правило, на тихоходной ступени, т.е. после редуктора к
ведущему валу технологической машины. Возможна установка цепной
передачи и на быстроходной ступени (от электродвигателя к приемному
валу передаточного механизма или машины). При этом к передаче
предъявляются требования высокой работоспособности и компактности.
Таким условиям наилучшим образом удовлетворяют роликовые цепи
типа ПР с шагом t= 12,7...25,4 мм.
Проектирование цепных передач обусловлено, в первую очередь,
правильным выбором типоразмера цепи, ее шага t. Основным критерием
работоспособности цепи является долговечность цепи, определяемая
износостойкостью шарнира звена по условию допускаемых среднего
давления р < [р]. Долговечность приведенных цепей по изнашиванию
составляет 8... 10 тыс.ч работы.
Расчет и выбор параметров цепной передачи выполняют в такой
последовательности:
1. Выбирают тип цепи, определяют ее шаг t (мм):
I zt[p]mp
(6.33)
где 7\ - вращающий момент на валу малой звездочки, Н • м; тр ~ число
рядов цепи;
Число зубьев малой звездочки (^ выбирают в зависимости от
передаточного числа и\ рекомендуемое значение z{= 31 — 2 и; мини-
мальное ?1Ш11 =17).
Число зубьев ведомой звездочки z2 = uzl (желательно четное число).
Во избежание соскакивания цепи ограничивают z2 < 120. Число зубьев
звездочек выбирают из ряда: 16, 18, 20, 25, 32, 40, 50, 63, 80.
Коэффициент эксплуатации
Кэ = КК0КсКгКрКрег, (6.34)
где К — коэффициент, учитывающий характер нагрузки (при спокойной
нагрузке К = 1, при толчках К= 1,2...1,5); Ка — коэффициент, учиты-
вающий влияние межосевого расстояния [Ко = 1 при а = (30...50)/,
Ка = 0,8 при а = (60...80)/]; Кс — коэффициент вида смазывания (при
смазывании погружением Кс = 0,8, при капельном смазывании Кс = 1,
при периодическом смазывании Кс = 1,5); К, — коэффициент наклона
линии центров звездочек к горизонту (при у < 60° Ку = 1, при у > 60°
К = 1,25); Кр — коэффициент режима работы (при односменной работе
К =1, при двухсменной Кр = 1,25, при трехсменной К = 1,5);
коэффициент способа регулирования натяжения цепи (при регулировании
натяжными звездочками = 1, при периодическом регулировании
Ярег = 1,15, при нерегулируемой передаче Крег = 1,25).
Полученное по формуле (6.33) значение t округляют до ближайшего
стандартного по табл. 6.22.
227
NJ
NJ
OO
6.22. Цепи приводные роликовые (по ГОСТ 13568-75). Размеры в мм
Типоразмер цепи t А* не более не более ь, не более А Разрушающая нагрузка, кН, не менее Масса 1 м цепи, кг
ПР-15,875-23 15,875 9,65 5,08 10,16 14,8 24 13 - 23,0 1,00
ПР-19,05-31,8 19,05 12,70 5,94 11,91 18,2 33 18 31,8 1,90
ПР-25,4-60 25,4 15,88 7,92 15,88 24,2 39 22 - 60,0 2,60
ПР-31,75-89 31,75 19,05 9,53 19,05 30,2 46 24 - 89,0 3,80
ПР-38,1-127 38,1 25,40 11,10 22,23 36,2 58 30 - 127,0 5,50
ПР-44,45-172,4 44,45 25,40 12,70 25,70 42,4 62 34 - 172,4 7,50
2 ПР-15,875-45,4 15,875 9,65 5,08 10,16 14,80 41 13 16,59 45,4 1,9
2ПР-19,05-64 19,05 12,70 5,96 11,91 18,08 53,4 17,75 22,78 64,0 2,9
2ПР-25,4-114 25,4 15,88 7,92 15,88 24,20 68 22 29,29 114,0 5,0
2ПР-31,75-177 31,75 19,05 9,53 19,05 30,20 82 24 35,76 177,0 7,3
2ПР-38,1-254 38,1 25,40 11,10 22,23 36,20 104 30 48,44 254,0 11,0
2ПР-44,45-344 44,45 25,40 12,70 25,40 42,24 110 34 48,87 344,8 14,4
* Л — ширина звена для типа ПР и 2ПР
Таблица 6.23. Допускаемое среднее давление р, МПа, в шарнирах роликовых
(втулочных) цепей
Шаг цепи р, мм [р], МПа, при частоте вращения меньшей звездочки л,, мин~!
50 200 400 600 800 1000 1200 1600
12,7...15,875 35 31,5 28,5 26 24 22,5 21 18,5
19,05...25,4 35 30 26 23,5 21 19 17,5 15
31,75.-38,1 25 29 24 21 18,5 16,5 15 -
2. Рассчитанную по формуле (6.33) цепь проверяют на прочность,
определяя коэффициент запаса прочности
е
F'K+^ + F^ <6-35)
где F — разрушающая нагрузка, Н (см. табл. 6.22); Ft — окружная сила,
Н; К— коэффициент, учитывающий изменение нагрузки (или динами-
ческий коэффициент); его значение дано выше, в пояснении к формуле
(6.34); F = qv2 — нагрузка от центробежных сил.
Масса 1 м цепи, кг; v — скорость цепи, м/с); Ту— сила от провиса-
ния цепи, Н:
Ту= 9,81 kfqa, (6.36)
здесь коэффициент /у = 1 + 5(90° - у)/90° (/у = 1 при вертикальном
расположении передачи и Ау= 6 при горизонтальном).
Коэффициент S должен быть меньше нормативного значения [5]
(табл. 6.24).
Для уменьшения динамических нагрузок на цепь и звездочки в
открытых передачах ограничивают скорость цепи: и < 7 м/с, чтобы
частота вращения ведущей звездочки не превышала (см. табл. 6.25)
рекомендуемое значение:
v =Zjt nj(60- 1000), (6.37)
где Z] - число зубьев ведущей звездочки; t — шаг цепи, мм; — частота
вращения ведущей звездочки, мин"1.
Таблица 6.24. Нормативный средний коэффициент запаса прочности [S]
для приводных роликовых цепей цепей ПРЛ и ПР (при zt = 17)
Шаг цепи t, мм Частота вращения л, меньшей звездочки, мин'1
50 100 200 300 400 500 600 800 1000
12,7 7,1 7,3 7,6 7,9 8,2 8,5 8,8 9,4 10,0
15,875 7,2 7,4 7,8 8,2 8,6 8,9 9,3 10,1 10,8
19,05 7,2 7,4 7,8 8,2 8,6 8,9 9,3 10,1 10,8
25,4 7,3 7,6 8,3 8,9 9,5 _ 10,2 10,8 12,0 13,3
229
Таблица 6.25. Предельные частоты вращения ведущей звездочки, мин
Число зубьев ведущей звездочки Zj Значение частоты вращения звездочки л1пред, мин при шаге цепи t, мм
12,7 15,875 19,05 25,4 31,75 38,1 44,45 50,8
20 2780 2000 1520 1000 725 540 430 350
25 2900 2070 1580 1030 750 560 445 365
30 3000 2150 1640 1070 780 580 460 375
При выборе шага цепи необходимо учитывать, что с его увеличением
повышаются динамические нагрузки и шум при работе передачи,
уменьшается плавность ее работы. Поэтому при больших скоростях
нужно стремиться принимать (в пределах требуемой прочности)
возможно меньший шаг цепи.
2. Определяют предварительно значение межосевого расстояния а
(мм), выраженное в шагах из условия:
а =(30...50) Г (6.38)
при числе звеньев в цепи
Lt = 2 at + 0,5zz +&2/at, (6 39)
где L( = L/t - длина цепи в шагах; а{ = a/t; = z( + Z2', A = (z2 - 2])(2л).
Число звеньев Lt рекомендуется принимать четным, тогда отпадает
необходимость в использовании переходных звеньев, которые по
прочности уступают основным.
3. Уточняют межосевое расстояние а (мм) по формуле
а = 0,25/ [z, - 0,5zl + V(Z, - O,5zs)2 - 8Д2 ]. (6.40)
Так как холостая ветвь цепи должна свободно провисать на величину
/« 0,01 а, при монтаже цепной передачи предусматривается возможность
уменьшения а, т е. значение монтажного межосевого расстояния
уменьшается на 0,2...0,4 %.
4. Определяют окружную силу Ft (Н) на звездочке, равную тяговой
силе на ведущей ветви
Ft = P/v, (6.41)
где Р — мощность, кВт; v — скорость цепи, м/с.
5. Определяют приближенно нагрузку на валы и опоры по формуле
Fr = l,15Ft. (6 42)
6. Проверяют значение давления (износостойкость) цепи по формуле
p=F,£,/5on<[p], (6.43)
230
где Аш - проекция опорной поверхности шарнира скольжения на
плоскость, проходящую через ось (см. табл. 6.25); — формула (6.34),
[д] — табл. 6.23.
7. Намечают конструкцию звездочек, выбирают материал и терми-
ческую обработку зубьев в соответствии с данными табл. 6.26. В этой
же таблице указаны допускаемые контактные напряжения сжатия для
проведения проверочных расчетов работоспособности звездочек в
быстроходной и тяжело нагруженных тихоходных передачах. Определяют
размеры звездочек (табл. 6.27).
9. Рекомендации по монтажу цепных передач. Ведомую ветвь цепи
рекомендуется располагать внизу во избежание подхватывания ее
звеньями ведущей звездочки.
В процессе работы происходит изнашивание цепи. Стрела провисания
f ведомой ветви увеличивается. Для передач с углом наклона у = 40° к
горизонту/< 0,02д, при у > 40° f < 0,015а, а — межосевое расстояние.
Цепь удлиняется. Для компенсации удлинения опору одного из валов
выполняют передвижной. Если это сделать невозможно, то применяют
натяжные устройства. Натяжные устройства рекомендуется устанавли-
вать на ведомую ветвь цепи. Звездочка натяжного устройства должна
входить в зацепление не менее чем с тремя звеньями цепи. Диаметр
натяжной звездочки рекомендуется принимать равным или несколько
большим диаметра ведущей звездочки.
Таблица 6.26. Материалы и термическая обработка зубьев звездочек
Материал Термическая обработка Твердость поверхности Допускаемые контактные напряжения стНдоп’ МПа Условия работы звездочек
Чугун СЧ24, СЧ28 Закалка, отпуск НВ 321...429 550 . 650 Ведомые звездочки с большим числом зубьев (z2 >50) при скорости и = 3 м/с
Сталь 45 Улучшение НВ 170...210 500. .600 Ведомые звездочки с большим числом зубьев (z2 >50) при скорости до 5 м/с
Сталь 45 45Г, 50, 50Г Закалка, отпуск HRC3 45...50 800...900 Ведущие и ведомые звездочки (z,(2) < 40), работающие без резких толчков и ударов
Сталь 15 20, 20Х Цементация, закалка, отпуск HRC3 55 ..60 930.. 1030 Ведущие и ведомые звездочки с малым числом зубьев (zlf2) 19)
231
Таблица 6.27. Формулы для определения основных размеров, мм,
звездочек роликовых цепей
Однорядные
звездочка
5)
Параметры Расчетные формулы
Диаметр делительной окружности Диаметр окружности выступов Диаметр окружности впадин Радиус впадин Радиус закругления головки зуба Расстояние от вершины зуба до линии центров дуг закруглений Диаметр обода Радиус закругления: da = Г/sin (180° Д) De = t [0,5+ctg(180°/z)J D = d ~2r r ‘= 0,5025 d3+0'05 /•,=1,7 d3 (где d3 — диаметр ролика) й, = 0,8 d3 Ло = / ctg (180°/z) — 1,3й
При шаге > 35 мм При шаге < 35 мм Ширина зуба звездочки: r2 = 2,5 r2 =
однорядной цепи двухрядной цепи Ширина венца двухрядной звездочки Длина ступицы Диаметр ступицы *,=0,93 Bbh -0,15 й2=0,9 Bbh - 0615 B3 = A + b2 l^= (l,5...3)rf, где d — диаметр вала d„ = d + 26 , где b T — толщина ступицы, *cr = (0,8 ...2,5)/
Натяжные устройства должны компенсировать удлинение цепи в
пределах двух звеньев, при большей вытяжке цепи два ее звена удаляют.
Поскольку цепь в поперечном сечении не обладает гибкостью, валы
цепной передачи должны быть параллельны, а звездочки установлены в
одной плоскости. Для сопряжения звездочек с валом используют
шпоночные или шлицевые соединения На концевых участках валов
посадку звездочек целесообразно осуществлять на конус, особенно для
232
Габлица 6.28. Основные параметры спроектированной цепной передачи
Параметр и единица Значение параметра Параметр и единица Значение параметра
Номинальный вращающий Т2 = Тип цепи
момент на ведомом валу, Шаг цепи, мм t =
Н *м Длина цепи, мм Л=
Угловая скорость Монтажное меж-
звездочек, с'1: осевое расстояние,
ведущей °>1 = мм а =
ведомой о>2 = Окружная скорость
Число зубьев звездочек: цепи, м/с V =
ведущей л= Окружная сила, Н
ведомой Нагрузка на валы и
Делительный диаметр звез- опоры, Н Рг
дочек, мм:
ведущей ^Д1
ведомой ^Д2
тяжелонагруженных передач. Осевое фиксирование звездочки выпол-
няется так же, как и зубчатых колес.
Применение трех- и четырехрядных цепей нежелательно, так как они
дороги и требуют повышенной точности изготовления звездочек и
монтажа передачи.
10. Результаты расчета цепной передачи сводят в табл. 6.28.
При проектировании цепной передачи со скоростью и < 2 м/с сле-
дует одновременно разрабатывать и конструкцию смазочного устройства.
При скоростях v < 2 м/с указываются рекомендации по периодичности и
видам смазывания. Если скорость цепи v =2...4 м/с, то можно применять
капельную систему смазывания (5... 15 капель в минуту) с помощью
масленок-капельниц. При скоростях цепей и < 4 м/с применяют
смазывание погружением или струйное.
6.4.2. Расчет передач с зубчатыми цепями
Передачи с зубчатыми цепями. Основные параметры и размеры
приводных зубчатых цепей с односторонним зацеплением приведены в
табл. 6.29. Межосевое расстояние передачи рекомендуется выбирать, как
и в передачах с роликовыми цепями, по формуле (6.40).
Профилирование звездочек для зубчатых цепей регламентировано
ГОСТ 13576-81. Число зубьев меньшей звездочки z( по условию плавности
работы должно быть не меньше 17. В зависимости от передаточного
числа и оптимальное значение = 35 — 2и. Предпочтительно прини-
мать нечетные числа зубьев звездочек, что в сочетании с четным числом
звеньев цепи способствует более равномерному изнашиванию шарниров
цепи и звездочек.
233
Таблица 6.29. Зубчатые приводные цепи (ГОСТ 13552-81). Размеры в мм
t ь, не более bv не более не более h hi S' е Разрушаю- щая нагруз- ка, кН, не менее Масса 1 м цепи, кг, не более
22,5 28,5 31,5 26 1,31
28,5 34,5 37,5 31 1,60
12,7 34,5 40,5 43,5 13,4 7,0 1,5 4,76 36 2,00
40,5 46,5 49,5 42 2,31
46,5 52,5 55,5 49 2,70
52,5 58,5 61,5 56 3,00
30,0 38,0 41,0 41 2,21
38,0 46,0 49,0 50 2,71
15,875 46,0 54,0 57,0 16,7 8,7 2,0 5,95 58 3,30
54,0 62,0 65,0 69 3,90
62,0 70,0 73,0 80 4,41
70,0 78,0 81,0 91 5,00
45,0 54,0 56,0 74 3,90
57,0 66,0 68,0 89 4,90
19,05 69,0 78,0 80,0 20,1 10,5 3,0 7,14 105 5,91
81,0 90,0 92,0 124 7,00
93,0 102,0 104,0 143 8,00
57,0 66,0 68,0 101 8,40
25,4 75,0 84,0 86,0 26,7 13,35 3,0 9,52 132 10,80
93,0 102,0 104,0 164 13,20
111,0 120,0 122,0 196 15,40
234
Длину цепи L , выраженную u
(6.39). Лом звеньев> определяют по формуле
Частоту вращения меньшей Зй
рекомендуется ограничивать значением^ ’ МИН ’ П° опь1тным данным
[Л1'517->03 (6.44)
Число ударов w цепи (в секун л
и сбегании с них не должно ПпеС^ при на^егании ее на зубья звездочек
дышать допускаемого значения [мф
w = 800 ..
60^ ----0,2г
t (6.45)
Для расчета зубчатой цепи пПргт
^дварительно определяют ее ширину, мм-
^'ОРК,/[ту, (6.46)
где Р — передаваемая мощности п
условия монтажа и эксплуата,’ Т’ ~ коэффициент, учитывающий
[Р10] — мощность, кВт, Допускаехд„И’ опРеделяемый по формуле (6.34);
ориентировочные значения [Р i для передачи цепью шириной 10 мм;
Так как в начале расчета ривеДены в табл. 6.30.
приходится решать такую задащ, Цепи и скорость ее не известны, то
t и определяя V = / (6о* ВеЛИЧИН°й
[формула (6,46) подбирают По “ "° НаЙДеННОЙ Величине »
проверяют ее пригодность Пп , л. 6.29 соответствующую цепь и
удовлетворяет указанным усдОй Ф°₽мулам (6.44) и (6.45). Если она
коэффициента запаса прочности Т1ЯМ’ то заканчивают расчет проверкой
быть не меньше допускаемой аР1т.еПИ по Ф°РмУле (6.35), который должен
Порядок расчета передач^ яины пРивеДенной в табл. 6.31.
смотренный в начале параграфа У Чатой цепью такой же, как и рас-
Профиль зубьев звездочек п
зацеплением и основные их пап„, Я 3Убчатых Цепей с односторонним
Угол поворота звена <р = Зал»/61^1 пРиведены в табл. 6.32.
профиля зуба у = 30° - ср. Ширцця Гол впади™ 3У®а 20 == а - ф. Угол
Иа 3Уба звездочки b= b+2s, где b - ширина
Таблица 6.30. Значения [/*.„), кг> -
пшпине 10 мм Т’ Д®1 зубчатых цепей при условной
ширине 10 мм
Шаг г
цепи,
мм 1 2
12,7 0,4 0,8
15,875 0,6 1,0 ]
19,05 0,8 1,2 1
З^орость цепи и, м/с
3 4 6 8
Со" 1,3 1,6 10
1,3 1,6 2,0 2,35 ”
1,6 2,1 2,5 3,0
1,9 2,5 3,0 3,5
235
Таблица 6.31. Нормативный коэффициент запаса прочности [S]
приводных зубчатых цепей (при Zj > 17) _________________
Шаг цепи, мм Частота вращения ведущей звездочки, мин
50 100 200 300 400 500 600 800 1000
12,7 20 21 22 23 24 25 26 28 30
15,875 20 21 22 24 25 26 27 30 32
19,05 21 22 23 24 26 28 29 32 35
Таблица 6.32 Основные размеры (мм) звездочек для зубчатых цепей
(ГОСТ 13576—81) _____________________________
Параметр Шаг цепи 1, мм
12,7 15,875 19,05_ 25,4 31,75
Высота зуба Л2 8,3 10,3 12,4 15,9 19,9
Радиальный зазор е 1,3 1,6 1,9 2,5 3,2
Расстояние между кромками рабочих граней зубьев Т при а =60° 14,11 17,73 21,22 28,33 35,35
Расстояние с от точки пересе- чения рабочих граней до на- ружной окружности 20,52 25,65 30,76 41,03 51,34
Радиус гх закругления впадины зуба 1,5 2,0 2,0 2,5 3,5
Примечание.
Диаметр делительной окружности da = f/sin (180 /z).
Диаметр наружной окружности De = t/X% (180 /z).
Диаметр окружности впадин Dt ~ <7Д ~2Л2 / cos (180 /z)-
236
цепи. Расстояние от вершины зуба до линии центров Ct « 0,4/. Глубина
проточки h3 = 0,75/; ширина проточки 5] = 2s, где 5 — толщина пластины
(см. табл. 6.29). Радиус закругления торца зуба и направляющей проточки
г» /.
Пример 6.4. Рассчитать передачу с зубчатой цепью в системе привода от ре-
дуктора к цепному конвейеру по следующим исходным данным: 7\ = 218 Н • м;
«!= 451,9 мин 4 (со1 = 47,32 рад/с); п2 = 225,9 мин 4 (®2 = 23,66 рад/с); угол
наклона передачи к горизонту у = 45°; работа двухсменная.
Решение. 1. Передаточное число передачи
и = nJ п2 = 451,9 / 225,9 - 2.
2. Число зубьев меньшей (ведущей) звездочки
Zx = 35 - 2и = 35 - 2-2 = 31;
число зубьев большей (ведомой) звездочки
” Z^u = 31 • 2 = 62;
Принимаем нечетное число зубьев z2 = 63. При этом передаточное число
передачи и = z2/z{= 63/31 = 2,03, отклонение от заданного значения
2 03 - 2 00
Ди = . ЮО % = 1,5% < 4%
2,00
3. По табл. 6.29 предварительно назначаем шаг цепи / =15,875 мм и
определяем скорость цепи по формуле (6.37):
15,875-451,9 ,
v = — 2 =-------------да 3,71 м/с.
60-1000 60 1000 '
4. Интерполированием по табл. 6.29 принимаем мощность [Р/£?] =1,51 кВт,
допускаемую для передачи цепью шириной 10 мм.
5. По формуле (6.34) определяем коэффициент эксплуатации, принимая
К = 1 при спокойной нагрузке, К= 1 при оптимальном межосевом расстоянии
а = (30...50)/, Кс = 0,8 при смазывании погружением, Ку = 1 при у < 60°,
Хр = 1,25 при двухсменной работе, #рег = 1,25 при нерегулируемой передаче:
К = КК Кс К Ко К = 1 • 1 • 0,8 1 • 1,25 • 1,25 = 1,25.
6. По формуле (6.46) находим ширину цепи:
1Л10,316-1,25
& > 10—- = 10— -------— = 85,4 мм,
Ш 1,51
где передаваемая мощность Р = 7\ со1 = 218*47,32 = 10316 Вт = 10,316 кВт.
Для шага / = 15,875 мм не предусмотрена цепь шириной более 70 мм.
Поэтому принимаем следующий шаг / = 19,05 мм и определяем скорость цепи:
z.rn, 31-19,05-451,9 ...„ .
v = —!—2__ --------------= 4 448 м/с
60-1000 60-1000
мощность [Р10] = 2,04 кВт, ширину цепи
.„10,316-1,25
'’г%Гж'2мм
По табл. 6.29 принимаем ближайшее стандартное значение b = 69 мм. По
этой же таблице для этой цепи Fp = 105 кН , q = 5,91 кг/м.
237
7. По формуле (6.38) определяем предварительное значение межосевого
расстояния:
а = (30...50)/ = (30 ... 50) • 19,05 = 571,5 ... 952,5 мм.
С целью экономии металла и получения небольших габаритов передачи
ориентируемся на меньшие значения межосевого расстояния и принимаем
а = 600 мм.
8. По формуле (6.39) определяем число звеньев в цепи:
Lt = 2а, + 0,5^ + Д2/п, = 2-31,496 + 0,5-94 + 5,0932/31,496 = НО,8,
где а, = a/t = 600/19,05 = 31,496; = z, + z2 = 31 + 63 = 94;
Д = (z2 ~ Zj)/ /(2л) = (63 - 31)/(2л) = 5,093.
Принимаем четное число звеньев L, = НО. При этом длина цепи L — L,t =
= НО -19,05 = 2095 мм = 2,095 м, масса цепи т = Lq= 2,095-5,91 = 12,38 кг.
8. По формуле (6.40) уточняем межосевое расстояние:
а = 0,25/[Д - 0,5z. + -0,5zs)2 -8Д:] =
= 0,25 19,05[110-0,5-94 + 70 10-0,5-94/ -8 - 5.0932] = 592,12 мм
Для обеспечения свободного провисания цепи предусматриваем уменьшение
а на 0,2...0,4 %, т.е. на 592 • (0,002 ... 0,004) = 1,18 ... 2,37 мм.
Назначаем монтажное межосевое расстояние а = 590 мм.
10. По формуле (6.44) определяем допускаемую частоту вращения меньшей
звездочки:
[и] < 17-103^—!-= 17-103——- = 2106 мин*1.
i и t 19 ()5
Условие (nJ выполняется.
11. Определяем число ударов w цепи в секунду и сравниваем его с допускае-
мым значением [w] по формуле (6.45):
= -42!'4А^ 85 < [1V] = goo/1 -0,2/ = 800/19,05-0,2 • 19,05=38.
60Д 60 НО
Условие w < [w] выполняется.
12. По формуле (6.41) определяем окружную силу на звездочке, равную тяго-
вой силе на ведущей ветви:
F~P/v= 10316/4,448 = 2319 Н;
по формуле (6.42) — нагрузку на валы и опоры:
Fn « 1,15/; = 1,15 • 2319 = 2667 Н.
13. По формуле (6.35) вычисляем коэффициент запаса прочности цепи:
5 — 105000=414
F,K+F4 + Ff 23191 + 1169 + 119,7
где нагрузка от центробежных сил
= qv2 = 5,91 -4,4482 = 116,9 Н;
нагрузка от провисания цепи
Ff = 9,81/у qa= 9,81 -3,5-5,91 -0,59 = 119,7 Н,
здесь Kf= 1 + 5 (90 - у)/90 = 1 + 5 (90 - 45)/90 = 3,5.
238
По табл. 6.31 интерполированием находим значение нормативного коэффи
циента запаса прочности [5] = 27,0
Следовательно, условие 51 < [5] выполнено.
14. Намечаем конструкцию звездочек и определяем их размеры(см. табл. 6.27
Для ведущей звездочки:
делительный диаметр
4д| = r/sin (180%^ = 19,05/sin (180°/31) « 188,30 мм;
диаметр окружности выступов
Del= t/Щ (180%]) = 19,05/tg (18О°/31) = 187,33 мм;
диаметр окружности впадин
Л-/ ~ Чп “ 2A2/12/cos (180%t) = 188,30 - 2- 12,4/cos (180°/31) = 163,37 мм,
где й2 =12,4 мм - высота зуба звездочки.
Для ведомой звездочки:
с?д2 = Г/sin (180%2) = 19,05/sin <180°/63) = 382,22 мм;
De2 = f/tg (180%2) = 19,05/tg (180°/63) = 381,76 мм;
Д(2 = dal - 2h2 /cos (180%2) = 328,22 - 2- 12,4/cos (180°/63) = 357,39 мм.
Ширина зуба звездочек
b3 = b + 2s = 69 + 2- 3 = 75 мм;
расстояние от вершины зуба до линии центров
С[ » 0,4/ = 0,4- 19,05 = 7,62 мм;
глубина проточки
й3 = 0,75/ = 0,75 • 19,05 = 14,29 мм;
ширина проточки
= 2s = 2 • 3 = 6 мм
где j = 3 мм - толщина пластины.
Результаты расчета передачи оформить в виде табл. 6.28.
Глава 7
ЭСКИЗНОЕ ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ
ПЕРЕДАЧ. ПОДБОР ПОДШИПНИКОВ КАЧЕНИЯ
7.1. Общие сведения о проектировании
Проектирование и создание привода как составной части техноло-
гической машины пищевой промышленности должно концептуально
осуществляться в последовательности, представленной на рис. 7.1.
Идеи и
форми-
рование
техниче-
ского за-
дания
’ Анализ возможно- стей про- изводства и сбыта Эскизное проектиро- вание Техниче- ский про- ект Разработ- ка рабо- чей доку- ментации Опыт- ное про- изво- дство Органи- зация массо- вого произ- водства
1
Критический
пересмотр
конструкции
Пересмотр тех-
нического зада-
ния
Обсуждение результатов
приемки и испытанна
первой партии продук-
ции
Предварительный
пересмотр конст-
рукции
Изде-
лие
Рис. 7.1. Последовательность разработки новых изделий в реальных условиях
В учебном проектировании приведенные на рис. 7.1 этапы упро-
щаются. По результатам выполненных проектировочных расчетов и
полученным геометрическим параметрам (гл. 4, 5, 6), а также с
некоторым предвидением конструктивных решений выполняют первую
эскизную компоновку редуктора.
В начале эскизного проектирования при известной кинематической
схеме следует определиться в принятии ряда принципиальных для
будущей конструкции решений, к которым относятся: выбор конструк-
тивного варианта исполнения корпуса и крышки подшипниковых узлов;
типа подшипников, схемы их установки регулировки способ смазывания;
способа фиксации деталей, определении расстояния между ними и
размеров, не определяемых расчетом; собираемость конструкции, регу-
лировку зацепления и обеспечение смазкой всех трущихся сопряжений.
240
Чертежи на данной стадии проектирования целесообразно выполнить
на миллиметровой бумаге или листе ватмана в масштабе 1:1, так как
такое изображение дает более четкое представление о конструкции,
пропорциях, взаимной увязке различных элементов проектируемого
изделия.
Эскизный проект, как и техническое предложение, представляет
собой предварительное (черновое) проектирование с целью установле-
ния принципиальных конструкторских и технологических решений по
изделию. При разработке конструкции редуктора эскизный проект имеет
целью проверить приемлемость проведенных кинематических и
проектировочных расчетов, определить возможность разработки по их
данным конструкции с приближением ее к оптимальному варианту,
принятому в дальнейшем за основу к выполнению следующего этапа
проектирования — технического проекта, в котором конструкция
редуктора разрабатывается детально во всех ее элементах и содержит
окончательное техническое решение, дающее полное представление об
устройстве разрабатываемого изделия, и исходные данные для разработки
рабочей документации на его изготовление, сборку и контроль.
Прежде чем приступить к выполнению эскизной компоновки редуктора,
необходимо ознакомиться с прототипами проектируемого редуктора по
атласам, альбомам, технической литературе и натурным образцам (на
производстве или в лаборатории кафедры учебного заведения).
На основании анализа существующих конструкций желательно
выбрать прототип для проектирования — аналог, похожий по своим
техническим данным на проектируемое изделие (редуктор). Если это
сделать не удается, то из нескольких конструкций выбираются сходные
конструктивные элементы или модули - чертежи блоков зубчатых колес,
муфт, валов с подшипниковыми узлами и т д
Большой экономический эффект получается при продуманном и
обоснованном использовании унифицированных узлов и элементов, для
чего следует ознакомиться с ГОСТами и нормалями на унифициро-
ванные и комплектующие узлы (электродвигатели, муфты, подшипники,
крепежные детали и т.д )
И еще одна особенность данного этапа работы над проектом: стадия
эскизного проектирования характерна тем, что расчеты и конструирование
(прочерчивание) детали или узла выполняются параллельно, так как многие
размеры, необходимые для расчета (расстояние между опорами вала,
места приложения нагрузок и т.п.) можно получить только в результате
графической проработки — чертежа (эскиза). В результате таких
параллельных действий удается приблизиться к относительно опти-
мальному конструктивному решению.
241
7.2. Проектный расчет и конструирование валов
По своему функциональному назначению валы весьма ответственные
детали, поэтому к ним предъявляется комплекс требований: прочность,
жесткость, износостойкость трущихся поверхностей, технологичность
конструкций, удобство изготовления и сборки. Эти требования могут
быть обеспечены при условии правильного расчета и конструирования,
а также обоснованного выбора материала, технологии изготовления и
упрочнения их изнашиваемых участков.
Материалы валов. Для изготовления валов чаще всего применяют
углеродистые и легированные стали (табл. 7.1) в виде проката или
поковок. Для большинства валов применяют термически обработанные
среднеуглеродистые и легированные стали 45, 45Х, для высоко-
нагруженных валов отечественных машин - легированные стали 40ХН,
20Х, 12ХНЗА. Применение легированных сталей дает возможность при
необходимости ограничить массу и габаритные размеры вала, повысить
стойкость шлицевых соединений, а также зубцов при выполнении
конструкций вал — шестерня, червячный вал.
Основными критериями работоспособности валов являются усталост-
ная прочность и жесткость. Усталостная прочность оценивается коэффи-
циентом запаса прочности, а жесткость — допускаемыми прогибами и
допускаемым углом закручивания сечений.
Исходя из наличия и функционального назначения деталей, располо-
женных вдоль оси вала, предполагаемых эпюр изгибающих и крутящих
моментов, с учетом соблюдения условия равной прочности, конструкции
валов в большинстве своем выбирают ступенчатыми (рис. 7.2).
Размеры и конструкция отдельных участков вала определяются их
назначением. Можно выделить следующие функциональные участки:
концевые (для размещения полумуфт, шкивов, звездочек, зубчатых
Таблица 7.1. Механические характеристики наиболее распространенных
материалов валов
Марка стали Диаметр заготовки, мм, не более Твердость НВ, не ниже Механические характеристики, МПа Коэффи- циенты
СТв Тт ст-| Т| % Ч
45 Любой 180 600 320 280 250 150 0,05 0
< 120 240 800 550 300 350 210 0,1 0,05
<80 270 900 650 390 380 230 0,1 0,05
40Х <200 240 800 650 390 360 210 0,1 0,05
< 120 270 900 750 450 410 240 0,15 0,08
40ХН <200 270 920 750 450 420 250 0,15 0,08
20Х < 120 197 650 400 240 300 160 0,15 0,08
242
Рис. 7.2. Типовая конструкция
вала:
а — ступенчатая, б— гладкая,
в — вал-шестерня сплошная,
г — вал-шестерня пустотелая
колес), под уплотнения подшипниковых узлов, опорные (под подшип-
ники); для соединения с различными деталями (зубчатыми и червяч-
ными колесами, разбрызгивателем масла); для обеспечения расстояния
между деталями и фиксирования их вдоль оси вала.
При конструировании валов необходимо соблюдать ряд условий:
создавать плавные переходы (галтели) между двумя ступенями различных
диаметров. Радиус галтелей г вала следует принимать по возможности
небольшим, так как с увеличением отношения r/d уменьшается кон-
центрация напряжений в местах перехода от одного диаметра вала к
другому. Во всех случаях рекомендуется, чтобы r/d >0,1. Ширина
плоской части перехода (упорного заплечика) должна обеспечивать
осевую фиксацию относительного положения деталей. Обычно прини-
мают значения от 1,5 до 2,5 мм. При этом радиус закругления, сопря-
гаемый с валом детали R (рис. 7.3) должен быть больше радиуса галтели
вала г. Соотношение диаметров dx и d.
Изложенное иллюстрируется на рис. 7.3, при этом:
для перехода на рис. 7.3, a: dx = d +2 • q + (3...5) мм;
для перехода на рис. 7.3, б‘. dx = d + 2 R + (3...5) мм;
243
Рис. 7.3. Переходы между участками вала
для сопряжения на рис. 7.3, в: d{ = d + 2 с + (3...5) мм,
где с = г + с2 где г, е,, с2 ~ размеры галтельных переходов в неподвижных
сопряжениях (табл. 7.2).
Кроме галтельных переходов (см. рис. 7.3, а, б, в), при изготовлении
валов выполняют переходы в виде канавок (рис. 7.3, г). При этом
размеры углубления должны быть минимальными: d} = d — (0,5...1,0) мм,
а ширина канавки b » (3...5) мм. Канавка особенно предпочтительна на
валах небольшого диаметра, т.к. выполнение ее проще, чем галтель
малого радиуса.
Уступ (заплечник) вала, примыкающего к кольцу подшипника
качения (рис. 7.3, д), должен выполняться так, чтобы фаска подшипника
свободно размещалась внутри галтельного перехода. Радиусы фаски
колец подшипников гп приведены в приложении табл. П.5...П.14, а
размеры галтельных переходов на валу указаны в табл. 7.3.
Таблица 7.2. Галтельные переходы на валах (см. рис. 7.3). Размеры в мм
d 12...19 20. 28 30 .48 50...75 80 125 130...180 190 .320
г 1,0 1,6 2,0 2,5 3,0 4,0 5,0
R; С] 1,6 2,0 2,5 3,0 4,0 5,0 6,0
Примечание Предельное отклонение размеров R и можно назначать
4-0,5 мм, а предельное отклонение радиуса г — 0,5 мм.
244
Таблица 7.3. Галтельные переходы у посадочных мест подшипников
качения (см. рис. 7.3). Размеры в мм
0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,5 5,0__
г не более 0,3 0,6 1,0 1,0 1,5 2,0 2,0 2,5 3,0
h не менее 1,0 2,5 з,о 3,5 4,5 5,0 6,0 7,0 9,0
Высота h уступа должна обеспечивать правильное положение подшип-
ника на валу, причем назначать эту высоту значительно больше номиналь-
ной, указанной в табл. 7.3, не рекомендуется, потому что ширину t
свободной части торцевой поверхности кольца следует оставлять доста-
точной, чтобы при демонтаже кольцо могло быть захвачено лапами
съемника (см. рис. 7.5). Минимальные значения / приведены в табл. 7.4.
Такую же свободною ширину желательно оставлять, когда торец
кольца опирается не на уступ вала, а на дистанционную втулку. Анало-
гично назначают высоту примыкающего к кольцу подшипника уступа,
когда он выполняется с канавкой.
На участках вала, имеющих шпоночные пазы (рис. 7.4), должна быть
обеспечена возможность направить паз ступицы на шпонку до начала
посадки с натягом, т.е. ступица должна перемещаться по валу свободно(с
зазором) до соприкосновения с параллельными гранями шпонки, с тем,
чтобы ее можно было повернуть и направить по шпонке. Это требование
может быть обеспечено следующими способами:
1. Удлинить направляющую фаску (рис. 7.4, а);
2. Направляющую фаску заменить посадкой с зазором (рис. 7.4, 6).
В этих вариантах граница фаски или посадки с зазором, должна
заходить за начало параллельных граней шпонки на 2...3 мм.
Если на валу имеется два или более шпоночных пазов, то они из
технологических соображений должны быть расположены на одной
образующей и желательно, чтобы ширина шпоночных пазов была
одинакова. Это позволяет обрабатывать шпоночные пазы при одной
установке вала и одним инструментом.
Наибольшее распространение получили призматические шпонки со
скругленными концами. В пазы вала шпонки устанавливают по
прессовой посадке, поэтому их выемка из пазов в процессе сборки узла
нежелательна, т.к. повторная установка шпонки не обеспечивает исход-
ной плотности соединения. С целью обеспечения установки подшипника
Таблица 7.4. Свободная минимальная
ширина кольца подшипника качения
Диаметр вала d, мм Свыше — 15 50 100
Не более 15 50 100 —
t, мм Не менее 1,0 2,0 2,5 3,0
245
Рис. 7.4. Монтаж колес и подшипников на валы при наличии призматической
шпонки
и его замены без съема призматической шпонки необходимо обеспечить
разность dn — d = 2t (рис. 7.4).
Последовательность монтажа подшипника в этом случае такова.
Сначала подшипник располагают эксцентрично, сместив центр отвер-
стия в направлении шпонки (см. положение позиции 1, рис. 7.4, в). В
таком положении подшипник перемещают над шпонкой до участка вала
длинной / (позиция 2) на котором подшипник устанавливают кон-
центрично оси вала, после чего окончательно монтируют подшипник
(положение 5).
Конструкция опор валов зависит от способа крепления подшипников
на валу, длины и жесткости вала, вида смазочного материала и способа
смазывания, способа монтажа и демонтажа подшипников, возможности
регулирования зубчатых (червячных) зацеплений и самих подшипников.
Нормальная работа подшипников зависит от способа их установки
и фиксации на валах и в корпусе. При установке (или съеме) подшипни-
ков на вал и в корпус обязательным является выполнение условия:
осевую силу необходимо прикладывать непосредственно к тому кольцу,
которое напрессовывают (или снимают) Недопустимо силу при монтаже
и демонтаже подшипника передавать через тела качения (шарики или
ролики). В противном случае на дорожках и телах качения могут
появиться вмятины.
246
На рис. 7.5 показаны возможные способы установки подшипников
на вал (рис. 7.5, а), в корпус (рис. 7.5, б). Кольца подшипников имеют
невысокую жесткость. Для правильной установки кольцо подшипника
следует довести до упора заплечиков. Высоту h заплечиков на валах и в
отверстиях корпусов или стаканов определяют по размеру г фаски.
Высота заплечика должна образовывать достаточную упорную поверх-
ность для торцов колец При этом необходимо обеспечить захват
наружного (рис. 7.5, в) или внутреннего (рис. 7.5, б) кольца подшипника.
Высота заплечника h должна быть:
h = (1,4 ... 1,5)г,
где г — радиус фаски подшипника; числовые значения г для каждого
типоразмера подшипника приведены в таблицах приложения П.5...П. 14.
После определения высоты заплечника вычисляют диаметр буртика
4 = d + 2й.
D
Л
Рис. 7.5. Способы установки и съема подшипников:
а — на валу; б — в корпусе; в — демонтаж подшипника из корпуса; г —
сопряжение подшипника с валом; d — съем подшипника с вала
247
На рис. 7.5, а, в показаны возможные способы установки подшип-
ников с помощью монтажных стаканов на вал (рис. 7.5, а), одновремен-
но на вал и в корпус (рис. 7.5, 6).
Кольца подшипников имеют невысокую жесткость. Для правильной
установки кольцо подшипника следует довести до упора. При этом осевая
сила не должна передаваться через тела качения (шарики или ролики),
иначе на дорожках и телах качения образуются вмятины.
Для демонтажа подшипников используют винтовые съемники (рис.
7.5, в, д). Для удобства применения съемника места установки подшип-
ников должны отвечать соответствующим конструктивным решениям.
При удалении подшипника из корпуса его нужно захватывать за наружное
кольцо (рис. 7.5, в), при снятии с вала — за внутреннее (рис. 7.5, д).
Чтобы можно было захватить тягами съемника кольцо подшипника,
высота h заплечиков (рис. 7.5, в) не должна быть чрезмерно большой.
Минимальный размер торца ti — внутреннего и t2 — наружного колец
подшипника предназначенных для демонтажа:
Диаметр вала, d, мм....До 15 Св. 15 до 50 Св. 50 до 100
= /2, мм...............1 2 3,5
Для размещения тяг съемника (рис. 7 5, в) при удалении наружного
кольца подшипника из глухого отверстия предусматривают свободное
пространство шириной а « (0,4...0,5) с, где с — ширина кольца подшип-
ника.
При высоких буртиках нужно предусматривать пазы для размещения
тяг съемника (рис. 7.5, д, III).
Переход от посадочного диаметра d к диаметру буртика выпол-
няют в виде галтели или канавки с закруглением. При галтельном
переходе (см. II, рис. 7.5, г) радиус R переходного участка вала должен
быть меньше радиуса г фаски сопряженного подшипника. Галтельный
переход выполняют, когда посадочную поверхность вала не шлифуют
или когда на валу по условиям его прочности нельзя допускать высоких
концентраций напряжений.
Длина посадочных мест и диаметры ступеней вала определяются
соответствующими нормами и размерами (вдоль оси) деталей, сопряжен-
ных с ним. Проиллюстрируем это на примере. Приняв за основу прин-
ципиальную конструкцию вала (см. рис. 7.2, а) будем монтировать
(условно) на него соответствующие детали. Результаты этих действий
будем прочерчивать в масштабе 1:1 на миллиметровой бумаге. Размеры
деталей, расстояние между ними принимаются из конструктивных реше-
ний или соответствующих таблиц, которые приводятся ниже и в прило-
жении. Выполнение этих действий позволит получить более точную
конструкцию вала (рис. 7.6) с местами фактического положения опор
и деталей, передающих момент вращения (шкив и колесо). Это послужит
основанием для построения расчетной схемы (расстояния 12, 13 будут
248
Рис. 7.6. Узел быстроходного вала одноступенчатого цилиндрического редуктора:
1 — вал; 2 — гайка и стопорная шайба; 3 — шкив клиноременной передачи;
4 — крышка закладная; 5 - манжетное уплотнение; 6 — подшипник шариковый;
7 — мазеудерживающее кольцо, 8 — шестерня; 9 — крышка закладная глухая;
10 — корпус редуктора
определены из эскизной компоновки) и выполнения проверочного
расчета вала с целью уточнения его размеров и запаса прочности.
Диаметр выступающего (консольного) конца вала d (мм) определяют
из расчета на кручение при пониженных допустимых напряжениях
(изгибающие моменты пока не известны, так как неизвестны располо-
жения опор и мест приложения нагрузок):
(7.1)
3 Г-103
V ОД М ’
где Г~ момент вращения (Н*м), 103 - множитель перевода Т~ в Н мм,
[тД — допускаемое касательное напряжение, обычно [тД = 15...45 МПа.
Полученное значение диаметра вала округляют до стандартного (см.
табл. 7.5, 7.6).
При проектировании редукторов диаметр d выступающего конца
быстроходного вала принимают равным d = (0,8... 1 )й?эд, где d3R — диаметр
вала электродвигателя, с которым вал редуктора соединяют муфтой.
249
Таблица 7.5. Конические концы валов (ГОСТ 12081-72). Размеры в мм
Номинальный диаметр d Ч:р b h *1 h di d2 h 12
20 22 25 28 32 36 40 45 50 56 63 71 80 90 18,2 20,2 22,9 25,9 29,1 33,1 35,9 40,9 45,9 51,9 57,75 65,75 73,5 | 83,5 4 4 5 5 6 6 10 12 12 14 16 18 20 22 4 4 5 5 6 6 8 8 8 9 10 11 12 14 2,5 2,5 3,0 3,0 3,5 3,5 5,0 5,0 5,0 5,5 6,0 7,0 7,5 1 9,0 1,8 1,8 2,3 2,3 2,8 2,8 3,3 3,3 3,3 3,8 4,3 4,4 4,9 5,4 М12Х1.25 M12xl,25 M16xl,5 М16х1,5 М20х1,5 М20х1,5 М24Х2 М30х2 МЗбхЗ МЗбхЗ М42хЗ М48хЗ М56х4 Мб4х4 Мб Мб М8 М8 мю М12 М12 М16 М16 М20 М20 М24 МЗО МЗО 50 50 60 60 80 я НО 110 110 110 140 140 170 170 36 36 42 42 58 58 82 82 82 82 105 105 130 130
Таблица 7.6. Цилиндрические концы валов ( ГОСТ 12080-66). Размеры в мм
——
г /
d 1 г с d Z г с d / г с d 1 г с
20 22 25 28 36 36 42 42 1,6 1,6 1,6 1,6 1,0 1,0 1,0 1,0 32 36 40 58 58 82 2,0 2,0 2,0 1,6 1,6 1,6 45 50 55 60 82 82 82 LOf 2,0 2,5 2,5 2,5 1,6 2,0 2,0 2,0 70 80 90 105 130 130 2,5 3,0 з,о 2,0 2,5 2,5
250
7.3. Проектирование соединений “вал — ступица”
Для закрепления на валах деталей, передающих момента вращения,
с детали на вал и наоборот применяют конструктивные решения в виде
шпоночных, штифтовых, профильных и с гарантированным натягом.
Из перечисленных разновидностей наиболее простыми являются
соединения призматическими шпонками (табл. 7.7). Они имеют
прямоугольное сечение и изготовляются из цельнотянутой стали.
Таблица 7.7. Шпонки призматические (ГОСТ 23360-78). Размеры в мм
Диаметр вала d Сечение шпонки Фаска ^*45° или радиус г Глубина паза Длина 1
Свыше До b й вала ступицы
12 17 5 5 3 2,3 10 „56
17 22 6 6 0,16...0,25 3,5 2,8 14 „70
22 30 8 7 4 3,3 18. .90
30 38 10 9 5,5 3,8 22.. 116
38 44 12 11 0,25. .0,4 7 4,4 28. 140
44 50 14 12 7,5 4,8 36.. 160
50 58 16 14 9 5,4 45. 180
58 65 18 16 0,4.. 0,6 10 .. 6,5 . 50. 200
65 75 20 18 11 7,4 56 . 220
75 85 22 20 0,6.. 0,8 12 8,4 63 . 250
85 95 25 22 13 9,5 70 280
Примечание. Длины шпонок выбирают из ряда: 10; 12; 14; 16, 18, 20;
22; 25; 28; 32; 36, 40, 45; 50; 56; 63, 70; 80; 90; 100, НО; 125; 140; 160, 180;
200; 220; 250.
251
На участках крепления деталей, передающих вращающий момент,
выполняют шпоночные позы. Размеры поперечного сечения шпонки
выбираются в зависимости от диаметра вала. Длина шпонки обычно на
S...10 мм короче ширины ступицы.
На одном валу может быть установлено несколько деталей, пере-
дающих крутящий момент (см. рис. 7.6). При этом шпоночные пазы
соединения зубчатое колесо - вал и шкив - вал должны, по возмож-
ности, иметь одинаковую ширину и располагаться на одной линии. Это
позволяет обрабатывать шпоночные пазы при одной установке.
Необходимость индивидуальной подгонки каждой шпонки по пазу
вала затрудняет обеспечение условия взаимозаменяемости, что объяс-
няет применение призматических шпонок в индивидуальном и мелко-
серийном производстве и делает неэкономичным их применение в
крупносерийном и массовом производстве.
Основным критерием работоспособности шпоночного соединения
является сопротивление смятий боковых поверхностей.
Выбранную шпонку проверяют на смятие:
- 27,‘103 Г 1 /7 74
(7'2)
1' р
где Т — передаваемый момент, Н-м, d - диаметр вала, мм; 1р - расчет-
ная длина шпонки, мм; при скругленных торнах шпонки lp~ I — Ь, при
плоских торцах I = /; [стсм] - допускаемое напряжение смятия, прини-
маемое при стальной ступице 100... 120, а при чугунной - 50...60 МПа.
При перенапряжении соединения (стсм > )осм}) возможна установка
двух шпонок меньшего сечения под углом 180° или шпоночное соедине-
ние заменяют шлицевым — преимущественно эвольвентного профиля
(табл. 7.8).
Центрирование в соединениях с эвольвентным профилем выполняют,
как правило, по боковым поверхностям зубьев (тип 1, табл. 7.8), реже
по наружному диаметру D (тип 2, табл.7.8). За номинальный диаметр
соединения принимают его наружный диаметр Д в зависимости от
которого и назначают параметры шлицевого соединения ~ модуль, число
зубьев, полярный момент сопротивления, а затем проверяют соединение
по условному напряжению
°см= / Лм
где Ft = 2Т /(Kzd!n) — окружная сила, передаваемая одним шлицем;
0,75 — коэффициент, учитывающий неравномерность распределения
сил между шлицами; dm ~ mz ~ средний диаметр соединения; Лсм= 0,8т!р
(здесь т - модуль соединения; I — рабочая длина шлицев); [oCMJ — до-
пускаемое напряжение: для неподвижных соединений с незакаленными
поверхностями {scJ = 80... 120 МПа.
252
Таблица 7.8. Эвольвентные шлицевые соединения (ГОСТ 6033 - 80)
Номинальный диаметр Модуль т, мм
0,8 ! 1,25 2 3 5
D, мм Число зубьев Z
10 11 — — «ч, !
12 13 —. —.
15 17 — I , 1 —-
17 20 12 — —.
20 23 14 — •— —.
25 30 18 — —
30 36 22 —- —-
35 —- 26 16 н-и» —-
40 «— 30 18 — — -
45 —- 34 21 —-
50 -— 38 24 —н— III —
55 - 26 17
60 — -— 28 18 —
65 — 31 20 —-
70 — •— 34 22 —
75 —— **• 36 24
80 — '— 38 ’ 25 —
85 — — 27 15
90 — — 28 16
95 —- — 30 18
100 — — 32 18
110 —* 35 20
120 —— 38 22
Примечания: I. В таблице приведены сведения по ГОСТ 6033- 80 с
сокращениями: номинальные диаметры D из предпочтительного первого ряда
в интервале 10 — 120 мм (в стандарте 4 ~ 500), соответственно модули т ~
из первого ряда в интервале 0,8 - 5 мм (в стандарте 0,5 - 10 мм).
2. Числа зубьев z приведены только те, которые отмечены в стандарте как
предпочтительные.
253
7.9. Рекомендуемые значения параметра шероховатости Ra для
посадочных поверхностей отверстий и валов
Интервалы Отверстие | Вал
размеров, мм Квалитет
6,7 8 ..«I 6,7 8 9
Ra, мкм
Свыше 18 до 50 0,8 1,6 3,2 0,8 0,8 1,6
Свыше 50 до 120 1,6 3,2 0,8 1,6
Свыше 120 до 500 1,6 3,2 1,6 3,2
Следовательно, рабочая формула имеет вид
2Л Ю3 г . „
стсм - п < [осм], (7- 3)
°>75^т4м
Соединения с натягом. В последнее время передачу момента
конструкцией вал-ступица все чаще осуществляют бесшпоночным соеди-
нением с натягом (рис. 7.7).
В соединениях с натягом следует обеспечивать шероховатость поса-
дочных поверхностей вала (табл. 7.9, 9.10) со средним арифметическим
отклонением профиля Ra не более 0,8 мкм и отверстия — Ra не более
1,6 мкм, нецилиндричность посадочных поверхностей в пределах 0,3
допуска на диаметр, посадку отверстия по Н7 или Н8, вала — по расчету.
Способы соединения с натягом:
запрессовкой — простейший и высокопроизводительный способ,
обеспечивающий возможность удобного контроля измерением силы
запрессовки, но связанный с опасностью повреждения поверхностей и
затрудняющий применение покрытий;
нагревом охватывающей детали до температуры ниже температуры
отпуска — способ, обеспечивающий повышение прочности сцепления
более чем в 1,5 раза по сравнению с запрессовкой и особенно эффек-
тивный при больших длинах соединений;
охлаждением охватываемой детали — способ, преимущественно при-
меняемый для установки небольших деталей, например втулок, в
массивные корпусные детали и обеспечивающий наиболее высокую
прочность сцепления;
гидрозапрессовкой, т.е. нагнетанием масла под давлением в зону
контакта, что резко снижает силу запрессовки; наибольшая эфффек-
тивность гидрозапрессовки и распрессовки — в подшипниковых узлах и
конических соединениях.
Расчет соединения включает определение необходимого натяга для
обеспечения прочности сцепления и проверку прочности соединяемых
деталей.
254
7.10. Рекомендуемые значения параметра шероховатости Ra для поверхностей
некоторых деталей
Вид поверхности Ra, мкм
Торцы заплечиков валов для базирования:
подшипников качения класса точности 0 зубчатых, червячных колес при отношении длины отверстия 1,6
к диаметру l/d < 0,8 1,6
то же, при отношении l/d > 0,8 3,2
Поверхности валов под резиновые манжеты 0,4
Канавки, фаски, галтели на валах 6,3
Поверхности шпоночных пазов на валах:
рабочая 1,6
нерабочая 3,2
Поверхности шпоночных пазов в отверстиях колес:
рабочая 1,6
нерабочая 3,2
Поверхности шлицев на валах и в отверстиях колес:
боковая поверхность зуба соединения:
неподвижного 1,6
подвижного 0,8
цилиндрические нецентрирующие поверхности 3,2
Торцы ступиц зубчатых, червячных колес, базирующихся по
торцу заплечиков валов, при отношении длины отверстия к диаметру l/d < 0,8 1,6
То же, при отношении l/d > 0,8 Торцы ступиц зубчатых, червячных колес, по которым 3,2
базируют подшипники качения класса точности 0 1,6
Свободные (нерабочие) торцовые поверхности зубчатых, червячных колес 6,3
Рабочие профили зубьев зубчатых, червячных колес степеней
точности:
6 0,4
7 0,8
8 1,6
9 . .3.2
Витки червяков степеней точности:
6 0,2
7 0,4
8 0,8
9 1,6
Поверхности выступов зубьев колес, витков червяков,
звездочек цепных перадач 6,3
Фаски и выточки на колесах 6,3
Рабочая Поверхность шкивов ременных передач 3,2
Рабочая поверхность зубьев цепных передач 3,2
255
Необходимый натяг определяется потребным давлением на посадоч-
ной поверхности.
Давление р должно быть таким, чтобы силы трения оказались
больше внешних сдвигающих сил. При нагружении соединения осевой
силой F условие прочности имеет вид:
Fa<Ttdlpf/K, (7.4)
где du I — соответственно диаметр и длина посадочной поверхности; р —
среднее контактное давление; f — коэффициент сцепления (трения),
принимаемый в зависимости от материалов сопрягаемых деталей (табл.
7.11); К = 2...4,5 —• коэффициент запаса сцепления для предупреждения
контактной коррозии (изнашивания посадочных поверхностей вследствие
их микроскольжения при действии переменных нагрузок, особенно в
период пуска и остановки); для колес выходных валов редукторов, на
концах которых установлены соединительная муфта, К = 3; звездочка
цепной передачи — К= 3,5; шкив ременной передачи — К = 4; для колес
промежуточных валов редукторов К = 4,5.
При нагружении соединения вращающим моментом Т условие
прочности имеет вид:
T<ndlp — , откудар > . (7.5)
К 2 nfd2l
При одновременном нагружении вращающим моментом Т и сдви-
гающей осевой силой Fa расчет ведут по равнодействующей окружной и
осевой силе:
F=^l----- + F2 <ndlpf/К, откудар>——-. (7.6)
I'd' ^dlf
Эти формулы, не учитывающие коэффициент концентрации, можно
использовать при расчете обычных соединений, для которых l/d < 0,8.
Исходные данные для подбора посадки с натягом следующие:
вращающий момент на колесе Т, Н • м;
размеры соединения (рис. 7.7, а) — d, dv D м. I, где d — диаметр
соединения; d} — диаметр отверстия пустотелого вала; D — условный
7.11. Значения коэффициента сцепления f
Материал пары вал — втулка Сборка
запрессовкой температурным деформированием
Сталь — чугун 0,07 0,1
Сталь — бронза, латунь 0,05 0,07
Чугун — бронза, латунь 0,05 0,07
Сталь — сталь 0,071 0,14
256
наружный диаметр втулки (ступицы колеса, внешний диаметр бандажа
и др.); / — длина сопряжения; все линейные размеры в мм;
материалы соединяемых деталей и параметры шероховатости поверх-
ностей;
способ сборки (запрессовкой или температурным деформированием).
В соединениях с натягом следует обеспечивать параметр шерохова-
тости посадочных поверхностей вала Ra < 0,8 мкм и отверстия — Ra <
< 1,6 мкм, нецилиндричность посадочных поверхностей — в пределах 0,3
допуска на диаметр, посадку отверстия по Н7 или Н8, вал — по расчету.
Упрощенный расчет отклонения вала ei для стальных деталей про-
изводится по следующей методике. Давление р на поверхности контакта
связано с натягом (мкм) (рис. 7.7) зависимостью:
Sp = pdC/E, (7.7)
где р — давление, МПа; d — номинальный диаметр соединения, мм;
С — коэффициент жесткости; Е — модуль упругости материалов
охватываемой и охватывающей деталей (соответственно Е{ и Е2У,
значения Е (МПа): для стали — 2,1 • 105; чугуна — 0,9* 105; оловянной
бронзы — 0,8 • 105; безоловянной бронзы и латуни — 105.
Для деталей из стали натяг (мкм)
6р = pdC/2\5.
(7.8)
Давление определяется по наибольшему кратковременному (пуско-
вому) моменту ГП1ах:
P = 2 7;nixW/tf20, (7.9)
где К — коэффициент запаса по сцеплению, компенсирующий неблаго-
приятное сочетание случайных факторов и ослабление посадки с
Рис. 7.7. К расчету соединений вал-ступица с натягом:
а — эпюра давлений в соединении; б — поля допусков (У m4Y и У min показаны
* Р UidA р III 111
условно)
257
NJ
LA
Oo
Таблица 7:12. Предельные отклонения отверстий и валов в посадках с натягом, мкм (система отверстий)
Номинальные Поля допусков отверстий Поля допусков валов
размеры, мм Откло- Н7 Н8 Откло- p6 r6 s6 1 t6 s7 u7 u8 x8 z8
нение нение
Свыше 10 до 14 ES + 18 + 27 es 4 -2! + 34 + 39 — +46 +51 +60 + 67 +77
EI 0 0 ei +18 + 23 + 28 — + 28 +33 +33 + 40 + 50
» 14 » 18 ES + 18 +27 es - -2! + 34 +39 — +46 +51 +60 + 72 +87
EI 0 0 ei + 18 +23 + 28 — + 28 +33 + 33 +45 + 60
» 18 » 24 ES + 21 + 33 es “3. +41 +48 — + 56 + 62 + 74 + 87 + 106
EI 0 0 ei 4 -2. 2 + 28 + 35 — +35 +41 +41 + 54 +73
» 24 » 30 ES + 21 + 33 es 4 -3. +41 +48 + 54 + 56 + 69 + 81 + 97 + 121
EI 0 0 ei 4 -2' 2 + 28 + 35 +41 + 35 +48 +48 +64 +88
» 30 » 40 ES + 25 + 39 es 4 44 2 +50 + 59 +64 + 68 + 85 + 99 + 119 + 151
EI 0 0 ei 4 42 S + 34 +43 +48 +43 + 60 +60 +80 + 112
» 40 » 50 ES +25 +39 es 4 -4 2 + 50 + 59 +70 +68 + 95 + 109 + 136 + 175
EI 0 0 ei 4 -2l +34 +43 +54 +43 + 70 +70 +97 + 136
» 50 » 65 ES + 30 +46 es 4 -5 +60 +72 + 85 +83 + 117 + 133 + 168 +218
EI 0 0 ei +з; 2 +41 + 53 +66 + 53 + 87 + 87 + 122 + 172
» 65 » 80 ES +30 +46 es + 51 +62 + 78 +94 + 89 + 132 + 148 + 192 + 256
EI 0 0 ei +з: 1 +43 + 59 + 75 + 59 + 102 + 102 + 146 + 210
» 80 » 100 ES + 35 + 54 es + 59 +73 +93 + 113 + 106 + 159 + 178 +232 + 312
EI 0 0 ei + 3' 1 +51 + 71 + 91 + 71 + 124 + 124 + 178 + 258
» 100 » 120 ES + 35 + 54 es + 5S ) +76 + 101 + 126 + 114 + 179 + 198 + 264 + 364
EI 0 0 ei + 37 + 54 + 79 + 104 + 79 + 144 + 144 +210 + 310
» 120 » 140 ES +40 +63 es +68 + 88 + 117 + 147 + 132 + 210 + 233 + 311 +428
EI 0 0 ei +4: J +63 +92 + 122 + 92 + 170 + 170 +248 +365
» 140 » 160 ES +40 +63 es +68 +90 + 125 + 159 + 140 + 230 +253 + 343 +478
EI 0 0 ei +4: 1 +65 + 100 + 134 + 100 + 190 + 190 + 280 +415
H7 H7 lH7 1 H7 H7 H7 H8 H8 H8 H8
Примечание . Ряд рекомендуемых посадок: p6 r6 h- s6 ’ t6 ’ s7 ’ u7 ’ s7 u8 x8 z8
течением времени (принимают К = 2); f — коэффициент сцепления (см.
табл. 7.11), при сборке прессованием /= 0,1, с нагревом f = 0,14.
Коэффициент жесткости
С = 1 + [(<?, + rf2)/(rfc2T _ ^)], (7.10)
где d — номинальный диаметр; d^ — диаметр ступицы (рис. 7.7).
Основное (нижнее) отклонение вала ei = 5р + и + 1Т0, здесь
и — поправка на срезание и сглаживание шероховатости поверхности; при
запрессовке и = 20 мкм, при сборке нагреванием и = 0; 1Т0 — допуск на
диаметр отверстия (табл. 7.12). В общем случае и = 5,5 (Ra{ + Ra2), где
Ra{ и Ra2 — средние арифметические отклонения профиля микро-
неровностей посадочных поверхностей.
Наиболее распространенные значения Ra для поверхностей деталей,
соединенных с натягом: 2,0; 1,6; 1,25; 0,80; 0,63; 0,40 мкм.
7.4. Конструирование валов, червяков, зубчатых и червячных
колес, водил
Вал — шестерня. Если при расчете шпоночного или шлицевого
соединения установлено, что толщина s шестерни между впадиной зуба
и пазом для шпонки (шлица) .у < 2,5/и для цилиндрической шестерни
(рис. 7.8, а) и 5 < 1,6/и^.^для конической шестерни (рис. 7.8, б), то
шестерню выполняют за одно целое с валом (рис. 7.9).
Рис. 7.8. Схемы для обоснования конструкции зубчатых колес:
а — цилиндрических, б — конических
Недостатком монолитной конструкции является необходимость
изготовлять вал из того же материала, что и шестерню, часто более
высококачественного и дорогого, чем требуется. Кроме того, при замене
шестерни, например, вследствие изнашивания или поломки зубьев
приходится заменять и вал. Несмотря на это, в редукторах шестерню часто
выполняют заодно с валом и даже при толщине, значительно
превышающей выше указанные нормы.
Это объясняется большей жесткостью и прочностью, а также техно-
логичностью вала — шестерни, что в конечном итоге снижает его
стоимость.
Червяки. Червяки (рис. 7.9) чаще всего выполняют за одно целое с
валом. Заготовкой служит круглый прокат, поковка или штамповка.
259
Рис. 7.9. Конструкции вал — шестерня:
а — вал-шестерня цилиндрическая, б — вал-шестерня цилиндрическая с
частичным врезанием зубьев в поверхность вала
Геометрические размеры
червяка, в том числе длина
нарезанной части Ьх и ориенти-
ровочное расстояние / между
опорами, известны из расчетов.
Поэтому при конструировании
вала — червяка эти данные
являются исходными.
На рис. 7.10, а, б приведены
возможные варианты конструк-
ции червяков с витками за
габаритами поверхности вала, а
на рис 7.10, в — витки нареза-
ны в теле вала, что допустимо
для малонагруженных и ком-
пактных передач. Диаметр вала
Рис. 7.10. Конструкции цилиндри-
ческих червяков
260
Рис. 7.11. Конструкции ци-
линдрических колес и зави-
симости размеров их основных
элементов:
d ст = (1,5... 1,7)J при шпо-
ночном соединении;
d а ~ (l,4...1,5)d при шлице
вом соединении;
/ст = (0,8. 1,6)d при шпоноч
ном соединении;
/ст = (0,8...1,4)d при шлице
вом соединении,
5 = (2.3)т„> 0,02 J;
с = (0,2...0,3)6;
R = 5...7 мм;
у = 5...7°;
Do= ~0,5(do+d)-
d0=~ {Do - d(m)/{3..А)
— червяка в не нарезанной части назначают таким, чтобы обеспечить
по возможности свободный выход инструмента (размер 8) при обработке
витков и необходимую высоту упорного заплечика для подшипников.
Цилиндрические зубчатые колеса. Конструкцию стального зубчатого
колеса выбирают в зависимости от его размеров, масштабов произ-
водства и конкретных условий завода — изготовителя.
Основные параметры зубчатых колес (число зубьев, модуль, диаметр,
ширина зубчатого венца) определяются при расчете передачи. Ниже
рассматриваются вопросы, связанные с конструктивной формой зубчатых
колес.
261
Форма зубчатых колес в большинстве случаев определяется главным
образом способом получения заготовки, выбор которого связан с маркой
материала, полученными из расчета размерами и типом производства
(конкретных условий завода-изготовителя).
В индивидуальном и мелкосерийном производствах колеса малых
размеров с наружным диаметром dB< 150...200 мм изготовляют из
круглого проката (рис. 7.11, а), а при da< 150. .200 мм из поковок (7.11,
б). Для уменьшения объема обработки базовых поверхностей на торцах
колес выполняются небольшие проточки, глубиной I...2 мм, которые
обычно при da< 80 мм могут отсутствовать.
В среднесерийном, крупносерийном и массовом производствах
заготовки колес небольших и средних размеров (da = 600 мм) получают
преимущественно штамповкой в двухсторонних (рис. 7.11, в) подкладных
или односторонних (рис. 7.11, г) штампах, а больших размеров - литьем.
Штамповка обеспечивает высокую производительность и максимально
приближает форму заготовки к форме готовой детали.
Конические зубчатые колеса. В одиночном и мелкосерийном произ-
водстве конические колеса, при диаметре d ае < 120 мм изготавливают
за одно целое с валом (см. рис. 7.9, 6), а при d ае < 500 мм - из поковок
(рис. 7.12, а). В крупносерийном и массовом производстве конические
колеса изготовляют из штампованных заготовок (рис. 7.12, б). При
больших диаметрах конические колеса выполняют литыми и сборными.
В целях экономии высококачественной дорогой стали колеса делают
составными (рис. 7.12, в, г): ступица и диск - из стали 45, венец — из
легированной стали. В зависимости от размера колеса венец крепят к
стальному фланцу вала заклепками (рис. 7.12, г) или болтами (рис. 7.12, д).
При этом следует учитывать, что осевая сила Fa, возникающая в зацепле-
нии, должна быть направлена на опорный фланец. Центрирование венца
следует выполнять по диаметру D, а не DQ, так как первый способ
технологичней и обеспечивает более высокую точность по сравнению
со вторым, однако центрирование по диаметру DQ повышает жесткость
стыка.
Червячные колеса. По условиям работы червячной пары зубья
червячного колеса следует изготавливать из антифрикционных материа-
лов (бронза, латунь). Обычно червячные колеса выполняют составными:
диск и ступица колеса — из стали или из серого чугуна, а венец — из
антифрикционного материала.
Принимают следующие способы соединения венца с диском.
Бандажированная конструкция, в которой бронзовый венец насажен
на стальной чугунный диск с натягом (рис. 7.13, а). Конструкция проста
в изготовлении и принимаются для колес относительно небольших
диаметров, а также для колес передач, не испытывающих тепловые
нагрузки. При нагреве до высокой температуре посадка может ослабнуть
вследствие большего температурного коэффициента линейного расши-
рения бронзы, чем чугуна.
262
Рис. 7.12. Конструкции конических зубчатых колес
Обычно применяют легкопрессовую, реже прессовую посадку. Для
предотвращения взаимного смещения венца и ступицы в стыкуемые
поверхности ввинчиваются 3...4 винта с последующими срезанием
головок. Размеры винтов: диаметр de= (0,8...1,0) 60, длина /в= (2...3) dB.
Посадочную поверхность выполняют с упорным буртиком (испол-
нение 7) или буртика (исполнение 2) (рис. 7.13, а). Буртик предназначен
для того, чтобы фиксировать относительное положение деталей при
запрессовке, но в то же время он уменьшает посадочную поверхность,
усложняет конструкцию и технологию. По этим соображениям конст-
рукцию без буртика следует признать предпочтительной. Возможные
неточности сборки устраняют последующей обработкой поверхностей
после сборки.
В крупносерийном и массовом производстве зубчатые венцы
соединяют с диском посредством литья в кокиль — такая конструкция
колес называется биметаллической. Для улучшения сцепления бронзового
263
fl г)
Рис. 7.13. Конструкции червячных колес и размеры
их основных элементов:
d„= (1,6... 1,8)4 /ст= (1,2... 1,8)4 5 = (2,0 ,.2,5)/п ;
С = (0,2...0,35)4 4= (1,2... 1,5)т; 1Ь = (0,3...0,4)2)
венца с чугунным диском обод последнего выполняют по одному из
вариантов, представленному на рис. 7.13, б, в, г. Предварительно
очищенный диск подогревают до температуры 700...800 °C, закладывают
в подогретый до температуры 150...200 °C кокиль и заливают бронзой.
После остывания между бронзовым венцом и чугунным диском возни-
кает механическое сцепление, обеспечивающее монолитность конст-
рукции.
Водила. Водило (рис. 7.14) — одно из основных звеньев планетар-
ного редуктора, в котором закреплены оси сателлитов. От точности
расположения этих осей и их жесткости во многом зависит степень рав-
номерности распределения нагрузки среди сателлитов, что в конечном
итоге определяет работоспособность редуктора, уровень его шума и
вибраций.
Из ряда конструктивных разновидностей водил широкое распро-
странение получила цельноштампованная конструкция, приведенная на
рис. 7.14, а. В ней продолжением вала является трехрожковая щека, в
стенки которой запрессованы оси сателлитов. В консольно расположенных
осях под нагрузкой возможны изгиб и неравномерность в зацеплении
зубьев. Для компенсации этих погрешностей сателлиты предпочтительно
монтировать на сферических подшипниках.
На рис. 7.14, б показана сборная конструкция штампованного води-
ла. Щека 1 имеет перемычки 2, к которым винтами 3 крепится вторая
264
щека 5. Для обеспечения жесткости конструкции кроме винтов предусмот-
рены штифты 4.
Значительно большей жесткостью, увеличивающей жесткость всей
системы (водило — оси — сателлиты) в сборе обладают водила с двумя
щеками (рис. 7.14, в, г). На рис. 7.14, в показана сварная конструкция, а
на рис. 7.14, г — биметаллическая конструкция, в которой вал выполня-
ют из стали 45, а щеки — из алюминиевого сплава АК5М7, АК5М2. Вал
со щекой соединяют в кокильной форме литьем.
В процессе изготовления литых или сварных водил должны быть
предусмотрены операции отпуска для снятия внутренних напряжений.
Деформация водила под действием приложенных к нему сил может
привести к перекосу осей сателлитов относительно осей центральных колес
и концентрации напряжений от удельной нагрузки по длине их зубьев.
Это обстоятельство надо учитывать при выборе конструкции водила и
технологии его обработки.
Рис. 7.14. Конструкции водил
265
Рис. 7.15. Зубчатые муфты планетарных передач
При изготовлении деталей планетарной передачи возникают погреш-
ности, которые приводят к неравномерности нагрузки между зубчатыми
колесами. Для компенсации этих погрешностей и выравнивания нагруз-
ки одно из центральных колес делают самоустанавливающимся (плаваю-
щим). Возможные варианты решений приведены на рис. 7.15.
При конструировании плавающей шестерни с одним зубчатым сочлене-
нием необходимо соблюдать следующие условия: 1) сателлиты монтировать
на сферических подшипниках; 2) зубья соединений выполнять бочко-
образными (см. рис. 7.15, в) или со скосами обоих торцов внешних зубьев;
3) расстояние I > 2Ь{ между серединами зубчатых венцов выполнять, по
возможности, максимальным; 4) между пружинным кольцом и торцом
зубьев должен быть предусмотрен осевой зазор 8а = 0,01^ (рис. 7.15, в).
Параметры зубчатого сочленения соединительных муфт центральной
шестерни можно выбирать аналогичными параметрам зубчатых муфт (см.
табл. 9.5). Размеры других элементов зубчатого сочленения (см. рис. 7.15,
в) определяют по формулам: Ьм = (0,2...0,3)^; </м > + 6т, где т — модуль
зацепления.
7.5. Основные принципы подбора подшипников качения
Поверхности тел и дорожек качения подшипников, работающих в
значительных нагрузках в условиях хорошей изоляции от загрязнения и
разделенных масляной пленкой, под действием повторных циклов
контактных напряжений с течением времени подвергаются усталостному
выкрашиванию. Это наиболее распространенный вид повреждения.
Наличие абразивных частиц вызывает износ колец и тел качения. При
динамических, а также при больших статических нагрузках без вращения
имеют место пластические деформации, т.е. образование вмятин на
рабочих поверхностях (бринелирование). У высокооборотных подшипников
возникает разрушение сепараторов, колец и тел качения. Повышение
рабочей температуры вызывает отпуск тел качения и колец, что отрица-
тельно сказывается на работоспособности подшипников.
На основании изложенного подбор подшипников качения осуществля-
ется по следующим основным критериям работоспособности: ресурсу по
усталостному выкрашиванию и статической грузоподъемности по
пластическим деформациям.
266
Укрупненный алгоритм выбора подшипников. Подшипники качении —
изделия стандартные по габаритным размерам и эксплутационному пара-
метру — коэффициенту динамической Сг и статической Со грузоподъем-
ности (табл. П.5...П.15). Для выбора подшипников необходимы следующие
исходные данные: 1) диаметр цапфы вала d, мм; 2) частота вращения вала
п, мин’1; 3) величина и направления сил: радиальная Fr, Н, осевая Fa, Н
(из схемы сил в зацеплении); 4) требуемый ресурс L'h ч; 5) условия
эксплуатации подшипника (табл. 7.13); 6) необходимый уровень надеж-
ности (табл. 7.14).
Выбор подшипника определяется: а) величиной и соотношением сил
Fr и Fa (табл. 8.2); б) значением эквивалентной динамической нагрузки
Л-
В зависимости от соотношения радиальной и осевой составляющих
фактической нагрузки на подшипник FrjFQ подшипники качения разде-
ляют на конструктивные разновидности: радиальные; радиально-упорные;
упорные; упорно-радиальные.
Подшипники качения подбирают в соответствии с действующими
стандартами после анализа условий нагружения и режима работы
подшипникового узла по следующим критериям работоспособности:
1) по статической грузоподъемности (ГОСТ 18854-94); соответствие
подшипников качения критерию статической грузоподъемности предот-
вращает появление недопустимых остаточных деформаций на рабочих
поверхностях деталей подшипников в виде вмятин, лунок и т.п.;
2) по динамической грузоподъемности (ГОСТ 18855-94); соответствие
подшипников качения критерию динамической грузоподъемности
гарантирует контактную выносливость подшипников качения в течение
расчетного ресурса;
3) по предельной частоте вращения (ГОСТ 20918-75); соответствие под-
шипников качения критерию предельной частоты вращения обеспечивает
их нормальную работоспособность при больших частотах вращения.
Подбор подшипников качения по статической грузоподъемности. Подбор
подшипников производится при невращающихся кольцах подшипника или
при частоте вращения одного из колец п < 10 мин’1, а также если одно
из колец совершает медленные качательные движения.
Под статической грузоподъемностью подразумевается статическая
радиальная или осевая нагрузка (в ньютонах), при которой общая
остаточная деформация тела качения (шарика или ролика) и дорожки
качения равна 0,0001 диаметра тела качения.
Для радиальных и радиально-упорных (как шариковых, так и ролико-
вых) подшипников используется понятие — базовая статическая радиаль-
ная грузоподъемность СОг, а для упорных и упорно-радиальных — базовая
статическая осевая грузоподъемность СОа.
267
Численные значения СОг и СОа для выпускаемых типов подшипников
приведены в каталогах или могут быть вычислены по формулам,
приведенным в ГОСТ 18854-94.
Подшипник считается соответствующим безопасной работе по
критерию статической грузоподъемности, если выполняются условия: для
радиальных и радиально-упорных подшипников
CQ^POr, (7-Н)
для упорных и упорно-радиальных подшипников
(7.11, а)
где PQr и PQa — эквивалентные статические радиальная и осевая нагрузки.
Для радиальных и радиально-упорных подшипников эквивалентная
статическая радиальная нагрузка
Л,= С (« = °"), I (712)
/>0г=%о/; + Г0/-о (а* О') )
где Хо и Уо — коэффициенты радиальной и осевой нагрузки, опреде-
ляемые по табл. П.5...П.13.
Для упорно-радиальных и упорных подшипников эквивалентная
статическая осевая нагрузка
Р0а = Fa + 2’3 Fr а (а < 90°), 1 (7 13)
FOa=Fa (а = 90“) )
Подбор подшипников качения по динамической грузодъемности. Под-
шипники подбирают при частоте вращения одного из колец п > 10 мин"1.
В зависимости от конструктивной разновидности подшипника
различают радиальную динамическую грузоподъемность Сг примени-
тельно к радиальным и радиально-упорным подшипникам и осевую
динамическую грузоподъемность Са применительно к упорным и
упорно-радиальным подшипникам качения.
Радиальной (осевой) динамической грузоподъемностью называется
постоянная радиальная (центральная осевая) нагрузка (Н), при которой
базовый расчетный ресурс подшипников качения равен одному
миллиону оборотов. При этом под ресурсом отдельного подшипника
качения подразумевается число оборотов, которое одно кольцо подшип-
ника делает относительно другого кольца до начала усталостного
разрушения материала на беговой дорожке кольца или тела качения.
Базовый расчетный ресурс отдельного подшипника L[0 или группы
идентичных подшипников, работающих в одинаковых условиях, — это
ресурс, соответствующий 90%-й надежности. Значения Сг и Са даны в
табл. П.5...П.13, а также в каталогах и справочниках и могут быть
определены по формулам, приведенным в табл. 1 ГОСТ 18855-94
268
Для подбора подшипников по динамической грузоподъемности
необходимо вычислить эквивалентную динамическую радиальную
нагрузку Рг для радиальных и радиально-упорных подшипников качения
или эквивалентную динамическую осевую нагрузку Ра для упорных и
упорно-радиальных подшипников качения: Рг /Ра — постоянная радиаль-
ная (осевая) нагрузка (в ньютонах), под действием которой подшипник
качения будет иметь такую же долговечность, как и в условиях
действительной нагрузки.
Эквивалентную динамическую нагрузку для шариковых радиальных,
шариковых и роликовых радиально-упорных подшипников определяют
по формуле:
Pr = XFr+YFa, (7.14)
где X, Y ~ коэффициенты соответственно радиальной и осевой нагрузки,
определяемые по табл. П.5...П.15. Для роликовых радиальных подшип-
ников качения
Pr = Fr (а = 0°). (7.15)
Для шариковых и роликовых упорных подшипников качения
Pfl=Ffl (а = 90°). (7.16)
Для шариковых и роликовых упорно-радиальных подшипников качения
Pa=XFr + YFa. (7.16, а)
Изменение характера внешней нагрузки при эксплуатации подшип-
ника учитывается в формулах (7.7) ... (7.10) умножением эквивалентной
динамической нагрузки на коэффициенты Ка (табл. 7.13) и Кт (при
температуре t > 100° С).
В случае применения подшипников из материалов с особыми
свойствами (из твердых сплавов, металлокерамики, самосмазывающих
пар трения), что вызывается особенностями их эксплуатации (вакуум,
агрессивные среды, радиация и т.п.), используют коэффициенты а2 и ау
Так как в технических заданиях на курсовое проектирование предусмат-
риваются нормальные условия работы привода и применение обычных
подшипников, к которым не предъявляются особые требования, следует
принимать значения коэффициентов а2 = 1 и а3 = 1.
Таким образом, для обыкновенных подшипников с надежностью
более 90%, расчетный ресурс
Лш ” а\ ^]0’
где индекс п обозначает вероятность разрушения;
для подшипников с особыми материалами и условиями эксплуатации
Аов = а2 а3 Ло
269
Таблица 7.13. Значения коэффициента безопасности Ко и Кт
Машины, оборудование и условия их эксплуатации
Машины для кратковременной или прерывистой эксплуатации; бытовое оборудование, пищевые машины, центрифуги, строительные и монтажные краны и машины, тракторы 3...8 1,0.. 1,1
То же, но с повышенными требованиями к надежности; подъемники и краны для штучных грузов, автомобили, комбайны, сельхозтехника 8...12 1,1 ..1,2
Машины для односменной работы, эксплуатируемые не всегда с полной нагрузкой: стандартные электродвигатели, редукторы, авиадвигатели 10...25 1,2. .1,3
То же, не работающие с полной нагрузкой; металло- режущие и деревообрабатывающие станки, печатные и текстильные машины, воздуходувки, грейферные краны 20...30 1,3 .1,4
Машины для круглосуточной работы: приводы прокат- ного оборудования, компрессоры, шахтные подъемники, энергетическое оборудование средней мощности, транс- портные буксы, локомотивы 40. .50 1,5...1,7
Трубопрокатные станы, вращающиеся печи, приводы судового оборудования, эскалаторы 60...100 1,7...2,0
Наиболее ответственные круглосуточно эксплуатируемые агрегаты: крупные электрические машины и энергетические установки, целлюлозные и бумагоделательные машины и оборудование, шахтные насосы и воздуходувки, коренные подшипники судовых двигателей -105 2,0...2,5
Ресурс (в часах) для обычных подшипников без корректирующих
коэффициентов определяют по формуле
IO6 L _ ю6 ( сг(а) Л
60л 10 60л V рг(о) /
(7.17)
где m = 3 для шариковых подшипников и m - 10/3 для роликовых
подшипников; п — частота вращения, мин'1.
По приведенной нагрузке для выбранного типоразмера подшипника
и его ресурса (млн. оборотов) находят расчетную динамическую
грузоподъемность подшипников качения:
с^ = р'^- <7-18)
Формула справедлива как для радиальных и радиально-упорных, так
и для упорных и упорно-радиальных подшипников; во входящие в
270
Таблица 7.14. Значения
коэффициента повышенной
надежности
Надеж- ность, % Ресурс ^па Коэффи- циент °!
90 1,0
95 ^5 а 0,62
96 Д» а 0,53
97 ^Зо 0,44
98 Ajo 0,33
99 0,21
формулу обозначения Р и С при вычис-
лениях ставится лишь соответствующий
индекс г или а.
По полученному расчетному значе-
нию динамической грузоподъемности по
табл. П.5...П.14 или каталогу выбирают
подшипник. При этом должно удовлет-
воряться условие:
С < С,
расч ’
где С — динамическая радиальная или
осевая грузоподъемность (см. табл.
П.5...П.14, каталог или справочник).
Если конкретный типоразмер под-
шипника принят по конструктивным
соображениями, то проверяют его ресурс (долговечность). При этом
должно выполняться неравенство
~ (изд) ’
где Lh — ресурс подшипника с требуемой надежностью, ч; Lh — ресурс
(ч) изделия (машины, аппарата, механизма), который устанавливается
техническим заданием на проектирование.
Подбор подшипников по предельной частоте вращения. В некоторых
ответственных изделиях машиностроения частота вращения валов дости-
гает 60 000 ... 90 000 мин“' и выше. Это выдвигает особые требования к
работоспособности подшипников качения. При увеличении частоты
вращения одного из колец до указанных выше значений увеличивается
температура в зоне контакта шарика и дорожки качения кольца. При
высокой частоте вращения увеличиваются также потери на трение,
гистерезис, ухудшаются механические характеристики материалов колец
и сепараторов, а также тел качения, уменьшаются зазоры, увеличивая
опасность заклинивания. При этом уменьшается вязкость масла и
толщина масляного слоя. Все это в комплексе ускоряет процесс разру-
шения подшипников качения. Поэтому подбор подшипников, работаю-
щих при высоких частотах вращения, необходимо выполнять особенно
тщательно.
7.15. Значения приведенного коэффициента е’
Угол контакта а,° Коэффициент е'при отношении Fr/CQr
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
12 0,35 0,41 0,44 0,48 0,50 0,52 0,55 0,55 0,56 0,57
15 0,42 0,47 0,49 0,51 0,53 0,54 0,54 0,56 0,57 0,57
271
При этом критерием работоспособности подшипников является пре-
дельная частота вращения, обеспечивающая необходимую надежность.
По ГОСТ 20918-75 предельная частота вращения выражается через
скоростной параметр D ипр , где ипр — предельная частота вращения
подшипника (дается в каталогах); Dpw — диаметр окружности, проходя-
щей через центры тел вращения, Dp„ = (D + d)/2, здесь d — внутренний
диаметр подшипника, мм; D — наружный диаметр подшипника, мм.
Условие работоспособности подшипника при высоких частотах имеет
вид:
nDpw< ^Dpwn^
где п — эксплуатационная частота вращения подшипника; К — коэффи-
циент, учитывающий конструктивные особенности машин и характер
воспринимаемой нагрузки: К = 0,6... 1,0.
Из данного соотношения определяют предельно допустимую эксплуа-
тационную частоту вращения подшипника:
п .
DP»
7.6. Особенности подбора радиально-упорных подшипников
Принятые в процессе эскизной компоновки подшипники следует
проверить на долговечность.
В радиально-упорных подшипниках при действии на них внешних
радиальных нагрузок возникают собственные осевые составляющие F
(индекс а указывает на то, что природа их связана с углом контакта а).
Таким образом, расчетная осевая нагрузка Fa п в этих подшипниках
определяется с учетом осевых составляющих F и схемы установки
подшипников (см. рис. в табл. 7.16).
Расчетная осевая нагрузка Fa п, воспринимаемая каждым из двух
подшипников, определяется по соответствующим формулам (см. табл.
7.16), где Fal и Fa2 — осевые составляющие, возникающие от радиальных
нагрузок Fri и Fr2, приложенных соответственно в опорах 1 и 2; Fa —
внешняя осевая сила; е — коэффициент осевой нагрузки.
Для радиально-упорных шарикоподшипников с углом контакта
а < 10° осевая составляющая
Fa = e'Fr (7.19)
В этих подшипниках действительный угол контакта отличается от
начального и зависит от Г , Fa и СОг. Поэтому коэффициент е' прини-
мают по табл. 7.15 в зависимости от отношения Fr/CQr.
272
Для радиально-упорных шарикоподшипников с углом контакта
(а = 18°) осевая составляющая
Fa = eFr (е' = е). (7.20)
Значения коэффициента е принимают по табл. 7.17. Для конических
роликоподшипников е — 1,5 tg а, или
е' = 0,83е и Fa = 0,Z3eFr. (7.21)
При определении расчетной осевой нагрузки Fan принимают большую
по абсолютной величине из двух нагрузок: осевая составляющая F от
радиальной нагрузки Fr или алгебраическая сумма внешних осевых сил
Fo и осевой составляющей Fa от радиальной нагрузки работающего в паре
другого подшипника. Со знаком плюс при этом берутся силы, нагру-
жающие подшипник, со знаком минус — разгружающие его.
При определении радиальной реакции радиально- упорного подшип-
ника следует иметь ввиду, что точка ее приложения находится в месте
пересечения нормали к середине поверхности контакта тела качения с
наружным кольцом и оси вала. Расстояние а между этой точкой и торцом
подшипника можно определить графически в процессе эскизной компо-
новки при построении подшипника в масштабе 1:1 (рис. 7.16) и схемы
реакций в нем (рис. 7.17) или аналитически приближенно по следующим
формулам;
для однорядных радиально-упорных шарикоподшипников
а = 0,5[В + 0,5(d+D)tg а]; (7.22)
для однорядных конических роликоподшипников
a = 0,5T + (d + 0)е/6, (7.23)
где В — ширина кольца подшипника, мм; Т — монтажная высота кони-
ческого роликоподшипника, мм; d — диаметр отверстия внутреннего
кольца подшипника, мм; D — наружный диаметр наружного кольца
подшипника, мм. Значения d, D, В, Т, е выбирают по таблицам П.4...П.14
приложения.
Расстояние между точками приложения радиальных реакций при
установке радиально-упорных подшипников по схеме враспор (см. рис.
7.17, а) принимают по зависимости
' =4 ~ 2<U
по схеме врастяжку (см. рис. 7.17, б) \ (7.24)
/ = - 2aJ
где /п — расстояние между торцами наружных колец подшипников; а —
смещение точки приложения радиальной реакции от торца подшипника.
Реакции опор определяют из условий равновесия (сумма моментов
внешних сил относительно рассматриваемой опоры и момента реакции
на другой опоре равна нулю).
273
Таблица 7.16. Определение расчетных осевых сил при подборе радиально-упорных подшипников
Расчетная схема
Уравнения
равновесия
Дополнительные
условия
Расчетные осевые силы
F + F - F п9 = О
4 йп а ап.2
Враспор f
Fa = Fon2 ~ Fanl
^гп, ^ГП2
Fatu Га2~из6естны
Fan\ ^Fal
Fon2 >Fa2
Fai ^Fa2
Fany >Fai
Fan2 = Fa2
Fg.1 <ъ.
оп2 1 а г йп! г а 1 al
Л?п2 Л,п1
а.2
mil * al
а * a2 a al
£ а 1 а2 2 al
~ Fa
Fan2 = F"2
Врастяжку
-известны
Fa-Fani +Fan2 = 0 Fanl = Fai
или Fani >Fa2
Fa Fan [ Fan2 Fai >Fa2
Fani > Fal
Fan2 = F^
Fai <Fa2
^2=^1- Fa-Fal-Fa>F^
Fa < Fai ~ Fa2
F^ = 4)
^n2 = Ли - Fa
Fani=Fa + Fm2=F0+Fa2>Fa}
Fa>Fal~Fa2
Fan{ =Fa+ Fa2
Габлица 7.17. Значение коэффициента осевой нагрузки е
Тип подшипника а, ° Fa/Cor Подшипники однорядные Подшипники двухрядные е
Fa/Fr>e с FjFr>e
X Y X Y X Y
Радиальный 0 0,014 0,028 0,056 0,084 0,110 0,170 0,280 0,420 0,560 0,56 2,30 1,99 1,71 1,55 1,45 1,31 1,15 1,04 1,00 1,0 0 0,56 2,30 1,99 1,71 1,55 1,45 1,31 1,15 1,04 1,00 0,19 0,22 0,26 0,28 0,30 0,34 0,38 0,42 0,44
Радиально - упорн ый 12 0,014 0,029 0,057 0,086 0,110 0,170 0,290 0,430 0,570 0,45 1,81 1,62 1,46 1,34 1,22 1,13 1,04 1,01 1,00 1,0 2,08 1,84 1,69 1,52 1,39 1,30 1,20 1,16 1,16 0,74 2,94 2,63 2,37 2,18 1,98 1,84 1,69 1,64 1,62 0,30 0,34 0,37 0,41 0,45 0,48 0,52 0,54 0,54
15 0,015 0,029 0,058 0,087 0,114 0,176 0,290 0,440 0,580 0,44 1,47 1,40 1,30 1,23 1,19 1,12 1,02 1,00 1,00 1,0 1,65 1,57 1,46 1,38 1,34 1,26 1,14 1,12 1,12 0,72 2,39 2,28 2,11 2,00 1,93 1,82 1,66 1,63 1,63 0,38 0,40 0,43 0,46 0,47 0,50 0,55 0,56 0,56
25 — 0,41 0,87 1 0,92 0,67 1,41 0,68
36 — 0,37 0,66 1 0,66 0,60 1,07 0,95
40 — 0,35 0,57 1 0,55 0,57 0,93 1,14
Примечание 1. Значения X, Y, е для промежуточных значений
относительной осевой нагрузки или для узла а контакта определяют линейной
интерполяцией. 2. В настоящее время промышленность переходит на выпуск
радиально-упорных шарикоподшипников с углами контакта 15, 25 и 40°
(вместо 12, 26 и 36°).
275
На выходные концы валов часто устанавливают шкивы ременных
передач, звездочки цепных передач или соединительные муфты, пере-
дающие вращающий момент от редуктора к сопряженному валу. Со
стороны ременной или цепной передач на вал действует консольная
нагрузка FK, вызывающая появление дополнительных реакций в опорах
(рис. 7.18). Со стороны муфты на вал также действует радиальная кон-
сольная нагрузка FK, возникающая из-за погрешностей монтажа,
изготовления и неравномерного изнашивания элементов муфты.
Рис. 7.16. Схемы для определения расстояния между точкой приложения редкими
и торцом подшипника:
а — шарикового; б — роликового
Рис. 7.17. Схемы для определения расстояния между точками приложения реакций
подшипников, установленных:
а — враспор; б — врастяжку
276
Рис. 7.18. Схема для определения
дополнительной реакции в опорах
Реакции (см. рис. 7.18) определяют по соотношениям:
I 1+1
= rb=—T^Fk-
(7-25)
При установке на концы валов соединительных муфт направление
силы F* заранее не известно. Поэтому при расчете часто принимают,
что эти реакции совпадают по направлению с реакцией в опоре от
действия силы Fr в зацеплении.
Согласно ГОСТ 16162-93 (редукторы общего назначения) ресурс
зубчатого редуктора должен составлять 40 000 ч, червячного — 20 000 ч.
Для этих значений и предпочтительна расчетная долговечность подшип-
ников. Допускается подбор подшипников с ресурсом, равным половине
или третьей части значений ресурса редукторов, т.е. для зубчатых
редукторов Lh ~ 20 000 ч или Lh — 12 000 ч, для червячных редукторов
Lh = 10 000 ч или Lh=l ООО ч. Минимальная долговечность подшипников
по ГОСТ 16162-93 может составлять 10 000 ч для зубчатых и 5 000 ч для
червячных редукторов.
Приведенные выше указания по выбору подшипников и определению
их теоретической долговечности относились к подшипникам, работаю-
щим при постоянном режиме, что характерно для редукторов и других
механизмов, рассматриваемых в этом издании. Для подбора подшип-
ников с переменными условиями работы, например, в коробках передач
следует пользоваться работами [7, 14].
Обобщая изложенное, можно рекомендовать такую последователь-
ность подбора подшипнике}
1. Из таблиц приложения П.5...П.14 для назначенного подшипника
выписывают следующие данные: а) для шариковых радиальных и
радиально-упорных подшипников с утлом контакта а = 12° — С , СОг;
б) для роликовых радиальных — Сг; в) для роликовых конических и
шариковых радиально-упорных с утлом контакта а = 26° — С , X, Y, е.
2. По расчетной схеме вала определяют реакции опор подшипников.
3. Для радиально-упорных подшипников находят осевые составля-
ющие от радиальных нагрузок по формулам (7.19)...(7.21).
4. Определяют результирующие осевые нагрузки подшипников.
5. Вычисляют отношение осевой нагрузки к радиальной Fa/Fr, по
полученной величине из табл. 7.17 принимают значение вспомога-
тельного коэффициента е и затем по табл П.8 и П.9 принимают
277
значения коэффициентов радиальной X и осевой К нагрузок Для
шариковых радиальных и радиально-упорных подшипников с углом
контакта а = 12° предварительно определяют отношение осевой нагрузки
к статической Fa/C^r по которому в соответствии с табл. 7.17 находят
значение коэффициента е и далее, как указано выше.
6. Исходя из действующих радиальных и осевых нагрузок, учитывая
нагружения подшипников и другие параметры, входящие в формулы
(7.12)...(7.13), рассчитывают эквивалентную нагрузку подшипника.
7. По формуле (7.16) вычисляют расчетный ресурс подшипника в
часах.
Если полученный ресурс не соответствует регламентированному
ГОСТ 16162-93, то, не меняя посадочного диаметра вала, назначают
подшипники другого типоразмера (серии) или даже меняют тип подшип-
ника, что приводит к изменению значения базовой динамической
радиальной грузоподъемности Сг. Таким образом добиваются требуемого
значения Lh.
8. Для окончательно принятого типоразмера подшипника из табл.
П.5...П.15 выписывают его габаритные размеры и заново вычерчивают,
затем определяют расстояние между реакциями опор и повторяют
действия п. 3...7.
Инновационные подходы к расчету подшипников качения. Расчеты
подшипников качения, зубчатых, фрикционных и других передач из
условия контактной прочности основаны на известном уравнении
Г. Герца—Беляева. Но при этом учитываются только действия нормальной
нагрузки. В действительности имеют место и касательные напряжения,
которые оказывают весьма существенное влияние на работоспособность
контактирующих в динамике активных поверхностей работающих
деталей.
На основе многочисленных испытаний выведены формулы,
учитывающие растягивающие напряжения в месте контактирующих в
динамике поверхностей:
2,1 -104 _9,06'10'8
дт0,228 ’ 4,386
У¥ц50 ° у
где jVu50 — долговечность с 50%-ной вероятностью разрушения.
Суть и значение других коэффициентов как и вся теория расчета
изложена в журнале: Справочник. Инженерный журнал, № 5, 2000.
Глава 8
КОНСТРУИРОВАНИЕ ПОДШИПНИКОВЫХ
УЗЛОВ, КОРПУСОВ И КОРПУСНЫХ ДЕТАЛЕЙ.
ЭСКИЗНАЯ КОМПОНОВКА РЕДУКТОРА
8.1. Общие положения о конструировании опор
После эскизной проработки конструкции вала и сопряженных с ним
деталей передач подбирают подшипники качения. Конструкция и
качество опор определяются типом подшипников, схемой их установки
и способом крепления в корпусе и на валу. Это, в свою очередь, зависит
от условий работы — величины, направления и характера нагрузки,
длины и жесткости вала, вида смазки, защиты от загрязнения; точности
изготовления деталей и корпуса (соосности отверстий), качества мон-
тажа, необходимости регулировки и демонтажа подшипников; ресурса
(срока службы) подшипников до замены; экономичности, стоимости
подшипников и опор в целом. Все это позволяет выбрать тип подшип-
ников и конструктивно оформить опоры.
Выбор типа подшипника. Подшипники — изделия стандартные. При
проектировании машин и механизмов их выбирают из каталожных
таблиц (см. табл. П.5...П.15).
При выборе типоразмера подшипника для заданного диаметра вала
d и условий работы следует учитывать: величину, направление и характер
действующей нагрузки; частоту вращения вала; необходимый ресурс
работы в час; особые требования, зависящие от конструкции узла или
машины и условий их эксплуатации; стоимость подшипника.
В табл. 8.1 приведены эскизы подшипников, наиболее часто приме-
няемых в практике машиностроения.
В соответствии с установившейся практикой проектирования и
эксплуатации машин тип подшипников и схему их установки выбирают
по следующим рекомендациям.
Для опор валов цилиндрических прямозубых и косозубых колес редукторов
применяют чаще всего шариковые радиальные подшипники (табл. 8.1,
п.1). Первоначально назначают подшипники легкой серии. При чрез-
мерно больших размерах шариковых подшипников в качестве опор валов
цилиндрических колес применяют подшипники конические роликовые
(табл. 8.1, п.4).
279
Таблица 8.1. Подшипники качения основных типов
№ пп Констр подшиг нима >укг [НИ емг ГИВ1 ка 1Я в зая схема и воспри- [агрузка Тип под- шипника Условное обозначение Примечание
1 н Шариковый радиальный Ю С| Нерегули- руемый
г! llki
рг
/ Я
2 2 Роликовый радиальный с цилинд- рическими роликами а Нерегули- руемый
1 г
3 а Шариковый радиально- упорный 01 О| Регули- руемый
™9Л
4 fc Роликовый радиально- упорный с коническими роликами \W/ Регули- руемый
—
5 -н 1 — Шариковый радиальный сферический двухрядный а Нерегули- руемый
6 \ а / -*— % Роликовый упорно- радиальный Регули- руемый
7 — Шариковый упорно- радиальный двухрядный О О О о Регули- руемый
280
Таблица 8.2. Предварительный выбор подшипников
Передача Вал Тип подшипника Серия Угол контакта Схема установки
Цилинд- рическая косозубая Б Радиальные шариковые однорядные при ач, > 200 мм Средняя (легкая) — С одной фикси- рующей опорой
F При > 0,25—радиальные С шариковые однорядные; F ^цри -2- > 0,25—роликовые конические типа 7000 Легкая (средняя) а = 11...16° для типа 7000 Враспор
Т Легкая
Кони- ческая Б Роликовые конические типа 7000 или 27000 при Л] < 1500 мин-1 Легкая (средняя) а= 11...16° для типа 7000; а = 25...29° для типа 27000; a =26° для типа 46000 Врас- тяжку
Радиально-упорные шари- ковые типа 46000 при Л] > 1500 мин’1
Т Роликовые конические типа 7000 Легкая Враспор
Червяч- ная Б Радиально-упорные шари- ковые типа 46000; ролико- вые конические типа 27000; радиальные шариковые однорядные при %> 160 мм Сред- няя а= И...16° для типа 7000; а= 25...29° для типа 27000; а = 12° для типа 36000; a = 26° для для типа 46000 С одной фикси- рующей опорой
Враспор
Конические роликовые типа 7000 или радиально-упорные шариковые типа 36000 при aw> 160 мм
Т Роликовые конические типа 7000 Легкая
Условные обозначения-. Б — быстроходный вал; Т — тихоходный вал
281
Таблица 8.3. Ориентировочные зависимости размеров внутренней конструкции
подшипников для вычерчивания эскизов и чертежей
Эскиз ' Размеры
>5 в _ \ Подшипники шарикойЫе радиальные однорядные: dc = 0,5 {D + d), ' Dw = 0,25 (2) — d) для подшипников серий 7000800, 7000900, 7000100, 8000200, 8000300; Dv = 0,32 (2) — d) для подшипников серий 100, 200, 300; 5= 0,15 (D —d).
2 аг "1 II > а Подшипники шариковые радиальные двухрядные сферические: dc = 0,5 (D + d); Dw~ 0,25 (2) — d) для подшипников серии 1200, 1300; 1500; Dw = 0,28 (2) — d) для подшипников серии 1600; У = 0,17 (2) —d) для подшипников серии 1200;1300; 1500 51 = 0,13 (2) — d) для подшипников серия 1600.
мер Подшипники шариковые радиально-упорные: dc = 0,5 (2) + J); Dw = 0,32 (D - d); S = 0,15 (D —d).
|JT в г 4 х || Д с:4Н| ’ 1 LZJJJ Подшипники роликовые радиальные с короткими цилиндрическими роликами: < = 0,5 (D + d), dp = 0,25 (D - dy, L = d; I = 1,5 d для подшипников широких серий; S= 0,15 (2) -d).
8 i, Подшипники роликовые радиальные сферические: Dc = 0,9 2); d2 = 0,45 (2) + d)- d' ~ 0,25 (2) — d) для подшипников типа 3500; а = 0,26 (D — d) для подшипников типа 3600; /р= 0,36 В.
уг т ‘ с r,J J ТьД dp ъ’’’ Подшипники роликовые конические: dc = 0,5 (D + d); Е = 0,4 Т; ₽ = 14°; d2 = 0,48 (D + 4 d = 0,25 (2? - d) I = 0,68 В
Примечание. Условные обозначения: dc — диаметр окружности,
проходящей через центры шариков или роликов, мм: Dw ~ диаметр шарика,
мм; d — диаметр ролика, мм; / — длина ролика, мм; 5 — толщина колец,
мм; 2)с — диаметр по дорожке качения наружного кольца, мм; d2 — диаметр
бортика внутреннего кольца, мм
282
Шариковые радиальные подшипники характеризуются малой осевой
жесткостью. Поэтому в силовых передачах для опор валов конических
и червячных колес применяют конические роликовые подшипники
(табл. 8.1, п.4). Первоначально выбирают легкую серию.
Для опор вала конической шестерни принимают по тем же соображе-
ниям конические роликовые подшипники. При высокой частоте вра-
щения вала-шестерни (л >1500 мин'1) принимают легкую серию.
Опоры червяка в силовых червячных передачах нагружены значитель-
ными осевыми силами. Поэтому в качестве опор вала червяка прини-
мают в основном конические роликовые подшипники. При длительной
непрерывной работе червячной передачи с целью снижения тепловыделе-
ний применяют также шариковые радиально-упорные подшипники (табл.
8.1, п.З).
Для опор плавающих валов (червяки при расстоянии между опорами
/ > 200 мм, шевронные передачи) применяют радиальные подшипники
шариковые или с короткими цилиндрическими роликами с одной
стороны (плавающая опора), а с другой спаренные радиально-упорные
(см. рис. 8.1).
Схемы установки подшипников. В большинстве случаев валы должны
быть зафиксированы в опорах от осевых перемещений. По способности
фиксировать осевое положение вала опоры разделяют на плавающие и
фиксирующие.
Плавающие опоры допускают осевое перемещение вала в любом направ-
лении для компенсации его удлинения (укорочения) при температурных
деформациях. Они воспринимают только радиальную силу. В качестве
плавающих опор применяют шариковые и роликовые радиальные
подшипники, типы которых показаны в табл. 8.1.
Фиксирующие опоры ограничивают осевое перемещение вала в одном
или в обоих направлениях. Они воспринимают радиальную и осевую силы.
В качестве фиксирующих опор применяют шариковые и роликовые
подшипники, типы которых показаны в табл. 8.1.
В схемах (рис. 8.1, г, д, ё) одна опора фиксирующая, вторая — плаваю-
щая. Фиксирующая опора ограничивает осевое перемещение вала в обоих
направлениях. В опоре может быть установлен один или два подшип-
ника, которые закрепляют в осевом направлении с двух сторон как на
валу, так и в корпусе. В плавающей опоре внутреннее кольцо подшип-
ника закреплено с двух сторон на валу, а наружное — свободно пере-
мещается в корпусе вдоль оси.
В таком виде (см. рис. 8.1, г, д, е) вал с опорами представляет собой
статически определимую систему и может быть представлен в виде балки
с одной шарнирно-неподвижной и одной шарнирно-подвижной опорами.
Схемы (рис. 8.1, г, д, е) применяют при любом расстоянии между
опорами вала.
283
При выборе плавающей и фиксирующих опор по схемам (рис. 8.1, г,
д, е) учитывают рекомендации:
1. Подшипники обеих опор должны быть нагружены по возможности
равномерно, поэтому если на вал действует осевая сила, то плавающей
выбирают опору, нагруженную большей радиальной силой. При этом
всю осевую силу воспринимает подшипник, менее нагруженный радиаль-
ной силой.
2. При отсутствии осевых сил плавающей выполняют менее нагружен-
ную опору, чтобы уменьшить сопротивление осевому перемещению
подшипника и изнашивание поверхности корпуса.
I
л
Фиксирующая Плавающая
олорз олора
I
11
I
II
Рис. 8.1. Принципиальные схемы установки подшипников и их фиксирование н
валах и корпусе
284
3. Если входной (выходной) конец вала соединяют с друшм валом
муфтой, то фиксирующей принимают опору вблизи этого конца вала.
В схемах (см. рис. 8.1, б, в) обе опоры фиксирующие, причем каждая
опора фиксирует вал в одном направлении. В опорах этих схем могут быть
установлены подшипники: шариковые или роликовые радиальные (см.
рис. 8.2, б и 8.2, а) и радиально-упорные (см. рис. 8.2, в).
Указанные схемы применяют с определенными ограничениями по
расстоянию 1п между опорами. Связано это с изменением зазоров в
подшипниках при температурных деформациях валов.
В схеме (см. рис. 8.2, а), называемой схемой установки подшипни-
ков “враспор” (от осевых сил в сечениях вала между опорами действуют
напряжения сжатия), чтобы не происходило защемления тел качения
вследствие нагрева при работе, предусматривают осевой зазор а (на рис.
не показан). Величина зазора должна быть несколько больше ожидаемой
тепловой деформации подшипников и вала. Из опыта известно, что в
узлах с радиальными шарикоподшипниками при 1п < 300 мм а = 0,2...0,5
мм. Требуемый зазор а создают при сборке с помощью набора тонких
металлических прокладок, устанавливаемых между корпусом и крышкой
подшипника.
В схеме (см. рис. 8.1, в), называемой схемой установки подшипников
“врастяжку", возможность защемления тел качения подшипников
вследствие температурных деформаций вала уменьшается, так как в этой
схеме при удлинении вала осевой зазор в подшипниках увеличивается
(см. также рис. 8.3). По этой причине расстояние между подшипниками
может быть несколько больше, чем в схеме враспор: 1п < (8... 10)</л.
Меньшие значения — для роликовых, большие — для шариковых
радиально-упорных подшипников. Для шариковых радиальных ln < Vldn.
Конструирование стаканов. Узел конической шестерни с опорами
обычно заключают в стакан, при этом он образует самостоятельную
сборочную единицу, что упрощает как технологию сборки, так и
регулирование осевого положения зубчатых колес.
Крепление подшипников на валах от осевого смещения (см. рис. 8.2,
8.3 и 8.5) осуществляют: концевыми и стопорными шайбами, шлицевыми
гайками, установочными винтами, пружинными упорными кольцами.
Регулирование зазоров радиально-упорных подшипников выполняют:
набором прокладок, регулировочными винтами и специальными
конструктивными приемами.
В зависимости от схемы расположения подшипников стаканы
конструируют по одному из вариантов, представленных на рис. 8.4. При
установке стакана в корпус с натягом фланец выполняют уменьшенным,
без отверстий под винты.
Стаканы обычно выполняют из чугунного литья марки СЧ 15, реже
из стали. Толщину стенки 5, диаметр d и число z винтов крепления
стакана к корпусу принимают в зависимости от диаметра D отверстия
стакана под подшипник по следующим зависимостям:
285
Рис. 8.2. Схемы установки подшипников:
а, б, в — враспор; г — плавающая; д, е — левая опора плавающая, правая
фиксированная
Вопрос. Для какой цели предусмотрены детали 1. .4 ?
286
D, мм.........До 52 Св. 52 до 80
5, мм..........4...5 6...8
d, мм.............6 6
Z..............4 4
Св. 80 до 120 Св. 120 до 170
8...10 10-12,5
8 10
6 6
Толщину упорного буртика 5) и толщину фланца 82 (рис. 8.4)
принимают 8, « 5; 32 « 1,25.
Высоту t упорного буртика назначают по той же зависимости, что и
высоту заплечика вала h (см. рис. 7.3 и табл. 7.3), диаметр буртика
D{ = D — 2/. Диаметр фланца 7)ф следует выполнять минимальным. Для
этого принимают с « d, h = (1,0 ... 1,2) d\ D$ = Da + (4,0 ... 4,4) d, где d —
диаметр винта.
287
Иногда на наружной поверхности стакана делают проточку для
уменьшения длины посадочного участка (см. рис. 8.4, а). Глубину
проточки принимают равной 1,0 мм.
Длину посадочных участков принимают равной ширине кольца
подшипника. Канавки в отверстиях стаканов делать не следует,
поскольку выполнять их сложнее, чем на наружной поверхности. Кроме
того, они затрудняют установку подшипников.
Стаканы для подшипников вала конической шестерни перемещают
при сборке для регулирования осевого положения конической шестерни.
В этом случае посадка стакана в корпус — H7/js6. Другие стаканы после
их установки в корпус остаются неподвижными, для них применяют
посадки Н7/к6 или Н7/ш6.
Осевое крепление подшипников. При наличии осевой нагрузки на
подшипники и для фиксации их на валу в осевом направлении кольца
подшипников должны удерживаться на валу и в корпусе от осевого
перемещения с помощью различного рода закрепительных устройств.
Крепление подшипников на валу и в корпусе выбирают в зависимости
от значения и направления действия нагрузки, частоты вращения, типа
подшипника, требований монтажа и демонтажа узла и производственных
возможностей изготовления. Чем больше осевые нагрузки и выше
частота вращения вала, тем надежней должно быть осевое крепление
колец подшипника.
Наиболее распространенные способы крепления внутренних колец
подшипников от осевого смещения следующие:
пружинными упорными разрезными кольцами 1 и 2 (рис. 8.5, а); этот
способ применяют при незначительных осевых нагрузках; размеры колец
и канавок для них приведены в табл. 8.4;
а)
Рис. 8.5. Крепление подшипников в редукторах
288
Таблица 8.4. Кольца пружинные упорные плоские наружные эксцентрические
(ГОСТ 13942-86) и канавки для них. Размеры в мм
Кольцо 6 свободном
состоянии „
5
вариант исполнения j
нанайки
г=0,1
Диаметр вала d Канавка Кольцо
т Допускае- мая осевая сила, кН 5 Ь 1
20 18,6 1,4 10,6 1,2 2,6 3
22 20,6 11,7 2,8
23 21,5 12,7 2,9
24 22,5 13,7 3,0
25 23,5 14,2 3,0
26 24,5 14,9 3,1
28 26,5 16,0 3,2
29 27,5 16,7 3,4
30 28,5 ' 17,1 3,5
32 30,2 22 3,6
34 32,2 22,3 3,8
35 33,0 1,9 26,7 1,7 3,9 5
36 34,0 27,4 4,0
37 35,0 28,2 4,1
38 36,0 29,0 4,2
40 37,5 39,0 4,4
торцевой шайбой 5 (рис. 8.5, б) — достаточно надежный и простой
способ; штифт 4 фиксирует шайбу от поворота относительно вала
(размеры см. в табл. 8.5);
шлицевой гайкой 5 и стопорной шайбой 6, внутренний лепесток
которой входит в паз вала, а один из наружных отгибают в прорезь гайки
после ее затяжки (рис. 8.5, в); это надежный, но относительно дорогой
способ, применять который целесообразно при значительных осевых
нагрузках, действующих по направлению к гайке (размеры гаек и шайб
289
Таблица 8.5. Шайбы концевые (ГОСТ 14734-69). Размеры в мм
Шай5а
Пример применения^ it
Обозна- чение D И А d ^2 ^0 4 / А Болт Штифт
7019-0623 7019-0625 7019-0627 32 36 40 5 9 10 10 6,6 4,5 24...28 28...32 32...36 Мб 4К7 18 12 M6XI6 4т6х 12
7019-0629 7019-0631 45 50 12 16 36...40 40...45
Таблица 8.6. Гайки круглые шлицевые (ГОСТ 11871-88). Размеры в мм
С* 45’
Диаметр резьбы d D т ь А
20* 34 26 8 6 2,0
22 88 29 10* 6 2,5
24* 42 31 10 6 2,5
27 45 35 10 6 2,5
30* 48 38 10 6 2,5
33 52 40 10 8 3,0
36* 55 42 10 8 3,0
39 60 48 10 8 3,0
42* 65 52 10 8 3,0
* Предпочтительные размеры.
Примечание. Шаг резьбы р = 1,5 мм для диаметров d = 20...42 мм.
290
Таблица 8.7. Шайбы стопорные многолапчатые (ГОСТ 11872-89). Размеры в мм
А
Д
Диаметр резьбы d d\ d2 d3 I b h
20 20,5 36 27 17 4,8 3,5-6,0
22 22,5 40 30 19 4,8 3,5...6,0
24 24,5 44 33 21 4,8 3,5...6,0
27 27,5 47 36 24 4,8 4,5...8,0
30 30,5 50 39 27 4,8 4,5.-8,0
33 33,5 54 42 30 5,8 4,5...8,0
36 36,5 58 45 33 5,8 4,5-.8,0
39 39,5 62 48 36 5,8 4,5.-8,0
42 42.5 67 52 39 5,8 4,5-8,0
Примечание. Толщина пластины s = 1 мм для диаметров d = 20...30 мм
и.?= 1,6 мм для диаметров d = 36...42 мм, шаг р = 1,5 мм.
Таблица 8.8. Канавки под язычок стопорной шайбы. Размеры в мм
А-А
Диаметр резьбы d niin fl- 3 nun ^4 min min
20 6 2 3,5 l,o 16,5
22 6 2 3,5 1,0 18,5
27 6 3 4,0 1,5 23,5
30 6 3 4,0 1,5 26,5
33 6 3 4,0 1,5 29,5
36 6 3 4,0 1,5 32,5
39 6 3 4,0 1,5 35,5
42 8 8 5,0 1,5 88,5
291
приведены в табл. 8.6 и 8.7, размеры канавок для выхода резьбонарезного
инструмента — в табл. 8.8).
Осевое крепление наружных колец подшипников осуществляют при
помощи заплечиков корпуса (рис. 8.5, в, д) или стакана (рис. 8.5, г),
размеры заплечиков можно принимать по тем же рекомендациям, что
и для буртиков вала; пружинных колец 2 (см. рис. 8.5, а), конструкция
и размеры колец приведены в табл. 8.9; крышек (см. рис. 8.5, а, г).
Кроме изложенных способов для крепления подшипников можно
использовать их конструктивные особенности. Например, на рис. 8.5, б
наружное кольцо подшипника выполнено с канавкой для пружинного
упорного плоского кольца 3. Преимуществом этого способа является
то, что отверстие корпуса не имеет уступа, усложняющего его обработку.
Вместе с тем, несущая способность упорного кольца ограничивает
восприятие больших осевых сил. На рис. 8.5, в представлена конструкция
подшипника с буртиком, которым он удерживается от перемещения
вдоль оси.
На рис. 8.5, д показано крепление подшипника в корпусе с помощью
трех установочных винтов 8, равномерно расположенных по окруж-
ности. Конусные концы винтов воздействуют в трех точках по окруж-
ности на кольцо 7. Оно и поджимает подшипник к буртику корпуса.
Винты от самоотвинчивания фиксируют замковым кольцом 9.
При конструировании опор конических передач, характерных нали-
чием значительных осевых сил постоянного направления, широко
применяют радиально-упорные роликовые или шариковые подшипники
(рис. 8.6). На рис. 8.6, а, б, в подшипники установлены по схеме
"врастяжку". Для опор конической шестерни эта схема более предпочти-
тельна, так как обеспечивает жесткость вала и его опор при минимально
допускаемом расстоянии I между серединами подшипников и увеличен-
ном расстоянии L между реакциями опор (L > Г).
Подшипник, расположенный ближе к конической шестерне,
нагружен большей радиальной силой и, кроме того, воспринимает осевую
силу. Поэтому в ряде конструкций этот подшипник выбирают более тя-
желой серии (рис. 8.6, б) или с большим диаметром посадочного
отверстия (рис. 8.6, в).
Общим недостатком консольного расположения шестерен (см. рис.
8.6, а, б, в) является неравномерное распределение нагрузки по длине
зуба шестерни.
Более рациональным с точки зрения уменьшения неравномерности
распределения нагрузки по длине зуба является неконсольное распо-
ложение шестерни (рис. 8.6, г). Однако эта конструкция сложнее рас-
смотренных выше, так как дополнительную опору размещают в стакане
или специально выполненной внутренней стенке корпуса редуктора.
Радиально-упорные подшипники в этой конструкции установлены
«враспор». Как видно из схемы, в фиксирующей опоре расстояние L
между реакциями опор меньше расстояния / между серединами
292
I
Рис. 8.6. Конструкции подшипниковых узлов конических шестерен
293
Таблица 8.9. Кольца пружинные упорные плоские внутренние концентрические
(ГОСТ 13941-86) и канавки для нцх. Размеры в мм
Диаметр отверстия d Канавка Кольцо
4 Допускаемая осевая сила, кН b 1
40 42,5 40,4
42 44,5 43 12
45 47.5 45,2
46 48,5 45
47 49,5 47,2
48 50,5 48,2 4,0 14
50 53,0 60,7
52 55,0 62,9
54 57,0 64,7
55 58,0 66,4
56 59,0 67,5
58 61,0 69,6 5,0 16
60 63,0 72,5
62 65,0 74,7
65 68,0 78,2
68 71,0 81,7
70 73,0 84,2
Примечание. Размеры элементов т = 1,9 мм, г < 0,2 мм, s = 1,1 мм
294
подшипников (L < I), однако жесткость вала достаточно высокая
благодаря наличию второй плавающей опоры.
8.2. Посадки подшипников качения
Работоспособность подшипников в значительной степени зависит от
характера соединений колец подшипников с валом и корпусом. Поэтому
очень важно правильно выбрать посадку подшипника, которая, в свою
очередь, зависит от режима его работы и вида нагружения колец,
направления и характера нагрузок; типа и размеров подшипника; условий
эксплуатации.
В зависимости от условий работы узла или механизма в целом
различают местное, циркуляционное и колебательное Нагружения колец
подшипников. При местном нагружении кольцо неподвижно и нагрузка
направлена и действует на одно и то же место в кольце. При циркуля-
ционном нагружении за каждый оборот подшипника последовательно
нагружаются все участки окружности дорожки качения кольца. При
колебательном нагружении лишь определенный участок кольца пооче-
редно подвергается нагрузке.
Соединение вращающихся относительно нагрузки колец с валом или
корпусом выполняют обязательно с натягом.
Для наиболее распространенного в общем машиностроении случая
применения подшипников класса точности 0 выбор полей допусков вала
и отверстия корпуса можно производить по табл. 8.10 ... 8.13 (в таблицах
Рг — эквивалентная динамическая нагрузка, Сг — базовая динамическая
радиальная грузоподъемность подшипника по каталогу).
Предельные отклонения размеров посадочных поверхностей подшип-
ников класса точности 0 регламентировны ГОСТ 520-89 «Подшипники
качения. Технические требования». Посадки подшипников отличаются
от обычных расположением и величинами полей Допусков на поса-
дочные поверхности колец.
Примеры обозначения посадок подшипников на вал LO/j 6; L0/k6;
Ь6Д6, в корпус - Н7/10; К7/10; Н7/16. (см. табл. 8.10 ... 8.13). *
Таблица 8.10. Посадки радиальных шарико- и роликоподшипников классов
точности 0 и 6
Вид нагружения колец Поля допусков
валов отверстий в корпусах
Местное js6, h6, g6, f6 И7, G7
Циркуляционное пб, тпб, k6, js6 N7, М7, К7
Колебательное j.6 V
295
Таблица 8.11. Примеры выбора посадок подшипников на валы (ГОСТ 520-89)
Режим работы Наименование машин и подшипниковых узлов Диаметры мм Поля допусков
Радиальные подшипники Радиально-упор- ные подшипники
шари- ковые роли- ковые шари- ковые роли- ковые
1. Вал не вращается, нагружение кольца местное
Легкий или нормаль- ный Ролики ленточных кон- вейеров, конвейеров и подвесных дорог для небольших грузов Все диаметры g6
Нормаль ный или тяжелый Передние и задние ко- леса автомобилей и тракторов, колеса ваго- неток, самолетов и т. п. g6, f6, jr6, h6
Натяжные ролики, блоки h6
2. Вал вращается, нагружение кольца циркуляционное
Легкий или нормаль- ный Электродвигатели, ре- дукторы, коробки пере- дач станков, центрифу- ги, сельскохозяйствен- ные машины 20...100 До 40 До 100 До 40 k6, jJ6
105...140 45...140 105...140 45...140 кб, Ь6,
Нормаль ный или тяжелый Электродвигатели мощ- ностью до 100 кВт, станки, турбины, короб- ки передач автомобилей и тракторов, редукторы 20...100 До 40 До 100 До 40 кб, js6
105...140 40...100 105...140 45...100 гпб
В каждом конкретном случае, выбирая посадку, следует учитывать
условия нагружения кольца (местное, циркуляционное, колебательное);
значение, характер (спокойная, ударная, вибрационная) и направление
действующей нагрузки, режим работы (легкий, нормальный, тяжелый);
тип подшипника; частоту вращения; способ монтажа и регулирования
(регулирование смещением внутреннего или наружного кольца); конст-
рукцию вала (сплошной, полый); диаметр подшипника; требования к
точности; требования к самоустановке подшипников.
Режим работы подшипника зависит от отношения эквивалентной
нагрузки (Р) к базовой динамической грузоподъемности (Q. При
Р/С < 0,07 режим считается легким, при 0,07 < Р/С <0,15 — нормальным,
296
Габлица 8.12. Посадки радиально-упорных шарико- и роликоподшипников
Вид нагружения колец Поля допусков
валов отверстий корпусов валов отверстий корпусов
Регулируемое кольцо Нерегулируемое кольцо
Циркуляционное jf6, (Ь6) V пб, тб, k6, j56 N7, М7, К7, J/
Местное Кольцо перемеща- ется по посадочной поверхности f7, g6, h6 H7 — —
Кольцо не переме- щается по посадоч- ной поверхности js6, h6 М7, К7, Н7 JA h6 М7, К7, Н7
Таблица 8.13. Примеры выбора посадок подшипников в корпуса (ГОСТ 520-89)
Режим работы Наименование машин и подшипниковых узлов Поля допусков
1. Вращается корпус, нагружение кольца циркуляционное
Нормальный Ролики ленточных конвейеров, ходовые ко- леса мостовых кранов- М7
Нормальный или тяжелый Передние колеса автомобилей и тягачей на ша- рикоподшипниках, коленчатые валы, канатные и натяжные ролики N7
2. Вращается вал, нагружение кольца местное или колебательное
Нормальный Центробежные насосы, вентиляторы, центрифу- ги, подшипники шпинделей металлорежущих станков V
Нормальный или тяжелый Подшипники коробок передач, задних мостов автомобилей и тракторов, электродвигатели К7, М7, V
Большинство подшипников общего машино- строения, редукторы, железнодорожные и трамвайные буксы Н7, J.7
Примечание. Данные относятся к подшипникам класса точности 0.
297
при Р/С > 0,15 — тяжелым. При особых условиях — ударных и вибра-
ционных нагрузках (железнодорожные и трамвайные буксы, коленчатые
валы двигателей внутреннего сгорания, прессы, дробилки, экскаваторы) —
посадки выбирают, как для тяжелого режима независимо от отношения
Р/С.
Кольцо, испытывающее местное нагружение, следует устанавливать
на вал или в корпус с зазором или малым натягом, при этом под
действием толчков и вибраций кольцо постепенно поворачивается вокруг
своей оси, меняя участки рабочей поверхности дорожки качения в зоне
наибольшего нагружения; ресурс подшипника при этом возрастает.
Наиболее распространенной для большинства типов подшипников при
местном нагружении является посадка Н7. Из рекомендуемых посадок
менее плотные применяют при посадке на вал в тех случаях, когда узел
подвергается частым переборкам; в узлах с ударными и вибрационными
нагрузками применяют более плотные посадки.
При циркуляционном нагружении кольца применяют посадки с натя-
гом; при этом посадки с большим натягом применяют для валов больших
диаметров при больших по значению и динамичности нагрузках.
При недостаточных натягах посадки и циркуляционных нагрузках
между кольцами и посадочной поверхностью может появиться зазор в
разгруженной зоне, что приводит к обкатке кольцом посадочной
поверхности, ее развальцовке, контактной коррозии и истиранию. Натяг
посадки вызывает уменьшение внутренних зазоров в подшипнике и,
способствуя более равномерному распределению нагрузки между телами
качения в нагруженной зоне, повышает ресурс подшипника. Излишний
натяг посадки опасен, так как внутренний натяг (отсутствие зазора между
кольцами и телами качения), появившийся в результате посадки или
температурных деформаций колец, приводит к повышению сопротивле-
ния вращению и может вызвать защемление тел качения, если внешняя
радиальная нагрузка не обеспечивает образования зазора между телами
качения и кольцами в разгруженной зоне. Чем больше частота вращения
подшипника, тем менее плотной должна быть посадка.
Выбор посадки для циркуляционного нагружения следует производить
на основании расчета.
При колебательном нагружении колец применяют посадки j и К
8.3. Способы регулирования подшипников и осевого
положения колес
Точность закрепления конических и червячных пар достигается
регулированием осевого положения вала с закрепленными на нем
колесами.
При сборке конической передачи сначала регулируют подшипники,
а затем зацепление. Регулирование осевого зазора в радиально-упорных
подшипниках по рис. 8.6 осуществляется осевым перемещением по валу
298
с помощью круглой шлицевой гаики внутреннего кольца подшипника.
При регулировании зацепления вал-шестерню перемещают в осевом
направлении путем изменения толщины набора тонких металлических
прокладок 1 и 2 между корпусом редуктора и фланцем стакана.
В узле на рис. 8.6, а для размещения подшипников вала конической
шестерни применен стакан с кольцевым выступом в отверстии. Точность
установки наружных колец в стакане зависит от точности изготовления
торцов этого выступа. Наличие кольцевого выступа в отверстии стакана
усложняет его обработку. Если применить подшипники разных серий
(рис. 8.6, б, в), то конструкция стакана и подшипникового узла
значительно упрощается, регулирование зацепления осуществляют таким
же способом, как в первом случае — путем изменения толщины набора
прокладок 7. Установка левого подшипника (см. рис. 8.6, б, в) непосред-
ственно в корпус редуктора повышает точность радиального положе-
ния шестерни. Регулирование подшипников фиксирующей опорой (см.
рис. 8.6, г) осуществляют тонкими металлическими прокладками 1,
размещенными под фланцем крышки подшипника, а коническое
зацепление регулируют набором прокладок 2, установленных под
фланцем стакана.
На рис. 8.7, а показаны червячное зацепление и способ его регули-
ровки. Из рисунка видно, что при регулировании как осевого положения
колес, так и подшипников используют одни и те же прокладки. Сначала
регулируют подшипники, определяя суммарный набор прокладок толщи-
Рис. 8.7. Способы регулирования подшипников
299
ной б, и 82. Затем путем перестановки прокладок с одной стороны на
другую регулируют осевое положение колес, добиваясь, чтобы середина
плоскости колеса К К проходила через ось червяка. Точность положения
червячного колеса контролируют по расположению пятна контакта.
Описанный способ регулирования при помощи набора механичес-
ких прокладок приемлем при привертных крышках. В конструкциях с
закладными крышками регулирование подшипников осуществляют
компенсаторным кольцом 1 (рис. 8.7, б), но это сложный способ,
поэтому большое распространение получило регулирование при помощи
винтов (рис. 8.7, в, г).
Этот способ позволяет производить тонкое регулирование осевого
положения колеса. На рис. 8.7, в винт 2 для глухих крышек, обычно с
внутренним шестигранником, воздействует на внешнее кольцо под-
шипника через промежуточную шайбу 3. Торец винта 2, контактирую-
щий с шайбой 3, выполняют в виде сферы радиусом А, что обеспечивает
самоустановку шайбы по торцу наружного кольца подшипника. Следует
иметь в виду, что шайба сильно напряжена, поэтому при конструи-
ровании нужно обеспечить ее жесткость. Винт следует выполнять
возможно большего диаметра, а резьбу с мелким шагом, что повышает
надежность самоторможения и точность регулирования. По окончании
регулирования винты должны быть застопорены. Для этого применяют
замок (рис. 8.7, д) в виде продольной пластины с лепестком, который
вводят в паз коронки винта. Для повышения точности регулирования
шаг расположения пазов коронки регулировочного винта должен быть
по возможности малым, или необходимо применять замок с несиммет-
ричным лепестком (рис. 8.7, д').
Конструирование опор сателлитов. Сателлиты планетарных передач
монтируют по двум конструктивным схемам: на подшипниках, наса-
женных на неподвижно закрепленных в щеках водил осях (рис. 8.8, а),
на осях, вращающихся вместе с сателлитами (рис. 8.8, б). Размещение
подшипников непосредственно в ободе сателлита (рис. 8.8, а) обеспечи-
вает компактность конструкций в осевом направлении, но при этом
снижается долговечность подшипников качения всех типов (в связи с
вращением наружного кольца), за исключением сферических подшипни-
Рис. 8.8. Подшипники сателлитов
300
ков. Применение сферических подшипников (рис. 8.8, а) в сателлитах
является предпочтительным, так как компенсируются перекосы сателли-
та, вызванные недостаточной точностью изготовления или деформа-
циями деталей планетарной передачи.
При проектировании передач с двухрядными сателлитами, а также
когда наружный диаметр подшипника качения имеет такие размеры, что
толщина обода 5 сателлита оказывается меньше допускаемой (s < 2,5т),
подшипники сателлитов размещают в расточках щек (рис. 8.8, б, #); такая
конструкция сложнее, но условия работы подшипников более благо-
приятны.
8.4. Эскизная компоновка редуктора (первый этап)
После определения размеров и конструкции валов редуктора,
сопряженных с ним деталей, расстояний между ними и корпусом есть
возможность приступить к эскизной компоновке редуктора. Цель этой
работы — получить в достаточной и необходимой степени представление
о конструктивной сущности проектируемого редуктора и извлечь данные
для выполнения расчетной схемы валов, что, в свою очередь, позволит
определить силы, действующие на подшипники и проверить их ресурс,
а также запас прочности валов.
Первый этап эскизной компоновки редуктора должен представлять
собой вариант, приемлемый в качестве базового для дальнейшей
проработки на стадии технического проектирования. Эскизная компо-
новка выполняется на листах ватмана или миллиметровой бумаге. Все
изображения выполняются строго в масштабе М 1:1.
На изображениях указываются: а) на выносных линиях — числа зубьев
и модуль зубчатых и червячных колес, число витков (заходов) червяка,
а также номера подшипников; б) межосевое расстояние (без указания
отклонения), размеры сопряжений: вал — ступица; вал — подшипник;
подшипник — корпус и т.д. (без указания посадок), ориентировочные
габаритные размеры.
На развертке должны быть изображены схемы установки подшипни-
ков (с фиксированными или с фиксированной и плавающей опорами) с
проработкой конструкции подшипниковых узлов (фиксирующих
элементов, крышек и т.д.).
Уровень исполнения первой эскизной компоновки оценивается из
условия его достаточности для использования при выполнении техни-
ческого проекта — сборочного чертежа редуктора.
Выполнение эскизной компоновки начинается с выбора положения
осевых линий валов в соответствии с расчетными межосевыми расстоя-
ниями, и затем прочерчиваются все детали и узлы конструкции (рассчи-
танные или выбранные в соответствии с существующими рекоменда-
циями). Подробная последовательность выполнения эскизной компо-
новки зависит от типа редуктора.
301
Цилиндрический одноступенчатый редуктор (рис. 8.9). В центральной
части листа миллиметровки (рис. 8.9, а) наносят две параллельные осе-
вые линии (оси зубчатых колес) отстоящих одна от другой на расстоянии,
равном aw.
Обозначают штрихпунктирными линиями делительные окружности
с диаметрами </, и dr Показывают сплошными линиями окружности
вершин зубьев da} и dA и впадин d„ и d^ и линии, ограничивающие
ширину шестерни и колеса 6( и Ьг (b{ = Ь2 + 5 мм.), проставляют эти
параметры на эскизе в буквах, а значения — в цифрах. Зацепления зубьев
выделяют с помощью вырыва.
Следующем шагом выполняемой работы (рис. 8.9, 6) является вычер-
чиванием контура внутренней стенки корпуса редуктора на расстоянии
зазора “х”, мм. между вращающимися деталями и корпусом (х 6... 10).
Расстояние у между дном корпуса и поверхностью колес или червяка
для всех типов редукторов принимают у > 4х
После нанесения контуров внутренней стенки корпуса прочерчивают
габариты валов, предвидя размещение на них сопряженных деталей.
Вычерчивание валов начинают из диаметров, на которых монтируется
колесо и шестерня (если она отдельно от вала). Такой подход обусловлен
тем, что от диаметра вала зависят размеры ступицы.* длина 7СТ, ее диаметр
//ст и работоспособность соединения “вал — ступица”.
Расстояние между ступицей и корпусом обеспечиваются с одной
стороны буртиком на валу, а с другой — дистанционной втулкой.
Именно в эти детали вдоль оси упираются подшипники своими внутрен-
ними кольцами.
С учетом типа выбранных подшипников и схем их установки, вычер-
чивают подшипниковые узлы (рис. 8.9, в). При этом принимается реше-
ние о способе смазывания подшипников. Если смазывание осуществляет-
ся масляным туманом, то подшипники устанавливают на расстоянии
3... 6 мм от внутреннего торца стенки корпуса редуктора. Затем с учетом
ширины подшипника и способе его регулировки и типа крышек вычер-
чивается размер глубины гнезда корпуса под подшипниковый узел. Глуби-
ны подшипниковых узлов /п1 и /п2 определяются размерами деталей,
обеспечивающих регулировку подшипников и их фиксирование вдоль оси,
а также смазывание. При индивидуальном смазывании подшипников во
избежание вымывания консистентной мази из подшипникового узла его
изолируют от внутренней части корпуса мазеудерживающими кольцами
или применяют подшипники с защитными шайбами. Во избежание
излишней смазки (что создает дополнительное сопротивление в работе
подшипников) предусматривают маслоотражательные шайбы. Все эти
детали оказывают влияние на размеры /п, и /п2 глубины подшипниковых
узлов, длину валов, и расстояние между опорами: быстроходного вала
и тихоходного /2.
302
Рис. 8.9- Последовательность вычерчивания эскизной компоновки цилиндрического
редуктора
303
Расстояния между опорами и консольными участками валов определя-
ются после принятия конструкции и размеров деталей сопряженных с
концевыми участками валов.
Определение этих размеров является основным для построения
реальных расчетных схем валов проектируемого редуктора.
Конический редуктор. Построение конической зубчатой передачи (рис.
8.10) начинают с нанесения двух взаимно перпендикулярных линий. От
точки пересечения (0) этих линий откладывают по осям, вверх и вниз
отрезки ОА, равные 0,5 dv а вправо и влево отрезки ОВ, равные 0,5 d2.
Через точки А проводят горизонтальные линии, а через точки В —
вертикальные до взаимного пересечения в точках С. Точки С соединяют
с точкой О линиями, которые представляют собой образующие делитель-
ных конусов, восстанавливают перпендикуляры, на которых откладывают
высоту головки ha — mte и ножки Ay = зуба. Концы отложенных
отрезков соединяют с точкой О линиями, которые представляют собой
образующие конусов вершин и впадин зубьев. Вдоль образующих
делительных конусов от точек С по направлению к точке О откладывают
ширину зуба b и проводят границу зуба. Толщину венца обода шестерни
и колеса назначают одинаковой и равной 50 = 2,5т/е + 2 мм.
Далее конструируют подшипниковые узлы (рис. 8.10, б), приняв схему
их установки, регулирования и фиксирования, а также способ смазыва-
ния. Выполнение операции с учетом конструирования деталей, разме-
щенных на выступающих концах валов, служат основанием для полу-
чения размеров /2, /3, /4, /5 и расчетных схем быстроходного и тихоход-
ного валов редуктора.
Червячный редуктор (рис. 8.11). Для построения червячной передачи
(рис. 8.11, а) проводят параллельные горизонтальные линии на расстоя-
нии друг от друга и пресекают их перпендикулярной линией. Из точки
пересечения О2 центра червячного колеса — описывают делительную
окружность радиусом 0,5г/2. От оси червяка вверх и вниз откладывают
отрезки, равные 0,5^, перпендикулярно которым проводят горизонталь-
ные линии. При этом нижняя линия начального диаметра червяка должна
быть касательной к делительной окружности колеса — это полюс
зацепления Р.
Из центра О2 радиусом 0,5Ja2 описывают окружность вершин зубьев
и радиусом 0,5^2 наибольшую окружность червячного колеса. Также
поступают с изображением диаметров вершин и впадин червяка,
откладывают от оси червяка вверх и вниз отрезки, равные 0,5tZfll и 0,5й^.
Вдоль оси червяка откладывают длину нарезанной части червяка bv
Вторую проекцию червячной передачи (см. рис. 8.11, а) вычерчивают
аналогично описанной выше. При этом следует учесть, что между диа-
метрами dal вершин витков червяка и впадин зубьев d# червячного колеса,
а также между диаметрами da2 вершин зубьев червячного колеса и впадин
djy витков червяка должен быть зазор с = 0,2m. После графичес-
304
Рис. 8.10. Последовательность вычерчивания эскизной компоновки конического
редуктора
305
Рис. 8.11. Последовательность вычерчивания эскизной компоновки червячног
редуктора
306
кого построения червячной пары очерчивают границы внутренней
стенки корпуса редуктора (рис. 8.11, б) на расстоянии X от габаритов
колеса и червяка с трех сторон и на расстоянии Y от основания корпуса
до вершин витков червяка da^ или зубьев колеса г/ом2. Наносят контуры
принятых подшипников, решают вопрос смазывания и глубины их
удаления от торца ступицы колеса и конца нарезки витков.
На рис. 8.11, в наносят направление сил в зацеплении и реакции от
их действия на подшипники, что позволяет построить расчетные схемы
для проверкиресурса работы подшипников и расчета валов червячной
пары. Определяют габариты редуктора L^B^H.
8.5. Второй этап эскизной компоновки редукторов.
Уточненный расчет валов
Общие принципы. Второй этап эскизной компоновки служит продол-
жением первого этапа и сводится к конструированию валов, на которых
должны быть установлены колеса передач, опоры и другие детали и
сборочные единицы.
Чтобы осмыслить этот сложный этап компоновки, целесообразно
разобраться в общем плане расчета вала на прочность и жесткость.
Укрупненный алгоритм (УА) расчета вала (рис. 8.12) включает пять
блоков, пять логически законченных и в то же время взаимосвязанных
расчетов и конструирования. Второй, четвертый и пятый блоки вклю-
чают статические расчеты, третий блок включает расчет на усталостную
прочность.
Первый блок УА включает ориентировочный расчет и конструиро-
вание вала (рис. 8.12). Смысл ориентировочного расчета — предваритель-
ное определение по пониженным напряжениям кручения тк одного
из участков вала, от которого начинают его конструирование. Конструк-
ция вала зависит от наличия размещенных на нем деталей и сборочных
единиц. Последовательность разработки конструкции вала приведена на
рис. 8.13.
Проверочный
расчет вала
на выносли-
вость-
Рис. 8.12. Укрупненный алгоритм расчета вала
5^(5]
(Опасное сече-
ние с макси-
мальным кон-
центратом )
Проверочный
расчет бала
по пиковым
нагрузкам:
Проверочный
расчет вала
на изеивную
жесткость
В <[в]
(Опасное сечение
определяется по
максимальному
изымающему
моменту)
f <(f]
Ч
307
Рис. 8.13. Последовательность конст-
руирования промежуточного вала
цилиндрического двухступенчатого
редуктора:
а — определение диаметра dK и рас-
стояния /кор между внутренними
стенками корпуса редуктора; б —
определение диаметров цапф dn под
установку подшипников и ориенти-
ровочного значения Го расстояния
между серединами вертикальных
осей подшипников; в — определе-
ние соотношения сил зацепления Fa
и Fr, проектирование подшипников,
а также схемы их установки, опреде-
ление длин и диаметров ступиц шес-
терни и колеса (/стш, /стк, df, 4СТ);
г — проектирование конструкции
подшипниковых узлов и способов
их осевого фиксирования (определе-
ние габаритных размеров распорных
колец 1 и размеров буртика h{ и й2);
д — проектирование соединений
"вал—ступица", уточнение значения
/0, уточненный расчет вала и его
окончательное конструирование
Проверочный расчет валов. После предварительного расчета вала (см.
§ 7.2), определения его конструкции, подбора подшипников, расчета
соединений "вал—ступица” выполняют проверочный расчет вала на
сопротивление усталости и жесткости. В отдельных случаях валы
рассчитывают на колебания.
Проверочный расчет вала выполняют по его расчетной схеме.
Основными силами, действующими на валы, являются силы от передач,
распределенные по длине ступицы. На расчетных схемах эти силы, а
также вращающие моменты изображают как сосредоточенные, приложенные
к середине ступицы (рис. 8.14).
Расчет проводят в такой последовательности;
1) По чертежу сборочной единицы вала составляют расчетную схему,
на которую наносят все внешние силы, нагружающие вал, приводя
308
плоскости их действия к двум взаимно перпендикулярным плоскостям
(горизонтальной X и вертикальной Y).
2) Определяют реакцию опор в горизонтальной и вертикальной
плоскостях. В этих же плоскостях строят эпюры изгибающих моментов
Мх и М, отдельно эпюру крутящего момента М?
3) Предположительно устанавливают опасные сечения исходя из эпюр
моментов, размеров сечений вала и концентраторов напряжений (обычно
сечения, в которых приложены внешние силы, моменты, реакции опор
или места изменений сечения вала, нагруженные моментами).
4) Проверяют прочность вала в опасных сечениях, т.е. определяют
коэффициент запаса прочности 5 и сравнивают его с допустимым (5]:
с 5
5= а т — > [Л], (8.1)
У s; + j;
где [5]: = 1,2...2,5; ^и5т- коэффициенты запаса по нормальным и
касательным напряжениям соответственно:
с =------Sd----------г (8.2)
А' п сг + ц/ сг
а и а т 0- /и
Т Tz, + ЧА
хи а ~х т
(8.3)
здесь KaD и K,D — коэффициенты снижения пределов выносливости,
определяемые по зависимостям:
^D={KJKd+ KF-\)/Kv,
KxD-{KJKd+KF-\}/Kv,
(8.4)
В формулах (8.2) и (8.3): и т_, — пределы выносливости для
материала вала при симметричном цикле изгиба и кручения (см. табл.
7.1); Ка и Kt — эффективные коэффициенты концентраций напряжений
для данного сечения вала в зависимости от его формы (табл, 8.14 ... 8.16);
Kd — коэффициент влияния абсолютных размеров поперечного сечения
(табл. 8.17); KF — коэффициент влияния шероховатости поверхности
(табл. 8.18), при посадках с натягом принимают значение KF~ 1; Kv —
коэффициент влияния поверхностного упрочнения (табл. 8.19), для
неупрочненных поверхностей Kv = 1; и — коэффициенты чувстви-
тельности материала к асимметрии цикла напряжений (см. табл. 7.1).
При расчетах вала в местах установки деталей с натягом использу-
ют отношения Ко /Kd и KJKd (табл. 8.20).
309
Таблица 8.14. Значения коэффициентов Ка и Kt для валов в месте перехода с
галтелью
Л/г г/</ при ов, МПа Кх при ов, МПа
500 700 900 1200 500 700 900 1200
2 0,01 1,55 1,6 1,65 1,7 1,4 1,4 1,45 1,45
0,02 1,8 1,9 2,0 2,15 1,55 1,6 1,65 1,7
0,03 1,8 1,95 2,05 2,25 1,55 1,6 1,65 1,7
0,05 1,75 1,9 2,0 2,2 1,55 1,6 1,65 1,75
3 0,01 1,9 2,0 2,1 2,2 1,55 1,6 1,65 1,75
0,02 1,95 2,1 2,2 2,4 1,6 1,7 1,75 1,85
0,03 1,95 2,1 2,25 2,45 1,65 1,7 1,75 1,9
5 0,01 2,1 2,25 2,35 2,50 2,2 2,3 2,4 2,6
0,02 2,15 2,3 2,45 2,65 2,1 2,15 2,25 2,4
Таблица 8.15. Значения коэффициентов и Кх для валов иа участках со
шпоночными пазами
ств, МПа Ка при выполнении паза фрезой
концевой дисковой
500 1,65 1,4 1,4
700 1,9 1,55 1,7
900 2,15 1,7 2,05
1200 2,5 1,9 2,4
Таблица 8.16. Значения коэффициентов Кс и Кх для шлицевых и резьбовых
участков валов
ств, МПа а
для шлицев для резьбы для шлицев для резьбы
прямобочных эвольвента ых
500 1,45 1,8 2,25 1,43 1,4
700 1,6 2,2 2,45 1,49 1,7
900 1,7 2,45 2,65 1,55 2,05
1200 1,75 2,9 2,8 1,6 2,4
310
Таблица 8.17. Ориентировочные значения Kd в зависимости от диаметра d
Напряженное состояние и материал Диаметр вала d, мм
30 40 50 70 100
Изгиб для углеродистой стали 0,88 0,85 0,81 0,76 0,71
Изгиб для легированной стали 0,77 0,73 0,7 0,67 0,62
Кручение для всех сталей
Таблица 8.18. Значения коэффициента KF
Среднее арифметическое отклонение профиля Ra, мкм ств, МПа
500 700 900 1200
0,4...0,1 1 1 1 1
3,2...0,8 1,05 1,10 1,15 1,25
25...6,3 1,2 1,25 1,35 1,50
Таблица 8.19. Значения коэффициента Ки
Вид упрочнения <зв, МПа
для гладких валов при - 1,5 при Ко= 1,8...2,0
Закалка с нагревом ТВЧ 600...800 800...1000 1,5...1,7 1,3...1,5 1,6...1,7 2,4...2,8
Дробеструйный наклеп 600...1500 1,1...1,25 1,5...1,6 1,7...2,1
Накатка роликом 650...1600 1,1...1,3 1,3...1,5 1,6...2,0
Цементация 700...800 1,4...1,5 — —
Таблица 8.20. Значения и для валов в местах установки деталей
Диаметр ва- ла d, мм ПРИ °в, МПа KJKd при ав, МПа
600 700 900 1200 500 700 900 1200
30 2,5 3,0 3,5 4,25 1,9 2,2 2,5 3,0
50 3,05 3,65 4,3 5,2 2,25 2,6 3,1 3,6
100 и более 3,3 3,95 4,6 5,6 2,4 2,8 3,2 3,8
311
Таблица 8.21. Формулы для определения осевого и полярного ЦИ моментов
сопротивления
Примечание, с = dQ/d\ da — наружный диаметр вала.
Нормальные с?0 и касательные те напряжения в опасных сечениях
определяют по формулам:
Г,/>F0e,O„ = 0; (8.5)
/2 = 7^/(2^), (8.6)
где Ги = — результирующий изгибающий момент; Тк —
крутящий момент; WQc и Wp — осевой и полярный моменты сопро-
тивления сечения вала (табл 8.21).
Если 5 < (5], то следует изменить конструкцию вала или техно-
логически его упрочнить (закалка ТВЧ, азотирование, цианирование,
цементация и закалка, дробеструйный наклеп и обкатка роликом). Воз-
можно применение стали с более высоким пределом выносливости.
312
Расчет валов на жесткость производится при сравнительно больших
расстояниях между опорами Обычно валы редукторов не проверяют на
жесткость. Исключением является червячный вал.
Расчет червячного вала на жесткость. Правильность зацепления
червячной пары обеспечивает достаточная жесткость червяка. Крите-
рием жесткости является значение прогиба в среднем сечении червяка,
которое не должно превышать допускаемого: f < [/] (обычно принимают
(/] = (0,005 ... 0,01) т:
f = l^~F}l+F^iEJaf>, (8.7)
где 1, — расстояние между опорами червяка; Ffl — окружная сила; Frl —
радиальная сила; /Г = 2,1 • Ю5 МПа — модуль упругости для стали; /пр —
приведенный момент инерции:
= (4VH (0,375 + 0,625^/^). (8.8)
В случае неудовлетворительного результата расчета на жесткость
следует увеличить коэффициент диаметра червяка q или уменьшить рас-
стояние между опорами /г
Пример определения реакций и эпюр (см. рис. 8.14).
Определение реакций в подшипниках.
Построение эпюр изгибающих и крутящих моментов (быстроходный
вал).
Дано: Ftl = 3600 Н; Frt = 1357 Н; = 956 Н; F^ = 815 Н;
dj = 59,6 мм; /3 = 140 мм; /оп = 50 мм.
1. Вертикальная плоскость.
А. Определяем опорные реакции:
Z м, = 0; Яд, (в - Fr} 1ъ/2 - F„ d,/2 + Fo„ lm = 0;
„ _ Frt Ц2 - Fal rf,/2 - Fo„
’
Z w, = 0; F„ Ц2 + Fal d,!2 - R„y + Fm (/E + U=0;
„ _ Frt^2 + F„rf,/2 4-FM,((B+/M)
I
'б
Проверка. Fn + RBy - Fon = 0.
Б. Строим эпюру изгибающих моментов относительно оси X в
характерных сечениях 1...4:
Ч. = 0; - Лл, /ь/2; = 0.' Чз - -
313
(Ышипник 7507
Рис. 8.14. Пример расчетной схемы быстроходного вала цилиндрического
одноступенчатого редуктора
= ^on+V2) + ^/b/2.
2. Горизонтальная плоскость.
А. Определяем опорные реакции: R^ = R^ Ftl /2.
Б. Строим эпюру изгибающих моментов относительно оси У в
характерных сечениях 1...3:
Ч. = °; Чг = - Ч. ЦЪ = О
3. Строим эпюру крутящих моментов:
Л/к = Ч = Ft djl.
314
4, Определяем суммарные радиальные реакции'.
«и = А’.+ Я^; Яв = VsA + Я^.
5. Определяем суммарные изгибающие моменты в наиболее нагруженных
сечениях.
Л/2 = л/ М/2 + м;з; лг3 = ч,.
6. После подстановки в расчетные формулы исходных данных
получаем:
ЯА - 1809 Н;
RB « 2683 Н;
М2 = 132,66 Н • м,
М3 = 40,75 Н • м,
Основными внешними нагрузками, действующими на валы, являются
силы и моменты от передач (см. расчет зубчатых передач), приведенные
к оси вала. Силы принимают распределенными по длине ступиц и на
схеме заменяют сосредоточенными нагрузками, приложенными в
серединах ступиц. Точность размера /Б зависит от достоверности
вычерчивания подшипников.
Приведем пример построения конструкции радиально-упорного
роликового подшипника при выполнении второго этапа эскизной
компоновки редуктора (рис. 8.15).
В местах расположения наме-
ченных подшипников по размерам,
выписанным из соответствующих
таблиц (см. табл. П.5...П.15), нано-
сят тонкими линиями внешний
контур подшипников, принимая по
рекомендации табл. 8.2 предвари-
тельно подшипники легкой серии.
Затем по приближенным соотно-
шениям, указанным на рис. 8.15 и
табл. 8.3 вычерчивают в разрезе тела
качения и кольца подшипника.
057
0
Рис. 8.15. К вычерчиванию радиально-
упорного подшипника
315
На контур подшипника (см. рис. 8.15) наносят вспомогательную
линию ab, делящую монажную высоту Т пополам. Отрезок делят
точками 1, 2 и 3 на четыре равные части. Из точки 3 под утлом а « 15°
проводят образующую конуса до пересечения ее с осью вращения
подшипника в точке 0. Из этой точки проводят линии 01, 02, 03,
перпендикулярно образующей 02 проводят линию cf Отложив отрезок
de, равный отрезку Д = de = 0,5 (В — /р), где /р — длина ролика (см. табл.
8.3), проводят параллельно отрезку cf линию, оформляющую малый
торец ролика. Для получения диаметра d2 находят точку I, которая делит
радиус большего торца ролика пополам.
Вычерчивание других типов подшипников не вызывает особых
затруднений. Для этого достаточно ориентировочных размеров, приве-
денных в табл. 8.3 и табл. П.5 ... П.7, П.11.
В результате конструктивной проработки вала (см. рис. 7.6) можно
рассчитать реакции в подшипниках (см. рис. 8.14), выявить наиболее
опасные участки вала, определить его прочность и жесткость. При необ-
ходимости уточняют конструкцию вала.
Руководствуясь приведенным алгоритмом, конструируют другие валы
проектируемого редуктора.
8.6. Конструирование крышек подшипниковых узлов.
Уплотнения
Крышки подшипников. Крышки подшипников изготовляют из чугуна
марок СЧ15, СЧ18 и СЧ21. В малогабаритных редукторах при небольших
осевых нагрузках наряду с чугуном можно применять низкоуглеродистые
стали, стеклопластики и другие синтетические материалы, а при ограни-
чении массы редуктора — легкие сплавы. Крышки конструируют приверт-
ными и закладными, глухими и с отверстиями для выхода выступающего
конца вала.
Привертные глухие крышки показаны на рис. 8.16. Если торец вала не
выступает за пределы подшипника, то наружную поверхность крышки
выполняют плоской (рис. 8.16, а, б). При креплении подшипника гайкой
или пружинной шайбой крышку выполняют выпуклой (рис. 8.16, в).
Основной базовой поверхностью крышки является ее фланец, поэтому
центрирующий поясок делают коротким, чтобы он не препятствовал
установке фланца по торцу корпуса. Обычно принимают
с= (1,2 ... 1,5) Ь,
где b — ширина канавки.
Толщину 5 (мм) стенки крышки, диаметр d и число z винтов креп-
ления крышки к корпусу принимают по табл. 8.22 в зависимости от диа-
метра D отверстия в корпусе под подшипник.
316
Размеры других конструктивных элементов крышек можно прини-
мать следующими: толщину фланца при креплении крышки болтами
8] » 1,28; толщину центрирующего пояска 82 = (0,9... 1,0) 8; диаметр флан-
ца крышки = D + (4,0 ... 4,4) d; d — диаметр отверстия под винты.
Для предотвращения просачивания масла между фланцами и корпу-
сом устанавливают прокладки из технического картона или паронита.
Если позволяет длина направляющей части крышки, то на ней выпол-
няют канавку и в качестве уплотнения применяют резиновое бензо-
маслостойкое кольцо круглого сечения (рис. 8.16, г). Профиль канавки
показан на рис. 8.16, д, а размеры ее конструктивных элементов прини-
мают следующими: Ь ~ 5,6 мм, d.t = D — 7,4мм. Диаметр сечения рези-
новых колец dK = 4,6 мм.
При небольшом межосевом расстоянии фланцы двух крышек
подшипников могут перекрывать друг друга. Тогда у обеих крышек
срезают их фланцы на размер до посадочного диаметра D крышки. Зазор
между срезами оставляют в пределах 1...2 мм (рис. 8.17, а).
Фланцы привертных крышек выполняют не только круглыми, но и
других очертаний, например близкими к квадратной форме (рис. 8.17, б)
Таблица 8.22. Основные элементы крышек. Размеры в мм
Параметр D
50...62 63...95 100... 145 150. .200
8 5 6 7 8
d 6 8 10 12
Z 4 4 6 6
317
I ‘(a
а) б) Ф
Рис. 8.17. Фланцы привертных крышек
или фасонными (рис. 8.17, в). Исполнение фланцев крышек по рис. 8.17,
б характерно снижением расхода металла, что особенно целесообразно
при крупносерийном и массовом производстве.
Врезные крышки подшипниковых опор не требуют специального
крепления к корпусу. В связи с этим отпадает надобность в крепежных
отверстиях в крышках, резьбовых отверстиях в корпусе, а также в винтах.
Однако их можно применять только в корпусе, имеющем плоскость
разъема по осям валов.
На рис, 8.18 изображены типовые конструкции врезных крышек.
Наружный диаметр крышек выполняют для удерживания смазки по
допуску Ь8. Сопряжение кольцевого выступа (по ширине) с канавкой в
корпусе должно соответствовать посадке Hll/hll. Ширину паза вы-
полняют примерно равной толщине стенки крышки, т.е. b « 3. Толщину
стенки 3 принимают как и для привертных крышек по данным,
приведенным в табл. 8.22. Высоту выступа обычно принимают с ® 0,5д.
На рис. 8.18, в показана схема расположения двух закладных крышек.
Чтобы обеспечить необходимый осевой зазор а^, применяют компенса-
торное кольцо 1.
При конструировании узлов подшипников качения не всегда обя-
зательно разрабатывать конструкцию крышек, их можно принимать как
готовые комплектующие изделия по ГОСТ 18511-73, ГОСТ 18514-73,
ГОСТ 11641-73 (табл. П.16...П.18).
Конструктивные формы крышек с отверстиями для прохода вала
зависят от типа уплотнений, при выборе которых учитывают вид сма-
зывания, рабочую температуру, окружную скорость вала и характер
внешней среды.
318
Наиболее распространены контактные уплотне-
ния, в которых уплотняющие элементы соприка-
саются по цилиндрическим или торцевым поверх-
ностям. Особенно часто применяются манжетные
армированные уплотнения из синтетической рези-
ны. Они предназначены для работы в минераль-
ных маслах, пластичных смазках и воде при избы-
точном давлении до 50 МПа. Допускаемая темпе-
ратура от 45 до 120° С и кратковременно (не более
2 ч) до 130° С.
Манжета (рис. 8.19 и табл. 8.23) состоит из
корпуса 2, изготовленного из бензомаслостойкой
резины, каркаса 3, представляющего собой сталь-
ное кольцо Г-образного сечения, и браслетной
пружины 1. Каркас придает корпусу манжеты жесткость и может
находиться внутри корпуса или на поверхности. Браслетная пружина
стягивает уплотняющую часть манжеты. Благодаря этому образуется
рабочая кромка манжеты шириной b = 0,4...0,8 мм, плотно охва-
тывающая поверхность вала. Нормальная работа манжеты возможна
лишь при смазывании поверхностей трения.
Манжету устанавливают в крышку подшипника или корпуса редуктора
в зависимости от направления действия давления р в соответствии с рис.
8.20.
г з
Отверстие в крышке подшипника под манжету выполняют с допуском
по Н8, с шероховатостью Ra = 3,2 мкм. Центрирующий поясок крышки
выполняют с допуском по Ь8. Несоосность этого пояска относительно
отверстия под манжету для валов диаметром 18...50 мм не должна
превышать 0,015 мм; для валов диаметром 50... 120 мм — 0,02 мм. Для
выталкивания изношенной манжеты в крышке подшипника предусмат-
ривают два-три отверстия диаметром 3...4 мм. Поверхность вала под
уплотнением выполняется с допуском по hll, с шероховатостью
Ra < 0,32 мкм, закаленной до твердости более 50 HRC3. При большой
шероховатости поверхности происходит быстрое изнашивание рабочей
кромки манжеты, а при малой твердости вала — образование канавки,
ослабляющей вал.
Для защиты вала от изнашивания рекомендуется устанавливать втулку
3 (рис. 8.20, б), которая одновременно выполняет функции дистанцион-
ной для осевого фиксирования детали, устанавливаемой на концевом
участке вала, и исключает необходимость в выполнении на валу допол-
нительной ступени. Втулку монтируют на валу с посадкой Н7/к6, которая
обеспечивает надежное крепление ее в осевом направлении. Для
предохранения манжеты 2 от выворачивания при значительном перепаде
давления (например, при нагнетании пластичной смазки в подшипни-
ковую полость через пресс-масленку) рекомендуется применять конус-
319
Таблица 8.23. Резиновые армированные манжеты (ГОСТ 8752-79). Размеры в мм
Диаметр вала d D h не более Диаметр вала d D А ^1 не более
1-го ряда 1-го р •яда
20; 21; 22 40 10 14 40 60; 62 10 14
24 40 7 10 42 62 10 14
25 42 10 14 45 65 10 14
26 45 10 14 48; 50 70 10 14
28 50 10 14 52 75 10 14
30; 32 52 10 14 55; 56; 58 80 10 14
35; 36 58 10 14 60 85 10 14
38 52 7 10 63; 65 90 10 14
38 58 10 14 70; 71 95 10 14
ный упор 4 (рис. 8.20, б). Для предохранения рабочей кромки манжеты
от повреждения при монтаже на валу 1 или втулке 3 предусматривают
заходную фаску под углом 15° (см. рис. 8.20, а, б).
При установке манжеты рядом с коническим подшипником в
отверстии под подшипник выполняют дренажные канавки для отвода
масла, которое нагнетается подшипником (см. рис. 8.20, б). При высоком
уровне масла (например, в глобоидных червячных редукторах) или
запыленной внешней среде устанавливают рядом две манжеты (рис. 8.20,
320
Рис. 8.20. Способы установки
манжеты
в) или одну с пыльником (рис. 8.20, г). При этом свободное пространство
между манжетами или рабочими кромками манжеты заполняют при
сборке пластичной смазкой.
При использовании для подшипников жидкого смазочного материала
обычно применяют уплотнения по торцовым поверхностям колец
подшипников. Из ряда конструктивных разновидностей этого типа
приведем наиболее простые и достаточно эффективные уплотнения
упругими стальными шайбами (рис. 8.21). Толщина шайб в зависимости
от их размера 5 = 0,3 ... 0,6 мм. Торцовая грань шайб выступает за их
плоскость на размер с = 0,5 ... 0,6 мм. Это создает после закрепления
шайб некоторую силу прижатия их граней к торцам кольца подшипника.
Контактные уплотнения оказывают сопротивление вращению,
поэтому их применяют при небольших скоростях (у < 15 м/с). Бескон-
тактные уплотнения не оказывают сопротивления вращению. Приведем
их некоторые разновидности.
Щелевые (рис. 8.22, а, б) и лабиринтные (рис. 8.22, в) уплотнения
создают сопротивление протеканию жидкости. Это узкие щели, радиаль-
ные и осевые выточки (лабиринты) сложной формы. Уплотнения надеж-
но защищают подшипники от грязи и пыли при смазывании их любым
смазочным материалом, не имеют трущихся деталей, применимы практи-
Рис. 8.21. Уплотнения стальными шайбами
321
Рис. 8.22. Щелевые и лабиринтные уплотнения
чески при любой окружной скорости. Формы канавок показаны на рис.
8.22, а и б; их размеры (мм) принимают по следующим рекомендациям:
Диаметр вала d....... 20...50 50.. 80 80-120
b..................... 2,0 3,0 4,0
е......................0,2 0,3 0,4
г..................... 1,5 2,0 2,5
Зазоры щелевых и лабиринтных уплотнений целесообразно запол-
нять пластичной смазкой, создающей дополнительный жировой заслон
для попадания на подшипник извне пыли и влаги.
Для повышения уплотняющего эффекта различные виды уплотне-
ний комбинируют. На рис. 8.22, в показана комбинация лабиринтного
и щелевого уплотнений.
Для свободного просачивания масла при смазывании подшипников
качения масляным туманом полость подшипника должна быть открыта
внутрь корпуса, а для обеспечения лучшей циркуляции масла подшип-
никовые гнезда желательно дренажировать (рис. 8.23, а).
При расположении рядом с подшипником шестерни, наружный
диаметр которой меньше наружного диаметра подшипника, выжимаемое
из зацепления масло при значительных скоростях обильным потоком
выбрасывается в подшипник. Если подшипник необходимо защищать от
излишнего количества масла, применяют внутреннее уплотнение в виде
маслоотбойных шайб, изготовляемых механической обработкой (вариант
7) или штамповкой (вариант 2, рис. 8.23, б). Толщина шайбы 1,2...2,0 мм,
зазор между корпусом и наружным диаметром шайбы 0,2...0,6 мм.
В случае применения пластичной смазки (при ресурсном смазы-
вании) подшипниковые узлы должны быть изолированы от внутренней
полости во избежание вымывания пластичной смазки жидкостной,
применяемой для смазывания зацепления. В этом случае подшипниковый
узел закрывают маслосбрасывающим кольцом (рис. 8.23, в). Кольцо
устанавливают с внутренней стороны корпуса редуктора так, чтобы
гребенка наружного диаметра выходила за торец подшипникового гнезда
на 1 ... 2 мм; зазор между наружной поверхностью кольца и корпусом
322
Рис. 8.23. Маслоотбойные и маслосбрасывающие устройства
(стаканом) равен приблизительно 0,2 мм, Z>0 = D — 0,2 мм, где D — диа-
метр подшипникового гнезда; а = 6 ... 9 мм; t = 2 ... 3 мм. Размер b равен
высоте бурта вала Размеры / и с выбирают из условий конструкции.
8.7. Конструирование корпусов
Корпусные детали. Корпус, стаканы и крышки относятся к группе
корпусных деталей. Их назначение — обеспечить правильное рас-
положение деталей, передающих вращающий момент, и воспринимать
все силы, действующие в редукторе.
Корпус должен быть достаточно жестким, чтобы предотвратить пе-
рекос осей валов под действием внутренних и внешних сил. Для
повышения жесткости при одновременном снижении массы корпус
выполняют с ребрами. Расположение ребер согласовывают с направле-
нием сил, деформирующих корпус. Ребра также увеличивают поверхность
охлаждения корпуса, что имеет особое значение при проектировании
червячных редукторов. По конструктивному оформлению корпуса бы-
вают разъемные и неразъемные Разъем корпуса обычно выполняют в
плоскости, параллельной его основанию (плоскость расположения осей
зубчатой пары).
В современном редукторостроении наблюдаются следующие тенден-
ции формообразования корпусов: простые геометрические формы (рис.
8.24 и 8.25), ограниченные прямолинейными плоскостями, имеющими
снаружи горловины для подшипников и ребра внутри; лапы под фунда-
ментные болты не выступают за габариты корпуса; для подъема редук-
тора проушины отлиты заодно с корпусом; отсутствие выступающих
частей корпуса, облегчающее размещение редуктора в общей компо-
323
новке; пространство для заливки масла увеличено; горизонтальная
верхняя поверхность крышки служит технологической базой при обра-
ботке ответственной поверхности разъема и выверки редуктора при
монтаже; нет низкотехнологичных зенковок под гайки стяжных болтов.
На рис. 8.24 приведено конструктивное оформление литого корпуса
редуктора. Он изготовлен в виде разъемной коробки, что облегчает
сборку агрегата. Корпус состоит из нижней части — основания — и верх-
ней — крышки. В плоскости разъема размещены оси валов. Эта плос-
кость, как правило, горизонтальная. В некоторых случаях применяют
наклонный разъем, позволяющий уменьшить объем масляной ванны,
обеспечить одинаковое погружение колес в масло и снизить потери
мощности на трение в масле. Прокладки между корпусом и крышкой
не допускаются, так как они могут нарушить посадки подшипников.
При расположении валов в вертикальной или нескольких плоскостях
применяют более сложные конструкции корпусов с несколькими
разъемами.
324
Таким образом, конструкции корпусов весьма разнообразны Между
тем в них есть общие конструктивные элементы: стенки 8; бобышки 4
для подшипников; фланцы 3 для крепления крышки и корпуса: ниши
или фланцы 10 для крепления корпуса к плите или раме; ребра
жесткости 9, платики 11, выравнивающие поверхность под гайки и
головки винтов; смотровой люк 2, бобышки 7 и ниша 6 с резьбовыми
отверстиями для установки пробки и маслоуказателя; отверстие е для
слива масла; резьбовые отверстия а для отжимных болтов; отверстия d
для конических (цилиндрических) штифтов, используемых для фиксации
крышки и корпуса; отверстия b и f для установки винтов (шпилек),
служащих для крепления крышки с корпусом и корпуса с рамкой
(плитой), канавки с для кольцевых выступов крышек подшипников;
проушины 1 или грузовые крюки 5 для транспортировки крышки и
основания и т.д.
Литой корпус должен удовлетворять требованиям, предъявляемым
к литью по форме переходов, конструктивным (служащим для упроч-
нения элементов корпуса) и технологическим (формовочным) уклонам.
Последние создаются для свободной выемки моделей из формы. Радиусы
закруглений принимают разными: при толщине стенки до 25 мм —
примерно 1/3, а при толщине более 25 мм — 1/5 полусуммы толщин
сопрягаемых стенок. Нормальный ряд радиусов для галтелей следующий:
3; 5; 8; 10; 15; 20; 25; 30; 40 мм.
Конструктивные и технологические уклоны должны выполняться в
направлении выемки модели из формы, т.е. на поверхностях, перпен-
дикулярных к плоскости разъема модели. Минимально допустимые
уклоны задаются углом или отношением катетов.
На конструкцию корпусных деталей оказывает влияние и техноло-
гия механической обработки. Конструкция детали должна быть простой
формы, удобной для обработки. Технология механической обработки
корпусных деталей включает три основные технологические операции:
обработку плоскостей, обработку крупных точных отверстий и обработку
мелких отверстий.
При обработке плоскостей деталей должен обеспечиваться свободный
проход инструмента. Обрабатываемые поверхности должны распола-
гаться в одной плоскости. Отдельные платики следует размещать так,
чтобы общая ширина обрабатываемых плоскостей была наименьшей.
Обрабатываемые плоскости должны быть расположены под углом 90 или
180° одна к другой.
Крупные точные отверстия могут иметь уступы и канавки только при
единичном и мелкосерийном производствах. Однако и в этом случае
отверстия с уступами, канавками, подрезанными торцами удлиняют
время обработки, удорожают изготовление корпусной детали, поэтому
их следует по возможности избегать. Растачиваемые отверстия следует
выполнять одного диаметра (особенно отверстия, расположенные
325
Рис. 8.25. Корпус цилиндрического одноступенчатого редуктора
А-А
Б-Б
Уклон
kJ а>
Отверстие
йля насдо-
указателя
Песто
для штифта d2
Ребро жесткости д3
Л &h
О
соосно). Ряд диаметров мелких отверстий желательно сокращать,
особенно отверстий, расположенных на одной стороне детали.
Поверхность детали на входе и выходе сверла должна быть перпен-
дикулярной к оси сверла (во избежание его поломок).
Все отверстия (гладкие и резьбовые) желательно выполнять сквоз-
ными. Резьбовые отверстия должны иметь со стороны входа метчика
326
фаску для лучшего центрирования последнего. На стенках резьба
нарезается диаметром не менее Мб. Оси всех отверстий следует распола-
гать перпендикулярно базовой плоскости детали.
Длина отверстий должна быть возможно меньшей. Длину гладкого
отверстия следует принимать не более трех диаметров, а его резьбовой
части — не более двух. Несквозные резьбовые отверстия, нарезаемые
резцом, должны оканчиваться канавкой для выхода резца.
В показанных на рис. 8.25...8.28 конструкциях корпуса дно корпуса
выполнено наклонным (1...2’) в сторону сливного отверстия.
Приведенная конструкция корпуса соответствует современным
требованиям технической эстетики. Однако она обладает известными
недостатками: большая масса; увеличение трудоемкости формовки;
сложность внутренней очистки и окраски. Для уменьшения этих
недостатков в редукторах малых и средних размеров можно сократить
число ребер и ограничиться ребрами у горловин тихоходного вала в
корпусе, устанавливая их парами.
Определение размеров корпуса дано в табл. 8.24.
Таблица 8.24. Ориентировочные соотношения основных размеров (мм) чугунного
литого корпуса цилиндрического редуктора (см. рис. 8.25) и его крепежных деталей
Элементные корпуса Расчетные зависимости
Толщина стенки основания корпуса Толщина стенки крышки корпуса Толщина ребра в основании Толщина подъемного уха в основании Диаметр стяжного болта (винта) Диаметр штифтов Толщина фланца по разъему корпуса Диаметр фундаментного болта Толщина лапы фундаментного болта Ширина пояса жесткости (фланца) Высота центров редуктора Наружный диаметр прилива Расстояние между торцом шестерни (вдоль оси) и вы- ступающими элементами внутренней части корпуса’ 5 = 2^ 0,1 Т2 > 6 5, == 0,9 6 > 6 53-б1 62 = 2,5 5 d} 10 d2 (0,7.. 0,8) dx h2^ 5 d=^2 Т2 > 12 h = 1,5 d Ьфл>\,5 d Яо = (l...l,12) aw U| = 1 ,25D + 10 мм Д1 » 0.8
Расстояние между зубьями колеса в радиальном на- правлении и торцом фланца, днищем основания* д2 * M 5KOpn
Уточненные значения и принимают при эскизной компоновке
327
Корпуса червячных редукторов конструируют двух исполнений:
первое (при aw < 200 мм) с двумя окнами на боковых стенках, через
которые при сборке в корпус вводят комплект вала с червячным
колесом; второе — с плоскостью разъема по оси вала червячного колеса.
В первом исполнении (см. рис. 8.26) боковые крышки центрируют
по диаметру D и крепят к корпусу винтами (сечение Б — Б). Диаметры
и количество винтов принимают по рекомендациям, приведенным при
описании конструкции крышек (см. табл. 8.22).
Соединение крышек с корпусом уплотняют резиновыми кольцами
круглого сечения (см. рис. 8.26, элемент /).
Для создания необходимой жесткости боковые крышки выполняют
с высокими центрирующими буртиками и шестью радиально располо-
женными ребрами жесткости (см. рис. 8.26, вид А). Высота буртика
крышки должна быть Н > 0,lZ»Kp. Конструкция корпуса червячного
редуктора с разъемом по оси колеса и нижним расположением червяка
показана на рис. 8.27. Для повышения жесткости червяка его опоры
максимально сближают. Места расположения приливов (горловины)
определяют прочерчиванием.
Крепят крышки к корпусу винтами с цилиндрической круглой голов-
кой, утопленной в гнезде (см. рис. 8.27, сечения В—В, Г— Г).
В разъемных конструкциях корпусов (см. рис. 8.26 и 8.27) для точного
фиксирования основания корпуса с крышкой в процессе расточки
Рис. 8.27. Корпус червячного редуктора с разъемом по оси вала колеса
328
отверстий для подшипников, а также во избежание относительного
смещения крышки и корпуса в процессе сборки предусматривают штиф-
ты (см, рис. 8.27, сечение Д— Д). Точность фиксирования достигается
двумя, обычно коническими, штифтами, которые располагают по
диагонали фланцев корпуса. При конструкции корпуса с фланцем,
уходящим внутрь, и глухом отверстии применяют штифты с внутрен-
ней резьбой или с резьбовой цапфой. При помощи резьбы извлекают
штифты при разборке. Ориентировочный диаметр штифта назначают в
зависимости от диаметра dB стяжного винта (см. табл. 8.16). Размеры
штифтов выбирают по табл. 8.25 и 8.26.
Герметичность разъемов кроме тщательного их изготовления дости-
гается дополнительными мерами. Перед сборкой разъемы смазывают
шеллаком, цапонлаком или пастой «Герметик». Шелковая нить,
уложенная по контуру разъема, облегчает удаление слоя засохшего лака
при разборке. Разъемы смотровых отверстий и прочих заглушек уплот-
няют картонными или резиновыми прокладками Для облегчения
отделения крышки от основания редуктора при разборке во фланце
крышки предусматривают резьбовое отверстие для отжимного винта.
Описанные выше конструкции корпусов редукторов не являются
единственно возможными. При необходимости можно создать и другие
конструкции. Так, на рис. 8.28 представлена конструкция корпуса
двухступенчатого цилиндрического редуктора, а ориентировочные
соотношения основных размеров приведены в табл. 8.27.
Таблица 8.25. Конические штифты (ГОСТ 3129-70). Размеры в мм
d 4 6 8 10
/ 16...70 20... НО 25...140 ЗО...18О
Примечание. Размер / в заданных пределах принимают из ряда
чисел: 16; 20; 25; 30; 36; 40; 50; 55; 60.
Таблица 8.26. Конические штифты с внутренней резьбой (ГОСТ 9464-79).
Размеры в мм
Параметр d
8 10 12 16
М5 Мб М8 М10
/, 8 10 12 16
/ 18...80 26...100 26... 100 40... 160
Примечание. Размер I в заданных пределах принимают из ряда
чисел, приведенных в табл. 8.25.
329
Таблица 8.27. Ориентировочные размеры характерных элементов редукторных
корпусов (обозначения см. на рис. 8.28)
Элементы корпусных деталей Расчетные зависимости
Толщина стенок основания корпуса 8 = 2^ 0,1 Т2 а 6
Толщина стенок крышки корпуса 5j = 0,9 б
Наружный диаметр прилива под == 1,252) + 10 мм, где D — на-
подшипник ружный диаметр подшипника каче- ния или вкладыша подшипника скольжения
Толщина ребер в основании бз = St
Диаметр фундаментного болта d = (0,08...0,12) д^.
Толщина фундаментной лапы h ~ (2...3) d
Длина опорной поверхности лапы в зоне болта I = (4...5) d
Ширина опорной поверхности лапы Диаметр болтов, стягивающих кор- пус по разъему: b ~ (2,5 ..4) d
вблизи подшипников d} « (0,7...0,8) d
остальных (0,5...0,6) d
Толщина фланца по разъему корпуса h2 ~ 1,5d2
Диаметр болтов крепления крышки подшипника d3 = 0,04Z>! + 4 мм
Диаметр штифтов d4 * 0,8d2
Толщина проушины для подъема крышки корпуса 54 = 2,55]
Диаметр отверстия для слива d5 — M16...M36 в зависимости от
масла размеров редуктора
Суммарная толщина фланцев ht Определяется из условия размещения болтов вблизи подшипника
Ответственными элементами, влияющими на удобство и безопасность
работ при монтаже и обслуживании редуктора, являются строповочные
устройства. Не вполне надежны приливы к стенкам (рис. 8.29, а, б),
поскольку возможное утонение стенки из-за смещения стержней при
отливке, оставшееся незамеченным, может привести к отрыву прилива
вместе с участком стенки. Надежнее проушины или крюки, соединенные
с фланцем (рис. 8.29, в, г). Размеры крюков даны в табл. 8.28. Для
подъема редуктора используют также удлиненные рым-болты (ГОСТ
4751-73*) одновременно служащие для скрепления фланцев корпуса (рис.
8.29, д). Расположение строповочных элементов выбирают таким, чтобы
исключить возможность опрокидывания поднятого груза.
330
(бариант)
Owl
5-5
Рис. 8.28. Конструкция
корпуса двухступенчатого
цилиндрического редуктора
Таблица 8.28. Строповочные крюки (см. рис. 8.29). Размеры в мм
Допускаемая нагрузка на крюк (кН) для отливки Н L с г п h 8, не менее
стальной чугунный
5 4 80 25 20 40 12 8 17 {3
10 6 100 30 25 50 15 10 20 15
20 10 120 40 30 60 18 12 21 20
30 15 140 50 40 70 20 15 26 25
50 25 160 60 50 80 22 15 32 30
100 45 190 80 60 90 25 20 35 40
150 65 220 100 80 НО 30 25 45 50
200 90 250 120 100 130 35 31 50 60
а) 5) 6) г)
Рис. 8.29. Строповочные элементы редукторов
331
8.8. Смазочные системы и устройства
Совокупность устройств, обеспечивающих подачу смазочного
материала к поверхностям трения, а также его возврат в масляный бак
или другую емкость (картер двигателя внутреннего сгорания или
редуктора) называют смазочной системой (ГОСТ 20765-87). Для редукторов
общего назначения обычно применяют смазочные системы с жидким
смазочным материалом и в отдельных узлах — с пластичным смазочным
материалом.
В системе с жидким смазочным материалом наиболее простой спо-
соб смазывания погружением зубьев колес (витков червяка) в масло,
залитое в картер редуктора, применяют при окружных скоростях
v < 12... 15 м/с. Уровень масла в картере редуктора должен обеспечивать
погружение венца колеса на глубину до двух высот зубьев, но не менее
10 мм. Колеса конических передач необходимо погружать в масло на
всю длину зуба. В червячных передачах с нижним расположением
червяка (рис. 8.30, а) его следует погружать в масло на глубину
hM = (0,2...0,5) при верхнем расположении червяка (рис. 8.30, б) глу-
бина погружения не должна превышать Лм = 2,2т + 0,25й?2.
В червячных редукторах с нижним расположением червяка и не-
большой (п < 750 мин'1) частоте вращения применяют разбрызгиватели
(рис. 8.30, в, г). Закрепленные на червяке, они и создают при вращении
масляный туман, улучшающий смазывание зацепления и подшипников.
Объем масляной ванны принимают таким, чтобы обеспечить отвод
выделяющейся в зацеплении теплоты к стенкам корпуса. В частности,
Рис. 8.30. Способы смазывания червячных передач
332
для одноступенчатых цилиндрических редукторов объем масляной ванны
рекомендуется принимать таким, чтобы на 1 кВт передаваемой мощности
приходилось 0,35.. .0,7 л масла, а в червячных передачах — от 0,6 до 1 л
на 1 кВт передаваемой мощности. Большие значения принимают для
масел большей вязкости. Чем больше объем масляной ванны, тем
дольше сохраняются свойства масла и лучше условия смазывания.
Поэтому максимальный объем ванны ограничивают предельно
допустимой высотой h уровня масла в корпусе и расстоянием Ьо.
Для смазывания опор валов, далеко расположенных от уровня
масляной ванны, применяют различные устройства: так, например, для
смазывания подшипников вала конической шестерни на фланце корпуса
в плоскости разъема делают канавки, а на крышке корпуса скосы (рис.
8.31, а). В эти канавки со стенок крышки стекает масло и через отверстия
в стенке попадает к подшипникам.
Если доступ масляных брызг к подшипникам качения затруднен,
смазывание их осуществляют индивидуально пластичным смазочным
материалом. В этом случае полость подшипника отделяют от внутрен-
ней части корпуса маслосбрасывающим кольцом. Свободное простран-
Рис. 8.31. Способы смазывания подшипников
333
Рис. 8.32. Масленка (ГОСТ 19853-74)
ство внутри подшипникового узла заполняют на 1/3 объема пластичной
мазью. Для подачи в подшипниковую полость смазочного материала без
снятия крышки применяют пресс-масленки (рис. 8.32). Смазочный мате-
риал подают под давлением специальным шприцем. Для удобства подвода
шприца в некоторых случаях применяют переходные штуцера 1.
Для наблюдения за уровнем масла в картере редуктора предус-
матривают различные масл©указатели (рис. 8.33). В местах, труднодос-
тупных для наблюдения, следует применять жезловые (рис. 8.33, а) или
крановые (рис. 8.33, б) масло-
указатели. Жезловые указатели
(щупы) желательно защищать от
масляной волны (стенкой или
трубкой), чтобы в любой мо-
мент работы редуктора можно
было проверить уровень масла.
В корпус редуктора жезловые
указатели вставляют по скользя-
щей посадке (рис. 8.33, а) или
ввинчивают при помощи резьбы.
Крановые маслоуказатели
устанавливают попарно для
контроля за нижним и верхним
уровнями масла. В кране, пока-
занном на рис. 8.33, б, надеж-
ность уплотнения достигается
затяжкой, в результате которой
происходит смятие гнезда в кор-
:. 8.33. Маслоуказатели
334
нусе редуктора. По аналогии с этими конструкциями для контроля за
уровнем масла применяют также обычные резьбовые пробки, устанав-
ливаемые в корпусе редуктора на верхнем и нижнем уровнях смазочного
материала (рис. 8.33, в).
Во время работы повышается давление внутри редуктора в связи с
нагревом воздуха и масла. Это приводит к выбрасыванию масляного
тумана из корпуса через уплотнения и стыки. Чтобы избежать этого,
внутреннюю полость корпуса сообщают с внешней средой установкой
отдушин в верхней части корпуса. Наибольшее применение нашли от-
душины, изображенные на рис. 8.34.
Размеры резьбовых пробковых отдушин приведены на рис. 8.34, а, б.
Заметим, что отдушина показанная на 8.34, б может быть соединена со
смотровой крышкой люка редуктора с помощью сварки или установлена
с натягом.
В редукторах с плоскими горизонтально расположенными крышками
смотровых люков целесообразно применять отдушину, изображенную
на рис. 8.34, в. Устройство такой крышки-отдушины следующее. Во
внутренней штампованной крышке высотой Н » 0,1L пробиты 2...4
отверстия диаметром 4...5 мм. По периметру торца эта крышка окантова-
на с двух сторон привулканизированной резиной. Наружная крышка
плоская. Вдоль длинной ее стороны выдавлены 2...3 гребня (сечение
А — А), через которые внутренняя полость редуктора соединена с
внешней средой. Пространство между внутренней и внешней крышками
заполнено фильтром из тонкой медной проволоки, металлокерамики или
другого материала.
При работе передачи масло постепенно загрязняется продуктами
износа. С течением времени оно стареет, свойства его ухудшаются.
Поэтому масло, налитое в корпус редуктора, периодически меняют.
Отработанное масло нужно слить таким образом, чтобы не произво-
дить разборку механизма привода. Для этой цели в нижней части кор-
пуса редуктора предусматривают сливное отверстие, закрываемое
335
пробкой с цилиндрической или конической резьбой (рис. 8.35 и табл.
8.29).
Цилиндрическая резьба не создает надежного уплотнения. Поэтому
под пробку с цилиндрической резьбой ставят уплотняющие прокладки
из промасленного технического картона толщиной h - 1...1,5 мм, паро-
нита толщиной h = 1,5...2 мм, алюминия или меди. Коническая резьба
создает герметичное соединение, и пробки с этой резьбой дополнитель-
ного уплотнения не требуют. Поэтому применение их предпочтительно.
Внутреннюю поверхность дна корпуса выполняют с уклоном, а у
сливного отверстия нужно предусмотреть местное углубление (рис. 8.34,
а, б). При этом исполнении масло почти без остатка может быть слито
из корпуса. Однако часть его будет стекать по стенке корпуса и падать
Таблица 8.29. Основные размеры (мм) пробок для маслосливных отверстий
d 1 L b D 5 d Н b 5
М12 х 1,25 12 22 3 20 17
М16 х ],5 13 24 3 25 19 1/2" (20,9) 15 4 8
М20 х 1,5 13 25 3 30 22 3/4" (26,4) 16 4,5 12
М24 х 1,5 13 28 4 34 27 1" (33,2) 19 5 14
336
на плиту или фундамент Поэтому лучше сливное отверстие располагать
(если это удобно для пользования) в дне корпуса (рис. 8.35, в). Нередко
сливное отверстие располагают на стороне опорного фланца корпуса.
В этом случае его выполняют в приливе, как показано на рис. 8.35, г.
Выбор смазочного материала. От правильности выбора смазочных
материалов, способов смазывания и видов уплотнений в значительной
степени зависят работоспособность и долговечность механизмов. В
качестве смазочных материалов для передач редукторов и их подшипни-
ков используют жидкие нефтяные и синтетические масла, а также пла-
стичные смазки.
Выбор смазочных масел для передач редукторов общемашино-
строителъного применения производится, главным образом, по кине-
матической вязкости (табл. 8.30), которая характеризует сопротивление
отдельных слоев жидкости относительному сдвигу.
Для повышения стойкости зубьев против заедания желательно
применять масла высокой вязкости. Однако это связано с заметным
увеличением потерь на перемешивание масла. Поэтому вязкость масла
выбирают в зависимости от окружной скорости, нагрузки и материала
зубьев. Чем больше нагрузка и меньше скорость, тем выше должна быть
вязкость масла. Ориентировочно необходимая вязкость (мм2/с) смазоч-
ного материала может быть подобрана по эмпирической формуле
v50wvi/^T (8.9)
где vso — рекомендуемая кинематическая вязкость смазочного материала
при температуре 50 °C и заданной средней окружной скорости и или
скорости скольжения передачи v, м/с; v] — рекомендуемая вязкость при
v = 1 м/с; V] = 260...280 мм2/с для высокопрочных зубчатых передач
(со > 1000 МПа) с термически обработанной поверхностью зубьев
(закалка, цементация, азотирование); v( = 170... 180 мм2/с для стальных
передач (ств « 600...800 МПа) с зубьями без термообработки; vt = 120...130
мм2/с для передач, состоящих из пар сталь-чугун, сталь-бронза или
сталь-пластмасса; V; = 300...340 мм2/с для червячных передач (большее
значение для тяжелых условий работы).
Наиболее часто используют индустриальные масла с вязкостью
v50 = 30...60 мм2/с. Для легких особо быстроходных передач в целях
уменьшения потерь на разбрызгивание масла применяют менее вязкие
индустриальные масла с v50 = 15...20 мм2/с и ниже. Наоборот, для
тяжелых тихоходных редукторов (и < 5 м/с), как правило, применяют
тяжелые индустриальные масла с v50 = = 100...300 мм2/с.
Марку масла с необходимой вязкостью в зависимости от режима,
окружной скорости зубчатых передач или от скорости скольжения чер-
вячных передач выбирают по табл. 8.31.
Особое внимание должно быть уделено выбору смазочного материала
червячных передач, условия работы которых характеризуются высокими
337
LP
LP
00
Таблица 8.30. Рекомендации по применению масел в редукторах общемашиностроительного применения
Марка масла Номинальная кине- матическая вязкость мм2/с, при темпера- туре. °C Темпера- тура Условия применения
Контактное напряжение: 1—до 800 МПа; 2—до 1600 МПа Окружная скорость или скорость скольжения, м/с
До 1 0,5...2,5 2,0...4,0 3,5...6,0 5,0...10,0 8,0...15,0
50 100
Зубчатые юредачи
ИРП-40 35...45 8...10 — 10...+50 1 + +
2 + +
ИРП-75 72.. 80 11 ..13 -10. .+50 1 + + +
2 + + +
ИРП-150 140...160 18...20 -10...+50 1 + + + +
2 + + + +
ИТП-200 220...240 — — 10..+50 1 + + +
2 + + +
ИТП-300 304...357 35...45 -7...+50 1 + +
2 + +
И-40А 40 — -15...+45 1 + +
И-50А 50 7 -20...+45 1 + +
Червячные передач; « Z
ИГП-114 НО...120 15 +50...-15 1 + + +
ИГП-152 147...158 20 +50...-15 1 + + +
ИГП-182 175.. 190 23...28 +50 ..-8 1 + + +
МС-20 157 20 +50 ..-18 1 + + + +
Цилинд- ровое 52 60 50. .70 +50...-5 1 + + +
коэффициентами трения и скоростью скольжения, оказывающими отри-
цательное действие на работоспособность передачи (см. гл. 5). Поэтому
для повышения сопротивления заеданию зубьев червячного колеса, их
интенсивному изнашиванию и улучшенного отвода теплоты применяют
более вязкие масла (табл. 8.31).
Объем VM (л) масла (при смазывании окунанием), необходимый для
нормальной работы червячных редукторов с aw = 40... 160 мм в непре-
рывном режиме, можно определить по формуле
VM > 0,2 + Ли (0,0UJ3> (8.10)
где Км — 1,8 ... 2,5 в зависимости от взаимного расположения осей ре-
дуктора в пространстве (меньшие значения для исполнений с нижним
червяком, большие — для вертикальных червяков).
Для подшипниковых узлов с автономной смазочной системой и для
открытых зубчатых передач, работающих при окружных скоростях v до
4 м/с, обычно применяют периодическое смазывание весьма вязкими
маслами или пластичными смазками (табл. 8.32), которые наносят на
зубья через определенные промежутки времени. В некоторых случаях
(при v до 1,5 м/с) применяют капельное смазывание или смазывание
погружением в корыто, наполненное вязким маслом и расположенное
под зубчатым колесом.
Таблица 8.31. Марки масел, применяемые в червячных редукторах чипов Ч и РЧУ
Типоразмер редуктора Режим работы Температура окружающей среды, °C
-40...0 -5 . +25 +20...+50
4-40 (РЧУ-40А) Непрерывный АЗСп-6 АЗСп-10 ИГП-114 ИГП-152 ИГП-152
Повторно-кратковременный ИГПд-72 ИГП-114 ИГП-114
4-63 (РЧУ-63А) Непрерывный АСЗп-6 АСЗп-10 ИГП-152 ИГП-182
Повторно-кратковременный ИГПд-72 ИГП-114 ИГП-152
4-80 (РЧУ-80 А) Непрерывный АСЗп-6 АСЗп-10 ИГП-182 ИГП-182 ИГП-250
Повторно-кратковременный ИГПд-72 ИГП-152 ИГП-182
4-100 Непрерывный АСЗп-6 АСЗп-10 ИГП-152 ИГП-182 ИГП-182
П овторно - кратко времен ный ИГП-72 ИГП-152 ИГП-152
4-125 Непрерывный АСЗп-6 АСЗп-10 ИГП-152 ИГП-182
Повторно-кратковременный ИГПд-72 ИГП-114 ИГП-152
4-160 Непрерывный АСЗп-6 АСЗп-10 ИГП-114 ИГП-152
Повторно - кратковременный ИГПд-72 ИГП-114 ИГП-114
339
Таблица 8-32. Распространенные антифрикционные пластичные смазки
Группа Марка ГОСТ, ТУ Интервал! рабочих темпера- тур, °C Примечания
Общего назначения Солидол: синтетический жировой ГОСТ 4366-76* ГОСТ 1033-79* -20. .65 -25...65 Постепенно заме- няемые смазки, но еще широко рас- пространенные
Общего наз- начения для повышенных температур 1-13 жировая Консталин ОСТ 38.01145-80 ГОСТ 1957-73* -20...110 -20...110 Успешно заменя- ются смазкой Литол-24
Многоцеле- вые Литол-24 ТУ 21150-75 -40... 130 Основной перс- пективный сорт
Термостой- кие Униол-1 ТУ 201150-78 -40...150 Комплексная ши- рокого применения
Морозостой- кие ЦИДТИМ-201 ГОСТ 6267-74* -60...90 Общего примене- ния
Для электро- машин ВНИИ НП-24; ГОСТ 20421-75* -40...110 Литиевая многоце- левая водостойкая
ЛДС-2 ТУ 201291-77 -40... 120 Литиевая, приме- няется для крупносерийных двигателей
Униол-2 ГОСТ 23510-79* -30 ..160 Для металлурги- ческого и куз- нечно-прессового оборудования
Индуст- риальные Сиол ТУ 10152-74 До 130 Для высокоскорост- ных подшипников, п < 16 000 мин”1
Старт ТУ 401204-81 До dn < 6 • 105 мм/мин
Противоза- дирные ЛС-1П ТУ 201145- 77 -40... 140 Широкого приме- нения
Авиацион- ные Эра ТУ 101950-83 -60...120 Общего назначе- ния для летатель- ных аппаратов
340
Соединение корпусных деталей. Основание редуктора с крышкой, а
также крышки подшипниковых узлов и смотровых люков соединяют с
помощью резьбовых деталей (винтов, шпилек, болтов). Для малонагру-
женных соединений: крышек смотровых люков, подшипниковых узлов
(без осевой нагрузки в зацеплении) винты выбирают по конструктивным
соображениям (см. § 8.6 и табл. П.19). Для соединения основания с
крышкой, крышек подшипниковых узлов передач при действии осевой
нагрузки, а также крепление редуктора к раме используют соедини-
тельные болты, которые выбирают по рекомендациям § 8.6 и табл. П.20
и П.21 с последующей их проверкой на условие нераскрытия от действия
сил в зацеплении и наибольшего значения реакций на опоры в
вертикальной плоскости (см. примеры расчетов в гл. 11).
Винты изготовляют из стали 30, 35, класса прочности 5.6 (первое число,
умноженное на 100, определяет предел прочности ив = 500 МПа; произ-
ведение чисел 5 и 6, умноженное на 10, определяет предел текучести —
ов = 300 МПа).
Стяжные винты рассчитывают на прочность по эквивалентным на-
пряжениям при совместном действии растяжения и кручения (МПа):
стэкв = !’3 F?/A $ М-
Расчетная сила затяжки винтов F (Н), обеспечивающая нераскры-
тие стыка под нагрузкой:
Fp = к (1 - х) + X ]
где FB ~ 0,5Лу — сила, воспринимаемая одним стяжным винтом, Н [Rv —
большая из реакций в вертикальной плоскости в опорах подшипников
быстроходного или тихоходного вала (см. рис. 11.6, в)]; К3 — коэффи-
циент затяжки, К3 = 1,25...2 — при постоянной нагрузке, Кэ = 2,5...4 —
при переменной; х — коэффициент основной нагрузки, х = 0,2...0,3 —
для соединения стальных и чугунных деталей без прокладок, х = 0,4...0,5 —
для металлических деталей с упругими прокладками (паронит, резина и
т.п.).
Площадь А (мм2) опасного сечения винта
А = л tZp2/4,
где dp « — Q,94p — расчетный диаметр винта; <Z2 — наружный диаметр
винта (см. табл. П.18); р — шаг резьбы (см. там же).
Допускаемое напряжение [а] (МПа) при неконтролируемой затяжке
для винтов (болтов) с наружным диаметром до 16 мм
[о} = (0,2...0,25) ат; от 16 до 30 мм — [о] = (0,25.-0,4) стт.
Если винты (болты) окажутся излишне прочными, уменьшать их
диаметр не следует.
Глава 9
ВЫБОР МУФТ
9.1. Общие сведения
Муфты служат для соединения валов и передачи вращающего
момента (без изменения его значения и направления) от одного вала
другому. При этом они могут выполнять ряд других ответственных
функций; компенсировать смещение осей соединяемых валов; аморти-
зировать возникающие при работе вибрации и удары; предохранять
механизм от поломки и др.
Муфты применяют практически во всех машинах и механизмах. Они
являются ответственными сборочными единицами, часто опреде-
ляющими надежность всей машины. Тип муфты выбирают в зависимости
от функций, которые она выполняет в данном приводе.
Большинство конструкций приводных устройств имеют две муфты.
Одна из них соединяет двигатель и редуктор, вторая — редуктор и
исполнительный механизм. При установке двигателя и редуктора на
общей раме допускаемая несоосность валов сравнительно невелика,
поэтому от первой муфты не требуется высоких компенсирующих
свойств. Так как эта муфта соединяет сравнительно быстроходные валы,
то в целях уменьшения пусковых и других динамических нагрузок она
должна обладать малым моментом инерции и упругими свойствами. При
этом чаще всего применяют муфты с резиновыми упругими элементами
(см. табл. 9.2), резиновой звездочкой (см. табл. 9.3) и торообразным
резиновым элементом (см. табл. 9.4).
Вторая муфта соединяет сравнительно тихоходные валы (например,
редуктор и приводной вал конвейера). К ней можно не предъявлять
повышенных требований в отношении малого момента инерции. В то
же время, если исполнительный механизм и привод не располагаются
на общей раме, то от муфты требуются сравнительно высокие компен-
сирующие свойства. Этим требованиям, например, отвечают зубчатые
муфты (см. табл. 9.5).
Основной паспортной характеристикой любой муфты является допус-
каемый вращающий момент [7], на передачу которого она рассчитана.
По этому моменту и подбирают стандартные муфты:
ТК<[7], (9.1)
где Т — номинальный длительно действующий момент на соединяемых
валах, Н м; К — коэффициент динамичности нагрузки (привода), для
342
ленточных конвейеров К « 1,25.. 1,5, цепных, скребковых, винтовых
К~ 1,5...2,0.
При подборе стандартных муфт учитывают также диаметры концов
валов, которые муфта должна соединять. На цилиндрические или
конические концы валов устанавливают полумуфты. При постоянном
направлении вращения и умеренно нагруженных валах (т « 15 МПа)
полумуфты насаживают на гладкие цилиндрические концы валов по
переходным посадкам типа Н7/ш6, Н7/к6. При реверсивной работе, а
также при тяжелонагруженных валах (т > 15 МПа) применяют посадки с
натягом. Полумуфты на валах фиксируют с помощью установочных
винтов (табл. 9.1), или как показано на рис. 9.1.
Установку полумуфт на цилиндрические шлицевые концы валов
применяют, если при расчете шпоночного соединения длина поса-
дочного отверстия получается более 1,5J.
Таблица 9.1. Установочные винты с прямым шлицем класса точности А и В: с
коническим концом (ГОСТ 1476-93), с цилиндрическим концом (ГОСТ 1478-93).
Размеры в мм
ГОСТ 1476 -93
Общие размеры С коническим концом С цилиндрическим концом
d Ь h с А 1 d\ г < Ч h
5 0,8 1,8 1,0 — 5...25 3,5 о,з 2,5 8...25
6 1,0 2,0 1,0 2,5 6...30 4,5 0,4 3,0 8...35
8 1,2 2,5 1,6 3,0 8.. 40 6,0 0,4 4,0 10...40
10 1,6 з,о 1,6 4,0 10...50 7,5 0,5 4,5 12.. 50
12 2,0 3,5 1,6 5,0 12...50 9,0 0,6 6,0 16...50
Примечания' 1 Размеры I и /2 в указанных пределах выбирают из
ряда чисел 6, 8, 10, 12, 14, 16, 20, 25, 30, 35, 40, 45, 50.
2. Пример условного обозначения винта класса точности В, диаметром резьбы
d = 6 мм, с крупным шагом резьбы, с полем допуска 6g, длиной I —10 мм,
класса прочности 14Я без покрытия: Винт B.M6—6g*10.14H ГОСТ 1476—93.
343
•)
Рис. 9.1. Способы крепления полумуфт на концах валов:
а — крепление гайкой 2 (ГОСТ 11871-89) и шайбой 1
(ГОСТ 11872-89); б — крепление шайбой и двумя винтами;
в — крепление корончатой гайкой 1 (ГОСТ 5918-73) и
шплинтом (ГОСТ 397-79); г — крепление гайкой 1 и
шайбой 2; д — крепление винтом 2 (ГОСТ 11075-93) и
шайбой 1 (ГОСТ 6402-70); е — крепление установочным
винтом 1 (ГОСТ 11074-93); ж — крепление при сильных
натягах
Установка полумуфт с натягом на цилиндрические концы валов и
снятие их вызывают затруднения, которые не возникают при конических
концах. Затяжкой полумуфт на конические концы можно создать
значительный натяг в соединении и обеспечить точное радиальное и
угловое положение полумуфты относительно вала. Поэтому при больших
нагрузках, работе с толчками и реверсивной работе предпочтительно
полумуфты устанавливать на конические концы валов, несмотря, на
большую сложность их изготовления.
344
9.2. Характеристика некоторых видов упругих
компенсирующих и предохранительных муфт
Упругие втулочно-пальцевые муфты (МУВП) (табл. 9.2) получили
широкое распространение благодаря относительной простоте
конструкции и удобству замены упругих элементов. Однако они имеют
небольшую компенсирующую способность и при соединении несоосных
валов оказывают достаточно большое силовое воздействие на валы и
опоры, при этом резиновые втулки быстро выходят из строя Так как
муфты данного типа обладают большой радиальной и угловой жест-
костью, их применение целесообразно при установке соединяемых
изделий на плитах (рамах) большой жесткости. Кроме того, сборку
соединяемых изделий необходимо производить с высокой точностью и
применением подкладок для обеспечения соосности соединяемых валов.
Муфты нормализованы в диапазоне моментов Т от 32 Н • м до 15 кН • м.
Радиальную силу (Я), действующую в середине посадочной поверх-
ности конца вала, вследствие несоосности соединяемых валов, опреде-
ляют по следующей эмпирической формуле:
23 ^1т2К. (9.2)
Упругие муфты со звездочкой (табл. 9.3) применяют для валов диа-
метром 12...48 мм в диапазоне вращающих моментов 6,3 ... 400 Н • м. Их
упругие и компенсирующие свойства близки к свойствам муфты упругих
втулочно-пальцевых муфт. Допускают радиальное смещение Дг до 2 мм,
перекос Да до ГЗО". Муфты с резиновой звездочкой обладают большой
радиальной, угловой и осевой жесткостью, поэтому так же как и муфты
МУВП, их можно применять при установке соединяемых изделий на
плитах (рамах) большой жесткости. Сборку соединяемых изделий
необходимо производить с высокой точностью.
Размеры муфты по расчетному моменту подбирают по табл. 9.3.
Радиальную силу (Я), действующую на вал, определяют по формуле
F^SO^T. (9.3)
Упругие муфты с торообразной оболочкой (табл. 9.4) имеют два
исполнения, различающиеся формой упругого элемента, Муфты с
упругим элементом в виде внутренней части тора (эскиз б) допускают
большие частоты вращения и создают существенно меньшие осевые
силы на валы и опоры, обусловленные центробежными силами. Муфты
допускают соединение валов с угловым перекосом до 2°, радиальным
смещением до 2 мм и осевым смещением до 4 мм.
Полумуфты и другие детали изготовлены из стали Ст 3 по ГОСТ 380-71.
Торообразная оболочка выполнена из резины с сопротивлением разрыву
не менее 10 МПа и модулем упругости при 100 % удлинении не ниже 5 МПа.
345
Таблица 9.2. Муфты упругие втулочно-пальцевые (по ГОСТ 21424-93).
Размеры в мм
Т, Нм d D L 1 л, мин' Масса кг
1 2 3 4 1 2 3 4
31,5 16; 18 90 84 60 84 60 40 28 30 18 6360 1,52
63 20; 22 100 104 76 104 76 50 36 38 24 2,02
125 25; 28 120 125 89 125 89 60 42 44 26 4620 3,97
30 165 121 165 121 80 58 60 38 4,37
250 32; 36 140 165 121 165 121 80 58 60 38 3780 5,91
40 45 225 169 225 169 ПО 82 85 56 6,63
500 40; 45 170 226 169 225 169 НО 82 85 56 3600 11,75
710 45; 50; 56 190 226 170 226 170 НО 82 85 56 3000 14,31; 15,21
1000 50; 56 220 226 170 226 170 НО 82 85 56 2880 18,87
63 286 216 286 216 140 105 107 72 26,09
Примечание. В пределах одного номинального вращающегося момента
допускается сочетание полумуфт разных типов и исполнений с различными
диаметрами посадочных отверстий.
346
Таблица 9.3. Муфты упругие со звездочкой (по ГОСТ Р 50894-96).
Размеры в мм
Момент Т, Н м Частота вращения п, мин'1 d / L D Масса кг, не более
16 3780 12; 14 25 71 53 0,57
16; 18 28 77 0,62
31,5 3000 16; 18; 19 28 77 71 0,72
20; 22 36 93 0,86
63 2220 20; 22; 24 36 100 85 1,51
25; 28 42 112 1,67
125 1260 25; 28 42 112 105 2,84
30; 32; 35; 36 58 144 3,30
250 9600 30; 32; 35; 36 58 147 135 6,4
40, 42; 45 82 195 7,9
400 8400 38 58 152 166 10,82
40; 42; 45 82 200 11,98
Примечание 1. Муфты изготавливают двух исполнений: 7 — на длинные
концы валов; 2 — на короткие концы валов.
2. В пределах одного крутящего момента допускается сочетание полумуфт
исполнения 7 и 2 с различными диаметрами.
Муфта состоит из резинового упругого элемента 1 и полумуфт 2, к
которым винтами 3 притягивают прижимные кольца 4. Сжатие борта
резинового элемента не должно превышать 1/3 толщины. Величину и
равномерность затяжки контролируют глубиномером. Для этого делают
3...4 отверстия диаметром 6 мм во фланцах полумуфт. Полумуфты
устанавливают как не цилиндрические, так и на конические концы валов.
347
Таблица 9.4. Муфты упругие с торообразной оболочкой (по ГОСТ Р 50892-96).
Размеры в мм
Тил 1П, исполнение J
Тил 2Л, исполнение 1
Т, Нм Размеры, мм Масса кг т, Нм Размеры, мм Масса кг
d D L 1 d D L /
20 18 125 140 42 2,5 25 14 105 95 28 1,7
20 16 100 30
22 160 52 18
25 180 63 4,5 19
80 22 150 170 52 5,1 40 18 125 105 30 2,9
25 190 63 20 120 38
28 22
30 230 82 25 44
Муфты данного типа применяют в конструкциях, где трудно обес-
печить соосность соединяемых валов, при переменных нагрузках, а также
значительных кратковременных перегрузках. Как недостаток можно
отметить сравнительно большие габариты муфты.
Радиальную силу (Н), действующую на вал, определяют по формуле
FM « 0,45 Т- 103/Л .
Зубчатые муфты (рис. 9.2, табл. 9.5) по ГОСТ 5006-83 изготовляют
двух типов: муфты М3 — для непосредственного соединения валов,
состоящие из двух зубчатых втулок и двух обойм; муфты МЗП — для
соединения валов с применением промежуточного вала, представляющие
собой комплект из двух раздвинутых муфт. Каждая муфта состоит из
348
8-В увеличено
точности. Более точные Ванные сн ГОСТ5006-83
Рис. 9.2. Зубчатая муфта типа (ГОСТ 5006-83):
а - М3; б - МЗП
6)
Таблица 9.5. Зубчатые муфты (ГОСТ 5006-83)
Номинальный вращающий момент, Н • м Размеры, мм (рис. 9.2) Частота вращения п, Мин'1, не более Масса ДЛЯ типа 1, кг, не более
d; dt D Di L, не более 1 (пред, откл. по hl4) с, не менее В
не более
1000 40 145 105 60 174 82 12 12 90 6,7
1600 55 170 125 80 15 80 9,2
2500 60 185 135 85 220 105 20 75 10.2
4000 65 200 150 95 18 62 15,2
6300 80 230 175 115 270 130 55 22,6
10000 100 270 200 145 340 165 25 . 47 36.9
16000 120 300 230 17,5 345 25 30 40 62,5
25000 140 330 260 200 415 200 30 100.0
40000 160 410 330 230 35 29 164,3
63000 200 470 390 290 500 240 35 40 20 228,0
349
одной зубчатой втулки и одной обоймы, прикрепленной к фланцу
Допускается применять неразъемные зубчатые обоймы (без фланцевого
соединения) и зубчатые втулки, выполненные как одно целое с валом.
Отверстия в муфтах могут быть расточены под цилиндрический или
конический конец вала. На внутренних торцах втулок предусмотрены
отверстия с резьбой для удобства установки измерительных приборов
контроля точности монтажа.
Зубчатые втулки и обоймы изготовляют коваными из стали 40, 45,
50 (ГОСТ 1050-74) или литыми из стали 45Л (ГОСТ 977-75) с термообра-
боткой до твердости на рабочих поверхностях втулок и обойм 42...51
HRC3. При окружной скорости на начальной окружности зубчатого
сопряжения до 1 м/с допускается твердость поверхности зубьев втулок
и обойм 248...302 НВ. Болты (ГОСТ 7817-80) фланцевого соединения
изготовляют из стали 35 (ГОСТ 1050-74)
Допускаемые частоты вращения соответствуют окружной скорости
на начальной окружности зубчатого зацепления, равной 25 м/с.
Зубчатые сопряжения имеют эвольвентный профиль зуба с углом
зацепления а = 20° и предусматривают две степени точности:
нормальную — при скорости до 15 м/с; повышенную — при скорости
свыше 15 м/с.
Муфты работают со смазочным материалом; для этого предусмот-
рены отверстия для залива и слива масла, прокладки во фланцевом
соединении и уплотнения манжетного типа между обоймами и ступи-
цами. Этот тип муфт широко используют в тяжелом машиностроении
для передачи больших моментов при затруднении точной установки
валов.
Компенсирующая способность муфты достигается приданием зубьям
полумуфт бочкообразной формы в сечении по образующей и сферического
очертания их по окружности выступов. Допускаемый перекос оси каждой
втулки относительно обоймы, вызываемый в процессе работы несоос-
ностью соединяемых валов, — не более 130°.
Цепные муфты (табл. 9.6) в качестве соединительного элемента имеют
роликовые однорядные, двухрядные, а также зубчатые цепи. При
монтаже и демонтаже муфт не требуется осевого смещения узлов. Так
как в шарнирах самой цепи и в сопряжении ее со звездочкой имеются
зазоры, муфты не применяют в реверсивных приводах, а также в приводах
с большими динамическими нагрузками.
Из-за наличия зазоров цепные муфты допускают перекос валов до
Г, а также радиальные смещения 0,2...0,6 мм, зависящие от передаваемого
момента (меньшее значение для меньшего момента).
Для удержания смазочного материала муфту закрывают кожухом,
разъемным в осевой плоскости. Чтобы предотвратить утечку масла, в
кожух встраивают уплотнения. Кожух обычно выполняют литым из легких
сплавов. Для того чтобы он вращался вместе со звездочками, его фикси-
350
Габлица 9.6. Цепные однорядные муфты (ГОСТ 20742-93)
т. Нм п мин'1 Размеры, мм Цепь по ГОСТ 13568-75 Число звеньев цепи Смещение валов Масса, кг
D L 1 h угло- вое радиаль- ное, мм
63 1620 20 НО 102 36 1.3 Пр-19,05-3180 12 1 0,15 3,2
125 1380 25 125 122 42 1,8 Пр-25,4-6000 10 0,2 4,4
250 1200 32 140 162 58 12 5,05
500 1020 40 200 222 82 2,0 Пр-31,75-8850 14 0,4 14,3
1000 780 50 210 224 82 3,5 Пр-50,8-22680 12 14 19,5
2000 720 63 280 284 105 3,8 0,6 34,5
4000 80 310 344 130 49,0
8000 540 100 350 424 165 16 0,7 71,45
руют на корпусе установочным винтом или штифтом, который одно-
временно удерживает кожух от смещения в осевом направлении.
Радиальную силу (Н), действующую в середине посадочной поверх-
ности конца вала, вследствие несоосности соединяемых валов, опреде-
ляют по формуле
(9.5)
Гм«0,2(2 Г-ЮХ),
где диаметр (мм) делительной окружности
sin (180%) ’
здесь t — шаг цепи, мм; z — число зубьев полумуфты (см. табл. 9.6).
Предохранительные муфты. Эти муфты служат для предохранения
деталей машин от воздействия перегрузок: они разъединяют валы при
возрастании вращающего момента выше допустимого значения. В
кинематической цепи муфты располагают как можно ближе к возмож-
ному месту возникновения перегрузки.
(9.6)
351
По принципу работы различают муфты: пружинно-кулачковые, с
разрушающим элементом, фрикционные.
Пружинно-кулачковая предохранительная муфта (табл. 9.7) монтиру-
ется на одном валу и состоит из полумуфт 2 и 3, имеющих торцовые
кулачки и пружины сжатия 4, корпуса 1 и гайки 5. Зубчатое колесо или
шкив устанавливается на полумуфте 2 на шпонке и соединяется с валом
через торцовые кулачки, полумуфту 3, которая с помощью шлицев
сопряжена с корпусом 1. Полумуфта 3 может перемещаться вдоль
корпуса и поджимается к полумуфте 2 пружиной 4 с силой, регулируемой
гайкой 5.
Таблица 9.7. Кулачковые муфты (ГОСТ 15620-93). Размеры в мм
Номиналь- ный вра- щающий момент Г, Н м d 41 D, не более L, не более 1 не более b h t «max’ мин'1 Масса, кг, не более
Исполнение Исполнение
1 2 3 1 2 и 3
4,0 8 9 10 9 10 И 12 14 12 14 16 14 14 16 1 1 1 1 1 1 32 36 63 20 12 3 3 1,8 1600 0,32
23 20 —
6,3 38 48 14 4 4 2,5 b?50 0,50
31
16 5 5 3,0 0,86
10,0 12 13 12 13 15 48 56 75 80
30 25
16,0 18 1000 0,90
40 28
25,0 14 16 18 18 14 16 13 15 17 17 56 71 85 30 25 21 6 6 3,5 800 1,60
40 28
40,0 105 24 1,80
352
Габлица 9.8. Муфты со срезным штифтом. Размеры в мм
d А В а b С е /
1,5 2 3 4 5 6 8 10 13 16 20 М16 5 10 22 16 10 12 11 5 8
М20 8 15 30 25 12 18 17 8 10
МЗО 12 25 50 45 22 28 26 19 16
М48 18 40 75 64 33 42 39 25 28
Предохранительная муфта со срезным штифтом (табл. 9.8) имеет две
полумуфты, расположенные на валу 1. Полумуфта 2 соединяется с валом
шпонкой, полумуфта 6 насажена на на нем свободно, соединяясь с
деталью, расположенной на ее удлиненной ступице. Вращение полумуф-
там передается через цилиндрический штифт 4, расположенный во
втулках 3 и 5. Для увеличения срока службы втулки 3 и 5 изготавляют
из стали 40Х с последующей термообработкой до твердости HRC3 50 ... 60.
При перегрузке штифт срезается и полумуфты свободно вращаются одна
относительно другой. Во избежание повреждения торцов полумуфт
заусенцем срезанного штифта на них предусмотрены кольцевые канавки.
Для обеспечения замены штифта на наружной поверхности полумуфты
наносят риски, при совмещении которых совпадают оси отверстий
втулок 3 и 5.
Вместо гладких штифтов можно применять штифты с проточкой.
Они обладают более устойчивыми характеристиками и проще удаляются
после разрушения, так как заусенцы не выступают за пределы диаметра
штифта. Штифты изготовляют из сталей марок У8А, У10А, 40, 45, 50.
Наибольший разрушающий момент (Н -м), передаваемый муфтой:
г = 71 п
р 103Ь4 Твср ’
353
Таблица 9.9. Предохранительная фрикционная муфта (по ГОСТ 15622-96).
Т, Нм d Н7 b h t d\ k6 D L n, мин'! Масса, кг
40 18; 20; 22 24 6 6,0 3,5 45 70 95 1500 1,20
63 20; 22; 25 28 8 7,0 4,0 55 85 120 1020 2,0
100 25; 28 32 10 8,0 5,0 65 95 125 1020 3,60
160 28, 32 36 70 100 150 780 3,80
250 32; 36 40 42 12 120 160 600 5,00
400 40; 45 48 14 9 5,5 90 145 180 420 7,60
Примечания. Полумуфты изготавливают трех исполнений:
1 — с цилиндрическим посадочным отверстием и шпоночным пазом по ГОСТ 23360-78;
2 — со шлицевым посадочным отверстием, соответствующим соединению средней
серии по ГОСТ 1139-80;
3 — с эвольвентным шлицевым отверстием по ГОСТ 6033-80. Допускаемое отношение
моментов сравнивания 7^/7^ 1,3.
откуда диаметр штифта в месте разрушения
4-103 Т; к
71 * тв.ср R
где z — число штифтов; R — радиус окружности расположения сечений
среза штифтов, к — коэффициент неравномерности распределения
нагрузки (при z— 1, к = 1, при z = 2...3 к = 1,2...1,3), твср — предел
прочности штифта на срез (твср = с тв, для гладких штифтов с = 0,7...0,8,
для штифтов с шейкой с = 0,9... 1,0).
Предохранительная фрикционная муфта (ГОСТ 15622-96) обще-
машиностроительного применения (табл. 9.9).
354
Глава 10
ЗАВЕРШАЮЩИЙ ЭТАП РАБОТЫ НАД
КУРСОВЫМ ПРОЕКТОМ
ЮЛ. Компоновочная схема привода
В предыдущих главах приведены правила выполнения отдельных
этапов проектирования деталей и сборочных единиц как составных
элементов электромеханического привода.
Выбранный электродвигатель и муфта, спроектированный редуктор
и открытая передача, если их рассматривать отдельно, не дают ясного
представления о том, что же в конечном итоге получилось. Для уяснения
результатов проектирования отдельных изделий нужно их упрощенно,
но в одном масштабе изобразить вместе, на одном листе в виде компо-
новочной схемы — (см. рис. 1.3; 1,4; 1,5; 1,6). При этом очевидной
становятся соизмеримость сборочных единиц и эстетическое состояние
спроектированного привода. Оценка его с таких позиций может вызвать
пересмотр ранее принятых решений. Если, например, редуктор 3 (рис.
10.1, а), который через соединительную муфту 2 принимает момент
вращения от электродвигателя 7, в 2...3 раза меньше последнего, то такой
привод очевидно не отвечает нормам технической эстетики. В этом
случае необходимо проанализировать решение задачи в плане измене-
ния габаритов редуктора (за счет использования других материалов зуб-
чатых колес, их термический обработки и других факторов, опреде-
ляющих габариты). Если увеличивать размеры редуктора нецелесооб-
разно, то следует применить электродвигатель, выполненный с лапами и
фланцем, чтобы узел Скрепить к фланцу электродвигателя 7 (рис. 10.1, б).
При этом обязательно рассчитывают прочность крепления узла 4 к
фланцу электродвигателя и самого электродвигателя к основанию (раме).
*) 5)
Рис. 10.1. К выбору рациональной компоновочной схемы привода
355
Рис. 10.2. Размещение электродвигателя
и редуктора на раме
При размещении двух узлов на основании (рис. 10.2) выясняют, нельзя
ли расположить базовые поверхности основания в одной плоскости.
Известно, что такое расположение упрощает конструкцию основания
и удешевляет его изготовление. Иногда путем некоторых конструктивных
приемов удается добиться расположения опорных поверхностей двига-
теля и редуктора в одной плоскости. Если высоты центров электро-
двигателя 7 и редуктора 2 (см. рис. 10.2) имеют значительную разницу,
то основание 3 выполняют ступенчатым. Основным критерием работо-
способности и надежности оснований является жесткость и срок служ-
бы. Исходя из технологических возможностей и вида производства,
основания выполняют литыми из чугуна или сварными из стальных
профилированных элементов (швеллер, двутавр, уголок и т.п.). Большие
перспективы, главным образом, в тяжелом машиностроении, имеют
сварнолитые конструкции, так как они значительно упрощают отливки.
Окончательную принятую компоновку привода оформляют в виде
чертежа общего вида, выполняемого в соответствии с требованиями
ЕСКД в масштабе уменьшения (М 1:2,5; М 1:4- М 1:5) с числом
проекций, обеспечивающих четкость представления компоновки
сборочных единиц привода. На чертеже проставляют габаритные размеры
привода, присоединительные монтажные размеры (размеры опорных
поверхностей, диаметры и координаты крепежных отверстий, расстояние
между осями сборочных единиц и др.); указывают технические
требования к точности монтажа изделий; техническую характеристику
привода. На полках линий — выносок указывают номера позиций
сборочных единиц и основных деталей изделия.
10.2. Оформление конструкторской документации курсового
проекта
Курсовой проект, выполняемый студентом, как и проект, создаваемый
конструктором в процессе разработки машин и механизмов, представляет
собой совокупность документов: графических (чертежей, схем) и тексто-
вых (спецификации, ведомостей, расчетов, пояснительной записки и т.п ).
Правила и порядок разработки, оформления и обращения этих
документов, установлены комплексом стандартов ЕСКД.
356
10.2.1, Содержание и оформление пояснительной записки
Пояснительную записку (ПЗ) следует оформлять в соответствии с ГОСТ
2.106-68 как конструкторский документ, содержащий описание устройства
и принципа действия разрабатываемого изделия, обоснование принятых при
его разработке технических и технико-экономических решений, расчеты
деталей на прочность, жесткость и работоспособность, расчеты посадок
сопряженных деталей, допусков.
Пояснительная записка в общем случае должна включать:
1) техническое задание на проектирование;
2) аннотацию;
3) краткое описание устройства и назначения проектируемого
привода;
4) особенности и сравнительную оценку проектируемого редуктора;
5) выбор электродвигателя и кинематический расчет привода;
6) расчет открытой передачи;
7) расчет передачи редуктора;
8) эскизную компоновку;
9) предварительный расчет валов редуктора, подбор подшипников и
проверочный расчет их на долговечность;
10) конструктивные проработки и определение основных размеров
валов, зубчатых (червячных) колес, корпуса и корпусных деталей
редуктора;
И) выбор способа смазывания зубчатых (червячных) зацеплений и
подшипников;
12) выбор посадок для сопряжения основных деталей редуктора;
13) уточненный расчет валов редуктора;
14) тепловой расчет редуктора (только червячного);
15) подбор соединительных муфт;
16) краткое описание технологии сборки редуктора, регулирования
подшипников и деталей зацепления;
17) перечень использованной литературы, нормативно-технической
документации или других источников, использованных при выполнении
проекта;
18) содержание.
ПЗ оформляют в виде папки-скоросшивателя. Первый лист —
титульный (рис. 10.3), его выполняют чертежным шрифтом тушью или
печатают на машинке.
ПЗ выполняют на стандартных листах белой писчей бумаги формата
А4 (210 х 297 мм). Рамку чертят на расстоянии 20 мм от левого края и
5 мм от трех других краев. Ее выполняют карандашом основной
сплошной линией толщиной 0,6 ... 1,4 мм.
357
На первом (заглавном) листе текстовой части ПЗ выполняют в
соответствии с ГОСТ 2.104-68, основную надпись по форме 2 (рис. 10.4),
а на последующих — по форме 2а, рис. 10.5). Основную надпись на
титульном листе не выполняют.
ГОСТ 2.104-68 установлены следующие размеры основных надписей
для текстовых документов: для первых (заглавных) листов 40 х 185 мм,
для последующих листов — 15 х 185 мм. Размеры приведены на рис.
10.4 и 10.5.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РФ
МОСКОВСКАЯ ГОСУДАРСТВЕННАЯ ТЕХНОЛОГИЧЕСКАЯ АКАДЕМИЯ
Кафедра: Т и ПМ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту по
ДЕТАЛЯМ МАШИН
на тему _________________________________—— _________
Студента (ки) ------------------
Шифр------------специальность
Дата выполнения----------------------
Заключение руководителя (рецензента) проекта
Проект принят с оценкой -------------------
Рис. 10.3. Пример оформления титульного листа пояснительной записки
358
1д5
Рис. 10.4. Основная надпись первого листа пояснительной записки (форма 2)
В графах основной надписи указывают:
в графе 7 — тему курсового (дипломного) проекта в именительном
падеже, например “Привод конвейера” или “Редуктор коническо-
цилиндрический” и т.п.;
в графе 2 — обозначение документа, которое рекомендуется
выполнять по схеме:
КП 1610 41М 048 ПЗ
5 4 3 2 1
где 1 — шифр пояснительной записки; 2 — шифр студента; 3 — номер
учебной группы; 4 — номер специальности; 5 — шифр курсового проекта
(для дипломного ДП);
в графе 4 — литеру, присвоенную данному документу (графу
заполняют последовательно, начиная с крайней левой колонки), в
учебных проектах следует писать букву “У”;
в графе 7 — порядковый номер листа (в документах, состоящих из
одного листа, например в спецификации, графу не заполняют);
Рис. 10.5. Основная надпись последующих листов пояснительной записки (форма 2а)
359
в графе 8 — общее число листов документа (графу заполняют только
на первом листе;
в графе 9 — сокращенное обозначение учебного заведения, напри-
мер, МГЗИПП);
в графах 10—13 — сведения об исполнителях документа (например,
в строке “Разраб." пишутся фамилия, инициалы студента, его подпись
и дата выполнения документа; в строке “Пров.” — фамилия, инициалы
преподавателя, консультанта и т.д. и его подпись.
Даты на конструкторские документах оформляют так:
05.12.84, слово “год” или букву "г" не указывают.
Построение пояснительной записки. Содержание ПЗ разбивают на
разделы и подразделы.
Разделы должны иметь порядковые номера в пределах всей ПЗ,
обозначенные арабскими цифрами с точкой.
Подразделы должны иметь нумерацию в пределах каждого раздела.
Номера подразделов состоят из номеров раздела и подраздела, разделен-
ных точкой.
Разделы и подразделы могут состоять из одного или нескольких
пунктов; нумерация пунктов должна быть в пределах подраздела, номер
пункта должен состоять из номеров раздела, подраздела и пункта, разде-
ленных точками. Пример оформления содержания приведен ниже.
3. Расчет основных параметров коническо-цилиндрического редуктора
3.1. Расчет цилиндрической (тихоходной) ступени
3.1.1. |
3 12.? Нумерация пунктов первого подраздела третьего раздела записки
3.1 3.
3.2 Расчет конической быстроходной ступени
3.2.1. |
3.2.2. } Нумерация пунктов второго подраздела третьего раздела записки
3.2.3. *
Если раздел или подраздел состоит из одного пункта, то он также
нумеруется.
Если текст ПЗ подразделяется только на пункты, они нумеруются
порядковыми номерами в пределах ПЗ.
Каждый пункт, подпункт и перечисление записывают с абзаца.
Наименования разделов должны быть краткими, соответствовать
содержанию и записываться в виде заголовков (симметрично тексту)
прописными буквами. Наименования подразделов записывают в виде
заголовка строчными буквами (кроме первой прописной). Переносы
слов в заголовке не допускаются.
Расстояние между заголовком и текстом при выполнении ПЗ
машинописным способом должно быть равно 3—4 интервалам), при
выполнении рукописным способом — 15 мм. Расстояние между заголов-
ками раздела и подраздела — 2 интервала.
360
Каждый раздел ПЗ рекомендуется начинать с новой страницы.
Текст ПЗ должен быть кратким, четким и не допускать различных
толкований.
При изложении обязательных требований в тексте должны приме-
няться слова “должен”, “ следует”, “необходимо” и производные от них.
Полное наименование изделия на титульном листе, в основной
надписи и при первом упоминании в тексте ПЗ должно быть одина-
ковым.
В последующем тексте порядок слов в наименовании должен быть
прямой, т.е. на первом месте должно быть определение, а затем
название; например: “...коническо-цилиндрический редуктор”.
Наименования, приводимые в тексте ПЗ и на иллюстрациях, должны
быть одинаковыми.
В тексте следует применять научно-технические термины, обозна-
чения и определения, установленные стандартами, а при их отсутствии
— общепринятыми в научно-технической литературе.
Если в тексте ПЗ принята специфическая терминология, то в конце
его (перед списком литературы) должен быть приведен перечень
терминов с разъяснениями.
В тексте ПЗ не допускается:
применять для одного и того же понятия различные научно-
технические термины, близкие по смыслу, а также иностранные
термины при наличии равнозначных в русском языке;
применять сокращения слов, кроме установленных правилами
русской орфографии и стандартами;
употреблять математические знаки без цифр, например: — (минус),
< , ^ , а также знаки №, %;
применять абревиатуру стандартов (ГОСТ, ОСТ, СТ СЭВ) без
номера.
Условные буквенные обозначения величин, а также условные
графические обозначения должны соответствовать установленным
государственными стандартами. В тексте ПЗ после обозначения
параметра дают его пояснение, например; " ов — предел прочности при
растяжении”.
Единица физической величины одного и того же параметра в
пределах ПЗ должна быть одинаковой. Например, единица механичес-
кого напряжения о — МПа.
Значения символов и числовых коэффициентов, входящих в формулу,
должны быть приведены непосредственно под формулой. Первая строка
расшифровки должна начинаться со слова “где” без двоеточия после
него.
Все формулы нумеруют арабскими цифрами в пределах ПЗ курсового
проекта. Номер формулы состоит из номера раздела и порядкового
361
(10)
номера формулы, разделенных точкой. Номер указывают в круглых
скобках; например, окружная скорость, м/с
“‘4..,
2-1000
где — угловая скорость шестерни, рад/с; d1 — делительный диаметр
шестерни, мм; 1000 — числовой коэффициент для выражения диаметра
шестерни в метрах.
Ссылки в тексте на номер формулы дают в скобках, например, “в
формуле (10)”.
В примечаниях к тексту и таблицам указывают только справочные
и поясняющие данные. Если имеется одно примечание, то его не
нумеруют. Если примечаний несколько, то после слова “Примечания”
ставят, двоеточие. Примечания нумеруют арабскими цифрами с точкой),
например:
Примечания: 1......
2......
Оформление расчетов. Каждый расчет в ПЗ необходимо выполнять
по следующему плану.
1. Заголовок расчета с указанием: какая деталь рассчитывается и на
какой вид работоспособности (прочность, жесткость, виброустойчивость
и т.п.).
2. Эскиз детали и расчетная схема с указанием сил, эпюр, моментов
и всех размеров, используемых в расчете.
3. Наименование выбранного материала с указанием вида его
термообработки и характеристик механических свойств; например, сталь
марки 35ХМ, термообработка (ТО) — улучшение; механические
характеристики: НВ 270 ... 302; ств = 950 МПа; от = 850 МПа.
4. Записывают расчетную формулу со ссылкой на источник, из
которого она принята.
5. Задаются значением величин, входящих в расчетную формулу,
указывают источник, из которого они заимствованы.
6. Принятые значения величин подставляют в расчетную формулу в
последовательности, соответствующей символической записи формулы,
строго соблюдая правило размерности. Точность вычислений и оконча-
тельные размеры принимают такими, какие установлены техническими
условиями.
7. Обобщают итоги расчетов в виде сводной таблицы или делают
заключение по результатам расчета.
Оформление иллюстраций и приложений. Иллюстрации могут быть
расположены как по тексту ПЗ, так и в конце его или даны в при-
ложении. Они должны быть выполнены в соответствии с требованиями
ЕСКД.
362
Все иллюстрации нумеруют арабскими цифрами в пределах курсового
проекта (например; Рис. 1, Рис. 2). Ссылки на иллюстрации дают по типу
(рис. 1) или (рис. 2) Ссылки на ранее упомянутые иллюстрации дают с
сокращенным словом “смотри”, например, (см. рис. 2).
Допускается нумерация иллюстраций в пределах всего документа.
Иллюстрации при необходимости могут иметь наименование и
подрисуночный текст, помещаемый под иллюстрацией следом за ее
номером, например: “Рис. I. Кинематическая схема привода”.
Если в тексте документа есть ссылка на составные части изделия,
то на иллюстрации должны быть указаны номера позиций этих
составных частей, расположенных в возрастающем порядке.
Иллюстрационный материал, таблицы или текст вспомогательного
характера допускается давать в виде приложения.
Приложение оформляют как продолжение ПЗ.
Каждое приложение должно начинаться с нового листа (страницы)
с указанием в правом верхнем углу первого листа слова “ПРИЛОЖЕНИЕ”
прописными буквами и в технически обоснованных случаях должно
иметь заголовок, который записывают симметрично тексту прописными
буквами.
Приложения, как правило, выполняют на листах формата А4.
Допускается приложение оформлять на листах формата АЗ.
Нумерация листов ПЗ и приложений, входящих в ее состав, должна
быть сквозная.
Иллюстрации и таблицы в приложениях нумеруют в пределах каж-
дого приложения.
Если в ПЗ есть приложения, то на них дают ссылку в основном
тексте ПЗ, а в содержании перечисляют все приложения с указанием
их номеров и заголовков.
Построение таблиц. Цифровой материал оформляют в виде таблиц.
Заголовки граф таблицы (рис. 10.6) начинают с прописных букв, а
подзаголовки — со строчных, если они составляют одно предложение с
заголовком. Наименования в графах указывают в единственном числе.
Диагональное деление головки таблицы не допускается.
Высота строк таблицы должна быть не менее 8 мм.
Графу “№ п/п” в таблицу не включают. При необходимости
нумерации показателей и параметров порядковые номера указывают в
боковике таблицы перед их наименованием.
Если цифровые данные в графах таблицы выражены в различных
единицах физических величин, то их указывают в заголовке каждой графы.
Если все параметры выражены в одной и той же единице физической
величины (например, миллиметрах), то ее сокращенное обозначение
помешают над таблицей,
Все таблицы, если их в документе более одной, нумеруют в пределах
раздела арабскими цифрами, указывая номер раздела и порядковый
номер таблицы. Допускается нумерация таблиц в пределах всей ПЗ.
363
Таблица
Тнонер)
Головка
строк)
Рис. 10.6. Построение таблиц
Если в ПЗ только одна таблица, то номер ей не присваивают и слово
“Таблица” не пишут.
На все таблицы должны быть ссылки в тексте, при этом слово
“Таблица” в тексте пишут сокращенно, например; “... в табл. 1.1”.
Оформление литературы и содержания. В конце ПЗ приводят список
литературы, использованной при составлении записки, по ГОСТ 7.1-76.
Ссылки на литературный источник в тексте ПЗ оформляют следую-
щим образом; в квадратных скобках указывают номер книги, под каким
она значится в списке литературы, и далее — параграф, таблицу, формулу
и тому подобный показатель, который заимствован из этого источника,
например; “... по [4], § 8 принимаем значение коэффициента уЬа = 0,4".
Заканчивается ПЗ содержанием. Слово “Содержание” записывают в
виде заголовка (симметрично тексту) прописными буквами. Наименова-
ния (перечень, глав, разделов, подразделов, приложений и т.п.) записы-
вают строчными буквами. Справа от каждого наименования содержания
(5... 10 мм от рамки листа) указывают номер страницы. Порядковый
номер наименований не указывают.
10,2.2. Оформление графической части проекта
Общие правила оформления чертежей. Графическую часть проекта
(чертежи) выполняют карандашом на чертежной бумаге с соблюдением
требований ЕСКД.
1. Каждый чертеж оформляют на листах стандартного формата (табл.
10.1).
364
Таблица ЮЛ. Обозначения и размеры чертежных листов по ГОСТ 2.301-68
Обозна- чения формата Минималь- ные размеры чертежных листов, мм Размеры сторон форматов, мм Обозна- чения формата Минималь- ные размеры чертежных листов, мм Размеры сторон форматов, мм
АО 857 х 1205 841 х Ц89 АЗ 313 х 436 297 х 420
А1 610 х 857 594 х 841 А4 226 х 313 210 х 297
А2 436 х 610 420 х 594
Формат листа определяется размерами внешней рамки. Рамку поля
чертежа проводят на расстоянии 20 мм от левой стороны внешней рамки
и на расстоянии 5 мм от всех других сторон. Рамку поля чертежа
выполняют сплошной толстой линией — основной, внешнюю рамку —
сплошной тонкой (рис. 10.7).
2. Каждый чертеж должен иметь основную надпись по обрамляющей
линии в правом нижнем углу поля чертежа для формата А4 по короткой
стороне, а для остальных форматов — по длинной стороне.
В обоснованных случаях для форматов не более А1 допускается
вертикальное расположение чертежа с основной надписью по короткой
стороне.
На всех чертежных листах должно быть оставлено свободное поле
для подшивки размером не менее 20 х 297 мм.
Если все необходимые изображения не размещаются на одном листе,
то допускается выполнять чертеж на двух листах и более с указанием в
основной надписи каждого из них его порядкового номера, а на первом
листе — общего количества листов, на которых выполнен чертеж.
Главный вид изделия вычерчивает на первом листе с основной надписью
по форме 1 (рис. 10.8), а на всех последующих листах — по форме 2а
(рис. J 0.9).
Графы основной надписи формы 1 заполняют как описано примени-
тельно к рис. 10.4. Остановимся лишь на тех графах, которые для тексто-
вых документов не заполняются или они отличаются по содержанию.
Так, в графах чертежей указывают:
графа 1 — наименование изделия в именительном падеже;
графа 2 — обозначение документа; его выполняют так же, как и для
пояснительной записки, за исключением двух последних букв, которые
в зависимости от вида чертежа должны быть: для чертежа общего вида —
ОБ, для сборочного чертежа — СБ; для рабочего чертежа детали вместо
букв указывают шифр деталей, входящих в сборочный чертеж изделия;
например: 01 — шифр первой детали сборочного чертежа, 02 — шифр
второй детали сборочного чертежа и т.д.
графа 3 ~ обозначение материала детали (графу заполняют только
на чертежах деталей);
графа 5 — масса изделия (кг) по ГОСТ 2.109-73;
365
Рис. 10.7. Форматы листов конструкторской документации
366
185
5
Рис. 10.8. Оформление основной надписи для чертежей по форме 1
графа 6 — масштаб.
Содержание остальных граф основных надписей не требует поясне-
ния.
3. Число изображений (видов, разрезов и сечений) на чертежах должно
быть минимальным, но обеспечивающим полное представление об
устройстве изделия, взаимодействии его составных частей, сборке и регу-
лировании. Изображения выполняют по ГОСТ 2.305-68, ГОСТ 2.109-73.
4. Изображения изделий следует рационально размещать на рабочем
поле чертежного листа в масштабе, обеспечивающем четкое представ-
ление формы, устройства и конструкции изделия.
Предпочтителен масштаб М 1 : 1. Небольшие изделия сложной формы
изображают в масштабах увеличения, крупные изделия — в масштабах
уменьшения, указанных ниже:
Масштабы уменьшения...1:2; 1:2,5; 1:4; 1:5; 1:10
Масштабы увеличения...2:1; 2,5:1; 4:1; 5:1; 10:1
Примечание. Обозначение масштаба в графе 6 основной надписи:
1:1; Г.2; 2:1; и т.д., а в тексте: Ml: 1; М1:2; М2:1 и т.д.
Рис. 10.9. Оформление надписи для чертежей по форме 2а
367
Если на чертеже имеются изображения, выполненные в масштабе,
отличном от указанного в основной надписи, такой масштаб помещают
непосредственно над изображением и записывают, например, М2:1; А-
А или Вид Б.
5. Наименование, начертание, толщина и назначение линий чертежа
регламентированы ГОСТ 2.303-68.
Видимый контур выполняют сплошной толстой основной линией.
Толщина ее s = 0,5... 1,4 мм в зависимости от размеров изображения.
Линии выносные, размерные, штриховки, полки линий-выносок,
подчеркивание надписей выполняют сплошной тонкой линией,
толщиной s/2... s/3.
Виды и комплектность конструкторских документов. Чертежи, схемы и
текстовые описания к ним (спецификации, технические условия к
изделию, инструкции по эксплуатации и ремонту изделий и др.) должны
содержать данные об устройстве и основных частях изделия, сведения
для его разработки, изготовления, контроля, приемки, эксплуатации и
ремонта.
Все конструкторские документы разделяют на проектные (техни-
ческое предложение, эскизный и технический проекты) и рабочие
(чертеж детали, сборочный чертеж, спецификация и др.).
Габаритный чертеж (ГЧ) документ, содержащий контурное изобра-
жение изделия с габаритными, установочными и присоединительными
размерами.
На габаритном чертеже допускается помещать техническую харак-
теристику изделия (например, тяговое усилие на выходном звене,
производительность, общее передаточное число и т.п.) и технические
требования к монтажу изделия (например, допускаемое радиальное
смещение и перекосы валов и т.п.).
Сборочный чертеж (СЧ) — содержит изображение сборочной единицы
и другие данные, определяющие конструкцию изделия, показывающие
взаимную связь, сборку и регулирование его составных частей, а также
поясняющие принцип работы изделия. Он служит основанием для
разработки рабочей конструкторской документации.
На сборочном чертеже изделия в соответствии с ГОСТ 2.109-73
приводят следующие данные.
1. Размеры: габаритные, необходимые для определения размеров
места установки изделия, изготовления тары, транспортирования и т.д.;
установочные и присоединительные, необходимые для установки
изделия на месте монтажа, а также определения размеров и места
положения элементов, которые присоединяются к данному изделию; к
присоединительным размерам относят размеры выступающих участков
входного и выходного валов, на которые монтируют другие изделия;
размеры конструктивных элементов, предназначенных для подвода и
отвода масла и т.п.;
368
исполнительные (сборочные), связанные с выполнением техно-
логических операций в процессе сборки, а также задающие условия
регулирования изделия (например, размеры отверстий под штифты, если
их обрабатывают в процессе сборки; размеры зазоров между подшип-
никами и упорными торцами подшипниковых крышек, если их
контролируют при сборке);
справочные — на чертежах их обозначают знаком в технических
требованиях записывают: "Размеры для справок”; например, посадка
зубчатого колеса на вал, посадка подшипника на вал и в корпус и т.п.;
эти размеры используют при разработке чертежей деталей, для справок
при разработке технологии сборки и пр.
2. Техническую характеристику изделия: передаточное число, частоту
вращения тихоходного вала, наибольший вращающий момент на нем.
Техническую характеристику размещают на свободном поле чертежа над
основной надписью под заголовком “Техническая характеристика”.
3. Технические требования к изделию: требования к сборке,
настройке и регулированию изделия, например: “Расточку пазов для
крышек производить в сборе корпуса”, “Плоскость разъема перед
сборкой покрыть герметиком” и т.п.; требования к отделке, например,
“Необработанные поверхности внутри редуктора красить маслостойкой
краской, снаружи — серой нитроэмалью”; требования к эксплуатации,
например, по смазыванию редуктора с указанием количества и марки
смазывающего материала.
4. Номера позиций составных частей, входящих в изделие.
5. Основную надпись.
Допускается на сборочном чертеже изображать сплошной тонкой
линией соседние изделия и размеры, определяющие их взаимное
положение.
По ГОСТ 2.109-73 в сборочные чертежи можно включать данные о
функциях изделия и о взаимодействии его частей, например: стрелки,
показывающие направление вращения валов; модуль, число зубьев, угол
наклона и направление зубьев зубчатых колес; размеры диаметров
делительных окружностей; межосевые расстояния передач и др.
Изображения и штриховку сечений и разрезов выполняют по ГОСТ
2.305-68 и ГОСТ 2.306-68
Изделия из однородного материала, выполненные сваркой, пайкой,
склеиванием, в разрезах и сечениях следует штриховать в одном
направлении как монолитные. Границы между деталями в таких случаях
изображают сплошными основными линиями.
На отдельных изображениях (дополнительных видах, разрезах,
сечениях) допускается показывать только те части изделия, конструк-
цию которых требуется пояснить особо. Над таким изображением ставят
соответствующее обозначение и номер позиции изображаемой детали.
На сборочном чертеже допускается разрыв изображения на одной
из проекций.
369
Виды, разрезы и сечения, как правило, выполняют в масштабе М Г.1.
Места сопряжений и сложные конструктивные элементы показывают в
масштабе увеличения.
На разрезах зубчатых колес или червяка и червячного колеса,
показывают зуб одного из колес (ведущего) или виток червяка,
расположенного перед зубом сопряженного колеса. Направление зубьев
зубчатых колес показывают на одном из элементов зацепления
кинематической пары (как правило, вблизи оси) тремя сплошными
тонкими линиями с соответствующим наклоном.
Все составные части изделия на сборочном чертеже нумеруют.
Номера позиций наносят на полках линий-выносок, пересекающих
контур изображения и заканчивающихся на нем точкой. Линии-выноски
не должны пересекаться и не должны повозможности пересекать
размерные линии, а также не должны быть параллельны линиям
штриховки. Шрифт номеров позиций должен быть на один-два номера
больше шрифта размерных чисел чертежа. Номера позиций наносят, как
правило, один раз, но допускается повторно указывать номер позиции
одинаковых составных частей. Для группы крепежных деталей,
относящихся к одному месту крепления, допускается проводить общую
линию-выноску. При этом полки номеров позиций надо располагать в
колонку, их концы соединять сплошной тонкой линией.
Для сборочного чертежа обязательна спецификация.
Спецификация — текстовой документ с перечислением состава сбо-
рочной единицы. Спецификацию составляют на каждую сборочную еди-
ницу и выполняют на отдельных листах формата А4 по ГОСТ 2.108-68.
При большом числе составных частей изделия спецификацию распо-
лагают на нескольких листах, в нижней части каждого из которых должна
быть основная надпись. Первый лист содержит основную надпись, вы-
полненную по форме 2, последующие — по форме 2а (см. рис. 10.4 и
10.5).
Спецификация содержит семь граф, представленных на рис. 10.9.
Содержание основных граф:
“Поз.” — порядковый номер составных частей изделия;
“Обозначение” — шифр чертежа составных частей изделия (в разделе
“Стандартные изделия” графу не заполняют);
“Наименование” — наименование изделия (для стандартных изделий
указывают наименование и условное обозначение по стандарту,
например, ’’Болт М12 х 40.58 ГОСТ 7805-70");
“Кол.” — количество составных частей на специфицируемое изделие;
“Примечание” — дополнительные сведения (в учебных проектах
допускается указывать обозначение материала деталей и ГОСТ на
материал).
Вносимые в спецификацию сведения о документации, сборочных
единицах и деталях оформляют в виде разделов с заголовками.
370
Заголовки пишут в графе “Наименование”. Выше и ниже заголов-
ков оставляют по одной свободной строчке.
Содержание разделов и последовательность записей внутри каждого
из них следующие.
Документация. В разделе записывают основной комплект
конструкторских документов специфицируемого изделия, например:
схема изделия, пояснительная записка.
Сборочные единицы. В раздел включают сборочные
единицы, входящие в специфицируемое изделие, например: червячное
или зубчатое колесо в сборе (бандажированное), муфта, рама и т.п.
Детали. В разделе записывают детали, входящие непосредственно
в специфицируемое изделие, на которые выполнены чертежи.
Внутри разделов “Сборочные единицы” и “Детали” записи произво-
дят в порядке возрастания позиций.
Стандартные изделия. В раздел вносят изделия,
применяемые по следующим категориям стандартов: государственным,
республиканским, отраслевым и стандартам предприятий.
В пределах каждой категории стандартов запись производят по
группам изделий, объединенных по функциональному назначению,
например; крепежные изделия, подшипники, арматура, электротех-
нические изделия и т.п.; в пределах каждой группы — в алфавитном
порядке наименований изделий, например: болт, винт, гайка, шпилька
и т.п.; в пределах каждого наименования — в порядке возрастания
обозначений стандартов.
Чертеж детали — документ, содержащий изображение детали
и другие данные, необходимые для изготовления и контроля детали.
Характер и число изображений на чертежах деталей должны
полностью определять форму и размеры изображаемой детали.
Изображения выполняют по ГОСТ 2.305-68, ГОСТ 2.109-73.
На рабочем чертеже деталь принято изображать с теми размерами,
обозначениями шероховатости и другими параметрами, которые она
должна иметь перед сборкой. На нем не допускается помещать
технологические указания. Исключения составляют указания о выборе
вида заготовки (отливка, поковка и т.д.), а также указания о применении
определенных способов обработки для тех случаев, когда они предусмат-
риваются как единственные, гарантирующие требуемое качество детали,
например: совместная обработка, притирка, доводка и т.д.
Основанием для суждения о размерах детали служат только цифровые
значения, проставленные на чертеже, независимо от его масштаба.
Количество размеров на чертеже должно быть минимальным, но
достаточннм для изготовления и контроля детали.
При оформлении рабочих чертежей зубчатых (червячных) колес и
червяков в правом верхнем углу поля чертежа должна быть помещена
таблица параметров из трех частей: первая часть— основные данные;
вторая — данные для контроля; третья — справочные данные.
371
Рис. 10.10. Структура таблицы основных параметров зубчатых (червячных) колес
и червяков
При оформлении чертежей учебных проектов допускается оформлять
таблицу параметров из одной первой части.
В основных данных таблицы должны быть приведены:
1) модуль;
2) число зубьев колеса, число витков червяка,
3) тип зуба для конического зубчатого колеса;
4) вид червяка;
5) угол наклона зуба (кроме червячного колеса) или угол подъема
витка червяка;
6) направление линии зуба или угол подъема линии витка;
7) исходный контур зубчатого колеса, исходный червяк или исходный
производящий червяк (для червячного колеса).
Размеры и место расположения таблицы приведены на рис. 10.10.
Если зубчатое колесо имеет два венца (например, у планетарного
редуктора с раздвоенными сателлитами), то таблицы выполняют для
каждого венца. Помещают их одну под другой с обозначением пропис-
ными буквами А, Б соответственно каждому венцу.
В параметрах таблицы указывают степень точности по ГОСТ 1643-81.
10.2.3. Нанесение размеров, шероховатости и предельных
отклонений. Текстовая часть чертежей
Линейные размеры. Правила нанесения размеров определены ГОСТ
2.307-68. Часть этих правил изучают в курсе машиностроительного
черчения. Ниже излагаются правила, которые студенты должны освоить
при выполнении курсового проекта деталей машин.
1. Количество размеров на чертеже должно быть минимальным, но
достаточным для изготовления и контроля детали. При отсутствии
какого-либо размера деталь становится неопределенной, а ее изготов-
372
ление невозможно. Размеры можно проставлять различными способами
(рис. 10.11), однако при любом способе количество размеров, дейст-
вительно необходимых для изготовления детали, всегда постоянно.
2. Не допускается повторять размеры одного и того же элемента на
разных изображениях, в технических требованиях и пр. Повторение
размеров может служить причиной брака при изготовлении деталей.
3. К справочным размерам на рабочих чертежах относятся: один из
размеров замкнутой цепи (см. рис. 10.11); размеры, перенесенные с чер-
тежей изделий-заготовок; размеры элементов, подлежащих совместной
обработке с сопрягаемой деталью (например, отверстия под штифты).
4. Для всех размеров на рабочем чертеже детали указывают пре-
дельные отклонения, иначе они становятся неопределенными для
производства. Исключение составляют справочные размеры, размеры,
разделяющие зоны различной степени точности, шероховатости, или
термообработки одной и той же поверхности, размеры фасок, галтелей,
длины нарезаемой части винтов и других подобных элементов вследствие
низких требований к точности этих размеров.
5. Каждый размер на рабочем чертеже детали должен допускать его
выполнение и контроль при изготовлении детали.
6. Размеры следует проставлять на том виде чертежа детали, кото-
рый соответствует ее виду при наблюдении в процессе обработки.
<?/ аг Qj Qtf Q$ Qg
a — цепной; б — координатный; в — комбинированный
373
7. Существует три основных способа простановки размеров. Цепной
способ (см. рис. 10.11, д) обеспечивает точность расположения каждого
последующего элемента относительно предыдущего. Однако точность
расположения элементов относительно некоторой общей базы А после-
довательно уменьшается. Цепной способ применяют, например, для
простановки межосевых расстояний отверстий для валов в корпусах
зубчатых передач, где важны именно эти расстояния.
При координатном способе (см. рис. 10.11, б) размеры проставляют
от одной базы А. Этим обеспечивается точность расстояний между
самими элементами.
Комбинированный способ (см. рис. 10.11, в) состоит из цепного и
координатного способов. Его используют для уменьшения ошибок в
наиболее точных размерах.
8. Размеры следует наносить так, чтобы в первую очередь обеспечи-
вались конструктивные требования, т.е. простановка размеров должна
согласовываться в первую очередь с характером и точностью сопряже-
ния данной детали с другими.
Все размеры на сборочных чертежах (чертежах общего вида) наносят
в соответствии с ГОСТ 2.307-68. Линейные размеры и их отклонения на
чертежах указывают в миллиметрах без обозначения единиц величин.
Линейные размеры и предельные отклонения, приводимые в технических
требованиях, примечаниях и других надписях на поле чертежа, указывают
с единицами величин. Нанесение размерного числа при различных поло-
жениях размерных линий (стрелок) на чертеже определяется наиболь-
шим удобством чтения.
Различают следующие размеры, наносимые на проекции чертежа:
справочные, габаритные, установочные и присоединительные, поса-
дочные.
1. Справочные размеры на чертежах (размеры, не подлежащие выпол-
нению по данному чертежу и указываемые для большего удобства
пользования чертежом) отмечают знаком и в технических требова-
ниях записывают Размеры для справок”. Когда на чертеже все размеры
справочные, их знаком не отмечают, а в технических требованиях
записывают “Размеры для справок”.
2. Габаритные размеры наносят на крайних положениях редуктора
по высоте, длине и ширине с учетом элементов открытых передач и
полумуфты; габаритные размеры являются справочными.
3. Установочные и присоединительные размеры: на чертежах общего
вида — это размеры, определяющие положение предметов “обстановки”
относительно элементов привода; на сборочных чертежах — размеры
конструктивных элементов, предназначенных для крепления редуктора
и присоединения к нему других элементов привода.
4. Главный параметр редуктора — межосевое расстояние aw зубчатых
и червячных передач; внешний делительный диаметр конического колеса.
374
5. Сопряженные размеры: диаметры и посадки на валах зубчатых
(червячных) колес, муфт, звездочек, шкивов; диаметры и посадки на вал
и в корпус подшипников качения.
Обозначение шероховатости поверхностей. Параметры шероховатости
поверхности изделия регламентированы ГОСТ 2789-73. На рабочем
чертеже детали шероховатость поверхности обозначают условными
знаками по ГОСТ 2.309— 73.
В обозначении шероховатости параметр Ra как основной в машино-
строении указывают без символа, например 3,2.
Если шероховатость всех поверхностей одинакова, то обозначение
ее записывают в правом верхнем углу поля чертежа.
Если шероховатость одной и той же поверхности на отдельных
участках различна, то эти участки разграничивают сплошной тонкой
линией с нанесением соответствующих размеров и обозначений
шероховатости. Обозначение шероховатости рабочих поверхностей зубьев
колес, витков червяка, если на чертеже не приведен их профиль,
эвольвентной поверхности наносят на линии делительной окружности.
Числовое значение параметра шероховатости Ra можно принимать:
для посадочных поверхностей отверстий и валов по табл. 10.2, для других
поверхностей деталей — по табл. 10.3.
Посадки и предельные отклонения размеров. Сведения о допусках и
посадках изложены в соответствующем курсе. Здесь приводятся основные
термины и обозначения ЕСДП (ГОСТ 25346-89; ГОСТ 25347-82) и даются
общие рекомендации по определению и выбору допусков и посадок
деталей передач.
Номинальным размером называют размер изделия, полученный по расчету
или выбранный по конструктивным соображениям. Изготовленные изделия
всегда имеют некоторые отклонения от номинальных размеров.
Для того чтобы изделие отвечало своему целевому назначению, его
размеры должны выдерживаться между двумя допустимыми предельными
размерами, разность которых образует допуск. Зону между наибольшими
и наименьшими предельными размерами называют полем допуска.
Таблица 10.2. Параметр шероховатости Ra для посадочных поверхностей
отвестий и валов
Интервалы размеров, Отверстие Вал
мм Свалитеты
7 8 9 6,7 8 9
Ra мкм
Свыше 18 до 50 0,8 1,6 3,2 0.8 0,8 1,6
“ 50 “ 120 1,6 3,2 1,6 3,2
“ 120 “ 500 1,6 3,2 1,6 3,2
375
Таблица 10.3. Параметр шероховатости Ra для посадочных поверхностей
некоторых деталей
Вид поверхности Ra, мкм
Торцы заплечиков валов для базирования.
а) подшипников качения класса точности 0 1,6
б) зубчатых, червячных колес при отношении длины 1,6
отверстия к диаметру l/d < 0,8
в) то же, при отношении l/d > 0,8 3,2
Поверхности валов под резиновые манжеты 0,4
Канавки, фаски, радиусы галтелей на валах 6,3
Поверхность шпоночных пазов на валах:
рабочая 3,2
нерабочая 6,3
Торцы ступиц чубчатых. червячных колес, базирующихся по торцу заплечиков палов, при отношении длины отверстия к
диаметру l/d <0,8 1,6
То же, при отношении l/d > 0,8 3,2
Торцы ступиц зубчатых, червячных колес, по которым
базируют подшипники качения, классов точности 0 1,6
Свободные (нерабочие) торцевые поверхности зубчатых,
червячных колес 6,3
Профили зубьев чубчатых, червячных колес степеней точности:
6 0,4
7 0,8
8 1,6
9 3,2
Витки червяков степеней точности:
6 0,2
7 0,4
8 0,8
9 1,6
Поверхности выступов зубьев колес, витков червяков,
звездочек цепных передач 6,3
Фаски и выточки на колесах 6,3
Поверхность шпоночных пазов в отверстиях колес
рабочая 1,6
нерабочая 3,2
Рабочая поверхность шкивов ременных передач, зубьев
звездочек цепных передач 3,2
Отверстия под болты, винты 12,5
Опорные поверхности под головки болтов, винтов, гаек 6,3
376
Рис. 10.12. Поля допусков:
а — в системе отверстия; б — в системе вала
На рис. 10.12 показан графический способ изображения допусков и
отклонений (поле допуска отверстия — охватывающая деталь —
заштриховано клеткой, а поле допуска вала — охватываемая деталь —
заштриховано точками).
К различным соединениям предъявляют неодинаковые требования
в отношении точности. Поэтому система допусков содержит 20 квалите-
тов: 01, 0, 1, 2, 3, ... , 17, 18, расположенных в порядке убывания точности.
Характер соединения деталей называют посадкой. Характеризует
посадку разность размеров деталей до сборки.
Посадки могут обеспечивать в соединении зазор 5 или натяг N.
Переходные посадки могут иметь или зазор, или натяг; они характери-
зуются наибольшим зазором 5П1ах и наибольшим натягом ^пах.
Разнообразные посадки удобно получать, изменяя положение поля
допуска или вала, или отверстия, оставляя для всех посадок поле допуска
одной детали неизменным (рис. 10.13).
Различают посадки в системе отверстия (рис. 10.13, а) и в системе
вала (рис. 10.13, б). У основного отверстия нижнее отклонение EI = 0.
Поле допуска направлено в сторону увеличения номинального размера.
У основного вала, верхнее отклонение es = 0. Поле допуска направлено
в сторону уменьшения номинального размера.
377
Основные отклонения обозначают буквами латинского алфавита: для
отверстий — прописными А, В, С, и т.д.; для валов — строчными а, Ь, с
и т.д. Преимущественно назначают посадки в системе отверстия с
основным отклонением Н, у которого Ej = 0.
Для посадки с зазором рекомендуют применять неосновные валы с
отклонениями f, g, h; для переходных посадок — j^, k, т, п; для посадок
с натягом — р, г, s.
Посадки обозначают комбинациями условных обозначений полей
Н7
допусков. Например, 0 40 ----, обозначает соединение двух деталей
f7
с номинальным диаметром 40 мм, обработанных по полям допусков Н7
и 17, в системе отверстия. Цифры означают номер квалитета. Та же
F7
посадка в системе вала обозначается 0 40 -.
h7
г
Рис- 10.13. Поля допусков отверстия и вала:
а — отверстие и вал с полями допусков; б — упрощенная схема полей допусков:
Ртах и Д111П ~ наибольший и наименьший предельные размеры отверстия;
TD — допуск отверстия; t/inax и о'!111П — наибольший и наименьший предельные
размеры вала; Td ~ допуск вала, 00 — нулевая линия, положение которой
соответствует номинальному размеру; ES и es — верхние отклонения отверстия
и вала; EI и ei — нижние отклонения отверстия и вала
378
При назначении посадок следует пользоваться такими рекоменда-
циями: при неодинаковых допусках отверстия и вала больший допуск
_ Н7
должен быть у отверстия, например ; Допуски отверстия и вала
могут отличаться не более чем на два квалитета.
В табл. 10.4 приведены предпочтительные посадки в системе
отверстия.
Предельные отклонения формы и расположения поверхностей.
Погрешности формы и расположения поверхностей возникают при
обработке деталей вследствие деформаций оборудования, инструмента и
деталей, неоднородности материала заготовки и других причин.
Допуски формы и расположения поверхностей указывают на чертежах
условными обозначениями в соответствии с ГОСТ 2.308-79. Эти
обозначения состоят из графического символа, обозначающего вид
допуска (табл. 10.5), числового значения допуска в миллиметрах и
буквенного обозначения базы или поверхности, с которой связан допуск
расположения. На чертежах условное обозначение указывают в
прямоугольных рамках. С элементом, к которому относится допуск, рамку
соединяют сплошной тонкой линией, оканчивающейся стрелкой; эту
линию называют соединительной (рис. 10.14, а, б).
Базы обозначают зачерненным равносторонним треугольником,
высота которого равна высоте размерных чисел. Если базой является
поверхность, то основание треугольника располагают на контурной
линии или на ее продолжении, а соединительная линия не должна быть
продолжением размерной линии. Если базой является ось или плоскость
симметрии, то, наоборот, соединительная линия должна быть продол-
жением размерной (рис. 10.14, в, г).
Текстовая часть чертежей. Кроме изображения предмета с размерами
и предельными отклонениями, чертеж может содержать:
1) текстовую часть, состоящую из технических требований и
технических характеристик (на сборочных чертежах);
2) надписи с обозначениями изображений, а также относящиеся к
отдельным элементам изделия;
3) таблицы с размерами и другими параметрами.
Текстовую часть, надписи и таблицы включают в чертеж в тех
случаях, когда содержащиеся в них данные, указания и разъяснения
невозможно или нецелесообразно выразить графически или условными
обозначениями.
Текстовую часть помещают на поле чертежа над основной надписью,
без заголовка. Между текстовой частью и основной надписью не
допускается помещать изображения, таблицы и т.п. На листах формата
более А4 допускается размещение текста в две и большее число колонок
шириной не более 185 мм.
379
со
с»
о
Таблица 10.4. Рекомендуемые посадки в системе отверстия при номинальных размерах от 1 до 500 мм (ГОСТ 25347-82)
Основное отверстие Основные отклонения валов
а b с d е f g h Js к m и Р г S t u V X z
Н5 Н5 g4 Н5 g4 Н5 Л4 Н5 к4 Н5 in 4 Н5 п4
Н6 Н6 f6 Н6 g5 Н6 h5 Н6 j,i5 Н6 к5 Н6 т5 Н6 п5 Н6 р5 Н6 г5 Н6 s5
Н7 Н7 с8 Н7 d8 Н7.Н7 е7 ’|е8 Н7 f7 Н7 ^6 Н7 116 Н7 ±5] Н7 кб| Н7 тб Н7 пб| Н7 Lq6_ Н7 гб Н7.Н7 s6rs7 Н7 t6 H7 u7
Н8 Н8 с8 Н8 d8 Н8 е8 Н8 Н8 f7 ’ f8 Н8.Н ГЬ7|1Ы 8 у Н8 Н8 к7 Н8 т7 Н8 п7 Н8 s7 H8 u8 H8 x8 H8 z8
Н8 ШЕ Н8 е9 Н8 f9 Н8 h9
Н9 Н9 d9 Н9 . Н9 е8 ’ е9 Н9 Н9 f8’f9 Н9 Н9 118’119
НЮ НЮ dlO НЮ НЮ h9 ’МО
НИ НИ al 1 НН Ы1 НИ cl 1 НИ LdjJ НН
Н12 Н12 Ы2 Н12 М2
Примечание.
— предпочтительные посадки
Таблица 10.5. Знаки условного обозначения отклонений формы и расположения
поверхностей
Под заголовком “технические требования” указывают:
1) требования, предъявляемые к материалу, заготовке, термической
обработке и свойствам материала готовой детали;
2) размеры, предельные отклонения размеров, формы и взаимного
расположения поверхностей;
Рис. 10.14. Обозначение допусков:
а — перпендикулярности поверхности; б —
цилиндричности; в — по отношению к поверх-
ности; г — по отношению к оси симметрии
381
3) требования к качеству поверхностей, указания об их отделке,
покрытии;
4) требования, предъявляемые к настройке и регулированию изделия;
5) правила транспортирования, хранения;
6) ссылки на другие документы, содержащие технические требова-
ния, распространяющиеся на данное изделие, но не приведенные на
чертеже.
Пункты технических требований должны иметь сквозную нумерацию;
каждый пункт записывают с новой строки.
Если необходимо указать техническую характеристику изделия, то ее
размещают отдельно от технических требований, с самостоятельной
нумерацией пунктов, на свободном поле чертежа под заголовком
“ Техническая характеристика”. Заголовки не подчеркивают.
При выполнении чертежа на двух листах и более текстовую часть
помещают только на первом листе независимо от того, на каких листах
находятся изображения, к которым относятся указания.
Для изображения на чертеже видов, разрезов, сечений, поверхностей,
размеров и других элементов изделия применяют прописные буквы
русского алфавита. Буквенные изображения присваивают в алфавитном
порядке, без повторения и без пропусков, независимо от количества
листов чертежа, например: “Вид А”, “Б-Б” и т.п. Размер шрифта должен
быть больше размера цифр, применяемых на том же чертеже, прибли-
зительно в 2 раза.
Текстовая часть рабочего чертежа. Текстовая часть рабочего чертежа
необходима для лучшего понимания изображения детали и точного ее
изготовления. Текстовая часть рабочих чертежей валов содержит только
технические требования. Текстовая часть рабочих чертежей зубчатых и
червячных колес, а также валов-червяков содержит таблицу параметров
зацепления, которую располагают в правой верхней части формата
чертежа, и технические требования, которые помещают между таблицей
параметров и основной надписью или слева от нее.
Технические требования содержат сведения о
неуказанных предельных отклонениях размеров (охватывающих +/,
охватываемых —•/, прочих ±//2) среднего класса точности (см. табл. 10.6
и 10.7); о справочных размерах; о термообработке и др.
Большинство деталей машин подвергают термической обработке:
улучшению, объемной или поверхностной закалке, цементации с
последующей закалкой и др. Термически обрабатывают всю деталь или
ее отдельные части.
На чертеже детали приводят показатели твердости, глубины терми-
ческой обработки и другие сведения.
Глубину термической обработки и твердость указывают предельными
значениями, например: h 0,5 ... 0,8; 56... 63 HRC3.
382
Таблица 10.6. Значения допусков t, мм
Интервалы размеров, мм
Класс точности До 3 Св 3 до 6 Св 6 до 30 Св 30 до 120 Св. 120 до 315 Св 315 ДО 1000
Точный 0 1 0,1 0,2 0,3 04 0,6
Средний 0,2 0,2 0,4 0,6 1,0 1,6
Г рубый 0,3 0,4 1,0 1,6 2,4 4,0
Очень грубый 0,3 1,0 2,0 з,о 4,0 6,0
Таблица 10.7. Значения допусков, мкм
Интервалы
Квалитеты
размеров,
мм 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Св.Здо 6 2,5 4 5 8 12 18 30 48 75 120 180 300 480 750 1200
« 6 « 10 2,5 4 6 9 15 22 36 58 90 150 220 360 580 900 1500
* 10« 18 3 5 8 11 18 27 43 70 НО 180 270 430 700 1100 1800
* 18* 30 4 6 9 13 21 33 52 84 130 210 330 520 840 1300 2100
« 30 « 50 4 7 11 16 25 39 62 100 160 250 390 620 1000 1600 2500
« 50« 80 5 8 13 19 30 46 74 120 190 300 460 740 1200 1900 3000
* 80« 120 6 10 15 22 35 54 87 140 220 350 540 870 1400 2200 3500
« 120« 180 8 12 18 25 40 63 100 160 250 400 630 1000 1600 2500 4000
« 180* 250 10 14 20 29 46 72 115 185 290 460 720 1150 1850 2900 4600
« 250* 315 12 16 23 32 52 81 130 210 320 520 810 1300 2100 3200 5200
« 315« 400 13 18 25 36 57 89 140 230 360 570 890 1400 2300 3600 5700
* 400* 500 15 20 27 40 63 97 155 250 400 630 970 1550 2500 4000 6300
Если всю деталь подвергают одному виду термической обработки, то в
технических требованиях делают запись по типу 235 ... 262 НВ; ТВЧ 1,5
... 3,0; 45 ... 50 HRCy
Если деталь подвергают одному виду обработки, а некоторые ее части
— другому или они должны быть предохранены от термообработки, то
в технических требованиях делают запись по типу 45 ... 50 HRC3, кроме
поверхности А (рис. 10.15, а) или кроме мест, обозначенных особо.
Если термической обработке подвергают отдельные участки детали, то
их отмечают на чертеже утолщенной штрих-пунктирной линией, а
значения h и HRC3 (НВ) показывают на полках линий-выносок (рис.
10.15, б).
Таблица (см. рис. 10.10) содержит сведения о параметрах
зубчатого венца или витка червяка. Она состоит из трех частей, разде-
ленных сплошными основными линиями. В первой части таблицы
приводят данные для нарезания зубьев колес или витков червяка, во
второй — данные для контроля (в учебных проектах эту часть таблицы
не заполняют), в третьей — справочные данные.
383
Рис. 10.15. Обозначение
термообработки на от-
дельных участках
ТВЧ h 1,0...1,3
а)
Цилиндрические колеса. Таблица параметров цилиндрических зубчатых
колес выполняется в соответствии с ГОСТ 2.403-75.
В первой части таблицы приводят: модуль т; число зубьев г; уклон
наклона р, направление линии зуба — правое, левое; нормальный
исходный контур со ссылкой на ГОСТ 13755-81; коэффициент смещения
х; вид сопряжения и степень точности по ГОСТ 1643-81.
В третьей части таблицы приводят делительный диаметр d и
обозначение чертежа сопряженного зубчатого колеса.
Конические колеса. Таблица параметров конических зубчатых колес
выполняется в соответствии с ГОСТ 2.405-75.
В первой части таблицы приводят внешний окружной модуль те для
прямозубого колеса; средний нормальный модуль тп для колеса с круго-
выми зубьями; число зубьев г; тип зуба - прямой, круговой; осевую
форму зуба по ГОСТ 19325-73 для колес с круговыми зубьями (для проек-
тируемых колес форма зуба — II); направление линии зуба — правое,
левое; исходный контур со ссылкой на ГОСТ 13754-81 для колес с прямы-
ми зубьями и ГОСТ 15202-81 для колес с круговыми зубьями; коэффи-
циент смещения с соответствующим знаком: внешний окружной хе для
колес с прямыми зубьями, средний нормальный хлдля колес с круговы-
ми зубьями (при отсутствии смещения в графе проставляют 0); угол 5 де-
лительного корпуса; вид сопряжения и степень точности по ГОСТ 1758-81.
В третьей части таблицы приводят межосевой угол передачи Z;
средний окружной модуль пг для прямозубого колеса, внешний окружной
модуль mte для колеса с круговыми зубьями; внешнее конусное
расстояние Re; средний делительный диаметр </; обозначение чертежа
сопряженного колеса.
Червяки. Таблица параметров вала-червяка выполняется в соот-
ветствии с ГОСТ 2.406-76.
В первой части таблицы приводят модуль т; число витков z^, вид
червяка: архимедов - ZA, эвольвентный — ZI, образованный конусом
ZK; угол у подъема линии витка; направление линии витка (в проекти-
руемых передачах - правое); исходный червяк со ссылкой на ГОСТ
19036-81; степень точности и вид сопряжения по нормам бокового зазора
по стандарту и номер стандарта (ГОСТ 3675-81).
В третьей части таблицы приводят: делительный диаметр червяка d{
и обозначение чертежа сопряженного колеса.
384
Червячные колеса. Таблица параметров червячных колес выполняется
в соответствии с ГОСТ 2.406-76.
В первой части таблицы приводят модуль т; число зубьев г2; направ-
ление линии зуба (в проектируемых передачах — правое); коэффициент
х смещения червяка; исходный производящий червяк со ссылкой на
ГОСТ 19036-81; степень точности и вид сопряжения по нормам бокового
зазора по стандарту и номер стандарта (ГОСТ 3675-81).
В третьей части таблицы приводят межосевое расстояние дели-
тельный диаметр колеса с/2; вид сопряженного червяка; число витков
сопряженного червяка z^, обозначение чертежа сопряженного червяка.
Обобщая изложенное относительно расположения на чертеже детали
размеров, обозначений баз, допусков формы, шероховатости и техни-
ческих требований напоминаем, что для удобства чтения чертежа все
сведения, необходимые для изготовления детали, должны быть организо-
ваны в следующую систему.
На чертежах деталей — тел вращения (валы, валы-шестерни, червяки,
колеса, стаканы, крышки подшипников и др.) следует располагать (рис.
10.16):
осевые линейные размеры — под изображением детали на мини-
мальном (2...4) числе уровней,
условные обозначения баз — под изображением детали;
условные обозначения допусков формы и расположения — над
изображением детали на одном-двух уровнях;
условные обозначения параметров шероховатости — на верхних
частях изображения детали, а на торцовых поверхностях — под изобра-
жением детали; в обоих случаях условные обозначения шероховатости
располагают в непосредственной близости от размерной линии;
полки линии-выноски, указывающие поверхности для термообра-
ботки и покрытий — над изображением детали.
Технические требования располагают над основной надписью, а при
недостатке места — левее основной надписи.
Технические требования записывают в следующем порядке:
1) требования к материалу, заготовке, термической обработке (НВ, ...,
HRC3...);
2) указания о размерах (размеры для справок) радиусы закруглений,
углы и др.);
3) предельные отклонения размеров (неуказанные предельные откло-
нения и др.);
4) допуски формы и расположения, на которые в ГОСТ 2.308-79 нет
условных графических знаков.
5) требования к качеству поверхностей (указания об отделке, покры-
тии, шероховатости).
385
Рис. 10.16. Пример нанесения размеров и условных обозначений
10.2.4 . Обозначение конструкторской документации
Каждому изделию в соответствии с ГОСТ 2.101-68 должно быть
присвоено обозначение, которое является одновременно обозначением
его основного конструкторского документа — чертежа детали или специ-
фикации сборочной единицы.
ГОСТ 2.201-80 устанавливает единую обезличенную классифика-
ционную систему обозначения изделий и их конструкторских доку-
ментов всех отраслей промышленности при разработке, изготовлении,
эксплуатации и ремонте. Устанавливается следующая структура обозна-
чения изделия и основного конструкторского документа:
ХХХХ. ХХХХХХ. XXX
КОД организации-разработчика
КОД классификационной характеристики
Порядковый регистрационный номер
Код организации-разработчика. Четырехзначный буквенный код
(условно АБВГ) назначается по кодификатору в централизованном
порядке министерствами и ведомствами. Ряд высших и средних специаль-
ных учебных заведений, занимающихся исследовательской и конструк-
торской деятельностью, этот код имеют. Если техникуму не назначен
буквенный код, то можно принять четыре буквы сокращенного назва-
ния” техникума и отделения, на котором выполняется проект, например,
КПТМ — Калининградский политехнический техникум, механическое
отделение и т.п.
Код классификационной характеристики. Классификационная
характеристика является основной частью обозначения изделия и его
386
конструкторского документа. Код классификационной характеристики
деталей и сборочных единиц определяется по классификатору ЕСКД,
который представляет собой систематизированный свод наименований
изделий основного и вспомогательного производства всех отраслей
народного хозяйства и является составной частью Единой системы
классификации и кодирования технико-экономической информации
(ЕСКК ТЭИ). Классификатор ЕСКД разработан для достижения
следующих целей:
установления в стране единой государственной обезличенной клас-
сифиционной системы обозначения изделий и конструкторских докумен-
тов для обеспечения единого порядка оформления, учета, хранения и
обращения этих документов;
ускорения и облегчения ручного поиска конструкторской доку-
ментации разрабатываемых и изготовляемых изделий;
выявления объектов и определения направлений унификации и
стандартизации изделий;
широкого применения средств электронно-вычислительной техни-
ки в системах автоматизированного проектирования, управления
технологическими процессами, создания передовых методов производ-
ства (САПР; АСУТП).
Всего в классификаторе 100 классов. Каждый класс делится на 10
подклассов (от 0 до 9), каждый подкласс — на 10 групп (от 0 до 9), каждая
группа — на 10 подгрупп (от 0 до 9) и каждая подгруппа —- на 10 видов
(от 0 до 9). Для классификации изделий использованы группы от 1 до 9.
Деление множества изделий на классификационные группы произве-
дено на каждой ступени классификации по одному и тому же признаку
или их сочетанию. Наиболее общие признаки, использованные в верхних
уровнях классификации, конкретизируются на последующих уровнях.
Таким образом, код классификационной характеристики представляет
собой шестизначное число, последовательно обозначающее класс (пер-
вые два знака), подкласс, группу, подгруппу, вид (по одному знаку). Струк-
тура обозначения кода классификационной характеристики имеет вид:
387
детали и соорочные единицы проектируемых приводов классифи-
цируют по шести классам: класс 30— сборочные единицы общемаши-
ностроительные: классы 71, 72, 75 — детали — тела вращения; классы
73, 74 — детали — не тела вращения.
Код классификационной характеристики проектируемых деталей и
сборочных единиц определяют в зависимости от их геометрических,
функциональных признаков или соотношения геометрических парамет-
ров по таблица классификатора. Для удобства пользования таблицами в
каждой из них даны указания на конкретные примеры конструкций,
соответствующие данному коду классификационной характеристики. Ряд
указаний к выбору кода дан в примечаниях к таблицам.
Порядковый регистрационный номер. Его присваивают по коду
классификационной характеристики конструкторского документа от 001
до 999. Этот диапазон включает все разнообразия изделий по геометри-
ческим параметрам, соответствующих данному коду классификационной
характеристики. Например, многие тихоходные валы редукторов, спроек-
тированных по разным техническим заданиям, имеют разные размеры
при одинаковом коде классификационной характеристики.
По стандарту порядковые регистрационные номера заносят в кар-
точку учета обозначений данного изделия для контроля и хранения
конструкторских документов.
В учебном заведении такой порядок регистрации организационно
сложен и не имеет практического применения. Поэтому в каждом
учебном проекте всем конструкторским документам присваивается один
и тот же порядковый трехзначный номер, первые две цифры которого
— номер технического задания, а третья — номер варианта, например
070 (седьмое техническое задание, десятый вариант).
Таким образом, составляется обозначение основного конструк-
торского документа — чертежа детали или спецификации сборочной
единицы.
Обозначение неосновного конструкторского документа. Оно состоит из
обозначения основного конструкторского документа (чертежа детали или
спецификации сборочной единицы) и шифра неосновного конструк-
торского документа (табл. 10.8). Например, АБВГ. 303115.059СБ — обозна-
чение сборочного чертежа цилиндрического одноступенчатого редук-
тора, где АБВГ.303115.059 — обозначение спецификации, а СБ — шифр
неосновного конструкторского документа; АБВГ. 303162.124ПЗ — поясни-
тельная записка проекта червячного редуктора, где АБВГ. 303163.124 —
обозначение спецификации, а ПЗ — шифр неосновного конструк-
торского документа.
Обозначение исполнений изделия при групповом выполнении конструк-
торских документов. На изделия (детали, сборочные единицы), обла-
дающие общими конструктивными признаками с некоторыми разли-
чиями (например, крышки подшипниковых узлов, распорные втулки,
388
кольца и т.п.), рекомендуется составлять групповой конструкторский
документ, содержащий информацию (данные) о двух и более изделиях
(ГОСТ 2.113-75). При этом одно исполнение изделия принимают за
основное с базовым обозначением без порядкового номера, например
АБВГ.711141.094. Для других исполнений к этому обозначению добавляют
через тире номер исполнения от 01 до 99, например, АБВГ.711141.094-01
и т.п. При составлении спецификации в обозначении исполнений можно
записывать только порядковый номер исполнения без базового обозна-
чения.
10.2.5 . Складывание чертежей (ГОСТ2.501-88)
Чертежи эскизной компоновки редуктора и конструктивной компо-
новки привода, рабочие чертежи, схемы и т.п. следует вкладывать
сначала вдоль линий, перпендикулярных основной надписи, а затем
вдоль линий, параллельных ей, в последовательности, указанной
цифрами на линиях сгибов (рис. 10.17).
Листы складывают изображением наружу (“налицо”) так, чтобы
основная надпись оказалась на верхней лицевой стороне сложенного
листа в его правом нижнем углу.
Листы в сложенном виде должны быть формата А4 (210x297).
Сборочный чертеж редуктора (выполненный на чертежной бумаге)
складывают только после защиты проекта.
Отверстия для брошюровки пробивают с левой стороны листа.
10.3. Сравнительная оценка технического уровня
спроектированного редуктора
Технический уровень изделия принято оценивать количественным
параметром, отражающим отношение затраченных средств и получен-
ного результата. Как было сказано в гл. 1, основной энергетической
характеристикой редуктора ("результатом") является его нагрузочная
способность в виде вращающего момента Т2 (Н • м) на тихоходном валу.
Объективной мерой затраченных средств является масса редуктора т
(кг), в которой практически интегрирован весь процесс его проектирова-
ния. Поэтому за критерий технического уровня можно принять отно-
сительную массу у = т/Т1У т.е. отношение массы редуктора к вращаю-
щему моменту на его тихоходном валу. Этот критерий характеризует
расход материалов на передачу момента и упрощает сравнение.
По ГОСТ 16162-93 “Редукторы зубчатые. Общие технические усло-
вия” определены следующие показатели технического уровня редукторов
(табл. 10.9).
При у= 0,1 ... 0,2 кг/(Н*м) одноступенчатые редукторы имеют
следующие главные параметры:
389
Таблица 10.8. Заполняемые графы основной надписи конструкторских документов
Наименование документа Лите- ра про- екта Форма основ- ной над- писи Шифр доку- мента Графы основной надписи (см. рис. 10.4 и 10.8)
1 2 3 4 5 6 7 8 9 10 11 12 13
Кинематическая И 1 Кб X X X X X X X X X
схема привода Ведомость эс- кизного проекта Э 2 эп X X X X X X X X X
Эскизная компо- Э 1 во X X X X X X X X X
новка редуктора
Пояснительная
записка:
первый лист (введение) Э;Т 2 ПЗ X X X X X X X X X X
последующие — 2а ПЗ X X
листы
Ведомость тех- нического проект: Конструктивная компоновка при- вода: т 2 тп X X X X X X X X X
первый лист т 1 во X X X X X X X X X X
последующие — 2а во X X
листы
Спецификация:
первый лист и 2 — X X X X X X X X X X
последующие — 2а — X X
листы
Сборочный чер- теж редуктора:
первый лист и 1 СБ X X X X X X X X X X X
последующие — 2а СБ X X
листы
Рабочие чертежи деталей редуктора и 1 — X X X X X X X X X X X X
Примечания:! Графы основных надписей листов пояснительных
записок эскизного и технического проектов заполняют одинаково. 2. Если
конструктивная компоновка привода и сборочный чертеж редуктора
рагполагают на двух листах соответствующего формата, то на 1-м листе следует
заполнить графу 7
390
Рис. 10.17. Складывание листа формата А1 для брошюрования:
Цилиндрические редукторы
Масса редуктора т, кг. 45 60 70 85 ПО 140
Межосевое расстояние а„, мм 100 125 140 Конические редукторы 160 160 200
Масса редуктора т, кг . 20 30 40 60 80 120
Внешний делительный диа-
метр колеса de2, мм при и 2 ... 2,8 при и 3,15 ... 5 125 160 140 180 160 200 180 224 200 250 224 280
Масса редуктора т, кг . Червячные редукторы 30 60 70 90 120 170
Межосевое расстояние aw, мм 80 100 125 140 160 180
391
Таблица 10.9. Технический уровень редуктора
у , кг/(Н • м) Качественная оценка технического уровня
> 0,2 Низкий, редуктор морально устарел
0,1. .0,2 Средний; в большинстве случаев производство эконо- мически неоправдано
0,06...0,1 Высокий; редуктор соответствует современным мировым образцам
< 0,06 Высший; редуктор соответствует рекордным образцам
Для спроектированного редуктора с его основными параметрами Т2,
и габаритами (LxBxH) определяют действительную массу (/и, кг) и
фактический критерий технического уровня (у) по следующим рекомен-
дациям.
Определение массы редуктора. Цилиндрический, конический редукторы.
Масса
т = ф • р V- 10'9 ,
где ф — коэффициент заполнения, определяемый по графикам в
зависимости от межосевого расстояния aw для цилиндрического редук-
тора (рис. 10.18, а) ив зависимости от внешнего конусного расстояния
Re —• для конического (рис. 10.18, 6); р = 7300 кг/м3 — плотность чугуна;
V — условный объем редуктора, определяемый как произведение
наибольшей длины, ширины и высоты редуктора, мм3:
V= LBH.
Червячный редуктор.
Масса т = ф р d{ л d22 • 10'9/4, где ф — коэффициент заполнения,
определяемый в зависимости от делительного диаметра колеса d2, мм
(рис. 10.18, в); d{ — делительный диаметр червяка, мм; р — плотность
чугуна.
Определение критерия технического уровня редуктора. Критерий
технического уровня определяют по формуле
у = т / Т2,
где Т2 — вращающий момент на тихоходном валу редуктора, Н • м:
Значения т, Т2 и у заносятся в таблицу (табл. 10.10)
Таблица 10.10. Технический уровень спроектированного редуктора
Тип редуктора Масса т, кг Момент Т2, Н • м Критерий у Вывод
392
6) __ кого, в — червячного
Определение критерия у позволяет сравнить спроектированный
редуктор со стандартными (см. табл. 10.9) и решить вопрос о целе-
сообразности его изготовления. При этом надо учитывать ограничен-
ность возможностей индивидуального (или мелкосерийного) производства
для получения высоких критериев технического уровня редуктора.
10.4. Организация курсового проектирования. Защита
проекта
Техническое задание на курсовое проектирование по деталям машин
должно быть выдано студентам в начале семестра (после двух-трех лекций
по данному курсу). На бланке установленной в учебном заведении
формы должны быть предусмотрены сроки начала и конца выполнения
проекта, а также календарный график предъявления готовности основных
этапов проектирования.
На начальном этапе проектирования ведущие преподаватели проводят
групповые установочные вводные занятия, на которых разъясняют задачи,
значение и особенности проектирования деталей машин, принципиальные
узловые вопросы типовых проектов, общие требования к конструкторским
393
материалам — пояснительной записке и графической части проекта,
ориентируют на наиболее рациональные приемы сбора и анализа исходной
информации, дают советы по научной организации работы студентов над
курсовым проектом, объясняют связи курсового проектирования с другими
учебными дисциплинами, рекомендуют новейшую литературу, не приве-
денную в методических указаниях по курсовому проектированию.
В процессе проектирования со студентами проводятся индивидуаль-
ные консультации. Преподаватель-консультант оказывает им помощь в
разработке всех разделов курсового проекта, способствует развитию
творческой активности и самостоятельности студентов. За правильность
принятых проектных решений отвечает автор проекта — студент.
Текущий (как правило, еженедельный) контроль хода курсового
проектирования осуществляют актив учебной группы и консультант.
Гласность контроля обеспечивается с помощью различных “экранов
динамики работы ...”, и настенных графиков.
Удачной формой организации работы над выполнением курсовых
проектов следует считать творческие группы (3-5 человек), объединен-
ные на основе общего признака (сходной проблематики), выраженного
в техническом задании на курсовое проектирование. В таких группах,
отличающихся общностью профессиональных интересов, быстрее уста-
навливается интеллектуальное общение, продуктивнее происходит
обсуждение различных вопросов по решению сходной проблемы. Однако
заметим, что не следует надеяться на стихийное плодотворное функцио-
нирование этих групп. Преподаватель должен “вдохнуть жизнь” каждому
микроколлективу, должен обеспечить продуктивную дискуссионную
форму обучения с активной работой каждого ее члена.
Готовые проекты, получившие одобрение на обсуждении творческих
групп и подписанные консультантом, подлежат публичной защите перед
комиссией из 2-3 человек при непосредственном участии консультантов
и в присутствии студентов. Для изложения содержания проекта студенту
предоставляется 6...8 мин. При этом он должен осветить узловые
вопросы, решенные в проекте с четким выделением всего нового, что
предложено самим студентом, остановиться на техническом и экономи-
ческом обосновании принятых в проекте решений. По окончании
доклада члены комиссии задают студенту вопросы по содержанию
проекта. После ответов на вопросы защита считается законченной, и
комиссия определяет оценку курсового проекта.
Такая форма контроля итоговых знаний по предмету, а точнее группе
предметов, является сложной и ответственной формой учебной работы
как студента, так и преподавателя.
Примером защиты учебного проекта может служить укрупненная
модель производственной ситуации. В условиях зарождения рыночной
экономики создатель нового изделия, продукции, технологии и др. дела,
должен уметь привлечь внимание руководителей или заказчиков к новым
394
идеям, убедить их в том, что идея целесообразна, выгодна, т.е. защитить
свое инженерное творение. Но существуют и оппоненты, конкуренты,
критики. Их то и должен убедить инженер-конструктор (разработчик).
Прежде чем выходить на публичный диспут, разработчик должен тем
или иным способом предварительно проверить и обсудить свои идеи с
коллегами. При этом следует подготовить себя к психологической атаке
(рис. 10.19). Человек, высказывающий идеи, обычно чувствует себя
обиженным, если для критики его идей используют трафаретные выра-
жения. Он немедленно принимает оборонительную позицию и предпо-
читает молчать, даже если от него требуют новых идей. К сожалению,
гораздо легче критиковать, чем правильно оценить идею. Нет необходи-
мости говорить, что все идеи нуждаются в оценке, однако критик обязан
поощрять хорошие идеи и подвергать конструктивной критике неудач-
ные.
Справедливая и конструктивная критика требует высокого напря-
жения ума и определенной самодисциплины. С другой стороны, человек,
желающий получить объективную оценку своих идей, должен искать
критиков, которые могли бы ее дать, что и будет способствовать как
улучшению конструкции, так и знанию в определенной мере окружаю-
щей ситуации. После критических замечаний следуют, как правило, такие
этапы.
Рис. 10.19. "Психологическая атака”
395
Пересмотр технического задания (рис. 10.20). Пересмотр проводится
после анализа, возможностей производства и сбыта, и позволяет
уточнить влияние научных исследований и выделенных средств на
техническое задание, составленное конструкторской группой.
Предварительный пересмотр конструкции. После выработки концеп-
ции, выбора одного-двух вариантов и первоначального анализа прово-
дится предварительный пересмотр конструкции. На этом этапе оцени-
вается возможность сбыта и составляется мнение об изделии, производ-
ственный сектор получает дополнительное время на организацию произ-
водства и т.д. Этот пересмотр наиболее важен для конструкции, так как
принятые ранее решения проверяются в свете общих требований фирмы.
Пересмотром конструкции должен руководить инженер, который
имеет полное представление о технических проблемах, связанных с
проектом, но не является конструктором. Он должен уметь вести
технические совещания, обладать большим тактом и благоразумием.
Кроме того, он должен понимать, что техническое совещание — это
не справочное бюро и не допрос конструктора. Свободный обмен
мнениями с целью улучшения конструкции с точки зрения соответст-
вия заданным характеристикам, стоимости, надежности, производства
и внешнего вида снижает риск, сопровождающий создание нового изделия
или его совершенствование.
Рис. 10.20. Обсуждение проекта представителями служб
396
Критическое обсуждение конструкции. После завершения этапа
детального проектирования обычно создается опытный образец или
макет, который подвергается всестороннему (см. рис. 10.20) крити-
ческому обсуждению.
Обсуждение результатов приемки и испытаний первой партии
продукции. После изготовления первой опытной партии продукции
производится приемка и проверка соответствия характеристик
техническим условиям. Результаты представляются на обсуждение до
начала массового производства.
На совещании по пересмотру конструкции кроме инженеров-
конструкторов, должно участвовать не более 10-12 других специалистов.
При большей численности осложняется свободный обмен мнениями и
часто такое обсуждение превращается в непроизводительное учебное
занятие. Чтобы обеспечить преемственность и полноту обсуждения,
представители каждой службы должны участвовать во всех обсуждениях
проекта. Важно также, чтобы одни и те же люди посещали все совеща-
ния, связанные с разработкой изделия. Обычно совещание по пересмот-
ру конструкции продолжается большую часть рабочего дня — 4...6 ч.
Поэтому на пересмотр конструкции следует выделять 1...2 % инженер-
ных затрат.
Ниже рассмотрены порядок организации технического совещания,
средства демонстрации материалов, а также рекомендации по органи-
зации обсуждения конструкции.
Для успешного проведения совещания необходимо:
1) дать основную информацию о конструкции (часто -- историю
разработки);
2) определить требования к конструкции.
Как убеждать в правильности своих идей. При обсуждении новой идеи
можно столкнуться не только с беспристрастным мнением, но и с
консерватизмом, боязнью перемен и перестраховкой, поэтому инженер-
конструктор должен проявлять выдержку и стремиться, чтобы его идея
вызвала интерес и была принята. Томас Эдисон однажды сказал:
“Общество никогда не бывает готово к тому, чтобы принять какое-то
изобретение. Каждая новая вещь встречает сопротивление, и изобре-
тателю требуются годы, чтобы люди начали слушать его, и еще годы,
чтобы внедрить это изобретение”. Хотя со времен Эдисона положение
несколько улучшилось, убеждать в важности новых идей по-прежнему
остается трудной задачей.
Если Вы действительно убеждены в том, что Ваша идея является про-
грессивной, то для того, чтобы ее приняли необходимо следующее.
Прежде чем представлять идею высшему руководству, обсудите ее со
своими товарищами по работе или с непосредственным руководителем.
Вы должны быть готовы дать ответ на любой из вопросов типа:
Сколько будет стоить изделие?
397
Будет ли оно иметь спрос?
Может ли предприятие его сделать?
Соответствует ли это изделие выпускаемому предприятием ассорти-
менту товаров?
Какие изменения вызовет реализация этой идеи9
Если идею необходимо представить группе или комитету, то предва-
рительно убедите в ее важности одного-двух членов, чтобы привлечь их
на свою сторону.
Высказывайте уверенность в том, что идея будет принята. Не пока-
зывайте ни малейшего сомнения в том, что её могут не одобрить. Часто
энтузиазм способствует одобрению идеи. Идею излагайте кратко и только
ее суть, употребляйте термины, понятные тем, кого вы пытаетесь
убедить.
Будьте готовы обосновать свою точку зрения с привлечением фунда-
ментальных материалов, результатов научных исследований, схем и
графиков, статистических материалов и моделей.
Не показывайте своего превосходства при обсуждении идеи. На
техническом совещании хорошей практикой является выражение
признательности коллегам за помощь в развитии идеи.
Желательно знать характеры, взгляды, темперамент и предпочтения
людей, перед которыми Вы выступаете.
Составьте отчет с подробным описанием идеи, указанием ее преиму-
ществ и недостатков и с выводами. Раздайте копии отчета членам группы.
Чаще всего идеи получают одобрение позже, когда члены группы обду-
мают то, что говорилось при обсуждении идеи. Время обладает свойством
сглаживать и даже ослаблять критику.
Глава 11
ПРИМЕРЫ ПРОЕКТИРОВАНИЯ ПРИВОДОВ
11.1. Техническое задание 1.
ПРИВОД С ЦИЛИНДРИЧЕСКИМ РЕДУКТОРОМ
Спроектировать привод ковшового элеватора (см. рис. 2.35), вклю-
чающий электродвигатель, ременную передачу, редуктор с передаточным
числом и12 = 4,5 и муфту.
Исходные данные для проектирования: тяговая сила ленты F = = 5,56
кН; скорость движения ленты и = 1,80 м/с; диаметр барабана D = 300
мм. Вращение валов в одну сторону; работа спокойная в одну смену;
максимальная кратковременная нагрузка 120 % от номинальной. Ресурс
работы редуктора Lh > 36 000 ч.
1. Кинематический и силовой расчет привода (рис. 11.1)
1.1. Определяем частоту вращения ведомого (тихоходного) вала
привода (ведомого вала редуктора) по формуле (1.7)
60-1000 и 60'1000-1,80 .
п = ------- . =--------------= 115 мин'1.
я!) л 300
1.2. Находим мощность на ведомом валу по формуле (1.11):
Pr= Fv = 5560 • 1,80 = 10008 Вт « 10 кВт.
1.3. Определяем потребную мощность электродвигателя по форму-
ле (1.9)-
РТ 10
Р =------— = ..........= 10,6 кВт.
Побщ °.94
а/рем * /рем
п эд ‘ ^эд
л5 = n1t
а)Б=ш1
п1рем <
об рем > Ърен
ПТ ~ л2 >
Рт^Рг
(Лт~ О) 2
Рис. 11.1. Схема для расчета привода ленточного конвейера
399
При этом принимаем по рекомендациям табл. 1.1 КПД поликлиновой
ременной передачи г|рем = 0,96 и КПД зубчатой передачи г|ред = 0,98.
Тогда по формуле (1.10) общий КПД привода
Иобш = • Пред = 0,96 0,98 = 0,94,
1.4. Поскольку привод нереверсивный, то по рекомендациям § 1 5.3
ориентируемся на электродвигатель с синхронной частотой вращения
пс = 1500 мин'1 и по табл. П.З принимаем электродвигатель типа
4А132М4, для которого Рза = 11 кВт, лэд = 1460 мин 5. По табл. П.2 диаметр
выходного конца вала двигателя d3a = d{ = 38 мм.
1.5. Определяем общее передаточное число привода по формуле (1.2):
«обш = "« / «, = 1W115 = 12,7.
1.6. При заданном передаточном числе мред = 4,5 находим переда-
точное число ременной передачи:
«рем =W«pea= 12,7/4,5 = 2,82.
1.7. Определяем частоты вращения и угловые скорости валов привода,
ведущего вала ременной передачи
«(рем = «» = 1460 мин ‘;
“(реи = * «(рем /30 = 3,14- 1460/30 = 152,8 с-‘;
ведомого вала ременной передачи л2рем (он же ведущий или быстро-
ходный вал редуктора)
«2Рем = П6 = «1рем /«рем = МбО/2,82 = 517,7 МИН'1'
®2рем — Юб — ®1рем /«рем — 152,8/2,82 — 54,2 с ,
ведомого вала редуктора
п2 = /ij /лред = 517,7/4,5 = 115 мин'1;
/«ред = 54,2/4,5 =12 с'5.
1.8. Используя формулы (1.6) и (1.14), определяем вращающие
моменты на валах привода:
на ведомом валу редуктора
Тт = Т2 = Рт / сот = 10000 / 12 = 834 Н • м;
на ведущем валу редуктора (он же ведомый вал ременной передачи)
гб = Лрем = т2 («ред Пред) = 834/(4,5 • 0,98) = 189,1 Н • м;
на ведущем валу ременной передачи
Лрем = ^рем («рем Прем) = 189,1/(2,82 • 0,96) = 69,8 Н • м.
400
2. Расчет ременной передачи привода
Исходные данные:
Лр™ = 698 н •«; = 152,8 с-1; о>2рем = 54,2 с".
2.1. Для обеспечения компактности привода, принимаем передачу с
поликлиновым ремнем.
2.2. Расчет ведем по методике, изложенной в § 6.2. По табл. 6.12 для
Т1рем = 69,8 Н • м принимаем сечение Л поликлинового ремня и опре-
деляем диаметр ведущего шкива по формуле (6.2), приняв коэффициент
К = 2,5 ... 3:
а ’ __________________ ______________________
d.=K.^ Т. - 103 = (2,5 ... 3) л/ 69,8 • 103 = 103 ... 124 мм.
I п ipcM v J f 7
Из стандартного ряда, приведенного в табл. 6.2, принимаем d} = 112 мм.
2.3. Определяем диаметр ведомого шкива
= ^1рем / %ем = 112- 152,8/54,2 = 315,7 мм.
По стандартному ряду принимаем d2= 315 мм.
2.4. Вычисляем угловую скорость ведомого вала с учетом коэф-
фициента относительного скольжения е = 0,01:
“2р« = 4 “ip« (1 - =)/d2 = 112' 152,8(1 - O,O1)/315 = 53,8 с '.
2.5. Уточняем передаточное число
= = 152,8/53,8 = 2,84.
Отклонение действительного передаточного числа от ранее принятого
составляет
Дм =...2Л^ - 2’82 . 100 % = 0,71 %,
2,82
что вполне допустимо.
Уточняем частоту вращения ведущего вала редуктора
«б = %ем = "фен / «рем = 1460/2,84 = 514 МИН1,
что соответствует угловой скорости
(йб = оБ /30 = 3,14 • 514/30 = 53,8 с’1.
2.6. Определяем скорость ремня по формуле (6.4):
v = соlpeM d} / (2 - 1000) = 152,8 -112 /(2- 1000) = 8,56 м/с.
2.7. Находим предварительное минимальное значение межосевого
расстояния
а = °,55 (J, + d2) + h.= 0,55 (112 + 315) + 4,85 = 240 мм,
111111 1 X* 1
где высота h{ для сечения Л принята по табл. 6.8.
401
2.8. По формуле (6.6) определяем длину ремня
я (d2 — d.)2
1,-2 \а 1 =
пип
= 2- 240 + (112 + 315) + —(-15 - И^-= 1193 мм.
2 4-240
Принимаем Lp = 1250 мм (см. примечание к табл. 6.7).
2.9. Окончательное межосевое расстояние определяем по формуле
(6.14):
а = 0,25 [(Zp -») + (Lp - w)2 - 8у ] =
= 0,25 [(1250 - 670,4) + (1250 - 670,4)2 - 8 • 10302 ] = 271 мм,
где w = 0,5 . л (d2 + d{) = 0,5 - 3,14(315 + 1 12) = 670,4 мм,
у = 0,25 (d2 - dj2 = 0,25 (315 - 112)2 = 10302 мм2.
2.10. По табл. 6.11 интерполированием (для V = 8,56 м/с) находим до-
пускаемую мощность Ро = 8,0 кВт, передаваемую ремнем с десятью
клиньями; определяем коэффициенты: Са = 0,87 (см. табл. 6.13) для угла
обхвата а( » 180°- 57° (J2- dj/a = 180°- 57° (315 - 112)/271= = 137°; Ср = 1
(см. табл. 6.5); CL = 0,95 для Lp/LQ = 1250/1600 = 0,78 (см. табл. 6.14).
Тогда допускаемая мощность поликлинового ремня с десятью
клиньями по формуле (6.16):
Лоп - ро Ч CL = 8 • 0,87 • 1 - 0,95 = 6,61 кВт.
2.11. Определяем по формуле (6.15) требуемое число клиньев ремня
сечения Л:
Z = 10 Р/Рдоп = 10-10,66/6,61 = 16,12;
где Р = Т. = 69,8 • 152,8 = 10665 Вт = 10,66 кВт.
1 рем 1 рем
Принимаем z — 16, что согласуется с рекомендуемым числом клиньев
(см. табл. 6.8).
2.12. Определяем силу предварительного натяжения ремня по
формуле (6.19):
To = 780 PQ/(u Са Ср) + 910 г и2/ 10 =
= 780 • 10,66 • 0,95 / (8,56 • 0,87 • 0,9) + 0,45 • 16 • 8,562/1О =1231 Н,
где <?10 = 0,45 кг/м находим по табл. 6.8, и силу, консольно действующую
на валы, по формуле (6.14):
Fr = 2 Fo sin (а, /2) = 2 • 1231 sin (137°/2) = 2289 Н.
402
2.13. Вычисляем ширину ободьев шкивов по данным табл. 6.16;
М = а - 1) е + 2/= (16 - 1) • 4,8 + 2 • 5,5 = 83 мм.
По стандартному ряду (табл. П.4) принимаем М = 85 мм.
2.14. Параметры спроектированной поликлиновой передачи сводим
в табл. 11.1. Для сравнения в таблице приведены результаты расчетов
клиноременной (II вариант) и плоскоременной (III вариант) передач.
3. Расчет зубчатой передачи редуктора
Для сравнения габаритных размеров закрытой зубчатой передачи
расчет произведем по трем вариантам: /и II~~ передачи цилиндрические
с косыми зубьями, но твердости рабочих поверхностей зубьев разные;
< 350 НВ и > 40 HRC3 соответственно.
Расчет зубчатых передач эволъвентного профиля (вариант I и II)
3.1. Определяем межосевое расстояние цилиндрической косозубой
передачи из условия контактной прочности рабочих поверхностей зубьев
по формуле (4.17), для чего находим значения параметров, входящих в
эту формулу. Передаточное число редуктора и = 4,5. Вращающий момент
на ведомом валу редуктора Т2= Гт = 834 Н • м.
Таблица 11.1. Основные параметры спроектированной ременной передачи привода
Параметр Вариант
I II III
Тип ремня и число ремней Поликлино- Клиновой Плоский рези-
вой ремень ремень се- нотканевый ре-
сечения Л с чения В, мень толщиной
числом кли- число рем- 8 = 6 мм и ши-
ньев z - 18 ней z — 6 риной h=63 мм
Передаваемая мощность Р, кВт Частота, вращения шкивов, мин'1- 10,66 10,66 10,66
ведущего л( рем 1460 1460 1460
ведомого п2 Угловая скорость шкивов, с'1; 514 503 506
ведущего со j рем ведомого со2 рем 152,8 152,8 152,8
53,8 52,7 53,0
Передаточное отношение Диаметры шкивов, мм: 2,84 2,90 2,88
ведущего 112 140 250
ведомого d2 315 400 710
Ширина шкивов М, мм 85 120 71
Длина ремня Lp, мм 1250 1600 5534
Межосевое расстояние а, мм 271 352 2000
Сила, действующая на валы Fr, Н 2289 1916 1350
403
По табл. 4.8 принимаем значение коэффициента ширины венца зуб-
чатого колеса относительно межосевого расстояния ~ b/а = 0,4-
Коэффициент, учитывающий неравномерность распределения нагрузки
по ширине венца зубчатого колеса, при постоянной нагрузке принимаем:
КНр = 1,05 — для I варианта по формуле (4.9) при К = 1 и Кн„ = 1,25 —
для II варианта по формуле (4.11) и табл. 4.3 при b/d{ = ц/Ьа 0,5 (и + 1) =
= 0,4 • 0,5 (4,5 + 1) = 1,1 (в данном случае и = н ед).
Предполагая, что диаметр шестерни d{ (= В) < 125 мм для ее изго-
товления согласно табл. 4.1 принимаем для I варианта сталь Ст45
(поковка), термическая обработка — улучшение. Назначаем твердость
рабочих поверхностей зубьев шестерни = 260 НВ. Для изготовления
колеса любого диаметра и любой ширины принимаем сталь Ст45
(поковка), термическая обработка — нормализация. Назначаем твердость
Н2 = 210 НВ. Для длительно работающей передачи (т. е. в течение не
менее 36 • 103 ч) принимаем коэффициент долговечности ZN = 1.
По табл. 4.2 пределы контактной и изгибной выносливости зубьев:
шестерни
оЯ]Ьп1 = Щ + 70 = 2 • 260 + 70 = 590 МПа,
afliml = 1’8^i = 1,8'260 = 468 МПа;
колеса
ая1йп2 = 2Я2 + 70 = 2 • 210 + 70 = 490 МПа,
aFiim2 = = 1,8 • 210 = 378 МПа;
Определяем допускаемые контактные напряжения по формуле (4.1),
принимая 5’Ят1П = 1,1 для нормализованных и улучшенных зубчатых
колес:
для материала шестерни
°HPi = аЯ1ип1 = $90' 1/1,1 = 536 МПа;
для материала колеса
QHP1 = ZN/SHnw = 490-1/1,1 = 445 МПа.
Для косозубой передачи допускаемое контактное напряжение
определяем по формуле (4.5):
сНР = 0,45 (ая/>1 + аяд) = 0,45 (536 + 445) = 441 МПа,
оНР = 1,23 = 1,23 • 445 = 547 МПа.
В качестве расчетного принимаем <знр = 441 МПа.
Определяем допускаемые напряжения изгиба при расчете на
прочность по формуле (4.7), принимая SFm]n =1,75 для колес, изготов-
ленных из поковок и штамповок, У = 1 при одностороннем приложении
нагрузки и Yn = 1 при длительно работающей передаче:
404
для материала шестерни
= (°™ml /SF) Y, у„ = (468/1,75) • 1 • 1 = 267 МПа,
для материала колеса
К. Yv= (378/1,75)-1 • I = 216 МПа.
В б II варианте для изготовления шестерни и колеса принимаем
согласно табл. 4.1 сталь 20ХН2М (поковка), термическая обработка —
цементация с последующей закалкой рабочих поверхностей зубьев.
Назначаем для шестерни и колеса одну и ту же твердость рабочих
поверхностей зубьев 60HRC3.
По табл. 4.2 пределы контактной и изгибной выносливости зубьев
шестерни и колеса
°нiuni — CT//iim2 — ад1ип — 23 HRC3 — 23 • 60 — 1380 МПа,
aFliinI “ °Fiuii2 = aFiin> “ 950 МПа.
Допускаемые контактные напряжения по формуле (4.1) принимая
SH = 1Д Для зубчатых колес с поверхностным упрочнением зубьев,
°Hr = (’«ь,,, ) ZN = (1380/1,2) • 1 = 1150 МПа.
Вычисляем допускаемые напряжения изгиба при расчете на усталость
по формуле (4.7), принимая 3finin = 1,75 для колес, изготовленных из
поковок и штамповок,
= (° л» 'Ч ™) Ya Yn = (950/1,75) • 1 1 = 543 МПа.
Подставляем полученные данные в формулу (4.17) и производим
вычисление:
I вариант (оя? = 441 МПа) II вариант*
з I Ю3 J1 X
= 43 (и + 1) Д/ -----= (сНР -1150 МПа)
\ 1 Ю3-834- 1,05
= 43 (4,5 + l)V --------------= 194,5 мм. а = 109 мм
У 4,52. о,4 -4412
По данным стандарта в табл. 4.10 принимаем
* Расчет проводится аналогично варианту I.
405
тп ~ 1,74 мм
3.2. Определяем ширину венца зубчатого колеса по формуле (4.19):
62 = aw = 0,4 • 200 = 80 мм. | Ь2 ~ 50 мм
Назначаем ширину венца шестерни по формуле (4.19, а) и табл. П.4:
= 85 мм. | Ь\ = 53 мм
3.3. Определяем модуль из условия сопротивления изгибной усталости
по формуле (4.20):
тп = Кт Т2 103 (и + 1)/(« aw b2 <jFP2) =
= 5,8 - 8 34- 103 (4,5 + 1)/(4,5 • 200 • 80 • 216) = 1,71 мм.
По табл. 4.11, отдавая предпочтение I ряду, принимаем
т = 2,0 мм. т„ — 2,0 мм
п 7 I П 7
3.4. Определяем числа и угол наклона зубьев, для чего предварительно
задаемся углом наклона зубьев Р' = 15°.
По формуле (4.22) суммарное число зубьев
= (2aw/mn) cos р' = (2 • 200/2,0) • 0,9659 = 193,2. | zz = 120,7
По указанию принимаем
= 193. | = 120
Определяем по формуле (4.23) действительное значение угла р:
cos р = mn/(2aw) = 193 • 2/(2 • 200) = 0,9650,
р = 16’16'
Р = 15’12'.
Число зубьев шестерни по формуле (4.24)
= zz/(u + 1) = 193/(4,5 + 1) = 35,1. I - 21,8
Принимаем
Z, = 35. | z, = 22
Определяем по формуле (4.25) число зубьев колеса
z2 = - Zj = 193 - 35 = 158. I z2 = 98
Фактическое передаточное число редуктора
и = V?! = 158/35 = 4,514. и = 4,455
406
Отклонение от ранее принятого стандартного
Дм = [(4,514 — 4,5)/4,5]- 100 % = 0,31 %, | Ди — 1,0 %
что допустимо.
Уточняем частоту вращения ведомого вала л2 = лт/« = 514/4,514 = 113,9 мин’1, | п2 = 115,4 мин’1
отклонение от заданного
Ди2 = [(115 - 113,9)/115] • 100 % = 0,96 %, Дл2 = 0,35 %
что также допустимо.
3.5. Определяем делительные диаметры колес по формуле (4.26):
= тп z1 /cos р = 2 • 35/0,9650 = 72,539 мм. <7, = 45,833 мм
^2 = тп /cos Р = 2 ‘ 158/0,9650 = 327,461 мм. d2 = 204,167 мм
Проверяем межосевое расстояние aw, по делительным диаметрам
колес:
aw = 0,5 Ц + d2) = 0,5 (72,539 + 327,461) = 200 мм. aw = 125 мм
Находим диаметры вершин зубьев по формуле (4.27):
dai = d^ + 2тп = 72,539 + 2 • 2 = 76,539 мм <7ftl = 49,833 мм,
d„, = d7 + 2т = 327,461 + 2 - 2 = 331,461 мм. al i п da2 = 208,167 мм
Вычисляем диаметры впадин зубьев по формуле (4.27, а):
dfl=dx~ 2,5тп = 72,539 - 2,5 • 2 = 67,539 мм, dfl = 40,833 мм
dn = d2 - 2,5л1й = 327,461 - 2,5 • 2 = Ji 2 ’ П 7
— 322,461 мм. dft = 199,167 мм
3.6. Определяем окружную скорость в зацеплении по формуле (4.28):
V = <о2 d2 /(2-1000) = 11,92-327,461/2000 = 1,95 м/с, V = 1,23 м/с
где сй2= тг л2/ЗО = 8,14- 113,9/30 = 11,92 рад/с. со2 - 12,08 рад/с.
По табл. 4.5 принимаем 9-ю степень точности изготовления зубчатых
колес.
3.7. Силы, действующие в зацеплении (см. рис. 4.3), определяем по
формуле (4.29):
окружная сила
Е, = F„ = F' = 2Г, fcL = 2 • 834• 103/327,461 = 5094 Н; I F = 8170 Н
I 1 1 4* J— I *
407
радиальная сила
Frl = Fa = Ft a/cos Р = 5094 0,364/0,9650 = 1921 Н; | Fr = 3098 Н
осевая сила
Fa\ = Fai = Ft Р = 5094 ’ 0,27 i 7 = 1384 Н.
I Fa = 2384 Н.
3.8. Сопоставляя габаритные размеры колес проектируемой передачи
с рекомендациями табл. 4.1, удостоверяемся, что назначенные в начале
расчета материалы зубчатых колес не требуют изменения.
3.9 Выполняем проверочный расчет на контактную прочность
рабочих поверхностей зубьев передачи по условию (4.30), предварительно
находя значения коэффициентов:
КНа = 1,12 по рис. 4.1;
ЛГуур = 1,05 по формуле (4.9);
К и = 1,03 по табл. 4.6;
КИ = =1,12* 1,05- 1,03 = 1,21;
270 / 103 Т2 Кн{и + I)3
a--------Л1---------------------
' b2i?
_ 270 / 103 -834-1,21 (4,514 + I)3
200 ’ 80-4,5142
= 435 МПа < анр= 441 МПа.
Пг
= 1,25
*№=1,01
^=1,4
а„= 944 МПа<
п
<<зНР = 1150 МПа
ПГ
Недогрузка по контактным напряжениям составляет
Доя = [(441 - 435)/441 ] • 100 % =
= 1,4 % < 15 %,
Дая = 17,9 % >
>15 %,
что допустимо.
что недопустимо.
Для II варианта рассмотрим возможность применения более дешевой
стали для изготовления зубчатых колес. Принимаем по табл. 4.1 сталь
50ХН (поковка), термическая обработка — улучшение с последующей
закалкой ТВЧ рабочих поверхностей зубьев, твердость 55 HRC3.
По табл. 4.2 пределы контактной и изгибной выносливости зубьев
шестерни и колеса
<’ягт.1=<’я1и,.2=’яш„= 17HRC,+ 200= 17-55 + 200 = 1135 МПа;
CTFhml aFlim2 aFlim 650 МПа.
408
Допускаемое контактное напряжение по формуле (4.1)
°Hf= ZN= (1135/1,2) • 1 = 946 МПа.
Допускаемое напряжение изгиба по формуле (4.7)
<V/> = (^iHn/^nun) (650/1,75) • 1.1 = 371 МПа.
Недогрузка по контактным напряжениям составляет
Дая - [(946 - 944)/946] • 100 % = 0,2 %,
что вполне допустимо.
Материалы колес окончательно примем после проверки зубьев на
изгибную выносливость.
3.10. Выполняем проверочный расчет зубьев колеса на изгибную
усталость по формуле (4.31), предварительно находя значения коэффи-
циентов
Вариант I Вариант II
= 1Д>;
= 1,04 по формуле (4.13);
KFv = 1,07 по табл. 4.7;
^=^^^=1-1,04-1,07 = 1,11;
эквивалентное число зубьев колеса по формуле (4.32)
г,2 = z2 /cos3 р = 158/0,96503 = 176,
коэффициент формы зуба (см. табл. 4.12)
KFa = L00
1,20
KFv = 1,01
KF= 1,21
^2 = Hl
= 3,60;
= 3,60;
коэффициент наклона линии зуба по формуле (4.33)
Гр = 1 - р/140” = 1 - 15° 12'/140° = 0,89;
_103 Т2 Kf У (u + I)
°F2 ,
Ь2 aw U
103 -834-1,11-360-0,89 (4,514 + 1)
80-2-200-4,514
= 113 МПа < oFP2= 216 МПа.
Гр = 0,88;
<sF2 =313 МПа<
<<sFP2 = 371 МПа
409
Проверку зубьев шестерни на прочность при изгибе производим по
условию (4.34), предварительно определив эквивалентное число зубьев
шестерни по формуле (4.32):
Zvl = Zi /COS3 Р = 35/0,96503 = 39, | = 25
коэффициент формы зуба (см. табл. 4 12)
= 3,71; = 3,90
=ой ^/^=113-3,71/3,60 = ал = 339 МПа
= 116 МПа < = 267 МПа. °«’i = Ш МПа
Для II варианта недогрузка по напряжениям изгиба составляет
Даг = [(371 - 339)/371] • 100 % = 8,6 %,
что допустимо.
Окончательно для изготовления зубчатых колес принимаем сталь
50ХН.
Результаты вариантных расчетов зубчатой передачи сводим в табл. 11.2.
Из анализа табл. 11.2 видно, что из двух вариантов расчета передачи
с эвольвентным профилем зубьев лучшие показатели у варианта II — с
высокой твердостью рабочих поверхностей зубьев. Так как проектирова-
ние передач с эвольвентным профилем в учебной практике является
наиболее распространенным, то и в настоящем примере дальнейшие
расчеты выполним для второго варианта.
4. Эскизная компоновка. Предварительный расчет валов. Подбор
подшипников качения
4.1. Выполняем эскизную компоновку редуктора (рис. 11.2) в
соответствии с рекомендациями, изложенными в § 7.1.
Для удобства обслуживания редуктора проектируем смазывание
подшипников качения масляным туманом. Для защиты подшипников
ведущего вала от излишнего количества масла применяем внутреннее
уплотнение в виде маслоотбойных шайб, изготовляемых механической
обработкой. Чтобы упростить конструкцию редуктора, проектируем за-
кладные крышки подшипников. В крышках с отверстиями для выступа-
ющих концов валов устанавливаем резиновые манжеты (см. табл. 8.23).
4.2. Назначаем предварительно размеры отдельных участков валов.
Ведущий вал. Определяем диаметр dY выступающего конца быстро-
ходного вала по формуле (7.1):
J I Т. • 103 J/191-1O3
d, - -------= Л/-----------« 28,8 мм,
т 0,2 -[тк] X 0,2-40
где Г, = r2/(upefl рред) = 834/(4,455-0,98) = 191 Н-м — вращающий
момент на ведущем валу редуктора.
410
Таблица 11.2. Основные параметры проектируемой зубчатой передачи
цилиндрического редуктора
Параметр Вариант
I II
Номинальный момент на ведомом
валу Т2, Н • м Частота вращения вала, мин'1 834 834
ведущего л. 514 514
ведомого п2 Угловая скорость вала, рад/с 113,9 115,4
ведущего со. 53,80 53,80
ведомого ш2 11,92 12,08
Передаточное число и Материал зубчатых колес; 4,514 4,455
шестерни Сталь 45 Сталь 50ХН
колеса Сталь 45 Сталь 50ХН
Твердость зубьев:
шестерни 260НВ 55HRC3
колеса 210НВ 55HRC3
Тип передачи Косозубая Косозубая
эвольвентная эвольвентная
Угол наклона зубьев р Направление зубьев: 15’12' 16’16'
шестерни Правое Правое
колеса Левое Левое
Межосевое расстояние ак, мм Число зубьев • 200 125
шестерни 35 22
колеса 158 98
Модуль зацепления тп, мм Диаметры делительных окружностей, 2,0 2,0
мм:
шестерни 72,539 45,833
колеса d2 Ширина зубчатого венца, мм: 327,461 204,167
шестерни Ь{ 85 53
колеса Ь2 Силы, действующие в зацеплении, Н: 80 50
окружная Ft 5094 8170
радиальная Fr 1921 3098
осевая Fa 1384 2384
По табл. П.4 принимаем стандартное значение dx = 30 мм.
Диаметр вала под подшипник определяем по зависимости dIn =
= (1,0...1,1) б/, = (1,0...1,1) 30 = 30...33 мм. Принимаем Jln = 30 мм, что
соответствует стандартному ряду внутренних диаметров подшипников.
411
Рис. 11.2. Эскизная компоновка цилиндрического редуктора
Так как на выступающий конец ведущего вала насаживается шкив
поликлиновой передачи (ширина обода шкива М = 95 мм), в целях
обеспечения жесткости выступающего конца вала и лучшего центриро-
вания на нем шкива принимаем конический конец вала с конусностью
1:10 номинальным диаметром d = t/ln— 30 мм, длиной 1Х= 80 мм (см.
табл. 7.5). Шестерню выполняем заодно с валом.
Ведомый вал. Определяем диаметр d2 выступающего конца ведомого
вала по формуле (7.1):
31 Г, - 103 3 834 • 103
d. = Л -------= Л/-----------« 47,1 мм,
1 0,2 • [тк] * 0,2-40
Полученное значение диаметра согласуем с диаметром посадочного
отверстия полумуфты, так как ведомый вал редуктора соединяется при
помощи муфты с приводным валом конвейера.
Для данного нереверсивного привода при постоянной нагрузке по
рекомендациям гл. 9 принимаем цепную муфту с номинальным крутя-
щим моментом Т = 1000 Н-м (табл. 9.6). В пределах этого момента
минимальный диаметр посадочного отвестия полумуфты d = 50 мм.
412
Поэтому полученное выше значение диаметра выступающего конца вала
увеличиваем до d2 = 50 мм.
С целью экономии материала и уменьшения концентраторов напря-
жений в местах перехода значений диаметров предварительно принимаем
диаметр вала под подшипник </2n - d2 = 50 мм и проектируем кони-
ческий конец вала длиной /2 = 82 мм (см. табл. 7.5 тип 2).
Чтобы сэкономить материал и упростить конструкцию, назначаем
диаметр вала под колесом такой же, как под подшипниками, т. е.
= 50 мм-
По рекомендациям на рис. 7.11 принимаем длину ступицы колеса
/ст = Л2 = 50 мм.
4.3. Проверку долговечности подшипников выполняем по методике,
приведенной в § 7.5 и 7.6.
Ведущий вал. Так как на вал действует значительная консольная
нагрузка Гкр от ременной передачи и в зацеплении зубчатых колес
возникает сравнительно большая осевая сила Fa, то предварительно для
опор вала принимаем радиально-упорные роликовые подшипники
средней серии 7306 (размеры см. в табл. П.10).
Смещение точки приложения радиальной реакции относительно
торца подшипника находим по формуле (7.23):
= Т/2 + [(d + Z>)/6] е = 20,75/2 + [(30 + 72)/6] • 0,34 =
= 16,1 мм « 16 мм.
Расстояния между точками приложения активных и реактивных сил
(см. рис. 11.2, а): /j = 41 мм и /2 = 86 мм (см. построение компоновки
рис. 8.9).
Руководствуясь рис. 4.3 и 11.2, а, выполняем расчетную схему
ведущего вала шестерни (рис. 11.3) и определяем радиальные реакции
подшипников. с
Рис. 11.3. Схема нагружения ведущего вала
413
В вертикальной плоскости ху вследствие симметричности (силу
давления на вал от ременной передачи не учитываем, так как ременная
передача по условиям компоновки находится в горизонтальной плоскости
и вертикальная составляющая от консольной нагрузки Гк р будет незна-
чительной) имеем:
^=^=Л1/2 = 8170/2 = 4085 Н.
Для горизонтальной плоскости zx. с учетом консольной нагрузки Fr к,
равной силе FKp, действующей на валы от ременной передачи, но
противоположно ей направленной, составляем уравнения моментов
относительно точек А и В:
ГГУ = 0; Frl /, - ГЙ1 J/2 + R^X. - FKp (l2 + 2/,) = 0,
откуда RzB = [FKp (/2 + 2Q + Fal J,/2 - Fri l.]/(2l.) = [2304 (86 +
+ 2 • 41) + 2384 • 45,833/2 - 3098 • 41 ]/(2 • 41) = 3838 H;
= 0; V 21. - Frl /, - Fa. d./2 - FKp l2 = 0,
откуда R^ = (FKp /2 + Fn. d./2 + Fr. 1.}/{21.) = (2304 • 86 +
+ 2384 • 45,833/2 + 3098 • 41)/(2 • 41) = 4632 H.
Проверка: Zz = - R^ + Fr[ + RzB ~ F = - 4632 + 3098 + 3838 -
- 2304 = 0.
Суммарные радиальные реакции подшипников:
для опоры А
F. =Ra = ^ 40852 + 46322 = 6176 Н;
гл л ул
для опоры В
FB = Rr = Fv\ + Я2 = л/ 40852 + 38382 = 5605 Н.
гл в у в zd
Определяем расчетный ресурс принятого подшипника 7306.
Исходные данные: FrA = 6176 Н, FrB = 5605 Н, Fa. = 2384 Н,
п. = 514 мин'1, Сг = 43 кН, е = 0,34, Y= 1,78.
При схеме установки подшипников враспор (см. рис. 7.16, а) осевые
составляющие находим по формуле (7.21):
F^ = 0,83eFrA = 0,83 • 0,34 • 6176 = 1727 Н,
FaB = O,83eFrfi = 0,83 • 0,34 5605 = 1568 Н.
414
Поскольку сумма всех осевых сил, действующих на опору А,
положительна:
F. + Л.Л- f„a = 2384 + 1568 - I727 >
(11 а^л ctzi
расчетная осевая сила для опоры
F а = F. + F „ = 2384 + 1568 = 3952 Н.
аА о1 ал
Для опоры В
F a-Fn,- Fr = 1727 - 2384 - 1568 < О,
ал о1 ал ’
поэтому
FaR = Р.В = 1568 Н.
Расчет ресурса ведем по более нагруженному подшипнику А.
Так как FaAfFrA = 3952/6176 = 0,640 > е = 0,34, то X = 0,4,
Y= 1,78.
Эквивалентная динамическая нагрузка по формуле (7.14):
Р = XF.+ YFnA = $A-6\% + 1,78 - 3952 = 9505 Н.
Г г/i (1А
Определяем базовый расчетный ресурс подшипника 7306 по формуле
(7.17):
106 / С \|0/3 106 / 43000 \10/3
L, ------I ) =---------( ------- | = 1986 ч.
60\ Рг / 60-514 \ 9505 /
Такой ресурс во много раз меньше требуемого (Lh = 36000 ч) и
минимально допускаемого (Lh = 10 000 ч).
Стремясь получить требуемый ресурс подшипника, увеличиваем
диаметр вала под подшипником до Jln = 40 мм и принимаем радиально-
упорный роликоподшипник средней широкой серии 7608. Заодно, в целях
обеспечения жесткости выступающего конца вала, увеличиваем его
номинальный диаметр до = 40 мм.
Определяем смещение точки приложения радиальной реакции
относительного торца подшипника 7608 (размеры см. в табл. П.10) по
формуле (7.23):
а{ = Т/2 + [(J, + Z>)/6] е = 35,25/2 + [(40 + 90)/6] • 0,3 = 24,0 мм.
Определяем радиальные реакции опор вала, используя расчетную
схему рис. 11.3, изменив лишь размеры = 47 мм и /2 = 96 мм (см. рис.
11.2, б):
= [^Р ('2 + 2А) + Fai d}/2 - Trl <1/(2/,) =
= [2304 (96 + 2 47) + 2384 • 45,833/2 - 3098 • 47]/(2 • 47) - 3689 Н;
415
= «Р /2 + ral W + Л. '№) =
= (2304 • 96 + 2384 • 45,833/2 + 3098 • 47)/(2 • 47) = 4483 Н.
Fr. = + 4°852 + 448 З2 = 6065 Н;
г/1 у/а
Л-й = Я2 + Л2 = 40852 + 36892 = 5504 Н.
FD yD ZU
Определяем базовый ресурс роликового подшипника 7608. Исходные
данные: FrA = 6065 Н, FrB = 5504 Н, Fal = 2384 Н, пх = = 514 мин'1,
Сг = 90,0 кН, е = 0,3, У= 2,03.
Осевые составляющие
F^ = Q$3eFrA = 0,83 • 0,3 • 6065 = 1490 Н,
FaB = WeFrB = 0,83 • 0,3 • 5504 = 1352 Н.
Сумма всех осевых сил, действующих на опору А,
+ Р.А = 2384 + 1352 - 1490 > 0,
поэтому
FnA = = 2384 + 1352 = 3736 Н,
(1Z1 (71 uD
^=^=*352 Н.
Определяем ресурс более нагруженного подшипника А.
Так как F^/F^ = 3736/6065 = 0,616 > е = 0,3, то Х = 0,4, Y = 2,03.
Эквивалентная динамическая нагрузка
Pr = XFrA + YFaA = 0,4 • 6065 + 2,03 • 3736 = 10010 Н.
Базовый ресурс подшипника 7608 опоры А
106 / С \’0/3 1 06 / 90000 \|0/3
L. =-----1—1 =---------------( ------I = 20186 ч.
h Wnx\PrAJ 60-514 \ 10010 /
что больше минимально допустимого.
Определяем базовый ресурс менее нагруженного подшипника В.
Так как FaB/FrB = 1352/5504 = 0,246 < е = 0, то Х = 1, Y = 0.
Эквивалентная динамическая нагрузка подшипника опоры В
PrB = FrB Кб = 5504 • 1,3 = 7155 Н.
Базовый расчетный ресурс подшипника 7608 опоры В
106 / С \|0/3 106 / 90000 \|0/3
L. =-----( — I =-------------( ------ I = 150000 ч,
h 60 лД Р я / 60-514 \ 7155 /
1 YD
что намного больше ресурса работы редуктора.
416
Окончательно для ведущего вала принимаем роликовые подшипники
7608. Подшипник А меняем один раз за установленный ресурс работы
редуктора.
Ведомый вал. Предварительно для опор вала принимаем конические
роликовые подшипники легкой серии типа 7210, для которых по табл. П.10
d = 50 мм, D = 90 мм, Т = 21,75 мм ® 22 мм, Сг = 56,0 кН,
е = 0,37, Y= 1,6.
Находим смещение точки приложения радиальной реакции отно-
сительно торца подшипника по формуле (7.23):
а2 = Т/2 + [(</ + Р)/6] е = 22/2 + [(50 + 90)/6] • 0,37 -
= 19,7 мм и 20 мм.
Расстояние между точками приложения активных и реактивных сил
(см. рис. 11.2, а): = 37 мм и /4 = 125 мм.
Руководствуясь рис. 4.3 и 11.2, а, составляем расчетную схему
ведомого вала (рис. 11.4).
417
Из-за неизбежной несоосности соединяемых валов муфта нагружает
вал дополнительной консольной силой м:
FKM « 0,2 (2 Г, 103Д7д) = 0,2 (2 834 103/147,21) = 2266 Н.
При этом конструируя муфту имеем: da = r/(sin (180°/z) = 38,1 /sin (180°/12)=
= 147,21 мм — делительный диаметр звездочки муфты (здесь t = 38,1 мм —
шаг цепи, z = 12 — число зубьев звездочки полумуфты, см. табл. 9.6 и 6.22).
Опорные реакции определим с учетом этой силы в следующем
порядке.
А. Находим опорные реакции вала от нагрузки в зацеплении.
В вертикальной плоскости в силу симметрии имеем (Ffl = F^)
Ryc = RzD= pq/2 = 817°/2 = 4085 H
В горизонтальной плоскости
Z7;=0; /^.2/3-Гг2/3-^2/2 = 0,
откуда
RZD = (fn l3 + pai ^/2)/(2/3) =
= (3098 • 37 + 2384 • 204,167/2)/(2 • 37) = 4838 H;
ЕГ/=0;ЛгС-2/3+ Fr2/3 - F„2 J2/2 = 0,
откуда
^с=(^г^-^У/(2О =
= (2384- 204,167/2 - 3098 • 37)/(2 • 37) = 1740 H.
Проверка:
Zz = - RzC ~ pr2 + Rzd=- 1740 - 3098 + 4838 = °-
Суммарные радиальные реакции подшипников:
для опоры С
Rc = л/ Ry2c + R2C = Л/ 40852 + 17402 = 4440 Н;
для опоры D
Rn = V Я2 + Л2 = V 40852 + 48382 = 6332 Н
D у и ZD
Б. Определяем опорные реакции вала от консольной силы F
вызываемой муфтой (рис. 11.5):
1^ = 0; =
откуда R^d = FK м /4 /(2/3) = 2266 • 125/(2 • 37) = 3828 Н;
2Гр = 0; Л,с-2/3-^м(/4 + 2/3) = 0,
откуда R^c = FKM (/4 + 2/3)/(2/3) = 2266 (125 + 2 • 37)/(2 • 37) = 6094 Н.
418
В. Определяем суммарные опорные реакции ведомого вала от
нагрузки в зацеплении и муфты.
Рассмотрим худший случай:
Frc = Rc+R»c = 4440 + 6094 = 10534 н;
Frn = + 7?п = 6332 + 3828 = 10160 Н.
Далее определяем ресурс принятого роликового подшипника 7210.
Исходные данные: FrC = 10534 Н, FrD = 10160 Н, Fa2 - 2384 Н, п2 =
115,4 мин1, Сг = 56,0 кН, е = 0,37, У = 1,6.
Определяем осевые составляющие по формуле (7.21):
FaC = O,83eFrC = 0,83 • 0,37 • 10534 = 3270 Н,
FaD = Q,83eFrD = 0,83 0,37 10160 = 3154 Н.
Поскольку сумма всех осевых сил, действующих на опору D,
F. + F r~ F п= 2384 + 3270 - 3154 > 0,
а С atf ’
расчетная осевая сила для опоры D
= -f.2 + F,c= 2384 + 3270 = 5654 Н,
а для опоры С
FnC = Fr,c~ 3270 н
дС а С
419
Из расчетов видно, что более нагруженным является подшипник D.
Определяем его ресурс.
Так как FaD/FrD = 5654/10160 = 0,556 > е, то Т= 0,4, У= 1,6.
Эквивалентная динамическая нагрузка по формуле (7.14):
PrD^XFrD + YF0D^ °’4'10160+ 1,6-5654= 1310 Н.
Определяем базовый расчетный ресурс подшипника 7210 опоры D по
формуле (7.17):
106 /С \10/3 1 06 / 56 0 00 \10/3
L =-----( ) =------------1 -------I = 7385 ч.
бОл/Р^/ 60-115,4 \ 1310 /
что меньше минимально допустимого.
Принимаем радиально-упорные роликоподшипники средней серии
типа 7310, для которых по табл. П. 10 d = 50 мм, D = 110 мм, Т~ 29,25 мм,
С - 100 кН, е = 0,31, Т= 1,94.
Произведем расчет ресурса этого подшипника. Для этого еще раз
находим расстояние
а2 = Т/2 + [(J+ Р)/6] е = 29,25/2 + [(50 + 110)/6] • 0,31 = 23,0 мм.
Определяем радиальные реакции опор вала, используя расчетные
схемы рис. 11.4 и рис. 11.5, изменив лишь размеры /3 = 41 мм и /4 = 136
мм (см. рис. 11.2, б):
4 + ^2 <W(2/3) =
= (3098 • 4J + 2384 • 204,167/2)/(2 - 41) = 4517 Н;
* с = (^2 d2/l ~ Frl /3)/(2/3) =
= (2384 • 204,167/2 - 3098 • 41)/(2 • 41) = 1419 Н.
Rc = л/ Лу2с + R*c = Ч 40852 + 14192 = 4324 Н;
RD~ R?d+ RId = л/ 40852 + 45172 = 6090 Н,
R^d = Л м 4 Л2/3) = 2266 • 136/(2 • 41) = 3758 Н;
RmC= Fkm (l4 + 2/3)/(2/3) = 2266 (136 + 2 • 41 )/(2 • 41) = 6024 Н;
FrC = Rc+RMc= 4324 + 6094 = 10348 Н;
FrD ~RD+R»D~ 6090 + 3758 = 9848 Н
420
Определяем силы:
FaC= 0,83eFrC = 0,83 0,31 • 10348 = 2663 Н,
FaD = 0,83^ = 0,83 • 0,31 • 9848 = 2534 Н,
FaD = ^2 + Fac = 2384 + 2663 = 5044 Н.
Так как FoD/FrD = 5047/9848 = 0,512 > е, то 0,4, Y = 1,94.
Эквивалентная динамическая нагрузка
PrD = (х FrD + Y Ы Кб = <0’4 ’9848 + 1 >94'5047) * 13 = 17850 Н.
Базовый расчетный ресурс подшипника 7310
106 / С. \!0/3 106 / 100000 \,0/3
£ =-----1 -L. =-----------( -------) = 45070 ч.
А 6Qn2\PrDJ 60-115,4 \ 17850 /
что обеспечивает ресурс работы редуктора (Lh = 36 000 ч).
Окончательно для ведомого вала принимаем роликовые подшипники
7310. Характеристики принятых подшипников сводим в табл. 11.3.
5. Расчет соединений вал — ступица
5.1. Проверяем прочность шпоночного соединения под ведомым
шкивом ременной передачи.
Для выходного конца ведущего вала по номинальному диаметру
конической части d = 40 мм принимаем размеры b*h сечения шпонки
по табл. 7.5, а длину I — в зависимости от длины ступицы согласно
примечанию к табл. 7.7: b = 10 мм, h = 8 мм, tx = 5 мм, / = 70 мм.
Выбранную шпонку проверяем на смятие по формуле (7.2):
осм = 2 Г- 103/Иср (Л - у у = 2 • 191 - 103/[35,90 (8-5) • 60] =
= 58 МПа < [сгсм1 = 60 МПа,
где Т — = 191 Н • м — передаваемый момент; dcp= 35,90 мм—
средний диаметр конической части вала, /р =/—/>= 70 — 10 = 60 мм —
Таблица 11.3. Основные размеры и эксплуатационные характеристики
принятых подшипников цилиндрического редуктора
Вал Обозначения подшипника Размеры d*D*T, мм Динамическая грузоподъемность Сг, кН Ресурс ч
Быстроходный- опора А 7608 40x90x32,25 90,0 20540
опора В 7608 40x90x32,25 90,0 150000
Тихоходный 7310 50x110x29,25 100,0 45070
421
расчетная длина шпонки; [стсм] = 60 МПа — допускаемое напряжение
смятия при спокойной нагрузке для ступицы из чугуна.
5.2 Проверяем прочность шпоночного (шлицевого) соединения под
полумуфтой на ведомом валу редуктора.
Для выходного конца ведомого вала по номинальному диаметру
d = 50 мм (см. табл. 7.5) принимаем:
b = 12 мм, h = 8 мм, = 5,0 мм, I = 70 мм.
Расчетная длина шпонки / = / — b = 70 — 12 = 58 мм, передаваемый
момент Т2 = 834 Н-м, допускаемое напряжение смятия [асм] = 100 МПа
при спокойной нагрузке для ступицы из стали (муфту изготовляют из
стали 45), рабочие напряжения смятия по формуле (7.2):
стсм =27? 1ОЖР (А - У У = 2 • 834 • 103Д45,9 (8 - 5,0) • 58] =
= 209 МПа > [осм] = 100 МПа,
т. е. условие прочности не выполняется.
Шпоночное соединение заменяем шлицевым. Размеры соединения
назначаем в зависимости от номинального диаметра d = 50 мм вала по
табл. 7.8. Принимаем модуль m = 2 мм, число зубьев z = 24. Проверяем
прочность шлицевого соединений на смятие рабочих граней шлицев по
формуле (7.3), принимая рабочую длину шлицев / = 76 мм при длине
ступицы полумуфты / = 82 мм и находя расчетную площадь смятия
А = 0,8/и/ = 0,8 • 2 • 76 = 122 мм2, средний диаметр соединения dm = mz —
= 2 • 24 = 48 мм:
асм = 2Т2 • 1O3/(O,75 z A dm) = 2 • 834 • 107(0,75 • 24 • 122 • 48] =
= 15,8 МПа < [осм] = 100 МПа,
Таким образом, на выходной конец ведомого вала насаживаем
полумуфту исполнения типа 3 — с эвольвентными шлицами.
5.3. Определяем необходимую посадку для бесшпоночного соеди-
нения колесо — вал.
5.3.1. Вычисляем расчетный (максимальный) момент
Т = Т7 m = 834 • 2,2 = 1835 Н • м,
где m ~ 2,2 — коэффициент, учитывающий кратковременные перегрузки.
5.3.2. По формуле (7.9) определяем давление, обеспечивающее
неподвижность соединения, принимая коэффициент трения / = 0,14
(сборка с нагревом), запас сцепления К = 2.
p = 2Tm^K/(nfd2l) = 2- 1835 • 103 • 2/(3,14 • 0,14 • 502 • 45)= 148 МПа,
где d = 50 мм — номинальный диаметр отверстия: / = 45 мм — длина
посадочной поверхности вала при длине ступицы колеса /ст = 50 мм.
422
5.3.3. Определяем диаметр ступицы колеса (см. рис. 7.11):
d « 1,5J + 10 мм = 1,5 50 + 10 = 85 мм.
По табл. П.4 принимаем JCT = 85 мм.
5,3.4. Определяем коэффициент жесткости:
С = 1 + (JC2T + d2)/^ - d2) = 1+ (852 + 5О2)/(852 - 5О2)= 3,06.
5.3.5. Вычисляем расчетный натяг по формуле (7.8):
Sp=p JC/215 = 148'50-3,06/215 = 105 мкм.
5.3.6. Определяем по табл. 7.12 допуск отверстия 05ОН7 1Т0 = 25 мкм
и основное отклонение вала (при и — 0)
ei = Sp + и + IT0 = 105 + 25 = 130 мкм.
5.3.7. По расчетному значению натяга выбираем (см. табл. 7.12)
стандартную посадку, обеспечивающую неподвижность соединения. Для
этого по номинальному размеру соединения d = 50 мм выбираем посад-
ку, у которой наименьший натяг должен быть равен (или больше, но
не меньше) расчетному значению. Этому условию соответствует посад-
Н7 / +175 \ 7
ка 050 —, что соответствует 050 ( ); N- = 111 мкм, W__=175 мкм.
z8 \ +136 '
Значения минимального и максимального 7Vmax вероятностных
натягов подсчитаны по формулам, учитывающим рассеивание размеров
вала и отверстия и, как следствие, рассеивание натяга:
AL, = 4™ - Д», = 50,136 - 50,025 = 0,111 мм = 111 мкм,
где dmm — наименьший предельный размер вала; Z)max — наибольший
предельный размер отверстия;
^ах = 4ах - 4».. = 50,175 - 50 = 0,175 мм = 175 мкм,
где Jmax — наибольший предельный размер вала; Ртш — наименьший
предельный размер отверстия.
При этом Jn)11 = d+ ei = 50 + 0,136 = 50,136 мм; dmax = d + es = 50 +
+ 0,175 = 50,175 мм; Z) n = d = 50 мм; D= d + ES —
= 50 + 0,25 = 50,025 мм.
6. Проверочный расчет валов редуктора
Ведущий вал.
6.1. Материал ведущего вала тот же, что и для шестерни, т.е. сталь
50ХН, так как они изготовлены как одно целое.
По табл. 7.1 предел прочности материала ов = 1100 МПа, предел
выносливости при симметричном цикле изгиба cr_j = 480 МПа, предел
выносливости при симметричном цикле кручения = 280 МПа;
коэффициенты ц/ст = 0,2 и = 0,1.
423
6.2. Согласно эскизной компоновке (рис. 11.2, £) вычерчиваем
конструкцию вала и составляем расчетную схему (рис. 11.6, а, б) Затем
приступаем к построению эпюр изгибающих моментов в вертикальной
и горизонтальной плоскостях (реакции опор определили во время
подбора подшипников).
Изгибающие моменты: в среднем поперечном сечении вал-шестерни
в вертикальной плоскости
= 4085 47 10-3 = 192 Н • М,
в горизонтальной плоскости
Ту№ = RiAl\ = 4483 ’ 47'10-3 = 210>7 Н ’ М’
И
^прав = и - WL =
= 4483 • 47 • КГ3 - 2384 • 45,833 • 1О“3/2 = 156,1 Н • м,
под подшипником В в сечении I в горизонтальной плоскости
Г, = = 2304 ’ 96 IO'3 = 221,2 Н • м.
Л1 к.р Z
Крутящий момент Тк = 7\ = 191 Н • м.
Строим эпюры изгибающих и крутящих моментов (рис. 11.6, в, г, д).
6.3. Проверяем прочность опасного сечения I— /.
Изгибающий момент Ти = Tyi = 221,2 Н * м, крутящий момент =
191 Н • м; максимальное нормальное напряжение
omax = TJW^ = 221,2 • 103/6400 = 34,6 МПа,
где = 0,16// = 0,1 403 = 6400 мм3;
максимальное касательное напряжение
т = 191 • 1О3/128ОО ==.14,9 МПа,
где И/ = О,2б// = 0,2 • 403 = 12800 мм3.
В месте установки кольца подшипника с натягом по табл. 8.20
определяем интерполированием значения отношений Ка / Kd = 4,45 и
К, / Kd — 3,13. Коэффициент влияния шероховатости поверхности KF= 1
при посадке с натягом; коэффициент влияния поверхностного упроч-
нения Kv = 1 для неупрочненной поверхности.
Находим коэффициенты снижения пределов выносливости по
формулам (8.4):
КаВ = М, + 1)/К„ = (4,45 + 1 - 1)/1 = 4,45;
(К, / К„+ KF- 1)/К„ = (3,13 + 1 - 1>/1 = 3,13.
424
Конструкция бала
Зпюра Тк,Нм
Рис. 11.6. Схема для расчета ведущего вала
425
Принимаем, что нормальные напряжения изменяются по симмет-
ричному циклу, т. е. <тд = <т1пах = 34,6 МПа, ат = 0; а касательные напря-
жения — по отнулевому, т. е.: то = тт — 0,5 ттах = 0,5 • 14,9 = 7,45 МПа.
Используя формулы (8.1) ... (8.4), определяем:
коэффициент запаса прочности по нормальным напряжениям
S = а_! /{KgD <5а) = 480/(4,45 • 34,6) = 3,12,
коэффициент запаса прочности по касательным напряжениям
= т_1/Ит2) т0 + VtTm) =
= 280/(3,13-7,45 + 0,1 -7,45) = 11,64,
результирующий коэффициент запаса прочности
5=5 5 / ^5 2 + 5"2 =
а т ' а г
= 3,12 -11,64/ л/ 3,122 + 11,642 = 3,01.
Для обеспечения прочности коэффициент запаса должен быть не
меньше [5] = 1,5 ... 1,8. Таким образом, прочность и жесткость ведущего
вала редуктора обеспечены.
Полученное сравнительно большое значение 5 = 3,01 объясняется
тем, что диаметр вала был увеличен при подборе подшипников качения.
Ведомый вал
6А. Принимаем материал вала сталь 45, нормализованная. По табл.
7.1: ав = 600 МПа, o_t = 250 МПа, T_t = 150 МПа, ц/ст = 0,05, = 0.
6.5. По эскизной компоновке (рис. 11.2, б), учитывая внесенное
изменение при расчете соединений деталей редуктора, вычерчиваем
конструкцию вала и составляем расчетную схему (рис. 11.7, а, б). Затем
приступаем к построению эпюр Tz, Т, Тк и Тм от консольной нагрузки
FM, вызываемой муфтой.
Изгибающие моменты: под подшипником С в сечении I I плоскости
действия силы F„
Тм1 = - Лем 4 = -2266 • 136 • 10-3 = -308,2 Н • м;
под зубчатым колесом в сечении И в вертикальной плоскости
= -RyC /3 = -4085 • 41 • 10-3 = -167,5 Н - м;
в горизонтальной плоскости
ту\\ = Rzc h = 1419 *41 ’ l0“3 = 58,2 Н • м;
426
Л’’|ТВ = RZC 'з - Л.2 d2 /2 =
= 1419 • 41 • IO"3 - 2384 • 204,167 • 10“3/2 = -185,2 Н • м;
в плоскости действия силы F
к м
т„п = - Л<м ('3 + Q + Л.73 =
= —2266 (41 + 136)- Ю“3 + 6024 • 41 • 10~3 = -154,1 Н • м;
Крутящий момент Тк = Т2 — 834 Н • м.
Строим эпюры изгибающих и крутящих моментов (рис. 11.6, в, г, д, е).
6.6. Проверяем прочность опасного сечения I— I.
Изгибающий момент Ти = Тм1 = 308,2 Н • м, крутящий момент
Тк = 834 Н • м. Напряжения в опасном сечении
aJx = = ЗО8’2 • Ю712500 = 24,7 МПа,
где = 0,ld/ = 0,1 • 5О3 = 12500 мм3;
ттах = Тк/И; = 834-103/25000 = 33,4 МПа,
где И'р = 0,2d/ = 0,2 • 503 = 25000 мм3.
Концентратором напряжения является посадка внутреннего кольца
подшипника с натягом. По табл. 8.20 определяем KQ/Kd = 3,23 и
= 2,35. Коэффициенты KF = 1 и Kv = 1 для этой поверхности вала.
Находим коэффициенты снижения пределов выносливости по
формулам (8.4):
KaD= (Ka/Kd + KF- 1)/^ = (3,23 + 1 - 1)/1 = 3,23;
KlD = kKJKd+KF~ \)/Kv = (2,35 + 1 - 1)/1 = 2,35.
Определяем коэффициент запаса прочности по формуле (8.1):
= атах = 24’7 МПа’ = °-
^=^=0,5 т1пах= 0,5-33,4= 16,7 МПа;
S = а_> /(KaD ой) = 250/(3,23 • 24,7) = 3,13;
7 = ^/(^D та + %тт) = 150/(2,35 • 16,7 + 0) = 3,82;
5 = 5 5 / Sa2 + S/2 = 3,13 • 3,82/ 3,132 + 3,822 = 2,42 > [5].
6.7. Проверяем прочность сечения II—Л.
Изгибающий момент (рассматриваем худший случай)
Т = л/ Т2 + Г2,. + Т' = V 167,52 + 185,22 + 154,1 = 403,8 МПа,
крутящий момент Тк — 834 Н • м.
427
0)
5)
г)
a)
e)
вертикальная плоскость
Г«
Рис. 11.7. Схема для расчета ведомого вала
428
Напряжения в опасном сечении
о1пая = TJWoc = 403,8 • 103/12500 = 32,3 МПа,
где И^. = 0,1^= 0,1 • 5О3 = 12500 мм3;
ттяк =TJW= 834 • 103/25000 = 33,4 МПа,
П1аЛ Л. П
где Жр = 0,2б//;= 0,2 • 5О3 = 25000 мм3.
Колесо устанавливается на валу с натягом. Для этого сечения также
получаем
KaD= (KJKd + KF-- V)/Kv = (3,23 + 1 - 1)/1 = 3,23;
KxD = ^JKd+ Kf~ = <2,35 + 1 - 1)/1 = 2,35;
Определяем коэффициент запаса прочности, принимая
= атах = 32’3 МПа’ = °;
^=^=0,5^=0,5-33,4=16,7 К ..
S = a.! /(KaD о„) = 250/(3,23 3~ > 2 40,
S /(^ тв + mvJ = 150/(2,35 • b г 0) = 3,82,
5 = 5 5 / 5о2 + S2 = 2,40 • 3,82/ V 2,402 + 3,822 = 2,03 > (5].
Прочность и Жесткость ведомого вала обеспечены.
7. Выбор смазочного материала
Принимаем, что цилиндрическая передача редуктора смазывается
погружением колеса в масляную ванну на глубину 20...30 мм, а подшип-
ники — масляным туманом.
Ориентировочно определяем необходимую вязкость смазочного
материала по эмпирической формуле (8.9):
V50 = Vl V = 27°/^ !’23 = 243 MMVc,
где Vj = 270 мм2/с — рекомендуемая кинематическая вязкость при
V = 1 м/с для высокопрочных зубчатых передач (ав > 1000 МПа) с
термически обработанной поверхностью зубьев, V = 1,23 м/с —окружная
скорость передачи.
Из табл. 8.30 выбираем масло ИТП-200 с кинематической вязкостью
v50 = 220 ... 240 мм2/с.
По рекомендациям принимаем объем масляной ванны V » 4 л
(0,004 м3).
429
2/ / 23 19 25
Рис. 11.8. Сборочный чертеж цилиндрического косозубого редуктора
430
Техническая характеристика
/. номинальный момент на ведомом вала Т2-83р Н-м
2.частота, вращения ведомого вала т~Н5,чмин.
з.передаточное число и-ч,5 е
Технические треоооания
(.Внутреннюю стенку корпуса и крышки покрасить маслостой-
кои краской, снаружи - серой нитроэмалью. a
г.Перед окончательной своркой стыки фланцев корпуса покрыть
пастой „Герметик".
3. В редуктор залить Чл масла марки /32-24 гост Ю957-7Ч
Ласт №Оокум. Подп. Лак
Т. КОНТР.
Н. КОНТР
АбВГ. ШШ.300..С6
Лит. масса масшт.
Редуктор цилиндрический Г?
лист \ листов
431
£
lama
t
ЕЗ
В
сз
i t ез § 1 Обозначение Наименование ё Приме- чание
Документация
II Пояснительная записка
22 Строчный чертеж
Сборочные единицы
1 Отдушина 1
Детали
•
1 Корпус редуктора 1
3 Крышка редуктора 1
4 Вал ведомый 1
5 Вал-шее терпя 1
б Колесо зубчатое 1
1 Крышка 1
8 Крышка 1
9 Крышка 1
to Крышка 1
II Диск нажимной t
12 Диск нажимной !
13 Диск маслоотражателя 2
/4 Паслоуказатель /
15 Втулка 2
16 Винт нажимной t
17 Винт нажимной t
IB Пробна I
АбВГ.ХХХХХХ.ЗОО.СП.
%
й,
Paipaf.'
Провер.
н. контр.
чтберд.
Редуктор
цилиндрический
Лит. Лист
_LL 1
Лнипо
~г
432
инб.н*поОл] noin. и дата [Взапин&Ы[Инв.№ду6л\ Пойп.идата
1 i (*S «□ с: Обозначение Наименование § < Орине- чание
Стандартные изделия
/9 Шпилька А12*65 022 2
20 Шпилька А12 *50.022 4
21 Винт П6*Ю ГОСТ 1491-80 4
11 Гайка М24*2.5 ГОСТ 5916-70 1
23 Гайка MI2.5 ГОСТ5915-70 6
24 Шайба 24 ГОСТ 11872 -89 1
25 Шайба 12 65Г СТ СЗВ 280-76 6
26 Штифт 8*25 ГОСТ9W~7ff 2
22 Шпонка 10*8*70 Ш2335О-78 1
2в 71анж&па1-$О*7ОГОСТ 8752-79 1
29 Манжета 1-40*60 ГОСТ 8752-79 1
30 Роликоподшипник №7310
Г0СТ27365-87 2
31 Роликоподшипник №7608
ГОСТ 27365'87 2
ЩШ ШКи, Ж//>Г<нд Д hfal'
Редуктор цилиндрический Лися 2
433
Рис. 11.9. Чертеж ведущего вала-шестерни
6,3 j /
(V)
т
число ЗЦйьё5~~
чгоп наклона эидьеб
Направление ли-
нии зуоа
Напмадьный
исходный контур
эд₽" г
степень точности -
целительный мам. а
(Назначение чертежа '
сопряженного холеар
Правое
ТОСТ
Ш55-&
О
273
I
М2<1
.Ъ
/. 269... ЗОгнв.зцВья 50... ЗОН.
I.Отв.центр.АЧ ГОСТ 1Ч03Ч ..
3. Неу казанные предельные отклонения размеров;
5ШС.на глубина в,в...1.2мм
<034-74 у
1?т|;/та^Д1№Я>.й7,|
„ Задав-t, остальных ± * среднего класса точности
45 Ч* Размер для справок г
»Я31
WIMill
вал-шестерня /.7
Ь.Кдкгя
Сталь 50XHfQC7Wi
Рис. 11.10. Чертеж цилиндрического зубчатого колеса
435
Определяем глубину ванны
h « V/(L'B') = 0,004/(0,34 • 0,17) = 0,07 м,
где L'= 0,34 м — длина, В'= 0,17 м— ширина ванны.
8. На основании эскизной компоновки (рис. 11.2, б) и конст-
руирования деталей передачи, валов, подшипниковых узлов, корпуса и
корпусных деталей выполняем сборочный чертеж цилиндрического
косозубого редуктора (рис. 11.8) и чертежи деталей (рис. 11.9, 11.10).
11.2. Техническое задание 2.
Привод с коническим редуктором
Спроектировать привод к технологической машине типа (см. рис. 2.15)
по схеме: электродвигатель, муфта, редуктор, цепная передача (см. рис.
2.36). Тяговая звездочка с шагом t = 80 мм и числом зубьев z = 8 при
окружной скорости v = 2,5 м/с передает окружную силу F = 4 кН; угол
наклона цепной передачи к горизонту а = 45°. Вращение тяговой звездочки
в одном направлении, нагрузка близкая к постоянной, работа с периоди-
ческими остановками. Ресурс привода Lh = 36 000 ч.
1. Кинематический и силовой расчет привода (рис. 11.11).
Рис. 11.11. Схема для расчета привода цепного конвейера
1.1. Определяем частоту вращения ведомого (тихоходного) вала
привода (тяговой звездочки) по формуле (1.7), предварительно находя
диаметр делительной окружности тяговой звездочки по формуле (1.8):
------=------------—---= 209,05 мм,
1804 . / 1804
— I sin I------------)
z ' ' 8 '
d,=
п.
60- 1000 V 60-1000-2,50
-----------=-------------—= 228,4 мин4.
л da 3,14-209,05
1.2. Ориентируясь на рекомендуемые значения передаточных чисел (см.
табл. 1.1), предварительно назначаем для конической передачи мред =3,15
(согласуясь с данными табл. 4.13), для цепной передачи мцеп = 2 (с целью
получения небольших габаритов передачи).
Тогда общее передаточное число привода
436
“общ “l2 W23 3,15’2 6,3.
Из формулы (1.2) определяем ориентировочное значение частоты
вращения вала электродвигателя
«эд = «б = «т “общ = 228>4 ’ 6’3 = 1439 мин''-
1.3. Определяем мощность на ведомом валу привода по формуле (1.11):
Рт = Fv = 4 • 103 2,5 = 10000 Вт = 10 кВт.
По формуле (1.10) находим общий КПД привода, приняв (по табл.
1.1) для закрытой передачи т| = 0,96 и для цепной передачи г]цеп = 0,97.
Побщ = 0ред Пцеп = 0,96 • 0,97 = 0,93.
Тогда необходимая мощность электродвигателя [формула (1.9)]
Л„,р = Л / п«вш = Ю/0.93 = 10-75 кВт.
1.4. По табл. ПЗ принимаем электродвигатель 4А132М4 с номиналь-
ной мощностью Рэд = 11 кВт и частотой вращения лэд = 1460 мин'1.
По табл. П2 диаметр выходного конца вала ротора двигателя d3a = 32 мм.
1.5. Уточняем передаточное число привода:
"Ли1 = ",„/", “ 1460/228,4 = 6,39.
Определяем передаточное число цепной передачи при стандартном
“р,Д = 3-15
= "общ /"р.д = 6,39/3,15 = 2,03.
Принимаем для дальнейших расчетов значение мцеп = 2.
1.6. Определяем частоты вращения и угловые скорости валов привода:
ведущего вала редуктора
“1 ~ «Эд = 14^0 мин'1,
что соответствует угловой скорости [см. формулу (1.12)]
0), = я л,/30 = 3,14 • 1460/30 = 152,9 с'1;
ведомого вала редуктора (ведущего вала цепной передачи)
п2 = п{ /и^ = 1460/3,15 = 463,5 мин'1,
о>2 = я «2 /30 = 3,14 • 463,5/30 = 48,54 с'1;
ведомого вала привода (ведомого вала цепной передачи)
= п2 /ицеп = 463,5/2 = 231,7 мин'1,
®3 = я п3/30 = 3,14-231,7/30 = 24,27 с'1.
437
Отклонение от заданного значения
л,-лт 231,7 - 228,4
----— • 100 % =-----------’— • 100 % =1,44 %,
3 лт 228,4
что вполне допустимо.
1.7. Определяем вращающие моменты на валах привода: на ведомом
валу цепной передачи [см. формулу (1.6)]
Т3 = Рт/ ®3 = 10000/24,27 = 412 Н • м;
на ведущем валу цепной передачи (он же ведомый вал редуктора)
Т, 412
Г, -----------=---------= 212 Н • м;
Мцеп Пцеп 2 • 0-97
на ведущем валу редуктора
2. Расчет конической зубчатой передачи редуктора
2.1. Руководствуясь рекомендациями § 4.5, проектируем конический
редуктор с круговыми зубьями, Внешний делительный диаметр колеса
из условия сопротивления контактной усталости рабочих поверхностей
зубьев определяем по формуле (4.35), для чего находим значения пара-
метров, входящих в эту формулу. Передаточное число и = и = 3,15.
Номинальный вращающий момент на валу колеса Т2 = 212 Н • м.
Для получения сравнительно небольших габаритов передачи,
предполагая, что диаметр шестерни d < 125 мм и ширина венца колеса,
b < 80 мм, для изготовления шестерни и колеса принимаем согласно
табл. 4.1 сталь 40Х (поковка). Назначаем для шестерни и колеса одну и
ту же твердость рабочих поверхностей зубьев 48HRC3, термическая
обработка — улучшение с последующей закалкой ТВЧ.
По табл. 4.2 пределы контактной и изгибной выносливости зубьев
шестерни и колеса:
<’я1,т2 = = 17HRC3+ 200 = 17-48 + 200 = 1016 МПа;
°Г1ип1 = aFiini2 = aFiim ~ 650 МПа.
Допускаемые контактные напряжения находим по формуле (4.1), при-
нимая SH lnm = 1,2 для зубчатых колес с поверхностным упрочнением
зубьев и ZN = 1 для ресурса редуктора 36000 ч:
°ир = (?нит/$Итм ) Zn= (1016/1,2)- 1 = 847 МПа.
Допускаемые напряжения изгиба при расчете на усталость опре-
деляем по формуле (4.7), принимая 5/пш1 = 1,75 для колес, изготовленных
438
из поковок и штамповок, fa = 1 при одностороннем приложении
нагрузки и Yn= 1 при длительно работающей передаче:
’№= ) Г„ Г„= (650/1,75)- I • 1 = 371 МПа
При = b/dx = 0,166 "V и2 + 1 = 0,166 у/ 3,152 + 1 = 0,55 по табл. 4.3
определяем значение коэффициента Кн°^ = 1,64.
Тогда коэффициент, учитывающий распределение нагрузки по ширине
колеса [см. формулу (4.12)]
^ = ^Л = ТГб4 = 1,28.
По табл. 4.14 коэффициент вида зубьев vH = 0,81 + 0,15 и =
= 0,81 + 0,15-3,15 = 1,28.
Подставляем эти данные в формулу (4.35) и производим вычисление:
165^
103 1\ Ки. и
L Лр
QHPVH
3 103-212-1,28-3,15
= 165 -М------------’----~
8472-1,28
= 161,1 мм.
Полученное значение внешнего делительного диаметра колеса
округляем до ближайшего значения по ГОСТ 12289-76 и принимаем по
табл. 4.13 del = 180 мм. По этой же таблице назначаем ширину венцов
зубчатых колес Ьх = Ь2 = Ь = 26 мм.
2.2. Определяем число зубьев колеса, по эмпирической формуле (4.37),
принимая С = 11,2 по табл. 4.14:
Z2 = • У de2= 11,2 У 3,152 • V 180 = 42,1.
Принимаем z2 = 42.
Число зубьев шестерни
Z, = z2/m = 42/3,15 = 13,3.
Принимаем Zj = 13.
Окончательное значение передаточного числа конической передачи
м = z2/z, = 42/13 = 3,23077,
отклонение от стандартного значения
Дм = [(3,23077 - 3,15)/3,15] • 100 % = 2,56 % < 4 %.
Уточняем значения частот вращения, угловых скоростей и вращаю-
щих моментов на валах привода:
п2 = пх/и = 1460/3,23077 - 451,9 мин1;
го2 = л п2 /30 = л • 451,9/30 = 47,32 с’;
439
яз = я2/ицеп = 451,9/2,0 = 225,95 мин » 226 мин’1;
<о3 = я п3 /30 = л • 226/30 = 23,66 с’1;
Т3 = Рт/®3 = 10000/23,66 = 423 Н • м;
= Тз /(uwn Лцеп) = 423/(2 • 0,97) = 218 Н • м;
= т2 /<мред Пред) = 218/(3,23077 • 0,96) = 70,3 Н • м.
2.3. Определяем внешний окружной модуль для колес по формуле
(4.38):
mte = ^е2 / z2 = 180/42 = 4,2857 мм.
2.4. Вычисляем основные геометрические параметры (см. рис. 4.4)
по формулам (4.40) ... (4.44):
углы делительных конусов:
колеса 52 = arctg и = arctg 3,23077 = 72°48'05",
шестерни 5, = 90° - 52 = 90° - 72°48,05" = 17’1 Г55";
внешнее конусное расстояние:
Re = 0,5 mte V z,2 = 0,5 • 4,2857 л/ ]32 + 422 = 94,212 мм « 94,21 мм;
внешний делительный диаметр шестерни:
~ mteZl= 4,2857 • 13 = 55,714 мм;
внешние диаметры вершин зубьев шестерни и колеса
= de] + 1,64 mte cos 8| = 55,714 + 1,64- 4,2857 cos 17° 11'55" = 62,43 мм,
Jae2 = de2 + 1,64 mte cos 53 = 180 + 1,64 - 4,2857 cos 72°48'05" = 182,08 мм;
средние делительные диаметры шестерни и колеса:
dl = de](\ - 0,5 = 55,714(1 - 0,5 • 0,2760) = 48,026 мм « 48,03 мм,
= de2(l - 0,5 Kbe) = 180(1 - 0,5 • 0,2760) = 155,162 мм « 155,16 мм,
где коэффициент ширины зубчатого венца
КЬе = b/Re = 26/94,21 = 0,2760.
Сопоставляя габаритные размеры колес спроектированной передачи
с рекомендациями табл. 4.1, удостоверяемся, что назначенная в начале
расчета марка стали 40Х и термическая обработка не требуют изменений.
2.5. Определяем силы, действующие на валы от зубчатых колес (см.
рис. 4.5) при среднем угле наклона, зуба 0 = 35°:
окружная сила на среднем диаметре (пренебрегая потерями энергии
в зацеплении) [см. формулу (4.45)]:
Л1 = Fa = 2T2/i/2 = 2 - 2 1 8-103 / 155,16 = 28 1 0 Н;
440
осевая сила на шестерне при правом направлении линии зуба и
вращении по ходу часовой стрелки, равная радиальной силе на колесе
[см. формулу (4.46 о)]:
F. = Fr7 = Ft (0,44 sin 5, + 0,7 cos 5.) ~
i* * f,£ I X 1
= 2810 (0,44 sin 17’11'55" - 0,7 cos 17’11’55’’) == 2245 H;
радиальная сила, на шестерне, равная осевой силе на колесе, [см.
формулу (4.47 а)]:
= F«i = Ft (0,44 cos 5. - 0,7 sin S,) =
I I It £ I 1
= 2810 (0,44 cos 17’11’55" + 0,7 sin 17’11’55") = 600 H.
2.6. Произведем проверочный расчет передачи на контактную
выносливость по формуле (4.49). Для этого определяем:
параметр цм = b/d{ = 26/48,03 = 0,541;
по табл. 4.3 коэффициент = 1,63,
по формуле (4.12) коэффициент Кн^ = л/ = >/ 1,63 = 1,28;
среднюю окружную скорость колес по формуле (4.48):
V = (D, d{ / (2 1000) = 152,9-48,03/(2- 1000) = 3,67 м/с,
назначаем 9—ю степень точности (табл. 4.5);
по рис. 4.1 коэффициент КИа = 1,14;
по табл. 4.6 коэффициент KHv = 1,02;
коэффициент нагрузки Кн = КНа KHv = 1,14 • 1,28 • 1,02 = 1,49.
Вычисляем рабочее контактное напряжение
1900 I 103 Т2Кни 1900 I 103-218-1,49-3,23077
Je2 N de2v„ 180 V 180-1,28
= 712МПа<а„„= 847 МПа.
пг
Недогрузка составляет
847 — 712
&зн = J ЮО % = 15,9 %.
н 847
2.7. Производим проверочный расчет на выносливость при изгибе
зубьев колес по формуле (4.50).
Для этого определяем:
коэффициент KFa = 1;
по табл. 4.4 коэффициент ЯД = 1,47;
по формуле (4.16) коэффициент У ЯД = У 1,47 =
1,21;
441
по табл. 4.7 коэффициент KFv = 1,04;
коэффициент нагрузки KF = KFa KFv = 1 • 1,21 • 1,04 = 1,26,
по формуле (4.52) биэквивалентное число зубьев колеса
Zvn2 = z2 / (°>55 cos б2> = 42/(0,55 cos 72’48'05") - 258;
коэффициент — 3,69 (см. табл. 4.12);
по табл. 4.14 коэффициент вида зубьев vF = 0,65 +0,11 и =
= 0,65 + 0,11-3,23 = 1.
Находим рабочее напряжение зубьев колеса по формуле (4.50).
2330 2330 - 218-1,26-3,69
о =--------2 F :---—« П5 МПа<Осп= 371 МПа.
de2bmtevF 180-26-4,2857-1
Проверочный расчет зубьев шестерни на выносливость при изгибе
выполняем по формуле (4.53). Для этого сначала определяем биэквива-
лентное число зубьев шестерни
г /(0,55 cos 5,) = 13/(0,55 cos 17’11'55”) = 25
и значение коэффициента = 3,9.
Тогда
/У„ = 115-3,9/3,69 =121,5 МПа < о™ = 371 МПа.
2.8. Результаты расчетов передачи сводим в табл. 11.4.
Для сравнения габаритов конического редуктора приводим резуль-
таты расчетов прямозубой передачи с твердостью колес < 350 НВ (II
вариант).
3. Расчет цепной передачи
Из предыдущих расчетов известно: вращающий момент на валу
меньшей звездочки Т2 = 218 Н - м; частота вращения меньщей звездочки
п2 = 451,9 мин 1 (со2 = 47,32 с’1), частота вращения ведомой звездочки
«з =226 мин-1 (со3 = 23,66 с'1), передаточное число «цеп = и = п2/п2 =
- 451,9/226 =2.
3.1. Для уменьшения динамических нагрузок на цепь и звездочки, а
также диаметров звездочек принимаем приводную роликовую двухрядную
цепь, расчетное значение шага которой определяем по формуле (6.33).
Для этого сначала находим:
рекомендуемое число зубьев ведущей звездочки z1 — 31 — 2и —
= 31 — 2 • 2 = 27; принимаем из стандартного (табл. 6.25) ряда z} = 25;
Число зубьев ведомой звездочки z2 ~ и = 2 • 25 = 50, что соответ-
ствует стандартному значению;
Коэффициент эксплуатации по формуле (6.34), принимая при
спокойной нагрузке К = 1, Кп = 1 при а = (30...50) 6 Кс = 0,8 при
442
смазывании погружением, Ку = 1 при у< 60°, Кр = 1,25 при двухсменной
работе, /крег =1,15 при периодическом регулировании:
Кэ = ККаКп 1-1 -0,8-1 -1,25-1,15= 1,15;
ориентировочно по табл. 6.23 принимаем допускаемое среднее
давление [р] = 20 МПа. число рядов цепи тр = 2.
Тогда расчетное значение шага цепи
з/ Т-103 -К з 1 218- 103- 1,15
t> 2,8 \----------= 2,8 V---------:---= 17,66 мм.
’ г, [р] т ’ 25-20-2
Таблица 11.4. Основные параметры зубчатого зацепления проектируемого
конического редуктора
Параметр Вариант
I II
Номинальный момент на ведомом валу Т2, Н • м Угловая скорость вала, рад/с: 218 214
ведущего t0[ 152,9 152,9
ведомого о>2 47,32 48,17
Передаточное число и Материал' 3,23077 3,17391
шестерни 40Х 35ХМ
колеса Твердость зубьев: 40Х 35ХМ
шестерни 48HRC, 285НВ
колеса 48HRC, 250НВ
Тип передачи Число зубьев: С круговыми зубьями Прямозубая
шестерни zt 13 23
колеса z2 42 73
Внешний окружной модуль т1е, мм Внешний делительный диаметр, мм: 4,2857 3,8356
шестерни de] 55,714 88,219
колеса de2 Углы делительных конусов: 180 280
шестерни 5[ 17° 1Г 55" 17° 29’ 17"
колес 52 72° 48' 05" 72° 30’ 43"
Внешнее конусное расстояние R мм Ширина венца, мм: 94,21 146,78
шестерни 26 42
колеса Ь2 Силы в зацеплении, Н: 26 42
окружная Ft 2810 1784
осевая Тв1 2245 195
радиальная Тг1 600 619
443
По табл. 6.22 принимаем двухрядную цепь типа 2ПР с параметрами
t - 19,05; Fp = 72 кН; А ~ 25,5 мм; q = 3,5 кг/м; 5^ = 210 мм2
По табл. 6.23 интерполированием определяем [р] = 19 МПа и его
умножаем на коэффициент Кз = 1 + 0,01 (Zj — 17) = 1 + 0,01 (25 — 17) =
= 1,08. Получаем допускаемое среднее давление для проектируемой
передачи [р] = 19,0- 1,08 = 20,5 МПа, что мало отличается от ранее
принятого значения.
3.2. Определяем скорость цепи по формуле (6.37)
V = Z, t п2 /(60 • 1000) = 25 • 19,05 • 451,9/(60 • 1000) = 3,587 м/с.
3.3. Определяем предварительное значение межосевого расстояния
по формуле (6.38):
а = (30 ... 50) t = (30 ... 50) 19,05 = 571,5 ... 952,5 мм.
С целью экономии материала и получения небольших габаритов
передачи, ориентируемся на меньшие значения межосевого расстояния
и принимаем а = 600 мм.
При этом число звеньев в цепи [см. формулу (6.39)]:
jL,= 2n,+ 0,5zz + £/а = 2 -31,496 + 0,5-75 + 3,9792/31,496 = 101,0,
где
at = a/t = 600/19,05 = 31,496,
= 21 + z2 ~ 25 + 50 = 75,
Д = (z2 - 2^/(2^) = (50 - 25)/(2 • 3,14) = 3,979.
Принимаем четное число звеньев L{ ~ 100.
Длина цепи L = Ltt= 100 - 19,05 = 19,05 мм ~ 1,905 м.
Масса цепи т = Lq= 1,905 - 3,5 = 6,66 кг.
3 4. Уточняем межосевое расстояние по формуле (6.40):
а = 0,25 t [L- 0,5% + л/ (£,- О,5%)2 - 8Д2 ] =
= 0,25 • 19,05 [100 - 0,5 • 75 + V (100 - 0,5 - 75)2 - 8 • 3,9792] =
= 590,45 мм.
Для обеспечения свободного провисания цепи предусматриваем умень-
шение а на 0,2...0,4 %, т.е. на 590,45 • (0,002...0,004) = 1,18. 2,36 мм.
Назначаем монтажное межосевое расстояние а = 589 мм.
3.5. Определяем окружную силу Fti на звездочке, равную тяговой силе
на ведущей ветви, по формуле (6.41):
F = P/v = 10 316/3,587 = 2876 Н,
где Р= Г,со2 = 218-47,32 = 10 316 Вт.
444
3.6. Вычисляем приближенно нагрузку на валы и опоры по формуле
(6.42):
Fn « l,15Ff = 1,15 • 2876 = 3307 Н.
3.7. Проверяем цепь на износостойкость по формуле (6.43):
р = FtK3 /Son = 2876 • 1,15/210 = 15,7 МПа < [р] = 19 МПа.
Недогрузка составляет
Др = [(19,0 - 15,7)/19,0] 100% = 17,4%.
Рассмотрим возможность применения цепи с ближайшим меньшим
шагом.
По табл. 6.22 принимаем t ~ 15,875 мм и производим проверочный
расчет на износостойкость.
Для этого определяем:
скорость цепи
V = Z1 tn2/(60 • 1000) = 25 15,875 451,9/(60 • 1000) = 2,989 м/с;
окружную силу
Ft = P/v = 10316/2,989 = 3451 Н.
Проекция опорной поверхности шарнира двухрядной цепи
5оп = 134 мм2 (см. табл. 6.22). Допускаемое давление (см. табл. 6.23)
[р] = 21,0 МПа при = 17 и допускаемое среднее давление [р] =
= 21,0-1,08 = 22,7 МПа при z, = 25; среднее рабочее давление
р = Ft ‘ K3/Son = 3451 - 1,15/134 = 29,6 МПа > [р] = 22,7 МПа, т.е. условие
износостойкости не выполняется.
Поэтому окончательно принимаем двухрядную приводную ролико-
вую цепь с шагом t = 19,05 мм.
Определяем коэффициент запаса прочности этой цепи по формуле
(6.35):
Ft К + А + Ff 2876 • 1 + 45,03 + 58,6
где нагрузка от центробежных сил
Fa = q и1 = 3,5 - 3,5822 = 45,03 Н;
нагрузка от провисания цепи
Ff= 9,81 kfqa = 9,81 3,5 2,9 • 0,589 = 58,6 Н,
. , , 5 (90 - у) , , 5 (90 - 45) , _
здесь к,= 1 + — ------= 1 + ——= 3,5.
1 90 90
445
По табл. 6.24 интерполированием определяем нормативный коэффи-
циент запаса прочности [5] > 9,2.
Следовательно, условие 5 > [5] выполнено.
3.8. Намечаем конструкцию звездочек и определяем их размеры (см.
табл. 6.27).
Для ведущей звездочки:
делительный диаметр
</д1 = Z/sin(1807^) = 19,05/sin( 180 725) = 151,99 мм;
диаметр окружности выступов
Ре1 = t [0,5 + ctg (1807^1)] = 19,05 • [0,5 + ctg (180725)] = 160,3 мм;
диаметр окружности впадин
Da = Dal- 2r= 151,99 - 2-6,035 = 139,92 мм,
где радиус впадины г = 0,5025 d3 + 0,05 = 0,5025 • 11,91 + 0,05 = 6,035 мм;
радиус закругления головки зуба г, = l,7rf3 = 1,7 • 11,91 = 20,25 мм;
радиус закругления г2— 1,6 мм;
расстояние от вершины зуба до линии центров дуг закругления
Л, = 0,8 d3 = 0,8 • 11,91 = 9,53 мм;
наибольший диаметр обода
Do = t ctg ( 1807г,) - 1,ЗЛ = 19,05 х ctg (180725) - 1,3- 18,08 =
= 127,3 мм » 127 мм;
ширина зуба двухрядной звездочки
д, = 0,9 S - 0,15 = 0,9-12,7 - 0,15 = 11,28 мм;
ширина венца звездочки
В2 = А + Ь2 = 22,78 + 11,28 = 34,06 мм;
длина ступицы
= (1,5 ... 3) d = (1,5 ... 3) 40 = 60 .. 120 мм,
где d = 40 мм — диаметр конического конца ведомого вала редуктора.
По табл. 6.27 принимаем /ст = /2 + 3 = 82 + 3 = 85 мм;
толщина ступицы
= (0,8 ... 2,5) t = (0,8 ... 2,5) • 19,05 = 15,2 ... 47,6 мм,
принимаем Ьп = 17 мм;
диаметр ступицы
= d + 2Z>„ = 40 + 2 17 = 74 мм,
принимаем по табл. П4 JcT = 75 мм.
446
Для ведомой звездочки:
делительный диаметр
dal = Г/sin (1807z2) = 19,05/sin (180750) = 303,39 мм;
диаметр окружности выступов
Де2 = ' l°>5 + ct& < 18°7г2)] = 19,05 • (0,5 + ctg (180750)1 - 312,3 мм;
диаметр окружности впадин
Dn = “ 2г = 303,39 - 2 • 6,035 = 291,32 мм.
3.9. Результаты расчетов сводим в табл. 11.5.
Для сравнения габаритов цепной передачи приведем результаты
расчетов передач с однорядной роликовой цепью (вариант II) и зубчатой
цепью (вариант III).
4 . Эскизная компоновка. Предварительный расчет валов. Подбор
подшипников
4.1 . Эскизную компоновку редуктора (рис. 11.12 и 11.13) выполняем
в соответствии с рекомендациями, изложенными в § 8.4. Установку
ведущего вала проектируем на радиально-упорных подшипниках по схеме
врастяжку. Установку ведомого вала проектируем по схеме враспор с
симметричным расположением подшипников относительно оси ведущего
вала. Это позволят обеспечить два варианта сборки, т. е. менять располо-
жение выходного конца ведомого вала относительно корпуса редуктора.
При окружной скорости колес V = 3,67 м/с принимаем смазывание под-
шипников масляным туманом. Для предотвращения вытекания масла
из подшипниковой полоски предусматриваем установку резиновых
манжет в крышках с отверстиями для выступающих концов валов.
4.2 Назначаем предварительные размеры отдельных участков валов.
Ведущий вал. Диаметр dx выступающего конца быстроходного вала
находим по формуле (7.1):
J | Т, • 103 * I 70,3 103
d. = ~ 28,6 мм,
1 0,2-(тк] N 0,2-15
По компоновочной схеме быстроходный вал должен быть соединен
с валом электродвигателя стандартной муфтой. Для амортизации возни-
кающих во время пуска ударов выбираем упругую муфту с торообразной
оболочкой (табл. 9.4).
Допускаемый крутящий момент муфты
[ 7] > 7\К = 70,3 • 2,0 = 140,6 Н • м,
где К = 2,0 — коэффициент динамичности нагрузки для цепного
конвейера по формуле (9.1).
447
Таблица 11.5. Основные параметры проектируемой цепной передачи
Параметр Значение параметра для варианта
I II III
Номинальный вращающий
момент на ведущем валу Т2, Н • м 218 218 218
Угловая скорость звездочки, рад/с:
ведущей <о2 47,32 47,32 47,32
ведомой ю3 23,66 23,66 23,31
Число зубьев звездочки:
ведущей zt 25 25 31
ведомой г2 50 50 63
Шаг цепи t, мм 19,05 25,4 19,05
Тип приводной цепи и условное
обозначение роликовая роликовая зубчатая
двухрядная однорядная типа I.
нормальной нормальной Цепь ПЗ-1-19,
серии типа серии типа 05-105-69
ПР. Цепь ПР. Цепь ГОСТ 13552-81
2ПР-19, ПР-25,
05-64 ГОСТ 4-60 ГОСТ
13568-75 13568-75
Делительный диаметр
звездочки, мм:
ведущей 151,99 202,66 188,30
ведомой г/д2 303,39 404,52 382,22
Число звеньев в цепи Lt 100 100 110
Длина цепи £, мм 1905 2540 2095
Масса m , кг 5,52 6,60 12,38
Монтажное межосевое расстояние
а , мм 589 785 590
Окружная скорость цепи v , м/с 3,587 4,783 4,448
Окружная сила Ft, Н 2876 2157 2319
Нагрузка на валы и опоры F„, Н 3307 2480 2667
При выборе конкретного типоразмера муфты за исходные параметры
принимаем диаметр вала электродвигателя J = 38 мм и допускаемый
момент [7] = 140,6 Н • м. По табл. 9.4 выбранная муфта может соединять
валы с диаметрами 30 ... 40 мм.
Для обеспечения высокой точности базирования полумуфты и техно-
логичности монтажных и демонтажных операций проектируем выступа-
ющий конец ведущего вала редуктора конусным. Так как расчетный
диаметр = 21,4 мм и с?эд = 38 мм, то в соответствии с характеристикой
муфты (см. табл. 9.4) номинальный диаметр конического конца вала
<7, — 30 мм.
448
Рис. 11.12. Эскизная компоновка узла ведущего вала
Так как намечена установка ведущего вала редуктора на опорах по
схеме врастяжку, то конструкцию вала проектируем по форме, приведен-
ной на рис. 8.6, в. Назначаем диаметр вала под уплотнением <У]у = 30 мм
(см. табл. 8.23), диаметр вала под гайкой =33 мм (см. табл. 8.6), диаметр
вала под подшипниками dln = 35 мм.
449
Рис. 11.13. Эскизная компоновка узла ведомого вала
Ведомый вал. Диаметр выступающего конца тихоходного вала опре-
деляем по формуле (7.1):
з |----;— з ---------,
Л К-103 Л 218- 103
d2 = Л/-------= ---------я 37,9 мм,
> 0,2 • [тД 1 0,2-20
Учитывая, что на ведомый вал действует сравнительно большая
консольная нагрузка от цепной передачи F = 3307 Н (больше окружной
силы Ft = 2810 Н в зацеплении конической зубчатой передачи), в целях
обеспечения большей жесткости выступающего конца вала и лучшего
центрирования на нем звездочки, принимаем конический конец вала с
номинальным диаметром d2 - 40 мм.
Для уменьшения отходов металла в стружку и количества техноло-
гических операций и, следовательно, для увеличения технологичности и
экономичности конструкции вала в целом, остальную часть его выполняем
с постоянным поперечным сечением, т. е. d2 = 40 мм.
4.3. Подбор подшипников
Проверку долговечности подшипников выполняем по методике,
приведенной в § 7.5 и 7.6.
450
Ведущий вал. Предварительно для опоры А принимаем роликовый
подшипник средней серии 7307, а для опоры В — роликовый подшипник
легкой серии 7207 (см. в табл. П.10).
Определяем смещение точки приложения радиальной реакции
относительно торца подшипника А по формуле (7.23):
аА = Т/2 + [(г/ + Р)/6] е = 22,75/2 + [(35 + 80)/6[ • 0,32 = 17,5 мм,
то же самое для подшипника В:
ав = Т/2 + [(d + П)/6] е = 18,25/2 + [(35 + 72)/6] • 0,37 =
= 15,7 мм « 16 мм.
Расстояния между точками приложения активных и реактивных сил при
установке подшипников на валу по схеме врастяжку (см. рис. 11.12, а):
/ = 25 мм, /2 = 60 мм, /3 = 97 мм.
Руководствуясь рис. 4.5 и 11.12, а, выполняем расчетную схему
ведущего вала — рис 11.14.
Из-за неизбежной несоосности соединяемых валов редуктора и
электродвигателя муфта нагружает вал дополнительной силой F ,
которая в случае применения упругой с торообразной оболочкой муфты
определяется по формуле (9.5):
FM = 0,45 Т{ • 103/П = 0,45 • 70,3 • 103/200 = 158 Н,
где D = 200 мм (см. табл. 9.4).
451
Опорные реакции определяем с учетом консольной силы Fu в
следующем порядке:
А. Находим опорные реакции вала от нагрузки в зацеплении.
В вертикальной плоскости:
= Ftx(lx+l2)-RyAl2 = Q,
откуда
RyA = Ftl Ul + Wh = 2810 (25+ 6°)/60 = 3981 Н’
^= о; Л1 h - RyBh = °,
откуда
RyB = Fti lx lh = 2810 ’ 25/60 = 1171 Н.
В горизонтальной плоскости:
ХГ, = 0; F„ (I, + у//2 - rf,/2 + RM l2 = 0,
откуда
^ = [F£fid1/2-FrI(/1 + Z2)]//2 =
= [2245 • 48,03/2 - 600 (25 + 60)]/60 = 49 H.
2^=0; Frlh-FaA/2 + RzB.l2 = Q,
откуда
Rzb = <Fai dil2 ~ Fn Wh = <2245 • 48,03/2 - 600 • 25)/60 = 649 H.
Суммарные радиальные реакции подшипников:
для опоры А
ra = Rva + r?a = 39812 + 493 = 3981,3 Н « 3981 Н;
для опоры В
RB=^I RyB + R?B = 11712 + 6492 = 1339 Н.
Б. Определяем опорные реакции вала от консольной нагрузки 7^,
вызываемой муфтой (рис. 11.15):
^^ = 0;^ /,-/„ (/, + /,) = о,
откуда
Лл. = Л. + У/'г = 158 (60 + 97J/60 = 413 Н;
452
откуда
h/h = 158 • 97/60 = 255 Н;
В. Определяем суммарные опорные реакции ведущего вала от
нагрузок в зацеплении и муфты, рассматривая худший случай:
FrA = Ra + RAu — 3981 -ь 255 = 4236 H,
Frt = RB + Rrm == 1339 + 413 = 1752 Н.
Го D 2JM
Находим базовый расчетный ресурс принятых роликовых подшип-
ников 7307 и 7207.
Исходные данные: FrA = 4236 Н, FrB = 1752 Н, F01 = 2245 Н,
«1 = 1460 мин'1; для подшипника 7307: Сг = 54,0 кН, е = 0,32, Y— 1,88;
для подшипника 7207: Сг = 38,5 кН, е = 0,37, У= 1,62.
Определяем осевые составляющие реакций по формуле (7.21):
F л = 0,83 e.F' = 0,83 • 0,32 • 4236 = 1122 Н,
СШ А ГА ’
FaB = 0,83 eBFrB = 0,83 • 0,37 • 1752 = 537 Н.
Вычисляем осевые нагрузки на подшипники.
Поскольку сумма всех осевых сил, действующих на опору А, поло-
жительна:
Га1 + Роа = 2245 + 537 - 1122 > 0,
453
расчетная осевая сила для опоры А
Ли = + = 2245 + 537 = 2782 Н,
для опоры В
FaB=FaB = si7 н.
Сначала определяем базовый расчетный ресурс наиболее нагружен-
ного подшипника 7307.
Так как FaAIFrA = 2782/4236 = 0,657 > еА = 0,32, то X = 0,4,
Г= 1,88.
Эквивалентная динамическая нагрузка
Я, = XFrA + У?ПА = 0,4 • 4236 4- 1,88- 2782 = 6924 Н.
ГЛ ГЛ иЛ
Базовый расчетный ресурс подшипника 7307 (опора А)
106 / Сга У0/3 Ю6 / 54000 \10/3
h 60 л Д РА / 60-1460 \ 6924 /
что намного меньше минимально допустимого (Lh = 10 000 ч).
Теперь определяем базовый расчетный ресурс подшипника 7207.
Так как FaB/FfB = 537/1752 = 0,306 < ев = 0,37, то Х = 1, У= 0.
Эквивалентная динамическая нагрузка
РгВ = FrB = 1752 = 1752 Н.
Расчетный базовый ресурс подшипника 7207 (опора В)
106 ( сг \10/3 106 /38500 \10/з
L. =-----I -4— I --------------( ------- I = 1365 ч
h 60\ РгВ / 60-1460 у 1752 /
Для увеличения базового ресурса подшипника опоры А ведущего вала
(не изменяя конструкции самого вала) принимаем роликовый подшипник
27307 конический с большим утлом (а = 28°), а для опоры В оставляем
тот же подшипник 7207.
Выполняем вторично эскизную компоновку (рис. 11.12, б}.
Смещение точки приложения радиальной реакции относительно
торца подшипника 27307 (см. табл. П.10):
аА = Т/2 + [(г/ + D)/6] е = 22,75/2 + [(35 + 80)/6] 0,786 = 26,5 мм.
Определяем радиальные нагрузки этих подшипников, используя
расчетные схемы рис. 11.12 и рис. 11.14, изменив лишь размеры: lt = 16
мм и /2 = 69 мм:
RyA = Л Ц + 4)1 li = 2810 (16 + 69)/69 = 3462 Н;
454
Ry/} = Л1 li = 2810- 16/69 = 652 H;
Ria = V2 - Fa <'i + W2 =
= [2245 • 48,03/2 - 600 (16 + 69)}/69 = 42 H,
RzB = ^1/2 - Fr\ l\)/l2 = (2245 • 48,03/2 - 600 • 16)/69 = 642 H;
RA = Я2. + R2 = л/ 34622 + 422 = 3462 H;
RB^ R?B + RzB = 6522 + 6422 = 915 H;
^ = ^^2=158 ’ 97/69 = 222 H;
= FM + y/z2 = 158 <69 + 97)/69 = 380 H;
FrA = ra + Ra. = 3462 + 222 = 3684 H;
Г А л /1М ’
FrR = Rr + R^ = 915 + 380 = 1295 H.
Определяем базовые ресурсы принятых роликовых подшипников
27307 и 7207.
Исходные данные: FrA = 3684 Н, FrB = 1295 Н, Fal - 2245 Н, = 1460
мин, для подшипника 27307: С. = 45,0 кН, е = 0,79, Y = 0,76, для
подшипника 7207: Сг = 38,5 кН, е = 0,37, Y= 1,62.
Осевые составляющие радиальных реакций:
F. = 0,83 еАЕ' = 0,83 • 0,79 • 3684 = 2403 Н;
FuB = 0,83 egFrB = 0,83 * 0,37 • 1295 = 397 Н.
Осевые нагрузки на подшипники
FaA = + FaB = 2245 + 397 = 2642 Н;
F^FaB=^ н.
Определяем базовый ресурс долговечность более нагруженного под-
шипника 27307 опоры А.
Так как F^/F^ = 2642/3684 = 0,717 < еА = 0,79, то Х= 1, Y= 0.
Эквивалентная динамическая нагрузка
FrA = FrA 3684 • 1,3 = 4789 Н;
расчетный базовый ресурс
106 / СА \10/3 к)б / 45000 \10/3
г =-----I | =---------I ------ I = 1998о ч.
60 иД РгА / 60-1460 \ 4789 /
455
При таком ресурсе подшипник 27307 опоры А меняем один раз за
установленный ресурс работы редуктора.
Определяем базовый ресурс подшипника 7207 опоры В.
Так как FnB/FrB = 397/1295 = 0,307 < ев = 0,369, то % = 1, У = 0
Эквивалентная динамическая нагрузка
PrB = FrB = 1295 = 1295 И
Расчетный базовый ресурс подшипника 7207
106 ( Сган \10/3 106 138500 \10/3
£ =______I rAB I =______________I ______ I — 3790 ч
h 60 \ РгВ / 60-1460 \ 1295 /
что намного больше желаемого.
В данном примере можно принять и другие конструкции подшип-
никового узла ведущего вала. Например, на рис. 11.10, в диаметр вала под
правым подшипником увеличен до 40 мм и принят роликоподшипник
27308. При этом ресурсы подшипников 27308 и 7207 составят соответ-
ственно 44000 и 42800 ч. На рис. 11.12, г для опоры А принят тот же
роликоподшипник 27308, а для опоры В — радиальный шарикоподшип-
ник 307. В этой конструкции подшипникового узла ресурсы подшипников
равны 41900 ч и 80400 ч соответственно.
Из анализа расчетов и компоновок узла ведущего вала делаем вывод,
что наиболее приемлемым будет узел с коническими роликоподшип-
никами 7207 и 27307.
Ведомый вал. Прежде всего радиальную консольную нагрузку Fn на
вал от цепной передачи разложим на две составляющие Fn ~ Fnz =
= Fn cos у = 3307 cos 45° = 2338 H.
Теперь запишем исходные данные: диаметр вала в месте посадки под-
шипника </п 2 = d — 40 мм, частота вращения вала п2 — 451,9 мин'1, окружная
сила Fl2 - 2810 Н, радиальная сила Fr2 = 2245 Н, осевая сила
Fa2 = 600 Н, средний делительный диаметр колеса d2 = 155,16 мм, радиаль-
ные консольные силы Fny = Fnz = 2388 Н.
Предварительно для опор ведомого вала принимаем роликовые кони-
ческие подшипники 7308 (см. табл. П. 10), для которых Сг =66,0 кН,
е= 0,28, У=2,16.
Смещение точки приложения радиальной реакции относительно
торца подшипника
а = 7/2 + [(d + р)/6] е = 25,25/2 + [(40 + 90)/6] - 0,28 =
= 18,65 мм » 19 мм.
Расстояния между точками приложения активных и реактивных сил
на основании эскизной компоновки показаны на рис 11.13, б
456
9
Руководствуясь рис. 4.5 и 11.13, б, выполняем расчетную схему
ведомого вала —• рис. 11.16.
Определяем опорные реакции вала.
В вертикальной плоскости
ХГг= 0; ~Fal4 + Я^(/4 + /5) - Fny(l4 + 15 + /6) = О,
откуда
= [2810 • 27 + 2338 (27 + 75 + 7б)]/(27 + 75) = 4824 Н.
Е7;.= 0; Ft[ /, - ЯуС(/4 + /5) + Fa l5 - Fny /6 = 0,
откуда
RyC=W5-Fny 'б)/('4+'5) =
= (2810 • 75 - 2338 • 7б)/(27 + 75) = 324 Н.
Проверка: У У = — R с + Ft2 — R D + Fn = — 324 + 2810 —
- 4824 + 2338 = 0.
В горизонтальной плоскости
ЪТУ = 0; - k + Fa2d2/2 + R^l, + /5) -
457
откуда
= [^4 - Л + Z5 + 4)1/«. + У =
= [2245 • 27 - 600 • 155,16/2 + 2338 (27 + 75 + 76)]/(27 + 75) = 4218 Н.
£ТГ.= 0, - Л1С(/4 + /5) + Fa /5 + F^/2 - Fnzl6 = 0,
откуда
Rzc = (« + ад/2 + У =
= (2245 • 75 + 600 • 155,16/2- 2338 • 7б)/(27 +75) = 365 Н.
Проверка: Lz = RzC — Rr2 + R^ — Fnl~ 365 — 2245 + 4218 — 2338 = 0.
Суммарные радиальные реакции подшипников:
для опоры С
FrC = RC=^ Ry с + Rz2c=^ 3242 + 3652 = 488 н
для опоры D
FrD = rd = RyD + 48242 + 42182 = 6408 Н.
Осевые составляющие [см. формулу (7.21)]:
FaC = 0,83 eFrC = 0,83 • 0,28 • 488 = 113 Н;
FaD = 0,83 eFr0 = 0,83 • 0,28 • 6408 = 1479 H.
Определяем осевые нагрузки на подшипники.
Поскольку сумма всех осевых сил, действующих на опору С, поло-
жительна:
^2 + f«d - = 600 +1479 - 113 > 0,
то расчетная осевая сила для опоры С
FaC = f02 + FnD = 600 + 1479 = 2079 Н,
uv ИД/
для опоры
Fan = FaD = 1479 Н.
Сначала определяем базовый ресурс подшипника наиболее нагружен-
ной опоры D.
Так как FaD /FrD = 1479/6408 = 0,231 < е = 0,28, то 1, У= 0.
Эквивалентная динамическая нагрузка
PrD = FrD 6408 • 1,3 = 8330 Н.
458
Расчетный базовый ресурс подшипника опоры D
106 / С \10/з 106 ( 66000 \10/з
£ =------ —— =----------- ------- = 36570 ч,
h 60 п2 \ PrD / 60 - 451,9 \ 8330 /
что соответствует ресурсу работы привода.
Определяем базовый ресурс подшипника опоры С.
Так как FaC/FrC = 2079/488 = 4,260 > е, то X = 0,4, Y= 2,16.
Эквивалентная динамическая нагрузка
Лг = *FrC + YFnC = 0,4- 488 + 2,16 • 2079 = 4686 Н.
iv Uv>
Расчетный базовый ресурс подшипника опоры С
106 / С \10/3 1°6 I 66000 \10/3
г =------ —г__ =----------1 ------ = Ю3450 ч,
А 60 п2 \ РгС / 60'451,9 \ 4686 /
что намного больше ресурса редуктора.
Следуют отметить, что первоначально были приняты (см. рис. 11.13, а):
номинальный диаметр выступающего конца ведомого вала d2 ~ 30 мм,
диаметр вала под уплотнением d2 у = 30 мм, диаметр вала под
подшипниками dn 2 = 40 мм; роликовые конические подшипники легкой
серии 7208. При этом ресурс наиболее нагруженной опоры D равен 10490 ч,
что намного меньше желаемого {Lh ~ 36000 ч).
Основные параметры принятых подшипников сводим в табл. 11.6.
Таблица 11.6. Основные размеры и эксплуатационные характеристики принятых
подшипников конического редуктора
Вал Обозначение подшипника Размеры d*D*T, мм Динамическая грузоподъемность, Сг, кН Ресурсы работы ДА, ч
Быстроходный: опора В 7207 35x72x18,25 38,5 141470
опора А 7307 35x80x22,75 54,0 4470
Тихоходный 7308 40x90x25,25 66,0 36570
5. Расчет соединений вал — ступица
Ведущий вал. 5.1. Для выходного конца ведущего вала по номиналь-
ному диаметру конической части d} = 28 мм (см. табл. 7 5) принимаем
призматическую шпонку со скругленными торцами, для которой b = 5 мм,
h = 5 мм, = 3 мм и 1 = 36 мм.
Выбранную шпонку проверяем на смятие по формуле (7.2):
2 Г,' 103
^см
2-70,1 ' 103
-----------------= 71,2 МПа < [о] = 100 МПа,
25,9 • (5 - 3) • 36
459
Здесь I = I — b = 42 - 5 — 38 мм — расчетная длина шпонки,
<7ср = 25,9 мм — средний диаметр конической части (табл. 7.5).
Ведомый вал. 5.2. Для выходного конца ведомого вала по номи-
нальному диаметру конической части d — 40 мм принимаем шпонку (см.
табл. 7.7), для которой b = 10 мм, h = 8 мм, = 5 мм и по табл. 7.5
/2 = 82 мм.
Рабочее напряжение смятия
2 Т2
2-218- 103
35,9 • (8~-5) • 40
= 80,96 МПа < [стсм] = 100 МПа,
где dcp = 35,9 мм — средний диаметр конической части, / = I — Ь = 50 —
— 10 = 40 мм— расчетная длина шпонки.
5.3. Определяем необходимую посадку для бесшпоночного соедине-
ния колесо — вал.
5.3.1. Вычисляем расчетный момент
7 = m = 218 2,2 = 480 Н • м,
11 Ja A X '
где m = 2,2 — коэффициент, учитывающий кратковременные перегрузки.
5.3.2. По формуле (7.9) находим давление, обеспечивающее неподвиж-
ность соединения, принимая коэффициент трения / = 0,14 при сборке
с нагревом и коэффициент запаса по сцеплению К= 2:
Ttfd^l
2 • 480 • 103 • 2
3,14 • 0,14 • 402 • 45
= 60,6 МПа,
где d = 40 мм— номинальный диаметр отверстия; 7 = 45 мм — длина
посадочной поверхности при длине ступицы колеса /ст = 50 мм.
5.3.3. Диаметр ступицы колеса (см. рис. 7.11)
= l,5d + 10 мм = 1,5 • 40 + 10 = 70 мм,
по табл. П.4 принимаем d^ = 71 мм.
5.3.4. Определяем коэффициент жесткости по формуле (7.10)
2,93.
5.3.5. Расчетный натяг [см. формулу (7.7)]
5р = pdC/E = 60,6 • 40 • 2,93/215 = 33 мкм.
5.3.6. Принимая поправку на срезание и сглаживание шероховатости
поверхности при сборке нагреванием и = 0 и допуск отверстия 04ОН7
/То = 25 мкм, определяем основное отклонение вала;
ei = 5р + и + 1Тй = 33 + 0 + 25 = 58 мкм.
+85
5.3.7 Принимаем (см. табл. 7.12) посадку вала 040 и 7 или 040 .
460
6. Проверочный расчет валов редуктора
Расчет ведем по методике, изложенной в § 8.5.
Ведущий вал. 6.1 Ведущий вал-шестерню редуктора нет необходимости
проверять на прочность, так как его минимальный диаметр dx, опреде-
ленный из условие прочности при кручении, был увеличен от 21,4 до
30 мм по условиям конструирования. Также следует отметить, что на
этот вал действует сравнительно небольшая консольная нагрузка от
муфты.
Ведомый вал. 6.2. Согласно эскизной компоновке редуктора (рис. 11.13,
6) составляем расчетную схему вала и строим эпюры изгибающих и
крутящих моментов (рис. 11.17). (Методику построения эпюр см. техни-
ческом задании 1).
6.3. Очевидно, наиболее опасным является сечение /—/под подшип-
ником D. Проверяем его прочность.
6.3.1. Определяем суммарный изгибающий момент
Ти = л/ Г2 + Т2 = Л/ 177,72 + 177,72 = 251 Нм.
6.3.2. Определяем максимальные напряжения изгиба и кручения
= 251 • Ю3/6400 = 39,2 МПа,
где = 0,к/3 = 0,1 • 403 = 6400 мм3;
т 1ах = Г/И7 = 218 • 103/12800 = 17,0 МПа,
где И/р = 0,2J3 = 0,2 • 403 = 12800 мм3.
6.3.3. По табл. 7.1 принимаем материал вала такой же, как ведущего,
сталь 40Х, улучшенная, для которой ов = 900 МПа, ст , = 410 МПа,
т_, = 240 МПа, = 0,15, = 0,08.
6.3.4. Для места установки кольца подшипника с натягом по табл.
8.20 определяем интерполированием значения отношений
KJKd=3t90 и А;/Л;=2,80;
коэффициент влияния шероховатости поверхности KF — 1 при посадке
с натягом, коэффициент влияния поверхностного упрочнения Kv = 1 для
неупрочненной поверхности.
Коэффициенты снижения пределов выносливости [см. формулы 8.4):
KaD = +kf~ 1)/^ = (ЗДО + 1 - 1)/1 = 3,90;
KxD = (*7^ + kf~ V/Kv = (2,80 + 1 - 1)/1 = 2,80.
6.3.5. Принимаем, что нормальные напряжения изменяются по сим-
метричному циклу, т. е. од = сттах = 39,2 МПа, — 0, а касательные
напряжения — по отнулевому, т.е. тп = хт = 0,5 т111ах = 0,5 • 17,0 = 8,5 МПа.
461
Конструкция бала
Зпюра. Тг>№1
8,7
Горизонтальная плоскость
зпюра Турн
177 7
367
9,9
Зпюра 7\,Нп
218
Рис. 11,17. Схема для расчета ведомого вала
462
6.3.6. Определяем коэффициенты запаса прочности по формулам
(8.1)...(8.6):
по нормальным
напряжениям
410
---------= 2,68;
3,90 • 39,2
о t
У = —
по касательным
напряжениям
x-i
240
Л п т + ш т
xD a т
результирующий
с__ СТ 7 _
-------------------= 9 9Г
2,80 • 8,5 + 0,05 • 8,5
2,68-9,91
-------------= 2,59 > [5] = 1,8.
ys2 + s2 Л 2,682 + 9,912
ст т 7 7
Прочность и жесткость ведомого вала обеспечены.
7. Выбор смазочного материала
Смазывание конической передачи принимаем погружением зубьев
колеса на всю длину в масло, залитое в корпус. Смазывание подшип-
ников редуктора — масляным туманом (разбрызгиванием).
Ориентировочно определяем необходимую вязкость масла по фор-
муле (8.9):
V50 “ V! I V ~ ~ 141 ММ2/С,
где Vj = 270 м2/с — рекомендуемая вязкость при v = 1 м/с для высоко
прочных зубчатых передач с термически обработанной поверхностью
зубьев, V = 3,67 м/с — средняя окружная скорость передачи.
Из табл. 8.30 выбираем-масло ИРП-150 по ТУ 38-101451-78 с
номинальною кинематическою вязкостью v50 = 140 ... 160 м2/с.
Смазывание цепной передачи осуществляется погружением цепи в
масляную ванну.
Для обеспечения монтажа редуктора с электродвигателем на одной
площадке принимаем высоту от основания корпуса до оси быстроходного
вала равной соответствующей высоте электродвигателя, т. е. h ~ 132 мм
(см. табл. П2). При этом объем масляной ванны редуктора соответствует
рекомендациям 0,3 ... 0,7 л на 1 кВт передаваемой мощности.
8. На основании эскизной компоновки (рис. 11.12 и 11.13) и кон-
структивной проработки деталей редуктора выполняем сборочный чертеж
редуктора (рис. 11.18) и чертежи деталей (рис. 11.19, 11.20).
463
Рис. 11.18. Сборочный чертеж конического зубчатого редуктора
464
Техническая характеристика чаям?
Номинальный момент на ведомом дали Т£218Н-н\&р^
Частота вращения ведущего вала п^ПоОнин'1
Передаточное число и » 3,23
Зацепление с круговыми зубьями $д~35°
Внешний окружной модуль т(в=ч,2857мм
Число зубьев шестерни г^З, колеса гг=Ч2
Технические требования
внутреннюю стенку необработанной части корпуса и крышки
покрасить маслостойкой краской, снаружи-белой нитроэмалью.
2.Перед окончательной сборкой стыки фланцев корпуса покрыть
пастой „ Герметик".
3.8 редуктор залить 3>2л. масла И'50А.
На главном виде и виде сверху условно звездочка (поз11) не показана
465
\Подп. и дата УДзам.инвН^н83Нду5п. |Подл. и дата
S 1 о* 1 i Обозначение Наименование а Приме- чание
Документация
Пояснительная записка
24 Сборочный чертеж
Сборочные единицы
1 Колесо зубчатое 1
2 Отдушина 1
Детали
3 Корпус редуктора 1
4 Крышка редуктора 1
5 Стакан 1
S Крышка подшипника 1
7 Крышка подшипника 1
в Крышка подшипника 1
9 Диск упорный 1
10 Винт 1
11 Звездочка 1
12 Маспоуказатель 1
13 Втулка 1
74 Ban ведомый 1
15 Вал - шестерня 1
(— 16 Пробка 1
17 Прокладка 1
18 Прокладка 1
19 Шайба стопорная 1
20 Шайба 1
— АбВГ. XXX XXX.300. со.
из/ лай ся № дакум. Подп. Лата
I Разряд. дит. Лист Листов
Иродер. 1 2
неоуктор
I Нконтр. конический
1 Ущверд.
466
Формат 1 £ Обозначение Наименование Приме- чание
Стандартные изделия
21 бмпМ12”30.б9.3.6 ГОСТ7798-70 1
21 боптМ1Ох6О.69.5.бГОСТ779870 9
23 болтМКтШ ГОСТ7798-70 k
2k 5мтМ10*16.693.6ГОСТ7798-70 2
25 болт М6*30.09.3.6T0U7798-70 9
26 ВинтН5*16 ГОСТ 17973-80 k
27 Гайка М32 ГОСТ 11871-88 1
28 Шайба 32 гдСТ11872-89 1
29 Шайба 10.65Г ГОСТ 6902-70 8
30 Шайба 8.65Г ГОСТ6902-70 9
31 Штифт 10*25 Г0СТ9969-79 2
32 Шпонка 10>8*95ГОСТ233&0-7£ 1
33 Шпонка 5*5*50ГОСТ23360-7в 1
39 Манжета 1-90*60 ГОСТ8752-79 1
35 МанжетаТ30*52Г0С Т8752-79 1
Dili DO П 7/. 36 ПодшипникКа7308Г0СТ2736587 2
37 Подшипник№7~207Г0СТ27355-87 1
38 ПодшипникНв273О7Г0СТ7260-81 1
40
ад
а S3 е ад ад 3 £ § о € 1
Редуктор конический Oucm 2
И31 ч диет Л <" дохам. Поди. Jama
467
Рис. 11.19. Чертеж ведущего вала-шестерни
260*
А
4
50
'1*45
Н1,0..,1,4ПЯ^56...б5
Полировать
0,2
|У 1:10
•и
М2:1
* А'А
Ф27,1*
5в_____
___80
____SS.
Ifil—
195
внешний окружной модуль^
'Числа зуОьев
Тип зуба ~
Средний угол наклона'зова
Направление линии зуба
Исходный контур
НоэфаЙщиент смещения
Угол длительного конуса
Степень точности
МежосеЗай угол передачи]
бнешнее конусное расспянА
Z
W7
13 _
а
'2F
1,5*4*
2(раск
внеш. делит. диамётп~
.реОнии нормальниймодуя
Средний делительный йиам!
Обозначение чертежа
сопряженного колеса
1Л1
!М11
Слабое
-ТЕГ
ш-81
~Г~
W&-
гж:
155.77»
\3,бР
43,03
24JH12
1.269...302Н6,зубья 45...бОНЯ^на глубину 0,8...1,2 мм.
2-Неуказанные предельные отклонения размеров:
отверстий +1, валов-t, остальных ± | среднего
класса точности
3 * Размер для справок
№7ГТ1В|МВНВа
IIJCW.——i—
вал - шестерня
ЛитиЧасс&^асш
/-7
Сталь Ч0ЖШ5Ч5-П
4^
CFs
40
Рис. 11.20. Чертеж конического зубчатого колеса
(V)
I
МЧ:1
/-ДЙВ1
Внешний окружной мшщМ
Число зиййв z
Tun syoa I-
W7
Дуговой
Ср^нииПГголналлона
наплавление мной зона лево
Мсходный контур
(оФФишнт смешения \
чгол длительного конуса
степень той насти
мезкосеш угол переакш
в1 котсное оактаян
чат, диаметр
средний но}наль№Гнооуль'
средний вйшшмь онанстр
обозначение .чертежа
сопряженной шестерни
-Joe
ТТЙГ
Ш
¥
78ТГ
W
тг
1. Кеи,назаиные предельные отклонения'размерив:
отверстий +t JanoS-t, остальных ±ь среднего класса
точности.
2* Размер для справок.
J. Радиусы скруглений 2мм max.
¥. Твердость зуРьеб ЦЪ±2НКС3
'2фаски
^jhimaox
1№ЭД|
Колесо коничест.
S сборе
МШйМРНЖРРНр
11.3. Техническое задание 3.
Привод с червячным редуктором
Спроектировать привод поворотной трубы автоматизированного элева-
тора. Привод включает электродвигатель, муфту, червячный редуктор и от-
крытую зубчатую передачу (см. рис 2.37). Мощность на ведомом колесе
зубчатой передачи Р3 = 7,5 кВт и угловая скорость = 3 с'1. Нагрузка близ-
кая к постоянной одного направления, работа с периодическими остановками
и продолжительностью 2 ч в сутки. Ресурс работы привода Lh ~ 20000 ч.
1. Кинематический и силовой расчет привода (рис. 11.21)
1.1. По рекомендациям § 2.1 принимаем электродвигатель с синхрон-
ной частотпй вращения нс = 1500 мин"1.
1.2. По формуле определяем требуемую мощность электродвигателя,
для чего предварительно по формуле (1.10) находим общий КПД привода,
приняв (табл. 1.1) для открытой зубчатой передачи т)зп = 0,94; для червяч-
ной передачи редуктора q = 0,87 (предварительно принимаемое переда-
точное число червячной передачи мред = 16 и г, = 2).
Ч«бш = Чрщ = 0,87 • 0,94 = 0,82;
Л«,р = Л/Чобш = 7.5/0,82 = 9,15 кВт.
1.3. По табл. П.З принимаем электродвигатель 4А132М4 номиналь-
ной мощностью Рэа = Н и частотой вращения лэд = 1460 мин1. По табл.
П.2 диаметр вала двигателя d3Sy = 38 мм.
1.4 Определяем общее передаточное число привода, используя
формулы (1.3) и (1.2)
п3 = ЗО®3 /л = 30 • 3/3,14 = 28,66 мин'1,
«общ = = 1460/28,66 = 50,94.
1.5. Находим передаточное число открытой зубчатой передачи:
изп = мобщ/иред = 50,94/16 = 3,18.
Принимаем (см табл. 4.9 ) изп = 3,15 (для открытых зубчатых передач
не обязательно принимать стандартные значения и).
Рис. 11.21. Схема для расчета привода с червячным редуктором
470
1.6. Определяем частоту вращения и угловые скорости валов привода:
ведущего вала редуктора
п1 = лэд = 1460 мин’1;
о?! = л «, /30 = 3,14 • 1460/30 = 152,8 с’1;
ведомого вала редуктора (ведущего вала открытой зубчатой передачи)
п2 = п{ /и^ = 1460/16 = 91,25 мин’1;
®2 = лл2/30 = 3,14-91,25/30 = 9,55 с’1;
ведомого вала открытой зубчатой передачи
п3= 91,25/3,15 = 28,97 мин’1,
(03 = л пз/30 = 3,14 • 28,97/30 = 3,03 с’1.
Отклонение от заданной скорости
Дсо3 = [(3,03 - 3)/3] • 100 % = 1 %,
что допустимо.
1.7. Рассчитываем вращающие моменты на валах привода, исполь-
зуя формулы (1.6) и (1.14):
на ведомом валу открытой зубчатой передачи
Т3 = Р3/со3 = 7,5 • 1О3/3,ОЗ = 2475 Н • м;
на ведомом валу редуктора
т2 = Т3/(изп Пзп) = 2475/(3,15 • 0,94) = 836 Н • м;
на ведущем валу редуктора
1\ = Т2/{и^ Пред) = 836/(16 • 0,87) = 60 Н • м.
2. Расчет открытой цилиндрической прямозубой передачи
Расчет открытой цилиндрическое зубчатой передачи выполняем по
рекомендациям, приведенным на с. 144.
2.1. Определяем по формуле (4.17) межосевое расстояние, для чего
находим значения параметров, входящих в эту формулу. Передаточное
число мзп = 3,15. Номинальный вращающий момент на валу колеса
Т3 = 2475 Н • м. Для открытых зубчатых колес принимаем коэффициент
ширины венца зубчатого колеса относительно межосевого расстояния
\yba = bi/aw = 0Д5. При этом по формуле (4.9) находим
= 4(1 - + = ''68 <* - °-75) + °’75 = 1’17-
где Кур = 1,68 определяем интерполированием по табл 4.3 для
471
и + 1 3,15 + 1
b/d. = ----= 0,15 - -- - - = 0,31; Kp = 0,75 - при
умеренных колебаниях нагрузки.
Предполагая, что габаритные размеры шестерни не превышают
d} < 315 мм и Ь. < 200 мм, для ее изготовления принимаем по табл. 4.1
сталь 45 Л (литье), термическая обработка — улучшение, твердость
Я, = 220 НВ. Для изготовления колеса любого диаметра принимаем по
этой же таблице сталь 35 Л (литье), термическая обработка — нормали-
зация, твердость Н2 == 185 НВ.
По табл. 4.2 пределы контактной и изгибной выносливости зубьев:
шестерни
оЯ1цп i = 2 н\ + 70 = 2 • 220 + 70 = 510 МПа,
aFI„n 1 = Ь8 = I,8 ‘220 = 396 МПа;
г шп 1’1’ ’
колеса
2 = 2 #2 + 70 = 2'185 + 70 = 440 МПа>
oFlim, = 1,8 Я, = 1,8-185 = 333 МПа.
Определяем допускаемые контактные напряжения по формуле (4.1),
принимая 5Яп11П = 1,1 для нормализованных и улучшенных зубчатых
колес и ZN = 1 во всех случаях для открытой передачи:
для материала шестерни
! />W = (510/1,1) • 1 = 464 МПа;
для материала колеса
°яр2 = (°яи.п 2 /-W = (Wil) ’ 1 = 400 МПа.
Принимаем меньшее из полученных значений, т. е.
о да, = а нр2 = 400 МПа.
Находим допускаемые напряжения изгиба при расчете на прочность
по формуле (4.7), принимая 5/-т(п — 2,3 для колес, изготовленных из
литых заготовок, Уа = 1 при одностороннем приложении нагрузки и
= 1 во всех случаях для открытой передачи:
для материала шестерни
, ft-Д = (396/2,3) • 1 • 1 = 172 МПа;
для материала колеса
= (^Fta„2/SF,„ш)Yn = (333/2,3)• 1 • 1 = 145 МПа;
472
Для открытой зубчатой передачи полученные значения допускаемых
напряжении изгиба уменьшаем вдвое и в качестве расчетных принимаем
oFP1 = 86 МПа, ~ 72,5 МПа.
Подставляем полученные данные в формулу (4.17) и производим
вычисление:
а» = (и + 1) 103 Т3 /{и1 уЬа о^) =
= 49,5(3,15+ D'V 103 • 2475 • 1,17/(3,152 • 0,15 • 4002) = 472 мм.
По табл. П.4 принимаем а* = 450 мм (для открытых зубчатых передач
не обязательно принимать стандартные значения а* ).
2.2. Определяем ширину венца зубчатого колеса по формуле (4.19):
62 = aw = 0,15 • 450 = 67,5 мм.
Принимаем по табл. П.4 Ь2 = 67 мм. Ширина венца шестерни
bi = b2 + (2...5) мм = 67 + (2...5) = 69...72 мм.
Принимаем по табл. П.4 br = 71 мм.
2.3. Определяем по формуле (4.20) модуль зацепления из условия
выносливости при изгибе:
m * 6,6 Т3 (изп + 1)/(мзп aw b2 aFP2) =
= 6,6 • 2475 • 103 (3,15 + 1)/(3,15 • 450 • 67 • 72,5) = 9,84 мм.
Принимаем стандартное значение m = 10 мм (см. табл. 4.11).
2.4. Определяем- по формуле (4.21) суммарное число зубьев:
= 2 ajm = 2-450/10 = 90;
число зубьев шестерни [см. формулу (4.24)]
г, =гЕ/(^зл + 1) = 90/(3,15 + 1) = 21,7,
принимаем zl — 22;
число зубьев колеса [см. формулу (4.25)]
<2 = = 90 — 22 = 68.
Фактическое передаточное число передачи
Ыз.п = = 68/22 = 3’09L
Отклонение от принятого значения
А“зп = К3’15 - 3-091)/3,15] • 100 % = 1,87 % < 2,5 %.
473
Уточняем угловую скорость колеса
®2 = ®i /Ч.п = 9,55/3,091 = 3,09 с'1.
2.5. Определяем делительные диаметры колес по формуле (4.26):
= /и г, = 10 - 22 = 220 мм,
d2 = tn = 10'68 = 680 мм.
Фактическое межосевое расстояние передачи
aw = (dx + 42)/2 = (220 + 680)/2 = 450 мм.
Находим диаметры вершин и впадин зубьев по формулам (4.27) и
(4.27 dy.
dai = d, + 2т = 220 + 2 • 10 = 240 мм,
dp = — 2,5/и = 220 — 2,5 • 10 = 195 мм,
гЛ, = d? + 2т = 680 + 2 • 10 = 700 мм,
dj2~ d2 — 2,5т = 680 — 2,5 • 10 = 655 мм.
2.6. Определяем по формуле (4.28) окружную скорость в зацеплении:
v = о2 d{/(2 • Ю3) = 9,55 • 220/(2 • 103) = 1,05 м/с.
По рекомендациям табл. 4.5 принимаем 9-ю степень точности
изготовления зубчатых колес.
2.7. Сопоставляя габаритные размеры колес проектируемой передачи
с рекомендациями табл. 4.1, удостоверяемся, что назначенные в начале
расчета марки стали и их термические обработки не требуют изменений.
2.8. Вычисляем по формулам (4.29) силы, действующие в зацеплении:
окружная сила
Ffi = Fa = 2 TJd2 = 2- 2475 • 103/680 = 7280 Н;
радиальная сила
Fr\ = Fri = Fti а = ?280 tg 20° = 7280 • 0,364 = 2650 Н.
2.9. Выполняем проверочный расчет зубьев колеса из условия
обеспечения выносливости зубьев при изгибе (см. формулу (4.31)].
Для этого принимаем значения коэффициентов:
KFa = 1 для прямозубых передач согласно рекомендации, приведенной
нас. 134;
= <l - Кр> + КР = Ь51 (1 - 0,75) + 0,75 = 1,13,
где KFy = 1,5 находим интеррполированием по табл. 4.3;
KFv =1,13 (см. табл. 4.7);
474
Fn = 4,01 и Yn = 3,61 согласно рекомендациям в табл. 4.12.
Рабочее напряжение изгиба зубьев колеса
= К («зп + 1)^2 т а» U =
= 2475- 103 - 1 • 1,13- 1,13-3,61 (3,091 + 1)/(67 • 10 • 450 • 3,091) =
= 49,9 МПа < а= 72,5 МПа.
rii л
Проверку зубьев шестерни на цогнопую усталость выполняем по
выражению (4.34):
= °F2 = 46 • 4,01/3,60 = 55,6 МПа < ст?/1! = 86 МПа.
2.10. Так как рабочие напряжения изгиба намного меньше допус-
каемых, принимаем по табл. 4.11 ближайшее меньшее значение модуля
т = 8 мм и вновь рассчитываем передачу.
Определяем:
числа зубьев
= 2 ajm = 2 • 450/8 = 112,5, принимаем = 112,
Zi = V<«3n+ D= Н2/(3,5+ 1) = 27,
г2 = zz - = 112 - 27 = 85;
фактическое передаточное число
«зп^/^ 85/27 = 3,148 «3,15;
делительные диаметры колес
= т ?! = 8 • 27 = 216 мм,
</2 = т г2 = 8'85 - 680 мм;
действительное межосевое расстояние
aw = (dt + J2)/2 = (216 + 680)/2 = 448 мм,
диаметры окружности вершин и впадин зубьев
dal = + 2т = 216 + 2 • 8 — 232 мм,
d^ = d\ — 2,5m = 216 — 2,5*8 = 196 мм,
с/д2 = d^ + 2т = 680 + 2 8 = 696 мм,
= d2 — 2,5m — 680 — 2,5 • 8 = 660 мм;
окружную скорость зубчатых колес
V = {й2 г7,/(2 ю3) = 9,55 • 216/(2 • 1000) = 1,03 м/с,
475
силы, действующие в зацеплении,
Ft. = R = F. = 2 71 М = 2 • 2475 • 103/680 = 7280 Н;
11 «К. Д «4
Л1 = Fr2 = FrK = Л а = 7280 20° = 7280 ' °>4 = 2650 Н.
коэффициенты
KFa = КЪ= ЫЗ; KFv = 1,13; Гл = 3,86; = 3,60;
рабочие напряжения изгиба
°f2 ~ ^3 Ю3 KfaKty Kpv (U3.n + l)/^2 т aw мз.п) =
= 2475 -103 • 1 • 1,13 -1,13 ‘ 3,60 • (3,15 + 1>/(67 • 10 • 448 • 3,15) =
= 62,4 МПа < арр1 - 72,5 МПа;
<зп = Гл /Yn = 62,4 • 3,86/3,60 = 66,9 МПа < = 86 МПа.
При ближайшем меньшем модуле т — 6 мм рабочие напряжения
изгиба зубьев колеса превышают допускаемое на 14 %, что недопустимо;
кроме того, ширина колеса недолжна быть больше 10 модулей.
Таким образом, окончательно принимаем т = 8 мм.
2.11. Результаты расчетов передачи сводим в табл. 11.7.
Таблица 11.7. Основные параметры проектируемой открытой прямозубой передачи
Параметр Значение параметра Параметр Значение параметра
Мощность на ведущем валу, 79807980 Межосевое расстояние ао, 448
Вт мм
Угловая скорость вала, рад/с Степень точности 9-я
ведущего со2 9,55 Число зубьев:
ведомого 3,03 шестерни 27
Передаточное число и3 п 3,15 колеса z2 85
Номинальный момент на Модуль т, мм 8
ведомом валу Т3 п, Н • м 2475 Делительный диаметр, мм:
Материал. шестерни t/j 216
шестерни Сталь 45J1 колеса сГ2 680
колеса Сталь 35Л Ширина венца, мм:
Твердость зубьев: шестерни Ьх 71
шестерни 220 НВ колеса Ьг 67
колеса 185 НВ Силы в зацеплении, Н:
Тип передачи прямозубая окружная Ft 7280
открытая радиальная Fr 2650
476
3. Расчет червячной передачи редуктора
Из кинематического и силового расчета выписываем исходные данные:
вращающий момент на ведомом валу червячной передачи
Т2 = 836 Н ‘м, угловая скорость червяка аз1 = 152,8 с'}, угловая скорость
червячного колеса а>2 = 9,55 с'1 (п2 = 91,25 мин1), передаточное число
передачи иред — 16.
3.1. Ориентировочно определяем скорость скольжения по формуле (5.1)
иск « 4,5 - IO’3 4,5 • IO’3 • 152,8 Ч 836 = 6,5 м/с.
3.2. Для изготовления зубчатого венца червячного колеса при
аск > м/с по рекомендациям, приведенным в начале гл. 5 принимаем
оловянно-фосфористую бронзу марки БР010Ф1, способ отливки — в
металлическую форму (см. табл. 5.1); для изготовления червяка
принимаем сталь 45 с закалкой до твердости не менее 50HRC3 и
последующим шлифованием.
3.3. Определяем циклическую долговечность передачи при нагрузке,
близкой к постоянной, по формуле (5.2);
NH = Nf = = 60л2 Lh ~ 60 • 91,25 • 20 • 103 = 11 • 107,
где Lh = 20 • 103 ч — ресурс редуктора.
3.4. Определяем допускаемые контактные напряжения по формуле
(5.3), предварительно найдя значение предела контактной выносливости
поверхностей зубьев оЯ11т = 230 МПа по табл. 5.1 и коэффициент
долговечности по формуле 5.4;
8 / 107 8 I 1Q7 =
’ ’ 11-I07
0,74.
Тогда онр= егЯИ1П ZN ~ 230 • 0,74 = 170 МПа.
3.5. Предварительно принимаем значение коэффициента расчетной
нагрузки для передачи при умеренных колебаниях нагрузки КИ — 1,2.
3.6. Определяем межосевое расстояние передачи по формуле (5.5)
J 103 71^„ Г О3 - 836 - 1,2
Ч, = 61 V---^—^ = 61 V-------—— = 199 мм.
“ V о2 V 1702
ПГ
По рекомендациям, приведенным в табл. 5.3 принимаем аа = 200 мм.
3.7. Принимаем число витков червяка = 2, тогда число зубьев
червячного колеса
г2 = 16-2 = 32.
При этом фактическое передаточное число червячной передачи
«реп = = 32/2 = 16.
477
Эти значения соответствуют стандартным (см. табл. 5.3)
3.8. Определяем по формуле (5.7) осевой модуль червяка
т = (1,5 ... 1,7) ajz2= (1,5 ... 1,7)-200/32 = 9,375 ... 10,625 мм.
По табл. 5.5 принимаем т = 10 мм.
3.9. Определяем по формуле (5.8) коэффициент диаметра червяка
Полученное значение соответствует стандартному (см. табл. 5.5).
3.10. Уточняем по формуле (5.9) межосевое расстояние
aa = 0,5w (z2 + q) = 0,5 • 10 (32 + 8) = 200 мм.
Полученное значение соответствует стандартному.
3.11. Определяем по формулам (5.11) и (5.12) делительные диаметры
червяка и червячного колеса
d{ = q т = 8 • 10 = 80 мм,
= z2 т = 32 • 10 = 320 мм.
3.12. Принимаем по табл. 5.7 делительный угол подъема линии витка
червяка
у = 14’02'.
3.13. Определяем по формуле (5.13) действительную скорость скольже-
ния в зацеплении
Пск = coj d{ /(2000 cos у) = 152,8 • 80/(2000 • 0,9701) = 6,3 м/с.
По полученному значению иск и табл. 5.8 принимаем 7-ю степень
точности изготовления передачи и значение коэффициента динамической
нагрузки KHv =1,1.
3.14. Определяем коэффициент концентрации нагрузки Кн„ по
формуле (5.14), приняв коэффициент деформации червяка Kj = 57 по
табл. 5.9 и Лр = 0,75 по табл. 5.10 при умеренных колебаниях нагрузки:
3 /32 \3
(1 - К) = 1 + I —I (1 - 0,75) = 1,044.
-/ V57/
3.15. Определяем коэффициент расчетной нагрузки Кн по формуле
(5 15):
1,044 = 1,15.
1 + ( г )
478
3.16. Проверяем передачу на контактную выносливость по формуле
(5 16), предварительно находя начальный диаметр червяка
= т (q + 2х) = 10 • 8 = 80 мм (коэффициент смещения х = 0 в данном
примере расчета):
_ 480 / 103Т2£я_ 480 I 10a-836- 1,15
320~ У 80
= 164 МПа < Orfp = 170 МПа.
Недогрузка по контактным напряжениям составляет
Д(Т = _170.-..1Л_ ЮО % = 3,5 % < 15 %.
н 170
3.17. Вычисляем КПД передачи по формуле (5.17), принимая по табл.
5. 9 приведенный угол трения р = Г 09' (коэффициент трения/= 0,02):
л = о,96---tgJ.4.„02-------------------= 0,88.
tg (у + р) tg (14° 02' + Г 09')
3.18. Уточняем значение вращающего момента на ведущем валу
передачи по формуле (5.18)
7\ = ^/(“ред П) = 836/(16 • 0,88) = 59,4 Н • м.
3.19. Определяем силы в зацеплении (см. табл. 5.12) по формулам (5.19):
окружная сила на червячном колесе, численно равная осевой силе
на червяке,
Fa = Fa\ = 2Т2/^ = 2 • 836 • 103/320 = 5225 Н;
радиальная сила на червячном колесе, численно равная радиальной
силе на червяке,
Fr2 = F* = Fa tg a = 5225 tg 20° = 1902 H;
осевая сила на колесе, численно равная окружной силе на червяке,
Fai = Fn = • 2 • 59,4 • 103/80 = 1485 Н.
3.20. Находим допускаемые, напряжения изгиба по формуле (5.20),
предварительно вычисляя предел выносливости зубьев колеса при изгибе
<тЛцп ~ 70 МПа по табл. 5.1 и коэффициенту долговечности из выражения
(5.22)
9 I 106 9 I 106
YN = V - V ~ 0,594,
’ Nf 11-107
тогда <sFp = oflim YN = 70 • 0,594 = 41,6 МПа.
479
(см. табл. 5.
коэффициент формы зуба Yn
1,64-5225- 1,15
-----------9,5 МПа< ofjP = 41,6 МПа.
F2 1 (2
3.21. Проверяем зубья колеса на прочность при изгибе по формуле
(5.24), для этого по формуле (5.23) определяем эквивалентное число
зубьев колеса
Zu2 = Z2 /cos3 у = 32/cos3 14° 02' 10" = 35,
и находим
Тогда
cfi =
1,5 m^q 1,3-10^-8
3.22. Определяем остальные геометрические параметры передачи по
соотношениям, приведенным в табл. 5.14:
диаметр вершин витков червяка
daX = dx + 2т = 80 + 2 • 10 = 100 мм;
диаметр впадин витков червяка
dp = dx — 2,4т = 80 — 2,4 • 10 = 56 мм;
диаметр вершин зубьев червячного колеса
da2 = (z2 + 2)m = (32 + 2) • 10 = 340 мм;
диаметр впадин зубьев червячного колеса
dn = (ъ - 2,4) т = (32 - 2,4) - 10 = 296 мм;
наибольший диаметр червячного колеса
dau2 da2 + + 2) = 340 + 6 • 10/(2 + 2) = 355 мм;
принимаем d^ = 355 мм;
ширина венца червячного колеса при ~ 2
b2 < 0,75dai = 0,75 • 100 = 75 мм,
принимаем Ь2 — 75 мм (см. табл. П4).
Длина нарезанной части червяка при = 2
Ьх > (11 + 0,06z2) т = (11 + 0,06-32)- 10 = 129,2 мм.
Так как мы проектируем передачу с шлифованием витков червяка,
то по технологическим условиям Ьх увеличиваем на 35...40 мм при
т — 10... 16 мм и принимаем Ьх = 170 мм.
3.23. Результаты расчета червячной передачи сводим в табл. 11.8.
480
Габлица 11.8. Основные параметры червячной передачи проектируемого редуктора
Параметр Значение параметра Параметр Значение параметра
Номинальный момент на ведомом валу Т2, Н • м 836 Направление нарезки червяка Правое
Угловая скорость ведущего вала Ш;, с"1 152,8 Число витков червяках z} Число зубьев колеса z2 2 32
Передаточное число и Материал: червяка 16 Сталь 45 Коэффициент диаметра червяка q Осевой модуль т, мм 8 10
венца колеса 50HRC3; БрО1О01 Делительный диаметр, мм: червяка dx 80
Тип червяка Межосевое расстояние ай,,мм = = 170 МПа Архимедов 200 колеса d2 КПД передачи Силы в зацеплении, Н: окружная 320 0,88 5225
радиальная Рл осевая Fa2 1902 1485
4. Эскизная компоновка. Предварительный расчет валов. Подбор
подшипников
4.1. Эскизную компоновку редуктора (рис. 11.22) выполняем в
соответствии с рекомендациями, изложенными в § 8.4, при скорости
скольжения в зацеплении иск = 6,3 м/с проектируем смазывание передачи
погружением витков червяка в масло, залитое в картер корпуса,
смазывание подшипников ведомого вала — масляным туманом. Для
зашиты подшипников червяка от излишнего количества масла предусмат-
риваем установку маслоотбойных шайб, отделяющих подшипники от
внутренней полости картера по примеру конструкции, показанной на
рис. 8.12, б. Для предотвращения вытекания масла из подшипниковой
полости устанавливаем резиновые манжеты в крышках с отверстиями
для выступающих концов валов (см. рис. 8.9, о).
4.2. Предварительный расчет валов.
Диаметр выступающего конца быстроходного вала находим по
формуле (7.1):
з ------— 3 ----------
л / Т. • 103 / 59,4 - 103
d, = « 27,1 мм,
1 0,2-М 1 0,2-15
По схеме привода быстроходный вал должен бьпъ соединен с валом
электродвигателя стандартной муфтой поэтому диаметр согласуем с
481
Рис. 11.22. Эскизная компоновка червячного редуктора
диаметром вала электродвигателя и техническими возможностями
муфты. Намечаем упругую втулочно-пальцевую муфту.
Допускаемый вращающий момент муфты
[7] > Т, К= 59,4’1,5 = 89,1 Н • м,
где К = 1,5 — коэффициент динамичности нагрузки привода.
По известному диаметру с?эд = 38 мм вала электродвигателя 4А132М4
и допускаемому крутящему моменту [Г] = 89,1 Н м принимаем по табл.
9.2 упругую втулочно-пальцевую муфту, которая в пределах вращающего
момента может соединять валы с определенной разницей диаметров.
Таким образом, принимаем d{ = 32 мм.
Чтобы создать буртик для упора ступицы, насаживаемой на вал
полумуфты, принимаем диаметр вала под уплотнение dyl = 45 мм (см.
стр. 244 и табл. 7.2). Учитывая, что наружный диаметр подшипника
должен быть не менее da[ = 100 мм при проектировании подшипникового
узла без стакана, и ориентируясь на конический роликоподшипник
средней серии (см. табл. П.10), назначаем диаметр вала под
подшипниками dnl = 50 мм.
Выступающий конец тихоходного вала определяем по формуле (7.1):
з --------— --------
Т2 • 103 836 • 103
d, = \| -------= » 45,3 мм,
1 0,2- [т] 10,2-45
По табл. П.4 принимаем стандартное значение d2 = 45 мм.
482
С целью создания технологичной конструкции проектируем гладкий
вал, т. е. диаметры под уплотнение, подшипники и колесо назначаем
равными: Jy2 = dn2 = dK1= 55 мм.
4.3. Подбор подшипников.
Проверку ресурса подшипников выполняем по методике, приведенной
в § 7.5, 7.6.
Ведущий вал. Предварительно для опор вала принимаем роликовые
конические подшипники 7310 (размеры см. в табл. П.10).
Смещение точки приложения радиальной реакции относительно
торца подшипника [см. формулу (7.23)]
а, = Т/2 + [(J + В)/6] е = 29,25/2 + [(50 + 110)/6] • 0,31 = 23 мм.
Расстояния между точками приложения активных и реактивных сил
(см. рис. 11.22, а):
= 153 мм и /2 = 135 мм.
Руководствуясь рис. 11.22, а и табл. 5.10 (эскиз б), составляем
расчетную схему ведущего вала-червяка (рис. 11.23.)
Вследствие неизбежной несоосности соединяемых валов редуктора
и электродвигателя, муфта нагружает вал дополнительной консольной
силой F, которая при упругой втулочно-пальцевой муфте определяется
по формуле (9,2):
3 ----- 3,-----------
FM = 23 \ 7\2 К= 23 У 59,42 • 1,5 = 400 Н.
Опорные реакции определяем с учетом этой силы в следующем
порядке
А. Находим опорные реакции вала от нагрузки в зацеплении.
В горизонтальной плоскости (см. рис. 11.23) в силу симметричности
483
Rza = RzB = /2 = 1485/2 = 742,5 H.
В вертикальной плоскости
2^ = 0; Z, — Kelrf,/2 —2^, -2/, = 0,
откуда
ЯуВ = (Fri zi - Fai ^1/2)/(2/1) = (1902 153 - 5225 • 80/2)/(2 • 153)= 268 H;
Srf=0; RyA.2l1-FAl.-Fa}d1/2 = Q,
откуда
RyA = (Fn h + Fai = (1902 153 + 5225 • 80/2)/(2 • 153)=
= 1634 H.
Проверка; ХУ= - FrX - RyB = 1634 - 1902 + 268 = 0.
Суммарные радиальные реакции подшипников;
для опоры А
Ra = ЯуЛ + ЛД = д/ 16342 + 742,52 = 1795 Н;
для опоры В
rb = 2682 + 742,52 = 789 Н;
Б. Определяем опорные реакции вала от консольной нагрузки,
вызываемой муфтой (рис. 11.24).
484
откуда
rBm = li W = 400-135/(2- 153) 176 H;
откуда
Ram = Fm (2/! + MW = 400 (2 • 153 + 135)/(2 • 153) = 576 H;
В. Определяем суммарные опорные реакции ведущего вала от
нагрузок в зацеплении и муфты. Рассмотрим худший случай:
FrA = + 1795 + 576 = 2371 н,
F„ = RS + = 789 + ‘76 = *5 Н.
Вычисляем базовый расчетный ресурс принятого ропикового под-
шипника 7310.
Исходные данные: F^ — 2371 Н, F^ = 96$ /? = 5225 н,
л, = 1460 мин'1, Сг = 100 кН, е = 0,31, Г= 1,94.
При установке подшипников враспор осевые ю швляющие:
7^ = 0,836^ = 0,83-0,31-. Л -610,
FaB = 0,83 eFrB = 0,83 • 0,31 • 965 = 248 Н.
Поскольку сумма всех осевых сил, действующих на опору А, положи-
тельна:
+ F., = 5225 + 248 - 610 > 0,
расчетная осевая сила для опоры А
Foa = Fal + F«b = 5225 + 248 = 5473 Н.
Для опоры В
^-^-^ = 610- 5225 - 248<0,
поэтому FaB = FaB = 248 Н.
Расчет ведем по более нагруженному подшипнику А. Так как
FaA/FrA = 5473/2371 = 2,308 > е = 0,31 ,
тоХ = 0,4, У= 1,94.
Эквивалентная динамическая нагрузка
Рга = ХРга+ + 1,94-5473 = 11566 Н.
485
Базовый расчетный ресурс подшипника 7310
106 ( сг \10/3 ю6 / юоооо У°/з
= 11 =*---------I ------- I = 6125 ч,
60 п{ \ РгА / 60-1460 \ 11566 /
что значительно меньше желаемого (Lh = 20000 ч).
Стремясь получить желаемый ресурс подшипника и учитывая, что
на вал-червяк действует сравнительно большая осевая сила, принимаем
роликоподшипник 27310 конический с большим углом (а = 29°) конуса.
Определяем смещение точки приложения радиальной реакции
относительно торца подшипника 27310 по формуле(7.23)(см. табл. П.10);
а{ = Т/2 + [(J + Р)/6] е = 29,25 + [(50 + 110)/6] • 0,8 = 36 мм.
Находим радиальные нагрузки этих подшипников, используя
расчетные схемы рис. 11.23 и 11.22, изменив лишь размеры: /, = 140 мм
и /2 = 148 мм:
RyB = li ~ ^1/2)/(2/,) - (1902 • 140 - 5225 • 80/2)/(2 • 140)=
= 205 Н;
RyA = zi + ^1/2)/(2/)) = (1902 140 + 5225 • 80/2)/(2 • 140)=
= 1697 Н,
RA = V R2A + л/ I6972 + 742,52 = 1852 Н,
RB = л/ Ry2в + R2B = V 2052 + 742,52 = 770 Н;
Rbm = 4 /<2Л) = 4М • 148/(2 • 140) = 211 Н,
= FM (2/j + = 400 (2 140 + 148)/(2 • 140) = 611 Н;
FrA = RA + R^ = 1852 + 611 = 2463 H,
FrB = RB + RBm = 770 + 221 = 981 H.
Определяем базовый ресурс принятого роликоподшипника 27310.
Исходные данные: FrA = 2463 Н, FrB = 981 Н, Fal = 5225 Н,
л, = 1460 мин'1, Сг = 80 кН, е =* 0,8, Y = 0,75.
Осевые составляющие
F^ = 0,83 eFrA = 0,83 - 0,8 • 2463 = 1629 Н,
FaB= 0,83 eFB = 0,83-0,8-981 = 649 Н.
486
Сумма всех осевых сил, действующих на опору А,
Лн + F«B 5225 + 649 - 1629 > О,
поэтому
Ли = Л1 + FaS = 5225 + 649 = 5874 Н,
F„B=FaB^M9H.
Расчет ведем по более нагруженному подшипнику А. Так как
F^/Fta = 5874/2463 = 2,385 > е = 0,8, то Х= 0,4, Г= 1,75.
Эквивалентная динамическая нагрузка
PrA = XFrA + YFaA = °-4 • 2463 + °,75 * 5874 = 5391 Н.
Базовый расчетный ресурс подшипника 27310
/б6 / С \1073 10е / 80000 1073
L. =----I —— I =---------------I ------ I = 32860 ч.
60 «1 \ РгА / 60-1460 \ 5391 /
Из двух вариантов отдаем предпочтение подшипнику 27310.
Ведомый вал. Для опор вала принимаем роликовые конические
подшипники средней серии 7311 (табл. П.10): J=55 мм; D= 120мм;
Т = 31,5 мм; Сг= 107,0 кН.
Смещение точки приложения радиальной реакции относительно
торца подшипника
а2 = 7/2 + [(</ + П)/6] е = 31,5/2 + [(55 + 120)/6] • 0,33 = 25 мм.
Расстояния между точками приложения активных и реактивных сил
(см. рис. 11.22): /3 = 52 мм и /4 - 104 мм.
Руководствуясь рис. 11.22 и табл. 5.12, б, составляем расчетную схему
ведомого вала редуктора (рис. 11.25) и определяем радиальные реакции
подшипников.
В горизонтальной плоскости
= °; Лк «< + 2/,) + R:J! 2I3 -Fal3 = 0,
откуда
= (Лх (z4 + 24) - Fa Ц/Щ) =
= [2650 • (104 + 2 52) - 5225 • 52]/(2 • 52) = 2688 Н;
487
откуда
Rzc = z4 + fqW = <2650 ’ 104 + 5225 ‘ 52>/(2 • 52) = 5263 Н.
Проверка: ZZ = RzC — Ft2 — RzD + FrK = 5263 — 5225 —
- 2688 + 2650 = 0.
В вертикальной плоскости
= 0; F„ (I, + 2/,) - 21, - F„l, + Fa2 d2/2 = 0,
откуда
R,0 = «. + 2У - 1, + F.2 =
= [7280 • (104 + 2 - 52) — 1902-52 + 1485 320/2]/(2 52) = 15894 H;
.= 0; FK lt + Fr21, + F„2 A/2 - RyC 21, = 0,
откуда
^c=(4Z4 + U + Fald2/2)/(2l3) =
= (7280 • 104 + 1902 • 52 + 1485 • 320/2)/(2 • 52) = 10516 H.
Проверка: YY= ~ FK + R D + Fr2 ~ R c = - 7280 +15 894 + 1902 -
- 10516 = 0.
Суммарные радиальные реакции подшипников:
для опоры С
Ас = л/ R*c + Rz2c = 105162 + 52632 = 11760 Н;
488
для опоры D
Rd=^I R*d + R?d = 158942 + 26882 = 16 1 20 H.
Определяем ресурс принятого роликоподшипника 7311.
Исходные данные: FrC = Rc = 11760 Н, FrD = RD = 16120 Н,
Fa2 = 1485 Н,л2 = 91,25 мин', Сг = 107,0 кН, е = 0,33, Y = 1,8.
Осевые составляющие [см. формулу (7.21)]
FaC = 0,83 eFrC= 0,83 • 0,33 • 11760 = 3241 Н,
F д = °>83 е FrD = °’83 * °’33 -16120 = 4442 Н.
Поскольку сумма всех осевых сил, действующих на опору С, поло-
жительна:
Fn2 + F„n ~ F„r = 1485 + 4442 - 3241 > 0,
расчетная осевая сила для опоры С
FaC = Fal + FaD = 1485 + 4442 = 5927 Н.
Для опоры D
F„r - F. - Fn = 3241 - 1485 - 4442 < 0,
поэтому FaD = FaD = 4442 H.
Из расчетов сразу не видно, какой из подшипников является наибо-
лее нагруженным. Поэтому определяем эквивалентные динамические
нагрузки для обоих подшипников.
Сначала рассмотрим подшипник С. Так как, FaC/FrC = 5927/11760 =
= 0,504 > е = 0,33, то Х = 0,4, Y= 1,8 (табл. П.8).
Эквивалентная динамическая нагрузка
PrC=XFrC + YFnC= 0,4- 11760 + 1,8-5927 = 15373 Н.
гС ГС дС 1 ’
Теперь рассмотрим подшипник D, так как FaD/FrD = 4442/16120 =
= 0,276 < е = 0,33 , то Х = 1, Y = 0 (см. табл. П.8);
эквивалентная динамическая нагрузка
Лд = FrD 16120 • 1,3 = 20956 Н.
Далее определяем базовый расчетный ресурс более нагруженного
подшипника D:
106 / С \10/з 106 / 107000 \10/3
£ =------I —I =-----------------I ------ I = 40980 ч.
6°л2\ PrD / 60-91,25 \ 15373 /
Такой ресурс в 2 раза больше ресурса редуктора.
489
Рассмотрим возможные варианты для обеспечения требуемого
ресурса (Lh = 20 000 ч).
Пренебрегая изменением расстояний между точками приложения
активных и реактивных сил, найдем базовый расчетный ресурс ролико-
подшипника легкой серии типа 7211, для которого Сг = 65 кН.
105 6 * * * / 65000 \10/з
---------1 ------ = 7950 ч,
60-91,25 \ 20956 /
что намного меньше желаемого.
Рассмотрим возможность применения радиально-упорных шарико-
подшипников типа 46311. При этом получаем (расчеты не приводятся):
расстояния /3 = 48 мм и /4 = 115 мм; эквивалентную динамическую
нагрузку наиболее нагруженного подшипника PrD — 23160 Н и его ресурс
Lh = 9400 ч, что тоже меньше требуемого.
Из анализа расчетов, останавливаемся на подшипнике 7311.
Основные параметры принятых подшипников сводим в табл. 11-9-
Таблица 11.9. Основные размеры и эксплуатационные характеристики
принятых подшипников червячного редуктора
Вал Обозначение подшипника Размеры dx-D^T, мм Динамическая грузоподъемность Сг, кН Ресурсы 4, ч
Быстроходный 27310 50* 1 10x29,25 80,0 32860
Тихоходный 7311 55x120x31,5 107,0 41870
5. Расчеты соединений вал — ступица
Ведущий вал. Для выходного конца ведущего вала по известному
диаметру d = dt = 32 мм принимаем по табл. 7.7 призматическую шпонку
с параметрами b = 10 мм, h = 8 мм, = 5 мм, / = 45 мм.
Проверяем ее на смятие по формуле (7.2), принимая при чугунной
ступице допускаемое напряжение смятия [осм] = 50 МПа:
осм = 27\/[d, (А - /,) • (/ - А)] = 2 • 59,4 • 103/[32 (8-5) - (45-10)] =
= 35 МПа < [осм] = 50 МПа.
Ведомый вал. Для выходного конца ведомого вала под шестерней
открытой прямозубой передачи по известному диаметру d = d2 = 45 мм
по табл. 7.7 принимаем шпонку с параметрами b ~ 14 мм, h - 9 мм,
/( = 5,5 мм, / = 63 мм. Допускаемое напряжение смятия при стальной
ступице [осм] = 100 МПа.
490
Рабочие напряжения смятия
«см = 2Г’/1£'г <л - '1> •(/-«) = 2 • 836 1О’/[45 (9-5,5) • (63-14)) =
= 217 МПа > |а ] = 100 МПа,
что недопустимо.
Шпоночное соединение заменяем шлицевым с эвольвентным профи-
лем. Размеры шлицевого соединения назначаем в зависимости от диамет-
ра вала. По табл. 8.18 при d ~ 45 мм принимаем модуль т — 1,25 мм,
число зубьев (шлицев) z = 34.
Проверяем прочность рабочих граней шлицев на смятие по формуле
(7.3), предварительно определив расчетную площадь смятия
Лсм = 0,8 ml ~ 0,8 • 1,25 • 71 = 71 мм2, где I = 71 мм — длина ступицы
шестерни, равная ширине зубчатого венца; средний диаметр соединения
J — mz = 1,25 х 34 = 42,5 мм:
°ем = 2T2/(0,75z Ли dm) = 836 • 103/(0,75 ‘ 34 • 71 • 42,5) =
= 21,7 МПа < [стсм] = 100 МПа.
6. Проверочный расчет валов редуктора
Ведомый вал. На основании эскизной компоновки редуктора (см. рис.
11.22) составляем расчетную схему вала и строим эпюры изгибающих и
крутящих моментов (рис. 11.26).
Очевидно, наиболее опасным является сечение I— I под подшипником
D. Проверяем сопротивление усталости в этом сечении вала.
Определяем суммарный изгибающий момент
Г, = 7? + Т? = У 7572 4- 2762 = 806 Н м.
Hl z у
Вычисляем максимальные нормальные напряжения при изгибе и
максимальные касательные напряжения при кручении:
<тпих = TKi/W^ = 806• 10716640 = 48,4 МПа,
где = 0Де/3 = 0,1 • 553 = 16640 мм3;
т;пах = TJWO = 836 ' Ю3/33280 = 25,1 МПа,
где И; = 0,2е/3 = 0,2 • 553 = 33280 мм3.
По табл. 7.1 принимаем материал вала сталь 45 улучшенная, для
которой ов = 900 МПа, = 380 МПа, = 230 МПа, = 0,1,
Ф, = 0,05.
В месте установки кольца подшипника с натягом по табл. 8.20
определяем интерполированием значения отношении
*•„/^=4,3 и ^=3,1.
491
34
216
836
ЭпюраТк,и^
с и
Ж
Рис. 11.26. Схема для расчета ведомого вала
492
Коэффициент влияния шероховатости поверхности KF = 1 при
посадке с натягом; коэффициент влияния поверхностного упрочнения
Kv = 1 для неупрочненной поверхности.
Коэффициенты снижения пределов выносливости [см. формулу (8.4)]:
+ = (4,3 + 1 - 1)/1 = 4,3;
= +KF~ = ОД + 1 “ 0/1 = 3,1.
Принимаем, что нормальные напряжения изменяются по симмет-
ричному циклу, т. е. оя = Gmax = 48,4 МПа, crm = 0; а касательные напря-
жения — по отнулевому, т. е. т0 = ти = 0,5ттах = 0,5 25,1 = 12,55 МПа.
Используя формулы (8.1) и (8.3) определяем коэффиценты запаса
прочности:
по нормальным напряжениям
KaD°a 4,3-48,4
по касательным напряжениям
KxDxa + Утхт 3,1 • 12,55 + 0,0J • 12,55
результирующий
1,83-5,82
'l 1,832 + 5,822
1,75 > [5] = 1,5,
т. е. сопротивление усталости вала обеспечено.
Проверяем прочность предположительно опасного сечения II—II.
Определяем внутренний диаметр вала со шлицами
da — 2,4m = 45 — 2,4 • 1,25 = 42 мм;
осевой момент сопротивления
«"ос * 0,1 К4, + ty2? = 0,1 1(45 + 42)/2]3 = 8230 мм3;
полярный момент сопротивления
И' « 0,2d/ = 0,2 423 = 14 800 мм3.
Суммарный изгибающий момент
Тип = а/ Т/+ Т/ = 2582 + 942 = 275 Нм.
493
Максимальные напряжения
°.™ = Тм/^ = ' 1°’/8230 = 33,4 МПа,
г = TJW„ = 836- 103/14800 = 56,5 МПа.
Определяем коэффициенты снижения пределов выносливости по
формулам (8,4), принимая по табл. 8,16 эффективные коэффициенты
концентрации напряжений Кд = 1,70 и Kz = 1,55, коэффициент влияния
абсолютных размеров поперечного сечения Kd = 0,83 по табл. 8.17,
коэффициент влияния шероховатости поверхности KF = 1,15 по табл.
8.18 и коэффициент влияния поверхностного упрочнения = 1 для
неулрочненной поверхности по табл. 8.19. При этом
K,D = ^KJKd+ kf - WKV = (170/0J8 + 1,15 - 1)/1 = 2,33;
KzD = (Kz/Kd + KF- l)/Kv = (1,55/0,78 +1,15 - 1 )/l = 2,14.
Определяем коэффициенты запаса прочности, принимая
= СТтах = 33>4 МПа> % = 0, Tfl = Тт = 0,5ттах =
= 0,5-56,5 = 28,25 МПа;
KqD оа 2,33 • 33,4
V + +
4,88-3,72
з/ 4,882 + 3,722
= 2,96 > [5] = 1,8,
т. е. сопротивление усталости вала обеспечено.
Ведущий вал — червяк редуктора нет необходимости проверять на
прочность, так как минимальный диаметр d{, определенный из условия
прочности при кручении, был увеличен от 20,3 мм до 32 мм по
соображениям конструирования. Также следует отметить, что на этот
вал действует сравнительно небольшая консольная нагрузка.
Проверяем червячный вал на жесткость.
Приведенный момент инерции сечения червяка [см. формулу (8.8)]
7р = ^|/«) <0.375 + 0,625<,/</,)=
= (3,14 • 564/64) • (0,375 + 0,625 • 100/56) = 71,94- Ю4 мм4.
Прогиб в среднем сечении червяка [см. формулу (8.7)]:
494
f = (211)3 Tf?, + ЕД /(48 E Iap) = (2 • I40)2 x
X "V 14852 + 19O22 (48 • 2,1 10s • 71,94 • IO4) = 0,0073 мм.
Допускаемый прогиб
[/•] = (0,005 ... 0,01) m = (0,005 ... 0,01) - 10 = 0,05 ... 0,1 мм.
Жесткость червяка обеспечена, так как /<[/').
7. Выбор смазочного материала
Принимаем смазывание червячной передачи погружением витков
червяка на глубину 10... 15 мм в масло, залитое в картер корпуса, смазыва-
ние подшипников — масляным туманом.
Определяем ориентировочно необходимую вязкость смазочного
материала по эмпирической формуле (8.9)
v50 « V, / V = 300 / лГбД = 120 мм2/с,
где Vj = 300 мм2/с — рекомендуемая вязкость при v = 1 м/с для червяч-
ных передач, v = vcK =6,3 м/с — скорость скольжения передачи.
По табл. 8.31 принимаем масло ИГП-114 с номинальной кинема-
тической вязкостью vso = НО... 120 мм2/с.
Принимаем объем масляной ванны V = 6 л (0,006 м3).
Определяем глубину ванны (без учета влияния бобышек под подшип-
никами):
Л * V/(LB') = 0,006/(0,38 • 0,12) = 0,13 м,
где L’ = 0,38 м — длина, В’= 0,12 м — ширина ванны.
Для открытой прямозубой передачи назначаем периодическое
смазывание (синтетическим солидолом общего назначения по ГОСТ
4366-76).
8. Тепловой расчет редуктора
Тепловой расчет редуктора производим по формуле (5.32); для этого
по эскизной проработке сборочного чертежа редуктора выполняем его
габаритный чертеж (см. рис. 5.2) и вычисляем площадь поверхности
теплоотдачи
А = 2Н (L + 5) + LB = 2 • 0,59 (0,4 + 0,14) + 0,4 • 0,14 = 0,693 м2,
где Н =0,59 м — высота, L~ 0,4 м — длина, В = 0,14 м — ширина
редуктора.
495
390
585
Технические требовании
1. Внутренние поверхности корпуса и крышки
покрасить маслостойкой краской.
2. В редуктор залить бл масла иГП ТМ.
3. Переа окончательной сборкой стыки флан-
цев корпуса покрыть пастой .Герметик'
ны. ..
Разрав.
HooirB.'
Г контр
Дд-ЛГ i
Нжснтр
Рис. 11.27. Сборочный чертеж червячного редуктора
496
20
17
370
9
38
13
33
185
-Ш.
О
/4
10
19
2
12
Техническая характеристика
1 .Нонинамный нонент чаВгдоноп Вали Tt'836H-H
2 . частота вращения Ведшего бала л^ТМОмин'1
З .Г№редалючное числа и*16-
4 ЛЫуль заиеплениа tn * Юнн.
5 .Число витков червяка ггх2.
АбОСХХХХХХ.ЗШ
Редуктор
червячный
71 ут. Пасса Насшя.
Л7
Л/см jAianei 1
497
t 1 4 Обозначение Наименование Приме- чание
Документация
11 Пояснительная записка
12 Сборочный чертеж
Сборочные единицы
1 Колесо червячное 1
г Отдушина 1
j Маслоуказатель 1
Детали
4 Корпус редуктора 1
5 Крышка редуктора 1
в Крышка 1
— 7 Крыльчатка 1
I I 8 Крышка 2
9 Крышка 1
10 Крышка 1
11 Червяк 1
12 вал ведомый 1
0 13 Колесо зубчатое 1
19 Диск нажимной 1
15 Маслоотражатель 2
1 eg 16 Прокладка - Набор
17 Шайба 1
18 Шайба 1
19 Винт нажимной 1
I 5r 1 20 Пробка 1
АбвГ-ШШ.ЗОО.СД
Изь Huitn Ai док им Подп. Цат
1 1 Разряд. Редуктор, червячный Лит. Лист Листов
Пробег I I 1 2
Н-компр
Утберд.
498
Форнат 1 5? § Обозначение Наименование 4 Приме- чание
Стандартные изделия.
21 бо/аМ16х12М9. ГОСТ7208-70 4
22 5алтМ12*5069/0СТ7798-70 4
ZJ 6алтМ8*70.69.Г0ГТ7798-70 6
29 5мтМ1О*30Ш0СТ7798-7О 12
25 бмтМ8*35.69. Г0СТ7798-70 1
26 ВинтМбИО ГОСТ 159Г80 4
27 Гайка М20.5 ГОСТ 5915 - 70 1
28 ГайкаМ16. 5ГОСТ5915 - 70 4
29 Гайка М12.5 ГОСТ5915-70 4
10 Шайба 16.65Г СТ СЭВ280-76 4
31 Шайба 12.65ГСТСЭВ280-76 4
32 Шайба 8.65ГСТ СЭВ280 - 76 6
33 Шайба 8 ГОСТ 11872-80 1
35 Шплинт2,5*18 ГОСТ 397-79 1
35 Шпонка 10*В*Ч5Г0СТ23360-78 1
Подл. и дата 36 Шпонка ЮФЗОГ0СТ2336О-78 1
37 Штифт 10*36 ГОСТ9565 -79 2
38 Манжета Т55*80Г0СТ875279 1
39 ... Манжета1*55*65Г~0СТ8752-79 2
50 Роткоаодшип.7311ГОСТ27365-87 Z
— 47 йшо1Юдщий.27310Т8СТ2736!> 87 2
\Ин6.№подл. I Подл, и дата У1зам. ин
Редуктор червячный Лисп) 2
Изи .Лист Л '"докум Подл. Цата
499
Рис. 11.28. Чертеж вала-червяка
1
М2--1
б-Б
А-А
НО,Чтах
ф5цхб ЯО,чтах „s
29Н12 «
27№
/ЮОцль ~
Число Виткоб
т
buO червяка
Угол лойьема делител.
Направление линии Вити
исгаоный чердян-
finwmroiiw iuCTJ&lfrM
4
Г
Целительный, диаметр
чозофииаент диаметра чу
g
Межосёвое мсапояние &
к
Ж
Т
m
1КЯ№.
TFT
~ЯГ
~ПГ
mi
52
А
в/,6
Полировать
ЙЮы
ЙИШ
М Шлифовать
Межоеевое м—
Число оуоьео сопряжен-
ною червячного колеса
Обозначение чертежа
червячного колеса
95
*45
о,в
А 58
61
2фаскц
/20
____/£8
/05_
10 /90*
575
1/5
/43
/90
Ч $5ctepjKiK
/ 6 сборе
!.255...262НВ,витки50...5бРЯСана глубину 1,6. ..2,Ц мм.
2.0т8. центр.АЧГОС/ /9059-79.
3. Неуказанные предельные отклонения размеров',
отверстий +1, валов -1, остальных среднего
класса точности. ,
Ч*Размер для справок.
Рис. 11.29. Чертеж червячного колеса
А~А
Модуль ~
Число зийьей
Направление линии зуба
Коэффициент смещения
червяка
Исходный черВяк
ГОСТ 19036~9Ч
W'MT"
длительный диаметр
межосеюе расстояние
8иЗ черВяка~
число оиткоО
обозначение чертежа
сопряженном червяка
X/ (И
Г~7Г~
Z3E2
Правое
Q
т
&
В-В
7-6-7-1
ЯШ
и
2
1. Неуказанные предельные отклонения размеров :оп)5ерстш*
ВыоВ-t,остальных* | среднего класса точности.
^Размер для спрабок. *
-----------1------
Колесо червячное “П
В сборе 11
/^рг^ДУИасйЛ
1:2
\Aucmob 1
IbHjull
Определяем мощность на червяке
Л = Л/ЧпПред) = 7,5/(0,94 • 0,88) = 9,07 кВт = 9070 Вт.
Коэффициент теплопередачи для чугунных корпусов при естест-
венном охлаждении принимаем Kt = 12 Вт/(м2 • °C).
Рабочая температура масла
= tB + (1 - n) PJ{Kt Л) = 20 + (1 - 0,88)-9070/(12-0,693) =
= 151 °C > [/м] = 90 °C.
Поэтому проектируем искусственное охлаждение обдувом корпуса
воздухом с помощью вентилятора, насаженного на вал червяка. Также
увеличиваем теплоотдающую поверхность ребрами.
9. На основании эскизной компоновки (см. рис. 11.22) и конструк-
тивной проработки деталей редуктора выполняем сборочный чертеж
червячного редуктора (рис. 11.27) и чертежи деталей (рис. 11.28, 11.29).
11.4. Техническое задание 4.
Привод с планетарным редуктором и зубчатоременной
передачей
Спроектировать привод к машине первичной очистки зерна: триер-
куклеотборник (см. рис.2.2). Привод (рис. 11.30) состоит из электродвига-
теля, зубчато-ременной передачи и планетарного редуктора. Привод должен
иметь небольшие габаритные размеры и массу.
Исходные данные для проектирования: номинальная мощность на
исполнительном валу машины Рт = 1,25 кВт, частота вращения этого
вала лт = 14,2 мин'1, синхронная частота вращения вала электродвига-
теля пс = 1000 мин'1.
1. Кинематический и силовой расчет привода.
1.1 Определяем общий КПД привода по формуле (1.10), приняв по
рекомендациям табл. 1.1 КПД зубчато-ременной передачи iipeM = 0,96 и
КПД планетарного редуктора с раздвоенным сателлитом цред = 0,95:
Побш = Vm ‘ Va = °’96 * °’95 = °’9L
1.2. Определяем потребную мощность электродвигателя по формуле
(19):
Гл„ = Л/Чоби. = 1,25/0,91 = 1,37 кВт.
1 3. По рекомендациям § 1.5 3 принимаем электродвигатель типа
MTF011-6 с параметрами Рэд = 1,40 кВт, «эд = 885 мин'1
502
(jJ 2
Рис. 11.30. Схема привода:
а — кинематическая; б — условная для расчета
1.4. Определяем общее передаточное число привода
мобш=«Эд/«т= 885/14,2 = 62,3.
1.5. Руководствуясь рекомендациями табл 1.1. принимаем из единого
ряда передаточное число планетарного редуктора с двухвенцовым
сателлитом оред = 12,5, тогда передаточное число зубчато-ременной
передачи
= 62,3/12,5 = 4,98.
В качестве расчетного принимаем ирем — 5.
1.6. Определяем частоты вращения и угловые скорости валов привода:
ведущего вала ременной передачи
«1рем = «эд = 885 мин'1;
“1рем = ^«1рем/30 = ^ 885/30 = 92,6 с ';
503
ведомого вала ременной передачи л2рем (он же ведущий вал редуктора,
л();
Я2рем = «1 = «IpeM /“рем = 885/5 = 177 МИН'1;
®2рем = “1 = ®1рем/Мрем = 92>6/5 = 18’5
ведомого вала — водила редуктора
л2 = nh = лт = п} /и^ = 177/12,5 = 14,16 мин'1;
°Ъ = юл = °\ = mi /мред = 18,5/12,5 = 1,48 с'1.
Отклонение от заданного значения
Дл2 = (14,2 - 14,16)/14,2 • 100 % = 0,3 %,
что вполне допустимо.
1.7. Используя формулы (1.6) и (1.14), определяем вращающие
моменты на валах привода:
на ведомом валу — водиле редуктора
т2 = Th = Рт/®2 = 1250/1,48 = 845 Н • м,
на ведущем валу редуктора (он же ведомый вал ременной передачи)
Л = ^рем = /(и^ Пред) = 845/(12,5 • 0,95) = 71,2 Н • м;
на ведущем валу ременной передачи
Лре„= Лр.м/(“реи Пр.„) = 71,2/(5-0,96)= 14.8Н-М.
2. Расчет зубчато-ременной передачи
2.1. В зависимости от передаваемой мощности Рэдтр = 1,37 кВт и
частоты вращения ведущего (малого) шкива л1рем= 885 мин’1 по формуле
(6.20) находим модуль зубчатого ремня (т = 4,025 мм) и выбираем по
табл. 6.17 его стандартное значение т = 4 мм. Вычисляем шаг ремня
t ~ я т = т: • 4 = 12,57 мм.
2.2. Из условия долговечности ремня по табл. 6.19 принимаем число
зубьев ведущего шкива = 15 и определяем число зубьев ведомого шкива
*2 = 15’5 = 75.
2.3. Вычисляем делительные диаметры шкивов
d} = т = 4 • 15 = 60 мм,
</2 = л? z2 = 4 • 75 = 300 мм.
504
2.4 Определяем скорость ремня
V = ю1рем ^1Л2 ' 1000> = 92,6 ‘ 6°/(2 • 1000) = 2,78 м/с
2.5. Вычисляем предварительно межосевое расстояние из условия
а > 0,5 (d2 + dj = 0,5 (300 + 60) = 180 мм.
Принимаем а = 180 мм.
2.6. Определяем [формула (6.23)] длину ремня в шагах;
2- 180 15 + 75 / 75 - 15\ 12,56
=-------+--------- + I --------- I ------ = 80,03.
12,56 2 \ 2 те / 180
Принимаем Lp = 100 шагов.
2.7. Вычисляем окончательное значение межосевого расстояния по
формуле (6.24):
= 323,1 мм ~ 323 мм.
2.8. Определяем угол обхвата малого шкива по формуле (6.9):
04 = 180° - 57°(J2 - d})/a = 180° - 57° (300 - 60)/323 = 138°.
2.9. Определяем число зубьев ремня, находящихся в зацеплении с
меньшим шкивом по формуле (6.25):
Zq = Zj а, /360° = 15 • 1387360° = 5,75 < [^] = 6,
что недопустимо.
Поэтому увеличиваем межосевое расстояние, приняв длину ремня
Lp= 125 шагов. Тогда
а = ( 75-15? =
4 2 ’\ 2 / \ 2 л /
= 487,6 мм « 488 мм.
505
При этом
04 = 180° - 57° (300 - 60)/488 = 152е,
Zq = 15 • 152/360° = 6,33 > [^] = 6, что допустимо.
2.10. По табл. 6.17 принимаем допускаемую приведенную удельную
окружную силу в зависимости от модуля ремня
= 25 Н/мм.
2.11. Определяем удельную окружную силу по формуле (6.26), приняв
коэффициент динамичности нагрузки и режима работы Ср =0,7 при
переменной реверсивной нагрузке и работе в две смены; коэффициент,
учитывающий неравномерность распределения нагрузки между
проволоками троса, CF = 0,85, массу 1 м ремня шириной 1 мм,
q = 0,006 кг/м • мм;
= с0доп Ср CF - q v2 = 25 • 0,7 • 0,85 - 0,006 • 2,782 = 14,8 Н/мм.
2.12. Определяем по формуле (6.27) передаваемую окружную силу
Ft=p^/^= 1370/2,78 = 493 Н.
2.13. Вычисляем по формуле (6.28) ширину ремня
b>Ft/cF = 493/14,8 = 33,3 мм.
По табл. 6.20 принимаем b = 40 мм.
2. 14. Определяем по формуле (6.29) силу предварительного натя-
жения ветвей ремня
Fo = 1,2 b q V2 = 1,2 • 40 • 0,006 • 2,782 = 2,22 Н.
2.15. Определяем по формуле (6.30) силу, действующую на валы:
Fr = O,5FoF = 0,5 • 2,22 • 493 = 547 Н.
2.16. Определяем [формулы (6.31) и (6.32)] габаритные размеры
шкивов:
диаметры окружностей вершин зубьев ведущего шкива
da] = d[ + 25 + с = 60 + 2 • 0,6 + 0,1 =61,3 мм,
ведомого шкива
da2 = d2 + 25 + с = 300 + 2 • 0,6 + 0,1 = 301,3 мм,
где 5 = 0,6 мм — расстояние от впадины зуба ремня до осевой линии
троса; с =0,1 мм — поправка, учитывающая податливость витков троса,
506
диаметры окружностей впадин зубьев:
ведущего шкива
rfyi = da] — 2ЛШ = 58,9 — 2 • 4 = 50,9 мм,
ведомого шкива
dfl = da2 ~ 2Лш = 298,9 - 2 • 4 = 290,9 мм,
где = 4 мм — высота зубьев шкива по табл. 6. 14;
ширина шкива
В = b + т = 40 + 4 = 44 мм,
принимаем В = 45 мм по табл. П.4.
2.17. Обобщаем результаты расчетов в виде табл. 11.10.
3. Расчет планетарной передачи
3.1. Выполняем кинематический расчет планетарной передачи и
назначаем число зубьев колес.
Для принятого передаточного отношения «ред = 12,5 редуктора по
табл. 1.1 принимаем вариант передачи с тремя двухвенцовыми
сателлитами (см. рис. 4.7, 6).
Таблица 11.10. Основные параметры проектируемой зубчато-ременной передачи
Параметр Значение параметра
Передаваемая мощность, Рздтр, кВт Угловая скорость шкивов, с'1: 1,37
ведущего coj 92,6
ведомого ®2 18,5
Межосевое расстояние а, мм Число зубьев шкива’ 488
ведущего zt 15
ведомого z2 75
Модуль зубчатого ремня т, мм Делительные диаметры шкивов, мм: 4
ведущего d{ 60
ведомого d2 300
Ширина шкивов Вх = В2, мм 45
Ширина ремня Ь, мм 40
Длина ремня L = 1570
Сила Fn, действующая на валы, Н 547
507
Из условия отсутствия подрезания принимаем число зубьев цент-
рального солнечного колеса Z[ — 18. По табл. 4.19 [формула (4.70 <э)]
определяем интерполированием значение коэффициента с = 1,52 и затем
число зубьев центрального колеса с внутренними зубьями:
Z3 = (ui\~ ОД = 18 (12,5 - 1)/1,52 = 136,2.
Учитывая, что оно должно быть кратным числу сателлитов, прини-
маем z3 = 138.
Уточняем значение коэффициента с
С = Z, («Д- l)/z3 = 18 (12,5 - D/138 = у5
и определяем числа зубьев венцов сателлита
(Z3- Z,)/(c + 1) = (138 - 18)/(1,50 + 1) = 48;
= 1,50 • 48 = 72.
Принимая модули внешнего /и12 и внутреннего т34 зацеплений
одинаковыми, из условия соосности уточняем число зубьев
г2 = Z3 — — Zi = 138 — 48 — 18 = 72.
Проверяем правильность подбора зубьев:
условие соосности (4.67, а)
+ Z2 = Z3 - Z^ = 18 + 72 = 138 - 48, 90 = 90;
условие сборки (4.68, а)
Z, /л, = 18/3 = 6;
Z, /л, = 138/3 = 46;
условие соседства (4.69, а):
для внешнего зацепления
(Zj + Z2) Sin (n/nw) — Z2 > 2,
(18 + 72) sin (л/3) - 72 = 5,94 > 2;
для внутреннего зацепления
(Z3 ~ Z^ sin (n/nw) — Z^ > 2,
(138 - 48) sin (тг/З) - 48 = 29,94 > 2.
Все условия выполняются. Следовательно, числа зубьев колес опре-
делены правильно.
508
Уточняем передаточное отношение редуктора по формуле (4.65, а):
Определяем угловые скорости звеньев редуктора по формулам
(4.66, а):
угловая скорость центрального солнечного колеса, равная угловой
скорости ведомого вала зубчато-ременной передачи,
®1 = ®2рем = 18>5 С'1;
угловая скорость водила (ведомого вала редуктора)
®Л = Ш1/М13Л = 18,5/12,5= 1,48 с1;
угловая скорость сателлита
£о2 = <о4= о>А- (z3/^) соЛ = 1,48 - (138/48) • 1,48 = - 2,775 с'1.
Знак “минус” показывает, что направления вращения водила и
сателлита вокруг своих осей противоположны.
3.2. Определяем коэффициент полезного действия планетарной пере-
дачи по формуле (4.71, а), предварительно определив передаточное отно-
шение передачи при - Ом приняв коэффициент потерь i/1 = 0,03:
«Д = - *2 Z3 /(Zj ^) = - 72 • 138/(18 • 48) = - 11,5;
пД = пД = 1 - мД у/7(«Д - 1) =
= 1 - (-11,5) • 0,03/[(- 11,5) - 1] = 0,97.
3.3. Определяем расчетный момент на колесе по формуле (4.73),
предварительно находя моменты, действующие на основные звенья
планетарной передачи по формулам (4.72, а), пренебрегая влиянием
потерь на трение:
момент на шестерне с числом зубьев г, внешнего зацепления
T\ = -Th Zi + Z2Z3) = — 845-18- 48/(18 48 + 72 • 138) =
= - 67,6 Н-м;
момент на колесе с числом зубьев <3 внутреннего зацепления
= - 845-72- 138/(18-48 + 72-138) = - 777,4 Н-м.
509
Проверяем правильность вычисления моментов по уравнениям (4.75)
и (4.76):
Th+ тз + Л = 845 “ 777>4 - 67,6 = °’
Th = — 1\ = 67,6 • 12,5 = 845 Н • м,
Т. = - Г. и * = 777,4 • 1,087 = 845 Н • м,
где u3lh = (<о3 - ю,)/(соЛ - (Oj) = (0 - 18^51/(1,48 - 18,5) = 1,087;
момент на ведущем валу редуктора с учетом потерь на трение из
формулы (4.74), принимая коэффициент цп = 0,98:
Л = = 845/(12,5-0,97-0,98) = 71,1 Нм;
расчетный момент на колесе (на зубчатом венце с числом зубьев г2
наиболее нагруженного сателлита) по формуле (4.73):
Т2 = T1m1a2Q/«w= 71,1-4-1,2/3 = 113,7 Н-м « 114 Н-м,
где MjA2 = jj/?! = 72/18 = 4,0, что соответствует стандартному значению
соответствует (табл. 4.11), Q = 1,2 — коэффициент, учитывающий
неравномерность распределения нагрузки среди сателлитов.
3.4. Выбираем материал колес и определяем допускаемые напряжения.
По табл. 4.1 принимаем сталь 50ХН (53HRC3).
По табл. 4.2 пределы контактной и изгибной выносливости:
<*н iuni = ст//1ип2= стЯ1нп = 17 HRC3 + 200 = 17 • 53 + 200 = 1100 МПа;
CTFlun = 650 МПа
Относительная угловая скорость солнечного центрального колеса
(шестерни с числом зубьев z,)
«1А = tDj — <оЛ = 18,5 - 1,48 = 17,02 с’1.
Относительная угловая скорость сателлита
ш2Л = О2 - соЛ = - 2,775 - 1,48 = - 4,255 с’1.
Суммарное число циклов нагружения [формула (4.77)] для солнеч-
ного колеса
NK= 573 ш,Л Lh п„ = 573 • 17,02 • 20 • 103 3 =
= 585- 106 > = 100 - 106,
510
для сателлитов
N„= 573 t= 513- 4,255 • 20 • 103 = 48,8 106 < N„. = 100 • 106,
AZ7 /3 11П1 ’
где Lh = 20 • 103 ч — ресурс передачи, A^lmi ~ 100 - 106 — число циклов
напряжений, соответствующее пределу выносливости, определенное
интерполированием (см. с. 130).
Определяем коэффициент долговечности по формуле (4.2):
ZN = NH\\m/NK = 100 - 106/48,8 - 106 = 1,127.
Находим допускаемое контактное напряжение по формуле (4.1),
принимая 5Wh|n = 1,2 для зубчатых колес с поверхностным упрочнением
зубьев:
(<sHhsJSH) ZN = (1100/2,2)- 1,127 = 1033 МПа * 1030 МПа.
Вычисляем допускаемое напряжение изгиба при расчете на кон-
тактную прочность зубьев по формуле (4.7), принимая 5/-min = 1,75 для
зубчатых колес, изготовленных из поковок и штамповок, У, = 0,8 при
двухстороннем приложении нагрузки и YN = 1 при У£Нт = 1мт > 4 10б
для всех сталей:
= (’ЛЛл„„) г. = (650/1,75) • 0,8 • 1 = 297 МПа.
3.5. Определяем коэффициент ширины венца колеса по формуле
(4.78):
= [1,5 + 0,1 (3 - + 1) =
= [1,5 + 0,1 (3 — 3)]/(4 + 1) = 0,3.
Полученное значение округляем до ближайшего стандартного и
принимаем уЬа = \р’Ьа = 0,315.
3.6. Принимая предварительно коэффициент, учитывающий
неравномерность распределения нагрузки по ширине венца зубчатого
колеса, = 1,42 интерполированием по табл. 4.3 для схемы 4 по рис.
4.2 при b/dl — (Im^I + 1)/2 = 0,315 (4 + 1)/2 = 0,787 » 0,79 и коэффициент
Ка = 49,5 для прямозубой передачи определяем расстояния awl2 и а 34
между осями центральных колес и сателлитов по формулам (4.79) и (4.80):
^2 Ъ (М + О
J 103 т2 _
’ (W1V ^ba ° HP
= 49,5 (4 + 1)
3/ 103-114-1,42
1 42 • 0,315- 1030
= 77,1 мм;
511
flw34 “
M 103
’ («/a)2 Vba *ЯР
3 103 - 777,4* 1,42
= 49,5 (2,875 - 1) Л/----------------------= 68,4 мм;
1 2,8752 • 0,315 • 1030
где «Д = г3/^ = 138/48 = 2,875.
Для обеспечения равнопрочности внешнего и внутреннего зацеп-
ления и экономии более дорогой стали 50ХН для колеса с внутренними
зубьями назначаем конструкционную легированную сталь 40Х с твер-
достью 48HRC3, термообработка — улучшение с последующей закалкой
ТВЧ.
Тогда расчетное допускаемое контактное напряжение внутреннего
зацепления
°нр = (^iun/^nun) ZN = (1016/1,2) • 1,077 = 912 МПа,
где сяпт= 17 HHRC + 200 = 17’48 + 200 = 1016 МПа; ZN = 1,077 -
определено по формуле (4.2) для твердости 48HRC3 при базовом значе-
нии ^я1ип = 76’106;
межосевое расстояние внутреннего зацепления
aw34 > 49,5 (2,875 - 1)
з 103- 777,4-1,42
У 2,8752 • 0,315 • 9122
= 74,1 мм,
что приблизительно равно межосевому расстоянию awl2 внешнего зацеп-
ления.
3.7. Определяем модуль зацепления по формуле (4.81):
т = + z2) = 2 • 77,1 (18 + 72) = 1,71 мм.
Принимаем т = 1,75 мм (по табл. 4.11).
Уточняем межосевое расстояние:
Ди-12 = т U1 + ^У2 = 1’75 <18 + 72)/2 = 78,75 мм-
3.8. Определяем ширину зубчатых венцов сателлита:
62 = *4 = ^l2 = ЧЬа flw34 = 0,315 • 78,75 = 24,8 мм.
Округляем полученное значение до стандартного по табл. П.4 и
принимаем Ь2 = 64 = 25 мм.
Ширину венца центральных колес принимаем на 3...5 мм больше
ширины венца сателлитов:
6; = Ь3 = Ь2 + 3 ... 5 мм — 25 + 3 ... 5 мм = 28...30 мм.
Согласно табл. П.4 принимаем Ь{= Ь3 = 28 мм.
512
Вычисляем диаметры колес с внешними зубьями по формулам (4 26)
и (4.27):
делительные диаметры:
= т ~ 1,75 • 18 = 31,5 мм;
d2 = т z2 = 1,75 • 72 = 126 мм;
rf4 - т z4 = 1,75 • 48 = 84 мм;
диаметры окружности вершин зубьев;
daX = d} + 2т = 31,5 + 1,75 • 2 = 35 мм;
d , = d, + 2т = 126 + 1,75 • 2 = 129,5 мм;
(/м = ^ + 2т = 84 + 1,75 • 2 = 87,5 мм;
диаметры окружности впадин зубьев:
d^ = dx - 2,5w = 31,5 - 2,5 • 1,75 = 27,125 мм,
dft = d2- 2,5т = 126 - 2,5 • 1,75 = 121,625 мм,
da = dA - 2,5/эт = 84 - 2,5 • 1,75 = 79,625 мм.
Определяем диаметры колеса с внутренними зубьями по формуле
(4.82):
dy = т z3 = 1,75 • 138 = 241,5 мм,
^3=^3 - 2т + 15,2/и/г3 = 241,5 - 2 - 1,75 + 15,2- 1,75/138 =
= 238,193 мм,
dfl = d3 +2,5/и = 241,5 + 2,5 • 1,75 = 245,875 мм.
Уточняем межосевое расстояние
aw52 = (d^ + J2)/2 = (31,5 + 126)/2 = 78,75 мм,
aw34 = (с/3 - af4)/2 = (241,5 - 84)/2 = 78,75 мм.
3.9. Определяем нормальные силы в зацеплениях по формуле (4.86):
Fn\ = Fn2 = 2Fi/(di cos а) = 2 • 71,1 • 107(31,5 cos 20°) = 4800 Н;
Fn3 = Л,4 = 2 W3 cos а) = 2 777’4 ’ 1 °3/(241,5 cos 20°) = 6850 Н.
3.10. Для опор сателлитов подбираем шарикоподшипники радиаль-
ные однорядные. Подшипники размещаем в ободе сателлитов (см. рис.
513
8.8). По формуле (4.85) определяем нагрузки, действующие на
подшипники наиболее нагруженного сателлита:
Fr1 = Fn2 Q/n = 4800 ' }’2/3 = 1920 Н>
F* = Q/n = 6850 • 1,2/3 = 2740 Н.
Наиболее нагруженным является подшипник, установленный под
зубчатым венцом с числом зубьев г4- Определяем эквивалентную
динамическую радиальную нагрузку на этот подшипник по формуле
(7.14), принимая радиальную нагрузку Fr = F^ = 2740 Н, осевую нагрузку
Fa = 0, коэффициент вращения при вращении наружного кольца V =
1,2, коэффициент радиальной нагрузки Х= Г
= 1 • 1,2-2740 = 3288 Н.
Требуемую базовую динамическую грузоподъемность подшипника
при расчетном ресурсе Lh = 20- 103 ч, равном ресурсу редуктора,
определяем по формуле
С = Рг У 573 со4Л Lh/106 = 3288 V 573 4,255 • 20 • 1О3/1О6 =
= 14800 Н = 14,8 кН.
Находим допустимый диаметр наружного кольца подшипника (фор-
мула (4.87)]:
D < т (г4 - 7) = 2 (48 - 7) = 82 мм.
По полученным значениям С. тр и D по табл. П.5 предварительно
принимаем шариковые радиальные подшипники 305 с параметрами:
d = 25 мм, D — 62 мм, 5=17 мм, Сг = 22,5 кН.
Диаметр d внутреннего кольца подшипника должен быть не меньше
диаметра dQ оси сателлита, вычисленного по формуле (4.88).
3.12. Определяем нагрузки, действующие на ось наиболее нагру-
женного сателлита по формулам табл. 4.20:
окружная сила во внешнем зацеплении
2Т. 2-71,1-Ю3
F =------L— q --------------! 2 = 1810 Н,
nw^ 3-31,5
радиальная сила
Fri = Ffl tg а = 1810 tg 20° = 660 Н;
514
окружная сила во внутреннем зацеплении
2 Г, 2-777,4-103
Л =-----—Q -------------------1,2 = 2580 Н,
в n„d3 3-241,5
радиальная сила
Fr3 = Fe tg а = 2580 tg 20° = 940 Н.
3.13. Для определения требуемого диаметра dQ оси выполняем
эскизную компоновку узла сателлита (рис. 11.31, а). Согласно табл. 4.20
составляем расчетные схемы нагружения оси в вертикальной и горизон-
тальной плоскостях. Затем определяем реакции опор и строим эпюры
изгибающих моментов (рис. 11.31, в, г).
В вертикальной плоскости:
= 0; - - Frl I, + (/, + у - (/, + /2 + /,) = 0.
откуда
~ Fri li+ Fr3 (h + 4) ~ 660 • 18,5+940 • (18,5+30)
/? =-----------------------=-----------------------------= 498 H;
y 4 + 4 + 4 18,5 + 30 + 18,5
o; ~ M4 + 4 + 4) + Л1 (4 + 4) - <34 = o,
откуда
F.(/, + 4)~ ^4 660 - (18,5+30) - 940-18,5
R = _------------------------------------------------------ 218 H.
y 4 + 4 + 4 18,5 + 30 + 18,5
Проверка: T.Y= — RyA+ Fd ~ Fr3 + = — 218 + 660 — 940 + 498 = 0.
В горизонтальной плоскости
= 0; - -f-i 'i - W, + У + W + ‘г + У = 0,
откуда
„ _ Л, 4+Лз (4+ 4) „ 1810-18,5+ 2580-(18,5 + 30)
4 + 4 + 4 18,5 + 30+18,5
^FyB ~ о, ~fza (4 + 4 + 4) + (4 + 4)+ Fe4 ~ о,
откуда
/? - (/2 + 4) + 4 _ 181° ’ (18,5 + 30) + 2580 - 18,5 _ „
м /, + /2 + /3 18,5 + 30+18,5
Проверка: Zz = ~R^ + Ffl + FG -R^ = - 2023 + 1810 + 2580 2367 = 0.
515
расчета оси сателлита
Рис. 11.31. Схема для
516
Суммарный изгибающий момент в опасном сечении
Тк = Т2 + Т2 = 9,22”+ 43,82 = 44,76 Н-м.
По табл. 7.1 принимаем материал оси сталь 45 с пределом текучести
<гт = 320 МПа. Назначаем требуемый коэффициент запаса прочности
[5] = 3 и определяем допускаемое напряжение изгиба
= 32°/3 = 106 МПа.
Определяем требуемый диаметр оси сателлита по формуле (4.88):
3 / 32 Т 3 /32-44,76-103
d0 > Д------ = Л,-----------= 16,26 мм.
лстидоп ’ 3,14-106
Принимаем d0 = 17 мм.
Внутренний диаметр подшипника намного больше диаметра оси,
поэтому оси сателлитов выполняем пустотелыми для уменьшения
металлоемкости конструкции.
Окончательно принимаем шарикоподшипники радиальные типа 305.
3.14. Выполняем проверочный расчет внешнего зацепления плане-
тарной передачи на сопротивление контактной и изгибной выносливости
по формулам (4.90) и (4.91), предварительно определив:
окружную скорость центрального солнечного колеса по формуле
(4.28):
V = <0^/(2 • 1000) = 18,5 • 31,5/(2 • 1000) = 0,29 м/с,
по табл. 4.5 можно принять 9-ю степень точности, но для уменьшения
шума во время работы редуктора принимаем 8-ю степень точности,
коэффициент нагрузки Кн при расчете на контактную прочность (см.
§ 4.3) :
= *1,42-1,03 = 1,46,
где КИа = 1 для прямозубой передачи; Кн^ = = 1,42 по табл. 4.3 для
схемы 4 по рис. 4.2 при b-Jdx — 25/31,5 = 0,79; KHv = 1,03 для v до 1 м/с
по табл. 4.6;
расчетное контактное напряжение [формула (4.30)]
а ~ Z \1 V1Q4M+1)3
^12
310 Л 1 14- 103- 1,46 (4 + I)3
------Л/------------------------- = 898 МПа < = 1030 МПа;
78,75 1 25-42
517
недогрузка составляет
Дстя = [(1030 - 898)/1030] 100 % = 12,8 % < 15 %,
что допустимо.
Для уменьшения недогрузки и экономии более дорогого материала
для изготовления всех зубчатых колес редуктора назначаем конструк-
ционную легированную сталь 40Х, для которой оНР =912 МПа, при этом
недогрузка
Дон= [(912 - 898)/912] * 100 % = 1,5%.
Коэффициент нагрузки при расчете на выносливость при изгибе
KF = KFaKF^KFu = 1,0'1,31'1,04 = 1,36,
где KFa = 1,0 для прямозубой передачи; KF^ = KFp = 1,31 находим интер-
полированием по табл. 4.4 для схемы 4 по рис. 4.2; KFv = 1,04 по табл.
4.7.
Коэффициенты формы зуба: по табл. 4.20 для колеса-сателлита
= 3,61, для шестерни = 4,22 (по табл. 4.12).
Расчетное напряжение при изгибе зубьев колеса
т2 ю3 KF rR (|«‘J + 1)
°F2
М I«iM
114- 103'1,36-3,61 (4 + 1)
---------- -----— ------ = 203 МПа < cFP = 297 МПа;
25- 17,5-78,75'4
При изгибе зубьев шестерни [формула (4.34)]
= yri /уг2 = 203 ‘ 4,22/3,61 = 237 МПа < cFP 297 МПа
3.15. Выполненные расчеты передачи обобщаем в виде табл. 11.11.
4. Эскизная компоновка. Предварительный расчет валов. Подбор
подшипников качения
4.1. Выполняем эскизную компоновку редуктора (рис. 11.32), в соот-
ветствии с рекомендациями, изложенными в § 8.4.
Принимаем смазывание зубчатых зацеплений окунанием зубчатых
венцов сателлитов в масляную ванну, а подшипников качения — разбрыз-
гиванием и масляным туманом.
4.2. Назначаем предварительно размеры отдельных участков валов.
Ведущий вал. Определяем диаметр консольного конца вала по
формуле (7.1):
518
Таблица 11.11. Основные параметры проектируемого планетарного редуктора
Параметр Значение параметра
Мощность на ведущем валу Рг, кВт 1,32
Угловая скорость валов, с’1:
ведущего a>t 18,5
сателлита ю2 2,775
ведомого <вЛ 1,48
Передаточное отношение и 12,5
КПД передачи rj Д 0,97
Номинальный момент на ведомом валу Th> Н • м 845
Материалы зубчатых колес и твердость зубьев:
центрального солнечного колеса Сталь 40Х, 48НКСЭ
сателлита Сталь 40Х, 48НКСЭ
центрального колеса с внутренними зубьями Сталь 40Х, 48HRC3
Число сателлитов 3
Модули зацеплений, мм’
внешнего т12 1,75
внутреннего т34 1,75
Число зубьев колес:
*1 18
Z2 72
Z3 138
Z4 48
Делительные диаметры, мм:
31,5
d2 126
84
^4 241,5
Ширина венцов зубчатых колес, мм:
Z>2 — b4 25
Z>! — Z>3 28
Межосевое расстояние aw> мм 78,75
> V 140 7\ = = 21,5 мм.
По табл. П.4 принимаем ближайшее большее стандартное значение
d{ — 22 мм.
Диаметр вала под подшипник определяем по зависимости
rfn= (1,0 ... 1,1) = (1,0 ... 1,1)-22 = 22 ... 24,2 мм.
Принимаем <7п1 = 25 мм, что соответствует ближайшему большему
значению внутреннего диаметра подшипника.
519
Рис. 11.32. Эскизная компоновка
планетарного редуктора
Для консольного конца быстроходного вала проектируем посадку
шкива зубчато-ременной передачи В целях обеспечения технологичности
монтажа и демонтажа шкива, высокой точности его базирования
проектируем консольный конец вала коническим (см. рис. 11.32).
Ведомый вал. Ведомый вал редуктора выполняем заодно с водилом,
литым из высокопрочного чугуна марки ВЧ50-2.
Определяем диаметр dh консольного конца вала по формуле (7.1):
3 I т- Ю3
У 0,2 [тД
845; 103
0,2 45
= 45 мм.
По табл. П.4 принимаем стандартное значение dh = 45 мм и также
принимаем консольный конец вала коническим.
4.3. Выполняем подбор подшипников качения по методике, приве-
денной в § 7.5 и 7.6.
Ведущий вал. Так как подшипники ведущего вала редуктора нагру-
жены только сравнительно небольшой консольной нагрузкой от зубчато-
ременной передачи, предварительно для опор вала принимаем шарико-
подшипники радиальные особолегкой серии типа 105 по ГОСТ 8338-73 с
размерами d х D* В = 25 х 47 х 12и базовой динамической радиальной
грузоподъемностью Cf= 11,2 кН (см. табл. П.5).
Составляем расчетную схему ведущего вала-шестерни (рис. 11.33) и
определяем радиальные реакции подшипников:
£Тс=0; -<Л+Яр/5 = 0,
520
Рис. 11.33. Схема для расчета ведущего вала
откуда
RD = Fn УЧ = 542 • 60/95 = 342 Н.
ЕГЛ = 0; -f„(/4 + /s) + «e(s = 0,
откуда
Rc = Fn (Ч + 4)/4 = 542 (60 + 95)/95 = 884 Н.
Наиболее нагружен подшипник С.
Определяем эквивалентную динамическую радиальную нагрузку на
наиболее нагруженный подшипник по формуле (7.14), принимая ра-
диальную нагрузку Fr = Rc ~ 884 Н, осевую нагрузку F = 0:
PrC = X Fr = 1 884 = 884 Н.
521
Находим
(7.17)
Lh =
базовый расчетный ресурс подшипника 105 по формуле
106 /С V 106 ( 11200 V
-------- =----------- ------- = 73,5-103 ч,
573 со/ \ Рг/ 573 - 17,02\ 884 /
что больше ресурса редуктора, однако подшипников с меньшим зна-
чением Сг нет, а уменьшить длину вала не представляется возможным.
Основные параметры принятых подшипников сводим в табл. 11.12.
Таблица II. 12. Основные размеры и эксплуатационные характеристики
принятых подшипников планетарного редуктора
Вал Подшипник Размеры d'x-D'xT, мм Динамическая грузоподъемность С„ кН Ресурсы работы
Опора С 305 25x62x17 22,5 20000
Опора Б 105 25x47x12 11,2 73500
Опора Т 912 60x85x13 16,4 не определялся
Ведомый вал. Размеры подшипнике водила из-за отсутствия нагрузок
на них определяем из конструктивных соображений. Приняв толщину
цапфы водила между наружным кольцом подшипника ведущего вала и
внутренним кольцом подшипника ведомого вала равной 5 ... 7 мм,
получаем диаметр под подшипник dnff = 60 мм. Выбираем подшипники
сверхлегкой серии типа 912 по ГОСТ 8338-75 с размерами dxD*B =
= 60x85x13 мм.
5. Расчет шпоночного и шлицевого соединений.
5.1. Проверяем прочность шпоночного соединения ведомого шкива
зубчато-ременной передачи с ведущим валом редуктора.
Для консольного конца вала по табл. 7.5 принимаем средний диаметр
конической части <7ср = 20,20 мм, размеры сечения шпонки b х h = 4 х 4,
глубину паза на валу Г, = 2,5 мм, длину шпонки / = 32 мм (см. приме-
чание к табл. 7.7).
Выбранную шпонку проверяем на смятие по формуле (7.2):
ас„ = 2Т, • 10Х, (А - /,)(/ - «)=
= 2-71,1 1О3/[2О,2 (4 - 2,5) • (32 - 4) = 168 МПа,
что больше допускаемого напряжения смятия, принимаемого при
стальной ступице и переменной нагрузке [осм] = 100 МПа.
Поэтому шпоночное соединение заменяем эвольвентным шлицевым.
По табл. 7.8 ближайшие предпочтительные номинальные диаметры
D = 20 мм и D ~ 25 мм.
522
Так как шлицевое соединение в несколько раз прочнее шпоночного
и диаметр определенный по формуле (7.1), является приблизитель-
ным размером, то в качестве расчетного принимаем (см. табл. 8.18)
D = 20 мм, т = 1,25 мм и z = 14. Если же при проверочном расчете
ведущего вала действительный коэффициент запаса прочности 51 в этом
месте окажется меньше требуемого [5], то в качестве расчетного примем
D = 25 мм и повторно произведем расчеты.
Проверяем прочность шлицевого соединения на смятие рабочих
граней шлицев по формуле (7.3). Для этого принимаем расчетную длину
ступицы шкива зубчато-ременной передачи I = 36 мм (см. табл. 7.6) и
находим расчетную площадь смятия Лсм = 0,8 т I — 0,8 • 1,25 • 36 = 36 мм2,
средний радиус соединения гср - т z/1 = = 1,25 • 14/2 = 8,75 мм. Тогда
<тсм = Ю3/(0,75 гЯсм гср) = 71,1 • 103/(0,75 * 14-36-8,75) = 21,5 МПа,
что намного меньше допускаемого [асм] = 100 МПа.
5.2. Проверяем прочность шпоночного соединения ведомого вала
редуктора с муфтой.
По табл. 7.5 принимаем средний диаметр конической части кон-
сольного конца вала cf = 40,90 мм, размеры сечения шпонки
b х h = 12 х 8, глубину паза на валу = 5 мм, длину шпонки
I = 70 мм (см. примечание к табл. 7.7).
Рабочее напряжение смятия:
°см = 2 Th 1О3МР {h - /,) (/ - />)) =
= 2 • 845 • 103/[40,9 • (8 - 5) • (70 — 12)] = 237 МПа,
что намного больше допускаемого напряжения смятия [о ] =100 МПа.
Шпоночное соединение заменяем шлицевым. По табл. 7.5 для
номинального диаметра D = 45 мм, принимаем т — 1,25 мм и z ~ 34
Назначаем расчетную длину ступицы полумуфты I = 80 мм, тогда
расчетная площадь смятия Лси = 0,8 ml- 0,8 • 1,25 • 80 = 80 мм2, средний
радиус соединения rcp = mzjl ~ 1,25 • 34/2 = 21,25 мм.
Проверяем прочность эвольвентного шлицевого соединения по
формуле (7.3):
осм = Тл/(0,75?Лсмгср) = 845- 103/(0,75 • 34 • 80 • 21,25) = 19,5 МПа,
что намного меньше [я 1 = 100 МПа.
1 L,V!J
6. Проверочный расчет валов редуктора
Ведущий вал
6.1. Материал ведущего вала тот же, что и для центрального
солнечного колеса, т. е. сталь 40Х, так как они изготовлены как одно
целое.
523
По табл. 7 1 принимаем ств = 900 МПа, ст_; — 410 МПа, — 240 МПа.
ц/ст = 0,15 и ц/т = 0,08.
6.2. Согласно эскизной компоновке (см. рис. 11.32) вычерчиваем кон-
струкцию вала и составляем расчетную схему (см. рис. 11.33, б). Так как
реакции опор уже известны, строим эпюры изгибающих и крутящих
моментов (см. рис. 11.33, в).
Изгибающие моменты в предположительно опасных сечениях I — I
и II — II вала;
ГИ1 = - 542 • 22,5 = - 12195 Н мм = - 12,20 Н • м,
Ти11 = - /*ц /4 = - 542 • 60 = - 32520 Н мм = ~ 32,52 Н • м;
крутящий момент
7К = 7; = 71,1 Н-м.
6.3. Проверяем прочность консольного конца ведущего вала --
поперечного сечения I — I.
Максимальное нормальное напряжение
= ^i/^oe = 12,20 - КР/633 = 19,3 МПа,
где по табл. 8.21 осевой момент сопротивления
= 0,1 [Ц, + ^/2]3 = 0,1[(20 + 17)/2]3 = 633 мм3
при da = D ~ 20 мм, df= D— 2,4т = 20 — 2,4 • 1,25 = 17 мм;
максимальное касательное напряжение
ттах = TK/W = 71,1 • 103/980 = 72,6 МПа,
где по табл. 8.21 полярный момент сопротивления
И/ « 0,2с/ = 0,2 • 173 = 980 мм3.
Определяем коэффициенты снижения предела выносливости с учетом
наличия шлицев по формулам (8.4):
KaD = (V*a + kf~ D/^ = (1,70/0,88 + 1,15 - 1)/1 = 2,08;
KxD = (KJKd+ KF - 1)/Ку = (1,55/0,88 +1,15 - 1)/1 = 1,91,
где Ка = 1,70 и Кх = 1,55 по табл. 8.16; KF = 1,15 по табл. 8.18;
Kd = 0,88 по табл. 8.17; Kv принимаем равным единице как для поверх-
ности материала без упрочнения.
Принимаем, что нормальные напряжения изменяются по симмет-
ричному циклу, т.е. = ст1пах = 19,3 МПа, сгт= 0, а касательные напря-
жения — по отнулевому, т.е. тя ~ = т /2 ~ 72,6/2 — 36,3 МПа.
524
По формулам (8.1) и (8.2) определяем коэффициенты запаса
прочности:
по нормальным напряжениям
о . 410
с =-------------=------------=10,21;
+ 2,08-19,3
по касательным напряжениям
-г , 240
5 =--------zj------=------------------------
т 1,91-36,3 + 0,05-36,3
3,37.
Тогда результирующий коэффициент запаса прочности [см. формулу
(8.1)1
10,21 -3,37
• - - = 3,20,
У 10,213 + 3,372
т. е. прочность и жесткость обеспечены.
6.4. Проверяем прочность вала в сечении II — II.
Максимальное нормальное напряжение
°п„х = Т’ип/И'» = 32,52-1071562 = 20,8 МПа,
где осевой момент сопротивления круглого сплошного сечения
« 0,1^3 = 0,1 • 253 = 1562 мм3 (см. табл. 8.21);
максимальное касательное напряжение
Tmax = TJWP = 7М • 1°3/3125 = 22,8 МПа,
где полярный момент сопротивления (см. табл. 8.21)
Wp « О,2<73 = 0,2 • 253 = 3125 мм3.
В месте установки кольца подшипника с натягом по табл. 8.20
определяем интерполированием значения отношений K^/Kd = 3,30 и
= 2,35; коэффициент влияния шероховатости поверхности KF — 1
при посадке с натягом; коэффициент влияния поверхностного упрочне-
ния Kv = 1 для неупрочненной поверхности.
Коэффициенты снижения пределов выносливости [формулы (8.4)]:
KaD = (*<Л + - 1Ж - (3,30 + 1 - 1)/1 = 3,30;
= «А* ~ = <2’35 +1 “ D/1 2,35.
Принимаем, что нормальные напряжения изменяются по симмет-
ричному циклу, т. е. = о]пах = 20,8 МПа, = 0, а касательные напря-
жения — по отнулевому, т. е. та = хт = т1пах/2 ~ 22,8/2 = = 11,4 МПа.
525
По формулам (8.3) определяем:
коэффициент запаса прочности по нормальным напряжениям
оа) = 410/(3,30 • 20,8) = 5,97;
коэффициент запаса прочности по касательным напряжениям
5, = % хп) = 240/(2,35 • 11,4 + 0,05 • 11,4) = 8,77.
результирующий коэффициент запаса прочности
5 = S; 5т / V 5а2 + S* = 5,97 • 8,77/ V 5,972 + 8,772 = 4,93 > [S] = 2,5,
т. е. прочность и жесткость обеспечены.
Ведомый вал
6.5. Материал ведомого вала высокопрочный чугун марки ВЧ 50—2.
Пределы выносливости o_j « 0,45 ов = 0,45 • 500 = 225 МПа,
t_i « 0,8, = 0,8 • 225 — 180 МПа, коэффициенты = 0, = 0.
6.6. Проверяем прочность выходного конца ведомого вала.
В поперечных сечениях консольного конца вала возникают только
касательные напряжения от крутящего момента Гк — Th — 845 Н • м.
(Напряжениями изгиба, возникающими от нагрузки, вызываемой муфтой
из-за возможной несоосности соединяемых валов, пренебрегаем из-за
сравнительно малого их значения).
Полярный момент сопротивления поперечного сечения (см. табл.
8.21):
Н'р « 0,2^3 = 0,2 • 423 = 14820 мм3,
где dj ~ D — 2,4 т — 45 — 2,4 1,25 — 42 мм;
амплитуда и среднее напряжение отнулевого цикла
/2 = V<2 %) = 845 • 103/(2 • 14820) = 28,5 МПа;
коэффициент снижения предела выносливости с учетом наличия
шлицев [формула (8.4)]:
= (Хт/Х, + Кр - V)/Kv = (1,45/0,775 +1,05 - 1)/1 = 1,92,
где Кх = 1,45 по табл. 8.16; KF- 1,05 по табл. 8.18; Kd = 0,775 по табл. 8.17
и коэффициент влияния поверхностного упрочнения принимаем
Определяем коэффициент запаса прочности по формуле (8.3)
т . 180
5=5=-----------------=----------= 3,29 > [5] = 2,5.
+ 1,92-28,5
526
Для уменьшения полученного большого значения коэффициент
запаса прочности, а значит и металлоемкости конструкции, ведомый вал
выполняем пустотелым, приняв диаметр отверстия dQ — 28 мм.
Тогда полярный момент сопротивления кольца (см. табл. 8 21)
11890 мм3;
амплитуда и среднее напряжение отнулевого цикла
= хт = т,11ах/2 = ТК/(2И;) = 845 • 103/(2 • 11890) = 35,5 МПа;
коэффициент запаса прочности
т - 180
S = -S’ =--------------=----------= 2,64 > Ь$1 = 2,5
+ 1,92-35,5
т. е. прочность и жесткость обеспечены.
Далее необходимо принять конструктивное решение по смазочной
системе и устройствам, конструированию корпуса редуктора, сателлита,
передачи и других деталей; выполнить второй этап эскизной компоновки
и после этого — рабочую конструкторскую документацию (см. рис. 11.34,
11.35).
527
Технические требования
1. Необработанные поверхности красить внутри редуктора -
маслостойкой краской, снаружи - серой нитроэмалью.
2. в редуктор залить 0,75л. масла нарки ИТП’ЗОО
по ГУ 38 ~101292 -79.
Рис. 11.34. Сборочный чертеж планетарного редуктора
528
*Ql'l *02
285*
18
12
7
IQ
16
26
222ч
/4
J
85
115
(Ь52у-
CO
16
26
62
Кб
2017
19
2
\ Ч5*д6х25
# ГОСТ6033 BO
о
11
Сепараторы подшипников качения
на чертеже не показаны.
Крышка (поз 8)крепится к коопуси/поз.5)
шестью болтани типа бопт И 8 *20
ГОСТ7808-70.
Шкив(поз.15) зубчатоременнои передача
может устанаваидаться на 6алу(поз1)
друган торцом.
Техническая характеристика
1 1.Номинальный момент на Ведомом балу Ть~8Ч5 Н-м
2.Часто та Орошения ведущего вала п, =177 мин4
3. Передаточное число и-12,5
Характеристика зацепления
Число сателлитов пы = 3
Модули зацеплений: внешнего пн1,75нк,внутреннего m*1J5.
Число зубьев колес: zf 18; zf72; zf 138; z$ **8.
Нзя. Лкм Н*докцн. Подо. Sssi
Разраб.
«га
Гконтр
АбвГ.ХХХХХХ.}00.С5
Редуктор
планетарный
Н контр
Чтдерй.
Лит. Нисса Масшю.
1-1
Лист \дйстов 1
529
1 1 1 Обозначение Наименование а Приме чание
Документация
Пояснительная записка
Сборочный чертеж
Детали
1 Вал Ведущий 1
2 Вал - водило 1
3 Колесо зубчатое неподвижное
4 Кольцо распорное б
5 Корпус редуктора 1
6 Крышка подшипника 1
7 Крышка подшипника 1
8 Крышка редуктора 1
9 Ось сателлита J
I is 1 i 4 10 Планка стопорная 1
11 Прокладка 2
1Z Прокладка в наборе 2
13 Прокладка в наборе 1
n /4 Сателлит 3
15 Шкиф ведомый 1
Стандартные изделия_
10 болт И ^20.55 ГОСТ7808'70 19
17 К/злцо 97 ГОСТ 13991'86 2
18 Кольцо 6ZT0CT13991-86 б
19 Колцо25ГОСТ13992-8б 2
20 Манжета1-25*42 ГОСТ8752'79 1
\Подп. и дата I 21 Канже/па1-50к70Г0СТ8752-79 1
22 Подшипник 105 ГОСТ8338-75 2
23 Подшипник.305ГОСТ8338' 75 6
АбвГХМШ.ЗОО.СП
ifo Пиал Л 1Одокум Подл ваяя
1 1 Разлад. Редуктор планетарный бит. Оист /Чисто
ClpoSep. 1 1 1 2
H.контр.
Утверб
530
\Форнат I $ Обозначение Наименование 3 Приме - чание
£4 Подшитик 912 ГОС 1833866 2
25 Пробка М16Л.5СТПС25-9 2
26 Шайба 865Г ГОСТ66О2-7О 19
\Подп. и дата 1
1 £ j 1 «3 ,1 I £ 5= ’е
Редуктор планетарный Пист 2
Цист № долин. Подл. fyma
531
Рис. 11.35. Чертеж сателлита
532
533
Приложения
П.1. Технические данные трехфазных асинхронных электродвигателей новой
единой серии RA
Типо- размер Номи- нальная мощность Р, кВт Асинхрон- ная частота вращения л, мин'1 кпд, % Т Л пуск т jmx Мас- са, кг
т ном т ном
Синхронная частота вращения 3000 мин'1 (два полюса)
RA71A2 0,37 2800 71,0 2,3 2,4 5
RA71B2 0,55 2850 74,0 2,3 2,4 6
RA80A2 0,75 2820 74,0 2,5 2,7 9
RA80B2 М 2800 77,0 2,6 2,8 и
RA90S2 1,5 2835 79,0 2,9 3,0 13
RA90L2 2,2 2820 82,0 2,9 3,4 15
RA100L2 3,0 2895 83,0 2,4 2,6 20
RA112M2 4,0 2895 84,0 2,2 з,з 41
RA132SA2 5,5 2880 85,0 2,4 з,о 43
RAI32SB2 7,5 2890 87,0 2,5 3,2 49
RA160MA2 11,0 2940 87,5 2,0 з,з 112
RA160MB2 15 2940 90,0 2,0 3,2 116
RA160L2 18,5 2940 90,0 2,0 3,2 133
RA180M2 22,0 2940 90,5 2,1 3,5 147
Си» чхронная частот а вращения 1500 мин 1(четыре полюса)
RA71A4 0,25 1325 62,0 1,7 1,0 5
RA71B4 0,37 1375 66,0 2,0 2,0 6
RA80A4 0,55 1400 71,0 2,3 2,8 8
RA80B4 0,75 1400 74,0 2,5 2,8 10
RA90S4 1,1 1420 77,0 2,3 2,6 13,5
RA90L4 1,5 1420 78,5 2,3 2,8 15,5
RA100LA4 2,2 1420 79,0 2,2 2,6 22
RA100LB4 3,0 1420 81,0 2,2 2,6 24
RA112M4 4,0 1430 85,5 2,2 2,9 37
RA132S4 5,5 1450 87,0 2,4 з,о 45
RA132M4 7,5 1455 88,0 2,8 3,2 52
RA160M4 н,0 1460 88,5 1,8 2,8 НО
RA160L4 15,0 1460 90,0 1,9 2,9 129
RA180M4 18,5 1460 90,5 1,9 2,9 149
RA180L4 22,0 1460 91,0 2,1 2,8 157
534
Продолжение табл.П.1
Типо- размер Номи- нальная мощность, Р, кВт Асинхрон- ная частота вращения, п, мин'1 кпд % Т пуск т ном т max т ном Мас- са, кг
Синхронная частота вращения 1000 мин1 (шесть полюсов)
RA71A6 0,18 835 48,0 2,0 2,0 6
RA71B6 0,25 860 56,0 2,0 2,0 6
RA80A6 0,37 910 62,0 2,0 2,5 8
RA80B6 0,55 915 63,0 2,0 2,5 10
RA90S6 0,75 935 70,0 2,2 2,5 13
RA90L6 1,1 925 72,0 2,2 3,0 15
RAI00L6 1,5 925 76,0 2,0 2,1 22
RAH2M6 2,2 960 78,0 1,9 2,5 36
RAI32S6 3,0 960 83,0 2,2 2,6 41
RA132MA6 4,0 960 84,0 2,2 2,6 50
RA132MD6 5,5 950 83,0 2,2 2,5 56
RA160M6 7,5 970 87,0 2,0 2,8 110
RA16OL6 11,0 970 88,5 2,2 2,9 133
RA180L6 15,0 970 89,0 2,3 3,0 155
RA200LA6 18,5 970 87,0 1,8 2,7 182
RA200LB6 22,0 970 87,5 2,0 2,5 202
Синхронная частота вращения 750 мин1 (восемь полюсов)
RA112M8 1,5 700 73,0 1,7 2,1 42
RA132S8 2,2 720 81,0 1,7 2,1 65
RA132M8 3,0 715 81,0 1,8 2,4 73
RA160MA8 4,0 730 84,0 1,8 2,2 107
RA160MB8 5,5 730 84,0 1,8 2,2 112
RA160L8 7,5 730 85,0 1,8 2,4 131
RA180L8 11,0 730 87,0 1,8 2,4 145
RA200L8 15,0 730 88,0 2,0 2,5 202
RA225S8 18,5 730 88,5 1,8 2,8 250
RA225M8 22,0 730 89,5 1,8 2,8 290
535
ил Таблица П.2. Габаритные, установочные и присоединительные размеры двигателей серии RA исполнений М1081 и М2081
СР
Исполнение IMI081
Исполнение IM20SI d»
1»*0; + b^b^Sda
Тип двига- теля Число полюсов Исполнение
1МЮ81,1М2081 IM1081 IM1081 и IM2081 IM2081
'1 4о Ь\ Л1 ^10 'ю ^21 Л ^31 ^20 (и ^20 ^22 rf24 ^25
RA71A,B 2,4,6 19 40 273 6 6 170 90 46 7 112 71 9 188 3,5 10 165 12 200 130
RA80A 22 50 297 190 100 50 10 125 80 10 205 М1(
RA80B 321
RA90L 24 337 8 7 210 125 56 140 90 11 225 4 12 215 15 250 180
RA100S 28 60 360 240 112 63 12 160 100 247 14
RA100L 391 140 МИ
RA112M 2,4,6,8 32 80 435 10 8 246 70 190 112 285 16 265 300 230
RA132S 4,6,8 38 460 288 89 216 132 13 325 5 18 300 19 350 250
RA132M 2,4,6,8 498 178
RA160S 2 42 ПО 630 12 334 108 15 254 160 18 385 15
4,6,8 48 14 9
RA160M 2 42 660 12 8 210
4,6,8 48 14 9 МП
RA180S 2 48 630 14 9 375 203 121 279 180 20 448 18 350 400 300
4 55 16 10
RA180M 2 48 680 14 9 241
4,6,8 55 16 10
Примечания. 1. Фланцы изготовляют с отверстиями гладкими (числитель) или резьбовыми (знаменатель).
2 Выступающие концы валов двигателей изготовляют следующих исполнений: цилиндрические со шпонкой,
цилиндрические без шпонки с резьбовым концом; цилиндрические со шпонкой с резьбовым концом; конические
без шпонки с резьбовым концом; конические со шпонкой с резьбовым концом; конические со шпонкой и внутренней
резьбой.
Таблица П.З. Двигатели трехфазные асинхронные серии 4А.
Технические данные (ГОСТ 19523— 81)
Тип двигателя Мощ- ность, Р, кВт Частота вращения п, мин'1 4<акс Тип двигателя Мощ- ность Р, кВт Частота вращения и, мин’1 Чакс
Чом Чом
Синхронная частота вращения Синхронная частота вращения
3000 мин 1000 мин" ।
4А71А2 0,75 2840 2,2 4А80А6 0,75 915 2,2
4А71В2 1,1 2810 2,2 4А80В6 1,1 920 2,2
4А80А2 1,5 2850 2,6 4A90L6 1,5 935 2,2
4А80В2 2,2 2850 2,6 4A100L6 2,2 950 2,2
4A90L2 3,0 2840 2,5 4А112МА6 3,0 955 2,5
4A100S2 4,0 2880 2,5 4AU2MBf 4,0 950 2,5
4A100L2 5,5 2880 2,5 4A132S6 5,5 965 2,5
4А112М2 7,5 2900 2,8 4А132М6 7,5 970 2,5
4А132М2 11,0 2900 2,8 4AI60S6 н,о 975 2,0
Синхронная частота вращения Синхронная частота вращения
1500 мин' 750 мин’1
4А71В4 0,75 1390 2,2 4A90LA8 0,75 700 1,9
4А80А4 1,1 1420 2,2 4A90LB8 1,1 700 1,9
4А80В4 1,5 1415 2,2 4A100L8 1,5 700 1,9
4A90L4 2,2 1425 2,4 4А112МА8 2,2 700 2,2
4A100S4 3,0 1435 2,4 4А112МВ8 3,0 700 2,2
4A100L4 4,0 1430 2,4 4A132S8 4,0 720 2,6
4А112М4 5,5 1445 2,2 4А132М8 5,5 720 2,6
4A132S4 7,5 1455 з,о 4A16OS8 7,5 730 2,2
4А132М4 11,0 1460 3,0 4AI60M8 н,о 730 2,2
538
Таблица П.4. Нормальные линейные размеры (по ГОСТ 6636-69 в ред. 1990).
Размеры в мм
Ряды’ Дополни- тельные, размеры** Ряды* Дополни- тельные* размеры" Ряды* Дополни- тельные* размеры**
Ra 10 Ra 20 Ra 40 Ra 10 Ra 20 Ra 40 Ra 10 Ra 20 Ra 40
5,0 5,0 5,2 5,2 5,5 25 25 25 26 27 125 125 125 130 118 135
5,6 5,6 6,0 5,8 6,2 28 28 30 29 31 140 140 150 145 155
6,3 6,3 6,3 6,7 6,5 7,0 32 32 32 34 33 35 160 160 160 170 165 175
7,1 7,1 7,5 7,3 7,8 36 36 38 37 39 180 180 190 185 195
8,0 8,0 8,0 8,5 8,2 8,8 40 40 40 42 41 44 200 200 200 210 205 215
9,0 9,0 9,5 9,2 9,8 45 45 48 46 49 220 220 240 230
10 10 10 10,5 10,2 10,8 50 50 50 53 52 55 250 250 250 260 270
11 11 11,5 11,2 11,8 56 56 60 58 62 280 280 300 290 310
12 12 12 13 12,5 13,5 63 63 63 67 65 70 320 320 320 340 330 350
14 14 15 14,5 15,5 71 71 75 73 78 360 360 380 370 390
16 16 16 17 16,5 17,5 80 80 80 85 82 88 400 400 400 420 410 440
20 18 19 18,5 90 90 95 92 98 450 450 480 460 490
20 20 20 21 19,5 20,5 100 100 100 105 102 108 500 500 500 530 515 545
22 22 24 21,5 23,0 110 ПО 115 112 115 560 560 600 580 615
Примечания:
* При выборе размеров предпочтение должно отдаваться рядам с более крупной
градацией (ряд Ra 10 следует предпочитать ряду Ra 20 и т.д.).
’* Дополнительные размеры, приведенные в таблице, допускается применять лишь
в отдельных, технически обоснованных случаях.
539
Таблица П.5. Шариковые
радиальные однорядные
подшипники (ГОСТ 8338-7
е Y Эквивалентная нагрузка: Динамическая
0,014 0,19 2,30 Р = VFr при Fa/(VFr) < е;
0,028 0,22 1,99 Р = 0,56 V Fr + YFg
0,056 0,26 1,71 при Fa/{VFr) > е.
0,084 0,28 1,55
о,н 0,30 1,45 Статическая
0,17 0,34 1,31 р0 = Л;
0,28 0,38 1,15 Ро <= 0,6Fr + 0,5Га
0,42 0,42 1,04 при PQ < Fr принимать PQ =
0,56 0,44 1,00
Обозначь- ние под- шипника Размеры, мм Базовая грузоподъемность, кН
d D В Г динамическая Сг статическая сОг
Сверхле гкая сери я
905 25 42 9 0,5 1,5 2,7
906 30 47 9 0,5 1,7 3,5
907 35 55 10 1,0 3,2 5,4
908 40 62 12 1,0 3,8 5,8
909 45 68 12 1,0 9,0 12,0
910 55 80 13 1,5 10,0 12,5
911 60 85 13 1,5 н,о 13,0
Особолегкая серия
100 10 26 8 0,5 4,62 1,96
101 12 28 8 0,5 5,07 2,24
104 20 42 12 1,0 9,36 4,5
105 25 47 12 1,0 11,2 5,6
106 30 55 13 1,5 13,3 6,8
107 35 62 14 1,5 15,9 8,5
108 40 68 15 1,5 16,8 9,3
109 45 75 16 1,5 21,2 12,2
110 50 80 16 1,5 21,6 13,2
111 55 90 18 2,0 28,1 17,0
112 60 95 18 2,0 29,6 18,3
Легкая серия
204 20 47 14 1,5 12,7 6,2
205 25 52 15 1,5 14,0 6,9
206 30 62 16 1,5 19,5 10,0
207 35 72 17 2 25,5 13,7
208 40 80 18 2 32,0 17,8
209 45 85 19 2 33,2 18,6
210 50 90 20 2 35,1 19,8
211 55 100 21 2,5 43,6 25,0
212 60 110 22 2,5 52,0 31,0
540
Продолжение табл. П.5
Обозначе- ние под- шипника Размеры, мм Базовая грузоподъемность, кН
d D В Г динамическая С_ . статическая С..
Средняя серия
304 20 52 15 2 15,9 7,8
305 25 62 17 2 22,5 И,4
306 30 72 19 2 29,1 14,6
307 35 80 21 2,5 33,2 18,0
308 40 90 23 2,5 41,0 22,4
309 45 100 25 2,5 52,7 30^0
310 50 100 27 3 61,8 36,0
311 55 120 29 3 71,5 41,5
312 60 130 31 3,5 81,9 48,0
Таблица П.6. Шариковые радиальные
шайбами (по ГОСТ 7242-81)
Тип 50000
однорядные подшипники с защитными
Тип 80000
Условное обозначение подшипников типов Размеры, мм Базовая грузо- подъемность, кН
60000 80000 d D В Г динамическая статическая
Особолегкая серия
60104 80104 20 42 12 1,0 9,36 4,5
60106 80106 30 55 13 1,5 13,0 6,8
60107 80107 35 62 14 1,5 15,9 8,5
60108 80108 40 68 15 1,5 16,8 9,3
Легкая серия
60204 80204 20 47 14 1,5 12,7 6,2
60205 80205 25 52 15 1,5 14,0 6,95
60206 80206 30 62 16 1,5 19,5 10,0
60208 80208 40 80 18 2,0 30,3 17,0
60209 80209 45 85 19 2,0 33,2 18,6
60212 80212 60 110 22 2,5 52,0 31,0
541
Таблица П.7. Подшипники шариковые радиальные однорядные со
стопорной канавкой на наружном кольце (ГОСТ 2893-81)
В
Обозначение подшипника Размеры, мм Базовая грузопоъемность, кН
d D В а с г динами- ческая Сг статичес- кая СОг
Легкая серия
50204 50205 20 25 47 52 14 15 44,6 49,7 2,45 1,3 1,5 1,5 52,7 57,9 12,7 14,0 6,2 6,9
50206 30 62 16 59,6 1,5 1,5 67,7 19,5 10,0
50207 35 72 17 68,8 2 78,6 25,5 13,7
50208 40 80 18 76,8 3,25 1,9 2 86,6 32,0 17,8
50209 45 85 19 81,8 2 91,6 33,2 18,6
50210 50 90 20 86,8 2 96,6 35,1 19,8
50211 55 100 21 96,8 2,7 2,5 106,5 43,6 25,0
50211 60 110 22 106,8 3,28 2,5 116,5 52,0 31,0
Средняя серия
50304 20 52 15 49,7 2,45 1,3 2 57,2 15,9 7,8
50305 25 62 17 59,6 2 67,7 22,5 11,4
50306 30 72 19 68,8 1,9 2 78,6 29,1 14,6
50307 35 80 21 76,8 3,25 2,5 88,6 33,2 18,0
50308 40 90 23 86,8 2,5 96,5 41,0 22,4
50309 45 100 25 96,8 2,7 2,5 106,5 52,7 30,0
50310 50 100 27 106,8 3 116,5 61,8 36,0
5031 1 55 120 29 115,2 4,05 3,1 3 129,7 71,5 41,5
50312 60 130 31 125,2 3,5 139,7 81,9 48,0
542
Таблица П.8. Шариковые радиальные сферические двухрядные подшипники
легкой серии (ГОСТ 5720-75) исполнения 1000 (ГОСТ 28428-90)
Обоз- начение подшип- ников Размеры, мм Базовая грузоподъ- емность, кН Факторы приведенной нагрузки У при
d D В Г динами- ческая Сг статичес- кая сйг € F„/Ff > «
1204 1205 1206 1207 1208 1209 1210 1211 1212 20 25 30 35 40 45 50 55 60 47 52 62 72 80 85 90 100 ПО 14 15 16 17 18 19 20 21 22 1,5 1,5 1,5 2,0 2,0 2,0 2,0 2,5 2,5 10,0 12,2 15,6 16,0 19,3 22,0 22,8 27,0 30,0 3,45 4,4 6,2 6,95 8,8 10,0 и,о 13,7 16,0 0,273 0,271 0,244 0,230 0,219 0,212 0,214 0,195 0,185 2,306 2,324 2,576 2,737 2,870 2,972 3,134 3,232 3,407 3,570 3,597 3,987 4,236 4,442 4,599 4,850 5,002 5,273 2,416 2,435 2,699 2,867 3,007 3,113 3,283 3,386 3,569
Примечание. При FaIFr < е X = 1; при Fo/Fr >
е X 0,65.
Таблица П.9. Роликовые радиальные однородные подшипники с
бочкообразными роликами (ГОСТ 24954-81)
Обозначение подшипника Размеры, мм Базовая грузоподъемность, кН.
d D В Г динамическая статическая
3043301 12 37 19 1,5 9,4 2,6
304702 15 42 21 1,5 9,6 2,8
3043304 20 52 22,2 2,0 12,5 3,7
3043305 25 62 25,4 2,0 17,8 6,0
3043306 30 72 30,2 2,0 21,2 7,7
3043307 35 80 34,9 2,5 25,1 9,8
3043308 40 90 36,5 2,5 29,6 12,2
3043309 45 100 39,7 2,5 37,7 15,9
3043310 50 110 44,4 -АР _ 43,6 17,5
543
Таблица П.10. Роликовые конические однорядные подшипники
Эквивалентная динамическая нагрузка по ГОСТ 18855-94
Рг ~ VFr при Fa/(VFr) < е, тогда Х = 1; У = 0; |
I при е = 1,5 tg
Рг = 0,4 VFr + YFO при Fa/(VFr) > е, X = 0,4; Y = 0,4 ctg a;J
Обозна- чение Размеры, им Базовая грузо- подъемность, кН Факторы нагрузки
подшип-
ника динами- стати-
d D Т В с г г, ческая ческая е Y
С С
Легкая серия (a = 1 2...18°)
7204 20 47 15,25 14 12 1,5 0,5 21,0 13,3 0,36 1,67 0
7205 25 52 16,25 15 13 1,5 0,5 24,0 17,5 0,36 1,67 0
7206 30 62 17,25 16 14 1,5 0,5 31,0 22,0 0,36 1,64 0
7207 35 72 18,25 17 15 2,0 0,8 38,5 26,0 0,37 1,62 0
7208 40 80 19,75 20 16 2,0 0,8 46,5 32,5 0,38 1,56 0
7209 45 85 20,75 19 16 2,0 0,8 50,0 33,0 0,41 1,45 0
7210 50 90 21,75 21 17 2,0 0,8 56,0 40,0 0,37 1,60 0
7211 55 100 22,75 21 18 2,5 0,8 65,0 46,0 0,41 1,46 0
7212 60 ПО 23,75 23 19 2,5 0,8 78,0 58,0 0,35 1,71 0
Средняя серия (а = 10...14°)
7306 30 72 20,75 19 17 2,0 0,8 43,0 29,5 0,34 1,78 0
7307 35 80 22,75 21 18 2,5 0,8 54,0 38,0 0,32 1,88 1
7308 40 90 25,25 23 20 2,5 0,8 66,0 47,5 0,28 2,16 1
7309 45 100 27,25 26 22 2,5 0,8 83,0 60,0 0,28 2,16 1
7310 50 НО 29,25 29 23 3,0 1,0 100,0 75,5 0,31 1,94 I
7311 55 120 31,5 29 25 3,0 1,0 107,0 81,5 0,33 1,80 0
7312 60 130 33,5 31 27 3,5 1,2 128,0 95,5 0,30 1,97 1
Средняя широкая серия (а = 11...15°)
7606 30 72 28,75 29 23,0 2,0 0,8 63,0 51,0 0,32 1,88 1
7607 35 80 32,75 31 27,0 2,5 0,8 76,0 61,0 0,30 2,03 1
7608 40 90 35,25 33 28,5 2,5 0,8 90,0 67,0 0,30 2,03 1
7609 45 100 38,25 36 31,0 2,5 0,8 114,0 90,5 0,29 2,06 1
7611 55 120 45,5 44,5 36,5 3,0 1,0 160,0 140,0 0,32 1,85 1
7612 60 130 48,5 47,5 39,0 3,5 1,2 186,0 157,0 0,30 1,97 1
544
Продолжение табл. П 10
Условное обозна- Размеры, Базовая грузо- подъемность, кН Факторы нагрузки
чение динами- стати-
подшип- d D т В с Г ческая чес кая е Y у0
ника Сг сОг
Средняя серия (а = 20 ... 30°)
27306 30 72 20,75 19 14 2,0 0,8 35 20,6 0,72 0,83 0,46
27307 35 80 22,75 21 15 2,5 0,8 45 29 0,79 0,76 0,42
27308 40 90 25,25 23 17 2,5 0,8 56 37 0,79 0,75 0,42
27308А 40 90 25,25 23 17 2,5 0,8 69,3 54 0,83 0,72 0,40
27310 50 НО 29,25 27 19 3,0 1,0 80 53 0,80 0,75 0,41
27310А 50 ПО 29,25 27 19 3,0 1,0 99 72,5 0,83 0,72 0,40
27311 55 120 31,50 29 21 з.о 1,0 92 58 0,81 0,79 0,50
27312 60 130 33,50 31 22 ДЛ. _L2 105 61 0,70 0,86 0,47
Таблица П.11. Подшипники роликовые конические однорядные с упорным
бортом на наружном кольце (ГОСТ 27365-87)
Обозна- чение Размеры, мм Г рузопоъемность, кН Факторы нагрузки
d D Т В С h г г\ С Г Qr е Y ^0
67204 20 47 51 15,5 14 12 3 1,5 0,5 19,1 13,3 0,36 1,67 0,92
67207 35 72 77 18,5 17 15 4 35,3 26,3 0,37 1,62 0,89
67208 40 80 85 20,0 20 16 4 2 42,4 32,7 0,38 1,56 0,86
67510 50 90 96 25,0 23,5 20 5 — 0,8 59,8 54,5 0,42 1,43 0,78
67512 60 110 117 30,0 28 24 6 2,5 84 75,6 0,39 1,53 0,84
67513 65 120 127 33 31 27 6 109 98,9 0,37 1,62 0,89
545
Таблица П.12. Роликовые радиальне подшипники с короткими цилиндрическим
роликами (ГОСТ 8328-75)
Обозначение подшипников типа Размеры, мм Базовая грузо- подъемность, кН
2000 32000 d D В г г\ динами- ческая Сг статичес кая СОг
Особолегкая серия
2104 — 20 42 12 1,0 0,5 8,9 4,7
2106 32106 30 55 13
2107 32107 35 62 14 1,5 0,8 17,9 7,8
2108 32108 40 68 15
— 32109 45 75 16 1,5 1,0 31,4 17,6
2110 32110 50 80 16 1,5 1,0 30,8 17,6
2111 32111 55 90 18 2,0 1,5 34,7 23,6
Легкая узкая серия
2204 32204 20 47 14 1,5 1,0 14,.7 7,38
2205 32205 25 52 15 1,5 1,0 16,8 8,81
2206 32206 30 62 16 1,5 1,0 22,4 12,0
2207 32207 35 72 17 2,0 1,0 31,9 17,6
2208 32208 40 80 18 2,0 2,0 41,8 24,0
2209 32209 45 85 19 2,0 2,0 44,0 25,5
2210 32210 50 90 20 2,0 2,0 45,7 27,5
2211 32211 55 100 21 2,5 2,0 56,1 34,0
2212 32212 60 110 22 2,5 2,5 64,4 43,0
546
Таблица ПЛЗ. Шариковые радиально-упорные однорядные подшипники (ГОСТ 831-75)
</С0 е У Эквивалентная нагрузка
0,014 0,30 1,81 Динамическая'
0,029 0,34 1,62
0,057 0,37 1,46 Р = VFr при Fa /VFr £ е;
0,086 0,41 1,34 Р = 0,45 Fr + YFa при Fo/VFr >
0,11 0,45 1,22
0,17 0,48 1,13
0,29 0,52 1,04 Статическая:
0,43 0,54 1,01 Ро = Fr, Р = 0,5 Fr + 0,47 Fa;
0,57 0,54 1,00 при Р < Fr принимают Ро = Fr
Обозначение подшипника типа Размеры, мм Базовая грузоподъемность, кН
дина- миче- ская стати- ческая дина- миче- ская стати- ческая
36000 46000 d D В Т г г. а - 12" а — 26"
а = 12" а = 26° t’r С()г Сг С(1г
Особолегкая серия
36104 - 20 42 12 12 1,0 0,5 10,6 5,3
36105 - 25 47 12 12 1,0 0,5 11,8 6,3 — —
36106 46106 30 55 13 13 1,5 0,5 15,3 8,5 14,5 7,8
36107 - 35 62 14 14 1,5 0,5 19,1 11,3 — —
- 46108 40 68 15 15 1,5 0,5 — 18,9 11,4
- 46109 45 75 16 16 1,5 0,5 — — 22,5 13,4
- 46111 55 90 18 18 2,0 1,0 — — 32,6 21,1
- 46112 60 95 18 18 2,0 1,0 — — 37,4 24,5
Легкая узкая серия
36205 46205 25 52 15 15 1,5 0,5 16,7 9,1 15,7 8,3
36206 46206 30 62 16 16 1,5 0,5 22,0 12,0 21,9 12,0
36207 46207 35 72 17 17 2,0 1,0 30,8 17,8 29,0 16,4
36208 46208 40 80 18 18 2,0 1,0 38,9 23,2 36,8 21,3
36209 46209 45 85 19 19 2,0 1,0 41,2 25,1 38,7 23,1
36210 46210 50 90 20 20 2,0 1,0 43,2 27,0 40,6 24,9
36211 46211 55 100 21 21 2,5 1,2 58,4 34,2 50,3 31,5
36212 46212 60 1 10 22 22 2,5 1,2 61,5 32,3 60,8 38,8
Средняя узкая серия
- 46306 30 72 19 19 2,0 1,0 — — 32,6 18,3
- 46307 35 80 21 21 2,5 1,2 — — 42,6 24,7
36308 46308 40 90 23 23 2,5 1,2 53,9 32,8 50,8 30,1
- 46309 45 100 25 25 2,5 1,2 — — 61,4 37,0
- 46310 50 110 Т1 27 3,0 1,5 — — 71,8 44,0
547
Таблица П.14. Шариковые упорные подшипники (ГОСТ 7872-89)
d
^2
В
Тип 8000 Тип 38000
Обозначение типа подшипника Размеры, мм Базовая грузо- подъемность, кН
Тип 8000 Тип 38000 d D Н а г h са Cfla
8204 38204 20 15 Л< 40 егкая 14 сери 26 я 6 1,0 4 15,8 30,6
8205 38205 25 20 47 15 28 7 4,2 20,4 41,0
8206 38206 30 25 52 16 29 7 4,8 23,0 47,2
8207 38207 35 30 62 18 34 8 1,5 1,5 5 31,6 68,0
8208 38208 40 30 68 19 36 9 5,2 37,5 79,9
8209 38209 45 35 73 20 37 9 5,7 39,5 90,5
8210 38210 50 40 78 22 39 9 6,3 46,0 105,0
8211 38211 55 45 90 25 45 10 7,1 56,6 129,0
8212 38212 60 50 95 26 46 10 7,3 65,8 155,0
8305 25 Ср 52 едня; 18 я cepi ля 5 25,7 49,9
8306 — 30 — 60 21 — 6 32,9 67,9
8307 — 35 — 68 24 — — 7 40,8 85,0
8308 — 40 — 78 26 — 7,6 51,3 109,0
8309 — 45 — 85 28 — —- 8,2 59,2 133,0
8310 — 50 — 95 31 2,0 9,1 71,0 164,0
8311 — 55 — 105 35 — — Ю,1 92,1 217,0
8312 — 60 — 110 35 — — 10,1 92,1 217,0
548
Таблица П.15. Шариковые радиально-упорные подшипники с одним разъемным
кольцом (ГОСТ 8995-75)
Обозначение типа подшипника d D В Г Гг 1П№ Масса, кг Грузоподъемность, Н
Тип 176000 Тип 126000 Динамическая Сг Статическая ^0и
176104 126104 20 42 12 1,0 0,6 0,088 5550 2500
176105 126105 25 47 0,102
176106 126106 30 55 13 1,5 1,0 0,148 14500 7880
176107 126107 35 62 14 0,196 14500 7880
176108 126108 40 68 15 0,243 17000 9720
176109 126109 45 75 16 0,308 22500 13400
176110 126110 50 80 0,334 22500 13400
176111 126111 55 90 18 2,0 1,1 0,489 32600 17300
176112 126112 60 95 0,522 37400 24500
176113 126113 65 100 0,566 37400 24500
20
176114 126114 70 110 0,770 46100 31700
176115 126115 75 115 0,813 47300 33400
22
176116 126116 80 125 1,08 5600 40100
549
Таблица П.16. Шариковые упорно-радиальные двухрядные подшипники с углом
контакта 60° (ГОСТ 20821-75*)
d — номинальный диаметр отверстия тугого
кольца, — номинальный диаметр наруж-
ной цилиндрической поверхности тугого
кольца; D — номинальный диаметр наруж-
ной цилиндрической поверхности свободного
кольца; Н — номинальная монтажная высота
подшипника; С — номинальная ширина
свободного кольца подшипника, Cs — номи-
нальная ширина тугого кольца подшипника;
/j — номинальная координата монтажной
фаски свободного кольца, г — номинальная
координата монтажной фаски тугого кольца.
Примечание. Чертеж не определяет
внутреннюю конструкцию подшипника.
Н
Обозначение подшипников d D Н С с. d\ Г Грузоподъемность, Н
Динами- ческая Сг Статисти- ческая СОг
173808 40 68 36 18 9 0 58,5 1,5 о,з 162000 134000
178309 178908 42 45 75 38 19 9,5 65 69500 150000
178310 178909 47 50 80 70 90000 _ 193000
173811 178910 52 55 90 22 и,о 78 2,0 0,5 93000 208000
178312 178911 57 60 05 44 83 118000 260000
173813 178912 62 65 10Q
88 122000 280000
178814 178^13 тг 70 11 п 48 24 12,0 97 132000 310000
178815 178914 73 75 115
10? 156000 360000
178816 178915 178916 78 80 83 125 54 27 13,5 110 196000 450000
550
Таблица П.17. Размеры (мм) врезных с отверстиями и глухих крышек
Глухие Под манжетное С жировыми
Ц уплотнение канавками
Пара- метр D
40 42 47 52 62 72 80 85 90 95 100 110
3 46 52 56 67 77 85 92 95 102 105 117
34 34 38 44 52 62 72 72 80 80 90 95
h 14 16 20
Л1 3 4 5 7
/ 8 10 12
Примечания. 1. Размеры под манжетное уплотнение см. табл. 8.23
2. Размер а = 2 мм, = 1 мм при D s 95 мм; а = 3 мм, = 1,5 мм при
D > 100 мм; В = 10 мм при D = 40..95; В = 15 мм при D = 100 и НО, =
2 при D = 40...95; 1{ - 3 при D = 100 и 110.
Таблица П.18. Размеры (мм) крышек (торцовых I и врезных II) под регулиро-
вочные винты
D °о d Л z/2 Н h л. Л2 1
47 52 60 75 38 — 28
52 56 66 82 44 — 7 12 14 4 6,5 5 8
4 30
62 67 78 95 52 М52*1,5
72 77 90 110 62 М56*1,5 5
80 85 100 120 72 М68х1,5 М16
85 92 100 120 72 М68*1,5 9 15; 18 32 16 8,5 6 10
90 95 НО 130 80 М7бх2 6
95 102 НО 140 80 М76х2 7
100 105 120 145 90 М85х2 М20 11 18, 20 38 20 11 8 12
551
Таблица П-19. Размеры (мм) регулировочных винтов с отверстиями и глухих для
врезных и привертных крышек
D 40 42 47 52 62 72 80 85 90 95 100
Оз 34 34 38 42 50 60 68 75 78 83 86
4» 45x1,5 48x1,5 52x1,5 56x1,5 68x1,5 76x1,5 85x1,5 90x1,5 95x0 100x1,5 105x1,5
R 30 35 45 62 65 80 120 L35 140 160 175
d 6 7
И 22 27
20 25
в 14 17
552
Таблица П.20. Размеры (мм) винтов с цилиндрической головкой (ГОСТ 1491-80), с
полукруглой головкой (ГОСТ 17473-84), с потайной головкой (ГОСТ 17475-80)
классов точности А и В
d D Р, Н Я, h Л1 Л2 b / ^0
5 8,5 9,2 3,5 3,5 1,7 2,3 1,2 1,2 8 70 /() = / при 1 < 22, 10 =16 при 1 > 22
6 10,0 н,о 4,0 4,2 2,0 2,3 1,5 1,6 8...70 /0 = / при / < 25, /0 =18 при 1 г 25
8 13,0 14,5 5,0 5,6 2,5 3,5 2 2 12...70 /0 = 1 при / < 32, /0 = 22 при 1 > 32
10 16,0 18,0 6,0 7,0 з,о 3,5 2,5 2,5 20...70 /0 = / при / < 38, /0 — 26 при / > 38
12 18,0 21,5 7,0 8,0 3,5 4,2 2,5 3 22 .85 /0 = / при / < 42, /0 = 30 при / > 42
Примечание. Размер I в указанных пределах выбирают из ряда чисел,
приведенного в табл. П.22.
553
Таблица П.21. Размеры (мм) винтов с цилиндрической головкой и шестигранным
углублением «под ключ» класса точности А (ГОСТ 11738-84)
d Шаг резьбы р D Н / (i
крупный мелкий
6 1 — 10 6 10. .50 Zo = / при /< 20, /0 = 18 при /> 25
8 1,25 1 13 8 12 ..60 /0 = 1 при 1 < 25, /0 = 22 при /> 30
10 1,5 1,25 16 10 16 . 70 10 = / при /< 30, 20 = 26 при /> 35
12 1,75 1,25 18 12 20 ..80 lQ — 1 при 1 < 30, /0 = 30 при /> 35
16 2 1,5 24 16 25 .100 /0 = 1 при 1 < 40, /0 =38 при 1 > 45
20 2,5 1,5 30 20 30 120 /0 = / при / < 50, /0 = 46 при 1> 55
24 3 2 36 24 35 120 /0 = / при / < 60, /0 = 54 при 1> 65
Примечание. Размер / в указанных пределах брать из ряда чисел,
приведенного в табл П 22.
554
Информационные источники
1. Аминов М.С., Мурадов М.С., Аминова Э.М. Технологическое
оборудование консервных и овощесушильных заводов. — М.: Колос,
1996,- 431 с.
2. Анурьев В.И. Справочник конструктора - машиностроителя: В 3
т. М.: Машиностроение, 8-е изд-е, перераб. и доп. 1999. T.I: — 736 с.;
Т.2: - 559 с.; ТЗ: - 557 с.
3. Анфимов М.И. Редукторы: конструкции и расчет, 4-е изд., перераб.
и доп. М.: Машиностроение, 1993. — 462 с.
4. Галишников Ю.П. Основы инновационного проектирования. Учеб,
пособие. — Челябинск: Изд. ЧГТУ, 1997. — 146 с.
5. Детали машин. Атлас конструкций. Учеб, пособие для вузов.
В 2 т./ Под общей ред. Д.Н. Решетова. М.: Машиностроение, 1992.
T.I. - 352 с.; Т.2: - 296 с.
6. Драгилев А. И., Дроздов В.С. Технологические машины и аппараты
пищевых производств: Учебник для вузов. —М.: Колос, 1999. — 376 с.
7. Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей
машин. Учеб, пособие для вузов. — 6-е изд., исп. — М.: Высшая школа,
2000. - 447 с.
8. Жуков К.П., Гуревич Ю.Е. Проектирование деталей и узлов машин. —
М.: Издательство “Станкин”, 1999. —615 с.
9. Заблонский К.И. Детали машин: Учебник для вузов. К.: Выща
школа, 1985. — 518 с.
10. Иванов М.И. Детали машин: Учебник для вузов. М.: Высшая
школа, 1998. — 383 с.
11. Иосилевич Г.Б. Детали машин: Учебник для вузов. М.: Машино-
строение, 1988. — 367 с.
12. Киркач Н.Ф., Баласанян Р.А. Расчет и проектирование деталей
машин: Учеб, пособие 3-е изд. Харьков: Изд.: “Основа” при ХТУ, 1991.
- 235 с.
13. Конструирование машин: Справочно-методическое пособие: В 2 т.
T.I. К.В. Фролов, А.Ф. Крайнев и др.; под общ. ред. К.В.Фролова. — М.:
Машиностроение, 1994. — 528 с.
14. Крайнев А.Ф. Механика машин: Фундаментальный словарь. М :
Машиностроение, 2000. — 904 с.
15. Кудрявцев В.Н., Кузьмин Н.С., Филипенков А.Л. Расчеты проекти-
рования зубчатых редукторов: Справочник/Под общей ред. В Н. Кудряв-
цева. Санкт-Петербург, Политехника, 1993. — 448 с.
16. Куликов В.Н., Миловидов М.Е. Оборудование предприятий элева-
торной и зерноперерабатывающей промышленности - М.: Агропорм-
издат, 1991. - 383 с.
555
17. Машиностроение. Энциклопедия/Ред, совет- К.В. Фролов (пред)
и др. М.: Машиностроение. Том IV — 1. — 864 с. Детали машин.
Конструктивная прочность. Трение, износ, смазка. T.IV • 1 /Д.Н.Реше-
тов, А.П. Гусенков, Ю.Н. Дроздов и др.; под общ. ред. Д.Н. Решетова.
18. Мушик Э., Мюллер П. Методы принятия технических решений:
Пер. с немец. — М.: Мир, 1990. — 208.
19. Орлов Л.И. Основы конструирования. В 2 т. М.: Машиностроение,
1988. T.I: - 560 с.; Т.2: - 544 с.
20. Подшипники качения: Справочник-каталог/ Л.В. Черневский,
Р.В. Коросташевский, Б.Ф. Яхин и др.; общ. ред. Л.В. Черневского и
Р.В. Коросташевского. М.: Машиностроение, 1997. — 896 с.
21. Проектирование механических передач, 5-е изд. перераб. и допол. /
/ С.А. Чернявский, Г.А.Снесарев, Б.С. Козинцев и др. М.: Машино-
строение, 1984. — 460 с.
22. "здукторы и мотор - редукторы общемашиностроительного приме-
нения; -лравочник/Л.С. Бойко, А.З. Высоцкий, Э.Н. Галиченко и др М.:
Машиностроение, 1984. — 247 с.
23. Решетов Д.Н. Детали машин. Учебник для вузов М.: Машино-
строение, 1989- — 496 с.
24. Рябов Г.К. Расчет цепных передач на ЭВМ. М.-. Машиностроение,
1991. — 64 с.
25. Ряховский О.А, Иванов С.С. Справочник по муфтам. Л.: Политех-
ника, 1991. — 384 с.
26. Цехнович Л.И., Петриченко И.П. Атлас конструкций редукторов.
К.: Выща школа, 1990. — 151 с.
27. Чернилевский Д.В. Основы проектирования машин. Учеб, пособие
для вузов. М.: Учебная литература, 1998. — 472 с.
28. Шейнблит А.Е. Курсовое проектирование деталей машин: Учеб,
пособие. Калининград: Янтар. сказ, 1999. — 454 с.
29 Шевелев И.А., Чернилевский Д.В. Экспресс-метод расчета кон-
тактных напряжений в подшипниках качения// Справочник. Инженер-
ный журнал. № 5. 2000 г.
30. Шевелев И.А., Чернилевский Д.В. Напряжения при совместном
действии нормальных и касательных сил на эллиптической площадке
контакта// Справочник. Инженерный журнал. № 3. 2000.
556
Оглавление
Предисловие...................................................4
Глава 1. Исходные положения, используемые при расчете деталей
машин......................................................5
1.1. Ключевая информация.................................. 5
1.2. Основные показатели машин ........................... 8
1.3. Общие требования к современным машинам, их деталям и
сборочным единицам........................................10
1.4. Причины выхода из строя и основные критерии
работоспособности машин...................................15
1.5. Механический электропривод...........................19
1 5 1 Общие сведения...................................19
1.5.2 Кинематические и силовые соотношения в передачах.21
1.5.3 Выбор электродвигателя переменного тока и влияние его
механической характеристики на оценку эффективности
привода.......................................... 27
1.6. Редукторы, мотор-редукторы и вариаторы...............33
Глава 2. Технологические машины пищевых производств как объект
проектирования электромеханических приводов.............. 52
2.1. Ключевая информация..................................52
2.2. Оборудование зерноперерабатывающих и хлебокондитерских
производств...............................................53
2.3. Оборудование консервных цехов и общепита.............61
2.4. Измельчители и смесители продуктового сырья..........67
2.5. Оборудование для получения жидких консистенций.......71
2.6. Оборудование с холодильными системами................76
2.6. Примеры типовых технических заданий на курсовые проекты и
расчетно-графические работы...............................81
Глава 3. Методология проектирования машин................... 84
3.1. Ключевая информация................................. 84
3.2. Основные принципы конструирования ...................86
3.3. Технологичность проектируемых изделий................95
3.4. Красота и удобство. Эргономика..................... 100
3.5. Принципы инновационного проектирования .............105
557
3.6. Современные методы оптимального проектирования
на основе САПР...........................................111
3.7. Техническая система и принципы ее создания.........115
Глава 4. Расчет зубчатых передач............................127
4.1. Материалы зубчатых колес. Способы упрочнения зубьев.127
4.2. Определение допускаемых напряжений..................130
4.3. Коэффициенты нагрузки. Точность зубчатых передач....133
4.4. Расчет цилиндрических зубчатых передач ........... 136
4.5. Расчет конических зубчатых передач.................144
4.6. Расчет цилиндрических зубчатых передач Новикова.....150
4.7. Расчет планетарных передач.........................153
4.8. Проектирование зубчатых волновых передач...........160
4.8.1 Общие сведения.................................160
4.8.2. Проектировочный расчет волновых передач.... 165
4.8.3. Проверочный расчет............................174
4.8.4. Пример расчета волновой зубчатой передачи.... 179
Глава 5. Расчет червячных передач..........................187
Глава 6. Проектирование передач с гибкой связью............200
6.1. Расчет плоскоременной передачи.....................200
6.2. Расчет клиноременных и поликлиноременных передач....209
6.3. Расчет зубчато-ременной передачи...................220
6.4. Проектирование цепных передач......................226
6.4.1. Расчет втулочно-роликовых передач.............226
6.4.2. Расчет передач с зубчатыми цепями.............233
Глава 7. Эскизное проектирование деталей передач. Подбор
подшипников качения......................................240
7.1. Общие сведения о проектировании....................240
7.2. Проектный расчет и конструирование валов...........242
7.3. Проектирование соединений “вал—ступица”............251
7.4. Конструирование валов, червяков, зубчатых и червячных
колес, водил.............................................259
7.5. Основные принципы подбора подшипников качения .....266
7.6. Особенности подбора радиально-упорных подшипников...272
Глава 8. Конструирование подшипниковых узлов, корпусов
и корпусных деталей. Эскизная компоновка редуктора.........279
8.1. Общие положения о конструировании опор.......279
8.2. Посадки подшипников качения........................295
8.3. Способы регулирования подшипников и осевого положения
колес....................................................298
8.4. Эскизная компоновка редуктора (первый этап)........301
8.5. Второй этап эскизной компоновки редукторов.
Уточненный расчет валов ........................................ 307
8.6. Конструирование крышек подшипниковых узлов.
Уплотнения ..................................................... 316
8.7. Конструирование корпусов................................... 323
8.8. Смазочные системы и устройства............................. 332
Глава 9. Выбор муфт............................................. 342
9.1. Общие сведения............................................ 342
9.2. Характеристика некоторых видов и упругих компенсирующих
и предохранительных муфт................................. 345
Глава 10. Завершающий этап работы над курсовым проектом........ 355
10.1. Компоновочная схема привода............................... 355
10.2. Оформление конструкторской документации курсового
проекта .................................................. 356
10.2.1. Содержание и оформление пояснительной записки.... 357
10.2.2. Оформление графической части проекта.............. 364
10.2.3. Нанесение размеров, шероховатости и предельных
отклонений. Текстовая часть чертежей...................... 372
10.2.4. Обозначение конструкторской документации ......... 386
10.2.5. Складывание чертежей (ГОСТ 2.501-88).............. 389
10.3. Сравнительная оценка технического уровня спроектирован-
ного редуктора.................................................. 389
10.4. Организация курсового проектирования. Защита проекта..... 393
Глава 11. Примеры проектирования приводов ..................... 399
11.1. Техническое задание 1. Привод с цилиндрическим редук-
тором .......................................................... 399
11.2. Техническое задание 2. Привод с коническим редуктором.... 436
11.3. Техническое задание 4. Привод с планетарным редуктором ... 502
Приложения .............................................. 534
Информационные источники....................................... 555
Чернилевский Дмитрий Владимирович
Детали машин
Проектирование приводов технологического оборудования
Учебное издание
Лицензия ИД № 05672 от 22 августа 2001 г.
Редактор Г.Н. Сидорова
Переплет художника Т.Н. Галицыной
Подписано в печать 20.03.2003 г. Формат 60x88/16. Усл. печ. л. 34,3. Уч.-изд. л. 35, 71.
Тираж 2000 экз. Заказ 84т
Ордена Трудового Красного Знамени ФГУП
"Издательство "Машиностроение", 107076, Москва, Стромынский пер., 4
Отпечатано в типографии НИИ "Геодезия", г. Красноармейск Московской обл.
Замеченные опечатки
Стр. Строка Напечатано Должно быть
34 6-я сверху ГОСТ 2037-94 ГОСТ 20373-94
36 Заголовки к табл. 1.6, к табл. 1.7 ГОСТ 20373-74 ГОСТ 20373-94
46 9-я сверху 5-я снизу ГОСТ 25484-93 табл. 1.8 ГОСТ Р 50891-96 табл. 1.9
47 Заголовок 1.8; ГОСТ 20721-75 1.9; ТУ 2-056-190-85
83 8-я снизу 9-я снизу п = 22 мин; Р = 0,37 кВт = 22 мин; Ру ~ 0,37 кВт
164 Заголовок к табл. 4.22 ГОСТ 23176-78 ГОСТ 23179-78
178 Примечание к табл. 4.32 ГОСТ 23108-78 ТУ 2-056-242-88
190 191 193 10-я сверху, 6-я снизу Заголовок к табл. 5.5 Заголовок к табл. 5.6 ГОСТ 2144-93 ГОСТ 2144-76
201 3-я снизу d
202 3-я сверху, ф-ла (6.4)
203 ] -я сверху, ф-ла (6.10) (4.5), а (6.6), б
205 5-я снизу 2-я снизу ГОСТ 17383-73 Ч 15 ОСТ 2Д32-1-88 СЧ 15
206 10-я снизу ь В
213 Заголовок к табл. 6.9 ГОСТ 1284.3-80 ГОСТ 1284.3-96
218 Формула для е С
270 Заголовок к табл. 7.13 каи кг Ко
272 2-я, 4-я снизу е' е
278, 389 12-я сверху 5-я снизу ГОСТ 16162-93 ГОСТ Р 50891-96
345 3-я снизу ГОСТ 380-71 ГОСТ 380-94
349 Заголовок к табл. 9.5, на рис. 9.2 ГОСТ 5006-83 ГОСТ Р 50895-96
350 9-я, 14-я сверху 9-я сверху ГОСТ 1050-74 ГОСТ 977-75 ГОСТ 1050-88 ГОСТ 977-88
364 6-я сверху ГОСТ 7.1-76 ГОСТ 7.1-84
370 20-я снизу ГОСТ 2.108-68 ГОСТ 2.102-68
384 4-я снизу 20-я снизу ГОСТ 19036-81 ГОСТ 15202-81 ГОСТ 19036-94 ГОСТ 19326-73
385 6-я сверху ГОСТ 19036-81 ГОСТ 19036-94
411 4-я снизу По табл. П.4 По табл. П.4 (пред почтительный ряд Яд 40)
431 На чертеже СТ СЭВ 269-76 ГОСТ 6033-88
448 Внутри табл. 11.5 ГОСТ 13568-75 ГОСТ 13568-97
475 6-я сверху цогнопую изгибную
520 6-я снизу ГОСТ 8338-73 ГОСТ 8338-75
533 Таблица СТ СЭВ 641-77 ГОСТ 1643-81
538 Заголовок к табл. П.З ГОСТ 19523-81 -
542 Заголовок к табл. П.7 ГОСТ 2893-81 ГОСТ 2893-82
543 Заголовок к табл. П.8 Заголовок к табл. П.9 ГОСТ 5720-75 ГОСТ 24954-81 ГОСТ 28428-90 ТУ 37.006.163-88
553 Заголовок и эскиз к табл. П.20 ГОСТ 17473-84 ГОСТ 17473-80