




























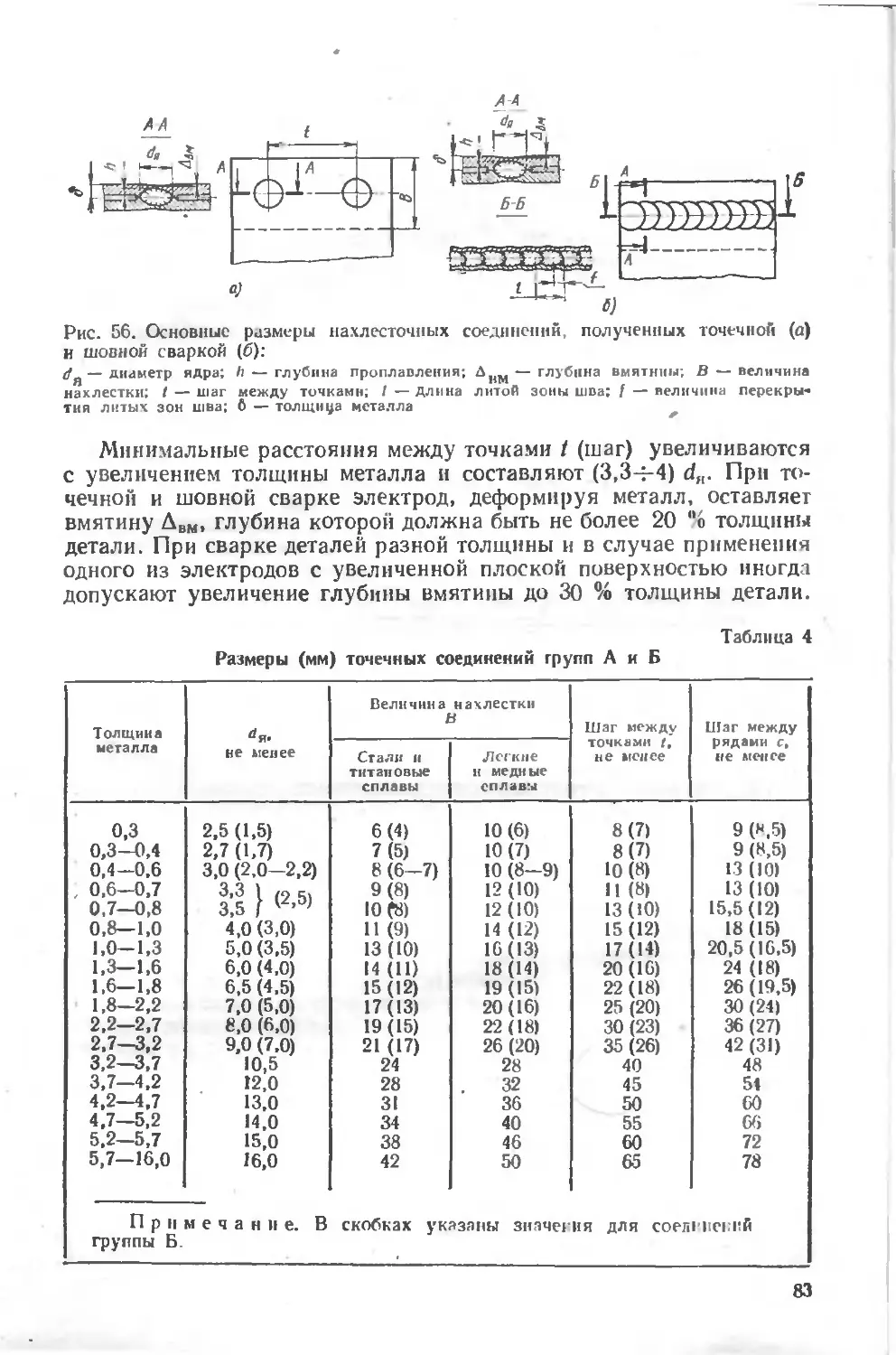

















































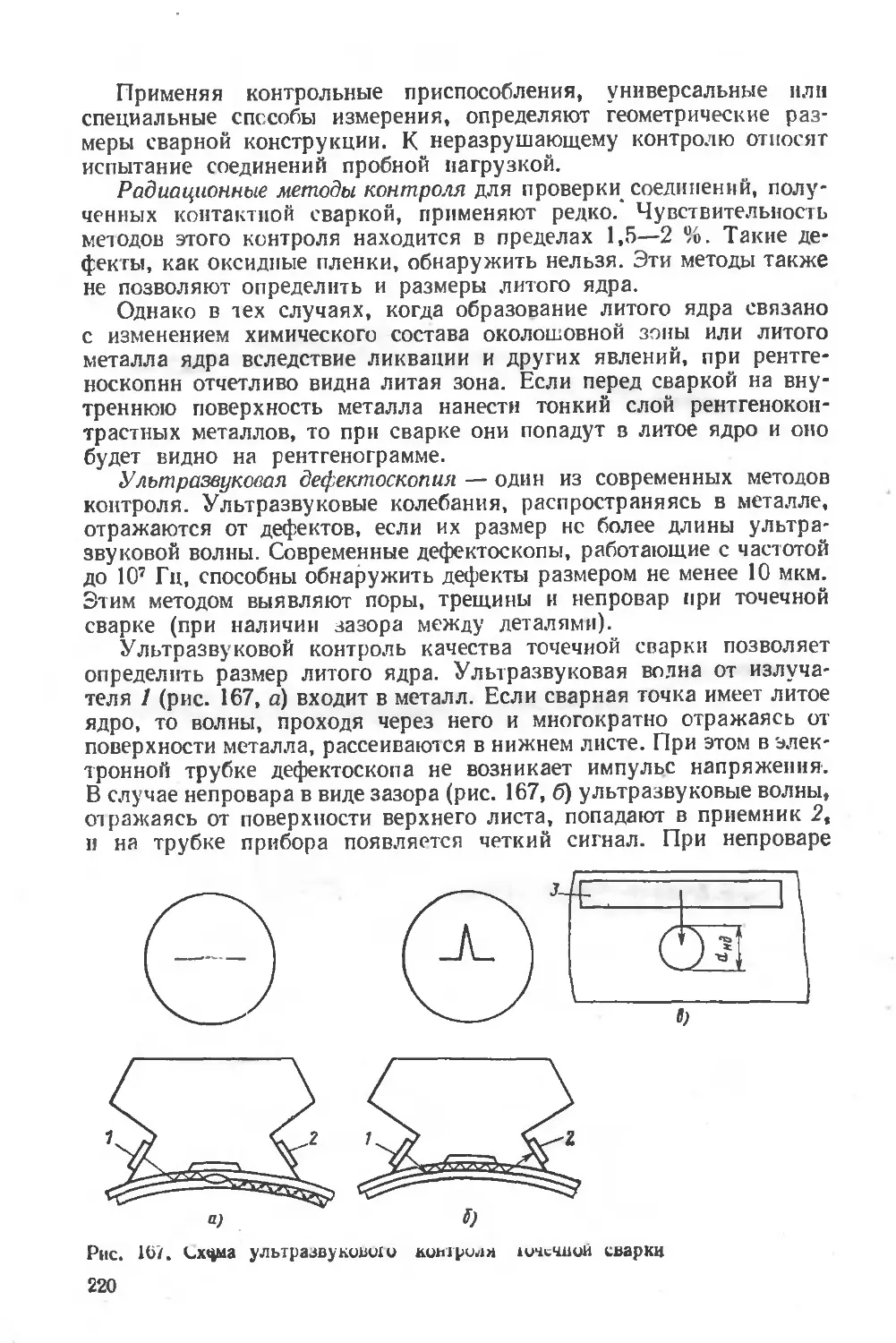
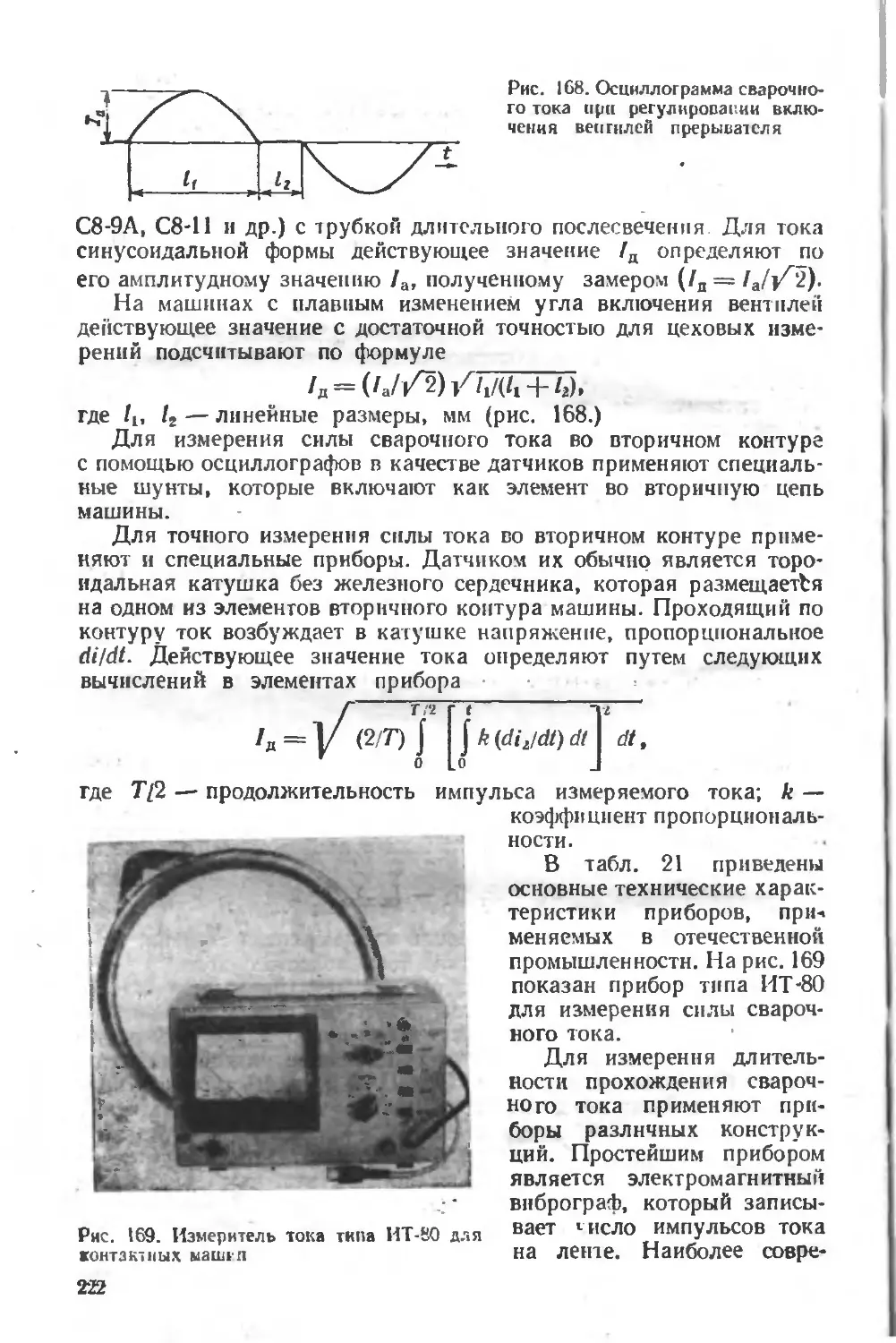











Текст
А. И. Гуляев
ТЕХНОЛОГИЯ
И ОБОРУДОВАНИЕ
КОНТАКТНОЙ
СВАРНИ
ВВЕДЕНИЕ
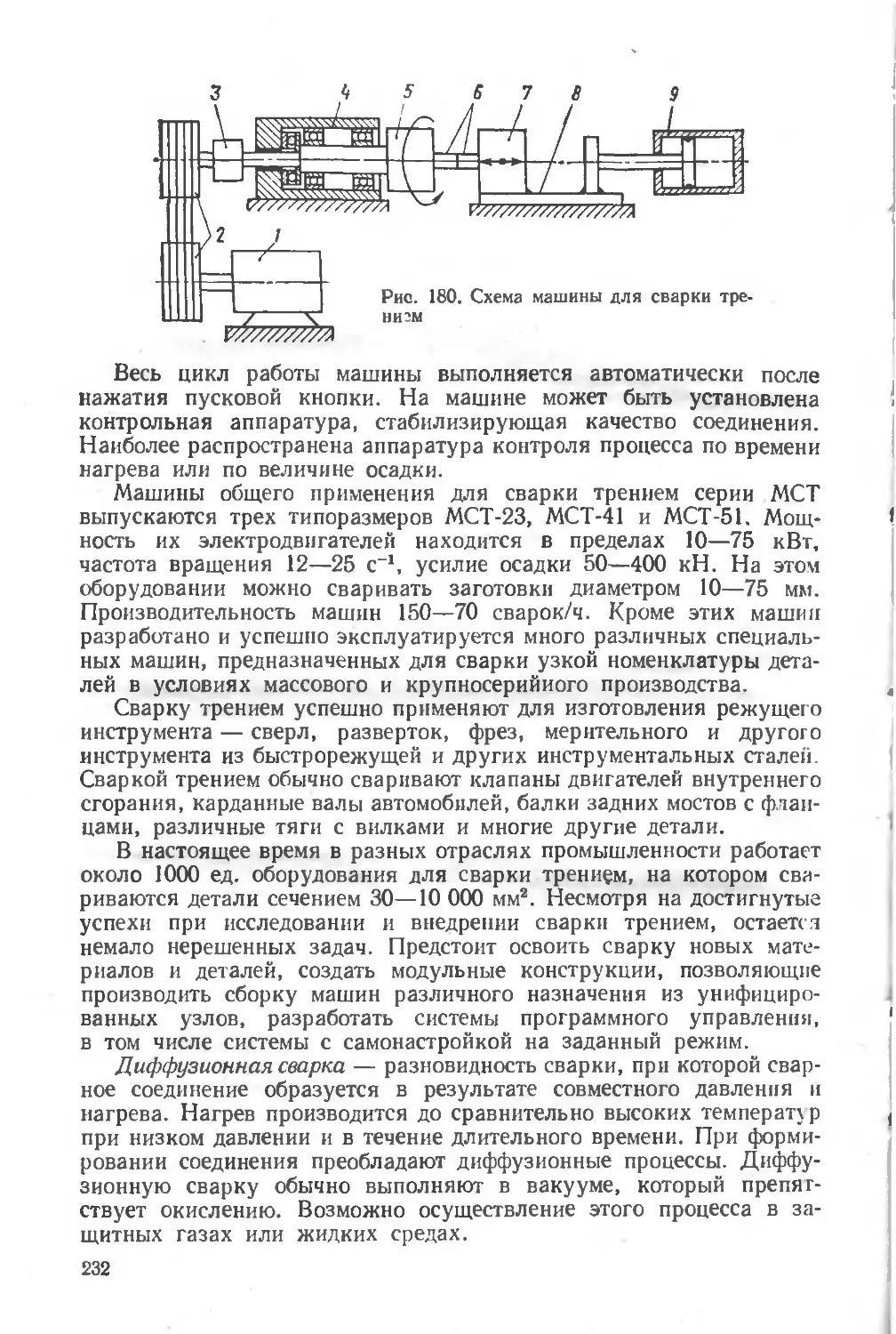
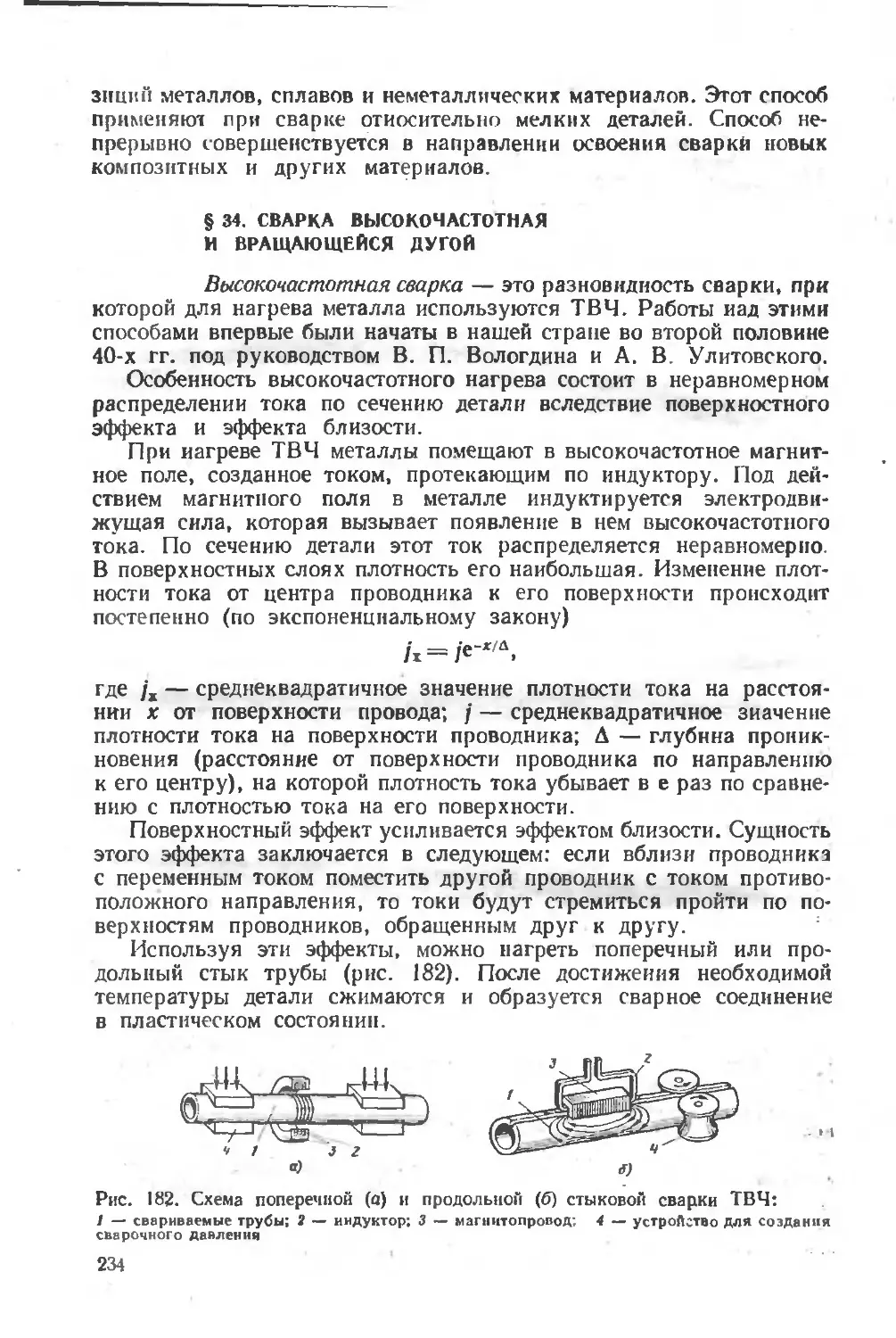
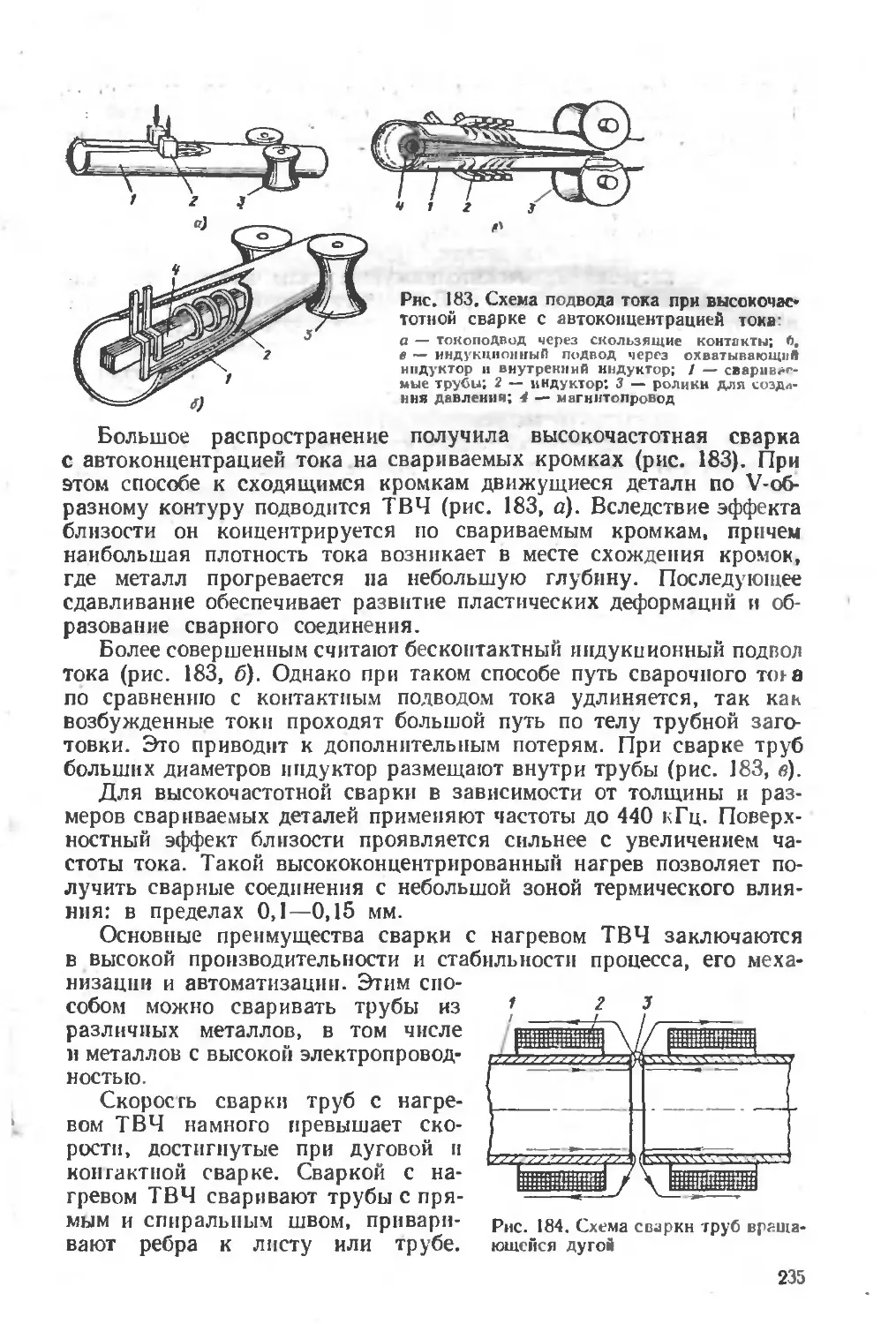
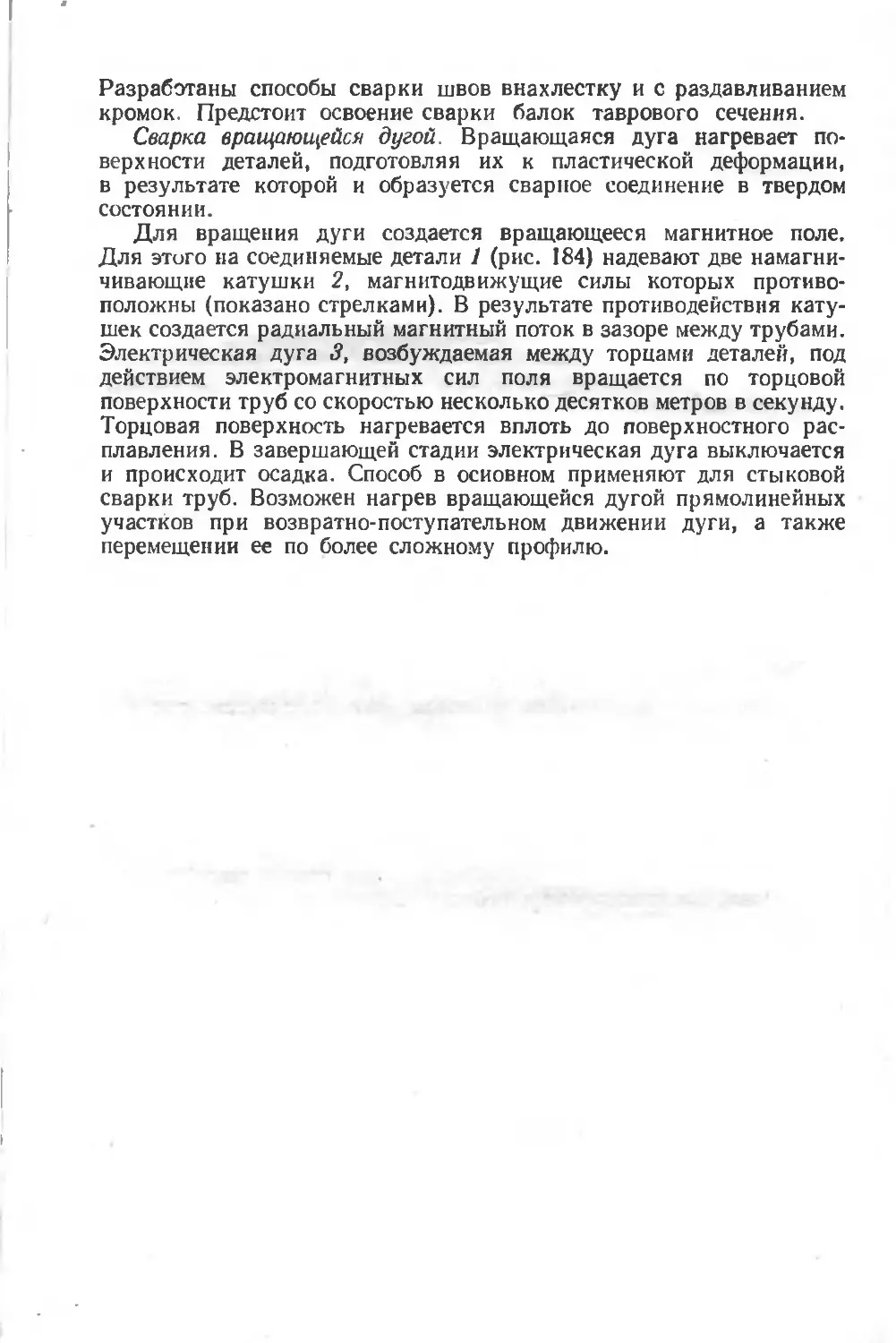
Контактная сварка—термомеханический (ТМ) процесс об-
разования неразъемного соединения металлов вследствие сцепления
их атомов, при котором локальный нагрев свариваемых деталей
протекающим электрическим током в зоне соединения сопровож-
дается пластической деформацией, развивающейся под действием
сжимающего усилия.
Межатомные связи при контактной сварке различными способами
возникают в твердой фазе или через жидкую прослойку расплав-
ленного металла и сохраняются после охлаждения и кристаллиза-
ции. Соединения при этом образуются в условиях сложных быстро
меняющихся электрических и температурных полей при высоких
скоростях нагрева и пластических деформаций.
Термин «контактная сварка», принятый в нашей стране, под-
черкивает существование и определенное значение для нагрева
контактных (переходных) сопротивлений. В зарубежных странах
этот способ называют сваркой сопротивлением.
Основные способы контактной сварки разработаны в конце
прошлого столетия. В 1877 г. в США Э. Томсон предложил стыковую
сварку сопротивлением. В 1887 г. русский изобретатель Н. Н. Бе-
нардос запатентовал способы точечной и позднее шовной контакт-
ной сварки между угольными электродами. Позднее эти способы,
усовершенствованные применением электродов из меди и ее сплавов,
стали наиболее широко распространенными способами контактной
сварки.
Особенность контактной сварки — значительная скорость на-
грева, для чего необходимы сварочные машины большой электри-
ческой мощности. Поэтому развитие контактной сварки находилось
в прямой зависимости от развития энергетики.
В дореволюционной России с ее отсталой техникой и слабой
энергетической базой контактная сварка не могла получить долж-
ного развития. В стране эксплуатировалось только 30 контактных
машин.
С началом индустриализации в СССР на Ленинградском
заводе «Электрик» было организовано серийное производство
контактных машин в первую очередь для удовлетворения
потребности вновь создаваемой автомобильной промышленности.
Автомобильные заводы страны стали практической школой контакт-
ной сварки для большинства отраслей промышленности. В промыш-
ленности страны эксплуатируется свыше 50 тыс. контактных машин.
3
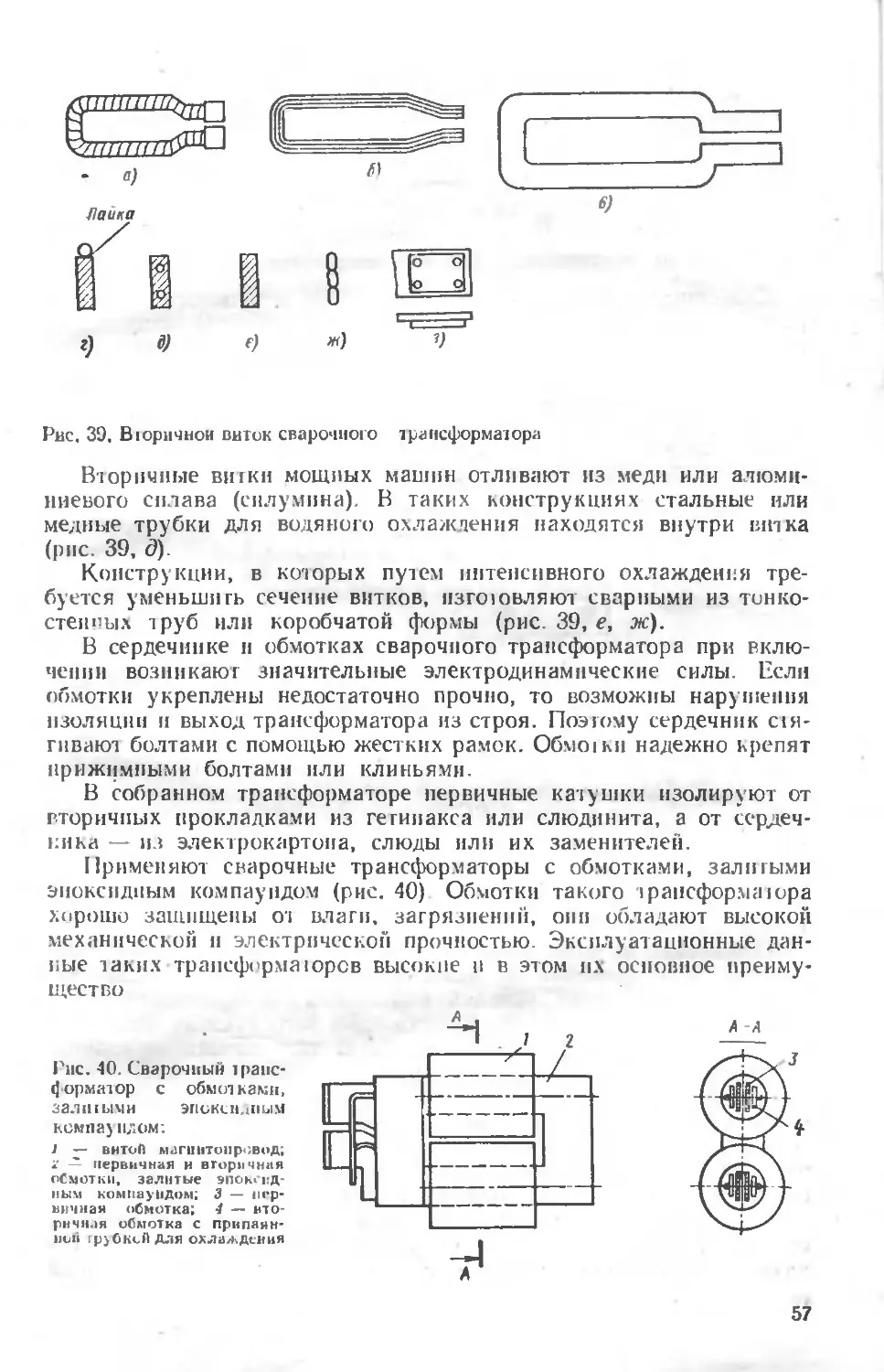
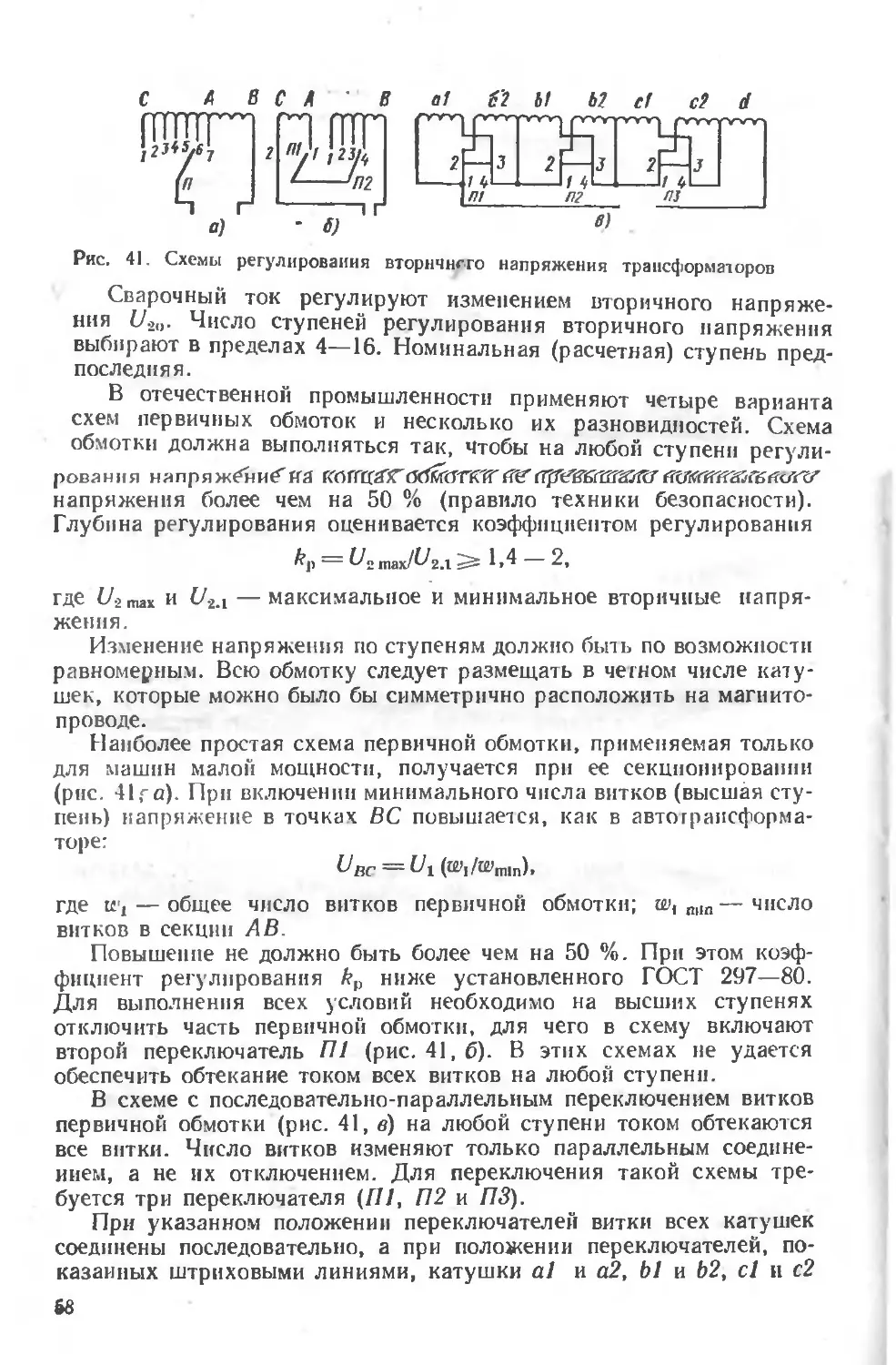
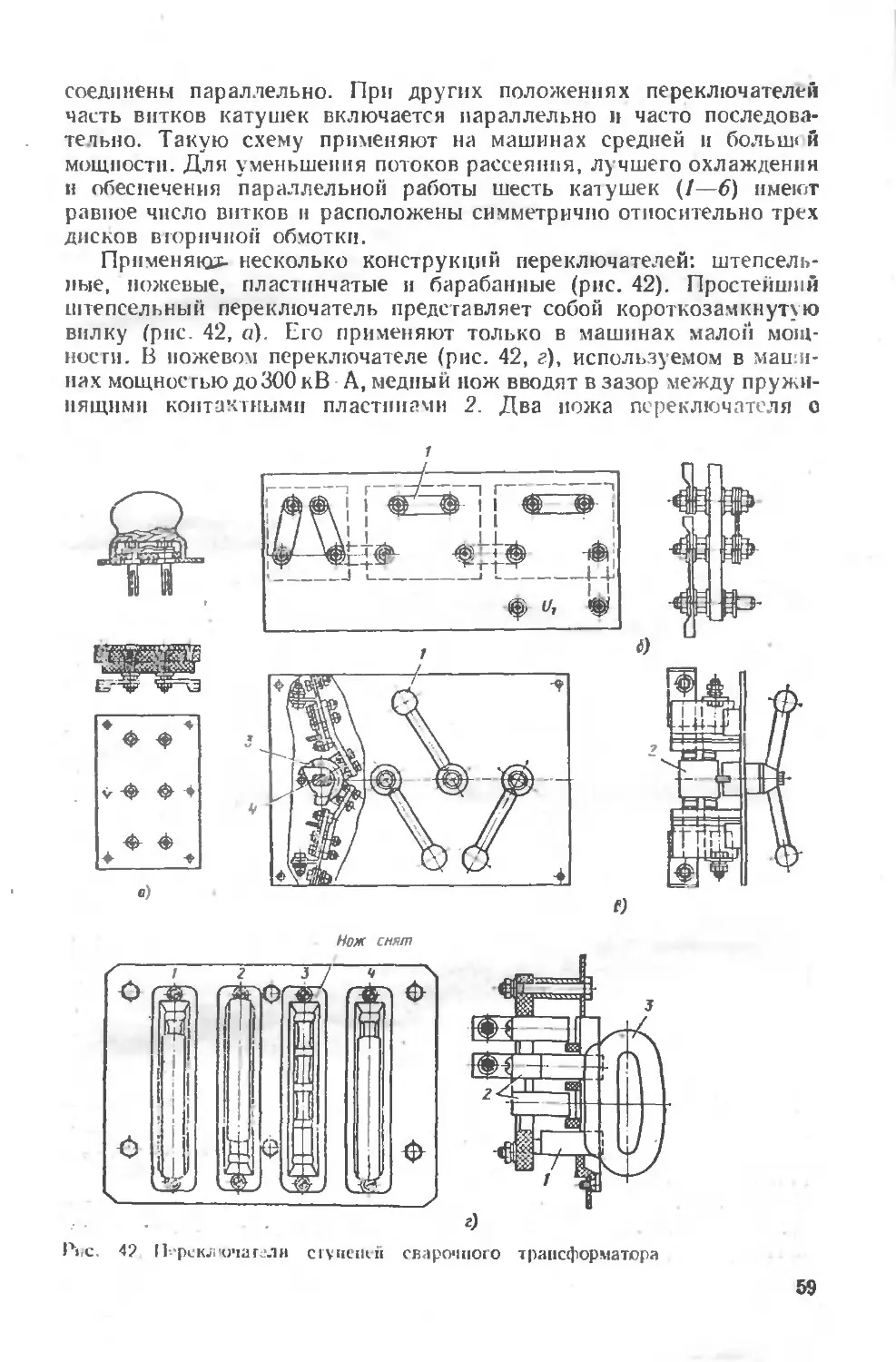
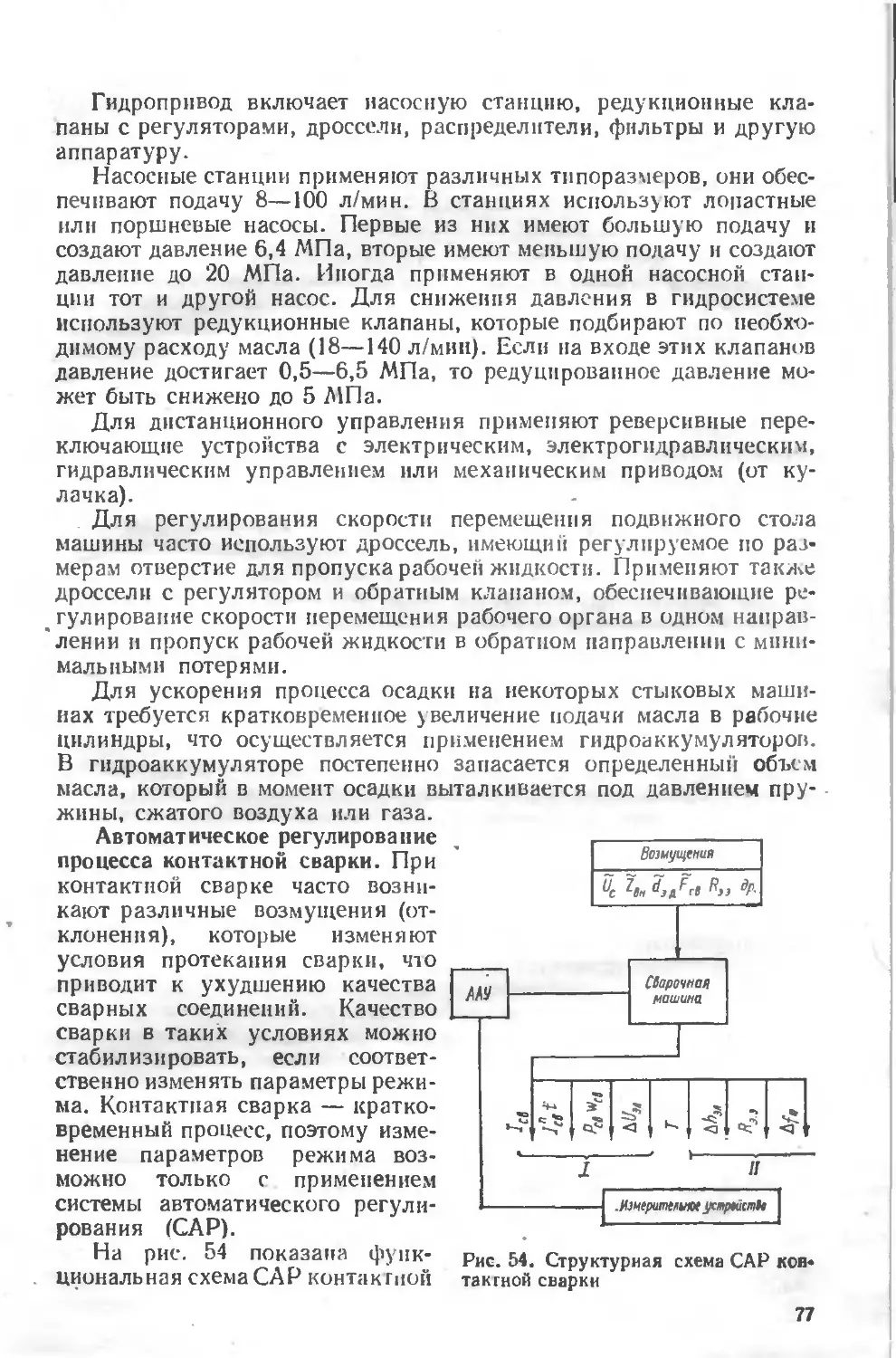
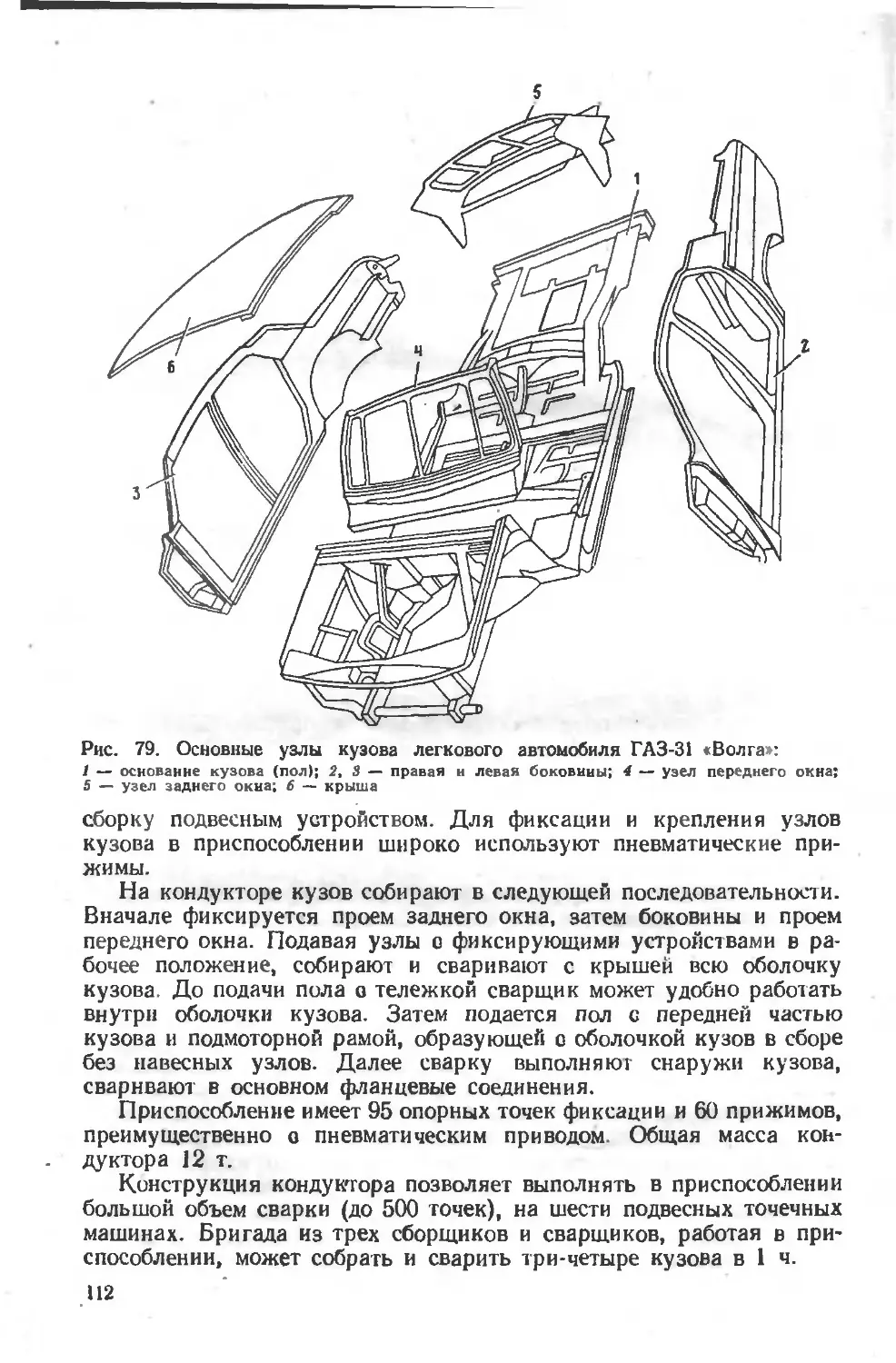
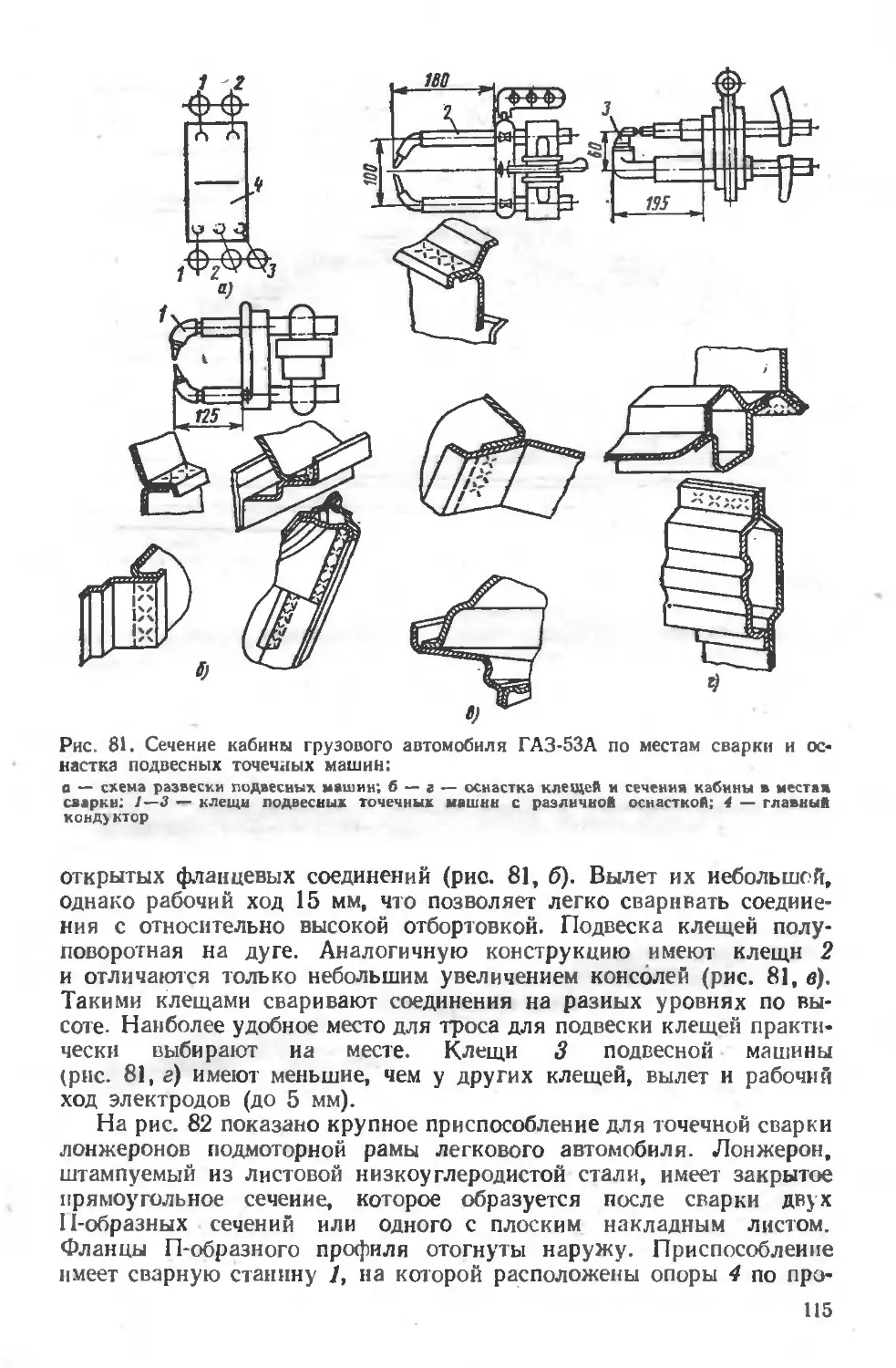
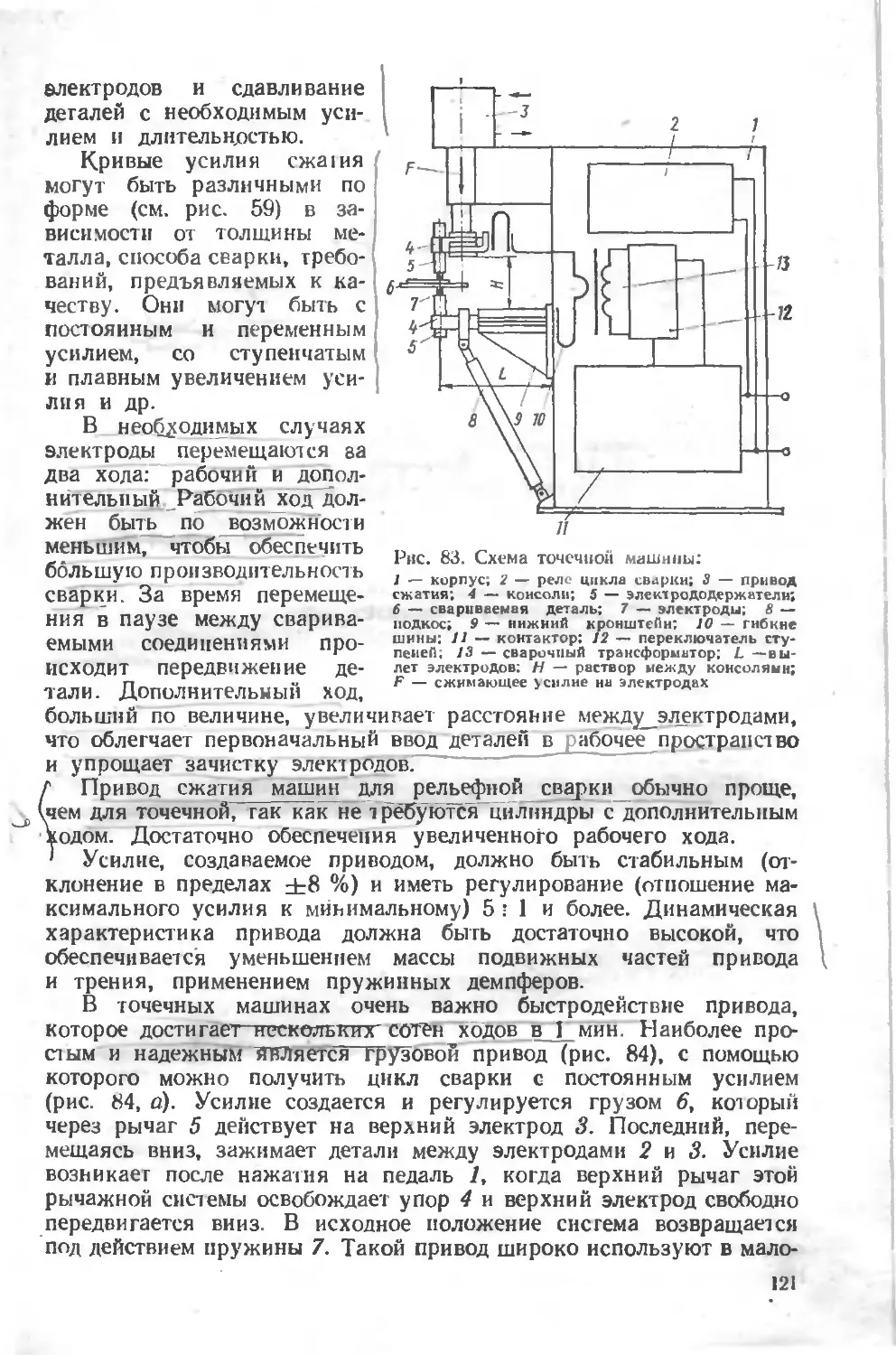
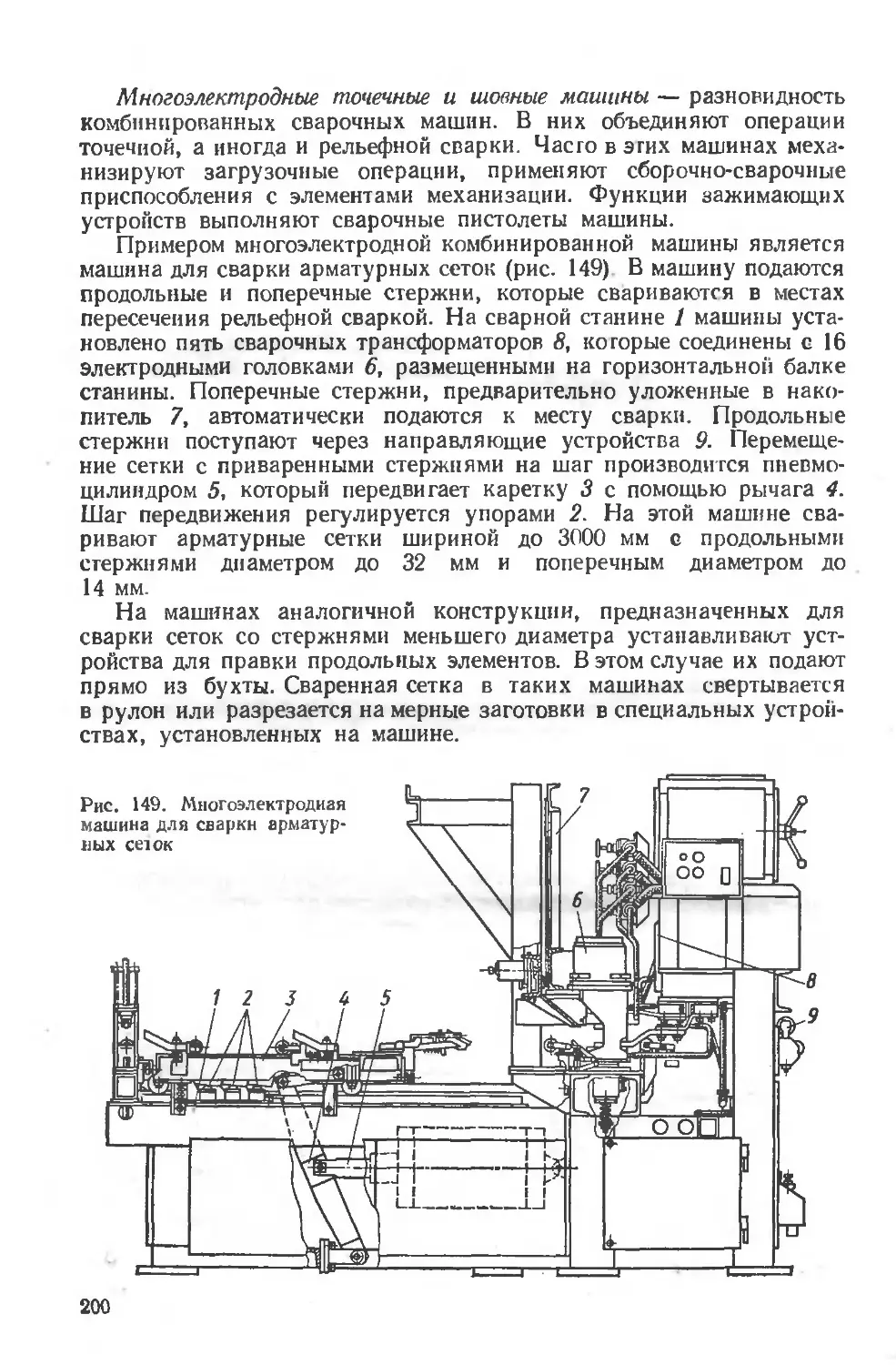
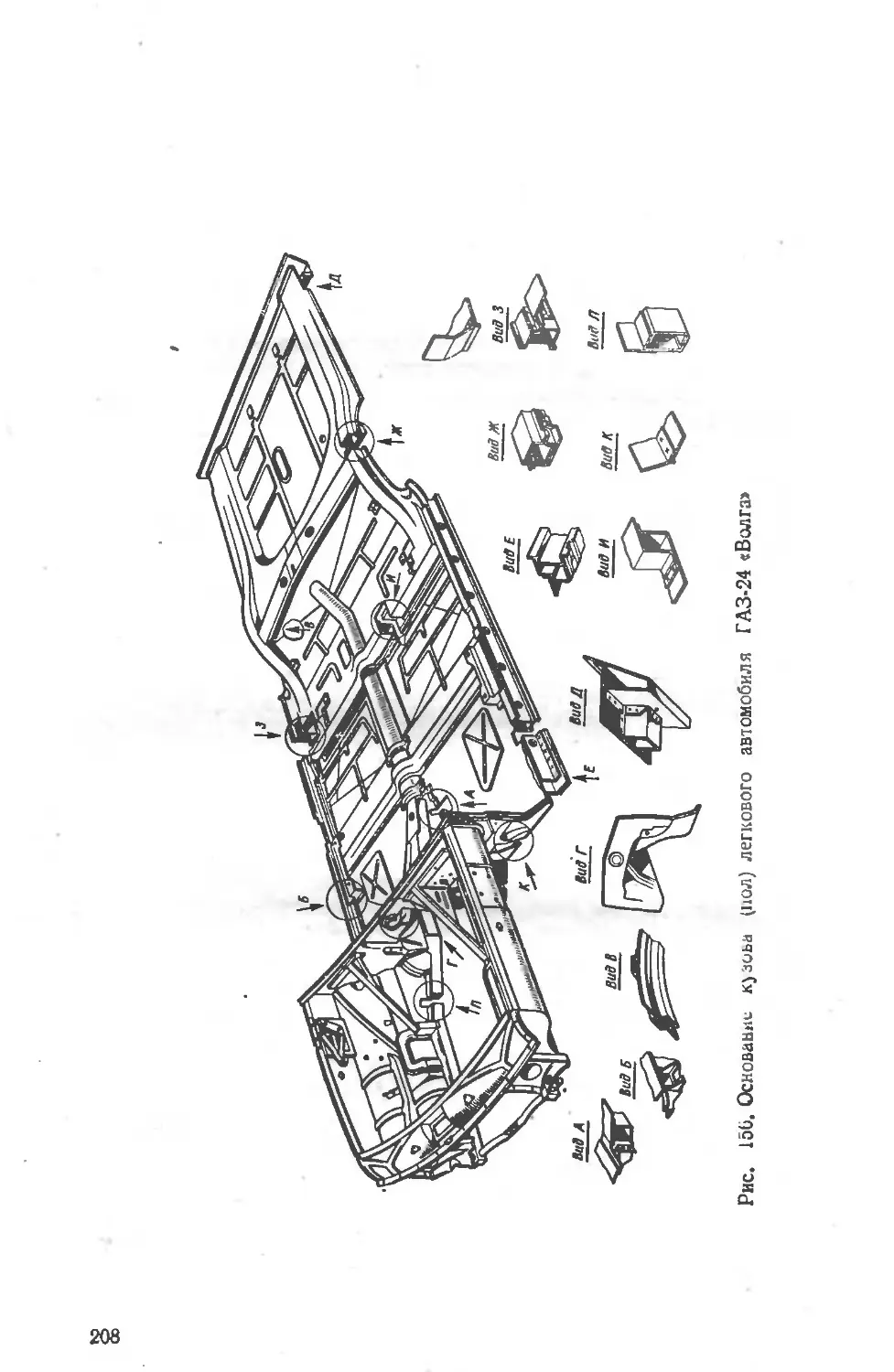
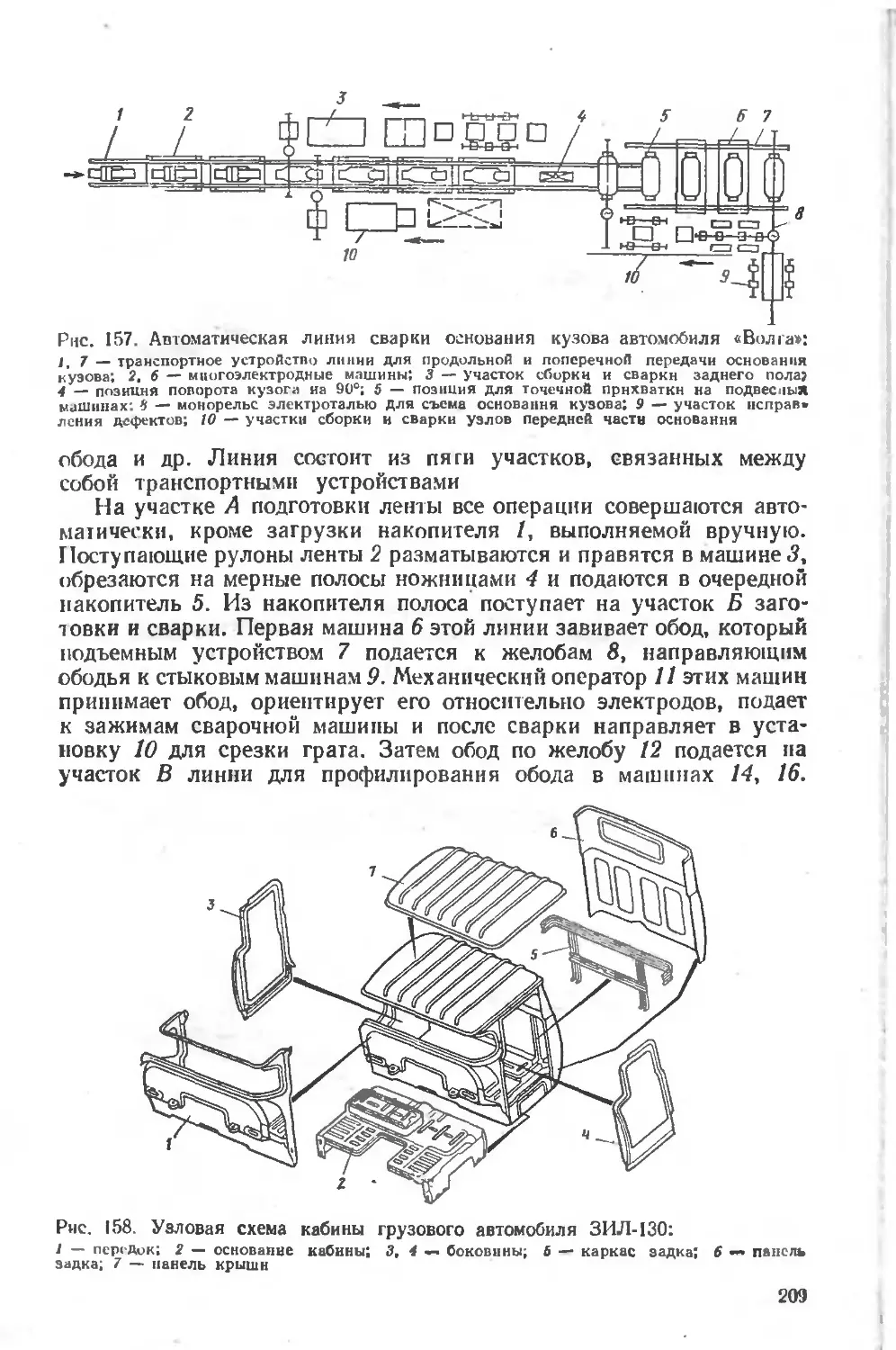
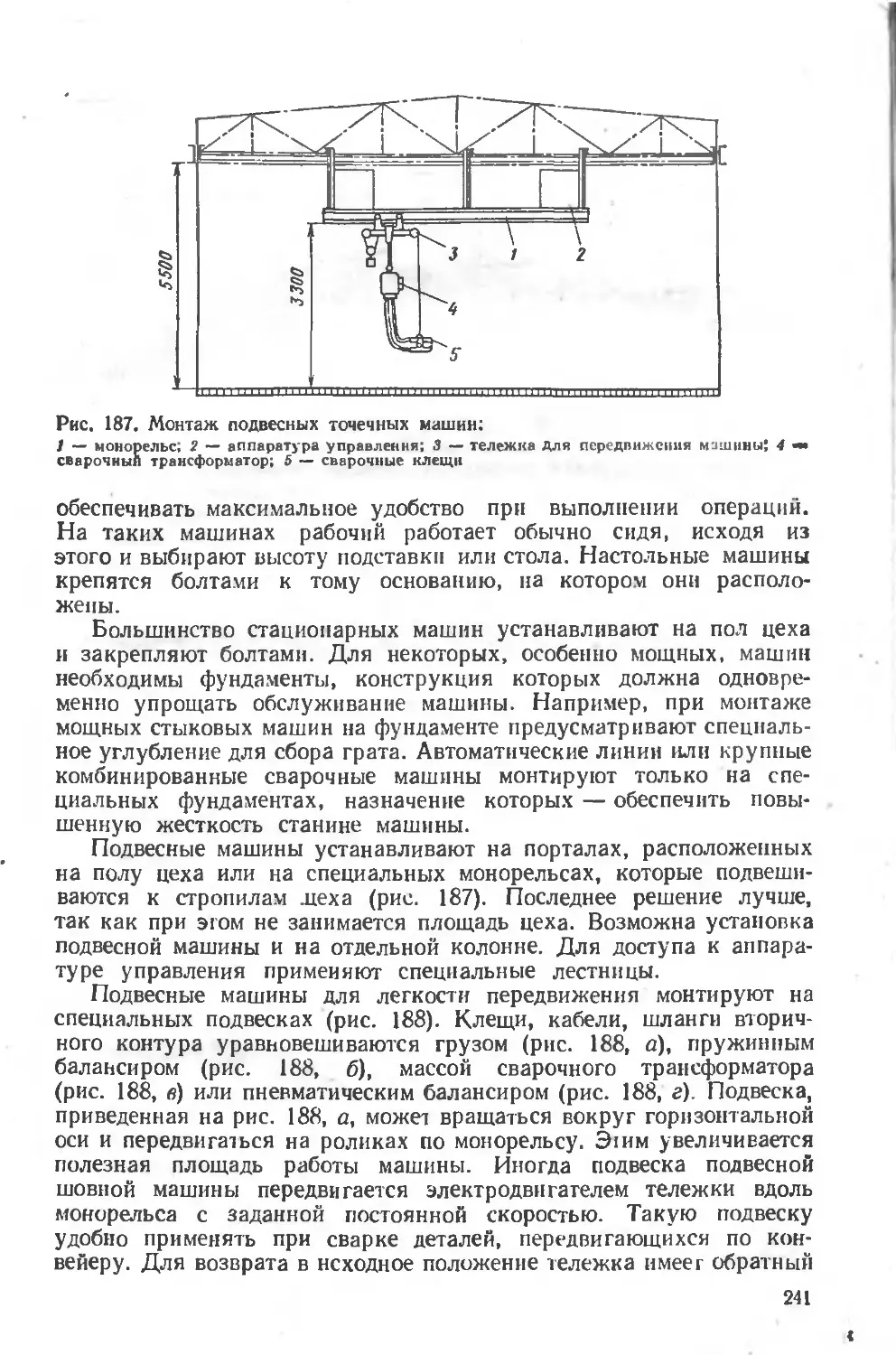
Рис. 1. Кузов легкового автомобиля типа (-Волга»
Контактная сварка прочно занимает первое место среди меха-
низированных способов сварки (свыше 50 % по приведенной трудо-
емкости). Область применения контактной сварки очень широкая.
В автомобилестроении контактная сварка — основной способ
соединения тонколистовых штампованных конструкции. Кузов сов-
ременного легкового автомобиля сварен более чем в 10 тыс. точках
(рис. 1). При производстве современных авиационных лайнеров
число сварных точек уже достигает нескольких миллионов. Совре-
менный железнодорожный пассажирский вагон — цельносварная
конструкция, сваренная в 30 тыс. точках.
Стыки железнодорожных рельсов на основных магистралях сва-
ривают стыковой контактной сваркой. Этот же способ используют
для сварки поперечных швов магистральных трубопроводов на мощ-
ных стыковых машинах. Контактную сварку используют для сварки
широкой номенклатуры сталей, различных алюминиевых и магние-
вых сплавов и сплавов па основе других металлов.
В строительной индустрии контактную сварку применяют для
сварки арматурной сетки. В радишехннческой и электронной про-
мышленности и приборостроении широко распространена контакт-
ная и ультразвуковая микросварка.
На заре развития контактной сварки ее использовали, как про-
цесс, заменяющий кленку и пайку. Сейчас же, не применяя этот
способ, невозможно создать современную металлическую кон-
струкцию.
Контактная сварка характеризуется высокой производитель-
ностью, позволяет уменьшать остаточные деформация, в ряде слу-
чаев снижает расход энергии, не требует применения присадочных
материалов и флюсов. Кроме того, отсутствует необходимость в спе-
циальных вентиляционных устройствах. Контактные машпиы можно
размещать в производственных потоках вместе с оборудованием
другого типа, они имеют высокий уровень механизации и авюмати-
зации.
4
Развитие контактной сварки в зна-
чнтелыюй степени зависит от развития
элекгротехнического машиностроения.
Современная машина для контактной
сварки представляет собой сложный
агрегат, сочетающий механические,
пневматические, электротехнические и
электронно-ноииыеузлы и аппаратуру.
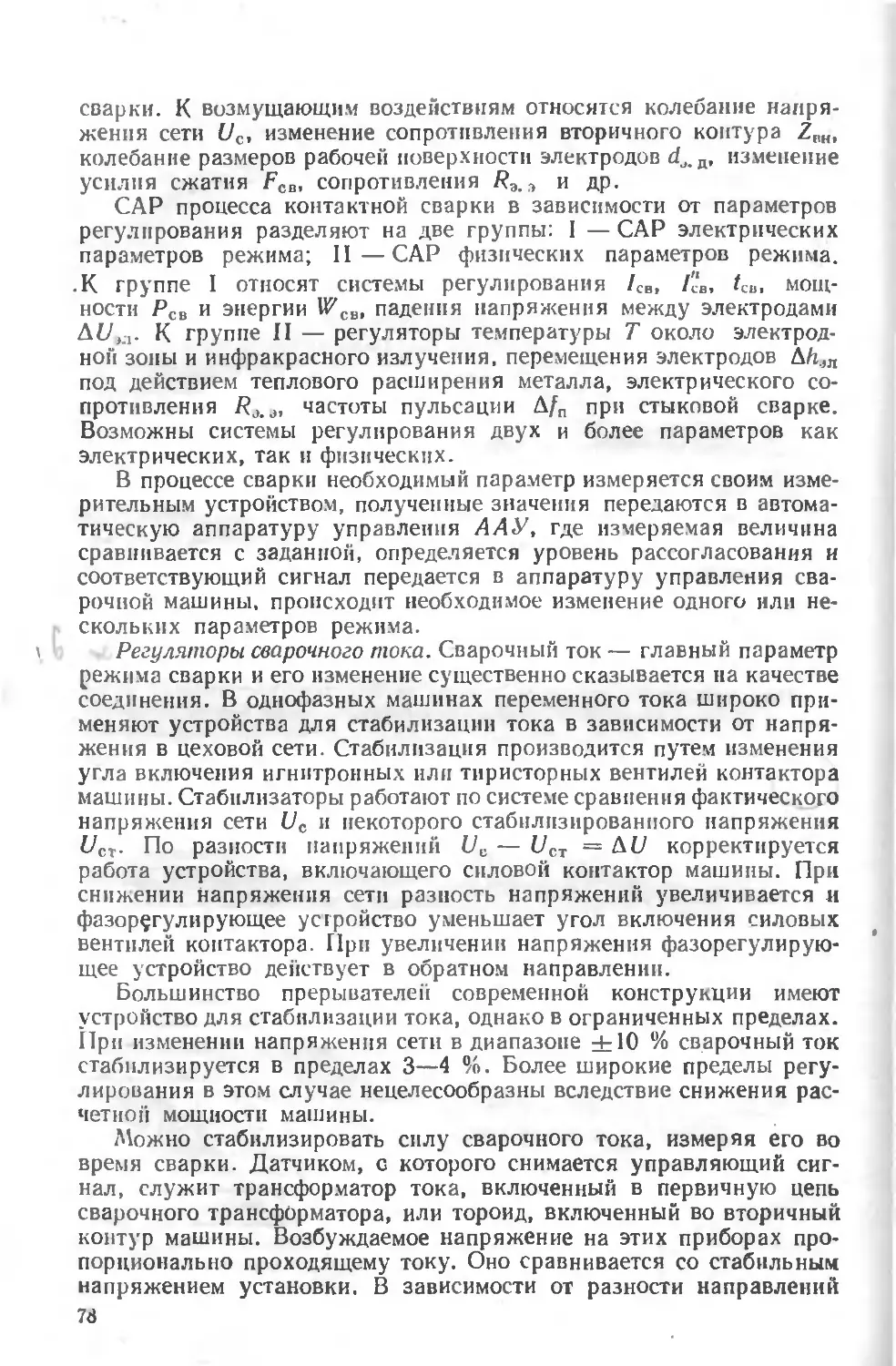
С каждым годом совершенствуется
сварочное оборудование. Промышлен-
ность выпускает универсальное н спе-
циализированное оборудование различ-
ного назначения широкой номенкла-
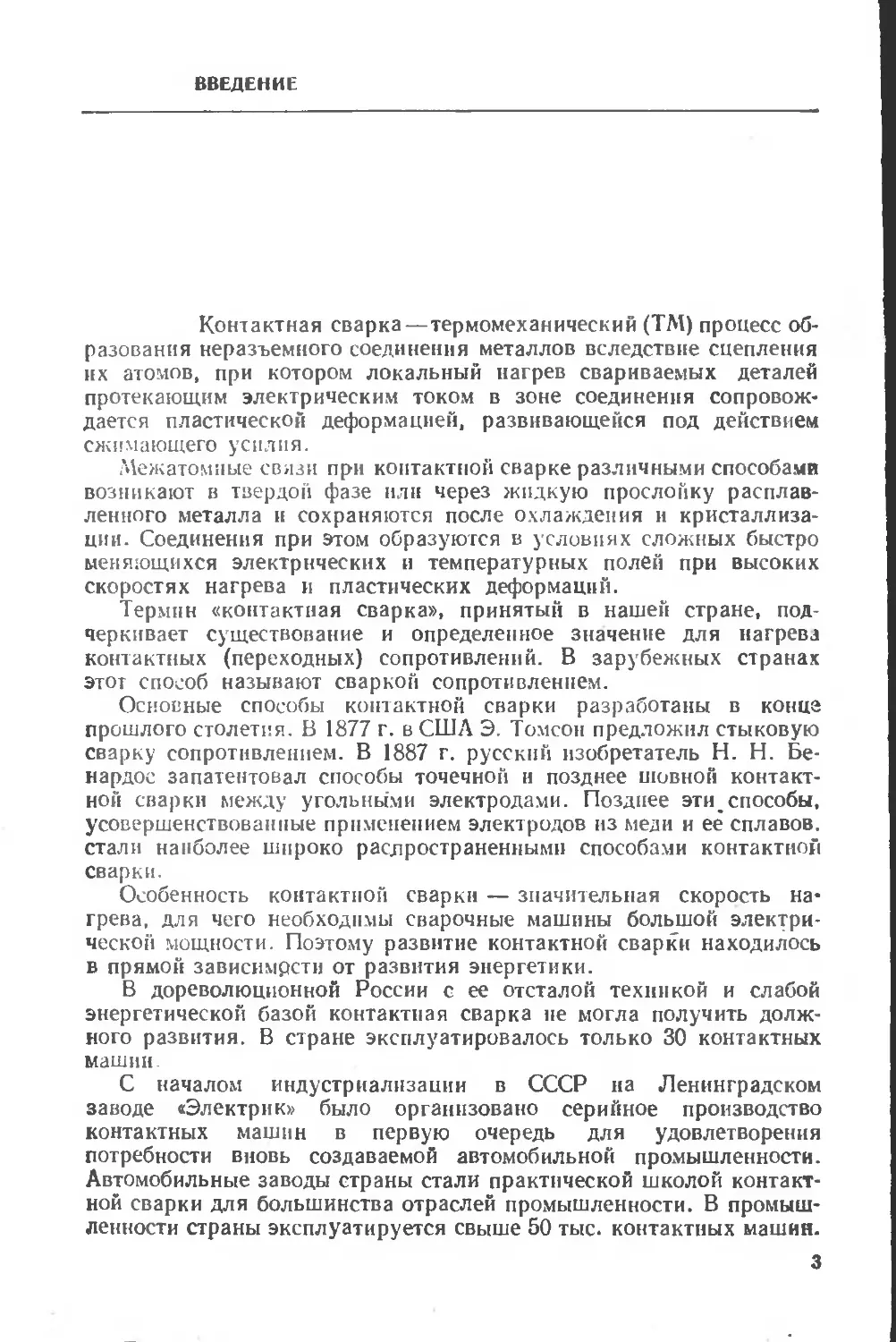
туры. Появились высокопроизводитель-
ные точечные машины, позволяющие
получать до 500 сварных соединений
в минуту, специальные машины для
сварки легированных сталей и сплавов
(рпс. 2).
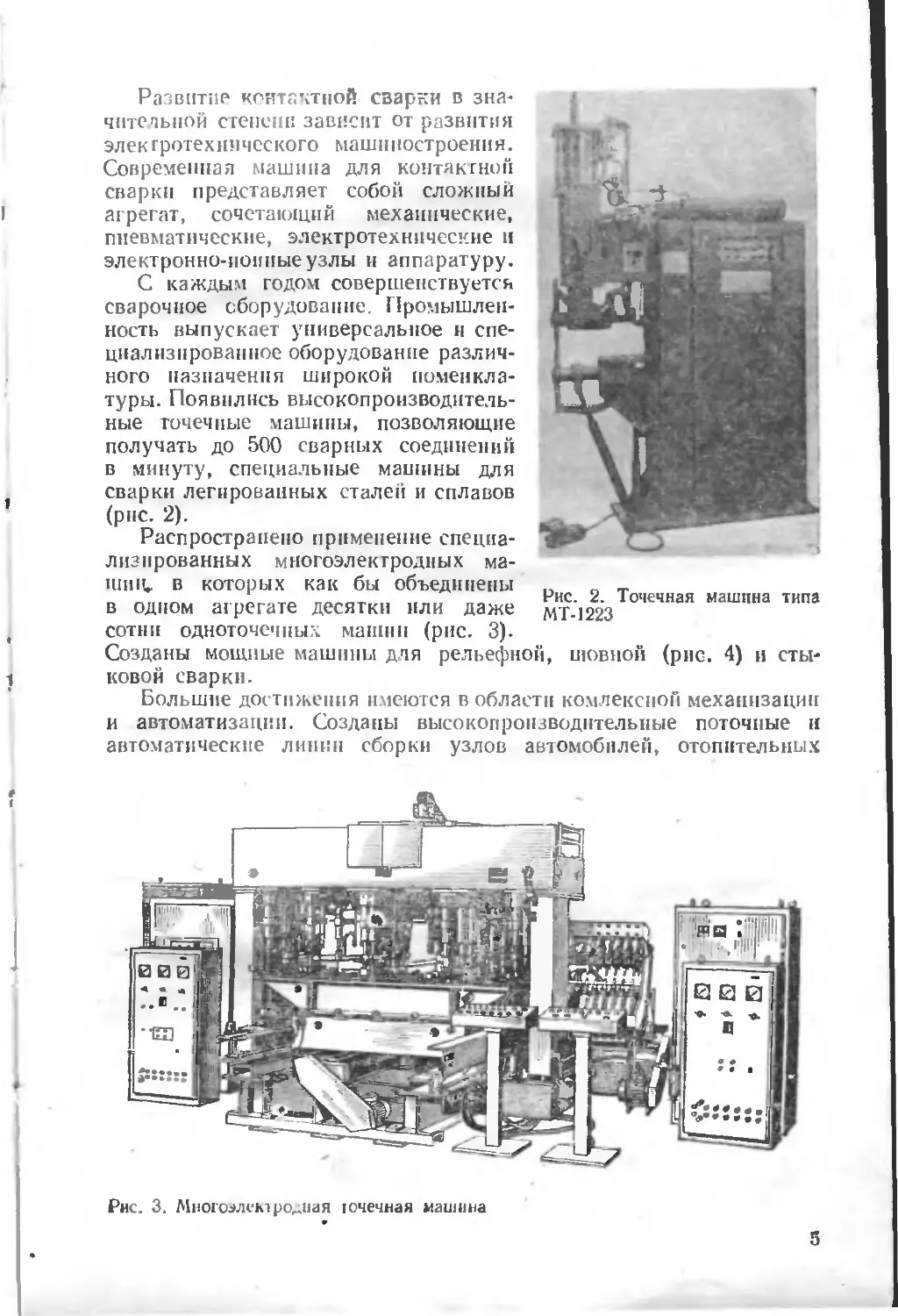
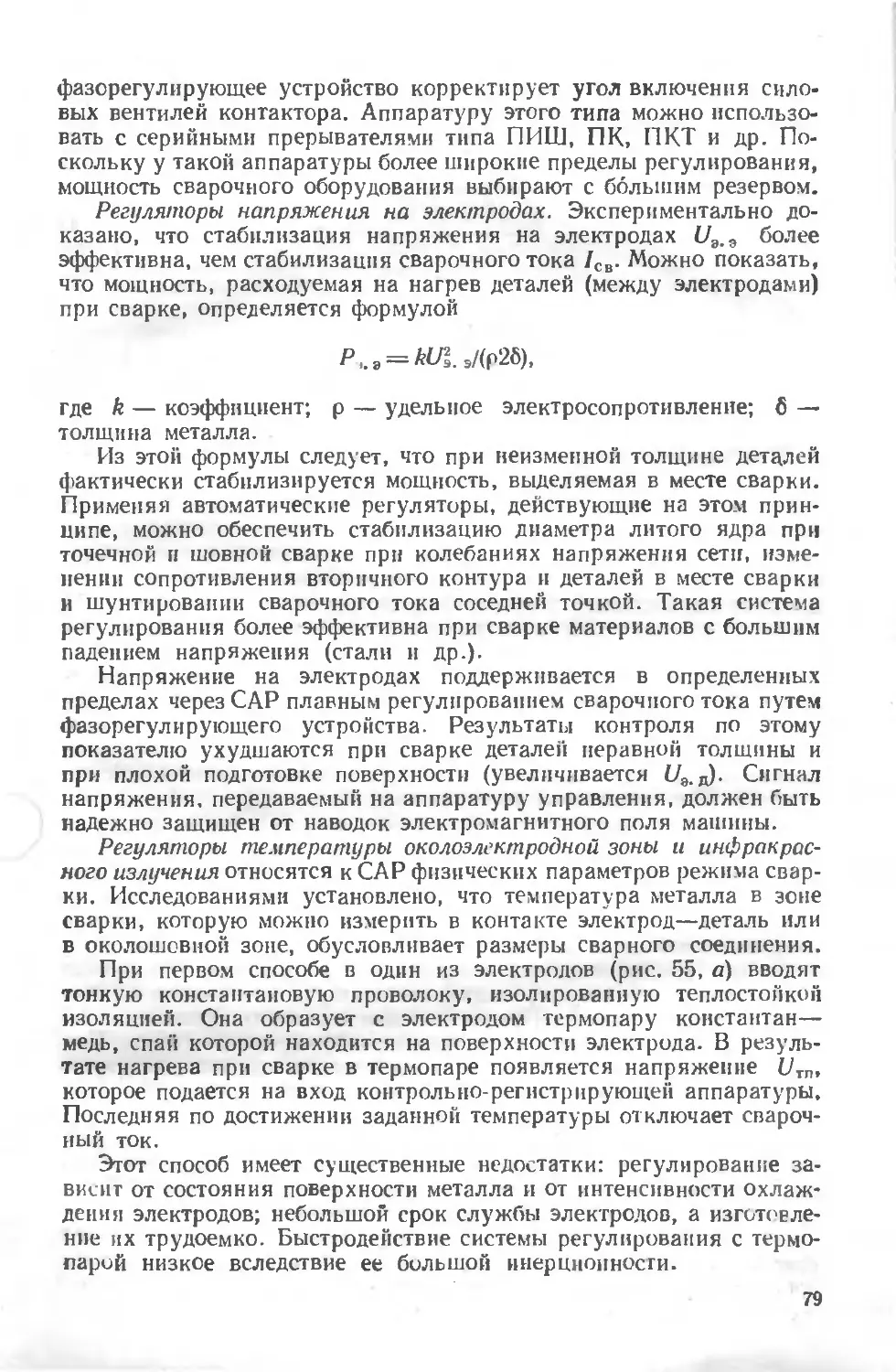
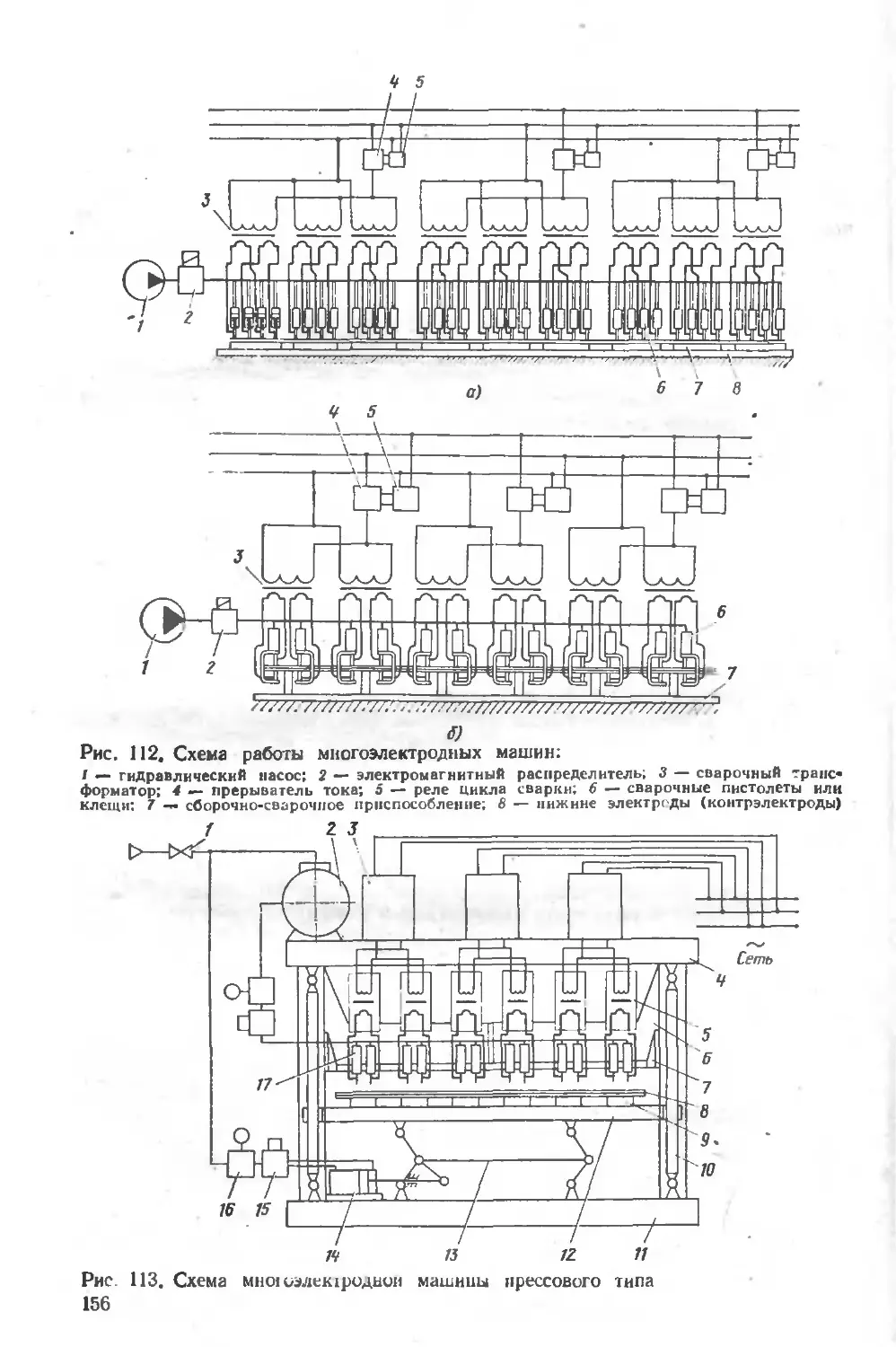
Распространено применение специа-
лизированных многоэлекгродных ма-
шин, в которых как бы объединены
в одном агрегате десятки нли даже
сотни одноточечны;-; машин (рис. 3).
Рис. 2. Точечная машина типа
МТ-1223
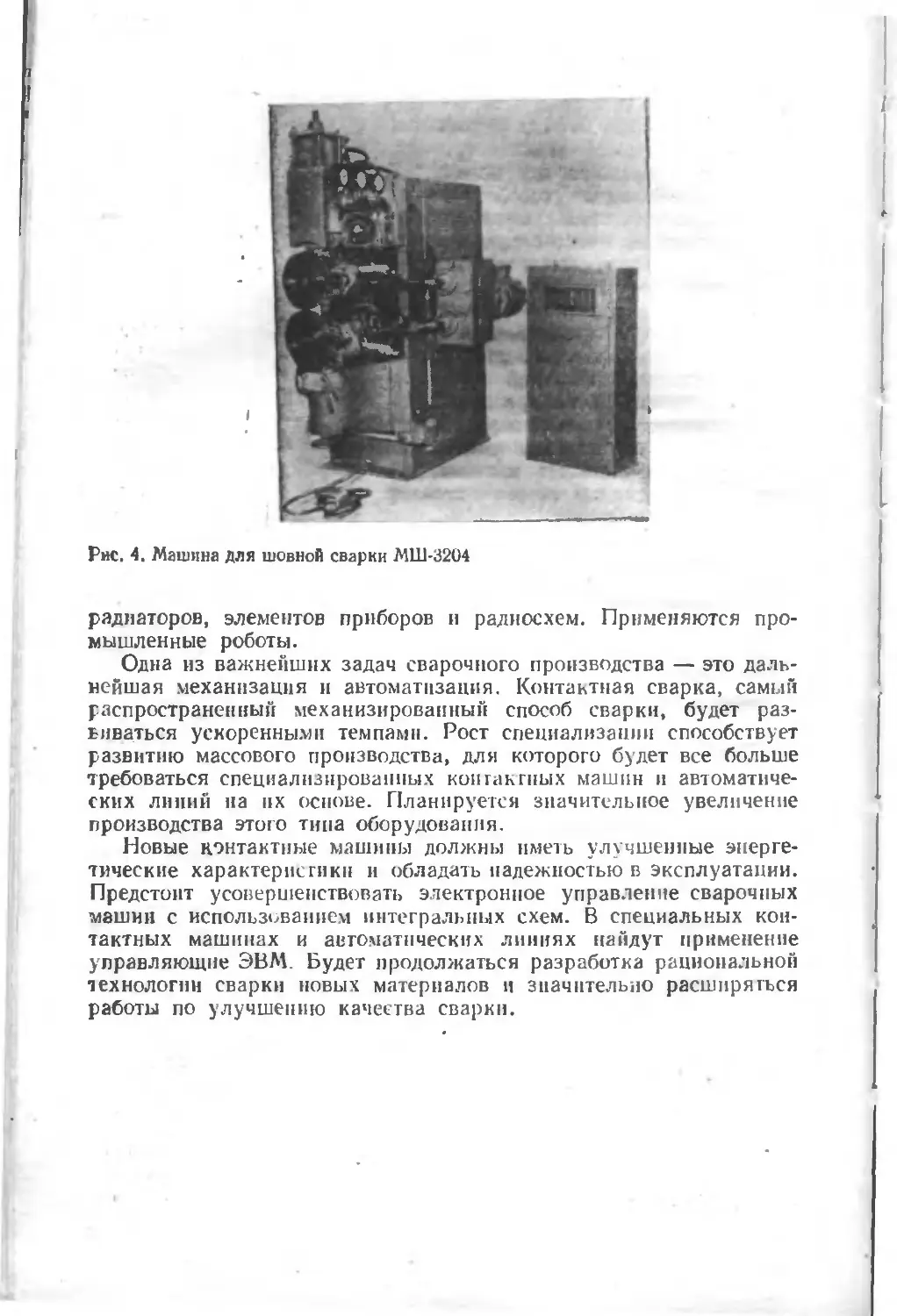
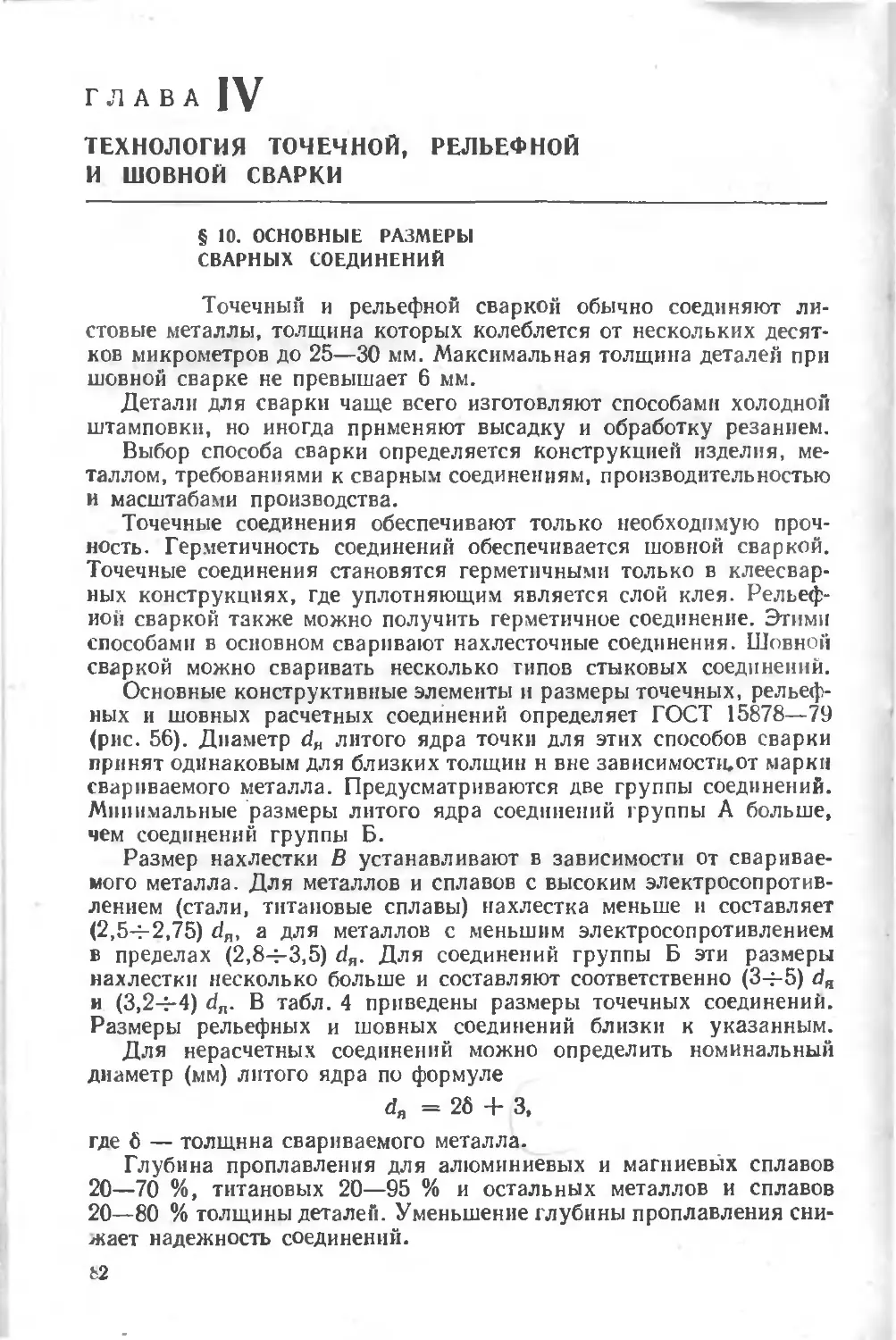
Созданы мощные машины для рельефной, шовной (рис. 4) и сты-
ковой сварки.
Большие достижения имеются в области комлексной механизации
и автоматизации. Созданы высокопроизводительные поточные и
автоматические линии сборки узлов автомобилей, отопительных
Рис. 3. Многоэлеюродная iочечная машина
5
i
Рис. 4. Машина для шовной сварки МШ-3204
радиаторов, элементов приборов и радиосхем. Применяются про-
мышленные роботы.
Одна из важнейших задач сварочного производства — это даль-
нейшая механизация и автоматизация. Контактная сварка, самый
распространенный механизированный способ сварки, будет раз-
виваться ускоренными темпами. Рост специализации способствует
развитию массового производства, для которого будет все больше
требоваться специализированных контактных машин и автоматиче-
ских линий на их основе. Планируется значительное увеличение
производства этого тина оборудования.
Новые контактные машины должны иметь улучшенные энерге-
тические характерце гики и обладать надежностью в эксплуатации.
Предстоит усовершенствовать электронное управление сварочных
машин с использ! ваипем интегральных схем. В специальных кон-
тактных машинах и автоматических линиях найдут применение
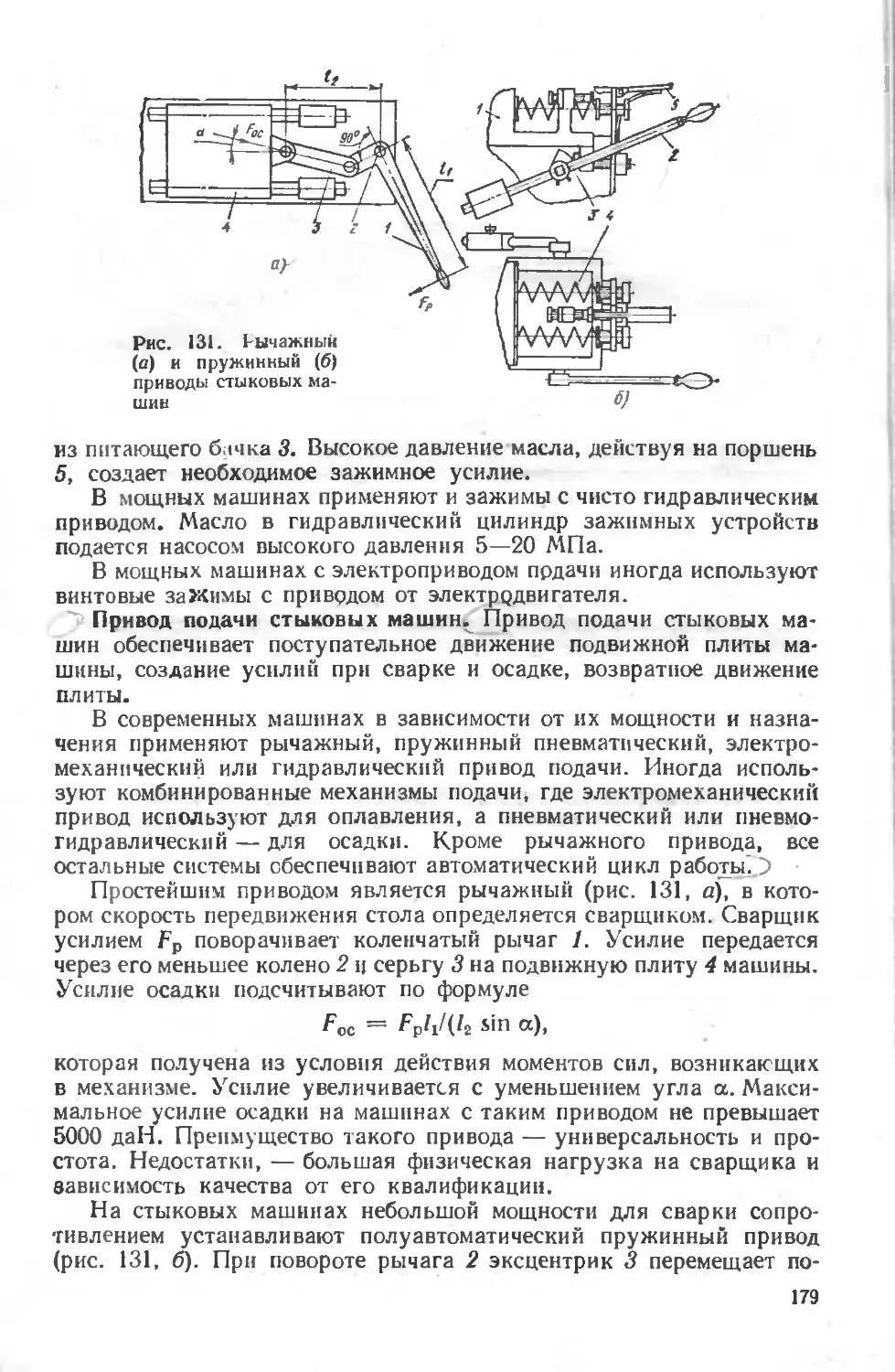
управляющие ЭВМ. Будет продолжаться разработка рациональной
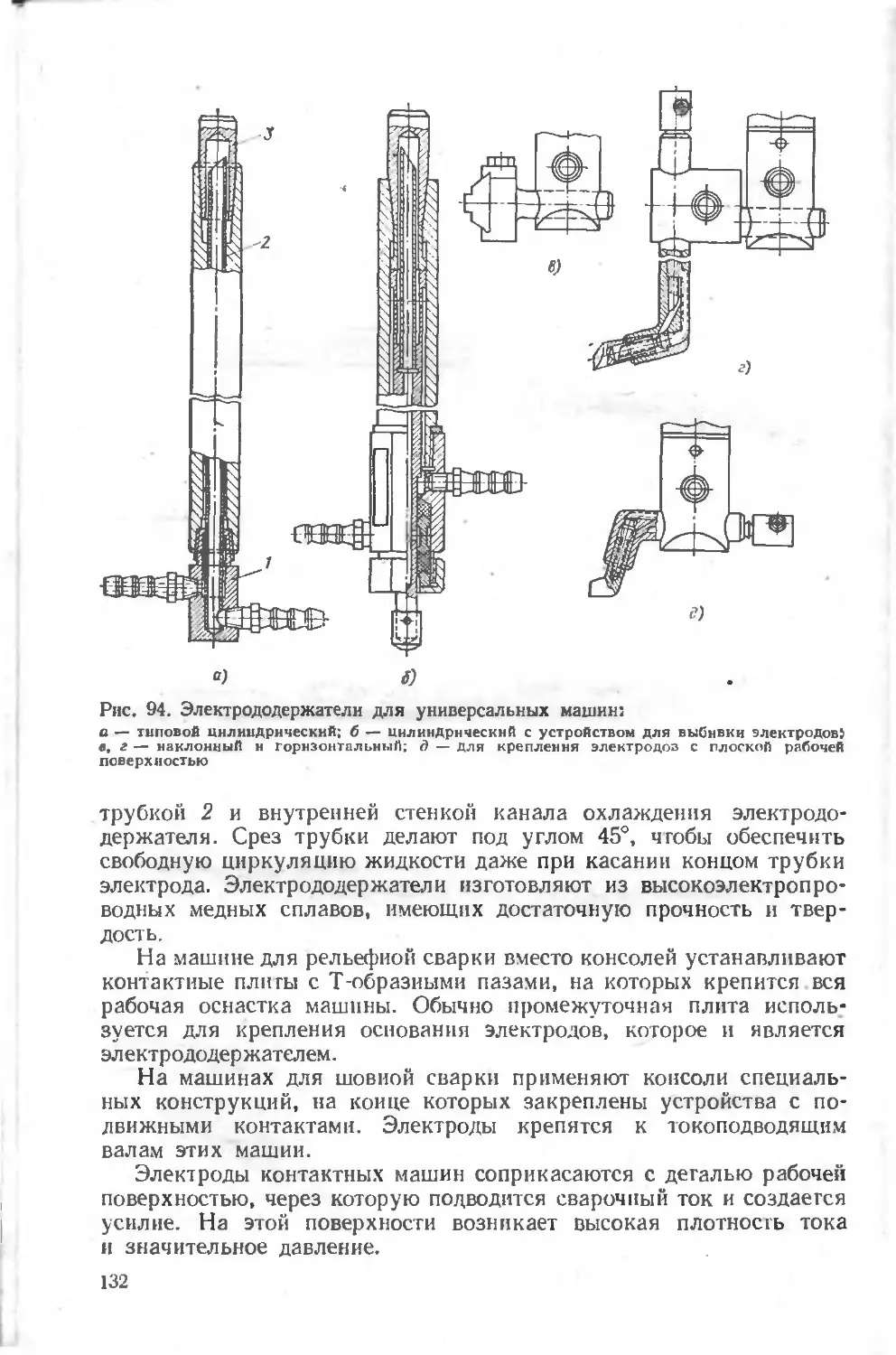
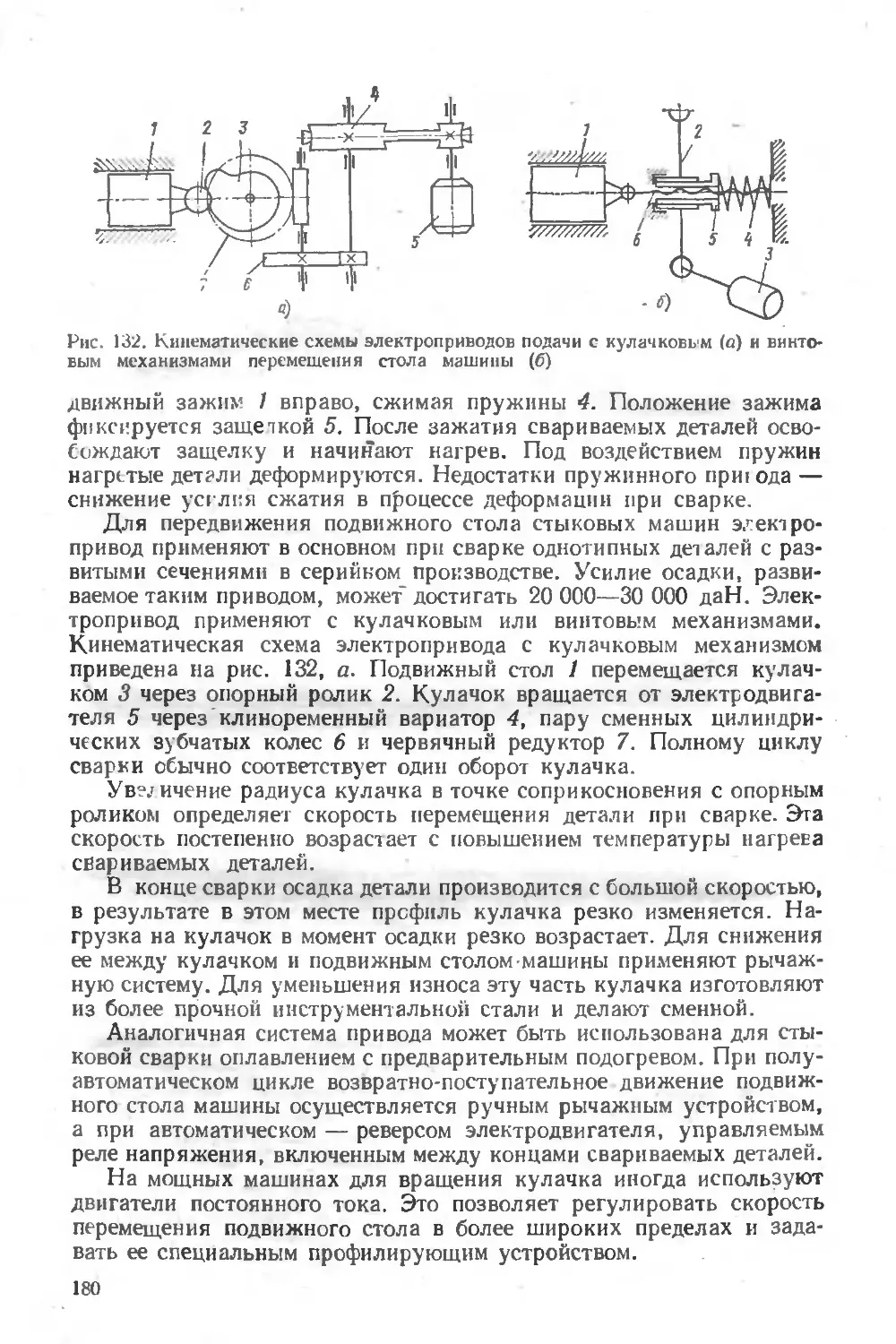
технологии сварки новых материалов и значительно расширяться
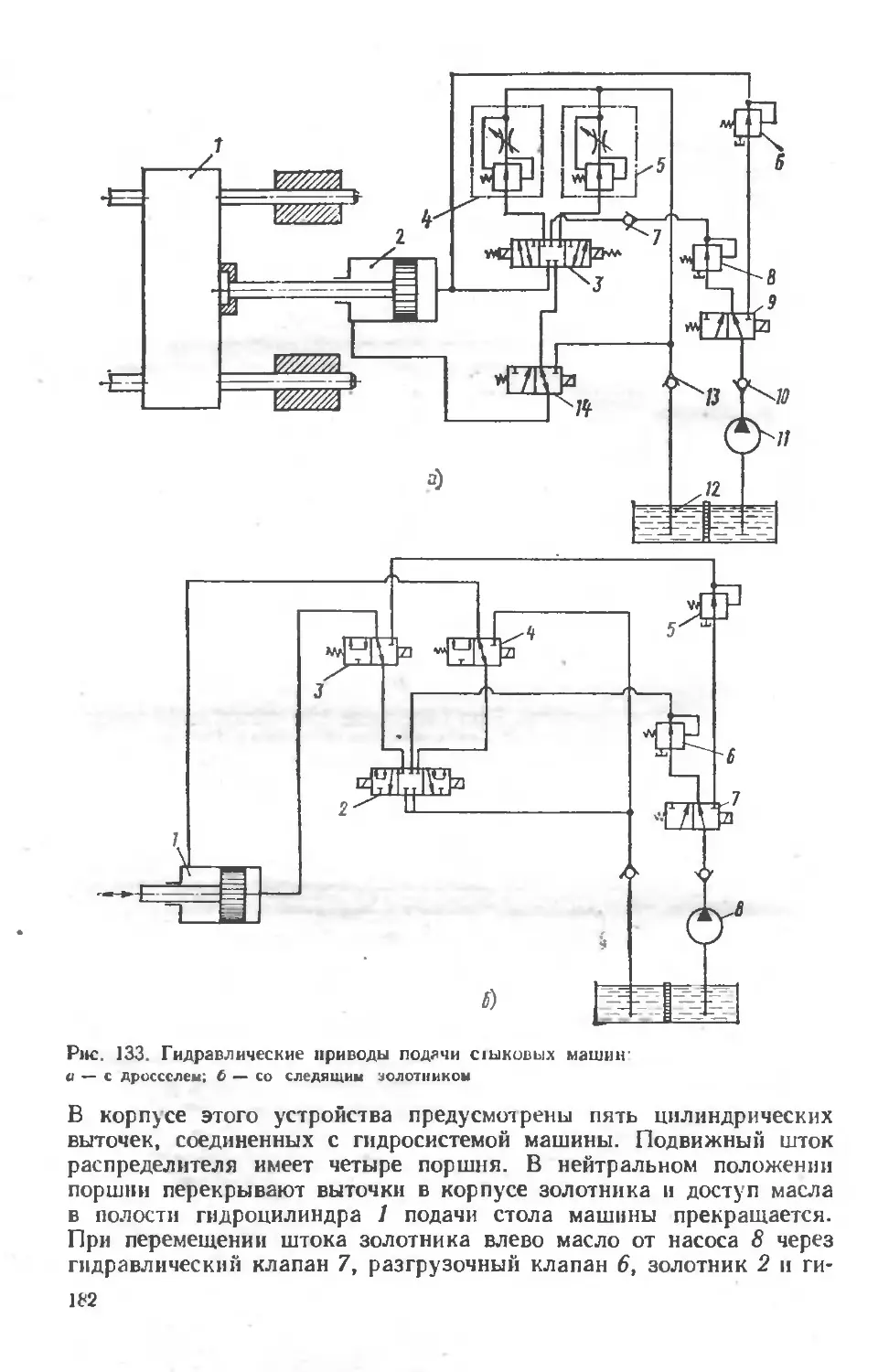
работы по улучшению качества сварки.
ГЛАВА |
ОСНОВНЫЕ СПОСОБЫ И КЛАССИФИКАЦИЯ
КОНТАКТНОЙ СВАРКИ
Современные способы контактной сварки весьма разно-
образны и их можно классифицировать по следующим признакам
(рис. 5): технологическому (точечная, рельефная, шовная, стыковая
сопротивлением и оплавлением и др.); конструкции соединения
(нахлесточное, стыковое и др.); числу одновременно выполняемых
соединений (одноточечная, многоточечная, многошовная и др.);
характеру перемещения деталей или электродов во время пропу-
скания импульса тока (непрерывная и шаговая шовная); способу
подвода тока и форме импульса тока (контактный и индукционный
токоподвод, сварка переменным током различной частоты, постоян-
ный ток и др.).
Кроме того, различают способы контактной микросварки, при
которой сваривают детали малой толщины (до нескольких микро-
метров) и небольших сечений. В последнее время стали применять
контактную наплавку. При этом способе к изношенной поверхности
приваривают тонкую ленту пли проволоку с одновременной ее де-
формацией.
Способами контактной сварки соединения выполняются в жидкой
(точечная, рельефная и шовная) или твердой (стыковая, некоторые
разновидности рельефной) фазе.
Обычно контактную сварку осуществляют в воздушной среде,
но в некоторых случаях место сварки защищают различными га-
зами, флюсами и др.
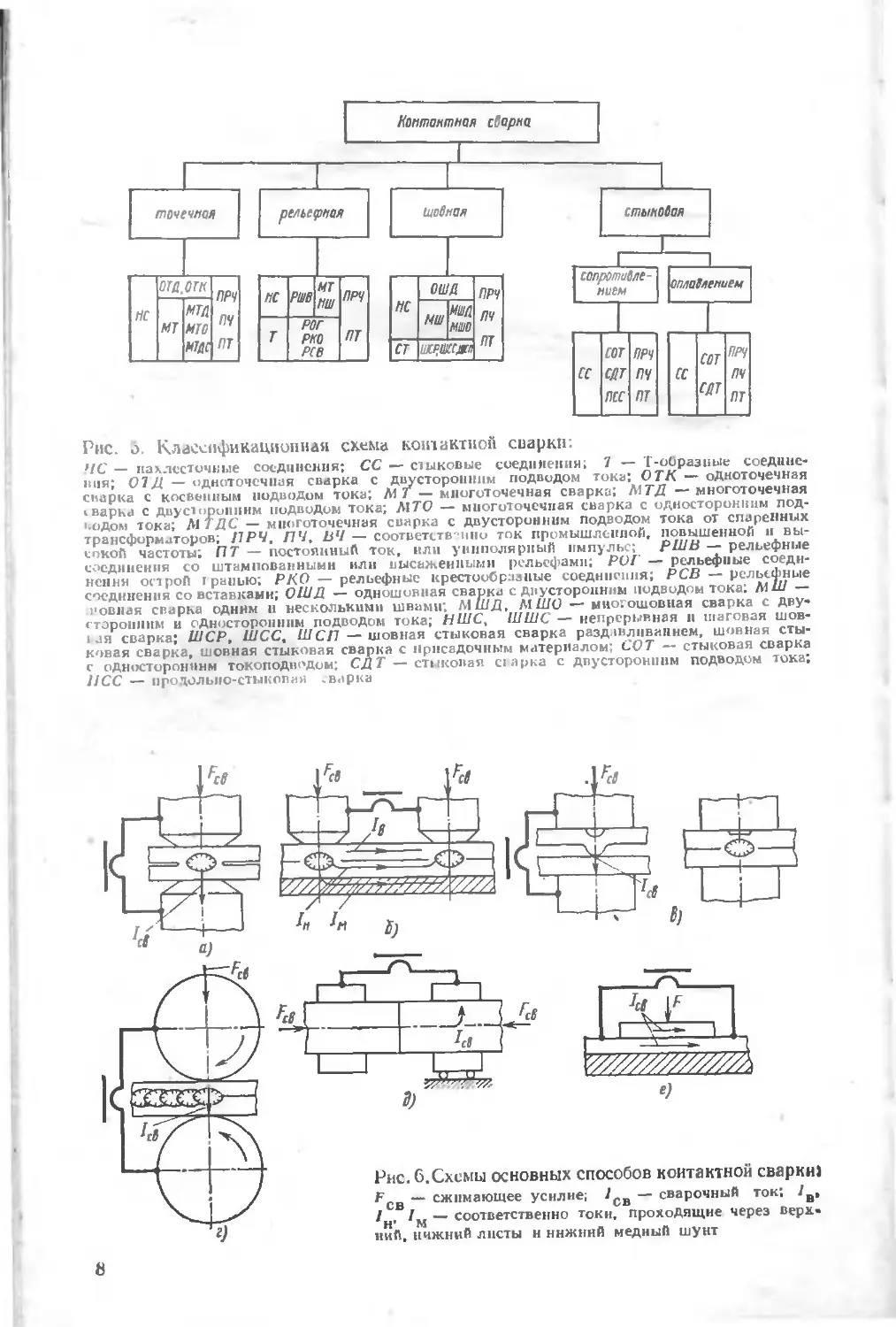
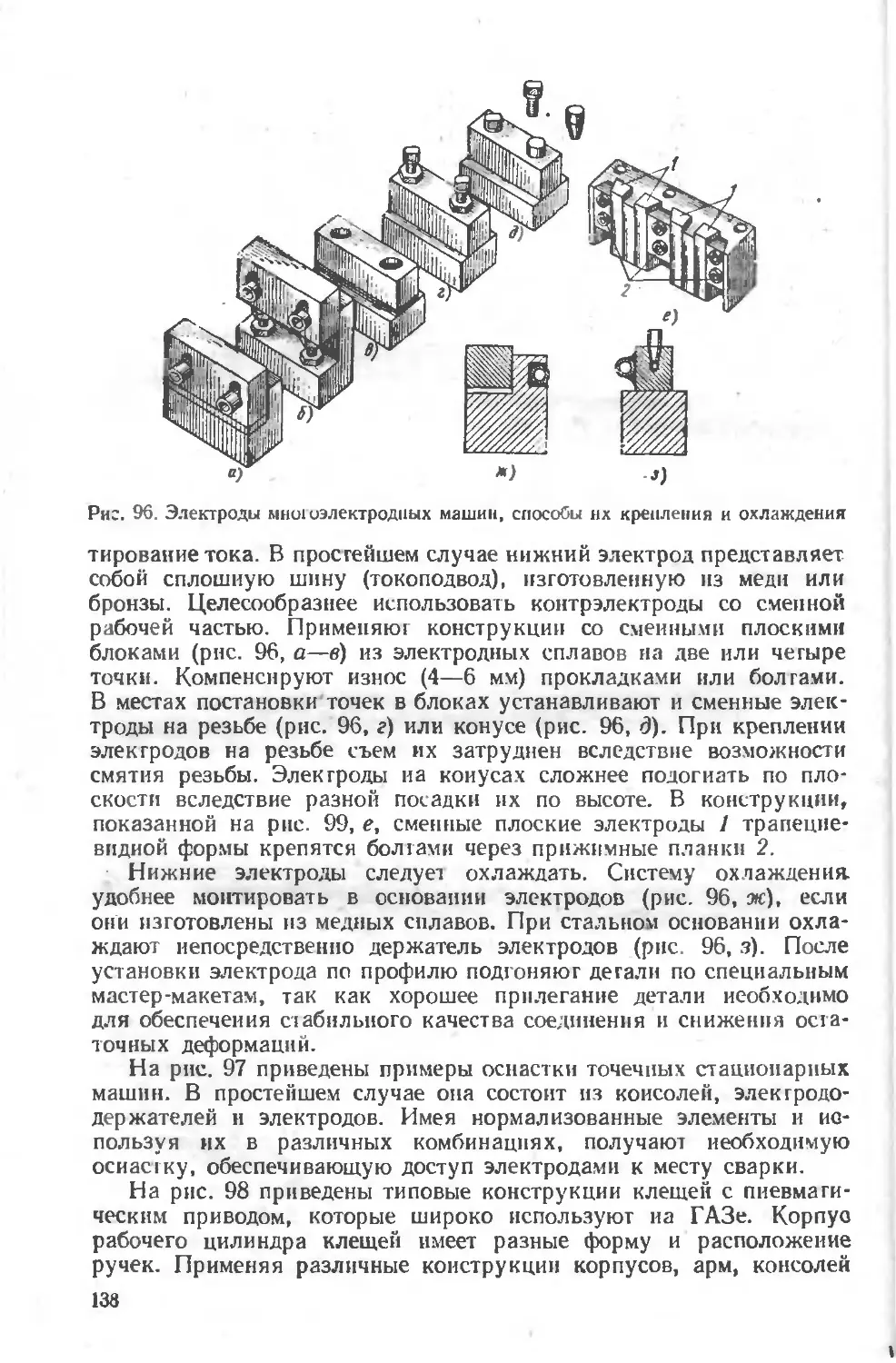
Точечная сварка — способ, при котором детали, образующие
нахлесточные соединения, свариваются в месте соприкосновения
в отдельных точках. Свариваемые детали (рнс. 6, а) сжимаются
электродами усилием FCB и нагреваются проходящим электрическим
током /св до появления в зоне сварки расплавленного ядра необхо-
димого размера. Расплавленный металл этой зоны удерживается
от выплеска и защищается от окружающей атмосферы уплотняющим
пояском нагретого и пластически деформированного металла. По
способу подвода тока точечная сварка может быть двусторонней
(рис. 6, а) или односторонней (рис. 6, б). При односторонней сварке
ток подводится к детали с одной стороны. Для лучшего его расплав-
ления в целях нагрева места сварки при этой схеме используют шун-
тирующий токоподвод. Сварочный ток /С11 = 1„ +
Рельефная сварка — способ контактной сварки, при котором
необходимая высокая плотность тока создается не электродами,
а формой детали в месте сварки (рис. 6, в). Обычно рельеф — это
7
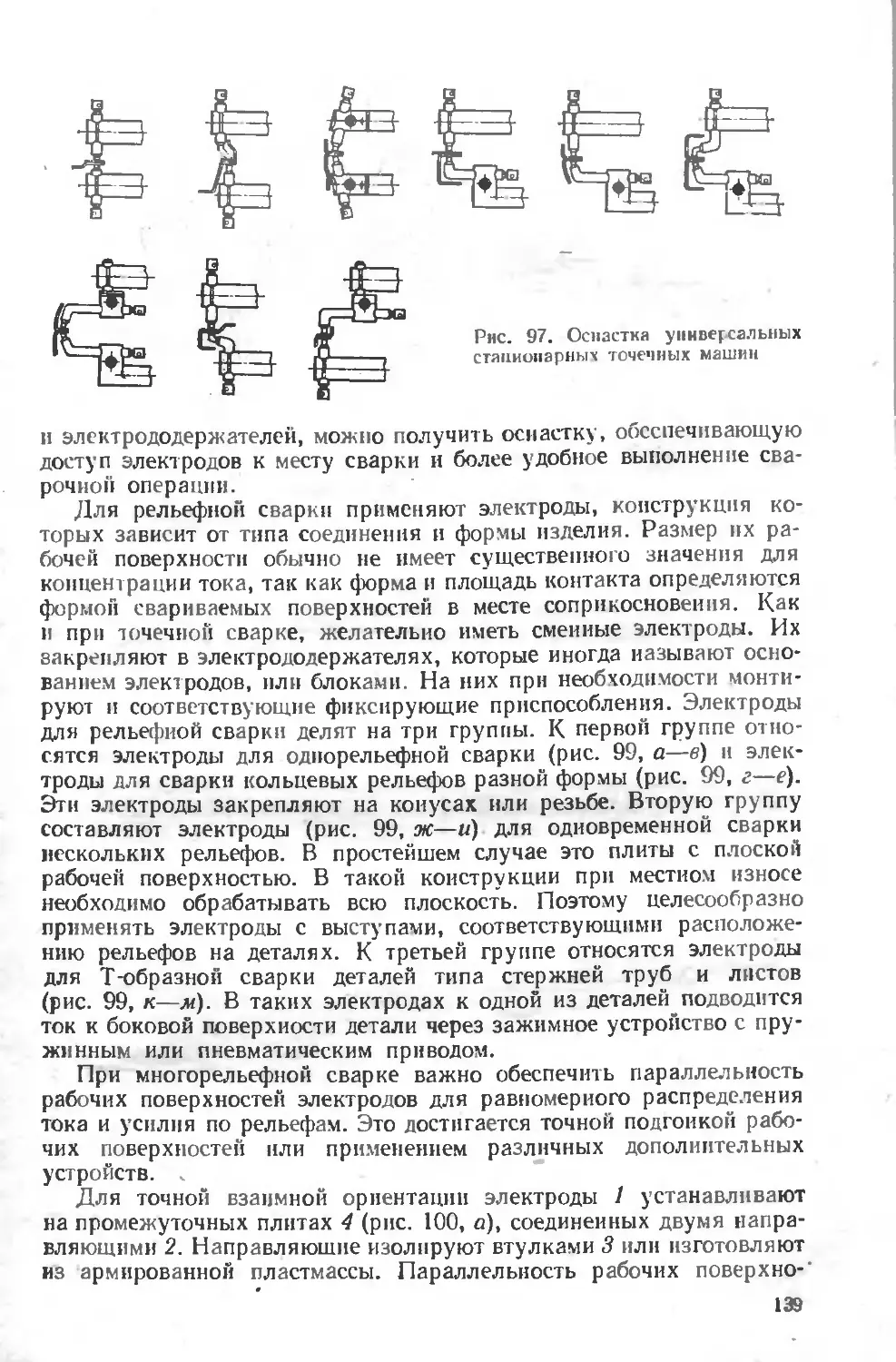
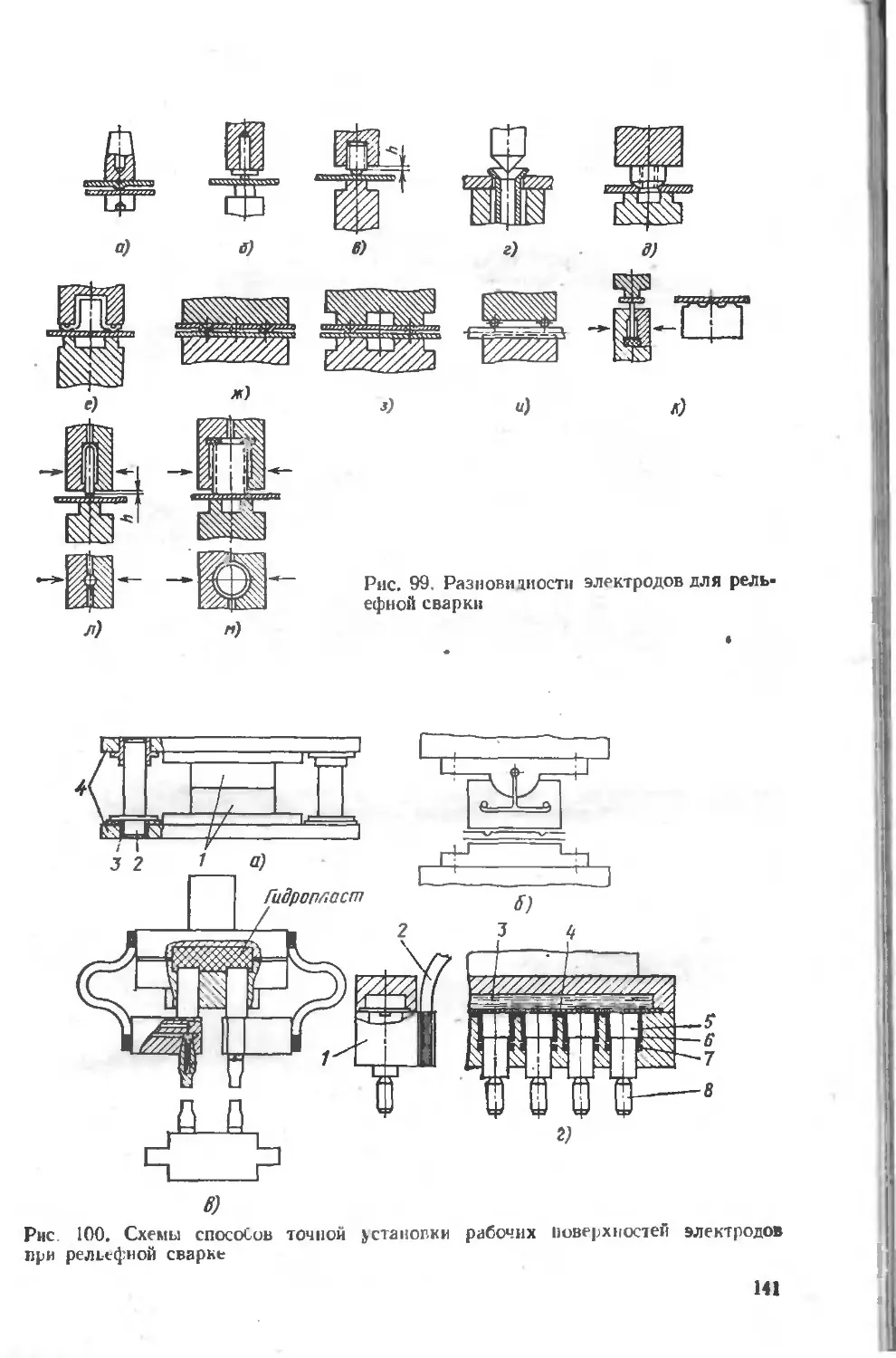
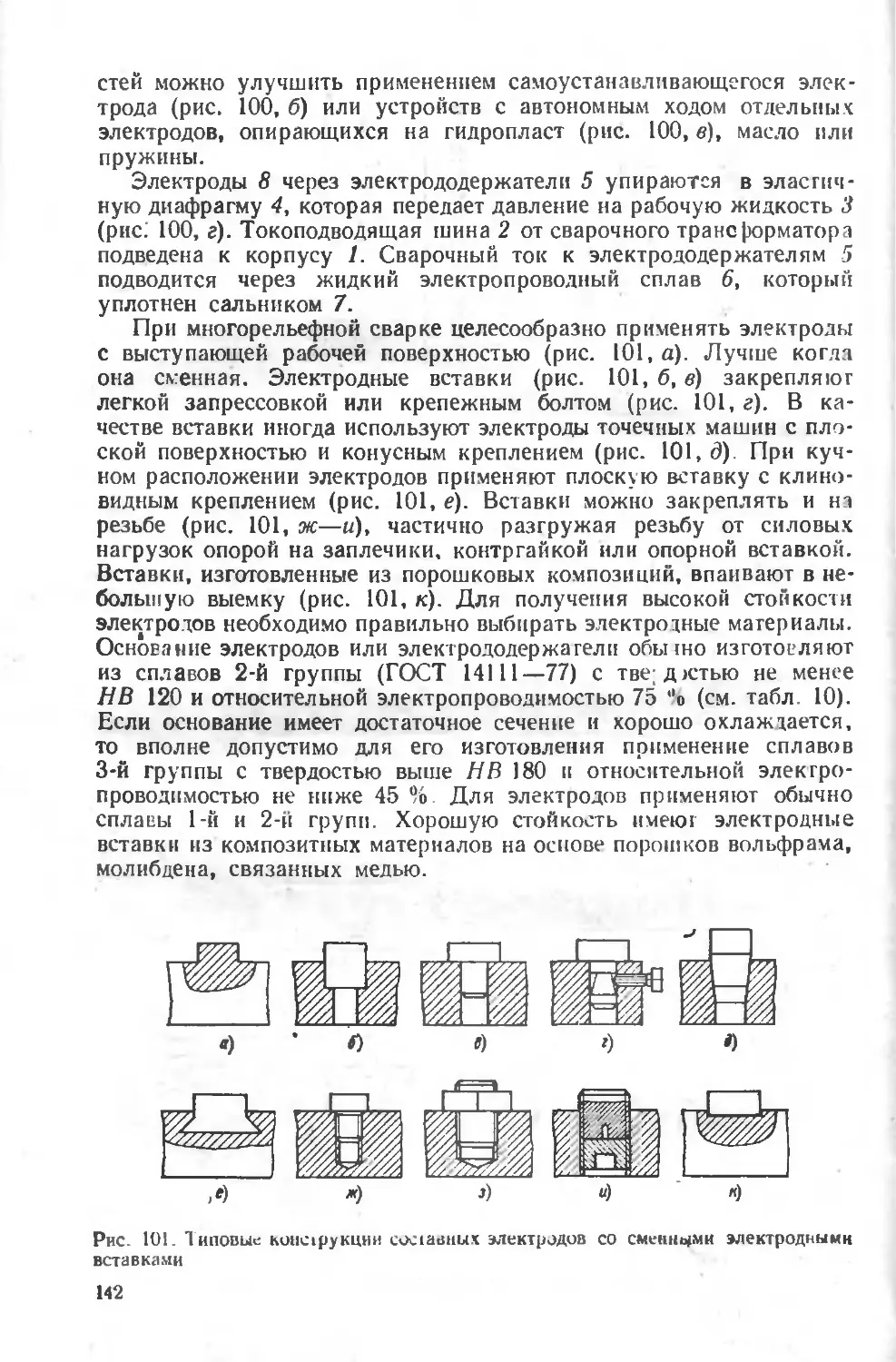
Рис. о Классификационная схема контактной снаркп:
ЧС — нахлесточные соединения; СС — стыковые соединения; 7 — Т-оОразиые соедине-
ния; 01Д — одноточечная сварка с двусторонним подводом тока: ОТК— одноточечная
снарка с косвенным подводом тока; Л1 7 — многоточечная сварка; МТД —многоточечная
iварка с двусторонним подводом тока; МТО — многоточечная сварка с односторонним под-
водом тока; МТДС — многоточечная сварка с двусторонним подводом тока от спаренных
трансформаторов; ПРЧ, ПЧ. ВЧ — соответств нно ток промышленной, повышенной и вы-
сокой частоты; ПТ — постоянный ток, пли униполярный импульс; РШВ — рельефные
соединения со штампованными или высаженными рельефами; РОГ — рельефные соеди-
нения острой гранью; РК.0 — рельефные крестооСраааые соединения; РСВ — рельефные
соединения со вставками; ОШД — однотонная сварка с Двусторонним подводом тока. Л1Ш —
вовная сварка одним в несколькими швами МшД, МШО — мно.ошовная сварка с дву-
сторонним и односторонним подводом тока; НШС, ШШС — непрерывная и шаговая шов-
г ая сварка; ШСР, ШСС, ШС/7 —шовная стыковая сварка раздавливанием, шовная сты-
ковая сварка, шовная стыковая сварка с присадочным материалом; СОТ — стыковая сварка
с односторонним токоподводом; СДТ — стыковая сгарка с двусторонним подводом тока;
IICC — продолыю-стыковая .варка
Рис. 6.Схемы основных способов контактной сварки»
FCB — сжимающее усилие; /св — сварочный ток; ?в,
/ 1Ы — соответственно токи, проходящие через верх-
ний. нчжннй листы н ннжннй медный шунт
8
выступ, предварительно выполненный в одной пз детален. Во время
сваркп детали в месте рельефа подвергают более концентрирован-
ному нагреву. Сварка в зависимости от разновидности способа
происходит в расплавленном состоянии или в твердой фазе.
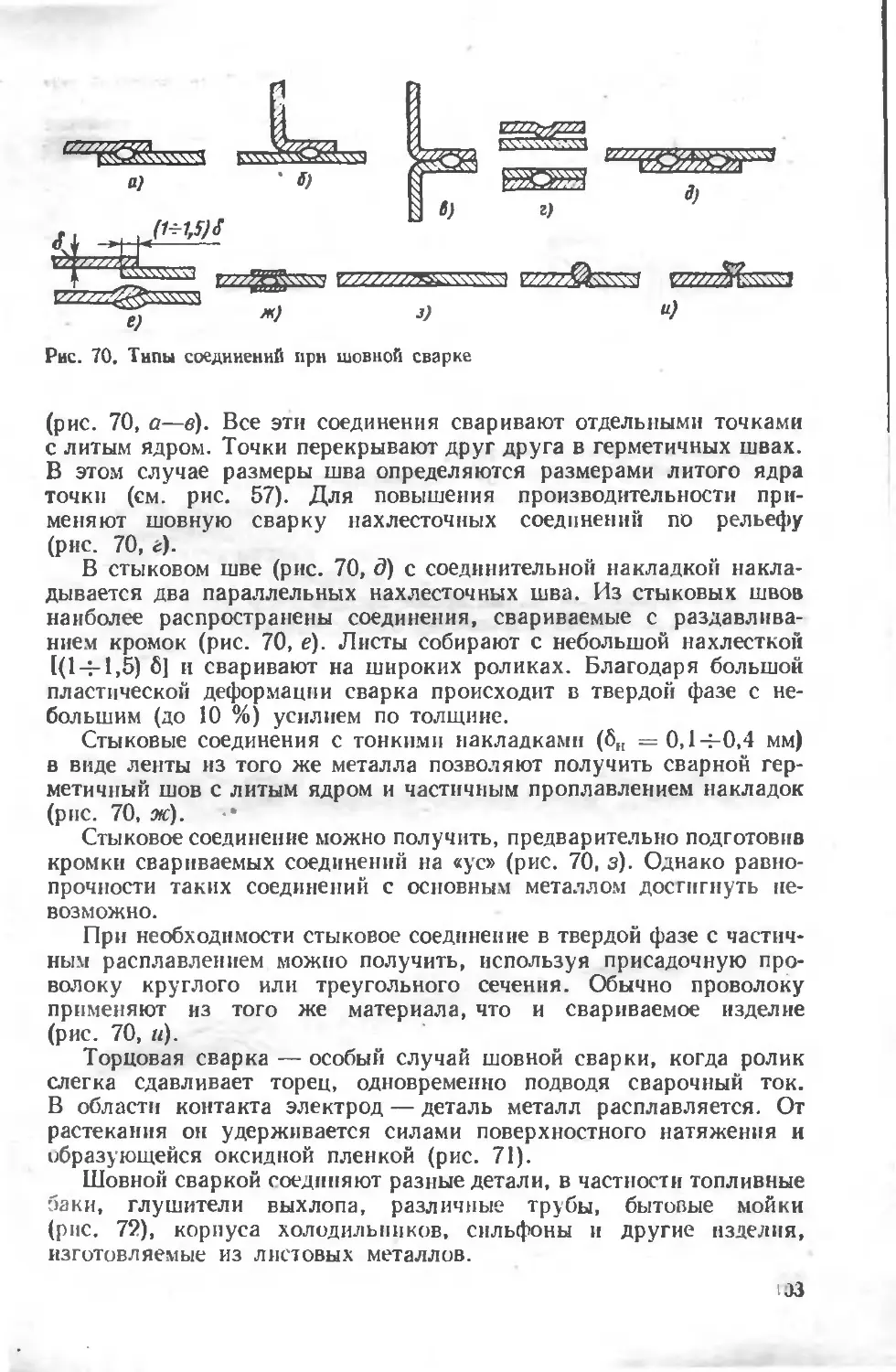
Шовная сварка — способ, при котором соединяемые детали
свариваются в месте соприкосновения точками, частично перекры-
вающими друг друга (рис. 6, г), что позволяет получить герметичный
шов. Сжатие детали и подвод тока осуществляются электродами
в виде вращающихся дисков. При нахлесточном соединении каждая
сварная точка имеет расплавленное литое ядро. Можно получить
стыковые соединения со сваркой в жидкой пли твердой фазе. Шовную
сварку можно разделить на разновидности но способу подвода тока,
числу роликов н одновременно свариваемых швов.
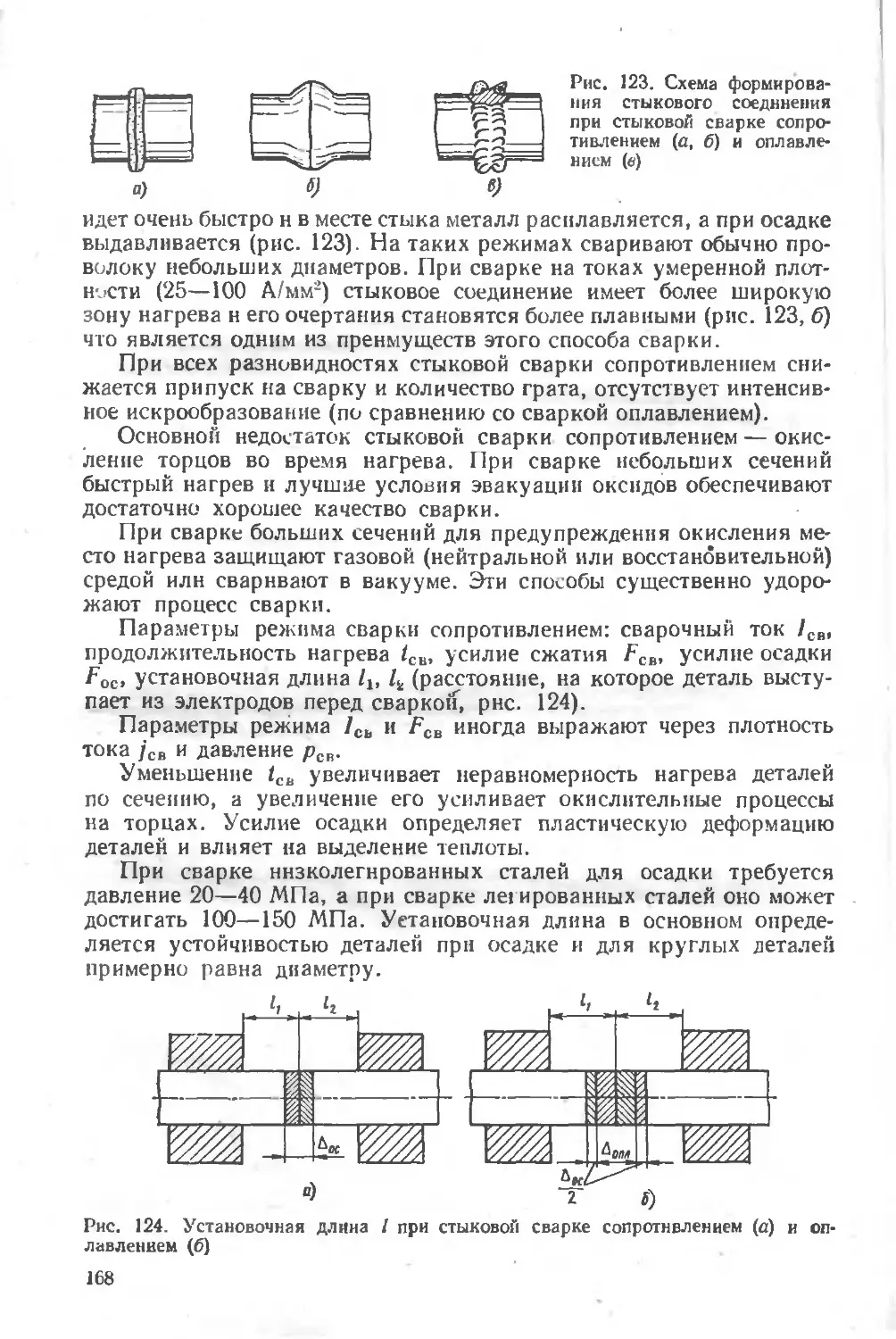
Стыковая сварка — способ,, при котором детали свариваются
по всей поверхности их соприкосновения (рис. 6, <?). Существуют
два основных способа стыковой сваркп: сопротивлением и оплавле-
нием.
При стыковой сварке сопротивлением детали зажимают в элек-
тродах машины и сжимают усилием F(.B, после чего включают сва-
рочный ток и нагревают детали до пластического состояния (темпе-
ратура (0,84-0,9) Удл]. Соединение образуется в твердой фазе. В за-
ключительной стадии иногда быстро повышают усилие сжатия,
производя осадку.
При стыковой сварке оплавлением торцы свариваемых деталей
нагревают до расплавления, а затем под влиянием усилия осадки
расплавленный металл выжимается из зоны стыка и сварка проис-
ходит в основном в твердой фазе. В начале детали сближают при
незначительном усилии сжатия н включенном сварочном трансфор-
маторе.
Разновидностью стыковой сварки является нридолыю-стыковая
сварка, при которой детали нагреваются электрическим током, про-
ходящим параллельно плоскости соединения (рис. 6, е). Свариваемые
детали сжимаются пуансоном. Сварочный ток, проходя по деталям,
нагревает их. При достижении температ} ры, необходимой для сварки
в твердой фазе, детали сжимаются осадочным усилием При этом
способе происходит медленный нагрев, поэтому места соединения
необходимо защищать от воздуха флюсом или средой защитных
газов. Можно выполнять и непрерывную сварку при прохождении
двух полос между двумя парами роликов, через которые и подво-
дится сварочный ток.
Для нагрева при различных способах контактной сварки обычно
используют переменный ток частотой 50 Гц, а иногда токн более
низкой или высокой частоты. Применяют для нагрева и импульсы
униполярного тока, полученные с помощью выпрямителей или
конденсаторов. Число и форма импульсов, действующая сила тока
в каждом из них существенно влияют на характер нагрева.
ГЛАВА П
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ КОНТАКТНОЙ СВАРКИ
§ 1. ОБРАЗОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ
Точечная, рельефная и шовная сварка. При этих способах
сварки условия образования сварных соединений аналогичны и
состоят из четырех этапов.
На первом подготовительном этапе (сжатие) свариваемые поверх-
ности входят в соприкосновение при определенном усилии. Проис-
ходят деформация микронеровностей в местах контакта и частичное
разрушение оксидных пленок. Уменьшаются и стабилизируются
контактные сопротивления. Соединение подготовляется к включе-
нию сварочного тока.
Второй этап начинается с момента включения сварочного тока
и заканчивается началом расплавления литого ядра. Во время этого
этапа металл нагревается и расширяется в месте соединения. С на-
гревом металла развиваются пластические деформации, под влия-
нием которых металл вытесняется в зазор и образуется поясок,
уплотняющий ядро.
Третий этап начинается с возникновения расплавленной зоны
и ее увеличения до номинального диаметра литого ядра ном.
На этом этапе происходит дробпение и разрушение оксидных пле-
нок, которые замешиваются в расплавленном металле ядра. Дей-
ствие электродинамических сил способствует этому процессу и при-
водит к интенсивному перемешиванию жидкого металла и выравни-
ванию состава ядра при сварке разнородных металлов. При таком
-перемешивании нерастворимые частицы оксидных пленок и за-
грязнений концентрируются на периферии расплавленного ме-
талла .
Четвертый этап начинается с момента выключения тока. Во время
этого этапа происходят-охлаждение и кристаллизация металла и
проковка зоны сварки.
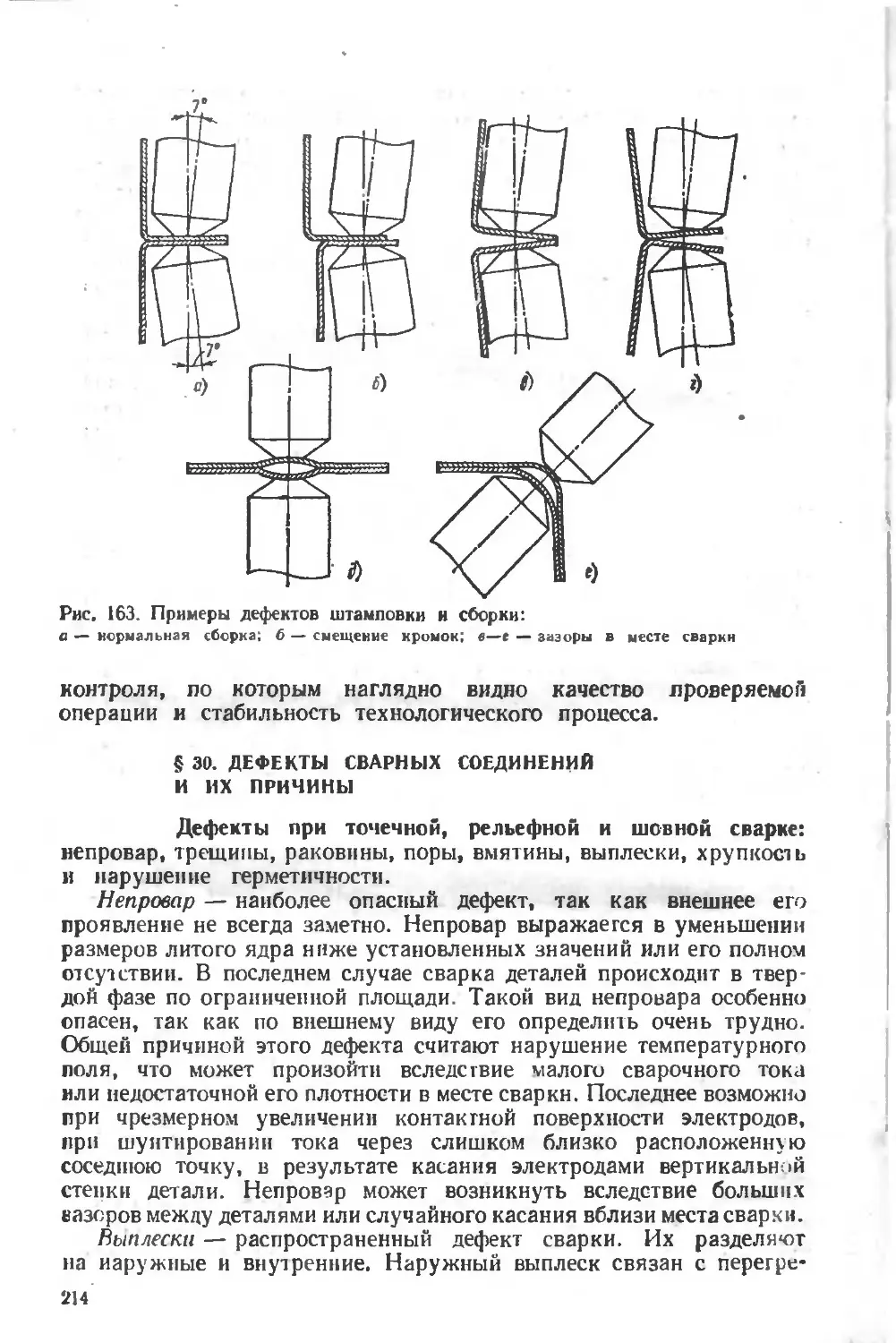
Качество сварных соединений зависит от продолжительности,
формы и величины импульсов сварочного тока, а также от размеров
и скорости нарастания сжимающего усилия.
В результате термомеханических процессов в зоне сварки проте-
кают сопутствующие процессы: появляются остаточные напряже-
ния и деформации, происходят структурные изменения в околошов-
ной зоне, изменяется объем металла при нагреве и охлаждении,
окисляются и взаимодействуют металлы в контакте электрод—
деталь и др.
Стыковая сварка. При двух основных разновидностях стыковой
сварки — сопротивлением и оплавлением — сварные соединения об-
разуются по-разному.
10
При стыковой сварке сопротивлением на первом подготовитель-
ном этапе детали входят в соприкосновение при существенном усилии.
Па втором этане включают ток и торцовые поверхности соеди-
нения нагревают до (0,84-0,9) Т„п основного металла. Прилегаю-
щие зоны металла прогреваются на определенную глубину, и про-
исходит совместная пластическая деформация. При таком способе
сварки во время пластической деформации происходит частичное
выдавливание оксидов с торцовой поверхности.
Термическая активация атомов в этот момент способствует обра-
зованию активных центров взаимодействия и окончательному фор-
мированию сварного соединения в твердой фазе.
Значительное влияние на образование сварного соединения
оказывают оксидные пленки на торцовой поверхности. Во время
нагрева воздух почти беспрепятственно проникает к нагретым тор-
цовым поверхностям, окисляя их и препятствуя образованию меж-
атомных связей. Применяемая защита места сварки при некоторых
разновидностях этого способа замедляет процессы окисления. При
стыковой сварке сопротивлением в месте соединения обычно остается
часть оксидов, которые и ухудшают качество соединения.
Стыковая сварка способом оплавления технологически делится
на стыковую сварку непрерывным оплавлением и оплавлением
с подогревом.
На первом этапе происходит соприкосновение торцовых поверх-
ностей под небольшим усилием, достаточным только для электри-
ческого контакта. Второй этап — нагрев и оплавление зоны сварки.
Между торцами возникают контакты вначале в твердом состоянии,
затем в виде перемычек расплавленного металла, которые периоди-
чески разрушаются. Температура торцов при нагреве оплавлением
близка к температуре плавления. Детали больших сечений перед
этим этапом предварительно подогревают кратковременным замы-
канием торцов или токами высокой частоты (ТВЧ) через торцовый
индуктор. На третьем этапе производится осадка. При быстром
сближении торцов пленки расплавленного металла, покрывающие
торны, объединяются в общую жидкую прослойку и образуются
общие связи в жидкой фазе. При дальнейшей осадке и пластической
деформации жидкий металл выдавливается из зазора н соединен» е
окончательно формируется уже в твердой фазе. Часть расплавлен-
ного металла может остаться невыдавлеппо»"» и в этом месте сварное
соединение образуется в результате совместной кристаллизации.
При сварке оплавлением удалить оксидные пленки значительно
легче. Большинство из них находится на поверхности расплавлен-
ного металла, покрывающего торцы деталей, и легко удаляется при
осадке вместе с расплавленным металлом.
Качество сварного соединения зависит от степени пластической
деформации, которая характеризуется коэффициентом площадм
^ПЛ = *5ц/Хц,
где Su и S„ — начальное и конечное сечения стыка.
11
При стыковой сварке сопротивлением соединение необходимого
качества можно получить при /?пя >4, а при сварке оплавлением —
при knA < 2. Нагрев с большим градиентом распределения темпе-
ратуры существенно облегчает удаление оксидов из зоны сварки.
В стыковом соединении при сварке оплавлением отсутствуют
включения оксидов и оно получается высокого качества. Качество
стыковых сварных соединений зависит от динамики осадки, изме-
нения скорости оплавления в период нагрева, момента вы-
ключения тока.
§ 2. ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ
И НАГРЕВ МЕТАЛЛА СВАРОЧНЫМ ТОКОМ
Электрическое сопротивление деталей
При контактной сварке детали нагревают электрическим
током, пропускаемым через место сварки.
В соответствии с законом Джоуля—Ленца иа участке электри-
ческой цепи между электродами с активным сопротивлением R^3
выделяется теплота Q3.3, благодаря чему металл нагревается в зоне
сварки до необходимой температуры.
Условия выделения теплоты при сварке непрерывно изменяются,
так как изменяются 7?э.д и /св, поэтому закон Джоуля—Ленца
для данного случая выражается в дифференциальной форме:
о
Сопротивление невелико и
точечной и шовной сварки R-,.3
контактных сопротивлений деталь
измеряется в микроомах. Для
складывается (рис. 7, а) из
— деталь /?д.д и электрод —
Рис, 7. Общее сопротивление зоны сварки:
а — точечной; б — стыковой; в — эквивалентная электрическая цепь зоны сварки
12
деталь 7?3.я и собственного сопротивления металла детален R/.
^.Э = ^д+2^.д+/?д.д.
При стыковой сварке (рис. 7, б) в общем сопротивлении не учи-
тывают сопротивление /?9.д вследствие малого его значения и
значительного удаления от места контакта.
Нагрев при контактной сварке имеет следующие особенности:
относительно небольшое активное сопротивление; наличие контакт-
ного сопротивления; интенсивный отвод теплоты во время нагрева
через электроды и окружающий металл; значительное изменение
сечения, по которому протекает ток.
На условия нагрева также влияет изменение удельного сопро-
тивления металла вследствие повышения температуры, образования
или распада твердых растворов, пластической деформации, поверх-
ностного эффекта и др.
При контактной сварке на общий нагрев оказывает влияние
эффект Пельтье. Сущность эффекта заключается в следующем:
в металлах средняя энергия электронов различна и изменение
ее при нагреве также неодинаково. Эта энергия различна в металлах
в твердом и расплавленном состояниях. Если через контакт ме-
таллов, разнородных или находящихся в твердом или расплавлен-
ном состоянии, пропустить электрический ток, то в зависимости от
средней энергии электронов будет наблюдаться поглощение или вы-
деление теплоты в месте контакта.
При симметричном переменном токе эффект проявляться не
будет, так как общее количество теплоты, выделяющейся в кон-
такте,
Qoo ~ Qj. d ± Qm
где Q.,. э, (?„ —теплота, выделяющаяся в соответствии с законами
Джоуля—Ленца и Пельтье.
Теплота Пельтье пропорциональна /св и /сп. Доля этой теплоты
в общем балансе энергии обычно не превышает 5—10 %.
При униполярных импульсах сварочного тока теплота Пельтье
искажает си метрик* литого ядра, что влияет на глубину провара
и остаточную деформацию.
Электрическое сопротивление контакта
Если через металлические проводники пропустить ток
и замерить падение напряжения на двух участках равной длины
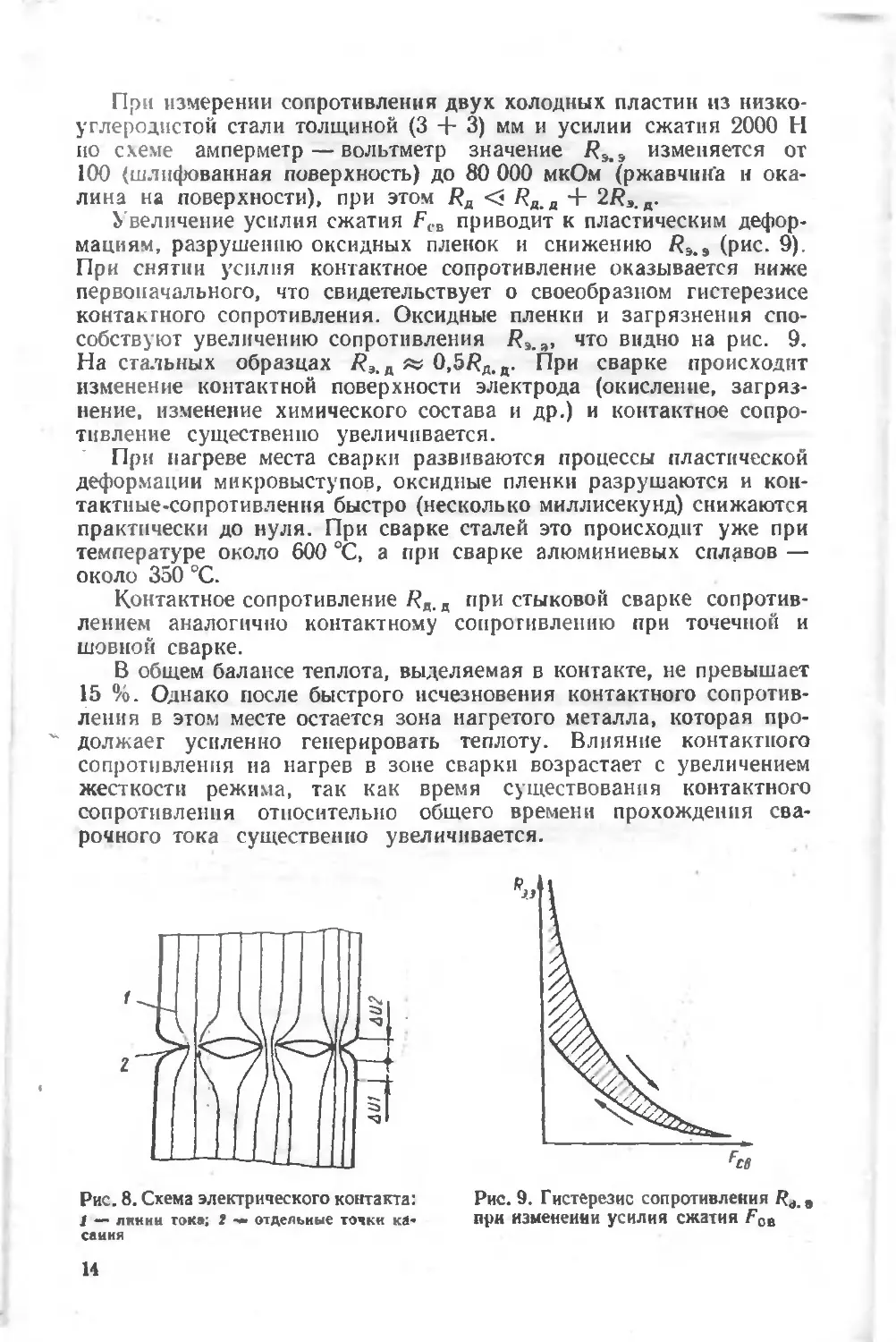
(рис. 8), то всегда &U1 < &U2 вследствие контактного сопротив-
ления в месте стыка.
В месте контакта из-за касания проводников по отдельным
микровыступам резко уменьшается сечение, что приводит к искрив-
лению и локальному сгущению линий электрического тока («сито-
вой» характер проводимости). Шероховатость, оксиды и различные
загрязнения затрудняют образование металлического контакта через
мнкровыстуиы.
13
При измерении сопротивления двух холодных пластин из низко-
углеродистой стали толщиной (3 + 3) мм и усилии сжатия 2000 Н
ио схеме амперметр — вольтметр значение изменяется от
100 (шлифованная поверхность) до 80 000 мкОм (ржавчина н ока-
лина на поверхности), при этом Ra <i Ra.a + 2/?э. д.
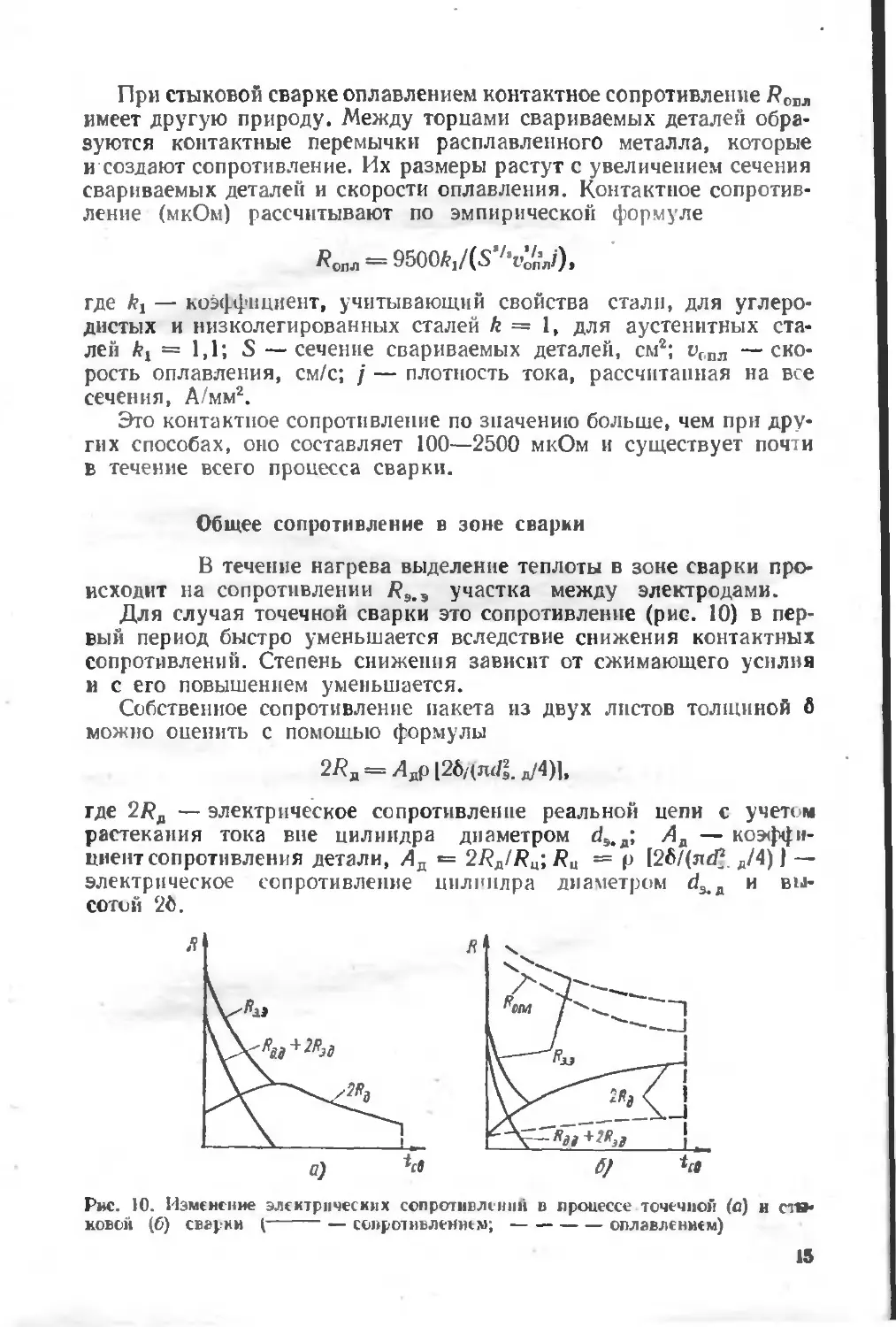
Увеличение усилия сжатия FeB приводит к пластическим дефор-
мациям, разрушению оксидных пленок и снижению /?э.э (рис. 9).
При снятии усилия контактное сопротивление оказывается ниже
первоначального, что свидетельствует о своеобразном гистерезисе
контактного сопротивления. Оксидные пленки и загрязнения спо-
собствуют увеличению сопротивления R3.a, что видно на рис. 9.
На стальных образцах /?э.д rv Q,5Raitt. При сварке происходит
изменение контактной поверхности электрода (окисление, загряз-
нение, изменение химического состава и др.) и контактное сопро-
тивление существенно увеличивается.
При нагреве места сварки развиваются процессы пластической
деформации микровыступов, оксидные пленки разрушаются и кон-
тактиые-сопротивлення быстро (несколько миллисекунд) снижаются
практически до нуля. При сварке сталей это происходит уже при
температуре около 600 °C, а при сварке алюминиевых сплавов —
около 350 °C.
Контактное сопротивление/?д. д при стыковой сварке сопротив-
лением аналогично контактному сопротивлению при точечной и
шовной сварке.
В общем балансе теплота, выделяемая в контакте, не превышает
15 %. Однако после быстрого исчезновения контактного сопротив-
ления в этом месте остается зона нагретого металла, которая про-
должает усиленно генерировать теплоту. Влияние контактного
сопротивления на нагрев в зоне сварки возрастает с увеличением
жесткости режима, так как время существования контактного
сопротивления относительно общего времени прохождения сва-
рочного тока существенно увеличивается.
Рис. 8. Схема электрического контакта:
1 — линин тока; 2 —• отдельные точки ка-
сания
Рис. 9. Гистерезис сопротивления Rd_a
при изменении усилия сжатия F0B
и
При стыковой сварке оплавлением контактное сопротивление Кепд
имеет другую природу. Между торнами свариваемых деталей обра-
зуются контактные перемычки расплавленного металла, которые
и создают сопротивление. Их размеры растут с увеличением сечения
свариваемых деталей и скорости оплавления. Контактное сопротив-
ление (мкОм) рассчитывают по эмпирической формуле
Яопл = 95Q0k1/(S,,tvOnni),
где /?1 — коэффициент, учитывающий свойства стали, для углеро-
дистых и низколегированных сталей k = 1, для аустенитных ста-
лей /?1 = 1,1; S — сечение свариваемых деталей, см2; ц,пл —ско-
рость оплавления, см/с; / — плотность тока, рассчитанная на все
сечения, А/мм2.
Это контактное сопротивление по значению больше, чем при дру-
гих способах, оно составляет 100—2500 мкОм и существует почти
в течение всего процесса сварки.
Общее сопротивление в зоне сварки
В течение нагрева выделение теплоты в зоне сварки про-
исходит на сопротивлении /?9.э участка между электродами.
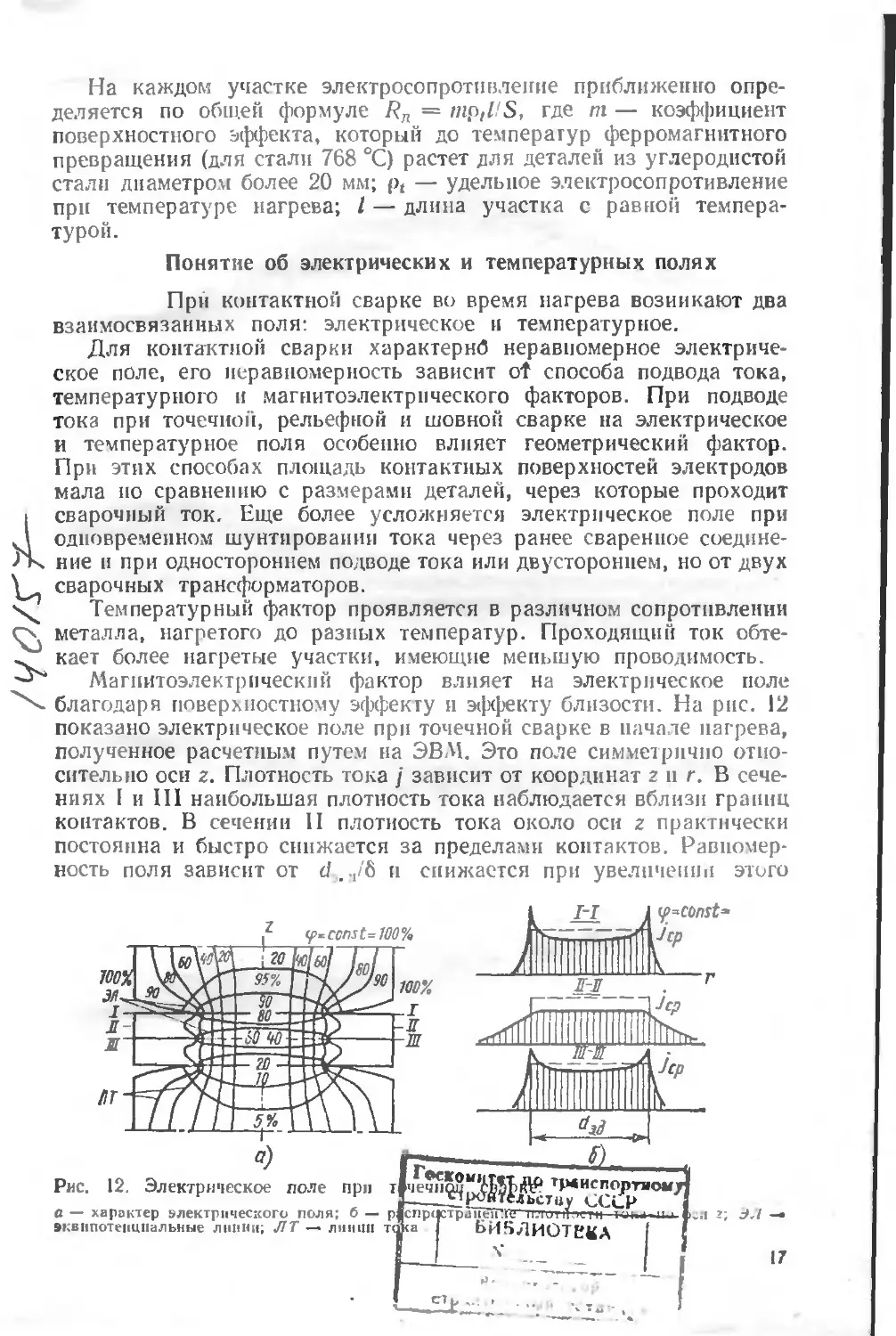
Для случая точечной сварки это сопротивление (рис. 10) в пер-
вый период быстро уменьшается вследствие снижения контактных
сопротивлений. Степень снижения зависит от сжимающего усилия
и с его повышением уменьшается.
Собственное сопротивление пакета из двух листов толщиной б
можно оценить с помощью формулы
27? д = Лдр 126дл</|. д/4)),
где 2/?д — электрическое сопротивление реальной цепи с учетом
растекания тока вне цилиндра диаметром Фэ.д; Лд — коэффи-
циент сопротивления детали, Ад = 27?д//?ц;/?ц = р [2б/(лгР д/4) J —
электрическое сопротивление цилиндра диаметром Ф3фД и вы-
сотой 26.
Рис. 10. Изменение электрических сопротивлений в процессе точечной (с) и сте-
ковой (б) сварки (-------— сопротивление»;--------------оплавлением)
15
Рис. 11. Схема зоны нчгрева с плоской и сферической рабочей поверхностью элект-
рода (с) и зависимость Од = /?д/7?ц от ф,. й/6 Наиболее распространенная об-
ласть заштрихована (б)
Степень растекания тока и Ад зависят от отношения ds.n/fi
(рис. 11). С увеличением толщины пластины 6 (d_B = const) раз-
личие между 2/?ч и /?„ возрастает. Сопротивление RB обычно вы-
числяют для конечной стадии процесса (к концу нагрева) и полу-
ченное значение используют для определения сварочного тока.
При плоской поверхности электрода ее диаметр и есть d3.„
в конце нагрева (рис. 11, а). При сферической заточке этот диаметр
определяют по формуле dj. д.Сф = 1/4Гсв/(лод), где оп — услов-
ное сопротивление пластической деформации.
В конце нагрева для сталей ол л; 200 МПа, для алюминиевых
сплавов Од т 100 МПа. Тогда эта формула принимает вид
2Яд. КОЛ - [4u*„6/(ntG.
кон/4)] (Pi + Рг).
где /ен — коэффициент, учитывающий неравномерность нагрева
пластин, для сталей kH = 0,85; кон — диаметр контакта к концу
нагрева; рх и р2 — удельные сопротивления соответственно для
температур tL и t2 нагрева листов пакета; для сталей принимают
1,= 1200 °C и (2 = 1500 °C.
При стыковой сварке сопротивлением схема изменения Т?9-9
в течение нагрева аналогична схеме изменения этого сопротивле-
ния при точечной сварке.
При стыковой сварке оплавлением (рис. 11,6) суммарное сопро-
тивление /?э. 9 изменяется по другому закону. Контактное сопро-
тивление /?опл существует в течение всего процесса оплавления,
несколько снижаясь к концу периода в связи с повышением ско-
рости оплавления вследствие увеличения чрсла контактов-перемы-
чек и их сечения Во время осадки это сопротивление исчезает и
/?9 9 становится близким к 27?д. )
При стыковой сварке сопротивлением после исчезновения кон-
тактного сопротивления общее сопротивление определяется длиной
выступающих из зажимных губок деталей с учетом неравномерности
их нагрева. При сварке оплавлением эта неравномерность зависит
также от предварительного подогрева перед оплавлением.
16
На каждом участке электросопротивление приближенно опре-
деляется по общей формуле = tnptl!S, где т — коэффициент
поверхностного эффекта, который до температур ферромагнитного
превращения (для стали 768 °C) растет для детален из углеродистой
стали диаметром более 20 мм; pt — удельное электросопротивление
при температуре нагрева; / — длина участка с равной темпера-
турой.
Понятие об электрических и температурных полях
При контактной сварке во время нагрева возникают два
взаимосвязанных поля: электрическое и температурное.
Для контактной сварки характерно неравномерное электриче-
ское поле, его неравномерность зависит of способа подвода тока,
температурного и магнитоэлектрического факторов. При подводе
тока при точечной, рельефной и шовной сварке на электрическое
и температурное поля особенно влияет геометрический фактор.
При этих способах площадь контактных поверхностей электродов
мала ио сравнению с размерами деталей, через которые проходит
сварочный ток. Еще более усложняется электрическое поле при
одновременном шунтировании тока через ранее сваренное соедине-
ние и при одностороннем подводе тока или двустороннем, но от двух
сварочных трансформаторов.
Температурный фактор проявляется в различном сопротивлении
металла, нагретого до разных температур. Проходящий ток обте-
кает более нагретые участки, имеющие меньшую проводимость.
Магнитоэлектрический фактор влияет на электрическое поле
благодаря поверхностному эффекту и эффекту близости. На рис. 12
показано электрическое поле при точечной сварке в начале нагрева,
полученное расчетным путем на ЭВМ. Это поле симметрично отно-
сительно оси z. Плотность тока j зависит от координат 2 и г. В сече-
ниях I и III наибольшая плотность тока наблюдается вблизи границ
контактов. В сечении II плотность тока около оси z практически
постоянна и быстро снижается за пределами контактов. Равномер-
ность поля зависит от d ,Ч/Ь и снижается при увеличении этого
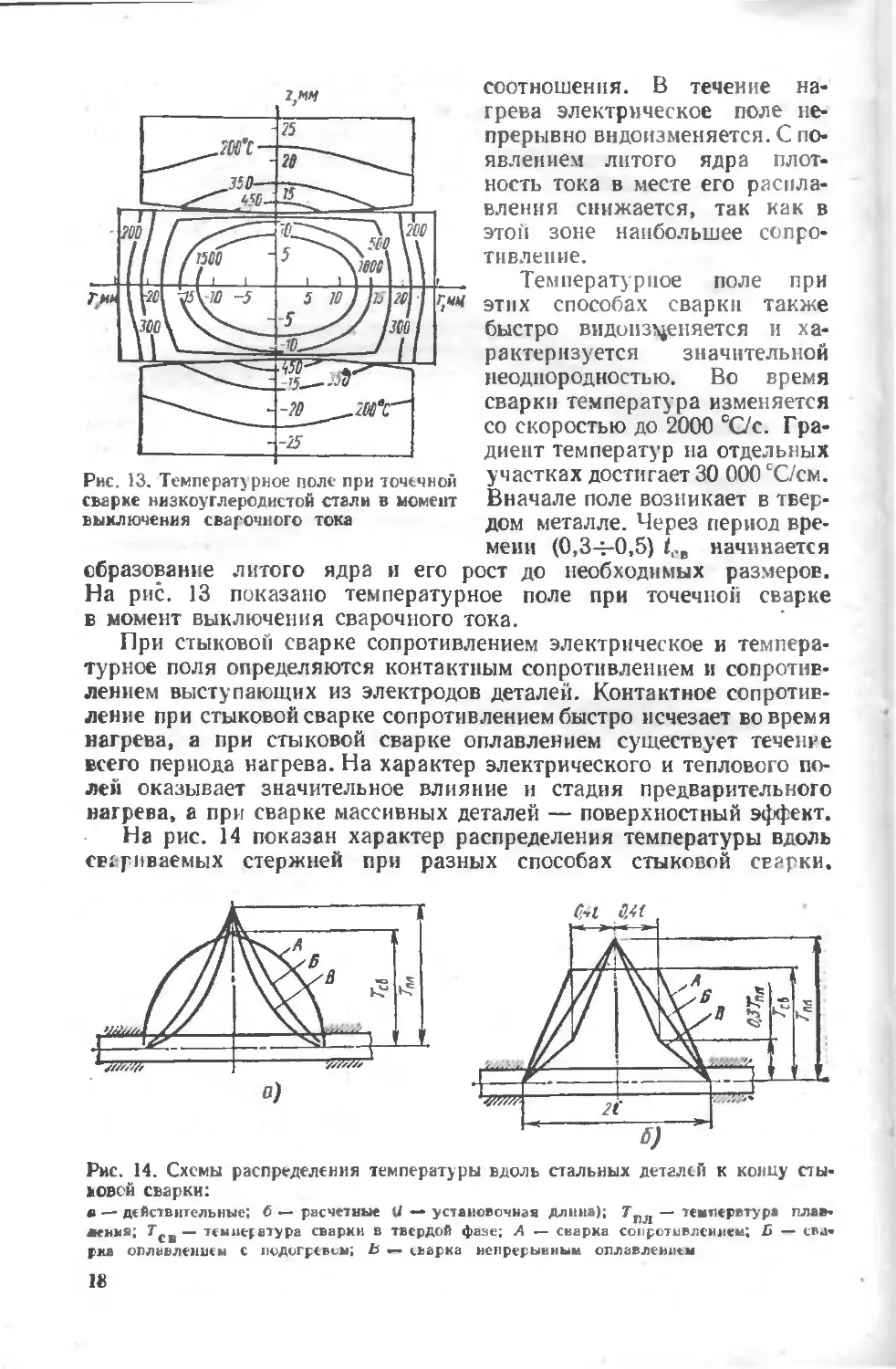
Рис. 13. Температурное поле при точечной
сварке нмзкоуглеродиетой стали в момент
выключения сварочного тока
соотношения. В течение на-
грева электрическое поле не-
прерывно видоизменяется. С по-
ив пением литого ядра плот-
ность тока в месте его распла-
вления снижается, так как в
этой зоне наибольшее сопро-
тивление.
Температурное поле при
этих способах сварки также
быстро видоизменяется и ха-
рактеризуется значительной
неоднородностью. Во время
сварки температура изменяется
со скоростью до 2000 °С/с. Гра-
диент температур на отдельных
участках достигает 30 000 С/см.
Вначале поле возникает в твер-
дом металле. Через период вре-
мени (0,34-0,5) 1СВ начинается
образование литого ядра и его рост до необходимых размеров.
На рис. 13 показано температурное поле при точечной сварке
в момент выключения сварочного тока.
При стыковой сварке сопротивлением электрическое и темпера-
турное поля определяются контактным сопротивлением и сопротив-
лением выступающих из электродов деталей. Контактное сопротив-
ление при стыковой сварке сопротивлением быстро исчезает вовремя
нагрева, а при стыковой сварке оплавлением существует течение
всего периода нагрева. На характер электрического и теплового по-
лей оказывает значительное влияние и стадия предварительного
нагрева, а при сварке массивных деталей — поверхностный эффект.
На рис. 14 показан характер распределения температуры вдоль
свариваемых стержней при разных способах стыковой сварки.
Рис. 14. Схемы распределения температуры вдоль стальных деталей к концу сты-
ковой сварки:
а — действительные; б — расчетные (/ — установочная длина); Т — теыпервтура плав*
аенмя; 7*св— температура сварки в твердой фазе; А — сварка сопротивлением; Б — сва-
рка оплавлением с подогревом; В —► сварка непрерывным оплавлением
18
Приближенные расчеты электрического сопротивления на заключи-
тельном этапе цикла нагрева можно вести по схеме, где характер
изменения температур представлен ломаной линией (рис. 14, б).
Тепловой баланс при контактной сварке
Общая характеристика нагрева при контактной сварке
выражается формулой теплового баланса
Qj. d = Quon 4“ хпот>
\ •
где Q3., — общее количество теплоты, выделенной в зоне нагрева;
<?пол — полезная теплота, расходуемая на нагрев металла в зоне
сварки; Qn0T — потери теплоты в окружающий металл, электроды
и атмосферу.
В определенных пределах Qnon не зависит от продолжительности
нагрева и определяется объемом нагретого металла V до темпера-
туры Г °C при удельной теплоемкости с и плотности у:
Quon = УсуТ.
Потери теплоты увеличиваются с увеличением продолжитель-
ности нагрева, поэтому растет и общее количество теплоты Рэ.,
(рис. 15, а). При этом неизбежно расширяется зона нагрева про
высоком коэффициенте температуропроводности свариваемого ма-
териала.
Среднее количество теплоты, выделяемой в единицу времени fCn
при нагреве,
Я == Qo.
Последнее выражение пе учитывает неизбежные потери в свароч-
ной машине на нагрев сварочного трансформатора и токоведущих
элеменгов.
С увеличением /Св необходимая мощность уменьшается (рис. 15,6).
Скорость нагрева зоны сварки до заданной температуры зависит ог
установленной^'мощности (рис. 15, е). При большой мощности т/,
температура Тсв, необходимая для сварки, достигается за время Zmt0.
С уменьшением мощности длительность нагрева увеличивается.
При иепользовтпии недостаточной мощности q3 нагреть место сварки
СЦ tcS S) tcS dj tct
Рис. 15. Типовые зависимости необходимой для сварки теплоты (а), потребляе-
мой при сварке мощности (б) и температуры в зоне сварки («) от длительности на-
грева
U
до необходимой температуры невозможно. В этом случае выделяется
недостаточное количество теплоты и вся она рассеивается в виде
потерь.
Следовательно, мощность, необходимая для контактной сварки,
не является постоянной величиной; она снижается с увеличением
продолжительности нагрева, ио всегда должна быть больше z/m[u.
Современная тенденция в развитии контактной сварки основана
на применении мощных машин, обеспечивающих снижение времени
сварки, чго 5 меньшает потери электрической энергии, в ряде слу-
чаев снижает остаточные деформации и повышает производительность.
Теплота, выделяющаяся на- участке между электродами, яв-
ляется основным показателем, ее используют для приближенного
расчета силы сварочного тока. Считают, что вся теплота (?3>s
расходуется па нагрев металла в зове сварки (QJ, потери вследствие
теплопроводно н в окружающий металл (Q.) и электроды (<?:,\ 1 е
Q3. s = Qi + Qi + Сз-
Для точечной сварки зону нагрева теплотой Q} до температуры
плавления металла 7ПЛ считают столбик металла высотой 26 и диа-
метром основания dj (рис. 16). Теплота Qif расходуемая на натрев
прилегающей зоны металла, представляется в виде кольца шири-
ной Х2, окружающего литое ядро, близкое по диаметру к d3. Сред-
нюю температуру кольца принимают равной четверти 7„л. Теплота" Q3,
нагревающая электроды, условно прогревает их па величину А"3
до средней температуры ТЗУ которую принимают равной (1/8) 7’цл.
Для приближенного расчета Qi используют формулу
Qj = (лгД/4) (ЗбсуТил),
где с п у — средняя теплоемкость п плотность металла изделия.
В этом расчете допускают, чю весь объем металла, а не литое
ядро, нагрет до Тпл. В более точных расчетах выделяют огдельно
зоны металла, нагретые ниже Тпл.
При расчете Q, принимают, чго теплота во время сварки усиегаег
распространиться на расстояние Х.г. Значение Х2 определяется
временем сварки /св и температуропроводностью а металла Х2 =
= 4 l^o/c,, где а — это отношение теплопроводности А к средней
теплоемкое!и с и плотности у |<. =
Рис. 16. Схема расчета силы сварочного
тока при точечной сварке
= X/(cy)J. Если площадь кольца
лХ2 (d3 + X.,), его высота 26 и
средняя температура нагрева 7,^/4,
то
Q2 = А^лХ, (ds+ Х.г) 26су (Г11Л/4),
где Aj = 0,8 учитывает неравно-
мерность распределения темпера-
туры по ширине кольца.
Потери теплоты в электро-
дах Q3 рассчитывают по формуле
Qs = 2А2 (л4/4) ХзСэуэ (7пп/8),
20
где k., — коэффициент, учитывающий форму электродов; при ци-
линдрическом элскгрохе k ~ 1, при коническом k — !,5, а в слу-
чае использования электродов со сферической рабочей частью k = 2;
с, 11 Y? — средняя теплоемкость и плотность металла электрода;
Х3 = 4/ц,_ М/СБ> где м — температуропроводность материала
элек гродов.
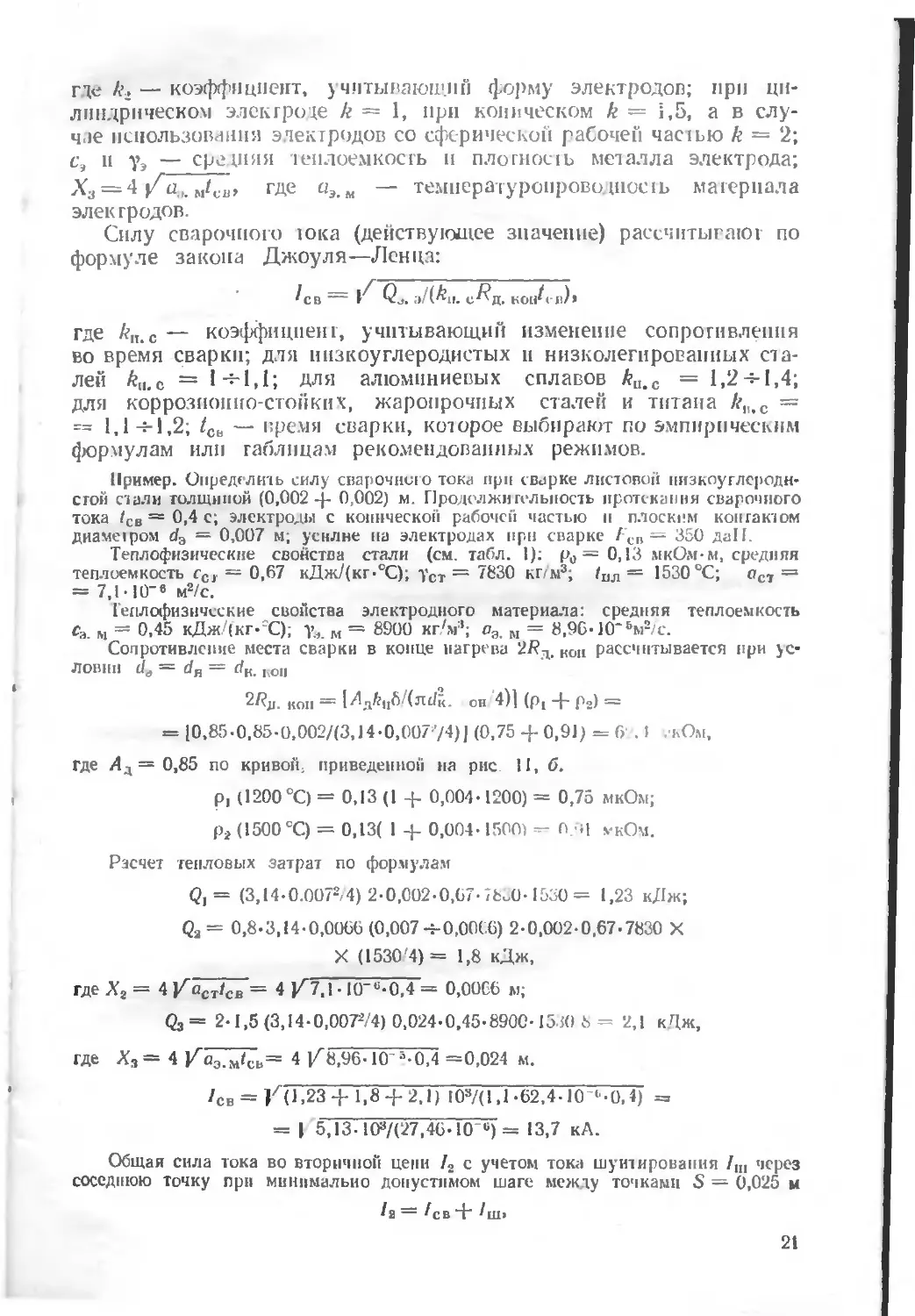
Силу сварочного тока (действующее значение) рассчитывают по
формуле закона Джоуля—Ленца:
IСВ == Qj. л/(^-1!. С^Д. КОнЛ'в)>
где kn.c — коэффициент, учитывающий изменение сопротивления
во время сварки; для низкоуглеродистых и низколегированных ста-
лей йн.с = 1-М,1; для алюминиевых сплавов Ли.с = 1,2-5-1,4;
для коррозионно-стойких, жаропрочных сталей и титана /г|1>с =
== 1,1 -5-1,2; 1Си — время сварки, которое выбирают по эмпирическим
формулам или таблицам рекомендованных режимов.
Пример. Определить силу сварочною тока при сварке листовой иизкоуглсродн-
сгой стали толщиной (0,002 ф- 0,002) м. Продолжительность протекания сварочного
тока /св = 0,4 с; электроды с конической рабочей частью и плоским контактом
диаметром da — 0,007 м; усилие на электродах при сварке /сп = 350 даН.
Теплофизические свойства стали (см. табл. 1); р0 = 0,13 мк Эм-м, средняя
теплоемкость cct = 0,67 кДж/(кг-°С); тст = 7830 кг/м3; /ил = 1530 °C; ас1 =
— 7,1-IO’8 м7с.
Геплофизнческие свойства электродного материала: средняя теплоемкость
Са_ м — 0,45 кДж/(кг-"С); у,. м = 8900 кг/м3; оя. ы = 8,96-10*6м2/с.
Сопротивление места сварки в конце нагрева 2/?д. коп рассчитывается при ус-
ловии da = da dBt |,oi|
2Рд. КОП = [ИдЙцй/(зТс/к. ОН 4)1 (pt + Р») =
= 10,85-0,85-0,002/(3,14-0,00774)] (0,75 + 0,91) =6 .1 .-кОм,
где Лд = 0,85 по кривой, приведенной на рис. II, б.
р, (1200 °C) = 0,13 (1 0 004-1200) — 0,75 мкОм;
р2 (1500 °C) = 0,13( 1 + 0,004-1500) = о щ мкОм.
Расчет тепловых затрат по формулам
(?,= (3,14-0.00774) 2-0,002-0,67-7830-1530 = 1,23 кДж;
Qa = 0,8-3,14-0,0066 (0,007 -г-0,0066) 2-0,002-0,67-7830 X
X (1530'4)= 1,8 кДж,
где Хг = 4 /аст/св = 4 /7,1 • 10"“-0,4 = 0,0066 м;
Q3 = 2-1,5 (3,14-0,00774) 0,024-0,45-8900- I5.J0 8 = 2,1 кДж,
где Х3 = 4 /оэ.м<св= 4 /8,96-10 ”-0,4 = 0,024 м.
/св = /(1,23 + 1,8 + 2,1) Ю®/(1,1-62,4-Ю'ь-0,4) =
= | 5,13-107(27,46-10 °) = 13,7 кА.
Общая сила тока во вторичной цени /2 с учетом тока шунтирования /ш через
соседнюю точку при минимально допустимом шаге между точками S = 0,025 м
li— /св + /цн
21
где = /св-2/?д НОИ,'2Ш, здесь 2Ш = Яш = Безразмерный парамир Я',
зависит от соотношений S/dK- 1<ои н S/b, где b — токопроводящая ширина, определя-
емая по формуле
b — JiS/ln (2S/d^ |(0I|) = I,37-0,025/lg (2S/dIt. Kr,n) =
= 1,37-0,025/lg (2-0,023/0,007) = 0,04 m,
тогда S/dH. IH1II = 0,025 0,007 = 3,6; Sib = 0,025,0,04 = 0,625 Ylo графику на
рис. 64/?ш = 0,6. Для данного примера
/?ш = /?шр(/« = 2-0,8-0,3/0,002 = 240 мкОм.
Вторичный тек /3 = /св + /ш = 13,7 +-13,7-62,4/240 =ч 13,7+3,56= 17,3 кА.
Нагрев деталей при стыковой сварке
При стыковой сварке общий нагрев деталей происходит
теплотой, которая выделяется в них и в контактах при прохожде-
нии сварочного тока.
При сварке сопротивлением теплота, выделяющаяся в контакте
между торцами свариваемых деталей, относительно невелика и
по мере нагрева соединения быстро уменьшается. При сварке сплав-
лением, наоборот, в этом месте выделяется значительное количестго
теплоты'и оно мало изменяется в процессе оплавления. При таких
способах сварки теплоту, которая генерируется в контактах между
электродами (губками) и деталью не учитывают, так как это место
удалено от места сварки и количество теплоты небольшое вследствие
высокого усилия, прилагаемого в зажимах. Схемы распределения
температуры вдоль стержней при отсутствии и наличии контактного
сопротивления показаны на рис. 17.
Температуру нагрева каждого участка свариваемой детали можно
рассчитать. Для расчета выбирают схему стержня неограниченной
длины, нагреваемого до температуры 7\ равномерно распределенным
по длине неизменяющнмся током с линейно возрастающим сопро-
тивленцем. Второй источник теплоты — это приконтактная зона,
мгновенно выделяющая теплоту, которая нагревает эту зону до
температуры Тг. В дальнейшем теплота распространяется вдоль
свариваемых детален. Общая температура нагрева Т в зоне, опре-
деляемой координатой х, в момент времени /св
Т1Х. — т\ (?) + Т-2 (Л, /)•
При определении этих температур учшывают изменение теплс^и-
вических свойств свариваемых материалов. В расчетных формулах
учтен неравномерный характер нагрева, выражаемый экспонен-
циальным законом. В формулы входят основные теплофизвческие
характеристики металлов, для упрощения расчетов применяют
номограммы и некоторые расчетные коэффициенты.
При сварке оплавлением нагрев в основном идет за счет теп-
лоты </„пл, выделяемой на сопротивлении контакта, которое имеет
вначнтельную величину и существует в течение длительного времени
*/спл == ^ОПЛ^СПЛ-
22
Рис. 17. Схемы распределения темпераiуры вдоль стержней при отсутствии (<?)
и наличии (б) контактного сопротивления в разных стадиях нагрева t
Теплота расходуется одновременно на нагрев выбрасываемого
металла из зазора между торцами деталей д'аая и на теплопередачу
в детали д"„1Я. Этот процесс можно связать с параметрами режима
сварки формулой
7опл <7опл “Ь допл г= Попл^Т (с (Т011Л Тi) 2X.S (dT/dx),
где S — сечение деталей, см2; у, с, X и т0 — плотность, удельная
теплоемкость, теплопроводность и скрытая теплота плавления
свариваемого металла; 7\ — температура торцов при оплавлении
(в начале оплавления комнатная, в конце близкая к температуре
плавления; при сварке с подогревом в начале процесса оплавле-
ния 7\ = 7’п.м); Топл — средняя температура выбрасываемого при
оплавлении металла, для стали Топл = 2000 JC; dT'dX— градиент
температуры у торца, при сварке стали dT/dx — 2000-^-5000 эС/см.
По этой формуле можно рассчитывать ток или скорость оплав-
ления.
§ 3. ОСОБЕННОСТИ ПЛАВЛЕНИЯ,
КРИСТАЛЛИЗАЦИИ И РАЗВИТИЯ ПЛАСТИЧЕСКИХ
ДЕФОРМАЦИЙ
Плавление и кристаллизация металла при точечной,
рельефной и шовной сварке
При точечной, рельефной и шовной сварке сварное соеди-
нение образуется из общей ванны жидкого металла в результате
кристаллизации. Расплавление металла начинается с центральной
зоны соединения и постоянно расширяется на периферию. Расплав-
ленный металл удерживается от вытекания в зазор уплотняющим
пояском, где сварка произошла в твердой фазе. На поверхности
металла обычно присутствуют пленка оксидов и остатки загрязне-
ний даже после тщательной зачистки. Все эти неметаллические ве-
щества частично выдавливаются к периферии в начальной стадии
нагрева, а часть их распределяется по всему объему литого ядра.
Расплавленный металл литого ядра под действием электрома-
гнитных сил, возникающих от взаимодействия сварочного тока с его
23
собственным электромагнитным полем, находится в движении и
хороню перемешивается. При этих способах сварки средний химиче-
с кин состав литого ядра не изменяется, так как весь объем его хо-
рошо герметизирован и надежно изолирован от окружающей атмо-
сферы.
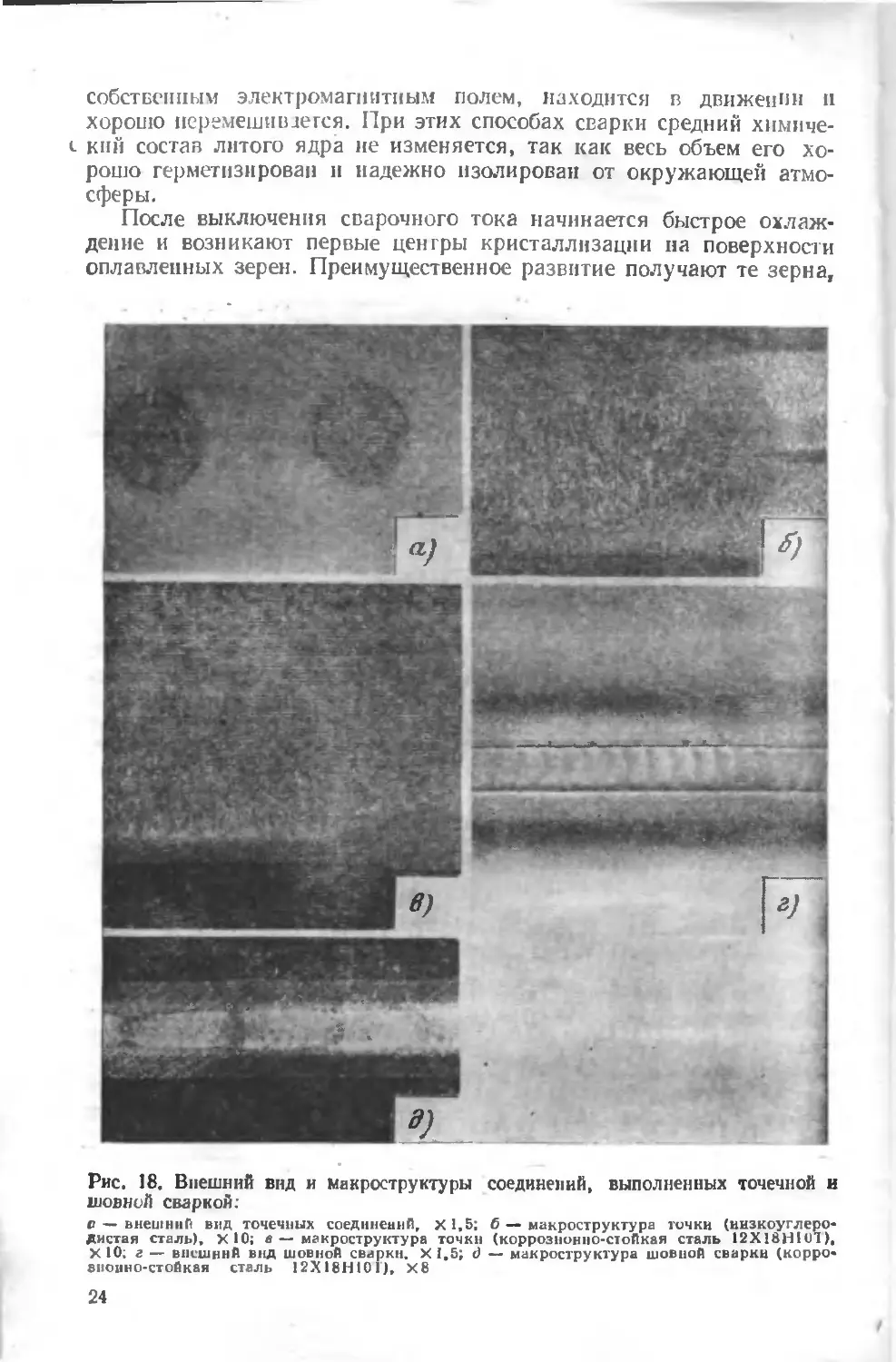
После выключения сварочного тока начинается быстрое охлаж-
дение и возникают первые центры кристаллизации на поверхности
оплавленных зерен. Преимущественное развитие получают те зерна,
Рис. 18, Внешний вид и макроструктуры соединений, выполненных точечной и
шовной сваркой:
а — внешний вид точечных соединений, Х1,5: б — макроструктура точки (иизкоуглеро-
Днстая сталь), X10; в—макроструктура точки (коррозионно-стойкая сталь 12X18HI01),
Х10; а — внешний внд шовной сварки. XI,5; d — м кроструктура шовной сваркп (корро-
анопно-стойкая сталь 12X18HI0T), Х8
24
ориентация которых наиболее благоприятна для оiпода теплоты.
Рост зерен идет в форме дендритов до взаимной встречи в центре
ядра (рнс. 18).
При сварке цветных металлов и сплавов на их основе кристалли-
зация вследствие большой теплопроводности идет с большей ско-
ростью. Если эти материалы имеют небольшой температурный
интервал кристаллизации, то образуются дендриты. При большом
интервале кристаллизации в uei ре литого ядра появляется область
неориентированных кристаллов .-'тому также способствует ликвация
во время охлаждения. По м ре кристаллизации расплавленный
металл обогащается легирующп ли примесями п его состав прибли-
жается к составу эвтектики, а оставшаяся масса металла начинает
кристаллизоваться сразу из многих центров. Во время кристалли-
зации мета пл затвердевает как бы в «изложнице», которая образуется
массой свариваемого металла Несвободная усадка приводит к обра-
зованию рыхлог Этот дефек! устраняется проковкой, которая вы-
зывает термопластическую деформацию еще нагретого металла.
Увеличение объема металла в зоне нагрева
Нагрев металла сопровождается увеличением линейных
размеров и объема (дилатоме1рнческий эффект).
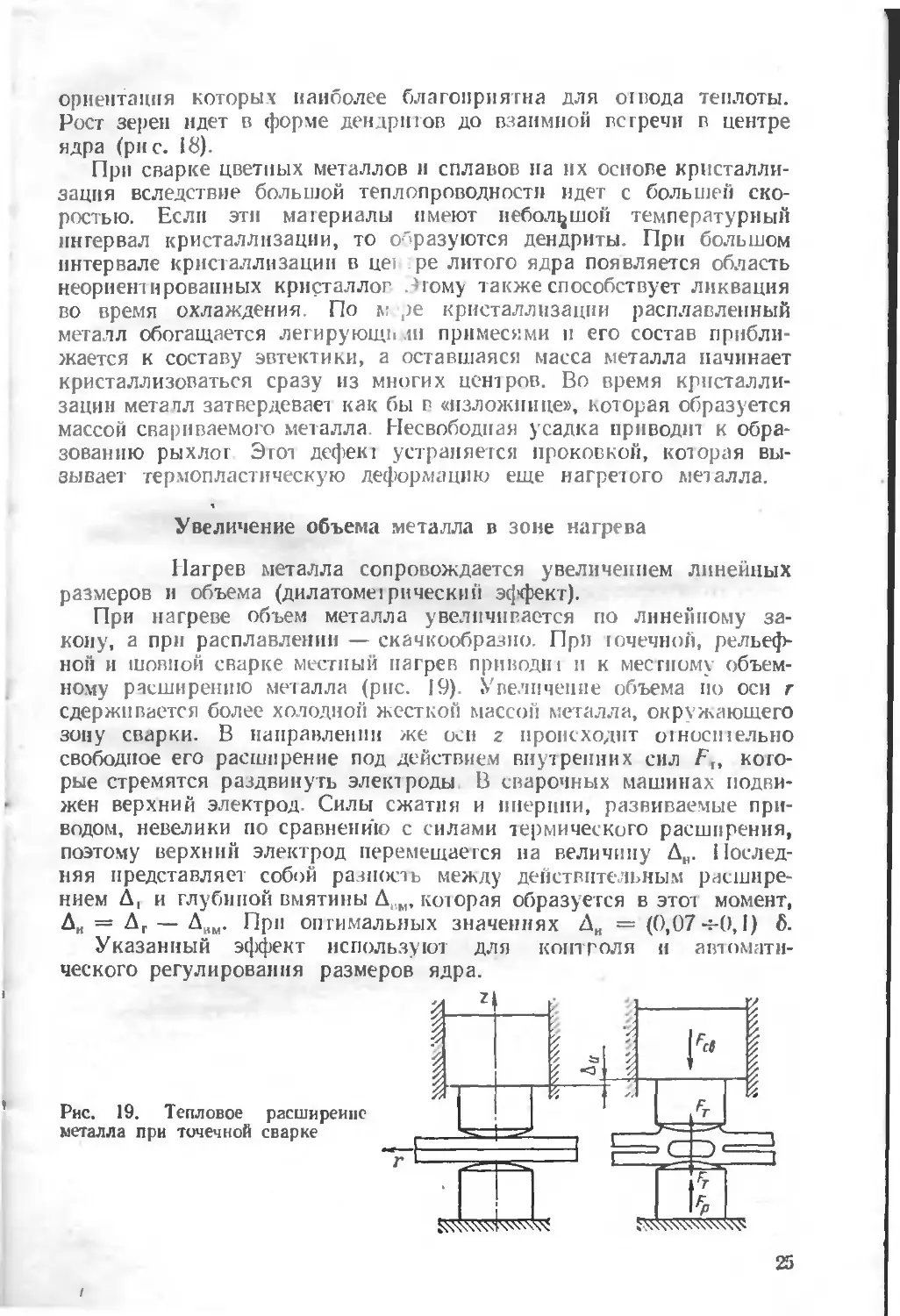
При нагреве объем металла увеличивается по линейному за-
кону, а при расплавлении — скачкообразно. При iочечной, рельеф-
ной и шовной сварке местный нагрев приводи! и к местному объем-
ному расширению металла (рис. 19). Увеличение объема по оси г
сдерживается более холодной жесткой массой металла, окружающего
зону сварки. В направлении же осн z происходит огностельно
свободное его расширение под действием внутренних сил F,, кото-
рые стремятся раздвинуть электроды В сварочных машинах подви-
жен верхний электрод. Силы сжатия и инерции, развиваемые при-
водом, невелики по сравнению с силами термического расширения,
поэтому верхний электрод перемещается на величину Д„. Послед-
няя представляет собой разность между действительным расшире-
нием Д, и глубиной вмятины Дим, которая образуется в этот момент,
Ди = Дг — Двм. При оптимальных значениях Д„ = (0,07-т-0,1) б.
Указанный эффект используют для контроля и автомати-
ческого регулирования размеров ядра.
Рис. 19. Тепловое расширение
металла при точечной сварке
Околошовная зона при точечной, рельефной
н шовной сварке
Околошовная зона оказывает существенное влияние на
качество сварного соединения. При точечной, рельефной и шовной
сварке тонколистовых металлов обычно разрушение соединений
происходит в этой зоне, что определяется соотношением площадей
литого ядра и окружающего его периметра. В металлах, толщина
которых ьеньше 2—2,5 мм, площадь разрушения по периметру ли-
того ядра оказывается меньше и здесь происходит разрыв.
В околошовной зоне металл нагревается ниже температуры
плавления и подвергается частично пластической деформации.
В околошовную зону входит и металл уплотняющего пояска, окру-
жающего литое ядро.
В этой зоне происходят изменения исходной структуры и свойств
металла. При сварке низкоуглеродистых сталей в зоне, непосред-
ственно примыкающей к ядру, наблюдается плавление границ зерен,
(пережог металла). Далее расположены крупные зерна (перегрев).
На участках, которые бьцш нагреты выше линии температуры А cs,
обнаруживаются отдельные небольшие участки закалки, включа-
ющие мартенсит, троостит и сорбит, образующиеся в результате
быстрого охлаждения и торможения местной диффузии угле-
рода.
При сварке холоднокатаной стали с частичным наклепом может,
наблюдаться повышенный рост зерна. При сварке закаливающихся
углеродистых и низколегированных сталей в • околошовной зоне
происходят более сложные изменения. При сварке закаленной и
отпущенной стали в зоне возникает структура закалки (мартенсит:
и др.), значительно увеличивается твердость и снижается пластич- '
ность. При сварке термически упрочняемых, высоколегированных,
алюминиевых и магниевых сплавов возможно оплавление легкот
плавких составляющих, расположенных по границам зерен, и сни-
жение пластичности. В сплавах, упрочняемых нагартовкой, проис-
ходит ее снятие с некоторым разупрочнением этой зоны.
Зона термомеханического влияния при точечной и шовной сварке
значительно меньше этой зоны при дуговой сварке вследствие
относительно малого тепловложен и я и кратковременности на-
грева.
Зону закалки можно уменьшить применением многоимпульсных
режимов. Благоприятное влияние оказывает и проковка зоны сварки
в заключительной стадии процесса, снижающая растягивающие
напряжения и предупреждающая образование горячих трещин.
Термопластические деформации при точечной,
рельефной и шовной сварке
При точечной, рельефной и шовной сварке термопластиче-
ские деформации происходят на всех стадиях образования сварного
соединения. Они необходимы для создания электрического контакта,
26
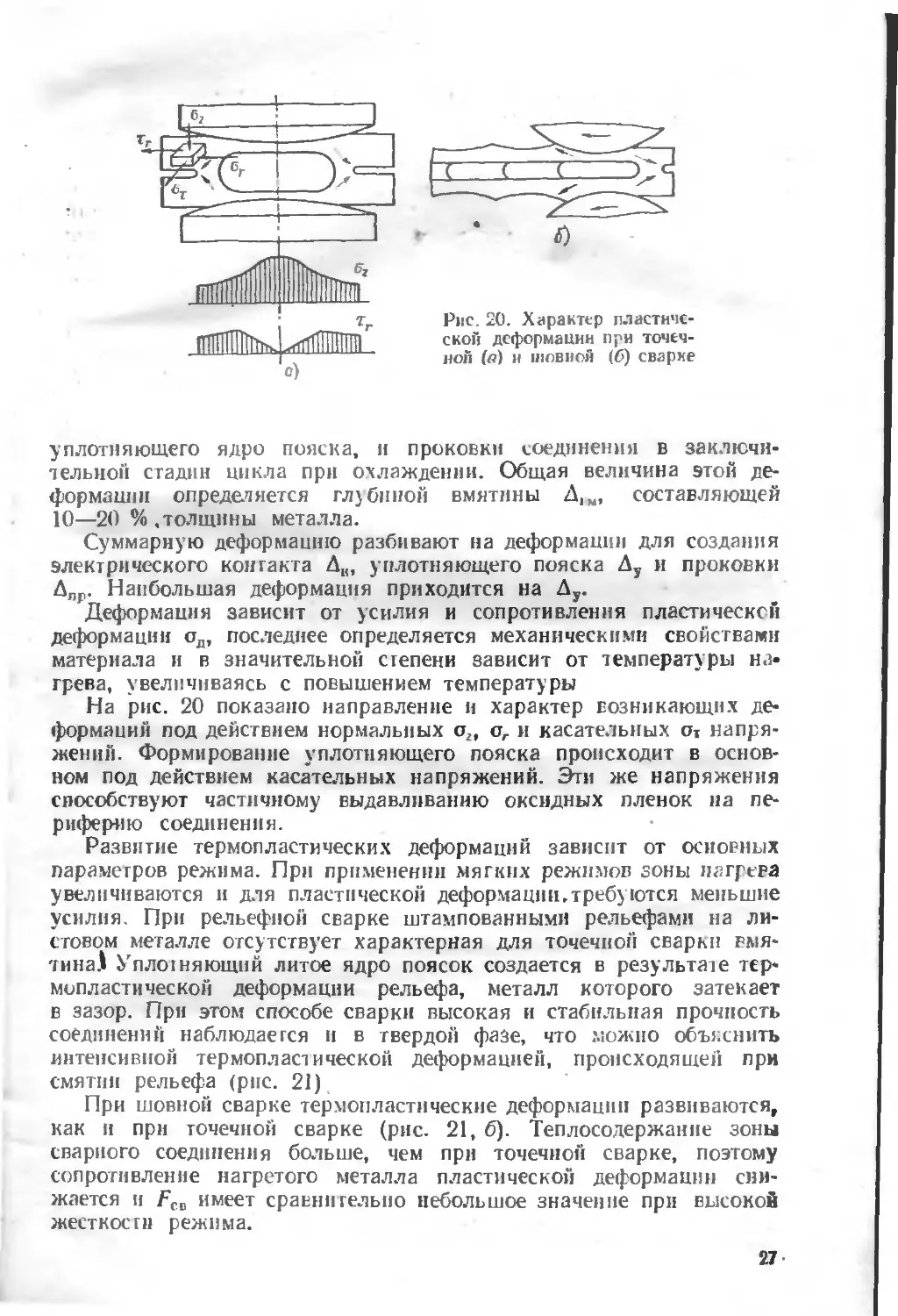
Рис. 20. Характер пластиче-
ской дсфор ации при точеч-
ной (а) и шовной (б) сварке
уплотняющего ядро пояска, и проковки соединения в заключи-
тельной стадии цикла при охлаждении. Общая величина этой де-
формации определяется глубиной вмятины А1М, составляющей
10—20 % .толщины металла.
Суммарную деформацию разбивают на деформации для создания
электрического контакта А„, уплотняющего пояска Ду и проковки
Алр. Наибольшая деформация приходится на Ду.
Деформация зависит от усилия и сопротивления пластической
деформации ид, последнее определяется механическими свойствами
материала и в значительной степени зависит от температуры на-
грева, увеличиваясь с повышением температуры
На рис. 20 показано направление и характер возникающих де-
формаций под действием нормальных о2, аг и касательных от напря-
жений. Формирование уплотняющего пояска происходит в основ-
ном под действием касательных напряжений. Эти же напряжения
способствуют частичному выдавливанию оксидных пленок на пе-
риферию соединения.
Развитие термопластических деформаций зависит от основных
параметров режима. При применении мягких режимов зоны нагрева
увеличиваются и для пластической деформации,требуются меньшие
усилия. При рельефной сварке штампованными рельефами на ли-
стовом металле отсутствует характерная для точечной сварки вмя-
тина) Уплотняющий литое ядро поясок создается в результате тер-
мопластической деформации рельефа, металл которого затекает
в зазор. При этом способе сварки высокая и стабильная прочность
соединений наблюдается и в твердой фазе, что можно объяснить
интенсивной термопластической деформацией, происходящей при
смятии рельефа (рис. 21),
При шовной сварке термопластические деформации развиваются,
как и при точечной сварке (рис. 21, б). Теплосодержание зоны
сварного соединения больше, чем при точечной сварке, поэтому
сопротивление нагретого металла пластической деформации сни-
жается и FCB имеет сравнительно небольшое значение при высокой
жесткости режима.
27-
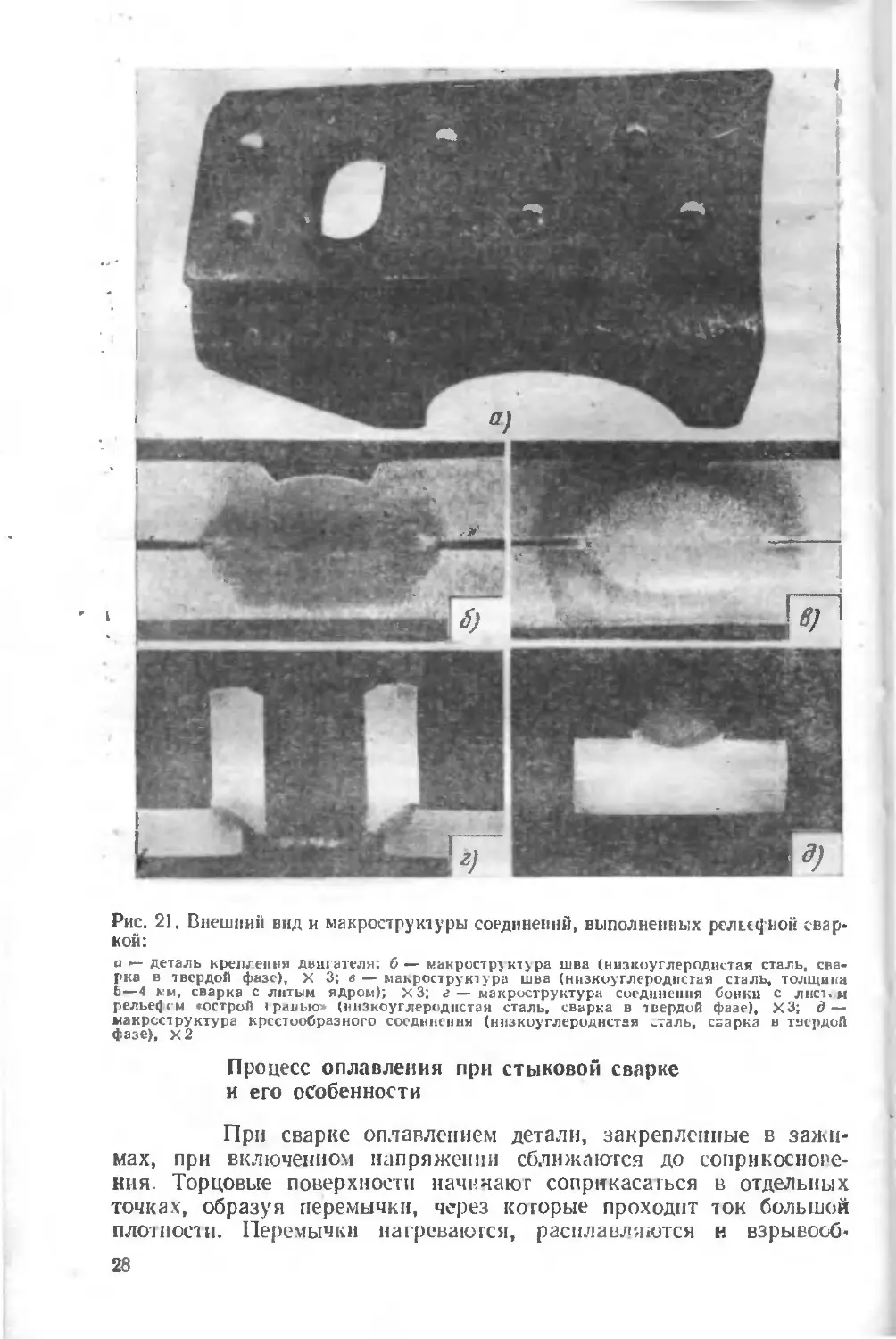
Рис. 21, Внешний вид и макроструктуры соединений, выполненных рельефной свар-
кой:
и — деталь крепления двигателя; б — макроструктура шва (низкоуглеродистая сталь, сва-
рка в твердой фазе), X 3; в — макроструктура шва (низкоуглероднетая сталь, толщина
6—4 мм, сварка с литым ядром); ХЗ; г — макроструктура соединения бойки с лист, м
рельефiM «острой I ранью» (низкоуглероднетая сталь, сварка в твердой фазе). ХЗ; д—
макроструктура крестообразного соединения (низкоуглероднетая „таль, сварка в твердой
фазе), X 2
Процесс оплавления при стыковой сварке
и его особенности
При сварке оплавлением детали, закрепленные в зажи-
мах, при включенном напряжении сближаются до соприкоснове-
ния. Торцовые поверхности начинают соприкасаться в отдельных
точках, образуя перемычки, через которые проходит ток большой
плотности. Перемычки нагреваются, расплавляются н взрывооб-
28
разно разрушаются с выбросом паров и окисленных частиц металла.
Во время оплавления торцы детален постепенно оплавляются,
выравниваются и прогреваются на необходимую глубину. Процесс
закапчивается осадкой, при которой выдавливается расплавленный
металл, покрывающий торцы, и развивается пластическая дефор-
мация в зоне соединения.
Оплавление должно быть непрерывным, для чего скорость по-
дачи детали оопл должна быть согласована со скоростью расплавле-
, ння перемычек. Если скорость расплавления недостаточная, то пло-
щадь контакта быстро увеличивается и наступает короткое замы-
кание сварочной цепи.
Длительность существования контактных перемычек между тор-
цами, их число, площадь, характер разрушения зависят от многих
причин (материала, размеров сечения, параметров электрической
цепи сварочной машины и др ). Вначале в контакт вступают поверх-
ности твердого металла. По мере возникновения пленки расплавлен-
ного металла контакты образуются между расплавленными уча-
стками торцовых поверхностей. Е i контактные перемычки дей-
ствуют несколько сил. Поверхностное натяжение (рис. 22, а)
стремится увеличить диаметр перемычек, а электромагнитные силы
Еэ.м, пропорциональные квадра1у тока, стремятся сжать и разо-
рвать перемычку. Стягивание ее под действием электромагнитных
сил увеличивает плотность тока и ускоряет разрушение перемычки.
В результате взаимодействия тока в перемычке с магнитным полем
сварочного контура возникает электромагнитная сила Е1(, под
действием которой перемычка перемещается и выталкивается из
контура (рис. 22, б). А^ежду перемычками, расположенными рядом,
возникают электромагнитные силы взаимодействия Е,ы С, сбли-
жающие н объединяющие перемычки.
Рис. 22. Схема сил, дейсшующих на контактную перемычку при сварке оплавле-
нием
2»
Плотность тока в перемычке достигает 3000 А/мм2, а давление
паров при ее взрыве — сотен мегапаскалей при температуре (6 4-8) Х|
X 10:‘ °C. Время существования перемычки при сварке тонкого
металла 0,001—0,005 с.
Во время оплавления между торцами обычно возникает несколько
контактов и проходящий ток распределяется между ними.’В моменты
полного разрыва перемычек создаются благоприятные условия для
образования кратковременного дугового разряда. Этому способ-
ствуют ионизированные пары металла и накопление электромагнит-
ной энергии в сварочном трансформаторе и вторичном контуре.
При образовании и разрушении контактных перемычек изме-
няется сопротивление во вторичном контуре, что приводит к харак-
терным пульсациям тока и напряжения (до 500 в 1 с).
При оплавлении деталей большой толщины контактные пере-
мычки имеют площадь более 50 мм2 и существуют в течение несколь-
ких полупериодов тока промышленной частоты. Основанием каждой
перемычки является кратер, который представляет собой массу
расплавленного металла в твердой поверхности торца. Глубина и
площадь кратера определяются размером перемычек. При старке
деталей с большими сечениями глубина достигает нескольких мил-
лиметров.
Чтобы оплавление не прерывалось, мгновенная скорость сбли-
жения .деталей должна соответствовать скорости их фактического
укорочения.
По мере оплавления деталей температура их торцов повышается
и скорость оплавления растет. В последнее время для сварки дета-
лей больших сечений применяют импульсное оплавление. На основ-
ную скорость движения при оплавлении накладываются колеба-
тельные движения с амплитудой 0,3—1 мм и частотой 3—35 Гц.
Периодическое повышение ц1ПЛ увеличивает длительность существо-
вания контактов в твердом состоянии, вызывая их частичное поверх-
ностное плавление, а снижение этой скорости ускоряет выброс
расплавленного металла без образования глубоких KpaiepoB и
больших потерь теплоты с выброшенным металлом. Импульсное
оплавление локализует нагрев, расширяет высокотемпературную
зону и предупреждает быструю кристаллизацию расплава. В ре-
зультате существенно снижаются ток оплавления, мощность машины,
припуск на оплавление и повышается производи 1ельность.
Устойчивость процесса оплавления зависит от температуры на-
грева торцов детали. В начале процесса, когда концы детали холод-
ные, оплавление неустойчиво. При повышении температуры про-
цесс оплавления стабилизируется. Поэтому при циклах сварки с пред-
варительным подогревом процесс оплавления возбуждается и под-
держивается легче
Для возбуждения процесса устойчивого оплавления необходим
ток короткого замыкания /к,3 достаточной силы. Его значение
определяют отношением /К.а//Опл» которое для тонкостенных
развитых сечений составляет 2,5—3, для компактных ^5. На устой-
чивость оплавления влияет также характер сопротивления корот-
30
кого замыкания Стыковые машины с низким сопротивлением ко-
роткого замыкания обеспечивают более устойчивый процесс оплав-
ления.
Большое влияние па качество сварки оказывает защитное дей-
ствие паров металла. Избыточное их давление затрудняет прони-
кание воздуха в зазор между торцами деталей во время оплавления.
Интенсивное окисление паров и капель металла одновременно
связывает кислород, чго способствует улучшению защиты торцов
от окисления.
Температура торцовой поверхности деталей в начале процесса
неравномерна, а по мере оплавления выравнивается. На поверх-
ности постепенно образуется слой расплавленного металла. На
стальных деталях небольшого сечения толщина этого слоя 0,1 —
0,3 мм. С увеличением сечения толщина расплавленною слоя уве-
личивается.
Околошовная зона при стыковой сварке
При стыковой сварке околошовная зона имеет большие
размеры вследствие большой длительности нагрева. Свойства ме-
талла этой зоны изменяются также в результате термомеханиче-
ского цикла и зависят от состава металла и предшествующей терми-
ческой обработки.
В околошовной зоне наблюдаются различные структурнйе изме-
нения. В зоне, непосредственно прилегающей к стыку, расположены
укрупненные зерна, затем следует вона нормализации и частичной
перекристаллизации. Около стыка при сварке легированных сталей
возможно образование рыхлог, ко-
торые располагаются в зоне частич-
ного расплавления более легко-
плавких составляющих.
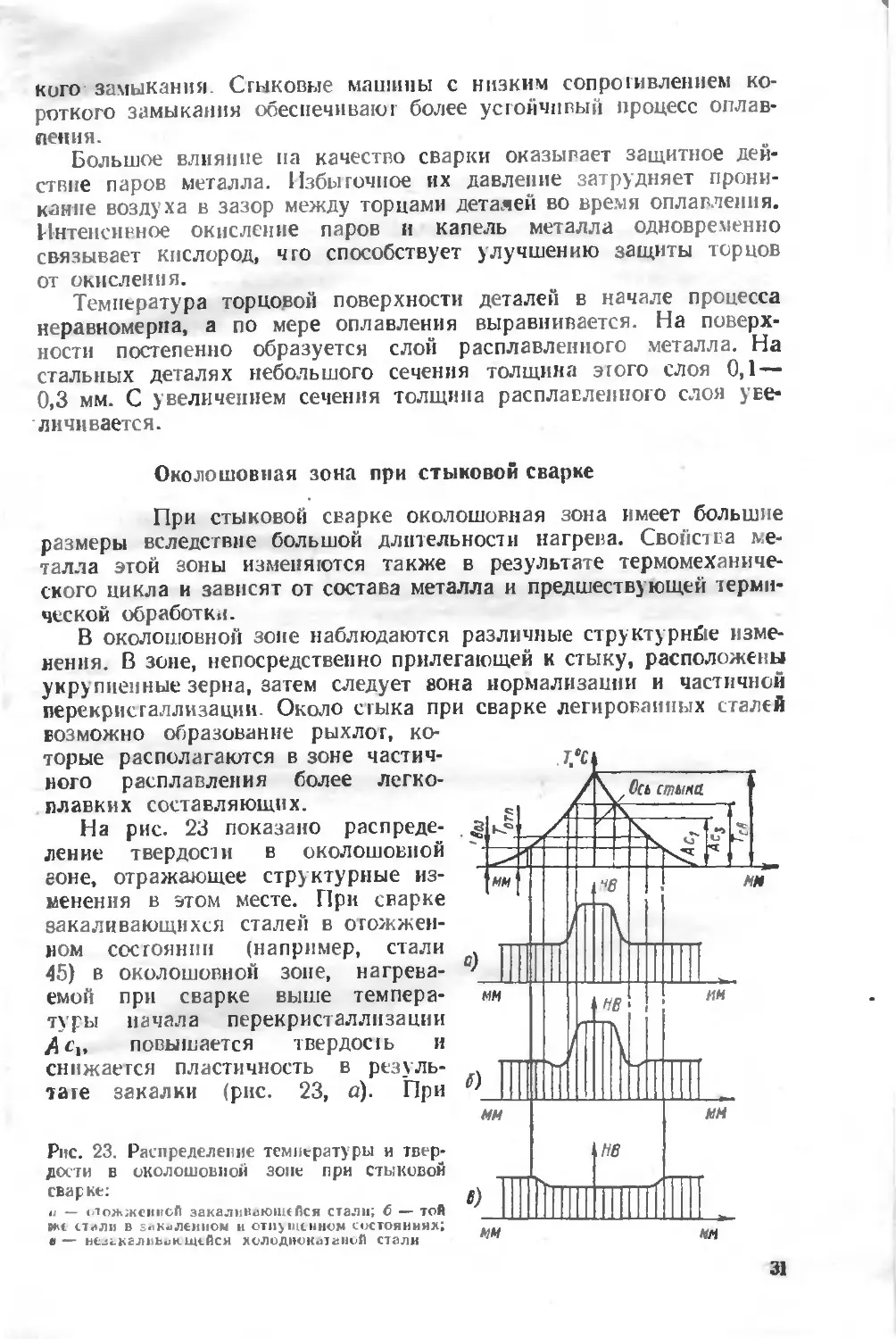
На рис. 23 показано распреде-
ление твердости в околошовной
аоне, отражающее структурные из-
менения в этом месте. При сварке
закаливающихся сталей в отожжен-
ном состоянии (например, стали
45) в околошовной зоне, нагрева-
емой при сварке выше темпера-
туры начала перекристаллизации
Дси повышается твердошь и
снижается пластичность в резуль-
тате закалки (рис. 23, а). При
Рис. 23. Распределение температуры и твер-
дости в околошовной зоне ври стыковой
сварке:
и — «пояснелисП закаливйюшеЛея стали; б — той
ext стали в закаленном и отпущенном состояниях;
в — щсйся холоднокатаной стали
31
сварке стали в закаленном и отпущенном состоянии на участка!
околотповиой зоны, нагреваемых выше температуры отпуска ТО|П1
но ниже температуры перекристаллизации, наблюдается местное
разупрочнение (рис. 23, б). В плоскости стыка при сварке углеро,
дистых сталей происходит местное снижение твердости вследствие
выгорания углерода.
При сварке стали, упрочненной наклепом, в зоне нагрева г.ыш •
температуры разупрочнения снижается твердость (рис. 23, е). Ант
логичное снижение твердости наблюдается и при сварке термически
упрочненных алюминиевых сплавов. Местное выравнивание твердо
стп может быть достигнуто последующей термической обработкой.
Термопластические деформации при стыковой сварке
При стыковой сварке сопротивлением термопластические
деформации необходимы для создания электрического контакт
между торцами свариваемых деталей Д„ и осадки в завершающе н
стадии Дос.
Деформация Дк относительно невелика и создается при деветви н
умеренного напряжения, обеспечивающего нагрев без расилавл< -е
ниЯ металла. Это напряжение при осадке низкоуглеродистых сталс &
достигает 20—40 МПа. Деформация во время осадки Дес боле)
значительна, так как действующее усилие воспринимается ух ,
нагретым металлом.
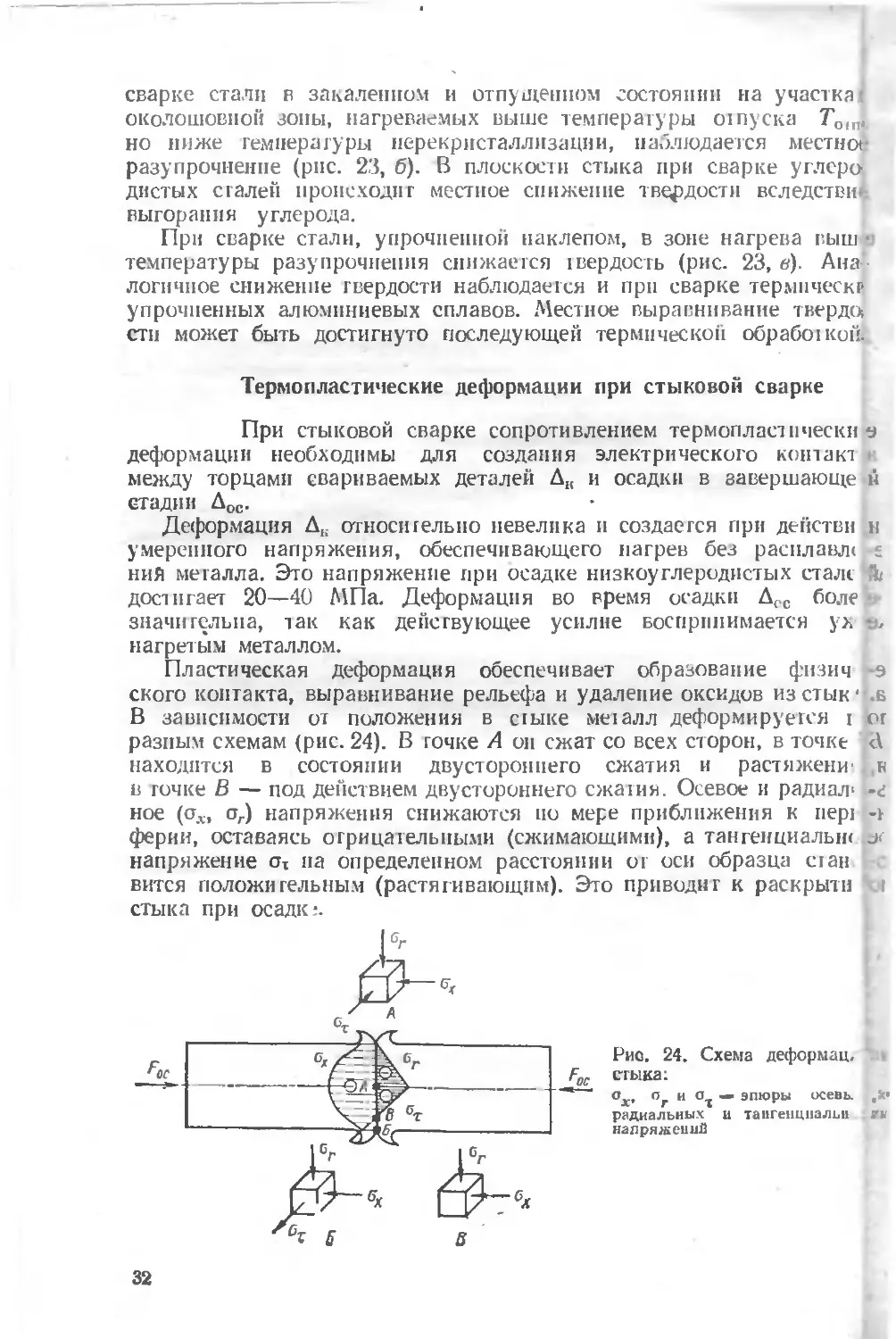
Пластическая деформация обеспечивает образование физич -9
ского контакта, выравнивание рельефа и удаление оксидов из стык ".в
В зависимости от положения в стыке металл деформируется i lor
разным схемам (рис. 24). В точке А оп сжат со всех сторон, в точке
находится в состоянии двустороннего сжатия и растяжени- ,к
в точке В — под действием двустороннего сжатия. Осевое и радиал1 -<:
ное (оА, ог) напряжения снижаются но мере приближения к перт -т
ферии, оставаясь отрицательными (сжимающими), а тангетгциалып
напряжение па определенном расстоянии от оси образца стан
вится положительным (растягивающим). Это приводит к раскрыт т
стыка при осадк:.
Рис. 24. Схема деформац.
стыка:
W эпюры осень. ,*
радиальных и тапгенцнальп т
напряжений
32
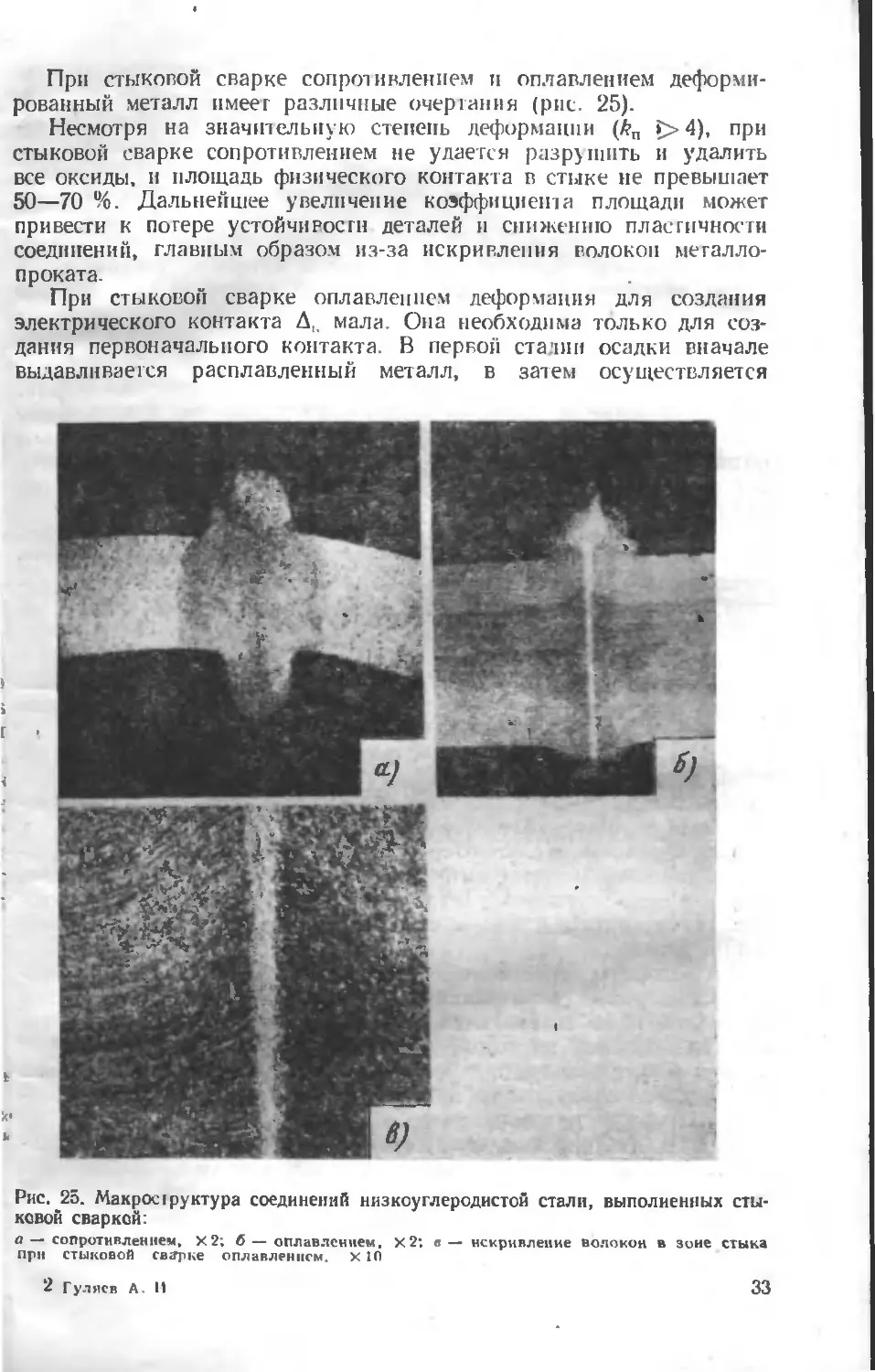
При стыковой сварке сопротивлением и оплавлением деформи-
рованный металл имеет различные очертания (рис. 25).
Несмотря на значительную степень деформации (£п 5> 4), при
стыковой сварке сопротивлением не удается разрушить и удалить
все оксиды, и площадь физического контакта в стыке не превышает
50—70 %. Дальнейшее увеличение коэффициента площади может
привести к потере устойчивости деталей и снижению пластичности
соединений, главным образом из-за искривления волокон металло-
проката.
При стыковой сварке оплавлением деформация для создания
электрического контакта Д,. мала. Она необходима только для соз-
дания первоначального контакта. В первой сталии осадки вначале
выдавливается расплавленный металл, в затем осуществляется
Рис. 25. Макрос!руктура соединений низкоуглеродистой стали, выполненных сты-
ковой сваркой:
а — сопротивлением» Х2; б — оплавлением, Х2‘. в — искривление волокон в зоне стыка
при стыковой сварке оплавлением. X 10
2 Гуляев А. 11
33
термопластическая деформация, размер которой определяется глу-
биной кратеров, возникающих при оплавлении. Значение ДО(. воз-
растает с увеличением глубины кратеров и обычно превышает ее.
Величина осадки зависит от давления рос и скорости деформации vtr.
Для снижения давления осадки повышают оос или выполняют осадку
под током (на 20—30 % Д,.с), чю облегчает термопластическую де-
формацию.
Скорость осадки оказывает значительное влияние на формиро-
вание сварных соединений. При малой скорости увеличивается
время закрытия зазора между деталями, место сварки быстрее
охлаждается и это затрудняет разрушение и удаление оксидных
пленок. Скорость осадки высокотеплопроводных металлов, склон-
ных к окислению, должна быть особенно высокой.
Сварочный ток при осадке необходимо своевременно выключать.
Его выключение до закрытия зазора недопустимо, так как приводит
к образованию оксидов. Поэтому его выключают в течение первой
половины осадки (на 20—30 % Дпс). Задержка выключения приво-
дит к перегреву металла вследствие значительного увеличения
силы тока.
Внешний вид деформированного металла стыка имеет иное очер-
тание, чем при сварке сопротивлением (рис. 25, б). Основная масса
выдавленного металла расположена иод большим углом к оси де-
тали Выдавленные при осадке • оксиды и металл (грат) удаляются
при обработке стыка.
§ 4. СВАРИВАЕМОСТЬ РАЗЛИЧНЫХ МЕТАЛЛОВ
И СПЛАВОВ'
Под технологической свариваемостью понимают способ-
ность металлов образовывать прочное соединение без существенного
ухудшения их технических свойств в самом соединении и в при-
легающей к нему околошовной зоне.
Свариваемость является переменным свойством материала. С усо-
вершенствованием технологии и оборудования можно улучшить
свариваемость металлов. Технологическую свариваемость не сле-
дует рассматривать в отрыве от технологического процесса изготов-
ления детали.
Большинство материалов, обладающих достаточной пластич-
ностью, хорошо свариваются различными способами контактней
сварки. Хорошо свариваются разнородные металлы, если они со-
стоят из сплавов на одной основе.
При сварке разнородных металлов иногда возможны осложнения
вследствие возникновения интерметаллических соединений, обла-
дающих малой пластичностью.
В табл. 1 приведены физические и механические свойства наи-
более распространенных конструкционных металлов, необходимые
при выборе основных параметров режима гх сварки.
Удельное электросопротивление р0 и теплопроводность 1 в зна-
чительной степени определяют жесткость режима сварки. При ма-
34
Таблица !
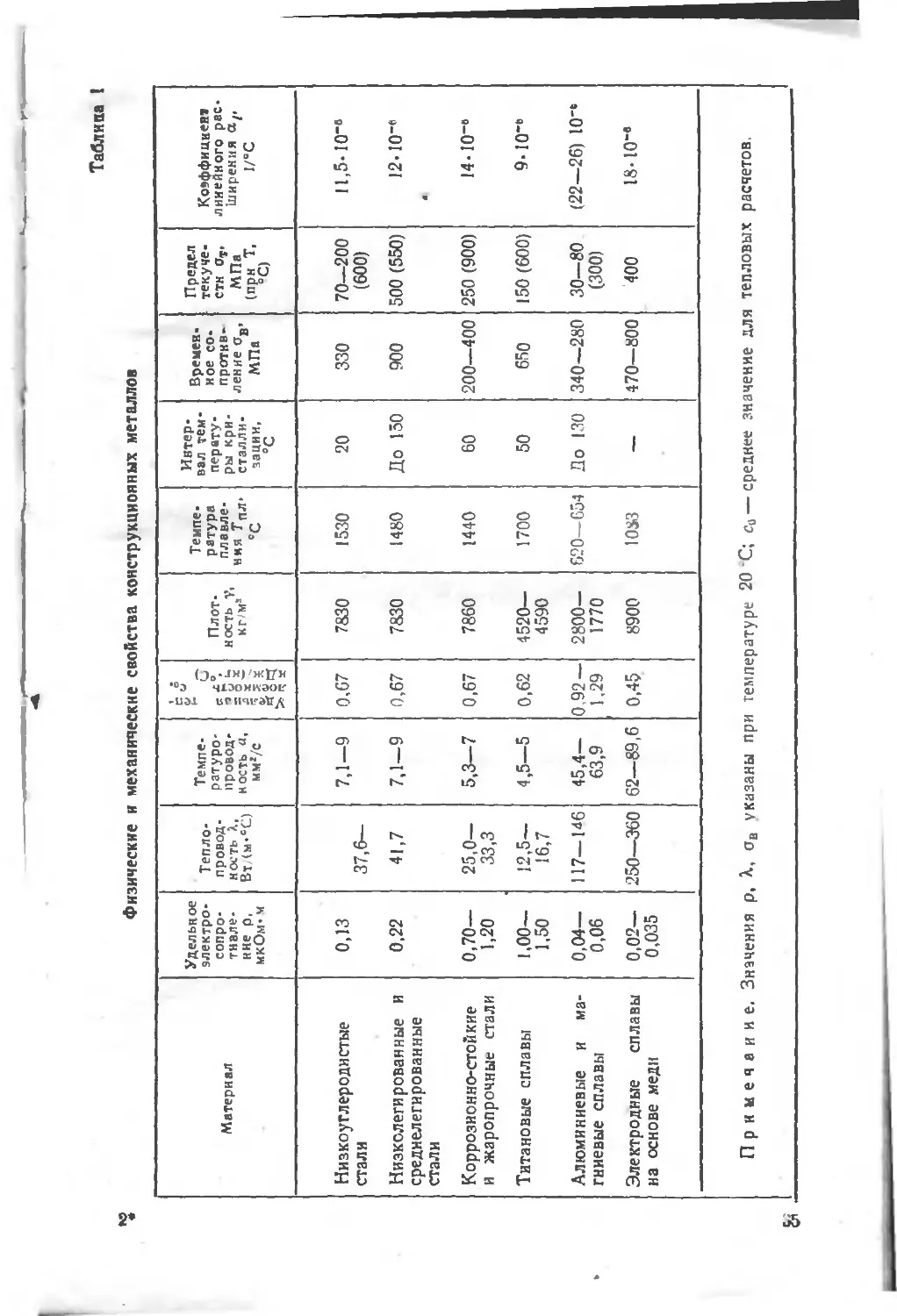
Физические и механические свойства конструкционных металлов
Материал Удельное электро- сопро- тнвле- нне р, мкОм* м Тепло- провод- ность X, Вт (м-°С) Темпе- ратуро- ii р овод- и ость а, мм*/с ' V । Удельная теп- лоемкость с0, кДж/(кг-°С) Плот- ность у, кг/м’ Темпе- ратура плавле- ния Т„„. °C Интер- вал тем- перату- ры кри- сталли- зации, °C Времен- ное со- против- ление ов, МПа Предел текуче- сти а,, МПа (прн Т, °C) Коэффициент линейного рас- ширения at, 1/-С
Низко углеродистые стали 0,13 37,6- 7,1—9 0,67 7830 1530 20 330 70—200 (600) 11,5-10-»
Низколегированные и среднелегнрованные стали 0,22 41,7 7,1-9 0,67 7830 1480 До 150 900 500 (550) 12-10-» •
Коррозионно-стойкие и жаропрочные стали 0,70— 1,20 25,0— 33,3 5,3—7 0,67 7860 1440 60 200—400 250 (900) 14-10-»
Титановые сплавы 1,00- 1,50 12,5- 16,7 4,5—5 0,62 4520— 4590 1700 50 650 150 (600) 9.10-»
Алюминиевые и ма- гниевые сплавы 0,04— 0,06 117—U6 45,4— 63,9 0,92 — 1,29 2800— 1770 620-654 До 130 340—280 30—80 (300) (22—26) 10"»
Электродные сплавы на основе меди 0,02— 0,035 250—360 62—89,6 0,45 8900 1083 — 470—800 400 18- Ю-»
Примечание. Значения р X, оа указаны при температуре 20 С; си — среднее значение для тепловых расчетов,
лом р0 и ботьшой X выбирают жесткий режим, характеризуемый
ботьшой силой тока и малым временем его протекания. Такой режим
требуется для сварки алюминиевых сплавов. Для сварки же корро-
зионно-стойких сплавов, имеющих противоположное значение р0 и Л,
выбирают мягкий режим с малой силой юка и большим временем
его протекания
Теплопроводность X и температуропроводность а оказывают влия-
ние на размеры зоны термического влияния, температуру в кон-
такте электрод—деталь, нагрев электродов и др. При жестких
режимах количество теплоты, передаваемой в окружающий металл
и электроды, меньше, чем при мягких режимах.
Коэффициент линейного расширения cq и температуропровод-
ность а влияют на остаточные деформации. С их увеличением де-
формации растут. Для алюминиевых сплавов они имеют наибольшее
значение, поэтому эти металлы и более склонны к деформациям.
Противоположными качествами обладают титановые сплавы, име-
ющие меньшие значения а( и а. Предел текучести от и относитель-
ное сужение ф характеризуют пластические свойства металла и
определяют прилагаемое усилие и размеры пластической деформации.
В условиях точечной и шовной сварки наиболее пластичны легкие
сплавы — алюминиевые, магниевые и титановые. Для пластического
деформирования коррозионно-стойких и жаропрочных сплавов,
имеющих высокий предел текучести в нагретом состоянии, требуется
прилагать большие усилия.
Значительное влияние на качество сварного соединения оказы-
вают поверхностные пленки оксидов. Они создают дополнительное
сопротивление в контакте, препятствуют образованию сварного
соединения. В некоторых оксидных пленках присутствует влага,
которая при нагреве приводит к дополнительному окислению ме-
талла, увеличивая площадь непровара. В целях улучшения и ста-
билизации качества поверхность деталей подготовляют под сварку,
очищая ее от оксидов. Если оксидная пленка появляется во время
нагрева (например, при стыковой сварке сопротивлением), то при-
меняют инертную или восстановительную среду или увеличивают
пластическую деформацию. Углеродистые и низколегированные стали
имеют оксидные пленки сравнительно небольшой плотност. Кор-
розионно-стойкие, жаропрочные стали и сплавы, сплавы титана
и алюминиевые сплавы имеют твердые пленки с высокой темпера-
турой плавления.
При выборе пли расчете режимов сварки различных кон-
струкционных материалов следует учшывать их особен-
ности.
Низкоуглеродистая сталь — наиболее распространенный мате-
риал для изготовления штампо-сварных конструкций. В этих кон-
струкциях в основном применяют тонколистовую холоднокатаную
сталь с содержанием углерода до 0,15 % С. Она отличается хорошей
свариваемостью. Сталь имеет относительно высокое удельное элек-
трическое сопротивление, пластична в широком интервале темпе-
ратур.
36
Стыковая сварка стали возможна на воздухе. Образующиеся на
торнах деталей оксиды удаляются из стыка при сравнительно невы-
соких давлениях и скоростях осадки. Соединения обладают доста-
точной прочностью и пластичностью и не требуют последующей
термической обработки. *
Углеродистые, низколегированные и среднелегированные стали
также используют при изготовлении штампо-сварных копсчрукцпй.
Наблюдается тенденция к расширению применения низколегирован-
ных сталей. У этих металлов при сварке несколько увеличивается
электрическое сопротивление и существенно растет сопротивление
пластическим деформациям. Они склонны к закалке, что вызывает
после сварки снижение пластичности металла и образование трещин.
Режимы сварки этих металлов выбирают более мягкими или при-
меняют специальные циклы для вредупреж синя закалки. При
точечной сварке используют двухимнульспый цикл, с отпуском
в электродах пли пульсирующий (млогоимпульсный) цикл. Свароч-
ные усилия и усилия осадки при стыковой сварке увеличивают
до 2 раз по сравнению с низкоуглеродпстоп сталью. При стыковой
сварке оплавлением целесообразен цикл с предвариюльпым подо-
гревом, что значительно снижает скорость охлаждения.
Коррозионно-стойкие и жаропрочные стали и сплавы, широко
применяют в сварных конструкциях. Это в основном высоколеги-
рованные стали с высоким содержанием хрома и никеля. Опп харак-
теризуются большим электрическим сопротивлением, повышенным
сопротивлением пластической деформации и низкой юнлонровод-
ностыо. Для их сварки применяют меньший (в 1,5—2 раза) свароч-
ный ток, чем для углеродистых сталей. Повышенное сопротивление
пластической деформации требует приложения больших усилий
сжатия при более продолжительном импульсе тока. Возможность
образования тугоплавких оксидов при стыковой сварке снижается
при повышенных скоростях оплавления и осадки. При стыковой
сварке вследствие относительно медленного нагрева возможно выпа-
дение карбидов хрома ио границам зерен аустенита и ухудшение
коррозионной стойкости стали. Стали с относительно высоким содер-
жанием легирующих присадок склонны к образованию горячих
трещин, особенно в условиях несвободной уСадки при точечной
п шовной сварке.
Титановые сплавы по своим физическим свойствам близки к кор-
розионно-стойким аустенитным сталям. Их сваривают при умерен-
ных токах и большом усилии сжатия. К отрицательным свойствам
этих сплавов относятся высокая химическая активность к кисло-
роду и азоту. При поглощении газов титановыми сплавами резко
снижается их пластичность. Стыковую сварку титана проводят
в нейтральных газах. Достаточно надежная защита при стыковой
сварке достигается и при интенсивном оплавлении деталей. Терми-
чески упрочняемые сплавы, воспринимающие закалку, иногда
требуют последующей термической обработки.
Алюминиевые и магниевые сплавы характеризуются малым элек-
трическим сопротивлением, большой теплопроводностью и высоким
37
коэффициентом линейного расширения. Поверхность алюминиевых
сплавов покрыта тугоплавкой пленкой оксидов, которую перед
сваркой удаляют. Точечную и шовную сварку этих материалов вы-
полняют на жестких режимах.
Большинство этих сплавов отличается широким интервалом кри-
сталлизации. В целях предотвращения усадочных дефектов в заклю-
чительной стадии цикла повышают усилие проковки. Алюминиевые
и особенно магниевые сплавы чувствительны к массопереносу в кон-
такте электрод—деталь, что вызывает необходимость частой за-
чистки электродов.
При стыковой сварке процесс оплавления деталей и осадку про-
водят на больших скоростях при значительном усилии.
Медь и ее сплавы имеют малое электрическое сопротивление
и большой коэффициент теплопроводности. Свариваемость их улуч-
шается по мере снижения электропроводимости и теплопроводности.
Чистую медь сваривают только па жестких режимах и электродами
из вольфрама или молибдена. При этом соединение получается со
сплошным проплавлением, ухудшающим внешний вид соединения.
Стыковая сварка этих металлов возможна на больших скоростях
оплавления и осадки.
Ряд тугоплавких металлов (ниобий, тантал, цирконий и др.)
достаточно удовлетворительно свариваются точечной сваркой. При
сварке молибдена и вольфрама возникают затруднения, связанные
с их жаропрочностью и высокой теплопроводностью. Стыковая
сварка этих металлов проходит удовлетворительно.
ГЛАВА HI
МАШИНЫ КОНТАКТНОЙ • СВАРКИ,
ЭЛЕКТРИЧЕСКИЕ СХЕМЫ И ПАРАМЕТРЫ,
АППАРАТУРА УПРАВЛЕНИЯ
§ 5. ОБЩИЕ СВЕДЕНИЯ
И ОСНОВНЫЕ ТРЕБОВАНИЯ. ПРЕДЪЯВЛЯЕМЫЕ
К КОНТАКТНЫМ МАШИНАМ
Машппы для контактной сварки разделяют по способам
сварки: точечной, рельефной, шовной и стыковой. Их изготовляют
по техническим требованиям, изложенным в ГОСТ 297—80.
К основным параметрам машин относятся вторичный ток, кото-
рый указывается в технических характеристиках машин двумя зна-
чениями как номинальный (расчетный) длительный ток и наиболь-
ший кратковременный (ток короткого замыкания). Кроме того,
даются номинальные значения (или их пределы) следующих пара-
метров: усилия сжатия, размеров вылетов и их раствор, линейных
скоростей вращения электродов шовных машин, а также номиналь-
ных усилий осадки для стыковых машин и др.
В технических характеристиках некоторых машин, приведенных
ниже, указывается вторичный сварочный кратковременный ток,
как это было принято ранее. Он меньше наибольшего кратковремен-
ного тока в машинах одинаковой мощности.
Система обозначения контактных машин,позволяет определить
назначение машин и ее возможности. Машппы любого типа обозна-
чают двумя пли тремя буквами и цифрами (четыре, пять). Первая
6j ква М — машина. Вторая буква указывает способ сварки: Т —
точечная, Р — рельефная, Ш — шовная, С — стыковая. Если в бук-
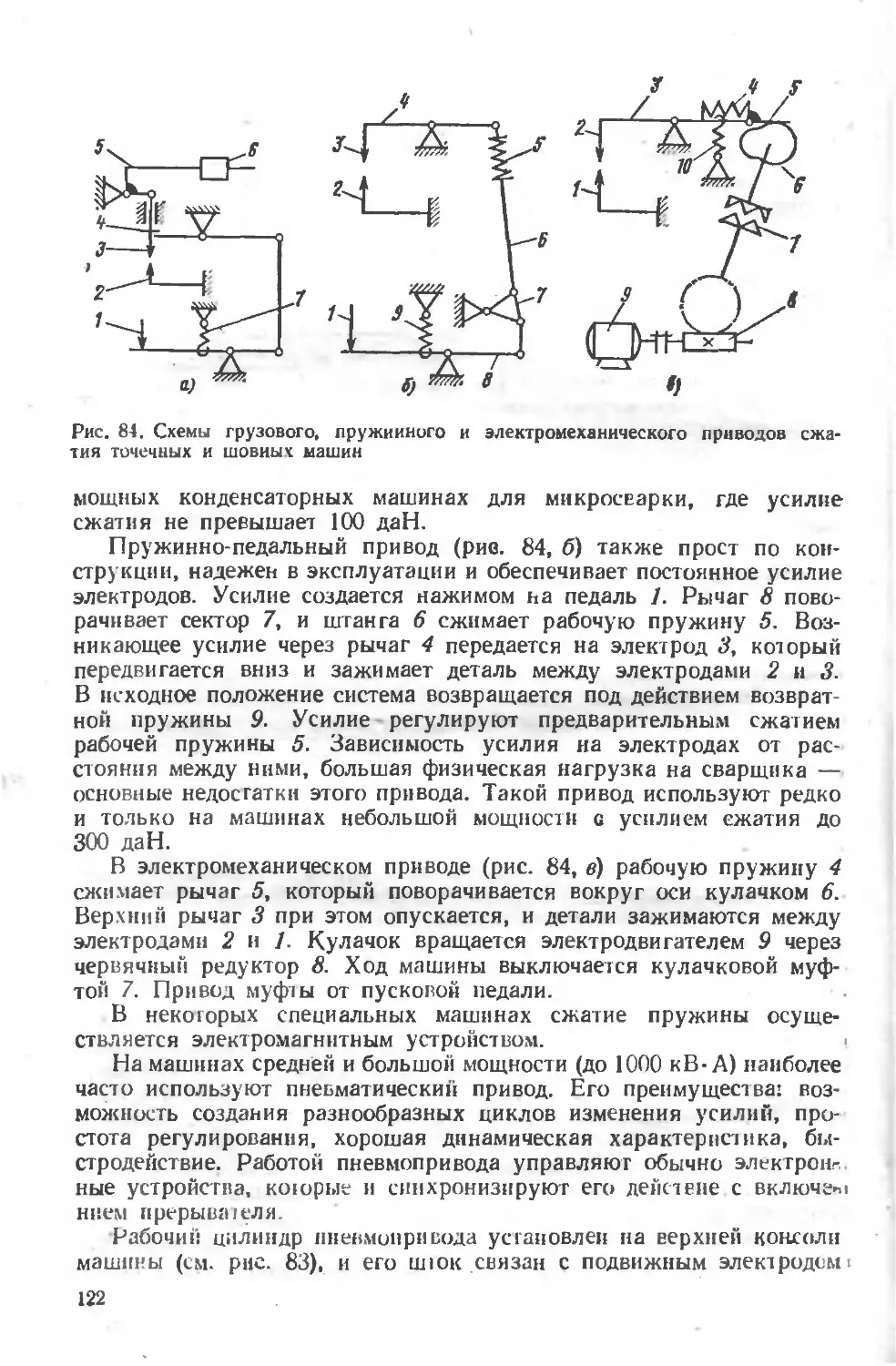
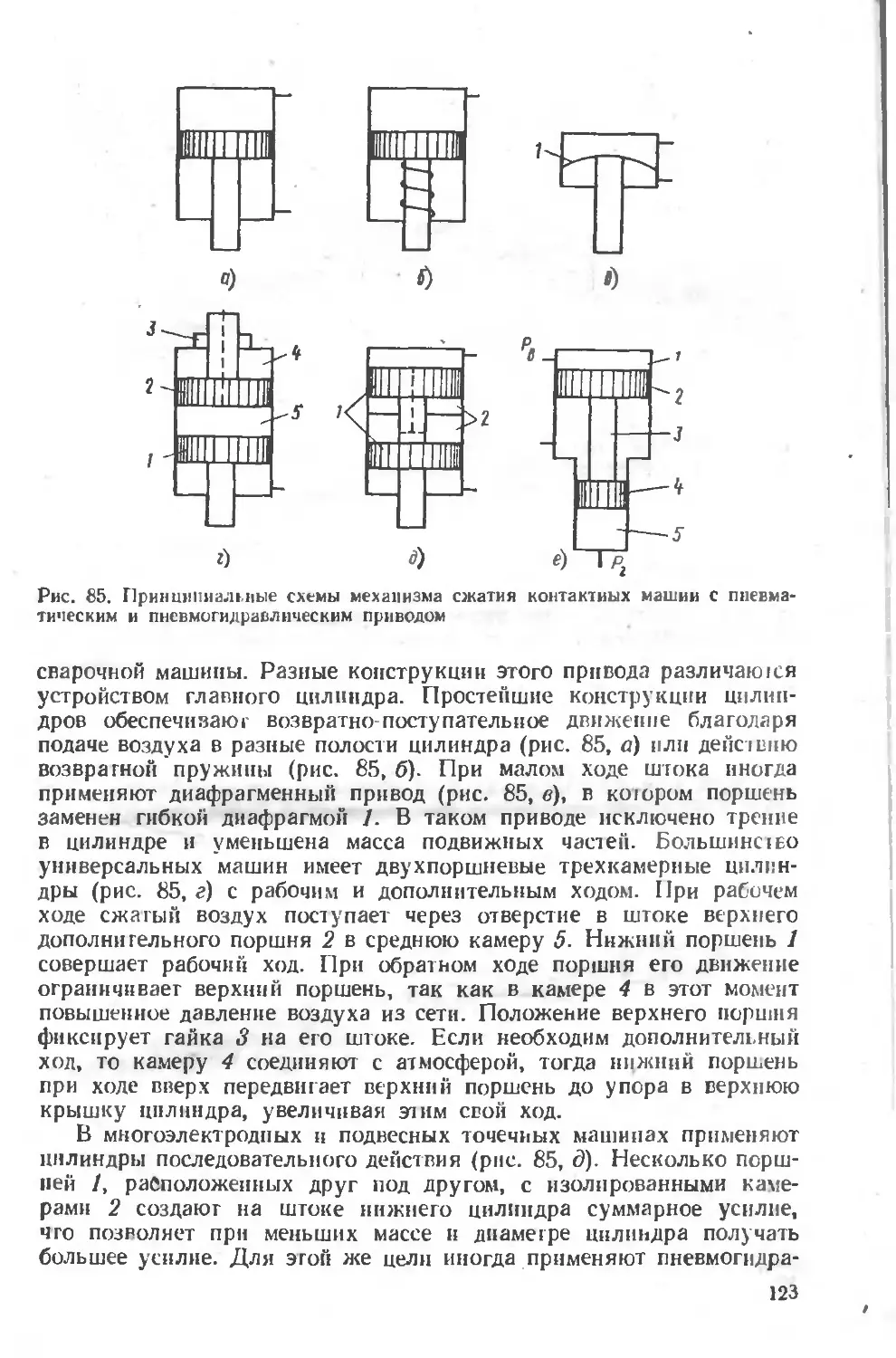
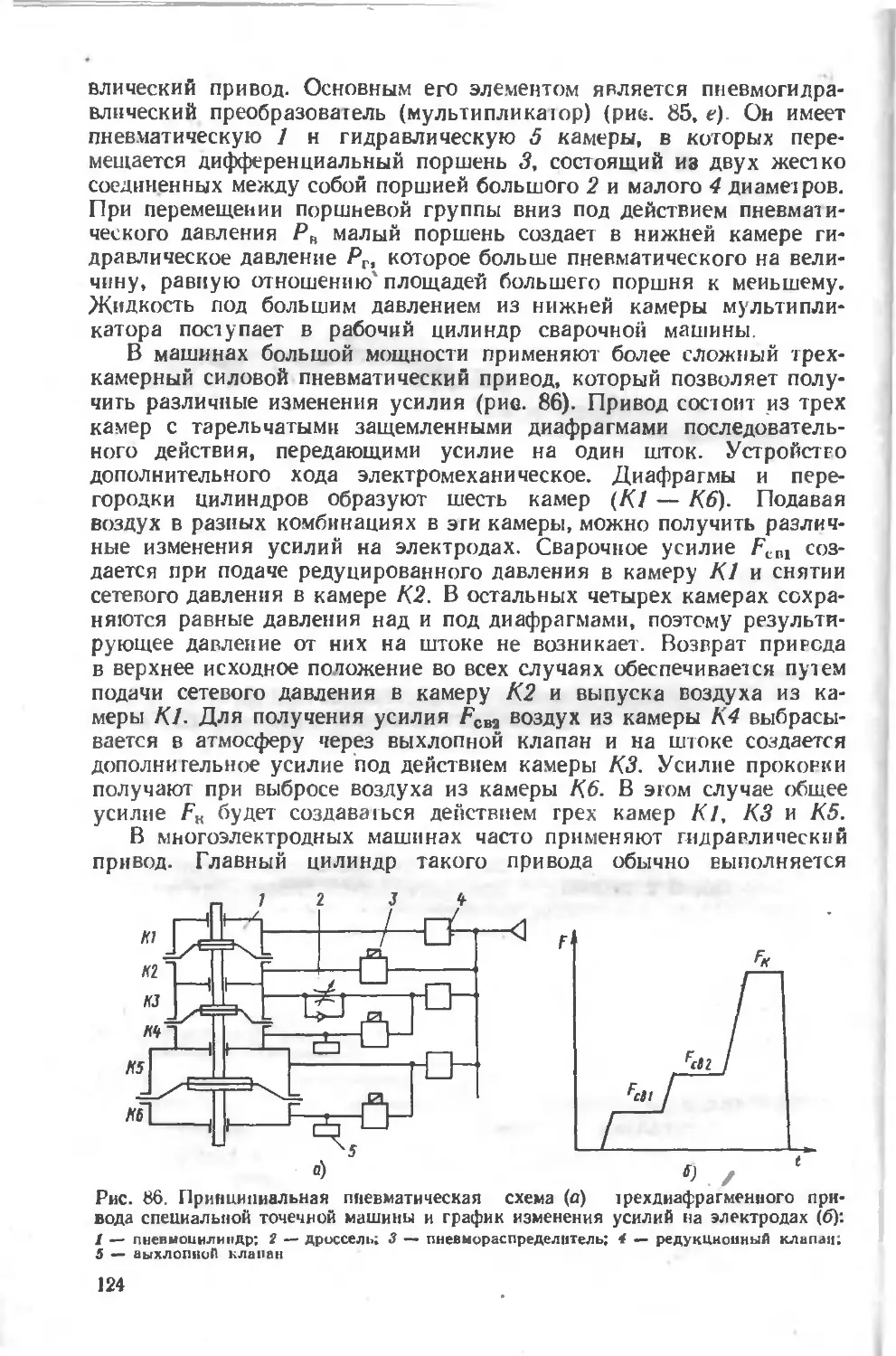
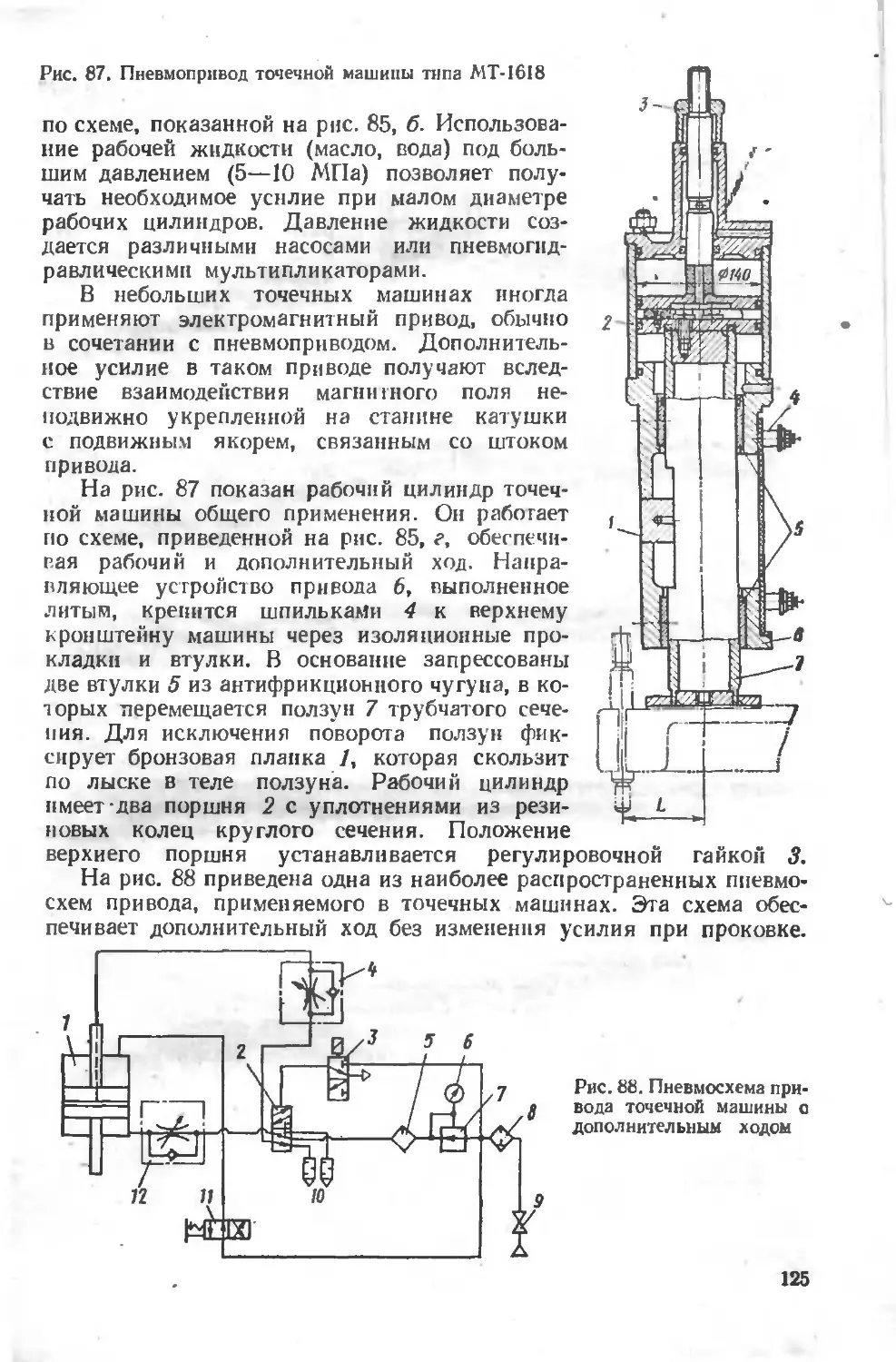
венное обозначение входит третья буква, то она указывает на харак-
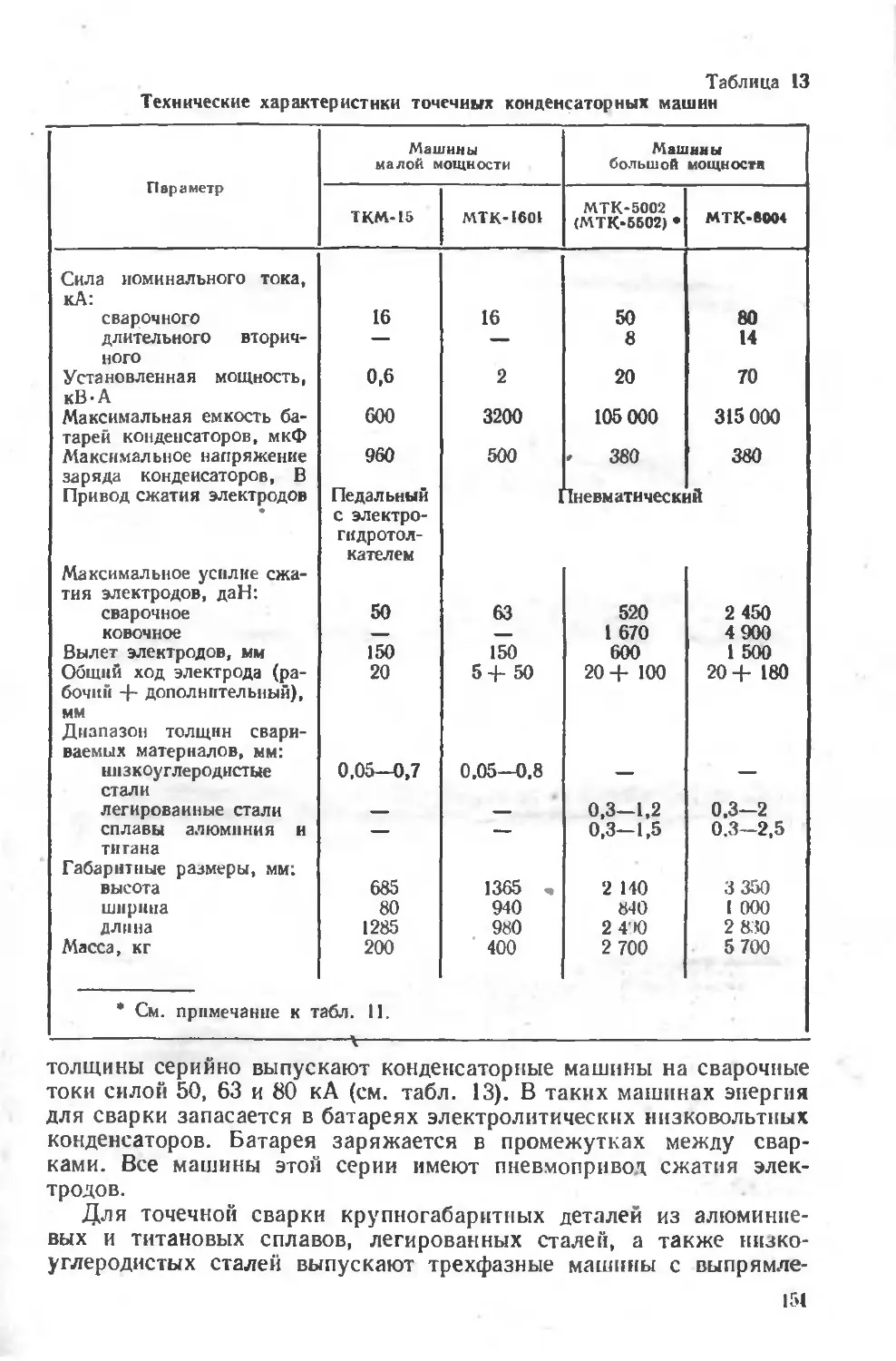
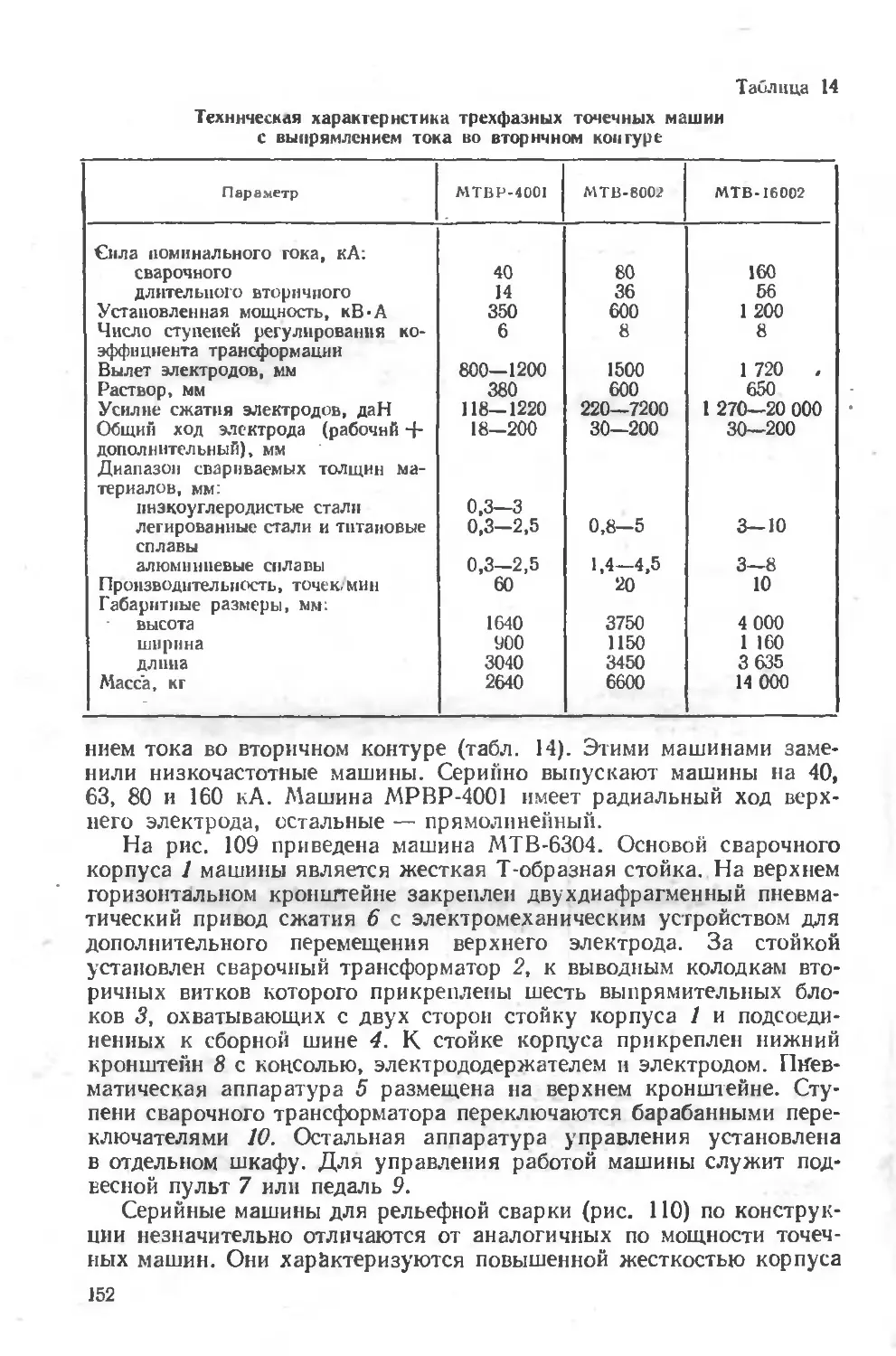
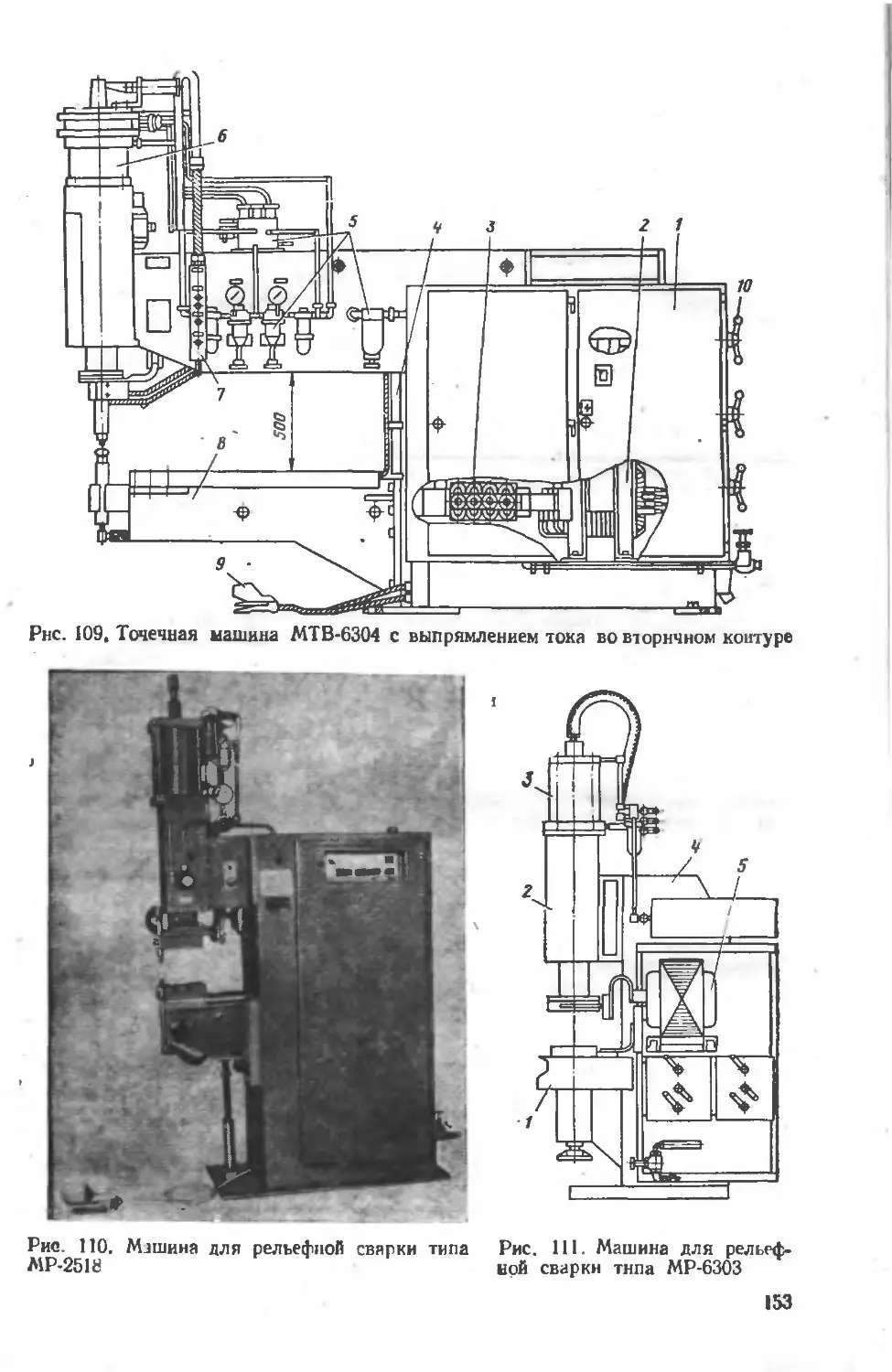
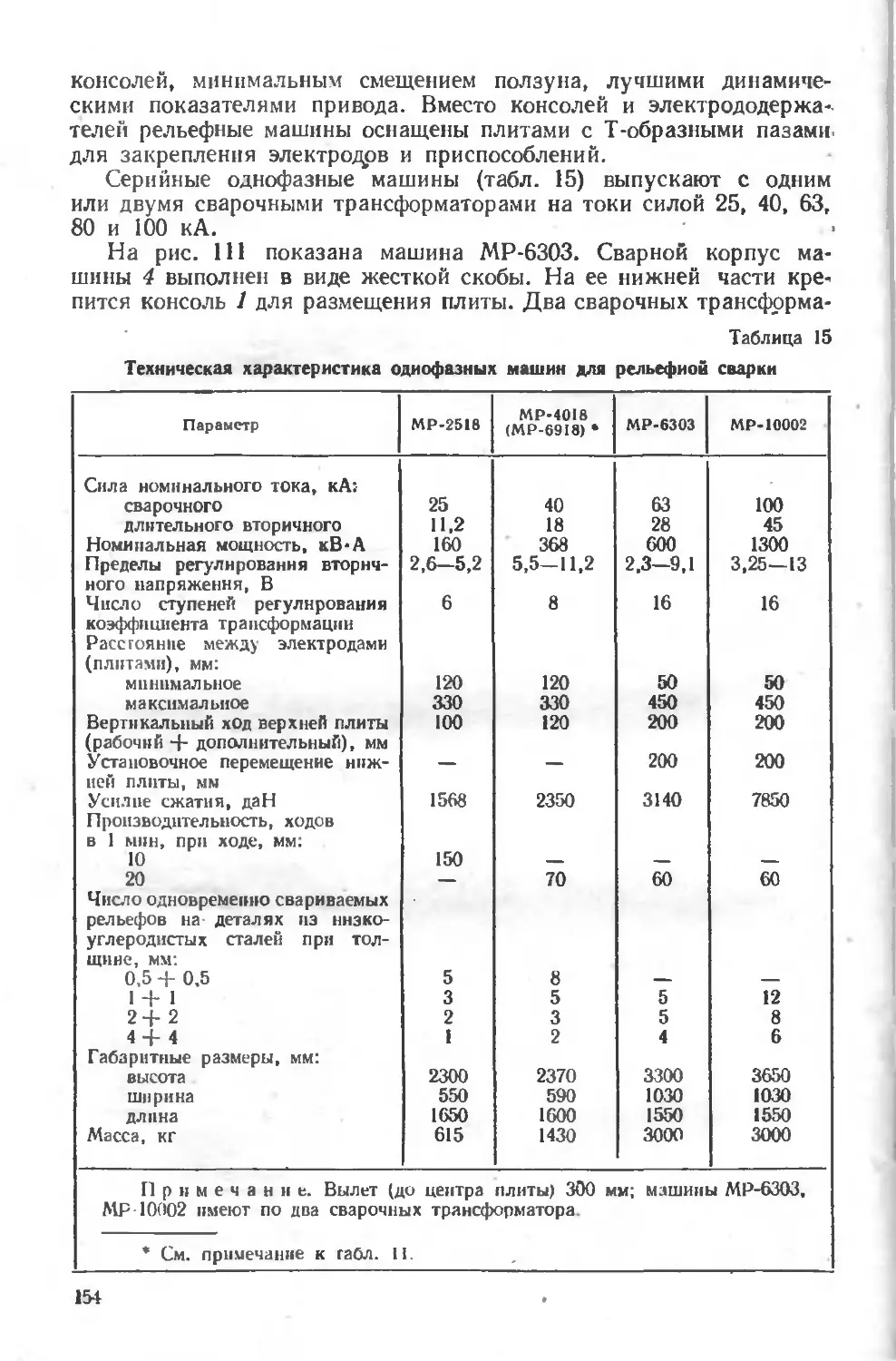
тер импульса сварочного тока: Н — низкочастотный, К — разря-
дом конденсатора, В — с выпрямлением во вторичном контуре,
а также при стыковой сварке, С — сопротивлением и О — оплавле-
нием, или на особенности машины, например Р — радиальная,
П — подвесная. Первые две или три цифры обозначают главный
параметр — наибольший вторичный кратковременный ток в кило-
амперах. Для стыковых машин, работающих оплавлением, обозна-
чают усилие осадки в’ десятках килоньютонов. Остальные две цифры
указывают номер, который характеризует конструктивные особен-
ности машины. Затем дается вид климатического исполнения, группа
машины, напряжение и частота питающей сети, номер технических
условий или ГОСТа на контактные машины.
Машины с повышенной стабильностью параметров принадлежат
к группе А, остальные к группе Б.
Цифровые обозначения в машинах ранних выпусков соответ-
ствовали номинальной мощности в киловольтамперах (кВ А), на-
пример, точечная машина МТП-75 и др.
39
Специальные машины, разработанные в ИЭС им. Е. О.* Патона,
обозначают буквой К (контактные) и трехзначной цифрой, указы-
вающей на определенную модель (например, К-700).
Сварочные машины рассчитывают на подключение к сети пере-
менного тока частотой 50 Гц и напряжением 380 В, за исключением
машин небольшой мощности, которые по специальному заказу мо-
гут быть изготовлены на напряжение 220 В, а мощные машины —
на 660 В.
Машина должна иметь достаточную глубину регулирования сва-
рочного тока. Отношение наибольшего вторичного тока к наимень-
шему допускается для машин группы А не менее 2, а для машин
группы В не менее 1,4 и 1,8 (при отсутствии фазового регулиро-
вания).
V Машины снабжают откл’ючающнмн устройствами, рассчитанными
на максимальную мощность. Электрическая аппаратура машины
должна работав при колебаниях напряжения сети от —10 до +5 "6
номинального значения.
Допустимы отклонения сварочного тока при номинальных усло-
виях в пределах ±5 %, а у стыковых машин для сварки оплавле-
нием— в пределах ±8 %. Усилие-сжатия и осадки должно регу-
лироваться в пределах не менее 1:4.
В шовных машинах регулирование скоростей вращения роликов
для машин прессового типа и с радиальным ходом должно быть'
в пределах соответственно 1 : 5 и 1 : 3,5. Отклонение скоростей
допускается не более ±10 %,
§ 6. ЭЛЕКТРИЧЕСКАЯ СИЛОВАЯ ЧАСТЬ МАШИН
Каждая машина для контактной сварки имеет электрпче- ,
скую силовую часть, в которой электрическая энергия сети преобра-
зуется в требуемый вид (по силе, форме и продолжительности им-
пульса).
Место сварки и вторичный (сварочный) контур машины имеют
небольшое электрическое сопротивление, поэтому для создания
сварочного тока большой силы (до 250 кА), необходимого для бы-
строго нагрева места сварки, обычно требуется пониженное напря-
жение (1—25 В). Электрическая часть машины всегда включает
понижающий сварочный трансформатор с переключателем ступеней,
с помощью которого регулируют ток путем изменения числа витков
первичной обмотки, включаемых на напряжение сети.
Аппаратура управления обеспечивает включение и выключение
сварочного тока, плавное регулирование вторичного напряжения,
заданную последовательность и продолжительность всех или части
операций сварочного цикла, а в некоторых случаях контролирует
процесс по заданным параметрам.
В зависимости от способа получения сварочного тока контактные
сварочные машины разделяю! на однофазные, переменного тока
промышленной или повышенной частоты; трехфазные, низкочастот-
ные, постоянного тока (с выпрямлением во вторичном контуре);
40
Рис. 26. Принципиальная схема силовьн части однофазной машины переменною
чока (и) и формы импульсов сварочною чока (б—д)
с накоплением энергии (в конденсаторах, электромагнитных систе-
мах, вращающихся массах н аккумуляторах).
Однофазные машины переменного тока (рис. 26). В этих машинах
сварочный ток появляется во вторичной обмотке однофазного сва-
рочного трансформатора СТ после включения контактора — пре-
рывателя Пр. Сила тока регулируется переключателем ступеней ПС.
Время и форма импульса регулируется аппаратурой управления ДУ.
В простейшем случае этот импульс имеет синусоидальную (рис. 26, б)
пли близкую к пей (рис. 26, в) форму. При необходимости можно
получить импульс с постепенным нарастанием п спадом тока
(рис. 26, г) пли многоимпульспый ток с изменением формы импульса
и силы тока (рис. 26, 5).
Приведенная схема получила наибольшее распространение в ма-
шинах для всех способов контактной сварки. Преимущества схемы:
простота устройства для преобразования электрической энергии
сети и возможность получения импульсов тока, различных по форме
и продолжительности. К недостаткам относят неравномерную за-
грузку фаз силовой сети, большие импульсы тока при включении
машин значительной мощности, низкий коэффициент мощности
(cos ф).
Потребляемая мощность из сети зависит в основном от полного
сопротивления вторичного контура машины, которое определяется
размерами контура, толщиной и физическими характеристиками
свариваемого металла. Эта мощность повышается с увеличением
площади контура, толщины и сечения свариваемого материала
При сварке ферромагнитных металлов при размещении деюли
в контуре мощность существенно увеличивается. Коэффициент
мощности таких машин 0,5—0,7, а машин с большими контурами
0,2—0,3. Металлы, имеющие меньшее удельное сопротивление,
также свариваются при повышенной мощности.
Трехфазные низкочастотные машины (рис. 27, а). Ток промыш-
ленной частоты в этих машинах преобразуется в импульсы часто-
41
Рис. 27. Принципиальная схема силовой часги низкочастотной машины
той 5—10 Гц в силовом выпрямителе, собранном по трехфазной
мостовой схеме (рис. 27, б). Выпрямитель подключен к первичной
обмотке сварочного трансформатора СТ. Его включение осуществ-
ляется кратковременными импульсами. Первичная обмотка СТ
присоединяется к выпрямителю ИВ через два двухполюсных элек-
тромагнитных контактора ПП. Контактор работает во время пауз
между сварками и поочередно меняет полярность подаваемых им-
пульсов тока. Это предотвращает насыщение магнитопровода сва-
рочного трансформатора.
Коммутация тока в низкочастотной машине осуществляется так,
что отдельные импульсы постоянного напряжения (рис. 27, в),
подаваемые на первичную обмотку сварочного трансформатора,
возбуждают в ней импульсы тока с постепенным нарастанием его
амплитуды (по экспоненциальному закону) и по достижении макси-
мума — спадом тока (рис. 27, г). Длительность импульса tCB огра-
ничена для каждой ступени трансформатора, так как при ее чрез-
мерном увеличении первичный ток начинает резко возрастать, а вто-
ричный ток при этом падает вследствие снижения коэффициента
связи между обмотками трансформатора.
Для каждой ступени трансформатора с вторичным напряже-
нием U2 произведение U2tCB = Фм + Фо постоянно. Его магнитные
потоки — предельный Фы и остаточный Фо — определяются разме-
рами и материалом сердечника трансформатора.
Часть энергии накапливается в магнитном поле машины, поэтому
при выключении тока он снижается до нуля постепенно. Шунти-
рующий игнитрон ШИ, включаемый после изменения полярности
напряжения иа первичной обмотке, предотвращает возникновение
переходных процессов между сварочным трансформатором и выпря-
мителем. Сила сварочного тока при этом быстрее снижается до
нуля.
Частота тока зависит от параметров режима и может быть под-
считана по формуле (рис. 27, г)
f=l/T= 1/[2(/св + /„)].
42
При уменьшении частоты
тока во вторичном контуре
существенно снижается индук-
тивное сопротивление машины,
в меньшей степени снижаются t
активнее сопротивление и мощ-
ность машины.
Преимущества машин: рав-
номерная затрузка фаз сети;
высокий коэффициент мощно-
сти, снижение установленной
6)
МОЩНОСТИ (ОТНОСИ 1елыю одно- рис 28. Принципиальная схема силовой
фазных машин); благопрпяг- части машины постоянного тока
ная форма импульса тока.
К недостаткам машин относят: большие размеры и массу сварочного
трансформатора, сложную схему выпрямителя, недостаточную на-
дежность машин, ограниченное время включения выпрямителя
(не более 0,5 с), невозможность быстро менять форму импульса тока,
что препятствует созданию аппаратуры автоматического управления
по стабилизации силы тока.
В настоящее время машины этого типа не выпускаются отече-
ственной промышленностью из-за их недостатков, хотя большое их
число эксплуатируется в промышленности.
В последнее время возобновили разработку машин этого типа,
но с силовыми выпрямителями иа тиристорах. Надежность
оборудования значительно повысилась, и достигнута существен-
ная экономия меди по сравнению с машинами постоянного
тока.
Трехфазные машины постоянного тока (с выпрямлением тока
во вторичном контуре). В машинах этого типа трехфашып сварочный
трансформатор, подсоединенный к сети переменного тока (рис. 28, а),
имеет соединение первичных обмоток по схеме «треугольник», а вто-
ричный по схеме «звезда» (рис. 28, б). В схемы обмоюк включены
вентили. Последовательно с первичными обмотками включены управ-
ляемые вентили (тиристоры), позволяющие плавно регулировать ток
путем изменения их момента включения. Нагрузочные сопротивле-
ния, включенные параллельно первичным обмоткам, улучшают
работу вентилей. Последовательно со вторичными обмотками вклю-
чены неуправляемые кремниевые вентили (диоды), позволяющие •
ропускагь импульсный ток 5—6 кА при прямом падении напря-
жения 1,6—2 В и обратном 50 В.
Несмотря иа униполярные протекания токов в первичных об-
мотках, магнитные потоки в стержнях трезфазной магнитной си-
стемы не имеют постоянных составляющих, так как алгебраическая
Ьумма магнитных потоков в трехстержиевой магнитной системе
равна нулю и остаточного намагничивания не наблюдается. Источ-
ник при этом работает нормально при любой продолжительности
импульса. В зависимости от длительности паузы, а также угла вклю-
чения тиристоров, включенных в первичную обмотку сварочного
43
трансформатора, импульсы тока будут иметь одну полярность и
различную форму (рис. -28, в).
При включении выпрямителя значение вторичного (сварочного)
тока
ь = (UjR.,) (1 — е//т),
где т — эквивалентная постоянная времени, т = L2/7?2; U2 — вы-
прямленное вторичное напряжение; R.,, L., — активное сопротив-
ление п индуктивность вторичной пепи машины. Нарастание тока
продолжается 0,12—0,14 с.
При выключении выпрямителя спад тока идет по экспоненте,
форма которой также определяется значением т.
Преимущества машины постоянного тока: равномерная загрузка
фаз сети; более высокий коэффициент мощности (по сравнению
с однофазными машинами); благоприятная форма импульса юна
с широкими возможностями регулирования; отсутствие влия-
ния па сварочный ток ферромагнитных масс свариваемых
деталей.
Оборудование этого типа использую! для точечно'!, рельефной,
шовной н стыковой сварки.
Конденсаторные машины. Энергия в этих машинах накапли-
вается в батареи конденсаторов С (рис. 29), которая заряжается
от сети через выпрямитель В и зарядное сопротивление а затем
разряжается через первичную обмотку сварочного трансформа-
тора СТ. При переключении контактора К наступает кратковре-
менный импульс разряда, который возбуждает магнитный поток
в Сердечнике и во вторичной об лотке проходит импульс сварочного
тока.
Энергия (Дж), накапливаемая в конденсаторе:
= CUU2,
где Uc — напряжение заряда конденсаторов; С — емкость конден-
саторов.
Время заряда конденсатора более длительное, чем время его
разрядки tp. Соотношение tjtv находится в пределах (3—10) : 1.
Это существенно не снижает производительность, так как зарядка
происходит во время паузы.
Рио. 29. Принципиальная схема силовой части конденсаторной машины
Рио. 30. Схема замещения конденсаторной машины, приведенной к первичной
цепи (а) и виды разрядов (б):
1 — апериодический; 2 — колебательный; tH — время нарастания импульса; /а — ампли-
тудное значение сварочного тока; i, — ток первичной цепи
44
В первый Момент ток заряда /З.н определяется сопротивле-
нием Ra:
4. и = U/R3,
так как напряжение на конденсаторе Uc = 0. Затем ток заряда
определяется экспоненциальным законом, н в любой момент вре-
мени / будет т8=/8 „е-'^3^. Полное время заряда конденсатора
4 = ЗЯ3С.
В зависимости от соотношения параметров цепи разряд может
быть апериодическим (рис. 30). если R > 2 у4L/C, или колебатель-
ным, затухающим при R < 2 VL/C, где R и L—эквивалентные пара-
метры сварочной машины, приведенные к первичной цепи машины.
При колебательном разряде для нагрева используется лишь пер-
вый полупериод Т, в течение которого отдается основная час1ь на-
копленной энергии.
Величину и форму импульса регулируют изменением зарядного
напряжения (Д., коэффициента трансформации и емкости батареи
кондснсаюров С. Из технологических соображений иногда регули-
руют передний фронт импульса, делая его более плавным. Требуемую
форму кривой тока в сварочной цепи получают п^тем включения
в разрядную цепь дополнительной реактивной катушки с железным
сердечником, имеющим небольшой зазор. Вначале, пока сердечник
реактивной катушки не насыщен, скорость нарастания тока не-
велика. После насыщения сердечника реактивная катушка мало
влияет на переходный процесс. Можно также включить несколько
конденсаторов, имеющих разную емкость и зарядное напряжение.
Подключая их с определенным интервалом друг за другом, можно
получить требуемую форму импульса тока.
Зарядные цепи мощных машин имеют трехфазное питание. Ком-
мутация в разрядных цепях происходит с использованием электро-
магнитного контактора (маломощные машины), однополуперподного
вентиля и др.
Преимущества конденсаторных машин: равномерное потребление
энергии нз сети, высокий коэффициент мощности, возможность полу-
чения кратковременного импульса. К недостаткам относят: относи-
тельно крутой передний фронт нарастания сварочного импульса;
невозможность изменения силы тока в процессе сварки (при авто-
матическом управлении); громоздкость батареи конденсаторов в мощ-
ных машинах.
Конденсаторные машины применяются широко для точечной и
рельефной сварки деталей из черных и цветных металлов небольшой
толщины (до 0,7 мм) и точечной сварки деталей из алюминиевых
сплавов толщиной до 2,5 мм в машинах с большим вылетом.
Есть и другие способы накопления энергии: в электромагнитном
поле сварочного трансформатора, в маховике мотор-генератора,
питающего сварочный трансформатор, и в аккумуляторах. Однако
вследствие сложности этих устройств, отсутствия надежных быстро-
действующих контакторов и ряда других причин машины с такими
источниками питания не применяют.
45
§ 7. ОСНОВНЫЕ ЭЛЕКТРИЧЕСКИЕ ПАРАМЕТРЫ
МАШИН
Основной электрический параметр контактной машины —
это ток во вторичном контуре, определяемый номинальным длитель-
ным током и наибольшим кратковременным /2П, их значения
даются при номинальных размерах рабочего пространства контура
(вылет, раствор). В машинах, выпускаемых ранее, приводили только
номинальный сварочный ток при определенной продолжительности
включения.
К электрическим параметрам относится и полная (кажущаяся)
номинальная мощность машины (кВ А). Активную мощность ма-
шины (кВт) обычно не указывают, так как коэффициент мощности
cos для контактной машины является величиной переменной и
зависит от нагрузки размеров контура и др.).
Машина имеет мощность полную кратковременную Рк при
и длительную Рл при /2Я.
Каждая сварочная машина обычно работает в прерывистом ре-
жиме, который называют повторно-кратковременным. Время включе-
ния сварочного тока tCB чередуется со временем пауз tn (сварочный
ток отключен).
Такой режим характеризуют величиной ПВ (продолжительность
включения, %)
ПВ = ((СР//ц) ЮО,
где /„ = (С1) 4- 1П — продолжительность полного цикла операции.
Номинальный ток во вторичном контуре или номинальную мощ-
ность машина обеспечивает при номинальном ПВ„. Оборудование,
выпускаемое отечественной электротехнической промышленностью,
рассчитывалось прн ПВ, близком к оптимальным условиям работы
машины. Наиболее распространенные значения ПВи: для точечных
машин 20 %, многоточечных 3; 8 и 20 %, шовных 50 %, стыковых
20 и 50 %. Сварочное оборудование ряда зарубежных стран рассчи-
тывается при ПВЛ, равном 50 %.
В настоящее время, когда в характеристиках машин указывается
/2Д, нет необходимости придерживаться строго определенного ПВ.
Машины могут работать прн самых различных ПВ. При токах,
превышающих /211, ПВ должен снижаться, и наоборот.
Соответствие нагрузки (ток во вторичном контуре) и ПВ выби-
рают в зависимости от допустимых температур нагрева токопро-
водящих элементов контура и сварочного трансформатора.
При расчетах пользуются понятием длительный, или продол-
жительный, ток /2д, протекающий при ПВ = 100 %. Это условный
эквивалент прерывистого тока /а, вызывающий тот же тепловой
эффект.
Соотношение между токами /2д н /2 определяют из условий ра-
венства нагрева одного и того же участка токоведущей цепи
= ^2д^(ц.
откуда Ita = hVПВ/100, = 1гяУЛЫ)/ПВ.
46
Аналогично соотношение между длительной Рд и кратковремен-
ной Рк мощностями машины (если умножить обе части хптвнений
на иг):
Рв = р>УПВ/Ш, РК = Р,УШ/11В.
По известным и ПВи можно определить допустимы;! ток
при любом другом ПВ:
/2 = /г„ /7/Вн//7В.
Реально силу тока путем снижения ПВ можно повысить лишь
на 30—40 %. Степень этого повышения определяется напряжением
на последней ступени и сопротивлениями вторичного контура и
места сварки.
Сварочный ток во вторичном контуре определяется по закону
Ома для сварочной цепи и зависит от вторичного напряжения (при
холостом ходе сварочного трансформатора) и полного сопротив-
ления Z:
/2 = Ut/Z = W(R2 + /?е. т + ₽э. о)2 + (Х-2 + Хс. т)’,
где R2, Rc.t, R3. —активные сопротивления вторичного кон-
тура, сварочного трансформатора (приведенное ко вторичной об-
мотке) и свариваемых деталей; и Хс. т — индуктивное сопротив-
ление вторичного контура и сварочного трансформатора (приведен-
ное ко вторичной обмотке). Индуктивное сопротивление свариваемых
деталей, мало и в расчете не учитывается.
Коэффициент полезного действия i] машины при выполнении
определенной операции находят ио отношению полезной мощное;и
Pa.a — IzRa.a к активной мощности потребляемой машиной
из сети Pi — S„ cos <р:
И = Р3.а1РГ
где Su — полная^ номинальная мощность машины.
Для точечной и шовной сварки = 0,14-0,4.
Полезная мощность Р,.э значительно меньше активной мощ-
ности, потребляемой из сети, вследствие потерь в сварочном кон-
туре и трансформаторе и других преобразователях, если они имеются
в источнике питания машины. Например, в однофазных сварочных
машинах при сварке сталей эта полезная мощность составляет
30—40 % всей установленной мощности машины.
Степень полезного использования мощности машины, определя-
ющую совершенство конструкции силовой части машины, можно
характеризовать коэффициентом
х = Л>. Й/Рч = Л cos <р = /?э. 3/Z.
При сварке сталей X = 0,14-0,4, а при сварке легких сплавов
X = 0,0254-0,08.
Энергетические показатели (cos ф, т], X) контактных машин
улучшаются, если удается снизить сопротивление контура при
коротком замыкании ZH.
47
Рис. 31. Внешние характеристик машин* с различным сопротивлением короткого
замыкания (а) н внешние (б) и нагрузочные характеристики (в) при четырех сту-
пенях регулирования (/—4)
В технических характеристиках контактных машин обычно при-
годится внешняя характеристика машины. Это зависимость напря-
жения Uj э на электродах ог силы тока /., во вторичном контуре,
т. е. (А.э = /(/г).
Внешнюю характеристику можно построить непосредственным
измерением вторичного напряжения и тока при различном сопротив-
лении места сварки, аналитическим или графоаналитическим спо-
собом, зная напряжения холостого хода, силу тока короткого замы-
кания машины п полное сопротивление контура.
Машина имеет несколько внешних характернаик по числу сту-
пеней регулирования мощности сварочного трансформатора. Если
аппаратура управления, установленная на машине, позволяет про-
изводить плавное регулирование сварочного тока путем изменения
момента включения вентиля прерывателя, то между xapiKiepn-
стиками соседних ступеней мощности можно построить семейство
внешних характеристик.
Ток короткого замыкания /2к машины при определенном U«o
определяется полным сопротивлением машины liK = U,0<ZK, чем ZK
ольше, тем меньше ток короткого замыкания />1: и круче характе-
ристика (рис. 31, а).
По внешней характеристике можно судить о некоторых особен-
ностях машины. При повышении активного сопротивления вторич-
ного контура (в результате его нагрева, увеличения сопротивления
в месте сварки или контактных сопротивлений) вторичный ток сни-
жается. При одинаковых условиях это снижение больше у машин
с пологой внешней характеристикой. Понижение тока /.. можег
привести к недопустимому уменьшению размеров сварного соеди-
нения при точечной :i шовной сварке, поэтому для таких способов
Г.елесообразио применение машин с крутопадающей характери-
стикой.
При стыковой сварке сплавлением, наоборот, целесообразно
применение машин с пологопадающей характеристикой, так как с уве-
личением количества или диаметра перемычек снижается R
что приводит к увеличению силы сварочного тока, более быстрому
разрушению перемычек и более устойчивому протеканию процесса
48
оплавления. Обычно небольшие по размерам вторичные контуры этих
Мишин обеспечивают нужную характерце гику.
Если известны сварочный ток /сн и активное сопротивление в месте
сварки, то падение напряжения на элем родах U.„ э = /СвЯ...
По этим данным на внешней характеристике можно определить
точку А (рис. 31, б). Прямую линию, проходящую через эту точку,
называют линией падения напряжения на электродах. Точка А
показывает, что необходимое значение силы гока можно получить
на третьей ступени мощности машины. При отсутствии плавного ре-
гулирования сила тока получается несколько большей, так как пере-
сечение линии падения напряжения с внешней характеристикой
будет в точке А'. В последнее время в техническом описании машин
приводят нагрузочную характеристику (рис. 31, в), по которой,
зная сопротивление деталей d, можно определить сварочный ток
па каждой ступени.
Полное сопротивление сварочной цени контактной машины:
А ~ )^(Я2 + ЯС. г + Я,. + (Х-> + А'с. 1)2»
где R г, R с. т, Я,.а —активные сопротивления вторичного контура,
сварочного трансформатора и свариваемых детален; Д'.2, Х,.-т —
индуктивные сопротивления вторичного контура п сварочного транс-
. формаюра; Rr, г п Х’с.т при подсчете приводятся ко вторичной об-
мотке, для чего их действительные значения делят па коэффициент
трансформации в квадрате (k2).
Графическое изображение этих сопротивлений наглядно пред-
ставлено в виде треугольника иа рис. 32.
^Максимальная сила тока /-> во вторичном контуре машины за-
висит от установленного вюричного напряжения U2o и полного со-
противления Z сварочной цепи:
/2 = Uio/Z.
Зная сопротивление, можно определить коэффициент мощности ма-
шины при коротком замыкании cos <р|( = RK/ZK и сварке cos <|св =
= Як + Яа. ,IZ.
Коэффициент мощности при сварке всегда больше коэффициент
мощности машины при холостом ходе.
Коэффициент мощное in машин при регулировании силы тока
с помощью угла отпирания вентилей снижается.
Пример расчета и построения нагрузочной характеристики точечной машины.
Пехотные данные: индуктивное и активное сопротивления вторичного контура
машины Хг = 195 мкОм; Rt = 91 мкОм. Индуктивное и активное сопротивления
обмоток сварочного трансформатора, приведенные к вторичной цени Хс. т
20 мкОм и Дс. т = 20 мкОм.
Машина имеет номинальный сварочный ток 12,5 кА. Сварочный трансформатор
имеет восемь ступеней мощности с вторичным напряжением 2,2; 2,56; 2,36; 2,8;
3,05; 3,4; 3,84; 4,4 В.
Данные берут из технического описания машины, справочной н технической
литературы или определяют экспериментально.
11олпое сопротивление сварочного контура подсчитывают по формуле
Z = /(Д2'+ Де. т + К3. э)3 + № + Ас. т)2,
где для ра'чета выбирают Д,_ д 50; 100; 150 н 200 мкОм.
49
Рис. 32. Треугольник сопротивле-
ний контактной машины
Рис. 33. Нагрузочная характеристика для
номинальной ступени точечной машины,
построенная по расчетным показателям
Сварочный ток во вторичном контуре подсчитывают по формуле
/2 = UJZ.
Для поминальной ступени (1/2 = 3,84 В) сварочный ток /2 в зависимости от /?8. 8
будет иметь следующие значения:
/2, кА .......................................14,3 12,7 11,4 10,2
Wj.a, мкОм ................................... 50 100 150 200
На рис. 33 по полученным данным построена нагрузочная характеристика
для этой ступени. Аналогично можно построить характеристики и для других сту-
пеней. Обычно эго делают приближенно, считая индуктивное и активное сопротив-
ления обмоток сварочного трансформатора неизменными, так как они имеют от-
носительно небольшие значения и незначительно меняются с изменением ступеней.
Расчет токоведущих элементов вторичного
контура
Вторичный контур машины состоит из консолей, гибких
элементов, электрододержителей и электродов (роликов, губок).
В машинах для стыковой п рельефной сварки консоли заменены кон-
тактными плитами (см. рис. 92). Размеры контура (полезный вы-
лет L и раствор И, см. рис. 83) определяют габаритные размеры сва-
риваемых деталей. ГОСТ 297—80 устанавливает для машин с кон-
сольным расположением электродов раствор не менее 100; 150-и
200 мм соответственно для вылетов до 200; 500 мм и более.
Необходимо стремиться выбирать машину с возможно меньшим
вылетом, чтобы снизить сопротивление и повысить КПД машины.
Сечения всех элементов рассчитывают так, чтобы при протекании
сварочного тока при номинальном режиме работы не было чрезмер-
ных потерь мощности, а нагрев элементов не превышал 100 СС (за
исключением электродов, которые кратковременно нагреваются
до больших температур). Сечение консолей иногда выбирают из
условий необходимой жесткости.
Вертикальное смещение осей электродов при поминальном уси-
лии установлено ГОСТ 297—80 в пределах 1—3 мм. Машины группы А
и прессового типа имеют более жесткий контур в этих пределах.
Исходными данными для расчета являются конструктивная схема
контура, его основные размеры (L и Н) и номинальный сварочный
ток /2„ при ПВ„.
50
Полное электрическое сопротивление вторичного контура
Z21( = / +
где R2 — активное сопротивление контура; Х2 — индуктивное со-
противление.
Активное сопротивление слагается из сопротивлении отдельных
элементов контура и контактов между ними.
Активное сопротивление каждого i-ro элемента
/?2|==^пР. (A-/S,-),
где pt — удельное электросопротивление при максимально допусти-
мой температуре (70—100 °C); kn — коэффициент, учитывающий
поверхностный эффект; /, и Sj — длина и поперечное сечение i-ro
элемента.
Коэффициент поверхностного эффекта определяют по опытным
кривым в зависимости от частоты тока, сопротивления проводника
постоянному току, формы сечения. Коэффициент kn изменяется в ши-
роких пределах от 1 (для гибких шин из фольги) до 4 для компакт-
ных сечений.
Сопротивление контактов зависит от материала, состояния кон-
тактных поверхностей, формы соединения, усилия сжатия, темпера-
туры нагрева и условий их работы, поэтому значения сопротивления
изменяются в довольно широких пределах. Для неподвижных кон-
тактов 1—8 мкОм, для разъемных (подвижных) 4—8 мкОм и для
скользящих 8—20 мкОм.
Индуктивное сопротивление вторичного контура
Х2 = 2л//..,,
где L2 — индуктивность контура.
На основании опытных данных индуктивное сопротивление
(мкОм) вторичного контура машины можно приближенно определить
(для частоты 50 Гц) по формуле
V с0»73
Л2 --Ок >
где S1{ — площадь, охватываемая контуром, взятая по осям сечений
элементов контура, см2.
Зависимость, построенная по этой формуле, приведена на
рис. 34. Более точно (в пределах ±5 %) индуктивность рассчитывают,
разбивая контур на отдельные участки, имеющие постоянные се-
чения. Суммируя их, находят Х2.
Индуктивное сопротивление при меньшей частоте подсчитывают
по значению Х2, уменьшенному в //50 раз.
Сопротивление вторичного контура универсальных однофазных
машин достигает 500 мкОм. В этих машинах обычно больше индук-
тивное сопротивление [Х2 = (1,64-4) R21.
Однако в машинах с небольшими контурами (многоэлектродные)
а также в подвесных машинах с большим контуром активное сопротив-
ление обычно больше индуктивного.
51
Сечение отдельных элементов вторичного контура прежде всего
рассчитывают как сечение токоведущих элементов. Исходным в рас-
чете принимают номинальный длительный вторичный ток /2Д или
номинальный сварочный ток /2Н при номинальном ПВп. В последнем
случае определяют длительный вторичный ток по формуле
12п = 121УПВн/Ю0.
Сечение элементов рассчитывают по допустимой плотности тока
==
Допустимая плотность тока зависит от электропроводимости
материала, размеров и типа сечений, назначения рассчитываемого
элемента, частоты тока и интенсивности его охлаждения. Допу-
стимая длительная плотность тока (при частоте 50 Гц) для водоох-
лаждаемых электродов из сплавов БрХ составляет 20—40 А/мм2,
для электрододержателей 12—20 А/мм2, для консолей из меди (марки
Ml) без водяного охлаждения 1—2 А/мм2. Гибкий кабель вторичного
контура подвесных машин, охлаждаемый водой, рассчитывают, при-
нимая плотность тока до 20 А/мм2.
Отдельные элементы (например, консоли) работают на изгиб и
передают значительные механические усилия. Их сечения опреде-
ляют обычно из условий жесткости. В некоторых случаях их сле-
дует изготовлять из двух материалов — силовую часть из стали
с большим модулем упругости, а токопроводящую часть из
меди.
Неподвижные контакты с воздушно-водяным охлаждением рас-
считывают из условия •допустимой плотности тока 0,5—1 А/мм2.
Схема замещения контактной машины приведена на рис. 35.
Активное сопротивление Rc.т и индуктивное Хс.т сопротивление
сварочного трансформатора невелики, и падение напряжения А(72
па сварочном трансформаторе не превышает 5 % его электродвижу-
щей силы £2. Требуемое вторичное напряжение t/2o = £2 трансфор-
матора
t/2(1 « U2 + £U, « 1,05t/2,
где t/2 = /2L (R2+ /?«./-I-A2.
Рис. 34. Зависимость индуктивного сопротивления
Х? от площади вторичного контура SK
Рис. 35. Схема замещения контактной машины:
R, н X. — активное и индуктивное сопротивления вто-
ричного контура; 0 — сопротивление зоны сварки
52
Рис. 36 Вторичный контур точечной машины и сечения его основных элементов:
/—" — элементы контура
Пример расчета сопротивления вторичного контура стационарной точечной
машины. На рис. 36 представлена схема вторичного контура точечной машины,
для которой требуется определить общее сопротивление. Для расчета активного
сопротивления петь контур разбит на семь участков одинаковых но форме и сече-
нию образующих эл ментов. Для упрощенного расчета индуктивного сопротив-
ления находим общхю площадь контура, заключенную меж ту осями ею элементов
28 X 19 36 X 11,4 4- 20 X 19 = 1322.4 см2.
, По зависимости (см рис. 36) индуктивного сопротивления от площади контура
находим Хг = 190 мкОм
Активное сопротивление двух электродов 4 нз хромовой бронзы марк> БрХ
rt = 2А-„Р' 5 = 2-1,02-0,03 10,03-4/(3,14-16=) ] = 9,2 мкОм
(А’н — коэффициент поверх нос того эффекта kn = 1,02).
Два электрододт. ржа геля 5 из мели Ml с водяным охлаждением по апалотнн
имеют сопротивление (при внутреннем отверстии в электрододержа теле 18 мм и /?., =
= 1,08)
ге = 2-1.04-0,0175 {0,04-4 13.14 (0.0252 — 0,018=) ]] = 6,4 мкОм.
Верхняя консоль 3 прямоугольного сечения, изготовленная из меди Ml,
с воздушным охлаждением имеет сопротивление (fr„ = 1,54)
га = 1,54-0,0175 10,24 (0,06-0,03)]= 3,6 мкОм.
Нижняя консоль 6 (kn — 2,06)
г„= 2.06-0,0175 10,17/(60-40)]= 2,6 мкОм.
Сопротивление верхней гибкой шины 2, набранной из тонкой медной фольги,
рассчитывают при А„ = 1,6:
г2= 1,6-0,0175 [0,235/(0,12-0,02)]= 2,7 мкОм.
Сопротивление нижней жесткой шпиы 7 прямоугольного сечения, изготовленной
из меди MI с воздушным охлаждением [kn = 1,54)
г, = 1,54-0,0175 (0 4'(0 07-0.02)] = 7.7 мкОм
53
Верхняя колодка 7 из меди Ml с воздушным охлаждением (7;„ = 1.6)
г,= 1,6-0,0175 10,19/(0,06-0.02-2())| = 2,2 мкОм.
Активное сопротивление га всех юкоподводяшнх элементов при 7= 20 СС
64 54 ... 4_ г- “ (2,2 4- 7,7 4- 2,7 2,6 4- 3,6 4“
ч- 6,4 Ч- 0.2) = 34.4 мкОм.
Активное сопротивление этих элементов г„, приведенное к рабочей температхре
Тр = 80 СС,
тр = гл (I а (Тр — Т) = 34,4-11 4- 0,00393 (80 — 20) = 42,5 мкОм.
Число переходных контактов 9. Принимаем активное сопротивление одного
контакта соответственно 2 мкОм, тогда
гп ь = 9-2= 18 мкОм.
Активное сопротивление всех элементов и переходных контактов вторпчисго
контура
Rt = rfl 4- гп. к = (42,5 4- 18) = 60,5 мкОм.
Полное сопротивление сварочного контура прн сопротивлении места сварки
/?э 8=90 мкОм, активном и индуктивном сопротивлениях обмоток сваречгого
трансформатора, приведенных ко вторичной обмотке /?г. т — 17 мкОм, Л'с., =
= 25 мкОм,
Z = V(Rt 4- Re. , + R,. J- 4- (Л2 4- Ac.=
= /1(60 5 4- 17 4- 90) I2 4-1(190 4- 25) |2 = 272,5 мкОм.
§ 8. СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ КОНТАКТНЫХ МАШИН
Сварочный трансформатор — основная часть контактной машины
и его характеристика определяет ее параметры.
Для контактной сварки требуются токи до 250 кА. Их можно
получить при низком напряжении (до 12 В, реже до 25 В), так как
сопротивление во вторичной цепи сварочного трансформатора срав-
нительно небольшое.
Все сварочные трансформаторы понижающие. Трансформаторы
однофазных машин переменного (50 Гн) тока и трехфазных машин
постоянного тока включают непосредственно в промышленную сеть
с напряжением 380 В (реже 220 и 660 В). В некоторых трехфазных
низкочастотных машинах на них подают отдельные импульсы вы-
прямленного напряжения. В конденсаторных машинах сварочный
трансформатор питается током от разряда конденсаторов. В отдель-
ных случаях трансформаторы питаются током повышенной (100—
800 Гц) или высокой (до 450 кГц) частоты.
Необходимое напряжение холостого хода вторичной обмотки
трансформатора (Uiv = Е2) определяется размерами вторичного
контура, физическими свойствами свариваемого материала, раз-
мерами сварного соединения и др.
Отличительная особенность трансформаторов контактных ма-
шин — малое число вторичных витков (один или два). Каждый транс-
форматор имеет несколько ступеней для включения разного числа
витков первичной обмотки 1/, благодаря чему изменяется U.2o
и достигается регулирование сварочного тока. Увеличение IFi
повышает коэффициент трансформации, что при неизменном напря-
жении сети t/j ведет к снижению Uio и уменьшению /2.
54
3 2 1
Рис. 37. Основные типы сварочных трансформаторов контактных машин н их
элементы:
а — стержневой; б — броневой: в — кольцевой: / — магннгопровод: 2 — первичная об-
мотка; 3 — вторичный виток
Трансформатор состоит из трех основных узлов: магнитного сер-
дечника (магиитопровода), первичной и вторичной обмоток (рис. 37).
В зависимости от конструкции сердечника различают трансформа-
тры со стержневым и броневым сердечником. Как р пновидность
стержневого иногда применяют кольцевой сердечник. Магнитопро-
вод трансформатора стержневого типа прост в изготовлении, однако
вследствие больших потоков рассеяния, значительного расхода
трансформаторной стали и трудностей механического крепления
обмоток его применяют мало. Лагнитопровод трансформатора бро-
невого типа применяют чаще. Он более сложный в изготовлении, но
не имеет недостатков магнитопровода стержневого типа.
Магнитопроводы трансформаторов собирают из пластин электро-
механической стали толщиной 0,3—0,5 мм, имеющих прямоуголь-
ную П-, Ш-образную или кольцевую форму.
Используют обычно электротехническую листовую горячеката-
ную сталь 1211, 1212, 1511, 1512. Одну сторону покрывают для изо-
ляции лаком. Это уменьшает вихревые токи. Сердечники трансфор-
маторов средней мощности изготовляют н из листовой холодноката-
ной стали 3414, а также из стали 3412 и 3413 толщиной 0,35 и 0,5 мм,
обладающей более высокой магнитной проводимостью и меньшими
потерями на нагрев по сравнению с горячекатаными сталями. Из
холоднокатаной рулонной (или ленточной) стали навивают сердеч-
ники, изолируя слои составом из жидкого стекла и каолина.
Первичные обмотки изготовляют двух типов — цилиндрические
и дисковые (рис. 38). Цилиндрическая обмотка состоит из одной, реже
из двух катушек, которые наматывают из изолированного обмоточ-
ного провода (медного или алюминиевого), имеющего круглое или
прямоугольное сечение, в несколько рядов по высоте и несколько
слоев по ширине. Для прокладок между слоями применяют изоля-
ционный материал. Обмотка имеет воздушное или водяное охлаж-
дение. Обмотки этого типа используют только в сварочных трансфор-
маторах небольшой мощности с малым числом ступеней регулиро-
вания.
65
Рис. 38. Первич-
ные обмотки сва-
рочных трансфор-
маторов:
л — цилиндрическая;
б — дисковая
Основными обмоточными проводами для катушек сварочных
трансформаторов являются медные провода марки ПСД. Изоляция
этих проводов двухслойная из стекловолокна. В сварочных трансфор-
маторах современной конструкции обычно применяют изоляцион-
ные материалы класса В, обеспечивающие достаточную термостой-
кость (при нагреве до 125 °C) и влагостойкость.
Дисковые обмотки более распространены (рис. 38, б). Эту об-
мотку изготовляют из прямоугольной обмоточной меди (ширит й
5,1—14,5 мм) пли алюминия (шириной 4,7—19,5 мм). Витки изоли-
руют друг от друга и от остальных элементов трансформатора элек-
трокартопом (толщиной 0,2—0.5 мм), слюдинитом (толщиной 0,2—
0,3 мм), стеклоэскапоном (толщиной 0,17 мм).
Готовые катушки стягивают и изолируют по всей поверхности
кнперпой лентой или эскапоновой лакотканью, пропитывают лаком
в сушат при температуре около 100 °C.
Первичную обмотку трансформатора набирают из отдельных дис-
ковых катушек, которые соединяют между собой последовательно
или последовательно-параллельно. Катушки чередуются с отдель-
ными дисками вторичного витка, чем достигается уменьшение рас-
сеяния магнитного потока трансформатора, одновременно улуч-
шается охлаждение первичной обмотки благодаря теплоотводу
в водоохлаждаемый диск вторичной обмотки. При повреждении ка-
тушки ее заменяют без перемотки всей первичной обмотки.
Вторичная обмотка сварочного трансформатора состоит обычно
из одного, реже нз двух витков. Если первичная обмотка цилиндри-
ческая, то вторичный виток делают гибким из медной фольги тол-
щиной 0,2—0,4 мм (рис. 39, б). Есть трансформаторы небольшой мощ-
ности, в которых обмотка выполнена гибким кабелем (рис. 39, а).
В этом случае не требуется водяного охлаждения.
При дисковой обмотке вторичный виток (рис. 39, в) состоит нз
трех или более дисковых элементов, соединенных параллельно.
Этементы изготовляют из листовой электролитической меди или ли-
сювого алюминия. Толщина дисков 6—20 мм. По периметру с торца
дисков припаивают трубки водяного охлаждения (рис. 39, г). Диски
в ряде конструкций сваривают с контактными колодками. Алюминие-
вые витки в местах контакта имеют приваренные холодной сваркой
медные крптактные планки (рис. 39, з).
Рис. 39. Вторичной виток сварочного трансформатора
Вторичные витки мощных машин отливают из меди или алюми-
ниевого сплава (силумина). В таких конструкциях стальные или
медные трубки для водяного охлаждения находятся внутри нитка
(рис. 39, д).
Конструкции, в которых путем интенсивного охлаждения тре-
буется уменьшить сечение витков, изготовляют сварными из тонко-
стенных труб или коробчатой формы (рис. 39, е, ж).
В сердечнике и обмотках сварочного трансформатора при вклю-
чении возникают значительные электродинамические силы. Если
обмотки укреплены недостаточно прочно, то возможны нарушения
изоляции и выход трансформатора из строя. Поэтому сердечник стя-
гивают болтами с помощью жестких рамок. Обмотки надежно крепят
прижимными болтами или клиньями
В собранном трансформаторе первичные катушки изолируют от
вторичных прокладками из гегииакса или слюдинита, а от сердеч-
ника — из электрокартона, слюды или их заменителей.
Применяют сварочные трансформаторы с обмотками, залитыми
эпоксидным компаундом (рис. 40) Обмотки такого трансформатора
хорошо защищены от влаги, загрязнений, они обладают высокой
механической и электрической прочностью. Эксплуатационные дан-
ные таких трансформаторов высокие н в этом их основное преиму-
щество
Рис. 40. Сварочный iрапс-
формат ор с обмотками,
за.иными эпоксидным
компа) п;;ом:
J — витой магивтонрсвод;
1’ — первичная и вторичная
обмотки, залитые эпоксид-
ным компаундом; 3 — пер-
вичная обмотка; 4 — вто-
ричная обмотка с припаян-
ной трубкой для охлаждения
А Я
57
Рис. 41. Схемы регулирования вторнчнгго напряжения трансформаторов
Сварочный ток регулируют изменением вторичного напряже-
ния U.,„. Число ступеней регулирования вторичного напряжения
выбирают в пределах 4—16. Номинальная (расчетная) ступень пред-
последняя. г
В отечественной промышленности применяют четыре варианта
схем первичных обмоток и несколько их разновидностей. Схема
обмотки должна выполняться так, Чтобы на любой ступени регули-
рования напряжение'ня кйгпгязгобмотаетйё'йелсгйггзжщл'е'
напряжения более чем на 50 % (правило техники безопасности).
Глубина регулирования оценивается коэффициентом регулирования
Ьр = U2 тах/^2.1 2^ 1>4 2,
где t/-2max и U2A — максимальное и минимальное вторичные напря-
жения.
Изменение напряжения по ступеням должно быть по возможности
равномерным. Всю обмотку следует размещать в четном числе кату-
шек, которые можно было бы симметрично расположить на магнито-
проводе.
Наиболее простая схема первичной обмотки, применяемая только
для машин малой мощности, получается при ее секционировании
(рис. 41го). При включении минимального числа витков (высшая сту-
пень) напряжение в точках ВС повышается, как в автотрансформа-
торе:
Ь'вс = Ui И/иУшш).
где и1) — общее число витков первичной обмотки; w, га1п — число
витков в секции АВ.
Повышение не должно быть более чем на 50 %. При этом коэф-
фициент регулирования ниже установленного ГОСТ 297—80.
Для выполнения всех условий необходимо на высших ступенях
отключить часть первичной обмотки, для чего в схему включают
второй переключатель П1 (рис. 41,6). В этих схемах не удается
обеспечить обтекание током всех витков на любой ступени.
В схеме с последовательно-параллельным переключением витков
первичной обмотки (рис. 41, в) на любой ступени током обтекаются
все витки. Число витков изменяют только параллельным соедине-
нием, а не их отключением. Для переключения такой схемы тре-
буется три переключателя (П1, П2 и ПЗ).
При указанном положении переключателей витки всех катушек
соединены последовательно, а при положении переключателей, по-
казанных штриховыми линиями, катушки al и а2, Ы и Ь2, cl и с2
68
соединены параллельно. При других положениях переключателей
часть витков катушек включается параллельно и часто последова-
тельно. Такую схему применяют на машинах средней и больш< й
мощности. Для уменьшения потоков рассеяния, лучшего охлаждения
и обеспечения параллельной работы шесть катушек (/—6) имеют
равное число витков и расположены симметрично относительно трех
дисков вторичной обмотки.
Применяют- несколько конструкций переключателей: штепсель-
ные, ножевые, пластинчатые и барабанные (рис. 42). Простейший
штепсельный переключатель представляет собой короткозамкнутую
вилку (рис. 42, а). Его применяют только в машинах малой мощ-
ности. В ножевом переключателе (рис. 42, г), используемом в маши-
нах мощностью до 300 кВ А, медный нож вводят в зазор между пружи-
нящими контактными пластинами 2. Два ножа переключателя с
Нож снят
Pi.c. 42 П-.-рекл'ичагелн ступеней сварочного трансформатора
59
изолированной ручкой 3 замкнуты накоротко. Пластинчатый пере-
ключатель (рис. 42, б) имеет простейшую и надежную конструкцию.
Ступени переключают путем изменения положения токоведущих
пластинок /, которые на шпильках крепятся гайкой. Переключа-
тель применяют на машинах большой мощности. Переключение
в такой конструкции воЗцижпо только при отключении машины от
сети.
Барабанные переключатели (рнс. 42, в) имеют скользящие кон-
такты 4, которые прижимаются к кошаыпым ламелям 3, вмонтиро-
ванным в барабан 2. При повороте барабана изолированной рукоят-
кой 1 происходит переключение обмоток.
Исходные данные для расчета однофазного трансформатора:
номинальный сварочный ток /•>„ или делительный вторичный ток /2Л;
режим рабо1Ы ПВ„; первичное напряжение Ut и частота сети f;
число ступеней регулирования п, пределы ретулпрования вторич-
ного напряжения (минимальное напряжение t/2omln и максимальное
напряжение t/2(, max. Трансформатор должен развивать номинальную
мощность на предпоследней ступени включения. Последнюю ступень
считают резервной, она позволяет работать при мощности, превы-
шающей номинальную, но при меньшем ПВ. При необходимости Uiu
можно рассчитать или выбрать ориентировочно по аналогичным
машинам.
Располагая исходными данными, избирают тип трансформатора,
тип переключателя ступеней и способ охлаждения его обмоток.
Расчетное напряжение Ut, подводимое к зажимам первичной обмотки,
зависит от типа включающего устройства и колеблется от 330 до
380 В. Снижение этого напряжения происходит в игнитронах (до
20 В), оно необходимо для плавного регулирования тока п его стаби-
лизации.
Электрический расчет начинают с выбора схемы первичной об-
мотки. Выбрав схему, определяют напряжение па всех ступенях.
Желательно, чтобы отношение UinIU?. <n—1> = const.
•Изменение напряжения по ступеням может происходить по гео-
метрической или ар1.4метической прогрессии. В некоторых случаях
знаменатель ряда может изменяться при определенных положениях
переключателя. Различные схемы регулирования позволяют приме-
нять те или другие законы регулирования.
Для машин со ступенчашм регулированием тока коэффициент
трансформации при переходе со ступени peiулнровапия с номером п
на ступень регулирования с номером n + 1 не должен уменьшаться
более чем на 20 % для машин i руппы А и группы Б без фазового ре-
гулирования п на 30 % для машин группы Б с фазовым регулирова-
нием.
Зная напряжения по ступеням, определяют число витков первич-
ной обмотки. При и1, = 1 и?,, = с округлением до ближай-
шего целого числа и соответствующей корректировкой Uin. Полу-
ченные числа витков и рассчитанные вторичные нащ яжепия сводят
в таблицу.
60
Сечения первичных и вторичных витков рассчитывают по дли-
тельным токам. Максимальное их значение принимают по номиналь-
ной ступени.
Расчетный длительный ток, проходящий в первичной обмотке,
где ki — коэффициент, учитывающий влияние тока холостого хода.
По опытным данным
fci = 1 + 0,005/о ///Я.,/100.
Согласно ГОСТ 297—80 принимают i0 — 1,05 4-1,2.
Первичный юк на любой другой ступени х определяют, пользуя<ь
формулой (при W-2 = 1)
Лк/Лп = (К’н.^х)2-
Расчетный длительный ток /.,д во вторичной обмотке даетсч в ис-
ходных данных, а при задании кракотвременного номинального
тока /,211 его подсчитывают по формуле
1^ = 1.21упви/\оо.
Сечение первичной qlK и вторичной дг обмоток подсчитывают, за-
давшись плотностью тока, но формулам
91х = Лх'/i и = /4//г,
где j, — допустимая плотность тока в первичной обмотке (2,8—
3,2 А/мм2 для дисковой обмотки из медного провода, плотно прижатой
к дискам вторичной обмотки, охлаждаемой водой); /2 — допустимая
плотность тока во вторичной обмотке (4,5—15 А/мм2 при конструк-
ции обмотки в виде медных дисков в зависимости от интенсивности
охлаждения).
Расчет магнитонровода начинают с определения его сечения (м2)
по формуле
Sc = t/.2ll/(4,44/u-.2S),
где В — индукция в сердечнике, Тл.
Индукцию В = 14-2,1 Тл выбирают в зависимости от марки, тол-
щины и способа изготовления стали, мощности сердечника. Вслед-
ствие наличия слоя изоляции на поверхности листов, фактическое
сеченне сердечника больше: S' = Sc/#c, где kc — коэффициент за-
полнения сердечника, обычно k — 0,884-0,92.
Форма сечения сердечника прямоугольная с соотношением сто-
рон 1 : 2,5. Размер окна трансформатора должен позволять уложить
первичные и вторичные обмотки, необходимые изоляционные про-
кладки и разместить трубки для охлаждения. Плошать окна подсчи-
тывают по формуле
So = U 4- Е q<w>/ks. о,
где ^л.о — коэффициент заполнения окна, обычно /г3.о = 0,44-0,6.
Из условий экономического раскроя стандартного листа электро-
технической стали соотношение сторон окна выбирают в пределах
2 3.
61
Типовая укладка дисков обмоток должна обеспечивать зазоры
между катушками (Д = 10 4-14 мм) для размещения отводов и
клиньев. Внутренний размер катушек больше по ширине на 10—
15 мм и по длине на 20—40 мм для установки клиньев и свободного
надевания катушек. При проверке укладки катушек в окне должен
быть гарантирован зазор в окне по высоте катушек в 6—12 мм.
После расчета определяют потери в трансформаторе, его КПД и
условия охлаждения.
Ток холостого хода /0 учитывает активные потери на нагрев сер-
дечника (активная составляющая /оа и реактивные на создание маг-
нитного потока (реактивная составляющая /ор) и определяется по
формуле
Активную составляющую определяют по формуле
Iqc ~ Р(Лк/^А.
где Ро = pcG — потери холостого хода, Вт; Ut — первичное напря-
жение, В; ро — удельные потери в стали, Вт/кг, рс = 1,05 4-15
в зависимости от HiiflyKUHiijMapKH стали и ее толщины; G — масса
железа сердечника, кг; kx —тсоэффициент добавочных потерь, Лх=1,2.
Реактивную составляющую тойд—холостого хода определяют по
формуле
/ор = [AwilcP' „ + 0,8Bc«A)/(Mi>
где Awt — магнитодвижущая сила на 1 см длины магнитопровола
(до 170 при средних значениях индукции в зависимости от марки
стали и принятой индукции); /с?. м — средняя длина силовой линии,
см; Вс — индукция в зазорах* Тл; па и —число и величина
(б, = 0,005 см) зазоров в магнитной цепи; k2 — коэффициент, учи-
тывающий уменьшение тока холостого хода из-за наличия высших
гармоник; wa — число витков первичной обмотки на последней сту-
пени. Для индукции 1,2—1,8 Тл можно определить k2 = 1/(1,9 4-
4-0,8) Вс ].
Относительное значение тока холостого хода i0 = должно
быть не более значений, указанных в ГОСТ 297—80: 50; 32 и 20 %
при /2Д соответственно до 2,5; 5 и выше 5 кА.
КПД сварочного трансформатора
П = 1 - £ P/(t/2/2Hcos<p2 + £ Р) « 0,9 - 0,96,
где £Р— суммарные потери в стали сердечника и обмотках, £Р =
= Ро '+ Рот', U* — напряжение при нагрузке на номинальной сту-
пени (определяют по внешней характеристике или векторной диа-
грамме); cos <р2 — коэффициент мощности во вторичном контуре
cos ф2 = (Р2 + Рэ. э)/>/(Р2 + Р,.в)2 + Х22.
Количество воды, необходимой для охлаждения трансформа-
тора (см8/с),
Q = 0,24Рс. Т/(А7’),
62
где AT — перепад температур входящей и выходящей воды, АТ =»
= 5 4-10 "С.
. Диаметр трубки системы охлаждения du (см) выбирают равным
толщине диска. Скорость воды в трубке
1>в = 0,01Q/(ndg/4) < 3 м/с.
Сварочные трансформаторы машин постоянного тока, низкоча-
стотных и конденсаторных, в основном рассчитывают по тем же фор-
мулам, что и трансформаторы однофазных машин переменного тока
с некоторыми отличиями в определении коэффициентов трансфор-
мации, сечений витков и сердечника.
§ 9. АППАРАТУРА УПРАВЛЕНИЯ МАШИНАМИ
КОНТАКТНОЙ СВАРКИ
Назначение и структура аппаратуры управления. Аппа-
ратура управления является важнейшей частью современного обору-
дования контактной сварки, за последнее время она очень усложни-
лась. Стоимость этой аппаратуры составляет 20—60 % общей стои-
мости машины.
Аппаратура управления выполняет: включение и выключение
сварочного тока, регулирование его силы, продолжительности я
формы импульса; регулирование последовательное in отдельных
этапов цикла сварки; стабилизацию параметров режима сварки;
включение и регулирование усилия сжатия электродов; изменение
скорости вращения роликов (шовные машины) или перемещения
подвижной плиты (стыковые машины).
В специальных случаях устанавливают дополнительную аппара-
туру для автоматического регулирования по одному или несколь-
ким параметрам (параметры режима или физические величины).
В сложных специализированных машинах с помощью аппаратуры уп-
равления осуществляется программирование работы различных ме-
ханизмов привода, загрузочных и разгрузочных устройств и свароч-
ных циклов.
В производстве эксплуатируется электронная аппаратура не-
скольких поколений. К первому поколению относится аппаратура,
в которой широко используются релейно-контактные элементы, ра-
диолампы и вакуумные вентили. Аппаратура второго поколения по-
строена на тиристорах, транзисторах и типовых транзисторных
элементах. Применение типовых элементов сокращает время разра-
ботки аппаратуры и упрощает процесс ее промышленного изготовле-
ния. Ремонт аппаратуры сводится к замене неисправного элемента
исправным.
Начинается разработка и внедрение в производство аппаратуры
третьего поколения с использованием интегральных микросхем,
которые сохраняют преимущества аппаратуры второго поколения,
так как она построена также на типовых элементах. Кроме того, эта
аппаратура обладает большими возможностями регулирования,
63
позволяет повысить точность и надежность отработки регули-
руемых параметров, более компактна и имеет меньшую стои-
мость.
На рис. 43 приведена типовая структурная схема аппаратуры
управления однофазной контактной машины, которая разбита па
типовые блоки. Машина включается контактором К- Величина и
форма импульсов, их продолжи юльность и повторяемость задаются
блоком управления БУ, в который включают при необходимости
узлы для плавного регулирования тока 1, модулирования 2, стаби-
лизации тока 3 и др. БУП обеспечивает перемещение электродов,
создание усилия на них и его стабилизацию, вращение электродов,
передвижение подвижного стола стыковой машины. Последователь-
ность работы всех этих устройств обеспечивается узлами програм-
мирования 4, которые имеются в блоках БУ и БУП. Связь между
входными командами с блоков управления и различными исполни-
тельными устройствами осуществляется через функциональную ап-
паратуру (контакторы, клапаны, конечные и путевые выключатели
и др.).
Машины для конденсаторной сварки, трехфазные низкочастот-
ные машины и машины для сварки импульсом постоянного тока имеют
дополнительную аппаратуру для формирования соответствующих
импульсов сварочного тока.
Аппаратура для включения и регулирования сварочного тока.
Сварочный трансформатор контактной машины включается контакто-
ром со стороны первичной обмотки. Эю облегчает его работу, так
как уменьшается коммутированный ток и не протекает ток холостого
хода вне сварки. От четкости работы контактора существенно зависит
стабильность нагрева места сварки и качество сварного соединения.
Рис. 43. Структурная схема аппаратуры управления однофазными машинами
для контактной сварки:
F, р, Uс — соответственно усилие сжатия, давление сжатого воздуха, напряжение электри-
ческой сети; СТ — сварочный трансформатор: ПС — переключатель ступеней; К — кон-
тактор; БУ — блок управления; БУП — блок усилия перемещения (вращения) электродов;
БВВ — блок включения н выключения аппаратуры; 1 — узел фазорегулирования; 2 —
узел модулянни; 3 — узел стабилизации; 4 — узел программирования
Рис. 44. Вентильные контакторы:
а — игнитронный; б — тиристорный
Ь4
Контакторы контактных машин работают в тяжелых условиях ’
вследствие значительных коммутируемых токов, а в ряде случаев
вследствие большой частоты включения (до 500 включений в ми-
нуту).
В зависимости от мощности и назначения машин применяют ме-
ханические, электромагнитные или вентильные (ионные, тиратрон-
ные или тиристорные) контакторы.
Механические контакторы ранее применяли только в маломощ-
ных машинах. Они разрывали небольшие токи. Их контактная си-
стема работала от механизма создания усилия иа электродах через
систему тяг, рычагов или кулачков. Они асинхронно включают
сварочный ток. Их контактные системы быстро изнашиваются вслед-
ствие возникающей электрической дуги при разрыве цепи.
Электромагнитные контакторы по конструкции напоминают
обычные электромагнитные пускатели. Основа их — электромагнит,
к которому притягивается якорь с укрепленными на нем подвижными
контактами. Электромагнитные контакторы для контактных свароч-
ных машин обычно однополосные, имеют улучшенную динамическую
характеристику и устройства, облегчающие гашение возникающей
электрической дуги на контактах при размыкании. Производитель-
ность и надежность таких контакторов низкая, они не способны
пропускать дозированное количество энергии при жестких режимах,
поэтому их используют только в простейших точечных машинах ма-
лой мощности и в некоторых типах стыковых машин.
В большинстве машин устанавливают вентильные (игнитронные
или тиристорные) контакторы. В каждом контакторе два вентиля
(рис. 44), включенных встречно-параллелыю. Анод каждого вентиля
соединен с катодом другого и вся эга группа включена последова-
тельно с первичной обмоткой сварочного трансформатора.. Если по-
лярность полуволны переменного напряжения такова, что напряже-
ние линии Л1 положительно относительно Л2, то проводить ток бу-
дет левый вентиль. При обратной полярности проводящим окажется
правый.
Наиболее распространены тиристорные контакторы. Основа этого
контактора — тиристор — характеризуется долговечностью (до
12 000 ч), малыми размерами, высоким КПД (падение напряжения
на тиристоре 0,5—1,5 В) и высокой надежностью в эксплуатации,
его можно устанавливать в различных положениях в пространстве.
Тиристор чувствителен к перенапряжению и требует соответствую-
щей защиты.
Игнитронные контакторы используют преимущественно в мощ-
ных машинах. Основа этого контактора — игнитрон — представляет
собой трехэлектродный управляемый ионный прибор с ртутным ка-
тодом. Игнитроны мало чувствительны к перегрузкам, однако дли-
тельность их работы обычно ограничивается стойкостью поджигателя
(третий электрод, включающий вентиль) и составляет 10С0 ч и более.
К недостаткам игнитронов относят их большие габариты, возмож-
ность установки только в вертикальном положении, ненадежное под-
жигание и низкий КПД.
3 Гуляев А. И.
65
Рис. 45. Процессы при включении
(с) и выключении тока электромаг-
нитными (б) и вентильными (б) кон-
такторами:
iCB — время сварки: tBff — момент вы-
ключения; /д — время задержки фак-
тического выключения
Включение и выключение источника питания контактной ма-
шины, представляющей собой активно-индуктивиую нагрузку, имеет
ряд особенностей. Установившийся ток i (рис. 45) отстает от напря-
жения U по фазе на угол <р. Синхронное включение тока происходит
при постоянном значении угла а (рис. 45, а), если же этот угол произ-
волен, то такое включение называют асинхронным.
Выключение тока в механических и электромагнитных контакто-
рах, если оно не совпадает с нулевым значением тока, происходит
асинхронно, и ток коммутируется через возникающую дугу в тече-
ние нескольких периодов (рнс. 45, б). Вентильные контакторы всегда
выключаются автоматически при нулевой силе тока. Возможная за-
держка выключения тока с момента подачи команды для этих конта-
торов не превышает одного полупериода (рнс. 45, е).
С увеличением у гла включения вентилей (рис. 46) автоматически
уменьшается их угол проводимости X и соответственно снижается
действующий ток, проходящий через нагрузку. При а = <j проис-
ходит полнофазное включение и ток сразу же принимает свое наи-
большее значение. Это идеальный случай, при котором отсутствуют
переходные процессы. При а > <р (рис. 46, а) ток в каждой полуволне
равен разности значений установившегося и свободного ic токов.
При этом максимальная амплитуда тока снизится и появятся разрывы
между его полуволнами. Действующий ток уменьшится и тем силь-
нее, чем больше угол а. Включение с углом а < <( возможно при ра-
боте механического или электромагнитного контактора либо при
включении вентильного контактора с помощью реле, либо при не-
правильной установке импульсов его управления, что приводит
к начальной асимметрии полуволн тока, которая в дальнейшем лик-
видируется (рис. 46, б). При включении вентильного контактора им-
пульсами малой длительности при условии а < <р может возникнуть
«полуволновый эффект». Включение одного из вентилей исключает
включение другого вентиля в момент появления управляющего им-
пульса, так как еще продолжается проводимость первого вентиля.
Когда возникнет возможность включения второго вентиля, короткий
импульс управления уже исчезнет. Вентильный контактор начнет
66
работать как одиополупериодный выпрямитель. Это наиболее тяже-
лый случай асимметричной работы вентильного контактора, н ок
недопустим. Предупреждение этого эффекта возможно путем увели-
чения длптетьности управляющих импульсов.
Действующий ток, регулируемый изменением \1ла включений,
находится в сложной зависимости от а и q>.
Сварочный трансформатор при асинхронном включении работает
в тяжелых условиях. Появление асимметрии тока, проявление
полуволнового эффекта приводят к насыщению магнитной системы,
нарастанию намагничивающего тока, что, в свою очередь, перегру-
жает первичную сеть, к которой подключена сварочная машина.
Возникают большие знакопеременные силы, которые расшатывают
крепление обмоток сварочного трансформатора. Для работы с асинх-
ронными контакторами необходимы трансформаторы с пониженной
магнитной индукцией, малой остаточной намагниченностью и хо-
рошо укрепленными обмотками.
При использовании синхронных контакторов переходные про-
цессы проявляются значительно слабее, а причина их возникновения
объясняется в основном некоторой асимметрией в характеристиках
вентилей.
Синхронный контактор должен отсчитывать четное число импуль-
сов, что также способствует отсутствию апериодической составляю-
щей первичного тока.
Большинство однофазных контактных машин оснащают тиристор-
ными контакторами. Это дает существенный технико-экономический
эффект.
Тиристорный контактор простейшего типа имеет асинхронное
включение (рис. 47), его устанавливают на некоторых машинах
Рис. 46 Временные диаграммы токов и напряжений при работе вентильного кон-
тактора на активио-индуктивиую нагрузку в режиме фазового регулирования для
случаев; а — а > <р; б — а < <р
Рис. 47. Принципиальная элеюрическая схема тиристорного контактора с асин-
хронным включением:
VIM, V2M — силовые тиристоры; К.1 — пусковой контакт реле; K2F — контакт гндро-
реле; К. ~ сопротивление пусковой сети; СТ — сварочный трансформатор машины
3*
67
Рис. 48. Кулачок электромеха-
нического регулятора времени
пульсным управлением от
небольшой мощности. Такой контактор
в установившемся режиме обеспечи-
вает полнофазное включение тока, ио
ие исключает появления начальной
несимметричности гока. Его тиристоры
подбираются с некоторым запасом по
току, чтобы избежать их перегрузки
и выхода из строя. Управление осу-
ществляется с помощью контакта К1
реле, включенного между управля-
ющими электродами обоих тиристоров.
На большинство машин устана-
вливают тиристорные контакторы с им-
регуляторов цикла сварки, оснащенных
фазоимпульсными выходными устройствами. Тиристоры имеют незна-
чительную теплоемкость и их обычно охлаждают водой, помещая
в специальный радиатор. Расход воды контролируют с помошыо
струйного гндрореле, установленного на сливе системы охлажде-
ния.
Аппаратура для управления циклом сварки контактных машин.
Последовательность действия механизмов .машины, особенно для
точечной и рельефной сварки, обеспечивается различными регуля-
торами времени (РВ) или цикла сварки (РЦС).
Обычно применяют регуляторы, выполняющие жесткую про-
грамму, при которой число регулируемых интервалов (до 6) и их
последовательность не меняют. Они обеспечивают один и тот же по-
рядок включения механизмов машины, позволяя независимо регули-
ровать лишь время отдельных выдержек.
Выполнение различных элементов сварочных циклов в заданной
последовательности обеспечивается путем отсчета времени, для
чего используют различные регуляторы времени: механические,
пневматические, электронные и др.
Простейшим является механический регулятор, обычно исполь-
зуемый для машин с электроприводом. Он представляет собой валик
с несколькими насаженными на него кулачками. При вращении
кулачок 1 (рис. 48) выступающей частью нажимает на рычаг 2,
который, отклоняясь, замыкает электрические контакты 3. На
этом принципе построены многокулачковые реле, которые управляют
работой многоэлектродных точечный машин или машин для стыковой
сварки. Эти реле просты по конструкции, надежны в эксплуатации,
но для отсчета коротких импульсов сварки непригодны.
Пневматические регуляторы времени основаны на пропускании
сжатого воздуха через калиброванные отверстия. Ранее их применяли
на точечных машинах, сейчас они встречаются редко.
На современных машинах в основном используют электронные
регуляторы времени непрерывного или дискретного (прерывистого)
действия. В первом случае подготовительные процессы, отрабаты-
вающие команду на включение каждой последующей позиции, проте-
кают монотонно и зависят от накопления электрической энергии
68
в конденсаторах и разряда ее через сопротивление (система RC).
В системах дискретного действия время выдержки определяется сче-
том поступающих тактовых импульсов, связанных, например, с
частотой напряжения питающей цепи или с другой величиной, зада-
ваемой специальными генераторами импульсов.
В качестве элементов реле в регуляторах времени используют
реостатно-емкостные зарядно-разрядные цепи, транзисторные (типа
«Логика») и тиристорные элементы, а в последнее время начинают при-
менять элементы интегральных схем.
В электроняых реле типа РВЭ-7 для отсчета времени широко ис-
пользуют систему RC с реостатно-емкостными зарядно-разрядными
цепями и радиолампами.
На первом подготовительном этапе работы этого реле (рис. 49)
при разомкнутом контакте К происходит заряд конденсатора С1.
Сеточный ток i,. проходит через лампу Л (указано стрелками) и за
три-четыре полупериода конденсатор заряжается до напряжения,
близкого к амплитудному напряжению между точками А и Г. При
замыкании контакта К включается анодная цепь лампы на вторичное
напряжение трансформатора Тр (точки А и В) и одновременно начи-
нается разряд конденсатора С1 на параллельно включенное сопро-
тивление R1. Реле Р срабатывает при определенной силе анодного
тока, отключая или включая соответствующие устройства.
Отсчет времени осуществляется от включения кнопки К и до вклю-
чения реле Р, регулирование времени производится потенциоме-
тром R2. При перемещении движка потенциометра от точки В
к точке Б уменьшается зарядное напряжение лампы. Последнее,
палагаясь па напряжение разряжающего конденсатора t7u
(рис. 49, б), уменьшает отрицательный потенциал сегкп в те полу-
периоды, когда лампа может быть проводящей, так как совпадает
по фазе с анодным напряжением. Чем больше напряжение Uar,
тем больше остаточное напряжение на конденсаторе, при котором
сработает реле, или меньше время его разряда. Изменяя сопротив-
ление R2, одновременно изменяют напряжение заряда и напряжение
разряда конденсатора, обеспечивая широкие пределы регулирова-
ния времени.
Рис. 49. Схема электронного реле Бремени (а) и диаграммы (б) его зарядной цепи
(/в — выдержка времени)
69
Выдержка времени от момента замыкания контакта Л' до момента
срабатывания реле Р пропорциональна сопротивлению R1, емкости
конденсатора С1 и напряжению его заряда.
На базе таких устройств для отсчета времени изготовляют много-
позиционные регуляторы на нужное число регулируемых позиций
с определенной последовательностью их включения. Для управле-
ния работой контактной машины применяют регуляторы с числом
позиций до шести.
Четырехпозиционный регулятор времени РВЭ-7-1А-2 в промыш-
ленности применяют для управления работой точечных машин, он
обеспечивает отсчет времени выполнения отдельных операций цикла
в следующей последовательности: сжатие, сварка, проковка, пауза.
Регулятор относится к аппаратуре первого поколения. Большое
количество электромагнитных реле снижает точность работы, осо-
бенно на малых выдержках. Надежность регуляторов недостаточна.
Их еще эксплуатируют в промышленности, но па новое оборудова-
ние не устанавливают.
Наиболее распространенный регулятор времени типа РЦС-403
(второе поколение аппаратуры). Это бесконтактный аналог четырех-
диапазонного регулятора типа РВЭ-7 с плавным регулированием
времени в диапазоне «Сварка» в пределах 0,02—2,0 сив остальных
диапазонах в пределах 0,06—1,4 с. Регулятор обеспечивает синхрон-
ное включение тока и плавное регулирование его силы в пределах
40—100 %. Регулятор собран на транзисторных элементах серии
♦Логика Т». Для включения электропневматического клапана при-
вода сжатия и вентилей контактора схема снабжена транзистор-
ными усилителями.
Принцип действия регулятора основан на последовательном вклю-
чении четырех (/—4) элементов отсчета времени Т-303 (рис. 50).
Для синхронного включения сварочного тока и блокировок в про-
цессе работы регулятора используют элементы Т-102 (триггеры Т1-Т4)
и Т-107, М-111 (схема совпадения И1—ИЗ). Выходными устройствами
служат два усилителя У1, У2 (типа Т-404). При включении регуля-
тора в сеть триггеры Т1—Т4 занимают исходное положение (показано
штриховкой на схеме). При этом на усилители У1 и У2 напряжение
не поступает. При замыкании контактов К педали напряжение с вы-
Рис. 50. Структурная
схема регулятора никла
сварки РЦС-403
70
держки 4 («Пауза») поступает на левое плечо триггера Т1 и открывает
его. При этом пропадает напряжение иа входе и выходе выдержки 4
(«Пауза») и появляется на входе усилителя Л 7 и выдержки 1 («Сжа-
тие»). Электрод опускается и сжимает место сварки. Через установ-
ленный промежуток времени на входе выдержки 1 («Сжатие») по-
является напряжение и поступает на схему И1. На все поступает
также напряжение с триггеров Т4 и Т2, последний выдает напряже-
ние с частотой 50 Гц, связанное по фазе с напряжением питания.
Со схемы И1 напряжение поступает на вход триггера ТЗ и в мо-
мент первого пропадания напряжения на входе И1 срабатывает
триггер ТЗ. Напряжение левого плеча триггера ТЗ поступает через
схему И2 на выдержку 2 («Сварка»). Одновременно напряжением
на левом плече триггера ТЗ закрывается диод ДЗ и на вход усили-
теля У2 с фазовращателя 5 начинают поступать импульсы. С выхода
этого усилителя импульсы поступают в тиристоры контактора и
выключают их. Через промежуток времени, установленный на вы-
держке 2 («Сварка»), иа выходе этого элемента появляется напря-
жение, которое через диод Д5 поступает на базу правого плеча триг-
гера Т4 и открывает его. При этом триггер перебрасывается в другое
устойчивое состояние и с левого плеча поступает напряжение на
схему ИЗ и выдержку 4 («Проковка»). На схему ИЗ поступает также
напряжение с триггера Т2. Выходное напряжение схемы ИЗ перебра-
сывает триггер ТЗ в первоначальное состояние, и диод ДЗ снова бу-
дет шунтировать импульсы с фазовращателя и сварочный ток вы-
ключится "Затем через промежуток времени выдержки 3 («Проковка»)
на выходе появляется напряжение, которое через диод Д2 поступает
на правое плечо триггера Т1 и переводит его в исходное состояние.
При этом снимается напряжение с усилителя У1 и выдержки /
(«Сжатие»). Клапан выключается, электроды поднимаются. Одновре-
менно появляется напряжение па входе выдержки 4 («Пауза») и
левом плече триггера Т4, который возвращается в пехотное положе-
ние. На выходе выдержки 3 («Пауза») через установленное время
вновь появляется напряжение. Если контакты /( замкнуты, то цикл
повторяется. Технические характеристики наиболее известных ре-
гуляторов приведены в табл. 2.
Регулятор РЦС-502 управляет циклом из пяти выдержек времени.
К четырем обычным выдержкам добавлен интервал «Предваритель-
ное сжатие». Фазосдвигающее устройство этого регулятора позво-
ляет модулировать начало и конец сварочного тока и стабилизиро-
вать установленную силу тока при колебаниях напряжения питаю-
щей сети.
Регулятор БУ-5ИПС позволяет обеспечить пульсирующую сварку
с регулируемым числом импульсов 1 —10 с интервалом между им-
пульсными 0,02—0,2 с. Для выполнения этой программы требуются
шесть регулируемых интервалов времени. Регулятор управляет
двумя электропневматическими клапанами, обеспечивающими раз-
личные циклы изменения усилия на электродах.
Регулятор БУС также обеспечивает различные варианты циклов
работы машины по сварочному току и усилию на электродах: о
71
1
Таблица 2
Техническая характеристика регуляторов цикла сварки
Параметр РЦС-301М РЦС-403У4 РЦС-502У4 ЬУ 511ПС РВЭ-7-1 А PBT-100M-1 РВТУ-200.М
Число интервалов, циклы 3 4 » 5 6 4 5 9
Допустимые колебания напряже- ния сети, % +54--15 + 104—15 + 104—15 +5ч—15 ±10 +10--15 + 10-4—15
Элементная база Транзисторные логические элементы «Логиха-Т» Электрон Маломощные тиристоры
ные реле
Принцип отсчета интервалов Аналоговыи с синхронизацией Цифровой Аналого- Аналоговыи с синхро-
вый низацней
Пределы регулирования интер- вала, с:
сварка 0,06—3,5 0,02—2,0 0,02—2,0 0,02—2,0 0.03-6,75 0,02—4,0 0,02-4,0
дискретно дискретно дискретно 0,02- 2,0 дискретно плавно дискретно дискретно
других 0,1 —1,0 0,06 1,4 0 02—2,0 ‘ 0,03-1.35 0,02—0.4 • 0,02-4,0
плавно плавно дискретно дискретно плавно дискретно дискретно
Исполнительные устронства: Контакт-
включение сварочного тока Бесконтактное фазоимпульсное устройство Бесконтактное фазо-
ное реле импульсное устройств
включение клапана Бесконтактный транзисторно-тиристорным ключ Контакт- Бесконтактный транзн-
ное реле сторно-тнристорный ключ
Режим включения сварочного тока Синхронный Асннхрон- Синхронный
НЫВ
Глубина регулирования свароч- ного тока /яом, % 60—100 40—100 40—100 40-100 — 50—100 30—100
Стабилизация сварочного тока при — — ±3 ±3 — — +3
колебаниях напряжения сети, % Модуляция сварочного тока, с — — Нараста- Нарасти- — — Нараста-
ние, спад, 0.4 ние 0,3 ние 0,1
Наибольшая производительность, циклов/мнн 200 300 600 — 150 750 —
Габаритные размеры, мм: 345 550 415 325 184 225
ширина 300
высота 185 158 180 159 395 244 400
длина 280 235 320 490 150 384 295
Масса, кг 10 15 27 25 15,3 8 10
* Кроме предварительного сжатия.
одним или двумя импульсами тока разной силы и длительности, раз-
дельным регулируемым интервалом; с одним сдвоенным импульсом
тока, начальную и конечную части которого можно регулировать
раздельно; с постоянным сварочным и ковочным усилием или с ко-
вочным усилием, включаемым в заданный момент времени.
Рассмотренные регуляторы выполнены с широким использованием
элементов системы «Логика-Т».
Регуляторы РВТ-100М-1 и РВТУ-200М (разработаны ИЭС им.
Е. О. Патона) построены на элементах тиристорной логики. Первый
из них представляет собой четырехдиапазонное бесконтактное реле
с фазовым регулированием. Регулятор, управляющий электро-
пневматическим клапаном переменного тока, содержит блок поджи-
гания, способный включать как тиристорный, так и игнитронные
контакторы.
Второй регулятор обеспечивает работу точечных контактных
машин по сложному термомеханическому циклу. Цикл регулятора
состоит из девяти операций: «Сжатие», «Подогрев», «Сварка», «Ох-
лаждение», «Отжиг», «Пауза», «Задержка понижения давления-,
«Понижение давления» и «Пауза».
Регулятор позволяет программировать величину п длительность
трех независимых импульсов сварочного тока, а также изменять
по программе усилия сжатия электродов. Он обеспечивает плавное
регулирование сварочного тока, модуляцию переднего фронта сва-
рочных импульсов и стабилизацию тока при колебаниях напряже-
ния сети. Сварочный ток может быть непрерывным пли пульсирую-
щим.
Синхронные прерыватели. Прерыватели такого типа объединяют
устройства для включения и выключения тока (контакторы) н ап-
паратуру для точного регулирования режима сварки (сварочного
тока и его продолжительности). Эту аппаратуру применяют для то-
чечной и шовной сварки деталей, когда к поддержанию режима
предъявляются повышенные требования.
Длительное время электротехнической промышленностью вы-
пускалось семейство прерывателей ПИТ и ПИШ. Прерыватели
типа ПИТ использовали только для точечной сварки. Модификация
этой аппаратуры (ПИТМ) позволяла получать модулированный им-
пульс. Прерыватели типа ПИШ использовали только для шовной
сварки. Аппаратуру выпускали со значительной унификацией узлов.
Элементная база аппаратуры — электронные лампы и маломощные
тиратроны, а вентильный контактор на игнитронах. Плавное регули-
рование сварочного тока возможно в пределах 50—100 %. Имеется
стабилизация тока в зависимости от колебания напряжения сети.
Вместо этой серин в настоящее время выпускают прерыватели
типа ПК и ПКТ, которые могут работать в режимах точечной и шов-
ной сварки. В точечном режиме работы прерыватель при замыкании
цепи пуска пропускает один импульс тока. Для следующего импульса
необходимо разомкнуть и снова замкнуть цепь пуска. Точечные пре-
рыватели обычно работают совместно с регуляторами цикла сварки.
В режиме шовной сварки прерыватель пропускает периодически по-
73
Технические характеристики прерывателей тока
Таблица 3
Параметр Для точечной сварки Для точечной и шовной сварки
ПКТ-1200 пкт-г.оо ПК-200 ПК-1’00
Номинальный коммут ируемый ток силой. А: при ПВ 50 % 1200 1500 200 1200
при ПВ 20 % 1300 3500 250 1300
Число импульсов сварочного тока 1—10 1-10 1 1
Пределы регулирования выдерж- ки времени интервалов цикла, периоды: предварительное сжатие 0—99 0—198 0—395 0-396
сжатие 0—198 0—198 0—99 0-99
импульс 1 0—198 0—198 0—99 0—99
интервал 0—99 0—198 ——
импульс 2 0—99 0—198 — ——
проковка 0—198 0—198 0—99 0—99
пауза 0—198 0—198 0—99 0—99
начало ковки 0—198 0—198 0—99 0—99
Пределы плавного регулирования 30-100 30—100 30-100 30—100
действующего сварочного тока (фазовое регулирование), % Масса, кг 125 125 85 85
вторяклциеся импульсы тока, разделенные паузой. Прерыватели
выпускают нескольких модификаций в зависимости от тока коммута-
ции и типов установленных силовых вентилей (табл. 3). Струк-
турная схема прерывателя этого типа показана на рис. 51. Блок
регулирования БР во всех прерывателях одинаковый, а аппаратура
включения тока меняется в зависимости от типа применяемого
вентильного контактора. БР является наиболее сложным узлом.
Его схема обеспечивает раздельное регулирование интервалов
«Импульсы» и «Паузы», синхронное включение сварочного тока,
плавное его регулирование, модуляцию переднего фронта импульса
до 0,3 с. Схема блока выполнена на транзисторах и логических эле-
ментах.
Блок аппаратуры БА предназначен для подготовки цепей под-
жигания игнитронов и цепей включения тиристоров. В этом же блоке
смонтирована аппаратура для выключения сварочного тока при пере-
греве. Блок поджигания БП предназначен для управления игни-
тронами, в качестве управляющих элементов применяют тнрисгоры.
Пневматическая и гидравлическая аппаратура. Для управления
работой пневматического и гидравлического приводов контактных
машин широко используют аппаратуру общего применения. Сжатый
воздух, поступающий нз цеховой сети в аппаратуру машины, дол-
жен быть очищен от твердых частиц размером более 0,05 мм, влаги
74
Рис. 51. Структурная схема прерывателей типов ПК и ПКТ.
с — на игнитронах; б — на тиристорах
и компрессорного масла. Для такой очистки служит фильтр-влаго-
отделитель, обычно, типа БВ-41 с металлокерамическим фильтрую-
щим элементом.
При автоматическом смазывании трущихся частей пневмопривода
и пневмоапПаратуры используют маслораспылители типа БМ-44
и др.
Для понижения давления сжатого воздуха и автоматического
его поддержания применяют регуляторы давления (воздушные ре-
дукторы) различных типоразмеров (0,4—6,5 м3/мин) в зависимости
от расхода воздуха.
Для управления подачей сжатого воздуха в камеры пневмо-
цилиндров применяют воздухораспределители различных систем.
Обычно они имеют электропневматическое управление. На рис. 52
изображен двухпозиционный четырехходовой распределитель с элек-
тропневматическим управлением типа КЭП-15, используемый на
контактных машинах. Клапан отличается быстродействием (до
300 ходов/мин). Для управления работой его подвижных частей слу-
жит электромагнит постоянного тока с небольшой потребляемой м( щ-
иостью (15 Вт), что позволяет использовать клапан в машинах с бес-
контактными системами управления. При отключенной катушке уп-
равления шток 2 с закрепленными на нем резиновыми буферами
под действием пружины 1 занимает крайнее верхнее положение.
При этом сжатый воздух, подаваемый из сети через отверстие К
в корпусе 3, попадает в полость А, затем в полость Б и выходит
в отверстие И, а отверстие Л сообщается с окружающей средой через
отверстие Г.
На второй позиции подается напряжение иа катушку электро-
магнита 6 и его якорь 5, втягиваясь, открывает доступ сжатого всз-
75
Рис. 52. Двухпозиционный
четырехходовой распредели-
тель с односторонним элект-
ро'пневматическим управле-
нием типа КЭП-15
Рис. 53. Дроссель типа
КДПМ
духа, подаваемого из сети к отверстию Е в полость под мембраной 4.
Мембрана под давлением воздуха прогибается и отводит шток 2
в нижнее положение. Прн этом сжатый воздух из полости А через
.’полость В поступает к отверстию Л, а отверстие И через полость Б
и отверстие Д будет сообщаться с атмосферой.
Для регулирования скоростей перемещения поршней пневмопри-
водов и смягчения ударов на входе и выходе рабочих цилиндров
машин устанавливают регулируемые дроссели с обратным клапаном.
На рис. 53 показан дроссель типа КДП1-1. Прн подаче воздуха в от-
верстие А он проходит к отверстию Б двумя путями. Один путь через
шариковый клапан. Шарик 3 отжимается под давлением и пропускает
воздух. Второй параллельный путь через отверстие В, частично при-
крытое регулировочным винтом 1. В обратном направлении для
прохода воздуха остается только это направление, так как шарик 2
под давлением пружины 3 перекрывает путь воздуху. Изменяя се-
чение проходного отверстия, регулируют скорость сжатого воздуха,
а следовательно, скорость перемещения штока и поршня пневмо-
привода.
Для быстрого нарастания усилия проковки применяют специаль-
ные выхлопные клапаны, позволяющие ускорить удаление сжатого
воздуха из внутренней полости нневмоцилиндра.
Для снижения шума на выхлопные отверстия устанавливают
специальные глушители. Сжатый воздух, проходя через пористый
корпус глушителя, снижает уровень шума в 3—4 раза.
В сварочном оборудовании с высоким усилием сжатия обычно
применяют гидравлический привод. Его удобно использовать в мощ-
ных стыковых машинах, где одновременно требуется перемещать
подвижный стол с переменной скоростью.
76
Гидропривод включает насосную станцию, редукционные кла-
паны с регуляторами, дроссели, распределители, фильтры и другую
аппаратуру.
Насосные станции применяют различных типоразмеров, они обес-
печивают подачу 8—100 л/мин. В станциях используют лопастные
или поршневые насосы. Первые из них имеют большую подачу и
создают давление 6,4 МПа, вторые имеют меньшую подачу и создают
давление до 20 МПа. Иногда применяют в одной насосной стан-
ции тот и другой насос. Для снижения давления в гидросистеме
используют редукционные клапаны, которые подбирают по необхо-
димому расходу масла (18—140 л/мин). Если на входе этих клапанов
давление достигает 0,5—6,5 МПа, то редуцированное давление мо-
жет быть снижено до 5 МПа.
Для дистанционного управления применяют реверсивные пере-
ключающие устройства с электрическим, электрогидравлическим,
гидравлическим управлением нли механическим приводом (от ку-
лачка).
Для регулирования скорости перемещения подвижного стола
машины часто используют дроссель, имеющий регулируемое по раз-
мерам отверстие для пропуска рабочей жидкости. Применяют также
дроссели с регулятором и обратным клапаном, обеспечивающие ре-
. гулироваиие скорости перемещения рабочего органа в одном направ-
лении и пропуск рабочей жидкости в обратном направлении с мини-
мальными потерями.
Для ускорения процесса осадки на некоторых стыковых маши-
нах требуется кратковременное увеличение подачи масла в рабочие
цилиндры, что осуществляется применением гидроаккумуляторов.
В гидроаккумуляторе постепенно запасается определенный объем
масла, который в момент осадки выталкивается под давлением пру-
жины, сжатого воздуха или газа.
Автоматическое регулирование
процесса контактной сварки. При
контактной сварке часто возни-
кают различные возмущения (от-
клонения), которые изменяют
условия протекания сварки, чю
приводит к ухудшению качества
сварных соединений. Качество
сварки в таких условиях можно
стабилизировать, если соответ-
ственно изменять параметры режи-
ма. Контактная сварка — кратко-
временный процесс, поэтому изме-
нение параметров режима воз-
можно только с применением
системы автоматического регули-
рования (САР).
На рис. 54 показана функ-
циональная схема САР контактной
Рис. 54. Структурная схема САР кон-
тактной сварки
77
сварки. К возмущающим воздействиям относятся колебание напря-
жения сети Uc, изменение сопротивления вторичного контура Z„„,
колебание размеров рабочей поверхности электродов d,. д, изменение
усилия сжатия Fca, сопротивления /?э.д и др.
САР процесса контактной сварки в зависимости от параметров
регулирования разделяют на две группы: I — САР электрических
параметров режима; II—САР физических параметров режима.
.К группе I относят системы регулирования /св, /"в, tcu, мощ-
ности Рсв и энергии W'cb, падения напряжения между электродами
К группе II — регуляторы температуры Т около электрод-
ной зоны и инфракрасного излучения, перемещения электродов Ыг.,л
под действием теплового расширения металла, электрического со-
противления Rj.j, частоты пульсации А/п при стыковой сварке.
Возможны системы регулирования двух и более параметров как
электрических, так и физических.
В процессе сварки необходимый параметр измеряется своим изме-
рительным устройством, полученные значения передаются в автома-
тическую аппаратуру управления ААУ, где измеряемая величина
сравнивается с заданной, определяется уровень рассогласования и
соответствующий сигнал передается в аппаратуру управления сва-
рочной машины, происходит необходимое изменение одного или не-
скольких параметров режима.
Регуляторы сварочного тока. Сварочный ток — главный параметр
режима сварки и его изменение существенно сказывается на качестве
соединения. В однофазных машинах переменного тока широко при-
меняют устройства для стабилизации тока в зависимости от напря-
жения в цеховой сети. Стабилизация производится путем изменения
угла включения игнитронных или тиристорных вентилей контактора
машины. Стабилизаторы работают по системе сравнения фактического
напряжения сети Uc и некоторого стабилизированного напряжения
Ucr. По разности напряжений Uc — UCT = А17 корректируется
работа устройства, включающего силовой контактор машины. При
снижении напряжения сети разность напряжений увеличивается и
фазор§гулирующее устройство уменьшает угол включения силовых
вентилей контактора. При увеличении напряжения фазорегулирую-
щее устройство действует в обратном направлении.
Большинство прерывателей современной конструкции имеют
устройство для стабилизации тока, однако в ограниченных пределах.
При изменении напряжения сети в диапазоне ±10 % сварочный ток
стабилизируется в пределах 3—4 %. Более широкие пределы регу-
лирования в этом случае нецелесообразны вследствие снижения рас-
четной мощности машины.
Можно стабилизировать силу сварочного тока, измеряя его во
время сварки. Датчиком, с которого снимается управляющий сиг-
нал, служит трансформатор тока, включенный в первичную цепь
сварочного трансформатора, или тороид, включенный во вторичный
контур машины. Возбуждаемое напряжение на этих приборах про-
порционально проходящему току. Оно сравнивается со стабильным
напряжением установки. В зависимости от разности направлений
78
фазорегулирующее устройство корректирует угол включения сило-
вых вентилей контактора. Аппаратуру этого типа можно использо-
вать с серийными прерывателями типа ПИШ, ПК, ПКТ и др. По-
скольку у такой аппаратуры более широкие пределы регулирования,
мощность сварочного оборудования выбирают с большим резервом.
Регуляторы напряжения на электродах. Экспериментально до-
казано, что стабилизация напряжения на электродах (7Э. э более
эффективна, чем стабилизация сварочного тока /Св. Можно показать,
что мощность, расходуемая на нагрев деталей (между электродами)
при сварке, определяется формулой
P„a = kUl.3/(f№>),
где k — коэффициент; р — удельное электросопротивление; б —
толщина металла.
Из этой формулы следует, что при неизменной толщине деталей
фактически стабилизируется мощность, выделяемая в месте сварки.
Применяя автоматические регуляторы, действующие на этом прин-
ципе, можно обеспечить стабилизацию диаметра литого ядра при
точечной п шовной сварке при колебаниях напряжения сети, изме-
нении сопротивления вторичного контура и деталей в месте сварки
и шунтировании сварочного тока соседней точкой. Такая система
регулирования более эффективна при сварке материалов с большим
падением напряжения (стали и др.).
Напряжение на электродах поддерживается в определенных
пределах через САР плавным регулированием сварочного тока путем
фазорегулирующего устройства. Результаты контроля по этому
показателю ухудшаются при сварке детален неравной толщины и
при плохой подготовке поверхности (увеличивается (73. д)- Сигнал
напряжения, передаваемый на аппаратуру управления, должен быть
надежно защищен от наводок электромагнитного поля машины.
Регуляторы температуры околоэлектродной зоны и инфракрас-
ного излучения относятся к САР физических параметров режима свар-
ки. Исследованиями установлено, что температура металла в зоне
сварки, которую можно измерить в контакте электрод—деталь или
в околошовной зоне, обусловливает размеры сварного соединения.
При первом способе в одни из электродов (рис. 55, а) вводят
тонкую константановую проволоку, изолированную теплостойкой
изоляцией. Она образует с электродом термопару константан—
медь, спай которой находится на поверхности электрода. В резуль-
тате нагрева при сварке в термопаре появляется напряжение 17тп,
которое подается на вход контрольно-регистрнрующей аппаратуры.
Последняя по достижении заданной температуры отключает свароч-
ный ток.
Этот способ имеет существенные недостатки: регулирование за-
висит от состояния поверхности металла и от интенсивности охлаж-
дения электродов; небольшой срок службы электродов, а изготовле-
ние их трудоемко. Быстродействие системы регулирования с термо-
парой низкое вследствие ее большой инерционности.
79
Рис. 55. Схемы способов
контроля точечной кон-
тактной сварки но темпе-
ра । у рс и инфракрасному
излучению зоны ядра
При бесконтактном методе (рнс. 55. б) для измерения температуры
применяют фоторезисторы, воспринимающие инфракрасное излу-
чение с поверхности деталей вблизи зоны сварки. Фоторезисторы
устанавливают на кронштейне 2, который крепится к элекгродо-
держателю машины. Фоторезисторы /, установленные сверху, за-
щищены от инфракрасного излучения и служат для компенсации
влияния окружающей температуры. Фоторезистор 3 контролирует
температуру поверхности детали, реагируя на инфракрасное из-
лучение.
- Бесконтактный способ также имеет свои недостатки. На пока- и
зания фоторезисторов влияют внешние помехи (прозрачность ок-
ружающей среды, свет от посторонних источников), регулирование
идет с запозданием, так как интенсивное инфракрасное излучение
появляется к концу нагрева. Ввиду существенных недостатков эти
способы мало применяют на практике.
Регуляторы перемещения электродов под действием теплового
расширения металла. Исследованиями установлено, что между пе-
ремещением электродов и размерами зоны расплавления существует
взаимосвязь, обусловленная расширением металла при нагреве в
расплавлении (см. § 5). Перемещение AS головки машины может быть
измерено с помощью контактного или индукционного датчика пере-
мещения. Преобразованный в аппаратуре управления этот сигнал
используется для регулирования длительности протекания /св или
силы сварочного тока /св. При достижении заданного перемещения Д5
сварочный ток выключается и процесс сварки прекращается. При
применении САР сварочный контур машины должен быть достаточно
жестким. Это условие будет соблюдаться, если
FTp (/h/Fcb. ..) 6 < 0,032 - 0,056,
где FTp — сила трения силового привода машины; fnIFCB,n — жест-
кость вторичного контура машины при номинальном усилии FCB.
/„ — прогиб электродов; 6 — толщина более тонкой детали.
Прочие виды регуляторов. Для управления процессом точечной
сварки разработана и применяется акустическая аппаратура. При
80
деформировании твердого тела возникают упругие волны, которые
вызывают звуковые колебания. При точечной сварке существует
взаимосвязь между размером литого ядра и амплитудой звуковых
колебаний. Амплитуда измеряется специальной аппаратурой, по
сигналу которой отключается сварочный ток при необходимом
размере литого ядра точки. Однако появление колебании этой ча-
стоты от работы других элементов машины и трудность их устране-
ния снижает преимущества способа управления процессом сварки.
Разработаны несколько способов управления процессами точеч-
ной сварки, основанных на использовании ультразвуковых волн, ко-
торые имеют свойство отражаться от поверхности расплавленного
ядра точки. По величине отражения волны можно определять ка-
чество сварки. Сложность аппаратуры, влияние на результаты со-
стояния акустического контакта и другие причины препятствуют
широкому применению этих способов в производстве.
Современные системы управления все больше строят на основе
микропроцессоров, что позволяет получать лучшее качество управ-
ления, используя известные алгоритмы.
Развиваются системы контроля на базе микроЭВМ по нескольким
параметрам одновременно, например сопротивлению и напряжению
между электродами и интегральному значению напряжения между
ними.
ГЛАВА |V
ТЕХНОЛОГИЯ ТОЧЕЧНОЙ, РЕЛЬЕФНОЙ
И ШОВНОЙ СВАРКИ
§ 10. ОСНОВНЫЕ РАЗМЕРЫ
СВАРНЫХ СОЕДИНЕНИЙ
Точечный и рельефной сваркой обычно соединяют ли-
стовые металлы, толщина которых колеблется от нескольких десят-
ков микрометров до 25—30 мм. Максимальная толщина деталей при
шовной сварке не превышает 6 мм.
Детали для сварки чаще всего изготовляют способами холодной
штамповки, но иногда применяют высадку и обработку резанием.
Выбор способа сварки определяется конструкцией изделия, ме-
таллом, требованиями к сварным соединениям, производительностью
и масштабами производства.
Точечные соединения обеспечивают только необходимую проч-
ность. Герметичность соединений обеспечивается шовной сваркой.
Точечные соединения становятся герметичными только в клеесвар-
ных конструкциях, где уплотняющим является слой клея. Рельеф-
ной сваркой также можно получить герметичное соединение. Этими
способами в основном сваривают нахлесточные соединения. Шовной
сваркой можно сваривать несколько типов стыковых соединений.
Основные конструктивные элементы и размеры точечных, рельеф-
ных и шовных расчетных соединений определяет ГОСТ 15878—79
(рис. 56). Диаметр d„ литого ядра точки для этих способов сварки
принят одинаковым для близких толщин н вне зависимости.от марки
свариваемого металла. Предусматриваются две группы соединений.
Минимальные размеры литого ядра соединений группы А больше,
чем соединений группы Б.
Размер нахлестки В устанавливают в зависимости от сваривае-
мого металла. Для металлов и сплавов с высоким электросопротив-
лением (стали, титановые сплавы) нахлестка меньше и составляет
(2,5-4-2,75) d„, а для металлов с меньшим электросопротивлением
в пределах (2,84-3,5) d„. Для соединений группы Б эти размеры
нахлестки несколько больше и составляют соответственно (3-4-5) da
и (3,24-4) dn. В табл. 4 приведены размеры точечных соединений.
Размеры рельефных и шовных соединений близки к указанным.
Для нерасчетных соединений можно определить номинальный
диаметр (мм) литого ядра по формуле
d„ = 26 + 3,
где 6 — толщина свариваемого металла.
Глубина проплавления для алюминиевых и магниевых сплавов
20—70 %, титановых 20—95 % и остальных металлов и сплавов
20—80 % толщины деталей. Уменьшение глубины проплавления сни-
жает надежность соединений.
Ь2
Рис. 56. Основные размеры нахлесточных соединений, полученных точечной (а)
и шовной сваркой (б):
—диаметр ядра; Л— глубина проплавления; Лвм — глубина вмятины; В — величина
нахлестки; t — шаг между точками; 1 — длина литой зоны шва; f — величина перекры-
тия литых зон шва; 6 — толщнуа металла
Минимальные расстояния между точками t (шаг) увеличиваются
с увеличением толщины металла и составляют (3,34-4) d„. При то-
чечной и шовной сварке электрод, деформируя металл, оставляет
вмятину Авм, глубина которой должна быть не более 20 "6 толщины
детали. При сварке деталей разной толщины и в случае применения
одного из электродов с увеличенной плоской поверхностью иногда
допускают увеличение глубины вмятины до 30 % толщины детали.
Размеры (мм) точечных соединений групп А и Б
Таблица 4
Толщина металла не менее Величина нахлестки В Шаг между точками t, не мен ее Шаг между рядами с, не менее
Стали и титановые сплавы Легкие н медные сплавы
0,3 2,5 (1,5) 6(4) 10(6) 8(7) 9 (8.5)
0,3-0,4 2,7 (1,7) 7(5) Ю (7) 8(7) 9 (8,5)
0,4—0,6 3,0 (2,0-2,2) 8 (6-7) 10 (8-9) Ю (8) 13 (10)
, 0,6—0,7 3,5 } (2’5) 9(8) 12 (10) 11 (8) 13 (10)
0,7—0,8 10(8) 12(10) 13(10) 15,5(12)
0,8—1,0 4,0 (3,0) Н (9) 14 (12) 15(12) 18 (15)
1,0—1,3 5,0(3,5) 13 (10) 16(13) 17(14) 20,5(16,5)
1,3—1,6 6,0 (4,0) 14 (11) 18(14) 20 (16) 24 (18)
1,6—1,8 6,5 (4,5) 15(12) 19 (15) 22 (18) 26(19,5)
1,8—2,2 7,0 (5,0) 17(13) 20 (16) 25 (20) 30 (24)
2,2—2,7 8,0 (6,0) 19(15) 22 (18) 30 (23) 36(27)
2,7—3,2 9,0 (7,0) 21 (17) 26 (20) 35(26) 42 (31)
3,2—3,7 10,5 24 28 40 48
3,7—4,2 12,0 28 32 45 51
4,2—4,7 13,0 31 36 50 60
4,7—5,2 14,0 34 40 55 66
5.2—5,7 15,0 38 46 60 72
5,7—16,0 16,0 42 50 65 78
Примечание. В группы Б. скобках указаны значег ия для соединений
83
JUT
В)
Рис. 57. Конструктивные элементы сварных соединений:
л — открытые; б — полузакрытые; в — закрытые
При сварке деталей разной толщины размеры соединений выбирают
по меньшей толщине. При шовной сварке герметичным швом вели-
чина перекрытия литых зон точек должна быть не менее 25 % длины
литой зоны шва'
Точечной и шовной сваркой обычно сваривают объемные штам-
пованные детали. Их конструкция должна быть технологичной.
Основные требования технологичности: хорошая доступность к ме-
стам сварки, возможность применения механизации и автоматиза-
ции сборочных, сварочных и транспортных операций.
В зависимости от доступности инструментом конструктивные
элементы разделяют на три типа (рис. 57); открытые, полузакрытые,
закрытые. Первые более технологичны и предпочтительны, чем вто-
рые. Для сварки соединений закрытого типа усложняется оснастка,
понижается стойкость электродов вследствие сложной их конструк-
ции и снижения эффективности охлаждения.
§ 11. ОСОБЕННОСТИ ТЕХНОЛОГИИ СБОРКИ
И СВАРКИ
Технологический процесс изготовления узлов с примене-
нием точечной и шовной сварки состоит из следующих последова-
тельно выполняемых операций: подготовка поверхности, сборка,
прихватка, сварка, правка конструкции и отделочные операции.
84
Подготовка поверхности стабилизирует контактное сопротивле-
ние, способствует получению сварного соединения без дефектов
и повышению стойкости электродов. Чем выше электропроводность
металла и жестче режимы сварки, тем тщательнее должна быть об-
работана поверхность. Для штампо-сварных конструкций наиболее
часто применяют низкоуглеродистую тонколистовую холодноката-
ную сталь. Ее поверхность хорошо подготовлена под сварку при
ее производстве. Такой металл в состоянии поставки имеет чистую
блестящую или матовую поверхность, покрытую нейтральным сма-
зочным материалом, предохраняющим от окисления при транс-
портировании и хранении. Сопротивление /?э. э для этого материала
низкое (40—100 мкОм). Такую сталь можно сваривать в состоянии
поставки, так как чистый смазочный материал выдавливается из
места контакта.
Если после штамповки до сборки и сварки детали длительное
время хранятся в открытых складах, то поверхность их загрязняется
и требуется их очистка перед сваркой. Очистка также необходима,
если при штамповке в местах глубокой вытяжки применяют спе-
циальные смазочные материалы, которые частично остаются на по-
верхности. Наиболее рациональна очистка деталей в струйных
двухкамерных механических мойках, устанавливаемых в потоках.
Детали через них транспортируются подвесными конвейерами. Для
диистки применяют 1—1,5 %-ный горячий (80—90 °C) водный раствор
кальцинированной соды.
Для горячекатаных низкоуглеродистых сталей иногда применяют
газопламенную очистку. Поверхность стали нагревают специаль-
ными многопламенными ацетилепо-кислороднымн горелками. Ок-
сиды отслаиваются вследствие различных коэффициентов термиче-
ского расширения с металлом; процесс обычно механизируют и вы-
полняют на специальных установках с непрерывной подачей листа
или профилей. В конце линии окалина удаляется щетками, а металл
охлаждается струями воды.
Для очистки поверхности горячекатаных углеродистых и низко-
легированных сталей применяют и дробеструйную обработку, ис-
пользуя дробь из отбеленного чугуна или мелконарезанную сталь-
ную проволоку.
Стали с защитными металлическими покрытиями не требуют
особой подготовки, кроме обезжиривания.
Коррозионно-стойкие и жаропрочные стали зачищают стальными
щетками и подвергают химическому травлению в растворах серной,
соляной и азотной кислот. Хорошую подготовку поверхности таких
сталей дает электролитическое полирование, однако этот процесс
малопроизводителен.
Подготовку поверхности алюминиевых сплавов начинают с обез-
жиривания и промывки. Затем следует травление в растворе орто-
фосфорной кислоты с пассиваторами. В качестве пассиватора при-
меняют калиевый или натриевый хромпик, который замедляет обра-
зование новой пленки оксидов, в результате детали пригодны для
сварки в течение 5 сут. После травления детали осветляют в растворе
85
Рис. 58. Сварные соединения деталей с самофиксашей:
а — по отверстиям; б — no j порам; в — по выштамповке
азотной кислоты, промывают и сушат теплым воздухом. Для этих
материалов допускается = 80-М20 мкОм.
Качество подготовки поверхности проверяют визуально, сравни-
вая с эталонными. Выборочно измеряют общее холодное электро-
сопротивление двух сжатых деталей. Сопротивление измеряют
по схеме амперметр—вольтметр или микрсомметром Ф-415.
Сборка — важный этап изготовления сварной конструкции. Эта
операция определяет геометрические размеры сварной конструкции.
Технология сборки зависит от сложности и размеров детали, объемов
и способов сварки, материала и его толщины, сварочного оборудова-
ния и выпуска детали.
Детали обычно собирают в приспособлениях универсальных для
единичного и мелкосерийного производства и специальных для круп-
носерийного и массового производства (см. § 15). При сварке деталей
по возможности целесообразно применять различные способы само-
фиксации (рис. 58). Это упрощает конструкцию сборочных приспособ-
лений.
Крупные узлы разбивают на подузлы, так как сборка и сварка
слишком крупных узлов затрудняет выполнение и механизацию сва-
рочных операций. Разбивка на подузлы расширяет фронт работ и по-
вволяет увеличить производительность последующих операций.
В качестве объединяющего технологического документа по кон-
тролю основных размеров деталей и узлов используют специальные
карты контроля. В них указаны базы фиксаций, расположение за-
жимов и прижимов приспособлений, допустимые отклонения размеров.
Эти карты разрабатывают на стадии технологической проработки
чертежей изделия, в дальнейшем они служат обязательными докумен-
тами при конструкторской разработке контрольных и сборочно-
сварных приспособлений.
После сборки узла следуют операции прихватки, которые пред-
шествуют точечной и шовной сварке. Затем детали освобождают
от сборочных приспособлений и окончательно сваривают в свободней
состоянии. В ряде случаев целесообразно заканчивать сварку в сбо-
рочном приспособлении, которое в этом случае является и свароч-
ным. Шаг между прихватками выбирают в пределах 50—150 мм в ва-
висимости от конструкции и жесткости детали. Первые прихватки
следует располагать в местах большой жесткости, а дальнейший
86-
порядок их сварки — от середины к краям изделия. Точки для при-
хватки стараются сваривать с литым ядром такого диаметра, который
принят для конструкции. При шовной сварке диаметр точки для при-
хватки должен быть меньше ширины шва. Прихватку иногда выпол-
няют различными способами сварки плавлением, однако они имеют
низкую производительность и часто требуют дополнитетьиых опе-
раций — зачистку или удаление прихваточных соединений.
Детали с небольшим объемом сварки сваривают без прихватки
с соблюдением рациональной последовательности поставки точек.
Оборудование выбирают по сварочному току (главный параметр),
способу сварки, форме импульса, параметрам вторичного контура,
производительности.
§ 12. ТЕХНОЛОГИЯ ТОЧЕЧНОЙ СВАРКИ
К основным параметрам режима точечной, рельефной и
шовной сварки относят силу сварочного тока /са, усилие сжатия FCB
и время импульса /св. Для точечной и шовной сварки важное значе-
ние имеют размеры рабочей поверхности электрода. Для шовной
сварки к основным параметрам относят еще и режим прерывания
(время импульса /св и пауза <п) и скорость сварки цсв. Для каждого
из этих способов есть еще ряд дополнительных параметров, обуслов-
ленных особенностями применяемых циклов.
Применяемые для точечной сварки циклы показаны на рис. 59,
а на рис. 60 приведены возможные импульсы сварочного тока на
машинах различного типа. В зависимости от материала, его толщины,
применяемого оборудования выбирают соответствующий цикл. Для
сварки металлов относительно небольшой толщины (до 3 мм) не тре-
буется повышенное усилие проковки. Для металлов меньшей тол-
щины, но с особой склонностью к трещинам проковку применяют.
Рис. 59. Циклы точечной сварки:
с — с постоянным усилием и одним импульсом силы тока; б — с постоянным усилием
несколькими импульсами силы тока, которые могут быть разными по величине; в — то же,
с нарастанием и спадом силы тока (модулированный импульс); г — с проковкой увели-
ченным усилием д — с предварительным обжатием и проковкой увеличенным усилием;
< — со ступенчатым увеличением Fco и проковкой увеличенным усилием
87
Рис. ЬО. Импульсы сварочного тока:
а — полнофазного переменного тока; б — переменного тока с плавным регулированием;
в — переменного тока с прерыванием; г — перемениого тока с нарастанием и спадом; д —•
низкочастотного; е — конденсаторного; ж — постоянного тока
Время приложения усилия проковки Fl( должно быть с небольшим
запаздыванием /„ = 0,02-5-0,18 с. При запаздывании проковки на
большее время металл успевает закристаллизоваться с образова-
нием трещин. При ранней проковке увеличиваются пластические де-
формации и появляются глубокие вмятины. Проковка кроме предот-
вращения образования трещин устраняет усадочные дефекты в ли-
том ядре, снижает общую деформацию изделия и существенно повы-
шает усталостную прочность соединения.
При сварке деталей большой толщины (5 мм и более) для снижения
я стабилизации контактного сопротивления применяют предваритель-
ное обжатие повышенным усилием. Одновременно это уменьшает
сборочные зазоры.
Для рельефной сварки применяют циклы, показанные на
рис. 60, а—г. Шовную сварку можно осуществить непрерывным вра-
щением роликов при постоянном усилии сжатия. Сварочный ток про-
текает непрерывно или включается отдельными импульсами (см.
рис. 60, а, в). Легкие сплавы сваривают при шаговом вращении ро-
ликов. В момент пропускания сварочного тока вращение роликов
останавливают, что способствует лучшему охлаждению роликов и
детали, а в необходимых случаях позволяет прилагать ковочное уси-
лие. Стойкость роликов существенно возрастает. Иногда на шовных
машинах • выполняют шовно-точечную сварку с большим шагом без
перекрытия литых ядер. При этом способе ролики машины плотно
прижимают металл в течение всего процесса сварки. Шаг между
точками выдерживается постоянным, точки располагаются на одной
линии, что улучшает декоративный вид соединения.
Для получения хорошего качества сварки важно правильно выб-
рать оптимальные параметры режима сварки. Исходными данными
для выбора режима служат свойства и толщина металла, подготовка
его поверхности, возможности сварочного оборудования и требова-
ния к качеству. Параметры режима выбирают по таблицам, номо-
граммам, рассчитывают или устанавливают опытным путем. Выбран*
88
ные или расчетные режимы про-
веряют и уточняют для конкрет-
ных условий.
Применяемые режимы условно
разделяют на несколько групп по
их жесткости. В основе такого
деления лежит плотность тока на
контактной поверхности и продол-
жительность импульса. Большое
значение плотности тока и мень-
шая продолжительность импульса
соответствуют более жестким режи-
мам. Такое условное определение
жесткости режима по принятым
значениям плотности тока возмож-
но для деталей, изготовленных из
одного материала и одной тол-
щины.
Режимы назначают по металлам
и толщине. Металлы обычно раз-
бивают на несколько групп: низко-
углеродистые, среднеуглеродистые
и низколегированные стали, слож-
нолегированные стали, титановые
сплавы, легкие металлы и др.
Самый распространенный ма-
териал для изготовления шгампо-
сварных . конструкций — низко-
углеродистая тонколистовая каче-
ственная конструкционная сталь
марки 08кп, 08Ю и другие е содер-
жанием углерода до 0,15 %. Этот
металл обладает хорошей свари-
ваемостью. Плотность тока и да-
вление на контактной поверхности
электродов колеблются в широких
пределах соответственно 80—
600 А/мм2 и 50-120 МПа.
На практике для сварки этих
металлов обычно используют же-
сткие режимы с плотностью тока
200 А/мм2 и выше. Некоторые
предприятия применяют несколько
вариантов режимов, что опреде-
ляется конкретными условиями.
В табл. 5 даны несколько вариан-
тов режима, получивших рас-
пространение в автомобильной
промышленности. Использование
89
жестких режимов обеспечивает большую производительность, умень-
шение деформации, повышение работоспособности соединений при
переменных нагрузках, уменьшение расхода энергии, но при этом
требуется улучшение подготовки поверхности деталей и сборки.
Среднеуглеродистые и некоторые низколегированные стали (на-
пример, ЗОХГСА) склонны к закалке. Смягчение режимов сварки
предупреждает образование закалочных структур. При мягких
режимах увеличивается тепловложение и снижается скорость охлаж-
дения. Однако это приводит к увеличению остаточных деформаций и
снижению производительности. Более целесообразно применять
двухимпульсные режимы, в которых второй импульс производится
меньшим током и замедляет скорость охлаждения. Время паузы /п
между импульсом сварки (св и импульсом термической обработки
составляет tn = (1,1+1,4)/св. Длительность второго импульса для
термической обработки (т, о = (1,5 + 1,8) tCB, а сила тока /т о =
= (0,7+0,8) /св.
Эги материалы более прочны в нагретом состоянии и требуют уве-
личения усилия сжатия на 15—20 %. В табл. 6 приведены рекомен-
дованные режимы точечной сварки некоторых марок закаливающих
сталей с термической обработкой в электродах машины.
При сварке высоколегированных, коррозионно-стойких и жаро-
прочных сталей, отличающихся повышенным электрическим сопротив-
лением, снижают сварочный ток на 35—50 % по сравнению со свар-
кой низкоуглеродистых сталей. Усилие же сжатия увеличивают
в 1,5—2 раза. Для этих сталей полезно обеспечение нарастания пе-
реднего фронта импульса сварочного тока. В табл. 7 приведены ре-
жимы точечной сварки для материалов этой группы.
Титановые сплавы по свойствам приближаются к коррозионно-
стойким сталям предыдущей группы. Сварочный ток ниже на 30—
40 % по сравнению с низкоуглеродистыми сталями вследствие низ-
кой их теплопроводности и электропроводимости. Однако их сравни-
Таблица 6
Режимы точечной сварки закаливающихся сталей ЗОХГСА,
12Г2А, 23Х2НВФА, 40ХН.МА, 25ХСНВФА
Толщи- на каж- дой де- тали,, мм Сварка Продол- жнтель- ность паузы, с Термическая обработка Усилие на электродах, даН
Сила сварочного тока, кА Продолжи- тельность сварочного тока, с Сила тока отпуска, кА Продолжи- тельность тока отпу- ска, с
0,5 5—6 0,32—0,4 0,3—0,5 4—5 0,5—0,6 200—300
0,8 5,5—6,2 0,36—0,44 0,4—0,6 4,5—5,2 0,6—0,74 250—350
1 6,2—6,7 0,42—0,5 0,6—0,7 4,8-5,5 0,68—0,78 400—500
1.5 8,7—9,2 0,56-0,64 0,8-1,1 6,2—7,4 0,86—0,96 600—800
2 10—11 0,74—0,84 1—1,4 7—8 1,1—1.3 800—1000
2,5 П.5—12,5 1—1.1 1.1—1.5 8—9 1,3—1,9 1000—1200
3 13—14 1.2—1,4 1,3—1,6 9—10 1.8—2,2 1100—1400
S0
только низкая жаропрочность
не требует у (’сличения Лс„.
Многочисленную группу
легких алюминиегых сплагов
сваривают точечной сваркой
на весьма жестких режи-
мах. Сварочный ток по срав-
нению со сварочным током
при сварке низкоуглеродис-
тых сталей увеличивают в 3—
5 раз. Параметры режима при
сварке этих материалов за-
вися г от термической обра-
ботки сплава. Термообрабо-
таипые сплавы обычно скло-
нны к горячим трещинам
в ядре. Эффективным сред-
Таблица 7
Режимы точечной сварин сталей
и сплавов I2XI8H9T, 08Х181112Б,
IGXI7H13M2T
Толщина каждой др- тали, мм Сила сва[ оч- ного тока, кА Продолжи- тельности сварочного тока, с Усилие на электродах. ДаН
0,5 4,5—5 0,08—0,12 250—300
0,8 4,5-5- 0,12—0,11. 300—400
1 5—5,7 0,14—0,18 350—500
1,5 7—8 0,2—0.24 500—700
2 8—9. 0,24—0,3 800—950
2,5 8,5-9,5 0,3-0,34 1000—1100
3 10—11 0,34—0,38 1200—1400
ством для предупреждения такого дефекта является проковка FK
с повышенным усилием. К этой же группе относят магниевые
сплавы, которые в отличие от алюминиевых имеют повышенную пла-
стичность, поэтому их сваривают с меньшими усилиями сжатия.
Ориентировочные режимы сварки этих материалов приведены
габл. 8.
Сплавы на медной основе также отличаются высокой теплопро-
водностью, электропроводимостью п пластичностью. Жесткость ре-
жима сварки повышается по мере увеличения этих показателей.
Сварочные усилия выбирают так же, как при сварке низкоуглеро-
дистых сталей. Чистую медь вследствие высокой теплопроводности
и электропроводимости сваривают со сквозным проплавлением.
Режимы точечной сварки легких сплавов
Таблица 8
Сплав Толщина каждой детали, мм Сила свароч- ного тока. кА Продолжи- тельность сварочного импульса, с Усилие. даН Время проков- ки, с
на элек- тродах проков- ки
Алюминиевые сплавы. Д16М, Д19М, АМц, АМг 1 • 3 •• 35 70 0,06 0,16 300 820 1900 0,04
Магниевые сплавы: MAI, МА2, МА8, МА2-1 1» з •• 30 48 0,04 0,14 250 630 2000 0,06
* Для циклов, приведенных на рнс. ской формой поверхности радиусом /?эл = •• Для циклов, приведенных на рнс. ской формой поверхности радиусом RPn = 59, а, и электродов со сфернче- 75 мм. 59,г, и электродов со сфернче- 150 мм.
91
Чтобы электроды не приварились к поверхности меди и для умень-
шения отвода теплоты применяют тепловой экран в виде тонкой
фольги из коррозионно-стойкой стали, которую прокладывают между
электродами и поверхностью детали. Иногда применяют электроды
со вставками из вольфрама или молибдена, что также уменьшает
отвод теплоты в электроды. Химически активные тугоплавкие ме-
таллы (W, Мо п др.) имеют высокие температуру плавления, тепло-
проводность и электропроводимость. Эти свойства существенно
осложняют их точечную сварку. Температура на их поверхности
достигает (0,5-?0,6) Тпл, что приводит к оплавлению электродов
на медной основе. Для сварки применяют многоимпульсный режим,
снижающий температуру нагрева рабочей поверхности электрода.
Сварка пакета различных металлов осложняется их различными
физическими и химическими свойствами. В результате интёнсивиого
перемешивания расплавленного металла в литом ядре образуется
металл нового химического состава. Если у свариваемых металлов
различны теплопроводность и электропроводимость, то литое ядро
см< щается в сторону детали с меньшими значениями этих показа-
телей. В таких случаях симметрию можно восстановить, регулируя
отвод теплоты в электроды путем изменения диаметра рабочей по-
верхности электрода и подбирая материал электрода с соответству-
ющей теплопроводностью и электропроводимостью.
Однако хорошая свариваемость разнородных металлов не всегда
возможна, особенно при резком различии их свойств. При сварке
стали с алюминием возникают хрупкие интерметаллидные фазы
железа с алюминием, значительно снижающие механические показа-
тели. При применении оцинкованных листов прочность соединения
существенно возрастает, так как легирование расплавленного алю-
миния цинком изменяет условия образования .хрупких фаз. Для
улучшения свариваемости разнородных сталей иногда целесообразно
введение в контакт между деталью и электродами стальных про-
кладок (экранов), которые являются дополнительными источниками
теплоты и одновременно уменьшают отвод теплоты в электроды.
\>j Сварка деталей неравной толщины — частый случай в прак-
тике. По сравнению со сваркой деталей одинаковой толщины при
сварке деталей разной толщины усиливается поток теплоты в элек-
трод со стороны более тонкой детали. На периферии контакта между
деталями увеличивается плотность тока (рис. 61). Все это приводит
к смещению литого ядра относительно плоскости соединения деталей
в деталь большей толщины (рис. 61, в). Проплавление тонкой детали
уменьшается, что может привести к полному непровару. Это про-
является при отношении толщин более 1 : 3 для стальных деталей
и 1 : 2 для деталей из легких сплавов. Для предупреждения смещения
литого ядра в деталь большей толщины можно использовать различ-
ные способы повышения температуры нагрева тонкой детали. На
практике для сварки таких соединений применяют жесткие режимы.
Электрод, находящийся в контакте с тонкой деталью, изготовляют
с меньшей контактной поверхностью, а электродный металл с мень-
шей теплопроводностью. В результате снижается отвод теплоты
92
Рис. 61. Плотность тока
при сварке деталей:
а — одинаковой толщины;
б — неравной толщины; в —
распределение температуры
по сечению деталей нерав-
ной толщины
в электрод от тонкой детали. Иногда выполняют рельефы, которые
увеличивают и стабилизируют плотность тока в контакте между
деталями. Стабилизации расположения литого ядра способствует
применение тепловых экранов между тонкой деталью и электродами.
Они служат надежной преградой иа пути отвода теплоты в электрод.
Изменяя толщину и металл экранов, можно смещать зону распла-
вления в требуемых пределах. Обычно используют сменные экраны
из менее теплопроводного металла небольшой толщины (0,05—
0,15 мм). Этот металл не должен свариваться с основным металлом.
Материалы с защитными покрытиями широко используют
в штампо-сварных конструкциях. Для покрытия используют циик,
свинец, олово, алюминии, хром и др. Покрытие изменяет контактное
и общее сопротивление в месте сварки, следовательно, меняются
и условия нагрева. Если при сварке непокрытых сталей сопротивле-
ние Дя.э после кратковременного спада несколько возрастает и
достигает максимума в момент расплавления ядра, то при сварке
металла с относительно легкоплавкими покрытиями максимальное
сопротивление устанавливается позднее и имеет меньшее значение.
Это объясняется большими размерами площади контакта электрод —
деталь и особенно деталь — деталь. Для сварки таких материалов
необходимо соответственно изменять параметры режима сваркп.
Условия работы электродов при сварке материалов с покрытиями
ухудшаются, так как металл покрытия частично переходит на по-
верхность электрода, плакируя ее, окисляясь и образуя новые
сплавы. Механизм разрушения и переноса особенно легкоплавких
покрытий — комплексный процесс, состоящий из холодного и горя-
чего схватывания, термодиффузии, электропереноса и сублимации.
Все это существенно увеличивает сопротивление в контакте элек-
трод — деталь, приводит к частой зачистке рабочей поверхности
электрода и снижает их стойкость.
В автомобилестроении и других отраслях промышленности при-
меняют оцинкованную низкоуглеродистую сталь. Для ее сварки
используют жесткие режимы сварки, увеличивая сварочный ток до
20 %, усилия на электродах до 40 °6 и продолжительность импульса
сварочного тока до 90 % по сравнению с режимами сварки непокры-
той стали. Для сохранения покрытия в месте контакт^ с электродами
существенно увеличивают длительность проковки после выключения
93
сварочного тока. В этот момент слон цинка, расплавленный при
сварке, застывает и в меньшем количестве переходит на контактную
поверхность электродов. При сварке оцинкованных сталей лучшую
стойкость имеют электроды из сплава БрХЦр. Важно обеспечить
интенсивное охлаждение электродов, что достигается при расходе
воды не менее 7 л/мин. , ।
При сварке хромированных и никелированных сталей в месте
контакта возникает несколько увеличенное электрическое сопроти-
вление. Сваривают также стали иа жестких режимах, увеличивая
время прохождения тока и усилие сжатия на 20—25 % по сравнению
с этими же параметрами при сварке непокрытых сталей.
Для придания поверхности свариваемых деталей антикорро-
зионных свойств часто применяют неметаллические покрытия: за-
щитные лаки, смеси лаков с металлическим порошком, фосфатные
покрытия, полученные методом электроосаждения и различные
клеи. Покрытия такого типа — непроводники электричества, по-
этом} они должны быть выдавлены из места контакта под действием
усилия при сварке. Их выдавливание для обеспечения металличе-
ского контакта зависит от вязкости покрытия, шероховатости по-
верхности и скорости нарастания усилия сжатия. При предвари-
тельном нанесении этих покрытий сварку выполняют тогда, когда
еще сохраняется достаточная их вязкость. При применении в каче-
стве наполнителей металлических порошков (цинка или алюминия)
создание металлического контакта возможно при меньшей вязкости
покрытия. Для лучшего выдавливания покрытия увеличивают сва-
рочное усилие на 10—20 % и снижают ток на 10—15 %. При сварке
по покрытию происходит частичное их испарение, поэтому необхо-
димо применение местной вытяжки и усиление общей вентиляции.
В штампо-сварных конструкциях применяют и клеесварные со-
единения. Клей одновременно повышает антикоррозионные свойства,
придает герметичность точечным соединениям и существенно по-
вышает их прочность, особенно при динамичном нагружении. Сварку
выполняют по клею до его полимеризации. Кл£й при этом выдавли-
вается из места сварки. Можно наносить клей и после сварки спе-
циальным шприцем. Под действием капиллярных сил покрытие
проникает в зазор и надежно герметизирует его.
Сварка деталей малой толщины (0,01—0,6 мм) характеризуется
незначительным усилием сжатия и относительно малой продолжи-
тельностью сварочного импульса. С уменьшением толщины сни-
жается усилие сжатия и контактные сопротивления возрастают.
Поэтому усиливается чувствительность процесса к состоянию по-
верхности детали. Стойкость электродов значительно снижается.
Точечная и шовная сварка ведется на жестких режимах. Рабочая
поверхность электродов сферическая.
Сварка деталей большой толщины (более 10 мм) затрудняется
значительной жесткостью деталей, низкой стойкостью электродов
при большой продолжительности импульса сварки. Для сварки
используют мощные трехфазные машины. Циклы сварки применяют
с повышением усилия сжатия и проковки и с модуляцией переднего
94
Рис. 62. Соединение паке-
та из трех деталей
фронта импульсов нагрева. Для снижения
температуры нагрева электродов с целью
повышения их стойкости применяют много-
импульсную сварку. Во время пауз элек-
троды интенсивно охлаждаются вследствие
более высокой теплопроводности их мате-
риала.
Сварка пакета из трех и более деталей.
При сварке пакета необходимо иметь литое
ядро, которое обеспечивает проплавление
всех деталей вне зависимости от соотношения толщин (рис. 62).
Режимы сварки применяют жесткие. Параметры режима подбирают по
той толщине, которая находится в соприкосновении с электродами.
В пределах соотношения толщин 1 : 3 качество сварки получается
вполне удовлетворительным, однако стабильные результаты опре-
деляются хорошей подготовкой поверхности и сборкой с минималь-
ными зазорами.
Точечная сварка на лицевых поверхностях. При этом стремятся
снизить пластические деформации с одной стороны детали («бес-
следная» сварка), что достигается увеличением площади одного из
электродов. Необходимая для сварки плотность тока создается
электродом с нормальными размерами его рабочей поверхности.
Режим сварки выбирают по возможности большей жесткости.
При сварке деталей с закрытыми сечениями применяют косвен-
ный токоподвод (рис. 63, а, б). Сварочный ток к месту сварки под-
водится с одной стороны через электрод с рабочей поверхностью
нормальных размеров, а с другой — через деталь со смещенным
контактом. В этих случаях необходима достаточная жесткость
нижней детали, создающей опору. Параметры режима сварки для
таких случаев подбирают экспериментально. Лучшие результаты
дают более жесткие режимы. В случае, показанном на рнс. 63, в,
применяют те же режимы, что и для нормальной двусторонней
сварки. Для создания необходимого контакта с ннжней деталью
прилагается усилие Л'д, которое по значению равно FCb.
б)
Рис. 63. Схемы косвенного подвода тока к деталям при точечной сварке:
в — трубчатым; б — штампосварным; в — плоским
S5
Рис. 64 Шунтирование тока при точечной сварке.
а — схема шунтирования при двустороннем подводе тока; б — эквивалентная электриче-
ская схема; в— размеры н форма ядра в завнснмостн от шага (сталь 12X18HI0T, тол-
щиной 1,5 4- 1.5 мм); г — зависимость для расчета сопротивления шунта
Шунтирование тока. При двусторонней точечной и шовной сварке
часть вторичного тока может протекать (шунтироваться) вне зоны
сварки. Чаще всего он проходит через ранее сваренные точки
(рис. 64, а, б) или через случайные контакты между деталями или
между деталью и боковой (не рабочей) поверхностью электрода.
Шунтирование приводит к искажению формы и уменьшению разме-
ров литого ядра точки (рис. 64, в). Отрицательное влияние шунти-
рования увеличивается с уменьшением шага между точками.
Ток шунтирования через ранее сваренную точку можно рассчи-
тать по формуле
Ли = ^2 (Ra.
где Ra.a —активное сопротивление в месте сварки; Z,u —общее
сопротивление шунта, близкое к активному сопротивлению Rm
при большой плотности тока; /, — ток во вторичном контуре /, =
= /Св + /ш; /св — сварочный ток, проходящий через точку.
При условии имеем
/?ш == /?ш (Pt//?)»
где /?ш — относительное сопротивление, зависящее от безразмерных
параметров и (Ш/Ь; /ш — шаг между точками;. pt — среднее
удельное сопротивление шунта; b — ширина листа.
Токи шунтирования значительно снижаются к концу процесса
сварки, так как нагрев металла этим током повышает сопротивление
шунтирующей ветви. При шовной сварке шаг между точками мал,
однако для компенсации токов шунтирования достаточно увеличение
тока на 15—25 % по сравнению с его значением при точечной сварке.
Сравнительное небольшое увеличение тока определяется значитель-
ным нагревом металла в шунтирующей цепи. В режимах сварки
96
Рие. 65. Схемы односторонней сварки со схемами замещения
обычно приводят значения силы тока с учетом токов шунтирования,
возникающих при минимальном шаге между точками. При расчетах
режимов сварки учитывают и токи шунтирования.
Односторонняя сварка выполняется по нескольким схемам
(рис. 65). Сварочный трансформатор располагается с одной стороны
детали (рис. 65, а—в) или с двух ее сторон (рис. 65, г). Вторичный
контур имеет небольшие размеры, что значительно снижает мощ-
ность. При односторонней сварке двух точек увеличивается произ-
водительность машины (рис. 65, а). Ток вторичного контура /, под
электродами разветвляется на две части: одна идет через контакт
между свариваемыми деталями /св, а другая, минуя место сварки,
проходит по верхней детали /ш. Это увеличивает плотность тока
на рабочей поверхности верхних электродов. При небольшом шаге
между точками возможен перегрев металла между электродами,
выплеск металла и подплавлеиие поверхности. Стойкость элек-
тродов значительно снижается. Эту схему мало применяют на.
практике.
Токи шунтирования через верхний лист значительно снижаются,
если сварка ведется на токоведущей опоре (см. рис. 65, в). Этот
способ широко используют для сварки деталей из низкоуглеродистых
сталей толщиной до 1,3 мм. При сварке деталей большей толщины
применяют схему двустороннего токоподвода с односторонним рас-
положением сварочного трансформатора (см. рис. 65, б) или схему
двустороннего токоподвода от спаренных трансформаторов (см.
рис. 65, г). В первой из них отсутствуют токи шунтирования, через
верхний лист, а во второй существенно снижаются. При односторон-
нем токоподводе по схемам, показанным на рис. 65, а, в, условия
сварки существенно изменяются в зависимости от сочетания деталей
разной толщины и их расположения по отношению к контуру сва-
рочного трансформатора. Если тонкая деталь находится сверху
пакета, токи шунтирования снижаются, если снизу — увеличи-
ваются.
4 Г уляев А. И.
97
Рис. 66. Отношение /а//Св в зависимости
от толщины свариваемых деталей Б из
яизкоуглеродистых сталей (/—шаг ме-
жду точками, мм):
/ — лрн одностороннем токоподводе; // —
пр» одностороннем токоподводе от спарен-
ных трансформаторов
При выборе или расчете
режимов по схемам, показа! и-
ным на рпс. 65, в и г, учиты-
вают токи шунтирования.В этих
случаях сварочный ток в кон-
туре /2 удобно определять по
кривым, приведенным на рис. 66,
в зависимости от шага между
точками и по схеме подвода
тока. Наиболее простая схема
расчета следующая: расчет или
выбор режимов двусторонней
сварки, определение по кривым
соотношения 1гНск, определе-
ние тока в контуре /2, про-
верка плотности тока в кон-
такте электрод — деталь (не
выше 500 А/мм®). При получе-
нии плотности тока выше до-
пустимой следует повторить
расчет, приняв более мягкий
режим, добиваясь получения
оптимальной плотности тока.
Перед практическим ис-
пользованием режимов сварки
необходимо экспериментально
проверить достигнутое каче-
ство соединения и стабиль-
ность процесса. Применение модулированного сварочного тока
снижает вероятность выплесков металла, что целесообразно при
этом процессе. Отрицательные явления шунтирования при одно-
стороннем подводе тока в значительной степени зависят от элек-
тропроводимости металла детали. При увеличении этого показа-
теля шунтирование снижается, и наоборот. Алюминиевые и магни-
евые сплавы, обладающие низким электросопротивлением при одно-
стороннем расположении трансформатора, можно сваривать только
по схеме, показанной на рис. 65, б, при двустороннем подводе тока.
§ 13. ТЕХНОЛОГИЯ РЕЛЬЕФНОЙ СВАРКИ
При рельефной сварке по сравнению с точечной увеличи-
вается производительность процесса, уменьшается размер нахле-
стки, улучшается внешний вид сварного соединения, повышается
стойкость электродов, расширяется область применения контактной
сварки. В ряде случаев рельефной сваркой заменяют менее эконо-
мичные способы сварки плавлением.
Рельефную сварку обычно применяют для соединения стальных
деталей, реже для соединения деталей из цветных металлов.
Наиболее широко распространена рельефная сварка нахлесточ-
ных соединений из листовых металлов с рельефами различной формы,
!8
полученными холодной штамповкой. Обычно используют круглы*
рельеф (рис. 67, а), обеспечивающий необходимую жесткость для
восприятия сварочных усилий при нагреве. Нагрев и последующее
формирование литого ядра точки в таком соединении происходят
равномерно от периферии к центру. Инструмент для таких рельефов
проще изготовлять и восстанавливать при ремонте. Для увеличения
площади сварки, когда нельзя увеличить число круглых рельефов
и размеры нахлестки ограничены, применяют рельефы продолгова-
той формы (рис. 67, б). Герметичное соединение обеспечивает коль-
цевой рельеф (рис. 67, в). При изготовлении крепежных изделий
WmQMDOtQtinM
рышры на
листовой
высаженные
Острой
“гранью
Сферические
Сеединения-
хрестмбрамые
Соединения
со дсгпавкаыи
«)
Рис. 67. Типы рельефов
4*
рельефы получают холодной высадкой (рис. 67, г, д). Такие рельефы
не имеют лунки и лучше воспринимают усилие сжатия при сварке.
Возможно образование высаженных рельефов без лунки и на
листе (рис. 67, е). Рельеф такого типа применяют при сварке
деталей малых толщин и деталей нз пластичных металлов и
сплавов.
Особую группу составляют рельефы с острой гранью, применя-
емые для герметичных соединений. Это разновидность большой
группы Т-образных соединений. Рельеф кольцевой формы в подобном
соединении образуется между одной нз внутренних кромок отвер-
стий и наружной плоскостью детали, расположенной под углом к оси
отверстия (рис. 67, ж—к). Другую группу Т-образных соединений,
широко применяемых на практике, представляют изделия, в которых
одна из деталей торцовой поверхностью приваривается к развитой
поверхности другой детали (рис. 67, л, л). Если одна из деталей
представляет собой стержень, то их сварка происходит по всей по-
верхности торца. Необходимый рельеф может быть получен на конце
стержня или в привариваемой плоскости. Такое же соединение воз-
можно при сварке трубы и плоскости или двух труб, а также при
сварке листов, в которых рельефы расположены на торце листа или
выштампованы в плоскости детали (рис. 67, н).
К рельефным соединениям относятся крестообразные соединения
проволок, стержней или труб (рис. 67, о, п, р). Рельеф в этом соеди-
нении образуется естественной формой детали. Для увеличения
жесткости в месте сварки трубы деформируют (см. рис. 67, /?). Свое-
образными рельефами являются вставки-концентраторы, располо-
женные между свариваемыми деталями в нахлесточных и Т-образных
соединениях (рис. 67, с, т). Их применяют при сварке деталей
большой толщины и в случаях, когда образование рельефов штам-
повкой или высадкой затруднено. Вставка может легировать место
сварки.
Соединения при рельефной сварке могут быть с расплавленным
ядром и в твердом состоянии. Соединения листовых металлов со
штампованными рельефами обычно выполняют с литым ядром,
хотя соединения этого типа при сварке в твердом состоянии имеют
достаточно высокие прочностные показатели. Последнее объясняется
интенсивной радиально направленной пластической деформацией
места сваркп.
Диаметр dv и высоту hp круглых штампованных рельефов, наи-
болёе часто встречающихся в практике, можно выбрать по таблицам
или ориентировочно подсчитать, пользуясь следующими соотноше-
ниями в зависимости от толщины детали 6 (рис. 68)
dp = 26 + 0,75; hp = 0,46 + 0,25.
В этом случае получается диаметр литого ядра соединения dn =
= (l,2-j-l,5) dp. Рельефы штампуют в закрытую (рис. 68, а) или
открытую матрицу (рис. 68, б). Если одновременно свариваются два
рельефа и более, их высоту ограничивают небольшим допуском,
иначе размеры литого ядра будут различны вследствие неравномер-
100
кого распределения свароч-
ного тока и усилия, а также
влияния сил, возникающих
между полями токов.
• Для сварки тонколисто-
вых низкоуглеродистых ста-
лей плотность тока и да-
вление рассчитанные на
минимальный диаметр ли-
того ядра, в зависимости от
жесткости режима колеблют-
0
круглых штампованных
ся соответственно в преде-
лах 150—900 А/мм2, 60—
130 МПа (табл. 9).
Рис. 68. Очертание
рельфов
При сварке деталей разной толщины (в пределах 1 : 3) рельефы
выдавливают в детали большей толщины, а режим устанавливают
по меньшей толщине, что улучшает симметрию зоны проплавления.
При большей разности толщин не всегда удается добиться равно-
мерного проплавления. В этом случае лучшие результаты полу-
чаются, если вместо штампованных рельефов применять промежу-
точную вставку-концентратор При сварке многорельефных соеди-
нений целесообразна модуляция переднего фронта импульса,
уменьшающая вероятность начальных выплесков.
На практике широко используется сварка вкрест арматуры же-
лезобетонных конструкций, различных сеток, решеток и других
деталей. Сварка сопровождается значительной пластической дефор-
мацией металла стержней в процессе их совместной осадки. Соеди-
нение обычно формируется в твердом состоянии.
Режимы рельефной сварки низкоуглеродистой стали
(иа один рельеф)
Таблица 9
Толщина каждой детали, мм Размер рельефа, мм Минималь- ны li диаметр литого ядра, мм Режим сварки
диаметр "р высота ''р Продолжи- тельность сварочного тока, с Усилие, даН Сила свароч- ного то- ка, кА
0,6 2 0,5 2,5 0,06 80 5
0,8 2,5 0,5 3 0,06 ПО 6,6
1 3 0,7 4 0,16 150 8
1,2 4 0,8 5 0,16 180 8,8
1.5 5 0,9 6 0,2 250 10,3
1.8 5,5 1 7 0,26 300 11,3
2 5,5 1 7 0,28 360 11,8
2.5 6 1,3 8 0,32 460 14
3 7 1,5 9 0,38 680 15
3,5 8 1.6 10 0,44 750 15,3
4 9 1.7 11 0,5 850 16
101
Рис. 69. Форма, размеры и расположение пластин
при рельефной сварке многослойных пакетов из
электротехнической стали
тродах машины. Такой цикл позволяет
Рельефной сваркой ча-
ще всего соединяют низко-
углеродистые и низколеги-
рованные стали. Увеличе-
ние площади контакта
электрода с деталью при-
водит в ряде случаев
к усиленному отводу теп-
лоты, поэтому склонность
к закалке повышается.
При рельефной сварке
также применяют терми-
ческую обработку в элек-
значительно повысить пла-
стичность соединений и расширить область применения рельефной
сварки.
Стали с различными легкоплавкими металлическими покрытиями
хорошо свариваются рельефной сваркой, так как лучше сохраняется
наружное покрытие вследствие меньшей плотности тока в месте
касания электродов.
В электротехнической промышленности рельефной сваркой сва-
ривают многослойные пакеты из электротехнической стали. На
каждой пластине штампуют круглый рельеф несколько увеличен-
ного размера (рис. 69, а). При сборке рельеф в рельеф образуется
кольцевой контакт (рис. 69, б). В результате сварки в зоне соеди-
нения формируется сплошная литая зона. При повышенном электри-
ческом сопротивлении пакета требуется специальное сварочное
оборудование с повышенным напряжением холостого хода.
Коррозионно-стойкие и жаропрочные стали хорошо свариваются
всеми способами рельефной сварки.
Рельефная сварка алюминиевых сплавов осложняется низкой
механической прочностью рельефов, образованных холодной штам-
повкой и высокими /св и FCB, характерными для сварки алюмини-
евых сплавов. Даже при применении модулированных импульсов
тока сварка сопровождается выплесками и подплавлениями на
наружной поверхности деталей, а также быстрым изнашиванием
электродов. Лучшие результаты получаются при высаженных рель-
ефах без лунок с обратной стороны. Рельеф такой конструкции
имеет большую жесткость. Сварка этих металлов возможна только
на машинах с хорошими динамическими свойствами привода.
Рельефную сварку с высаженными рельефами без лупок с обрат-
ной стороны используют для создания контактов из серебра и его
сплавов с бронзовыми, латунными или стальными контактодержа-
телямп.
§ 14. ТЕХНОЛОГИЯ ШОВНОЙ СВАРКИ
Соединения при шовной сварке (рис. 70) разделяют на две
группы: нахлесточные и стыковые. К нахлесточным относят соеди-
нения с простой нахлесткой, полуфланцевые и фланцевые
1С2
Рис. 70. Типы соединений при шовной сварке
(рис. 70, а—в). Все эти соединения сваривают отдельными точками
с литым ядром. Точки перекрывают друг друга в герметичных швах.
В этом случае размеры шва определяются размерами литого ядра
точки (см. рис. 57). Для повышения производительности при-
меняют шовную сварку нахлесточных соединений по рельефу
(рис. 70, г).
В стыковом шве (рис. 70, д) с соединительной накладкой накла-
дывается два параллельных нахлесточных шва. Из стыковых швов
наиболее распространены соединения, свариваемые с раздавлива-
нием кромок (рис. 70, е). Листы собирают с небольшой нахлесткой
[(14-1,5) 6] и сваривают на широких роликах. Благодаря большой
пластической деформации сварка происходит в твердой фазе с не-
большим (до 10 %) усилием по толщине.
Стыковые соединения с тонкими накладками (6Н =0,14-0,4 мм)
в виде ленты из того же металла позволяют получить сварной гер-
метичный шов с литым ядром и частичным проплавлением накладок
(рис. 70, ж).
Стыковое соединение можно получить, предварительно подготовив
кромки свариваемых соединений на «ус» (рис. 70, з). Однако равно-
прочности таких соединений с основным металлом достигнуть не-
возможно.
При необходимости стыковое соединение в твердой фазе с частич-
ным расплавлением можно получить, используя присадочную про-
волоку круглого или треугольного сечения. Обычно проволоку
применяют из того же материала, что и свариваемое изделие
(рис. 70, и).
Торцовая сварка — особый случай шовной сварки, когда ролик
слегка сдавливает торец, одновременно подводя сварочный ток.
В области контакта электрод — деталь металл расплавляется. От
растекания он удерживается силами поверхностного натяжения и
образующейся оксидной пленкой (рис. 71).
Шовной сваркой соединяют разные детали, в частности топливные
баки, глушители выхлопа, различные трубы, бытовые мойки
(рис. 72), корпуса холодильников, сильфоны и другие изделия,
изготовляемые из листовых металлов.
из
Phq. ' 71. Схема торцовой сва-
рки:
1 — сварочный трансформатор;
2 — ролик; 3 — деталь; 4 — то-
коподводящне зажимы; 5 — шов
Шовная сварка осу-
ществляется различными
циклами (рис. 73). Непре-
рывное включение тока
используют только при
сварке тонколистовых ста-
лей. Качество сварки и
стойкость роликов при
таком цикле снижается.
Наибольшее распростра-
нение получила сварка
с прерывистым включением тока. Во время паузы между импульсами
ролики и деталь частично охлаждаются, стойкость роликов возра-
стает. Несколько снижаются и остаточные деформации вследствие
уменьшения зоны термического влияния.
Детали, изготовленные из материалов с низким электросопроти-
влением, сваривают с прерывистым вращением роликов (шаговая
сварка), останавливая их на время прохождения тока. Остановка
вращения способствует усиленному охлаждению роликов и деталей
Рис. 72. Детали, сваренные шовной сваркой:
а — топливный бак; б — глушители выхлопа двигателей; в — палив и ой патрубок; г ~
плоскосворачиваемая труба; д — оребрение труб; е — мойка
104
Рис. 73. Циклограмма шовной сварки:
а —с непрерывным включением /Св> не-
прерывным вращением роликов S, с по-
стоянным FCr; б—с прерывистым включе-
нием /Св, непрерывным вращением роликов
Sc постоянным ^св. я — с прерывистым
включением прерывистым вращением
роликов S и постоянным или переменным
усилием (с проковкой)
и лучшей проковке места свар-
ки. Цикл позволяет создать по-
вышенное усилие проковки.
Стойкость электродов суще-
ственно возрастает.
Сила сварочного тока при шовной сварке па 20—60 % больше,
чем при точечной из-за значительной жесткости режима (мало время
сварки) и частично из-за шунтирования. Усилие при шовной сварке
также увеличено по сравнению с точечной сваркой.
Важным параметром режима шовной сварки является соотноше-
ние между импульсами сварки /Св и временем цикла /и, оно обычно
оценивается отношением — 0,15 4- 0,85. При сварке сталей
/Св^ц < 0,5, при сварке сталей с защитным легкоплавким покрытием
t св^ц — 0,84-0,85. Значительное увеличение tCB в цикле увеличивает
зону разогрева. Металл покрытия расплавляется и вытесняется
из зазора между свариваемыми деталями. При сварке алюминиевых
сплавов это отношение уменьшают до О.Здля снижения шунтирования.
При сварке герметичным швом точка перекрывает точку. Пере-
крытие литых зон в зависимости от толщннй металла н требовании
герметичности должно составлять 20—50 %.
При сварке стальных деталей, несмотря на малый шаг, шунти;
рование через ранее сваренный участок вследствие его нагрева
и увеличения р не превышает 15—25 %.
При сварке материала с высокой темпе-
ратуропроводностью сварное соединение
охлаждается быстрее, шунтирующий ток
возрастает и сварная точка становится
несимметричной.
Скорость сварки (м/мин) определяется
совокупностью параметров t (мм), /Гв (с),
tn (с) из отношения
цсв = 0,06//(/св -|- tD).
Режимы, применяемые на практике
в зависимости от толщины и теплофизи-
ческих свойств материала, обеспечивают
шаг между точками в пределах 1,5—
4,5 мм, а число точек 2—7 на 1 см шва.
Рис. 74. Формирование литой. зоны при шовной
сварке кольцевых швов (Da > D,}
105
Рис. 75. Сопряжение продольного н кольцевого швов при шовной сварке
Детали из разнородных материалов или разной толщины свари-
вают так же, как и при точечной сварке. При сварке кольцевых
швов роликами разного диаметра проплавление внутренней детали
ухудшается вследствие увеличенного теплоотвода в нижний ролик,
который соприкасается с деталью по большой площади (рис. 74).
Одинакового проплавления достигают путем уменьшения диа-
метра нижнего ролика. Некоторые детали имеют продольный и по-
перечный швы. В месте их пересечения образуется пакет из трех
деталей (рис. 75, а). Увеличение суммарной толщины и образование
зазора А ухудшает качество в этом месте. Продольный шов в таких
деталях лучше выполнять стыковым (см. рис. 70, е) или в углу
обечайки делать прямоугольный вырез. После шовной сварки про-
дольного нахлесточного шва 2 приваривается донышко кольцевым
швом 1 (рис. 75, б). В последнюю очередь сваривается участок 3
дуговой или ацетилено-кислородной сваркой.
§ 15. СБОРОЧНО-СВАРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Сборочно-сварочным приспособлением называют уст-
ройство для сборки и взаимной фиксации отдельных деталей сбороч-
ной единицы (изделия), прихватки и сварки. Приспособление по-
вышает точность и производительность операции, улучшает условия
труда, повышает безопасность работ.
Сборочно-сварочные приспособления классифицируют по не-
скольким признакам:
по назначению — универсальные, специальные;
по характеру выполняемых операций — сборочные, сборочно-
сварочные, сварочные;
по размерам и сложности — главные, крупные, средние, мелкие;
по способу монтажа и характеру работы — переносные стаци-
онарные, передвижные (напольные, подвесные), поворотные;
по отношению к сварочной машине — отдельно от сварочной
машины, на сварочной машине, со встроенной сварочной машиной.
Универсальные приспособления применяют в единичном и мелко-
серийном производстве. К этим приспособлениям относят наборы
фиксирующих, опорных и зажимных элементов (винтовые струб-
цины, пружинные зажимы, ручные тиски и др.).
106
Универсальные приспособления используют для различных уз-
лов, затраты на их изготовление невысокие, по работа на них менее
производительна и обычно более трудоемка.
В крупносерийном и массовом производстве применяют только
специальные приспособления. Они обеспечивают более точную
сборку, высокую производительность, облегчают условия труда,
но их проектирование и изготовление требует больших затрат.
Основание приспособлений — стальная плита или сварная рама,
на которой монтируют фиксирующие и зажимные устройства.
Сборочные единицы обычно собирают, прихватывают и сваривают
в этих приспособлениях. Для сварки чаще всего используют подвес-
ные точечные машины. Иногда в приспособления встраивают точеч-
ные нли многоэлектродные машины. Такие приспособления услож-
няются дополнительными токоведущими элементами (шины, опорные
токоподводы), сварочными трансформаторами и аппаратурой упра-
вления циклом сварки.
Если на изделии основной объем сварки выполняется на много-
электродных машинах, то сборочные приспособления устанавливают
на столе машины или на сварочном штампе.
Мелкие приспособления часто монтируют на элементах вторич-
ного контура сварочных машин. При необходимости приспособление
вращается вокруг горизонтальной, вертикальной или наклонной
оси. -Приспособление может также перемещаться поступательно
по конвейеру или иметь челночное перемещение относительно рабо-
чей зоны сварочных машин.
Приспособления в зависимости от их сложности разделяют на
главные, крупные, средние и мелкие. В основу такого деления
положены их размеры, масса и стоимость.
Главным кондуктором в автомобилестроении называют приспо-
собления, предназначенные для окончательной сборки и сварки
крупного изделия кузова, кабины или платформы автомобиля-.
Приспособления оснащаются прижимами и зажимами с пневмати-
ческим или гидравлическим приводом. В таких приспособлениях
окончательно формируются геометрические формы и размеры круп-
ных пространственно сложных деталей. Эти приспособления часто
оснащают встроенными точечными машинами. Они иногда пере-
двигаются вдоль линии сборки напольными конвейерами. Такое же
назначение имеют сборочно-сварочные стенды в некоторых других
отраслях промышленности. В них также проводится сборка
и сварка пространственно сложных деталей в стационарном поло-
жении.
К таким приспособлениям можно отнести и стапели, применя-
емые для сборки каркасов и фюзеляжей летательных аппаратов,
каркасов кузовов автобусов и других подобных деталей многометро-
вой длины.
На крупных и средних кондукторах собирают отдельные менее
крупные узлы. Сварку обычно выполняют подвесными точечными
машинами, иногда незначительный объем работ дуговой сваркой.
В зависимости от числа выпускаемых изделий и расчленения опера-
107
ций эти приспособления могут быть стационарными, поворотными
и передвижными. Часто они имеют две загрузочные позиции.
К мелким приспособлениям относят шаблоны, фиксаторы и эле-
ментарные приспособления для сборки и сварки мелких несложных
деталей. Они состоят из основания в виде пластины или рамки, на
которых установлены упоры и фиксаторы. Оператор обычно детали
прижимает рукой. Иногда применяют облегченные прижимы. К ста-
ционарной машине для сварки приспособление с изделием подносят
вручную.
Значительную группу сборочно-сварочной оснастки составляют
сварочные приспособления, предназначенные для ориентаций и пере-
мещения детали относительно электродов сварочных машин. Эти
приспособления выполняют обычно как приставку к универсальным
сварочным машинам с соответствующей их модернизацией.
При проектировании приспособлений необходим чертеж детали
и технология сборки и сварки. Важно установить последовательность
всех операций, рациональную разбивку изделия на отдельные узлы,
правильно наметить базы фиксации' отдельных узлов и согласовать
их по всем позициям сборки и сварки. Конструкция приспособления
зависит также от программы выпуска изделий.
Проектирование следует начинать с тщательного изучения опыт-
ных образцов изделия. При этом часто используют методы модели-
рования. Из пластмассы, стеклопластика, полистирола в масштабе
изготовляют разборную модель изделия и его основные узлы, что
помогает быстрее и более точно наметить общую схему приспосо-
бления.
Дальнейшие работы выполняют в следующей последовательности:
определяют базовую деталь и устанавливают базы фиксации (отвер-
стия, поверхности); разрабатывают принципиальную схему при-
способления, его конструктивную схему и эскизную компоновку;
расчетом или конструктивно определяют размеры его основных
узлов; разрабатывают общий вид приспособления и рабочие чертежи
всех узлов и деталей.
При разработке приспособлений следует стремиться максимально
унифицировать их типовые узлы: плиты и рамы основания, опорные
стойки, зажимные устройства, фиксаторы, опоры и др. При раз-
работке сложных приспособлений необходимо макетировать отдель-
ные узлы, изготовляя их из дерева и пластмассы.
Конструкцию сборочно-сварочных приспособлений разрабаты-
вают с учетом следующих положений:
закладка деталей в приспособление и их фиксация должны быть
простыми и удобными;
прижимы следует располагать против опор;
прижимные и зажимные устройства должны быть быстродей-
ствующими с пневматическим или гидравлическим приводом, до-
пускающим их групповую работу. Ручной привод допустим лишь
в тех случаях, когда положение деталей, устанавливаемых на
базовую деталь, неустойчиво и их -требуется поддерживать
рукой;
108
• фиксаторы, зажимы и прижимы, расположенные близко от места
сварки, нужно защищать от брызг металла;
к местам сварки следует обеспечить свободный доступ оснастки
сварочной машины с возможно меньшим вылетом;
при необходимости уменьшить следы от точечной сварки лицевой
поверхности детали устанавливают охлаждаемую токопроводящую
пластину из медных сплавов;
в целях стабилизации сварочного тока части приспособлений,
входящие в контур сварочной машины, должны иметь минимальную
массу или их следует изготовлять из немагнитных материалов;
после сварки узел нужно снимать легко и быстро, применяя
съемники с рычажным или пневматическим приводом.
Конструкция приспособления должна быГь согласована с при-
меняемыми транспортными устройствами При разработке конструк-
ций также учитывают периодическое применение мастер-макеюв
для изготовления и проверки приспособления в эксплуатации.
Конструкция приспособления должна удовлетворять правилам
техники безопасности.
При разработке приспособлений различного типа для сборки
и сварки деталей широко применяют унифицированные узлы, что
ускоряет их проектирование, унижает стоимость и улучшает ка-
чество.
К унифицированным узлам относят различного типа фиксаторы,
зажимы, прижимы, стойки основания приспособлений и др. Фикса-
торы применяют для ориентирования собираемых деталей в при-
способлении. Прижимы и зажимы — наиболее распространенные
элементы приспособлений. Их используют для закрепления уста-
новленных в приспособлениях деталей. К прижимам относят снлогые
устройства, прижимающие собираемые детали к упорам. Устрой-
ства, прижимающие детали с двух противоположных сторон, назы-
вают зажимами.
По способу создания усилия зажатия эти устройства разбивают
на механические, пневматические, гидравлические, комбинирован-
ные. Механические прижимы с клиновыми и винтовыми зажимными
(рис. 76, о) устройствами относят к медленно действующим систе-
мам. Их иногда используют в приспособлениях для контактной
сварки. Применение откидных рычагов несколько повышает их
быстродействие.
Более широко применяют быстродействующие рычажные при-
жимы разнообразной конструкции (рис. 76, в, г). Шарнирно-рычаж-
ные механизмы обеспечивают прижим за счет перехода рычагов че-
рез мертвую точку. Конструкции их различают по размерам, соот-
ношению плеч рычагов, расположению рукояток. Основной
недостаток их — индивидуальный привод и необходимость при-
ложения существенного физического усилия.
В приспособлениях для сборки и сварки штампо-сварных кон-
струкций широко используют устройства с пневматическим при-
водом. Они позволяют осуществлять групповую работу, сокращать
время действия, применять дистанционное управление, облегчать
109
О)
условия труда. В качестве силовых элементов в этих конструкциях
используют поршневые или диафрагменные пневмокамеры.
При необходимости уменьшить диаметр рабочих цилиндров при-
меняют гидравлический привод. На рис. 76, д приведено рычажное
устройство с пневматическим качающимся цилиндром. На рис. 76, б
показан более сложный комбинированный зажим с фиксатором 8.
Деталь прижимается рычагом 3, вращающимся на оси 4. Усилие иа
рычаг передается от цилиндра 7 через его шток 6. В зажатом поло-
жении рычаг 3 фиксируется защелкой 2, упирающейся в зуб 1 в верх-
ней части рычага 3. Для освобождения защелки необходимо нажать
на педаль 5.
На рис. 77 показано пневмошланговое зажимное устройство.
Воздух из сети подается в гибкий шланг 1, который, распрямляясь,
приводит в действие рычаг 2, прижимающий деталь 3. Такие устрой-
ства применяют в том случае, если размещение пневмоцилиндров
или пневмокамер невозможно или не рационально.
Компонующим элементом приспособления обычно является сталь-
ная плита, устанавливаемая на сварных стойках. В плиге пред-
усматривают вырезы для облегчения и улучшения доступности
к местам сварки. Иногда вместо плиты ис-
________пользуют сварную конструкцию в виде
Z Рамы» изготовленной из стальных прокат-
i 1< ных профилей. При необходимости прй-
способление делают поворотным во-
Рис. 77. Пневмошлаито- КРУГ вертикальной или горизонтальной
вое прижимное устройство ОСИ.
НО
Рис. 78. Схема главного кондуктора для сборки и сварки кузова автомобиля ГАЗ-31
«Волга»
На рис. 78 показана схема главного кондуктора для сборки
и сварки кузова легкового автомобиля из шеши крупных предвари-
тельно собранных сборочных единиц (рис. 79). Этот кондуктор снаб-
жен тележкой Z (см. рис. 78), на которой закреплены узлы фикса-
ции 2 основания кузова 3. Тележка выдвигается из кондуктора
для удобства установки пола, затем перемещается в горизот алыюй
плоскости и поднимается до сопряжения пола с другими узлами
кузова, первоначально зафиксированными в приспособлении. Это
позволяет расширить фронт работ, улучшить условия закладки
отдельных узлов в кондуктор, когда еще ие заложено основание
кузова.
Основанием приспособления является литая из серого чугуна
плита 8 а ребрами жесткости. В центре этой плиты имеется вырез,
в котором размещается тележка 1 с полом кузова 3. Тележка длиной
4,2 м передвигается по рельсовому пути на 12 м посредством элек-
трического привода через редуктор и цепную передачу. Положение
тележки точно определяется четырьмя выдвижными фиксаторами
в пневматическим приводом 4.
В рабочем положении тележка вместе с фиксированным полом
кузова поднимается на 200 мм винтовым механизмом также с при-
водом от электродвигателя.
На общей плите с двух сторон кондуктора установлены салазки 6,
на которых смонтированы стойки, несущие узлы фиксации и кре-
пления левой и правой боковин кузова. Вся эта конструкция пере-
двигается по направляющим 5 гидравлическим цилиндром 7 на
длину 0,6 м. Аналогичное устройство 9 смонтировано на плите в зад-
ней части приспособления, в котором фиксируется узел проема
заднего окна кузова. Он передвигается в рабочее положение тем же
гидравлическим цилиндром. Узел переднего ветрового окна допол-
нительно фиксируется съемным приспособлением и подается на
111
5
Рис. 79. Основные узлы кузова легкового автомобиля ГАЗ-31 «Волга»:
/ — основание кузова (пол); 2, 3 — правая и левая боковины; 4 — узел переднего окна;
5 — узел заднего окна; б — крыша
сборку подвесным устройством. Для фиксации и крепления узлов
кузова в приспособлении широко используют пневматические при-
жимы.
На кондукторе кузов собирают в следующей последовательности.
Вначале фиксируется проем заднего окна, затем боковины и проем
переднего окна. Подавая узлы о фиксирующими устройствами в ра-
бочее положение, собирают и сваривают с крышей всю оболочку
кузова. До подачи пола о тележкой сварщик может удобно работать
внутри оболочки кузова. Затем подается пол с передней частью
кузова и подмоторной рамой, образующей о оболочкой кузов в сборе
без навесных узлов. Далее сварку выполняют снаружи кузова,
сваривают в основном фланцевые соединения.
Приспособление имеет 95 опорных точек фиксации и 60 прижимов,
преимущественно о пневматическим приводом. Общая масса кон-
дуктора 12 т.
Конструкция кондуктора позволяет выполнять в приспособлении
большой объем сварки (до 500 точек), на шести подвесных точечных
машинах. Бригада из трех сборщиков и сварщиков, работая в при-
способлении, может собрать и сварить три-четыре кузова в 1 ч.
112
На рио. 80 показан главный кондуктор для сборки и сварки
кабины грузового автомобиля ГАЗ-53А. Основанием кондуктора
служи г сварная плита /. Верхняя плоскость плиты точно обработана.
На ней нанесена базовая сетка, которая облегчает установку опор-
ных кронштейнов, фиксирующих и прижимных устройств. Каркас
кабины, предварительно собранный и сваренный в аналогичном
приспособлении, устанавливается на четыре опоры и поджимается
к ним прижимом с пневматическим приводом. Затем в каркасом
собираются облицовочные панели кабин, которые плотно прижи-
маются к каркасу. Для поджима этих деталей по проему дверей
используют симметричные узлы фиксации 3, расположенные с пра-
вой и левой сторон изделия. Такие узлы имеют возможность парал-
лельного перемещения иа расстояние 500 мм специальным цилин-
дром, расположенным под полом кабины на основании приспо-
собления. Такое движение позволяет облегчить закладку и съем
кабины после сварки и сохранить ее геометрические размеры.
Каждый из боковых проемов кабины фиксируется и поджимается
в пяти точках прижимами о пневматическим приводом. Задняя
стенка фиксируется откидной стойкой 4 также с пневматическим
приводом и с ручным рычажным зажимом по проему заднего окна.
В передней части для фиксации передней панели по плоскости со-
пряжения с капотом используют два откидных рычага 2 в устано-
вленными на них выдвижными пальцами. Для фиксации проема
ветрового окна служит специальная рамка, которая поджимается
к проему прижимами 6 с пневма1ическим механизмом привода. Для
съема кабины с фиксаторов кондуктора используют съемники 5,
имеющие также пневматический привод. Все основные узлы при-
способления сварены из стального листа и прокатных профилей
толщиной 6—25 мм.
Собранные узлы в кондукторе свариваются точечной сваркой
в 130 точках подвесными точечными машинами, оснащенными раз-
ными клещами с пневматическим приводом и удобными для выпол-
нения операции подвесками. Применение фиксирующих элементов
в кондукторе небольших сечений, их рациональное расположение
обеспечивают хорошую доступность к местам сварки клещами то-
чечных машин с большим вылетом.
Кондуктор имеет 60 опорных точек фиксации, 20 прижимов
о пневматическим приводом. Масса приспособления около 4 т.
Четверо рабочих, работая на приспособлении, собирают и сваривают
до 20 кабин в 1 ч. .
Производительность точечной сварки крупногабаритных изделий,
собранных в приспособлениях, зависит от размещения подвесных
точечных машин, конструкции клещей и их оснастки, а также от их
подвески. Правильная подвеска клещей обеспечивает необходимую
их подвижность, что повышает производительность сварщика и ка-
чество его работы.
Пять подвесных точечных машин (рис. 81), расположенных
вокруг кондуктора 4 для сварки кабины, оснащены клещами трех
разновидностей. Машина с клещами 1 предназначена для сварки
113
1
Рнс. КО. Главный кондуктор для оборки и сварки кабины (рузового автомобиля ГА3.53А
Рис. 81. Сечение кабины грузового автомобиля ГАЗ-53А по местам сварки и ос-
настка подвесных точечных машин:
о — схема развески подвесных машин; б — г — оснастка клещей и сечения кабины в места*
сварки: 1—3 — клещи подвесных точечных машин с различной оснасткой; 4 — главный
кондуктор
открытых фланцевых соединений (рис. 81, б). Вылет их небольшой,
однако рабочий ход 15 мм, что позволяет легко сваривать соедине-
ния с относительно высокой отбортовкой. Подвеска клещей полу-
поворотная на дуге. Аналогичную конструкцию имеют клещн 2
и отличаются только небольшим увеличением консолей (рис. 81, в).
Такими клещами сваривают соединения на разных уровнях по вы-
соте. Наиболее удобное место для троса для подвески клещей практи-
чески выбирают на месте. Клещи 3 подвесной машины
(рис. 81, г) имеют меньшие, чем у других клещей, вылет и рабочий
ход электродов (до 5 мм).
На рис. 82 показано крупное приспособление для точечной сварки
лонжеронов подмоторной рамы легкового автомобиля. Лонжерон,
штампуемый из листовой низкоуглеродистой стали, имеет закрытое
прямоугольное сечеиие, которое образуется после сварки двух
I I-образных сечений или одного с плоским накладным листом.
Фланцы П-образного профиля отогнуты наружу. Приспособление
имеет сварную станину /, на которой расположены опоры 4 по пра-
115
Рис. 82. Приспособление для сборки и точечной сварки лонжеронов подмоторной
рамы легковых автомобилей
филю Нижнего пояса лонжерона, направляющие 6 для гидравли-
ческих цилиндров 7 с прижимами 3 и пневматические фиксаторы 8
и 10. На опорной поверхности находится торцовый упор 2 для перед-
него листа, боковые ограничители 5 и продольные опоры 9 для
накладного листа. В этом приспособлении одновременно со сборкой
производится и формовка нижнего листа, поступающего на сборку
плоским. После точечной прихватки на подвесных точечных маши-
нах, расположенных с обеих сторон приспособления лонжерона,
окончательную сварку выполняют на стационарных точечных ма-
шинах.
При сварке деталей иа многоэлектродных машинах сборочно-
сварочное приспособление устанавливается иа подвижном столе
многоэлектродной машины. Такие приспособления имеют меньшее
число прижимных устройств, так как они заменены сварочными ,
пистолетами. Фиксирующими устройствами являются .электроды
и токоподводы различных конструкций.
§ 16. ОСТАТОЧНЫЕ ДЕФОРМАЦИИ
И ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
В массовом производстве, основанном иа принципе вза-
имозаменяемости, необходимо обеспечить геометрические размеры
изделий в небольших допусках.
Размеры изделий зависят от многочисленных факторов общего
технологического процесса, а деформации, вызванные процессом
сварки, имеют преобладающее значение, если в изделиях большое
число сварных соединений.
116
В процессе сварки деформации возникают под действием термо-
механического цикла сварки и вследствие контакта оборудования
со свариваемыми деталями (технологические деформации). Причи-
ной первых является неравномерный нагрев изделий и тепловое
расширение металла. Последнее происходит в стесненных условиях,
поэтому сопровождается возникновением внутренних сил, вызыва-
ющих необратимые пластические деформации, которые приводят
к образованию остаточных сварочных напряжений и перемещений.
Под перемещениями понимают удлинения, укорочения, прогибы,
повороты, г. е. то, что в силу укоренившейся традиции называют
сварочными деформациями.
-Можно добиться снижения деформаций увеличением усилия
проковки. Усиленное охлаждение свариваемых деталей путем уве-
личения длительности проковки, применения электродов с большей
плоскостью соприкосновения с деталью, интенсивного охлаждения
свариваемых изделий также способствует снижению остаточных
деформаций.
При явно выраженных направлениях деформации хорошие ре-
зультаты дают обратные деформации, которые происходят под
действием силовых элементов сборочно-сварочных приспособлений,
или при изменении геометрической формы изделия.
Технологические деформации могут возникнуть в результате
нарушения соосности электродов вследствие разной жесткости верх-
них и нижних элементов оснастки.
Вмятины от электродов представляют собой один из видов не-
избежных остаточных деформаций. Их глубина регламентируется
в пределах 10—20 % толщины металла. Если вмятины равны по
глубине, то общие деформации снижаются, в противном случае
увеличиваются.
В большинстве случаев геометрическая форма изделий задается
сборочно-сварочным приспособлением, жесткая конструкция и хоро-
шая фиксация которого способствуют уменьшению остаточных де-
формаций. Последовательность предварительной прихватки в таком
приспособлении должна обеспечить максимальную жесткость сва-
риваемой конструкции при минимальном числе точек. При
одновременной сварке симметрично расположенных соединений
относительно нейтральной оси получение швов большой протя-
женности от центра к краям существенно снижает остаточные дефор-
мации.
Чем сильнее подавляются сварочные деформации, тем больше
остаточные Внутренние напряжения, поэтому надо стремиться
к исключению причин, вызывающих появление деформаций. Ка-
чество свариваемых деталей, сохранение зазоров между поверхно-
стями деталей в пределах жестких допусков имеют существенное
значение для снижения деформаций.
Качество сварных соединений зависит прежде всего от их проч-
ности. Прочностные показатели определяют, используя элементар-
ные макеты сварных соединений и реальные конструкции.
117
Сварные соединения редко рассчитывают на прочность, так кан
в большинстве конструкций сложно определить действующие силы.
Количество и размеры сварных соединений в этих случаях уста-
навливают экспериментально, учитывая опыт эксплуатации анало-
гичных конструкций.
Прочность сварных соединений зависит от свойств металла кон-
струкции, характера соединения, условий его работы в реальной
конструкции и технологии сварки.
Нахлесточные соединения, полученные точечной, рельефной и
шовной сваркой, преимущественно работают на срез (растяжение)
и отрыв. Обычно в соединениях, работающих на срез, одновременно
возникают и напряжения отрыва. Для таких соединений характерна
высокая концентрация напряжений вследствие того, что продольный
силовой поток стягивается сварным соединением. Между листами
в зоне соединения образуется переходное сечение с ярко выражен-
ными концентраторами напряжения. Наряду с этим от изгиба со-
единения по ширине шва возникают напряжения отрыва, которые
еще больше увеличивают напряжение в опасной зоне. При точечнс й,
рельефной и шовной сварке конструкций в них допустимы следу-
ющие напряжения: на срез тср = <0,4 -г-0,5) ар, на отрыв аотр =
= (0,25-г-0,3) ор (где ар —допустимое напряжение на растяжение).
Однако эти значения годны для предварительных расчетов и их
следует проверять экспериментально.
Значительно большее снижение прочности наблюдается при испы-
тании «оедниенпн на повторную статику и усталость.
Предел выносливости для различных металлов обычно изменяется
в незначительных пределах (22—25 МПа).
Показатели статической и динамической прочности можно
существенно улучшить путем повышения жесткости соедине-
ния, использования оптимальных режимов сварки, применения
повышенного усилия проковки или холодного обжатия после
сварки.
Показатели прочности увеличиваются в 2—3 раза при исполь-
зовании клеесварных или паяно-сварных соединений. Слой клея
или припоя создает условия для более плавного перехода силового
потока с одной детали на другую, препятствуя концентрации высо-
ких напряжений.
Следует иметь в виду, что с увеличением диаметра литого ядра
сверх оптимального значения статическая прочность соединения
повышается незначительно, а предел выносливости практически
не изменяется.
Рационально проектировать многорядные соединения с.числом
рядов не более двух, так как 85 % нагрузки воспринимается первым
рядом точек. Минимально допустимые усилия на каждую точку
ври статическом срезе зависят от толщины листа, временного сопро-
тивления металла иа растяжение и чувствительности материала
к термическому циклу.
Разрушение точки при срезе может идти с вырывом по периметру
литого ядра или со срезом точки по всей площади. Последнее наблю
Ив
дается для толщин более 2,5 мм, когда т/п/6 <• 3, а площадь вырыга
значительно превышает площадь среза.
Разрушающее усилие на отрыв обычно ниже, чем на срез. Их
отношение называют коэффициентом пластичности &пл.
Чем выше эгот коэффициент, тем меньше опасность хрупкого отрыва
точки во время эксплуатации. Коэффициент изменяеюя ь пределах
0,25—0,98, большее значение относится к пластичным металлам,
меньшее — к хрупким.
Предел прочности металла при кручении определяется по углу
«них. при котором Мкр достигает наибольшего значения. Этот угол
также изменяется в широких пределах 2—40э. Для пластичных
Mei ал лов он наибольший.
ГЛАВА V
МАШИНЫ ДЛЯ ТОЧЕЧНОЙ, РЕЛЬЕФНОЙ
И ШОВНОЙ СВАРКИ
Машина для точечной сварки (рис. 83) имеет привод сжатия 3
деталей, сварочный трансформатор 13, контактор 11, реле циклов 2.
Все эти устройства смонтированы в корпусе 1 машины. Сварочный
ток от трансформатора 13 подводится к месту сварки через вторичный
контур машины, состоящий из гибких шин 10, консолей 4, электродо-
держателей 5 и электродов 7.
По аналогичной схеме выполнены и машины для рельефной
сварки, но во вторичном контуре вместо консолей установлены
контактные плиты, на которых монтируются электроды. Машины для
шовной сварки имеют привод вращения роликов для перемещения
деталей.
§ 17. КЛАССИФИКАЦИЯ
И ОСНОВНЫЕ УЗЛЫ МАШИН
О Классификация машин для точечной, рельефной и шовной
сварки следующая!.
q по назначению — универсальные (общего применения), специ-
альные;
по способу подвода тока к месту сварки — двусторонние и одно-
сторонние;
по форме импульса сварочного тока — переменного тока (одно-
импульсные, многоимпульсные, с нарастанием и др.), конденсатор-
ные, постоянного тока, низкочастотные и др.;
по направлению движения электродов — с прямолинейным ходом
и с движением по дуге окружности;
по приводу механизмов сжатия — с педальным (пружинным или
грузовым), электромеханическим, пневматическим, гидравлическим
или комбинированным:
по числу одновременно свариваемых соединений — одноточеч-
ные (одношовные), многоэл 'ктродные (многоточечные, многошовиые)
рельефные;
по направлению вращения роликов — для сварки продольных,
поперечных швов, универсальные (для обоих швов);
по характеру перемещения деталей при сварке — е непрерывным
вращением ролика; е шаговым вращением ролика (во время про-
хождения сварочного тока ролики неподвижны);
С по способу установки — стационарные, подвесные, передвижные,
о Привод вжатия свариваемых деталей в машинах для точечной,
рельефной и шовной сварки обеспечивают подъем и опускание
120
Рис. 83. Схема точечном машины:
1 — корпус; 2 — реле цикла сварки; 3 — привод
сжатия; 4 — коисоли; 5 — электро до держатели;
6 — свариваемая деталь; 7 — электроды; 8 —
подкос; 9 — нижний кронштейн; 10 — гибкие
шины: 11 — контактор; 12 — переключатель сту-
пеней; 13 — сварочный трансформатор; L —вы-
лет электродов; Н — раствор между консолями;
F — сжимающее усилие иа электродах
электродов и сдавливание
деталей с необходимым уси-
лием и длительностью.
Кривые усилия сжа!ия
могут быть различными по
форме (см. рис. 59) в за-
висимости от толщины ме-
талла, способа сварки, требо-
ваний, предъявляемых к ка-
честву. Они могут быть с
постоянным и переменным
усилием, со ступенчатым
и плавным увеличением уси-
лия и др.
В необходимых случаях
электроды перемещаются за
два хода: рабочий и допол-
нительный Рабочий_ход дол-
жен быть по -ВОЗМОЖНОСТИ
меньшим, чтобы обеспечить
большую производительность
сварки. За время перемеще-
ния в паузе между сварива-
емыми соединениями про-
исходит передвижение де-
тали. Дополнительный ход.
больший по величине, увеличивает расстояние между__электродами,
что облегчает первоначальный ввод деталей в рабочее пространство
и упрощает зачистку электродов.
f Привод сжатия машин для рельефной сварки обычно проще,
.чем для точечной, гак какие т рёбуютсяПцилТшдры с дополнительным
кодом. Достаточно обеспечения увеличенного рабочего хода.
' Усилие, создаваемое приводом, должно быть стабильным (от-
клонение в пределах ±8 %) и иметь регулирование (отношение ма-
ксимального усилия к минимальному) 5 1 и более. Динамическая
характеристика привода должна быть достаточно высокой, что
обеспечивается уменьшением массы подвижных частей привода
и трения, применением пружинных демпферов.
В точечных машинах очень важно быстродействие привода,
которое достигае’гтггскельких' сотен ходов ff l мин. Наиболее про-
стым и надежным ЗГНЛяется грузовой привод (рис. 84), с помощью
которого можно получить цикл сварки с постоянным усилием
(рис. 84, а). Усилие создается и регулируется грузом 6, который
через рычаг 5 действует на верхний электрод 3. Последний, пере-
мещаясь вниз, зажимает детали между электродами 2 и 3. Усилие
возникает после нажатия на педаль 1, когда верхний рычаг этой
рычажной системы освобождает упор 4 и верхний электрод свободно
передвигается вниз. В исходное положение система возвращается
под действием пружины 7. Такой привод широко используют в мало-
121
4 J
Рис. 84. Схемы грузового, пружинного и
тия точечных и шовных машин
электромеханического приводов ежа-
мощных конденсаторных машинах для микросварки, где усилие
сжатия не превышает 100 даН.
Пружинно-педальный привод (рив. 84, б) также прост по кон-
струкции, надежен в эксплуатации и обеспечивает постоянное усилие
электродов. Усилие создается нажимом на педаль /. Рычаг 8 пово-
рачивает сектор 7, и штанга 6 сжимает рабочую пружину 5. Воз-
никающее усилие через рычаг 4 передается на электрод 3, который
передвигается вниз и зажимает деталь между электродами 2 и 3.
В исходное положение система возвращается под действием возврат-
ной пружины 9. Усилие регулируют предварительным сжатием
рабочей пружины 5. Зависимость усилия на электродах от рас-
стояния между ними, большая физическая нагрузка на сварщика —
основные недостатки этого привода. Такой привод используют редко
и только на машинах небольшой мощности g усилием сжатия до
300 даН.
В электромеханическом приводе (рис. 84, в) рабочую пружину 4
сжимает рычаг 5, который поворачивается вокруг оси кулачком 6.
Верхний рычаг 3 при этом опускается, и детали зажимаются между
электродами 2 и /. Кулачок вращается электродвигателем 9 через
червячный редуктор 8. Ход машины выключается кулачковой муф-
той 7. Привод муфты от пусковой педали.
В некоторых специальных машинах сжатие пружины осуще-
ствляется электромагнитным устройством.
На машинах средней и большой мощности (до 1000 кВ-А) наиболее
часто используют пневматический привод. Его преимущества: воз-
можность создания разнообразных циклов изменения усилий, про-
стота регулирования, хорошая динамическая характеристика, бы-
стродействие. Работой пневмопривода управляют обычно электронг
ные устройства, коюрые и синхронизируют его действие с включен!
нием прерывателя.
Рабочий цилиндр пневмопривода установлен на верхней консоли
машины (см. рис. 83), и его ш:ок связан с подвижным электродом!
122
Рис. 85. Принципиальные схемы механизма сжатия контактных машин с пневма-
тическим и пневмогидравлическим приводом
сварочной машины. Разные конструкции этого привода различаться
устройством главного цилиндра. Простейшие конструкции цилин-
дров обеспечивают возвратно-поступательное движение благодаря
подаче воздуха в разные полости цилиндра (рис. 85, а) или действию
возвратной пружины (рис. 85, б). При малом ходе штока иногда
применяют диафрагменный привод (рис. 85, в), в коюром поршень
заменен гибкой диафрагмой /. В таком приводе исключено трение
в цилиндре и уменьшена масса подвижных частей. Большинство
универсальных машин имеет двухпоршневые трехкамерные цилин-
дры (рис. 85, г) с рабочим и дополнительным ходом. При рабочем
ходе сжатый воздух поступает через отверстие в штоке верхнего
дополнительного поршня 2 в среднюю камеру 5. Нижний поршень 1
совершает рабочий ход. При обратном ходе поршня его движение
ограничивает верхний поршень, так как в камере 4 в этот момент
повышенное давление воздуха из сети. Положение верхнего поршня
фиксирует гайка 3 на его штоке. Если необходим дополнительный
ход, то камеру 4 соединяют с атмосферой, тогда нижний поршень
при ходе вверх передвигает верхний поршень до упора в верхнюю
крышку цилиндра, увеличивая этим свой ход.
В многоэлектродпых и подвесных точечных машинах применяют
цилиндры последовательного действия (рис. 85, д). Несколько порш-
ней /, расположенных друг под другом, с изолированными каме-
рами 2 создают на штоке нижнего цилиндра суммарное усилие,
что позволяет при меньших массе и диаметре цилиндра получать
большее усилие. Для этой же цели иногда применяют пневмогидра-
123
влический привод. Основным его элементом является пневмогидра-
влический преобразователь (мультипликаюр) (рие. 85, е). Он имеет
пневматическую / н гидравлическую 5 камеры, в которых пере-
мещается дифференциальный поршень 3, состоящий из двух жестко
соединенных между собой поршней большого 2 и малого 4 диаметров.
При перемещении поршневой группы вниз под действием пневмати-
ческого давления Ра малый поршень создает в нижней камере ги-
дравлическое давление Рг, которое больше пневматического на вели-
чину, равную отношению' площадей большего поршня к меньшему.
Жидкость под большим давлением из нижней камеры мультипли-
катора поступает в рабочий цилиндр сварочной машины.
В машинах большой мощности применяют более сложный трех-
камерный силовой пневматический привод, который позволяет полу-
чить различные изменения усилия (рис. 86). Привод состоит из трех
камер с тарельчатыми защемленными диафрагмами последователь-
ного действия, передающими усилие на один шток. Устройство
дополнительного хода электромеханическое. Диафрагмы и пере-
городки цилиндров образуют шесть камер (К1 — Кб}. Подавая
воздух в разных комбинациях в эги камеры, можно получить различ-
ные изменения усилий на электродах. Сварочное усилие Ftnl соз-
дается при подаче редуцированного давления в камеру К1 и снятии
сетевого давления в камере К2. В остальных четырех камерах сохра-
няются равные давления над и под диафрагмами, поэтому результи-
рующее давление от них на штоке не возникает. Возврат привода
в верхнее исходное положение во всех случаях обеспечивается путем
подачи сетевого давления в камеру К2 и выпуска воздуха из ка-
меры К1. Для получения усилия FCM воздух из камеры К4 выбрасы-
вается в атмосферу через выхлопной клапан и на штоке создается
дополнигельное усилие под действием камеры КЗ. Усилие проковки
получают при выбросе воздуха из камеры Кб. В эгом случае общее
усилие FK будет создававься действием грех камер К1, КЗ и К5.
В многоэлектродных машинах часто применяют гидравлический
привод. Главный цилиндр такого привода обычно выполняется
Рис. Ьб. Принципиальная пневматическая схема (а) трехдиафрагменного при-
вода специальной точечной машины и график изменения усилий на электродах (6):
1 — л пев мои нлмн др; 2 — дроссель; 3 — пневморас предел В те ль; 4 — редукционный клапан;
5 — аыхлопноП клапан
124
Рис. 87. Пневмопривод точечной машины типа МТ-1618
по схеме, показанной на рнс. 85, б. Использова-
ние рабочей жидкости (масло, вода) под боль-
шим давлением (5—10 МПа) позволяет полу-
чать необходимое усилие при малом диаметре
рабочих цилиндров. Давление жидкости соз-
дается различными насосами или пневмогид-
равлическими мультипликаторами.
В небольших точечных машинах иногда
применяют электромагнитный привод, обычно
в сочетании с пневмоприводом. Дополнитель-
ное усилие в таком приводе получают вслед-
ствие взаимодействия магнитного поля не-
подвижно укрепленной на станине катушки
с подвижным якорем, связанным со штоком
привода.
На рис. 87 показан рабочий цилиндр точеч-
ной машины общего применения. Он работает
по схеме, приведенной на рис. 85, ?, обеспечи-
вая рабочий и дополнительный ход. Напра-
вляющее устройство привода 6, выполненное
литым, крепится шпильками 4 к верхнему
кронштейну машины через изоляционные про-
кладки и втулки. В основание запрессованы
две втулки 5 из антифрикционного чугуна, в ко-
торых перемещается ползун 7 трубчатого сече-
ния. Для исключения поворота ползун фик-
сирует бронзовая планка /, которая скользит
по лыске в теле ползуна. Рабочий цилиндр
имеет два поршня 2 с уплотнениями из рези-
новых колец круглого сечения. Положение
верхнего поршня устанавливается регулировочной гайкой 3.
На рис. 88 приведена одна из наиболее распространенных ппевмо-
схем привода, применяемого в точечных машинах. Эта схема обес-
усилия при проковке.
печивает дополнительный ход без изменения
Рис. 88. Пневмосхема при-
вода точечной машины с
дополнительным ходом
125
Рис. 89. Сварочные пистолеты для многоэлектро-
дных машин с гидравлическим (а) и пневматиче-
ским (6) приводами
Сжатый воздух из сети пб-
ступаег в пневмоцилипдр /
через вентиль 9, очищается
в фильтре 8 и через редук-
ционный клапан 7, масло-
распылитель 5 и пневмо-
распределитель 2 пост у пает
в среднюю или нижнюю
камеру пневмоцилиндра
машины. Под его дейст-
вием нижний поршень ма-
шины перемещается вниз
или вверх, совершая рабо-
чий ход. Работой элек-
тропневматического кла-
пана 3 управляет регу-
лятор цикла сварки,
а этот клапан приводит
в действие лневмораспре-
делитель 2.
На входе и выходе из
камер рабочего цилиндра
установлены дроссели 4
и 12, которые регулируют
постепенный выход воз-
духа из камер рабочего
цилиндра и плавность хода
поршня. Выход воздуха
в атмосферу приглушается глушителями выхлопа 10. В процессе
работы привода сетевое давление подводится к верхней камере ци-
линдра через пневмораспределнтелъ 11 с ручным управлением. При
необходимости получить увеличенный ход поршня воздух из допол-
нительной камеры выпускается в атмосферу, и верхний дополни-
тельный поршень перемещается в верхнее положение, увеличивая
ход нижнего поршня. Усилие сжатия контролируется манометром 6.
На рис. 89 приведены сварочные пистолеты для создания усилия
на электродах многоэлектродных машин с гидравлическим и пневма-
тическим приводами. Они должны иметь по возможности меньший
диаметр, чтобы сваривать точки с меньшим шагом. В гидравлических
пистолетах это достигается повышением давления рабочей жидкости
до 6,5 МПа, а в пневматических — повышением давления сжатого
воздуха до 1,6 МПа и- применением многопоршпевых сварочных
пистолетов последовательного действия (см. рис. 85, д).
На многоэлектродных машинах с односторонним подводом тока
эти устройства обычно имеют прямолинейный ход, их называют
сварочными пистолетами. Гидравлический пистолет (рис. 89, о),
состоит из стального корпуса /, внутри которого размещен штОк 2
с уплотнительной манжетой 7. На конце штока, армированного пласт-
массой, на конусе закреплен медный электрододержатель 9 с элек-
125
тродом 10. Возвратная пружина 5 одним конном упирается в выступ
на корпусе, а вторым — в шайбу 6, закрепленную на койне шпильки
3, ввернутой в шток 2, и удерживает шток с электрододержателем
в верхнем положении. На резьбовом конце корпуса 1 закреплен ста-
кан 4, в верхний торец которого ввернут штуцер для подсоединения
к магистрали высокого давления. Для крепления на сварочной
машине к корпусу пистолета приварен кронштейн 8. Пистолет спо-
собен создать усилие до 400 даН при рабочем ходе до 25 мм. Не-
большие размеры гидравлических пистолетов позволяют обеспечи-
вать точечную сварку с шагом до 45 мм.
На рис. 89, б показан пневматический двухпоршневой пистолет,
часто используемый на многоэлектродных машинах. Пистолет имеет
два поршня 1 и 5, расположенных на штоке 2. Эти поршни пере-
мещаются в цилиндре 3, разделенном перегородкой 4 на две камеры.
При рабочем ходе сжатый воздух подается в одно из отверстии 8
и 11, что обеспечивает более плавный ход в начале движения, так
как сжатый воздух поступает только в одну из камер. Для обратного
хода сжатый воздух подается через отверстие 12 только в камеру
под верхним поршнем, и шток передвигается при холостом ходе
под усилием вдвое меньшим, чем при сварке. Для крепления писто-
лета на машине служат хвостовик 9 и гайка 10. Хвостовик штока 7
служит для крепления электрододержателя 13. Для предотвращения
поворота штока служит направляющая 6 с лыской.
Пистолеты такого типа изготовляют с цилиндрами различных
размеров (50—76 мм), что обеспечивает создание усилия на штоке
до 360 даН. При сварке тонколистовых конструкций предпочитают
применять пистолеты наименьшего диаметра при давлении сжатого
воздуха до 1 МПа. В этом случае можно сваривать точки с шагом
52 мм. Недостатком гидравлических пистолетов является их повы-
шенная инерция, главным
рабочей жидкости. Кроме
того, в результате возмож-
ного подтекания масла че-
рез манжеты при их интен-
сивной работе создается
масляный туман, что ухуд-
шает эксплуатационные
данные и повышает пожа-
роопасность. Поэтому в
многоэлектродных маши-
нах чаще применяют пнев-
матический привод. При
сварке сложных объемных
конструкций не всегда уда-
ется разместить пистолеты
с прямолинейным ходом,
в^таком случае используют
устройства типа клещей
(рис. 90), которые можно
127
устанавливать в разных положениях. Привод вращения роликов —
характерный узел шовных машин. Он обеспечивает передвижение сва-
риваемых деталей на шаг точек. В зависимости от назначения, мощ-
ности и типа машины вращение роликов может быть непрерывным
и прерывистым. Приводным может быть один из роликов, а в неко-
торых случаях крутящий момент передается сразу на оба ролика.
Привод непрерывного вращения проще по конструкции и состоит
из червячного редуктора, сменных цилиндрических шестерен и кар-
данной передачи. Последняя обеспечивает передачу вращения на
ролик, который перемещается в вертикальной плоскости. Изменение
скорости вращения осуществляется сменными шестернями, механи-
ческим бесступенчатым вариатором скоростей или регулированием
частоты вращения электродвигателя постоянного тока.
В современных машинах для изменения частоты вращения
роликов чаще применяют бесступенчатый станочный электропривод
серии ПМСМ с синхронным электродвигателем, электромагнитной
муфтой и центробежным регулятором скоростей вращения. Этот
электропривод позволяет плавно регулировать частоту вращения
в диапазоне до 1 1 8 без существенного изменения передаваемого
момента.
На рис. 91, а приведена принципиальная кинематическая схема
привода с передачей, крутящего момента сразу на два ролика. Вра-
щение от асинхронного электродвигателя 6 через муфту 7 передается
на механический бесступенчатый вариатор скоростей 5 с раздвижным
конусом и клиновидным ремнем. Эют вариатор позволяет плавно
регулировать частоту вращения роликов. Далее крутящий момент
передается через червячный редуктор 8, сменные цилиндрические
шестерни 9, конические шестерни 4, карданные валы 3, цилиндри-
128
ческие шестерни 2 на ролики 1. В некоторых машинах вместо ше-
стерен 2 устанавливают стальные ролики с накаткой (шарошки),
которые плотно прижимаются к рабочей поверхности роликов 1.
В этом случае обеспечивается равенство линейных скоростей роликов
вне зависимости от их диаметра и степени износа, так как шарошки
почти не изнашиваются. Кроме того, они непрерывно зачищают
рабочую поверхность роликов, снимая гонкую стружку.
На рис. 91, б показана кинематическая схема привода машины
с передачей крутящего момента на один ролик. Вращение от асин-
хронного двигателя 8 через бесступенчатый электропривод с элек-
тромагнитной муфтой 7, эластичную муфту 6, планетарный редук-
тор 5 и карданный вал 4 передается через конические 3 и цилиндри-
ческие шестерни 2 на вал, па котором укреплен верхний ролик 1.
Нижний ролик в этом случае вращается за счет сил трения при
перемещении свариваемого изделия.
Для прерывистого (шагового) вращения роликов применяют
мальтийские или храповые механизмы, а в современных шовных
машинах используют электромагнитные муфты, которые работают
с меньшим шумом и вибрацией. Работа электромагнитной муфты
легко синхронизируется с работой аппаратуры управления циклом
сварки.
На рис. 91, в показана кинематическая схема прерывистого
вращения ролика с помощью электромагнитной муфты. Вращение
от электродвигателя постоянного тока 7 через электромагнитную 6
и плавающую 5 муфты, конические шестерни 4, червяч.иый редуктор
9, сменные цилиндрические шестерни 3, карданный вал 2 передается
ролику 1. При включении одного из электромагнитов муфты 6 упру-
гий ферромагнитный диск 8 ее притянется к тому или другому та-
рельчатому диску муфты и будет передавать крутящий момент или
остановится.
§ 18. ВТОРИЧНЫЙ КОНТУР СВАРОЧНЫХ МАШИН
И ЕГО КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Вторичный контур сварочных машин обеспечивает под-
вод тока к месту сварки и воспринимает усилие привода сжатия.
4 Размеры контура относятся к наиболее важным параметрам машины.
На рис. 92 показаны вторичные контуры различных сварочных
машин. Эти контуры состоят из жестких и гибких токоведущих
элементов, которые соединяют вторичные витки сварочного транс-
форматора с оснасткой машин. Оснастка машин включает консоли,
электрододержатели, электроды и другие элементы, размеры и кон-
струкция которых может меняться в зависимости от конструкции
изделия. На этих элементах иногда устанавливают приспособления,
фиксирующие или поддерживающие свариваемые детали, загру-
еочные или съемные механизмы.
Консоли (рис. 93) служат для восприятия сварочного усилия
и передачи сварочного тока от вторичной обмотки сварочного транс-
форматора к электрододержателю. Консоли часто изготовляют из
5 Гуляев А. И. 129
Рис. 92. Вторичные контуры контактных машин:
а — стационарная точечная машина; 1 — электроды н электрододержатели; 2 — верхняя
монсолъ; 3 — верхний угольник; 4 — гибкая шина; 5, 11 — жесткая верхняя н нижняя
шины; 6» 10 — верхний и ннжннй переходные угольники; 7, 9 — вторичный виток; 8 —
(Варочмый трансформатор; 12 — нижняя консоль; б — подвесная точечная машина: 1 —
млещн с оснасткой; 2 — токоведущий кабель вторичного контура; 3 — переходные уголь-
ники; 4 — сварочный трансформатор; 5 — вторичные витки; б — шовная машина: 1,2 —
верхнее н ннжнее электродные устройства; 3 — гибкая шина; 4, 8 — верхняя н нижняя
жесткие шины; 5, 7 — выводы вторичного витка; 6 — сварочный трансформатор; е —
машина для рельефной сварки: 1, 3 — верхняя н нижняя контактные Плиты; 2 — промежу-
точная плита, основание электродов и электроды; 4 — верхний угольник; 5 — гибкая шине;
'6. 8 — вторичные витки; 7 — сварочный трансформатор; 9 — ннжннй переходный угольник;
10 — нижняя жесткая шина
медных сплавов. Такие консоли обычно не охлаждают, так как
сечение их выбирают из условий жесткости конструкции, а плот-
ность протекающего тока в них сравнительно небольшая. На маши-
нах серии МТ консоли составные (рис. 93, ж). Стальная часть кон-
соли 1 воспринимает сжимающее усилие. Ток подводится медной
шиной 4 прямоугольного сечения, размер которой определяется
допустимой плотностью тока. Охлаждают шину водой, протекающей
по трубке 5, припаянной к шине. Электрододержатель крепится
крышкой 2 к литому кронштейну 3.
Для регулирования соосности электродов консоли можно выдви-
гать из зажимов, поворачивать вокруг оси.
Жесткость консолей и кронштейнов при номинальном усилии
регламентирует ГОСТ 297—80. Для консолей длиной до 500 мм
прогиб не более 1,2 мм, до 1200 мм — 1,6 мм, более 1200 мм —
2,5 мм.
130
Рие« 93. Консоли универсальных
точечных машин:
а — дли машин малой мощности.* б —•
дли креплении электродов с охлажде-
нием; в — дли машин средней мощно-
сти; д — дли наклонного и горизон-
тального креплении электро до держа-
телей; et ж — для машин средней
большой мощности серий МТП и МГ
Для увеличения жесткости консолей применяют подкосы, однако
это снижает технические возможности машины при сварке обечаек.
Электрододержатели служат для крепления электродов и одно-
временно являются токопроводящими и силовыми элементами.
В них обычно смоншрована и система охлаждения. На рнс. 94 при-
ведены конструкции электрододержателей для точечных машин
общего применения. Распространена конусная посадка электродов,
обеспечивающая надежный электрический контакт и хорошую гер-
метичность места соединения. Иногда целесообразно применять
электрододержатели с резьбовым креплением электрода. Электродо-
держатель, закрепленный в разъемных головках консолей болтами,
удерживается за счет трения. Электрододержатели имеют небольшое
сечение, но по ним проходит ток высокой плотности, поэтому их
следует охлаждать проточной водой. Система внутреннего охлажде-
ния электрода 3 состоит из штуцера /, внутренней распределитель-
ной трубки 2 и наружного сливного канала, образуемого между
5*
131
Рис. 94. Электрододержатели для универсальных машин:
а — типовой цилиндрический; б — цилиндрический с устройством для выбивки электродов:
в, г — наклонный н горизонтальный; д — для крепления электродоз с плоской рабочей
поверхностью
трубкой 2 и внутренней стенкой канала охлаждения электродо-
держателя. Срез трубки делают под углом 45°, чтобы обеспечить
свободную циркуляцию жидкости даже при касании концом трубки
электрода. Электрододержатели изготовляют из высокоэлектропро-
водных медных сплавов, имеющих достаточную прочность и твер-
дость.
На машине для рельефной сварки вместо консолей устанавливают
контактные плиты с Т-образными пазами, на которых крепится вся
рабочая оснастка машины. Обычно промежуточная плита исполь-
зуется для крепления основания электродов, которое и является
электрододержателем.
На машинах для шовной сварки применяют консоли специаль-
ных конструкций, на конце которых закреплены устройства с по-
движными контактами. Электроды крепятся к токоподводящим
валам этих машин.
Электроды контактных машин соприкасаются с деталью рабочей
поверхностью, через которую подводится сварочный ток и создается
усилие. На этой поверхности возникает высокая плотность тока
и значительное давление.
132
Температура в контакте электрод — деталь — наиболее важная
характеристика условий работы электродов. Опа зависит от выделе-
ния теплоты и интенсивности теплообмена. Теплота выделяется
в электроде и контакте электрод — деталь в зоне нагрева детали.
Теплообмен зависит аг интенсивности охлаждения электрода и тепло-
проводности его материала.
Температура контактной поверхноши электрода изменяется в пре-
делах 200 °C и более, достигая максимума в момент выключения
импульса тока и снижаясь во время паузы. Разность температуры
нагрева электродов зависит от многих факторов: способа сварки,
режима, темпа сварки, материала электрода, состоянии поверхности
детали, интенсивности охлаждения и др. В контакте электрод —
деталь иа рабочей поверхности электродов возможно повышение
температуры до 750 °C при точечной сварке сталей и до 400 °C при
сварке легких сплавов, а давление при проковке может достигать
400 МПа. Важнейшая характеристика электродов — их стойкость,
т. е. способность сохранять исходную форму, размеры и свойства
рабочей поверхности.
Электроды для различных способов сварки оценивают по стой-
кости не одинаково. Например, стойкость электродов для точечной
сварки чаще всего оценивают по числу точек до увеличения рабочей
поверхности на 20 %. При точечной сварке легких сплавов и плаки-
рованных сталей стойкость определяют по числу точек до зачистки
рабочей поверхности, которая при сварке этих материалов загряз-
няется значительно быстрее, чем при сварке сталей.
Стойкость электродов для шовной сварки’ также оценивают
по увеличению рабочей поверхности. При рельефной сварке стой-
кость электродов определяют по образованию углубления в одном
из электродов под местом сварки.
Необходимость зачистки электродов при сварке легких сплавов
можно установить по скорости нарастания напряжения в начале
сварочного импульса. Эта скорость значительно увеличивается при
сварке электродами, рабочая поверхность которых окислена или
загрязнена.
Электроды контактных машин изготовляют из специальных
сплавов на медной основе. Они имеют низкое электросопротивление,
высокую теплопроводность и жаропрочность, значительную горячую
твердость и малую склонность к взаимодействию с металлом детали.
Чистая электрическая медь в нагаргованном состоянии — наи-
более электропроводный материал, иногда его применяют для изго-
товления электродов. Но вследствие низкой температуры рекристал-
лизации (200 °C) медь быстро разупрочняется, и стойкость таких
электродов снижается.
Обычно медь легируют кадмием, хромом, кобальтом, бериллием
и другими элементами. Общее количество легирующих компонентов
не превышает 2,5 %. Жаропрочность таких материалов повышают’
дисперсионным твердением и блокировкой границ зерен тугоплавкой
фазой, которая слабо взаимодействует с основой при нагреве. Эти
сплавы при изготовлении подвергают холодной деформации, термн-
133
ческой или термомеханической обработке, что увеличивает их проч-
ность и жаропрочность.
В табл. 10 приведены технические характеристики различных
сплавов, применяемых для изготовления электродов контактных
машин, получивших распространение в промышленности.
Материалы с низким электросопротивлением (холоднотянутую
медь и БрКд1) применяют для сварки легких сплавов.
Для сварки сталей и титановых сплавов целесообразно исполь-
вовать менее электропроводимые, но более твердые бронзы (сплавы
меди с хромом и никелем и с различными легирующими добавками)
типа БрХ, БрХЦр, БрНБТ и др. Материалы этой группы при-
надлежат к днсперсионно-твердеющим сплавам. Они подвергаются
термомеханической обработке (закалке, холодной деформации н
отпуску). Первые две марки, обладающие относительно низким
электросопротивлением, применяют для сварки сталей и титана.
Бронзу БрНБТ используют для сварки жаропрочных и никелевых
сплавов и сталей, которые свариваются при высоких давлениях
и малых плотностях тока.
Особую группу представляют композитные материалы (псевдо-
сплавы), изготовляемые методами порошковой металлургии или
пропиткой медью остова, состоящего из тугоплавкого материала.
Для изготовления вставок электродов для рельефной и стыковой
сварки применяют кирит — порошковую композицию, состоящую
из 55—80 % W‘h 20—45 % Си. Тугоплавкие частицы вольфрама
соединяются электропроводной связкой из меди.
Конструкция электродов обусловлена способом контактной
кварки, конфигурацией изделий в месте соединения и толщиной
деталей. Электроды для точечной сварки имеют разнообразную
конструкцию (рнс. 95).
Наиболее распространены прямые (цилиндрические) электроды
простейшей конструкции (рис. 95, о). Их изготовляют из прутка
диаметром 12, 16, 20, 25, 32 и 40 мм (ГОСТ 14111—77). Эти элек-
троды более технологичны при производстве (изготовляют холодной
штамповкой), а охлаждающий канал близко подходит к рабочей
поверхности. Рабочая поверхность электродов может быть плоской
в форме усеченного конуса или сферической. Электроды с поверх-
ностью плоской формы используют при сварке сталей. Диаметр
рабочей поверхности выбирают близким к номинальному диаметру
литого ядра. Угол а при вершине конуса должен быть 120°. При
уменьшении угла снижается стойкость электродов вследствие ин-
тенсивного смятия рабочей поверхности. При увеличении угла
усиливается колебание диаметра рабочей поверхности даже при
незначительных деформациях. Плоская рабочая поверхность может
быть несимметричной относительно оси электрода. Электроды с по-
верхностью сферической формы применяют при сварке легких спла-
вов. При’ этом теплота из зоны сварки лучше отводится
в электроды, уменьшается склонность к образованию наружных
выплесков, стабилизируются условия сварки при небольших накло-
нах конструкции, повышается стойкость электродов. Поддержание
134
Таблица 10
Характеристика сплавов на основе меди для изготовления электродов контактных машин
Сплав, содержание легирующих элементов Электро- проводимость при 20°C, % электро- проводимости чистой меди Твердость НИ при 20’С Времеииое сопротивле- ние ав, МПа Температура начала рекристал- лизации, °C Область применения электродов
Медь Ml, мягкая (пруткн) 100 50 200 — —
Медь Ml, холоднотянутая (прутки) 98 80-100 270 200 Точечная и шовная сварка лег- ких сплавов
Кадмиевая бронза БрКд1 (МК); 0,9—1,2% Cd 85—90 95-115 400—450 350 То же
Хромовая бронза БрХ; 0,4— 0,7% Cf 82—85 120—140 400-450 400 Точечная сварка углеродистых, низколегированных сталей
Хромоцирконневая бронз: БрХЦр; 0,4-0,7 % Ст, 0,03-0,06 % Zr 80—82 140—160 400—450 500 Точечная и шовная сварка угле- родистых, низколегированных ста- лей и титана
Ннкельбериллиевая бронза БрНБТ, 1,4—1,6% Ni, 0,2— 0,4 % Be, 0,05-0,15 % Ti 50 180—240 850 500 Точечная и шовная сварка корро- зионно-стойких сталей, титана. Электроды для рельефной и сты- ковой сварки
Никелькремнневая бронза БрНК; 1,2—2,3% Ni, 0,3-0,8 % Si 40 До 200 800 450 Консоли точечных и шовных ма- шин. Электроды для рельефной и стыковой сварки
Кобальтбериллневая бронза БрКБ 2,3—2,7% Со, 0,4- 0,7% Be 50 180—230 780 500 Электроды для рельефной и сты- ковой сварки
Никелькремнневая бронза БрНХК 0,4-1 % Сг, 2,2—2,8 % (Ni+Co), 0,5—0,9 % Si 50 200—240 800 500 То же
Рис. 95. Электроды для точечных машин:
а — цилиндрические, б — цилиндрические укороченные; в — со смещенной рабочей частью
(сапожковые) горизонтальные; г — с развитой рабочей частью
136
сферической формы поверхности электродов при эксплуатации
усложняется. Радиус сферы (6—250 мм) увеличивается с увеличе-
нием толщины металла и зависит от жесткости режима. При более
жестких режимах увеличивают радиус сферы для уменьшения опас-
ности выплеска.
Прямые электроды используют различной длины. В целях эко-
номии материала на многоэлектродных машинах целесообразно
применять короткие электроды (рнс. 95, б). Прямые электроды
изготовляют с развитой рабочей частью, если они предназначены для
токоподвода, а концентрация сварочного тока создается вторым
электродом с рабочей поверхностью нормальных размеров
(см. рис. 95, а).
Сечение в местах расположения охлаждающих каналов под-
бирают из расчета допустимой плотности тока 50 А/мм2. В сплошном
сечении эта плотность составляет до 30 А/мм2.
Для сварки деталей сложной конструкции в месте сварки исполь-
зуют электроды со смещенной рабочей поверхностью (рис. 95, в).
Эти электроды хуже охлаждаются вследствие большего удаления
охлаждающего канала от рабочей поверхности и имеют меньшую
стойкость. Их изготовляют по сложной технологии, поэтому их
стоимость выше. Аналогичное назначение имеют и горизонтальные
электроды. Электрод крепится хвостовиком, который обычно конус-
ной формы, что обеспечивает надежный электрический контакт,
хорошую герметичность и быструю замену. Конусность устанавли-
вают в зависимости от действующего усилия. При диаметре элек-
трода до 25 мм конусность 1:10, а более 25 мм — 1 i 5. Конуса
обычно применяют наружные, реже внутренние.
Иногда электроды имеют цилиндрические поверхности крепления,
в этом случае их зажимают специальными зажимами или крепят
конусными резьбовыми соединениями (см. рис. 95, в).
Электроды имеют внутренний канал, по которому охлаждающую
воду подводят к рабочей поверхности. Оптимальный диаметр канала
dH = (0,54-0,6) £>э, а расстояние его от рабочей поверхности h =
= (0,754-0,8) D3 для новых электродов (D3 — наружный диаметр
стержня электрода).
Иногда применяют электроды со сменной рабочей частью, которую
можно закреплять накидной гайкой, припаивать или запрессовывать.
Для подавления внутренних выплесков изредка применяют элек-
троды комбинированной конструкции с наружной обжимной втулкой,
которая через тарельчатые пружины сдавливает место сварки.
Этим создается искусственное перераспределение общего сварочного
усилия для дополнительного обжатия периферии соединения.
Конструкция электродов многоэлектродных точечных машин
вависит от принятой схемы подвода тока. При двусторонней нор-
мальной сварке они не отличаются от электродов обычных точечных
машин. При одностороннем подводе тока детали для сварки уклады-
вают иа токоподводы, на которых и закрепляют электроды. В этом
случае их называют контрэлектродамн. Токоподводы кроме воспри-
ятия усилия от электродов должны обеспечить максимальное шун-
137
I
Риг. 96. Электроды mhoi иэлектродных машин, способы их крепления и охлаждения
тирование тока. В простейшем случае нижний электрод представляет
собой сплошную шину (токоподвод), изготовленную из меди или
бронзы. Целесообразнее использовать контрэлектроды со сменной
рабочей частью. Применяют конструкции со сменными плоскими
блоками (рнс. 96, а—в) из электродных сплавов на две или четыре
точки. Компенсируют износ (4—6 мм) прокладками или болтами.
В местах постановки точек в блоках устанавливают и сменные элек-
троды на резьбе (рис. 96, г) или конусе (рис. 96, д). При креплении
электродов на резьбе съем их затруднен вследствие возможности
смятия резьбы. Электроды иа конусах сложнее подогнать по пло-
скости вследствие разной посадки их по высоте. В конструкции,
показанной на рис. 99, е, сменные плоские электроды 1 трапецие-
видной формы крепятся болтами через прижимные планки 2.
Нижние электроды следует охлаждать. Систему охлаждения
удобнее монтировать в основании электродов (рис. 96, ж), если
они изготовлены нз медных сплавов. При стальном основании охла-
ждают непосредственно держатель электродов (рис. 96, з). После
установки электрода по профилю подгоняют детали по специальным
мастер-макетам, так как хорошее прилегание детали необходимо
для обеспечения стабильного качества соединения и снижения оста-
точных деформаций.
На рис. 97 приведены примеры оснастки точечных стационарных
машин. В простейшем случае она состоит из консолей, элекгродо-
держателей и электродов. Имея нормализованные элементы и ис-
пользуя их в различных комбинациях, получают необходимую
оснастку, обеспечивающую доступ электродами к месту сварки.
На рис. 98 приведены типовые конструкции клещей с пневмати-
ческим приводом, которые широко используют иа ГАЗе. Корпус
рабочего цилиндра клещей имеет разные форму и расположение
ручек. Применяя различные конструкции корпусов, арм, консолей
138
т
Рис. 97. Оснастка универсальных
стационарных точечных машин
и электрододержателей, можно получить оснастку, обеспечивающую
доступ электродов к месту сварки и более удобное выполнение сва-
рочной операции.
Для рельефной сварки применяют электроды, конструкция ко-
торых зависит от типа соединения и формы изделия. Размер их ра-
бочей поверхности обычно не имеет существенного значения для
концентрации тока, так как форма и площадь контакта определяются
формой свариваемых поверхностей в месте соприкосновения. Как
и при точечной сварке, желательно иметь сменные электроды. Их
закрепляют в электрододержателях, которые иногда называют осно-
ванием электродов, или блоками. На них при необходимости монти-
руют и соответствующие фиксирующие приспособления. Электроды
для рельефной сварки делят на три группы. К первой группе отно-
сятся электроды для одпорельефной сварки (рис. 99, а—в) и элек-
троды для сварки кольцевых рельефов разной формы (рис. 99, г—е).
Эти электроды закрепляют на конусах или резьбе. Вторую группу
составляют электроды (рис. 99, ж—и) для одновременной сварки
нескольких рельефов. В простейшем случае это плиты с плоской
рабочей поверхностью. В такой конструкции при местном износе
необходимо обрабатывать всю плоскость. Поэтому целесообразно
применять электроды с выступами, соответствующими расположе-
нию рельефов на деталях. К третьей группе относятся электроды
для Т-образной сварки деталей типа стержней труб и листов
(рис. 99, к—м). В таких электродах к одной из деталей подводится
ток к боковой поверхности детали через зажимное устройство с пру-
жинным или пневматическим приводом.
При многорельефной сварке важно обеспечить параллельность
рабочих поверхностей электродов для равномерного распределения
тока и усилия по рельефам. Это достигается точной подгонкой рабо-
чих поверхностей или применением различных дополнительных
устройств, к
Для точной взаимной ориентации электроды 1 устанавливают
на промежуточных плитах 4 (рис. 100, а), соединенных двумя напра-
вляющими 2. Направляющие изолируют втулками 3 или изготовляют
из армированной пластмассы. Параллельность рабочих поверхно-
139
Рис. 98. Типовые конструкции клещей с пневматическим приводом, применяемые
на автомобильных заводах
140
в)
Рис. 100. Схемы способов точной установки рабочих поверхностей электродов
при рельефной сварке
141
стей можно улучшить применением самоустанавливающегося элек-
трода (рис. 100, 6) или устройств с автономным ходом отдельных
электродов, опирающихся на гидропласт (рис. 100, е), масло или
пружины.
Электроды 8 через электрододержатели 5 упираются в эластич-
ную диафрагму 4, которая передает давление на рабочую жидкость 3
(рис: 100, г). Токоподводящая шина 2 от сварочного трансформатора
подведена к корпусу 1. Сварочный ток к электрододержателям 5
подводится через жидкий электропроводный сплав 6, который
уплотнен сальником 7.
При многорельефной сварке целесообразно применять электроды
с выступающей рабочей поверхностью (рис. 101, а). Лучше когда
она сменная. Электродные вставки (рис. 101, б, в) закрепляют
легкой запрессовкой или крепежным болтом (рис. 101, г). В ка-
честве вставки иногда используют электроды точечных машин с пло-
ской поверхностью и конусным креплением (рис. 101,6). При куч-
ном расположении электродов применяют плоскую вставку с клино-
видным креплением (рис. 101, е). Вставки можно закреплять и на
резьбе (рис. 101, ж—и), частично разгружая резьбу от силовых
нагрузок опорой на заплечики, контргайкой или опорной вставкой.
Вставки, изготовленные из порошковых композиций, впаивают в не-
большую выемку (рис. 101, к). Для получения высокой стойкости
электродов необходимо правильно выбирать электродные материалы.
Основание электродов или электрододержатели обытно изготовляют
из сплавов 2-й группы (ГОСТ 14111—77) с тве; дютью не менее
НВ 120 и относительной электропроводимостью 75 "о (см. табл. 10).
Если основание имеет достаточное сечение и хорошо охлаждается,
то вполне допустимо для его изготовления применение сплавов
3-й группы с твердостью выше НВ 180 и относительной электро-
проводимостью не ниже 45 %. Для электродов применяют обычно
сплавы 1-й и 2-й групп. Хорошую стойкость имеют электродные
вставки из композитных материалов на основе порошков вольфрама,
молибдена, связанных медью.
Рис. 101. Типовые конструкции cociaenux электродов со сменными электродными
вставками
142
Рис. 102. Электроды шовных машин
Электроды (ролики) шовных машин изготовляют чаще всего
в виде дисков (рис. 102, а). При необходимости сохранения плоской
боковой поверхности электрод вакрепляют на резьбе, размещенной
в усилении электрода (рис. 102, 6). Электрод для продольной сварки
имеет усиление в месте крепления на оси для снижения плотности
тока в скользящем контакте (рис. 102, в). На рис. 102, г показаны
фигурные конструкции электродов, которые обходят отбортовку
или гофры при сварке без подъема электродов, а на рис. 102, д —
конструкция электрода со сменной рабочей частью для сварки
в труднодоступном месте.
Профиль рабочей поверхности электродов плоский (рис. 103, а)
или сферический (рис. 103, б) с симметричными или несимметрич-
ными скосами (R — радиус сферы рабочей поверхности). Для сварки
в труднодоступных местах используют узкие электроды со сфери-
ческой поверхностью без боковых скосов.
Ширину плоской рабочей поверхности электродов в зависимости
от толщины детали б выбирают из соотношения b = 26 + 2 мм.
Толщина диска электрода обычно равна 2Ь.
Для сварки низкоуглеродистых сталей применяют электроды
с цилиндрической поверхностью. Электроды со сферической поверх-
143
Л =50 + J25
Рис. 103. Рабочая поверхность электродов шовных машин
носгью используют для сварки легированных сталей, специальных
сплавов, легких сплавов и сплавов титана.
Диски электродов, обычно диаметром 100—400 мм, закрепляют
на шпинделе болтами (рис. 104, а), на резьбе (рис. 104, в) или на оси
запрессовкой или шпонкой (рис. 104, б). Электроды небольшого
диаметра закрепляют на наружном или внутреннем конусе одним
болтом.
Поверхность электродов нагревается до высокой температуры.
Для их охлаждения воду подают по трубкам внутрь электродов. Для
улучшения охлаждения применяют наружное охлаждение роликов.
На шовной машине иногда устанавливают электроды разных
диаметров и с разной шириной рабочей части для выравнивания усло-
вий тепловыделения и теплоотвода детали. Для снижения расхода
электрода рабочую часть ролика делают сменной.
Рис. 104. Схемы крепления электродов шовных машин
144
Рис. 105. Электродные головки шовных машин
Для сварки деталей при большом различии в толщинах или при
сварке тонких металлов с очень высокой теплопроводностью при-
меняют электроды, рабочую часть которых (из молибдена или воль-
фрама) в виде кольца припаивают к основанию.
Электроды и другие токоведущие части вторичного контура
шовных машин изготовляют из тех же материалов, что и для точеч-
ных машин (см. табл. 10).
Электродные головки шовных машин. В шовных машинах сва-
рочный ток к вращающимся роликам подается через подвижный
контакт. Трущиеся пары этих контактов изготовляют из токопро-
водящих материалов разной твердости. Контакты смазывают
специальными токопроводящими смазочными материалами (гра-
фито-касторовой и др.).
В машинах небольшой мощности применяют электродные головки
(рис. 105, о), в которых сварочный ток передается от сварочного
145
трансформатора на токоведущий корпус 1, втулку 4 подшипника
скольжения, шпиндель 3 и ролик 2. В этой конструкции скользящий
контакт воспринимает и усилие сжатия, что является основным
недостатком конструкции, так как контактное сопротивление не-
стабильно.
На рис. 105, б показана конструкция электродной головки,
в которой усилие сжатия передается через подшипники 1, 4. Ста-
бильное усилие в скользящем контакте создается пружинами 5,
которые прижимают контактные губки к корпусу 3, одновременно
зажимая шпиндель 2. Опорные стальные подшипники распола-
гаются так, что импульсы сварочного тока не создают в них больших
вихревых токов и они не нагреваются выше допустимых температур.
Опорное стальное кольцо для подшипников 6 в целях предупрежде-
ния развития вихревых токов изготовлено из аустенитной стали.
На рис. 105, в показано электродное устройство мощных шовных
машин. Сварочный ток подводится к основанию устройства 10 и
через неподвижные контакты 7, рычаги 3, подпружиненные с по-
мощью тяг 8 и тарельчатых пружин 9, передается на вал 5 и элек-
трод 1. В местах скользящего контакта для снижения сопротивления
применяют серебряные накладки 4. Скользящие контакты работают
в жидком смазочном материале, который находится в корпусе 6.
Подшипники 2 воспринимают механические усилия сжатия. В по-
движных контактах шовных машин иногда применяют металлы
в жидком состоянии (ртуть, низкотемпературные сплавы галлия).
Их тонкий слой заполняет зазор между подвижными контактами
и служит средой, через которую проходит ток вторичного контура.
§ 19. МАШИНЫ
Выбор машины для сварки конкретных деталей опреде-
ляется методом сварки, металлом и толщиной деталей, размерами
и формой узла, требованиями к качеству, производительностью
и др.
Большое значение при выборе оборудования, особенно специ-
ализированного, имеют экономические расчеты. /
Наибольшее число выпускаемых типов однофазных точечных
машин предназначено для сварки низкоуглеродистых сталей
(табл. 11). Общее для этих машин — применение пневматического
привода сжатия электродов. Все машины снабжены бесконтактными
регуляторами цикла сварки, синхронными тиристорными прерыва-
телями и сварочными трансформаторами с обмотками, залитыми
эпоксидным компаундом.
Машины МТ-604, МТ-810, МТ-1214 и МТ-1614 имеют радиальный
ход с регулируемым вылетом электродов. На машинах этой серии
можно сваривать детали толщиной 0,2—5 мм.
На рис. 106 показана машина типа МТ-810. Отличительной
особенностью машин такого типа является горизонтальное разме-
щение пневматического привода сжатия 6 на силовой стойке кор-
пуса 1. Шток пневмоцилиндра через угловой рычаг 4 и закреплен-
ие
Таблица 11
Технические характеристики однофазных точечных машин общего назначения
Параметр U радиальным ходом верхнего электрода L прямолинейным ходом верхнего электрода
МТ-604 МТ-610 МТ-1614 МТ-1222 МТ-1223 (МТ-20231 МТ-1618 (МТ-18181 МТ-2002 (МТ-2102) МТ-2517 МТ-4018 (МТ-4218)
Сила номиизлыюготока, кА! сварочного 6,3 8 16 12,5 12,5 16 20 25 40
длительного вторич- 2,8 3,6 7 7 5,6 9 9 14 18
ного Номинальная мощность- 14,8 20 85 60 85 100 221 170 495
кВ-А Вторичное напряжение, В 1,63-2,66 1,42—2,84 3—6 2,08—4,16 3—6 —, 5,41—8,45 4,5—9
Число ступеней регулиро- 4 8 8 8 8 6 8 — 8
вания коэффициента транс- формации Вылет электродов, мм 200-275 200—315 350—600 500 500 500 1200 500 500
Номинальное усилие ежа* 200 300 630 618 1568 618 1960 1230 2460
тия, даН Общий ход электрода (ра* 20 20 30+50 80 100 80 100 100 100
бочий+дополнительный), мм Диапазон свариваемых 0,2—2 0,25-3 0,5—5 0,5—5 0,5—2,5 0,8—2,5 1-4 1—6 2,5-8
толщин низкоуглероди- стых сталей, мм Максимальная производи- 140 180 230 375 150 300 150 150 70
тельность, точек/мин Регулятор РЦС-403 РЦС-403 РЦС-403 РЦС-503 БЦ-625 РЦС-403 БЦ-625 БЦ-5ВПС РВИ-801
Габаритные размеры, мм: высота 1237 1410 1574 1900 2250 1695 2320 2200 2370
ширина 452 410 430 386 550 450 590 550 590
длина 833 1083 1340 1340 1700 1420 2450 1685 1600
Масса, кг 230 325 540 440 1110 800 1680 1200 1430
Примечание. Машины включают в сеть напряжением 380 В, частотой 50 Гц. Машина МТ-604 может быть
включена в сеть с напряжением 220 В. В скобках приведена новая маркировка машин по ГОСТ 297—80, первые две цифры
указывают наибольший кратковременный юк.
не только
для
Рис. 106. Машина типа
МТ-810 тля точечной сварки:
/ — корпус; 2 — сварочный
трансформатор; 3 — ннжннй
кронштейн; 4 — угловой ры-
чаг; 5 — регулятор цикла свар-
ки; 6 — пневмопривод; 7 — ко-
жух; 8 — электропневматичес-
кий распределитель воздуха
(клапан); 9 — автоматический
выключатель
ную в нем консоль
с электрододержателем
и электр одом создает
сжимающее усилие.
Остальные машины этой
серин аналогичной кон-
струкции. Машины
МТ-1614 имеют двух-
поршневой пневмопри-
вод, обеспечивающий
дополнительный ход
верхнего электрода.
Машины этой серии
второй группы имеют
прямолинейный ход
верхнего электрода. Та-
кие машины используют
сталей, но и некоторых
марок легированных сталей. Сварочные номинальные токи ма-
шин 12,5; 16; 25 и 40 кА, что позволяет сваривать детали толщи-
ной 0,5—8 мм. На рис. 107 приведена одна из машин (МТ-1617)
этой серии.
Мишина МТ-1223 предназначена для сварки деталей из легиро-
ванной стали и сплавов. Она имеет повышенное усилие сжатия.
В отличие от машин этой серии на ней возможно осуществление
двухимпульсного режима (см. рис. 3).
Крупногабаритные, громоздкие изделия, точечная сварка кото-
рых затруднена или невозможна на стационарных машинах, свари-
вают на подвесных точечных машинах (табл. 12). Последние осо-
бенно широко применяют для сварки кузовов легковых и кабин
грузовых автомобилей, а также арматурных каркасов железобетон-
ных изделий.
Подвесные точечные машины МТП-806, МТП-807 и МТП-1203
имеют сварочный трансформатор, расположенный отдельно. Он
связан с рабочим элементом (клещами) гибким кабелем большого
сечения. Сварочные трансформаторы имеют повышенное напряжение
(до 20 В), так как вторичный контур, образованный гибким кабелем,
обладает высоким электрическим сопротивлением. Гибкие кабели
применяют длиной до 3000 мм, сечением до 300 мм2. Их изготовляют
из тонкой медной проволоки диаметром 0,08—0,15 мм. Для повы-
148
Рис. 107. Машина для точечной сварки:
1 — пусковая кнопка; 2 — нижний электрододержатель; 3 — консоль; 4, 5 — шины н то«
товедущие детали; 6 — верхний электрододержатель; 7 — привод сжатия: 8 — электро»
пневматический распределитель воздуха (клапан); 9 — пульт управления; 10 — регулятор
цикла сварки; 11 — регулятор давления (воздушный редуктор); 12 — фильтр-маслораспы-
литель; 13 — сварочный трансформатор; J4 — корпус машины: 15 — автоматический вы-
ключатель: 16 — тиристорный контактор; 17 — гидравлическое реле; 18 — запорный
вентиль
шения плотности тока их охлаждают проточной водой. Клещи имеют
пневматический или гидравлический привод. Конструкция клещей
различная и зависит от конструкции свариваемых деталей.
На рис. 108 изображена машина МТП-806 с пневматическим
приводом сжатия клещей. Сварочный трансформатор с витым сер-
дечником и обмотками, залитыми эпоксидным компаундом, под-
вешен к концу рычага шарнирной подвески 6, ко второму его концу
на стальном тросе 5 подвешено коромысло 4 с клещами 3. Клещи
соединены со сварочным трансформатором токоведущим кабелем 2.
Пневматическая и электрическая аппаратура устройства системы
охлаждения 1 смонтирована на кожухе трансформатора.
Другой тип этого оборудования — клещи со встроенным свароч-
ным трансформатором (см. табл. 12). Сварочный трансформатор
машины размещен вместе с клещами и представляет с ним единую
конструкцию. Благодаря малым размерам вторичного контура, при-
менению ленточной трансформаторной стали, кремнийорганической
высокотемпературной изоляции и эпоксидных компаундов значи-
тельно снижены мощность и масса сварочного трансформатора.
14Э
Таблица J2
Технические характеристики подвесных шчечиых машин
Параметр 4 С отдельно расположенным сварочным трансформатором Со встроенным сварочным транс- форматором
МТП-61С МТП-81 I МТП-1203 К-243В К-264
Сила поминального тока, кА:
сварочного 8 8 12,5 16 6,3
длительного вторичного 3,6 3,6 5,6 4,8 2,2
Номинальная мощность, кВ-А 85 85 170 90 25
Вторичное напряжение, В 6,08— 13,6 6,08— 13,6 8,6—13,6 5 7 2,3—3,3
Вылет электродов (в зависи- мости от типа клещей), мм 50—205 39—205 150—300 50—70 —
Усилие сжатия (в зависимо- сти от типа клещей), даН 245—314 245—314 250—500 800 29—58
Общий ход электрода (ра- бочий + дополнительный, в зависимости от типа кле- щей), мм 15 15 10+ 14, 30+50 30 7
Диапазон свариваемых тол- щин пнзкоуглеродпетых сталей, мм 0,5-1,5 0,5—1,5 0,5—4 До 5 До 1,2
Максимальная производи- тельность, точек/мнн 165 165 180 60 40
Примечание Машины МТП-8П и МТП-1203 имеют пневмогидрав- лический привод.
Сечение кабеля такой машины меньше, чем сечение кабеля
машин с раздельным трансформатором, поэтому отпадает необ-
ходимость охлаждения кабеля
водой.
Для сварки деталей из медных
сплавов, легированных и жаро-
прочных сталей, а также из спла-
вов других цветных металлов вы-
пускают конденсаторные машины
двух серий. Машины первой серии
предназначены для сварки деталей
из металлов малой толщины,
преимущественно для деталей,
используемых в радиотехнической
промышленности и приборострое-
нии (табл. 13).
Для сварки крупногабарит-
ных изделий и металлов большой
Рис. 108. Подвесная точечная машина
150
Таблица 13
Технические характеристики точечных конденсаторных машин
Параметр Машины малой мощности Машины большой мощности
ТКМ-15 MTK-I601 МТК-5002 (МТК-ББ02) • МТК-В004
Сила номинального тока, кА: сварочного 16 16 50 80
длительного вторич- — 8 14
него Установленная мощность, 0,6 2 20 70
кВ-А Максимальная емкость ба- 600 3200 105 000 315 000
тарей конденсаторов, мкФ Максимальное напряжение 960 500 • 380 380
заряда конденсаторов, В Привод сжатия электродов Педальный 1 шевматическ! 4Й
Максимальное усилие сжа- тия электродов, даН: сварочное с электро- г«др©тол- кателем 50 63 520 2 450
ковочное 1 670 4 900
Вылет электродов, мм 150 150 600 1 500
Общий ход электрода (ра- 20 54-50 20 4- 100 20 4- 180
бочки 4- дополнительный), мм Диапазон толщин свари- ваемых материалов, мм: низкоуглеродистые 0,05—0,7 0,05—0,8
стали легированные стали 0,3—1,2 0,3—2
сплавы алюминия и — 0,3—1,5 0.3—2,5
тигана Габаритные размеры, мм; высота 685 1365 « 2 140 3 350
ширина 80 940 840 1 000
длина 1285 980 2 4'Ю 2 830
Масса, кг 200 400 2 700 5 700
* См. примечание к табл. 11. — А —
толщины серийно выпускают конденсаторные машины на сварочные
токи силой 50, 63 и 80 кА (см. табл. 13). В таких машинах энергия
для сварки запасается в батареях электролитических низковольтных
конденсаторов. Батарея заряжается в промежутках между свар-
ками. Все машины этой серии имеют пневмопривод сжатия элек-
тродов.
Для точечной сварки крупногабаритных деталей из алюминие-
вых и титановых сплавов, легированных сталей, а также низко-
углеродистых сталей выпускают трехфазные машины с выпрямте
154
Таблица 14
Техническая характеристика трехфазных точечных машин
с выпрямлением тока во вторичном контуре
Параметр MTBP-400I МТБ-8002 МТБ-16002
Сила поминального гока, кА: сварочного длительного вторичного Установленная мощность, кВ-А Число ступеней регулирования ко- эффициента трансформации Вылет электродов, мм Раствор, мм Усилие сжатия электродов, даН Общий ход электрода (рабочий + дополнительный), мм Диапазон свариваемых толщин ма- териалов, мм: пнэкоуглеродистые стали легированные стали и титановые сплавы алюминиевые сплавы Производительность, точек, мин Габаритные размеры, мм: высота ширина длина Масса, кг 40 14 350 6 800—1200 380 118—1220 18—200 0,3—3 0,3-2,5 0,3-2,5 60 1640 900 3040 2640 80 36 600 8 1500 600 220—7200 30—200 0,8—5 1.4—4,5 20 3750 1150 3450 6600 160 56 1 200 8 1 720 . 650 1 270—20 000 30—200 3—10 3—8 10 4 000 1 160 3 635 14 000
ннем тока во вторичном контуре (табл. 14). Этими машинами заме-
нили низкочастотные машины. Серийно выпускают машины на 40,
63, 80 и 160 кА. Л\ашина МРВР-4001 имеет радиальный ход верх-
него электрода, остальные — прямолинейный.
На рис. 109 приведена машина МТВ-6304. Основой сварочного
корпуса 1 машины является жесткая Т-образная стойка. На верхнем
горизонтальном кронштейне закреплен двухдиафрагменный пневма-
тический привод сжатия 6 с электромеханическим устройством для
дополнительного перемещения верхнего электрода. За стойкой
установлен сварочный трансформатор 2, к выводным колодкам вто-
ричных витков которого прикреплены шесть выпрямительных бло-
ков 3, охватывающих с двух сторон стойку корпуса 1 и подсоеди-
ненных к сборной шине 4. К стойке корпуса прикреплен нижний
кронштейн 8 с консолью, электрододержателем и электродом. Пнев-
матическая аппаратура 5 размещена на верхнем кронштейне. Сту-
пени сварочного трансформатора переключаются барабанными пере-
ключателями 10. Остальная аппаратура управления установлена
в отдельном шкафу. Для управления работой машины служит под-
весной пульт 7 или педаль 9.
Серийные машины для рельефной сварки (рис. 110) по конструк-
ции незначительно отличаются от аналогичных по мощности точеч-
ных машин. Они характеризуются повышенной жесткостью корпуса
152
Рнс. 109, Точечная машина МТВ-6304 с выпрямлением тока во вторичном контуре
Рис. 111. Машина для рельеф,
ной сварки типа МР-6303
Рис. ПО. Машина для рельефной сварки типа
МР-2518
153
консолей, минимальным смещением ползуна, лучшими динамиче-
скими показателями привода. Вместо консолей и электрододержа-.
телей рельефные машины оснащены плитами с Т-образными пазами,
для закрепления электродов и приспособлений.
Серийные однофазные машины (табл. 15) выпускают с одним
или двумя сварочными трансформаторами на токи силой 25, 40, 63,
80 и 100 кА.
На рис. 111 показана машина МР-6303. Сварной корпус ма-
шины 4 выполнен в виде жесткой скобы. На ее нижней части кре-
пится консоль / для размещения плиты. Два сварочных трансфррма-
Таблица 15
Техническая характеристика однофазных машин для рельефной сварки
Параметр МР-2518 MP-40I8 (MP-69I8) • МР-6303 МР-10002
Сила номинального тока, кА:
сварочного 25 40 63 100
длительного вторичного 11.2 18 28 45
Номинальная мощность, кВ*А 160 368 600 1300
Пределы регулирования вторич- ного напряжения, В 2,6-5,2 5,5-11,2 2,3—9,1 3,25—13
Число ступеней регулирования коэффициента трансформации Расстояние между электродами (плитами), мм: 6 8 16 16
минимальное 120 120 50 50
максимальное 330 330 450 450
Вертикальный ход верхней плиты (рабочий + дополнительный), мм 100 120 200 200
Установочное перемещение ниж- ней плиты, мм — — 200 200
Усилие сжатия, даН Производительность, ходов в 1 мин, при ходе, мм: 1568 2350 3140 7850
10 150 — —
20 Число одновременно свариваемых рельефов на- деталях из низко- углеродистых сталей при тол- щине, мм: 70 60 60
0,5 + 0,5 5 8 — —
1+ 1 3 5 5 12
24-2 2 3 5 8
44-4 Габаритные размеры, мм: 1 2 4 6
высота 2300 2370 3300 3650
ширина 550 590 1030 1030
длина 1650 1600 1550 1550
Масса, кг 615 1430 3000 3000
Примечание. Вылет (до центра плиты) 300 мм; машины МР-6303, МР-10002 имеют по два сварочных трансформатора. * См. примечание к габл. II.
154
тора 5, установленные по сторонам корпуса, параллельно под-
ключены к сварочному контуру машины. Привод 3 сжатия машины
пневматический с направляющим устройством 2 на подшипниках
качения. Ползун направляющего устройства соединен со штоком
пневмопривода через блок тарельчатых пружин. Все это значительно
улучшает динамическую характеристику привода. Аппаратура } пра-
вления позволяет обеспечить подачу до трех импульсов сварочного
тока с независимым регулирование^ силы тока и длительности паузы
между импульсами, плавное нарастание импульса сварочного тока
и разделение его на пульсации. Эта же аппаратура регулирует
подачу команд для включения повышенного усилия сжатия электро-
дов для проковки.
Многоэлектродные (многоточечные) машины. Такие машины
применяют в серийном и массовом производстве для автоматизации
точечной сварки штампо-сварных конструкций. Это характерно для
производства автомобилей, сельскохозяйственной и бытовой тех-
ники.
Многоэлектродные машины увеличивают производительность, по-
вышают точность размещения сварных соединений, улучшают
качество и облегчают условия труда.
Современные многоэлектродные машины являются многотранс-
форматорными, их выполняют по схемам односторонней (рис. 112, а)
и двусторонней сварки (рис. 112, б). Сварочные пистолеты или
клещи работают параллельно, одновременно зажимая свариваемые
детали. Вторичные витки сварочных трансформаторов подсоеди-
няются к определенным сварочным пистолетам пли клещам, поэтому
вторичный контур небольших размеров. Это уменьшает габаритные
размеры сварочных трансформаторов и снижает их мощность.
Если машина рассчитана на небольшое число точек и имеет соот-
ветственно несколько сварочных трансформаторов, то они равно-
мерно распределяются по фазам питающей электросети и вклю-
чаются одновременно.
Для сокращения числа сварочных пистолетов и трансформаторов
в современных многоэлектродных машинах с большим объемом
сварки широко используют передвижные пистолеты, которые груп-
пами передвигаются на несколько сварочных позиций. По общей
конструкции многоэлектродные машины разделяют на две группы.
К первой группе относят узкоспециализированные машины, станины
которых имеют различную конструкцию в зависимости от размеров
и геометрии свариваемых деталей; ко второй — сварочные мпого-
электродные прессы.
На рис. 113 приведена упрощенная принципиальная схема такой
машины. Станина ее состоит из верхней 4 и нижней 11 рам, которые
связаны стойками и направляющими 10. На подвижном столе 12
устанавливают приспособление, фиксирующее свариваемое изделие
8. Это приспособление включает и коитрэлектроды 9, через которые
замыкается сварочная цепь при одностороннем подводе тока. По-
движной стол в рабочее положение поджимается подъемным меха-
низмом 13, приводимым в действие пневматическим цилиндром 14.
155
Ч 5
в)
Рис. 112. Схема работы многоэлектродных машин:
/ — гидравлический насос; 2 — электромагнитный распределитель; 3 — сварочный транс*
форматор; 4 — прерыватель тока; 5 — реле цикла сварки; 6 — сварочные пистолеты или
клещи: 7 — сборочно-сварочное приспособление; 8 — нижние электроды (контрэлектроды)
Рис. ИЗ. Схема мноюэлемроднои машины прессового типа
156
Стол передвигается по четырем направляющим. Сварочные транс-
форматоры 5 укреплены на кронштейнах 6. Сварочные пистолеты 17
расставлены в соответствии с расположением точек на изделии и
укреплены па кронштейнах 7, которые крепятся на стойках или
верхней раме станины. Сварочные трансформаторы включаются аппа-
ратурой 3, установленной обычно на верхней раме машины. Сжатый
воздух из сети поступает через вентиль 1. Сварочные пневматические
пистолеты приводятся в действие сжатым воздухом повышенного
давления, которое создается воздушным компрессором дожатия 2.
Необходимое давление в воздушных сетях обеспечивают регуляторы
давления 16, а подачу воздуха — электропневматические распреде-
лители 15.
В целях увеличения загрузки оборудования этого типа приме-
няют сменную оснастку — сварочные штампы, что позволяет на
одном сварочном прессе сваривать несколько изделий. Сварочный
штамп состоит из верхней и нижней плит, которые для обеспечения
соосности монтируют на четырех направляющих колоннах. Верхняя
плита электрически изолирована от нижней. На плитах размещены
токоподводы, контрэлектроды, фиксаторы, зажимные устройства,
съемники и сварочные трансформаторы. На одной из плит смонтиро-
ваны сварочные пистолеты или клещи. Электрическая сеть, гидрав-
лические или пневматические системы подсоединяются к штампу
быстродействующими устройствами. Смена сварочного штампа про-
изводится электрокарами или быстродействующими транспортными
устройствами, смонтированными на консолях с двух сторон машины.
Отечественной промышленностью для многоэлектродных машин
выпускается специальная серия компактных сварочных трансформа-
торов (рис. 114) трех типоразмеров с двумя раздельными вторичными
витками, охлаждаемыми водой. Трансформатор состоит из блока
обмоток, залитых эпоксидным компаундом, магннтопровода из витой
электротехнической стали, двух литых рам и переключателя ступе-
ней на четыре рабочие ступени. Трансформаторы выпускают на
напряжение 380В. Их тех-
нические характеристики
приведены в габл. 16.
Подъемный стол в боль-
шинстве конструкций мно-
гоэлектродных машин слу-
жит основанием для уста-
новки фиксаторов кон-
трэлектродов, зажимных
и съемных устройств. Ме-
ханизм подъема стола —
одно из сложных устройств
в многоэлектродной ма-
шине. От его быстродей-
ствия существенно зависит
производительность ма-
шины, так как ход стола
Таблица 16
Техническая характеристика трансформаторов
для Miioi оэ.тектродных машин
Параметр Тин трансформатора
А В С
Мощность при ПВ = 40 50 100
= 50%, кВ-А Напряжения холосто- 3-5 5—7 7—10
го хода, В Размеры, мм (см. рис. 114): Н 555 625 745
А 290 360 480
н, 465 535 655
157
Рис. 114. Сварочные трансформаторы для многоэлектродных машин
Рис. 115. Схема многоэлектродного пресса с электромеханической системой подъ-
ема стола:
1 — основание; 2 — подвижной стол: 3 — транспортирующее устройство; 4 — свартяеыая
деталь: 5 — сварочные пистолеты; 6 — шатуны механизма подъема стола; 7 — верхняя плита
пресса; 8, 13 — воздушные ресиверы; 9 — пневматическая аппаратура; 10 — электродви-
гатель: 11 — компрессор дожатия; 12 — редуктор; 14 — угловой рычаг механизма подъема
стола; 15 — сварочные трансформаторы; 16 — пневмоцилиндры; 17 — контрэлектроды;
13 — колонны станины
достигает 800 мм. На некоторых машинах подъем стола осуще-
ствляется пневмо- или гидроцилиндрами прямого действия. При
пневмоприводе в верхнем положении стол жестко фиксируется на
выдвижных опорах, которые и воспринимают сварочные усилия!
На сварочных прессах часто применяют рычажную конструкцию
подъемных устройств с пневмо- или гидроприводом (см. рис. 114).
При верхнем положении рычаги устанавливаются в «мертвую точку»
и воспринимают усилия от электродов.
Применяют и более сложный электропневматический привод,
отличающийся быстроходностью (до 40 ходов/мин) и плавным дви-
жением стола. Электродвигатель 10 при пуске вращает эксцентрико-
вые диски, которые через систему рычагов 14 поднимают стол 2
(рис. 115). Привод включается дисковым сцеплением с пневмопри-
водом. Пневмоцилиндр 16 с регулируемым давлением уравновеши-
вает подвижную часть стола 2 и обеспечивает более плавный его
подъем. Особое значение в таких механизмах имеет плавность хода,
так как это исключает необходимость дополнительных фиксирующих
устройств для крепления свариваемой детали.
Производительность многоэлектродных машин зависит от вспомо-
гательного времени, затрачиваемого на закладку и съем свариваемых
158
деталей. Сокращение этого времени обусловлено погрузочно-разгру-
зочными устройствами, конструкция которых должна быть согласо-
вана с конструкцией машин и транспортным устройством, подающим
свариваемые детали.
Для управления работой многоэлектродной машины служит
типовая электрическая электронно-ионная, пневматическая и гидра-
влическая аппаратура. Программу работы всех устройств много-
электродной машины обеспечивают реле цикла сварки, реле давле-
ния, концевые выключатели и другая аппаратура. Для управления
многоэлектродной машиной в автоматических линиях в последнее
время стали использовать ЭВМ.
В табл. 17 приведены технические характеристики многоэлек-
тродных машин некоторых автомобильных заводов страны. На этих
машинах сваривают штампо-сварные конструкции из низкоуглеро-
дистых сталей.
На рис. 116 изображена многоэлектродная машина для сварки
платформы грузового автомобиля ГАЗ-66 (см. табл. 17). На двух
передвижных балках 3, 6 машины размещены 32 сварочных пистолета
с пневмоприводом. Два сварочных трансформатора 5, установленные
на каждой балке, обеспечивают последовательную работу сварочных
пистолетов. От каждого трансформатора одновременно работает
один пистолет, так как сварка осуществляется по двусторонней схеме.
Неизбежное изменение размеров вторичного контура компенсируется
автоматическим устройством (РВДУ), которое обеспечивает стабили-
зацию сварочного тока в пределах 5 %. На столе машины размещены
нижние токоподводы, электроды, фиксаторы и зажимы для установки
и фиксации свариваемых деталей. Балки 3,6 передвигаются электро-
механическим приводом для сварки нескольких рядов поперечных
швов.
Рис. 116. Миогоэлектродиая машина для точечной сварки основания платформы
грузового автомобиля:
1 — привод передвижения поперечных Салон: 2 — станина машины; 3, 6 — поперечные
балки: 4 — сварочные пистолеты с пневматическим приводом; 5 — сварочные трансфер да-
горы; 7 — нижние токоподводы, электроды, фиксаторы и зажимы Для установки и фиксации
свариваемых деталей
159
Таблица 17
Технические данные многоэлектродных машин для сварки различных деталей
Параметр Задний пол автомобиля ГАЗ-24 Щиток передка кабины автомо- биля ГАЗ-53А Основание пола кузова автомобиля Г АЗ-66 Стойка передка автомобиля ВАЗ-2 ЮГ) Наружная панель перед- них дверей автомобиля В АЗ-2105
Число точек на деталь Толщина свариваемых деталей, мм Сварочные трансформаторы: количество номинальная мощность каждого, кВ-А номинальный ПВ, % продолжительная мощность каждого, кВ-А вторичное напряжение, В число ступеней регулирования Число параллельно работающих сварочных пистолетов или клещей Привод сварочных пистолетов Диаметр цилиндра сварочных пистолетов, мм Максимальное усилие на электродах, даН Прерыватель сварочного тока Реле цикла сварки Привод подъема или передвижения стола Система подвода сварочного тока Производительность, деталей/ч 32 1,2—3 12 77,5 50 55 7,5—9,45 4 16 Гидравл 32 380 ПИТМ-200-5 РВЭ-7-1 Гидравличе- ский Односто 100 38 0,8—1,2 6X2 77,5 50 55 15-18,9 4 12 яческий 32 380 ПИТМ-200-5 РВЭ-7-1 Пневматиче- ский роиняя 120 620 1,5—2,5 4 156 25 77,5 6,9—27,6 16 2 Пневматиче- ский 90 500 Игнитронный, синхронный РВДУ Электроме- ханический Двусторонняя 6 77 0,6-0,х 10 63 50 44 4 11 Пиевмат 63 250 Тиристорный РЦС-2 Пневмат Двуст о 220 18 0,7—1 3 63 50 <Г4 4 2 гический 63 250 синхронный РЦС-2 нческнй оонняя 360
Машины для шовной сварки во многом подобны аналогичным
машинам для точечной сварки и отличаются от них конструкцией
электродов, наличием скользящих контактов во вторичном контуре
и приводом вращения электродов.
К машинам общего применения относят однофазные машины,
которые выпускают на силу сварочных токов 10, 16, 20 и 32 кА. На
них можно сваривать детали из низкоуглеродистой стали толщиной
0,5—3 мм (табл. 18).
На рис. 117 показана типовая машина МШ-3201 из этой серин.
На стальном сварном корпусе машины 1 смонтированы два стальных
кронштейна 7, 10. На верхнем кронштейне установлен пневматиче-
ский привод сжатия электродов, на котором укреплено электродное
устройство 9. Нижнее электродное устройство 8 расположено на
кронштейне 7. Внутри корпуса размещены сварочный трансформатор
4, регулятор цикла сварки 2, игнитронный контактор 6, электроме-
ханический привод вращения 3 типа ПМСМ и автоматический выклю-
чатель 5. Крутящий момент для принудительного вращения верх-
него электрода от ПМСМ передается на верхний электрод через
редуктор, карданный вал и конические и цилиндрические шестерни
в верхнем электродном устройстве. На верхнем кронштейне распо-
ложена пневматическая аппаратура 11. Включение машины осуще-
ствляется от педали.
На рис. 118 изображена машина МШВ-12001. В стальном свар-
ном корпусе 1 машины установлены два сварочных трансформатора 3,
к вторичным виткам которых подсоединены выпрямительные блоки 2.
На верхнем кронштейне 9 закреплен пневматический привод с элек-
тромеханическим устройством для дополнительного хода. Шаговый
С Гуляев А. И.
Рис. 117. Машина для
шовной сварки МШ-3201
161
Таблица 18
Технические характеристики шовных машин однофазных и постоянного тока
Однофазные машины Машины постоянного тока
Параметр looi-mw МШ-1601 О о сч з ; го < 3 / S ф 1 ® МШВ-800!
Сила номинального тока, кА: а сварочного длительного вторичного • Номинальная мощность, кВА •Пределы регулирования вторичного напряжения, В Число ступеней регулирова- ния коэффициента транс- формации «Вылет электродов, мм Максимальное усилие сжа- тия, даН Общий ход электрода (рабо- чий 4- дополнительный), мм к Скорость сварки при непре- рывном вращении роликов, м/мнн Пределы регулирования темпа работы при шаговом вращении роликов, сва- рок/мин «Диапазон свариваемых тол- щин деталей, мм: нз низкоуглеродистых сталей из коррозионно-стой- ких и жаропрочных сталей и титановых сплавов нз легких сплавов 'Габаритные размеры, мм: высота ширина длина Масса, кг 10 7 31 1,7— 3,5 8 400 245 1—5 0,5— 1,2 1405 510 1270 526 16 11,25 75 2,14— 4,28 8 400 490 0,8- 4,5 0,5— 1,5 1455 510 1770 620 20 14 127 4—6 6 800 785 0,4— 4,5 0,5— 0,8 2295 720 2395 1350 32 22 323 5,6- 8,2 6 800 1175 0,35— 4,5 0,8-3 2395 720 2295 1700 16 11,2 133 8 1500 1960 20 + 150 0,2— 8 io- о.3 0,5 3320 960 2680 3700 63 36 533 24 1200 1960 15 + ПО 0,2— 8 250 -3 -3 3510 1165 2955 4450 80 45 730 8 1500 3200 20 + 270 25— 150 1,5- 6 0,5— 3 3700 1160 3060 7000
162
Рис. 118. Машина для шовной сварки МШВ-12001
пневматический механизм вращения вместе с верхним электродным
устройством 8 смонтирован на фланце ползуна привода 10. Нижнее
электродное устройство 6 смонтировано на нижнем кронштейне 5.
На верхней консоли расположена пневматическая аппаратура.
В корпусе машин размещены переключатели ступеней и аппаратура
управления машиной 4. Пуск машины осуществляется педалью или
от подвесного пульта 7.
К специальным машинам для шовной сварки относят многоро-
ликовые, вторые используют для сварки деталей больших разме-
ров. В таких машинах обычно применяют односторонний подвод
тока. К специальным машинам относят и те шовные машины, вто-
ричный контур которых оснащен приспособлением для поддержания
детали во время сварки.
Для сварки деталей из тонкой жести используют шовные машины,
в которых ток к месту сварки подводится через медную проволоку,
зажатую между электродом и деталью и непрерывно подается с бухты
специальным механизмом.
Для сварки крупногабаритных изделий применяют подвесные
шовные машины. -
Значительное число специальных машин выпускается для шовно-
стыковой сварки.
На специальных агрегатах (рис. 119) из стальной ленты свари-
вают тонкостенные трубы. Калиброванная холоднокатаная лента из
низкоуглеродистой стали поступает через направляющее устройство
в клеть с формовочными роликами 13, где постепенно формуется
6*
163
Рис. 119. Схема трубосварочного агрегата
1 — барабаны-накопители ленты; 2 — установка для зачистки грата; 3 — стыковая свароч
тель привода агрегата; 7 — стеллаж для укладки труб; 8 — упор отрезного устройства;
ного грата; 12 — сварочный трансформатор со сварочными роли
профиль трубы. Затем труба направляется в электроды вращаю-
щегося сварочного трансформатора 12. Кольцевые электроды под-
водят сварочный ток к кромкам трубы, которая в этом месте сжи-
мается между электродами и нижним поддерживающим роликом.
За трансформатором размещаются резцы//для удаления наружного
грата. При диаметре трубы 50 мм и более можно одновременно сре-
зать и внутренний грат. Резцы при этом устанавливают на спе-
циальной внутренней консольной оправке, которая вводится в трубу
в зазор между кромками. После удаления грата труба поступает
в калибровочные ролики 10, которые калибруют ее по диаметру и пра-
вят в вертикальной плоскости. После выхода из калибровочных ро-
ликов конец трубы проходит через перемещающееся отрезное уст-
ройство 9, где и разрезается на мерные заготовки. Процесс идет
непрерывно с большой скоростью (до 60—80 м/мин для труб с тол-
щиной стенки до 2 мм).
Все большее распространение получают агрегаты для сварки •
труб с высокочастотным нагревом. При таком способе нагрев более
концентрированный. Высокочастотная сварка позволяет сваривать
разные материалы с более высокой скоростью.
Стыковые соединения можно сваривать стыковой шовной сваркой
с наложением с двух сторон тонких накладок или заложенной в за-
зор проволокой различного сечения (см. рис. 72). Специальные ма-
шины для сварки таких соединений имеют сборочно-сварочное при-
способление для точной фиксации заготовок н механизм подачи
164
для шовно-стыковой сварки труб:
пая машина; 4— ножницы для обрезки кромок; 5 — барабан с лентой; 6— электродвига-
9 — отрезное устройство; 10 — калибровочные ролики; 11 — резец дли зачистки наруж-
камн; 13 — формовочные ролики; 14 — стадии формовки трубы
в зону сварки под электроды накладок в виде полос, ленты или про-
волоки.
Из способов шовно-стыковой сварки наиболее распространена
сварка с небольшим нахлестом (способ с раздавливанием кромок).
Машины для сварки таких соединений должны иметь сборочно-сва-
рочное приспособление с мощным зажимом для точной фиксации
небольшого нахлеста листов 1(0,84-1,5)6) и удерживания его во
время сварки.
ГЛАВА VI
ТЕХНОЛОГИЯ СТЫКОВОЙ СВАРКИ
§ 20. ПАРАМЕТРЫ РЕЖИМА СТЫКОВОЙ СВАРКИ
СОПРОТИВЛЕНИЕМ И ОПЛАВЛЕНИЕМ
Различают стыковую сварку сопротивлением, непрерыв-
ным и прерывистым (импульсным) оплавлением, а также оплавле-
нием с подогревом.
Стыковую сварку широко используют в промышленности
(рис. 120) для изготовления длинномерных изделий из проката, слож-
ных детален из простых заготовок и деталей замкнутой формы в целях
экономии легированных сталей (режущий инструмент, клапаны дви-
гателей и др.).
с» Способ стыковой сварки выбирают в зависимости от материала,
размеров и формы поперечного сечения свариваемых деталей, тре-
бований, предъявляемых к качеству, и от масштабов производства.
Форма детали должна обеспечивать возможность надежного за-
крепления в губках (электродах) машины. Необходимо создать усло-
вия для равномерного нагрева и одинаковой пластической деформа-
ции'обеих заготовок, форму и размеры сечения которых следует вы-
полнять примерно одинаковыми (рис. 121, а). Различие в диаметрах
не должно превышать 15 %, а по толщине 10 %.
Подготовка торцов деталей производится механической резкой
на ножницах, пилах, штампах, металлорежущих станках, а также
плазменной или газовой резкой с последующей очисткой от шлака
для создания электрического контакта. При сварке сопротивлением
торцы должны быть особенно хорошо зачищены. Целесообразно под-
готовку торцов, делать по сфере или на конус с притуплением, что
облегчает удаление окислов из стыка. •
Для облегчения процесса возбуждения оплавления при сварке
больших сечений на торцовой поверхности делают скос под неболь-
шим углом (6—8е). Это уменьшает площадь первоначального контак-
та н увеличивает плотность тока в начале процесса.
Поверхность детален в месте контакта с токоподводящим губками
должна быть зачищена для обеспечения надежного электрического
контакта.
Сварка сопротивлением. При таком способе сварки детали зажи-
маются в губках, вводятся в соприкосновение под существенным
усилием и после этого включается сварочный ток. Металл в месте
сварки прогревается до пластического состояния. В конце нагрева
иногда повышается усилие осадки (см. рис. 122).
Этот способ применяют для сварки сравнительно небольших се-
чений (до 300 мм2). При сварке на токах высокой плотности сталь-
ных деталей (250—700 А/мм2) и медных (1000—3500 А/мм2) нагрев
1С6
Рис. 120. Типовые детали, свариваемые стыковой сваркой:
а — Длинномерные изделия компактного профиля, трубы, рельсы; б — тяги, валы; в
кожуха задних мостов автомобилей; г — блоки двигателей; д — ободья колес, кольца, е —•
режущий инструмент, клапаны двигателей; ж — цепь
Рис. 121. Подготовка деталей к сгы-
ковой сварке оплавлением;
а—рациональная; б —* нерациональ-
ная
Рис. 122. Циклограмма процесса стыковой
сварки сопротивлением:
/св — сварочный ток; F — усилие сжатия дета-
лей; S — перемещение подвижного зажима; Дсв -•
припуск на сварку
167
a)
Рис. 123. Схема формирова-
ния стыкового соединения
при стыковой сварке сопро-
тивлением (а, б) и оплавле-
нием (в)
идет очень быстро н в месте стыка металл расплавляется, а при осадке
выдавливается (рис. 123). На таких режимах сваривают обычно про-
волоку небольших диаметров. При сварке на токах умеренной плот-
ности (25—100 А/мм2) стыковое соединение имеет более широкую
зону нагрева н его очертания становятся более плавными (рис. 123, б)
что является одним из преимуществ этого способа сварки.
При всех разновидностях стыковой сварки сопротивлением сни-
жается припуск на сварку и количество грата, отсутствует интенсив-
ное новообразование (по сравнению со сваркой оплавлением).
Основной недостаток стыковой сварки сопротивлением — окис-
ление торцов во время нагрева. При сварке небольших сечений
быстрый нагрев и лучшие условия эвакуации оксидов обеспечивают
достаточно хорошее качество сварки.
При сварке больших сечений для предупреждения окисления ме-
сто нагрева защищают газовой (нейтральной или восстановительной)
средой илн сваривают в вакууме. Эти способы существенно удоро-
жают процесс сварки.
Параметры режима сварки сопротивлением: сварочный ток /св,
продолжительность нагрева /св, усилие сжатия FCB, усилие осадки
Foc, установочная длина 1^ (расстояние, на которое деталь высту-
пает из электродов перед сваркой, рнс. 124).
Параметры режима 7СЬ и FCB иногда выражают через плотность
тока /св и давление рсв.
Уменьшение tCB увеличивает неравномерность нагрева деталей
по сечению, а увеличение его усиливает окислительные процессы
на торцах. Усилие осадки определяет пластическую деформацию
детален и влияет на выделение теплоты.
При сварке низколегированных сталей для осадки требуется
давление 20—40 МПа, а при сварке легированных сталей оно может
достигать 100—150 МПа. Установочная длина в основном опреде-
ляется устойчивостью деталей при осадке и для круглых деталей
примерно равна диаметру.
Рис. 124. Установочная длина I при стыковой сварке сопротивлением (а) и оп-
лавлением (б)
168
Стыковая сварка оплавлением — наиболее распространенный спо-
соб стыковой сварки деталей разных сечений. Этим способом успешно
сваривают различные стали н цветные металлы.
Перед оплавлением иногда применяют предварительный подогрев,
что дает возможность уменьшить припуск на сварку, расширить
зону нагрева деталей, уменьшить мощность сварочной машины. Для
нагрева ток подается отдельными импульсами длительностью 0,5—
4 с, чередующимися с паузами такой же длительности. Импульсы
подогрева создаются кратковременным замыканием деталей при воз-
вратно-поступательном движении подвижного стола машины. В ряде
случаев подогрев ведут ТВЧ, используя плоские или кольцевые ин-
дукторы.
Параметры режима стыковой сварки оплавлением: установочная
длина /], /2, припуски на оплавление Допл и осадку Дос, скорости
оплавления иолл и осадки voc, токи оплавления /опл и осадки 10С,
а также усилие осадки Fvc, длительность оплавления /опл и осадки
/ос, а также осадки под током /ос. т.
Скорость оплавления определяется величиной перемещения по-
движной плиты стола S в единицу времени.
Подогрев задается температурой Т,юл или длительностью /лод,
длительностью пауз /пз и числом импульсов тока и пауз п. Иногда
задают напряжение холостого хода /7Х. х или программу его изме-
нения. На рис. 125 приведены циклограммы процесса стыковой
сварки непрерывным оплавлением и оплавлением с подогревом.
Установочная длина I (рис. 125, б) и припуск на сварку Дсв за-
висят от размеров и формы сечения, способа сварки и свойств свари-
ваемого металла. С увеличением сечения, теплопроводности и элек-
тропроводимости значение / также увеличивается. При сварке разно-
родных металлов / разная.
С увеличением I увеличиваются сопротивление сварочного кон-
тура н потребляемая мощность, расширяется зона нагрева и умень-
шается жесткость свариваемых деталей. При малой / много теплоты
отводится в зажимные губки и зона интенсивного нагрева сужается.
Это затрудняет пластическую деформацию и требует увеличения
усилия осадки.
При сварке круглых стержней и толстостенных труб диаметром d
выбирают установочную длину / = (0,74-1,0) d. При сварке полос /
растет с увеличением их толщины б, но не превышает (44-5) б.
Установочная длина на две детали
2/ == Допл “I- ДоС “I- Ак. р>
где Дк. р— конечное расстояние между зажимами; Дос — припуск на
осадку (см. рис. 124, б).
Обычно Допл = 0,74-0,8 общего припуска на сварку (Допл + Дос).
При сварке с подогревом Долл сокращается в 2—3 раза. Скорость
оплавления цопл должна обеспечить устойчивое возбуждение и не-
прерывность этого процесса. Она постепенно увеличивается и в конце
процесса достигает максимума.
169
Рис. 125. Циклырамма процесса стыковой сварки непрерывным (а) оплавлением
и оплавлением с подогревом (6)
При сварке стальных деталей небольшого сечения конечная и„пл
достигает 6—8 мм/с. При сварке металлов с высокой теплопровод-
ностью иопл значительно увеличивают, так как поток теплоты в де-
тали возрастает и затрудняется нагрев приторцовой зоны. Детали
больших сечений оплавляют на малой скорости, чтобы увеличить
время нагрева и глубину прогрева. Перед осадкой скорость оплав-
ления резко увеличивают.
Ток оплавления /()П,, зависит от сечения детали и выбранной плот-
ности тока /опП, обеспечивающей устойчивое оплавление. В начале
оплавления при холодных торцах /опл наибольшая, затем несколько
снижается, а в конце процесса увеличивается вследствие увеличения
скорости оплавления. При увеличении сечения деталей плотность
тока снижается. Если прн сварке стальных деталей небольших и
средних сечений она изменяется в пределах 15—20 А/мм2, то при
сварке больших сеченнй эта плотность не превышает 5 А/мма.
Скорость осадки оос выбирают из условий предупреждения окис-
ления металла в зоне стыка и возможно более полного удаления рас-
плавленного металла из стыка. Ее значение больше, чем скорость
оплавления и составляет для чугуна 20 —30 мм/с, для высодоугле-
170
роднстой стали 60—50 мм/с, низкоуглеродистой стали 60—80 мм/с,
для сложнолегироваиных сталей 80—100 мм/с и для алюминиевых
сплавов и других легкоокисляющихся металлов 150—200 мм/с и
выше.
Сила тока при осадке резко увеличивается вследствие исчезнове-
ния контактного сопротивления. Его выключают в середине или в
первой половине осадки. Задержка выключения тока может привести
к перегреву металла в зоне сварки. Во время осадки силу тока умень-
шают путем фазового регулирования. При этом момент включения
тока осадки меньше влияет на перегрев металла.
Давление осадки рос выбирают в зависимости от природы свари-
ваемого металла и степени их нагрева. При сварке непрерывным опла-
влением рьС для низкоуглеродистых сталей составляет 60—80 МПа,
для высокоуглеродистых сталей 100—120 МПа, для аустенитных ста-
лей 150—220 МПа и для алюминиевых сплавов 120—150 МПа. При
сварке сталей с предварительным подогревом это давление снижается
на 30—50 %.
Усилие осадки в основном определяет величину осадки. Усилие
растет с повышением интенсивности окисления, а также с увеличе-
нием пути, по которому может быть удален расплавленный металл
с образовавшимися оксидами. Чрезмерная осадка снижает пластич-
ность соединения. Усилие зажатия Faa;it находится в прямой зави-
симости от усилияосадки Foc, если детали зажимаются в зажимах без
фиксирующих упорных приспособлений. FBaH; определяют по коэф-
фициентам трения между деталями и губками /j и /2 или по коэффи-
циенту зажатия Лэа:к
Fзаж = Fос/(/1 4“ /г); ^заж = ^заж/^ис-
Коэффиииенты зависят от состояния поверхности детали, материала
и конструкции губок. Ориентировочно /?за,к равен 1,5—2 для труб и
прутков из углеродистой стали и 2,2—3 из хромоникелевой стали, и,
соответственно 2,3—3,2 и 2,7—3,5 для нетравлениого и травленого
стальных листов. Насечка на губках снижает Ааа)1( до 0,8—1.
При стыковой сварке кольцевых деталей возникает шунтирование
тока через кольцо, это требует существенного увеличения мощности
(до 50 %) по сравнению с соединением деталей незамкнутой формы.
Ток шунтирования /ш по мере нагрева шунтирующей ветви посте-
пенно снижается. Подсчитать его можно по формуле
/щ — /св (/^Д. Д 4“ /?С1)/^Ш>
где Яа.л — сопротивление в месте касания торцов деталей; RCT —
сопротивление выступающих концов, свариваемых деталей; 2Ш —
общее сопротивление шунтирующей ветви, = R^ ф-A’iu, здесь
/?ш и Хш — соответственно активное и индуктивное сопротивления
шунтирующей ветви.
Вследствие нагрева шунтирующего звена ток шунтирования в за-
ключительной стадии процесса сварки значительно меньше.
После стыковой сварки в месте стыка образуется утолщение ме-
талла (грат), состоящее из высаженного металла и его оксидов.
171
Рис. 126. Устройства для защиты внутренней поверхности изделий при сварке
оплавлением
В большинстве случаев грат следует удалять. По возможности уда-
лять его лучше сразу же после сварки, так как нагретый металл уда-
ляется легче. Для этого сварочные машины оборудуют специальными
устройствами, представляющими собой различные конструкции ре-
жущего инструмента. Иногда для удаления грата применяют спе-
циальное оборудование, которое устанавливают рядом со сварочной
машиноу. Сложнее зачищать грат внутри’труб. При сварке таких
деталей устанавливают различные вставки из металла или пластмассы
(рис. 126, а, в, г) или деревянные оправки (рис. 126, б, д). Они соби-
рают или удерживают грат и облегчают его дальнейшее удаление.
Применение вставок уменьшает объем реагирующей с металлом га-
зовой среды, что одновременно улучшает и качество сварки.
В трубах большого диаметра внутренний грат зачищают режу-
щим инструментом, который вращается на специальной оправке
(рис. 127, а). Для зачистки грата в трубах небольшого диаметра
172
через трубу под давлением сжатого воздуха прогоняется небольшой
стальной снаряд (рис. 127, б), имеющий острые кромки для среза
грата. Применяют также гратоснимающие устройства, в которых
Внутренний р -жущий инструмент передвигается электромагнитным
приводом.
§ 21. ОСОБЕННОСТИ ТЕХНОЛОГИИ СВАРКИ
СТАЛЕЙ И ЦВЕТНЫХ МЕТАЛЛОВ
Низкоуглеродистая сталь хороню сваривается стыковой
сваркой, и сварные соединения по прочностным показателям близки
к исходному металлу.
При сварке срёднеуглеродистых и низкоуглеродистых сталей
в зоне сварки снижается пластичность металла в результате появле-
ния закалочных структур. Некоторые стали этой группы склонны
к образованию рыхлостей в околошовной зоне вследствие частичного
расплавления. При необходимости пластичность улучшают подогре-
вом, регулируемым охлаждением или последующей термической об
работкой. Давление осадки по сравнению с ннзкоуглеродистыми
сталями увеличивают до 50 %.
При сварке высокоуглеродистых сталей интенсивное выделение
оксида углерода улучшает защиту оплавленных торпов от окисления
и скорости оплавления и осадки могут быть умеренными. Пластич-
ность соединения еще больше снижается, поэтому необходимо при-
менять сварку с подогревом и после сварки отпуск. В околошовной
зоне могут появиться усадочные рыхлоты из-за частичного расплав-
ления стали. Для их предотвращения необходимо использовать более
жесткие режимы сварки, уменьшая глубину прогрева, и повышать
давление осадки до 120 МПа. При сварке углеродистых сталей в стыке
образуется ферритная полоска. В этом месте снижается твердость
в основном вследствие выгорания углерода и ликвации элементов.
Для повышения твердости в этом месте увеличивают Foc.
Аустенитные стали хорошо свариваются при условии интенсив-
ного оплавления (цопл >5-?6 мм/с) перед осадкой и большой скоро-
сти осадки (>50 мм/с), что предотвращает образование тугстагких
оксидов хрома, удаление которых при осадке затруднено. Такие
стали лучше сохраняют прочность при нагреве, поэтому давление
осадки должно быть в 2—3 раза выше, чем при сварке низкоуглеро-
дистой стали. Различные марки чугунов обычно неплохо свариваются
при умеренных скоростях оплавления и осадки, что достигается вы-
соким содержанием углерода, обеспечивающего хорошую защиту
зоны сварки. Чугун сваривают с подогревом и последующей терми-
ческой обработкой.
При сварке алюминия и его сплавов необходимы высокая ско-
рость оплавления (до 20 мм/с) и большие скорости осадки (>150 мм/с).
Это предотвращает образование тугоплавкого оксида алюминия. Для
обеспечения высоких скоростей оплавления плотность тока перед
осадкой достигает 40—60 А/мМ2. •
Алюминиевые сплавы обычно сваривают с принудительным фор-
мированием стыка, с одновременным срезанием грата или с принуди-
173
тельным формированием стыка. Давление осадки в первом случае
составляет 150—300 МПа, при использовании принудительно! о
формирования—до 500 МПа. При свободной осадке част<. обра-
зуются расслоения и рыхлости, для устранения которых i рнменяют
формирующие губки.
Упрочняемые сплавы сваривают с возможным кратковременным
нагревом, неупрочняемые можно сваривать с более длительным на-
гревом при скорости оплавления до 15 мм/с. Детали большого сече-
ния варивают с подогревом при увеличенной установочной длине.*
Мздь вследствие высокой теплопроводности, электропроводи-
мости и температуры плавления свариваются значительно хуже алю-
миния. Сплавы ее свариваются лучше. Процесс оплавления меди ве-
дут на высоких скоростях (до 20 мм/с). Осадка осуществляется со
скоростью 200 мм/с при давлении 400—950 МПа. При сварке латуни
ввиду опасности выгорания цинка процесс оплавления ведут также
на больших скоростях. Вначале скорость оплавления составляет
0,7—1,0 мм/с, в конце — до 15 мм/с. Скорость осадки 200—300 мм/с,
давление осадки 250 МПа. Детали из меди и латуни небольших сече-
ний часто предпочитают сваривать способом сопротивления.
Титан и его сплавы при высокой интенсивности оплавления сва-
ривают без газовой защиты. При сварке в защитной среде из аргона
или гелия используют режимы, близкие к режимам сварки сталей.
Большинство сплавов титана после сварки подвергают термической
обработке. 9
Тугоплавкие металлы — молибден, цирконий, ниобий и тантал —
вследствие высокой температуры плавления и активного взаимодей-
ствия с кислородом, азотом и водородом сваривают в защитных ка-
мерах о нейтральным газом при отсосе образующихся соединений.
При кратковременном нагреве ниобий и молибден можно сваривать
без защитной среды.
Осп.а-почные деформации при стыковой сварке менее выражены,
чем при точечной и шовной сварке. При этом способе соединепие'про-
исходит по всему сечению и остаточные деформации сосредоточи-
ваются в месте стыка, образуя равномерное усиление по всему сече-
нию.
При неправильной установке электродов и больших зазорах в на-
правляющих подвижного стола, недостаточной жесткости станины
машины н слабом зажатии детали зажимами возможно несовпадение
сечения свариваемых деталей или искажение их оси.
Если требуется высокая точность при сварке, то изделие подвер-
гают последующей механической обработке, для которой предусма-
тривается соответствующий припуск.
ГЛАВА VII
МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
§ 22. КЛАССИФИКАЦИЯ
И ОСНОВНЫЕ УЗЛЫ МАШИН
Машины для стыковой сварки классифицируются:
по способу нагрева при сварке — сопротивлением, оплавлением
(непрерывным, с подогревом или импульсным), универсальные;
по конструкции механизма подачи — с рычажным, пружинным,
электромеханическим (кулачковым или винтовым), пневматическим,
гидравлическим и комбинированным механизмами;
по конструкции зажимных устройств — с рычажным, эксцентри-
ковым, винтовым, электромеханическим, пневматическим, гидравли-
ческим и комбинированным механизмами;
по характеру импульса сварочного тока — переменного тока про-
мышленной частоты, конденсаторные, низкочастотные, постоянного
тока с выпрямлением в сварочном контуре и др.;
по степени автоматизации процесса сварки — неавтоматические,
полуавтоматические и автоматические;
по назначению — универсальные (общего применения) и специ-
альные;
по способу установки — стационарные, передвижные и подвес-
ные.
V Стыковая машина состоит из следующих основных узлов и аппа-
ратуры (рис. 128): станина 9, неподвижная и подвижная плиты
4, 7, направляющие для движения подвижной плиты 3, которые пере-
мещаются во втулках 2, привод подачи 8, зажимные 6 и упорные 5
устройства. Внутри станины установлен сварочный трансформатор 12
с переключателем ступеней 1. Трансформатор вторичным контуром 11
связан с губками машины, установленными иа ее плитах и в зажим-
ных устройствах. В корпусе машины установлена аппаратура 10
для включения сварочного
трансформатора и упра-
вления работой машины.
Станины, плиты и на-
правляющие. Станины сты-
ковых машин должны об-
ладать достаточной проч-
ностью и жесткостью.
Это позволяет выдержи-
Рис. 128. Типовая схема сты-
ковой машины 72 Ч Ю
175
вать значительные усилия осадки и обеспечивать необходимую со-
осность.
Станины обычно изготовляют сварными из листовой стали и про-
катных профилей. Конструкции их разнообразны и как силовой
узел их часто выполняют в виде объемной фермы, состоящей из верх-
него стола,.стоек и нижних связей. Станины чаще изготовляют с го-
ризонтальным столом, но для тяжелых деталей удобен наклонный
(под 45°) стол, для длинномерных деталей (типа рельса) применяют и
вертикальные столы. При проектировании станины магнитные
массы стремятся расположить дальше от вторичного контура или
близлежащие детали выполняют из немагнитных материалов. Это
снижает нагрев станины.
На столах машины устанавливают плиты, на которых крепят
зажимные и упорные устройства.
Для машин небольшой мощности плиты изготовляют из меди
или бронзы, для остальных машин — из чугуна или стали с мед-
ными вставками в местах присоединения шин от сварочного транс-
форматора.
Подвижная плита передвигается в направляющих различных
конструкций: прямоугольных, типа «ласточкин хвост», цилиндри-
ческих, шариковых. Конструкция направляющих должна обеспечи-
вать точное перемещение и небольшой зазор при осадке. В направля-
ющих устройствах обычно предусматривают регулирование зазоров
и надежную защиту от брызг расплавленного металла.
Зажимные и упорные приспособления. Эти устройства служат
для точной установки деталей относительно друг друга и их зажима,
что обеспечивает подвод тока через губки (электроды) и восприятие
осадочных усилий. При сварке небольших по длине деталей приме-
няют упорные приспособления. В этом случае усилие осадки ча-
стично воспринимается упорами, через которые оно передается на
узлы машины. Усилие зажатия существенно снижается, так как оно
должно обеспечить только хороший токоподвод.
При сварке длинномерных деталей (рельсы, проволока, прутки,
лента, трубы и др.) исключительно применение упоров и детали удер-
живаются только силами трения между поверхностями губок и сва-
риваемых деталей. В этом случае зажимные усилия значительно воз-
растают. •
При сварке коротких деталей упор размещают в губках (рис. 129, в)
или на плите зажимов (рис. 129, б). В универсальных машинах
применяют более сложные приспособления, позволяющие свари-
вать детали, разные по форме и размерам^ На рис. 129, а показано
одно из таких приспособлений, применяемое на отечественных ма-
шинах мощностью 100 —300 кВ-А. Операционный центрирующий
упор 11 и опорный желобок 12 приспособления передвигаются в трех
взаимно перпендикулярных направлениях в соответствии с формой
и размерами детали. Центрирующее устройство 6 передвигает упоры
по вертикали и горизонтали винтами 7 и 13. По длине упоры грубо
регулируются перестановкой упорной планки 3, которая передви-
гается по направляющим 4 приспособления и фиксируется в нужном
176
Рис. 129. Упорные приспособления:
а — универсальные; б — на плитах машины; в «— упор в губках
положении собачками 14. Для точного регулирования служит махо-
вичок 2, связанный с ползуном 5. После регулирования винт махо-
вичка закрепляется контргайкой 1. Все приспособления крепятся
на станине машины болтами 10 через кронштейн 9. Штанги 4 крепятся
на кронштейнах гайками 8.
(''Совмещение торцов деталей в месте сварки производят путем
смещения губок с помощью специальных клиньев или регулирова-
ния одного из зажимов.
Конструкции зажимов разнообразны и определяются формой н
размерами свариваемых деталей, усилием зажатия и характером
производства^?
<На рис. КяГуоказаны конструкции и схемы зажимных устройств
некоторых типов стыковых машин. На машинах малой мощности и
машинах, от которых не требуется высокой производительности,
применяют пружинные, эксцентриковые, винтовые и рычажные за-
жимы.
В пружинном механизме (рис. 130, а) деталь в губках 1 зажи-
мается пружиной 3 через рычаг 2. В эксцентриковых механизмах
(рис. 130, б) деталь зажимается в губках 6 при повороте ручки 4.
Эксцентрик 1 действует на рычаг 5 через ролик 2. Расстояние между
губками регулируется механизмом 3. Пружина 7 удерживает рычаг
в верхнем положении.
В радиально-винтовом зажиме (рис. 130, в) деталь зажимается
в губках 6 рычагом 2. Рычаг фиксируется в рабочем положении
серьгой 5. Окончательный зажим детали производится поворотом
рукоятки 4 винта 3 на 1/4 — 1/2 оборота. Противовес 1 облегчает
подъем рычага 2 при раскрытии зажима. Зажимы этого типа упро-
щают переналадку машины при универсальных работах и позволяют
создать усилие зажатия до 4000 даН. В рычажных зажимах с ручным
приводом (рис. 130, г) деталь зажимается в губках 9 при движении
рычага 6 вниз. Этот рычаг, жестко связанный с рычагом /, поворачи-
вает и рычаг 3. Когда оси рычагов 1 и 3 совмещаются, рычаг 5 пово-
177
рачивается вокруг своей опоры и на губках создается максимальное
усилие зажима. Регулирование зажимов (длина рычага 3) произ-
водится винтами 4 и 7, последний через клин 8 регулирует положение
нижней губки. Противовес 2 облегчает обратный ход механизма при
разжатии. Эти зажимы обеспечивают высокую производительность
и развивают усилие зажатия до 3000 даН.
В зажимах с пневматическим приводом (рис. 130, д) усилие, раз-
виваемое на штоке 4 пневматического цилиндра /, усиливается с по-
мощью рычага 3 и на губках 2 создается необходимое зажимное уси-
лие, которое в мощных машинах достигает 10 000 даН. Зажимы этого
типа отличаются быстродействием, их широко используют в массо-
вом производстве.
В мощных машинах иногда применяют пневмогидравлический
безнасосный привод зажимных устройств (рис. 130, е). Деталь пред-
варительно зажимается между губками 7. Верхняя губка переме-
щается вниз под действием пневматического цилиндра 4, шток кото-
рого жестко связан с поршнем 5 гидравлического цилиндра зажи-
мов 6. Затем сжатый воздух подается в цилиндр 2 пневмогидравли-
ческого повысителя давления. Шток 1 этого устройства создает
высокое давление масла, начиная с момента перекрытия его доступа
178
из питающего бачка 3. Высокое давление масла, действуя на поршень
5, создает необходимое зажимное усилие.
В мощных машинах применяют и зажимы с чисто гидравлическим
приводом. Масло в гидравлический цилиндр зажимных устройств
подается насосом высокого давления 5—20 МПа.
В мощных машинах с электроприводом прдачи иногда используют
винтовые зажимы с приврдом от электррдвигателя.
Привод подачи стыковых машнн^ Привод подачи стыковых ма-
шин обеспечивает поступательное движение подвижной плиты ма-
шины, создание усилий при сварке и осадке, возвратное движение
плиты.
В современных машинах в зависимости от их мощности и назна-
чения применяют рычажный, пружинный пневматический, электро-
механический или гидравлический привод подачи. Иногда исполь-
зуют комбинированные механизмы подачи, где электромеханический
привод используют для оплавления, а пневматический или пневмо-
гидравлический — для осадки. Кроме рычажного привода, все
остальные системы обеспечивают автоматический цикл работы^)
Простейшим приводом является рычажный (рис. 131, а), в кото-
ром скорость передвижения стола определяется сварщиком. Сварщик
усилием Fp поворачивает коленчатый рычаг 1. Усилие передается
через его меньшее колено 2 и серьгу 3 на подвижную плиту 4 машины.
Усилие осадки подсчитывают по формуле
Foc = PplAh sin а),
которая получена из условия действия моментов сил, возникающих
в механизме. Усилие увеличивается с уменьшением угла а. Макси-
мальное усилие осадки на машинах с таким приводом не превышает
5000 даН. Преимущество такого привода — универсальность и про-
стота. Недостатки, — большая физическая нагрузка на сварщика и
зависимость качества от его квалификации.
На стыковых машинах небольшой мощности для сварки сопро-
тивлением устанавливают полуавтоматический пружинный привод
(рис. 131, б). При повороте рычага 2 эксцентрик 3 перемещает по-
179
Рис. 132. Кинематические схемы электроприводов подачи с кулачковым (а) и винто-
вым механизмами перемещения стола машины (6)
движный зажим / вправо, сжимая пружины 4. Положение зажима
фиксируется защепкой 5. После зажатия свариваемых деталей осво-
бождают защелку и начинают нагрев. Под воздействием пружин
нагретые детали деформируются. Недостатки пружинного приюда —
снижение усилия сжатия в процессе деформации при сварке.
Для передвижения подвижного стола стыковых машин электро-
привод применяют в основном при сварке однотипных деталей с раз-
витыми сечениями в серийном производстве. Усилие осадки, разви-
ваемое таким приводом, может' достигать 20 000—30 000 даН. Элек-
тропривод применяют с кулачковым или винтовым механизмами.
Кинематическая схема электропривода с кулачковым механизмом
приведена на рис. 132, а. Подвижный стол 1 перемещается кулач-
ком 3 через опорный ролик 2. Кулачок вращается от электродвига-
теля 5 через клиноременный вариатор 4, пару сменных цилиндри-
ческих зубчатых колес 6 и червячный редуктор 7. Полному циклу
сварки обычно соответствует один оборот кулачка.
Ув?.гичение радиуса кулачка в точке соприкосновения с опорным
роликом определяет скорость перемещения детали при сварке. Эта
скорость постепенно возрастает с повышением температуры нагрева
свариваемых деталей.
В конце сварки осадка детали производится с большой скоростью,
в результате в этом месте профиль кулачка резко изменяется. На-
грузка на кулачок в момент осадки резко возрастает. Для снижения
ее между кулачком и подвижным столом машины применяют рычаж-
ную систему. Для уменьшения износа эту часть кулачка изготовляют
из более прочной инструментальной стали и делают сменной.
Аналогичная система привода может быть использована для сты-
ковой сварки оплавлением с предварительным подогревом. При полу-
автоматическом цикле возвратно-поступательное движение подвиж-
ного стола машины осуществляется ручным рычажным устройством,
а при автоматическом — реверсом электродвигателя, управляемым
реле напряжения, включенным между концами свариваемых деталей.
На мощных машинах для вращения кулачка иногда используют
двигатели постоянного тока. Это позволяет регулировать скорость
перемещения подвижного стола в более широких пределах и зада-
вать ее специальным профилирующим устройством.
180
Для увеличения скорости осадки и разгрузки кулачка на мощных
стыковых машинах применяют комбинированный привод — электри-
ческий при подогреве и оплавлении и пневматический, пневмоги-
дравлический или гидравлический при осадке.
Электропривод с винтовым механизмом применяют на мощных
стыковых машинах (рис. 132, б). Винт 6, соединенный с подвижным
столом 1 машины, поступательно движется от гайки 5, соединенной
шлицевым соединением с червячным колесом червячной пары 2,
которая приводится в движение электродвигателем 3. Осевое усилие
с гайки передается на пружинный динамометр 4, контролирующий
усилие осадки. Для увеличения скорости при переходе от оплавле-
ния к осадке в таком приводе применяют двухскоростные двигатели
или два двигателя с самостоятельными передачами. Программное
регулирование скорости в таком приводе обеспечивают двигатели
постоянного гока.
К преимуществам электропривода относят относительную про-
стоту его конструкции, а к недостаткам — сложность его переналадки
при изменении размеров сечения свариваемых деталей.
В мощных машинах с большим усилием осадки обычно применяют
гидравлический привод подачи. Скорость передвижения подвижного
стола машины в этом приводе изменяется дросселем с регулируемым
проходным сечением или золотниковыми устройствами.
На рис. 133, а приведена схема привода, в котором использован
первый способ управления скоростью.
Подвижной стол 1 машины перемещается гидроцилиндром 2,
поршень которого передвигается в зависимости от истечения масла
из правой или левой полости. При подогреве или оплавлении масло
подается насосом 11 из бака 12 через обратный клапан 10, распреде-
лительный клапан 9, клапан 8, обратный клапан 7 на вход распреде-
лителя 3. При смещении его штока вправо масло поступает в правую
полость гидроцилиндра 2, а из левой полости масло через распреде-
лительный клапан 14, другую полость распределителя 3, дроссель 5,
обратный клапан 13 сливается в бак 12. При этом подвижной стол 1
машины перемещается влево со скоростью, определяемой регулируе-
мым дросселем 5. При смещении штока распределителя 3 влево масло
от насосов поступает через клапан 14 в левую полость гидроцилин-
дра 2, а из правой через распределитель 3 и дроссель 4 сливается
в бак.
Регулируемый дроссель 5 изменяет свою характеристику механи-
чески через тягу, которой он связан с подвижным столом, или путем
электромеханического управляемого привода. При осадке клапаны 9
и 14 подключают полости гидроцилиндра непосредственно к насосу
и слявной трубе, обеспечивая быстрое передвижение подвижного
стола. Давление при этом определяется разгрузочным клапаном 6.
Насосы в гидравлическом приводе создают высокое давление жид-
кости (до 20 МПа), поэтому рабочие цилиндры привода имеют не-
большие размеры.
В некоторых машинах использована система управления гидро-
приводом со следящим распределительным устройством 2 (рнс. 133, б).
181
Рис. 133. Гидравлические приводы подачи сшковых машин-
« — с дросселем; 6 — со следящим золотником
В корпусе этого устройства предусмотрены пять цилиндрических
выточек, соединенных с гидросистемой машины. Подвижный шток
распределителя имеет четыре поршня. В нейтральном положении
поршни перекрывают выточки в корпусе золотника и доступ масла
в полости гидроцилиндра 1 подачи стола машины прекращается.
При перемещении штока золотника влево масло от насоса 8 через
гидравлический клапан 7, разгрузочный клапан 6, золотник 2 и ги-
1И
дравлический клапан 3 поступает в правую полость гидронилиидра /.
Левая полость при этом через гидравлический клапан 4 и распреде-
литель 2 соединяется с баком для масла, а подвижной зажим переме-
щается влево. Движение штока распределителя в этой системе точно
копируется движением подвижного стола машины. При осадке пере-
ключаются клапаны 3, 4,7 н масло под давлением, определяемым раз-
грузочным клапаном 5, поступает через клапан 3 в прав>ю полость
гидроцилиндра, а из левой через клапан 4 сливается в бак. Шток
распределителя перемещается кулачковым или винтовым электро-
приводом малой мощности (30—70 Вт). В момент осадки для быстрого
перемещения золотника применяют привод от электромагнита или
пружины.
Скорость осадки определяется пропускной способностью системы,
а также подачей насоса. Для увеличения скорости осадки иногда
параллельно с насосом включают гидроаккумулятор, который уве-
личивает подачу масла в момент осадки.
При импульсном оплавлении на основе поступательное движение
стола машины накладывают колебательное движение в широком ин-
тервале частот (до 50 Гц). Эти колебания сообщаются подвижному
столу машины или только зажимным губкам от вибраторов с электро-
механическим приводом. В мощных же машинах с гидравлическим
приводом колебания сообщаются подвижному столу машины через
гидроцилиндр с дополнительно включенным внброзолотником
(рис. 134). Переменное давление в камерах гидроцилиндра создается
вращением штока 5, поршни которого имеют клиновидные пазы.
Этектродвигатель постоянного тока через скользящую муфту 6 вра-
щает шток 5 внброзолотиика 9. В одно и то же время клиновые пазы
поршней штоков соединяются с каналами 7 и 8. Масло от насоса под
давлением попадает в камеру А виброзолотника 9, оттуда через от-
крытый в этот момент канал 7 поступает в левую полость гидроци-
лнндра 2. В то же время канал 8 соединяет правую полость гидроци-
линдра с камерой Б, откуда масло сливается в бак, и поршень 1 дви-
жется вправо. Через четверть оборота вращающийся шток 5 повора-
чивает поршень с выточками и соединяет камеры А и Б через каналы
4 и 3 с полостями гндроцилиндра так, чго правая полость гидроци-
линдра 2 окажется под давлением, а левая будет сообщаться со слив-
ной трубой, в результате поршень 1 будет двигаться влево.
Рис. 134. Гидропривод им-
пульсного оплавления
183
При непрерывном вращении штока поршень, совершает колеба-
тельное движение. Для изменения амплитуды колебаний служит
регулировочный винт 11, который через подшипник 10 смещает шток
в осевом направлении. При этом клиновидные пазы штока 5 сме-
щаются относительно каналов виброзолотника, что изменяет время,
в течение которого полости гидроцилиндра попеременно сообщаются
то с насосом, то с сливной трубой. Частота колебаний поршня регу-
лируется изменением частоты вращения штока 5.
Преимущества гидравлического привода: широкая универсаль-
ность, небольшие размеры рабочих цилиндров. Кроме того усилие
осадки выдерживается более стабильно и не зависит от ее вели-
чины.
В стыковых машинах иногда применяют пневматические нли
пневмогидравлические системы осадки. Они отличаются быстродей-
ствием, но их стабильность зависит от давления воздуха в магистрали
и ресиверах.
^^Программирующие устройства и аппаратура управления. При
стыковой сварке в зависимости от метода программируются основные
параметры режима: включение и выключение сварочного тока, пере-
мещение подвижного стола машины и включения усилия сжатия
или осадки, напряжение на электродах. При стыковой сварке со-
противлением программируется включение и выключение сварочного
тока относительного приложения усилия при сварке. На машинах
малой мощности это программирование осуществляется конечными
выключателями по перемещению деталей. Прн сварке закаливаю-
щихся сталей, когда сварка выполняется по циклу сварка — отпуск,
для программирования используют реле интервалов времени. При
необходимости более точного контроля температуры нагрева детали
применяют фотопирометры.
На стыковых машинах для сварки оплавлением программирование
основных параметров режима осуществляется в функции переме-
щения или длительности процесса.
В машинах для сварки однотипных деталей, в крупносерийном
или массовом производстве, когда заготовки для сварки имеют точные
размеры, предпочитают программировать цикл по их перемещению..
Такое программирование чаще всего производится приводом с по-
мощью профильных кулачков. Кулачком задается скорость переме-
щения деталей, длительность процесса сварки, момент приложения и
величина осадки. При этой системе трудно подобрать скорость подачи
без смены кулачков при сварке деталей с различными сечениями.
В тех случаях, когда одновременно нужно изменять и напряжение
во вторичном контуре, задача еще более усложняется. В современных
машинах применяют коммутационные системы программирования
этого цикла. Зубчатая рейка системы, жестко связанная с подвиж-
ным элементом машины (стол, станина), через шестерни вращает вал
переключателя, кулачки которого в процессе сварки включают
необходимую аппаратуру машины.
В мощных машинах обычно предусмотрен предварительный по-
догрев, для чего замыкают на некоторое время торцы свариваемых
184
деталей и включают сварочный ток (импульс подогрева), затем раз-
водят детали, размыкая вторичную цепь (пауза).
Длительность импульсов задается реле времени, а команду на
реверс движением подвижного стола машины подает реле напряже-
ния, подключенное к электродам машины. Напряжения короткого
вамыкания UK. 3, холостого хода х и оплавления (70ПЛ различают
по величине ((7Х.Х > > UK. 8). Это различие и использовано
для автоматического управления процессом.
В машинах, используемых для сварки деталей с хорошо подго-
товленными торцами, устанавливают жесткую программу, в которой
заданы длительность импульсов и пауз, а также общая длительность
подогрева. По истечении этого этапа цикла происходит принудитель-
ный переход на оплавление.
Жесткое программирование по перемещению не приемлемо, когда
торцы заготовок обрезаны неровно. При сварке таких деталей время,
затрачиваемое на оплавление неровностей, не должно входить в об-
щее время сварки. Одновременно программируются скорость подачи
и напряжение холостого хода сварочного трансформатора. В маши-
нах К190П. К355, К555 программирование осуществляется с по-
мощью многоценных реле (КЭП-124 и др ). Вторичное напряжение
изменяют путем переключения ступеней автотрансформатора и из-
менения углов включения вентилей (игнитронов или тиристоров)
контактора. Изменение скорости передвижения стола машины произ-
водят изменением скорости вращения двигателя электромеханиче-
ского привода.
Наиболее совершенны системы управления с обратными связями
по энергии, мощности или температуре. Такие системы обеспечивают
наиболее стабильное качество, исключая влияние различных воз-
мущающих факторов. Однако в них использована сложная аппара-
тура управления, поэтому применение их на практике ограничено.
§ 23. СТЫКОВЫЕ МАШИНЫ
ОБЩЕГО ПРИМЕНЕНИЯ И СПЕЦИАЛЬНЫЕ
Стыковые машины общего назначения подразделяют на
три группы (табл. 19): автоматические малой мощности для сварки
сопротивлением, автоматические и неавтоматические средней мощ-
ности для сварки оплавлением и специальные машины средней и
большой мощности для сварки оплавлением (табл. 20).
Машины первой группы рассчитаны на номинальные сварочные
токи 4, 5 и 8 кА. Это стационарные машины с ручными эксцентри-
ковыми зажимами и пружинными механизмами подачи. В машине
МС-802 предусмотрен дополнительный рычажный механизм, позво-
ляющий вручную выполнять сварку оплавлением. При необходимости
машины комплектуют аппаратурой управления для термической
обработки (отжига) в электродах машины сварных соединений.
Во вторую группу входят машины для стыковой сварки оплав-
лением низкоуглеродистых и легированных сталей, а также цветных
металлов. Эта серия включает машины нескольких типоразмеров
185
Таблица 19
Технические характеристики стыковых машин общего назначения
Для сварки conротявлейней Для сварки оплавлением
Параметр МС-403 СМ о ю О ЧС-802 о 00 о о О МС-1602 МС-2008
Сила номинального тока, кА: сварочного длительного вторичного Номинальная мощность, кВ-А Усилие, даН: зажатия осадки Диапазон свариваемых сечении дета- лей, мм2. нз низкоуглеродистых сталей из легированных сталей из цветных металлов Производительность, сварок/ч Габаритные размеры, мм: высота ширина длина Масса, кг 4 0,44 7,2 63 16 Дна 0,5— 6 0,4— 4,5 240 1300 520 560 75 5 1.4 12,2 300 63 метры, 3—10 3-10 200 1180 955 1150 185 8 2,8 25 2500 2000 мм 5— 12,5 5- 12,5 150 1175 1030 2070 340 6,3 5 24 1600 800 50— 160 50- 100 150 1440 1000 1080 1000 16 7,15 96 4000 7500 До 1400 60 1000 775 1700 750 20 9 150 10 000 6 300 До 2 000 100 1 350 1 170 1 350 2 050
(см. табл. 19).Некоторые машины этой серии имеют электромехани-
ческий кулачковый привод оплавления с двигателями постоянного
тока и пневматический привод зажатия и осадки.
Машина МСО-0801, изображенная на рис. 135, имеет сварную
станину 2, внутри которой установлены: сварочный трансформатор 1
с переключателем ступеней, электромеханический кулачковый при-
вод 8 с двигателем постоянного тока 9, пневмопривод осадки 7. На
станине закреплен неподвижный зажим 4 и установлены катки, по
которым перемещается каретка с подвижным зажимом 3. Усилия от
электромеханического кулачкового привода 8 и пневмопривода
осадки 7 передаются на подвижной зажим через рычаг 6 и тягу 5.
Машины МСО-301 и МСО-602 имеют возможность работать с пред-
варительным подогревом, осуществляемым при возвратно-поступа-
тельном перемещении подвижного зажима пневматическим приво-
дом. Машина МСО-0802 предназначена для автоматической сварки и
имеет рычажные ручные механизмы подачи и зажима детали.
В промышленности применяют много машин третьей группы,
которые используют для сварки деталей узкой номенклатуры. Эти
машины имеют определенную специфику конструкции.
186
Таблица 20
Технические характеристики специальных стыковых машин
Параметр Е о К-355 К-617 АСГЦ-150-." М СО-1202 К-700
Сила номинального дли- тельного вторичного то- ка, кА Мощность, кВ-А Усилие, даН; зажатия осадки Скорость, мм/с: оплавления осадки (не более) Диапазон свариваемых сечений, мма Производительность, сварок/ч Габаритные размеры, мм- высота ширина длина Масса, кг 0 150 100 000 50 000 0,15— 1,5 20 До 10 000 12 2 500 1 080 3 200 7 200 А* 150 125 000 4р 000 0,22—1 12 3 000— 10 000 12 1 140 1 050 1 810 2 375 9 150 32 000 16000 0,12—4 30 1 000— 4 000 30 1 450 1 850 1 600 3 660 11,2 100 3 000 12 000 30 До 380 160 2 550 2 150 3 130 4 850 32 317 12 ьео 2/Г000 До 2 800 30 1 240 1 300 3 165 8 000 юо 1 000 400000 4МИЮ0 До 92 000 6 Диаметр 1 000 11 500 30 000
Стационарная машина К-160П (рис. 136) предназначена для
стыковой сварки рельсов или профильной стали сечением до 10 000 мм*.
Машина состоит из основания 2, на котором установлены колонны 4
и 10. На неподвижной колонне 4 укреплены два горизонтальных
штока 12 и 17, расположенные в одной вертикальной плоскости
с осью свариваемых детален. Концы штоков закреплены в стойке 14
и образуют жесткую раму. Подвижная колонна 10 с помощью гидро-
цнлипдров осадки 15 п 16 может передвигаться по направляющим.
Колонны и стойка имеют в центральной части квадратное окно, в ко-
тором размещаются зажимные губки и проходит свариваемая деталь.
Колонны машппы электрически изолированы друг от друга. С этой
целью штоки 12 и 17 пзготовляил из двух частей, соединяемых арми-
рованным стеклопластиком.
Деталь 5 зажимается губками 6, которые находятся под действием
гидравлических механизмов зажатия 9 п 11, расположенных в колон-
нах. Сварочные трансформаторы 3 и 8 размещены в нижней части
колонны и в полости поршня 7. От клеммы каждого трансформатора
через жесткие и гибкие шины ток подводится соответственно к паре
верхних и нижних зажимных губок. Для совмещения торцов свари-
ваемых деталей зажимные устройства имеют возможность ограни-
ченного взаимно перпендикулярного перемещения на ±10 мм, ко-
торое осуществляется винтовым приводом / (для вертикального пере-
187
Рис. 135. Машина ти-
па МСО-0801 для стыко-
вой сварки оплавле-
нием
Рис. 136. Стыковая ма-
шина К-190Г1 для свар-
ки оплавлением
188
мещения). На верхнем гидроцилиндре привода осадки установлен
червячный редуктор системы гидроследящего устройства 13. Эта
система управляет скоростью перемещения подвижного зажима.
В модификации машины типа К-190ПА применяют импульсный
цикл оплавления с частотой вибрации до 25 Гц. Это увеличивает пло-
щадь свариваемых деталей до 18 000 мм2, повышает производитель-
ность и сокращает припуск на оплавление.
Машина К-617 (рис. 137) предназначена для сварки импульсным
оплавлением кольцевых и коротких прямых заготовок из цветных
металлов. Л^ашина состоит из неподвижной 2 и подвижной // колонн,
соединенных между собой осью / на роликовых подшипниках
(рис. 138). На колоннах смонтированы рычажные механизмы зажа-
тия 6 с приводом от гидравлических цилиндров 5. В передней части
рычагов зажимных механизмов расположены плавающие зажимные
губки 7. которым свариваемые детали прижимаются к жестким вы-
ступам 8 на корпусах колонн. Подвижная часть машины колеблется
относительно неподвижной с частотой до 20 Гц и амплитудой коле-
бания 0,5—1,2 мм. В неподвижной колонне жестко закреплен сило-
вой гидравлический цилиндр 4 оплавления и осадки. Его шток 3
соединен двойным шарниром с штоком 10 вспомогательного гидро-
цилиндра 9, обеспечивающего вибрацию во время оплавления. При
осадке фланец штока упирается в крышку цилиндра и она переме-
щается вместе с штоком. Сварочный трансформатор машины, распо-
ложенный за корпусом, соединен токоведущими шинами с нижнимн
зажимными губками.
Машины К-190П и К-617 комплектуются отдельной гидронасос-
ной станцией.
ДлЬ сварки труб в полевых условиях при изготовлении маги-
стральных и промысловых трубопроводов применяют трубосвароч-
ные стыковые агрегаты. Сварочная машина с гидравлическим приво-
дом размещается снаружи или внутри трубы.
Рис. 137. Стыковая машина К-617
Рис. 138. Схема стыковой машины К-617 для сварки оплавлс1Ц{см кольцевых
и прямолинейных заготовок
189
Электрическое питание машины обеспечивается от передвижной
дизель-электрической станции, смонтированной на гусеничном
ходу.
На рис. 139 приведена внутритрубная стыковая машина К-700
для сварки оплавлением магистральных трубопроводов диаметром
1420 мм. Главной особенностью машины является передвижение соб-
ственно сварочной машины от стыка к стыку по внутренней поверх-
ности трубы, как по железной дороге. Это обеспечивает быструю и
точную установку на стык трубы. Кроме сварочной части в машине
размещены гратосниматель 7 для зачистки внутреннего грата и ходо-
вой механизм 8 для перемещения машины по трубе к следующему
стыку со скоростью 28 мм/мин. Для точной установки относительно
стыка скорость снижают до 1 мм/мнн.
Абашина имеет кольцевой сварочный трансформатор с зажимным
устройством 4, контактные губки которого равномерно расположены
по окружности трубы. Зажимное устройство состоит из двух соосно
расположенных роторных патронов, один из которых подвижен при
оплавлении. Гидравлический привод зажимов создает суммарное
усилие зажатия на всех башмаках патрона до 14 000 кН, что обеспе-
чивает достаточную силу сцепления для передачи усилия осадки
до 4000 кН. Силовые гидроцилиндры механизма осадки 2 размещены
в передней подвижной части машины.
В задней части машины размещен внутренний- гратосниматель
с приводом от четырех электродвигателей. Рабочим органом этого
устройства является механическая система из трех быстро вращаю-
щихся крестовин с кольцевыми билами, ударяющими о поверхность
трубы под действием центробежной силы. Один из электродвигате-
лей системы приводит гратосниматель во вращение вокруг продоль-
ной оси трубы.
Насосный агрегат 5 обеспечивает работу всей гидравлической си-
стемы. Приводной электродвигатель 6 насосного агрегата двухско-
ростной. Большая скорость включается при повышении расхода
рабочей жидкости в системе. Ходовой механизм передвижения 8 при-
водится от того же электродвигателя, что и привод насосов. Ходовая
часть этого механизма состоит из шести приводных бегунков н не-
скольких опорных роликов 3.
Механизм передвижения, насосный агрегат и гратосниматель
смонтированы .в отдельном прицепном блоке, который соединен со
сварочной частью машины двухосным шарниром. Такое соединение
позволяет преодолевать участки свариваемого трубопровода с радиу-
сом скругления до 60 м. Машина соединяется с силовым кабелем
и приводом управления в головной части 1.
Работу внутритрубной машины 2 в полевых условиях обеспечи-
вает (рис. 140) передвижная электростанция 5; трубоукладчики 3 и 6
на гусеничном ходу; гусеничный трактор 1 с подъемной стрелой, на
которой подвешены наружный гратосниматель и индуктор для терми-
ческой обработки стыка после его сварки.
Силовой кабель 8 и кабель цепей управления 7 в определенный
момент цикла отключаются, протягиваются через подсоединяемую
190
Рис, 139. Внутритрубная машина для стыковой сварки оплавлением магистральных трубопроводов
Рис. 140. Схема расположения отдельных агрегатов для сборки и стыковой сварки магистральных трубопроводов
внутритрубной машиной
Рис. 141. Электроды (губки) стыковых машин для деталей:
а — плоских; б — круглых компактных; в — труб; г, д — с износостойкими вставками
трубу с помощью штанги 4 и снова подключаются штепсельным
разъемом 9.
Машина имеет мощность 1000 кВ-А, что позволяет сваривать
трубы сечением до 92 000 мм2. Общая масса машины 30 000 кг. Про-
изводительность машины 6 стыков/ч.
Электроды (губки) стыковых машин предназначены для взаимо-
фиксации свариваемых деталей, подвода сварочного тока и удержи-
вания деталей в зажатом состоянии от проскальзывания при нагреве
и осадке. Их форма часто соответствует сечению деталей (рис. 141, а—
Рис. 142. Вторичный контур стыковой ма-
шины:
1 — опорная часть верхних плит; 2, 3 — клиио-
лое устройство для крепления электродов: 4 —
электроды (губки) машины; 5 — то ко подводящая
плита; 6, 7 — гибкие шипы вторичного контура;
8 — шина токоподвода вторичного контура
й). Ток подводится либо
двумя электродами (нижним
и верхним), либо только
нижним, а верхний нетоко-
ведущий делают стальным
с насечкой. Если электроды
не имеют выемки по форме
деталей, то для центрования
используют выемки или упо-
ры в зажимах.
Длину электродов I вы-
бирают из условия обеспе-
чения соосности, при сварке
труб и стержней диаметром d
обычно I — (Зч-4) d, а при
сварке полос I 106 (6 —
толщина полосы). Минималь-
ную площадь контакта элек-
трода с деталью определяют,
исходя из максимально до-
пустимого давления, которое
для специальных бронз со-
ставляет 40—50 МПа. Плот-
ность тока в контакте детали
с электродом в пределах 7—
10 А/мм2, а температура в кон-
такте достигает 250—300° С.
192
Электроды изготовляют из специальных бронз, имеющих относи-
тельно невысокую электропроводность, но значительную твердость
(см. табл. 10). В некоторых случаях для повышения стойкости их
рабочую поверхность изготовляют в виде вставок из композитных
материалов (порошок вольфрама и медь). Вставки напаивают на ос-
нование электродов (рис. 141, г, д).
Электроды 4 крепят на промежуточных токоподводящих плитах 5
машин клиньями 2 (рис. 142). Клинья имеют продольные эллипти-
ческие отверстия, благодаря которым можно, опуская один клин и
поднимая другой, переместить электрод в продольном направлении.
Регулирование в вертикальном направлении осуществляется спе-
циальным клином или медными прокладками. Рабочие поверхности
электродов для сварки сложных изделий из тонколистовых металлов
подгоняют под краску, пользуясь специальными объемными метал-
лическими шаблонами. В стыковых машинах обычно охлаждают
плиты, на которых крепятся электроды. Токоподвод от вторичного
витка трансформатора к электродам осуществляется шинами 6—8
через гокоподводящие плиты 5.
Я Гуляев А. И,
ГЛАВА VIII
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
КОНТАКТНОЙ СВАРКИ
§ 24 ОСНОВНЫЕ СРЕДСТВА МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ
Технология производства деталей с применением контакт-
ной сварки кроме основных сварочных операций включает вспомога-
тельные операции, к которым относят подготовку поверхности, за-
грузку, сборку и съем деталей с приспособлений и машин, переме-
щение деталей при сварке, обработку сварных швов, правку и др.
. На собственно сварочные операции приходится в среднем до
10—15 % общей трудоемкости изготовления изделия. При примене-
нии контактной сварки эффективно механизировать вспомогатель-
ные операции. Механизация и автоматизация определяется про-
граммой производства изделий.
При мелкосерийном производстве целесообразно применять пре-
имущественно недорогие средства механизации, например универ-
сальные сборочно-сварочные приспособления, немехаиизированные
поддерживающие устройства. Для крупносерийного и массового
производства характерно применение высокомеханизированных
приспособлений, оснащенных загрузочными устройствами, различ-
ных комбинированных и многоэлектродных машин, механизирован-
ных поддерживающих и перемещающих устройств, промышленных
роботов. Все эти устройства в массовом производстве соединяют
в поточные механизированные или автоматические линии, в послед-
них — все операции выполняются без участия человека.
$ 25. МЕХАНИЗИРОВАННЫЕ
СБОРОМ НО-СВАРОЧ Н ЫЕ ПРИСПОСОБА ЕН И Я
I
Механизированные приспособления всех типов характе-
ризуются наличием зажимных устройств с пневматическим или ги-
дравлическим групповым приводом. Для быстрого съема детали при-
меняют выталкиватели, съемники или более сложные съемные уст-
ройства.
Механизированные приспособления обычно связаны с транс-
портными системами. Сборочно-сварочное приспособление (рис. 143)
имеет три рабочих позиции. Две выдвижные тележки 1 и 4 загру-
жаются деталями и разгружаются. Тележки относительно сборочно-
сварочной позиции 5 имеют челночное движение. Для подачи и съема
деталей служит спускной механизм 2, который связан с толкающим
конвейером 6. Сварка выполняется подвесными точечными маши-
нами 3.
Поддерживающие и перемещающие устройства применяют для
передвижения свариваемой детали относительно электродов свароч-
194
Рис. 143. Схема главною кондуктора для сборки и сварки кузова легкового авто-
мобиля ВАЗ-2101
ной машины. Детали передвигают вручную или с помощью специаль-
ных механизмов. В некоторых случаях эти приспособления одновре-
менно являются и сборочными. Их применение существенно облегчает
условия труда и улучшает качество благодаря более точному распо-
ложению сварочных соединений и правильной ориентации детали
относительно электродов сварочной машины.
Простейшее механизированное поддерживающее приспособление
для сварки крупногабаритных плоских панелей показано на рис. 144.
На подвижной раме 1 закрепляется свариваемая панель, которая
может перемещаться по роликам 2 каретки 3 перпендикулярно к кон-
солям сварочной машины Каретка 3 перемещается вдоль консоли
машины по роликам 4 стола 5. Возможность перемещения в двух
взаимно перпендикулярных направлениях позволяет производить
сварку в любом месте детали. Стол связан с основанием приспособ-
ления через пневмодиафрашенные камеры 6, которые поднимают
панель под нижним электродом в момент пауз между циклами сгарки,
что позволяег избежать трения деталей о поверхность электрода и
предотвратить их преждевременное изнашивание. Движение рамы 1
с деталью на шаг между точками обычно выполняют вручную по раз-
метке или путевым указателям.
На рис. 145 приведены два
простых поддерживающих ус-
тройства для шовной сварки
продольных и кольцевых швов.
Детали фиксируются на опор-
ных обрезиненных роликах,
установленных на рамах и кон-
солях. Положение их в про-
странстве регулируется. Деталь
при сварке перемещают элек-
тродами машины. Эти приспо-
собления можно использовать и
для точечной сварки. Переме-
щают детали на шаг вручную.
Иногда фиксирующие и пе-
ремещающие приспособления
7
Рис. 144. Поддерживающее приспособле-
ние для точечной сварки
1J5
6
Рис. 145. Поддерживающее приспособление для шовной сварки:
1 — рычаг; 2 — рама; 3 — деталь; 4 — опорные ролики; 6 — механизм подъема; 6 — ма-
шина
не связывают жестко с машиной, а устанавливают их на специаль-
ных тележках. Это позволяет на'одной и той же машине сваривать
несколько деталей, применяя различные приспособления.
Механизация одноточечной и рельефной сварки осуществляется
применением различных механических устройств, перемещающих
свариваемые детали относительно электродов сварочной машины.
В качестве поворотных механизмов используют храповые, мальтий-
ские и кулачково-цевочные механизмы.
На рис. 146, б приведена кинематическая схема поворотного при-
способления (механического оператора), применяемого на ГАЗе для
точечной сварки колес легкового автомобиля. Приспособление смон-
тировано на универсальной точечной! машине. Точечной сваркой
сваривают диск с ободом в 12 точках, расположенных четырьмя груп-
пами по три точки в каждой группе (рис. 146, а). Шаг между точками
на каждой из спиц колеса и между спицами разный. Колесо посту-
пает на сварку в собранном виде после запрессовки диска в обод.
Колесо укладывается на фиксатор поворотного механизма (см.
рис. 146, б) приспособления, после чеУо оператор нажимает пуско-
вую кнопку и воздух подается в среднюю камеру 2. Нижний поршень
машины начинает рабочий ход. Это движение одновременно исполь-
зуется для поворота колеса на шаг, так как упор 3 при ходе вниз
давит на толкатель 4, который приводит в движение храповой меха-
низм 5, вращающий поворотный механизм 1 через цилиндрические
шестерни 6. Во время поворота колеса на большой угол воздух по-
дается через ЭПКЗ в цилиндры 9, штоки которых поднимают приспо-
собление на небольшую высоту, чтобы фланец диска при повороте не
касался нижнего электрода. Во время поворота на малый угол боль-
шой подъем колеса не требуется, а необходимое расстояние между
электродами и поверхностью диска обеспечивают пружины 8. В по-
ложении сварки угол поворота колеса фиксируется пальцем 7, кото-
рый входит в прорезь диска на главном валу приспособления.
При рельефной, а иногда и точечной сварке эффективно примене-
ние различного типа поворотных столов, позволяющих загружать
детали вне сферы сварочных электродов во время рабочего цикла.
Наиболее сложными узлами этих устройств являются механизмы для
196
Рис. 146. Пово-
ротное приспосо-
бление для то-
чечной сварки
колес легковых
автомобилей:
а — колесо легкового
способлеиия, ЭПК1 —
ння, PC - ресивер; О - отстойник; Д - дросселирУиГне Клапаны Р“
эдсктоКтш-км/ Диск; 2 — обод; б — кинематическая схема при-
; цилиндра машины; ЭПК2 -
•ня; ЭПКЗ — электро-
""** • реле давления?
регулятор давле-
197
Рис. 147. Схе|ш поворотных столов к машинам для рельефной сварки
поворота стола, на котором обычно размещается оснастка с изделием.
Такие приспособления устанавливают на машинах общего примене-
ния.
• Чаще используют поворотные столы с мальтийскими механизмами
или кулачково-роликовые устройства с приводом от электрического
двигателя. Они отличаются плавностью движения, точностью фик-
сации, надежностью и долговечностью.
В механизме первого типа (рис. 147, а) для прерывистого пово-
рота стола /, на котором расположены электроды и изделия, служит
кривошип (поводок) 4, приводимый во вращение электродвигателем
через червячный редуктор 3. Палец кривошипа (цевка) 5 входит
в прорезь креста 2 мальтийского механизма и поворачивает стол на
определенный угол в зависимости от числа прорезей в этом кресте и
числа пальцев на кривошипе.
В кулачково-роликовых механизмах (рис. 147, б) стол приспо-
собления 1 поворачивает цилиндрический кулачок (барабан) 3. В ку-
лачке имеется криволинейный паз 4, в который входит ролик 2, свя-
занный с поворотным диском, на последнем вакреплен стол. При
повороте кулачка ролики диска перемещаются между образующими
криволинейного паза 4 и поворачивают диск в результате давления
на них стенок паза. Обычно часть паза расположена перпендикулярно
к его оси. В этом случае при вращении кулачка стол не поворачи-
вается, а фиксируется в определенном положении.
В этом механизме можно осуществить различные движения ведо-
мого звена, целесообразное соотношение между этапами цикла. Стел
достаточно точно фиксируется роликом, входящим в паз.
ч
§ 26. КОМБИНИРОВАННЫЕ СВАРОЧНЫЕ МАШИНЫ
В комбинированных машинах в одном агрегате объеди-
нено (интегрировано) несколько последовательных, различных по
технологии операций, в результате исключены промежуточные опе-
рации, характерные для поточных и автоматических линий (транс-
портирование, загрузка и съем деталей после каждой сперапин
и др.). Это позволило значительно сократить продолжительность и
трудоемкость не только вспомогательных, но и основных технологи-
ческих операций и снизить общую трудоемкость изготовления детали.
198
Рис. 148. Комбинированная машина для рельефной сварки тормозных колодоя
автомобиля
При объединении операций обычно существенно усложняется
конструкция оборудования, что и является основным недостатком
комбинированных машин. Примером комбинированной машины,
в которой объединены операции сборки, формообразования и сварки,
является машина для изготовления тормозных колодок автомобиля
(рис. 148). Изделие (рис. 148, а) состоит из обода 1 и ребра 2 из низ-
коуглеродистой стали 08 кп. Рельефы различной формы могут вы-
давливаться на ребре (рис. 148, б) или ободе вдоль (рис. 148, в) или
поперек (рис. 148, г).
На сварку обод поступает плоским и в машине одновременно со
сваркой проводится его гибка по контуру ребра. Свариваемые де-
тали предварительно закладывают в магазины-питатели 2. Плоский
обод из магазина 2 (рис. 148, д) подается толкателем 3 под ролики
машины /, 8 механизмом подачи, состоящим из кривошипного меха-
низма 5 с эксцентриком и системой тяг 4. Привод механизма подачи
ребра /3 работает от электродвигателя 6. Ребра 11 подаются автома-
тически из магазина 10 механизмом 12. Подача ребра и обода под
ролики машины производится одновременно нижними роликами
машины 8, установленными под углом. Небольшой угол (1,5°) поз-
воляет обеспечить хороший контакт близко к месту сварки под дей-
ствием пружины 7. Привод машины — от электродвигателя 14 через
редуктор и цилиндрическую шестерню 9. Вся работа машины проис-
ходит при непрерывном вращении главного механизма. Цикл работы
машины совершается за один оборот: при первом полуобороте проис-
ходят формовка и сварка, при втором — выгрузка готовой детали
и закладка следующих заготовок. Такие машины работают с высо-
кой производительностью (до 600 деталей/ч).
199
Многоэлектродные точечные и шовные машины — разновидность
комбинированных сварочных машин. В них объединяют операции
точечной, а иногда и рельефной сварки. Часто в этих машинах меха-
низируют загрузочные операции, применяют сборочно-сварочные
приспособления с элементами механизации. Функции зажимающих
устройств выполняют сварочные пистолеты машины.
Примером многоэлектродной комбинированной машины является
машина для сварки арматурных сеток (рис. 149) В машину подаются
продольные и поперечные стержни, которые свариваются в местах
пересечения рельефной сваркой. На сварной станине 1 машины уста-
новлено пять сварочных трансформаторов 8, которые соединены с 16
электродными головками 6, размещенными на горизонтальной балке
станины. Поперечные стержни, предварительно уложенные в нако-
питель 7, автоматически подаются к месту сварки. Продольные
стержни поступают через направляющие устройства 9. Перемеще-
ние сетки с приваренными стержнями на шаг производится пневмо-
цилиндром 5, который передвигает каретку 3 с помощью рычага 4.
Шаг передвижения регулируется упорами 2. На этой машине сва-
ривают арматурные сетки шириной до 3000 мм с продольными
стержнями диаметром до 32 мм и поперечным диаметром до
14 мм.
На машинах аналогичной конструкции, предназначенных для
сварки сеток со стержнями меньшего диаметра устанавливают уст-
ройства для правки продольных элементов. В этом случае их подают
прямо из бухты. Сваренная сетка в таких машинах свертывается
в рулон или разрезается на мерные заготовки в специальных устрой-
ствах, установленных на машине.
200
Рис. 150. Спаренные шовные машины для сварки топливных баков:
1 — шовные машины: 2 — топливный бак; 3 — направляющие для перемещения бака;
4 — рама для установки машин; 5 — ходовой винт Для передвижения машин; 6 — направ-
ляющие для передвижения машин
Л1ногошовные машины используют при изготовлении изделий
с параллельными швами, например теплообменников, топливных
баков, плоскосворачиваемых труб, деталей подвижного состава же-
лезных дорог, корпусов холодильников и др.
Для изготовления деталей с двумя параллельными швами обычно
используют спаренные шовные машины общего применения. Машины
устанавливают на раму 4, на которой имеются направляющие для
регулирования расстояния между электродами (рис. 150). На на-
правляющие детали загружают вручную.
§ 27. ПРОМЫШЛЕННЫЕ РОБОТЫ
Роботы применяют для механизации процессов контакт-
ной, чаще точечной сварки, а также для механизации загрузочных,
разгрузочных и транспортных операций.
Промышленный робот — это автоматическая машина, представ-
ляющая собой совокупность манипулятора и перепрограммируемого
устройства управления, для выполнения в производственном про-
цессе двигательных и управляющих функций, заменяющих анало-
гичные функции человека при перемещении предметов производства
или технологической оснастки.
Современные промышленные роботы классифицируют по специа-
лизации, грузоподъемности, по числу степеней подвижности рабочего
органа, по способу установки, по виду систем координат, виду при-
вода и др.
При контактной сварке роботы используют для перемещения
деталей относи!ельно электродов машины и перемещения свароч-
ных клещей относительно детали.
201
Преимущества механизации с помощью промышленных роботов:
простога переналадки на другие программы, при изменении детали
не требуются средства на проектирование и изготовление роботов,
стоимость и сроки внедрения роботов меньше соответствующих
сроков и стоимости автоматических линий.
В роботах для контактной сварки применяют три вида систем
координат манипуляторов. В первой группе роботов рабочий орган
перемещается в пространстве по координатам сферической системы
(повороты в горизонтальной и вертикальной плоскостях). Во вто-
рой — перемещение производится в цилиндрической системе коор-
динат (поворот вокруг вертикальной оси, вертикальные и радиаль-
ные поступательные движения). В третьей системе перемещение про-
изводится в угловой системе координат (вращение вокруг вертикаль-
ной оси и угловое перемещение рабочего органа на двух качающихся
рычагах.) Для контактной сварки рабочий орган должен иметь три—
шесть степеней подвижности.
Силовой привод манипулятора может быть пневматический, ги-
дравлический, электромеханический или комбинированный. В по-
следнее время в робототехнике развивается направление по созда-
нию модульной конструкции робота. Упрощение конструкции всего
устройства для более простых случаев достигается уменьшением
количества координат, по которым перемещается рабочий орган ро-
бота.
На рис. 151, а приведена кинематическая схема движений сило-
вого манипулятора с гидравлическим приводом, работающего в сфе-
рической системе координат. Все движения осуществляются гидра-
влическими цилиндрами. Гидроцилиндр ГЦ1 перемещает поступа-
Рис. 151. Схема компоновки манипуляторов промышленных роботов (а) и рабо-
чая зона робота (б)
202
гёльио клещи К для точечной сварки, ГЦ2 поднимает или опускает
ее. Под действием гидроцилиндров ГЦЗ и ГЦ4 через зубчатую рейку
р и зубчатое колесо ЗК поворачивается колонка робота. Аналогич-
ное устройство используется для поворота сварочных клещей робота
и их наклона. Рабочая зона такого робота показана на рис. 151, б
(заштрихованная область).
Наиболее сложной частью промышленного робота является си-
стема его управления. Получили распространение роботы с жесткой
программой управления. Они реализуют движения рабочего органа
по установленной программе и не реагируют на изменившиеся внеш-
ние условия. В систему управления входят устройства, устанавли-
вающие скорость и время передвижения рабочего органа по соответ-
ствующим координатам, устройство для записи и ввода команд и
различная счетная, сравнивающая и кодирующая аппаратура.
Известны роботы, программа которых записывается на магнитном
барабане.
Современный промышленный робот имеет систему обучения.
Пользуясь выносным пультом управления, оператор выполняет за-
данный технологический цикл, нажимая соответствующую кнопку
на пульте. При этом рабочий орган может перемещаться в замедлен-
ном темпе, чго увеличивает точность позиционирования.
Точность перемещения рабочего органа робота зависит от мно-
гих условий и в первую очередь от грузоподъемности робота. Для
точечной сварки используют роботы с массой клещей до 35 кг. Точ-
ность позиционирования рабочего органа в зависимости от конст-
рукции робота колеблется в пределах ± (0,2-*-1,2) мм.
В промышленных роботах для точечной сварки применяют под-
весные точечные машины е отдельно расположенным сварочным
трансформатором или клещи со встроенным сварочным трансфор-
матором. Иногда сварочный трансформатор размещают на подвиж-
ной части робота. В этом случае трансформатор с клещами связы-
вают жестким токоподводом со скользящими контактами.
Наиболее часто промышленные роботы при контактной сварке
используют для загрузки и съема деталей и передвижения их шд
электродами машины. Мелкие детали зажимаются захватным уст-
ройством робота, подносятся к электродам машины и передвигаются
относительно них. Более крупные детали следует располагать иа
приспособлении и передвигать их относительно элек!родов вместе
• приспособлением.
На рис. 152 показана схема роботогехнического комплекса, ео-
втоящего из контактной машины /, робота 4 и ориентирующих и
подающих устройств. Свариваемые детали ориентируются в необхо-
димое положение в устройствах 2 и 5. Они представляют собой чаше
всего вибробункер или магазин-накопитель. Детали из этих устройств
по лоткам 3, 6 подаются в фиксатор, откуда их забирает захватное
устройство робота. В таких комплексах используют роботы с одним
или двумя рабочими органами, которые и подают детали на элек-
троды машины в определенной последовательности. Последние имеют
большую производительность.
203
Рис. 152. Схема робототехнического ком-
плекса для точечной или рельефной
сварки мелких деталей
На рис. 153 показана рас-
пространенная схема линии
окончательной сваркп крупно-
габаритных штампо-сварных де-
талей (кузовов, кабин автомо-
билей). Сборка и сварка подуз-
лов, а также и изделия в целом
обычно производятся на авто-
матических или механизирован-
ных линиях на установленных
в них многоэлектродных маши-
нах. Собранное и предвари-
тельно сваренное изделие 8
толкающим конвейером 1 с по-
мощью опускной секции 2
подается на пульсирующий на-
польный конвейер 7, вдоль которого установлены промышленные
роботы 9. Их установка возможна по обеим сторонам конвейера,
в специальных приямках,// или на эстакадах 10 над конвейером. Их
положение выбирают так, чтобы место сварки было в рабочей зоне
промышленного робота. Сварочные трансформаторы 5 смонтированы
на двух монорельсах 4 вдоль конвейера и связаны со сварочными
клещами точечной машины гибкими кабелями вторичного контура.
На одном конвейере можно изготовлять несколько типов кузовов.
Линия управляется с общего пульта 3. После окончания сварки ону-
Рис. 153. Схема участка точечной сварки кузовов легковых автомобилей с при-
менением роботов
204
Рис. 154. Схема применения роботов для точечной сварки с гибкой транспорт-
ной системой вместо конвейеров с жестким циклом работы
скная секция 6 снимает кузов с пульсирующего конвейера и пере-
дает на толкающий конвейер для транспортирования на отделочный
участок.
На рис. 154 показана схема использования роботов, в которой
применяется автоматическая гибкая транспортная система вместо
конвейеров с жестким циклом работы.
Транспортный робот 1 этой системы имеет электропривод от акку-
муляторных батарей и передвигается со скоростью до 60 м/мин. На-
правление его движения определяет магнитное поле высокочастот-
ного кабеля, который заложен в полу цеха в направлениях необхо-
димого движения роботов. На тележке транспортного робота смон-
тировано рабочее сборочно-сварочное приспособление, которое вме-
сте е собранными деталями устанавливается на складе-накопителе.
Такой робот быстрее, чем обычный конвейер, доставляет детали
к одной или нескольким системам сварочных роботов 2 для точечной
сварки подвесными точечными машинами. Такая автоматизирован-
ная система имеет управление от ЭВМ. Основные ее преимущества —
высокая производительность, возможность размещения производствен-
ного оборудования в сравнительно низких помещениях и быстрой авто-
матической перестройки на сборку и сварку различных конструкций.
Производительность современных роботов достигает 60—
80 точек/мин.
Применение промышленных роботов особенно перспективно в си-
стемах механизированных и автоматизированных линий.
§ 28. МЕХАНИЗИРОВАННЫЕ ПОТОЧНЫЕ
И АВТОМАТИЧЕСКИЕ ЛИНИИ
Механизированные поточные линии широко применяют
в серийном и массовом производствах. На этих линиях большая часть
операций основного производственного процесса выполняется с по-
205
мощью машин и механизмов. Механизируется также большинство
вспомогательных операций.
Если на линии выполняются не только сварочные операции
основного производственного процесса, то линию называют ком-
плексной. Оборудование и рабочие места на линии расположены
в порядке выполнения отдельных операций технологического про-
цесса и их производительности взаимосвязаны. Загрузка и раз-
грузка машин деталями на таких линиях производится вручную
или с применением несложных механизмов. Ниже рассмотрены не-
которые характерные примеры механизированных линий, исполь-
• зуемых в промышленности.
В автомобилестроении широко применяют поточные линии для
сборки и сварки крупногабаритных штампо-сварных конструкций.
Они эффективны при относительно небольших масштабах производ-
ства. На рис. 155 показана линия сборки и сварки боковин кузова
автомобиля «Волга». Боковина — это объемная штампо-свариая
конструкция из тонколистовой низкоуглеродисгой стали, сваривае-
мая в 700 точках. Для сборки и сварки боковин служит круговой
напольный конвейер карусельного типа. Диаметр рабочей площадки
по оси приспособлений конвейера 10 м. На диске установлено шесть
рабочих приспособлений /, по три для левой и правой симметричных
боковин. По мере вращения конвейера происходят последовательная
сборка и точечная сварка на подвесных машинах 2. Окончательные
сборочные и сварочные операции производятся на стационарном
приспособлении 3 и отдельных рабочих местах 4. После контроля
на рабочем месте 5 деталь подвешивается на проходящий толкающий
конвейер и подается на общую сборку кузова. При линейной скорости
конвейера 4 м/мин собирают и сваривают 20 боковин в час.
Рис. 155. Схема поточной линии сборки и сварки боковин кузова легкового
автомобиля «Волга»
206
; Автоматическая линия — это комплекс основного и вспомога-
тельного, транспортного и другого необходимого оборудования,
на котором без непосредственного участия человека выполняется
определенная часть производственного процесса изготовления изде-
лия. Линия имеет систему общего автоматического управления,
обеспечивающего взаимодействие всех механизмов, устройств и
аппаратуры, установленных на линии.
Функции обслуживающего персонала сводятся к наблюдению
за работой линин и ее наладке. В отдельных случаях начальные
загрузочные и конечные разгрузочные операции и некоторые сбо-
рочные операции рабочий выполняет вручную или с помощью не-
автоматических механизмов и устройств.
Ниже рассмотрены примеры автоматических линии, применяе-
мых в промышленности.
Широко используются автоматические линии на основе много-
электродных точечных машин. На рис. 156 показано основание
кузова автомобиля «Волга». Это крупное изделие (масса 155 кг),
изготовляемое из ннзкоуглеродистой тонколистовой стали толщиной
1—3 мм, состоит из 200 деталей. Изделие сваривают в основном точеч-
ной сваркой. Из общего объема сварки (1200 точек) 870 точек сва-
ривают на автоматической линии (рис. 157). Линия состоит из семи
многоэлектродных четырех колонных прессов, загрузочных и пово-
ротных приспособлений, соединенных между собой транспорты <
конвейером для передачи изделия с одной позиции на другую со
средней скоростью 1,5 м/с. Всего линия включает 13 отдельных по-
зиций. Операции закладки частично механизированы. Производи-
тельность линии до 40 изделий/ч.
Кабина грузовых автомобилей — крупный объемный штампо-
сварной узел, и автоматизация процесса его сборки и сварки сложная
задача. На рис. 158 приведена узловая схема кабины грузового
автомобиля ЗИЛ-130, а на рис. 159 автоматическая линия для ее
сборки и сварки. Кабину изготовляют из тонколистовой низкоугле-
роднстон стали. Линия выполнена на многоэлектродпых точечных
машинах. Кабину последовательно собирают на двух параллельных
механизированных линиях. Для прихватки применяют подвесные
точечные машины. Окончательная сварка кабины 2 в 377 точках
производится на четырех многоэлектродных машинах /, 5, 4, 5.
Кабины транспортируются по линии системой тележечно-шаговых
конвейеров. Каждое рабочее место оснащено подъемным столом,
который снимает поступающую кабину с конвейера. После оконча-
ния операции все столы опускаются и кабина попадает на шаговый
транспортный конвейер для перемещения на следующую операцию
сварки. Производительность линии ПО кабин в смену.
На рис. 160 приведена схема автоматической линии изготовления
колес легковых автомобилей. Колесо автомобиля состоит из диска
и обода. Обод собирается и сваривается с диском в восьми точках.
На этой линии кроме сварочных операций выполняются операции
правки полосы, закатки обода, обрезки грата, профилирования
207
1
Рис. 150. Основание кузова (пол) легкового автомобиля ГАЗ-24 «Волга»
Рис. 157. Автоматическая линия сварки основания кузова автомобиля «Волга»:
/, 7 — транспортное устройство липни для продольной и поперечной передачи основания
кузова; 2. 6 — многоэлектродные машины; 3 — участок сборки и сварки заднего пола?
4 — позиция попорота кузога иа 90°; 5 — позиция для точечной прихватки на подвесных
машинах: 8 — монорельс электроталыо Для съема основания кузова; 9 — участок неправ»
ления дефектов; /0 — участки сборки и сварки узлов передней части основания
обода и др. Линия состоит из пяти участков, связанных между
собой транспортными устройствами
На участке А подготовки ленты все операции совершаются авто-
матически, кроме загрузки накопителя /, выполняемой вручную.
Поступающие рулоны ленты 2 разматываются и правятся в машине 5,
обрезаются на мерные полосы ножницами 4 и подаются в очередной
накопитель 5. Из накопителя полоса поступает на участок Б заго-
товки и сварки. Первая машина 6 этой линии завивает обод, который
подъемным устройством 7 подается к желобам 8, направляющим
ободья к стыковым машинам 9. Механический оператор 11 этих машин
принимает обод, ориентирует его относительно электродов, подает
к зажимам сварочной машины и после сварки направляет в уста-
новку 10 для срезки грата. Затем обод по желобу 12 подается па
участок В линии для профилирования обода в машинах 14, 16.
Рнс. 158. Узловая схема кабины грузового автомобиля ЗИЛ-130:
1 — персДок; 2 — основание кабины; 3, 4 ~ боковины; 5 — каркас задка; 6 панель
задка; 7 — панель крышн
209
i
На очередную машину
обод передается по тран-
спортному желобу 15.
Загрузку ободьев в маши-
ны для профилирования
обеспечивает специальное
аагрузочное устройство 13.
В конце этого участка
обод окончательно калиб-
руется на установке 17.
После калибрования обод
кантуется и по наклонным
ленточным конвейерам 18
направляется на участок Г
сборки и сварки колее.
На рабочем месте 20 диски
е ободом собирают вруч-
ную. Обод подается ус-
тройством 19, а диск
транспортируется с дру-
гого участка автопогруз-
чиком.
После сборки на прес-
се 21 пробивается нип-
пельное отверстие, диск
окончательно запрессо-
вывается в обод и колесо
сваривается на двух четы-
рехэлектродных маши-
нах 22. После сварки
колесо конвейером 23 пе-
редается на конечный уча-
сток линии Д, где окон-
чательно контролируется
на установке 24. Годные
колеса по конвейеру 25
направляются на окрас-
ку, а колеса, имеющие
дефекты, по конвейеру 26
направляются на уча-
сток исправления брака.
Производительность ли-
нии 720 колес/ч. Линии
изготовлены фирмой Kie-
serling (ФРГ) и эксплуа-
тируется на ВАЗе.
На рис. 161 показа-
на схема автоматической
линии изготовления радиа-
210
Рис. 160. Схема автоматической линии изготовления колес легковых автомобилей
Рис. 161. Схема автоматической линии производства радиаторов отопления
торов отопления. Панель этого радиатора представляет собой
плоскую деталь, состоящую из двух половинок со штампованными
каналами для циркуляции воды. Детали изготовляют из низкоугле-
родистой тонколистовой рулонной стали толщиной 1,5 мм. По пери-
метру деталь сваривается шовной сваркой, а между каналами —
точечной. Два патрубка к каждому радиатору приваривают стыко
вой сваркой оплавлением.
Лента разматывается из двух рулонов 1 и подается с большой
скоростью (до 20 м/мин) в формовочную клеть 2. Каналы в полосе
формируются валками, один из которых служит пуансоном, дру-
гой — матрицей. На следующей позиции 3 установлена подвижная
стыковая машина для приварки двух патрубков к верхней панели.
После сварки специальный пуансон прошивает отверстие и срезает
грат. На позиции 4 происходи! точечная сварка на многоэлектрод-
ной машине. Продольные швы сваривают на двух сварочных маши-
нах 5, установленных одна против другой. На следующей позиции 6
две шовные машины с подвижными каретками сваривают поперечные
швы. Затем радиаторы отделяются от полосы летучими ножни-
цами 7, конвейером подаются на гидропресс для испытания и по-
ступают в отделение окраски.
211
Г ЛА В A IX
ДЕФЕКТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРКИ
§ 29. ОБЩАЯ ПРОГРАММА КОНТРОЛЯ КАЧЕСТВА
Качество сварных соединений, выполненных контактной
сваркой, обеспечивается при соблюдении всего технологиче-
ского процесса: подготовки под сварку, сборки и сварки кон-
струкции. Важное значение для обеспечения качества сварки имеет
контроль работы сварочных машин и сборочно-сварочных приспо-
соблений.
Для своевременного обнаружения и принятия технических и
организационных мер по предупреждению дефектов и поддержания
качества продукции на высоком уровне необходим систематический
контроль на всех этапах технологического процесса.
В зависимости от характера производства, назначения и осо-
бенностей сварной конструкции, свариваемого материала приме-
ряют различные варианты программ контроля (рис. 162).
Технологический контроль чертежей — важный этап при созда-
нии технологичной конструкции узла. На этом этане проверяют
правильность размещения и размеры сварных соединений, свари-
ваемость материала, возможность свободного подхода вторичного
контура машины, сварки выбранных толщин материала, а также
механизации и автоматизации процессов сварки и контроля. Работу
проводят квалифицированный технолог-сварщик и конструктор
изделия. Совместно находят оптимальные решения.
Контроль деталей, поступающих на сборку, включает проверку
состояния поверхности, толщины, марки материала, размеров де-
талей. Состояние поверхности контролируют внешним осмотром,
пользуясь методом сравнения в эталоном. Наиболее объективным
способом контроля состояния поверхности является измерение
/?у.8, в которое входит и холодное сопротивление контактов /?д. Д 4-
+ 2/?уеД. Сопротивление измеряют прибором Ф-415 или определяют
расчетом, измерив милливольтметром падение напряжения на со-
противлении Я8.8 при пропускании небольшого постоянного тока
(до 10 А). Отклонения размеров деталей существенно влияют на
качество сборки и сварки (рис. 163). Для контроля геометрии дегалей
в массовом производстве широко используют контрольные приспо-
собления и автоматические трехкоордииатные электронные измери-
тельные машины.
Контроль сборочных и сварочных приспособлений — важное звено
в обеспечении качества изделия. В большинстве случаев окончатель-
ная геометрия изделия аависит от состояния приспособления. Кон-
троль мест фиксации изделий в этих приспособлениях осуществляется
212
’1
измерением координат опорных
поверхностей. Для ускорения про-
верки сложных приспособлений
применяют специальные мастер-
макеты.
Геометрический контроль свар-
ного изделия — заключительная
операция сдачи изделия после
сборки и сварки. Измеряют
основные размеры изделия или
контролируют его по специаль-
ному контрольному приспособле-
нию. Одновременно контроли-
руется качество сварки заклю-
чительных операций и качество
внешней отделки сварных сое-
динений. Выборочный контроль
осуществляют замером на авто-
матических электронных трех-
коордннатных измерительных ма-
шинах.
Контроль сварочного обору-
дования предусматривает перио-
дическую аттестацию машин, ко-
торая заключается в проверке
основных технических данных
машины и выдаче свидетельства
о пригодности машины к экс-
плуатации.
Квалификация наладчиков и
сварщиков оказывает существен-
ное влияние на качество свар-
ки. К рабочим этой категории
предъявляются определенные ква-
лификационные требования, не-
гласно разряду их работы. Перио-
дически проводится аттестация
наладчиков и сварщиков, во вре-
мя которой проверяют их теоре-
тические знания и практические
навыки. На основании резуль-
татов проверки выдается свиде-
тельство о допуске к самостоя-
тельной работе
Статистический контроль ча-
сто используют для оценки ка-
чества сборочных и сварочных
операций. Результаты контроля
Ваписывают в специальные карты
Рис, 162. Схема контроля качества
213
Рис. 163. Примеры дефектов штамповки и сборки:
а — нормальная оборка; б — смещение кромок; в—е — зазоры в месте сварки
контроля, но которым наглядно видно качество проверяемой
операции и стабильность технологического процесса.
§ 30. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
И ИХ ПРИЧИНЫ
Дефекты при точечной, рельефной и шовной сварке:
непровар, трещины, раковины, поры, вмятины, выплески, хрупкость
и нарушение герметичности.
Непровар — наиболее опасный дефект, так как внешнее его
проявление не всегда заметно. Непровар выражается в уменьшении
размеров литого ядра ниже установленных значений или его полном
отсутствии. В последнем случае сварка деталей происходит в твер-
дой фазе по ограниченной площади. Такой вид непровара особенно
опасен, так как по внешнему виду его определить очень трудно.
Общей причиной этого дефекта считают нарушение температурного
поля, что может произойти вследствие малого сварочного тока
или недостаточной его плотности в месте сварки. Последнее возможно
при чрезмерном увеличении контактной поверхности электродов,
при шунтировании тока через слишком близко расположенную
соседнюю точку, в результате касания электродами вертикальн >й
стенки детали. Непровар может возникнуть вследствие больших
вазсров между деталями или случайного касания вблизи места сварки.
Выплески — распространенный дефект сварки. Их разделяют
на наружные и внутренние. Наружный выплеск связан с перегре-
214
вом металла в контакте электрод — деталь. Внутренний выплеск
может быть начальным или конечным. Начальный выплеск часто
образуется при работе машин на скоростных режимах, особенно при
включении тока асинхронными контакторами. Конечный выплеск
связан с локальным образованием зазора в уплотняющем пояске.
Выплески обычно увеличивают глубину вмятины, выявляются они
внешним осмотром. Причины выплесков: недостаточное усилие сжа-
тия, большая сила сварочного тока и длительное его протекание,
высокое контактное сопротивление, малое' усилие сжатия, непра-
вильная установка и заправка электродов.
« Вмятины глубиной более 20—25 % толщины детали снижают
прочность соединения. Этот дефект выявляется при внешнем осмотре
и его легко замерить обычным индикатором со специальной стойкой.
Причинами дефекта являются чрезмерное увеличение силы свароч-
ного тока, времени сварки или малая рабочая поверхность элек-
трода. Односторонние вмятины обычно возникают в результате
износа нижнего электрода с развитой поверхностью, неправильной
заправки рабочей поверхности электрода, нарушения соосности
и параллельности рабочих поверхностей электродов.
Дефекты литой зоны сварного соединения —; это трещины, рых-
лости и усадочные раковины. Трещины образуются под действием
растягивающих напряжений, возникающих в месте сварки вслед-
ствие неравномерного нагрева и интенсивного охлаждения. В этих
условиях появляются в основном горячие трещины, они образуются
в температурном интервале хрупкости (ТИХ) Основные причины
возникновения трещин — слишком жесткий режим и несвоевремен-
ное приложение усилия проковки. В центре ядра возможно обра-
зование различных несплошностей (рыхлот, раковин). Причинами
этого дефекта являются загрязнение поверхности и недостаточное
усилие сжатия при сварке.
Хрупкое соединение характерно для закаливающихся сталей.
Закалка снижает пластичность соединения. Дефект распознается
по характеру излома, который обычно происходит по сечению точ! и.
Причина дефекта — слишком жесткий режим или выбор неправиль-
ного цикла термической обработки в электродах машины.
Негерметичность шовной сварки возникает при. отклонениях
параметров режима сварки. Слишком большая сила тока может
привести к выплескам. Уменьшение силы сварочного тока, времени
импульса и паузы приводит к уменьшению литого ядра. Перекрытие
точек исчезает, и между точками появляются участки непровара,
нарушающие герметичность. Контроль герметичности выполняют
испытанием воздухом при избыточном давлении или другими спо-
собами.
Дефекты рельефной сварки и их причины в большинстве случаев
те же, что и при точечной сварке. Однако в ряде случаев допускается
рельефная сварка в твердой фазе. Большие пластические деформа-
ции, возникающие при осадке рельефа, стабилизируют прочностные
показатели. Причинами дефектов рельефной сварки кроме наруше-
ния параметров режима сварки может быть изменение размеров
215
рельефов по высоте. В многорельефном соединении это нарушает
равномерное распределение тока по рельефам, что приводит к пере-
греву отдельных рельефов, внутренним выплескам или к полному
отсутствию соединения. При рельефной сварке один из электродов
изнашивается быстрее. На его рабочей поверхности появляются
лунки. На детали в этом месте образуется декоративный дефект
в виде выпуклости. При увеличении выпуклости снижается проч-
ность соединения.
Для Т-образных соединений типичны дефекты стыковой сварки
сопротивлением.
Число и характер допустимых дефектов определяются техниче-
скими условиями или другими документами и зависят от ответ-
ственности конструкции, сварочного оборудования, материала де-
тали и других обстоятельств.
Дефекты при стыковой сварке: непровар, перегрев, трещины,
подгар поверхности в месте подвода тока.
Непровар выражается оксидными пленками, которые остаются
в стыке. На изломе они видны в виде матовых пятен. Непровар
существенно снижает прочность и пластичность соединений. Причи-
нами этого дефекта может быть неустойчивое оплавление, выключе-
ние тока до начала осадки, недостаточное оплавление, малая ско-
рость осадки. При недостаточной осадке в стыке может оставаться
невытесненный лигой металл. Его кристаллизация сопровождается
образованием усадочных рыхлот. Такие рыхлоты могут появляться
и в околостыковой зоне на участке твердо-жидкого состояния.
Перегрев металла обычно вызывает укрупнение зерна в около-
шовиой зоне и снижение пластичности соединения. Сильный пере-
грев может привести к пережогу. Причинами дефекта являются:
слишком затянутый цикл оплавления, излишний подогрев деталей
перед оплавлением, малая величина осадки, слишком большая
длительность осадки под током.
Трещины при стыковой сварке могут быть двух видов: продоль-
ные и поперечные (кольцевые). Продольные трещины образуются
при излишней осадке металла. Этот дефект образуется при пере-
греве места сварки. Кольцевые трещины обычно возникают при
сварке закаливающихся материалов на слишком жестком режиме.
Их образованию способствует упругая деформация деталей в зажи-
мах вследствие отхода назад подвижной плиты машины. К таким
дефектам относят и расслоение — дефект металла, который раскры-
вается при осадке и имеет вид трещины.
Подгар поверхности детали образуется в месте подвода тока при
плохой подготовке поверхности детали, недостаточном усилии за-
жатия или неправильной установке губок (электродов). Большое
выделение теплоты в этом месте приводит к подплавлению поверх-
ности. Если свариваемый металл подвержен закалке, то в месте
подгара возможно существенное повышение твердости, чго ослож-
няет последующую механическую обработку детали.
Для стыковой сварки также устанавливаются количество и
размеры допустимых дефектов.
216
Исправление дефектов контактной сварки обычно сложно и тру-
доемко. Точечная пли шовная сварка по ранее сваренному месту
возможна, но выполняется редко в иа особо подобранных режимах.
При этом способе исправления обычно трудно обеспечить соосность
соединений. Чаще дефектную точку или шов исправляют сваркой
дополнительных точек или наложением параллельного сварного
шва. Исправление дефектного соединения способами сварки плавле-
нием или пайкой почти всегда возможно, но трудоемко.
Глубокие вмятины на лицевых поверхностях исправляют пайкой
или заполняют их пластмассой способом напыления. Дефекты сты-
ковой сварки обычно невозможно исправить. При сварке кольцевых
деталей иногда разрушают дефектное соединение и сваривают детали
вновь.
§ 31. СПОСОБЫ КОНТРОЛЯ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
Качество сварных соединений контролируют различными
способами на образцах и деталях с разрушением и без разрушения
соединений.
Образцы для испытания отбирают обычно при наладке оборудо-
вания на заданный режим и в дальнейшем с установленной периодич-
ностью. Для контроля в некоторых случаях целесообразно исполь-
зовать статистические методы контроля. В этом случае показатели
качества выбирают по определенной схеме, результаты заносят на
специальные графики, по которым можно судить о ходе процесса
сварки.
Контроль с разрушением выполняют на технологических образ-
цах. Иногда на крупных деталях разрушают некоторое количество
соединений, например точечных, которые потом сваривают вновь.
При точечной и шовной сварке применяют несколько типов
образцов (рис. 164), схемы испытаний некоторых из них показаны
на рис. 165.
Образцы, показанные на рис. 164, а, в, разрушают несколькими
способами, а также используют для изготовления шлифов по сече-
нию шва или подвергают рентгеновскому просвечиванию. Для опре-
деления разрушающих усилий проводят механические испытания
контрольных образцов. По образцу, показанному на рис. 164, в,
определяют прочность на срез, по другим образцам (рис. 164, г,
дне) — прочность на отрыв. По образцу, показанному па рис. 164, д,
можно определить и прочность прн кручении по углу поворота.
Качество сварного шва оценивают по разрушающему усилию серии
из 10 образцов. Разброс результатов механических испытаний
должен находиться в следующих пределах!
(Ртах PmlnJ/^cp ^»
где Ртах> Рт!п» ^ср — соответственно наибольшая, наименьшая н
средняя разрушающие нагрузки на сварное соединение; А — коэф-
фициент для точечных и шовных соединений, соответственно равный
0,3 и 0,2.
217
Рис. 164. Сварны образцы для испытаний:
а — Для технологическое пробы, разрушения в тисках, микроанализа, рентгеноконтроля?
о — карта для изготовления нахлесточных образцов; в — для механических испытаний
иа срез; г, в ~~ для механических испытаний на отрыв; д — для испытаний иа отрыв в скву«
чмваные
Рис. 165. Схемы испытаний образцов для различных способов контактной сварки!
а. б — отрыв точечных соединений на детали без разрушения; в — отрыв с исполизола*
нисм зубила; кручение
218
Для приблизительной оценки качества тонколистовых металлов
образцы технологической пробы разрушают, определяя по диаметру
вырыва размер литого ядра или площадь среза, разрушая образны
в тисках отрывом или кручением (см. рис. 165, в-—д). При проверке
качества точечных швов на крупногабаритных деталях иногда
допустимо проверять качество на отрыв выборочно, разрушая от-
дельные точки (рис. 165, а, б) или не доводя их до разрушения7,
если ясно видно при деформации кромки, что вырыв точки проис-
ходит по основному металлу. После такого испытания деформиро-
ванную деталь правят до получения первоначальной формы.
Герметичность шовной сварки проверяют на двух пластинках,
сваренных по периметру. После сварки к одной из пластин прива-
ривают штуцер, через который нагнетается сжатый воздух. Герме-
тичность образцов определяй)?, погружая их в водяную ванну.
При сварке образцов необходимо обеспечить соблюдение одинаковых
условий со сваркой детали (материал, толщина, подготовка поверх-
ности).
На рис. 166 приведена схема испытаний технологических образ-
цов, сваренных стыковой сваркой. Полученный излом обычно сравни-
вают с. эталоном. При испытании на изгиб измеряют угол изгиба,
при котором образовалась первая трещина в растянутой зоне
(рис. 166, п). При сжатии размер b определяют при появлении первой
трещины.
Для некоторых типов деталей практикуется выборочное разру-
шение готовых деталей из установленной партии.
Контроль без разрушения. Внешний осмотр — самый простой
и распространенный способ неразрушающего контроля, при котором
часто используют сравнение с эталоном. Внешним осмотром прове-
ряют число сварных соединений и их расположение, размеры и ха-
рактер вмятин, величину зазоров, наличие внешних выплесков,
количество высаженного металла при стыковой сварке и др.
При проверке на герметичность используют керосиново-меловую
пробу, сжатый воздух, гидравлические испытания, гелиевые или
фреоновые течеискатели и др.
Рис. 166. Схема испытаний на статический изгиб образцов, сваренных стыковой
сваркой (а) и испытание трубных образцов (б, в)
219
Применяя контрольные приспособления, универсальные или
специальные способы измерения, определяют геометрические раз-
меры сварной конструкции. К неразрушающему контролю относят
испытание соединений пробной нагрузкой.
Радиационные методы контроля для проверки соединений, полу-
ченных контактной сваркой, применяют редко.' Чувствительность
методов этого контроля находится в пределах 1,5—2 %. Такие де-
фекты, как оксидные пленки, обнаружить нельзя. Эти методы также
не позволяют определить и размеры литого ядра.
Однако в тех случаях, когда образование литого ядра связано
с изменением химического состава околошовной зоны или литого
металла ядра вследствие ликвации и других явлений, при рентге-
носкопии отчетливо видна литая зона. Если перед сваркой на вну-
треннюю поверхность металла нанести тонкий слой рентгенокон-
трастных металлов, то при сварке они попадут в литое ядро и оно
будет видно на рентгенограмме.
Ультразвуковая дефектоскопия — один из современных методов
контроля. Ультразвуковые колебания, распространяясь в металле,
отражаются от дефектов, если их размер нс более длины ультра-
звуковой волны. Современные дефектоскопы, работающие с частотой
до 107 Гц, способны обнаружить дефекты размером не менее 10 мкм.
Этим методом выявляют поры, трещины и непровар при точечной
сварке (при наличии зазора между деталями).
Ультразвуковой контроль качества точечной сварки позволяет
определить размер литого ядра. Ультразвуковая волна от излуча-
теля 1 (рис. 167, а) входит в металл. Если сварная точка имеет литое
ядро, то волны, проходя через него и многократно отражаясь от
поверхности металла, рассеиваются в нижнем листе. При этом в элек-
тронной трубке дефектоскопа не возникает импульс напряжения.
В случае непровара в виде зазора (рис. 167, б) ультразвуковые волны,
отражаясь от поверхности верхнего листа, попадают в приемник 2,
и на трубке прибора появляется четкий сигнал. При непроваре
Рис. 107. (_хцма ультразвуковою контрол» тиючиой сварки
220
с отсутствием взаимного проплавления только часть колебаний от-
ражается от мест соединения и на экране дефектоскопа появляется
меньший импульс. Диаметр литого ядра измеряют по линейному
перемещению блока щупов 3 при наличии достаточно мощного
сигнала на трубке. Точность оценки качества снижается при различ-
ных наводках, нестабильности акустического контакта между по-
верхностью щупа и детали и др. Точность контроля этим методом
находится в пределах 80—85 %.
Разрабатывают и другие способы контроля ультразвуком. При
контроле качества стыковых соединений удовлетворительно выяв-
ляются такие дефекты, как поры, раковины, неметаллические вклю-
чения и трещины. Тонкие пленки оксидов (непровар) уверенно не
выявляются.
Магнитная дефектоскопия — метод, используемый для кон-
троля, главным образом, стыковых соединений. Если намагнитить
деталь, то в месте дефекта неизбежно искажение магнитного поля.
Это выявляют особыми дефектоскопами или с помощью магнитного
порошка. Хорошо обнаруживаются поверхностные дефекты и де-
фекты, расположенные близко к поверхности.
К новым методам контроля можно отнести термографический и
контроль по электропроводимости места сварки. Первый метод осно-
ван на определении теплопроводности точки или шва, полученного
шовной сваркой, второй — на измерении электросопротивления
зоны сварки, которое изменяется при появлении дефектов сварного
соединения.
§ 32. КОНТРОЛЬ ПАРАМЕТРОВ РЕЖИМА СВАРКИ
Сварочные машины обычно не оснащают приборами для
измерения силы сварочного тока вследствие их сложности и высокой
стоимости. Силу тока во вторичном контуре машины можно опреде-
лить путем измерения первичного тока с последующим пересчетом
по формуле
/2 = k? (li /х.х),
где kT — коэффициент трансформации на измеряемой ступени; /t —
сила первичного тока; /Х1 х — сила тока холостого хода.
В однофазных машинах /х. х имеет существенное значение иа
больших ступенях мощности. Для трехфазных машин значение его
невелико и им пренебрегают. Простейшим прибором для измерений
силы тока в первичных цепях сварочных машин являются проход-
ные измерительные клещи типа Ц-30, Ц-90 и др. Шкалы этих при-
боров имеют несколько диапазонов. Приборы этого типа портативны,
их масса около 2 кг.
При необходимости более точного измерения Л можно определить
падение напряжения с калиброванного шунта, последовательно
включенного в первичную сеть, записать характер изменения на-
пряжения магнитоэлектрическим осциллографом (Н-102, Н-700 и др.)
или измерить импульс на экране электронного осциллографа (С1-19,
221
Рис. 168. Осциллограмма сварочно-
го тока при регулировании вклю-
чения вен гилей прерывателя
С8-9А, С8-11 и др.) с трубкой длительного послесвечения Для тока
синусоидальной формы действующее значение /д определяют по
его амплитудному значению /а, полученному замером (la —
На машинах с плавным изменением угла включения вентилей
действующее значение с достаточной точностью для цеховых изме-
рений подсчитывают по формуле
/д=(/а//2)//1/(/1 + /2),
где /2 — линейные размеры, мм (рис. 168.)
Для измерения силы сварочного тока во вторичном контуре
с помощью осциллографов в качестве датчиков применяют специаль-
ные шунты, которые включают как элемент во вторичную цепь
машины.
Для точного измерения силы тока во вторичном контуре приме-
няют и специальные приборы. Датчиком их обычно является торо-
идальная катушка без железного сердечника, которая размещается
на одном из элементов вторичного контура машины. Проходящий по
контуру ток возбуждает в катушке напряжение, пропорциональное
di/dt. Действующее значение тока определяют путем следующих
вычислений в элементах прибора
где Т/2 — продолжительность импульса измеряемого тока; k —
коэффициент пропорциональ-
ности.
В табл. 21 приведены
основные технические харак-
теристики приборов, при-i
меняемых в отечественной
промышленности. На рис. 169
показан прибор типа ИТ-80
для измерения силы свароч-
ного тока.
Для измерения длитель-
ности прохождения свароч-
ного тока применяют при-
боры различных конструк-
ций. Простейшим прибором
является электромагнитный
виброграф, который записы-
Рис. 169. Измеритель тока типа ИТ-80 для вает 1 исло импульсов тока
контактных машгп на лете. Наиболее совре*
222
Таблица 21
Основные технические характеристики приборов
для измерения силы сварочного тока во вторичном контуре
Параметр АСУ- IM ИТ-02 ИТ-03 ИТ-80 •
Измеряемая сила свароч- ного тока, кА 2,5—200 2,0—500 2,0—200 2,0-320
Относительная погреш- ность измерения, % ±5,0 ±2,5 ±3,0 ±2,5
Конструкция датчика Тороид Тороид разъемный
Отсчет измеряемой вели- чины Возможность измерения силы сварочного тока на машинах: Аналого- вый Цнф ровои Аналого- вый
конденсаторных + — + +
низкочастотных + —- + +
постоянного тока + —— + +
переменного, частотой 50 Гц + + — +
Возможность измерения в заданной полуволне — + — +
Габаритные размеры, мм 415Х 298Х ЗО8Х120Х 280Х 120Х 250Х 170Х
Х355 Х315 Х315 Х130
Масса, кг 23 8 7,9 3,3
• Конструкции Горьковского политехнического института им. А. А. Жда- нова.
менный счетчик импульсов — на интегральных схемах с цифровым
табло. Длительность импульсов и пауз сварочного тока точно из-
меряют магнитоэлектрическими и электронными осциллографами.
Для измерения статического усилия на электродах сварочных
машин применяют различные динамометры.
Гидравлический динамометр (рис. 170, а) состоит нз стальной
диафрагмы, внутренняя полость которой соединена штуцером с ма-
нометром. Полость прибора заполнена маслом. Под действием уси-
лия электродов диафрагма деформируется, а возникающее давление
масла регистрируется манометром. Шкала манометра градуирована
Рис. 170. Динамометры для измерения статических усилий на злектродах свароч-
ных.. машин
ЭД
в единицах силы. Принцип действия пружинного динамометра
(рис. 170, б) основан на измерении индикатором часового типа
величины деформации плоской U -образной пружины. Деформация
пружины через систему рычагов передается на ножку индикатора.
Показания динамометров в делениях индикатора по градуировочным
кривым или таблицам переводят в единицы силы.
Для регистрации изменения усилия между электродами в тече-
ние всего цикла сварки используют осциллографы. Датчиками
усилия при этих измерениях служит потенциометр или тензометри-
ческие проволочные датчики. При использовании потенциометра
его движок механически связан с консолью машины и при ее про-
гибе изменяет свое положение. При этом пропорционально изме-
ряется напряжение, которое подается на осциллограф.
Тензометрические проволочные датчики наклеивают на один
из элементов вторичного контура, воспринимающего нагрузку.
Сигнал, пропорциональный приложенному усилию, передается сдат-
чика на осциллограф.
Таким способом может быть записана на осциллографе полная
циклограмма процесса, включающая изменение импульса сварочного
тока и усилия. При стыковой сварке оплавлением записывают
одновременно несколько параметров, используя универсальные
трех- или пятиканальные самописцы или специальные приборы.
ГЛАВА X
ДРУГИЕ СПОСОБЫ ТЕРМОМЕХАНИЧЕСКОЙ
И МЕХАНИЧЕСКОЙ СВАРКИ
§ 33. СВАРКА ХОЛОДНАЯ. УЛЬТРАЗВУКОВАЯ,
ВЗРЫВОМ, ТРЕНИЕМ, ДИФФУЗИОННАЯ
К сварке термомеханической и механической (давлением)
относят несколько способов, которые были предложены сравнительно
недавно и продолжают совершенствоваться.
Сварка холодная или прессовая осуществляется путем совместного
пластического деформирования соединяемых материалов при ком-
натной или более низкой температуре. Не исключено, что этот
процесс применяли еще в глубокой древности для соединения бла-
городных металлов, о чем свидетельствует анализ технологии из-
готовления некоторых художественных изделий эпохи поздней
бронзы. Поверхность деталей перед холодной сваркой тщательно
обезжиривают и очищают от пленок оксидов. При совместном пла-
стическом деформировании оксидные пленки окончательно раз-
рушаются и вместе с другими загрязнениями выдавливаются из
зоны сварки. В месте соединения возникают зоны атомно-чистых
(ювенильных) поверхностей, где и происходит сварка.
Пластическое деформирование должно сопровождаться направ-
ленным течением металла вдоль свариваемых поверхностей. При то-
чечной и шовной сварке этим способом такое течение металла до-
стигается во время сжатия металла глубокими пуансонами (рис. 171).
Большая деформация — непременное условие образования прочного
соединения. Пока деформация не достигнет некоторого критического
значения (порога деформации — ПД), прочность низкая. Считают,
что для большинства металлов оптимальная прочность достигается
при деформации 70—80 %. При точечной сварке можно ограничиться
вдавливанием пуансона только с одной стороны, подводя с другой
стороны плоскую опору. При шовной сварке роль пуансона выпол-
няет выступ на боковой поверхности ролика. Стыковая сварка
(рис. 172) осуществляется непосредственно сдавливанием деталей.
Стержни 1 зажимают в зажимах с насечкой 2. При осадке зажимы
сближаются до соприкосновения и их острый край 3, как нож,
отрезает выдавленный металл. Насечка на зажимах при сварке
заполняется деформируемым металлом и препятствует проскаль-
зыванию.
Холодной сваркой хорошо свариваются пластичные металлы,
имеющие кристаллическую решетку гранецентрированной кубиче-
ской формы (алюминий, медь, свинец, серебро, золото и др.). Сплавы
свариваются хуже, чем одноатомные металлы. Холодной сваркии
можно соединять и разнородные металлы, при этом не образуются
хрупкие интер металл иды в переходной зоне. Улучшает сварпвае-
в Гуляев А. И -^3
Рис. 171. Схема холодной точечной или
шовной сварки:
I — детали: 1 — рабочая часть пуансонов
Рис. 172, Схема холодной стыковой
сварки
мость сплавов небольшой подогрев металла для увеличения пластич-
ности.
Точечной сваркой успешно соединяют детали толщиной 0,1—
15 мм. Усилие на одну точку при сварке алюминия достигает в сред-
нем 15—120 кН при давлении на рабочую поверхность пуансона
600—800 МПа.
Вылет стержня диаметром d при стыковой сварке для меди
(1,25-?-1,5) d, для алюминия (1 -Ь1,2) d. При сварке алюминия с медью
вылет медного стержня должен быть на 30—40 % больше, чем алю-
миниевого. Давление при стыковой сварке составляет для алюминия
700—800 МПа, для меди 2000—2500 МПа, для меди с алюминием
1500—2000 МПа. Усилие зажатия образцов в зажимах с насечкой
должно превышать усилие осадки более чем на 50 % при сварке
алюминия и более чем на 80 % при сварке меди.
Скорость деформации места сварки в процессе сварки практи-
чески не влияет на прочность соединения, поэтому производитель-
ность холодной сварки может быть высокой.
Для осуществления холодной сварки внахлестку могут быть
использованы любые прессы. Однако ВНИИЭСО и ИЭС нм. Е. О Па-
тона разрабатывают специализированное оборудование для сварки
различных деталей.
В современной промышленности наибольшее применение полу-
чила холодная и прессовая сварка деталей из алюминия и алюминие-
вых сплавов. Этими способами сваривают оболочки кабелей, корпуса
полупроводниковых приборов, некоторые бытовые приборы, раз-
личные каркасы, теплообменники и др.
Широко применяют холодную сварку проводов и шин внахлестку
и встык. Сварку такими способами выполняют как в цеховых, так
и в монтажных условиях. В электротехнической промышленности
холодную сварку используют для армирования медными пластин-
ками контактных разъемных поверхностей алюминиевых шин.
Сварка ультразвуковая разработана в 1930—1940 гг. Сущность
способа состоит в следующем. Два свариваемых металла сжимают
устройством 2 между стальными наконечниками 3 с небольшим
усилием (рис. 173). Один из электродов, связанный с электроме-
226
Рис. 173. Схема ультра-
звуковой сварки
ханическим преобразователем 5, колеблется с ультразвуковой ча-
стотой (>20 кГц). Для получения механических колебаний исполь-
зуют магнитострикционный эффект, заключающийся в изменении
размеров некоторых металлов и сплавов под действием переменного
магнитного поля. Генератором механических колебаний является
своеобразный электромагнит, сердечник- которого изготовлен из
металлов с наибольшим магнитострикционным эффектом (никель,
железокобальтовые сплавы, титанат бария и др.). Этот эффект уси-
ливается волноводом 4, имеющим переменное сечение, что позво-
ляет усилить амплитуду колебаний в 5 раз. Благодаря механиче-
ским колебаниям очищается поверхность металла в месте соприкос-
новения, происходит местное повышение температуры нагрева по-
верхностных слоев металла. Это способствует испарению пленок
жира и влаги и растрескиванию оксидных пленок. Дальнейшее
сближение очищенных поверхностей приводит к межатомному взаимо-
действию и образованию сварного соединения. Полностью процессы
образования сварных соединений при этом способе сварки еще не
изучены. Ультразвуковая частота создается специальным генера-
тором 1. Опыт применения выявил следующие преимущества ультра-
звуковой сварки:
сварка происходит в твердом состоянии, без существенного
нагрева места соединения, что позволяет соединять химически
активные металлы или металлы, склонные к образованию хрупких
интерметаллидов;
возможность соединения очень тонких металлов и ряда пласт-
масс;
значительное снижение требований к очистке поверхности, а также
возможность сварки плакированных и оксидированных деталей;
небольшое сжимающее усилие незначительно деформирует по-
верхность детали;
небольшая энергетическая мощность оборудования.
Этот способ позволяет сваривать различные металлы и сплавы —
алюминий, никель, высоколегированные стали, а также тугоплав-
кие металлы — ниобий, тантал, молибден и др.
Ультразвуковую сварку широко применяют в микроэлектронике
для приварки токоподводов к интегральным схемам. Токоподводы
в виде тонких проволок диаметром 0,25—0,35 мкм или плоских
проводников толщиной 0,1 мм из алюминия или золота приваривают
к тонким пленкам из этих же металлов, напыленных па поверхности
ь*
227
полупроводниковых кристаллов. Ультразвуковую сварку исполь-
зуют также для сварки пластмасс. Для применения ультразвуковой
сварки в массовом производстве в нашей стране выпускается
значительное количество в основном специализированного оборудо-
вания.
На рис. 174 показан автомат для ультразвуковой сварки инте-
гральных схем, распространенный в электронной промышленности.
Этот автомат представляет собой трехкоординатный робот, выпол-
няющий установочные, сварочные и контрольные операции. Он пред-
назначен для приварки выводов к металлическим пленкам, напылен-
ным на полупроводниковые кристаллы. Производительность авто-
мата до 120 сварок/мин. Управление автомата осуществляет ЭВМ.
В перспективе ультразвуковая сварка будет расширяться как
самостоятельный способ, а также в сочетании с другими способами
сварки (контактной, диффузионной) и пайкой.
Сварка взрывом разработана сравнительно недавно. В 1944—
1946 гг. акад. М. А. Лаврентьевым и его сотрудниками в институте
математики АН УССР была установлена возможность сварки взры-
вом. Соединение при этом способе получается в твердом состоянии
в результате высокоскоростного соударения тел с помощью энергии
взрывчатых веществ (ВВ).
Схема процесса представлена на рис. 175. Пластина 4 устанавли-
вается на жесткое основание 5. Метаемая пластина 3 располагается
над пластиной 4 на определенном небольшом расстоянии. На всю
поверхность пластины 3 укладывают ВВ равномерным слоем 2.
Заряд взрывают электродетонатором 1. Для сварки применяют ВВ
Рис. 174. Автомат для ультразвуковой
сварки
типа аммонитов и др.
При установившемся про-
цессе сварки метаемая пластина
на некоторой длине дважды
перегибается (рис. 176) и ее
наклонный участок со скоро-
стью vK, равной скорости дето-
нации, движется за фронтом
детонационной волны, а уча-
сток, на котором находится не-
продетонированная часть заря-
да ВВ, остается под действием
Рис. 175. Схема сварки взрывом пло-
ских параллельно расположенных эле-
ментов
22В
Рис. 176„ Схема установившегося процесса
соударения свариваемых пластин:
/ — фронт детонационной волны: 2 — фронт раз-
лета продуктов взрыва В В; 3 — фронт волны раз-
режения; D — скорость детонации В В; v — ско-
рость соударения пластин; ок — скорость пере-
мещения «динамического» угла встречи, соударяе-
мых пластин в направлении сварки, — толщина
метаемой (верхней) пластины; 6^ — толщина не-
подвижной пластины; Н — толщина слоя В В;
Л «— расстояние между деталями во время сварки;
у — угол соударения двух пластин
сил инерции в исходном состоянии. В месте соударения двух пластин
возникает давление в несколько тысяч МПа. В местах прикосновения
пластин появляется тангенциальная составляющая скорости соуда-
рения пластин в направлении движения фронта детонационной
волны, вследствие чего происходит совместное деформирование
поверхностных слоев свариваемых пластин и образуется сварное
соединение. Профиль зоны соединения имеет волнообразный вид.
Часть поверхностных загрязнений выносится под действием куму-
лятивного эффекта.
Сварное соединение образуется в течение миллионных долей
секунды в результате совместного пластического деформирования
свариваемых поверхностей под большим давлением. Малая продол-
жительность процесса исключает развитие диффузионных процессов,
и хрупкие интерметаллиды не образуются. Этим способом можно
сваривать плоские многослойные соединения, используя кольцевые
заряды ВВ, приваривать наружную облицовку цилиндров, свари-
вать биметаллические трубчатые переходники, приваривать трубы
к трубным решеткам теплообменников. Сварку взрывом начинают
применять и для стыковых нахлесточных соединений. Этим способом
хорошо сваривается большинство пластичных металлов. Сварка
хрупких металлов (чугун и др.) вызывает затруднения, так как
они могут разрушаться при взрыве. Сваркой взрывом можно полу-
чать соединения площадью до 20 м2.
Подготовка к сварке заключается в очистке поверхности до
металлического блеска и обезжиривании ее перед сваркой. Затем
детали собирают, фиксируя зазор проволочными штырями, а в ци-
линдрических заготовках специальным конусом и кольцами. Заряды
ВВ фиксируются контейнерами из картона. Плоские детали уста-
навливают на жестком основании.
Сварку осуществляют на открытых полигонах, если масса заряда
достигает десятков или сотен килограммов. Сварка изделий зарядом
небольшой массы производится в вакуумных камерах, установлен-
ных в цехе.
Сварку взрывом используют при изготовлении заготовок для
получения биметалла, для плакирования поверхности различных
деталей, для соединения многожильных токопроводящих элементов
и др.
К наиболее перспективным областям применения этого способа
следует отнести: получение многослойных армированных компо-
229
Рис. 177. Схема сварки трением
зиционных материалов, плакирование цветными металлами крупных
изделий для химического и нефтяного машиностроения, изготовле-
ние переходных элементов из трудносвариваемых металлов и спла-
вов, соединение многожильных кабелей и др.
Сварка трением — один из новых способов, получивших раз-
витие в нашей стране с 50-х гг. Возможность использования трения
для получения сварного соединения была запатентована (США)
еще в конце прошлого столетия. Развитию этого способа в наше время
послужили работы токаря-новатора А. И. Чудикова и последующие
работы во ВНИИЭСО.
При сварке трением (рис. 177) обычно обеспечивается вращение
одной детали (рис. 177, а) или противоположное вращение двух
деталей (рис. 177, б), сжимаемых усилием F. При трении происходит
генерирование теплоты вследствие преобразования механической
энергии в тепловую. Теплота образуется в тонких приповерхност-
ных слоях металла в месте последующего образования сварного
соединения. Это одно из основных преимуществ такого способа
нагрева. Во время трения различные включения и загрязнения,
пленки оксидов, покрывающие торцовые поверхности деталей, раз-
рушаются и удаляются нз зоны сварки в радиальном направлении.
Это способствует образованию ювенильных поверхностей. По до-
стижении требуемой температуры вращение быстро останавливают
и прикладывают усилие проковки, под действием которой продол-
жает развиваться пластическое деформирование. В результате воз-
никают металлические связи и процесс сварки заканчивается.
Основные преимущества сварки трением следующие: высокая
производительность, высокое качество соединения, стабильность
параметров процесса, возможность сварки большого количества
одноименных и разноименных материалов. Кроме того, процесс
легко поддается механизации и автоматизации, и оборудование для
сварки трением успешно встраивается в механизированные потоки
и автоматические линии.
Сварка трением отличается высокими энергетическими харак-
теристиками процесса. Расход энергии и мощность машин для
сварки трением в 5—10 раз меньше мощности оборудования для
контактной сварки. При этом обеспечивается равномерная загрузка
фаз сети и высокий коэффициент мощности.
Сваркой трением сваривают тела вращения сплошного, трубчатого
сечения и Т-образные соединения (рис. 178). Установлена принци-
пиальная возможность сварки деталей компактных сечений типа
230
Рис. 178. Типы сварных соединений:
а — стержень сплошного сечения; 6 — трубы; в — труба со стержнем; г, д — Т-образные
соединения стержня и трубы с листом
квадрата, многогранника и др. На рис. 179 показан внешний вид
и макроструктура соединений, выполненных сваркой трением.
Параметрами режима при сварке трением являются окружная
скорость на поверхности детали (или частота вращения в единицу
времени), усилие при иагреве и осадке. При сварке низкоуглеро-
дистой стали скорость вращения выбирают равной 1 м/с, давление
при нагреве 40 МПа и при проковке 80—100 МПа.
Поверхности трения перед сваркой необходимо очистить от
масла и других загрязнений. Тонкие оксидные пленки на этих по-
верхностях почти не влияют на процесс нагрева. Механические
свойства сварных соединений, полученных трением, высокие.
Схема машины для сварки трением показана на рис. 180. Де-
тали 6 зажимаются в двух зажимах 5 и 7. Зажим 5 вращается от
электродвигателя 1 через ременную передачу 2, фрикционную муфту 3
и переднюю бабку 4. Невращающийся зажим 7 смонтирован на
подвижном основании S, через которое сжимающее усилие от штока
рабочего цилиндра 9 передается на деталь. Фрикционная муфта 3
смонтирована вместе с тормозным устройством, онн обеспечивают
быструю остановку шпинделя.
Рис. 179. Соединение, выполненное сваркой трением:
а — внешний вид оси балансира (в сечении труба с толщиной стенки 7 мм); б — макро-
структура сварного соединения (сталь ЗоХГСА 4* сталь 45)
231
Весь цикл работы машины выполняется автоматически после
нажатия пусковой кнопки. На машине может быть установлена
контрольная аппаратура, стабилизирующая качество соединения.
Наиболее распространена аппаратура контроля процесса по времени
нагрева или по величине осадки.
Машины общего применения для сварки трением серии МСТ
выпускаются трех типоразмеров МСТ-23, МСТ-41 и МСТ-51. Мощ-
ность их электродвигателей находится в пределах 10—75 кВт,
частота вращения 12—25 с-1, усилие осадки 50—400 кН. На этом
оборудовании можно сваривать заготовки диаметром 10—75 мм.
Производительность машин 150—70 сварок/ч. Кроме этих машин
разработано и успешно эксплуатируется много различных специаль-
ных машин, предназначенных для сварки узкой номенклатуры дета-
лей в условиях массового и крупносерийного производства.
Сварку трением успешно применяют для изготовления режущего
инструмента — сверл, разверток, фрез, мерительного и другого
инструмента из быстрорежущей и других инструментальных сталей.
Сваркой трением обычно сваривают клапаны двигателей внутреннего
сгорания, карданные валы автомобилей, балки задних мостов с флан-
цами, различные тяги с вилками и многие другие детали.
В настоящее время в разных отраслях промышленности работает
около 1000 ед. оборудования для сварки трением, на котором сва-
риваются детали сечением 30—10 000 мм2. Несмотря на достигнутые
успехи при исследовании и внедрении сварки трением, остается
немало нерешенных задач. Предстоит освоить сварку новых мате-
риалов и деталей, создать модульные конструкции, позволяющие
производить сборку машин различного назначения из унифициро-
ванных узлов, разработать системы программного управления,
в том числе системы с самонастройкой на заданный режим.
Диффузионная сварка — разновидность сварки, при которой свар-
ное соединение образуется в результате совместного давления и
нагрева. Нагрев производится до сравнительно высоких температур
при низком давлении и в течение длительного времени. При форми-
ровании соединения преобладают диффузионные процессы. Диффу-
зионную сварку обычно выполняют в вакууме, который препят-
ствует окислению. Возможно осуществление этого процесса в за-
щитных газах или жидких средах.
232
Способ разработан в 50-х гг. в нашей стране Н. Ф. Казаковым.
Преимущества диффузионной сварки: отсутствие в соединении
расплавленного металла и связанного с ним резкого различия между
структурами соединения и основного металла; малые пластические
деформации сварного соединения; возможность сварки многих ме-
таллов, сплавов и неметаллов в различных сочетаниях. Этот способ
позволяет получить после сварки деталь, точную по размерам.
Основной недостаток — низкая производительность, так как тре-
буется много времени для создания вакуума и длительного нагрева.
Поверхность детали в месте сварки должна быть гладкой и чистой,
при необходимости ее шлифуют или полируют и тщательно очищают
от масла, оксидов и различных загрязнений. Затем деталь помещают
в вакуумную камеру, где создается вакуум 132'10"3—132-10~fi Па.
После создания вакуума деталь нагревают чаще всего индукционным
способом. Иногда применяют нагрев электроконтактный пли ин-
фракрасным излучением. Усилие сжатия прикладывают после вы-
равнивания температуры и поддерживают постоянным в течение
всего процесса. Известны также циклы с переменным усилием сжатия.
Продолжительность выдержки под нагрузкой зависит от многих
факторов и может достигать десятков минут.
Режимы сварки зависят от физико-химических и механических
свойств свариваемого металла. Давление колеблется в пределах
3—100 МПа. Температуру нагрева для разных случаев выбирают
в пределах (0,7ч-0,9) Тпл. С повышением температуры и увеличе-
нием продолжительности нагрева обычно повышается прочность
соединения.
Разнородные металлы при значительном различии свойств или
неблагоприятной структуре соединений сваривают через прокладки.
Для диффузионной сварки выпускают специальные установки
(рис. 181), которые обычно состоят из нескольких узлов. Свариваемые
детали / помещают в рабочую камеру 3. Необходимое разрежение
в ней создается воздушной системой 4, состоящей из насосов (обычно
два) с аппаратурой их подключения
к рабочей камере. Детали в камере
сжимаются механизмом 7 с гидра-
влическим приводом 5. Для нагрева
деталей используется источник пита-
ния 6 с индуктором и необходимой
аппаратурой управления. Система
охлаждения 2 обеспечивает отвод
теплоты от индуктора и других
частей установки. Для увеличения
производительности на некоторых
установках используют шлюзовые
камеры, подключение которых уско-
ряет создание необходимого ва-
куума.
Диффузионной сваркой соеди-
няют около 400 различных компо-
Рис. 181. Схема установки для диф-
фузионной сварки в вакууме
233
зиций металлов, сплавов и неметаллических материалов. Этот способ
применяют при сварке относительно мелких деталей. Способ не-
прерывно совершенствуется в направлении освоения сварки новых
композитных и других материалов.
§ 34. СВАРКА ВЫСОКОЧАСТОТНАЯ
И ВРАЩАЮЩЕЙСЯ ДУГОЙ
Высокочастотная сварка — это разновидность сварки, при
которой для нагрева металла используются ТВЧ. Работы над этими
способами впервые были начаты в нашей стране во второй половине
40-х гг. под руководством В. П. Вологдина и А. В. Улитовского.
Особенность высокочастотного нагрева состоит в неравномерном
распределении тока по сечению детали вследствие поверхностного
эффекта и эффекта близости.
При нагреве ТВЧ металлы помещают в высокочастотное магнит-
ное поле, созданное током, протекающим по индуктору. Под дей-
ствием магнитного поля в металле индуктируется электродви-
жущая сила, которая вызывает появление в нем высокочастотного
тока. По сечению детали этот ток распределяется неравномерно.
В поверхностных слоях плотность его наибольшая. Изменение плот-
ности тока от центра проводника к его поверхности происходит
постепенно (по экспоненциальному закону)
/х = /е‘х/л,
где /х — среднеквадратичное значение плотности тока на расстоя-
нии к от поверхности провода*, / — среднеквадратичное значение
плотности тока на поверхности проводника; А — глубина проник-
новения (расстояние от поверхности проводника по направлению
к его центру), на которой плотность тока убывает в е раз по сравне-
нию с плотностью тока на его поверхности.
Поверхностный эффект усиливается эффектом близости. Сущность
этого эффекта заключается в следующем: если вблизи проводника
с переменным током поместить другой проводник с током противо-
положного направления, то токи будут стремиться пройти по по-
верхностям проводников, обращенным друг к другу.
Используя эти эффекты, можно нагреть поперечный или про-
дольный стык трубы (рис. 182). После достижения необходимой
температуры детали сжимаются и образуется сварное соединение
в пластическом состоянии.
Рис. 182. Схема поперечной (а) и продольной (б) стыковой сварки ТВЧ:
1 — свариваемые трубы; 2 — индуктор; 3 — магнитопровод: 4 — устройство для создания
сварочного давления
234
f'
Рис. 183. Схема подвода тока при высокочас-
тотной сварке с автокоицентрацией тока:
а — токоподвод через скользящие контакты; G,
в — индукционный подвод через охватывающий
индуктор и внутренний индуктор; / — сваривае-
мые трубы; 2 — индуктор: 3 — ролики для созда-
ния давления; 4 — магннтопровод
Большое распространение получила высокочастотная сварка
с автоконцентрацией тока на свариваемых кромках (рис. 183). При
этом способе к сходящимся кромкам движущиеся детали по V-об-
разному контуру подводится ТВЧ (рис. 183, а). Вследствие эффекта
близости он концентрируется по свариваемым кромкам, причем
наибольшая плотность тока возникает в месте схождения кромок,
где металл прогревается па небольшую глубину. Последующее
сдавливание обеспечивает развитие пластических деформаций и об-
разование сварного соединения.
Более совершенным считают бесконтактный индукционный подвод
тока (рис. 183, б). Однако при таком способе путь сварочного тога
по сравнению с контактным подводом тока удлиняется, так как
возбужденные токи проходят большой путь по телу трубной заго-
товки. Это приводит к дополнительным потерям. При сварке труб
больших диаметров ипдуктор размещают внутри трубы (рис. 183, в).
Для высокочастотной сварки в зависимости от толщины и раз-
меров свариваемых деталей применяют частоты до 440 кГц. Поверх-
ностный эффект близости проявляется сильнее с увеличением ча-
стоты тока. Такой высококонцентрированный нагрев позволяет по-
лучить сварные соединения с небольшой зоной термического влия-
ния: в пределах 0,1—0,15 мм.
Основные преимущества сварки с нагревом ТВЧ заключаются
в высокой производительности и стабильности процесса, его меха-
низации и автоматизации. Этим спо-
собом можно сваривать трубы из
различных металлов, в том числе
и металлов с высокой электропровод-
ностью.
Скорость сварки труб с нагре-
вом ТВЧ намного превышает ско-
рости, достигнутые при дуговой и
контактной сварке. Сваркой с на-
гревом ТВЧ сваривают трубы с пря-
Рис. 184. Схема сварки труб враща-
ющейся дугой
мым и спиральным швом, привари-
вают ребра к листу или трубе.
235
Разработаны способы сварки швов внахлестку и с раздавливанием
кромок. Предстоит освоение сварки балок таврового сечения.
Сварка вращающейся дугой. Вращающаяся дуга нагревает по-
верхности деталей, подготовляя их к пластической деформации,
в результате которой и образуется сварное соединение в твердом
состоянии.
Для вращения дуги создается вращающееся магнитное поле.
Для этого на соединяемые детали 1 (рис. 184) надевают две намагни-
чивающие катушки 2, магнитодвижущие силы которых противо-
положны (показано стрелками). В результате противодействия кату-
шек создается радиальный магнитный поток в зазоре между трубами.
Электрическая дуга 3, возбуждаемая между торцами деталей, под
действием электромагнитных сил поля вращается по торцовой
поверхности труб со скоростью несколько десятков метров в секунду.
Торцовая поверхность нагревается вплоть до поверхностного рас-
плавления. В завершающей стадии электрическая дуга выключается
и происходит осадка. Способ в основном применяют для стыковой
сварки труб. Возможен нагрев вращающейся дугой прямолинейных
участков при возвратно-поступательном движении дуги, а также
перемещении ее по более сложному профилю.
ГЛАВА XI
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ,
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА, МОНТАЖ И
ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ, ТЕХНИКА БЕЗОПАСНОСТИ
§ 36. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Эффективность контактной сварки оценивается технико-
экономическими показателями, основные из них: трудоемкость про-
цесса (производительность), себестоимость изготовления сварных
деталей, металлоемкость, затраты энергии и вспомогательных ма-
териалов, эксплуатационные расходы, надежность и др.
Удельное значение этих показателей зависит от многих причин
и может изменяться в широких пределах.
Трудоемкость — это основной показатель. Он характеризует
и производительность процесса. Трудоемкость определяется затра-
тами времени на сварочную операцию — штучным временем
^ШТ = “Ь ^во “Ь ^пр 4“ Ли
где /м — машинное или основное технологическое время; /во — вспо-
могательное время, расходуемое на установку, зажатие и съем
детали, ее перемещение и т. п.; при контактной сварке это время
зависит в основном от степени механизации вспомогательных опе-
раций; /пр — прибавочное время на техническое обслуживание
оборудования (наладка и пуск оборудования, зачистка и смена
электродов и т. п.); t„ — продолжительность перерывов в работе
и время отдыха. Сумма + /п составляет 10—20 % от суммы
*1” ^вс*
Машинное время серийных точечных, рельефных и шовных ма-
шин включает все этапы цикла сварки (сжатие, сварка, проковка,
пауза и др.), которые рассчитывают или выбирают по ведомственным
нормативам с учетом возможной производительности машины. При
точечной сварке в автоматическом режиме производительность за-
висит от длительности, за которую происходит рабочий ход элек-
трода. Пауза существенно возрастает при увеличении хода. Его
следует выбирать минимальным, пользуясь для удобства закладки
деталей дополнительным ходом, который имеет большинство точеч-
ных машин.
В /шт наибольшим составляющим является /БС, которое может
достигать 70—80 % /шт. Уменьшение tbD дает возможность зна-
чительно увеличить производительность и снизить трудоемкость.
Вспомогательное время tKD можно выбрать по табл. 22 для раз-
личных способов сварки в зависимости от массы, сечения сваривае-
мых деталей, способа сборки и фиксации деталей в приспособлениях
и зажимах стыковых машин. Значение остальных показателей
можно оценить, рассматривая структуру затрат при различных
237
Вспомогательное время /во при контактно* сварке, инн
Таблица 22
Характеристика детали или вспомогательной операции Масса детали, кг
До < 1 — 3 3—5
Точечно} Деталь собранная, готовая для сварки сварка 0,18 0,21 0,25
Деталь, собираемая из двух заготовок: с самофиксацией 0,22 0,30 0,35
по приспособлению без зажимов 0,27 0,32 0,37
с закреплением быстродействую- 0,34 0,40 0,46
щими зажимами Шовная Деталь собранная, готовая для сварки сварка - 0,18 0,25 .
Стыковая сварка на машин С упорными приспособлениями 2х с рычажны - 0,2—0,25 ми зажимами 0.22—0,26 0,33—0,4
Без упорных приспособлений 0,25—0,3 0,3—0,35 0,35-0,45
способах контактной сварки. В табл. 23 приведена структура затрат
при точечной сварке штампо-сварных тонколистовых конструкций
из низкоуглеродистых сталей. Существенное значение на пере-
распределение отдельных статей затрат имеет первоначальная стои-
мость оборудования, его производительность и эксплуатационные
расходы.
Таблица 23
Структура затрат, %, при точечной сварке штампо-сварных
тонколистовых конструкций нз низкоуглеродистых сталей
Вид затрат Машины
стационар- ные подвесные МНОГО- электродные
Заработная плата основных производ- ственных рабочих 46 36 8
Электроды 6 4 1
Электрическая энергия для сварки 2 3 0,5
Сжатый воздух 5 5 0,5
Вода для охлаждения 2 2 4
Амортизация оборудования 15 10 74
Эксплуатационные расходы иа текущий 17 34 10
ремонт заработная плата наладчиков 7 6 2
Примечание. Приведены усредненные данные по одному из цехов автомобильного завода.
23а
Рис. 185. Расход электроэнергии W при точечной, с гы новой и шовной сварке:
с — на 100 точек; б — на 100 стыков; • — на 1 м шва; б —» толщина одной детали; S —•
сечение свариваемых деталей
При точечной сварке характерно малое время /м, поэтому для
увеличения производительности большое значение имеет сокраще-
ние 4с> что можно достичь применением механизированных приспо-
соблений, промышленных роботов, многоэлектродных машин.
Применение рельефной сварки по сравнению с точечной увели-
чивает производительность сварочных работ, снижает расход элек-
тродов и улучшает качество соединения.
Увеличение скорости сварки дает существенное повышение про-
изводительности. Использование механических операторов также
увеличивает производительность шовной сварки.
При стыковой сварке составляет значительную часть /шт
(обычно 20—50 %). Повышение производительности может быть до-
стигнуто уменьшением времени сварки (применение форсированных
режимов), а также механизацией вспомогательных операций. Однако
на технико-экономические показатели существенное влияние может
оказать расход металла на оплавление и осадку. При использовании
жестких режимов с большими скоростями оплавления этот расход
увеличивается.
Контактная сварка — относительно энергоемкий процесс. За-
траты электроэнергии (рис. 185) зависят от способа сварки, жесткости
режима, типа оборудования и т. п. Расход электроэнергии может
быть снижен использованием жестких режимов и сварочных машин
с меньшими вторичными контурами.
Расход электроэнергии также зависит от потребления сжатого
воздуха и воды на охлаждение машин. Средний расход воздуха для
однофазных машин с пневматическим приводом составляет: для
точечных машин с номинальной мощностью до 100 кВ-А и свыше
100 кВ-А соответственно 20—23 и 30—60 м8/ч; для шовных машин
10—12 м8/ч; для стыковых 20 м8/ч. Расход охлаждающей воды со-
ставляет 300—1200 л/ч (верхний предел относится к .более мощным
машинам).
Экономия сжатого воздуха и охлаждающей воды достигается
путем устранения утечек и применения для охлаждения замкнутой
системы водоснабжения.
Потребление электродных материалов при точечной сварке со-
ставляет в среднем 10—30 г на 1000 точек, при шовной сварке до
300 г на 100 м шва. При стыковой сварке стойкость зажимных уст-
239
ройств из медных сплавов находится в пределах 20—100 тыс. стыков.
Расход этих материалов зависит от многих причин, обычно его опре-
деляют по отраслевым нормативам, разработанным для определен-
ных условий. Расход их снижается при использовании электродных
сплавов с высокими показателями стойкости и рациональных,
хорошо охлаждаемых, конструкций электродов. Большое значение
имеет применение рациональных режимов сварки, хорошая подго-
товка поверхности металла и правильная эксплуатация электродов.
j I § 36. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Рабочее место сварщика должно быть организовано так,
чтобы обеспечить безопасную его работу с минимальной затратой
физического труда и высокой производительностью. При ручной
загрузке детали должны быть расположены возможно ближе к ма-
шине в специальной таре или подаваться на сварку конвейером.
Для подачи крупногабаритных деталей толкающими конвейерами
наиболее целесообразно использовать опускные секции, оснащенные
специальными подвесками, или другие механизмы.
Сборочные и сварочные приспособления следует оснащать меха-
низированными зажимами с групповым управлением. Целесообразно
применение различных загрузочных и разгрузочных устройств.
Разделение сборочных операций (включая прихватку) и сварочных
обычно расширяет фронт работ и увеличивает производительность.
Использование световых указателей при работе на одноточечных
машинах увеличивает производительность, улучшает качество и
облегчает труд сварщика (рис. 186).
Если сварщик сам выполняет зачистку и заправку электродов,
то ему необходим специальный инструмент. Для облегчения этих
работ применяют специальный инструмент с пневматическим или
электромеханическим приводом. Для
смены электродов, если они крепят-
ся на конусах, следует использо-
вать специальные съемники, значи-
тельно облегчающие выполнение
этой операции.
§ 37. МОНТАЖ
И ЭКСПЛУАТАЦИЯ
ОБОРУДОВАНИЯ
И ПРИСПОСОБЛЕНИЙ
Контактные машины по
способу установки и монтажа раз-
деляют на настольные, стационар-
ные, передвижные и подвесные.
Настольные машины устанавли-
вают на различных подставках и
столах, конструкция которых должна
Гис. 186. Световой указатель на то-
чечной машине:
/ — свариваемая деталь; 2 — световой
3 казатсль
1
. 240
Рис. 187. Монтаж подвесных точечных машин:
1 — монорельс; 2 — аппаратура управления; 3 — тележка Для передвижения Мишины; 4 «
сварочный трансформатор; 5 — сварочные клещи
обеспечивать максимальное удобство при выполнении операций.
На таких машинах рабочий работает обычно сидя, исходя из
этого и выбирают высоту подставки или стола. Настольные машины
крепятся болтами к тому основанию, на котором они располо-
жены.
Большинство стационарных машин устанавливают на пол цеха
и закрепляют болтами. Для некоторых, особенно мощных, машин
необходимы фундаменты, конструкция которых должна одновре-
менно упрощать обслуживание машины. Например, при монтаже
мощных стыковых машин на фундаменте предусматривают специаль-
ное углубление для сбора грата. Автоматические линии или крупные
комбинированные сварочные машины монтируют только на спе-
циальных фундаментах, назначение которых — обеспечить повы-
шенную жесткость станине машины.
Подвесные машины устанавливают на порталах, расположенных
на полу цеха или на специальных монорельсах, которые подвеши-
ваются к стропилам .цеха (рис. 187). Последнее решение лучше,
так как при эгом не занимается площадь цеха. Возможна установка
подвесной машины и на отдельной колонне. Для доступа к аппара-
туре управления применяют специальные лестницы.
Подвесные машины для легкости передвижения монтируют на
специальных подвесках (рис. 188). Клещи, кабели, шланги вторич-
ного контура уравновешиваются грузом (рис. 188, а), пружинным
балансиром (рис. 188, б), массой сварочного трансформатора
(рис. 188, в) или пневматическим балансиром (рис. 188, г). Подвеска,
приведенная на рис. 188, а, может вращаться вокруг горизонтальной
оси и передвигаться на роликах по монорельсу. 3ihm увеличивается
полезная площадь работы машины. Иногда подвеска подвесной
шовной машины передвигается электродвигателем тележки вдоль
монорельса с заданной постоянной скоростью. Такую подвеску
удобно применять при сварке деталей, передвигающихся по кон-
вейеру. Для возврата в исходное положение тележка имеет обратный
241
ход с большей скоростью передвижения. Для облегчения подвесной
части машин и создания необходимых условий для эксплуатации
аппаратуры часть нх электрооборудования (контакторы, РЦС и др.)
монтируют стационарно н связывают с машиной гирляндой проводов.
ГЪредвижные машины для сварки крупногабаритных деталей
монтируют на рельсовых путях (расположенных иа полу цеха),
по которым и передвигается портал, на последнем смонтирована сама
машина. Машина такого типа может быть смонтирована и на кране-
балке, которая передвигается по рельсовым путям, расположенным
иа колоннах.
Правильное питание сварочных машин электроэнергией, воз-
духом и охлаждающей водой является одним нз наиболее важных
вопросов современной техники контактной сварки. Выбранную сва-
рочную машину следует правильно присоединять к цеховой элек-
трической сети. В соответствии с ГОСТ 297—80 машины контактной
сварки должны надежно работать при колебаниях напряжения
в пределах от —10 до +5 % номинального значения. В соответ-
ствии с этими условиями должны быть рассчитаны цеховые сети н
выбрана мощность силового трансформатора подстанции. При от-
сутствии в управлении сварочной машины стабилизирующих уст-
ройств устанавливаются меньшие допустимые пределы отклонения
напряжения от номинальной величины. Для включения машины
от подстанции монтируют специальную разводку. Мощные машины
соединяют отдельным кабелем, который может быть однофазным
или трехфазным при наличии специальной схемы машины или
электродвигателей.
Однофазные машины необходимо распределить по фазам воз-
можно равномернее, так как это приводит к меньшим перекосам и
падению напряжения. Рекомендуется цеховую разводку выполнять
242
к
кабелем или шестиполюсным шинопроводом со спаренными фазами.
Проводку от щита к машине выполняю! только кабелем. Машину
присоединяют к сети через автоматический выключатель, который
рассчитывают по максимальной силе тока, потребляемого из сети.
Эти устройства обязательны для быстрого выключения машины
при аварийном положении. Сечение кабеля, рассчитываемое из
условий падения напряжения, зависит от его длины, поэтому реко-
мендуется особенно мощные контактные машины располагать воз-
можно ближе к подстанции цеха.
Большое значение имеет нормальное охлаждение сварочных
машин проточной водой. Машины обычно подключают к цеховому
водопроводу технической воды резинотканевым шлангом (внутрен-
ним диаметром 8—10 мм) через входной вентиль. Сток воды в ка-
нализацию делают открытым для того, чтобы можно было визуально
наблюдать за исправностью охлаждения. Для нормальных условий
охлаждения давление воды в системе должно быть 0,15—0,3 МПа.
При меньшем давлении охлаждение резко ухудшается, что ведет
к перегреву токоведущих элементов машины и резкому сокращению
стойкости электродов. Это может быть причиной пробоя.
При большом количестве контактных машин, установленных
в цехе, целесообразно применять замкнутую систему охлаждения.
Вода, циркулирующая в системе, успевает охлаждаться. Для воспол-
нения утечек в систему подается до 10 % свежей воды. При работе
на форсированных режимах для улучшения стойкости электродов
иногда целесообразно применять для электродов отдельную систему
с замкнутой циркуляцией воды о принудительным ее охлаждением
в рефрижераторной установке.
Для предохранения охлаждающих каналов машин от различных
механических загрязнений, которые могут находиться в охлажда-
ющей воде, целесообразно устанавливать в водопроводной сети
питающей машины дополнительные фильтры.
Большинство машин имеет пневматические механизмы давления.
Сжатый воздух, необходимый для приведения их в действие, по-
дается из цеховой сети. Обычно давление его не ниже 0,38 МПа.
Воздух для питания пневматических механизмов машин должен
поступать очищенным и его давление в подводящих трубопроводах
не должно сильно уменьшаться в процессе сварки. Для этого в це-
ховой сети устанавливают влагоотделители-отстойннки н подводя-
щую воздушную сеть следует соответственно рассчитывать.
Помещение для установки контактных машин должно быть сухое,
без больших колебаний температуры, по возможности с малым
количеством пыли н без едких испарений (особенно кислотных),
ведущих к разрушению изоляции и ухудшению контакта в местах
соединения отдельных токоведущих частей.
Машины обычно рассчитывают для эксплуатации в закрытых
помещениях при перепаде температур воздуха в течение одной смены
не более 10 °C и температуре охлаждающей воды на входе 5—25 °C.
Сварочные приспособления в соответствии с их размерами уста-
навливают на специальных подставках или на полу цеха. Некоторые,
243
приспособления устанавливают на подставках, которые позволяют
ему вращаться вокруг вертикальной или горизонтальной оси.
В приспособлениях обычно применяют важимные устройства
с пневматическим приводом, тогда к приспособлению подводится
сжатый воздух от цеховой сети.
Правильная эксплуатация сварочного оборудования и приспо-
соблений является одним из условий получения высокого качества
сварных деталей.
Эксплуатация сварочного оборудования должна быть хорошо
организована, особенно в цехах массового производства в большим
количеством сварочных машин.
Отказы в работе оборудования приводят к существенным поте-
рям. Современное оборудование для контактной сварки отличается
значительной сложностью, особенно механизированные и автома-
тические линии. В этом оборудовании сосредоточен комплекс меха-
нических устройств с пневмо- и гидроприводом, сложная электри-
ческая и электронная аппаратура.
Оборудование должны обслуживать механики, электрики, сле-
сари, промразводчики, специалисты по электронике.
Ремонтные службы предприятия организуют по разным схемам.
Наиболее распространена схема, при которой все обслуживание
выполняют три подразделения — службы механика, энергетика и
инструментальное хозяйство. Эта схема имеет существенные не-
достатки н оправдана только при незначительном количестве сва-
рочного оборудования. Более целесообразно иметь объединенную
службу механика и энергетика (опыт ЗИЛа) или отдельный объеди-
ненный ремонтный цех для обслуживания сварочного оборудования
в нескольких цехах (опыт ВАЗа) При любой схеме организации
ремонтных служб важен комплексный состав ремоншых бригад.
На любом предприятии действует система планово-предупреди-
тельного ремонта (ППР), в которой учтены особенности эксплуатации
и ремонта сварочного оборудования.
В систему ППР входит обычно и аттестация машин. При аттеста-
ции проверяют стабильность и пределы регулирования основных
параметров машин. Машину аттестуют в начале эксплуатации,
после капитальных ремонтов, а также в процессе эксплуатации.
При серийном производстве аттестацию проводят не реже одного
раза в год. Во время аттестации составляют или проверяют основные
параметры машины в режиме короткого замыкания. Если параметры
машины соответствуют паспортным данным, то машина допускается
к дальнейшей эксплуатации. Отклонения отдельных параметров
должны быть в пределах ±(5ч-10) %. Параметры измеряют в про-
цессе непрерывной работы машины в течение часа в номинальном
темпе.
Линейные наладчики в зависимости от принятой схемы органи-
зации обслуживания находятся в подчинении производственного
мастера или служб ремонта и обслуживания. Наладчик — это ква-
лифицированный рабочий, хорошо знающий технологию сварки,
устройство и особенности сварочных машин. В его обязанность
244
входит наладка машин на технологический режим, контроль этого
режима в процессе эксплуатации, включение и выключение машины,
замена, зачистка и заправка электродов, замена элементов свароч-
ного контура, а также наблюдение за состоянием сварочных при-
способлений. Наладчики ведут наладку машин по переносным или
установленным на машинах приборам.
В сборочно-сварочной технологии производства сложных круп-
ногабаритных узлов важное значение имеет правильная эксплуата-
ция сложных сборочно-сварочных приспособлений. Последние имеют
большое число опорных поверхностей, фиксаторов, зажимов и при-
жимов, расположенных в разных плоскостях. Для наладки этих
приспособлений применяют мастер-макеты — приспособления в на-
туральную величину, воспроизводящие сварную конструкцию. На ма-
стер-макете точно выполнены отдельные поверхности в местах
соприкосновения с фиксирующими устройствами и токоподводами.
Систематическую проверку и подгонку рабочих приспособлений
по мастер-макетам производит инструментальная служба цеха.
§ 38. техника безопасности
При работе на контактных машинах необходимо соблюдать
правила техники безопасности, связанные с возможностью пора-
жения электрическим током, ожогами нагретым металлом, брызгами
или выплесками, загрязнением атмосферы при испарении металла
и различных загрязнений или покрытий с его поверхности в зоне
нагрева, а также движением частей привода сжатия н подачи, за-
жима или фиксации деталей.
Контактная машина включается в сеть напряжением 220 или
380 В Контакт с таким напряжением опасен. Вторичное напряжение
не превышает 25 В и не опасно. Однако в случае пробоя первичной
обмотки сварочного трансформатора иа вторичную обмотку возможно
попадание высокого напряжения на оснастку машины и ее корпус.
Для предохранения от поражения током вторичный виток сварочного
трансформатора, корпуса машины, прерывателя и аппаратуры упра-
вления заземляют.
Если по электрическим или конструктивным особенностям не-
возможно заземление вторичного контура, то следует предусматри-
вать отключение питающего напряжения от трансформатора в пере-
рывах между циклами сварки или защиту, обеспечивающую от-
ключение машины от питающей сети при появлении во вторичном
контуре сетевого напряжения.
Напряжение сети подается и на аппаратуру управления, поэтому
дверки машины и аппаратуры управления, при открывании которых
возможно прикосновение к открытым токоведущим частям, нахо-
дящимся под напряжением свыше 36 В переменного тока или 48 В
постоянного тока, должны иметь блокировку, обеспечивающую
отключение машины от питающей сети при их открывании.
Пол около машины у места сварщика должен быть сухим, покрьн
деревянной решеткой или резиновым ковриком.
245
Сварочные машины имеют движущие части. При вачнстке и смене
электродов, йаладке сварочной оснастки машин и приспособлений,
а также загрузке и выгрузке детален возможны травмы (попадание
рук или других частей тела в механизмы машины). Во избежание
этого на машинах с большим усилием сжатия предусмотрено двух-
кнопочное включение, движущиеся механизмы (особенно транспорт-
ные системы) механизированных или автоматических линий имеют
ограждение с блокировкой.
Для защиты от выплесков расплавленного металла, от соприкос-
новения с горячим металлом в целях предупреждения ожогов свар-
щик должен работать в защитных очках е бесцветными стеклами,
рукавицах (перчатках), хлопчато-бумажной огнестойкой нлн бре-
вентовой спецодежде. При работе g наружным охлаждением допол-
ни тельно-йЫдаются брезентовый фартук н резиновые сапоги (галоши).
При точечной и шовной сварке хорошо подготовленной поверх-
ности в окружающее пространство выделяется незначительное ко-
личество вредных паров н газов. При правильно подобранном режиме
нет опасности загрязнения воздуха мелкодисперсной пылью. Однако
при сварке деталей, покрытых оксидами, маслом и другими загряз-
нениями, либо деталей с антикоррозионными или склеивающими
покрытиями н деталей из цветных металлов требуется установка
местной вентиляции на машины и усиления общей вентиляционной
системы.
Наибольшее количество брызг расплавленного металла, раска-
ленных оксидов, паров металла, содержащих вредные вещества,
выделяется при стыковой сварке оплавлением. Для защиты от них
обязательно, устанавливают защитные откидные щитки на место
сварки и местную вентиляцию.
ПРИЛОЖЕНИЕ
ПЕРЕЧЕНЬ СТАНДАРТОВ ПО КОНТАКТНОЙ СВАРКЕ
гост Наименование
297—80 Машины контактные. Общие технические условия.
2.312—72 ЕСКД. Условные изображения и обозначения швов сварных со- единеинй.
15878—79 Контактная сварка. Соединения сварные. Конструктивные элемен- ты н размеры
19293—73 Соединения сварные арматуры предварительно напряженных же- лезобетонных конструкций. Сварка контактная и плавлением. Ос- новные тнпы н конструктивные элементы.
19521—74 Сварка металлов. Классификация.
14111—77 Электроды прямые точечных контактных машин. Технические усло- вия.
10594—80 Оборудование для дуговой, контактной, ультразвуковой сваркн и для плазменной обработки. Ряды параметров.
22990—78 Мащины контактные. Термины и определения.
25444—82 Электрододержатели контактных точечных машин Присоединитель- ные размеры.
25446—82 Пазы крепежных пл нт контактных рельефных машин. Размеры и рас- положение
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Аксельрод Ф. А, Миркин А. М. Оборудование для сварки давлением.
Мл Высшая школа, 1975. 238 с.
Глебов Л. В., Пескарев Н. А., Файгенбаум Д. С. Расчет и конструирование
машин контактной сварки. Л.: Энергоиздат. Ленингр. отд-нне, 1981. 424 с.
Гуляев А. И. Технология точечной и рельефной сварки сталей. Мл Машино-
строение. 1978. 246 с.
Кабанов И. С. Сварка на контактных машинах. Мл Высшая школа, 1979.
215 с.
Кабанов И. С., Слепак Э. С. Технология стыковой контактной сварки, Мл
Машиностроение, 1970, 264 с.
Львов И. С., Гладков Э. А. Автоматика н автоматизация сварочных процессов.
Мл Машиностроение, 1982. 302 с.
Слиозберг С. К., Чулошников П. Л. Электроды для контактной сварки. Л.1
Машиностроение, Ленннгр. отд-ние, 1972. 96 с.
Сварка в машиностроении (справочник). Т. 1, 4. Мл Машиностроение, 1978,
1979, 504 с., 512 с.
Технология и оборудование контактной сваркн/Б. Д. Орлов, Ю. В., Дмитриев,
А. А. Чакалев н др. — Мл Машиностроение, 1975. 536 с.
Чулошников П. Л. Точечная и роликовая электросварка легированных сталей
и сплавов. М.: Машиностроение, 1974. 232 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоматическое регулирование 77—81
--- структурная схема 77
Агрегаты трубосварочные 189, 190
Annapaiypa управления 63, 64
Б
Баланс тепловой 19, 20
Блок включения и выключения 64
— перемещен ня 64
— поджигания 74
— регулирования 74
— управления 64
Бронза 134, 135
Г
Гистерезис сопротивления 14
Головин электродные 145
Д
Дефекты сварных соединений:
вмятины 215
выплески 214
негерметичность 215
непровар 214, 216
перегрев 216
подгар 216
трещнны 215, 216
Деформация остаточная 116, 117, 174
— термопластичная 26, 27, 32
Джоуля—Ленца закон 12, 21
Динамометры 223
3
Зажимы 109
Затраты при сварке 238
Зона околошовная 26, 31
И
Игнитрон 65
— шунтирующий 42
Импульсы сварочного тока 83
К
Кондуктор 107, 111
Консоли 129—131
Контакторы вентильные 64, 65
— асинхронные 67
— механические 65
— синхронные 67
— электромагнитные 65
Контроль режимов сваркн 221
— качества 213
— сварных соединений 217—221
-------неразрушающий 219
---------магнитный 221
--------- радиационный 220
--------- ультразвуковой 221
-------разрушающий 217
КПД 47, 62
Коэффициент заполнения окна 61
— линейного расширения 36
— площади 11
— поверхностного эффекта 17
— регулирования 58
— сопротивления детали 15
-ч Л
Линии автоматические 209—211
— поточные 205
249
м
Магннтопровод 55
Машины для сварки:
двусторонние 120
классификация 120, 175
комбинированные 198
конденсаторные 44, 120
многоэлектродные 120, 155—160
низкочастотные 120
обозначение 39
односторонние 120
одноточечные 120
однофазные переменного тока 41
основные электрические пара-
метры 46
передвижные 120
переменного тока 120
подвесные 120, 241, 242
постоянного тока 120
рельефной 152—154
с движением по дуге окружности 120
специальные 120
с прямолинейным ходом 120
стационарные 120
стыковой 175, 179, 185
— автоматические малой мощности
185, 186
----средней мощности 185, 186
— вторичный контур 192
— специальные 185, 187
технические характеристики 147,
150—152, 154, 160, 162, 186, 187
точечной 146—153
трехфазные низкочастотные 41
универсальные 120
шовной 161—163
О
Обмотка трансформатора:
вторичная 56
первичная 56
Оплавление 28—30
Оснастка 138, 139
П
Пельтье эффект 13
Переключатели:
барабанные 59, 60
ножевые 59
250
пластинчатые 59, 60
штепсельные 59
Пистолет сварочный 155
Подготовка поверхности:
газопламенная чистка 85
дробеструйная обработка 85
обезжиривание 85
химическое травление 85
электролитическое полирование 85
Поле температурное 17
— электрическое 17, 18
Порог деформации (ПД) 225
Прерыватели тока 73, 74
---- структурная схема 75
----технические характеристики 74
Приборы для измерения сварочного
тока 223
Привод подачи:
гидравлический 179, 182, 183
пневматический 179, 184
пружинный 179
рычажный 179
электромеханический 179, 180
— вращения роликов 128
— сжатия 120
----гидравлический 120, 123
----механический 120
---- пневматический 120, 125
Прижимы 109
Приспособления зажимные и упорные
176
— поворотные 196, 197
— поддерживающие 194, 195
— сборочно-сварочиые 106
----конструкция 108
----передвижные 106
---- переносные 106
---- поворотные 106
----сборочные 106
----сварочные 106
---- специальные 106
----универсальные 106
Продолжительность включения (ПВ) 46
Прочность соединений 116—118
Р
Размеры сварных соединений 83
Расчет вторичного контура 50—53
— магнитопровода 61
— нагрузочной характеристики точеч-
ной машины 49
— сопротивления вторичного контура
стационарной точечной машины 53
— тепловых затрат 19—21
— токоведущих элементов вторичного
контура 50
— трансформаторов 60—62
Регуляторы времени (РВ):
механические 68
пневматические 68
четырехпозициоипые 70
электронные 68, 69
— напряжения на электродах 79
— перемещения электродов 80
— сварочного тока 78V
— температуры околоэлектродной зо-
ны 79
— никла сварки (РЦС) 68—72
-------технические характеристики
72
Режимы сварки:
рельефной 101
точечной 89, 90, 91
шовной 105
Роботы 201
С
Свариваемость 34
Сварка:
взрывом 228
вращающейся дугой 236
высокочастотная 234
диффузионная 232
односторонняя 97
продольно-стыковая 9
рельефная 7, 10, 98—102
— режимы 101, 102
— типы рельефов 99
стыковая 8, 10, 166, 169
— зажимные и упорные приспособле-
ния 176
— сплавлением 9, 169
---циклограмма 170
— сопротивлением 9, 166
точечная 7, 8, 10
— деталей большой толщины 94
-----малой толщину 94
-----неравной толщины 92
— иа лицевых поверхностях 95
— пакета из нескольких деталей 95
---различных материалов 92
трением 230
ультразвуковая 226
холодная 225
шовная 7—9, 103, 105
— режимы 105
— типы соединений 103
Слюдинит 56
Сопротивление контактное 12, 13—15
— сварочной цепи 49
— электрическое 12, 13, 15
----- деталей 12
----- контакта 13
-----общее в зоне сварки 15
Сплавы:
алюминиевые 37
магнитные 37
медные для изготовления электродов
133—135
титановые 37
Сталь:
жаропрочная 37
коррозионно-стойкая 39
низколегированная 32
низкоуглеродистая 36
среднелегнроваиная 37
углеродистая 37
Стеклоэскапстг 56
Структура затрат 238
Т
Температура нагрева 22
Температуропроводность 36
Технология:
сборки 84
сварки рельефной 98
— стыковой 166
— точечной 87
— шовной 102
Ток короткого замыкания 48
— сварочный 21, 46, 47
— холостого хода 62
-----активная составляющая 62
251
— — — реактивная составляющая 62 Ц
Трансформатор сварочный 54
• — — броневой 55 кольцевой 55 основные типы 55 — — стержневой 55 технические характеристики 157 Ф Фактор температурный 17 — геометрический 17 — магнитоэлектрический 17 Фиксаторы 109 Формы рельефов 99 Ш Шунтирование тока 94 Ч Частота гока 42 Циклы точечной сварки 87 Циклограмма 105 Э Электрическое поле. См. поле электри- ческое — сопротивление. См. сопротивление электрическое Электрододержатели 131, 132 Электроды 133—135, 136, 138, 141, 143, 145 — горизонтальные 126 — для рельефной сварки 139, 141 — со смещенной рабочей частью 136 — с развитой рабочей частью 136 — цилиндрические 134, 136 — шовных машин 143 дисковые 143 Электрокартон 56 Эффект дилатометрический 25 Эффективность сварки 237
ОГЛАВЛЕНИЕ
Введение................................................................ 3
Глава I Основные способы и классификация контактной сварки.............. 7
Глава II. Теоретические основы контактной сварки..................... 10
§ 1. Образование сварных соединений ....................... 10
6 2. Электрическое сопротивление и нагрев металла сварочным
током ...................................................... 12
§ 3. Особенности плавления, кристаллизации и развития пла-
стических деформаций....................................... 23
§ 4. Свариваемость различных металлов н сплавов........... 34
Глава III. Машниы контактной сварки, электрические схемы и параметры,
аппаратура управления ................................................. 39
§ 5. Общие сведения и основные требования, предъявляемые
к контактным машинам........................................ 39
§ 6. Электрическая силовая часть машин .................... 40
§ 7. Основные электрические параметры машин .............. 46
§ 8. Сварочные трансформаторы контактных машин .... 54
§ 9. Аппаратура управления машинами контактной сварки 63
Глава IV. Технология точечной, рельефной и шовной сварки............... 82
§ 10. Основные размеры сварных соединений ................. 82
§ 11. Особенности технологии сборки и сварки............... 84
§ 12. Технология точечной сварки........................... 87
§ 13. Технология рельефной сварки ......................... 98
§ 14. Технология шовной сварки ........................... 102
§ 15. Сборочно-сварочные приспособления .................. 106
§ 16. Остаточные деформации и прочность сварных соединений 116
Глава V. Машины для точечной, рельефной и шовной сварки............... 120
§ 17 Классификация и основные узлы машин.................. 120
§ 18. Вторичный контур сварочных машин н его конструк-
тивные элементы............................................ 129
§ 19. Машины.............................................. 146
Глава VI. Технология стыковой сварки................................ 166
§ 20. Параметры режима стыковой сварки сопротивлением
и оплавленнем ............................................. 166
§ 21. Особенности технологии сварки сталей и цветных ме-
таллов .................................................... 173
Глава VII. Машины для стыковой сварки ........................... 175
§ 22. Классификация и основные узлы машин................. 175
§ 23. Стыковые машины общего применения и специальные 185
253
Глава VIII. Механизация и автоматизация контактной сварки............. 194
§ 24. Основные средства механизации и автоматизации . . . 194
§ 25. Механизированные сборочно-сварочные приспособления 194
§ 26. Комбинированные сварочные машины ................... 198
§ 27. Промышленные роботы................................. 201
§ 28. Механизированные поточные и автоматические линии 205
Глава IX. Дефекты и контроль качества сварки.......................... 212
$ 29. Общая программа контроля качества .................. 212
§ 30. Дефекты сварных соединений и их причины............. 214
§ 31. Способы контроля качества сварных соединений . . . 217
§ 32. Контроль параметров режима сварки................... 221
Глава X. Другие способы термомехаиической и механической сварки . . . 225
§ 33. Сварка холодная, ультразвуковая, взрывом, трением,
диффузионная ............................................ 225
§ 34. Сварка высокочастотная и вращающейся дугой. . . . 234
Глава XI. Техиико-экоиомнческне показатели, организация рабочего места,
монтаж и эксплуатация оборудования, техника безопасности . . . 237
§ 35. Технико-экономические показатели ................ 237
§ 36. Организация рабочего места ...................... 240
§ 37. Монтаж и эксплуатация оборудования и приспособлений 240
§ 38. Техника безопасности ............................ 246
Приложение.......................................................... 247
Список рекомендуемой Литературы .................................... 248
Предметный указатель................................ ........... 249