






























































































































































































































































































































































































































































































































































































































Текст
С.В.Адельсон
Т. П. Вишнякова
ЯМ.Паушкин
Технология
иефте-
химического
синтеза
С. В. Адельсон
Т.ПВишнякова
Я.М.Паушкин
Технология
нефте-
химического
синтеза
ИЗДАНИЕ ВТОРОЕ, ПЕРЕРАБОТАННОЕ
Допущено Министерством
высшего и среднего
специального образования СССР
в качестве учебника для студентов
химико-технологических
специальностей нефтяных вузов
Москва
«ХИМИЯ»
1985
0117.50
A 292
УДК 665.71(075.8)
Адельсон С. В., Вишнякова Т. П., Паушкин Я. М.
Технология нефтехимического синтеза: Учеб, для
вузов.-2-е изд., перераб. — М.: Химия, 1985.— 608 с.,
илл.
Второе излчние (1-е вышло в двух частях в 1973 и 1975 гг.) допол-
нено описанием новых способов получения органических продуктов из
нефтехимического сырья. Рассмотрены химизм и технология получения
исходных углеводородов для нефтехимических синтезов и важнейших
мономеров для синтетических материалов. Описано производство кисло-
родсодержащих соединений, галоген- и нитропроизводных, а также син-
тетических моющих средств, каучуков, пластических масс и волокон.
Предназначен студентам химико-технологических специальностей неф-
тяных вузов и факультетов, а также инженерно-техническим работникам
нефтехимической промышленности, основного органического синтеза в
пластических масс.
608 с^125 рис., 23 табл., 45 литературных ссылок.
Рецензент: зав. кафедрой ТОО и НХС МХТИ им. Д. И. Мен-
делеева, доктор химических наук, профессор
Н. Н. ЛЕБЕДЕВ
А
2803020300-075
050 (01)-85
75.85
© Издательство «Химия», 1985 г,
СОДЕРЖАНИЕ
Предисловие 8
Введение 9
Глава 1. Производство углеводородного сырья ...» 14
Основные источники углеводородного сырья и требования, предъявляемые к
нему ..................................................................14
Производство насыщенных (парафиновых) углеводородов . . 19
Производство низших ненасыщенных углеводородов..........................20
Производство этилена и других низших олефинов пиролизом . 21
Процесс пиролиза................................................. 24
Разделение газа пиролиза......................................... 39
Очистка этилена ................................................. 47
Выделение и концентрирование пропилена 48
Производство ацетилена ......................... 50
Получение ацетилена карбидным методом ... 50
Получение ацетилена из углеводородного сырья 51
Производство высших ненасыщенных углеводородов....................... .57
Производство циклопарафинов.......................................... .62
Производство ароматических углеводородов...............................65
Выделение ароматических углеводородов из продуктов каталитического
риформинга .........................................................66
Разделение ксилолов ............................................... 70
Деалкилирование алкилароматических углеводородов . .... 72
Деалкилирование толуола ........................................ 73
Деалкилирование алкилнафталинов..................................75
Каталитическое диспропорционирование алкилароматических углеводо-
родов .......................................................... 76
Алкилирование бензола олефинами........................... . . 77
Глава 2. Производство углеводородных мономеров для синтетических кау-
чуков ............................................................... 86
Производство бутадиена-1,3 (дивинила) . . 87
Производство бутадиена из этанола................................. .87
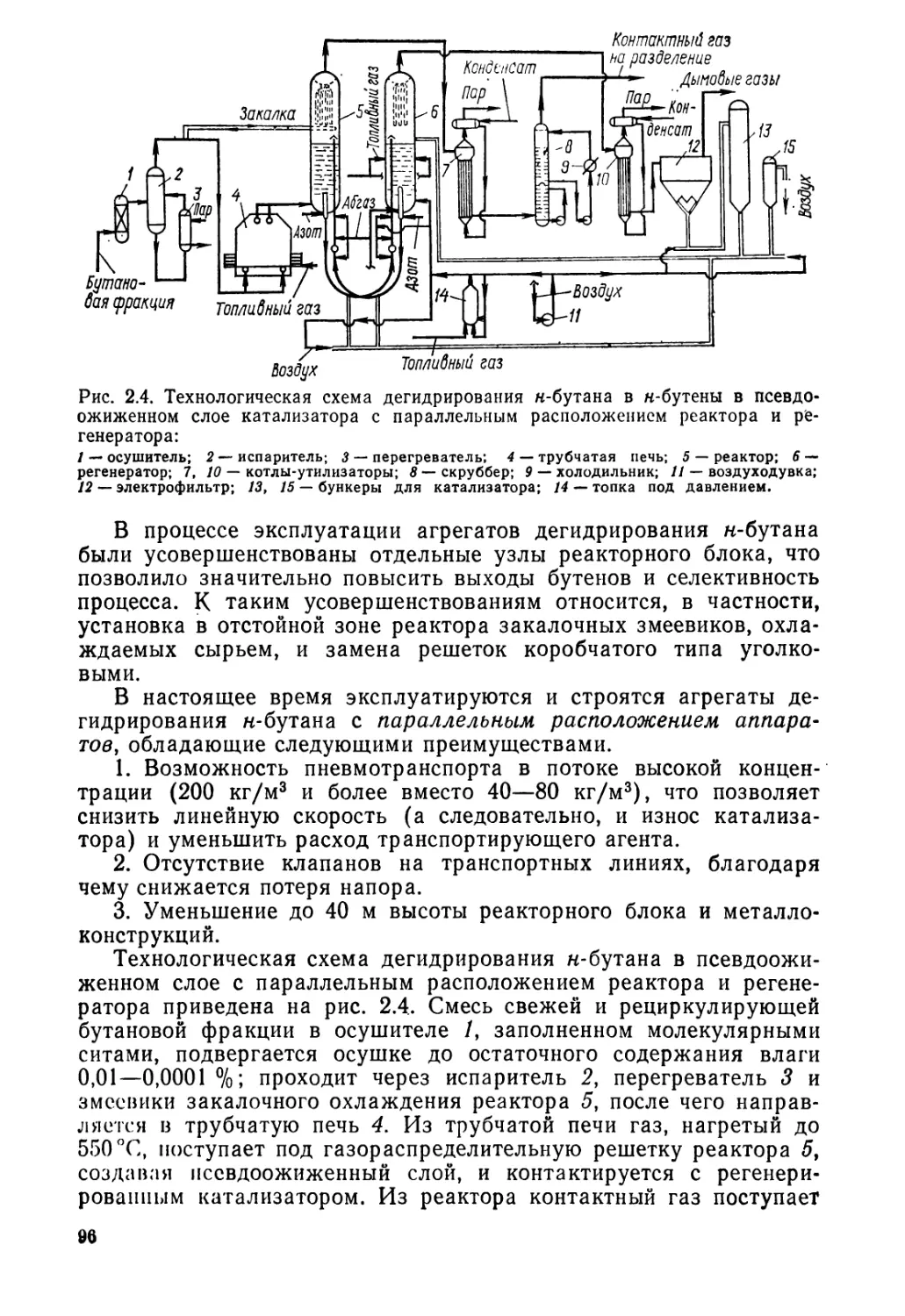
Производство бутадиена дегидрированием «-бутана и н-бутенов 88
Двухстадийное дегидрирование «-бутана ... .90
Одностадийное дегидрирование «-бутана ... . 105
Разделение контактного газа дегидрирования . . 109
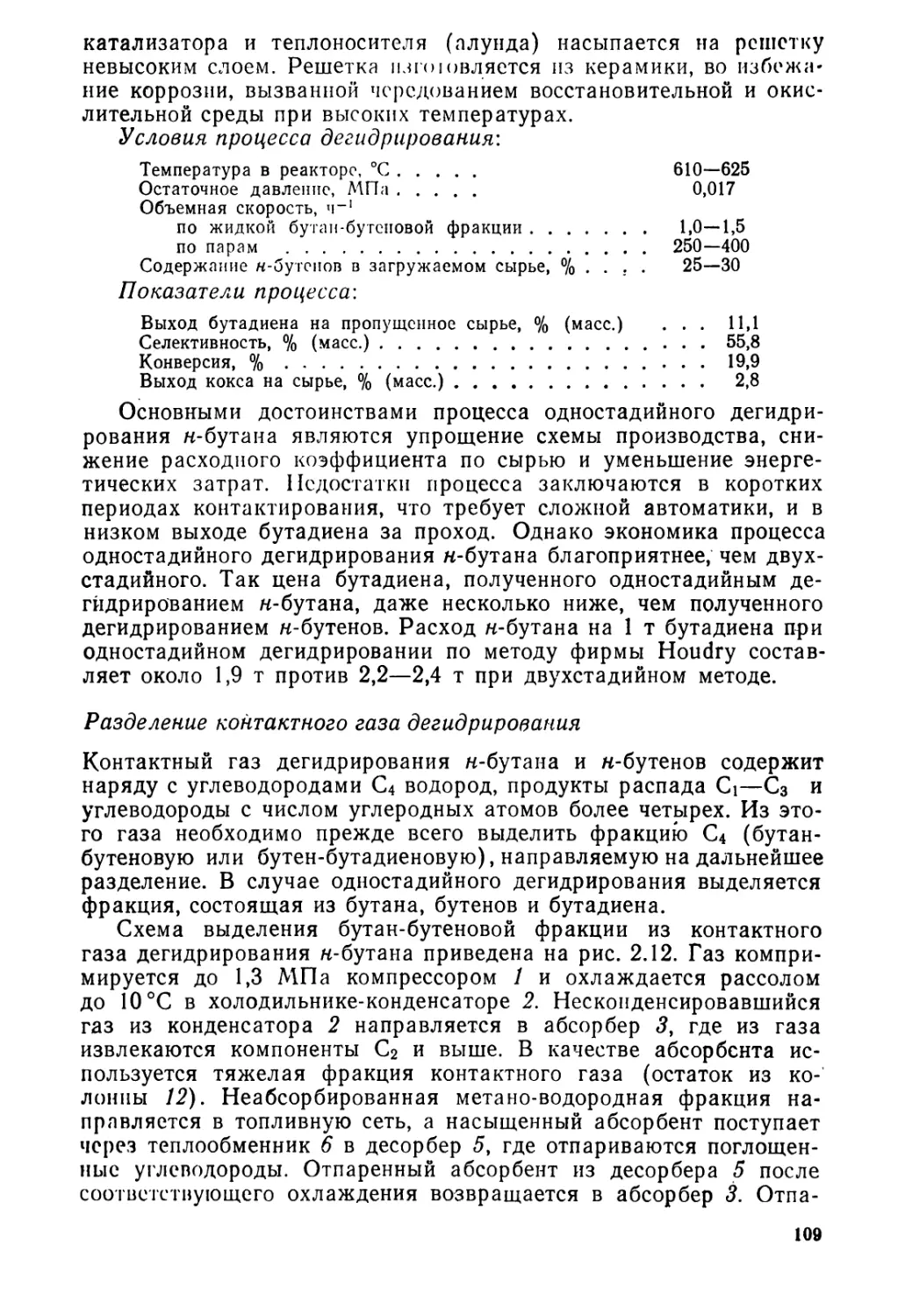
Выделение бутадиена-1,3 из газов пиролиза . .116
Производство 2-метилбутадиена-1,3 (изопрена) . 119
Дегидрирование изопентана и изопентенов . 119
Разделение углеводородов С5.....................................122
Получение изопрена из 2-метилпропена и формальдегида...............123
Получение изопрена из ацетона и ацетилена ........................ 127
Получение изопрена из пропилена . . . . . ........128
Производство 2-метилпропена (изобутилена) . 130
Производство стирола и а-метилстирола . . 132
Дегидрирование алкилбеизолов ......................................133
Производство олефинов и дт енов окислительным дегидрированием углеводо-
родов ................................................................137
3
Окислительное дегидрирование олефинов на оксидных катализаторах 137
Окислительное дегидрирование парафинов и а пкнлароматических углево-
дородов па оксидных катализаторах..................................140
Окислительное дегидрирование парафинов галогенами..................141
Глава 3. Производство кислородсодержащих продуктов окислением насыщен-
ных углеводородов . . ...........145
Общие сведения об окислении углеводородов ... .145
Механизм окисления углеводородов.................................... . 148
Механизм жидкофазного окисления углеводородов . ...........148
Механизм газофазного окисления углеводородов ... . 154
Газофазное окисление низших насыщенных углеводородов Ci—Се............156
Жидкофазное окисление насыщенных углеводородов........................160
Окисление насыщенных углеводородов С4—С8 в низкомолекулярные кис-
лоты ............................................................ 162
Окисление н-бутана в уксусную кислоту...........................164
Окисление фракций С5—С8 прямогонного бензина в низкомолекуляр-
ные кислоты ....................................................168
Окисление насыщенных углеводородов С10—С20 в спирты................169
Окисление насыщенных углеводородов С2о—С40 в кислоты............173
Биохимическое окисление насыщенных углеводородов (производство белко-
во-витаминных концентратов)...........................................189
Глава 4. Производство кислородсодержащих продуктов окислением ненасы-
щенных углеводородов .... .... ...........192
Окисление ненасыщенных углеводородов в оксиды олефинов . . 194
Производство этиленоксида ................... . 194
Производство пропиленоксида ................. . 203
Окисление пропилена молекулярным кислородом .... . 207
Сопряженное окисление...................................... . 209
Окисление пропилена гидропероксидами углеводородов ... .211
Окисление ненасыщенных углеводородов в карбонильные соединения . . 219
Производство ацетальдегида ........................ . 220
Производство ацетальдегида окислением этилена . . 222
Производство ацетона и метилэтилкетона ... ... 231
Производство акролеина ........................................ ... 233
Получение акролеина окислением пропилена ...................... 234
Производство акрилонитрила окислительным аммонолизом пропилена . . 240
Окисление ненасыщенных углеводородов в кислоты и их производные . 246
Производство винилацетата................... . . ... 247
Производство акриловой кислоты................................. ... 251
Производство уксусной кислоты окислением н-бутенов ... ... 254
Глава 5. Производство кислородсодержащих продуктов окислением аромати-
ческих и нафтеновых углеводородов ... ................ .... 257
Газофазное окисление ароматических углеводородов . . . 258
Производство малеинового и фталевого ангидридов . . . 258
Ж и ткофазпое окисление алкплароматическпх углеводородов . . 268
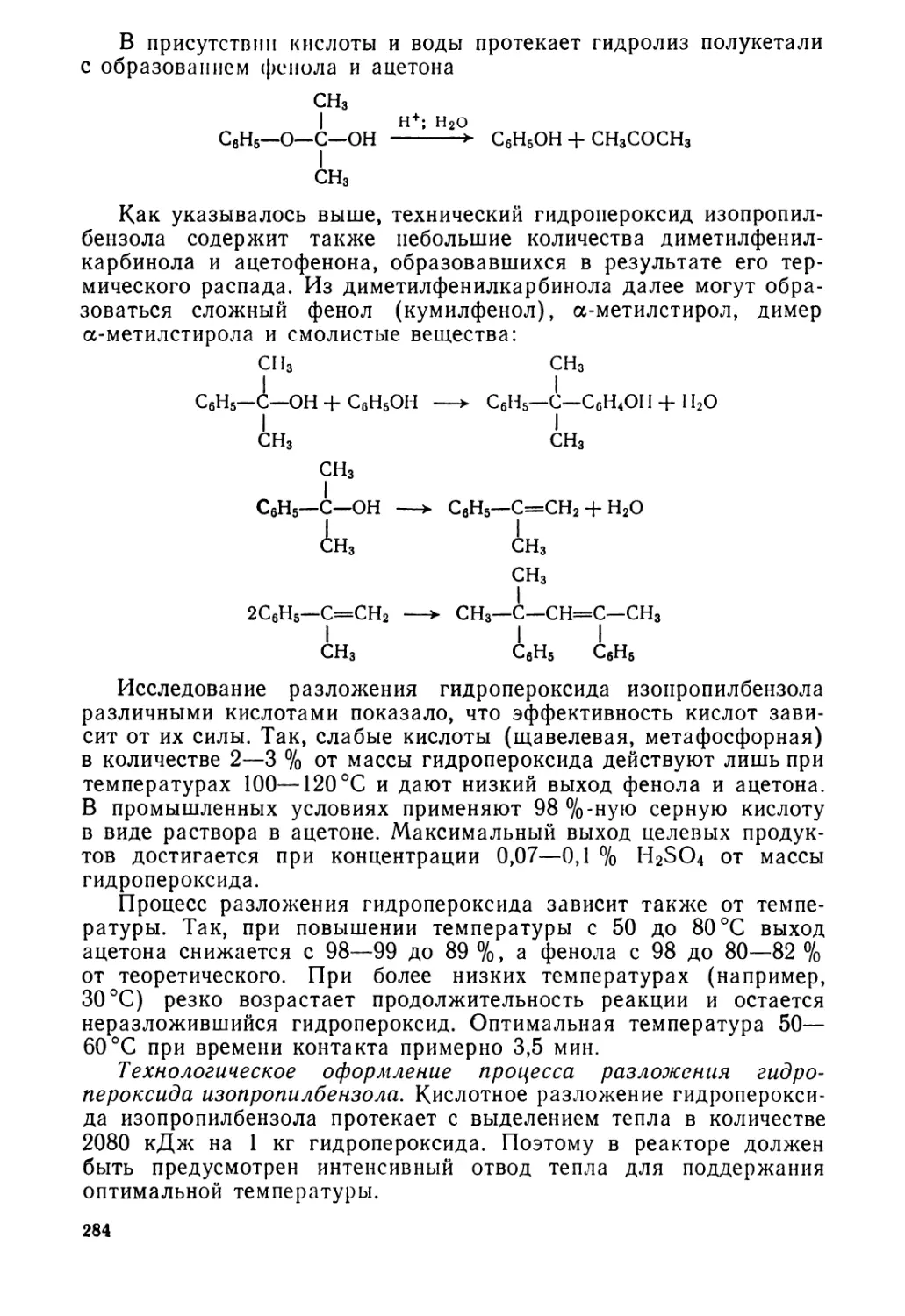
Производство фенола.............................................. . 272
4
Пронзподство фенола и ацетона окислением 'изопропилбензола (ку-
мольный метод)................................. . 273
Производство фенола окислением толуола..........................287
Производство фенола из бензола через циклогексан................289
Другие методы получения фенола..................................290
Производство многоатомных фенолов..................................293
Производство ароматических карбоновых кислот.......................299
Производство бензойной кислоты окислением толуола ............. 301
Производство терефталевой кислоты......................... .... 303
Производство многоосновных ароматических кислот.................313
Окислительный аммонолиз ароматических углеводородов ... . 315
Окисление нафтеновых углеводородов....................................316
Производство циклогексанона и адипиновой кислоты окислением цикло-
гексана кислородом воздуха .... 318
Глава 6. Производство кислородсодержащих продуктов на основе оксида
углерода и водорода.............................................. «... 326
Производство синтез-газа............................................ . . 327
Производство метанола .............................................. . . 331
Основные закономерности процесса.................................. 332
Технологическое оформление процесса............................... 335
Новые направления переработки метанола .... ............ 337
Оксосинтез ......................................................... . . 340
Гидроформирование олефинов .... . 341
Новые каталитические системы.................................. . 355
Новые направления развития процесса оксосинтеза . . 356
Глава 7. Производство спиртов . • « . . .
. 359
Производство спиртов гидратацией олефинов................. . 360
Производство спиртов сернокислотной гидратацией олефинов . . 361
Производство спиртов прямой гидратацией олефинов .... . 364
Производство этанола......................................... . 365
Основные закономерности процесса.............................366
Технологические особенности процесса.........................367
Прямая гидратация этилена на нейтральных катализаторах . . . 371
Производство изопропанола гидратацией пропилена ............... 372
Производство высших жирных спиртов ...................................374
Производство высших жирных спиртов гидрированием кислот и их эфи-
ров ...............................................................374
Производство первичных высших спиртов гидрированием продуктов окис-
ления парафина ....................................................381
Получение спиртов гидрированием альдегидов оксосинтеза.............381
Производство спиртов из вторых неомыляемых.........................382
Производство спиртов алюминийорганическим синтезом . . ... 384
Другие методы получения спиртов . . 391
Производство двух- и многоатомных спиртов . .......................398
Производство этилен- и пропиленгликолей .......................... 398
Производство глицерина . 404
Хлорные методы синтеза ... 405
Бссхлорные методы синтеза . . 406
&
Глава 8. Производство галоген- и нитропроизводных углеводородов . . .411
Области применения галогенпроизводных . ..411
Хлорпроизводные углеводородов .... . . 413
Методы хлорирования.............................................. . 413
Радикально-цепное хлорирование .... 415
Ионно-каталитическое хлорирование . .... 417
Хлорирование насыщенных углеводородов...............................420
Хлорирование, гидрохлорирование и хлоргидринирование ненасыщенных
углеводородов..................................................... 426
Хлорирование циклических углеводородов............................ 441
Фторпроизводные углеводородов . 446
Методы фторирования.............................................. . 446
Фторорганические мономеры на основе этилена и пропилена . * 452
Нитропроизводные углеводородов .... . 454
Нитрование насыщенных углеводородов . . . 455
Газофазное нитрование .... . 455
Жидкофазное нитрование ... . 458
Нитрование ненасыщенных углеводородов . . . 459
Нитрование циклических углеводородов . . . 465
Получение ароматических нитросоединений . . 466
Глава 9. Производство поверхностно-активных веществ . 468
Классификация поверхностно-активных веществ............................470
Физико-химические основы действия моющих и поверхностно-активных ве-
ществ .................................................................475
Производство анионных моющих веществ............................. .... 481
Алкилбензолсульфонаты . . .481
Алкилсульфонаты ................................................. . 488
а-Олефинсульфонаты .............................................. . 494
Алкилсульфаты ................................................... . 497
Сульфоэтоксилаты ................................................ . 506
Другие анионные моющие вещества . . 506
Натриевые соли карбоновых кислот . . 506
Эфиры фосфорной кислоты .... . 508
Неионогенные моющие вещества......................................... 509
Свойства неионогенных поверхностно-активных веществ . . .... 512
Основные закономерности взаимодействия а-оксидов с веществами, имею-
щими подвижные атомы водорода . . . . •............................ 514
Получение неионогенных поверхностно-активных веществ................516
Катионные ПАВ....................................................... 519
Композиции синтетических моющих средств............................ . 522
Компоненты, добавляемые в ПАВ при производстве синтетических мою- 522
щих средств...................................................
Основные рецептуры синтетических моющих средств ....................526
Глава 10. Производство высокомолекулярных соединений на основе нефте-
химического сырья............... . ........528
Общие сведения о высокомолекулярных соединениях . . 528
Методы получения высокомолекулярных соединений . . 529
Полимеризация ................................................... • 531
Цепная полимеризация............. • • ................531
6
Влияние различных факторов на процесс полимеризации и своЛстпл
получаемого полимера . . .’>35
Ионная полимеризация . . . . 536
Ступенчатая полимеризация ... . . 539
Способы проведения полимеризации . . . . 540
Поликонденсация ............................................. . 541
Физико-механические свойства полимеров.............. . . 542
Производство пластических масс и синтетических волокон . . . 545
Полимеры, получаемые по реакции полимеризации .... . . 547
Полиолефины................................. .... . 547
Полиэтилен .......................... . . . . . 547
Полипропилен ........................ . . . . . 565
Производство других полиолефинов . . . . 568
Полиолефиновые волокна .... . . 569
Поливинилхлорид ....................... . ... 570
Полистирол ............................................... .... 571
Фторопласты .................................................. 574
Полиакрилаты ................................................. 575
Полиакрилонитрил ............................................. 576
Поливиниловый спирт........................................... 576
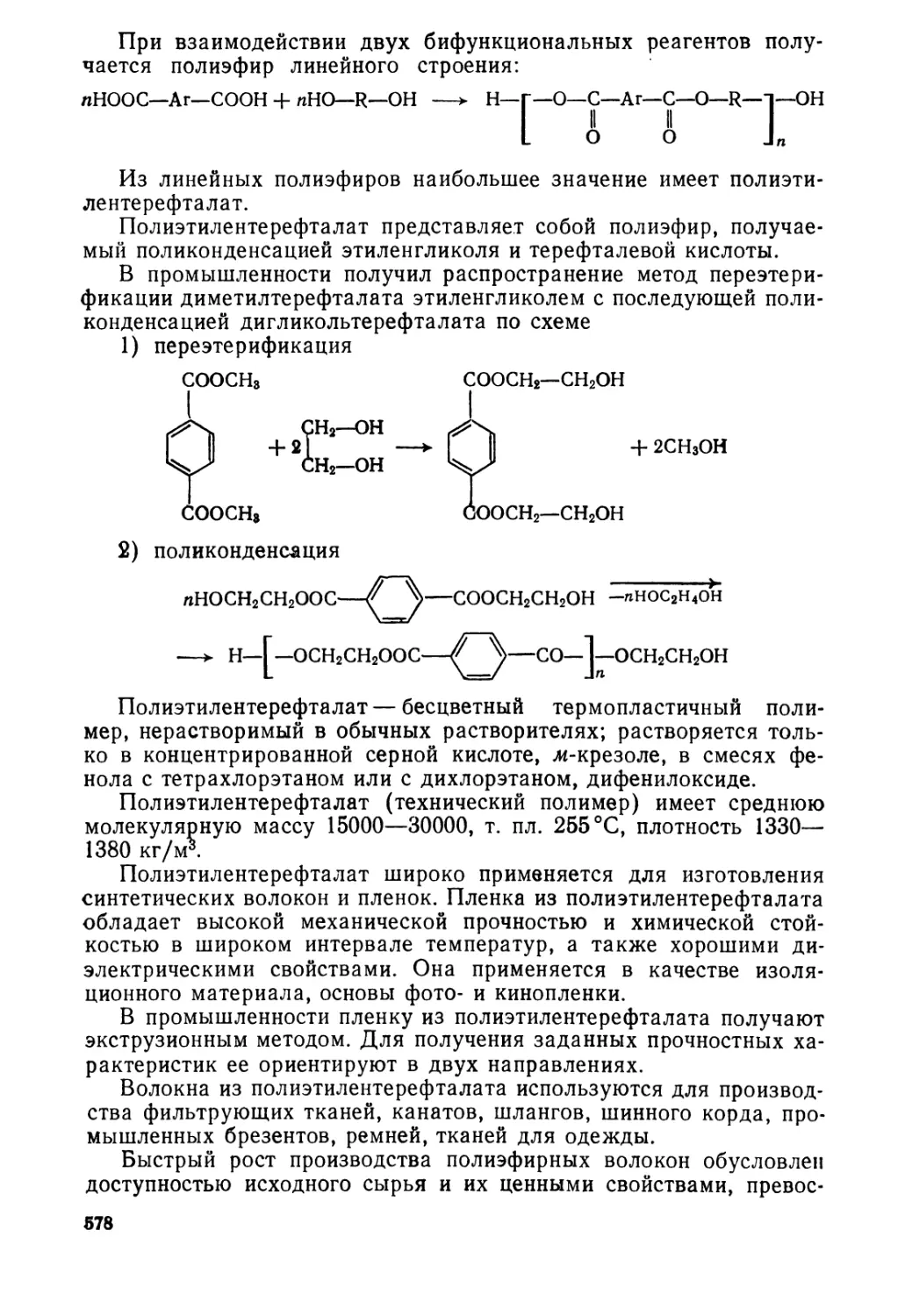
Полимеры, получаемые по реакции поликонденсации . . 577
Полиэфиры................................................. ... 577
Полиэпоксиды.............................................. ... 579
Полиамиды.................................................. ... 579
Производство синтетических каучуков........................... . . 583
Каучуки общего назначения................................... . 585
Бутадиен-стирольные и бутадиен-метилстирольные каучуки . . 585
Стереорегулярные синтетические каучуки..................... . 589
Бутадиеновые каучуки.............................. . . 589
Изопреновые каучуки............................... . . 591
Каучуки специального назначения................... . ... 592
Хлоропреновый каучук (наирит) . . 592
Бутадиен-нитрильный каучук ... 593
Этилен-пропиленовый каучук ... 594
Полиизобутилен........................... . ............. . 595
Бутилкаучук ................................................ 596
Л и т ер а т у р а................. . . 597
Дополнительнаялитература . 598
Предметныйуказатель., . 600
ПРЕДИСЛОВИЕ
Второе издание учебника «Технология нефтехимического
синтеза» переработано и дополнено новейшими данны-
ми о нефтехимических процессах. В нем освещены хи-
мические и теоретические основы процессов, их специ-
фика и технологические особенности, а также основы
аппаратурного оформления. В связи с большим интере-
сом к использованию альтернативных источников сырья
и топлива во втором издании значительно подробнее
освещены синтезы на основе оксида углерода и водоро-
да, поскольку синтез-газ может быть получен не только
из углеводородного сырья, но также из угля и других
возобновляемых видов сырья (биомассы). При этом
рассмотрены разработанные за последние годы новые
процессы на этой основе.
Как и в первом издании, материал расположен по
типам получаемых продуктов и нефтехимического сырья.
Такая рубрикация позволяет выделить основные много-
тоннажные и перспективные нефтехимические продук-
ты и дать технологическое и технико-экономическое со-
поставление различных методов их производства. Про-
цессы переработки нефти, которые в нефтяных вузах
читаются студентам всех специальностей, рассмотрены
лишь с точки зрения характеристики сырья для нефте-
химии.
Второе издание значительно сокращено по сравне-
нию с первым и выпущено в виде одного тома. Исклю-
чены имевшиеся в первом издании методы расчета ма-
териальных балансов, поскольку последние будут при-
ведены в готовящемся к изданию задачнике. Кроме того,
исключены некоторые подробности, касающиеся техно-
логии отдельных процессов, поскольку их можно по-
черпнуть из дополнительной литературы.
Авторы заранее благодарят всех, кто возьмет на
себя труд сделать критические замечания по содержа-
нию учебника.
Авторы выражают глубокую благодарность рецен-
зенту— профессору Н. Н. Лебедеву за ценные заме-
чания. 9
8
ППГ ДЕППЕ
Химическая промышленность существует более ста лет. За пос-
ледние три десятилетия ее развитие достигло огромных масштабов.
Одно из ведущих мест в химической промышленности занимает
промышленность органического синтеза.
Промышленность органического синтеза характеризуется сле-
дующими особенностями.
1. Очень большой рост производства. Так, объем производства
промышленности органического синтеза с 1960 по 1975 г. увели-
чился более чем в 5 раз. Мировое производство нефтехимических
продуктов в 1950 г. составило 3,5 млн. т в 1960 г. 14 млн. т
в 1970 г. 60 млн. т, в настоящее время более 100 млн. т.
2. Увеличение ассортимента продукции.
3. Практически полный переход на использование нефти и газа
в качестве сырья.
Еще 30—40 лет назад основным источником сырья химической
промышленности были смолы коксо- и лесохимического производ-
ства, целлюлоза, пищевые продукты, некоторые минеральные ви-
ды сырья. После второй мировой войны основными источниками
сырья стали нефть и газ, а доля каменного угля и пищевого
сырья непрерывно уменьшалась. Так, в 1950 г. доля продуктов
органического синтеза на основе нефти и газа составила около
44 %, ав 1975 г. уже превысила 95 %.
Нефтехимической промышленностью принято называть произ-
водство химических продуктов на основе нефти и газа. Возникла
она в результате быстрого развития добычи нефти и газа. Так,
в настоящее время годовая добыча нефти в СССР достигла более
600 млн. т, а газа 500 млрд. м3. Производство химических продук-
тов на основе углеводородов нефти и газа коренным образом
изменило характер и масштабы химической промышленности.
Улучшилась экономика, снизились удельные капитальные затра-
ты. Наличие широкой сырьевой базы позволило высвободить
большое количество ценных пищевых продуктов, существенно сни-
зить себестоимость и во много раз уменьшить трудовые затраты.
Необходимо отметить, что затраты на сооружение нефтехимиче-
ских заводов окупаются за 2—3 года.
В настоящее время насчитывается более 100 нефтехимических
процессов, реализованных в промышленности. Только на основе
нефтехимического сырья стало возможным организовать массовый
выпуск таких материалов, как синтетические каучуки, пластмас-
сы, синтетические волокна, моющие средства. По существу, важ-
нейшие отрасли народного хозяйства не могут развиваться без
продукции нефтехимической промышленности.
К нефтехимическим производствам можно отнести:
производство сырья — олефинов, диенов, ароматических и наф-
теновых углеводородов;
9
производство полупродуктов — спиртов, альдегидов, кетонов,
оксидов олефинов, ангидридов, кислот, азот- и галогенсодержащпх
соединений;
производство поверхностно-активных веществ;
производство высокомолекулярных соединений — синтетиче-
ских каучуков и полиолефинов.
Многие другие химические производства (пластмасс, синтети-
ческих волокон, удобрений, серной кислоты и др.) тоже базиру-
ются на углеводородах нефти и газа. Поэтому деление химиче-
ских производств на нефтехимическую и химическую промыш-
ленность является в известной степени условным.
На схемах 1—4 показано, какие нефтехимические продукты
могут быть получены из углеводородов различных классов, и да-
ны области их применения.
Масштабы нефтехимических производств характеризуются сле-
дующими данными: % мировой добычи нефти и газа, использован-
ный на производство нефтехимических продуктов составил 3 % в
1970 г. и 6% в 1980 г., по прогнозу в 1990 г. он составит 12%,
а в 2000 г. 20 %.
В свете решений партии и правительства о развитии химиче-
ской промышленности большую актуальность приобретает разра-
ботка новых нефтехимических процессов с применением высоко-
эффективных каталитических систем, обеспечивающих увеличение
производительности основного технологического оборудования.
Существенное значение придается строительству агрегатов опти-
мально единичной мощности, созданию непрерывных технологи-
ческих процессов, повышению их селективности и, снижению энер-
гоемкости.
Схема 1. Основные направления химической перерабо1ки насыщенных углеводо-
родов.
10
Схема 2. Основные направления химической переработки ненасыщенных угле-
водородов.
Оценивая дальнейшие перспективы развития нефтехимической
промышленности следует отметить, что ресурсы нефти и газа не
безграничны. По оценке специалистов, запасов нефти и газа хва-
тит в среднем на 30—55 лет, в то время как угля хватит на 250—
300 лет. Однако с течением времени оценки запасов нефти и га-
за могут измениться в ту или другую сторону.
Исходя из изложенного, в ближайшем будущем весьма ак-
туальна разработка процессов получения углеводородов не толь-
ко на основе нефти и газа, но и из каменного угля и (особенно)
из возобновляемых видов сырья. К последним относится так на-
зываемая биомасса: отходы древесины и сельскохозяйственных
культур, морские и пресноводные водоросли и др.
В связи с ограниченностью ресурсов нефти и газа особое зна-
чение для нефтехимической промышленности имеют:
1) углубление переработки нефти и нефтепродуктов за счет
11О11ЫИ1СПия селективности процессов и замены легких нефтяных
фракций (бензиновые) тяжелыми (газойли, мазут, гудрон);
11
Схема 3. Основные направления химической переработки ароматических угле-
водородов.
2) уменьшение физических потерь углеводородного сырья в
нефтехимических процессах;
3) резкое снижение расхода энергии путем снижения темпе-
ратуры процессов, увеличения степени конверсии сырья за проход,
глубокой регенерации тепла (или холода) всех отходящих пото-
ков (использование тепла конденсации потоков, тепла отходящих
дымовых газов и др.)<
Схема 4. Основные направления химической переработки нафтеновых углево-
дородов.
12
В настоящее время в СССР и во всем мире большое внимание
уделяется разработке процессов, базирующихся на применении
альтернативных источников сырья и топлива. Из угля можно по-
лучить углеводороды методами пиролиза или деструктивной гид-
рогенизации, либо путем газификации получать синтез-газ и на его
основе различные углеводороды или химические продукты. По
мнению многих специалистов, возможность широкого использова-
ния угля в нефтехимии станет реальной только в 2000 г., поскольку
резкое увеличение добычи угля требует больших капиталовложе-
ний. Кроме того, при использовании угля возникают дополнитель-
ные экологические проблемы.
Использование возобновляемого сырья — биомассы — задача,
по-видимому, более близкого будущего. В странах, богатых расти-
тельным сырьем, уже получают на его основе этанол методом
гидролиза, а затем брожения. Газификация биомассы позволяет
получить синтез-газ. В связи с изложенным в настоящее время ин-
тенсивно исследуются и разрабатываются методы синтеза угле-
водородов и различных кислородсодержащих продуктов на основе
оксида углерода и водорода или непосредственно гидрированием
биомассы.
Широкое развитие нефтехимии привело к резкому увеличению
промышленных выбросов в биосферу. Нефтехимические предпри-
ятия являются весьма серьезными потенциальными загрязнителя-
ми биосферы. Борьба с загрязнением водоемов и воздушного
пространства может вестись двумя путями. Первый путь — очистка
газовых и жидких выбросов. В этой области сделаны большие
успехи, но многое еще предстоит сделать. Другой путь — создание
безотходной технологии в производстве массовых нефтехимиче-
ских продуктов, что пока представляет собой весьма сложную
задачу.
ГЛАВА 1
ПРОИЗВОДСТВО УГЛЕВОДОРОДНОГО СЫРЬЯ
В нефтехимических процессах могут использоваться различные
виды углеводородного сырья. Подбор исходного сырья имеет
большое значение и нередко оказывает решающее влияние на
технико-экономические показатели процесса. Это связано с тем,
что в нефтехимических производствах основная доля затрат
(65—70 %) приходится на сырье. Сырье должно быть доступным,
дешевым и иметь стабильный состав, что очень важно для нор-
мальной работы промышленного предприятия.
ОСНОВНЫЕ ИСТОЧНИКИ УГЛЕВОДОРОДНОГО СЫРЬЯ
И ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К НЕМУ
В качестве сырья для нефтехимических синтезов используют га-
зообразные, жидкие и твердые углеводороды:
1) насыщенные углеводороды (метан, этан, пропан, бутаны
и др— доС40);
2) ненасыщенные углеводороды: олефины (этилен, пропилен,
бутены, пентены, высшие олефины), ацетилен и диены (бутади-
ен-1,3, изопрен);
3) ароматические углеводороды (бензол, толуол, алкилбензолы,
нафталин, метилнафталины;
4) циклические углеводороды — нафтеновые (циклопентан, ме-
тилциклопентан, циклогексан), циклоолефины (циклогексен), цик-
лодиены (циклопентадиен, циклогексадиен) и др.
В дальнейшем изложении по возможности используется номенклатура уг-
леводородов и их производных, предусмотренная правилами комиссии по номен-
клатуре Международного Союза теоретической и прикладной химии (правила
IUPAC). Однако для наиболее распространенных углеводородов остайлены ста-
рые, привычные названия, например этилен вместо этена, ацетилен вместо этина,
пропилен вместо пропена, изопрен вместо 2-метилбутадиена-1,3 и некоторые дру-
гие.
Сырье для нефтехимических производств поставляют нефтяная
и газовая промышленность. Синтез ненасыщенных углеводородов
осуществляют на специальных установках; кроме того, они обра-
зуются попутно в процессах нефтепереработки. Основными источ-
никами сырья для нефтехимического синтеза являются: попутный
нефтяной газ, газовый бензин, природный газ, жидкие и газообраз-
ные углеводороды газоконденсатных месторождений, жидкие нефте-
продукты (дистилляты и остатки переработки нефти).4
За последние годы, в связи с уменьшением запасов нефти и
газа, во всем мире изыскиваются альтернативные источники сырья
для нефтехимического синтеза. К ним относятся: продукты сухой
перегонки и газификации угля; продукты переработки возобнов-
н
ляемого сырья — биомассы, как правило, представляющие собой
смесь углеводородов, различных классов и молекулярной массы.
Попутный нефтяной газ. Так принято называть газообразные
углеводороды, сопровождающие сырую нефть. В условиях пласто-
вого давления газ растворен в нефти и в процессе ее добычи вы-
деляется вследствие снижения давления. При добыче нефти попут-
ный газ отделяют от нефти в специальных сепараторах. При этом
часть растворенных газообразных углеводородов остается в неф-
ти, а в попутный газ переходит некоторое количество легких бензи-
новых фракций. Для более полного извлечения газообразных уг-
леводородов и снижения последующих потерь газообразных и
жидких углеводородов нефть подвергают физической стабилиза-
ции, а попутный газ вместе с газом стабилизации нефти направ-
ляют на газобензиновый завод для извлечения из него жидких
углеводородов и разделения на фракции.
Попутный нефтяной газ состоит из насыщенных углеводоро-
дов от метана до пентанов и обычно содержит некоторое количест-
во инертных газов; попутные газы некоторых месторождений со-
держат также свободный сероводород. Состав попутных нефтяных
газов приведен в табл. 1.1. Содержание метана в попутных неф-
тяных газах составляет от 30 до 80 % (об.). Как правило, попут-
ные нефтяные газы содержат значительные количества углеводо-
родных компонентов — этана, пропана и бутанов, являющихся
ценным сырьем для нефтехимии. Ресурсы их достаточно велики,
поскольку средний газовый фактор нефтяных месторождений
СССР составляет 95—112 м3/т (газовым фактором называется
количество попутных газов в м3, приходящееся на 1 т добытой
нефти). При добыче нефти 600 млн. т в год это составляет в сред-
нем 60 млрд, м3 в год.
Газовый бензин. Это легкая бензиновая фракция, состоящая из
насыщенных углеводородов и «получаемая в результате отбензи-
нивания попутного газа. Газовые бензины содержат ценные угле-
водородные компоненты, в частности 2-метилбутан (изопентан)
и н-пентан. Характеристика газовых бензинов приведена в
табл. 1.2.
Таблица 1.1. Состав попутных нефтяных газов некоторых месторождений СССР
Компоненты Содержание, %(об.)
Туйма- зинское Ромаш- кинское Кулешов- ское Самот- лорское Жеты- байское Каменно- ложское
сн4 63,4 44,4 30,9 79,7 59,5 34,6
С2Нв 10,5 21,8 26,8 5,0 18,0 26,8
С3Н8 11,1 13,4 • 21,8 7,8 11,4 15,4
изо-С4Ню 1,2 1,5 2,4 1,5 2,0 1,3
н-С4Ню 2,8 3,5 4,4 2,8 3,3 2,9
Cs и выше 2,0 2,5 1,5 1,5 2,9 1,2
н2 — — 0,8 —- — 0,1
n2 9,0 12,8 11,0 1,5 2,5 16,8
СО2 — 0,1 0,4 0,2 0,4 0,9
15
Таблица 1.2. Характеристика газовых бензинов некоторых газобензиновых
заводов (ГБЗ) СССР
Показатели Туймазинский ГБЗ Минибаевский ГБЗ
Относительная плотность 0,700
Фракционный состав (по ГОСТ 1576—42), °C
н. к. 26 27-30
10% 33 33-37
50% 46 43-46
90% 100 85-89
К. к. 121 110-114
Углеводородный состав, % (масс.) 2-метилпропан (изобутан) Следы
12,9
«-бутан 2,5
2-метилбутан (изопентан) 25-30 30,2
н-пептан 20—25
диметилбутаны 3,5-4,5 13,3
метилпентаны 8,5—10,0
н-гексан 5,0 17,4
изогептан 10,0 5,9
метилциклопентан Отсутствует 1,4
циклогексан Отсутствует 2,5
бензол 0,4 0,5
углеводороды С8 и выше 1,5-2,5
Природный газ. Природным газом принято называть газ чисто
газовых месторождений. По составу он значительно отличается
от попутного газа. Содержание метана в природном газе больше,
чем в попутном, и может достигать 98%; содержание углеводо-
родов С2 и особенно С3—С4, как правило, невелико. Во многих
природных газах содержится значительное количество инертных
(N2, СО2) и редких газов (Аг, Не и др.). Состав некоторых природ-
ных газов приведен в табл. 1.3. В состав природного газа, так же
как и попутного, входят только насыщенные углеводороды.
Жидкие и газообразные углеводорода газоконденсатных место-
рождений. Некоторые газовые месторождения с высоким пласто-
вым давлением отличаются тем, что в газе содержится значитель-
ное количество жидких углеводородов. В соответствии с услови-
ями фазового равновесия в надкритической области, при снижении
Таблица 1.3. Состав природных газов некоторых месторождений СССР
Компоненты Содержание, %(об.)
Уренгойское Медвежье Дашавское Ставрополь- ское Саратовское
сн4 97,9 98,1 97,9 98,3 94,7
с2нв 0,2 0,2 0,2 0,3 1,8
СзН8 0,1 0,004 0,1 0*1 0,2
МЗО-С4Н10 — 0,002 — —
Н-С4Н10 — 0,01 — — | 0,1
СБН12 и выше — 0,01 — —*
N2 и редкие газы 1,5 1,3 1,5 1,0 0,2
СО2 0,3 0,374 0,3 0,3 3,0
16
Рис. 1.1 Крннля фазового равновесия бинарной
смеси п<>. ннпшого состава.
давлении эти жидкие углеводороды кон-
денсирую гея и могут быть отделены от
газа (это явление получило название ре-
троградной конденсации). Жидкость, вы-
деленную из газа, принято называть га-
зовым конденсатом, а месторождения —
газоконденсатными. По составу газ газо-
конденсатных месторождений близок к
природному газу, а кон-
денсат содержит бензиновые и керосиновые фракции.
В области критических давлений и температур поведение бинарных и более
сложных систем отличается от поведения индивидуальных веществ.
На рис. 1.1 представлена зависимость давления от температуры для бинар-
ной смеси постоянного состава. Верхняя ветвь отвечает жидкой фазе, а ниж-
няя — газовой фазе одного и того же состава. Обе ветви замыкают область су-
ществования двухфазной системы. Область графика выше и ниже кривых отве-
чает гомогенным состояниям системы. Обе ветви сходятся в точке К, характе-
ризующей критическую точку системы. Однако в отличие от индивидуальных
ь компонентов точка К нс совпадает с точками М и N максимального давления и
чтемпературы, при которых еще может существовать двухфазная система. Если
ч взять некоторую точку Ь, расположенную выше и правее точки К и отвечаю-
) щую газофазному состоянию системы, и понижать давление системы, двигаясь
^вниз по изотерме, то в точке bi появится первая капля жидкости. При дальней-
шем понижении давления количество жидкости будет возрастать, т. е. с пони-
жением давления будет происходить конденсация, однако только до известного
предела. По достижении некоторого давления, отвечающего точке Ь2, начнется
испарение, а в точке Ь3 вся система вновь перейдет в газовую фазу.
Этим свойством многокомпонентных систем и пользуются для выделения
конденсата из газа.
В процессе эксплуатации газоконденсатных месторождений
пластовое давление постепенно ^снижается и в результате ретро-
градной конденсации часть конденсата «высаживается» из газа,
оставаясь в пласте. При этом содержание конденсата в газе умень-
шается, причем в первую очередь в нем снижается содержание
тяжелых углеводородов. С целью увеличения степени извлечения
конденсата необходимо поддерживать пластовое давление. Для
этого практикуют возврат части газа в пласт (так называемый
сайклинг-процесс).
Характеристика газа и конденсата важнейших газоконденсат-
ных месторождений СССР приведена в табл. 1.4. В конденсатах
некоторых месторождений содержится до 40 % нафтеновых уг-
леводородов, что делает эти конденсаты ценным сырьем для неф-
техимии.
Газы нефтеперерабатывающих завоДов. В нефтезаводских газах
содержатся насыщенные и ненасыщенные углеводороды Ci—С4.
Кроме того, в состав этих газов обычно входят водород, серово-
дород и небольшое количество органических соединений серы.
Состав газа нефтеперерабатывающего завода зависит от того,
какие процессы осуществляются на данном заводе. Основным
источником газа являются процессы деструктивной переработки
Таблица 1.4. Характеристика газа и конденсата некоторых
газоконденсатных месторождений СССР
Компоненты Уренгой- ское Шебе- линское Березян- ское Вуктыл- ское Карачага- накское
Состав газ а, % (об.)
Метан 90,7 93,6 87,7 75,7 69,7
Этан 5,7 4,0 4,9 9,1 6,0
Пропан 2,0 0,6 1,9 3,1 3,0
Бутаны 0.8 0,7 0,9 0,7 2.2
С5 и выше 0,2 0,4 1,0 7.5 9,0
Диоксид углерода 0,2 0,1 2,5 0,2 5.0
Азот 0,4 0,6 1,1 3,8 0,6
Сероводород — — — — 4,3
Меркаптаны — — — — 0,2
Характеристика конденсата
Фракционный состав, °C н. к. 55 44 47 31 35
выкипает: % (об.) до 100 °C 30 27 22 35 15
до 150 °C 60 63 64 55 34
до 200 °C 77,7 80 78 72 51
к. к. 318 289 315 360 400
Групповой химический состав, % (масс.) ароматические 10,3 14 33 15 14,8
нафтены 21,1 32 44 25 22,0
парафины 68,6 54 23 60 63,2
нефти (термический и каталитический крекинг, коксование, ка-
талитический риформинг); на установках прямой перегонки неф-
ти выделяется лишь небольшое количество газа (газ, растворен-
ный в нефти). В газах крекинга и коксования наряду с насыщен-
ными углеводородами содержится довольно много олефинов и
некоторое количество водорода. Газ каталитического риформинга
богат водородом [до 60 % (об.) ] и содержит только насыщенные
углеводороды. Такое различие состава газов, выделяющихся при
разных процессах нефтепереработки, обусловливает различия в
составе газов разных заводов и колебания состава газа даже в
пределах одного завода. Нестабильность состава нефтезаводских
газов несколько усложняет их переработку.
Жидкие нефтепродукты (дистилляты и остатки). В них содер-
жится ряд ценных компонентов, используемых в нефтехимии. Так,
в бензинах прямой перегонки и крекинга содержатся пентаны,
гексаны, циклопентан, метилциклопентан, циклогексан и его го-
мологи. В керосиновых и газойлевых фракциях присутствуют жид-
кие' (и твердые) насыщенные углеводороды (так называемый
мягкий ни рафии)» а в масляных фракциях — твердые насыщенные
углеводороды (твердый парафин).
18
В настоящее время нефтяные дистилляты сами по себе явля-
ются сырьем для нефтехимии. Например, бензиновые и газойлевые
фракции нефти используют в качестве сырья для пиролиза.
Требования к углеводородному сырью. К углеводородному
сырью для нефтехимических процессов обычно предъявляют зна-
чительно более жесткие требования, чем к сырью для процессов
переработки нефти. Реакции, используемые в нефтехимическом
синтезе, большей частью каталитические или радикально-цепные,
причем для получения требуемых продуктов необходима высокая
селективность катализатора, совершенно недопустимы побочные
реакции и т. д. Поэтому требуется высокая степень чистоты сырья.
Так, для производства этилового спирта прямой гидратацией эти-
лена требуется 97—98 %-ный этилен, практически свободный от
сероводорода [до 0,002 % (об.) H2S]. Для производства полиэти-
лена высокого давления требуется 99,99 %-ный этилен, совершенно
свободный от ацетилена. Для ряда процессов недопустимо наличие
в газе воды, оксида и диоксида углерода, сероводорода, аммиака
и других реакционноспособных примесей.
Другой особенностью подготовки сырья для нефтехимического
синтеза является необходимость разделять компоненты, близкие
по температуре кипения или кипящие при очень низких темпера-
турах. В связи с указанными особенностями помимо общеприня-
тых процессов ректификации и абсорбции для разделения компо-
нентов используют адсорбцию, азеотропную и экстрактивную
перегонку, экстракцию селективными растворителями, кристалли-
зацию и термодиффузию. В подготовке сырья для нефтехимиче-
ского синтеза применяют и химические методы, для чего осу-
ществляют специальные химические превращения (селективное
гидрирование, взаимодействие с сёрной кислотой, аммиачными
растворами одновалентной меди, щелочью и т. д.).
ПРОИЗВОДСТВО НАСЫЩЕННЫХ (ПАРАФИНОВЫХ) УГЛЕВОДОРОДОВ
В качестве сырья для нефтехимического синтеза применяют га-
зообразные, жидкие и твердые насыщенные углеводороды.
Низкомолекулярные газообразные углеводороды — этан, про-
пан, изо- и н-бутаны — выделяют из попутного нефтяного газа
методом абсорбции и ректификации. Этан, пропан и н-бутан ис-
пользуют в качестве сырья пиролиза, а бутаны также для полу-
чения изобутена и бутадиена.
Низкокипящие жидкие парафины Cs—С7, н-пентан, 2-метилбу-
тан, н-гексан и др.— выделяют из газовых бензинов и легких
фракций нефти. 2-Метилбутан (изопентан) применяют для произ-
водства изопрена, другие н-парафины используют как сырье для
окисления.
Насыщенные углеводороды Сю—С2о получают при карбамид-
ной депарафинизации керосиновых и дизельных фракций нефти.
Они представляют собой смесь жидких и твердых углеводородов
нормального строения, которая плавится при температуре около
19
25 °C. Их принято называть мягкими парафинами. Эти углеводо-
роды образуют с карбамидом твердый комплекс, разлагающийся
при нагревании с выделением н-парафинов и карбамида. Мягкие
парафины, состоящие из углеводородов Сю—С20, применяют для
получения синтетических жирных спиртов, кислот и т. д. Содер-
жание ароматических углеводородов в мягких парафинах, приме-
няемых для этой цели, не должно превышать 0,5 %• Для удаления
ароматических углеводородов мягкие парафины подвергают очи-
стке адсорбентами.
Насыщенные углеводороды С2о—С40 (твердые парафины) по-
лучают депарафинизацией избирательными растворителями мас-
ляных фракций нефти, выкипающих при 300—400 и 400—500 °C.
Твердые парафины используют для производства синтетических
жирных кислот, а-олефинов (крекингом) и для других целей. Па-
рафины, выделенные при депарафинизации масел (гач и петро-
латум), содержат некоторое количество масел и ароматических
углеводородов. Их обезмасливают растворителями, а ароматиче-
ские углеводороды и смолистые вещества удаляют адсорбционным
методом.
Мягкие парафины Сю—С20 и твердые парафины С20—С40 име-
ют следующие характеристики:
Показатели
Температура плавления, °C ...
Начало кипения, °C...........
Конец кипения, °C............
Содержание, % (масс.)
масла ........................
ароматических углеводородов .
серы ................
Жидкие и твердые парафины кроме к-п^рафиновых углево-
дородов содержат также изопарафины и нафтены, что нежелатель-
но. Жидкие парафины обычно содержат не менее 90 % парафинов
нормального строения, а твердые — 75—90 % в зависимости от
химического состава нефти, из которых они получены.
В последние годы появился новый метод выделения нормаль-
ных насыщенных углеводородов адсорбцией на цеолитах с после-
дующей десорбцией. Этим методом можно выделять н-парафины
из бензиновых и керосиновых фракций нефти, в частности разде-
лять насыщенные углеводороды нормального и изостроения.
Процессы депарафинизации масел растворителями и карба-
мидной депарафинизацией керосиновых и дизельных фракций неф-
ти, а также адсорбционного выделения н-парафинов подробно из-
ложены в соответствующих учебниках по технологии переработки
нефти и газа.
ПРОИЗВОДСТВО НИЗШИХ НЕНАСЫЩЕННЫХ УГЛЕВОДОРОДОВ
В настоящее время основным источником низших олефинов яв-
ляен'я пиролиз углеводородного сырья, проводимый с целью про-
изволе 1ва этилена. Попутно при пиролизе получают другие нена-
20
Мягкие парафины Твердые парафины
23-24 48—54
240—275 320-360
320—350 > 460
1,6-2,3
0,35-0,5 —
—. До 0,2
сыщенныс газообразные углеводороды — пропилен, бутены и бу
тадиен. Одновременно образуются жидкие продукты (смола
пиролиза), которые содержат такие ценные углеводороды, как
изопрен, циклопентадиен, бензол, толуол, ксилолы и нафталин.
Производство этилена и других низших олефинов пиролизом
Пиролиз представляет собой процесс глубокого расщепления уг-
леводородного сырья под действием высоких температур. Сырье
пиролиза может быть разнообразным — газообразным или жид-
ким, легким или тяжелым. Однако основной целью процесса всег-
да является производство максимально возможного количества
этилена.
Процесс пиролиза существует многие десятки лет. Первона-
чально он возник в связи с потребностью в ароматических угле-
водородах — бензоле и толуоле, а также в нефтяном коксе. В ка-
честве сырья использовались керосиновые фракции, а газ пиролиза
являлся побочным продуктом. В ходе развития нефтепереработки
был разработан высокоэффективный процесс производства арома-
тических углеводородов — платформинг, а пиролиз для получения
ароматических углеводородов потерял свое значение. Дальней-
шее развитие нефтехимической промышленности потребовало про-
изводства этилена и других ненасыщенных газообразных углево-
дородов, в связи с чем процесс пиролиза видоизменился, измени-
лась его сырьевая база, а газ пиролиза стал целевым про-
дуктом.
В настоящее время пиролиз является базовым процессом неф-
техимии, на его основе получают около 75 % нефтехимических
продуктов. Если ранее основным источником бутадиена было де-
гидрирование н-бутана и н-бутенов, а источником бензола был
каталитический риформинг низкооктановых бензиновых фракций,
то в настоящее время важным источником бутадиена является
фракция С4 газа пиролиза, а бензол получают из смолы пиролиза.
Эти побочные продукты пиролиза оказались дешевле получаемых
традиционными методами, а их выделение улучшает экономику
производства этилена и пропилена. Их утилизация стала возмож-
ной благодаря большому объему производства этилена. В США
в 1980 г. около половины этилена расходовалось на производство
полиэтилена, примерно 20 % на производство этиленоксида, по
12 % на производство винилхлорида и дихлорэтана, остальное ко-
личество на производство этанола, ацетальДегида, винилацетата и
а-олефинов. Структура потребления пропилена в США в 1980 г.
такова: полипропилен 22%, пропиленоксид и акрилонитрил по
16%, изопропанол 13 %, изопропилбензол и продукты оксосинтеза
по 10,5 %, остальное — другие продукты.
Основным сырьем процесса пиролиза с целью получения эти-
лена являются этан, пропан и бутан, содержащиеся в попутных
газах нефтедобычи и в нефтезаводских газах, газовые бензины,
низкооктановые бензины прямой перегонки нефти, а также
21
рафинат каталитического риформинга, остающийся после удаления
ароматических углеводородов. В последнее время в связи с дефи-
цитом и высокой стоимостью бензиновых фракций в качестве
сырья пиролиза применяют также средние и тяжелые нефтяные
фракции и даже сырую нефть.
Процессы пиролиза всех видов сырья являются источником не
только этилена, но и пропилена, бутенов, бутадиена-1,3. Так вы-
ход пропилена составляет от 13 до 18 % (масс.), выход бутадиена
от 2 до 4,5 % (масс.) При пиролизе бензина и газойля образуется
20—40 % (масс.) смолы, содержащей значительное количество
ценных ароматических углеводородов. В газе пиролиза содержат-
ся также значительные количества водорода, метана, небольшие
количества этана, пропана и н-бутана. В процессах пиролиза уг-
леводородного сырья разных видов, особенно при процессах, про-
водимых при высоких температурах, в качестве примесей образу-
ются оксид и диоксид углерода, пропадиен и ацетиленовые угле-
водороды; все эти вещества необходимо удалять при дальнейшей
переработке газов пиролиза.
Разделение газа пиролиза возможно только при низких тем-
пературах и повышенных давлениях (существуют схемы разделе-
ния при невысоких давлениях), поскольку основные компоненты
газа пиролиза имеют очень низкие температуры кипения.
Процесс производства этилена и других олефинов из углево-
дородного сырья включает стадии пиролиза углеводородов, ком-
примирования газа пиролиза, удаления тяжелых углеводородов,
осушки, разделения (газофракционирование), удаление серово-
дорода, диоксида углерода и ацетилена.
Блок-схема производства этилена из бензина изображена на
рис. 1.2. Бензин и рециркулирующий этан поступают на пиролиз.
Продукты пиролиза направляются на стадию первичного фракцио-
нирования, где легкая и тяжелая смолы отделяются от газа пиро-
лиза. Последний направляется на компримирование. Газ пироли-
за очищают от сероводорода и диоксида углерода на стадии ком-
примирования. Одновременно отделяются тяжелые фракции (С5
и выше). После осушки газ пиролиза поступает на разделение.
В современных схемах перед разделением газ подвергают глубо-
кому охлаждению и выделяют водород и метан. Остаточный метан
отделяют на стадии, разделения. Этан — этиленовая фракция под-
вергается очистке от ацетилена методом селективного гидрирова-
ния или абсорбции и разделяется на этилен чистотой 99,9 % и этан.
Последний возвращается на пиролиз.
Пропан-пропиленовая фракция подвергается разделению на
пропан и пропилен, когда имеется потребность в концентрирован-
ном пропилене, например для процессов производства полипро-
пилена, нропиленоксида, акрилонитрила и др. Для алкилирова-
ния чаще используют суммарную пропан-пропиленовую фракцию.
Фракция Ci направляется на специальные установки (см. гл. 2)
для выделения бутадиена.
Ниже рассмотрены отдельные стадии производства.
22
Рис. 1.2. Схема производства этилена из бензина.
Процесс пиролиза
Для пиролиза характерно очень глубокое разложение исходного
сырья. При этом наряду с первичными реакциями распада, в ре-
зультате которых образуются ненасыщенные углеводороды, про-
текают вторичные реакции изомеризации, циклизации и уплотне-
ния продуктов первичного распада. Протекание большого числа
разнообразных реакций приводит к тому, что в процессе пиролиза
образуется сложная смесь продуктов — от газообразных до твер-
дых (кокс).
Термодинамика процесса. Парафиновые, нафтеновые и высшие
олефиновые углеводороды термодинамически нестабильны при
повышенных температурах. Как известно, термодинамическая ста-
бильность определяется температурой, при которой энергия Гиббса
АЯ = АЯ—TAS (1.1)
где АЯ — тепловой эффект реакции, Т — температура, AS — изменение энтропии,
становится равной нулю или отрицательной. С термодинамической
точки зрения парафины С2 и выше могут разлагаться на углерод
и водород при 500—800 К, а нафтены и олефины — при более низ-
ких температурах. Однако распад на углерод и водород практи-
чески не наблюдается даже при температурах до 1500 К. Точно
так же, распад по связи С—С принципиально возможен при 600 К
и выше. Для реализации этих возможностей требуется значитель-
но более жесткие условия. Таким образом, необходимо всегда
учитывать разницу между термодинамическими возможностями
системы и кинетическими условиями, позволяющими реализовать
эти возможности.
Наиболее термодинамически стабильны метан, ацетилен, эти-
лен и пропилен, однако два последних углеводорода легко всту-
пают в реакции уплотнения.
Первичные реакции расщепления парафинов могут идти в двух
направлениях, разрыв цепи по связи С—С с образованием непре-
дельного и предельного углеводородов, например
СНз—СН2—СНз —> СН2=СН2 4-СНч
и дегидрирование (разрыв связей С—Н):
СНз—СН2—СНз —> СНз—СН=СН2 + Н2
Первое направление термодинамически более вероятно, так как
энергия разрыва связи С—С меньше, чем для связи С—Н. При пи-
ролизе этана преимущественно протекает дегидрирование, а при
пиролизе пропана и высших углеводородов превалирует расщеп-
ление. Обе реакции идут с поглощением тепла и увеличением объ-
ема. Следовательно, им благоприятствуют высокие температуры
и низкие давления.
Вторичные реакции, протекающие при пиролизе, весьма мно-
гочисленны: изомеризация парафиновых цепей, нафтеновых цик-
24
лов и алкильных групп алкилароматических углеводородов; цик-
лизация и дегидроциклизация олефинов с шестью и более атома-
ми углерода; циклизация диенов; полимеризация олефинов и
диенов; конденсация ароматических углеводородов. Все эти ре-
акции в противоположность реакциям расщепления, идут с выде-
лением тепла и уменьшением объема, поэтому их протеканию
благоприятствуют повышенное давление и сравнительно невысокие
температуры.
Механизм процесса. Пиролиз, подобно крекингу, протекает по
радикально-цепному механизму, первоначально предложенному
Райсом. Доказательствами радикально-цепного механизма явля-
ются ускорение процесса инициаторами и торможение ингибито-
рами. В развитие теории процесса большой вклад внесли Н. Н. Се-
менов, В. В. Воеводский, А. И. Динцер, А. В. Фрост, А. Д. Степу-
хович, К. П. Лавровский, Р. А. Калиненко, Ф. О. Райс и другие.
Известно, что радикально-цепной процесс состоит из стадий
инициирования, продолжения и обрыва цепи.
В процессе инициирования не всегда образуются те радикалы
или атомы, которые ведут цепь. Однако образующиеся радикалы
могут генерировать новые радикалы, ведущие цепь. Такие элемен-
тарные акты, хотя они могут быть подобны реакциям продолжения
цепи, называются реакциями передачи цепи или реиницииро-
вания.
Рассмотрим механизм пиролиза парафинов вначале на при-
мере этана. Инициирование цепи заключается в распаде молеку-
лы С2Н6 по связи С—С на два метильных радикала:
1) СНз—СНз 2СН3
Далее идут передача цепи
2) СНз + СНз—СНз СН4 + СН3—СН2
и продолжение цепи:
3) СНз—СН2 Н. + СН2=СН2
4) Н. + СНз—СНз Н2 + СН3—СН2
Обрыв цепи заключается в рекомбинации радикалов:
5) 2СН3 С2Нв
6) СНз + С2Нб СзН8
7) 2С2НБ С4Н10
Реакции (1) — (7) описывают образование основных продуктов
распада этана на начальных стадиях пиролиза. Согласно имею-
щимся в литературе данным, основными продуктами пиролиза эта-
на являются водород, этилен и метан. Для пиролиза этана харак-
терно, что цепь распада ведет радикал Н-, а радикал -СН3 обра-
25
зуется в очень малых количествах только на стадии иниции-
рования.
В случае пиролиза пропана на стадии продолжения цепи боль-
шую роль играют как радикал Н-, так и метильный радикал -СНз.
Инициирование:
1) СНз—СН2—СНз =?=* СНз + СН2—СНз
Реинициирование, заключающееся в быстром распаде этильного
радикала:
2) СН2—СНз СН2=СН2 + Н.
Продолжение цепи, в результате которого могут образоваться изо-
или н-пропильный радикалы:
СНз + СНз—СН2—СНз
СНз—СН—СНз + сн4
СН2—СН2—СНз + сн4
3)
4)
Н. + СНз—СН2—СНз
4а •
СНз—СН—СНз + Н2
46
«=* СН2—СН2—СНз + н2
5) С2Нб + С3Н8 С2Н6 + С3Н7
6) СНз—СН—СНз СНз—СН=СН2 + Н •
7) СН2—СН2—СНз СН2=СН2 + .СН8
Радикалы Н* и ’СНз ведут цепь распада дальше. Обрыв цепи
протекает так:
8) 2. СНз С2Нв
9) . СНз + С2НБ С3Н8
10) 2С2Нб С4Ню
Приведенный механизм распада пропана соответствует составу
продуктов только на начальных стадиях процесса. (
Большое влияние на состав продуктов пиролиза оказывает
температура. При низких температурах, соответствующих процес-
су крекинга, проявляется большая роль реакций (За) и (4а) по
сравнению с (36) и (46), так как энергия разрыва связи С—Н у
первичного углеродного атома больше, чем у вторичного. Соответ-
ственно образуется больше пропилена по реакции (6) и меньше
этилена по реакции (7). Кроме того, при пиролизе углеводородов
С4 и выше этильный радикал образуется не только на стадии ини-
циирования, но и на стадии продолжения цепи. В этом случае со-
став продуктов пиролиза в значительной степени зависит от соот-
ношения скоростей реакций (2) и (5). При низких температурах
большую роль играет реакция (5), энергия активации которой
составляет около 45 кДж/моль, а роль реакции (2), имеющей энер-
гию активации 168 кДж/моль, значительно меньше. В результате
26
образуется больше этана и меньше этилена. При высоких темпера-
турах, напротив, образуется больше этилена, а пропилена и этана
меньше. Это объясняется тем, что в соответствии с уравнением
Аррениуса, с ростом температуры больше ускоряются реакции,
которые имеют более высокую энергию активации, а именно (2),
(36) и (46).
Существенное значение для процесса пиролиза имеет стадия
обрыва цепи. Порядок реакции по исходному углеводороду зависит
от того, какая из трех реакций обрыва цепи [(8), (9) или (10)]
превалирует. Он может составлять 0,5, 1 или 1,5.
Из имевшихся ранее экспериментальных данных известно, что
крекинг описывается уравнением реакции первого порядка
^=k(\-y) (1.2)
где у — конверсия углеводорода (доли единицы); т — время, с; k — константа
скорости реакции (с-1)-
или в интегральной форме:
т = 7-|пТ-— (ЬЗ)
k 1 — у
Однако еще в начале 30-х годов А. И. Динцес и А. В. Фрост
установили, что константа скорости, вычисленная по уравнению
первого порядка, уменьшается во времени, или, что то же самое,
с увеличением глубины процесса. Они предположили, а затем до-
казали, что процесс тормозится продуктами реакции, а именно,
пропиленом и изобутиленом. Ими было предложено полуэмпири-
ческое уравнение самотормозящейся реакции первого порядка
= 0-5)
где Р — коэффициент торможения, а остальные обозначения те же.
Уравнение (1.5) имеет весьма ограниченное применение, по-
скольку когда Р > 1, значения т могут становиться отрицательны-
ми, и уравнение теряет физический смысл.
Причины торможения распада парафинов олефинами (пропи-
леном и изобутеном) объясняют двумя механизмами.
Для термического крекинга, где преобладает радикал -СН3,
торможение объясняют так называемым аллильным механизмом.
Согласно этому механизму, радикал *СН3 отрывает атом водоро-
да от пропилена или изобутилена с образованием малоактивного
аллильного радикала:
И) СНз + СНз—СН=СН2 СН4 + СН2—СН=СН2
12) СНЭ + СНз—С=СН2 СН4 + СН2—С=СН2
I I
СН9 СНз
27
Аллильный радикал не способен продолжать цепь распада, вслед-
ствие чего замена радикала *СН3 аллильным приводит к торможе-
нию распада парафина.
При температурах пиролиза торможение является следствием
присоединения водорода к олефину с образованием колебательно-
возбужденной частицы, которая распадается на этилен и метиль-
ный радикал (работы Р. А. Калиненко):
13) СН3-СН=СН2 + Н. —> [СНз—СН2—СН2]* —>
—> СН3—СН2—СН2 —> СН2=СН2 + СН3
Торможение распада является следствием замены очень актив-
ного радикала Н- менее активным радикалом -СН3. Установлено
также, что парафин ускоряет распад олефина за счет той же ре-
акции (13).
В смесях парафинов с олефином наблюдается предел тормо-
жения, который соответствует содержанию 30—50 % олефина в
смеси. Это объясняется тем, что по мере увеличения количества
олефина растет концентрация радикалов •СН3, которая компенси-
рует убыль радикалов Н*. Наиболее сильно торможение проявля-
ется при пиролизе этана, так как цепь ведет радикал Н* (ско-
рость реакции снижается в 7—10 раз). Для пропана скорости
распада снижаются в 2—2,5 раза, для н-бутана в 1,2—1,3 раза.
Это объясняется тем, что при распаде этих углеводородов цепь
ведут радикалы Н* и *СН3. Кроме того, все углеводороды, кромё
этана, образуют пропилен. Торможение распада пропана и «-бу-
тана является результатом взаимодействия пропилена как с ра-
дикалом Н«, так и с радикалом *СН3 по реакции (11). Изотопным
методом Р. А. Калиненко было установлено, что при высоких тем-
пературах (800—840СС) в смесях н-бутана с пропиленом около
60 % пропилена реагирует по реакции (13) и 40 % — по реакции (11).
По мере увеличения молекулярной массы парафина или олефина
степень ингибирования снижается и практически перестает ска-
зываться.
Выше были рассмотрены в основном реакции распада, наблю-
даемые на начальных стадиях процесса, без учета вторичных ре-
акций и реакций уплотнения, которые играют большую роль в
процессе пиролиза. По мере углубления процесса в реакционной
смеси появляется все больше продуктов уплотнения и кокса, ме-
шающего нормальному осуществлению процесса. В реакциях уп-
лотнения принимают участие олефины и ароматические углево-
дороды. В настоящее время отсутствует единая точка зрения на
механизм образования высокомолекулярных углеводородов и
кокса. Предполагается, в частности, что кокс образуется в резуль-
тате реакций полимеризации, дегидроциклизации и деструктив-
ной поликонденсации, которые в конечном счете ведут к образо-
ванию сложных полициклических структур, обедненных водо-
23
родом:
С3Н5 + (п—1)СзНе —> C/nH2m—1
-2Н2^
СтНгт—5
Имеются и другие схемы образования кокса.
Состав продуктов пиролиза зависит от характеристики сырья
И условий проведения процесса. Наиболее благоприятным сырьем
для пиролиза являются парафиновые углеводороды нормального
строения. Самый высокий выход этилена наблюдается при пироли-
зе этана, поскольку в этом случае пиролиз по существу сводится
к дегидрированию. Даже при очень больших глубинах пиролиза
этана образуется немного метана и очень мало пропилена и бу-
тадиена. Из пропана и «-бутана получается меньше этилена, но
больше пропилена и значительное количество метана. С дальней-
шим увеличением молекулярной массы «-парафинов их термическая
стабильность снижается, а выход этилена возрастает по сравнению
с выходом этилена, наблюдаемым при пиролизе пропана и «-бу-
тана (табл. 1.5).
На состав продуктов пиролиза влияет также строение исход-
ных углеводородов. Изопарафины за счет наличия большего ко-
личества метильных групп образуют мало этилена, много метана
и изобутилена и умеренные количества пропилена. Нафтены, нап-
ример циклогексан, образует мало пропилена и метана, меньше
этилена и больше бутадиена, чем «-парафины. Ароматические уг-
леводороды обладают чрезвычайно высокой термической стабиль-
ностью и почти не образуют этилена. Моноциклические аромати-
ческие углеводороды являются по существу балластом и характе-
ризуются высоким выходом кокса, однако они не тормозят
распада парафинов. Полициклические ароматические углеводоро-
ды, которые содержатся в газойлевых фракциях, заметно тормозят
образование газообразных олефинов из соответствующих пара-
финов.
Одной из важнейших задач в разработке теории пиролиза яв-
ляется расчет состава продуктов. Существует ряд подходов к это-
му расчету, большинство из них базируется на радикально-цепном
механизме пиролиза.
29
Таблица 1.5. Показатели и состав продуктов пиролиза различного углеводородного сырья
Показатели Этан Пропан н-Бутан н-Октан 2,2,4-Три- метил- пентан Прямогонный бензин Бензин- рафинат, (50-150 °C) Газойль
35-135 °C \ 40-180 °C 180-340 °C 340 - 450 °C
Температура пиролиза, °C 850 840 830 840 780 840 840 840 840 840
Время контакта, с 0,5 — — 1 1 0,4 0,4 0,4 0,5 0,5
Подача водяного пара,. % 40 20—40 20—40 — —. 50 50 50 100 100
(масс.) Степень конверсии сырья, % 62,8 91,9 95,0 — ___ __
Выход за один проход, % (масс.) 3,5
н2 1,2 1,2 0,5 1,0 0,9 0,9 1,0 0,8 0,7
сн4 5,0 24,6 20,2 11,0 23,3 17,7 15,8 19,1 10,6 7,7
С2Н2 0,5 0,3 0,4 0,1 — 0,5 0,4 0,4 0,3 0,3
с2н4 47,6 36,2 24,9 37,6 8,5 30,5 27,5 24,8 23,0 18,0
с2нв — 6,5 4,7 5,8 0,8 4,2 4,1 4,5 3,6 3,4
С3н4 — — — — — 0,4 0,3 0,05 0,7 0,6
СзН6 0,9 14,2 18,0 13,2 14,3 14,2 13,0 15,8 14,5 12,4
СзН, 0,1 — 0,2 0,7 0,5 0,5 0,5 0,3 0,4 0,3
с4н6 1,2 1,3 1,6 3,2 1,2 4,3 4,2 3,5 4,1 4,7
H-C4H8 . 1 изо-С4Н8 * / 0,3 0,4 3,4 3,0 20,7 3,2 3,1 4,2 4,7 5,1
SC4H10 0,1 0,1 — — — 0,4 0,4 0,3 0,2 0,4
с6нб — — — — — 7,3 6,9 5,6 5,4 3,3
С5 и выше 3.1 6,6 9,9 — — 11,85 16,3 14,0 11,75 16,8
тяжелое масло — — — —- — 4,0 6,4 6,2 19,6 25,9
кокс — — — — — 0,05 0,1 0,2 0,15 0,2
С в СО 'I С в СО2 / 0,5 0,5 0,5 — — 0,1 0,1 0,1 0,2 0,2
сумма ненасыщенных С2—С4 50,5 52,4 58,3 57,5 44,7 53,0 48,5 48,8 47,3 41,1
Углеводороды одного класса в смесях распадаются независимо
друг от друга, т. е. состав продуктов пиролиза подчиняется пра-
вилу аддитивности. Смеси углеводородов различного строения —
парафинов нормального и изостроения, парафинов и ароматиче-
ских углеводородов и даже парафинов и нафтенов — при высо-
котемпературном пиролизе распадаются с некоторыми отклоне-
ниями от правила аддитивности, величина которых уменьшается с
температурой. В механизме пиролиза большую роль играют ин-
гибирование и инициирование. Однако при высоких температурах
благодаря высокой концентрации активных радикалов взаимное
влияние углеводородов ослабевает. Это позволяет, зная состав
Продуктов пиролиза индивидуальных углеводородов, прогнозиро-
вать состав продуктов пиролиза смесей.
Большое влияние на состав продуктов реакции оказывают тем-
пература и время контакта. Эти параметры необходимо подбирать
таким образом, чтобы получать максимальное количество этилена
И Других низших олефинов. Если при постоянной степени конвер-
сии повышать температуру и уменьшать время контакта, возраста-
ет выход продуктов распада (газ) и уменьшается выход продук-
тов уплотнения (смола и кокс). Это объясняется значительно бо-
лее высокой энергией активации реакций распада по сравнению
с реакциями уплотнения. С повышением температуры быстрее ра-
стет скорость реакции, имеющей более высокую энергию актива-
ции, что вытекает из уравнения Аррениуса.
£ = 4ехр(—E/RT) (1.6)
Где k — константа скорости реакции, А — предэкспоненциальный множитель, Е —
liivpniM активации, R— универсальная газовая постоянная, Т — температура.
Из уравнения (1.6) видно, что при больших значениях Е кон-
станта k, а следовательно, и скорость реакции будет расти быстрее,
чем при более низких значениях.
При повышении температуры влияние на скорость процесса
оказывает также увеличение концентрации радикалов Н*.
Выход этилена и других олефинов зависит также от давления.
При понижении давления снижается концентрация реагирующих
веществ и уменьшается число соударений между молекулами.
Поскольку реакции уплотнения являются реакциями второго по-
рядка, то уменьшение числа соударений приводит к уменьшению
количества продуктов уплотнения. Поэтому процесс пиролиза ве-
дут при разбавлении сырья водяным паром и тем самым снижают
парциальное давление углеводородных паров.
Таким образом, процесс пиролиза желатель-
но вести при высоких температурах, очень ма-
лых временах контакта и низких парциальных
давлениях углеводородных паров. Выходы продук-
тов пиролиза различных видов сырья при наиболее благоприятных
режимах приведены в табл. 1.5.
81
В настоящее время наряду с бензином все большее значение
в качестве сырья пиролиза приобретают газойли. Из табл. 1.5
видно, что выход этилена и суммы ненасыщенных углеводородов
при использовании газойлей в качестве сырья значительно мень-
ше, чем при использовании бензина, выход кокса больше. Это
объясняется более высоким содержанием в газойлях ароматиче-
ских углеводородов (до 30—50 °/о), преимущественно би- и поли-
циклических и соответственно более низким соотношением
водород: углерод. Для повышения выхода этилена и других нена-
сыщенных углеводородов газойли подвергают гидрооблагоражива-
нию или гидрокрекингу. Такие газойли дают выход этилена при
пиролизе примерно такой же, как бензин.
Необходимо, однако, отметить, что пиролиз газойлей в техно-
логическом отношении сложнее, чем пиролиз прямогонных бен-
зинов.
Технологическое оформление пиролиза. Процесс пиролиза пред-
ставляет собой эндотермическую реакцию, требующую подвода
больших количеств тепла. Основные особенности процесса: быст-
рый подвод тепла (поскольку время контакта очень мало) и соз-
дание высоких температур; необходимость «закалки» продуктов
реакции, т. е. быстрое их охлаждение, с целью прекращения про-
цесса и предотвращения вторичных реакций.
Для осуществления пиролиза предлагалось подводить тепло
за счет прямого контакта сырья с твердыми и газообразными теп-
лоносителями, а также осуществлять окислительный пиролиз. Ни
один из этих методов не нашел применения в промышленности.
В настоящее время практически единственным промышленным
методом пиролиза является пиролиз в трубчатых печах, представ-
ляющих собой змеевиковые реакторы с внешним обогревом.
Пиролиз в трубчатых печах. Первые установки
пиролиза работали в так называемом мягком режиме. Для него
характерны температуры 780—800 °C и время контакта 0,5—1 с.
В настоящее время печи пиролиза работают при жестких режи-
мах: температура 840—870 °C, время контакта 0,2 с. Переход на
жесткие режимы, как это и следует из теоретических предпосылок,
позволил увеличить выход этилена с 22—24 до 27,5—29 % (масс.).
Степень разбавления сырья водяным паром составляет для этана
15—20 % (масс.), для бензина около 50—70 % (масс.) и для га-
зойлей до 100% (масс.).
На современных установках пиролиза бензина работают печи
с вертикальным расположением труб, производительностью от
10 до 30—35 т/ч по сырью. Закалка газа пиролиза осуществляется
в закалочно-испарительных аппаратах (ЗИА) поверхностного типа,
что позволяет генерировать водяной пар давлением 11—13 МПа.
На рис. 1.3 приведена принципиальная технологическая схема
установки пиролиза бензина. Бензин поступает на прием насоса /,
нагревается до 80—100°С в теплообменнике 2 за счет тепла цир-
кулирующего тяжелого масла и поступает в конвекционную каме-
ру печи 3. Водяной пар на разбавление сырья смешивают с сырь-
32
Рис. 1.3. Технологическая схема пиролиза бензина:
/, в, 15, 1.6 — насосы; 2 — теплообменники; 3 — печь пиролиза; 4 — закалочно-испаритель-
ный аппарат; 5, //—паросборники; 6 — узел вспрыска масла; 7 — колонна первичного
Фракционирования, ‘/--фильтр; 10 — котел-утилизатор; 12 — колонна водной промывки;
13 — водоотделитель. !4 — холодильник.
Легкое масло
(смола)
ем после его испарения непосредственно в камере конвекции. Смесь
сырья и водяного пара перегревают до 600—650 °C, после чего по-
дают в радиантную камеру печи.
Пиролиз углеводородного сырья протекает в радиантных тру-
бах, на выходе из которых температура составляет 840—870 °C.
Продукты пиролиза из печи направляют в закалочно-испаритель-
ный аппарат (ЗИА) 4 для снижения температуры и прекращения
реакции. Охлаждение осуществляется в трубчатом аппарате, в
межтрубном пространстве которого циркулирует химически очи-
щенная вода. Отводимое тепло используют для выработки пара
высокого давления. Над ЗИА расположен связанный с ним паро-
сборник 5, в который и поступает химочищенная вода, предвари-
тельно перегретая в конвекционной камере печи. Пар высокого
давления из паросборника, как правило, перегревают до 450°C
в специальном змеевике, расположенном в конвекционной секции
печи.
Продукты пиролиза охлаждают в ЗИА до 350—400 °C и на-
правляют в узел 6 впрыска масла (узел дозакалки), где они охлаж-
даются до 200 °C за счет смешения с циркулирующим тяжелым
маслом. Затем смесь продуктов реакции и масла направляют в
колонну 7 первичного фракционирования, орошаемую легким мас-
лом (легкой смолой). В этой колонне отделяются тяжелое масло
(тяжелая смола), сажа и кокс, выводимые снизу. В средней части
колонны расположены тарелки, на которых газ пиролиза допол-
ни 1ел1.н() очищается от сажи и тяжелых углеводородов цир-
кулирующим тяжелым маслом. Выше расположены клапанные та-
2 Зпк км 33
Рис. 1.4. Двухкамерная печь фирмы
Lummus:
1— пиролизный змеевик; 2 — радиантная
камера; 3 — конвекционная камера; 4 —
каркас; 5 - навесная футеровка; 6 — тер-
моизоляция; 7 — металлический кожух;
8 — горелка; 9 — дымовая труба.
релки. С верха колонны выхо-
дит смесь газа, паров легкой
смолы (масла) и водяного па-
ра. Тяжелое масло с низа ко-
лонны 7 подают насосом 8 че-
рез фильтр 9 и котел-утилиза-
тор 10 (где генерируется пар,
необходимый для разбавле-
ния) в узел 6 впрыска масла.
Котел-утилизатор 10 связан с
паросборником 11. Часть тя-
желого масла направляют в
теплообменник 2, где осуще-
ствляется подогрев бензина, и
далее в среднюю часть колон-
ны первичного фракциониро-
вания. Балансовое количество
тяжелого масла выводят в ем-
кость. Пары из колонны пер-
промывки, где конденсируются
вичного фракционирования по-
ступают в колонну 12 водной
смола и большая часть водяного
пара. С верха колонны газ пиролиза направляется в отделение
компримирования. Смесь легкого масла (смолы) и воды с низа
колонны 12 подают в водоотделитель 13, откуда часть легкой смо-
лы откачивают на верх колонны 7 в качестве орошения, а воду
подают на орошение колонны 12.
Процесс пиролиза осуществляется в печах с вертикальными
трубами (рис. 1.4). Печи оборудованы однорядными экранами
двухстороннего облучения, что позволило увеличить равномерность
облучения экрана и повысить тепловую напряженность до 64000—
116000 Вт/м2 и более. Это, а также возможность увеличения числа
труб в печи за счет увеличения ее длины и применения двухка-
мерных печей с многопоточными змеевиками, позволило сущест-
венно увеличить производительность печей пиролиза. Каждая сек-
ция змеевика (один поток) состоит из нескольких труб (от 4 до
12), соединенных калачами. Верхние калачи имеют приварные
проушины, которыми при помощи тяг из жаропрочного металла
укрепляются в пружинных опорах, вынесенных из топочного про-
странства. К нижним калачам приварены направляющие штыри,
проходящие через под топки и укрепленные во втулках. Таким
образом, одним из существенных преимуществ печей с вертикаль-
ными трубами является легкость компенсации температурных рас-
34
ширений благодаря закреплению одного конца трубы и свободному
перемещению другого конца. Это очень важно для жестких режи-
мов пиролиза, когда температура на выходе из печи достигает
870°C и более, а температура стенки равна 1050°C.
Современные печи пиролиза, как правило, снабжены настен-
ными беспламенными, либо подовыми факельными горелками.
Реакционный змеевик печи выполнен из жаропрочной стали
Х25Н20 и Х25Н35. Длина труб составляет 6—16 м, диаметр
76—150 мм. Уменьшение диаметра труб способствует увеличению
интенсивности теплопередачи за счет увеличения их удельной
поверхности, но приводит к повышению потери напора, за счет чего
возрастает давление в змеевике. Для повышения коэффициента
теплоотдачи к потоку в трубах и уменьшения скорости отложения
кокса на стенках труб необходимо обеспечить массовую скорость
сырьевого потока не менее 100—120 кг/(м2-с). Верхний предел
массовой скорости ограничивается линейной скоростью паров на
выходе из печи, которая во избежание абразивного износа аппа-
ратуры и трубопроводов не должна превышать 300 м/с. Перепад
давления в радиантном змеевике не должен превышать 0,1 —
0,15 МПа. С целью снижения потери напора применяют трубы
переменного диаметра: в начале реакционной зоны диаметр тру-
бы меньше, чем в конце, где объем паров и потеря напора макси-
мальны.
В процессе работы на стенках радиантных труб откладывается
кокс. Его удаляют через 40—-80 сут работы паро-воздушным мето-
дом. Таким образом, каждая печь характеризуется определенным
циклом работы, который зависит от условий и конструкции печи;
на установке всегда должна иметься одна резервная печь.
Во ВНИИОС разработан ингибитор коксообразования, пред-
ставляющий собой карбонат калия. Подача его в количестве 35—
40 млн-1 в расчете на сырье значительно снижает скорость накоп-
ления кокса (за счет его газификации) и позволяет существенно
увеличить длительность пробега печей пиролиза.
Большое влияние на выход и состав продуктов пиролиза ока-
зывает распределение температур по длине радиантного змеевика.
Регулирование распределения температур осуществляется с по-
мощью горелок. Температурные кривые могут быть выпуклыми,
прямолинейными или вогнутыми (рис. 1.5). При вогнутых эпю-
рах получается меньше этилена и больше пропилена и угле-
водородов С4, поскольку реа-
гирующая смесь сравнитель-
но небольшое время находит-
ся в зоне высоких темпера-
тур. Напротив, при выпуклой g
эпюре пары находятся при S-
Рис. 1.5. Температурный профиль печ-
ного змеевика:
а — конвекционная камера; б — радиантная
камера.
2*
35
высоких температурах более длительное время, поэтому при оди-
наковой конечной температуре на выходе из печи получается
больше этилена и меньше пропилена и фракции С4. При прямоли-
нейной эпюре для получения того же количества этилена, что и
при выпуклой, требуется более высокая температура на выходе
из печи.
Существует понятие фактора профиля, характеризующего жест-
кость процесса:
^последней трети змеевика
Ф актор профил я --—---------------- U. /)
А*всей зоны реакции
Чем меньше фактор профиля, тем жестче режим.
Селективность пиролиза определяется отношением суммы ме-
тана и водорода к этилену
(Н2 + CH4VC2H4 (1.8)
Чем меньше это отношение, тем больше селективность, и наоборот.
Пиролиз жидкого сырья характеризуется также отношениями
С3Н6/С2Н4 и С4Н6/С2Н4. Селективность зависит от характера
сырья и жесткости процесса. От этих же факторов зависят отно-
шения С3Н6/С2Н4 и С4Н6/С2Н4.
Большое значение для нормального функционирования уста-
новки имеет конструкция и режим работы закалочно-испаритель-
ного аппарата (ЗИА). Одна из конструкций ЗИА приведена на
рис. 1.6. Он представляет собой трубчатый теплообменный аппа-
рат. Продукты пиролиза поступают в трубное пространство, а хи-
мически очищенная вода циркулирует в межтрубном пространстве.
Это обусловлено следующими
соображениями. В процессе рабо-
ты на стенках ЗИА накаплива-
ется кокс, который не может
быть полностью удален путем
выжигания, и периодически труб-
ки аппарата очищают от кокса
механическим способом — специ-
альными шарошками при высо-
ком давлении. Осуществить
очистку от кокса в межтрубном
пространстве таким образом по-
ка не представляется возмож-
ным. Кроме того, в трубном про-
странстве можно создать более
высокие линейные скорости и со-
ответственно высокий коэффици-
Рис. 1.6. «Закалочно-испарительный> ап-
парат системы Schmidt
1 — коллектор питательной воды; 2 — трубка
Фильда; 3 — коллектор паро-водяной эмуль-
сии; 4 — выходная камера; 5 — входная ка-
мера с футеровкой.
36
ент теплопередачи и уменьшить время закалки. Благодаря этому
образуется меньше кокса и увеличивается межремонтный пробег,
который зависит не только от закоксовывания труб печи, но также
и от ЗИА. Благодаря интенсивному теплообмену происходит быст-
рая закалка продуктов реакции.
Во избежание закоксовывания трубок температура продуктов
реакции на выходе из ЗИА лимитируется следующим образом (°C):
Продукт Чистый ЗИА Загрязненный
Легкий бензин................... 360 450
Широкая бензиновая фракция . . . 380 520
Газойль ...................... 500—550 650
Температура на выходе из ЗИА должна быть выше температуры
конденсации самых тяжелых фракций смолы. В случае конденса-
ции смолы произойдет быстрое закоксовывание, что приведет к
сокращению цикла работы установки. Время пребывания паров
в ЗИА должно быть меньше 0,1 с, а в трансферной линии от печи
к ЗИА несколько сотых секунды. Дозакалка продуктов пиролиза
осуществляется в узле впрыска масла большим количеством тя-
желого масла (тяжелой смолы) также с целью предотвращения
коксообразования конденсирующейся смолы. Благодаря созданию
высокой скорости в трубопроводе вся конденсирующаяся тяжелая
смола выносится в колонну первичного фракционирования.
Новые направления в пиролизе. Усовершенствование процесса
пиролиза является весьма важной задачей и ведется как в направ-
лении дальнейшего ужесточения режима и усиления регенерации
тепла, так и путем использования гомогенных инициаторов и ге-
терогенных катализаторов.
Имеются сведения о разработке процесса миллисеконд
(Millisecond), отличающегося тем, что температура на выходе из
печи составляет 900—930 °C, а время контакта 0,03—0,1 с. Такой
режим работы позволяет повысить выход этилена с 28—29,5 %
(масс.) при обычном жестком режиме до 31,8 % (масс.). Для
этого процесса применяют печь специальной конструкции с труба-
ми малого диаметра, соединенными коллектором (без калачей). Не-
давно появились сведения об использовании этого процесса.
Обычно на установках пиролиза осуществляется рециркуля-
ция этана. Как правило, для пиролиза этана используется отдель-
ная печь. Рециркуляция этана позволяет увеличить выход этилена
на 2—3 % абсолютных.
В настоящее время появилась тенденция подавать этан в печи
пиролиза бензина, где за счет радикалов Н-, образующихся при
распаде этана, ускоряется распад бензина и, следовательно, этан
действует как инициатор, а первоначальный распад более термо-
стабильного этана инициируется радикалами, образующимися при
распаде бензина.
Другое направление — гидропиролиз, заклю-
чающийся в замене части водяного пара водоро-
дом. Роль водорода заключается в образовании радикалов Н по
37
реакции
14) СН3 + Н2 +=> сн4 + н
Радикал СН3 замещается более активным радикалом Н. С реак-
цией (14) конкурирует реакция:
15) СНз + RH CH4 + R
Поэтому концентрация молекулярного водорода должна быть
достаточно высокой. За счет реакции (13) при гидропиролизе воз-
растает выход этилена и снижается выход пропилена. При повы-
шении давления водорода возрастает выход этана, а выход этиле-
на за счет этого уменьшается.
В качестве инициаторов пиролиза советскими учеными
(МИНХиГП) предложены галогенсодержащие и пероксидные со-
единения. Такой инициатор, как хлорводород, ускоряет реакцию
пиролиза, работая на стадии продолжения цепи, за счет замены
радикала СН3 более активным радикалом С1 по реакции
16) НС1 + СНз С1 + СН4
17) Cl + RH —> НС1 + R
В присутствии 0,1 % (масс.) НС1 на сырье при температуре
800—820 °C и времени контакта 0,2—0,4 с выход этилена повы-
шается до 36—40 % (масс.), а суммы ненасыщенных углеводоро-
дов С2—С4 до 60 % •
Пероксидные соединения, например пероксид водорода, рабо-
тают на стадии инициирования цепи
18) Н2О2 + м 2ОН + М
Для достижения таких же показателей, как в присутствии НС1,
расход пероксида водорода должен быть 0,5—1 %, т. е. примерно
на порядок больше. Это объясняется тем, что НС1 непрерывно ре-
генерируется, а пероксид водорода расходуется безвозвратно.
Весьма перспективным методом улучшения показателей пиро-
лиза является применение гетерогенных катализато-
ров. В качестве катализаторов обычно используют оксиды пере-
ходных металлов или их композиции с оксидами щелочных или
щелочноземельных металлов, осажденных на носители. В насто-
ящее время наиболее отработанным в СССР является катализатор
на основе KVO3 и различных промоторов, снижающих коксообра-
зование. Этот катализатор, разработанный совместно МИНХиГП
и ВНИИОСом, прошел полупромышленные испытания, которые по-
казали, что катализатор может работать более двух месяцев без
регенерации, не теряя при этом активности и при умеренном от-
ложении кокса. При 780°C и времени контакта 0,1—0,2 с выход
этилена составляет 37—40 % (масс.), а суммы ненасыщенных уг-
леводородов 58—62 % (масс.) на сырье. Процесс каталитического
пиролиза осуществляют в обогреваемых вертикальных трубах пе-
>.ой специальной конструкции.
38
Жидкие продукты пиролиза. Качественное изменение сырья пи-
ролиза приводит к существенному изменению выхода жидких про-
дуктов (смолы пиролиза). Из газообразных видов сырья получа-
ют от 2 до 8 % жидких продуктов, из бензинов 20—30 %, из газой-
лей 40—50 % (масс.). На установке мощностью 300 тыс. т/год
этилена получается до 250—300 тыс. т/год жидких продуктов.
Вследствие этого их нельзя рассматривать как отход; они требуют
квалифицированной переработки. В настоящее время пиролиз рас-
сматривается как один из основных источников бензола, ксилолов,
циклопентадиена, циклопентена, изопрена, стирола, нафталина,
нефтснолимерных смол, сырья для производства технического уг-
лерода, растворителей, специальных масел. Получение ряда хими-
ческих продуктов из смолы пиролиза успешно конкурирует с
традиционными процессами их получения. Так, себестоимость бен-
зола в 1,3—1,5 раза ниже, чем при каталитическом риформинге.
За счет этого себестоимость этилена также снижается на 20—30 %.
В легкой смоле пиролиза бензиновых фракций содержится
бензола до 6—7 %, толуола до 4—4,5 %, ксилолов до 2 %, стиро-
ла около 1 % (масс.) на исходное сырье; при пиролизе газойлевых
фракций несколько меньше. Фракция С5 смолы пиролиза содер-
жит до 30 % циклопентадиена, включая димеры; и «10% изопре-
на на сырье. Тяжелая смола (температура кипения >200°C) со-
держит нафталин и его гомологи, а также небольшое количество
тетралина и его гомологов и конденсированных ароматических уг-
леводородов. Кроме того, смола пиролиза содержит некоторое ко-
личество неароматических углеводородов, включая олефины и
диены. Поэтому квалифицированная переработка смолы пиролиза
является весьма сложным процессом.
Смолу пиролиза разделяют на фракции каждая из которых
затем подвергается переработке. Из фракции С5 извлекают изо-
прен циклопентадиен; фракция 70—130 °C гидрируется, после че-
го из нее выделяют бензол, в том числе бензол, образовавшийся
при деалкилировании толуола. Из фракции 130—190°C после пред-
варительного гидрирования выделяют ксилолы и сольвент. Из
этой фракции получают и светлые полимерные смолы. Из тяжелой
смолы можно выделить нафталин, получить темные полимерные
смолы — мягчители для резины. Существуют и другие схемы пе-
реработки жидких продуктов пиролиза.
Разделение газа пиролиза
Экономика производства этилена зависит не только от способа
осуществления процесса пиролиза и вида используемого сырья,
но также от схемы разделения газа пиролиза и от производитель-
ности агрегатов газоразделения. Так, например, при повышении
производительности установок газоразделения с 50 до 300 тыс.
т/год себестоимость этилена снижается на 20%; одновременно
снижаются капитальные затраты. В настоящее время имеются
установки производительностью по этилену 450—600 тыс. т/год.
39
Компримирование и осушка газа пиролиза. Этилен из газа пи-
ролиза выделяют при низких температурах и высоких давлениях.
Перед фракционированием газ компримируют. Осушка необходима
потому, что газообразные углеводороды при низких температурах
и высоком давлении образуют с водой гидраты — кристаллические
комплексы типа СН4-6Н2О; С2Н6-7Н2О и т. д. Кристаллогидраты
представляют собой клатратные соединения клеточной структуры.
В данном случае клатратообразователем (КО) является вода:
соединение +КО->клатрат (твердый). Молекулы клетки (воды)
соединены между собой водородными связями, и заключенная в
клетку молекула углеводорода не может «вырваться». Кристалло-
гидраты затрудняют транспортирование газа, а при разделении
газа пиролиза выпадение кристаллогидратов и льда может вы-
звать забивание аппаратуры и нарушение нормальной работы
газофракционирующей установки.
Содержание паров воды в газе зависит от температуры и дав-
ления:
jL _ Рж 18 (19)
где z — количество влаги, кг/ч; G — количество газа, кг/ч; рж — давление паров
воды при температуре газа, МПа; рг — давление в системе, МПа; М — средняя
молекулярная масса газа.
При повышении давления и понижении температуры часть во-
дяных паров конденсируется, что и происходит при компримирова-
нии с последующим охлаждением. Поэтому осушку газа проводят
после компримирования с тем, чтобы на осушку поступал газ с
наименьшим содержанием влаги.
Для последующего фракционирования газ компримируют до
2—4,5 МПа. Поскольку температура газа после компримирования
зависит от степени сжатия, компримирование газа во избежание
перегрева газа и полимеризации олефинов, диенов и ацетиленовых
углеводородов осуществляют в четырех- и пятиступенчатых ком-
прессорах. Температура газа между ступенями не должна превы-
шать 100—ПО °C. Применяют турбокомпрессоры, которые более
экономичны и надежны по сравнению с поршневыми. Для привода
паровых турбин компрессоров используют водяной пар из ЗИА
давлением 11,5—12 МПа.
После каждой ступени компримирования газ подвергают ох-
лаждению и сепарации. Межступенчатое охлаждение и сепара-
ция необходимы для отделения сконденсировавшихся углеводоро-
дов и воды. Промежуточное охлаждение осуществляют водой —
до 27—30 °C или пропиленом — до 15—16 °C; после последней
ступени только пропиленом. Ниже 15 °C газ охлаждать нельзя во
избежание образования кристаллогидратов.
Для надежной работы газофракционирующей установки точка
росы газа пиролиза не должна превышать минус 65 — минус 70 °C.
На современных установках для осушки газа используют твердые
адсорбенты — синтетические цеолиты, обладающие высокой по-
глотительной способностью и селективно адсорбирующие молекулы
40
Рис. 1.7. Технологическая схема компрессии и осушки газа пиролиза:
/, 3 — холодильники; 2, 4, 5, 6, 7, 8, 9 — сепараторы; 10 — отпарная колонна; П — осуши*
тель; 12 — кипятильник; 13 — иасос; 14 — водоотделитель; /, //, ///, IV, V — ступени ком*
прессора.
определенного размера. Осушку газа проводят в периодически
работающих колоннах, цикл работы осушителя 24—36 ч. На осуш-
ку подают охлажденный газ, имеющий температуру 5—15°C (в за-
висимости от условий образования гидратов). При повышении
температуры осушки влагоемкость адсорбента снижается.
Во избежание забивания пор адсорбента и его дезактивации,
а также потому, что на разделение необходимо подавать газ, сво-
бодный от тяжелых фракций, газ перед осушкой освобождают
от тяжелых углеводородов. В процессе отделения тяжелых угле-
водородов удаляется дополнительная влага.
Компримирование и межступенчатая сепарация конденсата мо-
гут осуществляться по различным схемам. Все конденсаты могут
подаваться из межступенчатых сепараторов в один общий сепа-
ратор и затем в отпарную колонну. Имеется схема, где конденсат
из каждого сепаратора подают в последующий. Это способствует
более полной конденсации тяжелых углеводородов. Затем конден-
сат подают в колонну отгона легких углеводородов, а газ подвер-
гается дополнительному фракционированию. Существуют схемы
с дросселированием и подачей конденсата в сепаратор предыду-
щей ступени. В этом случае от конденсата полнее отделяются лег-
кие углеводороды.
На рис. 1.7 приведен один из вариантов технологической схе-
мы компримирования и осушки газа пиролиза. Газ пиролиза че-
рез холодильник 1 поступает в сепаратор 2, где от него отделя-
ются сконденсировавшиеся тяжелые углеводороды. Затем газ про-
ходит последовательно I—V ступени компрессоров. После каждой
ступени газ охлаждается в межступенчатых холодильниках 3 и
сепарируется в межступенчатых сепараторах 4—8. Конденсат из
сепаратора 2 поступает на прием насоса 13 и подается в водоотде-
литель 14, а газ направляется на I ступень компрессии. Комприми-
рованный газ охлаждается в межступенчатых холодильниках 3
и поступает в сепаратор 4, туда же направляется конденсат из
41
межступенчатого сепаратора 5. Конденсат из сепаратора 4 посту-
пает в водоотделитель, откуда углеводородный конденсат и водный
слой раздельно подаются в колонну водной промывки установки
пиролиза. Таким образом, в колонну водной промывки направля-
ются конденсаты I—III ступеней компрессии. Газ проходит II сту-
пень компрессии, холодильник и сепаратор 5 и в такой же после-
довательности III ступень компрессии, межступенчатый холодиль-
ник и сепаратор 6. После сепаратора 6 газ направляется на
щелочную очистку от СО2 и H2S, после чего возвращается на IV
ступень компрессии и по той же схеме проходит соответствующие
холодильники и сепараторы. Конденсат из сепаратора 8 дроссели-
руется, охлаждается и поступает в сепаратор 9. Выделившийся
газ возвращается на прием V ступени компрессии, а конденсат
вместе с конденсатом из сепаратора 7 направляются в отпарную
колонну 10 для выделения легких фракций (<С3). Пары из ко-
лонны 10 направляются на IV ступень компрессии, а остаток —
в пропановую колонну газофракционирующей установки.
Газ пиролиза из сепаратора 8 с температурой 15 °C поступает
в осушитель 11. На установке могут стоять два или три осуши-
теля: один работает в режиме осушки, другой находится на реге-
нерации. После насыщения адсорбента рабочий осушитель отклю-
чают, а резервный после регенерации включают. Регенерация
адсорбента осуществляется горячим метаном, имеющим темпера-
туру 220 °C.
Фракционирование газа пиролиза. Для разделения газа пиро-
лиза применяются следующие методы.
1. Конденсационно-ректификационный метод (низкотемператур-
ная ректификация), когда разделение газовой смеси — деметани-
зация, выделение и разделение этан-этиленовой фракции — дости-
гается конденсацией с последующей ректификацией под давлением
с применением аммиачного, метанового, этиленового (или пропа-
нового) холодильных циклов.
2. Абсорбционно-ректификационный метод, при котором все
компоненты тяжелее метана извлекают из газа абсорбцией при
низких температурах и затем разделяют низкотемпературной рек-
тификацией. Абсорбционный метод разделения газа пиролиза
давно утратил свое значение, поскольку он менее экономичен, чем
конденсационный.
Оба метода требуют затрат холода и применения специальных
хладоагентов, поскольку критическая температура этилена равна
+9,7 °C и ожижение его водой невозможно. Необходимо отметить,
что при разделении газа пиролиза основные затраты приходятся
на создание низких температур. В связи с этим большое значение
имеет эффективность и экономичность применяемых холодильных
циклов.
Дальнейшее изложение относится к конденсационно-ректифи-
кационному методу.
Разделение газа пиролиза может осуществляться при низком
или при высоком давлении. При разделении при низком
42
Рис. 1.8. Принципиальная схема разделения газа пиролиза при высоком дав-
лении:
/ — охлаждение и выделение водорода; 2—метановая колонна; 3 — этановая колонна; 4—
реактор гидрирования С2Н2; 5 — колонна отдувки Н2 и СН4; 6 — этиленовая колонна; 7 —
пропановая колонна; 8 — реактор гидрирования фр. С3; 9 — колонна разделения пропан-
пропилеиовоП фракции.
давлении (температура ниже —120 °C, давление 0,127—
0,196 МПа) расширяется интервал температур кипения разделяе-
мых углеводородов и увеличивается их относительная летучесть.
Кривая равновесия фаз становится круче, вследствие чего для раз-
деления требуется меньше тарелок, флегмовое число снижается,
а четкость разделения может быть очень высокой. С повышением
давления кривая равновесия фаз становится более пологой —
увеличивается число тарелок и флегмовое число. Однако для со-
здания низких температур, требуемых для разделения при низком
давлении, приходится применять наряду с аммиачным и пропано-
вым также метановый холодильный цикл. Это требует более слож-
ного оборудования и менее экономично, чем этиленовый холодиль-
ный цикл, применяемый при высоких давлениях. Вместе с тем,
хотя на установках газоразделения при низком давлении полу-
чается очень чистый этилен,.они малопроизводительны и очень
чувствительны к изменению состава газа. Кроме того, их значи-
тельно труднее автоматизировать, чем установки высокого давле-
ния. В Советском Союзе и США применяют главным образом
метод разделения газа при высоком давлении, в некоторых стра-
' нах Западной Европы применяются установки низкого давления.
Разделение газа пиролиза при высоком давле-
нии. Принципиальная схема разделения газа пиролиза при высо-
ком давлении приведена на рис. 1.8. Компримированный и осу-
шенный газ поступает в блок охлаждения и выделения водорода /.
Для охлаждения используют отходящие холодные потоки пропи-
лена, этилена и метана. В результате конденсации большей части
метана и всех более тяжелых углеводородов удается получить
водород чистотой 90—95 %. Конденсат подается в метановую ко-
лонну 2, в которой конденсируются углеводороды С2—С4, а сверху
отбирается метановая фракция с небольшим содержанием водо-
рода. Последняя направляется в блок /, где охлаждает поступа-
ющий на разделение газ пиролиза. Углеводороды С2—С4 подают-
ся в этановую колонну для выделения этан-этиленовой фракции,
которая направляется на селективное гидрирование с целью уда-
ления ацетилена. Затем фракция С2 поступает в колонну 5 для
43
удаления водорода и метана, после чего разделяется на этилен и
этан в колонне 6. В некоторых схемах колонна 5 отсутствует; в
этом случае сверху этиленовой колонны отбираются легкие ком-
поненты, а этилен выводится в виде бокового погона. Остаток ко-
лонны 3, представляющий собой смесь углеводородов Сз—С4, на-
правляется в пропановую колонну 7, сверху которой отбирается
пропан-пропиленовая фракция. Последняя может выводиться для
дальнейшего ее использования и/или направляться на очистку от
пропадиена и метилацетилена селективным гидрированием или
ректификацией в колонне S, а затем разделяться на пропилен и
пропан в колонне 9.
Технико-экономические показатели процесса низкотемператур-
ного разделения газа пиролиза определяются, в первую очередь,
энергетическими затратами на создание низких температур, а эти
затраты в значительной мере зависят от выбранной схемы охлаж-
дения.
Охлаждение до низких температур, необходимое для выделе-
ния этилена из газа пиролиза, достигается сочетанием методов
дросселирования, расширения газа в детандере и каскадного ох-
лаждения за счет теплообмена с испаряющимся вышекипящим
компонентом (например, охлаждение этилена пропаном, метана —
этиленом).
При прохождении реальных газов через диафрагму или вентиль (дроссель-
ное устройство) происходит адиабатическое расширение газа, сопровождающееся
изменением температуры, которое обусловлено тем, что энтальпия газа зависит
не только от температуры, но и от давления. Изменение температуры газа при
его дросселировании называют дроссельным эффектом или эффектом Джоуля —
Томсона. Дроссельный эффект считается положительным, если температура газа
снижается при дросселировании, и отрицательным, если она повышается. С по-
вышением температуры дроссельный эффект уменьшается, достигая нуля при
так называемой инверсионной температуре. Большая часть газов охлаждается
при дросселировании, что широко используется в холодильной технике. Однако
некоторые газы, например водород и гелий, нагреваются при дросселировании.
Поэтому для водородсодержащих газов метод дросселирования обычно непри-
меним.
Детандером называется газовый двигатель, в котором происходит адиабати-
ческое расширение газов с одновременным совершением внешней работы (пере-
мещением поршня или вращением колеса турбины). При этом газ охлаждается,
так как совершаемая газом внешняя работа производится за счет его внутрен-
ней энергии. Детандер можно использовать в качестве привода к насосу или
компрессору.
Как известно, обычный компрессионный холодильный цикл основан на испа-
рении хладоагента при низком давлении. Он заключается в компрессии паров
хладоагента до некоторого давления, при котором его можно сконденсировать
водой, в конденсации паров хладоагента, дросселировании жидкости и испа-
рении ее в испарителе при постоянной температуре с отводом тепла от охла-
ждаемого потока. Пары хладоагента вновь засасываются компрессором, и цикл
повторяется. Однако такие холодильные циклы, если в них используется только
один хладоагент, не позволяют получить достаточно низкие температуры. Для
получения очень низких температур используют каскадные холодильные циклы.
На рис. 1.9 приведена схема глубокого охлаждения и выделе-
ния водорода и метана из газа пиролиза. Первичное охлаждение
осуществляется пропиленом из холодильного цикла. Газ пиро-
44
Рис. 1.9. Схема разделения водорода и метана:
/, 3, 10 — холодильники-конденсаторы; 2, 4, 6 — сепараторы; 5 — блок низкотемпературного
охлаждения; 7 — насос; 8 — метановая колонна; 9 — кипятильник.
лиза последовательно охлаждается в холодильниках / и 3 пропи-
леном и этиленом соответственно, отделяется от конденсата в се-
параторах 2 и 4, после чего поступает в блок низкотемпературного
охлаждения 5, где сепарируется от конденсата при температуре
—130 °C. В этом блоке — сепараторе — отделяется водород и
основная масса метана. Охлажденная метано-водородная фракция
дросселируется в холодильном блоке, при этом метан конденсиру-
ется и получается водород 90—95 %-нои чистоты. Все конденсаты
поступают в метановую колонну S, в которой разделяют метан
и вышекипящие углеводороды. Температура верха метановой ко-
лонны поддерживается на уровне —90ч 100°С, низа 15—18°С.
Остаток колонны 8 представляет собой смесь углеводородов Сг—С4,
а сверху уходят пары почти чистого метана. Они частично кон-
денсируются в конденсаторе 3 за счет этилена из холодильного
цикла, поступают в сепаратор 5, откуда конденсат подается на-
сосом 7 на орошение колонны 8. Балансовое количество метана
используется в низкотемпературном блоке в качестве хладоагента
для охлаждения пирогаза на последней ступени охлаждения до
— 130°С.
Выходящие из блока низкотемпературного охлаждения водо-
род и метан используются для охлаждения пропилена-хладоаген-
та в холодильнике-конденсаторе 10.
Возможны и другие схемы охлаждения, например подача все-
го газа пиролиза в метановую колонну. В этом случае можно ис-
пользовать схему с турбодетандером, поскольку охлаждение ме-
тано-водородной фракции путем обычного дросселирования мало-
эффективно, так как вследствие отрицательного дрос<'пьного
эффекта для водорода температура метано-водородной фра>:»ии
может не понизиться, а даже повыситься. В случае же адиабатг.
45
метановой колонны и
Рис. 1.10. Схема работы метановой
колонны с использованием турбоде-
тандера:
/ — колонна; 2, 3 — конденсаторы первой
и второй ступени; 4 — газосепаратор; 5 —
турбодетандер; 6 — детандерный теплооб-
менник; 7 — насос.
ческого расширения метано-во-
дородной фракции с соверше-
нием внешней работы в детан-
дере достигается дополнитель-
ное охлаждение. Поэтому для
понижения температуры верха
повышения экономичности холодильного
цикла на многих современных установках на линии метано-водо-
родной фракции устанавливают детандеры.
Схема охлаждения верха метановой колонны с использованием
турбодетандера приведена на рис. 1.10. Метано-водородная фрак-
ция после конденсаторов 2 и 3 поступает в газосепаратор 4, в ко-
тором сжиженный метан отделяется от газообразной метано-водо-
родной фракции. Жидкий метан может переохлаждаться в детан-
дерном теплообменнике 6. Газ из сепаратора 4 расширяется в
детандере 5, где его давление снижается до 0,4 МПа. Холод детан-
дерного потока может использоваться в конденсаторе 3 или в теп-
лообменнике 6 (технологически более выгоден последний вариант).
Работа, отдаваемая в детандере, может быть использована для
привода компрессоров.
Выделение концентрированного этилена из этан-этиленовой
фракции сопряжено с определенными трудностями, обусловлен-
ными сравнительно близкими температурами кипения этилена и
этана (—103,9 и —88,6°C при атмосферном давлении). В связи
с этим для разделения этан-этиленовой фракции при высоком дав-
лении требуется много тарелок (около 75) и высокое флегмовое
число (4,5—5). Поэтому в процессе выделения этилена расходуется
значительное количество энергии, в частности холода, необходи-
мого для конденсации орошения. Для снижения расхода энергии
используют внешние и внутренние холодильные циклы с макси-
мальным использованием холода и тепла отходящих потоков.
Эти циклы, как правило, основаны на принципе теплового насоса.
Принцип теплового насоса заключается в том, что для под-
вода тепла используют энергию сжатия газа, а для отвода тепла —
дроссельный эффект в сочетании с испарением.
Различают схемы внешнего теплового насоса и внутреннего.
Волее выгодна схема внутреннего теплового насоса (рис. 1.11).
При ее применении ниже энергетические затраты и исключается
часть поверхности нагрева. По одному варианту (рис. 1,11, а) пары
из верхней части колонны засасываются компрессором, сжимаются
и поступают в кипятильник, где за счет выделившегося при ком-
примировании тепла последнее подводится в низ колонны. При
этом пары конденсируются и поступают в верхнюю часть колонны,
46
Рис. 1.11. Схема работы этиленовой колонные
внутренним тепловым насосом:
а — этиленовым; б — этановым.
где образуют флегму. По другому ва-
рианту (рис. 1.11,6) часть остатка,
вытекающего из нижней части колон-
ны, дросселируется и используется как
хладоагент в дефлегматоре. Затем па-
ры сжимаются компрессором и пода-
ются в нижнюю часть колонны для использования их тепла. Схема
внутреннего теплового насоса применяется при малых разностях
температур между верхом и низом колонны; термодинамическая
эффективность этой схемы примерно на 40 % выше, чем схемы с
внешним тепловым насосом.
Разделение газа пиролиза при низком давле-
нии. Метод разделения газа пиролиза, разработанный фирмой
«Линде», заключается в том, что первоначально газ разделяется
на широкие фракции при высоком давлении. Последующее четкое
разделение на отдельные компоненты осуществляется при низком
давлении с применением метанового, этиленового и пропанового
холодильных циклов. Метано-водородную фракцию выделяют при
абсолютном давлении 0,15—0,20 МПа, а этан-этиленовую разде-
ляют при давлении около 0,13 МПа.
Соответственно в метановой колонне поддерживается темпера-
тура —152°C (верх) и —78°C (низ), в этиленовой колонне
—97°С (верх) и —81 °C (низ).
Новейшая схема низкотемпературного разделения при низком
давлении отличается от описанной, в первую очередь, повышением
давления в метановой колонне до 0,6—1 МПа. Газ пиролиза после
компрессии, очистки от H2S и СО2, осушки и отделения тяжелых
фракций поступает на селективное гидрирование ацетилена. Да-
лее газ подвергается дополнительной осушке и проходит двухсту-
пенчатую конденсацию фракции С2. При этом используется охлаж-
дение пропиленом и этиленом. Наиболее низкие температуры
газа достигаются путем расширения оставшегося газа в турбо-
детандерах или вторичным испарением конденсата после его рас-
ширения. На установке осуществляется каскадное охлаждение с
использованием этиленового и пропиленового холодильных цик-
лов и центробежных компрессоров с приводом от газовой турбины.
Применяемая схема конденсации этан-этиленовой фракции позво-
ляет свести до минимума потери этилена с остаточным газом.
Очистка этилена
Очистка этилена сводится к удалению из него сероводорода, диок-
сида и оксида углерода, ацетилена и кислорода.
Сероводород, диоксид углерода и органические сернистые со-
единения удаляют промывкой газа водной щелочью (обычно
10 %-ным раствором едкого натра) в специальном скруббере. При
47
этом протекают следующие реакции:
H2S + 2NaOH —► Na2S + 2Н2О
СО2 + 2NaOH —> Na2CO8 + H2O
COS + 4NaOH —> Na2CO3 + Na2S + 2H2O
CS2 + 6NaOH —> Na2CO3 + 2Na2S + 3H2O
Значительное снижение содержания сернистых соединений (до
0,0001 %) и диоксида углерода (до 0,001 %) достигается при
двухступенчатой промывке щелочью.
Очистка от ацетилена может осуществляться промывкой аце-
тоном при низких температурах либо, чаще всего, селективным
гидрированием. Содержание ацетилена в газе пиролиза колеблется
от 0,1 до 1 % (масс.). При очистке оно должно быть снижено до
0,001—0,002 % (масс.).
Удаление ацетилена абсорбцией ацетоном основано на пред-
почтительном растворении ацетилена в ацетоне и проводится при
низких температурах. Охлажденный этилен промывают ацетоном,
после чего насыщенный ацетон регенерируют путем отгона ацети-
лена и вновь подают в абсорбционную колонну.
В настоящее время, в связи с большой мощностью этиленовых
установок, этим методом можно получить ацетилен как целевой
продукт.
Очистка от ацетилена селективным гидрированием онована на
реакции:
СН=5=СН + Н2 —> сн2=сн2
Условия процесса выбираются таким образом, чтобы практиче-
ски избежать побочной реакции гидрирования этилена.
В процессе гидрирования этан-этиленовая фракция освобож-
дается также от кислорода и оксида углерода:
О2 4- 2Н2 —> 2Н2О
СО + ЗН2 —> СН4 + Н2О
В качестве катализаторов гидрирования могут применяться
никель на кизельгуре, палладий на активированном угле или пла-
тина на оксиде алюминия. В качестве водородсодержащего газа
для гидрирования применяется водородная фракция. Гидрирова-
ние может проводиться при давлениях 2—3 МПа или более низких
и при температуре газа на входе в реактор от 100 до 180—200 °C.
Объемная скорость подачи сырья достигает 1000—2500 ч-1. Се-
лективное гидрирование ацетилена может проводиться в реакторах
трубчатого или колонного типа. В первом случае тепло реакции
отводится циркулирующим в межтрубном пространстве сырьем
или водой, во втором — поддувом холодного гидрированного
продукта.
Выделение и концентрирование пропилена
Для ряда нефтехимических процессов в качестве сырья может
быть использована пропан-пропиленовая фракция газа пиролиза
или нефтезаводских газов. Однако для некоторых процессов, осо-
48
бенно для производства полипропилена, требуется пропилен вы-
сокой чистоты.
Разделение пропан-пропиленовой фракции ректификацией
осложняется близостью температур кипения пропана (—42,2 °C) и
пропилена (—47 °C) и их низкой относительной летучестью. При
повышении давления коэффициент относительной летучести пони-
жается и при 1 МПа составляет всего 1,07. Обычно для разделе-
ния компонентов с низкой относительной летучестью применяют
перегонку с третьим компонентом (азеотропную или экстрактив-
ную дистилляцию). Однако для разделения пропан-пропиленовой
фракции на пропан и пропилен эти методы не нашли применения,
так как в данном случае ректификация все же оказалась более
экономичной.
Пропан-пропиленовая фракция содержит также ряд примесей,
которые необходимо удалить (пропадиен, метилацетилен, серни-
стые соединения, диоксид углерода, кислород). Очистка от серово-
дорода и диоксида углерода проводится путем промывки раство-
ром щелочи, а метилацетилен и пропадиен (как и ацетилен) уда-
ляют селективным гидрированием. Суммарное содержание пропа-
диена и метилацетилена в пропан-пропиленовой фракции достигает
0,4-0,5 %.
Концентрация пропилена в пропан-пропиленовой фракции неф-
тезаводских газов составляет около 30 %, а в пропан-пропилено-
вой фракции газа пиролиза до 80%. Экономика процесса разде-
ления пропан-пропиленовой фракции зависит от концентрации про-
пилена в этой фракции (число тарелок возрастает с уменьшением
концентрации пропилена), а также от применяемого давления.
При давлениях выше 2 МПа для конденсации пропилена можно
использовать обычное водяное охлаждение. Вместе с тем при по-
вышении давления увеличивается кратность орошения и число та-
релок ректификационной колонны. Так, при повышении давления
с 0,7 до 2 МПа число тарелок возрастает с 70 до 120, а диаметр
колонны с 1,68 до 1,98 м. Оптимальным является давление около
1,4 МПа. Тем не менее в последнее время довольно широко ис-
пользуют схемы с водяным охлаждением.
Рис. 1.12. Схема концентрирования пропилена с использованием теплового на-
соса (а — при низком давлении с компримированием дистиллята; б — при низком
давлении с компримированием остатка):
1 — ректификационная . колонна; 2 — отбойник; J — конденсатор; 4 — компрессор; 5 — сбор-
ник конденсата.
49
Технологическая схема выделения пропилена с водяным охлаж-
дением традиционна и не требует специальных пояснений.
На рис. 1.12 приведены две разновидности схем концентриро-
вания пропилена с тепловым насосом. В обеих схемах исключены
кипятильники, и пропан подводится в низ колонны непосредствен-
но, что значительно сокращает поверхность нагрева.
Согласно схеме 1.12, а (пропиленовый тепловой насос) пропан-
пропиленовая фракция поступает в ректификационную колонну /.
Пары пропилена, отходящие с верха колонны, направляются че-
рез отбойник 2 на прием компрессора 4, где давление повышается
с 0,7 до 1,2 МПа. Тепло, выделенное при компримировании про-
пилена, используется для испарения пропана в теплообменнике 3.
При этом пропилен конденсируется и поступает в емкость 5, откуда
часть жидкого пропилена насосом подается на орошение колон-
ны /, а остальное выводится из системы. Часть пропана из нижней
части колонны 1 направляется в теплообменник 3. Пары пропиле-
на из теплообменника поступают под нижнюю тарелку колонны 1.
Схема 1.12,6 (пропановый тепловой насос) отличается тем, что
весь пропан из нижней части колонны проходит теплообменник 3,
в котором испаряется, конденсируя при этом пропилен (пропан
предварительно дросселируется). Затем пары пропана через от-
бойник 2 засасываются на прием компрессора 4, и после компри-
мирования часть паров поступает в нижнюю часть колонны 1. Та-
ким образом, в этом случае тепло, выделенное при компримирова-
нии пропана, используется для обогрева низа колонны.
Метилацетилен и пропадиен удаляются селективным гидриро-
ванием в жидкой или паровой фазе. Наиболее распространено
жидкофазное гидрирование. В качестве катализатора применя-
ется палладий на оксиде алюминия. Температура гидрирования
10—15°С, давление 0,5—1,5 МПа). Технологическая схема анало-
гична описанной на стр. 48.
Имеются данные об удалении пропадиена и метилацетилена
ректификацией при флегмовом числе пропиленовой колонны, рав-
ном 20, с доведением их содержания в пропилене до 0,0001—
0,0002 %. Такое разделение возможно, поскольку разница в темпе-
ратурах кипения пропилена и пропадиена при атмосферном дав-
лении составляет около 15°C (—47 и —32°C соответственно), а
пропилена и метилацетилена 20 °C. Вследствие этого пропадиен
и метилацетилен должны концентрироваться в остатке — пропа-
не, который имеет температуру кицения —42 °C.
Производство ацетилена
Ацетилен является важным исходным углеводородом для произ-
водства многих химических продуктов. В настоящее время аце-
тилен заменяют более дешевым этиленом и пропиленом.
Получение ацетилена карбидным методом
Наиболее старым методом получения ацетилена является карбид-
ный метод, основанный на взаимодействии карбида кальция с
Б0
водой
СаС, + 2Н2О —> СН=СН + Са(ОН)2
Карбид кальция получается из оксида кальция и кокса в элек-
трических печах при 2500—3000°C:
СаО + ЗС —> СаС2 + СО
Известны так называемые «мокрый» и «сухой» способы полу-
чения ацетилена карбидным методом. При «мокром» способе в
качестве отхода образуется известковое молоко, что очень ослож-
няет процесс. Более экономичным считается «сухой» способ, в ко-
тором образуется сухая известь. Производительность «сухих» аце-
тиленовых генераторов достигает 2,5 т/ч ацетилена.
Недостатками карбидного метода являются высокий расхот
электроэнергии (10—11 тыс. кВт-ч на 1 т ацетилена), громозд-
кость установок и образование обременительных отходов. Тем не
менее, этот метод не утратил своего значения и широко исполь-
зуется в Советском Союзе и за рубежом. Это обусловлено высокой
чистотой ацетилена, получаемого карбидным методом (99,9 % по-
сле очистки его от примесей), и достигнутым за последние годы
укрупнением агрегатов.
Получение ацетилена из углеводородного сырья
Основным видом углеводородного сырья для получения ацетилена
является природный газ — метан. Иногда используют пропан и
бензин для совместного получения ацетилена и этилена.
Главной трудностью при получении ацетилена пиролизом при-
родного газа является необходимость создания высоких темпера-
тур и подвода больших количеств тепла на эндотермическую реак-
цию образования ацетилена из метана:
2СН4 —> СН==СН 4- ЗН2 — Д7У = — 376 кДж
Свободная энергия этой реакции:
ДО = 96,8 - 0,06477
Образование ацетилена из метана, согласно данным ряда ис-
следователей, проходит через стадию образования этана. Ранее
Касселем был предложен механизм, согласно которому иници-
ирование цепи происходит путем образования бирадикала:
СН4 • СН2 4- Н2
Более поздними работами, в частности Ю. П. Ямпольского,
этот механизм опровергнут. Распад ацетилена можно описать сле-
51
дующей схемой:
СН4 +=* Н. + СНз
2СН3 С2Нв
СНз + С2Нв ъ=± СН4 + С2Н5
С2Н5 с2н4 + н.
н« + сн4 Н2 + СНз
2С2Н4 —> С2Н3 + С2Н5
С2Н3 —> с2н2 + н.
Н. + С2Н4 —> Н2 + С2Нз
Константа скорости крекинга метана равна К = 1012 ехр
(—330000//?Т), т. е. процесс характеризуется очень большим зна-
чением энергии активации и может идти с достаточной скоростью
лишь при высоких температурах.
Как известно, реакция становится термодинамически вероят-
ной, когда ее свободная энергия равна нулю или имеет отрица-
тельное значение. Из приведенного выше уравнения для свобод-
ной энергии следует, что образование ацетилена становится термо-
динамически вероятным при температуре выше 1500 К.
Термодинамическая устойчивость ацетилена при температурах
выше 1100 К больше, чем других углеводородов, и возрастает с
повышением температуры. Однако при очень высоких температурах
идут конкурентные реакции уплотнения и распада ацетилена *.
СН==СН 2С + Н2 — АЯ = + 229,5 кДж
и
СдН/тх <' — nC -J" 0,5тН2
Поэтому пиролиз с целью получения ацетилена ведут при
очень малых временах контакта с быстрой закалкой продуктов
реакции. Согласно имеющимся опытным данным, понижение пар-
циального давления исходных углеводородов за счет разбавления
инертными разбавителями способствует увеличению выхода ацети-
лена благодаря уменьшению скорости вторичных реакций.
В зависимости от метода подвода тепла к реагирующей смеси
различают следующие разновидности процесса получения ацетиле-
на пиролизом природного газа:
1. Пиролиз в реакторах регенеративного типа с неподвижной
насадкой, которая попеременно нагревается продуктами сгорания
и отдает свое тепло реакционной смеси.
2. Пиролиз в потоке газообразного теплоносителя (гомоген-
ный пиролиз).
* Реакции написана условно. Фактически образуется не элементный углерод,
а сажа или кокс.
52
3. Пиролиз с передачей тепла через поверхность нагрева.
4. Окислительный пиролиз.
5. Электрокрекинг углеводородных газов.
6. Пиролиз в струе низкотемпературной плазмы.
Из перечисленных процессов в промышленности в широком
масштабе реализован только окислительный пиролиз.
Этот процесс основан на подаче в зону реакции регулируемого
количества кислорода для сжигания части сырья. Выделяющееся
тепло расходуется на нагрев сырья до температуры реакции и на
эндотермическую реакцию расщепления углеводородов. Следова-
тельно, в реакторе наряду с реакциями распада и уплотнения ис-
ходных углеводородов идут также реакции окисления.
Основные реакции окислительного пиролиза метана:
СН4 + 0,5О2 ^=±: СО + 2Н2 — ЛЯ = + 25,5 кДж
2СН4 СНе=СН + ЗН2 ~ —ЬН = — 376 кДж
СН4 + 2О2 СО2 + 2Н2О — ЛЯ = + 800 кДж
СО + Н2О СО2 + Н2 — ЛЯ = 4- 41,9 кДж
Таким образом, в продуктах реакции, кроме ацетилена и водо-
рода, содержатся значительные количества оксида углерода, ди-
оксида углерода и воды. Протекает также ряд вторичных реакций,
приводящих к образованию этана, высших ацетиленовых углеводо-
родов, сажи и др.
Помимо метана в качестве исходного сырья для окислительно-
го пиролиза могут применяться также более тяжелые углеводо-
роды, до бензина включительно. В последнем случае при пиролизе
получают совместно этилен и ацетилен.
Одной из основных особенностей процесса является то, что
при частичном сжигании сырья большое количество тепла выде-
ляется в малом реакционном объеме. Это тепло должно быть бы-
стро и равномерно распределено по всему объему зоны реакции,
следовательно, горение должно идти очень равномерно по всей
реакционной зоне. Сырье и кислород необходимо предварительно
тщательно перемешать, причем горение не должно начаться до
того, как сырьевая смесь попадет в зону реакции. Соотношение
кислорода и углеводородного сырья обычно близко к нижнему пре-
делу воспламенения, вследствие чего конструкция реактора долж-
на обеспечивать стабильность пламени и равномерное распределе-
ние его по сечению реактора. Предложен целый ряд конструкций
реактора, однако все они базируются на одних и тех же принципах.
Реакторы для окислительного пиролиза состоят из камеры
смешения, в которую раздельно подаются кислород и метан, одно-
канальной или многоканальной горелки, реакционной камеры и
закалочного устройства. В качестве примера на рис. 1.13 изобра-
жен многоканальный реактор фирмы BASF. Углеводородный газ
и воздух, обогащенный кислородом, предварительно нагретые до
600 °C, раздельно поступают в горловину 2 и затем в смеситель-
ную камеру 3, где происходит полное их смешение. Далее смесь
53
газа и кислорода через многоканальную горелочную плиту 4 посту-
пает в реакционную камеру 5, где происходят частичное сжигание
метана и реакция пиролиза. Для безопасной работы реактора ско-
рость движения метанокислородной смеси должна быть значи-
тельно больше скорости распространения фронта пламени в газе.
Температура реакции пиролиза метана достигает 1450—1500 °C,
продолжительность реакции 0,003—0,01 с. Для закалки на выходе
из зоны реакции впрыскивается вода.
Газ окислительного пиролиза метана содержит, % (об.):
Н2 до 55 СОг...........3—4
СО............до 28 СН4...........5—5
С2Н2..........8-10
Окислительный пиролиз является самым распространенным
процессом получения ацетилена из углеводородного сырья. Однако
применение его наиболее целесообразно в тех случаях, когда мо-
жно использовать образующийся синтез-газ (водород и оксид уг-
лерода).
Воздух
Пиролиз в струе низкотемпературной плазмы. Разработка
процесса пиролиза метана и других углеводородов в плазменной струе начата
более 20 лет назад, но пока процесс не реализован в промышленности. Сущ-
ность процесса заключается в том, что углеводородное сырье вводится в струю
низкотемпературной плазмы, используемой в качестве теплоносителя, где под
влиянием высоких температур и ионизированного газа происходит расщепление
углеводородов.
Плазма представляет собой энергетически нейтральный ионизированный газ
(аргон, водород), состоящий из электронов, атомов и ионов, которая образуется
в электродуговом разряде. Такая система неравновесна, вследствие чего к ней
неприменимы обычные законы кинетики химических реакций.
При пиролизе метана в плазменной струе удается достигнуть высоких вы-
ходов ацетилена. Конверсия метана в ацетилене составляет до 87 % в аргоновой
плазме и до 73 % в водородной плазме при суммарной конверсии метана до 99
и 94 % соответственно. Помимо ацетилена обра-
зуются водород, этилен, этан и пропан.
По данным, полученным на установках не-
большой мощности, расход электроэнергии состав-
ляет около 14 кВт-ч на 1 т ацетилена.
Пиролиз в плазменной струе пока не вышел за
рамки лабораторных и пилотных установок.
Выделение ацетилена из газов пиро-
лиза. Ацетилен может извлекаться из
газа пиролиза метана либо, в случае
пиролиза с совместным получением эти-
лена и ацетилена, из газа пиролиза бо-
лее тяжелых видов сырья.
В зависимости от метода получения
ацетилена в газе пиролиза метана (или
Рис. 1.13. Реактор фирмы BASF для получения
ацетилена окислительным пиролизом:
/ — клапан, регулирующий подачу кислорода; 2 — гор-
ловина; 3 — смесительная камера; 4 — горелочная плита;
5 — реакционная камера; 6 — запальное устройство; 7 —
манометр.
54
более тяжелых видов сырья) содержатся различные компоненты.
В состав ацетиленсодержащих газов входят, кроме ацетилена,
водород, метан, оксид и диоксид углерода, этилен, гомологи аце-
тилена, примеси ароматических углеводородов, азот и частицы
сажи. Концентрация ацетилена в газе пиролиза может колебаться
в пределах 5—30 % (об.), но, как правило, не превышает
15% (об.).
В отличие от этилена ацетилен не может быть выделен из газа
пиролиза низкотемпературной ректификацией, так как ацетилен,
как и диоксид углерода, переходит из газовой фазы в твердую,
минуя жидкую фазу. Этим предопределяется выбор метода вы-
деления ацетилена: абсорбция или адсорбция. Практическое зна-
чение в мировой практике получил абсорбционный метод выделе-
ния ацетилена.
Обычно газ пиролиза после закалки и охлаждения поступает
на очистку от сажи промывкой маслом, фильтрованием через кок-
совые или рукавные фильтры. Очищенный от сажи газ пиролиза
компримируется до давления 0,6—3 МПа, после чего направляет-
ся на выделение ацетилена, обычно методом абсорбции.
Абсорбционный метод выделения ацетилена основан на различ-
ной растворимости отдельных компонентов газовой смеси в жид-
ких абсорбентах, к которым предъявляются следующие требования.
1. Высокая растворяющая способность по отношению к аце-
тилену. Растворяющая способность абсорбента определяет соот-
ношение растворитель — ацетилен, от которого зависят энергети-
ческие расходы на циркуляцию, охлаждение и десорбцию, а также
размеры аппаратуры.
2. Высокая селективность извлечения ацетилена, определяю-
щая чистоту ацетилена.
3. Низкая летучесть при умеренных температурах кипения.
Низкая летучесть обеспечивает минимальные потери абсорбента,
а от температуры кипения зависит температура процесса регене-
рации абсорбента.
4. Инертность по отношению к другим компонентам газа пи-
ролиза и высокая термическая устойчивость.
5. Низкая температура кристаллизации.
6. Доступность и низкая стоимость.
Простейшим абсорбентом является вода. Помимо воды для
выделения ацетилена применяется ряд селективных растворите-
лей: ацетон, диметилформамид, N-метилпирролидон, у-бутиролак-
тон, метанол, аммиак.
Наиболее низкой растворяющей способностью обладает вода.
Растворимость ацетилена в других растворителях достаточно вы-
сока и увеличивается с понижением температуры. Однако пони-
жение температуры процесса извлечения ацетилена ограничива-
ется температурой плавления растворителя.
Наряду с ацетиленом в абсорбентах растворяются и другие
компоненты ацетиленсодержащего газа, но растворимость их зна-
чительно меньше, чем ацетилена. Неабсорбированные компоненты
55
(абгазы) выводятся из абсорбера. При высоком содержании во-
дорода и оксида углерода абгазы могут использоваться как син-
тез-газ в других процессах. Насыщенный абсорбент направляется
на десорбцию с выделением малорастворимых газов, ацетилена
и высших углеводородов (высшие гомологи ацетилена и др.).
Для получения чистого ацетилена применяется двухступенчатая
десорбция.
Первым абсорбентом, применявшимся в промышленности для
выделения ацетилена, являлась вода. В частности, ацетилен до сих
лор извлекается водой из газов электрокрекинга углеводородов на
заводе в г. Хюльсе (ФРГ). При этом получается ацетилен 97 %-ной
чистоты. Однако ввиду малой растворяющей способности воды по
отношению к ацетилену требуется очень большой ее расход. Кро-
ме того, необходима специальная отмывка газа от диоксида уг-
лерода и сероводорода, а также промывка маслом или раствори-
телями для удаления тяжелых углеводородов. В связи с этим
применение воды в качестве абсорбента не получило широкого
распространения.
Абсорбция ацетилена может проводиться при положительных
или при низких температурах. Для абсорбции при положительных
температурах применяются малолетучие абсорбенты (диметилформ-
амид, N-метилпирролидон, у-бутиролактон); для абсорбции при
низких температурах — летучие абсорбенты с низкой температурой
плавления. В качестве растворителей для низкотемпературной
-абсорбции ацетилена получили распространение аммиак, метанол,
ацетон. Метод основан на увеличении растворимости ацетилена
€ понижением температуры, причем растворимость достигает мак-
симума при температуре плавления раствора.
Повышение растворимости ацетилена позволяет снизить рас-
ход абсорбента, а применение более летучих растворителей — темпе-
ратурный уровень перегонки, вследствие чего уменьшается расход
тепла на регенерацию абсорбента. Наряду с этим появляются допол-
нительные расходы на охлаждение до низких температур, но эти
расходы значительно меньше, чем экономия на регенерацию абсор-
бента. Наиболее распространенным абсорбентом является метанол.
На рис. 1.14 приведена технологическая схема выделения аце-
тилена из газа пиролиза метанолом (процесс фирмы Montecatini)’.
Газ пиролиза под давлением около 0,4 МПа, очищенный от са-
жи, поступает в скруббер 3 для поглощения высших гомологов аце-
тилена и ароматических углеводородов. Скруббер орошается ме-
танолом, подаваемым в небольшом количестве. Удаление наименее
стабильных углеводородов перед компримированием предотвра-
щает образование полимеров в системе компрессии. Насыщенный
абсорбент из скрубберов 3 поступает на выделение высшых го-
мологов ацетилена в систему отпарки 7. Газ из абсорбера 3 сжи-
мается компрессором 2,а др 2 МПа и направляется в абсорбер 4,
орошаемый метанолом с температурой —80°C. В абсорбере 4 по-
глощаются ацетилен, диоксид углерода и некоторое количество ма-
лорастворимых в метаноле газов (оксид углерода, метан, этилен).
£6
Синтез-газ
Теплоноситель
"Подпитка г Отпаривающий
абсорбента агент
Рис. 1.14. Схема выделения ацетилена метанолом:
/, 9 — газгольдеры; 2» 2а — компрессоры; 3 — скруббер для поглощения высших ацетилено*
вых и ароматических углеводородов; 4 — абсорбер ацетилена; 5, 6 — отпарные колонны;
7 — система извлечения высших ацетиленовых углеводородов; 8 — абсорбционный холодиль-
ный цикл; 10 — кипятильник.
Тепло абсорбции отводится при помощи специальных вмонтиро-
ванных холодильников. С верха абсорбера 4 выводится синтез-газ.
Насыщенный абсорбент из абсорбера 4 дросселируется до 0,13 МПа
и поступает в отпарную колонну 5 для выделения диоксида угле-
рода и малорастворимых газов, которые выводятся через верх
десорбера и возвращаются через газгольдер 1 и компрессор 2 в-
систему. Далее абсорбент дросселируется до 0,01 МПа и поступа-
ет в отпарную колонну 6 для выделения ацетилена. Для обогрева
кипятильников колонн 5 и 6 используют горячую воду с установки
пиролиза. Отпаренный абсорбент из аппаратов 6 и 7 проходит
для охлаждения систему с абсорбционным холодильным циклом
8 и'направляется на орошение скруббера 3 и абсорбера 4. Благо-
даря низкой температуре верха отпарных колонн 5 и 6 испарение
метанола ничтожно мало и отмывка его от абгазов не требуется.
Чистота выделенного ацетилена превышает 99 %. Однако в
литературе имеются указания, что ацетилен должен дополнительно
освобождаться от диоксида углерода аммиаком до концентрации
не более 0,1 % (об.).
В связи с тем, что около 70 % эксплуатационных расходов
и капитальных затрат в производстве ацетилена из углеводород-
ного сырья падает на процесс выделения, экономическая эффек-
тивность этой стадии производства имеет большое практическое
значение.
ПРОИЗВОДСТВО ВЫСШИХ НЕНАСЫЩЕННЫХ УГЛЕВОДОРОДОВ
Наряду с газообразными низшими олефинами важным видом'
сырья для нефтехимического синтеза являются жидкие высшие
олефины: а-олефины с прямой цепью, линейные олефины с внут-
ренней двойной связью и разветвленные олефины.
57Л
Жидкие а-олефины Се—С2о используются для получения син-
тез ! ческих моющих средств. Разветвленные олефины (димеры,
тримеры и тетрамеры пропилена и бутенов) используются также
для получения альдегидов и спиртов методом оксосинтеза (см.
гл. 6).
Линейные олефины с внутренней двойной связью используются
главным образом для получения альдегидов и спиртов методом
оксосинтеза и частично для получения синтетических моющих ве-
ществ.
а-Олефины с прямой цепью получают термическим крекингом
парафина, а также в процессе олигомеризации этилена на катали-
заторах Циглера. Разветвленные олефины получают полимериза-
цией пропилена и бутенов на фосфорнокислотных катализаторах.
Термический крекинг парафинов осуществлен в промышленном
масштабе как в Советском Союзе, так и за рубежом. По аппара-
турному оформлению он аналогичен обычному процессу термиче-
ского крекинга нефтяного сырья в трубчатых печах.
В качестве сырья для получения а-олефинов термическим кре-
кингом используют мягкий и твердый парафины. Большое значе-
ние при выборе сырья имеет степень обезмасливания парафина.
Так, выход а-олефинов при термическом крекинге гача или петро-
латума значительно меньше, чем при крекинге парафина.
Крекинг парафина с целью получения а-олефинов ведут в па-
ровой фазе при 550 °C и небольшом избыточном давлении в при-
сутствии водяного пара. Глубина крекинга за проход обычно не
превышает 25—30 %, непревращенный парафин возвращается на
повторный крекинг, т. е. крекинг ведут с рециркуляцией. При
большой глубине крекинга уменьшается выход моноолефинов и,
в частности, а-олефинов, вследствие усиления роли вторичных
реакций.
Ниже приведен типичный состав [% (масс.)] продуктов тер-
мического крекинга с рециркуляцией мягких и твердых парафи-
нов: Мягкий парафин (фр 260-370 ®С; мол. масса 255; Гзатв =+23° С) Твердый парафин (фр. 400 - 500 °C; мол. масса 468; Гзатв=+62’2 °С|
Газ (до С4 включительно) . 22,4 22,1
Фракции, °C: нк — 40 ... 3,4 1
40—140 18,5 13,7
140—180 . . 12 7,3
180—240 . . 13,3 10,8
240—320 — 15,1
Крекинг-остаток . ’ 28,5 29
Кокс + потери 1,9 1
Около 70 % парафинов превращаются в жидкие и газообраз-
ные углеводороды, непревращенные парафины возвращаются на
крекинг, новообразование невелико.
Полученные жидкие фракции крекинга содержат 75—90 % не-
предельных углеводородов с открытой цепью. Наибольшее содер-
58
жание непредельных углеводородов характерно для продуктов
крекинга мягких парафинов. Содержание а-олефинов во фракциях
крекинга твердых и мягких парафинов достигает 92—96,5 °/0 в рас-
чете на моноолефины.
Фракция 180—240 °C, используемая для алкилирования бензола,
содержит 75—83 % а-олефинов, 8—14 % парафинов, 1 % сопря-
женных диенов, 2—7% несопряженных диенов, 1,5—2,5 % цикли-
ческих углеводородов и 1—4 % ароматических. Использование
для алкилирования более широких фракций ухудшает результат.
Физико-химические свойства олефинсодержащих фракций 180—
240 °C приведены ниже:
Из твердого Из жидкого
парафина парафина
„20 nD _20 Р4 1,4330 0,7653 1,4360 0,7670
Молекулярная масса 166 167
Содержание, % (масс.) олефины 80-85 80-85
структурные группы (на сумму олефинов) RHC = CH2 91,7 95,6
RHC = CHR 5,5 2,2
RR'C = CH2 2,8 2,2
сера 0,026 0,090
а-Олефины могут быть получены также из этилена олигоме-
ризацией на катализаторах Циглера. При этом получается смесь
а-олефинов, в которой содержится « 50 % целевых олефинов
Сю—С14. Получение олефинов по этому методу иллюстрирует сле-
дующая схема:
А1 + ЗН2С=СН2 + 1,5Н2 —> А1(С2Н5)з
А1 (С2Н6)3 + ЗпН2С=СН2 С"НТе3 > А1[—(С2Н4)„—С2Н5]3
А1(—(С2Н«)П—С2Н5]3 заме1цение> А1(С2Н5)з + ЗН—(С2Н4)„_,-НС=СН2
Реакция роста цепи (синтез) протекает при давлении 10 МПа и
100—120 °C. Смесь триалкилов алюминия с этиленом нагревают до
250—320°C, и при давлении ниже 1 МПа протекает реакция заме-
щения, что значительно ускоряется при добавлении в каталитиче-
скую систему никеля.Триэтилалюминий из образовавшейся смеси
высших а-олефинов (с четным числом атомов С) выделяют пере-
гонкой и возвращают в процесс.
Наряду с а-олефинами широкое применение для тех же целей
получили линейные олефины с внутренней двойной связью. Их по-
лучают дегидрированием на платиновых катализаторах соответ-
ствующих фракций парафинов (С8—Сю, Сю—Сю, Си—Си и
Сю—Сю), полученных выделением на цеолитах и очищенных оле-
умом для удаления ароматических углеводородов и сернистых
соединений. В процессе используют некислотный алюмоплатино-
вый катализатор, промотированный литием, калием, германием
или металлами группы германия. Процесс дегидрирования ведут
в стационарном слое катализатора (процесс Пакол) с рециркуля-
59>
цией водородсодержащего газа при следующих условиях: темпе-
ратура 450—500 °C; давление 0,3—0,4 МПа; объемная скорость
подачи сырья 20—40 ч-1; мольное отношение водород: сырье
6—8 : 1, продолжительность цикла около 30 сут. При этом конвер-
сия сырья за проход составляет 10 % и селективность по моно-
олефинам 90 % (масс.).
Полученные линейные моноолефины имеют равновесное рас-
пределение положения двойной связи, преимущественно в средней
части углеводородной цепи. Ценным побочным продуктом процес-
са является водородсодержащий газ, который содержит не менее
95 % водорода.
Если полученный продукт используют в процессе алкилирова-
ния, его направляют на алкилирование без предварительного вы-
деления олефинов; не вошедшие в реакцию парафины рециркули-
руют. Если же олефины предназначены для процесса оксосинтеза,
их предварительно выделяют адсорбцией.
В настоящее время в производстве ПАВ и синтетических мою-
щих веществ используются также тетрамеры пропилена. Их ис-
пользуют ограниченно вследствие низкой биоразлагаемости по-
лучаемых ПАВ. Однако этот процесс в нашей стране пока еще
существует.
Разветвленные олефины, применяемые для алкилирования бен-
зола, можно получать олигомеризацией пропилена, содержащегося
в пропан-пропиленовых фракциях нефтеперерабатывающих заво-
дов.
Для получения тетрамера пропилена проводят его олигомери-
зацию или содимеризацию с димерами и тримерами пропилена на
«Ьосфорнокислотном катализаторе состава P2O5-2H2O-SiO2 (так
называемая «твердая фосфорная кислота»). Он содержит пиро-
фосфорную кислоту Н4Р2О7; носителем является кизельгур —
природный минерал, состоящий из мелкодисперсного оксида
кремния.
В действительности катализатор может содержать все три
формы фосфорной кислоты: ортофосфорную Н3РО4 (Р2О5*ЗН2О),
пирофосфорную Н4Р2О7 (Р2О5-2Н2О) и метафосфорную НРО3
(Р2О5-Н2О). Однако метафосфорная кислота каталитически неак-
тивна, поэтому максимум каталитического действия наблюдается
в том случае, когда в состав катализатора входит наибольшее
количество пирофосфорной кислоты.
Состав фосфорных кислот в равновесном состоянии с водяным паром зави-
сит от температуры. Пирофосфорная кислота образуется в результате дегидра-
тации ортофосфорной кислоты при 300—350 °C 2Н3РО4 =₽* Н4Р2О7 + Н2О и со-
храняется, если над поверхностью кислоты имеется водяной пар. При более вы-
сокой температуре пирофосфорная кислота переходит в неактивную метафос-
форную Н4Р2О7 2НРО3 + Н2О. Дегидратация фосфорных кислот возможна и
при сравнительно низких температурах, например при температуре полимериза-
ции олефинов (180—220°C), если образующиеся над катализатором водяные
пары непрерывно выносятся сухим сырьем. В этом случае наблюдается необра-
тимый эффект дегидратации катализатора. Для предотвращения такого явления
в процессе полимеризации в зону реакции подают водяной пар (0,1—0,15 %
(мол.)).
40
При получении тетрамеров пропилена расход катализатора со-
ставляет около 1 кг на 140—150 кг тетрамера. Продолжительность
работы катализатора составляет 1200—1300 ч.
Олигомеризация пропилена на фосфорнокислотном катализа-
торе протекает по карбоний-ионному механизму
СНз—СН=СН2 4-Н3РО4 —> СН3СНСН3 + н2ро;
Затем происходит последовательное присоединение молекул про-
пилена с образованием олигомеров разветвленного строения
+ + +с3нв
СНз—СН—СНз + СН2=СН—СНз —► СН3—СН—СН2—СН— СНз -----------►
I
СНз
—► СНз—СН—СНз—СН—СН2—СН—СН, и т. д.
СНз <^Н3
На определенной стадии протон передается олефину
С9Н19 + С3Нв —> С9Н18+С3Н7
Возможны также реакции изомеризации и другие побочные
реакции.
Таким образом, олигомеризация пропилена на фосфорнокис-
лотном катализаторе является ступенчатым процессом, при кото-
ром последовательно образуются димеры, тримеры, тетрамеры и
другие олигомеры (от С6 до Cie).
+ ОзНд + С3Н5 4- С3Нб
СзНб CeHi2 С9Н18 С12Н24 и т. д.
Возможна также дальнейшая олигомеризация образовавших-
ся олигомеров.
Процесс олигомеризации проводят в реакторах типа труба в
трубе, трубки которых заполнены катализатором, а в межтруб-
ном пространстве циркулирует вода. Процесс ведут при 180—
210 °C на входе и 225—230 °C на выходе из реактора, под давле-
нием 7—8 МПа, при объемной скорости подачи сырья 2,3—4,5 ч-1.
Процесс ведут с рециркуляцией низших олигомеров (димеров и
тримеров), причем кратность циркуляции достигает 500—600 %
Ца свежий пропилен, что способствует повышению выхода тетра-
меров.
Фракция додециленов (175—260°C), применяемая далее для
алкилирования бензола, содержит не более 0,01 % серы и имеет
примерно следующий состав, % (масс.):
CfQ . 7 С1з . 5
Си . . 17 С14. 1
С12 . . 70
Суммарный выход целевой фракции 175—260°C составляет 75—
80 % на прореагировавший пропилен или 60—70 % на пропу-
щенный.
61
ПРОИЗВОДСТВО ЦИКЛОПАРАФИНОВ
Циклогексан и метилциклопентан являются важным нефтехими-
ческим сырьем. Особенно большое значение имеет циклогексан,
являющийся основным сырьем для производства полиамидных во-
локон. Метилциклопентан представляет интерес главным образом
как источник циклогексана. Мировое производство циклогексана
в 1980 г. составило около 4 млн. т/год.
Извлечение циклогексана из нефтяных фракций. В бензиновых
фракциях некоторых нефтей содержится довольно значительное
количество нафтенов, в том числе циклогексана и метилциклопен-
тана. При достаточно большом содержании этих углеводородов
оказывается целесообразным извлекать их из нефти путем ректи-
фикации и экстрактивной перегонки.
Ниже приведены данные по содержанию циклогексана и ме-
тилциклопентана в бензиновых фракциях (конец кипения 150 °C)
некоторых нефтей Советского Союза, % (масс.) от бензина:
Циклогексан
Западно-Тебукская (Коми АССР) . . 2,5
Каратайская (Эмба).................. 6,4
Усть-Балыкская (Тюмень)......... 2,7
Метилцикло-
пентан
3
4,1
2,4
Суммарное содержание циклогексана и метилциклопентана в
нефтях восточных районов не превышает 5—6%. В качестве ис-
точника циклогексана промышленный интерес представляет лишь
каратайская нефть. Необходимо, однако, отметить высокое содер-
жание нафтенов в бензиновых фракциях некоторых газоконденсат-
ных месторождений.
В некоторых странах, например в США, встречаются нефти,
более богатые нафтеновыми углеводородами, в частности цикло-
гексаном. В таких странах извлечение циклогексана из бензиновых
фракций нефти осуществлено в промышленном масштабе.
Получение циклогексана из метилциклопентана. Изомеризацию
метилциклопентана в циклогексан проводят в присутствии хло-
рида алюминия и хлорида водорода:
Процесс идет в жидкой фазе при 80 °C. Изомеризации подвер-
гается узкая фракция (пределы выкипания 66—85°C), в которой,
помимо циклопентана и циклогексана, содержатся также «-гек-
сан, небольшое количество бензола и других углеводородов. Вы-
деленная циклогексановая фракция (сырой циклогексан) содер-
жит около 12 % примесей бензола и диметилпентана. Для получе-
ния 99%-ного циклогексана требуется дополнительная очистка —
экстрактивная перегонка и ректификация.
Получение циклогексана гидрированием бензола. Процесс по-
лучения циклогексана из бензола базируется на хорошо извест-
62
ном процессе гидрирования:
—дН= +206 кДж
Для получения 1 моль циклогексана требуется 3 моль водо-
рода.
Реакция гидрирования обратима, идет с уменьшением объема
и выделением тепла. Поэтому сдвигу равновесия вправо благо-
приятствуют повышенное давление и умеренные температуры.
Изменение свободной энергии реакции гидрирования бензола
в газовой фазе с повышением температуры описывается урав-
нением:
ДО = — 52610+ 94,67
Из этого уравнения следует, что изменение свободной энергии
становится равным нулю при температуре около 282 °C. Следова-
тельно, термодинамически благоприятны для реакции более низ-
кие температуры, при которых значение AG становится отрица-
тельным. Однако процесс можно вести и при более высоких тем-
пературах, сдвигая равновесие вправо повышением давления во-
дорода.
Процесс гидрирования бензола может проводиться в паровой
или жидкой фазе. Наиболее распространен жидкофазный процесс.
В качестве катализатора гидрирования бензола могут приме-
няться металлические или сульфидные катализаторы. Металличе-
ские катализаторы (платина, никель) могут работать при сравни-
тельно низких давлениях — 5 МПа и температурах 150—200°C.
В этих условиях достигается полное превращение бензола в цикло-
гексан. Однако металлические катализаторы очень чувствительны
к примесям в бензоле, в частности к тиофену, который всегда со-
держится в коксохимическом бензоле. Поэтому для гидрирования
на этих катализаторах требуется предварительная очистка бен-
зола.
Сульфидные катализаторы (сульфиды никеля, молибдена) эф-
фективны только на осерненном бензоле, но для гидрирования
требуются давление 30 МПа и температура 350—370 °C. На этих
катализаторах не удается добиться полной конверсии бензола в
циклогексан, кроме того, наблюдается частичная изомеризация
циклогексана в метилциклопентан. Непревращенный бензол и ме-
тилциклопентан необходимо отделять от циклогексана, что значи-
тельно усложняет процесс.
Аппаратурное оформление процесса гидрирования бензола в
циклогексан определяется необходимостью отвода больших коли-
честв тепла —около 1750 кДж на 1 кг бензола. Для гидрирова-
ния применяют реакторы с непрерывным или ступенчатым отво-
дом тепла. Реакторы первого типа трубчатые; по конструкции они
напоминают кожухотрубчатые теплообменные аппараты. В труб-
ки засыпан катализатор, в межтрубном пространстве циркулирует
63
Рис. 1.15. Технологическая схема гидрирования
бензола в жидкой фазе:
1 — реактор; 2 — компрессор; 3 — газосепаратор вы-
сокого давления: 4—газосепаратор низкого давления.
конденсат. Тепло отводится за счет
испарения части конденсата с образо-
ванием водяного пара и регулируется
изменением давления в межтрубном
пространстве (при изменении давле-
ния изменяются температура кипения
конденсата и количество отводимого
тепла). Реакторы со ступенчатым отводом тепла представляют
собой аппараты колонного типа. Отвод тепла может осуществлять-
ся либо поддувом холодного водорода между слоями катализа-
тора, либо охлаждением реакционной смеси в выносных холодиль-
никах при рециркуляции циклогексана. В промышленности ис-
пользуют несколько разновидностей процесса гидрирования бен-
зола.
Принципиальная схема процесса гидрирования бензола в жид-
кой фазе (процесс Юнибон фирмы UOP), получившего широкое
распространение, приведена на рис. 1.15. В этом процессе ис-
пользуется реактор колонного типа, заполненный стационарным
слоем платинового катализатора. Тепло реакции отводится цир-
кулирующим циклогексаном. Бензол и циркулирующий циклогек-
сан в смеси с циркуляционным и свежим водородом нагреваются
до температуры реакции (частично за счет тепла отходящей реак-
ционной смеси) и поступают в реактор 1. Реакционная смесь че-
рез теплообменники направляется в газосепаратор высокого дав-
ления 3, откуда водород возвращается в процесс, а часть цикло-
гексана— в реактор, для регулирования температуры. Остальной
циклогексан поступает в газосепаратор низкого давления 4, где от
него отделяются газообразные углеводороды.
Условия гидрирования в жидкой фазе приведены ниже:
Температура, °C......................... 250—280
Давление, МПа ......................... 3,5
Объемная скорость подачи сырья, ч-1 . . 2
Производительность установок получения циклогексана из бен-
зола составляет от 30 до 120 тыс. т в год.
Циклооктан раньше получали циклотетрамеризацией ацетилена
по реакции Реппе (в присутствии никеля при 60—70°C и 2 МПа)
в циклооктатетраен-1,3,5,7 (выход 70%) с последующим его ги-
дрированием
НС
НС
СН=СН
+
СН=СН
СН
СН
циклоокта- цнклооктан
етраен-1,3,5,7
64
В настоящее время циклооктан в промышленности получают
димеризацией (в растворителе) бутадиена-1,3 в циклооктадиен-1,5
на катализаторе (С6Н5С))зР-М1(Со)4 при 165°C и 4 МПа с после-
дующим гидрированием (выход 65 %):
н2с=сн—сн=сн2
+
Н2С=СН—сн=сн2
щщлоокта- циклооктан
диен-1,5
Циклододекан в промышленности получают циклотримериза-
цией бутадиена-1,3 в присутствии комплексного катализатора
А1(С2Н5)2С1 — TiCl4 в циклододекатриен-1,5,9 с последующим его
гидрированием:
СИ, СН,
нс—сн НС—сн
II II >
н2с сн2 сн2 сн2
йс—сн
циклододека- циклододекан
триен-1,5,9
Цикломеризацию бутадиена-1,3 проводят в растворе толуола
при атмосферном давлении, температуре 50—60 °C, мольном отно-
шении компонентов катализатора Al (С2Н5)2С1: TiCl4 от 4:1 до
5 : 1. Выход циклододекатриена-1,5,9 составляет около 85 % (масс).
Промышленные установки по производству циклооктадиена-1,5
и циклододекатриена-1,5,9 функционируют с 1970 г. Гидрирование
осуществляют на никельсодержащем катализаторе под давлением
водорода.
ПРОИЗВОДСТВО АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ
В качестве углеводородного сырья для нефтехимических произ-
водств большое значение имеют ароматические углеводороды: бен-
зол, толуол, ксилолы, этилбензол, изопропилбензол, нафталин, сти-
рол, а-метилстирол и др.
Ароматические углеводороды имеют разнообразное применение
в нефтехимическом синтезе. Бензол расходуется на производство
стирола, фенола, моющих средств, пестицидов и др. Толуол ис-
пользуют для химической переработки (пластмассы, взрывчатые
вещества бензол и др.), в качестве растворителя, а также как
компонент бензинов. Ксилолы потребляются в качестве раство-
рителей, для производства авиационного бензина, для получения
терефталевой кислоты, диметилтерефталата и прочих целей.
В 1981 г. мировое производство бензола составило 16,5 млн.
т/год, ксилолов около 10 млн. т/год (в том числе около 6 млн.
т/год н-ксилола), а в 1982 г. достигнет 15 млн. т/год.
3 Зак. 534
65
В настоящее время ароматические углеводороды (бензол, то-
луол и ксилолы) получают двумя методами: каталитическим ри-
формингом прямогонного бензина, который используется также
для получения высокооктановых бензинов; из смолы пиролиза бен-
зина и более тяжелых видов сырья.
Большое значение имеют алкилбензолы — этил-, изопропил- и
высшие амилбензолы. Так, в 1980 г. годовой объем производства
этилбензола составил 7 млн. т. Этилбензол используют главным
образом для производства стирола, а также в производстве оксида
этилена и др. Изопропилбензол является исходным сырьем для
совместного производства фенола и ацетона, а также а-метилсти-
рола. Эти углеводороды получают другими методами, которые
описаны ниже.
Каталитический риформинг бензинов. Этот процесс получил
широкое распространение в первую очередь как процесс произ-
водства высокооктановых бензинов (платформинг). В качестве ка-
тализаторов процесса применяют тонко диспергированную пла-
тину на у-А120з модифицированную рением, иридием и другими
добавками. При получении ароматических углеводородов поддер-
живают жесткий режим процесса: температура 500—520°C, дав-
ление 1,8—4,5 МПа и объемная скорость 1—3 ч-1. В этих усло-
виях нафтеновые углеводороды дегидрируются до соответству-
ющих ароматических, образуя бензол, толуол, этилбензол и кси-
лолы. Частично может также идти дегидроциклизация н-пара-
финов.
Выход ароматических углеводородов зависит от содержания
нафтенов в исходном сырье, а газ каталитического риформинга
содержит водород и насыщенные углеводороды.
Каталитическому риформингу можно подвергать узкие фрак-
ции бензина (62—105°C, 105—140°C), из которых получают соот-
ветственно бензол и толуол или ксилол. В настоящее время чаще
использует широкую фракцию бензина.
Выделение ароматических углеводородов
из продуктов каталитического риформинга
Продукты каталитического риформинга бензиновых фракций
представляют собой смесь ароматических, нафтеновых и парафи-
новых углеводородов с примесью непредельных. Это могут быть
либо узкие фракции, содержащие соответственно бензол, толуол
или ксилолы, либо широкие фракции, содержащие смесь аро-
матических углеводородов. Выделение индивидуальных аромати-
ческих углеводородов высокой степени чистоты (99—99,9 %) из
этих смесей является сложной задачей, связанной с применением
целого ряда процессов.
Поскольку ароматические углеводороды образуют с близко-
кипящпмп парафинами и нафтенами азеотропные смеси, они не
могут быть выделены обычной ректификацией. Для их выделения
приходится использовать азеотропную или экстрактивную дистил-
66
ляцию, а также селективную экстракцию. В настоящее время в
промышленности наибольшее распространение получил метод экс-
тракции растворителями.
При разделении широких фракций продуктов каталитического
риформинга выделенная смесь ароматических углеводородов за-
тем разделяется на бензол, толуол и ксилольную фракцию, кото-
рая подвергается дальнейшему разделению.
Как известно, процесс экстракции основан на избира-
тельном растворении некоторых компонентов (в данном случае
ароматических углеводородов) в растворителе при ограниченном
растворении или отсутствии растворяющей способности по отно-
шению к другим компонентам. В связи с этим особенно большое
значение приобретает выбор растворителя. В настоящее время
применяются диэтиленгликоль, триэтиленгликоль, сульфолан,
N-метилпирролидон, N-формилморфолин.
Эффективным растворителем является N-метилпирролидон. Од-
нако, обладая большой растворяющей способностью к аромати-
ческим углеводородам, он недостаточно селективен. При смеше-
нии его с другим специально подобранным растворителем, имею-
щим близкую температуру кипения, можно получить смесь, обла-
дающую, наряду с хорошей растворяющей способностью, высокой
селективностью. В качестве такого второго растворителя в про-
мышленности используют этиленгликоль. Для повышения селектив-
ности к смеси добавляют 5—15 % (масс.) воды. Процесс разрабо-
тан фирмой «Лурги» и назван аросольван.
В настоящее время на отечественных заводах в качестве рас-
творителя используют триэтиленгликоль, обладающий бо-
лее высокой растворяющей способностью по сравнению с приме-
нявшимся ранее диэтиленгликолем. Принципиальная технологиче-
ская схема отечественной установки извлечения бензола и толуола
селективной экстракцией триэтиленгликолем приведена на рис. 1.16.
Дистиллят риформинга (платформат) направляется в стабили-
затор 1 для удаления легких парафиновых углеводородов до Cs
включительно. Стабилизированный дистиллят поступает в колонну
селективной экстракции 2, туда же подается бензольная головка
из колонны 6, а на верх колонны поступает водный раствори-
тель— триэтиленгликоль. Таким образом создается противоток
сырья и растворителя. Содержание воды в растворителе 7%. Де-
ароматизированная рафинатная фаза с верха экстракционной ко-
лонны 2 поступает в нижнюю часть промывочной колонны 5 для
отмывки растворителя водой и выводится из системы. В нижнюю
часть колонны 2 подается рециркулят из колонны 4, который вы-
тесняет часть оставшихся неароматических углеводородов из экс-
трактной фазы, при этом часть ароматических углеводородов ре-
циркулята переходит в экстрактную фазу. Последняя выводится
через теплообменник 10 и направляется в колонну экстрактивной
дистилляции для удаления оставшихся в экстракте неароматиче-
ских углеводородов. Эта колонна состоит из двух частей: секции
однократного испарения 4 и ректификационной части 3. В секции
3*
67
Бензольная 'головка
Рис. 1.16. Принципиальная технологическая схема установки экстракции три-
этиленгликолем:
/ — стабилизатор; 2 — колонна экстракции; 3 — колонна экстрактивной дистилляции; 4—
секция однократного испарения; 5 — колонна промывки экстракта и рафината; 6 — колонна
отгона бензольной головки; 7 — бензольная колонна; 8 — толуольная колонна; 9 — колонна
очистки триэтиленгликоля; 10 — теплообменники; // — кипятильники; 12 — отстойники.
однократного испарения 4 испаряются наиболее низкокипящие
углеводороды, а остаток перетекает в колонну экстрактивной ди-
стилляции 3, в которой в качестве экстрагента используют водный
триэтиленгликоль. Верхний продукт представляет собой неарома-
тические углеводороды, которые содержат небольшое количество
легких ароматических углеводородов. Пары из колонн 3 и 4 кон-
денсируются, конденсат отделяется от воды в отстойнике 12 и
направляется в виде рециркулята в колонну экстракции 2, Аро-
матический экстракт, который содержит не более 0,02—0,2 % па-
рафинов из средней части колонны 3 через отстойник 12 направ-
ляется на промывку в верхнюю часть колонны 5.
Из нижней части колонны экстрактивной дистилляции 3 вы-
водят триэтиленгликоль, часть которого вместе с промывными
водами колонны 5 направляется в колонну 9 на очистку, после
чего очищенный растворитель вместе с неочищенной частью три-
этиленгликоля вновь возвращается в колонну экстракции 2.
Разделение ароматических углеводородов осуществляется в
ректификационных колоннах 6, 7 и 8. Ректификат колонны 6 воз-
вращается в колонну экстракции, а в колоннах 7 и 8 отбираются,
соответственно, бензол и толуол.
Среди процессов экстракции ароматических углеводородов наи-
более эффективным считается процесс экстракции сульфола-
ном, разработанный фирмой UOP. Это объясняется тем, что суль-
фолан обладает более высокой растворяющей способностью и се-
лективностью, чем этиленгликоли, что позволяет уменьшить рас-
ход растворителя на экстракцию и, соответственно, улучшить тех-
нико экономические показатели процесса. Подобный процесс уже
реализован и в отечественной практике. Сульфолан однако обла-
68
дает и некоторыми недостатками. Так, вследствие низкого парци-
ального давления ароматических углеводородов над растворите-
лем процесс экстрактивной дистилляции приходится вести под ва-
куумом во избежание термического разложения сульфолана. Бо-
лее сложен процесс отмывки рафината и экстракта от сульфолана
водой, обусловленный более низкой растворимостью его в воде.
Тем не менее, этот процесс обладает существенными преимуще-
ствами, что видно из приведенного ниже сравнения показателей экстракции триэтиленгликолем и сульфоланом:
Экстракция Экстракция
Содержание воды в растворителе, % (масс.) триэтиленгликолем 5 сульфоланом 1,5
Соотношение растворитель : сырье .... 10:1 4:1
Количество орошения в экстракционной ко- лонне, % (масс.) на сырье Температура экстракции, °C 80 50
150 100
Давление, МПа 0,8-1 0,5
Удельные капитальные вложения на 1 т углеводородов, руб. 18,3 16,8
Расход на 1 т ароматических углеводоро- дов пар, ГДж 10,2 8,0
электроэнергия, кВт-ч 61,7 61,1
оборотная вода, м3 9,7 7,3
Принципиальная технологическая схема установки экстрак-
ции сульфоланом изображена на рис. 1.17. Сырье поступает в
нижнюю часть колонны экстракции /, ниже подается рециркулят
из сепаратора-водоотделителя 3, а на верхнюю тарелку — вод-
Рис. 1.17. Принципиальная технологическая схема установки экстракции сульфа
ланом:
1 — колонна экстракции; 2 — колонна экстрактивной дистилляции; 3 — отстойники-водоот-
делители; 4 — холодильники; 5 — колонна выделения ароматических углеводородов; 6 — ко-
лонна промывки рафината.
ОУ
ный растворитель — сульфолан. Рафинатная фаза поступает в про-
мывочную колонну 6, где растворитель отмывается водой и сверху
уходят нсароматические углеводороды. Экстрактная фаза с низа
колонны 1 направляется в колонну экстрактивной дистилляции 2,
в которой водный сульфолан играет роль экстрагента. Пары из
колонны 2, представляющие собой смесь нсароматических углево-
дородов, небольшого количества ароматических углеводородов и
воды, конденсируются и поступают в водоотделитель 3. Углеводо-
родный слой — рециркулят направляется в колонну /, а вода —
в колонну выделения ароматических углеводородов 5. В эту же
колонну подается раствор ароматических углеводородов с низа
колонны 2. В колонне 5 ароматические углеводороды отгоняются
от растворителя при остаточном давлении 0,05 МПа и 150 °C. От-
паренный растворитель возвращается в колонну экстракции /,
пары ароматических углеводородов конденсируются, а конденсат
поступает в вакуумный сепаратор-водоотделитель 3, где аромати-
ческие углеводороды отделяются от воды и часть их попадает на
орошение, а балансовое количество выводится и направляется на
ректификацию. Отделившаяся вода подается в колонну промыв-
ки 6, откуда водная фаза поступает в ректификационную ко-
лонну 5.
Изложенные выше процессы позволяют получить ароматиче-
ские углеводороды чистотой 99,8—99,9 % при глубине отбора бен-
зола, толуола и ксилолов до 99,9; 99,0 и 95,0 % соответственно.
Выделение ароматических углеводородов из смолы пиролиза
не требует экстракции и сводится к гидроочистке смолы, после-
дующему гидродеалкилированию полученной смеси бензола, то-
луола и ксилолов с целью получения бензола (см. ниже) и до-
очистке полученного бензола.
Разделение ксилолов
Ксилольная фракция, выделенная из продуктов каталитического
риформинга, содержит три изомерных ксилола и этилбензол. При-
мерный состав ксилольный фракции и физические свойства кси-
лолов и этилбензола приведены ниже:
Содержание в ксилольной Температура, °C
фракции, % (масс.) кипения плавления
Этилбензол 15-25 136,2 -95,1
п-Ксилол 12-22 138,3 + 13,2
л<-Ксилол 35-45 139,1 —47,9
о-Ксилол 15-25 144,4 -25,1
Из приведенных данных видно, что о-ксилол сравнительно
легко может быть выделен четкой ректификацией, поскольку раз-
ница между температурами кипения о-ксилола и льксилола состав-
ляет 5,3 °C. Для выделения о-ксилола требуется около 50 теорети-
ческих тарелок. Выделение этилбензола четкой ректификацией яв-
ляется более сложной задачей, поскольку разница в температурах
ТО
кипения /z-ксилола и этилбензола составляет всего 2°C. Эта за*
дача разрешима, но для отделения этилбензола от смеси м- и
и-ксйлолов требуется колонна с 300—350 тарелками при кратно-
сти орошения от 60: 1 до 100: 1. Разделение п- и льксилолов чет-
кой ректификацией также практически невыполнимо вследствие
очень малой разницы температур кипения. В промышленности
n-ксилол отделяют от лс-ксилола методом фракционной кристалли-
зации, используя большую разность температур замерзания п-кси-
лола и ж-ксилола, а также методом адсорбционного разделения
на цеолитах.
Применяют также метод комплексообразования, в частности,
метод образования клатратов n-ксилола с различными комплекс-
ными соединениями, которые содержат никель, замещенные пири-
дины или изоцианаты. Обычно клатратообразование сочетают с
кристаллизацией.
Процесс фракционной кристаллизации с целью
разделения о- и ж-ксилолов проводят при пониженных температу-
рах. На процесс роста кристаллов оказывают влияние вязкость
среды, скорость охлаждения, интенсивность перемешивания и дру-
гие факторы. Поскольку кристаллизация проводится при понижен-
ных температурах, вязкость среды может сильно повышаться, что
замедляет образование кристаллов. Поэтому для снижения вяз-
кости иногда приходится применять растворители, например изо-
пентан. При большой скорости охлаждения образуются мелкие,
трудно отделяемые кристаллы.
Процесс кристаллизации проводят в кристаллизаторах-тепло-
обменниках «труба в трубе», оборудованных вращающимися
скребками. Процесс кристаллизации протекает во внутренней тру-
бе, а охлаждающий агент пропускается через кольцевое простран-
ство. Для отделения твердой фазы от жидкой используют филь-
тры и центрифуги. Весьма распространены непрерывнодействую-
щие вакуум-фильтры и центрифуги.
На рис. 1.18 приведена принципиальная схема двухступенчатой
установки разделения и- и лс-ксилолов. Смесь свежих ксилолов и
фильтрата\П-ой ступени охлаждается в теплообменнике 1 и посту-
пает на I-ую ступень кристаллизации, представляющую собой два
Рис. 1.18. Принципиальная схема двухступенчатого разделения ксилолов:
/ — теплообменник; 2, 3, 7 — кристаллизаторы; 4, 8 — центрифуги; 5 — емкость; 6, 9 — на-
греватели; 10 — ректификационная колонна; // — холодильник.
71
последовательно включенных кристаллизатора 2 и 3, работающих
при температурах —40-4 50°C и —55-4 70°C соответственно.
Кристаллизаторы охлаждаются этиленом. Взвесь направляется в
непрерывнодействующую центрифугу 4 для отделения кристаллов
n-ксилола от жидкости. Фильтрат I-ой ступени направляется
через емкость 5 в теплообменник 1 на изомеризацию. Осадок, пред-
ставляющий собой кристаллы n-ксилола чистотой 35—40 %, пла-
вится в нагревателе 6 и направляется в кристаллизатор П-ой сту-
пени 7, работающий при температуре от 0 до —20°C и охлаждае-
мый пропаном. Эти температуры всего на несколько градусов
отличаются от температуры образования эвтектической смеси, что
позволяет достигать выхода n-ксилола, близкого к теоретическому.
Взвесь из кристаллизатора 7 поступает в центрифугу 8 для отде-
ления кристаллов от жидкости. Жидкий фильтрат возвращается
на I-ую ступень кристаллизации, а осадок отмывается толуолом,
плавится в нагревателе 9 и направляется в колонну 10 для отгона
толуола, который возвращается на промывку. Пара-ксилол чисто-
той 99,5 % отбирается с низа колонны. Выход пара-ксилола со-
ставляет более 90 % от теоретического выхода.
Обычно установки выделения п-ксилола сочетают с установкой
изомеризации ксилола типа октафайнинг. Процесс заключается в
изомеризации ж-ксилола в п- или о-ксилол, в соответствии с усло-
виями равновесия. Изомеризацию осуществляют на платиновых
катализаторах с использованием в качестве носителя алюмосили-
ката. Процесс ведут при давлении около 2 МПа и температуре
420—485 °C, объемной скорости 0,5—1 ч-1. В процессе осуществля-
ется рециркуляция водорода.
Процессы разделения ксилолов кристаллизацией обладают су-
щественными недостатками и недостаточно экономичны вследствие
применения этиленового и пропанового холодильных циклов. В на-
стоящее время предпочтение отдается процессам адсорбционного
разделения ксилолов на синтетических цеолитах, в частности на К-,
Са- и Ва-формах. Разработанный процесс парекс осуществляется
в адсорберах со стационарным слоем адсорбента, через которые
непрерывно попеременно пропускают смесь ксилолов и десор-
бент. В качестве последнего можно использовать, например, п-ди-
этилбензол. Такие установки сочетают также с изомеризацией
ксилолов.
Деалкилирование алкилароматических углеводородов
Потребность в бензоле значительно превышает потребность в то-
луоле, а толуол получается в избыточном количестве как при
каталитическом риформинге, так и при пиролизе. Поэтому часть
бензола получают из толуола деалкилированием или диспропор-
ционированием. В последнем случае наряду с бензолом получа-
ются ксилолы. Процесс деалкилирования используется также для
получения нафталина из алкилнафталингв.
72
Деалкилирование толуола
Существуют различные варианты деалкилирования толуола.
Гидродеалкилирование. Процесс заключается в отщеп-
лении боковых цепей в присутствии акцептора свободных алкиль-
ных радикалов. В качестве такого акцептора используют водород
СН3
+ н2+=> Гу + сн4
Процесс можно проводить термически при высоких темпера-
турах и давлениях или каталитически при более низких темпера-
турах. Термическое, или гомогенное, гидродеалкилирование идет
по радикально-цепному механизму. Стадия инициирования заклю-
чается в распаде толуола с образованием двух радикалов
1) С6Н5СНз С6н5 + СНз
2) С6Н5СНз ч=* С6Н5СН2 + Н
Протекание реакции 1 более вероятно, чем реакции 2, посколь-
ку в толуоле энергия разрыва связи С—С меньше, чем С—Н при-
мерно на 60 кДж/моль.
Продолжение цепи
3) С6Н5СН2 + Н2 СвН6СНз + н
4) С6Н5 + Н2 Свн, + Н
5) СНз + Н2 4=*: СН4 + Н
аСН3
+ Н ч=^£Ъсн3------> У + СН3
7) СвН6СНз + Н С6Н5 + СН4
Обрыв цепи
8) СбН5 + Н —> СбНб
9) 2С6Н5СН2 —> С6Н5СН2СН2СвН6
10) 2СбН5 —> СбН5—СбН5
В приведенной схеме не рассмотрены некоторые побочные ре-
акции.
Процессу гидродеалкилирования благоприятствуют высокие
температуры, малое время контакта и повышенное давление водо-
рода.
В качестве катализаторов гидродеалкилирования применяют
оксиды переходных металлов: Cr2O3, Ni2O3, Со2О3, МоО3. При этом
температура термического процесса составляет 700—790°C, ката-
литического 650—700 °C. Выход бензола достигает 60—80 %, а се-
лективность 95 %.
73
Свежий
водород
Сырье
Очистка Н2
Рис. 1.19. Принципиальная схема гидродеалкилирования толуола и ксилолов:
/ __ трубчатая печь; 2 — реактор; 3 — газосепаратор; 4 — стабилизатор; 5 — аппарат кон*
тактной очистки; 6 — ректификационная колонна.
Добавка в реактор водяного пара улучшает показатели про-
цесса каталитического гидродеалкилирования толуола. Так, без
добавки водяного пара наблюдаются побочные реакции распада
и уплотнения, например
СбН8СН3 + 10Н2 —> 7СН4
2С6Нб —> С6Н5—С6Н5 + Н2
В результате реакций глубокого уплотнения образуется кокс,
который отлагается на катализаторе и снижает его активность.
При подаче водяного пара (2 моль на 1 моль толуола) полностью
подавляются реакции распада и снижается степень закоксован-
ности катализатора.
Гидродеалкилированию могут подвергаться также ксилолы и
более высокомолекулярные гомологи бензола.
На рис. 1.19 приведена технологическая схема каталитического
гидродеалкилирования толуола и ксилолов. Сырье в смеси с во-
дородсодержащим газом нагревается в трубчатой печи 1 до темпе-
ратуры реакции и поступает в реактор 2, заполненный катализато-
ром. Продукты реакции охлаждаются и поступают в газосепара-
тор 3 для отделения газа от жидкого продукта. Жидкий продукт,
представляющий собой смесь бензола и непрореагировавших то-
луола, ксилола и более тяжелых ароматических углеводородов,
подается в стабилизатор 4 для удаления растворенных легких ком-
понентов. Если этого требуют технические условия на бензол, оста-
ток из колонны 4 подвергается, контактной очистке в аппарате 5
и направляется в ректификационную колонну 6 для выделения
концентрированного бензола. Непрореагировавшее сырье возвра-
щается в процесс. Рециркулирующий водород из газосепаратора 3
также поступает в систему гидродеалкилирования. Часть цирку-
лирующего водорода поступает в узел очистки водорода, а часть
сбрасывается в топливную сеть.
Деалкилирование толуола конверсией водяным
паром. Значительную долю стоимости бензола и нафталина, по-
лучаемых меюдом гидродеалкилирования, составляет стоимость
74
водорода. Снижение расхода водорода могло бы значительно уде-
шевить процесс. В связи с этим представляют интерес работы по
деалкилированию толуола конверсией водяным паром над нике-
левым катализатором. При конверсии протекают следующие ре-
акции:
СбН5СНз + Н2О СбН6 + 2Н2 + СО
С6Н5СНз + 2Н2О СбНб + ЗН2 + СО2
Таким образом, наряду с деметилированием идет конверсия
метильного радикала. Соответственно катализатор для реакции
аналогичен катализаторам, используемым для конверсии метана
водяным паром. При деметилировании толуола конверсией водя-
ным паром выход бензола достигает 28 % в расчете на пропу-
щенный толуол и до 75 % на превращенный толуол. Реакция идет
при 500—550 °C, объемной скорости подачи толуола 1 ч”1 и моль-
ном отношении вода : толуол = 3:1.
Для деалкилирования толуола водяным паром разработаны
родиевые катализаторы, более эффективные, чем никелевые. Все
применяемые катализаторы требуют предварительной активации
путем восстановления водородом. На поверхности катализатора
накапливается кокс, требующий регенерации.
На промотированном родиевом катализаторе процесс ведут
при 400—520 °C, объемной скорости 1—2 ч-1, давлении 0,5—2 МПа.
При этом мольное соотношение вода : толуол составляет от 4:1
до 6: 1, степень конверсии толуола достигает 60 % и селективность
95 % (мол.).
Деалкирование алкилнафталинов
Процесс гидродеалкилирования используется также для получе-
ния нафталина из алкилнафталинов, которые содержатся в неф-
тяных дистиллятах. В дистиллятах прямой перегонки нефти содер-
жится всего 0,1—2% алкилнафталинов, но в легком газойле ка-
талитического крекинга их содержание достигает 20—30 %.
Значительные количества алкилнафталинов содержатся также
в тяжелых фракциях бензина риформинга и в смоле пи-
ролиза.
Деалкилирование алкилнафталинов проходит легко при нали-
чии в боковой цепи не менее двух атомов углерода. Однако неф-
тяные алкилнафталины содержат преимущественно метильные за-
местители, и для их деалкилирования требуются жесткие условия.
Процесс деалкилирования идет легче для а-метилнафталина, чем
для р-мстилнафталина. Практически, однако, приходится подвер-
гать деалкилированию смесь, содержащую оба изомера, а также
ди- и триметилнафталины.
Отщепление боковых цепей должно проводиться в присутствии
акцептора свободных алкильных радикалов. Акцептором может
служить ароматическое кольцо (реакция диспропорционирования)
76
или атом водорода (реакция гидродеалкилирования):
Процесс получения нафталина гидродеалкилированием анало-
гичен процессу гидродеалкилирования толуола. Он может идти
термически по радикально-цепному механизму или каталитически.
При этом применяют те же катализаторы, что в процессе гидроде-
алкилирования толуола. Температура гидродеалкилирования ал-
килнафталинов ниже, чем толуола, а давление выше. Из газойля
каталитического крекинга или других видов сырья выделяют аро-
матический концентрат, например следующего состава, % (масс.):
Ароматические углеводороды...................100
в том числе:
бициклические .............................62
моноциклические ............................38
Сера ........................................ 0,57
Выход ароматического концентрата, % (масс.)
от сырья......................................37,5
Обычно гидродеалкилированию предшествует гидроочистка
концентрата на кобальтмолибденовом катализаторе для удаления
сернистых соединений. При этом содержание серы снижается до
0,002—0,003 %.
Источником водорода для гидродеалкилирования может яв-
ляться водородсодержащий газ каталитического риформинга.
Условия процесса:
Температура, °C......................... 600—620
Давление, МПа................................ 5,3
Объемное соотношение водород : сырье . . 530
В результате гидродеалкилирования ароматических концентра-
тов выход нафталина может достигать 40 % от сырья. Для повы-
шения селективности процесса и уменьшения коксообразования
в зону реакции подают воду.
Гидродеалкилирование алкилнафталинов (и толуола) является
экзотермической реакцией. Тепло реакции отводится путем под-
дува холодного водорода в нескольких точках по высоте реактора.
Каталитическое диспропорционирование
алкилароматических углеводородов
Диспропорционирование или трансалкилирование толуола и/или
тримстнлбсиюла позволяет получать бензол и ксилолы.
76
Так, при диспропорционировании толуола образуются бензол
и смесь ксилолов
Процесс проходит при 350—520°C и давлении 1 —1,2 МПа. Для
подавления коксообразования процесс ведут в присутствии водо-
рода. При этом конверсия толуола составляет около 60%. Моль-
ное отношение бензол : ксилолы составляет 0,7 : 1 — 1 : 1. Состав
образующихся ксилолов [% (об.)] приведен ниже:
л-Ксилол......... 23—25 -Ксилол ........48—55
о-Ксилол......... 20—23 Этилбензол........ 1
Ксилолы могут затем подвергаться изомеризации с целью по-
лучения n-ксилола. Если в качестве исходного сырья используют
смесь толуола и триметилбензолов, в продуктах реакции преоб-
ладают ксилолы.
Показано, что процесс диспропорционирования можно вести в
присутствии цеолитсодержащих катализаторов.
Алкилирование бензола олефинами
Со времени открытия реакции алкилирования было разработано
много различных методов замещения водородных атомов в бен-
золе и других ароматических углеводородах на алкильные ра-
дикалы. Для этого применяли различные агенты алкилирования
и катализаторы.
Скорость алкилирования ароматических углеводородов в не-
сколько сот раз выше, чем парафинов, поэтому алкильная группа
практически всегда( направляется не в боковую цепь, а в ядро.
Для алкилирования ароматических углеводородов олефинами
применяют многочисленные катализаторы, имеющие характер
сильных кислот, в частности серная кислота (85—95 %-ная), фос-
форная и пирофосфорная кислоты, безводный фтороводород, син-
тетические и природные алюмосиликаты, иониты, гетерополи-
кислоты. Кислоты в жидком виде проявляют каталитическую ак-
тивность в реакциях алкилирования при невысоких температурах
(5—100°С); кислоты на твердых носителях, например фосфорная
кислота на кизельгуре, действуют при 200—300 °C, алюмосили-
каты активны при 300—400 и 500°C и давлении 2—4 МПа.
Большую группу катализаторов алкилирования составляют
апротонные кислоты (кислоты Льюиса) — галогениды некоторых
металлов. Они обычно проявляют каталитическую активность в
присутствии промоторов, с которыми образуют продукты, имею-
щие характер сильных протонных кислот. Из катализаторов этого
типа могут применяться хлористый алюминий, бромистый алюми-
ний, треххлористое железо. Промышленное применение имеет
только хлористый алюминий.
77
О механизме реакций алкилирования бензола и его гомологов
олефинами придерживаются следующих общих представлений.
Реакция алкилирования бензола олефинами описывается уравне-
нием
R—СН—СН3
+ RCH=CH2 з=±
Алкилирование бензола и его гомологов олефинами представ-
ляет собой типичную реакцию электрофильного замещения в аро-
матическом ядре (атакующий электрофильный агент взаимодей-
ствует с атомом углерода ядра, имеющим наиболее высокую элек-
тронную плотность). Активной частицей является ион карбония
или сильно поляризованный комплекс, имеющий значительный по-
ложительный заряд на углероде алкильной группы.
При катализе протонными кислотами карбопий-ион возникает
за счет передачи протона олефину:
1) диссоциация кислоты (отщепление протона)
h2so4 h+ + hso;
Н3РО4 :<=* н+ + н2ро;
2) образование карбоний-иона (положительного иона):
СНз—СН=СН2 + Н+ +=± СНз—СН—СНз
3) взаимодействие карбоний-иона с ароматическим ядром с
образованием промежуточного л-комплекса:
+ сн3— СН—СН3-^>
образование о-комплекса
сн(сн3)2
О + н*
5) отщепление протона
Алкилирование в присутствии хлорида алюминия также трак-
туется по механизму кислотного катализа. В этом случае в си-
стеме должен присутствовать промотор, роль которого играет хло-
ристый водород. Последний может образоваться в присутствии
воды
А1С1з + Н2О —> А1ОС1 + 2НС1
78
Далее предполагается образование сильной алюминийхлористо-
водородной кислоты
б+ б-
А1С1з + НС1 —> Н—С1 • А1С1з
Эта кислота затем может взаимодействовать с олефином с обра-
зованием поляризованного комплекса:
б+ б-
СНз—СН=СН2 • Н—Cl. Al С1 з
Последний может взаимодействовать с ароматическим ядром
с образованием л- и о-комплексов. Однако такой механизм воз-
можен только при поступлении в систему каталитических коли-
честв AICI3.
Фактически процесс идет несколько иначе. При пропуска-
нии НС1 или C2H5CI через суспензию хлорида алюминия в арома-
тических углеводородах образуется комплекс коричневого цвета,
не растворимый в углеводороде, представляющий собой соединение
А1С13 и НС1 с несколькими молекулами бензола и/или другого
ароматического углеводорода. Такие комплексы с алкиларома-
тическими углеводородами наблюдал Густавсон, а позднее — и
другие исследователи.
Комплексы с алкилароматическими соединениями или сме-
сью последних с бензолом хорошо известны, например
А12С16• С6Н5 (С2Н5) • 2С6Нб; А12С16• С6Н3(С2Н5)3• 6С6Нб; А12С16 •
• СбНз(СН3)з. Однако комплексы чистого бензола с хлоридом алю-
миния не удается получить, хотя не исключено образование с бен-
золом неустойчивых комплексов, которые невозможно выделить,
но которые, по-видимому, являются очень активными.
В этих комплексах одна молекула углеводорода образует
a-комплекс, а остальные сольватную оболочку. Приводим пред-
полагаемый пример образования комплекса (условно для бен-
зола).
Л CeHe +Н-С1-А12С1б—>• Г04->Н-А12С17 (л-1)С9Нв—>
(л-1)СвНв [А12С17]"
Затем протон комплексом передается олефину с образованием
карбоний-иона, и далее реакция идет по уравнениям (2) — (5).
79
Полученные алкилзамещенные бензола могут иметь различное
строение алкильной группы (нормальное, изо- или третичное), по-
скольку присоединение протона к олефину происходит по правилу
Марковникова, и поэтому строение алкильной группы зависит от
строения олефина.
Термодинамика и закономерности реакции алкилирования. Рас-
чет равновесных выходов моно- и диалкилбензолов показывает,
что они возрастают при увеличении мольного избытка бензола и
с повышением давления при данной температуре.
При алкилировании бензола этиленом и пропиленом при темпе-
ратуре ниже 250—300 °C достигается практически полное превра-
щение бензола в алкилбензол. При 450—500 °C для увеличения
глубины превращения требуется повышение давления до 1—
2 МПа.
Реакция алкилирования бензола этиленом и пропиленом явля-
ется параллельно-последовательной обратимой реакцией первого
порядка. С углублением процесса наряду с моноалкилбензолом
образуются также полиалкилбензолы
Сбнб + СдНгп * СбНбСпН2п+1
СбН5СпН2я+1 + СдНгп ч--- C6H4(CnH2n+i)2
которые являются нежелательными побочными продуктами. По-
этому состав реакционной смеси алкилатов в зависимости от
условий и применяемых катализаторов определяется кинетиче-
скими факторами, либо термодинамическим равновесием.
Реакция имеет следующий вид
+ С2Н4 4-С2Н4 + С2Н4
СвНв ----—> С6Н5-С2Н5-----—>- СвН4(С2Н5)2 ---—»- CeH3(C2Hs),
«1 #2 Я3
Большое влияние на состав продуктов оказывает соотношение
бензол : олефин. При необратимом алкилировании, которое проте-
кает на всех катализаторах, кроме А1С13, состав продуктов опре-
деляется соотношением констант скоростей расходования и обра-
зования алкилбензолов, например k2: k\, &3:^2- При алкилирова-
нии бензола k2 > k\, поскольку алкильные заместители активи-
руют ядро, увеличивая его реакционную способность. Поэтому
содержание моноалкилбензолов в реакционной массе не превы-
шает 25—30 %.
При использовании хлорида алюминия протекает реакция пе-
реалкилирования
C6H4R2 + C6H6 2C6H5R
и устанавливается равновесный состав реакционной массы с со-
держанием моноалкилбензола до 50%. При этом мольное отно-
шение СбН6: олефин равно 3:14-2:1, а для остальных катали-
заторов 4:1 — 10:1.
Сырье для алкилирования должно быть очищено от сернистых
соединений — сероводорода, меркаптанов — которые взаимодей-
ствуют с хлоридом алюминия. Поскольку вода разлагает катали-
затор, необходима осушка бензола и олефина. Желательна также
80
очистка олефина от других ненасыщенных соединений, так как
они осмоляются.
На фосфорнокислотном катализаторе протекает не только ал-
килирование, но и полимеризация олефина, что недопустимо для
некоторых процессов последующей переработки алкилбензолов.
В присутствии хлорида алюминия тоже образуются полимеры, но
они поглощаются катализаторным комплексом, и благодаря этому
алкилат их практически не содержит.
Обычно в качестве сырья для алкилирования бензола исполь-
зуют этан-этиленовую или пропан-пропиленовую фракции, кото-
рые содержат около 60—70 % этилена или от 40 до 80 % про-
пилена.
Однако на некоторых отечественных и зарубежных заводах
используют концентрированные этилен или пропилен.
Реакция экзотермична, вследствие чего в реакторе необходимо
организовать отвод тепла.
Алкилирование бензола этиленом и пропиленом. При алкили-
ровании бензола этиленом и пропиленом образуются, соответствен-
но, этилбензол и изопропилбензол (кумол)
СН2—СН3
+ СН2==СН2ч=±
+ СНз—СН=СН2ч=£
Этилбензол широко используют для производства стирола, изо-
пропилбензол— для окисления до гидропероксида (производство
фенола), а также для получения а-метилстирола.
Алкилирование может проводиться в присутствии алюмосили-
катов, серной и фосфорной кислот, фтористого бора и хлорида
алюминия.
Рассмотрим сперва более подробно алкилирование бензола
пропиленом.
Для получения изопропилбензола широкое распростра-
нение получил процесс алкилирования на твердом фосфорнокис-
лотном катализаторе. Алкилирование ведется в полочном реак-
торе на катализаторе, содержащем пирофосфорную кислоту
(75%), нанесенную на кизельгур (25%), А12О3 или силикагель.
Смесь бензола и пропан-пропиленовой фракции при мольном от-
ношении пропилен : бензол 1:(4—6) пропускается через слой ка-
тализатора с объемной скоростью 3,5 ч-1 при 200°C.и давлении
2,8—4,2 МПа. Тепловой эффект реакции при 250°C составляет
98 кДж/моль. Катализатор работает 700—800 ч, затем теряет ак-
тивность и заменяется свежим.
81
Недостатком фосфорнокислотного катализатора является не-
возможность переалкилирования образующихся полиалкилбензо-
лов. Кроме того, изопропилбензол, полученный на этом катализа-
торе, содержит 0,5 — 1 % олефинов, которые в дальнейшем инги-
бируют его окисление при получении фенола и ацетона. Поэтому
при использовании изопропилбензола для синтеза фенола и аце-
тона требовалось проводить специальную гидроочистку.
Однако за последние годы в Советском Союзе и за рубежом
разработаны фосфорнокислотные катализаторы алкилирования, на
которых в качестве побочных продуктов получаются преимуще-
ственно димеры и небольшое количество тримеров пропилена, а
тетрамеры вообще не получаются. Благодаря этому очистку изо-
пропилбензола можно осуществить ректификацией. Поэтому в на-
стоящее время 90 % мирового производства ИПБ осуществляется
алкилированием на фосфорнокислотном катализаторе. Предстоит
перевод и отечественных установок на этот катализатор.
На отечественных нефтехимических заводах пока наибольшее
применение получил процесс алкилирования бензола пропиленом
в присутствии хлористого алюминия. Преимуществами этого ката-
лизатора являются отсутствие олефинов в изопропилбензоле и
возможность деалкилировать полиалкилбензолы, что увеличивает
выход изопропилбензола. Сырьем для производства изопропил-
бензола служат пропан-пропиленовая фракция, содержащая
40—80 % пропилена, и бензол, обезвоживание которого осуще-
ствляется путем азеотропной дистилляции. Хлорид алюминия вво-
дится в количестве 8—10 % от алкилата. Потери его не превы-
шают 1,5—2 %.
Алкилирование бензола пропиленом производится в алкила-
торе, представляющем собой пустотелый аппарат колонного типа.
Поскольку среда коррозионная, реактор футерован графитовыми
плитками, перемешивание осуществляется самим газом. Отвод
тепла экзотермической реакции алкилирования осуществляется за
счет испарения части бензола, выходящего из алкилатора вместе
с отходящими газами. При последующем охлаждении газа бензол
конденсируется и вновь возвращается на алкилирование. Темпера-
туру в алкилаторе регулируют степенью насыщения отходящего
газа бензолом, а количество испаряющегося бензола зависит от
давления в алкилаторе (при заданной температуре). Процесс ве-
дут при давлении до 0,5 МПа и. температуре 90—130 °C. А регу-
лирование температуры в конечном счете осуществляется путем
изменения давления.
Повышенная температура реакции (90—130 °C) необходима
для увеличения скорости деалкилирования полиалкилбензолов.
Реакция алкилирования идет с достаточной скоростью даже при
температуре 35—40 °C.
Принципиальная технологическая схема алкилирования бен-
зола пропиленом в присутствии хлористого алюминия приведена
на рис. 1.20. Бензол нагревается до 65 °C в теплообменнике /,
обогреваемом осушенным бензолом, и направляется в колонну
83
Рис. 1.20. Технологическая схема алкилирования бензола пропиленом:
1 — теплообменник; 2 — колонна азеотропной осушки; 3, 8 — конденсатор; 4 — кипятильник;
5 — водоотделитель; 6 — емкость катализаторного комплекса; 7 — алкилатор; 9, 14 — от-
стойники; 12 — холодильники; 10— скруббер; 11, /5 — нейтрализационные колонны; 13 —
разлагатель; 16 — промывная колонна.
азеотропной дистилляции 2. Сверху колонны 2 отбирается азео-
тропная смесь бензол— вода при 75—78 °C, а снизу — сухой бен-
зол при 83—84 °C. Пары проходят конденсатор 3, после чего кон-
денсат направляется в водоотделитель 5, где бензол отделяется
от воды. Верхний бензольный слой вновь направляется в колон-
ну 2, а нижний водный слой сливают в канализацию. Сухой бен-
зол (содержание воды 0,001—0,003 % (масс.), охлажденный до
30°C, направляется в алкилатор 7, куда поступают также смесь
полиизопропилбензолов (на деалкилирование), хлористый алюми-
ний в виде комплекса с полиалкилбензолами из емкости 6 и га-
зообразная пропан-пропиленовая фракция.
Отходящие газы из алкилатора 7, содержащие пары бензола,
проходят холодильник-конденсатор 3, где большая часть бензола
конденсируется. Далее газы поступают в скруббер 10 на промывку
полиалкилбензолами, поглощающими остатки паров бензола. За-
тем газ, содержащий преимущественно пропан, нейтрализуют в
колонне 11, промывают водой и направляют на пиролиз.
Алкилат выводится из верхней части алкилатора 7 и поступает
в отстойник 9, где отделяется от механически увлеченного тяже-
лого катализаторного слоя, который возвращается в алкилатор.
Далее алкилат охлаждается в холодильнике 12 и поступает в ем-
кость для разложения 13, где катализаторный комплекс, раство-
ренный в алкилате, разлагается водой. Смесь воды и алкилата
разделяется в отстойнике 14, алкилат нейтрализуется и промыва-
ется водой, после чего направляется на ректификацию.
Типичный состав алкилата, % (масс.): бензола 55—60; моно-
алкилбензола 30—35; диалкилбензолов 5—10, полиалкилбензолов
и смолы до 5.
Ректификация алкилата обычно осуществляется в пяти после-
довательно установленных колоннах. В первой колонне отгоняется
бензол, который возвращается на алкилирование. В следующей
83
колонне отгоняется изопропилбензол с примесью бутил- и этил-
бензола. Затем от остатка отгоняются иолиалкилбензолы (глав-
ным образом, диизопропилбензол), возвращаемые в процесс. Да-
лее от ректификата отгоняется этилбензольпая фракция. Послед-
няя колонна служит для отделения изопропилбензола от бутил-
бензолов.
Выход изопропилбензола по этой схеме составляет до 97 % в
расчете на пропилен.
Сравнивая процессы алкилирования бензола пропиленом на
фосфорнокислотном катализаторе и хлористом алюминии следует
отметить, что в первом случае проще аппаратурное оформление
и среда значительно менее коррозионна. При этом не образуется
столь больших количеств химически загрязненных сточных вод.
Несмотря на более высокое соотношение бензол: пропилен (до
10:1) процесс на фосфорнокислотном катализаторе экономичнее.
В связи с изложенным на действующих и строящихся отече-
ственных заводах производство ИПБ будет переведено на фос-
форнокислотный катализатор.
Для производства этилбензола фосфорнокислотный ката-
лизатор не применяется, а используется хлористый алюминий. Ал-
килирование бензола этиленом в промышленности в присутствии
хлористого алюминия осуществляется по схеме и технологии, ана-
логичным описанным выше для алкилирования пропиленом. Вме-
сте с тем, появились и новые схемы.
Фирма Monsanto разработала процесс гомогенного высоко-
температурного алкилирования бензола этиленом. Характерной
особенностью процесса является подача очень малого количества
катализатора и отсутствие рециркулирующего катализаторного
комплекса, проведение процесса при температуре выше 150°C;
Катализатор используется однократно и выводится из системы.
Наряду с реактором алкилирования имеется отдельный реактор
переалкилирования. Принципиальная технологическая схема про-
цесса приведена на рис. 1.21. В реактор 1 подаются реагенты и
катализатор. Тепло реакции используется для генерации водяного
пара в парогенераторе 7. Это существенно улучшает экономику
процесса. Алкилат поступает в реактор переалкилирования, туда
же подаются рециркулирующие полиалкилбензолы. Смесь нахо-
дится в реакторе время, необходимое для достижения равновесия.
Выходящий из реактора 2 продукт освобождается от газообразных
компонентов в испарителе 3 за счет снижения давления и далее
направляется на промывку; пары через конденсатор 4 и сепара-
тор 5 поступают в адсорбер 6, где промываются бензолом; жидкая
фаза из абсорбера возвращается в реактор, а газ отдувается.
Аппараты изготовлены из углеродистой стали, покрытой торкрет-
бетоном с целью защиты от коррозии.
Преимуществами процесса являются уменьшение смолообразо-
вания и потерь с катализаторным комплексом, уменьшение корро-
зии. Расход катализатора А1С1з составляет 1,9 г/кг, расход НС1
равен 0,6 г/кг этилбензола.
84
Рис. 1.21. Технологическая схема высокотемпературного гомогенного алкилиро-
вания бензола этиленом:
1 — реактор алкилирования; 2 — реактор переалкилирования; 3 — испаритель; 4 — конден-
сатор; 5 —сепаратор; 6 — абсорбер; 7 —- котел-утилизатор (парогенератор).
Алкилирование бензола а-олефинами. Алкилбензолы, получае-
мые алкилированием бензола высшими а-олефинами, применяются
для производства поверхностно-активных веществ (см. гл. 9).
В качестве катализатора используют хлорид алюминия. Механизм
процесса аналогичен рассмотренному для алкилирования низ-
шими олефинами. Технологическое оформление процесса получе-
ния высших алкилбензолов практически не отличается от такового
при получении изопропилбензола. Алкилирование бензола а-оле-
финами (фракция 180—240 °C) проводят при мольном отношении
бензол : олефин, равном 7,5:1, температуре 45—50°С, атмосфер-
ном давлении и времени контакта 45—50 мин. Выход целевой
фракции алкилата (280—340 °C) составляет 87—90 % на исход-
ные олефины. Характеристика фракций, выделяемых из алкилата
следующая:
Показатели
140-280
16
1,4400
0,786
190
2,5
тетрамеров
Пределы кипения, °C...................
Выход, % (масс.) на алкилат...........
„20
nD................................
_20
Р4 ...............................
Молекулярная масса....................
Бромное число, г Вг/100 г.............
Алкилирование бензола фракцией
260°C) проводят аналогично алкилированию
240-500
18
1,4862
0,866
360
1,5
280-340
62
1,4842
0,857
246
0,1
пропилена (175—
бензола а-олефи-
нами.
Получение алкилбензолов на основе хлорированной керосино-
вой фракции. В Советском Союзе основным сырьем для получения
алкилбензолов по хлорному методу (разработан А. И. Гершено-
вичем) является керосиновая фракция 180—310 °C с содержанием
«60 % парафиновых, «20% нафтеновых и «20% ароматиче
85
ских углеводородов. После деароматизации этой фракции (жид-
ким сернистым ангидридом или диэтиленгликолем) проводят ее
хлорирование при 50°C до содержания 5—6 % хлора в керосине,
что соответствует примерно 30 %-ному превращению углеводоро-
дов. Хлорированная часть углеводородов содержит 85 % монохло-
ридов и 15 % дихлоридов.
Хлорирование инициируется УФ-лучами и осуществляется не-
прерывным способом. Время контакта «20 мин. Хлор через бар-
ботер подводят в хлоратор, куда одновременно подают деарома-
тизированный керосин. Полученными хлорпарафинами (керилхло-
ридом) алкилируют бензол в присутствии комплекса хлористого
алюминия с ароматическими углеводородами, выделенными из ке-
росина. Алкилирование проводят в каскаде из двух реакторов.
Раствор хлорированного керосина в бензоле (массовое отношение
керилхлорид : бензол = 1 : 1,5) из мерника подают в первый реак-
тор, куда одновременно подают каталитический комплекс. Про-
цесс в первом реакторе проводят при 8—10°C. Из этого аппарата
реакционная масса самотеком переходит во второй реактор, где
поддерживается температура 50 °C. Из второго реактора продукты
поступают в отстойник, где отработанный катализатор отделяется
от бензольного раствора алкилбензолов. Последний нейтрализуют
сухой содой, фильтруют и отгоняют от него бензол.
В алкилбензольной фракции содержатся алкилированные и
циклоалкилированные бензолы.
Алкилат (остаток после отгонки бензола) без дополнительной об-
работки направляется на сульфирование.
ГЛАВА 2
ПРОИЗВОДСТВО УГЛЕВОДОРОДНЫХ МОНОМЕРОВ
ДЛЯ СИНТЕТИЧЕСКИХ КАУЧУКОВ
Основным методом получения мономеров для синтетических кау-
чуков в СССР является дегидрирование. Этим методом могут быть
получены бутадиен-1,3 (дивинил), 2-метил бута диен-1,3 (изопрен),
стирол, а-метилстирол и 2-метилпропен(изобутилен). Существуют
и другие методы получения перечисленных мономеров, которые
также будут рассмотрены ниже. Выбор эффективного метода про-
изводства мономеров имеет большое значение, так как себестои-
/86
мость синтетических каучуков на 60—70 % определяется стои-
мостью исходных мономеров.
Мировое производство бутадиена в 1981 г. составило 4,86 млн. т.
Согласно прогнозам, в 1985 г. оно достигнет 5,42, а в 1990 г.
6 млн. т/год. Производство стирола в 1984 г. составило приблизи-
тельно 7 млн. т.
Следует иметь в виду, что некоторые мономеры для СК ис-
пользуются также для производства других нефтехимических про-
дуктов. Так, стирол применяется для производства крупнотоннаж-
ного пластика полистирола, а изобутилен в настоящее время на-
шел широкое применение для синтеза метилтретбутилового эфира
(МТБЭ) — высокооктанового компонента бензина.
ПРОИЗВОДСТВО БУТАДИЕНА-1,3 (ДИВИНИЛА)
Бутадиен-1,3 является основным мономером для синтеза каучуков
общего и специального назначения. На его основе получают по-
либутадиеновые, бутадиен-стирольные каучуки, он входит в со-
став бутадиен-нитрильных каучуков.
В последние годы большое значение приобрело выделение бу-
тадиена из газов пиролиза нефтяного сырья на этилен. Это самый
экономичный из методов получения бутадиена.
В Западной Европе и в Японии бутадиен получают только из
фракции С4 газов пиролиза; в США более 80 % из газов пиролиза,
остальное дегидрированием к-бутана и к-бутенов. В СССР наряду
с дегидрированием к-бутана и извлечением бутадиена из газа
пиролиза в небольшом объеме сохранилось производство бута-
диена из этанола.
Производство бутадиена из этанола
Метод производства бутадиена из этанола был разработан
С. В. Лебедевым в 1928 г. На основе этого метода в СССР впер-
вые в мире в 1932 г. было организовано крупное промышленное
производство синтетического каучука. С. В. Лебедевым был при-
менен многофункциональный (Дегидрирующий — дегидратирую-
щий) катализатор, позволяющий получать бутадиен из этанола
в одну стадию.
Реакция образования бутадиена из этанола по С. В. Лебедеву
может быть представлена суммарным уравнением:
ZnO. AI2O3
2С2Н5ОН ---> СН2=СН—СН=СН2 + 2Н2О + Н2
о/О G
Фактически она проходит через ряд стадий:
—2Н2
2СНзСН2ОН ----> 2СНзСНО
2СН3СНО —► сн3сн=сисно + Н2О
+ Н2
СН3СН=СНСНО ------> СНзСН = СНСН2ОН
сн3сн=снсн2он —> сн2=сн—снн=сн2 + Н2О
87
Производство бутадиена дегидрированием «-бутана
и «-бутенов
Дегидрирование «-бутана является последовательной обратимой
реакцией
—н2
СН3СН2СН2СНз ч=*
+ н2
СН2=СНСН2СНз
тракс-СН3СН=СНСН3
^с-СН3СН=СНСНз
-н2
ч=2= СН2=СНСН=СН2
В результате первой стадии дегидрирования получаются три
изомерных «-бутена, которые при дальнейшем дегидрировании
дают бутадиен-1,3. Тепловой эффект первой и второй стадии
(—ДН) составляет —126 и —113,7 кДж/моль.
Условия равновесия реакции дегидрирования неблагоприятны,
так как для получения приемлемой глубины равновесного превра-
щения требуются высокие температуры (до 700°C), при которых
происходит преимущественный распад молекул парафина по свя-
зям С—С (энергия разрыва связи С—С равна около 330 кДж/моль,
а С—Н примерно 380—420 кДж/моль). Поэтому термическое де-
гидрирование протекает с малой скоростью и низкой селектив-
ностью и не может быть использовано для получения бутенов и
бутадиена. В промышленности процесс дегидрирования «-бутана
и «-бутенов ведут в присутствии дегидрирующих катализаторов,
что позволяет снизить температуру процесса. Поскольку реакция
дегидрирования идет с поглощением тепла и увеличением объема,
протеканию реакции благоприятствуют высокие температуры и
низкие давления.
Изменение свободной энергии с температурой при дегидри-
ровании «-бутана до бутенов описывается уравнением
ДО = 30500 - 34,ТТ
где Т — абсолютная температура, К.
(2.1)
Из этого уравнения следует, что образование «-бутенов воз-
можно при температуре выше 883 К, когда значение свободной
энергии становится отрицательным.
Константа равновесия соответственно равна:
i ~ - “AG — 30000
g 4,575Г 7,574 4,575Г
(2.2)
Зависимость степени равновесного превращения от давления Р
а
V Кр + Р
(2.3)
показывает, что с повышением давления в системе равновесная
степень превращения «-бутана в «-бутены снижается.
На рис. 2.1 приведены кривые зависимости равновесной степени
превращения «-бутана от температуры при давлениях 0,1 и
0,01 МПа. Эти кривые показывают, что с повышением темпера-
туры н понижением давления равновесная степень превращения
«-бутана повышается.
S3
Рис. 2.1. Равновесная степень превращения «-бутана в «-бутены в зависимости
от температуры при различных давлениях.
Рис. 2.2. Равновесная степень превращения «-бутенов в бутадиен-1,3 в зависимо-
сти от температуры при различных давлениях.
Влияние температуры и давления на равновесие реакции де-
гидрирования бутенов до бутадиена-1,3 аналогично, причем дав-
ление влияет на эту стадию процесса значительно больше. Зави-
симость константы равновесия от температуры выражается урав-
нением:
1g Кр = 5,7012 (2.4)
Кривые зависимости равновесной степени превращения буте-
нов от температуры при различных парциальных давлениях при-
ведены на рис. 2.2. Как показывают кривые, при атмосферном
давлении даже при 650°C равновесное превращение не превышает
30 %, а при понижении давления оно заметно увеличивается. С по-
вышением температуры равновесное превращение бутенов также
значительно увеличивается.
В промышленных условиях процессы дегидрирования бутана
и бутенов можно вести в ограниченном оптимальном интервале
температур. При дальнейшем повышении температуры выход бу-
тенов и бутадиена начинает снижаться вследствие усиления вто-
ричных реакций распада и уплотнения. Оптимальная продолжи-
тельность реакции очень мала, особенно для второй стадии де-
гидрирования.
Реакции распада приводят к образованию наряду с продукта-
ми собственно дегидрирования также углеводородов Ci — С3, а в
результате реакций уплотнения образующихся олефинов и диенов
происходит накопление на поверхности катализатора пленки кок-
са, снижающей его активность. Поэтому необходима периодиче-
ская регенерация катализатора — выжиг углистых отложений.
Таким образом, при осуществлении процесса дегидрирования
в промышленных условиях очень важно достигнуть максимального
89
выхода бутенов и бутадиена, но не менее важно свести к мини-
муму выход побочных продуктов.
Дегидрирование бутана может осуществляться в одну или в
две стадии, и идет с возвратом в реактор непревращенного сырья.
Основные факторы, определяющие конструктивное оформление
процессов дегидрирования бутана и бутенов:
необходимость подвода больших количеств тепла в зону ре-
акции;
обеспечение высокой температуры и очень малого времени кон-
такта;
необходимость выжига коксовых отложений с поверхности ка-
тализатора;
необходимость быстрого охлаждения продуктов реакции.
Двухстадийное дегидрирование н-бутана
При двухстадийном процессе н-бутан и полученные на первой
стадии процесса н-бутены дегидрируются раздельно на двух са-
мостоятельных установках. Преимуществом двухстадийного де-
гидрирования является возможность создания на каждой стадии
оптимальных условий реакции, обеспечивающих максимальный
выход бутенов и бутадиена и максимальную селективность про-
цесса. Поскольку на каждой стадии дегидрирования достигается
лишь частичное превращение исходного сырья и образуются по-
бочные газообразные продукты реакции, контактный газ после
каждой стадии направляется на разделение. Поэтому помимо
установок дегидрирования в составе завода имеется также ряд
установок разделения. Поточная схема производства бутадиена-1,3
двухстадийным дегидрированием н-бутана изображена на рис. 2.3.
. Рециркулирующая бугпанобая фракция
Рис. 2.3. Поточная схема производства бутадиена-1,3 двухстадийным дегидриро-
ванием н-бутана.
90
Процесс состоит из следующих стадий:
1) Дегидрирование бутана до бутенов (первая стадия дегид-
рирования) .
2) Разделение контактного газа первой стадии дегидрирования
абсорбцией и ректификацией с выделением бутан-бутеновой
фракции.
3) Разделение бутан-бутеновой фракции экстрактивной дистил-
ляцией с возвратом бутана на первую стадию дегидрирования.
4) Дегидрирование бутенов до бутадиена (вторая стадия де-
гидрирования) .
5) Разделение контактного газа второй стадии дегидрирова-
ния абсорбцией и ректификацией с выделением бутен-бутадиено-
вой фракции.
6) Разделение бутен-бутадиеновой фракции на бутены и бу-
тадиен. На разделение поступает также бутеновая фракция после
первой стадии дегидрирования для выделения небольших коли-
честв содержащегося в ней бутадиена. Смесь бутенов возвра-
щается на вторую стадию дегидрирования, товарный бутадиен
направляется на дальнейшую переработку.
Дегидрирование н-бутана в к-бутены (первая
стадия дегидрирования). Применяемый на этой стадии
алюмохромовый катализатор готовят нанесением оксида хрома на
оксид алюминия. В качестве промоторов используют оксиды ка-
лия, церия, магния, бериллия, циркония, цезия, рубидия и др.
Содержание оксида хрома составляет от 10—20 до 40 % от массы
катализатора.
Алюмохромовый катализатор готовят из дешевого, доступного
сырья — оксида алюминия природного происхождения (глины).
Использование в качестве носителя алюминийоксида обусловлено
следующим. Наиболее активен аморфный оксид хрома. Однако
чистый аморфный Сг2О3 легко переходит в кристаллическую фор-
му. Оксид алюминия резко замедляет кристаллизацию Сг2О3, ста-
билизируя таким образом активность катализатора. К2О и другие
промоторы повышают активность и селективность катализатора
за счет блокирования части кислотных центров. Благодаря этому
подавляются побочные реакции изомеризации, крекинга и уплот-
нения.
Сильнейшим ядом для алюмохромового катализатора является
вода. Принято считать, что вода блокирует активные центры ка-
тализатора. Отравление водой является обратимым процессом,
после ее удаления активность катализатора восстанавливается.
Действие воды объясняют также тем, что наиболее активна
двухвалентная форма хрома СгО, а отравление водой заключается
в переводе двухвалентного хрома в трехвалентный вследствие
окисления водой
2СгО + Н2О Сг2О3 + Н2
Это предположение подтверждается тем, что при обработке
водой катализатора, содержащего в основном СгО, выделяется
водород. С другой стороны, восстановленный, обработанный водой
91
и высушенный катализатор разрабатывается при пропускании над
ним парафинов, представляющих собой восстановительную
среду.
На алюмохромовом катализаторе протекает ряд побочных ре-
акций, хотя в целом катализатор обладает сравнительно высокой
селективностью. Основными побочными реакциями являются кре-
кинг и изомеризация.
Реакции крекинга идут в следующих направлениях
I—> СНз—сн=сн2 + сн4
СН3СН2СН2СНз —
I—> сн2=сн2 + с2н6
Наряду с реакциями крекинга бутана идут также реакции кре-
кинга бутенов. Кроме того, протекают реакции уплотнения оле-
финов, которые приводят к образованию кокса.
Алюмохромовый катализатор обладает слабым изомеризую-
щим действием, в результате которого образуется небольшое ко-
личество метилпропена (изобутилена) по схеме
( СН2=СН—СН2—СНз
СНзСН2СН2СНз <=* {
( СНз—СН=СН—СНз
Л и
СНз—СН—СНз Л-----СН2=С—СНз
I I
СНз СНз
Роль реакций изомеризации сравнительно невелика. Однако об-
разующийся в небольших количествах 2-метилпропен (изобути-
лен) может постепенно накапливаться в системе. Поэтому обычно
предусматривают в составе завода установку для его выделения.
Согласно существующим представлениям, катализ на алюмо-
хромовом катализаторе основан на взаимодействии н-бутана с
ионами металла на поверхности катализатора. Детальный меха-
низм процесса до конца не раскрыт, а кинетическая схема может
быть изображена следующим образом:
W1
С4Н10 ‘СдНз
С&ь
где wi, w2, W3 — скорости реакций причем w2<^w3. Так, напри-
мер, согласно расчетным данным Wi : w2 : w3 = 18 : 1 : 25 при 600 °C
и 0,03 МПа, т. е. образование бутадиена из н-бутана проходит
только через стадию образования бутенов.
Механизм процесса дегидрирования н-бутана на алюмохромо-
вом катализаторе, согласно представлениям Г. Д. Любарского,
основан па взаимодействии бутана с активными центрами ката-
лизатора (ионами металла, находящимися на поверхности катали-
затора). Дс1идрпрование идет через элементарные стадии обра-
92
зования и разрушения поверхностного радикала (К — активный
центр катализатора):
а) С4Н10 + К --* [С4НЭ] К + [Н] К
б) [С4Н9]К С4Н.+ [Н]К
*3
в) С4Н8 + К --► [С4Н7]К + [Н]К
Л4
г) [С4Нт]К --> С4Нв + [Н]К
д) 2[Н]К Н2 + К
Это одно из возможных упрощенных изображений механизма
процесса.
Так, согласно представлениям Дж. Жермена один атом водо-
рода в бутане хемосорбируется кислородом оксида хрома, а дру-
гой самим металлом. Согласно его же представлениям образова-
ние диена из олефина может проходить через л-адсорбированный
олефин и аллильный радикал. По-видимому, механизм второй
стадии в значительной степени зависит от типа применяемого ка-
тализатора.
Кинетическое уравнение, выведенное на основе предполагае-
мого механизма и учитывающее влияние обратной реакции, имеет
вид
где k\ — константа скорости реакции; cit с2, с3 — концентрации
н-бутана, бутенов и водорода, Кс— константа равновесия.
Из уравнения (2.5) следует, что реакция дегидрирования бу-
тана тормозится продуктами реакции, причем бутены влияют
сильнее, чем водород. Видно также, что по мере приближения к
условиям равновесия скорость реакции снижается. Уравнение
(2.5) применимо вплоть до состояния равновесия.
Кажущаяся энергия активации реакции дегидрирования бутана
на алюмохромовом катализаторе составляет около 168 кДж/моль.
Реакция дегидрирования н-бутана в н-бутены обладает рядом
особенностей, предопределяющих основные направления техноло-
гического оформления процесса. Поскольку реакция эндотермична
и для ее осуществления требуется высокая температура, основной
трудностью является подвод больших количеств тепла. Вторая
особенность — необходимость выжига коксовых отложений с по-
верхности катализатора.
Необходимо также учесть некоторые специфические особенно-
сти алюмохромового катализатора. Этот катализатор готовится
из дешевого и доступного сырья, что является его несомненным
преимуществом. Основной недостаток алюмохромового катализа-
тора заключается в большой чувствительности к дезактивирую-
щему действию воды. Поэтому сырье необходимо тщательно осво-
бождать от влаги.
93
Выход бутенов в процессе дегидрирования не превышает 30—
40 % за проход. Поэтому необходима рециркуляция непревращен-
ного сырья.
Из литературы известно, что для дегидрирования н-бутана при-
меняют следующие типы реакторов:
трубчатый реактор со стационарным слоем катализатора и
внешним обогревом;
реактор с псевдоожиженным слоем катализатора.
Дегидрирование н-бутана в трубчатом реакторе со стационар-
ным слоем катализатора был разработан фирмой Phillips. Труб-
чатый реактор обогревался дымовыми газами, в качестве сырья
использовался 98%-ный бутан. Алюмохромовый катализатор,
применявшийся в процессе, содержал 40 % оксида хрома, 10 %
оксида бериллия и 50 % оксида алюминия.
Этот процесс не получил широкого распространения. Построен-
ные много лет назад две установки производительностью
100 тыс. т бутадиена в год в настоящее время не эксплуатируются.
Недостатками процесса являлись периодичность работы реакто-
ров, малая производительность, местные перегревы и большой
расход высоколегированного металла.
Дегидрирование бутана в псевдоожиженном слое катализатора
разработано и впервые осуществлено в СССР.
Преимущества реактора с псевдоожиженным слоем:
1. Благодаря интенсивному перемешиванию и мгновенному
выравниванию температур процесс протекает в изотермических
условиях.
2. Благодаря высокой степени измельчения катализатора уве-
личивается скорость внутренней диффузии и устраняется внутри-
диффузионное торможение.
3. Интенсифицируются процессы массопередачи и теплопере-
дачи.
4. Упрощается аппаратурное оформление химических процес-
сов.
5. Резко повышается мощность реакторов благодаря тому, что
увеличение диаметра реактора до 5—10 м и более не ухудшает
распределение газовой и твердой фаз по сечению реактора.
Подробнее о псевдоожижении можно прочесть в соответствую-
щих монографиях.
Для каталитического дегидрирования н-бутана применение ре-
актора с псевдоожиженным слоем оказалось весьма прогрессив-
ным. Так как в процессе дегидрирования н-бутана наряду с реак-
циями каталитического дегидрирования идут термические процес-
сы распада по связям С—С, причем энергия активации реакций
распада значительно выше, чем для реакций дегидрирования,
очень важно обеспечить режим, близкий к изотермическому и ис-
ключить возможность местных перегревов.
Показано, что при диаметре гранул алюмохромового катализа-
тора более 0,9 мм вследствие диффузионных осложнений сни-
жается выход бутенов и увеличивается выход кокса. Поэтому
94
уменьшение размера зерен до нескольких десятых миллиметра
должно улучшать показатели процесса дегидрирования. Не менее
важным фактором является интенсификация теплопередачи в
псевдоожиженном слое. Подвод больших количеств тепла, необ-
ходимых для протекания реакции дегидрирования к-бутана, также
значительно упрощается при проведении процесса в псевдоожи-
женном слое. Немаловажное значение имеет возможность созда-
ния установок большой мощности. Производительность первых
агрегатов дегидрирования н-бутана составляла 20 тыс. т в год
(в расчете на бутадиен). Благодаря применению псевдоожижения
в настоящее время удалось создать агрегаты производительностью
до 150 тыс. т. в год.
На установках, оборудованных реакторами с псевдоожиженным
слоем, дегидрирование и регенерацию катализатора проводят в
отдельных аппаратах. Так как тепла выжига кокса не хватает для
нагрева катализатора до требуемой температуры, в регенераторе
дополнительно сжигается топливо. Реактор и регенератор перво-
начально представляли собой пустотелые аппараты, расположен-
ные соосно один над другим или параллельно.
Однако наблюдалось значительное ухудшение показателей де-
гидрирования в общем кипящем слое за счет виутриреакторного
перемешивания (по сравнению с данными пилотной установки).
Эти недостатки были устранены путем секционирования реактора
и регенератора.
Секционирование реактора и регенератора для дегидрирования
бутана в псевдоожиженном слое позволило значительно улучшить
показатели процесса. Для секционирования применяются перфо-
рированные провальные решетки (степень перфорации 20—30%).
Одной из причин снижения активности катализатора в общем
кипящем слое являлось образование в нем воды вследствие вос-
становления катализатора. В процессе регенерации под воздей-
ствием окислительной среды часть оксида трехвалентного хрома
(до 0,6%) переходит в оксид шестивалентного хрома СгО3:
СГ2О3 + 1,50г —► 2СгОз
Когда СгО3 попадает в восстановительную среду реактора,
происходит его восстановление
2СгО3 -|- ЗН2 —► СГ2О3 ЗН2О
При этом выделяется вода, которая является сильнейшим
ядом для катализатора. Это было одной из причин снижения вы-
ходов и селективности в реакторе с общим псевдоожиженным
слоем. В секционированном регенераторе предусмотрен десорбер-
восстановитель, куда подается топливный газ или бутан для вос-
становления СгОз и азот для десорбции паров воды и кислорода.
Таким образом, в реактор поступает уже восстановленный ката-
лизатор и не происходит отравления его водой.
Реактор и регенератор могут располагаться соосно или па-
раллельно. Преимуществами соосного расположения являются
компактность и наличие одной транспортной трубы.
96
Рис. 2.4. Технологическая схема дегидрирования «-бутана в «-бутены в псевдо-
ожиженном слое катализатора с параллельным расположением реактора и ре-
генератора:
1 — осушитель; 2 — испаритель; 3 — перегреватель; 4 — трубчатая печь; 5 — реактор; 6 —
регенератор; 7, 10 — котлы-утилизаторы; 8— скруббер; 9 — холодильник; // — воздуходувка;
12 — электрофильтр; 13, 15 — бункеры для катализатора; 14 — топка под давлением.
В процессе эксплуатации агрегатов дегидрирования н-бутана
были усовершенствованы отдельные узлы реакторного блока, что
позволило значительно повысить выходы бутенов и селективность
процесса. К таким усовершенствованиям относится, в частности,
установка в отстойной зоне реактора закалочных змеевиков, охла-
ждаемых сырьем, и замена решеток коробчатого типа уголко-
выми.
В настоящее время эксплуатируются и строятся агрегаты де-
гидрирования н-бутана с параллельным расположением аппара-
тов, обладающие следующими преимуществами.
1. Возможность пневмотранспорта в потоке высокой концен-
трации (200 кг/м3 и более вместо 40—80 кг/м3), что позволяет
снизить линейную скорость (а следовательно, и износ катализа-
тора) и уменьшить расход транспортирующего агента.
2. Отсутствие клапанов на транспортных линиях, благодаря
чему снижается потеря напора.
3. Уменьшение до 40 м высоты реакторного блока и металло-
конструкций.
Технологическая схема дегидрирования н-бутана в псевдоожи-
женном слое с параллельным расположением реактора и регене-
ратора приведена на рис. 2.4. Смесь свежей и рециркулирующей
бутановой фракции в осушителе /, заполненном молекулярными
ситами, подвергается осушке до остаточного содержания влаги
0,01—0,0001 %; проходит через испаритель 2, перегреватель 3 и
змеевики закалочного охлаждения реактора 5, после чего направ-
ляется в трубчатую печь 4. Из трубчатой печи газ, нагретый до
550 °C, поступает под газораспределительную решетку реактора 5,
создавая псевдоожиженный слой, и контактируется с регенери-
рованным катализатором. Из реактора контактный газ поступает
96
в котел-утилизатор 7, где охлаждается до 250°C. В котле-утили-
заторе генерируется водяной пар под давлением 0,6 МПа. Из кот-
ла-утилизатора контактный газ направляется в скруббер 8, где
промывается водой и охлаждается до 70 °C. Окончательное охла-
ждение контактного газа осуществляется в холодильнике.
Закоксованный катализатор из реактора 5 проходит десорбер
и направляется для выжига коксовых отложений в регенератор 6,
в который подают воздух и топливный газ. Регенерированный ка-
тализатор возвращается в реактор 5, а газы регенерации прохо-
дят котел-утилизатор 10 и электрофильтр 12, после чего выбра-
сываются в атмосферу. Запуск и разогрев системы осуществляются
при помощи воздуходувки 11 и топки 14 под давлением. Из бун-
кера 13 катализатор транспортируется воздухом в регенератор 6
по специальной системе труб, и при помощи пневмоподъемника
налаживается циркуляция между реактором и регенератором. Пос-
ле этого катализатор нагревается сначала горячим воздухом, на-
гнетаемым в регенератор 6 воздуходувкой И через топку 14, а
затем топливным газом, подаваемым в регенератор.
В процессе нормальной работы установки потери катализатора
восполняются путем добавки его в регенератор из бункера 15
сжатым воздухом, нагнетаемым воздуходувкой.
Транспорт катализатора осуществляется двумя пневмоподъем-
никами в форме лиры, в которых катализатор аэрируется в не-
скольких точках по высоте напорного и подъемного стояков. Та-
кое устройство обеспечивает высокую концентрацию катализатора
в пневмоподъемнике при линейной скорости транспортирующего
агента — 2—3 м/с. Давление в реакторе, регенераторе и пневмо-
подъемниках должно быть сбалансировано.
На рис. 2.5 изображен реактор, а на рис. 2.6 — регенератор
блока дегидрирования н-бутана с параллельным расположением
аппаратов (см. рис. 2.4). Бутановая фракция поступает под газо-
распределительную решетку реактора и проходит в противотоке
с катализатором через секционирующие решетки. Контактный газ,
покидающий псевдоожиженный слой, омывает установленные в
отстойной зоне закалочные змеевики, охлаждаясь с 590 до 450—
460 °C.
Роль хладоагента играет бутановая фракция, циркулирующая
через змеевик и поглощающая дополнительное количество тепла
перед поступлением в печь. Охлажденный контактный газ выво-
дится через двухступенчатые циклоны для отделения катализатор-
ной пыли. Предварительное частичное отделение катализатора про-
исходит в отстойной зоне, высота которой должна быть доста-
точной для того, чтобы скорость частиц катализатора стала ниже
скорости витания. Вместе с тем, длина спускных стояков циклонов
должна обеспечить надежный затвор, чтобы газ поступал в цик-
лон через входной патрубок, а не через стояк. Концы спускных
стояков оборудованы запорным устройством, называемым мигал-
кой или хлопушкой (рис. 2.7). Масса клапана 4 подбирается та-
ким образом, чтобы он открывался после достижения определен-
4 Зак. 534
97
J t ♦
Кантор катализатор
Рис. 2.5. Реактор установки дегидрирования «-бутана с параллельным располо-
жением аппаратов.
/ — корпус; 2 — циклоны; 3 — клапаны-мигалки; 4 — отражатель; 5 — секционирующие ре-
шетки; 6 — газораспределительная решетка; 7 — штуцер для подачи азота; 8 — штуцер для
опорожнения; 9 — десорбер; 10 — штуцер для ввода охлаждающего сырья; // — закалоч-
ный змеевик; 12 — штуцер для вывода охлаждающего сырья.
Рис. 2.6. Регенератор установки дегидрирования к-бутана с параллельным рас-
положением аппаратов:
I 9 — см. рис. 2.5; 13 — пневмоподъемник.
№
Pit' '? I l.innpiinr устройство мигалка:
i tiHiiK, 2 — петля; <3 — ограничитель; 4 — клапан.
ной высоты (массы) слоя катализатора в спуск-
ном сюяке. После опорожнения спускного стоя-
ки мигалка захлопывается, препятствуя проник-
новению газа через спускной стояк, в котором
снова накапливается катализатор.
Регенерированный катализатор подается
нневмоподъемником на верхнюю решетку реак-
тора. Дополнительное восстановление катализа-
тора предусмотрено на верхних решетках са-
мим контактным газом, для чего число решеток
в реакторе увеличено с 8 до 12. Благодаря на-
личию секционирующих решеток контакт све-
жерегенерированного катализатора с газами
ограничивается одной — тремя верхними решетками, и пары воды
не попадают на нижележащие решетки.
Закоксованный катализатор с нижней решетки реактора вы-
водится по кольцевому зазору в десорбер и далее транспортирует-
ся на верхнюю решетку регенератора. Под нижнюю газораспреде-
лительную решетку регенератора подается воздух, а в верхнюю
часть псевдоожиженного слоя — топливный газ. Регенератор сек-
ционирован шестью провальными решетками.
Температура в реакторе регулируется изменением подачи топ-
ливного газа в регенератор и кратности циркуляции катализатора.
И iMciiciiHc кратности циркуляции катализатора необходимо также
для поддержания оптимальной температуры в регенераторе.
Установка секционирующих решеток в реакторе и регенераторе
и закалочных змеевиков в реакторе позволила получить следую-
щие показатели дегидрирования н-бутана при использовании оте-
чественного алюмохромового катализатора ИМ-2201:
Выход бутенов и бутадиена на пропущенный «-бутан,
% (масс.)............................................. 30—32
Селективность, % (масс.).............................. 71—74
Конверсия, %.......................................... 41—45
Эти данные получены при следующем режиме работы:
Реактор
Температура, °C:
сырья на входе в реактор........................... 540—550
псевдоожиженного слоя:
верх .................................... ... 560—590
низ ..................................... ... 530—570
поступающего катализатора . . 640—650
Объемная скорость, ч-1............................ 150—180
Кратность циркуляции катализатора и сырья
(определяемая тепловым балансом) . .... (14—16): 1
Линейная скорость паров, м/с......................... 0,4—0,5
Давление, МПа......................................... 0,12
4
99
Регенератор
Температура, °C:
регенерации ............................. 660
после восстановления и десорбции......... 650
Время пребывания катализатора в зоне регенера-
ции, мин............................................. 25
Продолжительность восстановления катализа-
тора, мин........................................... 5—6
Линейная скорость газа, м/с...................... 0,5—0,6
Содержание кокса на катализаторе, % (масс.):
закоксованном .................................. 0,1—0,12
регенерированном.................................. 0,005
Содержание СгО3 в катализаторе, % (масс.):
после регенерации (окисления) . .........0,5—0,6
после восстановления ............................. 0,1
Расход катализатора (потери) в расчете на сырье составляет
0,5—1,0% (масс.).
Типичные составы свежей бутановой фракции и сырья, загру-
жаемого в реактор, % (масс.):
Свежая фракция Загрузка
«-Бутан . . . . 97 94,5
Изобутан . . . . 2 2,1
«-Бутены — 2,7
Углеводороды С5 и выше ... 1 0,5
Эти данные показывают, что суммарное содержание н-бутана
и к-бутенов в смеси, загружаемой в реактор, составляет около
97 %, а содержание фракции С4 превышает 99 %.
В контактном газе первой стадии дегидрирования наряду с
к-бутенами присутствует около 2,5 % бутадиена и более 1 % 2-ме-
тилпропена:
Водород ............. 1,6
Метан ............... 1,4
Этилен .............. 1,1
Этан................. 0,9
Пропилен ............ 1,9
Пропан............... 1,4
Бутадиен . . . . 2,5
2-Метилпропен .... 1,1
«-Бутены...............30,6
Изобутан.............. 1,1
«-Бутан ..............53,0
Углеводороды С5 и выше 2,3
Оксид углерода .... 1,1
Дегидрирование н-бутенов в бутадиен-1,3 (вто-
рая стадия дегидрирования). Дегидрирование бутенов
проводится при высоких температурах и пониженном парциаль-
ном давлении углеводородного сырья, так как при атмосферном
давлении очень низки выходы бутадиена. Снижение парциального
давления углеводородных паров достигается обычно путем раз-
бавления бутенов водяным паром. Разбавление азотом, метаном,
диоксидом углерода нежелательно из-за увеличения объема кон-
тактного газа, подлежащего разделению.
Алюмохромовые катализаторы, чувствительные к водяному
пару, в этом процессе неприменимы. Применяются катализаторы,
содержащие оксиды железа, меди, магния, хрома, цинка и калия,
а также хромкальцийникельфосфатный катализатор.
100
В результате дегидрирования все три изомерных н-бугепа дают
бутадиен-1,3:
СН2=СНСН2СНз сн2=снсн=сн2 + н2
^с-СН3СН=СНСНз СН2=СНСН=СН2 4-н2
тра«с-СН3СН=СНСН3 СН2=СНСН=СН2 + Н2
Основными побочными реакциями являются полимеризация
бутадиена
2С4Нб C8Hi2 и т. д.
и крекинг бутадиена и бутенов.
В результате реакций глубокого уплотнения на катализаторе
откладывается кокс, бедный водородом. При взаимодействии кок-
са с водяным паром могут проходить следующие основные ре-
акции:
С + Н2о со + н2
С + 2Н2О ч=> СО2 + 2Нз
СО, + Н2 со + н2о
С 4- со2 2СО
Таким образом, одной из функций водяного пара является ча-
стичная регенерация катализатора путем газификации коксовых
отложений.
Кинетика дегидрирования н-бутенов изучалась рядом исследо-
вателей. Порядок реакции близок к нулевому и процесс дегидри-
рования не тормозится продуктами реакции. Уравнение скорости
ргаьции:
—7Г = ^’2 (2-6)
1дг га — концентрация бутенов.
Кажущаяся энергия активации реакции на смешанных оксид-
ных катализаторах 75—80 кДж/моль.
Получающийся бутадиен-1,3 очень склонен к реакциям полиме-
ризации. Поэтому температура не должна быть очень высокой,
а продолжительность реакции не должна превышать 0,1—0,2 с.
С увеличением времени контакта и повышением температуры на-
чинают протекать вторичные реакции и понижается выход бута-
диена. Отложения кокса невелики благодаря большому разбавле-
нию водяным паром.
В связи с малым временем контакта дегидрирование н-бутенов
осуществляется только в реакторах со стационарным слоем ката-
лизатора. В реакторах с псевдоожиженным слоем получаются
। лишком низкие слои, а большая отстойная зона способствует вто-
ричным реакциям. Наиболее распространен у нас и за рубежом
процесс в реакторах адиабатического типа с использованием во-
лнного пара в качестве теплоносителя. Таким образом, водяной
нар траст роль разбавителя, регенерирующего агента и теплоно-
। ПIг III.
101
В настоящее время применяются два типа катализаторов де-
гидрирования: железосодержащие и хром кал ьцийникельфосфат-
ные. Железосодержащий фирмы Shell содержит Fe2O3 (70—90 %),
К2СО3 (до 15 %), Сг2О3 (2%), является саморегенерирующимся и
может работать без регенерации около 500 ч. Отечественный же-
лезосодержащий катализатор К-16 состоит из Сг2О3 (около 50%),
Fe2O3 (25%), ZnO (23%) и SiO2 (0,5-1%). Катализатор У-48
фирмы Hirdler содержит Fe2O3 (55 %), К2СО3 (35 %), Сг2О3 (3 %)
и А12О3 (7%). Кальцийникельфосфатные катализаторы (отече-
ственный ИМ—2204) имеют, например, формулу Са8ЬИ(РО4)б и
стабилизированы Сг2О3. Эти катализаторы значительно активнее
железосодержащих. В табл. 2.1 приведены показатели работы
отечественных (К-16 и ИМ-2204) и зарубежных (Shell, У-48 и
ДАУ-Б) катализаторов.
Из данных таблицы видно, что для оксидных железосодержа-
щих катализаторов второй стадии дегидрирования характерны не-
большие выходы бутадиена за проход [17—19 % (масс.)]. На ка-
тализаторе ИМ-2204 выход бутадиена примерно вдвое больше,
чем на других, а селективность его значительно выше. На этом
катализаторе применяются короткие циклы дегидрирования (око-
ло 15 мин), большое разбавление водяным паром (20:1) и пони-
женная объемная с-короеть. Короткие циклы необходимы в связи
с быстрым закоксовыванием катализатора, который слабо регене-
рируется водяным паром. Катализаторы на основе оксида железа
могут длительное время работать без регенерации.
Технологическая схема дегидрирования н-бу-
тенов приведена на рис. 2.8. Бутеновая фракция в смеси с рецир-
кулирующими бутенами в испарителе 1 испаряется и нагревается
до 80 °C, проходит через нагреватель 2, где она подогревается до
550°C, и поступает в верхнюю часть реактора 3. Туда же подается
водяной пар, перегретый в трубчатом пароперегревателе 4 до 700—
760°C. Таким образом, температура на входе в реактор поддер-
живается около 650 °C. Пары бутенов и водяной пар смешиваются
Таблица 2.1. Сравнение показателей дегидрирования н-бутенов
на катализаторах различных типов
Показатели Катализатор
К-16 Shell-205 У-48 ИМ-2204 Дау-Б
Температура: °C 585-630 677 640 600-650 590—670
Объемная скорость, ч~! 600 500 600 150—250 125-175
Мольное отношение 11 : 1 8:1 12: 1 20:1 20:1
водяной пар : сырье Цикл регенерации, ч 1 1 — 0,25 0,1—0,5
Цикл дегидрирования, ч 4-6 24 — 0,25 0,1—0,5
Выход бутадиена на пропу- 17-19 19,5-20,5 24 30-34 33-34
щенные бу'юны, % (масс.) Селективность, % (масс.) 80 85 81 75-85 85—87
102
воздух
Рис. 2.8. Технологическая схема дегидрирования «-бутенов:
/ — испаритель; 2 — нагреватель; 3 — реакторы; 4 — пароперегреватель; 5 — котел-утилиза-
тор; 6 — скруббер.
в верхней части реактора в специальных смесителях инжекцион-
ного или диафрагменно-дискового типа.
Реактор представляет собой пустотелый аппарат, в нижней ча-
сти которого имеется решетка, поддерживающая слой катализа-
тора. Смесь парообразных бутенов с водяным паром проходит
слой катализатора сверху вниз. Контактный газ перед выходом
из реактора охлаждается до 540—550 °C путем впрыска водяного
конденсата (закалка) и направляется в котел-утилизатор 5, где
охлаждаетсся до 250—260 °C. Далее контактный газ направ-
ляется на водную промывку в скруббер 6 и на дальнейшее
разделение.
Так как катализатор требует периодической регенерации, не-
обходимо иметь резервный реактор для переключения потока бу-
тенов во время цикла регенерации. Регенерация катализатора осу-
ществляется путем продувки катализатора водяным паром давле-
нием 0,3 МПа при температуре контактирования. Пар реагирует
с коксом с образованием <рО2, СО и Н2. Для полной регенерации
предусмотрена продувка воздухом.
На рис. 2.9 показан реактор адиабатического типа. Реакторы
большой мощности имеют сферический корпус диаметром до 6,5 м.
Для процесса дегидрирования к-бутенов характерно примене-
ние слоев катализатора небольшой высоты, так как необходимо
обеспечить минимальную потерю напора в слое катализатора. По-
скольку давление на входе в реактор равно
Р. ==Р2 + АР
(Ра — давление на выходе из реактора, ДР — потеря напора), с
увеличением потери напора повышается давление Р\. Чем выше
дпилеиие Pi, тем больше парциальное давление углеводородных
и л 1*< nt и меньше выход бутадиена.
Очень важно быстро и эффективно осуществить смешение па-
ров н GyieiioB с перегретым водяным паром и свести до минимум^
юз
Рис. 2.9. Реактор адиабатического типа для дегидрирования «-бутенов:
1 — завихритель; 2 — смеситель; 3 — распределитель потока газов; 4 — корпус; 5 — верхняя
защитная решетка; 6 — нижняя опорная решетка; 7 — насадочные кольца; 8 — форсунки,
распиливающие воду для закалки.
время пребывания паров над катализатором. В противном случае
происходит термическое разложение н-бутенов. Поэтому смеси-
тель целесообразно размещать не в подводящей трубе, а непо-
средственно над слоем катализатора.
Реакция дегидрирования н-бутенов осуществляется за счет
тепла парогазовой смеси. Поэтому при прохождении через слой
катализатора температура парогазовой смеси снижается на 40—
45°C. Сразу же после выхода из слоя катализатора контактный
газ необходимо подвергнуть закалке для подавления вторичных
реакций. Эффективная закалка достигается при использовании ка-
мерных форсунок с тангенциальным вводом жидкости (см. рис. 2.9),
обеспечивающих высокодисперсное распыление водяного конден-
сата но всему сечению реактора.
После цикла дегидрирования реактор автоматически переклю-
чается па регенерацию. Регенерация катализатора К-16 осуществ-
ляется смесью воздуха и водяного пара при 600°C,
104
Особенностью катализатора ИМ-2204 являются короткие цик-
лы дегидрирования (15 мин). Для осуществления непрерывного
процесса на этом катализаторе требуются два переключающихся
реактора и быстродействующие задвижки с гидроприводом. Все
операции переключения задвижек осуществляются автоматически.
Для предотвращения перегрева катализатора ИМ-2204 в про-
цессе регенерации его смешивают с инертным теплоносителем.
1 Ниже сопоставлены состав бутеновой фракции и контактного
газа дегидрирования «-бутенов на катализаторе ИМ-2204 % (масс.):
Бутеновая фракция Контакт- ный газ Бутеновая фракция Контакт- ный газ
Водород . . . . — 1,4 Изобутилен ... 6,0 5,7
Метан — 0,7 «-Бутены .... 76,0 44,9
Этилен . . . . — 0,7 Изобутан .... 1,7 1,7
Этан — 0,4 «-Бутан 14,7 14,2
Пропилен . . . — 0,1 Углеводороды С5
Пропан . . . . 0,2 0,3 и выше 0,6 0,8
Бутадиен-1,3 0,8 24,8 Оксид и диоксид
углерода .... — 4,3
Основными побочными продуктами реакции являются продук-
ты распада. Оксид и диоксид углерода образуются в результате
газификации кокса.
Вторая стадия дегидрирования является весьма энергоемкой.
Расход топлива на второй стадии примерно в 5 раз больше, чем
на первой, вследствие необходимости перегрева больших коли-
честв водяного пара. Наиболее характерным для второй стадии
является большой расход водяного пара, сильно удорожающий
процесс в целом.
В заключение необходимо отметить, что при наличии ресурсов
«-бутенов, выделяемых из продуктов каталитического и термиче-
ского крекинга, процесс дегидрирования «-бутенов может иметь
самостоятельное значение. Это наблюдается, например, в США.
Одностадийное дегидрирование н-бутана
При одностадийном дегидрировании «-бутана упрощается схема
производства, так как исключается одна стадия дегидрирования
и разделение продуктов I-ой стадии. Выход бутадиена-1,3 на из-
расходованный бутан при одностадийном дегидрировании с уче-
том всех потерь составляет около 50 %.
Одностадийное дегидрирование основано на том, что при по-
вышенных температурах и низких давлениях равновесие реакции
дегидрирования «-бутана сдвигается в сторону образования бу-
1пднсна-1,3:
С4Н10 ?=± С4Н8 + Н2 С4нв + 2Н2
Так, равновесное превращение «-бутана в бутадиен-1,3 при ат-
мосферном давлении и температуре 600 °C составляет всего 6 % и
возрастет с повышением температуры. При давлении 0,016 МПа
105
Рис. 2.10. Блок-схема производства бутадиена-1,3 одностадийным дегидрирова-
нием «-бутана.
и той же температуре равновесный выход бутадиена-1,3 состав-
ляет 27,5 %.
Одностадийное дегидрирование н-бутана осуществляется на
алюмохромовом катализаторе. Наряду с бутадиеном образуется
значительное количество н-бутенов, которые вновь возвращаются
в процесс.
Механизм одностадийного дегидрирования н-бутана аналогичен
описанному для двухстадийного процесса. Реакция дегидрирова-
ния н-бутана может рассматриваться как последовательная (см.
выше), причем скорость дегидрирования н-бутана меньше скоро-
сти дегидрирования н-бутенов.
Поскольку на дегидрирование поступает смесь н-бутана с н-бу-
тенами, для процесса существенно, чтобы количество н-бутенов
в контактном газе было не меньше содержания их в смеси, посту-
пающей на дегидрирование. В противном случае будут дегидри-
роваться главным образом н-бутены, а не н-бутан, и не удастся
обеспечить одностадийность процесса.
Степенью одностадийности процесса называется отношение ко-
личества н-бутенов в контактном газе к их количеству в загрузке
реактора.
„ , «-Бутены в контактном газе
Степень одностадииности, % =--—=-------------------100
«-Бутены в загрузке
Условия дегидрирования и содержание н-бутенов в загрузке
должны обеспечивать степень одностадийности ^100 %.
Поточная схема производства бутадиена одностадийным дегид-
рированием н-бутана изображена на рис. 2.10. Видно, что схема
значительно упрощается по сравнению с двухстадийным дегидри-
рованием.
Одностадийное дегидрирование н-бутана проводят при пони-
женном давлении 0,015—0,02 МПа и несколько более высокой
температуре, чем дегидрирование н-бутана в бутены (610—630°C).
Для одностадийного дегидрирования н-бутана применяют алю-
мохромовый катализатор, который содержит 18—20 % оксида
хрома и представляет собой таблетки размером 4X4 мм.
Одностадийное дегидрирование н-бутана проводится на уста-
новках фирмы Houdry в реакторах регенеративного типа при оста-
точном давлении 0,016—0,02 МПа. Поскольку процесс идет на
алюмохромовом катализаторе, разбавление водяным паром ис-
ключается; разрежение создается вакуум-компрессорами.
106
Регенеративный принцип заключается в том, что циклы дегид-
рирования и регенерации чередуются в одном и том же реакюре,
причем тепло, выделенное во время цикла регенерации, аккумули-
руется катализатором и используется во время цикла дегидриро-
вания. Таким образом, количество тепла, выделяющееся при
сжигании кокса, должно покрывать расход тепла на реакцию де-
гидрирования. Продолжительность цикла дегидрирования, следо-
вательно, определяется количеством тепла, аккумулированным ка-
тализатором во время цикла регенерации. Фактически одного теп-
ла сгорания кокса не хватает для компенсации эндотермического
теплового эффекта реакции, и значительное дополнительное коли-
чество тепла подводится за счет сжигания топлива и подачи на
регенерацию горячего кислородсодержащего газа. Для улучше-
ния теплообмена между твердой и газовой фазами и создания
достаточно мощного аккумулятора тепла катализатор смеши-
вается с инертным теплоносителем, представляющим собой пла-
вленый оксид алюминия (алунд) с повышенной теплоемкостью
(1,5 кДж/кг-град), в массовом соотношении 1 :3.
Катализатор для одностадийного дегидрирования, помимо вы-
сокой активности, должен обладать повышенной прочностью и ста-
бильностью и хорошей регенерационной характеристикой. Эти тре-
бования связаны с изменением условий во время чередующихся
окислительно-восстановительных циклов регенерации и дегидри-
рования и с очень короткими циклами регенерации. Продолжи-
тельность цикла дегидрирования определяет перепад температуры
катализатора в начале и конце цикла. Например, при продолжи-
тельности цикла 9 мин перепад температуры составляет около
30 °C, а при снижении продолжительности цикла до 5 мин —
уменьшается до 10 °C.
На рис. 2.11 приведена технологическая схема установки
Houdry одностадийного дегидрирования н-бутана. .Дегидрирова-
ние осуществляется в нескольких группах реакторов, по 3—8 ре-
акторов в каждой группе. Сырье — бутан-бутеновая фракция, со-
рт*. 2.11. Принципиальная схема одностадийного дегидрирования «-бутана:
/ । р , бч;| । пи печь; 2 — реакторы; 3 — топки под давлением; 4 — газовая турбина; 5 —
KoMiipt'i i op, ь 1еплообменник; 7 — котел-утилизатор.
107
держащая от 25 до 35 % н-бутенов, перегревается в печи 1 до
600—620°C п поступает в часть реакторов 2, где контактирует
с катализатором. Температура колеблется от 630 до 590°C в на-
чале и конце цикла дегидрирования. Разрежение в реакторах со-
здается при помощи вакуум-компрессоров. Контактный газ из ре-
актора 2 поступает на охлаждение, после чего направляется на
разделение. После окончания цикла дегидрирования поток сырья
переключается на следующие реакторы, а реакторы, бывшие в ра-
боте, переключаются на продувку для удаления углеводородных
паров. После продувки реакторы переключаются на регенерацию
топочными газами, содержащими небольшое количество кислоро-
да. Затем производится эвакуация продуктов сгорания пароструй-
ным эжектором, после чего в реакторы вновь начинает поступать
поток сырья.
Большое значение для экономики процесса одностадийного де-
гидрирования н-бутана имеет рациональное использование тепла
газов регенерации. Как видно из схемы, воздух для регенерации
поступает на прием компрессора 5, где компримируется до
0,6 МПа, нагревается в теплообменнике 6 до 520—540 °C и в топ-
ке 3 до 630°C за счет сжигания небольшого количества топлива
и направляется в реактор 2. Газы регенерации, выходящие из ре-
актора 2, дополнительно нагреваются в соответствующей топке до
температуры, отвечающей рациональному режиму работы газовой
турбины 4. Из газовой турбины 4, являющейся приводом компрес-
сора 5, газы, охлажденные за счет совершенной работы до тем-
пературы 450 °C, поступают в топку, нагреваются за счет допол-
нительного сжигания топлива и отдают часть тепла воздуху в теп-
лообменнике 6. После дополнительного подогрева газов регенера-
ции в следующей топке, они используются для генерации водяного
пара в котле-утилизаторе 7. Такая схема позволяет работать без
потребления водяного пара и электроэнергии со стороны, но тре-
бует повышенного давления в реакторе в процессе регенерации. От-
дельные элементы схемы при необходимости могут быть исключены.
Имеются схемы с пятью, шестью, семью или восемью реакто-
рами в блоке. Три или два реактора работают на дегидрировании,
столько же на регенерации и один или два на вспомогательных
операциях (переключение задвижек, эвакуация, продувка). Все
операции по переключению задвижек осуществляются автомати-
чески. Применяются задвижки с электрическим или гидравличе-
ским приводом.
Продолжительность операций, мин:
Контактирование ...................... 5—9
Продувка водяным паром . !.......... 1,5—1,8
Регенерация ................................ 5—9
Эвакуация газов регенерации............ 1,5—2,7
Всего 15—21
Реакторы представляют собой горизонтальные пустотелые ап-
параты из стали, содержащей 27 % хрома, диаметром 3,7—5,8 м
и длиной И —13 м, футерованные керамической плиткой. Смесь
108
катализатора и теплоносителя (алунда) насыпается на решетку
невысоким слоем. Решетка пзгоювляется из керамики, во нзбежа-
ние коррозии, вызванной чередованием восстановительной и окис-
лительной среды при высоких температурах.
Условия процесса дегидрирования:
Температура в реакторе, °C....... 610—625
Остаточное давление, МПа......... 0,017
Объемная скорость, ч-1
по жидкой бутан-бутсповой фракции................. 1,0—1,5
по парам ........................................ 250—400
Содержание «-бутенов в загружаемом сырье, % ..... 25—30
Показатели процесса:
Выход бутадиена на пропущенное сырье, % (масс.) ... 11,1
Селективность, % (масс.).............................. 55,8
Конверсия, %.......................................... 19,9
Выход кокса на сырье, % (масс.).......................... 2,8
Основными достоинствами процесса одностадийного дегидри-
рования н-бутана являются упрощение схемы производства, сни-
жение расходного коэффициента по сырью и уменьшение энерге-
тических затрат. Недостатки процесса заключаются в коротких
периодах контактирования, что требует сложной автоматики, и в
низком выходе бутадиена за проход. Однако экономика процесса
одностадийного дегидрирования к-бутана благоприятнее, чем двух-
стадийного. Так цена бутадиена, полученного одностадийным де-
гидрированием н-бутана, даже несколько ниже, чем полученного
дегидрированием н-бутенов. Расход н-бутана на 1 т бутадиена при
одностадийном дегидрировании по методу фирмы Houdry состав-
ляет около 1,9 т против 2,2—2,4 т при двухстадийном методе.
Разделение контактного газа дегидрирования
Контактный газ дегидрирования н-бутана и к-бутенов содержит
наряду с углеводородами С4 водород, продукты распада Ci—С3 и
углеводороды с числом углеродных атомов более четырех. Из это-
го газа необходимо прежде всего выделить фракцию С4 (бутан-
бутеновую или бутен-бутадиеновую), направляемую на дальнейшее
разделение. В случае одностадийного дегидрирования выделяется
фракция, состоящая из бутана, бутенов и бутадиена.
Схема выделения бутан-бутеновой фракции из контактного
газа дегидрирования н-бутана приведена на рис. 2.12. Газ компри-
мируется до 1,3 МПа компрессором 1 и охлаждается рассолом
до 10 °C в холодильнике-конденсаторе 2. Несконденсировавшийся
газ из конденсатора 2 направляется в абсорбер 3, где из газа
извлекаются компоненты С2 и выше. В качестве абсорбента ис-
пользуется тяжелая фракция контактного газа (остаток из ко-
лонны 12). Неабсорбированная метано-водородная фракция на-
правляется в топливную сеть, а насыщенный абсорбент поступает
через теплообменник 6 в десорбер 5, где отпариваются поглощен-
ные углеводороды. Отпаренный абсорбент из десорбера 5 после
соответствующего охлаждения возвращается в абсорбер 3. Отпа-
109
Рис. 2.12. Технологическая схема выделения бутан-бутеновой фракции из кон-
тактного газа дегидрирования «-бутана:
1 — компрессор; 2 — холодильник-конденсатор; 3 — абсорбер; 4 — холодильник; 5 — десор-
бер; 6 — теплообменник; 7 — кипятильники; 8 — конденсаторы; 9 — емкости для орошения;
10 — нагреватели; 11 — ректификационная колонна для отделения фракции С3; 12 — рек-
тификационная колонна для выделения бутан-бутеновой фракции С4.
ренине в десорбере 5 углеводороды конденсируются и подаются в
ректификационную колонну 11 для выделения фракции Сз. Сюда
же подается конденсат из конденсатора-холодильника 2. Сверху
из колонны 11 отбирается фракция Сз, направляемая в топливную
сеть. Остаток колонны 11, состоящий из углеводородов С4, С5 и
выше, направляется в колонну 12 для отделения фракции С5.
Сверху из колонны 12 отбирается фракция С4, снизу С5 и выше.
Десорбер 5 и колонны 11 и 12 снабжены кипятильниками 7
и конденсаторами 8, после которых жидкость возвращается на
орошение колонн.
Абгаз состоит преимущественно из водорода и метана. Он со-
держит значительные количества диоксида углерода и азота, но
не более 1,5 % углеводородов С4. Бутан-бутеновая. фракция со-
стоит на 99,4 % из углеводородов С4. Потери целевой фракции
с тяжелыми углеводородами не превышают 0,4—0,5 % •
Примерные режимы работы колонн разделения контактного
газа приведены ниже: Абсорбер 3 Десорбер 5 Пропановая колонна 11 Бутановая колонна 12
Температура, °C: 65
поступающего газа 10 80 90
верх 10 ( 40 40 45-50
низ 40 141 90 70—80
орошения 10 35 20 40
Давление, МПа 1,18 0,44 1,21 0,49-0,59
Кратность орошения — 4 5 1,5-3
Число тарелок 45 47 30 25-30
Расход абсорбента, л/м3 2,7 — — —
110
Процесс разделения контактного газа дегидрирования н бук
нов аналогичен процессу разделения контактного газа первой ста
дни дегидрирования.
z Разделение бутан-бутеновой фракции. Бутан-бутеновая фрак
ция, выделенная из контактного газа первой стадии дегидрирова
ния, не может быть разделена методом ректификации вследствие
того, что часть бутенов (а также бутадиен) имеют температур}
кипения ниже, а часть выше, чем «-бутан, причем разность темпе
ратур кипения основных компонентов (бутадиен-1,3 и бутен-1,
«-бутан и тра«с-бутен-2) не превышает 1—2 °C:
Температура
кипения
при
атмосферном
давлении, °C
Температура
кипения
при
атмосферном
давлении, °C
Изобутан .............. —11,7
Изобутилен................. —6,6
Бутен-1 —6,5
Бутадиен-1,3 —4,7
«-Бутан ................... —0,5
тра«с-Бутен-2 .... +0,3
ц«с-Бутен-2 ............... +3,7
В связи с этим для разделения бутан-бутеновой фракции
обычно применяют метод экстрактивной дистилляции.
Как известно, компоненты смеси не могут быть разделены
обычной ректификацией, если их константы фазового равнове-
сия * близки между собой или если относительная летучесть ком-
понентов близка единице. Изменение константы фазового рав-
новесия одного из компонентов при добавлении растворителя или
экстрагента наблюдается для неидеальных растворов, которые не
подчиняются закону Рауля. При этом степень отклонения от за-
кона Рауля должна быть различной для растворов разделяемых
компонентов. Степень отклонения от закона Рауля определяется
полярностью растворяемого компонента.
В результате изменения относительной летучести один из раз-
деляемых компонентов (или группа компонентов), имеющий более
высокую летучесть, отгоняется и выводится из колонны сверху, а вто-
рой компонент, имеющий более низкую летучесть, остается раство-
ренным в экстрагенте и выводится из колонны снизу. Далее раство-
ренный компонент отделяется от экстрагента (обычно перегонкой).
Экстрагенты, применяемые для процесса экстрактивной дистил-
ляции, оцениваются по следующим показателям:
1. Селективность, определяемая степенью изменения относи-
тельной летучести разделяемых компонентов. Чем больше измене-
ние относительной летучести, тем выше селективность. Повышение
температуры снижает селективность. Для повышения селективно-
сти к экстрагенту добавляют воду в количестве до 15 %.
• Константа фазового равновесия компонента
где у и х — молекулярная концентрация компонента в газовой и жидкой фазе;
— давление паров компонента; Pv — общее давление в системе.
14
2. Растворяющая способность экстрагента по отношению к
компонентам разделяемой смеси. Этот показатель имеет большое
значение, но не является решающим. Добавление воды к экстра-
генту снижает его растворяющую способность.
3. Температура кипения. Этот показатель имеет большое зна-
чение, поскольку он определяет легкость отделения экстрагента
от разделяемых углеводородов. С понижением температуры кипе-
ния экстрагента содержание его в парах отгоняемых компонентов
увеличивается, вследствие чего возрастают затраты на его извле-
чение. Поэтому температура кипения экстрагента не должна быть
слишком низкой. Чрезмерно высокая температура кипения экстра-
гента также нежелательна вследствие увеличения расходов на
регенерацию и опасности полимеризации углеводородов при пере-
гонке и при отпарке от экстрагента.
4. Молекулярная масса экстрагента также имеет большое зна-
чение, поскольку селективность повышается с уменьшением моль-'
ной доли углеводорода в экстрагенте. Чем ниже молекулярная
масса экстрагента, тем ниже при одинаковых массовых соотноше-
ниях мольная доля растворенного в нем углеводорода. Кроме того,
чем ниже молекулярная масса, тем меньше будет масса циркули-
рующего экстрагента при одинаковом мольном отношении экстра-
гент : углеводород.
5. Вязкость экстрагента оказывает влияние на к. п.д. тарелки
колонны экстрактивной дистилляции. Для повышения к.п.д. та-
релки желательно применять низковязкие экстрагенты.
В качестве экстрагентов для разделения бутан-бутеновых и бу-
тен-бутадиеновых фракций применяются ацетон, ацетонитрил, фур-
фурол. Кроме того, применяют диметилформамид и N-метилпир-
ролидон.
Ацетон и ацетонитрил относятся к низкокипящим маловязким
экстрагентам с низкой молекулярной массой.
Изменение относительной летучести бутана и бутенов по отно-
шению к бутадиену-1,3 в присутствии водного ацетонитрила иллю-
стрируется ниже приведенными данными:
С водным
Без экстрагента ацетонитрилом
(15% мол. воды)
Изобутан .................... 1,12 2,68
w-Бутан ..................... 0,88 2,18
Изобутилен................... 1,03 1,6
Бутен-1 .................. 1,01 1,59
траяс-Бутен-2 ............... 0,86 1,36
Бутадиен-1,3 .............. 1 1
Эти данные показывают, что относительная летучесть изобу-
тана и н-бутана в присутствии экстрагента увеличивается пример-
но в 2,5 раза, а бутенов — в 1,5 раза. Благодаря этому становится
возможным разделение, которое без экстрагента неосуществимо.
Процесс экстрактивной дистилляции осуществляется в тарель-
чатой колонне, в которую наряду с сырьем подается экстрагент.
В ректификате колонны концентрируются более насыщенные ком-
поненты, например бутаны, а остаток состоит из экстрагента и
ненасыщенных компонентов. Установка включает отпарную колон-
ну для выделения бутенов из экстрагента, а также аппаратуру
для выделения и регенерации растворителя из конечных углево-
дородных фракций.
Одним из наиболее старых и распространенных экстрагентов
является ацетон. Для разделения фракции С4 применялся водный
ацетон, содержащий 18 % (масс.) воды. Процесс включал стадии
экстрактивной дистилляции, десорбции бутенов и отмывки раство-
рителя от целевых фракций с последующей регенерацией ацетона
путем отгонки его от воды.
Значительно более эффективным экстрагентом, чем ацетон, яв-
ляется ацетонитрил. Он значительно более селективен, в большей
степени расширяет интервал летучести бутана и бутенов и, кроме
того, обладает более высокой растворяющей способностью, чем
ацетон. Благодаря этому при его применении снижается количе-
ство циркулирующего экстрагента. Более высокая температура ки-
пения ацетонитрила облегчает его отделение от бутановой и буте-
новой фракций.
Снижение соотношения количеств циркулирующего экстраген-
та и бутенов уменьшает расход пара и электроэнергии. Потери
экстрагента также значительно меньше. Благодаря этому умень-
шаются расходы на экстрактивную дистилляцию.
В настоящее время ацетонитрил, являющийся побочным про-
дуктом производства акрилонитрила, стал доступным экстраген-
том. В связи с этим в Советском Союзе и за рубежом установки
экстрактивной дистилляции бутан-бутеновых смесей рассчитаны
на использование ацетонитрила.
Принципиальная технологическая схема разделения бутан-бу-
теновой фракции путем экстрактивной дистилляции с водным
ацетонитрилом приведена на рис. 2.13. Бутан-бутеновая фракция
поступает в испаритель 5, частично испаряется и направляется в
нижнюю часть колонны экстрактивной дистилляции 2 (колонна
для уменьшения общей высоты разбита на две последовательно
установленные колонны 2а и 26, имеющие по 65 тарелок каждая).
Колонна 2а снабжена кипятильником, колонна 26— конденсато-
ром 3 и сборником орошения 4. В верхнюю часть колонны 26 по-
дается предварительно охлажденный водный ацетонитрил, кото-
рый стекает по тарелкам вниз навстречу парам углеводородов.
Остаток колонны 26 подается на верхнюю тарелку колонны 2а,
а пары из верхней части колонны 2а — под нижнюю тарелку ко-
лонны 26. Из колонны 26 сверху выходит непоглощенная бутано-
вая фракция, а остаток колонны 2а представляет собой раствор
бутенов в экстрагенте. Бутановая фракция направляется в про-
мывную колонну 8, раствор бутенов в экстрагенте — в колонну 6
на десорбцию бутенов. Пары бутенов из отпарной колонны 6 кон-
денсируются, и часть конденсата возвращается па орошение ко-
лонны, а балансовое количество направляется на промывку водой
пз
Рис. 2.13. Технологическая схема разделения бутан-бутеновой фракции экстрак-
тивной дистилляцией с водным ацетонитрилом:
/ — кипятильники; 2а, 26 — колонны экстрактивной дистилляции; 3 — конденсаторы; 4 —
сборники орошения; 5 — испаритель; 6, 10 — отпарные колонны; 7, 8 — промывные колонны;
9 — теплообменник.
в колонну 7. Отмытые углеводородные фракции выводятся с уста-
новки.
Промывные воды из колонн 7 и 8 поступают в отпарную ко-
лонну 10 для отгонки ацетонитрила от избыточной воды. Фузель-
ная * вода с низа колонны 10 используется для орошения колонн 7
и 8. Ацетонитрил с верха колонны 10 конденсируется, и часть его
возвращается на орошение, а остальное количество направляется
в качестве экстрагента в колонну экстрактивной дистилляции 26.
Во избежание накопления в ацетонитриле тяжелых углеводородов
часть ацетонитрила (около 3 % от общего количества) подвер-
гается ректификации (на рисунке не показано).
Чистота бутановой и бутеновой фракций достаточно высокая:
содержание бутана в бутеновой фракции и бутенов в бутановой
фракции не превышает 5 %.
Выделение бутадиена-1,3 из бутан-бутадиеновой фракции. То-
варный бутадиен для полимеризации должен иметь чистоту 98—
99%, а для стереоспецифической полимеризации даже 99,9 %.
Между тем, бутадиен высокой чистоты не может быть выделен
обычной ректификацией вследствие небольшой разницы темпера-
тур кипения бутадиена, бутена-1 и 2-метилпропена (см. выше).
Для выделения бутадиена применяются методы азеотропной и
экстрактивной дистилляции, а также метод хемосорбции.
Выделение бутадиена методом хемосорбции
основано на различной способности олефинов и диенов образовы-
вать комплексные соединения с солями одновалентной меди и се-
* Фузельной водой принято называть воду после отгона азеотропа.
Ц4
ребра. Наиболее целесообразным реагентом с точки зрения прак-
тического применения оказался водно-аммиачный раствор ацетат
одновалентной меди. Он обладает высокой поглотительной спо-
собностью, достаточно стабилен при нагревании, имеет низкую
температуру замерзания и при его применении не требуется из-
готовлять аппаратуру из специальных сталей.
На хемосорбцию можно направлять бутен-бутадиеновые фрак-
ции, содержащие не более 0,05 % (масс.) ацетиленовых углеводо-
родов, так как хемосорбент поглощает также и ацетилены, и его
рабочие свойства заметно ухудшаются. При накоплении в сорбен-
те ацетиленовых соединений возможно высаживание взрывоопас-
ных ацетиленидов меди. Поэтому перед хемосорбцией бутен-бута-
диеновые фракции подвергают селективному каталитическому
гидрированию в мягких условиях — при 10—20°С, давлении 0,29—
0,98 МПа и объемной скорости подачи сырья 10—15 ч-1. В ка-
честве катализаторов гидрирования используют палладий или ни-
кель на носителях. Несмотря на мягкие условия процесса до 4—
8 % (масс.) бутадиена гидрируется до бутенов. Это является од-
ним из существенных недостатков процесса хемосорбции.
Аммиачный раствор ацетата одновалентной меди образует
комплексы не только с бутадиеном, но и с бутенами. Однако его
поглотительная способность по отношению к бутадиену, примерно
в 10 раз больше, чем к бутену-1, и в 25 раз больше, чем к бу-
тену-2. Комплексообразование идет по реакциям
(CH3COO)2Cu2(NH3)4 + С4Н6 C4H6(NH3)3Cu2(CH3COO)2 + NH3
(CH3COO)2Cu2(NH3)4 + С4Н8 C4H8(NH3)3Cu2(CH3COO)2 + NH3
которые идут на холоду, причем протекает главным образом ре-
акция с бутадиеном. При последующем нагревании идет обратная
реакция, комплекс разрушается, выделяется бутадиен, и раствор
регенерируется.
Количество выделяемого бутадиена на 1 м3 поглотительного
раствора тем больше, чем выше концентрация бутадиена в исход-
ной фракции и чем ниже температура хемосорбции. Оптимальной
является температура —8°C. Реакция комплексообразования идет
с выделением тепла (58 кДж/моль бутадиена).
Благодаря обратимости процесса хемосорбции углеводород, об-
ладающий более высокой растворимостью, в данном случае бу-
тадиен, может вытеснять из раствора менее растворимые угле-
водороды— бутены при температурах поглощения. Это явление
используется на установках хемосорбции. Для понижения кон-
центрации бутенов в насыщенном поглотительном растворе преду-
сматривается рециркуляция бутадиена со стадии предварительной
десорбции. Количество рециркулирующего бутадиена уменьшается
с повышением концентрации бутадиена в исходной фракции.
В настоящее время процесс выделения бутадиена методом хе-
мосорбции используется только на старых заводах. Значительно
более эффективен процесс экстрактивной дистилляции.
115
Выделение бутадиена экстрактивной дистил-
ляцией может осуществляться с применением тех же экстраген-
тов, что и разделение бутан-бутеновых фракций (ацетонитрил, ди-
метилформамид, N-метилпирролидон). Технологические схемы вы-
деления бутадиена из бутан-бутадиеновой фракции дегидрирова-
ния аналогичны приведенной для разделения бутан-бутеновых
фракций.
Выделение бутадиена-1,3 из газов пиролиза
В процессе производства этилена пиролизом бензина, более тя-
желых нефтепродуктов и сырой нефти образуется 4—8 % бутенов
и 3—5 % бутадиена. Фракция С4 пиролиза является, таким обра-
зом, одним из источников получения 2-метилпропена(изобутена),
н-бутенов и бутадиена. Для получения бутадиена и 2-метилпро-1
пена достаточно их извлечь и подвергнуть очистке, благодаря чему
стоимость этих мономеров оказывается ниже, чем при дегидриро-
вании бутенов. Одновременно снижается стоимость этилена. Если
же н-бутены газа пиролиза направить на дегидрирование, можно
получить, кроме того, дополнительное количество сравнительно
дешевого бутадиена.
Ниже приведен типичный состав сырой фракции С4 газа пи-
ролиза: Температура кипения, °C Среднее содержание, %(об.)
Пропан —42,07 0,21
Пропилен —47,7 1,4
Пропадиен -34,3 0,64
Пропин —23,22 0,65
Изобутан (метилпропан) . . . -И,7 1,5
Изобутилен (2-Метилпропеп) . —7,0 31,67
«-Бутан -0,5 6,3
Бутен-1 -6,25 12,4
тра«с-Бутен-2 +0,3 5,3
ццс-Бутен-2 +3,7 3,1
Бутадиен-1,3 —4,47 36,6
Бутадиен-1,2 + 10,85 0,09
Бутин-1 +8,6 0,04
Бутин-2 +26,9 0,008
Винилацетилен + 5,5 0,01
Диацетилен + 10,3 Следы
Высшие ацетилены (С5 и вы-
ше) — Следы
При проведении пиролиза по специальному бутадиеновому ре-
жиму содержание бутадиена-1,3. в фракции С4 может быть повы-
шено до 40—50 % (об.) против обычных 36,6 % (об.).
Как видно из приведенных выше данных, наряду со значи-
тельным количеством бутадиена-1,ЭС, н-бутенов и 2-метилпропена
фракция С4 содержит примеси бутадиена-1,2, пропадиена и аце-
тиленовых углеводородов, присутствие которых в бутадиене-1,3
недопустимо. Следовательно, при выделении бутадиена и бутенов
из этой фракции возникает задача специальной очистки от при-
месей.
116
Рис. 2.14. Технологическая схема выделения бутадиена-1,3 из фракции С4 газа
пиролиза бензина экстрактивной дистилляцией с ацетонитрилом:
/ — теплообменник; 2 — холодильник; 3—колонна экстрактивной дистилляции; 4 — кипя-
тильники; 5 — конденсаторы; 6 — отпарная колонна; 7 — колонна выделения легких ком-
понентов; 8— колонна выделения тяжелых компонентов; 9 — скруббер; 10 — колонна ре-
генерации растворителя.
Извлечение бутадиена из фракции С4 газа пиролиза в промыш-
ленности осуществляется методами экстрактивной дистилляции
или экстракции.
Весьма эффективным экстрагентом для извлечения бутадиена
методом экстрактивной дистилляции является ацетонитрил. Схе-
ма выделения бутадиена с использованием этого экстрагента, раз-
работанная фирмой Shell, приведена на рис. 2.14.
Фракция С4 газа пиролиза нагревается и частично испаряется
в теплообменнике 1 за счет тепла регенерированного водного
экстрагента и направляется в среднюю часть колонны экстрактив-
ной дистилляции 3, а охлажденный в холодильнике 2 ацетонитрил
поступает в верхнюю часть колонны 3. Колонна снабжена кипя-
тильником 4 и конденсатором 5. Бутадиен и примеси поглоща-
ются экстрагентом, а бутан-бутеновая фракция отбирается из верх-
ней части колонны 3 и конденсируется в конденсаторе 5. Часть
конденсата используется в качестве орошения, а балансовое коли-
чество поступает на водную отмывку от растворителя в скруб-
бер 9 и выводится с установки.
Насыщенный экстрагент из колонны 3 поступает в отпарную
колонну 6 для отпарки углеводородов. Бутадиен-1,3 с примесью
других диенов и ацетиленовых углеводородов, выходящих сверху
из колонны 3, проходит последовательно ректификационные ко-
лонны 7 и 8. Легкие примеси (пропан, пропилен, пропадиен, ме-
тилацетилен) удаляются в виде верхнего продукта колонны 7.
Остаток колонны 7 — смесь бутадиена-1,3 с более тяжелыми при-
месями (бутадиен-1,2 и тяжелые ацетиленовые углеводороды) —
подвергаются ректификации в колонне 3, где бутадиен выделяется
в виде ректификата, а в кубовой жидкости остаются тяжелые
примеси.
Вода из скруббера 9 поступает на отпарку ацетонитрила в
колонну 10, а вода из низа колонны 10 возвращается на орошение
117
щ/с-С4Н8
Рис. 2.15. Технологическая схема выделения бутадиена из фракции С4 газа пи-
ролиза экстрактивной дистилляцией с диметилформамидом:
/, 5 — колонны экстрактивной дистилляции; 2 — холодильники; 3 — секция регенерации
экстрагента; 4, 6 — отпарные колонны; 7 — скруббер; 8 — ректификационная колонна для
выделения легких компонентов; 9 — ректификационная колонна для удаления тяжелых
компонентов.
скруббера 9. Ацетонитрил из колонн 6 и 10 вновь направля-
ется в колонну экстрактивной дистилляции 3. По этой схеме по-
лучается бутадиен чистотой до 99,5 %, содержащий менее 0,005 %
ацетиленовых углеводородов. Степень извлечения бутадиена 96%.
Для извлечения бутадиена методом экстрактивной дистилля-
ции применяется также диметилформамид (ДМФ), обладающий
высокой растворяющей способностью по отношеннию к бутадиену.
Фирмой Japanese Geon разработан двухступенчатый процесс
извлечения бутадиена экстрактивной дистилляцией ДМФ. Схема
процесса приведена на рис. 2.15.
Сырая фракция С4 газа пиролиза поступает через испаритель
в середину первой колонны экстрактивной дистилляции /, на одну
из верхних тарелок которой подается диметилформамид. С верха
колонны 1 отводится бутан-бутеновая фракция, содержащая около
7 % бутанов и не содержащая практически ДМФ, который пол-
ностью отделяется на верхних тарелках колонны. Снизу отводится
раствор бутадиена и ацетиленовых углеводородов в ДМФ, кото-
рый направляется на отпарку углеводородов в отпарную колон-
ну 4, снабженную кипятильником. Далее пары поступают во
вторую колонну экстрактивной дистилляции 5 для удаления ком-
понентов, более растворимых в ДМФ, чем бутадиен (высших аце-
тиленовых углеводородов). Бутадиен, выходящий сверху из колон-
ны 5, направляется на ректификацию в колонну 8 и 9. В ко-
лонне 8 удаляются легкие примеси, а в колонне 9 — тяжелые.
В результате ректификации получается 99,5 %-ный бутадиен.
Экстрагент из колонны 5 поступает на дополнительную отпарку
в колонну 6 и вместе с экстрагентом из колонны 4 подается на
орошение колонн 1 и 5. Ректификат колонны 6 промывается во-
дой в скруббере 7. Вода из скруббера 7 и часть циркулирующего
экстрагента проходят регенерацию в секции 3.
Расходные показатели на 1 т бутадиена:
Водяной пар, т......... 3,9 Электроэнергия, кВт-ч . . 120
Охлаждающая вода, м3 . . 250 Экстрагент (ДМФ), кг . . 0,2—0,3
118
ПРОИЗВОДСТВО 2-МЕТИЛБУТАДИЕНА-1,3 (ИЗОПРЕНА)
/Изопрен (2-мстилбутадиен-1,3) является мономером для получе-
ния стереорегулярного цис-полиизопренового каучука, почти не
уступающего по свойствам натуральному каучуку. Кроме того,
некоторые количества изопрена используются для производства
бутилкаучука.
Синтез изопрена может быть осуществлен разнообразными ме-
тодами. Промышленное применение получили следующие ме-
тоды:
1. Дегидрирование изопентана и изопентенов.
2. Синтез из 2-метилпропена (изобутилена) и формальдегида.
3. Синтез из пропилена.
4. Синтез из ацетона и ацетилена.
В отличие от бутадиена-1,3 объем производства изопрена срав-
нительно невелик.
В Советском Союзе изопрен получают дегидрированием изо-
пентана и синтезом из 2-метилпропсна и формальдегида. В США
изопрен получается из нзопеитеиов и небольшое количество из
пропилена. В ряде стран, в частности, в Японии потребность в изо-
прене покрывается за счет выделения его из смолы пиролиза.
К чистоте изопрена предъявляются очень жесткие требования.
Это связано с последующей его полимеризацией в присутствии
комплексных катализаторов. Чистота изопрена должна быть не
менее 99%. Содержание ацетиленовых углеводородов, циклопен-
тадиена и других примесей должно быть порядка тысячных и де-
сятитысячных долей процента.
Дегидрирование изопентана и изопентенов
Процесс дегидрирования изопентана и изопентенов имеет много
общего с процессом дегидрирования н-бутана и н-бутенов. Основ-
ное различие заключается в стадиях разделения. Стадия дегидри-
рования отличается более мягкими условиями.
В отличие от дегидрирования н-бутана в промышленности при-
меняется только двухстадийный процесс дегидрирования изопен-
тана. Имеются сообщения об одностадийном дегидрировании изо-
пентана на пилотной установке фирмы Houdry.
Процесс двухстадийного дегидрирования изопентана разрабо-
тан и успешно освоен в Советском Союзе в промышленном мас-
штабе.
В качестве сырья для дегидрирования можно использовать
изопентановую фракцию газовых бензинов или изопентан-изопен-
теновые фракции бензина каталитического крекинга. Для увели-
чения ресурсов изопентана подвергают изомеризации н-пентан, по-
лученный из тех же источников. Изопентановая фракция должна
содержать 97—98 % изопентана. Дегидрирование изопентана
ведут на тех же катализаторах, на которых дегидрируют
«-бутан.
119
При дегидрировании изопентана протекают следующие ре-
акции: СН2=С—СН2СНз СНз СН2=СН—СН—СН3 1 -Н2 *7=^ СН2=С—СН=СН2 •* ' * 2 ।
СН3СНСН2СН3 1 %н2
СНз СНз СН3С=СНСН3 1 СНз СНз
13 результате первой стадии дегидрирования образуются 2-ме-
тил бутен-1, 3-метилбутен-1 и 2-метилбутен-2. Преимущественно
образуется 2-метилбутен-2, несколько меньше 2-метилбутена-1 и
еще меньше З-метилбутена-1. Все три изомера далее дегидриру-
ются до 2-метилбутадисиа-1,3(изопрена).
Дегидрирование изопентана и изопентепов проводится при по-
вышенных температурах, при которых наряду с реакций дегидри-
рования протекают реакции распада с образованием углеводоро-
дов Ci — С4, а также реакции уплотнения. Изопрен и изопентены
еще более склонны к реакциям уплотнения, чем бутадиен и бутены.
Поэтому при дегидрировании изопентана и изопентенов образу-
ется больше кокса, чем при дегидрировании углеводородов С4.
В процессе дегидрирования изопентана заметную роль играют
реакции изомеризации, приводящие к образованию изомера изо-
прена— пиперилена (пентадиена-1,3) и циклопентадиена. На пер-
вой стадии дегидрирования вследствие изомеризующих свойств
алюмохромового катализатора происходит частичная изомериза-
ция изопентана в н-пентан и изопентенов в «-пентены:
СН3СНСН2СНз СНз(СН2)3СНз
I
СНз
мзо-С5Н10
СН2=СНСН2СН2СНз
СН3СН=СНСН2СНз
Образовавшиеся углеводороды нормального строения на вто-
рой стадии дегидрируются в пиперилен, который частично подвер-
гается дегидроциклизации в циклопентадиен:
СН2=СНСН2СН2СНз |
СН3СН=СНСН2СНз J
- Н2
^СН2=СНСН=СНСН3
Н2С—сн
I II
Н2Сх /СН
сн,
НС—сн
II II
НСх /СН
сн,
120
Частичная изомеризация изопентенов может проходить и па
второй стадии, однако оксидные катализаторы второй стадии об-
ладают более слабыми изомеризующими свойствами, вследствие
чего степень изомеризации, по-видимому, невелика. Выход пипе-
рилена достигает 10—15 % от суммы диеновых углеводородов, а
содержание //-пентенов в изопентеновой фракции составляет 10—
12 % Количество образующегося циклопентадиена не превышает
обычно 1 % от прореагировавших изопентенов. При дегидрирова-
нии образуются также в небольшом количестве ацетиленовые уг-
леводороды.
Образование значительных количеств пиперилена весьма не-
желательно вследствие снижения выхода и качества изопрена и
усложнения его очистки. Для удаления циклопентадиена и ацети-
леновых углеводородов требуется специальная очистка.
Термодинамике процессов дегидрирования изопентана и изо-
пентенов присущи те же закономерности, которыми характеризу-
ется процесс дегидрирования н-бутана и н-бутенов.
Тепловой эффект реакции дегидрирования изопентана в изо-
пентены составляет 1670 кДж/кг по сравнению с 2160 кДж/кг для
н-бутана.
Тепловой эффект дегидрирования изопентенов в изопрен равен
1800 кДж/кг изопентенов.
Время контактирования при дегидрировании изопентана и изо-
пентенов очень мало.
Первую стадию дегидрирования изопентана в
СССР проводят в псевдоожиженном слое микросфе-
рического алюмохромового катализатора в секцио-
нированных реакторе и регенераторе. Процесс ведут при давлении
несколько выше атмосферного, температуре 525—5406С и объем-
ной скорости 1,5—2,0 ч-1 в расчете на жидкий изопентан (около
300 ч"1 в расчете на пары при нормальных условиях). Выход
изопентенов составляет 30—32 % на пропущенный изопентан при
селективности 68—72 %. Технологическая схема процесса анало-
гична схеме дегидрирования н-бутана.
Вторая стадия дегидрирования проводится в ре-
акторах адиабатического типа с неподвижным
слоем катализатора при разбавлении сырья водяным па-
ром. Для дегидрирования изопентенов применяется хромкальций-
никельфосфатный катализатор. Типичные режимы и выходы при-
ведены ниже:
Температура, °C........................................ 580—600
Объемная скорость, ч-1................................. 150—220
Разбавление водяным паром, моль/моль . . 1 :20
Длительность цикла, ч . . . 0,12—0,25
Конверсия изопентепов, % ................................ 42
Селективность, % (масс.)................................ 70—80
Выход изопрена, % (масс.)............................... 30—34
Технологическая схема дегидрирования изопентенов и устрой-
ство реактора аналогичны приведенным выше для дегидрирования
н-бутенов. Вследствие большой склонности изопрена к реакциям
121
полимеризации на второй стадии дегидрирования и на установках
разделения вводят ингибиторы.
Одностадийное дегидрирование изопентана по схеме фирмы
Houdry не получило распространения вследствие образования
больших количеств пиперилена и повышенного выхода кокса,
усложняющего процесс регенерации катализатора в условиях ко-
ротких циклов.
Разделение углеводородов С5
Разделение контактного газа дегидрирования изопентана и изо-
пентенов аналогично процессу разделения контактного газа де-
гидрирования н-бутана и н-бутенов. Путем сочетания процессов
абсорбции и ректификации можно выделить соответствующие
фракции С5 (изопентан-изопентеновую и изопентен-изопреновую).
Значительно более сложной задачей является разделение этих
фракций.
Ниже приведены температуры кипения углеводородов (°C),
входящих в состав фракций Cs, выделенных из контактного газа
дегидрирования изопентана и изопентенов:
Изопентан ....................27,9 цис-Пентен- . . . .37,1
Пентен-1 30,0 2-Метилбутен-2..............38,6
2-Метилбутен-1 ...............31,1 Пентадиены (смесь изомеров) 42
Изопрен . ..........• 34,1 Циклопентадиен........................42
«-Пентан..................... 36,1 Циклопентен.................44,4
тра«с-Пентан-2 . . 35,4 Циклопентан.......................49,3
Как видно из приведенных данных, большая часть этих угле-
водородов имеет близкие температуры кипения. Кроме того, неко-
торые из них образуют друг с другом азеотропные смеси, в част-
ности: циклопентадиен с н-пентаном, с 2-метилбутеном-2 и с пен-
теном-2; изопрен с н-пентаном.
Эффективным методом разделения фракции Cs как и в случае
разделения фракций С4, является экстрактивная дистилляция.
В присутствии экстрагентов происходит значительное изменение
относительной летучести, позволяющее разделять изопентан-изо-
пентеновую и изопентен-изопреновую фракции. В качестве экстра-
гентов предложены различные полярные растворители, в том числе
диметилформамид, N-метилпирролидон, диметилсульфолан.
Методом экстрактивной дистилляции удается разделить фрак-
цию Cs с высокой селективностью и полнотой извлечения. Осо-
бенно эффективным экстрагентом является диметилформамид.
Процесс разделения фракции Cs экстрактивной дистилляцией
аналогичен рассмотренным выше процессам разделения углеводо-
родов С4 (см. выше). Так как изопрен далее направляется на
полимеризацию в присутствии комплексных металлоорганических
катализаторов, его необходимо особенно тщательно отмыть от сле-
дов экстрагента.
При экстрактивной дистилляции вместе с изопреном поглоща-
ются другие диены, в частности пиперилен и циклопентадиен.
122
Очистка изопрена от этих примесей осуществляется четкой рек i и
фикацией, поскольку разность температур кипения этих углеводо-
родов достаточно велика. Однако процесс ректификации связан
с большими энергозатратами, так как изопрен отгоняется от бо-
лее высококнпящего пиперилена, и, следовательно, его необходимо
полностью испарить. Кроме того, для четкого разделения требу-
ется большая кратность орошения.
От ацетиленовых соединений изопрен очищают селективным
гидрированием над никелевым катализатором.
Новым перспективным направлением в выделении изопентенов
является извлечение их низшими спиртами через простые алкил-
трет-алкиловые эфиры, например метил-трет-амиловый эфир, с
последующим их разложением на изопрен и спирт (подробнее см.
гл. 6).
Получение изопрена из 2-метилпропена и формальдегида
Метод синтеза изопрена из 2-метилпропена разработан в Совет-
ском Союзе М. С. Немцовым и др. В настоящее время метод пол-
ностью освоен в промышленном масштабе. Аналогичный процесс,
отличающийся по аппаратурному оформлению, разрабатывался
Французским институтом нефти. Процесс получения изопрена этим
методом двухстадийный.
Первая стадия состоит в конденсации 2-метилпропена с
формальдегидом с образованием 4,4-диметил-1,3-диоксана (так на-
зываемая реакция Принса):
СНз
I h2so4
СНз—С=СН2 + 2СН2О ------
н3с. н2с-сн2
хо
нс/ \ /
нзС о—СН2
Реакция проводится при 70—90 °C и 1,0—1,6 МПа. Катализа-
тором служит серная кислота (1 —1,5 % от массы 2-метилпропе-
на). Мольное соотношение углеводород: альдегид 0,73:1. Выход
4,4-диметил-1,3-диоксана достигает 66—68 % в расчете на превра-
щенный 2-метилпропен и 80—83 % на превращенный формальде-
гид при конверсии 2-метилпропена 88—92 % и формальдегида
92—96 %.
Кроме 4,4-диметил-1,3-диоксана образуется ряд побочных про-
дуктов, в том числе ,карбинолы, метилаль, диоксановые спирты,
диолы, эфиры и др. Изыскание путей использования этих побоч-
ных продуктов имеет большое практическое значение. Среди по-
бочных продуктов в наибольших количествах образуются триме-
тилкарбинол (~15 %) и 3-метилбутандиол-1,3 (5—7,5 %):
СНз СНз
I + Н2о I
СНз—с=сн2 + сн2о --------> СН3—С—сн2—СН2ОН
+ Н2о он
-------> (СНз)зСОН
123
Применение серной кислоты в качестве катализатора вызывает
коррозию аппаратуры, в первую очередь реактора, и приводит к
образованию кислых сточных вод.
Вторая стадия процесса представляет собой газофазное
каталитическое расщепление 4,4-диметил-1,3-диоксана с образова-
нием изопрена:
^H2 „с
;с' ;о ---------->• сн2=с—сн=сн2 + н2о + сн2о
Н8с/ о—СН2
Катализаторами процесса могут служить фосфорная кислота
на алюмосиликате, оксид алюминия с 25 % оксида кремния, смесь
фосфатов и другие вещества кислотного характера. Хорошие ре-
зультаты получены на фосфате кальция при 375—400 °C и разбав-
лении водяным паром 1:2. Глубина расщепления 4,4-диметил-1,3-
диоксана составляет до 90 %, выход изопрена 83—84 % от разло-
женного и 70—75 % от пропущенного диоксана.
З-Метилбутандиол-1,3 в указанных условиях также превраща-
ется в изопрен:
СН3
СНз—с—СН2—СН2ОН —> СН2=С—СН=СН2 + 2Н2О
I I
ОН СНз
В продуктах второй стадии процесса наряду с изопреном со-
держатся 2-метилпропен (10—12%), продукты уплотнения, незна-
чительное количество циклопентадиена (0,0001—0,0002 %), а также
формальдегид, количество которого достигает 86—99 % от стехио-
метрического.
В качестве сырья для получения изопрена используется изобу-
тан-изобутиленовая фракция, содержащая не менее 40 % (масс.)
2-метилпропена. Содержание серы в этой фракции не должно
превышать 0,0005 % и ацетиленовых соединений <0,001 %. При-
меняемый формалин содержит 37 % формальдегида. Допускается
наличие в нем не более 1 % (масс.) метанола.
Схема производства изопрена приведена на рис. 2.16. Процесс
конденсации проводится в двух последовательно соединенных реак-
торах. Изобутан-изобутиленовая фракция поступает в нижнюю
часть второго реактора, куда подается также серная кислота.
Смесь свежего и возвратного формалина подвергается очистке и
поступает в верхнюю часть первого реактора. Реакционная мас-
са из первого реактора направляется на нейтрализацию и отмывку
от формальдегида в нейтрализатор 2, а затем в отстойник 5. Угле-
водородный слой из отстойника подается в ректификационную ко-
лонну 4 для выделения бутан-бутеновой фракции, которая в ко-
лонне 5 разделяется на изобутан-изобутиленовую фракцию и
бутены-2. Далее от углеводородного слоя в колоннах 6 и 7
124
(сн3)2осн2
Азеотроп
Ингибитор изопрен- биди
,21
Вода
Тяжелые примеси
/4
15
[Изопрен-
ректифика/п
Рис. 2.16. Схема производства изопрена из 2-метилпропена и формальдегида:
1—реакторы конденсации; 2 — нейтрализатор; 3, 9, 15, 20 — отстойники; 4—8, 10—12, 16—18, 22—25 — ректификационные ко«
лонны; 14 — конденсатор; 13 — реакторы расщепления 4,4-диметил-1,3-диоксана; 19 — колонна отмывки от карбонильных со*
единений; 21 — колонна азеотропной осушки.
сн2о Д Г
•NaOH
СНзОН . (СН3)3СОН
Из апп. 24
Н3РО4+/7£7/7
/ Н3РО4+/ЭД0
*пар
20
Вапп. в
отгоняются соответственно метилаль-метанольная фракция и три-
метилкарбннол. И, наконец, в колонне 8 происходит отгонка
4,4-диметил-1,3-диоксана от высококинящих компонентов.
Водный слой из аппаратов 2 и 3 нейтрализуется щелочью, по-
сле чего в колонне 10 отгоняются низкокипящие органические
соединения. Ректификат колонны 10, состоящий из метилаля,
метанола, триметилкарбинола, 4,4-диметил-1,3-диоксана и др.,
присоединяется к углеводородному слою, а остаток (водный
слой) направляется в колонны 11 и 12 для выделения возвратного
формалина.
4,4-Диметил-1,3-диоксан из колонны 8 вместе с возвратным
4,4-диметил-1,3-диоксаном поступает на расщепление в реакторы
второй стадии 13, куда подается водяной пар и фосфорная кис-
лота. Продукты реакции подвергаются ректификации. В колонне 16
отделяются высококипящие продукты, а в колонне 17 — изобути-
лен, образующийся при расщеплении 4,4-диметил-1,3-диоксана.
Колонна 18 служит для окончательной очистки изопрена от высо-
кокипящих побочных продуктов, в колонне 19 производится от-
мывка карбонильных соединений, а в колонне 21 — азеотропная
осушка. Колонна 22 предназначена для дополнительного выделе-
ния изопрена-сырца из остатка колонны 18. В колоннах 23 и 24
из высококипящих продуктов, выделенных в колонне 16, извлекают
непревращенный 4,4-диметил-1,3-диоксан. Остатки колонн 22 и 24
содержат ряд ценных кислородсодержащих продуктов.
Технологическое оформление первой стадии процесса определя-
ется необходимостью вести процесс при высокой концентрации
2-метилпропена. В связи с этим процесс целесообразно вести в
реакторе, близком к реактору идеального вытеснения.
Тепловой эффект (в расчете на 1 кг 2-метилпропена) реакции
образования 4,4-метил-1,3-диоксана составляет 531 кДж, а для
триметилкарбинола достигает 988 кДж. Для интенсификации от-
кторе трубчатого типа. 2-Метил-
пропен и формальдегид подают
в реактор противотоком.
Вторая стадия — расщепле-
ние 4,4-диметил-1,3-диоксана —
идет с поглощением тепла
126 кДж/моль. Подвод тепла
может быть организован разны-
ми способами. В процессе, раз-
работанном Французским инсти-
тутом нефти, используется реак-
тор с движущимся слоем ката-
вода тепла процесс ведут в
4
4,4-Динетил- \ Водяной'пар
1,3-диоксан I
Мнтампный газ
водяной
пар
4
Водяной
пар
4-
Рис. 2.17. Схема реактора полочного ти-
па для расщепления 4,4-диметил-1,3-ди-
оксана:
/ — корпус; 2 — полка; 3 — штуцер для по-
дачи водяного пара; 4 — катализатор; 5 —
перегородка.
126
лизатора. На отечественных установках успешно эксплуатируют и
реакторы полочного типа со стационарным слоем катализа юр а
(рис. 2.17). В качестве теплоносителя используется перегретый
водяной пар, который подается в реактор ступенчато. Благодаря
ступенчатой подаче водяного пара температурный режим реактора
приближается к изотермическому.
Регенерация катализатора (выжигание кокса) осуществляется
каждые 5—б ч в начале работы катализатора и через 3 ч в конце
его работы, так как по мере падения активности катализатора
количество отлагающегося кокса возрастает. Продолжительность
циклов регенерации и реакции одинакова.
Получение изопрена из ацетона и ацетилена
В Италии разработан процесс получения изопрена из ацетона
и ацетилена по реакции, открытой ранее А. Е. Фаворским и усо-
вершенствованной И. Н. Назаровым,
следующих стадий:
1. Этинилирование ацетона:
Этот процесс слагается из
н3сч
V=O+CHsCH —►
Н3СУ
СНз
I
СН3—С—С = СН
I
ОН
2. Селективное гидрирование 2-метилбутин-3-ола-2:
СНз СНз
СНз—С—CsCH + H2 —► СНз— С—сн=сн2
I I
он он
3. Дегидратация 2-метилбутен-3-ола-2:
СНз СНз
| 380 °C |
СНз—С—С=СН2 - сн2=с—СН=СН2 + Н2О
I А12Оз
ОН
А. Е. Фаворский проводил реакцию этинилирования в присут-
ствии большого количества щелочи под давлением ацетилена в
растворе ацетона. Работа под давлением представляет определен-
ную опасность, так как ацетилен в этих условиях легко взры-
вается. По усовершенствованному методу реакция проводится в
жидком аммиаке с небольшим количеством катализатора. Благо-
даря разбавлению ацетилена аммиаком процесс становится более
безопасным.
В промышленных условиях этинилирование проводится при
10—40 °C и 2 МПа. В качестве катализатора используется водный
раствор КОН. В среде аммиака реакция идет почти количественно
и практически необратима. Конверсия достигает 95%, выход та-
кого же порядка, как конверсия. Полученный 2-метилбутинол-2
127
отгоняется в виде азеотропной смеси с водой, содержащей 74 %
2-метилбутппола-2.
Азеотропную смесь направляют па селективное гидрирование,
которое ведут при 30—80°C и давлении водорода 0,5—1 МПа в
присутствии ингибитора. Катализатор — коллоидный палладий на
носителе. Мягкие условия гидрирования и ингибитор необходимы
во избежание получения насыщенного спирта. Конверсия 2-метил-
бутинола-2 полная, выход 2-метилбутенола-2 более 99%, насы-
щенных продуктов менее 1 %. 2-Метилбутенол-2 также получа-
ется в виде азеотропной смеси с водой.
Третья стадия — дегидратация — проводится на оксиде алюми-
ния при 260—300 °C. Катализатор регенерируют через 100 ч ра-
боты путем выжига углистых отложений. Селективность процесса
более 99 %.
На 1 т изопрена расходуется 970 кг ацетона, 430 кг ацетилена,
400 м3 водорода и 5 кг аммиака.
Получение изопрена из пропилена
Исследования показали, что для получения изопрена с высоким
выходом пиролизу надо подвергать только определенные изомеры
димеризованного пропилена. Предшественниками изопрена могут
быть 2-метилпентен-2, 3-метилпентен-2 или 2-этилбутен-1. Это объ-
ясняется тем, что расщепление димера происходит селективно,
преимущественно по связи С—С, находящейся в 0-положении по
отношению к двойной связи, так как эта связь обладает наимень-
шей электронной плотностью. При димеризации на кислотных ка-
тализаторах получается смесь изомеров.
Фирмами Goodyear и Scientific Design разработан и эксплуа-
тировался с 1962 г. трехстадийный процесс получения изопрена
из пропилена, включающий стадии димеризации пропилена, изо-
меризации образующегося 2-метилпентена-1 в 2-метилпентен-2 и
пиролиз 2-метилпентена-2 (деметилирование с образованием изо-
прена) *.
Для процесса используется пропай-пропиленовая фракция, в
которой содержание пропилена составляет 60—80 %. Сырье необ-
ходимо освободить от воды, а также от ацетиленовых и сернистых
Соединений, мешающих процессу димеризации.
Димеризация пропилена осуществляется в присутствии триизо-
бутилалюминия или три-н-пропилалюминия при 150—250 °C и
20—30 МПа. В этих условиях образуется индивидуальный димер
2-метилпентен-1:
A1R3
2СН2-==СН—СНз ----> СН2=ССНсСН2СН3
СНз
♦ Согласно последним данным, установка фирмы Goodyear законсервирована
в 1978 г. из-за нерентабельности производства, но в настоящее время вновь пу-
скается.
128
z Конверсия пропилена составляет 70—86 %.
Реакция димеризации пропилена протекает по следующей
схеме:
(СзН7)зА1 + СН3СН=СН2 —► (С3Н7)2А1СН2СНСН2СН2СН8
СНз
(С3Н7)2А1СН2СНСН2СН2СНз —► (СзН7)2А1Н + CH2=CCH2CH2CHs
сн3 сн3
(С3Н7)2А1Н + СН3СН=СН2 —► (СзН7)зА1
Согласно этому механизму ди-к-пропилалюминийгидрид
(С3Н7)2А1Н является промежуточным продуктом. Реакция имеет
первый порядок по пропилену.
Димеризация идет с выделением тепла, вследствие чего в реак-
торе необходимо предусмотреть отвод тепла. Применяются двух-
ступенчатые горизонтальные трубчатые реакторы с отводом тепла
циркулирующим в межтрубном пространстве углеводородным
теплоносителем.
2-Метилпентен-1 не является предшественником изопрена, но
он легко изомеризуется в 2-метилнентен-2:
СН2=С—СН2СН2СНз —> СНз—С=±СНСН2СНз
I I
СНз СНз
Изомеризация может проводиться в жидкой или газовой фазе
в присутствии кислотных катализаторов.
При жидкофазном процессе с применением в качестве катали-
затора серной кислоты при температуре 80°C содержание 2-метил-
пентена-2 в продуктах реакции составляет 84,2%. В качестве ка<
тализаторов для жидкофазного процесса исследовались также
иониты (катионит КУ-1 и др.). При объемной скорости 12 ч-1 и
температуре 75—80 °C конверсия 2-метилпентена-1 составляла
75—83 % при селективности . 94—95 %• На алюмосиликате при
80—100°C селективность достигала 94 %.
В паровой фазе процесс также можно вести на твердых ката-
лизаторах— фосфорной кислоте на носителе, алюмосиликате, ка-
тионитах. На алюмосиликате при 200 °C и объемной скорости
15 ч~1 конверсия составляла от 46 до 60 % при селективности
95%. Через 100 ч работы катализатор должен регенерироваться
путем выжигания кокса. Интересные результаты получены при
применении оксида алюминия. При 250°C и объемной скорости
10 Ч”1 конверсия 2-метилпентена-1 составляла 70 % при селектив-
ности 97 % в течение 200 ч работы катализатора.
Третьей стадией процесса является пиролиз 2-метилпентена-2—
деметилирование его с образованием изопрена:
СНз—С=СНСН2СНз —► сн2=с—сн=сн2 + сн4
СН8 СН|
б Зак. 634
129
Последняя стадия является наиболее трудной в связи с тем,
что наряду с деметилированием идут друию реакции расщепле-
ния, в результате чего образуется большое количество побочных
продуктов, в том числе и ацетиленовых углеводородов. Селектив-
ность стадии деметилирования низка. Проводимые работы были
направлены на изыскание катализаторов, которые позволили бы
повысить селективность процесса.
В чисто термических условиях процесс ведут при 700—900 °C
и парциальном давлении 0,01 МПа. При этом конверсия состав-
ляет 35%, а селективность не превышает 40—46 % мол. В каче-
стве разбавителя могут быть использованы азот или водяной пар.
Отмечается, что в случае разбавления водяным паром селек-
тивность выше, чем при разбавлении азотом.
Применение в качестве катализатора бромоводорода позволяет
снизить температуру до 650—700 °C и повысить селективность про-
цесса. На 1 моль олефина вводится от 0,05 до 0,5 моль НВг. При
этом селективность достигает 66 %.
В качестве промоторов процесса деметилирования могут быть
использованы труднокрекируемые вещества, например, 2,3-диме-
тилбутен-2. В присутствии 4 % этого углеводорода селективность
повышается до 62,5%. Хороший эффект дает также сочетание
промотора с НВг.
Получение изопрена из пропилена считалось одним из перспек-
тивных процессов производства изопрена. Его недостатком явля-
ется низкая селективность стадии деметилирования и применение
в качестве катализатора этой стадии бромоводорода — весьма аг-
рессивного и дорогого катализатора.
Сравнение процессов производства изопрена описанных выше,
показало, что наиболее экономичным является способ производ-
ства изопрена из 2-метилпропена и формальдегида.
ПРОИЗВОДСТВО 2-МЕТИЛПРОПЕНА (ИЗОБУТИЛЕНА)
Изобутилен применяется для получения полиизобутилена и бутил-
каучука (сополимера изобутилена с 2—3% изопрена). Одним из
методов получения изобутилена является дегидратация изобута-
нола:
380 °C
СН3СНСН2ОН —сн3с=сн2 + Н2О
| А12Оз ।
СНз z СНз
который, в свою очередь, получают оксосинтезом из пропилена.
Экономически более выгодно выделять изобутилен из бутан-
бутеновой фракции газов крекинга.
Смесь бутенов не может быть разделена простой ректифика-
цией из-за близости температур их кипения, поэтому для их раз-
деления приходится применять химические методы. При обработке
смеси бутенов 60—65 %-ной серной кислотой при 35—40 °C я-бу-
тепы не вступают в реакцию. Реагируют только изобутилен с об-
130
разованнем трст-бутилсерной кислоты и небольшого количсгни!
полимеров:
H2SO4 I—► (CH3)3COSO2OH (основная реакция)
(СН3)2С=СН2 ------
I—> CeHie и др. (побочные реакции)
Гидролиз трет-бутилсерной кислоты дает трет-бутанол
н2о
(CH3)3COSO2OH ----> (СНз)зСОН 4-H2SO4
который тут же дегидратируется под действием серной кислоты
в изобутилен:
h2so4
(СНз)зСОН ------(СНз)2С=СН2 + Н2О
Гидролиз и дегидратация осуществляются в колонне-регенера-
торе, в которую пропускают водяной пар. Из верхней части ко-
лонны отбирают изобутилен (содержащий примеси трет-бутанола,
полимеры и др.). Он отделяется от примесей и конденсируется.
Из нижней части колонны выходит 45%-ная серная кислота, ко-
торую регенерируют упариванием до исходной 65%-ной кислоты.
Выход изобутилена составляет 90—95 % от поступившего на раз-
деление.
Более совершенным методом выделения изобутилена из бутан-
бутеновой фракции является его прямая гидратация на катионите
КУ-2 в трет-бутанол:
н2о
(СНз)2С=СН2 ----> (СНз)зСОН
Прямая гидратация проводится при 90—100°C и 1—1,5 МПа.
Этот процесс разрабатывался в СССР В. М. Соболевым, Д. Н. Чап-
лиц и др. При прямой гидратации отпадает необходимость исполь-
зования больших количеств серной кислоты и исключается стадия
ее регенерации.
Полученный трет-бутанол на том же катализаторе при 100—
105 °C и 0,34 МПа дегидратируется в изобутилен
(СНз)зСОН ---—> (СНз)1С=СН2
—г12 U
Изобутилен, подобно изопентену, может быть выделен из бутан-
бутеновой фракции при помощи низших спиртов, например, мета-
нола, избирательно образующего с изобутиленом метил-трет-бути-
ловый эфир (в присутствии ионитных катализаторов)
СНз СНз
I I
СН3С=СН2 + СНзОН СНз—С—О—СНз
Ан
Сп3
(подробнее см. главу 6).
Затем полученный эфир разлагается на изобутилен и метанол
по обратной реакции в присутствии катализаторов кислотного ти-
пи, например оксида алюминия, сульфатов переходных металлов
и др., а также их оксидов. Применяются также ионитные катали-
заторы. Температура разложения 100—300 °C, давление до 1 МПа.
Для подавления побочных реакций разложение ведут при разбав-
лении водяпым паром.
Этот способ извлечения изобутилена считается весьма перс-
пективным.
В Советском Союзе изобутилен получают дегидрированием
изобутана. В связи с внедрением процесса синтеза изопрена из
изобутилена и формальдегида налажено крупнотоннажное произ-
водство изобутилена из бутана, содержащегося в газе каталитиче-
ского крекинга.
Дегидрирование изобутана (СН3)2СНСН3 —>(СН3)2С = СН2 + Н2
проводится на алюмохромовом катализаторе при 550—580 °C и
объемной скорости 120—150 ч-1.
Термодинамика дегидрирования изобутана и я-бутана анало-
гична. Процесс дегидрирования изобутана идет при несколько бо-
лее низкой температуре, что объясняется более низкой энергией
связи С—Н у третичного атома углерода.
В Советском Союзе каталитическое дегидрирование изобутана
проводят в псевдоожиженном слое катализатора.
Технология дегидрирования изобутана в псевдоожиженном слое
алюмохромового катализатора не отличается от технологии де-
гидрирования я-бутана. Выход изобутилена на пропущенный изо-
бутан достигает 38—42 % при селективности 80%. Изобутан-
изобутиленовая фракция выделяется из контактного газа дегид-
рирования абсорбцией и ректификацией. Разделение изобутан-
изобутиленовой фракции осуществляется серной кислотой.
Изобутилен, получаемый дегидрированием изобутана, в 5 раз
дешевле, чем полученный дегидратацией изобутанола оксо-
синтеза.
ПРОИЗВОДСТВО СТИРОЛА И а-МЕТИЛСТИРОЛА
Стирол и а-метилстирол являются дополнительными мономерами
для производства синтетических каучуков общего назначения.
Наибольшее количество стирола идет на производство полисти-
рола.
Основным промышленным методом производства стирола яв-
ляется дегидрирование этилбензола. Некоторое значение имеют
процессы производства стирола хлорированием этилбензола с пос-
ледующим дегидрохлорированием, а также через стадию окисления
этилбензола до гидропероксида. а-Метилстирол может быть полу-
чен дегидрированием изопропилбензола или через его гидропер-
оксид.
Сырье для производства стирола и а-метилстирола— этил-
бензол и изопропилбензол — получается алкилированием бензола
этиленом и пропиленом (глава 1). Наряду с этим этилбензол мо-
жет выделяться из ксилольной фракции бензина каталитического
риформинга.
132
Дегидрирование алкилбензолов
!
Производство стирола и а-метилстирола имеет много общего. Де-
гидрирование этилбензола в стирол и изопропилбензола в а-метил-
стирол протекает по реакциям;
СН2СН3 СН=СН2
СНз—СН—СНз
+ Н2
Эти реакции идут с увеличением объема и поглощением тепла
Соответственно, с повышением температуры и снижением парци-
ального давления углеводородов увеличивается степень превраще-
ния алкилбензола в алкенилбензол. Это иллюстрируется следу-
ющими данными по равновесной степени превращения алкилбен-
золов при 0,01 МПа:
Равновесная степень дегидрирования, %
Температура дегидрирования, °C:
этилбензола .........................
изопропилбензола ................
10 30 50 70 80
465 565 620 765 710
380 450 500 560 595
Таким образом, при дегидрировании изопропилбензола для
достижения той же степени превращения можно применять более
низкие температуры.
Для повышения глубины превращения сырье разбавляют во-
дяным паром, что эквивалентно снижению парциального давления.
Так, при 580 °C равновесная степень дегидрирования этилбензола
в стирол в зависимости от разбавления водяным паром возрастает
следующим образом:
Мольное отношение Н2О: СбН5С2Нб....................... 0 16 19 20
Равновесная степень дегидрирования, %................ 35 47 78 79
При дегидрировании протекают побочные реакции распада и
уплотнения. В результате распада этилбензола образуются бен-
зол и этилен:
+ С2Н4
1зй
При распаде изопропилбензола образуются следующие побоч-
ные продукты:
В присутствии водорода идут также следующие побочные ре-
акции:
I—> СбН5—СНз + СН4
СбНб—С2Н5 + Н2 -
1—> свнб+с2нв
Н2
I---> С6н5—СН2— СНз + сн4
СвНб—СН(СНз)2 —
•— > с6н5—сн=сн2 + сн4
Для дегидрирования этилбензола и изопропилбензола в про-
мышленности преимущественно используются катализаторы на
основе оксидов железа. Так, отечественный катализатор К-22
имеет состав, % (масс.): Fe2O3 69—73; К2СО3 19—20; Сг2О3 7,5—
8,5; КгЗЮ3 2,0—2,6. При использовании этого катализатора водя-
ной пар, подаваемый на разбавление, газифицирует углистые от-
ложения на поверхности катализатора, благодаря чему срок его
службы без регенерации составляет 1,5—2 года. Модифицирован-
ный железосодержащий катализатор К-24 обладает повышенной
активностью и стабильностью. Процесс дегидрирования обычно ве-
дут при температуре 560—580 °C.
Аппаратурное оформление процесса дегидрирования этилбен-
зола и изопропилбензола аналогично аппаратурному оформлению
процесса дегидрирования бутенов. Преимущественно применяются
реакторы адиабатического типа с использованием в качестве теп-
лоносителя перегретого водяного пара; для дегидрирования этил-
бензола реже применяются трубчатые реакторы. Имеются также
сообщения о применении реакторов полочного типа с подачей пе-
регретого водяного пара в пространство между полками. Это
позволяет приблизить температурный режим к изотермическому,
что способствует повышению конверсии и селективности про-
цесса.
На рис. 2.18 приведена технологическая схема дегидрирования
изопропилбензола. Смесь свежего и возвратного изопропилбензо-
134
Рис. 2.18. Технологическая схема дегидрирования изопропилбензола в а-метил-
стирол:
/ — пароперегреватель; 2 — контактный аппарат (реактор); 3 — перегреватель изопропилбен-
зола; 4 — испаритель; 5 — котел-утилизатор; 6, 7 — конденсаторы; 8 — отстойник; 9 — сбор-
ник; 10 — осушитель; 11 — насос.
ла подается в смесительную камеру испарителя 4. Испарение осу-
ществляется в токе водяного пара (50 % масс, от изопропилбен-
зола), благодаря чему температура кипения снижается с 152,5 до
120 °C. Испарение происходит за счет тепла контактного газа, по-
ступающего из перегревателя 5. Испаренный и нагретый до 150°C
изопропилбензол из испарителя 4 поступает в перегреватель 3,
где перегревается до 490°C за счет тепла контактного газа,
выходящего из контактного аппарата 2. Перегретые пары
из перегревателя 3 поступают в смесительную камеру кон-
тактного аппарата 2, где смешиваются с перегретым водяным
паром, имеющим температуру 675 °C. Водяной пар перегре-
вается в трубчатой печи 1 градиентного типа. Парогазовая смесь
на входе в реакционную зону контактного аппарата 2 имеет
температуру 590°C. За счет эндотермичности реакции дегидри-
рования температура на выходе из реактора снижается до
-550 °C.
Контактный газ охлаждается, отдавая свое тепло, в перегрева-
теле 3 и в испарителе 4, после чего поступает на доохлаждение
в котел-утилизатор 5. Далее он подается в охлаждаемый водой
конденсатор 6, в котором жидкие углеводороды частично конден-
сируются. Окончательная конденсация осуществляется в конден-
саторе 7, охлаждаемом рассолом. Конденсаты из конденсаторов 6
и 7 стекают в отстойник 3, откуда углеводородный слой через
сборник 9 подается в осушитель 10, заполненный хлоридом каль-
ция и далее на разделение. Водный слой из отстойника 8 после
дополнительного отстаивания сбрасывается в канализацию. Не-
гконлепспровавшиеся углеводородные газы направляются в газо-
вую С(‘Т1».
Процесс дегидрирования этилбензола отличается только тем-
пературным режимом и наличием аппарата с мешалкой для до-
бавления к стиролу ингибитора — гидрохинона.
185
Основные условия и показатели процессов дегидрирования
этилбензола и изопропилбензола:
Целевой продукт ................................... Стирол
Катализатор ................................. К-24
Температура, °C.................................... 600—615
Объемная скорость, ч“!......................... 0,3—0,5
Мольное соотношение водяной пар : углеводо-
роды .......................................... 15—17:1
Конверсия, %......................................... 50
Селективность, % (масс.).......................... 87—88
Выход на пропущенный алкилбензол, % (масс.) . 43,8
а-Метилстирол
К-24
550-580
0,5-1
20:1
50-55
91-93
45-51
Эти данные показывают, что конверсия и выход «-метилстиро-
ла несколько больше, чем стирола. При дегидрировании этилбен-
зола в двухполочных реакторах выход стирола на том же ката-
лизаторе повышается до 55—58 %, а а-метилстирола до 66—70 %.
Особенностью стирола является склонность к самопроизвольной
полимеризации, что значительно усложняет его выделение и очист-
ку. Выделение стирола осуществляется при невысоких температу-
рах, низком остаточном давлении — около 0,004 ^МПа и добавке к
стиролу ингибиторов полимеризации.
Принципиальная технологическая схема выделения стирола с
использованием минимального числа колонн приведена на рис. 2.19.
Жидкие углеводороды с установки дегидрирования поступают в
колонну 1 для удаления бензол-толуольной фракции. Остаток ко-
лонны 1 направляется на ректификацию в колонну 2, где в каче-
стве ректификата отбирается непрореагировавший этилбензол.
Остаток колонны 2, представляющий собой смесь стирола и высо-
кокипящих примесей, поступает в колонну 3 для отделения смо-
лы, содержащей некоторое количество стирола. Сверху из колон-
ны 3 отбирается стирол чистотой 99,6%, снизу — смола. Смола
направляется в емкость 5 и периодически пропускается через ко-
лонну 4 для отгонки остаточного стирола. Эта схема применяется
в случае дегидрирования этилбензола, выделенного из бензина ри-
форминга.
Выделение и очистка а-метилстирола аналогичны выделению
стирола.
Стирол и а-метилстирол могут быть получены через стадию
окисления алкилбензолов до гидропероксидов (см. главу 5).
Более перспективным считается производство стирола и а-ме-
тилстирола дегидрированием алкилбензолов.
Рис. 2.19. Принципиальная схе-
ма выделения и очистки стиро-
ла:
1 — колонна выделения бензол-то-
луольной фракции; 2—колонна от-
гонки этилбензола; 3 — колонна
выделения товарного стирола; 4 —
колонна отгонки остаточного сти-
рола; 5 — емкость.
186
ПРОИЗВОДСТВО ОЛЕФИНОВ И ДИЕНОВ ОКИСЛИТЕЛЬНЫМ
ДЕГИДРИРОВАНИЕМ УГЛЕВОДОРОДОВ
Для процессов окислительного дегидрирования характерно связы-
вание выделяющегося водорода, благодаря чему снижаются тер-
модинамические ограничения процесса, понижается требуемая тем-
пература, увеличивается выход целевого продукта за проход, по-
вышается селективность процесса и меняется знак теплового эф-
фекта реакции. Различают окислительное дегидрирование кисло-
родом на оксидных катализаторах и окислительное дегидрирова-
ние галогенами.
Окислительное дегидрирование олефинов
на оксидных катализаторах
Окислительное дегидрирование олефинов на оксидных катализа-
торах заключается в том, что водород, подлежащий отщеплению,
отрывается кислородом и окисляется до воды, причем реакция
окисления протекает на поверхности катализатора
н-С4Н8 + 0,5О2 —> С4нб + н2о
W30-C5H10 4* 0,5О2 —► нзо-С5Н8 -J- Н2О
В качестве катализаторов окислительного дегидрирования ис-
пользуют обычно сложные оксидные системы, чаще всего бинар-
ные, нанесенные на широкопористые носители небольшой удельной
поверхности (широкопористый силикагель или пористая керами-
ка). К ним относятся катализаторы на основе оксидов висмута и
молибдена или вольфрама, олова и сурьмы, ванадия, кобальта,
железа.
Процесс окислительного дегидрирования протекает при значи-
тельно более низких температурах 400—550 °C и более высоких
парциальных давлениях олефина, чем обычное дегидрирование.
На селективность процесса благоприятное влияние оказывает раз-
бавление исходного олефина парами воды. Соотношение
О2: Н2О: бутены для различных вариантов процесса равно
1: (6—50): 1, объемная скорость 400—600 ч~!. Выход диена при
окислительном дегидрировании бутенов составляет 60—70 % при
селективности до 90 % (масс.).
Показатели дегидрирования изопентенов значительно уступают
полученным для бутенов. Побочными продуктами реакции являют-
ся СО, СО2, карбонильные соединения и продукты распада.
Кинетические закономерности процесса, наблюдавшиеся раз-
личными исследователями, при окислительном дегидрировании бу-
тенов на сложных оксидных катализаторах наилучшим образом
объясняются на основе механизма, предложенного Т. Г. Алхазо-
вым. Согласно этому механизму окислительное дегидрирование
олефинов происходит на дублете (zi — z2). Центры дублета пред-
ставляют собой катионы, входящие в состав химического соеди-
нения или твердого раствора. На одном из центров (zi), адсор-
197
бируется олефин с образованием л-комплекса, на другом (z2) кис-
лород (реакция I):
СН2=СН-СН2-СНз СН3-СН“СН-СН3
It1'
[СН2тСН-СН2-СН3]^СН2=СН-СН2-СН3 [СН3-СНтСН-СНз]+
| О- V о- I О"
77777777777777777777777 7777777777777777777777 ’////У//////////////////.
Z1 Z2 Z1 Z2 Z2
II I--------------------------------
VI
CH2=fCH“CH— CHfc
н н
V7777777777777777777777;
Z1
П1
Z2
СН2—сн—СН7-СН3
он
Zi Z2
VII
сн2=сн-сн=сн2
+
н2о
СН2=СН-СО-СН3
сн3—сн=сн-сно
В адсорбированном олефине, благодаря донорно-акцепторно-
му взаимодействию с поверхностью катализатора, происходит сме-
щение электронной плотности по всей молекуле олефина, приво-
дящее к некоторой протонизации атомов водорода в алкильных
группах. Благодаря этому возникают водородные связи между ко-
ординационно адсорбированным углеводородом и кислородом, ад-
сорбированном на активном центре (z2) и обладающем двумя не-
поделенными парами электронов (реакция II). В результате от-
рывается сразу два атома водорода (лимитирующая стадия) с
образованием диена и воды (реакция III). При окислительном
дегидрировании бутенов-2, последние проявляют более низкую ре-
акционную способность, что объясняется стерическими препят-
ствиями, исключающими одновременное взаимодействие хемосор-
бированного кислорода с двумя атомами водорода метильных
групп. В последнем случае диен образуется после предваритель-
ной изомеризации бутена-2 в бутен-1 (реакция IV и V).
Карбонильные соединения образуются в результате взаимодей-
ствия координационно адсорбированного олефина с кислородом по
маршруту VI. При этом происходит отрыв одного атома водорода
с образованием поверхностного радикала аллильного типа. Однако
эта реакция энергетически менее выгодна, чем реакция II, что
обусловливает высокую селективность процесса.
Предложенный механизм объясняет более низкую конверсию
и селективность дегидрирования изопентенов, для которых отрыв
сразу двух атомов водорода также затруднен,
Реакция окислительного дегидрирования олефинов сопрово-
ждается выделением больших количеств тепла. Отвод тепла яв-
ляется наиболее сложным фактором этого процесса. Реактор труб-
чатого типа непригоден вследствие характерного для этого типа
реактора перегрева в лобовом слое. Исследования показали, что
в полочном реакторе шла побочная гомогенная реакция окисления
в пространстве между полками. Это приводило к снижению селек-
тивности процесса. В реакторе с кипящим слоем катализатора
также шли побочные реакции.
Фирма Phillips решила вопрос теплоотвода путем использова-
ния реактора адиабатического типа. Тепло отводится за счет очень
большой степени разбавления сырья водяным паром, составляю-
щей 30—50: 1 моль/моль. На этой основе разработан промышлен-
ный процесс окислительного дегидрирования я-бутенов и около
10 лет назад пущена установка производительностью 125 тыс. т/год
бутадиена с использованием железосодержащего катализатора
(фосфаты железа, промотированные оксидами Ni и Со). Процесс
ведут при температуре на выходе из реактора до 590°C, давлении
в реакторе 0,6 МПа, временах контакта 0,2—0,5 с. Мольное соот-
ношение О2: Н2О : С4Нв- = 1 : 30—50 : 1. Выход бутадиена состав-
ляет 70—75 % на сырье при селективности 88—92 %. Благодаря
повышенному давлению в реакторе отпадает необходимость ком-
примировать контактный газ перед его разделением. За счет ре-
генерации тепла парогазовой смеси генерируется водяной пар для
процесса, что существенно улучшает его экономику. Однако, со-
гласно сообщениям, имеющимся в литературе, установка фирмы
Phillips в настоящее время законсервирована.
Подобный ' процесс реализован также фирмой Petro-Tex
Chemical. Он отличается катализатором (ферриты Mg, Zn, Cd,
Ni, Ca или их смеси, промотированные фосфором или цирконием)
и организацией отвода тепла. Степень разбавления сырья водяным
паром составляет 12—16:1 моль/моль, а отвод тепла в реакторе
адиабатического типа достигается за счет подачи сырьевой смеси
при температуре 340—360 °C и доведения ее до 560—580 °C за
счет нагрева сырьевой смеси. Кроме того, ведут реакцию при не-
котором недостатке кислорода (мольное соотношение О2: С4Н8 =
= 0,5—0,65: 1).
Технологическая схема процесса изображена на рис. 2.20. Пар
и кислород, перегретые примерно до 430 °C смешиваются с буте-
нами и поступают в реактор адиабатического типа 1. Контактный
газ из реактора с температурой 560—580 °C проходит котел-утили-
затор 2, конденсатор-холодильник 3 и поступает в колонну узла
охлаждения 4. Вода из колонны 4 подается в поток газа перед
холодильником 5, а контактный газ вместе с парами из конденса-
тора-холодильника 3 направляется в газосепаратор 6 и далее на
компрессию и разделение. Содержание кислорода в контактном
газе, поступающем на компрессию, не должно превышать 0,3%.
Катализатор, применяемый в процессе, саморегенерирующийся.
139
Рис. 2.20. Принципиальная схема установки окислительного дегидрирования бу-
тенов (процесс Оксо-Д):
1 — реактор; 2 — котел-утилизатор; 3 — конденсатор; 4 — колонна узла охлаждения; 5 — на-
сос; 6 — газосепаратор.
Показатели этого процесса, известного под названием Оксо-Д,
отличаются несколько более низкой конверсией (65—70 %) по
сравнению с процессом фирмы Phillips.
Согласно литературным данным процесс внедрен в 1965 г. и
около 75 % бутадиена, получаемого в США дегидрированием бу-
тенов, основано на этом процессе.
Процесс окислительного дегидрирования бутенов освоен в про-
мышленном масштабе в Советском Союзе на основе разработок
НИИМСК и Гипрокаучука.
Процесс проводят в реакторе адиабатического типа со стацио-
нарным слоем катализатора. Условия реакции следующие:
Температура, °C.................... 350—590
Объемная скорость, г-1............. 250—350
Мольное отношение
О2:С4Н8 .................... (12-15) :1
Н2О : С4Н8 .................... (0,2-0,6): 1
В этих условиях выход бутадиена составляет 55 % (масс.), се-
лективность 85 %. Процесс значительно экономичнее обычного ка-
талитического дегидрирования бутенов.
Окислительное дегидрирование парафинов и алкилароматических
углеводородов на оксидных катализаторах
Окислительное дегидрирование парафинов. Процесс одностадий-
ного окислительного дегидрирования парафинов, в частности,
н-бутана, протекает значительно менее эффективно, чем соответ-
ствующих олефинов. Активация парафинов на поверхности ката-
лизатора происходит сравнительно медленно, а дегидрирование
образующихся олефинов также затруднено. В результате, как и
при обычном одностадийном дегидрировании, наряду с диеном об-
разуются и соответствующие олефины. Температура процесса зна-
чительно выше (до 650—700°C), чем при окислительном дегидри-
ровании олефинов, а селективность, соответственно ниже. Так,
на различных комплексных катализаторах (оксиды V, Mo, Sb, Со,
140
Ni, молибдаты и др.) выход бутадиена не превышает 20 % при
селективности 50—60 % (масс.).
В СССР на основе разработанных НИИМСК катализаторов,
а также оригинальных технологических решений, предложенных
НИИМСК и Гипрокаучуком, окислительное дегидрирование «-бу-
тана осуществлено в опытно-промышленном масштабе.
Дегидрирование ведут в кипящем слое катализатора. Осо-
бенностью реактора является проведение реакции окислительного
дегидрирования я-бутана и реокисления катализатора в отдельных
зонах, расположенных в одном аппарате. Отсутствие газообраз-
ного кислорода в зоне дегидрирования подавляет реакции глубо-
кого окисления и позволяет достигнуть достаточно высокой селек-
тивности процесса. Во время реакции катализатор восстанавли-
вается, а в зоне окисления вновь окисляется до высшей валент-
ности. Таким образом, окислительное дегидрирование осуществ-
ляется за счет кислорода решетки, а сам катализатор является
переносчиком кислорода.
Условия реакции следующие:
Температура, °C 580 °C
Мольное отношение:
О2: С4Н10......................... . . 1,5 : 1
Н2О : С4Ню ............................ 7:1
Выход бутадиена за проход составляет 35 % (масс.), селектив-
ность 55—60 % •
Окислительное дегидрирование алкилароматических углеводо-
родов. Эти процессы пока не реализованы в промышленности,
но их исследованию уделяется большое внимание. В качестве ка-
тализаторов используются оксиды W, Nb, Fe, Bi, Mo, Sb, фосфаты
щелочноземельных металлов, молибдаты, алюмооксидные катали-
заторы, цеолиты и активные угли. Характерной особенностью алю-
мооксидных катализаторов является сохранение их активности при
длительном зауглероживании вследствие каталитического действия
продуктов окислительного уплотнения, отлагающихся на поверх-
ности катализатора. Активность угольных катализаторов возра-
стает в процессе их зауглероживания до определенного предела,
после чего сохраняется постоянной.
Условия окислительного дегидрирования этилбензола (ЭБ):
температура 500—700 °C, объемная скорость 0,5—3 ч-1, мольное
соотношение О2: Н2О : ЭБ = (0,5—1) :(5—10): 1. Выход стирола
может достигать 50—70 % при селективности 70—90 % (масс.).
Окислительное дегидрирование парафинов галогенами
Существенное улучшение процесса дегидрирования углеводородов
может быть достигнуто путем применения галогенов, которые яв-
ляются акцепторами водорода и одновременно катализируют про-
цесс дегидрирования парафинов, олефинов, нафтенов и алкиларо-
матических углеводородов. В качестве акцепторов могут быть ис-
пользованы хлор, бром и иод.
141
Процесс дегидрирования парафинов С2—С5 формально описы-
вается уравнениями
СпН2п+2 + Х2 спН2,Н-2НХ
СПН2П + Х2 СЛН2п—2 4-2НХ
где X — С1, Вг или I.
Наиболее эффективно процесс идет в присутствии иода. В от-
личие от иода хлор и бром образуют значительные количества
органических хлоридов и бромидов. Соответственно, дегидриро-
вание иодом изучено более полно, чем хлором и бромом, причем
иод является не просто акцептором водорода, но инициирует ре-
акцию и ускоряет дегидрирование по сравнению с конкурентными
реакциями распада и уплотнения.
Как видно из приведенных выше уравнений, для сдвига вправо
равновесия реакции дегидрирования парафина в диен расход иода
должен быть больше стехиометрического, т. е. больше 2 моль иода
на 1 моль углеводорода. Наиболее эффективным способом сниже-
ния расхода иода является подача в зону реакции кислорода. Бла-
годаря окислению образующегося йодистого водорода иод много-
кратно регенерируется непосредственно в зоне реакции:
2HI + 0,5О2 —> 12 + Н2О
2HI + О2 —> 12 + Н2О2
При этом подача иода в зону реакции может быть снижена до
0,05—0,1 моль/моль углеводорода.
Процесс окислительного дегидрирования иодом н-бутана и изо-
пентана в диены является одностадийным и характеризуется вы-
соким выходом и селективностью. Показано, что он идет по сво-
боднорадикальному' нецепному механизму. Инициирование реак-
ции происходит при диссоциации молекулы иода. Атомарный иод
отрывает атом водорода от молекулы углеводорода, в результате
чего образуется алкильный радикал. Возникший алкильный ра-
дикал взаимодействует с молекулярным иодом с образованием
алкилиодида и атомарного иода. Далее происходит термический
распад алкилиодида на олефин и иодоводород. Атомарный иод ре-
комбинирует в молекулярный. Ниже приводится механизм реакции
на примере дегидрирования изопентаиа
I2 + М 21 + М; — Д/7 = — 149 кДж/моль
где М — любая молекула.
СН3СНСН2СНз + I • СНзС—СН2СН3 + HI
СНз СНз
I
. I
СН3ССН2СНз+12 СН3ССН2СНз + I •
снз iHs
142
Образующийся иодид при высоких температурах распадаск я:
I
I
СНзС—СН2СН8 СНзС=СНСНэ + HI
I I
СНз СН,
В процессе играет роль только рекомбинация иода.
Изопрен образуется по той же схеме. Здесь энергетически наи-
более выгодным является отрыв атома водорода из аллильного
положения:
СНз—С=СН—СНз + I • СНзС=СНСН2 + HI
I I
СНз СНз
СН3С=СНСН2 + I2 СН3С=СНСН21 + I.
I I
СНз СНз
СНзС=СНСН21 сн2=с—сн=сн2 + HI
СНз <Lh3
Побочные реакции заключаются в распаде свободных ради-
калов
СН3ССН2СНз —► СН2=С—СНз + СНз
I I
СН8 СНз
и их дальнейшем окислении с образованием пероксидных ради-
калов:
00.
СН3ССН2СНз + 02 —► СНзССН2СНз
I I
СНз СНз
При распаде и окислении пероксидного радикала возможно об-
разование С4Н8, С3Н6, С2Н4, СО и С02.
В присутствии кислорода происходит также окислительное де-
гидрирование с образованием пероксида водорода:
СН3ССН2СНз + 02 —> СН3С=СНСНз + НОО •
I I
СНз СНз
НОО • + СН3СНСН2СНз —► Н2О2 + СН3ССН2СНа
снз <!:Нз
2Н00 • —► Н2О2 + О2
Пероксид водорода распадается по уравнению
Н?0? + м 20Hf М
КЗ
Ш окисляется по реакциям
Н1 + О2 —> 1*4-НО2
Н14-НО2 —> 14-Н2О2
Большое влияние на выход диена, селективность процесса и
соотношение диен : олефин оказывают реакции уплотнения и пере-
распределения водорода.
Увеличение подачи иода приводит к повышению выхода ди-
ена. Кислород благоприятно влияет на выход изопрена до концен-
трации 1 моль/моль, но с повышением расхода кислорода снижа-
ется селективность процесса и усиливается образование продук-
тов распада и глубокого окисления. Большое влияние на процесс
оказывает разбавление инертными разбавителями. С увеличением
разбавления снижаются конверсия углеводорода и выход олефи-
на, но повышаются выход диена и селективность процесса. Осо-
бенно эффективным разбавителем являются пары воды.
Оптимальные условия дегидрирования я-бутана и изопентана
иодом в присутствии кислорода таковы:
н-Бутан Изопентан
Температура, °C......................................... 550 500—520
Объемная скорость, ч*-1
в расчете на жидкий углеводород.......................... — 0,11—0,2
в расчете на газовую смесь.......................... 350 220—410
Подача, моль/моль
иода .............................................. 0,12 0,1
кислорода ...................................... 1 1
Разбавление водой, моль/моль...................... 8,4 7,8—8
Конверсия парафина, %............................... 68 48—50
Выход на пропущенный углеводород, % (масс.):
диена ................................................. 55—57 38—49
олефина ........................................ 5,4 3,5—6
Селективность, % (масс.):
по диену........................................... 84 78—82
по сумме диена и олефина........................ 91,2 84—89
Большое влияние на рентабельность процесса оказывает улав-
ливание иода и иодоводорода. Вследствие высокой стоимости иода
потери его не должны превышать 0,1 % (масс.) в расчете на це-
левой продукт. Наиболее удобно улавливать иодистый водород
при помощи твердых акцепторов, помещенных в зону реакции.
Твердые акцепторы представляют ^рбой нанесенные на носители
оксиды метал чов, в частности оксиды натрия, калия, кальция,
бария.
Акцептор взаимодействует с иодоводородом с образованиехМ
иодида, например:
2HI 4- Na2O —> 2NaI 4-Н2О
Иод легко регенерируется путем окисления иодида кислородом
2NaI 4- 0,5О2 —> Na2O4-I2
и вновь возвращается в зону реакции.
Одной из технологических особенностей процесса дегидрирова-
ния углеводородов иодом в присутствии кислорода является эк-
144
зотермичность реакции, тепловой эффект которой составляет,
например, для изопентана от 3350 до 6700 кДж/кг. Поэтому техно-
логическое оформление процесса должно предусматривать отвод
тепла и небольшую продолжительность реакции.
Следует указать, что одной из сложных задач является борьба
с коррозией. Однако ключевая задача — правильная организация
отвода тепла. Процесс в промышленность не внедрен.
ГЛАВА 3
ПРОИЗВОДСТВО кислородсодержащих ПРОДУКТОВ
ОКИСЛЕНИЕМ НАСЫЩЕННЫХ УГЛЕВОДОРОДОВ
ОБЩИЕ СВЕДЕНИЯ ОБ ОКИСЛЕНИИ УГЛЕВОДОРОДОВ
Окисление углеводородов молекулярным кислородом лежит в ос-
нове многих технологических процессов современной нефтехимии.
Получаемые кислородсодержащие соединения — пероксиды, спир-
ты, кетоны, альдегиды, кислоты, олефиноксиды — широко исполь-
зуются во многих отраслях народного хозяйства в качестве раст-
ворителей, исходных веществ для многочисленных химических син-
тезов, в качестве мономеров при производстве полимерных мате-
риалов, сырья для синтетических моющих средств и т. д.
Процессы получения кислородсодержащих соединений отно-
сятся к многотоннажным производствам. Так, например, в 1981 г.
в США окислением углеводородов молекулярным кислородом
было получено, тыс. т:
Адипиновая кислота...... 770
Акрилонитрил * . ...... 912
Ацетальдегид............ 704
Ацетон ....................... 984
Малеиновый ангидрид . . . 420
Этиленоксид ................ 2318
Пропиленоксид ................ 812
Терефталевая кислота .... 2610
Фенол ....................... 1157
Формальдегид .............. 2920
Фталевый ангидрид.......... 450
Уксусная кислота ............ 1229
Уксусный ангидрид ... . 680
Этиленгликоль ............... 1842
* Получено окислительным аммонолизом.
В СССР разработаны и осуществлены в промышленном мас-
штабе многие технологические процессы окисления углеводородов
молекулярным кислородом. К этим процессам относятся: произ-
водство уксусной кислоты с одновременным получением метил-
этилкетона окислением сжиженного бутана, окисление бензиновой
фракции с получением кислот Ci—Сз, производство синтетических
жирных кислот и высших жирных спиртов окислением парафи-
нов, синтез фенола и ацетона окислением изопропилбензола, по-
лучение ацетальдегида окислением этилена, окисление циклогек-
сана в циклогексанон и адипиновую кислоту и др.
Для органического синтеза имеют значение реакции неполного
окисления углеводородов, которые подразделяются на три основ-
ные группы.
145
1. Недеструктивное окисление, при котором число углеродных
атомов в образующемся кислородсодержащем соединении такое
же, как в исходном углеводороде. Например:
+ 0,502
RCH2CH3 ---------► RCHCH,
2. Деструктивное окисление (с расщеплением С—С) 5
4* 2,50г
СН3СН2СН2СН3 ——2СН3СООН + Н2О
+ 4,5О2
--------►
НС—
I \) + 2Н2О + 2СО2
НС—
НООС(СН2)4СООН + Н20
3. Окислительная конденсация (окисление, сопровождающееся
связыванием исходных реагентов): <
+ 1»бО2
2RH -------> ROOR + H2O
+ 1,5О2
RCH3 + NH3 ----:--> RCN + 3H2O
Последняя реакция называется окислительным аммонолизом.
Осуществление процессов окисления углеводородов связано с
некоторыми трудностями. Во-первых, все операции должны про-
водиться вне пределов взрываемости смесей углеводородов с воз-
духом или кислородом (табл. 3.1), вследствие чего приходится
брать в большом избытке либо углеводород, либо воздух (кисло-
род). При проведении процесса о большим избытком углеводорсь
Таблица 3.1. Пределы взрываемости некоторых углеводородов
в смеси с воздухом и кислородом, % (об.)
Углеводород С воздухом С кислородом
нижний верхний нижний верхний
Метан 5,3 14 5,1 61
Этан 3 12,5 3 66
Пропан 2,2 9,5 2,3 55
к-Бутан 1,9 8,5 1,8 49
Изобутан 1,8 8,4 1,8 48
к-Пентан 1,5 7,8 — —
Этилен 3,1 32 3 80
Пропилен 2,4 10,3 2,1 53
Бутены 1,6-2 9,3-9,6 1,7-1,8 55-68
Бутадиен 2 11,5 — —
Бензол 1,4 7,1 2,6 30
Толуол 1,4 6,7 — —
Ксилолы 1 6 — —
Циклопропан 2,4 10,4 2,5 50
Циклогексан 2,3 8 — —
дов значительные количества их должны поступать на рецирку-
ляцию. Если же берется в большом избытке воздух, неизбежны
значительные потери летучих продуктов, уходящих с отработан-
ным воздухом. В обоих случаях должны применяться меры для
улавливания летучих продуктов.
Вторая трудность связана с разнообразием образующихся
кислородсодержащих соединений, разделение и выделение которых
в чистом виде нередко становится очень сложным и дорогостоящим
процессом.
Большие трудности вызывает также подавление побочной ре-
акции полного окисления углеводородов. При больших потерях
углеводородов в виде оксида и диоксида углерода выходы полез-
ных продуктов часто снижаются настолько, что процесс становит-
ся экономически невыгодным. Подавление реакций полного окис-
ления углеводородов весьма важно не только с точки зрения по-
вышения выхода полезных продуктов, но и с технологической
точки зрения, так как тепловой эффект полного сгорания углево-
дородов до СО2 и Н2О выше теплового эффекта реакций образо-
вания полезных кислородсодержащих продуктов.
Так, например, при окислении метана до формальдегида выде-
ляется 283 кДж/моль, а при полном окислении до диоксида угле-
рода и воды — 803 кДж/моль.
Образующиеся продукты окисления (спирты, альдегиды, кето-
ны) окисляются легче, чем исходное сырье. Чтобы остановить про-
цесс окисления на ранних стадиях, т. е. при низких степенях кон-
версии, необходимо применять невысокие температуры, хотя это не
всегда возможно, так как окисление в таких условиях может не
проходйть с нужной скоростью.
147
Для повышения скорости и селективности реакций окисления,
а также уменьшения жесткости условий ее проведения в большин-
стве промышленных процессов используют различные катализа-
торы.
МЕХАНИЗМ ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ
Представления о теории и механизме окисления углеводородов
освещены в ряде работ. Среди них принципиальное значение име-
ют работы Н. Н. Семенова, разработавшего теорию цепных реак-
ций, А. Н. Баха, Н. М. Эмануэля, В. Я. Штерна, Е. Т. Денисова
и др.
Окисление углеводородов, согласно теории акад. Н. Н. Семено-
ва, является радикально-цепной реакцией с вырожденным развет-
влением цепи. Реакция протекает с промежуточным образованием
сначала углеводородных радикалов R- и пероксидных радика-
лов ROO-, затем гидропероксидов. Дальнейший распад пероксид-
ных радикалов и гидропероксидов дает как промежуточные мо-
лекулярные продукты, так и новые радикалы, ускоряющие окис-
ление.
Реакции окисления значительно ускоряются под влиянием све-
та и инициаторов, что указывает на их свободно-радикальный ха-
рактер. Образование непропорционально большого количества про-
дуктов окисления под влиянием небольших количеств инициатора
и малых доз света свидетельствует о цепном характере реакций
окисления. Радикально-цепной механизм подтверждается также
тормозящим действием небольших добавок ингибиторов, способ-
ных или значительно увеличивать индукционный период или сов-
сем прекращать уже начавшийся процесс окисления.
Механизм жидкофазного окисления углеводородов
Механизм окисления углеводородов состоит из стадий зарождения,
продолжения, разветвления и обрыва цепи.
На первой стадии окисления, называемой стадией зарожде-
ния цепи, происходит образование свободных радикалов под
влиянием температуры, катализатора, излучения или инициатора.
+ RH
U —> г. -----R.
В отсутствие инициатора свободные радикалы образуются при
взаимодействии кислорода с наиболее слабыми С—Н связями
окисляющегося углеводорода по бимолекулярной реакции (номера
реакций соответствуют общепринятым в литературе):
RH + O2 —> R. + НОО • (0.1)
или тримолекулярной реакции,
2RH + О2 —> 2R . + Н2О2 (0.2)
148
а так же может иметь место реакция
RH + 2О2 —► 2НОО • + олефин ...
(0.3)
В зависимости от строения исходного углеводорода и условий
окисления обычно преобладает (0.1) или (0.2) реакция.
Установлено, что при жидкофазном окислении углеводородов
для которых прочность С—Н больше 90 ккал/моль (376 кДж/моль),
зарождение цепи происходит по бимолекулярной реакции (0.1), а
для углеводородов с менее прочными связями С—Н по тримоле-
кулярной реакции (0.2).
Для парафиновых углеводородов основной реакцией зарожде-
ния цепей является бимолекулярная, для алкил- и нафтеноарома-
тических, а также олефиновых углеводородов может быть три-
молекулярная.
Для ускорения процесса окисления необходимо обеспечить вы-
сокую скорость генерирования свободных радикалов, что дости-
гается введением различных инициаторов. При этом достаточно
обеспечить генерирование радикалов только в начальный период.
Продолжение цепей окисления может быть представлено
как последовательность двух элементарных актов
R • + О2 —> RO2 • ...
RO2 • + RH —> ROOH + R • ...
(1)
(2)
В результате генерируется первоначальный свободный радикал.
Активность алкильных пероксидных радикалов . зависит от
строения углеводородного радикала R-: третичные пероксидные
радикалы примерно в три раза менее активны, чем вторичные и
первичные, что объясняется сверхсопряжением, а также стериче-
скими препятствиями, которые создают три алкильные группы.
По своей реакционной способности в реакции с углеводородами
гидропероксидные радикалы располагаются в следующей последо-
вательности
-сн2—н <
сн—н------с—н < С6Н5СН2—н < С6Н5СН—н <
Пероксидный радикал атакует не только соседние молекулы,
но и свои С—Н связи, что в итоге может привести к образованию
двухатомных гидропероксидов.
о2
RCH2—СН2—СН2ОО • —> RCH— СН2—СН2ООН ->
RH
—► RCH—СН2СН2ООН —RCH—СН2СН2ООН
I -R- I
ООН* ООН
149
Развитие цепи окисления протекает с увеличиваю-
щейся скоростью без дополнительного ввода инициатора. Это объ-
ясняется тем, что в процессе реакции происходит разветвление цепи
окисления, в результате чего идет непрерывное генерирование сво-
бодных радикалов (автоускорение).
Разветвление цепи окисления происходит в результате распада
гидропероксида, который является промежуточным продуктом, и
одновременно инициатором цепной реакции.
В окисляющихся углеводородах гидропероксид распадается на
радикалы мономолекулярно по наиболее слабой О—О связи, что
обусловливает вырождение разветвления цепей
ROOH —> RO • + ОН (3)
В условиях жидкофазного окисления распад гидропероксида
идет так же по бимолекулярным реакциям, через стадию образо-
вания димера за счет водородной связи: образовавшийся димер
распадается с большей скоростью, чем гидропероксид.
2ROOH —> ROO - HOOR —> RO • + Н2О + RO2 • (3.1)
Н
Поэтому вещества, способные к образованию водородных свя-
зей (спирты, альдегиды, кетоны, кислоты), ускоряют процессы
вырожденного разветвления цепи:
ROO - HOR' —> RO/. + H2O + R'O. (3.2)
I
н
ROO R'—С—R" —> RO. + R'R"CO. (3.3)
I II I
Н....о он
ROO-HOOCR' —> RO. + H2O + R'CO. (3.4)
I II
н о
При взаимодействии двух свободных радикалов происходит
обрыв цепи с образованием молекулярных продуктов:
2R. —> R—R (4)
2R. —> R'CH=CH2 + R"H (4.1)
R- + ROO. —> ROOR (5)
9D00. ___ молекулярные
продукты ' '
Реакции (4) и (4.1) существенную роль играют лишь при очень
малых концентрациях кислорода.
Реакция (5) протекает с высокой скоростью; реакция (6) яв-
ляется сложной и зависит от строения радикала.
Два вторичных пероксидных радикала реагируют по схеме
2RO2» ROOOOR —> ROH + кетон + O2
150
Третичные псроксидные
сложному механизму
радикалы реагируют по еще более
2RO2 • ROOOOR —> 2RO • Ч-О2 —> ROOR + О2
2RH
---> 2ROH
Так как в реакционной смеси обычно преобладают наименее
реакционноспособные пероксидные радикалы, то обрыв цепи чаще
всего происходит на них.
Обрыв цепи вызывают также ингибиторы (фенолы, амины, ами-
нофенолы, меркаптаны и т. д.).
Введение в окисляющийся углеводород ингибитора вызывает
появление новых реакций. Общая схема реакций, с участием инги-
битора имеет следующий вид
RO2 • 4- InH —► ROOH + In • (7)
In . + ROOH —> InH + RO2’ (—7)
R» + In!I —> молекулярные продукты (7.1)
RO2 • + In • —► молекулярные продукты (8)
RO2 • + In • —> InH + молекулярные продукты (8.1)
R •-f-In • —> Rin (8.2)
In • + In • —> стабильные продукты (9)
In • + RH —> InH + R. (10)
InH + ROOH —> молекулярные продукты (11)
InH + ROOH —> свободные радикалы (ПЛ)
InH + O2 —► HO2 + In
(12)
В зависимости от того, по каким реакциям обрываются цепи
в присутствии ингибитора, их можно разбить на три группы.
1. Ингибиторы, обрывающие цепи по реакции с пероксидными
радикалами — по реакциям (7) и (8). К таким ингибиторам отно-
сятся наиболее эффективные и широко используемые на практике
фенолы, нафтолы, ароматические амины, аминофенолы и др.
2. Ингибиторы, обрывающие цепи по реакции с алкильными
радикалами — по реакции (7.1) и (8.2). К таким ингибиторам от-
носятся хиноны, нитроксильные радикалы, нитросоединения. Так
как О2 очень быстро реагирует с алкильными радикалами, то такие
ингибиторы обычно малоэффективны. Достаточную эффективность
их можно ожидать в условиях недостатка кислорода, например,
в диффузионном режиме окисления.
3. Ингибиторы, разрушающие гидропероксиды без образования
свободных радикалов — по реакции (И). Обычно такие ингиби-
торы не могут остановить цепной процесс окисления, но, снижая
скорость вырожденного разветвления цепей, они замедляют про-
цесс. К этой группе относятся соединения, содержащие атомы N,
Р и др., а также комплексы металлов,
151
Состав конечных продуктов окисления. Состав конечных про-
дуктов окисления в основном определяется условиями проведения
процесса, характером исходного углеводородного сырья и обра-
зующихся гидропероксидов.
Первичные и вторичные гидропероксиды иод влиянием свобод-
ных радикалов образуют неустойчивые радикал-гидропероксиды,
в результате распада которых образуются альдегиды и кетоны:
+ но.
rch2ooh -------> h2o + rchooh —> RCHO + HO.
+ НО.
R2CHOOH ------->• H2O + R2COOH —> R2CO + HO.
Третичные гидропероксиды при цепной реакции дают не только
спирт с тем же числом углеродных атомов, но также и спирт, яв-
ляющийся продуктом деструкции по С—С связи:
+ R'. R2CO + R •
R3COOH ------► R'OH + R3CO • — + R'H
------► RsCOH + R'.
Арилалканы благодаря активирующему действию ароматиче-
ского ядра окисляются в более мягких условиях и образуют
более стабильные гидропероксиды с гидропероксидной группой
(НОО ) у а-углеродного атома, например, гидропероксиды этил-
(СбН5СН(ООН)СН3) и изопропил (С6Н5С(ООН) (СН3)2) бензолов.
Гидропероксиды обычно разлагаются в ходе окисления, но не-
которые из них являются целевыми продуктами (например, трет-
бутилгидропероксид и др.).
Образовавшиеся продукты окисления (спирты, альдегиды, ке-
тоны) при дальнейшем действии кислорода могут претерпевать
более глубокие превращения.
Спирты, образовавшиеся в процессе окисления в результате
распада гидропероксидов или другим путем, способны окисляться
в карбонильные соединения. Реакция протекает путем атаки пер-
оксидным радикалом атома водорода, находящегося при том же
углеродном атоме, что и ОН-группа
RCH2OH —> RCHOH
+ ROa*
R\ —ROOH ( R\ .
'CHOH —* 'COH
Rz/ Rz/
с последующим образованием соответствующего пероксидного ра-
дикала и оксигидропероксида, дающих затем карбонильное соеди-
нение
RCHOII
R4.
^СОП
R'/
+ о2
00.
I
—> RCHOH
ООН
+ RH
—R.
ООН
RCHO
+ Н2О2
R\
-> ,с=о
153
Однако, некоторая часть соединений, особенно при нонынк’пин
температуры, образуется непосредственно из алкилпериксидпых
радикалов.
Образующиеся при окислении первичных спиртов альдегиды
быстро окисляются в кислоты и с исходным спиртом образуют
сложные эфиры. Так, например, при окислении этанола основными
продуктами являются уксусная кислота и этилацетат.
Окисление альдегидов имеет практическое значение, т. к. в ре-
зультате получаются надкислоты, карбоновые кислоты и анги-
дриды.
Кетоны в дальнейшем способны к деструктивному окислению,
протекающему путем отрыва наиболее реакционноспособного
атома водорода от а-углеродпого атома и с последующим обра-
зованием соответствующих пероксидного радикала и затем а-кето-
гидропероксида
00.
+ ROO* • +O2 I + RH
RCH2COR' ———> RCHCOR' --------* RCHCOR' ----—>• R—CH-CR'
— ROOH “К* | ||
НОО о
Последующий распад а-кетогидропероксида по связи С—С дает
карбоновые кислоты с меньшим числом углеродных атомов в мо-
лекуле. Карбоновые кислоты образуются при окислении углеводо-
родов с сохранением их углеродной цепи или ее деструкцией по
С—С связи. Первое возможно лишь при превращении первичных
гидропероксидов и, как правило, типично только для окисления
метильных групп ароматических соединений через образование
альдегидов
+ о2 + о2 + о2
АгСНз ---->• АгСН2ООН ---► АгСНО ----* АгСООН
При окислении алифатических и алкилароматических углеводо-
родов карбоновые кислоты образуются с деструкцией-цепи. В ре-
зультате из алканов получаются в основном монокарбоновые кис-
лоты с более короткой цепью, а из нафтеновых — дикарбоновые
кислоты.
Побочными продуктами окисления являются сложные эфиры и
полифункциональные соединения (оксикетоны, дикетоны, лактоны,
окси-, кето- и дикарбоновые кислоты и др.).
Сложные эфиры могут образовываться в процессе окисления
в результате этерификации спиртов карбоновыми кислотами.
+ R'OH
RCOOH х > RCOOR'+H2O
103
Однако, они могут образовываться также непосредственно из
кетонов
О
II
R-C + R 'О.
I
OR
OOR'
I
RC.
I
OR
2 ч\ I
М.
Полифункциональные соединения в общем образуются за счет
атаки кислородом молекул спирта или кетонов более удаленных
от функциональной группы атомов водорода углеродной цепи.
Механизм газофазного окисления углеводородов
Окисление углеводородов в газовой фазе процесс значительно бо-
лее сложный, чем жидкофазное окисление. Существенным отли-
чием газофазного окисления является зависимость механизма окис-
ления от температуры. Другое отличие заключается в большой
роли стенки реактора, которая может проявляться на стадиях ини-
циирования, продолжения и обрыва цепи. Одной из особенностей
кинетики окисления парафинов является наличие области так
называемого отрицательного температурного коэффициента: в ин-
тервале температур 300—400°C скорость реакции снижается с по-
вышением температуры, а затем вновь возрастает.
К началу 60-х годов считалось, что все продукты при газофаз-
ном окислении (альдегиды, кетоны, спирты, оксиды) образуются
в результате изомеризации и последующего распада пероксидного
радикала RO2.
R. + о2 —> RO2. ИЗ°М--> R'OOH —> альд. + R'O . —R'OH + R .
В начале 60-х годов Дж. Нокс обнаружил, что на начальных
стадиях окисления парафинов образуется до 80 % олефинов с тем
же числом атомов углерода в расчете на превращенный парафин
(при температуре 300°C и выше). Эти данные в последствии были
подтверждены другими исследователями. Отсюда был сделан вы-
вод, что окисление парафинов сводится к окислению соответствую-
щих олефинов. v
Работы, проведенные различными авторами, в том числе Р. Бол-
дуином, В. Л. Штерном и С. С. Поляк, А. Б. Налбандяном пока-
зали несостоятельность механизма Дж. Нокса. В результате в
настоящее время механизм газофазного окисления парафинов
можно описать приведенной ниже схемой элементарных стадий.
В скобках указаны интервалы температур, к которым относится
каждая элементарная реакция. В случае отсутствия таких указа-
ний реакция относится ко всем температурам.
1. Инициирование
RH + O2 —> R. + HO2 (1)
RH + -X —> R- + HX (1')
где X —инициатор.
154
2. Продолжение цепи
R + O2 ROO • (2)
R + О2 —> олефин + НОО • (> 300 °C) (3)
ROO- + RH —> ROOH+R. « 200 °C) (4)
НОО • + RH —> H2O2+R. (> 300°С) (5)
ROO • изомеризация R'OOH —> олефин + HO2 • (> 300 °C) (6)
ROO • —> R'OOH .OOR'OOH (> 300°C) (7)
• OOR'OOH - —> альдегид + RiO • + O2 (8)
R'O+RH —> R'OH + R. (9)
R'd + О2 —> ал ьдегид + HO2 (300—400 °C) (Ю)
R'd - —> СНз+ альдегид (> 400°С) (И)
ROO . + RCH=CH2 —> RO. + RCH—СН2 (C2> C3 и др.) (12)
О
3. Вырожденное разветвление
ROOH - - ► RO • + ОН • (до 400 °C) (13)
Н2О2 + М 2ОН + М (выше 400 °C) (14)
4. Обрыв цепи
2НО2 —► Н2О2 -f- О2 (16)
ro2 (16)
а стенка
но2 > стабильные продукты (17)
6н (18)
2RO2 —► ROOR + О2 « 200 °C) (19)
2RO2 —> R'CHO + R"OH + О2 (20)
В приведенном механизме стадия инициирования не зависит
от температуры. На стадии продолжения цепи при низких темпера-
турах до 200—300 °C большое значение имеют реакции (2) и (4),
а разветвляющим агентом является гидропероксид ROOH. При
этом по реакции (13) образуется радикал ОН. Между температу-
рами 300—400 °C наблюдается область отрицательного темпера-
турного коэффициента, когда скорость реакции снижается с тем-
пературой. Это можно объяснить тем, что в этом интервале темпе-
ратур основную роль начинают играть реакции (3) и (6), коли-
чество разветвляющего агента резко снижается, а цепь ведет мало-
активный радикал НОг. Этот радикал взаимодействует с исходным
углеводородом по реакции (5), образуя Н2О2. Распад Н2О2 идет
с высокой энергией активации («200 кДж/моль) и он практи-
чески не распадается при этих температурах.
При дальнейшем повышении температуры образующийся по ре-
155
акции (5) пероксид родорода начинает распадаться по реакции
(14) и выше 440 °C основным радикалом, ведущим цепь, вновь
становится радикал ОН.
В области температур выше 300 °C альдегиды и спирты обра-
зуются через стадии (7) — (9), а эпоксиды главным образом по
реакции (12).
Из приведенной схемы видно, что в обрыве цепи основную
роль играет стенка. Поэтому большое значение имеет отношение
поверхности реактора к его объему (S/V). Наряду с этим, как
показали данные различных исследователей, влияние S/V может
проявляться и на стадии продолжения цепи. Так, например, реак-
ция (3) имеет гетерогенную составляющую и скорость ее возра-
стает с увеличением S/V.
Заметное влияние на процесс оказывает также обработка стен-
ки как самой реакцией, так и различными соединениями (солями,
оксидами, кислотами).
Таким образом, стенка, подобно катализатору, может ускорять
некоторые реакции, или наоборот, захватывать свободные радика-
лы и замедлять процесс за счет обрыва цепи.
В процессе газофазного окисления реакции более многообраз-
ны, чем в жидкофазном процессе, и, как следствие, селективность
по определенным продуктам мала. Поэтому при газофазном окис-
лении углеводородов применяют катализаторы.
Необходимо также отметить, что для гомогенного газофазного
окисления характерно образование значительного количества про-
дуктов глубокого окисления и распада, например,
R. —> R'H + R". (21)
HCHO + R. —► RH + HCO (22)
НСО + О2 —> НО2 + СО (23)
Основными продуктами глубокого окисления являются СО, СО2
и Н2О.
Для ускорения стадии зарождения цепи (сокращения периода
индукции) и регулирования направления газофазного окисления
насыщенных углеводородов С2--С4 применяются гомогенно-катали-
тические добавки — газообразной бромводород, оксиды азота, хлор
и др. В присутствии этих добавок зарождение цепи протекает по
следующей схеме:
rh + no2 —> r- + hno2
НВг + О2 —> Вг. + НОО- RH+Br. —> R • + НВг
ГАЗОФАЗНОЕ ОКИСЛЕНИЕ НИЗШИХ НАСЫЩЕННЫХ
УГЛЕВОДОРОДОВ Ci — Сб
Окислению низших насыщенных углеводородов в газовой фазе
посвящены многочисленные исследования, так как эти углеводо-
роды служат сырьем для производства таких важных химических
продуктов, как формальдегид, метанол, ацетальдегид, уксусная
156
кислота, ацетон, метилэтилкетон и др. В промышленности ок игле
нию подвергаются насыщенные углеводороды Ci—С6.
Скорость окисления углеводородов нормального строения воз-
растает с увеличением длины углеводородной цепи (от метана
к высшим парафинам). Например, в ряду насыщенных углеводо-
родов нормального строения относительная скорость окисления
возрастает следующим образом:
Этан ........................0,001
Пропан.......................0,1
«-Бутан .....................0,5
«-Пентан ....................1,0
«-Гексан ..................... 7,5
«-Октан .....................200
«-Декан ....................1380
Насыщенные углеводороды изостроения окисляются медленнее,
чем соответствующие углеводороды нормального строения, что
видно из сравнения относительных скоростей окисления углеводо-
родов Се:
2,3-Диметилбутан ............. 1
2,2-Диметилбутан ............ 12
З-Метилпентап ............... 60
2-Метилпентан ................ 560
«-Гексан ................... 1580
На первый взгляд это явление кажется довольно неожидан-
ным, так как отрыв водородного атома происходит легче от тре-
тичного атома углерода, чем от вторичного и, тем более, от пер-
вичного. Объясняется это тем, что стадия разрыва связи С—Н
при окислении углеводородов не является лимитирующей, а ско-
рость суммарного процесса зависит от устойчивости промежуточ-
ных продуктов окисления.
Одной из основных трудностей осуществления процессов газо-
фазного окисления является создание условий, позволяющих избе-
жать образование взрывчатых смесей. При этом следует иметь в
виду, что нижний предел взрываемости смесей углеводородов с воз-
духом и кислородом почти одинаков, в то время как верхний пре-
дел взрываемости смесей с кислородом значительно выше, чем
с воздухом (см. табл. 3.1).
Окисление метана. Процесс окисления метана до формальдеги-
да практически не получил распространения.
Производство формальдегида в нефтехимической промышлен-
ности достигло крупных масштабов. Его получают двумя мето-
дами— окислительным дегидрированием метанола в присутствии
катализатора (выход 83 %):
600 °с
СНзОН + 0,5О2 ---> НСНО + Н2О
и окислением углеводородов.
Метанол в промышленности вырабатывается из смеси оксида
углерода с водородом, получаемой в свою очередь конверсией
метана.
С увеличением глубины окисления процесс окисления метана
идет со все возрастающей скоростью и увеличивающимся тепло-
157
вым эффектом.
Cl h 4- 0,502 —► СНзОН — AH = 283 кДж/моль
CH3OII + 0,5О2 —► СН2О 4-Н2О —АН == 295 кДж/моль
СН2О + 0,5О2 —► НСООН — АН = 550 кДж/моль
IICOOH + 0,5О2 —> СО2 + Н2О — АН = 483 кДж/моль
Суммарный тепловой эффект реакции полного окисления со-
ставляет около 54430 кДж на 1 кг метана. Это сильно усложняет
теплоотвод и затрудняет поддержание требуемого температурного
режима. Остановить процесс окисления на нужной стадии практи-
чески не удается, и поэтому при некаталитическом окислении ме-
тана при атмосферном давлении образуется незначительное коли-
чество формальдегида. Метиловый спирт отсутствует, а реакцион-
ная смесь состоит в основном из диоксида углерода.
При высоком давлении и большом избытке метана основным
продуктом реакции некаталитического окисления метана является
метанол. Например, при 10,4 МПа, температуре 340 °C и отноше-
нии метан : кислород = 9:1 степень конверсии метана составляет
22 %, причем 17 % прореагировавшего метана превращается в ме-
танол, 0,75 % — в формальдегид, а остальное количество 4,25 %
окисляется до диоксида углерода и воды.
Окисление пропана и бутанов. Наибольшее применение газо-
фазный процесс нашел для окисления пропана, бутанов и их сме-
сей. Источниками пропана и бутанов являются попутные нефтя-
ные газы, газы стабилизации и переработки нефти.
Основными продуктами газофазного окисления пропана и бу-
танов являются формальдегид, ацетальдегид, метанол, уксусная
кислота, ацетон и смесь кислородсодержащих продуктов, имеющих
промышленное значение как растворитель.
Процесс окисления пропана и бутанов осуществляется большей
частью в избытке углеводорода. При этом степень превращения
уменьшается вследствие недостатка кислорода, но увеличивается
селективность процесса: уменьшается количество продуктов пол-
ного окисления (моно- и диоксида углерода).
Понижение температуры значительно уменьшает скорость реак-
ции окисления. Нижний температурный предел при давлениях,
близких к атмосферному, лежит около 250—280 °C. Верхний пре-
дел температуры при газофазном окислении пропана и бутанов
ограничивается возможностью развития реакций окислительного
крекинга. Так, к-бутан при 450—500 °C лишь в небольшой степени
подвергается собственно окислению.
Повышение давления позволяет при сравнительной низкой тем-
пературе получить максимальный выход кислородсодержащих про-
дуктов с тем же числом углеродных атомов в молекуле, что и в
исходном углеводороде. При этом увеличивается выход спиртов
и понижается выход альдегидов. Практически газофазное окисле-
ние чаще всего осуществляется при 0,68—0,98 МПа.
При окислении насыщенных углеводородов С2—С4 при 300—
158
400°C образуются смеси продуктов окисления. Примерный cor i.in
продуктов газофазного окисления, этана, пропана, н-бутана и //.«>
бутана приведен ниже, % (мол.) от исходного углеводорода:
Метанол Формальдегид Ацетальдегид Этан 15-60 5-20 1-6 Пропан 25-50 10-15 10-20 н-Бутан 8-25 5-12 2-10 Изобутан 5-25 5-10 2—4
Этанол 1-8 2—4 —. —
Ацетон — 3-7 1-6 15-35
Гликоли — — 5-15 1-10
Другие кислородсодержащие про- дукты 1-4 3-6 7-25 3-27
При применении технического кислорода увеличивается выход
продуктов окисления и циркулирующие газы не разбавляются азо-
том. Количество кислорода в газовой смеси, поступающей на окис-
ление, составляет 4—6 % (об.).
При окислении пропана и бутанов в промышленных условиях
смесь, состоящую из 7 объемов рециркулирующего газ, 1 объема
свежего углеводорода и 2 объемов воздуха, при 0,68—0,98 МПа
нагревают в печи до 370°C. Затем смесь направляют в трубчатый
стальной реактор, где за счет экзотермической реакции темпера-
тура повышается до 430—450°C. Горячие продукты реакции про-
ходят через змеевиковый разлагатель, заполненный для разложе-
ния пероксидов керамической насадкой. Затем их подвергают за-
калке путем охлаждения до 90 °C холодным 12—14 %-ным водным
раствором формальдегида в абсорбере. При этом из реакционной
смеси извлекается образовавшийся формальдегид. После закалки
газы направляются во второй абсорбер, орошаемый водой, где
поглощаются остальные образовавшиеся кислородсодержащие
продукты (метанол, ацетальдегид, кетоны, ацетали). Непоглощен-
ные водой газы (непрореагировавшие углеводороды и азот), вы-
ходящие из второго абсорбера возвращают на окисление.
Водный раствор, полученный в первом абсорбере, содержит
15—25 % формальдегида. Из него в отпарной колонне с верха от-
гоняют летучие примеси, а в виде бокового отгона отбирают водный
формальдегид; с низа отводятся высококипящие продукты. Полу-
ченный 35—40 %-ный водный раствор формальдегида очищают от
кислот на ионообменных смолах, а от других примесей — экстрак-
цией растворителем до соответствия промышленным стандартам.
Водный раствор кислородсодержащих продуктов из нижней
части второго абсорбера направляют в ректификационную колонну,
с верха которой отбирают ацетальдегид. Остаток направляют в
колонну азеотропной дистилляции, где в виде азеотропной смеси
с водой и гептаном отгоняют метанол, который последующей рек-
тификацией очищают от ацетона и ацеталя. Кроме ацетальдегида
и метанола из продуктов реакции иногда выделяют ацетон, а смесь
остальных веществ выпускают в виде смешанного растворителя.
Из 1 т пропана получается 0,384 т формальдегида, 0,433 т
ацетальдегида, 0,333 т метанола и 0,270 т других продуктов
окисления.
159
Значительны!! интерес представляет в настоящее время процесс
получения гидропероксидов окислением в присутствии бромводо-
рода углеводородов, имеющих в молекуле третичный атом угле-
рода. Так, например, изобутан при отношении изобутан: кисло-
род : бромводород 10 : 10 : 1 уже при 160 °C дает трет-бутилгидро-
пероксид с выходом около 75 %.
+ 02
(СНз)зСН ---(СНз)зСООН
В качестве побочных продуктов при этом образуются изобути-
ловый спирт и ди-трет-бутилпероксид.
Ди-трет-бутилпероксид получается в результате конденсации
трет-бутилгидропероксида с трет-бутиловым спиртом в растворе
уксусной кислоты:
(СНз)зСООН + (СНз)зСОН р — > [(СН3)3СО]2 + Н2О
зСООп
трет-Бутилгидропероксид и ди-трет-бутилпероксид находят про-
мышленное применение в качестве инициаторов радикальной поли-
меризации и при вулканизации полиолефиновых каучуков.
Окисление углеводородов С5—Се. В последнее время появились
сообщения о газофазном окислении насыщенных углеводородов
С5-С8.
Получаемые при этом кислородсодержащие продукты (различ-
ные алкилпроизводные оксациклобутана и тетрагидрофурана) мо-
гут найти практическое применение в качестве растворителей, хи-
мических реагентов, полупродуктов в производстве поверхностно-
активных веществ и др.
В литературе имеется указание о возможности использования
процесса газофазного окисления углеводородов для улучшения
октанового числа бензинов без изменения пределов их выкипания
и без существенного снижения ресурсов этих бензинов.
ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ НАСЫЩЕННЫХ УГЛЕВОДОРОДОВ
Большинство промышленную процессов получения кислородсодер-
жащих продуктов (спиртов, низших и высших жирных кислот,
гидропероксидов, фенола и ацетона и др.) осуществляются в жид-
кой фазе.
В таблице 3.2 перечислены широко распространенные в про-
мышленности жидкофазные процессы получения кислородсодер-
жащих продуктов окисления насыщенных, ненасыщенных, алкил-
ароматических и нафтеновых углеводородов.
В последнее время в некоторых процессах вместо растворимых
солевых катализаторов для инициирования реакции окисления к
окисляющемуся углеводороду добавляют продукты окисления
(оксидат), полученные в данном процессе. Содержащиеся в окси-
дате альдегиды, кетоны, спирты и другие соединения под воздей-
ствием кислорода значительно легче, чем исходный углеводород,
160
Таблица 3.2. Промышленные жидкофазные гомогеннокаталитические процессы
окисления углеводородов
Реакция Условия Катализаторы Выход, % (масс.)
Сырье — алканы Получение уксусной кислоты и ме- тилэтилкетона (МЭК) из я-бутана Ог з/гОз 150-225 °C 5,5 МПа Ацетаты, пропио- наты, бутираты, нафтенаты хрома, марганца, кобаль- та, никеля Нафтенаты ко- бальта, никеля -93
Н"С4Ню Н2О * > —> 2СН3СООН Получение уксусной кислоты из лег- кой бензиновой, фракции о2 ТД О и ОГ'и Г'Г\ГХ'С1 140-180 °C 4,0—5,2 МПа 55-65
C.4II10—'-'81118 тт ' JCII3CUUII —Н2О Получение жирных кислот из пара- фина 105-120 °C 1,4—6,2МПа Соли марганца (КМпО4) 50-60 жирных кислот 20-25 низших кислот 60—90
ЦСПаСПаК -г /2^2 ,, zRGCKMl —1 12О Сырье — нафтены Получение смеси циклогексанон-цик- логексанол из циклогексана !/2О2 Ч2О2 Г Т_Г Р тт ГАТТ ь. 150-160 °C 0,8—1,0МПа Нафтенат кобаль- та, Н3ВО3 или В20з
ЬбН12 > CelliiUll _H2q ' —> сбн10о Получение адипиновой кислоты из смеси циклогексанон-циклогексанол Г* 1-1 ATJ 1 ПО р Т-Т 75-85 °C 0,1 МПа Мп(СН3СОО)2 + + Ва(СН3СОО)2 90
СбНиОМ -f- 2О2 __н2О > СбН10О4 Сырье — алкены Получение ацетальдегида из эти- лена c2h4 + v2O2 —> СН3СН0 Получение винилацетата из этилена р т_т | _1_ ЦПНГСЦ ь. 100 °C 0,7 МПа Водный раствор 100-130 °C 3,1-4,1 МПа Уксусно- кислый раствор 50-120 °C 4,9-9,8 МПа Водный раствор 100-120 °C Углеводо- родный раствор PdCl2 + CuCl2 PdCl2 + CuCl2 -96 -90
'->2Г14 Т U2 “Г ПОиССПз НС) —> СН2=СНООССНз Получение ацетона из пропилена с3пв + v2o2-hch3)2c=o Получение пропиленоксида из пропи- лена 1 ROOH —> СзНбО + ROH PdCl2 -J- CuCl2 Соединения мо- либдена, ванадия, вольфрама -99 > 95
6 Зак. 534
161
Продолжение табл. 3.2
Ис.ЧКЦИМ Условия Катализаторы Выход, % (масс.)
Сырье — алкиларомати- ческие соединения
Получение бензойной кислоты из то- луола СвН6СН3 + 72о2 —> —► С6Н5СООН + Н2О 200 °C 2,8 МПа Со(СН3СОО)2 + + Мп(СНзСОО)2 + + СВг4 90-95
Получение фенола из бензойной кис- лоты сбнбсоон + 72о2 — —> с6н5он + со2 230—240 °C 0,1 МПа Бензоат меди (II) + + бензоат магния 89-93
Получение терефталевой кислоты из и-ксилола п-СбН4(СН3)2 + ЗО2 —► —> п-СбН4(СООН)2 + 2Н2О а) Процесс фирмы «Мид сенчури» 195-205 °C 2,7 МПа б) Процесс фирмы «Тейдзин» 100-130 °C Со(СН3СОО)2 + + Мп(СН3СОО)2 + + NaBr Кобальтовый ка- тализатор 1,0 МПа 90 97-98
образуют свободные радикалы, что существенно повышает скорость
зарождения цепи, снижает период индукции. Такое инициирование
используется в процессах жидкофазного окисления н-бутана и
легких фракций прямогонного бензина.
Окисление насыщенных углеводородов С4—Се
в низкомолекулярные кислоты
За последнее время во всех промышленно-развитых странах наблю-
дается рост производства низкомолекулярных кислот, в особен-
ности уксусной.
Структура потребления уксусной кислоты в СССР, %, сле-
дующая:
Ацетаты целлюлозы..........................30,5
Винилацетат . . >..........................15,6
Эфиры уксусной кислоты.....................21
Монохлоруксусная кислота .................. 5,2
Прочие области потребления...................27,7
Объем производства муравьиной и пропионовой кислот значи-
тельно меньше, а существующие методы синтеза этих кислот ха-
рактеризуются высокими удельными затратами.
Производство уксусной кислоты в капиталистических странах
достигло 1 млн. т. в год. Ее получают, в основном, следующими
методами: 0/
Жидкофазное окисление я-бутана и «-парафинов С5—С8............. 51,5
Жидкофазное окисление ацетальдегида . . . .......... 42,5
Жидкофазное карбонилирование метанола . ........................ 4,6
Газофазное окисление этанола и ферментативные процессы.......... 1,4
162
Предложен также метод жидкофазного окисления н буч снов в
растворе уксусной кислоты.
Жидкофазное окисление ацетальдегида в уксусную кислоту
+ 0,502
СНзСНО ------> СНзСООН
осуществляется 98%-ным кислородом в металлических колоннах,
футерованных алюминием, при 50—70°C и 0,7 МПа.
Окисление ацетальдегида идет в две стадии: сначала обра-
зуется надуксусная кислота
СНзСНО+ о2 —> СНзСООН
которая на второй стадии реагирует еще с одной молекулой аце-
тальдегида с образованием двух молей уксусной кислоты:
СНзСООН + СНзСН —> 2СНзСООН
Надуксусная кислота легко распадается с выделением кисло-
рода и уксусной кислоты. Распад сопровождается выделением
большого количества тепла, поэтому накопление надуксусной кис-
лоты в продуктах реакции может привести к взрыву. Кроме того,
выделяющийся кислород может окислять ацетальдегид до диоксида
углерода и воды. Для предотвращения возможности взрыва окис-
ление ацетальдегида проводят с большим избытком последнего
против стехиометрически требуемого количества, в растворителе,
в присутствии катализаторов. В качестве растворителя исполь-
зуются уксусная кислота и ее водные растворы, в качестве ката-
лизатора— ацетат марганца. Побочными продуктами реакции яв-
ляются формальдегид, муравьиная кислота, метилацетат, ацетон,
диацетил, этилидендиацетат, что вызывает необходимость тщатель-
ной очистки уксусной кислоты от примесей. На производство 1 т
98,5—99,5 %-ной уксусной кислоты затрачивается ~0,81 т ацет-
альдегида и 215 м3 технического кислорода.
Производство уксусной кислоты жидкофазным карбонилирова-
нием метанола осуществляется при 250 °C и 63,7 МПа в присут-
ствии в качестве катализатора карбонила и иодида кобальта:
СНзОН + СО —> СНзСООН
Побочными продуктами являются пропионовая кислота и бо-
лгг пысококипящие продукты, а также оксид и диоксид углерода.
Ии I г уксусной кислоты расходуется 0,6 т метанола и 620 м3
ши п/hi углерода. Одновременно получается 20 кг пропионовой
К Ili’.'H И 1.1 II 20 кг высококипящих продуктов.
I Ipuii шодство уксусной кислоты газофазным окислением эта-
iiuji/i и ферментативным методом (брожение разбавленных раство-
ров >i/шила) практически утратило свое значение.
О*
163
Эффективность получения уксусной кислоты тем или иным ме-
тодом зависит прежде всего от стоимости исходного сырья и слож-
ности переработки.
Окисление н-бутана в уксусную кислоту
Промышленные установки по получению уксусной кислоты имеют-
ся в США, Англии, ФРГ и других странах.
В Советском Союзе процесс жидкофазного окисления н-бутана
разработан Н. М. Эмануэлем с сотр., исследованиями которых
было установлено, что жидкофазное окисление н-бутана является
автокаталитической цепной реакцией с вырожденным разветвле-
нием цепи. Под влиянием кислорода происходит зарождение цепи
с образованием сначала ewp-бутилового, а затем втор-бутилпер-
оксидного радикалов:
+ О2 •
СНзСН2СН2СН3 ----> СНзСНСН2СНз + ноо •
+ О2
•---> СН3СНСН2СНз
I
оо.
Продолжение цепи идет в двух направлениях.
Первое направление — это взаимодействие втор-бутилпероксида
с н-бутаном:
СН3СНСН2СНз + СН3СН2СН2СНз —> СН3СНСН2СНз + СНзСНСН2СНз
I I
00• ООН
Образующийся гидропероксид может распадаться, причем по-
лучающийся метилэтилкетон при дальнейшем окислении дает а-ке-
тогидропероксид:
+ о2
СН3СНСН2СНз ---сн3ссн2сн3 ----------> сн3с—снсн3
I -Н2° II II I.
ООН О О ООН
а-Кетогидропероксид, в свою очередь распадается с образованием
уксусной кислоты и ацетальдегида:
СНзС—СНСНз —> СНзСООН + СНзСНО
II I
О ООН
Второе направление реакции продолжения цепи — распад втор-
бутилпероксида с образованием алкоксирадикалов и продуктов с
меньшим числом углеродных атомов — ацетальдегида, ацетона,
этанола, метанола.
164
Возможные пути распада радикала перокси-втор-бутнла при-
ведены ниже:
—> СН3СН^-СН2СНз —> СНзСНО + СН3СН2О •
I I ?
о—ю.
CH3CHCH2CH3
I
оо.
СН3-гСНСН2СНз —> СНзО • + СН3СН2СНО
= I I
• о—-о
—> СН2СНСН2-^СНз —> СН3СОСН3 + СНзО .
I \ i
О-----hO.
При взаимодействии радикалов СН3О- и СН3СН2О- с «-бута-
ном образуются спирты:
СН3О. + н-С4Н10 —> СНзОН + «-С4Н9.
СН2СН2О. + "-С4Н10 —> СН3СН2ОН + Я-С4Н9.
В результате этерификации уксусной кислоты этими спиртами
получаются метил- и этилацетаты.
С целью сокращения индукционного периода окисления перво-
начально процесс проводился в присутствии солей металлов пере-
менной валентности (СО, Ni и др.), в последнее время чаще это
досыпается за счет частичного возврата продуктов окисления.
При использовании растворимых солей металлов переменной
пален।ногти и взаимодействии последних с кислородом происхо-
ди г окисление металлов в высшую валентность с последующим ге-
нерированием радикалов:
+ RH > Ме3+ООН + R •
Мс'»+О2 - ► Me3 *00. -----
•—> Ме3+0Н + R0 •
Одновременно ускоряется разложение гидропероксида, что спо-
собствует вырожденному разветвлению цепи:
ROOH + Ме2+ —> R0 • + НО” + М3+
Последующее восстановление металла в исходное низшее ва-
лентное состояние происходит за счет окисления более реакционно-
способных, чем сам углеводород, промежуточных продуктов окис-
ления, например альдегидов:
RCHO + Me3+ —> RC=O + Ме2++ Н+
Энергия активации при гомогеннокаталитическом окислении
vi леводородов в жидкой фазе составляет 50—84 кДж/моль против
|0Ь I47 кДж/моль при термическом или инициированном окис-
лении.
< ’нн/кенне периода индукции при добавлении в сырье незначи-
тельных количеств продуктов окисления происходит за счет боль-
165
шей их скорости окисления и разложения образующихся гидро-
пероксидов по реакциям, рассмотренным выше.
Критические температура и давление для «-бутана соответ-
ственно равны 152 °C и 3,5 МПа. Жидкофазное окисление «-бутана
при температуре, близкой к критической, малоэффективно из-за
небольшой скорости реакции. Кроме того, очень трудно управлять
процессом, так как требуется поддерживать температуру во всем
объеме реактора в очень узких пределах. В связи с этим окисление
«-бутана проводят в растворе. Наиболее подходящими раствори-
телями оказались уксусная кислота, получаемая в самом процессе,
и продукты реакции, возвращаемые в реактор вместе с непро-
реагировавшим «-бутаном. Раствор «-бутана в такой смеси имеет
критическую температуру около 195 °C. Применение других рас-
творителей, например бензола, менее эффективно.
Технология процесса. Сырьем для получения уксусной кислоты
является выделяемый из бутан-бутеновой фракции 96 %-ный «-бу-
тан. Содержание пропана, изобутана и углеводородов С5 и выше
допускается не более 0,5, 2 и 1 % соответственно, содержание сер-
нистых соединений не более 0,0005 %, полное отсутствие 2-метил-
пропена.
Примесь изобутана способствует увеличению выхода малоцен-
ных продуктов — ацетона и метилацетата; при наличии непредель-
ных углеводородов значительно снижается выход уксусной кис-
лоты за счет образования гликольдиацетатов и возрастания коли-
чества продуктов полного окисления.
Окисление «-бутана проводится при 140—170°C и 5,1 МПа,
массовом соотношении свежий «-бутан : возвратный «-бутан : воз-
дух 1 : 1,5—2: 10—12 и подаче с возвратным «-бутаном продуктов
окисления в количестве около 10 % (масс.) от суммарного коли-
чества «-бутана.
Технологическая схема жидкофазного окисления «-бутана пред-
ставлена на рис. 3.1.
Свежий жидкий «-бутан подается в смеситель /, куда посту-
пают циркулирующий «-бутан из емкости // и так называемый
кислый «-бутан из емкости 19. Смесь свежего и циркулирующего
«-бутана и кислых продуктов, пройдя теплообменник 2, где она
нагревается до 140—150 °C, поступает в нижнюю часть реактора
окисления 5. Свежий воздух и кислородсодержащий газ из скруб-
бера 20 смешиваются в аппарате 5, нагреваются в подогревателе 4
и тремя потоками подаются ,в реактор окисления 5. Реактор пред-
ставляет собой аппарат колонного типа, в который вмонтированы
змеевики для съема тепла и распределительное устройство для
воздуха.
Реакция окисления сопровождается выделением значительного
количества тепла — 20900 кДж на 1 кг «-бутана. Съем тепла осу-
ществляется перегретой водой, циркулирующей по замкнутому
циклу- сборник 9, насос 7, змеевики реактора окисления, холо-
дильник 6 и опять сборник 9.
166
/, 3 — смесители; 2, 4 — подогреватель; 5 — реактор окисления; 6, 8 — холодильники; 7 —
насос для перегретой воды; 9 — сборник перегретой воды; 10, 19 — газосепараторы; 11 —
сборник циркуляционного н-бутана; 12, 13, 14, 16, 17 — холодильники-конденсаторы; 15,
20, 22 — скрубберы; 18 — дебутанизатор; 21 — отпарная колонна.
Отходящая из верхней части реактора парогазовая смесь на-
правляется на конденсацию в системе водяных и рассольных хо-
лодильников-конденсаторов 12, 13, 14, из которых конденсат само-
теком сливается в емкость 11. Смесь паров и газов, не сконденси-
ровавшаяся в конденсаторе 14, поступает на нейтрализацию кис-
лых продуктов в скруббер 15, орошаемый 2—5°/о-ным раствором
щелочи, а затем на промывку водой в скруббер 20. Промытая
и и ровоздупшая смесь частично идет на смешение со свежим воз-
/IV\<>м, частично па отдувку. Промывная жидкость из скрубберов
//> и 20 iioc'iупает в отпарную колонну 21, где отпариваются орга-
11 и чес к 11*’ прпмегп, сбрасываемые на факел, сбросная вода спуска-
ется II КЛПЛЛП 1.1Ц11К).
Оксидит (содержащий до 43 % уксусной кислоты, 10 % метил-
этилкетоиа, 8—9% этилацетата и других продуктов), выходящий
с низа реактора окисления 5, через холодильник 8 поступает в се-
паратор 10. Выделяющиеся в сепараторе 10 газообразные про-
дукты реакции присоединяются к парогазовой смеси, отходящей
из верхней части реактора окисления. Жидкость из сепаратора 10
после снижения давления до 0,2 МПа путем дросселирования по-
ступает в дебутанизатор 18 (температура верха 35—60°C, низа
120—160°C, давление 0,4 МПа), где отгоняется н-бутан, растворен-
ный в продуктах окисления. Пары н-бутана конденсируются и
часть конденсата возвращается на орошение дебутанизатора 18, а
остальное количество (так называемый кислый н-бутан) через се-
паратор 19 подается в смеситель 1. Несконденсировавшиеся газы
in сепаратора 19 нейтрализуются щелочью в скруббере 22, после
чгю сбрасываются на факел.
Кубовая жидкость колонны-дебутанизатора 18 направляется на
ректификацию в систему колонн, где происходит выделение кон-
иеи।рпровиипой (99—100 %-ной) и технической (85%-ной) уксус-
ной Mic.ioii.i, муравьиной кислоты (86,5 %-ной) и двух фракций:
167
ацетоно-метплапетатной фракции (23 % ацетона, 68 % метилаце-
Тата), выкипающей до 56°C и метилэтилкетоно-этилацетатной
фракции (45,8 % метилэтилкетона, 38,3 % этилацетата), выкипаю-
щей в пределах 57—88 °C.
Из 1 т н-бутана при окислении образуется свыше 1,6 т полез-
ных кислородсодержащих продуктов, в том числе 872 кг уксусной
кислоты и 190 кг метилэтилкетона.
Основными преимуществами процесса являются одностадий-
ность и непрерывность, дешевизна углеводородного сырья и окис-
лителя. К недостаткам следует отнести высокую коррозионность
среды и образование побочных продуктов.
Окисление фракций С5 — С8 прямогонного бензина
в низкомолекулярные кислоты
Конечными продуктами окисления насыщенных углеводородов
С5—Се являются различные кислоты. С повышением молекулярной
массы исходных углеводородов уменьшается выход низкомолеку-
лярных кислот (муравьиной, уксусной, пропионовой) и увеличи-
вается выход кислот с большей молекулярной массой. Поэтому для
получения низкомолекулярных кислот используются углеводороды
не выше Се.
Сырьем для окисления служат легкие бензиновые фракции, со-
держащие не более 0,06 % (масс.) серы и имеющие следующий
углеводородный состав, % (масс.):
Насыщенные углеводороды:
Ci—С3, не более.............................................. 0,1—0,5
С4, не более................................................... 5
С8 и выше (за исключением 2,2-диметилпропана) 78,5—84,9
Нафтены, ароматические углеводороды и 2,2-диметилпропан, не бо-
лее ............................................................. 9—15
Окисление проводится при 160—195 °C и 5,1 МПа в реакторе
из нержавеющей стали. В качестве основного продукта получается
уксусная кислота (80—81 %). Кроме того, образуются муравьи-
ная кислота (12—15%), пропионовая (5—8%), янтарная кис-
лота (3—10%) и многочисленные кислородсодержащие при-
меси. *
Вследствие образования значительного количества разнообраз-
ных продуктов окисления выделение целевых продуктов пред-
ставляет очень сложную задачу. Положение облегчается тем,
что нейтральная часть оксидата сравнительно легко отделяется
от водного раствора кислот, так как подавляющее большинство
нейтральных кислородсодержащих соединений образует с во-
дой азеотропные смеси, кипящие ниже 100 °C, т. е. ниже тем-
пературы кипения даже муравьиной кислоты. Отгоняемые ней-
тральные кислородсодержащие соединения возвращаются на окис-
ление.
168
Водный раствор кислот имеет следующий состав, % (масс.) i
Муравьиная кислота . 9,2 Смесь кетонов, эфиров и
Уксусная кислота ....... 47,3 спиртов .............. 2
Пропионовая кислота ... 5,3 Высококипящие продукты . 0,5
Вода .................. 35,7
После азеотропной перегонки с изопропиловым спиртом и по-
следующей ректификации получают смесь безводных кислот
Ci—Сз, направляемую на разделение.
Муравьиная кислота (~98%) выделяется азеотропной дистил-
ляцией с толуолом, а уксусная (~99,5 %) и пропионовая (99,5 %)
кислоты — ректификацией в вакууме.
Окисление насыщенных углеводородов Сю—С2о в спирты
Промышленный процесс окисления насыщенных углеводородов
Сю—С2о с целью получения высших жирных спиртов (ВЖС) впер-
вые был разработан и реализован в 1957—1958 гг. в Советском
Союзе.
Высшие жирные спирты Сю—С2о в промышленности получают
следующими методами:
1. Гидрирование кашалотового жира.
2. Гидрирование синтетических жирных кислот и их метиловых
и бутиловых эфиров.
3. Выделение из вторых неомыляемых производства синтетиче-
ских жирных кислот.
4. Получение спиртов Сб — С20 с четным числом углеродных
атомов методом олигомеризации этилена в присутствии триэтил-
алюминия и последующего окисления.
5. Прямое окисление насыщенных углеводородов Сю—С20 мо-
лекулярным кислородом.
Методами 1, 2 и 4 получают первичные спирты; методом 3 —
смесь первичных и вторичных спиртов, методом 5 — в основном
вторичные спирты.
Метод 1 практически утратил свое значение. Основное количе-
ство высших жирных спиртов (Сю—Cie) в настоящее время в
СССР получается гидрированием синтетических жирных кислот и
их эфиров.
Высшие жирные спирты применяются для производства поверх-
ностно-активных веществ в том числе моющих средств, присадок
к маслам и смазочно-охлаждающих жидкостей.
Кроме того, они применяются в текстильной, кожевенной и бу-
мажной промышленности, а также для авиважа (оживления)
искусственного волокна.
В СССР в 1981 г. из нефтехимического сырья было получено
(И) тыс. т. спиртов.
A. II. Башкировым с сотр. разработан метод направленного
жидкофазного окисления жидких насыщенных углеводородов
< к. С-.,) с образованием спиртов. Для защиты целевого продукта
сн /in л i.iivii hi их окислительных превращений предложено блокиро-
169
вать гидроксильные группы образующихся спиртов путем связыва-
ния их борной кислотой:
4-02 4-C12II20
C|2II2G ---> СНз(СН2)9СНСНз -----> 2СНз(СН2)9СНСНз
ООН он
4- Н3ВО3
ЗС12Н25ОН------> (С12Н25О)зВ + зн2о
Предполагается, что борная кислота оказывает также катали-
тическое действие.
Предотвращение деструкции парафинов в процессе окисления
достигается путем использования газа-окислителя с пониженной
концентрацией кислорода. Окисление проводится при 175°C в
присутствии 5 % борной кислоты азото-кислородной смесью с со-
держанием кислорода 3—4,5 % (объемп.). При этом выход спир-
тов составляет 50—60 %.
Данным методом получаются вторичные спирты с гидроксиль-
ными группами по всей длине углеводородной цепи. По этому спо-
собу в настоящее время получают спирты С]2 —С2о.
При изучении процесса жидкофазного окисления индивидуаль-
ных углеводородов в присутствии борной кислоты было показано,
что при окислении образуются вторичные спирты преимуществен-
но с тем же числом углеродных атомов, что и в исходных углево-
дородах.
Особенностью механизма окисления при недостатке кислорода
и высокой температуре процесса является то, что существенную
роль играют алкильные радикалы R-. В результате взаимодей-
ствия радикала R* с гидропероксидом образуется молекула спирта
и алкоксильный радикал, который также превращается в спирт.
Спирт этерифицируется борной кислотой с образованием эфира:
+ о2 + rh + RH
R . ---ROO • ------> ROOH + R • РО • ---------* ROH + R .
+ Н3ВО3
R- + ROOH —► ROH + RO. 3ROH --------------> (RO)3B + ЗН2О
Соотношение между скоростью образования спирта и скоростью
его этерификации таково, что свободные спирты присутствуют в
зоне реакции в минимальных количествах и последующие реакции
их окисления идут с малыми скоростями.
Сырьем для получений* высших жирных спиртов по методу
Башкирова являются фракции парафинов нормального строения
от 240—270 до 330—370 °C, выделенные из дизельного топлива
карбамидной депарафинизацией (т. пл. 24—26 °C, содержание
95—97 % к-алканов) или адсорбцией на цеолитах.
Содержание в сырье ароматических углеводородов, тормозящих
окисление (особенно нафталина и бутилнафталинов) не должно
превышать 0,5%. В заводских условиях сырье представляет со-
бой смесь свежего и циркулирующего парафина в массовом отно-
шении 1 — 1,5 :2.
170
Щелочь
Борная
Рис. 3.2. Схема производства высших спиртов окислением насыщенных углеводо-
родов Сю—С20’
/, 24 — теплообменники; 2 — монжус для раствора борной кислоты; 3 — окислительная ко-
лонна; 4, 5, 13, 27, 30, 31 — холодильники; 6 — скруббер щелочной промывки; 7 — ресивер;
8 — скруббер водной промывки; 9, 26, 29 — конденсаторы; 10 — подогреватель; // — ректи-
фикационная колонна; 12 — выпарной аппарат; 14 — колонна для отделения возвратных
углеводородов от мыл; 15 — омылитель; 16 — гидролизер; /7 — кристаллизатор; 18 — центри-
фуга; 19 — сушильный барабан; 20 — экстрактор; 2/— смеситель; 22, 23 — омылители; 25,
28 — ротационные пленочные испарители.
Для приготовления азото-кислородной смеси с содержанием
кислорода 3—4,5 % (об.) используют отходящий газ процесса, со-
стоящий в основном из азота. К очищенному от конденсирующих-
ся компонентов отходящему газу добавляют нужное количество
воздуха.
Технологический процесс включает следующие основные ста-
дии: окисление жидких парафиновых углеводородов в присутствии
борной кислоты; отгонку от борнокислых эфиров неокислившихся
углеводородов; гидролиз борнокислых эфиров, омыление и ди-
стилляцию вторичных спиртов; омыление возвратных углеводоро-
дов и отделение от них раствора мыл; регенерацию борной кис-
лоты.
Технологическая схема окисления насыщенных углеводородов
Сю — С2о нормального строения в спирты приведены на рис. 3.2.
Свежий дистиллированный парафин и возвратные углеводоро-
ды в отношении 1:2 нагреваются в теплообменнике 1 до 160°C
и подаются в окислительную колонну 3. Окисление осуществля-
ется в присутствии борной кислоты, суспензия которой поступает
к колонну из монжуса 2. Гидроксильное число реакционной массы
(коюрую первоначально подвергают гидролизу с целью разложе-
ния образовавшихся борнокислых эфиров с последующим анали-
н im) и л выходе из окислительной колонны 3 поддерживается на
уровне 70 80 кг КОН/г, что соответствует степени превращения
и.| 1>.|<|>||пл и кислородсодержащие продукты 45%.
171
Отработанный газ из окислительной колонны поступает в кон-
денсатор 7 (где конденсируются нары легкокипящих продуктов,
возвращаемые в колонну), охлаждается в холодильнике 5, про-
ходит щелочную и водную промывку в скрубберах 6 и S, ресивер 7
и после обогащения кислородом воздуха подастся в окислитель-
ную колонну 3.
Продукты окисления из нижней части окислительной колонны 3
подогреваются в подогревателе 10 до температуры не выше 260°C
и поступают в ректификационную колонну 11, где при остаточном
давлении 0,0026 МПа происходит отгонка непрореагнровавших
углеводородов и кислородсодержащих соединений от борнокислых
эфиров. Пары отогнанных продуктов конденсируются в поверх-
ностном конденсаторе 9, и конденсат непрерывно подается в омы-
литель 15, где при температуре не выше 100°C происходит омы-
ление кислородсодержащих соединений 10—12 %-ным раствором
щелочи. Омыленный продукт из омылитсля 15 подается в колон-
ну 14 для отделения мыл от углеводородов (при температуре
95°C), возвращаемых на окисление. Мыла выводятся из си-
стемы.
Борнокислые эфиры из нижней части ректификационной колон-
ны 11 через вакуум-приемник, где они охлаждаются до 100°C,
поступают на разложение в гидролизер 16, куда одновременно
подается очень слабый раствор борной кислоты (водный экстракт
из экстрактора 20). При 95—98 °C и тщательном перемешивании в
гидролизере идет разложение борнокислых эфиров на спирты и
борную кислоту. Раствор борной кислоты из гидролизера 16 по-
дается в выпарной аппарат 12, где происходит упаривание рас-
твора борной кислоты до концентрации 12—18%. Концентриро-
ванный раствор борной кислоты поступает в кристаллизатор 17 и
далее в центрифугу 18 для выделения кристаллов борной кислоты.
Маточный раствор присоединяется к раствору борной кислоты
йз гидролизера 16, направляемому на упарку. Кристаллическая
борная кислота подсушивается в сушильном барабане 19 и воз-
вращается в процесс.
Сырые жирные спирты из гидролизера 16 промываются в го-
ризонтальном экстракторе 20 конденсатом сокового пара выпар-
ного аппарата 12 и направляются через смеситель 21 в омылите-
ли 22 и 23, в которых происходит омыление щелочью содержа-
щихся в них жирных кисло^ и эфиров.
Йрсле омыления спирты вместе с мылами через теплообменник
24 направляются в ротационные пленочные испарители 2$ и 28.
В первом испарителе отгоняется вода, во втором при 300 °C и
остаточном давлении 0,012 МПа спирты отгоняются от мыл. Пары
спиртов отводятся через конденсатор 29 и холодильник 30 на ди-
стилляцию для выделения узких фракций.
Верхний погон из испарителя 25 и кубовый остаток из испа-
рителя 28 выводятся из системы. &та смесь мыл и нейтральных
веществ в примерном соотношении 1: 1 может применяться в ка-
честве флотореагента фосфоритных руд.
172
В этом процессе получаются спирты С12 — С2о, основное коли-
чество которых (70—80 %) сос1<чвляют спирты Си — Си- Содер-
жание первичных спиртов 17—25 %, вторичных 75—83 %. Расход
мягкого парафина составляет 2,65 т на 1 т получаемого спирта.
При применении мягкого парафина узкого фракционного состава,
95—98 % которого представлено не более чем четырьмя нормаль-
ными углеводородами с примесью 0,4 % ароматических соедине-
ний, расход его на 1 т спиртов снижается до 1,5 т.
Достоинством процесса является образование спирта непосред-
ственно из парафина на первой стадии процесса. Однако техно-
логическая схема многостадийна, получаемые спирты содержат
значительное количество примесей (диолы, кетоспирты, углеводо-
роды и др.) и кроме того, высок расход парафина и реагентов.
ВНИИПАВ разработал усовершенствованный технологический
процесс. В результате применения парафина более узкого фрак-
ционного состава (С13 — С15, С13 — С17, Си — Си), введения ста-
дий гидроочистки возвратных углеводородов, спиртов и ректифи-
кации последних, улучшилось качество спиртов и технико-эконо-
мические показатели. Так, применение гидроочистки спиртов на
никельхромовом или никслькнзельгуровом катализаторе при 145—
170 °C, 3,0—4,9 МПа и объемной скорости 0,3 ч”1, позволило сни-
зить содержание примесей до 3—5 % (масс.).
Сравнительные данные по качеству получаемых спиртов при-
ведены ниже:
Действующая
технология
Число, мг КОН/ч:
кислотное .................. 0,5
эфирное ........................ 5
карбонильное ........... 25
гидроксильное .............. 220—225
йодное, г 12/Ю0 г . . . . 10
Содержание, %:
углеводородов .............. до 5
полифункциональных со-
единений ............... 15—20
Усовершенствованная
технология
0,5
1
2
260
1
до 5
Высокие качества спиртов позволяют их использовать для по-
лучения неионогенных ПАВ.
Окисление насыщенных углеводородов С2о—С40 в кислоты
Окисление насыщенных углеводородов С2о —С40 проводится с
целью получения монокарбоновых кислот Сю — С2о нормального
строения. Возможность окисления твердого парафина с образова-
нием карбоновых кислот и других продуктов окисления была из-
игстна уже во второй половине прошлого столетия. В 1928 г. в
Германии было осуществлено окисление парафина для получения
кислот в полупромышленном масштабе. Промышленное производ-
имо синтетических жирных кислот было организовано там перед
агорой мировой войной и получило большое развитие во время
войны.
173
В Советском Союзе промышленное производство синтетических
жирных кислот С5 — С25 было налажено в 1953 г. на Шебекин-
ском химическом заводе в г. Шебекино.
Вначале главной целью производства синтетических жирных
кислот (СЖК) из парафина было получение полупродуктов для
мыловаренной промышленности с целью замены пищевых жиров.
Наличие производства СЖК позволило освободить сотни ты-
сяч тонн пищевых жиров. Однако необходимо было дальнейшее
увеличение объема производства СЖК, так как при окислении
парафина получается широкая гамма кислот, находящих разно-
образное применение.
Кислоты С5—Сб в виде бутиловых и этиловых эфиров исполь-
зуются в парфюмерии, на основе натриевых солей этих кислот про-
изводятся смазки, применяемые при волочении проволоки, и инги-
биторы, улучшающие противокоррозионные свойства смазочно-
охлаждающих жидкостей.
Кислоты Сб—С7 используются для получения первичных спир-
тов, применяемых в производстве пластификаторов, и пентаэри-
тритовых эфиров, на основе которых получаются синтетические
смазочные масла.
Кислоты Сю—С2о предназначены для мыловарения и производ-
ства первичых спиртов с последующим получением на их основе
синтетических моющих веществ и алкилоламидов. Фракции кис-
лот Сю — С16 используются для изготовления хозяйственного
мыла.
Очищенная фракция жирных кислот С9 — Сю применялась во
время второй мировой войны в Германии для получения пищевых
жиров путем этерификации глицерином. Для этой цели пригодны
только кислоты нормального строения, кислоты изостроения долж-
ны быть отделены.
Высшие синтетические жирные кислоты нормального строения
применяются в промышленности синтетического каучука при про-
ведении эмульсионной сополимеризации бутадиена и стирола (кис-
лоты Сю — Сю и Сю — Сн), а также при получении стереорегуляр-
ных каучуков (кислоты С!7— С2о) и товарных латексов (кислоты
Си — Си). Примеси непредельных кислот, вызывающих старение
резиновых изделий, нежелательны. Синтетические жирные кисло-
ты используются также в шинной промышленности в производстве
резинотехнических изделий. Они повышают пластичность резино-
вых смесей, способствуют лучшему диспергированию в них напол-
нителя (например, сажи) и облегчают процесс обработки резино-
вых смесей.
Фракции кислот Ci7— С2о находят применение практически
всюду, где использовался стеарин, получаемый из природных жи-
ров, например для обработки лубяных изделий, хлопчатобумаж-
ных тканей, в производстве бумаги. Перспективно использование
синтетических жирных кислот в литейном деле и т. п.
Добавление к битуму свинцовых и кальциевых солей фракций
кислот Сю — Сю и Сп — С2о повышает на 15—30% сцепляемость
174
битума с известняком и пластифицирует его. В лабораторных усло-
виях испытаны добавки (2—4 %) аминоациламидов и диацилами-
дов кислот фракций Сю — Сю и Сп — С2о, улучшающие сцепление
битума с известняком. В качестве эмульгаторов битума испытаны
четвертичные аммониевые основания, полученные на основе ами-
нов, синтезированных из нитрилов кислот С? — С9, Сю — Сю и
С17 — С2о-
Кислоты C2i—С25 применяются для приготовления консистент-
ных смазок — солидолов.
Структура потребления синтетических жирных кислот в нашей
стране примерно следующая, %:
Мыловаренная промышленность.............................26
Консистентные смазки.................................... 9
Флотореагенты ....................................... 10,6
Высшие жирные спирты....................................30,6
Лакокрасочная промышленность............................. 6
Текстильно-вспомогательные вещества................... 4,3
Прочие области применения ..............................13,5
Для производства СЖК применяются глубокообезмасленные
(содержание масла менее 0,5—1 %) и технические (содержание
масла 1—5 %) парафины (/Пл от 28 до 60—70°C), которые, в свою
очередь, подразделяются на низкоплавкие (температура плавле-
ния 28—45°C), среднеплавкие (/Пл 45—60°C) и высокоплавкие
(/пл 60°C и выше).
Первоначально для производства СЖК применялись в основ-
ном среднеплавкие и твердые парафины, но в последнее время
применяются и низкоплавкие (жидкие) парафины. Однако, по-
следние до настоящего времени используются в незначительных
количествах (примерно 5—10 % к общему потреблению пара-
финов).
Для производства СЖК вырабатываются три марки парафи-
нов Г, С и Ж, отличающиеся физико-химическими свойствами в
зависимости от происхождения и способа получения; из твердых
парафинов в основном применяется парафин марки С.
Показатель Твердый парафин марки С (ГОСТ 16960-71) Жидкий парафин марки Ж (ГОСТ 23683 - 79)
Внешний вид . . Кристаллическая Прозрачная жид-
масса от белого кость желтоватого
до светло-желтого цвета цвета
Температура, °C:
плавления, не ниже .... . . 48 27
н. к 300-330 290-300
выкипает, % об., не менее:
до 360 °C . . — 96
до 400 °C . . 60 —
07 % выкипает до, °C ... . . . 460 —
(лшержннис, % (масс.):
н ii'ikiiiioh, не менее . . . . , . . 90-95 95
прими । irircKHx, не более. . < м.п и, иг более . . . . . _ — 0,3
. . 1,5 —
серы, не более 0,05 0,05
175
Качество парафина в основном определяют примеси (нафтено-
вые, ароматические, ненасыщенные, насыщенные углеводороды
изостроспня, а также серосодержащие и высокомолекулярные со-
единения), состав которых может меняться в широких пределах.
Наличие примесей существенно меняет скорость окисления,
состав и выход образующихся кислот.
Серосодержащие и смолистые (полициклические ароматические
углеводороды) соединения ингибируют процесс окисления. Увели-
чение содержание к-алканов способствует улучшению показате-
лей получаемых СЖК.
Фракционный состав парафина, используемого в качестве
сырья для производства синтетических жирных кислот, колеблется
в довольно широких пределах. Вместе с тем, от него зависят ско-
рость процессов окисления, отделения неомыляемых веществ и
выход отдельных фракций жирных кислот.
Парафины различных марок отличаются числом атомов угле-
рода. Так, парафины марки Т, С, Ж содержат в основном 17—42,
18—33 и 10—25 атомов углерода соответственно.
Выход сырых кислот при окислении парафинов различного
происхождения растет с повышением температуры кипения и сред-
ней молекулярной массы исходного парафина. Одновременно воз-
растает среднее число атомов углерода в молекулах жирных кис-
лот (обычно оно составляет около 60 % от среднего числа атомов
углерода в молекулах исходных углеводородов), увеличивается
количество кислот выше С20 и снижается количество фракции
С5 — С9 (табл. 3.3).
Высокий выход целевых кислот обеспечивается при переработ-
ке парафина марки С (ГОСТ 23683—79). При переработке же
парафинов марки Т резко увеличивается выход кубовых остатков
при одновременном снижении выхода кислот Сб — С2ь А при при-
менении жидких парафинов возрастает выход низкомолекулярных
кислот и удельные нормы расхода реагентов на производство це-
левых кислот.
Поэтому в последнее время часто применяют смешанное сырье
(парафин марки Т с добавлением до 25 % жидкого парафина уз-
кого фракционного состава).
При этом улучшается качество оксидата и сырых жирных кис-
лот; увеличивается вьжод кислот фракции С5 — C2i и целевой
Таблица 3.3. Выход кислот в зависимости от фракционного состава
и среднего числа углеродных атомов исходного парафина
Пределы выкипания парафина, °C Среднее число углеродных атомов в парафине Выход отдельных фракций кислот, % (масс) от парафина Общий выход кислот, % (масс)
С5—с9 С10—С16 С17—С20 > С2о
270-390 19 17,6 30,6 19,3 7,3 74,8
340—470 30 11 32,2 22,2 14,6 80
400- 500 33 7 21,9 24,6 22,8 76,3
170
фракции Сю - С2о при одновременном сокращении расхода пара-
фина и других реагентов.
Расходные нормы на 1 т дистиллированных кислот парафинов
различных марок следующие, в т: для марки Т— 1,225; для марки
С— 1,24; для марки Ж— 1,51.
Состав продуктов окисления. Парафин представляет собой
сложную смесь углеводородов различной молекулярной массы и
строения, причем окислению подвергаются разные углеродные
атомы молекул. Кроме того, первичные продукты окисления пре-
терпевают многократные превращения, состоящие как в после-
дующем окислении и деструкции, так и во взаимодействии с дру-
гими продуктами реакции. Поэтому окисление парафина является
весьма сложным процессом. Наиболее устойчивыми кислородсо-
держащими соединениями являются карбоновые кислоты, обра-
зующиеся в результате окислительной деструкции исходных пара-
финов. Поэтому они и накапливаются в продуктах реакции.
Последовательность образования продуктов окисления пара-
фина в основных чертах укладывается в рамки общепринятой схе-
мы механизма жидкофазного окисления углеводородов. Некото-
рая специфичность состава оксидата парафина зависит от присут-
ствия катализатора, который определенным образом регулирует
процесс окисления, и связана также с высокой молекулярной мас-
сой исходных углеводородов. При окислении парафина вначале
образуются вторичные гидропероксиды, причем вследствие равно-
ценности всех метиленовых групп по их реакционной способности
возможно образование гидропероксидов с разным положением
гидропероксидной группы.
Ниже на схеме для простоты показано образование различных
продуктов окисления из 2-гидропероксида.
2-Гидропероксид распадается с образованием альдегида и ме-
танола *(1), вторичных спиртов(II) и кетонов(III), причем пре-
вращение в кетон и вторичный спирт происходит с сохранением
углеродного скелета исходного углеводорода, а образование аль-
дегида и первичного спирта идет с деструкцией. Первичные спир-
ты (в данном случае метанол) далее окисляются последовательно
в альдегиды (IV) и кислоты (V), вторичные спирты в кетоны(VI).
Альдегиды, образовавшиеся по реакции 1, окисляются в соответ-
ствующие высокомолекулярные кислоты (VII). При окислении ке-
тонов образуются главным образом а-кетогидропероксиды^Ш).
В результате их окислительного расщепления по связи С—С(IX)
получается набор всех кислот от уксусной до кислот с числом
углеродных атомов tn — 2 (tn — число атомов углерода в исход-
ном парафине).
Наряду с а-кетогидропероксидами при окислении кетонов об-
разуются в некотором количестве кетогидронероксиды (X), в ко-
торых кетогруппы находятся в fl-, у- и других положениях. Их
* В случае 3-, 4- и других гидропероксидов получаются соответствующие
первичные спирты.
177
СН3СН2(СН2)„СН2СН,
+ о2
СНзО1Н-()НС(СН2)яСН2СНз*— CH3CH(CH2)„CH2CH3—> СНЭСН(СН2)ЯСН2СН,
1 I I
ООН он
+ О2 IV
' г
СН2О
+ o2|v
нсоон
+ О2 Vila
HOOC(CH2)rtCH2CH3
111
+ о2
СН3С(СН2)„СН2СНз •<—-
II V1
о
+ о2 | + о2
+о4
СО2 + Н2О
VIII
СНзС—С(СН2)П_1СН2СН3
II I
О ООН
х I
СН3С(СН2)л_1СНСН2СНз
II I
О ООН
IIX
СНзСООН + СН3СНз(СН2)п_1СНО
XI XII
СН3С(СН2)Л_1СНС2Н5
СНзС(СН2)п_1СС2Н
СН3СН2(СН2)П-1СООН
+ о2
—СНзСООН
+ о2
—с2н5соон
XIV
С2Н5СН(СН2)П_2СООН СН3С(СН2)П_2СООН
I II
он о
—Н2О XV
С2Н5СН(СН2)Л_2СО
+ °2 XVI
—СНзСООН
НООС(СН2)л-зСООН
последующее разложение ведет к образованию соответствующих
оксикетонов(XI) и дикетонов (XII), дающих далее окси- и кето-
кислоты (XIII и XIV). Оксикислоты образуют лактоны (XV), а
кетокислоты превращаются в дикарбоновые кислоты (XVI).
В продуктах окисления парафина содержатся также так назы-
ваемые сложные эфиры, механизм образования которых не со-
всем ясен. Недавно экспериментально показано, что собственно
сложных эфиров жирных кислот в этих продуктах содержится не
больше 5—10%. Остальное составляют, по-видимому, лактоны и
полифункциональные высокомолекулярные соединения.
В результате основных и побочных реакций конечный продукт
окисления представляет собой сложную смесь неокисленных угле-
водородов и кислородсодержащих соединений; кислого и нейтраль-
178
ного характера. Основными продуктами окисления являю гея кис-
лые кислородсодержащие соединения: нормальные монокарбопо
вые кислоты, сложные эфиры, лактоны, а также окси-, кето- н дп-
карбоновыс кислоты. К нейтральным кислородсодержащим со-
единениям относятся эфиры, р-дикетоны, метилкетоны, спирты, ко-
тоспирты и другие неидентифицированные соединения.
К продуктам окисления парафина принято относить собственно
оксидат, масляный конденсат, водный конденсат и летучие про-
дукты.
Приближенный выход этих продуктов на сырье следующий,
% (масс.):
Оксидат............... до 83 Вода .............. до 5
Масляный конденсат ... до 0,5 Сконденсировавшиеся кис-
до 2,5
Диоксид углерода .... до 4,5
лоты
Летучие продукты (ограни-
ческие и неорганические) . до 4,5
Основные закономерности процесса. На скорость окисления
оказывают влияние температура, продолжительность реакции, дав-
ление, состав катализатора, скорость подачи кислорода. В отсут-
ствие катализаторов при 80—120°С окисление идет очень мед-
ленно. При 120—130 °C для окисления требуются недели, а при
160—170 °C окисление идет быстро, но получается много побочных
продуктов. Так, при 115 °C накапливается только около 1 % по-
бочных продуктов, при 140°С — 4%, а при 160°С—10%.
Реакция окисления экзотермическая — при окислении парафи-
на до кислотного числа 70 мг КОН/г выделяется 2090 кДж на
1 кг превращенного парафина. Поэтому во избежание чрезмерного
повышения температуры окисляемой массы необходим интенсив-
ный отвод тепла.
Раньше в промышленных условиях был принят переменно-тем-
пературный режим окисления парафина с начальной температу-
рой 120—125 °C и последующим снижением до 105 °C по
2—5 град/ч. Несмотря на наличие примесей, применяемый пара-
фин имеет высокую окисляемость, поэтому в последнее время про-
цесс окисления большей частью проводится при постоянном тем-
пературном режиме — 110 °C. Снижение температуры окисления
способствовало повышению селективности процесса и уменьшению
выхода кубовых кислот. Продолжительность окисления 18—24 ч.
Скорость окисления существенно возрастает при повышении
давления до 0,2 МПа. Дальнейшее повышение давления мало ска-
зывается на скорости окисления (хотя растворимость кислорода
почти пропорциональна давлению), но существенно ухудшает ка-
чество продукции. В заводских условиях окисление проводится в
алюминиевых колоннах при давлении не выше 0,2 МПа.
В качестве катализатора процесса окисления парафина до жир-
ных кислот применяют марганцево-натриевые компоненты*.
* Марганцево-натриевые компоненты в процессе окисления претерпевают из-
менения. Поэтому термин катализатор применяется в промышленности синтети-
ческих жирных кислот условно.
179
Попытка применить растворимые нафтенаты марганца и натрия,
не дали хороших результатов. Введенные нафтеновые кислоты
оставались в продуктах окисления, ухудшая их физико-химиче-
ские свойства.
В качестве марганцевого компонента катализатора используют
оксиды марганца, гидроксид марганца и марганцевые мыла жир-
ных кислот различных фракций. Натриевый компонент катализа-
тора— это в основном натриевые мыла кислот Ci — С4, С5 — С9
масляного конденсата, окисленного парафина, а также натрий и
калий, содержащиеся в технических оксидах марганца. Гидроксид
марганца и марганцевые мыла получают на основе сернокислого
марганца или марганцевого шлама.
Механизм действия марганцевого катализатора обусловлен из-
менением его валентности под влиянием восстановительного харак-
тера углеводородной среды.
В начале процесса наблюдается быстрое восстановление
КМпО4 в МпО2. Пока преобладают соединения семивалентного и
четырехвалентного марганца, скорость реакции окисления мала
(индукционный период). По мере их восстановления до соедине-
ний трехвалентного марганца скорость реакции быстро возрастает.
Трехвалентный марганец ускоряет окисление парафина, восста-
навливаясь в двухвалентный, причем предполагается, что присут-
ствие двухвалентного марганца способствует переходу четырех-
валентного в промежуточную трехвалентную активную форму.
Восстановление КМпО4 идет медленно при окислении свежего па-
рафина и значительно ускоряется в присутствии возвратных угле-
водородов, содержащих некоторое количество кислородсодержа-
щих соединений, в частности веществ кислотного характера, яв-
ляющихся активными восстановителями. Постепенно реакционная
масса обесцвечивается вследствие образования соединения мар-
ганца низшей валентности.
Окончание периода индукции всегда сопровождается выпаде-
нием в осадок нерастворимых в углеводороде соединений марган-
ца. Введение соединений натрия стабилизирует марганцевый ка-
тализатор и предотвращает выпадение осадка. Одновременно уве-
личивается скорость образования кислот, снижается содержание
карбонильных соединений в оксидате. Изменение растворимости
солей марганца в углеводородах в присутствии солей натрия
свидетельствует об образовании соединений комплексного харак-
тера. Оптимальным является введение солей натрия в таком ко-
личестве, чтобы отношение [Na]1: [Мп]vu составляло 1:1. При
увеличении доли щелочного металла удлиняется индукционный
период и тормозится развитие цепной реакции окисления.
Марганцевый катализатор играет при окислении парафина
двойную роль. В начальной стадии окисления он ускоряет про-
цесс, инициируя цепную реакцию. В последующий период марган-
цево-натрпсвые комплексы, растворенные в окисляемом парафине,
ускоряют и регулируют процесс дальнейшего распада гидропер-
180
оксидов и обеспечивают наиболее быстрое образование жирных
кислот и минимальное накопление побочных продуктов.
Существенное влияние на скорость окисления и состав окси-
дата оказывает количество вводимого катализатора. С увеличе-
нием концентрации катализатора в реакционной смеси выход кис-
лот сначала возрастает, проходит через максимум и затем падает.
При больших концентрациях катализатора окисление прекраща-
ется раньше, чем даже в его отсутствии, что объясняется обрывом
реакционных цепей под действием накапливающихся ионов Мп2+.
Расход катализатора зависит от марки исходного парафина,
используемого в процессе. Содержание марганца и натрия в окис-
ляемой смеси в зависимости от марки парафина приведено ниже:
Т 0,085/0,030
С 0,095/0,035
0,105/0,050
Чем меньше молекулярная масса парафина, тем выше расход
катализатора.
Селективность процесса получения жирных кислот окислением
парафинов повышается при использовании многокомпонентных
Сг — Мп — К (1:1:1) катализаторов.
4 В условиях промышленного процесса наибольший интерес пред-
ставляет растворимый катализатор, не выпадающий в осадок. При
использовании такого катализатора можно снизить температуру
окисления до 100—105°C, благодаря чему значительно улучшается
качество оксидата, повышается выход дистиллированных кислот
(до 90 % от массы сырых кислот) и уменьшается количество ку-
бового остатка.
Для получения жирных кислот высокого качества путем жид-
кофазного окисления парафина кислородом воздуха в реакторе
барботажного типа в присутствии катализатора необходимо обес-
печить достаточный подвод воздуха (40—60 м3/ч на 1 т парафина,
с линейной скоростью порядка 0,09—0,1 м/с). За счет увеличения
высоты колонны расход воздуха можно снизить до 40 м3/т-ч.
Следует указать, что при значительном увеличении скорости
подачи воздуха соотношение продуктов реакции остается неиз-
менным, но резко возрастает количество уносимых воздухом ве-
ществ. В присутствии растворенного марганцевого катализатора
основная масса поглощенного кислорода (до 85%) расходуется
на образование кислот, накопление которых идет примерно со
скоростью 2,2—2,3 в час. Количество кислорода, поглощенного
при окислении 1 т смеси парафина и неомыляемых возвратных
соединений составляет в среднем 170 кг.
Увеличение содержания кислорода в воздухе, вплоть до пере-
хода на чистый кислород, отражается на скорости реакции, но не
влияет на состав конечных продуктов.
Наиболее перспективным путем интенсификации процесса окис-
ления парафина в жидкой фазе является ускорение диффузии
181
Кубовый остаток после выделения спиртов из 2-ых неомыляемых
кислорода путем создания более благоприятных условий кош ак-
тирования парафина с воздухом — увеличения межфазной поверх-
ности и непрерывного ее обновления. Это может быть достигнуто
при проведении процесса в пенных аппаратах, аппаратах с по-
лыми мешалками и др.
Технология процесса. Процесс производства синтетических
жирных кислот окислением парафина включает следующие опе-
рации:
приготовление катализатора;
приготовление углеводородной шихты для окисления;
окисление углеводородной шихты;
шламоотделение и промывка оксидата от водорастворимых
низкомолекулярных кислот;
омыление оксидата и отделение 0- и 1-ых неомыляемых;
термическая обработка омыленного оксидата и отделение вто-
рых неомыляемых;
разложение мыльного клея (натриевых солей жирных кислот);
промывка сырых жирных кислот;
дистилляция сырых жирных кислот.
Технологическая схема производства синтетических жирных
кислот представлена на рис. 3.3.
В емкость 1 подаются кислая вода (из сборника 11) и 23—
28%-ный раствор кальцинированной соды (или поташа). В ре-
зультате образуются натриевые соли водорастворимых низкомоле-
кулярных кислот RCOOH Na2C°3> RCOONa + Н2О + СО2. После
перемешивания в течение 0,5 ч в эту же емкость подаются
45 %-ный раствор каустической соды и 25 %-ный раствор серно-
кислого марганца. Реакционная масса продувается в течение двух
часов воздухом через барботер, образуется гидроксид марганца
MnSO4 + 2NaOH—>Мп(ОН)2 4- Na2SO4.
После этого производят корректировку избытка щелочи, кото-
рый должен составлять 0,2—0,5 % (масс.).
На установке предусмотрена регенерация марганцевых солей
из производственных шламовых вод. С этой целью шламовые воды
из шламоотстойника 6 перекачиваются в аппарат 1', где происхо-
дит их обработка раствором кальцинированной соды
(RCOO)2Mn + Na2CO3 —> MnCO3 + RCOONa
Образовавшийся карбонат марганца осаждается, а осветлен-
ный раствор по переливной трубе сливается в канализацию кис-
лых стоков (на схеме не показано).
Рис. 3.3. Схема производства синтетических жирных кислот С5—С2о:
/ — емкость для приготовления раствора катализатора; Г — емкость для выделения солей
марганца из шламовых вод; 2 — смеситель; 3 — окислительная колонна; 4 — конденсатор;
5 — холодильник; 6 — шламоотстойник; 7 — абсорбер; 8, 22 — промывные колонны; 9 — га-
зосепаратор; 10 — отстойник; // — сборник кислой воды; /2 — барабанные омылители; 13—
доомылитель; 14, 18, 21 — отстойники-разделители; 15 — теплообменник; 16 — автоклав; 17 —
трубчатая печь; /7'—змеевик; 17" — отделитель с отпарной колонной; 19 — емкость для
разбавления мыльного клея (расклеиватель); 20 — нейтрализатор; 23 — колонна для обез-
воживания; 24, 25, 26, 27 — ректификационные колоннщ,
183
В этом же аппарате Г карбонат марганца в смеси с маточным
раствором обрабатывается раствором серной кислоты
MnCO3 + H2SO4 —> MnSO4 + Н2О + СО2
Раствор рсгенирированного сернокислого марганца в смеси с
натриевыми солями жирных кислот самотеком поступает в ем-
кость 1.
Приготовленный в емкости 1 10%-ный раствор катализатора
поступает в смеситель 2, куда подается углеводородная шихта
(свежий и возвратный парафин вместе с неомыляемыми в отно-
шении 1:2).
Температура в смесителе поддерживается около 120 °C; вода
испаряется, а катализатор диспергируется в парафине, после чего
смесь поступает в окислительную колонну 3.
Промышленные окислительные колонны имеют высоту 8—12 м,
диаметр 1—2 м, емкость от 30 до 60 м3, изготавливаются из кис-
лотоупорной стали или алюминия.
В нижней части колонны 3 установлены распылители для воз-
духа и - барботеры для пропарки колонны. По высоте колонны
расположены обогревающий и три охлаждающих змеевика. В на-
чале процесса температура в колонне 3 поддерживается около
120°C за счет подачи пара (~5 МПа) в обогревающий змеевик.
После начала окисления обогрев прекращается, температура сни-
жается до ПО °C и дальнейшее окисление проводится при посто-
янной температуре, которая поддерживается за счет подачи кон-
денсата в охлаждающие змеевики. При достижении оксидатом
кислотного числа 65—75 мг КОН/г уменьшают подачу воздуха,
температуру оксидата снижают до 80—95°C с помощью охлажда-
ющих змеевиков и увлажненного воздуха,, для чего в трубопровод
впрыскивается конденсат.
Состав оксидата (кислотное число 70, эфирное число 45),
% (масс.):
Водонерастворимые жирные кислоты................... 30—35
Различные кислородсодержащие продукты............... 30—35
Неокисленный парафин .............................. 25—30
Водорастворимые кислоты Ci—С4 и небольшое коли-
чество их солей ..................... 3—4
Охлажденный до 80—95 °C оксидат из окислительной колонны 3
через холодильник 5 поступает в шламоотстойник 6, а отходящий
из колонны воздух, содержащий реакционную воду и низкомоле-
кулярные органические продукты, направляется сначала в кон-
денсатор 4, а затем в адсорбер 7. В результате снижения темпе-
ратуры до 40 °C основная часть легкокипящих продуктов конден-
сируется. Оставшиеся в отработанном воздухе органические
примеси сжигаются в контактной печи.
В шламоотстойник 6 подается кислая вода (из сборника 11)
для отделения катализаторного шлама и водорастворимых кислот.
Шламовая вода после отстоя подается на регенерацию солей мар-
ганца.
184
Из шламоотстойника 6 оксидат после разбавления кислой ио-
дой подается в промывную колонну 5, где водной промывкой при
70—90°C (50 частей воды на 100 частей оксидата) отделяют низ-
комолекулярные водорастворимые кислоты состава Ci — С4. Про-
мытый оксидат с верха колонны 8 поступает в отстойник 10, где
отделяется кислая вода, направляемая на получение катализа-
тора. Промытый оксидат через теплообменник и эжектор смеше-
ния (на схеме не показаны) направляется на омыление в омы-
лите л и 12.
Процесс омыления оксидата осуществляется с целью превра-
щения свободных и связанных жирных кислот в труднолетучие
натриевые соли (мыла), что позволяет в дальнейшем отделить их
от остальной части неомыляемых методом отстаивания и испа-
рения.
Процесс омыления оксидата осуществляется в две стадии:
25%-ным раствором кальцинированной соды и 40%-ным раство-
ром едкого натра.
Основная цель первой стадии — замена едкого натра кальци-
нированной содой и достижение максимально возможной глубины
омыления при минимальном содержании диоксида углерода, би-
карбоната и карбоната натрия.
В омылителях 12, имеющих перемешивающее устройство, ней-
трализуется основная часть жирных кислот и истинных сложных
эфиров 25 %-ным раствором кальцинированной соды при 90—
ПО °C. Химизм процесса содового омыления оксидата представ-
ляется следующими реакциями:
RCOOH + Na2CO3 —> RCOONa + NaHCO3
RCOOR'+ Na2CO3 + Н2О —> RCOONa + R'OH + NaHCO3
RCOOH+ NaHCO3 —> RCOONa + H2O + CO2
2NaHCO3 —> Na2CO3 + H2O + CO2
Образующийся диоксид углерода отдувается барботируемым па-
ром. Реакционная масса из омылителей 12 по переливной трубе
поступает в доомылитель 13, в который подается 25 %-ный рас-
твор едкого натра. Перемешивание массы и поддерживание темпе-
ратуры 90—ПО °C осуществляется паром, подаваемым через бар-
ботер. В доомылителе происходит дальнейшее доомыление труд-
ноомыляемых жирных кислот и их эфиров.
RCOOH + NaOH —> RCOONa + Н2О
RCOOR' + NaOH —> RCOONa + R'OH
Продолжительность доомыления 1,5—2,5 ч. Избыток щелочи
в омыленном продукте должен составлять 0,1—0,35 % (масс.).
Парогазовая смесь (диоксид углерода, пары воды и механи-
чески увлеченное мыло) из доомылителя 13 поступает в сепара-
тор 9, из которого газы идут на сжигание, а конденсат возвраща-
ется в доомылитель 13. Реакционная масса из доомылителя 13
через переливную трубу поступает в отстойник 14 для частичного от-
деления в виде верхнего органического слоя непрореагировавшего
185
парафина (0-х поомыляемых), который через верхний пере-
ток подается в сборник неомыляемых (па схеме не показан) и
далее возвращается на окисление. Нижний слой из отстойника 14
(раствор едкого натра, солей карбоновых кислот, их эфиров и др.)
подастся насосом под давлением 1,5—2 МПа через теплообмен-
ник 15 (где нагревается вторыми неомыляемыми до 130—150°C)
в печь 17.
Сконденсировавшиеся в теплообменнике 15 вторые неомыляе-
мые из сборника неомыляемых направляются на выделение спир-
тов или на повторное окисление.
В последние годы термическая печь подверглась реконструк-
ции. В настоящее время в термической печи 17 имеются: верти-
кально расположенный змеевик 17' (оребренная длина 7 м), за-
ключенный в огнеупорную кладку; отделитель 17" вместе с отпар-
ной колонной, газовые горелки и два эксгаустера для циркуля-
ции дымовых газов. По вертикали печь разделена на две секции,
работающих изолированно друг от друга. В каждой секции уста-
новлено по шесть инжекционных газовых горелок, расположенных
друг под другом, а для лучшего теплообмена дымовые газы каж-
дой секции постоянно рециркулируются эксгаустером с подсосом
необходимого количества свежего воздуха.
Трубчатка термической печи условно разделена на три темпе-
ратурные зоны: подогрева (130—200°C); выдержки (230—250°C)
и испарения (340—380°C).
В последнее время увеличение степени извлечения неомыляе-
мых достигается за счет повышения температуры в автоклаве не
выше 180—200 °C, а в отделителе термопечи до 380°C. Водно-мыль-
ная эмульсия из теплообменника 15 прокачивается через зону по-
догрева термопечи /7, где нагревается до 180—200°C и поступает
в автоклав 16 для отделения 1-ых неомыляемых. После отделения
1-ых неомыляемых реакционная масса последовательно проходит
зоны выдержки и испарения термической печи и поступает в отде-
литель с отпарной колонной.
В печи при температуре 340—380°C и давлении 2—2,5 МПа
происходит доомыление кетонов, лактонов и кетокислот
rch2cch2ch3
II
о
RCH2CHCH2CO
—о—
RCHjCCHjCOONa —
NaOH
------> RCH2COONa + C2He
NaOH
------> RCH2CHCH2COONa
I
OH
NaOH
----RCH2COONa + CH3COONa
а также дегидратация солей оксикислот в соли непредельных
кислот:
RCH2CHCH2COONa —> RCH=CHCH2COONa + Н2О
I
ОН
186
и декарбоксилирование жирных кислот (что уменьшает их им
ход):
2RCH2COONa —> RCH2CCH2R + Na2CO3
А
Температура паро-мыльной смеси на выходе из печи составляет
340—380°C; температура мыла в отделителе 320—380°C и темпе-
ратура мыла, выходящего из отпарной колонны 300—375°C. Пере-
гретые в трубчатке печи пары воды и 2-х неомыляемых, поступая
в отделитель и отпарную колонну испаряются.
Кроме того, по выходе из печи 17 давление понижается до
0,22 МПа, и происходит дополнительное испарение воды и 2-х не-
омыляемых. Пары поступают в отстойник-разделитель 18, где при
0,13 МПа происходит отделение увлеченных натриевых солей жир-
ных кислот (мыла) от паров воды и 2-х неомыляемых.
Натриевые соли жирных кислот оседают в нижней части раз-
делителя 18 и непрерывно транспортируются в емкость 19 для
разбавления мыльного клея (расклеиватель), в который поступает
также «мыльный плав» из отделителя печи.
В емкости 19 расплавленное мыло — мыльный плав — охлаж-
дается до температуры 70—95 °C сульфатной водой и разбавля-
ется до концентрации 25—30 %.
Полученный 25 %-ный раствор натриевых солей жирных кис-
лот так называемый мыльный клей подается в нейтрализатор 20,
где происходит разложение солей (выделение свободных кислот)
92—96 %-ной серной кислотой при 80—90 °C, по реакции:
2RCOONa + H2SO4 —> 2RCOOH + Na2SO4
В последнее время предложено применение для разложения
натриевых солей жирных кислот (мыла) диоксида углерода вме-
сто серной кислоты.
При разложении мыла диоксидом углерода образуется кислое
мыло и выделяется бикарбонат натрия:
2RCOONa + СО2 —> [RCOOH + RCOONa] + NaHCO3
„кислое мыло“
Необходимый для разложения диоксид углерода получается
на стадии омыления окисленного парафина кальцинированной со-
дой (карбонатом натрия). Образующийся при разложении мыла
бикарбонат натрия превращается при нагревании до 95—105 °C
в карбонат натрия (возвращаемый на омыление окисленного па-
рафина) с выделением дополнительного количества диоксида уг-
лерода. В результате расход кальцинированной соды резко сокра-
щается, а серная кислота требуется только для разложения со-
лей, входящих в состав кислого мыла. При разложении мыла
диоксидом углерода даже на 60%, расход серной кислоты снижа-
ется на 50%, а кальцинированной соды —на 75%; примерно
вдвое уменьшается также количество образующегося сульфата
натрия.
187
Выделившаяся смесь жирных кислот и сульфатная вода (10—
15 % сульфата натрия, 0,3—0,5 % свободной серной кислоты,
0,6—0,8 % нелетучих органических соединений, 0,01—0,02 % мар-
ганца н 0,003—0,005 % железа) поступают в отстойник 21, где
происходит расслоение. Жирные кислоты (верхний слой) направ-
ляются на водную промывку в колонну 22, заполненную кольцами
Рашига, а сульфатная вода отводится на станцию нейтрализации.
Сырые жирные кислоты из колонны 22 направляются на ректи-
фикацию для разделения на товарные фракции.
Сырые синтетические жирные кислоты представляют собой
смесь гомологов нормальных монокарбоновых кислот от С4 до
С25 (60—70 %), монокарбоновых кислот изостроения (15—25%),
дикарбоновых кислот (4—5%) и небольшого количества непре-
дельных кислот, кето- и оксикислот и неомыляемых продуктов.
Разделение сырых жирных кислот осуществляется в пятиколонной
системе непрерывной ректификации. В первой колоиие-осушите-
ле 23 производится отгонка при небольшом разрежении воды и
кислот Ci — С4. Обезвоженные жирные кислоты последовательно
поступают в колонны 24, 25, 26 и 27, где нижний продукт преды-
дущей колонны является сырьем для последующей. С верха каж-
дой колонны отбирают определенную товарную фракцию кислот,
соответственно С5 — Сб, С? — С9, Сю — Сю; Ср — С2о. Кубовый
остаток выводят в виде нижнего продукта последней колонны 27,
Колонны 23, 24, 26 и 27—колпачковые, колонна 25 заполнена
керамическими кольцами.
Режим работы ректификационных колонн:
№ Колонны Температура, °C Остаточное давление, МПа
верх низ
23 80 190 0,046
24 120 200 0,012
25 150 210 0,008
26 180 260 0,0006
27 230 290 0,0006
Суммарный выход товарных кислот составляет 78—80 % (масс.)
в расчете на исходный парафин.
На Шебекинском химическом заводе разработан метод извле-
чения из 2-х неомыляемых спиртов Се — С2о- Спирты извлекаются
в виде борнокислых эфиров с последующим их гидролизом.
На технико-экономические показатели производства СЖК су-
щественное влияние оказывает выход и использование кубового
остатка СЖК.
В настоящее время на ряде предприятий получают на основе
кубовых кислот литейный крепитель. Для получения высококаче-
ственного крепителя КО необходимы кубовые остатки с минималь-
ным содержанием н-жирных кислот и максимальным количеством
полифункциональных соединений. Для этого необходимо на дей-
ствующих дистилляционных установках осуществлять отгонку кис-
лот C2i — С25. Кроме того, наметились пути использования кубо-
вых остатков синтетических жирных кислот в качестве ингибито-
ров коррозии трубопроводов (типа Амба-10) при добыче и пере-
188
качке сернистых нефтей. На основе кубовых остатков ciiirieni'ie
ских жирных кислот предложено получать деэмульгаторы нефш.
К ним относятся оксиэтилированный моноглицерид жирных кис-
лот кубового остатка (ОМЖК), продукты оксиэтилирования сме-
шанного глицерида жирных кислот кубового остатка и фталевой
кислоты, моноэфир ксилита (КС-59) и др. Удельный расход этих
деэмульгаторов при обессоливании нефти в 30—40 раз меньше,
чем расход деэмульгатора НЧК, а капиталовложения в 5—13 раз
меньше. Высокоэффективен деэмульгатор ЧНПЗ-59, приготовлен-
ный на основе кубовых остатков СЖК; он не вымывается водой
и сточные воды не загрязняются поверхностно-активными веще-
ствами.
БИОХИМИЧЕСКОЕ ОКИСЛЕНИЕ НАСЫЩЕННЫХ УГЛЕВОДОРОДОВ
(ПРОИЗВОДСТВО БЕЛКОВО-ВИТАМИННЫХ КОНЦЕНТРАТОВ)
Окисление насыщенных углеводородов под действием микроорга-
низмов (биохимическое окисление) осуществляется в настоящее
время в промышленных масштабах для получения белково-вита-
минных концентратов и для депарафинизации дизельных топлив.
Белково-витамиппыми концентратами называются вещества кле-
ток микроорганизмов, выращиваемых на нефтяной питательной
среде. Они могут быть использованы как кормовое средство для
скота и как химическое сырье.
Работы по биохимической переработке парафинов были нача-
ты в 1957 г. во Франции. Как было показано, многие виды микро-
организмов живут и активно размножаются в смесях углеводоро-
дов в ловушках нефтеперерабатывающих заводов, в резервуарном
отстое, в битумных покрытиях и пр. Были подобраны необходи-
мые культуры бактерий, изучены параметры их роста и найдены
оптимальные технические условия брожения углеводородных
смесей.
При микробиохимическом окислении из 1 т насыщенных угле-
водородов получается 0,8—1 т белковой массы, белки которой
содержат все 11 незаменимых аминокислот (лейцин, валин, цис-
тин, лизин, триптофан и др.) в соотношениях, необходимых для
нормального питания человека и животных. Наряду с белками
в этой массе присутствуют витамины Вь В2, РР, В6, Bi2 и росто-
вые вещества. Биосинтез белковой массы происходит при 25—45 °C
в питательной среде, содержащей нормальные парафиновые угле-
водороды. Требуемые количества азота, фосфора, калия и микро-
элементов добавляются извне, для чего используются азотные и
фосфорные удобрения, кислород поглощается из воздуха.
Для производства белково-витаминных концентратов рекомен-
дованы различные культуры микроорганизмов Candida, которые
усваивают преимущественно парафины Сю — С24 нормального
строения. В промышленном ферментаторе выход биомассы на
основе жидкого очищенного парафина, содержащего до 0,5 % аро-
матических углеводородов, составляет 70—80 % в расчете на па-
рафин.
189
В лабораторных и камеральных условиях установлена также
возможность получения биомассы одновременно с депарафиниза-
цией дизельных и маловязких масляных дистиллятов нефти. Так
например, при микробиологической депарафинизации нефтяного
газойля с температурой кипения 270—370°C температура его за-
стывания была снижена с 5 до —35 °C.
Непрерывный процесс биохимического окисления углеводоро-
дов осуществляется в две стадии: первая стадия — образование
основного количества биомассы при интенсивной аэрации, вторая
стадия — дозревание уже накопленной биомассы в другом аппа-
рате при менее интенсивной аэрации. Оптимальная температура
32—38 °C.
Процесс биологического окисления в ферментаторе наиболее
благоприятно протекает при содержании парафинов в питатель-
ной среде около 1,5—2 % (об.) и pH 4—6. Биомасса из фермен-
татора отделяется от культуральной жидкости в центробежных
сепараторах, поступает на дозревание, после чего промывается
водой и высушивается.
Полученный белково-витаминный концентрат является очень
ценным питательным продуктом, имеющим состав, %:
Белки ............... 50—55
Углеводы ...... 12—20
Нуклеиновые кислоты . 6—12
Минеральные вещества 6—10
Витамины группы В '
около .............. 1
Провитамин D2 .... 0,2—0,5
Концентрат, полученный при биохимическом окислении очи-
щенных жидких парафинов нефти, содержит в качестве примеси
до 1 % углеводородов. Как показали исследования Л. М. Шабада,
такой концентрат не содержит канцерогенного углеводорода
3,4-бензпирена.
Выход биомассы зависит от типа применяемых микроорганиз-
мов и от характера субстрата (табл. 3.4).
Белково-витаминные концентраты могут быть использованы
как высокопитательные добавки к корму скота. Их применение
в животноводстве позволяет при расходе 1 т концентрата допол-
нительно получать 750 кг мяса или 2000 кг птицы.
Согласно подсчетам ежегодный мировой дефицит белков со-
ставляет около 3 млн. т; для его покрытия требуется 15 млн. т
Таблица 3.4. Выход биомассы и относительная стоимость ферментации
Микроорганизм Субстрат Выход биомассы, кг на 1 кг израсходованного кислорода Относительная стоимость ферментации
Candida Отходы сахарного производ- ства 1,3 1
«-Октадекан 0,36 3,6
Pseudomonas «-Октадекан 0,50 2,6
Метан 0,21 6,2
190
мяса. Если белки получать из нефти, то для производи ил не и»
стающего количества белка требуется менее 0,7 % совремгш......
уровня мировой добычи нефти. Получение белка из нефти пример
но в 2500 раз производительнее, чем в животноводстве, а себестои-
мость в перспективе может быть в 15—20 раз ниже.
Во фракциях жидких «-парафиновых углеводородов, выделен-
ных при помощи мочевины, всегда содержатся ароматические уг-
леводороды (0,2—0,5%), которые при окислении образуют бенз-
пирен.
Поэтому в последние годы для получения белково-витаминных
концентратов используют в качестве сырья метанол, при микро-
биологическом окислении которого не образуется вредных соеди-
нений.
В настоящее время в ряде стран имеются установки по непре-
рывному производству простейших белков (БВК), служащих кор-
мами в животноводстве, получаемых брожением метанола с ис-
пользованием специальных штаммов микроорганизмов (относя-
щихся к виду Metylophilus, Metylotrophus).
Эти микроорганизмы в присутствии определенных минеральных
солей (содержащих N, Р, S) превращают исходный метанол в
БВК. Концентрацию микроорганизмов поддерживают в пределах
30 г/л.
Процесс проводится при строго определенной температуре и
pH среды, БВК из реакционной массы выделяют центрифугирова-
нием с последующей сушкой. На 1 т сырого БВК расходуется, т:
метанола 2, сульфата натрия 0,1, фосфорной кислоты (54 % Р2О5)
0,1 и аммиака 0,16. Процесс представляется выгодным, так как
метанол получается на основе оксида углерода и водорода, ко-
торые могут быть получены на базе различного сырья (газа, угля,
биомассы и др.).
Имеются сведения о возможности получения ценных кислород-
содержащих продуктов окислением ароматических углеводородов
под действием микроорганизмов, выращенных в среде нормальных
парафинов. Так, окислением n-ксилола с использованием культуры
Nocandida, выращенной на «-гексадекане, была получена «-толуи-
ловая кислота, а из нее 2,3-диокси-п-толуиловая кислота.
СНз СНз СН;
СНз соон соон
Окислением нафталина в присутствии Corgnebacterium полу-
чена салициловая кислота
191
а из димстнлнаф|алнпов, содержащих 0-метильную группу, полу-
чены соответствующие нафтойные кислоты.
Биохимическое окисление всегда протекает весьма селективно.
Как установлено, накопление биомассы при микробиохимическом
окислении ароматических углеводородов происходит значительно
медленнее, чем при окислении парафинов. Это объясняется, во-
первых, низкими начальными скоростями окисления, и во-вторых,
тем, что продукты окисления ароматических углеводородов ток-
сичны для микроорганизмов. В области повышения скоростей ми-
кробиологического окисления ароматических углеводородов ве-
дутся интенсивные исследования.
В связи с бурным ростом нефтепереработки и нефтехимии
сброс сточных и нефтяных вод (из нефтеловушек) во многих слу-
чаях превышает способность водоемов к самоочищению. Поэтому
в последнее время в основном используют биохимическую очист-
ку стоков с применением различных культур бактерий для окис-
ления органических загрязнителей.
Кроме направленного (полезного) биохимического окисления
углеводородов происходят и нежелательные процессы этого рода.
Так, в последнее время авиация и нефтяная промышленность
встретились с многочисленными фактами накопления микробных
масс при хранении нефтяных топлив, а также при использовании
их в топливных системах самолетов. Это объясняется наличием
в топливе следов влаги и попаданием в него микроорганизмов
при хранении. Накопление микробных масс (микробиологического
шлама) приводит к весьма нежелательным последствиям — за-
грязнению фильтров, коррозии металлических частей топливной
системы и т. д. Имеются сообщения об использовании за рубежом
различных добавок (биоцидов), задерживающих или предотвра-
щающих накопление микробных масс в топливе. В качестве таких
добавок рекомендуются четвертичные соли аммония, оловоорга-
нические, ртуть и борсодержащие соединения и др.
ГЛАВА 4
ПРОИЗВОДСТВО кислородсодержащих ПРОДУКТОВ
ОКИСЛЕНИЕМ НЕНАСЫЩЕННЫХ УГЛЕВОДОРОДОВ
Прямое окисление непредельных углеводородов (в основном
Сг — С4) получило распространение в промышленности сравни-
тельно недавйо. Но уже в настоящее время процессы прямого
окисления олефинов осуществляются в крупных промышленных
масштабах для получения оксидов олефинов, альдегидов, кетонов,
карбоновых кислот и их производных (ангидридов и нитрилов).
По сравнению с окислением парафиновых углеводородов, приво-
дящим к смеси разнообразных кислородсодержащих соединений,
192
окисление непредельных углеводородов (<> (’i ни
ляется более селективным процессом, идущим с преимупцч । псп
ным образованием одного целевого продукта. Так, окислением ни
лена на серебряном катализаторе получается этиленоксид, при
окислении этилена в присутствии хлорида палладия — ацетальде-
гид, а если этот процесс идет в растворе уксусной кислоты, полу-
чается винилацетат. Процессы прямого окисления непредельных
углеводородов вытесняют такие традиционные и хорошо освоен-
ные процессы, как синтез этиленоксида через этиленхлоргидрин,
синтез ацетальдегида из ацетилена, синтез акрилонитрила из эти-
ленциангидрина и др.
Наблюдается непрерывное расширение производства кислород-
содержащих продуктов окислением непредельных углеводородов
с привлечением новых реакций. Имеются уже разработки по полу-
чению формальдегида и кротонового альдегида из этилена и др.
Перспективным направлением являются процессы озонолиза
высших и циклических непредельных углеводородов, позволяющие
(в зависимости от условий реакции) получать различные кисло-
родсодержащие продукты: монокарбоновые и а,со-дикарбоновые
кислоты, окси- и аминокислоты, оксимы и др.
Ниже приведены основные кислородсодержащие продукты, по-
лучаемые в промышленности окислением молекулярным кисло-
родом газообразных непредельных углеводородов:
Ag (пемза)
------------>.
PdCl2 I- CuCl2
+ O2 *
СгН4 PdCI2 + CuCl2
CH3COOH
PdGl2(AI2O3)
------------
СНзСООН
Н2с---СН2
СНзСНО
> Н2С=СНООССНз
СзНб
Н2с---СНСНз + СНзСООН
Н2С---СНСНз
\ / + СвНбСН=СН2[С6Н5СН(ОН)СНз]
о
СН3СОСН3
СН2=СНСНО
ch2=chcn
CH2=CHCOOH[CH2=CHCOOR]
7 inn ihH
193
PdCI2 + CuCl2
н-С4Нв
+ о2
PdCl2 •+ CuCi2
CH3COOH
V2O5 + P2O5
----------->
(SiO2)
CH3COCH2CH3
СНзСООН
НС—co
I >
НС—co
//зо-С4Н8
Bi, Mo, p
Bi, Mo, p
Nii3
Mo, Co, Bi
CH3
CH2=icHO
CH3
I
ch2=ccn
СНз
I
CH2=CCOOH
ОКИСЛЕНИЕ НЕНАСЫЩЕННЫХ УГЛЕВОДОРОДОВ
в оксиды ОЛЕФИНОВ
Производство эпоксидных соединений из олефинов практически
ограничивается этилен- и пропиленоксидом. Быстрый рост произ-
водства оксидов этилена и пропилена стимулировался расшире-
нием областей использования их в производстве растворителей,
поверхностно-активных веществ, пластификаторов, увлажняющих
веществ, взрывчатых веществ и антифризов, полиэфиров (на осно-
ве гликолей) и полиуретанов. Освоение производства полиэпокси-
дов позволяет ожидать дальнейшего быстрого роста спроса на
пропиленоксид и различные полифункциональные эпоксидные про-
изводные.
Наиболее простой метод образования эпоксидных соединений —
присоединение атома кислорода по двойной связи олефина.
Производство этиленокси да
Этиленоксид является одним из наиболее крупнотоннажных про-
дуктов нефтехимического синтеза на базе этилена. Общие мощно-
сти мирового производства этиленоксида в 1984 году составили
7,6 млн. т. Основной областью его применения является производ-
ство этиленгликоля (50—55 % от общего потребления). Послед-
ний используется в качестве антифриза, а также в производстве
полиэфирных смол, волокон и пленок. Из этиленоксида получают
поверхностно-активные вещества, в основном неионогенные эфиры
гликолей, этаноламины, некоторые виды каучуков и др.
Этиленоксид получают прямым окислением этилена кислоро-
дом. Хлоргидринный метод, применявшийся ранее
сн2=сн2
Н2О + С12
ОН С1
Н2С---СН2
О
194
в настоящее время утратил свое значение.
Окисление этилена протекает по реакции
0,5О2
СН2=СН2 Н2С СН2 —АН = 4-117 кДж/моль (1)
''о'/
Практически единственной побочной реакцией является глу-
бокое окисление этилена до диоксида углерода, сопровождающее-
ся выделением большого количества тепла:
зо2
СН2=СН2 -----> 2СО2 + 2Н2О —АН = 4-1410 кДж/моль (II)
В продуктах реакции обнаруживается также небольшое коли-
чество (<0,2%) ацетальдегида и формальдегида
СН2=СН2 + 0,5О2 —> СНзСНО
СН2=СН2 + О2 —► 2НСНО
Процесс окисления этилена в а-оксид ведут в присутствии ка-
тализатора, повышающего селективность процесса и уменьшаю-
щего степень глубокого окисления этилена. Практически един-
ственным промышленным катализатором окисления этилена в эти-
леноксид является серебряный катализатор, применяемый в
различных модификациях. Серебряный катализатор готовят раз-
личными методами.
Серебро является уникальным катализатором окисления эти-
лена в оксид. Другие катализаторы, например платина и палла-
дий, катализируют окисление этилена только в диоксид углерода.
На активность и селективность серебряного катализатора боль-
шое влияние оказывают метод его приготовления, а также добав-
ка небольших количеств промоторов. Серебро обычно наносят на
носители, в качестве которых используют корунд или оксид алю-
миния в различных модификациях, силикагель, пемзу. На актив-
ность и селективность катализатора оказывают влияние также сте-
пень дисперсности серебра, размер и форма кристаллитов. В ка-
честве промоторов чаще всего используют различные хлорпроиз-
иодные соединения (кроме того очень малые количества хлорпро-
н людных вводят в сырьевую смесь), соединения серы, селена, фос-
фора в виде соответствующих анионов, а также бария, кальция,
алюминия, золота, калия, рубидия, цезия. Промоторы могут
влиять как на активность, так и на селективность катализатора.
Так, введение в небольших количествах электроотрицательных
промоторов на основе хлора или селена повышает скорость реак-
ции не изменяя селективности. Увеличение количества промотора
гнерх определенного значения приводит к снижению скорости
окисления этилена и увеличению селективности. Это объясняется
более сильным влиянием увеличения количества промотора на
скорость реакции глубокого окисления (II). При введении в ка-
П1Л1патор больших количеств промотора реакция может пол-
ное нао затормозиться. Таким образом, регулируя природу и
/♦ 195
количество промотора можно воздействовать на активность и се-
лективность серебряного катализатора.
Температуру процесса приходится ограничивать сравнительно
узкими пределами. Ниже, 200°С скорость реакции очень мала, а
при 300 °C и выше превалирует реакция глубокого окисления. По-
этому процесс ведут в интервале температур 200—300°C при по-
вышенном давлении.
Существует несколько трактовок механизма окисления этилена
на серебряных катализаторах. Ниже приведен механизм, предло-
женный М. И. Темкиным и Н. В. Кульковой.
Установлено, что на поверхности серебра могут образоваться
различные формы хемосорбированного кислорода, в частности, низ-
ший оксид Ag!?s)O и высший Ag^Cb *, в котором серебро является
подобно объемным оксидам серебра, соответственно, одновалент-
ным (Ag2O) или трехвалентным (AgIAgIIIO2, т. е. Ag—Ag=O\.
На основе экспериментально наблюдавшихся закономерностей ав-
торы приходят к выводу, что один и тот же оксид, а именно Ag(2S)O2,
участвует в реакции (I) окисления этилена до этиленоксида и (II)
глубокого окисления в диоксид углерода. Исходя из этого пред-
ложен следующий механизм
I—► Z С2Н4О
ZO + С2Н4 - (1)
1—> ZC2H4O
ZO + C2H4 —> Z 4- СНзСНО (2)
Образование CO2 происходит путем окисления промежуточного
продукта — ацетальдегида
СНзСНО + 5ZO —► 2СО2 + 2Н2О + 5Z быстро (2')
Z + 2О2 —► 2ZO2 (3)
Z + ZO2 —► 2ZO быстро (3')
ZC2H4O Z+C2H4O (4)
ZO + C2H4O ч=^ ZO C2H4O (5)
ZO + H2O ZO-H2O (6)
ZO 4- CO2 ZO CO2 (7)
Буква Z обозначает вакантное место на поверхности катали-
затора, в данном случае частицу поверхностного соединения
Ag(2S)O. Промежуточное вещество ZO, представляющее собой
Ag^s)O2, участвует как в стадии (1) с образованием этиленоксида,
так и в стадии (2), которая приводит к образованию СО2 и Н2О.
Стадия (2) сложная и на самом деле состоит из нескольких быст-
рых стадий. ZO образуется в стадиях (3) и (3'), общих для двух
направлений реакций. При адсорбции О2 на Z (стадия 3) обра-
зуется ZO2, т. е. Ag^Og, который мгновенно превращается в
ZO (стадия 3'). Стадии (4) — (7) равновесны или квазиравновес-
* Ag(5) обозначает поверхностное соединение серебра.
1М
ны и показывают, что все продукты реакции могут адсорбиро-
ваться на активных центрах и тормозить процесс.
Авторы данной схемы подчеркивают, что она отражает процесс
упрощенно, но лучше всего согласуется с экспериментальными
данными.
Зависимости скорости реакции окисления этилена в этиленок-
сид на серебряном катализаторе от концентрации исходных и ко-
нечных веществ, найденные разными авторами, не совпадают. Это
обусловлено тем, что при разных концентрациях кислорода и эти-
лена скорость реакций образования этиленоксида и диоксида уг-
лерода может быть пропорциональна концентрациям кислорода и
этилена в степени от нуля до единицы.
Авторами на основе изложенных выше представлений о меха-
низме реакции выведены кинетические уравнения, которые для ка-
тализатора серебро на пемзе, промотированного хлором, имеют
следующий вид, соответственно, для основной (I) и побочной
(II) реакций
W! = (4.1)
w2 = (4.2)
/1
А = L (1 + К4РааН4о) + 0 + ^sPc2h4o + ^«Рн2о + ^тРсо») С4»3)
"О2
Для математического моделирования уравнение (4.3) удобно
представить в виде:
1 Рс2Н4О + УдРсОа ( N \ I 1 ( L \
W Рс2н4 \*1+*2/ Ро2
где w — суммарная скорость реакции; р — парциальное давление соответствую-
щих компонентов (С2Н4О, С02, С2Н4, 02) ; N = SK5 + 2(1 — S) (Кб + К?) ; S —
селективность; Кз — константа равновесия стадии (5); Кв, Кз— константы равно-
весия стадий (6) и (7); fa— константы скорости стадий (1) и (2).
т + 6Хг2
2£з
Из уравнения (4.4) видно, что скорость процесса тормозится
продуктами реакции С2Н4О и С02 (что вытекает из механизма).
В области низких концентраций этилена, ниже нижнего пре-
дела взрываемости, когда окисление этилена проводят в избытке
кислорода, уравнение образования этиленоксида упрощается и
принимает вид:
W'= *|РС2Н<
1 + *Рс2Н4О
(4.5)
где //| и К — константы.
В чтим случае реакция имеет первый порядок по этилену и ну-
Л»ИПЙ по кислороду.
197
Рис. 4.1. Зависимость скорости реакции окисления
этилена в оксид этилена и диоксид углерода от
температуры:
1 — оксид этилена; 2 — диоксид углерода.
При высоких концентрациях этилена
(превышающих верхний предел взрывае-
мости) и малом содержании кислорода
(W?o2
1 + К4Рс2Н4О
(4.6)
В последнем случае реакция имеет
первый порядок по кислороду и нулевой
по этилену.
Практически окисление из соображений безопасности ведут
при концентрации этилена 3—5%, т. е. ниже нижнего предела
взрываемости.
Энергия активации реакций окисления этилена в этиленоксид
и в диоксид углерода составляет соответственно 63 и 84 кДж/моль.
Поэтому с повышением температуры выход продуктов глубокого
окисления возрастает быстрее, чем выход этиленоксида (рис. 4.1).
Технологические особенности процесса. В производстве этилен-
оксида в качестве окислителя можно применять воздух или кис-
лород. Окисление воздухом более безопасно, однако при этом воз-
никает проблема извлечения непревращенного этилена из боль-
ших объемов газа. Окисление кислородом более экономично, так
как уменьшается объем газовой смеси (соответственно увеличи-
вается производительность реактора) и, кроме того, возрастает
в несколько раз концентрация этиленоксида на выходе из ре-
актора.
Серебряный катализатор, применяемый для окисления этиле-
на, легко отравляется различными примесями, например серни-
стыми соединениями, ацетиленом и др. Поэтому этилен и воздух
(или кислород) должны быть тщательно очищены от химических
и механических примесей. При высокой степени очистки газов
срок службы катализатора значительно возрастает.
Для синтеза этиленоксида в промышленности применяют
98—99,5 %-ный и даже 99,9 %-ный этилен. Допустимое содержа-
ние примесей в нем не должно превышать следующих величин,
% (об.):
Ацетилен ... ............ 0,001
Сернистые соединения (в пересчете на серу) 0,0001
Оксид углерода . . . 0,001—0,002
Водород . 0,001—0,002
Кислород .... 0,0005—0,002
Диоксид углерода............. 0,005—0,01
Хлориды (в пересчете на хлор)..................... 0,0001
Пропилен и высшие непредельные углеводороды 0,05—0,1
Метан 1
Этан 1
198
Не менее жесткие требования предъявляются к воздуху:
Механические примеси . . .
Масла .....................
Кислоты и основания .............
Органические вещества, образую-
щиеся при сгорании соединения кис-
лотного характера ........
Непредельные углеводороды
Предельные углеводороды ....
Оксид углерода ..............
Не более 0,007 мг/м3
Отсутствие
Отсутствие
Отсутствие
Отсутствие
Не более 1 % (об.)
Отсутствие
Для выполнения указанных требований этилен и воздух под-
вергают специальной очистке. Воздух очищают от сернистых со-
единений промывкой водным раствором щелочи и водой с после-
дующим пропусканием через адсорберы с активированным углем.
Очистка этилена от сернистых соединений может проводиться так
же, как и воздуха. Кроме того, удаляют ацетилен селективным
гидрированием или с помощью оксида меди с осаждением ацети-
ленидов меди.
С увеличением степени превращения этилена селективность
процесса снижается и увеличивается выделение тепла. Поэтому
процесс ведут при низкой степени превращения с рециркуляцией
непревращенного этилена. При использовании в качестве окис-
лителя воздуха часть циркулирующего газа приходится сбрасы-
вать с целью удаления накапливающихся в нем инертных компо-
нентов. Чтобы полнее использовать этилен, окисление чаще всего
ведут в две ступени с абсорбцией этиленоксида после каждой
ступени контактирования и со сбросом инертных примесей после
второй ступени абсорбции. Часть газа, не поглощенного на первой
ступени абсорбции, возвращают на первую ступень контактиро-
вания, а остальное направляют на вторую ступень контактирова-
ния. В некоторых современных схемах используют трехступенча-
тое контактирование этилена с целью более полного его исполь-
зования.
Этиленоксид выделяют из газа абсорбцией водой под давле-
нием, насыщенный абсорбент направляют на отпарку. Отогнанную
при отпарке смесь этиленоксида с диоксидом углерода подвергают
ректификации для выделения чистого этиленоксида.
Селективность процесса зависит от температуры и конверсии
этилена. Большую роль играет состав катализатора. Серебряные
катализаторы непрерывно совершенствуют путем подбора носите-
лей, уменьшения количества серебра на носителе, подбора промо-
торов. По зарубежным данным срок службы некоторых образцов
серебряных катализаторов на основе корунда достигает 6—9 лет.
Температуру реакции поддерживают на уровне 250—270 °C, а
объемную скорость 4000—10 000 ч-1. Состав смеси определяется
пределами взрываемости [3—34 % (об.) этилена в воздухе]. С по-
вышением давления снижается нижний и повышается верхний
пределы взрываемости. При снижении концентрации кислорода по-
вышается допустимая концентрация этилена. Обычно концентра-
ция этилена не превышает 4 %, кислорода 7 %. Процесс осуще-
199
ствляют пол давлением 0,3—2 МПа, иногда 2,5—3,5 МПа. Повы-
шение давления имеет технологические преимущества (отпадает
необходимость компримировать реакционную смесь перед абсорб-
цией) .
В оптимальных условиях конверсия этилена составляет 30—
50 %, селективность 60—75 %.
Аппаратурное оформление процесса. Основная трудность тех-
нологического оформления процесса окисления этилена заключа-
ется в необходимости отвода больших количеств тепла. И без того
большой тепловой эффект реакции значительно повышается вслед-
ствие образования продуктов глубокого окисления (диоксида уг-
лерода и воды).
В промышленных условиях окисление этилена ведут в трубча-
тых реакторах со стационарным слоем катализатора. Катализатор
помещают в трубках, а в межтрубном пространстве для отвода
тепла реакции циркулирует теплоноситель. В качестве теплоноси-
теля применяют либо высококипящие органические жидкости (на-
пример, дифенил или смесь дифенила с дифенилоксидом), либо
воду под давлением. За счет отводимого тепла генерируется во-
дяной пар. Для того чтобы процесс шел устойчиво и не возникали
перегревы, скорость отвода тепла должна быть равна скорости
его выделения. Одним из недостатков реакторов трубчатого типа
со стационарным слоем катализатора являются местные перегре-
вы, которые приводят к усиленному образованию диоксида угле-
рода и воды и соответствующему снижению выхода этиленоксида.
Трубчатые реакторы малопроизводительны; удельный расход ме-
талла на их изготовление велик.
Реактор, трубопроводы и другая аппаратура изготовляются
из хромистой или хромоникелевой стали, так как диоксид угле-
рода в присутствии влаги оказывает сильное коррозионное дей-
ствие на обычную углеродистую сталь. Кроме того, в качестве про-
моторов процесса окисления этилена применяют вводимые в не-
больших количествах дихлорэтан или другие хлорорганические
соединения, которые могут разлагаться с образованием хлористо-
водородной кислоты. Поскольку серебряный катализатор очень
чувствителен к различным примесям, попадание на него продуктов
коррозии аппаратуры совершенно недопустимо.
Разрабатывались реакторы с псевдоожиженным слоем катали-
затора, преимущества которых отмечены выше. Из этих преиму-
ществ для процесса окисления этилена имеют большое значение
легкость отвода тепла, возможность создания режима, близкого
к изотермическому, устранение местных перегревов и снятие диф-
фузионных осложнений.
Реакторы с псевдоожиженным слоем катализатора пока не на-
шли промышленного применения, что объясняется сложностью
полного улавливания катализатора из продуктов реакции и по-
вышенным расходом дорогостоящего серебряного катализатора по
сравнению с реакторами со стационарным слоем катализатора.
200
На рис. 4.2 приведена технологическая схема окисления эти-
лена, на которой предусмотрена возможность использования в ка-
честве окислителя воздуха (верхняя схема) или кислорода (ниж-
няя схема). По этой схеме частично выпускается товарный этилен-
оксид, а частично этиленгликоли.
Этиленгликоль получают гидратацией этиленоксида при 180—
200°C и 2—2,4 МПа:
н2с—сн2 + н2о —> сн2—сн2
он он
Одновременно образуются ди- и триэтиленгликоли:
сн2—сн2 + н2с-----------СН2 —> СН2СН2ОСН2СН2
I I \/ I I
он он о он он
сн2сн2осн2сн2 + н2с—сн2 —> СН2СН2О—сн2сн2—осн2сн2
он он ^о^ он Ан
Выходы гликолей можно регулировать, изменяя условия гидра-
тации. Гидратацию можно также вести в присутствии катализа-
торов.
По схеме 4.2 воздух поступает на прием компрессора /, куда
поступает также циркулирующий газ из абсорбера 7. Смесь про-
ходит очиститель воздуха 2, смешивается с этиленом, нагревается
в теплообменнике 6 и направляется в основной реактор 4, где
идет реакция окисления с образованием этиленоксида и некоторого
количества диоксида углерода и воды. Тепло реакции отводится
циркулирующим в межтрубном пространстве высококипящим ор-
ганическим теплоносителем, который затем отдает свое тепло в
котле-утилизаторе 5, где генерируется водяной пар. Контактный
газ из реактора 4 проходит теплообменник 6, охлаждается и по-
ступает в абсорбционную колонну первой ступени 7, орошаемую
водой (или раствором этиленгликоля). Непоглощенный газ из ко-
лонны 7 делится на два потока. Один поток направляется в виде
рецикла на прием компрессора 1. Второй поток (меньшая часть
газа) направляется на конечную ступень контактирования: по-
скольку в систему поступает азот, а при окислении образуется
СО2, эти инертные примеси необходимо вывести из системы; од-
нако подлежащий отдувке газ содержит иепревращенный этилен,
который нельзя сбрасывать. Поэтому эта часть газа (второй по-
ток) направляется на конечную ступень контактирования с целью
использования содержащегося в ней этилена. Газ проходит тепло-
обменник, реактор S, после чего продукты реакции через тот же
теплообменник направляются в абсорбер 9. Непоглощенный газ
из абсорбера сбрасывается.
Насыщенный абсорбент из абсорберов 7 и 9 через теплообмен-
ник поступает в ректификационную колонну 10, где отгоняется
этиленоксид и легкие газы, а регенерированный абсорбент через
теплообменник вновь возвращается в абсорберы. Верхний продукт
201
Этилен
Рис. 4.2. Технологическая схема производства оксида этилена и этиленгликоля:
/ — компрессоры; 2 — аппарат очистки воздуха; 3 — котлы-утилизаторы; 4 — реактор основной ступени контактирования;
5 — насосы; 6 — теплообменники; 7 — абсорбер основной ступени контактирования; 8 — реактор конечной ступени кон-
тактирования; 9— абсорбер конечной ступени контактирования: 10, 13, 20— отпарные колонны: // — конденсаторы;
12 — кипятильники; 14, 21 — ректификационные колонны; 15 — реактор окисления этилена кислородом; 16, 17 — абсор-
беры; 18 — десорбер; 19 — реактор гидратации этилена.
колонны 10 в отпарной колонне 13 освобождается от газообраз-
ных компонентов. Часть остатка колонны 13 поступает в колон-
ну 14, где дополнительно освобождается от воды и более тяжелых
компонентов. Ректификат колонны 14 представляет собой товар-
ный этиленоксид, который выводится с установки. Другая часть
остатка колонны 13 направляется на гидратацию в гидрататор 19
для получения гликолей. Из гидрататора продукт поступает в ис-
паритель 20 для обезвоживания гликолей. Остаток колонны 20
подвергается ректификации в колонне 21 с разделением на этилен-
гликоль и смесь диэтиленгликоля и триэтиленгликоля.
При использовании кислорода вместо воздуха отпадает необ-
ходимость в хвостовом реакторе и второй ступени контактирова-
ния. Этилен, кислород и циркулирующий диоксид углерода в сме-
си с непрореагировавшим этиленом направляются в реактор 15.
Продукты реакции поступают в абсорбер 16 для извлечения эти-
леноксида. Неабсорбированный газ поступает в абсорбер /7, где
абсорбируется часть СО2. Неабсорбированный СО2 компримиру-
ется и смешивается с сырьевой смесью. В десорбере 18 отдувается
СО2. Насыщенный абсорбент из абсорбера 16 направляется в от-
парную колонну 10. Отпаренный остаток колонны 10 поступает в
абсорберы 7 и 9 или 16. В качестве абсорбента используется вода.
Производство пропиленоксида
Пропиленоксид в настоящее время является одним из крупнотон-
нажных продуктов тяжелого органического синтеза. В 1983 г. в
США было получено 717 тыс. т пропиленоксида.
Долгое время основное количество пропиленоксида шло на про-
изводство пропиленгликоля, но в последнее время значительно
увеличивается расход его на получение полимерных материалов
(около 55 %): полипропиленоксидов, пенополиуретанов и др. Важ-
ным применением пропиленоксида является производство деэмуль-
гаторов (проксанолов, проксаминов) для обезвоживания и обес-
соливания нефти, а также неионогенных поверхностно-активных
веществ, в том числе моющих.
Из пропиленоксида легко может быть получен глицерин по
схеме: пропиленоксид-> аллиловый спирт-> глицерин. В свою оче-
редь аллиловый спирт используется для получения ненасыщенных
полиэфиров. Около 25 % пропиленоксида расходуется на произ-
водство пропиленгликоля, дипропиленгликоля, полипропиленгли-
коля и изопропиленамина.
Пропиленоксид является низкокипящим растворителем для уг-
леводородов, виниловых полимеров, масел, может быть применен
также в качестве промышленного азеотропного агента при разде-
лении смесей пентанов и пентенов с диенами.
В настоящее время известны следующие методы получения про-
пплепоксида:
хлоргидринный;
электрохимический;
203
эпоксидирование пропилена надкислотами или пероксидом во-
дорода;
окисление пропилена молекулярным кислородом (в газовой и
жидкой фазах; сопряженное окисление; в присутствии уксусной
кислоты);
окисление пропилена пероксидами углеводородов.
Основными промышленными процессами получения пропилен-
оксида, как в СССР так и за рубежом являются хлоргидринный
и окисление пропилена пероксидами углеводородов.
Основы технологии хлоргидринного процесса были разрабо-
таны еще в 20-х годах.
Распространению этого способа получения пропиленоксида спо-
собствовало то обстоятельство, что в результате успешного внедре-
ния производства этиленоксида прямым окислением высвободи-
лись крупные производственные мощности, ранее использовавшиеся
для синтеза этиленоксида, которые были быстро реконструиро-
ваны для производства пропиленоксида.
Реакции, протекающие при хлоргидринном процессе следую-
щие:
основные
—> СН3—СН—СН2
С12 + н2о II
СНз—НС=СН2 --------- ОН С1 Са(он)2
90% ------>
—> СН3—СН—СН2
I I
С1 он-ю%
СНз
Ан
—► | + СаС12 + Н2О
СН<
побочные
С12
СНз—НС=СН2 ----> СНз—СН—СН2
I I
С1 С1
СНз СНз
I I
2НС—ОН —*• (СН—)2О
| — Н2о ।
СН2С1 СН2С1
н2о
СНз—НС---СН2 -----> СНз—СН—СН2 —> продукты поликонденсации
V ОН ОН
Гипохлорирование пропилена проводится при температуре 35—
45 °C и атмосферном давлении. При этом получается смесь пропи-
ленхлоргидринов, дающих при омылении пропиленоксид.
В качестве побочных продуктов образуются дихлорпропан, изо-
мерные дихлордипропиловые эфиры, хлорацетон и др. Для умень-
шения образования побочных продуктов концентрацию пропилен-
хлоргидрина в получаемом растворе поддерживают в пределах
204
Б—8 % (масс.) . Во избежание дальнейших превращений пропи-
леноксид быстро выводят из реакционной зоны.
Выход пропиленхлоргидринов составляет 87—90 % (масс.), а
дихлорпропана ~9—6 % (масс.).
Для омыления пропиленхлоргидринов используют известковое
молоко или 10%-ный раствор хлорной извести. На второй стадии
процесса образуется много шлама (40 т на 1 т пропиленоксида).
Пропиленоксид выделяется ректификацией: на 1 т пропиленок-
сида получают 0,11—0,27 т дихлорпропана. Выход пропиленоксида
составляет 95 % (масс.) от образующегося пропиленхлоргидрина.
Основными недостатками этого процесса являются большие коли-
чества отходов, значительные расходы хлора, щелочи, хлорной
извести и пара.
Разновидностью хлоргидринного метода является электрохими-
ческий метод получения пропиленоксида, сущность которого со-
стоит в проведении в одном аппарате электролиза поваренной соли,
гипохлорирования пропилена и омыления образующегося пропи-
ленхлоргидрина раствором NaOH, полученным в катодном про-
странстве электролизера. Суммарная реакция может быть пред-
ставлена схемой:
NaCl —Na+ + cr
н2о
+ СГ Na+ + OH-
СН2=СНСН3 —СН3СНСН2С1 ---------------
Н2О । катод
анод •
—► Н2С----СНСНз + н2 + Na+4-СГ
Степень превращения пропилена 20—25 % при селективности
80—98 %.
К преимуществам данного процесса относится отсутствие сточ-
ных вод и незначительный выход побочных продуктов. Однако про-
стота электрохимического метода является кажущейся. При выде-
лении пропиленоксида из раствора электролита часть его с боль-
шой скоростью гидратируется в пропиленгликоль и другие
продукты. Кроме того, очистка электролита от органических соеди-
нений представляет собой сложную технологическую операцию.
Метод очень ограниченно применяется в промышленности. Ос-
новным препятствием является образование очень разбавленного
раствора пропиленоксида (0,3—0,7 %-ный), выделение из которого
целевого продукта сопряжено с значительными трудностями.
Разновидностью электрохимического процесса является недавно
разработанный процесс получения пропиленоксида с применением
в электролизе катионообменных мембран, позволяющих
полностью разделить анодное и катодное пространство при элек-
тролизе поваренной соли. Эти мембраны (на основе полистирола
или политетрафторэтиленсульфокислот) исключают проникнове-
ние образовавшихся хлора и пропиленхлоргидринов в щелочный
205
раствор и, этим самым, преждевременное омыление, приводящее
к образованию дополнительных количеств побочных продуктов.
В этом процессе омыление пропиленхлоргидринов полностью осу-
ществляется в специальных колоннах с несколькими точками по-
дачи раствора едкого натра, образующегося на катоде.
Так как остаток со ступени дегидрохлорирования (омыления)
полностью возвращается на электролиз, в значительной степени
устраняется проблема сточных вод, отпадает необходимость очист-
ки рассола, выпаривания раствора едкого натра и др. Процесс на-
ходится в стадии опытной проверки. Выход пропиленоксида в этом
процессе выше.
Разработан метод получения пропиленоксида эпоксидированием
пропилена надуксусной кислотой (реакция Прилежаева) в раство-
рителе при мольном соотношении надуксусная кислота : пропи-
лен = 1:2:
о
+ СНз^ООН
СН2=СНСНз ---------->• Н2С--СНСНз + СНзСООН
растворитель /
о
Надуксусная кислота получается окислением ацетальдегида
кислородом воздуха при 30—50 °C и 2,5—4,0 МПа в растворе этил-
ацетата в присутствии растворимых солей металлов переменной
валентности
4- О2
СНзСОН -----СНзСОООН
Надуксусная кислота получается в виде 30%-ного раствора в
этилацетате.
Реакция образования пропиленоксида протекает через проме-
жуточный комплекс надкислоты с пропиленом. Считается, что над-
кислота реагирует в циклической форме с внутримолекулярной
водородной связью, когда на пероксидном атоме кислорода появ-
ляется частичный положительный заряд, обеспечивающий возмож-
ность электрофильной атаки двойной связи
О
II
СНз—С—ООН
о - нч
II >
с—oz
I
СНз
+сн3нс=сн2
I
_СНз
СНзСООН + СНзНС--СН2
Реакция эпоксидирования проводится при 50—80 °C, давлении
0,9—1,3 МПа, в отсутствие катализатора; конверсия пропилена
составляет 97—98 % (масс.), выход пропиленоксида 90—92 %
(масс.). В последнее время для эпоксидирования предлагаются
надпропионовая и надизомасляная кислоты. Получаемые в про-
цессе эпоксидирования пропионовая и изомасляные кислоты под-
206
вергаются последовательно этерификации и дегидрированию, в ре-
зультате получаются эфиры акриловой и метакриловой кислот
соответственно.
Процесс реализован в промышленном масштабе (Япония); при
степени превращения пропилена около 20 % выход пропиленоксида
достигает 90 % на введенную надкислоту.
Разновидностью этого процесса является получение надкислоты
непосредственно в реакционной зоне за счет взаимодействия пер-
оксида водорода с органической кислотой. Образующаяся надкис-
лота в момент образования (in situ) эпоксидирует пропилен. В ре-
зультате получаются пропиленоксид и исходная органическая кис-
лота, которая после выделения пропиленоксида возвращается в
процесс получения надкислоты. Поэтому фактически происходит
расходование только пероксида водорода. Имеется промышленная
установка (Бельгия).
Окисление пропилена молекулярным кислородом
Процессы прямого окисления каталитические или некаталитиче-
ские дают невысокие выходы пропиленоксида. Если при окислении
этилена в качестве побочного продукта практически образуется
только диоксид углерода, то при окислении пропилена побочными
продуктами являются главным образом альдегиды (акролеин,
ацетальдегид, формальдегид), а также моно- и диоксид углерода.
В патентной литературе приводятся данные по окислению про-
пилена молекулярным кислородом в газовой фазе при 450—
550 °C, 0,21—0,51 МПа и времени контакта 0,1—0,6 с. Концентра-
ция кислорода 6—8 % (об.). В результате окисления получается
смесь кислородсодержащих продуктов, содержащая кроме про-
пиленоксида альдегиды (ацетальдегид, формальдегид, акролеин),
высококипящие соединения, моно- и диоксид углерода. Степень
превращения пропилена за проход около 15%, селективность при-
мерно 25 %.
Окисление пропилена в жидкой фазе в различных раство-
рителях (бензол, уксусная кислота, диэфиры пропиленгликоля)
при 150—200 °C и 4,9—6,9 МПа в присутствии растворимых солей
металлов переменной валентности в стальном реакторе протекает
с низкими селективностью и выходом оксида.
Как показал Н. М. Эмануэль с сотрудн. это обусловлено отри-
цательным действием металла реактора. При окислении пропилена
образуются устойчивые, вследствие сопряжения, аллильные ра-
дикалы, превращающиеся далее в малоустойчивые аллилпероксид-
ные радикалы, способные распадаться с образованием радикала
ацетальдегида
+ Ог /“ + О2
н3с—нс=сн2 —Г—* сн2=сн===сн2 -------> н2с=сн—сн2оо. —►
—НОО»
—► Н2С—СН—СН2 —> СН2СНО + СН2О
207
который, взаимодействуя с кислородом и пропиленом, образует
форм- и ацетальдегид соответственно.
Формальдегид и ацетальдегид при дальнейшем окислении пре-
вращаются в ацилпероксидные радикалы, которые эпоксидируют
пропилен с образованием пропиленоксида
+ О2 •
RCHO нпп > RCO
(НСНО) -но°-
+ (>2 + С3Н6
---у RCOO • ------
А
Г СНСНз 1
—> RCOO.<-||--------—>
L сн2 J
СНзНС---СН2 + RCO •
Нержавеющая сталь катализирует распад
радикалов и
сн3-нс=о
: i I —> сн3о. + со2
О—но
н—с=о
: I ----► НО- + СО2
• о—о
ацилпероксидных
образование полимерных продуктов (ингибирующих окисление)',
что приводит к уменьшению скорости образования пропиленоксида
и селективности реакции. Поэтому ИХФ АН СССР был разрабо-
тан метод получения пропиленоксида путем жидкофазного окисле-
ния пропилена (145—200°C и 4,9—5,9 МПа) либо в тефлоновом
реакторе, либо в стальном реакторе с тефлоновой насадкой или без
насадки, но в присутствии фторсодержащих солей (LiF, NaF,
K2SiFe), суспендированных в растворителе. При этом концентра-
ция пропиленоксида достигает 9,5 % (масс.) (против 1,5—2% в
стальном реакторе); выход СО2 снижается до 7 против 25 % (масс.).
Процесс запатентован во Франции. Имеются сообщения о раз-
работке ИХФ АН СССР нового способа получения пропиленоксида
жидкофазным окислением пропилена молекулярным кислородом в
присутствии нанесенных катализаторов, содержащих оксиды редко-
земельных (скандия, празеодима, самария, европия и др.) ме-
таллов.
Окисление пропилена молекулярным кислородом в растворе
уксусной кислоты является новым отечественным двухстадийным
процессом получения пропиленоксида путем ацетоксилирования
пропилена и последующего разложения образовавшихся моноаце-
татов пропиленгликоля.
Стадия ацетоксилирования
ОН
+ о2 I
2СН3НС=СН2 > СНз—СН—СН2—ОСОСНз + СНз—СН—СН2ОН
Спз^ООг! ।
ососн»
208
—> 2СН3НС СН2 + 2СН3СООН
проводится при 65 °C, давлении 0,5 МПа на катализаторе
PdCl2/LiNO3; конверсия пропилена составляет 72%, селектив-
ность 74 %; стадия пиролиза моноацетатов пропиленгликоля
ОН
I
СНз—СН—СН2ОСОСНз
СНзСН—СН2ОН
ОСОСНз
проводится при 400 °C, атмосферном давлении, на катализаторе
уксусный калий на алунде. Конверсия за проход 31 %, выход про-
пиленоксида 77 % (масс.), пропионового альдегида 15 % (масс.) и
ацетона 8 % (масс.). Процесс находится в стадии реализации.
Сопряженное окисление
Метод сопряженного окисления, разработанный в СССР, основан
на окислении непредельных углеводородов совместно с низшими
карбонильными соединениями, окисляющимися легче, чем исход-
ный олефин. Одновременно с олефиноксидами в эквимольном ко-
личестве получается представляющий не меньшую ценность про-
дукт дальнейшего превращения пероксидного радикала. При ис-
пользовании ацетальдегида в качестве сопутствующего продукта
получают уксусную кислоту (СССР), в процессе с пропионовым
альдегидом (фирма BASF) образуется пропанол и ацетон, при
использовании изопропанола образуется только ацетон.
Окисление проводится в растворителе как в присутствии рас-
творимых солей кобальта и меди, так и без катализатора.
Процесс одновременного окисления ацетальдегида (или метил-
этилкетона) и эпоксидирования пропилена может быть представ-
лен схемой:
4- О2
СН2=СНСНз + СНзСНО ----> СНзСООН+ Н2С---СНСНз
Сопряженное окисление протекает по механизму медленной
цепной реакции. Инициирование происходит путем образования
с высокой скоростью ацильных радикалов в результате окисления
карбонильного соединения:
+ о2
RCHO -----> RC- + HOO.
Эпоксидирование осуществляется ацилпероксидными радика-
лами, образующимися из ацильных радикалов. Сначала образуется
л-комплекс с олефином, распадающийся на оксид олефина и ра-
дикал кислоты:
+ Оз + СзНе
RC. ----->- RCOO . ------► rRCOO«C3Hjl —► Н2С-------CHCHS + RCO.
II II II \ / II
о о L о J о о
л-комп леке
209
Радикал кислоты образует с исходным альдегидом соответ-
ствующую кислоту. При этом генерируется ацильный радикал, про-
должающий цепь:
RCO- + RCHO —> RCOOH+RC•
II II
О о
Основное количество пропиленоксида образуется в результате
эпоксидирования пропилена ацилпероксидными радикалами, но
частично эпоксидирование идет и под действием надкислоты по
реакции Прилежаева:
СН2=СНСН3 + RCOOOH —> Н2С-----СНСНз + RCOOH
Надкислота образуется в результате взаимодействия ацилпе-
роксидных радикалов с альдегидом:
RCOO. + RCHO —> RCOOH+RC.
II II II
О 0 0
Величина константы скорости реакции пропилена с надуксус-
ной кислотой такова, что в условиях сопряженного окисления про-
пилена и ацетальдегида по этой реакции может образоваться не
более 10—15 % от общего количества получаемого пропиленок-
сида. Чтобы свести к минимуму эту реакцию и облегчить отвод
выделяющегося тепла, применяют большой избыток пропилена по
отношению к альдегиду (8: 1).
Скорость образования оксида олефина в отсутствие альдегида
в 30 раз меньше, чем в его присутствии.
При сопряженном окислении пропилена и метилэтилке-
тона эпоксидирование осуществляется так же ацилпероксидны-
ми радикалами, образующимися при окислении метилэтилке-
тона.
Технология сопряженного окисления пропилена
с карбонильными соединениями базируется на существующих ме-
тодах получения уксусной кислоты из ацетальдегида и уксусной
кислоты и метилэтилкетона из «-бутана.
Сырьем для процесса является пропан-пропиленовая фракция
с содержанием пропилена более 85%. Реакция сопряженного
окисления осуществляется при 70—85 °C и давлении 5—
6 МПа.
Из 1 т ацетальдегида и 360 кг пропилена получается 450 кг
пропиленоксида и 1060 кг уксусной кислоты.
Совместное окисление пропилена и метилэтилкетона при 150—
160°C и 5 МПа без растворителя может проводиться в такой же
аппаратуре, как и жидкофазное окисление «-бутана, причем в ка-
честве окисляющего компонента сопряженной системы может ис-
пользоваться метилэтилкетоно-этилацетатная фракция, получаю-
щаяся при ректификации смеси продуктов окисления «-бутана и
содержащая около 50 % метилэтилкетона.
210
Из 1 т метилэтилкетона и 880 кг пропилена (при степени пре-
вращения метилэтилкетона ~ 10 % (масс.)) получается 1160 кг
пропиленоксида и 1210 кг уксусной кислоты. Селективность про-
цесса по пропилену 96 % (мол.).
Пока процесс сопряженного окисления распространения не по-
лучил из-за сложности выделения пропиленоксида и наличия
сильнокоррозионной среды.
Окисление пропилена гидропероксидами углеводородов
Метод заключается в эпоксидировании пропилена гидроперокси-
дами углеводородов в присутствии катализаторов. В результате
получается пропиленоксид и соответствующий спирт, который мо-
жет быть использован как таковой, превращен дегидратацией в
непредельный углеводород или последующим гидрированием —
в углеводород, из которого был получен гидропероксид:
ROOH + СН2=СНСН3 —> ROH 4-Н2С----СНСН3
—н2о
+ 02 +н2
---- R'CH2CH3 <— R'CH=CH2
При применении в качестве эпоксидирующего агента трет-бу-
тилгидропероксида исходным сырьем являются пропилен и изобу-
тан, а конечными продуктами — пропиленоксид и трет-бутанол
или 2-метилпропен; при применении гидропероксидов этилбензола,
изопропилбензола, изопентана, изопентена-2 и эфира изомасляной
кислоты наряду с пропиленоксидом соответственно получают сти-
рол, а-метилстирол, изопентен, изопрен и эфир метакриловой
кислоты.
Процесс окисления пропилена гидропероксидом этилбензола в
присутствии катализаторов с целью получения пропилена и сти-
рола запатентован фирмой Halcon (США), называемый в настоя-
щее время процесс оксирейн (Охугап).
Реакция эпоксидирования протекает с высокой скоростью и
селективностью только в присутствии растворимых катализаторов
(сОлей молибдена, вольфрама, ванадия, титана, ниобия и др.).
Могут использоваться нафтенаты, ацетилацетонаты, цитраты этих
металлов; практическое значение имеют нафтенаты. Наиболее эф-
фективны по скорости и селективности эпоксидирования пропи-
лена гидропероксидом этилбензола растворимые соли молибдена
и вольфрама (нафтенаты, резинаты, ацетилацетонаты, и в послед-
нее время, гликоляты).
Так, при эпоксидировании пропилена гидропероксидом этил-
бензола при НО °C в течение 1 ч в присутствии нафтенатов
211
различных металлов, конверсия
леноксида следующие:
гидропероксида и выход пропи*
Степень превращения
гидропероксида, %
Мо
W .
Ti
Nb
Та
Re
97
83
54
22
25
99
Выход пропиленоксида, % (мол.)
от превращенного гидропероксида
71
65
55
20
23
10
Высокие селективность и выход пропиленоксида в присутствии
солей молибдена и вольфрама объясняется тем, что в растворах
этих солей непроизводительный распад органического пероксида
минимальный и, соответственно, селективность использования пе-
роксида наибольшая.
Как было установлено, высокая каталитическая активность в
этой реакции может быть обеспечена металлами, имеющими вы-
сокий заряд и вакантные а-орбитали. Кроме того, эти металлы не
должны принимать участия в реакциях одноэлектронного окисле-
ния— восстановления. Комплексы этих металлов должны содер-
жать лиганды, способные к легкому замещению в координацион-
ной сфере. Всем этим требованиям в наибольшей степени отве-
чают молибден и ванадий.
Скорость эпоксидирования, конкурирующего с распадом гидро-
пероксида, растет с увеличением числа электронодонорных заме-
стителей при двойной связи и существенно снижается при наличии
электроноакцепторных заместителей, например, винилхлорид не
эпоксидируется в условиях, когда аллилхлорид, 1-хлорбутен-1 и
З-хлорбутен-1 легко превращаются в соответствующие оксиды.
Природа лигандов (фталоцианин, ацетилацетонат, нафтенат,
оксалат и др.) при центральном атоме молибденсодержащих ката-
лизаторов практически не влияет на селективность образования
эпоксисоединений и скорость эпоксидирования.
Характер применяемого гидропероксида существенно влияет на
скорость реакции и мало на селективность. Например, при эпокси-
дировании пропилена при 100 °C в присутствии 0,6 % (мол.) наф-
тената молибдена в течение 15 мин степень превращения гидро-
пероксида этилбензола составляет 92 % (мол.), изопропилбензола
79%, изопентана 29 % (мол.), при селективности 83, 85 и
92 % (мол.) соответственно.
Исследование кинетики реакции показало, что во многих слу-
чаях имеется индукционный период, во время которого форми-
руется активный комплекс катализатора с гидропероксидом, при
этом происходит окисление молибдена (V) в молибден (VI).
Считают, что в комплексе между молибденом и гидроперокси-
дом осуществляется донорноакцепторная связь за счет вакантных
а-орбиталей металла и неподеленной пары электронов кислорода
гидропероксида. Это взаимодействие приводит к поляризации
связи О—О и повышению электрофильности гидропероксида. Про-
пиленоксид участвует в формировании активного комплекса.
212
Кинетическая модель реакции эпоксидирования олефина гидро-
пероксидом может быть представлена следующим образом:
0. Активация молибдена (V), переход его в (VI) и образование
активной формы катализатора (Кат):
, z-.V НЧ>
'Мо + 2ROOH + 2 НС -----
° Н3С
НгС-О^/
ИГ-г/|\ 4- ПРОДУКТЫ
I A ~ замещения
I О ОК
н3с I I
Н3С—СН—сн2
1. Комплексообразование Кат с
равновесное)
гидропероксидом (быстрое,
R
Кат + ROOH ч=*
Кат--ROOH или
НзС—СН—CH2OR
2. Эпоксидирование
сн2
Кат- -ROOH + СН
I
СНз
R
cHj—а ? 9’ ,сн2
। ;К X о
СН—О' \ / СН
1 О О I
СНз I R снз
СН
CH3Z \ch2or
R
/СН2 СН2—(k ? /ОН
< I I
хсн + сн—О' | xor
СНз <Lh3 У
СНз—ch—ch2or
А
3. Каталитическое разложение А
k3
I--> Кат + ROH 4- о,5О2
А п < \
1--► Кат + /С=О + Н2О
213
4. Комплексообразование с продуктами реакции
к?
а) Кат 4- ROH Кат- -ROH
б) Кат + Н2О < у- Кат--Н2О
К?
в) Кат + СН3СНСН2 <=* Кат- -СНзСНСНгСОП)
О О
5.
Разложение ROOH
*5
ROOH— k"
ROH + 0,5О2
^С=О + Н2О
В стационарных условиях скорость эпоксидирования (^2) про-
порциональна концентрациям катализатора (Скат), гидропероксида
(Сгп) и олефина (Солеф) и тормозится образующимися продуктами
реакции (Croh; Соп; Сн2о)« Кинетическое уравнение процесса сле-
дующее:
u ^1^кат^ ^олеф
Ш2 = k2 ------------------т----------
1 + ^1СГП + ^4CROH + ^4СН2О + ^4СОП
Значения при 100 °C констант равновесия К4, /ff и К®
(л/моль) составляют 0,380; 1,05; 24,3; 7,2 соответственно; а кон-
станты скорости k2 и равны 6,23-10“2 и 0,213*10“2 л-моль-1 мин-1
соответственно.
Основной побочной реакцией является параллельное каталити-
k
ческое разложение гидропероксида (ROOH _Д. ROH + 0,5O2; w5—
скорость этой реакции), поэтому дифференциальная селективность
реакции по гидропероксиду (tp) приближенно равна:
1 + 1 + —
ОУ 2 Аг^олеф
Повышению селективности реакции по гидропероксиду способ-
ствует высокая концентрация олефина (для чего при реакции с
газообразными олефинами требуется высокое давление) и умерен-
ная температура (так как энергия активации при эпоксидировании
меньше, чем для разложения гидропероксида).
За счет снижения /(2/К1 селективность всегда выше при эпокси-
дировании более реакционноспособных ненасыщенных соединений
и применении гидропероксидов, более стойких к разложению. Се-
лективность процесса по олефину всегда является высокой и близ-
кой к 100 % •
214
Процесс осуществляют в жидкой фазе, обычно в растворе того
углеводорода, из которого был получен гидропероксид, при 2—5-
кратном избытке олефина по отношению к гидропероксиду и
80—110°С. В зависимости от летучести углеводорода-растворителя
и олефина для поддержания реакционной массы в жидком состоя-
нии применяется давление до 2—7 МПа. В этих условиях (при ко-
личестве катализатора 0,001—0,005 моль на один моль гидроперо-
ксида) скорость реакции достаточно высокая.
В зависимости от температуры, концентрации катализатора и
природы исходных реагентов время реакции изменяется от 0,3
до 2 ч.
Процесс производства пропиленоксида и стирола эпоксидиро-
ванием пропилена гидропероксидом этилбензола состоит из трех
стадий:
1. Получение гидропероксида этилбензола окислением этилбен-
зола:
На этой стадии процесса побочными продуктами являются аце-
тофенон и метилфенилкарбинол (а-фенилэтанол), образующиеся
вследствие разложения гидропероксида этилбензола
СОСНз
+ Н2О
СНСНз
I
ООН
-СНСНз
+ 0,5О2
2. Эпоксидирование пропилена гидропероксидом этилбензола с
получением пропиленоксида и метилфенилкарбинола
С^СНСНз СНСНз
1| ООН +СН2=СНСНз —> Н2С---СНСНз +
о
сн=сн2
3. Получение стирола дегидратацией а-фенилэтанола (метил-
фенилкарбинол)
СНСНз
ОН —н2о
Принципиальная технологическая схема совместного получения
пропиленоксида и стирола представлена на рис. 4.3; схема анало-
гична подобным схемам совместного получения пропиленоксида и
а-метилстирола (или изобутена).
Технология первой стадии — получения гидропероксида этил-
бензола — аналогична технологии получения гидропероксида изо-
пропилбензола.
215
Рис. 4.3. Принципиальная технологическая схема совместного получения оксида
пропилена и стирола:
J — колонна окисления; 2 — колонна эпоксидирования; 3, 7, 9 —• ректификационные колонны;
Л — дегидрататор; 10 — блок гидрирования
Смесь свежего и возвратного этилбензола поступает на окисле-
ние в реактор 1. Окисление осуществляется воздухом при 140 °C и
0,25 МПа в течение 6—4 ч до образования 10—13 % (масс.) гидро-
пероксида. Одновременно, за счет разложения гидропероксида,
образуется некоторое количество а-фенилэтанола и ацетофенона.
Полученный оксидат подается через охлаждающее устройство (на
схеме не показано) в колонну эпоксидирования 2, куда поступает
свежий и возвратный пропилен и катализаторный раствор (0,6 %
(мол.) растворимых солей Мо на гидропероксид).
Эпоксидирование проводится при ПО °C, давлении 2,5 МПа,
мольном соотношении пропилен: гидропероксид от 2:1 до 6:1,
продолжительность эпоксидирования около 1,5 ч; за это время до-
стигается практически полная конверсия гидропероксида. Около
10 % гидропероксида превращается в ацетофенон. Селективность
окисления по пропиленоксиду составляет 75 % (мол.).
Разделение продуктов реакции осуществляется в колоннах
3—7. В колонне 3 происходит отделение пропилена, который воз-
вращается на эпоксидирование; в колонне 4 происходит отпарка
пропиленоксида (остаточное давление 0,064 МПа, температура
верха 23°C.). Остаток колонны 4 подается в колонну 5, где проис-
ходит отгон этилбензола (при остаточном давлении 0,004 МПа),
который очищается от примесей и возвращается на окисление.
Остаток из колонны 5 подается последовательно в колонны 6 и 7,
в которых производится отгонка а-фенилэтанола и ацетофенона
(при 150°C и 0,013 МПа и 90°C и 0,0013 МПа соответственно),
которые в паровой фазе поступают в реактор дегидрата-
ции 8.
Дегидратация а-фенилэтанола (метилфенилкарбинола) прово-
дится в паровой фазе в присутствии оксида титана на носителе при
216
200—250°C. Образующийся стирол выделяют ректификацией в ва-
кууме в колонне 9, а остаток, содержащий непрореагировавший
а-фенилэтанол и ацетофенон, поступает на селективное гидрирова-
ние в реактор 10 для превращения ацетофенона в а-фенилэтанол.
Гидрирование проводится при 150 °C и давлении водорода 1,6—
2,5 МПа в присутствии медьхромжелезного (в последнее время
барийхроммедьцинковый) катализатора. Продукты гидрирования
возвращаются на дегидратацию.
Степень превращения гидропероксида этилбензола в стирол
95 % (мол.), пропилена в пропиленоксид 95 % (мол.). Селектив-
ность по гидропероксиду этилбензола 80—90 % (мол.). Неполное
использование гидропероксида объясняется выделением молеку-
лярного кислорода при образовании метилфенилкарбинола (а-фе-
нилэтанол а). В продуктах реакции почти отсутствуют высококипя-
щие продукты.
На 1 т пропиленоксида образуется около 2,6 стирола и расхо-
дуется 0,8 т пропилена и 3,2 т этилбензола.
Процесс совместного получения пропиленоксида и стирола
имеет ряд достоинств: высокая селективность как по пропилен-
оксиду, так и по стиролу, практическое отсутствие побочных про-
дуктов и сравнительно низкая себестоимость.
При эпоксидировании пропилена трет-бутилгидропероксидом
сырьем являются пропилен и изобутан. Трег-бутилгидропероксид
получается окислением изобутана при 120—130°C и 3,0—5,0 МПа.
Степень превращения изобутана в гидропероксид 15—20 % (масс.).
Эпоксидирование пропилена трет-бутилгидропероксидом осу-
ществляется при 130 °C и 2—4 МПа в присутствии катализа-
тора.
Реакции протекают по схеме:
+ о2 +н2с=снсн3
(СНз)зСН ---> (СНз)зСООН -----------> Н2С---СНСН3 + (СН3)3СОН
Образовавшийся триметилкарбинол подвергается дегидратации
до 2-метилпропена (изобутилена):
(СНз)зСОН --—> СН2=ССН3
—Н2О |
СНз
До последнего времени отработанный молибденовый катализа-
тор не регенерировали. В связи с расширением объемов производ-
ства пропиленоксида этим методом, а также ростом цен на молиб-
ден, кобальт и др. начали проводить регенерацию отработанного
молибденового катализатора.
В табл. 4.1 приведены сравнительные расходные показатели по
различным методам получения пропиленоксида.
217
Таблица 4.1. Расходные показатели и выходы продуктов реакции в различных процессах получения пропиленоксида
Показатели Хлор гид- Жидкофазное окисление молекул* О2 £ X X Окисление Сопряженное окисление пропилена Окисление гидропероксидами
ринный неката- лити- ческое в тефлоновом реакторе р «а О в надуксусной кислотой с ацетальдегидом с метилэтил кетоном этил- бензола нзобутана
Расход, т на 1 т ПО пропилен . . пропан .... изобутан этилбензол . . . ацетальдегид . . . метилэтилкетон хлор(кислород) гидрооксид кальция едкий натр . . . . Выход побочных про- дуктов, т на 1 т ПО товарных .... неиспользуемых Число стадий ... Конверсия С3Нб, % Селективность, % ... 0,85—1 1,5—1,6 1,4—1,6 0,15 (С2Н4С12) 2 95-98 ~85 1,91 (2,26) 0,02 1,42 (СО2) 1 1,18 0,9 [С3Нв(ОН)2, СНзСНО СНзСООН, НСООН] 0,037 (СО2) 1 90 60 3,11 (4,17) 0,66 0,77 2,43 (СО2) 1 0,96 1,1 (3,37 воздух) (НСНО) (СНзСНО) 1,3 (СНзСООН) 1 0,8 2,28 2,4 (СНзСООН) 0,37 гСзН6(ОН) 1 । + LOCOCH3 + легкая фракция] 1 -95 - 88-90 0,78 1 1,4 (СНзСООН) 0,3 [С2Н5ОСОСН3, (СН3)2СО, CH3CHOL 1 -95 - 90—92 0,76 2,26 2,6 с6н5 1 сн=сн2 0,1 3 -98 -95 0,88 2,9 (5,5 воздух) 0,15 (СН3)2СО 2,98 (трет- Бутанол) 0,06 (СО2) 3 -98 -95
Из этих данных видно, что процесс эпоксидирования пропилена
гидропероксидами, несмотря на многостадийность, является высоко-
эффективным. По подсчетам французской фирмы Progil себе-
стоимость пропиленоксида, полученного жидкофазным окислением
пропилена в тефлоновом реакторе, сравнима с себестоимостью
пропиленоксида, полученного халкон-процессом. Показатели про-
цесса сопряженного окисления несколько ниже, но при выпуске
кроме пропиленоксида еще и товарной уксусной кислоты процесс
окисления пропилена в присутствии ацетальдегида или метилэтил-
кетона является экономически выгодным. Наихудшие показатели
имеет хлоргидринный процесс, из-за применения агрессивного и
токсичного хлора и образования значительных количеств отхо-
дов. Кроме того, выход эпоксидных соединений при хлорги-
ринном процессе с увеличением молекулярной массы и разветв-
енности цепи непредельного углеводорода резко падает, и прак-
тически получить этим путем высшие оксиды олефинов не
удается.
ОКИСЛЕНИЕ НЕНАСЫЩЕННЫХ УГЛЕВОДОРОДОВ
В КАРБОНИЛЬНЫЕ СОЕДИНЕНИЯ
Карбонильные соединения (альдегиды и кетоны) широко приме-
няются в промышленности. Процессы присоединения и конденса-
ции по карбонильной группе занимают очень важное место в про-
мышленности нефтехимического и основного органического син-
теза. Благодаря доступности многих альдегидов и кетонов и их
высокой реакционной способности на их основе получают различ-
ные мономеры и исходные продукты для получения полимерных
материалов (изопрен, пентаэритрит и другие многоатомные спирты,
дифенилолпропан, капролактам), продукты органического синтеза
^бутандиол-1,4; 2-этилгексанол; тетрагидрофуран, высшие спирты),
)астворители (метилизобутилкетон, оксоланы) и многие другие.
Из альдегидов большое значение имеют формальдегид, ацет-
альдегид, пропионовый, масляные и высшие альдегиды, а также
[епредельные альдегиды: акролеин и кротоновый. Из кетонов наи-
5олее распространены ацетон и метилэтилкетон.
Современный метод получения карбонильных соединений со-
стоит в окислении этилена и других олефинов в присутствии воды
или водяного пара и хлорида палладия в одну стадию с образова-
нием альдегида или кетона и выделением металлического палла-
дия, далее окисляемого до двухвалентного:
PdCl2
СН2=СН2 4-О2 ———> СНзСНО + Pd + 2НС1
н2о
’• PdCI2
R—СН=СН2 + О2 ——> RCOCH3+ Pd + 2НС1
* н2о
Pd + 2НС1 + 0,5О2 —> PdCl2 + H2O
21»
Прямым окислением олефинов при 20—80 °C в присутствии хло-
рида палладия кетоны получаются с разными выходами:
Олефин Кетон Выход кетона, % (масс.)
Пропилен Ацетон 90
Бутен-1 Метилэтилкетон 80
Пентен-1 Метил-н-пропилкетон .... 81
Гексен-1 Метил-н-бутилкетон .... 75
4-Метилпентен-1 Метилизобутилкетон .... 70
Гептен-1 Метил-н-амилкетон 65
Октен-1 Метил-н-гексилкетон .... 42
Нонен-1 Метил-я-гептилкетон . . 35
Децен-1 Метил-н-октилкетон .... 34
Циклопентен Циклопентанон 61
Циклогексен Циклогексанон 65
Стирол Ацетофенон 57
Производство ацетальдегида
Ацетальдегид в промышленности получается:
жидкофазной гидратацией ацетилена в присутствии ртутьсо-
держащих и парофазной гидратацией в присутствии кадмийкаль-
цийфосфатных катализаторов;
каталитическим окислительным дегидрированием этанола;
окислением легких насыщенных Сз—С4 углеводородов;
прямым каталитическим окислением этилена.
В 1980 г. в США было получено 700 тыс. т ацетальдегида, в ос-
новном прямым окислением этилена кислородом и незначительное
количество каталитическим дегидрированием этанола. В странах
Западной Европы получение ацетальдегида осуществляется всеми
тремя методами, в Японии применяется только прямой метод окис
ления этилена. В СССР ацетальдегид производится гидратацией
ацетилена и прямым окислением этилена.
По масштабам производства ацетальдегид, наряду с форма'ль
дегидом, стоит на первом месте среди альдегидов, что обуслов
лено его большой ценностью в качестве промежуточного продукта
органического синтеза. Окислением ацетальдегида получают уксус
ную кислоту, уксусный ангидрид, а также надуксусную кислоту.
Реакцией с синильной кислотой и последующими превращениями
циангидрина получают молочную кислоту, акрилонитрил и эфиры
акриловой кислоты. Другие методы переработки ацетальдегида со
стоят в процессах типа альдольной конденсации. Этим путем из
него получают пентаэритрит, бутандиол-1,3, кротоновый альдегид,
я-бутиловый спирт, 2-этилгексанол, хлораль, триметилолпропаи
и др. Конденсация ацетальдегида с аммиаком дает возможность
производства гомологов пиридина и различных винилпиридинов—
мономеров для синтеза полимерных материалов.
Получение ацетальдегида гидратацией ацетилена в присутствии
ртутьсодержащего катализатора (раствор сульфата ртути в серной
кислоте) по реакции Кучерова является очень старым методом и
в настоящее время имеет небольшое значение. Гидратация ацети
220
Н2О +
—> нс=сн—он2
лена осуществляется при барботировании последнего через жидкий
слой катализатора при 75—100 °C.
HgO + H2SO4
СН=СН + Н2о ---------> СН3СНО —АЯ = +162,2 кДж/моль
Механизм реакции состоит в образовании ртутных комплексов,
при взаимодействии которых с водой в присутствии кислоты проис-
ходит разрушение комплекса и перегруппировка в ацетальдегид
--->-СН3СНО +Hg +
Hg2+
В качестве побочных продуктов образуются кротоновый альде-
гид и смолообразные продукты.
Сложность процесса заключается в регенерации ртути, так как
ацетальдегид в кислой среде восстанавливает двухвалентную ртуть
до металлической:
HgSO4 4- СН3СНО + Н2О —> Hg + СНзСООН + H2so4
Металлическая ртуть и смолистые продукты образуют ртутьсо-
держащий шлам, регенерация которого связана с большими труд-
ностями. На современных установках потери ртути обычно состав-
ляют 1,5 кг на 1т альдегида.
Чтобы исключить применение дорогостоящих и очень токсичных
соединений ртути для процесса гидратации ацетилена предложены
различные катализаторы (содержащие оксиды цинка, магния, ни-
келя, железа, кобальта, хрома, меди, алюминия и др.). Наиболее
активным оказалась смесь кислых и средних фосфатов кадмия
и кальция примерного состава CdHPO4-Ca3(PO4)2. Эти катализа-
торы являются соединениями кислотного характера и содержат
соли металлов той же подгруппы периодической системы, что и
ртуть. По-видимому, по механизму действия нертутные катализа-
торы близки к ртутным.
Парофазная гидратация осуществляется при пропускании па-
ров ацетилена и водяного пара при 340—410 6С над кадмийкаль-
цийфосфатным катализатором. В целях подавления побочных реак-
ций (образования кротонового альдегида, ацетона и полимеров),
объемное соотношение водяной пар: ацетилен поддерживают от
7:1 до 10: 1, а степень конверсии ацетилена 40—50%.
Катализатор работает около 2500 ч, после чего подвергается
регенерации смесью воздуха и водяного пара при 400—450 °C.
Выход ацетальдегида 88—90, кротонового альдегида 5—7, полиме-
ров 3—3,5 % (масс.) на прореагировавший ацетилен.
Окислительное дегидрирование этанола в ацетальдегид в про-
мышленности
+ 0,5О2
2С2Н5ОН ------> 2СН3СНО + Н2О
проводится на медных или меднощелочных катализаторах при
290—300 °C. Выход ацетальдегида за проход 33—50 % (масс.).
22.1
В данном процессе образуется довольно мало побочных про-
дуктов (9—10 % этилацетата) при высоком содержании ацетальде-
гида в контактных газах.
Производство ацетальдегида окислением этилена
Образование ацетальдегида при взаимодействии этилена с вод-
ным раствором хлорида палладия наблюдал Филлипс еще в 1894 г.
Образующийся в безводной среде комплекс этилена с хлоридом
палладия был описан Карашем в 1938 г. При взаимодействии
палладиевого комплекса с водой происходит окисление активиро-
ванного олефина с образованием ацетальдегида, выделением пал-
ладия и хлорида водорода. Шмидт в результате исследования этой
реакции в 1959 г. предложил непрерывный процесс получения ацет-
альдегида, где восстановление металлического палладия совме-
щается с непрерывным его окислением кислородом воздуха.
В этом случае одновременно протекают две реакции, которые осу-
ществляются раздельно или совмещаются в одном реакторе —
окисление (карбонилирование) олефина (через стадию образова-
ния активного комплекса)
РЬС12 + н2о
СН2=СН2 ----------> СНзСНО + Pd + 2НС1 (1)
и окисление металлического палладия
Pd + 2НС1 + 0,5О2 —► PdCl2 + Н2О (2)
Скорость второй реакции значительно ниже, чем первой, по-
этому активность катализатора быстро падает.
Для повышения скорости окисления палладия применяются со-
катализаторы — соли меди в солянокислой среде, играющие роль
переносчиков кислорода
Pd + 2CuCl2 —► PdCl2 + 2CuCl (3)
При избытке CuCl2 реакция (3) протекает количественно. Ко-
нечной реакцией является окисление одновалентной меди в двух-
валентную
2CuCl + 2НС1 + 0,5О2 —> 2СиС12 + Н2О (4)
Совмещение реакции (1) с реакциями (3) и (4) создало пред-
посылки для осуществления в промышленном масштабе получения
ацетальдегида прямым окислением этилена молекулярным кисло-
родом.
Процесс образования ацетальдегида в присутствии хлорида
палладия из этилена в водной среде включает промежуточные
стадии замещения хлорид-анионов в палладиевом координацион-
ном комплексе молекулами олефина и воды с образованием л-ком-
плексов:
PdCl2 + 2НС1 H2PdCl4 +± 2 Н+ + PdCl4’ (5)
2- „ СН,
PdCl4 + СН2=СН2 Я’ > PdClj + СГ (6)
СН2
222
Исследованиями установлено, что первым промежуточным соеди-
нением является л-комплекс этилен — палладийхлорид. Причиной
образования л-комплекса является более высокое энергетическое
расположение л-орбиталей этилена, чем о-орбиталей связей С—С
и С—Н. л-Комплекс образуется за счет донорно-акцепторного
взаимодействия, в результате которого атом палладия предостав-
ляет вакантную d-орбиталь, а пару электронов — соответствующая
разрыхляющая молекулярная орбиталь этилена. Дативное взаи-
модействие также играет существенную роль в процессе образо-
вания л-комплекса, так как у центрального атома имеются элек-
троны на л-орбиталях, способные образовывать дативные связи.
Этилен при образовании комплекса с палладием ведет себя как
донор и акцептор электронов. Дативное взаимодействие на стадии
образования л-комплекса снижает энергию активации и облегчает
протекание этой стадии (6).
Вторым промежуточным соединением является гидрокомплекс,
получающийся путем замещения иона хлора в л-комплексе эти-
лен— палладийхлорид молекулой воды:
сн2 сн2 / х
7С-Ц—--->PdC13-hH2O^z> 7t- II—->PdCl2...OH2-b сг \1)
СН2 СН2
Так как гидрокомплекс л-С2Н4Р(1С12 ... ОН2 является слабой
кислотой, то подвергается сразу диссоциации:
СН2 __СН2 .
Tt-IH-->PdCl2OH2 +Н2О^=± 7t- II—'->PdCl2OH + Н3О+ (8)
сн2 сн2
С1
сн2 сн2 I ,. .
%- II ->PdCl2OH + Н2О Л- II----У Pd— Cl... Н2О (9 )
сн2 сн2 I
ин
Дальнейшая реакция протекает внутри нового л-комплекса, ко-
торый изомеризуется в о-комплекс. Гидроксильный ион атакует
один из ненасыщенных углеродных атомов этилена с одновремен-
ной миграцией гидрид-иона к соседнему атому углерода
H2O-*-Pd\ ^>сн2 Н2О—Pd— СН2—СНОН
С1 С1
н J
Pd°Cl|~+ СН3СНО + Н3О+ (10)
В результате гетеролитического распада a-комплекса образует-
ся ацетальдегид. Реакция гетеролиза связи Pd—С является не-
обратимой. Комплексы палладия с нулевой валентностью неста-
223
бильны — быстро распадаются
Pd0Cl2‘ —> Pd° + 2СГ
с выделением металлического палладия.
На основании механизма окисления этилена кинетическое урав-
нение скорости реакции окисления этилена хлоридами палладия
следующее:
[gc2H4] ‘[срн2*]
(И)
Существенное влияние на скорость реакции оказывает содер-
жание ионов С1~. Скорость реакции обратно пропорциональна
квадрату концентрации ионов хлора, поэтому уменьшение концен-
трации ионов хлора приводит к увеличению скорости реакции.
Однако при недостатке ионов хлора наблюдается образование
оксихлорида меди Си (ОН) С1, который обладает низкой окисли-
тельной активностью по отношению к нульвалентному палладию.
Поэтому в катализаторном растворе солей [PdCl2, CuCl2,
Cu(OAc)] концентрация ионов должна быть [С1~] : [Pd] > 100 и
1 С1: Си 2.
Реакционная способность олефинов в этой реакции изменяется
в последовательности, характерной для катализа комплексами ме-
таллов:
Н2С=СН2 > СНз—НС=СН2 > СНз—СН2—НС=СН3 > СНз—НС=СН—СНз
I 0.33 0,25 0.1
Окисление всегда протекает по наименее гидрогенизированному
атому углерода у двойной связи, вследствие чего только из эти-
лена образуется альдегид, а из других непредельных углеводоро-
дов — кетоны.
Кроме гомологов этилена к этой реакции способны циклооле-
фины и жирноароматические соединения с двойной связью в бо-
ковой цепи:
+ 0,5О2
PdCI>
PdCl2
^СН,
Реакция окисления этилена в ацетальдегид сопровождается вы-
делением значительного количества тепла:
СН2=СН2 + 0,5О2 —> СНзСНО —ЬН = + 221,5 кДж/моль
Процесс получения ацетальдегида окислением этилена может
осуществляться на твердом катализаторе (гетерогенно-каталити-
ческий процесс) и с использованием жидкого катализаторного рас-
твора (гомогенно-каталитический процесс). Твердый катализатор
может быть использован в виде стационарной фазы или в псевдо-
ожиженном слое. Носителями для катализатора могут служить
силикагель, пемза, уголь и др. Гетерогеннокаталитический процесс
сопряжен с трудностями, связанными с отводом значительного ко-
224
личества тепла реакции. Применение жидкого катализатора позво-
ляет проще решать проблему отвода тепла — путем испарения ча-
сти воды, содержащейся в катализаторном растворе.
В качестве побочных продуктов при окислении этилена в ацет-
альдегид образуются уксусная и муравьиная кислоты, хлорсодер-
жащие продукты (метилхлорид, этилхлорид, ацетальдегидхлорид),
продукты конденсации (кротоновый альдегид и др.) и диоксид
углерода. На скорость реакции, селективность процесса и выход
ацетальдегида существенное влияние оказывает состав катализа-
тора (содержание хлорида палладия и двухвалентной меди), кис-
лотность среды, давление, температура, соотношение этилена и
окисляющего агента.
Соотношение между общим количеством металлов окислитель-
но-восстановительной системы (медью и палладием) должно быть
от 25:1 до 50:1. Ведение процесса с катализатором такого со-
става экономично, так как палладий — дорогостоящий металл.
Конверсия олефина зависит также от мольного соотношения в ка-
тализаторе меди и галогена (оптимальным является соотношение
от 1 : 1,4 до 1 : 1,8). Поэтому добавляемый в ходе процесса галоген
(в виде хлорводорода или этилхлорида) должен дозироваться с
достаточной точностью. Если содержание хлора в катализаторе
мало (соотношение медь: хлор меньше 1:1), снижается конверсия
этилена. Если же количество галогена больше, чем при соотноше-
нии медь: галоген =1:2, реакция замедляется. В этом случае в
катализатор добавляют ацетат меди.
Состав водных катализаторных растворов примерно следую-
щий, % (масс.):
PdCl2............................... 0,3-0,5
СиС12-2Н2О............................ 12—33
Cu(OCOCH3)2H2O........................... 2-3
Окисление этилена в ацетальдегид проводится в кислой
(pH 0,8—3) или нейтральной среде (pH 6—7,5). Повышение pH
приводит к выпадению из катализаторного раствора хлорида од-
новалентной меди, забивающей отверстия газораспределительного
устройства снижается выход альдегида. Растворимость хлорида
одновалентной меди повышают добавлением в раствор муравьи-
ной, уксусной кислот или, лучше, трихлоруксусной кислоты. Одна-
ко повышение концентрации карбоновых кислот (особенно уксус-
ной) оказывает неблагоприятное влияние на ход реакции, так как
кислоты образуют с ионами меди соли, каталитически малоактив-
ные, в результате чего понижается содержание активной меди
в катализаторе. Кроме того, накопление в растворе катализатора
образующейся уксусной кислоты повышает растворимость в ней
продуктов реакции и тем самым создает благоприятные условия
для образования хлорированных побочных соединений. Поэтому
концентрация уксусной кислоты в катализаторном растворе долж-
на поддерживаться на возможно более низком уровне.
Растворимость в воде солей, составляющих катализатор, огра-
ничена, и на практике приходится работать с сильно разбавлен-
8 Зак. 534 225
ными растворами катализатора, удельная производительность ко-
торых невелика. Более выгодно использовать суспензии катализа-
тора в воде или в водных растворах уксусной кислоты (так назы-
ваемый шламовый катализатор). Это дает возможность со-
четать высокую концентрацию катализатора (до 90 % от общего
объема реакционной массы) с хорошим отводом тепла. Примене-
ние шламового катализатора способствует также образованию
стабильной пены, тем самым диспергированию газа, что, есте-
ственно, благоприятствует реакции. Для приготовления шламового
катализатора используют соли железа, которые при гидролизе об-
разуют тонкодисперсный шламообразный осадок гидропероксидов
железа, особенно подходящий для ведения процесса.
В качестве сырья для получения ацетальдегида можно ис-
пользовать не только концентрированный этилен, но и этан-этиле-
новую фракцию. Содержание в исходном сырье незначительных
количеств водорода, оксида и диоксида углерода и предельных
углеводородов не препятствует нормальному протеканию реакции.
Присутствие других непредельных углеводородов нежелательно,
так как они образуют различные побочные продукты. Допускается
содержание ацетилена не более 0,005 %, высших олефинов не бо-
лее 0,03 % и серы 0,001 % (масс.). Диеновые углеводороды долж-
ны быть удалены селективным гидрированием.
Превращение этилена в ацетальдегид происходит уже при
20°C, но скорость реакции очень мала. Сравнительно интенсивно
реакция протекает при 100—130 °C. В этом случае для поддер-
жания реакционной массы в жидком состоянии требуется повы-
шенное давление 0,3—1,11 МПа, которое способствует также уско-
рению процесса за счет улучшения растворимости газов.
Для полного окисления олефинов в соответствующие альдеги-
ды или кетоны мольное соотношение олефин: кислород должно
составлять 2:1. С целью безопасности работают обычно с недо-
статком кислорода (соотношение олефин : кислород от 2,5 : 1 до
4:1).
Во избежание побочных реакций конденсации и хлорирования
(образование хлоральдегида) предусматривается непрерывный от-
вод ацетальдегида из зоны реакции по мере образования. Выход
ацетальдегида в зависимости от условий реакции и состава ката-
лизатора колеблется в пределах 84—98 % (масс.).
Технология процесса. Существуют два варианта технологиче-
ского оформления гомогенно-каталитического процесса — односта-
дийный (карбонилирование и окисление катализатора в одном ап-
парате) и двухстадийный (карбонилирование в одном аппарате,
окисление металлического палладия — в другом).
При одностадийном варианте условия процесса и соотношение
реагентов должны быть такими, чтобы скорости реакций карбони-
лирования, окисления палладия хлоридом двухвалентной меди и
окисления хлорида одновалентной меди были одинаковы. В каче-
стве окисляющего агента при одностадийном процессе во избе-
226
Рис. 4.4, Технологическая схема одностадийного процесса окисления этилена В
ацетальдегид:
/—-реактор; 2, 4 — холодильники; 3 —- газосепаратор; 5 — регенератор; 6 — абсорбер; 7 —
отпарная колонна; 8 — ректификационная колонна; 9 — холодильник-конденсатор.
жание разбавления циркуляционного газа используется техниче-
ский кислород, при двухстадийном процессе — воздух.
Раствор катализатора вызывает сильную коррозию большин-
ства металлов. В связи с этим применяют реакторы, стенки кото-
рых футерованы титаном.
Технологическая схема одностадийного про-
цесса окисления этилена в ацетальдегид в присутствии хлорида
палладия представлена на рис. 4.4.
Смесь рециркулирующего газа со свежим этиленом при 90—
100°C и 1 МПа подают в нижнюю часть реактора /, заполненную
катализаторным раствором. Барботируя через катализаторный
раствор, газы растворяются (идет процесс карбонилирования), и в
том месте по высоте реактора, где газ полностью поглощается, в
реактор подается кислород. Реакционные газы вместе с увлечен-
ным катализаторным раствором охлаждаются в холодильнике 2
и поступают в газосепаратор 3, где парогазовая смесь, содержа-
щая ацетальдегид, отделяется от катализаторного раствора, воз-
вращаемого в нижнюю часть реактора 1. Часть катализаторного
раствора непрерывно отводят в аппарат 5, где происходит удале-
ние накапливающихся нежелательных продуктов (продукты кон-
денсации, оксалат меди и др.), вызывающих отложение шлама и
дезактивацию катализаторного раствора, а также корректировка
состава раствора путем подачи хлорида водорода и кислорода.
Парогазовая смесь из сепаратора 3 дополнительно охлаждается
в холодильнике 4 и поступает в абсорбер 6 для извлечения ацет-
альдегида водой. Неабсорбированные газы с верха абсорбера 6
возвращаются на окисление (некоторое количество оборотного
газа во избежание накопления инертных примесей выводится из
системы). Из нижней части абсорбера 6 выходит 10%-ный водный
раствор ацетальдегида, содержащий некоторое количество раство-
ренных газов и побочных продуктов (хлорацетальдегид, кротоно-
вый альдегид и др.). Растворенные газы отпариваются острым
паром в отпарной колонне 7; увлеченный ими ацетальдегид абсор-
бируется водой, которая подается в верхнюю часть отпарной ко-
лонны. Водный раствор ацетальдегида из отпарной колонны
8* 227
Рис. 4.5. Технологическая схема двухстадийного процесса окисления этилена в
ацетальдегид:
1 — регенератор; 2 — реактор; 3 — отпарная колонна; 4 — холодильник; 5 — ректификацион*
ная колонна; 6 — колонна для выделения ацетальдегида.
поступает в ректификационную колонну 8, в которой острым па-
ром отгоняется ацетальдегид. Пары ацетальдегида конденсиру-
ются в конденсаторе-холодильнике 9, часть конденсата возвра-
щается на орошение колонны S, а остальное количество выводится
как товарный продукт.
Степень превращения этилена за проход 30—50 %.
В двухстадийном варианте процесса (рис. 4.5)
окисление этилена при 100—120 °C и 0,78—1,32 МПа и окисление
металлического палладия проводят раздельно. В этом случае в
реактор 2, заполненный катализаторным раствором, вводят только
этилен. Реакционные газы вместе с увлеченным раствором катали-
затора выводят из реактора сверху и направляют в отпарную ко-
лонну 3. При этом понижают давление, и весь ацетальдегид пере-
ходит в газовую фазу. Отработанный раствор катализатора из ко-
лонны 3 насосом перекачивают в регенератор /, в который снизу
подают воздух. Регенерированный раствор катализатора возвра-
щается в реактор 2. Отходящие из отпарной колонны 3 пары ацет-
альдегида охлаждаются в холодильнике 4 и поступают сначала
в колонну 5 для отделения от воды, а затем в колонну 6 для
отделения растворенного в ацетальдегиде газа. Выход ацеталь-
дегида на пропущенный этилен составляет 95 %. Одновременно
образуется 1—1,5% уксусной кислоты и 1 — 1,3 % хлорпроиз-
водных.
Основное различие двух вариантов процесса состоит в том, что
степень превращения этилена за проход при двухстадийном ва-
рианте около 98 % и поэтому рециркуляция этилена не требуется.
Отсюда вытекают менее жесткие требования к чистоте исходного
этилена по сравнению с таковыми в одностадийном варианте, в
котором из-за значительно более низкой конверсии этилена при-
меняется его рециркуляция. При двухстадийном варианте не тре-
буется таких строгих мер техники безопасности, как при одно-
стадийном, так как этиленовый и воздушный потоки разделены.
Преимуществом одностадийного процесса являются меньшие ка-
питальные затраты.
228
Ниже приведены некоторые расходные показатели на 1 т ацет-
альдегида для двух процессов:
Одностадийный
Двухстадийный
Этилен (99,8 %-ный), кг....................... 0,67
Кислород (99,5 %-ный), м3 .......... . 275,0
Воздух, м3 .................... —
Катализатор
хлорид палладия, г............................. 0,9
хлорид двухвалентной меди, г ...... . 150
НС1 (100%-ная), кг................. 4
Вода, м3 ............ 154,3
Пар, кг
при 1,1 МПа.................................... 200
при 0,34 МПа.............................. 1000
Электроэнергия, кВт-ч...................... 82,5
Выход ацетальдегида на превращенный этилен,
% ...................................... 95
0,67
1685-1800
0,9
150
15
238,3
200
1100
300
95
В гетерогенно-каталитическом процессе смесь этилена с кис-
лородом, предварительно насыщенная водяным паром при 100 °C
и атмосферном давлении, проходит через стационарный катализа-
тор (хлорид палладия с активаторами на носителе) и поступает
в скруббер, где образовавшийся ацетальдегид абсорбируется из
реакционных газов водой. Водный раствор из скруббера поступает
в отпарную колонну, где из него извлекается сырой ацётальдегид.
Во избежание создания взрывных концентраций требуется очень
точная дозировка кислорода и этилена. Тепло реакции использу-
ется для отпарки ацетальдегида из водного раствора. За один
проход достигается практически полное превращение этилена. Се-
лективность выше 90%. Побочным продуктом реакции является
уксусная кислота. К недостаткам процесса относится сложность
точной дозировки кислорода и этилена, отвод тепла.
Всесоюзным научно-исследовательским институтом органиче-
ского синтеза (ВНИИОС) создан новый катализатор и разрабо-
тан процесс окисления этилена кислородом. Новый
катализатор значительно активнее и дешевле существующих в на-
стоящее время, побочные реакции хлорирования сильно подавле-
ны. Применение нового катализатора и кислорода в процессе окис-
ления этилена в ацетальдегид позволяет значительно увеличить
производительность реакционного узла и обеспечить съем ацеталь-
дегида 15—16 г/л катализаторного раствора против 5—7 г/л при
существующем методе. Это достигается одновременным проведе-
нием реакций образования ацетальдегида и окисления катализа-
торного раствора в одном трубчатом реакторе, что позволяет не-
сколько раз за проход повторить реакции восстановления и окис-
ления ионов меди и тем самым повысить производительность ка-
тализаторного раствора. На рис. 4.6 приведена технологическая
принципиальная схема. Кислород и катализаторный раствор по-
даются в реактор 1. В начальной зоне реактора до точки ввода
этилена катализаторный раствор окисляется; после точки ввода
этилена образование ацетальдегида и окисление катализаторного
раствора происходят одновременно. Из реактора катализаторный
229
Рис. 4.6. Принципиальная технологи-
ческая схема получения ацетальдеги-
да процессом ВНИИОС в присут-
ствии кислорода:
1 — реактор; 2 — отпарная колонна для
отделения продуктов реакции от катализа-
торного раствора; 3 — циркуляционный на-
сос.
раствор совместно с продук-
тами реакции поступает в от-
парную колонну 2, где за счет
снижения давления продукты
реакции и часть воды испаряются и направляются на разделение,
а катализаторный раствор циркуляционным насосом 3 возвра-
щается в реактор на окисление. Конверсия этилена составляет
98 % (масс.), кислорода — 97 % (масс.).
Баланс превращения этилена на исходный этилен приведен
ниже, % (масс.):
Ацетальдегид ....................
Уксусная кислота ................
Диоксид углерода.................
Кротоновый альдегид .............
Хлориды .........................
Высокомолекулярные соединения . .
Двухстадийный Одностадийный
процесс (воздух) (ВНИИОС, кислород)
93 96
1 1,2
3,1 2
0,3 0,1
1,7 0,5
0,9 0,2
С разработкой нового процесса появилась возможность созда-
ния установок большой единичной мощности, 200—250 тыс. т/год
при одновременном упрощении схемы.
При одинаковых габаритах основного оборудования произво-
дительность установки получения ацетальдегида новым методом
более чем в два раза превышает производительность установок
по двухстадийной схеме.
В производстве продуктов на основе ацетальдегида большое
внимание уделяется чистоте исходного сырья. Примеси посторон-
них веществ отрицательно сказываются на технологии получения
уксусной кислоты, уксусного ангидрида, 2-этилгексанола, 2-метил-
5-винилпиридина, бутанола и других производных.
Получение ацетальдегида высокой чистоты ректификацией до-
стигается выделением в виде боковых погонов части ацетальдегида
с примесями кротонового альдегида и хлорорганических соедине-
ний. Требования к качеству ацетальдегида в соответствии а
ГОСТ 9685—77: содержание % (масс.) ацетальдегида не менее
99,7; кротонового альдегида не более 0,07; хлора не более 0,003 и
воды не более 0,15.
В последнее время появились сообщения о получении ацеталь-
дегида окислением природного газа и пропана в присутствии ге-
терогенных каталитических систем. 1
230
Производство ацетона и метилэтилкетона
Подобно этилену другие олефины (пропилен, бутилены, стирол
и др.) в присутствии хлорида палладия в аналогичных условиях
окисляются в соответствующие альдегиды и кетоны. Так, пропи-
лен дает главным образом ацетон с одновременным образованием
пропионового альдегида, н-бутены образуют метилэтилкетон и
н-масляный альдегид, 2-метилпропен — изомасляный альдегид.
Для высших олефинов, таких, как пентены и их гемологи, и для
циклогексена реакция идет аналогичным образом.
Соотношение получаемых продуктов зависит от условий реак-
ции. Из пропилена при проведении процесса при различных тем-
пературах и давлении получаются смеси пропионового альдегида
и ацетона, соотношение которых меняется 1 : 7,2; 1 : 1,2. При окис-
лений н-бутенов получаются смеси масляного альдегида и метил-
этилкетона в соотношении от 1 : 11 до 1 :4,8.
При окислении пропилена и н-бутенов используют такую же
технологическую схему, как для окисления этилена, отличаю-
щуюся только в части разделения продуктов реакции. Как и при
получении ацетальдегида, можно работать по одностадийному или
двухстадийному варианту. При получении ацетона и метилэтилке-
тона удельные затраты на очистку целевых продуктов от побочных
выше, чем при получении ацетальдегида, из-за наличия в исход-
ном сырье более разнообразных примесей и образования большего
количества побочных продуктов. Поэтому в данном случае эконо-
мически выгоднее применение двухстадийного процесса, при кото-
ром достигается более высокая конверсия олефина за проход и
нет рециркуляции, что приводит к повышению производительности
установки по свежему сырью.
Процессы окисления пропилена в ацетон и н-бутенов в метил-
этилкетон ведут при 90—120 °C и 0,9—2 МПа.
На рис. 4.7 представлена двухстадийная схема произ-
водства ацетона или метилэтилкетона. Установка состоит из бло-
ка окисления Л, одинакового для обоих продуктов, и двух разных
блоков разделения: Б — для разделения продуктов окисления про-
пилена и выделения ацетона; В — для разделения продуктов окис-
ления н-бутенов и выделения метилэтилкетона.
Олефинсодержащее сырье поступает в реактор /, где происхо-
дит взаимодействие его с циркулирующим катализаторным рас-
твором. Отработанные газы (инертные примеси в углеводородном
сырье) выводятся из реактора /, а реакционная смесь направ-
ляется в отпарную колонну 2 для отделения целевого продукта —
сырца от катализаторного раствора. Катализаторный раствор из
куба отпарной колонны 2 насосом 3 подается для обработки воз-
духом в регенератор 4, откуда его возвращают в реактор 1.
Продукты окисления пропилена направляются в блок разделе-
ния Б в колонну экстрактивной дистилляции 5, в верхнюю часть
которой подается вода. Сверху из колонны отводятся легкокипя-
щие продукты, направляемые на дальнейшее разделение. Смесь
231
6
с3нв 1
Легкие продукты
Ацетон
Стадия окисления
Тяжелые
продукты
Азеотроп вода-метилэтилкетон
Стадия разделения
Метилэтил-
I кетон
.У3 в
Катализаторный
раствор
Рис. 4.7. Схема дзухстадийного процесса производства ацетона и метилэтилке-
тона. А — блок окисления; Б — блок разделения продуктов окисления пропилена;
В — блок разделения продуктов окисления «-бутенов:
1 — реактор; 2 — отпарная колонна; <3 — насос; 4 — регенератор; 5 — колонна экстрактивной
дистилляции; 6 — колонна для выделения ацетона; 7 — колонна первичной ректификации;
8 — сепаратор; 9 — колонна для отгонки легких продуктов; 10 — контактный аппарат селек-
тивного гидрирования; // — скруббер щелочной промывки; 12 — колонна обезвоживания;
13 — колонна для выделения метилэтилкетона.
5
5
Вода ^тяжелые продукты
Легкие NaOH
продукты
Воздух+НС1
воды, ацетона и высококипящих продуктов из нижней части ко-
лонны 5 поступает г ректификационную колонну 6, в которой
сверху отбирается ацетон, а снизу — вода и высококипящие про-
дукты, направляемые на разделение.
Продукты окисления н-бутенов со стадии окисления подаются
в блок разделения В, в колонну первичной ректификации 7, где
продукты окисления отделяются от воды, выводимой с низа ко-
лонны. Пары продуктов окисления, выходящие сверху из колон-
ны 7, охлаждаются в холодильнике и поступают в сепаратор S, из
которого увлеченная вода возвращается в колонну. Продукты
окисления поступают в колонну 9, где отгоняются легкокипящие
продукты, направляемые на дальнейшее разделение или утилиза-
цию. В кубовом остатке колонны 9 кроме метилэтилкетона содер-
жатся: кротоновый альдегид, н-масляный альдегид и хлорпроиз-
водные. Все эти примеси подвергаются селективному гидрирова-
нию в контактном аппарате 10, и после гидрирования поступают
на щелочную промывку в скруббер 11, с низа которого отводится
отработанная щелочь. Верхний поток из скруббера 11 поступает
в ректификационную колонну 12, в которой отгоняется вода (со-
держащая небольшое количество метилэтилкетона в виде азео-
тропной смеси с водой), возвращаемая в колонну 7. Обезвожен-
ные продукты окисления из нижней части колонны 12 поступают
в ректификационную колонну 13, где в виде верхнего погона по-
лучается метилэтилкетон, а снизу выводятся тяжелые примеси.
232
Ниже приводятся некоторые показатели процессов окисления пропилена в ацетон и «-бутена в метилэтилкетон 92 %-ным кис-
лородом в присутствии хлорида палладия с добавкой хлорной
меди:
Окисление пропилена Окисление н-бутена
Температура, °C 90—120 90—120
Давление, МПа 0,88-1,17 0,88—1,96
Степень превращения олефина, % Выход основных и побочных продуктов, % 99 95
(масс.)
кетон 92-94 85-87
пропионовый альдегид 0,5-1,5 4-6
хлорированные продукты 2—4 4—6
«-масляный альдегид — 4
* диоксид углерода 0,8—1,4 0,5—1
другие побочные продукты Расходные коэффициенты на 1 т целевого про- 0,5—1,5 2-2,5
дукта
водяной пар, т 0,5 0,65
электроэнергия, кВт-ч 40 40
вода на охлаждение, м8 55 50
Процесс получения кетонов прямым окислением олефинов эко-
номически наиболее выгоден. По технико-экономическим расчетам,
относительная себестоимость ацетона, полученного различным^
методами, следующая, %:
Дегидрирование изопропилового спирта .................... 100
Совместно с фенолом (кумольный способ)..................50—60
Прямое окисление пропилена............................... 35
Производство акролеина
Ненасыщенные альдегиды (акролеин и метакролеин) представ-
ляют большой интерес как исходные продукты для получения по-
лимеров и сополимеров с активной функциональной (карбониль-
ной) группой. Кроме того, на их основе могут быть получены дру-
гие акриловые мономеры.
Акролеин в последнее время стал важным техническим про-
дуктом. Разработаны промышленные методы синтеза на его осно-
ве аллилового спирта, акрилонитрила, глицерина и его производ-
ных. Кроме того, значительное количество акролеина расходуется
на производство метионина (аминокислоты, добавка которой в
корм домашней птицы ускоряет ее рост). Акролеин используется
также для получения гексантриола-1,2,6 и глутарового альдегида.
Потенциальными областями применения акролеина и его произ-
водных являются производство полиуретанов, полиэфиров, раз-
личных пластификаторов и химикатов для текстильной промыш-
ленности.
Метакролеин не нашел пока широкого применения ввиду го-
раздо меньшей его доступности, но представляет интерес для хи-
мического синтеза. Из метакролеина могут быть получены мет-
акриловая кислота, металлиловый и многоатомные спирты.
233
Акролеин может быть получен пиролизом диаллилового эфира
(СН2=СНСН2)2О ПИР0ЛИЗ> сн2=снсно + сн2=снсн8
конденсацией формальдегида с ацетальдегидом
НСНО+СНзСНО —> сн2сн2сно ——* сн2=снсно
I —Н2О
ОН
и неполным окислением пропилена:
+ о2
сн2==снсн3 ----> сн2=снсно + Н2о
Аналогичными методами может быть получен метакролеин:
пиролизом ди-0-металлилового эфира, альдольной конденсацией
формальдегида с пропионовым альдегидом и неполным окислением
2-метилпропена (изобутилена).
Метод получения акролеина пиролизом диаллилового эфира
(побочного продукта при получении аллилового спирта из аллил-
хлорида) не получил распространения, так как оказалось, что
выгоднее, наоборот, получать аллиловый спирт из акролеина.
Промышленное производство акролеина, основанное на аль-
дольной конденсации формальдегида с ацетальдегидом, было осу-
ществлено в США в 1955 г. Процесс вели в паровой фазе при
280—330°С над крупнопористым силикагелем, содержащим 10 %
силиката натрия (силикат натрия тормозит смолообразование).
В качестве катализатора рекомендованы также силикат магния,
фосфаты кальция, алюминия и др. Побочными продуктами яв-
ляются кротоновый альдегид, метилформиат, метанол, муравьиная
кислота и небольшие количества газа, состоящего из СО, СО2 и
олефинов. Продукты реакции разделяют методом ректификации.
Акролеин выделяют в виде азеотропной смеси с водой (2,7—3,0 %),
после добавления 0,1 % гидрохинона или другого ингибитора она
выдерживает хранение в течение нескольких лет.
Основным промышленным методом получения акролеина яв-
ляется газофазное каталитическое окисление пропилена. Этот ме-
тод наиболее экономичен и в настоящее время полностью вытес-
нил метод получения акролеина из формальдегида и ацетальде-
гида.
Получение акролеина окислением пропилена
Сырьем для каталитического окисления пропилена в акролеин мо-
жет служить пропилен или пропан-пропиленовая фракция. Углево-
дородное сырье не должно содержать сернистых соединений и
изопропилового спирта, так как они являются ядами для приме-
няемых катализаторов. Нежелательно также присутствие в сырье
2-метилпропена и других высших олефинов, которые при темпе-
ратуре ниже требуемой для окисления пропилена превращаются
в высшие гомологи акролеина. Наличие в сырье предельных угле-
водородов допускается.
234
В качестве окислителя применяют воздух или кислород, раз-
бавленный для снижения взрывоопасности азотом, диоксидом угле-
рода или водяным паром. Разбавление водяным паром препят-
ствует также полимеризации акролеина.
Основными продуктами каталитического окисления пропилена
в газовой фазе являются акролеин, диоксид углерода и вода:
+ о2
СН2=СНСН3 -----► СН2=СНСНО + Н2О
+о2 +о21
1—> зсо2 + ЗН2О ч—1
♦
Кроме того, образуются значительные количества формальде-
гида, ацетальдегида, оксида углерода, органических кислот, раз-
личных карбонильных соединений и относительно небольшие ко-
личества полимеров, которые могут дезактивировать катализатор.
В качестве катализаторов окисления пропилена в акролеин
были исследованы различные типы композиций: оксиды одно- и
двухвалентной меди; смеси различных металлов переменной ва-
лентности или их оксиды; молибдаты, хроматы, сульфаты, фосфо-
молибдаты, ванадаты, алюминаты, силикаты меди, висмута, ко-
бальта и др.
В качестве носителей предлагались карбид кремния, керамика,
пемза, оксид алюминия и др.; в качестве промоторов — иод и
селен.
Первоначально наиболее пригодными для промышленного ис-
пользования оказались катализаторы на основе меди: Си2О, нане-
сенный в количестве 1—2 % на карбид кремния.
Потребность нефтехимии в акрилонитриле, получаемом окисли-
тельным аммонолизом пропилена, привела одновременно к разра-
ботке более эффективных висмутмолибдёновых катализаторов для
получения акролеина окислением пропилена.
В настоящее время наиболее распространенным катализатором
являются молибдаты висмута типа Bi2Mo2O9, Bi2Mo3Oi2, их компо-
зиции с оксидами других металлов, например Bi3FeMo2Oi2, и мно-
гокомпонентные катализаторы, включающие оксиды Fe, W, Те,
Si, Р, Ni, Со, Se и др. Многокомпонентные катализаторы харак-
теризуются повышенной селективностью при малой длительности
контакта и умеренной температуре.
Так, на оксиде одновалентной меди рекомендуется продолжи-
тельность контакта 0,2 с при 370—400°C или ^2 с при 320—
350 °C. На молибдатах применяют более высокую температуру
(400—500°C) при времени контакта 1—2 с. Эти параметры в не^
которой степени зависят от применяемого давления, которое на
разных установках меняется от 0,1 до 1 МПа.
Механизм окисления пропилена в акролеин на твер-
дых внсмутмолибденсодержащих катализаторах подробно был изу-
чен Грассели с сотр. на дейтерированных исходных и промежуточ-
ных продуктах.
235
Окисление пропилена только в присутствии МоО3 протекало
с очень низкой скоростью, а в присутствии Bi2O3 наблюдалось об-
разование 1,5-гексадиена. Это позволило показать, что роль вис-
мута сводится к отрыву водорода, а молибден обеспечивает вве-
дение в молекулу пропилена кислорода. Поэтому для селективного
протекания реакции необходимо наличие бифункционального
активного центра.
Согласно полученным Грассели и другими исследователями
данным окисление пропилена в акролеин протекает по л-аллиль-
ному механизму.
Активным центром, например, катализатора Bi2Mo2O9 является
бифункциональный координационно-ненасыщенный комплекс мо-
либдена (I)
Ниже представлена схема механизма окисления пропилена в
акролеин на висмутмолибденсодержашчх катализаторах:
Активный координационно-ненасыщенный комплекс молибде-
на (I) хемосорбирует пропилен (1а). Затем в результате отрыва
птомом кислорода (связанным с висмутом) водорода от метильной
за
группы хемосорбированного пропилена образуется эт-аллильный
молибденовый комплекс (II) с одновременным восстановлением
висмута до двухвалентного. Далее л-аллильный комплекс II пере-
ходит в неустойчивый о-комплекс III, который распадается на
акролеин и новый координационно-насыщенный комплекс IV с од-
новременным восстановлением молибдена до трехвалентного.
В результате последующего окисления комплекса IV и элимини-
рования молекулы воды образуется исходный комплекс I.
При окислении пропилена в акролеин выделяется около
341 кДж на 1 моль пропилена; конкурирующими являются реакции
полного окисления пропилена в диоксид углерода и воду, причем
энергия активации полного окисления на 25—63 кДж/моль больше.
Технологические особенности процесса. При окислении пропи-
лена в условиях процесса получения акролеина побочно обра-
зуются продукты окисления СО, СО2 и Н2О. Для улучшения се-
лективности процесса выгодна возможно более низкая темпера-
тура, обычно около 350 °C. Реакция полного окисления пропилена
подавляется при недостатке кислорода и незначительном превра-
щении пропилена за проход. При окислении техническим кисло-
родом объемное соотношение пропилен : кислород поддерживается
от 3:1 до 4:1, а при окислении воздухом — пропилен: воздух от
1:0,75 до 1:1. Количество водяного пара в обоих случаях со-
ставляет 2,4—3 объема на 1 объем пропилена. Применение повы-
шенного давления 0,98 МПа способствует увеличению производи-
тельности и уменьшению объема аппаратуры, а также облегчает
выделение непрореагировавшего пропилена и разделение продук-
тов реакции. Во избежание побочных реакций контактные газы по
выходе из реактора подвергаются закалке в скруббере, орошаемом
водой с температурой 20—50°C, подаваемой в таком количестве,
чтобы в нижней части скруббера поддерживалась температура
80—100 °C.
Для выделения акролеина из реакционных газов можно при-
менять в качестве абсорбента воду или жидкий пропилен. При
99,9 %-ном извлечении акролеина пропиленом получается раствор,
содержащий 2,6 % (масс.) акролеина, в то время как при абсорб-
ции водой при 18 МПа и 20 °C раствор содержит 1,7 % (масс.)
акролеина. Тем не менее предпочтительна абсорбция водой.
Сложную смесь органических соединений, содержащуюся в
водном растворе, разделяют ректификацией. Первая стадия раз-
деления — отгонка легких фракций вместе с акролеином. При этом
возможно образование полимеров, которое можно устранить уда-
лением кислорода из водного раствора перед дистилляцией (на-
гревание раствора до 100°C в течение 3 мин при pH 6—7). Ди-
стилляция обескислороженного раствора производится в присут-
ствии ингибиторов полимеризации, например гидрохинона. Отго-
няемый акролеин-сырец содержит акролеина 80—90, ацетальдеги-
да 3—10, воды 2,4—6, пропионового альдегида 0,5—3, ацетона
2—5 и высококипящих продуктов 1—2 % (масс.). Разделение этой
смеси обычной ректификацией затруднено из-за образования азео-
237
тропной смеси акролеина и воды [2—7 % (масс.) воды при ат-
мосферном давлении], а также вследствие близких температур ки-
пения пропионового альдегида (49°C) и акролеина (52,5°C). По-
этому для разделения применяется экстрактивная дистилляция
(экстрагент — вода) при температуре внизу колонны ниже 20°C,
что обеспечивается созданием вакуума. Далее в отпарной колонне
отгоняется 99,4 %-ный акролеин (0,4 % воды и 0,2 % пропионового
альдегида) с выходом более 99 % (масс.).
Технологическое оформление процесса. Существующие техноло-
гические схемы окисления пропилена в акролеин различаются в
основном конструкцией реакторов, зависящей от выбранного про-
цесса (в стационарном, движущемся или псевдоожиженном слое
катализатора) и применением одно- или двухстадийного окисле-
ния пропилена. Схема разделения продуктов реакции и выделения
акролеина практически различается мало.
Для окисления пропилена в акролеин применяют по конструк-
ции различные реакторы, но наибольшее применение нашли кожу-
хотрубные аппараты со стационарным слоем катализатора.
В одностадийном процессе фирмы Montecatini применяют труб-
чатый реактор, через трубки которого проходит реакционная
смесь, а в межтруйном пространстве циркулирует жидкий тепло-
носитель. Трубки реактора с внутренним диаметром 10—12 мм
обычно изготовлены из меди, катализирующей реакцию окисле-
ния. При такой конструкции реактора процесс можно вести при
давлении до 2,5 МПа без разбавления реакционной смеси водя-
ным паром. В качестве окислителя используется кислород, кон-
центрация которого в реакционной смеси составляет 10—20 %
(масс.). Мольное соотношение пропилен : кислород от 4: 1 до 5: 1,
температура 370—400°С, время контакта 0,01—2 с. Разделение
продуктов реакции осуществляется, как описано выше. Получае-
мый акролеин содержит до 0,5 % примесей; с 1 л реакционного
объема получается до 640 г/ч альдегидов и до 480 г/ч акролеина.
Конверсия пропилена за проход 5—8%, селективность 73—77 %.
Выход акролеина на прореагировавший пропилен 60—63 % (масс.).
К преимуществам процесса относится отсутствие дорогостоящего
катализатора, к недостаткам — сравнительно быстрый выход из
строя трубок реактора.
На рис. 4.8 приведена технологическая схема двухстадийного
окисления пропиленом фирмы Shell с использованием двух реак-
торов с разными катализаторами. В обоих реакторах окисление
проводится в стационарном слое катализатора. Смесь свежего и
циркулирующего пропилена под давлением поступает сверху в ре-
актор /. В линию подачи пропилена перед подогревателем 2 по-
даются вода после подогревателя и кислород; в реакторе / про-
пилеи и кислород при движении сверху вниз контактируют с ка-
тализатором (оксид меди на карбиде кремния) при температуре
325—375 °C. Соотношение пропилен : кислород в реакционной сме-
си поддерживается в пределах от 2! 1 до 8 11, давление в реакторе
238
Рис. 4.8. Технологическая схема двухстадийного процесса получения акролеина
окислением пропилена:
1 — первый реактор; 2 — теплообменник; 3, 7 — подогреватели; 4, 9 — холодильники; 5.
13 — газосепараторы; 6, 10 — абсорберы; 8 — второй реактор; 11 — бтпарная колонна; 12
холодильник-конденсатор.
0,8 МПа. При этих условиях не происходит заметного разложения
акролеина.
Продукты реакции выходят снизу реактора 1 и охлаждаются
в теплообменнике 3, а затем в холодильнике 4. Дальнейшее охла-
ждение достигается подачей воды в линию входа продуктов реак-
ции в сепаратор 5, где происходит отделение сконденсировавшихся
продуктов (акролеин, предельные альдегиды, вода) от паров и га-
зов, содержащих непрореагировавший пропилен, следы акролеина
и воды, оксид углерода, азот и в незначительном количестве угле-
водороды. Парогазовую смесь из сепаратора 5 направляют в аб-
сорбер 6, орошаемый водой, и после абсорбции акролеина выхо-
дящий газовый поток делят на две неравные части. Меньший по-
ток обогащают кислородом и возвращают в реактор 1 через тепло-
обменник 2, а в больший поток после подогрева в подогревателе 7
добавляют воздух и направляют его на вторую стадию окисления
в реактор 3, содержащий в качестве катализатора фосфоромолиб-
дат висмута. Скорость подачи воздуха в реакторе 8 должна быть
такой, чтобы мольное соотношение кислород: пропилен находилось
в пределах от 2: 1 до 5: 1. Температура в реакторе 8 поддержи-
вается несколько выше, чем в реакторе 1 (400—475 °C) и регули-
руется температурой нагрева сырьевой смеси в подогревателе 7
и температурой воды, охлаждающей стенки реактора. Давление
в реакторе 8 около 0,74 МПа.
Продукты реакции, выходящие снизу из реактора 3, содержат
акролеин, предельные альдегиды, азот, пары воды и не содержат
заметных количеств непрореагировавшего пропилена. Они прохо-
дят холодильник 9 и поступают в абсорбер 10, орошаемый водой.
Абсорбат из абсорбера 10 вместе с продуктами конденсации из се-
паратора 5 и абсорбатом из абсорбера 6 поступают в отпарную
колонну 11, где акролеин отгоняется от воды. Пары акролеина из
отпарной колонны 11 охлаждаются в холодильнике 12, конденси-
239
руются и поступают в газосепаратор 13, где отделяется жидкая
фаза — акролеин-сырец, часть которого возвращается на орошение,
а остальное направляется на ректификацию. Газы из газосепара-
тора 13 выводятся из системы. Жидкая фаза из нижней части
отпарной колонны 11, содержащая почти одну воду, используется
для орошения абсорберов 6 и 10.
Применение двух реакторов с использованием двух катализа*
торов и различных условий окисления на 1 и 2 стадиях позволяют
обеспечить высокую степень превращения пропилена, а также вы-
сокий выход акролеина благодаря предотвращению его последую-
щего окисления. Выход акролеина 69—70 %, степень превращения
пропилена 95 %.
Производство акрилонитрила окислительным
аммонолизом пропилена
Акрилонитрил (нитрил акриловой кислоты, сокращенно НАК)—
важнейший мономер для производства синтетических волокон,
пленок, каучуков и пластмасс. Мировое производство НАК в
1984 г. составило 4 млн. т. Подавляющая часть производимого
нитрила акриловой кислоты получается окислительным аммоно-
лизом пропилена:
СН2=СН—СНз + NH3 4- 1,5О2 —> СН2=СН—CN + Н2О
Ранее НАК получали на основе этиленоксида и синильной кис-
лоты
Н2С---СН2 + HCN —► CH2CH2CN —► СНг=СН—CN + Н2О
\ / I
О он
или из ацетилена и синильной кислоты
CHsCH + HCN —> СН2=СН—CN
В настоящее время эти методы утратили свое значение.
Преимуществами прямого синтеза акрилонитрила являются
одностадийность процесса, дешевизна и доступность сырья (про-
пилен вместо ацетилена и этиленоксида), низкий расход энергии,
воды, пара (пар генерируется при отводе тепла реакции).
Кроме пропилена в процессе используются аммиак и воздух
или технический кислород. Для разбавления реакционной смеси
подается водяной пар. Процесс ведут при температуре 450—500 °C.
Катализаторами могут служить оксиды молибдена, висмута,
кобальта, ванадия, олова, сурьмы на носителе (гель метакрем-
невой кислоты или корунд).
Наиболее распространенными катализаторами окислительного
аммонолиза являются молибдаты висмута типа Bi2Mo2O9,
Bi2Mo3Oi2 и их композиции с оксидами других металлов, например
Bi3FeMo2Oi2, многокомпонентные катализаторы, включающие Fe,
W, Те, Si; Tl, Р, Mo, Fe, Bi, Ni, Со; Tl, Р, Mo, Fe, Bi, Ni, Mg и дру-
гие. Многокомпонентное катализаторы характеризуются повышен-
240
ной активностью. Применяются также катализаторы на основе
олова и сурьмы, урана и сурьмы.
Пропилен, используемый в процессе, не должен содержать сер-
нистых соединений, отравляющих катализатор, а также метана и
непредельных углеводородов (метан дает синильную кислоту, оле-
фины образуют другие нитрилы).
В процессе окислительного аммонолиза пропилена протекают
следующие основные (1) и побочные (2) — (5) реакции:
СзНб + 1,5О2 + NH3 —> СН2=СН—CN + ЗН2О (1)
* СН3СН=СН2 + 2О2 + 2NH3 —> CH3CN + HCN + 4Н2О (2)
СН3СН=СН2 4-0,5О2 + NH3 —> CH3CN + СН4 + Н2О (3)
СН3СН==СН2 4-О2 —> СН2=СНСНО 4-Н2О (4)
СН3СН=СН2 4- 4,5О2 —> ЗСО24-ЗН2О (5)
Таким образом, побочные продукты реакции — синильная кис-
лота, ацетонитрил, метан, диоксид углерода, акролеин. Кроме
того, образуется некоторое количество полимеров и следы альде-
гидов.
Как показали исследования, в отсутствие кислорода основным
продуктом взаимодействия пропилена с аммиаком под действием
металлов переменной валентности является ацетонитрил. И лишь
в присутствии кислорода или кислородсодержащих производных
пропилена (в частности, акролеина) образуется акрилонитрил.
Предложен ряд механизмов образования акрилонитрила. Раз-
личные механизмы отличаются, в первую очередь, представления-
ми о путях образования акрилонитрила и других нитрилов. Со-
гласно первому представлению, промежуточными продуктами ре-
акции являются акролеин и другие альдегиды, согласно второму,
акрилонитрил и акролеин образуются параллельно.
В механизме, предложенном Марголис с сотр., промежуточ-
ными продуктами реакции при окислительном аммонолизе пропи-
лена являются соответствующие альдегиды — акролеин, ацеталь-
дегид и формальдегид, которые образуются через промежуточное
соединение аллильного типа, причем все эти соединения возни-
кают на одних и тех же активных центрах поверхности катали-
затора.
Диоксид углерода может образоваться как из продуктов окис-
ления, так и по самостоятельному пути.
Упрощенный механизм образования НАК и побочных нитрилов
можно представить следующей схемой:
NH3
НСНО ----> HCN
о2 nh8
СН2=СН—СН3 ----* СН2=СН— СНО ----* СН2=СН— CN
NH3
СН.-СНО ----► СН8—CN
241
Рис. 4.9. Влияние температуры на процесс
окислительного аммонолиза пропилена. А —
превращение пропилена в акрилонитрил,
Б — общая степень превращения пропилена.
Основанием для такого механиз-
ма является тот факт, что при взаи-
модействии альдегидов с аммиаком
образуются нитрилы.
Согласно этому механизму, ли-
митирующей стадией в синтезе ни-
трилов является окисление пропи-
лена в альдегиды. Значения кажу-
щейся энергии активации и кон-
станты скорости реакции окисле-
ния пропилена и суммарного про-
цесса образования нитрилов прак-
тически одинаковы.
Позднее, на основе анализа
многочисленных литературных дан-
ных, Грассели с соавт. предложили
другой механизм окислительного аммонолиза пропилена на вис-
мутмолибденовых катализаторах, подтвержденный специальными
экспериментами, в которых использовали дейтерированные про-
межуточные продукты. Согласно представлениям этих авторов,
окисление пропилена в акролеин и окислительный аммонолиз про-
текают параллельно по одному и тому же л-аллильному меха-
низму. Активным центром является координационно-ненасыщен-
ное соединение молибдена
При присоединении аммиака к активному центру (I) также
образуется координационно-ненасыщенное соединение, которое хе-
мосорбирует пропилен. В обеих реакциях далее образуется л-ал-
лильный молибденовый комплекс, возникающий за счет отрыва
атома водорода кислородом, связанным с висмутом. Эта стадия
является лимитирующей. Таким образом, роль Bi сводится к от-
рыву водорода, а роль Мо к вводу в молекулу олефина кисло-
рода или аммиака, следовательно, для селективного протекания
реакции требуется наличие бифункционального активного центра.
Ниже приведен механизм окислительного аммонолиза пропи-
лена.
Как видно из схемы, аммиак образует координационно-ненасы-
щенное соединение с молибденом (II), восстанавливая Мо. Послед-
нее хемосорбирует пропилен и переходит в л-аллильный комплекс
III за счет отрыва атома водорода кислородом, связанным с вис-
242
ХВ1 ,Мо=О +
Х0—
I
2NH3
лн
XBi /Mo=NH + 2Н2О
+сн3— сн=сн2
СН2'' • 'СН2
ОН • хттт
♦ I • S
•Вк ^Mo=NH
0 ХО—
ч-
III
тг-комплекс
(Г-комплекс
+ NH8
3-иминопропенмолибде-
новый комплекс
мутом. Далее л-аллильный комплекс переходит в о-комплекс IV,
который отщепляет аммиак, образуя 3-иминопропен молибденовый
комплекс V. После окисления комплекса V в соединение VI от-
щепляется НАК, а Мо вновь окисляется в первоначальное состоя-
ние I с отщеплением воды.
Не исключено, что работают оба приведенных механизма и
НАК образуется как непосредственно, так и через промежуточный
продукт акролеин.
Процесс окислительного аммонолиза ведут при высоких тем-
пературах. Влияние температуры на конверсию пропилена и се-
лективность процесса показано на рис. 4.9. Из рисунка видно, что
оптимальная температура находится в интервале 450—500°C.
Разбавление сырьевой смеси водяным паром благоприятно
влияет на процесс окислительного аммонолиза.
243
Данные о влиянии соотношения реагентов на процесс окисли-
тельного аммонолиза пропилена показывают, что в интервале
мольных соотношений кислород: пропилен от 1,5:1 до 3: 1 кон-
центрация кислорода не влияет на процесс (нулевой порядок по
кислороду). При более низких концентрациях кислорода (соот-
ношение кислород: пропилен меньше 1,5:1) активность катализа-
тора снижается, что объясняется частичным восстановлением окси-
дов до более низкой валентности.
Изменение мольного соотношения аммиак: пропилен в преде-
лах от 1 : 1 до 0,3: 1 не влияет на процесс. При дальнейшем умень-
шении концентрации аммиака снижается выход акрилонитрила и
синильной кислоты и возрастает выход акролеина и других кисло-
родсодержащих продуктов.
При соотношениях реагентов, применяемых в промышленных
условиях (см. ниже), реакция окислительного аммонолиза про-
пилена имеет первый порядок по пропилену и нулевой по кисло-
роду и аммиаку.
Суммарная скорость превращения пропилена описывается урав-
нением
= *Рс8нв
где k — константа скорости реакции; Рс3нв парциальное давление пропилена.
Константа скорости реакции зависит от типа применяемого ка-
тализатора и равна:
при отсутствии фосфора в катализаторе
67 000
k — 2,8 • 108е
при наличии фосфора
76 000
Л = 8,0-10®е RT
Рекомендуемые условия процесса:
Температура, °C..................... .... 450
Давление, МПа............................ 0,3
Объемная скорость подачи газовой смеси, ч-1 . 500—600
Мольное соотношение компонентов.......... Близкое к стехиометрическо-
му (С3Н6: NH3 : О2 : Н2О =
= 1 :0,7: 1,7:3)
Чистота пропилена, % (масс.)............. Более 90
В этих условиях конверсия пропилена составляет 60 % и более
при селективности до 75 %.
На современных многокомпонентных высокоактивных катализа-
торах конверсия пропилена достигает 80—90 % при селективности
80—85 %. При такой конверсии пропилена можно обойтись без
рециркуляции непрореагировавшего пропилена, что упрощает
процесс.
Технологическое оформление процесса. Сырьевая смесь содер-
жит кислород и в отсутствие катализатора может самовоспла-
244
меняться*. Поэтому ее рекомендуется нагревать перед подачей
в реактор не более чем до 160—200 °C.
Реакция образования акрилонитрила идет с выделением боль-
шого количества тепла 14700 кДж/кг. Вследствие этого в процессе
окислительного аммонолиза очень большое значение имеет отвод
тепла и обеспечение изотермичности. При перегревах в зоне реак-
ции резко снижается селективность процесса и происходит даль-
нейшее повышение температуры вследствие полного окисления
акролеина с образованием диоксида углерода и воды.
Окислительный аммонолиз пропилена может проводиться в
трубчатом реакторе со стационарным слоем катализатора или в
псевдоожиженном слое.
В трубчатом реакторе процесс можно вести только в
трубках малого диаметра (20—30 мм). В качестве охлаждающего
агента применяется нитрит-нитратный расплав или кипящая вода.
В трубках диаметром более 30 мм возможны местные перегревы,
что связано с недостаточно быстрым отводом тепла по сечению
трубки. Трубчатые реакторы обладают ограниченной производи-
тельностью, вследствие чего процесс удобнее вести в псевдоожи-
женном слое.
В псевдоожиженном слое легче обеспечить изотермич-
ность процесса и организовать отвод тепла. Однако селективность
процесса в псевдоожиженном слое снижается вследствие внутри-
реакторного перемешивания и проскока газовых пузырей.
Согласно работам, проведенным во ВНИИОлефине, причиной
снижения скорости реакции в псевдоожиженном слое является
главным образом проскок газовых пузырей и в меньшей степени
внутриреакторное перемешивание. Секционирование реактора ре-
шетками провального типа позволяет приблизить показатели про-
цесса к полученным в реакторе идеального вытеснения.
При проведении процесса окислительного аммонолиза в реак-
торе с псевдоожиженным слоем тепло реакции можно отводить
погруженными в псевдоожиженный слой змеевиками, охлаждае-
мыми изнутри испаряющейся под давлением водой.
В промышленности преимущественно используют реакторы с
псевдоожиженным слоем.
Принципиальная схема производства акрилонитрила окисли-
тельным аммонолизом пропилена с псевдоожиженным слоем ката-
лизатора приведена на рис. 4.10.
Согласно схеме, пропилен, воздух и аммиак поступают в реак-
тор 1 с псевдоожиженным слоем катализатора. Температура в реак-
торе до 510°С, давление до 0,3 МПа. Тепло реакции отводится при
помощи охлаждающих змеевиков с циркулирующей под давлением
водой, которая испаряется. Контактный газ поступает в абсорбер
2, где поглощаются все органические вещества, кроме непрореаги-
ровавшего пропилена и метана. Водный раствор поступает на
* По различным данным, температура самовоспламенения смеси составляет
270—420 °C. При повышении давления эта температура понижается.
245
Рис. 4.10. Принципиальная схема производства акрилонитрила окислительным
аммонолизом пропилена в реакторе с псевдоожиженным слоем катализатора:
/ — реактор; 2 — абсорбер; 3 — колонна отделения акрилонитрила от ацетонитрила; 4 —
колонна выделения ацетонитрила; 5 — колонна отделения синильной кислоты; 6 — колонна
товарного акрилонитрила.
дистилляцию. В колонне 3 акрилонитрил отделяется от ацетони-
трила, который отгоняется от воды и тяжелых примесей в колон-
не 4. Акрилонитрил-сырец отделяется от синильной кислоты в
колонне 5, а от тяжелых компонентов — в колонне 6.
В действительности технологическая схема производства акри-
лонитрила значительно сложнее, чем изображено на рис. 4.10. Для
исключения возможности горения непрореагировавшего пропилена
контактный газ подвергают закалке при температуре до 250 °C.
Перед абсорбцией газ нейтрализуют серной кислотой во избежа-
ние полимеризации акрилонитрила под воздействием аммиака. Вы-
деление акрилонитрила осуществляется методом экстрактивной
дистилляции с использованием воды в качестве экстрагента. Ацето-
нитрил остается в растворе экстрагента, а акрилонитрил отгоняется
в виде азеотропной смеси с водой, которая после конденсации рас-
слаивается. Влажный акрилонитрил подвергается азеотропной
осушке и затем отделяется ректификацией от высококипящих
примесей, что позволяет получать продукт чистотой 98%. При-
мерно по такой же схеме выделяется ацетонитрил, причем он от-
деляется не только от воды и полимеров, но также и от следов
акрилонитрила.
ОКИСЛЕНИЕ НЕНАСЫЩЕННЫХ УГЛЕВОДОРОДОВ В КИСЛОТЫ
И ИХ ПРОИЗВОДНЫЕ
В последние годы реализованы промышленные процессы получе-
ния низших кислот (насыщенных и ненасыщенных) и их производ-
ных (виниловых эфиров, ангидридов) окислением низших ненасы-
щенных углеводородов. Так, окислением этилена в уксусной кис-
лоте получается винилацетат, окислением пропилена получается
246
акриловая кислота и в среде уксусной кислоты — аллилпцстпт;
окислением «-бутенов получаются уксусная кислота и малеиновый
ангидрид.
Производство винилацетата
Винилацетат — один из многотоннажных нефтехимических продук-
тов. Он применяется для получения поливинилацетатных эмульсий
и клеев, поливинилового спирта, полиацеталей, в производстве со-
полимеров с акрилатами и с винилхлоридом.
На протяжении почти 40 лет винилацетат вырабатывался глав-
ным образом из ацетилена и уксусной кислоты:
НС=СН + СНзСООН —> СН2=СНОСОСНз
В 1960 г. Моисеев и Сыркин открыли реакцию получения винил-
ацетата окислением этилена в присутствии хлорида палладия и
уксусной кислоты. Промышленное внедрение этого процесса позво-
ляет вместо ацетилена использовать в качестве сырья более деше-
вый этилен. В настоящее время процесс получения винилацетата
окислением этилена в среде уксусной кислоты разработан в двух
вариантах: гомогенно-каталитический процесс в жидкой фазе в
присутствии растворимого катализатора (хлорид палладия в окис-
лительно-восстановительных системах) и гетерогенно-каталитиче-
ский процесс в газовой фазе в присутствии твердого металличе-
ского катализатора.
Окисление этилена в винилацетат в присутствии уксусной кис-
лоты и растворимого катализатора. Этот процесс во многом анало-
гичен процессу получения ацетальдегида из этилена.
Как известно, при пропускании олефина через раствор хлорида
палладия в карбоновой кислоте непредельный углеводород абсор-
бируется с образованием комплекса с хлоридом палладия *. Од-
нако дальше реакция обычно не идет. Советские ученые показали,
что если в растворе хлорида палладия в уксусной кислоте будет
присутствовать катион щелочного металла (К, Li, Na), то при про-
пускании этилена образуется винилацетат:
PdCl2 + CH3COONa
СН2=СН2 + СНзСООН ----------------> СН2=СНОСОСН3 + Pd + 2НС1
В катализатор вводится хлорид двухвалентной меди для пре-
вращения металлического палладия в хлорид:
Pd + 2CuC12 —> PdCl2 + 2CuCl
2CuCl + 0,5O2 + 2HC1 —> 2CuC12 + H2O
Непрерывность процесса обеспечивается одновременной или
попеременной подачей в реакционную массу этилена и воздуха.
* На способности раствора хлорида палладия в карбоновой кислоте абсор- '
бировать непредельные углеводороды основано выделение непредельных углево-
дородов из газовой смеси; при повышенных температурах непредельный углево-
дород может быть десорбирован из раствора.
247
При получении винилацетата окислением этилена в присутствии
растворимого катализатора в жидкой фазе в качестве побочных
продуктов образуются этилидендиацетат, ацетальдегид, хлорпро-
изводные, щавелевая кислота, небольшие количества сложных
эфиров (например, бутенилацетат, гликольдиацетат, метилацетат)
и незначительное количество муравьиной кислоты. Небольшая
часть этилена (3—7%) окисляется до диоксида углерода.
Этилидендиацетат представляет собой продукт дальнейшего
взаимодействия винилацетата с уксусной кислотой:
СН2=СНОСОСНз + СНзСООН —► СН3СН(ОСОСН8)2
Ацетальдегид образуется в результате взаимодействия этилено-
вого комплекса хлорида палладия с водой и при гидролизе винил-
ацетата:
+ 2НаЭ
2C2H4-2PdCl2 -----* 2СН3СНО + 2Pd + 4НС1
+ н2О
СН2=СНОСОСН3 --------► СНзСНО + СНзСООН
Вода всегда присутствует в растворе, так как образуется в про-
цессе окисления и вводится с исходными реагентами.
Степень превращения этилена за проход ограничивается кон-
центрацией кислорода, которая не должна превышать верхнего
предела взрываемости этилен-кислородной смеси при применяемых
температуре и давлении. Так, при 130°C и общем давлении 3 МПа
верхний предел взрываемости лежит при концентрации этилена
94,5%, т. е. максимальная концентрация кислорода составляет
5,5%. При слишком низком содержании кислорода в циркулирую-
щем газе возможно выпадение хлорида одновалентной меди в
осадок.
Во избежание гидролиза винилацетата в ацетальдегид допусти-
мая концентрация воды в реакционной зоне составляет 4—10 %
(масс.) от общего количества реагентов.
Повышение температуры также вызывает усиленное образова-
ние ацетальдегида вследствие ускорения гидролиза образующегося
винилацетата. Оптимальная область температур для промышлен-
ного осуществления процесса лежит в пределах 100—130 °C.
Гидролизу винилацетата в ацетальдегид благоприятствует так-
же увеличение продолжительности реакции и содержания палла-
дия в растворе катализатора. Продолжительность реакции опре-
деляется двумя факторами: эффективностью катализатора в усло-
виях процесса и относительным количеством циркулирующего газа.
Содержание ионов палладия в растворе катализатора должно
составлять 30—50 мг/л (примерно в 10 раз меньше, чем при син-
тезе ацетальдегида). Увеличение концентрации ионов палладия
сверх указанной величины повышает активность катализатора в
реакциях образования винилацетата и ацетальдегида, а также вы-
зывает усиление димеризации этилена с образованием бутенов.
Содержание ионов меди в растворе катализатора, требуемое
для образования окислительно-восстановительной системы, при
синтезе винилацетата ниже, чем при синтезе ацетальдегида.
248
Кроме окислительно-восстановительной системы в катализа-
торном растворе необходимо наличие ионов хлора и щелочного
металла. Так как ионы хлора в процессе реакции расходуются на
образование побочных продуктов, то их восполняют непрерывной
или периодической подачей хлорида щелочного металла или хлор-
^одорода. Наиболее предпочтительны в этом случае соли щелоч-
ных металлов, особенно хлорид лития.
Повышение общего давления до 3 МПа вызывает увеличение
выхода винилацетата и снижение выхода этилидендиацетата. Даль-
нейшее повышение давления практически не оказывает влияния.
Существенное значение имеет парциальное давление этилена.
Так, если при парциальном давлении этилена 0,98 МПа и общем
давлении 2,8 МПа получается 0,58 моль/ч винилацетата, то при
повышении парциального давления этилена до 2,6 МПа при том же
общем давлении выход винилацетата увеличивается до 0,88 моль/ч.
Повышенное парциальное давление этилена способствует раство-
рению этилена в жидкой фазе, что приводит к увеличению скорости
реакции, но в то же время влечет за собой трудности, связанные
с необходимостью быстрого удаления винилацетата из реакцион-
ной зоны.
При добавлении в раствор уксусной кислоты таких соединений,
как мочевина, амиды и др., образование этилидендиацетата значи-
тельно снижается. Так, например, замена 50—60 % уксусной кис-
лоты Ы,М-диметилбензамидом в одних и тех же условиях реакции
приводит к снижению выхода этилидендиацетата с 23 до 0,6 %
(считая на прореагировавший этилен). При этом выход ацетальде-
гида понижается с 64 до 18,2 %, а выход винилацетата повышается
с 7,6 до 41,4%. Количество указанных добавок может составить
5—80 % от общего количества уксусной кислоты.
В промышленности наибольшее распространение получил газо-
фазный процесс производства винилацетата окислением этилена на
твердом металлическом катализаторе (0,1—0,2 % палладия на
оксиде алюминия или силикагеле). Палладий можно частично (на
10—70 % от его общего количества) заменять другими металлами.
В циркулирующую уксусную кислоту добавляют ацетат щелочного
металла. Обычно процесс проводят в реакторе со стационарным
слоем катализатора, но можно проводить его и в движущемся или
псевдоожиженном слое катализатора. Выход винилацетата в сред-
нем составляет 150—200 кг/ч на 1 л катализатора:
Реакция протекает с высокой селективностью практически без
образования побочных продуктов (0,5—2 % ацетальдегида) и по-
лимеров (0,5—2%), что упрощает и облегчает разделение реак-
ционной смеси и очистку винилацетата. Незначительное образова-
ние ацетальдегида объясняется малой скоростью гидролиза в усло-
виях газофазного процесса из-за низкой концентрации паров воды.
При использовании металлического катализатора процесс мож-
но вести как при атмосферном, так и при повышенном давлении.
В промышленных условиях процесс осуществляется при 160 °C
и 0,6 МПа пропусканием этилена, паров уксусной кислоты кисло-
24JV
Рис. 4.11. Технологическая схема процесса производства винилацетата в присут-
ствии металлического катализатора:
/ — реактор; 2, 2'— холодильники; 3 — компрессор; 4 — газосепаратор; 5 — абсорбер; 6, в —
десорберы; 7 — скруббер; 9 — колонна азеотропной дистилляции; 10 — отстойник; 11 — ко*
лонна для выделения товарного винилацетата; 12 — колонна для выделения уксусной кис*
лоты.
рода через слой катализатора (5—15 м) в вертикальном реакторе,
охлаждаемом испаряющейся водой. Применяется нисходящий по-
ток сырья. Превращение за один проход составляет 10—15 %
(масс.) по этилену, 15—30 % (масс.) по уксусной кислоте и 60—
90 % (масс.) по кислороду.
Технологическая схема процесса представлена на рис. 4.11. Све-
жий этилен, кислород, уксусная кислота и циркуляционные газы
(этилен, кислород) вводятся в вертикальный трубчатый реактор 1.
Трубы реактора заполнены катализатором, в межтрубном про-
странстве циркулирует горячая вода. На выходе из реактора для
закалки подается холодная вода. Далее продукты реакции охлаж-
даются в холодильнике 2 до 0 °C и конденсат отделяется от газов
в сепараторе 4. Несконденсировавшиеся газы после сжатия ком-
прессором 3 подаются на абсорбцию пропиленгликолем при ком-
натной температуре в абсорбер 5. Газы, выходящие из абсорбера
и содержащие непрореагировавший этилен и СО2, подвергаются
очистке от диоксида углерода в скруббере 7, орошаемом горячим
раствором соды, с последующим выделением диоксида углерода в
десорбере 8. Этилен, отделенный от СО2, возвращается в реактор
на окисление. Обычно содержание кислорода в циркуляционном
газе значительно меньше 5 % (об.). Поэтому после его смешения
со свежим этиленом добавляют свежий кислород.
Абсорбированный в абсорбере 5 винилацетат вместе с неболь-
шим количеством уксусной кислоты отгоняется от пропиленгликоля
в десорбере 6 и после охлаждения и конденсации паров в холо-
дильнике 2' вместе с жидкими продуктами реакции, выделенными
250
в сепараторе 4, направляется в ректификационную колонну 9.
В колонне 9 отгоняются легкие продукты, винилацетат н подл;
отгон поступает в отстойник 10, где вода и органические продуй ii.i
разделяются на две фазы. Органический слой поступает в ректи-
фикационную колонну 11, в которой отгоняются небольшие коли-
чества низкокипящих компонентов (главным образом, ацетальде-
гид и вода), в остатке остаются тяжелые примеси, а чистый винил-
ацетат отбирается как боковой погон. Остаток из колонны 9
направляется в колонну 12, с верха которой отгоняется рецирку-
лирующая уксусная кислота, а с низа отбирается незначительное
количество высококипящих побочных продуктов.
К преимуществам данного процесса относятся его высокая се-
лективность и чистота винилацетата.
Окислением других непредельных углеводородов в присутствии
хлорида палладия в среде различных карбоновых кислот можно
получать непредельные эфиры соответствующих карбоновых кис-
лот. Так, описано превращение пропилена в жидкой фазе в при-
сутствии хлорида палладия и окислительно-восстановительной си-
стемы в аллилацетат, изопропенил- и н-пропенилацетат.
Хлорид палладия является не только катализатором превраще-
ния непредельных углеводородных соединений в эфиры, но и ка-
тализатором перевинилирования. С этой целью смесь винилацетата
и высшей карбоновой кислоты (эфир которой трудно получить из
этилена) нагревают в присутствии хлорида палладия.
Производство акриловой кислоты
Акриловая кислота и ее сложные эфиры применяются для произ-
водства акриловых волокон, лакокрасочных покрытий, клеев, вспо-
могательных материалов для текстильной, бумажной и кожевен-
ной промышленности.
Благодаря совершенствованию старых методов получения акри-
латов и созданию новых методов синтеза акриловой кислоты на
основе пропилена потребление этих продуктов быстро растет. Наи-
большее значение имеет метилакрилат. Например, в Японии во-
локна из сополимеров метилакрилата составляют около половины
всех вырабатываемых химических волокон.
В настоящее время акриловая кислота и ее эфиры получаются
в промышленных масштабах следующими методами: циангидрин-
ный, процесс Реппе, кетенный, акрилонитрильный и окисление про-
пилена.
Наиболее старый циангидринный метод, осуществленный в про-
мышленности в 1927 г., состоит в дегидратации, гидролизе и этери-
фикации этиленциангидрина в присутствии концентрированной
серной кислоты. Этиленциангидрин получают, в свою очередь, из
этиленоксида и цианистого водорода:
+HCN +ROH «
н2с—сн2 --------> ch2ch2cn > ch^chcoor + nh4hso4
к / | Н2ЬО4
О ОН
251
В Советском Союзе этим методом получают метил- и бутил-
акрилаты. Вследствие проведения реакции в присутствии избытка
серной кислоты получается большое количество отходов.
По процессу Реппе акриловая кислота получается из ацетилена,
оксида углерода и воды по реакции
CtaCH + со + Н2О —► сн2=снсоон
Оксид углерода реагирует в виде карбонила никеля в присут-
ствии соляной кислоты:
4СН=СН + Ni(CO)4 + 2НС1 + 4Н2О —> 4СН2=СНСООН + NiCl2 + Н2
Образующийся хлорид никеля после обработки аммиаком и ок-
сидом углерода вновь превращается в карбонил никеля:
+ 6NH3 +5СО; + 2Н2О
NiCl2 -----►- Ni(NH3)eCl2 -------►
—> Ni(CO)4 + 2NH3 + 2NH4C1 + (NH4)2CO8
Процесс проводят в одном аппарате при 10 МПа и большом
избытке оксида углерода.
Существенные недостатки процесса Реппе: низкая скорость
реакции регенерации, частичное разложение образующегося кар-
бонила никеля, значительная сложность работы с ацетиленом.
В Советском Союзе этот метод не применяется.
Кетенный метод основан на взаимодействии кетена, получае-
мого пиролизом ацетона или уксусной кислоты в присутствии три-
этилфосфата с формальдегидом. Под действием хлорида алюминия
кетен образует с формальдегидом 0-пропиолактон
А1С1з СН2—со
СН2=С=О + СН2О ----> I I
сн2—о
который в присутствии серной кислоты дает акриловую кислоту
или (со спиртами) акрилаты:
СН2—СО h2so4
| | + ROH -------CH2=CHCOOR + Н2О
сн2—о
|h2so4
сн2=снсоон
Этот метод также не нашел в Советском Союзе применения.
Акрилонитрильный метод основан на превращении акрилони-
трила в присутствии серной кислоты в соль иминоэфира, гидролиз
которой дает акрилаты:
+ H2SO4 -ь Н2О
CH2=CHCN+ROH ---------> CH2=CHC=NH H2SO4 ------->
I
OR
—► CHa=CHCOOR + (NH4)HSO4
268
В последнее время во многих странах получил распространение
значительно более экономичный метод синтеза акриловой кислот
и ее эфиров прямым окислением пропилена.
Окисление пропилена в акриловую кислоту. Прямое окисление
пропилена в акриловую кислоту осуществляется в присутствии
многокомпонентных катализаторов различного состава, содержа-
щих в основном Mo, Bi, Со, Те, Р.
Реакция окисления пропилена в акриловую кислоту протекает
через стадию образования акролеина:
+ 0,5О2 + 0,5О2
сн2=снсн3 ——сн2==снсно ------------сн2=снсоон
—Н2О
и сопровождается выделением большого количества тепла
595 кДж/моль. В качестве побочных продуктов образуются ацет-
альдегид, уксусная кислота, ацетон, моно- и диоксид углерода.
Окисление пропилена в акриловую кислоту можно осуществ-
лять: одностадийным процессом, при котором обе реакции окисле-
ния протекают в одном реакторе на одном и том же катализаторе,
и двухстадийным процессом, условия и катализаторы которого
обусловливают образование на первой стадии акролеина и на вто-
рой акриловой кислоты. Одностадийный процесс требует меньших
капитальных затрат, но выход акриловой кислоты меньше, чем при
двухстадийном. Кроме того, в двухстадийном процессе легче осу-
ществляется отвод тепла и благодаря возможности раздельного
регулирования температурного режима в двух реакторах можно
варьировать соотношение между выходами акролеина и акриловой
кислоты в зависимости от потребности в каждом из этих продуктов.
Окисление пропилена в акриловую кислоту обычно ведут воз-
духом в присутствии водяного пара, применение которого позво-
ляет повысить концентрацию пропилена в газовой смеси за счет
сужения пределов взрываемости пропилен-воздушной смеси, облег-
чает регулирование температуры в реакторах (с водяным паром
отводится часть тепла реакции) и препятствует протеканию побоч-
ных реакций полимеризации и отложения кокса на катализаторе.
Однако из-за наличия в реакционной смеси водяного пара акрило-
вая кислота получается в виде 5—30 %-ного водного раствора, со-
держащего уксусную кислоту в количестве 5—15 % от массы
акриловой. Концентрирование такого раствора сопряжено со зна-
чительными трудностями.
Выход акриловой кислоты при одностадийном процессе состав-
ляет 35 % (масс.) в расчете на пропущенный пропилен.
На рис. 4.12 приведена принципиальная схема двухстадийного
окисления пропилена в акриловую кислоту. Окисление на первой
стадии проводят при 330—370°C на катализаторе, содержащем
молибден, висмут, ванадий, железо. Пропилен, воздух, водяной
пар в соотношении 1 :7: 12 поступают в реактор /, где происходит
окисление пропилена частично в акриловую кислоту, частично в
акролеин. Продукты реакции без выделения акриловой кислоты
направляются на доокисление акролеина в реактор 5, куда вво-
253
Рис. 4.12. Технологическая схема двухстадийного процесса окисления пропилена
в акриловую кислоту:
/ — реактор первой стадии окисления; 2, 2'— котлы утилизаторы; 3 —реактор второй ста*
дии окисления; 4— абсорбер; 5 — экстрактор; 6 — колонна регенерации растворителя; 7 —
колонна выделения сырой акриловой кислоты; 8 — колонна товарной акриловой кислоты.
дится дополнительное количество воздуха и водяного пара. До-
окисление проводится при 250—300 °C на катализаторе, содержа-
щем молибден и ванадий. Продукты окисления из реактора 3 по-
ступают в абсорбер 4, орошаемый водой. Непоглощенные газы из
абсорбера могут быть возвращены в процесс. Поглощенные про-
дукты реакции направляются в экстрактор 5, в верхнюю часть
которого поступает экстрагент. Сверху из экстрактора 5 выводится
экстракт (раствор акриловой кислоты в экстрагенте), из которого
в колонне 7 отгоняется экстрагент, возвращаемый в экстрактор 5.
Рафинат (водный раствор с примесью органических веществ и
экстрагента) снизу экстрактора 5 направляется на регенерацию
экстрагента в колонну 6 с последующим возвращением в цикл.
Снизу колонны 7 выводится сырая акриловая кислота, направляе-
мая в колонну 8, где сверху отгоняются низкокипящие продукты,
а снизу отбирается товарная акриловая кислота, направляемая на
этерификацию. Выход акриловой кислоты «80 % (масс.) в расчете
на взятый пропилен.
Тепло реакции утилизируется в котлах-утилизаторах 2 для по-
лучения пара.
Производство уксусной кислоты окислением я-бутенов
В последние годы в промышленности осуществлено окисление «-бу-
тенов в уксусную кислоту. Процесс разработан фирмой Bayer и
отличается высокой селективностью. Селективность окисления до-
стигается путем ослабления центральной связи бутеновой цепочки
при превращении смеси «-бутенов во втор-бутилацетат. При окис-
лительном крекинге втор-бутилацетата образуется три молекулы
уксусной кислоты, одна из которых возвращается в цикл для обра-
зования ацетата:
СН2=СНСН2СН3 — । + снзСоон +2О2
> СН3СН2СНСН3 -► ЗСНзСООН
сн3сн=снсн3 — 1------------------------------I
ОСОСНэ
254
Сырьем для такого процесса служит смесь «-бутенов.
Из фракции С4 газов пиролиза извлекают (обычно экстрак-
цией) бутадиен и 2-метилпропен. Остаток состоит из н-бученои
(~80%) и «-бутана (20%). При непосредственном окислении
этой фракции получается сложная смесь продуктов, содержащая
много смолистых веществ. Превращение же «-бутенов во втор-
бутилацетат создает условия для преимущественного образования
уксусной кислоты.
Бутен-1 реагирует с уксусной кислотой быстрее, чем бутен-2,
поэтому последний составляет основную массу «-бутенов, возвра-
щаемых в цикл. Для ускорения процесса присоединения к олефину
уксусной кислоты ее берут в полуторном избытке.
Схема производства уксусной кислоты через втор-бутилацетат
показана на рис. 4.13.
Процесс состоит из трех стадий: образования втор-бутилацета-
та, окислительного крекинга втор-бутилацетата, дистилляции про-
дуктов реакции.
Первая стадия — присоединение уксусной кислоты к «-бу-
тенам проводится в жидкой фазе в реакторе 1 с мешалкой при
ПО °C и 1,5—2 МПа. Катализатор (анионообменная смола) вво-
Рис. 4.13. Схема производства уксусной кислоты окислением «-бутенов:
/ — реактор; 2, 8', 14, 20 — газосепараторы; 3 — центрифуга; 4 — колонна с фильтрующей
насадкой; 5 — ректификационная колонна; 6 — циркуляционный насос; 6' — сырьевой насос
стадии окисления; 7, 12 — теплообменники; 8 — реактор окислительного крекинга; 8' — се-
паратор реактора; 9 — котел-утилизатор; 10 — скруббер; // — печь; 13 — компрессор; 15 —
колонна азеогроппой дистилляции; 16, /7 — отстойники; 18 — испаритель; 19 — колонна вы-
деления муравьиной кислоты; 21 — колонна товарной уксусной кислоты.
255
дится в реактор в виде 20 %-ной суспензии в продуктах реакции
этой стадии. Концентрация катализатора поддерживается на уров-
не 10 % (масс.), что достигается рециркуляцией с добавлением све-
жего катализатора. Продукты реакции после снижения давления
до 0,7 МПа и разделения в газосепараторе 2 поступают на центри-
фугу 3, где происходит отделение катализатора, и, пройдя через
колонну с фильтрующей насадкой 4, поступают в ректификацион-
ную колонну 5 (давление 0,5 МПа). В колонне 5 отгоняются не-
прореагировавшие углеводороды С4, а снизу отбирается смесь втор-
бутилацетата и уксусной кислоты, направляемая на окислитель-
ный крекинг.
Сырьем для окислительного крекинга являются:
смесь втор-бутилацетата и уксусной кислоты с первой стадии,
смесь непревращенного втор-бутилацетата и промежуточных про-
дуктов (верхний погон после азеотропной дистилляции) (см. ниже).
Эта смесь вместе с рециркулирующим потоком через теплообмен-
ник 7 подается в реактор 8 окислительного крекинга, представляю-
щий собой безнасадочную колонну, имеющую в верхней части
сепаратор S'. Воздух нагнетается компрессором 13 через сопла
в нижнюю часть реактора 8. Окислительный крекинг проводят без
катализатора при 200°C и 6 МПа. Так как отношение циркулирую-
щее сырье: свежее сырье выше 100: 1, температура в реакторе по-
вышается за счет тепла реакции не более чем на 10 °C.
Продукты реакции из реактора 8 поступают в сепаратор 8'.
Несконденсировавшийся газ из сепаратора 8' проходит котел-ути-
лизатор 9 и после снижения давления поступает в скруббер /0,
орошаемый уксусной кислотой для извлечения продуктов реакции.
Отходящий газ из скруббера 10 сжигается в печи 11 (температура
400°C), а горячие топочные газы используются для нагрева в теп-
лообменнике 12 отработанного газа и для привода воздушного
компрессора 13 (за счет энергии, получаемой при расширении
отработанного газа).
Жидкие продукты реакции из сепаратора S', инжектируемые
воздухом, подаваемым в реактор S, частично возвращаются в цикл.
Основной поток продуктов реакции охлаждается в теплообменнике
7 и после дросселирования поступает в сепаратор 14 для отделе-
ния растворенных газов.
Сырая уксусная кислота по выходе из сепаратора 14 смешива-
ется с уксусной кислотой из скруббера 10 и поступает в колонну
азеотропной перегонки 15. Сверху из колонны 15 отводится азео-
тропная смесь втор-бутилацетата— вода совместно с летучими
продуктами, поступающая после конденсации в отстойники 16 и 17.
Непрореагировавший втор-бутилацетат и летучие продукты из от-
стойника 17 возвращаются в реактор S, а водная фаза — в колонну
15. Выходящая снизу из колонны 15 уксусная кислота отгоняется
в испарителе 18 от присутствующих в небольшом количестве вы-
сококипящих примесей и поступает для удаления муравьиной кис-
лоты в ректификационную колонну 19. Муравьиная кислота по
возможности используется или сжигается в печи И.
266
I.
Окончательная очистка уксусной кислоты иронию
дится в ректификационной колонне 2/, кубовый остаток ко юрой
возвращают в испаритель 18. Часть уксусной кислоты из колоши»!
19 без окончательной очистки направляют в скруббер 10 для про-
мывки реакционных газов и в реактор 1 для связывания н-бутенов
во втор-бутилацетат.
Товарная уксусная кислота содержит 99,7 % основного продукта
и очень мало примесей (0,01 % муравьиной кислоты, 0,0003"%
ацетальдегида 0,0001 % железа и серы). На 1 т товарной уксусной
кислоты расходуется 1,260 т бутан-бутеновой фракции с содержа-
нием 84,4 % н-бутенов. Выход уксусной кислоты за проход состав-
ляет 44 % от пропущенных н-бутенов.
Окислением н-бутенов в последние годы в промышленности
стали получать малеиновый ангидрид, который раньше полу-
чался исключительно окислением бензола. Малеиновый ангидрид
широко используется в производстве полимеров, фармацевтиче-
ских препаратов, присадок, сельскохозяйственных химикатов
и т. д.
Окисление осуществляют в газовой фазе на твердом ванадий-
фосфорсодержащем катализаторе, промотпрованпом добавками
меди, лития и др.
Выход малеинового ангидрида составляет 55 % (мол.)\
ГЛАВА 5
ПРОИЗВОДСТВО КИСЛОРОДСОДЕРЖАЩИХ ПРОДУКТОВ
ОКИСЛЕНИЕМ АРОМАТИЧЕСКИХ И НАФТЕНОВЫХ
УГЛЕВОДОРОДОВ
Окислением ароматических углеводородов в настоящее время по-
лучают значительное число различных многотоннажных продуктов,
таких, как фенол, крезолы, ароматические кетоны, малеиновый и
фталевый ангидриды, одно-, двух- и многоосновные ароматические
кислоты.
Окисление ароматических углеводородов проводят как в газо-
вой (паровой), так и в жидкой фазе. Методом газофазного катали-
тического окисления (деструктивное окисление) получают в основ-
ном малеиновый, фталевый и пиромеллитовый ангидриды. В жид-
кой фазе проводят окисление этилбензола и втор-алкилбензолов в
гидропероксиды, дающие при разложении фенолы и алифатические
кетоны; окислением метилбензолов и н-алкилбензолов получают
карбонильные соединения и особенно ароматические кислоты. В по-
следнее время большое значение приобретает окислительный ам-
монолиз алкилароматических углеводородов с целью получения
моно- и динитрилов, далее восстанавливаемых в соответствующие
амины.
9 Зак. 534
257
ГАЗОФАЗНОЕ ОКИСЛЕНИЕ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ
Малеиновый и фталевый ангидриды, а также пиромеллитовый ди-
ангидрид получают газофазным окислением кислородом воздуха
соответствующих ароматических углеводородов на ванадиевых ка-
тализаторах как чистых, так и нанесенных на твердые носители и
модифицированных различными активирующими добавками. Осо-
бенно часто используют ванадий-калий-сульфатно-силикагелевый
катализатор. В промышленности реализованы методы активации
его озоном и диоксидом серы.
Побочными продуктами реакции являются соответствующие
n-хиноны и алифатические кислоты, но главной побочной реакцией
является полное окисление до диоксида углерода и воды. Малеино-
вый и фталевый ангидриды образуются также при газофазном
окислении метилбепзолов, метилнафталппов, фенантрена и других
углеводородов с конденсированными ядрами.
В последнее время для синтеза термостойких полимеров типа
полиимидов большое значение приобрел пиромеллитовый диан-
гидрид. Его получают газофазным окислением дурола над оксидом
пятивалентного ванадия с выходом до 50 %:
Используют также метод жидкофазного окисления полиметил-
бензолов до пиромеллитовой кислоты с последующим превраще-
нием ее в пиромеллитовый диангидрид.
Газофазным окислением аценафтена, выделяемого из каменно-
угольной смолы, получают нафталевый ангидрид'.
+ 2,5О2
--------►
В отличие от большинства процессов окисления углеводородов
ввиду сравнительной стойкости ангидридов к дальнейшему окисле-
нию, обусловленной стабильностью их циклической структуры, ре-
акцию проводят до почти полной конверсии углеводородов. Про-
цесс осуществляется при большом избытке воздуха, что улучшает
отвод тепла и обеспечивает концентрацию углеводородов в реак-
ционной смеси меньше нижнего предела взрываемости.
Производство малеинового и фталевого ангидридов
Малеиновый ангидрид является ценным нефтехимическим полу-
продуктом, используемым в производстве алкидных смол, поли-
258
эфиров, фумаровой кислоты, тетрагидрофурана, инсектннп/кш и и
ряде других производств.
Фталевый ангидрид является исходным сырьем для получения
алкидных полимеров поликонденсацией его с глицерином, пента-
эритритом и другими многоатомными спиртами. Эфиры С4—С8
спиртов и фталевой кислоты используется в качестве пластифика-
торов полимерных материалов, а метиловые и этиловые эфиры —
как препараты против кровесосущих насекомых. Фталевый ангид-
рид в незначительных количествах используется для производства
красителей.
Газофазным гетерогенно-каталитическим процессом окисления
бензола и углеводородов фракции С4 получают малеиновый ан-
гидрид
+ 4,5О2
—2Н2О; —2СО2 С\
+ 3,5О2
а окислением нафталина и о-ксилола — фталевый ангидрид:
Типичными катализаторами для этих процессов являются ком-
позиции на основе оксида пятивалентного ванадия, к которым до-
бавляют различные оксиды (вольфрама, молибдена, титана, фос-
фора), а также сульфаты и фосфаты, повышающие активность и
селективность катализатора. Каталитические системы, применяе-
мые для окисления углеводородов фракции С4, состоят в основном
из оксидов ванадия и фосфора и еще содержат различные модифи-
цирующие добавки (соли лития, калия, кальция, кобальта, кадмия,
ниобия, меди, вольфрама и др.). Активность и селективность систем
V2O5—Р2О5 существенно зависит от способа приготовления катали-
затора.
Механизм гетерогенно-каталитического окисления бензола
(нафталина) в соответствующий ангидрид включает сорбцию кис-
лорода на поверхности контакта по иону переходного металла ка-
тализатора и сорбцию углеводорода на окисленной поверхности
катализатора.
При сорбции кислорода металл поставляет электроны, окис-
ляясь при этом до высшего валентного состояния, и переводит
адсорбированный кислород в состояние ион-радикала:
+ о2
Ме”+ ---->- Меп+1—О—О.
СМ
В результате совместного действия кислорода и углеводорода
ионы металла часто находятся в разных валентных состояниях,
и в среднем валентность металла соответствует некоторой дроб-
ной величине. Так, ион ванадия при окислении нафталина возду-
хом имеет среднюю валентность ~4,3 вместо 5 в оксиде пятива-
лентного ванадия.
Видимо, состояние иона металла определяется окислительно-
восстановительными свойствами среды и зависит от соотношения
кислорода и углеводорода, от наличия водяных паров и т. д.
При этом в начальный период работы катализатор постепенно
формируется в состояние, стабильное для данных условий синтеза,
а изменение условий может изменить его активность и селектив-
ность.
Углеводород сначала сорбируется по ион-радикалу кислорода,
а затем взаимодействует с ним с образованием промежуточных и
конечных продуктов окисления. Так, например, реакция окисления
бензола в малеиновый ангидрид идет через промежуточное образо-
вание хинона:
Me 00* +
Образование малеинового ангидрида из бутенов, на основании
кинетических данных, в основном идет через образование фурана
и очень незначительная часть через кротоновый альдегид:
+ о2 нс---сн + о2 нссоон
Н2С=СНСН2СН3----> Н2С=СННС=СН2---> || || ---> || --->
. ~н2 J НС СН НССООН “Н2О
* * I \ /
+ О2 фуран
Н3СНС=СНСН3
-> Н3СНС=СНСНО
Н3СНС=СНСООН
О2
со2
Побочными продуктами окисления являются оксид- и диоксид
углерода, уксусная кислота, ацетальдегид и др. При использова-
нии н-бутана, схема образования малеинового ангидрида та же,
но первой стадией, видимо, является образование н-бутенов.
Образование фталевого ангидрида как из нафталина, так и из
о-ксилола идет через ряд промежуточных соединений, с парал*
260
дельным и последовательным образованием побочных продуктов,
т. е. в общем виде:
+ °2 целевой + °2
RH >- продукт W2 СО2 + Н2О
|+ O2(W3)|
Энергия активации реакции при гетерогенно-каталитиче-
ском окислении ароматических углеводородов составляет
— 105 кДж/моль, а реакции полного окисления —155 кДж/моль.
Поэтому подавление параллельной реакции полного окисления за
счет варьирования соотношения реагентов обычно оказывается не-
возможным; определяющую роль играет температура, которую
обычно поддерживают в узком интервале. Понижение темпера-
туры повышает селективность окисления. Скорость реакции окис-
ления бензола в малеиновый ангидрид и нафталина во фталевый
ангидрид имеет первый порядок по кислороду и от нулевого до
первого по ароматическому углеводороду (в зависимости от соот-
ношения реагентов) и тормозится образующимися ангидридами:
причем из-за большой величины их адсорбционных коэффициен-
тов иногда можно пренебречь единицей в знаменателе.
Знание констант скоростей реакции позволяет определить диф-
ференциальную селективность (ср) по целевому продукту:
~ l-(W.(PnpoA/PRH)
Ф 1+^зМ1
Ввиду последовательности окисления целевого продукта в про-
дукты полного окисления, селективность падает с увеличением
конверсии углеводорода. Поэтому существует какая-то оптималь-
ная степень конверсии, которую регулируют временем контакта
или проводят окисление при недостатке кислорода.
Технология получения малеинового ангидрида. Бензол яв-
ляется одним из наиболее стойких углеводородов по отношению
к окислительному действию кислорода, поэтому для его окисления
требуется применение высоких температур и катализатора.
Лучшими катализаторами окисления бензола являются смеси
оксидов ванадия и молибдена на широкопористом оксиде алюми-
ния, модифицированные оксидами фосфора, титана, бора.
Окисление бензола в малеиновый ангидрид обычно проводят
при следующих условиях:
Температура, °C ............................ 380/350—450
Давление.................................... Атмосферное
Концентрация бензола в исходной смеси, % (об.) 0,6—1,6
Продолжительность контактирования, с. ... 0,1—0,2
В промышленности известно большое число процессов полу-
чения малеинового ангидрида из бензола.
261
Водяной пар
Рис. 5.1. Технологическая схема производства малеинового ангидрида газофаз-
ным окислением бензола:
/ — теплообменник; 2 — холодильник; 3 — контактный аппарат (реактор); 4 — котел-утили-
аатор; 5 — сепаратор; 6 — скруббер; 7 — дегидратор; 8 — емкость для малеинового ангид-
рида-сырца; 9—ректификационная колонна; 10 — конденсатор-холодильник.
Различия в технологических схемах относятся главным обра-
зом к способам выделения и очистки малеинового ангидрида, ста-
дия окисления бензола практически одинакова.
Окисление проводят в газовой фазе на стационарном слое ка-
тализатора при массовом соотношении бензол: воздух, равном
1 :25—30. Избыток воздуха по сравнению с теоретическим предот-
вращает возможное образование взрывоопасных смесей, способ-
ствует сохранению активности катализатора, так как активный
оксид ванадия (V) может восстанавливаться в неактивный оксид
ванадия (IV). Вследствие большого разбавления реакционной сме-
си воздухом концентрация продуктов реакции невелика, и обычно
в реакционном газе содержится (% об.):
Малеиновый ангидрид ... 1 Диоксид углерода......... 5—9
Кислород ...............8—9 Азот ....................75—80
Технологическая схема процесса окисления бензола в малеи-
новый ангидрид представлена на рис. 5.1.
Бензол высокой чистоты проходит испаритель (на схеме не по-
казан) и смешивается с воздухом. Смесь нагревается в теплооб-
меннике /, а затем поступает в трубчатый реактор 5, где происхо-
дит контактирование с катализатором. С помощью циркулирую-
щего между трубами расплава солей (нитрит-нитратная смесь) *
отводят тепло реакции, которое используют для получения пара
высокого давления.
Выходящие из реактора газы проходят три ступени охлажде-
ния. На первой ступени (котел-утилизатор 4) получают водяной
пар. Второй ступенью служит теплообменник 1 для подогрева
сырьевой паровоздушной смеси. На третьей ступени продукты ре-
акции охлаждаются в холодильнике 2 теплой водой (чтобы пред-
* Обычно применяют нитрит-нитратную тройную смесь, состоящюу из 40 %
NaNO2, 7% NaNO3 и 53 % KNO3. При атмосферном чав-ении такие смеси можно
применять до 550—580 °C, так как температура их кипения около 680 С
(т. пл. 140°C).
26?
Отвратить забивание холодильника твердым малеиновым апгпд
ридом). Далее реакционные газы проходят через каплеотбойник
(на схеме не показан) для улавливания смолистого конденсата,
разделяются в сепараторе 5 и поступают в орошаемый водой
скруббер 6, где улавливается малеиновый ангидрид, а затем по-
ступают в дегидратор 7. Благодаря тщательному регулированию
рабочих условий в дегидраторе 7 при дегидратации лишь неболь-
шое количество малеиновой кислоты превращается в изомерную
фумаровую кислоту. Сырой малеиновый ангидрид из нижней ча-
сти скруббера 5 и дегидратора 7 направляют в емкость S, а оттуда
в ректификационную колонну 9 для окончательной очистки. Гото-
вый малеиновый ангидрид гранулируют, упаковывают и отгру-
жают потребителям.
Выход малеинового ангидрида 65—70 % (масс.).
Технологические схемы получения малеинового ангидрида из
«-бутенов и «-бутана практически не отличаются от вышеприве-
денной.
Переменными параметрами процесса являются: концентрация
углеводородов в сырьевом газе, температура в реакторе и время
контакта. Условия окисления «-бутенов и «-бутана в малеиновый
ангидрид следующие:
н-Бутены н-Бутан
Температура, °C ... . 380(350—400) 500
Давление, МПа .... 0,18—0,35 Атм.
Катализатор ........ Мо—V—Р на силикагеле Fe—V2O5—Р2О5 на алю-
мосиликате
Процесс окисления бутан-бутиленовой фракции осуществляют
в двух вариантах: над стационарным и в псевдоожиженном слое
катализатора.
В промышленных условиях фракцию углеводородов С4 смеши-
вают перед реактором с воздухом (концентрация С4 0,3—1,0 %) и
подают в реактор. Процесс окисления проводится в интервале
температур 350—500 °C при атмосферном или несколько повышен-
ном давлении. Контактные газы после охлаждения направляют в
абсорбционную колонну, где из них органическим растворителем
извлекают малеиновый ангидрид. Малеиновый ангидрид отгоняют
от растворителя и очищают ректификацией. По сравнению с обыч-
ной технологией основными преимуществами этого процесса (при-
менение органического растворителя) являются: высокие степень
очистки и выход малеинового ангидрида (около 60 % против
45%). Однако при получении малеинового ангидрида из фракции
углеводородов С4 образуется ряд агрессивных побочных продуктов
(в том числе уксусная кислота). В связи с этим технологическое
оборудование выполняется из аустсиитовой нержавеющей стали.
В табл. 5.1 приведены некоторые показатели процессов полу-
чения малеинового ангидрида.
’Каким образом, себестоимость малеинового ангидрида по-
лучаемого окислением «-бутана в псевдоожиженном слое
263
Таблица 5.1. Технико-экономические показатели процессов получения
малеинового ангидрида
11оказа гель Окисление бензола Окисление н-бутенов Окисление н-бутана в псевдо- ожиженном слое катализатора
в стацио- нарном слое катализатора в псевдо- ожиженном слое катализатора
Расход сырья, т на 1 т ма- 1,29 1,45 1,31 1.15
леинового ангидрида
Стоимость сырья, %
бензол 100 — —— —
«-бутены — 180 180 —
«-бутан — — — 65
Вспомогательный материал, % 100 48 68 65
Энергетические затраты, % 100 170 71 71
Себестоимость малеинового 100 108 91 43
ангидрида, %
катализатора значительно ниже, чем себестоимость малеинового
ангидрида, производимого другими методами.
Технология получения фталевого ангидрида. Традиционным
сырьем для получения фталевого ангидрида (ФА) парофазным
процессом окисления являлся нафталин коксохимического и неф-
тяного происхождения. В последнее время более 5 % вырабаты-
ваемого фталевого ангидрида получают из о-ксилола.
Использование о-ксилола позволяет значительно повысить эко-
номическую эффективность процесса и высвободить значительное
количество нафталина для других целей (термостойкие синтети-
ческие волокна, красители, инсектициды и др.).
В продуктах реакции наряду с фталевым ангидридом всегда
содержатся п-нафтохинон, бензойная кислота, малеиновый ангид-
рид, диоксид углерода и вода.
Окисляют как один нефтехимический нафталин, так и смеси
нафталина с метилнафталинами и другими примесями, получае-
мыми на коксохимических предприятиях. Содержание до 10—15 %
метилнафталинов несколько повышает выход целевого продукта,
производительность катализатора возрастает на 10—13 % и сни-
жается образование нафтохинона. Это объясняется тем, что сор-
бирующийся на катализаторе нафталин тормозит деструктивное
окисление метилнафталинов, а метилнафталины в определенной
степени тормозят образование .нафтохинона, повышая тем самым
селективность окисления нафталина. Аналогичный эффект имеет
место при окислении смесей нафталина и о-ксилола (в соотноше-
нии 8:2).
Получение фталевого ангидрида в промышленности в СССР и
за рубежом базируется в основном на парофазном окислении наф-
талина или о-ксилола в стационарном слое катализатора. В за-
рубежной промышленности широкое распространение также по-
лучили процессы с использованием псевдоожиженного слоя ката-
264
лизатора, но интерес к ним в последние годы снизился из за б<>
лее низкой селективности, а также из-за того, что созданы мошные
конверторы с неподвижным слоем катализатора.
Окисление нафталина или о-ксилола проводят как на оксиде
ванадия(V), плавленом или нанесенном на инертный носитель, так
и на сложном ванадий-калий-сульфатно-силикагелевом (ВКСС)
катализаторе. Так, при окислении нафталина получены следующие
данные:
Оксид ванадия(У) ВКСС
Производительность, г/(кг-ч) ...................... 275 50—60
Температура реакции, °C.......................... 420—450 370^-400
Степень превращения, % (моль)
фталевый ангидрид . . 74,5 87—91
1,4-нафтохинон ................................ 3,4 1,0—2,5
малеиновый ангидрид............................. 1,9 2,8—3,3
оксид и диоксид углерода....................... 10,8 2,0—4,1
Благодаря высокой селективности в промышленности преимуще-
ственно используется катализатор ВКСС. В некоторых случаях
для сохранения активности катализатора в сырьевую шихту до-
бавляют серу (0,1—0,2%) в виде диоксида серы. В промышлен-
ности окисление нафталина и о-ксилола проводят при следующих
условиях:
Температура, °C..............................
Давление, МПа................................
Время контакта, с............................
Выход ФА
т на 1 т сырья............................
% мол.....................................
Соотношение воздух : углеводород.............
Нафталин о-Ксилол
385—400 350—370
0,098 0,098
1,5 4—5
1,00-1,05 1,05-1,1
70-80 65-70
18:1—25:1 18: 1—20: 1
Отечественный катализатор КФК обеспечивает выход фтале-
вого ангидрида 73—75 % (мол.), процесс проводится при 380—
390 °C.
Наибольший выход фталевого ангидрида из о-ксилола
[86,2 % (мол.)] получен на катализаторе состава
Sb2O3: К2О : V2O5 = 6:2:2,6 на диоксиде титана.
Технологическая схема процесса производства фталевого ан-
гидрида окислением нафталина или о-ксилола представлена на
рис. 5.2.
Очищенный и сжатый до 0,5—0,7 МПа нагретый до 140—160 °C
воздух подают в испаритель /, туда же поступает нафталин (о-кси-
лол). Смесь паров нафталина или о-ксилола, пройдя теплообмен-
ник 2, поступает в реактор 3 с вертикальными трубами, заполнен-
ными катализатором. Расплав солей (нитрит-нитратпая смесь) от-
водит тепло. Тепло реакции используется для получения пара вы-
сокого давления в котле-утилизаторе 4.
Выходящие из реактора продукты окисления, содержащие пары
фталевого ангидрида, охлаждаются сначала в котле-утилизаторе 4,
затем в теплообменнике 2, где тепло используется для предвари-
тельного нагрева исходной сырьевой смеси, и, в заключение, в
265
Рис. 5.2. Технологическая схема производства фталевого ангидрида газофазным
окислением нафталина или о-ксилола:
1 — испаритель; 2 — теплообменник; 3 — реактор; 4 — котел-утилизатор; 5 — холодильник;
6, 6' — попеременно переключаемые конденсаторы; 7 — емкость фталевого ангидрида-сырца;
8 — колонна предварительной очистки фталевого ангидрида; 9 — ректификационная колонна
выделения легких примесей; 10 — ректификационная колонна выделения товарного фтале-
вого ангидрида.
водяном холодильнике 5 до температуры, на несколько градусов
превышающей температуру конденсации фталевого ангидрида
(ФА).
После охлаждения продукты реакции проходят через один из
двух, поочередно переключаемых конденсаторов с оребренными
трубами специальной конструкции 6 или 6'; сырой ФА, отлагаю-
щийся на поверхностях конденсаторов, периодически выплавляют
и спускают в приемную емкость 7. Выходящие из конденсатора 6
{6') газы после водяной промывки или сжигании выбрасываются.
Продукты окисления проходят через один конденсатор 6, во вто-
ром (отключенном) конденсаторе 6' расплавляют закристаллизо-
вавшийся фталевый ангидрид, откуда расплав выводят в ем-
Катали-
гатор --------
Возвратный
о-ксилол *
слой
Эфирный
возвратный
\метанол
воздух
о-Ксилол
Вода
водный слой ангидрид
Фталевая кислота
r\Q- Нетилтолиилат„
Фталевый
вода
о-метил-
тошатч
Л
5
9
11
метанол
Возвратная смесь о-метилтолуи-
лата и фталида
Смолы на
сжигание
Рис. 5.3. Принципиальная технологическая схема получения фталевого ангидрида
жидкофазным окислением о-ксилола:
/—аппарат для приготовления катализатора; 2 — реактор; 3 — гидрата гор; 4 — экстрактор
для промывки о-ксилолом; 5 — кристаллизатор; 6 — дегидрататор; 7, 9, 10 — ректификаци-
онные колонны; 8 — этерификатор; // — промежуточная емкость.
266
кЬсть 7. Сырой ФА предварительно очищают при атмосферном
или пониженном давлении в колонне предварительной очистки 8
и направляют в две вакуумные колонны 9 и 10. В колонне 9 про-
исходит удаление низкокипящих (легкие) примесей, а в колонне 10
высококипящих (тяжелых) примесей. ФА выделяется в виде ди-
стиллята с верха колонны 10.
Очищенный продукт может выпускаться в чешуйчатом или гра-
нулированном виде. Он должен отвечать следующим требованиям:
содержание фталевого ангидрида не менее 99,8—99,9 %, малеино-
вого ангидрида — не более 0,05 % и бензойной кислоты — до
0,05 %.
Из 100 кг нафталина получают 94—98 кг, а из 100 кг о-ксилола
105—109 кг ФА.
Во ВНИИОС (СССР) разработан новый способ получения
фталевого ангидрида жидкофазным окислением смеси о-ксилола
и метилового эфира о-толуиловой кислоты.
Реакция окисления протекает с высокой скоростью. Так, за
0,5 ч 55 % о-ксилола и 25 % эфира окисляются соответственно
в толуиловую кислоту и фталевый ангидрид.
Принципиальная схема получения фталевого ангидрида жид-
кофазным процессом по способу ВНИИОС представлена на
рис. 5.3.
Совместное окисление о-ксилола и о-метилтолуилата произво-
дится кислородом воздуха в барботажном реакторе 2, куда по-
даются сжатый воздух и раствор катализатора; оксидат в гидра-
торе 3 при 100—105 °C и небольшом избыточном давлении под-
вергается гидролизу водой, поступающей из кристаллизатора 5
и дегидратора 6.
Для извлечения о-толуиловой кислоты и фталида полученный
водный раствор о-фталевой кислоты подвергается экстракции
о-ксилолом в экстракторе 4 с вибрационной насадкой. В вакуум-
ном кристаллизаторе 5 выделяется о-фталевая кислота, которая
проходит гидроциклон (на схеме не указан) и в виде концентри-
рованной суспензии поступает в дегидратор-плавитель 6, где пре-
вращается во фталевый ангидрид. Расплавленный ангидрид че-
шуируется на вальцовых кристаллизаторах. Полученный при
гидролизе в гидраторе 3 эфирный слой направляется на ректифи-
кацию в колонну 7, сверху отбирают возвратные о-ксилол и
267
Таблица 5 2. Показатели парофазного и жидкофазного способов получения
фталевого ангидрида
Показаiсап Жидкофазный Парофазный
Расход о-ксилола, т на 1 т ФА 0,82 0,95
Выход фталевого ангидрида, % (мол.) 89 75
Удельные капитальные затраты, руб/т 180 710
Расход электроэнергии, кВт/ч 320,5 750
Цеховая себестоимость, % 100 160
о-метилтолуилат, которые подают в аппарат 1 на приготовление
катализатора. Остаток из колонны 7, содержащий о-толуиловую
кислоту, поступает в этерпфикатор 8 па этерификацию метанолом.
Этерификация проводится при 230 °C и давлении 2,5 МПа.
Из этерификатора 8 реакционная масса направляется на рек-
тификацию в колонну 9, сверху колонны отгоняется метанол, ко-
торый возвращают в этерификатор S, продукт колонны 9 посту-
пает в ректификационную колонну 10, где сверху выделяется
о-метилтолуилат, направляемый через емкость 11 на приготовле-
ние катализатора в аппарат 1. Кубовый остаток колонны 10 на-
правляется на сжигание.
Один реактор жидкофазного окисления диаметром 3,4 м и вы-
сотой 9,3 м обеспечивает получение 100 тыс. т фталевого ангид-
рида в год, что в 3 раза превышает производительность самого
мощного реактора парофазного окисления (табл. 5.2).
Из приведенных сравнительных данных видно, что жидкофаз-
ный процесс получения фталевого ангидрида представляет опре-
деленный интерес.
ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ АЛКИЛАРОМАТИЧЕСКИХ
УГЛЕВОДОРОДОВ
Жидкофазное окисление алкилбензолов проводят либо с целью
синтеза устойчивых гидропероксидов алкилбензолов, либо для по-
лучения ароматических кислот. В первом случае радикально-цеп-
ной процесс инициируется гидропероксидами (для сокращения ин-
дукционного периода), во втором — окисление проводят в присут-
ствии солей металлов переменной валентности (чаще — кобальта,
реже — марганца).
Гидропероксиды алкилбензолов имеют самостоятельное значе-
ние как инициаторы радикально-цепной полимеризации, а также
служат промежуточными соединениями при получении ценных
продуктов в результате их разложения.
При разложении гидропероксидов под действием радикалов
или температуры образуются ароматические кетоны и алифатиче-
ские спирты, под действием кислот — фенолы и алифатические ке-
268
тоны, под действием щелочей — стирол и его гомологи:
А1к'
I
АгСООН
I
А1к"
t или А1к-
--------> ArCOAlk" + Alk'OH
------> АгОН + Alk'COAlk"
Aik'
он- |
------> Ar—С—ОН + 0,5О2
I
Aik"
ArC=CH2
I
Aik"
—н2о —н2о
АгС=СНА1к'"
А1к'
(А1к' = СНз)
(А1к' > СНз)
При получении устойчивых гидропероксидов окислением алкил-
бензолов образуются побочные продукты (за счет частичного раз-
ложения гидропероксидов), являющиеся большей частью ингиби-
торами процесса, причем количество этих примесей зависит от глу-
бины превращения алкилбепзола. Поэтому глубину окисления
обычно ограничивают: для трет-алкнлбензолов она составляет
25—30 %, а для вторичных—10—15 %. На образование побочных
продуктов существенное влияние оказывает температура: чем она
выше, тем меньше выход гидропероксида (в расчете на прореаги-
ровавший углеводород) и больше побочных продуктов. В то же
время при низкой температуре недостаточна скорость окисления.
При окислении алкилбензолов в соответствующие гидропероксиды
начальная температура окисления поддерживается на уровне
120—130 °C. По мере накопления гидропероксидов в реакционной
смеси температуру снижают, и конечная температура обычно бы-
вает около 105—108°С.
При окислении алкилбензолов в присутствии солевых катали-
заторов характер образующихся конечных продуктов окисления
зависит от строения исходного углеводорода. При окислении ме-
тилбензолов образуются ароматические кислоты, а при окислении
других алкилбензолов — кетоны.
Процесс жидкофазного окисления ароматических углеводоро-
дов применяется главным образом для получения фенолов, сти-
рола, кислот — бензойной, терефталевой и пиромеллитовой. Окис-
лительные методы получения фенолов в последние годы приоб-
рели большое значение. Жидкофазным окислением изопропилбен-
зола с последующим кислотным разложением образующегося гид-
ропероксида получают фенол и ацетон. Из втор-бутилбензола ана-
логичным путем получаются фенол и метилэтилкетон из п- и
м-цимолов — и- и Jt-крезолы. Из и- и ж-диизопропилбензолов по-
лучают гидрохинон и резорцин, а из нзопропилнафталина —
Р-нафтол.
Эти реакции открыли новые пути производства разнообразных,
ранее труднополучаемых фенолов.
269
Как было изложено выше, механизм жидкофазного гомоген-
ного раднкальио-цспного окисления состоит из стадий зарождения,
продолжения, обрыва и вырожденного разветвления цепи:
RH
+ о.,
—ноо.
+ о2 +RH I—> R0-4-0H*
R. ----> R02- —* ROOH —I
I—> RO. + ROO.4-H2O
Жидкофазное окисление алкилароматических углеводородов с
целью получения кислот обычно осуществляется в присутствии
растворимых солей металлов переменной валентности в качестве
катализаторов для сокращения индукционного периода в началь-
ный момент окисления и ускорения последующих стадий окис-
ления.
Индукционный период окисления сокращается за счет образо-
вания радикалов при взаимодействии кислорода с катализатором:
Ме2+ + 02 —► Ме3+—О—О*
Ускорение процесса окисления происходит в результате образо-
вания дополнительного количества радикалов за счет ускорения
разложения гидропероксидов солями металлов переменной валент-
ности (ацетаты, нафтенаты, стеараты и ацетилацетонаты кобальта,
марганца и др.):
ROOH + Ме(ОАс)2 —> R0 • + НОМе(ОАс)2
Кроме того, образование радикалов может происходить за счет
взаимодействия гидропероксидов, промежуточных продуктов окис-
ления и даже углеводородов с высшей валентной формой катали-
затора:
ROOH + Me3+ —> R00 • + Ме2++ Н+
RH + Me3+ —► R • + Ме2++ Н+
Однако соли металлов в низшем валентном состоянии могут
быть и ингибиторами реакций окисления, что объясняют их реак-
цией с пероксидными радикалами, например:
R00 • + Ме2+ —> RCOO" + Ме3+
Вследствие этого индукционный период, который обычно сокра-
щается при добавлении таких солей, может вновь возрасти при по-
вышении их концентрации (рис. 5.4), в то время как с солями
металлов в высшем валентном состоянии его длительность непре-
рывно падает с увеличением концентрации соли. Однако катали-
тическая роль металлов переменной валентности преобладает над
их ингибирующей функцией, что и обусловливает успешное их при-
менение при жидкофазном окислении.
В образовании продуктов жидкофазного окисления все более
важную роль отводят реакциям радикалов с ионами металлов
катализаторов — это реакции обрыва цепи. Однако при достаточно
быстрой стадии регенерации катализатора реакции радикалов с
ионами оказывают существенное влияние на образование кисло-
родсодержащих продуктов:
r2choo . + Мп2+ —> R2CO + Мп3+ + Н0“
270
Кжнтраидя катализатора
Рис. 5.5. Изменение состояния катализатора в процессе жидкофазного окисления
изопропилбензола и тетралина (/) и парафинов и нафтенов (2).
Рис. 5.4. Влияние концентрации катализатора на длительность индукционного пе-
риода окисления.
При этом ион металла-катализатора начинает участвовать в
стадии продолжения цепи, а его роль в вырожденном разветвле-
нии цепи становится менее существенной.
В развившемся процессе окисления скорости записанных выше
стадий образования и расходования разных валентных форм ката-
лизатора равны, что приводит к стационарности концентрацией
этих форм во время реакции. В большинстве случаев соль введен-
ного катализатора (соль двухвалентного кобальта или марганца)
подвергается частичному или полному окислению (рис. 5.5), со-
провождающемуся изменением окраски раствора. На практике не-
каталитическое окисление в жидкой фазе применяют только при
синтезе гидропероксидов и надкислот (так как последние разла-
гаются под действием катализатора). Исследование кинетики го-
могенно-каталитических процессов жидкофазного окисления пока-
зали, что скорость жидкофазного окисления реакции имеет дроб-
ную зависимость от концентрации катализатора.
Иногда наблюдается постепенно замедляющийся рост скорости
или даже ее снижение при высоких концентрациях катализатора;
известны также случаи линейной и даже квадратичной зависимости
скорости от концентрации катализатора (рис. 5.6).
Энергия активации при гомогенно-каталитическом окислении
углеводородов в жидкой фазе составляет 50—84 кДж/моль по
сравнению с 105—147 кДж/моль при термическом или иницииро-
ванном окислении.
Реакционная способность углеводородов разных классов при
гомогенно-каталитическом окислении изменяется так же, как для
радикально-цепных реакций: ArR > R3CH > RCH2R'.
На селективность гомогенно-каталитических процессов окисле-
ния, кроме характера металла применяемого катализатора, су-
щественное влияние оказывает температура процесса, что зависит
от разной энергии активации тех или иных стадий процесса (энер-
гия активации обычно более высокая для побочных реакций)'.
В результате каждый процесс имеет некоторую оптимальную
?71
Концентрация катлиьатора
Рис. 5.6. Влияние концентрации катализато-
ра на скорость жидкофазного окисления па-
рафинов с Со2+ (/) и с Мп2+ (2) и алкил-
ароматических углеводородов с Со2+ (<?).
температуру, определяемую дости-
жением преемлемых скоростей
окисления и селективности.
Также важную роль играет эф-
фективная турбулизация реакцион-
ной смеси при барботировании га-
за-окислителя, способствующая пе-
реходу процесса в кинетическую область, развитию поверхности
контакта фаз и интенсификации процесса. Таким образом, выбор
условий окисления является сложной функцией многих химиче-
ских и технологических факторов.
Производство фенола
Из фенолов наибольшее значение имеет простейший фенол СбНзОН,
являющийся одним из важнейших продуктов нефтехимического
синтеза. Основная часть фенола (около 60—65 %) перерабаты-
вается в фенолоформальдегидные смолы, полиэпоксиды и поли-
карбонаты. Фенол служит исходным сырьем для получения ади-
пиновой кислоты и капролактама (применяемых для изготовле-
ния синтетических волокон), неионогенных моющих средств, при-
садок к топливам и маслам, гербицидов, некоторых лекарственных
веществ (аспирин, салол) и многих других химических продуктов.
Значительные количества фенола расходуются на производства
дифенилолпропана, являющегося сырьем для получения эпоксид-
ных смол, а также термостойких полимеров — полиарилатов, поли-
сульфонов и др.
Новым направлением использования фенола является производ-
ство анилина окислительным аммонолизом.
Быстрыми темпами развивается производство крезолов и ксиле-
нолов'. n-крезол используется для получения антиокислителей
(ионола, 2246 и др.); на основе м- и /г-крезолов в промышленности
получают пластификаторы (типы трикрезилфосфатов), ядохими-
каты для сельского хозяйства, душистые вещества, пленкообра-
зующие лаковые смолы и др.
Ксиленолы применяются для получения нового термостойкого
полимерного материала — полифениленоксида, нетоксичных и него-
рючих компонентов (типа триксилилфосфатов), турбинного масла
и гидравлической жидкости.
Для иллюстрации приведена примерная структура потребления
фенола в США, %:
Феноло-альдегидные смолы
Дифенилолпропан . .
Алкилированные фенолы
Капролактам
Адипиновая кисло га
57
1,0
5
6
4
Фенольная очистка нефтепро-
дуктов ....................
Пластификаторы ............
Пентахлорфенол
Прочие области
3
4
2,5
17,5
273
Фенол начали получать в промышленном масштабе во второй
половине прошлого столетия из каменноугольной смолы. В настоя-
щее время доля каменноугольного фенола в общем балансе не-
велика, в основном фенол получают из нефтехимического сырья.
В 1984 г. было получено в СССР около 500, в США— 1230 тыс. т,
в Японии в 1983 г. 271 тыс. т.
Основное значение имеют синтетические методы получения фе-
нола, которые можно разделить на три группы: окислительные,
хлорные и сульфонатные.
Окислительные методы:
1. Окисление изопропилбензола с одновременным получением
фенола и ацетона (кумольный метод).
2. Окисление толуола (жидкофазный и парофазный процессы).
3. Окисление циклогексана и другие окислительные методы.
Хлорные и сульфонатный методы:
4. Хлорирование бензола с последующим гидролизом хлорбен-
зола.
5. Окислительное хлорирование бензола с последующим гидро-
лизом (метод Рашига).
6. Сульфирование бензола с последующим сплавлением со
щелочью.
Основными промышленными методами получения синтетиче-
ского фенола являются четыре метода (1, 2, 5 и 6): из них три
метода (1, 5 и 6) на основе бензола и один (2)—на основе то-
луола. Более 90 % мирового производства фенола получают ку-
мольным методом. Хлорированием и сульфированием бензола по-
лучают примерно 4 % фенола. Окислением толуола с промежуточ-
ным получением бензойной кислоты производят 6—8 % фенола.
Производство фенола и ацетона окислением
изопропилбензола (кумольный метод)
Широкое распространение получил кумольный метод синтеза фе-
нола совместно с ацетоном, основанный на окислении изопропил-
бензола в гидропероксид и последующем разложении гидропер-
оксида на фенол и ацетон. При этом образуется также небольшое
количество побочных продуктов
СН(СНз)2 (СН3)2—С—ООН он
+о2 —> |^J| HiS°4> ^J]+CH3-CO-CH3
Технология этого процесса была разработана в Советском
Союзе II. Г. Сергеевым, Б. Д. Кружаловым, Р. Ю. Удрисом и
М. С. Немцовым. В 1949 г. в СССР впервые в мире было осуще-
ствлено многотоннажное производство фенола и ацетона по этому
методу. За рубежом первые заводы по получению фенола и аце-
тона из кумола были пущены в Канаде и во Франции в 1953 г.,
а начиная с 1954 г. построен ряд заводов в США и ФРГ.
Мировое производство фенола составляет более 3 млн. т/год.
Единичные мощности установок по производству фенола кумоль-
ным методом в настоящее время составляют 100—150 тыс. т/год
фенола.
Процесс складывается из окисления изопропилбензола (ИПБ)
в гидропероксид (ГП), концентрирования ГП, кислотного разло-
жения ГП и ректификации продуктов разложения.
Окисление изопропилбензола. Процесс окисления ИПБ прово-
дится в жидкой фазе при температурах НО—130 °C в присутствии
инициатора — самого гидропероксида ИПБ.
Окисление ИПБ протекает значительно легче, чем парафиновых
углеводородов, что связано с более низкой энергией разрыва связи
С—Н, находящейся в a-положении к ароматическому кольцу (309
против 380—400 кДж/моль для парафина).
При температурах 70—90 °C ГП ИПБ вполне устойчива, а окис-
ление ИПБ идет медленно, по закону неразветвленной цепной
реакции. Выше 100 °C ГП начинает распадаться на радикалы и
реакция приобретает вырожденно-разветвленный характер.
Процесс идет по радикально-цепному механизму через следую-
щие стадии:
1) Инициирование
Поскольку в изопропилбензоле энергия связи 2)С-н
<С 376 кДж/моль, можно предположить тримолекулярное ини-
циирование
С6Н5—СН(СН3)2 4- О2 + С6Н5СН(СН3)2 —>
—С6Н5С(СНз)2 4- Н2О2 4- СбН5С(СНз|2 (1)
2) Продолжение цепи
СН3
I
СбН5С(СНз)2 4- о2 —> С6Н5СОО . (2)
СНз
Гидропероксид образуется в результате взаимодействия пер-
оксирадикала с исходным изопропилбензолом
СНз СНз
I I
СбН5—СОО • 4- СвН5СН(СНз)2 —> С6Н5—СООН 4-СбН5С(СНз)2 (3)
I I
СНз СНз
Пероксирадикал может параллельно распадаться с образова-
нием ацетофенона
сн3
I
СбН5—СОО. —> СбН5СОСНз 4-СНзО . (4)
СНз
Образующийся метоксирадикал взаимодействует с ИПБ
СН3О • 4-С6Н5СН(СНз)2 —> СНзОН + СбН5С(СН3)2 (5)
т
Метиловый спирт обычно окисляется дальше
Ог о2 о2
СНзОН —> сн2о —> нсоон —> со2 + н2о
3) Вырожденное разветвление
Разветвление цепи происходит в результате термического рас-
пада гидроперекиси
СНз СНз
I I
С6Н5СООН —> С6Н5СО . + ОН (6)
I I
СНз СНз
СНз СНз
I I
С6Н5СО « + С6Н5СН(СНз)2 —> С6Н5СОН + С6Н5С(СН3)2 (7)
СН3 СН3
Образуется диметилфенилкарбинол — основной побочный продукт
процесса.
ОН + С6Н5СН(СНз)2 —> Н2О + С6Н5С(СНз)2 (8)
Образовавшийся радикал может взаимодействовать с
оксидом
СНз СНз СНз
I II
С6Н5С(СНз)2 + с6н5соон —> С6Н5СОН + с6н5со.
I I I
СНз СНз СНз
гидропер-
(9)
Реакция (9) — один из основных маршрутов образования диме-
тилфенилкарбинола.
Кроме того, возможна еще следующая реакция
СНз
I
С6Н5С0. —> СбН5СОСН3 + СНз (10)
, СНз
4) Обрыв цепи
СНз СНз
I I
2СбН5С(СНз)2 —> С6н5с---СС6Н5 (11)
I I
СНз СНз
СНз СНз СНз
I I I
2С6Н5СОО. —> С6Н5СООСС6Н5 + О2 (12)
I I I
СНз СНз СНз
Большое влияние на обрыв цепи и, следовательно, на скорость
окисления могут оказывать ингибиторы. Ингибиторами являются
кислые продукты, например НСООН, фенол, сернистые и ненасы-
щенные соединения.
275
Кислые продукты сами по себе не ингибируют процесс окисле-
ния, но в и\ присутствии ГП ИПБ разлагается на фенол и ацетон,
а фенол является ингибитором окисления.
Продукты распада диметилфенилкарбинол (ДМФК) и ацето-
фенон (АФ) не тормозят процесс. Имеются данные, указывающие
на то, что ДМФК даже несколько ускоряет процесс. Диметилфенил-
карбинол и ацетофенон являются основными побочными продук-
тами, снижающими селективность процесса.
Зависимость селективности окисления ИПБ от условий про-
цесса может быть определена на основе механизма окисления.
Рассмотрим следующие реакции (для упрощения некоторые
реакции опущены)
R + О2 --> ROO.
k<z .
ROO.+ RII ---> ROOH + R
• k3
ROOH + R ----> ROH + RO.
ROO • ---> R COCH3 + CH3O .
где RH — изопропилбензол.
Селективность выражаем как отношение скорости образования
ГП ИПБ к скорости расходования ИПБ
d (ROOH) wt - w3 _ ki [ROO .] [RH] - k3 [ROOH] [R]
d (RH) w2 k2 [ROO.] [RH]
Делим числитель и знаменатель на ft2[ROO-] [RH]
d [ROOH] k3 [ROOH] [R]
d[RH] k2 [RH] [ROO.] (5Л)
Концентрации свободных радикалов можно выразить через кон-
центрации начальных и конечных продуктов. Для этого напишем
уравнение накопления пероксирадикала
d tRrf°0 = W, - w2 - wt = k, [R] [O2] - k2 [ROO •] [RH] - kt [ROO .] (5.2)
В соответствии с законом квазистационарных концентраций
приравниваем уравнение (5.2) нулю
kx [R] [О2] - k2 [ROO •] [RH] - kt [ROO •] = 0 (5.2, a)
Делим уравнение (5.2a) на [ROO-]
kx [ROOT l * * * * * * В * * * * * * *°21 “ k2 lRH] - *< = 0
отсюда
[R] k2 [RH] , kA 1
[ROO.] ~ kx [O2] + kx [O2]
276
подставляем уравнение (5.3) в уравнение (5.1)
d [ROOH] _ k3 [ROOH] / k2 [RH] k4 1 \
d [RH] k2 [RH] I kt [O2] ф kx [O2] )
Выносим за скобки и вводим в выражение в скобках
^"[цнГ Окончательно получаем
d [ROOH] _ k3 [ROOH]
d [RH] kx [O2]
(5.4)
Из уравнения (5.4) следует, что при увеличении концентрации
ГП ИПБ и при уменьшении концентрации кислорода селективность
уменьшается. С уменьшением концентрации ИПБ, т. е. увеличе-
нием конверсии, селективность также снижается. Поэтому в про-
цессе необходимо поддерживать избыток кислорода и ограничи-
вать концентрацию ГП ИПБ. Поскольку при повышении темпера-
туры увеличивается отношение &зД1 и k^/k2 (т. к. £3 > Ех и
то при повышении температуры уменьшается селектив-
ность процесса.
Большое значение при окислении изопропилбензола имеет чи-
стота исходного углеводорода. Изопропилбензол не должен содер-
жать фенола, сернистых и ненасыщенных соединений, являющихся
ингибиторами окисления. Для очень чистых образцов изопропил-
бензола скорость накопления гидропероксида достигает 10—
13°/о/ч. В промышленных условиях скорость накопления колеб-
лется в пределах 5—7 %/ч, что объясняется ингибирующим влия-
нием примесей.
На рис. 5.7 показано влияние продолжительности окисления на
содержание гидропероксида изопропилбензола в продуктах реак-
ции. Как известно S-образная форма кривой характерна для вы-
рожденно-разветвленных радикально-цепных реакций. Участок а
отвечает периоду индукции, б — периоду автоускорения. На уча-
стке в скорость реакции уменьшается вследствие того, что ско-
рость термического распада гидропероксида становится меньше
скорости его образования, а также торможения окисления кис-
лыми продуктами распада.
Как видно из рис. 5.7, с ростом температуры увеличивается
концентрация гидропероксида, но реакция начинает затухать при
более низком содержании гидропер-
оксида.
Существенное влияние на процесс
оказывает глубина окисления (рис. 5.8
и 5.9). Так, скорость образования ди-
метилфспилкарбинола растет с увели-
Рис. 5.7. Влияние температуры и продолжи-
тельности окисления на содержание гидроперо-
ксида нзоироннчбензола в реакционной массе:
1 — 100 иС; 2 — 110 С; 3 — 120 °C.
277
Рис. 5.8. Зависимость выхода диметилфенилкарбинола от концентрации гидро-
пероксида:
/ - 90 °C, 2—110 °C; 3 — 120 °C.
Рис. 5.9. Зависимость выхода ацетофенона от концентрации гидропероксида:
12У°саАИ°ЛОГИЧеСКОе окисление ПРИ 60 °C; 2, 3, 4 — термическое окисление при 90, ПО и
чением концентрации гидропероксида, что указывает на образо-
вание его из гидропероксида в соответствии с реакциями (6), (7)
и (9). Концентрация ацетофенона прямо пропорциональна кон-
центрации гидропероксида, следовательно, они образуются парал-
лельно по реакциям (3) и (4). Таким образом, приведенный выше
механизм полностью согласуется с экспериментальными данными.
На процесс окисления изопропилбензола большое влияние
оказывает pH среды. Скорость окисления в кислой среде (pH 6)
значительно снижается, а в щелочной среде (pH 7,5) возрастает.
Это связано с необходимостью нейтрализации кислых продуктов,
содержащихся в сырье и образующихся в процессе распада гидро-
пероксида. Кроме того, щелочь ускоряет инициирование цепей
окисления.
Увеличение скорости окисления в присутствии щелочи также
объясняют образованием комплекса, термически менее устойчи-
вого, чем гидропероксид
[Н—О—OR1
• —> ROONa+RO-f-OH
ROO—Na J
В щелочной среде продукты реакции не содержат ацетофенона,
образуется только диметилфенилкарбинол.
Окисление изопропилбензола кислородом воздуха проводят
также в водно-щелочной эмульсии (1 %-ный раствор соды) при ин-
тенсивном перемешивании в присутствии поверхностно-активных
веществ. Процесс ведут при 127°C и 0,49—0,98 МПа; конечное
содержание гидропероксида 25%; pH среды 8,5—10,5. Давление
влияет на скорость окисления до 0,7—0,8 МПа, при проведении
процесса в щелочной эмульсии — до 1,5 МПа вследствие необхо-
димости преодоления диффузионных осложнений.
278
Технологическое оформление стадии окисления изопропилбен-
зола. В промышленных условиях инициатором процесса окисления
может служить сам гидропероксид изопропилбензола. Его концсп
трация в исходной смеси обычно составляет 2,5—5%. Окисление
проводят в гомогенной среде при следующих условиях:
Температура, ЭС . . .
Давление, МПа . . . .
Скорость окисления . .
110—130
0,29—0,49
5—7 % гидропероксида в
час (в расчете на реак-
ционную массу)
В процессе окисления по мере накопления гидропероксида на-
чинается частичный его распад, который становится особенно за-
метным при содержании гидропероксида в реакционной массе
~ 18 % и более. Поскольку распаду гидропероксида способствует
повышенная температура, очень важно, чтобы в конце зоны реак-
ции температура не превышала ПО—120°С. При высоких темпе-
ратурах может идти распад гидропероксида со взрывом. Коли-
чество продуктов распада колеблется от 0,5 до 5 % (в зависимости
от условий окисления и конечной концентрации гидропероксида).
Для окисления изопропилбензола применяют реакторы следую-
щих типов:
реакторы колонного типа;
реакторы с перемешивающим устройством;
реакторы эрлифтного типа.
Реактор колонного типа
(рис. 5.10) представляет собой сек-
ционированную колонну с барбо-
тажными тарелками. На каждой
тарелке расположен змеевик водя-
ного охлаждения для отвода теп-
лоты реакции, составляющей около
1970 кДж на 1 кг превращенного
изопропилбензола. Изопропилбен-
зол подается на верхнюю тарелку и
по сливным трубам перетекает на
нижележащие тарелки. Воздух по-
ступает под нижнюю тарелку и
поднимается вверх, барботируя че-
рез слой жидкости на каждой та-
релке. Температуру на каждой та-
релке регулируют подачей воды в
змеевик. Число секций окисления
достигает 8—9.
Применяют также реакторы эр-
лифтного типа. Принцип работы
такого реактора (рис. 5.11) осно-
ван па разности плотностей аэри-
Рис. 510. Реактор колонного типа.
379
1 Отработанный
Отработанный
^Воздух
Изопропил-
бензол
Воздух
^Изопропилбензол
Рис. 5.11. Реакторы эрлифтного типа.
[Отработанный
Xвоздух
Продукты
окисления
Изопропил-
бензол
рованиого и неаэрированного столбов жидкости в реакторе, со-
стоящем из двух сообщающихся сосудов. В эрлифт снизу пода-
ется распыленный воздух, который барботирует через слой жидко-
сти в виде мелких пузырьков. Изопропилбензол поступает в ниж-
нюю часть неаэрированного слоя. Благодаря разности плотностей
происходит «выталкивание» более легкой жидкости тяжелой. В эр-
лифте происходит окисление изопропилбензола. Реакционная мас-
са через верх эрлифта перетекает в неаэрированный слой и выво-
дится. Отработанный воздух отделяется в верхней части аппарата.
Реакторы эрлифтного типа также располагают в виде каскада.
Реакторы с перемешивающим устройством располагают в
виде каскада. Изопропилбензол поступает в первый реактор,
и далее реакционная масса последовательно перетекает из ре-
актора в реактор, а воздух подается ступенчато в каждый ре-
актор.
Преимущество реактора колонного типа заключается в его ком-
пактности. Применение такого реактора позволяет регулировать
работу только одного аппарата. Преимуществом каскада реакто-
ров с перемешивающим устройством является простота их кон-
струкции. Благодаря ступенчатой подаче воздуха легкие продукты
распа’да — муравьиная кислота и формальдегид, являющиеся” ин-
гибиторами окисления, не попадают вместе с воздухом с после-
дующих ступеней окисления на первые, как это происходит в про-
тивоточной колонне.
Выделение технического гидропероксида изопропилбензола.
Гидропероксид изопропилбензола представляет собой бесцветную
маслянистую жидкость. При попадании на кожу вызывает ожоги.
Начинает разлагаться с заметной скоростью при 145°C, причем
разложение сопровождается саморазогреванием. Поэтому выделе-
ние гидропероксида из реакционной массы должно осуществляться
в очень мягких условиях.
Гидропероксид изопропилбензола может быть извлечен из реак-
ционной массы окисления химическим или физическим мето-
дами.
280
В первом случае гидропероксид путем обработки paciпором
едкого натра превращают в твердую натриевую соль
ООН OONa • 6Н2О
С(СН3)2 С(СН3)2
+ NaOH + 5Н2О —> (^J|
которую затем отфильтровывают. Для удаления увлеченного осад-
ком маточного раствора соль промывают легким растворителем
или растворяют в воде. Из водно-щелочного раствора гидроперок-
сид выделяют в виде мутного маслянистого слоя путем пропуска-
ния через раствор диоксида углерода. Таким путем получается
97—98 %-ный технический гидропероксид.
Физический метод выделения сводится к концентрированию
гидропероксида перегонкой. Реакционная масса после окисления
подвергается двухступенчатой ректификации в вакууме для от-
гонки непрореагировавшего изопропилбензола и воды (концентри-
рованный гидропероксид содержит 90—93 % основного вещества).
Технико-экономическое сравнение двух методов выделения
гидропероксида изопропилбензола показало, что физический метод
обладает бесспорными преимуществами.
В отечественной практике наряду с реакторами колонного типа
применяют каскады реакторов, в которых перемешивание осу-
ществляется подаваемым на окисление воздухом. На рис. 5.12 изо-
бражена схема, использующая каскад из трех реакторов. Смесь
свежего и возвратного изопропилбензола, которая содержит 2—
3 % гидропероксида, из емкости 6 поступает в теплообменник 3,
где нагревается за счет тепла реакционной массы окисления и по-
ступает в первый по ходу реактор 2а. Реакционная масса из каж-
дого реактора направляется в последующий (26 и 2в), а сжатый
воздух, нагретый до ПО °C в подогревателе /, подается парал-
лельно в нижнюю часть каждого из трех реакторов каскада.
Давление в реакторах поддерживается 0,3—0,5 МПа, темпера-
тура 120—130 °C. Для отвода тепла реакции в каждом реакторе
каскада установлены змеевики водяного охлаждения, через кото-
рые подается умягченная вода. Регулирование температуры осу-
ществляется автоматически.
Отработанный воздух выводится сверху из каждого реактора
и направляется общим потоком в систему конденсаторов 4, охлаж-
даемых водой и рассолом, где конденсируется изопропилбензол.
Конденсат стекает в колонну промывки щелочью 5.
Реакционная масса окисления из колонны 2в направляется че-
рез теплообменник 3 последовательно в колонны концентрирова-
ния п укрепления гидропероксида изопропилбензола 8.
Концентрирование и укрепление гидропероксида осуществляется
в двух колоннах, первая из которых работает при остаточном
давлении 0,0020 МПа и температуре внизу колонны 85—87°C,
261
Свежий ИПБ
Рис. 5.12. Технологическая схема производства фенола и ацетона кумольным
/ — подогреватель воздуха; 2а, 26, 2в — реакторы окисления ИПБ; 3 — теплообменник; 4 —
лонна концентрирования; 8 — колонна укрепления; 9 — кипятильники; 10 — холодильник;
колонны.
а вторая — при остаточном давлении 0,00013—0,004 МПа и темпе-
ратуре внизу колонны 95 °C.
Вакуум создается пятиступенчатым паровым эжектором, кипя-
тильники колонн обогреваются водяным паром. Для предотвраще-
ния подъема температуры в кубе колонны предусмотрены автома-
тическое отключение подачи пара и дистанционная подача воды
в кипятильник. Пары изопропилбензола из колонн 7 и 8 конденси-
руются в соответствующих конденсаторах, откуда после нейтрали-
зации муравьиной кислоты в промывателе 5 изопропилбензол че-
рез емкость 6 возвращается на окисление.
Разложение гидропероксида изопропилбензола. Под действием
серной кислоты гидропероксид разлагается в основном на фенол
и ацетон:
ООН
I
С(СН3)2 ОН
Предлагается следующий механизм этой реакции:
1. Отщепление протона
h2so4 h+ + hso;
282
Товарный ацетон
d-Метилстирольная фракция
методом:
конденсаторы; 5 — колонна щелочной очистки; 6 — емкость
11 — реактор разложения ГП ИПБ; 12 — скруббер; 13, 14,
окислительной шихты; 7 — ко-
15, 16, 17 — ректификационные
2. Образование оксониевого иона и его дегидратация за счет
протонирования атома кислорода, содержащего неподеленную
электронную пару с последующим отщеплением воды (группи-
ровки, несущей этот атом)
СНз СН3 СНз
свн5—со—он + Н+ ^=*Г с6н5—с—о—он С6Н5—с—6 + н2о
<Lh3 СНз н СНз
3. Перегруппировка образовавшегося иона с миграцией фениль-
ной группы к кислородному атому
СН3
СНз
СН3
с6н5с-о;
( СНзУ
Не исключено, что группы происходит СНз потеря молекулы воды и миграция фенильной синхронно и образуется полукеталь: СНз СНз
1 с6н5—о—с+ + Н2О СвН5—О-С—ОН2+ С6Н6—0—с—он + н+ 1 1
1 СНз СНз СНз
283
В присутствии кислоты и воды протекает гидролиз полукетали
с образованием фенола и ацетона
СНз
I Н + ; Н2О
СбН6—О—С—ОН -------> С6Н5ОН + СН3СОСН3
I
СНз
Как указывалось выше, технический гидропероксид изопропил-
бензола содержит также небольшие количества диметилфенил-
карбинола и ацетофенона, образовавшихся в результате его тер-
мического распада. Из диметилфенилкарбинола далее могут обра-
зоваться сложный фенол (кумилфенол), а-метилстирол, димер
а-метилстирола и смолистые вещества:
СН3 СНз
с6н5—(i—он + свн5он —► с6н5—с—с0н4оп + н2о
I I
СНз СНз
СНз
с6н5—с—он —> свн5—с=сн2 + Н2О
<Lh3 СН3
СНз
I
2С6Н5—С=СН2 —► СНз—с—СН=С—СНз
СНз ieH6 С6Н6
Исследование разложения гидропероксида изопропилбензола
различными кислотами показало, что эффективность кислот зави-
сит от их силы. Так, слабые кислоты (щавелевая, метафосфорная)
в количестве 2—3 % от массы гидропероксида действуют лишь при
температурах 100—120°C и дают низкий выход фенола и ацетона.
В промышленных условиях применяют 98%-ную серную кислоту
в виде раствора в ацетоне. Максимальный выход целевых продук-
тов достигается при концентрации 0,07—0,1 % H2SO4 от массы
гидропероксида.
Процесс разложения гидропероксида зависит также от темпе-
ратуры. Так, при повышении температуры с 50 до 80 °C выход
ацетона снижается с 98—99 до 89 %, а фенола с 98 до 80—82 %
от теоретического. При более низких температурах (например,
30 °C) резко возрастает продолжительность реакции и остается
неразложившийся гидропероксид. Оптимальная температура 50—
60°C при времени контакта примерно 3,5 мин.
Технологическое оформление процесса разложения гидро-
пероксида изопропилбензола. Кислотное разложение гидроперокси-
да изопропилбензола протекает с выделением тепла в количестве
2080 кДж на 1 кг гидропероксида. Поэтому в реакторе должен
быть предусмотрен интенсивный отвод тепла для поддержания
оптимальной температуры.
284
На разложение чаще всего поступает концентрированный гидро
пероксид (за исключением окисления в эмульсии, когда подпеки
25 %-ный гидропероксид). Однако разложение концентрированного
гидропероксида небезопасно, так как в случае повышения темне
ратуры в зоне реакции возможен неконтролируемый распад гидро-
пероксида, который вследствие мгновенного подъема давления
может привести к взрыву. Кроме того, для понижения выхода по-
бочных продуктов желательно понизить концентрацию гидропер-
оксида и сократить время пребывания фенола и диметилфенил-
карбинола в зоне реакции. Понижение концентрации гидроперок-
сида позволяет также обеспечить полный распад его за один
проход. Поэтому концентрированный гидропероксид разбавляют
в зоне реакции каким-либо циркулирующим разбавителем. Разбав-
ление гидропероксида самим изопропилбензолом нецелесообразно,
так как его потом необходимо тщательно очистить от а-метилсти-
рола, имеющего близкую температуру кипения, что усложнило бы
систему ректификации. Обычно гидропероксид разбавляют про-
дуктами реакции.
Разложение гидропероксида осуществляется в реакторах двух
типов (рис. 5.13), различающихся по способу отвода тепла реакции.
Работа реактора адиабатического типа (рис. 5.13А)
основана на циркуляции реакционной массы или разбавителя в
системе реактор — холодильник — реактор. Часть тепла реакции
воспринимается разбавителем, благодаря чему уменьшается пере-
пад температур в реакторе. Количество циркулирующего разбави-
теля определяется допустимым подъемом температуры в реакторе
и температурой разбавителя.
Более совершенный тип реактора изотермический
(рис. 5.13Б). В этом реакторе разложение гидропероксида изо-
пропилбензола осуществляется в избытке ацетона с отводом тепла
реакции за счет испарения ацетона. Пары ацетона конденсируются
в конденсаторе и ацетон вновь стекает в реактор. Эта схема
отвода тепла очень эффективна. Кроме того, разбавление ацетоном
должно понижать выход побочных продуктов благодаря специфи-
ческому тормозящему действию ацетона на конденсацию фенола
с диметилфенилкарбинолом. В реакторе адиабатического типа вы-
ход фенола составляет 93—95 % и ацетона 94—95 % от теорети-
ческого, в реакторе изотермического типа выход фенола и ацетона
может достигать 98 % от теоретического. Схему разложения гидро-
пероксида изопропилбензола см. на рис. 12.
Технический гидропероксид через холодильник 10 направля-
ется в реактор 11 на разложение. Туда же поступает катализатор
(50 %-ный раствор серной кислоты в ацетоне). Разложение осу-
ществляют в избытке ацетона при 60 °C. Тепло реакции разложе-
ния гидропероксида отводится путем частичного испарения аце-
тона. Пары ацетона конденсируются в соответствующем конден-
саторе п возвращаются в реактор И.
Продукты разложения из реактора И подаются на нейтрали-
зацию в скруббер /2, откуда нейтрализованная реакционная масса
285
Раствор Реакционная
серной масса на
кислоты нейтрализацию
Ацетон-
Раствор
. серной
кислоты
Технический
гидропероксид
изопропилбензол \
~ла *7 ,
3
т
вода
Реакционная
/
' масса на
нейтрализацию
Рис. 5.13. Адиабатический (а) и изотермический (б) реакторы для разложения
гидропероксида изопропилбензола:
/ — реактор; 2— холодильник; 3 — конденсатор.
направляется на ректификацию. В ректификационной колонне 13
отгоняется ацетон-сырец, конденсирующийся в соответствующем
конденсаторе. Часть ацетона-сырца возвращается на орошение
колонны 13, остальное поступает в колонну 14 — сверху отбирается
товарный ацетон, а с одной из верхних тарелок — ацетон, пода-
ваемый в реактор 11 для разбавления и отвода тепла реакции.
С низа колонны 14 отбирается а-метилстирольная фракция.
Остаток колонны 13 направляется в колонну 15, где отгоняется
фенол с примесью более низкокипящих компонентов (изопропил-
бензол, а-метилстирол). Кубовый остаток выводится из системы,
а пары после конденсации поступают в колонну 16. Сверху из ко-
лонны 16 отбирается углеводородная фракция, а снизу фенол-сы-
рец, направляемый в колонну 17 для выделения товарного фенола.
Кубовая жидкость колонны 17 содержит ацетофенон, диметил-
фенилкарбинол, димер а-метилстирола и смолы.
В процессе образуется около 7 % побочных продуктов по отно-
шению к продуктам основной реакции. Они получаются главным
образом на стадии образования гидропероксида. Состав побочных
продуктов реакции приведен ниже, %:
а-Метилстирол ......................... 15,7
Димер а-метилстирола и смолы............. 43
Ацетофенон ............................... 7,0
Кумилфенол ............................ 33,4
Диметилфенилкарбинол . <.................. 0,9
Большое значение для экономики процесса производства фе-
нола кумольным методом имеет использование побочных продук-
тов и их реконверсия в фенол. Особенно это относится к фенольной
смоле.
Одним из методов переработки фенольной смолы явля-
ется процесс гидрирования метано-водородной фракцией на алю-
мокобальтмолибденовом катализаторе при 350 °C, 4,9 МПа и объ-
286
%
емной скорости 1,5 ч-1. Гидрогенизат далее подвергается рек iii<|hi-
кации с выделением до 49 % изопропилбензола, до 23 % фенола и
до 13 % (масс.) этилбензола в расчете на смолу. Таким путем рас-
ходный коэффициент по изопропилбензолу может быть понижен
на 8 %, а производительность по фенолу увеличена на 3 %.
Другим методом переработки фенольной смолы является ректи-
фикация в вакууме. При ректификации происходит частичная де-
струкция кумилфенола с образованием фенола и а-метилстирола
и деполимеризация части димера а-метилстирола. Одновременно
диметилфенилкарбинол дегидратируется и превращается в а-ме-
тилстирол. Полученный а-метилстирол выделяют ректификацией.
Кроме того, выделяют фенол-сырец, возвращаемый в основную си-
стему ректификации, и ацетофенон.
Сложной проблемой является переработка сточных вод, содер-
жащих фенол. Сброс фенольных вод в водоемы недопустим.
Предложено извлекать фенол из сточных вод в специальном
экстракторе.
При окислении изопропилбензола в водно-содовой эмульсии
продукты разложения гидропероксида имеют следующий со-
став, %:
Изопропилбензол .......... 76 Ацетофенон ................ 1
Ацетон .................... 8 а-Метилстирол ............. 1
Фенол ................... 14
Технологическая схема этого процесса отличается от рассмот-
ренной ранее схемы отсутствием стадии концентрирования гидро-
пероксида изопропилбензола и устройством реактора окисления.
Производство фенола окислением толуола
Процесс производства фенола окислением толуола состоит из двух
стадий: окисление толуола в бензойную кислоту в жидкой фазе
и окисление бензойной кислоты в фенол жидкофазным или паро-
фазным (новый) процессами.
Первая стадия процесса — окисление толуола в бензой-
ную кислоту осуществляется в жидкой фазе воздушной смесью
при давлении около 0,6 МПа и температуре 160—180 °C в присут-
ствии катализатора (основной углекислый марганец или кобальт
в смеси с бромистым натрием). Выход бензойной кислоты состав-
ляет 90—95 % (мол.). Основная реакция:
Со2+
СбН5СНз + 1,5О2 --> С6Н5СООН + Н2О
После окисления удаляют непрореагировавший толуол из окси-
дата и выделяют ректификацией бензойную кислоту в качестве
верхнего погона (технологическую схему окисления толуола в бен-
зойную кислоту см. рис. 5.17).
Изучение механизма окисления бензойной кислоты в фенол в
присутствии растворимых солей меди показало, что фенол
287
получается в результате последовательно протекающих реакций:
сначала из бензойной кислоты (I) образуется бензоат двухва-
лентной меди (II), который затем перегруппировывается в бензои-
ловый эфир салициловой кислоты (III).
Гидролиз (III) дает бензойную и салициловую (IV) кислоты,
в результате последующего декарбоксилирования (IV) образуется
фенол (V). Образование фенола происходит также в результате
декарбоксилирования (III) с образованием фенилбензоата (IV),
гидролиз которого приводит к образованию фенола (V).
Окислителем является Си2+, которая восстанавливается до Си1+
и затем вновь окисляется до Си2+. Окисление бензойной кислоты
осуществляется при 220—245°С и давлении 0,14 МПа.
На второй стадии процесса окисления (рис. 5.14) в
расплав бензойной кислоты, содержащей бензоаты меди (катали-
затор) и соли магния (промотор), подаются воздух и пар при тем-
пературе в реакторе 1 220—245 °C, образующийся фенол в двух
ректификационных колоннах 4 и 5 отпаривается из системы, а не-
прореагировавшая бензойная кислота возвращается в процесс.
Получаемые в реакторе малолетучие побочные продукты спо-
собствуют снижению скорости реакции и селективности. Их по-
стоянно выводят с низа реактора и подают на экстракцию горячей
водой в экстрактор 2 для извлечения бензойной кислоты. Экстрак-
цию проводят в нескольких смесителях-отстойниках. Раствор бен-
288
Сбросные газы
Возвратная бензойная кислота
Рис. 5.14. Технологическая схема получения фенола окислением толуола (вторая
стадия окисления бензойной кислоты):
/ — реактор; 2 — экстрактор; 3 — испаритель; 4, 5 — ректификационные колонны; 6, 6' —
холодильники-конденсаторы; 7 — газосепаратор.
зойной кислоты концентрируется в испарителе 3 и рециркулирует
в реактор. Основными отходами процесса являются смолистые
соединения, нерастворимые в воде (примерно 10 % масс.). Так как
смолистые продукты содержат соли меди, то для их сжигания тре-
буется специальное оборудование, которое значительно повышает
капитальные и эксплуатационные затраты. Выход фенола состав-
ляет 80 % (мол.) на толуол. Фирмой Lummus разработан парофаз-
ный процесс окисления толуола воздухом; при этом образуются
фенол и диоксид углерода. В присутствии запатентованного медь-
содержащего катализатора конверсия бензойной кислоты за про-
ход выше 50 % (мол.), а селективность по фенолу 90 % (мол.). Осо-
бенностями данного процесса являются: высокая скорость образо-
вания фенола (на порядок выше, чем для жидкофазного процесса);
отсутствие смол и нелетучих остатков на стадии образования фе-
нола, что, видимо, объясняется быстрым удалением фенола из зоны
реакции (принято считать, что смолистые соединения образуются
из фенола).
Производство фенола из бензола через циклогексан
Процесс включает стадии гидрирования бензола, окисления цикло-
гексана и каталитического дегидрирования продуктов окисления
[выход фенола ~80 % (мол.)]:
10 Зак. 634
289
Рис. 5.15. Схема производства фенола из бензола через циклогексан:
/ — реактор гидрирования; 2, 6 — газосепараторы; 3 — реактор окисления; 4 — колонна от-
гонки циклогексана; 5 — реактор дегидрирования; 7 — колонна товарного фенола.
Схема производства фенола из циклогексана приведена на
рис. 5.15.
Свежий и рециркулирующий водород смешиваются с бензолом
и поступают в реактор гидрирования /, в котором бензол превра-
щается в циклогексан на 99,9 %. Продукты реакции после охлаж-
дения направляются в газосепаратор 2 для отделения рециркули-
рующего водорода, часть которого выводится из системы для уда-
ления накапливающихся инертных примесей.
Циклогексан и сжатый воздух подаются в реактор окисления 3,
где происходит частичное окисление циклогексана до циклогекса-
нола и циклогексанона. Продукты реакции поступают в ректифика-
ционную колонну 4 для отделения непрореагировавшего циклогек-
сана, который возвращается в реактор окисления 3. Смесь цикло-
гексанола и циклогексанона из куба колонны 4 поступает в
реактор дегидрирования 5. Продукты реакции в газосепараторе 6
отделяются от водорода, выделившегося при дегидрировании, и
подвергаются ректификации в колонне 7 с выделением товарного
фенола.
На 1 т фенола расходуется 0,96 т циклогексана.
Выделившийся на стадии дегидрирования водород может быть
использован в процессе. Важной особенностью процесса является
возможность производства товарных циклогексанола и циклогек-
санона.
Другие методы получения фенола
Прямое окисление бензола в фенол сопровождается
образованием значительных количеств побочных продуктов за счет
дальнейшего окисления фенола в гидрохинон, хинон и другие про-
дукты, вплоть до разрыва кольца с образованием оксидов углерода
и воды.
Поэтому фенол и получается с удовлетворительным выходом
только при очень низкой конверсии бензола, что вызывает необхо-
димость рециркуляции значительных количеств исходного сырья.
Конверсия бензола может быть несколько увеличена при добавле-
290
нии к бензолу 0,5—1 % нафтенов (циклогексана)', олефинов, пара-
финов или эфиров.
Осуществлены два варианта процесса: газофазный и жидкофаз-
ный. Газофазный процесс проводится при 600—700 °C и 0,049—
0,19 МПа, жидкофазный — при 400—500°С и 4,9—6,8 МПа. Выход
фенола (в расчете на превращенный бензол) в обоих случаях со-
ставляет примерно 50%, конверсия бензола за проход выше при
жидкофазном процессе (на 4—5 %).
Разрабатывается также метод прямого окисления бен-
зола в водной эмульсии в присутствии солей двухвалентной меди
с облучением ультрафиолетовым светом. Фенол получается в ре-
зультате реакции:
Av
+ н20 —Г Н +Cul+ + 2H*
Cu Чч/
Было разработано и освоено в промышленном масштабе полу-
чение фенола окислительным декарбоксилированием
бензойной кислоты. Этот метод позволяет получать также
смесь о- и n-крезолов из jw-толуиловой кислоты, а jn-крезол из о-
или n-толуиловых кислот. Окислительным декарбоксилированием
и циклогексановым методом получают фенол, приближающийся по
себестоимости к кумольному.
Однако доля этих методов в производстве фенола незначи-
тельна за счет успехов в создании крупных производств получения
фенола кумольным способом.
Хлорбензольный метод. Процесс состоит из трех стадий.
1. Хлорирование бензола с образованием монохлорбензола
(с примесью около 5 % полихлорбензолов) и хлористого водорода:
СбН6 + С12 —> СбН5С1 + НС1
2. Гидролиз монохлорбензола концентрированным раствором
щелочи:
СбН5С1 + 2NaOH —> C6H5ONa + NaCl + Н2О
Реакция в присутствии катализатора (меди) протекает при
350 °C и 29 МПа за несколько минут.
3. Омыление фенолята соляной кислотой:
CeH5ONa + НС1 —► С6Н5ОН + NaCl
Для получения 1 т фенола требуется 1134 кг хлорбензола и
1361 кг едкого натра. Основные недостатки процесса: большой
расход хлора и едкого натра, необходимость применения аппара-
туры высокого давления.
Окислительное хлорирование бензола (метод Ра-
iniira). Процесс осуществляется в две стадии.
I. Окислительное хлорирование бензола смесью хлористого во-
дорода с воздухом:
СОНВ + НС1 + 0,бО2 —> С6НБС1 + Н2О
10*
291
Реакция проводится при 200—230°С под давлением в присут-
ствии катализатора (хлориды меди и железа). Степень превра-
щения бензола 10—15 % за проход.
2. Гидролиз хлорбензола водяным паром при 420°C в присут-
ствии фосфата кальция на двуокиси кремния:
+ НгО (пар)
С^С1 420- 550°—С6Н5ОН + НС1
Ca3(PO4)2/SiO2
Недостатком метода является высокая агрессивность среды, что
вызывает необходимость применения специальных материалов.
На 1 т фенола расходуется 998 кг бензола, 172 кг соляной кис-
лоты, 2177 кг воздуха. Выход фенола 70—85 % от теоретического.
Сульфонатный метод. Процесс состоит из четырех ста-
дий.
1. Сульфирование бензола:
C6H6 + H2SO4 —> C6H5SO3H + H2O
2. Действие сульфита натрия на бензолсульфокислоту с обра-
зованием бензолсульфоната натрия:
2CeH5SO3H + Na2SO3 —> 2C6H5SO3Na + SO2 + H2O
3. Сплавление бензолсульфоната натрия с твердой щелочью
при 320°C, 19—29 МПа с образованием фенолята натрия:
C6H5SO3Na + 2NaOH —> C6H5ONa + Na2SO3 + H2O
4. Подкисление раствора фенолята натрия сернистым ангидри-
дом (с небольшим количеством серной кислоты) с образованием
фенола:
2C6H5ONa + SO2 + Н2О —> 2СбН5ОН + Na2SO3
Выход фенола 85—90 % от теоретического.
Этот процесс, ранее широко применявшийся, вытеснен в на-
стоящее время более современными процессами и применяется
очень ограниченно.
Сравнение различных методов производства фенола представ-
ляет значительные трудности, поскольку каждому процессу при-
сущи свои специфические особенности. Так, экономика кумольного
метода в значительной степени зависит от реализации одновре-
Таблица 5.3. Показатели процессов производства фенола, усл. ед. на 1 т фенола
Статьи расхода Кумоль- ный Окисление толуола Из бензола через цикло- гексан Хлорбен- зольный Рашига Сульфо натный
Капитальные затраты 22,8 22,8 23,5 9,4 27,1 11,3
Стоимость сырья (за 69,6 86,6 90,6 162,2 89,5 154,5
вычетом утилизируемых продуктов) Себестоимость 109,7 122,8 128,3 188 137 196,1
292
менно получаемого ацетона. Процесс Рашига связан с большими
капитальными вложениями и рентабелен при большой мощное i и
установок. Хлорбензольный процесс рентабелен при наличии и
структуре завода цеха электролиза образующегося хлористою
натрия, что, в свою очередь, требует дешевой электроэнергии.
Некоторые показатели различных процессов производства фе-
нола приведены в табл. 5.3.
Эти данные показывают, что из трех нефтехимических процес-
сов (кумольный, из толуола и из бензола) наиболее экономичен
кумольный.
Производство многоатомных фенолов
Многоатомные фенолы находят значительное применение в про-
мышленности. Гидрохинон (n-диоксибензол) используется в ка-
честве ингибитора окисления и полимеризации, как проявитель
в фотографии, применяется в производстве красителей, кинома-
териалов, химических реактивов, антиоксидантов и стабилизато-
ров синтетических каучуков.
Резорцин (jw-диоксибензол) находит применение для изготов-
ления красителей, быстро отверждающихся резорцинформальде-
гидных смол, как антисептик, а также в производстве лекарствен-
ных средств. Резорцин также используется при приготовлении уни-
кальных адгезионных композиций, отвердевающих при низкой
температуре и применяемых в шинной промышленности, произ-
водстве мебели и некоторых других областях. Благодаря высокой
прочности приклеивания корда к автопокрышкам резорциновыми
клеями срок службы шин повышается в 1,5 раза. Кроме того, ре-
зорцин широко используется как дубитель кож и мехов.
Пирокатехин (о-диоксибензол) является исходным сырьем для
производства многих лекарственных препаратов. Пирогаллол
(1,2,3-триоксибензол) применяется в фотографии, в медицине и в
газовом анализе (для определения кислорода). Флороглюцин
(1,3,5-триоксибензол)—реактив для определения фурфурола, для
обнаружения лигнина в бумаге и для различных аналитических
целей.
Наиболее распространенным методом производства многоатом-
ных фенолов является сплавление с едкими щелочами соответ-
ствующих полисульфокислот (аналогично получению фенола суль-
фонатным методом), а также галоидпроизводных и сульфокислот
бензола, о- и n-фенолсульфокислот. Пирокатехин и гидрохинон мо-
гут быть получены также восстановлением соответствующих хи-
нонов; пирокатехин получают сплавлением лигнина (выделенного
из древесины) с едким кали. Фенолы высшей атомности получают
из фенолов низшей атомности при сплавлении их фенолятов с ед-
ким натром (но не едким кали). Из фенола таким путем получают
резорцин, пирокатехин и флороглюцин.
В настоящее время известны несколько способов получения
гидрохинона и пирокатехина:
293
1. Окисление п- и л«-диизопропилбензолов с последующим кис-
лотным разложением дигидропероксида
ООН
СНз—СН—СНз Н3С—С—СНз ОН
СНз—СН—СНз НзС—С—СНз ОН
I
ООН
2. Окисление анилина до бензохинона и восстановление его в
гидрохинон
NH2 О ОН
О он
3. Анодное окисление бензола до бензохинона и последующее
катодное восстановление до гидрохинона
4. Каталитическое карбонилирование ацетилена на родийсодер-
жащем катализаторе
ОН
2НСн=СН + 2СО + Н2 --► f J
ОН
5. Гидроксилирование фенола пероксидом водорода в присут-
ствии минеральных кислот
ОН
284
Данный процесс осуществлен в промышленности (Франция).
Процесс основан на кислотном каiализе с применением минераль-
ных кислот (H2SO4, Н3РО4). Реакция протекает при 90°C и кон-
центрации пероксида водорода около 70%. Так как скорость об-
разования получающихся двухатомных фенолов того же порядка,
что и скорость окисления до диоксида углерода и воды, процесс
ведут при низкой конверсии исходного сырья.
Оксидат промывают водой для растворения минеральных кис-
лот; фенол из водного раствора экстрагируют диизопропиловым
эфиром. Органический слой направляют на ректификацию для вы-
деления азеотропных смесей вода — диизопропиловый эфир, во-
да— фенол, фенола, пирокатехина и гидрохинона.
Выход двухатомных фенолов зависит от характера применяе-
мой минеральной кислоты и колеблется от 50 до 72 % (мол.).
В последнее время большое значение приобретают процессы
производства двухатомных фенолов.
Производство резорцина окислением м-диизопропилбензола.
Попытки синтезировать двухатомные фенолы через дигидропер-
оксиды диалкилбензолов (аналогично кумольному методу синтеза
фенола) наталкивались на серьезные технологические трудности
из-за взрывчатости дигидропероксидов и обилия побочных про-
дуктов — моногидропероксидов, оксигидропероксидов, диолов и др.
Тем не менее в результате многолетних исследований разработаны
промышленные процессы окисления м- и n-диизопропилбензолов в
двухатомные фенолы. В СССР процесс разработан ВНИИОС.
Процесс состоит из двух стадий: окисления диизопропилбензола
в дигидропероксид и разложения дигидропероксида с образова-
нием соответствующего двухатомного фенола и ацетона. На ка-
ждой стадии производится разделение реакционной смеси с вы-
делением продукта требуемой чистоты.
м- и л-Диизопропилбензолы окисляются примерно с одинаковой
скоростью. о-Диизопропилбензол окисляется чрезвычайно трудно
и накапливается в циркулирующем оксидате как инертный разба-
витель, поэтому его периодически выводят из системы. В исход-
ном м(п)-диизопропилбензоле в качестве примесей содержатся его
изомеры (и- и о-), а также 1,1,3-триметилиндан, которые при
окислении дают соответствующие примеси. Механизм окисления
был рассмотрен на примере окисления изопропилбензола.
Основным первичным продуктом окисления ;и-диизопропилбен-
зола является моногидропероксид, который затем окисляется до
дигидропероксида, разлагаемого на следующей стадии в резорцин.
На начальных стадиях окисления побочно образуются продукты
разложения моногидропероксида — л«-изопропилфенилдиметилкар-
бииол (монокарбинол) и в небольшом количестве (менее 5%)
м и юиропилацетофенон (монокетон). Монокарбинол далее окис-
ляйся в гидропероксид карбинола, и монокетон —в гидроперо.ксид
кетона (гидропероксид карбинола может образоваться также в
результате частичного разложения дигидропероксида). Продуктом
разложения гидропероксида карбинола является дикарбинол, Схе-
295
ма этих реакций приведена ниже на примере л«-диизопропилбензо-
ла (ДИПБ).
I стадия — окисление
О2 распад
ле-ДИПБ -----моногидро- ---------->• монокарбинол + монокетон
пероксид
|°2 |°2 |°2
дигидро- ? гидропероксид , гидропероксид
пероксид карбинола кетона
И стадия — разложение
1н+ |н* |н+
резорцин 4- ацетон дикарбинол диацетофенон
При проведении окисления при 80°C скорость накопления ди-
гидропероксида составляет 8—9,5 г/л в час (содержание гидро-
пероксида карбинола 10—11%), при 90°С скорость накопления
дигидропероксида возрастает до 18—20 г/л в час, но содержание
гидропероксида карбинола увеличивается до 14—15 %.
Сильное влияние на процесс окисления оказывает pH среды.
При pH > 10 скорость окисления высока, но часть дигидропер-
оксида претерпевает катализируемое щелочью разложение в гид-
ропероксид карбинола. При непрерывном процессе это приводит
к повышенной концентрации гидропероксида карбинола в окси-
дате. Оптимальное конечное содержание гидропероксидов в окси-
дате (в пересчете на моногидропероксид) составляет 65%; при
этом в нем содержится 5—6 % дигидропероксида. При более низ-
кой концентрации дигидропероксида в оксидате затрудняется его
выделение, при более высокой концентрации образуется больше
побочных продуктов.
При оптимальных условиях окисления получается смесь про-
дуктов следующего состава, % от исходного углеводорода:
л-Диизопропилбензол . 23 Гидропероксид карбинола . . 4,5
Моногидропероксид . . . 63 Монокетон ....................... 1
Дигидропероксид ........... 5,5 Прочие ..................... 7
Монокарбинол .............. 6
Окисление осуществляется в реакторе колонного типа, из ко-
торого оксидат поступает на многократную противоточную экс-
тракцию. Сначала 4 %-ным водным раствором NaOH экстраги-
руют дигидропероксид jw-диизопропилбензола совместно с гидро-
пероксидом карбинола. В маточном растворе остается моногидро-
пероксид, который экстрагируют свежим jw-диизопропилбензолом
и возвращают на окисление. Экстракт также промывают jw-диизо-
пропилбензолом для удаления остатков моногидропероксида, и из
маточного раствора после промывки извлекают метилизобутилке-
тоном дигидропероксид диизопропилбензола. При температуре
70 °C и продолжительности контакта 5—10 мин дигидропероксид
экстрагируется метилизобутилкетоном почти полностью (до 97%).
296
Раствор дигидропероксида в метилизобутилкетоне после осушки
направляется на разложение.
Аналогично разложению гидронероксида кумола при разложе-
нии дигидропероксида ж-диизопропплбензола получается резорцин
с выделением двух моль ацетона:
I
ООН
+ 2СН3СОСН3
Разложение ведут в среде метилизобутилкетона (или другого
кетона) при температуре 65°C; катализатором является серная
кислота (раствор в ацетоне) в концентрации 1,5—4 г/л. Ре-
акция разложения экзотермическая, тепловой эффект около
536,8 кДж/моль.
При использовании 99,5%-ного jw-диизопропил бензола выход
резорцина составляет 70 % от теоретического.
При получении гидрохинона используется п-диизопропилбензол.
Стадии процесса те же, что и при производстве резорцина. Гид-
рохинон и пирокатехин получается в промышленности, как было
указано, из фенола гидроксилированием пероксидом водорода в
присутствии минеральных кислот. В МИНХ и ГП им. И. М. Губ-
кина разработан процесс получения пирокатехина дегидрирова-
нием тра«с-циклогександиола-1,2.
Синтез диола может быть осуществлен прямым гидрокси-
лированием циклогексена пероксидом водорода (или эпо-
ксидированием гидропероксидами в присутствии гомогенных и ге-
терогенных катализаторов) с последующим гидролизом оксида,
По такой схеме были получены этил-, фенил- и трат-бутилпиро*
катехины, исходя из соответствующих производных циклогексена.
Дегидрирование диолов обычно проводят на гетерогенных ка*
галпзаторах (палладированный уголь, промотированный поташом,
медномагнневый и др.). Некоторые данные приведены в табл, 5.4.
Высокой дегидрирующей способностью, наряду с повышенной
селективностью, обладают разработанные в ИНХС АН СССР им.
А. В. Топчиева совместно с МИНХ и ГП им. И. М. Губкина
297
модифицированные никелевые катализаторы. Так, в присутствии
этих катализаторов при дегидрировании циклогександиола-1,2
при 300 °C выход пирокатехина выше, чем для палладированного
угля; при этом выходы пирокатехинов и продуктов элиминирова-
ния составляют 90 и 10 % соответственно.
Превращение циклогександиола-1,2 в пирокатехин и продукты
элиминирования на модифицированных никелевых катализаторах
можно представить в виде схемы
На рис. Б. 16 представлена принципиальная технологическая
схема производства пирокатехина из циклогексена.
В качестве эпоксидирующего агента используется гидроперок-
сид изопропилбензола (ГПИПБ), поэтому в качестве побочного
продукта при эпоксидировании образуется диметилфенилкарбинол
(ДМФК).
Свежий и возвратный циклогексен, гидропероксид кумола, го-
могенный молибденовый катализатор подаются в реактор /, где
при 80 °C проходит эпоксидирование циклогексена. Реакционная
смесь из реактора 1 подается в колонну разделения 2, где отделя-
ется непрореагировавший циклоолефин, который возвращается
в реактор 1. Оксид циклогексена с верха колонны 3 подается в
гидрататор 5. С верха колонны 4 выводится основное количество
Таблица 5.4. Дегидрирование в оптимальных условиях циклических диолов
в пирокатехин и его производные на промотированном палладированном угле
Исходное сырье Темпера- тура реакции, Объемная скорость подачи сырья. ч-1 Конверсия диола. % Выход двухатом- ного фенола на взятый диол, % Содержа- ние Pd и К2СО3 в катали- заторе, % (масс.)
Циклогександиол-1,2 (20 %- ный водный раствор) .... 300 0,22 97,8 80 1,6 и 1,5
4-Винилциклогександиол-1,2 (20%-ный водный раствор). 300 0,2 99,8 77,1 1,5 и 3
То же 320 0,2 99,9 92,3 5 и 1,5
4-Фенилциклогександиол-1,2 (20 %-ный спиртовой раствор) 360 0,77 99,5 85,7 1,5 и 3,5
4-грет-Бутилциклогександиол- -1,2 (в потоке гелия 4000 ч”1) 300 1,2 99 86 1,5 и 1,5
Ж
Рис. 5.16. Принципиальная технологическая схема получения пирокатехина из
циклогексена:
/ — реактор эпоксидирования; 2 — колонна выделения непрореагировавшего циклогексена;
3 — колонна отделения оксида циклогексена; 4 — колонна выделения технического ДМФК;
5 — гидрататор; 6 — реактор дегидрирования; 7 — холодильник; 8 — сепаратор; 9 — колонна
выделения воды; 10 — колонна выделения смеси фенола и циклогексанона; 11 — колонна
выделения непрореагировавшего диола; 12 — колонна выделения пирокатехина.
диметилфенилкарбинола и примеси, внесенные с гидропероксидом.
Кубовый остаток, содержащий катализатор, возвращают в реак-
тор /, избыток выводится из системы. Из гидрататора 5 водный
раствор циклогександиола-1,2 направляется в реактор 6, где осу-
ществляется дегидрирование диола в пирокатехин при 240—300 °C.
Реакционная смесь после реактора 6 охлаждается в холодиль-
нике 7 и поступает в сепаратор 8 для отделения образовавшегося
при дегидрировании водорода. Жидкие продукты направляются
на разделение. В колонне 9 отгоняется вода, которая возвраща-
ется в гидрататор 5. Фенол и циклогексанон выделяются в ко-
лонне 10. С верха колонны 11 непрореагировавший диол и окси-
циклогексанон подаются в реактор 6. Пирокатехин высокой сте-
пени чистоты выходит с верха колонны 12.
Проведенный технико-экономический расчет показал, что се-
бестоимость пирокатехина по предложенной схеме в 3 раза ниже
себестоимости пирокатехина, производимого из о-хлорфенола.
Производство ароматических карбоновых кислот
В различных областях промышленности широко применяются аро-
матические карбоновые кислоты: одноосновная (бензойная), двух-
основные (фталевые) и многоосновные (тримеллитовая и пиро-
меллитовая).
Бензойная кислота используется в производстве красителей,
пластификаторов, бензоилхлорида, пероксида бензоила, в фарма-
цевтической и парфюмерной промышленности, а также для кон-
сервации кормов и пищевых продуктов. Она может быть исполь-
зована также при приготовлении смазок, способных работать дли-
тельное время в подшипниках качения при больших скоростях
и высоких температурах.
299
Фталевые кислоты. Из трех изомерных фталевых кислот
^.СООН
^^соон
о-фталевая
изофталевая
СООН
ф.
соон
терефталевая
промышленный интерес до 1945 г. представляла только о-фталевая
кислота. Она и теперь является важным полупродуктом для про-
изводства алкидных смол, красителей и пластификаторов для
пластмасс. В последние годы ее значение возросло в результате
разработки способа ее изомеризации в терефталевую кислоту.
Изофталевая кислота применяется в ограниченных количествах
в производстве пластификаторов и ненасыщенных эфиров, значи-
тельные ее количества перерабатываются процессом изомеризации
в терефталевую кислоту.
Наибольшее значение имеет терефталевая кислота, на основе
которой получается ценное синтетическое волокно. Метиловый, эти-
ловый, бутиловый и особенно диоктиловый, диизооктиловый, диде-
циловый и дитридециловый эфиры терефталевой кислоты являются
ценными добавками в производстве пластмасс, придающими пласт-
массам пластичность при,низких температурах.
Из многоосновных кислот наибольшее значение имеют три-
меллитовая (бензол-1,2,4-трикарбоновая) и пиромеллитовая (бен-
зол-1,2,4,5-тетракарбоновая) кислоты. Эти кислоты в последнее
время используются для производства термостойких полимеров и
алкидных смол, дающих быстровысыхающие и прочные термо-
стойкие покрытия.
Ароматические карбоновые кислоты в промышленности полу-
чаются окислением соответствующих моно-, ди- и полиалкиларо-
матических углеводородов.
Окисление алкилароматических углеводородов воздухом или
кислородом в присутствии металлов переменной валентности (ре-
зинаты или нафтенаты кобальта или марганца) протекает через
стадию образования гидропероксидов.
При окислении метилбензолов образуются гидропероксиды,
быстро окисляющиеся в ароматические кислоты.
+ О2 Ме2+ + О2
СбН5СНз ----> СбН5СН2ООН ----> С6Н5СНО -----> СбН5СООН
Алкилароматические углеводороды с н-алкильными группами,
содержащими два и более углеродных атомов, окисляются до
кетонов:
+ О2 Ме2+
с6н5сн2сн3-----* С6Н5СНСН3 -----> СбН5СОСНз + Н2О
I
ООН
300
атор-Алкилбснзолы окисляются с образованием кетона и али-
фатического спирта:
+ О2 Ме2+
СбН5СН(СНз)2 ---> СбН5С(СНз)2 —>
I
ООН
—> СбН5СОСНз + СНзОН
| + °2
нсно -------------------->со2 + Н2о
трет-Алкилбензолы, не имеющие атома водорода при а-угле-
родном атоме алкильной группы, весьма устойчивы к окислению
и разрушаются под влиянием очень сильных окислителей, но не
молекулярного кислорода.
Таким образом, алкильные группы алкилбензолов по скорости
окисления в карбоновые кислоты располагаются в ряд:
—СН3 > —СН2СН3 > -СН(СН3)2 > —С(СН3)з
Следовательно, для получения ароматических кислот лучшим
сырьем являются метилбензолы — толуол, ксилолы и т. д. Толуол
в присутствии солевых катализаторов окисляется молекулярным
кислородом в бензойную кислоту достаточно легко (при 160—
180°C и небольшом давлении). Окисление ксилолов, и особенно
полиметилбензолов, обычно заканчивается образованием лишь
монокарбоновой кислоты, например:
+ 02
. сн3свн4сн3 -----► СН3С6Н4СООН
Это объясняется тем, что карбоксильная группа сильно дезак-
тивирует оставшуюся метильную группу и делает ее не способной
к дальнейшему окислению. В более жестких условиях — при 260—
280 °C и 6,8 МПа можно окислить и вторую метильную группу,
но выход дикарбоновой кислоты составляет 40—60 %. Перевод
карбоксильной группы в сложноэфирную снимает дезактивиру-
ющее действие карбоксильной группы, что было использовано при
получении диметилтерефталата.
Большой промышленный интерес представляют процессы жид-
кофазного окисления ксилолов, при которых в зависимости от
условий реакции получаются различные кислоты: толуиловые
(о-, м-9 п-), ортофталевая, изофталевая и терефталевая.
При окислении полиалкилбензолов с целью получения поликар-
боновых кислот (тримеллитовая, пиромеллитовая и т. д.) окисле-
ние вначале проводят воздухом с получением монокарбоновых
кислот, а затем азотной кислоты.
Производство бензойной кислоты окислением толуола
До недавнего времени бензойная кислота относилась к числу ма-
лотоннажных химических продуктов. В последнее время в связи
с разработкой новых методов получения из бензойной кислоты фе-
нола и капролактама наблюдается резкое увеличение спроса на
бензойную кислоту. Этому способствовала также разработка про-
мышленных процессов окисления толуола в бензойную кислоту.
301
Наиболее старыми методами получения бензойной кислоты
являлись выделение ее из каменноугольной смолы, в которой она
содержимся в ограниченном количестве, и хлорирование толуола
с последующим гидролизом образующегося трихлортолуола:
+ ЗС12 +2Н2О
СбН5СН3 ----—> СбН5СС1з —> С6Н5СООН
— ОГ1С.1 —ОГ1С.1
Последний метод связан с большим расходом хлора и труд-
ностью очистки целевого продукта вследствие образования значи-
тельных количеств примесей.
В настоящее время в промышленности бензойную кислоту по-
лучают в основном газофазным и жидкофазным окислением то-
луола молекулярным кислородом. Наиболее эффективен послед-
ний метод.
Окисление метильной группы толуола при жидкофазном про-
цессе протекает через стадии образования гидропероксида и бен-
зойного альдегида, причем альдегид быстро окисляется в бензой-
ную кислоту. Реакция экзотермическая — тепловой эффект 567,4
кДж/моль.
Жидкофазное окисление толуола воздухом проводят в срав-
нительно узком интервале температур и давлений, в присутствии
различных катализаторов, а также промоторов (соединений бро-
ма) и инициаторов (альдегидов, кетонов и др.).
В варианте процесса с применением кобальтовых или марган-
цевых солей [0,1 % (масс.) в расчете на толуол] температура
процесса 140—170 °C, давление 0,4—0,8 МПа, степень превраще-
ния толуола за проход 30—50 %, выход бензойной кислоты не
более 80—85 %. При этом образуется довольно много побочных
продуктов. Значительное улучшение показателей процесса дает
применение катализатора, промотированного соединениями брома.
Эффективно введение даже 10~5—10“7 моль брома на 1 моль то-
луола; селективность составляет не менее 90 % при конверсии то-
луола 80—100%- Положительное влияние на селективность и кон-
версию толуола оказывает применение различных кислородсодер-
жащих органических соединений в качестве инициаторов.
Схема производства
бензойной кислоты жид-
кофазным окислением
приведена на рис. 5.17.
Смесь свежего и воз-
вратного толуола вместе
Рис. 5.17. Технологическая схе-
ма производства бензойной кис-
лоты окислением толуола:
/ — абсорбер; 2 — отстойник; 3, 6 —
газосепараторы; 4 — реактор; 5, 8 —
холодильники; 7 — колонна выделе-
ния непрореагировавшего толуола;
9 — вакуумная колонна выделения
бензойной кислоты; 10 — пленочный
испаритель.
302
*с высококипящими продуктами, катализатор и воздух подают в
нижнюю часть реактора 4. Перемешивание реакционной массы
осуществляется за счет барботажа воздуха и циркуляции части
реакционной массы через выносной теплообменник (на схеме не
показан). Количество катализатора составляет 0,02—0,5 % (масс.)
(в пересчете на металл) от толуола. Паро-газовый поток (оксид
и диоксид углерода, отработанный воздух, пары воды и частично
пары толуола) с верха реактора 4 направляются в абсорбер /,
куда в качестве абсорбента подают возвратный толуол в смеси
с высококипящими продуктами. Газ из абсорбера 1 поступает в
газосепаратор 3, где отделяются отработанные газы, идущие на
сброс; жидкую фазу (увлеченный толуол) выводят в линию воз-
вратного толуола. Абсорбат из абсорбера выводят в линию толуо-
ла. Абсорбат из абсорбера 1 поступает в отстойник 2, в котором
отделяется водный слой. Органическая фаза идет на смешение
со свежим толуолом.
Жидкие продукты реакции (вместе с непрореагировавшим то-
луолом) выходят из верхней части реактора 4 и через холодиль-
ник 5 после снижения давления, путем дросселирования поступают
в газосепаратор 6. Выделившиеся газы направляют на поглоще-
ние в абсорбер /, а смесь жидких продуктов реакции поступает
в ректификационную колонну 7. Эта смесь содержит кроме непро-
реагировацшего толуола и бензойной кислоты побочные и проме-
жуточные продукты окисления — бензальдегид, бензиловый спирт,
безилацетат, бензилбензоат, небольшое количество углеводоро-
дов ряда дифенила, смолообразные продукты, катализатор. В ко-
лонне 7 при атмосферном давлении (температура верха колонны
ПО °C, куба 180 °C) отгоняются толуол и бензальдегид, которые
возвращаются на окисление. Отгонка бензойной кислоты от вы-
сококипящих продуктов производится в ректификационной колон-
не 9 при пониженном давлении 0,27—0,4-10—2 МПа и температу-
ре 147—150 °C. Кубовый остаток из колонны 9 поступает в ваку-
умный пленочный испаритель 10, где отгоняются высококипящие
продукты (бензиловые эфиры бензойной и низших карбоновых
кислот), возвращаемые на окисление. Остаток из испарителя 10
направляют на извлечение катализатора.
Выход продуктов реакции/т на 1 т толуола:
На стадии окисления:
бензойная кислота........................................ 1,2—1,3
побочные кислородсодержащие продукты............... 0,06—0,07
газообразные продукты................................ 0,008—0,01
На стадии выделения и очистки:
бензойная кислота.......................................... 1,1 —1,2
Производство терефталевой кислоты
Быстрый рост производства терефталевой кислоты начался с опуб-
ликования работ английских исследователей, которые получили
в 1939—1941 гг. из терефталевой кислоты и этиленгликоля поли-
3Q?
—(х — 1)Н2О
хНОСН2СН2ОН
эфир — полипн.'1ентерефталат, пригодный для получения высоко-
качественною синтетического волокна. Мировое потребление тере-
фталевой кислоты в 1982 г. составило 2,8 млн. т, в том числе в
США ~ 1,4 млн. т и Японии — 0,6 млн. т.
Нолнэтилентерефталат, известный под названиями
лавсан (СССР), терилен (Англия), дакрон (США), получают по
реакции поликонденсации терефталевой килоты или ее метилово-
го эфира с этиленгликолем по схеме:
хНОСН2СН2ОН
*НООСС6Н4СООН
хСН3ООССбН4СООСНз
Более экономичным является первый метод (без расходования
метанола на этерификацию). Однако, поскольку необходимым усло-
вием данного процесса является высокая чистота применяемого
сырья, вследствие меньшей сложности очистки диметилтерефта-
лата по сравнению с терефталевой кислотой до последнего вре-
мени более распространен был второй метод. Сырьем для произ-
водства терефталевой кислоты могут служить различные /г-диал-
килбензолы: /г-ксилол, /г-цимол, /г-диэтил- и /г-диизопропилбензол,
из которых лучшим сырьем являетя /г-ксилол. В последнее время
применяется также толуол. Из окислителей наибольшее значение
имеет молекулярный кислород. Так как /г-ксилол является срав-
нительно дорогим и дефицитным сырьем, то были разработаны
способы получения терефталевой кислоты из толуола.
Имеющиеся в промышленности способы получения терефта-
левой кислоты (или ее диметилового эфира) по характеру ис-
пользуемого исходного сырья разделяются на две группы: на ос-
нове /г-ксилола и толуола.
Процессы на основе ксилолов:
1. Совмещенный двухстадийный процесс окисления /г-ксилола.
2. Одностадийный процесс окисления /г-ксилола или в раство-
ре уксусной кислоты или совместно с ацетальдегидом (или параль-
дегидом).
3. Окислительный аммонолиз ксилола с последующим гид-
ролизом образовавшегося терефталонитрила.
4. Окисление о-ксилола с последующей изомеризацией о-дика-
лиевой соли фталевой кислоты.
Процессы на основе толуола:
1. Карбонилирование толуола с последующим окислением об-
разовавшегося толуилового альдегида.
2. Окисление толуола в бензойную кислоту с последующим
диспропорционированием калиевой соли бензойной кислоты.
3. Хлорметилирование толуола с последующим гидролизом и
окислением образовавшихся продуктов.
Получение терефталевой кислоты окислением я-ксилола моле-
кулярным кислородом. Окисление /г-ксилола (I) в жидкой фазе
является цепным радикальным процессом, протекающим через
стадии образования гидропероксида (II) и альдегидгидрата (III)'.
Важную роль играет катализатор (растворимые соли Со и Мн),
ускоряющий лимитирующие стадии перегруппировки гидроперок-
сида в альдегидгидрат и гидропероксида альдегидгидрата (IV) в
/г-толуиловую кислоту (V):
+ 02 + о2
п-СбН4(СН3)2 --СН3СбН4СН2ООН —> СН3СбН4С(ОН)2Н --------->
I II III
—> Н8ССбН4С(ОН)2ООН ----—п-СН3С6Н4СООН
— H2O2
IV V
Каталитическое окисление /г-ксилолов в жидкой фазе молеку-
лярным кислородом в присутствии нафтенатов и резинатов Со и
Мп при 120—200 °C под давлением останавливается на стадии
/г-толуиловой кислоты, метильная группа которой инертна к окис-
лению вследствие пассивирования ее карбоксигруппой. Для даль-
нейшего окисления /г-толуиловой кислоты в терефталевую возду-
хом в присутствии катализаторов (оксид железа на оксиде алю-
миния, ацетат свинца) требуются жесткие условия — давление
4—7 МПа, температура 260—280°C. Процесс идет со значитель-
но меньшим выходом (40—60%), чем окисление /г-ксилола в /г-то-
луиловую кислоту в мягких условиях (выход 80—90 %).
При окислении /г-ксилола любыми окислителями в продуктах
окисления кроме терефталевой кислоты содержится значительное
число промежуточных и побочных продуктов.
Основной примесью к терефталевой кислоте является проме-
жуточный продукт окисления — /г-карбоксибензальдегид, а при
высокой температуре окисления значительно увеличивается содер-
жание продуктов конденсации — /г,/г'-дикарбоксибензофенона и 3,6-
дикарбоксифлуоренона.
Очистка сырой терефталевой кислоты является сложной и труд-
ной задачей. Для удаления примесей используют различные мето-
ды: каталитическое гидрирование, дополнительное селективное
окисление, экстракцию, перекристаллизацию, сублимацию и др.
Более эффективным методом превращения /г-толуиловой кис-
лоты в терефталевую является окисление метилового эфира /г-толу-
иловой кислоты, который в присутствии 0,1 % растворимых солей
Со и Мп (стеараты, ацетаты, бензоаты, толуилаты) при 160—
180 °C и 1—1,5 МПа легко окисляется воздухом в монометилтере-
фталат с 80 % выходом. Последующая обработка его метанолом
дает диметилтерефталат, который легко очищается ректификацией.
Механизм реакции окисления метилового эфира /г-толуиловой
кислоты аналогичен механизму окисления метильной группы
n-ксилола (см. выше).
Раньше диметиловый эфир терефталевой кислоты (диметил-
терефталат) получали в промышленности в четыре стадии:
На первой стадии проводили окисление /г-ксилола воздухом в
л-толуиловую кислоту (выход 80 %) при 120—200°C и 1—1,5 МПа,
На второй стадии /г-толуиловую кислоту этерифицировали мета-
395
нолом при 200— 250 °C и 2,5 МПа в присутствии серной кислоты:
// А +02 // \ + СН3ОН
Н3С (/ \>—СНз ----► Н3С (/ СООН м
\ \ / H2SO4
—-> Н3С——СООСНз
На третьей стадии окисляли метиловый эфир n-толуиловой кис-
лоты при 160—180 °C и 1—1,5 МПа в монометиловый эфир тере-
фталевой кислоты и, наконец, последний этерификацией метано-
лом превращали в диметиловый эфир (выход 80 «и.
Современный процесс получения диметилтерефталата являет-
ся двухстадийным за счет совмещения в одном аппарате первой
и второй стадий окисления (n-ксилола и n-метилтолуилата) и в
другом аппарате — этерификации /г-толуилоцой кислоты и моно-
метилтерефталата.
Технологическая схема двухстадийного процесса производства
диметилтерефталата окислением /г-ксилола дана на рис. 5.18.
Смесь n-ксилола и циркулирующего промежуточного /г-метил-
толуилата, содержащую 0,1 % солей кобальта, окисляют в жидкой
фазе в реакторе /, куда подается воздух при 160—180 °C и давле-
нии 0,4—0,8 МПа. При этом образуется смесь n-толуиловой кис-
лоты и монометилтерефталата.
Выходящие из реактора газы после конденсации и охлаждения
в холодильнике 2 идут на сжигание или сбрасываются в атмосфе-
ру, а жидкая фаза после отделения воды в отстойнике 3 возвраща-
ется на окисление. Оксидат из реактора 1 поступает в реактор 4
на этерификацию метанолом при 250—280 °C и давлении 2—
2,5 МПа. Сверху отгоняется избыток метанола, далее его подвер-
гают ректификации в колонне 5 и через емкость 6 возвращают
в процесс. Кубовый остаток колонны 5 смешивается с конденсатом
легкокипящих компонентов, которые выводятся с верха реактора
окисления /, и разделяются в отстойнике 3. Органический слой
возвращается на окисление, а водная фаза сбрасывается в стокц.
306
Возвратный п-метмтолуилат
Рис. 5.18. Технологическая схема двухстадийного процесса получения диметил-
терефталата:
1 — реактор окисления; 2, 8 — холодильник; 3 — отстойник; 4 — реактор этерификации; 5 —
ректификационная колонна выделения метанола; 6 — емкость для метанола; 7 — колонна
для отгонки п-метилтолуилата; 9 — колонна для выделения сырца-диметилтерефталата;
10 — аппарат для растворения диметилтерефталата-сырца; // — кристаллизатор; 12 — цен-
трифуга; 13 — колонна выделения метанола из маточного раствора; 14 — аппарат для рас-
плавления диметилтерефталата; /5 — колонна выделения чистого диметилтерефталата.
Продукты этерификации подаются в ректификационные колон-
ны 7 и 9, в колонне 7 отгоняется /г-метилтолуилат, который
возвращается на окисление, а в колонне 9 отделяется диметил-
терефталат-сырец от высококипящих соединений. Для очистки
ДМТФ-сырец растворяют в метаноле в аппарате 10, после чего
направляют в кристаллизатор 11. Выпавшие кристаллы диметил-
терефталата отделяют на центрифугах 12 от маточного раствора
и плавят их в аппарате 14.
Далее жидкий диметилтерефталат подвергается очистке рек-
тификацией в колонне 15, через верх которой отводится чистый
диметилтерефталат. В колонне 13 из маточного раствора отгоня-
ется метанол, остаток объединяется с кубовой жидкостью колон-
ны 15 и возвращается на стадию окисления.
На 1 т диметилтерефталата расходуются 0,63 т /г-ксилола и
0,38 т метанола.
Одностадийный процесс получения терефталевой кислоты окис-
лением /г-ксилола разработан японской фирмой Maruzen Oil. Осо-
бенностями этого процесса являются: окисление /г-ксилола в среде
растворителя (уксусная кислота) и применение смешанного ката-
лизатора на основе солей кобальта и марганца, промотированных
бромом (NaBr, МН4Вг), или кобальтового катализатора с добав-
кой уксусного альдегида или метилэтилкетона. Последние очень
быстро окисляются на начальных стадиях, ускоряя окисление дру-
гих соединений. Их роль скорее всего состоит в поддержании ко-
бальта в активном трехвалентном состоянии за счет окисления
двухвалентной формы промежуточно образующимися надкислота-
ми. Максимальный выход терефталевой кислоты достигается при
концентрации катализатора 0,1 моль на 1 моль /г-ксилола и
307
Время
Рис. 5.19. Кривые накопления продуктов
окисления ксилолов с кобальтбромидным
катализатором:
1 — ксилолы; 2 — толуиловые кислоты; S —
фталевые кислоты; 4 — альдегиды.
подаче уксусного альдегида в ко-
личестве 0,046 моль/ч на 1 моль
/г-ксилола.
Наиболее широкое примене-
ние в промышленности имеет
процесс в присутствии металлбромидных катализаторов. Изучение
окисления ксилолов в присутствии этих катализаторов показало,
что окисление идет через два резко разграниченных этапа
(рис. 5.19, кривые 2 и 3). Вначале окисляется только одна метиль-
ная группа, и лишь после того, как весь ксилол окислится в мо-
нокислоту, начинается превращение монокислоты в дикислоту.
Механизм действия металлбромидных катализаторов пока не совсем изу-
чен. Предполагают, что из бромидов сначала образуется бромистый водород,
который окисляется с образованием соответствующих радикалов, участвующих
в зарождении цепи:
NaBr + СНзСООН НВг + CH3COONa
+ О2
НВг -----► НОО. + Вг.
Вг*
АгСНз -----> НВг + АгСН2 и т. д.
Существует и другая точка зрения, согласно которой катализатор функцио-
нирует в виде смешанной соли трехвалентного кобальта, когда бром приобре-
тает свойства радикала:
+ Вг
Co3+(RCOO-)3 ------► (RCOO“)2Co3+Br (RCOO-)2Co2+-- Br.
—RCOO”
Углеводород вовлекается в реакцию за счет переноса электрона через бро-
мид-ион
[Со2+-Вг.Т
: —> Со2+ + АгСН2 + НВг
АгСН3 J
вследствие чего дезактивирующее влияние карбоксильных групп проявляется не
в такой сильной степени, как при обычном катализе в отсутствие бромидных
промоторов.
Одностадийный процесс реализован в промышленности. Окис-
ление /г-ксилола проводят воздухом в растворе уксусной кислоты
при 125—275 °C (лучше при 150 °C) и давлении 3—4 МПа, массо-
вое соотношение /г-ксилол, уксусная кислота и катализатор : про-
мотор соответственно равно 1:1, количество катализатора 0,35—
0,45 % (масс.) на /г-ксилол.
Реактором служит барботажная колонна (или аппарат с ме-
шалкой). На рис. 5.20 представлена упрощенная технологическая
схема одностадийного процесса получения терефталевой кислоты
окислением /г-ксилола.
308
В реактор / подают н-ксилол, воздух и рециркулирующую ук-
сусную кислоту и катализатор.
Выделяющееся тепло реакции отводят за счет охлаждения ре-
акционной массы в выносном холодильнике (на схеме не показан)
и испарения n-ксилола, воды и уксусной кислоты, пары которых
охлаждаются и конденсируются в холодильнике 2; в сепараторе 3
конденсат отделяют и возвращают в реактор. Реакционная масса,
представляющая суспензию, направляется на фильтрование в цен-
трифугу 4, где терефталевая кислота промывается свежей уксус-
ной кислотой, после чего терефталевую кислоту (ТФК) направ-
ляют на очистку. От фильтрата отгоняют воду в ректификацион-
ной колонне 5; с низа этой колонны уксусная кислота с раство-
ренным в ней катализатором возвращается в реактор. В кислоте
при многократной циркуляции накапливаются смолистые примеси,
поэтому часть кислоты отводят в колонну 6 для регенерации.
Уксусная кислота отгоняется от тяжелого остатка и возвра-
щается в процесс. Остаток сжигают или регенерируют из него
кобальт.
Выход терефталевой кислоты 96 % (мол.), расход /г-ксилола
0,66 т на 1 т терефталевой кислоты.
Для получения терефталевой кислоты сорта «для полимериза-
ции» ее необходимо очистить практически от всех примесей (чи-
стота должна быть 99,9%). Для этого используют непрерывный
процесс возгонки, включающий испарение и каталитическую гид-
роочистку для удаления следов окрашивающих органических при-
месей (л,п'-дикарбоксибензофенон и 3,6-дикарбоксифлуоренон) и
большей части основной примеси — /г-карбоксибензальдегида, так
как эти соединения, как и /г-толуиловая кислота при полимериза-
ции действуют в качестве агентов обрыва цепи. Так как очистка
терефталевой кислоты связана с большими технологическими труд-
ностями и затратами, целесообразнее проводить очистку уже са-
мого диметилтерефталата (ДМТФ). Очистка ДМТФ процессом
кристаллизации имеет существенные недостатки: высокие потери
диэфира и затраты тепла.
Рис. 5.20. Технологическая схема (упрощенная) одностадийного процесса полу-
чения терефталевой кислоты окислением /г-ксилола:
/ — реактор; 2 — холодильники-конденсаторы; 3 — сепаратор; 4 — центрифуга; 5 — ректифи-
кационная колонна; 6 — колонна регенерации уксусной кислоты.
809
Японской фирмой Mitsui разработан и осуществлен в промыш-
ленном маспнабе процесс получения ДМТФ с применением его
очистки путем окисления (в присутствии селективного катализа-
тора) основной (до 90%) примеси — 4-карбоксибензальдегида —
в мопомстилтерефталат, с последующим его отделением, окисле-
нием и превращением в ДМТФ.
Конечную очистку сырого ДМТФ проводят на стадии двухсту-
пенчатой вакуумной перегонки. Расходные показатели процесса
в т на 1 т ДМТФ: и-ксилол 0,566; уксусная кислота 0,04; мета-
нол 0,36.
К новым процессам получения терефталевой кислоты на осно-
ве n-ксилола относится процесс фирмы Lummus, в'основе которого
лежит реакция окислительного аммонолиза n-ксилола. Темпера-
тура реакции 450—460 °C, катализатор на алюмосиликате или на
окиси алюминия. В результате реакции получают терефталонит-
рил, который после очистки гидролизуют в терефталевую кислоту.
Получение терефталевой кислоты изомеризацией фталевой и
изофталевой кислот. В связи с ростом потребности в терефталевой
кислоте организованы ее производства на основе доступного и
менее дефицитного сырья, чем n-ксилол, выделение которого из
смеси изомеров связано со значительными трудностями.
Так, процесс фирмы Henkel получения терефталевой кислоты
состоит в изомеризации калиевых солей ортофталевой и изофтале-
вой кислот:
COOK
COOK COOK
Процесс состоит из трех стадий: изомеризации дикалийфталата
в дикалийтерефталат, превращения дикалиевой соли в монокалие-
вую соль и выделения свободной терефталевой кислоты.
Изомеризация дикалийфталата в дикалийтерефталат произво-
дится в измельченном твердом виде при температуре выше 400 °C,
давлении диоксида углерода 0,49—1,96 МПа в присутствии из-
мельченного цинк- или кадмийсодержащего катализатора в коли-
честве нескольких мольных процентов. На второй стадии продукт
изомеризации растворяют в воде, отделяют водонерастворимые
продукты, раствор очищают, пропуская через активированный
уголь, и осветленный водный раствор дикалийтерефталата смеши-
вают с водным раствором монокалийфталата. Образовавшийся мо-
нокалийтерефталат на третьей стадии обрабатывают фталевым
ангидридом. При этом из раствора высаживается свободная тере-
фталевая кислота, которую отфильтровывают, промывают и под-
вергают сушке. Фильтрат (водный раствор монокалийфталата)
возвращают на вторую стадию. Все реакции протекают количе-
ственно. Чистота терефталевой кислоты 99,9 %.
310
Получение терефталевой кислоты из толуола. Так как я-ксплол
является дорогим и дефицитным сырьем, предложено много спо-
собов получения терефталевой кислоты из толуола.
Синтезы терефталевой кислоты по реакциям амидирования и
хлорметилирования толуола с последующим окислением получен-
ных продуктов азотной кислотой, хроматом или перманганатом
калия характеризуются значительным расходом минерального
сырья, образованием большого количества побочных продуктов,
необходимостью применения коррозионноустойчивых материалов
и по технико-экономическим показателям уступают синтезу через
бензойную кислоту.
Получение терефталевой кислоты из толуола через бензойную
кислоту. Получение терефталевой кислоты и ее диметилового эфи-
ра из толуола через бензойную кислоту (процесс фирмы Henkel)
основан на диспропорционировании бензоата калия и осуществ-
ляется в промышленности в четыре стадии.
1. Окисление толуола в бензойную кислоту
+ 1,5Ог
СвН6СНэ --—> С6Н6СООН
— rijO
2. Получение бензоата калия
+ кон
С,Н5СООН —> С6Н6СООК
— Н2О
3. Диспропорционирование бензоата калия:
2С6НбСООК —> п-СвН4(СООК)2 + С6Нв
4. Выделение свободной терефталевой кислоты
+ f^so4
п-КООССбН4СООК —п-НООСС6Н4СООН
— K2SO4
Основная реакция данного процесса — диспропорциони-
рование бензоата калия — протекает путем отщепления диокси-
да углерода от одной молекулы бензоата и последующего карбо-
ксилирования второй молекулы бензоата:
СОО“
^J] —> Свн5- + со,
Реакция идет под давлением диоксида углерода 1—1,5 МПа
при высокой температуре (440—460 °C) в присутствии 5 % кад-
мий- или ципкосодержащих соединений. Наиболее активными ка-
зн
Диоксид углерода
Деминерализованная вода__
На извлечение -И
катализатора ’
Рис. 5.21. Поточная схема производства
рованием бензоата калия:
Сточные воды
'на очистку
терефталевой кислоты диспропорциони-
1 — нейтрализация и сушка; 2 — диспропорционирование; 3 — разделение продуктов реак-
ции; 4 — разложение дикалийтерефталата; 5 — очистка и осушка терефталевой кислоты.
тализаторами являются соединения кадмия, нерастворимые в воде
(кадмий в виде бензоата, фталата, оксида или карбоната). Выход
терефталевой кислоты до 90 % (масс.).
Принципиальная поточная схема получения терефталевой кис-
лоты из бензойной кислоты представлена на рис. 5.21.
Бензойную кислоту и КОН подают в смеситель отделения ней-
трализации 1. Образующийся бензоат калия после центрифугиро-
вания и сушки направляют затем в реактор диспропорционирова-
ния 2, где смешивают с кадмийсодержащим катализатором, высу-
шивают реакционную смесь и проводят диспропорционирование
при 430—460 °C и давлении диоксида углерода 0,98—1,47 МПа.
Продукты поступают в секцию разделения 3. Здесь бензол отду-
вается отходящим диоксидом уг^рода, конденсируется и направ-
ляется в товарную емкость. Смесь дикалийтерефталата с катали-
затором разбавляют деминерализованной водой, и раствор дика-
лийтерефталата на центрифуге освобождают от катализатора, ко-
торый после очистки и сушки возвращается в процесс.
Маточный раствор, содержащий дикалийтерефталат, с целью
его осветления фильтруют через активированный уголь и ионооб-
менные смолы. Осветленный водный раствор дикалийтерефталата
направляется в разлагатель отделения разложения 4, куда подает-
ся серная кислота. При этом выделяется свободная терефталевая
кислота, выпадающая в осадок в виде взвеси. Взвесь сепарируют
для отделения терефталевой кислоты, которую в отделении 5 про-
мывают деминерализованной водой и сушат. Получается товарная
терефталевая кислота сорта «для полимеризации».
Новым процессом получения терефталевой кислоты на основе
толуола является двухстадийный процесс фирмы Mitsubishi Gas —
карбонилирование толуола в присутствии BF3-HF в и-толуолаль-
дегид с последующим его окислением в терефталевую кислоту в
растворе уксусной кислоты при 200—210 °C и давлении 2 МПа.
+ CO(BF3.HF) +О2
СбНбСНз ------------► СН3С6Н4СНО ---► СбН4(СООН)з
31?
Производство многоосновных ароматических кислот
В последние годы важное значение приобрели ароматические по-
ликарбоновые кислоты, которые являются исходными веществами
для производства термостойких полимеров. К многоосновным кис-
лотам относятся: гемимеллитовая (бензол-1,2,3-трикарбоновая),
тримеллитовая (бензол-1,2,4-трикарбоновая), тримезиновая (бен-
зол-1,3,5-трикарбоновая) , пиромеллитовая (бензол-1,2,4,5-тетракар-
боновая) и другие кислоты. Наибольшее значение имеют тримел-
литовая и пиромеллитовая кислоты. Основные промышленные ме-
тоды их получения: окисление триметил- и тетраметилбензолов
(кислородом воздуха и азотной кислотой), хлорметилирование ди-
метил- и триметилбензолов с последующим гидролизом хлорме-
тильных производных и окислением оксиметилбензолов.
В последнее время три- и тетракарбоновые кислоты получают
жидкофазным окислением соответствующих полиметил бензолов
кислородом воздуха. В этом случае процесс ведут в растворителе
при 150—275 °C, давлении 0,7 МПа и выше, продолжительности
реакции 0,5 ч в присутствии катализатора — марганцевых солей
жирных кислот С2—С4.
Тримеллитовая кислота и ее моноангидрид образуются
при окислении псевдокумола:
----->
-Н2О
Из дурола — пиромеллитовая кислота и ее диангидрид:
Выход при жидкофазном окислении тримеллитовой кислоты
41 %, тримезиновой 48 %, пиромеллитовой 60—70 % (на сырье).
Представляют также интерес нафталиндикарбоновые кислоты,
нафталевая кислота и ее ангидрид (из аценафтена) и др.
Промышленный процесс производства три- и тетракарбоновых
кислот методом хлорметилирования многостадийный. Так, напри-
мер, пиромеллитовую кислоту получают из n-ксилола трехстадий-
813
иым процессом по схеме:
+ 2(СН2О + НС1)
-------------_>
—2Н2О
ноос
ноос
+ 2Н2О
— 2HCI
+ 5О2
— 4Н2О
соон
соон
На первой стадии получают дихлорметил-п-ксилол взаимодей-
ствием n-ксилола с параформальдегидом в присутствии соляной
и уксусной кислот при 70—85 °C и 0,5 МПа. На второй стадии
проводят гидролиз дихлорметил-и-ксилола при 70 °C избытком
едкого натра в метаноле, получая 2,5-диоксиметил-п-ксилол, кото-
рый выделяют ректификацией. Третья стадия — окисление 2,5-ди-
оксиметил-п-ксилола азотной кислотой при 190—200 °C и 2 МПа.
На 1 т пиромеллитовой кислоты расходуется, т:
п-Ксилол .................. 0,59
Параформальдегид .......... 0,38
Хлористый водород.......... 0,56
Уксусная кислота........... 0,25
Едкий натрий............... 0,45
Метанол ................... 0,54
Азотная кислота ........... 1,62
Аналогично получают и другие многоосновные ароматические
кислоты.
Окисление полиметилбензолов в многоосновные кислоты про-
водится в одну или две стадии с применением в качестве окисли-
телей азотной кислоты и воздуха. Так, например, тримеллитовую
кислоту (из псевдокумола) получают некаталитическим односта-
дийным окислением при 190 °C и повышенном давлении избытком
азотной кислоты.
В процессе окисления образуются разбавленная азотная кис-
лота и газообразные окислы азота, которые улавливают и пере-
рабатывают в азотную кислоту, возвращаемую в процесс. Тримел-
литовую кислоту выделяют из разбавленной водой и охлажденной
реакционной смеси посредством центрифугирования. Полученную
кристаллическую тримеллитовую кислоту промывают и высуши-
вают. На 1 т тримеллитовой кислоты расходуется:
Псевдокумол, т............... 1
Азотная кислота (в пересчете
на 100 %-ную), т............... 1,5
Электроэнергия, кВт-ч . . . 4000
Пар, т......................... 1
Вода, м3......................1300
Топливо, ккал ............... 10е
Пиромеллитовую кислоту получают двухстадийным
окислением дурола (1,2,4,5-тетраметилбензол). На первой стадии
дурол окисляется воздухом в дуроловую кислоту, на второй ста-
дии окисляют дуроловую кислоту азотной кислотой в пиромелли-
товую. Такая последовательность обусловлена тем, что дурол в
отличие от дуроловой кислоты легко нитруется азотной кис-
лотой.
314
Окислительный аммонолиз ароматических углеводородов
В последние годы осуществлены промышленные процессы полу-
чения ароматических нитрилов окислительным аммонолизом аро-
матических углеводородов (толуола, ксилолов и др.). Раньше аро-
матические нитрилы получали через большое число промежуточ-
ных стадий. Бензонитрил, например, получали из бензола через
нитробензол и анилин взаимодействием щелочных, солей бензол-
сульфокислот с цианидами щелочных металлов или дегидрирова-
нием аммониевых солей ароматических кислот или амидов. Стои-
мость ароматических нитрилов, получаемых этими методами,
высокая, что ограничивало их применение в производстве
пластических масс, синтетических волокон, красителей.
Реакцию образования ароматических нитрилов окислительным
аммонолизом ароматических углеводородов в общем виде можно
представить уравнением:
АгСНз + NH3 + 1,5О2 —> ArCN + ЗН2О
Окислительный аммонолиз ароматических углеводородов осу-
ществляют в газовой фазе в стационарном слое катализатора при
400—500 °C и давлении, близком к атмосферному. Аммиак и воз-
дух берут в избытке против стехиометрии. В качестве катализа-
торов используют оксиды ванадия, молибдена, фосфора и др.
Имеются сообщения о применении цеолитов типа Х-13, обеспечи-
вающих высокий выход нитрила (более 70 %).
При получении бензонитрила окислительным аммоноли-
зом толуола в присутствии ванадиевого катализатора (6 %) в сме-
си с триоксидом молибдена (2%) на прокаленном оксиде алю-
миния конверсия толуола составляет 70—73 %, выход бензонитри-
ла 87 % от теоретического.
По данным 1981 г. на 1 т получаемого бензонитрила расхо-
дуется, т: толуола (100%) — 1,07, аммиака (100%)—0,35. Чи-
стота получаемого бензонитрила составляет более 98 %.
Сочетанием окислительного аммонолиза с последующим гид-
рированием нитрилов в настоящее время получают алкиларомати-
ческие моно- и диамины. Этот процесс особенно экономически
оправдан для получения диаминов, в частности ксилиленди-
амина.
На первой стадии процесса окислительным аммонолизом кси-
лолов получают динитрил:
С6Н4(СН8)2 + 2NH3 + ЗО2 —> C6H4(CN)2 + 6Н2О
который далее гидрируют до диамина:
C6H4(CN)2 + 4Н2 —> C6H4(CH2NH2)2
В качестве сырья вместо индивидуальных ксилолов применяют
смешанную м- и n-ксилольную фракцию. Целевой продукт пред-
ставляет собой смесь изомерных ль и n-ксилилендиаминов с сум-
марным содержанием диаминов 99 % (основной примесью являют-
ся моноамины). Содержание n-изомера составляет 28—30 %.
315
Рис. 5.22. Схема производства ксилилендиамина окислительным аммонолизом
ксилолов:
1 — реактор; 2 — газосепаратор; 3 — колонна выделения аммиака; 4 — абсорбер; 5, 5' —
теплообменники; 6 — реактор гидрирования; 7 —колонна отгонки растворителя; « — ко-
лонна выделения ксилилендиамина.
На рис. 5.22 представлена схема получения ксилилендиамина
окислительным аммонолизом смеси ксилолов. Свежие и возврат-
ные ксилолы, воздух и аммиак, пройдя теплообменник 5, посту-
пают в реактор 1 со стационарным слоем катализатора, где при
370—510 °C и 0,13—0,3 МПа происходит окислительный аммоно-
лиз. Выходящие из реактора 1 продукты реакции проходят газо-
сепаратор 2, из которого газообразные продукты поступают в ко-
лонну 3 для выделения аммиака, возвращаемого в процесс. Жид-
кие продукты реакции из газосепаратора 2 направляются в аб-
сорбер 4, где ксилолом извлекается мононитрил, возвращаемый
в процесс. Динитрил, освобожденный от мононитрила, смешивают
с растворителем, нагревают в теплообменнике 5 и подают в ре-
актор гидрирования 6 (со стационарным слоем катализатора), где
происходит гидрирование под давлением водорода. Продукты гид-
рирования из реактора 6 поступают в ректификационную колон-
ну 7, в которой отгоняется растворитель, возвращаемый в процесс.
Сырой ксилилендиамин из нижней части колонны 7 поступает на
ректификацию в колонну S, сверху которой выходит в виде то-
варного продукта. Снизу выводятся тяжелые примеси.
Ксилилендиамин используется в производстве полиамидных во-
локон, а также вместо полиалкиленполиамидов для отверждения
эпоксидных смол. Ксилилендиамин обладает очень низким влаго-
поглощением, что позволяет получать на его основе высококаче-
ственные лакокрасочные покрытия. Взаимодействием ксилилен-
диамина с фосгеном получают ксилилендиизоцианат, широко при-
меняемый в производстве полиуретанов.
ОКИСЛЕНИЕ НАФТЕНОВЫХ УГЛЕВОДОРОДОВ
Главное назначение процессов окисления нафтеновых углеводо-
родов — получение соответствующих кетонов (цикланонов) с разме-
ром цикла С5—С12 и а,со-дикарбоновых кислот с 5—12 углерод-
ными атомами. Получаемые на основе цикланов соответствующие
лактамы и дикарбоновые кислоты являются исходными вещества-
ми для получения важнейших полиамидов и полиамидных воло-
316
кон. Для этого лактамы полимеризуют
/СО ^хСО
(СН2)п —> (СН,)^ —> _[—Nil—(С1Ь)п + |—СО—]т—
^СНг ^NH
а дикарбоновые кислоты конденсируют с диаминами, большей
частью с гексаметилендиамином
mHOOC(CH2)rtCOOH + mH2N(CH2)eNH2 —►
—> — [—CO(CH2)n—CONH(CH2)6NH—ь—
Дикарбоновые кислоты также используются для производства
пластификаторов —сложных эфиров со спиртами С7—С9.
Наибольшее значение из полиамидов приобрели капрон и най-
лон-6 fi, основными полупродуктами для получения которых слу-
жат е-капролактам, адипиновая кислота и гексаметилендиамин.
Эти полупродукты можно получать исходя из фенола через цик-
817
При получении циклогексанона, исходя из фенола, сначала фе-
нол' гидрируют в циклогексанол, который дегидрируют в цикло-
гексанон. Гидрирование фенола проводят при 130—150°С и 1,5—
2 МПа над катализатором Ni/Al2O3.
Тепловой эффект реакции 2085 кДж на 1 кг фенола. Неболь-
шая часть фенола в результате побочных реакций превращается
в гексан и циклогексан.
Дегидрирование циклогексанола в промышленности осуществ-
ляется на цинкжелезном катализаторе при 410—420 °C и объемной
скорости подачи спирта 0,5 ч-1.
Максимальная конверсия циклогексанола (82—93 %) дости-
гается при содержании в катализаторе 8—11 % железа.
Проблема производства других цикланонов связана с доступ-
ностью соответствующих углеводородов.
Окислением циклопептана получают циклопентанон и глутаро-
вую кислоту НООС(СН2)3СООН. Остальные цикланы— синтети-
ческие продукты, причем из них доступны циклооктан и циклодо-
декан.
Получающиеся циклооктан и циклододекан окисляют в соот-
ветствующие кетоны, последние переводят в оксимы, на основе
которых получают лактамы (каприллактам и лауриллактам) и со-
ответствующие аминокислоты. Полимеризацией этих лактамов или
поликонденсацией аминокислот получают соответствующие поли-
амидные волокна.
Производство циклогексанона и адипиновой кислоты
окислением циклогексана кислородом воздуха
Наиболее перспективным сырьем для получения циклогексанола,
циклогексанона и адипиновой кислоты является циклогексан, ко-
торый выделяют из бензиновых фракций некоторых нефтей или
получают гидрированием бензола. При жидкофазном окислении
воздухом гомологов циклогексана (метил-, этил-, изопропил- и ди-
метилциклогексанов) образуются смеси одно- и двухосновных кис-
лот Ci—С4. В настоящее время основным промышленным процес-
сом окисления нафтенов является окисление циклогексана в цик-
логексанон и адипиновую кислоту.
Исследования процесса окисления циклогексана с целью полу-
чения из него циклогексанона и адипиновой кислоты были начаты
в 40-х годах нашего столетия в связи с развитием промышленно-
сти синтетических волокон. В Советском Союзе первые работы по
окислению циклогексана кислородом воздуха в жидкой фазе были
проведены К. И. Ивановым с сотр., а также Н. И. Черножуковым
и С. Э. Крейном. Одновременно с исследованиями по некатали-
тическому окислению циклогексана проводились исследования по
каталитическому его окислению в присутствии солей металлов пе-
ременной валентности (кобальта, марганца, железа и др.). Ввиду
плохой растворимости адипиновой кислоты и малых ее выходов
окисление проходило с низким выходом. Предлагалось проводить
818
окисление в среде растворителей. В качестве растворителей ис-
пытывались уксусная кислота, ацеюп, ///с/ бутиловый спирт.
Многочисленные исследования посвящены процессу окисления
циклогексана в присутствии борной кислоты. Как известно, окис-
ление до спиртов в присутствии борной кислоты было впервые
предложено в 1956 г. А. Н. Башкировым применительно к окисле-
нию твердых и жидких парафинов до спиртов. Применение этого
процесса к окислению циклогексана в настоящее время реализо-
вано в промышленности и позволило существенно улучшить по-
казатели процесса.
Основные закономерности процесса. Окисление циклогексана
протекает по цепной реакции с вырожденным разветвлением. По-
следовательность образования основных продуктов может быть
представлена схемой:
+ Оз
—>
Сено
соон
Сено
соон
+ О2
соон
соон
—> смолы
Кроме циклогексанона и циклогексанола при окислении цикло-
гексана образуются спирты, альдегиды, кетоны и кислоты с мень-
шим числом углеродных атомов, чем в сырье, простые эфиры и
продукты поликонденсации карбонильных производных (смолы).
Инициирование реакции окисления циклогексана может быть
осуществлено различными методами: применение катализаторов —
растворимых солей металлов переменной валентности (в основном
солей кобальта) и инициирующих добавок (бромид водорода, ди-
оксид азота, циклогексанон), а* также термически и фотохими-
чески.
U9
В случае применения кобальтового катализатора ион кобальта
Со2+ окисляется гидроперекисью до Со3+, а Со3+ восстанавливает-
ся альдегидом, спиртом или кетоном до Со2+
Ас2Со + ROOH —> Ac2CoOH + RO.
Ac2CoOH + RCHO —> Ас2Со + RC • + Н2О
Обе реакции приводят к образованию свободных радикалов.
Как уже было сказано раньше, соли, в которых металл находится
в двухвалентном состоянии, могут реагировать не только с моле-
кулярными продуктами окисления, но и со свободными радика-
лами, приводя к их гибели, например:
Ас2Со + ROO • —> Ac2CoOOR
Таким образом, в процессе окисления циклогексана катализа-
тор осуществляет инициирование, ингибирование и регулирование
состава продуктов. Поэтому существует оптимальная концентра-
ция катализатора: при меньшей концентрации катализатор с не-
достаточной скоростью инициирует процесс, а при большой про-
являются его ингибирующие свойства. Величина оптимальной кон-
центрации зависит от условий процесса.
При каталитическом инициировании соли различных металлов
располагаются в следующий ряд (в порядке убывания каталитиче-
ского действия):
Со > Сг > Мп > Fe, Al > Pb
Для ускорения реакции окисления могут применяться различ-
ные инициаторы: бромводород, диоксид азота, карбонильные со-
единения. Совместное действие инициирования и катализа (соли
кобальта) приводит к резкому ускорению реакции, особенно в на-
чальный период ее развития. Наиболее часто в качестве инициа-
тора используют циклогексанон. Его инициирующее действие обу-
словлено тем, что в результате взаимодействия циклогексана с
радикалом пероксида циклогексанона образуется соответствующий
гидропероксид — агент, разветвляющий реакционную цепь, более
активный, чем гидропероксид циклогексила:
В результате окисления циклогексанона и последующего рас-
пада а-гидропероксида циклогексанона образуется три новых
320
радикала
которые продолжают начальную и начинают две новые цепи окис-
ления.
Состав продуктов окисления зависит, в первую очередь, от ки-
нетических факторов и связан с различной относительной ско-
ростью образования циклогексанола и циклогексанона., с одной
стороны, и скоростями дальнейших превращений этих соединений,
с другой стороны.
Скорость этой реакции при 145°C и 0,6 МПа имеет нулевой
порядок по кислороду. Энергия активации суммарной реакции
окисления равна примерно 81,5 кДж/моль.
Окисление циклогексана в смесь циклогексанона и циклогек-
санола в настоящее время в промышленности осуществляется ка-
талитически в присутствии или солей кобальта, или борной кис-
лоты в жидкой фазе при температуре 120—200°C и под давле-
нием, обеспечивающим сохранение реакционной смеси в жидком
состоянии. Соотношение образующихся спирта и кетона состав-
ляет обычно 2:3, в продуктах реакции содержатся также гидро-
пероксиды, гликоли, кетоспирты, дикетоны, лактоны, сложные эфи-
ры и карбоновые кислоты. Удовлетворительный выход суммы спир-
та и кетона получается только при невысокой конверсии исходного
углеводорода — до 5 %.
Окисление циклогексана в присутствии растворимых солей ко-
бальта проводят при 120—160 °C, давлении 1—2 МПа с целью
получения выхода смеси спирта и кетона не ниже 80%, конвер-
сия циклогексана при этом должна быть на уровне 4—5%, что
достигается проведением окисления в каскаде из 3—4 барботаж-
ных колонн.
Технологическая схема окисления циклогексана в смесь спирта
и кетона в присутствии солей кобальта представлена на рис. 5.23.
Окисление циклогексана ведут в каскаде барботажных колонн
1 и 1' с подачей воздуха в каждую колонну. Тепло реакции сни-
мается испаряющимся циклогексаном, который конденсируется в
холодильнике-конденсаторе 2 (общем для всех колонн) и отде-
ляется в сепараторе 5.
Оксидат из последней колонны Г промывают водой в смеси-
теле 4 от водорастворимых кислот, водный слой отделяется в се-
параторе 5.
В колонне 6 от оксидата отгоняется непрореагировавший цик-
логексан в таком количестве, чтобы в остатке концентрация гид-
ропероксида была не выше безопасного уровня 3—4%. Остаток
обрабатывают водной щелочью при нагревании в смесителях 7
(показан один) с целью омыления сложных эфиров и разрушения
гидропероксидов.
11 Зак. 534 321
Рис. 5.23. Технологическая схема окисления циклогексана в смесь циклогекса-
нола и циклогексанона в присутствии солей кобальта:
1. /' — колонны окисления; 2 — холодильник-конденсатор; 3, 5, 8 — сепараторы; 4, 7 — сме-
сители; 6, 9 — ректификационные колонны выделения циклогексана; 10, 11 — ректификацион-
ные колонны выделения соответственно циклогексанона и циклогексанолэ.
Органический слой отделяется от водного в сепараторе <3, цик-
логексан отгоняется от него в колонне 9. Циклогексан из сепара-
тора 3 и колонн 6 и 9 возвращается на окисление.
Кубовой остаток колонны 9 содержит циклогексанол, цикло-
гексанон и нейтральные побочные продукты.
Из остатка в колонне 10 отгоняют циклогексанон, а в колон-
не 11 циклогексанол. Если целевым продуктом является цикло-
гексанон, то схема дополняется узлом дегидрирования циклогек-
санола.
Селективность процесса не выше 75—80 % (масс.) из-за обра-
зования значительного количества побочных продуктов.
Окисление циклогексана в присутствии борной кислоты в про-
мышленном масштабе осуществлено фирмой Scientific Design.
Окисление циклогексана проводят преимущественно в присутствии
дегидратированных производных метаборной кислоты, хотя можно
использовать и другие соединения с бором. Окисление проводится
при 150—200°С с азото-воздушной смесью с содержанием 3—4 %
кислорода.
Молекулярный кислород взаимодействует с циклогексаном, об-
разуя гидропероксид циклогексила, который реагирует с метабор-
ной кислотой, превращая ее в пероксиборат. Из последнего затем
образуются циклогексилборатные сложные эфиры. Одним из ос-
новных параметров процесса является парциальное давление па-
ров воды, образующейся при окислении. Для обеспечения высо-
кого выхода целевых продуктов необходимо, чтобы парциальное
давление водяных паров было низким. Принципиальная схема
процесса представлена на рис. 5.24.
Борная кислота, циклогексан из абсорбера 2 и азото-воздуш-
ная смесь с содержанием кислорода 3—4 % поступают в реактор
окисления /, где происходит окисление при 150—200 °C. Отрабо-
822
тайные газы с увлеченными нарами циклогексана поступают в аб-
сорбер (скруббер) 2, куда в качестве абсорбента подается свежий
циклогексан. Газы из скруббера охлаждаются в холодильнике-
конденсаторе 5, разделяются в сепараторе 4, сконденсировавшийся
циклогексан вместе с возвратным циклогексаном поступают об-
ратно в абсорбер 2. Из сепаратора 4 выходит в основном азот,
который используется для получения азото-воздушной смеси.
Оксидат по выходе из реактора 1 смешивается с водой и посту-
пает в гидролизер 5, где происходит гидролиз эфиров борной кис-
лоты. Гидролизат направляется в секцию 6 для регенерации бор-
ной кислоты, где происходит отделение органического слоя от вод-
ного слоя. Водный слой упаривают, концентрируют и выделяют
борную кислоту центрифугированием. Регенерированная борная
кислота возвращается в процесс.
Органический слой из секции 6 направляется в ректификацион-
ную колонну 7 для выделения с верха колонны непрореагировав-
шего циклогексана и с низа — смеси циклогексанона и циклогек-
санола.
При таком способе окисления циклогексана при степени его
конверсии 30—35 % селективность по смеси спирта и кетона до-
стигает 90 % (мол.), причем соотношение спирта и кетона увели-
чивается до 9: 1.
Недостатком процесса является наличие дополнительных уста-
новок по рециркуляции суспензии борной кислоты, что затрудняет
транспортирование потоков и непрерывное осуществление про-
цесса. Однако этот процесс реализован за рубежом как для окис-
ления циклогексана, так и циклододекана.
Окисление циклогексана в адипиновую кислоту. Получить ади-
пиновую кислоту из циклогексана возможно как одностадийным,
так и двухстадийным процессом.
Рис. 5.24. Технологическая схема процесса окисления циклогексана с получением
спирта и циклогексанола и циклогексанона в присутствии борной кислоты:
/ — реактор окисления; 2 —абсорбер; 3 — холодильник-конденсатор; 4 — сепаратор; 5 —
гидролизер; 6 — секция регенерации борной кислоты; 7 — ректификационная колонна вы-
деления циклогексана и целевого продукта.
323
Одностадийный процесс окисления циклогексана с использова-
нием уксусной кислоты как растворителя и соли кобальта как ка-
тализатора ввиду низких выходов (~50%) адипиновой кислоты
не нашел практического применения. Наибольшее распростране-
ние в промышленности получил двухстадийный процесс: на пер-
вой стадии циклогексан окисляют воздухом в циклогексанон и
циклогсксапол (при 135—Г40°С и давлении 1,8—2 МПа в при-
сутствии стеарата или нафтената кобальта). На второй стадии
окисления полученные продукты подвергают доо’кислению. Часто
на вторую стадию окисления направляют циклогексанол, а цик-
логексанон используют для получения е-капролактама.
Окисление на второй стадии можно осуществить воздухом в
среде уксусной кислоты при 80—85°C на катализаторе из ацета-
тов кобальта и меди или азотной кислоты. Наибольшее примене-
ние имеет доокисление 50—60 %-ной азотной кислотой. Реакцию
ведут вначале при 60—80 °C, в конце температуру повышают
до 105 °C.
Синтез адипиновой кислоты при окислении циклогексанола
азотной кислотой идет через последовательное образование нит-
розо-, нитро- и нитронитрозопроизводных циклогексанола, в ре-
зультате гидратации последнего производного образуется адипино-
вая кислота.
При добавлении к азотной кислоте небольших количеств ката-
лизатора (ванадата аммония с оксидом меди) окисление проходит
с большей скоростью и выход адипиновой кислоты увеличивается.
Медь связывает оксиды азота в комплексы, а ванадий уско-
ряет целевую реакцию, что повышает выход адипиновой кислоты
до 90—95 % (мол.). Применение переменного температурного ре-
жима повышает селективность процесса.
Это объясняется тем, что образование промежуточных произ-
водных циклогексанола идет с более низкой энергией активации,
чем образование побочных продуктов.
Гидролиз же образовавшихся промежуточных производных
циклогексанола протекает при более высоких температурах. Схема
второй стадии получения адипиновой кислоты окислением цикло-
гексанола азотной кислотой показана на рис. 5.25. Циклогексанол,
57—60 %-ная азотная кислота вместе с меднованадиевым катали-
затором и возвратный циклогексанол поступают в низ реактора 1.
Окисление проводится последовательно в двух реакторах 1 и 2,
температура соответственно 70 и НО °C. Тепло реакции снимается
за счет циркуляции реакционной массы через выносной холодиль-
ник (на схеме не показано).
Продукты реакции из реактора 1 через сепаратор 3 и теплооб-
менник 4 подаются в нижнюю часть второго реактора 2. Реакци-
онная смесь из этого реактора через сепаратор 5 направляется в
колонну 6 для удаления растворенных окислов азота путем от-
дувки их горячим воздухом при 85—100 °C. Образующиеся при
реакции газообразные продукты, состоящие в основном из азота,
оксидов азота (NO, NO2, N2O) и углерода (СО и СО2), вместе о
824
Мрос газа £0%_даяНЫО
4 Слабая азотная кислота
на концентрирование
/4
юсные^
воды
Катализатор ___________
т I HNO3
Свежая HNO3
Хладоагент
Адипиновая кислота Хладоагент
Рис. 5.25. Технологическая схема получения адипиновой кислоты окислением
циклогексанола азотной кислотой (вторая стадия двухстадийного процесса).
1, 2 — реакторы; 3, 5 — сепараторы; 4 — теплообменник; 6 — отдувочная колонна; 7 — скруб-
бер; 8 — вакуумная ректификационная колонна; 9, 12 — кристаллизаторы; 10, 13 — центри-
фуги; 11, 14 — колонны отпарки азотной кислоты.
отдувочными газами направляются в скруббер 7 на донасыщение
азотной кислоты. В скруббер 7 подают 50 %-ную азотную кислоту,
где в результате абсорбции окислов азота получают 57—60 %-ную
кислоту, направляемую на окисление в реактор /. Жидкие про-
дукты реакции из отдувочной колонны 6 поступают в вакуумную
ректификационную колонну S, где при 70°C и остаточном давле-
нии 100 мм рт. ст. отгоняются монокарбоновые кислоты (содер-
жащие 1 % HNO3). Жидкие продукты из куба колонны 8 (содер-
жащие HNO3 50—60 %-ную) через холодильник (не указан) на-
правляются в первый кристаллизатор 9 на выделение адипиновой
кислоты, кристаллы которой отфуговываются в первой центрифу-
ге 10. Маточный раствор направляется в отпарную колонну //,
в которой отгоняется примерно 50%-ная азотная кислота (воз-
вращаемая на досыщение), а кубовая жидкость (упаренный рас-
твор) охлаждается в холодильнике (на схеме не показан), разбав-
ляется охлажденной водой и подается во второй кристаллиза-
тор 12. Кристаллы отфуговываются во второй центрифуге /5, а от
водного маточного раствора в колонне 14 отпаривается азотная
кислота, направляемая на концентрирование. Кислые воды из ко-
лонны 14 выводятся из системы.
Двухступенчатая кристаллизация позволяет выделить из ре-
акционного раствора до 96 % адипиновой кислоты. Выход адипи-
новой кислоты при двухстадийном процессе составляет 85—90 %,
считая на превращенный циклогексан.
ГЛАВА 6
ПРОИЗВОДСТВО КИСЛОРОДСОДЕРЖАЩИХ ПРОДУКТОВ
НА ОСНОВЕ ОКСИДА УГЛЕРОДА И ВОДОРОДА
Еще в начале XX века было установлено, что при взаимодействии
СО и Н2 в присутствии соответствующих катализаторов можно
получить углеводороды. Так, в 1902 г. Сабатье осуществил син-
тез метана в присутствии металлического никеля
СО + ЗН2 СН4 + Н2О
а в 1908 г. Орлов показал, что из СО и Н2 над никельпалладиевым
катализатором можно получить углеводороды с большей моле-
кулярной массой, например
2СО + 4Н2 СН2=СН2 + 2Н2О
2СО + 5Н2 СНз—СНз + 2Н2О
Каталитические синтезы на основе оксида углерода и водорода
развиваются уже около 60 лет. В 1924 г. Фишер и Тропш разра-
ботали метод получения смеси углеводородов и кислородсодержа-
щих соединений при давлении 10—15 МПа и температуре 360—
420°C в присутствии железного катализатора, промотированного
КОН. В присутствии же кобальта при давлении до 3 МПа и тем-
пературе 200 °C получались преимущественно углеводороды. Ме-
тод Фишера — Тропша получил распространение в довоенной
Германии для производства синтетического топлива из-за отсут-
ствия нефти. В дальнейшем интерес к этому процессу ослабел,
поскольку синтезы на основе угля не могли конкурировать с син-
тезами на основе углеводородов нефти и газа.
Наряду с этим было показано, что на цинкхромовом катали-
заторе из СО и Нг можно получить метанол
СО + 2Н2 СНзОН
Сейчас синтез метанола из оксида углерода и водорода — основ-
ной промышленный метод его производства. При замене катали-
затора и изменении условий процесса получается смесь более вы-
сокомолекулярных спиртов и других кислородсодержащих продук-
тов. И, наконец, применение кобальтториевого или железных
катализаторов приводит к образованию в сравнительно мягких
условиях смеси углеводородов. В продуктах синтеза на железных
катализаторах содержится больше олефинов, соединений изострое-
ния и кислородсодержащих продуктов (до 20—30 %).
Одним из главных синтезов на основе СО и Н2 является оксо-
синтез— производство альдегидов (а последующим их восстанов-
лением— и высших спиртов) из непредельных углеводородов. На
основе СО и Н2 можно получать также карбоновые кислоты и их
эфиры.
За последние 10 лет интерес к синтезам на основе оксида угле-
рода и водорода вновь возрос в связи с разразившимся в капи-
326
талистических странах энергетическим кризисом, а также in in
общего ограничения ресурсов нефти и газа. В настоящее время
запасы угля превышают соответствующие запасы нефти и i\i hi
примерно в 6 раз, цены на нефть и газ резко возросли. Между
тем, оксид углерода и водорода (синтез-газ) можно получать га-
зификацией не только угля, но также возобновляемых видов
сырья (биомасса, городские отходы). Оказалось, что из СО и Н2
выгодно получать не только метанол, альдегиды и спирты, но так-
же другие кислородсодержащие продукты и углеводороды. Эти
продукты могут быть синтезированы непосредственно из синтез
газа или из метанола. Ниже приведена схема и условия синтезов
на основе СО и Н2.
СО + Н2
Ni + ThO2; Nl + MgO
--------------------------->
250-500 °C; 0,1 МПа
Со, Ni + ThO2, MgO
150 - 200 °C; 0,1-1 МПа
Fe + Cu, NaOH, Al2O3l SiO2
200-230 “C; 0,1-0,3 МПа
Co + ZrO2; ThO2, MgO
190-200 °C; 1 МПа
Ru + MgO
180 - 200 *C; 10-100 МПа
ThO2, ZrO2; A12O3 4- K2CO3
...... — — *' ............ >
400 - 450 °C; 10 МПа
ThO2, ZrO2; A12O3 + K2CO3
---------------------------------
350-500 °C; 10-100 МПа
ZnO, Cr2O3; ZnO, CuO
---------------------------------->
200-400 °C; 5-30 МПа
Fe, Fe—Cr; Zn—Cr + A12O3; NaOH
180 - 220 °C; 1-3 МПа; 380 - 490 °C,
15-25 МПа
сн4
CnH2n+2 + CnH2n (n = 1 —100)
Смесь парафинов, олефинов и
кислородсодержащих соединений
Твердые парафины, /Пл в 70—98 °C
Высокомолекулярные парафино-
вые углеводороды
Парафины и олефины изостроения
Изопарафины и ароматические
углеводороды
СНзОН
СНзОН + высшие спирты
ПРОИЗВОДСТВО СИНТЕЗ-ГАЗА
Синтез-газом принято называть смесь оксида углерода и водо-
рода. Его можно получать из различных видов сырья. Первона-
чально его получали из угля. В настоящее время синтез-газ полу-
чают преимущественно из углеводородного сырья: природного газа
(метана), попутных и нефтезаводских газов, бензина и мазута. За
последние годы, в связи с необходимостью экономить ресурсы
углеводородного сырья, вновь приобрело значение производство
синтез-газа из угля.
Синтез-газ используют для производства метанола, получения
кислородсодержащих соединений процессом гидроформилирова-
ния (оксосинтеза), карбонилирования, карбоксилирования и дру-
327
гими процессами. Синтез-газ является также одним из основных
источников водорода.
Основной метод производства синтез-газа — каталитическая
конверсия углеводородного сырья водяным паром при высоких
температурах.
При каталитической конверсии метана могут протекать сле-
дующие реакции
СН4 + Н2О СО + ЗН2; - ДЯ = -204,6 кДж/моль (1)
СО + Н2О «=> СО2 + Н2; — ДЯ = +40,6 кДж/моль (2)
СН4 + СО2 2СО + 2Н2; - ДЯ = -284,3 кДж/моль (3)
СН4 + 0,5О2 СО + 2Н2; — ДЯ = +35,6 кДж/моль (4)
Реакция (4) имеет место в случае подачи в систему кислорода.
Реакции (/) и (5) являются сильно эндотермическими, а (2)
и (4)—экзотермическими. Все они обратимы и идут с увеличе-
нием объема. Следовательно, равновесие реакций (/) — (4) сдви-
гается вправо при понижении давления, а реакций (/) и (5) при
повышении температуры. Практически в процессе конверсии ме-
тана удается достигнуть выходов, близких к равновесным.
Различают три разновидности каталитической конверсии угле-
водородов: конверсия водяным паром, смесью водяного пара с
диоксидом углерода и смесью водяного пара с кислородом (паро-
кислородная конверсия).
В последнем случае необходимое тепло реакции подводится за
счет частичного окисления метана и реакция становится автотер-
мичной, что позволяет снизить энергозатраты. Однако чаще всего
парокислородную конверсию применяют при использовании тяже-
лых видов сырья, в частности мазута.
Примерно до 1960 г. каталитическую конверсию метана вели
при давлениях, близких к атмосферному. В настоящее время ее
ведут при давлении 2—3 МПа и выше, что экономически выгоднее.
Повышение давления требует соответствующего повышения темпе-
ратуры. Так, при мольном соотношении Н2О: СН4, равном 4:1, и
давлении 0,1 МПа равновесный состав газа [% (об.)] при темпе-
ратуре 600 °C составляет: СО2 — 8,7; СО — 4,9; Н2 — 47,2; СН4 —
2,1; Н2О — 37,9. В тех же условиях при давлении 3 МПа близкий
по составу газ может быть получен при температуре не ниже
800 °C: СО2—-6; СО - 5,3; Н2-39,9; СН4-4; Н2О - 44,6, а при
температуре 600 °C содержание СО в газе составляет всего 0,5%,
Н2—19,2%, а СН4—12,8%.
Конверсию смесью водяного пора с диоксидом углерода обычно
применяют с целью получения синтез-газа, предназначенного для
производства метанола или процесса оксосинтеза. В этом слу-
чае требуется получить газ с отношением Н2: СО от 2 до 3; между
тем при конверсии одним водяным паром это отношение значи-
тельно больше. Добавка к исходной сырьевой смеси диоксида угле-
рода позволяет увеличить количество СО и уменьшить количество
Н2, т. е. варьировать Н2: СО в широких пределах. Соотношение
828
добавляемого диоксида углерода и метана может достигать 0,3 : I
и более. Содержание СО и Н2 в газе можно также регулировать
отношением Н2О: СН4.
В качестве катализатора конверсии метана применяют никель,
осажденный на а-А120з. Отечественные катализаторы ГИАП-3 и
ГИАП-5 представляют собой цилиндры размером 9X11 мм или
кольца размером от ИХ 11X7 до 20X20X7 мм. Они содержат
от 5 до 25 % NiO и промоторы. В качестве последних используют
у-А12О3, MgO, щелочные добавки.
Катализаторы конверсии метана легко отравляются серни-
стыми соединениями, которые при высоких температурах образуют
сероводород. Последний дезактивирует никелевый катализатор
вследствие реакции
mNi + пН28 —► NimSrt + nH2
Газ, направляемый на паровую конверсию, не должен содер-
жать также ненасыщенных углеводородов, которые легко образуют
кокс на поверхности никелевого катализатора. Поэтому перед кон-
версией сырье очищают от сернистых и ненасыщенных соединений.
М. И. Темкин с соавторами показал, что процесс конверсии ме-
тана может быть описан механизмом, предполагающим образова-
ние промежуточного хемосорбированного радикала =СНОН. Если
обозначить вакантное место на поверхности никеля буквой Z, по-
лагая его двухвалентным, механизм описывается следующей си-
стемой уравнений:
СН4 + z ZCH2 + H2 (б)
ZCH2 + H2o ZCHOH + H2 (6)
ZCHOH ZCO + H2 (7)
ZCO Z + CO (8)
H2O+Z ZO + H2 (9)
ZO -J- CO < ft. CO2 Z
•Сумма уравнений (5—8) дает стехиометрическое уравнение (1)'
СН44-Н2О СО4-ЗН2
а сумма уравнений (9) и (10) — стехиометрическое уравнение (2)
СО + Н2О СО2 + Н2
На основе системы уравнений (5—10) выведено следующее кине-
тическое уравнение
w
L Л 1 РсоРн2
‘Л1РсН4РН2О I 1 ---п----
V Л Рсн4Рн2о
(рн2о + ^Рн2 + Z2?H2 + Z3?H2) Г1 + Кц
\ "н2
(6.1)
где k\ — константа скорости реакции; /h /2, /3 — константы, зависящие от темпе-
ратуры; р — парциальные давления; Л, Кь — константы равновесия.
Из уравнения (6.1) видно, что повышение парциального давления
водорода приводит к торможению процесса.
Каталитическую конверсию метана обычно проводят в интер-
вале температур 800—900°C и при объемной скорости подачи ме-
тана 1000 ч”1. Мольное соотношение Н2О : СН4 можно варьировать
в пределах 2:1—6:1, в зависимости от назначения получаемого
синтез-газа. Так, при давлении 2 МПа и температуре 860—870°C
соотношение Н2О : СО2: СН4 составляет 3,3:0,24:1, что несколько
отличается от соотношений, полученных на основе термодинами-
ческих расчетов. Необходимый для реакции водяной пар получают
за счет регенерации тепла синтез-газа.
Каталитическую конверсию метана водяным паром осуществля-
ют в обогреваемых реакторах — трубчатых печах с однорядными
вертикальными экранами двухстороннего облучения. Трубы печи
заполнены катализатором и объединены коллекторами, располо-
женными в верхней и нижней частях печи. Трубы изготовлены из
жаростойкой стали.
Парокислородную конверсию метана проводят в вертикальных
цилиндрических конверторах, изготовленных из углеродистой ста-
ли, футерованных огнеупорным кирпичом, выдерживающим темпе-
ратуру до 1500 °C. Катализатор располагают на специальной ре-
' шетке.
Для современных установок конверсии метана характерны сле-
дующие тенденции: 1) комбинирование установки конверсии ме-
тана или жидкого сырья с установкой синтеза метанола; 2) высо-
кая степень регенерации тепла, что особенно удобно на установках,
работающих под высоким давлением; 3) возможность работы
одной и той же установки на различных видах сырья.
Процессу конверсии предшествует очистка сырья от сернистых
соединений. Если исходное сырье содержит сероводород, сероугле-
род, серооксиды углерода и алкилмеркаптаны, очистку можно осу-
ществить методом хемосорбции активным оксидом цинка до высо-
кой степени чистоты (на уровне чувствительности аналитических
методов определения). При наличии в газе тиофенов, сульфидов,
дисульфидов и других устойчивых сернистых соединений требуется
предварительная гидроочистка.
Принципиальная технологическая схема установки паровой
конверсии метана или более тяжелого сырья под давлением при-
ведена на рис. 6.1. Природный газ компримируется компрессором
1 до давления 2,3—2,5 МПа, подогревается в дымоходе печи кон-
версии аа счет тепла отходящих газов и направляется на очистку
от сернистых соединений. Схема очистки от серы зависит от харак-
теристики сырья. В случае необходимости оно направляется в реак-
тор гидрирования 2 с целью превращения сернистых соединений
в сероводород. После этого сырье направляется в реактор 5, где
обессеривание осуществляется оксидом цинка при температуре
400°C. Если сырье, например природный газ, не требует гидро-
очистки, оно сразу направляется в реактор обессеривания 5. За-
тем углеводородное сырье смешивается с водяным паром (QO2)
ззо
йодяной пар
Рис. 6.1. Принципиальная схема установки паровой конверсии метана или жид-
кого углеводородного сырья:
1 — компрессор; 2 — реактор гидрирования сернистых соединений; 3 — реактор очистки от
сероводорода; 4 — печь конверсии; 5, 7 — котлы-утилизаторы; 6 — кипятильники отделения
ректификации метанола-сырца; 8 — подогреватель питательной воды; 9 — очистка от СОг.
и подогревается в конвекционной секции до 500—550 °C, после
чего поступает в радиантные трубы печи конверсии, заполненные
никелевым катализатором. Температура на выходе из радиантных
труб составляет 850—880 °C. Дымовые газы из радиантной камеры
печи поступают в камеру конвекции, где подогревается сырьевая
смесь. Затем их тепло используется для перегрева водяного пара
высокого давления (пар в. д.) и нагрева жидких потоков блока
синтеза метанола. В дымоходе нагреваются сырье и воздух, посту-
пающий к горелкам, а дымовые газы отсасываются дымососом и
выбрасываются в дымовую трубу. Синтез-газ из печи проходит
котлы-утилизаторы 5 и 7, где генерируется водяной пар в. д. и н. д.,
обогревает кипятильники 6 установки синтеза метанола, которая
составляет единую систему с установкой конверсии метана. После
этого тепло синтез-газа используется для обогрева питательной
воды котлов-утилизаторов и он направляется в блок синтеза ме-
танола.
Если в качестве сырья используются тяжелые нефтяные остатки
или уголь, последние подвергаются газификации путем парокисло-
родной конверсии. После этого осуществляется частичная конвер-
сия СО с использованием сероустойчивого катализатора. Затем
синтез-газ подвергается очистке от сероводорода и избытка СОг
и тоже используется для производства метанола или в других
процессах.
ПРОИЗВОДСТВО МЕТАНОЛА
Метанол (СН3ОН) является крупнотоннажным продуктом, и про-
изводство его наращивается быстрыми темпами; в 1983 г. оно со-
ставило около 11 млн. т.
Согласно прогнозам, производство метанола в Западной Европе
к 1990 г. увеличится примерно в 1,7 раз по сравнению с 1980 г.
В настоящее время основной областью применения метанола
331
является производство формальдегида (около 40—50 %). Из мета-
нола получают также метилгалогениды, диметилтерефталат и дру-
гие эфиры, ионообменные смолы, метиламины. Его также приме-
няют в качестве растворителя и экстрагента. За последние 10 лет
появились новые области применения метилового спирта, такие
как производство метилтретбутилового эфира, высокооктанового
компонента автомобильного бензина, производство уксусной кис-
лоты, этилена, протеинов (синтетических белков) и др. Некоторые
новые области применения метанола будут рассмотрены ниже.
Ранее метанол получали при сухой перегонке древесины, но
уже в 1934 г. в СССР в промышленном масштабе был осуществлен
синтез метанола из СО и Н2. Мощность современных агрегатов
синтеза достигает 250 тыс. — 1 млн. т в год.
Основные закономерности процесса
Термодинамика. Реакция образования метанола идет с выде-
лением тепла и уменьшением объема
СО + 2Н2 СНзОН, - \Н = 110,8 кДж/моль
поэтому ей благоприятствуют низкие температуры и высокие дав-
ления. Зависимость константы равновесия от температуры может
быть рассчитана по уравнению:
Кр = _ 7>492 ig г + 0,001777 - 0,311 • 10"7Г2 + 9,218 (6.2)
где Т — температура, К.
Равновесная концентрация метанола в реакционной смеси за-
висит от температуры, давления и состава газа (отношение
Н2:СО). Из-за высокого давления процесса при расчете состояния
равновесия реакции образования метанола учитывают отклонение
системы от законов идеальных газов. На рис. 6.2 приведена зави-
симость равновесной концентрации метанола от температуры и
давления. При повышении температуры равновесная концентрация
СН3ОН значительно понижается, особенно при давлениях до
20 МПа. С повышением давления эта концентрация возрастает,
т. е. по мере повышения температуры требуется все более высокое
давление для достижения одной и той же концентрации метанола
в реакционной смеси. Равновесное содержание метанола в смеси
зависит также от отношения Н2 : СО (рис. 6.3); с ростом этого
отношения равновесная концентрация метанола снижается, осо-
бенно при высоких давлениях.
Катализаторы, обычно применяемые в промышленности, прояв-
ляют активность только при высоких температурах (360—380°C),
т. е. в условиях, термодинамически неблагоприятных (для сдвига
равновесия вправо процесс ведут при высоких давлениях — до
32 МПа). Поэтому катализаторы должны обладать не только вы-
сокой активностью и селективностью, но быть стабильными, иметь
высокую механическую прочность. В промышленности наибольшее
332
Рис. 6.2. Зависимость равновесного содержания метанола в газовой смеси от
давления при разной температуре (мольное соотношение Н2: СО в исходном газе
равно 4: 1).
Рис. 6.3. Зависимость равновесного содержания метанола в газовой смеси от
мольного отношения Н2: СО при разном давлении.
распространение получили таблетированные цинкхромовые ката-
лизаторы типа ZnOZnCr2O4, 2,3ZnO-ZnCr2O4, а также 3,3ZnO*
•ZnCr2O4. Срок службы таких катализаторов зависит от отноше-
ния Н2: СО в газе и при Н2: СО = 6 и более составляет от одного
до двух лет.
Активность цинкхромовых катализаторов зависит от соотноше-
ния хрома и цинка, метода синтеза катализаторов и их предвари-
тельной обработки, в процессе которой формируется активная
структура катализатора. Трехвалентный оксид хрома трудно вос-
станавливается и наличие его в составе катализатора препятствует
спеканию оксида цинка и образованию шпинели, что и обусловли-
вает высокую стабильность катализаторов и длительный срок
службы.
За последние 10—15 лет получили распространение низкотем-
пературные медьсодержащие катализаторы синтеза метанола, до-
статочно активные при температуре 220—270 °C. Они позволяют
работать при более низких давлениях (4—5 МПа). Это медьцинк-
хромовые CuO, ZnO, Сг2О3 и медьцинкалюминиевые CuO, ZnO,
А12О3 катализаторы. Так, в Советском Союзе используется ката-
лизатор СНМ-1, который содержит 52—54 % CuO, 26—28 % ZnO
и 5,6 % А12О3. Медьсодержащие катализаторы требуют предвари-
тельного восстановления и четкого регулирования температуры
реакции. Медьсодержащие катализаторы фирмы Lurgi при темпе-
ратурах выше 270 °C склонны к перекристаллизации и дезакти-
вации.
Механизм и кинетика. Исходя из экспериментальных
данных, процесс описывается таким кинетическим уравнением
СсрС»2
w —Аа 1 каССНз0Н
(6.3)
883
где kx — kohciинi<i ckopocin; k{ = 1.86-109 131880/Яг; С — концентрация компо-
нентов; Ka — кол|)ф||Ц11с!п адсорбции; R — универсальная газовая постоянная;
Т — температура, К.
Из этого уравнения следует, что образующийся метанол тор-
мозит реакцию. Экспериментальные данные показывают, что с уве-
личением времени контакта и температуры выход "метанола воз-
растает, достигая максимума при 360—380°C на цинкхромовом
катализаторе и при 240—280 °C на медьсодержащих катализаторах.
До 1975 г. предполагалось, что промышленный синтез метанола
из СО и Н2 протекает по реакции
СО + 2Н2 = СНзОН
В 1973—75 гг. группой исследователей А. Я. Розовским,
Ю. Б. Каганом, Г. И. Лин, Е. В. Сливинским, С. М. Локтевым,
А. Н. Башкировым был предложен и экспериментально доказан
различными методами принципиально новый механизм синтеза
метанола из оксидов углерода и водорода, согласно которому на
оксидных катализаторах, в том числе на промышленных, метанол
образуется только из диоксида углерода и водорода. Диоксид
углерода присутствует в исходной смеси или образуется при кон-
версии оксида углерода водяным паром. При этом протекают сле-
дующие реакции:
СО + Н2О «=* СО2 + Н2
СО2 + ЗН2 +=+ СНзОН+ Н2о
совокупность которых может быть представлена схемой:
Н2О зн2
со СО2 *==* СНзОН
н2 н2о
Из приведенных уравнений следует, что с точки зрения роли воды
процесс является циклическим. Вода образуется в процессе реак-
ции и расходуется в процессе конверсии СО. Большое влияние
воды на процесс подтверждено экспериментально.
С этих позиций трактовка закономерностей синтеза метанола
и принципы управления процессом в настоящее время пересматри-
ваются и уточняются.
В промышленных условиях на цинкхромовых катализаторах
процесс ведут под давлением 25—30 МПа, при температуре 370—
420 °C, объемной скорости подачи газовой смеси 10 000—35 000 ч"1
и мольном соотношении Н2:СО = (1,5 — 2,5): 1. Обычно исходный
газ содержит 10—15 % инертных примесей. В этих условиях сте-
пень конверсии СО за проход составляет 5—20 % при выходе
метанола 85--87 % от стехиометрического. Непревращенный газ
рециркулируют. При получении метанола из СО и Н2 образуется
целая гамма побочных продуктов, в том числе диметиловый эфир
и высшие спирты.
При работе на низкотемпературных медьсодержащих катализа-
торах давление составляет 3—5 МПа, температура 230—280°C,
объемная скорость 8000—12 000 ч-1, мольное соотношение
Н2: СО = (5—7):1. Обязательным условием успешной работы
низкотемпературных катализаторов является наличие в газовой
334
смеси 4—5 % (объемы.) диоксида углерода—он необходим для
поддержания активности таких катализаторов. Срок службы
3—4 года.
Японская фирма Mitsubishi Gas Chemical проводит процесс
синтеза метанола при среднем давлении 5—15 МПа и температуре
200—280 °C также на медьсодержащем катализаторе.
Технологическое оформление процесса
В начале 70-х годов во многих странах был осуществлен переход
на строительство установок синтеза метанола под низким давле-
нием и в настоящее время при строительстве новых установок
реализуется этот метод, как более простой по аппаратурному
оформлению и более экономичный.
Исходный синтез-газ (СО + Н2) получают конверсией природ-
ного газа. Затем тщательно очищают от масла, серы и карбонилов
железа (пентакарбонил железа Fe(CO)s образуется вследствие
карбонильной коррозии углеродистой стали при высоких давле-
ниях).
Реакторы синтеза метанола изготовляют из высоколегирован-
ной стали для предотвращения водородной (взаимодействия во-
дорода с углеродом стали) и карбонильной коррозии. Реакторы
высокого давления представляют собой цельнокованые аппараты
колонного типа. Так как реакция синтеза экзотермична, важную
роль при выборе конструкции реактора играет метод теплоотвода.
Чаще всего применяются реакторы полочного типа с промежуточ-
ным вводом холодного газа и выносным или встроенным тепло-
обменником. Обычное число полок 5—6; при таком их числе
перепад температур входа и выхода газа и на отдельных полках
таков, что максимальная температура в аппарате не превышает
380—390 °C. Для пуска агрегата используют встроенный электро-
нагреватель или специальную трубчатую печь.
В реакторах низкого давления используют тот же принцип от-
вода тепла — полочный реактор с промежуточным вводом холод-
ного синтез-газа. Наряду с этим фирмой Lurgi разработаны реак-
торы трубчатого типа, в которых катализатор загружен в трубки,
а тепло реакции отводится кипящей водой, циркулирующей в меж-
трубном пространстве реактора и связанной с паросборником. За
счет отводимого тепла генерируется водяной пар давлением до
4 МПа. Температура в реакторе регулируется путем изменения
давления охлаждающей воды в системе и количества питательной
воды, подаваемой в паросборник. Температура синтез-газа в труб-
ном пространстве выше температуры воды на 10—12 °C в начале
зоны реакции и на 3—5°C в конце зоны реакции, не превышая
260—265°C. В полочных реакторах перепад температур значи-
тельно больше — 30—35 °C.
Достоинством реактора трубчатого типа является также воз-
можность обойтись без пускового нагревателя за счет разогрева
рсакюра в пусковой период водяным паром из сети.
Преимуществом полочного реактора является простота конст-
рукции и .ici коси» загрузки и разгрузки катализатора.
Фирма ICI использует реактор со сплошным слоем катализа-
тора, в который через специальные короба вводится холодный
синтез-газ.
Современные мощные установки синтеза метанола совмещают
с установками конверсии метана или другого вида сырья с целью
получения синтез-газа. Использование комбинированных устано-
вок позволяет значительно улучшить технико-экономические пока-
затели процесса. Так, за счет регенерации тепла синтез-газа после
конверсии и использования тепла реакции синтеза метанола можно
генерировать водяной пар, необходимый для конверсии и для
паровых турбин — привода компрессоров.
На рис. 6.4 приведена технологическая схема синтеза метанола
под низким давлением.
Природный газ отделяют от тяжелых углеводородов и компри-
мируют в турбокомпрессоре 1 до 2,5 МПа, после чего направляют
на очистку и далее в блок конверсии метана 3. Туда же поступает
водяной пар. К метану добавляют небольшое количество СО2. кон-
версия метана осуществляется при температуре 850—860 °C. После
печей конверсии синтез-газ поступает в котел-утилизатор 4, где
генерируется пар высокого давления (12 МПа), который затем
перегревается и поступает на турбины — привод компрессоров 1
и 11. Если конверсии подвергают тяжелое жидкое сырье, то блок
очистки располагается после конверсии, а необходимость в ком-
прессоре 1 отпадает. В последнем случае конверсию проводят при
давлении 5,8 МПа, а синтез-газ после очистки не нуждается в до-
полнительной компрессии и поступает в циркуляционный компрес-
сор 11.
Рис. 6.4. Технологическая схема синтеза метанола под низким давлением:
/, 11, /2 — компрессоры; 2 — блок очистки; 3 — блок конверсии метана; 4 — котел-угплнза-
тор; 5 — блок очистки и доохлаждения синтез-газа; 6 — теплообменник; 7 — реакторы спи*
теза метанола; 3 — паросборник; 9 — холодильник; 10 — газрсепаратор р. д,.
3,36
Синтез-газ, полученный из природного газа, направляю! нл
доохлаждение с целью конденсации воды. Далее синтез-газ до/ки
мается в турбокомпрессоре 12 до 5—5,5 МПа, смешивается с цир
куляционным газом и через теплообменник 5, обогреваемый горя
чим реакционным газом, поступает в два параллельно работаю-
щих реактора синтеза метанола 7. Реакторы трубчатого типа
охлаждаются циркулирующей в межтрубном пространстве водой.
Пар направляется в паросборник 8, куда подается и химически
очищенная вода. Конденсат из паросборника вновь поступает в
реакторы 7, а водяной пар высокого давления направляется на
перегрев и используется в турбинах. Продукты реакции направ-
ляются через теплообменник 6, где отдают свое тепло синтез-газу,
в конденсатор-холодильник 9 и в газосепаратор 10 для отделения
метанола от циркуляционного газа. Последний поступает на прием
циркуляционного компрессора 11 и вновь направляется в систему
синтеза. Часть газа отдувают для удаления поступающих в си-
стему инертных примесей (главным образом метана и азота). Ме-
танол-сырец из газосепаратора 10 направляется на ректификацию.
Новые направления переработки метанола
Поиски путей использования ненефтяных источников сырья при-
вели к разработке ряда новых процессов получения углеводоро-
дов и химических продуктов из метанола или непосредственно из
синтез-газа либо оксида углерода. При этом предполагают, что
основным сырьем для получения синтез-газа станет уголь и био-
масса.
Одной из новых областей применения метанола является ис-
пользование его в качестве моторного топлива взамен ставшего
дефицитным и весьма дорогим бензина. Метанол либо добавляют
к бензину в количестве до 5 %, либо используют целиком вместо
бензина. Однако метанол обладает более низкой теплотворной
способностью и является весьма токсичным, что, вероятно, будет
сдерживать его применение.
Производство метилтретбутилового эфира (МТБЭ)
занимает важное место среди новых процессов переработки ме-
танола, реализованных в промышленности. Его используют в ка-
честве высокооктанового компонента моторных топлив (октановое
число по исследовательскому методу 118). Учитывая ограничен-
ность ресурсов изобутилена, разработан также процесс получения
метилтретамилового эфира (МТАЭ) из изоамиленов и метанола.
Октановое число МТАЭ на 6 пунктов ниже, чем МТБЭ, но вовле-
чение изоамиленов позволяет расширить производство высокоокта-
новых компонентов бензина.
МТБЭ получают из метанола и изобутилена по реакции
СН2 СНз
II I
СНзОН + С—СНз СНз—О—С—СНз
I I
СН9 СНз
997
Реакция идет с выделением тепла, вследствие чего ей благо-
приятствуют низкие температуры (геплов°й эффект реакции
37 кДж/моль).
В качестве катализатора используют ионообменные смолы, про-
цесс ведут в жидкой фазе при температуре ниже 100°C и давле-'
пии 1,2 МПа. Конверсия метанола составляет 86—96 %. МТБЭ
можно очищать от метанола либо вводить его в бензин вместе
с непрореагировавшим метанолом. Метанол реагирует только с
изобутиленом, не затрагивая бутаны, н-бутены и бутадиен.
Аналогичным образом получают МТАЭ из метанола и 2-метил-
бутена-2 и 2-метилбутена-1 (З-метилбутен-1 не реагирует с мета-
нолом).
СН2
I
СНзОН + СНз—СН=С—СН3 Z?=± СНз—СН2—С—О—СНз
I I
СНз СНз
Реакцию проводят в жидкой фазе в мягких условиях. В ка-
честве катализатора используют Н-форму катионообменных смол.
Процесс получения МТБЭ можно использовать для извлечения
чистого изобутилена из фракции С4 газов пиролиза и каталитиче-
ского крекинга. С этой целью полученный МТБЭ подвергают кре-
кингу в газовой фазе на гетерогенном катализаторе кислотного
типа при температуре 300 °C в присутствии водяного пара (водя-
ной пар подавляет побочную реакцию образования из метанола
диметилового эфира и играет роль разбавителя). После соответ-
ствующей промывки и ректификации получается изобутилен чисто-
той 99,9 % и метанол. Последний возвращается в процесс.
Производство высокооктанового бензина из ме-
танола— одно из быстро развивающихся направлений перера-
ботки метанола. Этот процесс разработан фирмой Mobil Oil и в
ближайшие годы предполагается его внедрение. Необходимо, од-
нако, отметить, что внедрение процесса будет сдерживаться огра-
ниченностью ресурсов метанола, поскольку для получения доста-
точных количеств бензина необходимо во много раз увеличить
объем производства метанола на основе угля. Поэтому в ближай-
шие 15—20 лет процесс может получить развитие в регионах, не
располагающих запасами нефти, но богатых дешевым углем.
В качестве катализаторов реакции используют высококремне-
земные цеолиты типа ZSM (ZSM-5, ZSM-11 и др.) суммарного со-
става
М2/П* А,2°з’ Z/Si02- *Н2О
где М — катион; п — его валентность; //=12—100; г —количество молекул
воды.
Характерной особенностью цеолитов ZSM являются высокая
стабильность до температуры 800 °C и высокая степень обмена с
водородом без потери стабильности,
888
Предполагается, что процесс описывается следующей упрощен-
ной схемой:
-н2о ~н2о
2СН3ОН СН3ОСН3 -----------> олефины С2—С5 —>
+ н2о
—> парафины + олефины + ароматические углеводороды
В присутствии цеолитов углеводороды можно получать и непо-
средственно из диметилового эфира.
В результате реакции получается стехиометрическое количество
углеводородов и воды. Реакция экзотермична, тепловой эффект
составляет 1500—1750 кДж/кг превращенного метанола.
При температуре 370 °C и выше конверсия метанола составляет
99 %. Однако с повышением температуры снижается выход жидких
углеводородов С5 и выше за счет усиления газообразования. При
температуре 370 °C выход жидких углеводородов в расчете на ме-
танол составляет около 60 %, в том числе 42 % ароматических
углеводородов Сб—Сю. Повышение парциального давления благо-
приятствует процессу: повышается выход бензина и ароматических
углеводородов. Для промышленных процессов приняты темпера-
туры 360—420°C и давление ог 0,3 до 2,2 МПа, объемная скорость
1—2 ч”1. Разбавление водой (до 30 %) мало влияет на процесс, что
позволяет использовать в качестве сырья метанол-сырец.
Для промышленной реализации процесса предложены реакторы
со стационарным и кипящим слоем катализатора. В стационарном
слое катализатора реакторный блок состоит из двух ступеней —
реактора дегидратации метанола и реактора синтеза бензина. Та-
кое разделение облегчает отвод тепла. Через 20 сут работы ката-
лизатор требует регенерации.
В кипящем слое катализатора дегидратация метанола осуще-
ствляется в нижней части реактора. Регенерация части катализа-
тора осуществляется через двое суток в регенераторе.
Сравнение экономики процесса производства бензина из мета-
нола с процессом получения моторного топлива по Фишеру —
Тропшу указывает на предпочтительность метанольного варианта.
В ряде работ показана возможность синтеза бензина из эта-
нола, который может быть получен из биомассы.
Производство этилена и других низших олефинов яв-
ляется еще одной областью применения метанола. Превращение
метанола в этилен и другие олефины можно осуществить на цео-
лите ZSM-5, модифицированном оксидом магния, и других катали-
заторах с порами малых размеров, например шабазите, эрионите
и цеолите Т. Показано также, что селективность процесса может
быть увеличена путем модифицирования цеолитных катализаторов
соединениями фосфора.
Стехиометрические уравнения реакции
2СН3ОН —> С2Н4 4- 2Н2О
ЗСН3ОН —> С3Нб + ЗН2О
показывают, что для получения 1 кг этилена или пропилена тре-
буется 2,29 кг метанола, а из 1 кг метанола получается 0,437 кг
339
этилена и 0,503 кг воды. Селективность процесса оценивают по
количеству углерода, превращенного в этилен и другие олефины.
Процесс ведут при температуре 350—400 °C.
Так, при температуре 418°С и давлении 0,1 МПа конверсия
метанола составила 90%. При этом выход на* 100 кг превращен-
ного метанола составил, кг: СО — 2,34; СН4— 3,13; СО2 — 4,01;
С2Н4—12,86; С2Нб —4,18; Н2О —47,93; С3Нб —8,62; С3И8 —8,13;
(СН3)2О — 8,8. Селективность по этилену составила около 30 % и
по пропилену 20 %.
Согласно другим данным, селективность по этилену достигает
40 % и по пропилену 30 %. Однако селективность процесса по эти-
лену может быть существенно увеличена путем подбора соответ-
ствующих катализаторов и снижения температуры процесса. Про-
межуточным продуктом, как и в процессе превращения метанола
в бензин, является диметиловый эфир.
Предложен следующий механизм превращения метанола в эти-
лен на цеолитах: f
+/Н
1. СН3ОСН3 + Н-цеолит • СН3—Об + цеолит"
хсн3
+ >н
•2. СН3-О^ ,СН2-О—СН3—> СН3ОН+СН3СН2ОСН3+Н-цеолит
'СН3 Hz
цеолит'Ь^
3. СН3-О-СН2СН2—Н-цеолит----->СН3ОН + СН2==СН2 + Н-цеолит
Предложенная схема подтверждается наличием в продуктах
реакции небольшого количества метилэтилового эфира. Образова-
ние пропилена и высших олефинов, возможно, происходит в ре-
зультате алкилирования этилена и других олефинов метанолом.
Согласно технико-экономическим расчетам, процесс окажется
конкурентоспособным с обычным процессом пиролиза при селек-
тивности превращения углерода в этилен не менее 60 %.
В процессе работы на поверхности катализатора откладывается
кокс и активность его падает. Процесс предполагается вести на
установках типа установок каталитического крекинга, состоящих
из реактора и регенератора.
Существуют еще многие новые области применения метанола,
часть которых будет рассмотрена в следующем разделе.
ОКСОСИНТЕЗ
Оксосинтезом (гидроформилированием) называется реакция при-
соединения оксида углерода и водорода по двойной связи олефи-
нов с образованием альдегидов, содержащих на один атом угле-
340
рода больше, чем в исходном олефине:
сн2==сн2 + со + Н2 СН3СН2СНО
Эту реакцию называют также гидрокарбонилированием или
оксированием, поскольку она представляет собой введение карбо-
нильной (формильной) группы в олефин. Реакция была открыта
Рёленом в 1938 г. В Советском Союзе процесс оксосинтеза
разрабатывался коллективом исследователей под руководством
Д. М. Рудковского.
Реакцию ведут в жидкой фазе при 120—180 °C и 15—30 МПа
в присутствии кобальтсодержащих катализаторов, в частности
карбонилов кобальта. Полученные альдегиды затем гидрируют до
спиртов на цинкхромовом, никельхромовом, кобальтсодержащем
и других катализаторах:
СН3СН2СНО + Н2 СН3СН2СН2ОН
Помимо реакций гидроформилирования оксид углерода можно
использовать и в других превращениях. Так, при взаимодействии
этилена или ацетилена с оксидом углерода и водой или спиртами
получаются кислоты или эфиры (реакция карбоксилирования):
СН2=СН2 + СО 4-СНзОН —> СН3СН2СООСНз
, СН^СН 4-СО 4-Н2О —► СН2==СНСООН
СН==СН 4-со 4-ROH —► CH2=CHCOOR
В этих реакциях донором водорода является не молекулярный
водород, а вода и спирты.
Гидроформилирование олефинов
Реакция оксосинтеза дает возможность в зависимости от исход-
ного олефина получать разнообразные альдегиды.
Из этилена, например, получается только один альдегид —
пропионовый, а в качестве побочного продукта, особенно при более
низких температурах (например, при 50°C), образуется диэтил-
кетон:
2СН2=СН2 4-СО 4-Н2 —> С2Н5СОС2Н5
Остальные олефины дают альдегиды нормального и изострое-
ния, например из пропилена образуются «-масляный и изомасля-
ный альдегиды:
,—> СН3СН2СН2СНО
СН2=СН—СНз 4- со 4- н2 —
> СНзСНСНз
I
сно
Соотношение альдегидов нормального и изостроения колеблется от
1,5: 1 до 3,5 : 1. Можно повысить это соотношение путем изменения
условий реакции и модификации катализаторов: факторы, замед-
ляющие реакцию (повышение парциального давления СО и пони-
жение температуры), способствуют росту этого соотношения,, а
341
факторы, ускоряющие реакцию (повышение температуры и пар-
циальною давления Г12), способствуют его снижению.
Из изобутилена и других гем-дизамещенных олефинов полу-
чается только продукт присоединения к незамещенному атому уг-
лерода:
СНз СНз г
I I
СНз—С=СН2 + СО 4-н2 СНзСНСН2СНО
В промышленности из димера изобутилена оксосинтезом через
соответствующий альдегид Сэ
СНз СНз
I I
СН3ССН2С=СН2 4-со 4-Н2 —> СН3ССН2СНСН2СНО
II II
СНз СНз СНз СНз
получают изонониловый спирт, а из тримера и тетрамера пропи-
лена— соответствующие спирты Сю и Ci3: '
+ н2
Cj2H24 4” СО 4~ н2 < С12Н25СНО <——— Ci2H2sCH2OH
Оксосинтезу подвергают также жидкие олефины С5—Сю. Так,
из смеси гептенов можно получить после гидрирования альдегидов
изооктиловые спирты. Из олефинов Сю — Сю, получаемых крекин-
гом парафина, этим способом вырабатывают разнообразные спир-
ты нормального и изостроения:
сно СН2ОН
I +Н2 |
—> ЦСНСНз -----> ЦСНСНз
сно СН2ОН
+ СО; +Н2 I +н2 |
rch=ch2 -----------—> R'CHCH2CH3 -------> R'CHCH2CH3
+ н2
—> R"(CH2)2CHO -----> R"(CH2)2CH2OH
Олефины с различным положением двойной связи (на конце
или в середине цепи) при гидроформилировании образуют смесь
альдегидов примерно одинакового состава. Так, из пентена-1 и
пентена-2 образуются следующие смеси изомерных альдегидов, %:
Из пентена-1 Из пентена-2
СН3СН2СН(С2Н5)СНО.................. 6 10
СНзСН2СН2СН(СНз)СНО .............. 46 46
СН3СН2СН2СН2СН2СНО ...... 48 44
Это объясняется изомеризацией промежуточного продукта реак-
ции, в результате чего получаются одинаковые конечные продукты.
Катализаторы и механизм гидроформилирования. Гидроформи-
лирование представляет собой гомогеннокаталитический процесс,
протекающий в присутствии комплексных соединений кобальта,
в частности дикобальтоктакарбонила Со2(СО)8 и кобальта гидри-
дотетракарбонила НСо(СО)4 (в дальнейшем тексте оставлены ста-
рые привычные названия — карбонил кобальта, гидрокарбонил ко-
342
бальта)', образующихся по реакциям:
2Со + 8СО ?=t Со2(СО)8> Со2(СО)8 + Н2 2НСо(СО)4
Характерной особенностью этих комплексных соединений является
их нестабильность: в отсутствие оксида углерода дикобальтокта-
карбонил разлагается при температурах выше 51 °C, а гидрокарбо-
нил кобальта — при температурах ниже О °C. Их стабильность при
высоких температурах процесса может быть обеспечена только при
высоком парциальном давлении оксида углерода.
Изменение изобарно-изотермического потенциала образования
наиболее характерных альдегидов выражается уравнениями:
для масляного альдегида:
AG = -34787 + 61,91Г (6.4)
для изомасляного альдегида:
AG =-31140 + 61,41 (6.5)
Константа равновесия первой реакции равна 6*1012 при 25°C и
3,24-102 при 227°С; для второй реакции соответственно 2,5-109 и
1,6. Из этих данных ясно, что наибольшая степень превращения
достигается при низких температурах, а при 200 °C и 0,1 МПа
может быть достигнута практически полная конверсия этилена и
пропилена в альдегиды.
Применение высоких давлений при гидроформилировании свя-
зано с необходимостью обеспечить практически приемлемую ско-
рость реакций, т. е. давление определяется кинетическими усло-
виями и необходимостью сохранения катализаторов. Они при на-
гревании разлагаются
Со2(СО)а 2Со + 8СО
2НСо(СО)4 2Со + 8СО + Н2
а с повышением давления равновесие этих реакций смещается
влево.
Существуют различные точки зрения на механизм гидроформи-
лирования. По мере углубления исследований менялись представ-
ления о механизме этого весьма сложного процесса. В настоящее
время наиболее достоверным считается механизм, согласно кото-
рому истинным катализатором является гидрокарбонил кобальта.
В развитие представлений, высказанных Д. М. Рудковским,
В. Ю. Ганкин и Г. С. Гуревич и др., опираясь на многочисленные
экспериментальные данные, предложили механизм, согласно кото-
рому реакция гидроформилирования протекает по механизму цеп-
ного типа, в котором роль активных частиц, ведущих цепь, играют
координационно-ненасыщенные соединения (сокращенно коненсы).
Координационно-ненасыщенным является такое комплексное соединение, у
которого имеется неполностью заполненная или полностью незаполненная (ва-
кантная) орбиталь, этим обусловлена их реакционная способность. Как правило,
у такого комплексного соединения число электронов у центрального атома мень-
ше, чем у следующего за ним в таблице Менделеева инертного газа. Основная
масса коненсов, кроме свободной орбитали в верхнем слое, содержит и несвя-
и?
зывающие электроны, т. о. они являются как кислотами, так и основаниями
Льюиса.
Если вопрос об образовании координационно-ненасыщенных
соединений в процессе оксосинтеза не вызывает сомнения, то цен-
но й характер процесса пока не доказан.
Общая кинетическая схема реакции гидроформилирования мо-
жет быть представлена следующим образом.
+ со
Олефин + НСо(СО)4 —> л-Комплекс —> Алкилкобальткарбонил ----*
+ Н2; +СО
—> Ацилкобальткарбонил ------->• Альдегид 4- НСо(СО)4
/алкилкобальткарбонил — RCH—СН3; ацилкобальткарбонил — RCH—СНз \
\ Со(СО)4 ioCo(CO)4/
Представленная кинетическая схема описывается следующими
элементарными стадиями.
Гидрокарбонил кобальта отщепляет СО, образуя координа-
ционно-ненасыщенный гидротрикарбонил кобальта
НСо(СО)4 НСо(СО)3 4- СО (1)
(звездочкой обозначено координационно-ненасыщенное соедине-
ние—коненс).
В результате координации полученного коненса с олефином
образуется л-комплекс.
RCH=CH2 4-НСо;СО)з RCH=CH2 (2)
НСо(СО)з
который переходит в координационно-ненасыщенный алкилкобальт-
трикарбонил по механизму внедрения олефина по Со—Н связи,
а затем присоединяет СО с образованием алкилкобальткаобонила
RCH=CH2 qpzh RCH—СНз (3)
; I
НСо(СО)3 *Со(СО)3
RCH—СНз 4-СО RCH—СН8 (4)
I I
*Со(СО)3 Со(СО)4
Затем одна из СО-групп алкилкобальткарбонила вытесняет ал-
кильную группу, внедряясь по С—Co-связи с образованием конен-
са ацилкобальттрикарбонила
RCH—СНз RCH—СНз (5)
io(co)4 ioco(co)3
Последний образует ацилкобальткарбонил по одной из следующих
реакций
RCH—СНз + СО RCH—СНз (6)
I • I
СОСо(СО)3 СОСо(СО)4
RCH—СН, + НСо(СО)4 =f=i RCH—СНз + НСо(СО), (7)
ioCo(CO)? СОСо(СО),
ж
Альдегиды образуются из ацилкобальткарбонилов по одной из сле-
дующих реакций
RCH—СН3 + НСо(СО)4 —> RCHCH3 +Со2(СО)7 (8)
(Ьсо(СО)з СНО
RCHCH3 + НСо(СО)3 —► RCHCH3 + Со2(СО)7 (9)
I I
СОСо(СО)4 сно
При высоких давлениях СО может идти реакция обратная (1) или
реакция (10).
Со2(СО)т + СО Со2(СО)8 (10)
Рассмотренный механизм хорошо объясняет наблюдаемые раз-
личными исследователями закономерности влияния парциального
давления оксида углерода на процесс. При увеличении парциаль-
ного давления СО скорость процесса возрастает до определенного
предела, дальнейшее увеличение парциального давления СО при-
водит к снижению не только скорости процесса, но и скорости об-
разования гидрокарбонила кобальта.
Снижение скорости реакции гидроформилирования при повы-
шении парциального давления СО сверх необходимого для устой-
чивости карбонила и гидрокарбонила кобальта объясняется умень-
шением скорости реакции (1) и увеличением скорости реак-
ции (10).
На основе рассмотренного механизма и экспериментальных
фактов можно также объяснить образование изомеров и влияние
условий реакции на образование изомерных продуктов. Как видно
из приведенной схемы, первоначальное присоединение происходит
по правилу Марковникова. Изомеризация же происходит на стадии
образования ацилкобальткарбонилов и связана с их реакционной
способностью. Менее реакционноспособные ацилкобальткарбонилы
изомеризуются в более реакционноспособные, которые быстро пе-
реходят в соответствующие альдегиды. Это можно представить
следующей схемой
I и ш
RCH=CH2 + НСо(СО)4 ----> RCH=*CH2 ------> RCHCH3 ------>
ф I
НСо(СО)з Со(СО)4
IV
—► RCH—СНз ---------RCH2CH2C=O
I I
СОСо(СО)4 Со(СО)4
rchch8 rch2ch2cho
I
сно
Изомерное распределение альдегидов определяется соотноше-
нием скоростей стадий IV и V, которое возрастает по ходу реакции
346
вследствие того, что стадия V проходит с участием НСо(СО)4,
концентрация коюрого снижается во времени. Если скорость ста-
дии V < IV, будут получаться преимущественно альдегиды
н-строения, если же скорость стадии V > IV, — преимущественно
изостросния. Поэтому факторы, ускоряющие реакцию — пониже-
ние парциального давления СО, повышение температуры и пар-
циального давления Н2 — способствуют получению альдегидов изо-
строения. Факторы, замедляющие реакцию — повышение парци-
ального давления СО и понижение температуры, напротив, спо-
собствуют образованию альдегидов н-строения. Эти факторы
влияют на скорость реакции V, но не влияют на изомеризацию.
Кинетика гидроформилирования и влияние различных факто-
ров. Скорость реакции гидроформилирования олефинов прямо
пропорциональна концентрации олефина и катализатора или, ина-
че говоря, имеет по ним первый порядок. Реакция тормозится при
повышении давления оксида углерода и ускоряется при повышении
давления водорода, но скорость ее практически не зависит от об-
щего давления благодаря взаимной компенсации эффектов, полу-
чаемых при увеличении давления СО и Н2 (при постоянном от-
ношении СО: Н2).
Кинетические уравнения реакции получены из эксперименталь-
ных данных чисто кинетическими методами (не на основе меха-
низма реакции). Наиболее точным принято считать уравнение Бен-
дера
^СолдРн2 , &солсСо .
дРн2 + *РСо 1 Л. Рсо
где k — константа скорости реакции; сол, £со — концентрации олефина и кобаль-
та; р Но , рсо — концентрации водорода и оксида углерода; а, b — константы.
Минимально необходимое парциальное давление СО для рав-
новесной концентрации катализатора в растворе «0,2% описы-
вается уравнением
Равновесная концентрация карбонилов кобальта в соответствии
с реакцией
НСо(СО)4 V2H? + Со 4- 4СО
определяется уравнением
1g С « -24,38 + + 4 1g рсо + "/2 1g Рн, (6.8)
Побочные продукты реакции гидроформилирования являются
вторичными, поскольку они образуются с участием альдегидов.
К ним относятся, в первую очередь, спирты, образующиеся в ре-
зультате гидрирования альдегидов
ЦСНО + Н2 —> RCH2OH
846
Альдегиды могут вступать в реакцию кротоновой конденсации
или ацетализации
RCHO + R'CH2CHO —► RCH=C(R')CHO + H2O
RCHO + 2RCH2OH —► RCH(OCH2R)2 + H2O
а также сложноэфирной конденсации
2RCHO —> RCOOCH2R
Кроме того, могут образовываться продукты уплотнения альдеги-
дов. Обычно выход побочных продуктов не превышает 10—20%.
Рассмотрим влияние основных факторов на процесс гидрофор-
милирования.
Увеличение соотношения Н2: СО повышает скорость реакции,
его обычно варьируют в пределах 1 : 1—2: 1.
Температура. Реакция подчиняется уравнению Аррениуса
в интервале 120—180°С. Для гидроформилирования различных
углеводородов кажущаяся энергия активации меняется от 50,1 до
121,2 кДж/моль. Реакция очень чувствительна к изменению тем-
пературы. Повышение температуры влияет не только на скорость,
но и на состав продуктов: растет выход альдегидов изостроения
и ускоряется гидрирование альдегидов в спирты. Отклонение ско-
рости реакции от уравнения Аррениуса при температурах выше
180 °C объясняется тем, что при этих условиях начинается раз-
ложение карбонилов кобальта.
Давление. Общее давление в системе зависит от необходи-
мых парциальных давлений СО и Н2. Как указывалось выше, уве-
личение парциального давления СО сверх определенного предела
тормозит реакцию гидроформилирования, а повышение парциаль-
ного давления Н2 ускоряет ее. Общее давление в системе состав-
ляет обычно 10—30 МПа. При давлениях выше 10 МПа скорость
реакции для индивидуальных олефинов практически не зависит от
давления. Кроме того, каждой температуре отвечает определенное
давление, выше которого скорость процесса перестает от него за-
висеть. Такую закономерность можно объяснить сложным харак-
тером влияния парциальных давлений СО и Н2.
Технологическое оформление процесса. К сырью для оксосин-
теза предъявляются жесткие требования в отношении содержания
примесей. Из-за того, что диеновые и ацетиленовые углеводороды
образуют с карбонилами кобальта неактивные комплексы, появ-
ляется индукционный период гидроформилирования, когда ката-
лизатор регенерируется, а диеновый или ацетиленовый углеводо-
род гидрируется до олефина. Наличие в синтез-газе кислорода
приводит к разложению карбонила кобальта с образованием не-
активного оксида СоО, что также замедляет реакцию. Пероксид-
ные соединения также взаимодействуют с гидрокарбонилами, за-
медляя гидроформилирование и обусловливая большой индукци-
онный период. Поэтому сырье нужно подвергать предварительной
очистке.
347
Процесс гидроформилирования является экзотермическим: теп-
ловой эффект равен 117 кДж/моль и мало зависит от молекуляр-
ной массы и строения углеводорода. Для процесса имеет большое
значение эффективный теплоотвод и поддержание стабильного
температурного режима. Отвод тепла осуществляется несколькими
способами: 1) в реакторе монтируют трубчатый холодильник, в
межтрубном пространстве которого циркулирует вода или синтез-
газ— он при этом нагревается до нужной температуры; 2) наряду
с внутренним охлаждением применяются также выносные холо-
дильники; 3) в реактор возвращают охлажденные продукты: за
счет их нагревания отводится выделяющееся тепло.
Реакция протекает при 120—170 °C и 15—30 МПа. Объемную
скорость подачи олефина можно менять от 0,4 до 2 ч-1, что соот-
ветствует среднему времени контакта 1 ч. В промышленных усло-
виях соотношение СО : Н2 поддерживается в интервале от 1 :1 до
2:1, а концентрация катализатора равна 0,02—0,2% (маёг.) в
расчете на Со. Степень конверсии олефина зависит от его моле-
кулярной массы и колеблется в пределах 65—80 %. С повышением
степени конверсии олефина возрастает роль вторичных реакций.
Конверсию регулируют изменением объемной скорости. Выход
целевых альдегидов составляет не менее 75—85 % от стехиомет-
рического и зависит от молекулярной массы олефина. Степень по-
лезного использования низших олефинов, например пропилена,
достигает 95 %.
Процесс гидроформилирования ведут с рециркуляцией синтез-
газа. Кратность циркуляции 2—3: 1. В связи с рециркуляцией не-
обходимо выводить из системы инертные примеси путем промывки
синтез-газа циркулирующими продуктами реакции под давлением
с последующей десорбцией абсорбированных примесей и дополни-
тельной отдувкой части циркулирующего газа. Гидроформилиро-
вание низших олефинов ведут в растворе углеводородов, обычно
в растворе высококипящей фракции, остающейся после гидриро-
вания и отделения спиртов. Продукты реакции потом легко отде-
ляют от растворителя. Оксид углерода и водород барботируют
через слой жидкости, что обеспечивает хорошее перемешивание.
Для высших олефинов не требуется растворитель, так как они в
условиях реакции являются жидкостями.
Специфической особенностью процесса является необходимость
д е к о б а л ьт и з а ци и — извлечения карбонилов кобальта из ре-
акционной смеси и возвращения их в процесс. Это основная тех-
нологическая трудность процесса, так как декобальтизация тех-
нологически значительно сложнее собственно гидроформилирова-
ния, и она определяет технико-экономические показатели процес-
са в целом.
По способу декобальтизации технологические схемы оксосин-
теза можно классифицировать следующим образом:
1) схемы с термическим разложением карбонилов кобальта,
основанные на термической нестабильности карбонилов;
848
2) солевые схемы, основанные на нестабильности карбонилов
кобальта к действию окислителей;
3) испарительные схемы, основанные на различной летучее hi
карбонилов кобальта и продуктов оксосинтеза.
4) смешанные схемы, сочетающие принципы солевых и испа-
рительных схем.
Схемы с термическим разложением карбонилов кобальта. Эти
схемы основаны на обратимости реакции:
+ н2
2Со + 8СО Со2(СО)8 2НСо(СО)4
—н2
Как указывалось выше, образование карбонилов кобальта идет
при более низкой температуре и достаточно высоком парциальном
давлении СО, а распад их протекает при более высокой темпера-
туре и низком парциальном давлении СО.
Как видно из уравнения, при разложении карбонилов обра-
зуется металлический кобальт, который обычно отлагается на
твердых поверхностях. Это недопустимо, так как кобальт накап-
ливается на стенках аппаратуры и не может быть возвращен в
цикл. Поэтому в схемах с термическим разложением карбонилов
кобальта в реактор вводят твердый носитель (кизельгур или пем-
зу), чтобы кобальт оставался на его поверхности.
Существуют три разновидности этого способа: 1) с суспенди-
рованным носителем (кизельгурная схема); 2) со стационарным
слоем носителя; 3) без носителя, с тонкодисперсным металличе-
ским кобальтом.
Схема с суспендированным слоем носителя (ки-
зельгурная схема). Катализатор вводят в виде суспензии
мелкозернистого кизельгура, на котором осажден металлический
кобальт; суспензию готовят в специальном аппарате (рис. 6.5).
Процесс гидроформилирования осуществляют в двух последова-
тельно расположенных реакторах 1 и 2. Суспензию катализатора
подают в реактор 1 одновременно с олефином и синтез-газом. Ре-
актор работает под давлением 25—30 МПа при температуре 150—
160 °C. В нем образуются карбонилы кобальта и протекает реакция
Рис. 6.5. Кизельгурная схема оксосинтеза:
/ — реактор карбонилообразования и гидроформилирования; 2 — реактор гидроформилиро-
вания; 3, 4 — газосепараторы; 5 — реактор декобальтизации; 6 — магнитный сепаратор.
849
Рис. 6.6. Схема двухреакторного реакционного узла оксосинтеза:
/ — колонна оксосинтеза; 2 — холодильник; 3 — декатализер.
Рис. 6.7. Реакторный блок триадной схемы оксосинтеза:
1 — каталтср (слева); 2—колонна оксосинтеза (в центре); 3 — декатализер (справа).
гидроформилирования до степени превращения олефина около
70 % В реакторе 2 реакция гидроформилирования завершается
при 160—170 °C с глубиной 80 % и более. Продукты реакции по-
ступают в газосепараторЫ 3 и 4, где суспензия отделяется от газа
и направляется в реактор декобальтизации 5, работающий при
давлении водорода 2,5—3 МПа и температуре 120—130°C. В этих
условиях карбонилы кобальта разлагаются и осаждаются на ки-
зельгур. Жидкие продукты реакции отделяются от катализатора в
магнитных сепараторах 6, после чего они направляются на гид-
рирование, а катализатор вновь поступает в реактор гидроформи-
лирования.
Такая схема осуществлена в промышленном масштабе. Харак-
терной особенностью приведенной схемы является использование
для гидрирования альдегидов в спирты кобальта, осажденного на
мелкозернистом кизельгуре-
Схемы со стационарным слоем носителя. В про-
мышленности применяются две разновидности схем — двухреак-
торная и триадная.
Принципиальная схема двухреакторного реакционного узла
приведена на рис. 6.6. В колонне оксосинтеза 1 помещен стацио-
нарный слой пемзы, на которой осажден металлический кобальт.
Жидкий олефин подают в колонну сверху, а синтез-газ снизу, и
они движутся противотоком. В колонне 1 непрерывно происходит
образование карбонилов кобальта и растворение их в олефине.
В результате реакции выделяется тепло, которое отводится в вы-
носном холодильнике 2, а охлажденные продукты возвращаются
в колонну. Часть продуктов поступает в декатализер 3, куда по-
дается водород и где благодаря низкому парциальному давлению
СО карбонилы кобальта разлагаются. Выделяющийся при этом
металлический кобальт осаждается на насадке, которой заполнен
аппарат. После истощения катализатора в колонне 1 и накопления
кобальта в декатализере 3 направление потоков меняется на об-
ратное.
350
Триадная схема (рис. 6.7) отличается тем, что реакторный блок
состоит из трех аппаратов. Металлический кобальт осажден на
стационарном носителе в катализере /. Жидкий олефин и синтез-
газ подаются сверху; при этом образуются карбонилы кобальта
и растворяются в олефине. Температура в катализере поддержи-
вается 150—180°C, давление 15—30 МПа. Раствор катализатора
в олефине вместе с синтез-газом поступает в реактор 2. Туда же
дополнительно подают синтез-газ. Отвод выделяющегося тепла
осуществляется при помощи вмонтированного в аппарат трубча-
того холодильника, в котором генерируется водяной пар.
Декобальтизация жидких продуктов осуществляется в деката-
лизере 3, который устроен так же, как катализер /. В декатали-
зер подают водород. При 150—180°C и низком парциальном
давлении СО происходит разложение карбонилов кобальта, и ме-
таллический кобальт осаждается на насадке. После истощения ко-
бальта в катализере и накопления его в декатализере направление
потоков меняется на обратное.
Триадная схема разработана и усовершенствована Д. М. Руд-
ковским с сотрудниками и реализована в промышленности. Если
в обычной схеме цикл работы реактора составляет 24 ч, то в усо-
вершенствованной (так называемой схеме с малым кобальтом)
10 сут.
В порошковой схеме используется металлический ко-
бальт, который вводят в реактор в виде тонкого порошка. Кар-
бонилы кобальта разлагаются в декатализере, куда подают
рециркулят с суспендированным порошком металлического ко-
бальта; на этот порошок и высаживается продукт разложения.
Суспензию после отделения продуктов реакции возвращают в
реактор оксосинтеза.
Основные недостатки схем с термическим разложением карбо-
нилов кобальта следующие:
большой удельный расход металла, так как разложение кар-
бонилов кобальта осуществляется при высоком давлении;
эрозия аппаратуры и измельчение носителя в схемах с суспен-
дированным катализатором;
периодичность работы реакторов в схеме со стационарным
слоем катализатора, что требует сложной автоматики;
отложение кобальта на поверхности аппаратуры, особенно в
схемах с суспендированным катализатором.
Солевые схемы основаны на разложении карбонилов кобальта
окислителями. Так, кобальт вводят в реактор в виде солей жир-
ных или нафтеновых кислот, из которых в условиях гидроформи-
лирования образуются карбонилы:
2R(COO)2Co 4- 8СО + 2Н2 —> 4RCOOH + Со2(СО)8
Карбонилы после реакции разлагают серной кислотой в присут-
ствии пероксида водорода:
Со2(СО)8 4- H2SO4 4- 2Н2О2 —> 2CoSO4 4-8СО 4-4Н2О
CoS04 4- 2RCOONa —► (RCOO)2Co 4~ Na2SO4
851
Распад и образование карбонилов кобальта представляют со-
бой окислитслыю-восстановительную реакцию. Реакцию разложе-
ния карбонилов ведут в присутствии окислителей; без них оца
идет слишком медленно. Температура на стадии разложения не
должна быть высокой во избежание разложения карбонилов до
металлического Со. Для процесса выбирают такие кислоты, кото-
рые образуют водорастворимые соли, легко отделяемые от деко-
бальтизованного продукта (минеральные или низшие карбоновые
кислоты). Водорастворимую соль кобальта затем переводят в мас-
лорастворимую, например нафтенат кобальта, и в таком виде по-
дают в систему образования карбонилов. В процессе образования
карбонилов выделяются соответствующие карбоновые кислоты.
Солевая схема оксосинтеза изображена на рис. 6.8. Раствор
нафтената кобальта в растворителе и олефине из емкости 1 заби-
рается насосом 12 и при 20 МПа подается в подогреватель 14.
Туда же подают свежий и рециркулирующий синтез-газ. После
нагревания смесь поступает в колонну 2 на синтез. Продукты ре-
акции охлаждаются в холодильнике 11 и поступают в газосепа-
ратор 3 высокого давления, где газы отделяются от жидких про-
дуктов. Циркулирующий синтез-газ поступает на прием дожимного
компрессора 13, компримируется и вместе,со свежим синтез-газом
направляется в подогреватель 14. Часть циркулирующего газа (до
компрессора) выводится из системы во избежание накопления
инертных примесей.
Жидкие продукты из газосепаратора 3 через дроссельный вен-
тиль перетекают в газосепаратор 4 низкого давления. В результате
снижения давления из смеси продуктов выделяется растворенный
газ, который содержит также исходный олефин. Этот газ направ-
ляется на абсорбцию с целью извлечения содержащихся в нем
альдегидов. Жидкие продукты из газосепаратора 4 направляются
на декобальтизацию в реактор 5 с мешалкой; там их обрабаты-
Растборитель* (rcOO)2Co
1Z /J
Рис. 6.8. Солевая схема оксосинтеза:
/ — емкость; 2 — колонна синтеза; 3, 4 — газосепараторы; 5 — реактор декобальтизации;
6, 7, 10 — отстойники; 8 — колонна извлечения нафтеновых кислот; 9 — реактор синтеза
нафтената кобальта; // — холодильники; /2 —насос; 13 — компрессор; /-/ — подогреватель.
352
вают 10 %-ным раствором серной кислоты и пероксидом водорода,
В результате взаимодействия с серной кислотой образуется суль
фат кобальта.
Смесь из реактора 5 поступает в отстойник 6, где разделяются
водный слой и продукты реакции. Продукты, содержащие раство-
римые нафтеновые кислоты, направляются в колонну S, орошае-
мую раствором едкого натра, для извлечения нафтеновых кислот.
Продукты реакции и раствор нафтената натрия разделяют в от-
стойнике 7. Продукты направляются на гидрирование, а раствор
нафтената натрия и раствор сульфата кобальта из отстойника 6
поступают в реактор 9, где образуются нафтенат кобальта и суль-
фат натрия.
В реактор 9 подают растворитель (а в случае получения выс-
ших альдегидов — исходное сырье), в котором образующийся наф-
тенат кобальта растворяется. Смесь поступает на разделение в
отстойник 10. Водный раствор сульфата натрия выводится снизу,
а раствор нафтената кобальта поступает в емкость 1. Потери ко-
бальта при такой схеме составляют 0,05 % в расчете на альде-
гиды.
Достоинствами солевой схемы являются:
проведение стадии декобальтизации при атмосферном давле-
нии, что способствует снижению капитальных затрат на оборудо-
вание высокого давления:
непрерывная работа установки и исключение сложной автома-
тики для переключения реакторов;
уменьшение потерь альдегидов за счет гидрирования в спирты,
если требуются товарные альдегиды.
Основные недостатки солевых схем: необходимость использо-
вания реагентов и их коррозионная агрессивность; появление сточ-
ных вод.
Тем не менее, солевые схемы применяются в промышлен-
ности.
Испарительные схемы отличаются тем, что в этом случае про-
дукты реакции отгоняют от кобальта, который остается в виде
карбонила или органических солей. Метод основан на различной
летучести соединений кобальта и целевых продуктов оксосинтеза.
Для сохранения карбонилов кобальта и предотвращения их тер-
мического разложения испарение можно проводить двумя путями:
при высоком парциальном давлении оксида углерода и повышен-
ной температуре или в вакууме при низкой температуре. Кобальт,
содержащий остаток от перегонки, возвращают в реактор оксо-
синтеза.
Основной недостаток испарительных схем заключается в на-
коплении в зоне реакции высокомолекулярных продуктов конден-
сации альдегидов, вследствие чего часть остатка приходится от-
водить на дополнительную кислородную дскобальтизацию.
Испарительные схемы в чистом виде не нашли промышленного
применения.
12 Зак. 534
353
Рис. 6.9. Нафтенатно-испарительная схема оксосинтеза.
1 — кобальтизер; 2 — реактор гидроформилирования; 3 — сепаратор; 4 — декобальтизер$ 5 —
ректификационная колонна.
Более перспективными оказались смешанные схемы, в которых
сочетается принцип солевых и испарительных схем. От чисто со-
левых схем они отличаются тем, что карбонилы кобальта перево-
дят в маслорастворимую соль, например нафтеновой кислоты, яв-
ляющуюся термоустойчивой и малолетучей. От раствора кобаль-
товой соли отгоняют продукты гидроформилирования, а остаток
возвращают на стадию кобальтизации, где опять образуются кар-
бонилы кобальта.
Принципиальная нафтенатно-испарительная схема
оксосинтеза приведена на рис. 6.9. В кобальтизер 1 для образо-
вания карбонилов кобальта поступает свежий и циркулирующий
раствор нафтената кобальта и часть синтез-газа. Из кобальтизе-
ра 1 раствор карбонилов кобальта, содержащий нафтеновые кис-
лоты, направляется в реактор гидроформилирования 2, в который
подается олефин и синтез-газ. Продукты реакции отделяются от
газа и дросселируются в системе сепарации 3, затем направляются
в декобальтизер 4, куда подается окислитель. В качестве окисли-
теля можно использовать кислород. Раствор нафтената кобальта
в продуктах гидроформилирования поступает в ректификационную
колонну 5, где продукты гидроформилирования отгоняются от рас-
твора нафтената кобальта в высококипящих продуктах. Нафтенат
кобальта вновь направляется в кобальтизер 1.
ВНИИнефтехимом разработана также нафтенатно-испаритель-
ная схема с рециклом олефина. Она основана на том, что при
снижении конверсии пропилена с 90—95 до 50—70 % количество
побочных продуктов можно уменьшить с 12—20 до 1,5—4,5%.
В этом случае необходимо выделять олефин из продуктов реакции
и возвращать его в процесс. При этом селективность процесса
возрастает с 87 до 95%, а расход сырья, соответственно, умень-
шается. Упрощается также схема выделения товарных про-
дуктов.
354
Новые каталитические системы
Триалкилфосфинкобальткарбонилы. В качестве ка-
тализаторов гидроформилирования могут применяться гидрокар-
бонилы кобальта, модифицированные фосфинами, типа
НСо(СО)3РНз, где R— алкильный или фенильный радикал.
Триалкилфосфинкобальткарбонилы менее активны, чем гидро-
карбонилы кобальта, однако они обладают значительно более вы-
сокой термической устойчивостью, что позволяет вести процесс при
температуре 200 °C и более низком парциальном давлении СО
(^5 МПа) и, соответственно, при общем давлении 50—100 МПа.
Ценным качеством карбонилфосфиновых комплексов является
значительно более высокое соотношение альдегидов нормального
и изостроения, достигающего 10:1 против 4:1 для обычных ко-
бальткарбонилов. Н. С. Имянитов объясняет это тем, что гидро-
карбонил кобальта, являющийся сильной кислотой, присоединяет-
ся к олефину в значительной степени по правилу Марковникова,
а карбонилфосфиновые комплексы являются слабыми кислотами
и в значительно меньшей степени присоединяются по правилу Мар-
ковникова. Карбонилфосфиновые комплексы обладают высокой
гидрирующей способностью, вследствие чего значительная часть
образующихся альдегидов гидрируется до спиртов. Возможно
также гидрирование олефинов, что нежелательно.
Фосфиновые комплексы кобальта пока в промышленности не
применяют.
Карбонилы родия. Около 10 лет назад появились сообще-
ния о применении в качестве катализаторов гидроформилирования
карбонилов родия. Гидрокарбонил родия HRh(CO)4 в 102—104 раз
активнее, чем НСо(СО)4, что позволяет существенно снизить тем-
пературу процесса или осуществить процесс при концентрации ро-
дия 0,0005—0,001 % (масс.). Одним из достоинств этого катализа-
тора является высокая селективность при степени конверсии 90—
95%. Выход альдегида близок к теоретическому, а в продуктах
реакции практически отсутствуют спирты и продукты конденсации
альдегидов. Более высокую активность гидрокарбонилов родия,
например H2Rh4(CO)n Н. С. Имянитов, который установил кор-
реляцию между каталитической активностью и кислотностью гид-
рокарбонилов металлов, объясняет их более высокой кислотностью
по сравнению с НСо(СО)4.
Недостатком гидрокарбонилов родия как катализаторов гид-
роформилирования является образование значительных количеств
разветвленных альдегидов. Так, при гидроформилировании пропи-
лена соотношение н-масляного и изомасляного альдегидов состав-
ляет 1:1 против 3:1—4:1 для карбонилов кобальта. Родий в
2000—4000 раз дороже кобальта, но и расход его в 1000—2000 раз
меньше. Кроме того, сырье должно быть тщательно очищено от
диенов, в присутствии которых появляется индукционный период.
Эти недостатки обусловили разработку модифицированных родие-
вых катализаторов.
12*
355
Оказалось, что, как и в случае карбонилов кобальта, модифи-
цирование карбонилов родия фосфинами (или арсинами, аминами)
приводит к увеличению соотношения альдегидов нормального и
изостросния и позволяет снизить общее и парциальное давление
СО. Наиболее активным карбонилфосфииовым комплексом родия
оказался HRh(СО) [Р(С2Н5)3]3. При концентрации его в расчете
на родий 50—100 мг/кг пропилена (0,005—0,01 %) при темпера-
туре 90 °C и давлении 1,5—3 МПа соотношение альдегидов н- : изо-
составляет от 9: 1 до 16:1. При этом, однако, до 10 % пропилена
может гидрироваться. Модифицированные карбонилы родия менее
активны: так, объемная скорость достигает 0,25 ч-1, следователь-
но требуется увеличить объем реактора в 3—4 раза по сравнению
с обычным оксосинтезом.
Достоинствами модифицированных карбонилов родия являют-
ся: снижение температуры и давления процесса, увеличение соот-
ношения альдегидов н- и изостросния, уменьшение концентрации
катализатора, возможность получать преимущественно альдегиды;
упрощение стадии отделения карбонилов родия, которые выделяют
путем концентрирования их в остатке от перегонки. Капитальные
вложения составляют 65 % от требуемых для традиционного ва-
рианта оксосинтеза. Однако, учитывая высокую стоимость родия,
расходы на единовременную загрузку катализатора должны сни-
жать разницу в капитальных затратах.
К недостаткам процесса относятся, в первую очередь, высокая
стоимость родия и его дефицитность. Согласно литературным дан-
ным, годовое производство родия составляет всего 6 т. Поэтому
допустимые потери родия не более 0,3-10~4 %.
Тем не менее, имеются сведения о пуске и успешной эксплуа-
тации нескольких установок, использующих родийфосфиновые ка-
тализаторы. Так, фирмой Union Carbide сообщалось о строитель-
стве четырех заводов для получения пропионового и н-масляного
альдегида и др. Условия процесса: температура 25°C и атмосфер-
ное давление.
В 1975 г. в США пущена установка мощностью 68 тыс. т/год
альдегидов. В 1976 г. в Пуэрто-Рико пущена установка, работаю-
щая при давлении 0,7—2,5 МПа, а в 1979 г. — еще одна установка
в Швеции.
Несмотря на ряд недостатков, родиевые катализаторы являют-
ся, по-видимому, весьма перспективными.
Новые направления развития процесса оксосинтеза
Как указывалось выше, наряду с усовершенствованием процесса
оксосинтеза за последние годы созданы новые процессы синтеза
целого ряда кислородсодержащих соединений на основе оксида
углерода и водорода, или других доноров водорода, катализируе-
мых карбонилами металлов VIII группы, в основном кобальта и
родия, а также хлоридами никеля или соединениями палладия.
В качестве исходных реагентов помимо олефинов используют
356
спирты, эфиры, альдегиды, кислоты и др. В качестве доноров во-
дорода применяют воду (гидрокарбоксплирование), спирты (гидро-
карбалкоксилирование), органические кислоты, амины и др. Во
многих случаях используют только СО (карбонилирование).
Карбонилирование спиртов и эфиров позволяет полу-
чить соответствующие карбоновые кислоты, сложные эфиры и ан-
гидриды кислот:
ROH + СО —> RCOOH
2ROH4-CO —> RCOOR + H2O
2ROH —> ROR + H2O
ROR4-CO —> RCOOR
RCOOR + CO —> (RCO)2O
Карбонилирование метанола в настоящее время считается наи-
более перспективным и экономичным методом производства уксус-
ной кислоты. Существуют два варианта процесса, отличающиеся
катализаторами и условиями.
Карбонилирование протекает по реакции
СН3ОН + СО —> СНзСООН
Фирмой BASF процесс осуществлен в присутствии катализато-
ра— карбонила кобальта, промотированного иодидом кобальта,
при температуре 210—250°С и давлении 60—70 МПа. Выход ук-
сусной кислоты составляет 90 % в расчете на превращенный ме-
танол и 70 % на превращенный СО. Тепловой эффект реакции со-
ставляет 220 кДж/кг уксусной кислоты. Выделенное тепло исполь-
зуется в самом процессе. Процесс внедрен в 1974 г.
Позднее фирмой Monsanto разработан и реализован процесс
карбонилирования метанола в присутствии комплексных соедине-
ний родия, промотированных Rhl2. Процесс проводят при темпе-
ратуре 175 °C и давлении 1,4—2 МПа. Селективность по метанолу
составляет 99 % и по оксиду углерода 90%. Чистота уксусной
кислоты 99,9%- Этим способом в 1980 г. получали более
400 тыс. т/год уксусной кислоты.
Фирмой Imperial Chemical Industries разработаны гетероген-
ные родиевые катализаторы карбонилирования метанола в уксус-
ную кислоту с использованием вместо чистого СО смеси СО и Н2
в соотношении 1:1. Этот метод считается весьма перспективным.
Предложены и другие гетерогенные катализаторы.
Комплексные родиевые катализаторы применяются также для
карбонилирования спиртов от Сю до С2о в соответствующие кар-
боновые кислоты. Согласно литературным данным, себестоимость
производства 1 т кислот Сю — С20 карбонилированием на 20 %
меньше, чем полученных окислением парафина.
Карбонилирование простых эфиров смесью СО и Н2 позволяет
получить сложные эфиры, имеющие на одну группу СН2 больше,
чем исходный эфир
ROR' + 2СО + 2Н2 —> RCOOCHgR'+ Н2О
357
В качестве катализатора подобных реакций используют ком-
плексные соединения рутения в сочетании с Nal. Процесс идет при
давлении 15 МПа и температуре 200°C.
Карбонилирование сложных эфиров позволяет получить ангид-
риды кислот. Так, из метилацетата получается уксусный ангидрид
О о
II II
СН3СООСН3 + СО —> СНз—С—О—С—СНз
Этот метод может целиком базироваться на неуглеводородном
сырье, если половину уксусного ангидрида возвращать в процесс
и получать из него метилацетат по реакции
о о О
II II II
СНз—С—О—С—CII3 + 2CH3OH —> 2СНз—С—О—СНз + Н2О i
Суммарная реакция может быть представлена следующим обра-
зом,
О о
II II
2СН3ОН + 2СО —> СНз—С—О—С—СНз
В настоящее время строится промышленная установка, осно-
ванная на подобной технологии.
Предложен также аналогичный процесс получения винилаце-
тата, использующий только синтез-газ и метанол на его основе.
Первая стадия — этерификации метанола уксусной кислотой
2СН3ОН + 2СН3С^ —► 2СН3С< + 2Н2О
дЭН чЭСНз
Вторая стадия — гидрокарбонилирование метилацетата с обра-
зованием этилидендиацетата
о
2СН3—+ 2СО + Н2 —> СН3СН(О—С—СН3)2 + СН3С^
ХЭ-СНз \)Н
Третья стадия — крекинг этилидендиацетата
О НО
II I II
СН3СН(О-С—СНз)2 —> СН2=С—О—С—СНз + сн3с^
^он
В процессе образуется вся необходимая уксусная кислота, и
суммарная реакция может быть представлена уравнением
Н О
I II
2СН3ОН + 2СО + Н2 —> СН2=С—О—С—СН3 + 2Н2О
Среди процессов гидрокарбоксилирования представ-
ляет интерес гидрокарбоксилирование олефинов.
RCH=CH2 + СО + Н2О —> RCH2CH2COOH
858
Процесс проводят в присутствии карбонилов кобальта и ни-
келя в условиях, близких к условиям гидроформилирования: при
температуре 120—250°C, давлении 20—30 МПа. Промоторами яв-
ляются 1г, HI, органические и неорганические иодиды, а также
пиридин. Последний позволяет увеличить количество кислот нор-
мального строения.
Гидрокарбоксилирование олефинов позволяет получить слож-
ные эфиры ,
I—> RCH2CH2COOR'
RCH=CH2 + CO + R'OH —
I—> RCH(CH3)COOR'
Эта реакция протекает в присутствии карбонилов кобальта,
промотированных пиридином. Добавки пиридина увеличивают
скорость и селективность процесса. Помимо пиридина в систему
добавляют водород.
Гидрокарбоксилирование пропилена проводят при
температуре 140—170 °C, давлении 15—20 МПа, парциальном дав-
лении водорода 0,1 — 1 МПа, мольном соотношении метанол : про-
пилен 4—5:1, концентрации кобальта 0,3—0,5 % (масс.) и пири-
дина 1—5 % (масс.). В этих условиях при продолжительности ре-
акции 1 ч степень конверсии пропилена достигает 95—98 %, выход
эфиров в расчете на превращенный пропилен до 96 % и соотно-
шение метил бутират : метилизобутират 4,6 : 1.
Этим же методом можно получить высшие эфиры кислот, при-
чем в значительно более мягких условиях: температура 80 °C и
давление 1 МПа. При необходимости на основе этих эфиров легко
можно получить (гидролизом) соответствующие карбоновые кис-
лоты.
Новые направления в области синтезов на основе оксида угле-
рода и водорода или продуктов на их основе продолжают расши-
ряться.
ГЛАВА 7
ПРОИЗВОДСТВО СПИРТОВ
Спирты применяют в производстве синтетических полимеров, кау-
чуков, пластификаторов, моющих средств, в качестве растворите-
лей, экстрагентов и для других целей. Они являются массовой
продукцией нефтехимического синтеза, поэтому большое значение
для экономики производства спиртов имеют методы их получения
и исходное сырье. Одним из важнейших методов производства
спиртов является гидратация олефинов. Этим методом получают
этиловый, изопропиловый, втор- и трет-бутиловые спирты. Метило-
вый спирт получают на основе оксида углерода и водорода. Пер-
вичные спирты образуются при гидрировании альдегидов, получае-
мых в процессе оксосинтеза на основе оксида углерода, водорода
и олефинов. Высшие спирты образуются при гидрировании выс-
859
ших жирных кислот и их эфиров, а также при гидрировании аль-
дегидов, получаемых в процессе оксосинтеза высших олефинов.
Существует ряд других методов производства спиртов. Все они
изложены ниже.
Производство спиртов в США в 1983 г. составило, млн. ст: ме-
тилового — 3, этилового — 0,5, изопропилового — 0,55, бутиловых —
0,36. Объем производства спиртов на основе процесса оксосинтеза
1980 г. составил 524 тыс. т.
ПРОИЗВОДСТВО СПИРТОВ ГИДРАТАЦИЕЙ ОЛЕФИНОВ
Гидратацией олефинов получают этанол, изопропанол, втор-бута-
нол и трет-бутанол. Различают сернокислотную и прямую гидра-
тацию олефипов. Наиболее крупнотоннажным продуктом, получае-
мым гидратацией олефинов, является этанол.
На основе*этанола в Советском Союзе впервые в мире в конце
30-х годов С. В. Лебедевым был разработан метод получения бу-
тадиена-1,3 и синтетического каучука на его основе. Этанол по-
лучают из пищевого сырья (ферментативный метод), из продук-
тов гидролиза древесины, из сульфитных щелоков и из этилена.
При получении этанола из пищевого сырья исходят из расти-
тельных продуктов (зерно, картофель, сахарная свекла), содер-
жащих крахмал или углеводы (моно-, ди- и полисахариды). Сущ-
ность метода заключается в сбраживании этих продуктов при по-
мощи бактерий, которые перерабатывают углеводы в этанол и ди-
оксид углерода.
Непосредственно сбраживанию с образованием этанола под-
вергаются только моносахариды, поэтому углеводы и крахмал
действием ферментов, содержащихся в дрожжах, сначала превра-
щают в моносахариды
С12Н22ОП + Н2О С5НИО6СНО + С5НИО5СО
дисахарид глюкоза фруктоза
хН2о
2(СбН10О5)х + хН2О —► хС12Н22Оп >• 2xC6Hi2Oe
крахмал дисахарид глюкоза
которые затем подвергают процессу брожения с образованием
этанола:
СвН12Ов —> 2С2Н5ОН + 2СО2
При этом в небольшом количестве получаются и высшие спирты.
Сбраживанием продуктов гидролиза древесины получают так
называемый гидролизный этанол. В качестве сырья используют
древесные отходы деревообрабатывающих заводов. Гидролиз цел-
люлозы, содержащейся в древесине, осуществляют действием раз-
бавленной (0,5%-ной) серной кислоты на древесину при 150—
170°С и давлении 0,98—1,46 МПа с образованием глюкозы
(С6Н12О5)х + хН2О —> хСбН12Об
которую затем подвергают спиртовому брожению.
860
Сбраживанием сульфитных щелоков, содержащих гексозные гп
хара, получают сульфитный этанол. Сульфитным щелоком назы-
вают отходы целлюлозно-бумажного производства — раствор ва-
рочной кислоты, полученный после гидролиза целлюлозы. Спирт,
полученный таким путем, очень дешев, однако ресурсы этого сырья
ограничены.
Учитывая возможность получения этилового спирта из угле-
водородного и растительного сырья, например древесных опилок
и другой биомассы, использование пищевого сырья для техниче-
ских целей нецелесообразно, особенно в свете решений XXVI съез-
да КПСС о расширении производства продовольственных продук-
тов. Что же касается применения непищевого растительного
сырья, то его следует расширять, поскольку в отличие от углево-
дородного сырья, оно является возобновляемым сырьем.
Производство спиртов сернокислотной гидратацией олефинов
В 1873 г. А. М. Бутлеров и В. Горяйнов детально изучили серно-
кислотную гидратацию этилена и предсказали техническое значе-
ние этого процесса. В начале 30-х годов в Советском Союзе
М. А. Далиным с сотр. были проведены исследования сернокис-
лотной гидратации олефинов, а в 1936 г. в г. Баку была создана
первая в СССР промышленная установка по получению этанола
из нефтяных газов.
Сернокислотная гидратация олефинов является обратимым про-
цессом. Она протекает в две стадии:
H2SO4 + Н2О; —H2SO4
RCH=CH2 ( * R€HCH3 <-—> RCHCH3
<5>8О2ОН ОН
олефин алкилсульфат спирт
Первая стадия —взаимодействие олефинов с серной кис-
лотой— протекает через образование карбоний-иона, т. е. как
электрофильное замещение по правилу Марковникова. Поэтому
сернокислотная гидратация олефинов выше С2 позволяет получать
только вторичные и третичные спирты.
Серная кислота в этом процессе играет роль и катализатора и
реагента. Сначала происходит отщепление протона от молекулы
кислоты J
H2SO4 H+ + "OSo2OH
Под действием его из молекулы олефина образуется карбоний-ион
RCH=CH2 + Н+ —> RCHCH3
который далее реагирует с серной кислотой с отщеплением от неа
протона и образованием алкилсульфата:
RCHCH3 + H2SO4 <=* RChch3 + Н+
OSOaOH
861
Если в системе присутствует вода, могут также образовываться
ионы алкоксопия, которые разлагаются с образованием спирта:
+ н2о
ИСНСНз RCHCH3 --->- RCHCH3
I + ~н+ I
Н2О+ он
Наряду с этим протекает ряд побочных реакций:
а) образование диалкилсульфатов:
RCHCH3 +RCH=CH2 —> [RCHO—]2SO2
OSO2OH СНз
б) образование простых эфиров: предполагается, что сначала
спирт реагирует с ка^боний-ионом, а потом от продукта присо-
единения отщепляется протон:
RCHCHa + RCHCH3 RCHOCHR
I II
ОН СНз СНз
в) образование карбонильных соединений (альдегидов) при де-
гидрировании спирта:
СН2СН3 ——+ СНзСНО
| — Н2
ОН
г) димеризация олефинов:
2RCH=CH2 —> RCHCH=CHR
I
СНз
Из-за этих побочных реакций при гидратации олефинов наряду со
спиртами получаются небольшие количества эфиров, альдегидов и
полимеров. Кроме того, образование нерасщепляющихся сульфо-
производных приводит к повышенному расходу серной кислоты.
Наиболее низкой реакционной способностью при взаимодей-
ствии с серной кислотой обладает этилен.
С увеличением молекулярной массы олефинов их реакционная
способность возрастает. Олефины изостроения также обладают
очень высокой реакционной способностью *. Поскольку олефины
в зависимости от молекулярной массы и строения реагируют с сер-
ной кислотой с разной скоростью, для каждого из них подбирают
свои условия: концентрацию кислоты, температуру, давление
(табл. 7.1).
Абсорбцию олефинов серной кислотой осуществляют в реакто-
рах колонного типа с колпачковыми тарелками, на которых распо-
ложены змеевики водяного охлаждения, поскольку реакция идет
с выделением тепла. Тепло выделяется не только за счет собствен-
но реакции, но также за счет разбавления кислоты водой.
* Это свойство используется для извлечения изобутилена (2-метилпропена)
из смеси бутиленов.
Таблица 7.1. Условия поглощения олефинов серной кислотой
Олефины Концентрация исходной кислоты, % Давление, МПа Температура, °C
Этилен 96-98 2,5 65-75
Пропилен 70 0,8 65-70
н-Бутен 75-85 0,3—0,4 45
Изобутилен ... 65 0,3-0,4 30
Вторая стадия — гидролиз алкилсульфатов водой, осуще-
ствляемый при нагревании острым паром; одновременно происхо-
дит отгонка спирта и разбавление серной кислоты до концентра-
ции, почти вдвое меньшей, чем исходная. Существенной особен-
ностью процесса является расщепление при гидролизе на спирт и
кислоту не только моноалкил-, но и диалкилсульфатов:
RCHCH3 + Н2О RCHCH3 + H2SO4
I I
OSO2OH он
[RCHO—1SO2 + 2Н2О 2RCHCH3 + H2SO4
СНз J2 ОН
При избытке олефина количество диалкилсульфата возрастает,
а расход кислоты снижается, что очень важно для экономики про-
цесса. Обычно 1 моль H2SO4 поглощает до 1,2—1,3 моль олефина.
Другой особенностью является возможность поглощения олефинов
из соответствующих фракций (этан-этиленовой, пропан-пропилено-
вой и др.) без их концентрирования.
Селективность превращения олефина в спирт при сернокислот-
ной гидратации составляет 85—95 %, а общая степень конверсии
олефина превышает 97 %.
При сернокислотной гидратации этилена выход этанола-ректи-
фиката составляет 85 % от стехиометрического. Кроме того, по-
лучается диэтиловый эфир с выходом до 7 %.
Изопропиловый спирт получают сернокислотной гидратацией
пропилена в более мягких условиях. Выход спирта достигает 85—
94 % от стехиометрического. При этом образуется 5—6 % диизо-
пропилового эфира и некоторое количество полимеров.
Бутиловые спирты получают на основе бутан-бутеновой фрак-
ции периодическим и непрерывным способами. н-Бутены адсорби-
руются 80%-ной кислотой, а изобутилен 65 %-ной кислотой. Выход
бутиловых спиртов достигает 90 % от стехиометрического. Серно-
кислотной гидратацией «-бутенов получают в основном втор-бути-
ловый спирт, который используется преимущественно для получе-
ния метилэтилкетона. трет-Бутиловый спирт вырабатывается в
ограниченных количествах.
Основным недостатком метода сернокислотной гидратации оле-
финов является участие больших количеств серной кислоты и ее
863
разбавление, а отсюда необходимость ее упаривания, перекачки
больших обьемов и т. д. Все это связано с коррозией аппаратуры
и большими капитальными затратами на сооружение заводов.
Производство спиртов прямой гидратацией олефинов
В промышленности методом прямой гидратации получают этило-
вый и изопропиловый спирты. Прямая гидратация олефинов за-
ключается в непосредственном присоединении воды к олефину:
СН2=СН2 + Н2О —> СН3СН2ОН
Синтез этилового и изопропилового спиртов удалось осуществить
лишь после того, как бцли изысканы достаточно активные катали-
заторы процесса. При газофазной гидратации в качестве катализа-
торов применяются фосфорная кислота или оксид вольфрама на
носителях. На последнем катализаторе процесс проводят и в жид-
кой фазе.
Газофазная реакция прямой гидратации олефинов обратима и
идет с выделением тепла. Тепловой эффект зависит от строения
исходных олефинов и их молекулярной массы и составляет для
СНзСН2ОН — 45,6, для СН3СН(ОН)СНз — 51,4 кДж/моль. По-
скольку реакция идет с выделением тепла и уменьшением объема,
ей благоприятствуют пониженные температуры и повышенные дав-
ления. Константы равновесия для указанных выше реакций соот-
ветственно равны:
Кр = -Ц^=-в,195 (7.1)
Кр=-ф°= — 5,880 (7.2)
где Т — температура, К.
Практически выбор условий связан со скоростью реакции и,
следовательно, с активностью катализатора. Реакцию удается
реализовать при температурах от 200 до 300 °C, но эти условия
термодинамически неблагоприятны даже для этилена и пропилена.
Поэтому на промышленных катализаторах степень конверсии оле-
фина в спирт низка.
Так же, как и в случае сернокислотной гидратации, присоеди-
нение воды происходит по правилу Марковникова. Поэтому пер-
вичный спирт можно получить только из этилена; из других оле-
финов получаются вторичные или третичные спирты.
Механизм прямой гидратации олефинов в присутствии фосфор-
ной кислоты был предложен Н. М. Чирковым. Первая стадия за-
ключается в физическом растворении этилена в пленке фосфорной
кислоты на поверхности носителя. Затем происходит отщепление
протона от молекулы кислоты:
Н3РО4 н+ + н2ро;
Известно, что олефины, как и ароматические углеводороды, явля-
ются слабыми основаниями, поэтому прямую гидратацию олефи-
864
нов можно рассматривать как реакцию электрофильного нрисосди
нения. Олефин образует с протоном л-комплекс, который переходи г
в более стабильный ион карбония:
+н+ +
RCH=CH2 RCH==CH2 4=^' RCHCH3
V.
н+
Далее ион карбония взаимодействует с водой за счет неподелен-
ной электронной пары атома кислорода; в данном случае прояв-
ляется нуклеофильность воды, обладающей амфотерными свой-
ствами. В результате образуется ион алкоксония, который отщеп-
ляет протон с образованием спирта:
+ 4- H2O _р{+
-RCHCH3 7" • > RCHCH3 RCHCH3
J 1
+он2 он
Производство этанола
В производстве этанола прямой гидратацией этилена наиболее
широкое применение получил фосфорнокислотный катализатор на
твердом носителе.
Катализаторы прямой гидратации не должны разрушаться под
действием влаги, поэтому такой катализатор, как фосфорная кис-
лота на кизельгуре, неприменим — он не имеет скелета и легко
разрушается. В качестве носителя для фосфорной кислоты при-
меняют силикагель, алюмосиликат, цеолиты, инфузорную землю,
монтморрилонит. Чаще всего используют шариковый широкопори-
стый силикагель, обработанный водяным паром с целью снижения
удельной поверхности и подавления побочных реакций уплотнения.
Носитель пропитывают 65 %-ной фосфорной кислотой и сушат
при 100°С. Готовый катализатор содержит 35—40 % Н3РО4.
В условиях реакции фосфорная кислота, осажденная на носи-
теле, растворена в пленке воды, адсорбированной на поверхности
пор, и реакция фактически протекает в жидкой пленке фосфорной
кислоты. Кислотный катализ, таким образом, сводится к гомоген-
ному катализу в жидкостной пленке катализатора.
Как и в случае сернокислотной гидратации, при прямой гидра-
тации этилена протекает ряд других реакций, приводящих к побоч-
ным продуктам. За счет взаимодействия иона карбония со спиртом
образуется диэтиловый эфир:
+ + —н +
СН8СН2 + СН3СН2ОН ZF=> СН3СН2ОН (С2Н5)2О
I
СН3СН2
За счет дегидрирования спирта образуется ацетальдегид
С2Н5ОН ——> СНзСНО
—На
365
причем реакция сопровождается образованием этана. За счет ди-
меризации этилена образуются димеры:
СН3СН2 + СН2=СН2 —> СН3СН2СН2СН2 ит. д.
По опытным данным, конвертированный этилен расходуется на
образование различных продуктов следующим образом, % (масс.):
Этанол................... 94,5 Ацетальдегид .............. 2
Диэтиловый эфир......... 2,5 Полимеры и сложные эфиры ♦ 1
Основные закономерности процесса
Влияние температуры. Реакцию прямой гидратации оле-
финов желательно проводить, как уже говорилось, при невысоких
температурах. Однако практически выбор температуры лимити-
руется скоростью реакции и активностью применяемых катализа-
торов. На рис. 7.1 приведена зависимость равновесной степени пре-
вращения этилена в этанол от мольного отношения Н2О i С2Н4
при различных температурах.
Из приведенных данных видно, что с повышением температуры,
при прочих равных условиях, равновесная степень превращения
этилена в спирт снижается. Однако при низких температурах ак-
тивность фосфорнокислотного катализатора очень мала. Так, сте-
пень конверсии этилена при 280—290°C достигает лишь 4—Б %,
а при более низких температурах она еще меньше (рис. 7.2). На
практике процесс прямой гидратации в паровой фазе в присутствии
фосфорнокислотного катализатора ведут в интервале 260—300 °C.
Влияние мольного соотношения воды и эти-
лена. Согласно термодинамическим данным, с увеличением отно-
шения Н2О : С2Н4 с 0,5: 1 до 1:1 значительно повышается степень
конверсии олефина (рис. 7.1,а). Однако экспериментальные дан-
ные отличаются от термодинамических (рис. 7.1,6): с увеличе-
нием отношения Н2О: С2Н4 до 0,7—0,75 степень конверсии этилена
действительно возрастает, но при дальнейшем его увеличении она
снижается.
6
5
4
0& 0,7 0,8 0,9
Н2О:С2Н4
Рис. 7.1. Влияние мольною соотно-
шения Н2О : С2Н4 на степень кон-
версии этилена в спирт:
а — термодинамические данные; б —*
экспериментальные данные.
366
Рис. 7.2. Влияние температуры на степень кон-
версии этилена в спирт при разной объемной
скорости:
/ _ 5Ю0 ч"1; 2 — 3600 ч’1; 3 — 2700 ч"1; 4 — 2000 ч
Установлено также, что от соотно-
шения Н2О: С2Н4 зависит и актив-
ность катализатора гидратации. Опти-
мальная концентрация фосфорной кис-
лоты в жидкостной пленке на порис-
том носителе составляет 83—85 %.
Эта величина зависит от парциально-
го давления водяного пара, которое
определяется ббщим давлением в си-
стеме и мольным отношением во-
да: этилен. Оптимальная концентра-
Н2О : С2Н4 = 0,75 : 1.
ция Н3РО4 наблюдается при соотношении
С дальнейшим ростом этого соотношения возрастает количество
воды в пленке, уменьшается концентрация кислоты и снижается
степень конверсии этилена. Поэтому в промышленных условиях
принято мольное соотношение Н2О : С2Н4 = (0,6—0,7): 1.
Влияние давления. Повышение давления благоприят-
ствует реакции гидратации, причем оптимальное давление состав-
ляет 6,7—8 МПа. Это давление связано с процессом абсорбции
этилена фосфорной кислотой. Оптимальное парциальное давлений
водяных паров равно 2,7—3 МПа; оно и определяет мольное соот-
ношение водяных паров и этилена. Оптимальное парциальное дав-
ление этилена составляет 3,5—3,7 МПа. Общее давление склады-
вается из парциальных давлений воды, этилена и примесей. При
концентрации этилена в циркулирующем газе 80—85 % общее
давление системы получается равным 7—8 МПа.
Влияние времени контакта. С увеличением времени
контакта степень конверсии этилена возрастает, а производитель-
ность единицы реакционного объема * снижается. Оптимальное
время контакта 17—19 с, что соответствует объемной скорости
1800—2000 ч-1.
В оптимальных условиях степень конверсии этилена не превы-
шает 4,2—4,5 %, а селективность превращения этилена в спирт до-
стигает 95 % •
Технологические особенности процесса
Основной особенностью процесса прямой гидратации этилена яв-
ляется малая степень конверсии этилена за один проход — не
выше 4,5%. Этим обусловлена необходимость рециркуляции зна-
чительных его количеств.
* Производительность единицы реакционного объема выражается съемом
спирта, кг, с 1 м3 катализатора в час.
367
Ввиду высокой кратности циркуляции этилена в системе воз-
можно накопление инертных примесей, поэтому содержание их
в исходном этилене не должно превышать 2—5%. Эти примеси
представляют собой метан и этан. В результате циркуляции не-
превращенного этилена концентрация примесей в циркулирующем
этилене возрастает, а концентрация этилена снижается. Заданную
концентрацию этилена в циркуляционном газе поддерживают пу-
тем отдувки части циркулирующего газа в систему газофракциони-
рования. Поскольку в циркулирующем этилене инертных примесей
больше, чем в свежем, при отдувке можно вывести из системы все
поступающие туда инертные примеси.
Большие объемы циркулирующего газа нужно охлаждать после
реакции и вновь нагревать перед подачей в реактор, поэтому при
гидратации большую роль играет выбор эффективных способов
охлаждения.
Важное значение в процессе имеет также регенерация тепла,
необходимая для снижения расхода пара или топлива на нагрев
сырья и уменьшения расхода воды на охлаждение продуктов.
Кроме того, при рациональной схеме регенерации тепла может
быть значительно понижен или полностью исключен расход пара
высокого давления, необходимого для проведения собственно
гидратации.
Реакция прямой гидратации этилена идет с выделением значи-
тельного количества тепла. Однако вследствие низкой степени кон-
версии этилена выделяющееся тепло расходуется на нагревание
самого этилена и водяного пара, причем в реакторе адиабатиче-
ского типа (без отвода тепла) перепад температуры парогазовой
смеси не превышает 10—20 °C, что вполне допустимо. Поэтому
проблемы отвода тепла в этом процессе не возникает.
Еще одной особенностью процесса является унос фосфорной
кислоты вследствие пропускания значительного количества паро-
газовой смеси через слой катализатора. Унос кислоты парогазовой
смесью, по опытным данным, составляет 0,5 г/ч с 1 л катализатора
или 1,5—3 кг в расчете на 1 т спирта.
Активность катализатора в процессе работы снижается вслед-
ствие уноса кислоты и зауглероживания. Срок службы катализа-
тора составляет 400—500 ч. Затем катализатор регенерируют пу-
тем выжигания кокса и нанесения фосфорной кислоты. Срок служ-
бы катализатора можно увеличить до 900—1000 ч, добавляя фос-
форную кислоту в парогазовую смесь на входе в реактор.
В качестве сырья для процесса прямой гидратации используется
технический этилен, содержащий 98—99,9 % С2Н4.
Технологическая схема процесса. Процесс прямой гидратации
этилена включает следующие стадии:
1) компримирование свежего этилена и дополнительное ком-
примирование циркулирующего этилена;
2) нагревание этилена, приготовление парогазовой смеси и ее
нагрев;
3) контактирование парогазовой смеси с катализатором;
368
4) нейтрализацию фосфорной кислоты, уносимой из реактора;
5) охлаждение парогазовой смеси и конденсацию паров спирта
и воды;
6) ректификацию спирта-сырца.
Ранее в промышленности использовалась технологическая схе-
ма, в которой нагревание этилена и образование парогазовой смеси
осуществлялось за счет регенерации тепла обранюго газа и нагре-
вания водяным паром высокого давления в сочетании с прямым
смешением с перегретым паром высокого давления.
Такая схема обладает рядом существенных недостатков; в пер-
вую очередь, велик расход водяного пара высокого давления.
Кроме того, унос фосфорной кислоты парогазовой смесью приво-
дит к необходимости нейтрализации смеси путем впрыскивания
щелочного раствора спирто-водного конденсата; это снижает тем-
пературу парогазовой смеси и уменьшает возможности регенера-
ции тепла.
Использование пара высокого давления можно полностью
исключить за счет генерации пара в системе теплообмена. Для
этого в поток прямого газа подают химически очищенную воду под
давлением, и в процессе теплообмена с обратным газом вода испа-
ряется. Теплообмен осуществляется в специальных теплообменни-
ках-сатураторах. При этом степень насыщения газа парами воды
достигает 0,6—0,7 моль/моль, а конечная температура парогазовой
смеси равна 215 °C. Подогрев парогазовой смеси до 275 СС осу-
ществляется в трубчатой печи за счет сжигания топлива. Таким
образом, дополнительный расход пара высокого давления также
исключается. Изготовление теплообменника из омедненных труб,
а трубной решетки из биметалла сталь — медь позволяет исклю-
чить нейтрализацию парогазовой смеси и интенсифицировать реге-
нерацию тепла обратного газа. Большую экономию дает увеличе-
ние производительности агрегатов.
Рис. 7.3. Технологическая схема установки синтеза этанола:
/ — трубчатая печь; 2, 3 — теплообменники-сатураторы; 4, 5 — теплообменники; 6 — холо*
дильник; 7 — гидрататор; 8 — скруббер; 10 — компрессоры; 11 нейтрализатор; 12, 13 —
сепараторы,
ж
Рис. 7.4. Гидрататор а — стальной, б — из биметалла:
/ — смеситель; 2 — крышка; 3 — медный стакан; 4 — стальной стакан; 5 — катализатор;1
6 — насадка; 7 — корпус из биметалла.
Технологическая схема усовершенствованной установки пря-
мой гидратации этилена приведена на рис. 7.3. Компримированный
этилен после компрессоров 9 и 10 поступает в теплообменник 4,
где нагревается до 100 °C конденсатом после теплообменников-са-
тураторов (температура конденсата 180°C). Далее этилен после-
довательно проходит теплообменники-сатураторы 3, орошаемые
конденсатом. Насыщенный водой этилен поступает при 200 °C
в омедненный теплообменник-сатуратор 2, перед входом он сме-
шивается с частично испаренной химически очищенной водой из
теплообменника 5. Смесь при 215 °C поступает в трубчатую печь
/, там догревается до 270—290°C и направляется в гидрататор 7,
работающий в интервале 260—300 °C. Обратный газ из гидрататора
проходит омедненный теплообменник-сатуратор 2, где охлаждается
?7Q
до 240°С, и затем нейтрализуется щелочным раствором спирт
водного конденсата в нейтрализаторе //; при этом темпераi\ра
снижается до 220 °C. Далее обратный газ последовательно прохо-
дит все теплообменники-сатураторы 3 и отделяется от жидкости
в сепараторах 12, после чего при 130°C направляется на оконча-
тельное охлаждение в теплообменник 5 и холодильник 6; в скруб-
бере 8 газ отмывается от спирта. Спирто-водный конденсат из се-
параторов поступает в теплообменник 4. Все потоки спирто-водного
конденсата и спирто-водный раствор после освобождения от рас-
творенного этилена поступают на ректификацию.
Ректификация осуществляется в колонне азеотропной ректифи-
кации, работающей по стандартной схеме. В ней от избытка воды
отгоняется азеотроп спирт — вода. Спирт-ректификат содержит не-
который избыток воды, концентрация спирта в нем составляет
90—92 %. С низа колоцны выводится фузельная вода.
Реактор (гидрататор) представляет собой пустотелый цельно-
кованный цилиндрический стальной аппарат внутренним диаметром
1260—2200 мм и толщиной стенки 70 мм, футерованный слоем
меди толщиной 12—15 мм (рис. 7.4,а). В качестве усовершенство-
вания реактор может быть изготовлен из биметалла сталь — медь
(рис. 7.4,6). Высота слоя катализатора 7 м. Кроме того, для сни-
жения уноса кислоты в нижнюю часть реактора загружают слой
чистого носителя (без кислоты) высотой 1 м. Линейная скорость
газа 0,2 м/с; потеря напора 0,3—0,4 МПа в начале цикла работы
и до 0,6 МПа в конце.
Прямая гидратация этилена на нейтральных ка-
тализаторах
Существенными недостатками фосфорнокислотного катализатора
являются его коррозионная агрессивность и постепенный унос кис-
лоты с поверхности носителя. Эти недостатки могут быть пол-
ностью устранены при использовании нейтральных катализато-
ров— вольфрамовых и кремневольфрамовых.
Разработаны процессы гидратации этилена на нейтральном ка-
тализаторе в жидкой фазе при 250—300 °C и 30 МПа и при 300 °C
и 14 МПа. В этих случаях процесс ведут в колонне высокого дав-
ления, где на тарелках помещен катализатор — оксиды вольфрама
на силикагеле (15—20 % WO3). Этилен и воду подают в верхнюю
часть колонны, а снизу отводят 10 %-ный спирт. В этом процессе
не требуется расходовать большое количество тепла на испарение
воды и перегрев водяного пара.
В Советском Союзе разработаны другие активные вольфрамо-
вые катализаторы, содержащие 40—60 % триоксида вольфрама на
широкопористом силикагеле типа SiO2- 12WO3*7H2O с добавкой
Сорной кислоты. Катализаторы этого типа готовят, пропитывая си-
ликагель раствором вольфрамата аммония и прокаливая затем
при 400 °C. Они не нуждаются в последующем восстановлении. До-
бавление в состав катализатора 5—10 % борной кислоты суще-
871
ственно повышает его активность. Наиболее активный катализатор,
содержании! 60 % WO3 и 5 % В2О3 на силикагеле, применяется в
интервале 200—240 °C и 1,5—2,5 МПа, т. е. в более мягких усло-
виях — при конверсии 5,5 %.
Вольфрамовые катализаторы более активны, чем фосфорнокис-
лотные, и могут работать в более мягких условиях. Однако они
значительно дороже, ибо вольфрам — дефицитный материал, по-
этому пока такие катализаторы не нашли широкого промышлен-
ного применения.
Сравнительная оценка себестоимости синтетического этанола,
полученного сернокислотной и прямой гидратацией этилена, пока-
зывает, что в случае сернокислотной гидратации основной статьей
расхода является сырье и вспомогательные материалы, что свя-
зано с применением серной кислоты и „с меньшей селективностью
процесса, протекающего с образованием значительных количеств
побочных продуктов. Себестоимость спирта, полученного сернокис-
лотной гидратацией, на 20% выше, чем при прямой гидра-
тации.
Производство изопропанола гидратацией пропилена
Прямая гидратация пропилена протекает аналогично прямой
гидратации этилена:
СН3СН=СН2 + Н2О СН3СНСН3; —ЛЯ = 51,5 кДж/моль
I
ОН
Этому процессу также благоприятствуют пониженные темпера-
туры и повышенные давления. В качестве катализаторов исполь-
зуют фосфорную кислоту на носителе или различные модификации
вольфрамовых катализаторов.
В Советском Союзе имеется несколько схем прямой гидратации
пропилена. Так, предложен следующий усовершенствованный ва-
риант процесса. В качестве сырья используется 97—99 %-ный про-
пилен с содержанием сернистых соединений не более 1 мг/м3. Про-
цесс предлагается вести при давлении 1,7—1,9 МПа, температуре
170—190 °C, мольном соотношении Н2О : С3Н6 от 0,4: 1 до 0,5: 1 и
объемной скорости подачи сырья 1300 ч”1.
При этом съем спирта с 1 м3 катализатора в час составляет
180 кг, а степень конверсии пропилена 5%. Катализатор работает
без снижения активности в течение 2000 ч, причем средний унос
фосфорной кислоты невелик — 5,24 г с 1 м3 катализатора за час;
это примерно в 50 раз меньше уноса кислоты при процессе прямой
гидратации этилена. Отмечается, что основное количество вступив-
шего в реакцию пропилена (98,5%) превращается в изопропанол
и лишь 1,4 % в диизопропиловый эфир и 0,1 % в полимеры
пропилена. Благодаря этому упрощается выделение товарного
спирта.
872
Прямую гидратацию пропилена можно проводить на вольфрам-
содержащих катализаторах при мольном соотношении пропи-
лен : вода =1:10. Применяемый катализатор содержит 22 %
W2O3 и 5 % ZnO. Смесь пропилена и водяных паров пропускают
над твердым катализатором при 230—240 °C и 20—25 МПа. Сте-
пень превращения пропилена за проход достигает 50%; выход
спирта 95%. В конденсате содержится 20%-ный изопропанол.
С 1 м3 катализатора получается 15—30 кг изопропилового спирта
в час. Согласно результатам более поздних исследований, давление
при работе на вольфрамовом катализаторе можно снизить до
8 МПа.
Технологические схемы прямой гидратации пропилена и этилена
аналогичны; различия есть только на стадиях выделения и очистки
товарного спирта.
Заводская себестоимость изопропанола при прямой гидратации
пропилена ниже, чем при сернокислотной, несмотря на то, что при
прямой гидратации используют чистый пропилен, а для сернокис-
лотного процесса достаточна 30—40 %-ная концентрация пропи-
лена (пропан-пропиленовая фракция). Поэтому новые установки
производства изопропанола работают по методу прямой гидра-
тации.
В качестве катализаторов прямой гидратации изоолефинов в
последнее время применяются катиониты, например КУ-2, являю-
щийся сульфированным сополимером стирола с дивинилбензолом.
При 50 °C таким путем из изобутилена получают трет-бутиловый
спирт, из изоамилена — трет-амиловый спирт.
Описан процесс прямой гидратации пропилена в
жидкой фазе с использованием катионообменной
смолы в качестве катализатора. Механизм реакции аналогичен
механизму прямой гидратации на других катализаторах кислот-
ного типа. В качестве сырья используется 92 %-ный пропилен.
Температура реакции сравнительно низкая (130—150°С), что тер-
модинамически выгодно. По мере дезактивации катализатора тем-
пературу несколько повышают. Давление в реакторе от 5,9 до
10 МПа. С повышением давления возрастают количество пропи-
лена, растворенного в жидкой фазе, и степень конверсии его в
спирт. Мольное соотношение вода : пропилен колеблется от 12,5: 1
до 15: 1. В этих условиях степень конверсии пропилена достигает
75%, а количество побочных продуктов (диизопропилового эфира
и полимеров) очень мало. Благодаря высокой степени конверсии
пропилена количество непрореагировавшего газа невелико, и его
не возвращают в процесс, а направляют на концентрирование про-
пилена.
Реактор представляет собой аппарат полочного типа; в про-
странство между полками подается холодная вода для отвода вы-
деляющегося тепла. Воду, подаваемую в процесс, очищают от
натрия, железа и сульфат-ионов при помощи ионообменных смол.
Срок службы катализатора более 8 месяцев.
373
ПРОИЗВОДСТВО ВЫСШИХ ЖИРНЫХ СПИРТОВ
Производство высших жирных спиртов гидрированием кислот
и их эфиров
Высшие жирные спирты (ВЖС) являются одним из основных ви-
дов органического сырья, используемого для получения широкого
ассортимента продуктов. К ВЖС условно относят одноатомные
спирты с числом углеродных атомов в молекуле выше пяти. К ним
относятся первичные и вторичные насыщенные и ненасыщенные
спирты с четным и нечетным числом углеродных атомов.
Такие спирты получают различными методами на основе нефте-
химического сырья, а также гидрированием кислот, выделенных из
природных жиров и масел.
За рубежом до недавнего времени ВЖС в промышленном мас-
штабе получали исключительно на основе жиров и масел нату-
рального происхождения (животного и растительного), в настоя-
щее время количество ВЖС, получаемых из натурального сырья
существенно уменьшилось. Мировое производство алифатических
спиртов Сб—С2о в 1982 г. составило около 3 млн. т; примерно 25 %
этого количества (880 тыс. т) приходится на долю спиртов Ci2—С2о,
из них около 75 % всех спиртов вырабатывается на основе нефтя-
ного сырья, остальное — из натурального.
Высшие жирные спирты Ci2— Cie в промышленно развитых
странах получают в основном четырьмя способами: оксосинтезом;
гидрированием кислот, выделенных из натуральных жиров и ма-
сел; алюмоорганическим синтезом и прямым окислением «-пара-
финов в присутствии борной кислоты.
В Советском Союзе, кроме перечисленных методов, ВЖС полу-
чают гидрированием синтетических жирных кислот и их эфиров
(метиловых и бутиловых), а также выделением спиртов из вторых
неомыляемых производства СЖК (табл. 7.2).
В 1982 г. в СССР было прекращено производство ВЖС гидри-
рованием натуральных жиров и прямым окислением «-парафинов
в присутствии борной кислоты и налажено производство ВЖС про-
цессами оксосинтеза и алюмоорганического синтеза.
Таблица 7.2. Структура и объем производства ВЖС фр. Cj0—С18 в 1980 г., %
Метод производства СССР США Япония
Гидрирование СЖК 21,9
Гидрирование эфиров СЖК .... 63,9 — —
Гидрирование натуральных жиров . 2,7 23 27,2
Оксосинтез — 54,7 61,9
Выделение из 2-х неомыляемых про- изводства СЖК 10 —
Прямое окисление «-парафиновых углеводородов в присутствии Н3ВО3 1,5 — 10,9
Алюмоорганический синтез . . . — 32,4 —
374
ВЖС впервые в мире начали вырабатывать методом i ичрпр«
ния натуральных жиров и растительных масел (кашалоi<»hi.iи и
китовый жир, пальмовое и кокосовое масло и др.). Эти cniipi 1.1
достаточно высокого качества, их применяют для получения вы-
сококачественных ПАВ и других продуктов. Этим методом полу-
чают как насыщенные, так и ненасыщенные спирты.
В нашей стране до 1982 г. для производства спиртов этим ме-
тодом применялся только кашалотовый жир. Ненасыщенные спир-
ты фракции С12—С2о из натурального сырья получают двумя
методами: омылением или гидрированием.
Недостатком метода омыления является низкий выход спиртов
(26—30 % на исходное сырье). При гидрировании кашалотового
жира выход спиртов составляет 80—90 %; процесс осуществляется
на алюмоцинкхромовом катализаторе по непрерывной схеме при
давлении 32 МПа, температуре 315—320 °C и объемной скорости
по сырью 0,34 ч-1. Непредельные ВЖС на основе натуральных жи-
ров обладают уникальными свойствами, и в определенных сферах
потребления выгодно отличаются от спиртов, полученных из нефте-
химического сырья. В связи с запретом на промысел китов произ-
водство ВЖС в СССР из кашалотового жира на перспективный
период не планируется.
Во ВНИИПАВ разработан способ получения ненасыщенных
спиртов из жирных кислот, выделенных из соапстоков. Процесс
состоит из следующих стадий: этерификации жирных кислот мета-
нолом, ректификации метиловых эфиров жирных кислот, катали-
тического гидрирования эфиров, дистилляции сырых спиртов. Об-
щая степень превращения эфиров в спирты составляет более 97 %.
Спирты, полученные этим процессом, по свойствам близки к спир-
там, полученным из кашалотового жира.
Каталитическое гидрирование жирных кислот может быть осу-
ществлено по разным технологическим схемам, определяемым в
основном исходным сырьем. Гидрированию могут быть подверг-
нуты непосредственно жирные кислоты либо их эфиры (бутиловые
или метиловые). В отечественной и зарубежной промышленности
для процесса чаще всего применяются цинкхромовый и медноцин-
ковый катализаторы. Наибольшее промышленное значение имеют
оксидные меднохромовые катализаторы. Отличительной чертой
этих катализаторов является их универсальность: они практически
одинаково эффективны при получении спиртов гидрогенизацией
жирных кислот, их метиловых и бутиловых эфиров, а также гли-
церидов. Общая формула катализаторов (СиО)х-Сг2О3, где х —
= 1—4. С целью повышения стабильности катализатора при экс-
плуатации в его состав вводят оксиды щелочноземельных метал-
лов, чаще всего бария (5—7 %) или кальция (до 2 %).
Промышленное гидрирование на этих катализаторах проводят
в стационарном слое (таблетированный катализатор) или в суспен-
зии (взвесь порошка в жидком сырье). Таблетированный катали-
затор предварительно активируют водородом при 150—250 °C, а
суспендированный активируют непосредственно в реакционной
375
среде. При активации образуется оптимальное соотношение оксида
и хромита меди, ответственных за катализ. К недостаткам медно-
хромового катализатора относится невысокая стойкость к пере-
гревам и ядам (вода, сера, фосфор, хлор, железо), а также к дей-
ствию свободных кислот (особенно если катализатор недостаточно
восстановлен).
Механизм каталитической гидрогенизации кислот и их слож-
ных эфиров в спирты детально не изучен. Считают, что первичным
продуктом присоединения водорода к сложному эфиру является
полуацеталь, быстро распадающийся на альдегид и спирт:
+ Н2 быстро
RCOOR' RCHOR' ;-------------RCHO + R'OH
I •
ОН
Образовавшийся альдегид быстро восстанавливается в спирт:
быстро
rcho ; ~ > rch2oh
Побочными реакциями являются:
1) образование из полуацеталя простого эфира, который при
последующей гидрогенизации дает нежелательный непредельный
углеводород:
+ н2 +н2
RCHOR' —* RCH2OR' :> RCH2OH + R"HC=CH2
। —н2о
ОН
2) образование кислоты и эквимольного количества предель-
ного углеводорода:
+ н2
RCOOR' ----> RCOOH + R"CH3
При гидрогенизации жирных кислот процесс идет несколько
иначе. Первичной реакцией является присоединение водорода к
кислоте с промежуточным образованием неустойчивого двухатом-
ного спирта с двумя гидроксильными группами при одном углерод-
ном атоме: спирт быстро распадается на альдегид и воду. Целевой
спирт образуется в результате гидрирования альдегида. При на-
коплении в реакционной смеси достаточного количества спирта и
в результате его взаимодействия с кислотой образуется сложный
эфир, который через стадию полуацеталя превращается в спирт:
+ н2 Г /ОНТ
RCOOH
он] «сно
—н2о | + rch2oh | + н2
+ н2 Г /OCH2R-|
RCOOCH2R ------> R(H)C/ —2*. 2RCH2OH
Соотношение указанных двух путей протекания реакции зависит
от глубины превращения кислоты. При малых и больших глубинах
37G
доминирует превращение через двухатомный спирт, а при сред-
них — через полуацеталь. Таким образом, гидрирование кис
лот до спиртов протекает без деструкции С—С-связей. Реакции
каталитического гидрирования жирных кислот и их эфиров обра-
тимы, причем относительные концентрации исходных и образую
щихся веществ в состоянии равновесия зависят от температуры,
давления водорода и других факторов. Например, при 240—260°C
и 20—30 МПа в равновесном состоянии остается всего около 1 %
исходного сложного эфира. Реакции гидрирования являются экзо-
термическими. Так, например, тепловой эффект гидрирования
метиллаурината и триглицериллаурината в спирты составляет со-
ответственно ~ 105 и ~500 кДж/моль, а тепловой эффект вторич-
ной реакции гидрирования этих спиртов в углеводороды составляет
~42 кДж/моль. В соответствии с принципом Ле-Шателье, пони-
жение температуры должно способствовать образованию спирта,
однако при низких температурах скорость гидрирования умень-
шается. Поэтому процесс ведут при 250—350 °C, компенсируя сни-
жение равновесного выхода, обусловленное повышением темпера-
туры, увеличением давления до 20—30 МПа в зависимости от при-
меняемого сырья, и при объемной скорости жидкого сырья 0,2—
1,0 ч-1. Основным сырьем для производства высших жирных спир-
тов методом каталитического гидрирования служат метиловые или
бутиловые эфиры кислот С?—Ci8. Эти эфиры получают этерифика-
цией соответствующих фракций СЖК.
При одинаковых условиях гидрирования (цинкхромовый или
меднохромовый катализатор, 320°C, ~30 МПа, объемная скорость
0,5 ч-1) свободных кислот и их эфиров степень превращения со-
ставляет: для кислот 90,4%; для бутиловых эфиров 93,3%, для
метиловых эфиров 97,7%. В спиртах, получаемых из метиловых
и бутиловых эфиров, содержится не более 2—2,5 % (масс.) углево-
дородов, а в спиртах из кислот — примерно 5—7 % (масс.). Изме-
нение молекулярной массы спирта (от Ci до С4), использованного
для этерификации кислот Сю—Сю, практически не влияет на ско-
рость и селективность гидрирования, независимо от применяемого
катализатора. При дальнейшем увеличении молекулярной массы
спиртов (от С5 до Сю) и кислот наблюдается некоторое понижение
показателей гидрогенизации.
Промышленный процесс каталитического гидрирования эфиров
жирных кислот включает следующие стадии:
1) подготовку сырья — этерификацию жирных кислот;
2) ректификацию эфиров кислот;
3) каталитическое гидрирование эфиров;
4) первичное разделение реакционной смеси (отделение от
гидрогенизата реакционных газов, воды и катализатора);
5) разделение гидрогенизата с выделением индивидуальных
спиртов или их технических смесей;
6) регенерация спирта. *
Этерификация жирных кислот. В промышленной
практике для этерификации применяют метанол и н-бутанол.
377
В СССР для кислот С?—С9 используют бутанол, а для кисло!
Gio-Cis—метанол. В ГДР все СЖК (С7—С9, Сю—Си и Сю—С2о)
этерифицируют бутанолом при повышенных температурах (180—
200°С) п давлениях (0,4—1 МПа) и соотношении спирт : кислота =
= 2:1. Образующаяся при этерификации вода отгоняется в виде
азеотропной смеси с бутанолом. При периодическом процессе про-
должительность этерификации составляет ~24 ч. Этерификация
кислот бутанолом при непрерывном процессе (осуществлен в
СССР) проводится в двух последовательно работающих реакто-
рах-этерификаторах каскадного типа при 200 °C и 0,6—0,9 МПа.
Этерификацию СЖК метанолом осуществляют в колпачковой та-
рельчатой колонне при 120—130°С в присутствии 1—2 % 50%-ной
H2SO4. При этерификации применяют 5-кратн.ый избыток метанола;
глубина этерификации достигает 97—98 %.
Преимуществами использования метанола являются его доступ-
ность, значительно меньшая стоимость, меньший расход, а также
несколько большая скорость этерификации, чем при использовании
бутанола. К недостаткам относятся летучесть, высокая токсичность
и необходимость применения коррозионностойких материалов, так
как процесс проводится в присутствии серной кислоты. В настоя-
щее время разрабатывается процесс термической этерификации
высших жирных кислот метанолом при 250—320 °C и 1—30 МПа.
В СССР в промышленном масштабе получения спиртов Сю—Сю
методом гидрирования метиловых эфиров СЖК осуществлено на
меднохромбариевом катализаторе (суспендированный) и на алю-
моцинкхромовом катализаторе (стационарный слой).
Принципиальная технологическая схема гидрирования (восста-
новления) метиловых эфиров СЖК с применением стационарного
катализатора представлена на рис. 7.5. Сырье — метиловые эфиры
СЖК Сю—Сю, содержащие не более 5 % (масс.) Сю и 3 % (масс.)
эфиров выше Сю, насосами под давлением 30—32 МПа подают
в межтрубное пространство теплообменника 5, на входе в который
Рис. 7.5. Технологическая схема получения первичных спиртов Сю—Сю восста-
новлением метиловых эфиров СЖК:
1, 2 — колонны; 3 — трубчатая печь; 4, 5 — теплообменники; 6 — холодильник; 7 — эвапо»
ратор; 8, 9 — сепараторы; 10, 11 — редукционные клапаны.
378
к сырью подмешивается смесь свежего водорода и цирку,няпнон
ного газа. Эта смесь снизу вверх последовательно проходи! icn.-io
обменники 5 и 4 и при 240—255°C поступает в трубчатую печь <7
для окончательного подогрева до температуры реакции (300
330°C). Из печи реакционная смесь проходит последовательно два
реактора гидрирования (2 и 1) потоком сверху вниз. В реакторе
протекает основная реакция превращения сложных эфиров в
спирты:
+ 2Н2
RCOOCH3 -------> RCH2OH+ СНзОН
Этой реакции сопутствует образование побочных углеводоро-
дов (высокомолекулярные углеводороды загрязняют получаемые
спирты, а газообразные переходят в качестве примесей в цирку-
лирующий водород). На выходе из реакторов гидрогенизат охла-
ждают в теплообменниках 4 и 5 за счет нагрева смеси эфиров
с водородом в холодильнике 6 типа труба в трубе до 50—60 °C,
затем он поступает в сепаратор 8 высокого давления, где цирку-
ляционный газ отделяется от гидрогенизата. Последний из сепа-
ратора 8 поступает в сепаратор 9 среднего давления через ре-
дукционный клапан 10 с редуцированием давления с 30 до 1 МПа,
а затем через редукционный клапан 11 в эвапоратор 7.
Газовая фаза из эвапоратора 7, содержащая водород, метанол
и другие примеси, через конденсатор-холодильник поступает в се-
паратор (на схеме не показано), где происходит отделение жид-
кой фазы, из которой дистилляцией выделяют метанол, возвращае-
мый на этерификацию. Жидкий гидрогенизат с низа эвапоратора 7
идет на вакуум-дистилляционную установку, где осуществляется
выделение чистых высших жирных спиртов. Степень превращения
сырья составляет 95—99 %. Циркуляционные газы из сеператора 8
и 9 после выравнивания давления поступают в газгольдер (на
схеме не показано), а оттуда их компрессором подают на смеше-
ние со свежим сырьем.
Достоинствами процесса восстановления метиловых эфиров
СЖК Сю—Сю на стационарном алюмоцинкхромовом катализато-
ре являются: высокая объемная скорость по сырью (0,5 ч-1), вы-
сокая стойкость катализатора к контактным ядам, доступность,
относительно невысокая стоимость и стабильность катализатора.
Расход катализатора примерно в 3—3,5 раза ниже, чем суспен-
дированного меднохромбариевого, но на данном катализаторе не
гидрируются карбонилсодержащие и непредельные соединения.
Поэтому получаемые спирты по качеству уступают спиртам, полу-
ченным гидрированием метиловых эфиров СЖК на меднохромба-
риевом катализаторе. Требуется дополнительная гидроочистка
спиртов.
Технологическая схема этого производства сильно усложнена
из-за наличия стадии этерификации жирных кислот метанолом.
В связи с этим в последние годы в отечественной промышленно-
сти был внедрен процесс прямого гидрирования жир-
ных кислот с применением как стационарного (меднохромо-
379
Перегретый
Водяной пар
Водород
Водяной пар
Легюьипящие
углеводороды
Водяной
пар
Водородсодержащий
газ
Спирты
к Катализа
.тор
Вода Масло
I Катализатор
Спирты
на ректисрикацию
Рис. 7.6. Технологическая схема получения высших жирных спиртов Сю—Сю гид-
рированием СЖК:
/—смеситель; 2, 6, 13 — теплообменники; 3, 4 — реакторы; 5, 7, 8 —сепараторы; 9 — кон»
денсатор; 10 — фильтр; 11 — каплеотделитель; 12 — маслоотделитель; 14 — подогреватель.
вого), так и суспендированного (меднохромбариевого) катализа-
тора.
Технологическая схема гидрогенизации жирных кислот Сю—Сю
на суспендированном меднохромбариевом катализаторе приведена
на рис. 7.6. В смесителе 1 готовят 10 %-ную суспензию катализа-
тора в спиртах Сю—Сю, которую при 80—90 °C (обогрев змеевика
паром) насосом под давлением 30 МПа подают в верхнюю часть
реактора 3. Одновременно в реактор подают жирные кислоты
Сю—Сю и водород. СЖК предварительно нагревают до 260—
270 °C в теплообменнике 2, а водород в теплообменнике 13 и подо-
гревателе 14 до 340—355 °C. Для интенсификации перемешивания
водород в реактор 3 подают по трубе, заканчивающейся двумя
отверстиями. Гидрогснизат из реактора 3 поступает в реактор 4,
откуда направляется на разделение в сепаратор 5, где горячие
продукты отдают часть своего тепла на подогрев циркулирующего
водорода. Газообразные продукты из сепаратора охлаждаются в
теплообменнике 6. Конденсат отделяется в каплеотделителе //,
а водород циркуляционным насосом через маслоотделитель 12
возвращают в систему высокого давления. По мере необходимо-
сти подают свежий водород.
Гидрогенизат из сепаратора 5 после дросселирования посту-
пает в сепаратор 7 среднего давления (~3 МПа), затем в сепа-
ратор 8 низкого давления. Выделившиеся при дросселировании
водород и воду после охлаждения разделяют в конденсаторе 9;
газы возвращаются на циркуляцию, вода сбрасывается в линию
сточных вод, а от гидрогенизата фильтрованием отделяется ката-
лизатор, направляемый на регенерацию. Сырые спирты направ-
ляются па омыление (удаление непрореагировавших СЖК и об-
380
разовавшихся эфиров) и дистилляцию. Глубина превращения кис*
лот ~99,9 %; селективность процесса 97,3 -98,9 %.
Производство первичных высших спиртов гидрированием
продуктов окисления парафина
В главе 3 было показано, что для получения первичных высших
спиртов из парафина необходимо: окислить парафины, омылить
оксидат, подвергнуть продукты омыления отстою и термообработ-
ке с целью отделения неокислившихся углеводородов, разложить
так называемый «мыльный клей» и подвергнуть ректификации по-
лученные СЖК. 1
Процесс выделения СЖК, предназначенных для производства
первичных высших спиртов, сопровождается расходом большого
количества содопродуктов и серной кислоты. При этом образуется
большой поток сульфатсодержащих сточных вод, который необ-
ходимо подвергнуть очистке на специальных локальных установ-
ках по выделению из них сульфата натрия.
В нашей стране во ВНИИПАВ разработана технология полу-
чения спиртов непосредственно из продуктов окисления парафина.
Процесс состоит из следующих стадий: окисления парафина кис-
лородом воздуха; промывки и последующего гидрирования окси-
дата на цинкхромовом катализаторе; этерификации гидрогенизата
борной кислотой, отгонки от боратов непрореагировавших угле-
водородов; промывки и возврата последних на окисление; гидро-
лиза боратов в спирты; регенерации борной кислоты; гидроочист-
ки спиртов на никелевом или меднохромовом катализаторе; рек-
тификации спиртов на фракции С5—Сб, С?—С9, Сю—Сю, Си—Сю
и Сю—Сгз-
В процессе образуется значительно меньше побочных продук-
тов и сточных вод, чем при производстве спиртов из СЖК. По-
лучаемые спирты высокого качества и содержат до 90—92 % спир-
тов нормального строения.
К недостаткам процесса следует отнести относительно высокую
металлоемкость узла гидрирования, наличие кислых сточных вод
и газовых выбросов.
Получение спиртов гидрированием альдегидов
оксосинтеза
Альдегиды, полученные в процессе оксосинтеза, гидрируют до
спиртов в присутствии гомогенных или гетерогенных катализа-
торов
н2 н2
RCHO ----> RCH2OH; RCHR' ---------> RCH—R'
I I
сно СН2ОН
В качестве гомогенных катализаторов применяются карбонилы
кобальта, родия и иридия. Именно благодаря каталитическому
действию карбонилов кобальта в процессе оксосинтеза наряду
381
с альдегидами всегда образуется некоторое количество спиртов
за счет гидрирования альдегидов.
Гетерогенными катализаторами могут быть кобальт на носи-
телях, никель, вольфрам, а также цинкхромовые, меднохромовые,
алюмоцинкхромовые и др. катализаторы. В схемах оксосинтеза с
суспендированным слоем катализатора гидрирование альдегидов
ведут в присутствии металлического кобальта, осажденного на ки-
зельгуре. Однако металлический кобальт недостаточно активен: он
гидрирует альдегиды, но не гидрирует побочные продукты, вслед-
ствие чего процесс приходится вести в две ступени. Никельсодер-
жащие катализаторы не пригодны для гидрирования продуктов
оксосинтеза, полученных на основе сернистого сырья, так как
сера является для них каталитическим ядом. Наиболее активными,
селективными и прочными являются цинкхромовые, никельхромо-
вые и алюмоцинкхромовые катализаторы. Например, при гидриро-
вании масляных альдегидов на алюмоцинкхромовом катализаторе
степень конверсии может достигать 95 % при селективности 90 %.
По технологическому оформлению процесс гидрирования аль-
дегидов в спирты аналогичен другим гидрогенизационным процес-
сам. Процесс на разных катализаторах проводят под давлением
0,5—30 МПа в газовой или жидкой фазе при 160—300 °C с цир-
куляцией водорода. Для отвода выделяющегося тепла в несколько
точек по высоте реактора вводят холодный водород либо исполь-
зуют теплоотводящие поверхности (встроенные в реактор или вы-
носные). На достаточно активных катализаторах происходит так-
же гидрирование побочных продуктов (сложные и простые эфиры,
полимеры альдегидов и др.).
После гидрирования спирты выделяют ректификацией. Для тон-
кой очистки спиртов их обрабатывают водородом на никелевых
катализаторах. Остаток после выделения спиртов (состоящий из
более высокомолекулярных спиртов, чем целевой, и гликолей) ис-
пользуют в качестве растворителя при гидроформилировании низ-
ших олефинов.
Производство спиртов из вторых неомыляемых
В нашей стране разработан и внедрен способ получения ВЖС
Сю—С20 из вторых неомыляемых, которые являются промежуточ-
ным продуктом производства СЖК и содержат 55—58 % (масс.)
углеводородов, 40—42 % кислородсодержащих соединений, в т. ч.
до 30—33 % (масс.) спиртов. Последние на 40—45 % являются
первичными.
Выход вторых неомыляемых на исходный парафин достигает
25—30 %, что составляет по отношению к израсходованному па-
рафину около 60 %, а по отношению к сырым жирным кислотам —
около 80 %.
Выделение спиртов из вторых неомыляемых возможно двумя
методами: экстракцией низшими спиртами (метанолом или эта-
нолом) или гликолями и этерификацией спиртов борной кислотой,
382
Экстракцию проводят 100 % пым метанолом, соотношение ме-
танол : сырье 2—3: 1, температура 50 °C.
После экстракции отгоняют метанол и гидрируют экстракт па
никельхромовом' катализаторе при давлении 30 МПа, температуре
160—180 °C и объемной скорости 0,3—0,4 ч-1. Последовательность
операций экстракции и гидрирования может быть любой. Выход
ВЖС составляет 35—40 % (масс.) от количества вторых неомы-
ляемых, т. е. 70—80 % (масс.) от суммы содержащихся в них
кислородных соединений.
Экстракционные методы обеспечивают достаточно высокую сте-
пень извлечения спиртов, но выделенные спирты содержат значи-
тельное количество примесей (углеводородов и карбонильных со-
единений).
Наибольшее распространение в промышленности получил так
называемый боратный процесс (этерификация спиртов борной
кислотой). В основе этого процесса лежат реакции образования
и гидролиза алкиловых эфиров борной кислоты
+ В(ОН)з + зн2о
ROH ——(RO)3B -----------> 3ROH + H3BO3
—3H2O
В соответствии с высокой электрофильностью атома бора на
первой стадии, вероятно, происходит нуклеофильное присоедине-
ние воды с образованием комплекса тетраэдрического бора:
Нк RCX
;0: + ^В-OR
Н' RCr
/OR
—> НО—+ ROH
X)R
Так как частично гидролизованных продуктов (диалкил- или
моноалкилборатов) не выделено, то замещение первой алкоксиль-
ной группы эфира, по-видимому, является стадией, лимитирующей
скорость процесса в целом. Гидролиз второй и третьей алкоксиль-
ных групп протекает быстро.
Реакция этерификации спиртов борной кислотой обратимая,
поэтому с целью увеличения выхода эфиров производят удаление
воды в виде азеотропа в случае низших спиртов; в случае высших
спиртов применяют азеотропообразующий растворитель (бензол,
толуол, ксилол, четыреххлористый углерод). Для более полного
связывания спиртов в триалкилбораты борную кислоту вводят в
избытке (от 10 до 30 % от стехиометрического). Гидролиз триал-
килборатов катализируется основаниями (едкий натр, амины, пи-
ридин и др.).
Технологический процесс получения ВЖС из вторых неомыляе-
мых боратным методом состоит из: ректификации вторых неомы-
ляемых, этерификации фракций спиртов борной кислотой, отгонки
углеводородов, гидролиза борнокислых эфиров, дистилляции сы-
рых спиртов, регенерации борной кислоты.
Технологическая схема процесса представлена на рис. 7.7. Вто-
рые неомыляемые подвергают ректификации в колонне /, из ко-
383
Рис. 7.7. Технологическая схема выделения спиртов из вторых неомыляемых про-
изводства СЖК:
/ — ректификационная колонна; 2 — холодильники; 3 — емкость; —смеситель; 5 — вакуум-
ный этерификатор; 6, 8 — вакуумные колонны; 7 — гидролизер.
торой фракция спиртов после охлаждения в холодильнике 2 через
промежуточную емкость 3 направляется на смешение с борной
кислотой в смесителе 4, а затем в вакуум-этерификатор 5 на эте-
рификацию при НО—120°С, остаточном давлении ~0,021 МПа и
интенсивном перемешивании в течение 2—3 ч. Этерификат из эте-
рификатора 5 направляется в вакуумную колонну 6, где при оста-
точном давлении (0,8—1,5) • 10~2 МПа от алкилборатов отгоняются
углеводороды и другие соединения (при отгонке вместе с угле-
водородами отгоняются около 5 % (масс.) алкилборатов, поэтому
эту фракцию направляют на извлечение эфиров). Гидролиз осу-
ществляется в гидролизере 7 при 95 °C слабыми водными раство-
рами борной кислоты, получающимися при промывке сырых спир-
тов. Водный раствор после гидролиза подвергается упариванию
и кристаллизации для выделения борной кислоты, возвращаемой
в процесс.
После гидролиза спирты промываются водой и подвергаются
дистилляции в вакуум-колонне 8 при остаточном давлении (0,8—
1,5)-10-2 МПа.
Спирты, выделяемые из вторых неомыляемых, содержат 2—4 %
углеводородов, 20—40 % вторичных спиртов, а также карбониль-
ные и непредельные соединения. С целью улучшения их качеств
разработан процесс их гидроочистки на сплавном никельтитаналю-
миниевом катализаторе при 160 °C, объемной скорости спирта 0,5—
0,6 ч”1, давлении 0,3—0,4 МПа и объемной скорости водорода
990—1320 ч-1. Полученные при этих условиях спирты удовлетво-
ряют предъявляемым к ним требованиям.
Производство спиртов алюминийорганическим синтезом
Синтез спиртов через алюминийорганические соединения известен
давно. Однако в промышленном масштабе этот процесс оказалось
возможным осуществить лишь после того, как Циглер в 1952 г.
открыл реакцию прямого синтеза алюминийорганических соедине-
ний, заключающуюся в непосредственном взаимодействии сс-оле-
384
финов с активным алюминием и водородом. Спустя десять лег
американской фирмой Continental Oil пыла пущена крупная ус i а
новка но получению высших жирных спиртов методом олигоме-
ризации этилена (процесс алфол). В СССР процесс получения
высших жирных первичных спиртов алюминийорганическим син-
тезом разработан во ВНИИОС и в 1982 г. внедрен в промыш-
ленность.
Сущность процесса заключается во взаимодействии триэтил-
алюминия с этиленом с образованием высших алюминийтриалки-
лов с прямой цепью, которые при окислении воздухом дают
н-алкилалкоголяты алюминия. В результате последующего их
гидролиза получается смесь высших первичных спиртов с четным
числом атомов углерода в молекуле. Получаемые спирты представ-
ляют собой в основном смесь спиртов Сб—Ci8; длину углеводород-
ного радикала можно регулировать, изменяя на стадии олигоме-
ризации соотношение между триэтилалюминием и этиленом.
Общая схема получения первичных спиртов нормального строе-
ния через алюминийорганические соединения может быть изобра-
жена следующими реакциями:
+ /2С2Н4 +1,5О> + ЗН2О
А1(С2Н5)з ----* A1R3 --* A1(OR)3 „ > 3R0H
—А1(ОН)з
Процесс получения спиртов данным методом состоит из сле-
дующих технологических стадий: синтез триэтилалюминия и его
очистка; присоединение этилена к триэтилалюминию; окисление
высших алюминийтриалкилов; очистка алкоголятов от раствори-
теля; сернокислотный гидролиз алкоголятов алюминия; ректифи-
кация спиртов; регенерация растворителя и оксида алюминия (или
сернокислого алюминия).
Синтез алюминийтриалкилов в промышленности может осу-
ществляться тремя путями:
1) прямым синтезом из алюминия, водорода и а-олефина,
2) переалкилированием наиболее доступного из триалкилалю-
миния — триизобутилалюминия — а-олефинами;
3) олигомеризацией этилена с триэтилалюминием; при этом
получается сложная смесь алюминийтриалкилов с радикалами от
С4 ДО С26—С30*
А1 + 1,5Н2 + 3R'CH=CH2 —
А1(«зо-С4Н9)3 + 3R'CH=CH2----> AIR3
А1(С2Н5)з + пС2Н4 —
Наиболее экономичным является последний метод, получивший
широкое распространение.
Прямой синтез алюминийтриалкилов осуществляется с исполь-
зованием измельченного и активированного алюминия в виде су-
спензии в растворителе (н-гептан, ксилол). Реакция проводится
в автоклаве, куда загружают алюминий. Затем подают а-олефин
и водород. Температура реакции 100—НО °C, давление ~ 28 МПа,
продолжительность 1—20 ч. Реакция протекает с высоким выхо-
13 Зак. 534
385
дом. Для получения алюминия требуемой степени измельчения и
качества применяют механическое измельчение на вибромельни-
цах или распыление расплавленного алюминия инертным газом
(азот, аргон, водород), а также активирование порошкообразного
алюминия добавками некоторых металлов (Na, Li, К, Mg, Ba, Si,
Be, Cd) или их гидридов.
Применение индивидуальных а-олефинов для синтеза высших
алюминийтриалкилов, по-видимому, может быть оправдано лишь
в случае необходимости получения индивидуальных высших спир-
тов, используемых для приготовления высококачественных пла-
стификаторов. В производстве же синтетических моющих средств
применяют обычно смесь спиртов, поэтому использование в ка-
честве исходного сырья индивидуальных соединений не обяза-
тельно, тем более что промышленные ресурсы высших а-олефинов
ограничены.
Получение триэтилалюминия осуществляется двух-
стадийным методом: I стадия — получение алкилалюминийгид-
рида взаимодействием водорода с триэтилалюминием и А1 при
2—3 МПа и НО—120°C:
2А1(С2Н5)з +А1+1,5Н2 —> ЗА1(С2Н5)2Н
II стадия — алкилирование диэтилалюминийгидрида этиленом
при 0,2—2 МПа и 75—80°C:
А1(С2Н5)2Н+С2Н4 —> А1(С2Н5)з
Степень использования А1 равна 81—98%. Расходные показате-
ли в оптимальном режиме на 1 кг А1 (С2Н5)з следующие:
0,27 кг А1, 0,805 кг С2Н4, 0,027 кг Н2. Значительно легче этим ме-
тодом получается триизобутилалюминий из алюминия, изобути-
лена и водорода. Изобутильный радикал в триизобутилалюминии
легко замещается на алифатические и жирноароматические а-оле-
фины, особенно в присутствии следов никеля. Выходы алюминий-
триалкилов при переалкилировании составляют 80—85 % на пре-
вращенный триалкилалюминий.
Олигомеризация этилена с триэтилалюминием
протекает в широком интервале температур (70—160 °C) и давле-
ний (5—12 МПа) в растворителе, который оказывает на скорость
полимеризации существенное влияние. Установлено, что скорость
присоединения этилена (реакция роста цепи) к триэтилалюминию
прямо пропорциональна \[с, где 1/с — степень разбавления.
С повышением концентрации исходного триэтилалюминия ослож-
няется теплосъем и повышается взрывоопасность реакций; опти-
мальной концентрацией триэтилалюминия является 25—50 %.
При дальнейшей реакции триэтилалюминия с этиленом проис-
ходит ступенчатое присоединение молекул этилена к молекуле
триэтилалюминия:
/(СН2СН2)х—C2Hg
А1(С2Н5)з + пС2Н4 —> А1—(СН2СН2)^—С2Н5
\сн2сн2)2—C2Hs
где п = х + у + z.
386
В результате образуется смесь алюминийтриалкилов с алкильной
цепью от С4 до С2в. Изменяя мольное соотношение триэтилалюмп-
ний: этилен, можно получить смеси алюминийтриалкилов с опре-
деленным числом атомов углерода. При 105°C и ~ 12 МПа сте-
пень конверсии этилена составляет 83—85 %, а выход высших
алюминийтриалкилов равен 77 % (в расчете на израсходованный
триэтилалюминий). В качестве примесей на этой стадии, особенно
при температуре > 130°C, получаются 5—10 % (масс.) а-олефи-
нов вследствие реакции вытеснения
/CH2CH2R /С2Н5
Al—R' +сн2=сн2 Al—R' +RCH=CH2
\r" \r"
При известных условиях возможна димеризация а-олефинов
с образованием олефинов изостроения, а также полимеризация с
образованием олигомерных продуктов. Если в реактор с этиленом
попадает влага, то в результате взаимодействия последней с три-
алкилалюминием происходит образование парафиновых углево-
дородов:
/R /ОН
A1—R' + Н2О —> Al—R' + RH
\r// \r//
Все эти побочные реакции снижают выход целевых продуктов и
загрязняют их трудно отделимыми примесями.
Окисление алюминийтриалкилов. При окислении алюминийтри-
алкилов кислородом воздуха при атмосферном давлении получа-
ются алголяты алюминия. Доказано, что окисление идет через
образование пероксидных соединений. Сначала образуется металл-
алкилпероксид, который мгновенно реагирует с другими моле-
кулами алюминийтриалкила или в результате внутримолекуляр-
ной перегруппировки превращается в алкоксид. Предложен следу-
ющий механизм образования алкоголятов алюминия:
/R .ьп Z00R Z0R ло^п Z0R
/ + о2 / / + 0,5О2 /
Al—R -----> Al—R —> Al— OR -------> Al—OR
\r \r ^R \)R
На начальных стадиях, когда окисляются первые две алкильные
группы, процесс протекает очень энергично уже при 20—25 °C,
продолжительность этих стадий 2 ч. Окисление третьей груп-
пы протекает значительно труднее при 50—60 °C, поэтому процесс
на этой стадии проводят при повышенных температуре и давлении
или применяют кислород. На этой стадии протекают побочные
реакции — образование олефинов и альдегидов, которые снижа-
ют выход спиртов и их качество. Предполагают, что при этом про-
исходит распад алюминийтриалкилов с образованием свобод-
ных радикалов. Образование олефинов может быть представлено
13*
3&7
следующими схемами:
alCH2CH2R —> alH + • CHCH2R al = 1/3A1
. CHCH2R —> CH2=CHR
2 .CHCH2R —> RCH2CH=CHCH2R
Незначительное образование альдегидов происходит в результате
окисления спиртов.
Гидролиз алкоголятов алюминия. Алкоголяты алюминия почти
количественно гидролизуют любым из известных способов в соот-
ветствующие спирты. В результате гидролиза получается смесь
нормальных спиртов с четным числом атомов С (от бутанола до
эйкозанола) с примесью небольшого количества спиртов изострое-
ния и гидроксид алюминия:
/°1* +зн2о
Al—OR' ------> А1(ОН)3 + ROH + R'OH + R"OH
\>R"
Гидролиз проводят разбавленной серной кислотой или водой. Луч-
ше использовать воду: это дает возможность избежать примене-
ния агрессивных сред (кислот, щелочей), а также сразу получить
кристаллический гидроксид алюминия, легко отделяемый от спир-
тов. Однако при этом возможно образование побочных продуктов.
Механизм гидролиза алкоголятов водой мало изучен. Предпо-
лагается, что первоначально реакция протекает по схеме:
Нч A1(OR)2H< /он
A1(OR)3 + /О —> | ;о —> Al—OR + ROH
Н/ RO • • • н/ \0R
Последующее взаимодействие образовавшегося оксиметаллалко-
голята с водой происходит аналогично: отщепляется спирт и обра-
зуется сначала диоксиметаллалкоголят и далее гидроксид алюми-
ния. Оксиметаллалкоголят может подвергаться дегидратации или
реагировать с A1(OR)3, образуя оксид алкоголята:
/ОН
Al—OR + A1(OR)3 —> (RO)2A1OA1(OR)2 + ROH
^OR
/ОН
2A1-OR ---—(RO)2A1OA1(OR)2
—-H2(J
OR
Реакция гидролиза проводится при 20—60 °C и продолжительности
до 1 ч.
Поточная схема процесса получения нормальных первичных
спиртов Сб — Cis алюмоорганическим синтезом представлена на
рис. 7.8.
Приготовление т р и э т и л а л ю м и и и я (секция /). По-
рошкообразный алюминий диспергируют в керосине (фр. 180—
388
Этилен
Водород
Алюминий
Воздух
Раство-
ритель
Оксид
алюми-
ния
Водный
ai(c2hs)3 '
— Ша,спирты С2-С4 IaiCqr),
----- I L 1~ I — вода
Спирты С6— С20
экстракт
б
Рис. 7.8. Поточная схема получения нормальных первичных спиртов С6—Сю алю-
моорганическим синтезом:
1 — приготовление катализатора; 2 — олигомеризация; 3 — окисление; 4 — гидролиз; 5 — вы-
деление спиртов; 6 — экстракция, отдувка и сушка оксида алюминия распылением.
260°С), добавляют 5—10 % триэтилалюминия и размалывают в
шаровой мельнице в токе водорода; длительность активации 4—5 ч.
К полученной 30—40 %-ной суспензии алюминия добавляют необ-
ходимое количество триэтилалюминия и при 120 °C и ~ 8,5 МПа
образуется диэтилалюминийгидрид, который под воздействием
этилена этилируется при ~ 2,5 МПа и 100—150 °C. Полученный
50 %-ный раствор триэтилалюминия направляется на центрифуги-
рование. От фильтрата при остаточном давлении 0,66-10-2 МПа
отгоняется триэтилалюминий, который и подается на олигомери-
зацию.
Олигомеризация (секция 2). В 10—15 местах по длине
реактора вспрыскивается этилен. Реакция роста цепи (олигомери-
зация) проводится при 120 °C и 10 МПа. Помимо высших алюми-
нийтриалкилов в качестве побочных продуктов образуются низко-
молекулярные олефины и полиэтилен, который осаждается на
стенках реактора. Последний периодически удаляют промывкой
реактора горячим растворителем. Продукты реакции направляют
на окисление.
Окисление (секция 3). Для окисления алюминийтриалки-
лов используют компримированный воздух, хорошо осушенный
(точка росы —70 °C) синтетическими цеолитами и активированным
оксидом алюминия.
Сначала окисление протекает быстро, затем замедляется, и
температуру повышают с 30° до 60 °C.
Чтобы уменьшить побочные реакции, процесс ведут до степени
превращения 85—90 % и контролируют ход окисления по содер-
жанию кислорода в отходящем газе.
Удаление растворителя и образовавшихся побочных соедине-
ний (олефинов и кислородсодержащих веществ) из продуктов ре-
акции осуществляется дистилляцией при 260 °C и остаточном дав-
лении (0,65—1,3) • 10-2 МПа с одновременной подачей водорода.
При этих условиях неокисленные связи А1—С разрываются, а
образовавшиеся олефины отгоняются вместе с растворителем.
389
Таблица 7.3. Технико-экономические показатели производства спиртов Сю—С20
Показатель Окисление жидких парафинов Выделение из вторых неомыляемых
СЖК
на стацио- нарном Си-Сг-Ва катализаторе на суспен- зированном Си-Сг-Ва катализаторе
Расход сырья на 1 т спиртов, т 1,46 1,56 2,12 1,89
Уд. капитальные затра- ТЫ, % в основное производство 60,8 33,5 88,2 88,8
х с учетом затрат на сырьевую и энерге- тическую базы 46,4 95,3 95,5
Приведенные затраты, % 55,9 39,7 101,5 92,8
t ебсстоимость 1 т спир- тов, % 51,7 37,8 108 93,9
Кубовый остаток, представляющий собой смесь алкоголятов алю-
миния, направляется на гидролиз.
Гидролиз (секция 4), Для гидролиза применяют демине-
рализованную воду. Соотношение алкоголят: вода = 1: (1,5—2),
температура гидролиза 90—100 °C. Смесь спиртов направляется
на ректификацию, а гидроксид алюминия в виде пульпы — в сек-
цию 6.
От сырых спиртов последовательно отгоняется этанол, вода,
бутанол, гексанол, затем — фракция спиртов С8—Сю, Сю—См,
Сю—Cis и кубовый остаток; из последнего выделяют (в вакуум-
эвапораторе) спирты С20—С22’, остаток используют как топливо.
Пульпу гидроксида алюминия подвергают двухстадийной экстрак-
ции водой, после фильтрации осадок отдувают паром для удаления
остаточных спиртов и сушат распылением с получением порошка.
Получаемый таким образом оксид алюминия почти не содержит
примесей, и в последнее время помимо использования в качестве
высокоактивного носителя применяется: как катализатор, осуши-
тель, в производстве оптического стекла, керамических изделий
и других, где требуется минимальное содержание минеральных
загрязнений.
К недостаткам метода получения спиртов алюминийорганиче-
ским синтезом следует отнести его многостадийность, необходи-
мость применения огне- и взрывоопасных веществ (триэтилалюми-
ний, высшие алюминийтриалкилы), а также дорогого металла —
алюминия (100 кг на 1 т спиртов), который в процессе перера-
ботки превращается в оксид алюминия. При этом выход спиртов
недостаточно высокий (до 80 % на исходный этилен); кроме спир-
390
различными промышленными методами
Гидрирование Оксосинтез Алюмо- органи- ческий синтез
Метиловых эфиров продуктов окисления парафинов животных жиров на карбонилах кобальта на родиевых катализаторах
стационарный Al-Zn-Cr катализатор суспенз ipo- ванный Си-Сг-Ва катализатор
2,03 1,89 1,63 2,48 1,51 1,15-1,19 1,4
101,5 100 76,1 30 101-101,9 82,8 46,8
100,9 100 67,7 — 98,7 86-88,8 261,1
101,2 100 69,3 203 100,6 80,2 158,3
101,3 100 67,8 243 85,8 77,3 122
тов Се—Cis в значительных количествах образуются: углеводороды,
побочные фракции спиртов (этанол, бутанол, спирты С2о и выше).
В табл. 7.3 приводятся сравнительные данные по промышлен-
ным методам производства высших спиртов, которые показывают,
что наиболее благоприятные технико-экономические показатели
имеют производства высших спиртов выделением из вторых неомы-
ляемых, окислением жидких парафинов, гидрированием продуктов
окисления парафина и альдегидов оксосинтеза на родиевом ката-
лизаторе. Наилучшими потребительскими свойствами характери-
зуются спирты, полученные алюмоорганическим синтезом, гидри-
рованием эфиров СЖК и продуктов окисления парафинов.
Спирты, получаемые методом оксосинтеза на родиевых катали-
заторах, содержат 70—80 % против 20—50 % (на карбонилах ко-
бальта) спиртов с неразветвленной углеродной цепью и поэтому
широко могут использоваться для производства различных ПАВ.
В перспективе существенно должна увеличиться доля методов
оксосинтеза, гидрирования СЖК и продуктов окисления парафина.
Другие методы получения спиртов
К другим методам получения спиртов относятся: альдольная кон-
денсация альдегидов и озонолиз а-олефинов с последующим гид-
рированием; гидрирование оксидов олефинов; конденсация низ-
комолекулярных спиртов и альдегидов с а-олефинами и получение
непредельных спиртов через кремнийорганические соединения.
Методом альдольной конденсации альдегидов в промышлен-
ности получают к-бутанол и 2-этилгексанол. я-Бутанол применяется
891
как растворитель для производства сложных эфиров уксусной
кислоты (к-бутилацетата); для получения пластификаторов (ди-
бутилфталата и др.), экстрагентов (трибутилфосфата и др.) и
других целей.
2-Этилгексанол широко применяется в различных областях.
Его производство в США в 1983 г. превысило 175 тыс. т; хотя
2-этплгексанол (2-ЭГ) получается по сложной многостадийной
технологии, темпы производства его непрерывно растут. Произ-
водные 2-ЭГ используются в качестве сложноэфирных смазок и
эмульгаторов, присадок к топливам и маслам, растворителей
естественных и искусственных смол, флотореагентов, экстра-
гентов и др.
Пластификаторы, получаемые на основе 2-этилгексанола, об-
ладают очень ценными свойствами: незначительной растворимо-
стью в воде, термостабильностью, удовлетворительной морозостой-
костью, хорошей цветостойкостью, нетоксичны.
«-Бутанол в промышленности получают гидроформилированием
пропилена (методом оксосинтеза) с последующим гидрированием,
а также альдольной конденсацией ацетальдегида с последующи-
ми дегидратацией и гидрированием.
Под альдольной конденсацией в широком смысле слова пони-
мают конденсацию альдегидов и кетонов друг с другом
НО"
НСНО + СНзСОСНз ---->• СН3СОСН2СН2ОН
или с веществами, содержащими связанный с углеродным атомом
подвижный атом водорода.
Одна молекула карбонильного соединения реагирует при этом
по карбонильной группе (карбонильная компонента), а вторая—
по активированной карбонилом (или другой электроотрицательной
группой) а-метиленовой группе (метиленовая компонента). Ката-
лизаторами этой реакции являются основания.
В результате многочисленных исследований было установлено,
что скорость альдольной конденсации пропорциональна концен-
трациям альдегида и основания.
Полученные кинетические закономерности удовлетворительно
объясняются на основе ионного механизма альдольной конденса-
ции в присутствии оснований.
Основания переводят метиленовую компоненту в очень реак-
ционноспособный анион. В результате чего реакция
НО~ 4- нсн2—с< н2о + сн2—с<
хн ХН
всегда протекает по а-атому углерода, смежному с электроотри-
цательной группой.
Образовавшийся анион является нуклеофилом и непосредствен-
но взаимодействует с карбонильным углеродным атомом карбо-
нильной компоненты, после чего промежуточный анион с отрица-
392
тельным зарядом на атоме кислорода превращается в яльдоль:
О’ он
^о _ | +Н2О^ |
СН3СХ 4- сн2сно <=> сн3снсн2сно t * СН3СНСН2СНО
\н -по-
при альдольной конденсации двух альдегидов метиленовой ком-
понентой бывает тот, который имеет более длинную и более раз-
ветвленную цепь углеродных атомов:
R2CHCHO > RCH2CHO > СНзСНО
В качестве побочных продуктов образуются высокомолекуляр-
ные соединения.
В промышленных условиях альдолизация ацетальдегида, с
целью получения н-масляного альдегида, осуществляется в присут-
ствии 2%-ного раствора едкого натра и парового конденсата при
температуре 35—50°C и давлении 0,05 МПа. Во избежание обра-
зования высокомолекулярных соединений конверсия ацетальдеги-
да поддерживается на уровне 60 % температурой, количеством
щелочи.
Образовавшийся в результате конденсации альдоль с исходным
ацетальдегидом срезу дает циклический ацеталь — альдоксан, ко-
торый и находится в реакционной массе.
СНз
I
О—СН
+ сн3сно / \
2сн3сно —> ежей—сн2сно ; " 1 сн3сн сн2
ОН ^Ь—бн
Ан
альдоль альдоксан
Подкисленная 20%-ным раствором уксусной кислоты реакци-
онная смесь подвергается дегидратации при 115—140°C и давле-
нии 0,25 МПа. При этих условиях происходит разложение альдо-
ксана на альдоль и ацетальдегид и дальнейшая дегидратация аль-
доля в кротоновый альдегид, который затем гидрируется в
н-масляный альдегид
+ н+ +н2
СНз—сн—сн2—сно ——> н2с=сн—сн2—сно —
। —Н2О Ni
он
—> СНз—сн2—сн2—сно
при условиях, принятых для гидрирования альдегидов оксосин-
теза.
2-Этилгексанол. Все методы производства 2-этилгексанола
основаны на альдольной конденсации н-масляного альдегида в
2-этилгексеналь и гидрировании последнего на различных ката-
лизаторах. Различие в методах основано на способах получения
н-масляного альдегида (альдолизацией ацетальдегида или гидро-
формилированием пропилена).
393
соединения на дыделечие
2-этилгексеналя
Рис. 7.9. Принципиальная технологическая схема получения 2-этилгексанола аль-
дольной конденсацией я-масляного альдегида в присутствии щелочи:
/ — реактор конденсации; 2 — отстойник; 3 — сатуратор; 4, 4' — реакторы гидрирования и
дегидрирования; 5, 6, 1 — ректификационные колонны.
В основе метода получения 2-этилгексанола из н-масляного
альдегида лежат следующие реакции:
2сн3(сн2)2с;
+ он-
СН3СН2СН2—НС—СН—С
ОН i2H5
—Н2О
СН3СН2СН2—сн=с—с
I
С2н5
+ 2Н2
---> СН3(СН2)зСНСН2ОН
I
с2н5
Принципиальная технологическая схема получения 2-этилгек-
санола альдольной конденсацией н-масляного альдегида в при-
сутствии щелочи (технология СССР) представлена на рис. 7.9.
Конденсация н-масляного альдегида осуществляется при 80—
140°C, давлении 0,2—0,6 МПа, концентрации водного раствора ще-
лочи 2—4 % (масс.) и времени контакта 10—30 мин в реакторе 1
трубчатого типа (по 10 трубок диаметром 0,16 м и длиной 6 м).
В отстойнике 2 происходит расслаивание 2-этилгексеналя и вод-
ного слоя. Нижний водный слой периодически сбрасывается на
сжигание, а 2-этилгексеналь нагревается до 80—95 °C в теплооб-
меннике (на схеме не показан) и направляется в сатурационную
колонну 3 (тарельчатая) на испарение в токе водорода. С верха
колонны 3 водород, насыщенный парами 2-этилгексеналя, через
рекуператор, в котором нагревается с 80 до 150°C, поступает в
реактор гидрирования 4. Гидрирование 2-этилгексеналя осущест-
вляется при температуре 145—170°С, давлении 0,12—0,13 МПа на
медьсодержащем катализаторе в трубчатых реакторах (по 2150
трубок в каждом). Съем тепла реакц/и гидрирования осуществля-
ется за счет испарения парового конденсата в межтрубном прост-
ранстве.
394
Из куба колонны 3 выводится 2-этилгексеналь, обогащенный вы-
сококипящими компонентами, н направляются в отпарную колон-
ну для отпарки высококипящих продуктов, а 2-этилгексеиаль
возвращают в отстойник 2. 2-Этилгексанол-сырец из реактора 4
поступает на ректификацию в колонны 5 и 6, после чего направ-
ляется на догидрирование в реактор 4'. Догидрирование осущест-
вляется на никельхромовом катализаторе при давлении водорода
2 МПа. В ректификационной колонне 7 боковым погоном выде-
ляется товарный 2-этилгексанол с выходом 80—90 % (масс.).
Недостатками процесса являются: большой расход щелочи и
значительные количества сточных вод. Поэтому для процесса аль-
дольной конденсации исследовались различные катализаторы:
ионообменные смолы — аниониты (наиболее эффективные слабо-
основные смолы амберлит УР-4В и деацидит), а также различные
оксидные катализаторы и каталитические системы процесса оксо-
синтеза.
В нашей стране во ВНИИНефтехиме разработана так называ-
емая солевая схема синтеза 2-этилгексанола, заключающаяся в
том, что стадии гидроформилирования пропилена и альдольной
конденсации полученного н-масляного альдегида осуществляются
в присутствии одной каталитической системы — солей кобальта.
Это существенно упрощает процесс получения 2-ЭГ, так как отпа-
дает необходимость выделения н-масляного альдегида.
Конденсация же альдегидов с а-олефинами позволяет в зави-
симости от природы олефина и альдегида, условий реакции, харак-
тера катализатора и растворителя получать различные первичные
непредельные спирты. Для получения непредельных первичных
спиртов Се—С12 используют третичные олефины и формальдегид
(параформальдегид):
+ HCHO
RCH2C=CH2 -------> RCH2C=CH2
СНз (^Н2СН2ОН
Получение непредельных спиртов этим методом осуществляют
при 20—100 °C в присутствии катализаторов (CuCl2, ZnCl2, SiCl4)
и хлорорганических растворителей (СНС1з) или в отсутствие ка-
тализатора при 150—240 °C.
Первый способ, несмотря на мягкие условия, технологически
более сложен: применение значительных количеств растворителя
и катализатора связано с последующим их удалением и регенера-
цией. Выход непредельных спиртов не превышает 30—35 % (дли-
тельность реакции 14—18 ч).
Термический способ технологически более предпочтителен, вы-
ход непредельных спиртов составляет 50—55 %, а в некоторых слу-
чаях (при добавлении 1 % оксида железа) достигает 70—80 %
(масс.).
Метод конденсации олефинов с альдегидами является перспек-
тивным для синтеза непредельных первичных спиртов С7—Сю.
395
Сырьем могут служить третичные олефины С6—Со, получаемые
олигомеризацией пропилена или изобутилена.
Олефины строения RCH = СН2 и RCH = CHR' и высшие аль-
дегиды образуют преимущественно алкил-1,3-диоксаны, каталити-
ческой гидрогенизацией которых могут быть получены предель-
ные первичные спирты с разветвленной цепью.
Все возрастающая потребность в первичных спиртах, необходи-
мых для производства эффективных синтетических моющих ве-
ществ, обусловила разработку различных методов их получения.
В последнее время уделяется внимание разработке методов
получения высших а-оксидов олефинов, гидрированием которых
получают первичные высшие спирты.
Гидрирование а-оксидов олефинов С?—Сю с целью получения
первичных спиртов проводят с применением металлических ка-
тализаторов (никеля, меди) при повышенном давлении (до
7,5 МПа) в интервале температур 100—200°C, большей частью в
растворителе (этиловый спирт).
В продуктах реакции содержатся 80—90 % первичного и 10—
15 % вторичного спирта. При использовании в качестве катализа-
тора палладия реакция проводится при 20—90 °C и повышенном
давлении; выход первичных спиртов несколько ниже. В случае
гидрирования а-оксидов олефинов Се—Сю в присутствии кобальта
на кизельгуре (катализатор содержит также ~30% Ni, Na, Mg
и Th) при давлении ~6,5 МПа и температуре 150 °C выход пер-
вичных спиртов составляет 75—85 %.
В ряде стран (США, Япония, Австралия) разрабатываются
процессы получения высших жирных спиртов озонированием жид-
ких олефинов (индивидуальных или фракций).
Озон количественно присоединяется по двойной связи олефина
с образованием циклических пероксидов — озонидов:
RCH=CHR' + Оз —> RHC—О—CHR'
При гидролизе озонидов водой или водяным паром образуется
смесь альдегидов и кислот, при гидрировании которой получаются
спирты.
н2о
RHC—O—CHR' -----> RCHO + R'COOH
I I
О---о
Обычно используют смесь озона с кислородом (10—15 % О3).
В качестве сырья для озонолиза используют индивидуальные оле-
фины или узкие фракции (140—180, 180—240, 200—240°С), с со-
держанием олефинов Сб—С8, С8—Сю, Сю—Ci4, Сю—Сю. В исход-
ном сырье не допускается содержание циклоолефиновых и аро-
матических углеводородов.
Озонолиз олефинов проводят при атмосферном давлении и
умеренных температурах путем барботирования озонсодержащего
газа через жидкие олефины или их смеси с парафинами- содер-
396
жащих не менее 10 % олефинов. Реакция протекает с выделением
тепла ~290 кДж/моль; при использовании водяного охлаждения
ее проводят при 10—35°C (выход озонидов почти количественный).
Для переработки озонидов высших олефинов в спирты могут
быть использованы два метода: каталитическое гидрирование и
гидролиз водой с последующим гидрированием смеси кислот и
альдегидов. Каталитическое гидрирование озонидов может осу-
ществляться в условиях, применяемых для гидрирования альде-
гидов оксосинтеза. По второму методу получающуюся после гид-
ролиза озонидов эквимольную смесь жирных кислот и альдегидов
гидрируют в типовых условиях. При озонировании преимущест-
венно получаются нормальные первичные спирты с выходом
87—93 %.
Главные достоинства метода—доступное и разнообразное оле-
финовое сырье (от С6 до С1б), получение нормальных первичных
спиртов высокой чистоты, простота и мягкие условия процесса,
несложная аппаратура. Поэтому данному процессу в последнее
время уделяется значительное внимание. Недостатком метода яв-
ляется повышенный расход электроэнергии.
По реакции теломеризации низкомолекулярных спиртов с а-оле-
финами под действием УФ-лучей или пероксидов возможно по-
лучение спиртов с более высокой молекулярной массой. Реакция
протекает по свободнорадикальному цепному механизму. В ка-
честве олефина обычно используют этилен, но возможно примене-
ние и более высокомолекулярных непредельных углеводородов.
Эффективным инициатором реакции является пероксид трет-бу-
тила.
Свободные радикалы, образующиеся при расщепление молеку-
лы пероксида, взаимодействуют со спиртом, отрывая а-водород-
ный атом от углерода, связанного с гидроксильной группой. На-
иболее вероятной является следующая схема механизма:
инициирование цепи:
(СН3)зСООС(СНз)з —> 2(СН3)зСО
СНзОН + (СНз)зСО -
—> СН2ОН + (СНз)зСОН
—> СН2ОН + СНзСОСНз + СН4
развитие цепи:
, • +пС2Н4
сн2он + сн2=сн2 —> СН2СН,СН2 ---------►
I
он
. + СНзОН
—> СН2СН2СН2(СН2СН2)П-1СН2СН2 --------► СН2(СП2СН2)ПС2Н5 + СН2ОН
он он
обрыв цепи:
СН2ОН + Х. —> ХСН2ОН
где X — любой радикал.
397
Все первичные спирты (кроме метанола) при взаимодействии
с а-олефинами дают вторичные спирты с разветвленной цепью.
Последнее обусловлено тем, что олефин может присоединить спирт
по обоим углеродным атомам при двойной связи:
—-> RCHCH2CH2R'
rch2oh + CH2=CHR' — Ан
—► RCH—CHR'
I I
OH CH3
Вторичные спирты при взаимодействии с а-олефинами дают
третичные спирты с разветвленной цепью; третичные спирты не
реагируют с а-олсфинами.
Реакцию осуществляют при 160—200 °C и 7—20 МПа (в зави-
симости от применяемого спирта и а-олефина) в атмосфере инерт-
ного газа (во избежание отрицательного влияния кислорода, вы-
зывающего обрыв цепи). Расход инициатора — пероксида трет-бу-
тила составляет в среднем 0,1—0,3 моль на 1 моль углеводорода,
продолжительность реакции 6—50 ч.
При взаимодействии спиртов Ci—С4 с а-олефинами С2, Сз, Се,
С8 и С12 под действием пероксида трет-бутила (115—130°С, 30—
45 ч) или УФ-света (30—35°C, 96—168 ч) выход продуктов при-
соединения 1 моль спирта с 2 моль олефина составляет 12—25 %
на превращенный олефин. Степень превращения олефина 80—
90%.
Рассматриваемый процесс усиленно разрабатывается в зару-
бежной практике, так как имеет несложную технологию и бази-
руется на доступном сырье. Однако этот метод имеет много не-
достатков: низкий выход целевых продуктов, высокие длитель-
ность реакции и расход дорогостоящего пероксида трет-бутила.
ПРОИЗВОДСТВО ДВУХ- И МНОГОАТОМНЫХ СПИРТОВ
Производство этилен- и пропиленгликолей
Этиленгликоль СН2ОНСН2ОН в промышленных масштабах нача-
ли получать в Германии в период первой мировой войны. Этилен-
гликоль очень широко применяется в химической и в других от-
раслях промышленности. Его водные растворы имеют низкую
температуру замерзания, что позволяет применять их как низко-
замерзающие охлаждающие жидкости (антифризы):
Содержание этиленгликоля, % . . . 25 30 35 40 55 58
Температура замерзания, °C . . . . —11 —15 —19 —24 —36 —48
Этиленгликоль является основным сырьем в производстве синте-
тического волокна лавсан, применяется для получения полиэфир-
уретановых пластмасс, является высокоэффективным растворите-
лем сложных эфиров, смол, красок и т. п. Широко используется
в производстве косметических препаратов, для обработки шкур,
398
для увлажнения табака, при отделке и крашении в текстильной
промышленности и т. д.
Помимо этиленгликоля весьма широкое распространение по-
лучили некоторые его производные, например диоксан, динитро-
этиленгликоль, простые эфиры этиленгликоля, полигликоли и др.
До недавнего времени промышленное производство этиленгли-
коля основывалось на гидролизе этиленхлоргидрина карбонатами
или бикарбонатами щелочных металлов. Выход этиленгликоля
~90% (масс.):
NaHCO3
НОСН2СН2С1 ------> НОСН2СН2ОН + NaCl + Н2О
Способ непосредственного гидролиза этиленхлоргидрина в этилен-
гликоль не нашел широкого промышленного применения из-за
сложности выделения гликоля из солевых растворов.
Оказалось выгоднее проводить эту реакцию в две стадии:
+ Са(ОН)2
2НОСН2СН2С1 ---------> Н2С---СН2 + СаС12 + 2Н2О
с/
+ Н2О
Н2с—сн2 --------* НОСН2СН2ОН
''с/
Хлоргидринный метод в последнее время почти полностью вы-
теснен гидратацией этиленоксида, получаемого в больших мас-
штабах каталитическим окислением этилена.
Получение этиленгликоля гидратацией этиленоксида имеет пре-
имущество перед получением из этиленхлоргидрина, так как в
этом случае не требуется щелочи, не образуются минеральные
соли и; следовательно, отпадает необходимость отделения от них
получающихся продуктов.
Взаимодействие этиленоксида с водой ускоряется в присут-
ствии кислотных (минеральных кислот, катионитов) и щелочных
катализаторов. Обычно в промышленности процесс осуществляется
некаталитически или кислотной гидратацией; щелочные катали-
заторы не используются из-за образования значительных коли-
честв побочных продуктов — полиэтиленгликолей.
Механизм реакции включает предварительное активирование
а-оксида по его кислородному атому, что облегчает последующую
атаку атома углерода нуклеофилом, идущую с раскрытием цикла:
+ НА б+ б+
Н2с—сн2 Н2С—сн2
О
О
НА
б-"
Н2с---СН2—А
—► носн2—сн2а
-А"
О
Й—А6-
899
По такому же механизму протекает и некаталитическая реак-
ция, с тем отличном, что нуклеофилом является сама молекула
реагента.
Так как она имеет меньшую активность, чем соответствующее
сопряженное основание (т. е. НО~, RO~, ArO~, HS-, CN-, RCOO-),
некаталитическая реакция протекает значительно медленнее (до-
статочная ее скорость достигается при 150—200°C в отличие от
80—120°C при нуклеофильном катализе).
Кислотный катализ протонными кислотами (эффективен толь-
ко в сильнополярных средах, таких, ' как вода, низшие спирты)
протекает по следующему механизму:
+ Н3О; —н2о + Н20
н2с—сн2 х Н2С---СН2 / " ’ >
НО^
Гн2с—сн2—он2 -------> НОСН2СН2ОН + н3о
L Н-О6+ J
В малополярной среде протонные кислоты быстро присоеди-
няются к а-оксидам и становятся неактивными. В этих условиях
очень эффективен катализ апротонными кислотами (BF3, S11CI4),
а иногда некоторыми гетерогенными контактами кислотного типа
(оксид алюминия, обработанный HF и др.).
Его механизм аналогичен представленному выше, причем ре-
акции кислотного катализа протекают в интервале от 20—40 до
100—150 °C.
Скорость гидратации этиленоксида зависит от pH среды.
В области, близкой к нейтральной среде, протекает медленная
при обычных температурах, некаталитическая реакция гидратации;
в сильно кислой среде (при pH до 4,5) скорость реакции сильно
возрастает вследствие роста концентрации протонированного по
кислороду этиленоксида, что существенно ускоряет последующую
реакцию гидратации. В щелочной среде (при pH > 12) большая
скорость гидратации обусловлена действием па этиленоксид силь-
ного нуклеофила — иона гидроксила:
+ он + н2о
Н2С---СН2 —-----> НОСН2—СН2О" —------> носн2—СН2ОН + ОН"
\ / быстро
oz
Некаталитическая реакция гидратации этиленоксида, как и в
присутствии кислот, является реакцией первого порядка относи-
тельно этиленоксида, энергия активации составляет 79,5 и
75,4 кДж/моль соответственно.
Гидратация этиленоксида протекает через ряд последователь-
но-параллельных реакций, в результате чего наряду с моноэтилен-
гликолсм всегда образуются ди-, три- и полиэтилеигликоли. Со-
став продуктов реакции зависит: от соотношения этиленоксида и
400
воды в исходной смеси, температуры и давления, применяемых
катализаторов, а также от степени конверсии реагентов.
Чем меньше отношение этиленоксид: вода, тем выше выход
этиленгликоля. При увеличении отношения от 0,054 до 1,5 суще-
ственно снижается (с 93,1 до 15,6%) выход этиленгликоля и по-
вышается выход ди- и триэтиленгликоля, причем выход этиленгли-
коля, пройдя через максимум, падает за счет возрастания выхода
три- и тетраэтиленгликолей.
Повышение степени конверсии этиленоксида приводит к умень-
шению выхода этиленгликоля и увеличению выхода ди- и триэти-
ленгликолей. Это объясняется более высокими значениями ско-
ростей реакции образования полиэтиленгликолей. Так, отношение
констант скоростей образования продуктов гидратации этиленокси-
да: k\ : k2: k$: k4 = 1 : 2,1 : 2,2 : 1,9, где &i, k2, — соответствен-
но константы скоростей образования моно-, ди-, три- и тетраэти-
ленгликолей.
Уменьшение образования полигликолей достигается примене-
нием значительного избытка воды (от 10 до 22 моль на 1 моль
этиленоксида) и добавлением 0,1—0,5 % кислоты. В этих усло-
виях получающийся этиленгликоль содержит немного диэтиленгли-
коля и следы высших полиэтиленгликолей.
В диапазоне температур, при котором проводится процесс гид-
ратации этиленоксида, давление практически не оказывает влия-
ния на скорость реакции гидратации.
Процесс гидратации проводят в жидкой фазе в присутствии
катализаторов (небольшое количество фосфорной кислоты) при
50—100°С и атмосферном давлении или без катализатора под
давлением. При атмосферном давлении обычно получают этилен-
гликоль путем обработки раствором кислоты контактных газов
процесса прямого окисления этилена. Полученный разбавленный
раствор этиленгликоля нейтрализуют, отгоняют воду и затем ди-
стилляцией удаляют остатки воды и высшие гликоли.
В промышленности наибольшее распространение получил жид-
кофазный процесс получения этиленгликоля некаталитической гид-
ратацией этиленоксида.
Некаталитическую гидратацию этиленоксида осуществляют при
190—200 °C под давлением ~1 МПа, мольном соотношении во-
да : этиленоксид = 16: 1 и длительности контакта 30 мин. От рас-
твора гликолей отгоняют воду до 15 %-ного содержания и под-
вергают ректификации. Общий выход этиленгликоля больше 90 %
на этиленоксид.
Технологическая схема процесса совместного получения этилен-
оксида и этиленгликоля приведена в гл. 4.
В Японии разработан и внедрен процесс получения этиленгли-
коля (или пропиленгликоля) непосредственно из этилена (или про-
пилена). Первой стадией является окисление олефина кислородом
воздуха в растворе уксусной кислоты в присутствии жидкого пал-
ладиевого катализатора, содержащего добавки нитратов лития,
натрия и др. Реакция проводится при умеренных температурах до
401
100°C и давлении. Основным продуктом является моноацетат гли-
коля; выход его —95 %. Реакция протекает по схеме:
СН2=СН2 + о,5О2 + СНзСООН —> сн2—сн2
Ан ОСОСНз
В качестве побочного продукта образуется диацетат гликоля:
СН2=СН2 + 0,5О2 + 2СН3СООН --—СН2ОСОСН3
—Н2О |
СН2ОСОСН3
На второй стадии моноацетат гликоля (после очистки от при-
месей дистилляцией) подвергают гидролизу при 90—160 °C и
0,03—0,52 МПа в присутствии серной или фосфорной кислоты (ме-
нее 0,01 моль на моль эфира):
СН2—СН2 +Н2о —> НОСН2СН2ОН + СНзСООН
I I
ОН ОСОСНз
Степень конверсии моноэфира и селективность —99 %. Выделяю-
щаяся при гидролизе уксусная кислота возвращается на первую
стадию.
Относительная скорость образования моноацетата зависит от
характера применяемого олефина:
Олефин Моноацетат Скорость, моль/(л-ч)
С2Н4 СН2(ОН)СН2ОСОСНз 1
С3Нб СНзСН(ОН)СН2ОСОСНз 0,92
н-С4Н8 СН3СН2СН(ОН)СНОСОСНз 0,82
С повышением молекулярной массы олефина скорость образова-
ния моноацетата снижается.
Ведутся интенсивные разработки ряда процессов получения
этиленгликоля на основе синтез-газа с использованием различных
катализаторов (родиевых, палладиевых и др.). Определенный ин-
терес представляет, несмотря на многостадийность, процесс фирмы
Chevron, заключающийся во взаимодействии формальдегида с син-
тез-газом с образованием гликолевой кислоты с последующей ее
этерификацией и восстановлением до гликоля.
Основные реакции при получении этиленгликоля через глико-
левую кислоту следующие:
+ со + н2о 4-снзон
СО + 2Н2 —> СНзОН —гт* СН2О -----------НОСН2СООН ------------►-
—п2 —Н2О
гликолевая
кислота
+ 2Н2
—> НОСН2СООСНз —--> НОСН2СН2ОН
—CH3OH
эфир гликолевой этиленгликоль
кислоты
Достоинствами процесса являются: применение сравнительно
невысоких давлений и катализаторов не на основе благородных
металлов,
402
Наиболее перспективным является новый процесс (США) по-
лучения гликолевого альдегида и этиленгликоля из формальде-
гида на цеолитсодержащих катализаторах при низких темпера-
турах (около 100°C) и давлениях (вплоть до атмосферного).
Процесс состоит из стадий получения метанола из синтез-газа,
конверсии метанола в формальдегид, превращения формальдегида
в гликолевый альдегид и последнего в этиленгликоль.
Получение гликолевого альдегида и этиленгликоля осуществ-
ляют в водном растворе в реакторе с орошаемым слоем катали-
затора при атмосферном давлении и 94 °C. В качестве катализа-
тора используют цеолиты типа X и А или крупнопористый морде-
нит. Процесс проводят в щелочной среде при pH « 11 и мольном
соотношении NaOH : Н2О = 0,25—0,85 : 1; 16 %-ный водный рас-
твор формальдегида контактирует с катализатором с объемной
скоростью 2,36 ч-1.
Основные реакции:
конденсация формальдегида в гликолевый альдегид
2СН2О —> НОСН2СНО
и взаимодействие формальдегида и гликолевого альдегида с об-
разованием этиленгликоля
NaOH
НОСН2СНО + СН2О ------> НОСН2СН2ОН + HCOONa
Побочные реакции:
2СН2О + NaOH —> СН3ОН + HCOONa
Особенностью катализатора модернита является то, что при
его использовании в условиях 100 %-ной конверсии формальдегида
практически не происходит образования высших углеводородов.
Конверсия формальдегида составляет 100%, селективность обра-
зования гликолевого альдегида 75 %. Смесь гликолевого альдегида
и этиленгликоля поступает на стадию гидрирования, которое осу-
ществляется в три ступени с промежуточным теплосъемом в при-
сутствии никелевого катализатора при 125°C и 2,9 МПа. Про-
дукты, выходящие со стадии гидрирования, разделяют водной
экстракцией. Из органической фазы в системе ректификации по-
следовательно выделяют этиленгликоль и метанол, возвращае-
мый в рецикл на получение формальдегида. Водную фазу, содер-
жащую гидроксид натрия, формиат натрия и высшие углеводоро-
ды, упаривают и плавят. При плавлении формиат натрия разла-
гается до оксида углерода и гидроксида натрия, последний после
осушки может быть использован для получения метанола.
Гидроксид натрия растворяют в воде, отфильтровывают от
углерода, образующегося при термическом разложении углеводо-
родов, и возвращают в рецикл.
Пропиленгликоль СН3СН (ОН) СН2ОН (1,2-пропандиол) обла-
дает гигроскопичностью, подобной глицерину, но он менее ги-
гроскопичен и менее токсичен, чем этиленгликоль, поэтому
403
применяется в качестве увлажняющего средства в пищевой про-
мышленности. 11рониленгликоль используется в качестве антифриза
в радиаторах двигателей внутреннего сгорания в виде водных рас-
творов, является компонентом гидравлических жидкостей, а глав-
ное, используется в производстве полиэфиров, полиуретанов и цел-
лофановой пленки. Эфиры пропиленгликоля и жирных кислот с
длинной углеродной цепью (лауриловая, олеиновая, пальмитино-
вая, стеариновая) являются хорошими эмульгаторами, пластифика-
торами, моющими и смачивающими веществами. Пропиленгликоль
является исходным сырьем для получения новых материалов, при-
меняемых в промышленности пластических масс, лаков и красок,
пестицидов и т. д.
Пропиленгликоль раньше получали из пропиленхлоргидрина
обработкой его раствором карбоната натрия под давлением. В на-
стоящее время в промышленности пропиленгликоль в основном
получают некаталитической гидратацией пропиленоксида при тем-
пературе 180—260 °C, давлении около 1,6 МПа и мольном соот-
ношение вода: пропиленоксид около 15:1. При этих условиях
получается в виде товарных продуктов, % (масс.): пропиленгли-
коля 85,5; дипропиленгликоля 13 и трипропиленгликоля 1,5. Тех-
нологическая схема производства пропиленгликоля аналогична
схеме получения этиленгликоля гидратацией этиленоксида.
Гидратация осуществляется непрерывно в трубчатом реакторе
с рубашкой для снятия .теплоты реакции. Время пребывания ре-
акционной смеси в гидрататоре при 190—200 °C и 1,6 МПа со-
ставляет 30 мин. Вытекающий из гидрататора раствор гликолей
с концентрацией пропиленгликоля около 20 % упаривается при
пониженном давлении и направляется на ректификацию. В пер-
вой колонне полностью отгоняется вода, в остальных последова-
тельно под вакуумом выделяются пропиленгликоль, ди- и трипро-
пиленгликоли.
Производство глицерина
Глицерин С3Н5(ОН)з широко применяется в промышленности. Бо-
лее 40 % его используется в производстве алкидных полимеров;
около 11% идет на получение взрывчатых веществ; остальное
используется в пищевой, кожевенной, парфюмерной, фармацев-
тической промышленности и других отраслях народного хозяй-
ства.
До 1948 г. глицерин получали только как вторичный продукт
при производстве мыла из натуральных жиров, представляющих
собой смесь сложных эфиров глицерина. При этом на 1 т так на-
зываемого жирового глицерина расходовалось 8—12 т жиров.
И сегодня в мировой практике значительные его количества вы-
рабатываются из натурального сырья. Однако развитие синтети-
ческих методов производства моющих средств — заменителей жи-
рового мыла вызвало необходимость в создании производства син-
тетического глицерина через аллилхлорид.
404
Хлорные методы синтеза
Переработка пропилена в глицерин с применением хлора идо! че-
рез образование аллилхлорида.
+ С12
Н2С=СНСНз Н2С=СНСН2С1
□ио с
аллилхлорид
+ ci2; +Н2о + NaOH
+ С12
+ н2о
С1СН2СН(ОН)СН2С1 Н2С=СНСН2ОН
аллиловый спирт
Са(ОН)2
С1СН2—СН—СН2 С1СН2СН(ОН)СН2ОН
+
° НОСН2СН(С1)СН2ОН
эпихлоргидрин
NaOH NaOH
-------------> НОСН2СН(ОН)СН2ОН <--------------
глицерин
Глицерин из аллилхлорида может быть получен через эпи-
хлоргидрин или аллиловый спирт, но преимущество первого спо-
соба состоит в том, что при образовании эпихлоргидрина для
омыления частично может быть использована известь. Оба проме-
жуточных продукта при хлорном синтезе — эпихлоргидрин и ал-
лиловый спирт — являются одновременно целевыми веществами
для производства пластических масс, т. е. имеют самостоятельное
значение.
При получении глицерина через эпихлоргидрин сначала
осуществляют хлоргидринирование аллилхлорида хлором в водной
среде при 30—40 °C и минимальном времени контакта с целью по-
давления образования трихлорпропана. Выход 1,3-дихлоргидрина
составляет 91—92 % (масс.). После обработки полученного про-
дукта известковым молоком получается эпихлоргидрин, который
подвергают двухступенчатой очистке и затем обрабатывают
10 %-ным раствором едкого натра. После упаривания раствора,
отделения осадка поваренной соли и ректификации получают гли-
церин 99%-ной чистоты. Этот хлорный метод синтеза глицерина,
несмотря на его недостатки (затраты хлора и щелочи, образова-
ние сточных вод), сохранил свое значение до настоящего времени.
При получении глицерина через аллиловый спирт, аллил-
хлорид подвергают гидролизу раствором едкого натра при 150—
160°С и ~1,5 МПа, реакционную смесь сначала перегоняют с во-
дяным паром, затем в ректификационной колонне. В результате
405
получают азеотроп (73 % аллилового спирта и 23 % воды), кото-
рый направляют на получение глицерина или подвергают обез-
воживанию с последующей дистилляцией с целью выделения ал-
лилового спирта (выход 87—89 %).
Последующие стадии хлоргидринирования аллилового спирта
в монохлоргидрины и их омыление щелочью аналогичны рассмот-
ренным выше. Основными недостатками процессов получения гли-
церина с применением хлора являются: необходимость тщательной
осушки и очистки пропилена (свежего и рециркулируемого) во из-
бежание коррозии и образования побочных продуктов в результате
хлорирования примесей; образование при хлорировании пропилена
мелкодисперсного технического углерода; высокая агрессивность
среды на первой стадии, что обусловливает применение специаль-
ных материалов для изготовления оборудования; упаривание и
дистилляция глицериновых растворов, содержащих значительные
количества хлористых солей. Так как синтез глицерина протекает
через стадии образования промежуточных хлорпроизводных про-
пилена, расход хлора на 1 т целевого продукта превышает 2,5 т.
Кроме того, получается много неиспользуемых (или трудно ис-
пользуемых) отходов и побочных продуктов, а также большое ко-
личество сточных вод (60—65 м3 на 1 т глицерина), содержащих
хлорид кальция и органические хлорпроизводные. В связи с этим
возникает проблема очистки и сброса токсичных вод.
Бесхлорные методы синтеза
В конце 50-х годов за рубежом было введено в строй первое про-
изводство синтетического глицерина бесхлорным методом на осно-
ве акролеина, получаемого окислением пропилена.
При производстве глицерина из акролеина процесс состоит из
нескольких стадий: восстановления акролеина в аллиловый спирт
донорами водорода — первичными или вторичными алифатически-
ми спиртами; процесс ведут в.газовой фазе над магнийцинковыми
катализаторами при 350—450 °C и при атмосферном давлении или
в жидкой фазе с использованием изопропилата алюминия:
изо-СзН7ОН
Н2С=СНСНО —-—-—>- Н2С=СНСН2ОН + (СНз)гСО
Mg—Zn
гидроксилирования аллилового спирта пероксидом водорода в
присутствии сульфокислот или вольфрамовой кислоты при 50—
100 °C:
Н2О2
н2с=снсн2он —-—> СН2ОНСНОНСН2ОН
—н2о
получения пероксида водорода каталитическим окислением изо-
пропанола воздухом при 100—140 °C и 0,25 МПа.
При получении глицерина этим методом отсутствуют неисполь-
зуемые отходы, не образуются сточные воды, незначительно по-
требление вспомогательных материалов. Однако реализация про-
406
цесса связана с техническими трудностями, обусловленными силь-
ной токсичностью акролеина, легкой полимеризуемостью его кон-
центрированных водных растворов, сложной технологией стадии
гидроксилирования. Кроме того, глицерин содержит примеси (ор-
ганические кислоты, сложные эфиры, полиглицериды и окрашен-
ные неидентифицированные соединения), что существенно ослож-
няет его очистку.
В промышленности аллиловый спирт может быть также полу-
чен из пропиленоксида.
С этой целью пропиленоксид изомеризуют в аллиловый спирт
в газовой фазе при 260—300°C над основным литийфосфатным ка-
тализатором:
Li3PO4
Н2с---СНСНз „ > СН2=СНСН2ОН
/ zo z/и
о
Степень конверсии пропиленоксида выше 50%; селективность
-90%.
В последнее время в промышленности глицерин большей
частью получают из аллилового спирта через глицидол, который,
в свою очередь, получают эпоксидированием аллилового спирта
надкислотами (чаще всего надуксусной — наиболее доступной) или
пероксидом водорода.
Эпоксидирование олефинов надкислотами известно было давно
(реакция Прилежаева).
Считается, что надкислота реагирует в циклической форме с
внутримолекулярной водородной связью, тогда на пероксидном
атоме кислорода появляется частичный положительный заряд,
обеспечивающий возможность электрофильной атаки двойной
связью.
у О- • -Нч +н2с=сн—сн2он
СНз—СООН II /° < - - *
С—0х
1Н
СНз
О---Нч5+ СН
|i ^О Ч—1|
С=~(У' СН2
I
[СН3
—> СНзСООН + Н2С—СН—СН2ОН
о
глицидол
до последнего времени эпоксидирование надуксусной кислотой
применяли лишь в тонком органическом синтезе, однако имеются
промышленные установки получения пропиленоксида из пропилена
и надуксусной кислоты (полученной окислением ацетальдегида).
Видоизмененный способ эпоксидирования по двойной связи со-
стоит в использовании надуксусной кислоты, синтезируемой непо-
средственно в реакционной смеси из уксусной кислоты и пероксида
водорода при кислотном катализе.
407
Поскольку а-оксиды чувствительны к действию кислот, этот
способ дает хорошие результаты только при осуществлении в си-
стеме из двух фаз (водная и органическая), когда надкислота,
образующаяся в водной фазе, переходит в органическую и там
эпоксидирует нерастворимое в воде ненасыщенное органическое
вещество:
+ н2о2 +rch=ch2
снзСоон ——-> снзсооон —--- г > RHC----------СН2
—Н2О —С.Н3С.ООН у
ох
Для эпоксидирования водорастворимых соединений с двойной
связью (прежде всего аллилового спирта и акролеина) разрабо-
тан метод, основанный на применении водного раствора пероксида
водорода при катализе вольфрамовой кислотой H2WO4.
Механизм реакции состоит в образовании надвольфрамовой
кислоты H2WO5, реагирующей по двойной связи в своей цикли-
ческой форме, подобно органическим надкислотам
О Н\
II Z0 +Н2С=СН-СН2ОН
H2WO4+H2O2 ----—> НО—W—(X --------------------->
—Н2о ||
О
О...НЧ§+
В
НО—
I-
О
сн2он"
сн
сн2
—> H2WO4 +
Н2С>—<Н— СН2ОН
о
Принципиальная технологическая схема получения глицерина
через глицидол эпоксидированием аллилового спирта надуксусной
кислотой представлена на рис. 7.10. Основные реакции процесса:
+ CH3COOOH + н2о
н2с=снсн2он —-- _ „ > н2с—снсн2он -------------->
— С.НзС.ООг1 /
О
глицидол
—> СН2(ОН)СН(ОН)СН2ОН
Этилацетатный раствор надуксусной кислоты (30 % надуксус-
ной, 10—15 % уксусной кислоты и стабилизатор) вместе с алли-
ловым спиртом и водой непрерывно подают в реакционно-дистил-
ляционную колонну /.
Вверху колонны поддерживают разрежение (абсолютное дав-
ление 0,013—0,019 МПа), температура в зоне реакции 40—70°C.
Теплота реакции отводится за счет испарения смеси этилацетата
с водой. Осушенный этилацетат из этилацетатных колонн 2 и 3 на-
правляют на получение этилацетатного раствора надуксусной кис-
лоты. Продукты реакции снизу колонны 1 поступают в реактор 4,
408
Рис 7.10. Принципиальная технологическая схема получения глицерина из ал-
лилового спирта и надуксусной кислоты:
/--реакционно-дистилляционная колонна; 2, 3 — этилацетатные колонны; 4 — реактор; 5 —
колонна аллилового спирта; 6 — колонна для выделения экстрагента; 7 — экстрактор; 8,
9 — колонны выделения легких примесей; 9 — колонна уксусной кислоты; 10, 10' — испари-
тели-осушители; // — колонна для отделения высококипящих продуктов от глицерина; 12 —
колонна выделения низкокппящих продуктов; 13 — колонна товарного глицерина.
где происходит завершение гидролиза непревращенного глицидола.
После этого реакционную смесь направляют в колонну 5 для от-
гонки непревращенного аллилового спирта. Затем из реакционной
смеси в экстракторе 7 извлекают уксусную кислоту. Из рафината
в колонне 6 отгоняют экстрагент, остаток осушают в испарите-
лях 10 и 10'. Полученный глицерин очищают в ректификационных
колоннах 11, 12 и 13. Диглицерин содержащийся в кубовой жидко-
сти этих колонн, выделяют дополнительно.
Верхний погон экстрактора 7 последовательно поступает в ко-
лонны 8, 9 и 9'. В колоннах 8 и 9 выделяются легкие побочные
продукты, а сверху колонны 9' выделяется концентрированная ук-
сусная кислота, возвращаемая в процесс для получения надуксус-
ной кислоты.
В нашей стране во ВНИИОС разработан процесс получения
синтетического глицерина из пропилена, уксусной кислоты и пер-
оксида водорода через промежуточные стадии получения аллил-
ацетата, аллилового спирта и глицидола.
На первой стадии получают ацетоксилированием пропилена ал-
лилацетат, который гидролизом превращают в аллиловый спирт.
Ацетоксилирование пропилена проводят в газовой
фазе при 170—180 °C, давлении 0,5—0,8 МПа в присутствии ката-
лизатора, содержащего палладий и промоторы.
о2
НзС—НС=СН2 + СНзСООН ----> СН3СООСН2НС=СН2 + Н2О
Селективность по пропилену 93—95 %, по уксусной кислоте
почти 100%. Последующий гидролиз аллилацетата дает аллило-
вый спирт
+ н2о
Н2С=СНСН2ООССН3 ------> Н2С=СНСН2ОН + СНзСООН
уксусную кислоту возвращают в процесс.
409
На следующей стадии аллиловый спирт в присутствии ката-
лизатора — кальциевой соли вольфрамовой кислоты — эпоксиди-
руют пероксидом водорода при 50—70 °C и нормальном давлении
в глицидол, который без выделения из реакционной массы гидра-
тируют в глицерин. Катализатор легко отделяется от реакционной
смеси, не требует регенерации и без какой-либо обработки возвра-
щается на эпоксидирование.
Ca(WO4)
Н2С=СНСН2ОН + Н2О2 ------► СН2—СН—СН2ОН
Расход аллилового спирта на 1 т глицидола 1,094 т, пероксида
водорода в пересчете на 100 % —0,64 т.
Полученный из аллилового спирта глицидол подвергается гид-
ролизу при температуре 100°C в присутствии небольших количеств
H2SO4, или NaHCO3, или Na2CO3:
+ Н2О
Н2С---СНСНзОН -------> СН2(ОН)СН(ОН)СН2ОН
Выход дистиллированного глицерина составляет ~83 % на
пероксид водорода и 80—85 % на прореагировавший аллиловый
спирт.
Получаемый глицерин содержит не менее 99 % основного ве-
щества и не более 0,01 % золы.
Для производства глицерина этим методом применяется пер-
оксид водорода, получаемый любым из известных способов: элек-
трохимическим, антрахинонным и окислением изопропанола. Так
как при применении пероксида водорода не образуются агрессив-
ные среды, специальные материалы для изготовления аппаратуры
не требуются.
Достоинствами процесса являются сравнительно простая тех-
нология, не требующая применения высоких температур и давле-
ний, отсутствие практически сточных вод и неиспользуемых от-
ходов.
Пентаэритрит С(СН2ОН)4, многоатомный спирт— кристалли-
ческое вещество (т. пл. 260,5°C). Он отличается высокой реак-
ционной способностью и применяется в производстве взрывчатых
веществ, синтетических полимеров, пластификаторов, олиф и др.
Основной областью применения пентаэритрита является производ-
ство лакокрасочных материалов. В смеси с другими многоатом-
ными спиртами (гликолем, гексатриолом и т. д.) пентаэритрит ис-
пользуют для получения быстросохнущих водостойких покрытий.
На базе пентаэритрита и многоосновных кислот получают поли-
эфирные (пентафталевые) смолы. Эфиры пентаэритрита являются
основой синтетических масел.
В промышленности пентаэритрит получают конденсацией ацет-
альдегида с формальдегидом в водном растворе при 30—55 °C в
присутствии гидроксида кальция или натрия в избытке формаль-
410
дегида:
4-НСНО 4 2ПСНО
СНзСНО -------* СН2—СН2 ---------►- (НОСН2)зССНО
I I
ОН сно
При катализе щелочами и избытке формальдегида протекает ре-
акция окисления—восстановления и получается пентаэритрит:
(НОСН2)зССНО + НСНО + 0,5Са(ОН)2 —> С(СН2ОН)4 + 0,5(НСОО)2Са
Для подавления побочных реакций (образование ацеталей, дипен-
таэритрита) мольное соотношение формальдегид: ацетальдегид
должно быть примерно 5: 1, выход продукта составляет 50—70 %.
Аналогичным образом получают и другие многоатомные спир-
ты: из пропионового альдегида и формальдегида получается три-
метилолэтан:
+ 2НСНО; +ОН"
СН3СН2СНО ----------------> СН3С(СН2ОН)з
— НСОО"
Масляные альдегиды (н- и изо-) дают в тех же условиях 1,1,1-трц-
метилол- и 2,2-диметилолпропаны:
4-ЗНСНО; +НО”
СНз(СН2)2СНО --------------> СН3СН2С(СН2ОН)з
— НСОО”
+ НСНО; +НО”
(СН3)2СНСНО -------------> (СН3)2С(СН2ОН)2
— НСОО"
Эти многоатомные спирты довольно широко используются как
заменители глицерина и пентаэритрита при получении алкидных
полимеров, а также в производстве пластификаторов.
ГЛАВА 8
ПРОИЗВОДСТВО ГАЛОГЕН- И НИТРОПРОИЗВОДНЫХ
УГЛЕВОДОРОДОВ
ОБЛАСТИ ПРИМЕНЕНИЯ ГАЛОГЕНПРОИЗВОДНЫХ
Процессы галогенирования (хлорирования, фторирования), яв-
ляются одним из важных путей переработки углеводородов. Га-
логенированию подвергаются как газообразные углеводороды (ме-
тан, этан, этилен, пропан, пропилен, бутилены), так и жидкие
(парафиновые, ароматические и нафтеновые). Галогенпроизводные
углеводородов широко применяются для различных целей: син-
теза высокомолекулярных соединений (винилхлорид, 1,2-дихлор-
этан и др., хлоропрен, монохлортрифторэтилен, тетрафторэтилен
и др.); как полупродукты органического синтеза (хлористый ме-
тил, -этил, -аллил и -бензил, хлорбензол, хлоргидрины и пр.), при-
меняемые в качестве алкилирующих агентов, а также для полу-
чения ценных соединений (хлоролефинов, олефиноксидов, спиртов,
фенола и др.); в качестве растворителей (метилхлорид, тетрахлор-
углерод, ди- и трихлорэтаны, три- и тетрахлорэтилены и др.) и
хладоагснтов (хлорфторпроизводные — фреоны).
Некоторые галогенпроизводные используются в медицине (хло-
раль, хлороформ, этилхлорид, 5-фторурацил, синалар и др.), а
также в качестве смазочных масел и гидравлических жидкостей
(перфторуглероды и др.).
Галогенпроизводные углеводородов широко используются в ка-
честве средств борьбы с вредителями сельского хозяйства (гекса-
хлорциклогексан, производные гексахлорциклопентадиена, гепта-
хлор, хлориндан, 2,4-дихлорфеноксиуксусная кислота [2,4-Д],
фторсодержащис пестициды и др.).
Из общей продукции химических средств защиты растений
примерно половина приходится на органические препараты, основ-
ное количество которых (~80%) является галогснпроизвод-
ными.
Подсчитано, что 1 руб., затраченный на производство химиче-
ских средств защиты растений, сохраняет урожай на сумму от 5
до 100—300 руб., в зависимости от вида сельскохозяйственных и
плодовых культур.
В последнее время фторсодержащие материалы решили многие
задачи, стоящие перед космической, реактивной и авиационной тех-
никой. Созданы фторопласты, фторэластомеры, фторированные
масла, которые по коррозионной устойчивости не уступают благо-
родным металлам. На основе фторсодержащих соединений разра-
ботаны ПАВ, являющиеся рациональным средством для борьбы
с пожарами; мембраны, применяемые при электрохимическом по-
лучении хлора и позволившие отказаться от ртути; кровезамени-
тели; эффективные медицинские препараты и др.
Масштабы производства алифатических хлорпроизводных в це-
лом очень велики —это миллионы тонн. Например, общий объем
производства алифатических хлорпроизводных в США в 1970 г.
составлял ~3,6 млн. т, а в 1980 г. более 10 млн. т. Значительно
меньше производится ароматических хлорпроизводных, фтор- и
особенно броморганических соединений.
В качестве галогенирующих агентов в основном используются
свободные галогены и безводные галогенводороды.
Наибольшее значение имеет хлор, фтор, а также хлорводород
и фторводород.
Хлор и фтор получаются электролизом соответственно водных
растворов поваренной соли и расплава бифторида калия KHF2.
Хлорводород — высокотемпературным синтезом из элементов: во-
дорода и хлора, а фторводород — действием серной кислоты на
плавиковый шпат:
CaF2 + H2SO4 —> 2HF + CaSO4
Реакции галогенирования в зависимости от применяемого гало-
генирующего агента существенно различаются по тепловым эф-
412
фектам, что определяет их особенноеi и
+ Х2 MIX
RCH3 -----> RCH2X + HX <-2114 ------С2Н5Х
X — А/^298’ КДЖ/МОЛЬ — А^298’ кДж/МОЛЬ
F 460 42
С1 105 71
Вг 34 78
I 50 21
Как видно из приведенных данных, тепловой эффект умень-
шается в ряду F2 > CI2 > Вг2 > Ь. Для галогеноводородов раз-
личие между тепловыми эффектами значительно меньше. Реакции
фторирования и хлорирования сопровождаются значительным вы-
делением тепла и требуют энергичного отвода тепла. Иодирование
протекает с отрицательным тепловым эффектом и очень малой
скоростью из-за низкой активности иода. Обычно иодсодержащие
соединения получают другими методами и в очень ограниченных
количествах.
ХЛОРПРОИЗВОДНЫЕ УГЛЕВОДОРОДОВ
Методы хлорирования
Галогенирование углеводородов может осуществляться методом за-
мещения (субститутивное) различных атомов или функциональных
групп на атомы галогена или присоединением (аддитивное) гало-
генирующих агентов по ненасыщенным связям органических соеди-
нений или по атомам, находящимся в низшем валентном состоя-
нии, а также методом расщепления.
Метод замещения (субститутивное галогенирование). Из реак-
ций замещения наибольшее промышленное значение имеет заме-
щение атомов водорода на галоген, которое может происходить
при насыщенном и ненасыщенном атомах углерода и в аромати-
ческой системе:
+ С12
RH —*С1
— HL!
+ CI2
сн2=сн2 ----> СН2С1СН2С1 ——СН2=СНС1
— НС!
+ С12
сн2=снсн3 ——> СН2=СНСН2С1
— НС]
+ С12 ।—► С6Н5СН2С1
Замещение одного атома галогена на другой применяется при
синтезе фтор-, бром- и иодпроизводных из более доступных хлор-
органических производных:
+ SbF5
СС14 + 2HF -------> CC12F2 + 2НС1 + SbF3
+ НВг
RC1 RBr
413
Замещение функциональной группы, например, в спиртах, кис-
лотах:
+ НС1
ROH ------->• RC1 + H2O
+ SOCI2
RCOOH ------->• RCOC1 + SO2 + HC1
Метод присоединения (аддитивное галогенирование) галогени
рующих агентов.
Галогены способны присоединяться по двойной и тройной свя-
зям алифатических и ароматических углеводородов:
:cci—с1с;
+ 2С12
—С=С— -------
+ ЗС12
—СС12—СС12—
*• С6Н6С16
Галогенводороды присоединяются по двойной и тройной связям
(гидрогалогенирование)
\ / +НС1
/=С\ ------
’ +НС1
—С=С— -----
:сн—cic:
—СН=СС1—
олефины также вступают в реакцию хлоргидринирования
+ С12 + Н2О
Н2С=СН2 ---------->• СН2С1—СН2ОН + НС1
Особым случаем присоединения хлора является получение фос-
гена из оксида углерода и хлора, т. е. хлор присоединяется к атому
углерода, находящемуся в низшей валентности:
+ CI2
СО ----> СОС12
Метод расщепления галогенпроизводных
К этому методу относятся следующие реакции:
дехлорирование
С13С—СС13 —> С12С=СС12 + С12
дегидрохлорирование
С1Н2С—СН2С1 —> Н2С=СНС1 + НС1
расщепление связи С—С под влиянием хлора (хлоролиз)
+ С12
С13С—СС13 ---> 2СС14
и высокой температуры (пиролиз)
t °с
CI3C—СС12—СС13 -* СС14 + С12С=СС12
Все процессы галогенирования по механизму делятся на две
группы: радикально-цепные и ионно-каталитические,.
414
Радикально-цепное хлорирование
Парафиновые углеводороды независимо от молекулярной массы
хлорируются путем последовательного замещения атомов водорода
на хлор. Низшие олефиновые углеводороды хлорируются радикаль-
но-цепным путем преимущественно в газовой фазе.
При этом конкурируют две реакции: присоединение хлора по
двойной связи и замещение атомов водорода:
+ С12 .—> СНз—СНС1—СН2С1
НзС—нс=сн2 -------
1—► СН2С1—СНС1--СН2С1
С увеличением длины углеводородной цепи и повышением тем-
пературы роль реакций присоединения уменьшается. Заместитель-
ное хлорирование с повышением температуры предпочтительно про-
текает в наиболее реакционноспособное аллильное положение.
Ароматические углеводороды хлорируются радикально-цепными
путями даже в отсутствие катализаторов ионных реакций FeCl3,
AICI3, а также соответствующих металлов, что ограничивает вы-
бор материала аппаратуры. При этом конкурируют три вида реак-
ций: замещение в боковую цепь, замещение в кольцо и присоеди-
нение по С—С связи кольца.
Для алкилароматических углеводородов замещение предпочти-
тельно идет в a-положение с последовательным замещением ато-
мов водорода.
При пониженных температурах наблюдается присоединение
хлора по С—С связи кольца, а при повышенных идет замещение
в кольцо.
Все рассматриваемые процессы относятся к неразветвленным
цепным реакциям, протекающим через промежуточное образова-
ние радикалов и свободных атомов.
В соответствии с применяемым способом инициирования реак-
ции существует термическое, фотохимическое, инициированное и
каталитическое хлорирование.
Первым актом зарождения цепи является гомолитическая дис-
социация молекулы хлора на атомы.
Термическое хлорирование осуществляется в газовой фазе под
действием тепла. Для этого требуется нагревание до 250 °C; при
такой температуре становится заметной диссоциация молекул хло-
ра на атомы с участием стенки или насадки
стенка
С12 ------>- С1. + С1адс
При сравнительно низких температурах образование свободных
атомов происходит в основном за счет взаимодействия хлора с
углеводородом:
+ С12
RH ----> R. + HC1 + C1.
Чем менее реакционноспособны углеводороды, тем выше долж-
на быть температура, так как образование свободных органических
радикалов связано с разрывом связи С—Н в молекуле углеводо-
415
рода. Например, температура хлорирования бутана составляет
около 250 С, .1 для термического хлорирования метана требуется
400 °C. Энергия активации термического хлорирования равна
~ 125 кДж/моль.
Термическое хлорирование при высоких температурах может
сопровождаться побочными реакциями, деструкцией молекул, де-
гидрохлорированием и циклизацией.
Фотохимическое хлорирование. При этом способе реакция ини-
циируется светом, действие которого наиболее эффективно в ко-
ротковолновой части спектра. В этом случае молекулы хлора дис-
социируют под влиянием фотонов или квантов энергии
С12 + hv —> 2С1 •
в качестве источника которых применяются ртутные лампы, излу-
чающие свет длиной волны 1650—5500 А. Если реакционные устрой-
ства сделаны из плавленого кварца, можно использовать лучи с
длиной волны 1650 А, если же реактор выполнен из стекла пирекс
или из обычного стекла, можно использовать лишь лучи с длинами
волны более 3000—3500 А. Для многих реакций фотохимического
хлорирования достаточно уже видимого света с длиной волны
4000—5000 А, для чего применяются обычные мощные лампы. Эф-
фективность действия излучения характеризуется квантовым вы-
ходом, т. е. числом прореагировавших молекул на один квант
поглощенной энергии.
Цепная реакция фотохимического хлорирования протекает с
большой скоростью при невысоких температурах в жидкой или па-
ровой фазе/ а направление реакции часто бывает иным, чем при
термическом хлорировании. Энергия активации при фотохимиче-
ском хлорировании равна ~42 кДж/моль, т. е. примерно в 2,5—
3 раза ниже, чем при термическом хлорировании.
Реакция фотохимического хлорирования ингибируется (замед-
ляется) некоторыми примесями, которые связывают атомы хлора
и обрывают цепь. К таким ингибиторам относится, например, кис-
лород, который с атомами хлора образует оксид хлора:
О2 -f- С1 • —> С1О2
Однако кислород тормозит реакцию лишь при низких температу-
рах, а при 350—400°C он уже не оказывает заметного действия,
что связано с переходом к другому механизму, а также с тем, что
число появляющихся атомов хлора при этих температурах уже
очень велико.
Хлорирование в присутствии свободных радикалов. Инициато-
рами жидкофазного хлорирования являются органические пер-
оксиды и азосоединения, вызывающие образование атомов хлора
при своем распаде на радикалы. Такими инициаторами являются
бензоилпероксид и азодиизобутиронитрил:
100 °C
С6Н5СООООСС6Н5 ----> 2С6Н5 • + 2СО2
(H3C)2CN=NC(CH3)2 —> 2NCC(CH3)2 + N2
nA cn
416
Образовавшиеся свободные радикалы взаимодействуют с моле-
кулой хлора с образованием атомарного хлора:
С6Н5- + С12 —> С6Н5С1-РС1.
В присутствии инициатора скорость хлорирования определяется
стадией распада инициатора: при использовании бепзоилпероксида
скорость оказывается достаточной при 100—120°С, а в случае азо-
диизобутиронитрила при 70—100°C; энергия активации реакции
хлорирования с инициатором ~84 кДж/моль.
Заместительное хлорирование проводят также ив присут-
ствии катализаторов, образующих с хлором активные
соединения или комплексы, служащие передатчиками атомов С1.
Для этой цели применяются хлориды металлов, имеющих пере-
менную валентность или обладающих способностью к комплексо-
образованию, например Cu2Cl2, FeCl3, SbCls, А1С13.
По-видимому, в этом случае возможны реакции передачи ато-
мов хлора
RH+SbCl5 —> RC1 + SbCl3 + НС1
SbCl3 + Cl2 —> SbCls
и образования радикалов:
Cu2C12 + 2C12 —> 2CuC12 + 2С1 •
Независимо от способа инициирования реакции продолжение
цепи происходит в результате взаимодействия образовавшихся
свободных атомов хлора с углеводородом по двум последователь-
ным реакциям:
С1. С12
RH ----7777^ *CI
Обрыв цепи при хлорировании в газовой фазе происходит на
стенке реактора или насадке
стенка
СЬ -------► С1ад
Для жидкофазного хлорирования характерен квадратичный обрыв
на углеводородных радикалах или
► R(CH2)4R
2RCH2CH2 —
1—> rhc=ch2 4-rch2ch3
в результате образования молекулярных продуктов R • С* > RC1
или взаимодействия с ингибитором InH (фенолы, сернистые соеди-
нения, кислород и др.).
InH О2
R. ----> RH+In.; Cl. ---------> С1О2
Ионно-каталитическое хлорирование
Присоединение хлора по двойной и тройной связям, хлоргидрина-
рование (присоединение НСЮ) и гидрохлорирование (присоеди-
нение НС1) олефинов, а также замещение хлором водородов
14 Зак. 534
417
ароматического кольца относятся к ионно-каталитическому гало-
генированию.
Присоединение хлора, а также галогеноводородов к ненасыщен-
ным углеводородам идет достаточно легко, ускоряют эти реакции
апротонные катализаторы FeCl3, AICI3 и др. Механизм реакций
является электрофильным, идет через образование промежуточных
л- и а-комплексов:
+ Cl2 + FeCl3 +
Н2С=СН2 =ё=* Н2С=СН2 ---------->- ClCH2CH2.FeCi; ———*•
ф “FeC13
Cl—Cl
—► С1СН2—СН2С1
+ НС1 +FeC!3 +
Н2С=СН2 ----* Н2С=СН2 "-------> СНз—CH2.FeCi; ——> СН3СН2С1
ф — FeCl3
НС1
Роль FeCl3 сводится не только к ускорению стадии перехода
л- в a-комплекс, но образованием комплекса Cl -> Cl: FeCl3 (при-
соединение хлора) и металлхлористоводородной кислоты HAICI4
или HFeCl4 (гидрохлорирование), имеющей активный протон.
В процессах присоединения хлора к олефинам побочными про-
дуктами являются полихлориды, что предотвращают применением
ингибиторов цепных реакций (кислород).
Реакционная активность олефинов зависит от стабильности
промежуточного катиона и уменьшается в следующем ряду:
rhc=ch2 > Н2С=СН2 > Н2С=СНС1
присоединение галогеноводородных кислот к ацетиленовым углево-
дородам идет последовательно в две стадии:
+ HCI +HCI
нс==сн ------->• Н2С=СНС1 ------* НзС—СНС12
Поэтому гидрохлорирование ацетилена проводят в присутствии
селективных катализаторов, ускоряющих только первую стадию.
В основном применяют соли двухвалентной ртути (раньше) и
одновалентной меди.
Каталитическое действие этих солей объясняют образованием
координационных комплексов, в которых ацетилен активируется
и взаимодействует с хлоранионами, при этом промежуточно полу-
чаются переходные состояния с металл — углеродной связью или
металлорганические соединения, быстро разлагаемые кислотой:
+ Ме+ + СГ
НС=СН --------> HQ=CH ----> ГНС=СН-- С1“1 —>
Ф I I
Ме+ L Ме+ J
+ н+
—► Me—НС=СНС1 --------► Н2С=СНС1 + Ме+
Присоединение галогеноводородных кислот к ненасыщенным
углеводородам идет согласно правилу Марковникова, т. е. водород
418
идет к наиболее гидрированному углероду, а хлор — к менее
гидрированному.
В промышленности процесс хлорирования осу-
ществляют как в газовой, так и в жидкой фазе.
Газофазное хлорирование. Хлорированием в газовой фазе
получают сравнительно небольшое число соединений: хлорпроиз-
водные метана (метилхлорид СН3С1; метиленхлорид CH2CI2, хло-
роформ СНС13, тетрахлоруглерод ССЦ); аллилхлорид Н2С=
=СН—СН2С1 и металлилхлорид СН2=С(СН3)—СН2С1, а также
дихлор бутилены (1,4-дихлорбутен-2 С1Н2С—НС=СНСН2С1 и
1,2-дихлорбутен-З С1СН2—СНС1—НС=СН2).
Газофазное хлорирование проводят при температуре 300—
500 °C в избытке углеводорода (в целях подавления образования
полихлоридов) с рециркуляцией исходного сырья и обязательным
предварительным смешением исходных реагентов в специальных
смесителях (тангенциального типа), обеспечивающих интенсивное
перемешивание смеси.
Особенностью реакторов-хлораторов, применяемых для хлори-
рования в газовой фазе, является наличие внутренней керамиче-
ской футеровки, а также автотермичность протекающего в них
процесса. Последнее достигается тем, что выделяющееся при реак-
ции тепло расходуется на нагревание смеси до требуемой темпера-
туры и на потери в окружающую среду. При этом в зависимости
от теплового баланса процесса реагенты в хлоратор подают холод-
ными (например, при синтезе полихлоридов метана) или предва-
рительно подогретыми (при получении аллилхлорида). Причем для
сильно экзотермических синтезов полихлоридов метана регулиро-
вание температуры возможно за счет впрыскивания жидкого че-
тыреххлористого углерода.
Технология хлорирования в газовой фазе состоит из следую-
щих стадий: подготовки реагентов (испарение жидкого хлора),
предварительного нагрева газообразного хлора, осушки реагентов
(адсорбентами или H2SO4), смешения исходных реагентов друг
с другом и с рециркулятом, хлорирования, очистки реакционной
смеси от хлористого водорода, отделения рециркулирующих ве-
ществ и выделения целевого продукта.
Жидкофазное хлорирование. Методом радикально-цепного
жидкофазного хлорирования получают: полихлорпроизводные -ме=
$тана (1,1,2- и 1,1,1-трихлорэтаны С12СН—СН2С1 и СН3СС13 соот-
ветственно, пентахлорэтан СС13—СНС12, гексахлорэтан С2С1б);
хлорпарафины (жидкие и твердые); хлорированные полимеры
(полиэтиленхлорид, полипропиленхлорид и поливинилхлорид, а так-
же хлоркаучук); хлорпроизводные ароматических углеводородов:
(бензилхлорид СбН5СН2С1, n-ксилилендихлорид С1СН2С6Н4СН2С1,
гексахлор-jn- и гексахлор-п-ксилол С13ССбН4СС13, гексахлорцикло-
гексан СбНбС1б).
Жидкофазное радикально-цепное хлорирование проводится при
температурах от 40 до 150°C в присутствии инициаторов или фото-
химически. Обычно жидкофазным хлорированием получают моно-
14*
419
и хлорпроизводные, которые нестабильны при повышенных темпе-
ратурах, и практически большинство полихлорпроизводных.
Процесс в жидкой фазе проводится в аппаратах колонного типа,
имеющих внутреннее охлаждение, при барботировании хлора через
массу исходных углеводородов или их раствор в растворителях
(тетрахлоруглерод, о-дихлорбензол); некоторые полимеры хлори-
руют в водных и других суспензиях.
Подача реагентов осуществляется противотоком. Для повыше-
ния селективности процесса применяют секционирование реактора.
При хлорировании низкокипящих веществ внутреннее охлажде-
ние отсутствует, так как теплосъем осуществляется за счет испаре-
ния этих веществ.
Существенное влияние на показатели процесса оказывают соот-
ношение исходных реагентов, температура, концентрация инициа-
тора и интенсивность облучения.
При фотохимическом хлорировании температура процесса не
выше 40—60°C, применяется отвод тепла реакции циркулирующей
водой.
При использовании химических инициаторов хлорирование про-
водится при температуре разложения инициатора.
Расход инициатора зависит от молекулярной массы исходного
углеводорода, количества вводимого хлора и температуры реакции.
Расход инициатора можно уменьшить, вводя его отдельными
порциями во времени (при периодическом процессе) или по длине
реактора (при непрерывном процессе).
Технология жидкофазного радикально-цепного хлорирования
состоит из тех же стадий, что и при газофазном хлорировании.
Хлорирование насыщенных углеводородов
Хлорированием насыщенных углеводородов получают различные
ценные хлорпроизводные.
Процесс хлорирования насыщенных углеводородов является
экзотермической реакцией, при которой выделяется немногим
меньше тепла, чем при сгорании этих углеводородов на воздухе
(т. е. при их полном окислении):
СН4 + 4С12 —> СС14 + 4НС1
СН4 + 2О2 + 2 • 3,76N2 —> СО2 + 2Н2О + 2 • 3,76N2
В связи с этим при хлорировании требуется тщательное регу-
лирование тепловыделения во времени и по объему реактора, а
также эффективный отвод тепла.
При хлорировании насыщенных углеводородов, содержащих
разные атомы углерода в молекуле, относительные скорости заме-
щения атомов водорода в первичных (^i), вторичных (v2) и тре-
тичных (у3) группах неравноценны. Если скорость замещения во-
дорода на хлор в первичной, т. е. в СН3-группе (th), принять за
единицу, то отношение гц : v2: составит 1:3,25:4,43. Эта зако-
номерность была установлена Хассом для реакций хлорирования
420
парафинов в газовой фазе. При более высоких температурах ско-
рости Vi, и выравниваются.
Хлорирование метана протекает с образованием всех возмож-
ных его хлорпроизводных.
Хлорметаны находят широкое применение. Хлористый ме-
тил (метилхлорид) используется в качестве растворителя для
удаления красок с металлических поверхностей, применяется при
производстве фотопленок, волокон, силиконовых полимеров, а так-
же для создания аэрозолей. Хлороформ и тетрахлср-
углерод — основные полупродукты для получения фреонов
(хладагентов) и фторированных полимеров, а также в качестве
фумигантов для протравки зерен и других целей. Хлорметаны вы-
рабатывают из метана и метанола. Хлорирование метана осуще-
ствляется при высоких температурах (350—520 °C) за счет терми-
ческого или фотохимического инициирования в избытке метана
(3—5 моль на 1 моль хлора), время контакта 5—10 с.
В основе процесса лежат следующие необратимые реакции:
+ СI2 + CI2 + CI2 + CI2
сн< —СНзС1 —нсГ*" СН’С12 —СНС1з ---------------СС1«
Распределение хлорметанов зависит от соотношения ме-
тан : хлор, а также от содержания в сырье циркулирующих про-
дуктов неполного хлорирования метана. Реакции хлорирования
после инициирования протекают самопроизвольно за счет выделе-
ния в ходе реакции большого количества тепла.
Метилхлорид (совместно с другими хлорметанами) получают
из метана газофазным термическим хлорированием. В последнее
время метилхлорид обычно получают гидрохлорированием мета-
нола
СН3ОН + НС1 —> СН3С1 + Н2О
при 200—250°C в присутствии хлорида цинка на носителе при
объемном соотношении хлорводород : метанол = 1,2—1,5: 1. Избы-
ток хлорводорода подавляет образование диметилового эфира.
Метилхлорид может быть выделен из реакционной смеси в виде
безводного технического продукта, который далее используется
для получения товарного метилхлорида высокой чистоты или в ка-
честве сырья для дальнейшего хлорирования. Образовавшаяся при
реакЦии вода удаляется в виде 22 %-ного раствора НО, из кото-
рого затем получают товарную соляную кислоту концентрацией
31,5%.
Метиленхлорид, хлороформ и тетрахлоруглерод образуются в
результате дальнейшего хлорирования в паровой или жидкой
(в последнее время) фазе. Смесь продуктов хлорирования, выхо-
дящая из хлоратора, подвергается закалочному охлаждению; при
этом происходит конденсация хлорсодержащих соединений.
Часть потока водородхлорида поступает на рециркуляцию в
реактор гидрохлорирования. Сконденсировавшиеся хлорметаны
поступают на разделение в секцию ректификации для выделения
421
Таблица 8.1. Показатели промышленных процессов получения хлорметанов
Целевой продукт Исходное сырье Процесс СН4 : С12 (массовое)
CH3CI СНзОН Газофазный 1,2—1,5 : 1 *
СН2С12 СН3С1 (из СНзОН) ZnCl2 + носитель Жидкофазный, катали- —
СНС13 СН2С12 СН4 затор Газофазный 4—5 : 1
СНС13 сн4 Газофазный псевдо- 1,25: 1
СС14 Низшие * хлорметаны ожиженный катализа- тор Жидкофазный 1,1 : 1
СС14 СН4 Газофазный 1,1 : 1
* Отходы хлорорганических производств.
индивидуальных хлорметанов: непрореагировавшего метилхлорида,
метиленхлорида, хлороформа, четыреххлористого углерода.
Условия процесса таковы, чтобы обеспечить максимальный вы-
ход целевого хлорметана (табл. 8.1).
Процесс получения хлороформа совместно с метиленхлоридом
и тетрахлоруглеродом хлорированием метана в псевдоожиженном
слое катализатора состоит из следующих стадий: очистки метана,
хлорирования, пылеулавливания и отпаривания кислых газов, рек-
тификации хлорметанов с выделением товарных продуктов, абсорб-
ции хлорводорода.
Однако до настоящего времени хлороформ получают взаимо-
действием гипохлорита кальция с этанолом (или ацетоном):
4Са(ОС1)2 + 2С2Н5ОН —> 2СНС13 + (НСОО)2Са + СаС12 + 2Са(ОН)2 + 2Н2О
В промышленности тетрахлоруглерод раньше получали хлори-
рованием сероуглерода в две стадии — вначале в присутствии
сурьмы при 50—70 °C с образованием однохлористой серы и затем
при 60 °C на железном катализаторе с выделением свободной серы:
Sb
CS2 -|- ЗС12 CCI4 -|- S2C12
Fe
CS2 + 2S2C12 ——> CCI4 + 6S
Сера используется для синтеза сероуглерода
С + 2S —> cs2
который вновь направляют на хлорирование.
Процесс хлорирования сероуглерода устарел и, несмотря на
минимальный расход хлора при этом методе получения СС14, спо-
соб имеет существенные недостатки — использование очень ядови-
422
Т °C, (давление, МПа) Расход сырья, т, на 1 т целевого продукта Выход утилизируемых продуктов, т на I т целевого продукта
200—250 СНзОН НС1 0,633 0,723 НС1 (воды.) 1,5—2
60—100 СНзОН 0,36—0,37 СС14 0,01—0,11
(2-3) С12 0,92 — 1,17 НС1 0,15
510—520 сн4 С12 0,188 1,67 СС14 0,4-0,5 НС1 3,5-4
350 сн4 С12 0,133 1,784 СН2С12 0,9 СС14 0,5 НС1 1,0
550-600 (18,2—20,2) 500-550 С12 RX С12 сн4 1,1 0,33 1,725 0,102 НС1 0,4
того и огнеопасного сероуглерода, а также многостадийность про-
цесса.
Прямым хлорированием метана можно получать тетрахлор-
углерод с выходом выше 90%, если хлор вводить в реакционную
смесь отдельными порциями (по мере его расходования) и по ходу
движения продуктов реакции. Процесс идет адиабатически при
500—550°C в агрегате, состоящем из пяти (иногда из шести) по-
следовательных хлораторов. Предварительно очищенный на акти-
вированном угле природный газ подают в первый хлоратор, а хлор
поступает во все хлораторы с таким расчетом, чтобы общее объем-
ное соотношение СН4: СЬ составляло от 3,5: 1 до 4 : 1.
В ФРГ осуществлено производство тетрахлоруглерода непосред-
ственно термическим хлорированием метана:
СН4 + 4С12 —> СС14 + 4НС1; - Д/7 « 373 кДж/моль
При этом выход тетрахлоруглерода составляет 97 % (масс.).
В промышленности CCU также получают хлорированием угле-
водородов или их хлорпроизводных при высоких температурах и
давлениях. Процесс состоит из следующих 3 стадий: подготовки
сырья, реакции деструктивного хлорирования (хлоролиза), разде-
ления и очистки продуктов реакции (см. табл. 8.1).
Хлорпроизводные метана получают в промышленности также
процессом оксихлорирования хлорводородом в присутствии
кислорода и хлорида двухвалентной меди:
( СН3С1
mCuCl2 СН2С12
СН4 + НС1 4- 0,5О2 --► * 4- пН2О
। СпСЛз
I GCh
423
При окислительном хлорировании метана имеют место только
реакции замещения, причем в зависимости от соотношения реаген-
тов получаются смеси хлорпроизводных разного состава. Так как
в настоящее время тетрахлоруглерод выгоднее всего получать из
хлорорганических отходов, то оксихлорирование метана проводят
с целью получения метиленхлорида и хлороформа. При этом сов-
мещают прямое хлорирование метана с оксихлорированием обра-
зующейся смеси содержащимся в ней хлорводородом:
2СН4 + ЗС12 —> СН3С1 + СН2С12 + ЗНС1
СН4 + CH3CI + СН2С12 + ЗНС1 + 1,5О2 —> СН3С1 + СН2С12 + СНС1з + ЗН2О
В результате хлор используется полностью, а хлорводородов
не образуется.
Этан хлорируется при 400°C в избытке углеводородов. Однако
в отличие от метана при взаимодействии с хлором он образует
преимущественно этилхлорид с небольшой примесью 1,1-дихлор-
этана. Такому направлению процесса благоприятствует то, что
скорость замещения второго атома водорода в С2Н6 на хлор в
4 раза меньше, чем скорость образования монохлорзамещенного
C2H5CI. Однако при мольном соотношении С2Н6: С12 = 2,5 : 1 ре-
акционная смесь лишь на 80—85 % состоит из этилхлорида;
15—20 % приходится на дихлорэтаны.
При каталитическом хлорировании применяют активированный
уголь (в неподвижном и псевдоожиженном слое), а также пемзу,
соли меди, хлориды алюминия, натрия, меди, церия, серебра на
пористом носителе. Фотохимическое хлорирование этана идет при
более низкой температуре. Для предотвращения потерь в передаче
света было предложено хлорировать этан в жидкой среде
(в 30 %-ной соляной кислоте), через которую пропускают реак-
ционные газы.
В Великобритании работает завод, где хлорированию подвер-
гают этан-этиленовую фракцию без предварительного разделения.
Реакция идет следующим образом:
400 °C
С2Нб + С12 ---> С2Н5С1 + НС1
С2Н4 + НС1 —> С2НбС1
Этилхлорид в значительных количествах получают гидрохлори-
рованием этилена.
Хлорирование пропана проводят при 300—400 °C и избытке
углеводорода. При мольном соотношении С3Н8: С12 = 2 : 1 и 300 °C
получается смесь 85 % монохлоридов (54 % 2-хлорпропана и 47,6 %
1-хлорпропана) и 15 % полихлоридов.
Хлорирование технического пентана проводится при 300 °C
под давлением ~0,5 МПа с большим избытком углеводорода.
В результате получается смесь амилхлоридов, % (масс.):
СНзСН2СН,СН2СН9С1 24 (СН3ЬСНСНоСН,С1......... 15
СН3СНоСНоСНС1СН3 8 СН3СН2СН(СН3)СН2С1........ 30
СН3СН2СНС1СН2СН3 18 СН3СН2С(СН3)2С1............ 5
424
Омылением этой смеси получают амиловые спирты и амилаце-
таты.
Хлорирование высших парафинов представляет значительный
интерес для получения моющих средств на основе так называемого
керилбензола (продукт конденсации бензола с хлорированной
фракцией керосина или хлорированными парафинами). Для этих
целей хлорированию подвергают деароматизированные керосино-
вые фракции из парафинистой нефти, но лучше применять жидкие
парафиновые углеводороды, выделенные из керосиновых фракций
с помощью карбамида.
Хлорирование жидких парафинов проводят при 90—120°C. При
хлорировании додекана получается примерно 8—9 % 1-хлордоде-
кана и по 18—19 % 2-, 3-, 4-, 5- и 6-хлордодеканов. Хлорирование
фракции деароматизированного керосина проводится при 60°C до
50 %-ной степени превращения углеводородов в монохлорпроиз-
водные.
Твердые расплавленные парафины хлорируют при 90—120 °C
до требуемой глубины. При этом получаются полихлорпарафины,
имеющие специальное назначение. При содержании в хлорпроиз-
водном около 7 атомов С1 на 25 атомов С (45—50 % хлора) полу-
чается относительно нелетучая, но подвижная жидкость; при 15
атомах С1 (60 % хлора) получается мягкая смола (т. пл. 50°C),
при 22 атомах С1 (70 % хлора) — хрупкая смола.
В промышленности жидкие хлорпарафины (ХП-13, ХП-600,
ХП-418 и ХП-470) получают хлорированием парафина в расплаве
до содержания хлора % (масс.): 12—14, 42, 40,5 и 47 соответствен-
но. Твердый хлорпарафин [ХП-1000, содержание хлора ^70%
(масс.)], получают хлорированием парафина в растворе тетрахлор-
углерода в присутствии инициатора с последующим выделением
продукта осаждением водой либо с помощью пленочного испари-
теля.
Хлорпарафины применяются как огнестойкие пропиточные ма-
териалы, пластификаторы, для изготовления химически стойких,
водостойких и огнезащитных красок и т. д.
Хлорирование парафиновых углеводородов с избытком хлора
в жидкой фазе приводит к образованию полихлоридов, в которых
все атомы водорода замещены на хлор. Такой процесс называется
исчерпывающим хлорированием, а получаемые при этом соедине-
ния перхлоруглеродами.
Получение полихлорированных углеводородов всегда сопровож-
дается побочными реакциями, так как эти соединения при 300—
500 °C подвергаются пиролизу с образованием как ненасыщенных
(олефиновых и диеновых), так и насыщенных перхлорсоединений
с меньшей молекулярной массой.
При исчерпывающем хлорировании метана при 480—650°C
побочно образуется этилентетрахлорид:
СН4 + ЗС12 —> 0,5С12С=СС12 + 4НС1
По этому методу работают установки получения этилентетра-
хлорида в США и Франции. Есть основания полагать, что реакция
425
протекает по следующему механизму:
СН4 + ЗС12 —> СНС1з + ЗНС1
2СНС1з —► 2.СС12 + 2НС1
2 • СС12 —> СС12=СС12
При исчерпывающем хлорировании пропана можно получить
от 30 до 65 % этилентетрахлорида и такое же количество тетра-
хлоруглерода На 1 т этилентетрахлорида расходуется 0,194 т про-
пана и 2,155 т хлора; одновременно образуется 1,24 т хлорво-
дорода.
При исчерпывающем хлорировании н- бута на при 400—600 °C
получается гексахлорбутадиен-1,3.
+ 8С12
н-С4Н10 --СС12=СС1СС1=СС12
— iuhui
а из «-пентана — гексахлорциклопентадиен
С1
+ 9С12 / \
«-с6н12 ——> СБН3С19 ——> С1—< >—С1
— УНЫ — оНЫ х х
В случае исчерпывающего хлорирования при высоких темпера-
турах наблюдается распад углеводородных молекул по связям
С—С и образование соединений с меньшим числом атомов угле-
рода, чем в исходной молекуле. Такой процесс носит название
деструктивного хлорирования (хлоролиза).
Например, октахлорпропан при 300 °C расщепляется на тетра-
хлорэтилен и тетрахлоруглерод:
200-300 °C
С3С18 --------* С12С=СС12 + СС14
Хлорирование, гидрохлорирование и хлоргидринирование
ненасыщенных углеводородов
При действии хлора на олефины (этилен, пропилен, изобутилен)
в зависимости от температуры и структурных особенностей олефи-
нов происходит присоединение хлора по двойной связи (обычное
галогенирование) или замещение.хлором атомов водорода без из-
менения двойной связи (аномальное хлорирование).
Все галогены легко присоединяются к олефинам, однако их
реакционная способность при переходе от фтора к иоду умень-
шается:
F2 > С12 > Вг2 > 12
Присоединение галогенов по двойной связи может сопровождаться
реакциями замещения, что особенно заметно при хлорировании и
фторировании,
426
Реакция присоединения хлора к олефинам протекает с большой
скоростью и не требует специального инициирования, но поскольку
процесс проводится в разбавленных paciBopax (для отвода тепла)
в ряде случаев применяются катализаторы. Направление присоеди-
нения или замещения зависит не только от температуры, но и от
природы олефина. Температура, выше которой при хлорировании
наблюдаются преимущественно реакции замещения (>50%),
для различных олефинов неодинакова: 270—350°С для этилена,
250—300°C для пропилена, 170—220 °C для бутена-2, 150—200 °C
для пентена-2. Третичные олефины, например изобутен, реагируют
с хлором по реакции замещения и при низких температурах.
При гидрохлорировании олефинов получаются только вторич-
ные и третичные хлорпроизводные. Гидрохлорированием этилена
получают этилхлорид.
Гидрохлорирование олефинов протекает с меньшей скоростью,
чем их галогенирование, и происходит под влиянием таких катали-
заторов (А1С13, SbClg), которые являются переносчиками галоген-
водородов. Скорость присоединения галогеноводородов увеличи-
вается в ряду
HF < НС1 < НВг < HI
и присоединение идет в соответствии с прочностью связей Н—Xi
кДж кДж
Н—F - 617 Н—Вг — 366
Н—С1 - 430 Н—I ~ 300
Олефины с разветвленной цепью при двойной связи присоеди-
няют галогеноводороды с большей скоростью, чем неразветвлен-
ные. Так, хлорводород присоединяется к изобутену уже из водного
раствора и без катализаторов, а к этилену лишь в присутствии
катализатора.
Дихлорэтан. Присоединение хлора к этилену сопровождается
большим выделением тепла:
СН2=СН2 + С12 —> СН2С1СН2С1; - АЯ =-215 кДж/моль
Это стимулирует и другие реакции, например цепные реакции
замещения с образованием полихлорпроизводных:
+ ci2
СН2С1СН2С1 ------
——> СН2С1СНС12
— nut
——СНС12СНС12
—
При этом с повышением температуры начинают преобладать реак-
ции замещения, причем при низких температурах (от —30 до
—20 °C) образуется преимущественно дихлорэтан, а при повышен-
ных — трихлорэтан.
В промышленности 1,2-дихлорэтан получают двумя методами:
прямым хлорированием этилена в жидкой фазе в присутствии ка-
тализатора— хлорида трехвалентного железа или окислительным
хлорированием этилена в паровой фазе.
427
Процесс хлорирования этилена хлором в жидкой фазе осу-
ществляегся в присутствии хлорида трехвалентного железа, вво-
димого в реакционную зону специально или образующегося в ре-
зультате коррозии стенок реактора. В зависимости от способа
теплосъема процесс проводится с отбором продукта из паровой
фазы (теплосъем за счет испарения реакционной массы) или из
жидкой фазы (теплосъем за счет выносных теплообменников).
Хлорирование этилена хлором проводится в растворе дихлор-
этана, при этом цепная реакция замещения водорода на хлор тор-
мозится вводимым кислородом. Это почти полностью предотвра-
щает образование полихлоридов, и в продуктах реакции содер-
жится преимущественно дихлорэтан. Осуществление реакции в
растворе с применением ингибиторов дает возможность обойтись
без специального охлаждения реакционной смеси рассолом, что
упрощает технологический процесс.
Для получения дихлорэтана используется этилен, содержащий
не менее 90 % С2Н4. Этилен и хлор в соотношении 1,05—1,1 : 1
(в смеси должен быть 5—10%-ный избыток этилена) раздельно
подают в нижнюю часть реактора, представляющего собой колонну
барботажного типа. Колонна до половины заполнена дихлорэта-
ном, в который добавляют в качестве катализатора хлорное же-
лезо (0,1—0,5 %). Процесс проводится при 90—100°С и давлении
0,07—0,15 МПа. Степень превращения этилена около 98%, выход
дихлорэтана 95—97 % (масс.). В качестве хлораторов применяются
аппараты с пропеллерными мешалками, но можно использовать и
трубчатые реакторы.
Процесс получения 1,2-дихлорэтана окислительным хлорирова-
нием при 210—280 °C протекает по схеме
CuC 12
Н2С=СН2 + 2НС1 + 0,5О2 --> Н2СС1—СН2С1 + Н2О; - А Я=~ 43 кДж/моль
Оксихлорирование в промышленности проводят в стационарном
или псевдоожиженном слое катализатора — хлорной меди на син-
тетическом носителе (алюминийоксиде или алюмосиликате). Тепло-
съем осуществляется встроенными в реактор теплообменниками.
Установлено, что практически хлорирование осуществляется
не хлором, а непосредственно хлорной медью, которая регенери-
руется под действием хлорводорода и кислорода:
Н2С=СН2 + 2СиС12 —> С1СН2—СН2С1 + Сп2С12
Cu2Cl2 + 2НС1 + 0,5О2 —> 2СпС12 + Н2О
Для снижения летучести СиС12 при приготовлении катализатора
добавляют КС1, образующий с СиС12 комплексы.
Процесс состоит из трех стадий: синтеза 1,2-дихлорэтана, раз-
деления продуктов оксихлорирования и ректификации 1,2-дихлор-
этана-сырья. В качестве окислителя обычно используют воздух,
причем для уменьшения объема аппаратуры и лучшего выделения
продуктов применяют давление 0,3—1 МПа.
При использовании для окисления технического кислорода осу*
шск гвляют рециркуляцию непревращенного сырья.
428
Соотношение между этиленом, хлорводородом и воздухом (кис-
лородом) такое, чтобы обязательно был 3—5 %-ный избыток эти-
лена (по объему). Степень конверсии хлорводорода и кислорода
составляет 80—90 %, причем 2—5 % исходного углеводорода сго-
рает в диоксид углерода и воду. Расход на 1 т 1,2-дихлорэтана
(т): этилена 0,283, хлорводорода 0,737 и кислорода 0,162.
Этилхлорид (хлористый этил) применяется для получения
тетраэтилсвинца (антидетонатора), является сырьем для произ-
водства полимерных материалов (бутилкаучук, этилцеллюлоза,
кремнийсодержащие), используется в качестве этилирующего
агента, анестезирующего средства, хладагента и др.
Этилхлорид в промышленности получают гидрохлорированием
этилена в жидкой фазе в присутствии алюминийхлорида:
А1С13
СН2=СН2 + НС1 ---> СН3СН2С1
Жидкофазный процесс проводится в вертикальном стальном
реакторе, заполненном взвесью катализатора в жидком хлористом
этиле, при энергичном перемешивании пропеллерной мешалкой.
Выделяющееся тепло отводится через рубашку или змеевик. Хлор-
водород и этилен в соотношении 1,05:1 пропускают через жид-
кость с объемной скоростью 100 ч-1 при 0,3 МПа и 10 °C. Выход
этилхлорида 90%. Расход на 1 т этилхлорида (т): С2Н4
(100%-ный) 0,434; НСГ (100 %-ный) 0,566.
Осуществлен также промышленный процесс получения этил-
хлорида с использованием в качестве исходного сырья этан-этиле-
новой фракции. Процесс заключается в сочетании последователь-
ных реакций заместительного хлорирования этана
С2Нб + С12 —> С2Н5С1 + НС1
и гидрохлорирования этилена
СН2==СН2 + НС1 —> С2Н5С1
хлористым водородом, выделяющимся при первой реакции.
Получение винилхлорида
Винилхлорид является одним из важнейших мономерных соедине-
ний, используемым главным образом в производстве поливинил-
хлорида— наиболее многотоннажного вида пластических масс, а
также в производстве различных сополимеров с винилиденхлори-
дом, винилацетатом, метилакрилатом и т. п. Винилхлорид исполь-
зуется также в качестве исходного сырья для производства ви-
нилиденхлорида.
В 1983 г. производство винилхлорида в США составило
3155 тыс. т, а поливинилхлорида и сополимеров 2754 тыс. т.
В промышленности винилхлорид получают различными мето-
дами: дегидрохлорированием 1,2-дихлорэтана в жидкой (щелоч-
ное) и в паровой фазе (термическое); гидрохлорированием ацети-
лена в паровой фазе на катализаторе; комбинированным методом
429
из ацетилена и этилена (или 1,2-дихлорэтана); комбинированным
методом из смеси этилена и ацетилена (полученной пиролизом
прямогонного бензина) и сбалансированным методом из этилена.
Щелочное и термическое дегидрохлорирование 1,2-дихлорэтана
практически используются только для препаративных целей.
Гидрохлорирование ацетилена с целью получения винилхлорида
осуществляется в паровой фазе в стационарном слое катализато-
ра— активированный уголь с нанесенной на него (10—12%) су-
лемой:
НС=СН + НС1
HgCl2/yrojib
------------>
Н2С=СНС1
Хлорводород берут в небольшом избытке (5—10%) по отно-
шению к ацетилену, что увеличивает степень конверсии последнего.
Оптимальной температурой является 160—180 °C, тогда процесс
идет достаточно быстро и в то же время не происходит чрезмер-
ного уноса сулемы, имеющей значительную летучесть.
При постепенном снижении активности катализатора темпера-
туру повышают до 200—220°C. Применяемое давление в процессе
0,61 МПа.
Процесс проводят в трубчатых реакторах, теплосъем осуществ-
ляется циркуляцией в межтрубном пространстве охлаждающего
агента (вода, органический теплоноситель).
Реакционные газы содержат 93 % винилхлорида, 5 % НС1,
0,5—1% ацетилена и по 0,3 % ацетальдегида и 1,1-дихлорэтана.
Реакционные газы охлаждают, очищают от сулемы и хлорво-
дорода водой и циркулирующей щелочью. После осушки и ком-
примирования реакционных газов до 0,7—0,8 МПа их подвергают
ректификации с выделением винилхлорида (тяжелый остаток) и
ацетилена и примесей (легкий погон).
Этот метод малоперспективен (хотя еще установки подобного
типа существуют) в связи с высокой стоимостью ацетилена и ток-
сичностью катализатора. Степень конверсии ацетилена составляет
97—98 %.
Комбинированный процесс получения винилхлорида из концен-
трированной смеси ацетилена и этилена состоит в получении из
этилена 1,2-дихлорэтана с последующим его термическим дегид-
рохлорированием при 400—450°C в винилхлорид; выделяющийся
при этом хлорводород направляется на гидрохлорирование ацети-
лена. Процесс описывается следующей схемой:
+ С12
Н2С=СН2 ----► С1Н2С—СН2С1 —> Н2С=СНС1 + НС1
НС!
НС^СН ------> Н2С=СНС1
Этот способ получения винилхлорида оказался на 30 и 14 %
более экономичным, чем щелочное дегидрирование 1,2-дихлорэта-
на и гидрохлорирование ацетилена соответственно, так как 50 %
ацетилена заменяется на менее дорогостоящий этилен; одновре-
менно квалифицированно используется хлорводород.
430
Разновидностью этого метода является комбинированный про-
цесс получения винилхлорида из смеси ацетилена и этилена, по-
лученной пиролизом прямогонного бензина. Исходным сырьем яв-
ляется фракция 30—180°C бензина, который подвергается термо-
окислительному пиролизу при 1000 °C в аппарате специальной
конструкции.
Получающийся газ пиролиза подвергается закалке водой, очи-
щается от сажи, компримируется до 0,71 МПа, очищается от выс-
ших гомологов ацетилена и олефиновых углеводородов и сушится.
Такой газ пиролиза, содержащий 8—10 % ацетилена и этилена,
смешивается с хлорводородом, поступающим со стадии дегидро-
хлорирования 1,2-дихлорэтана в соотношении, обеспечивающем
1—2%-ный избыток ацетилена против стехиометрического. Смесь
направляется на гидрохлорирование, которое проводится при
220 °C и давлении 0,61 МПа, степень конверсии ацетилена близка
к 100%. После извлечения из газа винилхлорида газ поступает
на хлорирование содержащегося в нем этилена. Соотношение ме-
жду хлором и этиленом обеспечивает 2—3 %-ный избыток этилена
против стехиометрического, образовавшийся 1,2-дихлорэтан после
охлаждения и очистки передают на дегидрохлорирование (~ 550 °C
и давление 1,01 МПа), степень конверсии 1,2-дихлорэтана за про-
ход составляет около 70 %.
Сбалансированный процесс получения винилхлорида из этиле-
на. Этот процесс является комбинацией трех реакций прямого ад-
дитивного хлорирования этилена в 1,2-дихлорэтан, термического
дегидрохлорирования 1,2-дихлорэтана в винилхлорид и окисли-
тельного хлорирования этилена в винилхлорид с помощью хлор-
водорода, образовавшегося при дегидрохлорировании:
2С1г
2Н2С=СН2 ----> 2С1СН2—СН2С1
2С1СН2—СН2С1 —> 2СН2=СНС1 + 2НС1
Н2С=СН2 + 2НС1 + 0,5О2 —> Н2С=СНС1 + Н2О
ЗН2С=СН2 + 2С12 + 0,5О2 —> ЗСН2=-СНС1 + Н2О
В результате из этилена, хлора и кислорода получается ви-
нилхлорид; хлор расходуется полностью, и не образуется хлорво-
дород.
В настоящее время этот метод является самым экономичным
для получения винилхлорида, что видно из приведенных ниже дан-
ных (табл. 8.2).
Последним достижением в технологии производства винилхло-
рида явилось создание американской фирмой Lummus процесса
оксихлорирования этана (процесс транскат).
Процесс проводится в расплаве катализатора (СиСЬ), исполь-
зуемого для оксихлорирования, с разделением стадий хлорирова-
ния этана и окисления расплава. Поэтому не происходит побоч-
ного окисления этана, а продукты не разбавляются азотом, что
облегчает их выделение. Выход винилхлорида составляет 80 % по
этану и 99 % по хлору,
431
Таблица 8.2. Сравнительные данные по получению винилхлорида
различными процессами
Процесс Расход сырья и реагентов, т/т винилхлорида Себе- стоимость винил- хлорида, %
Термическое дегидрохлорирование 1,2-дихлорэта- Этилен 0,283 100
на Хлор 0,716
Дегидрохлорирование 1,2-дихлорэтана щелочью Щелочь 0,82 Хлор 1,6 140
Гидрохлорирование ацетилена Ацетилен 0,416 Хлористый водо- род 0,584 140
Комбинированный процесс Ацетилен 0,208
из ацетилена и этилена Этилен 0,224 90
из смеси ацетилена и этилена, полученного пиролизом прямогонного бензина Хлор 0,568 Бензин 0,82
Кислород 0,805 Хлор 0,58 85
Сбалансированный процесс из этилена Этилен 0,448 Хлор 0,568 65-70
Получение полихлорэтиленов
Винилиденхлорид применяют главным образом в качестве исход-
ного мономера для получения полимеров и различных сополиме-
ров (с винилхлоридом, акрилонитрилом, бутадиеном-1,3 и др.),
а также для синтеза фреонов и метилхлороформа.
В промышленности винилиденхлорид получают в основном ме-
тодом жидкофазного дегидрохлорирования 1,1,2-трихлорэтана из-
вестковым молоком. Известен также метод высокотемпературного
хлорирования этана, в котором винилиденхлорид получается одно-
временно с метилхлороформом.
Получение винилиденхлорида дегидрохлорированием 1,1,2-три-
хлорэтана осуществляют в две стадии: I стадия — жидкофазное
хлорирование винилхлорида с получением 1,1,2-трихлорэтана при
20—30 °C
СН2=СНС1 + С12 —> СН2С1СНС12
для чего смесь реагентов пропускают через колонну с насадкой
из стальных колец; II стадия — щелочное дегидрохлорирование
1,1,2-трихлорэтана при 100°С; процесс ведут при интенсивном пе-
ремешивании с избытком гидроксида кальция:
СН2С1СНС12 + 0,5Са(ОН)2 —> СН2=СС12 + 0,5СаС12 + 0,5Н2О
Образующиеся пары винилиденхлорида выходят из реактора и
после холодильника освобождаются от механически увлеченного
трихлорэтана, который вновь возвращают в реактор. Для полу-
чения винилиденхлорида высокой чистоты осуществляют дистил-
ляцию продукта. Расход на 1 т винилиденхлорида, т; винилхлори-
да 0,468; хлора 0,532.
По аналогии с парофазным дегидрохлорированием дихлорэтана
для производства винилиденхлорида применяется также термиче-
ское дегидрохлорирование трихлорэтана при 500 °C:
СНС12СН2С1 ——> СП2-СС12
— HCI
В последнее время на основе винилиденхлорида в промышлен-
ности получают метилхлороформ (т. кип. 74,1 °C), являющегося
прекрасным растворителем. Для этого осуществляют процесс гид-
рохлорирования винилиденхлорида:
+ HCI
СН2=СС12 ------> CH3CCI3
Гидрохлорирование ведут, продувая НС1 в жидкий винилиденхло-
рид через раствор метилхлороформа, содержащего взвешенный ка-
тализатор и небольшое количество фенольного стабилизатора.
Метилхлороформ в промышленности получают также хлориро-
ванием 1,1-дихлорэтана при 315—430 °C:
+ С1,
СНС12СНз ---ТТ-* CH3CCI3
—
Три- и тетрахлорэтилен. Наибольшее распространение в качест-
ве растворителей и полупродуктов для дальнейших синтезов
получили три- и тетрахлорэтилены. Они применяются для сухой
чистки изделий, обезжиривания металлов; в качестве полупродук-
тов; при получении фторуглеродов; для получения красителей, пе-
стицидов и др.
Трихлорэтилен получают в промышленности хлорированием
ацетилена до тетрахлорэтана и последующим щелочным дегидро-
хлорированием тетрахлорэтана известковым молоком, или терми-
ческим методом, либо сочетают термический метод с дегидрохло-
рированием известковым молоком. Трихлорэтилен получают также
совместно с перхлорэтиленом методом высокотемпературного хло-
рирования этилена и его хлорпроизводных.
Хлорирование ацетилена до тетрахлорэтана
проводится при мольном соотношении ацетилен: хлор, равном
1 :2,0—2,05, в растворе продуктов реакции для того, чтобы регу-
лировать скорость процесса и отводить тепло. Реактор колонного
типа; в нижней части его поддерживается температура 90°C, в
верхней 70°C. Тепло отводится при помощи холодильников. В ка-
честве катализатора применяется 0,01 %-ный раствор трихлорида
сурьмы или железа:
SbCl3
СН=СН + 2С12 ----> СНС12СНС12
Дегидрохлорирование тетрахлорэтана проводится при 100 °C
10%-ным известковым молоком, которое стекает по насадке, а
навстречу ему поднимаются пары тетрахлорэтана:
СНС12СНС12 + 0,5Са(ОН)2 —> СНС1=СС12 + 0,5СаС12 + Н2О
Выход трихлорэтилена составляет 90 %. Этот способ еще сохра-
нился для получения три- и тетрахлорэтиленов, но он имеет ряд
433
недостатков: высокий расход щелочи, потеря хлора (в виде соли),
образование значительного количества сточных вод.
Термическое дегидрохлорирование 1,1,2,2-тетра-
хлорэтана осуществляется при 450—500°C, степень превращения
1,1,2,2-тетрахлорэтана за проход составляет 50—70 %. Расход тет-
рахлорэтана на 1 т целевого продукта составляет 1,278 т.
Тетрахлорэтилен (перхлорэтилен) получают каталитическим
дегидрохлорированием пентахлорэтана. Разработаны также про-
цессы получения тетрахлорэтилена деструктивным исчерпывающим
хлорированием пропан-пропиленовых фракций при 560—590 °C и
давлении 0,22 кПа или их хлорпроизводных (реакция осуществ-
ляется адиабатически при 500—540 °C в псевдоожиженном слое
кварцевого песка).
В последнее время для производства три- и тетрахлорэтиленов
был разработан совмещенный процесс хлорирования и дегидро-
хлорирования. В нем вместо предварительного синтеза тетра- и
пентахлорэтанов совместили в одном реакторе термическое хло-
рирование 1,2-дихлорэтана и отщепление хлорводорода от хлор-
производных:
+CI2 +С1в +С1«
С1СН2—СН2С1 —> С1СН2—СНС121—► С2Н2С14—С2НС15
। *“НС1 1 । лих . лих .
-HC1
H2C=CHC1
C2H2C1;
f -НС1 t -НС1
C1HC=CC12^C12C=CC12
-HC1
В зависимости от мольного соотношения хлора и дихлорэтана
получаются смеси разного состава, в том числе с преобладанием
ди-, три- и перхлорэтиленов, другие продукты хлорирования воз-
вращают в процесс. В результате снизились капитальные затраты,
и, кроме того, теплота экзотермической реакции хлорирования ис-
пользуется для компенсации отрицательного теплового эффекта
отщепления хлорводорода.
При хлорировании пропилена в зависимости от температуры
происходит присоединение хлора по двойной связи или замещение
атома водорода в метильной группе:
сн2=снсн3
4- С12
СН2С1СНС1СН3
1,2-дихлорпропан
-НС1
СН2=СНСН2С1
4CA.2
аллилхлорид
Высокотемпературная реакция замещения водорода на хлор
в молекуле пропилена рассматривается часто как двухстадийная,
связанная с присоединением, а затем с отщеплением галогенводо-
рода. В действительности механизм реакции более сложен, так как
экспериментально установлено, что 1,2-дихлорпропан при 500 °C
(в этих условиях выход аллилхлорида составляет 98%) распа-
дается в незначительной степени, а при 700°C образуется только
58 % аллилхлорида и 40 % 1-хлорпропена-1. При разложении
434
1,2- дихлорпропана при 260°С над активированным углем обра-
зуется смесь, содержащая 16% аллилхлорида и 8 % 1-хлорпро-
пена-1.
Аллилхлорид (хлористый аллил) является полупродуктом для
получения аллилового спирта и аллиловых эфиров, эпихлоргид-
рина, синтетического глицерина:
+ н2о + RCOOH
I---------*- СН2=СНСН2ОН-----------> Аллиловые эфиры
’ аллиловый спирт
СН2=СНСН2С1
I /°\
+ Н2О; +С12 +Са(ОН)г / \
।> СН2С1СН(ОН)СН2С1 ---------------► Н2С----СНСН2С1
1,3- дихлоргидрин эпихлоргидрин
глицерина
I + н2°
СН2(ОН)СН(ОН)СН2ОН
глицерин
Аллиловый спирт и аллиловые эфиры применяются в производ-
стве пластических масс, а эпихлоргидрин — для получения эпо-
ксидных полимеров. Аллилхлорид применяют также с целью вве-
дения аллильной группы в различные соединения, например, для
получения аллиламина:
+ NH3
СН2=СНСН2С1 ——> ch2=chch2nh2
— НС1
В промышленности аллилхлорид получают высокотемператур-
ным хлорированием пропилена при 500 °C
+ С12
СН3НС=СН2 ----С1СН2НС=СН2; - АЯ = 112,2 кДж/моль
— HCI
Чтобы избежать образования полихлорпроизводных, пропилен
берут в избытке, с увеличением которого выход аллилхлорида по-
вышается:
Мольное соотношение С3Н6: С12. . . 1:1 2,5:1 3,5 :1 4:1 5:1
Выход аллилхлорида, % (масс.) на
хлор ......................... 50 60 70 73 82
В промышленности для получения максимального выхода
аллилхлорида процесс ведут в адиабатическом режиме в аппарате
с высокими линейными скоростями потоков пропилена и хлора
в точке их смешения. Перед реактором пропилен нагревают
до 340—370 °C, хлор подают при обычной температуре. Для сня-
тия тепла реакции пропилен подают в пятикратном избытке. Пол-
ная конверсия хлора достигается в течение 1 с. Наряду с основной
реакцией идет ряд побочных: присоединение по двойной связи
хлора и хлорводорода, образовавшегося в результате реакции,
заместительное хлорирование аллилхлорида, хлорирование приме-
сей (например, пропана), термическое дегидрохлорирование,
435
пиролиз и конденсация. Для подавления побочных реакций про-
дукты хлорирования пропилена быстро охлаждают до 100—50°C.
Хлор в реакции расходуется полностью, а пропилен на 20 % за
проход. Из реакционной смеси хлорводород удаляют водой, а за-
тем щелочью. От продуктов реакции отгоняют пропилен; кубовый
остаток разгоняют в ректификационной колонне. Выход аллилхло-
рида составляет 80 % на хлор, а остальные 20 % хлора идут на
образование других хлоридов (2,5 % на 2-хлорпропен-1, 0,5 % на
1-хлорпропен-1 и 17 % на смесь насыщенных и ненасыщенных
хлоридов).
Аллилхлорид можно также получать пиролизом 1,2-дихлорпро-
пана; реакция идет с поглощением тепла (67,83 кДж/моль). Выход
аллилхлорида составляет 55—70 %, 2-хлорпропена-1 до 5%,
остальное— 1-хлорпропен-1.
Однако практическое осуществление этой реакции осложняется
образованием значительных количеств смол и технического уг-
лерода.
Более устойчивый режим пиролиза 1,2-хлорпропана достига-
ется при совмещении его с хлорированием пропилена. Теплота
реакции хлорирования расходуется на пиролиз 1,2-дихлорпропана,
за счет чего можно значительно снизить избыток пропилена, ис-
пользуемый в обычном хлорировании для снятия реакционного
тепла.
Дихлориды, побочно образующиеся при хлорировании пропи-
лена, используют как пестициды под названием «препарат ДД»
(смесь дихлорпропанов и дихлорпропиленов).
Из хлорпроизводных этой группы наибольшее значение имеют
металлилхлорид, хлоропрен и гексахлорбутадиен.
Металлилхлорид применяется в качестве высокоэффек-
тивного инсектицида для обеззараживания зерновых продуктов;
являясь высокореакционным соединением, используется в органи-
ческой химии для получения аминов, спиртов, сложных эфиров,
пластических масс и т. п.
В промышленности металлилхлорид получается газофазным
термическим хлорированием изобутена при 500 °C
500 °C
СНзС=СН2 + С12 ——> СН2=ССН2С1
I -НС1 !
СНз СНз
Время контакта составляет 1 с. Реакционные газы из реактора
подвергаются охлаждению, разделению и ректификации. Расход
на 1 т металлилхлорида, т: изобутена 0,62, хлора 0,785.
Гидролизом металлилхлорида получают металлиловый спирт,
а при окислении последнего —метакриловую кислоту:
+ н2о + о2
СН2=ССН2С1 ———► СН2=ССН2ОН ——* сн2=ссоон
। —нс1 । —н2о ।
СНз СНз СНз
При взаимодействии бутадиена-1,3 с хлором в эквимоль-
ных соотношениях или при избытке углеводорода образуется
436
обычно смесь двух изомеров:
+ С12 ।—> СН,=СНСНС1СН2С1 3,4-дихлорбутен-1
сн2=снсн=сн2 --------
।—> СН2С1СН=СНСН2С1 1,4-дихлорбутен-2
Процесс проводится в газовой фазе без катализатора и при
соотношении хлор : бутадиен = 1 : 1,2 (или 1:2). С повышением
температуры выход дихлорбутенов снижается за счет образования
тетрахлорбутена; при низких температурах преобладает 1,2-изо-
мер. В присутствии катализаторов кислотного типа (BF3, ZnCb
и др.) эти изомеры способны переходить друг в друга с образова-
нием равновесной смеси, содержащей 70 % 1,4-изомера.
1,4- Изомер (1,4-дихлорбутен-2) применяется для получения ади-
пиновой кислоты и гексаметилендиамина:
С1СН2СН=СНСН2С1
— 2С1“| +2CN’
ncch2ch=chch2cn
1,4-дицианобутен-2
+ 4Н2
----> NH2(CH2)6NH2
гексаметилен-
диамин-1,6
4- Н2 + 4Н2О
----> NC(CH2)4CN ----------> НООС(СН2)4СООН
1,4-дицианобутан адипиновая
(адиподинитрил) кислота
Из 3,4-изомера при дегидрохлорировании образуется 2-хлор-
бутадиен-1,3 (хлоропрен):
СН2С1СНС1СН=СН2 СН2==СС1СН==СН2
используемый для получения хлоропренового каучука.
Хлоропрен. В промышленности хлоропрен получают двумя
основными методами: из углеводородов Q нормального строения
(из бутадиена-1,3 или бутан-бутиленовой фракции) через проме-
жуточное образование 3,4-дихлорбутена-1, а также из ацетилена
через промежуточное образование винилацетилена.
Получение хлоропрена газофазным хлорированием углеводо-
родов С4 (бутан-бутиленовая фракция или бутадиен-1,3) осущест-
вляют при 400 °C в избытке углеводорода. Реакционные газы по
выходе из хлоратора быстро охлаждают и направляют в отпарную
колонну, где происходит отделение хлорорганических продуктов
от непрореагировавших углеводородов и хлороводорода, возвра-
щаемых в процесс.
Образовавшиеся хлорорганические продукты (смесь моно- и ди-
хлорбутанов и моно- и дихлорбутенов) подвергают ректификации
с целью разделения монохлор- от дихлорпроизводных. Монохлор-
производные затем подвергают пиролизу при 600 °C; в результате
дегидрохлорирования образуются бутадиен-1,3 и бутилены в смеси
с хлорводородом. Всю эту смесь возвращают в процесс на
хлорирование. Смесь дихлорпроизводных подвергают изомериза-
ции в присутствии солей меди с образованием 3,4-дихлорбутена-1,
последний направляют в секционированный реактор, в котором
437
происходит дегидрохлорирование 3,4-дихлорбутена-1 водным рас-
твором едкого натра.
Образовавшийся хлоропрен отделяют от непрореагировавших
продуктов и подвергают ректификации. Расход на 1 т хлоропрена,
т: углеводородов С4 (условно на бутилены) 0,633, хлора 1,6 и ед-
кого натра 0,45.
Хлоропрен получается также гидрохлорированием винилаце-
тилена в присутствии однохлорида меди как катализатора (35—
50 %-ный раствор хлоридов меди и аммония) при 60—80 °C и вре-
мени контакта около 15 с
+ НС1
СН2=СНС=СН --------> Н2С=СН—(С1)С=СН2
винилацетилен хлоропрен
Во избежание побочного образования 1,3-дихлорбутена-2 хлор-
опрен непрерывно выводят из зоны реакции. Сырой продукт
стабилизируют пирокатехином (0,5—1 %) и подвергают ректифи-
кации. Выход хлоропрена ~80%. Образующийся побочно 1,4-ди-
хлорбутен-2 дегидрохлорированием превращают в хлоропрен:
СН2С1СН=СНСН2С1----—СН2=С(С1)СН=СН2
— НС1
Реакцию проводят газовой фазе при 250—270 °C на силикагеле
или каолине с выходом хлоропрена 67—75 %.
Большое применение находит также перхлорбутадиен-1,3
или гексахлорбутадиен-1,3 в качестве инсектицида для
борьбы с корневой формой филлоксеры на виноградных план-
тациях.
В промышленности гексахлорбутадиен-1,3 получают газофаз-
ным или жидкофазным хлорированием (более распространено)
углеводородной фракции С4, содержащей 85—90 % непредельных
углеводородов.
Жидкофазное хлорирование проводят в барботажном реакторе
в присутствии азобисизобутиронитрила при 90—100 °C. Образую-
щийся полихлорбутан направляют в реактор газофазного хлори-
рования. Реакция протекает при 480—500°C в псевдоожиженном
слое катализатора. Продукты реакции подвергают охлаждению,
разделению и ректификации. В результате ректификации выде-
ляют легкокипящие продукты (возвращают в процесс), тетрахлор-
углерод, перхлорэтилен и гексахлорбутадиен-1,3-сырец.
Хлоргидринирование ненасыщенных углеводородов. Хлоргидри-
нирование состоит во взаимодействии свободного хлора с олефи-
нами и другими непредельными соединениями в водном растворе.
В этом случае по двойной связи присоединяются хлор и гидр-
оксильная группа с образованием хлоргидринов:
RCH=CH2 + С12 + Н2о —-> RCH(OH)CH2C1
— HGI
В настоящее время более правдоподобным механизмом образо-
вания хлоргидринов считается, что электрофильным агентом,
атакующим двойную связь, является молекула хлора (а не НС1О).
438
Механизм хлоргидринировапия состоит в промежуточном обра-
зовании хлорсодержащего катиона и его последующем взаимодей-
ствии с водой:
+ С12 -СГ + 4-Н2О
сн2=сн2 сн2=сн2 ч=* СН2СН2 СН2СН2
ф I -11+ I I
С1—С1 С1 С1 он
Это подтверждается кинетическими данными, скорость реакции
описывается простым уравнением второго порядка:
w==MRHC=CH2][C12]
При хлоргидринировании гомологов этилена хлор связывается
преимущественно с наиболее гидрированным атомом углерода. На-
пример, из пропилена образуется в основном С1СН2—СН(ОН)СН3
с примесью изомерного НОСН2—СНС1—СН3. В качестве побочных
продуктов образуются дихлориды и дихлордиалкиловые эфиры.
Скорость хлоргидринирования определяется структурой исход-
ного соединения и изменяется в такой последовательности:
rch=ch2 > СН2=СН2 > СН2=СНСН2С1
Хлоргидринирование хлоролефинов идет иначе — вначале про-
исходит присоединение хлора и оксигруппы по двойной связи,
а затем дегидрохлорирование, например:
4- С12; 4- Н2О
СН2=СНС1 -------------2
С1СН2НС
С1СН2СНО
Процессом хлоргидринирования в промышленности получают
этиленхлоргидрин, пропиленхлоргидрин и хлоргидрины глицерина.
Из первых двух продуктов при обработке известковым молоком
получают этилен- и пропиленоксиды. Метод сохранил пока свое
значение для получения пропиленоксида.
В промышленности пропиленхлоргидрин получают методом
жидкофазного хлоргидринирования пропилена. Исходные газы —
пропилен и хлор поступают в двухкамерный реактор хлоргидрини-
эования. В первую камеру подаются хлор и вода, которые раство-
)яются в циркулирующем водном растворе пропиленхлоргидрина.
Зо вторую камеру поступают смесь из первой камеры и пропилен.
Температура реакции 40—50 °C, концентрация пропиленхлорги-
дрина в продуктах реакции 5—7 % (масс.). Побочно образуются
1,2-дихлорпропан и 0,Р'-дихлоризопропиловый эфир, которые отде-
ляются в сепараторе от водного раствора пропиленхлоргидрина,
из которого последний выделяется ректификацией.
Моно- и дихлоргидрины глицерина получают при хлоргидрини-
ровании аллилового спирта и аллилхлорида. Наибольшее значение
имеют дихлоргидрины глицерина —их применяют для синтеза эпи-
хлоргидрина. Эпихлоргидрин получается при обработке
439
аллилхлорида хлором в водной среде и затем известковым мо-
локом:
45—50 °C + 0,5Са(ОН)2
СН2=С11СН2С1 4-С12 + Н2о —_н-у> СН2С1СН(ОН)СН2С1 -------->•
—> Н2с-----СНСН2С1 + 0,5СаС12 + Н2О
Ччо/
эпихлоргидрин
Из эпихлоргидрина получают глицерин; эпихлоргидрин явля-
ется также чрезвычайно ценным полупродуктом для производства
эпоксидных полимеров и стеклопластиков на их основе.
В промышленности эпихлоргидрин получают дегидрохлориро-
ванием водного раствора дихлоргидрина глицерина в щелочной
среде при нагревании. 4—5 %-ный раствор дихлоргидрина глице-
рина, полученный хлоргидринированием аллилхлорида, содержит
оба изомера а- и p-дихлоргидринов глицерина, которые при тем-
пературе 100 °C почти с одинаковой скоростью превращаются в
эпилхлоргидрин. Высокий выход [92—93 % (масс.)] эпихлоргид-
рина достигается: за счет предварительного подогрева раствора
дихлоргидрина до 60—70 °C и обработки последнего горячим све-
жеприготовленным раствором известкового молока.
2—3 % дихлоргидрина остаются непрореагировавшими и около
5 % эпихлоргидрина превращаются в глицерин. Расход на 1 т
100%-ного эпихлоргидрина составляет, т: дихлоргидрина глице-
рина 1,4; гидроксида кальция 0,4.
Недостатками данного метода являются: необходимость приме-
нения высокоочищенных пропилена и хлора, сильная коррозия
аппаратуры, непроизводительный расход хлора, значительное ко-
личество сточных вод.
Во ВНИИОС (СССР) разработан и внедряется в промышлен-
ность процесс получения эпихлоргидрина на основе аллилацетата,
включающего хлорирование аллилацетата газообразным хлором
в дихлорацетоксипропан
+ ci2
СН2=СНСН2ООССН3 ------> С1СН2СНС1СН2ООССН3
и последующих гидролиза дихлорацетоксипропана в дихлоргидрин
глицерина и дегидрохлорирования последнего в эпихлоргидрин:
+ н2о
С1СН2СНС1СН2ООССНз -2СНзСООН>
+Са(ОНЬ
—> СН2С1СНС1СН2ОН ———* С1СН2СН—сн2
—СаЬ12 /
О
Хлорирование аллилацетата осуществляют в жидкой фазе при
температуре 10—60 °C в присутствии хлоридов металлов в раст-
воре четыреххлористого углерода. Степень конверсии аллилаце-
тата составляет 90—95 %, селективность процесса 88%. Вторая
стадия процесса идет при 80—100 °C в присутствии кислых ката-
лизаторов. Степень конверсии дихлорацетоксипропана 80—85 %,
селективность 96 %.
440
Образующуюся уксусную кислоту направляют на получение ал-
лилацетата ацетоксплированием пропилена. В этом процессе вдвое
меньше расход хлора и выше выход целевого продукта.
Хлорирование циклических углеводородов
При действии хлора на бензол в зависимости от условий процесса
происходит замещение водорода хлором в бензольном ядре с об-
разованием хлорзамещенных бензолов (в присутствии катализа-
торов) или присоединение хлора с образованием хлорпроизводных
циклогексана (фотохимическая реакция без катализаторов):
С1 С1 С1
Хлорпроизводные ароматических углеводородов находят широ-
кое применение. Хлорбензолы являются промежуточными
продуктами в органическом синтезе, главным образом при произ-
водстве фенола и анилина. n-Дихлорбензол применяется как
фумигат для борьбы с некоторыми болезнями и вредителями ра-
стений. Технический о-дихлорбензол, состоящий из смеси трех
изомеров (в том числе 70 % орто-изомера) применяется как ра-
створитель и абсорбент.
Гексахлорциклогексан используется как инсектицид;
его получают в больших количествах в разных странах. Он суще-
ствует в нескольких пространственно-изомерных формах, но высо-
кой инсектицидной активностью обладает лишь одна из этих
форм — так называемый у-изомер.
Хлор нафталины (моно- и смесь три- и тетрахлорнафтали-
нов) применяют соответственно для приготовления этиловой жид-
кости и заменителя восков под названием «галовакс».
Сов о л представляет хлорированный дифенил с 4—5 атомами
хлора в молекуле, применяют как пластификатор полимеров, в ка-
честве электроизоляционного и смазочного масла, как консервант
древесины.
Тетрахлорбензохинон (хлоранил) получается хлориро-
ванием трихлорфенолов в среде серной кислоты, применяется в
полимерных композициях.
441
Катализаторами хлорирования в ароматическое кольцо явля-
ются апротонные кислоты, из которых практическое значение
имеет наиболее дешевый — хлорид трехвалентного железа.
Применяют также и железо, которое в процессе реакции гене-
рирует хлорид трехвалентного железа. В присутствии катализато-
ров в отличие от высокотемпературного радикально-цепного хло-
рирования реакция имеет электрофильный механизм и протекает
через образование л- и о-комплексов
6 jSci + FeCU------>
-НС1
a Cl
+ FeCl3
Механизм заместительного хлорирования ароматических угле-
водородов объясняют также предварительным образованием ком-
плекса С1 —> СЬБеОз, в котором один из атомов хлора приобре-
тает высокую электрофильность. Оба механизма не противоречат
данным кинетики.
Электродонорные группы (СН3“, НО-) активируют ядро и
направляют замещение преимущественно в орто- и пара-положе-
ния. Электроноакцепторные группы (СОО~, NO2~) дезактивируют
ядро и направляют замещение в жета-положение.
Хлорирование бензола протекает по типу последовательно-па-
раллельных реакций замещения вплоть до образования продукта
исчерпывающего хлорирования:
+ CI2 + CI2 + CI2
С6н6 —-> С6Н5С1 —-> С6Н4С12 —> С6Н3С13- + С6С1в
—HLI — Г1С.1 —MCI
Атомы хлора, дезактивируя ядро, направляют следующий атом
хлора в орто- и пара-положения. Из-за дезактивирующего влияния
хлора каждая последующая стадия протекает медленнее предыду-
щей (например, хлорбензол хлорируется в 8 раз медленнее бен-
зола), селективность процесса регулируют соотношением хлора
и ароматического соединения. При получении монохлоридов при-
меняют 2—3-х-кратный избыток ароматического соединения, а при
получении полихлоридов процесс проводят в избытке хлора.
Гомологи бензола (например, толуол) хлорируются значитель-
но быстрее, а фенол вступает в реакцию даже в отсутствие ката-
лизаторов.
Процесс получения хлорбензола, применяемый в СССР заклю-
чается в том, что реакция проводится при температуре кипения
бензола, подаваемого на хлорирование в избытке; съем тепла осу-
ществляется за счет частичного испарения бензола и хлорбензола;
в качестве катализатора применяется FeCl3 (концентрация его в
бензоле 0,01—0,15%). Часто FeCl3 заменяют стальной насадкой,
помещаемой в реактор. При пропускании через нее хлора образу-
ется хлорид трехвалентного железа:
2Fe + 3Cl2 —> 2FeCl3
442
С целью снижения образования днхлорбепзолов хлорирование
ведут до степени превращения 32—.50 %; в лом случае количество
полихлоридов не превышает 3,5—4,5 %.
Бензол, поступающий на хлорирование, не должен содержать
тиофена, сероуглерода и влаги. Тиофен с хлоридом железа(III)
и бензолом образует осадок, который дезактивирует катализатор
и загрязняет аппаратуру; сероуглерод обусловливает кислую реак-
цию и желтый цвет хлорбензола, а влага гидролизует хлорид же-
леза (III), что значительно увеличивает коррозию аппаратуры.
Хлоратор представляет собой стальную колонну, футерованную
изнутри кислотоупорной плиткой и заполненную насадкой из сталь-
ных и керамических колец. Верхняя, расширенная часть хлора-
тора служит брызгоуловителем. Осушенные бензол и хлор пода-
ются в нижнюю часть хлоратора. С верха хлоратора газопаровая
смесь (образовавшийся хлористый водород, пары бензола остатки
влаги и др.) проходит двухступенчатое охлаждение: I ступень до
30 °C, II ступень до —2 °C, в результате чего пары бензола пол-
ностью конденсируются и бензол возвращается на хлорирование.
Из расширенной части хлоратора жидкие продукты поступают на
ректификацию в колонну с температурой верха 75—81 °C, низа
ИЗ—141 °C. Дистиллят, отгоняемый с верха колонны, содержит
99,5 % бензола и 0,5 % хлорбензола. С низа колонны уходит хлор-
бензол-сырец (0,15—0,25 % бензола и 3,5—4,5 % полихлоридов); он
поступает в вакуумную колонну (остаточное давление 0,026МПа),
где от него отгоняется товарный хлорбензол, содержащий до 0,3 %
бензола и 0,3—1,1 % полихлоридов. Хлорводород, образующийся при
хлорировании, используют для получения соляной кислоты.
Получение гексахлорциклогексана (ГХЦГ) проводят в колонном
аппарате, по высоте которого помещают кварцевые лампы в за-
щитных футлярах из тугоплавкого стекла. Реактор изнутри покрыт
свинцом для предотвращения каталитического действия железа,
стимулирующего нежелательные в данном случае реакции заме-
щения; выделяющееся тепло отводится посредством холодильни-
ков. Реакция присоединения хлора, растворенного в бензоле, под
действием УФ-излучения начинается спустя 5—10 мин после нача-
ла облучения; скорость реакции пропорциональна квадратному
корню из интенсивности излучения.
Бензол и хлор вводят противотоком друг к другу. Реакция при-
соединения хлора протекает с выделением большого количества
тепла (—200 кДж/моль). Для поддержания требуемой темпера-
туры (15—20 °C вверху и 35—40 °C внизу) выделяющееся тепло
отводят холодной водой или холодильным рассолом, циркулирую-
щим в рубашке хлоратора и в трубках, помещенных внутри.
В верхнюю часть хлоратора непрерывно подают азот для разбав-
ления отходящих газов (хлор и пары бензола); в результате по-
давляются побочные реакции в газовой фазе и предотвращается
возможность взрывов и возгораний.
Продукты реакции (15—17 %-пый раствор гексахлорциклогек-
сана в бензоле, содержащий 1,5—2 % растворенного хлора) отво-
443
дят из верхней части реактора и подают в дополнительную
колонну с вмонтированными по высоте ртутнокварцевыми лампами.
Там под действием УФ-излучения связывается весь растворен-
ный хлор.
По выходе из колонны продукты реакции нейтрализуют ще-
лочью. Из нейтрального раствора бензол отгоняют острым паром,
после чего остается расплав гексахлорциклогексана. Его охлаж-
дают и гранулируют; гранулы дополнительно высушивают. Про-
дукт реакции содержит 97,2 % гексахлорциклогексана, 1,6% поли-
хлоридов, 0,7 % бензола и 0,5 % влаги. Гексахлоран — смесь
изомеров, в которой содержится 12—14 % у-изомера. Для обога-
щения гексахлорана у-изомером его кристаллизуют из бензольных
растворов.
На основе хлорпроизводных циклопентадиена получают ряд
важнейших инсектицидов.
Циклопентадиен в виде димера — дициклопентадиена выделяют
из продуктов пиролиза нефтяных углеводородов и каменноугольной
смолы. В индивидуальном состоянии его получают за счет деполи-
меризации димера путем перегонки при атмосферном давлении:
Циклопентадиен получается из смолы коксования. Из-за больших
объемов коксования каменного угля потенциальные ресурсы цик-
лопентадиена из этого источника могут быть довольно велики.
При пиролизе нефтяного сырья на этилен циклопентадиен извлека-
ется из газов и смол как побочный продукт (не более 1 % цикло-
пентадиена на полученный этилен).
Кроме того, циклопентадиен получается еще в небольших коли-
чествах как побочный продукт при производстве изопрена дегидри-
рованием изопентана.
Гексахлорциклопентадиен получают высокотемпера-
турным (500 °C) хлорированием пентан-амиленовых углеводородных
фракций или двухступенчатым хлорированием циклопентадиена,
получаемого, в свою очередь, деполимеризацией дициклопента-
диена. На первой стадии проводят жидкофазное хлорирование
циклопентадиена в растворе полихлорциклопентанов при 90—95 °C,
в результате чего образуется смесь тетра- и пентахлорциклопен-
танов. Затем в реакторе с псевдоожиженным слоем катализатора
при использовании пентан-амиленовой фракции проводят совме-
щенный процесс хлорирования и дегидрохлорирования с последую-
щей циклизацией конечного продукта:
6CI2 3CI2
С5Н10 > C5H5CI7 >
—апъ! —5HLI
С1—С---С—С1
—> СС1з—СС1=СС1—С1С==СС12 ——* С1—Сх С1
-С12 с
С1/ \ci
444
Гексахлорциклопентадиеп по реакции диенового синтеза реа-
гирует с малеиновым ангидридом (140 170 °C, 3—4 ч) и образует
продукт присоединения, называемый хлорэндиковым анги-
дридпи:
Это вещество применяется для получения негорючих, самозату-
хающих полимеров, жаропрочных полиэфиров и как отвердитель
эпоксидных полимеров.
На основе гексахлорциклопентадиена получали много различ-
ных пестицидов, но большинство их оказалось непригодными из-за
повышенной токсичности и способности накапливаться в живых
организмах и почве. Некоторые из них представляют интерес и
в настоящее время — гептахлор и хлориндан.
Инсектициды хлориндан и гептахлор получают диено-
вым синтезом из гексахлорциклопентадиена и циклопентадиена.
На первой стадии происходит образование хлордена:
На второй стадии проводится хлорирование хлордена: в растворе
тетрахлоруглерода при 70—75 °C с образованием хлориндана или
при пониженных температурах в присутствии катализатора с об-
разованием гептахлора:
хлориндан
гептахлор
Димеризацией гексахлорциклопентадиена в присутствии хлори-
да алюминия получают инсектицид, называемый мирекс, ко-
торый применяется в качестве пластификатора и антипиреновой
445
добавки к различным полимерным материалам.
С1С----СС1
2 II II
С1С^ /СС1
С1хСхС1
С1
мирекс
ФТОРПРОИЗВОДНЫЕ УГЛЕВОДОРОДОВ
Методы фторирования
Существуют два способа введения фтора в органические соедине-
ния: замещение фтором водорода или других групп и присоедине-
ние фторводорода или фтора по двойной связи.
Проведение реакции непосредственно с фтором представляет
большие трудности. Это связано с выделением очень большого
количества тепла при реакции
F2
RH —RF; - ДН = 1900 кДж/кг
F F
\ / F2 \ I
/С=С\ ------* Z ~ \
Во многих случаях температура реакции не поддается кон-
тролю, что приводит к взрывам. Для предотвращения этого необ-
ходимо применять нейтральные (азот, гелий) разбавители фтора
и фторводорода; использовать вместо фтора фторирующие агенты
с более низкими энергетическими характеристиками типа высших
фторидов металлов; проводить замещение фтором не атомов во-
дорода, а других заместителей, например галогенов.
Поэтому в промышленности для введения атомов фтора в мо-
лекулы органических веществ применяют:
1) фторирование газообразным фтором в инертном разбавителе
и фторидами металлов, находящихся в высшем валентном состоя-
нии (CoF3, AgF2); при этом происходит замещение фтором атомов
водорода углеводородов;
2) действие фторводорода и его солей, в которых атомы метал-
ла находятся в обычном валентном состоянии (AgF, HgF2 и SbF3);
при этом на фтор замещаются в основном атомы хлора и проме-
жуточной стадией получения фторорганических соединений явля-
ется синтез хлорорганических соединений.
Процессы фторирования имеют существенные особенности, от-
личающие их от процессов хлорирования.
1. Отсутствие селективности относительно места фторирования;
практически все атомы водорода замещаются с одинаковой ско-
ростью.
446
2. Обязательное применение и не pi и ы х разбавителей (для фюра
и фторводорода — азота или гелия; wi органического соединения,
подлежащего фторированию,— хлорфгору! леводородов) и прове-
дение реакции при минусовых температурах.
3. Высокая скорость фторирования частично фторированных
соединений, которая возрастает в следующем ряду
CHF3 < СН4 < CH3F < CH2F2
поэтому продукт реакции всегда представляет смесь фторирован-
ных соединений.
4. Существенное значение имеют реакции расщепления С—С-свя-
зи (наличие продуктов деструкции, технического углерода, тетра-
фторуглерода).
Механизм реакций фторирования сильно отличается от хлориро-
вания. Это объясняется очень слабой электрофильностью молекулы
фтора, вследствие чего имеют место только радикально-цепные
реакции.
Для них не требуется посторонних инициаторов, а цепь зарож-
дается самопроизвольно за счет взаимодействия фтора с углеводо-
родом
+ F2
RH ----► R« + HF2. —> R. + HF + F.
Дальнейшее развитие цепи протекает обычно.
Технология фторирования. В промышленности существуют
следующие процессы фторирования: свободным фтором, металло-
фторидное, электрохимическое и фторводородом.
Фторирование свободным фтором. Фторирование свободным
фтором проводят в реакторе с медной стружкой, покрытой слоем
серебра. В реактор подают разбавленные азотом фтор и пары
углеводорода. Роль меди обусловлена ее высокой теплопровод-
ностью и состоит в аккумулировании выделяющегося тепла. Се-
ребро, видимо, под действием фтора переходит в AgF2, который
сравнительно мягко фторирует углеводород.
Однако фтор также и непосредственно реагирует с углеводо-
родом, вследствие чего выход целевого продукта составляет 40—
80 % (масс.).
Металлофторидное фторирование. Этот процесс получил наи-
большее распространение. Он основан на применении высших фто-
ридов металлов (CoF3, MnF3), взаимодействующих с углеводоро-
дами с выделением не очень большого количества тепла:
RH + 2C0F3 —> RF-(-HF + 2CoF2; —Д/7 = 217 кДж/моль
под действием фтора CoF2 переходит в CoF3
+ f2
2CoF2 ---2CoF3; —Д/7 = 243 кДж/моль
Выделяющаяся теплота реакции (460 кДж/кг) практически рас-
пределяется на две стадии, при этом углеводород принимает уча-
стие только в одной, поэтому выход целевого продукта выше. Пред-
полагают, что инициирование реакции происходит в результате
447
образования под действием CoF3 радикала или ион-радикала угле-
водорода
\ C0F3 г\ 1+ —н+ \
’»>н —> c»f; + ^ch].—» ^с.
\ C0F3 \
б) -СН----> —C. + HF + CoF2
Реакция фторирования:
\ + C0F3 \
а) —С •-------* —С+ 4~ [C0F3]
\ + F" \
б) —С+ --> —С—F
\ + C0F3 \
в) —С • -------—CF + CoF2
При проведении этой реакции происходит как замещение фто-
ром, так и его присоединение. Этот метод обычно применяют для
синтеза перфторуглеводородов
_______Cqf3_______
С7Н1б 150—165 °C; 275—зоэ °с C7F16 [выход 91% масс)]
Одновременное замещение и присоединение особенно характерны
для реакции CoF3 с ароматическими соединениями
C0F3
.7П-9Ш °r cgF|2-4«k40 + C6FuH + C6F10H2 + C6F9H3 и т. д.
1/U—с.
Еще более мягким фторирующим агентом является тетрафтор-
кобальт калия KCoF4, с помощью которого можно получить ча-
стично фторированные алициклические и гетероциклические со-
единения.
Реакцию фторирования трифторидом кобальта ведут в реак-
торе— горизонтальной стальной трубе с лопастной мешалкой
(~20 об/мин), наполовину заполненной трифторидом кобальта.
В один конец вводят пары углеводорода с 5—10-кратным коли-
чеством азота. Температура по длине трубы: на входе 150—200°C
и на выходе 300—380 °C. Реакция фторирования протекает быстро,
а замещение значительно медленнее, поэтому на выходе темпе-
ратура выше. Оптимальное время контакта 2—3 мин. После того
как 50 % трифторида израсходуется, прекращают подачу углево-
дорода и продувают азотом. Затем для регенерации образовавше-
гося дифторида кобальта при 250 °C пропускают свободный фтор,
разбавленный азотом. Таким образом, реактор работает перио-
дически (реакция и регенерация), кроме того, требуются две про-
дувки азотом.
Электрохимическое фторирование. Этот метод позволяет полу-
чить фторпроизводные углеводородов в одну стадию, однако его
448
недостатком является зпачн irjn.nne образование продуктов де
струкции. Поэтому этот метод удобен для фторирования сравни-
тельно низкомолекулярных соединений. Cymnoc'ib меч ода состоит
в электролизе раствора в органических веществах безводного
фторводорода (с добавлением фторидов металлов для повышения
электропроводности); выделяющийся при этом на аноде фтор реа-
гирует с органическим веществом. Благодаря проведению реакции
в жидкой фазе и при перемешивании достигаются хороший тепло-
отвод и возможность регулирования процесса. Наилучшие резуль-
таты электрохимическое фторирование дает при синтезе низших
перфторзамещенных кислот, аминов, простых и сложных эфиров,
растворимых в жидком фторводороде.
Фторирование фторводородом. Замещение фтором галогенов,
особенно хлора, при реакции с фторводородом — один из важней-
ших, а в случае алифатических соединений фтора — основной ме-
тод синтеза.
К замещению атомов хлора на фтор способны хлорпроизвод-
ные с достаточно подвижным атомом галогена, причем в этом от-
ношении сохраняется обычная зависимость реакционной способно-
сти от строения
RCOC1 > СбНбСН2С1 > СН2=СНСН2С1 > RC1 > АгС1
Атомы хлора в хлорсиланах, хлорангидридах и хлорпроизвод-
ных с атомами галогена в a-положении к ароматическому ядру
или винильной группе замещаются легко безводным фторводо-
родом.
При замещении атомов хлора в сульфохлоридах, хлорангидри-
дах кислот и хлоргидринах применяют фторид калия. Фториро-
вание алифатических галогенсодержащих соединений безводным
фторводородом в газовой среде осуществляется в присутствии ка-
тализаторов (активированный уголь, FeCl3, А12О3, Сг2О3). При
фторировании в жидкой фазе в качестве катализаторов чаще при-
меняют галогениды сурьмы. Наибольшее применение имеет три-
фторид сурьмы. Активность трифторида сурьмы значительно по-
вышается при добавлении пентахлорида сурьмы или хлора за счет
образования пятивалентной сурьмы.
Это объясняется легкостью образования комплексного соеди-
нения с сурьмой и за счет ослабления связи С—С1
\ /С1 \ /С1, \ /С1
// + SbFs —> // SbF6 —> +SbClF4
/ \С1 / Xci- ' N7
Благодаря ослаблению связей С—С1 и Sb—F происходит за-
мещение атомов хлора на фтор. Образующиеся смешанные соеди-
нения сурьмы переводятся под влиянием фторводорода в исходное
активное состояние
HF
SbClF< ----► SbF6 + HCl
15 Зак. 534
449
При совмещении реакции замещения и регенерации фторидов
сурьмы праKi ически реакция сводится к замещению атомов хлора
фторводородом, а фториды и хлориды сурьмы являются перенос*
чиками фтора (катализаторами):
SbCI5 + SbCl3
СНС1з + 2HF --------> CHCIF2 + 2HCI
Этот процесс получил наибольшее распространение в промыш-
ленности. При непрерывной подаче фторводорода и хлорпроизвод-
ного и непрерывном отводе хлорводорода и продуктов реакции га-
логениды сурьмы находятся в виде смешанных хлорид-фторидов.
Состав продуктов реакции зависит от соотношения исходных ре-
агентов и температуры реакции. Выбор температуры определяется
реакционной способностью исходного хлорпроизводного. Для по-
лихлоралканов с группировкой —СС1з достаточна температура
100 °C, для хлорпроизводных, имеющих менее реакционноспособ-
ные группировки —СНС12 и >СС1г, температура выше — пример-
но 150 °C. Поэтому замещение атомов хлора в пентахлорэтане
протекает в такой последовательности
+ HF +HF +HF
С12СН—СС1з С12СН—CC12F -2^ С12СН—CC1F2
+ HF
—► ciFCH—ccif2 ——> f2ch—ccif2
—НС1
а у несимметричного тетрахлорэтана легко замещаются только
два атома хлора
+ HF +HF
С1СН2—СС18 ——> С1СН2—CC12F ——> CICH2—CC1F2
“И С1 —“Н С1
Из низкомолекулярных фторпроизводных углеводородов наи-
большее значение имеют фторпроизводные этилена и пропилена
(мономеры) и фреоны (фторхлорпроизводные метана и этана —
газообразные и низкокипящие жидкие вещества). Фреоны являют-
ся промежуточными продуктами при получении фторпроизводных.
Фторхл орсо держащие углеводороды (фреоны). На ибол ьшее
распространение среди выпускаемых промышленностью фтороорга-
нических продуктов как в СССР, так и за рубежом имеют фтор-
хлор- и фторбромсодержащие углеводороды — хладоны, отличаю-
щиеся малой токсичностью, взрыво- и пожаробезопасностью, а
также рядом других ценных эксплуатационных свойств.
Фреоны (хладоны) используются в качестве хладоагентов
в холодильных установках различного назначения, пропеллентов
для аэрозольных упаковок, пожаро- и взрывобезопасных раство-
рителей, вспенивающих сред для создания ряда пенопластов, огне-
гасящих средств, а также в качестве сырья для получения раз-
личных мономеров для фторсодержащих полимерных материалов.
Для фреонов установлены сокращенные названия, соответствую-
щие их химическому составу, — фреон-11, фреон-12, фреон-113
и т. д. Последняя цифра указывает число атомов фтора, вторая
цифра справа на единицу больше — число атомов водорода, а пер-
450
вая слева — на единицу меньше числа атомов углерода в моле-
куле. Так, во фреоне-12 имеются два атома фтора, нет водорода
и есть один атом углерода, что дает формулу CCI2F2. Фреон-113
является производным этана — C2CI3F3 и т. д.
Фреоны в промышленности получают замещением атомов хло-
ра на фтор в хлороформе, тетрахлоруглероде, тетра-, пента- и
гексахлорэтане и метилхлороформе. Ниже приведены названия не-
которых фреонов и температура их кипения (или конденсации)
при атмосферном давлении:
СНС1з —> CHC12F —> CHC1F2 —> CHF3
фреон-21 фреон-22 фреон-23
(+8,9 °C) (-40,8 °C) (-82,2 °C)
HF
СС14 -----► CCI3F —> CC12F2 —> CC1F8
фреон-11 фреон-12 фреон-13
(+23,7 °C) (—29,8 °C) (—81,5 °C)
GC12=CC12 —> C12FC—CC1F2 —> C1F2C—CC1F2 —> C1F2C—CF8
фреон-113 фреон-114 фреон-115
(+47,5 °C) (+3,5 °C) (-38 °C)
В СССР в промышленном масштабе производятся фреоны ши-
рокой номенклатуры, из них наиболее важными являются фрео-
ны-11 и -12 и их смеси, фреоны-22 и -113. Освоено производство
фреонов-13, -14, -114, -115, -142, -152, -218 и др. Фреоны-11, -12 по-
лучают жидкофазным фторированием четыреххлористого углерода
фторводородом на катализаторе — пентахлориде сурьмы под дав-
лением (7—8)-105 Па.
В стадии промышленного освоения находится получение фрео-
нов-11, -12 методом газофазного хлорфторирования метана хло-
ром и фторводородом во взвешенном слое катализатора — фторида
алюминия, разработанным итальянской фирмой Montedison.
Фреон-22 получают методом жидкофазного фторирования хлоро-
форма фторводородом на катализаторе — пентахлориде сурьмы
под давлением до 8-Ю5 Па. Фреон-113 получают методом жидко-
фазного хлорфторирования тетрахлорэтилена хлором и фторводо-
родом на катализаторе — пентахлориде сурьмы под давлением
до 6-105 Па.
Фторбромсодержащие углеводороды-бром-
фреоны (бромхладоны) применяются прежде всего как эффек-
тивные огнегасители в условиях высоких температур, являются
эффективными ингибиторами цепной реакции горения. Наиболее
широко для этих целей используют хладоны-12 Bj (CF2C1Bf),
13 Bi (CF3Br), 114 B2 (CF2Br—CF2Br). Относительно высокая
стоимость бромхл а донов определяет область их применения — туше-
ние пожаров в самолетах, объектах космической техники, вычисли-
тельных центрах, особо важных промышленных сооружениях.
Хладон-114 В2 получают методом газофазного или жидкофаз-
ного бромирования тетрафторэтилена бромом. Хладоны-12 Bj и
15*
451
13 Bi получают газофазным бромированием фреоиов-22 и -23 со-
ответственно при температурах 500 и 700 °C.
В последние годы появились данные, показывающие, что фрео-,
ны, используемые в качестве аэрозольных пропеллентов, выносятся*
в верхние слои атмосферы и могут оказывать разрушающее дей-
ствие на околоземной озонный слой. Во многих странах мира, в
том числе в СССР, ведутся работы по замене фторхлорсодержа-
щих пропеллентов на другие продукты.
Фторорганические мономеры на основе этилена и пропилена
Эти соединения являются сырьем для получения фторсодержащих
полимерных материалов (фторопластов, фторкаучуков, смазочных,
изолирующих и других материалов), обладающих рядом уникаль-
ных свойств — исключительной химической и термической стой-
костью, хорошими диэлектрическими свойствами, механической
прочностью, эластичностью и другими ценными эксплуатационны-
ми свойствами. Фтормономеры используются также в качестве
сырья для синтеза фторсодержащих соединений других классов
(кислот, эфиров, аминов).
Из фторорганических мономеров наибольшее значение имеют
этилентетрафторид и этиленмонохлортрифторид. Производятся в
промышленном масштабе также винилфторид, винилиденфторид,
пропиленгексафторид, перфторметилфениловый эфир и оксид про-
пиленгексафторида.
Этилентетрафторид F2C=CF2 — газ с температурой конденса-
ции— 76,3 °C при атмосферном давлении; получают в промышлен-
ности пиролизом фреона-22 (CHC1F2) при 650—700 °C или его
разложением водяным паром над оксидом алюминия.
650 °с
--------->• F2C==CF2 4-НС1
2CHC1F, - +Hj0 FjC—CFa
Ai.o’, P.C-CF. + F.C-CF-CF, + _lF,
Побочными продуктами пиролиза являются олефинфториды более
высокой молекулярной массы, продукты циклизации и теломери-
зации этилентетрафторида с хлорводородом
nF2C=CF2 + HCl —► Н—[—CF2—CF2—]n—Cl
где n равно от 2 до 7.
Выход этилентетрафторида около 90 % достигается при про-
ведении пиролиза в графитовых, серебряных или платиновых труб-
ках, а также при неполной (25—30 %-ной) конверсии дифтормоно-
хлорметана. Этилентетрафторид легко полимеризуется; при ком-
натной и повышенной температурах под давлением возможна
спонтанная полимеризация со взрывом.
Поэтому для безопасного хранения его очищают от кислорода
(до концентрации ^0,002 %) и вводят в качестве ингибитора
0,5 % терпена В (смесь дитерпенов и терпиноленов).
452
При полимеризации этилентетрафторида получается политет-
рафторэтилен или фторопласт-4 (тефлон) пРгС — СГ\
->(—CF2—CF2—)п, применяемый для изготовления различных де-
талей в химической аппаратуре и в качестве термостойкого ди-
электрика.
Монохлортрифторэтилен CChF—CC12F — газ, температура кон-
денсации— 26,8 °C при атмосферном давлении. В промышленности
монохлортрифторэтилен получают дехлорированием CC12F—CCIF2
(фреона-113).
Zn
FC12C—CCJF2 ---> FC1C=CF2 + ZnCl2
Жидкофазный процесс в промышленности проводят в системе
цинковый порошок — метанол при 40—100°C, давлении около
2 МПа, времени контакта 3—4 с. Выход почти теоретический, но
очень большой расход цинка. Поэтому в последнее время стали
применять газофазный процесс. При проведении дехлорирования
в газовой фазе нагретые пары FC12C—CC1F2 пропускают над гид-
рирующим катализатором (никель, медь, кобальт, железо). В га-<
зофазном процессе смесь фреона-113 и водорода (мольное соот-
ношение 5:1) подвергают термическому разложению в реакторе
с медной сеткой при 400—550 °C и 0,1 МПа
+ н2
FC12C—CC1F2 —FC1C=CF2 + 2НС1
Си
Выход монохлортрифторэтилена составляет 77—96 %.
Монохлортрифторэтилен полимеризуется в присутствии инициа-
торов радикально-цепных реакций с образованием полихлортри-
фторэтилена — фторопласт-3.
hFC1C=CF2 —> [_С(С1) (F)—C(F2)—]„
По химической стойкости фторпласт-3 близок к фторпласту-4, но
уступает ему по термостойкости; обладает хорошими диэлектри-
ческими свойствами и легко перерабатывается в изделия обыч-
ными методами литья и прессования (фторопласт-4 перерабаты-
вается только прессованием); пригоден для нанесения защитных
покрытий. По реакции теломеризации монохлортрифторэтилена с
галогенпроизводными (хлороформом, тетрахлоруглеродом) в при-
сутствии инициаторов получаются жидкие продукты, обладающие
смазывающими свойствами.
Винилфторид H2C=CF (газ; т. конд.— 72,2°C). В промышлен-
ности получают из ацетилена и фторводорода в присутствии
ртутьсодержащего катализатора (сулема и дихлорид бария), на-
несенного на активированный уголь.
В качестве побочного продукта образуется этилиденфторид
+ HF + HF
НС=СН -----> H2C=CHF -----> CH3CHF2
поэтому требуется вторая стадия — разложение этого продукта.
463
Винилфторид получают также пиролизом CH3CHFC1 на мед-
ном катализаторе
700 °C
CH3CHFCI —h2c=chf + hci
Си
при температуре 700 ®С и времени контакта 0,6 с; степень конвер-
сии около 90%, селективность образования винилфторида 98 %.
Винилфторид применяется для получения полифторвинила, из
которого получают термо- и светостойкие пленки.
Винилиденфторид получают дегидрохлорированием CH3CC1F2,
фреона-142, протекающей при пиролизе последнего при 800 °C:
однако если в систему вводить четыреххлористый углерод, то уже
при температуре 550 °C степень разложения составляет 50—60 %
CH8CC1F2 ——> h2C=CF2
—п С. I
Кроме того, его получают также дехлорированием 1,1-дифтор-1,2-
дихлорэтана с применением цинка
+ Zn
С1Н2С—CC1F2 ---> H2C=CF2 + ZnCl2
Винилиденфторид применяется для получения фторкаучуков, обла-
дающих высокой термической и химической стойкостью. Фторкау-
чуки получаются по реакции сополимеризации винилиденфторида
с этилентетрафторидом, перфторпропиленом или монохлортри-
фторэтиленом.
Пропиленгексафторид получается пиролизом этилентет-
рафторида при 650—900 °C. В качестве побочных продуктов
f2c—cf2
hF2O=CF2 —> CF3—FC=CF2 + F2C=CF—CF2—CF3+ | I
F2C—cf2
получают перфторолефины большей молекулярной массы и пер-
фторциклобутан.
Пропиленгексафторид применяется для получения фторопла-
стов и фторкаучуков (Ф-26, Ф-100, СКФ-26, СКФ-246), эфиров,
оксидов и др.
НИТРОПРОИЗВОДНЫЕ УГЛЕВОДОРОДОВ
Нитрогруппа может быть введена в органические соединения раз-
личными методами, зависящими от класса исходных углеводоро-
дов. В промышленности главное значение имеют: нитрование па-
рафиновых (насыщенных) углеводородов и нитрование в арома-
тическое ядро.
Из нитропарафинов наибольшее применение имеют низшие мо-
нонитропарафины (нитрометан, нитроэтан, нитропропан и нитро-
бутан), которые применяются как полупродукты нефтехимического
синтеза и растворители; к ним проявляется интерес и как к воз-
можным компонентам ракетного топлива.
Большой интерес представляют алифатические полинитросоеди-
нения (ди-, три- и тетранитрометан, гексанитроэтан), также ис-
454
пользуемые в технике взрывчатых веществ и производстве ракет-
ных топлив.
За последнее время возрос интерес к нитропроизводным непре-
дельных углеводородов как к мономерам для процессов полиме-
ризации и сополимеризации.
Ароматические моно- и динитросоединения широко исполь-
зуются в качестве промежуточных соединений в производстве кра-
сителей, пластических масс и синтетических волокон, душистых
веществ, лекарственных соединений, средств защиты растений
и др. Многие из полинитросоединений ароматического ряда (три-
нитротолуол, тринитроксилол и др.) являются бризантными взрыв-
чатыми веществами.
В последние годы в связи с разработкой метода получения
капролактама из циклогексана приобрел промышленное значение
нитроциклогексан.
Нитрование насыщенных углеводородов
Низшие нитропарафины Ci—С5 имеют слабый запах и высокую
растворяющую способность; сравнительно мало токсичны. Нитро-
парафины, содержащие больше 5 углеродных атомов, представ-
ляют собой бесцветные маслообразные жидкости, постепенно жел-
теющие на воздухе. Мононитропарафины, содержащие до 18 ато-
мов С, можно перегонять в высоком вакууме.
В качестве нитрующих агентов используются азотная кислота,
диоксид и тетраоксид азота и др. При нитровании парафинов нит-
рогруппа замещает атомы Н при разных углеродных атомах, ре-
акционная способность которых уменьшается в следующем ряду:
третичный > вторичный > первичный
С повышением температуры реакционная способность выравни-
вается и образуется смесь изомерных нитропарафинов.
В настоящее время существуют следующие промышленные ме-
тоды нитрования парафиновых углеводородов:
1) в газовой фазе при 350—500°С с помощью 40—70%-ной
азотной кислоты;
2) в жидкой фазе при 100—200 °C с применением 50—70 %-ной
азотной кислоты;
3) в жидкой или газовой фазе тетраоксидом азота.
Газофазное нитрование
Газофазное нитрование парафинов Ci—С5 проводится в разных
условиях в зависимости от применяемого углеводорода и направ-
ленности процесса. Условия процесса могут изменяться в широких
пределах: температура от 350 до 500 °C; соотношение углеводо-
род— азотная кислота 2—10:1; концентрация азотной кислоты
50—75% ; давление атмосферное или повышенное 0,1 — 1 МПа;
время контакта — десятые доли секунды.
455
Особенностью газофазного процесса является то, что он прохо-
дит в условиях, способствующих испарению и интенсивному раз-
ложению азотной кислоты, а также окислению и деструкции па-
рафинов. Считается, что реакция проходит по радикально-цепно-
му механизму.
При нитровании, например, этана протекают следующие эле-
ментарные реакции:
а) зарождение цепи — образование радикалов при гомолитиче-
ском расщеплении молекулы азотной кислоты:
HONO2 —> HO. + .NO2
б) образование углеводородного радикала:
СН3СН3 + НО . —> СН3СН2. + Н2О
Образовавшийся радикал диоксида азота также способен реа-
гировать с исходным углеводородом с образованием углеводород-
ного радикала и азотистой кислоты:
CH3CH3 + .NO2 —> CH3CH2. + HONO
в) основная реакция — нитрование — взаимодействие углеводо-
родного радикала с радикалом -NO2 или HNO3:
+ no2
------> ch3ch2no2
СН3СН2 • —
^113^112 + HNO3
-----► CH3CH2NO2 + но •
При деструктивном нитровании (с образованием нитропарафи-
нов меньшей молекулярной массы), сопровождающемся также
окислением, протекают следующие реакции:
а) образование нитритного радикала: HO» + HONO->
.O-N=O + H2O;
б) взаимодействие нитритного радикала с углеводородным и
последующее разложение промежуточно образующегося алкилнит-
рита с образованием оксиалкильного радикала:
СН3СН2 • + • О—N=O —> CH3CH2ONO —► CH8CH2O. + .NO
в) распад оксиалкильного радикала с образованием продукта
деструктивного окисления:
СНзСН2О. —> СНз + НСНО
г) взаимодействие вновь образовавшегося радикала с мень-
шим числом атомов С (в данном случае метильного) с NO2 и
HNO3:
•no2
------* CH3NO2
СНз + hno3
------► CH3NO2 + HO.
д) образование продуктов полного окисления:
HCHO + 2HNO8 —► CO2 + 2NO + 2H2O
456
Таким образом, в продуктах нитрования этана появляются нит-
рометан и формальдегид, а при нитровании пропана помимо нит-
ропропана образуются нитроэтан и нитрометан, формальдегид и
ацетальдегид, а также продукты полного окисления (СО2, Н2О).
При газофазном нитровании, которое всегда проводят в избытке
углеводорода, динитропроизводные не образуются, так как нитро-
группа сильно препятствует дальнейшему замещению.
Степень использования азотной кислоты на нитрование при
газофазных процессах составляет всего 30—50 % (основной недо-
статок процесса); 5 % ее восстанавливается до азота и N2O, а
остальное — до оксида и диоксида азота, которые выделяют и пре-
вращают (регенерируют) в HNO3. Выход нитропарафинов по азо-
ту и образование продуктов окисления при использовании азотной
кислоты являются более высокими, а выход нитропарафинов по
исходному углеводороду и образование оксидов углерода — более
низкими, чем в случае тетраоксида азота.
Труднее всего из низших парафинов нитруется метан. Про-
цесс нужно проводить примерно при 10-кратном мольном избытке
метана к 35—40 %-ной азотной кислоте при 0,1—0,7 МПа и малом
времени контакта (0,1—0,2 с); повышенное давление благоприят-
ствует процессу. Нержавеющая сталь как материал реактора ини-
циирует разложение образующегося нитрометана, поэтому внут-
реннюю поверхность реактора нужно покрывать керамикой или
другими материалами. Выход нитрометана при 0,7 МПа в зави-
симости от температуры следующий, % (масс.) на взятую кис-
лоту:
Температура, °C ... . 400 420 440 460 480 444
Выход ............... 5 22 28 32 38 27
Образующиеся оксиды азота могут быть регенерированы в
азотную кислоту, поэтому выход нитрометана может быть выше
50%, считая на HNO3. В настоящее время нитрометан получается
как побочный продукт при нитровании пропана. Однако при рас-
ширении потребностей в нем может возникнуть необходимость
производства CH3NO2 непосредственно из метана.
Оптимальными условиями нитрования этана являются темпе-
ратура 455—470°C, давление ~0,7 МПа, мольное соотношение
С2Нб: HNO3 = 10: 1 и время контакта 0,3 с. Повышение давле-
ния с 0,1 до 0,7 МПа приводит к увеличению выхода C2H5NO2
с 9 до 30%. Целевыми продуктами являются нитрометан (27 %)
и нитроэтан (73%), выход которых составляет 30—33 % на азот-
ную кислоту, но с учетом регенерации азотной кислоты из окси-
дов азота он может быть повышен до 70 %.
В качестве промышленного сырья для нитрования применяется
главным образом пропан, из которого сейчас получают все нуж-
ные для промышленности низшие нитропарафины. В промышлен-
ности газофазное нитрование пропана проводится 60—75 %-ной
азотной кислотой при 430—450°C, 0,7 МПа, мольном соотношении
Пропан : кислота = 5 ; 1 и времени контакта 0,5 —2 с. В результате
«7
получается смесь нитропарафинов: 25 % нитрометана, 10 % нит-
роэтана, 25 % 1-нитропропана и 40 % 2-нитропропана.
Выход нитропарафинов составляет 30—35 % на прореагировав-
ший пропан и 40—45 % на азотную кислоту.
Во многих случаях целесообразно заменять азотную кислоту
оксидами азота. Газофазное нитрование пропана диоксидом азота
при 360 °C, МПа и избытке пропана дает смесь нитропара-
финов, состоящую из 20—25 % нитрометана, 5—10 % нитроэтана,
40—45 % 2-нитропропана и 20 % 1-нитропропана. Суммарный вы-
ход нитропарафинов составляет 75—80 % на прореагировавший
пропан и 90 % на диоксид азота.
При парофазном нитровании я-бута на при 420 °C получает-
ся смесь 10,5 % нитрометана, 15,8 % нитроэтана, 5,3 % 1-нитропро-
пана, 44,2 % 2-нитробутана и 24,2 % 1-нитробутана.
В последнее время предложены методы нитрования низших
парафиновых углеводородов под действием радиационного излу-
чения Со, что способствует снижению температуры.
Жидкофазное нитрование
Жидкофазное нитрование осуществляют при повышенном давле-
нии. При этом расход азотной кислоты больше, чем при парофаз-
ном: в жидкой фазе при разложении азотной кислоты образуется
азот; в паровой фазе в этом случае образуется диоксид азота, ко-
торый можно вновь превратить в азотную кислоту.
При жидкофазном нитровании парафиновых углеводородов об-
разуется значительное число полинитросоединений. Это объясняет-
ся тем, что исходные углеводороды и азотная кислота взаимно
нерастворимы и представляют собой гетерогенную систему, а по-
лучающиеся нитросоединения лучше растворяются в азотной кис-
лоте и подвергаются дальнейшему нитрованию. При этом вторая
нитрогруппа вступает или в положение, удаленное от первой, или
к тому углеродному атому, у которого уже находится нитрогруп-
па. Таким образом, подобно хлорированию, дезактивируются в
основном атомы водорода у а-углеродных атомов. Вследствие это-
го из 2-нитропропана процессом жидкофазного нитрования азот-
ной кислотой с хорошим выходом получают 2,2-динитропропан,
который применяется как присадка к дизельному топливу для по-
вышения его цетанового числа. Нитрование ведут при 6—8 МПа и
204—232°C; выход 2,2-динитропропана 50 %.
Для жидкофазного нитрования и -пент а на рекомендуются
температура ~200 °C, 68%-ная азотная кислота и мольное соот-
ношение пентан : кислота = 2 : 1. В продуктах реакции содержится
21,6% 1-нитропентана, 20,8 % 2-нитропентана, 23,2 % 3-нитропен-
тана, 12,8 % 1-нитробутана, 13,8 % 1-нитропропана, 7,3 % нитро-
этана, 1,5% нитрометана.
При жидкофазном нитровании парафиновых углеводородов в
сопоставимых условиях выход нитропарафинов с ростом молеку-
458
лярной массы исходных углеводородов увеличивается следующим
образом, % (масс.) на азотную кислоту:
Из метана ....................... 13
Из этана ......................... 30
Из пропана, бутана, пентана .... 33—45
Для нитрования углеводородов С6 — С9 разработаны два жид-
кофазных метода при давлении 0,2—1 МПа, необходимом для под-
держания реакционной массы в жидком состоянии.
При одном из них нитрование осуществляется тетраоксидом
азота, который в отличие от азотной кислоты способен раство-
ряться в углеводородах; нитрование проводится при 120—180 °C.
Ввиду высокой экзотермичности процесса и гетерофазности реак-
ционной массы, способствующих возникновению местных перегре-
вов, необходимо интенсивное перемешивание или Циркуляция жид-
кости и ее эффективное охлаждение. Процесс ускоряется при до-
бавке диоксида азота, играющего, по-видимому, роль инициатора,
генерирующего свободные радикалы.
Нитропарафины разделяют на отдельные компоненты вакуум-
ной перегонкой в присутствии борной кислоты, которая препят-
ствует их разложению.
Эффективным методом жидкофазного нитрования выв-
ших парафиновых углеводородов (Сю—С2о) является
нитрование парами азотной кислоты. Пары пропускают при 160—
180 °C через жидкие, предварительно подогретые углеводороды.
Процесс проводится в аппарате барботажного типа. В змеевик, по-
груженный в реакционную массу, непрерывно подают жидкую
азотную кислоту, которая нагревается и испаряется за счет выде-
ляющегося при реакции тепла. Пары кислоты из змеевика, пройдя
распределительное устройство, барботируют через реакционную
массу, осуществляя нитрование углеводородов. Преимуществом
этого метода является наличие незначительного количества паров
азотной кислоты в реакционном объеме, благодаря чему процесс
безопасен и легко поддается контролю.
При подаче 1 моль углеводорода на 1 моль азотной кислоты
продолжительность процесса составляет 2—3 ч. При этом в про-
дуктах реакции, например, при нитровании н-додекана, содержится
около 40 % нитрододекана, 15 % полинитрододекана и всего 2 %
Жодуктов окисления; остальное — непревращенный н-додекан.
ри увеличении мольного соотношения кислота: углеводород по-
вышается выход кислородсодержащих соединений, главным обра-
зом карбоновых кислот.
Нитрование ненасыщенных углеводородов
Значительный интерес для современной промышленности представ-
ляет получение динитропроизводных, а также нитроформа (три-
нитрометана) и тетранитрометана из нефтехимического сырья —
олефинов и ацетилена.
469
Прямое нитрование олефинов азотной кислотой почти не при-
меняется из-за протекания побочных реакций окисления по двой-
ной связи. Нитрование олефинов осуществляют тетраоксидом
азота, который оказывает меньшее окислительное действие, чем
HNO3. Процесс осуществляют в интервале от —10 до 4-25 °C, про-
пуская олефин через жидкий тетраоксид азота (или его раствор
в кислородсодержащих соединениях). При этом происходят экзо-
термические процессы присоединения нитрующего агента по двой-
ной связи с образованием двух основных продуктов — динитропро-
изводного и нитронитрита; нитрогруппа всегда присоединяется к
наиболее гидрированному атому углерода.
Реакция нитрования олефиновых углеводородов протекает по
радикально-цепному механизму:
N2O4 —> 2NO2
rchch2no2
RCH=CH2 + .NO2 —► RCHCH2NO2
no2
—► rchch2no2 +. no2
^2°4 динитропро-
изводное
—> RCHCH2NO2 + • NO2
I
ONO
нитронитрит
При одновременном введении воздуха кислород окисляет нитро-
нитрит в соответствующий нитронитрат:
+ 0,5О2
rchch2no2 --------> RCHCH2NO2
I I
ONO ONO2
нитронитрат
Продукты взаимодействия N2O4 с этиленом при пропускании воз-
духа состоят из примерно равных количеств динитроэтана и эти-
леннитронитрата. Гидролиз последнего дает р-нитроэтиловый
спирт:
+ н2о
CH2(ONO2)CH2NO2 -------> CH2CH2NO2 + HNO3
ОН
Спирт при действии даже слабых дегидратирующих средств пре-
вращается в нитроэтилен
CH2CH2NO2 —CH2=CHNO2
I —H2O
ОН
обладающий высокой склонностью к полимеризации.
При нитровании олефинов, имеющих разветвление при угле-
родном атоме с двойной связью, тетраоксидом азота в присутствии
кислорода при 0°С образуются соответствующие динитропроизвод-
460
ные и нитронитраты:
СНз
+ n2©4 I
Н2С==ССН2С(СНз)з --------► O2NCH2CCH2C (СНз)з
I I
СНз NO2
+ N2O4
(СНз)2С=СНС(СНз)з -------> (СНз)2ССНС(СНз)з
I I
o2n no2
В отсутствие растворителей происходит не только присоедине-
ние, но и окисление исходных олефинов. Присоединение N2O4 к
2,3-диметилбутадиену-1,3 приводит к образованию 1,4-динитро-2,3-
диметилбутена-2 с выходом 45 %:
+ N2O4
сн2=с—С=СН2 ---------► O2NCH2C=CCH2NO2
II II’
Н3С СНз Н3С СНз
В условиях, способствующих ионным реакциям, N2O4 присоеди-
няется к олефинам с образованием нитрозонитратов:
RCH=CH2 + NO..ONO2 —>
rchch2no
I
ono2
На этом основан новый способ получения окси- и непредельных
кислот и их эфиров. Например, этим методом из изобутилена по-
лучают метакриловую кислоту.
При взаимодействии изобутилена в растворе 55 %-ной азотной
кислоты с N2O4 вначале образуется нитрозонитрат, который пере-
группировывается в оксим, а последний превращается при гидро-
лизе в нитратоальдегид и окисляется в нитратокислоту:
+ n2o4 + н2о
(СНз)2С=СН2 ------► (CHs)2CCH2NO 4=t (CH3)2CCH=NOH ———+
I I —nh2oh
ono2 ono2
+ HNO3
-> (CH3)2CCHO (СНз)2ССООН
ono2 ono2
Гидролиз нитратокислоты дает оксикислоту, которую дегидра-
тацией и этерификацией переводят в метилметакрилат (сырье для
получения полиметилметакрилата):
+ Н2О —Н2О
(СНз)2ССООН ——(СНзЪССООН «=*
I —HNO3 I
ono2 он
+ СНзОН
сн2=ссоон ——> СН2=ССООСН3
। —н2о ।
СНз СНз
метилметакрилат
461
Выделяющиеся оксиды азота окисляются азотной кислотой в
N2O4
NO + 2HNO3 —► 1,5N2O4 + H2O
Этот метод производства метилметакрилата по экономическим
показателям может конкурировать со способом его получения
через ацетонциангидрин; выход эфира составляет 75%.
Нитрование н-олефинов азотной кислотой сопровождается окис-
лением и деструкцией молекулы исходного углеводорода; обра-
зуются полинитропарафины, например из этилена — нитроформ
(тринитрометан):
+ hno3 + hno3
сн2=сн2 ——> сн2сн2 ———> HOOCCH2NO2
—-Н2О । । —Н2О; —-N2O3 —-С Оз
o2n no2
+ 2HNO3
—> ch3no2 ——> CH(NO2)8
—ri2U
Динитропарафины получают конденсацией нитрометана
с кетонами. Кроме того, ди- и поли нитропарафины полу-
чаются взаимодействием мононитропарафинов с нитроолефинами.
Нитропарафины присоединяются к нитроолефинам по двойной
связи, находящейся по соседству с электрофильной группой:
+ 2CH2=CHNO2
ch2=chno2 + CH8NO2 —> NO2CH2CH2CH2NO2 --------------->
—► (NO2CH2CH2)3CNO2
Нитрование ацетилена проводят с целью получения нитро-
форма и тетранитрометана. При получении нитроформа
СН(МО2)з в качестве нитрующего агента применяют концентриро-
ванную азотную кислоту в присутствии HgNO3. Процесс ведут,
барботируя ацетилен через азотную кислоту при 50 °C и интенсив-
ном охлаждении. При этом протекают последовательные реакции:
+ HNO3 +hno8
СН==СН -------NO2CH=CHOH ----------> (NO2)2CHCH(OH)2 ——
+ HNO3 + 2HNO3
—> (NO2)2CHCHO ——> (NO2)3CCHO >
—H2O — H2O; —2NO2
—> (NO2)8CCOOH —► (NO2)3CH + CO2
Степень превращения ацетилена в нитроформ составляет 60—
75 %, а остальное его количество окисляется:
CFteCH + IOHNO3 —► 2СО2 + 10NO2 + 6Н2О
При проведении процесса с целью получения тетранитрометана
в реакционную массу от первой стадии нитрования (раствор нитро-
форма в 85 %-ной азотной кислоте) добавляют концентрированную
серную кислоту. При нагревании реакционной смеси происходит
замещение атома водорода в CH(NO2)3 на нитрогруппу:
H2SO4
CH(NO2)3 + HNO3 ----C(NO2)4 + H2O
462
Тетранитрометан можно получить и другими способами: деструк-
тивным нитрованием ароматических углеводородов, уксусного ан-
гидрида, кетена или ароматических нитропроизводных азотной
кислотой.
При химической переработке из нитропарафинов получают
нит^роспирты (одноатомные и многоатомные), что является
одним из важнейших направлений использования нитропарафинов.
Нитроспирты получаются при взаимодействии нитропарафинов с
альдегидами и кетонами в присутствии щелочных катализаторов —
раствора бикарбоната натрия, едких щелочей, анионитов.
Из нитрометана и формальдегида получается триметилолнитро-
метан:
CH3NO2 + 3HCHO —> (CH2OH)3CNO2
Вторичные нитропарафины с формальдегидом дают мононитро-
спирты:
СН2ОН
I
RCHCH3 + HCHO —> RCCH3
no2 ilo2
При взаимодействии 1,2-динитроэтана с формальдегидом обра-
зуется тетраметилолдинитроэтан:
(CH2OH)2CNO2
I
(CH2OH)2CNO2
При обработке многоатомных нитроспиртов смесью азотной и
серной кислоты получают взрывчатые вещества нового типа, на-
пример тринитрометилолнитрометан
+ 3HNO3
(CH2OH)3CNO2 —-> (CH2ONO2)3CNO2
—3ri2O
который имеет ряд преимуществ перед нитроглицерином.
Из первичного нитропропана в промышленных условиях полу-
чают пропионовую кислоту и сульфат гидроксиламина
120—140 °C
RCH2NO2 + H2SO4 + H2O --------> RCOOH + NH2OH«H2SO4
Из первичных и вторичных нитропарафинов в промышленных
условиях могут быть получены соответственно альдегиды и кетоны.
В этом случае щелочной раствор нитропарафина обрабатывают
разбавленной серной кислотой. Реакция проходит через стадию
образования солей нитроновых кислот:
+ NaOH + yONa 4-H2SO4; + H2O
rch2no2 ——+ rch=n;-------------------------->
-Н2о \0-
—> RCHO + NaHSO, + 0,5N2O + 1,5Н2О
Выход альдегидов и кетонов составляет 80—85 %.
Таблица 8.3. Характеристика некоторых непредельных нитро со единений
Соединение T. пл.» ®C T. кипения (при давлении, мм рт. ст.). °C „20 nD
ch2=chno2 — 38-39 (80) —
СН3СН - CHNO2 — 28 (3) 1 4545
CH3C(NO2)=CH2 — 57(100) 1,4605(25 °C)
CH3C(NC2)= СНСНз — 70 (30) 1,4584 (25 °C)
CH3C(CH3)=CHNO2 — 57(12) 1,4510
CH2=C(NO2)CH=CH2 — 38 (3) 1,4900
цис-СН3С (NO2) = С (NO2) СН3 25—27 96—100 —
rpawc-CH3C(NO2) =C(NO2)CH3 — 70—72 (8) 1,4678
CH2==CHC(NO2)2CH3 — 59—59,5 (4,5) 1,4535
CH2 = CHCH2C(NO2)3 — 56-57 (3) 1,4588
o2nch2ch=CHCH2NO2 59-60 — —
ch2=chch=chno2 — 56-57(10) 1,5400
o2nch=chch=c hno2 146,5-147 — —
CH2=C (NO2)CH2CH2C (NO2)=CH2 80 — —
CH2=CHC(NO2) =chch= ch2 — 46-52(1) —
(CH3)3CC = CNO2 -3 55(15) —
ch3c=cch=chno2 30—32 42-43 (2) —
Галогеннитропарафины представляют существенный интерес
вследствие их высокой физиологической активности, а и Р-Хлор-
нитропарафины используются в качестве инсектицидов. Наиболее
активным оказался 1,1-дихлор-1-нитроэтан, который используется
как в чистом виде, так и в смесях с другими веществами, причем
в отличие от хлорпикрина он не вызывает слезоточения. 1-Хлор-1-
нитроэтан является превосходным средством для предотвращения
желатинизации резиновых клеев. а-Галогеннитропарафины приме-
няются в антидетонационных композициях одновременно с тетра-
этилсвинцом, их используют также для разбавления и диспергиро-
вания масел, в качестве антибактериальных добавок к дизельному
топливу, смазочных маслам и гидравлическим жидкостям.
Получение нитроолефинов осуществляют дегидратацией
нитроспиртов, полученных конденсацией альдегидов или кетонов
с нитропарафинами в присутствии основных агентов:
R' R" R' R"
RCOR' + R"CH2NO2 —► RC—CHNO2 ----—> R(L=CNO2
А-Н2О
н
Нитроолефины широко используются в органическом синтезе —
имеют самостоятельное значение, а также являются исходными
мономерами для получения высокомолекулярных соединений.
Характеристика непредельных нитросоединений приведена в
табл. 8.3.
1.-Нитро-2,4,4-триметилпентен-1 и 1-нитрооктен-1 рекоменду-
ются в качестве фунгицидов, добавок к смазочным материалам и
4<И
топливам. Тетрапитроэтилен может быть использован в качссии*
компонента взрывчатых смесей. Биологической активностью обла-
дает 1,4-дихлор-1,4-динитробутадисн-1,3. Имеется указание о бак-
терицидных свойствах 1,4-динитробутадпепа-1,3 и 2,5-динитрогекса-
диена-2,4.
На основе полинитроэтилена изготовляют пленки; полимер
2-нитропропена-1 рекомендуется в качестве связующего в твердом
ракетном топливе, а также как пленкообразующий материал. Из
сополимеров акрилонитрила и 1-нитропропена-1 сформованы во-
локна, хорошо окрашивающиеся катионными красителями.
Нитрование циклических углеводородов
Получение нитроциклогексана. Процесс нитрования циклогексана
приобрел промышленное значение для получения капролактама из
циклогексана через нитроциклогексан.
Реакция нитрования циклогексана азотной кислотой протекает
по радикально-цепному механизму:
HNO3 —> HO. + *NO2
C6H12 + .NO2 —> C6Hn. + HNO2
НО • + • NO
СбН12 + .ОН —> С6НИ. + Н2О
—> C6HnNO2
CeHn. + .NO2—
—> C6HHONO
+ • NO
Побочные реакции
2СвНп • —> СбНцСбНп
CeHn» + »NO —► C6HUNO —► Продукты разложения
нитрозоцик-
логексан
а также реакции деструктивного окисления циклогексана.
Непрерывный процесс жидкофазного нитрования циклогексана
осуществляют 35%-ной азотной кислотой при 170—185°С,
~2,5 МПа, времени контакта 7—8 ч и мольном соотношении
циклогексан: кислота 2,3:1. Нитроциклогексан образуется с
53 %-ным выходом. Наряду с ним получаются динитроциклогексан
и ~25°/о адипиновой кислоты.
Газофазное нитрование циклогексана в промышленных усло-
виях осуществляют 50 %-ной азотной кислотой при 380—450 °C,
времени контакта 1—2 ч и мольном соотношении циклогексан : кис-
лота =2:1. Выход нитроциклогексана 60%, образуется около
20 % побочных продуктов окисления,
465
Ниже приводится сравнение двух методов получения нитро-
циклогексана:
В жидкой фазе В паровой фазе
Температура, °C.................................... 175 400—450
Давление, МПа...................................... 2,5 0,1
Время контакта, с .................................... — 1 — 10
Концентрация HNO3, %....................... 35 50
Мольное соотношение C6Hj2: HNO3...... 2,28 : 1 2:1
Выход нитроциклогексана, % на циклогексан . . 53 60
Степень превращения HNO3 за проход, % . ... 8,4 15,2
В настоящее время процесс нитрования циклогексана для по-
лучения 8-капролактама утратил свое значение, так как послед-
ний в основном стали получать на основе продуктов окисления
циклогексана — циклогексанона (см. гл. 5).
В Японии разработан новый процесс фотохимического нитро-
зирования циклогексана, представляющий большой интерес для
производства циклогексаноноксима. Фотохимическое нитрозирова-
ние осуществляют при 0—30 °C смесью оксида азота с хлором или
нитрозилхлоридом.
В результате облучения реакционной смеси первоначально про-
исходит гомолитическое расщепление молекулы хлора или нитро-
зилхлорида, а затем образование нитрозоциклогексана:
hv
NOC1 -----> .NO + C1.
CeHi2 + Cl. —► СвНп* + НС1
CeHn. + *NO —> CeHnNO
Нитрозоциклогексан тут же перегруппировывается в циклогексано-
ноксим, который с хлорводородом дает солянокислый циклогек-
саноноксим. При действии на него олеума происходит бекманов-
ская перегруппировка в е-капролактам.
Получение ароматических нитросоединений
Основным методом введения нитрогруппы в молекулу ароматиче-
ского углеводорода является нитрование смесью азотной и серной
кислот (нитрующая смесь) в жидкой фазе. Серная кислота явля-
ется не только водоотнимающим средством, но и катализатором,
а также препятствует протеканию окислительных реакций и спо-
собствует более полному использованию азотной кислоты.
Реакция нитрования ароматических углеводородов протекает
по ионному механизму. В нитрующей смеси между азотной и
серной кислотами происходит кислотно-основное взаимодействие,
которое ведет к образованию эффективного нитрующего агента —-
иона нитрония NO2.
HNO3 + H2SO4 Н26—NO2 + OSO2OH NO2 + HOSO2O" + H2Q
466
атакующего ароматическое ядро:
Выделяющийся протон взаимодействует с бисульфатным анионом,
регенерируя серную кислоту.
Нитрующая способность исходной смеси кислот определя-
ется концентрациями’ в ней серной кислоты (Ch2so4), азотной
кислоты (Chno3) и воды. Для количественной оценки нитрующей
способности пользуются так называемым фактором нитру-
ющей активности смеси кислот (ф. н. а.):
Ф.н.а.-СН25О4.-П5—
Если азотная кислота полностью израсходована (Сныоз^О)-
ф. н. а. приближается к концентрации серной кислоты в отрабо-
танной смеси (ф. н. а.->Сн2зо4)-Для каждого процесса нитрования
имеется предел ф. н. а., ниже которого нитрование не идет. Азот-
ная кислота для нитрования берется в избытке сверх 'стехиомет-
рического с учетом побочных реакций окисления, а количество
серной кислоты определяется ф. н. а.
Процесс нитрования углеводородов смесью азотной и серной
кислот протекает в гетерогенной среде, так как образуются две
фазы — органическая (углеводородная) и кислотная. Благодаря
частичной взаимной растврримости реагирующие компоненты рас-
пределяются между двумя фазами и реакция протекает как в этих
фазах, так и на поверхности их раздела.
При нитровании ароматических углеводородов выделяется теп-
ло — примерно 150 кДж на 1 нитрогруппу. Во избежание местных
перегревов и побочных реакций окисления нитрование проводят
при интенсивном перемешивании с применением охлаждения.
Процесс проводится в каскаде реакторов — нитраторов с противо-
точной подачей реагента:’свежее углеводородное сырье подают в
Таблица 8.4. Показатели нитрования ароматических соединений
Ароматическое соединение Нитросоединение Темпера- тура нитро- вания °C Ф н. а Расход HNO3, % от стехио- метрического
Бензол Нитробензол 65-70 70 103—105
Нитробензол Динитробензол — 88 110-115
Толуол Нитротолуол От —30 70 103—105
Нитротолуол (трехкрат- Динитротолуол до 4-60 82 110-115
ное нитрование) Ксилол Динитроксилол — 72 110-115
Нафталин Нитронафталин — 61 103-105
Нитронафталин Динитронафталин — 72 130—140
467
первый нитратор, а свежую нитрующую смесь — в последний. По-
сле каждого реактора в сепараторе проводится разделение орга-
нической фазы и нитрующей смеси; последнюю подают в преды-
дущий аппарат.
В табл. 8.4 даны некоторые показатели нитрования ароматиче-
ских соединений.
Кроме указанных ранее областей применения, ароматические
нитросоединения являются промежуточными продуктами при про-
изводстве аминов: анилина из нитробензола, толуидинов из нит-
ротолуола, Л1-фенилендиамина и л-толуилидендиамина из динит
робензола и динитротолуола, а также нитрофенола, на основе ко-
торого в последнее время получают эффективные инсектициды —
тиофос и метафос.
ГЛАВА 9
ПРОИЗВОДСТВО ПОВЕРХНОСТНО-АКТИВНЫХ ВЕЩЕСТВ
Основными свойствами поверхностно-активных веществ (ПАВ),
непосредственно отражающими природу поверхностной активно-
сти и обуславливающими применение ПАВ как малых добавок,
являются:
способность ПАВ к адсорбции, т. е. способность данных молекул
собираться на межфазной поверхности в концентрации, многократ-
но превосходящей концентрацию в объемах граничащих фаз, и
плотно заполнять поверхностный слой;
самопроизвольность протекания процесса адсорбции, термодина-
мически предопределяемая избытком свободной энергии на исход-
ной поверхности раздела фаз и обеспечивающая это концентри-
рование в той мере, в какой кинетические факторы (массоперенос*
диффузия) позволяют осуществляться. В специфике физико-хи-
мических взаимодествий на межфазной границе, лежат научные
основы изменения в нужном направлении природы данной грани-
цы: гидрофилизации (при отмывании, при нанесении ядохимика-
тов, вытеснения остаточной нефти); гидрофобизации (пряжи, тка-
ни, частиц при флотации); олефилизации (пигментов и наполни-
телей породы при пуске скважины).
В настоящее время поверхностно-активные вещества (ПАВ)
применяются в самых различных областях народного хозяйства
для самых разнообразных целей. ПАВ — это моющие средства,
флотореагенты, стабилизаторы эмульсий и пен, гидрофобизаторы,
антистатики, ингибиторы коррозии и т. д.
Разнообразию назначений отвечает огромный арсенал ПАВ:
анионных, неионогенных, катионных и амфолитных, выпускае-
мых промышленностью в количестве миллионов тонн в год. Мож-
но считать, что эта промышленность была создана за последние
четыре с половиной десятилетия: в 1939 г. во всем мире было
468
выработано всего 14 тыс. т. ПАВ, в 1960 г. мировое производство
ПАВ составило 1386 тыс. т, а в 1982 г. достигло 6500 тыс. т, по
прогнозу в 1985 и 1990 гг. соответственно будет 5907 и 6826 тыс. т.
Часть ПАВ обладают моющими свойствами. Смеси таких ПАВ
с вспомогательными компонентами и наполнителями (содой, фос-
фатами, сульфатом натрия и др.) усиливающими моющее действие
основных активных веществ называются синтетическими моющи-
ми средствами (СМС).
Если в первые два десятилетия развитие производства ПАВ
определялось главным образом потребностью в них промышлен-
ности СМС, то в настоящее время не меньшее значение приобре-
тают ПАВ в различных областях промышленности и сельского хо-
зяйства.
В обычных жировых мылах активным моющим веществом яв-
ляются натриевые и калиевые соли жирных кислот (стеариновой,
пальмитиновой), в синтетических же моющих средствах — натри-
евые соли сульфокислот или сульфоэфиров с органическими ради-
калами С12—Cis, а также продукты конденсации этиленоксида с
различными органическими соединениями и др.
Уже в 1880 г. в качестве текстильно-вспомогательного вещест-
ва применяли сульфированное касторовое масло. В 1912 г.
Г. С. Петровым сульфированием нефтяных фракций были выделе-
ны алкилароматические сульфокислоты среднего состава
C20H27SO3H. Эти продукты нашли техническое применение под
названием контакта Петрова и применялись в качестве поверх-
ностно-активных и каталитически действующих веществ.
Моющие средства на основе синтетических карбоновых кислот
впервые были получены в Германии в 1916 г. Начиная с 1930 г.
в Германии и с 1982 г. в США выпускались моющие средства на
основе алкилбензолсульфонатов RC6H4SO3Na с алкильным ради-
калом Сю—С15. Их получали конденсацией хлорированного керо-
сина с бензолом, последующим сульфированием и нейтрализацией
полученного продукта. Во время второй мировой войны в Герма-
нии получали алкилсульфонаты RSO2ONa сульфохлорированием
парафиновых углеводородов. Мировое производство синтетических
моющих средств стало быстро развиваться после второй мировой
войны и увеличилось (считая на товарную продукцию) с 290 тыс.т
в 1947 г., 7,3 млн. т в 1973 г. и до 29 млн. т в 1983 г.
В высокоразвитых странах жировое мыло все больше и боль-
ше вытесняется синтетическими моющими средствами.
В Советском Союзе также производится большое количество
моющих средств, однако производство синтетических моющих
средств, выпуск которых в нашей стране фактически был начат
лишь в 1953 г. еще отстает от потребности в них. Потребление
синтетических моющих средств в нашей стране составляет немно-
гим более 4,1 кг на душу населения, в то время как в передовых
странах достигает 30 кг.
Сейчас известно 300 видов поверхностно-активных веществ
и около 6000 торговых наименований различных композиций из
469
них. Однако в широких масштабах производится лишь 30—40 ве-
ществ, остальные разработаны и применяются для сугубо специ-
альных целей и выпускаются в незначительных количествах.
Быстрое развитие производства синтетических моющих средств
и вытеснение ими жирового мыла обусловлено следующими преи-
муществами:
по эффективности они в 2—4 раза превосходят жировое мыло,
что снижает их расход для достижения такого же очищающего
эффекта;
при использовании синтетических моющих средств не образу-
ются нерастворимые соли кальция и магния, а некоторые из них
не реагируют с солями кальция и магния, содержащимися в же-
сткой морской воде, в то время как при использовании жирового
мыла 30—35 % его расходуется на умягчение воды, а в воде
жесткостью 20° и выше жировое мыло вообще теряет моющую
способность из-за образования на поверхности мыла нераствори-
мого слоя кальциевых или магниевых солей жирных кислот;
максимум моющей способности синтетических моющих средств
достигается при значительно более низкой температуре, чем жиро-
вых мыл; это позволяет проводить стирку шерстяных, шелковых
и синтетических тканей при температуре не выше 40 °C, вследствие
чего ткани не теряют цвета и прочности;
синтетические моющие средства не гидролизуются и поэтому
не создают щелочной среды, благодаря чему повышается долго-
вечность тканей из синтетических волокон;
синтетические моющие средства получаются на основе продук-
тов переработки нефти и газа; в связи с этим расход пищевых
жиров на технические нужды снижается, и они могут быть исполь-
зованы для пищевых целей;
трудовые затраты на производство 1 т синтетических средств
(22,7 чел.-ч на современных автоматизированных предприятиях)
в 14—15 раз ниже, чем на производство 1 т сырья для жирового
мыла (330 чел.-ч, если учесть затраты труда на выращивание мас-
личных культур); это обусловливает значительно меньшую стои-
мость синтетических моющих средств.
Однако синтетические моющие средства имеют такую высокую
обезжиривающую способность, что это ограничивает их примене-
ние для изготовления туалетного мыла.
КЛАССИФИКАЦИЯ ПОВЕРХНОСТНО-АКТИВНЫХ ВЕЩЕСТВ
Принципиально все поверхностно-активные соединения могут быть
разделены на две большие группы: ионогенные соединения, при рас-
творении в воде диссоциирующие на ионы, и неионогенные, которые
на ионы не диссоциируют.
В зависимости от того, какими ионами обусловлена поверх-
ностная активность ионогенных веществ,— анионами или катио-
нами, ионогенные вещества подразделяются на анионные, катион-
ные и амфолитные. Амфолитные ПАВ содержат одну или несколь-
ко функциональных групп, которые в водном растворе в
470
Рис. 9.1. Классификация поверхностно-активных веществ (ПАВ).
зависимости от условий среды приобретают характер анионного
или катионного поверхностно-активного вещества. В кислом
растворе амфолитные соединения проявляют катиойактивные свой-
ства, а в щелочном — анионактивные.
Общим для веществ обеих групп является то, что они распре-
деляются на поверхности раздела фаз и меняют поверхностные
свойства системы в целом. Схема, иллюстрирующая общеприня-
тую в настоящее время классификацию поверхностно-активных
соединений (в том числе и синтетических моющих веществ), при-
ведена на рис. 9.1.
В настоящее время важнейшими типами ПАВ всех четырех
классов (анионных, катионных, неионогенных и амфолитных), на-
ходящими применение в СМС и ряде других областей, являются
соединения, приведенные ниже:
Анионные ПАВ
RC6H4S03Na(R=Cio—Сн)
R\
)CHSO3Na(R + R'—Сц—CIT)
Rz/
R—CH2—CH=CH—CH2SO3Na
(R=Cio—C14)
R'_ CH2—CH—(CH2)n—CH2SO3Na
OH
R—CH—COOCH3(R=C14—Cie)
^O3Na
R—CH2—O—SO3Na (R=C,,—C17)
RO(C2H4OjnOSO3Na(R'=C)0-Ci?, n = 2—3)
Алкилбензолсульфонаты
Алкилсульфонаты
а-Олефинсульфонаты
Г идроксиолефинсульфо-
наты
а-Сульфонаты эфиров
жирных кислот
Сульфаты жирных спир-
тов
Сульфоэтоксилаты жир-
рых спиртов
<71
Катионные ПАВ
R\ /R"
Cl
R\
CHO—(C2H4O)n—H
RZ
/CH3
C12H 5n->o
\ch3
+/СНз
Ci2H26N—(CH2)SOJ
^CH,
+ /СНз
c12h26n—ch2coo-
^СНз
Четвертичные аммоние-
вые соединения
Неионогенные ПАВ
Оксиэтилированные
спирты
R=C8-Ci8, R! = H; п=
= 3—15 — первичные
R+R1 = Сю—Сц; п =s
® 3—12 — вторичные
Оксиды аминов
Амфолитные ПАВ
Сульфобетаины
Карбоксибетаины
Среди поверхностно-активных веществ, которые выпускаются в
настоящее время промышленностью и применяются в качестве
синтетических моющих, наибольшее распространение получили
анионно-активные вещества; выработка их в 1980 г. составила
52,8 % от производства всех синтетических моющих веществ. Про-
изводство неионогенных моющих веществ заметно меньше — всего
35 % от общего количества, однако в настоящее время выпуск
их (особенно полиоксиэтилированных спиртов) заметно возраста-
ет. Катионоактивные вещества практически не обладают моющи-
ми свойствами и применяются в основном как чрезвычайно сильные
бактерицидные добавки или в композиции с анионными или неио-
ногенными выществами. Их производство составляет 12 % от об-
щей выработки ПАВ.
В 50-х годах было обнаружено, что СМС, полученные на основе
тетрапропиленбензолсульфоната, в водоемах плохо биохимически
окисляются, накапливаются и в результате нарушается кислород-
ный обмен, появляется пена. Исследование влияния строения ал-
килбензолсульфонатов, а затем и других классов ПАВ на степень
и скорость биохимического окисления показало, что биохимически
окисляются ПАВ, имеющие линейное строение гидрофобной части
молекулы и, с другой стороны, разные типы ПАВ, относящиеся
к полностью биохимически окисляемым соединениям, разрушают-
ся с различной скоростью и до различной степени.
Все ПАВ в отношении биохимического окисления подразделяют
на три поколения;
47?
/ поколение ПАВ — нсбпоразлаглемые или биоразлагаемые
менее, чем на 80 %. К ним относятся ц‘трапропиленбензолсульф(>-
нат, а среди неионогенных — все оксиэтилированные алкилфенолы.
II поколение ПАВ — биоразлагаемые более, чем на 80%, но
только до органических соединений. К ним относится линейный
алкилбензолсульфонат.
III поколение ПАВ — соединения полностью биохимически раз-
лагающиеся до неорганических фрагментов (вода, диоксид углеро-
да, сульфат натрия). К ним относятся сульфаты жирных спиртов,
алкилсульфонаты, а-олефинсульфонаты, сульфаты оксиэтилиро-
ванных спиртов.
Влияние структуры ПАВ на биоразлагаемость иллюстрируется
следующими данными:
ПАВ Биоразла -
гаемость, %
Оксиэтилированный алкилфенол:
с разветвленным алкильным радикалом.................... 9
с алкильным радикалом нормального строения . . 63
Оксиэтилированные спирты:
нормального строения
С10Н21СН2СН2О(СН2СН2О)л ........................... - 100
разветвленного строения
С8Н17СНСН2О(СН2СН2О)Л............................ 76
А2Н,
СвН|3СНСН2О(СН2СН2О)„............................ 44
I
С4Н,
С6НнСН— СН2О(СН2СН2О)„........................... 35
I
С,Нн
Развитие производства тех или иных типов ПАВ в настоящее
время определяется не только их специальными свойствами, но
также экологическими аспектами. Специфика применения СМС
такова, что сточные воды после использования этих СМС, как
правило, минуя очистные сооружения, попадают в водоемы. Поэто-
му биоразлагаемость применяемых ПАВ является одним из важ-
нейших требований к этим соединениям. Если раньше производ-
ство ПАВ для моющих средств основывалось главным образом на
бензоле и пропилене, при значительном использовании продуктов
животного и растительного происхождения, то в настоящее время
основу производства ПАВ для СМС составляют продукты неф-
техимии — н-парафины, этилен, высшие а-олефины, на основе ко-
торых получают практически все виды современных высококаче-
ственных ПАВ для моющих средств, отвечающих требованиям вы-
сокой биоразлагаемости (рис. 9.2).
В промышленности во всем мире наибольшее количество
производится анионных ПАВ. Из них на первом месте пока
находятся алкилбензолсульфонаты, эфиры серной кислоты — ал-
килсульфаты ROSO3Na, сульфаты алкоксилированных спир-
тов— RCH2O(CH2CH2O),nSO3ONa и сульфонаты алкилфенолов
473
Рис. 9.2. Схема переработки нефтехимического сырья для получения биоразлагаемых ПАВ.
илцгомери.заи,ия
RC6H4O(CH2CH2O)r7SO2ONa образуют группу ПАВ, выпускаемых
в количестве ~ 10 % общего производства анионных, но являю
щихся важными и перспективными ПАВ.
Производные спиртов как анионного, так и неионогенного типа
станут основным видом ПАВ, применяемых в качестве активного
(моющего) компонента СМС. Наибольшее значение для СМС в
этой группе продуктов имеют сульфаты спиртов и сульфаты алко-
ксилированных (главным образом оксиэтилированных) спиртов. Эти
соединения будут иметь наиболее высокие ежегодные темпы при-
роста.
Объем выпуска СМС на основе алкилфенолов будет умень-
шаться в связи с переходом на производство полностью биоразла-
гаемых ПАВ.
В водном растворе анионные вещества диссоциируют на кати-
он— щелочной металл и анион, включающий всю остальную моле-
кулу: алкилбензолсульфонаты диссоциируют на анион RC6H4SO2O’
и катион Na+, алкилсульфаты — на ROSO.3 и Na+, а-олефинсуль-
фонаты — на RHC = CH2SO2O~ и Na+, алкилсульфонаты — на
RSO2O“ и Na+, сульфоэтоксилат спирта — на RCH2O(C2H4O)OSO3
и Na+, и мыла высших карбоновых и синтетических жирных кис-
лот— на RCOO- и Na+, причем поверхностной активностью обла-
дает анион.
Катионные вещества в водных растворах диссоциируют на
катион четвертичного аммония R R' R" R'" N+ и анион галоида
Х~ (большей частью хлора), поверхностными свойствами облада-
ет катион. Амфолитные ПАВ в зависимости от характера водной
среды (кислотной или основной) диссоциируют на соответствующие
ионы: в кислой среде поверхностными свойствами будет обладать
катион, в основной среде — анион.
R'
Н*Д- I
-----> R—N+CH2OSO2 Н+А’
R' I
| R"
r—n+ch2oso; —
I *
R" Na+OH~ 1
----R—N—CH2OSOJ + Na*
R"
Растворение в воде неионогенных веществ происходит не в ре-
зультате диссоциации, а за счет образования водородных связей
между водородами молекул воды и атомами кислорода оксиэти-
леновых групп неионогенных ПАВ.
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ДЕЙСТВИЯ моющих
И ПОВЕРХНОСТНО-АКТИВНЫХ ВЕЩЕСТВ
Действие синтетических моющих веществ является результатом
сложных физико-химических процессов. Выяснение физико-хими-
ческой сущности этих процессов затруднено из-за наличия слож-
475
f Рис. 9.3. Схематическое изображение молекулы поверх-
____/ ностно-активного вещества:
1 J 1 — гидрофобная часть; 2 — гидрофильная часть.
ного комплекса явлений, происходящих в водных растворах син-
тетических моющих веществ на границе раздела фаз; эти явления
определяются в первую очередь строением молекулы поверхност-
но-активных веществ.
Строение молекулы поверхностно-активного вещества. Незави-
симо от того, относятся поверхностно-активные вещества к клас-
су ионогенных или неионогенных соединений, для них характерна
дифильная асимметричная молекула, состоящая из двух резко вы-
раженных частей: полярной — гидрофильной, имеющей большое
сродство к воде (растворимой в ней), и неполярной — гидрофобной
(рис. 9.3). Эти молекулы располагаются в поверхностном слое
раствора так, что гидрофильная группа обращена к воде, а
гидрофобная — к менее полярной фазе. Гидрофильная часть со-
держит в основном анионы, например кислотные остатки
(—SO3, —OSO3, —СОСГ), или многократно повторяющиеся
звенья — полиоксиэтиленовые (CH2CH2O)rt и некоторые другие.
Гидрофобная часть представляет собой в большинстве случаев
длинный углеводородный радикал — жирный или жирно-аромати-
ческий, состоящий из 10—18 углеродных атомов с длиной цепи
(15—23) 10-8 см.
Такая структура молекулы и определяет все свойства поверх-
ностно-активных веществ, прежде всего поверхностную актив-
ность— способность адсорбироваться на поверхностях раздела
разных фаз, образовывать на этих поверхностях ориентирован-
ные адсорбционные слои и, как следствие такой адсорбции,
понижать поверхностное натяжение. Если с гидрофильной груп-
пой связан небольшой радикал — метил, этил или пропил, такое
соединение нацело растворяется в воде и практически не обладает
поверхностной активностью. Если же радикал достаточно велик
(Сю—Сю), полного растворения не происходит, а образуется сис-
тема, имеющая полуколлоидный характер, т. е. являющаяся про-
межуточной между истинным и коллоидным раствором.
В такой системе имеется три вида частиц — неогранические
ионы, длинноцепочные поверхностно-активные органические ионы
и мицеллы, т. е. агрегаты ионизированных и неионизированных мо-
лекул поверхностно-активного вещества. Все эти частицы нахо-
дятся в равновесии, определяемом природой гидрофильных групп,
длиной гидрофобных цепей, концентрацией растворенного поверх-
ностно-активного вещества, температурой, наличием растворимых
примесей и т. д.
Образование мицелл из отдельных молекул начинается при
достижении так называемой критической концентрации мицеллооб-
разования (ККМ), обозначаемой Ск. В разбавленных растворах,
обычно применяемых на практике, такие мицеллы представляют
собой сферические агрегаты из 50—100 плотно упакованных моле-
476
Рис. 9.4. Схемы строения мицелл:
а — сфероидальная в водном растворе; б — слоистая; в — сфероидальная, в углеводородной
среде.
Кружки — полярные группы; овалы — молекулы воды, солюбилизованные в мицеллах; па-
лочки — углеводородные цепи.
кул (ионов) и имеют диаметр, равный удвоенной длине гидрофоб-
ной части молекулы, т. е. (30—50) 10-8 см. Схематически строение
мицелл показано на рис. 9.4.
Мицеллообразование в разбавленных растворах развивается
в очень узкой области концентраций, в которой наблюдается рез-
кое изменение не только объемных свойств этих растворов (плот-
ность, электропроводность), но и поверхностных (моющее действие,
поверхностное натяжение) (рис. 9.5). Поэтому изменение любого
из этих свойств может быть положено в основу определения крити-
ческой концентрации мицеллообразования, играющей важную роль
при оценке поверхностно-активных веществ.
Механизм действия синтетических моющих веществ. Современ-
ные представления о механизме моющего
акад. П. А. Ребиндером и его школой.
Моющее действие представляет собой
комплекс сложных физико-химических
процессов, связанных с целым рядом
факторов'. По современным представ-
лениям, моющее действие поверхно-
стно-активных веществ может быть
представлено в виде трех основных
стадий: §
Рис. 9.5. Изменение физико-химических и тех- g
нических свойств растворов додецилсульфата
натрия в зависимости от его концентрации:
1 — моющее действие; 2 — плотность; 3 — электропро-
водность; 4 — поверхностное натяжение (раствор —
воздух); 5 — осмотическое давление; 6 — межфазное
натяжение (водный раствор — углеводородная фаза),
действия разработаны
0 0,2 0ft 0,6. 0,в
Концентрация, %
477
1) смачивание водным раствором поверхностно-активных ве-
ществ поверхности загрязненного материала;
2) удаление загрязнения с поверхности путем солюбилизации,
эмульгирования, диспергирования, суспендирования и расклини-
вающего действия ПАВ на границе раздела поверхность — загряз-
нение— водный раствор ПАВ;
3) удержание загрязнения в объеме моющего раствора и уда-
ление его из моющей ванны в суспендированном, эмульгированном
или солюбилизированном состоянии.
Синтетические моющие вещества на поверхности раздела фаз
образуют адсорбционные слои, менее прочные, чем в случае жиро-
вых мыл, и в ряде случаев не способны обеспечивать сильную
стабилизацию частиц загрязнений. Этим и объясняется необходи-
мость введения в синтетические моющие композиции различных
добавок, повышающих стабилизацию.
Механизм моющего действия упрощенно показан на рис. 9.6.
Молекулы моющего вещества благодаря своей дифильности адсор-
бируются на частице загрязнения. Так как загрязнение имеет не-
полярный (жировой) характер, гидрофобные части молекул на-
правлены в сторону загрязнения. За счет адсорбции на поверхности
раздела фаз загрязнение — раствор молекулы моющего вещества
резко уменьшают поверхностное натяжение, что ускоряет смачива-
ние и проникновение раствора в зазор между частицами загряз-
нений и очищаемой поверхностью. Создание хорошо гидратирован-
ного адсорбционного слоя обусловливает возникновение раскли-
нивающего давления, отрыв частиц загрязнения от поверхности и
переход их в моющий раствор.
Моющая способность поверхностно-активных веществ возра-
стает с увеличением числа углеродных атомов в молекуле; для
адкиларилпроизводных наличие бензольного кольца эквивалентно
4 атомам углерода в прямой цепи. Однако увеличение числа ато-
мов С в молекуле сверх 18 оказывает весьма незначительное влия-
ние на моющее действие, а при С22 и выше приводит даже к его
ухудшению.
Загрязнения, как правило, носят жировой, т. е. органический,
характер, поэтому моющее действие связано со способностью за-
грязнений солюбилизироваться в растворах моющих веществ. Орга-
ническое вещество при солюбилизации входит внутрь мицеллы,
о б 6 г
Рис. 9.6 Механизм моющего действия:
а _ частица загрязнения на ткани, б, в — адсорбция молекул моющего вещества на ча«
стице; г — частица, перешедшая в моющий раствор.
478
располагаясь между углеводородными концами молекул моющего
вещества и тем самым раздвигая молекулярные слои. Размеры
мицелл при этом увеличиваются в два раза и более, что подтверж-
дено рентгенографическим анализом. Механизм солюбилизации
отличен от обычного растворения, так как при этом образуется не
молекулярный, а коллоидный раствор.
Моющее действие поверхностно-активных веществ связано, как
уже говорилось, с целым рядом процессов, к которым относятся
смачивание, образование эмульсий, диспергирующее действие,
создание защитных слоев, препятствующих оседанию загрязнений,
пенообразование и т. д. Все эти явления в той или иной степени
обусловлены структурой молекулы моющего вещества.
Смачивание. Под смачиванием понимают вытеснение жид-
кой фазой какой-либо другой фазы из твердого тела или жидкости.
Типичным процессом смачивания является удаление воздуха из
ткани при помощи воды или водного раствора моющего вещества.
Смачивание зависит от поверхностного натяжения: чем меньше
натяжение, тем лучше протекает смачивание. Следовательно, наи-
лучшими смачивающими свойствами должны обладать поверхно-
стно-активные вещества с сильно разветвленной структурой, так
как они наиболее эффективно снижают поверхностное натяжение.
Смачивающая способность раствора моющего вещества оцени-
вается по времени (т, в секундах), за которое образец ткани, по-
мещенной на поверхность раствора, погрузится в раствор. Зави-
симость т от числа углеродных атомов пс в молекуле моющего
вещества показана ниже:
пс....................... 11 12 13 14
т, С................... 300 100 22 60
Эмульгирующая способность поверхностно-активных
веществ характеризуется их способностью переводить жидкие ча-
стицы загрязнений с поверхности загрязненного материала в со-
стояние водных эмульсий.
Эмульгирование во всех случаях, за исключением самопроиз-
вольно образующихся (за счет броуновского движения) эмульсий,
требует механического воздействия для раздробления жидких фаз.
Процессу эмульгирования способствует снижение поверхностного
натяжения на границе раздела двух фаз, для чего и вводят по-
верхностно-активные вещества.
На эмульгирующую способность поверхностно-активных ве-
ществ большое влияние оказывает структура их молекул. Если
рассматривать влияние гидрофильной части молекулы, то ока-
жется, что при прочих равных условиях (длина гидрофобной части,
расположение гидрофильной группы в молекуле) эмульгирующая
способность возрастает в следующем порядке:
—СООН < —OSO3H < — SO3H
Влияние гидрофобной части сводится к тому, что с увеличением
ее длины эмульгирующие свойства достигают максимума (при
479
12—13 углеродных атомах), а затем уменьшаются; разветвление
гидрофобной части увеличивает эмульгирующую способность.
Образование эмульсий и их стабильность зависят от многих
факторов (разность плотностей фаз, добавление электролитов
и т. д.). Поэтому в поверхностно-активные вещества, используе-
мые в качестве эмульгаторов, вводят различные добавки, способ-
ствующие образованию и стабилизации эмульсий.
Диспергирующее действие поверхностно-активных
веществ характеризуется их способностью раздроблять и перево-
дить в водный раствор твердые частицы загрязнений в виде суспен-
зий. Суспендирующая способность возрастает с удлинением гидро-
фобной части молекулы. При этом проявляется защитное действие
поверхностно-активных веществ, которые предотвращают агломера-
цию коллоидных частиц благодаря образованию на суспендирован-
ных частицах двойного электрического слоя. Таким образом, дис-
пергирующее действие поверхностно-активных веществ совпадает
с их моющим действием.
Способность удерживать загрязнения является
очень важным свойством моющих веществ, так как это предотвра-
щает повторное осаждение удаленного загрязнения на очищаемой
поверхности. Большинство синтетических моющих веществ удер-
живает загрязнения в растворе хуже, чем жировые мыла. Способ-
ность удерживать загрязнения возрастает с удлинением гидрофоб-
ной части молекулы, но снижается при переходе от сульфата к
сульфонату; разветвление гидрофобной части также снижает эту
способность. Наибольшей способностью удерживать загрязнения
обладают неионогенные моющие вещества, в этом отношении они
практически не уступают жировым мылам, а иногда и превосходят
их. С возрастанием температуры раствора эта способность сни-
жается.
Для улучшения способности удерживать загрязнения к синте-
тическим моющим веществам добавляют различные компоненты,
прежде всего карбоксиметилцеллюлозу.
Пенообразующая способность обусловлена ориенти-
рованной адсорбцией молекул поверхностно-активного вещества
на границе его водного раствора и воздуха: за счет того, что воз-
дух является неполярной средой, гидрофобные части молекул на-
правлены в сторону воздуха, а гидрофильные — в сторону рас-
твора. Такая ориентированная адсорбция приводит к снижению
поверхностного натяжения, и при диспергировании воздуха в вод-
ном растворе моющего вещества образуется обильная пена.
Разветвление гидрофобной части молекулы моющего вещества
ухудшает пенообразующие свойства. Ранее ценообразование отож-
дествлялось с моющим действием. Сейчас, однако, твердо уста-
новлено, что хотя пена и играет известную роль в удерживании
диспергированного загрязнения и в накапливании его в пене, т. е.
в косвенном увеличении способности удерживать загрязнения, од-
нако пенообразование не является специфической характеристикой
480
моющего действия. Так, неионогепныс моющие вещества в ряде
случаев обладают весьма незначительной пенообразующей способ-
ностью, но тем не менее имеют хорошие моющие свойства.
ПРОИЗВОДСТВО АНИОННЫХ МОЮЩИХ ВЕЩЕСТВ
Алкилбензолсульфонаты
Наибольшее распространение среди анионных синтетических мою-
щих веществ получили алкиларилсульфонаты RArSO2ONa, в пер-
вую очередь алкилбензолсульфонаты натрия RC6H4SO2ONa. Эти
вещества с некоторыми добавками получили название сульфо-
нолов.
До середины 60-х годов основным активным компонентом был
сульфированный изододецилбензол, получаемый из бензола и те-
трамеров пропилена. Однако начиная с 1966 г. в связи с низкой
биоразлагаемостью соединений разветвленного строения начали
переходить на алкилбензолы нормального строения, так называе-
мые линейные алкилбензолсульфонаты (ЛАС). Линейные алкил-
бензолсульфонаты (их еще называют мягкие алкилбензолсульфо-
наты) получают из линейных алкилбензолов (с алкильным радика-
лом Сю—Си) сульфированием триоксидом серы или олеумом с по-
следующей нейтрализацией. Несмотря на то, что в последние годы
развивается производство сульфатов спиртов, алкилсульфонатов
и а-олефинсульфонатов, алкилбензолсульфонаты по крайней мере
до 1990 г. не потеряют своего главенствующего значения. В настоя-
щее время на долю алкилбензолсульфонатов приходится почти
70 % от общего производства анионных ПАВ. Это объясняется тем,
что созданы крупные мощности по производству алкилбензолсуль-
фонатов, а стоимость этих ПАВ ниже стоимости алкилсульфонатов
и а-олефинсульфонатов, не говоря уже о сульфатах первичных
спиртов, кроме того эти ПАВ обладают высокими моющими свой-
ствами и хорошими технологическими показателями.
Процесс получения алкилбензолсульфонатов состоит из трех
стадий: получение алкилбензола алкилированием бензола соответ-
ствующими алкилирующими агентами, сульфирование алкилбен-
зола, нейтрализация алкилбензолсульфокислоты.
Получение алкилбензолов. В зависимости от алкилирующего
агента в настоящее время применяются следующие методы получе-
ния алкилбензолов.
1. Алкилирование бензола а-олефинами, полученных термиче-
ским или каталитическим дегидрированием к-парафинов.
2. Алкилирование бензола а-олефинами, полученными олиго-
меризацией этилена на катализаторе Циглера.
3. Алкилирование бензола моноолефинами, полученных де-
гидрохлорированием хлорпарафинов.
4. Алкилирование бензола хлорпарафинами, полученных хло-
рированием н-парафинов.
16 Зак. 534
481
Наибольшее распространение во всем мире имеют так назы-
ваемые хлорные методы (методы 3 и 4) получения алкилбензолов.
В СССР производятся следующие алкилбензолсульфонаты на-
трия: на основе а-олефинов нормального строения сульфонол
НП-3, на основе хлоралканов керосиновой фракции — хлорный
сульфонол и, еще сохранилось небольшое производство, на основе
тетрамеров пропилена — сульфонол НП-1.
Процессы получения сульфонолов НП-1 и НП-3 в нашей стране
были разработаны во ВНИИНП под руководством Л. А. Потолов-
ского.
Промышленному производству алкилбензолсульфонатов, как
многотоннажных моющих средств, предшествовала длительная
научно-исследовательская работа, в результате которой были изу-
чены моющие и поверхностно-активные свойства сульфосолей раз-
личных алкилбензолов — от солей бензол- и метилбензолсульфо-
кислоты до солей эйкозилбензолсульфокислоты. Сульфогруппа мо-
жет занимать орто- и параположения; последнее для моющих ве-
ществ является предпочтительным. Лучшим моющим действием
обладают соединения с радикалами СцН2з—С12Н25. Лучшие пено-
образующие свойства имеют соединения с радикалом С14Н29.
Существенное влияние на моющие свойства оказывает строение
боковой цепи: моющая способность у алкилбензолсульфонатов с
разветвленными цепями меньше, чем с прямыми. Кроме того,
максимальное моющее действие наблюдается, когда бензольное
кольцо присоединено не к первому атому углерода в цепи, а ко вто-
рому (еще лучше к третьему).
Сульфирование алкилбензолов. Для сульфирования ароматиче-
ских соединений применяют серную кислоту, олеум и SO3. Сульфи-
рование серной кислотой является обратимой реакцией
ArH + H2SO4 ArSO2OH + H2O
протекающей с выделением значительного количества тепла, в том
числе за счет разбавления кислоты образующейся водой. Тепло-
вой эффект реакции поэтому зависит от концентрации исходной
кислоты и составляет ~ 146 кДж/моль. Равновесие при обычных
условиях сдвинуто вправо, но при повышенной температуре и одно-
временной отгонке углеводорода иногда проводят обратный про-
цесс для разделения изомерных бензолов. Сульфирование отно-
сится к типичным реакциям электрофильного замещения в арома-
тическое ядро. Реакция тормозится водой, находившейся в исход-
ной кислоте и образующейся при сульфировании. Считается, что
агентом, непосредственно атакующим ароматическое ядро, явля-
ется ион SO2OH
2H2SO4 HSO; + H3SOJ hso; + $O2OH + H2O
482
Влияние заместителей при сульфировании аналогично другим ре-
акциям электрофильного замещения в ароматическое кольцо.
Обычно реакция сульфирования прекращается при достижении
определенной концентрации кислоты (/7), которая соответствует
концентрации SO3 в отработанной кислоте. Зная П сульфирования
и* концентрацию SO3 в исходной кислоте (а), определяют коли-
чество серной кислоты (X) необходимое для сульфирования 1 моль
ароматического соединения по формуле
где 80 — молекулярная масса SO3. Ввиду невысокой активности
серной кислоты как сульфирующего агента обычно проводят про-
цесс при 80—100 °C и выше.
Реакционная масса состоит из двух фаз, сульфирование про-
текает в кислотной фазе и уже при небольшом перемешивании
лимитируется скоростью химического превращения без существен-
ного влияния 'диффузионных факторов. Сульфирование олеумом
ароматических соединений протекает в две стадии. Первая — взаи-
модействие избыточного триоксида серы с ароматическим углево-
дородом
АгН + H2SO4 • SO3 —> ArSO2OH + H2SO4
Эта реакция необратима и высокоэкзотермична, тепловой эффект
зависит от концентрации олеума и для 20 %-ного олеума состав-
ляет 180 кДж/моль. Во второй стадии — в сульфировании начи-
нает принимать участие серная кислота. Сульфирование свобод-
ным триоксидом серы АгН -f- SO3-> ArSO2OH является необрати-
мой очень высокоэкзотермичной реакцией, тепловой эффект состав-
ляет ~217 кДж/моль.
Механизм первой стадии сульфирования ароматических углево-
дородов олеумом и свободным триоксидом серы состоит в электро-
фильной атаке углеводорода молекулой триоксида серы через про-
межуточные л- и сг-комплексы.
Реакция имеет первый порядок по ароматическому соединению и
триоксида серы и протекает практически моментально. Скорость
реакции зависит от диффузионных факторов и, в значительной
степени, от интенсивности перемешивания и отвода большого коли-
чества выделяющегося тепла.
При использовании олеума и триоксида серы протекает зна-
чительное число побочных реакций: образование днсульфокислот,
сульфонов 2АгН + 2SO3 -> ArSO2Ar 4- H2SO4 и образование ан-
гидридов сульфокислот.
Протекание побочных реакций, а также окислительные превра-
щения и деструкцию алкильных цепей под действием триоксида
серы ограничивают оптимальным соотношением реагентов, способом
16*
483
их смешения и особенно температурой, которая при сульфиро-
вании олеумом и триоксидом серы изменяется в пределах от —10
до 40—6043.
Однако, сульфирование триоксидом серы имеет определенные
преимущества:
1) стоимость триоксида серы ниже, чем других сульфирующих
агентов;
2) исключается образование отработанной серной кислоты;
3) получаемые алкилбензолсульфонаты практически не содер-
жат неорганических примесей (сульфат натрия);
4) сокращается (на 12—15%) расход едкого натра на стадии
нейтрализации и т.
К недостаткам метода следует отнести значительно большее
выделение тепла при сульфировании 80s; сложность транспорти-
рования и хранения жидкого SO3, так как он весьма склонен
к полимеризации (приходится добавлять ингибиторы) и образова-
нию побочных продуктов.
Несмотря на эти недостатки (их устраняют, используя те или
иные технологические приемы), метод сульфирования триоксидом
серы является весьма перспективным и начинает все шире приме-
няться в производстве синтетических моющих веществ.
В настоящее время все методы сульфирования триокеидом
серы могут быть разделены на две группы:
1) сульфирование в присутствии инертного газа, воздуха или га-
зообразных насыщенных углеводородов, которые необходимы для
съема выделяющегося тепла (во избежание потемнения продуктов);
2) сульфирование в присутствии жидкого диоксида серы (впер-
вые разработан в СССР).
Сульфирование алкилбензолов (фракция 260—360°G до-
децилбензолов), полученных на основе тетрамерной фрак-
ции пропилена, осуществляется 20—22%-ным олеумом при
соотношении олеум : алкилбензолы 1,3:1, температуре 46—55°C.
Способ и длительность добавления олеума, интенсивность переме-
шивания реакционной массы и продолжительность созревания
сульфомассы определяются контролем на содержание несульфируе-
мых углеводородов в сульфомассе (не больше 2 % масс.).
Сульфирование алкилбензолов (фракция 280—340°C), получен-
ных на основе а-олефинов, осуществляют триоксидом серы
в инертном газе. Содержание SO3 составляет 6—7% (об.). Суль-
фирование проводят в две ступени при температуре 45—50 °C.
Для снижения вязкости сульфокислоты к целевой фракции
алкилбензолов добавляют 4—6 % толуола. Хотя толуолсульфонат
натрия не обладает моющими свойствами, его добавление в компо-
зиции моющих средств весьма полезно для снижения вязкости ком-
позиции и предотвращения слипаемости синтетических стиральных
порошков, особенно когда в качестве моющей основы используют
линейные алкилбензолсульфонаты натрия.
Метод сульфирования триоксидом серы в растворе жидкого
диоксида серы используется в СССР при получении так называе-
484
мого хлорного сульфонола. Этот метод сульфирования является
наиболее прогрессивным, так как позволяет проводить процесс
сульфирования при т. кип. SO2 (—10°C), что обусловливает полу-
чение светлого продукта. Жидкий SO2 снижает вязкость реакцион-
ной смеси; за счет испарения части диоксида серы с последующей
его конденсацией и возвращением в процесс легко обеспечивается
нужная температура процесса.
Газообразный SO3 растворяют в жидком SO2 до образования
примерно 30%-ного раствора. Алкилбензолы также смешивают
SO2 (65 % алкилбензола). Полученные смеси загружают в суль-
фуратор заполненный кольцами Рашига. Тепло, выделяющееся при
реакции, отводится растворителем — кипящим диоксидом серы.
Нейтрализация алкилбензолсульфокислот осуществляется кон-
центрированной щелочью при перемешивании и температуре 55—
60 °C. Для обеспечения съема тепла реакции реакционную массу
подвергают циркуляции через выносной холодильник. Моющая
способность в концентрации 0,125% (масс.) алкилбензолсульфо-
натов, полученных на основе а-олефинов, хлорпарафинов и тетра-
меров пропилена, составляет соответственно 104, 70 и 80 единиц.
Технологическая схема получения линейного алкилбензолсульфо-
ната на основе а-олефинов (сульфонола НП-3) представлена на
рис. 9.7.
Катализатор алкилирования (хлоралюминиевый комплекс) го-
товят в аппарате 1 с мешалкой. Туда подают возвратную фракцию
___________ Алкилбензолы
СВежий '___Беизо„
-бензол -------------------
щелочь
Сульфокислоты
Рис. 9.7. Технологическая схема производства сульфонола НП-3:
1— аппарат для приготовления каталитического комплекса; 2 — алкилатор; 3 — отстойник
отработанного катализатора; 4 — промывная емкость; 5 — колонна выделения бензола; 6 —
колонна выделения фракции 140—280 °C; 7—колонна выделения целевой фракции алкилбен-
золов (280—340 °C); 8 — колонна выделения фракции 34Q—500 °C; 9 — сульфуратор; 10 — нейтра-
лизатор; 11 — деаэратор; 12 — хлоратор*
485
140—280°C алкилбензолов (получаемых при ректификации алки-
лата) и хлорид алюминия. Промотор реакции — хлорводород —
образуется при взаимодействии А1С1з и воды, добавляемой в те-
чение реакции.
Каталитический комплекс подают в алкилатор 2; туда же не-
прерывно поступают бензол и а-олефины (фракция 180—240°C
крекинг-дистиллята) в мольном соотношении 7,5: 1. Реакция алки-
лирования протекает при 45—50 °C, атмосферном давлении и вре-
мени контакта 45—50 мин. Расход хлорида алюминия ~5 % на не-
предельные углеводороды.
Алкилат после отделения от каталитического комплекса в от-
стойнике 3 и промывки водой и водной щелочью в аппарате 4 по-
ступает в колонну 5, где от него отгоняется бензол; кубовая жид-
кость поступает в колонну 6. С верха колонны отгоняется исходная
фракция (180—240 °C) а-олефинов, часть которой идет на ороше-
ние колонны 6, а остальное возвращается на алкилирование. Кубо-
вая жидкость с низа колонны 6 поступает в колонну 7, с верха
которой отбирается целевая фракция алкилата (280—340°C), на-
правляемая на сульфирование. Остаток с низа колонны 7 посту-
пает в колонну S, где сверху отбирается фракция 340—500 °C, на-
правляемая на получение высокомолекулярных сульфонатов, при-
меняемых в качестве моющих присадок к смазочным маслам, а
также в качестве флотореагентов. С низа колонны 8 выходит ку-
бовый остаток — фракция >500°C.
К целевой фракции алкилбензолов добавляют 4—6 % толуола
(для снижения вязкости сульфомассы) и направляют на сульфиро-
вание в сульфураторы 9 (показан один). Сульфирование проводят
триоксидом серы разбавленным инертным газом (концентрация
6—7 % (масс.) в две ступени (показана одна) при температуре
40—50 °C.
Из сульфуратора 9 продукты реакции направляют на нейтрали-
зацию в нейтрализатор /0, куда подают раствор щелочи. В про-
цессе нейтрализации происходит насыщение нейтрализованного
продукта воздухом, поэтому из нейтрализатора продукты посту-
пают в деаэратор 11, где под действием насыщенного пара при
80—85 °C аэрированная паста сульфонола НП-3 деаэрируется в
35—40 %-ный водный раствор, который удобно транспортировать
и дозировать. Для осветления раствор сульфонола подвергают от-
беливанию в щелочной среде газообразным хлором в трубчатом
аппарате 12. Образующийся гипохлорит натрия легко разлагается
с выделением кислорода, за счет которого осуществляется эффек-
тивное отбеливание.
Товарный отбеленный раствор сульфонола НП-3 содержит 35—
40 % натриевых солей алкибензолсульфокислот, 2—3 % сульфата
натрия, ~1,0% несульфируемых углеводородов, 4—4,5% толуол-
сульфоната натрия, 0,006 % железа и воду.
Для получения 1 т НП-3 расходуется 0,4 т бензола, 0,9 т фрак-
ции а-олефинов (180—240°C), 0,03 т хлорида алюминия, 0,27 т
триоксида серы и 0,15 т едкого натра.
486
В нейтрализатор к нейтрализованной пасте при энергичном пе-
ремешивании добавляют порошкообразные компоненты (на схеме
не указано), что обеспечивает равномерное распределение и рас-
творение добавляемых компонентов. Температуру пасты при вве-
дении добавок поддерживают 55—60°C; при необходимости вво-
дят острый пар. По мере повышения вязкости пасты в результате
добавки дополнительных компонентов приливают горячую воду,
чтобы снизить вязкость до заданной. Полученную водную пасту
направляют на сушку. Готовая композиция после прохождения сет-
чатого фильтра поступает на прием насоса низкого давления, ко-
торый подает ее при ~0,35 МПа в насос высокого давления, а
последний под давлением 3,5—13,5 МПа в распылительные фор-
сунки сушильной башни, расположенные в верхней части башни
по всему ее периметру.
Распыленная композиция высушивается в газовом потоке, про-
ходящем через башню со средней скоростью ~300 мм/с. Темпе-
ратура сушильного агента (воздух, топочные газы и др.), посту-
пающего в башню, может быть в пределах 250—350 °C; темпера-
тура в зоне распыления 160—200°C; температура отходящих из
башни паров и газов 105—120 °C. В современных сушильных установ-
ках очистная система задерживает 99,8 % порошка. Готовый поро-
шок, удаляемый из нижней, конусной части башни, охлаждают, сме-
шивают с отбеливателем и отдушкой и направляют на расфасовку.
Сульфонол НП-1, полученный на основе тетр^мефров пропи-
лена, в сточных водах разлагается всего на 36%, хлорный суль-
фонол на 65 %, а сульфонол НП-3 (ЛАС) на 95 %.
В качестве поверхностно-активных веществ кроме алкилбензол-
сульфонатов производятся в небольших количествах алкилнафта-
линсульфонаты (некали), применяемые в основном как эмуль-
гаторы при получении синтетического каучука эмульсионной по-
лимеризацией.
Схема получения некаля А:
-C3H7-ZA30
.СзН7-изо
+H2SO4 +NaOH
“^HS°3“€I0 “т?
ХСзН7-!/5О
'С$Н7-изо
C3H7-tf3O
kCaH7-ZA3Q
487
Как видно из схемы, для получения поверхностно-активных ве-
ществ этого типа нафталин алкилируют вторичным спиртом в при-
сутствии избытка серной кислоты. Далее при нагревании реак-
ционной смеси проводят сульфирование.
При использовании втор-бутилового спирта получают ди-втор-
бутилнафталинсульфонат (некаль ВХ):
СНз
NaS°3 cJLD
4vZ^^CHC2H5
СНз
Некали впервые были использованы в Германии в качестве
заменителей мыла, а затем как эмульгаторы. Обычный техниче-
ский продукт представляет собой смесь натриевых солей моно-,
ди- и триалкилнафталинсульфокислот.
Алкилсульфонаты
Натриевые соли алкансульфокислот (алкилсульфонаты, АС) с чис-
лом углеродных атомов от 14 до 18 обладают поверхностно-актив-
ными свойствами и моющим действием. Они могут быть первич-
ными и вторичными: RCH2SO2ONa и RR'CHSO2ONa. При полу-
чении алкилсульфонатов из парафиновых углеводородов сульфо-
группа может занимать все возможные положения в углеродной
цепи, причем преобладают вторичные алкилсульфонаты. Первич-
ные алкилсульфонаты и вторичные с сульфогруппой, расположен-
ной ближе к концу цепи, обладают хорошими моющими свойства-
ми, а сульфонаты с сульфогруппой в середине цепи имеют лучшие
смачивающие свойства и большую растворимость в воде.
Производство технических алкилсульфонатов натрия (мер-
золятов) было начато во время второй мировой войны в Гер-
мании на основе парафинов, полученных по методу Фишера-Троп-
ша. В настоящее время из алкилсульфонатов, получаемых на осно-
ве нефтяных парафинов, в ГДР, США и Советском Союзе выра-
батывают синтетические моющие средства.
В последние годы очень сильно возрос интерес к алкилсульфо-
натам — биоразлагаемым ПАВ. Среди современных биоразлагае-
мых ПАВ алкилсульфонаты являются самым дешевым продуктом;
благодаря высокой солюбилизирующей способности применяются
в жидких составах СМС для слабозагрязненных тканей, а также в
составах СМС промышленного назначения.
Алкилсульфонаты представляют большой интерес с точки зре-
ния экологических, дерматологических и токсикологических
свойств, а по моющей способности они незначительно уступают
алкилбензолсульфонатам в синтетических моющих средствах.
488
С успехом могут применяться как в жидких, так и порошковых
СМС.
Получение алкилсульфонатов сульфохлорированием /«-парафи-
нов. Непосредственное сульфирование парафиновых углеводоро-
дов обычными сульфирующими агентами (серной кислотой, олеу-
мом, хлорсульфоновой кислотой) протекает в жестких условиях
и с очень низкими выходами алкансульфокислот. Поэтому про-
мышленное производство алкансульфокислот и моющих средств
на их основе стало возможным лишь после открытия в 1933 г. Ри-
дом и Хорном реакции сульфохлорирования парафиновых угле-
водородов.
Сульфохлорирование протекает в результате одновременного
действия на парафиновые углеводороды диоксида серы и хлора
при ультрафиолетовом облучении. Наряду с моносульфохлоридами
при этом обычно образуются дисульфохлориды и хлорзамещенные
углеводороды:
+ SO2; + С12
впН2п+2 ' —2H61 CnH2n(SO2Gl)2
, “"77 СпН2п+1С1
—НС1; —ЗО2
Для подавления реакции хлорирования парафинов процесс ве-
дут при небольшом избытке диоксида серы (до 10%) и темпера-
туре в пределах 20—30 °C, с повышением температуры резко уве-
личивается выход хлорпарафинов. Для устранения образования
нежелательных дисульфохлоридов, ухудшающих моющие свойства
основного продукта, реакцию проводят до глубины превращения
сырья за один проход не выше 30—40 %. Реакция сульфохлориро-
вания является сильно экзотермической и необратимой, протекает
по радикально-цепному механизму. Зарождение цепи происходит
за счет гомолитического расщепления молекулы хлора при по-
глощении кванта света:
hv
С12 ---> 2С1 •
Звено цепи состоит из следующего ряда превращений:
RH+C1. —> R • + НС1
R. + SO2 —> RSO2
RSO2 + C12 —> RSO2C1 + C1.
Кислород является ингибитором, поэтому при сульфохлорировании
пользуются газом, полученным испарением жидкого хлора. Сер-
нистые соединения и различные примеси в исходном сырье ока-
зывают ингибирующее действие. В производственных условиях
цепь обрывается при столкновении радикалов со стенками реак-
тора, а также из-за наличия примесей в сырье. Применяют непре-
рывное освещение реакционного пространства ртутно-кварцевыми
лампами (коротковолновые лучи 3600—4000 А). Относительная
489
реакционная способность различных атомов при сульфохлориро-
вании иная, чем при хлорировании, по-видпмому, из-за простран-
ственных затруднений при подходе молекулы диоксида серы к
третичному алкильному радикалу: втор- > первич- > трет-. При
сульфохлорировании к-парафинов получаются преимущественно
вторичные сульфохлориды, в которых сульфогруппа находится
при любом вторичном атоме углерода.
Конечный состав продуктов реакции зависит от соотношения
исходных реагентов, температуры реакции, продолжительности
контакта. На практике чаще реакцию ведут до накопления 30 %
(масс.) сульфохлоридов с рециркуляцией 70 % (масс.) нейтраль-
ного масла. При этом сульфохлориды содержат около 94 % моно-
и 6 % (масс.) дизамещенных соединений.
Сырьем для сульфохлорирования могут служить фракции па-
рафиновых углеводородов с пределами кипения 230—320, 250—300
или 250—350 °C, выделяемые из нефтяных дистиллятов карбамид-
ной депарафинизацией или с помощью молекулярных сит. В этих
фракциях в основном присутствуют парафины С15. Кроме пара-
финов, выделенных из нефтяных дистиллятов, сырьем для сульфо-
хлорирования может служить фракция парафинов (220—320°C),
полученная по методу Фишера-Тропша (мепазин). Присутствие
в сырье олефинов и ароматических углеводородов крайне нежела-
тельно, так как они ингибируют цепную реакцию. Поэтому пара-
фины предварительно подвергают гидроочистке на сульфидных
катализаторах при 300—320 °C и ~20 МПа. В качестве сульфо-
хлорирующих агентов применяют SO2 и CU с содержанием основ-
ного вещества не менее 95%; содержание кислорода в них не
должно превышать 0,1—0,2 %.
В СССР для получения алкилсульфонатов применяют деаро-
матизированную керосиновую фракцию. Процесс осуществляют
непрерывным способом. В стальную колонну, футерованную из-
нутри винипластом, подают сверху керосин, а снизу смесь газо-
образного хлора и диоксида серы. Реакцию проводят при облуче-
нии массы ртутными лампами ПРК. Сульфохлорирование ведут
при 25—30 °C. Для съема тепла реакционную массу прокачивают
через выносной холодильник.
По окончании реакции массу омыляют 10%-ным раствором
NaOH. Омыление проводят непрерывным способом при 95—97 °C.
NaOH
RSO2C1 ------> RSO2ONa + NaCl
Неомыляемые (непрореагировавшие углеводороды) отделяют от
раствора, нагретого до 95 °C. После отделения неомыляемых рас-
твор охлаждают до 5 °C; при этом отделяется раствор поваренной
соли, содержащий — 10% NaCl и — 10% алкилсульфоната. Рас-
твор сульфоната после отделения NaCl упаривают под давлением
при 160—170°C. При упаривании удаляются остатки неомыляемых
и получается плавленый сульфонат в виде чешуек с —92 % актив-
ного вещества и —5% NaCl (остальное — вода) пли в виде пасты
с различным содержанием алкилсульфонатов.
490
Образовавшиеся в процессе сульфохлорирования алкилхлориды
поступают на дегидрохлорирование в присутствии оксидных ката-
лизаторов. В результате получаются олефины, которые раньше
подвергали каталитическому гидрированию, а в последнее время
используют для получения а-олефинсульфопатов или втор-алкил -
сульфатов. Алкилсульфонаты, получаемые фотохимическим суль-
фохлорированием в ГДР выпускаются под названием Эмульга-
тор В-30.
Получение алкилсульфонатов сульфоокислением «-парафинов.
Наиболее существенным недостатком описанного метода сульфо-
хлорирования является использование дорогостоящего хлора, ко-
торый безвозвратно теряется, так как его утилизация весьма за-
труднительна. Этот недостаток оказалось возможным устранить
после открытия в 1940 г. Платцем и Шиммель-Шмидтом реакции
сульфоокисления «-парафиновых углеводородов.
Сырьем для процесса сульфоокисления служат те же фракции
«-парафинов (Си—Си), что и применяемые для сульфохлориро-
вания. Требования, предъявляемые к исходному сырью для суль-
фоокисления, практически не отличаются от таковых для сульфо-
хлорирования. Суммарное уравнение реакции сульфоокисления
следующее:
RH + SO2 + 0,5О2 —> RSO2OH
Реакция проводится при 20—30 °C в присутствии инициаторов
(уксусного ангидрида, озона, пероксидов и т. д.; облучение УФ-
светом с длиной волны 3660 А).
В результате реакции образуются вторичные алкансульфокис-
лоты со статистическим распределением сульфогрупп по углерод-
ной цепи. Последующая нейтрализация их приводит к алкилсуль-
фонатам натрия:
RSO2OH + NaOH —> RSO2ONa + H2O
Этот процесс известен давно, однако широкого распространения
не получил. В связи с тенденцией в последние годы увеличения
производства жидких и полностью биоразлагаемых синтетических
моющих средств процесс сульфоокисления «-парафинов Си—Cis с
целью получения алкилсульфонатов приобретает большое значе-
ние. Реакция сульфокисления является необратимой и сильноэк-
зотермичной, ускоряется под влиянием облучения и инициаторов
радикально-цепных процессов, протекает по радикально-цепному
механизму. Свободный радикал, образовавшийся при зарождении
цепи, начинает цепь превращений, состоящую из следующих эле-
ментарных стадий:
R • + SO2 —> RSO2« (Сульфорадикал)
RSO2« + O2 —> RSO2OO« (Сульфопероксидный радикал)
RSO2OO« + RH RSO2OOH (Сульфогидропероксид)
Образовавшийся в конечном итоге сульфогидропероксид является
достаточно стабильным при температуре реакции и, без введения
каких-либо веществ, является конечным продуктом реакции.
491
При введении в реакционную смесь воды (водно-световой ме^
тод) сульфогидропероксид окисляет диоксид серы в серную кис-
лоту, одновременно превращаясь в сульфокислоту:
rso2ooh+ SO2 + H2O —> RSO2OH + H2SO4
Суммарное уравнение реакции будет следующее
RH + 2SO2 + О2 + Н2О —> RSO2OH + H2SO4
При водно-световом методе процесс ведут при 25—30 °C в одну
стадию, при непрерывном облучении ультрафиолетовым светом и
экстракции водой серной и сульфокислоты.
Существенным недостатком водно-светового метода сульфоокис-
ления является большой расход световой энергии.
Другой метод — это сульфоокисление в присутствии уксусного
ангидрида. Процесс протекает в две стадии. На первой стадии
сульфоокисление проводят при освещении в безводной среде, но
в присутствии уксусного ангидрида, связывающего сульфогидро-
пероксид в стабильный к разложению ацетилсульфопероксид:
RSO2OOH+(CH3CO)2O —> RSO2OOOCCH3 + СНзСООН
Вторая стадия протекает без освещения и при более высокой тем-
пературе, при которой ацетилсульфопероксид распадается и ини-
циирует радикально-цепной процесс сульфоокисления:
RSO2OOOCCH3 —> RSO2O.-bCH3COO.
rso2o« + rh —> rso2oh + r*
CH3COO« + RH —► CH3COOH + R.
Одновременно протекают побочные реакции с образованием раз-
личных продуктов окисления при сульфоокислении н-парафинов
Ci2 — Cis — образуется смесь с равновероятным расположением
сульфокислотной группы при всех вторичных атомах углерода.
Расход уксусного ангидрида — 90 кг на 1т алкилсульфоната.
Производство алкилсульфонатов сульфоокислением н-парафинов
осуществлено в промышленности ФРГ, Франции, США.
Технологическая схема непрерывного процесса (фирма Hoechst,
ФРГ) получения алкилсульфонатов сульфоокислением н-парафи-
нов представлена на рис. 9.8.
Непрерывное сульфоокисление н-парафинов осуществляют в фо-
тохимическом реакторе /, внутри которого вмонтированы ртутные
лампы 2 — источник УФ-излучения. Газообразную смесь диоксида
серы и кислорода вводят в нижнюю часть реактора, а в верхнюю —
непрерывно подают н-парафин и воду. Смесь SO2 и О2 циркули-
рует в реакторе, часть газа при этом отдувают. После разделения
реакционной смеси в сепараторе 3 верхний слой, содержащий не-
прореагировавшие н-парафины, возвращают в реактор. Нижний
слой — водный раствор алкилсульфокислот и серной кислоты —
концентрируют путем отпарки в колонне 4, уходящие с верха ко-
492
NaOH
Рис. 9.8. Технологическая схема непрерывного процесса получения алкилсульфо-
натов процессом сульфоокисления (процесс фирмы Hoech'st):
/ — фотохимический реактор; 2 — источник УФ-излучения (ртутные лампы); 3 — сепаратор;
4 — отпарная колонна; 5 — конденсатор; 6 — сепаратор для отделения алКи^суЛьфокйслот;
7 — йейтрализатор; 8, 9 — колонны отгонки непрореагировавшего н-парафина; 10 — сепара-
тор ДЛя отделения н-парафина; 11 — сборник готового продукта.
лонны пары воды конденсируются в конденсаторе-холодильнике 5.
В сепараторе 6 отделяют серную кислоту от сульфокислот, послед-
ние направляют в нейтрализатор 7 для нейтрализации раствором
едкого натра. Водный раствор алкилсульфоната натрия последо-
вательно концентрируют в колоннах 8 и 9. Основное количество
примесей непрореагировавшего н-парафина отгоняют в колонне 9
при температуре 200—300 °C; после прохождения конденсато-
ра 5 и сепаратора 10 н-парафины возвращают в процесс; из куба
колонны 9 выводят расплав алкилсульфоната натрия. Товарный
продукт выпускают в виде 30%-ного водного раствора (ХосТапур
А-30), либо в виде 60 %-ной пастообразной смеси (Хостапур А-60).
К преимуществам процесса относится отсутствие вредных выбро-
сов в окружающую среду.
В настоящее время разработан процесс сульфоокисления н-па-
рафинов, иницируемый у-излучением радиоактивного изотопа ко-
бальта 60Со. Однако в промышленных масштабах этот метод пока
не нашел применения.
Алкилсульфонаты, полученные сульфохлорированием или суль-
фоокислением н-парафинов, представляют собой смеси изомерных
алкилсульфонатов, в которых сульфонатная группа SO3Na зани-
мает разные положения в углеродной цепи. Несмотря на хорошие
моющие свойства и хорошую биоразлагаемость, эти соединения на-
ходили ограниченное применение в порошкообразных синтетиче-
ских моющих композициях из-за высокой гигроскопичности, но в
связи с ростом производства жидких синтетических моющих компо-
зиций они приобретают все большее значение. Наименее гигроско-
пичны алкилсульфонаты с SO3Na-rpynnoft на конце цепи и по-
этому их получение представляет наибольший практический ин-
терес.
493
а-Олефинсульфонаты
В последние годы в качестве активных компонентов ПАВ предло-
жены сульфонаты а-олефинов, сокращенно названные АОС. Они
представляют собой новую группу моющих средств — биологически
чрезвычайно нестойких и легко разлагающихся, термически ста-
бильных, хорошо растворимых, обладающих универсальным мою-
щим действием и хорошей пенообразующей способностью; по мою-
щему действию АОС несколько превосходят, а по дерматологиче-
скому действию значительно мягче, чем ЛАС. Значительно менее
чувствительны к жесткообразователям воды, чем алкилбензолсуль-
фонаты и алкилсульфонаты. Последнее их свойство имеет особую
ценность в связи с проблемой выпуска бесфосфатных или с низ-
ким содержанием фосфатов в синтетических моющих средствах.
Широкое применение фосфатов в составе синтетических моющих
средств, основная задача которых заключается в связывании солей
жесткости в виде комплексных соединений, вызвало ряд затрудне-
ний. Было установлено, что фосфаты, в частности применяемый
в СМС триполифосфат и продукты его гидролиза, являются одной
из причин эутрофикации, т. е. старения водоемов, обусловлен-
ного обогащением их питательной средой, стимулирующей рост
сорной растительности. Одним из путей решения этой проблемы
наряду с другими является также и применение ПАВ устойчивых
к солям жесткости. В этом отношении а-олефинсульфонаты вы-
годно отличаются от алкилбензолсульфонатов и алкилсульфонатов,
однако широкое производство этого типа ПАВ сдерживается дефи-
цитом и дороговизной а-олефинов. Промышленный выпуск а-оле-
финсульфонатов осуществлен лишь в США и Японии, причем ко-
личество а-олефинсульфонатов составляет всего лишь 1 % от вы-
пускаемых других ПАВ, содержащих сульфонатную группу.
Получение а-олефинсульфонатов сульфированием а-олефинов
триоксидом серы привлекает простой технологией и значительным
сокращением технологической цепочки парафин — ПАВ по сравне-
нию с алкилсульфонатами. Особенно этот процесс перспективен
для нашей страны благодаря наличию широкой сырьевой базы
н-парафиновых углеводородов. а-Олефинсульфонаты в последние
годы приобрели промышленное значение благодаря прогрессу в
технологии сульфирования углеводородов триоксидом серы и по-
требности высокобиоразлагаемых ПАВ.
Сырьем для получения АОС являются а-олефины Cj4 — Ci8, хотя
можно использовать и более широкую фракцию (Ci2—С20). Требуе-
мые а-олефины получают олигомеризацией этилена в присутствии
комплексного алюминийорганического катализатора или термиче-
ским крекингом твердого парафина (последний метод дает а-оле-
фины более низкого качества). Для сульфирования применяют раз-
бавленный триоксид серы или же триоксид серы, растворенный в
диоксане, диоксиде серы, метиленхлориде. При использовании три-
оксида серы без комплексообразователя получают темный продукт,
затем отбеливают гипохлоритами. Более светлые продукты полу-
494
чают при сульфировании а-олефипов в пленочном реакторе или
при распылении их в струе инертного газа, содержащего SO3. Со-
став продуктов зависит от сульфирующего агента и условий про-
цесса.
При взаимодействии а-олефинов с триоксидом серы происходит
образование алкенилсульфокислот с сопутствующим перемещением
двойной связи по цепи:
R'HC=CH2+SO3 —> RHC=CH(CH2)XSO3H
Кроме того, образуются 1,3- (а), 1,4- (б) и димерный 1,4- (в)
су л ьтоны:
R
R(CH2)x-i—-СНСН2СН2 R(CH2h-2—СН(СН2)2СН2
а б в
Последующая нейтрализация продуктов реакции дает алкенил- и
оксиалкилсульфонаты натрия:
NaOH
RHC=CH(CH2)xSO3H------—> RHC=CH(CH2)xSO3Na
—н2о
+ NaOH
R(CH2)X_,CHCH2CH2 ------> R(H2C)JC-1CHCH2CH2SO3Na
I 1 1
О----SO2 OH
+ NaOH
R(CH2)X-2CH—(CH2)2CH2 ------► R(CH2)x_2CH(CH2)2CH2SO3Na
A--------so2 Ah
Сульфирование а-олефинов свободным триоксидом серы проте-
кает по механизму, отличному от механизма сульфирования комп-
лексами триоксида серы. Триоксид серы представляет собой кис-
лоту Льюиса и в газообразном состоянии вследствие смещения
электронов может находиться в нескольких мезомерных формах,
в которых отрицательные заряды локализуются у атомов кисло-
рода, а положительный — на центральном атоме серы:
б- а-
°s'sv°
А-
Вследствие поляризации двойной связи и индукционного эф-
фекта алкильного радикала первый углеродный атом а-олефина
имеет избыточную электронную плотность и поэтому присоединяет
атом S в триоксиде серы. В результате происходит выравнивание
заряда и образование двойного амфотерного иона 1а
д- д-
6+ б- Ок б+ .О +
r(ch2)xhc=ch2 + —> r(ch2)xchch2so;
II б
ОА-
la
495
подвергающегося в условиях реакции изомеризации с образова-
нием изомерных двойных ионов:
RCCH^^CHCH^HzSOJ R(CH2)X-2CHCH2CH2CH2SOJ и т. д.
16 1в
Двойной ион (например 16) может стабилизироваться двумя
путями.
1. Элиминированием протона от двух соседних метиленовых
групп и перемещением его к аниону SO3, в результате чего обра-
зуется либо алкилен-2-сульфокислота Па либо алкилен-3-сульфо-
кислота Пб (образование алкилен-1-сульфокислоты в условиях ре-
акции наблюдается в меньшей степени):
16 —> ЦССН^х^СНСНгСНгЗО;
1 i
R(CH2)x-1HC=CHCH2SO3H R(CH2)x_2HC=CHCH2CH2SO3H
Па Пб
2. Внутримолекулярным выравниванием заряда путем нейтра-
лизации отрицательной сульфогруппы положительным атомом угле-
рода с образованием сультонов:
16 —> R(CH2)x-iCHCH2CH2
—ko2
1в —> R(CH2)X-2CHCH2CH2CH2 и t. д.
о-----------------------so2
Кроме того, в продуктах сульфирования а-олефинов содержатся
дисульфонаты, димеры сультонов, а также циклические сульфиты
и сульфаты ( — 0,2 %). Количество побочных продуктов, образую-
щихся при сульфировании, зависит от мольного отношения
SO3: олефин, температуры и наличия (или отсутствия) комплексо-
образователя для SO3.
Процесс производства АОС в СССР был разработан во'ВНИИ-
ПАВ. Технологическая схема сульфирования а-олефинов газооб-
разным SO3 представлена на рис. 9.9. Сульфирование осуществ-
ляют при 35—40 °C и мольном отношении а-олефины: SO3
1 :(1,1 —1,5) в пленочном реакторе. а-Олефины и газовоздушную
смесь (15—20 % (масс.) SO3), получаемую испарением жидкого
SO3 в испарителе 1 и разбавлением паров сухим воздухом, подают
в реактор 2. Откуда продукты реакции поступают в сепаратор 3
для отделения газов (отработанный воздух). Оставшуюся суль-
фомассу подвергают нейтрализации в аппарате 4 при 40—50 °C.
Процесс ведут до pH 8—9, затем при том же pH (поддерживаемом
добавлением щелочи) нейтрализованную массу гидролизуют при
95—100 °C в течение 6 ч в гидролизере 5. Гидролиз проводят с
Воздух
8
Рис. 9.9. Технологическая схема получения а-олефинсульфонатов:
/ — испаритель; 2 — реактор-сульфуратор; 3 — сепаратор; 4 — нейтрализатор; 5 — гидроли-
зер; 6 — печь; 7 — эвапоратор; 8 — холодильник-конденсатор; 9 — холодильник! 10 — ем'-
кость для разбавления и отбеливания АОС; 11 — отстойник.
целью расщепления сульфонов и превращения их в оксиалкилсуль-
фонаты натрия. Продукты реакции через нагревательную печь 6
направляются в эвапоратор 7, где испаряются непрореагировавшие
исходные углеводороды, которые конденсируются в холодильнике-
конденсаторе S, отделяются от воды в отстойнике 9 и возвращают-
ся в процесс. Расплав а-олефинсульфонатов с низа эвапоратора 7
направляют в емкость 10, в которую подают отбеливатель и, для
разбавления, воду с целью получения пасты.
Алкилсульфаты
По масштабу производства среди анионных синтетических моющих
веществ второе место после алкиларилсульфонатов занимают
алкилсульфаты — первичные RCH2OSO2ONa и вторичные
RR'CHOSO2ONa, которые являются солями сульфоэфиров.
Первичные алкилсульфаты получают сульфатированием первич-
ных высших жирных спиртов, вторичные алкилсульфаты получают
взаимодействием серной кислоты с а-олефинами или сульфатиро-
ванием вторичных высших спиртов — с последующей нейтрализа-
цией образовавшихся сульфоэфиров едким натром.
В последние годы наблюдается резкое увеличение производства
алкилсульфатов, что объясняется их хорошими моющими свой-
ствами, практически не уступающими аналогичным свойствам ал-
килбензолсульфонатов, и лучшей биохимической окисляемостью по
сравнению даже с линейными алкилбензолсульфонатами (ЛАС).
Массовому применению алкилсульфатов в синтетических моющих
средствах в настоящее время препятствует их несколько более вы-
сокая стоимость по сравнению с алкилбензолсульфонатами. Од-
нако по мере усовершенствования процессов производства исход-
ного сырья (первичных и вторичных спиртов и а-олефинов) это
497
препятствие, очевидно, будет устранено. В нашей стране из всего
количества выпускаемых синтетических моющих средств примерно
25 % приходится на алкилсульфаты.
Первичные алкилсульфаты с прямой цепью обладают моющим
действием, начиная с додецилсульфата Ci2. Моющая способность
увеличивается с удлинением углеродной цепи, и максимум мою-
щего действия приходится на алкилсульфаты Сн — Ci7. Алкил-
сульфаты Си и выше относительно мало растворимы в воде при
комнатной температуре, кроме того, они с ионами кальция, содер-
жащимися в жесткой воде, образуют чрезвычайно малораствори-
мые соли. Хотя с повышением температуры растворимость натрие-
вых и кальциевых солей таких алкилсульфатов возрастает и мою-
щая их способность увеличивается, однако стирка при повышенных
температурах отрицательно сказывается на тканях из синтетиче-
ских волокон.
Моющая способность алкилсульфатов зависит также от поло-
жения сульфоэфирной группы, что видно на примере пентадецил-
сульфата натрия Ci5H3iOSO3Na:
Положение О5О3-группы в радикале ... 1 2 4 6 8
Моющая способность, %............. 120 100 80 50 30
Видно, что лучшими моющими свойствами обладают алкилсуль-
фаты, у которых гидрофильная группа находится у первого атома
С в углеродной цепи.
Сульфатирование спиртов. Получение первичных алкилсульфа-
тов из первичных жирных спиртов основано на этерификации спир-
тов серной кислотой (сульфатировании).
Образовавшийся сульфоэфир жирного спирта затем подвергают
нейтрализации водным раствором едкого натра с получением пер-
вичного алкилсульфата:
+ H2SO4 NaOH
RCH2OH —> RCH2OSO3H ---------—> RCH2OSO3Na
—ri2O —ri2O
В качестве сульфатирующих агентов применяются: концентриро-
ванная серная кислота, хлорсульфоновая кислота, триоксид серы,
сульфаминовая кислота и N-сульфокарбамид. Реакция сульфати-
рования спиртов серной кислотой является обратимой, сильно экзо-
термичной, главным образом из-за тепла, выделяющегося при раз-
бавлении серной кислоты спиртом и образующейся водой. Вслед-
ствие этого тепловой эффект зависит от концентрации серной кис-
лоты и от ее мольного отношения к спирту. Реакционная способ-
ность первичных спиртов на порядок выше, чем для вторичных.
Для повышения равновесной степени конверсии спирта применяют
концентрированную кислоту (98—100 %-ную) в избытке по отно-
шению к спирту (1,8—2), при этих условиях выход первичных
алкилсульфатов достигает 80—90 %.
При сульфатировании кислота выполняет одновременно роль
и реагента и катализатора, а реакция протекает с разрывом связи
S—О, что обусловливает отсутствие изомеризации в алкильной
группе. Механизм сульфатирования спиртов серной кислотой ана-
498
логичен процессам этерификации. Реакция протекает по бимолеку-
лярному механизму. Медленной стадией является атака протони-
рованной кислоты молекулой спирта:
4. н+ + + ROH; —Н2О + _р[+
HOSO3H «=* Н2О— SO3H \ " > RHO—SO3H ROSO3H
Реакция протекает сравнительно медленно (в течение 1—3 ч) и тор-
мозится образующейся водой. При сульфатировании протекают по-
бочные реакции, что приводит к потемнению конечного продукта.
Для подавления нежелательных побочных реакций процесс прово-
дят при температуре 20—40 °C.
Для сульфатирования спиртов значительное применение нашла
хлорсульфоновая кислота, обладающая высокой реакционной спо-
собностью.
Реакция протекает с большой скоростью уже при комнатной
температуре, имеет первый порядок по кислоте и спирту, и заклю-
чается в атаке атома серы молекулой спирта:
[Cl—SO2OH ~|
—> Cl 4- RHOSO2OH ——> ROSO3H
ROH J “HC1
Хлорсульфоновая кислота обладает мягким действием несмотря на
ее высокую реакционную способность. Однако при повышении тем-
пературы и особенно при сульфатировании вторичных спиртов об-
разуется много побочных хлорпроизводных:
ROH + HC1 —* RC1
—н2и
В последнее время в качестве сульфатирующего агента применяют
SO3. Его электрофильные свойства обусловлены наличием вакант-
ных орбиталей, в результате чего происходит его взаимодействие
с кислородным атомом спирта с образованием комплекса, дающего
затем алкилсульфат
ROH4-SO3 ROH —> roso2oh
SO2O'
Реакция протекает мгновенно с выделением значительного коли-
чества тепла, что способствует местным перегревам, образованию
побочных продуктов (олефины, карбонильные соединения, смолы),
приводящие к потемнению и ухудшению качества целевого про-
дукта. Поэтому при использовании триоксида серы его разбавляют
инертным газом, применяют интенсивное перемешивание или же
реакцию проводят в пленке.
Реакция сульфатирования при помощи сулъфаминовой кислоты
необратима
roh + h2nso2oh —> roso2onh4
и имеет первый порядок по сульфаминовой кислоте и нулевой по
спирту. Сульфаминовая кислота мало активна, обладает мягким
действием, реакция сульфатирования протекает при 100—125°С.
Ввиду сравнительно высокой стоимости сульфаминовую кислоту
499
Таблица 9.1. Глубина сульфатирования жирных спиртов различного
происхождения
Сульфатирующий агент Глубина сульфатирования спиртов, %
первичных, полученных гидрированием жирных кислот (100% первичных спиртов) выделенных из 2-х неомы- ляемых (75-80% первичных, 20-25% вторич- ных спиртов) полученных окислением парафинов с борной кислотой (20% первичных, 80% вторичных спиртов)
Серная кислота 80 70 50
Олеум (H2SO4 + SO3) 85 70 —
Хлорсульфоновая кислота C1SO2OH 90 70 50
Сульфаминовая кислота 96 90 45
H2NSO2OH N-Сульфокарбамид NH2CONHSO3H 98 95 85
применяют лишь в специальных случаях (сульфатирование окси-
этилированных фенолов и ненасыщенных спиртов), когда другие
сульфатирующие агенты дают много побочных продуктов.
Процесс сульфатирования жирных спиртов (особенно вторич-
ных) обладает существенным недостатком — глубина превращения
сырья в сульфоэфиры в производственных условиях не превышает
50—60 % от стехиометрического (табл. 9.1).
В связи с тем что производству алкилсульфатов в настоящее
время уделяется большое внимание и эти синтетические моющие
вещества должны занять доминирующее положение в балансе мою-
щих средств, вопросы глубины сульфатирования приобретают ре-
шающее значение. Из приведенных в табл. 9.1 данных видно, что
наиболее эффективным сульфатирующим агентом является N-суль-
фокарбамид. При его использовании выход алкилсульфатов может
достигать 95—98 %, считая на спирты. Такой высокий выход зна-
чительно упрощает технологическую схему и позволяет устранить
применение растворителей для экстрагирования непрореагировав-
шего сырья.
На первой стадии такого процесса сульфатирования осуществ-
ляется приготовление N-сульфокарбамида из хлорсульфоновойжис-
лоты и карбамида:
C1SO2OH + NH2CONH2 ---NH2CONHSO3H
—НС1
На второй стадии происходит сульфатирование спирта
ROH + NH,CONHSO3H —* ROSO2NHCONH2
—н2о
эфир
N-сульфокарбамида
которое можно вести при 60—65 °C для первичных спиртов и при
45—50 °C для вторичных. И, наконец, на третьей стадии получен-
500
йый эфир нейтрализуют раствором едкого натра с образованием
алкилсульфата и карбамида:
4-NaOH
ROSO2NHCONH2 ----—> ROSO3Na 4-NH2CONH2
—н2о
Расход реагентов зависит от молекулярной массы спирта и в сред-
нем составляет, кг на 1 т алкилсульфатов:
Высшие жирные спирты . . . 700 Карбамид 300
Хлорсульфоновая кислота . . 500 Щелочь 250
Применение N-сульфокарбамида несколько удорожает процесс
производства алкилсульфатов, однако при увеличении масштабов
их выпуска и усовершенствовании технологии этот процесс может
занять ведущее место.
Сульфатирование олефинов. Присоединение серной кислоты
к олефинам происходит по правилу Марковникова, причем из
а-олефинов образуются вторичные алкилсульфаты. Взаимодействие
олефинов с серной кислотой протекает последовательно с образо-
ванием моно- и диалкилсульфатов, олигомеров, полимеров и, если
в серной кислоте есть вода, то образуется спирт и простой эфир.
Реакция протекает через промежуточное образование иона кар-
бония:
rhc==ch2 +н’| |-н- RCH—CH3 4- H2SO4
—H + + H2O
—H+ rhc=ch2 >-
-н
+ RCHCH3
R(CH3)CHOSO2OH -------[R(CH3)CH[2OSO3
—н
4-RCHCH3
R(CH3)CHOH ---------->- [R(CH3)CH[2O
—н+
+ RCHCH3
R(CH3)CH(R)C==CH2 --------—>• полимеры
—н
Ионы карбония способны к быстрой изомеризации с переносом
гидрид-ионов, но при умеренных условиях без деструкции углерод-
ной цепи. Поэтому высшие н-олефины дают смесь вторичных алкил-
сульфатов с разным положением сульфатной группы.
rch2ch2chch3
rch2chch2ch3 =₽=*= rchch2ch2ch3
+ H2SO4 —н+
RCH2CH2CH—СНз
I
OSO2OH
H2SO4 I —H+
rch2chch2ch3
OSO2OH
H2SO4 I—n+
rchch2ch2ch3
I
OSO2OH
Спирт и простой эфир образуются также в результате гидролиза
и алкоголиза моно- и особенно диалкилсульфата:
4- Н2О + Н2О
R2SO4 -----> ROSO2OH+ROH =₽=* 2ROH + H2SO4
+ ROH +ROH
R2SO4 -----> ROSO2OH+ROR 2ROR + H2SO4
601
перемешивание, которое
Рис. 9.10. Схема пленочного сульфуратора:
/ — шкив ['сменной передачи (120 об/мин); 2 — ру-
башка с кипящим CHsCl; 3 — наружный цилиндр;
4 — внутренний цилиндр.
Одновременно получаются продукты
окисления и осмоления. На практике
с целью снижения роли побочных реак-
ций сульфатирование олефинов прово-
дят при мольном соотношении олефин :
: серная кислота близким к 1 : 1 и тем-
пературе 0—40 °C, с применением 92—
93 %-ной серной кислоты (купоросное
масло) и продолжительности контакта
до 1 ч. Так как олефины нерастворимы
в кислоте, то для их перевода в кис-
лотную фазу требуется интенсивное
осуществляется в центробежном насосе,
где исходные олефины смешиваются с кислотой, или в реакторах
специальной конструкции.
В настоящее время в промышленность внедрены следующие
реакторы-сульфураторы: роторные (пленочные), с вращающимися
дисками и каскадные с вращающимися турбинками на вертикаль-
ном валу. В СССР внедрены только роторные — пленочные сульфу-
раторы и находятся в процессе освоения каскадные сульфураторы.
Пленочный (роторный) реактор-сульфуратор (рис. 9.10) представ-
ляет собой два соосных цилиндра с расстоянием между стенками
~ 1 мм, причем внутренний цилиндр вращается со скоростью
~ 120 об/мин. Поверхности обоих цилиндров охлаждаются хладо-
агентом (жидким хлорметилом, аммиаком). Такое устройство поз-
воляет обеспечить хороший контакт компонентов в тонком слое,
что способствует интенсивному теплоотводу и проведению реакции
в наиболее благоприятных условиях. Время контакта не превышает
30 с. Серную кислоту берут с избытком 20 % от стехиометрии.
При периодическом процессе применяют реактор с мешалкой,
постепенно добавляя к кислоте спирт или олефин; при непрерыв-
ном процессе применяют каскад реакторов. Получение вторичных
алкилсульфатов в нашей стране осуществляется по технологиче-
ской схеме (один из вариантов), представленной на рис. 9.11.
Охлажденные аммиаком в трубчатом теплообменнике 1 а-оле-
фины (на 5° выше температуры их застывания) ив Г 96—98 %-ная
серная кислота (до 2—4 °C) поступают в реакционную зону реак-
тора сульфатирования 3 под пропеллерную мешалку (1500 об/мин).
В реакционной зоне реактора а-олефины взаимодействуют с сер-
ной кислотой, затем реакционная масса вытесняется вновь посту-
пающими порциями реагентов в зону дополнительного охлаждения,
представляющую собой пучок трубок Филда. Зона смешения ре-
агентов снабжена охлаждающей рубашкой. Для съема реакцион-
ного тепла в рубашку и трубки Филда подают жидкий аммиак. Ре-
акция сульфатирования осуществляется при 25—35 °C и мольном
502
Несуль (ротированные
Рис. 9.11. Принципиальная технологическая схема производства вторичных ал-
килсульфатов (ВНИИПАВ):
1, Г, 2 — холодильники; 3 — сульфуратор; 4 — диафрагмовый смеситель — нейтрализатор;
5 — гидролизер; 6 — подогреватель; 7, 7' — диафрагмовые смесители; 8 — сепаратор-отстой-
ник; 9 — разделительный сборник; 10, IO' — экстракционные колонны; 11 — промежуточные
сборники вторичных алкилсульфатов; 12 — подогреватель; 13 — испаритель; 14 — емкость
готового продукта.
соотношении серная кислота : а-олефины равном 1,2—1,5: 1. Суль-
фомасса из реактора поступает в диафрагмовый смеситель 4, где
смешивается с 18—22%-ным раствором щелочи (избыток щелочи
после нейтрализации должен быть ~2—2,5%). В результате ней-
трализации образуются алкилсульфаты и сульфат натрия. Из сме-
сителя 4 нейтрализат поступает в холодильник 2 типа труба в тру-
бе, откуда с температурой 60—70 °C направляется в гидролизер 5
(4 шт). В гидролизере в течение 1—1,5 ч происходит гидролиз
диалкилсульфоэфиров и омыление продуктов гидролиза при 70—
80 °C избыточной щелочью. Нейтрализат подогревают, циркулируя
его через трубчатый подогреватель 6 в гидролизер и обратно. В ре-
зультате гидролиза выход целевых алкилсульфатов повышается на
5—10%. Из гидролизера продукт прокачивают через холодильник
2' и подают в диафрагмовый смеситель 7 на смешение с 80 %-ным
раствором изопропилового спирта. Объемное соотношение гидро-
лизат : изопропиловый спирт 1 : 0,4—0,5.
Из смесителя 7 водно-спиртовой раствор поступает на разделе-
ние в среднюю часть сепаратора 8. С верха сепаратора выводятся
(0,4—0,5 % по объему) несульфатированные соединения с при-
месью изопропилового спирта; снизу выводится (28—34 % по объ-
ему) 26%-ный раствор сульфата натрия с примесью изопропило-
вого спирта. Средний слой (62—69 % по объему), содержащий вод-
но-спиртовой раствор алкилсульфатов натрия, смешивается с вод-
ным конденсатом и направляется в разделительный сборник 9 для
окончательного отделения сульфата натрия. Затем водно-спиртовой
раствор подается на двухступенчатую экстракцию гексаном (пли
503
бензином 70—95 °C) при 35—40 °C через диафрагмовый смеситель
7' в экстракторы 10 и 10'.
Бензиновый раствор несульфатируемых соединений непрерывно
выводится с верха экстракционных колонн (10 и 10') и направ-
ляется на регенерацию бензина, а а-олефины возвращаются в про-
цесс. С низа второго экстрактора 10' водно-спиртовой раствор на-
правляется через подогреватель 12 в испаритель 13 (на установке
2 шт) на концентрирование путем отгона при 85—100°C азеотропа
изопропилового спирта с водой. Частично сконцентрированный рас-
твор алкилсульфатов из нижней части первого испарителя прохо-
дит выносной подогреватель второго испарителя и поступает в по-
следний. Из второго испарителя концентрированный раствор алкил-
сульфатов натрия откачивают в емкость 14. Готовый продукт очи-
щают от примесей на рамных фильтр-прессах и смешивают с ком-
понентами моющих средств. Смесь бензина, изопропилового спирта
и воды, выходящая с верха двух испарителей после конденсации и
разделения, направляется на регенерацию для возвращения в про-
цесс.
Сульфатирование триоксидом серы. В последнее время в про-
мышленности для получения анионактивных ПАВ методом сульфа-
тирования большей частью применяют триоксид серы, так как это
обеспечивает высокий выход целевого продукта, отсутствие прак-
тически побочных и неорганических продуктов.
Главные трудности в практической реализации сульфатирова-
ния триоксидом серы — очень высокая скорость и большая экзо-
термичность реакции. Поэтому большей частью сульфатирование
ведут триоксидом серы, разбавленным воздухом до концентрации
5—7%. Принципиальная технологическая схема сульфатирования
спиртов (или сульфирования алкилбензолов) триоксидом серы
фирмы Balestra представлена на рис. 9.12.
Сульфатирование осуществляют газообразным SO3, взятым в
стехиометрическом отношении к сырью. Триоксид серы получают
на этом же производстве каталитическим окислением диоксида
серы, образующегося при сжигании элементарной серы, в печи,
куда противотоком подают сухой воздух. Сульфатирование прово-
дят по двум технологическим схемам а и б. По первой схеме а
сырье поступает в каскадную систему сульфураторов 1 (всего 4)
и последовательно проходит через все аппараты. В каждый суль-
фуратор в строго определенном количестве подается триоксид серы.
Распределение триоксида серы по сульфураторам осуществляется
с помощью специальной турбины. Так достигается постепенное уве-
личение степени сульфатирования от одного сульфуратора к дру-
гому.
Циркуляционным насосом осуществляют циркуляцию реакцион-
ной массы до требуемого качества. Часть сульфомассы стабилизи-
руют водой в аппарате 3, смешивают с основной массой и направ-
ляют в промежуточную емкость 7, из которой насосом сульфомассу
подают в нейтрализатор 4, туда же подают щелочь. Съем тепла
реакции нейтрализации осуществляется циркуляцией нейтрализата
504
Рис. 9.12. Принципиальная технологическая схема сульфатирования спиртов
(или сульфирования алкилбензолов) фирмы Balestra:
/ — сульфаторы; 2 — многотрубный реактор пленочного типа; 3 — аппарат для стабилиза-
ции сульфомассы; 4, 9, // — нейтрализаторы; 5 — холодильник; 6 — отстойник; 7 — емкости
для сульфомассы; 8 — газосепаратор; 12 — скруббер.
через выносной холодильник 5. Затем нейтрализат направляется
в аппарат 6, куда подается вода; водный раствор сульфата натрия
отделяется отстаиванием, алкилсульфаты натрия направляются на
получение СМС. По схеме б сульфатирование ведут в многотруб-
ных реакторах пленочного типа, преимуществом которых является
возможность поддерживать точное мольное соотношение сырья и
триоксида серы в каждой трубе с помощью специального устрой-
ства. Поэтому в этом варианте обеспечивается большая степень
превращения сырья и лучшее качество получаемого продукта (цвет,
отсутствие непросульфатированных веществ, триоксида серы и сер-
ной кислоты). Этому способствует также большая поверхность теп-
лообмена, что позволяет точнее регулировать температуру реакции.
Триоксид серы и углеводородное сырье поступают в верх пле-
ночного реактора 2, а из низа реактора в газосепаратор <8, из ко-
торого сверху выделяются отработанные газы; снизу продукты ре-
акции идут на обработку водой и щелочью. Серная кислота, обра-
зующаяся при сульфатировании, нейтрализуется в одной из двух
систем: для нормальной или высокой (до 70%) концентрации.
Каждую из этих систем нейтрализации можно применить для того
или иного варианта процесса.
606
Отработанные газы, получаемые в любом варианте процесса,
содержащие незначительное количество SO3, направляются в скруб-
бер 12 на нейтрализацию. Нейтральные газы из верха скруббера
сбрасываются в атмосферу.
Сульфоэтоксилаты
Особый интерес и все большее значение приобретают сульфоэто-
ксилаты— натриевые соли сульфоэфиров оксиэтилированных спир-
тов. Эти ПАВ не чувствительны к солям жесткости воды. Соглас-
но прогнозам выпуск сульфоэтоксилатов в мире достигнет в 1985 г.
185 тыс. т. при среднегодовых темпах прироста в период 1976—
1985 г. г. — 5,2%. Максимальной пенообразующей способностью
обладают водные растворы веществ, содержащих 2—4 молекулы
оксида этилена. С понижением содержания оксида этилена в моле-
куле спирта повышается моющая способность, однако раствори-
мость при этом снижается. Введение оксиэтильных групп повышает
стабильность и диспергирующую способность ПАВ к ионам каль-
ция. Таким образом, повышение растворимости и стабильности к
действию ионов кальция сопровождается снижением моющей спо-
собности по отношению к тканям и посуде. Поскольку наблюдае-
мое изменение свойств зависит от числа присоединенных групп эти-
леноксида, для сохранения хорошей моющей способности необхо-
димо придерживаться минимальной степени оксиэтилирования.
Сульфоэтоксилаты получают сульфатированием высших окси-
этилированных спиртов нормального строения (приблизительно
3—4 моль оксида этилена на 1 моль спирта), обычно используя
в качестве сульфатирующего агента триоксид серы или хлорсуль-
фоновую кислоту.
Процесс сульфатирования оксиэтилированных спиртов прово-
дят при мольном соотношении оксиэтилированный спирт: триоксид
серы 1:1 — 1,04, концентрации триоксида серы в газовоздушном
потоке не выше 2,5—3%, температуре не выше 45°C и продолжи-
тельности выдержки с перемешиванием 10—15 мин.
При оксиэтилировании высшего спирта действием 2—2,5 моль
оксида этилена в реакционной массе остается примерно 18—25 %
исходного спирта. При сульфатировании этот спирт превращается
в соответствующий алкилсульфат, увеличивающий вязкость соста-
ва. После нейтрализации конечный продукт отбеливают действием
пероксида водорода или гипохлорита натрия. Сульфоэтоксилаты
применяются в жидких составах СМС, а также благодаря обиль-
ному пенообразованию в шампунях. Кроме того из-за меньшей
своей чувствительности к жесткости воды используются в бесфос-
фатных (или с низким содержанием фосфатов) составах СМС.
Другие анионные моющие средства
Натриевые соли карбоновых кислот
К анионным моющим веществам относятся также алкилкарбо-
наты — натриевые или калиевые соли природных и синтетических
606
жирных кислот, имеющие общую формулу RCOOMe. Как уже ука-
зывалось, производство моющих средств на основе природных жир-
ных кислот (жировых мыл) непрерывно уменьшается. Необходимо
отметить, что в последнее время наблюдается тенденция к выпуску
моющих средств на основе комбинации жировых мыл с синтетиче-
скими моющими веществами при производстве кусковых мыл. Со-
держание жирового мыла в них колеблется в весьма широких пре-
делах— от 0 до 80 %. За последние годы началось широкое исполь-
зование для этой цели синтетических жирных кислот (СЖК), по-
лученных окислением парафина. Для производства хозяйственного
мыла применяются синтетические жирные кислоты Ci3 — С20, для
туалетного Сю—Ci6. При условии хорошей очистки СЖК от при-
месей (неомыляемые, изо- и дикарбоновые кислоты) использова-
ние синтетических жирных кислот в производстве хозяйственного
мыла может достигнуть 60%, а туалетного — 30%.
Натриевые соли моноэфиров сульфоянтарной кислоты (сульфо-
сукцинаты). В настоящее время наряду с алкилсульфатами, суль-
фатами оксиэтилированных спиртов в производстве моющих средств
для тканей из натуральных и синтетических волокон, в производ-
стве косметических средств и синтетического кускового мыла на-
ходят применение также сульфосукцинаты. Достоинством синтети-
ческого кускового мыла являются его устойчивость к жесткообра-
зователям воды и хорошие дерматологические свойства. Сульфо-
сукцинаты получают в две стадии. Первая — взаимодействие ма-
леиновой кислоты или малеинового ангидрида со спиртами, при
этом получаются моноэфиры малеиновой кислоты. При использова-
нии малеиновой кислоты реакция проводится в избытке спирта и
в присутствии катализаторов этерификации; в случае малеинового
ангидрида реакцию ведут при стехиометрических соотношениях ре-
агентов и каталитических количествах серной кислоты при 80—
100°C в течение 5—6 ч:
НС—СО
| /О + ROH
НС—СО
+ н+ НС—соон
—> II
НС—COOR
Введение сульфонатной группы с одновременным получением нат-
риевых солей проводится путем обработки полученных эфиров SO2
и едким натром:
CH2COONa
НС—СООН |
|| + SO2 + NaOH -—CHCOOR
НС—COOR ~Н2° |
SO3Na
Натриевые соли моноэфиров сульфоянтарной кислоты с алкиль-
ными радикалами Сю — Сю являются моющими веществами. Они
не раздражают кожный покров, нетоксичны, негигроскопичны, по
507
моющей способности близки к линейным алкилбензолсульфонатам
и алкилсульфатам.
Производными сульфосукцинатов являются натриевые соли мо-
ноамида сульфоянтарной кислоты. Высокая поверхностная актив-
ность, химическая стабильность, возможность видоизменения
свойств и относительная несложность получения производных ами-
дов сульфоянтарной кислоты вызывают интерес к этим поверх-
ностно-активным веществам в самых разных отраслях техники.
Натриевые соли моноамидов сульфоянтарной кислоты получают
из N-алкилзамещенных моноамида малеиновой кислоты с после-
дующим действием на них сульфита натрия. N-Алкилзамещенные
получают сплавлением малеинового ангидрида с аминами при 70—
100°С в течение 1—4 ч:
нс—СО
| /O + RNH2 —>
НС—СО
НС—CONHR
нс!:—соон
Обработку полученных N-алкилзамещенных водным раствором
сульфита натрия ведут при 80°C; выход количественный.
CH2CONHR
НС—CONHR I
|| +Na2SO3 —> CHCOONa
НС—СООН |
SO3Na
Натриевые соли моноамида сульфоянтарной кислоты обладают
высоким моющим действием и растворимостью, дают устойчивую
пену; применяются для изготовления шампуней и кусковых мою-
щих средств.
Эфиры фосфорной кислоты
К анионным ПАВ относятся также эфиры фосфорных кислот. Эти
соединения благодаря своим ингибирующим коррозию свойствам
находят применение в составах для чистки металлов и в металло-
обработке. Эти соединения получают из спиртов или из продуктов
конденсации алкилфенолов или спиртов с оксидом этилена. Наи-
более распространенным методом получения является добавление
фосфорного ангидрида к спиртам при 50 °C; выход — стехиометри-
ческий. Товарные продукты являются эквимольной смесью моно-
и диалкиловых эфиров.
Моющими свойствами обладают диэфиры; по моющей способ-
ности они превосходят лаурилсульфат и н-додецилбензолсульфо-
нат. Моющая способность повышается с увеличением числа угле-
родных атомов в молекуле; максимальная — у додецилового эфи-
ра. Поверхностно-активные фосфаты биологически разлагаются
значительно лучше, чем додецилбензолсульфонат; они менее ток-
сичны, чем неионогенные ПАВ.
Фосфорнокислые эфиры нонилфенола с 9 моль оксида этилена
широко применяются за рубежом в порошкообразных моющих
508
средствах технического назначения. Фосфорнокислые эфиры при-
меняют также в качестве эмульгаторов при эмульсионной полиме-
ризации, для химической чистки одежды, в текстильной промыш-
ленности (в качестве антистатиков и замасливателей в производ-
стве синтетических волокон). В сельском хозяйстве фосфорнокис-
лые эфиры применяют в качестве эмульгаторов (для приготовле-
ния эмульсий инсектицидов и гербицидов). Фосфорсодержащие
эфиры полиэтиленгликолей являются идеальными веществами для
приготовления жидких синтетических моющих средств, так как они
позволяют вводить от 5 до 25 % щелочных электролитов.
НЕИОНОГЕННЫЕ МОЮЩИЕ ВЕЩЕСТВА
В последнее десятилетие значительно возрос интерес к неионоген-
ным поверхностно-активным веществам, что нашло отражение в не-
прерывно возрастающем их выпуске. Это объясняется тем, что на-
ряду с традиционным их использованием в качестве текстильно-
вспомогательных веществ их начали применять в значительных ко-
личествах в СМС. Это прежде всего относится к оксиэтилирован-
ным первичным и вторичным спиртам. Высокая моющая способ-
ность последних по отношению к синтетическим волокнам при
низкой температуре (до 60 °C) способствует применению их в со-
ставах моющих средств, несмотря на более высокую стоимость по
сравнению с алкилбензолсульфонатами и возникающими трудно-
стями при получении порошкообразных СМС. Из-за более низкой
биопоражаемости производство оксиэтилированных алкилфенолов
несколько сокращается. Однако в ближайшие годы можно ожи-
дать резкого увеличения их выпуска благодаря работам советских
ученых по применению их в качестве ПАВ для увеличения нефте-
отдачи пласта. В зависимости от числа присрединенных этилен-
рксидных групп неионогенные вещества могут быть жидкими (низ-
шие полимергомологи) или пастообразными (высшие полимерго-
модоги).
Неионогенные поверхностно-активные вещества находят самое
разнообразное применение в различных отраслях промышленности:
они используются как хорошие моющие вещества в текстильной
промышленности и в быту, применяются в качестве добавок, пред-
отвращающих статическую электризацию синтетических волокон.
Неионогенные вещества с 3—4 оксиэтильными группами получили
широкое распространение в качестве эффективных эмульгаторов
при приготовлении эмульсий минеральных масел, используемых
для различных целей. Неионогенные вещества с 20—22 этилен-
оксидными группами широко применяются в качестве выравнива-
телей при крашении тканей (для получения ровной окраски изде-
лий) и т. д.
Неионогенные ПАВ по объему выработки занимают второе
место после анионных, в США на их долю приходится больше
25 % общего выпуска ПАВ. Это объясняется их ценными свой-
ствами:
509
высокие моющие свойства и способность удерживать загрязне-
ния в растворе, даже в отсутствие специальных добавок;
хорошие смачивающие и эмульгирующие свойства;
химическая стойкость в жесткой воде;
хорошая совместимость с различными красителями и ионоген-
ными моющими веществами;
легкая биохимическая разлагаемость в сточных водах.
Широкое развитие производства неионогенных моющих веществ
объясняется, кроме того, и другими причинами: сырьем для них
могут служить самые разные органические соединения, имеющие
длинноцепочные алкильные или алкиларильные радикалы и функ-
циональные группы с подвижным атомом водорода. Присоединение
характерного для неионогенных веществ гидрофильного полиэти-
ленгликолевого звена (CH2CH2O)n достигается несложным техно-
логическим путем; варьирование свойств неионогенных веществ
легко осуществляется изменением длины гидрофобной или гидро-
фильной части молекулы без существенного изменения техно-
логии.
Производство неионогенных поверхностно-активных веществ
было начато в 1930 г. в Германии.
Неионогенные поверхностно-активные вещества получают глав-
ным образом поликонденсацией этиленоксида с веществами, имею-
щими подвижный атом водорода: алкилфенолами, высшими спир-
тами, высшими жирными кислотами, жирными аминами, меркапта-
нами. Во всех таких соединениях алкильный радикал содержит
10—20 углеродных атомов (за исключением алкилфенола, где
R = Се—С12). Число этиленоксидных групп СН2СН2О может
варьироваться в достаточно широких пределах (от 4 до 20 и бо-
лее), причем именно оно определяет поверхностно-активные свой-
ства полученного соединения.
Наибольшее распространение получили продукты на основе
алкилфенолов. За рубежом эти соединения выпускаются под на-
званием игепаль, а в Советском Союзе на основе алкилфенолов
вырабатываются моющие вещества ОП-7 и ОП-Ю (цифры пока-
зывают среднее число присоединенных этилепоксидных групп).
Основными полупродуктами для производства таких моющих
являются длишюцепочпые алкилфенолы, в частности октил-
фенолы C8Hi7C6H4OH, нонилфенолы СдН19СбН4ОН, додецилфенолы
С12Н25СбН4ОН. Алкилфенолы получают алкилированием фенола
димерами бутена, три- и тетрамерами пропилена в присутствии
различных кислотных катализаторов (серной кислоты, фтористого
бора, бензолсульфокислоты). При использовании этих катализато-
ров необходима водная промывка алкилата, что приводит к обра-
зованию значительного количества фенолсодержащих сточных вод,
очистка которых от фенола достаточно трудоемка. По этой при-
чине наиболее целесообразно проводить алкилирование фенола в
присутствии твердых катализаторов, когда необходимость водной
промывки исключается. К таким катализаторам относится, в част-
ности, катионит КУ-2,
510
Из других видов неиопогепиых веществ довольно широкое рас-
пространение получили п о л н о к с и э т и л и р о в* а н н ы е выс-
шие спирты (цетиловый С1бНззОН, октадециловый С18Н37ОН)
и жирные кислоты (стеариновая С17Н35СООН). Более 80 % неионо-
генных моющих средств получают на основе алкилфенолов, выс-
ших спиртов и жирных кислот.
Интересной группой неионогенных веществ, полученных на
основе продуктов нефтепереработки (этилена и пропилена), явля-
ются полиоксиэтилированные полипропиленгликоли, за
рубежом выпускаемые под названием плуроник. Взаимодействием
пропиленоксида с пропиленгликолем получают соответствующий
полиэфир:
СНз СНз г снз 1
। 11
СНОН + 2пСН3СН—сн2 —> сно—L— СНСН2О— Jn—н
I \ / I
СН2ОН О СН2О—Г—СНСН2О— 1—н
I
L сНз л
Молекулярная масса полученного полиэфира должна быть не ме-
нее 1000, чтобы придать ему гидрофильные свойства. К получен-
ному (гидрофобному) продукту присоединяют этиленоксид до по-
лучения водорастворимого вещества
СНз Г СН3 1
Ано—I— снсн2о— J„—н
| + 2тН2С---СН2 —>
СН2О—Г—СНСН2О—1—н \ /
I о
L снз Jn
СН3 Г СНз 1
I I
—► СНО—L—СНСН2О—Jn—[—СН2СН2О—1m—н
СН2О—Г— СНСН2О— 1—[—СН2СН2О—]т—н
L Ан, Jn
Обычно молекулярная масса плуроника достигает 2000—8000. Эти
препараты обладают высокими моющими и смачивающими свой-
ствами и весьма малой пенообразующей способностью, что позво-
ляет применять их для подавления пенообразования.
Дальнейшей модификацией плуроника являются вещества, по-
лученные на основе этилендиамина, который обрабатывают сна-
чала пропиленоксидом, а затем этиленоксидом, что приводит к про-
дуктам следующего строения
Г СНзТ ГСНз 1
H(OCH2CH2)mloCH2CH L zLCHCH2oJn(CH2CH2O)mH
Sj(ch2)2iZ
Н(ОСН2СН2)тГОСН2СН Y ^гСНСН2ОТ (CH2CH2O)mH
L CHaL LcH3 Jn
611
За рубежом эти соединения выпускаются под названием тетроник^
их молекулярная масса ~ 25 000.
Свойства таких поверхностно-активных веществ можно легко
изменять, варьируя не только гидрофильную (полиоксиэтиленовую)
часть молекулы, но и число пропиленгликолевых групп в гидро-
фобной части; это открывает неограниченные возможности полу-
чения соединений с разнообразными полезными свойствами.
Свойства неионогенных поверхностно-активных веществ
В связи с тем, что неионогенные вещества в водных растворах не
диссоциируют на ионы, их растворимость в воде объясняется обра-
зованием водородных связей между атомами водорода молекул
воды и кислородными атомами полиоксиэтиленовой цепочки:
Г НОН НОН -|
/ X—о-------сн2сн2оснасн2о—сн2сн2д---н
L нон J„
Полученная таким образом гидратированная молекула приобре-
тает способность растворяться в воде. Необходимо отметить, что,
по мнению некоторых исследователей, эта молекула способна в
водных растворах незначительно диссоциировать на ионы, по-ви-
димому, за счет концевых гидратированных гидроксильных групп
•(—ОСН2СН2—)п---------------------------------------------------------------------------ОСН2СН2ОН2 ОН*
Такое положение позволяет рассматривать неионогенные вещества
как своеобразные катионные соединения.
При повышении температуры растворимость неионогенных ве-
ществ в воде уменьшается вследствие ослабления водородной связи
и дегидратации молекул. Это вызывает помутнение раствора, при-
чем температура, при которой наблюдается помутнение, зависит
от числа этиленоксидных групп, присоединенных к гидрофобному
остатку. Если же неионогенное вещество содержит более 15 эти-
леноксидных групп, его способность к гидратации настолько ве-
лика, что водные растворы не мутнеют даже при кипячении. При
понижении температуры водные растворы вновь становятся про-
зрачными, т. е. неионогенное вещество способно вновь гидратиро-
ваться и растворяться в воде. Такая обратимость гидратации и де-
гидратации неионогенных моющих веществ имеет большое значе-
ние при удалении жировых загрязнений.
Число этиленоксидных групп в молекуле неионогенных веществ
не только определяет их растворимость в воде, но и влияет на
другие свойства. Например, при введении в молекулу изооктилфе-
нола 3—4 моль этиленоксида образуется соединение
«зо-СвН17——О—(СН2СН2О—)2-з—СН2СН2ОН
512
растворимое в маслах, нерастворимое в воде и обладающее хоро-
шими эмульгирующими свойствами. При введении 7—8 моль эти-
леноксида продукт приобретает растворимость в воде и эффектив-
ные моющие и смачивающие свойства, а при дальнейшем увеличе-
нии числа этиленоксидных групп смачивающие свойства умень-
шаются и наряду с моющим действием проявляются выравниваю-
щее действие в процессах крашения тканей и пенообразующая
способность. Наиболее эффективными моющими свойствами обла-
дают неионогенные вещества с 6—12 этиленоксидными группами.
Гидрофобная часть молекулы неионогенных веществ также
влияет на их поверхностно-активные свойства. Так, продукт, по-
лученный введением в изооктилфенол 7—8 моль этиленоксида яв-
ляется прекрасным моющим веществом, а изомерный ему поли-
этиленгликолевый эфир 2,4-ди-трет-бутилфенола
(СНз)зС——О—(—СН2СН2О—)7_з—н
\с(СН3)з
обладает весьма незначительным моющим действием, но является
одним из наиболее эффективных смачивателей.
Особенностью неионогенных моющих веществ является их луч-
шая, чем у анионных веществ, способность (без добавки Na-карб-
оксиметилцеллюлозы) препятствовать обратному осаждению ча-
стиц загрязнений на ткань. Так, полиоксиэтилированный алкил-
фенол по этому показателю превосходит алкилбензолсульфонат
натрия почти в 2 раза, а первичный алкилсульфат в ~1,5 раза.
Неионогенные моющие вещества обладают сравнительно высо-
кой моющей способностью по отношению к хлопчатобумажным
тканям и превосходят в этом отношении анионные вещества, ко-
торые без наполнителей обладают низкой моющей способностью
при стирке хлопчатобумажных тканей. Следует, однако, отметить,
что при введении добавок (полифосфатов натрия, Na-карбоксиме-
тилцеллюлозы и т. д.) моющие свойства анионных веществ увели-
чиваются гораздо больше, чем у неионогенных, и поэтому синтети-.
ческие моющие средства на основе анионных веществ более эф-
фективны.
Неионогенные поверхностно-активные вещества имеют не толь-
ко самостоятельное значение, но на их основе могут быть полу-
чены соединения, в которых совмещаются свойства ионогенных и
неионогенных поверхностно-активных веществ.
Так, сульфатированием конечной гидроксильной группы неионо-
генного вещества с 2—4 этиленоксидными группами с последую-
щей нейтрализацией получают соединение со смешанными свой-
ствами— алкилэтоксиэтилированный сульфат натрия (АЭС). АЭС
в настоящее время представляют большой интерес, так как явля-
ются основными компонентами для создания моющих средств с
низким содержанием фосфатов (или бесфосфатных), применяемых
в жесткой воде.
17 Зак. 534 513
Основные закономерности взаимодействия а-оксидов
с веществами, имеющими подвижные атомы водорода
Этиленоксид (пропиленоксид) сравнительно легко присоединяется
к соединениям, имеющим достаточно подвижные атомы водорода
(Н2О, ROH, АгОН, RCOOH, H2S и др.). Эти реакции могут про-
текать как не каталитически, так и при кислотном и основном
катализе. В последнем случае катализатором является основание,
сопряженное кислоте-реагенту (т. е. НО~, RO~, АгО“, RCOO-, HS“
и др.). Механизм реакции включает предварительное активирова-
ние а-оксида по его кислородному атому, что облегчает последую-
щую атаку атома углерода нуклеофилом, идущую с раскрытием
цикла
+ на в+ +А”
Н2С---СН2 Н2С---------СН2 =?=2
НА
Н2С--СН2—А6'
Й—Аб‘
—> НОСН2СН2А
Некаталитическая реакция протекает по такому же механизму,
Но значительно медленнее — достаточная ее скорость достигается
при 150—200°C, в отличие от 80—120 °C при нуклеофильном ката-
лизе. При некаталитической реакции нуклеофилом является сама
молекула реагента.
Кислотный катализ тех же реакций протонными кислотами эф-
фективен только в сильно полярных средах (вода, низшие спирты)
и протекает по следующему механизму
+ н3о+ +н2о г о+ -1 + н2о
н2с—сн2 •——> Н2С—сн2 Гн2С---СН2 - ОН2| —--->
\ / —Н2о \ / I \ / I — н2 о+
О +ОН L ное- J
—> НОСН2СН2ОН
В малополярных средах эффективными катализаторами явля-
ются апротонные кислоты (BF3, SnCl) и гетерогенные кислотные
контакты (оксид алюминия, обработанный HF, алюмосиликат
и др.).
При взаимодействии с аминами (сильные нуклеофилы) раскры-
тие цикла происходит легко
Н2С---сн2—nh2r| —► HOCH2CH2NHR
\ze- J
Однако при наличии воды или другого вещества с подвижными
атомами водорода они в первую очередь активируют оксидны?
цикл и реакция существенно ускоряется, протекая с достаточно?
скоростью при 40—100 °C. Скорость большинства реакций при
соединения а-оксидов пропорциональна концентрациям а-оксида
протонодонорного агента (Н3О+, НА и др.) и нуклеофила (А~, HS~
514
R2NH и др.). В активировании цикла принимает также участие
образующийся продукт, обладающий кислотными свойствами, т. с.
обнаруживается автокатализ, особенно при реакциях с аминами
и меркаптанами. Как правило, образующиеся в результате реак-
ций соединения содержат группировки, способные к дальнейшему
присоединению а-оксидов. В результате происходят последова-
тельно-параллельные реакции с образованием продуктов все более
высокой степени оксиэтилирования
+ н2о +с2н4о +с2н4о
с2н4о —-—> НОСН2СН2ОН —-—► НОСН2СН2ОСН2СН2ОН ——►
«1 Я2 Я3
этиленгликоль диэтиленгликоль
—► НОСН2(СН2ОСН2)2СН2ОН
триэтиленгл иколь
+ СгЩО + С2Н4О
ROH -------* HOCH2CH2OR -------> HOCH2CH2OCH2CH2OR + -.. и т. д
целлозольв карбитол
Эти процессы используют для получения ди- и триэтиленгликоля,
карбитолов и неионогенных ПАВ с длинной цепочкой этиленоксид-
ных групп
ROH + /iH2C--СН2 —> RO—(—СН2СН2О—)„—Н
В конечном итоге последовательно-параллельные реакции приво-
дят к образованию полимерных продуктов, а при получении моно-
мерных (этиленгликоля, этилцеллозольва) являются нежелатель-
ными. Состав образующихся продуктов и селективность процесса
по целевому продукту зависят от отношения констант скорости
последовательных стадий реакций и соотношения реагентов.
Соотношения и характер исходных реагентов существенно
влияют на состав реакционной массы. Так, при реакциях а-окси-
дов с водой, одноатомными спиртами и аммиаком первая стадия
присоединения всегда протекает значительно медленнее второй,
но последующие имеют примерно такую же скорость, как вторая.
Поэтому образование первого промежуточного продукта невелико
и максимальное его образование смещено в сторону низких моль-
ных отношений этиленоксида и реагента (рис. 9.13,а). При взаи-
модействии а-оксидов с веществами с более сильными кислотными
свойствами (карбоновыми кислотами, фенолами, меркаптанами,
синильной кислотой) в условиях основного катализа первый про-
межуточный продукт удается даже получить с выходом, близким
к 100 %, и только после полного расходования исходного вещества
образуются последующие продукты присоединения а-оксидов
(рис. 9.13, б). На селективность процесса оказывает влияние отно-
шение кислотностей первого продукта (К2) и исходного реагента
(Xi). При целевом синтезе первых промежуточных продуктов при-
соединения к реагентам, обладающим значительной кислотностью
(кислоты, фенолы), когда то обязательно необходим
17* 615
Рис. 9.13. Зависимость состава продуктов оксиэтилирования от соотношения ре-
агентов:
а — реакции с водой или спиртом; б — реакции с фенолом или карбоновой кислотой.
нуклеофильный катализ, позволяющий существенно повысить се-
лективность. При Ki ~ /С2 тип реакции мало влияет на селектив-
ность, но и здесь предпочитают использовать нуклеофильный ка-
тализ (реакции с гликолями и оксиэтилированными веществами).
При /С2 > Ki, т. е. образующиеся продукты обладают более высо-
кой кислотностью, чем исходный реагент (реакция с водой, первич-
ными и особенно со вторичными спиртами), нуклеофильный ката-
лиз дает низкую селективность, в этих условиях лучшие резуль-
таты могут быть получены при некаталитической реакции и осо-
бенно при кислотном катализе. Эти выводы не относятся к реак-
циям с аммиаком и аминами, относительная реакционная способ-
ность которых изменяется в обычном порядке (NH3 NH2 ~
« R2NH). Поэтому для получения высокого выхода целевого про-
дукта в каждом случае нужно выбирать оптимальное соотноше-
ние исходных реагентов.
Для получения монооксиэтилированных производных карбоно-
вых кислот, фенолов, меркаптанов и других веществ с кислотными
свойствами мольное отношение исходных реагентов может быть
близким к единице (величина р2 на рис. 9.13,6).
В отличие от этого при синтезе полиоксиэтилированных соеди-
нений (полигликоли, неионогенные моющие вещества) необходим
избыток а-оксида, соответствующий желаемой длине цепи.
Получение неионогенных поверхностно-активных веществ
Реакции присоединения этиленоксида проводят при повышенной
температуре под давлением в присутствии катализаторов. Реак-
ция протекает с выделением тепла — 92 кДж на один моль прев-
ращенного этиленоксида. В промышленности наибольшее распро-
странение получил периодический метод оксиэтилирования, хотя
имеются установки, работающие по непрерывной схеме.
Производство неиоиогенных веществ при периодическом про-
цессе осуществляется при 130—180 °C и 0,15—0,5 МПа в присут-
516
ствии щелочных катализаторов (0,1—0,5% от количества вещест-
ва, взятого для оксиэтилирования). В качестве катализаторов
применяют порошкообразный едкий натр, метилат натрия, метал-
лический калий или твердое едкое кали. Кислотные катализаторы
(типа BF3) применяют только при непрерывном оксиэтилировании.
Правда, они позволяют работать при более низких температурах,
но при этом образуются нежелательные побочные продукты, та-
кие как диоксан, диоксолан и др. При периодических процессах
применяют реакторы с перемешивающим устройством и рубашкой
для съема тепла реакции, а также циркуляцию реакционной массы
через выносной теплообменник. При использовании аппаратов с
мешалками вначале вводят соединение, подлежащее оксиэтили-
рованию, затем проводят осушку при 130—150 °C в течение не-
скольких часов при непрерывной продувке азотом, до отсутствия
следов воды. Рассчитанное количество этиленоксида подают пор-
циями: доводят давление до рабочего (0,25—0,5 МПа). После вве-
дения всего количества этиленоксида продолжают перемешива-
ние до полного падения давления. Процесс оксиэтилирования про-
должается около 4 ч. После этого продувают реактор азотом для
удаления следов этиленоксида. Реакционную массу отбеливают
водородпероксидом и фильтруют.
При непрерывном процессе сырье, подлежащее оксиэтилирова-
нию вместе с щелочным катализатором (0,05—0,1 %) после наг-
рева в теплообменнике до 100—120 °C насосом под давлением
5—10 МПа подается на смешение с охлажденным этиленоксидом.
Температура смешения 60—80 °C, мольное соотношение сырье : эти-
леноксид от 1 : 1 до 1:6. Сырьевая шихта из камеры смешения
поступает в двухсекционный реактор. Температура в первой сек-
ции 170—240 °C, во второй 240—390°C. Реакционное тепло отво-
дится испаряющейся водой. Время пребывания смеси в реакторе
составляет 10—80 с и после достижения максимальной темпера-
туры еще 5—30 % от общего времени пребывания. По выходе из
реактора продукты реакции подвергаются быстрому охлаждению
(закалке) до температуры ниже 100 °C. На одной и той же уста-
новке без какого-либо изменения аппаратурного оформления
процесса могут быть получены самые разнообразные неионоген-
ные вещества, что выгодно отличает производство неионоген-
ных веществ от производства других синтетических моющих ве-
ществ. /
При оксиэтилировании алкилфенола на первой стадии к моле-
куле алкилфенола присоединяется молекула этиленоксида с обра-
зованием 0- (алкилфенокси) -этанола
ОН ОСН2СН2ОН
J J-
R R
Г17
К полученной молекуле р-(алкилфенокси)-этанола присоединяется
следующая молекула этиленоксида и т. д.» до образования поли-
оксиэтилированного алкилфенола
ОСН2СН2ОН ОСН2СН2ОСН2СН2ОН
R
Водород в оксигруппе алкилфенола более реакционноспособен,
чем в р-(алкилфенокси)-этаноле, поэтому пока весь алкилфенол
не превратится в р- (алкилфенокси) -этанол, не наблюдается нара-
щивания этиленоксидной цепочки. При получении соединений, со-
держащих 1—2 этиленоксидные группы, исходное вещество смеши-
вают с жидким этиленоксидом, взятым в небольшом избытке, и
нагревают в присутствии катализаторов. Так как этиленоксид
весьма реакционноспособен и под влиянием катализаторов окси-
этилирования способен к взрывной поликонденсации, то при про-
изводстве неионогенных веществ с большим числом этиленоксид-
ных групп процесс оксиэтилирования проводят таким образом,
что к веществу, взятому для оксиэтилирования и нагретому до
температуры начала реакции, добавляют этиленоксид (жидкий
или газообразный) небольшими порциями, так, чтобы в каждый
отдельный момент в реакторе не было его избытка.
В результате получается смесь полиоксиэтилированных про-
дуктов с различным числом этиленоксидных групп в молекуле.
При взаимодействии первичных или вторичных спиртов нормаль-
ного строения с 7—10 молями этиленоксида получают оксиэтили-
рованные спирты
+ тС2Н4О
первичные: CnH2n+iOH ------->- CnH2n+iO(CH2CH2O),n—Н
+ mC2H4O
вторичные: СдНгп+^НОН -------->• CnH2n-f-iCHO(CH2CH2O)rn—Н
СНз СНз
Наиболее пригодным сырьем являются спирты с 10—18 атома-
ми углерода в молекуле. Оксиэтилированные спирты обладают
высокими очищающими и обезжиривающими свойствами, имеют
низкие пенообразующие свойства, поэтому их применяют в соста-
вах СМС с низким и регулируемым пенообразованием и различ-
ных чистящих препаратов промышленного назначения.
Неионогенные компоненты на основе оксиэтилированных спир-
тов вытесняют компоненты на основе оксиэтилированных алкил-
фенолов, так как они обладают более высокой биоразлагаемостью.
Оксиэтилированные вторичные линейные спирты применяются в
СМС промышленного назначения в силу их удобства в употребле-
нии, гигроскопичности и хороших очищающих свойств. Оксиэти-
518
лированные спирты нормального строения сохраняют эффек-
тивность в жесткой воде, поэтому используются в качестве ком-
понентов СМС с пониженным содержанием или отсутствием фос-
фатов.
КАТИОННЫЕ ПАВ
По объему производства эти ПАВ значительно уступают анион-
ным и неионогенным, но ряд присущих им специфически ценных
свойств обусловливает их эффективное применение во многих об-
ластях техники, поэтому выпуск катионных ПАВ непрерывно
возрастает. Катионные ПАВ включают следующие типы соеди-
нений:
алифатические амины, амидоимины, диамины и четвертичные
аммониевые соединения (ЧАС);
циклические амины — имидазолины и пиридиниевые основания
и ЧАС на их основе;
фосфониевые и сульфониевые соединения.
Основное практическое значение (более 80 % выпуска)' имеют
соединения первого типа. Из промышленных методов получения
высших алифатических аминов наибольшее распространение полу-
чило взаимодействие органических кислот и аммиака при высо-
кой температуре и давлении в присутствии катализаторов. На
первой стадии процесса образуется алкилнитрил, который восста-
навливают до амина
—2Н2О н2
RCOOH + NH3 —Г77Г* RCN -----* RCH2NH2
AI2O3
Известны также восстановительное аминирование первичных
жирных спиртов, альдегидов и кетонов и прямой синтез аминов
из СО, Н2 и NH3, а также получение триалкиламинов из триалкил-
алюминия. Амины с разветвленными алкильными группами полу-
чают восстановлением нитропарафинов и аминированием вторич-
ных хлоралканов:
ньюз Н2
RH ----* RNO2 —RNH2
RCI + 2NH3 —> RNH2 + NH4CI
В зависимости от соотношения реагентов при аминировании могут
быть получены первичные, вторичные и третичные амины. Али-
фатические амины используются большей частью не как основа-
ния, а в виде минеральных (чаще всего НС1) и органических
(СНзСООН) солей. Эти соли, в отличие от высших аминов, раство-
римы в воде и обладают хорошими поверхностно-активными свой-
ствами, особенно соли кислородсодержащих кислот.
Для получения четвертичных аммониевых соединений первич-
ные амины обычно вначале переводят в третичные (ТА). Алкили-
рование осуществляют реакцией амина с метилхлоридом, форм-
619
альдегидом или этиленоксидом
RNH2 + 2СН3С1 —> RN(CH3)2 + HC1
RNH2 + 2НСООН + 2СН2О —► RN(CH3)2 + 2СО2 + 2Н2О
RNH2 + 2СН2О + 2Н2 —► RN(CH3)2 + 2Н2О
✓(СН2СН2О)Л—н
RNH2 + х(С2Н4О) —> Rb/
\сн2сн2о)т—н
Другими методами синтеза ТА, в частности алкилдиметилами-
на, являются: аминирование диметиламином первичных спиртов
в присутствии катализатора Ni-Ренея при 200°C и
ROH + NH(CH3)2 —> RN(CH3)2 + H2o
аминирование диметиламином первичных хлоралкилов
RCi + NH(CH3)2 —> RN(CH3)2 + HC1
Реакцию проводят в спиртовой или водно-органической среде
при 130—170 °C.
Получение ЧАС из ТА осуществляется путем взаимодействия
последнего с галогеналкилами, имеющими достаточно активный
атом хлора.
Наиболее распространенными реагентами являются хлорид ме-
тила и бензила. Реакция ТА с метилхлоридом проводится в спир-
товой среде под давлением, с бензилхлоридом в водной или вод-
носпиртовой среде при 50—80°C:
+ R'Cl +
RN(CH3)2 ------> [RN(CH3)2R']Cr
Известен также способ получения ЧАС взаимодействием хлорме-
тилированного алкилбензола и низкомолекулярных третичных
аминов (триметиламин, триэтиламин, пиридин)
R——СН2С1 + N(CH3)3 —► [r——CH2N(CH3)3Jcr
Анионом в ЧАС обычно бывает С1~, но в ряде случаев полу-
чают ЧАС с Вг~, МОз> SO4. Важнейшими представителями ка-
тионных веществ являются триэтилцетиламмонийхлорид(1) и це-
тилпиридинийбромид(П)
С2Н5
I
С1вН33—N— С2Н5
i2Hs
Вг'
Кроме синтеза ЧАС третичные амины используются для синтеза
катиононеионогенных ПАВ — оксида третичного амина и амфотер-
ных ПАВ (бетаинов).
Оксиды третичных аминов получают окислением их водород-
пероксидом или гипохлоритом _
RN(CH3)2 + Н2О2 —> [RN(CH3)2OH]OH
520
Ассортимент водо- и маслорастворимых катионных ПЛВ, отли-
чающихся строением и длиной углеводородной цепи, очень велик.
Катионные ПАВ практически не оказывают моющего действия,
так как они очень сильно адсорбируются на поверхности волокна,
вследствие чего там удерживается грязь. Однако эти соединения
обладают очень сильными бактерицидными свойствами, в сотни
раз превосходящими бактерицидные свойства фенола (одного из
наиболее широко распространенных дезинфицирующих средств):
достаточно 1 ч.(масс.) катионного соединения на 5—50 тыс. частей
воды, чтобы уничтожить 99,999 % всех находящихся в этой воде
бактерий. Эти свойства определяют преимущественное использо-
вание катионных ПАВ в медицине, пищевой промышленности, для
стерилизации и дезинфицирования.
За рубежом значительное распространение получили алкилтри-
метиламмонийхлориды и диалкилдиметиламмонийхлориды. Все эти
соединения выпускаются под торговым названием арквады и ши-
роко используются не только как бактерицидные препараты, но и
для других целей (предохранение градирен и другого оборудова-
ния от появления там ила и водорослей, для предотвращения роста
плесени, в качестве присадок, предотвращающих статическую элек-
тризацию при производстве синтетических волокон и пластических
масс, и т. д.).
В Советском Союзе также разработан ряд высокоэффективных
катионных ПАВ, в частности на основе алкилбензола — алкилбен-
зилпиридинийхлориды (катапины) и алкилбензилтриметиламмо-
нийхлориды (катамины), обладающие лучшими бактерицидными
свойствами по сравнению с фенолом. Катапин, кроме того, является
ускорителем вулканизации резиновых смесей на основе натураль-
ного и синтетического каучуков.
Перспективной и развивающейся областью применения катион-
ных ПАВ является межфазный катализ солями аммония и фосфо-
ния при проведении некоторых реакций в двухфазной (водноорга-
нической) среде, например, при синтезе производных карбена,
гидролизе, алкилировании, конденсации, окислении. В основе
каталитического действия аммониевых и фосфониевых солей ле-
жит их хорошая растворимость в ряде органических растворителей
и возможность экстракции из водной фазы в органическую, где
они существуют в виде ионных пар. В качестве катализатора чаще
всего используются бромиды тетраалкиламмония. Новое направле-
ние использования ЧАС в химической технологии представляет
значительный практический и теоретический интерес.
Таким образом, катионные поверхностно-активные вещества
находят довольно широкое применение в различных отраслях про-
мышленности. Хорошая совместимость этих соединений с неионо-
генными веществами позволяет применять катионные соединения
при производстве синтетических моющих средств для придания
последним хороших дезинфицирующих свойств, а также в ка-
тализе.
&21
композиции СИНТЕТИЧЕСКИХ моющих СРЕДСТВ
Все синтетические моющие вещества обладают хорошим моющим
действием, но плохо удерживают загрязнения в растворе, у них
слишком велика обезжиривающая способность и т. д. Поэтому
в чистом виде синтетические моющие вещества никогда не приме-
няются, они являются лишь основным компонентом для производ-
ства синтетических моющих средств: к поверхностно-активным
веществам или их смесям добавляют различные органические и не-
органические компоненты.
В настоящее время синтетические моющие средства не готовят
на основе какого-либо одного поверхностно-активного вещества,
а используют два или более активных веществ, принадлежащих
к разным группам. Оказалось, что смесь моющих веществ в зави-
симости от химического состава и строения исходных компонентов,
а также от соотношения их в смеси обладает большим или мень--
шим моющим действием, чем исходные компоненты в отдельности.
Такое усиление действия смеси веществ носит название синергизм.
При смешении, например, сульфонола, полученного на основе изо-
додецилбензола (НП-1), с первичными алкилсульфатами, полу-
ченными из спиртов кашалотового жира, максимальный синерги-
ческий эффект наблюдается при соотношении компонентов 70:30.
Эта смесь обладает моющим действием, в два раза превышающим
моющее действие отдельно взятых компонентов. В некоторых слу-
чаях, однако, наблюдается обратное явление (антисинергизм).
Так, при смешении вышеуказанного сульфонола с жировым мылом
моющее действие этой смеси в жесткой воде всегда оказывается
меньшим, чем для отдельно взятых компонентов. В дистиллиро-
ванной воде этого явления не наблюдается, что, вероятно, связано
с образованием кальциевых мыл, нерастворимых в жесткой воде.
Весьма эффективными являются смеси алкилбензолсульфона-
тов, например, с неионогенными веществами (полиоксиэтилиро-
ванными алкилфенолами). Известно, что неионогенные вещества
обладают хорошей способностью удерживать загрязнения в рас-
творе, т. е. тем качеством, которое ионогенным веществам при-
суще мало. Смешение указанных компонентов дает возможность
получить моющее вещество, обладающее всем комплексом положи-
тельных свойств.
Для повышения моющей способности синтетических моющих ве-
ществ применяют различные добавки: 1) неорганические (мине-
ральные) соли и 2) органические соединения.
Компоненты, добавляемые в ПАВ при производстве
синтетических моющих средств
Минеральные соли, применяемые в качестве добавок к син-
тетическим моющим веществам, можно разделить на три группы:
1) щелочные (обычно натриевые) соли слабых неорганических
кислот;
2) натриевые соли сильных неорганических кислот}
3) пероксидные соли.
К первой группе относятся карбонат и бикарбонат натрия, си-
ликаты натрия общей формулы nNa2O- mSiO2, а также сложные
конденсированные фосфаты натрия: пирофосфат Na4P2O7, триполи-
фосфат Na5P3Oio, гексаметафосфат (NaPO3)6.
Карбонат, бикарбонат и силикаты натрия в водных растворах
гидролизуются, что позволяет резко увеличить щелочность среды
за счет образования NaOH. Щелочная среда моющего раствора
благоприятно влияет на процесс отмывания и стирки, так как при
повышении щелочности (pH 11—12) волокна ткани набухают и
частицы грязи легче отрываются от них. Кроме того, ионы обра-
зовавшиеся в результате диссоциации таких добавок, способствуют
удерживанию загрязнений в растворе: ионы адсорбируются на ча-
стицах загрязнений и гидрофилизируют их, благодаря чему ча-
стицы удерживаются в растворе и не оседают на ткани. Удержи-
ванию загрязнений в растворе способствует также появление на
частицах грязи адсорбционных слоев заряженных ионов; эти слои
препятствуют слипанию частиц, что предотвращает оседание грязи
на ткань. Присутствие силикатов улучшает, кроме того, ценообра-
зование моющих растворов.
Наибольшее значение из соединений первой группы имеют кон-
денсированные фосфаты натрия — пирофосфат Na4P2O4 и осо-
бенно триполифосфат На5РзОю. Преимущества этих соеди-
нений перед другими щелочными добавками заключаются в том,
что их можно вводить в моющие средства в значительно больших
количествах без вреда для ткани, так как pH растворов фосфатов
значительно ниже (pH 8,5—9,5), чем pH растворов соды
(pH 10—11). Громадным преимуществом фосфатов, особенно три-
полифосфата натрия, является их способность умягчать воду за
счет образования растворимых комплексных кальциевых или маг-
ниевых солей
Ыа5Рз01о ~|“ СаС12 — > ЫазСаРзОю -|- 2NaCl
Образовавшаяся комплексная соль не выпадает в осадок; это
предотвращает повышение зольности ткани после стирки, что, в
свою очередь, замедляет ее износ.
Повышение зольности после стирки жировым мылом или син-
тетическими моющими средствами объясняется различными при-
чинами. В первом случае зольность обусловлена образованием
нерастворимых в воде кальциевых или магниевых солей высших
жирных кислот, которые оседают на ткани и увеличивают ее золь-
ность. Во втором случае зольность повышается за счет взаимо-
действия солей жесткости с карбонатом или бикарбонатом натрия,
обычно присутствующими в синтетических моющих средствах. Без
триполифосфата натрия или веществ, аналогичных ему по действию
(см. ниже), не может быть получено эффективного моющего
средства.
В последние годы в странах с высоким потреблением синтети-
ческих моющих веществ наблюдается явление эутрофикации —
523
усиленного роста водорослей; одной из причин этого считают обо-
гащение водоемов фосфором и другими питательными веществами.
В связи с этим в ряде стран начато промышленное производство
наполнителей для замены ими фосфатов в моющих средствах, а
также моющих композиций с низким содержанием фосфатов и
бесфосфатных.
К соединениям второй группы относится сульфат натрия, сни-
жающий поверхностное натяжение растворов и увеличивающий их
моющую способность. Кроме того, сульфат натрия позволяет пред-
отвратить слеживание и комкование моющих средств, выпускаемых
в виде порошков.
И, наконец, к соединениям третьей группы (пероксидным со-
лям), наиболее часто применяемым как добавки к синтетическим
моющим средствам, относятся перборат натрия NaBO2*
•Н2О2*ЗН2О (10,4% акт.О2), перкарбонат натрия Na2CO3-
•Н2О2*0,5Н2О (10% О2), перпирофосфат натрия Na4P2O7-
•Н2О2-Н2О (9 % О2) и некоторые другие. Действие этих соедине-
ний заключается в отбеливании тканей активным кислородом, вы-
деляющимся при их разложении. Однако введение слишком боль-
ших количеств пероксидных соединений в моющие средства может
привести к химическому взаимодействию активного кислорода с
тканью и ее преждевременному износу. Поэтому в моющих сред-
ствах количество пероксидных добавок редко превышает 0,5—1 %.
В композициях моющих средств общее количество минераль-
ных добавок доходит до 65—70 %. Большая их часть приходится
на фосфаты и сульфат натрия, количество которых может дости-
гать 30—60 % от массы моющего средства. Добавление неоргани-
ческих наполнителей позволяет не только увеличить моющий эф-
фект синтетических моющих средств, но и снизить их стоимость,
так как любой неорганический наполнитель гораздо дешевле, чем
синтетические поверхностно-активные вещества.
Органические добавки. Количество органических доба-
вок в моющих средствах не превышает 5—10 %, тем не менее без
этих добавок невозможно получить эффективные моющие сред-
ства. Наиболее важными органическими добавками являются на-
триевая соль карбоксиметилцеллюлозы (КМЦ), алкилоламиды,
оптические отбеливатели, отдушка, а в последнее время — заме-
нители фосфатов и ферменты. Натрийкарбоксиметилцеллюлозу
[С6Н7О2 (ОН) 3-x(OCH2COONa)x]n добавляют к синтетическим
моющим средствам в количестве 2—4 %. Она не обладает моющим
действием, ее основное назначение заключается в предотвращении
обратного оседания загрязнений на очищаемых поверхностях. Без
применения КМЦ многократная стирка хлопчатобумажных тканей
приводит к тому, что ткани приобретают серый оттенок. Введение
же КМЦ дает возможность увеличить степень белизны тканей в
1,6—1,7 раза.
Полимерные молекулы КМЦ адсорбируются на поверхности
загрязнений и создают защитные пленки, которые препятствуют
конгломерации частиц и обратному оседанию их на очищаемой по-
524
верхности. Необходимо, однако, отметить, что такой эффект от
добавления КМЦ наблюдается только для хлопчатобумажных
тканей; при стирке шерстяных и шелковых тканей применение
КМЦ не обязательно.
Второй по важности органической добавкой являются алкилол-
амиды — продукты конденсации высших жирных кислот или их
метиловых эфиров с этаноламинами
RCOOCH3 + NH2CH2CH2OH —> RCONHCH2CH2OH + СНзОН
Добавление алкилоламидов в количестве 2—4 % к синтетическому
моющему средству увеличивает ценообразование, снижает поверх-
ностное натяжение моющих растворов и улучшает моющие свой-
ства. Особенно эффективными оказались добавки алкилоламидов
совместно с КМЦ к моющим веществам с наиболее слабым мою-
щим действием (алкилсульфонатам).
Оптические отбеливатели добавляют к моющим сред-
ствам в незначительных количествах (доли процента) для прида-
ния ткани белизны или голубоватого оттенка, что позволяет при
стирке обойтись без подсинивания. Действие оптических отбели-
вателей заключается в том, что они, адсорбируясь на ткани, спо-
собны поглощать коротковолновый УФ-свет и испускать видимый
свет голубовато-синего оттенка. Оптические отбеливатели являются
сложными органическими соединениями.
Помимо перечисленных органических добавок в синтетические
моющие средства вводят также органические соединения — комп-
лексоны, (которыми в последнее время стали заменять триполи-
фосфаты), способные образовывать комплексные (хелатные) соли
с ионами тяжелых металлов и тем самым умягчать воду. Среди
этих соединений наибольшее применение получили тетранатриевая
соль этилендиаминтетрауксусной кислоты(I) и тринатриевая соль
нитрилтриуксусной кислоты(II). Эти соединения в водных раство-
рах образуют растворимые комплексы с ионами тяжелых металлов
NaOOCCH2x zCH2COONa
^NCH2CH2N^
NaOOCCH/ ^CH2COONa
I
+ CaCl2
—2NaCl
—► NaOOCCH,
CH2COONa
\сн2сн2м'/
,CH2COONa
N—CH2COONa
N2H2COONa
II
+ CaCl2
-2NaCl
ZCH2COO.
NaOOCCH2N-.......\a
'4CH2COO//
625
Кальций взят здесь лишь в качестве примера — обе натриевые
соли связывает в виде хелатов практически любой многовалент-
ный ион.
Таким образом, действие названных соединений аналогично
действию фосфатов натрия, рассмотренному выше. Необходимо
отметить, что по эффективности связывания тяжелых ионов комп-
лексоны (I) и (II) превосходят наиболее эффективный из фосфа-
тов— триполифосфат натрия — примерно в два раза, и лишь более
высокая стоимость и недостаточное развитие промышленного про-
изводства препятствуют их широкому применению в качестве ком-
понентов моющих средств. Однако в последнее время в некоторых
странах производство комплексона(II) прекращено из-за его ток-
сичности и там, где требуется меньшая токсичность, применяют
сахарную и лимонную кислоту.
И, наконец, в композицию моющего средства вводят некоторые
сложные органические соединения: в качестве так называемых
отдушек (они устраняют неприятный запах моющих средств), а
также биологически активные добавки — ферменты, способствую-
щие удалению белковых загрязнений.
Основные рецептуры синтетических моющих средств
Рецептуры синтетических моющих средств чрезвычайно разнооб-
разны; их подбирают исходя из целевого назначения того или
иного средства.
Основная часть СМС выпускается в твердом виде (главным
образом порошкообразном), на их долю в США и Японии прихо-
дится 70%, Западной Европе 75%, остальное — на жидкие мою-
щие вещества.
В последние годы в странах с развитым производством СМС
отмечается увеличение спроса на жидкие моющие средства и рост
их доли в структуре потребления СМС, особенно бытовых. Это
обусловлено экологическими, экономическими и технологическими
причинами.
В целях защиты окружающей среды в твердых СМС сильно
было сокращено содержание полифосфатов, что повлияло на их
моющую эффективность — появились жидкие бесфосфатные эффек-
тивные СМС для удаления трудноотстирываемых загрязнений с
льняных и хлопчатобумажных тканей. Кроме того, для производ-
ства жидких СМС требуются сравнительно невысокие расходы на
оборудование; преимуществом жидких СМС является возможность
их использования в холодной воде. При производстве порошковых
СМС требуется распылительная сушка (дорогое оборудование),
а жидкие составы СМС получают путем смешения исходного жид-
кого сырья и разлива готового состава по флаконам. К технологи-
ческим преимуществам жидких СМС перед порошками относятся
удобство их применения, а также легкость автоматической дози-
ровки. Жидкие СМС имеют высокую концентрацию неионогенных
ПАВ; меньшая их чувствительность к жесткости воды позволяет
620
Таблица 9.2. Структура потребления ПАВ (П — порошки, Ж — жидкости)
в производстве СМС бытового назначения, %
ПАВ СМС для стирки СМС для мытья посуды
п Ж П Ж
Анионные
алкилбензолсульфонаты 49 46,5 — 28
сульфаты этоксилирован- ных спиртов алкилсульфаты мыло Неионогенные 15 7,5 4,5 — 53,4
этоксилированные спирты 15 43,9 20 —
этоксилированные алкил- фенолы 1,5 4,8 —
алкоксилированные спир- ты — — 80 —
амиды высших карбоно- вых кислот, аминоксиды 7,5 4,8 — 18,6
сохранить эффективность моющего состава в отсутствие наполни-
теля; заменителем пирофосфатов в жидких СМС большей частью
является цитрат натрия. Амфотерные ПАВ являются весьма цен-
ным видом сырья для жидких моющих средств'различного назна-
чения, однако стоимость их пока очень высока для широкого ис-
пользования. Относящиеся к амфотерным ПАВ производные
циклоимидиния применяют главным образом в шампунях и других
средствах личной гигиены. Производные бетаинов входят в состав
средств для стирки в холодной воде.
В таблице 9.2 приведена структура потребления ПАВ, приме-
няемых в США в средствах для' стирки тканей и мытья посуды.
В Советском Союзе широкое распространение получили моющие
средства «Астра», «Ладога», «Дон», «Эра», имеющие следующий
средний состав, % (масс.):
Алкилсульфаты, алкилсульфо-
наты, . сульфонол (или их
смесь) ...................... 20
Карбонат натрия .............. 15
Силикат натрия ............... 5
Триполифосфат натрия ... 30
Сульфат натрия................ 16
Натрийкарбоксиметилцеллю-
лоза ........................ 2
Алкилоламиды .............. 2
Оптический отбеливатель . . 0,1
Отдушка ................... 0,1
Вода ...................... 9,8
Иногда в эти моющие средства вводят пероксидные отбелива-
тели— перкарбонат или перборат натрия (0,6—0,8 % от массы
порошка).
Порошки, предназначенные для стирки в машинах, должны
обладать минимальной пенообразующей способностью при хоро-
шем моющем действии. Для этого из их состава исключают
алкилоламиды и вводят жировое мыло (до 5%), а также поли-
оксиэтцлирр^ди.ныц ноцилфенол (7^10 %),
627
Средства типа «Кристалл», «Луч», «Лотос» являются универ-
сальными; они предназначены для стирки хлопчатобумажных и
льняных тканей (при 80—90°C или с кипячением), а также для
стирки шерстяных, шелковых, синтетических или искусственных
тканей (при 35—40°С). Они имеют следующий состав, % (масс.):
Алкилсульфаты, сульфонол
или их смеси................. 20
Силикат натрия ............... 3
Триполифосфат натрия ... 40
Сульфат натрия............... 27
Натрийкарбоксиметилцеллю-
лоза ........................ 2
Алкилоламиды .............. 2
Оптический отбеливатель . . 0,1
Отдушка ................... 0,1
Вода ...................... 5,8
Приведенные рецептуры синтетических моющих средств пока-
зывают, что их состав можно варьировать в весьма широких пре-
делах.
ГЛАВА 10
ПРОИЗВОДСТВО ВЫСОКОМОЛЕКУЛЯРНЫХ СОЕДИНЕНИЙ
НА ОСНОВЕ НЕФТЕХИМИЧЕСКОГО СЫРЬЯ
ОБЩИЕ СВЕДЕНИЯ О ВЫСОКОМОЛЕКУЛЯРНЫХ СОЕДИНЕНИЯХ
В настоящее время нет ни одной отрасли народного хозяйства,
где бы не применялись высокомолекулярные соединения. Быстрый
прогресс в этой области, вызванный растущими потребностями на-
родного хозяйства, стал возможен прежде всего благодаря нали-
чию широкой сырьевой базы.
Ценные свойства высокомолекулярных соединений, которые
находят все более широкое применение, обусловили расширение
ассортимента и количественный рост их производства. В настоя-
щее время мировое производство высокомолекулярных соединений
составляет около 80 млн. т в год.
Высокомолекулярными соединениями, или полимерами, при-
нято называть вещества с молекулярной массой порядка 104 и
выше. Соединения с молекулярной массой от 500 до 5000, которые
занимают промежуточное положение между высокомолекулярными
и низкомолекулярными соединениями, называют олигомерами.
Полимеры построены из элементарных звеньев, состав и строе-
ние которых зависят от исходных мономеров. Число элементарных
звеньев в макромолекуле характеризует степень полимеризации,
которая может быть также выражена как отношение молеку-
лярной массы полимера к молекулярной массе элементарного
звена.
Высокомолекулярные соединения в отличие от низкомолеку-
лярных веществ обладают особыми физико-механическими свой-
ствами. Эти свойства обусловлены цепным строением и высокой
молекулярной массой полимерных молекул,
В зависимости от происхождения все высокомолекулярные сое-
динения подразделяют на природные, выделенные из природных
материалов; синтетические, полученные синтезом из низкомолеку-
лярных веществ; и искусственные, полученные путем химической
модификации природных полимеров.
По составу основной цепи высокомолекулярные соединения де-
лятся на органические, элементоорганические и неорганические.
К органическим высокомолекулярным соединениям относятся
соединения, содержащие кроме атомов углерода атомы водорода,
кислорода, азота, серы, галогенов.
К элементоорганическим высокомолекулярным соединениям от-
носятся соединения, цепи которых построены из атомов углерода
и гетероатомов: атомов кремния, титана, алюминия и других эле-
ментов (кроме атомов азота, серы и кислорода).
Неорганические высокомолекулярные соединения — это соеди-
нения, не содержащие атомов углерода. Цепи неорганических по-
лимеров построены из атомов кремния, алюминия, титана, серы,
фосфора и других элементов.
По строению основной цепи высокомолекулярные соединения
делятся на два больших класса: карбоцепные, главные цепи кото-
рых построены только из атомов углерода, и гетероцепные, в глав-
ных цепях которых наряду с атомами углерода содержатся атомы
азота, кислорода, серы, фосфора или других элементов.
Полимеры являются основным компонентом синтетических ма-
териалов. Кроме того, для придания этим материалам определен-
ных свойств в них вводят пластификаторы, стабилизаторы, напол-
нители и другие добавки.
Синтетические полимерные материалы делятся в свою очередь
на пластические массы (пластики), эластомеры (каучуки) и во-
локна. Это деление носит до некоторой степени условный характер,
так как полимерные материалы одного и того же химического со-
става, но полученные или переработанные различными способами,
могут применяться в виде пластмассы, каучука или синтетического
волокна.
МЕТОДЫ ПОЛУЧЕНИЯ ВЫСОКОМОЛЕКУЛЯРНЫХ СОЕДИНЕНИЙ
Основными методами синтеза высокомолекулярных соединений яв-
ляются полимеризация и поликонденсация.
При полимеризации образование полимеров из мономеров проис-
ходит в результате раскрытия кратных связей или размыкания
циклов и соединения исходных молекул мономеров в макромоле-
кулу полимера. При этом реакция обычно не сопровождается вы-
делением побочных продуктов, поэтому элементный состав исход-
ных мономеров и получаемых полимеров одинаков:
иСН2=СН2 —> —сн2—сн2—сн2—сн2—сн2—сн2--------
полимер
или
иСН2=СН2 —> [—СН2—СН2—]п
полимер
Совместная полимеризация двух или большего числа разных
мономеров носит название сополимеризации:
nCH2=CH2 + тСН2=СН—СНз —>
—►-----СН2—СН2—СН2—СН—СН2—СН-----
СНз СНз
Сополимеризация, при которой каждый мономер входит в со-
став макромолекулы в виде длинной непрерывной последователь-
ности— блока, называется блок-сополимеризацией. Примером мо-
жет служить сополимеризация этилена с пропиленом:
nCH2=CH2 + тСН2=СНСН3 —>
—> • • — [-СН2-СН2-]— Г—СН2—СН— T—[—СН2—СН2—]—Г- СН2—СН—1— • • •
<71 | <73 I I I
L СНз -1^2 L (зНз J<74
блок-сополимер
Примером полимеризации, протекающей с раскрытием цикла,
является полимеризация е-капролактама:
сн2—сн2—сн2ч
"I >
СН2—СН2—СОА
NH —>-------CO(CH2)5NH----
Привитой сополимеризацией называется сополимеризация, при
которой к готовой макромолекуле одного состава «прививается»
боковая цепь другого состава. Так, сополимеризацией полиамида
и этиленоксида получают привитой сополимер следующего строе-
ния:
---NH—R—NHCO—R'—CONH—R—NHCO—R'—СО-----+ пН2С-СН2 —►
—>-----NH—R—N—CO—R'—CONH—R—NHCO—R'—CO----
<!:h2—сн2—о—[—сн2—ch2—o—н
Способы проведения реакции полимеризации весьма разнооб-
разны. В промышленности распространение получили полимериза-
ция из газовой фазы, блочная полимеризация или полимеризация в
массе, полимеризация в растворе, эмульсионная (суспензионная)
полимеризация и полимеризация в твердой фазе.
При поликонденсации образование полимера из мономера обыч-
но сопровождается выделением простейших низкомолекулярных
веществ — воды, аммиака, спирта, галогенводородов и других. При
этом элементный состав получаемых полимеров отличается от со-
става исходных мономеров. В реакции поликонденсации участвуют
соединения, содержащие в молекуле не менее двух функциональ-
ных групп. Типичной реакцией является поликонденсация двух-
основной кислоты с многоатомным спиртом:
пНООС—R—СООН + пНО—R'—OH —►
HO-1-9Q—R—COO-R'-O—U-H + (2м-1)Н?О
930
Поликонденсация может осуществляться различными спосо-
бами — в твердой фазе, в расплаве, эмульсии и на границе раз-
дела фаз.
Полимеризация
Способность непредельных соединений к полимеризации зависит
от расположения двойных связей, природы и числа заместителей
(полярности мономера), а также от пространственных (стериче-
ских) факторов.
Полимеризация может протекать по механизму цепной реакции
(цепная полимеризация) или ступенчатых процессов (ступенчатая
полимеризация).
Цепная полимеризация
Теория цепных процессов была развита Н. Н. Семеновым. На ос-
нове этой теории была разработана теория цепной полимеризации.
В ее создании большую роль сыграли С. С. Медведев, X. С. Баг-
дасарьян, В. В. Коршак и другие исследователи.
В соответствии с характером промежуточного активного цент-
ра— радикала или иона, участвующего в процессе полимеризации,
различают радикальную цепную и ионную цепную полимеризацию.
При цепной полимеризации происходит передача активного
центра присоединяемой молекуле мономера. В течение всего про-
цесса роста макромолекулы активный центр находится на послед-
нем присоединившемся звене.
Процесс образования каждой макромолекулы при цепной поли-
меризации включает следующие основные стадии:
1) инициирование цепной полимеризации, заключающееся в об-
разовании первичного свободного радикала или иона;
2) рост цепи за счет последовательного присоединения молекул
мономера к радикалу или иону с сохранением в концевом звене
свободной валентности;
3) обрыва цепи вследствие насыщения растущего макрорадика-
ла или макроиона.
Кроме того, реакции цепной полимеризации часто сопровож-
даются реакциями передачи цепи в результате взаимодействия рас-
тущего макрорадикала или макроиона с примесями, растворите-
лями или образующимся полимером.
Радикальная полимеризация. При радикальной полимеризации
реакция инициируется свободными радикалами. Свободные ра-
дикалы могут образовываться под действием тепла (термическая
полимеризация), при поглощении световой энергии с длиной вол-
ны 250—300 нм (фотохимическая полимеризация), под влиянием
ионизирующего излучения: а, р, у- или других частиц высокой энер-
гии (радиационная полимеризация), а также под влиянием хими-
ческих инициаторов, которые способны легко распадаться с обра-
зованием свободных радикалов (инициированная полимеризация).
531
При инициированной полимеризации часто используют окислитель-
но-восстановительное инициирование.
Процесс образования макромолекул при радикальной полиме-
ризации состоит из следующих элементарных стадий:
Инициирование
I —> 2R •
Рост цепи
R. + M —> R—м.
R—М* + М —> R—М—М.
ц—М—М • + (п - 1)М —> R—Мп—М •
Обрыв цепи
R—Мп—М.4-.М—M,n—R —> R—Мп—м—М—Мпг—R
Передача цепи
R—Мп—М* + М —> R— Мп—М + М.
R—Мп—М. + М—Мпг—R —> R—Мп—М + • М—Мпг— R
где I — инициатор; М —молекула мономера; R-, М- — радикалы; RMrt — М’-»
макрорадикал.
Реакция образования активных центров всегда требует затраты
большого количества энергии и протекает медленно. Скорость ра-
дикальной полимеризации определяется энергией активации раз-
личных способов инициирования. Так, энергия активации при тер-
мическом инициировании составляет 104,8—125,7 кДж/моль, при
фотохимическом инициировании 16,75—29,3 кДж/моль и при ини-
циировании химическими инициаторами 83,9—92,2 кДж/моль.
Одним из наиболее распространенных способов полимеризации
является полимеризация под влиянием инициаторов, распадаю-
щихся в условиях реакции на свободные радикалы. К таким ини-
циаторам относятся пероксиды, гидропероксиды, азо- и диазосоеди-
нения. Пероксиды и гидропероксиды распадаются на свободные
радикалы:
С6н5—С—О—О—С—С6Н5 —> 2С6Н5—С—о. —> 2С6Н5 + 2СО2
II II II
0 0 о
(СНз)2С—ООН —> (СНз)2С—О . + . ОН —> С6Н5 * + НО . + (СНз)2СО
с6н5 с6н5
При окислительно-восстановительном инициировании в систему
вместе с инициатором вводят восстановитель, например соли двух-
валентного железа. При взаимодействии пероксида и восстанови-
теля происходит образование свободных радикалов, инициирующих
полимеризацию:
СНз СНз
I I
С6Н5—С—ООН + Fe2+ —> С6Н5—С—О . + ОН’ + Fe3*
СНз СН3
582
Рост цепи на ранних стадиях полимеризации продолжается доли
секунды. При этом константа скорости реакции роста остается по-
стоянной. Энергия активации реакции роста составляет 20,95—
33,52 кДж/моль. Получение длинных макромолекул возможно бла-
годаря тому, что скорость роста кинетической цепи значительно
больше скорости инициирования. При образовании значительных
количеств полимера (85—90 %) скорость полимеризации обычно
снижается вследствие очень большого увеличения вязкости систе-
мы. Средняя степень полимеризации остается практически постоян-
ной до начала снижения скорости полимеризации. Однако при
наличии в системе небольших количеств примесей, способных всту-
пать в реакцию с макрорадикалами, средняя степень полимериза-
ции (или молекулярная масса) на начальной стадии остается низ-
кой до израсходования примесей.
Обрыв цепи может происходить путем рекомбинации радикалов
или их диспропорционирования. Скорость реакции рекомбинации
мало зависит от температуры, поскольку энергия активации этой
реакции мала 10,47—18,85 кДж/моль. С повышением температуры
полимеризации возрастает вероятность диспропорционирования
макрорадикалов.
Реакция передачи цепи протекает с большой энергией актива-
ции, вследствие чего при повышении температуры скорость этой
реакции быстро возрастает. Так, энергия активации передачи цепи
на растворитель составляет 50,2 — 92,2 кДж/моль.
При передаче кинетической цепи скорость полимеризации нё
уменьшается, но реакционная цепь распадается на несколько мо-
лекулярных цепей. Реакция передачи кинетической цепи может
осуществляться также, путем взаимодействия макрорадикалов с
молекулами мономера, растворителя, примесей и специальных до-
бавок. Введением в реакционную среду специальных добавок (ре-
гуляторов полимеризации) можно направленно изменять молеку-
лярную массу полимера. В качестве регуляторов обычно приме-
няют сернистые соединения (трет-бутилмеркаптан, додецилмеркап-
тан), хлорированные углеводороды (тетрахлорид углерода, тетра-
хлорэтилен) и др.
Для замедления или полного прекращения реакции полимери-
зации в реакционную среду вводят ингибиторы. Ингибиторы мож-
но также добавлять к мономер'амв процессе их хранения для пред-
отвращения самопроизвольной полимеризации. В качестве ингиби-
торов полимеризации часто применяют фенолы.
Кинетика радикальной полимеризации. Меха-
низм процесса радикальной полимеризации может быть описан
следующей системой дифференциальных уравнений.
Инициирование
^1 = ®И = 2МП (10.1)
ат
где [R*] — концентрация радикалов; [I] — концентрация инициатора; — ско-
рость инициирования; т — время; kK — константа скорости инициирования.
533
Рост цепи
^l = tt,p==ftp[R.] [М]
(10.2
где [М] —концентрация мономера; t0P — скорость реакции роста цепи; kP— кон
станта скорости реакции роста.
Обрыв цепи
- rf^,]- = a>o6 = feo6lR»l2 (10.3
а%
где доОб — скорость обрыва; k06 — константа скорости обрыва
Согласно принципу квазистационарных состояний концентра-
ция свободных радикалов в некоторый момент времени становится
практически постоянной, а скорость инициирования равна скорости
обрыва
—= ши- шоб = и Гои = ^Об (Ю.4)
или 2MI] = *o6tR’l2 (10.5)
Отсюда
[R-i = (-^-m),/2 (10.6)
Число молекул мономера, участвующих в инициировании, очень
мало по сравнению с числом молекул, вступающих в реакцию ро-
ста цепи, поэтому можно принять, что суммарная скорость реакции
равна скорости роста
wc = Дор (10.7)
Подставляя в уравнение (10.2) значение [R*] из уравнения
(10.6), получаем
Шс = 1е1р = *р(-^И-')1/2[1]'/2[М] (10.8)
X «об /
Из уравнения (10.8) следует, что скорость полимеризации про-
порциональна концентрации инициатора в степени 0,5 и концен-
трации мономера в первой степени.
Из уравнения Аррениуса
k = Ae~EIRT (10.9)
следует, что
_Ер+1/2Еи~1/2Еоб
®с = Л>(-^-)'/2[1]|/2[М]е RT =Лс[1]1/2[М]«ГБ<:/,?' (10.10)
Отсюда суммарная энергия активации процесса
£с = Вр + >/2(£и-£об) (ЮЛ)
Если принять в среднем Еи = 125 кДж/моль, Ер = 25 кДж/моль
и Еоб=18,8 кДж/моль, то эффективная или суммарная энергия
активации составит около 79,5 кДж/моль,
Б34
Влияние различных факторов на процесс полимеризации
и свойства получаемого полимера
Влияние температуры. С повышением температуры ско-
рость радикальной полимеризации увеличивается. Приведенные
выше значения энергии активации указывают на значительное
влияние температуры на этот процесс. В наибольшей степени по-
вышение температуры оказывает влияние на стадию инициирова-
ния и реакцию передачи цепи. Стадии роста и обрыва цепи мало
зависят от температуры (если обрыв не является следствием ре-
акции передачи цепи). С повышением температуры увеличивается
скорость процесса инициированной полимеризации, но при этом
снижается средняя степень полимеризации и, соответственно, мо-
лекулярная масса полимера Так, при 20 °C полимеризация стирола
в присутствии бензоилпероксида продолжается год, а при 120 °C —
всего 2 ч. Средняя молекулярная масса полимера в первом слу-
чае равна 550 000, а во втором — 167 000.
С повышением температуры возрастает также скорость пере-
дачи цепи, что приводит к снижению молекулярной массы поли-
мера. Увеличивается разброс молекулярных масс полимера в сто-
рону увеличения количества низкомолекулярных фракций. Нару-
шается регулярность строения молекулы полимера.
Влияние давления. Давление порядка нескольких десят-
ков атмосфер практически не влияет на процесс полимеризации.
Высокое и сверхвысокое давление (порядка десятков и сотен МПа)
ускоряет полимеризацию и увеличивает молекулярную массу по-
лимера. При полимеризации в жидкой фазе удельный объем жид-
кости заметно уменьшается только при очень высоких давлениях.
При этом увеличивается вероятность столкновений между молеку-
лами и радикалами. Одновременно повышается вязкость жидкости
и снижается скорость диффузии, в первую очередь макрорадикалов
и макромолекул, обладающих меньшей подвижностью, чем малые
молекулы. Поэтому скорость обрыва не увеличивается, а даже
уменьшается, приводя к повышению молекулярной массы.
Влияние концентрации мономера. С повышением
концентрации мономера скорость полимеризации увеличивается, по-
скольку она пропорциональна концентрации мономера. Снижение
концентрации за счет разбавления растворителем (жидкая фаза)
или за счет снижения давления (газовая фаза) приводит к умень-
шению скорости полимеризации. При разбавлении мономера
увеличивается также скорость передачи цепи на растворитель.
Это оказывает различное влияние на процесс, в зависимости от
характера растворителя и активности образующегося ра-
дикала.
При увеличении концентрации инициатора степень полимериза-
ции и средняя молекулярная масса полимера снижаются. Это объ-
ясняется тем, что увеличивается концентрация макрорадикалов и
скорость их рекомбинации,
Ионная полимеризация
Ионная полимеризация представляет собой цепную реакцию, при
которой растущая цепь является макроионом. В зависимости от
природы катализатора и строения мономера активные центры
(макроионы) могут нести положительный или отрицательный за-
ряд. Соответственно различают катионную и анионную полимери-
зацию. При катионной полимеризации образуется трехвалентный
положительно заряженный ион карбония а ПРИ анионной
полимеризации — трехвалентный отрицательно заряженный карб-
анион с').
Катионная полимеризация. Катионная полимеризация проте-
кает под действием кислот и катализаторов Фриделя-Крафтса (хло-
рида алюминия, тетрахлорида олова, тетрахлорида титана, фто-
рида бора и др.), т. е. электроноакцепторных веществ, а также под
влиянием у-лучей. В присутствии воды, кислот, эфиров и других
протонсодержащих веществ, играющих роль сокатализаторов, об-
разуется комплекс, легко отщепляющий протон и инициирующий
реакцию:
BF3 + H2o —> BFs-H2O ч=±: H+[BF3OH]“
При взаимодействии этого комплекса с молекулой мономера
образуется активный центр:
СНз
6- 6+ I
СН2=С—СН3 + H+[BF8OH]“ —> СН3—C+[BF3OH]’
СНз СН3
ион карбония
Реакция роста заключается в присоединении молекул мономера
с регенерацией активного центра на конце цепи
СНз
СНа—i+[BF3OH]’ + пСН2=С—СН3 —►
СНз сн..
СНз г СНзп
I I
СНз—с-----СН2—С—
I I
СНз*- СНз-*
СНз
— СН2—C+[BF3OH]“ —►
n-i СНз
СНз г СНз-|
—> СНз—С---------СН2—i---------СН2—С=СН2 + H+[BF3OH]*
I I I
CHSL СНз-1 п-1 сн3
макромолекула
530
Обрыв цепи и образование макромолекулы происходит путем
отрыва протона от макрокатиопа с регенерацией комплекса. Реак-
ция передачи цепи протекает через мономер, растворитель или дру-
гие протонсодержащие вещества.
Катионная полимеризация может происходить и в отсутствие
сокатализаторов в высокополярных средах. В этом случае иниции-
рование сопровождается образованием полярного комплекса из мо-
номера и катализатора, например:
SnCl4
/ \ , Н2С=СН—R
SnCl4 + Н2С=СН—R —> Н2С=^СН—R ---------->
h2c^=chr
\ / Cl4Sn—СН2
—> SnCl4 —> + |
/ \ R—СН—СН2—СН—R
H2C=^CHR
Катионная полимеризация используется в промышленности для
получения полимеров на основе виниловых мономеров и цикличе-
ских соединений.
Реакцию катионной полимеризации чаще проводят при низких
температурах, при которых процесс радикальной полимеризации не
всегда осуществим. Это объясняется тем, что карбкатионы нена-
сыщенных соединений с электронодонорными заместителями доста-
точно устойчивы, и при низкой температуре вероятность захвата
электрона первичным ионом становится соизмеримой с вероят-
ностью его столкновения с молекулой мономера. С понижением
температуры полимеризации и повышением устойчивости началь-
ных радикалов вероятность протекания реакции катионной полиме-
ризации возрастает. При низких температурах полимеризации по-
лучаются полимеры с высокой молекулярной массой и регулярной
структурой (почти полное отсутствие разветвлений).
Упрощенно кинетику катионной полимеризации можно описать
следующими уравнениями.
Инициирование d [Kat] d% = wH = -*„ [M] [Kat] (10.12)
Рост цепи d[M] __ d% t0p = — Мм+] [M] (10.13)
Обрыв цепи d[M*J dx = Wo6 = — боб [M+] (10.14)
где [М], (Kat], [М+] — концентрации’ мономеров, катализатора и растущих карб-
катионов; 10и, о>р, ДОоб — скорости инициирования, роста и обрыва цепи; Ли, Лр,
ЛОб — константы скорости инициирования, роста и обрыва цепи: т —время.
Анионная полимеризация. Анионная полимеризация катализи-
руется щелочными металлами, металлоорганическими соединения-
ми, алкильными соединениями металлов переменной валентности,
537
сложными комплексными соединениями, а также оксидами метал
лов.
При взаимодействии щелочных металлов с мономерами проис
ходит перенос электронов с образованием карбаниона на моно
мере:
е
: f 6+6-
Ме + М —> МеМ
Инициирование в присутствии щелочных металлов может про
текать с образованием ион-радикала
Li + СН2=СН —► СН2—CHLi+
I I
R R
Или в случае диенов бииона
NaCH2—СН=СН—CH2Na
К образовавшемуся бииону молекулы мономера присоединяют
ей в положении 1,4, 1,2 или 3,4.
При возникновении ион-радикала в зависимости от темпера
туры и природы среды полимеризация может протекать по ион
ному или радикальному механизму:
LiCH—СН2 + СН2—CHLi+ —► LiCH—СН2—СН2—CHLi+
R R R i
СН2—CHLi+ + H+ —> СН»—CHj + Li*
R i
Рост макроиона заключается в последовательном внедрении
моЛекул мономера между противоположно заряженными ионами
с перемещением заряда на новое звено
RMe + M —> R—ММе
R—ММе + М —> RM—ММе
При этом связь макроаниона с противоионом не разрушается.
Каждая молекула мономера, внедряясь между макроанионом и ка-
тионом, попадает в поле, создаваемое катионом металла, и ориен-
тируется определенным образом под его воздействием, прежде чем
присоединяется к макроаниону. Поэтому строение макромолекулы
в значительной мере определяется типом противоиона. Чем выше
потенциал ионизации катиона металла, тем выше эффект ориента-
ции молекулы мономера в поле противоиона и более упорядочена
структура макроаниона. Подбором катиона металла можно достиг-
нуть стереорегулярного присоединения молекул мономера к мак-
роаниону. По-видимому, процессу стереорегулярного присоедине-
ния предшествует образование неустойчивого комплекса молекул
538
мономера с противоионом, в результате чего и происходит одина-
ковая ориентация в пространстве молекул, присоединяющихся к
аниону. Этот процесс получил название координационно-ионной
или стереоспецифической полимеризации. Характерной особен-
ностью процесса является непосредственное участие катализатора
в каждом акте роста цепи.
Стереоспецифическая полимеризация протекает под действием
различных металлоорганических соединений. Особенно эффективно
регулируют присоединение молекул мономера к макроаниону ка-
тализаторы, нерастворимые в реакционной среде (оксиды метал-
лов, катализаторы Циглера — Натта). В среде углеводорода они
образуют каталитический комплекс.
На каталитических комплексах Циглера — Натта по координа-
ционно-ионному механизму полимеризуются этилен, пропилен, дие-
ны. На поверхности каталитического комплекса TiXn — A1R3 имеют-
ся участки, на которых атомы титана и алюминия располагаются
в шахматном порядке, причем титан выполняет функцию акцеп-
тора, а алюминий — донора электронов по отношению к молекуле
мономера.
Предполагают, что каталитический комплекс имеет следующее
строение
R\ ZC\ /С1
Ж
R/ У \С1
В настоящее время отсутствует единая точка зрения на меха-
низм координационно-ионной полимеризации. Процесс может быть
представлен упрощенно следующей схемой:
б+ 6- 6+ б-
MeR + СН2=СН2 —> МеСН2—CH2R
6+ б- • б+ б-
МеСН2—СН2—R + пСН2=СН2 —> МеСН2—СН2—[—СН2—СН2—]n—R
Обрыв цепи происходит в результате передачи иона водорода
молекуле мономера или каталитическому комплексу. *
Координационно-ионная полимеризация позволяет получить по-
лимеры с очень большой молекулярной массой.
Ступенчатая полимеризация
Ступенчатой полимеризацией называется процесс образования по-
лимеров путем последовательного присоединения молекул моно-
мера друг к другу за счет миграции атомов или групп атомов.
Реакция ступенчатой полимеризации обычно протекает между
соединениями, одно из которых содержит подвижный атом водо-
рода, а другое обладает способностью легко присоединять про-
тон. Примером ступенчатой полимеризации является реакция
* Подробнее см. ниже,
539
двухатомных спиртов и диизоцианатов с образованием полиурета-
нов:
НО—R—ОН + O=C=N—R'—N=C=O —>
R(OH)2
—> НО—R—О—С—NH—Rz—N=C=O ---------->
II
О
R'(NCO)2
—> HO—R—О—C—NH—R'—NH—С—O—R—OH ------------> и т. д.
II II
О О
Такая полимеризация носит также название полиприсоединения.
По механизму ступенчатой полимеризации могут полимеризо-
ваться также мономеры, которые не содержат подвижного атома
водорода. В этом случае к мономеру сначала присоединяется мо-
лекула активатора (вода, амины, спирты, кислоты), образуя соеди-
нение с подвижным атомом водорода, которое далее полимери-
зуется по механизму ступенчатой полимеризации.
Способы проведения полимеризации
Полимеризацию можно проводить в блоке, в растворе, в эмульсии,
в суспензии, в газовой фазе.
Полимеризация мономера в отсутствие растворителя в конден-
сированной фазе называется блочной или полимеризацией в массе.
В результате реакции образуется твердая масса полимера (или
блок). Обычно блочную полимеризацию проводят в присутствии
инициаторов. По мере полимеризации увеличивается вязкость сре-
ды и затрудняется отвод тепла, вследствие чего полимеризация
в различных точках системы протекает при разных температурах,
и полимер получается неоднородным по молекулярной массе.
В блоке можно проводить также термическую и фотохимическую
полимеризацию. В настоящее время блочная полимеризация при-
меняется в технике ограниченно.
Полимеризацию в растворе проводят либо в жидкости, смеши
вающейся с мономером и с образующимся полимером, либо в сре
де, растворяющей только мономер.
При проведении полимеризации в растворе облегчается отвол
тепла и улучшается массообмен вследствие интенсивного перемс
шивания. Получаемый полимер более однороден по молекулярной
массе. В зависимости от механизма полимеризации (радикального
или ионного) проведение процесса в растворе оказывает различное
влияние на процесс. При радикальной полимеризации снижается
молекулярная масса полимера вследствие передачи цепи на рас
творитель. При ионной полимеризации природа растворителя мо
жет влиять на закономерности процесса, а также на структуру и
другие свойства полимера.
Полимеризация в эмульсии широко применяется в промышлен
ности для получения синтетических полимеров. В качестве диспсу
540
сионнои среды используют воду, в которую вводят эмульгаторы —
поверхностно-активные вещества (например, соли жирных кислот).
Обычно полимеризацию в эмульсин проводят при интенсивном
перемешивании и низких температурах, что позволяет повысить
стереорегулярность полимера. Процесс полимеризации протекает
в присутствии водорастворимых инициаторов (пероксидов, гидро-
пероксидов) в мономере, на поверхности раздела фаз мономер —
вода, на поверхности или внутри мицелл эмульгатора или образую-
щихся полимерных частиц, набухших в мономере.
Полученную устойчивую суспензию полимера в воде называют
латексом. Полимер, который извлекают из воды коагуляцией с по-
мощью электролитов, имеет высокую молекулярную массу и узкое
молекулярно-массовое распределение.
Полимеризация в эмульсии позволяет легко отводить тепло ре-
акции за счет нагрева дисперсионной среды — воды.
Полимеризацию в суспензии проводят, диспергируя мономер в
виде капель в нерастворяющей или плохо растворяющей среде
(обычно воде). Капли стабилизируют водорастворимыми полиме-
рами, а также твердыми гидрофильными порошками. Полимериза-
цию в каждой капле можно рассматривать как микроблочную по-
лимеризацию.
При полимеризации в газовой фазе мономер находится в газо-
вой фазе, а полимер образует твердую или жидкую фазу. Катали-
затор вводят в виде твердой фазы (например, нанесенный на мел-
кодисперсный носитель). Процесс проводят в псевдоожиженном
слое катализатора. Тепло реакции отводится путем охлаждения
мономера в выносных холодильниках.
Поликонденсация
Поликонденсацией называется процесс образования полимеров пу-
тем соединения нескольких молекул, сопровождающийся выделе-
нием простейших низкомолекулярных веществ. Элементный состав
полученного полимера не совпадает с элементным составом исход-
ных веществ.
Мономеры, используемые в реакциях поликонденсации, должны
содержать по крайней мере две функциональные группы. При взаи-
модействии этих групп отщепляется молекула простейшего веще-
ства и образуется новая группа, связывающая остатки реагирую-
щих молекул.
Процесс поликонденсации, в котором участвуют однородные мо-
лекулы, называется гомополиконденсацией. В общем виде процесс
описывается уравнением:
лХ-R—Y —> X—(—R—L—)лг_1—RY + (/2 — 1)а
где X и Y — функциональные группы исходного вещества; L — новая группа,
связывающая остатки реагирующих молекул; а—молекула выделяющегося низко-
молекулярного вещества.
Процесс поликонденсации, в котором участвуют разнородные
молекулы, носит название гетерополиконденсации. Примером такой
541
реакции является поликонденсация адипиновои кислоты и этилен-
гликоля:
пНО—СН2—СН2—ОН + пНООС—(СН2)4—соон —►
—> Н—[—О—СН2—СН2—О—СО(СН2)4—СО—]п—ОН + 2(п—1)Н2О
Две различные функциональные группы, способные реагировать
между собой, могут содержаться и в одной молекуле мономера,
например в аминокислотах:
nNH2—(СН2)6—СООН —► Н—[—NH—(СН2)6—СО—]Л—ОН + (п — 1)Н2О
Поликонденсация может быть обратимой и необратимой.
Для того, чтобы сдвинуть равновесие в сторону образования
полимера из реакционной среды необходимо удалять низкомолеку-
лярные продукты.
Поликонденсацию можно проводить в расплаве, растворе, на
поверхности раздела фаз и в твердой фазе. Молекулярная масса
продуктов поликонденсации, как правило, ниже, чем молекулярная
масса продуктов полимеризации, и находится в пределах 10000 —
50000.
Зависимость максимальной молекулярной массы полимера от
температуры определяется соответствующим изменением константы
равновесия, которое связано с тепловым эффектом реакции.
Тепловые эффекты реакции поликонденсации обычно невелики
33,6—41,9 кДж/моль, а потому температура реакции очень мало
влияет на молекулярную массу полимера. Повышение температуры
ускоряет приближение системы к состоянию равновесия, и на опре-
деленных промежуточных стадиях реакции (до момента достиже-
ния системой равновесия) молекулярная масса полимера будет
выше при более высокой температуре. По достижении равновесия
молекулярная масса будет выше при более низкой температуре.
Несмотря на принципиальное отличие полимеризации от поли-
конденсации, продукты поликонденсации также называют полиме-
рами.
Поскольку при каждом акте поликонденсации в процессе участ-
вуют две функциональные группы, процесс описывается уравнением
второго порядка;
-f£- = kC2
dr
где С — концентрация реагирующих веществ; т —время; k — константа скорости
реакции.
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПОЛИМЕРОВ
Практически не существует таких полимеров, у которых все
макромолекулы имели бы одинаковые размеры. Наряду с длин-
ными полимер может содержать сравнительно короткие молекулы,
а также молекулы промежуточных размеров. Поэтому при опреде-
лении молекулярной массы по существу находят среднюю молеку-
лярную массу полимера. В некоторых случаях важно знать фрак-
ционный состав полимеров, характеризующий их полидисперсность.
542
(10.16)
Из методов определения монокулярной массы (вискозиметрия,
криоскопия и эбулиоскопия, CBciop;icc(‘$iiiiie, осмометрия, седимен-
тация и др.) наиболее простым является вискозиметрия. Этот ме-
тод основан на зависимости вязкости растворов от молекулярной
массы растворенного полимера.
Молекулярную массу рассчитывают на основании известной за-
висимости между характеристической вязкостью и средневязкост-
ной молекулярной массой Мь
= (10.15)
где k и а — константы, отражающие взаимодействие макромолекул полимера
с растворителем и определяемые опытным путем для каждой пары полимер —
растворитель.
Характеристической вязкостью или предельным числом вязкости
называют приведенную вязкость (число вязкости) полимера при
бесконечном разбавлении. Приведенная вязкость представляет со-
бой отношение удельной вязкости к концентрации полимера
“Пуд
Ппр — ~
Для нахождения характеристической вязкости удельную вяз-
кость экстраполируют к нулевой концентрации.
Особенность строения полимеров обусловливает два вида взаи-
модействия: взаимодействие между атомами одной и той же цепи
(внутримолекулярное взаимодействие) и между атомами звеньев
соседних цепей (межмолекулярное взаимодействие).
Межмолекулярное взаимодействие определяется как характе-
ром молекулярных групп, так и симметрией участков молекуляр-
ной цепи. Высокая симметрия, регулярность повторения одинако-
вых участков, их закономерное расположение в пространстве
способствует более плотной упаковке, т. е. лучшей взаимной ориен-
тации макромолекул ц, следовательно, усилению межмолекуляр-
ного взаимодействия.
Макромолекулы полимеров обладают резко выраженной тенден-
цией к агрегации, вызывающей образование разнообразных вто-
ричных надмолекулярных структур, отличающихся по размерам,
степени упорядоченности и форме. Надмолекулярные структуры
оказывают существенное влияние на физико-механические свойства
полимерных материалов.
Большое значение для практики имеет характер изменения фи-
зико-механических (прочностных) свойств полимеров от темпера-
туры. Эти свойства зависят от фазового (кристаллического или
аморфного) и физического состояния полимера.
Аморфные полимеры в зависимости от температуры могут на-
ходиться в трех физических состояниях: стеклообразном, высоко-
эластическом и вязкотекучем.
Стеклообразное состояние характеризуется наличием колеба-
тельного движения атомов, входящих в цепи, около положения
равновесия. Высокоэластическое состояние характеризуется нали-
543
Рис 10.1. Типичная термомехапическая кри-
вая аморфного линейного полимера:
1 — стеклообразное состояние; II — высокоэласти-
ческое состояние; III — вязкотекучее состояние.
чием колебательного движения
звеньев, вследствие которого цепь
полимера приобретает способность
изгибаться. Вязкотекучее состояние
характеризуется подвижностью всей
макромолекулы.
Переход полимера из одного физического состояния в другое
совершается не при определенной температуре, а в некотором ин-
тервале температур. Средние температуры в этих интервалах на-
зываются температурами перехода. Температура перехода из стек-
лообразного в высокоэластическое состояние (и обратно) — это
температура стеклования (Тс), температура перехода из высоко-
эластического в вязкотекучее состояние (и обратно) — это темпе-
ратура текучести (Тт).
С повышением температуры усиливаются тепловое движение и
амплитуда внутреннего вращения, что отражается на гибкости мак-
ромолекулы и, следовательно, на свойствах полимера.
Важнейшей характеристикой полимера является термомехани-
ческая кривая, отражающая зависимость деформации полимера от
температуры при постоянной нагрузке.
Для аморфных линейных полимеров высокой молекулярной мас-
сы термомеханическая кривая имеет три участка (рис. 10.1), соот-
ветствующих трем физическим состояниям.
Участок термомеханической кривой вплоть до Тс (температуры
стеклования) соответствует стеклообразному состоянию. В этом
состоянии полимеры обладают малой деформацией, полностью
обратимой. Участок термомеханической кривой от Тс до Тт (тем-
пературы текучести) отвечает высокоэластическому состоянию,
в котором полимеры обладают способностью к большим обрати-
мым деформациям. Наконец, участок кривой от Тт и далее соот-
ветствует вязкотекучему состоянию полимера. В этом состоянии
полимеры обладают способностью к большим необратимым дефор-
мациям.
Исключительно важное значение, которое приобрел термомеха-
нический метод исследования полимеров, обусловлен тем, что он
позволяет получить ясное представление о том, для каких практи-
ческих целей можно использовать данный полимер. Полимеры, об-
ладающие высокой температурой стеклования, используются в та-
ких областях, где важно, чтобы изделие обладало малой деформи-
руемостью в достаточно широком температурном интервале
(волокна, некоторые пленки, конструкционные материалы и т. д.).
Полимеры с низкой температурой стеклования составляют класс
эластомеров.
По современным представлениям температура стеклования за-
висит в значительной степени от строения полимерной цепи. Так,
544
макромолекулы неполярных полимеров имеют высокую гибкость,
которая сохраняется вплоть до очень низких температур. Следова-
тельно, неполярные полимеры имеют низкие температуры стекло-
вания (до —70°C). Такие полимеры находят применение в каче-
стве синтетических каучуков. Наличие полярных групп, например
С — С1, увеличивает межмолекулярное взаимодействие в полиме-
рах и способствует повышению температуры стеклования. При
этом важно расположение полярных групп.
Если полярные группы расположены несимметрично, то цепи
жесткие и температура стеклования высокая (например, для по-
ливинилхлорида Тс = 80 °C). У полимеров с симметричным распо-
ложением полярных групп цепь гибкая и температура стеклования
ниже (например, для поливинилиденхлорида Тс = —17 °C).
У сильно полярных полимеров с несимметрично расположенными
полярными группами (например, полиакрилонитрил и некоторые
другие) температура стеклования лежит в области очень высоких
температур, в некоторых случаях даже выше температуры разло-
жения.
Температура стеклования зависит также от размера боковых
заместителей. Так, у полистирола, молекула заместителя которого
велика, 7^=100°C. Экранирование полярных групп неполярными
понижает температуру стеклования.
Температура стеклования повышается с увеличением молеку-
лярной массы вещества. Сначала это повышение происходит очень
быстро, затем замедляется, и температура стеклования полимеров
перестает зависеть от молекулярной массы.
Кристаллические полимеры при нагревании их выше темпера-
туры плавления переходят в вязкотекучее состояние.
Ниже некоторой температуры/называемой температурой хруп-
кости, полимер теряет способность к упругим деформациям и при
действии ударной нагрузки разрушается. Для многих полимеров
температура хрупкости лежит значительно ниже температуры.стек-
лования. Температура хрупкости зависит не только от скорости
деформации, но и от ее вида (сжатие, растяжение, сдвиг). Раз-
ность между температурой хрупкости и температурой стеклования
определяет тот интервал, в котором полимер может применяться
в стеклообразном состоянии. Температура хрупкости определяет
морозостойкость таких полимерных материалов, как например, син-
тетические каучуки.
Для придания или (повышения) эластичности и/или пластич-
ности полимерных материалов при переработке и эксплуатации
в их состав вводят пластификаторы — малолетучие соединения, ча-
стично или полностью совмещающиеся с полимеров.
ПРОИЗВОДСТВО ПЛАСТИЧЕСКИХ МАСС И СИНТЕТИЧЕСКИХ ВОЛОКОН
Пластическими массами называют конструкционные материалы, со-
держащие полимер, который при формовании изделия находится
в вязкотекучем состоянии, а при его эксплуатации — в стеклооб-
разном.
18 Зак. 534
545
Основной частью пластических масс, связывающей в единое це-
лое другие компоненты и придающей материалу определенные свой-
ства, являются полимеры. Кроме полимеров в состав пластмасс
входят наполнители, пластификаторы, стабилизаторы, отвердители,
красители и другие добавки.
В зависимости от поведения при нагревании полимеры делятся
на термопластичные и термореактивные.
Термопластичные полимеры, или термопласты, при нагревании
размягчаются, а при охлаждении затвердевают. Этот процесс яв-
ляется обратимым.
Термореактивные полимеры, или реактопласты, при нагревании
(или на холоду) структурируются и превращаются в твердые не-
плавкие и нерастворимые продукты, не способные к повторному
формованию.
По способу получения полимеров пластические массы делятся
на два больших класса:
1) пластические массы на основе полимеров, получаемых по ре-
акциям полимеризации;
2) пластические массы на основе полимеров, получаемых по
реакциям поликонденсации.
В настоящее время мировой объем производства пластических
масс составляет 60 млн. т. Наиболее распространенными пласт-
массами являются полиолефины, полистирол, поливинилхлорид, фе-
нопласты и аминопласты, причем производство полиолефинов со-
ставляет около 35%, поливинилхлорида 20%, полистирола более
10 % от всего мирового производства пластических масс.
Учитывая это, а также исключительно большое значение поли-
олефинов для народного хозяйства и то обстоятельство, что поли-
олефины являются типичной продукцией нефтехимических заводов,
их производство описано значительно подробнее, чем производство
остальных видов пластмасс.
Синтетические волокна относятся к классу химических волокон.
Химические волокна получают путем химической переработки
природных или синтетических высокомолекулярных соединений.
В зависимости от природы исходного полимера химические волок-
на подразделяются на искусственные и синтетические.
К искусственным относятся волокна, получаемые химической
переработкой природных высокомолекулярных соединений (выра-
батываемых из целлюлозы и белков).
Синтетические волокна получают из синтетических высокомоле-
кулярных соединений. В зависимости от строения макромолекул
эти волокна делятся на карбоцепные и гетероцепные.
Гетероцепные волокна являются основным типом синтетических
волокон. В промышленном масштабе вырабатываются в основном
два вида гетероцепных волокон — полиамидные и полиэфирные.
Основным видом карбоцепных волокон являются полиакрило-
нитрильные волокна. Кроме того, в промышленности получают по-
ливинилспиртовые, полипропиленовые и галогенсодержащие карбо-
цепные волокна.
546
Объем производства химических волокон в СССР в 1983 г. со-
ставил 1,353 млн. т, в том числе 0,645 млн. т искусственных волокон
и 0,708 млн. т синтетических волокон. Из синтетических волокон
наиболее крупнотоннажными являются полиэфирные, затем сле-
дуют полиамидные и, наконец, полиакрилонитрильные.
ПОЛИМЕРЫ, ПОЛУЧАЕМЫЕ ПО РЕАКЦИИ ПОЛИМЕРИЗАЦИИ
Полиолефины
Полиолефины — высокомолекулярные углеводороды алифатиче-
ского ряда, получаемые полимеризацией, соответствующих олефи-
нов. Наиболее важными представителями этого класса соединений
являются полиэтилен, полипропилен и их многочисленные сополи-
меры.
Основным видом сырья для производства полиолефинов яв-
ляются этилен и пропилен. Однако в настоящее время для полу-
чения полиолефинов применяются и некоторые другие а-олефины,
способные полимеризоваться в присутствии стереоспецифических
катализаторов с образованием высокомолекулярных продуктов.
К ним относятся бутен-1, З-метилбутен-1, гексен-1, октен-1 и др.
Ценные механические свойства полиолефинов обусловлены их
высокой молекулярной массой и регулярностью строения. Молеку-
лярная масса технических образцов полиолефинов колеблется от
30000 до 2000000 и более.
Удачное сочетание в полиолефинах механической прочности, хи-
мической стойкости, хороших диэлектрических показателей, низкой
газо- и влагопроницаемости, а также легкость переработки в изде-
лия всеми известными способами, низкая стоимость и доступность
сырья позволили полиолефинам занять первое место в мире по
валовому выпуску пластмасс.
Полиэтилен
Впервые полиэтилен был получен в лабораторных условиях в
1933—1936 гг. английскими химиками Фосетом и Джиббсом и не-
зависимо от них советским химиком Динцесом. Полимеризацию
проводили при 200 °C и давлении 100 МПа в присутствии неболь-
ших количеств кислорода. Однако трудности аппаратурного оформ-
ления процесса надолго задержали его развитие.
Промышленное производство полиэтилена (алкатена) было на-
чато в Англии в 1938 г. В 1952 г. Циглером были найдены ката-
лизаторы, которые вызывали полимеризацию этилена с образова-
нием высокомолекулярного твердого продукта при атмосферном
или несколько большем давлении. Немного позже в США фирмой
Phillips был разработан катализатор, состоящий из оксидов метал-
лов переменной валентности, для полимеризации этилена при не-
большом давлении. В дальнейшем промышленное производство по-
лиэтилена стало быстро развиваться.
18*
547
Полиэтилен применяется в качестве электроизоляционного ма-
териала, для изготовления труб, пленок, тары и изделий различ-
ного профиля и др.
В 1981 г. мировое производство полиолефинов составило около
32 млн. т/год., в том числе полиэтилена низкой плотности 14,4, по-
лиэтилена высокой плотности 8,2, линейного полиэтилена низкой
плотности 1,2 и полипропилена (ПП) 7,1 млн. т/год.
Наибольшее распространение в промышленности получило про-
изводство полиэтилена.высокого давления.
Производство полиэтилена при высоком давлении. Полиэтилен
высокого давления (низкой плотности)* получают методом ради-
кальной полимеризации при 200—270°С и 150—400 МПа в присут-
ствии инициаторов (кислород, органические пероксиды):
пСН2=СН2 —> [—СН2—СН2—],г
Тепловой эффект реакции полимеризации составляет 86,4 кДж/моль
превращенного этилена.
При использовании в качестве инициатора кислорода первич-
ным актом инициирования, по-видимому, является образование пе-
роксида этилена:
СН2=СН2 + О2 —> СН2—СН2
о—о
Образование пероксида этилена при высоком давлении может
происходить при сравнительно низких температурах, но для его
последующего распада и образования свободных радикалов необ-
ходима температура выше 150 °C.
Развитие кинетической цепи заключается в последовательном
присоединении к свободному радикалу молекулы мономера с об-
разованием растущей цепи с активной концевой группой:
R + СН2=СН2 —> R—СН2—СН2
rch2—сн2 + СН2=СН2 —> R—сн2—сн2—сн2—сн2
Обрыв цепи происходит за счет рекомбинации
R—СН2—СН2 + R'—СН2—СН2 —> R—СН2—СН2—СН2—СН2—R'
или диспропорционирования
R—СН2—СН2 + R'—СН2—СН2 —> R—СН2—СНз + R'—СН=СН2
Реакция диспропорционирования приводит к образованию мак-
ромолекулы с ненасыщенной концевой группой. Наличие неболь-
шого количества двойных связей в полиэтилене подтверждается
экспериментально.
* Следует иметь в виду, что названия «полиэтилен высокого давления»,
«низкого давления», «высокой плотности» и т. ц. довольно условны. Плотность
полиэтилена можно изменять как при высоком, так и при низком давлении. Пра-
вильнее одновременно указывать плотность и метод получения полиэтилена.
548
Обрыву цепи способствуют также некоторые примеси, играю-
щие роль ингибиторов. Поэтому исходный этилен должен обладать
очень высокой степенью чистоты.
Процесс полимеризации этилена может сопровождаться реак-
цией передачи цепи, например, на полимер:
R—СН2—СН2 + Rz—-СН2—СН2—R' —> R—СН2—СН3 + Rz—СН—СН2—R'
1.....................1
К атому углерода, содержащему неспаренный электрон, присое-
диняются молекулы мономера либо растущий макрорадикал.
В первом случае продолжается рост цепи, во втором — происходит
ее обрыв. В любом случае образуется длинная боковая цепь.
Короткие боковые цепи,.содержащие четыре-шесть атомов угле-
рода, образуются в результате внутримолекулярной передачи цепи
на начальной стадии полимеризации:
R—СН2—СН2—СН2—СН2 —► R—СН----------
(Ан2)2
I
СНз
С повышением температуры возрастает скорость передачи цепи и
степень разветвленности полиэтилена.
При температуре выше 350 °C начинается быстрый самора-
зогрев с быстрым нарастанием давления в реакторе, что может
привести к взрыву. Эти явления некоторые авторы приписывают
разложению этилена. По-видимому, на самом деле в этих условиях
происходит разложение полиэтилена с последующим образованием
глубококонденсированных систем с очень малым содержанием во-
дорода (сажа). При этом выделяется тепло.
При полимеризации этилена под высоким давлением в присут-
ствии кислорода за счет распада пероксидного кольца образуются
незначительные количества формальдегида. Кроме того, в макро-
молекуле полиэтилена содержится некоторое количество карбо-
нильных групп.
При использовании в качестве инициатора кислорода скорость
инициирования описывается уравнением:
= = ЫС2Н4] [О2] (10.17)
где k» — константа скорости инициирования.
Отсюда следует, что при прочих равных условиях, скорость
инициирования возрастает с увеличением концентрации мономера,
и что инициирование протекает по реакции второго порядка.
Решая уравнение (10.17) совместно с уравнениями скорости
роста (10.13) и обрыва цепи (10.14) можно получить уравнение
скорости суммарной реакции:
К-с = = kp 1/2 [О2Г/2[С2Н4]3/2 (10.18)
540
Таким образом, при инициировании полимеризации кислородом
скорость процесса пропорциональна концентрации мономера в сте-
пени 3/2.
Влияние различных факторов на процесс полимеризации. Моле-
кулярная масса полиэтилена, как во всяком свободнорадикальном
процессе, зависит от условий полимеризации: давления, темпера-
туры, концентрации инициатора.
При повышении давления скорость роста цепи при радикальной
полимеризации этилена возрастает очень быстро. Так, при 150 °C
и давлении 15,7 МПа скорость роста цепи в 3000 раз больше, чем
при той же температуре и атмосферном давлении. При этом боль-
шое влияние на скорость реакции оказывает плотность этилена,
которая при 200 °C повышается с 0,2 кг/м3 при атмосферном дав-
лении до 450 кг/м3 при 150 МПа. В промышленности полимериза-
цию этилена проводят при давлениях от 150 до 400 МПа.
При использовании в качестве инициатора кислорода скорость
полимеризации w связана с давлением Р следующей зависимостью
w = fP2’8 (10.19)
где f — коэффициент, зависящий от давления.
Данные о влиянии давления на процесс, полученные различ-
ными исследователями, несколько разноречивы. Расхождение в
данных объясняется как применением различных инициаторов, так
и трудностью соблюдения идентичных условий полимеризации
этилена (температуры и концентрации).
При давлении 150 МПа и более плотность газообразного эти-
лена приближается к плотности жидкости, достигая 450—500 кг/м3.
В этих условиях давление приводит не только к увеличению числа
столкновений молекул, но, вероятно, и к молекулярной ориентации
и деформации. Кроме того, при высоких давлениях достигаются
очень большие значения свободной энергии молекул, что резко уве-
личивает их активность. Таким образом, для получения полиэти-
лена с высокой молекулярной массой процесс проводят при высо-
ких давлениях.
С повышением температуры полимеризации этилена возрастает
скорость реакции и увеличивается степень превращения этилена
в полимер. Повышение температуры влияет также на свойства по-
лиэтилена: снижаются молекулярная масса, степень кристаллич-
ности, плотность, возрастает степень разветвленности полимера.
Следовательно, для получения полиэтилена с высокой молеку-
лярной массой процесс полимеризации необходимо проводить при
низких температурах. Нижний предел температуры ограничен
температурой распада инициатора. Верхний предел (примерно
260—280 °C) зависит от рабочего давления в реакторе и ограничен
условиями взрывобезопасности и требуемой молекулярной харак-
теристикой полимера.
Большое влияние на полимеризацию этилена оказывает ини-
циатор. Расход инициатора обычно очень мал, так как распад одной
молекулы инициатора приводит к взаимодействию многих тысяч
550
молекул мономера. По давним различных авторов скорость роль
ции пропорциональна концентрации инициатора в степени от 1 /;
до 1. С увеличением концентрации инициатора молекулярная масса
полиэтилена снижается. Обычно в промышленных условиях кон-
центрация кислорода не превышает 0,03 % (об.) в расчете на мо-
номер.
Продолжительность реакции влияет на степень превращения
этилена до некоторого значения конверсии, определяемого расхо-
дованием инициатора. После исчерпания инициатора реакция пре-
кращается.
Особенности процесса получения полиэтиле-
на высокого давления. Производство полиэтилена высо-
кого давления характеризуется рядом особенностей, определяющих
требования к сырью и технологическому оформлению.
Выделение большого количества тепла при полимеризации
(большой экзотермический тепловой эффект реакции) ограничи-
вает конверсию этилена 10—25%. Поэтому процесс проводится
с рециркуляцией значительных количеств непревращенного этилена.
Этилен, применяемый для полимеризации, должен иметь вы-
сокую степень чистоты, так как реакции, протекающие по ради-
кальному механизму, крайне чувствительны к примесям, обрываю-
щим полимерную цепь. Такие примеси как ацетилен и бутадиен
ингибируют полимеризацию этилена. Сероводород и диоксид угле-
рода вызывают обрыв цепи. При циркуляции этилена примеси на-
капливаются, и содержание их увеличивается. Поэтому на поли-
меризацию должен поступать этилен 99,9—99,99 %-ной степени
чистоты.
Для проведения процесса при давлениях 150—400 /МПа тре-
буются компрессоры сверхвысокого давления специальной кон-
струкции. Компримирование этилена проводится в две ступени: на
первой ступени этилен сжимается до 35—45 МПа обычными
компрессорами высокого давления, а на второй — специальными
компрессорами с использованием смазки, которая мало растворя-
ется в этилене и не влияет на процесс полимеризации (например,
белые масла).
В компрессорах предусмотрены уплотнения специальных кон-
струкций. В частности, применяются самоуплотняющиеся затворы
с металлическими кольцевыми прокладками — обтюраторами. Ма-
лейшие дефекты в уплотнениях могут привести к большим потерям
газа и авариям вследствие токсичности и воспламеняемости эти-
лена. Поэтому работа установки и всех защитных устройств долж-
на быть очень четкой и безотказной. Вся арматура — запорные и
регулирующие клапаны — должна обладать большой прочностью
и изготовляться из специальных сталей.
Очень важен выбор предохранительных клапанов ввиду воз-
можности повышения давления в реакторе и других аппаратах,
что может вызвать взрыв. Применяются предохранительные кла-
паны импульсного типа с пружинами и мембранами. Реакторы
должны быть толстостенными и цельнокованными.
551
Рис. 10.2. Реактор с перемешивающим уст-
ройством:
1 — корпус реактора; 2 — охлаждающая рубашка;
3 —мешалка; 4 — термопары; 5 — затвор.
Тепловой эффект реакции полу-
чения полиэтилена высокого давле-
ния составляет 3600 кДж/кг поли-
этилена. При температуре выше
350 °C может начаться разложение
полимера. Поэтому должен быть
обеспечен очень эффективный отвод
тепла. Это основная проблема при
выборе конструкции реакторов. Воз-
можность отвода тепла лимитирует
конверсию этилена.
Процесс осуществляется в реак-
торах двух типов: змеевиковом * и
автоклавном с перемешивающим
устройством.
Реактор змеевикового типа пред-
ставляет собой змеевик из толсто-
стенных цельнотянутых труб с внутренним диаметром 36—50 мм и
более и толщиной стенки 17—20 мм. Трубы соединены между со-
бой калачами. Трубы и калачи имеют водяную рубашку для на-
гревания или охлаждения. Объем реактора (реакционной зоны)
составляет 176—200 л и более. Охлаждение осуществляемся цирку-
лирующей под давлением водой.
Реактор с перемешивающим устройством представляет собой
толстостенный цельнокованный цилиндрический аппарат, снабжен-
ный винтовой мешалкой. Мешалка приводится в действие экрани-
рованным электродвигателем. Аппарат снабжен охлаждающей ру-
башкой со спиральным движением воды или воздуха. Этилен и
инициатор могут вводиться в нескольких точках по высоте реак-
тора. Общий вид реактора с перемешивающим устройством при-
веден на рис. 10.2. Верхняя и нижняя крышки реактора уплотнены
обтюраторами. При повышении давления напряжение в металле
обтюратора превышает предел текучести и все неплотности запол-
няются, чтб обеспечивает надежное уплотнение.
Технологическая схема получения полиэтилена в змеевиковом
реакторе приведена на рис. 10.3.
Свежий этилен под давлением 0,8—1 МПа смешивается с кислородом и воз-
вратным этиленом низкого давления. Далее смесь сжимается до 25 МПа в ком-
прессоре 7, после чего охлаждается, отделяется от смазки и смешивается с воз-
вратным этиленом высокого давления. Затем этилен подается в компрессор вто-
рого каскада 5, где сжимается до 150—200 МПа. После второго каскада сжатия
этилен охлаждается в холодильнике 3 и при температуре около 70 °C поступав
в реактор 4, выполненный в виде змеевика и снабженный охлаждающей рубаш-
кой. Змеевиковый реактор состоит из зоны нагрева этилена от 70 до 180 °C и
зоны реакции, в которой температура этилена повышается до 260—280 °C.
* Змеевиковый реактор часто неправильно называют трубчатым.
652
В зону реакции предусмотрен промежуточный ввод этилена, что позволю i
гибко регулировать температурный режим.
Нагревание этилена осуществляется горячей водой, циркулирующей в ру
башках реактора. В зону нагрева подается вода с температурой 150—230 °C под
давлением 2—5 МПа. В зону реакции подается вода с температурой около 230 °C
под давлением 5 МПа.
Давление в реакторе поддерживается равным 150—200 МПа при помощи
дроссельного клапана, установленного после зоны реакции. Дроссельный клапан,
за счет воздействия на него системы регулирования и программного датчика,
создает пульсацию потока этилена в реакторе, что способствует отделению плен-
ки полиэтилена с внутренней поверхности реакционной трубки, и улучшает усло-
вия теплоотдачи.
На выходе из реактора смесь дросселируется до 32 МПа, причем за счет
дроссельного эффекта температура повышается на 25—40 °C, и поступает по
трубопроводам, обогреваемым водяным паром высокого давления, в вертикаль-
ный сепаратор высокого давления 5 для разделения этилена и полиэтилена. Тем-
пература в сепараторе высокого давления поддерживается не менее 220 °C.
Жидкий полиэтилен из нижней части сепаратора высокого давления поступает
по трубопроводам, обогреваемым паром под давлением 3 МПа, в сепаратор низ-
кого давления 6, установленный в отделении грануляции. Перед сепаратором
низкого давления полиэтилен с растворенным этиленом дросселируется от 32 до
0,15—0,6 МПа. Для уменьшения вязкости полиэтилена температуру в сепараторе
низкого давления следует поддерживать на уровне 180—200 °C, что обеспечива-
ется поддерживанием температуры в сепараторе высокого давления не менее 220 °C.
Этилен из сепаратора низкого давления направляется в компрессоры пер-
вого каскада. Возвратный этилен высокого давления из верхней части сепара-
тора 5 направляется на очистку и охлаждение. Охлаждение этилена до 35 °C осу-
ществляется в трехступенчатом холодильнике типа «труба в трубе» 7. Перед
каждой ступенью для улавливания полиэтиленовой пыли расположены по два
переключающихся сепаратора циклонного типа 8, обогреваемые паровыми
рубашками.
Очищенный и охлажденный этилен после третьей ступени холодильника на-
правляется в отделение компрессии на компрессоры второго каскада. При нару-
шении теплового режима в реакторе автоматически срабатывает предохранитель-
ный клапан, установленный в конце зоны реакции. Если это не приводит к сни-
жению давления и температуры, то открывается вентиль аварийного сброса
Рис. 10.3. Технологическая схема получения ПЭВД в змеевиковом реакторе:
/ — компрессия первого каскада; 2 — компрессия второго каскада; 3— холодильники; 4 —
вмеевиковый реактор; 5 — сепаратор высокого давления; 6 — сепаратор низкого давления;
7 «- холодильник; 8 — циклонные сепараторы.
653
этилена, установленный перед реактором. Для очистки аппаратов и трубопрово-
дов от продуктов разложения применяется циркуляционная промывка толуолом
или ксилолом.
В условиях реакции полиэтилен растворяется в этилене, образуя гомогенную
смесь. Жидкая смесь через ^дроссельный клапан направляется в сепаратор высо-
кого давления, в котором происходит разделение этилена и полиэтилена за счет
разности плотностей. Конденсация этилена при понижении давления происходит
в результате ретроградной конденсации.
В реакторе с перемешивающим устройством температура под-
держивается в пределах 260—280 °C. Полимеризация проводится в
присутствии жидкого инициатора, который подается в реактор не-
прерывно вместе с этиленом. Технологическая схема процесса мало
отличается от технологической" схемы, рассмотренной выше. В ней
отсутствует система дозирования кислорода, но имеется система
для дозирования инициатора.
Регулирование теплового режима в реакторах
разных типов. Наиболее сложной задачей при проведении по-
лимеризации в реакторе является регулирование теплоотвода. Рас-
смотрим в этой связи два типа реакторов.
Реактор змеевикового типа. Более половины тепла реакции
поглощается самим циркулирующим этиленом, который при этом
нагревается от 180 до 260—280 °C. Остальное количество тепла
отводится через поверхность теплообмена при помощи горячей
воды.
Кривая распределения температур в реакторе змеевикового ти-
па с двумя вводами этилена показана на рис. 10.4. В зоне 1 тем-
пературу этилена повышают с 35 до 180 °C. Дальнейший нагрев
происходит за счет выделяющегося тепла реакции в каждой из
зон II, III, IV до некоторой максимальной температуры, определя-
емой количеством тепла, отводимого водой. Отвод тепла опреде-
ляется, в первую очередь, теплопередачей через толстостенные
трубы, а не расходом и температурой воды.
Большое тепловое сопротивление оказывают пленка полиэти-
лена и стенка трубы. Сумма этих тепловых сопротивлений на по-
рядок больше теплового сопротивления со стороны потоков эти-
лена и воды. Поэтому при возникновении местных перегревов их
нельзя быстро устранить вследствие замедленной теплопередачи
через толстые стенки труб и пленку полиэтилена, обладающих
большой тепловой инерцией. Между тем, местный перегрев уве-
личивает скорость реакции и вызы-
вает еще больший разогрев. За не-
сколько секунд может начаться
разложение полиэтилена с образова-
нием технического углерода (сажи).
В этих условиях любая система ох-
лаждения окажется неэффективной,
Рис. 10.4. Кривая распределения темпера-
тур в змеевиковом реакторе с двумя про-
межуточными вводами:
/ —зона нагрева; IIt IIIt /И —зоны реакции,
554
т. е. она будет «запаздывать». Поэтому управление реакцией осу-
ществляется путем регулирования давления в реакторе. Давление
регулируется безынерционным автоматическим дроссельным вен-
тилем, который открывается периодически по заданной программе
(давление снижается на 20—40 МПа, время между сбросами дав-
ления составляет 0,5—1 мин, дроссель открывается на 1—2 с).
Давление восстанавливается за несколько секунд. Эти условия
можно варьировать в широких пределах.
При периодическом дросселировании температура понижается
за счет охлаждения, обусловленного уменьшением скорости реак-
ции. Давление также непрерывно регулируется по температуре в
конце реактора. Предотвращение местных перегревов замедляет
реакцию инициирования, которая сильно зависит от температуры
(ее энергия активации равна 176 кДж/моль). Вследствие этого
образующиеся новые радикалы более равномерно распределяются
по длине реактора, и глубина превращения повышается. Это так-
же благоприятствует образованию молекул с длинными цепями
без больших разветвлений.
Точное регулирование температуры позволяет получать раз-
личные марки полиэтилена. Кроме того, пульсирующий поток эти-
лена срывает полиэтиленовую пленку со стенок реактора, что улуч-
шает теплоотвод.
В настоящее время в реакторах змеевикового типа как пра-
вило используется позонная подача этилена в смеси с кислородом.
В начало змеевика подается только часть общего потока этилена.
В точку змеевика, в которой достигается максимально допустимая
температура реакции, вводится свежая порция этилена, содержа-
щего кислород. При этом температура снижается до температуры
начала реакции и в оставшейся части змеевика происходит допол-
нительная конверсия этилена, сопровождающаяся новым повыше-
нием температуры. В промышленности применяются реакторы с
одним, двумя и более промежуточными вводами этилена, за счет
чего увеличивается конверсия этилена и мощность единичного реак-
тора. Позонный ввод этилена позволяет более гибко регулировать
распределение температур в реакторе и, в некоторых случаях, дает
возможность отказаться от непрерывной пульсации давления.
Реактор с перемешивающим устройством. В реакторе с пере-
мешивающим устройством основное количество выделяющегося
тепла отводится циркулирующим холодным этиленом, причем тем-
пература этилена может варьироваться от 35 до —40 °C. Темпера-
тура реакции может регулироваться изменением количества посту-
пающего инициатора. Благодаря эффективному и быстрому пере-
мешиванию температура в реакторе выравнивается. Отвод тепла
через стенку незначителен из-за большого термического сопротив-
ления толстостенного корпуса и малой удельной поверхности сте-
нок. Для отвода тепла кроме циркуляции этилена используют ввод
в зону реакции инертных жидкостей, например воды и бензола.
Эти жидкости могут подаваться в нескольких точках по высоте
реактора.
655
Конверсия этилена зависит от температуры ввода этилена в
реактор. Чем выше конверсия этилена, тем меньшее количество
тепла, выделяемого в реакторе, может быть отведено циркулиру-
ющим этиленом и тем ниже должна быть температура этилена.
Сравнение реакторов двух типов. В змеевиковом ре-
акторе, являющимся реактором идеального вытеснения, весь по-
ток этилена находится в реакторе в течение одинакового времени,
что в принципе должно способствовать более узкому молекуляр-
но-массовому распределению получаемого полимера. Однако не-
равномерность распределения кислорода (основное количество кис-
лорода расходуется в начальной зоне реакции) и изменение темпе-
ратуры по длине зоны реакции (см. рис. 10.4). приводит к
получению полиэтилена с широким молекулярно-массовым распре-
делением. В некоторых схемах практикуется ступенчатая подача
в реакторы змеевикового типа жидких инициаторов, что улучшает
молекулярно-массовое распределение получаемого полиэтилена
(также как и позонный ввод этилена и кислорода).
Реактор с перемешивающим устройством характеризуется высо-
кой степенью перемешивания. Несмотря на различное время пребы-
вания в реакторе отдельных порций этилена, интенсивное перемеши-
вание и возможность подвода инициатора в различные точки реак-
тора создают достаточно равномерное распределение (концентра-
цию) инициатора в реакционном объеме. Получению однородного
продукта способствует очень малый перепад температур в реакторе.
В промышленности успешно используются оба типа реакторов.
Производительность реакторов определяется, в первую очередь,
теплоотводом. В реакторах с перемешивающим устройством мож-
но гибко регулировать теплоотвод и устранять местные перегревы.
Поэтому для них характерна большая глубина превращения (до
18—20 %) этилена.
В настоящее время, благодаря ступенчатому вводу этилена и
увеличению диаметра труб, конверсию этилена в реакторах зме-
евикового типа удалось повысить .до 20—25 %, а производитель-
ность единичного реактора до 50—150 тыс. т в год и более. Этому
также способствовало увеличение давления до 250—400 МПа.
В промышленности преимущественно используются реакторы зме-
евикового типа.
Производство полиэтилена при низком давлении. В начале
50-х годов Циглером были найдены катализаторы, которые вызы-
вали полимеризацию этилена при атмосферном или несколько
большем давлении. При этом происходило почти полное превра-
щение этилена в полиэтилен. Одним из таких катализаторов,
нашедших широкое практическое применение, являлся комплекс
триэтилалюминия с тетрахлоридом титана, а также с хлоридом
или гидроксихлоридом ванадия и др.
Затем Натта разработал и обосновал теоретически возможность
применения аналогичных систем на основе алкилалюминия и TiCl3
для полимеризации пропилена.
Реакция полимеризации на катализаторах Циглера — Натта
556
протекает гетерогенно, так как в зоне реакции каталитический
комплекс находится в виде суспензии.
Позднее были предложены гомогенные катализаторы полимери-
зации этилена на основе соединений алюминия, титана и ванадия,
таких как Al (С2Н5) 2С1 — VO (ОС2Н5) 3, Al (С2Н5) 2С1 — VOC13,
А1(С2Н5)3—VO(OC2H5)3—TiCl4 и др. Модифицирование
А1 (С2Н5)2С1 — VOC13 и А1 (С2Н5)С12 — VOC13 спиртами обеспечивает
гомогенность каталитических систем на протяжении всего процес-
са гомо- и сополимеризации этилена и позволяет получать поли-
меры с узким молекулярно-массовым распределением. Расход го-
могенного катализатора в реакции меньше, чем гетерогенного ка-
тализатора Циглера, у которого в катализе принимает участие
только поверхность. В присутствии гомогенного катализатора по-
лучают полиэтилен в 4—10 раз менее разветвленный, чем на ка-
тализаторах Циглера. Следовательно, химическая стойкость поли-
мера увеличивается, так как окисление полимера начинается с
третичных атомов углерода. Гомогенные катализаторы легче отмы-
ваются от полимера, чем гетерогенные, поэтому зольность полимера
ниже. Значительно упрощается также схема производства.
При полимеризации этилена на комплексном катализаторе Циг-
лера реакция протекает по координационно-ионному механизму (см.
выше). Триэтилалюминий в этом процессе является активным вос-
становителем TiCl4 в TiCl3. Трихлорид титана образует с другой мо-
лекулой триэтилалюминия комплекс, инициирующий полимеризацию.
Полимеризацию этилена проводят в инертном углеводородном
растворителе в присутствии каталитической системы, например
триэтилалюминия и тетрахлорида титана. Восстановление титана
до трехвалентного сопровождается образованием нерастворимого
осадка — смешанного алкилгалогенидного комплекса переменного
состава. При этом выделяются продукты диспропорционирования
алкильных групп — этилен и этан.
Считают, что образующиеся алкилпроизводные переходных ме-
таллов способны координировать молекулы мономера. Координа-
ция молекулы мономера происходит около атома переходного ме-
талла катализатора с образованием координационной связи меж-
ду ними, а полимеризация осуществляется в результате внедрений
координированной молекулы мономера по связи Me — С между
переходным металлом и последним звеном растущей макромоле-
кулы. Предполагают, что при этом возникают промежуточные
л.-комплексы и шестичленный координационный цикл:
С1\ /С\ /С*Н* сн2-сн2 СН2 Ск Я ,С2Н5
АГ --------------> II —► Чг ЯК
с1/ с2н5 Хс*н’ СН2 C1Z с2н5 Хс’н*
СН2—С2Нб
557
Неполное восстановление TiCl4 приводит к снижению молеку-
лярной массы полимера, которую можно регулировать, изменяя
соотношение А1(С2Н5)3: TiCl4 от 1 : 1 до 1 : 1,2. При этом получа-
ют полиэтилен с молекулярной массой 70000—350000.
При избытке триэтилалюминия (2:1) молекулярная масса
полиэтилена превышает 1000000. При избытке тетрахлорида ти-
тана (1:2) молекулярная масса полимера слишком мала (менее
30000).
Применение алкилгалогенидов алюминия вместо триэтилалю-
миния также приводит к снижению молекулярной массы.. В обыч-
ных условиях полимеризации характеристическая вязкость (и со-
ответственно молекулярная масса) полиэтилена в зависимости
от применяемого алкильного соединения алюминия изменяется
следующим образом: А1(С2Н5)з — 11,4; А1(С2Н5)2С1 — 4,4;
А1С2Н5С12 — 2.
Аналогичное влияние оказывают следы кислорода и влаги, кото-
рые могут находиться в этилене. Для получения полиэтилена с моле-
кулярной массой от 100 до 3000 рекомендуется применять галоген-
содержащие растворители, которые затрудняют развитие цепей.
Молекулярную массу полиэтилена можно регулировать не
только изменением отношения А1(С2Н5)3: TiCl4, но и введением
ряда добавок, например водорода.
Каталитические системы, открытые Циглером и Натта, ока-
зались недостаточно активными, а степень их использования очень
низкой (около 10%). Основная часть катализатора оставалась
в полимере, что вызывало необходимость его разложения спиртом
и последующей отмывки. Тем не менее этот метод получил широкое
распространение.
Технология производства полиэтилена низкого давления, таким
образом, определяется природой применяемого катализатора и
его состоянием (гетерогенный или гомогенный). Полимеризацию
этилена проводят в суспензии (температура реакции ниже темпе-
ратуры плавления полимера), в. растворе (температура реакции
выше температуры плавления полимера) или в газовой фазе.
В присутствии Циглеровских каталитических систем полиэти-
лен низкого давления получается суспензионной полимеризацией
этилена при 75—85 °C и давлении 0,2—0,5 МПа в среде индиви-
дуальных жидких углеводородов или смесей (гексан, гептан, цик-
логексан, бензиновые фракции 75—95 °C или 85—95 °C) каталити-
ческий комплекс — катализатор состоит из триэтилалюминия или
диэтилалюминийхлорида и тетрахлорида титана. Расход триэтил-
алюминия или диэтилалюминийхлорида составляет примерно 0,4 %
в расчете на полимер. Продолжительность реакции 2—5 ч. Тепло-
вой эффект реакции около 4200 кДж/кг.
Процесс состоит из следующих стадий: 1) приготовление ката-
лизаторного комплекса в растворе углеводорода; 2) полимериза-
ция; 3) разложение катализатора спиртом; 4) отделение полиэти-
лена от спирта; 5) отмывка полиэтилена от катализатора; 6) от-
558
деление растворителей; 7) сушка полиэтилена; 8) грануляция поли-
этилена; 9) регенерация растворителей.
Так как катализатор легко разрушается под влиянием кисло-
рода воздуха и влаги, то полимеризацию очищенного от примесей
этилена проводят в атмосфере чистого азота и в среде обезвожен-
ного и очищенного от ненасыщенных соединений растворителя.
Вода разлагает алкилы алюминия и хлориды титана с образова-
нием нерастворимых гидроксидов алюминия, осаждающихся на
полимере и повышающих его зольность. Кислород взаимодействует
с триэтил алюминием, образуя А1(ОС2Н5)3, который не катализи-
рует реакцию.
Поэтому процесс проводят без доступа воздуха в атмосфере
азота. Этилен и азот практически не должны содержать кислород
[не более 0,0005 % (масс.)] и влагу. В бензиновой фракции дол-
жна отсутствовать влага, а содержание спирта не должно превы-
шать 0.001 % (масс.).
Для обеспечения надежного транспортирования суспензии по
трубам и интенсивного перемешивания в реакторе, необходимого
для эффективного теплоотвода, суспензия должна обладать до-
статочной подвижностью. В ходе реакции стенки реактора, холо-
дильников, насосов, трубопроводов покрываются слоем полимера,
что исключает возможность отвода тепла через стенки. Поэтому
съем тепла осуществляется путем отдува части этилена с парами
углеводородов, конденсации и охлаждения отдуваемого потока и
возврата его в реактор.
После полимеризации, для дезактивации катализатора и вы-
деления полимера суспензию полимера подвергают обработке.
Процесс разложения каталитического комплекса основан на
взаимодействии составных частей комплекса со спиртами:
А1(С2Н5)з + 3ROH —> A1(OR)3 + ЗС2Нб
TiCl4 + 4ROH —> Ti(OR)4 + 4НС1
Получающиеся алкоголяты алюминия и титана хорошо раствори-
мы в спиртах и углеводородах и легко отмываются от полиэтилена.
Поскольку при разложении комплекса не должна присутствовать
вода, то спирт абсолютируют.
По окончании разложения катализатора полимер отжимают и
отмывают от алкоголятов алюминия и титана. Обычно в качестве
промывной жидкости используют тот же спирт или азеотропную
смесь, что и для разложения катализатора. Промывка проводится
в атмосфере азота. Зольность полимера не должна превышать
0,08%. Сушка полимера производится азотом в атмосферных или
вакуумных сушилках.
Регенерация растворителей сводится к их фильтрованию, ней-
трализации кислых продуктов разложения катализатора спирто-
вым раствором алкоголята натрия и ректификации.
В начале 70-х годов появились новые высокоактивные катали-
заторы полимеризации этилена, так называемые катализаторы
второго поколения, отличающиеся настолько высокой активностью,
659
что расход их резко понизился. Использование этих катализаторов
позволило существенно усовершенствовать и упростить технологию
производства полиэтилена низкого давления. Катализаторы вто-
рого поколения представляют собой галогениды металлов перемен-
ной валентности, нанесенные на пористые носители, например
MgO-TiCl4, Mg(OH)Cl — TiCl4, MgCl2 - Ti(OR)Cl3, Mg(OH)2-
TiCl4, Mg (OR) Cl — TiCl4 и др. Применение этих систем позволило
снизить расход титана за счет увеличения этилена с 0,15—0,25 до
200—2000 кг/г Ti.
Предполагается, что фиксация переходного металла (например,
титана) происходит следующим образом:
—MgOH + T«n —> —MgOTiXn-j + нх
Взаимодействие соединений титана с соединениями магния,
не содержащими кислорода в решетке, объясняют образованием
комплексных соединений типа
Mg(OR)2 + TiCl4 —> MgCl2 • Mg(OR)2Mg[TiX6]
где X — хлор или OR.
Активность каталитической системы зависит от природы носи-
теля и в меньшей степени от его пористой структуры. Так, наибо-
лее активны системы, в которых используются магниевые носите-
ли. Это объясняется тем, что MgO замедляет восстановление Ti4+
в Ti3+, в результате чего активность носителя сохраняется в течение
более длительного времени. Показано также, что переход носите-
ля и катализатора в аморфную форму приводит к повышению ак-
тивности каталитической системы.
Применяются также ванадиевые гомогенные катализаторы.
Для регулирования молекулярной массы полимера используют
специальные добавки — чаще всего водород, а также диэтилцинк.
Водород взаимодействует с активным центром на конце растущей
полимерной цепи с образованием гидрида металла переменной
валентности. При этом от активного центра отделяется макромо-
лекула, имеющая концевую метильную группу, и цепь обрывается.
Увеличение количества водорода приводит к уменьшению молеку-
лярной массы полимера.
Применение новых каталитических систем позволило сущест-
венно упростить технологическое оформление процесса. Так, в про-
цессе фирмы Solway катализатор наносится на носитель очень тон-
кой пленкой и расход его настолько мал, что отпадает необходи-
мость в очистке полимера от катализатора. В качестве разбавителя
используется к-гексан. Давление в реакторе 2,5—3,5 МПа. В си-
стему подается водород в количестве примерно 1,1 кг/т полимера.
Процесс позволяет получать как гомополимеры, так и сополимеры.
Другой разновидностью процесса производства полиэтилена
низкого давления является полимеризация этилена в газовой фа-
зе на металлоорганических катализаторах, в которых активным
компонентом является хром. Процесс проводится при 85—110 °C
5ДО
Рис. 10.5. Технологическая схема получения ПЭНД суспензионной полимериза-
цией на высокоактивных катализаторах:
1, 2 — емкости катализатора; 3 — реактор; 4 — дегазатор; 5 — отпарной аппарат; 6 — кон-
денсатор; 7 — водоотделитель; 8 — центрифуга; 9 — сушилка; 10 — гранулятор.
и давлении 2 МПа. Содержание катализатора в полимере не пре-
вышает 2-10-6 %.
Технологическая схема суспензионной полимеризации этилена
на высокоактивных нанесенных титановых катализаторах, разра-
ботанная в Советском Союзе, приведена на рис. 10.5.
Суспензия катализатора и раствор активатора поступают из емкостей 1 и
2 в реактор 5, оборудованный перемешивающим устройством. Туда же подается
этилен и растворитель. Температура в реакторе поддерживается 80—95 °C. Теп-
лота реакции отводится через охлаждающие поверхности (рубашку или змее-
вики) поскольку в присутствии высокоактивных каталитических систем полиэти-
лен не налипает на стенки реактора и змеевиков. Из реактора 3 суспензия поли-
мера направляется сначала в дегазатор 4, в котором отдувается непрореагиро-
вавший этилен, затем в отпарной аппарат 5, где за счет снижения давления и
подачи водяного пара испаряется растворитель. Пары растворителя, содержа-
щие некоторое количество воды, конденсируются в конденсаторе 6. Конденсат
стекает в водоотделитель 7 и после отделения воды растворитель направляется
на регенерацию. Пульпа из отпарного аппарата 5 поступает на центрифугу Ядля
удаления неиспарившегося растворителя. Фильтрат направляется на регенера-
цию, а осадок на сушку в сушилку 9. Сухой порошкообразный полиэтилен с по-
мощью пневмотранспортера направляется в гранулятор 10.
В приведенной схеме исключены стадии разложения катализа-
торного комплекса, двухступенчатой промывки полимера и регене-
рации и абсолютирования спирта.
Производство полиэтилена в присутствии
оксидных катализаторов
Полимеризация этилена может проводиться в присутствии оксид-
ных катализаторов при 130—170°С и давлении 3,5—4,0 МПа в
среде растворителя (углеводороды). При этом получается поли-
этилен высокой плотности с молекулярной массой 140000 и более.
Первоначально процесс полимеризации этилена на оксидных
катализаторах в отличие от ПЭВД и ПЭНД называли процессом
производства полиэтилена среднего давления. В последние годы
561
в связи с появлением новых каталитических систем этот процесс
сильно приблизился к процессу получения полиэтилена низкого
давления, поэтому его тоже стали называть ПЭНД.
В качестве катализаторов полимеризации наибольшее распро-
странение получили оксиды ванадия, молибдена, вольфрама, хро-
ма. В промышленности полимеризацию проводят в присутствии
гомогенных катализаторов (в суспензии) или гетерогенных ката-
лизаторов (в суспензии или стационарном слое). В качестве гете-
рогенных катализаторов используют оксиднохромовые катализа-
торы и соединения других металлов переменной валентности.
Катализатор наносят на пористый носитель, в качестве кото-
рого используют оксид алюминия, силикагель, алюмосиликат.
Активность и срок службы катализатора можно значительно уве-
личить с помощью промоторов, восстанавливающих оксиды метал-
лов, и, кроме того, поглощающихнзледы воды и кислорода, которые
могут присутствовать в этилене или растворителе. В качестве про-
моторов используются "металлические натрий и кальций, их гид-
риды, некоторые другие щелочные и щелочноземельные металлы.
Полимеризацию проводят в растворителе, в котором растворя-
ются этилен и полиэтилен. Растворитель способствует равномер-
ному распределению катализатора и отводу тепла полимеризации.
Кроме того, благодаря растворителю активная поверхность ката-
лизатора не покрывается полимером. В качестве растворителей
используются бензины, ксилол, циклогексан и др.
Скорость процесса полимеризации, выход и свойства полиэти-
лена зависят от активности катализатора, температуры и давления
процесса. На активность катализатора влияют его концентрация,
температура активации и пористость носителя.
Для каждого носителя с различной пористостью характерно
оптимальное содержание оксидов металла, соответствующее мак-
симальной активности катализатора. Обычно концентрация состав-
ляет 5—6 % от массы носителя; температура активации катализа-
тора 500—600 °C.
С повышением активности катализатора увеличивается ско-
рость процесса полимеризации, но снижается молекулярная мас-
са полиэтилена, которая зависит от температуры и давления.
Для поддержания постоянной температуры необходим интен-
сивный отвод тепла полимеризации. С этой целью в реакционную
смесь вводится дополнительное количество этилена и растворите-
ля, которые, нагреваясь и испаряясь, уносят тепло.
С увеличением давления молекулярная масса полимера воз-
растает. Скорость процесса резко повышается при увеличении
давления до 3,0—3,2 МПа, а при дальнейшем его увеличении она
остается практически постоянной. С учетом заданных свойств по-
лиэтилена давление обычно поддерживается около 4 МПа.
Получение полиэтилена на оксиднохромовом катализаторе про-
водят также в суспендированном слое. Процесс состоит из стадий
подготовки исходного сырья (этилена, катализатора и раствори-
теля), полимеризации этилена, концентрирования раствора поли-
562
этилена, выделения и грануляции полиэтилена, регенерации раст-
ворителя и этилена. Высококонцентрированный этилен подвер-
гается тщательной очистке от водяных паров, кислорода, ок-
сида и диоксида углерода, которые отравляют хромовый катали-
затор.
Процесс проводят также в газовой фазе в кипящем слое поли-
мера. Съем тепла в реакторах осуществляется путем циркуляции
этилена с охлаждением его перед возвратом в реактор. Псевдо-
ожижение производится этиленом, но иногда и с помощью пере-
мешивающего устройства.
Сравнение различных вариантов процессов производства по-
лиэтилена под низким давлением довольно затруднительно. Мож-
но, однако, отметить, что суспензионные процессы отличаются по-
вышенными удельными расходами водяного пара и охлаждающей
воды, значительно уступая по этим показателям процессам поли-
меризации в растворе и газовой фазе. Вместе с тем суспензионные
процессы проводятся в реакторах значительно меньших объемов,
особенно в присутствии гомогенных катализаторов, и позволяют
получать более широкий ассортимент продукции.
С точки зрения экологии более предпочтительным является
газофазный процесс, на основе которого можно создать безотход-
ную технологию за счет работы по замкнутому циклу.
Свойства и применение полиэтилена. Полиэтилен представляет
собой роговидный продукт белого цвета. Выпускается в виде гранул
или порошка. Степень кристалличности полиэтилена меняется в ши-
роких пределах (55—90 %), что обусловливает различную плотность
полимера (920—960 кг/м3). Кристаллическая структура полиэти-
лена определяет узкий интервал температур размягчения.
Полиэтилен стоек к действию воды, кислот, щелочей, раство-
ров солей и органических растворителей. Он разрушается только
под действием сильных окислителей — концентрированных азот-
ной и серной кислот и хромовой кислоты. При комнатной темпера-
туре полиэтилен нерастворим в известных растворителях, а при
нагревании выше 70 °C растворяется в толуоле, ксилоле, хлориро-
ванных углеводородах, декалине, тетралине. Водопоглощение по-
лиэтилена за 30 сут при 20°C не превышает 0,04 %. Под влиянием
кислорода воздуха, света и тепла полиэтилен теряет эластические
свойства и пластичность, становится жестким и хрупким (проис-
ходит старение). Для замедления процесса старения в полиэтилен
добавляют в небольших количествах термостабилизаторы (арома-
тические амины, фенолы, сернистые соединения) и светостабилиза-
торы (технический углерод, графит).
Полиэтилен является неполярным полимером, поэтому он обла-
дает высокими диэлектрическими показателями, которые почти
не зависят от температуры (в пределах от —80 до 100 °C) и влаж-
ности в широком диапазоне частот.
Полиэтилен окрашивают органическими и минеральными кра-
сителями и пигментами в смесителях, грануляторах, в литьевых
машинах и иногда на вальцах.
563
Механические свойства полиэтилена улучшаются с повышением
молекулярной массы и степени кристалличности.
Показатели свойств полиэтилена, получаемого разными мето-
дами, приведены ниже:
Полиэтилен высокого давления Полиэтилен низкого давления Полиэтилен „среднего давления"
Молекулярная масса . 15 000—120 000 70 000—700 000 70 000—800 000.
Показатель текучести расплава, г/10 мин* . . 0,3-12 0,2-12 0,1-10
Степень кристаллично- сти, % 56-65 80-85 85-93
Плотность, кг/м3 . . . 918-930 950-960 960—970
Модуль упругости при растяжении, МПа . . . 95—250 550-800 800-1050
Разрушающее напряже- ние при растяжении, МПа 11-16 20-30 20-40
Относительное удлине- ние при разрыве, % . . 500-700 500-900 200-900
Температура, °C хрупкости, не более -70 -70 -70
Плавления .... , 105-108 120-135 127-130
Тангенс угла диэлектри- ческих потерь при 10е Гц 2-10“4-3-10“4 2-10“4—5-10-4 2-10“4—4-10-4
Диэлектрическая про- ницаемость при 106 Гц . 2,3-2,4 2,1-2,4 2,35—2,4
* Масса полиэтилена, вытекающая в течение 10 мин при 190 °C через капилляр стандарт*
ных размеров под давлением 0,21 МПа.
Достаточно широкие пределы значения молекулярной массы
продуктов полимеризации этилена обеспечивают возможность их
переработки (изготовление изделий различными методами — эк-
струзией, литьем под давлением, формованием, выдуванием, напы-
лением и др.).
Применение полиэтилена определяется комплексом его физико-
механических, химических и диэлектрических свойств. Из него
изготовляют трубы, которые имеют высокую коррозионную стой-
кость, сохраняют прочность при низких температурах, физиологи-
чески безвредны, благодаря чему их используют для транспорти-
ровки воды, растворов солей, соков, вина, пива и т. д. Пленки из
полиэтилена применяют в сельском хозяйстве — для остекления
парников, теплиц и хранения овощей, в быту, как конструкционный
так и упаковочный материал.
Бумага, дублированная полиэтиленовой пленкой, широко ис-
пользуется для упаковки молочных продуктов и др.
Полиэтилен применяют для защиты металлических покрытий
от коррозии, для получения легких и прочных пенопластов, лип-
ких лент, волокон. Его широко используют для изоляции высоко-
частотных кабелей в радиолокационных, радиотехнических и те-
левизионных установках, для изоляции подводных морских кораб-
лей. Большое применение полиэтилен нашел в жилищном, про-
мышленном и дорожном строительстве.
564
Большое техническое значение имеют сополимеры этилена с
пропиленом (СЭП), получаемые при низком давлении.
Применение новых высокоактивных каталитических систем поз-
воляет получать полиэтилен низкого давления как высокой плот-
ности с молекулярной массой до 700000, так и сверхвысокомоле-
кулярного полиэтилена (СВМПЭ) с молекулярной массой от 1 до
4 млн. Такой полиэтилен резко отличается от обычного ПЭНД.
Он обладает более высокими физико-механическими показателями,
износостойкостью, стойкостью к растрескиванию и ударным наг-
рузкам, морозостойкостью, низким коэффициентом трения. При
нагревании СВМПЭ выше температуры плавления, он, в отличие
от термопластов, не переходит в вязкотекучее состояние, а только
в высокоэластичное. В связи с этим его трудно формовать и пере-
рабатывают его главным образом, горячим прессованием. СВМПЭ
используют в тех областях, где обычные марки ПЭНД и других
термопластов не выдерживают жестких условий эксплуатации.
Он может заменять сталь, бронзу и другие материалы, а также
фторопласт. Его используют для изготовления деталей машин во
многих областях техники.
Наряду с этим в настоящее время вырабатывают линейный по-
лиэтилен низкой плотности при низком давлении, используя ме-
тоды газофазной, суспензионной и растворной полимеризации.
Строение полиэтилена высокой плотности низкого давления близко
к линейному, в отличие от полиэтилена низкой плотности (высоко-
го давления) и, соответственно, он обладает более высокой сте-
пенью кристалличности и твердостью, что затрудняет его перера-
ботку в изделия. Степень разветвленности полиэтилена низкой
плотности на порядок выше, а боковые цепи длиннее, вследствие
чего его кристалличность, температура плавления и твердость
меньше, что ухудшает механические свойства. Путем подбора ус-
ловий полимеризации при низком давлении и использования со-
полимеров, таких как бутен-1, гексен-1 или октен-1, позволяющих
получить линейный полиэтилен низкой плотности с контролируе-
мой степенью разветвленности, можно получить полимер сочета-
ющий наиболее ценные свойства полиэтилена низкого и высокого
давления. Производство линейного полиэтилена низкой плотности
в промышленно развитых странах составило в 1983 г. около
2,0 млн. т.
Полипропилен
Полипропилен представляет собой высокомолекулярный продукт
полимеризации пропилена в присутствии катализаторов Циглера—
Натта:
лСН2=СН—СН3—> Г—СН2—СН—1 ; —А// = + 58,7 кДж/моль
।
L снз Jn
Макромолекула полипропилена состоит из мономерных звень-
ев, соединенных друг с другом по типу «голова к хвосту». Таким
565
Рис. 10.6. Строение стереорегулярных и атактических полимеров пропилена:
А — изотактическое; Б — синдиотактическое; В — атактическое.
образом, асимметричные атомы углерода в полипропилене имеют
одно и то же пространственное расположение. Кроме того, боко-
вые метильные группы расположены стереорегулярно по отноше-
нию к главной цепи макромолекулы. Полимер пропилена такого
регулярного строения получается по координационно-ионному ме-
ханизму.
В зависимости от конфигурации псевдоасимметрических ато-
мов углерода (рис. 10.6) различают изотактические (цис-положе-
ние), синдиотактические (транс-положение), атактические (пост-
роены пространственно нерегулярно) и стереоблочные (сочетание
отдельных блоков нескольких структур) полимера.
Полимеризация на катализаторах типа Циглера—Натта обыч-
но приводит к образованию смесей кристаллического (изотактиче-
ского и синдиотактического) и аморфного (атактического) по-
лимера.
Ценные физико-механические свойства полипропилена обус-
ловлены высоким содержанием изотактического изомера. Чтобы
при одних и тех же температурах реакцию сдвинуть в сторону об-
разования полимеров определенной структуры, следует варьиро-
вать следующие факторы:
1) агрегатное состояние катализатора и особенно компонентов,
содержащих тяжелый металл;
2) степень дисперсности катализатора в среде растворителя
в процессе реакции;
566
3) валентность тяжелого металла в соответствующем компо-
ненте катализатора;
4) природу заместителей у тяжелого металла;
5) природу заместителей в металлоорганическом соединении.
Для получения регулярного полипропилена полимеризацию про-
водят на катализаторах, состоящих из алкилалюминия, чаще ди-
этилалюминийхлорида и трихлорида титана. Последний может су-
ществовать в трех кристаллических модификациях: а, Риу. При по-
лимеризации пропилена в присутствии a-TiCl3 образуется 80—90 %
кристаллического полипропилена, в то время как в присутствии
р-модификации — только 40—50 %. Если вместо TiCl3 используется
TiBr3, то выход изотактического полимера уменьшается. Металл
в TiCl4 находится в состоянии высшей валентности. При его исполь-
зовании получается больше аморфного и меньше изотактического
полимера, чем в присутствии TiCl3. Увеличение длины алкильных
групп сокатализатора приводит к снижению содержания изотакти-
ческого и увеличению аморфного полипропилена в полимере.
Большое влияние на полимеризацию пропилена оказывает моль-
ное соотношение алкилалюминия и галогенида титана. Оптималь-
ный состав катализатора отвечает примерно соотношению
A1(R) з: TiCl3 = 2 : 1.
Полипропилен, выпускаемый в промышленности, представляет
собой смесь различных структур, соотношение которых зависит от
условий проведения процесса. Для равномерного распределения
катализатора и облегчения регулирования параметров процесса
полимеризацию проводят в среде жидкого углеводорода (бензин,
пропан) при 65—70°C, давлении 1,0—1,2 МПа и времени кон-
такта до 6 ч. С увеличением количества катализатора и повыше-
нием температуры процесса увеличивается скорость полимериза-
ции, но уменьшается молекулярная масса полимера.
Увеличение давления и концентрации мономера в реакционной
смеси способствует возрастанию скорости полимеризации и моле-
кулярной массы.
Пропилен, применяемый для полимеризации, должен обладать
не менее 99 %-ной чистотой. К остальным реагентам предъявляются
те же требования, что и при полимеризации этилена при низком
давлении.
В зависимости от условий реакции получают полипропилен с
молекулярной массой от 60 000 до 700 000. Наибольший практиче-
ский интерес представляет полимер с молекулярной массой
80 000—200 000 и содержанием изотактической части 80—95 %.
Для получения полипропилена заданной молекулярной массы
применяются регуляторы, способствующие обрыву и передаче ки-
нетических цепей. В качестве регуляторов используются водород
и соединения, содержащие подвижный атом водорода. Процесс
полимеризации проводят по периодической и непрерывной схемам.
Полипропилен можно получать в присутствии как катализато-
ров Циглера — Натта, так и высокоактивных стереоспецифических
нанесенных каталитических систем.
507
в присутствии новых каталитических систем выход полимера
составляет 300 кг/г катализатора вместо 3 кг/г в присутствии
старых катализаторов. При этом степень изотактичности равна 93,
поэтому отсутствует необходимость в удалении атактического поли-
пропилена. Применение высокоактивных каталитических систем
позволяет также исключить стадию удаления катализатора, благо-
даря чему упрощается схема производства. В некоторых схемах
в качестве растворителя используют сам пропилен, а процесс про-
водят при давлении около 3 МПа.
Технологическое оформление процессов производства полипро-
пилена и получения полиэтилена при низком давлении аналогично.
Основное различие заключается в необходимости введения в
процесс стадии отмывки от полипропилена атактического поли-
мера.
Полипропилен нерастворим в органических растворителях при
комнатной температуре, устойчив к действию кислот и оснований
даже при повышенных температурах, к растворам солей при темпе-
ратурах выше 100°C, к растительным маслам.
Благодаря комплексу ценных технических свойств полипропи-
лен применяется для изготовления труб, сосудов, корпусов насо-
сов, арматуры и др. Хорошие диэлектрические свойства позволяют
применять полипропилен в электротехнической промышленности.
Полипропиленовое волокно в отличие от других синтетических во-
локон меньше накапливает статического электричества.
Вследствие наличия третичных атомов углерода полипропилен
чувствителен к действию кислорода, особенно при повышенных
температурах, что обусловливает его большую склонность к ста-
рению. Поэтому при переработке в полипропилен вводят стабили-
заторы.
Показатели основных свойств полипропилена приведены ниже:
Молекулярная масса .................................. 80 000—200 000
Плотность, кг/м3 ................................. 900—910
Температура плавления, °C ........................ 160—170
Разрушающее напряжение при растяжении, МПа . . . 25—40
Относительное удлинение при разрыве, %............ 200—800
Твердость по Бринеллю, МПа........................ 0,6—0.65
Тангенс угла диэлектрических потерь при 106 Гц. . . 2 Ю-4—5-10~4
Диэлектрическая проницаемость при 106 Гц.......... 2,2
Производство других полиолефинов
Кроме полиэтилена и полипропилена широкое применение в народ-
ном хозяйстве находят сополимеры этилена и пропилена и некото-
рые другие полиолефины.
Сополимеры этилена и пропилена обладают более высокими
показателями свойств по сравнению с гомополимерами. В зави-
симости от методов сополимеризации, каталитической системы и
соотношения исходных мономеров сополимеры могут быть твер-
дыми или эластичными. Так, при использовании гидроксихлорида
ванадия и алюминийалкилов образуются аморфные сополимеры —
668
эластомеры. В присутствии системы TiCl3—Л1(С2Н5)з образуются
сополимеры кристаллического строения, обладающие’ свойствами
пластиков.
Ценными техническими свойствами обладают стереоблок-сопо-
лимеры этилена и пропилена, называемые полиалломерами. Они
получаются путем полимеризации пропилена с последующей сту-
пенчатой подачей в систему этилена. Блоки этилена присоеди-
няются к живым макромолекулам полипропилена, образуя блок-
сополимер. Такие сополимеры сочетают положительные свойства
полиэтилена и изотактического полипропилена.
Высшие а-олефины полимеризуются с образованием кристал-
лических полимеров стереорегулярного строения. К ним относятся
полибутен-1 (I), поли-4-метилгексен-1 (II), поли-З-метилбутен-1 (III)
и другие.
СН2—СН— -
/СН2
СНз -
“—СН2—СН—
/СН2
СНз—НС\
/СН2
СНз
-—СН2—СН—
/СН—СНз
СНз
III
Полиолефиновые волокна
Полиолефиновые волокна получают из полиэтилена и полипро-
пилена.
Более быстрое развитие производства полипропиленового во-
локна по сравнению с полиэтиленовым объясняется в основном
доступностью и низкой стоимостью исходного мономера, а также
более высокой температурой плавления полипропилена по сравне-
нию с полиэтиленом.
Основным способом получения волокна из полипропилена и
других полиолефинов является формование из расплава. Для этой
цели используются прядильные машины, снабженные плавильными
головками с большой поверхностью обогрева и шнеками, или ма-
шины с плавильными головками экструдерного типа.
Полиолефиновое волокно обладает высокой прочностью и хо-
рошими эластическими свойствами. Оно имеет малую гигроскопич-
ность, низкую плотность, высокую химическую стойкость и хоро-
шие диэлектрические свойства. Кроме того, полиолефиновые во-
локна не подвержены гниению.
Одним из основных недостатков полипропиленового волокна
является его недостаточно высокая свето-, термо- и теплостой-
кость. Свето- и термостойкость волокна из полипропилена можно
повысить введением стабилизаторов и антиоксидантов.
Полиолефиновые волокна применяются для изготовления ры-
боловных сетей, различных крученых изделий, канатов, армирован-
ных пластиков. Их можно использовать для изготовления фильтро-
563
вальных тканей и спецодежды. В чистом виде полипропиленовое
волокно применяется для изготовления ковров, штор, одеял и дру-
гих изделий. Из смеси полипропиленового волокна с другими во-
локнами вырабатывают ворсовые и подкладочные ткани.
Поливинилхлорид
В 1983 г. мировое производство поливинилхлорида составило
8,0 млн. т. Этот полимер занимает второе место по объему произ-
водства, уступая лишь полиолефинам.
Поливинилхлорид получают радикальной полимеризацией ви-
нилхлорида в присутствии инициаторов:
пСН2=СНС1 —> Г—СН2—СН—1 ; —ДЯ =+ 91,4 кДж/моль
L ci L
В промышленности наибольшее распространение получил сус-
пензионный способ полимеризации. Применяется также полимери-
зация в эмульсии, массе и в растворе.
Суспензионный поливинилхлорид получают по полунепрерывной
схеме. В качестве инициаторов применяют растворимые в мономере
органические пероксиды или азосоединения. Стабилизаторами вод-
ной эмульсии служат поливиниловый спирт, метилцеллюлоза и др.
Введение в эмульсию небольших количеств модифицирующих до-
бавок увеличивает способность полимера поглощать пластифика-
тор, улучшает перерабатываемость и повышает термостойкость
поливинилхлорида.
Важнейшим параметром процесса, определяющим молекуляр-
ную массу поливинилхлорида и степень разветвленности макромо-
лекул, является температура полимеризации. Для получения поли-
винилхлорида с узким молекулярно-массовым распределением от-
клонение от заданной температуры не должно превышать ±0,5 °C.
Термостабильность полимера также зависит от температуры поли-
меризации. Поливинилхлорид, синтезированный при 50°C, имеет
более высокую термостойкость, чем полимер, полученный при
60 °C. При перегреве может произойти спекание, а иногда и раз-
ложение массы. Процесс проводят при температуре 50—57 °C и
давлении до 12 МПа.
Свойства и применение поливинилхлорида. Поливинилхлорид
представляет собой аморфный порошок белого цвета, плохо рас-
творимый в хлорированных углеводородах, смеси ацетона с бензо-
лом, диоксане. Растворимость полимера уменьшается с повыше-
нием молекулярной массы.
Полимер обладает значительной полидисперсностью: степень
полимеризации его фракций колеблется от 100 до 2500. Молеку-
лярная масса промышленных марок составляет 30 000—150000.
В промышленности выпускается поливинилхлорид разных ма-
рок, различающихся способом получения, молекулярной массой и
степенью дисперсности. Из поливинилхлорида можно получать
670
кесткие пластмассы на основе непластифицированного поливинил-
хлорида (винипласт пленочный и листовой), мягкие пластмассы
ia основе пластифицированного поливинилхлорида (пластикаты,
1асты), пористые и пенистые пластмассы. Для приготовления паст
греимущественно используется эмульсионный поливинилхлорид.
Пластмассы на основе поливинилхлорида применяются во всех
праслях народного хозяйства: для изготовления труб, профильных
юделий, пленок, кабельных оболочек, линолеума, искусственной
южи и др.
Промышленное значение имеют также сополимеры винилхло-
>ида с винилиденхлоридом, обладающие более высокой теплостой-
костью, чем поливинилхлорид; сополимеры винилхлорида с винил-
щетатом (винилит), имеющие повышенную эластичность и раство-
римость; сополимеры винилхлорида с метилметакрилатом (вини-
гроз); сополимеры винилхлорида с метилакрилатом (хловинит);
[лорированный поливинилхлорид (перхлорвинил) и др.
На основе поливинилхлорида можно также вырабатывать син-
'етическое волокно. Поливинилхлоридное волокно получается из
юливинилхлорида только путем формования из растворов. Оно
выпускается под различными названиями: ровиль, термовиль
^Франция), мовиль (Италия), ПЦУ (ФРГ), тевирон (Япония).
Поливинилхлоридные волокна обладают высокой химической
тойкостью, светостойкостью, негорючестью, невоспламеняемостью,
1изкой теплопроводностью, хорошими электроизоляционными
свойствами, высокой стойкостью к истиранию.
Недостатками поливинилхлоридных волокон являются низкая
термостойкость и плохая окрашиваемость.
Поливинилхлоридное волокно используется для производства
>азличных изделий технического назначения.
Перхлорвиниловое волокно выпускается под названием ПИ
ТДР) и хлорин (СССР). Оно получается из дополнительно хло-
>ированного поливинилхлорида путем формования его из безвод-
юго раствора ацетона. Дополнительное хлорирование проводится
1ля повышения растворимости поливинилхлорида.
Хлорин обладает высокой стойкостью к большинству химиче-
ских реагентов, а также к действию микроорганизмов. Недостатком
ггого волокна является его малая светостойкость.
Волокно хлорин целесообразно использовать для изготовления
юделий, от которых требуется высокая стойкость к действию раз-
1ичных агрессивных химических реагентов (фильтровальные тка-
1И, спецодежда, прокладки и т. д.). Оно может использоваться для
тзготовления негниющих сетей и снастей. Хлориновое волокно
1ашло широкое применение для изготовления лечебного белья.
Полистирол
Полистирол — третий по объему производства термопластичный
юлимер. В 1983 г. его выпуск с различными сополимерами соста-
вил 6,5 млн. т, а сополимеров полистирола —2 млн. т.
571
Полистирол — продукт полимеризации стирола:
Полистирол получил широкое распространение благодаря своим
ценным качествам: легкости обработки, низкой плотности, терми-
ческой стойкости, отличным диэлектрическим свойствам. Наряду
с этим он имеет и некоторые недостатки. Полистирол хрупок, обла-
дает низкой ударной вязкостью вследствие жесткости цепей макро-
молекул, подвержен старению. Для улучшения свойств полисти-
рола его модифицируют различными сополимерами. Сополимеры
стирола с акрилонитрилом имеют более высокую прочность при
растяжении. Тройные сополимеры стирола с акрилонитрилом и
бутадиеном также обладают повышенными физико-механическими
показателями. Для придания полистиролу определенных свойств
его подвергают сшиванию. Продукты сшивания полистирола с ди-
винилбензолом используют для получения ионообменных мате-
риалов.
Полимеризация стирола осуществляется либо под воздействием
свободнорадикальных инициаторов, либо с использованием цигле-
ровских каталитических систем. В первом случае получается поли-
стирол атактического строения, во втором — изотактического.
В промышленности полистирол получают блочным, суспензион-
ным и эмульсионным методами.
Полимеризация стирола блочным методом протекает под дей-
ствием тепла (без применения инициаторов) по радикальному ме-
ханизму. Обрыв цепи происходит главным образом за счет реком-
бинации макрорадикалов.
Эмульсионную полимеризацию стирола проводят в водных рас-
творах эмульгатора при умеренных температурах и в условиях,
обеспечивающих хороший теплообмен. Инициаторами полимери-
зации служат водорастворимые пероксиды. Эмульсионный полисти-
рол имеет более высокие молекулярную массу и ударную вязкость,
чем блочный.
Суспензионный метод используют для получения вспениваю-
щегося полистирола.
Промышленностью освоен комбинированный блочно-суспензион-
ный метод полимеризации стирола, который позволяет получать
гранулы полистирола с равномерным гранулометрическим соста-
вом, что улучшает качество пенополистирола.
Свойства и применение полистирола. Полистирол представляет
собой твердый жесткий материал аморфной структуры. Молеку-
лярная масса полистирола зависит от способа его получения. Сте-
пень полимеризации промышленных марок колеблется от 500 до
2000. Наиболее высокую молекулярную массу имеет эмульсионный
полистирол,
572
Полистирол является хорошим диэлектриком. Наилучшими по-
казателями диэлектрических свойств обладает блочный полисти-
рол. Эти показатели мало изменяются в интервале температур от
—80 до 80 °C и почти не зависят от частоты.
Полистирол практически водостоек, обладает высокой стой-
костью к действию кислот, щелочей (он разрушается только под
действием азотной кислоты и олеума). Растворяется в ароматиче-
ских и хлорированных углеводородах, сложных эфирах, кетонах.
Нерастворим в спиртах и в бензине.
Блочный полистирол прозрачен, имеет хорошие оптические
свойства (пропускает до 90 % лучей видимой части спектра).
Максимальная рабочая температура, при которой можно при-
менять полистирол, равна 70—75 °C. При 180—220 °C полистирол
можно перерабатывать в изделия методом литья под давле-
нием.
Показатели основных свойств полистирола, полученного раз-
ными способами, приведены ниже:
Плотность, кг/м3 . . . Разрушающее напряже- ние при растяжении, МПа Блочный 1050-1080 37-42 Эмульсионный 1050-1080 40-45 Суспензионный 1050—1100 45
Относительное удлине- ние при разрыве, % • . 1,5-3 1,5-3 1,5-3
Ударная вязкость, кДж/м2 20-22 22 20-30
Твердость по Бринеллю, МПа 140-150 140-150 140-160
Деформационная теп- лостойкость °C .... 78 80 75-80
Тангенс угла диэлектри- ческих потерь при 106 Ги 3 10~4—4-10~4 2* 10~4—3-10“4 4-Ю-4-9-10“
Полистирол широко применяется в народном хозяйстве. Из него
изготовляют детали радиоаппаратуры и высокочастотных прибо-
ров, предметы домашнего обихода, детские игрушки, школьно-
письменные принадлежности, тару, фотокассеты, облицовочную
плитку, электроизоляционную и упаковочную пленку.
Разновидностью полистирола, имеющей большое практическое
значение, является ударопрочный полистирол, представляющий
собой термопластичный материал двухфазной структуры, (непре-
рывная фаза — полистирол, а дискретная фаза — каучук).
Прививкой полистирола к каучукам или совмещением полисти-
рола и сополимеров стирола с каучуками достигается значитель-
ное повышение ударной вязкости.
Ударопрочный полистирол выпускается различных марок в
зависимости от состава и способа получения полимера. В промыш-
ленности наибольшее распространение получил ударопрочный по-
листирол (УПП), синтезируемый прививкой стирола на бутадиен-
стирольный каучук непрерывным блочным методом. В качестве
инициатора используют пероксид трет-бутила и пероксид дику-
573
мила. Наряду с привитым сополимером образуется и гомополимер
путем полимеризации стирола.
Ударопрочный полистирол и сополимеры (АБС-пластики) на-
ходят широкое применение для изготовления корпусов электропри-
боров, радиоприемников, телевизоров и магнитофонов, при изго-
товлении деталей холодильников, металлизированных изделий, в
автомобилестроении и др.
При сополимеризации стирола с небольшим количеством диви-
нилбензола получается сшитый полистирол. Такой полимер не рас-
творяется в растворителях. Путем его обработки кислотами или
основаниями получают ионообменные материалы, имеющие боль-
шое народнохозяйственное значение.
Фторопласты
Фторопласты — высокомолекулярные фторпроизводные этилена.
Наибольшее значение из них имеют политетрафторэтилен, поли-
трифторхлорэтилен, поливинилфторид и поливинилиденфторид.
Высокая стойкость фтора к окислению (элементный фтор самый
сильный окислитель) обусловливает ценные свойства фторопла-
стов— высокие термическую и химическую стойкость. Политетра-
фторэтилен, или фторопласт-4 получается полимеризацией тетра-
фторэтилена в присутствии пероксидных катализаторов:
nCF2=CF2 —> [—CF2—CF2—]л
Обычно полимеризацию осуществляют в суспензии. Так как
реакция экзотермична и протекает с большой скоростью, то при
ее проведении необходим эффективный отвод тепла.
Политетрафторэтилен представляет собой рыхлый порошок.
Молекулярная масса его равна 100 000—500 000. Он негорюч, обла-
дает хорошими диэлектрическими, механическими и антифрикцион-
ными свойствами. Химическая стойкость политетрафторэтилена
превосходит стойкость всех других синтетических полимеров, спе-
циальных сплавов, благородных металлов, антикоррозионной ке-
рамики и других материалов.
Другие фторопласты получают полимеризацией или сополиме-
ризацией соответствующих фторсодержащих мономеров. Фторсо-
держащие полимеры устойчивы при высоких температурах к дей-
ствию разнообразных химических реагентов, в том числе концен-
трированных минеральных кислот и различных окислителей. Они
имеют исключительно высокую химическую стойкость. Изделия из
них можно эксплуатировать при более высоких температурах (до
260°C), чем изделия из других карбоцепных полимеров. Кроме
того, эти полимеры обладают хорошими диэлектрическими и анти-
фрикционными свойствами, низкой гигроскопичностью.
Изделия, пленки, листы, покрытия и смазки из фторопластов
широко применяются в машино- и приборостроении, в электротех*
нике, строительстве и медицине.
574
Фторсодержащие полимеры используют также в производстве
волокон. Фторсодержащее волокно выпускается под названием
тефлон (США) и полифен (СССР). Оно вырабатывается из поли-
тетрафторэтилена путем формования дисперсии полимера с кон-
центрированным раствором загустителя. Фторсодержащие волокна
обладают очень высокими термо- и химической стойкостью.
Учитывая ограниченную сырьевую базу и значительно более
высокую стоимость политетрафторэтилена по сравнению с дру-
гими синтетическими волокнообразующими полимерами, использо-
вать эти волокна целесообразно в тех случаях, когда ткани из дру-
гих волокон не могут быть применены.
Полиакрилаты
Полиакрилаты представляют собой полимеры эфиров непредель-
ных кислот: акриловой и метакриловой. Наибольшее практическое
значение имеет полиметилметакрилат, представляющий собой по-
лимер метилового эфира метакриловой кислоты.
Полиметилметакрилат (ПММА) получают радикальной поли-
меризацией метилметакрилата:
СНз г СНз -1
иСН2=С —> —СН2—С— ; —ЛЯ = 58 кДж/моль
I I
СООСНз L COOCH3Jn
Метилметакрилат (ММА) легко полимеризуется под действием
света и в присутствии инициаторов. В промышленности большое
распространение получила блочная полимеризация метилметакри-
лата в присутствии пероксидов.
Для получения однородного высокомолекулярного полимера
блочную полимеризацию ММА проводят при сравнительно неболь-
ших температурах (40—60°C). Применение окислительно-восста-
новительных систем, растворимых в мономере, позволяет прово-
дить процесс при более низких температурах.
На основе полиметилметакрилата выпускают листовые мате-
риалы — прозрачные бесцветные и цветные и непрозрачные орга-
нические стекла.
Полиметилметакрилат — прозрачный термопластичный полимер
аморфной структуры, не кристаллизующийся даже при растяже-
нии. Он растворяется в хлорированных и ароматических углеводо-
родах, ацетоне, муравьиной и уксусной кислотах. При обычных
температурах полиметилметакрилат устойчив к действию разбав-
ленных кислот и щелочей, воды, спиртов, растительных и мине-
ральных масел.
Недостатками полиметилметакрилата являются относительно
невысокая поверхностная твердость, низкая теплостойкость и ма-
лая текучесть. Эти показатели значительно выше у сополимеров
метилметакрилата со стиролом, акрилонитрилом и акриловой кис-
лотой.
575
Вследствие прозрачности, высокой механической прочности и
легкости полиметилметакрилат широко используют для остекле-
ния помещений, самолетов и автомобилей, для изготовления опти-
ческих стекол, светофильтров, светильников, а также как декора-
тивный и электроизоляционный материал.
Полиакрилонитрил
Полиакрилонитрил получается полимеризацией акрилонитри-
ла * в водной среде в присутствии пероксидов и других соединений:
иСН2=СН —> —сн2—СН—сн2—сн—сн2—сн-
I III
CN CN CN CN
Плотность полиакрилонитрила 1140—1150 кг/м3, темп. разл.
220—230 °C, молекулярная масса 40 000—60 000.
Из полимера нитрила акриловой кислоты вырабатывают поли-
акрилонитрильные волокна.
В настоящее время полиакрилонитрильные волокна выпуска-
ются во многих странах под различными названиями: нитрон
(СССР), орлон, акрилан (США), куртель (Англия), дралон, долан
(ФРГ), великрен (Италия), вольпюла (ГДР), крилор (Франция),
кашмилон, экслан, беслон (Япония), и т. д.
Полимеризация акрилонитрила может быть осуществлена в
растворителе, который растворяет как мономер, так и полимер.
Такой способ представляет практический интерес, поскольку он
позволяет формовать волокно непосредственно из раствора по-
лимера.
Большое распространение получили также волокна из сополи-
меров акрилонитрила (85%) с винилацетатом (15%), так назы-
ваемое волокно акрилон.
Полиакрилонитрильное волокно широко применяется в качестве
заменителя шерсти для изготовления изделий народного потребле-
ния—верхнего трикотажа и различных тканей. Благодаря высо-
кой стойкости к маслам и жирам технические ткани из полиакрило-
нитрильных волокон используют для изготовления шлангов, по-
шива спецодежды и др.
Поливиниловый спирт
Поливиниловый спирт Г—СН2—СН—“1 получают в промышлен-
L он -L
ности омылением поливинилацетата в присутствии спиртового рас-
твора щелочи:
—сн2—СН— 1 —- >
। I -—СНзСООН
OCOCH3Jn
—СН2—СН—1
I
ОН Jn
* Методы получения акрилонитрила см. в гл. 4.
576
Щелочь участвует в реакции как катализатор и как реагент.
Степень омыления регулируют условиями проведения процесса. По
мере омыления поливинилацетата поливиниловый спирт выпадает
из метанола в виде геля или порошка.
Процесс омыления поливинилацетата проводят как периодиче-
ским, так и непрерывным методом.
Поливиниловый спирт представляет собой порошок или хлопье-
видное вещество от белого до кремового цвета. Наиболее важными
свойствами поливинилового спирта является его растворимость в
воде и стойкость к действию органических соединений (жиров, ма-
сел, консистентных смазок, углеводородных, кислородсодержащих
и хлорированных растворителей). Он отличается высокой реак-
ционной способностью вследствие наличия вторичных гидроксиль-
ных групп.
Физико-механические свойства поливинилового спирта зависят
от его молекулярной массы и содержания ацетатных групп. С по-
вышением молекулярной массы и уменьшением содержания ацетат-
ных групп увеличиваются прочность и теплостойкость полимера.
Поливиниловый спирт наиболее широко применяется для произ-
водства поливинилацеталей. Водные растворы поливинилового
спирта используют в качестве шлихтующего материала в текстиль-
ной промышленности, при приготовлении фармацевтических пре-
паратов, красочных паст, клеев, а также шлангов и прокладок.
Шланги и прокладки из поливинилового спирта устойчивы к дей-
ствию органических растворителей.
Поливиниловый спирт применяют в качестве эмульгатора в про-
цессах суспензионной полимеризации.
Бумага, покрытая пленкой поливинилового спирта, приобретает
значительную прочность в мокром состоянии при очень малом
снижении способности к водопоглощению.
Пленки поливинилового спирта почти полностью непроницаемы
для газов.
Волокна из поливинилового спирта (винол) отличаются высо-
кой прочностью и плотностью, поэтому их используют для изготов-
ления приводных ремней, шнуров и ниток для хирургических це-
лей, рыболовных сетей. Ткани из этих волокон применяют для
фильтрации неполярных жидкостей.
Поливиниловый спирт хорошо растворяется в воде, поэтому
изготовление этих волокон осуществляется из водных растворов
способом мокрого формования. Для придания поливинилспиртовым
волокнам водостойкости их ацеталируют или обрабатывают форм-
альдегидом.
ПОЛИМЕРЫ, ПОЛУЧАЕМЫЕ ПО РЕАКЦИИ ПОЛИКОНДЕНСАЦИИ
Полиэфиры
Полиэфиры представляют собой продукты поликонденсации гли-
колей или многоатомных спиртов с дикарбоновыми кислотами их
ангидридами и хлорангидридами.
19 Зак. 534
677
При взаимодействии двух бифункциональных реагентов полу-
чается полиэфир линейного строения:
/гНООС—Аг—СООН + «НО—R—ОН —> Н—Г—О—С—Аг—С—О—R—
II II
L о о
Из линейных полиэфиров наибольшее значение имеет полиэти-
лентерефталат.
Полиэтилентерефталат представляет собой полиэфир, получае-
мый поликонденсацией этиленгликоля и терефталевой кислоты.
В промышленности получил распространение метод переэтери-
фикации диметилтерефталата этиленгликолем с последующей поли-
конденсацией дигликольтерефталата по схеме
1) переэтерификация
СООСНз соосн2—сн2он
сн2—он
+ 21 —► + 2СНзОН
СН2—ОН
СООСНз соосн2—СН2ОН
2) поликонденсация
пНОСН2СН2ООС—Q>—СООСН2СН2ОН -пнос2н4он
—► Н—ОСН2СН2ООС——СО—j—ОСН2СН2ОН
Полиэтилентерефталат— бесцветный термопластичный поли-
мер, нерастворимый в обычных растворителях; растворяется толь-
ко в концентрированной серной кислоте, ж-крезоле, в смесях фе-
нола с тетрахлорэтаном или с дихлорэтаном, дифенилоксиде.
Полиэтилентерефталат (технический полимер) имеет среднюю
молекулярную массу 15000—30000, т. пл. 255 °C, плотность 1330—
1380 кг/мХ
Полиэтилентерефталат широко применяется для изготовления
синтетических волокон и пленок. Пленка из полиэтилентерефталата
обладает высокой механической прочностью и химической стой-
костью в широком интервале температур, а также хорошими ди-
электрическими свойствами. Она применяется в качестве изоля-
ционного материала, основы фото- и кинопленки.
В промышленности пленку из полиэтилентерефталата получают
экструзионным методом. Для получения заданных прочностных ха-
рактеристик ее ориентируют в двух направлениях.
Волокна из полиэтилентерефталата используются для производ-
ства фильтрующих тканей, канатов, шлангов, шинного корда, про-
мышленных брезентов, ремней, тканей для одежды.
Быстрый рост производства полиэфирных волокон обусловлен
доступностью исходного сырья и их ценными свойствами, превос-
578
ходящими по отдельным показателям свойства других синтетиче-
ских волокон.
В настоящее время волокна из полиэтилентерефталата выраба-
тываются в значительных количествах в США (дакрон), в Англии
и Канаде (терилен), в ФРГ (тревила, диолен), в Японии (тетерон,
курарей), в ГДР (гризутен), в ПНР (элана, торлен), во Франции
(тергаль), в Италии (териталь). В СССР полиэтилентерефталат-
ное волокно выпускается под названием лавсан.
Полиэпоксиды
Эпоксидные полимеры представляют собой соединения общей
формулы
Н2С СН— СН2— Г—О—R—ОСН2—СН—СН2— 1—О—R—О— СН2—СН— СН2
ЧО/ L Ан J„
Они получаются взаимодействием эпихлоргидрина с многоатом-
ными спиртами, полиаминами, фенолами и другими соединениями
с двумя и более подвижными атомами водорода (наибольшее тех-
ническое значение из них имеет дифенилолпропан).
Техническое значение имеют эпоксидные олигомеры со средней
молекулярной массой от 400 до 3000.
Эпоксидные олигомеры при определенных условиях в присут-
ствии отвердителей (или без них) способны переходить в неплав-
кое и нерастворимое состояние. При отверждении имеют большую
усадку.
Эпоксидные олигомеры применяются для производства электро-
изоляционных, заливочных и пропиточных лаков и компаундов,
клеев.
Клеи на основе эпоксидных смол обладают хорошей адгезией
к стеклу, керамике, дереву, пластмассам, металлам; клеевые швы
химически устойчивы и механически прочны при низких темпе-
ратурах (до —250 °C).
Компаунды представляют собой композиции, состоящие из жид-
кого эпоксидного олигомера, наполнителя, отвердителя, пластифи-
катора и др. Они применяются для изготовления штампов, инстру-
мента, корпусов и крыльчаток насосов, вентиляторов, различного
химического оборудования, электрической изоляции трансформа-
торов, конденсаторов и др.
Эпоксидные олигомеры используются также в качестве связую-
щих для стеклопластиков.
Полиамиды
Полиамиды представляют собой гетероцепные полимеры, содержа-
щие в составе основного звена амидную CONH-rpynny.
В промышленности полиамиды получают следующими мето-
дами:
19*
87»
поликонденсацией диаминов с дикарбоновыми кислотами
nH2N—R—NH2 + НООС—R'—СООН ——-> [—HN—R—NHCO—R'—СО—]„
- Н2О
гомополиконденсацией со-аминокислот
mH2N—R—СООН ----—* [—HN—R—СО—]„
—П2О
где R — алифатический радикал, содержащий не менее пяти мети-
леновых групп, или фенильный радикал.
полимеризацией циклических лактамов е-аминокислот
/СО
Л(СН2)/ | —> [-NH(CH2)xCO-]„
XNH
Полиамиды представляют собой полимеры линейного строения
с высокой степенью кристалличности и малой полидисперсностью.
Молекулярная масса технических полиамидов колеблется в пре-
делах 8000—25000.
Полиамиды характеризуются высокой прочностью к ударным
нагрузкам, эластичностью, низким коэффициентом трения и хоро-
шими масло- и бензостойкостью. Температура плавления полиами-
дов зависит от природы исходных компонентов и находится в
пределах 185—264 °C. Полиамиды не растворяются в обычных рас-
творителях. Они растворяются лишь в таких сильнополярных рас-
творителях, как концентрированные кислоты, фенолы, фторирован-
ные спирты, амиды.
Полиамиды благодаря удачному сочетанию многих ценных тех-
нических свойств являются одним из важнейших конструкционных
материалов для автомобильной и авиационной промышленности,
для машино- и приборостроения. Из полиамидов изготовляют под-
шипники, шестерни, лопасти судовых гребных винтов и вентилято-
ров и другие детали, медицинские инструменты, пленочные мате-
риалы и химически стойкие покрытия. Высокая эластичность, проч-
ность и способность к волокнообразованию позволяют применять
полиамиды для производства тканей, меха, ковров, кордных тка-
ней, искусственной кожи. Смешанные полиамиды используют для
получения лаков, клеев и пропиточных составов.
Производство полиамидных волокон составляет в настоящее
время около 50 % общего выпуска синтетических волокон. Быстрый
рост производства полиамидных волокон обусловлен наличием до-
ступной сырьевой базы, хорошими эксплуатационными свойствами
волокон и их высокой экономической эффективностью.
В настоящее время полиамидные волокна, выпускаются под
следующими названиями: поликапроамидные— капрон (СССР),
найлон 6 (США), перлон (ФРГ), дедерон (ГДР), силон (ЧССР),
полигексаметиленадипамидные — анид (СССР), найлон 6,6 (США,
Англия, ФРГ и др.); полигексаметиленсебацинамидные — най-
лон 6,10 (США); полиаминоундекановые—найлон 11 (США),
рильсан (Франция); полиаминоэнантовые — энант (СССР), най-
лон 7 (США),
580
Исходным сырьем для производства капрона является е-капро-
лактам, получаемый из циклогексанона * и циклогексана.
Циклогексанон взаимодействует с сернокислым гидроксилами-
ном с получением циклогексаноноксима, который после обработки
олеумом переходит в ъ-капролактам:
СО
Н2СХ ^СН2
Н2СХ /СН2
сн2
nh2oh
C=NOH
Н2СХ \сн2
Н2(1х хСН2
СН2
h2so4
(SO3)
zNH
(сн2)5; |
хсо
Кроме того, капролактам получается нитрованием циклогексана
СН2
н2сх \сн2
Н2СХ ХСН2
СН2
CHNO2
HNO3 Н’СХ Нг
Н2С\ /СН2
сн2
C=NOH
Н2с/ \СН2
Н2С\ хсн2
сн2
,NH
—» (сн2)5; |
ХСО
и фотохимическим нитрозированием циклогексана
СН2 C=NOH • НС1
Н2СХ \СН2 NOCl Н2с/ \сн2
Н2С\ /СН2 Н2С\ хсн2
сн2 сн2
(СН2)5
Полимеризацией е-капролактама получают волокнообразующий
полимер поликапроамид. Полимеризация протекает, вероятно, по
механизму ступенчатой полимеризации. Реакция проводится в ат-
мосфере азота в присутствии воды (активатор) и уксусной кис-
лоты (регулятор). В начальной стадии процесса в результате взаи-
модействия мономера с водой образуется е-аминокапроновая кис-
лота
/NH Н2о
<сн< I - ,501260 •<? HOOC(CH2)5NH2
Чо
которая реагирует с е-капролактамом с получением димера
ZNH
HOOC(CH2)5NH2 + (СН2)5^ | —► HOOC(CH2)5NHCO(CH2)5NH2
ХЮ
Реакция образования поликапроамида является равновесной и
обратимой. Основными показателями, характеризующими свойства
поликапроамида и его пригодность для формования волокон, слу-
жат молекулярная масса, содержание низкомолекулярных фрак-
ций и влажность.
Плотность поликапроамида 1140 кг/м3, темп. пл. около 215°С.
В технике капрон применяют для изготовления парашютов,
рыболовных снастей, щетины, приводных ремней, бытовых изде-
лий. Капроновый корд для автопокрышек по прочности в 2—Зраза
* Методы получения циклогексанона см. в гл. 5.
581
превосходит вискозный, в результате чего при его использовании
срок службы покрышек повышается на 30 %.
Исходным продуктом для производства полигексаметиленадип-
амида (анида) являются адипиновая кислота * и гексаметилен-
диамин.
На практике полигексаметиленадипамид синтезируют не из мо-
номеров, а из их соли (соль АГ), получаемой смешением метаноль-
ных растворов адипиновой кислоты и гексаметилендиамина. До-
стоинством соли АГ является ее высокая химическая стойкость при
хранении, а также возможность очистки от вредных примесей пе-
рекристаллизацией. В отличие от поликапроамида полигексамети-»
ленадипамид получают по реакции поликонденсации:
nH2N(CH2)6NH2 + пНООС(СН2)4СООН —3^-^
—>------HN(CH2)6NHCO(CH2)4CO--
Полигексаметиленадипамид применяют для изготовления во-
локна, шестерен, шкивов, подшипников, не требующих смазки, вы-
сокопрочных подошв для обуви и т. п.
Исходным сырьем для производства полиэнантоамида (энанта)
является (о-аминоэнантовая кислота, получаемая двумя методами:
из фурфурола и из этилена и тетрахлорида углерода. Второй ме-
тод значительно п^още. Он основан на использовании реакции те-
ломеризации, при которой цепная полимеризация обрывается на
стадии образования низкомолекулярных продуктов.
Полиэнантоамид получается поликонденсацией со-аминоэнанто-
вой кислоты:
25Э—260 °C
nH2N(CH2)6COOH -------------NH(CH2)6—CONH—(СН2)бСО----
—н2о
Плотность полиэнантоамида 1140 кг/м3, темп, пл 225 °C. По
светостойкости, термостойкости и некоторым другим физико-меха-
ническим показателям полиэнантоамид превосходит капрон и анид.
Применяется для производства волокна.
В настоящее время разработан новый вид полиамидного волок-
на найлон-12, который получается полимеризацией 12-аминододе-
кановой кислоты. Последнюю получают из циклогексанона, ам-
миака, пероксида водорода и водорода. На первой стадии полу-
чается 1,1 -пероксициклогексилимин
* Методы получения адипиновой кислоты см. в гл. 5.
582
который подвергается пиролизу с образованием 1,1-цианоундекано-
вой кислоты
NH
—* NC-(CH2)10-COOH
При последующем гидрировании образуется 12-аминододека-
новая кислота
NC(CH2)10—СООН + 2Н2-► H2N—(СН2)н—соон
которая и служит исходным сырьем для получения найлона-12.
ПРОИЗВОДСТВО СИНТЕТИЧЕСКИХ КАУЧУКОВ
Быстрое развитие промышленности синтетического каучука обус-
ловлено наличием дешевой и доступной сырьевой базы, возмож-
ностью организации производства практически в любом промыш-
ленно развитом районе, разработкой новых прогрессивных техно-
логических процессов, широким ассортиментом и неограниченными
областями применения каучуков.
До 1932 г. единственным сырьем для получения резины являлся
натуральный каучук. Однако быстрое развитие промышленности
привело к тому, что ресурсы натурального каучука и его свойства
не могли удовлетворить возрастающих потребностей.
В Советском Союзе группой ученых под руководством С. В. Ле-
бедева был разработан метод получения синтетического каучука
на основе бутадиена, а в 1932 г. впервые в мире был пущен завод
по производству синтетического каучука по способу С. В. Лебе-
дева. В настоящее время промышленность синтетического каучука
в СССР по объему и ассортименту выпускаемых каучуков зани-
мает второе место в мире.
Мировое потребление каучука в 1983 г. составило около
12,8 млн. т. Доля СК составила 8,8 млн. т, или 69,2%. Согласно
прогнозам, в ближайшее время прирост производства синтетиче-
ского каучука будет несколько опережать рост производства нату-
рального каучука, что связано со снижением цен на нефть и с раз-
работкой новых марок синтетического каучука, которые не могут
быть заменены натуральным.
В многотоннажных производствах синтетического каучука ис-
пользуются бутадиен, изопрен, стирол, а-метилстирол, этилен, про-
пилен, изобутен, акрилонитрил, хлоропрен и др. ♦.
В настоящее время промышленность выпускает большое число
различных каучуков, которые в зависимости от свойств и областей
применения можно разделить на две группы: каучуки общего на-
значения и каучуки специального назначения.
Каучуки общего назначения используются для производства
шин, резиновых технических изделий, резиновой обуви и других
* Методы получения этих мономеров описаны в гл. 1, 2, 4, Т.
688
предметов массового потребления. Их производство достигает 75—
80 % от общего объема. К этой группе относятся следующие кау-
чуки. Вутадиен-стирольный (СКС) и бутадиен-метилстирольный
(СКМС) каучуки, получаемые сополимеризацией бутадиена со сти-
ролом нли а-Метилстиролом в эмульсии. Стереорегулярные каучуки
на основе бутадиена (СКД) и изопрена (СКИ), получаемые поли-
меРизацией бутадиена или изопрена в присутствии стереоспецифи-
ческих катализаторов. Бутадиеновый каучук, получаемый полиме-
ризацией бутадиена в водной эмульсии. Натрий-бутадиеновый
каучук (СКВ), получаемый блочной полимеризацией бутадиена
в присутствии металлического натрия.
*аУЧуки специального назначения применяются в основном для
производства изделий, отличающихся какими-либо особыми тех-
ническими свойствами, например масло- и бензостойкостью, стой-
костью к истиранию, тепло- и морозостойкостью, химической стой-
костью, газонепроницаемостью и др.
К этой ГруППе относятся следующие каучуки. Хлоропреновый
каучук (наирит), получаемый полимеризацией 2-хлорбутадиена. Он
имеет хорОШуЮ КИслото- и маслостойкость.
Бууадиен-нитрильный каучук (СКН), получаемый сополимери-
зацией бутадиена-1,3 с акрилонитрилом в водной эмульсии. Он от-
личаетсн хорошей бензо- и маслостойкостью, а также кислото- и
щелочестой костью.
Этиден.Пр0ПИлен0ВЫй каучук (СКЭП), получаемый сополиме-
ризацией этилена с пропиленом в присутствии стереоспецифических
катализ^ТОрОВ ф
Полиизобутилен (ПИБ), получаемый полимеризацией изобути-
лена пр^ НИзКИх температурах. Он обладает хорошими диэлектри-
ческими свойствами, а также стойкостью к действию кислот, щело-
чей и окислителей.
Бутилкаучук (БК), получаемый сополимеризацией изобути-
лена и изопрена. Он обладает высокой тепло-, паро-, озоностой-
костью, а также стойкостью к маслам, спиртам, кетонам и другим
органич^ским продуктам.
9Ульфидные каучуки, или тиоколы, получаемые поликонденса-
цией различных дигалогенпроизводных алифатического ряда с по-
лисульфидом натрия; они отличаются высокой химической стой-
костью, малой газо- и влагопроницаемостью.
Уретановые каучуки, получаемые взаимодействием диизоциана-
тов с прость1ми или сложными эфирами, характеризуются высо-
кими по^азателями механических свойств.
Оксицропиленовые каучуки, получаемые сополимеризацией
пропилецОКСИда с эпоксисоединениями, содержащими двойную
связь.
ФТ0Ркаучуки, получаемые сополимеризацией перфторолефинов.
Они отличаются высокой химической стойкостью.
Силоксановые каучуки, получаемые поликонденсацией или по-
лимеризаций кремнийсодержащих мономеров, характеризуются
высоким^ диэлектрическими показателями.
684
Приведенная выше классификация каучуков является до неко-
торой степени условной, поскольку одни и те же каучуки могут
применяться как каучуки общего и как каучуки специального на-
значения, например, бутилкаучук, хлоропреновые, бутадиен-нит-
рильные (СКН).
Наиболее распространенным методом получения синтетических
каучуков является полимеризация в водных эмульсиях.
Основными достоинствами эмульсионной полимеризации
являются легкий отвод тепла, выделяющегося в процессе; возмож-
ность поддержания заданного температурного режима; возмож-
ность организации непрерывного процесса и большая производи-
тельность агрегатов; удобство удаления непрореагировавших моно-
меров и выделения каучука из латекса (водной суспензии каучука).
Для получения из каучука резины его подвергают вулканиза-
ции, в результате которой происходит сшивание макромолекул и
образование высокоэластичного прочного материала.
Каучуки общего назначения
Бутадиен-стирольные и бутадиен-метилстирольные каучуки
Бутадиен-стирольные (СКС) и бутадиен-метилстирольные (СКМС)
каучуки в настоящее время являются наиболее многотоннажными
каучуками общего назначения и вырабатываются в широком ас-
сортименте.
Производство СКС было организовано в Советском Союзе в
1949 г., а производство СКМС в 1952 г.
В 1983 г. мировое производство бутадиен-стирольных каучуков
составило более 50 % от общего объема производства СК.
СКС и СКМС получают радикальной сополимеризацией бута-
диена-1,3 со стиролом или а-метилстиролом в водных эмульсиях
в присутствии эмульгаторов — калиевых и натриевых солей жирных
кислот, канифольных мыл или алкилсульфонатов.
Сополимеризация бутадиена со стиролом или а-метилстиролом
протекает по радикально-цепному механизму. Процесс проводится
в присутствии инициаторов, активаторов, регуляторов молекуляр-
ной массы, прерывателей полимеризации, стабилизаторов.
В зависимости от назначения каучука при сополимеризации ис-
пользуют различное количество стирола или а-метилстирола. Мо-
номеры должны иметь высокую степень чистоты (бутадиен — не
менее 98%, стирол или а-метилстирол — не менее 99,6 % и не со-
держать примесей, влияющих на свойства каучуков (ацетилен)
или ингибирующих полимеризацию (пентадиен-1,4, димер бута-
диена).
Сополимеризацию можно проводить двумя путями: при темпе-
ратуре около 5 °C (низкотемпературная) и при температуре около
50°C (высокотемпературная). Температура процесса оказывает су-
щественное влияние на степень разветвленности сополимера, регу-
лярность строения, молекулярную массу и свойства сополимера.
585
С понижением температуры повышается средняя молекулярная
масса, уменьшается степень разветвленности сополимера и улуч-
шаются технологические свойства каучука. Однако при низких тем-
пературах понижается и скорость полимеризации. Для повышения
скорости реакции процесс проводят в присутствии окислительно-
восстановительных систем. Для проведения процесса в жидкой
фазе сополимеризацию проводят при давлении 0,6—0,8 МПа.
В настоящее время бутадиен-стирольные каучуки высокотемпе-
ратурной полимеризации практически потеряли свое значение.
При реакции бутадиена со стиролом или а-метилстиролом об-
разуются сополимеры следующего строения:
---[—сн2—СН=СН—СН2—]„— г—сн2—сн—
---[_СН2—СН=СН—СН2—]п—
L С6Н5 Jm
СНз -1
—сн2—с-------
(СКС)
(СКМС)
т
Молекулы СКС и СКМС состоят из нерегулярно чередующихся
звеньев бутадиена и стирола или а-метилстирола. Звенья бута-
диена имеют преимущественно транс-конфигурацию и связаны
между собой в положении 1,4 и 1,2-
---[—СН2—СН=СН—СН2—]п—СН2—СН—Г—СН2—СН—1--------
I I
Н2С=СН L СвНб Jm
Для инициирования низкотемпературной полимеризации приме-
няют органические гидропероксиды (0,08—0,12 % от массы моно-
меров) и активаторы, так как гидропероксид распадается с доста-
точной скоростью только при повышенных температурах. Чаще
всего применяются гидропероксиды изопропилбензола, гидроперо-
ксид /г-цимола и дигидропероксид диизопропилбензола. В каче-
стве активаторов применяют сульфат железа (0,03—0,1 % от мас-
сы мономеров) или труднорастворимые комплексные соли железа,
которые образуются при смешении раствора оксида железа (III)
с раствором трилона Б.
В присутствии активатора скорость распада пероксида увели-
чивается в сотни раз, что позволяет проводить реакцию при срав-
нительно низких температурах.
Для регулирования молекулярно-массового распределения при-
меняются регуляторы полимеризации, например меркаптаны с чис-
лом углеродных атомов Сю — Сю или дисульфиды.
Полимеризацию проводят до заданной конверсии мономеров,
что обеспечивает получение каучука с хорошими свойствами. Так,
при сополимеризации бутадиена-1,3 со стиролом или а-метилсти-
ролом конверсия не должна превышать 60—65 %. В качестве пре-
рывателя полимеризации применяются восстановители, такие, как
гидрохинон или диметилдитиокарбамат натрия (0,1—0,2 % от мае-
586
Регулятор
Инициатор
Активатор
-L-' Прерыватель
\ Натека
Ш"”"4 td//а дегазацию
Рис. 10.7. Технологическая схема получения бутадиен-стирольного каучука непре-
рывной эмульсионной полимеризацией:
/ — емкость углеводородной фазы; 2 — емкость водной фазы; 8 — насосы; 4 — смеситель;
5 — полимеризаторы.
сы мономеров). Прерыватель реакции взаимодействует с перокси-
дами и с макрорадикалами, обрывая цепь.
Для предотвращения нежелательных процессов старения каучу-
ка (окисления и др.) в процессе переработки и хранения в латекс
добавляют стабилизаторы (до 2 % от массы каучука).
Производство бутадиен-стирольных и бутадиен-метилстироль-
ных каучуков. Принципиальная технологическая схема сополиме-
ризации бутадиена со стиролом приведена на рис. 10.7.
Водный раствор эмульгатора из аппарата 2 и смесь бутадиена
и стирола из аппарата 1 непрерывно поступают в смеситель 4, в
котором при энергичном перемешивании образуется эмульсия бута-
диена и стирола в водно-щелочном растворе эмульгатора. Эмуль-
сия содержит 65 % воды, 35 % мономеров и 3—4 % эмульгатора
от массы мономеров-.
Полимеризация проводится в двенадцати последовательно сое-
диненных аппаратах — реакторах 5. Реакторы заполняются реак-
ционной массой, которая перемешивается лопастными мешалками
и перетекает из одного реактора в другой по системе, трубопрово-
дов. Для отвода тепла реакции реакторы снабжены охлаждаю-
щими рубашками и змеевиками. Эмульсия насосом 3 непрерывно
подается в первый по ходу аппарат, в который также непрерывно
вводятся инициатор, активатор и регулятор. Сополимеризация бу-
тадиена со стиролом или а-метилстиролом протекает до 60 %-ной
конечной конверсии мономеров. Каучук получается в виде ла-
текса.
Для стабилизации каучука в латекс добавляют суспензию нео-
зона Д (фенил- Р-нафталин), которая вводится в последний реак-
тор (2—3 % от массы каучука).
При выходе латекса из последнего реактора для прекращения
сополимеризации в него вводится прерыватель (0,1—0,2 % от мас-
сы мономеров). Далее латекс направляется на предварительную
дегазацию, при этом давление снижается до 0,12 МПа, вследствие
чего из латекса выделяется основное количество не вошедшего в
реакцию бутадиена.
Затем латекс дегазируется в тарельчатых вакуумных колоннах,
в которые подается острый водяной пар для удаления остатков
бутадиена и не вошедшего в реакцию стирола.
Для выделения каучука из латекса к нему добавляют сначала
раствор электролита (например, водный раствор солей щелочного
металла) для укрупнения коллоидных частиц, а затем раствор кис-
лоты (например, уксусной) для коагуляции, т. е. осаждения час-
тиц каучука в виде мелкой крошки.
В лентоотливочной машине коагулированная масса поступает на
ленточный транспортер, на котором из нее удаляются вода и элек-
тролит. Здесь же она промывается свежей водой. Промытый кау-
чук в виде ленты толщиной 15 мм поступает в отжимной пресс
для удаления воды. Для окончательного удаления воды каучук про-
ходит через воздушные сушильные камеры и затем наматывается
в рулоны.
В настоящее время в СССР освоен выпуск каучуков СКМС с
повышенной конверсией (до 70 %) без ухудшения свойств каучу-
ков.
Высокомолекулярные каучуки, получаемые с очень малыми до-
бавками регулятора (слабо регулированные), обладают повышен-
ными прочностью и жесткостью. Вследствие этого они с трудом
поддаются обработке. Для улучшения обрабатываемости в состав
каучука вводят 15—50 % нефтяных масел, которые повышают его
пластичность. Такие каучуки называются маслонаполненными.
В качестве наполнителей применяют нефтяные масла с высоким
содержанием ароматических углеводородов. Их вводят в виде вод-
ной эмульсии непосредственно в латекс до коагуляции.
В Советском Союзе выпускаются маслонаполненные бутадиен-
стирольньЩ (СКС) и бутадиен-метилстирольные (СКМС) каучуки
различных марок.
Синтетические каучуки СКС и СКМС можно также наполнять
высокодисперсными поверхностно-активными веществами (техниче-
ским углеродом или некоторыми минеральными веществами с вы-
сокой удельной поверхностью). Для получения таких наполненных
каучуков в водный латекс добавляют определенное количество сус-
пензии технического углерода и диспергатора в воде, после чего
проводят коагуляцию в присутствии коагуляторов (кислоты, соли,
квасцы, их смеси и др.). При этом прочность вулканизатов СК
значительно возрастает: после введения 20 % технического угле-
рода прочность увеличивается почти в 10 раз.
Каучуки СКС и СКМС имеют нерегулярное строение; они не
кристаллизуются ни при хранении, ни при деформации. Темпера-
тура стеклования каучука тем выше, чем больше содержание сти-
рола. Бутадиен-стирольные каучуки растворяются в обычных рас-
творителях (бензин, бензол и др.). Химическая активность каучу-
ков определяется содержанием двойных связей в бутадиеновых
звеньях. Способ получения каучука, его состав и структура оказьь
688
вают большое влияние на свойства получаемых эластомеров, а
также на качество изделий из них. С уменьшением содержания
звеньев стирола (10%) улучшаются морозостойкость и эластиче-
ские свойства каучука, но одновременно снижается прочность и
ухудшаются технологические свойства.
При повышении содержания стирола (25—30 %) улучшаются
технологические свойства каучуков, но снижаются морозостойкость
и эластичность. Каучуки низкотемпературной полимеризации имеют
лучший комплекс физико-механических и технологических свойств.
Некоторые показатели свойств каучука марки СКС-30* приведены
ниже:
Плотность, кг/м3 .................... 930
Температура стеклования, °C........................ —52
Вязкость по Муни . .................. 40—60
Жесткость ....................................... 500—1000
Тангенс угла диэлектрических потерь. . . . 9 «10“
Из СКС изготавливают шины, различные резиновые техниче-
ские изделия, кабельную изоляцию, обувь и др.
Стереорегулярные синтетические каучуки
Важнейшим каучуком общего назначения является натуральный
каучук (НК). Ряд его ценных свойств обусловлен стереорегулярной
структурой. Для НК характерно цис-расположение первого и чет-
вертого атомов углерода по отношению к двойной связи:
Н\ /СНз /СН,
---СН2 Н9С С=С СН2 НоС с=с
\=С/ \н9 ХС=С/ \н2 44(3112
Синтетические каучуки (СК) нерегулярной структуры не обла-
дали такими техническими ценными свойствами НК, как высокая
эластичность, хорошая клейкость и малое теплообразование СК,
подобные по свойствам НК, удалось получить только после того,
как была открыта стереоспецифическая полимеризация. В присут-
ствии комплексных или литийорганических катализаторов были
получены СК с регулярной структурой, которые не только обла-
дают большей частью технически ценных свойств НК, но и превос-
ходят его во многих отношениях.
Бутадиеновые каучуки
Стереорегулярный бутадиеновый каучук был впервые получен в
1956 г. Дж. Натта в Италии и в Советском Союзе Б. А. Долгопло-
ском с сотрудниками в присутствии комплексных катализаторов
Циглера.
Бутадиеновые каучуки получают стереоспецифической полиме-
ризацией бутадиена-1 3 различными методами.
* Цифра в наименовании марки каучука обозначает содержание стирола в
составе сополимера.
пни
В зависимости от природы катализатора и условий реакции
звенья бутадиена могут соединяться в положениях цис-1,4; транс-
1,4 и 1,2. При этом получаются продукты с различными техниче-
скими свойствами. Полимер с высоким содержанием цис-звеньев
(Тс = —105-4---110°С) приближается по своим свойствам к НК;
транс-1,4-полибутадиен представляет собой кристаллический про-
дукт с ТПл = 135 —145 °C, т. е. является не каучуком, а пластиком.
Молекулы СКД построены из звеньев бутадиена, полимеризующе-
гося в основном в положении цис-1,4:
Н\ /Н Н\ /Н
с=с сн2 Н2С с=с
н2с/ \=(/ ^сн2
Для того чтобы каучук удовлетворял предъявляемым к нему
требованиям, он должен содержать максимальное количество цис-
звеньев. Применяемые мономеры и растворители должны быть вы-
сокой степени чистоты, практически не содержать воды (0,001 %),
сернистых соединений, дициклопентадиена, кислорода и других при-
месей.
В качестве катализаторов для получения каучука (СКД-11) с
высоким содержанием (93—98 %) цис-1,4-звеньев применяют ка-
тализаторы типа СоС12 + A1R2C1 (где R — алкил). Для получения
каучука (СКД-1) со средним содержанием (87—95%) цис-1,4-
звеньев применяют катализаторы типа TiCl4 + A1R3. В состав всех
титановых катализаторов, образующих каучук с высоким содержа-
нием цис-1,4-звеньев, входит иод. В каучуке (СКДЛ), полученном
в присутствии литийорганических (бутиллитий) катализаторов, со-
держится 35—40 % звеньев структуры цис-1,4.
Технологическая схема получения СКД аналогична получению
стереорегулярного СКИ (см. ниже).
СКД вулканизуются серой с применением обычных органиче-
ских ускорителей (сантокюр и др.), он выпускается без добавок
и с добавками (масло, технический углерод).
Ниже приведены некоторые показатели свойств СКД, получен-
ного полимеризацией на различных катализаторах:
Содержание структур, %
1,4-чис- .....................
1,4-транс ......................
1,2- .........................
Непредельность, %...................
Температура стеклования, °C ... .
Вязкость по Муни....................
Склонность к кристаллизации . . . .
Сопротивление разрыву ♦, МПа . .
Относительное удлинение при раз-
рыве ♦, %
скд-1 скд-п скдл
87—95 93-98 35-10
1-3 1-3 45-55
3-6 1-4 8—15
95-98 95-98 98
От —105 От —105 От —95
до —НО до —НО до —105
30-60 30-60 30-60
Кристаллизуется
19,0 19,0 14,0
530 520 450
* Вулканизаты, наполненные техническим углеродом.
510
Низкая температура стеклования этого каучука обусловливает
высокую морозостойкость резин на его основе. Резины обладают
также высокой стойкостью к истиранию и износу; так, сопротивле-
ние истиранию у резин из цис-бутадиенового каучука в 3 раза
больше, чем у резин из НК- Резины на основе СКД более устой-
чивы к термоокислительной деструкции. Однако выпускаемые СКД
характеризуются низкими прочностными показателями и неудов-
летворительными технологическими свойствами. Поэтому СКД при-
меняются главным образом в сочетании с бутадиен-стирольными,
изопреновыми и другими каучуками.
В настоящее время весьма перспективными являются стереоре-
гулярные статистические сополимеры бутадиена и транс-пипери-
лена (СКДП), получаемые в присутствии катализаторов на основе
ванадия. По ряду свойств они превосходят каучук СКД.
Изопреновые каучуки
Равноценным заменителем НК является синтетический изопрено-
вый стереорегулярный каучук (СКИ), получаемый стереоспецифи-
ческой полимеризацией изопрена, главным образом, в растворе.
Комплексные катализаторы, используемые для получения СКИ,
обеспечивают преимущественное образование цис-1,4-структур,
идентичных НК:
НзС^ /Н Н3С. /Н
с=с сн2 Н2С с=с Н2С--------------
----сн2 \н2
Н3с/ \н Н8с/
Транс-1,4-полиизопрен идентичен природной гуттаперче.
Впервые в Советском Союзе цис-1,4-полиизопрен был синтезиро-
ван в 1950 г. А. А. Коротковым с сотр. Дальнейшей разработкой
способов получения изопреновых каучуков занимался Б. А. Долго-
плоск с сотр.
Технология производства цис-1,4-полиизопрена имеет много об-
щего с технологией производства полиэтилена под низким давле-
нием, но имеются и некоторые отличия.
Производство каучука СКИ-3 состоит из следующих стадий:
1) приготовление каталитического комплекса;
2) полимеризация изопрена в среде органического растворителя
в присутствии стереоспецифического комплексного катализатора.
Степень превращения изопрена в полимер в течение 2,5—3 ч при
температуре 20—40 °C составляет 90 %;
3) разложение каталитического комплекса кислотами, водой
или другими гидроксилсодержащими соединениями;
4) отмывка катализатора от каучука водой в противоточной
колонне;
5) стабилизация каучука антиоксидантом (0,4—0,8 % неозона
Д и 0,2—0,5 % дифенил-п-фенилендиамина);
591
6) дегазация каучука водяным паром при 100—103 °C;
7) выделение влажной крошки каучука;
8) сушка крошки каучука в ленточных сушилках при 100—
140 °C;
9) очистка циркулирующего растворителя.
Регулярность структуры каучука зависит в основном от соста-
ва катализатора. Каучуки можно получать со средним (65—94 %)
и высоким (92—99%) содержанием цис-1,4-звеньев. Первые полу-
чают в присутствии литийорганических соединений в растворе
(СКИ-Л) или металлического лития в паровой или жидкой фазе
(СКИ-1), вторые—в присутствии координационно-ионных (комп-
лексных) катализаторов типа TiCl4- АЦизо-СдНэЬ в растворе
(СКИ-3).
Ниже приведены показатели свойств СКИ и НК:
ски-1, скл ски-з НК
Содержание звеньев, %
цис-1,4- 65-92 92-96 98-100
транс-1,4- 0-25 0-4 0,1
1,2- 0-3 0,2 0
3,4- 5-7 1-3 0-2
Непредельность, % 95-98 94-98 95-98,5
Температура стеклования, °C ... . От —66 От -68 От -69
до —69 до —70 до —75
Вязкость по Муни 64,5 95 96
Пластичность Сопротивление разрыву, МПа 0,1-0,5 0,2-0,5 0,03-0,1
ненаполненных вулканизатов 19,6 24,4 29,4
наполненных вулканизатов . . . Относительное удлинение при раз- 26,4 29,4 30,2
рыве, % 600 550 550
Каучуки типа СКИ-3 перерабатывают без предварительной
пластикации, СКИ-I и СКИ-Л пластицируют в присутствии ускори-
телей пластикации. СКИ-3 имеет лучшие технологические свой-
ства, чем НК. Он быстрее пластицируется, легче совмещается с
ингредиентами, хорошо поддается переработке. По механическим
свойствам СКИ-3 близок к НК.
Большим достоинством СКИ является возможность варьирова-
ния его молекулярной массы и вязкости по Муни.
В Советском Союзе в промышленном масштабе выпускается
каучук марки СКИ-3, применяемый в производстве шин, транспор-
терных лент, амортизаторов, гуммированной аппаратуры, обуви,
кабельных, медицинских и других изделий.
Каучуки специального назначения
Производство каучуков специального назначения составляет при-
мерно 15—20 % от общего выпуска синтетических каучуков.
Хлоропреновый каучук (наирит)
Хлоропреновые каучуки получают полимеризацией в водных эмуль-
сиях 2-хлорбутадиена-1,3 или сополимеризацией его с небольшими
количествами виниловых или диеновых углеводородов. Молекула
592
хлоропренового каучука содержит 85 % транс-1,4-звеньев, 10% цмс-
1,4-звеньев, 1,5 — 2 % звеньев, соединенных в положении 1,2- и
1—2 % звеньев, соединенных в положении 3,4-:
—сн2—с=сн—сн2—сн2—с=сн—сн2—сн2—с=сн—сн2------------
С1 С1 С1
Вследствие регулярности строения хлоропреновые каучуки кри-
сталлизуются при растяжении и хранении. Чем ниже температура
полимеризации, тем большую склонность проявляет полимер к
кристаллизации, и тем выше его прочность. Выпускаются хлоро-
преновые каучуки с высокой, средней, слабой кристаллизуемостью
и практически не кристаллизующиеся при комнатной температуре.
Характерной особенностью хлоропренового каучука является его
способность к вулканизации без серы и вообще без вулканизую-
щих агентов. Практически вулканизацию проводят в присутствии
4—5 % оксидов металлов (оксид цинка,’ оксид магния, оксид
свинца).
Хлоропреновые каучуки обладают повышенной маслостой-
костью, высокой огнестойкостью, газонепроницаемостью и стой-
костью к световому и термическому старению, а также химической
стойкостью. По прочности вулканизаты хлоропренового каучука
несколько уступают вулканизатам натурального каучука. Хлоро-
преновые каучуки имеют низкую морозостойкость и высокую плот-
ность. По этим показателям они значительно уступают как нату-
ральному, так и другим синтетическим каучукам.
Огнестойкость хлоропреновых каучуков объясняется высоким
содержанием в них хлора (около 40%}, а высокая химическая
стойкость обусловлена тем, что хлор экранирует двойную связь
в макромолекулах полихлорбутадиена.
Хлоропреновый каучук применяется для изготовления резино-
вых технических изделий, от которых требуется негорючесть, вы-
сокие маслостойкость и сопротивление истиранию, а также
стойкость к действию озона. Так, из хлоропренового каучука изго-
товляют транспортерные ленты, плоские и клиновидные ремни, за-
щитные шланговые оболочки для кабелей и проводов.
Хлоропреновый каучук является одним из немногих синтетиче-
ских каучуков, обладающих высокой клейкостью в сыром виде,
благодаря чему он применяется для изготовления различных клеев.
Некоторые типы хлоропренового каучука используются для анти-
коррозионных и защитных покрытий.
Бутадиен-нитрильный каучук
Бутадиен-нитрильные каучуки (СКН) получают радикальной по-
лимеризацией в водных эмульсиях. Исходными мономерами для их
производства служат бутадиен-1,3 и нитрил акриловой кислоты
(НАК), которые смешиваются в определенных соотношениях. Строе-
ние бутадиен ширильного каучука может быть изображено
593
формулой
---[—СНо—СН=СН— СН2—]т— г—СН2—СН-^-|--
L cn L
В зависимости от процентного содержания НАК в сополимере
выпускаются различные марки бутадиен-нитрильных каучуков:
СКН-40 ................................ 35-41
СКН-26 ................................ 26-34
СКН-18................................. 17—23
По показателю пластичности бутадиен-нитрильные каучуки де-
лятся на мягкие и жесткие, что определяется дозировкой регуля-
тора. Они получаются высокотемпературной (при 30 °C) и низко-
температурной (при 5 °C) полимеризацией.
Основной особенностью СКН является наличие полярных нит-
рильных групп, которые придают ему специфические свойства:
повышенную теплостойкость, но пониженные эластичность и моро-
зостойкость, а также значительно ухудшают диэлектрические свой-
ства.
Каучуки, наполненные на стадии латекса поливинилхлоридом,
обладают высокими озоно-, погодостойкостью и повышенной стой-
костью к агрессивным средам.
Каучуки СКН совмещаются с НК и СКС. Добавки их улучшают
технологические свойства, но ухудшают тепло-, масло-и бензостой-
кость. СКН применяются для производства различных маслобен-
зостойких резиновых технических изделий для автомобильной,
нефтяной, полиграфической и других отраслей промышленности.
Каучуки СКН используются для изготовления теплостойких
резиновых изделий, предназначенных для работы в воде, маслах,
растворителях и других средах при температурах до 150 °C. На
основе СКН изготавливают тепло- и маслостойкие эбониты с хоро-
шими механическими свойствами.
Этилен-пропиленовый каучук
Полимеризацией в присутствии комплексных катализаторов полу-
чен ряд новых эластомеров регулярного строения на основе олефи-
нов. Наибольший интерес из них представляют сополимеры, содер-
жащие 50—70 % звеньев этилена и 30—50 % звеньев пропилена.
Этилен-пропиленовый каучук (СКЭП) представляет собой линей-
ный полимер строения
---[—СН2—СН2—]„—г—СН—СН2— 1------
L снз L
Он содержит короткие чередующиеся блоки из 8—12 звеньев этиле-
на и пропилена.
Состав сополимеров и степень их кристалличности определяют-
ся соотношением мономеров и природой катализатора.
Для сополимеризации этилена с пропиленом с образованием
полностью аморфных сополимеров (более 20 % пропилена), обла-
524
дающих хорошими высокоэластическими свойствами, используются
комплексные катализаторы, состоящие из алкилалюминия или ал-
килалюминийхлоридов и соединений ванадия, например:
А1(С6Н13)з—VC14; А1(С6Н13)з—VOC13; А1(С2Н5)2С1—VOC13;
A1(h30-C4H9)2C1— VOC13; А1(С2Н5)2С1—VC14
Использование комплексных катализаторов из триэтилалюми-
ния и трихлорида титана нежелательно, так как при их при-
менении образуются сополимеры, содержащие кристаллические
фракции, которые ухудшают обрабатываемость конечного про-
дукта.
Этилен-пропиленовые каучуки не содержат двойных связей,
поэтому вулканизация СКЭП серой неприменима. Для вулкани-
зации этилен-пропиленового каучука могут быть использованы
пероксиды типа кумилпероксида. Однако такой метод вулканиза-
ции обладает серьезными технологическими недостатками, главным
из которых является взрывоопасность пероксидов. Кроме того,
полученные вулканизаты имеют неприятный запах.
Указанные выше недостатки можно устранить, вводя в сополи-
меры этилена и пропилена в качестве третьего компонента неболь-
шие количества (2—10%) диена с несопряженными двойными
связями. Получаемые каучуки (СКЭПТ) вулканизуются серой в
присутствии обычных ускорителей вулканизации. В качестве треть-
его мономера используют дициклопентадиен, винилнорборнен, гек-
садиен-1,4 и другие диены.
В тройных сополимерах двойная связь третьего мономера обычно
остается в боковой цепи, а основная цепь имеет предельный харак-
тер. Вследствие этого каучук приобретает способность вулканизо-
ваться, сохраняя высокую химическую стойкость.
Каучуки СКЭП выпускаются наполненные техническим углеро-
дом и маслом.
Технология получения СКЭП и СКЭПТ аналогична технологии
получения сополимеров этилена и пропилена.
СКЭП и СКЭПТ обладают высокой озоно- и кислородостой-
костью, теплостойкостью, стойкостью к ряду агрессивных сред
(спирты, гликоли, кетоны, эфиры, щелочи, кислоты), а также
атмосферостойкостью. Эти сополимеры характеризуются высокими
диэлектрическими показателями и повышенным сопротивлением
истиранию.
СКЭП и СКЭПТ применяются в кабельной промышленности,
для производства приводных ремней, транспортерных лент, резино-
вой обуви, автомобильных оконных прокладок, деталей автомоби-
лей, а также в производстве шин.
Полиизобутилен
Полиизобутилен (ПИВ) получают полимеризацией чистого изобу-
тилена в растворе в присутствии катализаторов кислотного ха рак
695
тера (кислот Льюиса). При этом получается полимер регулярного
строения:
СНз СНз СНз
I I I
---сн2—с—сн2—с—сн2—с-------
I 1 1
СНз СНз СНз
В зависимости от температуры полимеризации, природы и кон-
центрации катализатора можно получать полиизобутилены с раз-
личной молекулярной массой. Полимеры с молекулярной массой
от 70000 до 225000 каучукоподобны, с молекулярной массой поряд-
ка 50000 напоминают пластифицированный НК, а с более низкой —
являются вязкими жидкостями. Особенностью полиизобутиленов
является отсутствие двойных связей, поэтому они неспособны вул-
канизоваться обычными методами.
Катализаторами для синтеза полиизобутиленов служат фто-
риды бора и галогениды алюминия. С понижением температуры
полимеризации молекулярная масса полимера повышается.
Так как полиизобутилены практически не содержат двойных
связей, то они исключительно стойки к действию кислот, щелочей,
галогенов и других агрессивных сред и выдерживают длительный
контакт с озоном, азотной кислотой и др.
На основе полиизобутилена изготавливают прокладочные мате-
риалы с высокой стойкостью к действию кислот, щелочей и окисли-
телей, а также листовые антикоррозионные и гидроизоляционные
материалы для химического оборудования.
Полиизобутилен по своим свойствам скорее является резиной
или пластмассой, чем классическим каучуком.
Бутилкаучук
Бутилкаучук (БК) получают низкотемпературной (—100 °C) ка-
талитической сополимеризацией изобутилена и изопрена [1,5—4,3 %
(масс.)] в растворе низкокипящего хлорированного углеводорода.
При этом получается полимер, содержащий двойные связи и спо-
собный вулканизоваться:
СНз
I
—С—сн2—
I
СНз
СНз
—С—сн2—
I
СНз
Бутилкаучук имеет линейное строение с нерегулярным чередо-
ванием изопреновых звеньев. Как правило, звенья изопрена соеди-
няются в положении 1,4; содержание звеньев 1,2- и 3,4- состав-
ляет 2—3 %.
Сополимеризация протекает очень быстро и сопровождается
выделением большого количества тепла. Применение разбавителя
облегчает отвод тепла и позволяет получать каучук в виде сус-
пензии или взвеси.
Процесс сополимеризации крайне чувствителен к ряду приме-
сей — воде, хлористому водороду, спиртам, альдегидам и др. Эти
596
соединения разлагают активный комплекс катализатора с изобути-
леном, в результате чего образуются низкомолекулярные продукты
или полностью прекращается реакция. Поэтому к мономерному
изобутилену предъявляются очень жесткие требования в отношении
его концентрации и чистоты.
Ненасыщенность БК зависит от количества изопрена, вошед-
шего в макромолекулу сополимера. Обычно она не превышает 3 %
(мол.). При ненасыщенности 5 % (мол.) снижается молекулярная
масса сополимера и резко ухудшаются его высокоэластические
свойства.
Марки БК различаются по содержанию изопрена в полимере
и условиям полимеризации.
Важнейшими показателями БК, характеризующими его свой-
ства, являются молекулярная масса и ненасыщенность. Для ориен-
тировочного определения молекулярной массы служит пластич-
ность, а для определения ненасыщенности — скорость вулканизации.
Бутилкаучук относится к кристаллизующимся каучукам. Одним
из важнейших его свойств является низкая газопроницаемость.
БК обладает высоким сопротивлением истиранию, раздиру и много-
кратному изгибу, хорошей теплостойкостью, озоностойкостью
(вследствие малой ненасыщенности), стойкостью к действию ат-
мосферных осадков, а также кислот, щелочей и растворителей,
хорошими диэлектрическими свойствами, а также хорошей клей-
костью.
Существенным недостатком БК является низкая эластичность
при комнатной температуре.
БК применяется для производства автомобильных и варочных
камер, антикоррозионных покрытий, различных прорезиненных
тканей, изоляции электрических проводов и кабелей. Из БК из-
готавливают паропроводные рукава, транспортерные ленты и рези-
новые технические детали, от которых требуется повышенная
тепло-, паро-, озоно- и химическая стойкость, а также стойкость
к маслам, спиртам, кетонам и другим органическим продуктам.
Резины из БК с физиологически безвредными антиоксидантами
используются в пищевой промышленности.
Кроме описанных выше типов каучуков существует большой
ассортимент каучуков специального назначения, имеющих важное
техническое значение, но выпускаемых в небольших количествах
фторкаучуки, силоксановые и фторсилоксановые каучуки, поли-
сульфидные, уретановые и др. В данной книге эти каучуки не рас-
сматриваются, так как их производство не базируется на нефте-
химическом сырье.
ЛИТЕРАТУРА
1. Лебедев Н. 11. Химия и технология основного органического и нефтехимиче-
ского синтеза. М., Химия, 1981 605 с.
2 Магарил Р. 3. Теоретические основы химических процессов переработки неф-
ти. М., Химия, 1976. 312 с,
ли/
3. Степухович А. Д. Улицкий В. А. Кинетика и термодинамика радикальных
реакций крекинга. М., Химия, 1975. 256 с.
4. Степанов А. В. Производство низших олефинов. Киев, Наук, думка, 1978.
233 с.
5. Соболев В. М., Бородина И. В. Промышленные синтетические каучуки. М.,
Химия, 1977. 392 с.
-6. Справочник нефтехимика. Л., Химия, 1978, т. 1, 496 с; т. 2, 591 с.
7. Сайкс П. Механизм реакций в органической химии. Пер. с англ. М., Химия,
1977. 320 с.
8. Суворов Б. В., Букейханов Н. Р. Окислительные реакции в органическом
синтезе. М., Химия, 1978. 197 с.
9. Дымент О. Н., Казанский К. С., Мирошников А. М. Гликоли и другие про-
изводные окисей этилена и пропилена. М., Химия, 1976. 373 с.
10. Ганкин 3. Ю., Гуревич Г. С. Технология оксосинтеза. Л., Химия, 1981. 272 с.
11. Промышленные хлорорганические продукты. Справочник/Под ред. Л. А. Оши-
на. М., Химия, 1978. 654 с.
12. Поверхностно-активные вещества. Справочник/Под ред. А. А. Абрамзона,
Г. М. Чаевого. Л., Химия, 1979. 376 с.
13. Полиэтилен низкого давления/Под ред. А. В. Полякова. Л., Химия, 1980.
224 с.
14. Богдан Л. В. и др. Экологические проблемы современной нефтепереработки и
нефтехимии. М., ЦНИИТЭнефтехим, 1980. 81 с.
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
1. Фролов А. Е., Толкачев С. П. Парафин для производства СЖК. Сер. «Нефте-
химия и сланцепереработка». М., ЦНИИТЭнефтехим, 1977. 49 с.
2. Мухина Т. И. и др. Состав и переработка тяжелых смол пиролиза. М.,
ЦНИИТЭНефтехим, 1979. 81 с.
3. Сулимов А. Д. Производство ароматических углеводородов из нефтяного
сырья. М., Химия, 1975. 303 с.
4. Алкилирование. Исследование и промышленное оформление процесса. Пер.
с англ./Под ред. Л. Ф. Олбрайта и др. М., Химия, 1982. 336 с.
5. Кирпичников П. А., Лиакумович А. Г., Победимский Д. Г., Попова Л. М. Хи-
мия и технология мономеров для синтетических каучуков. Л., Химия, 1981.
264 с.
6. Котельников Г. Р. и др. Катализаторы дегидрирования низших парафиновых,
олефиновых и алкилароматических углеводородов. Тем. обзор. М., ЦНИИ-
ТЭнефтехим, 1978. 81 с.
7 Ингибирование коксоотложения в печах пиролиза/Столяр Г. Л., Мухи-
на Т. Н., Меньшиков В. А. и др. М., ЦНИИТЭнефтехим, 1983. 33 с.
8. Скарченко В. К. Дегидрирование углеводородов. Киев, Наук/думка, 1981.
328 с.
9. Алхазов Т. Г. Окислительное дегидрирование углеводородов. М., Химия, 1980.
238 с.
10. Дроздов А. С. Современное состояние технологии синтетических жирных кис-
лот и перспективы ее усовершенствования. Сер. «Нефтехимия и сланиепере-
работка». М., ЦНИИТЭнефтехим, 1980. 56 с.
11. Лайонз Дж. Э. — Нефть, газ и нефтехимия, 1980, № 11, с. 91—104.
12. Эмануэль Н. М., Денисов Е. Т., Майзус 3. К. Цепные реакции окисления уг-
леводородов жидкой фазе. М., Наука, 1965. 375 с
13. Толстиков Г. А. Реакции гидроперекисного окисления. М., Наука, 1976.
200 с.
14. Симмрок К. Г. — Химия и переработка углеводородов, 1978, № 11, с. 12—22.
15. Хчеян X. Е. и др. Производство ацетальдегида. Тем. обзор. Сер. «Нефтехимия
и сланцепереработка». М., ЦНИИТЭнефтехим, 1979. 39 с.
16. Молдавский Б. Л., Кернос Ю. Д. Малеиновый ангидрид и малеиновая кис-
лота. Л., Химия, 1976. 84 с.
17. Белов И. С. Основы технологии нефтехимического синтеза. М., Химия, 1982.
279 с.
598
18. Капустин М. А., Нефедов Б. К. Окись углерода и водород — перспективное
исходное сырье для синтезов продуктов нефтехимии. М., ЦНИИТЭнефтехим,
1981. 60 с.
19. Лапидус А. Л., Пирожков С. Д. Кислородсодержащие соединения на основе
окиси углерода. М., ЦНИИТЭнефтехим, 1979. 37 с.
20. Капустин М. А., Нефедов Б. К. Технологические процессы получения высоко-
октанового бензина из метанола. М., ЦНИИТЭнефтехим, 1982. 48 с.
21. Коваль Л. П., Бавика В. И., Дерновая А. И. Производство и потребление
высших жирных спиртов. Тем. обзор. Сер. «Нефтехимия и сланцеперера-
ботка». М., ЦНИИТЭнефтехим, 1982. 54 с.
22. Кацнельсон М. Г., Кагна С. Ш., Колесов М. Л. Промышленные методы про-
изводства 2-этилгексанола и перспективы развития. Тем. обзор. Сер. «Нефте-
химия и сланцепереработка». М., ЦНИИТЭнефтехим, 1981. 47 с.
23. Исинава Н., Кобаяси Б. Фтор. Химия и применение. Пер. с яп./Под ред.
А. В. Фокина. М., Мир, 1982. 276 с.
24. Новиков С. С. и др. Химия алифатических и алициклических нитросоедине-
ний. М., Химия, 1974, 415 с.
25. Шенфельд Н. Поверхностно-активные вещества на основе оксида этилена.
Пер. с нем./Под ред. Н. Н. Лебедева. 2-е изд., М., Химия, 1982. 149 с.
26. Высшие олефины/Под ред. М. А. Далина. Л., Химия, 1984. 202 с.
27. Правдин В. Г., Подустов М. А., Земенков Д. И. Сульфирование и сульфати-
рование нефтехимических продуктов газообразным серным ангидридом в про-
изводстве ПАВ. Тем. обзор. Сер. «Нефтехимия и сланцепереработка». М.,
ЦНИИТЭнефтехим., 1981. 43 с.
28. Андреева И. Н. и др. Сверхвысокомолекулярный полиэтилен высокой плот-
ности. Л., Химия, 1982. 85 с.
29. Троицкий А. П. Промышленность синтетического каучука в СССР. М.г
ЦНИИТЭнефтехим, 1980. 53 с.
80. Рывин Э. М., Дымент Л. О., Кузнецова Б. А. Достижения в области син-
теза и применения каучуков общего назначения. М., ЦНИИТЭнефтехим, 1982.
104 с.
31. Ряузов А. Н. и др. Технология производства химических волокон. М., Химия.
1980. 448 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абсорбция 55 сл.
Адипиновая кислота 145, 161, 317,
318, 324, 325, 542
Адсорбция олефинов 138
Азото-кислородная смесь, приготовле-
ние 171
Акриловая кислота 151 сл.
Акрилонитрил 240 сл.
полимеризация 570
теплота образования 245
Акролеин 233 сл., 406
Алкилароматические углеводороды
деалкилирование 72 сл.
дегидрирование окислительное
268 сл.
Алкилбензол(ы) 66, 485 сл.
дегидрирование 133 сл.
получение 77 сл.
сульфирование 482 сл.
Алкилбензолсульфонаты 471, 481 сл.
Алкилирование 59
бензола олефинами 77 сл.
— пропиленом 83 сл.
— этиленом 81 сл.
нафталина 488
Алкилнафталинсульфаты 75 сл., 487,
488
Алкилнафталины, деалкилирование
75 сл.
Алкиловые эфиры 383
Алкилсульф аты 361, 362, 497 с л.
Алкилсульфонаты 471, 488 сл.
Алкилфенол, оксиэтилирование 517,518
Алкилхлорид 435 сл.
Алкиловый спирт 435
гидроксилирование 406
Алкоголяты аммония, гидролиз 388 сл.
Альдегиды 219 сл., см. также по на-
званиям
гидрирование 381, 382
конденсация альдольная 391 сл.
окисление 152
Алюминийтриалкилы 385 сл.
е-Аминокапроновая кислота 581
Аммонолиз окислительный 146
ароматических углеводородов 315,
316
пропилена 240 сл.
Анилин, окисление 294
Арилалканы 152
Ароматические углеводороды 299 сл.
аммонолиз окислительный 315,316
нитрование 466 сл.
окисление газофазное 258 сл.
— жидкофазное 466 сл.
Аррениуса уравнение 31, 534
Ацетальдегид 145, 159, 161, 163»
220 сл.
Ацетилен
абсорбция 55 сл.
выделение 54 сл.
гидратация 220, 221
гидрирование 48
гидрохлорирование 430, 431
карбонилирование 294
нитрование 462
получение 50 сл.
растворимость 56
теплота гидратации 221
— образования 51
— распада 52
устойчивость термодинамическая
52
хлорирование 433
энергия образования 51
Ацетоксилирование 208, 409, 410
Ацетон 112, 127, 145, 161, 231 сл.
Белково-витаминные концентраты
189 сл.
Бензин
газовый 15, 16
высокооктановый из метанола 338
окисление 168, 169
пиролиз 22, 23, 30
риформинг 66
Бензоат калия, диспропорционирова-
ние 311, 312
Бензойная кислота 162, 291, 299,
301 сл.
Бензол
алкилирование 77 сл.
взрываемость 147
гидрирование 62 сл., 289
окисление 258 сл., 268 сл., 294
получение 66 сл.
Блок-сополимеризация 530
Бромфреоны 451
Бутадиен-1,3
взрываемость 147
выделение из бутан-бутадиеновой
фракции 114 сл.
----- газов пиролиза 116 сл.
летучесть 112
получение 87 сл., 105 сл.
хлорирование 436, 437
Бутан
взрываемость 147
дегидрирование 88 сл., 144
крекинг 92
летучесть 112
окисление 157 сл., 164 сл.
пиролиз 30
хлорирование 426
Бутан-бутадиеновая фракция 114 сл.»
131
600
«-Бутанол 392, 393
трет-Бутанол 131
Вутены
взрываемость 147
дегидрирование окислительное 189,
140
изомеризация 138
летучесть 112
Бутены
окисление 231 сл., 254 сл.
етор-Бутилацстат, крекинг окисли-
тельный 255, 256
трет-Бутилгидропероксиды 160
Бутилкаучук 596, 597
трет-Бутилсерная кислота 131
Винилацетат 161, 247 сл.
Винилиденфторид 454
Винилиденхлорид 432, 433
Винилхлорид 429 сл., 453, 454
полимеризация 570
Восстановление акролеина 406
Выделение
ароматических углеводородов
66 сл.
ацетилена 54 сл.
бутадиена-1,3 116 сл.
гидропероксида изопропилбензола
280 сл.
Высокомолекулярные соединения
528 сл.
Газ(ы)
газобензиновых заводов 16
газоконденсатных месторождений
16, 17
дегидрирования, разделение 109 сл.
месторождения 16, 18
нефтеперерабатывающих заводов
17, 18
нефтяной попутный 15
пиролиза 40 сл., 116 сл.
природный 16, 18
Газойль, пиролиз 30
Галогенирование углеводородов
412 сл.
Гексаметилендиамин 317
«-Гексан 157
Гексахлорбутадиен-1,3 426
Гексахлорциклогексан 426, 441, 443,
444
Гексахлорциклопента диен 444, 445
Гетерополиконденсация 541
Гиббса энергия 24, 51, 63, 88, 89
Гидратация
ацетилена 220, 221
изобутилена 131
олефинов 361 сл.
пропилена 372, 373
этиленоксида 399 сл.
Гидрирование
альдегидов оксосинтеза 381, 382
ацетилена 48
бензола 62 сл., 289
жирных кислот 169, 375 сл., 379 сл.
кашалотового жира 169
2-метилбутин-3-ола-2, селективное
127
а-оксидов олефинов 396
фенола 318
эфиров жирных кислот, каталити-
ческое 377 сл.
Гидродеалкилирование 73 сл.
Гидрокарбоксилирование пропилена
359
Г идроксилирование
аллилового спирта 406
фенола до гидрохинона 294
циклогексана до диола 297
Гидроксиолефинсульфонаты 471
Гидролиз
алкиловых эфиров 383
алкилсульфатов 363
алкоголятов алюминия 388 сл.
трет-бутилсерной кислоты 131
винилацетата 248
металлилхлорида 431
этиленнитронитрата 460
этиленхлоргидрина 399
Гидропероксид этилбензола 215
Гидропероксиды 149 сл., 268, 269
выделение 280 сл.
окисление 177, 178
разложение 282 сл.
Гидропиролиз 37
Гидроформилирование (гидрорифор-
минг) 341 сл.
Гидрохинон («-диоксибензол) 293,
294, 297, 298
Г идрохлорирование
ацетилена 430, 431
ненасыщенных углеводородов
426 сл.
пропилена 204
Глаутаровая кислота 318
Гликолевая кислота 402
Гликоли 398 сл.
Глицерин 404 сл., 435
Гомополиконденсация 541
Деалкилирование 73 сл.
Дегидратация
2-метилбутен-З-ола-2 127
2-метилпропена (изобутилена) 217
нитроспиртов 464
а-фенилэтанола (метилфенилкар-
бинола) 215 сл.
этиленциангидрина 251
601
Дегидрирование
алкилароматических углеводоро-
дов, окислительное 141
алкилбензолов 133 сл.
я-бутана 88 сл., 105 сл., 144
трет-бутанола 131
я-бутенов 88 сл., 100 сл., 139, 140,
144
изобутана 132
изобутанола 130
изопентана 119 сл., 144
изопентенов 119 сл.
изопропиленбензолов 133 сл.
метанола 157
олефинов 137 сл.
парафинов 59, 140 сл.
в псевдоожиженном слое 94 сл.,
121
— трубчатом реакторе 94
циклогексанола 318
этанола 221
этилбензола 132 сл.
Дегидрохлорирование тетрахлорэтана
433, 434
я-Декан 157
Декарбоксилирование 291
Декобальтизация 348
Дехлорирование 414
Джоуля— Томсона эффект 44
Диаллиловый эфир, пиролиз 234
Диангидрид пирометиллитовый 258
Дивинил см Бута диен-1,3
Диеновые углеводороды 137 сл.
Диизопропилбензолы, окисление
294 сл.
Димеризация пропилена 128, 129
Диметилбутаны 157
Диметилтерефталат 306, 307
Диметилформамид (ДМФ) 112, 118
Динитропарафины 462
Диспропорционирование
алкилароматических углеводоро-
дов 76, 77
бензоата калия 311, 312
радикалов 533
Дистилляция экстрактивная 112 сл.
Дихлоргидрин глицерина 439
1,2-Дихлорэтан 427, 428
Диэтилгликоль 67
Додециловый эфир 508
Дроссельный эффект 44
Дурол, окисление 313
Жировые кислоты 174 сл.
получение 161, 182 сл.
ректификация 188
Изобутан 132, 147
Изобутанол, дегидрирование 130
Изобутилен (2-метилпропен) 130 ал»
Изомеризация
бутена-2 138
Изомеризация
изофталевой кислоты 310
2-метилпентана-1 129
метилциклопентана 62
пропиленоксида 407
фталевой кислоты 310
Изопентан, дегидрирование 119 сл.,
144
Изопропанол 372, 373
Изопропилбензол, гидрирование
133 сл.
Изопропиленбензол 66, 81
окисление 273 сл.
Изофталевая кислота, изомеризация
310
Ингибитор (ы)
коксования при пиролизе 35
окисления углеводородов 151
пиролиза 37, 38
полимеризации 533
Капролактам 317, 581
Капрон 317
Карбоксилбетаины 472
Карбонилирование
ацетилена 294
метанола, жидкофазное 163
спиртов 357 сл.
Карбоновые кислоты 153
ароматические 299 сл.
Катализатор(ы)
алкилирования 77, 82
аммонолиза пропилена 240
ацетоксилирования 209
гидратации олефинов 365, 37L
— этиленоксида 400
гидрирования альдегидов 381, 382
— бензола 63
гидродеалкилирования 73
гидроформилирования 342
гидрохлорирования 427
дегидрирования я-бутана 91, 92,
106
— олефинов 137
диспропорционирования 177
конверсии метана 329
конденсации альдегидов 395
окисления ацетилена 220, 221
— бензола 259
— ксилолов 304, 305, 308
— насыщенных углеводородов
161, 162
— нафталина 259, 265
— парафинов 179 сл.
— пропилена 235
окисления
— циклогексана 319 сл.
— этилена 195 сл., 219, 222, 224,
225, 247, 249
олигомеризации 60, 61
пиролиза 37, 38
602
Катализатор(ы)
полимеризации 565 сл.
превращения метанола 338 сл.
риформинга 66
хлорирования 417 сл., 433, 442
Циглера 58, 59
Циглера — Натта 539, 556
эпоксидирования 211, 212
Каучук (и)
бутадиен-метилстирольные
585 сл.
бутадиен-нитрильные 593, 594
бутадиеновые 589 сл.
бутадиен-стирольные 585 сл.
бутилкаучук 130
изопреновые 591, 592
общего назначения 583 сл.
цис-полиизопреновый 119
специального назначения 592 сл.
стереорегулярные 589
хлоропреновый 595, 593
этилен-пропиленовый 594, 595
а-Кетогидроксид 164
Кетокислоты, омыление 186
Кетоны 152, 153, 219 сл.
омыление 186
получение 316 сл.
Кислоты см. по названиям
Клатратообразование 71
Компримирование газов пиролиза
40 сл.
Конверсия
метана 328 сл.
пропилена 129
Конденсация
альдегидов, альдольная 391 сл.
«-масляного альдегида 394, 395
окислительная 146
ретроградная 17
формальдегида 403
— с ацетальдегидом 234
Константа равновесия
дегидрирования н-бутана 88, 89
образования метанола 332
фазового 111
эпоксидирования 214
Крезолы 272
Крекинг
бутана 92
втор-бутилацетата 255, 256
метана 52
парафинов 58 сл.
порядок реакции 27
Кристаллизация фракционная 71
Ксиленолы 272
Ксилол(ы)
взрываемость 147
гидродеалкилирование 74
окисление 266, 267, 304 сл.
получение 66 сл.
разделение 70 сл.
Лавсан (полиэтилентерефталат) 304,.
578
Лактоны, омыление 186
Летучесть углеводородов 112
Малеиновый ангидрид 145, 258 сл.
н-Масляный ангидрид 394, 395
Мембраны катионообменные 205
Металлилхлорид 436
Метан
взрываемость 147
конверсия каталитическая 328 сл.
крекинг 52
окисление 147, 157, 158
пиролиз 53
хлорирование 421 сл.
Метановая колонна с турбодетанде-
ром 46
Метанол
дегидрирование окислительное 157
карбонилирование 163
переработка 337 сл.
получение 159, 331 сл.
теплота образования 332
Метилацетилен 50
Метилкетон 231 сл.
Метилметакрилат, полимеризация 575„
576
Метилпентаны 157
2-Метилпентен-1 129
Метилпирролидон 67, 112
2-Метилпропен (изобутилен) 123сл.„
130 сл., 217
а-Метилстирол 132 сл.
Метил-трет-бутиловый эфир (МТБЭу
337, 338
Метилхлорид 421
Метилхлороформ 433
Метилциклопентан, изомеризация 62
Метилэтилкетон 161, 231 сл.
Мицеллообразование 477
Мономеры фторорганические 452 сл..
Монохлоргидрин глицерина 439
Монохлортрифторэтилен 453
Муравьиная кислота 169
Найлон-6,6 317
Нафталин
алкилирование 488
окисление 259, 260
Нафтеновые углеводороды, окисление
316 сл.
Некали 487, 488
Нитробензол 467
Нитрование
ацетилена 462
деструктивное 456
насыщенных углеводородов 455 сл.
ненасыщенных углеводородов
459 сл.
«-пентана 458
603-
Нитрование
циклогексана 465, 581
циклических углеводородов 465 сл.
этана 457, 458
Нитрозирование фотохимическое 466,
581
Нитронафталин 467
Нитроолефины 464
Нитропроизводные углеводородов
454 сл.
Нитроспирты 463, 464
Нитротолуол 467
Озонолиз 193, 396, 397
Окисление
алкилароматических углеводоро-
дов 268 сл.
алюминийтриалкилов 389
анилина 294
ароматических углеводородов
258 сл., 268 сл., 294
ацетальдегида 163
бензина прямогонного 168, 169
бензола 258 сл., 290 сл.
биохимическое 189 сл.
бутанов 158 сл., 164 сл.
бутенов 231 сл., 254 сл.
газофазное 154 сл., 258 сл.
2-гидропероксида 177, 178
деструктивное 146
диизопропилбензолов 294 сл.
дурола 313
жидкофазное 148 сл., 156 сл.,
268 сл.
изопропиленбензола 273 сл.
инициирование 154 сл.
ксилолов 266, 267, 304
метана 157, 158
насыщенных углеводородов 145 сл.,
169 сл., 189 сл.
нафталина 259, 260
нафтеновых углеводородов 316 сл.
недеструктивное 146
ненасыщенных углеводородов
192 сл.
пропана 158 сл.
пропилена 204 сл., 211 сл., 231 сл.,
253, 254
псевдокумола 313
сопряженное 209 сл.
толуола 287 сл., 301 сл.
циклогексана 289, 290, 318 сл.
энергия активации 165
этана 159
этилена 194 сл., 219 сл., 247 сл.
этиленбензола 215
8ксихлорирование 423, 424
ксиэтилирование алкилфенола 517,
518
Оксосинтез 58, 240 сл., 250 сл.
604
к-Октан 30, 157
а-Олефинсульфонаты 471, 494 сл.
Олефины 57 сл.
гидратация 361 сл., 364 сл.
гидрокарбоксилизация 358
гидроформилирование 341
озонолиз 396, 397
полимеризация 569
получение 137 сл.
сульфатирование 501 сл.
сульфирование 495
эпоксидирование 213, 407
Олигомеризация
пропилена 60, 61
этилена с триэтилалюминием 386,
387, 389
Омыление 185 сл.
Осушка газов пиролиза 40 сл.
ПАВ (поверхностно-активные веще-
ства) 468 сл.
амфолитные 472
анионные 471, 481 сл.
биоразлагаемость 473
действие, механизм 477
диспергирующее действие 480
катионные 472, 519 сл.
классификация 470 сл.
композиции 522 сл.
неионообменные 472, 509 сл.
пенообразующая способность 480
смачивание 479
строение молекул 476, 477
эмульгирующая способность 479
Парафин(ы) 161
дегидрирование 59, 140 сл.
крекинг термический 58 сл.
мягкие и твердые 20, 58
нитрование 459
окисление 174, 175, 177
сульфоокисление 491 сл.
сульфохлорирование 489 сл.
хлорирование 425
Пентадиен-1,3 (пиперилен) 120
Пентан
взрываемость 147
нитрование 458
окисление 157
хлорирование 426
Пероксид водорода 38
Перхлорбутадиен-1,3 438
Перхлоруглероды 425
Печи пиролиза 34 сл.
Пиперилен (пентадиен-1,3) 120
Пирокатехин (о-диоксибензол) 293,
294, 298, 299
Пиролиз
бензола 32 сл
газы пиролиза 40 сл., 116 сл.
диаллилового эфира 234
Пиролиз
1,2-дихлорпропана 436
жидкие продукты 39
инициаторы 37, 38
катализаторы 37, 38
2-метилпентена-2 129
механизм процесса 25 сл.
моноацетатов пропиленгликоля
209
в низкотемпературной плазме 54
низших углеводородов 20
окислительный 53
парафинов 20 сл.
порядок реакции 27
природного газа 51 сл.
продукты, состав 22, 29 сл.
разновидности 52, 53
селективность 36, 37
степень конверсии 30
в трубчатых печах 32 сл.
этана 37
Пиромеллитовая кислота 300, 313,
314
Пластификаторы полимеров 545
Пластические массы 545 сл.
Пластформинг 66, 67
Полиакрилаты 575, 576
Полиакрилонитрил 576
Полиалломеры 569
Полиамид(ы) 530, 579 сл.
Поливиниловый спирт 576, 577
Поливинилхлорид 570, 571
Полигексаметиленадипамид 582
Полидисперсность полимеров 542, 543
Полиизобутилен 130, 595, 596
Поликонденсация 541 сл.
адипиновой кислоты с этиленгли-
колем 542
двухосновной кислоты с много-
атомным спиртом 530
диаминов с дикарбоновыми кисло-
тами 580
дигликольтерефталата 578
теплота 542
терефталевой кислоты 304
Полимеризация 529 сл.
акрилонитрила 529 сл.
анионовая 537 сл.
винилхлорида 570, 571
ингибиторы 533
инициирование 531 сл., 537, 538
ионная 536 сл.
катионная 536, 537
кинетика 533 сл.
координационно-ионная 538, 539
метилметакрилата 575, 576
обрыв цепи 534, 537
а-олефинов высших 569
радиационная 531
радикальная 531 сл., 575, 576
регуляторы 533, 567
Полимеризация
рост цепи 534, 537, 538
ступенчатая 539, 540
термическая 531
тетрафторэтилена 574, 575
фотохимическая 531
цепная 531 сл.
Полимеры см. также по названиям
аморфные 543
атактические 566
высокоэластичные 543, 544
вязкость 543
пластификаторы 545
полидисперсность 542, 543
стеклообразные 543
стереорегулярные 566
термопластичные, термореактивные
546
хрупкость температурная 545
Полиолефиновые волокна 569, 570
Полиолефины 547
Полипропилен 565 сл.
Полистирол 571 сл.
Полихлортрифторэтилен (фторо*
пласт-3) 453
Полихлорэтилен 432 сл.
Полиэнантоамид 582
Полиэпоксиды 579
Полиэтилен
высокого давления 548 сл.
низкого давления 556 сл.
свойства 564
Полиэтилентетрафталат (лавсан) 304,
578
Полиэфиры 577 сл. ’
Порядок реакции пиролиза 27
Пропадиен 50
Пропан
взрываемость 147
окисление 158 сл.
пиролиз 26, 30
хлорирование 424
Пропилен 49, 161
аммонолиз окислительный 240 сл.
ацетоксилирование 409, 410
взрываемость 147
выделение из газов 48 сл.
гидратация 372, 373
гидрокарбоксилирование 359
гидрохлорирование 204
димеризация 128
конверсия 128
концентрирование 48 сл.
окисление 204 сл., 211 сл., 231 рл
253, 254
олигомеризация 60, 61
полимеризация 565 сл.
сополимеризация с этиленом 530
теплота полимеризации 565
хлорирование 434, 435
эпоксидирование 206, 215 сл.
605
Пропиленгексафторид 454
Пропиленгликоль 403, 404
Пропиленоксид 145, 161, 203
Пропиленхлоргидрин 439
Пропионовая кислота 163, 169
Псевдокумол, окисление 313
Равновесие фазовое 17
Разделение
бутан-бутеновой фракции 111 сл.
водорода и метана 45
газов пиролиза, фракционирова-
нием 49
углеводородов 122, 123
Разложение гидропероксида изопро-
пилбензола 282 сл.
Реактор(ы)
адиабатические 101, 121, 122, 139
аммонолиза пропилена 245
гидролиза этилена 370
дегидрирования н-бутана 89, 98
— н-бутенов 103, 104
— олефинов 139
окисления изопропилбензола 279 сл.
— этилена 200
окислительного пиролиза 53, 54
получения полиэтилена 552 сл.
с псевдоожиженным слоем 200,
245
разложения гидропероксида, адиа-
батический 285 сл.
синтеза метанола 335, 336
сульфуратор пленочный 502
трубчатый 245
Регуляторы полимеризации 533
Резорцин (л«-диоксибензол) 293, 295
Рекомбинация радикалов 533
Ректификация 188, 251, 252, 281, 371
Риформинг бензинов каталитический
66
Салициловая кислота 191
Синтез-газ 327 сл.
Смолы пиролиза 39
Сокатализаторы 536, 537
Сополимеризация 530
Спирт(ы) см. также по названиям
высшие 169, 374 сл.
карбонилирование 357 сл.
многоатомные 398 сл.
окисление 152
получение 169 сл.
сульфитирование 504 сл.
Стирол 132 сл., 215, 216
Сульфаминовая кислота 499
Сульфанол НП-3 485 сл.
Сульфатирование 498 сл.
Сульфирование 482 сл., 495
Сульфобетаины 472
Сульфонол 495
Сульфоокисление 491 сл.
Сульфосукцинаты 507
Сульфохлорирование 489 сл.
Сульфоэтоксилаты
506
жирных спиртов
Теплота
галогенирования 413, 427, 428, 435
гидратации 221, 364
гидрирования 318
конверсии метана 328
образования 51, 245, 322
окисления 147, 224
пиролиза 53
поликонденсации 542
полимеризации 565
распада 52
хлорирования 427, 428, 435
Терефталиевая кислота 162, 303 сл.
Термопластичные полимеры 546
Тетрафторэтилен, полимеризация 574,
575
Тетрахлорбензохинон 441
Тетрахлоруглерод 421, 423
Тетрахлорэтан, дегидрирование 433
Тетрахлорэтилен 434
n-Толуиловая кислота 191
Толуол >
взрываемость 147 •/
деалкилирование 73 сл.
получение 66 сл.
окисление 287 сл., 301 сл.
Триалкилфосфинкобальткарбонилы
355
Тримеллитовая кислота 300, 313, 314
2,2,4-Триметилпентан, пиролиз 30
Тринитрометилолнитрометан 463
Трихлорэтилен 433
Триэтилалюминий 386
Триэтиленгликоль 67
Уксусная кислота 161 сл., 254 сл.
Уксусный ангидрид 145
а-Фенилэтанол (метилфенилкарби-
нол) 215
Фенол(ы)
гидрирование 318
гидрооксилирование 294, 318
многоатомные 293 сл.
получение 162, 272 сл.
теплота гидрирования 318
Фенольные смолы, переработка 286,
287
Формальдегид
конденсация 234, 403
переработка в изопрен 123 сл.
получение 157, 159
Формилморфолин 67
Фракционирование газов пиролиза
42 сл.
606
Фракционная кристаллизация 71, 72
Фреоны (хладоны) 450 сл.
Фталевая кислота 300, 310
Фталевый ангидрид 145, 264 сл.
Фтор 412, 413
Фторводород 412
Фторирование 447 сл.
Фторопласт-3 453
Фторопласты 574, 575
Фторорганические мономеры 452 сл.
Фурфурол 112
Хемосорбция 114, 115
Химические волокна 546
Хладоны 451
Хлор 412, 413
Хлорбензол 441 сл.
Хлорводород 38
Хлоргидрирование 416 сл., 438 сл.
Хлорирование
бутадиена-1,3 436, 437
н-бутана 426
газофазное 419
жидкофазное 419, 420
замещением 413, 414
ионно-каталитическое 417 сл.
метана 421 сл.
насыщенных углеводородов 420 сл.
ненасыщенных углеводородов
426 сл.
н-пентана 426
присоединением 414
пропана 424
пропилена 434, 435
радикально-цепное 415 сл.
расщеплением 414
в присутствии свободных радика-
лов 416, 417
термическое 415, 416
фотохимическое 416
циклических углеводородов 441 сл.
энергия активации 416
этана 424
этилена 428
Хлорнафталины 441
Хлоролиз 426
Хлоропрен 437, 438
Хлороформ 421, 422
Хлорсульфоновая кислота 499
Циглера катализатор 58, 59
Циглера — Натта катализатор 539,
565
Циклогексан 62 сл., 161
гидроксилирование 297
извлечение из нефтяных фракций
62
нитрование 465, 581
— фотохимическое 466
окисление 289, 290, 318 сл.
Циклогексанол 161, 318
Циклогексанон 161, 318
Циклододекан 65
Циклооктан 64, 65
Циклопентадиен 444
Циклопентан 147
Экстрагенты 112
Экстракция 67 сл., 111 сл.
Энергия активации
гидратации этиленоксида 400
дегидрирования н-бутенов 101
окисления 165, 261, 271
передачи цепи на растворитель 533
полимеризации, суммарная 534
рекомбинации радикалов 533
роста цепи 533
хлорирования 416
Энергия Гиббса 24, 51, 63, 88, 89
Эпихлоргидрин 439, 440
Эпоксидирование 212 сл.
олефинов 407
пропилена 206, 209, 215 сл.
Этан
взрываемость 147
нитрование 457, 458
окисление 157, 159
пиролиз 25, 30
хлорирование 424
Этанол
гидролизный 360
дегидрирование 221
получение 365 сл.
Этерификация
жирных кислот 377, 378
уксусной кислоты 165
Этилбензол 70, 132 сл.
2-Этилгексанол 393
Этилен
взрываемость 147
выделение из газов 42 сл.
окисление 194 сл.
олигомеризация с триэтилалюми-
нием 386, 387
очистка 47, 48
полимеризация 548 сл.
получение 22, 23, 32 сл., 339
сополимеризация с пропиленом
530
хлорирование 428
Этиленбензол 81, 215
Этиленгликоль 145, 398, 542
Этиленоксид 145, 194 сл., 399 сл., 530
Этилентетрафторид 452
Этиленхлоргидрин, гидролиз 399
Этиленхлорид 424, 429
Этиленциангидрин, дегидратация 251
Этинилирование ацетона 127
Эфиры 383, 508, 509
607
Софья Валерьяновна Адельсон
Тамара Петровна Вишнякова
Ярослав Михайлович Паушкин
Технология
нефтехимического
синтеза
Редакторы И. М. Черникова, А. А. Рогайлина
Художественный редактор Н. В. Носов
Технический редактор В. М. Скитина
Корректор О. Е. Иваницкая
ИБ № 1356
Сдано в набор 13.03.85. Подп. в печ. 08.08.85. Формат бумаги
60X90716- Бумага книжн.-журн. Гарнитура литературная. Печать
высокая. Усл. печ. л. 38,0. Усл. кр.-отт. 38,0. Уч.*изд. л. 45.02.
Тираж 4500 эка. Заказ № 534. Цена 1 р. 90 коп. Изд, Mb 2530.
Ордена «Знак Почета» издательство «Химия» 107076, Москми,
Стромынка, 21 корп. 2
Ленинградская типография № 2 головное предприятие орден»
Трудового Красного Знамени Ленинградского объединения «Тех
ническая книга» им. Евгении Соколовой Союзполиграфпрома
при 'Государственном комитете СССР по делам издательств
полиграфии и книжной торговли. 198052, г. Ленинград, Л-52,
Измайловский проспект, 29.