

























Текст
СТАНКИ ПЛОСКОШЛИФОВАЛЬНЫЕ
С КРЕСТОВЫМ СТОЛОМ
Й. ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ
ЗД711ВФ11, ЗД711ВФ11 исп. 25, 55, 57;
ЗД711ВФ1-1, ЗД711ВФ1-1 исп. 25
ПОЛУАВТОМАТ ПЛОСКОШЛИФОВАЛЬНЫЙ
С КРЕСТОВЫМ СТОЛОМ
И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ
С ЧПУ ЗЕ711ВФ2
Руководство по эксплуатации
ЗД711ВФ 11.00.0.000.0.00 РЭ
СТАНКОИМПОРТ
СССР
МОСКВА
СТАНКИ ПЛОСКОШЛИФОВАЛЬНЫЕ
С КРЕСТОВЫМ СТОЛОМ
И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ
ЗД711ВФ11, ЗД711ВФ11 исп. 25, 56, 57;
ЗД711ВФ1-1, ЗД711ВФ1-1 исп. 25
ПОЛУАВТОМАТ ПЛОСКОШЛИФОВАЛЬНЫЙ
С КРЕСТОВЫМ СТОЛОМ
И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ
С ЧПУ ЗЕ711ВФ2 X 62 6
Руководство по эксплуатации
ЗД711ВФ11.00.0.000.0.00 РЭ
СТАНКОИМПОРТ
СССР
МОСКВА
руководство по эксплуатации к изделию не
отражает незначительных конструктивных изменений
в станке, внесенных изготовителем после подписа-
ния к выпуску в свет данного руководства, а так-
же изменений по комплектующим изделиям и докумен-
тации, поступающей с ними.
Нигко' работ
4 /•<;# /у‘<’м<.«><!'ллг*г4> • г<’ви?<ч&ОЫ*МО vHptf4si<Wtse f/(> ^v^npOvt -
/44'&4y -* tW 4л fapofrtotO’ 29”
/.$. ff,
.> -~>Z>C> 1л4#е>б(mfa- •
•/ JzMzjr<rT*»O<r 4Ю ffofUrHbOy «
‘•ЛСЛ w> --•<•
fy>., f, я'с 4n^<?3*/’vzzzx^/» ft^pt /Ж^/А'6
/ЧГ.^ A»rZtV >••• j” •.
Су.*^\*^а л/учл* . ’ •
//< Г'Л' >/* z<v Z/e /Zf zzr
А. ftKMWn /9^ -rtier-f 'лi/
JtfrSir^ Л b»*9,Tjr+*-r*> * tn'**"*!***^
^^№£v t** •» tv*
лЪуггЫгг ft f
,<*>» rfSOrf Л Z*<tt
Л: riffraff. Of f-JtS Лгггх^рои/Швь
АИПвФ” VfU f- Al
S&tffAWf Olt'tSO Л^^/^/чЭ^-Дхг^е
• 4/***,т>/г^х»ГАгл* и
7{/ГА«ш - - - ~ * * - J*/?
;s>z?*WJ ол ' 1 f f f 1 i 1 »'f?
*f fi//*V
' Л" • • ‘ 7 ':.
C^po^l Л/ИМИ//****»^*****^. /
prч>,ц i
*4 ч.**Р /Ы,
fl Z< /< Z< << АГ /Г
‘ 7 л • ' ’ • / •
t" •
J X©A*/VT<Xf/>» /TCWWff/xO
ж<вп»/г»/-л» 4/
f» 9*9
^fffA^ff tA f Лгу^гг>/43^^^) >
4%. rtW /• Sf ' .
ТХ-мел*/* . <**A'/F> v Л/А/У<Г/*»»№Г1*'»'
rp^- МГЗ 40» 1 1 1 f 1 t f 1У n i
143 i ПА / t t 1 f f ‘ 1 3* tT
•' .’ • •» х<Л — ’ * ,’' f \ ' - j. .
.• •'• / 4 . ‘
kw /х/^4/ег»еЛ».<А*А-'<^ PvA-9M4&-№ff
♦£»*/£ 4/X/f. 4
4>/» */,*</0’**’Ajvma'*'*z fM -OtAHU'flcni
ли 3$ti/C ^fjc^f. ПЛЛС0»УО*Н
KVA lO"k A ft*. О frp, fl7fAO^/9»f4
- f - - - f —
V. , '.. / * ' r .'’I
A>V# 44//r</^rv^/F*^>zv /УА-99А40 Offlt
AV^f fl OO.^Jh? ГЮ /7vmt>yf9tc
Ai.fV ftfi. \*o.cfc о eb-of /ftrrvfpy/<?»t
&**VSfu/ty ^/ncv
^«т/^еу/ас
/’>♦» ч/ JZFr/>F/ 90 о 00^ о 00 ffpyn^etfn
Л»^>г//-ЯЬо оооtoo fi
V
♦ J
O9J^ r»»» < UfO
tftf fM » 0Л
14у4Л)> Off tta os
to
/;v#‘4v»/yz <
ле Л/хе
t/n v«rtt
r/or 04090
tf.
iQ*Orn/r w+rrtlt
^tr>4 fi oo* f л л л/
3tfr0CMi/f wrm*/
V rm // e Orf » ~ 9 t p
,‘^гу/ЦАУ^ЧУ • « «.
Offftfi 'tft'Of'fO > л «
от ff
too liO
Лл«Г^ой»»/>ш
vtoi tf
to
<V/*»*»t*t* *й
rWZ
fO
f9.
gfsf^AC
19
V
il
/Л
»€>CX#W
JTAC
*/1307AH
зего./гп - of
sere. rtf S' &2
to
fo
f
и 9
Atm+Axu bs'orfxuti
3tD^(y$ J 3
fo
WO./rfS-Jf
tero. nf3' 32
er^frtorAtf^fO VGrrntu
ffry<jr&n. Л 2
ft 9gf^fnoou/fnraf 137^7
f coo. o, co
2}uo<? c&e*> ft-
OJ^yv^M^tfii
ЛЛЛО/АН
f2
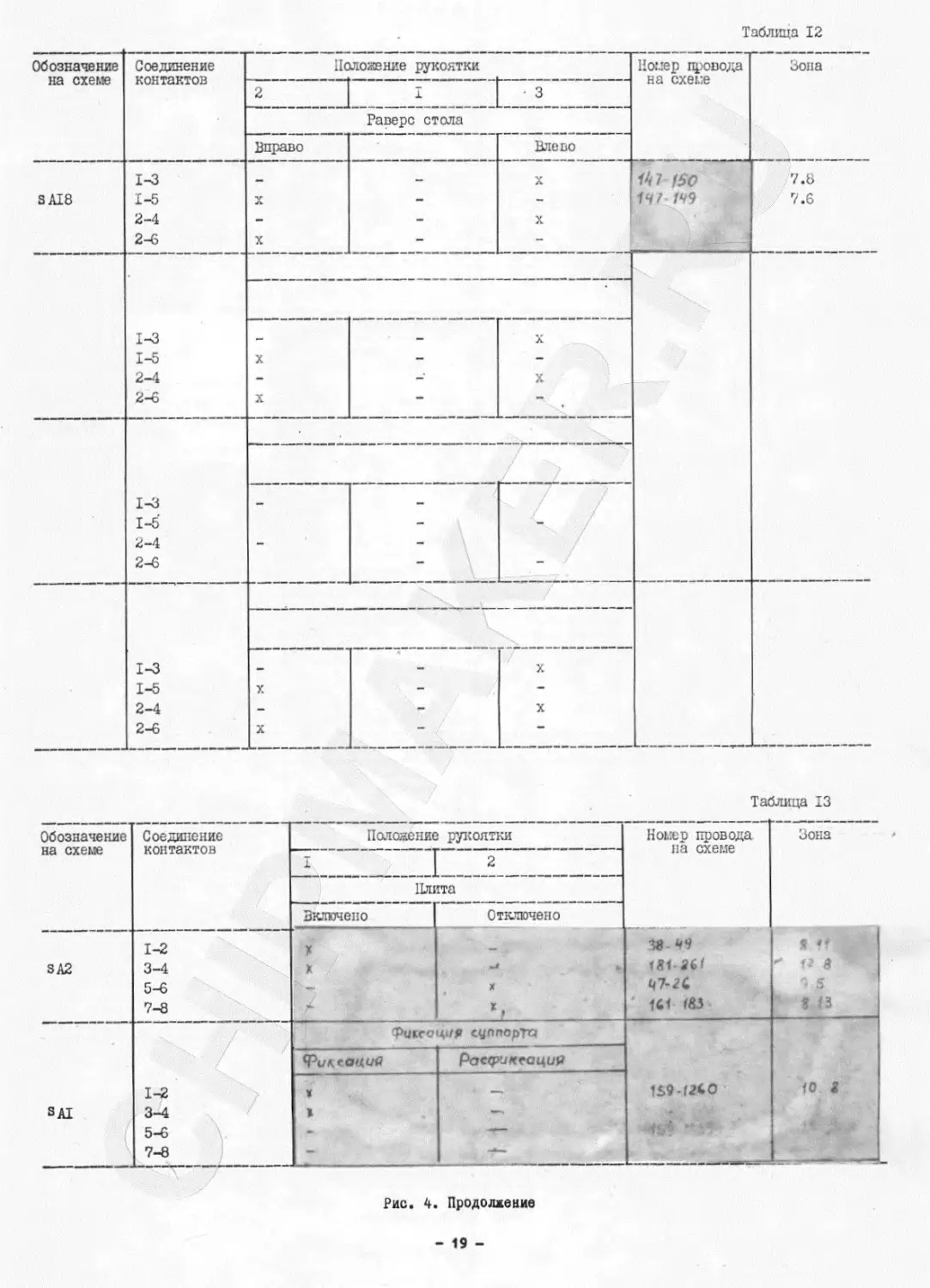
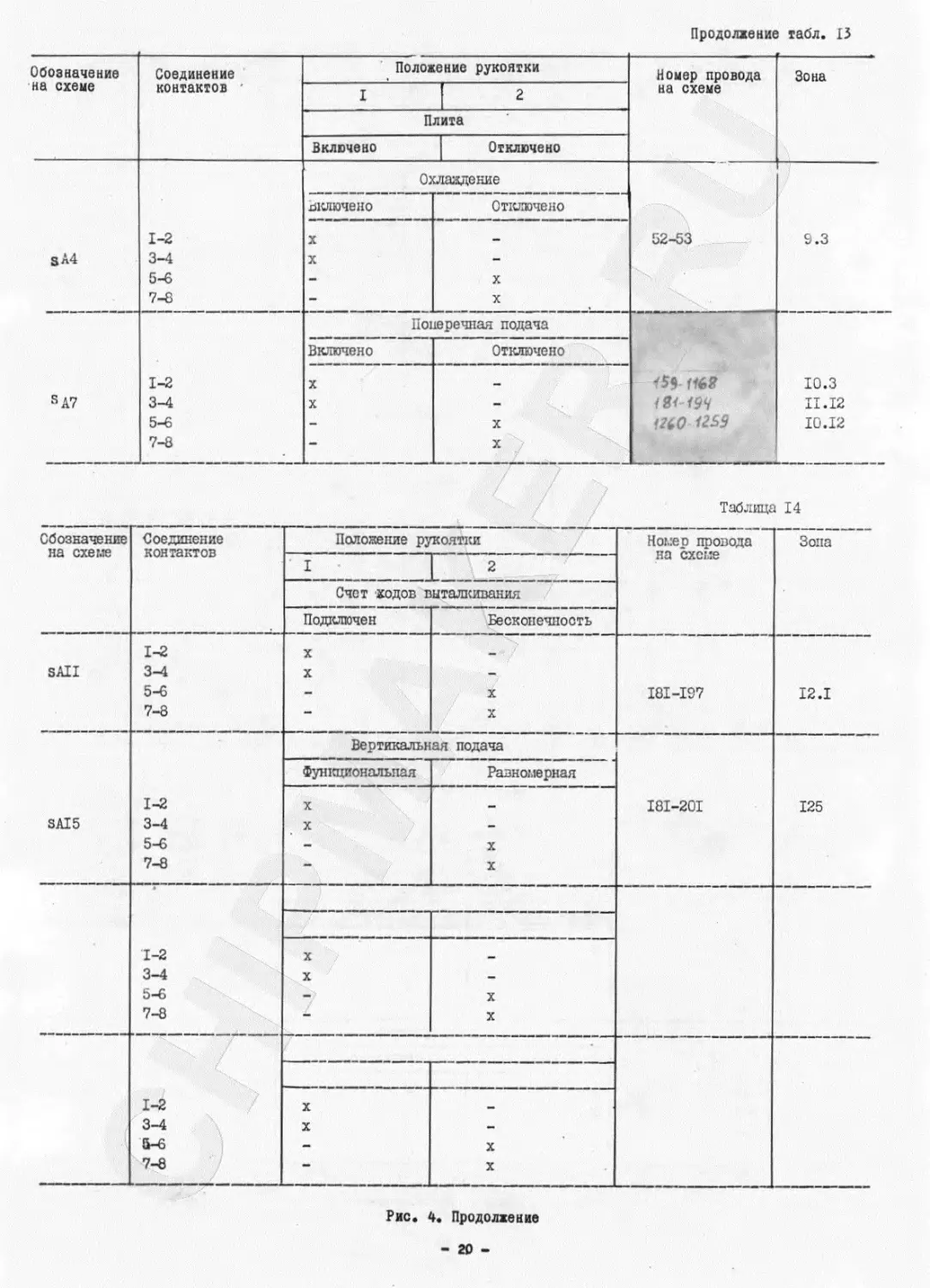
g. /7о^<г»т^^ tfff*f.. 9*-
i*9 SA/2 <с^г>/егг»стАует fawryv*-
f*y **?*•/ A^rajft i/Aty^i/d
3. Hff t/^n^S^frf
ft-f t fgr- ft - fra /го-
HVHtsf /reipesrjrsovb/r>9jrg
ff.1.3 Cft 0f/O9^Ar^>r.<^ 9 Af**f9»
g9^f9 J^fffAV.tf
Ch>rn>/(Nt^O П9 •
JpTffWff fOQ O!V О О99Л
n>^9 C’*92un9ffui- 390 ле IT 09 M
u4W^U'7/fr*ZJ о gio O MJ^f
7t
♦'zy/rX
V f 3 (iLienr/uemfy, o fvjt/>&*<.•* frc'*r-> •
3bffrav> ff
A^o^THfffft ft»:
f»9rrr fertO/^»fvi/ e»-^9 39 f 009 О 09 ytf
Л*С- Ar.^izv
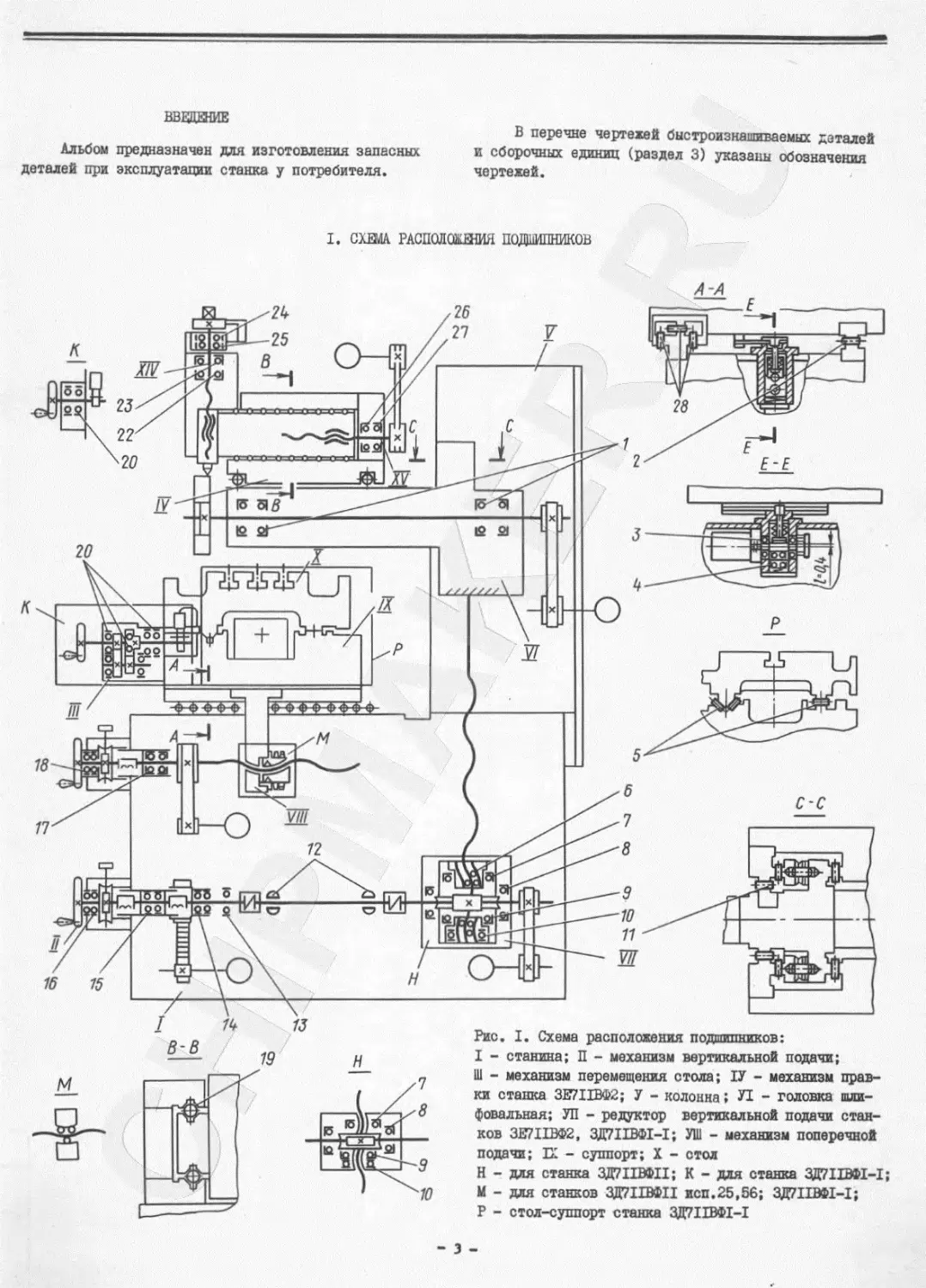
I. ОБЩИЕ СВЕДЕНИЯ
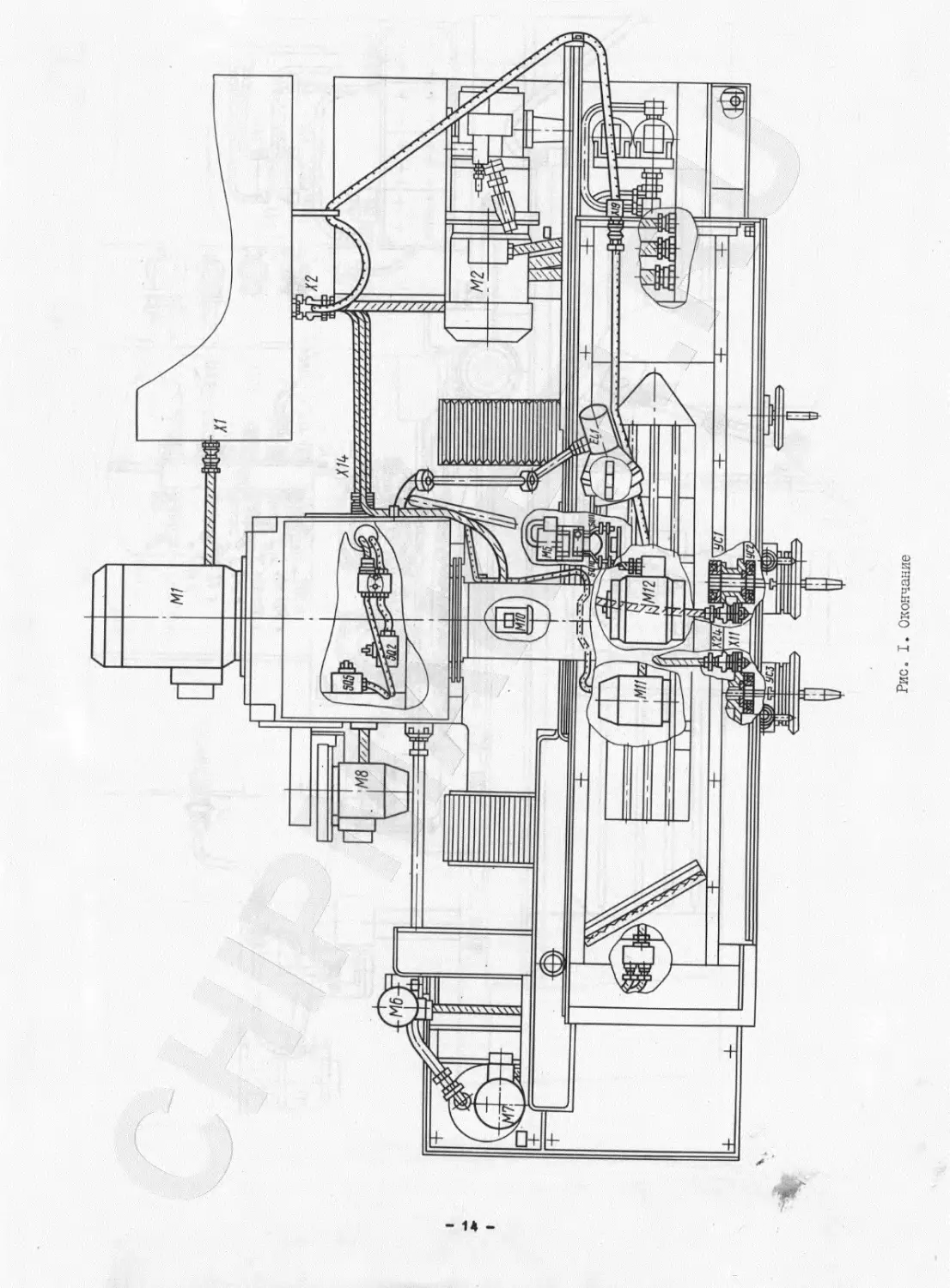
Станки плоскошлифовальные с крестовым столом
и горизонтальным шпинделем ЗД7ПВФ11, ЗД711ВФП
исп.25,56,57 (рис.1), ЗД7ПВФ1-1, ЗД711ВФ1-1
исп.25 (рис.2) и полуавтомат "плоскошлифовальный с
крестовым столом и горизонтальным шпинделем с ЧПУ
ЗЕ711ВФ2 (рис.З) предназначены для шлифования плос-
ких поверхностей периферией абразивного или алмаз-
ного круга различных деталей, закрепленных на зер-
кале стола, магнитной, электромагнитной плите и в
приспособлении, из стали, чугуна и других материа-
лов.
В пределах, допустимых кожухом шлифовального
круга, возможна обработка торцом круга вне цикла.
С применением приспособлений для правки абра-
зивных кругов (дополнительных шлифовальных головок,
приспособлений для деления), установки и крепления
деталей возможно шлифование наклонных и фасонных
поверхностей, пазов и уступов.
Рис.1. Станок плоскошлифовальный с крестовым сто-
лом и горизонтальным шпинделем ЗД711ВФП,
ЗД7ПВФП исп.25,56,57
Рис.2. Станок плоскошлифовальный с крестовым сто-
лом и горизонтальным шпинделем ЗД711ВФ1-1 и
ЗД7ПВФ1-1 исп.25
Рис.З. Полуавтомат плоскошлифовальный с крестовым
столом и горизонтальным шпинделем с ЧПУ ЗЕ7ПВФ2
- 3 -
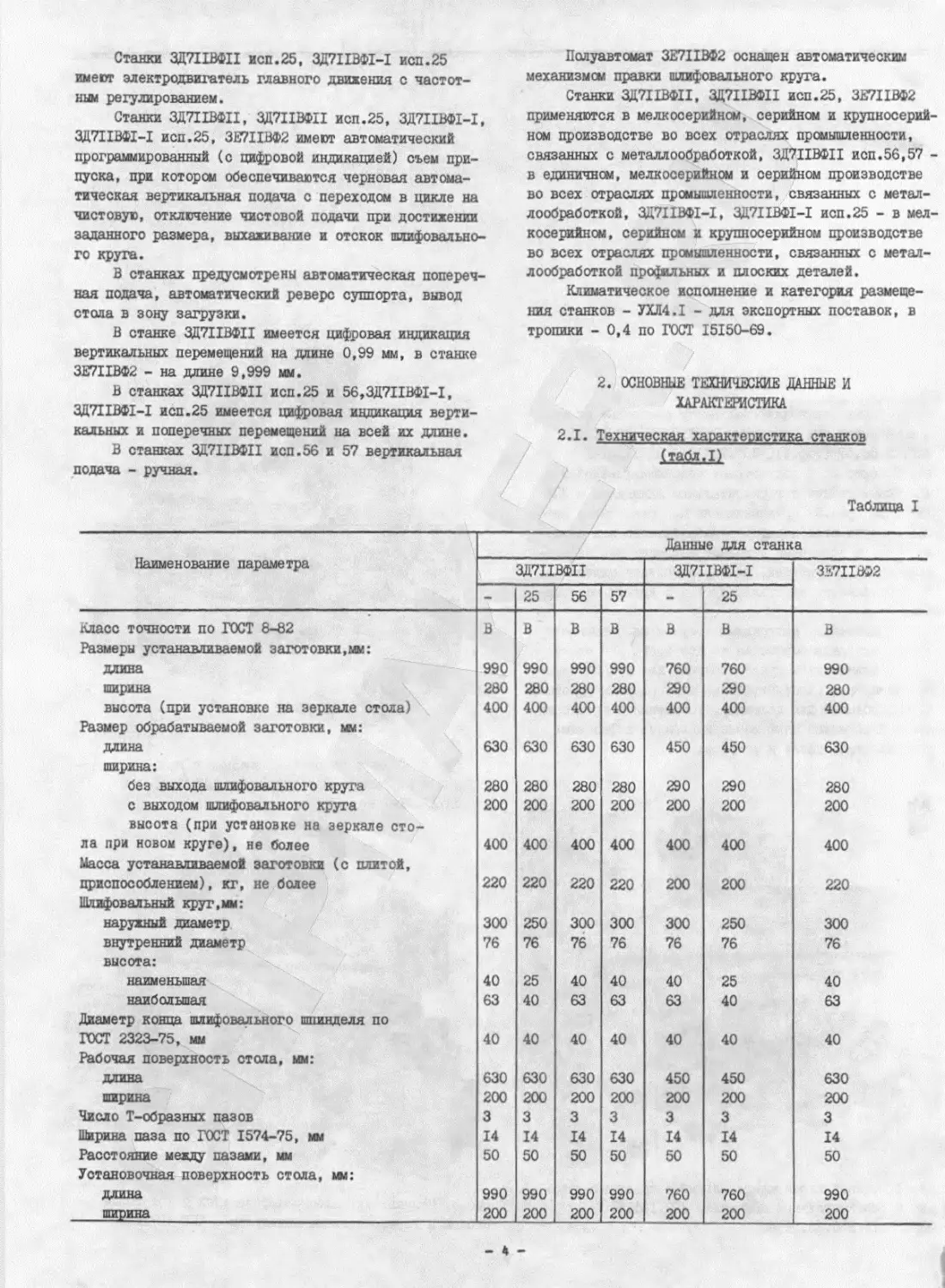
Станки ЗД711ВФП исп.25, ЗД711ВФ1-1 исп.25
имеют электродвигатель главного движения с частот-
ным регулированием.
Станки ЗД711ВФП, ЗД711ВФП исп.25, ЗД711ВФ1-1,
ЗД7ПВФ1-1 исп.25, ЗЕ7ПВФ2 имеют автоматический
программированный (с цифровой индикацией) съем при-
пуска, при котором обеспечиваются черновая автома-
тическая вертикальная подача с переходом в цикле на
чистовую, отключение чистовой подачи при достижении
заданного размера, выхаживание и отскок шлифовально-
го круга.
В станках предусмотрены автоматическая попереч-
ная подача, автоматический реверс суппорта, вывод
стола в зону загрузки.
В станке ЗД711ВФ11 имеется цифровая индикация
вертикальных перемещений на длине 0,99 мм, в станке
ЗЕ711ВФ2 - на длине 9,999 мм.
В станках ЗД7ПВФП исп.25 и 56,ЗД7ПВФ1-1.
ЗД7ПВФ1-1 исп.25 имеется цифровая индикация верти-
кальных и поперечных перемещений на всей их длине.
В станках ЗД7ПВФП исп.56 и 57 вертикальная
подача - ручная.
Полуавтомат ЗЕ7ПВФ2 оснащен автоматическим
механизмом правки шлифовального круга.
Станки ЗД711ВФП, ЗД711ВФП исп.25, ЗЕ7ПВФ2
применяются в мелкосерийном, серийном и крупносерий-
ном цроизводстве во всех отраслях промышленности,
связанных с металлообработкой, ЗД7ПВФП исп.56,57 -
в единичном, мелкосерийном и серийном производстве
во всех отраслях промышленности, связанных с метал-
лообработкой, ЗД711ВФ1-1, ЗД711ВФ1-1 исп.25 - в мел-
косерийном, серийном и крупносерийном производстве
во всех отраслях промышленности, связанных с метал-
лообработкой профильных и плоских деталей.
Климатическое исполнение и категория размеще-
ния станков - УХЛ4.1 - для экспортных поставок, в
тропики - 0,4 по ГОСТ 15150-69.
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И
ХАРАКТЕРИСТИКА
2.1. Техническая характеристика станков
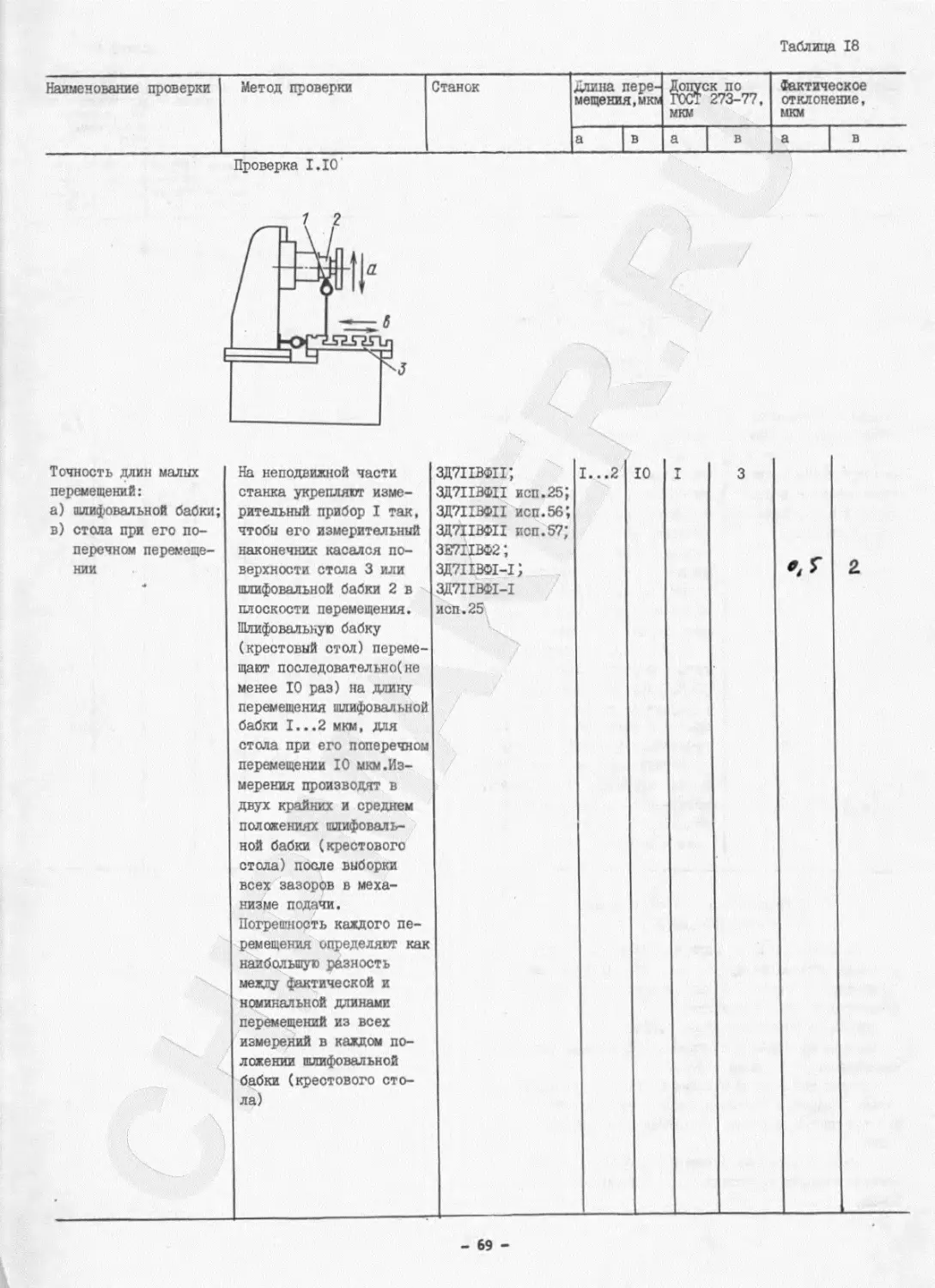
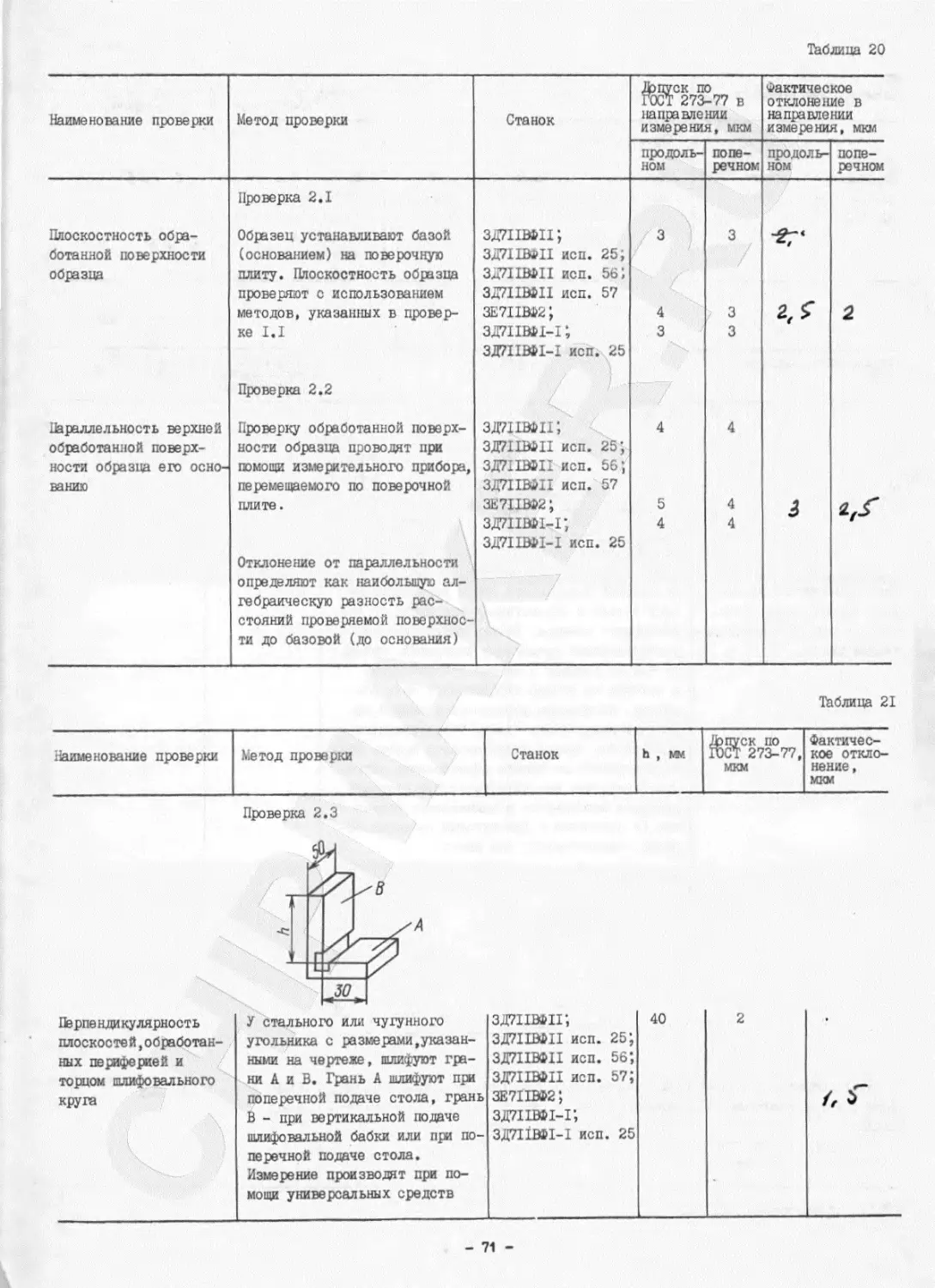
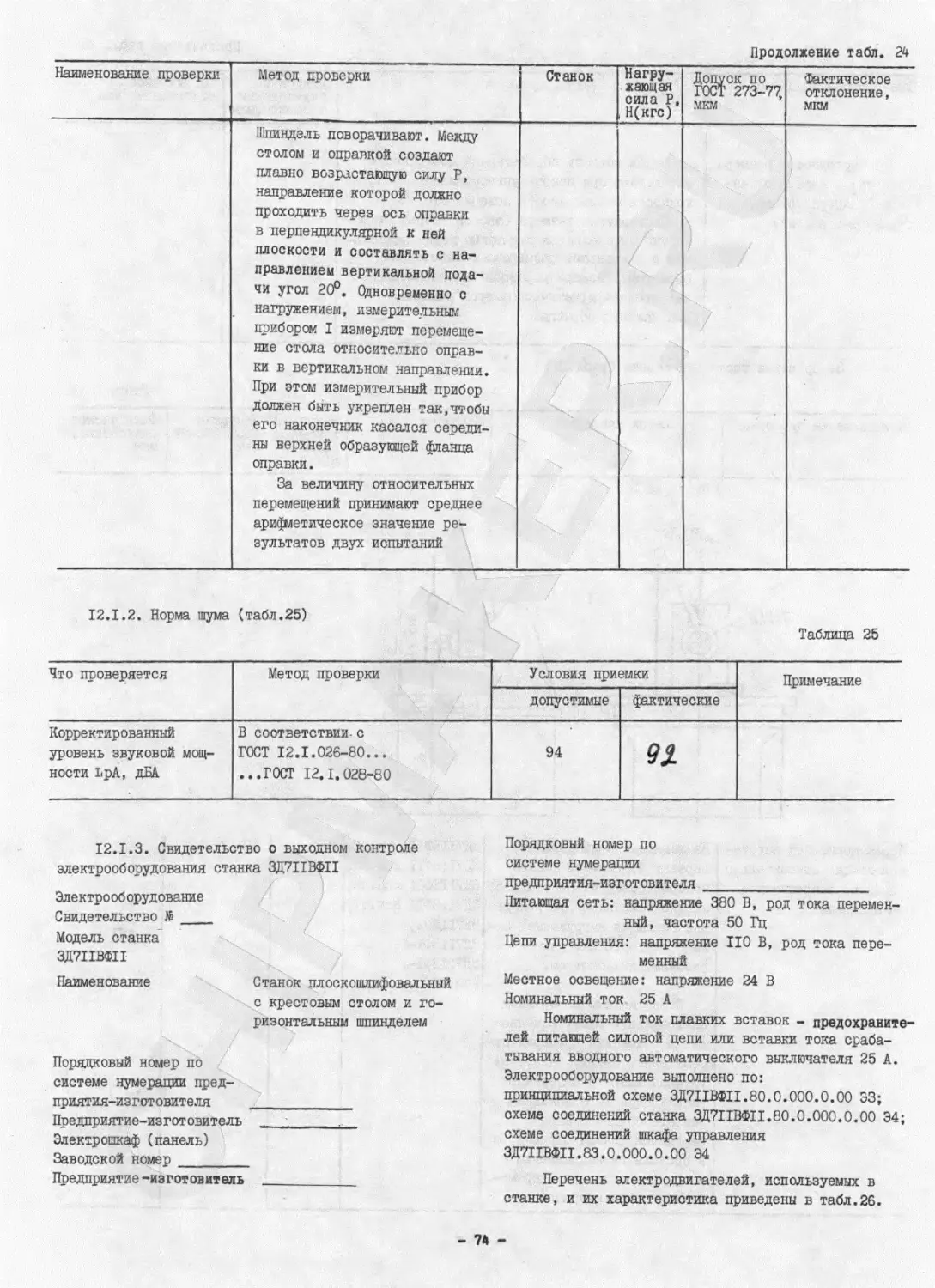
Ira^I}.
Таблица I
Наименование параметра Данные для станка
ЗД7ПВФП ЗЩ7ПВФ1-1 3E7IIB02
- 25 56 57 • 25
Класс точности по ГОСТ 8-82 Размеры устанавливаемой заготовки,мм: в В В В В В В
длина 990 990 990 990 760 760 990
ширина 280 280 280 280 290 290 280
высота (при установке на зеркале стола) Размер обрабатываемой заготовки, мм: 400 400 400 400 400 400 400
длина ширина: 630 630 630 630 450 450 630
без выхода шлифовального круга 280 280 280 280 290 290 280
с выходом шлифовального круга высота (при установке на зеркале сто- 200 200 200 200 200 200 200
ла при новом круге), не более Масса устанавливаемой заготовки (с плитой, 400 400 400 400 400 400 400
приспособлением), кг, не более Шлифовальный круг,мм: 220 220 220 220 200 200 220
наружный диаметр 300 250 300 300 300 250 300
внутренний диаметр высота: 76 76 76 76 76 76 76
наименьшая 40 25 40 40 40 25 40
наибольшая Диаметр конца шлифовального шпинделя по 63 40 63 63 63 40 63
ГОСТ 2323-75, мм Рабочая поверхность стала, мм: 40 40 40 40 40 40 40
ДЛИНА 630 630 630 630 450 450 630
ширина 200 200 200 200 200 200 200
Число Т-образных пазов 3 3 3 3 3 3 3
Ширина паза по ГОСТ 1574-75, мм 14 14 14 14 14 14 14
Расстояние между пазами, мм Установочная поверхность стола, мм: 50 50 50 50 50 50 50
длина 990 990 990 990 760 760 990
ширина 200 200 200 200 200 200 200
— 4 —
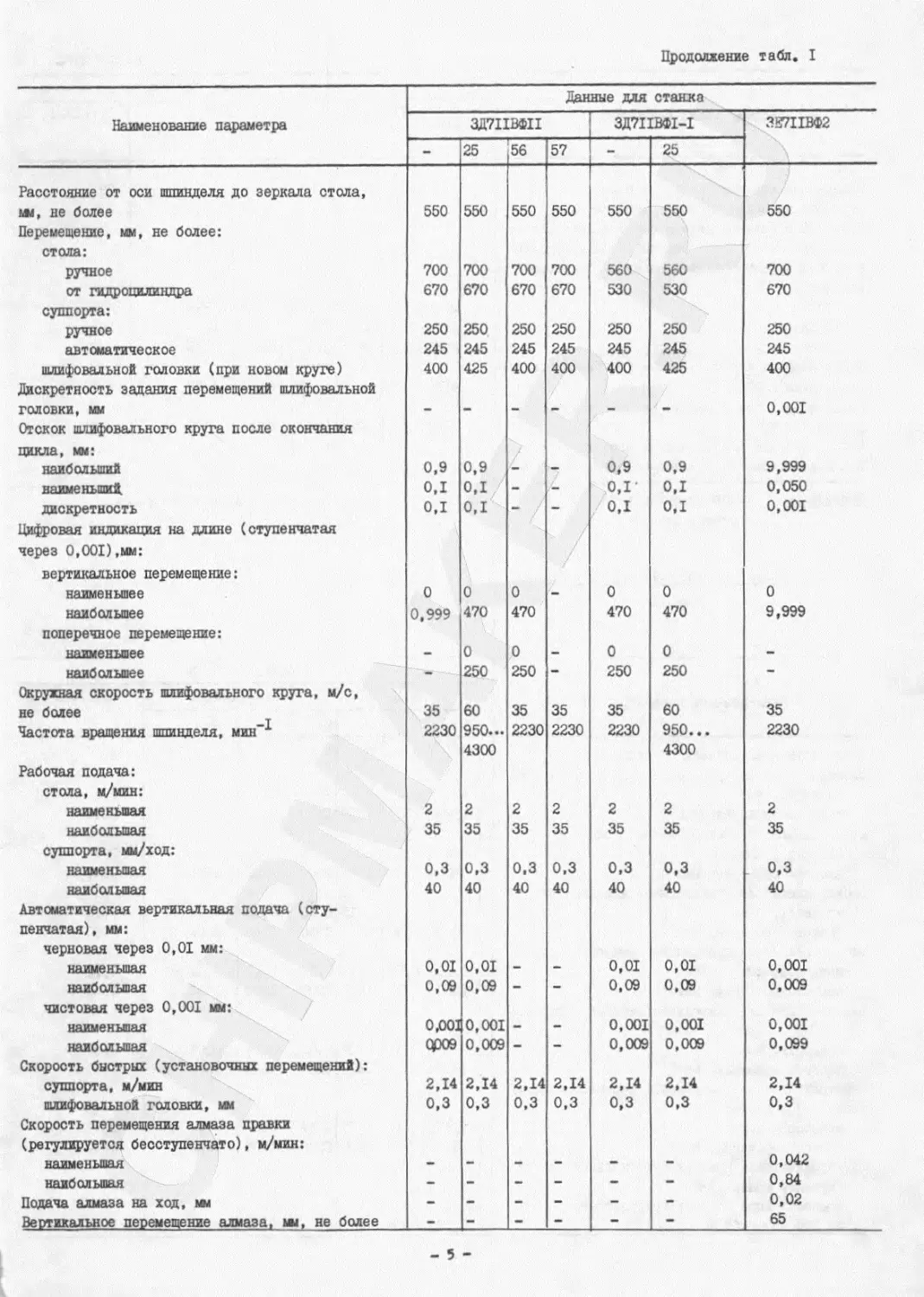
Продолжение табл. I
Данные для станка
Наименование параметра ЗД7ПВФП ЗД7ПВФ1-1 ЗВ7ПВФ2
- 25 56 57 - 25
Расстояние от оси шпинделя до зеркала стола, ш, не более 550 550 550 550 550 550 550
Перемещение, мм, не более: стола: ручное 700 700 700 700 560 560 700
от гидроцилиндра 670 670 670 670 530 530 670
суппорта: ручное 250 250 250 250 250 250 250
автоматическое 245 245 245 245 245 245 245
шлифовальной головки (при новом круге) 400 425 400 400 400 425 400
Дискретность задания перемещений шлифовальной головки, мм « « а* й в 0,001
Отскок шлифовального круга после окончания цикла, мм: наибольший 0,9 0,9 0,9 0,9 9,999
наименьший 0,1 0,1 - 0,1’ ОД 0,050
дискретность 0,1 0,1 - - 0,1 0,1 0,001
Цифровая индикация на длине (ступенчатая через 0,001),мм: вертикальное перемещение: наименьшее 0 0 0 0 0 0
наибольшее 0,999 470 470 470 470 9,999
поперечное перемещение: наименьшее 0 0 0 0 —
наибольшее -» 250 250 - 250 250 —
Окружная скорость шлифовального круга, м/с, не более 35 60 35 35 35 60 35
Частота вращения шпинделя, мин-1 2230 950... 2230 2230 2230 950... 2230
Рабочая подача: стола, м/мин: наименьшая 2 4300 2 2 2 2 4300 2 2
наибольшая 35 35 35 35 35 35 35
суппорта, мм/ход: наименьшая 0,3 0,3 0,3 0,3 0,3 0,3 0,3
наибольшая 40 40 40 40 40 40 40
Автоматическая вертикальная подача (сту- пенчатая), мм: черновая через 0,01 мм: наименьшая 0,01 0,01 0,01 0,01 0,001
наибольшая 0,09 0,09 - - 0,09 0,09 0,009
чистовая через 0,001 мм: наименьшая 0,001 0,001 0,001 0,001 0,001
наибольшая 0009 0,009 — — 0,009 0,009 0,099
Скорость быстрых (установочных перемещений): суппорта, м/мин 2,14 2,14 2,14 2,14 2,14 2,14 2,14
шлифовальной головки, мм 0,3 0,3 0,3 0,3 0,3 0,3 о,з
Скорость перемещения алмаза правки (регулируется бесступенчато), м/мин: наименьшая — 0,042
наибольшая - - - - — - 0,84
Подача алмаза на ход, мм - - - - «• •• 0,02
Вертикальное перемещение алмаза, ш, не более - - - - - - 65
- 5
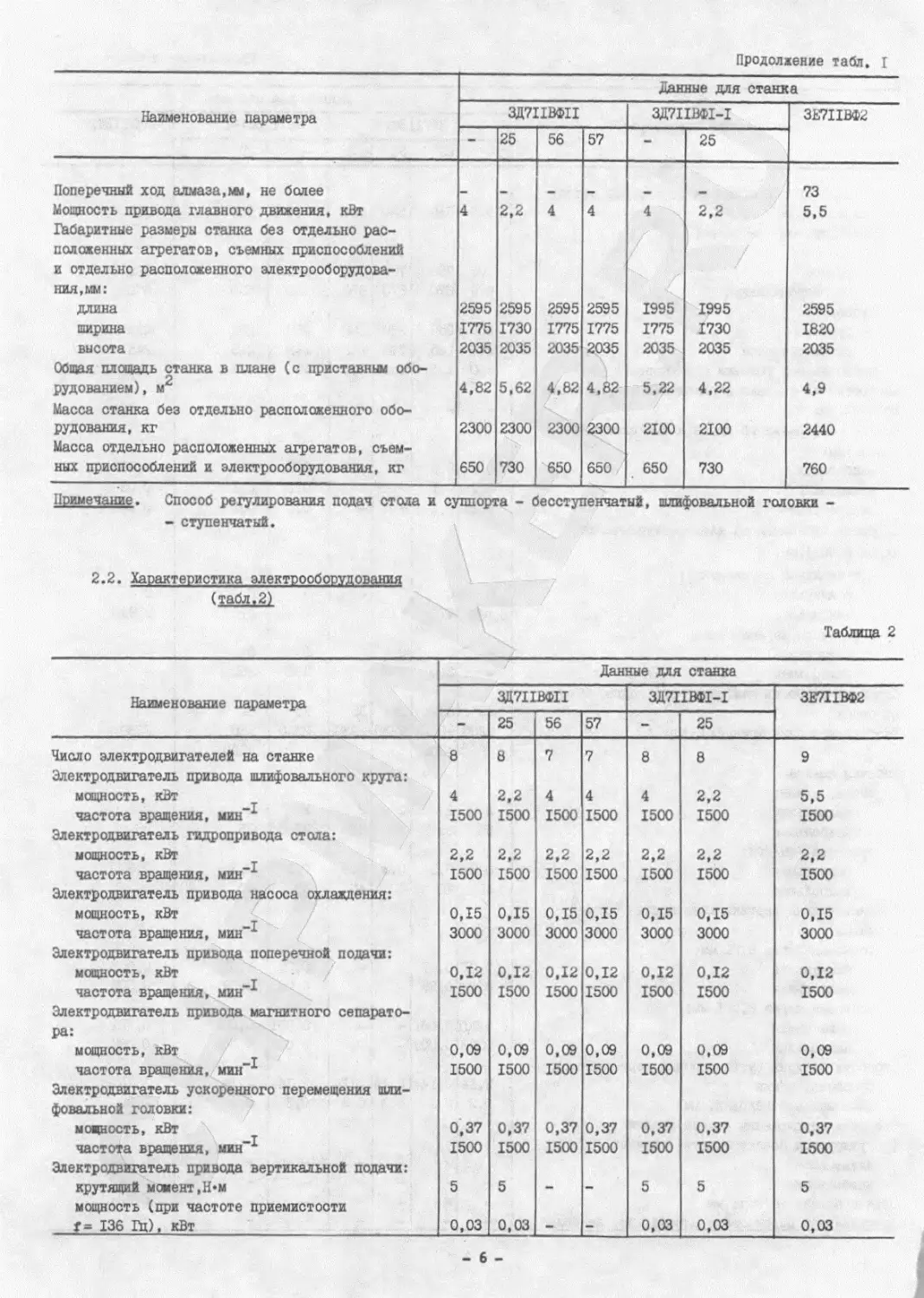
Продолжение табл. I
данные для станка
Наименование параметра ЗД7ПВФП ЗД7ПВФ1-1 ЗВ7ПВФ2
- 25 56 57 - 25
Поперечный ход алмаза,мм, не более — м — — 73
Мощность привода главного движения, кВт Габаритные размеры станка без отдельно рас- положенных агрегатов, съемных приспособлений и отдельно расположенного электрооборудова- ния,мм: 4 2,2 4 4 4 2,2 5,5
длина 2595 2595 2595 2595 1995 1995 2595
ширина 1775 1730 1775 1775 1775 1730 1820
высота Общая площадь станка в плане (с приставным обо- 2035 2035 2035 2035 2035 2035 2035
рудованием), м2 Масса станка без отдельно расположенного обо- 4,82 5,62 4,82 4,82 5,22 4,22 4,9
рудования, кг Масса отдельно расположенных агрегатов, съем- 2300 2300 2300 2300 2100 2100 2440
ных приспособлений и электрооборудования, кг 650 730 650 650 650 730 760
Примечание. Способ регулирования подач стола и суппорта - бесступенчатый, шлифовальной головки -
- ступенчатый.
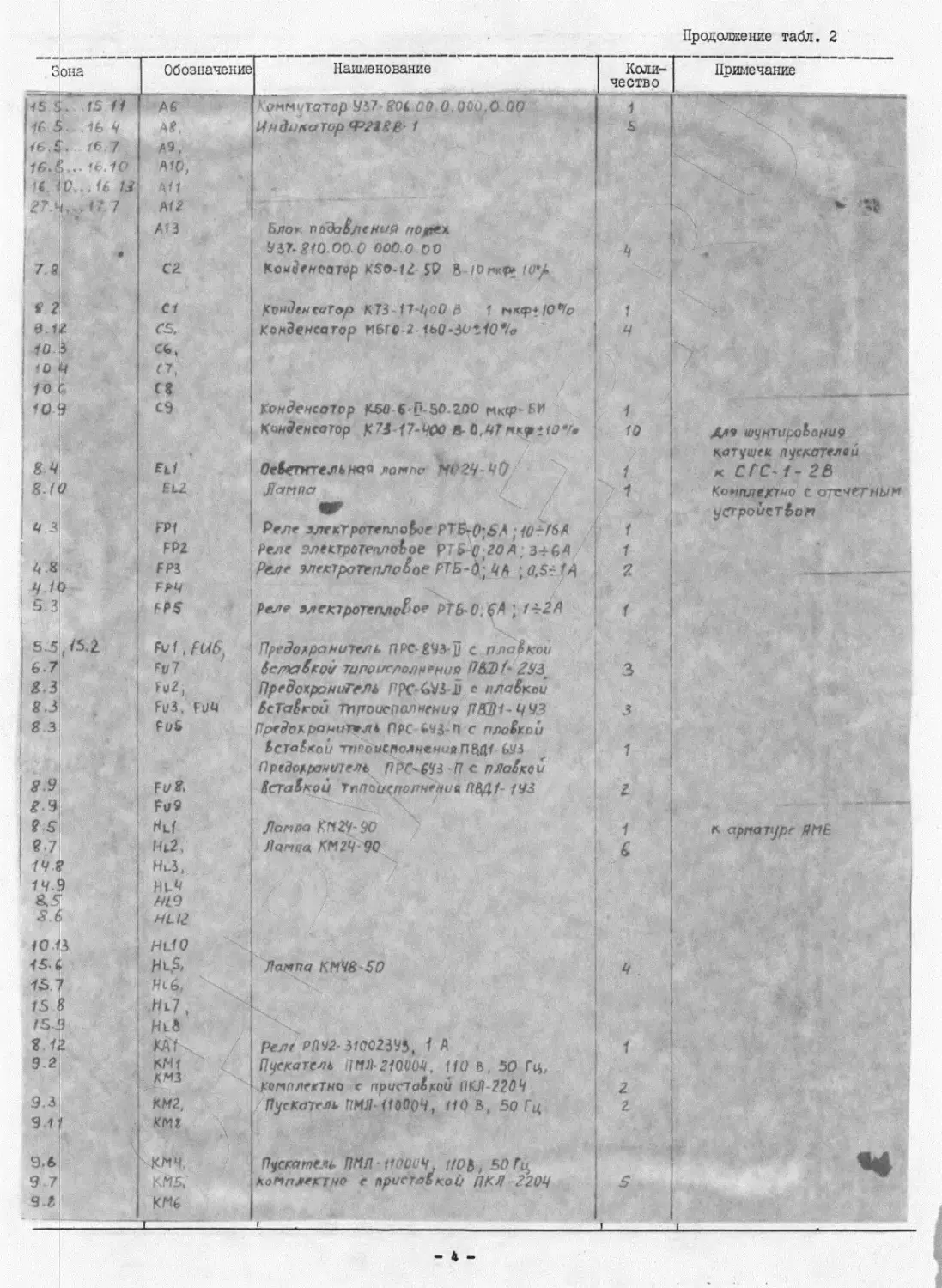
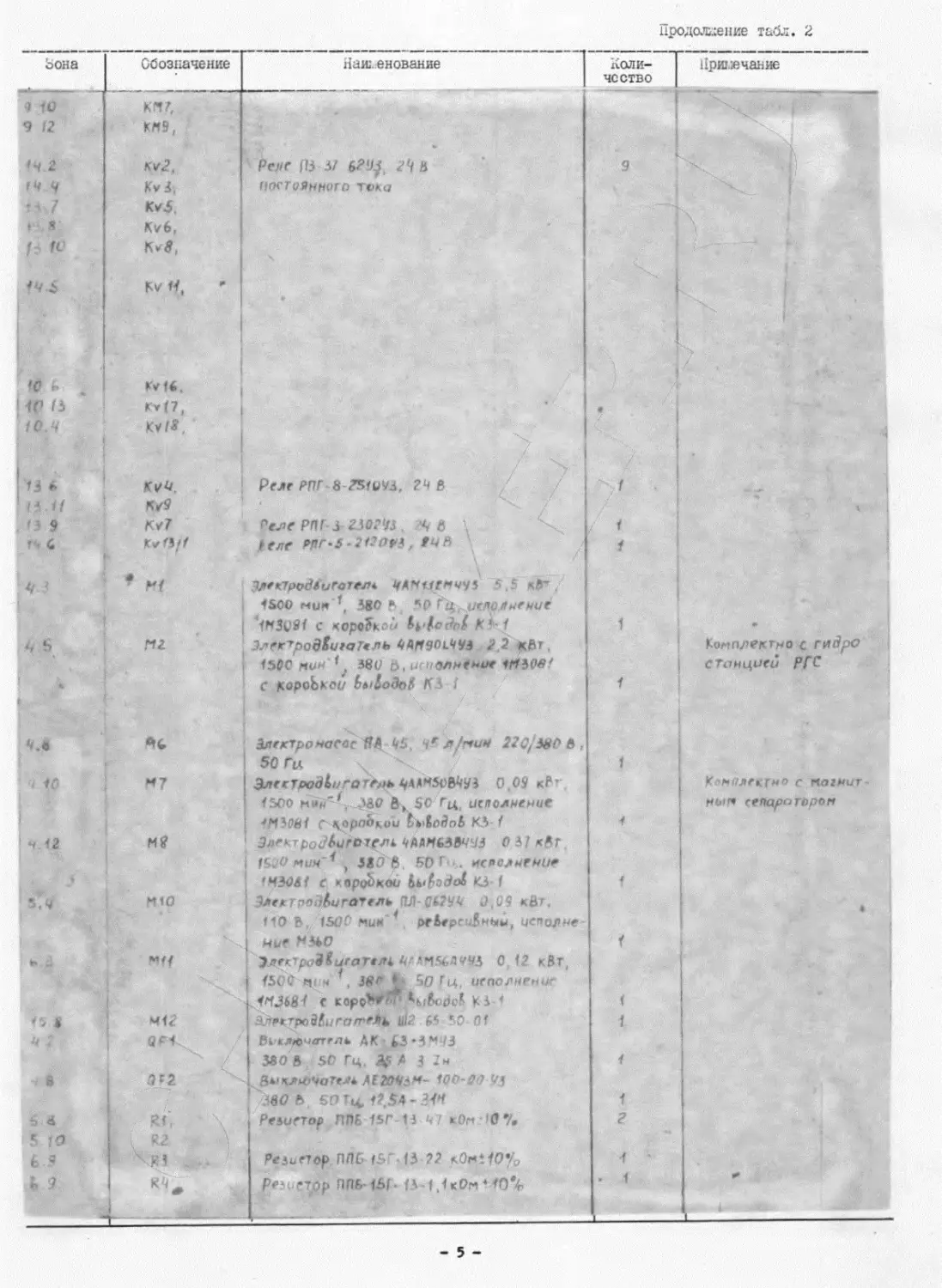
2.2. Характеристика электрооборудования
(табл.2)
Таблица 2
Данные для станка
Наименование параметра ЗД7ПВФП ЗД7ПВФ1-1 ЗЕ7ПВФ2
- 25 56 57 25
Число электродвигателей на станке Электродвигатель привода шлифовального крута: 8 8 7 7 8 8 9
мощность, кВт 4 2,2 4 4 4 2,2 5,5
частота вращения, мин-* Электродвигатель гидропривода стола: 1500 1500 1500 1500 1500 1500 1500
мощность, кВт 2,2 2,2 2,2 2,2 2,2 2,2 2,2
частота вращения, мин-1 Электродвигатель привода насоса охлаждения: 1500 1500 1500 1500 1500 1500 1500
мощность, кВт 0,15 0,15 0,15 0,15 0,15 0,15 0,15
частота вращения, мин-^ Электродвигатель привода поперечной подачи: 3000 3000 3000 3000 3000 3000 3000
мощность, кВт 0,12 0,12 0,12 0,12 0,12 0,12 0,12
частота вращения, мин-^ Электродвигатель привода магнитного сепарато- ра: 1500 1500 1500 1500 1500 1500 1500
мощность, кВт 0,09 0,09 0,09 0,09 0,09 0,09 0,09
частота вращения, мин"^ Электродвигатель ускоренного перемещения шли- фовальной головки: 1500 1500 1500 1500 1500 1500 1500
мощность, кВт 0,37 0,37 0,37 0,37 0,37 0,37 0,37
частота вращения, мин-* Электродвигатель привода вертикальной подачи: 1500 1500 1500 1500 1500 1500 1500
крутящий момент,Н«м мощность (при частоте приемистости 5 5 — — 5 5 5
t= 136 Hi), кВт 0,03 0,03 - - 0,03 0,03 0,03
- 6 -
Продолжение табл. 2
Наименование параметра Данные для станка
ЗД711ВМ1 ЗД711ВИ-1 3E7IIB&2
25 56 57 - 25
Электродвигатель привода механизма правки: мощность, кВт — - - — 0,09
частота вращения, мин-1 - - — — - 75...1500
Электродвигатель охлаждения полости электро- шкафа: мощность, кВт 0,018 0,01В Ц018 0,018 0,018 0,018 0,018
частота вращения, мин--'- 1500 1500 1500 1500 1500 1500 1500
Суммарная мощность всех электродвигателей, кВт 6,98 5,18 6,95 6,95 5,18 6,98 8,57
Содержание драгоценных металлов, г: золото — — — 0,02715
серебро 21,283 26,344 18,25£ 16,165 21,283 26,344 83,135
Примечание. Род тока питающей сети - пе-
ременный трехфазный, частота тока - 50 (60) Гц,
напряжение - 220/380 (415/440) В.
2.3. Характеристика гидрооборудования
Объем бака гидроагрегата, л ............... 125
Подача насоса гидропривода, л/мин ......... 50
Масло для гидропривода и смазки станка ... Тп-22
и
ИГНСп-20
2.4. Характеристика системы охлаждения
Объем бака охлаждения, л .......... 90
Подача насоса охлаждения, л/мин ... 45
Смазочно-охлаждающая жидкость .... водный раст-
вор НТЛ-205
2.5. Механика станка
2.5.1. Механизм главного движения
Частота вращения и окружная скорость шлифо-
вального круга приведены в табл.З.
Таблица 3
Станок Частота вращения шпин- деля, мин 1 Окружная скорость шлифовального крута, м/мин
наибольшая при Dm ах наименьшая при Drain
ЗД711ВФП 2230 35 22,5
ЗД711ВФП исп.56 2230 35 22,5
ЗД711ВФП исп.57 2230 35 22,5
ЗД711ВФ1-1 2230 35 22,5
ЗЕ711ВФ2 2230 35 22,5
ЗД711ВФ11 исп.25 950...4300 60 35
ЗД7ПВФ1-1 исп.25 950...4300 60 35
2.5.2. Скорость и величина хода стола (от
гидропривода) приведены в табл.4.
Таблица 4
Станок Скорость, м/мин Ход, мм
наибольшая наименьшая наибольший наименьший
ЗД7ПВФП и его
исполнения 35 2 670 70
ЗЕ711ВФ2 35 2 670 70
ЗД711ВФ1-1 35 2 530 70
- 7 -
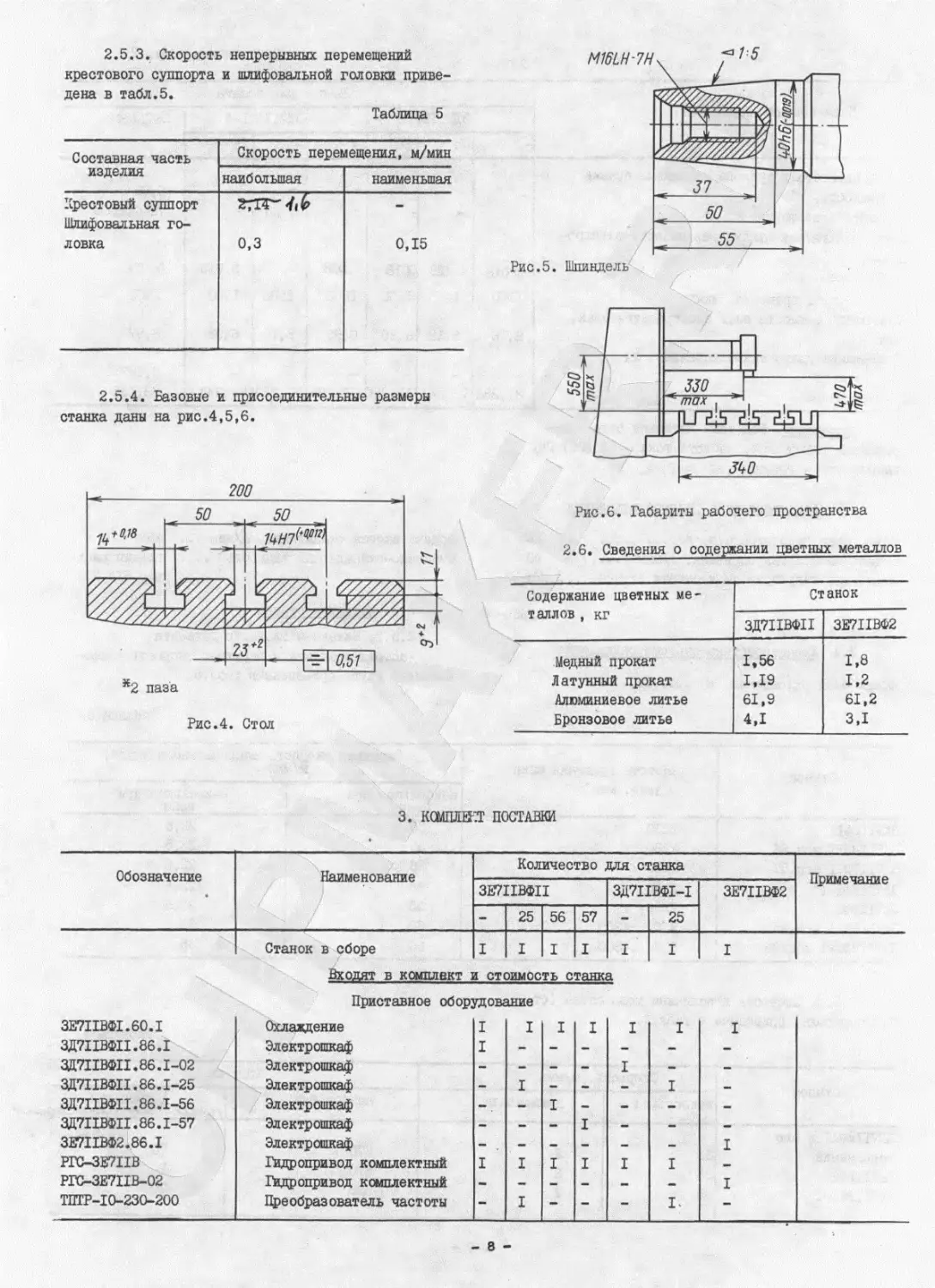
2.5.3. Скорость непрерывных перемещений
крестового суппорта и шлифовальной головки приве-
дена в табл.5.
Таблица 5
Составная часть изделия Скорость перемещения, м/мин
наибольшая наименьшая
Крестовый суппорт Шлифовальная го- ловка 0,3 0,15
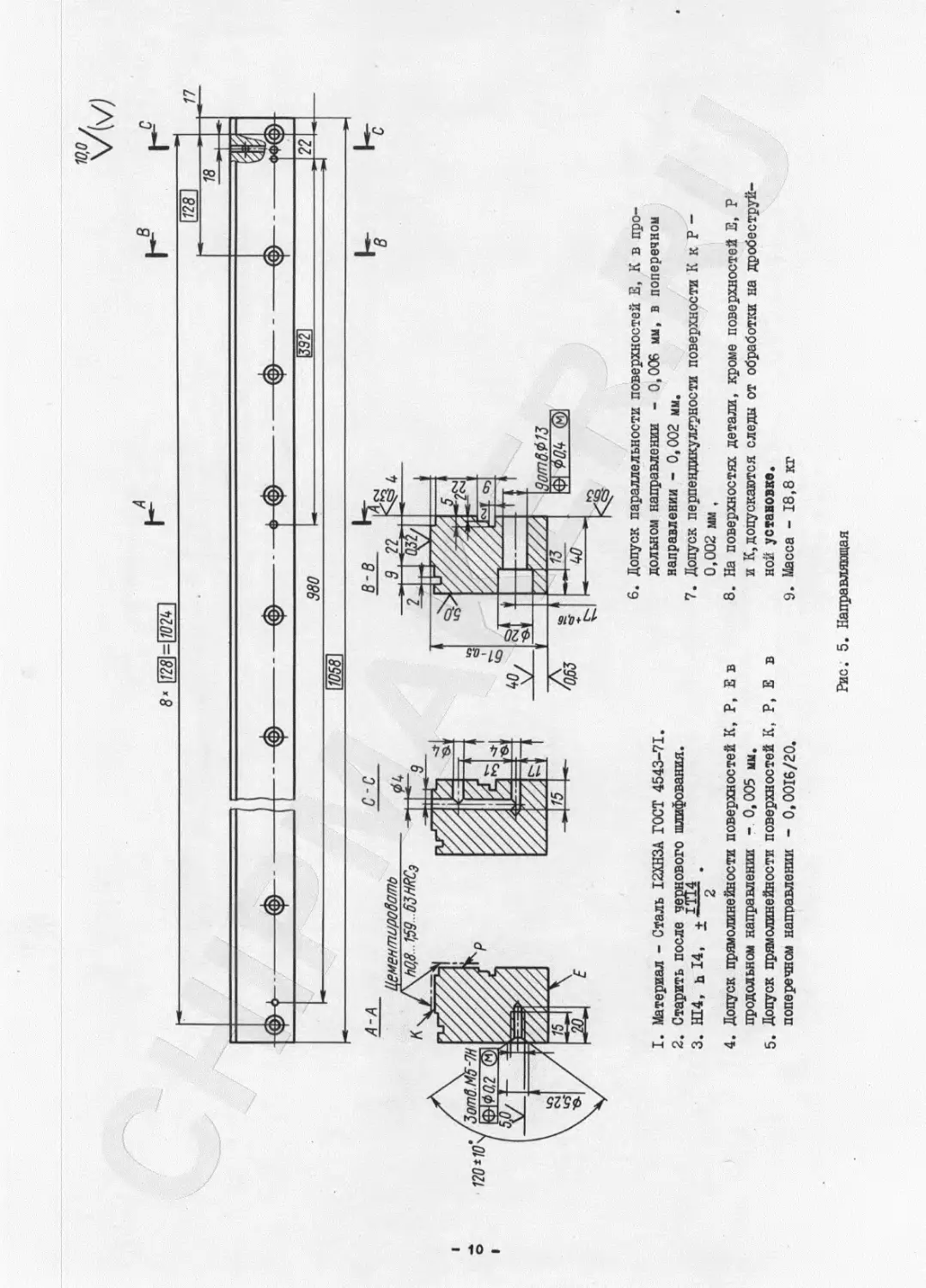
Рис.5. Шпиндель
2.5.4. Базовые и присоединительные размеры
станка даны на рис.4,5,6.
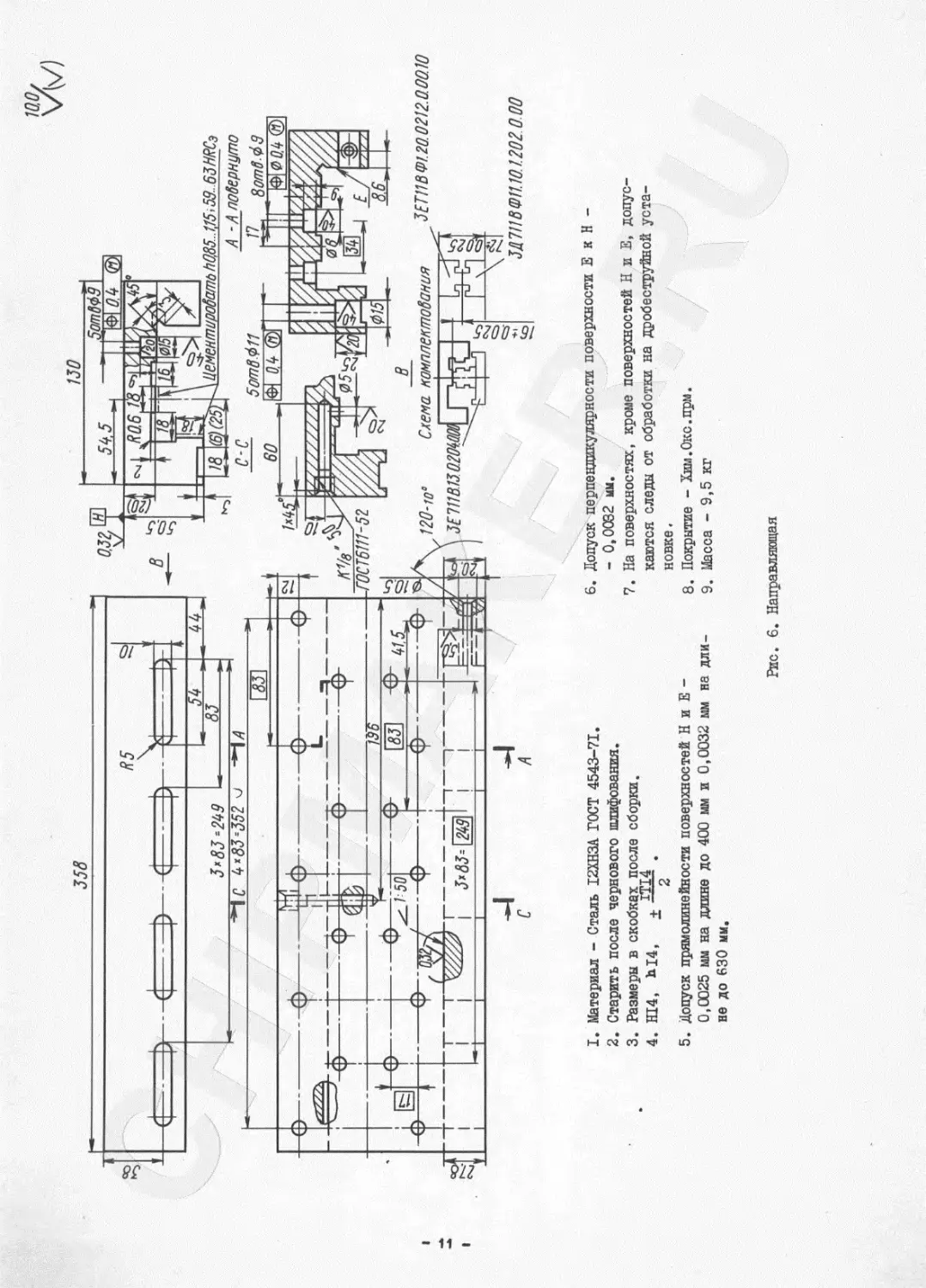
Рис.6. Габариты рабочего пространства
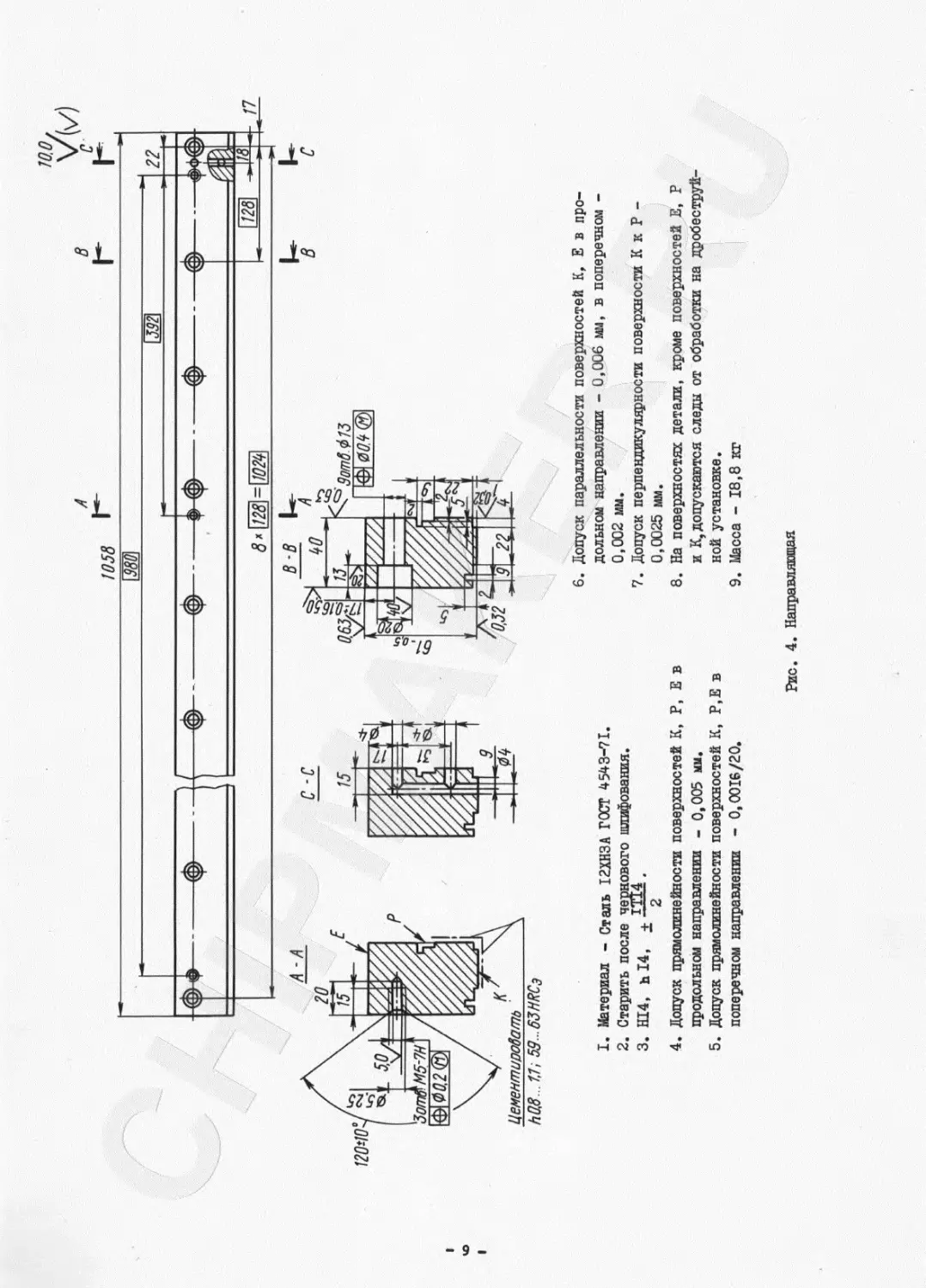
Рис.4. Стол
2.6. Сведения о содержании цветных металлов
Содержание цветных ме- таллов , кг Станок
ЗД711ВФП ЗЕ7ПВФ2
Медный прокат 1,56 1.8
Латунный прокат 1,19 1,2
Алюминиевое литье 61,9 61,2
Бронзовое литье 4,1 3,1
3. КОПЛЫ'.Т ПОСТАВКИ
Обозначение Наименование Количество для станка Примечание
ЗЕ7ПВФП ЗД7ПВФ1-1 ЗЕ7ПВФ2
- 25 56 57 - 25
Станок в сборе I I I I I I I
Входят в комплект и стоимость станка
Приставное оборудование
ЗЕ7ПВФ1.60.1 Охлаждение I I I I I I I
ЗД711ВФП.86.1 Электрошкаф I - — — — — —
ЗД711ВФП.86.1-02 Электрошкаф - — — — I — —
ЗД7ИВФП. 86.1-25 Электрошкаф - I - — — I —
ЗД7ПВФП.86.1-56 Электрошкаф - — I — — — *
ЗД711ВФ11.86.1-57 Электрошкаф - — - I - — —
3E7I1ВФ2.86.1 Электрошкаф - - — - — - I
РГС-ЗЕ7ПВ Гидропривод комплектный I I I I I I *
РГС-ЗЕ7Х1В-02 Гидропривод комплектный - — — — — I
ТПТР-Х0-230-200 Преобразователь частоты - I - - - I. -
- 8 -
Обозначение Наименование Количество для станка Примечание
3E7IIBMI ЗД7ПВФ1-1 ЗЕ7ПВФ2
- 25 56 57 - 25
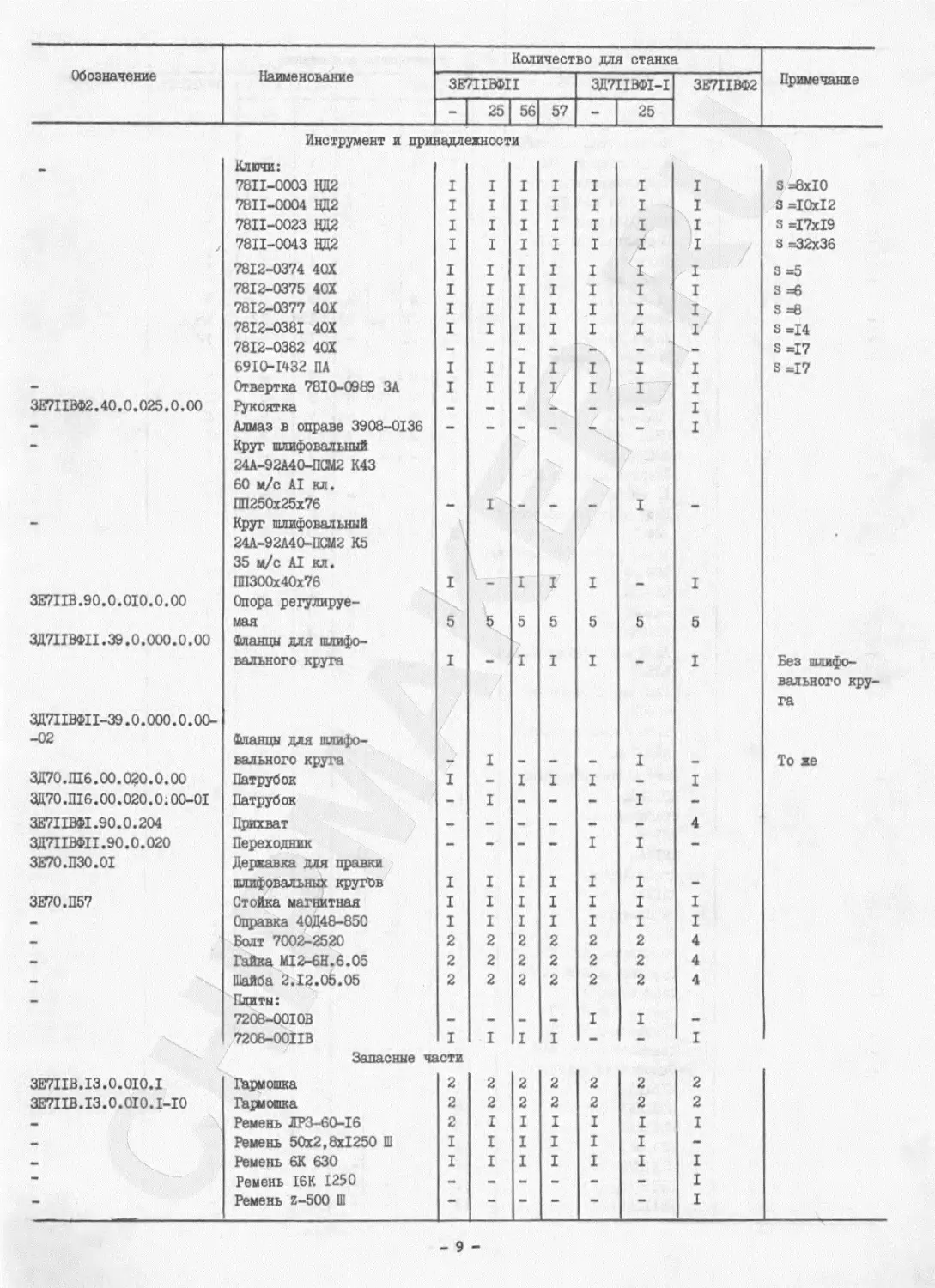
Инструмент и принадлежности
- Ключи: 7811-0003 НД2 I I I I I I I 3 =8x10
7811-0004 ЦД2 I I I I I I I S =10x12
7811-0023 ЦД2 I I I I I I I 3 =17x19
7811-0043 НД2 I I I I I I I 3 =32x36
7812-0374 40Х I I I I I I I S =5
7812-0375 40Х I I I I I I I 3 =6
7812-0377 40Х I I I I I I I 3 =8
7812-0381 40Х I I I I I I I 8=14
7812-0382 40Х - — — * — — S =17
6910-1432 ПА I I I I I I I 8 =17
- Отвертка 7810-0989 ЗА I I I I I I I
ЗЕ711ВФ2.40.0.025.О.00 Рукоятка — — - — — — I
- Алмаз в оправе 3908-0136 — — - — — — I
Круг шлифовальный 24А-92А4О-ПСМ2 К43 60 м/с AI кл. ПП250х25x76 I I
Круг шлифовальный 24А-92А40-ПСМ2 К5 35 м/с AI кл. 1111300x40x76 I I I I I
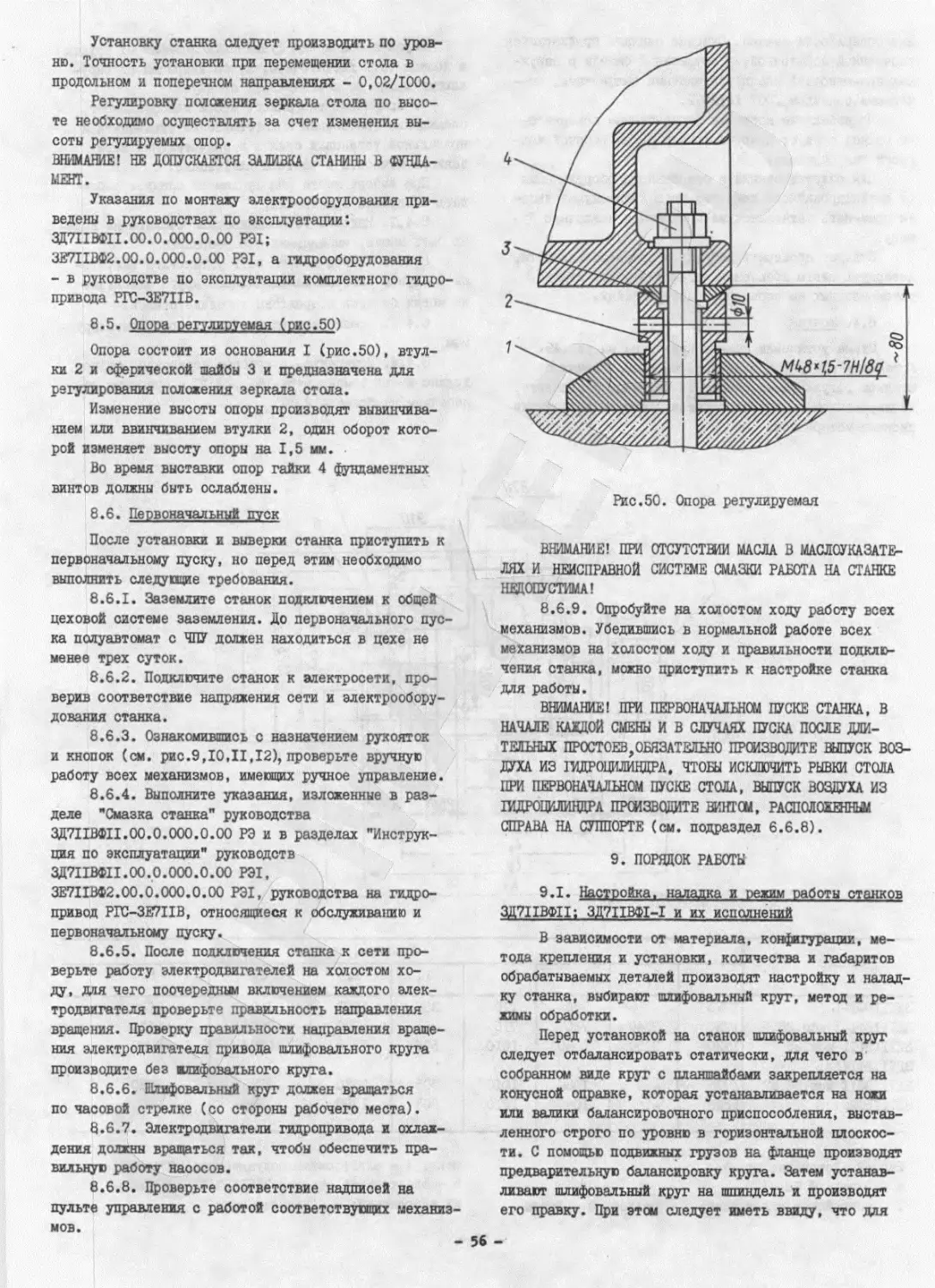
3E7IIB.90.0.010.0.00 Опора регулируе-
мая 5 5 5 5 5 5 5
ЗД7ПВФП. 39.0.000.0.00 Фланцы для шлифо- вального круга I - I I I - I Без шлифо- вального кру- га
ЗД7ПВФП-39.0.000.0.00- -02 Фланцы для шлифо- вального круга I I То же
ЗД70.Ш6.00.020.0.00 Патрубок I — I I I — I
ЗД70.П16.00.020.0.00-01 Патрубок - I - - - I •
ЗЕ71ХВФ1.90.0.204 Прихват — - - - — — 4
ЗД711ВФП .90.0.020 Переходник - - - - I I -
ЗЕ70.П30.01 Державка для правки шлифовальных крутЪв I I I I I I «В
ЗЕ70.П57 Стойка магнитная I I I I I I I
- Оправка 40Д48-850 I I I I I I I
— Болт 7002-2520 2 2 2 2 2 2 4
— Гайка MI2-6H.6.05 2 2 2 2 2 2 4
м Шайба 2.12.05.05 2 2 2 2 2 2 4
- Плиты: 7208-00I0B ш. а. — — I I
7208-00IIB I I I I — — 1
Запасные части
3E7IIB.13.0.010.I Гармошка 2 2 2 2 2 2 2
3E7IIB.I3.0.0I0.I-I0 Гармошка 2 2 2 2 2 2 2
-в Ремень ЛРЗ-60-16 2 I I I I I I
— Ремень 50x2,8x1250 Ш I I I I I I -
•ш Ремень 6К 630 I I I I I I I
- Ремень I6K 1250 - - - - - - I
- Ремень z-500 Ш - - - - - I
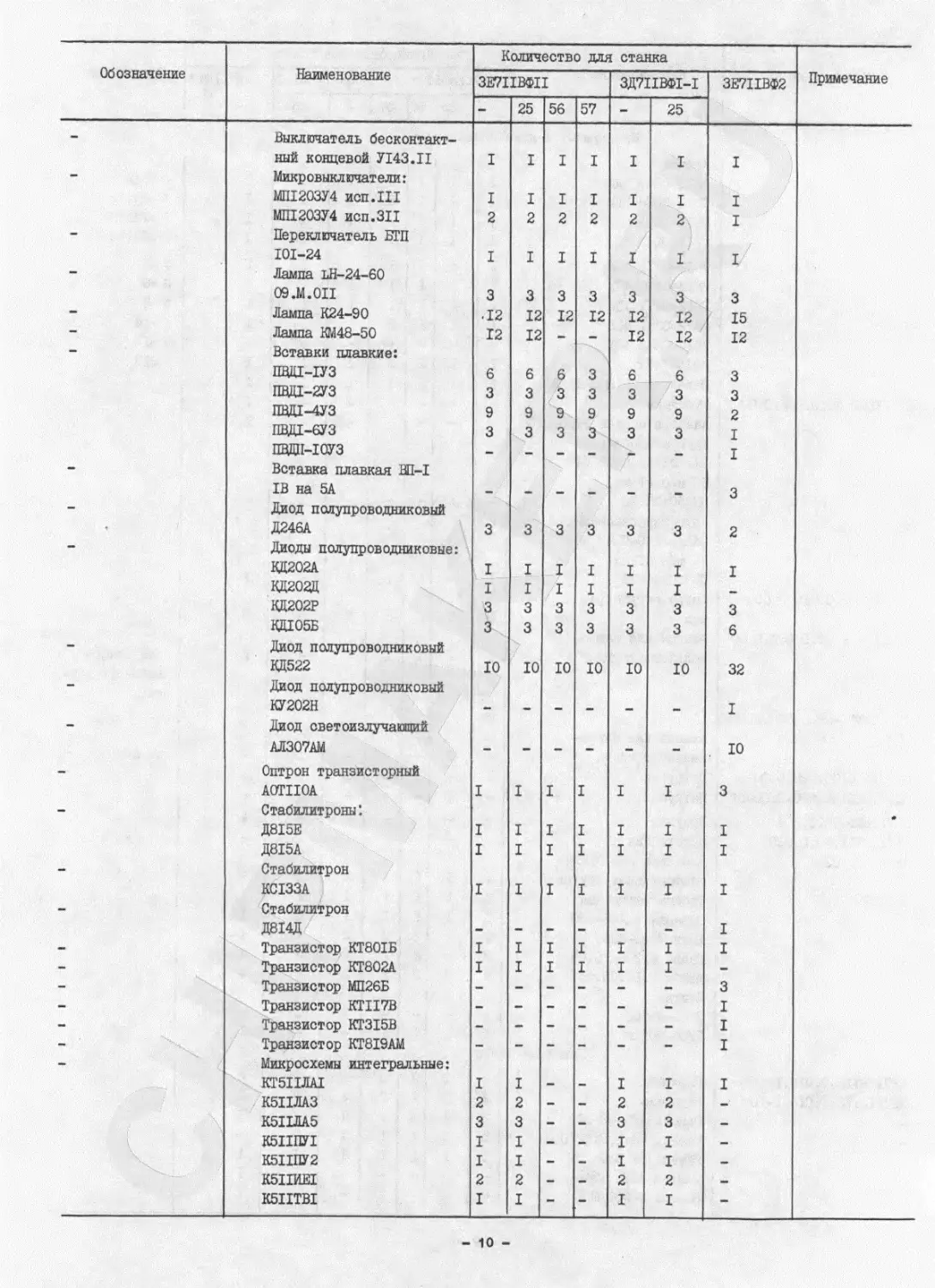
Обозначение Наименование Количество для станка Примечание
ЗЕ7ПВФП ЗД7ПВФ1-1 ЗЕ711ВФ2
- 25 56 57 - 25
- Выключатель бесконтакт-
ный концевой У143.П I I I I I I I
- Микровыключатели:
МП1203У4 исп.Ш I I I I I I I
МП1203У4 исп.311 2 2 2 2 2 2 I
- Переключатель БГП
101-24 I I I I I I I
— Лампа LH-24-60
09.M.0II 3 3 3 3 3 3 3
— Лампа К24-90 .12 12 12 12 12 12 15
— Лампа КМ48-50 12 12 — — 12 12 12
- Вставки плавкие:
ЦЩЦ-1УЗ 6 6 6 3 6 6 3
ПВД1-2УЗ 3 3 3 3 3 3 3
ПВД1-4УЗ 9 9 9 9 9 9 2
ПВД1-6УЗ 3 3 3 3 3 3 I
ПВДП-10УЗ — — — — — I
- Вставка плавкая ВП-1
IB на 5А — — — — — 3
- Диод полупроводниковый
* Д246А 3 3 3 3 3 3 2
— Диоды полупроводниковые:
КД202А I I I I I I I
КД202Д I I I I I I ••
КД202Р 3 3 3 3 3 3 3
ВД105Б 3 3 3 3 3 3 6
- Диод полупроводниковый
КД522 10 10 10 10 10 10 32
- Диод полупроводниковый
КУ202Н — — — — — I
- Диод светоизлучающий
АЛ307АМ - - - - - - 10
- Оптрон транзисторный
A0TII0A I I I I I I 3
- Стабилитроны: *
Д815Е I I I I I I I
Д815А I I I I I I I
- Стабилитрон
KCI33A I I I I I I I
- Стабилитрон
Д814Д - - - - - - I
- Транзистор КТ801Б I I I I I I I
- Транзистор КТ802А I I I I I I -
- Транзистор МП26Б - — — — - - 3
— Транзистор KTII7B - - - - - I
- Транзистор KT3I5B - - - - - - I
- Транзистор KT8I9AM - — - - - - I
- Микросхемы интегральные:
КТ511ЛА1 I I — - I I I
К511ЛАЗ 2 2 - — 2 2 —
К511ЛА5 3 3 - — 3 3 —
К511ПУ1 I I - - I I -
К511ПУ2 I I — — I I —
К511ИЕ1 2 2 — - 2 2 —
K5IITBI I I - - I I —
- 10 -
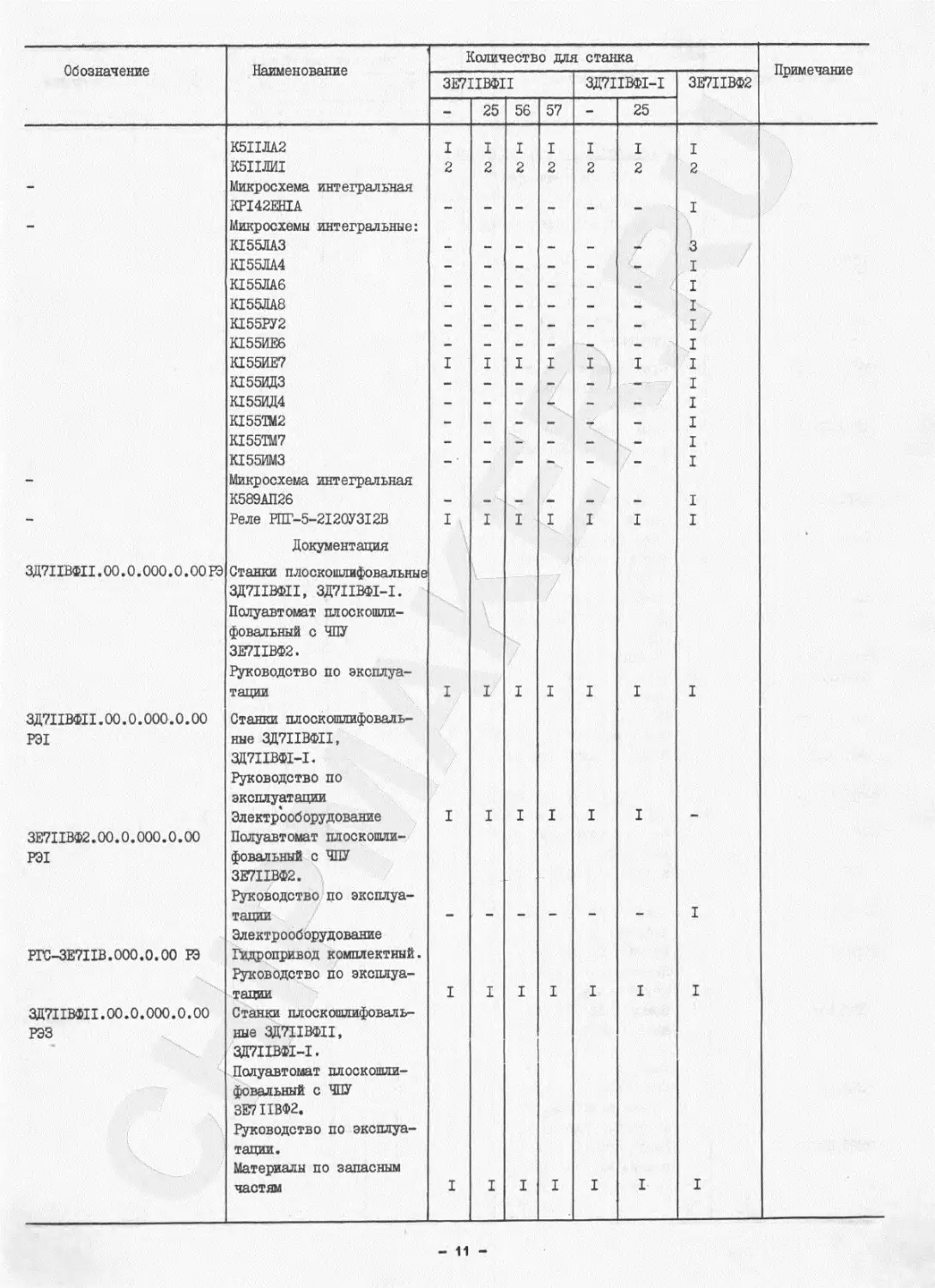
Обозначение Наименование Количество для станка Примечание
ЗЕ7ПВФП ЗД7ПВФ1-1 ЗЕ7ПВФ2
- 25 56 57 - 25
К511ЛА2 I I I I I I I
К511ЛИ1 2 2 2 2 2 2 2
- Микросхема интегральная KPI42EHIA — — — I
— Микросхемы интегральные: К155ЛАЗ — — — — — 3
К155ЛА4 - - — — — — I
К155ЛА6 — — - - — — I
К155ЛА8 - — — — — — I
К155РУ2 — — - — — — I
К155ИЕ6 - - - - — — I
К155ИЕ7 I I I I I I I
К155ИДЗ - - - - — - I
К155ИД4 - - - - - - I
KI55IM2 - — — — — — I
KI55TM7 - — — — — — I
К155ИМЗ - - - - - — I
- Микросхема интегральная К589АП26 — I
- Реле РПГ-5-2120У312В I I I I I I I
Документация
ЗД7ПВФП.ОО.О.ООО.О.ООРЭ Станки плоскошлифовальные ЗД711ВФП, ЗД7ПВФ1-1. Полуавтомат плоскошли- фовальный с ЧПУ ЗЕ7ПВФ2. Руководство по эксплуа-
тации I I I I I I I
ЗД7ПВФП.00.0.000.0.00 Станки плоскошлифоваль-
РЭ1 ные ЗД7ПВФП, ЗД711ВФ1-1. Руководство по
эксплуатации Электрооборудование I I I I I I -
ЗЕ7ПВФ2.00.0.000.0.00 Полуавтомат плоскошли-
РЭ1 фовальный с ЧПУ ЗЕ7ПВФ2. Руководство по эксплуа- тации Электрооборудование - - - - - - I
РГС-ЗЕ7ПВ.000.0.00 РЭ Гидропривод комплектный. Руководство по эксплуа-
тяттуи I I I I I I I
ЗД711ВФ11.00.0.000.0.00 Станки плоскошлифоваль-
РЭЗ ные ЗД7ПВФП, ЗД711ВФ1-1. Полуавтомат плоскошли- фовальный с ЧПУ ЗЕ7ПВФ2. Руководство по эксплуа- тации. Материалы по запасным
частям I I I I I I I
11 -
Обозначение Количество для станка
Наименование ЗЕ7ПВИ1 ЗД711ВФ1-1 ЗЕ711ВФ2 Примечание
- 25 56 57 - 25
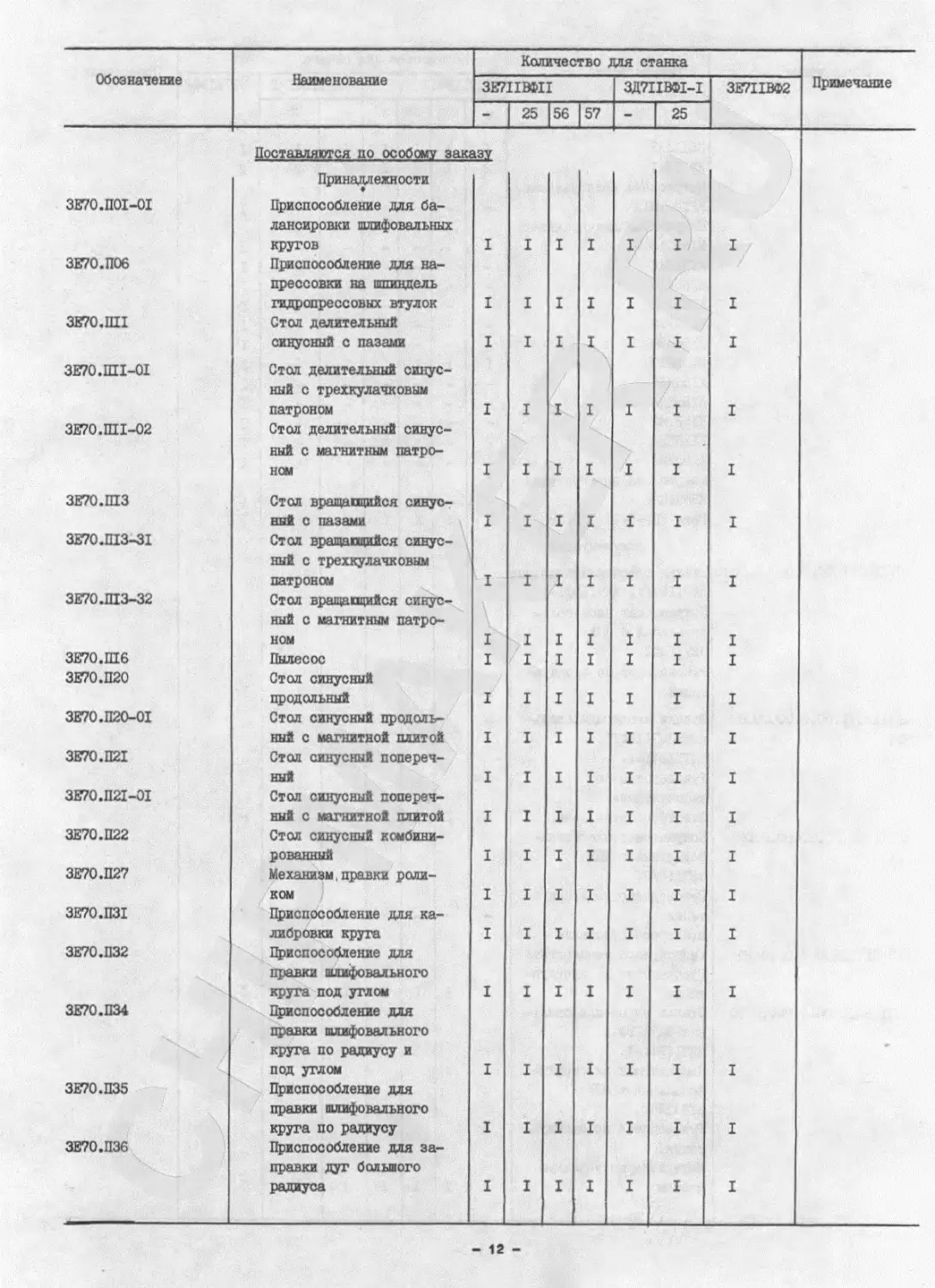
Поставляются по особому заказу
Принадлежности
ЗЕ70.П01-01 Приспособление для ба- лансировки шлифовальных кругов I I I I I I I
ЗЕ70.П06 Приспособление для на- прессовки на шпиндель гидропрессовых втулок I I I I I I I
ЗЕ70.П11 Стол делительный синусный с пазами I I I I I I I
ЗЕ70.Ш1-01 Стол делительный синус- ный с трехкулачковым патроном I I I I I I I
ЗЕ70.ПП-02 Стол делительный синус- ный с магнитным патро-
ном I I I I I I I
ЗЕ70.ШЗ Стол вращающийся синус- ный с пазами I I I I I I I
ЗЕ70.П13-31 Стол вращающийся синус- ный с трех кулачковым патроном I I I I I I I
ЗЕ70.ШЗ-32 Стол вращающийся синус- ный с магнитным патро-
ном I I I I I I I
ЗЕ70.Ш6 Пылесос I /1 I I I I I
ЗЕ70.П20 Стол синусный продольный I I I I I I I
ЗЕ70.П20-01 Стол синусный продель- ный с магнитной плитой I 1 I I I I I
ЗЕ70.П21 Стол синусный попереч- ный I I I I I I I
3JTZ0.112I-0I Стол синусный попереч- ный с магнитной плитой I I I I I I I
ЗЕ70.П22 Стол синусный комбини- рованный I 1 I I I I I
ЗЕ70.П27 Механизм,правки роли-
ком I I I I I I I
ЗЕ70.П31 Приспособление для ка- либровки круга I 1 I I I I I
ЗЕ70.П32 Приспособление для правки шлифовального
круга под углом I I I I I I I
ЗЕ70.П34 Приспособление для правки шлифовального круга по радиусу и под углом I I I I I I I *
ЗЕ70.П35 Приспособление для правки шлифовального круга по радиусу I I I I I I I
ЗЕ70.П36 Приспособление для за- правки дуг большого
радиуса I I I I I I I
12 -
Обозначение Наименование Количество для станка Примечание
ЗЕ7ПВФП ЗД7ПВФ1-1 ЗЕ711ВФ2
- 25 56 57 - 25
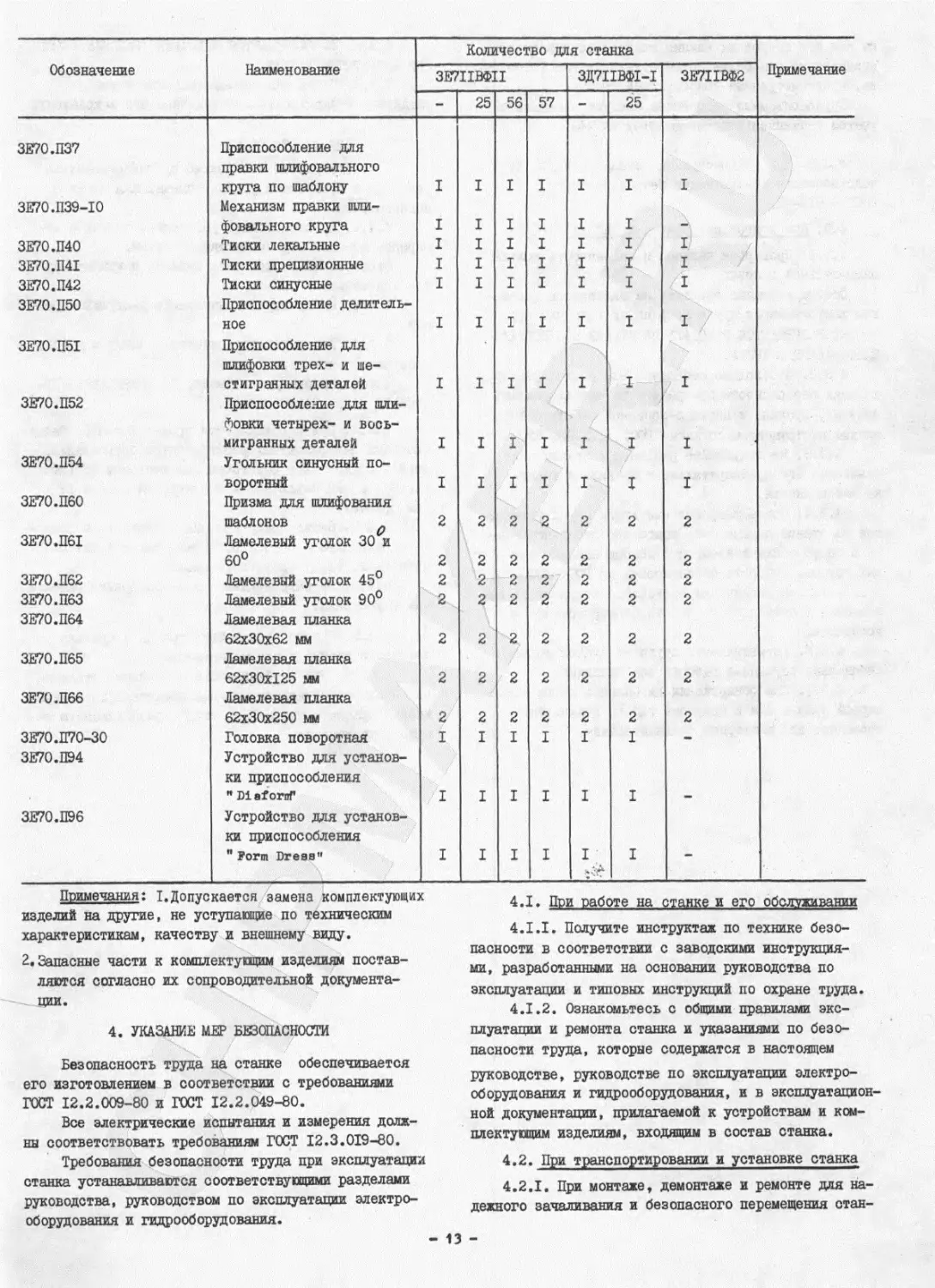
ЗЕ70.П37 Приспособление для правки шлифовального круга по шаблону I I I I I I I
ЗЕ70.П39-Ю Механизм правки шли- фовального крута I I I I I I -
ЗЕ70.П40 Тиски лекальные I I I I I I I
ЗЕ70.П41 Тиски прецизионные I I I I I I I
ЗЕ70.П42 Тиски синусные I I I I I I I
ЗЕ70.П50 Приспособление делитель-
ное I I I I I I I
ЗЕ70.П51 Приспособление для шлифовки трех- и ше- стигранных деталей I I I I I I I
ЗЕ70.П52 Приспособление для шли- фовки четырех- и вось- мигранных деталей I I I I I I I
ЗЕ70.П54 Угольник синусный по- воротный I I I I I I I
ЗЕ70.П60 Призма для шлифования шаблонов 2 2 2 2 2 2 2
ЗЕ70.П61 Ламелевый утолок 30 и
60° 2 2 2 2 2 2 2
ЗЕ70.П62 Ламелевый уголок 45° 2 2 2 2 2 2 2
ЗЕ70.П63 Ламелевый уголок 90° 2 2 2 2 2 2 2
ЗЕ70.П64 Ламелевая планка 62x30x62 мм 2 2 2 2 2 2 2
ЗЕ70.П65 Ламелевая планка 62x30x125 мм 2 2 2 2 2 2 2
ЗЕ70.П66 Ламелевая планка 62x30x250 мм 2 2 2 2 2 2 2
ЗЕ7О.П7О-ЗО Головка поворотная I I I I I I -
ЗЕ70.П94 Устройство для установ- ки приспособления " Di ef огпГ I I I I I I
ЗЕ70.П96 Устройство для установ- ки приспособления " Form Dress" I I I I I I
Примечания: I.Допускается замена комплектующих
изделий на другие, не уступающие по техническим
характеристикам, качеству и внешнему виду.
2, Запасные части к комплектующим изделиям постав-
ляются согласно их сопроводительной документа-
ции.
4. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
Безопасность труда на станке обеспечивается
его изготовлением в соответствии с требованиями
ГОСТ 12.2.009-80 и ГОСТ 12.2.049-80.
Все электрические испытания и измерения долж-
ны соответствовать требованиям ГОСТ 12.3.019-80.
Требования безопасности труда при эксплуатации
станка устанавливаются соответствующими разделами
руководства, руководством по эксплуатации электро-
оборудования и гидрооборудования.
4.1. При работе на станке и его обслуживании
4.I.I. Получите инструктаж по технике безо-
пасности в соответствии с заводскими инструкция-
ми, разработанными на основании руководства по
эксплуатации и типовых инструкций по охране труда.
4.1.2. Ознакомьтесь с общими правилами экс-
плуатации и ремонта станка и указаниями по безо-
пасности труда, которые содержатся в настоящем
руководстве, руководстве по эксплуатации электро-
оборудования и гидрооборудования, и в эксплуатацион-
ной документации, прилагаемой к устройствам и ком-
плектующим изделиям, входящим в состав станка.
4.2. При транспортировании и установке станка
4.2.1. При монтаже, демонтаже и ремонте для на-
дежного зачаливания и безопасного перемещения стан-
13 -
ка или его сборочных единиц следует использовать
специальные рым-болты, отверстия и другие устройст-
ва, предусмотренные конструкцией станка.
Грузоподъемные устройства следует выбирать с
учетом указанний раздела 8 руководства.
4.2.2. При расконсервации станка следует руко-
водствоваться требованиями безопасности по
ГОСТ 9.014-78.
4.3. При подготовке станка к работе
4.3.1. Проверьте наличие и исправность кожуха
шлифовальной головки.
Особое внимание обратите на надежность крепле-
ния шлифовального круга во фланцах и кожуха круга.
НЕ РАЗРЫВАЕТСЯ РАБОТАТЬ НА СТАНКЕ БЕЗ КОЖУХА
ШЛИФОВАЛЬНОГО КРУГА.
4.3.2. Необходимо соблюдать все общие правила
техники безопасности при работе на металлорежущих
станках, правила и нормы безопасной работы с абра-
зивным инструментом согласно ГОСТ 12.3.028-82.
4.3.3. Не допускайте рабочего к станку, не
ознакомив его предварительно с правилами техни-
ки безопасности.
4.3.4. Новые шлифовальные круги перед установ-
кой на станок должны быть тщательно отбалансирова-
ны в сборе с планшайбами при помощи балансировоч-
ных грузов. Точность балансировки по ГОСТ 3060-75.
4.3.5. Периодически проверяйте исправность за-
земления и правильность работы блокировочных
устройств.
4.3.6. Устанавливать круги на станок должен
специально обученный рабочий или наладчик.
4.3.7. При обнаружении дисбаланса круга после
первой правки или в процессе работы должно быть
проведено его повторное балансирование.
4.3.8. НЕ РАЗРЕШАЕТСЯ ВКЛЮЧАТЬ ВРАЩЕНИЕ КРУГА
ПРИ НЕЗАКРЫТОМ КОМУ ХЕ.
4.3.9. Перед включением вращения круга
убедитесь в надежности и правильном его закреплении.
4.4. При работе станка
4.4.1. В работе необходимо руководствоваться
режимами и припусками установленными для станков
данного типа.
4.4.2. Не производите установку, снятие и из-
мерение деталей под вращающимся кругом.
Стол станка должен быть выведен в крайнее пра-
вое положение.
4.4.3. Не проверяйте натяжение движущихся рем-
ней.
4.4.4. Не производите чистку, смазку и уборку
работающего станка.
4.4.5. Рабочему-шлифовщику НЕ РАЗРЕШАЕТСЯ ОТ-
КРЫВАТЬ ДВЕРИ ЭЛЕКТРОШКАФА.
4.4.6. Цри необходимости производства профилак-
тических или ремонтных работ электрооборудования,
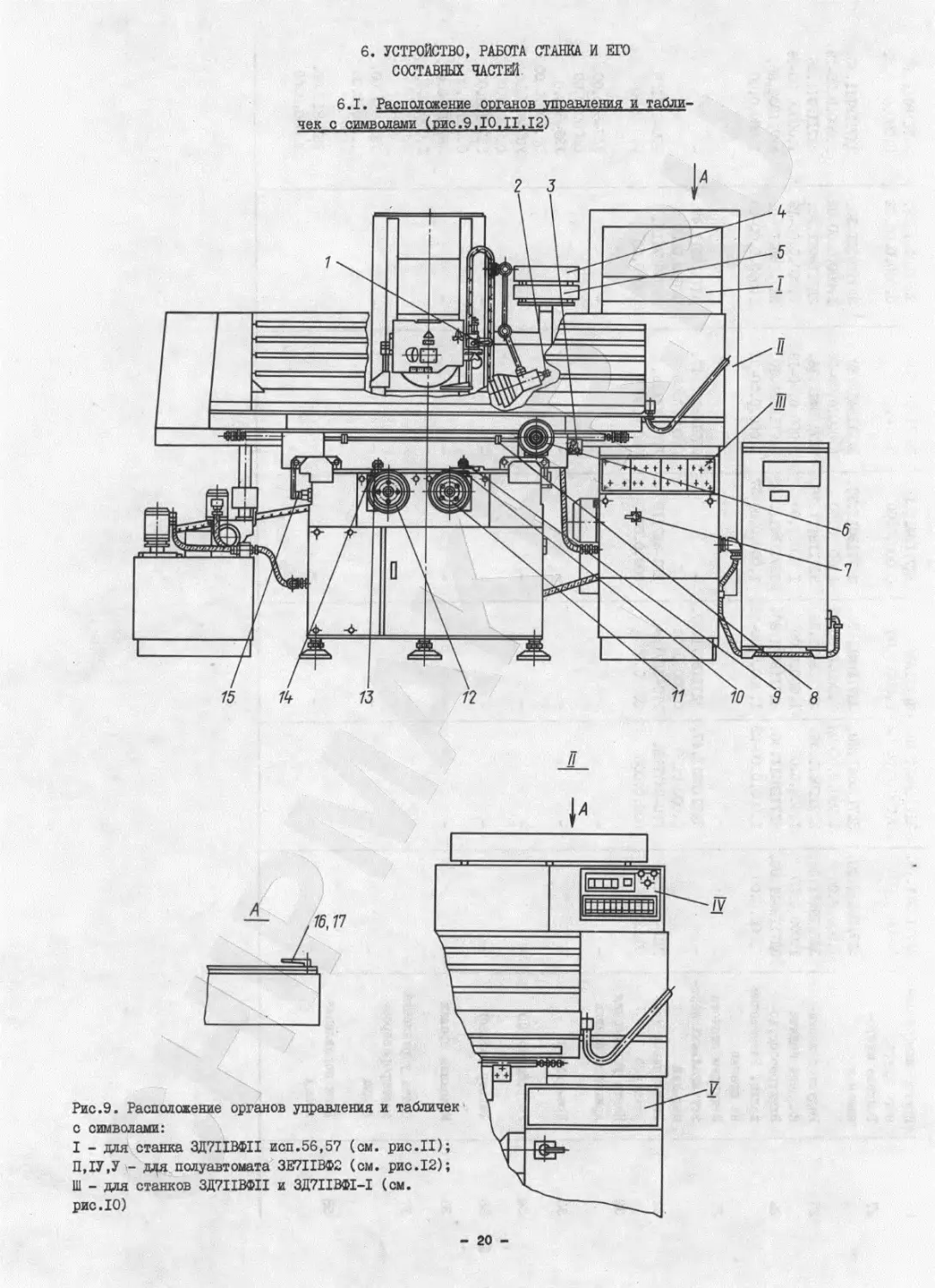
станок должен быть обесточен выключателем 16 (см.
рис.9), а сам выключатель сблокирован замком 17
(см. рис.9).
4.4.7. Смазку опор качения шлифовальной голов-
ки производите с особой осторожностью в защитных
перчатках, ввиду ядовитости смазки.
4.4.8. Не загромождайте и,не засоряйте рабочее
место у станка.
4.4.9. Строго соблюдайте порядок и правила
включения станка и его механизмов.
4.4.10. При необходимости аварийного отключе-
ния электрооборудования станка нажмите грибовидную
кнопку красного цвета "Все стоп", расположенную на
пульте управления.
- 14 -
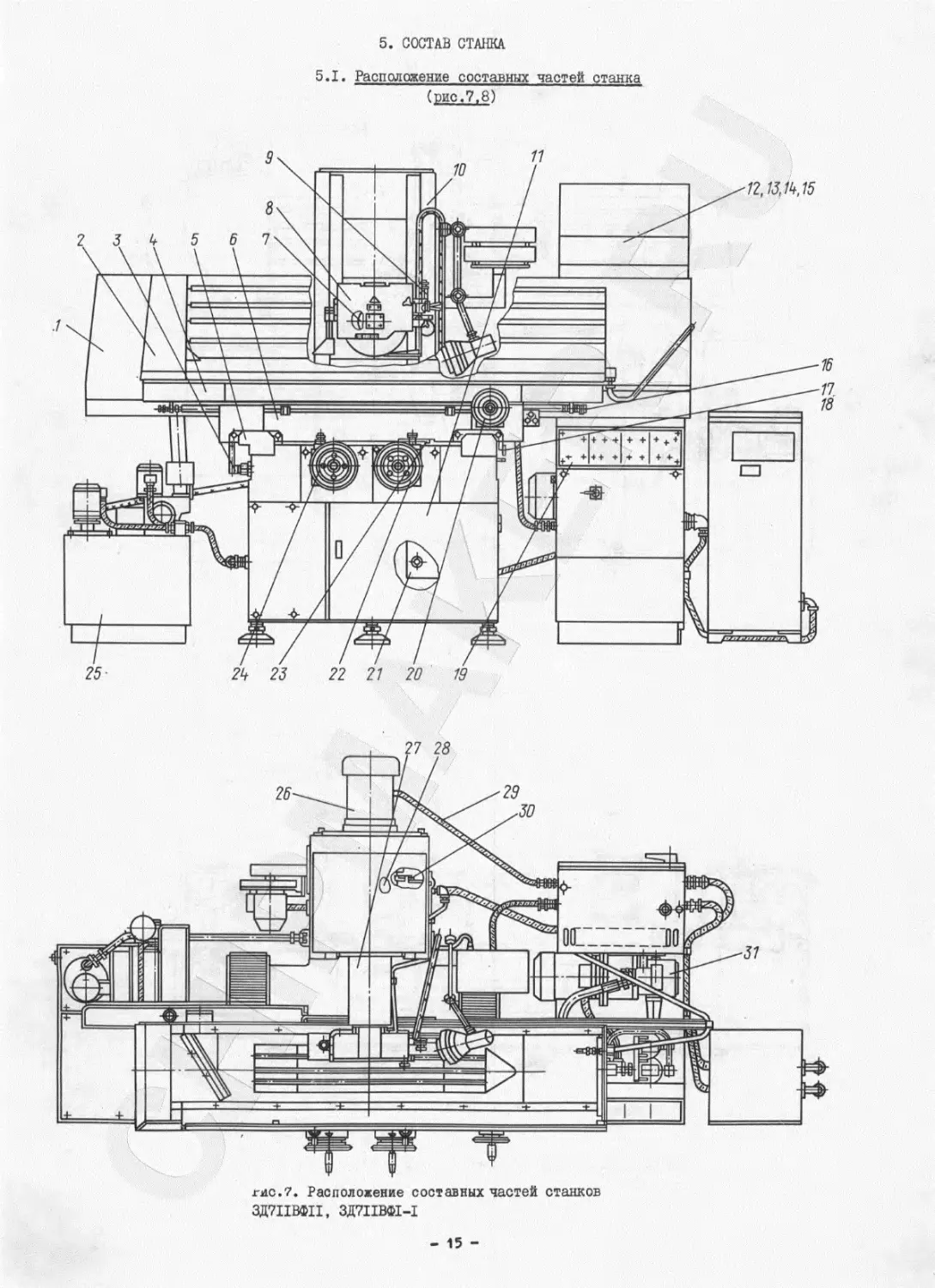
5. СОСТАВ СТАНКА
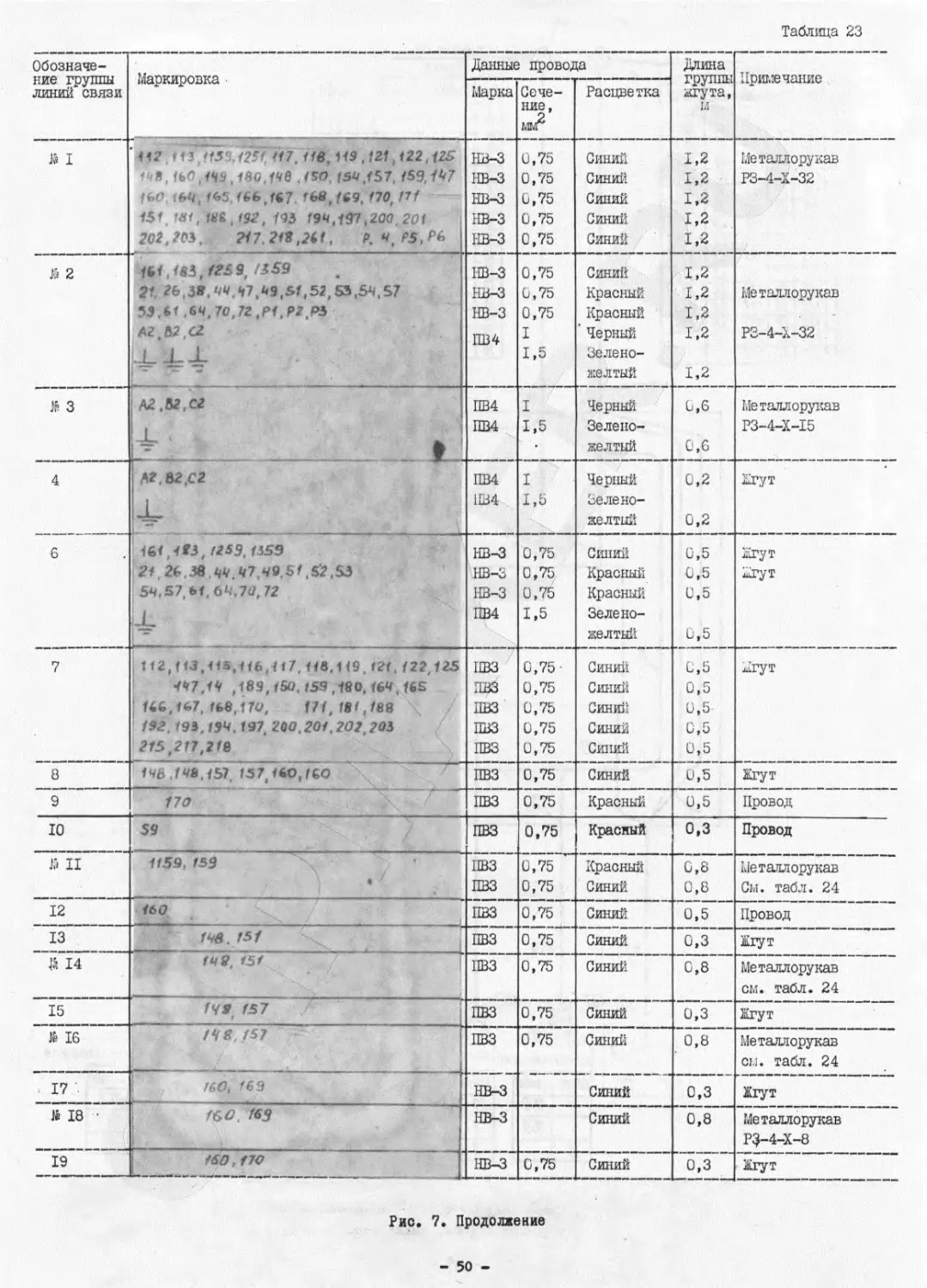
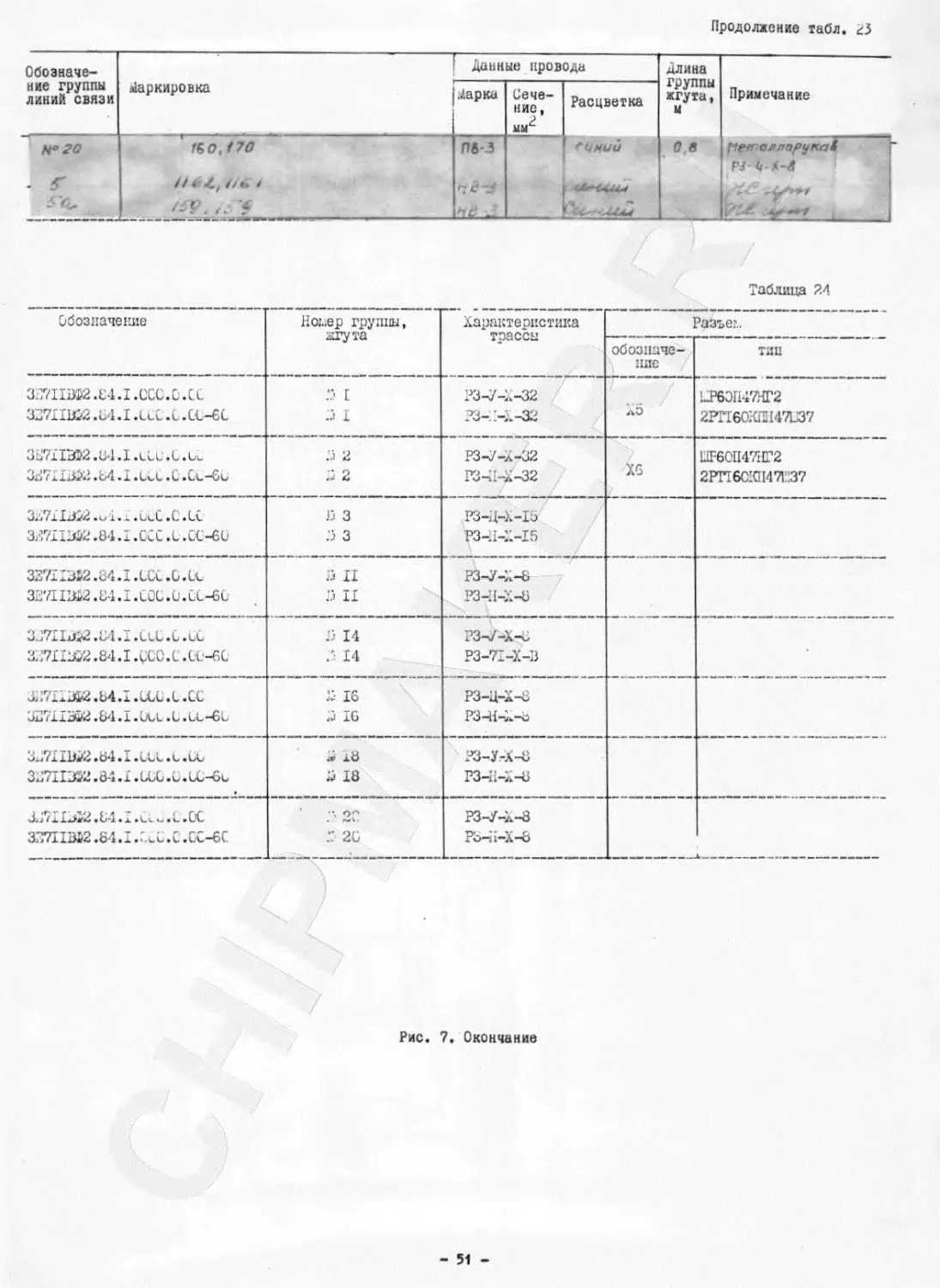
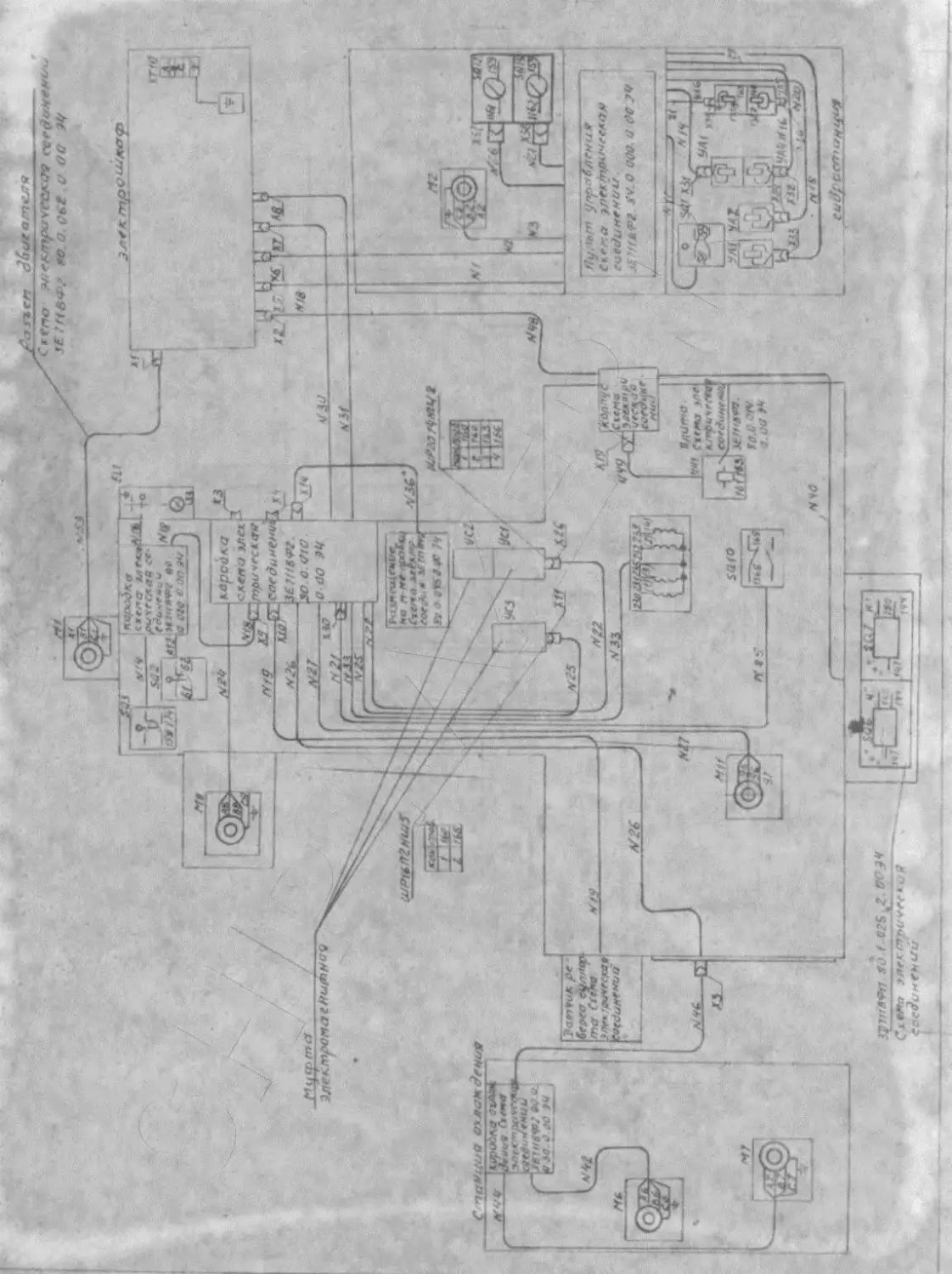
5.1. Расположение составных частей станка
(рис.7,8)
гис.7. Расположение составных частей станков
ЗД7ПВФП, ЗД7ПВФ1-1
15 -
10
11
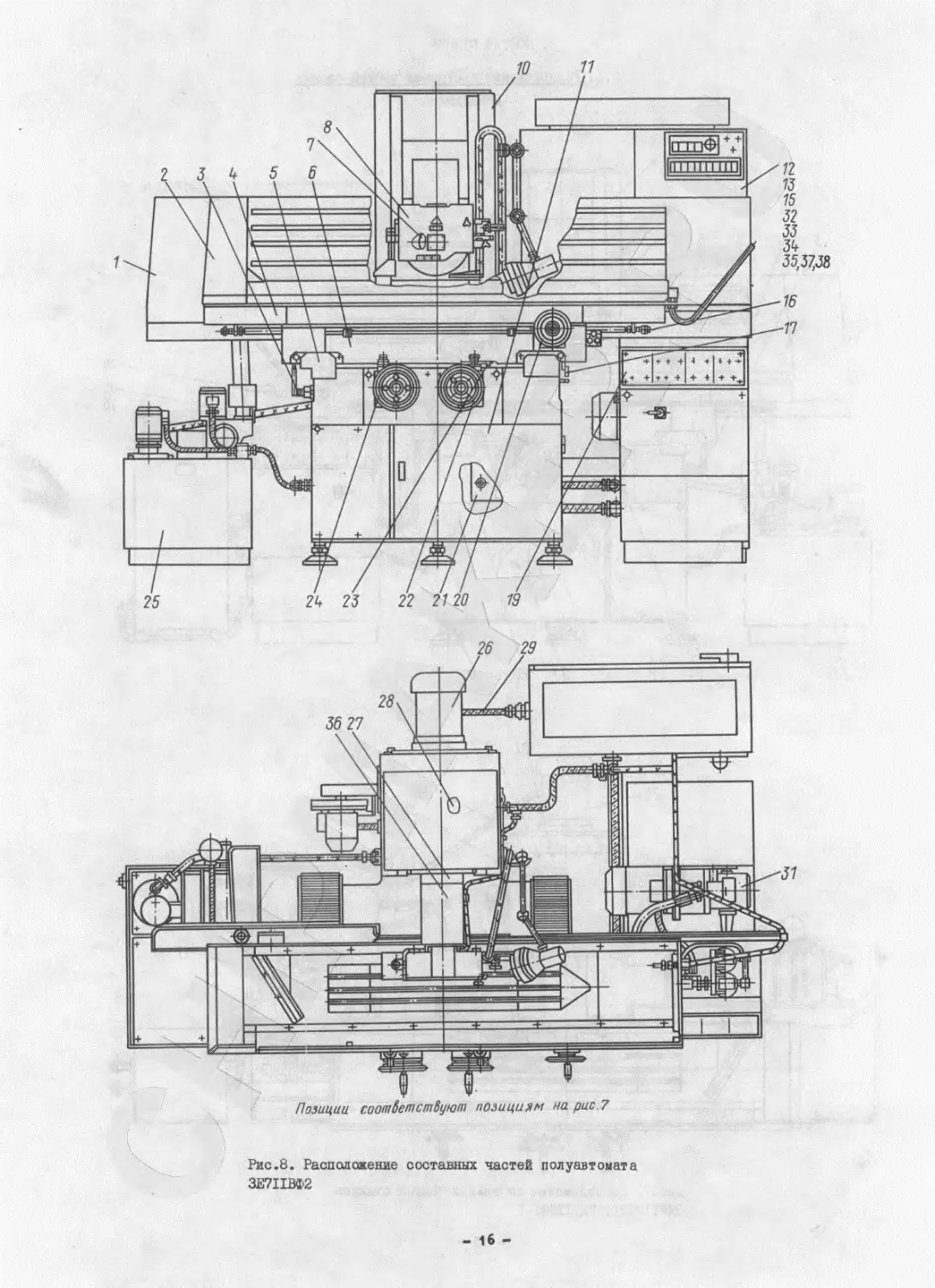
Рис.8. Расположение составных частей полуавтомата
ЗЕ7ПВФ2
- 16 -
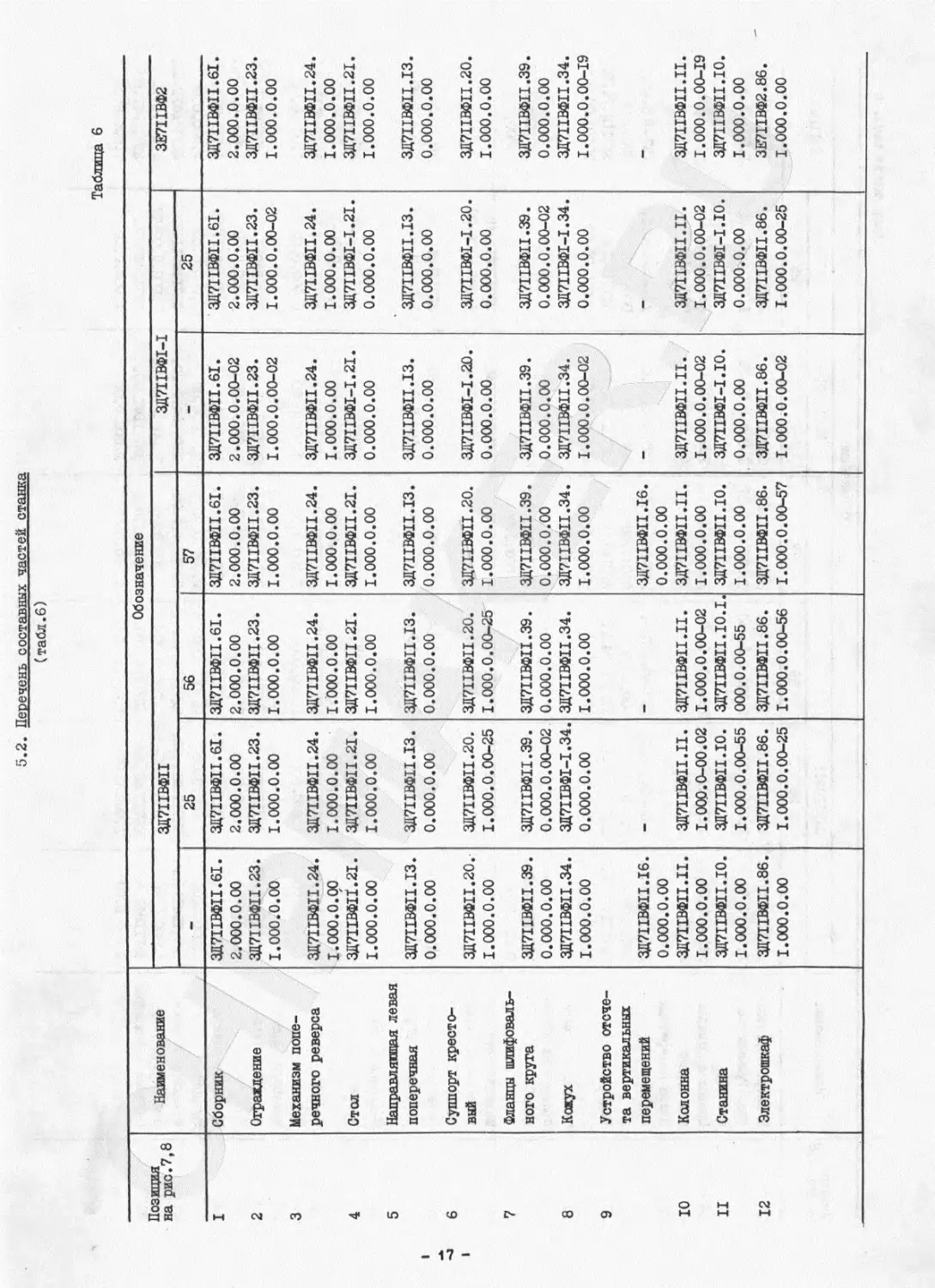
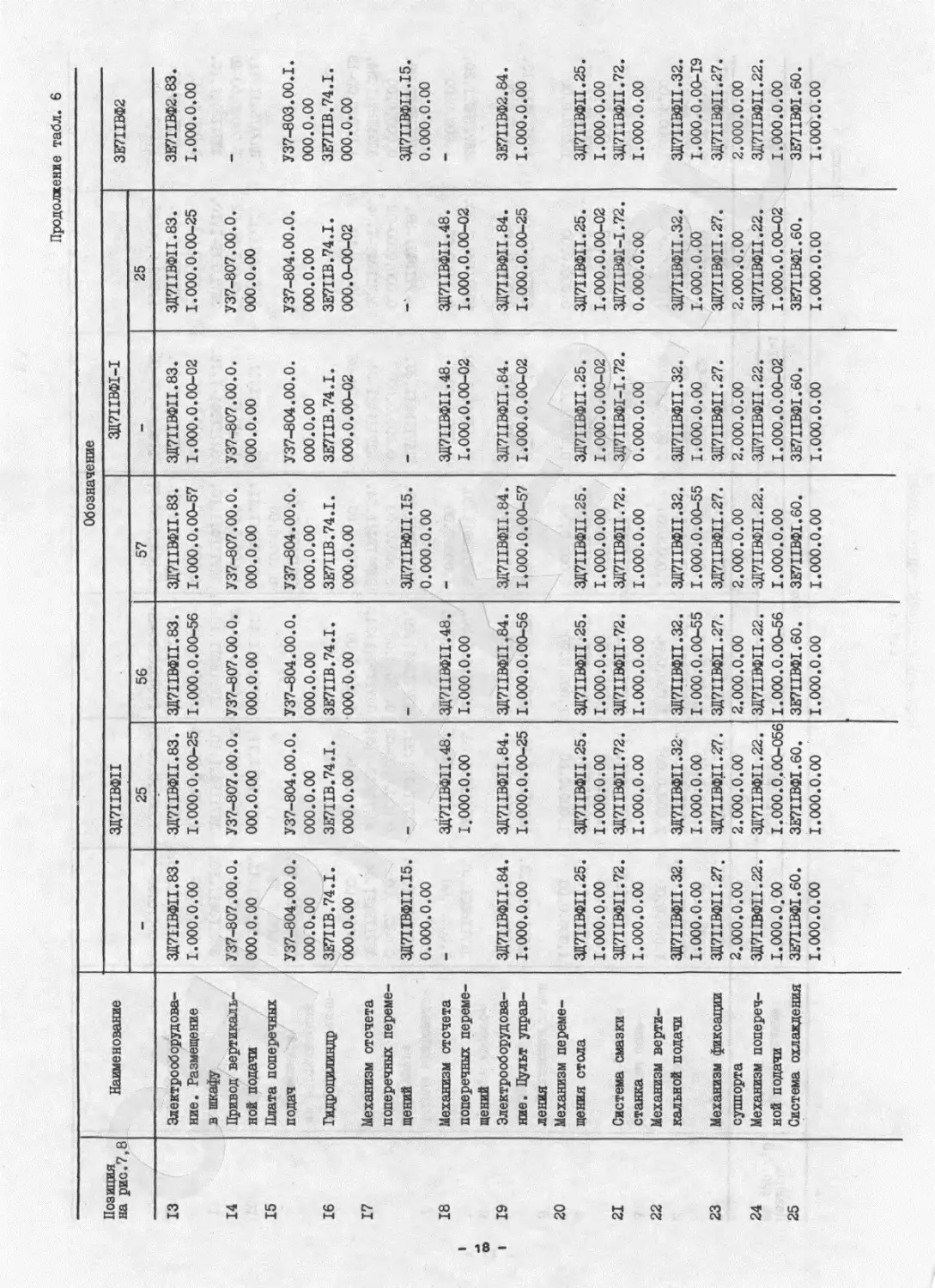
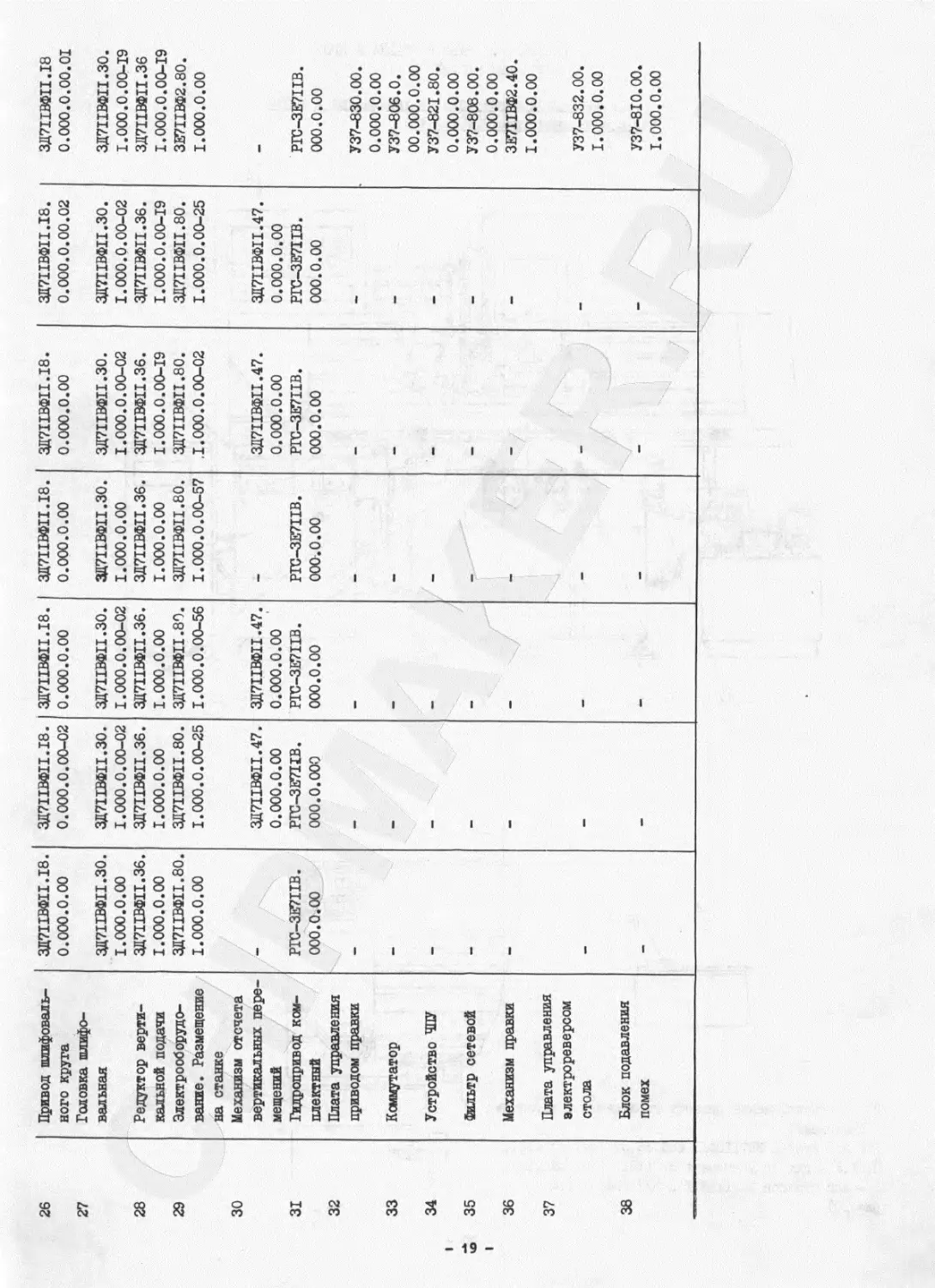
5.2. Перечень составных частей станка
(табл.6)
Таблица 6
Позиция на рис.7,8 Наименование Обозначение
ЗД711ВФП ЗД7ПВФ1-1 ЗЕ7ПВФ2
- 25 56 57 - 25
I Сборник ЗД711ВФП.61. ЗД711ВФП.61. ЗД711ВФП.61. ЗД7ПВФП.61. ЗД7ИВФН.61. ЗД7ПВФП.61. ЗД7ПВФП.61.
2 Ограждение 2.000.0.00 ЗД7ИВФП.23. 2.000.0.00 ЗД711ВФП.23. 2.000.0.00 ЗД7ПВФП.23. 2.000.0.00 ЗД7ПВФП.23. 2.000.0.00-02 ЭД7ПВФП.23. 2.000.0.00 ЗД7ПВФП.23. 2.000.0.00 ЗД7ПВФП.23.
3 Механизм попе- речного реверса 1.000.0.00 ЗД711ВФП.24. 1.000.0.00 ЗД711ВФП.24. 1.000.0.00 ЗД7ПВФП.24. 1.000.0.00 ЗД7ПВФИ.24. 1.000.0.00-02 ЗД7ПВФП.24. 1.000.0.00-02 ЗД711ВФП.24. 1.000.0.00 ЗЩ711ВИ1.24.
4 Стад 1.000.0.00 ЗД711ВФ11.21. 1.000.0.00 ЗД7ПВФП.21. 1.000.0.00 ЗД7ПВФП.21. 1.000.0.00 ЗД711ВФП.21. 1.000.0.00 ЗД711ВФ1-1.21. 1.000.0.00 ЗД711ВФ1-1.21. 1.000.0.00 ЗД7ИВФП.21.
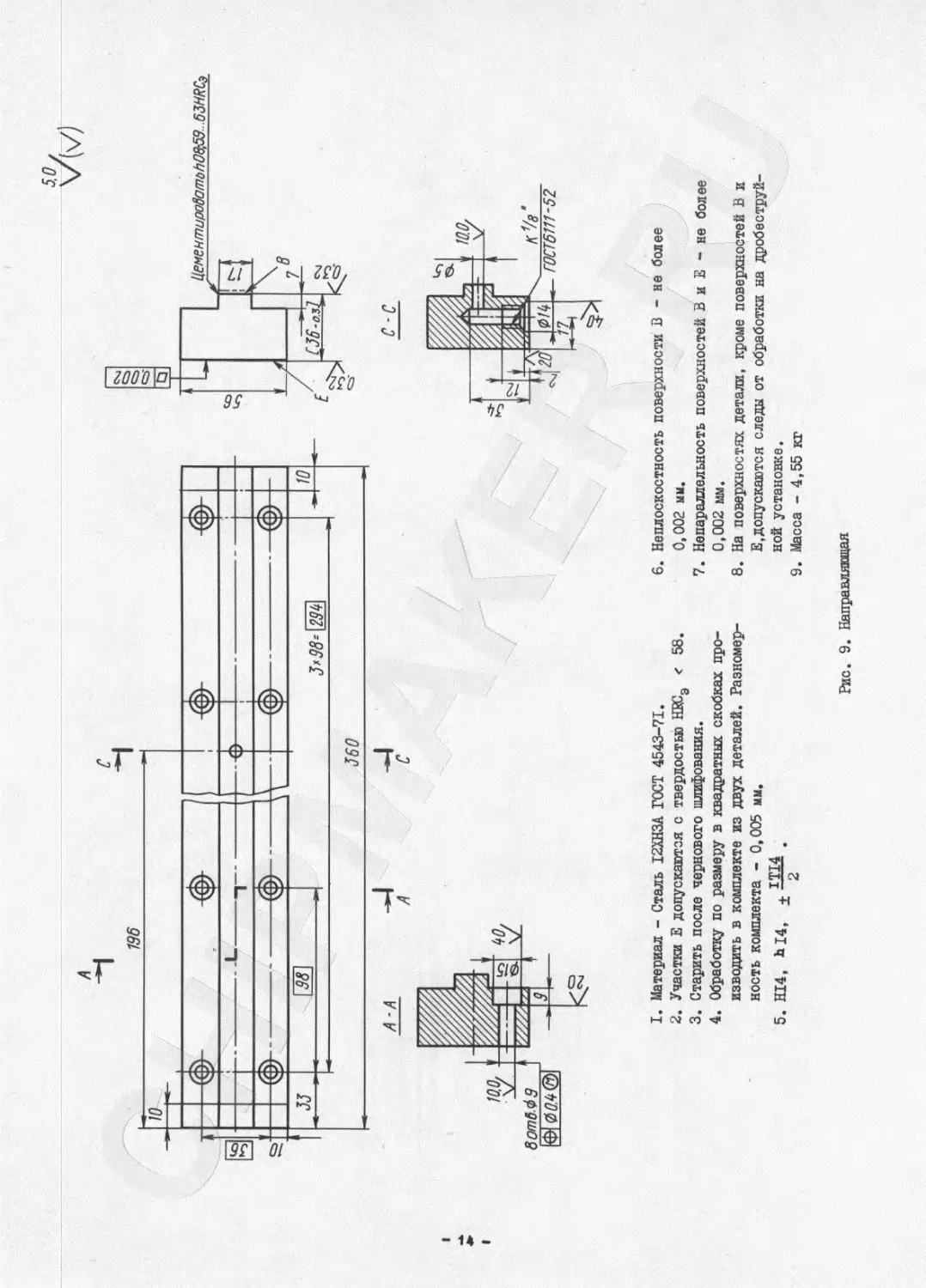
5 Направляющая левая поперечная 1.000.0.00 ЗД711ВФП.13. 1.000.0.00 ЗД7ИВФП.13. 1.000.0.00 ЗД7ИВФП.13. 1.000.0.00 ЗД7ПВФП.13. 0.000.0.00 ЗД7ПВФП.13. 0.000.0.00 ЗД711ВФП.13. 1.000.0.00 ЗД711ВФ11.13.
6 Суппорт кресто- вый 0.000.0.00 ЗД7ПВФП.20. 0.000.0.00 ЗД711ВФН.2О. 0.000.0.00 ЗД7ПВФП.20. 0.000.0.00 ЗД711ВФП.20. 0.000.0.00 ЗД7ПВФ1-1.20. 0.000.0.00 ЗЩ711ВФ1-1.20. 0.000.0.00 ЗД711ВФ11.20.
7 Фланцы шлифоваль- ного круга 1.000.0.00 ЗД7ПВФП.39. 1.000.0.00-25 ЗД7ПВФП.39. 1.000.0.00-25 ЗД7ПВФП.39. 1.000.0.00 ЗД7ПВФП.39. 0.000.0.00 ЗД7ПВФП.39. 0.000.0.00 ЗД7ПВФП.ЗЭ. 1.000.0.00 ЗД7ИВФП.39.
8 Кожух 0.000.0.00 ЗД711ВФП.34. 0.000.0.00-02 ЗД711ВФ1-1.34. 0.000.0.00 ЗД7ПВФП .34. 0.000.0.00 ЗД7ПВФП.34. 0.000.0.00 ЗД7ПВФП.34. 0.000.0.00-02 ЭД7ПВФ1-1.34. 0.000.0.00 ЗД7ИВФП.34.
9 Устройство отсче- та вертикальных перемещений 1.000.0.00 ЗД7ПВФП.16. 0.000.0.00 1.000.0.00 1.000.0.00 ЗД7ПВФП.16. 1.000.0.00-02 0.000.0.00 1.000.0.00-19
10 Колонна 0.000.0.00 ЗД711ВФП.П. ЗД711ВФП.П. ЗД711ВФП.П. 0.000.0.00 ЗД711ВФ11.11. ЗД7ПВФП.П. ЗД7ПВФП.П. ЗД7ПВФИ.П.
II Станина 1.000.0.00 ЗД711ВФП.Ю. 1.000.0-00.02 ЗД711ВФП.Ю. 1.000.0.00-02 ЗД711ВФП.Ю.1. 1.000.0.00 ЗД7ПВФП.Ю. 1.000.0.00-02 ЗД711ВФ1-1.Ю. 1.000.0.00-02 ЗД7ПВФ1-1.Ю. 1.000.0.00-19 ЗД7ПВФП.10.
12 Электрошкаф 1.000.0.00 ЗД711ВФП.86. 1.000.0.00-55 ЗД7ПВФП.86. 000.0.00-55 ЗД711ВФП.86. 1.000.0.00 ЗД7ПВФП.86. 0.000.0.00 ЗД7ПВФП.86. 0.000.0.00 ЗД7ПВФП.86. 1.000.0.00 ЗЕ711ВФ2.86.
1.000.0.00 1.000.0.00-25 1.000.0.00-56 1.000.0.00-57 1.000.0.00-02 1.000.0.00-25 1.000.0.00
Позиция
на рис.7,8
Наименование
ЗД711ВФП
25
56
13 Электрооборудова-
ние. Размещение
в шкафу
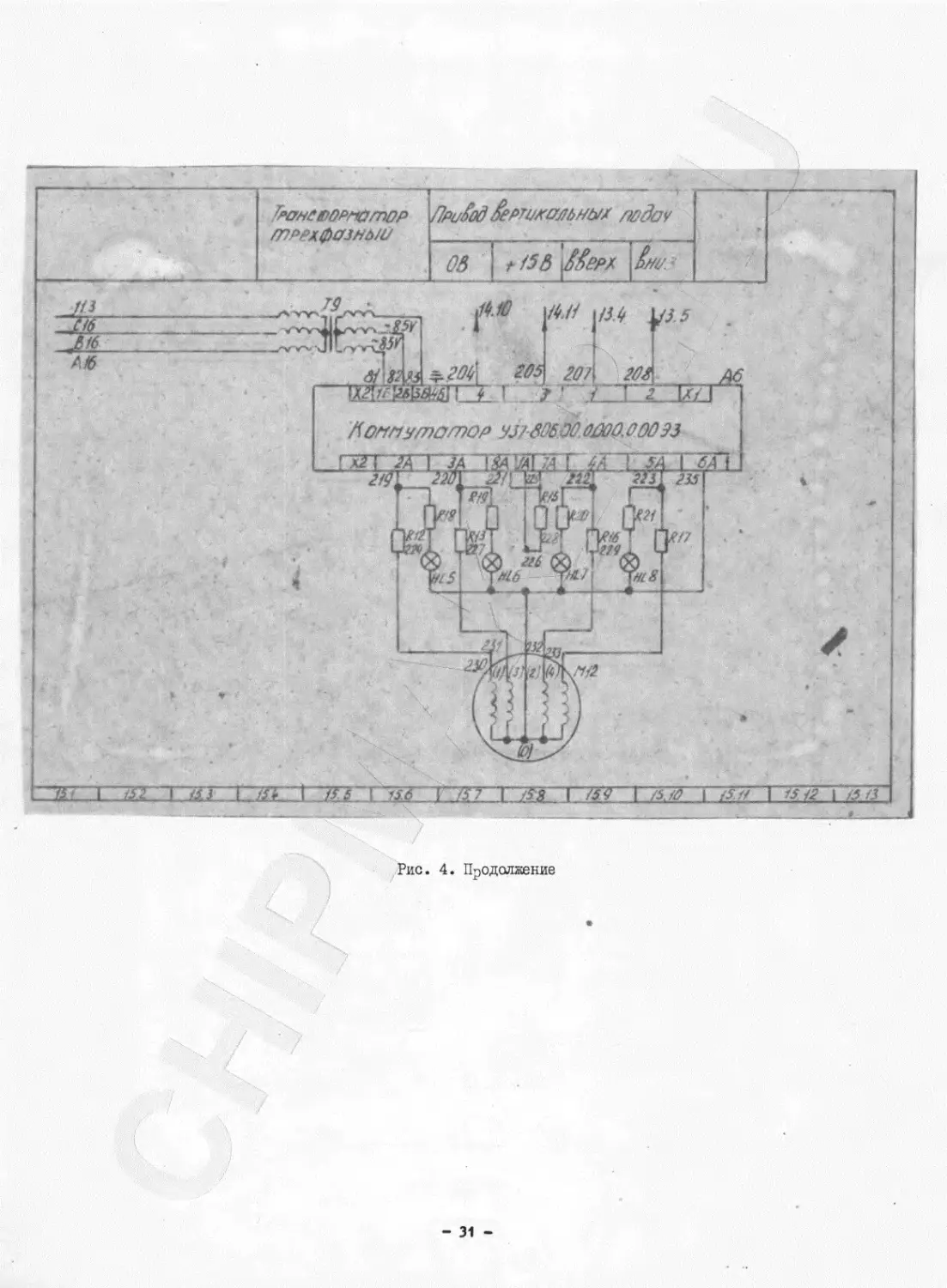
14 Привод вертикаль-
ной подачи
15 Плата поперечных
подач
16 Гидроцилиндр
17 Механизм отсчета
поперечных переме-
щений
18 Механизм отсчета
। поперечных переме-
а> щений
1 19 Электрооборудова-
ние. Пульт управ-
ления
20 Механизм переме-
щения стола
21 Система смазки
станка
22 Механизм верти-
кальной подачи
23 Механизм фиксации
суппорта
24 Механизм попереч-
ной подачи
25 Система охлаждения
ЗД711ВФП.83
I.000.0.00
ЭД711ВФП.83.
1.000.0.00-25
ЗД711ВФП.83.
1.000.0.00-56
У37-807.00.0. У37-807.00.0. У37-807.00.0.
000.0.00 000.0.00 000.0.00
У37-804.00.0. У37-804.00.0. У37-804.00.0.
000.0.00 000.0.00 000.0.00
3E7IIB.74.I. 3E7IIB.74.I. 3E7IIB.74.I.
000.0.00 000.0.00 000.0.00
ЗД711ВФ11.15. 0.000.0.00 - —
- ЗД711ВФП.48. ЗД7ПВФП.48.
1.000.0.00 1.000.0.00
ЗД711ВФП.84. ЗД7ПВФП.84. ЗД7ПВФП.84.
1.000.0.00 1.000.0.00-25 1.000.0.00-56
ЗД7ПВФП.25. ЗД7ПВФП.25. ЗД7ПВФП.25.
1.000.0.00 1.000.0.00 1.000.0.00
ЗД711ВФП.72. ЗД711ВФП.72. ЗД7ПВФП.72.
1.000.0.00 1.000.0.00 1.000.0.00
ЭД711ВИ1.32. ЗД711ВФП.32- ЗД711ВФП.32.
1.000.0.00 1.000.0.00 1.000.0.00-55
ЗД7ПВФ11.27. ЗД711ВФП.27. ЗД7ПВФП.27.
2.000.0.00 2.000.0.00 2.000.0.00
ЗД711ВФП.22. ЗД7ПВФП.22. ЗД7ПВФП.22.
1.000.0.00 1.000.0.00-056 1.000.0.00-56
ЗЕ711ВФ1.60. ЗЕ7ПВФ1.60. ЗЕ7ПВФ1.60.
1.000.0.00 1.000.0.00 1.000.0.00
Продолжение табл. 6
Обозначение
ЗД7ПВФ1-1 ЗЕ7ПВФ2
57 - 25
ЗД7ПВФП.83. ЗД7ПВИ1.83. ЗД7ПВФП.83. ЗЕ7ИВФ2.83.
1.000.0.00-57 1.000.0.00-02 1.000.0.00-25 1.000.0.00
У37-807.00.0. У37-807.00.0. У37-807.00.0.
000.0.00 000.0.00 000.0.00
У37-804.00.0. У37-804.00.0. У37-804.00.0. У37-803.00.1.
000.0.00 000.0.00 000.0.00 000.0.00
3E7IIB.74.I. 3I7IIB.74.I. 3E7IIB.74.I. 3E7IIB.74.I.
000.0.00 000.0.00-02 000.0-00-02 000.0.00
ЗД711ВФЦ.15. — ЗД7ПВФП.15.
0.000.0.00 0.000.0.00
- ЗД7ПВФ11.48. ЗД7ПВФП.48. -
1.000.0.00-02 1.000.0.00-02
ЭД7ПВИ1.84. ЗД7ПВФП.84. ЗД711ВФИ.84. ЗЕ7ПВФ2.84.
1.000.0.00-57 1.000.0.00-02 1.000.0.00-25 1.000.0.00
ЗД7ИВФП.25. ЗД711ВФП.25. ЗД7ПВФП.25. ЭД7ПВФП.25.
1.000.0.00 1.000.0.00-02 1.000.0.00-02 1.000.0.00
ЗД711ВФП.72. ЗД7ПВФ1-1.72. ЗД711ВФ1-1.72. ЗД7ПВФП.72.
1.000.0.00 0.000.0.00 0.000.0.00 1.000.0.00
ЗД7ПВФП.32. ЗД711ВФП.32. ЗД711ВФП.32. ЗД711ВФ11.32.
1.000.0.00-55 1.000.0.00 1.000.0.00 1.000.0.00-19
ЗД7ПВФП.27. ЗД7ПВФП.27. ЗД7ПВФП.27. ЗД7ПВФП.27.
2.000.0.00 2.000.0.00 2.000.0.00 2.000.0.00
ЗД7ПВФ11.22. ЗД711ВФП.22. ЗД711ВФП.22. ЗД7ПВФП.22.
1.000.0.00 1.000.0.00-02 1.000.0.00-02 1.000.0.00
ЗЕ7ПВФ1.60. ЗЕ7ПВФ1.60. ЗЕ711ВФ1.60. ЗЕ7ПВМ.6О.
1.000.0.00 1.000.0.00 1.000.0.00 1.000.0.00
26 Привод шлифоваль- ЗД711ВФП.18. ЗД7ПВФП.18.
ного круга 0.000.0.00 0.000.0.00-02
27 Головка шлифо-
вальная ЗД7ПВФП.30. ЭД711ВИ1.30.
1.000.0.00 1.000.0.00-02
28 Редуктор верти- ЗД711ВФП.36. ЗД711ВФП.36.
кальной подачи 1.000.0.00 1.000.0.00
29 Электрооборудо- ЗД711ВФП.80. ЗД7ПВФП.80.
вание. Размещение 1.000.0.00 1.000.0.00-25
на станке
30 Механизм отсчета
вертикальных пере- - ЗЩ711ВФП.47.
мещений 0.000.0.00
31 Гидропривод ком- РГС-ЗЕ7ПВ. РГС-ЗЕ711В.
плектный 000.0.00 000.0.000
32 Плата управления
приводом правки - —
33 Коммутатор - -
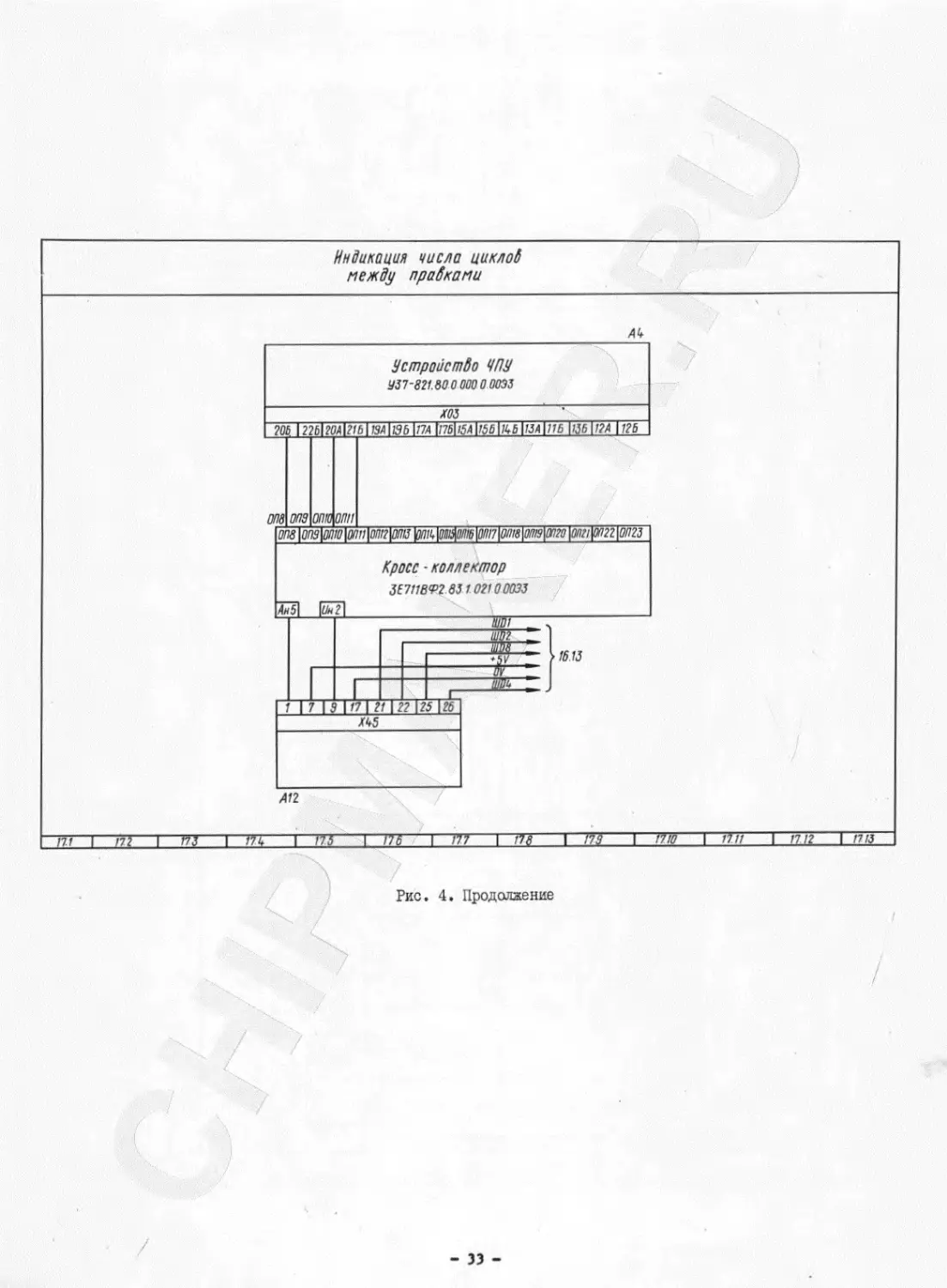
34 1 Устройство ЧПУ - -
ю 35 Фильтр сетевой - -
36 Механизм правки - -
37 Плата управления
алектрореверсом
стола —
38 Блок подавления
помех — —
ЗД711ВФП.18. 0.000.0.00 ЭД7ПВФП .30. 1.000.0.00-02 ЗД7ПВФП.36. I.000.0.00 ЗД7ПВФП .80. 1.000.0.00-56 ЗД7ПВФП.18. 0.000.0.00 ЭД7НВФП.30. I.000.0.00 ЗД7ПВФП.36. I.000.0.00 ЗД7ПВФП.80. 1.000.0.00-57 ЗД7ИВФП.18. 0.000.0.00 ЗД7ПВФП.ЗО. 1.000.0.00-02 ЗД7ПВФП.36. I.000.0.00-19 ЗД7ПВФП.80. ,1.000.0.00-02 ЗД7ПВФП.18. 0.000.0.00.02 ЗД711ВФП.30. 1.000.0.00-02 ЗД7ПВФП.36. I.000.0.00-19 ЗД711ВФП.80. 1.000.0.00-25 ЗД711ВФП.18 0.000.0.00.01 ЗД7ПВФП.ЗО. I.000.0.00-19 ЗД7ИВФИ.36 I.000.0.00-19 ЗЕ711ВФ2.80. I.000.0.00
ЗД7ПВФП.47. 0.000.0.00 - ЗД7ПВФП.47. 0.000.0.00 ЗД711ВФП.47. 0.000.0.00 -
РГС-ЗЕ711В. РГС-ЗЕ7ПВ. РГС-ЗЕ7ПВ. PPC-3E7IIB. РГС-ЗЕ7ПВ.
000.0.00 000.0.00 000.0.00 000.0.00 000.0.00
- - - - У37-830.00. 0.000.0.00
— — - - У37-806.0. 00.000.0.00
— - — - У37-821.80. 0.000.0.00
- — — — У37-808.00. 0.000.0.00
— — — — ЗЕ711ВФ2.40. I.000.0.00
- - - - У37-832.00. I.000.0.00
- - - - У37-810.00. I.000.0.00
6. УСТРОЙСТВО, РАБОТА СТАНКА И ЕГО
СОСТАВНЫХ ЧАСТЕЙ
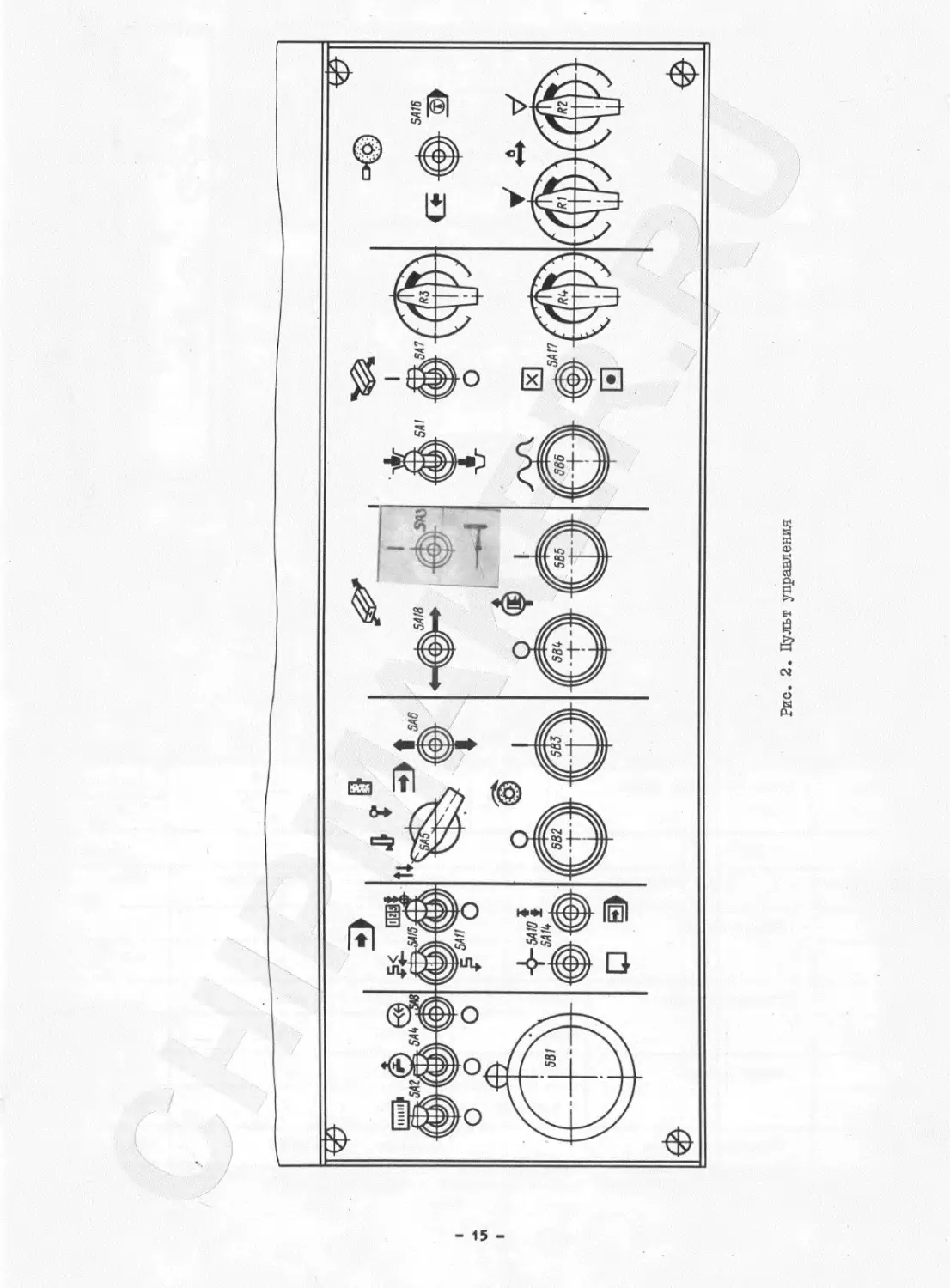
6.1. Расположение органов управления и табли-
чек с символами (рис.9,IO,II,12)
Рис.9. Расположение органов управления и табличек
с символами:
I - для станка ЭД7ПВФП исп.56,57 (см. рис.II);
ПДУ,У - для полуавтомата ЗЕ7ПВФ2 (см. рис.12);
Ш - для станков ЗД7ПВФП и ЗД7ПВФ1-1 (см.
рис.10)
- 20 -
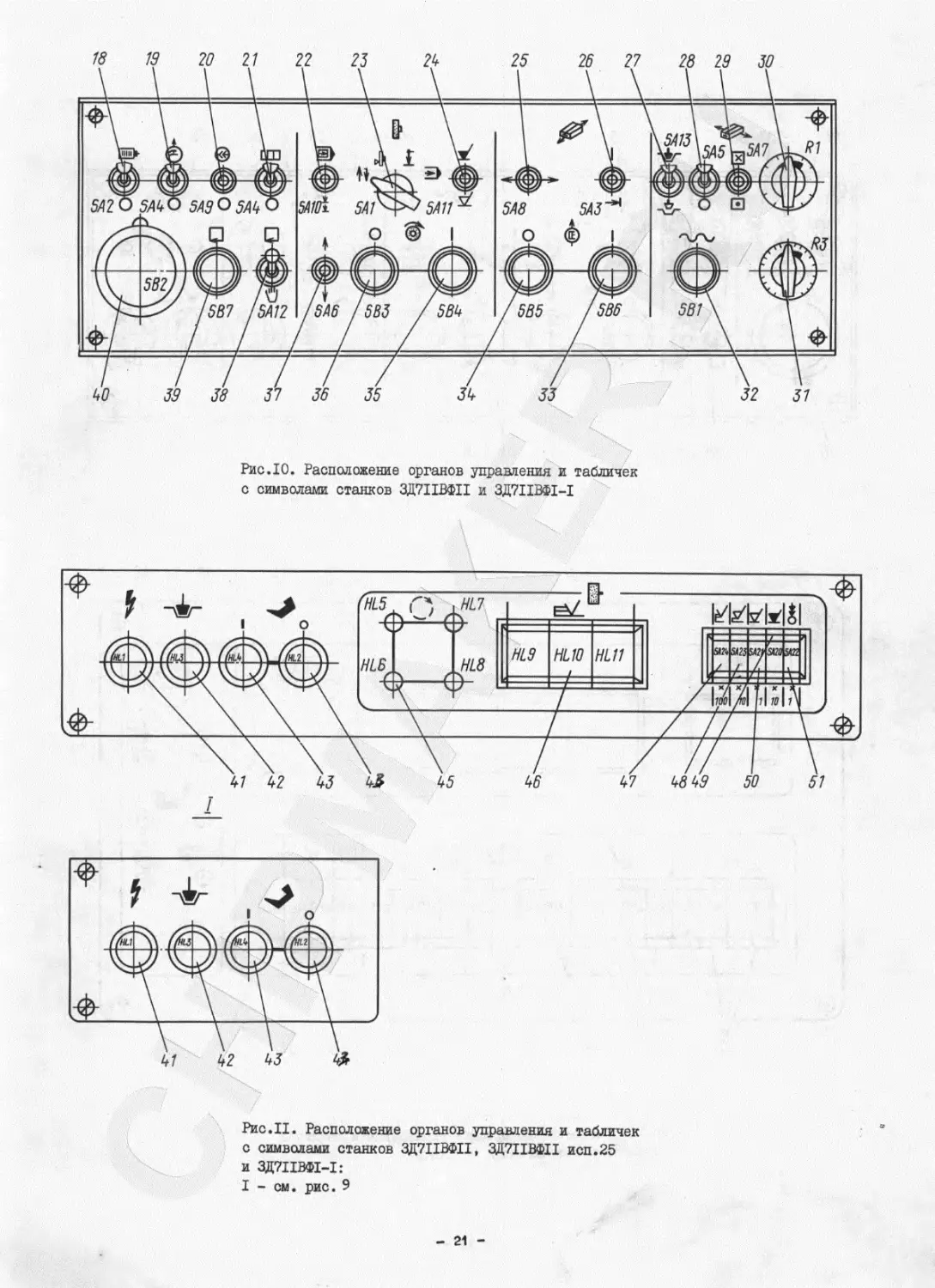
Рис.10. Расположение органов управления и табличек
с символами станков ЗД7ПВФП и ЗД7ПВФ1-1
Рис.II. Расположение органов управления и табличек
с символами станков ЗД7ПВФП, ЗД7ПВФП исп.25
и ЗД7ПВФ1-1:
I - см. рис. 9
- 21
18 19 20 38 22 23 25 26 27 28 29 30 52
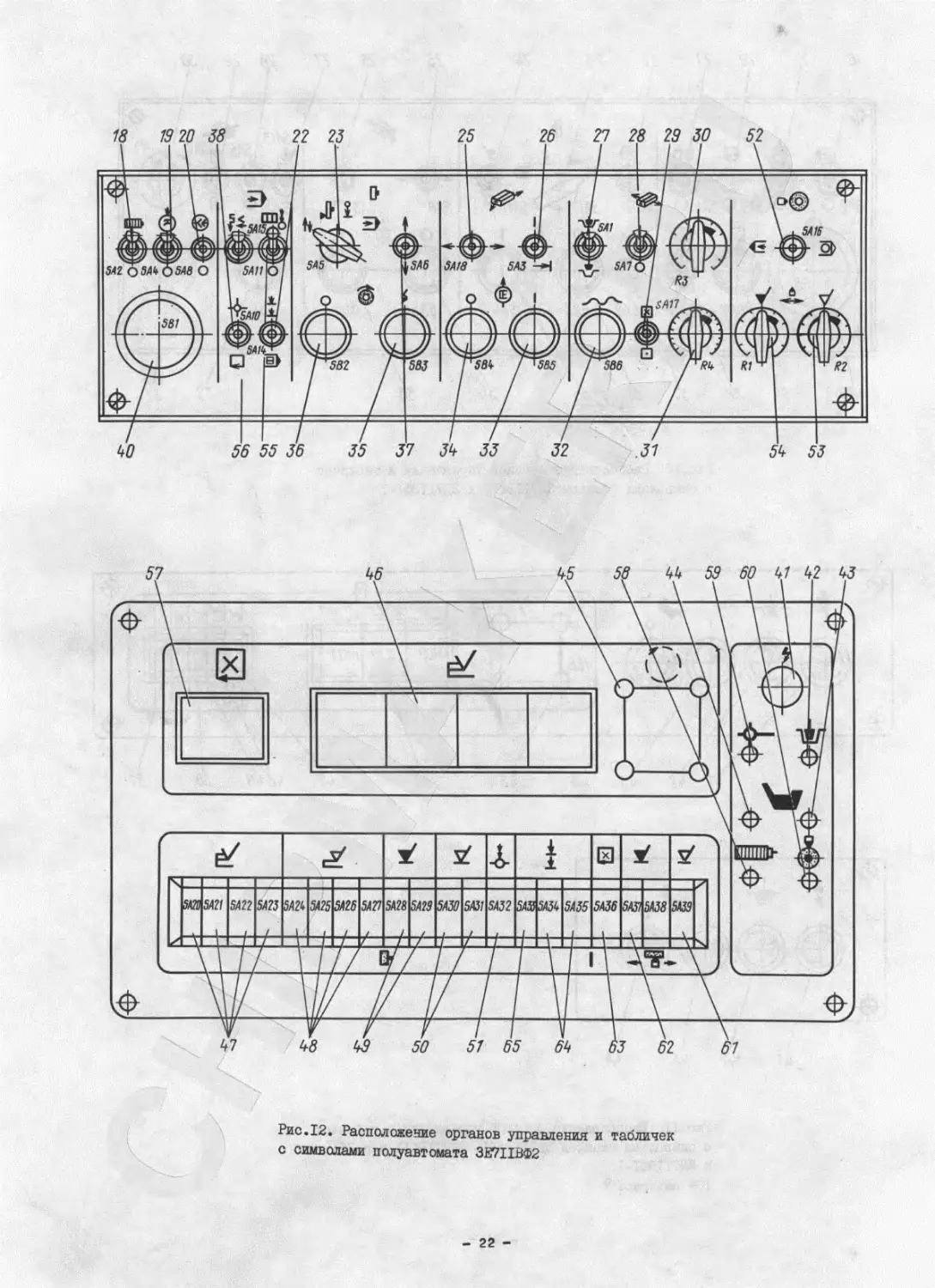
Рис.12. Расположение органов управления и табличек
с символами полуавтомата ЗЕ711ВФ2
- 22 -
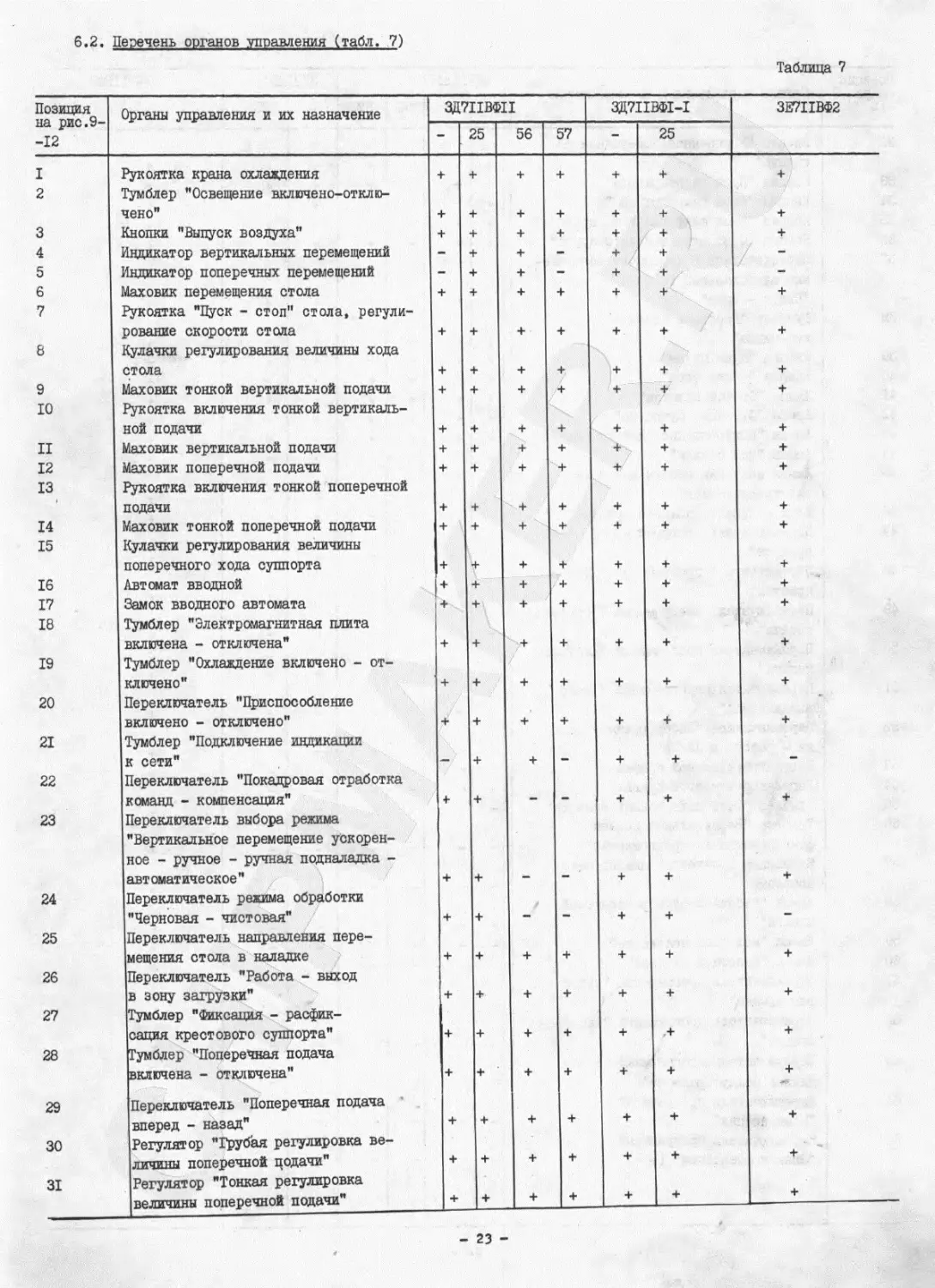
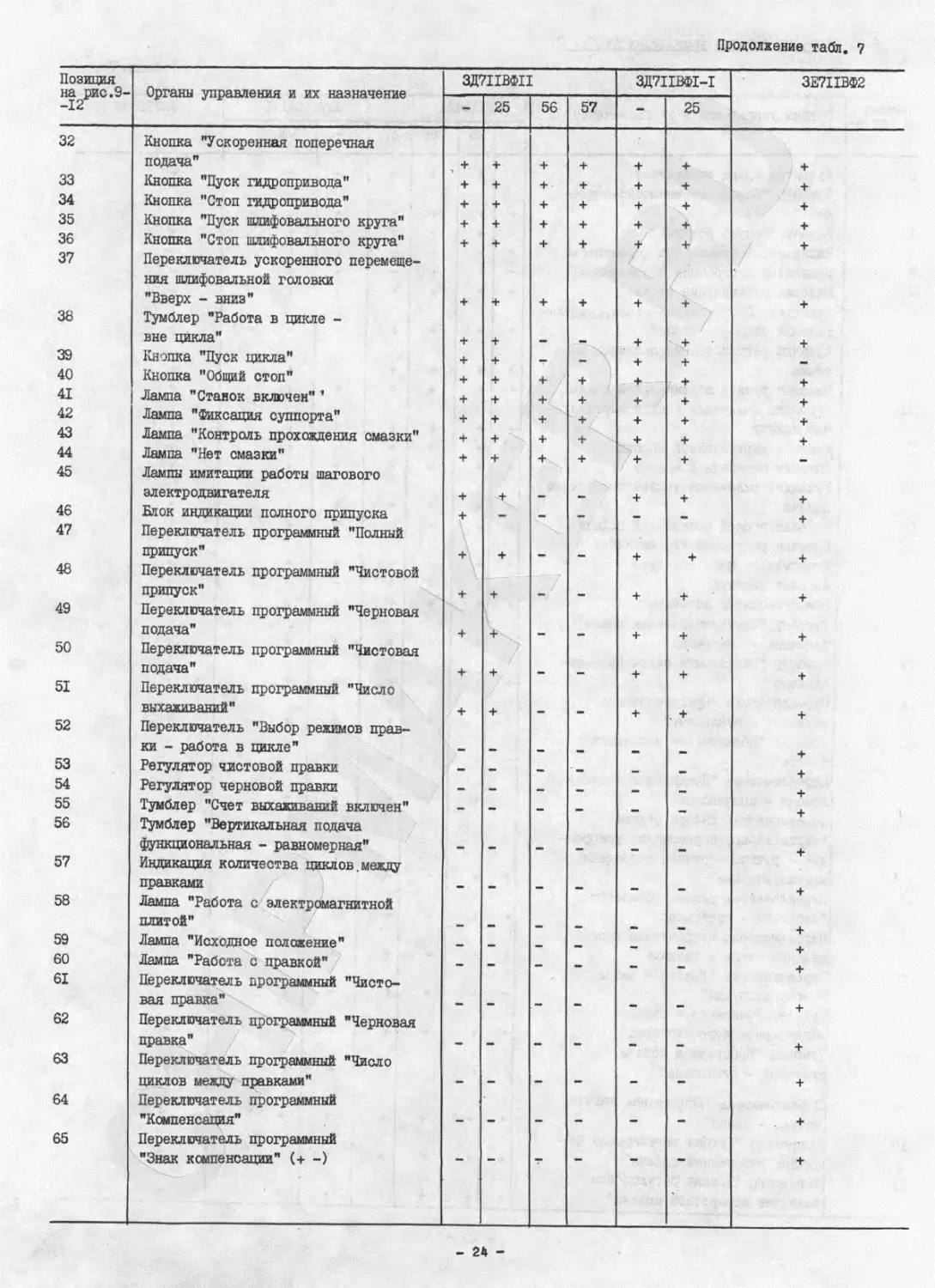
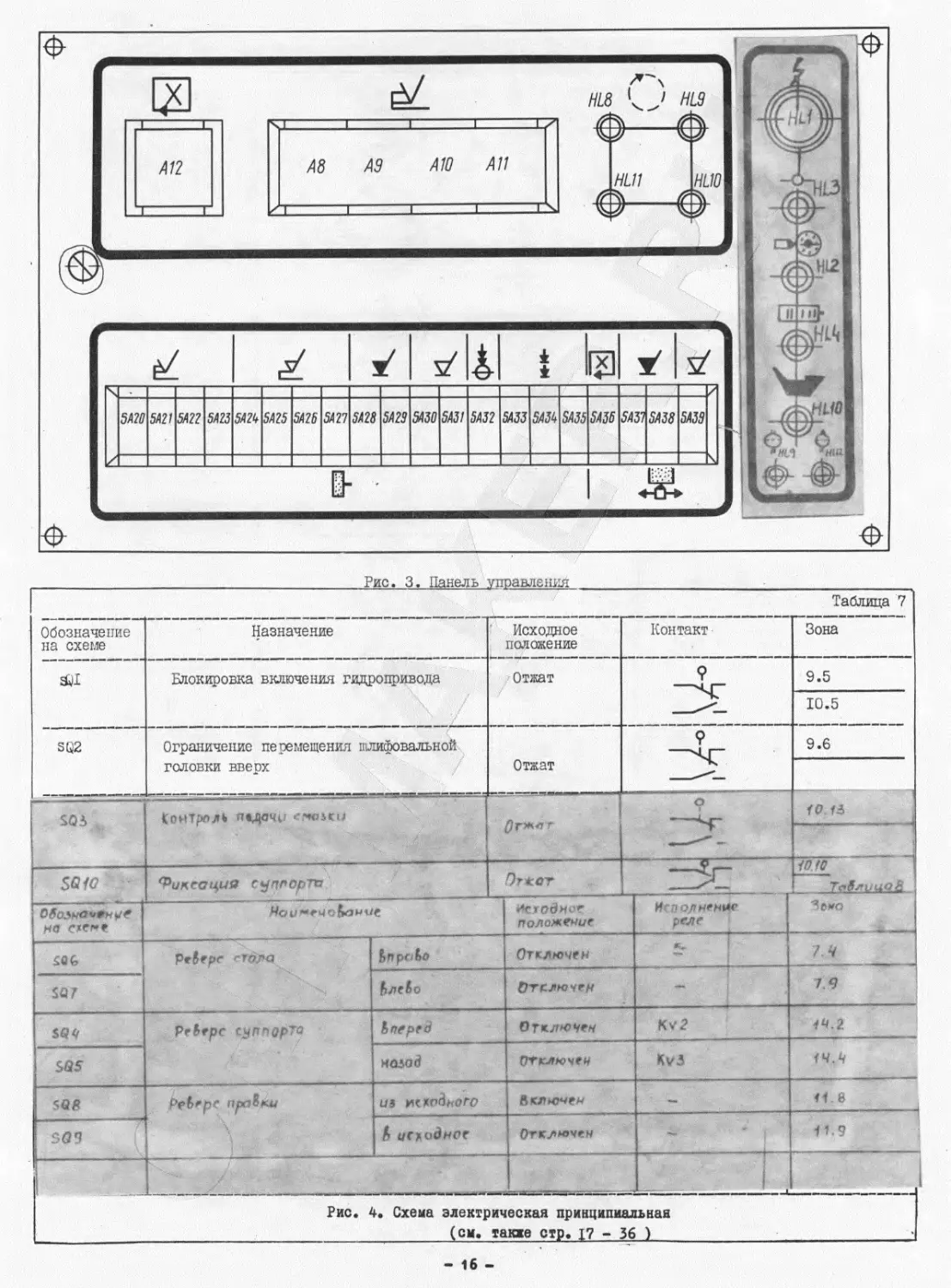
6.2. Перечень органов управления (табл. 7)
Таблица 7
Позиция на рис.9- -12 Органы управления и их назначение ЗД7ПВФП ЗД7ПВФ1-1 ЗЕ7ПВФ2
- 25 56 57 - 25
I Рукоятка крана охлаждения 4- 4- 4- 4- 4- 4- 4-
2 Тумблер "Освещение включено-отклю- чено" + 4- 4- 4- 4. 4- 4-
3 Кнопки "Выпуск воздуха" + 4- 4- 4- 4- 4- 4-
4 Индикатор вертикальных перемещений - 4- 4- - 4- 4- -
5 Индикатор поперечных перемещений - 4- 4- - 4- 4- -
6 Маховик перемещения стола 4- 4- 4- 4- 4- 4- 4-
7 Рукоятка "Пуск - стоп" стола, регули- рование скорости стола + 4- 4- 4- 4- 4- 4-
8 Кулачки регулирования величины хода
стола + 4- 4- 4- 4- 4- 4-
9 Маховик тонкой вертикальной подачи + 4- 4- 4- 4- 4- 4-
10 Рукоятка включения тонкой вертикаль- ной подачи + 4- 4- 4- 4- 4- 4-
II Маховик вертикальной подачи 4- 4- 4- 4- 4- 4- 4-
12 Маховик поперечной подачи 4- 4- 4- 4- 4- 4- 4-
13 Рукоятка включения тонкой поперечной подачи + 4- 4- 4- 4- 4- 4-
14 Маховик тонкой поперечной подачи + 4- 4- 4- 4- 4- 4-
15 Кулачки регулирования величины поперечного хода суппорта + 4- 4- 4- 4- 4- 4-
16 Автомат вводной + 4- 4- 4- 4- 4- 4-
17 Замок вводного автомата + 4- 4- 4- 4- 4- 4-
18 Тумблер "Электромагнитная плита включена - отключена" 4- 4- 4* 4- 4- 4-
19 Тумблер "Охлаждение включено - от- ключено" + 4- + 4- 4- 4. 4-
20 Переключатель "Приспособление •
включено - отключено" 4- + 4- 4- 4- + 4-
21 Тумблер "Подключение индикации к сети" — 4- 4- — 4- 4- —
22 Переключатель "Покадровая отработка команд - компенсация" 4- + — — 4- 4- 4-
23 Переключатель выбора режима "Вертикальное перемещение ускорен- ное - ручное - ручная подналадка - автоматическое" 4- 4- 4- 4-
24 Переключатель режима обработки "Черновая - чистовая" 4- 4- - - 4- 4- -
25 Переключатель направления пере- мещения стола в наладке 4* 4- 4- 4- 4- 4- 4-
26 Переключатель "Работа - выход в зону загрузки" 4- 4- 4- 4- 4- 4* 4-
27 Тумблер "Фиксация - расфик- сация крестового суппорта" 4- 4- 4- 4- 4- 4- 4-
28 Тумблер "Поперечная подача включена - отключена" 4- 4- 4- 4- 4- 4- 4-
29 Переключатель "Поперечная подача вперед - назад" 4- 4- 4- 4- 4- 4- 4-
30 Регулятор "Грубая регулировка ве- личины поперечной додачи" 4- 4- 4- 4- 4- 4- 4-
31 Регулятор "Тонкая регулировка величины поперечной подачи" 4- 4- 4- 4- 4- 4- 4-
- 23 -
Продолжение табл. 7
Позиция на рис.9- -12 Органы управления и их назначение ЗД7ПВФП ЗД7ИВФ1-1 ЗЕ711ВФ2
- 25 56 57 - 25
32 Кнопка "Ускоренная поперечная подача" + 4- 4. 4- 4. 4- 4-
33 Кнопка "Пуск гидропривода" 4- + 4 4 4- 4 4-
34 Кнопка "Стоп гидропривода" 4- 4- 4- + 4- + 4-
35 Кнопка "Пуск шлифовального круга" 4- + 4- 4- 4* 4 4-
36 Кнопка "Стоп шлифовального круга" + 4- 4 4 + + 4-
37 Переключатель ускоренного перемеще- ния шлифовальной головки "Вверх - вниз" 4 4 4- 4- 4 4-
38 Тумблер "Работа в цикле - вне цикла" 4 — 4. 4- +
39 Кнопка "Пуск цикла" 4 4- — — 4- 4- —
40 Кнопка "Общий стоп" 4 4- 4 4- 4- 4- 4
41 Лампа "Станок включен" ’ 4- + 4 4- 4 4 4
42 Лампа "Фиксация суппорта" + 4- 4 4- 4- 4- 4-
43 Лампа "Контроль прохождения смазки" 4- 4- 4- 4- 4- 4- 4
44 Лампа "Нет смазки" + 4- 4- 4- + 4- —
45 Лампы имитации работы шагового электродвигателя 4 4 * » 4- 4- 4-
46 Елок индикации полного припуска + — < - — — 4-
47 Переключатель программный "Полный припуск" + 4- — 4. 4- +
48 Переключатель программный "Чистовой припуск" 4 4- — 4. 4- 4-
49 Переключатель программный "Черновая подача" + + 4- 4. 4-
50 Переключатель программный "Чистовая подача" 4 4- — 4. 4- 4
51 Переключатель программный "Число ВЫХАЖИВАНИЙ" 4. 4. 4-
52 Переключатель "Выбор режимов прав- ки - работа в цикле" — — — 4
53 Регулятор чистовой правки - - — — — — +
54 Регулятор черновой правки - — — — — — 4-
55 Тумблер "Счет выхаживаний включен" — — — — — — 4
56 Тумблер "Вертикальная подача функциональная - равномерная" — — — 4-
57 Индикация количества циклов.между правками 4-
58 Лампа "Работа с электромагнитной плитой"
59 Лампа "Исходное положение" — — — — — 4
60 Лампа "Работа с правкой" - — — — — — 4-
61 Переключатель программный "Чисто- вая правка" — — 4-
62 Переключатель программный "Черновая правка" — — — — 4-
63 Переключатель программный "Число циклов между правками" — — - - — — 4-
64 Переключатель программный "Компенсация" — — - - - - 4
65 Переключатель программный "Знак компенсации" (+ -) - - - - - - 4-
- 24 -
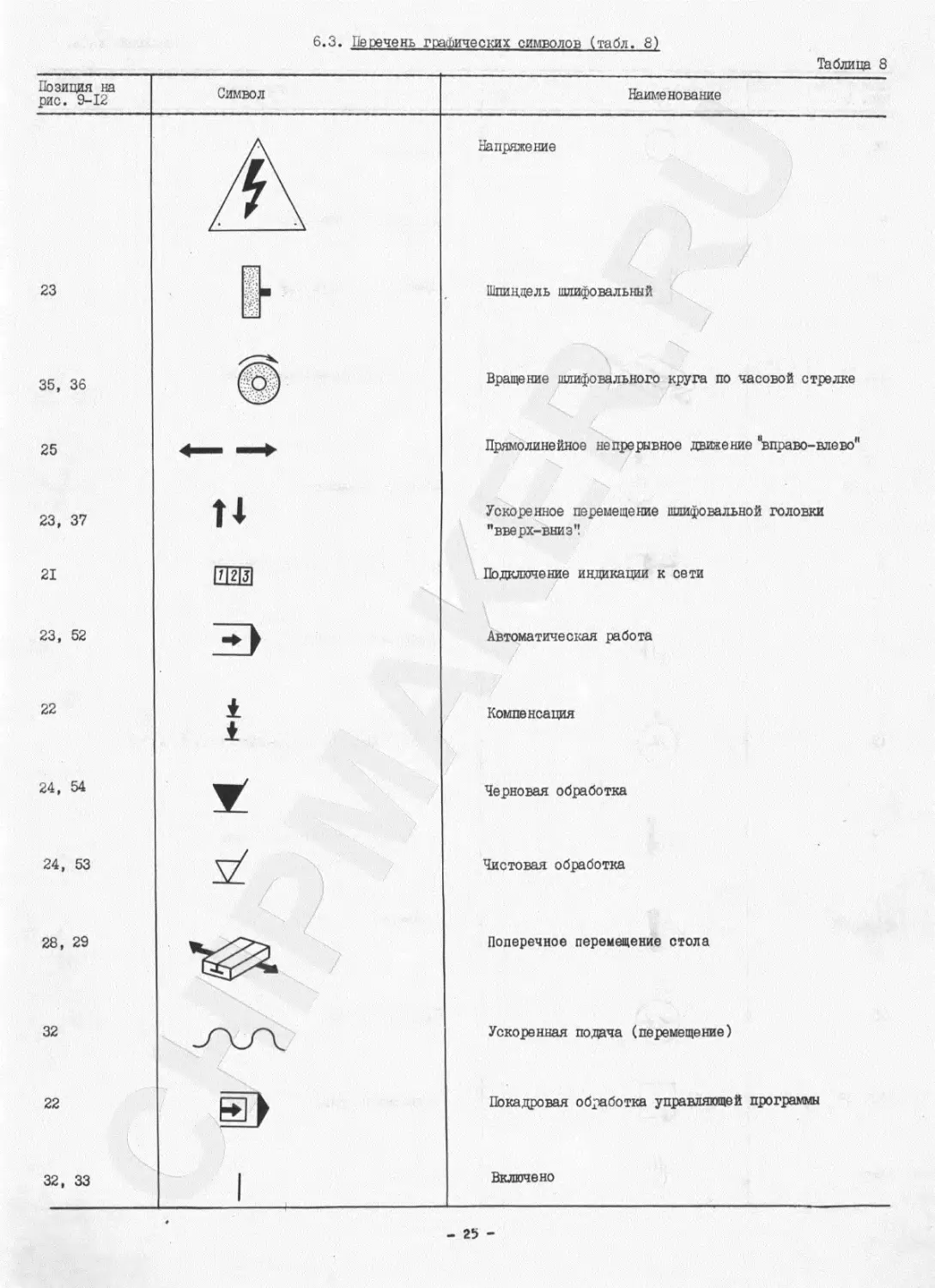
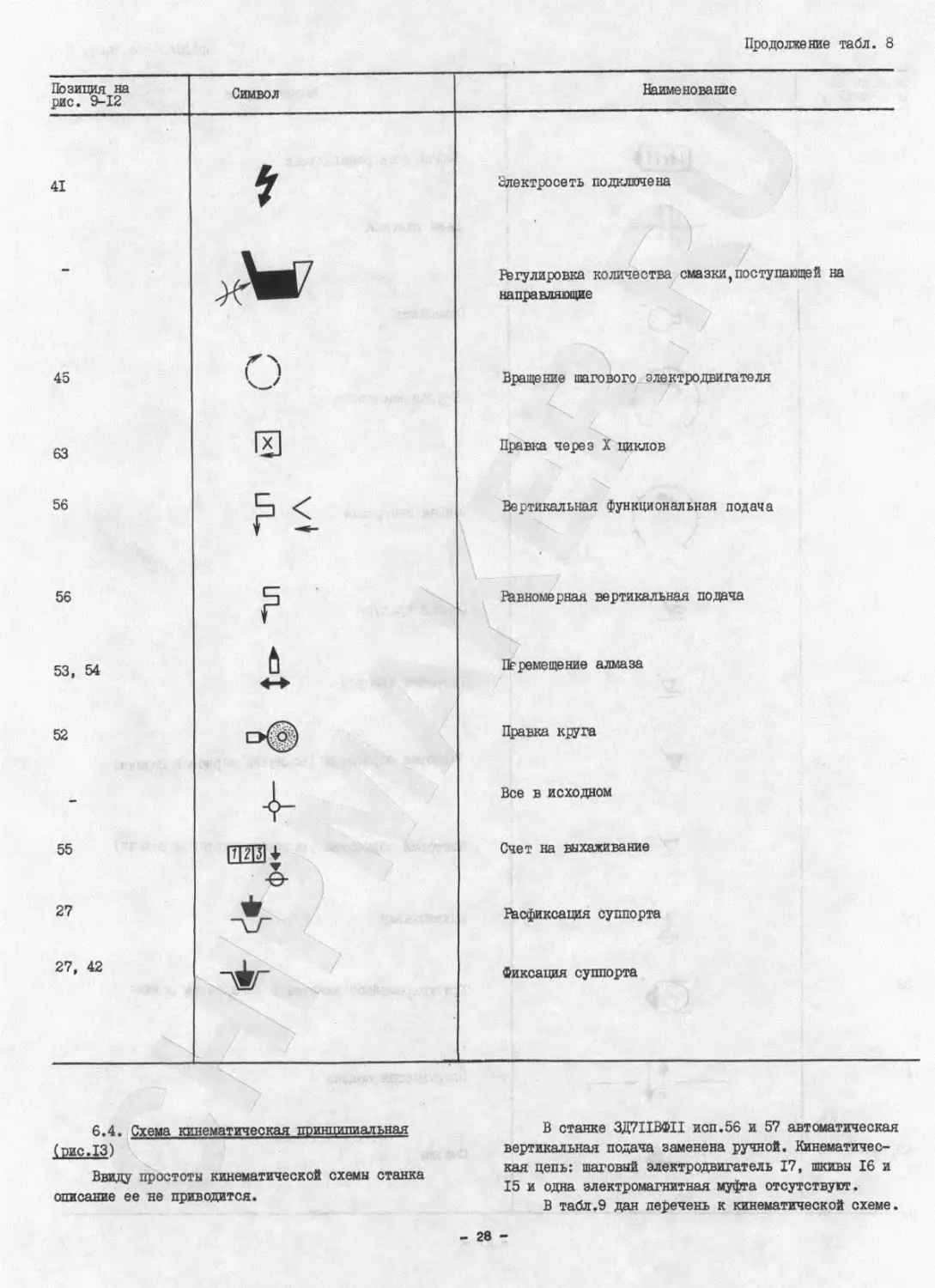
6.3. Перечень графических символов (табл. 8)
Таблица 8
Позиция на рис. 9-12 Символ Наименование
А Напряжение
23 L Л •А- Шпиндель шлифовальный
35, 36 Вращение шлифовального круга по часовой стрелке
25 Прямолинейное непрерывное движение “вправо-влево"
23, 37 ti Ускоренное перемещение шлифовальной головки "вверх-вниз?
21 IWI Подключение индикации к сети
23, 52 Автоматическая работа
22 Компенсация
24, 54 Черновая обработка
24, 53 Чистовая обработка
28, 29 Поперечное перемещение стола
32 Ускоренная подача (перемещение)
22 В> Покадровая обработка управляющей программы
32, 33 1 Включено
- 25 -
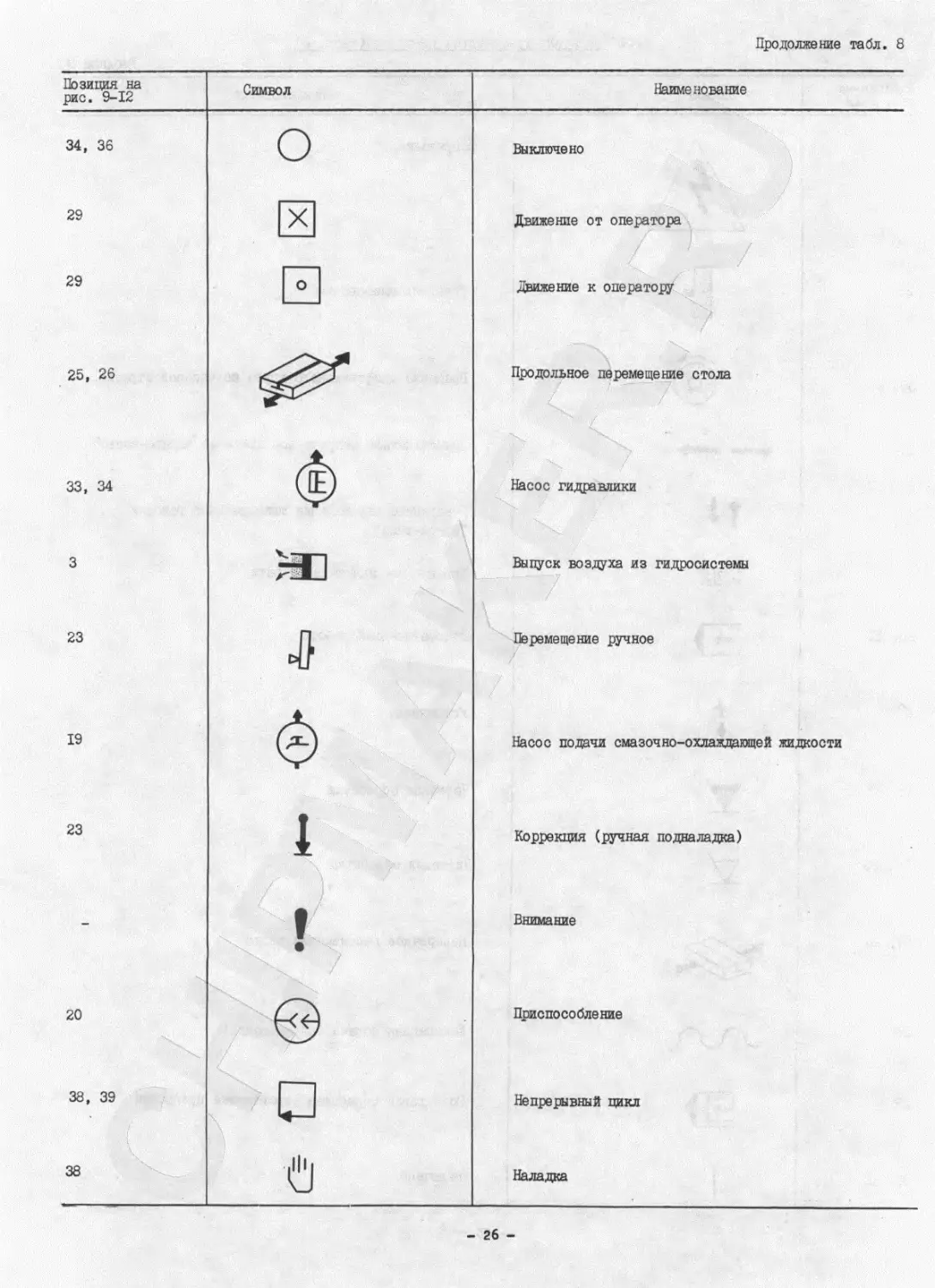
Продолжение табл. 8
Позиция на рио. 9-12 Символ Наименование
34, 36 Выключено
29 X Движение от оператора
29 о Движение к оператору
25, 26 Продольное перемещение стола
33, 34 (J) Насос гидравлики
3 ] Выпуск воздуха из гидросистемы
23 Перемещение ручное
19 е Насос подачи смазочно-охлаждающей жидкости
23 1 Коррекция (ручная подналадка)
Внимание
'х-\' •
20 Приспособление
38, 39 — Непрерывный цикл
Ц—
38 0 Наладка
- 26 -
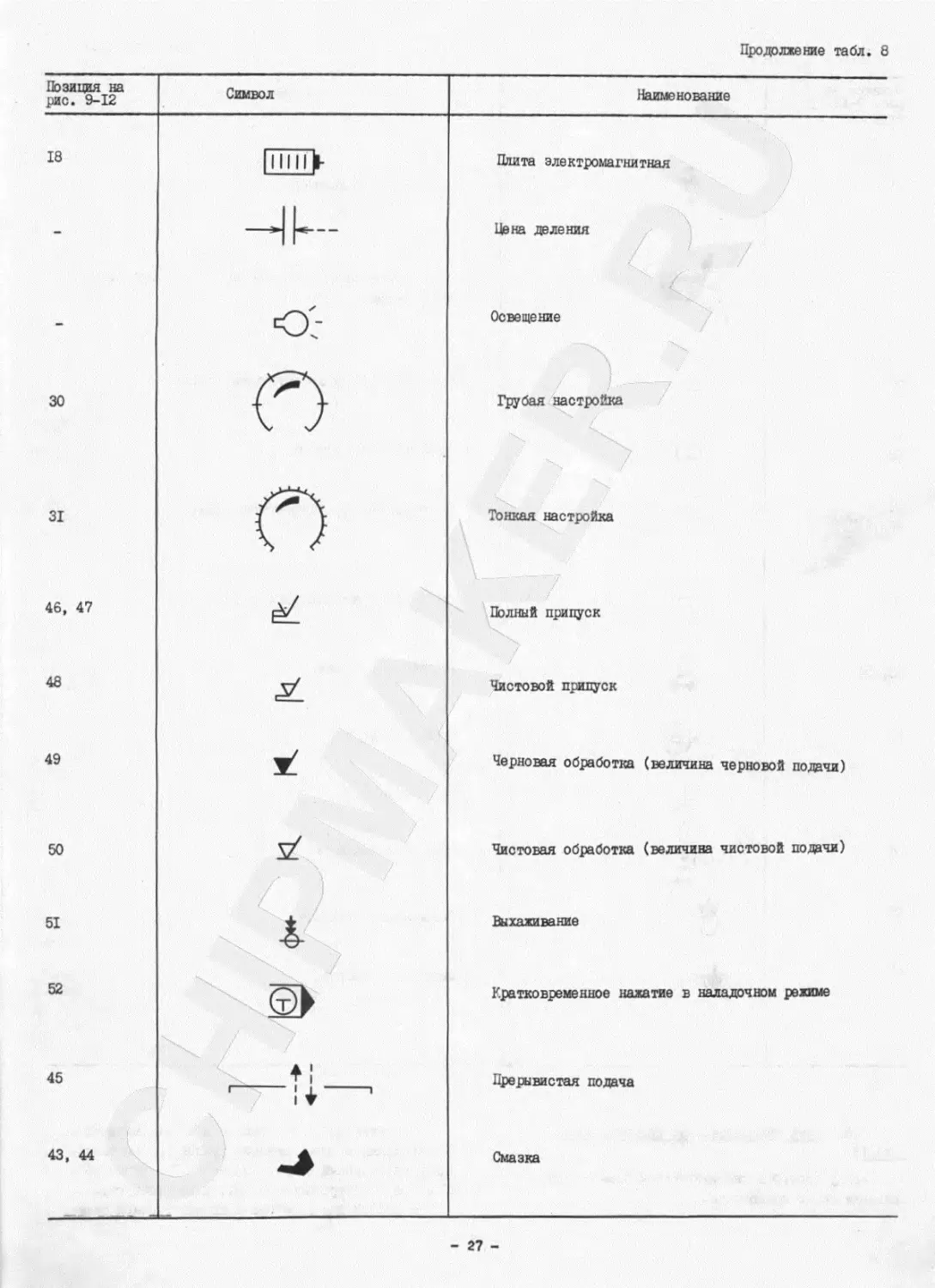
Продолжение табл. 8
Позиция на
рис. 9-12
18
30
31
46, 47
48
49
50
51
52
45
43, 44
Символ
Наименование
Плита электромагнитная
Цена деления
Освещение
Грубая настройка
Тонкая настройка
Выхаживание
Прерывистая подача
Смазка
Полный припуск
Чистовой припуск
Черновая обработка (величина черновой подачи)
Чистовая обработка (величина чистовой подачи)
Кратковременное нажатие в наладочном режиме
- 27 -
Продолжение табл. 8
Позиция на
рис. 9-12
Символ
Наименование
Электросеть подключена
Регулировка количества смазки, поступающей на
направляющие
Вращение шагового электродвигателя
Правка через X циклов
Вертикальная функциональная подача
Равномерная вертикальная подача
Перемещение алмаза
Правка круга
Все в исходном
Счет на выхаживание
Расфиксация суппорта
Фиксация суппорта
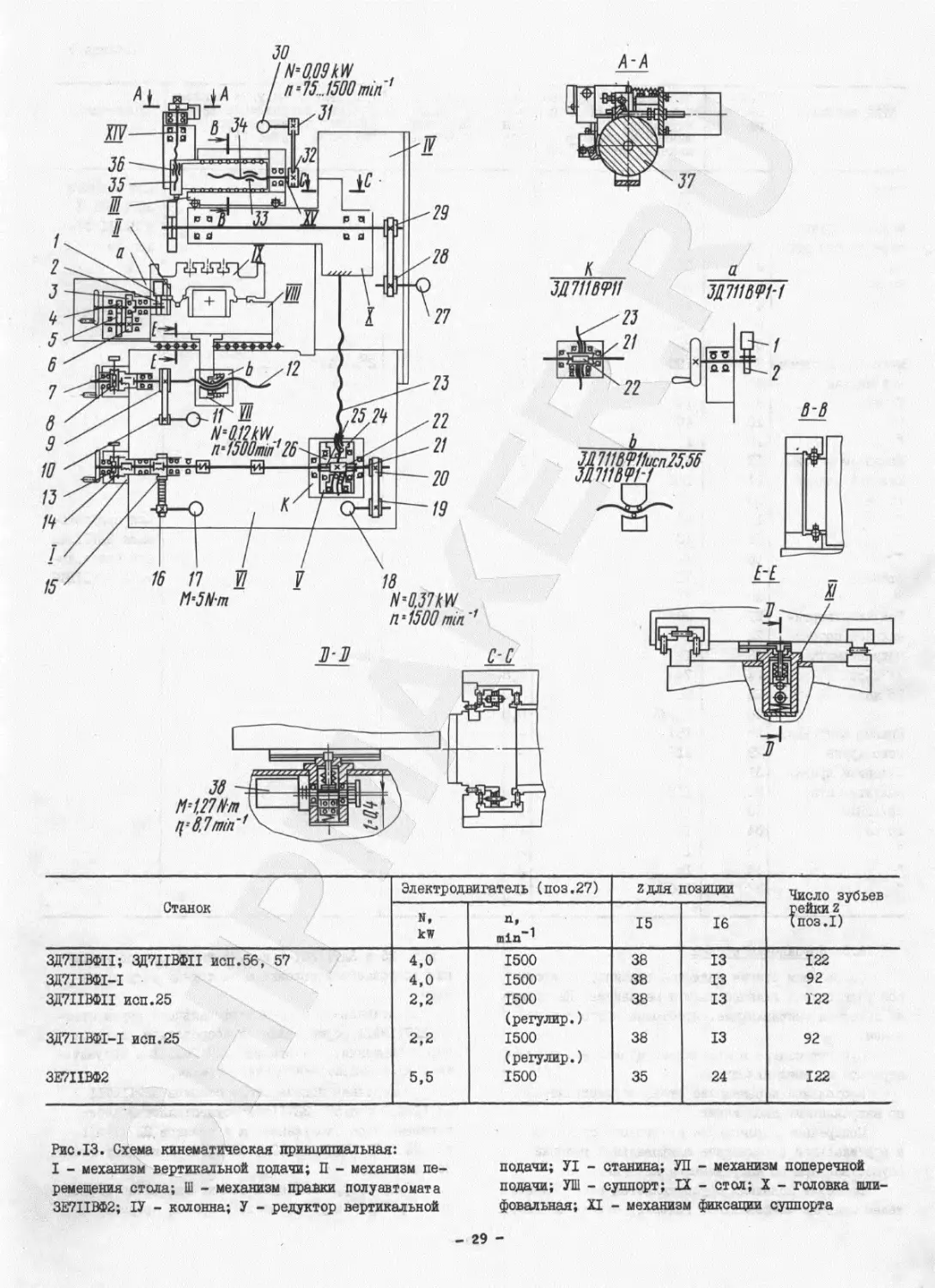
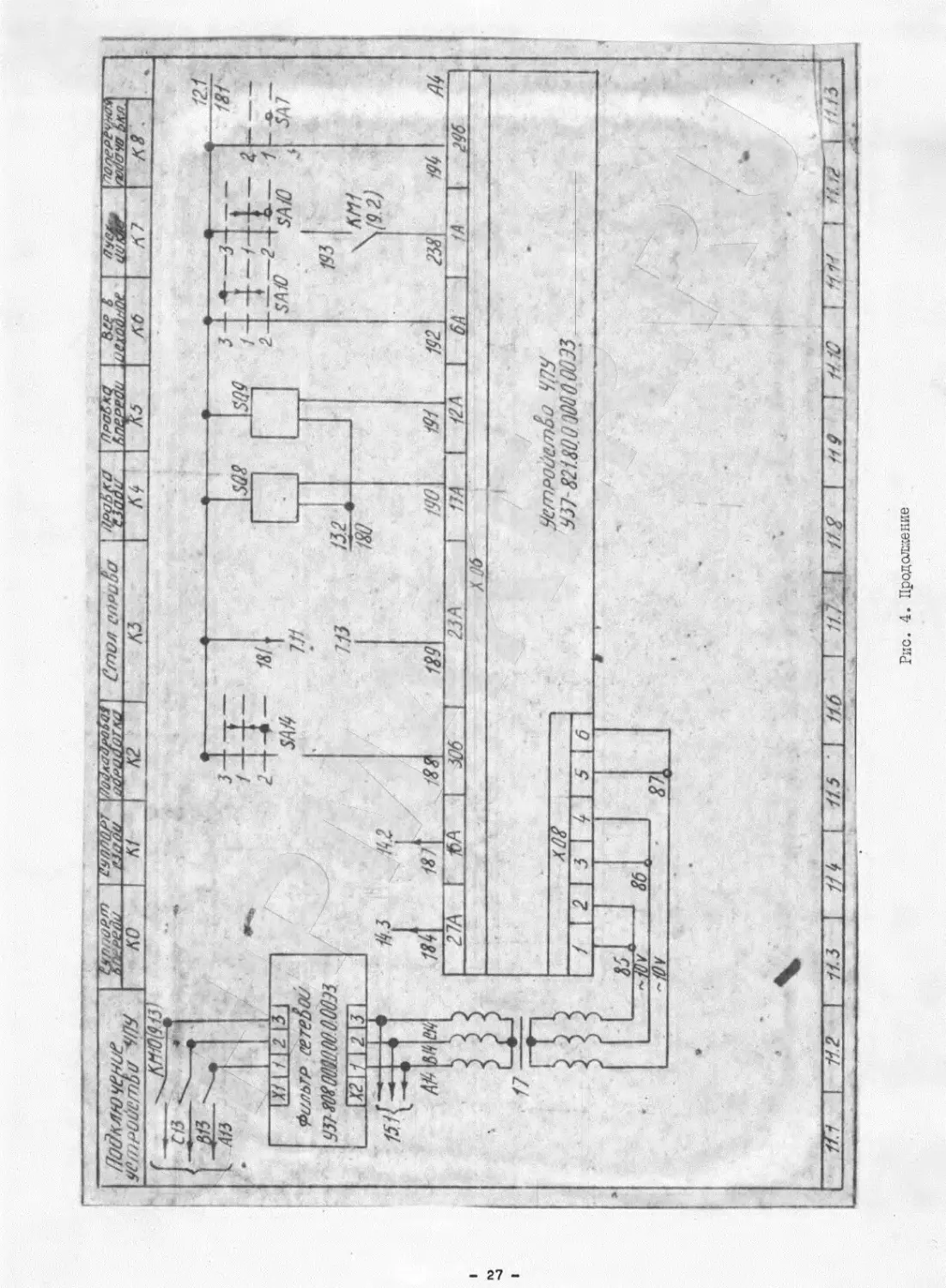
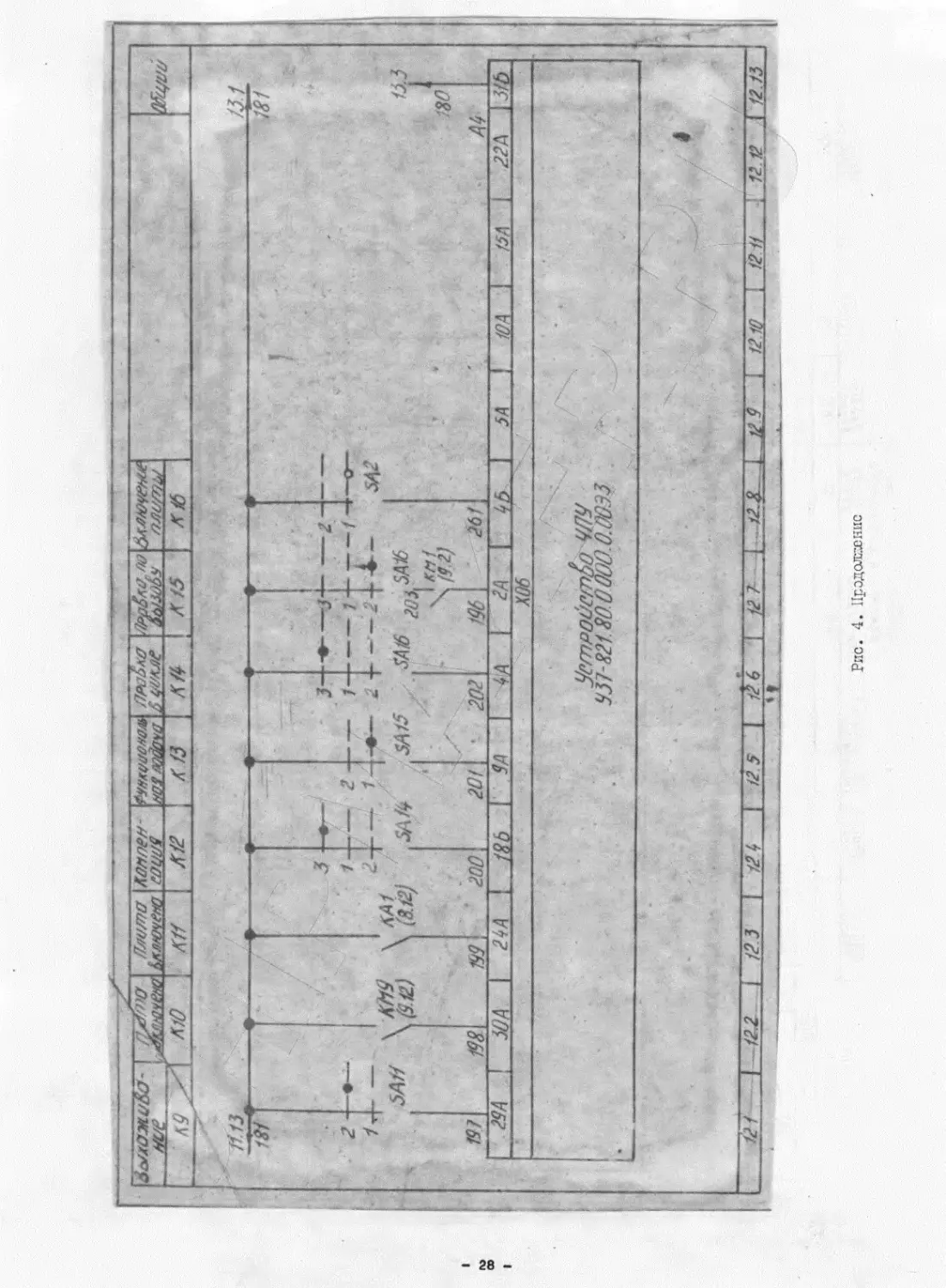
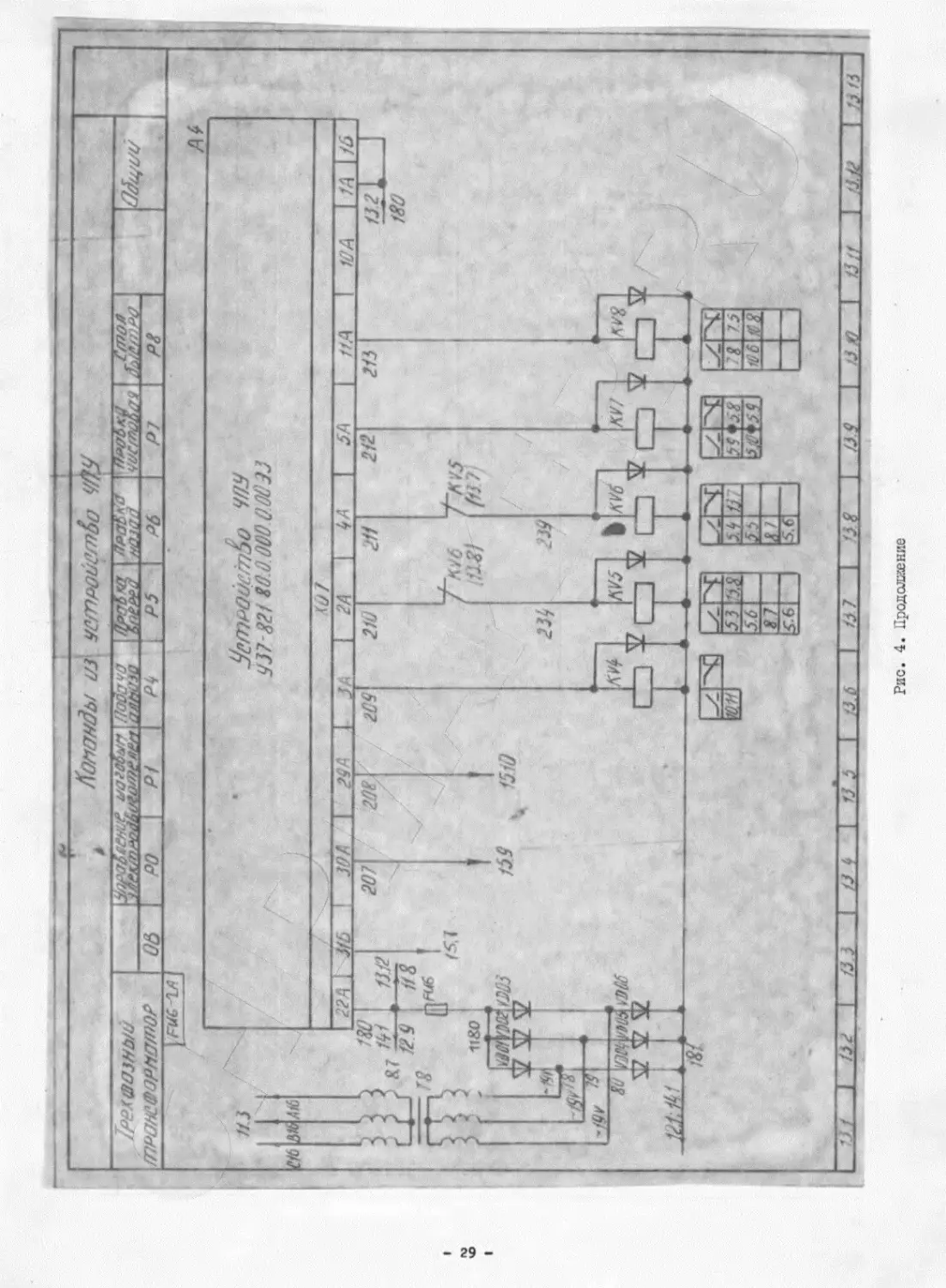
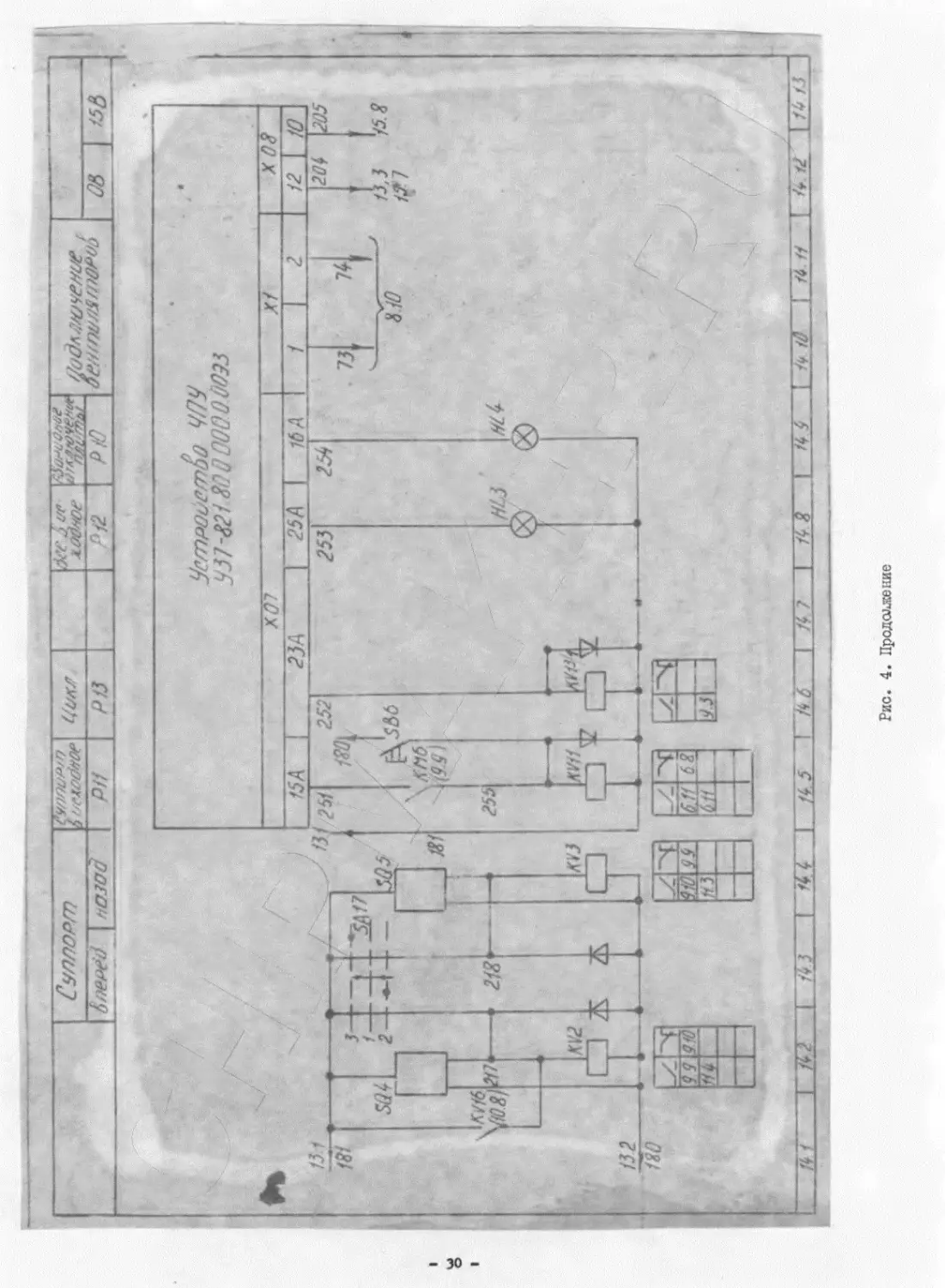
6.4. Схема кинематическая принципиальная
(рис.13)
Ввиду простоты кинематической схемы станка
описание ее не приводится.
В станке ЗД7ПВФП исп.56 и 57 автоматическая
вертикальная подача заменена ручной. Кинематичес-
кая цепь: шаговый электродвигатель 17, шкивы 16 и
15 и одна электромагнитная муфта отсутствуют.
В табл.9 дан перечень к кинематической схеме.
- 28 -
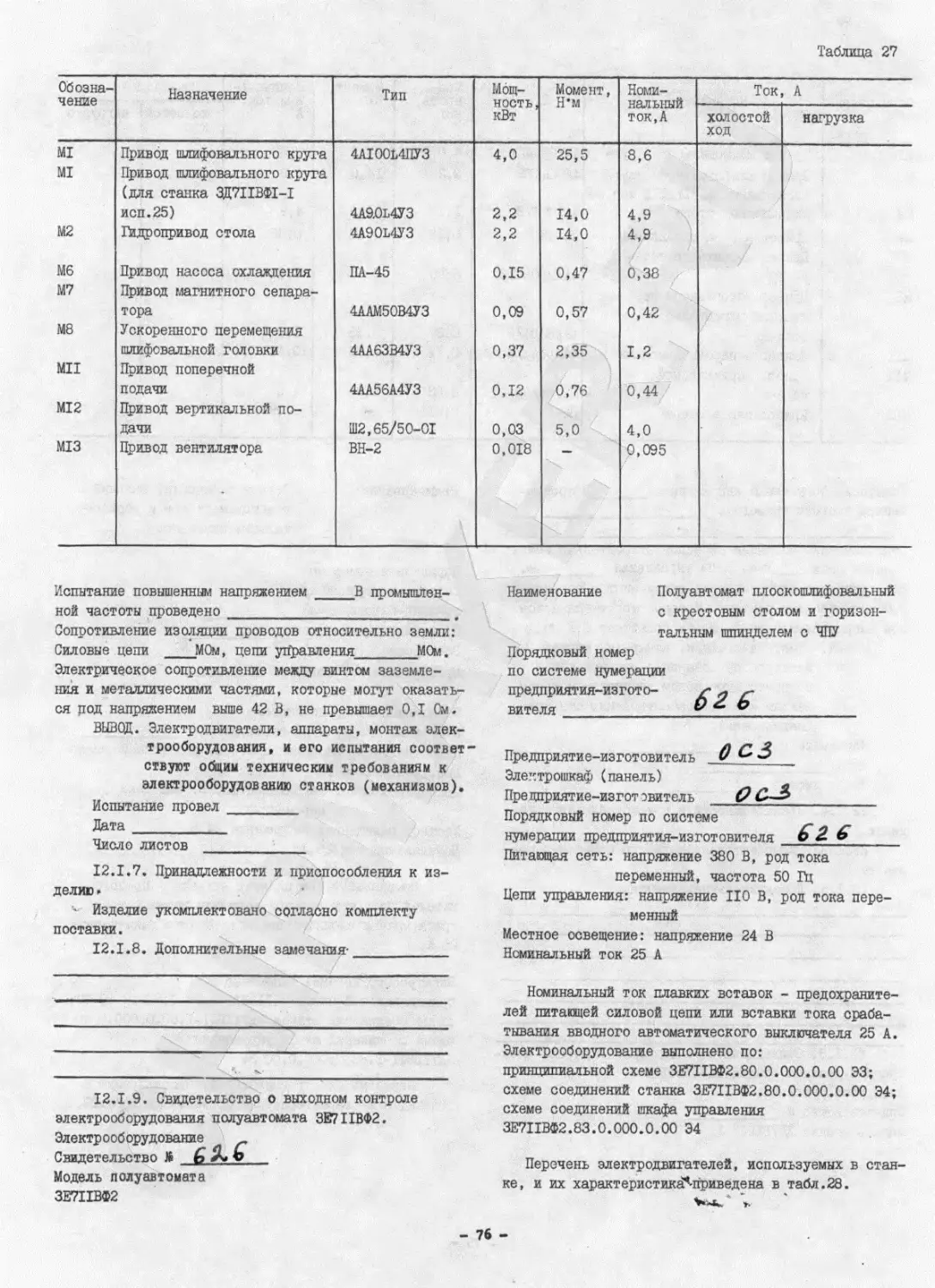
Станок Электродвигатель (поз.27) гдля позиции Число зубьев рейки 2 1П03.1)
N, kW А» min-^ 15 16
ЗД711ВФП; ЗД7ПВФП исп.56, 57 4,0 1500 38 13 122
ЗД711ВФ1-1 4,0 1500 38 13 92
ЗД7ПВФП исп.25 2,2 1500 (регулир.) 38 13 122
ЗД7ПВФ1-1 исп.25 2,2 1500 (регулир.) 38 13 92
ЗЕ7ПВФ2 5,5 1500 35 24 122
Рис.13. Схема кинематическая принципиальная:
I - механизм вертикальной подачи; П - механизм пе-
ремещения стола; Ш - механизм правки полуавтомата
ЗЕ7ПВФ2; 1У - колонна; У - редуктор вертикальной
подачи; У1 - станина; УП - механизм поперечной
подачи; УШ - суппорт; IX - стол; X - головка шли-
фовальная; XI - механизм фиксации суппорта
- 29 -
Таблица 9
Куда входит Пози- ция на рис.13 Число зубьев зубча- тых колес, заходов червяков, ходовых винтов и диаметр шкивов, мм Модуль или ход винтовой линии для ходовых вин- тов, шаг цепи,мм Направление и угол наклона зубьев, направление витка, диаметр червяков, тип червяков (кроме zA) Примечание
Стол I 122 2 — Для станков
И I 92 2 - ЗД7ПВФ1-1
Механизм ручного и ЗД7ПВФ1-1
перемещения сто- исп.25
ла 2 20 2
То же 3 65 I —
II 4 18 I -
л 5 72 I —
л 6 25 I —
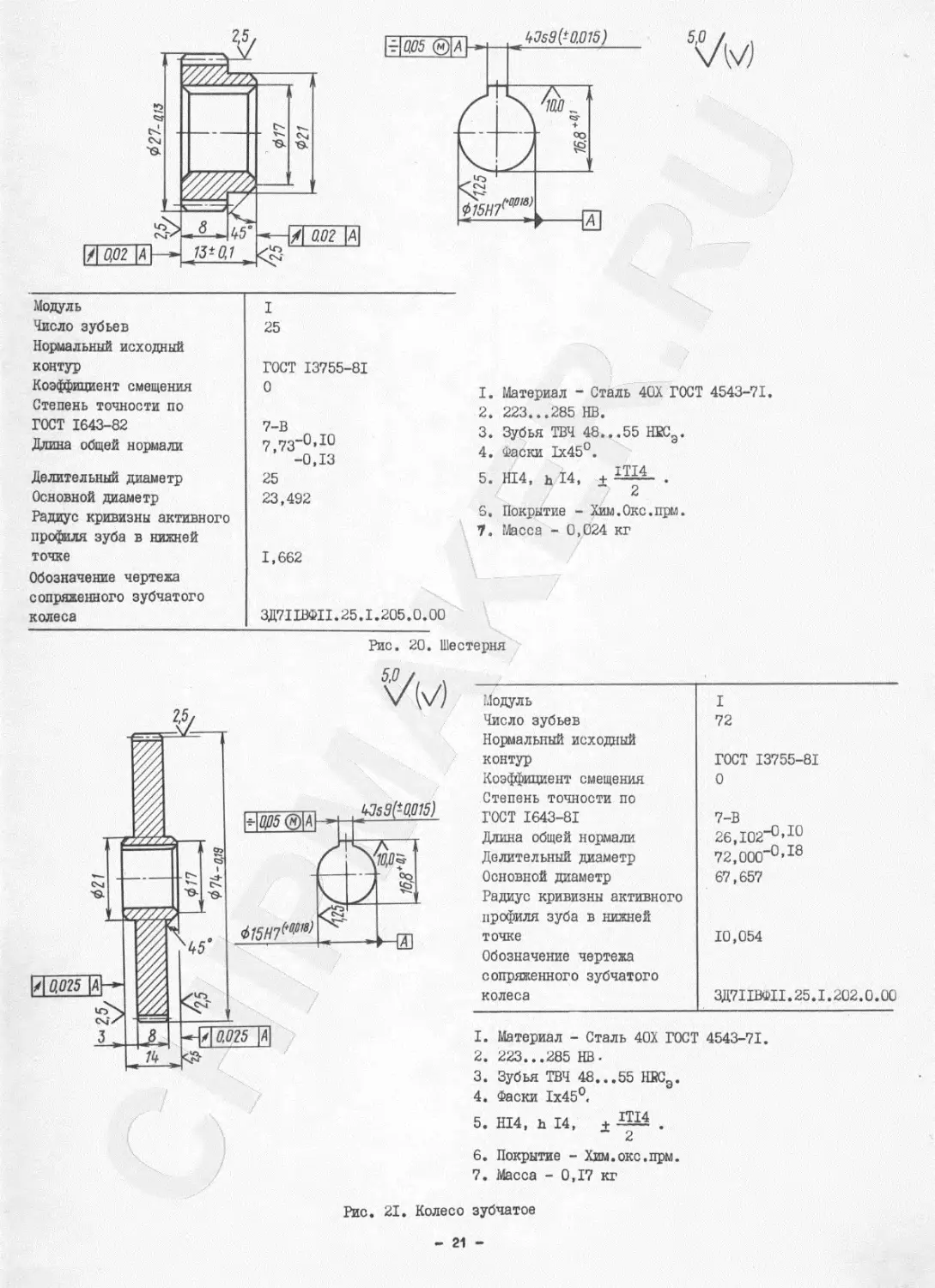
Механизм попереч- 7 100 I 2°51’45”
ной подачи 8 I I Правое
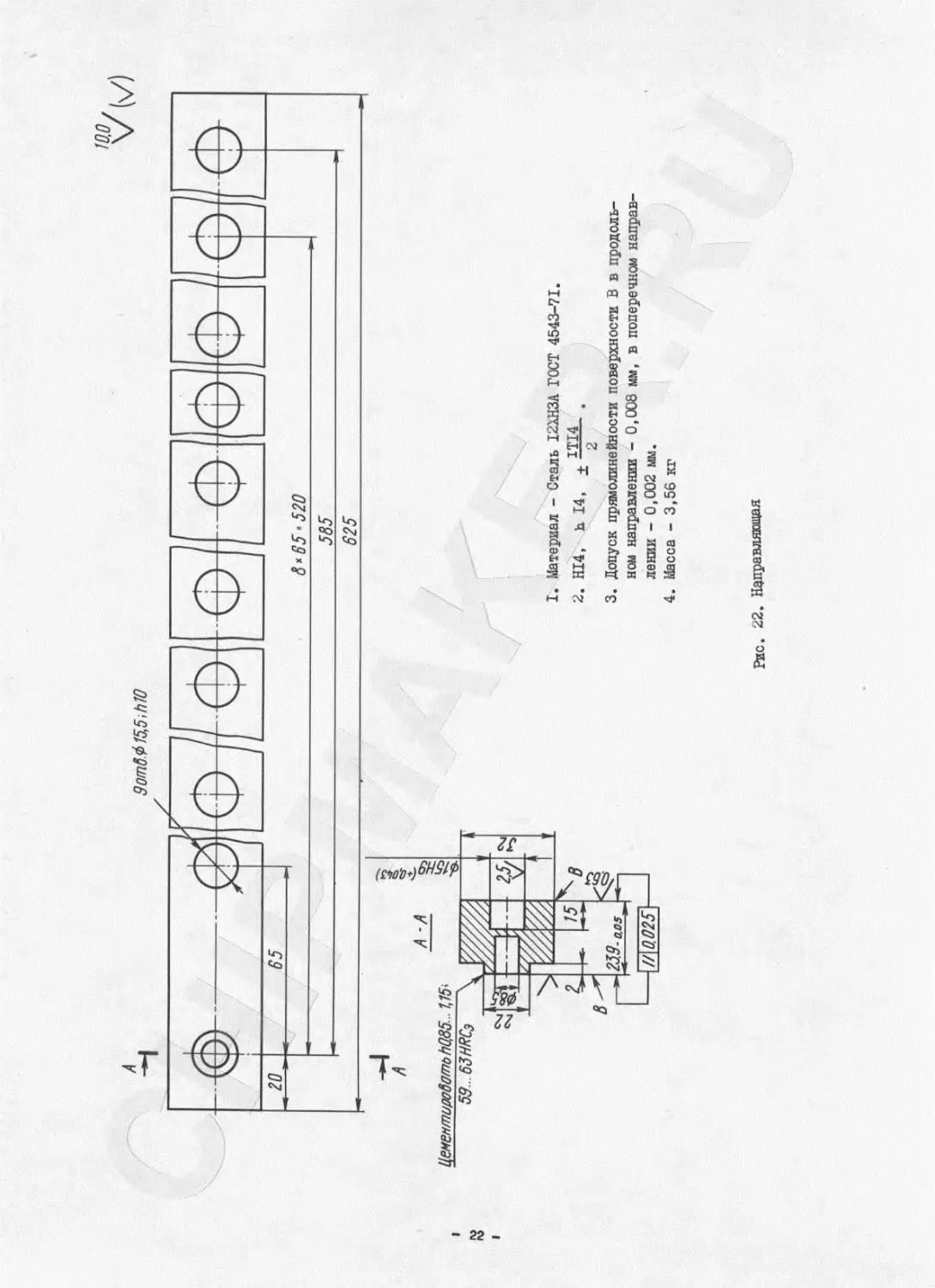
То же 9 140 — -
п 10 40 - —
и 12 I 5 —
Механизм верти- 13 I I Правое
калькой подачи 14 100 I -
То же 15 38 — —
Л 15 35 - - Для полуавто-
и 16 13 - - мата ЗЕ7ПВФ2
и 16 24 - - Для полуавто-
Станина 19 71 - - мата ЗЕ7ПВФ2
п 20 71 — —
Редуктор верти- 21 30 3 -
кальной подачи 22 I 3 -
полуавтомата 23 I 6 Левое
ЗЕ7ПВФ2 24 74 0,8 -
То же 25 75 0,8 —
II 26 74; 75 0,8 -
Привод шлифоваль- 28 167 - -
ного круга 29 112 - -
Механизм правки 31 71 - -
полуавтомата 32 112 - -
ЗЕ7ПВФ2 33 I I -
То же 34 I I —
Л 35 I 2 —
л 36 I 2 —
л 37 100 I -
6.5. Компановка станка
Основанием станка является станина, на кото-
рой установлены главные узлы и механизмы. На стани-
не крепятся направляющие, крестовый суппорт и ко-
лонна.
Суппорт станка обеспечивает продольное и по-
перечное перемещения стола.
Продольное перемещение стола осуществляется
по направляющим скольжения.
Поперечное перемещение крестового суппорта
и вертикальное перемещение шлифовальной головки
осуществляются по направляющим качения.
Вращение шпинделя осуществляется электродвига-
телем привода шлифовальной головки, станки ЗД711ВФП
исп. 25 и ЗД7ПВФ1-1 исп.25 имеют привод враще-
ния шлифовальной головки с частотным регулирова-
нием.
Вертикальная подача шлифовального крута стан-
ка ЗД7ПВФП осуществляется посредством винтовых
пар скольжения, а у станка ЗД7ПВФ1-1 и полуавто-
мата ЗЕ7ПВФ2 по винт-гайке качения.
Поперечная подача стола станков ЗД711ВФ11,
ЗД7ПВФП исп.57, ЗЕ7ПВФ2 осуществляется через
винтовые пары скольжения,
исп.25, ЗД7ПВФП исп.56,
ке качения.
Гидрооборудование на
а у станков ЗД7ПВИ1
ЗД7ПВФ1-1 по винт-гай-
станке выполнено отдель-
ным агрегатом и установлено с правой стороны
- 30 -
станка. На баке гидрооборудования установлен пульт
управления гидрооборудованием. Электрошкаф стан-
Направляпцие поверхности образованы самой ко-
лонной I, планками II, привернутыми к ее передней
ков ЗД7ПВФП и ЗД7ПВФ1-1 установлен сзади на
гидробаке, а электрошкаф полуавтомата
ЗЕ7ПВФ2 - сзади гидробака с правой стороны от
станка.
Пульт предварительного набора системы ЧПУ за-
креплен на электрошкафу.
С левой стороны станка установлен агрегат
системы охлаждения.
Более подробное описание назначения, конструк-
ции и работы узлов см. в разделе 6.6.
поверхности.
Переднее и заднее окна колонны защищены щитка-
ми 9 и 13, перемещающимися в пазах боковых пла-
нок 7 и 14.
Для ограничения подъема шлифовальной гсловки
в верхней части колонны расположен микровыключатель 2.
При нажатии на выключатель упором 3, располо-
женным на шлифовальной головке 5, отключается элек-
тродвигатель ускоренного перемещения.
Вертикальные направляющие II и 15 собраны с
предварительным натягом.
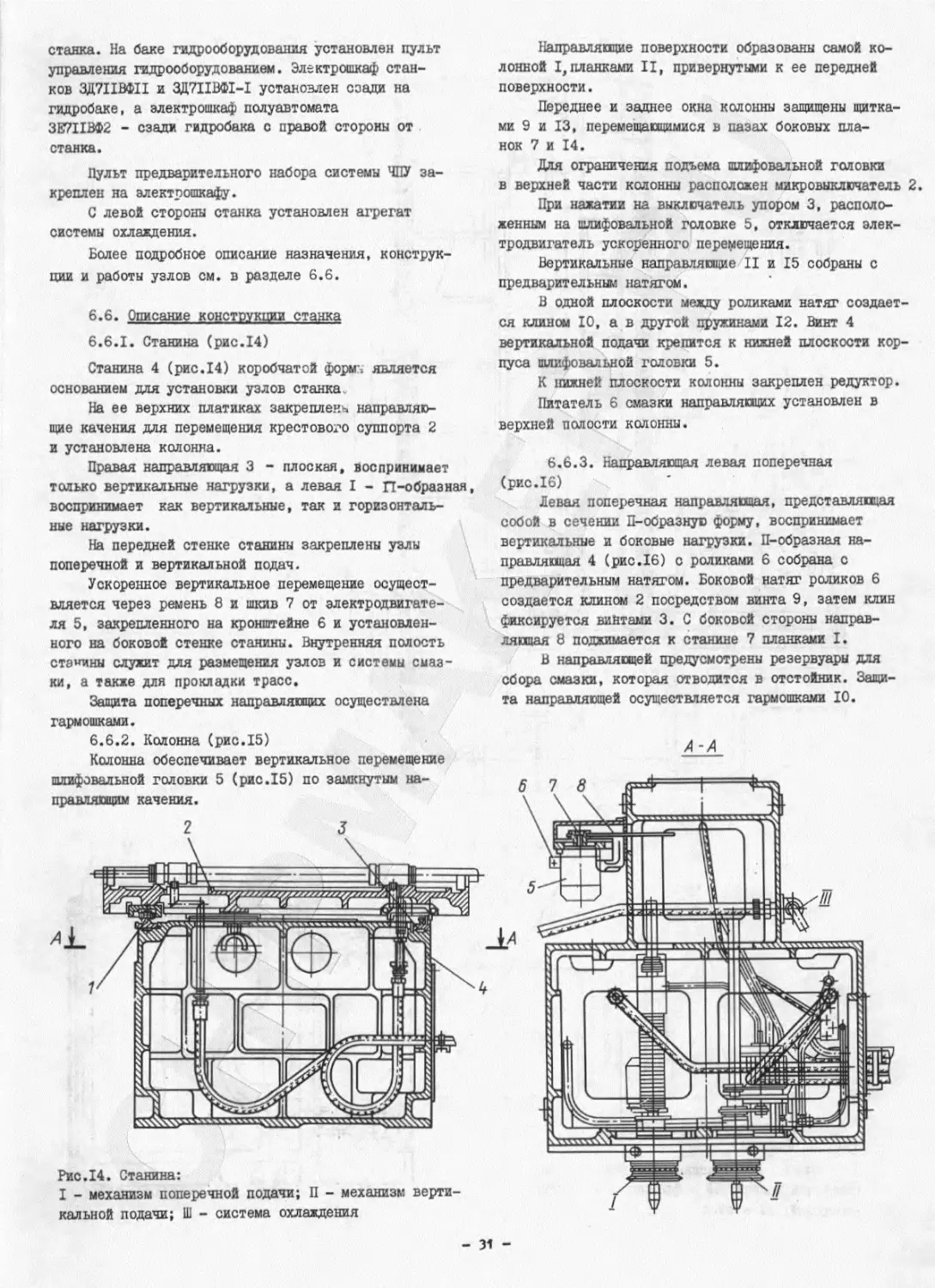
6.6. Описание конструкции станка
6.6.1. Станина (рис.14)
В одной плоскости между роликами натяг создает-
ся клином 10, а в другой пружинами 12. Винт 4
вертикальной подачи крепится к нижней плоскости кор-
Станина 4 (рис.14) коробчатой форм-, является
основанием для установки узлов станка
На ее верхних платиках закреплена направляю-
щие качения для перемещения крестового суппорта 2
и установлена колонна.
Правая направляющая 3 - плоская, воспринимает
только вертикальные нагрузки, а левая I - П-образная,
воспринимает как вертикальные, так и горизонталь-
ные нагрузки.
На передней стенке станины закреплены узлы
поперечной и вертикальной подач.
Ускоренное вертикальное перемещение осущест-
вляется через ремень 8 и шкив 7 от электродвигате-
ля 5, закрепленного на кронштейне 6 и установлен-
ного на боковой стенке станины. Внутренняя полость
ста«ины служит для размещения узлов и системы смаз-
ки, а также для прокладки трасс.
Защита поперечных направляющих осуществлена
гармошками.
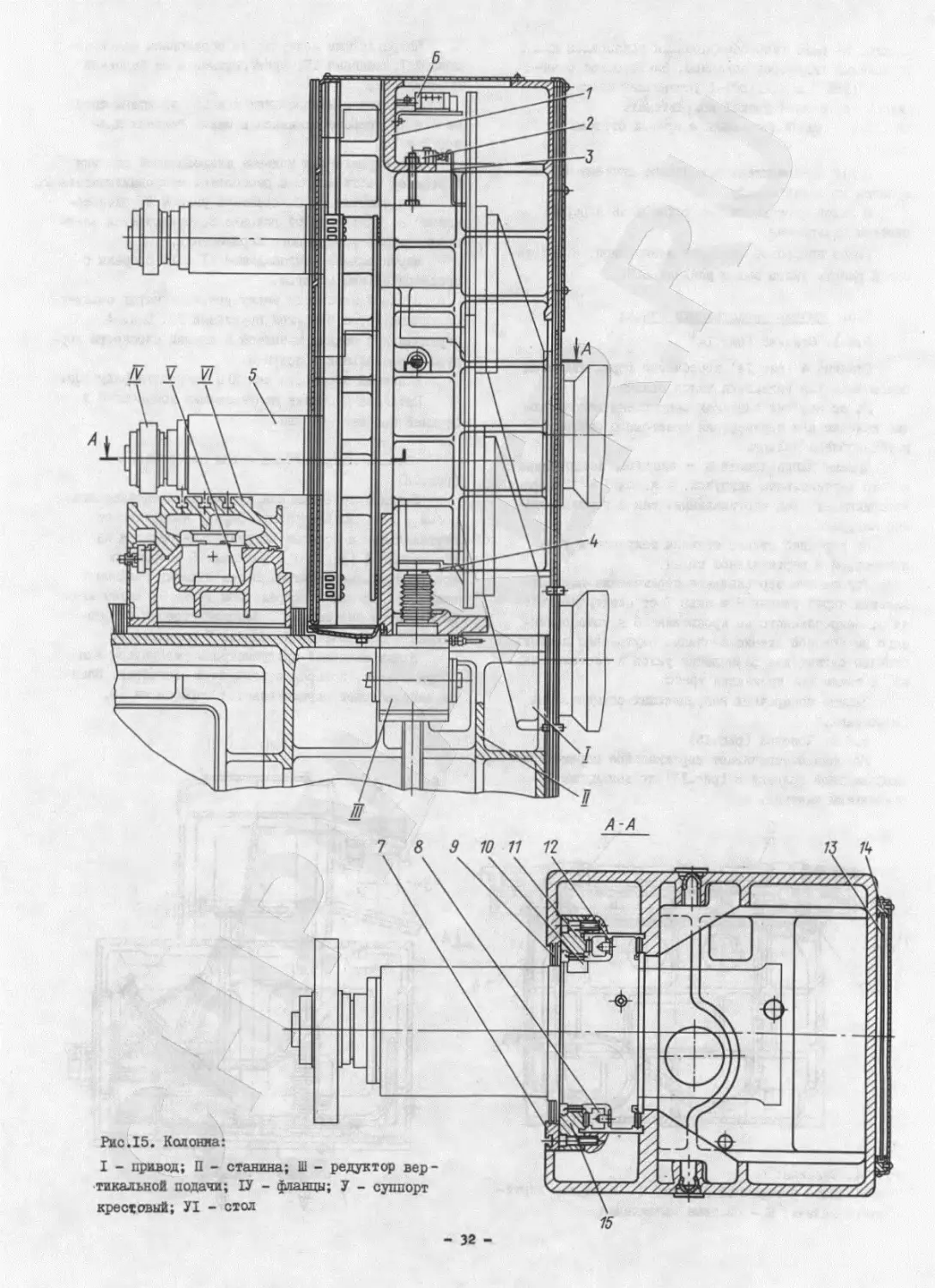
6.6.2. Колонна (рис.15)
Колонна обеспечивает вертикальное перемещение
шлифовальной головки 5 (рис.15) по замкнутым на-
правляющим качения.
Рис.14. Станина:
I - механизм поперечной подачи; П - механизм верти-
кальной подачи; Ш - система охлаждения
пуса шлифовальной головки 5.
К нижней плоскости колонны закреплен редуктор.
Питатель 6 смазки направляющих установлен в
верхней полости колонны.
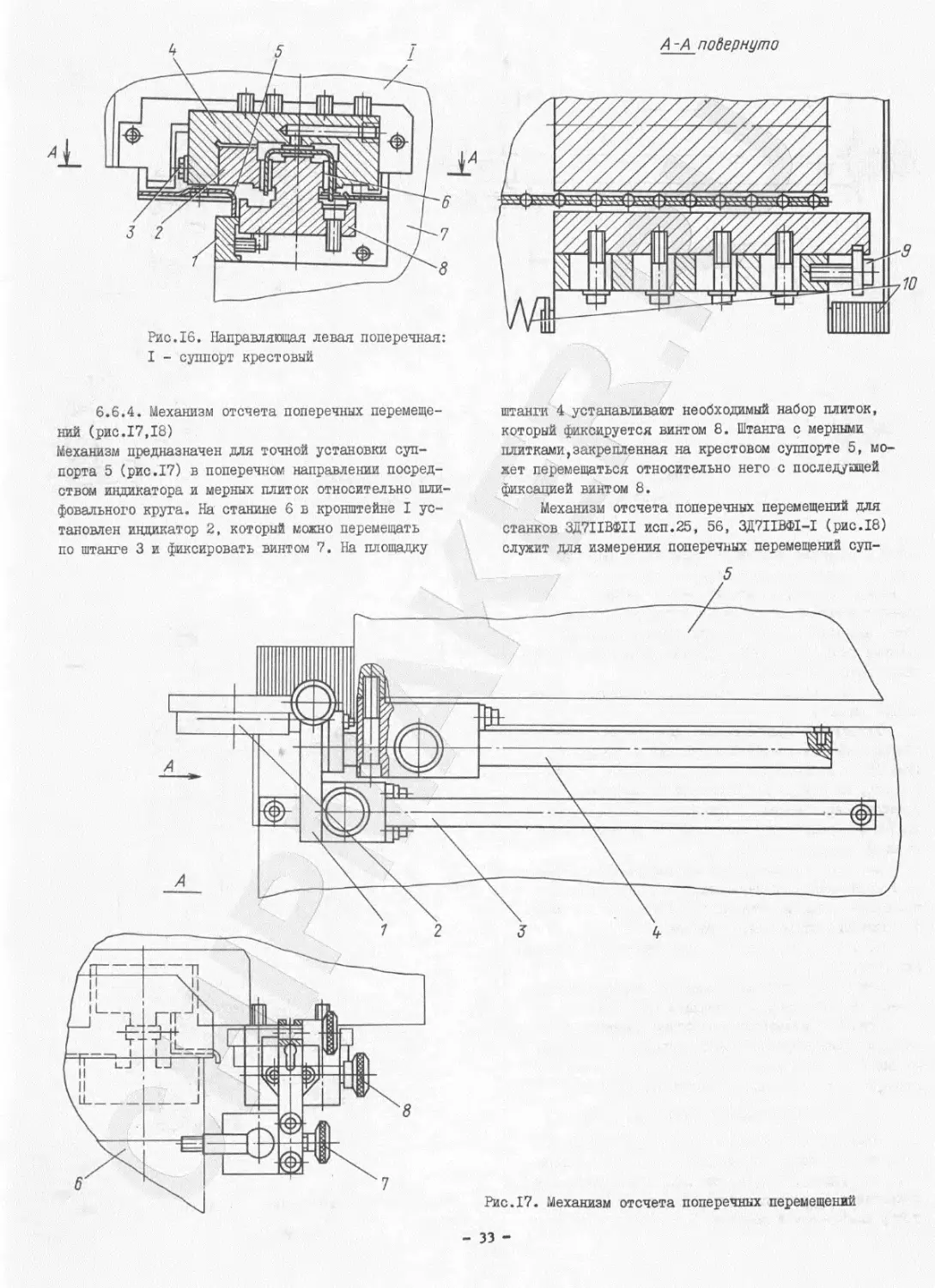
6.6.3. Направляющая левая поперечная
(рис.16)
Левая поперечная направляющая, представляющая
собой в сечении П-образную форму, воспринимает
вертикальные и боковые нагрузки. П-образная на-
правляющая 4 (рис.16) с роликами 6 собрана с
предварительным натягом. Боковой натяг роликов 6
создается клином 2 посредством винта 9, затем клин
фиксируется винтами 3. С боковой стороны направ-
ляющая 8 поджимается к станине 7 планками I.
В направляющей предусмотрены резервуары для
сбора смазки, которая отводится в отстойник. Защи-
та направляющей осуществляется гармошками 10.
А-А
- 31 -
6
- 32 -
Рис.16. Направляющая левая поперечная:
I - суппорт крестовый
А-А повернуто
6.6.4. Механизм отсчета поперечных перемеще-
ний (рис.17,18)
Механизм предназначен для точной установки суп-
порта 5 (рис.17) в поперечном направлении посред-
ством индикатора и мерных плиток относительно шли-
фовального крута. На станине 6 в кронштейне I ус-
тановлен индикатор 2, который можно перемещать
по штанге 3 и фиксировать винтом 7. На площадку
штанги 4 устанавливают необходимый набор плиток,
который фиксируется винтом 8. Штанга с мерными
плитками,закрепленная на крестовом суппорте 5, мо-
жет перемещаться относительно него с последующей
фиксацией винтом 8.
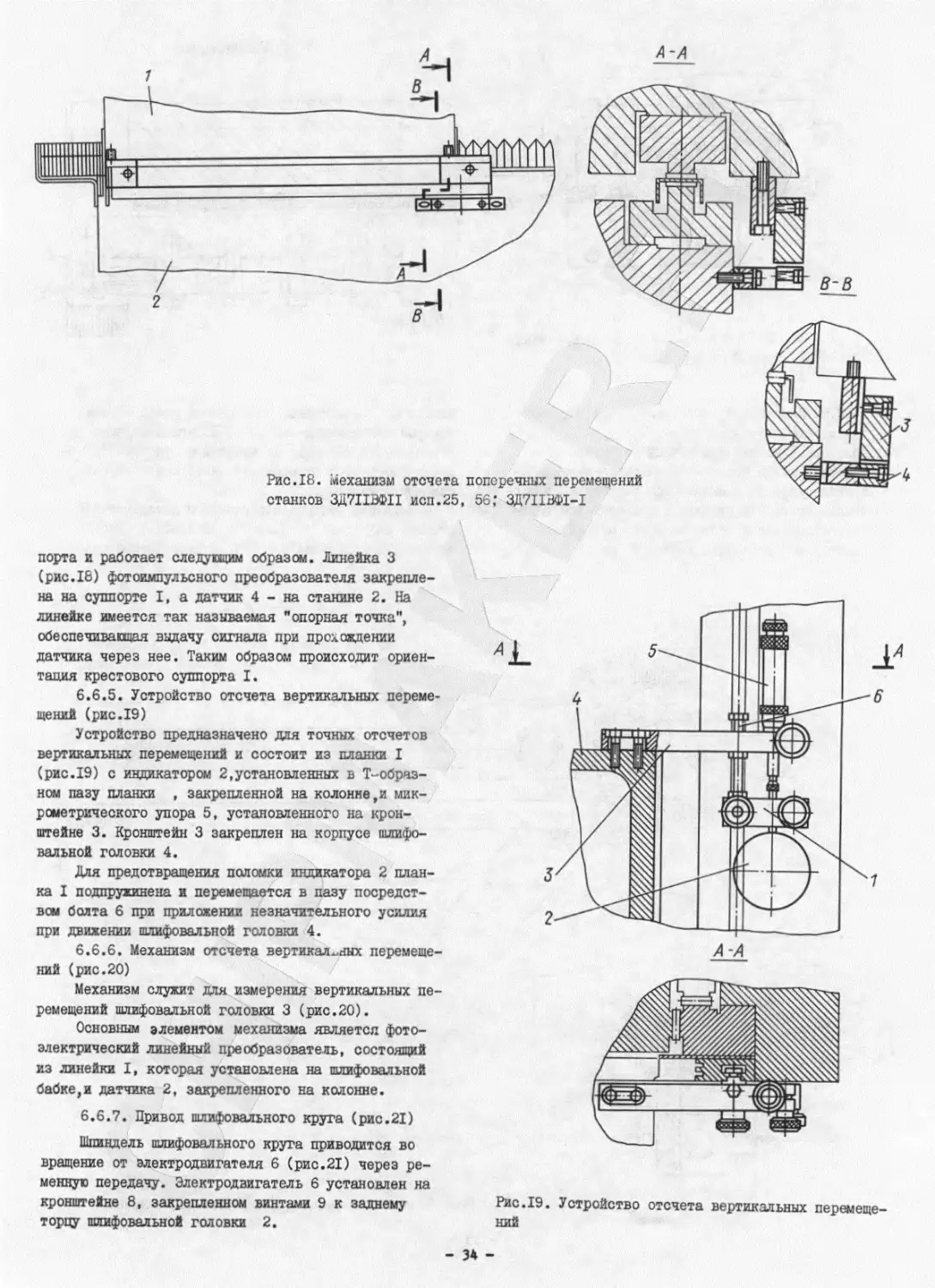
Механизм отсчета поперечных перемещений для
станков ЗД7ПВФП исп.25 , 56, ЗД7ПВФ1-1 (рис.18)
служит для измерения поперечных перемещений суп-
- 33 -
порта и работает следующим образом. Линейка 3
(рис.18) фотоимпульсного преобразователя закрепле-
на на суппорте I, а датчик 4 - на станине 2. На
линейке имеется так называемая "опорная точка",
обеспечивающая выдачу сигнала при прохождении
датчика через нее. Таким образом происходит ориен-
тация крестового суппорта I.
6.6.5. Устройство отсчета вертикальных переме-
щений (рис.19)
Устройство предназначено для точных отсчетов
вертикальных перемещений и состоит из планки I
(рис.19) с индикатором 2,установленных в Т-образ-
ном пазу планки , закрепленной на колонне,и мик-
рометрического упора 5, установленного на крон-
штейне 3. Кронштейн 3 закреплен на корпусе шлифо-
вальной головки 4.
Для предотвращения поломки индикатора 2 план-
ка I подпружинена и перемещается в пазу посредст-
вом болта 6 при приложении незначительного усилия
при движении шлифовальной головки 4.
6.6.6. Механизм отсчета вертикальных перемеще-
ний (рис.20)
Механизм служит для измерения вертикальных пе-
ремещений шлифовальной головки 3 (рис.20).
Основным элементом механизма является фото-
электрический линейный преобразователь, состоящий
из линейки I, которая установлена на шлифовальной
бабке,и датчика 2, закрепленного на колонне.
6.6.7. Привод шлифовального круга (рис.21)
Шпиндель шлифовального круга приводится во
вращение от электродвигателя 6 (рис.21) через ре-
менную передачу. Электродвигатель 6 установлен на
кронштейне 8, закрепленном винтами 9 к заднему
торцу шлифовальной головки 2.
Рис.19. Устройство отсчета вертикальных перемеще-
ний
- 34 -
Рис.20. Механизм отсчета вертикальных перемещений
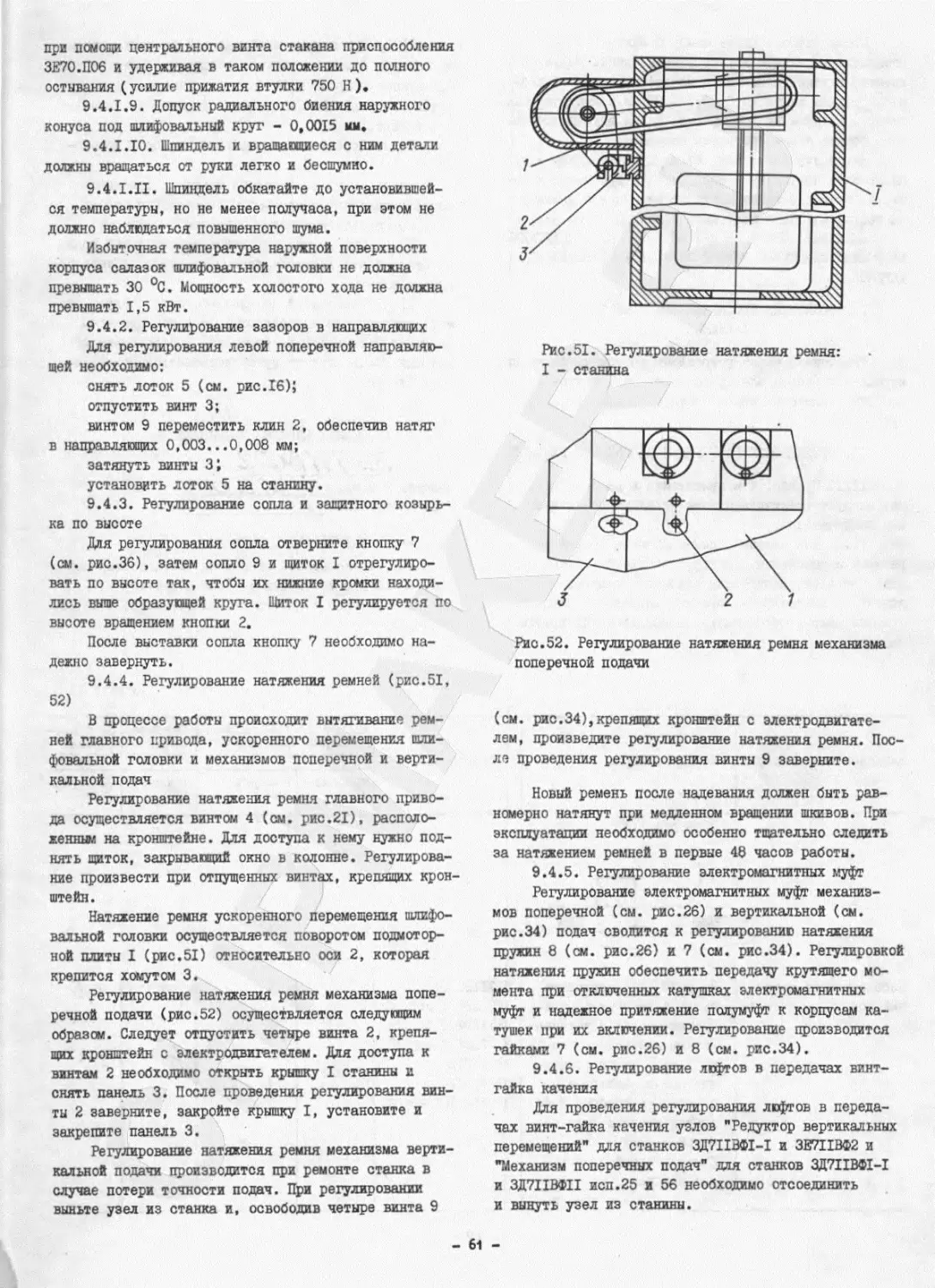
Натяжение ремня 5 осуществляется перемещением
кронштейна 8 со шкивом 7 и электродвигателем 6
относительно шпинделя посредством винта 4 с после-
дующей затяжкой кронштейна винтами 9.
Снятие шкива 3 с кснуса шпинделя производится
винтом I, который при его выворачивании стягивает
шкив 3 с конуса шпинделя.
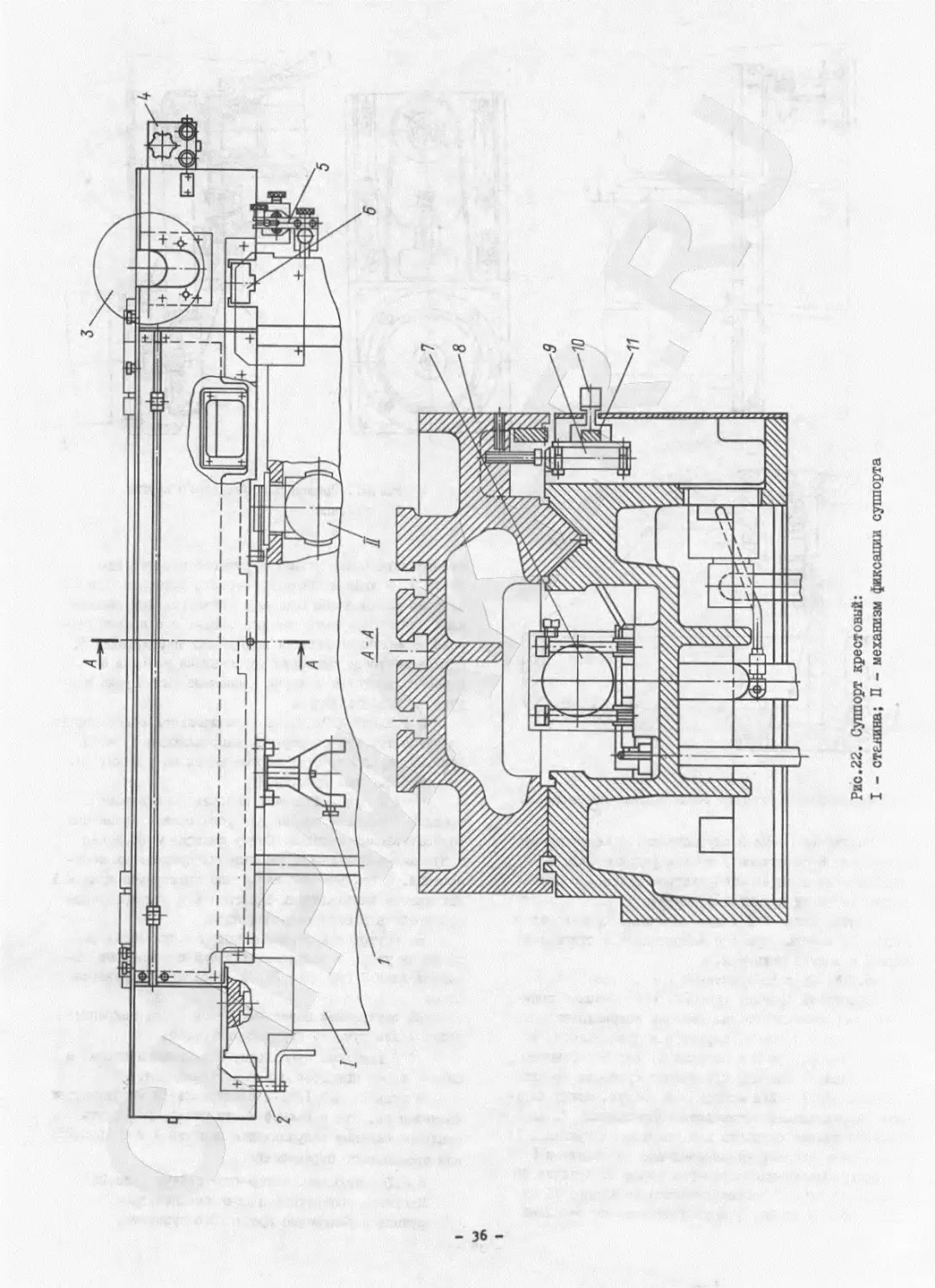
6.6.8. Суппорт крестовый (рис.22,23)
Крестовый суппорт (рис.22) обеспечивает попе-
речное перемещение стола. Верхние направляющие
(V-образная и плоская) служат для продольного, а
нижние (П-образная 2 и плоская 6) для поперечного
перемещения. К платику крестового суппорта крепит-
ся кронштейн I гайки поперечной подачи. Между верх-
ними направляющими установлен гидроцилиндр 7. На
передней стенке суппорта под кожухом на кулачках 10
установлены бесконтактные концевые выключатели 9
электрогидравлического реверса стола 8. Кулачки 10
с выключателями 9 устанавливаются по штанге II на
требуемый ход стола. С правой стороны на передней
Рис.21. Привод шлифовального круга:
I - колонна
стенке установлен механизм ручного перемещения
стола 3. В нижней части крестового суппорта с левой
стороны установлена планка с регулируемыми пласти-
нами для поперечного реверса стола, а с правой сто-
роны - механизм отсчета поперечных перемещений 5.
Справа на торце суппорта установлена колодка 4
с маслоуказателем и двумя клапанами для спуска воз-
духа из гидроцилиндра.
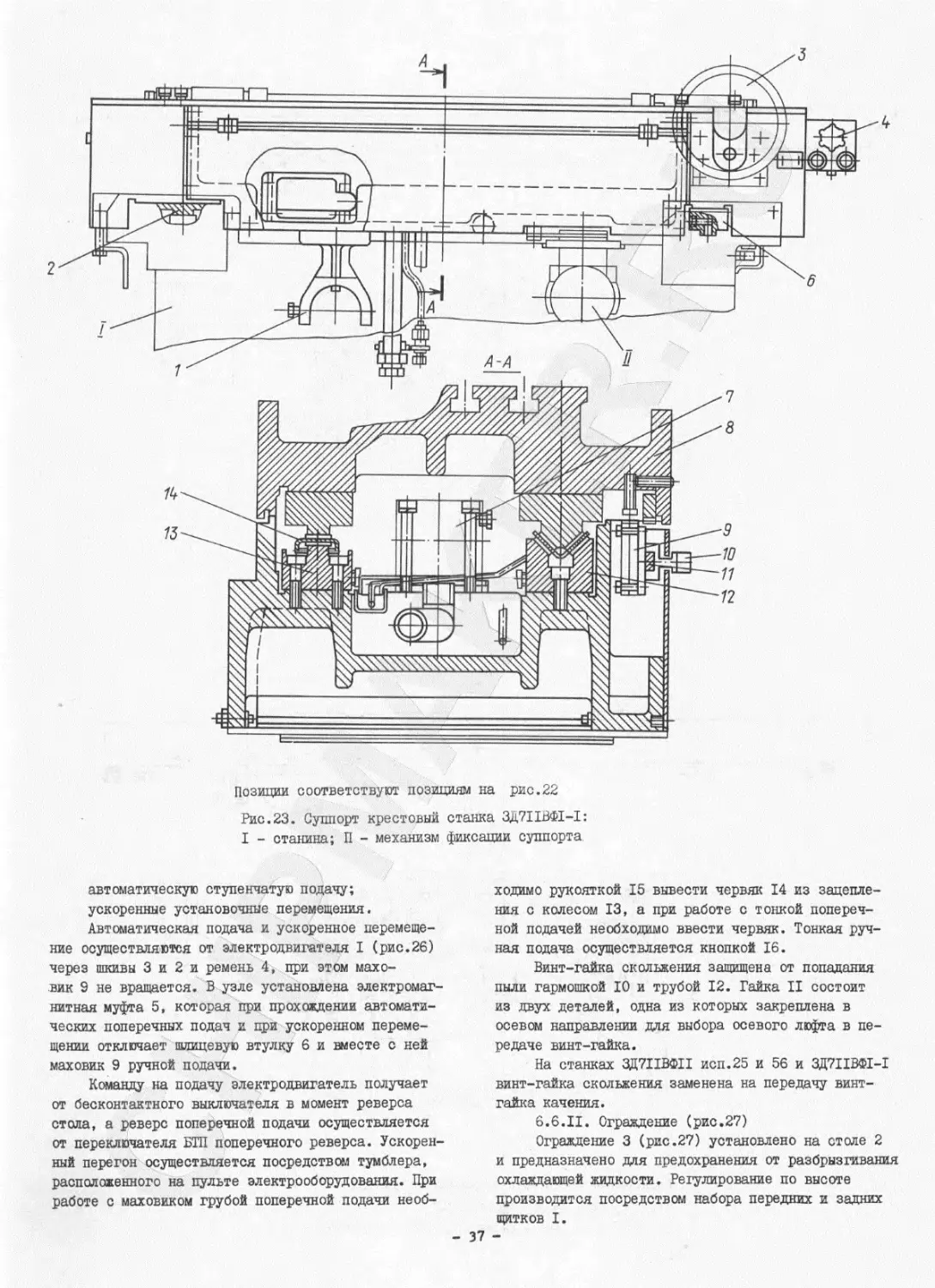
В станках ЗД7ПВФ1-1 отличительной особенностью
является то, что по верхним направляющим 12 и 13
(рис.23) суппорта стол перемещается на роликах 14.
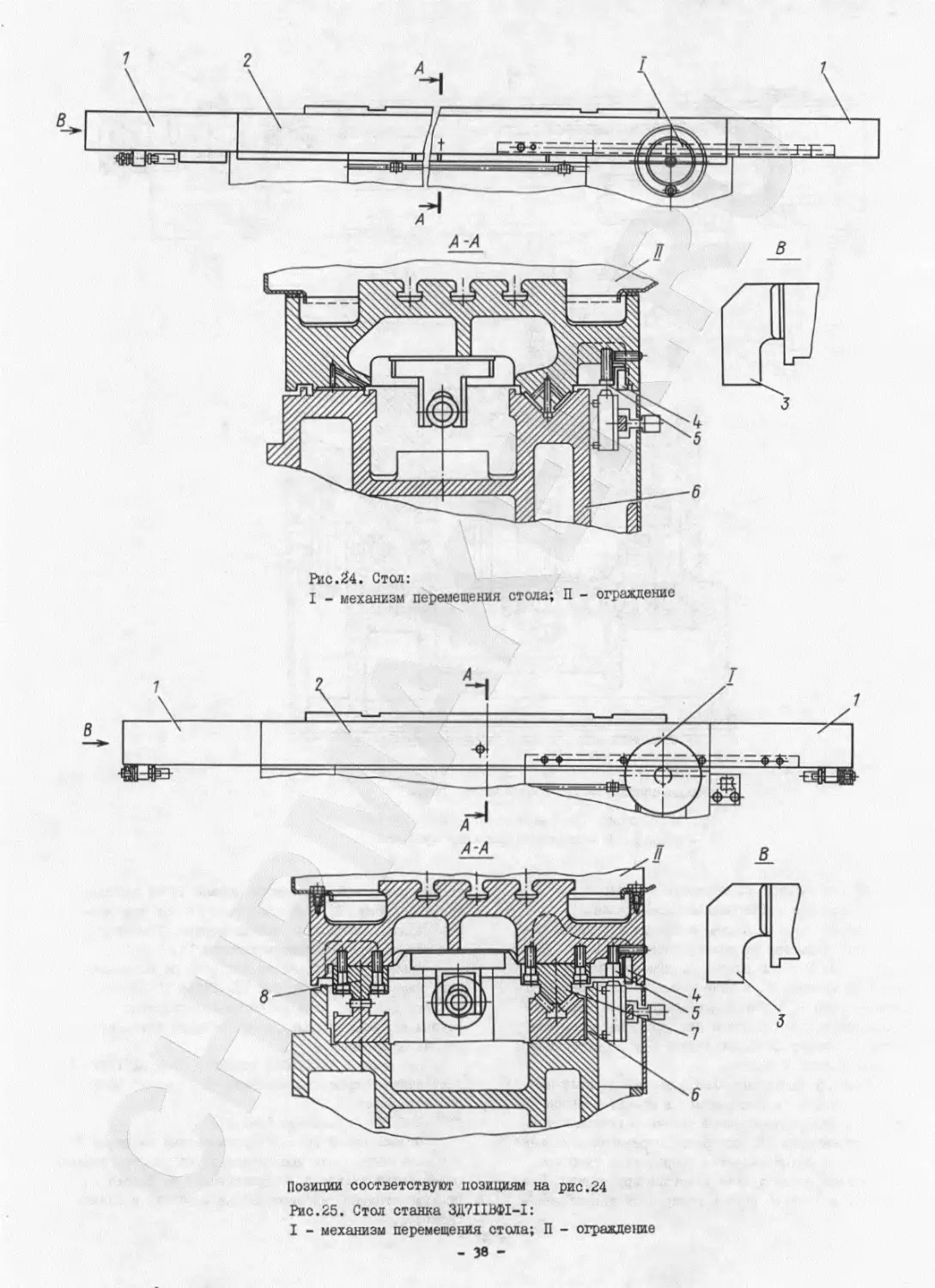
6.6.9. Стол (рис.24,25)
Стол 2 (рис.24) имеет рабочую поверхность с
тремя Т-образными пазами для установки и крепления
обрабатываемых деталей. Снизу имеются v-образная
и плоская направляющие скольжения продольных пере-
мещений. К боковым стенкам стола привернуты крылья I
для защиты направляющих суппорта 6 и для крепления
кронштейнов штоков гидроцилиндра.
На внутренней торцовой поверхности стола ус-
тановлен упор 5,взаимодействующий с концевыми вы-
ключателями 9 (см. рис.22,23) продольного реверса
стала.
На внутренней передней стенке стола закреплена
рейка 4 для ручного перемещения стола.
Сбор эмульсии происходит в занижении стола, а
слив - через патрубок 3 в бак охлаждения.
В станках ЗД7ПВФ1-1 отличительной особенностью
является то, что к нижней части стола привернуты
стальные каленые направляющие качения 7 и 8 (рис.25)
для продольного перемещения.
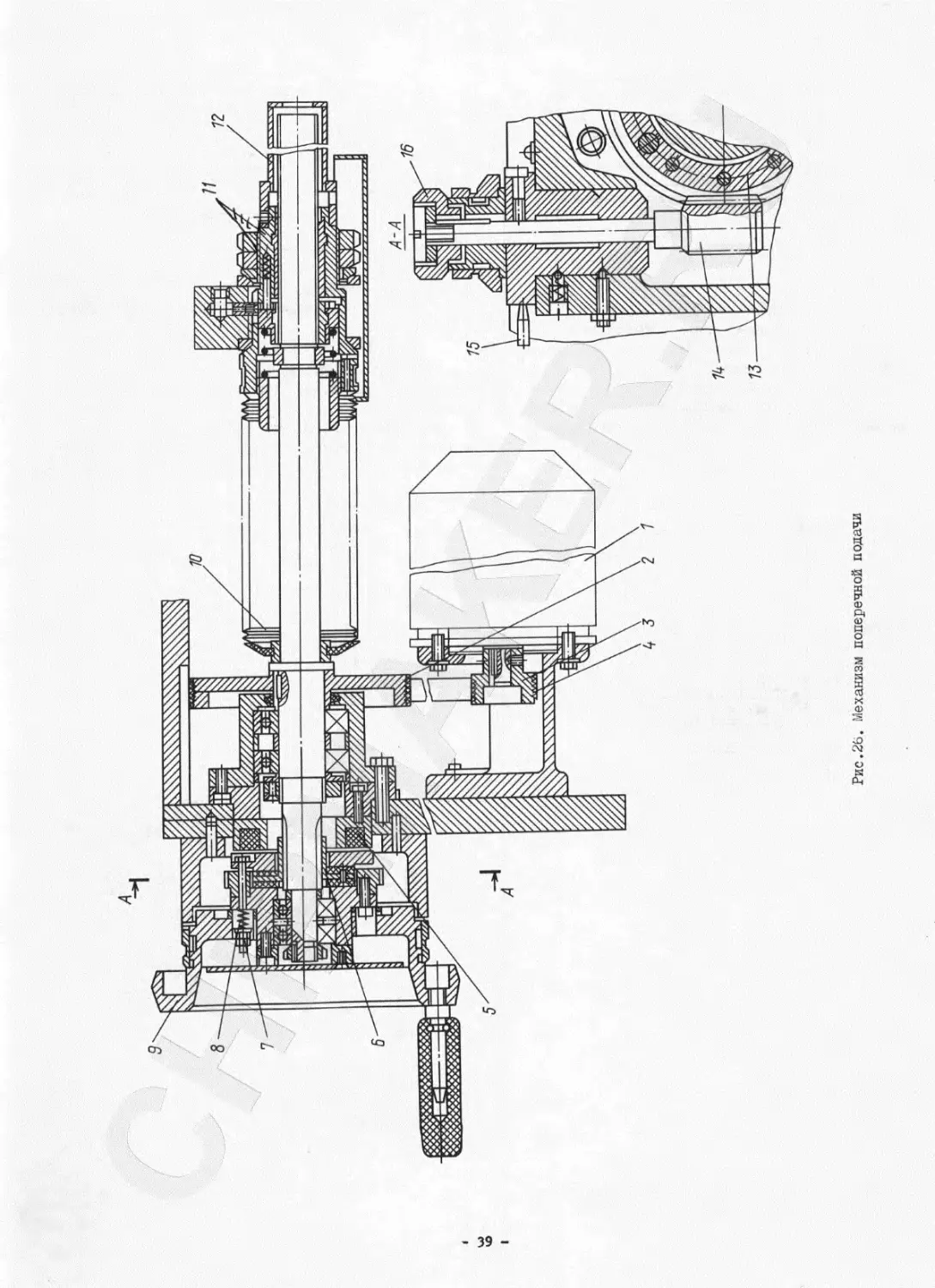
6.6.10. Механизм поперечной подачи (рис.26)
Механизм поперечной подачи обеспечивает:
ручное перемещение крестового суппорта;
- 35 -
Рис.22. Суппорт крестовый:
I - станина; П - механизм фиксации суппорта
Позиции соответствуют позициям на рис.22
Рис.23. Суппорт крестовый станка ЗД7ПВФ1-1:
I - станина; П - механизм фиксации суппорта
автоматическую ступенчатую подачу;
ускоренные установочные перемещения.
Автоматическая подача и ускоренное перемеще-
ние осуществляются от электродвигателя I (рис.26)
через шкивы 3 и 2 и ремень 4, при этом махо-
вик 9 не вращается. В узле установлена электромаг-
нитная муфта 5, которая при прохождении автомати-
ческих поперечных подач и при ускоренном переме-
щении отключает шлицевую втулку 6 и вместе с ней
маховик 9 ручной подачи.
Команду на подачу электродвигатель получает
от бесконтактного выключателя в момент реверса
стола, а реверс поперечной подачи осуществляется
от переключателя БТП поперечного реверса. Ускорен-
ный перегон осуществляется посредством тумблера,
расположенного на пульте электрооборудования. При
работе с маховиком грубой поперечной подачи необ-
ходимо рукояткой 15 вывести червяк 14 из зацепле-
ния с колесом 13, а при работе с тонкой попереч-
ной подачей необходимо ввести червяк. Тонкая руч-
ная подача осуществляется кнопкой 16.
Винт-гайка скольжения защищена от попадания
пыли гармошкой 10 и трубой 12. Гайка II состоит
из двух деталей, одна из которых закреплена в
осевом направлении для выбора осевого люфта в пе-
редаче винт-гайка.
На станках ЭД7ПВФП исп.25 и 56 и ЗД7ПВФ1-1
винт-гайка скольжения заменена на передачу винт-
гайка качения.
6.6.II. Ограждение (рис.27)
Ограждение 3 (рис.27) установлено на столе 2
и предназначено для предохранения от разбрызгивания
охлаждающей жидкости. Регулирование по высоте
производится посредством набора передних и задних
щитков I.
37 -
Рис.24. Стол:
I - механизм перемещения стола; П - ограждение
Позиции соответствуют позициям на рис.24
Рис.25. Стол станка ЗД7ПВФ1-1:
I - механизм перемещения стола; П - ограждение
- 38 -
Рис.26. Механизм поперечной подачи
6.6.12. Сборник (рис.28)
Сборник предназначен для слива эмульсии со
стола и защиты от разбрызгивания эмульсии при ма-
лой высоте задних щитков I (см. рис.27).
Сборник сварной конструкции состоит из щита
и резервуара с патрубком для сбора эмульсии при
движении стола и установлен на крестовом суппорте.
Рис.28. Сборник:
1 - кожух; 2 - колонна; 3 - суппорт; 4 - станина
6.6.13. Механизм поперечного реверса (рис.29)
Механизм поперечного реверса предназначен для
изменения направления перемещения крестового суп-
порта 5 (рис.29) при работе от электродвигателя
поперечной подачи и состоит из штанги I, закреп-
ленной на крестовом суппорте, на которой установле-
ны кулачки 4 и экраны 3. Кулачки 4, проходя над
- 40 -
торцовым переключателем 2, закрепленным на стани-
не 6, дают команду на реверс суппорта. Кулачки,
в зависимости от ширины обрабатываемой детали,пере-
устанавливаются по штанге.
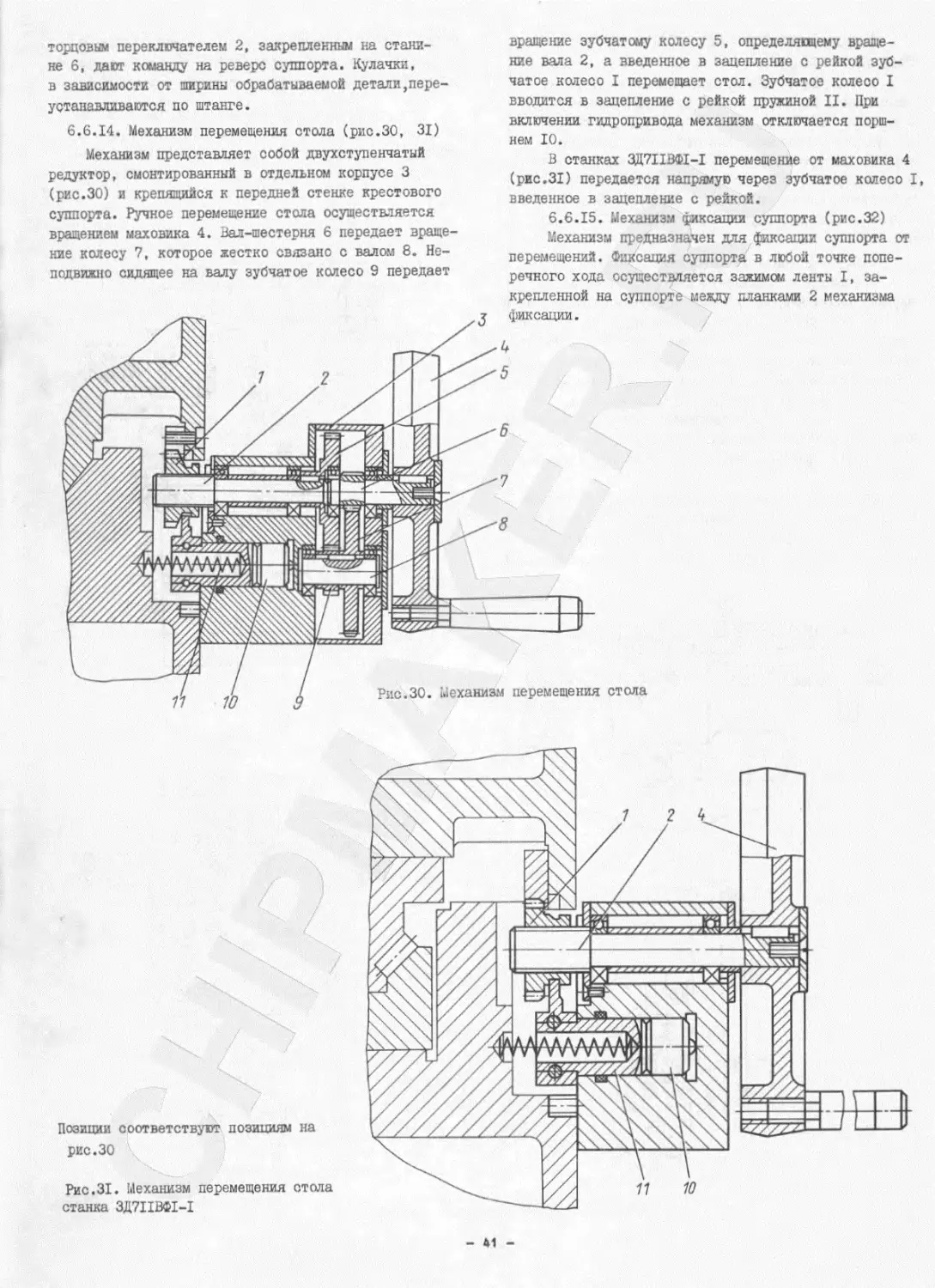
6.6.14. Механизм перемещения стола (рис.30, 31)
Механизм представляет собой двухступенчатый
редуктор, смонтированный в отдельном корпусе 3
(рис.30) и крепящийся к передней стенке крестового
суппорта. Ручное перемещение стола осуществляется
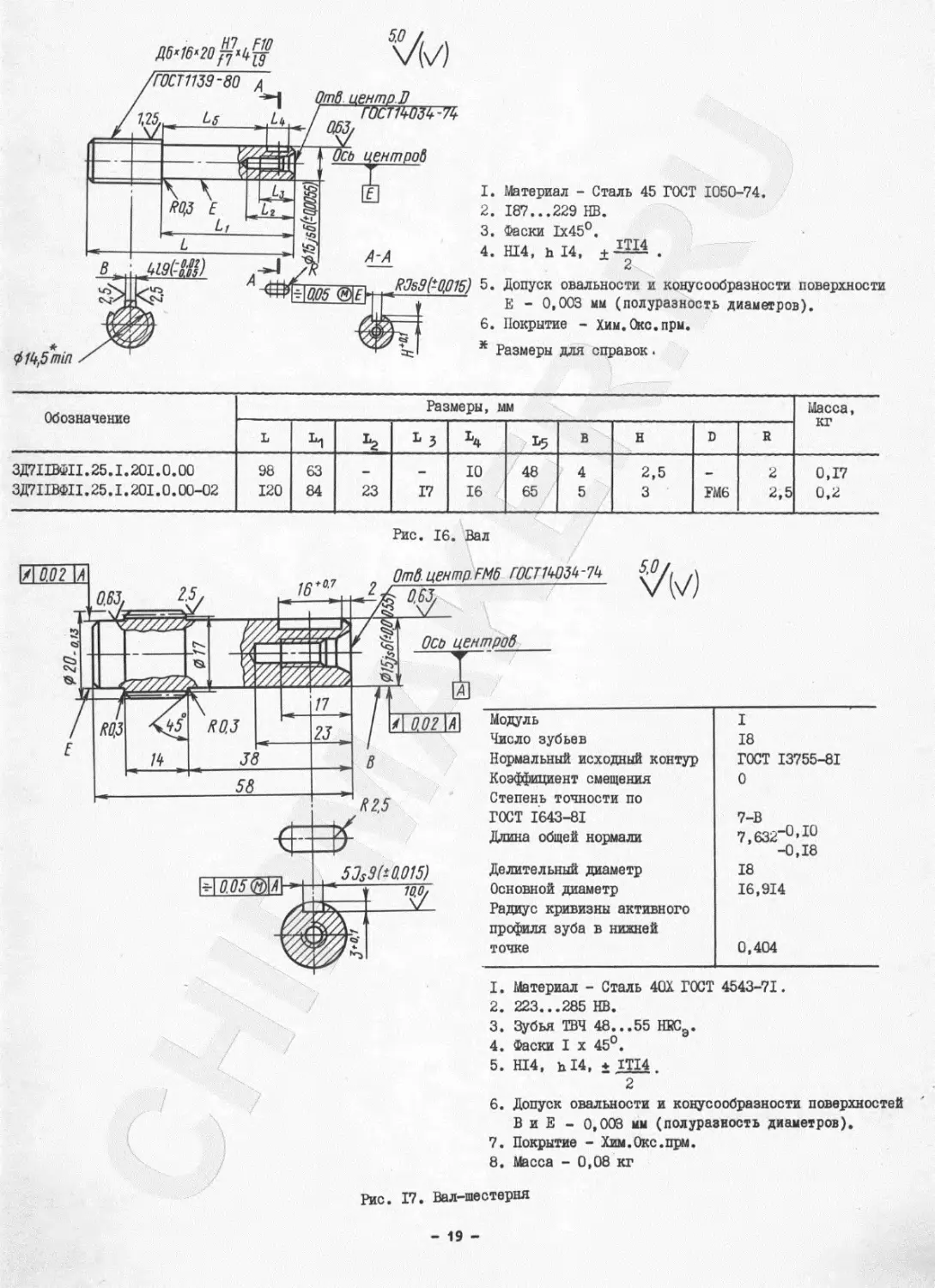
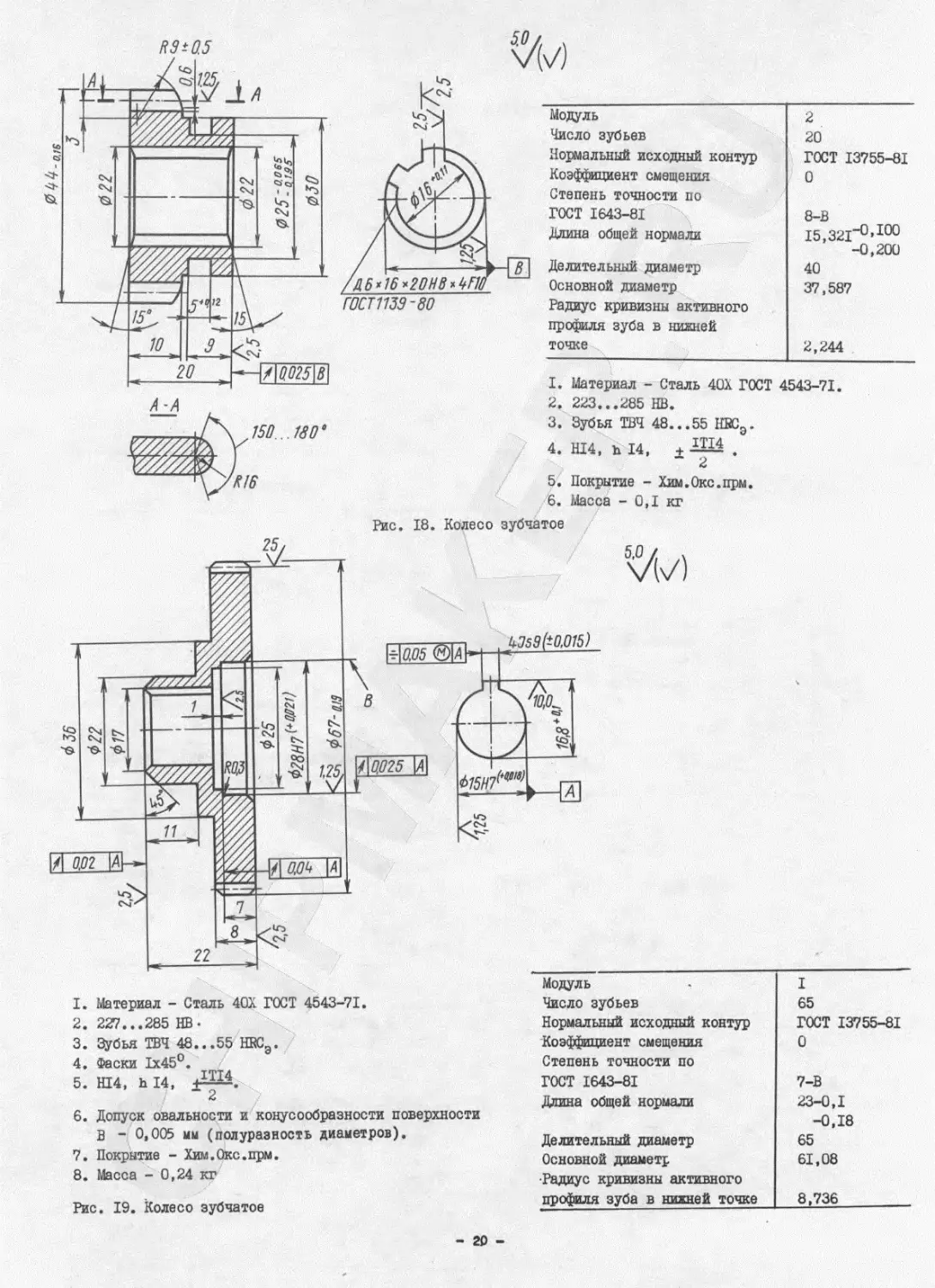
вращением маховика 4. Вал-шестерня 6 передает враще-
ние колесу 7, которое жестко связано с валом 8. Не-
подвижно сидящее на валу зубчатое колесо 9 передает
вращение зубчатому колесу 5, определяющему враще-
ние вала 2, а введенное в зацепление с рейкой зуб-
чатое колесо I перемещает стол. Зубчатое колесо I
вводится в зацепление с рейкой пружиной II. При
включении гидропривода механизм отключается порш-
нем 10.
В станках ЗД7ПВФ1-1 перемещение от маховика 4
(рис.31) передается напрямую через зубчатое колесо I
введенное в зацепление с рейкой.
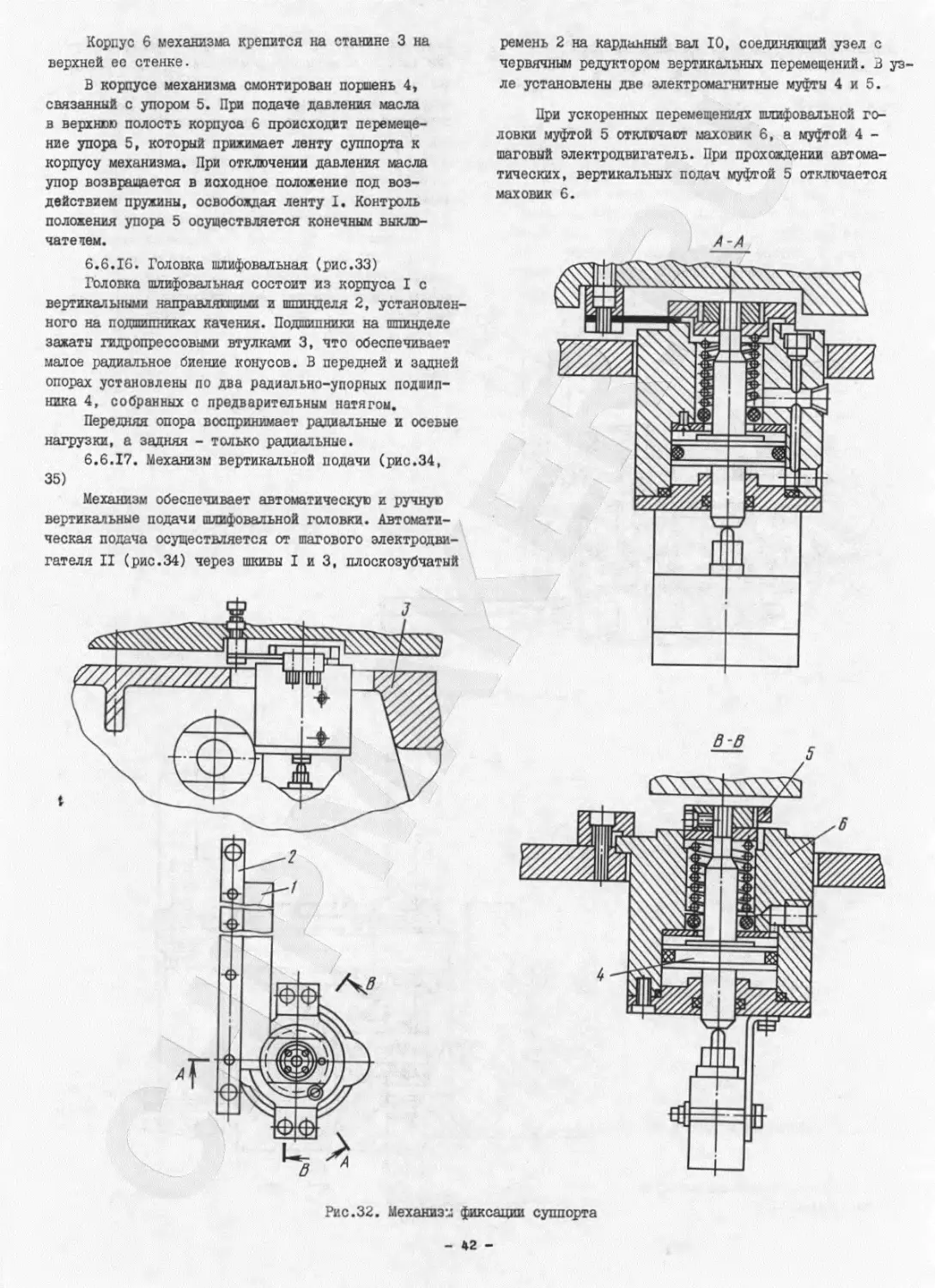
6.6.15. Механизм фиксации суппорта (рис.32)
Механизм предназначен для фиксации суппорта от
перемещений. Фиксация суппорта в любой точке попе-
речного хода осуществляется зажимом ленты I, за-
крепленной на суппорте между планками 2 механизма
фиксации.
4
5
6
7
8
Позиции соответствуют позициям на
рис.30
Рис.31. Механизм перемещения стола
станка ЗД7ПВФ1-1
41 -
Корпус 6 механизма крепится на станине 3 на
верхней ее стенке.
В корпусе механизма смонтирован поршень 4,
связанный с упором 5. При подаче давления масла
в верхнюю полость корпуса 6 происходит перемеще-
ние упора 5, который прижимает ленту суппорта к
корпусу механизма. При отключении давления масла
упор возвращается в исходное положение под воз-
действием пружины, освобождая ленту I. Контроль
положения упора 5 осуществляется конечным выклю-
чателем.
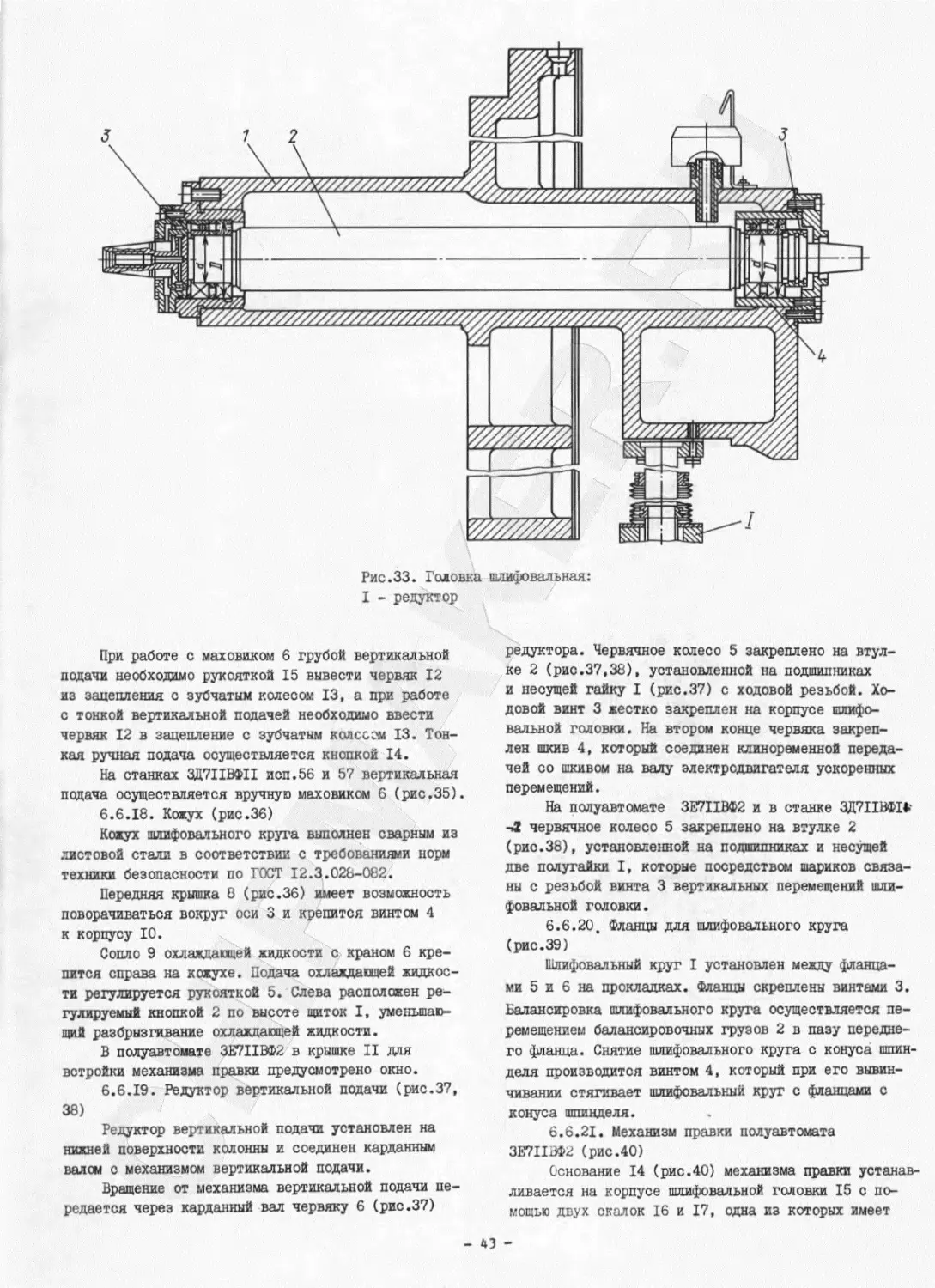
6.6.16. Головка шлифовальная (рис.33)
Головка шлифовальная состоит из корпуса I с
вертикальными направляющими и шпинделя 2, установлен-
ного на подшипниках качения. Подшипники на шпинделе
зажаты гидропрессовыми втулками 3, что обеспечивает
малое радиальное биение конусов. В передней и задней
опорах установлены по два радиально-упорных подшип-
ника 4, собранных с предварительным натягом.
Передняя опора воспринимает радиальные и осевые
нагрузки, а задняя - только радиальные.
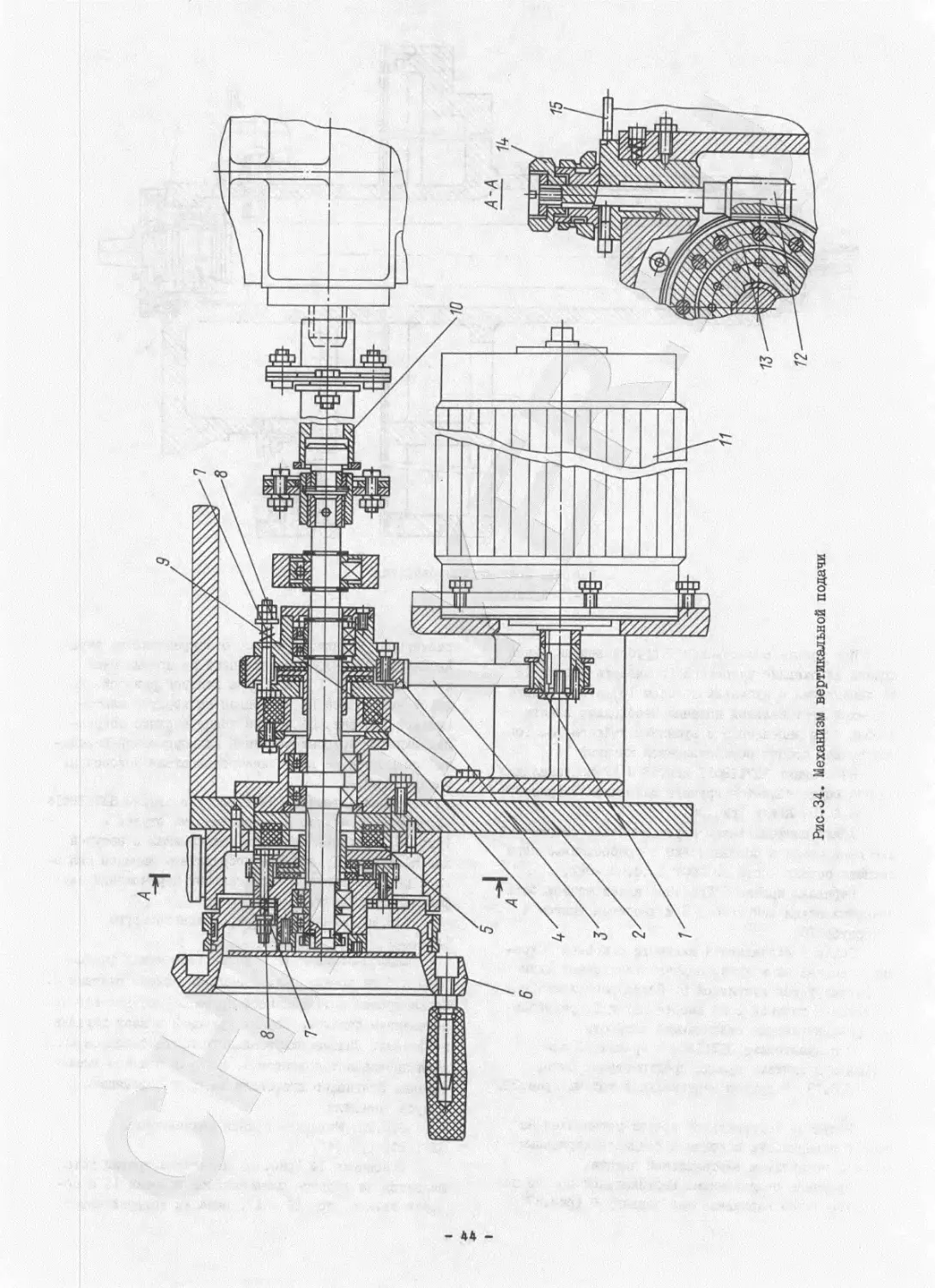
6.6.17. Механизм вертикальной подачи (рис.34,
35)
Механизм обеспечивает автоматическую и ручную
вертикальные подачи шлифовальной головки. Автомати-
ческая подача осуществляется от шагового электродви-
гателя II (рис.34) через шкивы I и 3, плоскозубчатый
Рис.32. Механизм фиксации суппорта
ремень 2 на карданный вал 10, соединяющий узел с
червячным редуктором вертикальных перемещений. В уз-
ле установлены две электромагнитные муфты 4 и 5.
При ускоренных перемещениях шлифовальной го-
ловки муфтой 5 отключают маховик 6, а муфтой 4 -
шаговый электродвигатель. При прохождении автома-
тических, вертикальных подач муфтой 5 отключается
маховик 6.
Л-Л
- 42 -
Рис.33. Головка шлифовальная:
I - редуктор
При работе с маховиком 6 грубой вертикальной
подачи необходимо рукояткой 15 вывести червяк 12
из зацепления с зубчатым колесом 13, а при работе
с тонкой вертикальной подачей необходимо ввести
червяк 12 в зацепление с зубчатым колесом 13. Тон-
кая ручная подача осуществляется кнопкой 14.
На станках ЗД7ПВФП исп.56 и 57 вертикальная
подача осуществляется вручную маховиком 6 (рис.35).
6.6.18. Кожух (рис.36)
Кожух шлифовального круга выполнен сварным из
листовой стали в соответствии с требованиями норм
техники безопасности по ГОСТ 12.3.028-082.
Передняя крышка 8 (рис.36) имеет возможность
поворачиваться вокруг оси 3 и крепится винтом 4
к корпусу 10.
Сопло 9 охлаждающей жидкости с краном 6 кре-
пится справа на кожухе. Подача охлаждающей жидкос-
ти регулируется рукояткой 5. Слева расположен ре-
гулируемый кнопкой 2 по высоте щиток I, уменьшаю-
щий разбрызгивание охлаждающей жидкости.
В полуавтомате ЗЕ7ПВФ2 в крышке II для
встройки механизма правки предусмотрено окно.
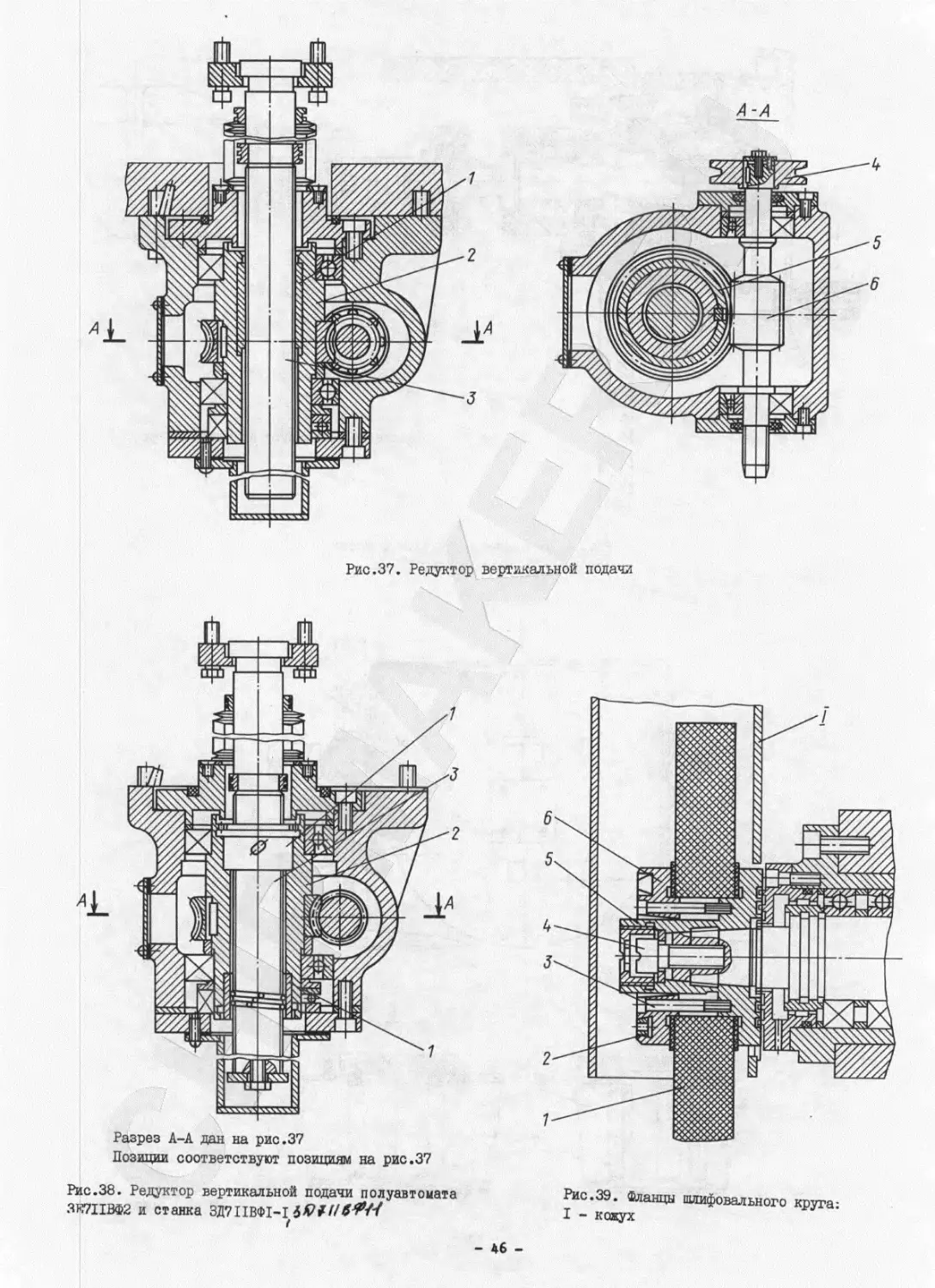
6.6.19. Редуктор вертикальной подачи (рис.37,
38)
Редуктор вертикальной подачи установлен на
нижней поверхности колонны и соединен карданным
валом с механизмом вертикальной подачи.
Вращение от механизма вертикальной подачи пе-
редается через карданный вал червяку 6 (рис.37)
редуктора. Червячное колесо 5 закреплено на втул-
ке 2 (рис.37,38), установленной на подшипниках
и несущей гайку I (рис.37) с ходовой резьбой. Хо-
довой винт 3 жестко закреплен на корпусе шлифо-
вальной головки. На втором конце червяка закреп-
лен шкив 4, который соединен клиноременной переда-
чей со шкивом на валу электродвигателя ускоренных
перемещений.
На полуавтомате ЗЕ711ВФ2 и в станке ЗД7ПВФ1*
-4 червячное колесо 5 закреплено на втулке 2
(рис.38), установленной на подшипниках и несущей
две полугайки I, которые посредством шариков связа-
ны с резьбой винта 3 вертикальных перемещений шли-
фовальной головки.
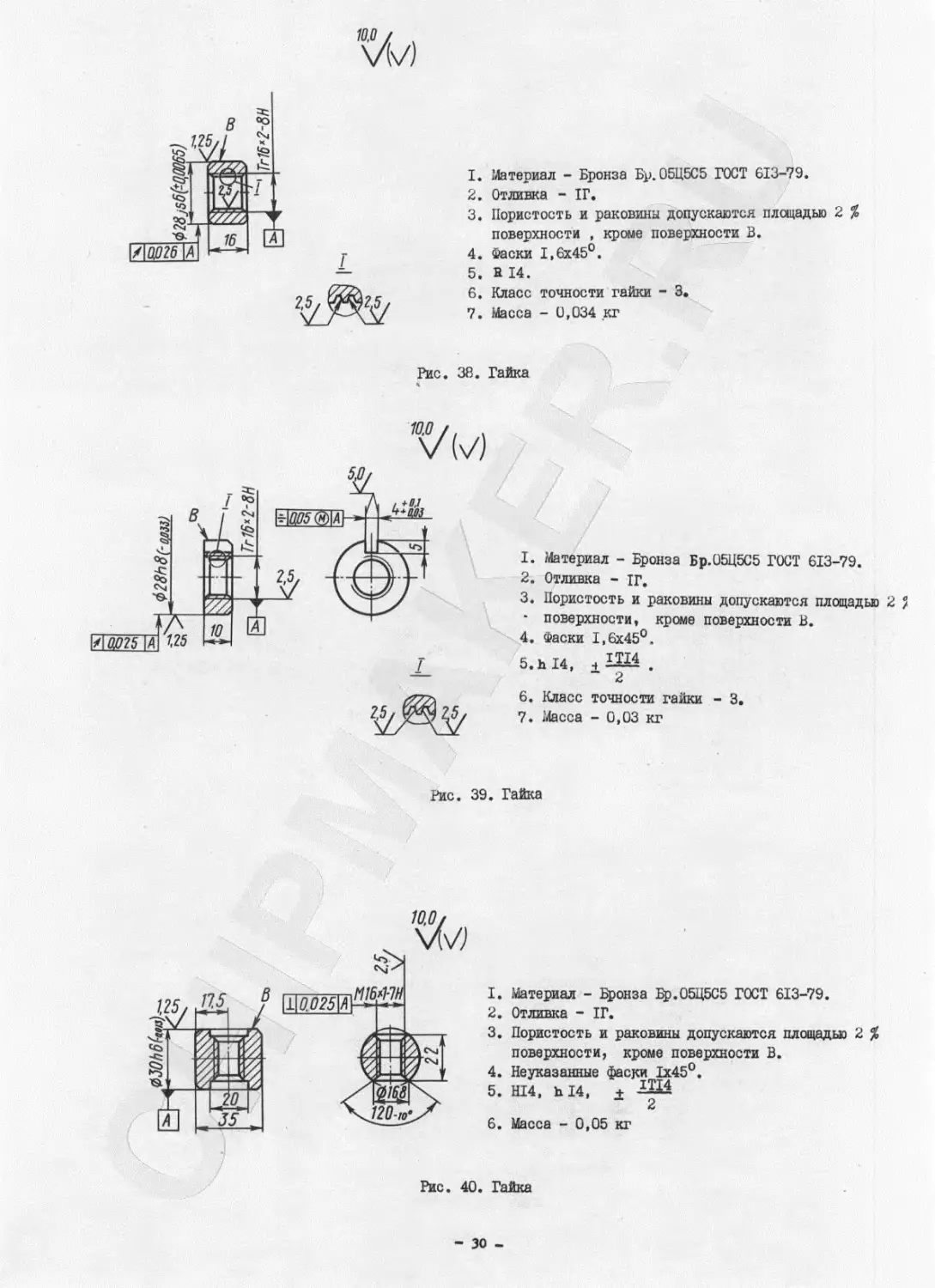
6.6.20, Фланцы для шлифовального круга
(рис.39)
Шлифовальный крут I установлен между фланца-
ми 5 и 6 на прокладках. Фланцы скреплены винтами 3.
Балансировка шлифовального крута осуществляется пе-
ремещением балансировочных грузов 2 в пазу передне-
го фланца. Снятие шлифовального круга с конуса шпин-
деля производится винтом 4, который при его вывин-
чивании стягивает шлифовальный крут с фланцами с
конуса шпинделя.
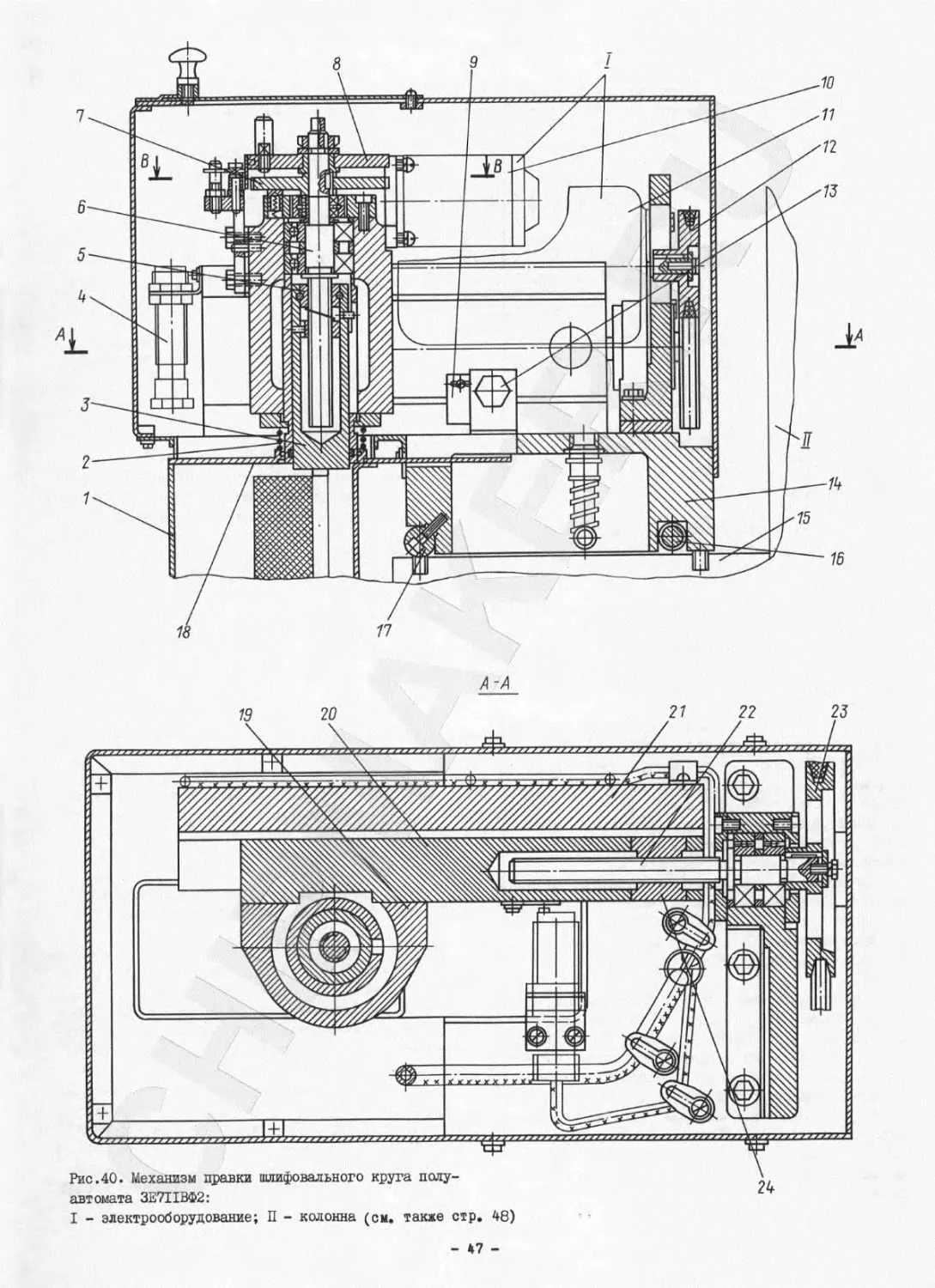
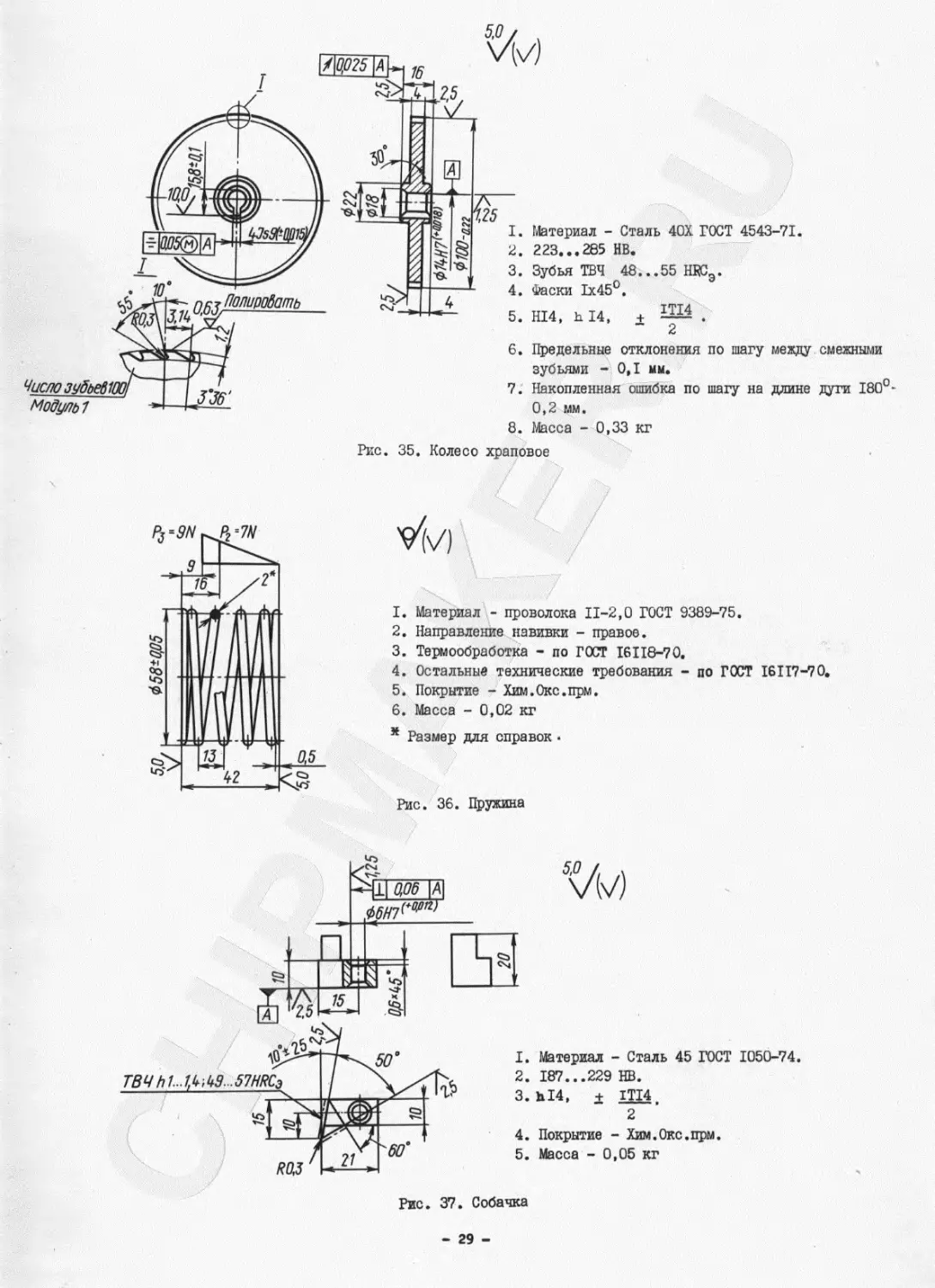
6.6.21. Механизм правки полуавтомата
ЗЕ7ПВФ2 (рис.40)
Основание 14 (рис.40) механизма правки устанав-
ливается на корпусе шлифовальной головки 15 с по-
мощью двух скалок 16 и 17, одна из которых имеет
- 43 -
Рис.34. Механизм вертикальной подачи
12
Рис.35. Механизм вертикальной подачи
станка ЗД7ПВФ11 исп.56,57
Рис.36. Кожух
- 45 -
Рис.37. Редуктор вертикальной подачи
A-А
Разрез А-А дан на рис.37
Позиции соответствуют позициям на рис.37
Рис.38. Редуктор вертикальной подачи полуавтомата
ЗЕ7ИВФ2 и станка ЗД7ПВФ1-1 бФ-Н
t
Рис.39. Фланцы шлифовального круга;
I - кожух
- 46 -
л-л
I - электрооборудование; П - колонна (см. также стр. 48)
- 47 -
в-в
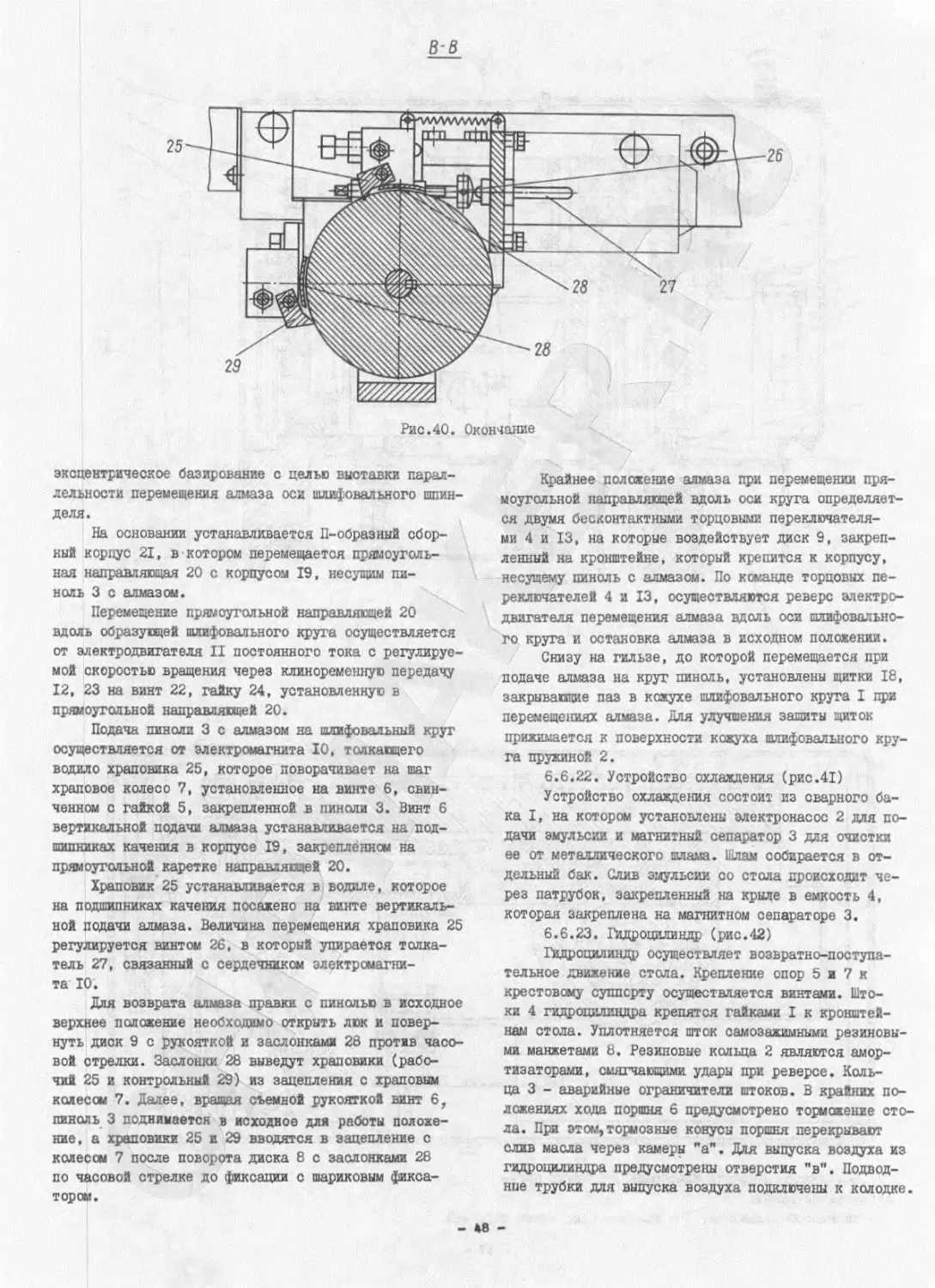
Рис.40. Окончание
эксцентрическое базирование с целью выставки парал-
лельности перемещения алмаза оси шлифовального шпин-
деля.
На основании устанавливается П-образный сбор-
ный корпус 21, в котором перемещается прямоуголь-
ная направляющая 20 с корпусом 19, несущим пи-
ноль 3 с алмазом.
Перемещение прямоугольной направляющей 20
вдоль образующей шлифовального круга осуществляется
от электродвигателя II постоянного тока с регулируе-
мой скоростью вращения через клиноременную передачу
12, 23 на винт 22, гайку 24, установленную в
прямоугольной направляющей 20.
Подача пиноли 3 с алмазом на шлифовальный круг
осуществляется от электромагнита 10, толкающего
водило храповика 25, которое поворачивает на шаг
храповое колесо 7, установленное на винте 6, свин-
ченном с гайкой 5, закрепленной в пинали 3. Винт 6
вертикальной подачи алмаза устанавливается на под-
шипниках качения в корпусе 19, закреплённом на
прямоугольной каретке направляющей 20.
Храповик 25 устанавливается в водиле, которое
на подшипниках качения посажено на винте вертикаль-
ной подачи алмаза. Величина перемещения храповика 25
регулируется винтом 26, в который упирается толка-
тель 27, связанный с сердечником электромагни-
та 10.
Для возврата алмаза правки с пинолью в исходное
верхнее положение необходимо открыть люк и повер-
нуть диск 9 с рукояткой и заслонками 28 против часо-
вой стрелки. Заслонки 28 выведут храповики (рабо-
чий 25 и контрольный 29) из зацепления с храповым
колесом 7. Далее, вращая съемной рукояткой винт 6,
пиноль 3 поднимается в исходное для работы положе-
ние. а храповики 25 и 29 вводятся в зацепление с
колесом 7 после поворота диска 8 с заслонками 28
по часовой стрелке до фиксации с шариковым фикса-
тором.
Крайнее положение алмаза при перемещении пря-
моугольной направляющей вдоль оси круга определяет-
ся двумя бесконтактными торцовыми переключателя-
ми 4 и 13, на которые воздействует диск 9, закреп-
ленный на кронштейне, который крепится к корпусу,
несущему пиноль с алмазом. По команде торцовых пе-
реключателей 4 и 13, осуществляются реверс электро-
двигателя перемещения алмаза вдоль оси шлифовально-
го круга и остановка алмаза в исходном положении.
Снизу на гильзе, до которой перемещается при
подаче алмаза на круг пиноль, установлены щитки 18,
закрывающие паз в кожухе шлифовального круга I при
перемещениях алмаза. Для улучшения защиты щиток
прижимается к поверхности кожуха шлифовального кру-
га пружиной 2.
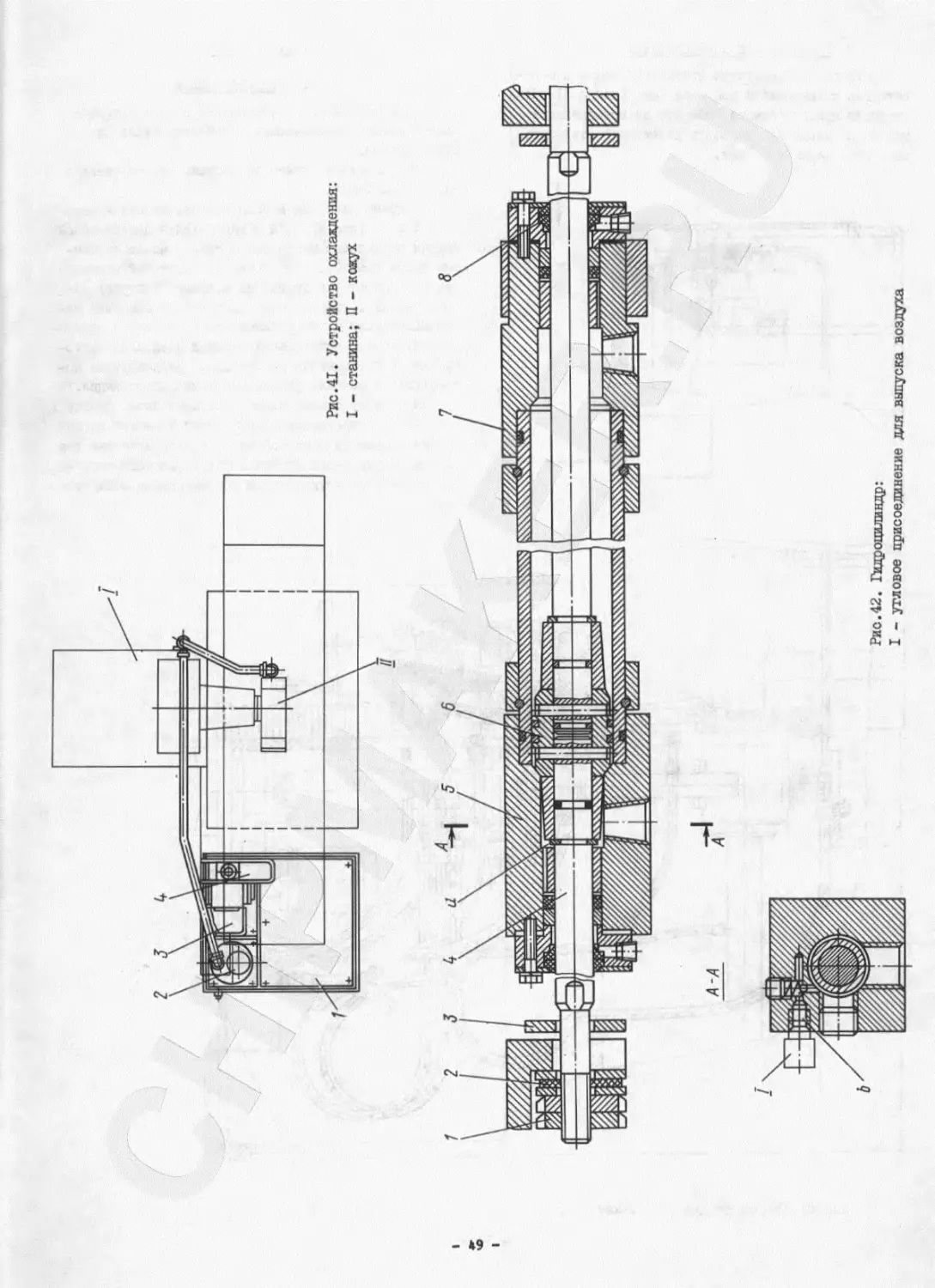
6.6.22. Устройство охлаждения (рис.41)
Устройство охлаждения состоит из сварного ба-
ка I, на котором установлены электронасос 2 для по-
дачи эмульсии и магнитный сепаратор 3 для очистки
ее от металлического шлама. Шлам собирается в от-
дельный бак. Слив эмульсии со стола происходит че-
рез патрубок, закрепленный на крыле в емкость 4,
которая закреплена на магнитном сепараторе 3.
6.6.23. Гидроцилиндр (рис.42)
Гидроцилиндр осуществляет возвратно-поступа-
тельное движение стола. Крепление опор 5 и 7 к
крестовому суппорту осуществляется винтами. Што-
ки 4 гидроцилиндра крепятся гайками I к кронштей-
нам стола. Уплотняется шток самозажимными резиновы-
ми манжетами 8. Резиновые кольца 2 являются амор-
тизаторами, смягчающими удары при реверсе. Коль-
ца 3 - аварийные ограничители штоков. В крайних по-
ложениях хода поршня 6 предусмотрено торможение сто-
ла. При этом,тормозные конусы поршня перекрывают
слив масла через камеры "а". Для выпуска воздуха из
гидроцилиндра предусмотрены отверстия "в". Подвод-
ные трубки для выпуска воздуха подключены к колодке.
- *8 -
A-A
Рис.42. Гидроцилиндр:
I - угловое присоединение для выпуска воздуха
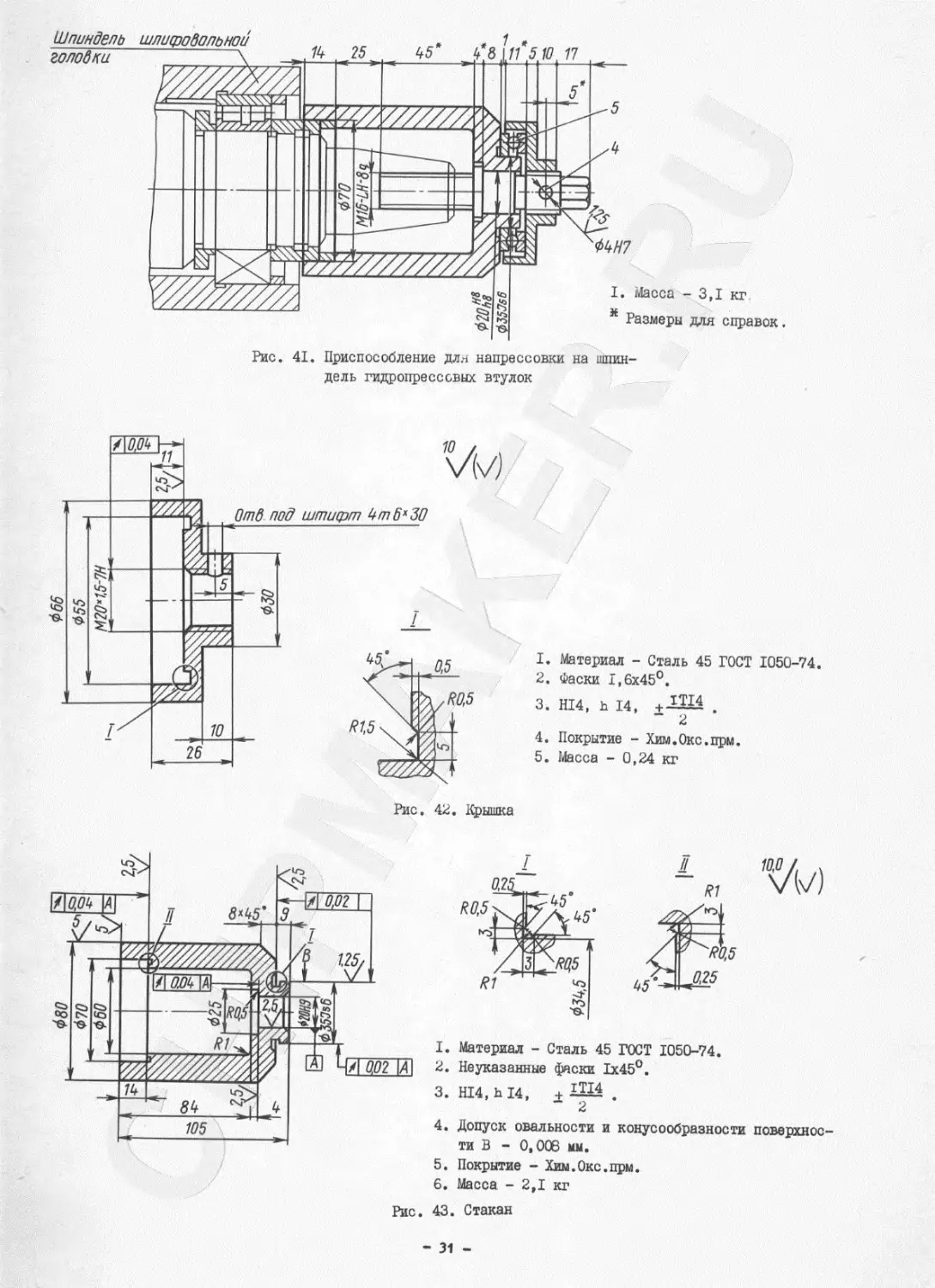
6.7. Сведения о приспособлениях
7. СМАЗКА СТАНКА
Станок комплектуется приспособлениями в соот-
ветствии с комплектом поставки (см. раздел 3). Кон-
струкции приспособлений, области их применения и
методы их настройки и работы изложены в руководст-
вах, поставляемых с ними.
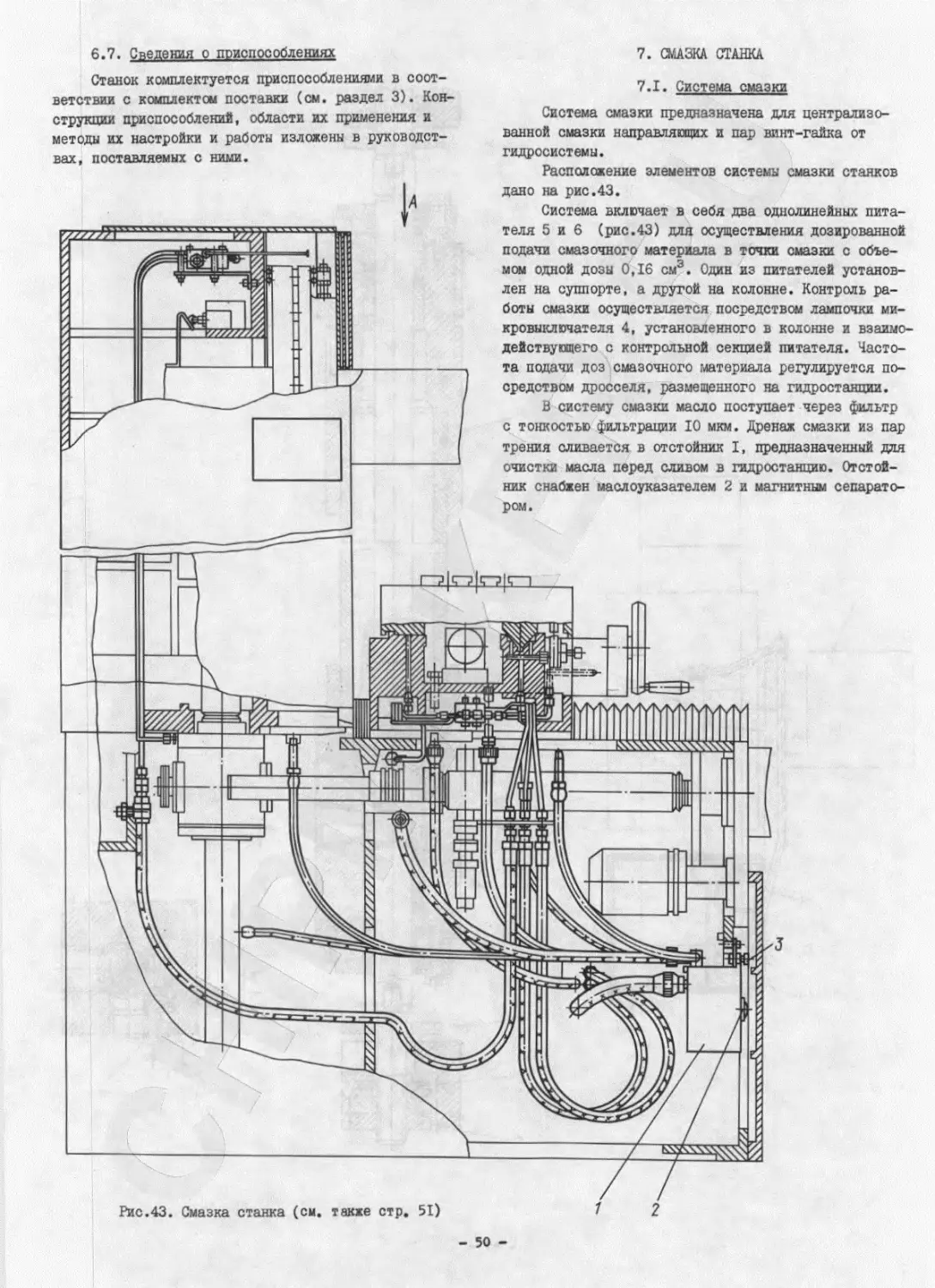
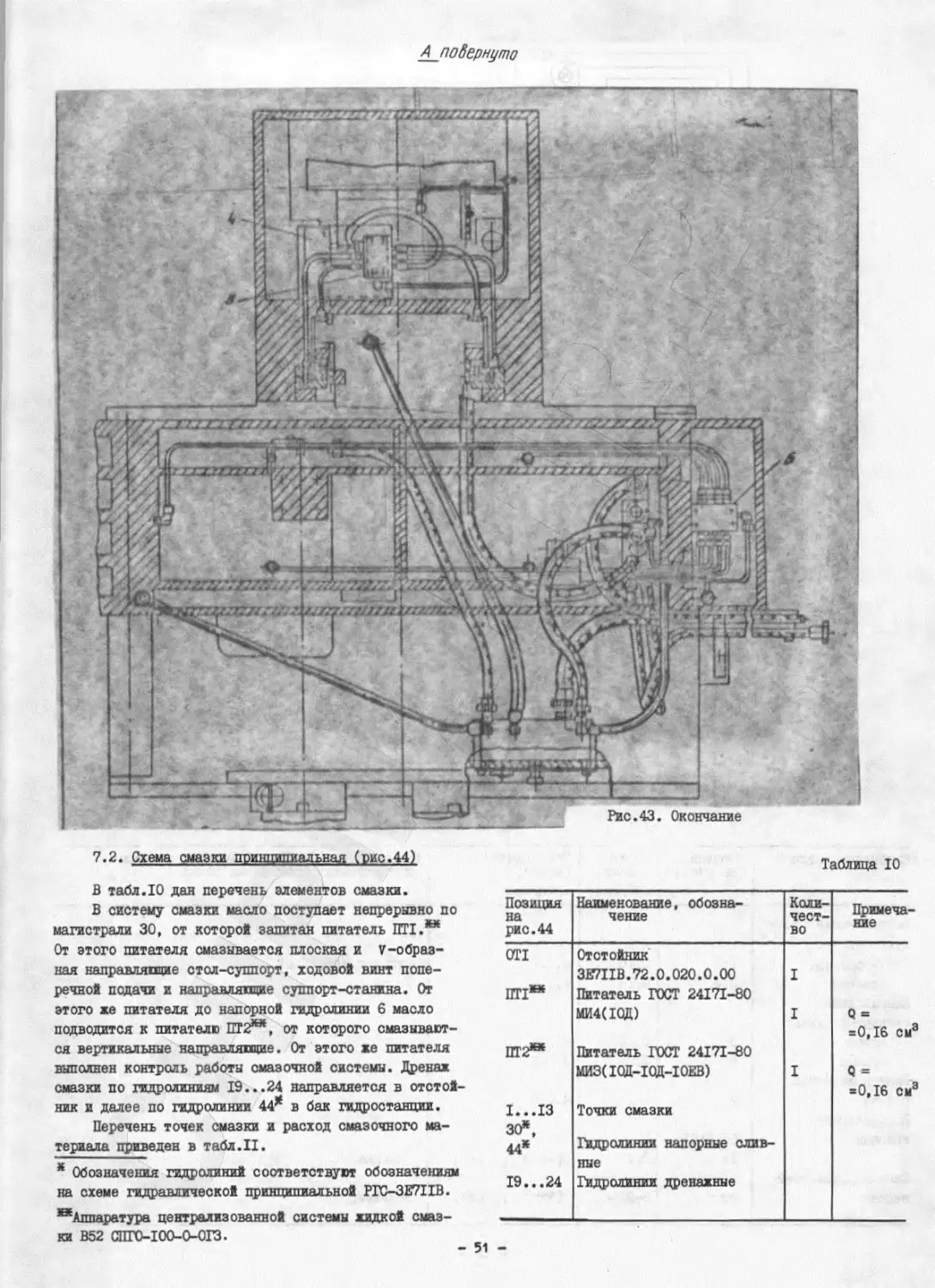
Рис.43. Смазка станка (см. также стр. 51)
7.1. Система смазки
Система смазки предназначена для централизо-
ванной смазки направляющих и пар винт-гайка от
гидросистемы.
Расположение элементов системы смазки станков
дано на рис.43.
Система включает в себя два однолинейных пита-
теля 5 и 6 (рис.43) для осуществления дозированной
подачи смазочного материала в точки смазки с объе-
мом одной дозы 0,16 см3. Один из питателей установ-
лен на суппорте, а другой на колонне. Контроль ра-
боты смазки осуществляется посредством лампочки ми-
кровыключателя 4, установленного в колонне и взаимо-
действующего с контрольной секцией питателя. Часто-
та подачи доз смазочного материала регулируется по-
средством дросселя, размещенного на гидростанции.
В систему смазки масло поступает через фильтр
с тонкостью фильтрации 10 мкм. Дренаж смазки из пар
трения сливается в отстойник I, предназначенный для
очистки масла перед сливом в гидростанцию. Отстой-
ник снабжен маслоуказателем 2 и магнитным сепарато-
ром.
50 -
/ повернуто
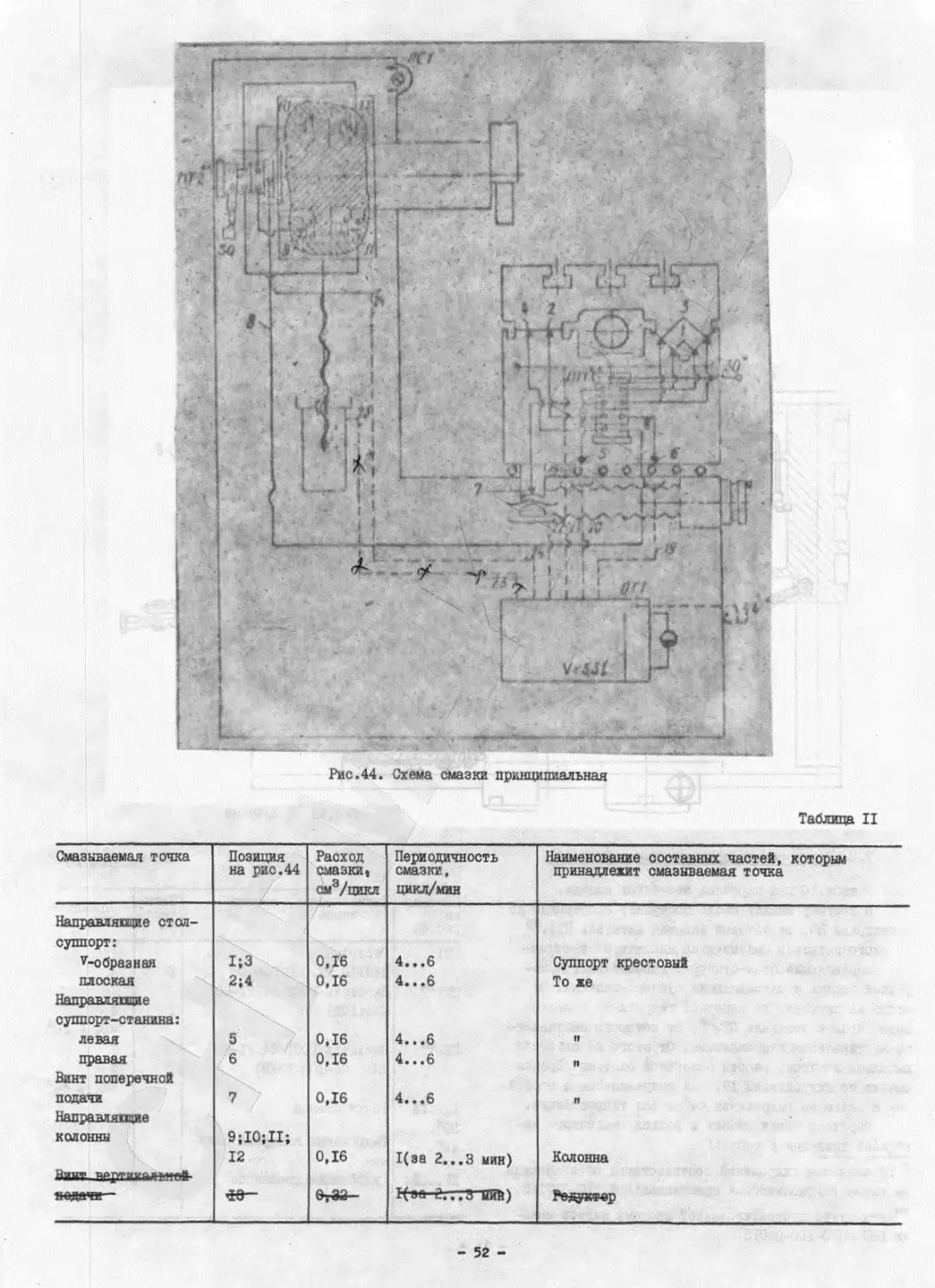
ПЛ. Схема смазки принципиальна# (рис.44)
В табл.10 дан перечень элементов смазки.
В систему смазки масло поступает непрерывно по
магистрали 30, от которой запитан питатель ПТ1.**
От этого питателя смазывается плоская и v-образ-
ная направляпцие стол-суппорт, ходовой винт попе-
речной подачи и направляпцие суппорт-станина. От
этого же питателя до напорной гидролинии 6 масло
подводится к питателю ПТ2**, от которого смазывают-
ся вертикальные направляпцие. От этого же питателя
выполнен контроль работы смазочной системы. Дренаж
смазки по гидролиниям 19...24 направляется в отстой-
ник и далее по гидролинии 44* в бак гидростанции.
Перечень точек смазки и расход смазочного ма-
териала приведен в табл.II.
* Обозначения гидролиний соответствуют обозначениям
на схеме гидравлической принципиальной РГС-ЗЕ7ПВ.
^Аппаратура централизованной системы жидкой смаз-
ки В52 СПГО-ЮО-О-ОГЗ.
Таблица 10
Позиция на рис.44 Наименование, обозна- чение Коли- чест- во Примеча- ние
0TI IITI** Отстойник 3E7IIB. 72.0.020.0.00 I
Питатель ГОСТ 24171-80 МИ4(10Д) I 0 = =0,16 см3
ПТ 2** Питатель ГОСТ 24171-80 МИЗ(10Д-1СД-10ЕВ) I Q = = 0,16 см3
I...I3 30*. Точки смазки
44» Гидролинии напорные слив-
ные
19...24 Гидролинии дренажные
- 51
Рис.44. Схема смазки принципиальная
Таблица II
Смазываемая точка Позиция на рис.44 Расход смазки, см3/цикл Периодичность смазки, цикл/мин Наименование принадлежит составных частей, которым смазываемая точка
Направляющие стол- суппорт : V-образная 1;3 0,16 4...6 Суппорт крестовый
плоская 2;4 0,16 4...6 То же
Направляющие суппорт-станина: левая 5 0,16 4...6 И
правая 6 0,16 4...6 п
Винт поперечной подачи 7 0,16 4...6 п
Направляющие колонны •* т 'части 9;Ю;11; 12 0,16 1(за 2...3 мин) 1(да П...З ТШН) Колонна Редуктер
- 52 -
7.3. Указания по монтажу и эксплуатации
Продолжение табл. 12
Пуск смазки осуществляется при работе стола
станка. В связи с этим, при первоначальном пуске
станка необходимо смочить рабочей жидкостью на-
правляющие стола, переместив его в крайние поло-
жения вручную. Регулировка частоты подачи смазки
производится следующим образом: на ходу стола или
в положении "Стоп" рукоятки (микровыключатель на-
жать вручную) дросселем "Регулировка количества
смазки" отрегулируйте частоту включения контроль-
ной лампочки смазки на электропульте (загорание
ее на время 15. ..20 с и отключение на 2...2,5 мин).
При этом средний объем смазочного материала бу-
дет соответствовать табл.10. В случае неисправ-
ности системы загорается лампочка "Нет смазки".
При остановке стола или выводе его в зону загруз-
ки ,прекращается подача смазочного материала к па-
рам трения. При засорении питателей, рабочее дви-
жение стола прекращается.
При эксплуатации станка,периодически произ-
водите слив отработанного масла из отстойника.
Очистку емкости и магнитного сепаратора
производите не реже одного раза в три месяца.
Для очистки магнитного сепаратора выньте его
из емкости и снимите капроновый чехол.
Для этого, необходимо отвернуть винты 3
(см. рис.43), снять отстойник,предварительно отсое-
динив рукав, соединенный с гидростанцией.
Необходимо периодически проверять состояние
фильтра тонкой очистки, размещенного на гидростан-
ции. Фильтр снабжен индикатором засорения,и в слу-
чае его срабатывания, требуется замена фильтрующего
элемента.
Подшипники шлифовальной гсловки смазываются при
сборке смазкой "Старт".
Подшипниких(кррме и^ндельных^^ рубчатые ко-
леса, червяки и муфмгв узЙах имКсанизмах станка
смазываются при сборке смазкой ЦИАТИМ-202
ГОСТ IIII0-75.
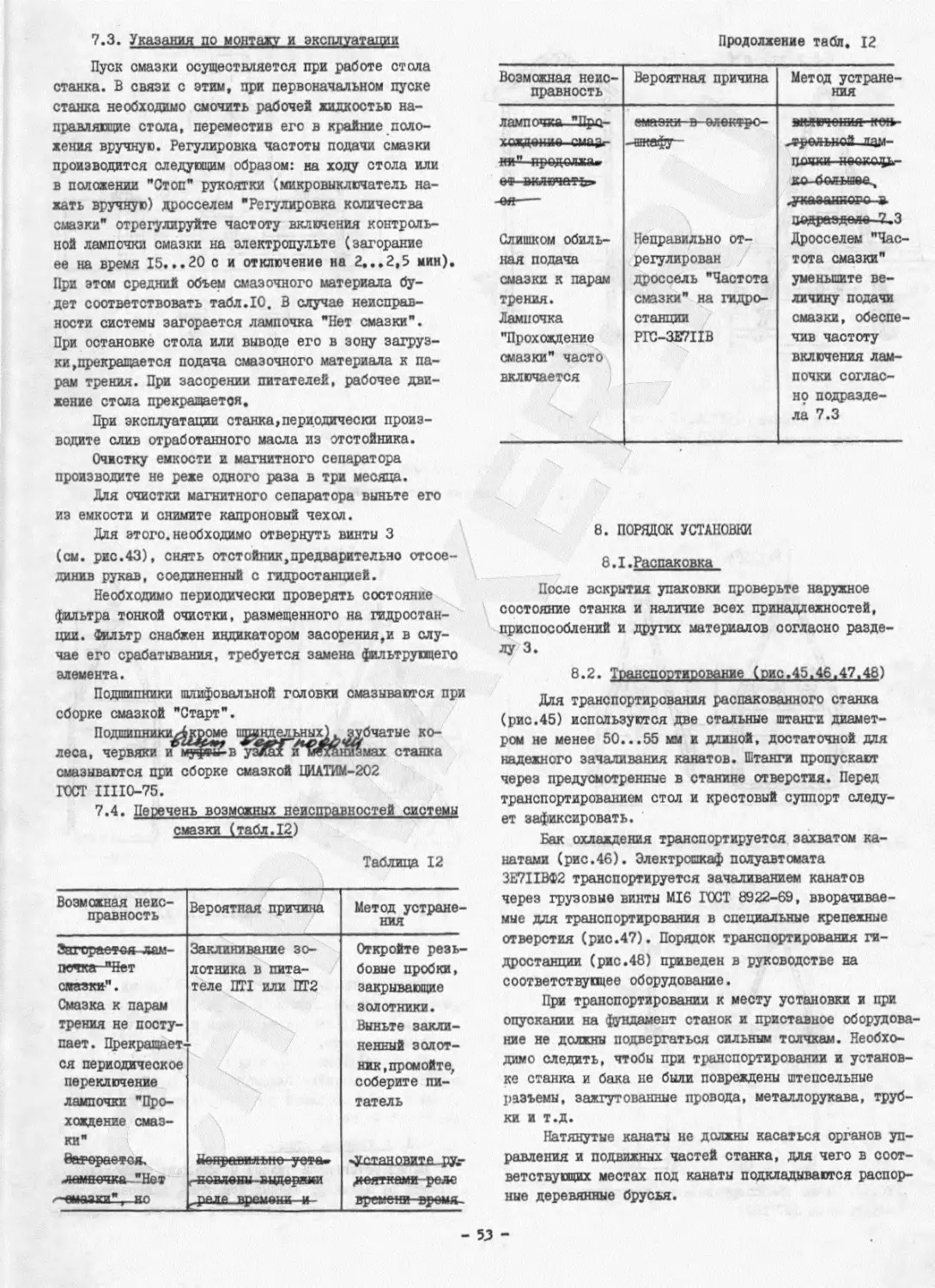
7.4. Перечень возможных неисправностей системы
смазки (табл.12)
Таблица 12
Возможная неис-
правность
лампочка "Про-
хождение снпаг-
ни" продолжа.
от включать
Слишком обиль-
ная подача
смазки к парам
трения.
Лампочка
"Прохождение
смазки" часто
включается
Вероятная причина
емпоки в елекфро-
-шнафу
Неправильно от-
регулирован
дроссель "Частота
смазки" на гидро-
станции
РГС-ЗЕ7ПВ
Метод устране-
ния
включения ючь
попки -наокоць-
ко большее,
.указанного а
додраэдоло 2.3
Дросселем "Час-
тота смазки"
уменьшите ве-
личину подачи
смазки, обеспе-
чив частоту
включения лам-
почки соглас-
но подразде-
ла 7.3
Возможная неис- правность Вероятная причина
Загорается-лад,- почка пПет смазки-". Смазка к парам трения не посту- пает. Прекращает- ся периодическое переключение лампочки "Про- хождение смаз- ки" Заклинивание зо- лотника в пита- теле ПТ1 или ПТ2
.jiiiMnanim "Нет Ыопровияьпо' у ото— Н ОДЛ ft HU Runft-FWWH
ПРЛР рпрмацц И
-имаущ , gfr
Метод устране-
ния
Откройте резь-
бовые пробки,
закрывающие
золотники.
Выньте закли-
ненный золот-
ник, промойте,
соберите пи-
татель
пятками роле
времени вромя-
8. ПОРЯДОК УСТАНОВКИ
8.1.Распаковка
После вскрытия упаковки проверьте наружное
состояние станка и наличие всех принадлежностей,
приспособлений и других материалов согласно разде-
лу 3.
8.2. Транспортирование (рис.45,46,47,48)
Для транспортирования распакованного станка
(рис.45) используются две стальные штанги диамет-
ром не менее 50...55 мм и длиной, достаточной для
надежного запаливания канатов. Штанги пропускают
через предусмотренные в станине отверстия. Перед
транспортированием стол и крестовый суппорт следу-
ет зафиксировать.
Бак охлаждения транспортируется захватом ка-
натами (рис.46). Электрошкаф полуавтомата
ЗЕ7ПВФ2 транспортируется запаливанием канатов
через грузовые винты MI6 ГОСТ 8922-69, вворачивае-
мые для транспортирования в специальные крепежные
отверстия (рис.47). Порядок транспортирования ги-
дростанции (рис.48) приведен в руководстве на
соответствующее оборудование.
При транспортировании к месту установки и при
опускании на фундамент станок и приставное оборудова-
ние не должны подвергаться сильным толчкам. Необхо-
димо следить, чтобы при транспортировании и установ-
ке станка и бака не были повреждены штепсельные
разъемы, зажгутованные провода, металлорукава, труб-
ки и т.д.
Натянутые канаты не должны касаться органов уп-
равления и подвижных частей станка, для чего в соот-
ветствующих местах под канаты подкладываются распор-
ные деревянные брусья.
- 53
*Для станка 34,711ВФ1-1 Р = 21000 N ,
для полуавтомата ЗЕ7ПВФ2 Р = 24400 Н .
Рис.45. Схема транспортирования:
а - станка; 0 - подвижных частей станка
Рис.46. Схема транспортирования бака охлаждения
Рис.48. Схема транспортирования гидростанции
с электрошкафом станков ЗД7ПВФП, ЗД7ПВФ1-1 и
их исполнений
Рис.47. Схема транспортирования алектрошкафа
полуавтомата ЗЕ711ВФ2
Схема крепления подвижных частей ’станка при
транспортировании приведена на рис. 456.
Перед запуском станка детали крепления необхо-
димо демонтировать.
Внимание! Рамень привода шпинделя снят и на-
ходится на кронштейне главного привода. При запуске
станка шкивы необходимо расконсервировать и ремень
установить на место.
8.3. Установка станка
Перед установкой станок необходимо тщательно
очистить от антикоррозийных покрытий, нанесенных
на открытые и закрытые кожухами и щитками неокрашен-
- 54 -
ные поверхности станка. Очистка сначала производится
деревянной лопаточкой, а оставшаяся смазка с наруж-
ных поверхностей удаляется чистыми салфетками, смо-
ченными бензином ГОСТ 1012-72.
Во избежание коррозии неокрашенные поверхнос-
ти станка следует покрыть тонким слоем рабочей жид-
кости гидропривода.
Для очистки станка и приставного оборудования
от антикоррозийного покрытия ни в коем случае нель-
зя применять металлические предметы и наждачную бу-
магу.
Следует проверить затяжку и,при необходимости,
довернуть винты крепления деталей и узлов станка,
установленных на окрашенных поверхностях.
8.4. Монтаж
Схема установки станка приведена на рис.49.
Установку следует производить на поставляемых со
станком регулируемых опорах на бетонном фундаменте,
изолированном от грунта с боковых сторон виброизоля-
ционным материалом.
Глубина заложения фундамента зависит от грунта
и должна быть достаточной, чтобы вибрация от окру-
жающих машин не передавалась станку.
От правильно выбранного места под фундамент,
соблюдения требований к изготовлению фундамента и
правильной установки станка в значительной мере
зависит точность и чистота шлифования.
При выборе места под фундамент следует соблю-
дать следующие требования.
8.4.1. Рядом с устанавливаемым станкам не долж-
но быть машин, вызывающих его вибрацию.
8.4.2. Станок должен быть установлен так,что-
бы в случае разрыва шлифовального круга осколками
не могли бы быть повреждены соседние станки.
8.4.3. Помещение должно быть хорошо вентилируе-
мым.
8.4.4. Помещение, в котором установлен станок,
должно иметь температуру 18...20 °C с суточным ко-
лебанием не белее + 2 °C.
Станок Размеры, мм
L Ь1 1 Х1 ь Ч Х5
ЗД711ВФ1-1 1775 — 780 710 355 1080 1995 2130
ЗД7ПВФ1-1 исп. 25 1730 2940 780 710 355 1030 1995 2130
ЗД711ВИ1 исп. 25 1730 3250 1080 1010 505 1380 2595 2780
ЗД711ВФП; ЗД711ВМ1 исп.56,57 1775 1080 1010 505 1380 2595 2780
ЗЕ711ВФ2 1820 - 1080 1010 505 1380 2595 2780
Рис.49. Установка станка:
а - 5 отв. 0 22
I - устройство охлаждения; 2 - станок; 3 - фунда-
мент; 4 - электрошкаф полуавтомата ЗЕ7ПВФ2;
5 - электрошкаф станков ЗД7ПВФП, ЗД7ПВФ1-1 и
их исполнений; 6 - Гидростанция
- 55 -
Установку станка следует производить по уров-
ню. Точность установки при перемещении стола в
продольном и поперечном направлениях - 0,02/1000.
Регулировку положения зеркала стола по высо-
те необходимо осуществлять за счет изменения вы-
соты регулируемых опор.
ВНИМАНИЕ! НЕ ДОПУСКАЕТСЯ ЗАЛИВКА СТАНИНЫ В ФУНДА-
МЕНТ.
Указания по монтажу электрооборудования при-
ведены в руководствах по эксплуатации:
ЗД7ПВФП.00.0.000.0.00 РЭ1;
ЗЕ711ВФ2.00.0.000.0.00 РЭ1, а гидрооборудования
- в руководстве по эксплуатации комплектного гидро-
привода РГС-ЗЕ7ПВ.
8.5. Опора регулируемая (рис.50)
Опора состоит из основания I (рис.50), втул-
ки 2 и сферической шайбы 3 и предназначена для
регулирования положения зеркала стола.
Изменение высоты опоры производят вывинчива-
нием или ввинчиванием втулки 2, один оборот кото-
рой изменяет высоту опоры на 1,5 мм.
Во время выставки опор гайки 4 фундаментных
винтов должны быть ослаблены.
8.6. Первоначальный пуск
После установки и выверки станка приступить к
первоначальному пуску, но перед этим необходимо
выполнить следующие требования.
8.6.1. Заземлите станок подключением к общей
цеховой системе заземления. До первоначального пус-
ка полуавтомат с ЧПУ должен находиться в цехе не
менее трех суток.
8.6.2. Подключите станок к электросети, про-
верив соответствие напряжения сети и электрообору-
дования станка.
8.6.3. Ознакомившись с назначением рукояток
и кнопок (см. рис.9,10,II,12), проверьте вручную
работу всех механизмов, имеющих ручное управление.
8.6.4. Выполните указания, изложенные в раз-
деле "Смазка станка" руководства
ЗД711ВФИ.00.0.000.0.00 РЭ и в разделах "Инструк-
ция по эксплуатации" руководств
ЭД711ВФ11.00.0.000.0.00 РЭ1,
ЗЕ7ПВФ2.00.0.000.0.00 РЭ1, руководства на гидро-
привод РГС-ЗЕ7ПВ, относящиеся к обслуживанию и
первоначальному пуску.
8.6.5. После подключения станка к сети про-
верьте работу электродвигателей на холостом хо-
ду, доя чего поочередно включением каждого элек-
тродвигателя проверьте правильность направления
вращения. Проверку правильности направления враще-
ния электродвигателя привода шлифовального круга
производите без шлифовального круга.
8.6.6. Шлифовальный круг должен вращаться
по часовой стрелке (со стороны рабочего места).
8.6.7. Электродвигатели гидропривода и охлаж-
дения должны вращаться так, чтобы обеспечить пра-
вильную работу насосов.
8.6.8. Проверьте соответствие надписей на
пульте управления с работой соответствующих механиз-
мов.
Рис.50. Опора регулируемая
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗАТЕ-
ЛЯХ И НЕИСПРАВНОЙ СИСТЕМЕ СМАЗКИ РАБОТА НА СТАНКЕ
НЕДОПУСТИМА!
8.6.9. Опробуйте на холостом ходу работу всех
механизмов. Убедившись в нормальной работе всех
механизмов на холостом ходу и правильности подклю-
чения станка, можно приступить к настройке станка
для работы.
ВНИМАНИЕ! ШИ ПЕРВОНАЧАЛЬНОМ ПУСКЕ СТАНКА, В
НАЧАЛЕ КАЕДОЙ СМЕНЫ И В СЛУЧАЯХ ПУСКА ПОСЛЕ ДЛИ-
ТЕЛЬНЫХ ПРОСТОЕВ,ОБЯЗАТЕЛЬНО ПРОИЗВОДИТЕ ВЫПУСК ВОЗ-
ДУХА ИЗ ГИДРОЦИЛИНДРА, ЧТОБЫ ИСКЛЮЧИТЬ РЫВКИ СТОЛА
ПРИ ПЕРВОНАЧАЛЬНОМ ПУСКЕ СТОЛА, ВЫПУСК ВОЗДУХА ИЗ
1ИДР0ЦИЛИНДРА ПРОИЗВОДИТЕ ВИНГОМ, РАСПОЛОЖЕННЫМ
СПРАВА НА СУППОРТЕ (см. подраздел 6.6.8).
9. ПОРЯДОК РАБОТЫ
9.1. Настройка, наладка и режим работы станков
ЗД7ПВФП; ЗД7ПВФ1-1 и их исполнений
В зависимости от материала, конфигурации, ме-
тода крепления и установки, количества и габаритов
обрабатываемых деталей производят настройку и налад-
ку станка, выбирают шлифовальный крут, метод и ре-
жимы обработки.
Перед установкой на станок шлифовальный круг
следует отбалансировать статически, для чего в
собранном виде круг с планшайбами закрепляется на
конусной оправке, которая устанавливается на ножи
или валики балансировочного приспособления, выстав-
ленного строго по уровню в горизонтальной плоскос-
ти. С помощью подвижных грузов на фланце производят
предварительную балансировку круга. Затем устанав-
ливают шлифовальный круг на шпиндель и производят
его правку. При этом следует иметь ввиду, что для
- 56 -
качественной правки круга необходимо снимать слой
порядка 0,3...О,50 мм, причем для получения высо-
кого класса чистоты обрабатываемой поверхности не-
обходимо последний проход при правке производить
с наименьшей скоростью алмаза.
Правку шлифовального круга можно производить
с помощью державки ЗЕ7О.ПЗО, устанавливаемой на сто-
ле станка или с помощью механизма правки ЗЕ70.П39,
устанавливаемого на шлифовальной головке (постав-
ляется по особому заказу^.
9.I.I. Наладка станка для работы вне цикла и
выхода на заданный размер
Переключатель 23 (рис.10) установите в положе-
ние "Ручная подналадка".
Переключатель 24 установите в среднее положе-
ние , а при работе только с черновой или с чистовой
подачами переключатель 24 установите в положение
"Черновая обработка" или "Чистовая обработка".
Установите программными переключателями 49 и
50 (см. рис.II) величины автоматических вертикаль-
ных подач. Тумблер 38 (см. рис.10) установите в
положение "Наладка".
для станков ЗД7ПВФП исп.56 и 57, у которых
вертикальная подача осуществляется только вручную
с помощью маховиков 9 и II (см. рис.9), переклю-
чатель 23 (см. рис.10) устанавливается в положение
"ручное перемещение", тумблер 38, переключатели 22,
24 и кнопка 39 на электропульте станка ЗД7ПВФП
исп.56 и 57 отсутствуют. Указания относительно
установки переключателя 24, тумблера 38 (см.
рис.Ю), переключателей 49 и 50 (см. рис.II) для
этих станков не учитываются.
Включите тумблер 28 (см. рис.Ю) в положение
"Включено" и установите регуляторами 30 и 31 вели-
чину автоматической поперечной подачи.
Протрите стол, установите деталь на электро-
магнитную плиту и установите тумблер 18 в положе-
ние "Включено".
Установите тумблер 19 в положение "Включено".
Включите кнопку 35 "Пуск шлифовального круга" и
кнопку 33 "Пуск гидропривода", при этом рукоятка 7
(см. рис.9) должна находиться в нулевом положении,
а переключатель 26 (см. рис.Ю) в положении "Рабо-
та".
ВНИМАНИЕ! ДЛЯ СТАНКОВ ЗД7ПВФП исп.25 и
ЗД711ВФ1-1 исп.25 ПЕРЕЦ ПУСКОМ ШЛИФОВАЛЬНОГО КРУТА
ПРОВЕРЬТЕ ПРОВЕДЕНА ЛИ ПОДНАЛАДКА ЧАСТОТЫ ВРАЩЕНИЯ
ЭЛЕКТРОДВИГАТЕЛЯ ГЛАВНОГО ДВИЖЕНИЯ.
Переключателем 25 (см. рис.Ю) задайте на-
правление перемещения, а рукояткой 7 (см. рис.9),
вращая ее против часовой стрелки, установите необ-
ходимую скорость стола. Кулачками 8 установите ве-
личину продельного хода стола, а кулачками 15
установите величину поперечного хода крестового
суппорта.
После окончания обработки деталей переключа-
тель 26 (см. рис.Ю) установите в положение "Выход
зону загрузки", после чего стол остановится в
правом положении. Стол можно останавливать после
окончания обработки рукояткой 7 (см. рис.9), вы-
водя ее в нулевое положение, однако при этом необ-
ходимо рукоятку 7 устанавливать в одно положение
для сохранения установленной скорости перемещения
стола.
9.1.2. Настройка станка на заданный размер
при работе по автоматическому циклу
Для настройки станка на заданный размер набе-
рите из мерных плиток требуемый размер детали и
установите на стеле. Заправленный, но
не включенный шлифовальный круг, подведите до каса-
ния с мерными плитками, после чего установите пе-
реключатель 23 (см. рис.Ю) в положение "Автомати-
ческая работа" и программными переключателями 47,
48,49,50,51 (см. рис.II) установите величины отско-
ка, чистового припуска, черновой и чистовой подач
и выхаживания. Установите переключатель 22
(см.рис.10) в положение "Покадровая отработка ко-
манд" до появления на индикации величины отскока
шлифовальной головки на заданную величину. Число
нажатий оавно установленному числу выхаживаний.
Установите переключатель 22 (см. рис.
10) в положение "Покадровая отработка управляющей
программы" до появления на индикации наоранных по-
дач и отскока шлифовальной головки на заданную ве-
личину.
Взамен мерных плиток можно использовать ранее
обработанную деталь или деталь,обработанную в руч-
ном режиме. После обработки деталей в автоматичес-
ком цикле с выходом на размер замерьте их и при
несоответствии размера, внесите корректировку, для
чего необходимо вывести рукоятку 7 (см. рис.9) в
нулевое положение, а переключатель 23 (см.рис.Ю)
установить в положение "Ручная подналадка".
Маховиком 9 (см. рис.9) тонкой вертикальной
подачи по лимбу опустите или поднимите шлифовальный
круг на необходимую величину, после чего установите
переключатель 23 (см. рис.Ю) в положение "Автома-
тическая работа", а рукоятку 7 (см. рис.9) поверни-
те против часовой стрелки до установления необходи-
мой скорости стола.
9.1.3. Наладка станка на автоматический цикл с
выходом на заданный размер и работа на нем при обра-
ботке плоскостей с поперечной подачей
Установите шлифовальный крут, заправьте, после
чего отбалансируйте его, установите сопло и щиток
на требуемую высоту. Стол выведите вправо махови-
ком 6 (см. рис.9) или автоматически. Суппорт устано-
вите в переднее положение маховиком 12 или автома-
тически. Тумблер 27 (см. рис.Ю) установите в поло-
жение "Расфиксация", а тумблер 28 - в положение
"Включено".
Установите шлифовальный круг на требуемую вы-
соту переключателем 37 (см. рисЛО), при этом пере-
ключатель 23 должен быть установлен в положение
"Ускоренное перемещение шлифовальной головки вверх-
вниз". Установите деталь, после чего тумблер 18
установите в положение "Включено". Установите вели-
чину продольного хода стола кулачками 3 (см. рис.9).
Установите регуляторами 30 и 31 (см. рис.Ю)
величину автоматической поперечной подачи.
- 57 -
Установите программными переключателями 47
(см. рис.II) полный припуск (отскок шлифовальной го-
ловки), 48 чистовой припуск, 49 черновую автома-
тическую подачу, 50 чистовую автоматическую подачу, 51
число ходов выхаживания. Установите переключатель 23
(см. рис.10) в положение "Автоматическая работа"
(включилась автоматическая вертикальная подача), а
тумблер 38 в положение "Цикл".
Примечания: I. Положение "О" переключателей
преднабора SA2O-SA24 (см. рис. II) является не ра-
бочим.
2. Положения "8" и "9" SA22 соответствуют бес-
конечному числу выхаживаний.
3. Переключатель SA22 указывает число выхажи-
ваний п-1, где п - положение переключателя.
Установите тумблер 19 в положение "Выключено"
(охлаждение будет включаться после нажатия кнопки 39
"Пуск цикла"). Включите кнопку 35 "Пуск шлифовально-
го круга" и кнопку 33 "Пуск гидропривода". Рукоят-
ка 7 (см. рис.9) должна быть установлена против ча-
совой стрелки от нулевого положения на необходимую
скорость стола.
Переключатели 20,22,24,25,26,29,37 (см.
рис.10) находятся в среднем положении. Нажмите
кнопку 39 "Пуск цикла", после чего начинается
работа станка по циклу. В случае отсутствия искры
опустите шлифовальный круг переключателем 22, для
чего необходимо установить переключатель 22 один
или несколько раз вверх в положение "Покадровая
отработка команд" до появления искры. При каждом
нажатии переключателя 22 вверх осуществляется ав-
томатическая вертикальная подача с изменением ин-
дикации. При каждом нажатии переключателя 22
вниз ("Прерывистое прямолинейное движение") про-
исходит опускание шлифозального круга на I мкм
без изменения индикации.
9.1.4. Наладка станка на автоматический цикл
~ выходом йа заданный размер и работа на нем при
обработке плоскостей без поперечной подачи
Наладка производится также, как и при работе
с поперечной подачей,описанной в подразделе 9.1.3,
за исключением того, что тумблер 28 <см. рис.10)
устанавливается в положение "Выключено" и автома-
тическая вертикальная подача осуществляется на
каждый ход стола (обеспечивает электросхема) и
нет необходимости настраивать кулачки 15 (см.
рис.9) регулирования величины поперечного хода.
При необходимости зафиксируйте суппорт, тумб-
лер 27 (см. рис.10) переведите в положение "Фик-
сация".
Регуляторы 30 и 31 могут находиться в любом
положении.
9.1.5. Правка шлифовального круга и подналад-
ка его при работе по автоматическому циклу с выхо-
дом на размер
При обработке партии деталей правка шлифоваль-
ного круга осуществляется между циклами приспособ-
лением ЗЕ70.П39, устаиовленн»» на корпусе шлифоваль-
ной головки. Перемещение и подача алмаза в приспо-
соблении осуществляются вручную. Подача алмаза
вниз фиксируется по лимбу, а затем переключа-
тель 23 (см. рис.10) устанавливается в положение
"Ручная подналадка" и маховиком 9 (см. рис.9) опус-
кается шлифовальный круг на величину, равную пода-
че алмаза вниз. Затем переключатель 23 (см. рис.10)
устанавливается в положение "Автоматическая пода-
ча".
Примечание. При работе с электромагнитной
плитой в цикле для предотвращения с{ьва цикла
установите тумблер 26 (см. рис. 10) в положение
"Стол в исходное".
9.1.6. Наладка станков с регулируемым приво-
дом главного движения
Станки ЗД7ПВФП исп.25, ЗД7ПВФ1-1 исп.25
имеют привод вращения шлифовального крута с час-
тотным регулированием.
Отличительной особенностью в наладке являет-
ся то, что необходимо на преобразователе частоты
(установлен справа от гидростанции станка) враще-
нием ручки установить необходимую частоту враще-
ния электродвигателя главного движения согласно
показанию шкалы прибора, имевдегося на преобразо-
вателе. Эту подналадку необходимо производить
по мере износа шлифовального круга для поддержа-
ния постоянной скорости резания.
9.1.7. Наладка станков с цифровой индикацией
вертикальных и поперечных перемещений по всей их
длине
Станки ЗД7ПВФП исп.25 и 56, ЗД711ВФ1-1 и
ЗД7ПВФ1-1 йен.25 имеют цифровую индикацию верти-
кальных и поперечных перемещений по всей их длине.
Наладка этих станков указана в подразделах
9.I.I - 9.1.6. Особенностью наладки является следую-
щее.
9.1.7.1. Тумблер 21 (см. рис.10) установите
в положение "Включено". При настройке станка по ав-
томатическому циклу с выходом на заданный размер на
станках ЗД7ПВФП исп.25 и ЗД7ПВФ1-1 исп.25 необхо-
димо набрать иэ мерных плиток требуемый размер дета-
ли и установить на столе, после чего заправленный,
но не включенный шлифовальный крут подвести до каса-
ния с мерными плитками, а затем установить переключа-
тель 23 в положение "Работа с автоматической верти-
кальной подачей" и программными переключателями 47,
48,49,50,51 (см. рис.II) установить величины отско-
ка, чистового припуска, черновой подачи и выхажива-
ния. На табло счетчика индикации с помощью клавиши
установите 0. Включите кнопку 35 (см. рис.10) "Пуск
шлифовального крута" и кнопку 33 "Пуск гидропривода".
При выключенном тумблере 28 "Поперечная подача" пос-
ле отработки установленного числа выхаживаний (не
равного ео) произойдет отскок шлифовального круга.
На табло индикатора будет указана величина от-
скока.
На станке ЗД7ИВФП исп.56 вертикальнач подача —
ручная, на табло индикатора будет производиться от-
счет вертикальных перемещений шлифовальной бабки от
маховика II (см. рис.9).
- 58
9.1.7.2. При работе с поперечной подачей на
табло индикатора поперечной подачи производится от-
счет поперечных перемещений крестового суппорта.
Более подробно устройство и работа цифровых ин-
дикаторов описаны в руководстве по эксплуатации
"Цифровые индикаторы позиции".
9.2. Настройка, наладка и режим работы полу-
автомата ЗЕГ7ПВФ2
9.2.1. Установите и закрепите деталь. Закрепле-
ние детали производится на магнитной плите тумбле-
ром 18 (см. рис.12) в положение "Плита включена",
механическим креплением на зеркале стола или в
приспособлении.
9.2.2. В зависимости от размера шлифуемой дета-
ли установите экраны продольного реверса так, чтобы
продольный ход стола был больше длины обрабатываемой
поверхности детали на 80...100 мм.
Однако, следует помнить, что с увеличением ско-
рости продольного перемещения стола величина хода
увеличивается,и для сохранения постоянства величины
хода экраны надо сближать.
9.2.3. Установите сопло подачи охлаждающей жид-
кости и защитный щиток от разбрызгивания охлаждаю-
щей жидкости на требуемую высоту.
9.2.4. Включите привод шлифовального крута
кнопкой 35 (см. рис.12).
9.2.5. Включите охлаждение тумблером 19.
9.2.6. Регуляторами 30 и 31 установите вели-
чину автоматической поперечной подачи.
9.2.7. Включите гидропривод кнопкой 33, при
этом рукоятка 7 (см. рис.9) должна быть установле-
на в положение“о"
9.2.8. Установите переключатель 26 (см.рис.12)
в положение "Работали поворотом рукоятки 7 (см.
рис.9) включите стал и установите необходимую ска
рость движения.
В случае обработки нескольких одинаковых де-
талей^ целью сохранения настроенной скорости об-
работки , останов стола для загрузки очередной дета-
ли осуществляется переводом переключателя 26 (см.
рис.12) в положение "Выход в зону загрузки".
В этом случае стол выходит в крайнее правое
положение и останавливается, а последующий запуск
осуществляется включением переключателя.26 в по-
ложение "Работа".
9.2.9. Установите величину хода стола смещени-
ем кулачков 8 (см. рис.9).
Примечание. Выключение привода шлифовального
круга кнопкой 36 (см, рис. 12) можно произвести
при нахождении переключателя 26 в среднем или ниж-
нем положении.
9.2.10. Установите величину скорости стола по-
воротом рукоятки 7.
ВНИМАНИЕ! С увеличением скорости перемещения
стола его ход увеличивается. Во избежание резких
ударов в крайних положениях необходимо при увели-
чении скорости перемещения стола сближать экраны.
9.2.II. Фиксацию суппорта осуществите переме-
щением тумблера 27 (см. рис.12) в положение "Фик-
сация" .
9.2.12. Отключение гидропривода произведите
кнопкой 34.
9.2.13. Поперечную подачу включите тумбле-
ром 28, а ускоренную поперечную подачу кнопкой 32.
9.2.14. Переключателем 29 установите направле-
ние поперечной подачи.
9.2.15. Ручное перемещение стола производите
маховиком 6 (см. рис.9) при включенном гидроприво-
де. Включите стол как описано в подразделах
9.2.7; 9.2.8.
9.2.16. Передвижением упоров 15 установите
величину поперечного хода.
9.2.17. Работа с автоматической вертикальной
подачей
На полуавтомате предусмотрены работа с автома-
тической вертикальной подачей на реверс крестового
суппорта или стола (черновая и чистовая подачи) и
ручные перемещения шлифовальной головки - грубое
и тонкое.
При работе с автоматической вертикальной пода-
чей на реверс крестового суппорта включите попереч-
ную подачу тумблером 28 (см. рис.12), затем переклю-
чателем 29 включите направление поперечной подачи.
При невыполнении указанного,вертикальная подача бу-
дет осуществляться на каждый реверс стола, а попе-
речная подача будет отсутствовать.
На полуавтомате предусмотрены два вида верти-
кальных подач: вертикальная подача равномерная или
функциональная (регрессивная). Выбор вида подачи
производится переключением тумблера 56. При функ-
циональном (регрессивном) режиме вертикальных по-
дач чистовой припуск снимается меньшим числом про-
ходов.
Наладка полуавтомата на автоматический цикл
заключается в следующем.
Установите шлифовальный круг, заправьте, уста-
новите сопло и щиток на требуемую высоту. Стол вы-
ведите вправо маховиком 6 (см. рис.9) или гидроци-
линдром.
Суппорт установите в исходное положение махови-
ком 12 или автоматически.
Установите шлифовальный круг на требуемую вы-
соту переключателем 37 (см. рис.12), при этом пе-
реключатель 23 должен быть установлен в положение
"Ускоренное перемещение шлифовальной головки вверх-
вниз".
Установите деталь и включите тумблер 18 в по-
ложение "Включено". Установите величину продольного
хода кулачками 8 (см. рис.9).
Установите регуляторами 30,31 (см. рис.12) ве-
личину автоматической поперечной подачи.
Установите программной переключателями 47 пол-
ный припуск (отскок шлифовальной головки), 48 чис-
товой припуск, 49 черновую автоматическую подачу,
50 чистовую автоматическую подачу, 51 число ходов
выхаживания. Установите переключатель 23 в положе-
ние "Автоматическая работа" (включилась автоматичес-
кая вертикальная подача), а тумблер 38 в положение
"Непрерывный цикл".
- 59 -
Включите кнопку 35 "Пуск шлифовального круга"
и кнопку 33 "Пуск гидропривода".
Рукоятка 7 (см. рис.9) должна быть установлена
против часовой стрелки от нулевого положения на не-
обходимую скорость стола.
Переключатели 20,22,24,25,26,29,37 (см.рис.12)
находятся в среднем положении.
9.2.18. Правка шлифовального круга
Схемой полуавтомата предусмотрена возможность
автоматической правки шлифовального крута в цикле и
вне цикла.
Для настройки работы правки в цикле переключа-
тель 52 (см. рис.12) установите в положение "Авто-
матическая работа", регуляторами 53 и 54 установите
необходимые скорости перемещения алмаза правки при
съеме чистового и чернового припусков. Программными
переключателями 61 и 62 установите число двойных хо-
дов алмаза правки при съеме чернового и чистового
припусков, программным переключателем 63 установите
количество циклов между правками.
При установке числа циклов между правками,отлич-
ного отО (I...9), правка будет производиться через
" п " циклов только после выхаживаний.
При установке переключателем 63 (см.рис.12)
числа циклов между правками равного 0, правка будет
производиться в каждом цикле после съема чернового
припуска.
Вне цикла правка осуществляется в любой момент
времени переводом переключателя 52 в наладочное по-
ложение.
9.3. Режим работы
Конструкция узлов станка позволяет выбирать
различные режимы шлифования сочетанием различных
подач и скоростей стола. Основными технологически-
ми факторами, определяющими режимы шлифования,
являются:
точность обработки;
качество обрабатываемой поверхности;
мощность главного привода станка;
стойкость шлифовального круга.
Качество обрабатываемой поверхности характери-
зуется чистотой и свойствами поверхностного слоя
металла и зависит от режима шлифования, характе-
ристики круга, способа его правки, от состава и ка-
чества охлаждающей жидкости.
Следует стремиться шлифовать при обильном охлаж-
дении и применять соответствующие по характеристике
шлифовальные круги.
Высокая точность и чистота достигаются приме-
нением мелкозернистых кругов.
При шлифовании стали без термической обработ-
ки необходимо применять круги с твердостью CMI-C2K,
а при шлифовании закаленных материалов рекомендуют-
ся круги с твердостью CM2-CIK.
Для шлифования алюминия, меди, твердых сплавов,
бронзы, как правило, следует применять круги из кар-
бида кремния (карборундовые).
Для инструментальных и конструкционных сталей
применяются электрокорундовые крути.
Необходимо в каждом конкретном случае выбирать
характеристику шлифовального круга по таблицам,при-
лагаемым к нормативам для нормирования работ при
шлифовании.
Для сохранения длительной точности станка сле-
дует избегать перегрузок электродвигателя главного
привода.
Метод правки шлифовального круга изложен в
подразделе 9.2.18.
Нельзя работать на станке с систематическими
или чрезмерными перегрузками. Это приведет к быс-
трой потере точности и преждевременному износу от-
дельных элементов станка.
9.4. Регулирование станка
Станок выпускается заводом в отрегулированном
состоянии и не нуждается в регулировке до износа
отдельных элементов конструкции, поэтому регулиров-
ку нужно производить только после того, как уста-
новлена ее необходимость.
Регулировку должен производить опытный слесарь,
хорошо знающий конструкцию и работу станка.
9.4.1. Регулирование зазора в подшипниках
шпинделя
Конструкцией головки не предусматривается ре-
гулировка зазоров в подшипниках, они установлены с
предварительным натягом.
При появлении повышенного нагрева подшипников,
шума, вибрации, потери герметичности, а также при
потере точности и снижении чистоты обрабатываемой
поверхности изделия, шлифовальная головка со шпин-
делем и опорами должна быть подвергнута ремонту для
устранения обнаруженных неисправностей.
При сборке шпиндельного узла с опорами каче-
ния необходимо соблюдать следующие требования.
9.4.I.I. Подшипники подберите с одинаковыми
по величине биениями наружных и внутренних колец.
Разница величины биений подшипников комплекта не
должна превышать 0,002 мм.
9.4.1.2. При установке подшипников во фланцы
наибольшие радиальные биения наружных колец должны
быть направлены в одну сторону, а при установке на
шпиндель наибольшие радиальные биения внутренних ко-
лец подшипников и посадочных шеек шпинделя относи-
тельно конусов должны быть направлены в противопо-
ложные стороны.
9.4.1.3. Обеспечьте сопряжение поверхности D
(см. рис.33) от зазора 0,002 мм до натяга 0,002 мм.
9.4.1.4. Обеспечьте сопряжение поверхности а
от зазора 0,002 мм до зазора 0,006 мм.
9.4.1.5. Компенсационное кольцо подгоните с
натягом от 0,01 до 0,005 мм.
9.4.1.6. Обеспечьте сопряжение фланцев с кор-
пусом I (см. рис.33) шлифовальной головки с зазо-
ром от 0,005 до 0,010 мм.
9.4.1.7. Полости подшипников смажьте смаэкой
в соответствии с табл.II.
9.4.1.8. При сборке гидропресоовые втулки 3
(см. рис.33) посадите в нагретом до температуры
135 °C состоянии, прижимая их к торцу подшипника
- 60 -
при помоют центрального винта стакана приспособления
ЗЕ70.П06 и удерживая в таком положении до полного
остывания (усилие прижатия втулки 750 Н),
9.4.1.9. Допуск радиального биения наружного
конуса под шлифовальный круг - 0,0015 мм.
9.4.1.10. Шпиндель и вращавшиеся с ним детали
должны вращаться от руки легко и бесшумно.
9.4.1.II. Шпиндель обкатайте до установившей-
ся температуры, но не менее получаса, при этом не
должно наблюдаться повышенного шума.
Избыточная температура наружной поверхности
корпуса салазок шлифовальной головки не должна
превышать 30 °C. Мощность холостого хода не должна
превышать 1,5 кВт.
9.4.2. Регулирование зазоров в направляющих
Для регулирования левой поперечной направляю-
щей необходимо:
снять лоток 5 (см. рис.16);
отпустить винт 3;
винтом 9 переместить клин 2, обеспечив натяг
в направляющих 0,003...0,008 мм;
затянуть винты 3;
установить лоток 5 на станину.
9.4.3. Регулирование сопла и защитного козырь-
ка по высоте
Для регулирования сопла отверните кнопку 7
(см. рис.36), затем сопло 9 и щиток I отрегулиро-
вать по высоте так, чтобы их нижние кромки находи-
лись выше образующей круга. Щиток I регулируется по
высоте вращением кнопки 2.
После выставки сопла кнопку 7 необходимо на-
дежно завернуть.
9.4.4. Регулирование натяжения ремней (рис.51,
52)
В процессе работы происходит вытягивание рем-
ней главного привода, ускоренного перемещения шли-
фовальной головки и механизмов поперечной и верти-
кальной подач
Регулирование натяжения ремня главного приво-
да осуществляется винтом 4 (см. рис.21), располо-
женным на кронштейне. Для доступа к нему нужно под-
нять щиток, закрывающий окно в колонне. Регулирова-
ние произвести при отпущенных винтах, крепящих крон-
штейн.
Натяжение ремня ускоренного перемещения шлифо-
вальной головки осуществляется поворотом подмотор-
ной плиты I (рис.51) относительно оси 2, которая
крепится хомутом 3.
Регулирование натяжения ремня механизма попе-
речной подачи (рис.52) осуществляется следующим
образом. Следует отпустить четыре винта 2, крепя-
щих кронштейн с электродвигателем. Для доступа к
винтам 2 необходимо открыть крышку I станины и
снять панель 3. После проведения регулирования вин-
ты 2 заверните, закройте крышку I, установите и
закрепите панель 3.
Регулирование натяжения ремня механизма верти-
кальной подачи производится при ремонте станка в
случае потери точности подач. При регулировании
выньте узел из станка и, освободив четыре винта 9
Рис.51. Регулирование натяжения ремня:
I - станина
Рис.52. Регулирование натяжения ремня механизма
поперечной подачи
(см. рис.34),крепящих кронштейн с электродвигате-
лем, произведите регулирование натяжения ремня. Пос-
ле проведения регулирования винты 9 заверните.
Новый ремень после надевания должен быть рав-
номерно натянут при медленном вращении шкивов. При
эксплуатации необходимо особенно тщательно следить
за натяжением ремней в первые 48 часов работы.
9.4.5. Регулирование электромагнитных муфт
Регулирование электромагнитных муфт механиз-
мов поперечной (см. рис.26) и вертикальной (см.
рис.34) подач сводится к регулированию натяжения
пружин 8 (см. рис.26) и 7 (см. рис.34). Регулировкой
натяжения пружин обеспечить передачу крутящего мо-
мента при отключенных катушках электромагнитных
муфт и надежное притяжение полумуфт к корпусам ка-
тушек при их включении. Регулирование производится
гайками 7 (см. рис.26) и 8 (см. рис.34).
9.4.6. Регулирование люфтов в передачах винт-
гайка качения
Для проведения регулирования люфтов в переда-
чах винт-гайка качения узлов "Редуктор вертикальных
перемещений" для станков ЗД7ПВФ1-1 и ЗЕ7ПВФ2 и
"Механизм поперечных подач" для станков ЗД7ПВФ1-1
и ЗД7ПВФП исп.25 и 56 необходимо отсоединить
и вынуть узел из станины.
- 61
После этого снимите шайбу с винта и закрепите
специальную гладкую втулку взамен шайбы. Наружный
диаметр втулки должен быть меньше внутреннего диа-
метра резьбы винта на 0,01...О,05 мм и иметь шерохо-
ватость не ниже Ra = 1,25 мкм. Длина втулки должна
быть больше длины собранных полугаек.
Затем выверните винт из корпуса на длину втул-
ки. Выньте полугайку и поверните на требуемое коли-
чество зубьев в зависимости от величины появившего-
ся люфта, вставьте полугайку и наверните на винт.
ВНИМАНИЕ! ПРИ РАЗБОРКЕ ВИНТОВОЙ ПАРЫ ПОЛУГАЙКИ
НЕ ДОЛЖНЫ СХОДИТЬ С ВТУЛКИ ВО ИЗБЕЖАНИЕ ВЫПАДАНИЯ
ШАРИКОВ.
10. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ
УСТРАНЕНИЯ
Указания о мерах устранения возможных нарушений
нормальной работы электрооборудования, гидро- и
смазочной системы даны в соответствующих разделах
руководства.
II. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
II.I< Прежде, чем приступить к разборке стан-
ка, следует отключить станок от электросети ввод-
ным выключателем.
II.2. Для снятия колонны снимите привод уско-
ренного перемещения, защиту, отсоедините электропро-
водку от электродвигателя главного привода, от
конечного выключателя, ограничивающего перемещение
головки вверх, отсоедините маслоподводящие трубки
смазки.
II.3. При снятии шлифовальной головки положи-
те колонну в горизонтальное положение. Снимите глав-
ный привод шлифовальной головки, передние планки,
щитки, направляющие,и отсоедините винт вертикаль-
ной подачи.
II.4. Чтобы снять крестовый суппорт, необхо-
димо:
отсоединить от суппорта шланги, подводящие
масло к цилиндру продольного перемещения стола;
освободить кронштейн суппорта в гайке.
II.5. При снятии механизма вертикальной пода-
чи отсоедините электропроводку электродвигателя по-
дачи и шланги.
II.6. Без особой необходимости не следует сни-
мать привернутые направляющие, так как при этом
нарушается точность их выставки. При разборке от-
дельных узлов следует руководствоваться приведен-
ными схемами и рисунками.
12. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Станок
Заводской номер _
Класс точности &
12.I. Результаты испытаний
I2.I.I. Испытание станка на соответствие нор-
мам точности и жесткости по ГОСТ 273-77.
I. Проверка точности станка (табл.13,14,15,16,
17,18,19)
Таблица 13
Наименование проверки Метод проверки Станок Допуск по ГОСТ 273-77 в направлении изме- рения, мкм Фактическое откло- нение в направле- нии измерения,мкм
продоль- ном попереч- ном продоль- ном попереч- ' ном
Проверка I.I
Плоскостность рабо- чей поверхности стола На рабочей поверхности стола 4 на двух регули- руемых опорах 3 устанав- ливают поверочную линей- ку I так, чтобы показа- ния показывающего изме- рительного прибора 2 на концах линейки были оди- наковые . Измерительный прибор устанавливают на столе так, чтобы его измери- ЗД7ПВФП; ЗД7ПВФП исп.25; ЭД711ВФП ИСП.56; ЗД711ВФП исп.57; ЗЕ7ПВФ2 ЗД7ПВФ1-1; ЗД7ПВФ1-1 исп.25 6 5 4 4 4 2,5 2, <
- 62 -
Продолжение табл. 13
Наименование проверки Метод проверки Станок Допуск по ГОСТ 273-77 в направлении изме- рения, мкм Фактическое откло- нение в направле- нии измерения,мкм
продоль- ном попереч- ном продоль- ном попереч- ном
тельный наконечник ка- сался рабочей поверхнос- ти линейки и был перпен- дикулярен к ней. Изме- рительный прибор перемеща- ют вдоль линейки и опре- деляют прямолинейность формы профиля поверхнос- ти. Измерения производят не менее, чем в трех про- дольных и трех попе- речных направлениях. Отклонение от плоскостнос- ти определяют как наиболь- шую алгебраическую раз- ность показаний измери- тельного прибора Проверка 1.2
Прямолинейность в вер- тикальной и горизон- тальной плоскостях продольного и попе- речного перемещений стола Стол 4 устанавливают в среднее положение в направлении, перпендику- лярном к проверяемому. На рабочей поверхнос- ти стола, в средней его части, в направлении про- дольного (поперечного) перемещения стола уста- навливают поверочную линейку 2 на двух регу- лируемых опорах 3 так, чтобы получить одинако- вые показания измеритель- ного прибора I на концах линейки. На шлифовальную головку укрепляют измерительный прибор так, чтобы его из- мерительный наконечник ЗД711ВМ1; ЗД7ПЗФП исп.25; ЗД7ПВФП исп.56; ЗД7ПВФП исп.57; ЗЕ7ПВФ2 ЗД7ИВФ1-1; ЗД711ВФ1-11СП.25 6 4 3 3 4 2.
- 63 -
Продолжение табл. 13
Наименование проверки Метод проверки Станок Допуск по ГОСТ 273-77 в направлении изме- рения, мкм Фактическое откло- нение в направле- нии измерения,мкм
продоль- ном попереч- ном продель- ном попереч- ной
ка нс пе Пр юался рабочей поверх- >сти линейки и был рпендикулярен к ней оверка 1.3 1 2 <
Постоянство положения стола в плоскости пер- пендикулярной к направ- лению его перемещения На рабочей поверхности стола 2 в плоскости, пер- пендикулярной к направле- нию перемещения стола, устанавливают уровень I в средней части стола. Стол перемещают на длину хода. Изменение положения сто- ла определяют как наиболь- шую алгебраическую раз- ность показаний уровня на длине перемещения стола ЗД7ПВФП; ЗД7ПВФП исп.25; ЗД7ПВФП исп.56; ЗД7ПВФП исп.57; ЗД7ПВФ1-1; ЗД711ВФ1-1 исп. 25; ЗВШВФ2 20 10
Таблица 14
Наименование проверки
Метод проверки
Станок
Допуск по
ГОСТ 273-77,
мкм
Фактическое
отклонение,
мкм
Проверка 1.4
Параллельность боковых
сторон среднего паза
стола траектории про-
дольного перемещения
стола
На шлифовальной головке станка ук-
репляют измерительный прибор I так,
чтобы его измерительный наконечник
касался боковой стороны среднего
паза стола 2.
Стол перемещают на длину рабочей
поверхности стола. Измерения про-
изводят по обеим боковым сторонам
среднего паза стола. Отклонение
от параллельности траектории про-
дольного перемещения стола опреде-
ляют как наибольшую алгебраическую
разность показаний измерительного
прибора на длине хода по каждой
стороне паза________________________
ЗД711ВФП;
ЗД711ВФП
исп.25;
ЗД7ПЗФП
исп.56;
ЗД7ПВФП
исп.57;
ЗЕ7ПВФ2
ЗД7ПВФ1-1;
ЗД711ВФ1-1
исп.25
6
-
Продолжение табл. 14
Наименование проверки Метод проверки Станок Допуск по ГОСТ 273-77, мкм Фактическое отклонение, мкм
Радиальное биение бази- Проверка 1.5 । 7 2 На станке укрепляют измерительный ЗД7ПВФП; 3
рующей поверхности под прибор I так, чтобы его измеритель- ЗД7ПВФП /
крут шлифовального шпин- ный наконечник касался проверяв- исп.25;
деля мой поверхности шпинделя 2 по об- ЗД7ПЗФП
• разу идей конуса и был направлен к ее оси перпендикулярно образующей. Радиальное биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в каздом его положении Проверка 1.6 исп.56; ЗД7ПЗФП исп.57; ЗЕ7ПВФ2; ЗД7ПВФ1-1; ЗД7ПВФ1-1 исп.25 г
1 2 J
Осевое биение шлифо- вального шпинделя >*4, / На станке укрепляют измерительный прибор I так, чтобы его измери- тельный наконечник касался поверх- ности шарика 2 установленного в центровое отверстие шпинделя 3. Осевое биение определяют как наи- большую алгебраическую разность по- казаний измерительного прибора ЗД7ПВФП; ЗД711ВФП исп.25; ЗД7ПВФП исп.56; ЗД711ВФП исп.57; ЗЕ7ПВФ2; ЗД7ПВФ1-1; ЗД7ПВФ1-1 исп.25 3
- 65 -
Таблица 15
5
Параллельность оси
шпинделя траектории
поперечного переме-
щения стола в верти-
кальной плоскости
На шпинделе I закрепляют ЗД7ЦВФ1Г, 150
контрольную оправку 2 с ЗД7ПЗФП исп.25;
цилиндрической рабочей ЗД7ПВФП исп.56;
поверхностью. ЗД7ПВФП исп.57;
На рабочей поверх- ЗЕ711ВФ2;
ности стола 4 укрепляют ЗД7П8Ф1-1;
измерительный прибор 3 так, чтобы его измери- тельный наконечник ка- сался образующей ци- линдрической поверхности оправки и был перпендику- лярен к ней в плоскости измерении. ЗД7ПВФ1-1 исп.25
Стол перемещают в по-
перечном направлении на
длину ь .После первого
измерения шпиндель с
оправкой поворачивают
на 180° и измерение
повторяют.
Измерения проводят в
двух крайних положениях
шлифовальной бабки по
высоте.
Отклонение от параллель-
ности оси шпинделя опре-
деляют как алгебраичес-
кую полусумму двух ал-
гебраических разностей
показаний измерительного
прибора,полученных снача-
ла по одной образущей,а
затем при повороте шпинде-
ля на 180°
- 66 -
Таблица 16
Наименование проверки
Метод проверки
Станок
Допуск по
ГОСТ 273-77,
мкм
Фактическое
отклонение,
мкм
Проверка 1.8
Перпендикулярность оси
вращения шпинделя к на-
правлению продольного
перемещения стола
Стол 5 устанавливают в сред-
нее положение в продольном
и поперечном направлениях.
На рабочей поверхности
стола в средней его части на
опорах 6 в направлении про-
дольного хода стола устанав-
ливают поверочную линейку I
так,чтобы показания измери-
тельного прибора 2 на ее
концах были одинаковыми.
На шпинделе 4 укрепляют ко-
ленчатую оправку 3 с изме-
рительным прибором так,что-
бы его измерительный нако-
нечник касался рабочей по-
верхности линейки и был пер-
пендикулярен к ней. Измере-
ние производят в двух край-
них положениях шлифовальной
бабки на высоте.
Отклонение от перпендику-
лярности к оси вращения шпин-
деля определяют как наиболь-
шую алгебраическую разность
показаний измерительного
прибора в точках А и В
ЗД7ПВФП;
ЗД7ПВФП исп.25;
ЗД7ПВФП исп.56;
ЗД7ПВФП исп.57,'
ЗЕ7ПВФ2;
ЗД7ПВФ1-1;
ЗД7ПВФ1-1 исп. 25
- 67 -
Таблица 17
Наименование проверки Метод проверки Станок L ,мм Дот ГОСТ мкм ГСК по 273-77, Фактическое отклонение, мкм
Проверка 1.9
Перпендикулярность на- На рабочей поверхности ЗД7ПВФП; 300 8
правления перемещения шлифовальной бабки к направлению поперечно- го хода стол§ стола I, на двух регули- руемых опорах 5,выс- тавленных параллельно направлению поперечного хода стола, устанавлива- ют угольник 4. ЗД7ЦВФП исп.25; ЗД711ВФП исп.56; ЗД7ПВФП исп.57; ЗЕ711ВФ25 ЗД7ПВФ1-1; ЗД7ПВФ1-1 исп.25
На шлифовальной баб- ке 3 укрепляют измери- тельный прибор 2 так,что- бы его измерительный на- конечник касался изме- рительной поверхности угольника и был перпен- дикулярен к ней. .Шлифовальную бабку пе- ремещают вертикально на длину хода. Отклонение от перпен- дикулярности направле- ния перемещения опреде- ляют как наибольшую ал- гебраическую разность показаний измерительно- го прибора в начале и конце перемещения шли- фовальной бабки
68
Таблица 18
Наименование проверки Метод проверки Станок йлина пере- мещения, мк» Допуск по ГОСТ 273-77, мкм Фактическое отклонение, мкм
а в а в а в
Прове] жа 1.10 \ 2 6
с Точность длин малых перемещений: а) шлифовальной бабки; в) стола при его по- перечном перемеще- нии а М
На неподвижной части станка укрепляют изме- рительный прибор I так, чтобы его измерительный наконечник касался по- верхности стола 3 или шлифовальной бабки 2 в плоскости перемещения. Шлифовальную бабку (крестовый стол) переме- щают последовательное не менее 10 раз) на длину перемещения шлифовальной бабки I...2 мкм, для стола при его поперечном перемещении 10 мкм.Из- мерения производят в двух крайних и среднем положениях шлифоваль- ной бабки (крестового стола) после выборки всех зазоров в меха- низме подачи. Погрешность каждого пе- ремещения определяют как наибольшую разность между фактической и номинальной длинами перемещений из всех измерений в каждом по- ложении шлифовальной бабки (крестового сто- ла) ЗД7ИВФИ; ЗД7ПЗФП исп.25; ЗД7ЦВФП исп. 56', ЗД7ПВФП исп.57; ЗЕ711ВФ2; ЗД7ИВО1-1; ЗД7ПВФ1-1 исп.25 I...2 10 I 3 2.
- 69 -
Таблица 19
Наименование проверки Метод проверки Станок Допуск в направле- нии изме- рения, мкм Фактическое отклонение в направлении измерения, мкм
вер- ти- кал ь— ном гори- зон- тах ь- ном верти- каль- ном гори- зон- тах ь- ном
Проверка 1.11
1 2
Параллельность оси
шпинделя траектории
продольного перемеще-
ния механизма правки,
проверяемая в верти-
кальном и горизонталь-
ной плоскостях
На шпинделе 4 закрепляют кон-
трольную оправку 3 с цилиндри-
ческой рабочей поверхностью. На
неподвижной части механизма правки I
укрепляют измерительный прибор 2
так,чтобы его измерительный на-
конечник касался образующей ци-
линдрической поверхности оправ-
ки и был перпендикулярен к ней в
плоскости измерения. Подвижную
часть механизма правки переме-
щают на длину 60 мм.
После первого измерения шпин-
дель с оправкой поворачивают на
180°, измерения повторяют. От-
клонение от параллельности оси
шпинделя определяют как ал-
гебраическую полусумму двух
алгебраических разностей пока-
заний измерительного прибора,
полученных сначала по одной
образующей,а затем при пово-
роте шпинделя на 180°
20
2. Проверка точности образца-изделия
(табл.20,21,22,23)
На станке шлифуют (при чистовом режиме шли-
фования) образец из чугуна или стали с размерами:
шириной не менее 0,6 наибольшей ширины, устанав-
ливаемого на станке изделия;
длиной не менее 0,6 длины стола;
высотой не менее 0,25 наибольшей высоты, уста-
навливаемого на станке изделия.
Перед установкой изделия на станок предвари-
тельно шлифуют в чистовом режиме базу (основание)
и в получистовом режиме остальные поверхности из-
делия.
После шлифования поверхности образца должны
соответствовать требованиям, указанным в табл.
20-23.
- 70 -
Таблица 20
Наименование проверки Метод проверки Станок Дэпуск по ГОСТ 273-77 в направлении измерения, мкм Фактическое отклонение в направлении измерения, мкм
продоль- ном попе- речном продоль- ном попе- речном
Плоскостность обра- Проверка 2.1 Образец устанавливают базой ЗД711ВФ1Г, 3 3
ботанной поверхности образца (основанием) на поверочную плиту. Плоскостность образца проверяют с использованием методов, указанных в провер- Зд711В»11 исп. 25; Зд71ШП исп. 56) ЗД711ВИ1 исп. 57 ЗЕ711ВФ2; 4 3 2
Параллельность верхней обработанной поверх- ности образца его осно- ванию ке I.I Проверка 2.2 Проверку обработанной поверх- ности образца проводят при помощи измерительного прибора, перемещаемого по поверочной плите. ЗД7ПВМ-1; ЗДШВН-I исп. 25 здщвфп; ЗД711ВФП исп. 25; ЗД711ВФП исп. 56; ЗД711ВФ11 исп. 57 ЗЕ711ВФ2; 3 4 5 3 4 4 з 2, S'
Отклонение от параллельности определяют как наибольшую ал- гебраическую разность рас- стояний проверяемой поверхнос- ти до базовой (до основания) ЗД711ВФ1-Г, ЗД711ВФ1-1 исп. 25 4 4
Таблица 21
Наименование проверки Метод проверки Станок h , мм Допуск по ГОСТ 273-77, мкм Фактичес- кое откло- нение , мкм
Проверка 2.3
□эрпендикулярность плоскостей,обработан- ных периферией и торцом шлифовального круга У стального или чугунного угольника с размерами,указан- ными на чертеже, шлифуют гра- ни А и В. Грань А шлифуют при поперечной подаче стола, грань В - при вертикальной подаче шлифовальной бабки или при по- перечной подаче стола. Измерение производят при по- мощи универсальных средств ЗД7ПВФ1Г, ЗД711ВФП исп. 25; ЗД7ПВФП исп. 56; ЗД711ВФП исп. 57; ЗЕ7ПВФ2; ЗД711ВФ1-Г, ЗД711ВФ1-1 исп. 25 40 2 4 У
- 71
Таблица 22
Наименование проверки Метод проверки Допуск по К)СТ 273-77, мкм Фактическое отклонение, мкм
Шероховатость обрабо- танной поверхности образца Проверка 2.4 Шероховатость обработанной поверх- ности проверяют при помощи универ- сальных средств контроля шерохо- ватости поверхности fe 0,16 для проверок 2.1 и 2.2 8а 0,63 для проверки 2.3 О, So
Таблица 23
Наименование проверю! Метод проверки Допуск по техническим условиям,мкм Фактическое отклонение, мкм
Проверка 2.5
fit- М« X , ! £**',*# •»•*, и», ► *»> » -V
• ifaifjp&'C'f-< ’ИЛ’лМ txT-
^•'гЫ^НГЫ Z 'i.'Ar> "< A’
Л/*.Г»”*- xW.wXz'
/ /:><< iff Л<)с oJifA it.
nwX //V»
tty*
<$/>• ЦМ
fy £O
/?tf тгнь&у* -Aj/»- izb<x/
Zz'.y*'’’» .' / "> ^««vzwrr*^.- '•ГАГ#* n/W
z* A •«»>* Л» 4/ >< A».yv>% f»Mrr jNIMtoiaff» ^>f>t/AO
А»»Л*Л»М* Sti.fr6 C*"lf>r</*
Точность образца при ра-
боте в автоматическом
цикле:
а) шероховатость об-
работанной поверхности;
На рабочей поверхности стола устанавливают
образец и закрепляют винтами. Обрабатывают
партию образцов из 10 штук.
а) Ра 0.32
в) 20
о,ЛГ
* Для полуавтомата ЗЕ7ПВФ2 .
- 72 -
Продолжение табл. 23
Наименование проверки Метод проверки Допуск по техническим условиям,мкм Фактическое отклонение, мкм
в) постоянство размера (высоты) в партии образ- цов (разноразмерность образцов в партии) Шероховатость обработанной поверхности определяют при помощи универсальных средств контроля шероховатости поверхности. Постоянство размера (высоты) образцов в партии определяется разностью между наиболь- шим и наименьшим размерами обработанных образцов. Размеры образцов определяются как среднеарифметическое трех замеров для каждого образца
3. Проверка жесткости станка (табл.24)
Таблица 24
Наименование проверки Метод проверки Станок Нагру- жающая сила Р, Н(кге) Допуск по ГОСТ 273-77, мкм Фактическое отклонение, мкм
Перемещение под нагруз-
кой стола относительно
оправки, закрепленной
на шпинделе
На шпинделе 3 закрепляют
оправку 4, диамето фланца
которой равен D. На столе 5
жестко закрепляют устройство
для создания нагружающей
лы Р, которую измеряют
рабочим динамометром.
си-
ЗД7ПВФП;
ЗД7ПВФП исп.25;
ЗД7ПВФП исп.56;
ЗД7ПВФП исп.57;
ЗЕ7ПВФ2’,
ЗД7ПВФ1-Г,
ЗД7ПВФ1-1
исп.25
392
(40)
50
Перед каждым измерением
шлифовальную бабку 2 подво-
дят в положение проверки пе-
ремещением сверху вниз,стол
устанавливают в поперечном
направлении до совпадения
оси его среднего паза с
серединой фланца оправки, а
в продельном направлении -
в среднее положение переме-
щением слева направо.
- 73
Продолжение табл. 24
Наименование проверки Метод проверки Станок Нагру- жающая сила Р, Н(кгс) Допуск по ГОСТ 273-77, мкм Фактическое отклонение, мкм
Шпиндзль поворачивают. Между столом и оправкой создают плавно возрастающую силу Р, направление которой должно проходить через ось оправки в перпендикулярной к ней плоскости и составлять с на- правлением вертикальной пода- чи угол 20°. Одновременно с нагружением, измерительным прибором I измеряют перемеще- ние стола относительно оправ- ки в вертикальном направлении. При этом измерительный прибор должен быть укреплен так,чтобы его наконечник касался середи- ны верхней образующей фланца оправки. За величину относительных перемещений принимают среднее арифметическое значение ре- зультатов двух испытаний
12.1.2. Норма шума (табл.25)
Таблица 25
Что проверяется Метод проверки Условия приемки Примечание
допустимые фактические
Корректированный уровень звуковой мощ- ности ЬрА, дБА В соответствии с ГОСТ I2.I.026-80... ...ГОСТ 12.1.028-60 94 9i
12.1.3. Свидетельство о выходном контроле
электрооборудования станка ЗД7ПВФП
Электрооборудование
Свидетельство № ____
Модель станка
ЗД7ПВФП
Наименование Станок плоскошлифовальный
с крестовым столом и го-
ризонтальным шпинделем
Порядковый номер по
системе нумерации пред-
приятия-изготовителя
Предприятие-изготовитель .
Электрошкаф (панель)
Заводской номер
Предприятие-изготовитель
Порядковый номер по
системе нумерации
предприятия-изготовителя
Питающая сеть: напряжение 380 В, род тока перемен-
ный, частота 50 Гц
Цепи управления: напряжение НО В, род тока пере-
менный
Местное освещение: напряжение 24 В
Номинальный ток 25 А
Номинальный ток плавких вставок - предохраните-
лей питающей силовой цепи или вставки тока сраба-
тывания вводного автоматического выключателя 25 А.
Электрооборудование выполнено по:
принципиальной схеме ЗД7ПВФП.80.0.000.0.00 33;
схеме соединений станка ЗД7ПВФЦ.80.0.000.0.00 Э4;
схеме соединений шкафа управления
ЗД711ВФП.83.0.000.0.00 Э4
Перечень электродвигателей, используемых в
станке, и их характеристика приведены в табл.26.
- 74
Таблица 26
Обозначение Назначение Тип Мощ- ность, кВт Момент, Н«м Номинал ь- ный ток, А Ток, А
холостой ход нагрузка
MI Привод шлифовального круга 4А100Б4ПУЗ 4,0 25,5 8,6
MI Привод шлифовального крута (для станка ЗД7ПВФП исп.25) 4А9СЮ4УЗ 2,2 14,0 4,9
М2 Гидропривод стола 4А9СХ4УЗ 2,2 14,0 4,9
Мб Привод насоса охлаждения ПА-45 0,15 0,47 0,38
М7 Привод магнитного сепа- ратора 4ААМ50В4УЗ 0,09 0,57 0,42
М8 Привод ускоренного пере- мещения шлифовальной
головки 4АА63В4УЗ 0,37 2,35 1,2
МП Привод поперечной подачи 4АА56А4УЗ 0,12 0,76 0,44
MI2 Привод вертикальной
подачи 1112,65/50-01 0,03 5,0 4,0
MI3 Привод вентилятора ВН-2 0,018 — 0,095
Испытание повышенным напряжением В промыш-
ленной частоты проведено _________________________
Сопротивление изоляции проводов относительно земли:
Силовые цепи ____МОм, цепи управления МОм.
Электрическое сопротивление между винтом заземления
и металлическими частями, которые могут оказаться
под напряжением выше 42 В, не превышает 0,1 Ом.
ВЫВОД. Электродвигатели, аппараты, монтаж
электрооборудования и его испытания
соответствуют общим техническим требо-
ваниям к электрооборудованию станков
(механизмов).
Испытание провел
Дата_________________
Число листов
12.1.4. Принадлежности и приспособления к из-
делию.
Изделие укомплектовано согласно комплекту по-
ставки.
12.1.5. Дополнительные замечания
12.1.6. Свидетельство о выходном контроле элек-
трооборудования станка ЗД7ПВФ1-1
Электрооборудование
Свидетельство №
Модель станка ЗД7ПВФ1-1
Наименование Станок плоскошлифовальный с
крестовым столом и горизон-
тальным шпинделем
Порядковый номер по
системе нумерации пред-
приятия-изготовителя
Предприятие-изготовитель
Электрошкаф (панель)
Предприятие-изготовитель
Порядковый номер по системе
нумерации предприятия-изготовителя
Питающая сеть: напряжение 380 В, род тока перемен-
ный, частота 50 Гц
Цепи управления: напряжение НО В, род тока
переменный
Местное освещение: напряжение 24 В
Номинальный ток 25 А
Номинальный ток плавких вставок - предохра-
нителей питающей силовой цепи или вставки тока
срабатывания вводного автоматического выключателя
25 А.
Электрооборудование выполнено по:
принципиальной схеме ЗД7ПВФ1-1.80.0.000.0.00 ЭЗ;
схеме соединения станка ЗД711ВФ1-1.80.0.000.0.00 Э4;
схеме соединений шкафа управления
ЗД7ПВФ1-1.83.0.000.0.00 Э4
Перечень электродвигателей, используемых в
станке, и их характеристика приведены в табл.27.
- 75 -
Таблица 27
Обозна- чение Назначение Тип Мощ- ность, кВт Момент, Н-м Коми- нальный ток, А Ток, А
холостой ход нагрузка
MI Привод шлифовального круга 4А1001ЛПУЗ 4,0 25,5 8,6
MI Привод шлифовального круга (для станка ЗД7ПВФ1-1 исп.25) 4А9.0ь4УЗ 2,2 14,0 4,9
М2 Гидропривод стола 4А9ОЬ4УЗ 2,2 14,0 4,9
Мб Привод насоса охлаждения ПА-45 0,15 0,47 0,38
М7 Привод магнитного сепара- тора 4ААМ50В4УЗ 0,09 0,57 0,42
М8 Ускоренного перемещения шлифовальной головки 4АА63В4УЗ 0,37 2,35 1,2
Mil Привод поперечной
подачи 4АА56А4УЗ 0,12 0,76 0,44
MI2 Привод вертикальной по- дачи Ш2,65/50-01 0,03 5,0 4,0
MI3 Привод вентилятора ВН-2 0,018 -и 0,095
Испытание повышенным напряжением В промышлен-
ной частоты проведено,
Сопротивление изоляции проводов относительно земли:
Силовые цепи _____МОм, цепи управления МОм.
Электрическое сопротивление между винтом заземле-
ния и металлическими частями, которые могут оказать-
ся под напряжением выше 42 В, не превышает 0,1 Ом.
ВЫВОД. Электродвигатели, аппараты, монтаж элек-
трооборудования, и его испытания соответ-
ствуют общим техническим требованиям к
электрооборудованию станков (механизмов).
Испытание провел
Дата_____________
Число листов ______________
12.1.7. Принадлежности и приспособления к из-
делию •
- Изделие укомплектовано согласно комплекту
поставки.
12.1.8. Дополнительные замечания-
Наименование Полуавтомат плоскошлифовальный
с крестовым столом и горизон-
тальным шпинделем с ЧПУ
Порядковый номер
по системе нумерации
предприятия-изгото- £ д £
вителя_________________Ы О__________________
Предприятие-изготовитель и l'О
Электрошкаф (панель)
Предприятие-изготовитель О
Порядковый номер по системе
нумерации предприятия-изготовителя 6 2 6
Питающая сеть: напряжение 380 В, род тока
переменный, частота 50 Гц
Цепи управления: напряжение НО В, род тока пере-
менный
Местное освещение: напряжение 24 В
Номинальный ток 25 А
12.1.9. Свидетельство о выходном контроле
электрооборудования полуавтомата ЗЕ7ПВФ2.
Электрооборудование
Свидетельство Л 6 Ая—
Модель полуавтомата
ЗЕ711ВФ2
Номинальный ток плавких вставок - предохраните-
лей питающей силовой цепи или вставки тока сраба-
тывания вводного автоматического выключателя 25 А.
Электрооборудование выполнено по:
принципиальной схеме ЗЕ7ПВФ2.80.0.000.0.00 ЭЗ;
схеме соединений станка ЗЕ711ВФ2.80.0.000.0.00 Э4;
схеме соединений шкафа управления
ЗЕ7ПВФ2.83.0.000.0.00 Э4
Перечень электродвигателей, используемых в стан-
ке, и их характеристикгГ*-приведена в табл.28.
- 76
Таблица 28
Обозначение Назначение Тип Мощ- ность, кВт Мо- мент, Н-м Номи- наль- ный ток, А Ток, А
холостой ход нагрузка
MI Привод шлифовального круга 4АП2М4П2УЗ 5,5 35,0 11,5 IV
М2 Пцфопривод стола 4А90Б4УЗ 2,2 14,0 4,9
Мб Привод насоса охлаждения ПА-45 0,15 0,47 0,38 0,^6
М7 Привод магнитного сепаратора 4ААМ50В4УЗ 0,09 0,57 0,42 О,М?
М8 Ускоренного перемещения шлифовальной головки 4АА63В4УЗ 0,37 2,35 1.2 4/
ыю Привод механизма правки ПЛ-062У4 0,09
МП Привод поперечной подачи 4АА56А4УЗ 0,12 0,76 0,44 о,М
MI2 Привод вертикальной по-
дачи 1112,65/50-01 0,03 5,0 4,0 о,41
Испытание повышенным напряжением /ЛДА В промышлен-
ной частоты проведено .
Сопротивление изоляции проводов относительно земли:
Силовые цепи ^0 МОм, цепи управления £0 МОм.
Электрическое сопротивление между винтом заземления
и металлическими частями, которые могут оказаться
под напряжением выше 42 В, не превышает 0,1 Ом.
ВЫВОД. Электродвигатели, аппараты, монтаж элек-
трооборудования и его испытания соответствуют об-
щим техническим требованиям к электрооборудованию
станков (механизмов). Z
Испытание провел
Дата X ♦ УУ V
Число листов _____________
12.I.10. Принадлежности и приспособления к из-
делию.
Изделие укомплектовано согласно комплекту
поставки.
I2.I.II. Дополнительные замечания
I2.I.I2. Общее заключение по испытанию изде-
лий.
На основании осмотра и проведенных испытаний
изделие признано годным к эксплуатации.
Станок (изделие) соответствует требованиям
ГОСТ 7599-82, ГОСТ 12.2.009-80 и техническим ус-
ловиям.
Дата выпуска
Подпись
13. СВЕДЕНИЯ О КОНСЕРВАЦИИ И УПАКОВКЕ
13.I. Свидетельство о консервапии
fas'
(наименование изделия)
(модель) (заводской
подвергнут консервации согласно требо
дусмотренным действующими нормативно-тех
документами.
Дата консервации Л_________г.
Срок защиты без переконсервации
по ГОСТ 9.014-78 /_
Вариант временной защиты
Вариант внутренней упаковки
Категория условий хранения -'iSS.
Консервацию произвел
Изделие после консер;
принял
(X
13.2. Свидетельство об упаковке
Станок упакован согласно установленным требо-
ваниям.
Дата упаковки 0(19Гуг
Упаковку произвел/Хел jjiss
Принял
13.3. Условия хранения
Станок должен храниться в закрытом неотапли-
ваемом помещении.
- 77 -
14. УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ,
ЭКСПЛУАТАЦИИ И РЫЛОНТУ НА ОСНОВАНИИ
IOCT 18322-78
14.I. Для получения высокой точности (плоскост-
ности и параллельности двух сторон детали) реко-
мендуется шлифование производить вначале черновым
проходом, а затем одним или двумя чистовыми прохо-
дами с каждой стороны поочередно, до получения
требуемой плоскостности на одной стороне детали.
После этого, не поворачивая детали, снимается ос-
тавшийся припуск, причем последний проход шлифует-
ся с вертикальной подачей не более 0,01 мм.
В случае недостаточного припуска для получе-
ния высокой точности необходимо базовую плоскость
для крепления подготовить путем притирки или шаб-
ровки.
14.2. Для качественной правки круга снимайте
слой около 0,3...О,5 мм,причем для получения высо-
кого класса чистоты обрабатываемой поверхности по-
следний проход при правке производите с наименьшей
скоростью движения алмаза.
14.3. Нельзя работать на станке с системати-
ческими или чрезмерными перегрузками. Это приведет
к быстрой потере точности и преждевременному изно-
су отдельных элементов станка.
fir, ев* f/ havfy
Я-
T”
MtotHtoofatyf
,'Ofr>ot*v*
c^cAov'f^f \ : . ,
0^4/4/V Масса i o<7'
fOfend
Plot) Cocrrtuf.
^o<j vacw
Maned t 03
nxfrta.
fftytl
/ 4/Z«ZO*Z44
rZ* *'#*'•’
OtOfip»* **"• iff
ft и Spo oKtPfbt
Л 4'.v
•v r-o taoit
p/rtv
—
Jfthf*U9f4at
ft/f crtwoiot
f»t -493 ~tf
SfiAf V*J
n»af Jtfi
<*МГЛ»и
'I-
/tyrian^o^k
S "' • J
wort.
uiPtf
l<mat!ta
fnoica
,7ffJf
(MffO ft»7 cJOfV
ШР,' - roc>
**(YW HJ fff
iff 4,73
•>
p,t /г/»^Л>*Х#«>гУ
ftf 1СЦ. «V*)JW IMA?
• Ш**
4 Offfff^4<> Ш.Л4 Mr £
ло star tjm
.. . • r;<-
Л'ППЛЛ /V»
3Vr»r rafts, *0 to <j
^T\rtnrr>tnl
ftfPtrap^tp
"7
fj ItOO
(* • 7. S’1 * , ЦГ<»М/ GtHtfttf 9 if; o wtot O.^f^S, OJ494 а ЧМ1 a wj f ay iff ayjH ff.itcfy 0*34, 0 f>73 ц ttaf Yffff о. ООЗЗЯ,. ц aomt o, if fl O. trif ^Of/f 4/. H l 91 apoffiii O.ffVPPYf 0,0(7 ffo f at OffiQ ^otrvij-^ ^oOittffO 4 4, •epa»o 9 i, opMifi. пароле > enpjr^ 4^*4 ’ - • ci,i»4 ; '- । 4 Ulf О, 4 Jib . 4д/ /Z aXv/V a, HO 7 Я. Ivor7 о, OO0 ffi О, О о 03 / re; <гл iifj O. 97Vft. O, 97Vf£ / 737V 1 9 PCV 0. Vf St 0.170, f>.V»3 a. vfVi O,347<f O. 9434 a 77 if 0.^4 if 3o *i r 0,011)1 a, ftvf^ f. ЛГТ6 f. t V*O Z f»7O, С\^Л 'fA #4, i?9f d O<rf 409 4«,0 4-44 J aOrJOrt 4} &19УЛ 4 04 V4 J3 /г OU IV 7 ’- /V?i z л /«угуг 0 C r> r> 4'/i c Op '74 J Й О, ОЛ HJ O’. Of Of ft 4 < coots t. OOO (4 ^Лз ,'Vi, «»y»l/l »mejf W^f . r if r i J, 91 fl Z wj*- 4 4/ZZ . 6 ftfjj, tVofV t. 7133 /3, ГЗЗ • f ». ,r ,:i ; к , lr -*^t J i 4 - 1 . /• '• ' - ’.' • * '% t 1 \ '/>• . * о *. ' • ,^5
Лист регистрации изменений
/змнение Номер листов (страниц) Всего листов (страниц) в документе Номер докумен- та Входящий номер сопроводитель- ного документа и дата Подпись Дата
измененных замененных новых аннулиро- ванных
X
79 -
I. Общие сведения ............................................................................... 3
2. Основные технические данные и характеристика ................................................ 4
3. Комплект поставки ............................................................................ 8
4. Указание мер безопасности ................................................................... 13
5. Состав станка .............................................................................. 15
6. Устройство, работа станка и его составных частей ............................................ 20
7. Смазка станка ................................................................................ 50
8. Порядок установки ........................................................................... 53
9. Порядок работы ............................................................................... 56
10. Возможные неисправности и методы их устранения .............................................. 62
II. Особенности разборки и сборки при ремонте ................................................... 62
12. Свидетельство о приемке ..................................................................... 62
13. Сведения о консервации и упаковке ........................................................... 77
14. Указания по техническому обслуживанию, эксплуатации и ремонту на
основании ГОСТ 18322-78 ........................................................................... 76
Лист регистрации изменений ....................................................................... 79
СТАНКИ ПЛОСКОШЛИФОВАЛЬНЫЕ
С КРЕСТОВЫМ СТОЛОМ И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ
ЗД711ВФ11, ЗД711ВФ11 исп.25, 56, 57;
ЗД711ВФ1-1, ЗД711ВФ1-1 исп. 25
ПОЛУАВТОМАТ ПЛОСКОШЛИФОВАЛЬНЫИ
С КРЕСТОВЫМ СТОЛОМ
И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ С ЧПУ
ЗЕ711ВФ2
Руководство по эксплуатации
Материалы по запасным частям
ЗД711ВФ11.00.0.000.0.00 РЭЗ
СТАНКОИМПОРТ
СССР
МОСКВА
СТАНКИ ПЛОСКОШЛИФОВАЛЬНЫЕ
С КРЕСТОВЫМ СТОЛОМ И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ
ЗД711ВФ11, ЗД711ВФ11 исп.25, 56, 57;
ЗД711ВФ1-1, ЗД711ВФ1-1 исп. 25
ПОЛУАВТОМАТ ПЛОСКОШЛИФОВАЛЬНЫИ
С КРЕСТОВЫМ СТОЛОМ
И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ С ЧПУ
ЗЕ711ВФ2
Руководство по эксплуатации
Материалы по запасным частям
ЗД711ВФ11.00.0.000.0.00 РЭЗ
СТАНКОИМПОРТ
СССР
МОСКВА
ВВЕДШИЕ
Альбом предназначен для изготовления запасных
деталей при эксплуатации станка у потребителя.
В перечне чертежей быстроизнашиваемых деталей
и сборочных единиц (раздел 3) указаны обозначения
чертежей.
I. СХЕМА РАСПОДОИШШЯ подшипников
Ш - механизм перемещения стола; 1У - механизм прав-
ки станка ЗЕ711ВФ2; У - колонна; У1 - головка шли-
фовальная; УП - редуктор вертикальной подачи стан-
ков ЗЕ711ВФ2, ЗД711ВФ1-1; УШ - механизм поперечной
подачи; К - суппорт; X - стол
Н - для станка ЗД711ВФ11; К - для станка ДД711ВМ-1
М - для станков ЗД711ВФ11 исп.25,56; ЗД711ВФ1-1;
Р - стол-суппорт станка ЗД711ВФ1-1
2. ПЕРЕЧЕНЬ К СХЖЕ РАСПОЛОЖЕНИЯ ПОДОШНИКОВ
Ус ловное обозначение подшипника Где применяется Количество Позиция на рис.1
Подшипники ГОСТ 831-75:
36203 Механизм поперечной подачи 2 18
Механизм пранки станка ЗЕ711ВФ2 2 26, 27
Механизм вертикальной подачи 2 16
36204 Механизм правки станка ЗЕ711ВФ2 2 22, 23
36205 Редуктор вертикальной подачи 2 8
36206 Механизм поперечной подачи 2 17
2-46П1Л Головка шлифовальная 4 I
46II4 Редуктор вертикальной подачи I 7
Подшипник 8114 ГОСТ 6874-75 Редуктор вертикальной подачи I 10
Подшипники ГОСТ 8338-75:
18 Механизм фиксации суппорта 2 4
7000102 Механизм фиксации суппорта 2 3
105 Механизм вертикальной подачи 2 15
114 Редуктор I 9
204 Механизм вертикальной подачи I 13
1000902 Механизм перемещения стола
станков ЗД711ВФ11 и ЗЕ711ВФ2 6 20
Механизм перемещения стола
станка ЗД711ВФ1-1 2 20
Механизм правки станка ЗЕ7ПВФ2 2 24, 25
1000905 Механизм вертикальной подачи 2 14
Подшипник 11115 ГОСТ 3635-78 Механизм вертикальной подачи I 12
Ролик 8х2ОДП ГОСТ 22696-77 Суппорт станка ЗД711ВФ1-1 108 5
Станина 27 2
Направляющая левая поперечная 78 28
Ролик Д1У 8х25Н Колонна 306 II
Шарики ГОСТ 3722-81:
3-20 +2,5 Механизм поперечной подачи
станков ЗД711ВФ1-1, ЗД711ВФП
исп.25 и 56 198 23
3,5-20 +2,5 Редуктор 216 6
8-100 Механизм правки станка ЗЕ711ВФ2 32 19
3. ПЕРЕЧЕНЬ ЧЕРТЕКЕЙ БЫСТРОИЗНАШИВАЕМЫХ ДЕТАЛЕЙ И СБОРОЧНЫХ
единиц
Обозначение Наименование Номер рисунка Количество
ЗД711ВФП, ЗД7ПВШ исп.25 ЗД711ВФП исп.56,57 ЗД711ВО1-1 3E7IIBW2
ЗД7ПВФП.Ю.1.202.0.00 Направляющая 2 I I I I
3E7IIB.I3.O.OIO.I.00-10 Гармошка 3 2 2 2 2
ЗЕ711ВФ1. II. 0.213.1.00 Направляющая 4 I I I I
ЗЕ711ВФ1.II.0.214.1.00 Направляющая 5 I I I I
3E7IIB.I3.0.0I0.I.00 Гармошка 3 2 2 2 2
ЗД711ВФП.13.0.010.G/II Направляющая 6 I I I I
3E7IIB.13.0.015.0/12 Клин-направляющая 7 I I I I
3E7IIB.I3.0.204.0.00 Направляющая 8 I I I I
ЗЕ7ПВФ1.20.0.212.0.00-10 Направляющая 9 I I I I
ЗД7ПВФП. 21.0.201.0.00 Рейка 10 I I - I
ЗД711ВФП.21.0.201.0.00-02 Рейка 10 - - I -
ЗД7ПВФП.20.1.206.0.00 Направляющая II I I - I
ЗД711ВФП. 20.1,206.0.00-02 Направляющая II - - I -
ЗД711ВИ1.22.1.201.0.00 Колесо косозубое 12 I I I I
ЗД711ВФП.22.1.202.0.00 Винт 13 I I I I
3E7IIBM. 22.0.234.0.00 Эксцентрик 14 I I I I
ЗЕ711ВФ1.22.0.235.0.00 Червяк 15 I I I I
ЗД711ВФП.25.1.201.0.00 Вал 16 I I — I
ЗД711ВФП.25.1.201.0.00-02 Вал 16 - - I -
ЗД711ВФП. 25.1.202.0.00 Вал-шестерня 17 I I - I
ЗД711ВФП.25.1.204.0.00 Колесо зубчатое 18 I I I I
ЗД711ВФП.25.1.205.0.00 Колесо зубчатое 19 I I I I
ЗД711ВФ11.25.1.206.0.00 Шестерня 20 I I - I
ЗД711ВФП.25.1.211.0.00 Колесо зубчатое 21 I I — I
ЗЕ711ВФ1.30.1.210.0.00 Направляющая 22 I I I I
3E7HBM.30.I.2II.0.00 Клин 23 I I I I
3E7IIB.32.0.201.0.00 Колесо косозубое 24 I I I I
ЗЕ711ВФ1.22.0.235.0.00-09 Червяк 15 I I I I
ЗД7ПВФП.36.0.050.0.00 Гармошка 25 I I I I
ЗД711ВФП.36.0.050.0/81 Гармошка 26 I I I I
ЗД711ВФ11.36.0.050.0/82 Гармошка 27 I I I I
ЗД711ВФП. 36.1.209.0.00 Винт ходовой 28 I I - -
ЗД711ВФП. 36.1.010.0.00 Гайка 29 I I - -
ЗД711ВИ1.36.1.402.0.00 Колесо червячное 30 I I I I
ЗЕ711ВФ1.36.0.208.0.00 Червяк 31 I I I I
ЗЕ711ВФ2.40.0.206.0.00 Винт 32 - - - I
ЗЕ711ВФ2.40.0.207.0.00 Ось 33 - - — I
ЗЕ711ВФ2.40.1.210.0.00 Винт 34 - •• -• I
ЗЕ7ПВФ2.40.0.211.0.00 Колесо храповое 35 - - - I
ЗЕ711ВФ2.40.0.218.0.00 Пружина 36 - - - I
ЗЕ7ПВФ2.40.1.220.0.00 Собачка 37 - - - 2
ЗЕ7110Ф2.40.0.401.0.00 Гайка 38 — - - I
ЗЕ7ПВФ2.40.0.402.0.00 Гайка 39 — — — I
ЗЕ7ПВ&2.40.0.403.0.00 Гайка 40 — - - I
ЗЕРО.П06.00.0.000.0.00 Приспособление для
напрессовки на шпиндель
гидропрессовых втулок 41 I I I I
ЗЕРО.П06.00.0.201.0.00 Крышка 42 I I I I
ЗЕ70.П06.00.0.205.0.00 Стакан 43 I I I I
ЗЕ70.П06.00.0.206.0.00 Винт 44 I I I I
Штифт 4*6x30 I I I I
ГОСТ 3128-70
5 -
Обозначение Наименование Номер рисунка Количество
ЗЩ7ПВФП, ЗД7ПВФП исп.25 ЗД711ВФП исп.56,57 ЗД711ВФ1-1 ЗЕ711ВФ2
- Подшипник 8107 ГОСТ 6874-75 - I I I I
ЗЕ70.П47.ОО.О.ООО.0.00 Насос плунжерный 45 I I I I
ЗЕ70.П47.00.0.201.0.00 Втулка 46 I I I I
ЗЕ70.П47.00.0.202.0.00 Упор 47 I I I I
ЗЕ70.П47.00.0.203.0.00 Муфта 48 I I I I
ЗЕ70.П47.00.0.204.0.00 Плунжер 49 I I I I
ЗЕ70.П47.00.0.205.0.00 Корпус 50 I I I I
ЗЕ70.П47.00.0.206.0.00 Винт 51 2 2 2 2
3fT7O.II47.00.0.207.0.00 Стержень 52 I I I I
ЗЕ7О.П47.00.0.208.0.00 Упор 53 I I I I
ЗЕ70.П47.00.0.215.0.00 Муфта 54 I I I I
ЗЕ70.П47.00.0.501.0.00 Кольцо 55 2 г. 2 2
— Штифты ГОСТ 3128-70:
5в6х14 I I I I
4абд30 I I I I
— Кольцо 022-028-36-2-2 ГОСТ 16829-73 - I I I I
- Шарик 8-100 ГОСТ 3722-81 - I I I I
- Пружина 0,6x8x16 ОСТ 2 Д81-5-73 - I I I I
- Пробка К 1/8" ОСТ 2 С98-3-73 - I I I I
1ЬотбФ9
16
10
15
4.
5
к-к
15
6
ч.
36-0,3
8
120°ю-
9
1,6^5°
§
I.
2.
3.
*18
22
28
К1 fa
Г0СТ5111-52 25
Рис. 2. Направляющая
2отв.МЬ-7Н
Ф'054 30/773 М5-7Н
30/77 3 М5-7Н
5.0/Z-
Н
в-в
12О'-ю
К1/Ь
Г0СТ6111-52
цементироВато
h 0.85 1,15mm,
' 53 63 HRCj
Материал - Сталь IZXH3A ГОСТ 4543-71.
Старить после чернового шлифования.
Участки Р направляющих допускаются с твердостью
НРСЭ < 59.
На поверхности детали, кроме поверхностей Н и Е,
допускаются следы от обработки на дробеструйной
установке.
HI4, h 14,
ITI4 ,
2
Допуск прямолинейности поверхностей II и Е -
0,003 мм.
Допуск параллельности поверхностей Н и Е, включая
плоскостность в продольном направлении, - 0,004 мм
поперечном - 0,002 мм на длине 17 мм.
Разновысотность с деталью 3E7IIB.I3.0.204.0.JJ -
не более ±0,025 мм.
Покрытие - Х24 мол, кроме поверхностей Н и Е.
10. Масса - 7,5 кг
I. Клей 88-H
2. Картон выпрямить и с обеих сторон склеить плен-
кой, концы пленки загнуть и приклеить.
3. Гармошку в сложенном виде положить под пресс с
усилием 50 н на 24 часа.
1
( )бозначение Размеры, мм Масса, кг
L L1 max bi min И В В1 ®2 п
3E7IIB.13.0.010.1.00 ЗЕ711В.13.0.010.1.00-10 600 600 319 319 55 55 61 42 240 202 41 22 39,5 20,5 30 30 0,07 0,07
Рис. 3. Гармошка
- 8 -
6.
I. Материал - Сталь I2XH3A ГОСТ 4543-71.
2. Старить после чернового шлифования.
3. HI4, Ы4, + ИИ.
“ 2
4. Допуск прямолинейности поверхностей К, Р, Е в 8.
продольном направлении - 0,005 мм.
5. Допуск прямолинейности поверхностей К, Р,Е в
поперечном направлении - 0,0016/20. 9.
Допуск параллельности поверхностей К, Е в про-
дольном направлении - 0,006 мм, в поперечном -
0,002 мм.
Допуск перпендикулярности поверхности К к Р -
0,0025 мм.
На поверхностях детали, кроме поверхностей Е, Р
и К, допускаются следы от обработки на дробеструй-
ной установке.
Масса - 18,8 кг
Рис. 4. Направляющая
I. Материал - Сталь I2XH3A ГОСТ 4543-71.
2. Старить после чернового шлифования.
3. Ш4, ь 14, +-Ш4 .
“ 2
4. Допуск прямолинейности поверхностей К, Р, Ев
продольном направлении - 0,005 мм.
5. Допуск прямолинейности поверхностей К, Р, Е в
поперечном направлении - 0,0016/20.
6. Допуск параллельности поверхностей Е, К в про-
дольном направлении - 0,006 мм, в поперечном
направлении - 0,002 мм.
7. Допуск перпендикулярности поверхности К к Р -
0,002 мм ,
8. На поверхностях детали, кроме поверхностей Е, Р
и К,допускаются следы от обработки на дробеструй-
ной установке.
9. Масса - 18,8 кг
Рис. 5. Направляющая
10.0/
W)
358
59.5
05
451°
130________~
п .5ртвФ§
3*83-299
0
86.
1 50
Ф
ЗЕТ11В 9120.02120.00.10
ЗД7118911.101.202.0.00
Z54
83
-0
/х4^
733
915
КЧв
-Г0СТ6111-52
АЗ \(6J(2L
с-с
60
Цементировать hO,85 1J5;59. 63НОСэ
А -А повернуто
11 8отв Ф 9
5отвФ11
Ф15
комплектования
I. Материал - Сталь I2XH3A ГОСТ 4543-71.
2. Старить после чернового шлифования.
3. Размеры в скобках после сборки.
4. HI4, Ы4, + .
Л 2
5. Допуск прямолинейности поверхностей Н и Е -
0,0025 мм на длине до 400 мм и 0,0032 мм на дли-
не до 630 мм.
6. Допуск перпендикулярности поверхности Е к Н -
- 0,0032 мм.
7. На поверхностях, кроме поверхностей Н и Е, допус-
каются следы от обработки на дробеструйной уста-
новке .
8. Покрытие - Хим.Окс.прм.
9. Масса - 9,5 кг
Рис. 6. Направляющая
,0</и
Цементировать
I. Материал - Сталь I2XH3A ГОСТ 4543-71.
2. Старить после чернового шлифования.
3. Размеры в скобках после сборки.
4. 1П4, Ы4, + ПИ .
“ 2
5. На поверхностях детали, кроме поверхностей А и В,
допускаются следы от обработки на дробеструйной
установке.
6. ГЛасса - 2,6 кг
Рис. 7. Клин-направляющая
- 12
3E711BV11.10I2020.00
I. Материал - Сталь I2XH3A ГОСТ 4543-71.
2. Старить после чернового шлифования.
3. Участки с размерами 10 мм от торцев направляющих
допускаются с твердостью НВСЭ < 58.
4. HI4, h 14, + 5^ .
“ 2
5. На поверхности детали, кроме поверхностей В, Е
и Р, допускаются следы от обработки на дробеструй-
ной установке.
6. Разновысотность деталей 3E7IIB.13.0.204.0.00 и
ЗВ7ИВФ1.10.0.245.0.00 - 16 ± 0.025 мм.
7. Допуск параллельности поверхностей Е и Р, вклю-
чая и допуск плоскостности в продольном направ-
лении,- 0,004 мм на длине до.630 мм и 0,005 мм
на длине до 1000 мм, в поперечном - 0,002 мм.
8. Допуск параллельности поверхностей В и Н, вклю-
чая и допуск плоскостности в продольном направ-
лении, - 0,004 мм.
9. Допуск прямолинейности поверхностей Е, Р, В, Н,
К в продольном направлении - 0,0032 мм на длине
до 630 мм и 0,004 мм на длине до 1000 мм, в по-
перечном - 0,0016 мм на длине 18 мм.
10. Покрытие - Хим.Окс.прм.
II. Масса - 12,0 кг
Рис. 8. Направляющая
m 01
I. Материал - Сталь I2XH3A ГОСТ 4543-71.
2. Участки Е допускаются с твердостью НВСЭ < 58.
3. Старить после чернового шлифования.
4. Обработку по размеру в квадратных скобках про-
изводить в комплекте из двух деталей. Разномер-
ность комплекта - 0,005 мм.
5. HI4, h!4, + .
2
6. Неплоскостность поверхности В - не более
0,002 мм.
7. Непараллельноеть поверхностей В и Е - не более
0,002 мм.
8. На поверхностях детали, кроме поверхностей В и
Е,допускаются следы от обработки на дробеструй-
ной установке.
9. Масса - 4,55 кг
Рис. 9. Направляющая
Зубья закругли
120°-10°
1^.
п,отв МО-7Н
1<№0.2в ®|
Модуль
Нормальный исходный
контур
Степень точности по
ГОСТ 10242-81
Толщина зуба
Измерительная высота
Число зубьев
Нормальный шаг
Обозначение чертежа
сопряженного зубчатого
колеса
2
ГОСТ 13755-81
7-В
3,142“0,0Э5
-0,175
2
122
6,283
ЗД711ВФП. 25.0.204.0.00
I. Материал - Сталь 45 ГОСТ 1050-74.
2. 187...229 НВ.
3. Неуказанные фаски 1x45°.
4. Ы4, i ITI4 .
2
5. Покрытие - Хим.Окс.прм.
* Размер для справок.
Обозначение Размеры, мм п ”1 Масса, кг
1 L *1 *2
ЗД711ВФ11.21.0.201.0.00 53 770 763,4 664 4 5 1,2
ЗД711ВФ11.21.0.201.0.00-02 41 580 574,62 498 3 4 1,1
Рис. 10. Рейка
- 15
A
Обозначение
Размеры, мм
I. Материал - Сталь 45 ГОСТ 1050-74.
2. HI4, hI4, + ITI4 .
2
3. Покрытие - Х9 тв
____________________________L
ЗД711ВФП.20.1.206.0.00 910
ЗД711ВФП.20.1.206.0.00-02 666
1___
896
652
Рис. II. Направляющая
Масса,
кг
0,82
0,58
А-А
I. Материал - Сталь 45 ГОСТ 1050-74.
2. 187...229 НВ.
3. Неуказанные фаски 1x45°.
4. HI4, h 14, ITI4 ,
2
5. Покрытие - КдЭхр.
6. Масса - 0,47 кг
Рис. 12. Колесо косозубое
Модуль
Число зубьев
Угол наклона
Направление линии зуба
Нормальный исходный
контур
Коэффициент смещения
Степень точности по
ГОСТ 1643-81
Длина общей нормали
Делительный диаметр
Основной диаметр
Радиус кривизны актив-
ного профиля зуба в
нижней точке
Ход зуба
Обозначение чертежа
сопряженного зубчатого
колеса
I
100
2°51’45и
правое
ГОСТ 13755-81
О
7-В
35,355"°’11
-0,177
100, 125
94,072
15,887
6290,826
ЗЕ7ПВФ1.22.0.235.0.00
- 16
---------\/\0.02 |Д|-
R35
Q-6,21t25fl*5e9
1,25.
В «ч
Ось центров
виза
45
/ 0.02 А
185
780
RA
8N9(-qqj6)
5
019.5*тт
R2,5
5e9(:ggf)
I.
2.
3.
4.
32
5,2
3^5
358
| л 35
102___
118
540
10.0,
Отв.центр.83,15.
ГОС-ПЫЗЬ-?^
5.
6.
7.
8.
9.
Материал - Сталь 45 ГОСТ 1050-74.
187...229 НВ.
Неуказанные фаски 1,6x45°.
Толщина начала первой нитки должна быть не менее
I мм.
HI4, h 14, + ITI4 .
2
Допуск овальности и конусообразное™ поверхности
В - 0,003 мы.
Класс точности ходового винта - 3.
Допуск конусообразное™ среднего диаметра резьбы -
0,003 мм на длине 400 мм.
На поверхности Е допускаются следы от фрезы.
10. Покрытие - Кд9хр .
II. Масса
* Размер
Размер обеспечить инструментом.
- 3,0 кг
для справок .
Рис. 13. Винт
120
25
\А0,025\А\~^
125.
ox i^5
c-c
100/
W)
£/25
90°-г._3.
29
05H7(fO°’°)
I. Материал - Сталь 45 ГОСТ 1050-74.
2. 241...285 НВ.
3. HI4, Ы4, ± ITI4
2
4. Предельные отклонения углового размера по степе-
ни точности 9 ГОСТ 8908-58.
5. Покрытие поверхностей Н и К - Х24 и.
6. Масса - 0,46
кг
Рис
14. Эксцентрик
Вид червяка
Делительный угол подъема
Направление линии витка:
ЗЕ711ВФ1.22.0.235.0.00
ЗК711ВФ1.22.0.235.0.00-09
Исходный червяк
Степень точности по
СТ СЭВ 371-76
Делительная толщина
по хорде витка
Высота до хорды
Делительный диаметр червяка
Ход витка
I
I
ZA
2°51’45"
правое
левое
ГОСТ 19036-73
7В
1,57-0’108
-0,163
I
20
3,141
I. Материал - Сталь 40Х ГОСТ 4543-71.
2. 229...285 НВ
3. Зубья ТВЧ h 0,8...1,2; 48...Б6 HJKL.
э
4. Ы4, +ИИ
2
5. Неуказанные фаски 1x45°.
6. Неполные витки снять до толщины вершины полных
витков.
7. Масса - 0,22 кг
Рис. 15. Червяк
- 18 -
Hr
Ф /4,5 min
I. Материал - Сталь 45 ГОСТ 1050-74.
2. 187...229 НВ.
3. Фаски 1x45°.
4. HI4, h 14, +-ИИ .
" 2
5. Допуск овальности и конусообразности поверхности
Е - 0,003 мм (полуразность диаметров).
6. Покрытие - Хим.Оке.при.
* Размеры для справок.
Обозначение Размеры, мм Масса, кг
L Li L 5 Ь4 Ь5 В Н D R
ЗД711ВФП. 25.1.201.0.00 98 63 — 10 48 4 2,5 — 2 0,17
ЗД7ПВФП .25.1.201.0.00-02 120 84 23 17 16 65 5 3 FM6 2,5 0,2
Рис. 16. Вал
НЖП
2.5
0.63,
17
R0.3
23
К 2.5
J5
58
Отв центр FM6 Г00Т1С03Ь-7U
0.63,
Ось центров
5Js9(t0.015)
/I 0.02\л\
Модуль I
Число зубьев 18
Нормальный исходный контур ГОСТ 13755-81
Коэффициент смещения Степень точности по 0
ГОСТ 1643-81 7-В
Длина общей нормали 7.632"0’10 -0,18
Делительный диаметр 18
Основной диаметр Радиус кривизны активного профиля зуба в нижней 16,914
точке 0,404
I. Материал - Сталь 40Х ГОСТ 4543-71.
НВ.
1...55 HSC-.
45°.
2. 223...285
3. Зубья ТВЧ 48
4. Фаски I х
5. HI4, Ы4, ♦ ITI4
2
6. Допуск овальности и конусообразности поверхностей
В и Е - 0,003 мм (полуразность диаметров).
7. Покрытие - Хим.Окс.прм.
8. Масса - 0,08 кг
Рис. 17. Вал-шестерня
19 -
УМ- 0.1Б
ГОСТ1139-80
Модуль
Число зубьев
Нормальный исходный контур
Коэффициент смещения
Степень точности по
ГОСТ 1643-81
Длина общей нормали
Делительный диаметр
Основной диаметр
Радиус кривизны активного
профиля зуба в нижней
точке
2
20
ГОСТ 13755-81
О
8-В
15,321-0’100
-0,200
40
37,587
2,244
I. Материал - Сталь 40Х ГОСТ 4543-71.
2. 223...285 НВ.
3. Зубья ТВЧ 48...55 HBCg.
4. HI4, h 14, + НИ #
“ 2
5. Покрытие - Хим.Окс.прм.
6. Масса - 0,1 кг
Рис. 18. Колесо зубчатое
I. Материал - Сталь 40Х ГОСТ 4543-71.
2. 227...285 НВ •
3. Зубья ТВЧ 48...55 HRCg.
4. Фаски 1x45°.
5. HI4, h 14,
2
6. Допуск овальности и конусообразности поверхности
В - 0,005 мм (полуразность диаметров).
7. Покрытие - Хим.Окс.прм.
8. Масса - 0,24 кг
Рис. 19. колесо зубчатое
Модуль I
Число зубьев 65
Нормальный исходный контур ГОСТ 13755-81
Коэффициент смещения 0
Степень точности по
ГОСТ 1643-81 7-В
Длина общей нормали 23-0,1
-0,18
Делительный диаметр 65
Основной диаметр 61,08
Радиус кривизны активного
профиля зуба в нижней точке 8,736
20
Модуль
Число зубьев
Нормальный исходный
контур
Коэффициент смещения
Степень точности по
ГОСТ 1643-82
Длина общей нормали
Делительный диаметр
Основной диаметр
Радиус кривизны активного
профиля зуба в нижней
точке
Обозначение чертежа
сопряженного зубчатого
колеса
I
25
ГОСТ 13755-81
0 I. Материал - Сталь 40Х ГОСТ 4543-71.
2. 223...285 НВ.
7-В п тп 3. Зубья ТВЧ 48...55 НЕС„.
7’73^дЗ 4. “ 1x45°.
25 5. HI4, h 14, + .
23,492 2
6. Покрытие - Хим.Оке.при.
7. Масса - 0,024 кг
1,662
ЗД711ВФП.25.1.205.0.00
Рис. 20. Шестерня
Модуль
Число зубьев
Нормальный исходный
контур
Коэффициент смещения
Степень точности по
ГОСТ 1643-81
Длина общей нормали
Делительный диаметр
Основной диаметр
Радиус кривизны активного
профиля зуба в нижней
точке
Обозначение чертежа
сопряженного зубчатого
колеса
I
72
ГОСТ 13755-81
О
7-В
26,102"°’10
72,000-0118
67,657
10,054
ЗД711ВФП.25.1.202.0.00
I. Материал - Сталь 40Х ГОСТ 4543-71.
2. 223...285 НВ-
3. Зубья ТВЧ 48...55 НЯСЭ.
4. Фаски 1x45°.
5. HI4, h 14, .
2
6. Покрытие - Хим.окс.прм.
7. Масса - 0,17 кг
зубчатое
Рис. 21. Колесо
- 21
A
10,0/, к
vM
I. Материал - Сталь I2XH3A ГОСТ 4543-71.
2. HI4, h 14, + .
“ 2
3. Допуск прямолинейности поверхности В в продоль-
ном направлении - 0,008 мм, в поперечном направ-
лении - 0,002 мм.
4. Масса - 3,56 кг
Рис. 22. Направляющая
I. Материал - Сталь 45 ГОСТ 1050-74.
2. HI4, ь 14, + .
~ 2
3. Допуск параллельности поперечных образующих
поверхностей С и В - 0,0025 мк.
4. Масса - 4,1 кг
36 Размер для справок.
304 Размеры с припуском на пригонку по поверхности В.
2отВФ8Н7^0а,5> 1,25/
1,25,
W7Z
|1| 0,04 |В|—
РИС. 23. Клин
I. Материал - Сталь 45 ГОСТ
2. 187...229 НВ.
3. Фаски 1x45°.
4. HI4, h 14, 4НИ .
2
5. Покрытие - Хим.Окс.прм.
6. /Лаоса - 0,45 кг
1050-74.
Модуль I
Число зубьев 100
Угол наклона 2°51’45"
Направление линии зуба Нормальный исходный левое
контур ГОСТ 13755-68
Коэффициент смещения Степень точности по 0
ГОСТ 1643-72 7-В
Длина общей нормали 35,355_u’ii4 -0,177
Делительный диаметр 100, 125
Основной диаметр Радиус кривизны активного профиля зуба в нижней 94, 072
точке 15,887
Ход зуба 6290,828
Рис. 24. Колесо косозубое
- 23
ФЗЬ
I. Заготовка - Гармошка 503-34-05096-А.
2. Клей - 88-Н.
3. Масса - 0,300 кг
* Размеры для справок.
Рис. 25. Гармошка
Линия разреза.
I. Заготовка - Гармошка 503-34-05096-А.
2. Масса - 0,156 кг-
* Размер для справок .
Рис. 26. Гармошка
I. Заготовка - Гармошка 503-34-05096-А.
2. Масса - 0,143 кг
* Размер для справок .
Рис. 27. Гармошка
2от6 центр ВЬ
3.5^5° И Q08 [Ар
530
^\0,02 И
705
I. Материал - Сталь 40ДГЗ ГОСТ 5632-72.
2. 143...229 НВ.
3. Толщина начала первой нитки должна быть не
менее I мм.
4. hI4, + ИИ .
2
5. Класс точности ходового винта - 2,
6. Допуск конусообразности среднего диаметра резьбы
- 0,08 мм на длине 400 мм.
7. Масса - 7,1 кг
Рис. 28. Винт ходовой
- 24 -
£
' 15
5.0 /
vM
I. HI4, hI4, + .
2
2. Допуск биения среднего диаметра резьбы относи-
тельно поверхностей С и В - 0,01 мм.
3. Допуск овальности и конусообразности поверхнос-
тей С и В - 0,01 мм.
4. Класс точности гайки - 3.
5. Масса - 3.3 кг
Рис. 29. Гайка
Модуль
Число зубьев
Направление линии зуба
Коэффициент смещения
червяка
Исходный производящий
червяк
Степень точности
по ГОСТ 3675-81
Межосевое расстояние
Делительный диаметр
I. Материал - Вронза Бр.05Ц5С5 ГОСТ 613-79.
2. Отливка - 2Г.
3. Пористость и раковины допускаются площадью 2 %
поверхности,за исключением поверхности отверстия
и зубьев.
червячного колеса
Вид сопряженного
червяка
Число витков сопряженного
червяка
3
30
правое
О
ГОСТ 19036-81
7-В
63 + 0,30
90
ZA
I
4. HI4, ± .
“ 2
5. Маркировать Б 05.
6. Масса - 0,93 кг
Рис. 30. Колесо червячное
- 25 -
I. Материал - Сталь 40Х ГОСТ 4543-71.
2. 229...285 НВ.
3. Зубья ТВЧ ЬО,8...1,2; 48...56 НВСЭ.
4. Неуказанные фаски 1x45°.
5. HI4, h 14, + ЛИ ,
“ 2
6. Неполные витки снять до толщины вершины полных
витков.
7. Овальность и конусообразность поверхностей К и В
- не более 0,006 мм.
8. Биение поверхностей Н и Е относительно поверхнос-
ти К - не более 0,025 мм.
9. Масса - 1,47 кг
Модуль 3
Число витков I
Вид червяка ZA
Делительный угол подъема 4°45’49"
Направление линии витка Степень точности по правое
СТ СЭВ 311-76 Делительная толщина по 7-В
хорде витка 4,696-и’1у
Высота до хорды Делительный диаметр 3,00Г°’24
червяка 36
Ход витка 9,424
* Размеры для справок
Рис. 31
Червяк
- 26 -
10,0 ,
\/м
I. Материал - Сталь 45 ГОСТ 1050-74.
2. 187...229 НВ.
3. Фаски 1x45°.
4. HI4, h 14, + ИИ ,
“ 2
5. Допуск овальности и конусообразности поверхности
В - 0,003 им.
6. Масса - 0,7 кг
Рис. 32. Винт
I. Материал - Сталь 45 ГОСТ 1050-74.
2. Поверхность А ТВЧ h 1,0...1,4 50...57 НВСЭ.
3. Фаски 1x45°.
4. Допуск параллельности продольных образующих по-
верхности А - 0,006 uu.
5. HI4, h 14, + ЙИ .
6. Покрытие - Хим.Окс.прм.
7. Масса - 0,37 кг
Рис. 33. Ось
- 27 -
I. Материал - Сталь 45 ГОСТ 1050-74.
2. 187...229 НВ.
3. Фаски 1,6x45°.
4. Толщина начала первой нитки долина быть не
менее I мм.
5. HI4, ь 14, + 1224 .
“ 2
6. Допуск овальности и конусообразности поверхности
К - 0,003 мм, поверхности Е - 0.001» мм.
7. Класс точности ходового винта - 3.
8. Масса - 0,32 кг
Рис. 34. Винт
Число зубье61
Модуль1
HW0*i 16
2.5
5
I.
2.
3.
4.
па Попировать
О А Ц74 им—
Материал - Сталь 40Х ГОСТ 4543-71.
223...285 НВ.
Зубья ТВЧ 48...55НВСЭ.
Фаски 1x45°.
(fJsSPQin
I
10
HI4, h 14,
± JTI4
~ 2
отклонения по шагу между смежными
0,1 мм.
6. Предельные
зубьями -
7. Накопленная ошибка по шагу на длине дуги 180°-
0,2 мм.
8. Масса - 0,33 кг
Рис. 35. Колесо храповое
I. Материал - проволока 11-2,0 ГОСТ 9389-75.
2. Направление навивки - правое.
3. Термообработка - по ГОСТ I6II8-70.
4. Остальные технические требования - по ГОСТ I6II7-70.
5. Покрытие - Хим.Окс.прм.
6. Масса - 0,02 кг
* Размер для справок •
Рис. 36. Пружина
Рис. 37. Собачка
- 29
№</м
I. Материал - Бронза Бр.05Ц5С5 ГОСТ 613-79.
2. Отливка - 1Г.
3. Пористость и раковины допускаются площадью 2 %
поверхности , кроме поверхности В.
4. Фаски 1,6x45°.
5. В 14.
6. Класс точности гайки - 3.
7. Масса - 0,034 кг
Рис. 38. Гайка
ч
I. Материал - Бронза Бр.05Ц5С5 ГОСТ 613-79.
2. Отливка - ip,
3. Пористость и раковины допускаются площадью 2 3
• поверхности, кроме поверхности В.
4. Фаски 1,6x45°.
5. Ы4, ч ПИ.
“ 2
6. Класс точности гайки - 3.
7. Масса - 0,03 кг
Рис. 39. Гайка
I. Материал - Бронза Бр.05Ц5С5 ГОСТ 613-79.
2. Отливка - 1Г.
3. Пористость и раковины допускаются площадью 2 %
поверхности, кроме поверхности В.
4. Неуказанные фаски 1x45°.
5. HI4, Ы4, + И14
2
6. Масса - 0,05 кг
Рис. 40. Гайка
30 -
Рис. 41. Приспособление для напрессовки на шпин-
дель гидропрессоных втулок
Рис. 42. Крышка
I. Материал - Сталь 45 ГОСТ 1050-74.
2. Фаски 1,6x45°.
3. HI4, h 14, +-Ш1 .
~ 2
4. Покрытие - Хим.Окс.прм.
5. Масса - 0,24 кг
Рис.
I. Материал - Сталь 45 ГОСТ 1050-74.
2. Неуказанные фаски 1x45°.
3. HI4, h 14, + ПИ
2
4. Допуск овальности и конусообразности поверхнос-
ти В - 0,006 мм.
5. Покрытие - Хим.Окс.прм.
6. Масса - 2,1 кг
43. Стакан
- 31
I
Винт
262
12* 3
fe.
05^'
J6
ФЬН7
68
ФЗН?™1)
Рис.
I. Клей - 68-H.
2. Стержень I закернить с кольцом 2 после сборки.
3. Масса - 2,8 кг
* Размеры для справок.
306 Обеспечить сопряжение с зазором 0,006 мм.
Рис. 45. Насос плунжерный
RO,5
I. Материал - Сталь 45 ГОСТ 1050-74.
2. 241...285 НВ.
3. HI4, ь 14, +
“ 2
4. Покрытие - Хим.Окс.прм.
5. Масса - 0,21 кг
06Z
zzzzzzzzzzzzzz
I. Материал - Сталь 45 ГОСТ 1050-74.
2. Фаски 1x45°.
3. HI4, h 14, + ИИ .
2
4. Масса - 0,045 кг
Рис. 46. Втулка
I. Материал - Сталь 40Х ГОСТ 4543-71.
2. 223...285 НВ.
3. HI4, h 14, ± ЛИ .
2
4. Масса - 0,018 кг
Рис. 47. Упор
I. Материал - Сталь 45 ГОСТ 1050-74.
2. 187...229 НВ.
3. Неуказанные фески 1x45°.
4. HI4, h 14, ± НИ .
2
5. Покрытие - Хим.Окс.прм.
6. Масса - 0,9 кг
Рис. 48. Муфта
I- . Материал - Сталь 40Х ГОСТ 4543-71.
2 . 223...285 НВ
3. Фаски 0,5x45°•
4. b 14, + НИ.
2
5. Масса - 0,095 кг
* Обеспечить с деталью ЗЕ70.П47.00.0.205.0.00
зазор не более 0,006 мм .
Рис. 49. Плунжер
- 33
Рис. 50. Корпус
I. Материал - Сталь 45 ГОСТ 1050-74.
2. 187...229 НВ.
3. Неуказанные фаски 1,6x45°.
4. HI4, Ы4, + ITI4.
2
5. Покрытие: Хим.Окс.прм.
6. Масса - 1,04 кг
* Обеспечить с деталью ЗЕ70.П47.00.0.204.0.00
сопряжение с зазором не более 0,006 мм .
I. Материал - Сталь 45 ГОСТ 1050-74.
2. h 14, + ITI4 ,
2
3. Покрытие - Хим.Окс.прм.
4. Масса - 0,03 кг
Рис.51. Винт
I. Материал - Сталь 45 ГОСТ 1050-74.
2. h 14, + ITI4
2
3. Покрытие - Хим.Окс.прм.
4. Масса - 0,093 кг
Рис. 52. Стержень
- 34 -
Ф8*0'1
1,25,—г
18
/| 0/025 F
|/| 0,025
ТВЧ hO,8...1,2^8...53HRC3
I. Материал - Сталь 40Х ГОСТ 4543-71.
2. 223...285 НВ .
3. Фаски 1х 45°
4. HI4, h 14, + •
2
5. Покрытие - Хим.Окс.прм.
6. Масса - 0,08 кг
Рис. 53. Упор
I. Материал - Сталь 45 ГОСТ 1050-74.
2. 32...42 НВСЭ.
3. HI4, BI4, +ПИ-
“ 2
4. Покрытие: Хим.Окс.прм.
5. Масса - 0,31 кг
34 Размеры обеспечить инструментом .
Рис. 54. Муфта
I. Материал - Пластина I, МС-С-3 ГОСТ 7338-77.
2. Масса - 0,005 кг
й Размер для справок .
Рис. 55. Кольцо
- 35 -
СОДЕИКАНИЕ
Введение ..................................... 3
I. Схема расположения подшипников ......... 3
2. Перечень к схеме расположения
подшипников .................................. 4
3. Перечень чертежей быстроизнашиваемых
деталей и сборочных единиц ................... 5
ПОЛУАВТОМАТ ПЛОСКОШЛИФОВАЛЬНЫИ
С КРЕСТОВЫМ СТОЛОМ
И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ С ЧПУ
ЗЕ711ВФ2
Руководство по эксплуатации
Электрооборудование
ЗЕ711ВФ2.00.1.000.0.00 РЭ1
СТАНКОИМПОРТ
СССР
МОСКВА
ПОЛУАВТОМАТ ПЛОСКОШЛИФОВАЛЬНЫИ
С КРЕСТОВЫМ СТОЛОМ
И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ С ЧПУ
ЗЕ711ВФ2
Руководство по эксплуатации
Электрооборудование
ЗЕ711ВФ2.00.1.000.0.00 РЭ1
СТАНКОИМПОРТ
СССР
МОСКВА
СОдЖУйКЕ Сто.
1. Характеристика аясктрооборудоваяия ............................... ;
z. Система питания .................................................... с.
3. Лераоначгшлн!' пуск .............................................. d
4. Pcsin.1 работ:/ .................................................. 8
5. ТЛокировкк ....................................................... 9
С. Система сигнализации ............................................. 9
7. Запита ........................................................... 9
и. Указание ...ер безопасности ...................................... 9
V. Указание ио ьоитаау и эксплуатации .................................
it. Зоз;:о;хиые неисправности и .метода их устранения ................. II
I. ХАРАКТЕРИСТИКА ЭЛЕКТРООБОРУД0ВА.’ПШ
Краткие технические характеристики электро-
двигателей приведены в табл. I.
Покупное электрооборудование приведено в
табл. 2.
Таблица I
Обозначение Тип Р, кВт П * -I М.ИН х v сети, В 1н, А а.а.а* » % 008 1пуск 1н Масса, кг
4А1.{1121«4УЗ 5,5 1500 380 11,5 65,5 0,85 7,0 56
1<2 мЬ- 4А1>19СЬ4УЗ П ’ Г п г; 2, Z 1500 380 -мм— 7,4 81 0,76 6,0 46
1.16 ПА-45 0,15 2800 22L/380 0,55/0,38 75 0,84 5,4 8,4
147 4ААМ50В4УЗ 0,09 1500 380 0,042 55 0,60 2,5 3,3
1.18 4АА1.163Л4УЗ 0,37 1500 380 1,2 68 0,69 4,0 6,0
LttO ПЛ-062У4 0,09 1500 НО 1,51 58 0,65 2,8 4,3
МП- 4ААМ56А4УЗ 0,12 1500 380 0,44 63 0,66 5,0 3,9
1С2 lii-2,65/50-0,1 — - ПО 4,0 - - 20
Размещение электрооборудования и внешних элементов к рис. 4 и их назначение даны в
электропроводок на полуавтомате и показано на рис. I, 2, 3. его механизмах табл. (рис. 7-14. Пояснения к схеме функциональной 5) даны в табл. 15-21.
Связь между элементами и устройствами элект- Соединение элементов и устройств электрообо-
рооборудования и детальное представление о прин- рудования и данные электропроводок показаны в схе-
ципе работы электрооборудования определены в схе- мах электрических соединений рис 6, 7, 8,
ме электрической принципиальной рис. 4, схеме табл. 4-6, 22. Пояснения к схеме соединений пульта
электрической функциональной рис. 5. Обозначение управления (рис. 7) даны в табл. 23, 24.
Таблица 2
Зона Обозначение Наименование Коли- чество Примечание
5.3...5.11 AI Плата управления приводом правки
У37-83О.00.0.000.0.00 I
6.5...6.7 А2 Плата привода поперечных подач
У37-803.00.1.000.0.00 I
7.2...7.12 АЗ Плата управления электрическим реверсом
стола У37-832.00.1.000.0.00 I
II.2...II.13 А4 Устройство ЧПУ •
12.I...12.13 У37-821.80.0.000.0.00 (Щ.Ю0) I
13.2...13.12
14.5...14.11
15.2...15.11
II.1...II.8 А5 Фильтр сетевой У37-808.80.С.ООО.0.00 I
3
Продолжение табл. 2
Зона Обозначение Наименование Коли- чество Примечание
15 ‘ /С « /6. £ 16.1 % ' 7 S t г ел ю 10 10 i 1О< 8 4 8-f{ 4 -31 4 8 чк 5.3 5 Л 6.7 8.3 g.3 8 3 89 !Ч g S ?J 14 t 14* 85 St 10 1 4 Si IS- IS % 5.2 9.3 91 9.6 97 96 . IS 11 >.. .16 4 16 / ;... it-, io C...16 1J » i 3 3 7 J ,«2 Э * • A6 AJ, A9, mo, M1 М2 AH 02. 01 es. C6, CT, C8 C9 ffcf £l2 F₽1 FP2 FP3 FP4 FPS Ful ,fU6 Fvl Ы, Fu3, Fu« Put FV?. Fu9 Hl/ Hl2. Hu3. HL9 HLO hl <г HdO HL.S, Я16, Hl7, Hl8 KMf К М3 КМ2, KMt КМЧ, KuMS, К Mb крммупггор 937-SOL 00 O.QOu.O QO Блок noda&jitHUQ поцл* 437.810.00 0 000.Q DO КсиЦгнеатор KSo-tt ГР в /огкф» tr/, KvnOentar^p К73 П-^оО & 1 г^к^*ЮЧр Конденсатор МбГС-2 IbQ•ЗС’±10*/о Конденсатор К5О С Ц-50 ZOO twp- БИ КанЗенсатор К73-17-ЧСЮ Я-й,4ТМ^И0*7» OctenrrejnHCW jro"i4' №Z4-40 Лампа Реле злекГретеплаЬое PTB-O;SA Реле элек.тротепло1ое P7S Q 2OA з-i-GA Реле электрете плохое РТБ-Ь'-, ЧА ',O.S~ М Реле ялектротеплоГое РТЬ-О;$А ; 1~2А Предохранитель nPC-gyj-Jj с плойкой бс/па^код типоисполнения ЛУЗ. Предокрони7еЛЬ Ppc-G’tli i С плавкой вставкой тппоисполнения ПКП1-ЧЧЗ Предохранитель Пре 6ЧЗ-П с плойкой бстайкай тттоиснолненийП^/ 6УЗ Предохранителе, ПРС'СЧЗ П с плавкой вставкой Тппоисполнгций dt^l-193 Лампа КнгЧ- 90 Лампа КМ24 90 Лампа КМЧв-50 Реле РПЧ2-31002395, 1 А Пускатель ПИЛ-21001)4. 110 6, 50 Ги>, комплектно с приставкой ИКЛ 220Ч /Пускатель НМЛ-110004, НО В, 50 Гц Пускатель ПМЛ 11ODP4, 1/08, 50 Гц комплектно с приставкой ПКЛ 2204 о " -г — <9 «1 «Q •»- 44 >- -м !М О) * ш Л»» шунтирования катушек пускателей к СГС-1- 2R Комплектно с отсчетные устройством * аркатуре ЯМБ
T I -- - T I
— 4 —
- s -
— и А • %0>t 'JSrk9UU doion^j ! *ЛХ 6 t
А o/»0L*W n fj SI 'JUU doi»ns»d 1ЙХ t Э
гв У Ol ${l
г 7« Oi ^O” ih fl JSA 3UU ionn^td ча P 9
hH-bS‘i/‘'r*iOS Я ОЫ
(/> 00-00/ -*'hOZ3V VWhWW \ ZiD 9 f-
> "If У iV •*/ os я OK
Fliht- f9 XV MB i d
1 iO OS Si г|Л WO/OjnygodZw^ г>*
> > yopofi^ .744odos i ;{?9fp>
jfiHjnifoujn ‘flJ Os * jM ' я >h oOS!
’W MO SfihtWH* Ji wtiojn^todiwc >>M
OKU ЙИ
»niSau?h ,ni4Hjr.od*^<Ki или jog; 'fl OU
'ifl* 6O'C hfiilO-IHI и/иозпуротязгр CHW b's
1 XX yapoW noxtfdo» y noth,
tnHinroni* ’ JOS 9 Cff ‘
J9* 1Я 0 fKhfflHWh ^ifiiQjn^pod^^c ЙН г/ ь i
/ / XX <Зие0^^ r'n',oodv\ J nothr
uodaiodnuti Ы)ОЙ эпнгнгоизп Mj OS *9 ОВ'С'Ч.^лч о OS A
-лпнгоы э onl*3<ri)no% -J” 60’0 f66909H*»*’»^JO7rt7pari»4<t ZH Qt <
i "JOS
‘ 9 Q9f/0ll нпы/и’ jh *Sh ^^ 3ojOHodi3t3^ •ЭЬ »4
/ J Ooa^odox 0 w
Jjd плп'пнси^ ,&ot/4b wtHVOiisn ‘Q Odf 00g;
odpHJ 0 oHij/atruwo^ ' ха* г г fHh^osuv>> чи»лип^о^л.л^^с ?AJ 5
л 3-iX nc^odox о /BMn/t
»nM^nifdutri~J^ O'» 9 O8f ‘j “лн oos;
’ -Ч* S s if,bu3Hhih •nfnojntpaovitift. /И
yht ‘ f^oc/O' S'Jdd otro/i lib** 9 ->t
\ th, ’ f/iion-TJUd oir»p 1») 6 И
H X>
1чГ я ьг 'гьп/ьг я зи* iir3d nox
. '81^ hOl
• / • 7)м 4! i)k i
'9M4 * 4 0/
» % ГМ
'9^Ы 0/ c/
* ‘9ЛМ 8'»
/ >>
ovex OJOrtHgOlMII 'F*X h hl
6 я 6г IS flJ J/^d 7 ht
'6WX 21 6
7WM 01 b
OHIOOh
эитенэгмйц -Hiroy ЭИНИ0ОН9ГИРР эиноызнеоро BHOq
г ’spai эипагаго^ойц
Продолжение табл. 2
Зона Обозначение Наименование Коли- чество Примечание
6.IC R5 Резистор ПНВ-ЗВ-22 kCi.hJU % I
7.8 R6 Резистор i.iKT-G ,5-120 кОг*1О % I
IC.S R7 Резистор .'.ШТ-2-120 Ом+Ю % 1 По шт. параллельно
15.6 PI2, Резистор IL3-I.. 70Р0’.:+х/. % £6
15.7 RI3,
ftrrt— «4т
15.9 RIG,
15.10 RI7
15.8 RI5 Резистор ПЗ-75-Йт^ О.-..+ iU % X
15.7 RI8, Резистор 05-37-5-1,3 кОг.^ХО % 4
15.7 RI9,
15.8 R2u,
16.9 R2I /Резистор 'IP'-I-IOG ОгнЮ % 1и «тл шунтирования ка- тушек магнитных пус- кателей
6.8 R22 Резистор i.UiT-1,5-51 Oi>IU % I
10.12 З.иЙ Тумблер TBI-2 6
8.II s А2 ,
9.3 SA4,
IU.Il; II.12 ЗА7,
12.1 SAI1,
12.5 SAI5
10.6; 10.7 ЗАЗ Переключатель П2Т-1 I
9.6; 10.1; IG.2; 12.10; SA5 Переключатель Щ'К- I
12.11 9.6; 9.7 SA6, Переключатель II2T-5 5 •
II.~С; II.11 SAIG,
II.5; 12.4 ЯЛ14,
14.3; 14.4 3AI7,
7.6; 7.7 SAI8
9.II; S.I2 ала Переключатель П2Т-11 I
12.6; 12.7 «Л16 Переключатель П2Т-3 I
18.2 SA20, Переключатель ПШО-ХВ 19
18.3 SA2I,
18.5 ЗА22,
18.6 ДА23;
18.8 8Л24,
18.9 ЗА25,
18.II 3/126,
8.12 3/127,
19.2 SA28,
19.3 SA29,
19.5 SA30,
19.6 SA3I,
19.8 SA32,
19.12 3Л34,
20.2 3Л35,
20.4 3А36,
20.5 ЗД37,
20.7 3Л38,
20.9 3 Л39
19.10 SA33 Переключатель ШПО-РаВ I
8.7 SBI Выключатель КЕ141УЗ, исполнение 5 красный I
9.2 SB2, Выключатель КЕ181УЗ, исполнение 5 красный 2
ЭД4
- 6 -
Продолжение табл. 2
Зона Обозначение Наименование Коли- чество Продолжение
! э ч f, 9 t 6 Ю 9 5; 105 9 • /0 8; /0.9 7 Л 7. 9 %6 11 8 I /1 0 ’Ч ? i 14.4 10.10 lO.f1 5 3 5 5 в 4 8.2 9 2 I sBS s 86 iQI.SQfO SG2, SQJ 506, $07 yfl/Z Sc? <5 $<39, 509, 505 SOfO. Sfl/f Tf T2 ТЧ KE18JW, исполнение 4 зеленыд Включатель KE 18293, исполнение 7 белый Пикро1>ь,1тч>чаге.пь МЦ203УЧ исполнение Ш Микро^ыхлючател), 1^1120344, исполнение 3// Выключателе бесконтактный концебои f143.ff С длиной bbiloduoro кабелл 2 м Л1ик/к^ыкл>сиа re/tp f г * ЛерегЛючатель торцевой ^сконгпактныи БТП-101-2494 Переключатели n^Tettu ^есконтактн^и 5вк 21,5 - гу иллз Датчик контроля положения 9SU.il Транесрорпатор OTMf. 0,2593 580/ио- 29 /4? Гране<рорнагOf> ТС/- 0,4 380/220-220 Тронесрортпотар аСМ1~ 0,443 380/5~22 ИО/24 Трансформатор 0CN1- 0,143 380/3-29 2 1 1 г 2 2 г г г 1 1 1 1 Колемлс^/Ю са 7и его ФГ/7 ' »
В Я 11 2 13 1 IS Ч '0 2 /о 4 10 5 7 8 10 5 Ю 7 10 7 t-4 8 .$ 8 11 8 11 8/4 10 1 в г f Э 2 Г 13 2 14 91 7 10 1С 5 10 7 » 12 ,оЯ rc T7 Tf •re ус/, 902, 9C3 V2>f Ю1Ч, ZD/6 VD15/ vJo VTZ, ZJ3, VD4. 05 06 , 07 08 , VJ9 Vj>10 0*2, 0/3, viol, Оог. 003, 007 О 05 008 VJ73 УАЧ, УА2, 9Af.4/l6 4 A 7 9Ш Трансформатор ОСП 0143 380/5-220 12. ТронетрорМаТср OCH-U,06393 3&0/S- 12 Трансформатор ТСУ-0.ИЬЗЧЗ 380/19 Трансформатор ТСу-1,093 ЗЯО/85 Нур та электромагнитная г. Г "Л 7$ (ПНР) Дгод 1>ыпрпмиТелкныи кремниевый КД1056 Диод Ьыпрямителкныи кремние1ыи КД105Б ., Диод полупроЪодниКоБыиД1Ч6А 1 Диод полипрободникоЬыи КД2О2Д Диод ПорупраЪоДникоЬыи КД202Р %, / Диод кремниевый М522А Диод кренниейыи КД522Л Э nerTpOMarHuf к Электронагнит ЗУ62П2 ход якора 1/0 мм, 24 В с толкателем Плита 7207-П036В » 1 3 1 1 3 S' if R 16 1 5 1 1 иХх к.- .» т /, ц < * Дея шунтирования ко- тушек реле Для программных пере- КАЮЧсЛелеи Комплектно с гияро- зологником BE-6
- 7 -
2. СИСТЕМА ПИТАНИЯ
Питание полуавтомата осуществляется медным
проводом сечением 6 гла2. Ввод питающих проводов
производится через фланцевый угольник с резьбой
труб I 1/4", расположенный на задней'стенке
электрошкафа.
На полуавтомате применены следующие величи-
нн напряжения переменного и постоянного тока:
силовая цепь 3 ~50 Гц 380 В
цепь управления - 50 Гц 220 3
- 50 Гц пи в
-50 Гц 85 В
— 50 Гц 36 В
-50 Гц 24 В
— □0 Гц 19 Ь
-50 Гц 7 В
постоянный -24 В
цепь местного освещения - 50 Гц 24 В
цепь сигнализации ~ 50 Гц 22 В
3. ПЕРВОНАЧАЛЬНЫ*. ПУСК
3.1. Перед пуском станка необходимо произ-
вести внешний осмотр электрооборудования и уст-
ранить замеченные недостатки.
При внешней осмотре электрооборудования не-
обходимо проверить:
а) установку вводного выключателя в положе-
ние "Выключено";
б) надежность монтажа электрооборудования и
качество электропроводки;
в) надежность выполненного заземления стан-
ка, а также отдельно стоящих агрегатов и уст-
ройств;
г) состояние и исходное положение электро-
оборудования и механизмов.
3.2. Вводной выключатель UFI установите в
положение "Включено". При этом на пульте управле-
ния должна зажечься белая сигнальная лампа HLI
"Полуавтомат включен".
3.3. Проверьте работу электрооборудования
во всех режимах без изделия (на холостом ходу).
3.4. Проверьте работоспособность аппарата
аварийного отключения SBI - выключатель "Общий
стоп".
3.5. Проверьте местное освещение.
4. РЕЖ1 РАБОТЫ
Злектросхема полуавтомата предусматривает
следующие режимы работы:
работа в цикле;
наладка.
4.1. Работа в цикле
Перед началом работы необходило убедиться,
что все защитные автоматы и тепловые реле вклю-
чены. Полуавтомат включается в сеть вводным авто-
матом GPI. При этом на панели управления загорает-
ся сигнальная лампа молочного цвета НН "Полуавто-
мат включен". При работе с электромагнитной пли-
той УН1 детали устанавливаются на плиту, которая
включается тумблером SA2. Одновременно с плитой
включается промежуточное реле KAI, контакт которо-
го замыкается и подготавливает к включению пуска-
тель Кг.Б гидропривода. При работе без электромаг-
нитной плиты вилка штепсельного разъема XI9 отсо-
единена от розетки, пускатель 1Ш9 отключен, дета-
ли крепятся к столу прихватами. Контакт подготав-
ливает к включению магнитный пускатель 1ШЗ.
Перед началом цикла необходимо установить на
панели управления переключателями:
SA20...SA23 - полный припуск;
SA24...SA27 - чистовой припуск;
SA28...SA2S - величину черновой подачи;
SA30...SA3I - величину чистовой подачи;
SA32 - число выхаживаний;
SA33 - знак компенсации (+, -);
SA34, SA35 - компенсацию;
SA36 - число циклов между правками;
SA37,SA38 - число ходов черновой правки;
SA39 - число ходов чистовой правки.
Выключателем SB3 "Пуск шлифовального круга"
включаются магнитные пускатели КГД и Ю.Е (если
тумблер SA4 находится в положении "Пуск насоса
охлаждения и магнитного сепаратора"), которые »та-
новятся на самопитание. Пускателями К1Л и КМ2
включаются электродвигатели шлифовального круга
Ш, насоса охлаждения Ж и магнитного сепаратора
М7. Выключателем зВ5 "Пуск гидропривода" включа-
ется магнитный пускатель КМЗ, который становится
на самопитание и включает электродвигатель гидро-
привода М2.
Переключателем SA5 выбирается режим работы
полуавтомата с ЧПУ и без него. Тумблером SA7 вклю-
чается привод поперечной подачи.
После включения всех механизмов и устройств
нажатием переключателя sAIO в положение "Все в
исходное" должны вернуться в исходное положение
стол, суппорт, шлифовальная головка и механизм
правки, если до того они находились не в исходном
положении. Пуск цикла осуществляется переключате-
лем SAI0 "Пуск цикла". Включается реле КУ 8 и под-
ключает электромагнит быстрого хода стола УА4.
Управление реверсом стола происходит при помощи
устройства управления электрическим реверсом сто-
ла У37-832. Если круг не доходит до обрабатываемой
детали, то при помощи переключателя SAI4 "Покад-
ровая обработка", крут подводится к детали до иск-
ры (черновыми подачами). После обработки чернойой
подачи начинается процесс чистового шлифования.
После отработки установленного съема и от-
счета установленного числа выхаживаний происходит
отскок шлифовальной головки. Затем из устройства
ЧПУ У37-821 выдается команда на возврат в исход-
ное положение стола, суппорта.
Схемой полуавтомата предусмотрена возмож-
ность работы механизма правки в цикле и вне про-
граммы •
- 8 -
В цикле правка возможна как после съема
чернового припуска, так и после выхаживании.
Если заданием установлена правка в каждом
цикле, то ока производится после съема чернового
припуска. При задании числа циклов правка произ-
водится через п циклов только после выхаживаний.
Вне nporpai.ii! правка осуществляется в любой
момент времени при помощи переключателяsAIG.
После съема обработапннх деталей и загрузки
новой партии, идкл повторяется нажатием переклю-
чателя s.AIu "Цикл".
4.2. Наладка
Наладка производится когда цикл не включен.
Тумблером SA7 включается поперечная подача,
а переключателем SAI7 - выбор направления. Пере-
ключателем а\3 подключается электромагнит УА4
быстрого хода стола, а переключателем SAI8 зада-
ется направление. Переключателем SAG включается
ускоренное перемещение шлифовальной головки, ес-
ли переключатель SA5 стоит в соответствующем по-
ложении. Пуск-стоп шлифовального круга осуществ-
ляется выключателями s ВЗ и SB2, пуск-стоп гидро-
привода - выключателями Sl>5 и SH4, фиксация-рас-
фиксация суппорта - тумблером SAI.
Для останова полуавтомата необходимо нажать
кнопку ®1 "Все стоп".
5. ШЖИРОтИ
Электросхемой полуавтомата предусмотрены
следующие блокировки.
I. Невозможен пуск гидропривода пока рукоят-
ка "Пуск-стоп" стола находится в положении "Пуск”
- контакт микровыключателя SQI разомкнут (зона
9.5).
2. Аварийное отключение перемещения шлифо-
вальной головки вверх при нажатии па конечный
выключатель Зщ2 (зона 9.6).
3. Невозможно перемещение шлифовальной го-
ловки от электродвигателя М8 при невключенпой
электромагнитной муфте УС1 (зона 10.8).
4. Невозможен пуск гидропривода пока не
включена электромагнитная плита УН1 (при работе
с последней) - контакт реле KAI разошенут. При
работе без электромагнитной плиты контакт реле
KAI шунтируется контактом пускателя К1Л9.
5. Невозможно перемещение суппорта, если
произведена его фиксация.
6. СИСТЕМА СИГНАЛИЗАЦИИ
Электросхемой полуавтомата предусмотрена
следующая аппаратура сигнализации и контроля,
расположенная на панели управления:
HLI - лампа "Полуавтомат включен" .зеленого
цвета;
1112 - лампа "Правка" синего цвета;
ПьЗ - лампа "Все в исходном" зеленого цвета;
Нь4 - лампа "Аварийное отключение плиты"
красного цвета;
ML9 Н1Л2 — лдппа „Засорение <ри/тьтрл красного
'I ияета --------VA. —
Ньб —лампа "Суппорт зафиксирован" зелспоге
II17 - лампа "Контроль прохождения смазки"
зеленого цвета;
IIL8 - Hill - лампа "Имитапия работы шагово-
го электродвигателя" зеленого цвета;
A8...AII - лата "Цифровая индикация при-
пуска";
AI2 - лампа "Правка через X циклов".
7. ЗАЦГГА
Защита от токов короткого замыкания осущест-
вляется электромагнитными расцепителями автомати-
ческих выключателей QFI, 01'2 и плавкими вставками
предохранителей ВЛ.. .FuS.
Зандта от перегрузок выполнена тепловыми
реле FPI.. .FP5.
Нулевую защиту осуществляют катушки магнит-
ных пускателей 1Ц.Ц.. .IG.I8.
8. УКАЗАНИЕ I.EP БЕЗОПАСНОСТИ
I. Безопасность работы электрооборудования
полуавтомата обеспечивается его изготовление!.. в
соответствии с требованиями ГОСТ I2.2.CC9-8C.
2. Персонал, занятый обслуживанием электро-
оборудования полуавтомата, а также его наладкой
и ремонтом, обязан:
а) млеть допуск к обслуживанию электроустано-
вок напряжением до ICLC В;
б) знать действующие правила технической
эксплуатации и безопасности обслуживания электро-
установок промьилеипых предприятий по
ГОСТ 12.I.019-79; ГОСТ 12.3.019-80;
в) руководствоваться указаниями мер безопас-
ности, которые содержатся в руководстве
ЗЕ7ПВБ2.ОС. 1.000.0.00 РЭ1, руководстве по экс-
плуатации механической части полуавтомата и в
эксплуатационной документации, прилагаемой к уст-
ройства!.. и комплектным изделиям, входящим в сос-
тав полуавтомата;
г) знать принципы работы электрооборудования
полуавтоката и работу его схемы автоматического
управления.
3. Гдя обеспечения безаварийной работы полу-
автомата напряжение питающей сети па его вводе
должно быть в пределах от 0,9 до 1,1 номинального
значения, а отклонение частоты от номинального
значения - в пределах +0,1 Гц.
4. Полуавтомат и устройства,входящие в его
состав, которые могут оказаться под опасным на-
пряжением, должны иметь надежное заземление.
К заземляющему зажиму, установленному на
вводе к полуавтомату в шкафу с электрооборудова-
нием, должен быть подведен от сети заземляющий
проводник (провод или шина) рекомендуемого се-
чения.
- 9 -
Качество заземления должно быть проверено
внешним осмотром и измерением сопротивления между
металлическими частями полуавтомата и каждого
устройства и зажимом для заземления, находящимся
па вводе к полуавтомату.
Сопротивление заземления не должно превышать
0,1 Ом.
5. Не разрешается проводить работы под на-
пряжением.
При ремонте и перерывах в работе вводной вы-
ключатель должен быть обязательно отключен и за-
перт специальным устройством, предусмотренным
конструкцией шкафа с электрооборудованием.
6. На пульте управления установлена кнопка
"Аварийный стоп"с грибовидным толкателем красного
цвета, которая обеспечивает отключение всего элек-
трооборудования полуавтомата независимо от режима
его работы.
Действие кнопки "Аварийный стоп" должно про-
веряться при первоначальном пуске полуавтомата.
7. Не разрешается разъединять и соединять
составные частя штепсельных разъемов, находящихся
под напряжением.
8. Для обеспечения безопасной работы, преду-
преждения поломок механизмов и брака на полуавто-
мате предусмотрены электрические блокировки.
ВНИМАНИЕ! действие всех электрических блоки-
ровок должно проверяться на холостом: ходу и под
нагрузкой при первоначальном пуске полуавтомата,
а также при профилактических осмотра:: и ремонтах.
Не разрешается работать па полуавтомате при
обнаружении неисправностей в работе электрических
блокировок безопасности.
Продолжать работу на полуавтомате разрешается
только после устранения причин, вызвавших эти не-
исправности.
9. При проведении работ по демонтажу электро-
оборудования перед отправкой полуавтомата потреби-
телю, монтажу и первоначальному пуску полуавтома-
та на месте его эксплуатации, при обслуживании и
ремонте электрооборудования полуавтомата следует
также руководствоваться указаниями мер безопаснос-
ти, которые содержатся в руководстве по эксплуа-
тации.
9. УКАЗАНИЕ ПО М0НТА1У И ОКСПДУ^ЩИИ
При установке полуавтомат должен быть надеж-
но заземлен. Для этого на станине полуавтомата, на
электрошкафу и на всех отдельно стоящих агрега-
тах имеются болты заземления.
При уходе за электрооборудованием необходимо
периодически проверять состояние пусковой аппара-
туры. При осмотре пусковой аппаратуры особое вни-
мание должно быть обращено на надежное замыкание
и размыкание контактов.
Во время эксплуатации электродвигателей сле-
дует систематически производить их технические
осмотры и профилактические ремонты. Периодичность
техосмотров устанавливается в зависимости от про-
изводственных условий, но не реже одного раза в
два месяца. При профилактических ремонтах должна
производиться разборка электродвигателя, внутренняя
и наружная чистка и замена смазки подшипников. Сме-
ну смазки подшипников при нормальных условиях ра-
боты следует производить через 4000 часов работы,
но при работе электродвигателя в пыльной и влажной
среде ее следует производить чаще, по мере необхо-
димости.
Перед набивкой свежей смазки подшипники долж-
ны быть тщательно промыты бензином. Камеру необхо-
димо заполнить на 2/3 ее объема. Рекомендуемая
смазка подшипников электродвигателей приведена в
табл. 3.
Таблица 3
Страна, фирма Марка смазочного материала Примечание
СССР Великобритания Shell Смазка I-I3 жировая Shell Retinax RBj-Aj-Cj-41 Температура подшипни- ков от 0 до +8С °C
СНЫ Sacony Vaouumle Gargoil Grease АА1 -В, SKF-1s SKF-28
СССР Смазка ЩЫТИМ-203 ГОСТ 8773-63 Для работы в тропичес-
США Texas Dilco Rhadina 4303 5KF-65-G6-H; -OG-M ких условиях темпера- тура подшипников от 50 до 120 °C
Япония Toho Shokal Ltd PCX-I69(d , )-I,-2,-3 max
- ю -
10. ВОЗМОЖНЫЕ НЕИСиР.иЛЮСТИ
И МЕТОДЫ их УСТРАНИМЫ
Возможная не- исправность Вероятная причина Метод устра- нения
Электродвигатели вращаются в об- ратную сторону Не соблюдена полярность подключения якоря элект- родвигателя Подключите элект- родвигатель, со- блюдая полярность
3 связи с несложностью принципиально;; схемы
возможные неисправности не указываются.
Неисправности унифицированных узлов и спосо-
бы их устранения приведены в руководстве но экс-
плуатации:
У37-8Ц6.СС.О OCG.L.bU PJI
У37-8С3.0С.1.СХЮ.0.Ци P3I
У37-621.8L.O.OOO.O.OO РЭ1
У37-830.ОС.С.О00.0.СС РЭ1
У37-832.00.1.000.0.Lt РЭ[
Таблица 4 '
номера проводив io paib'^a*
го 5 Х< a 13 X4 X7 Kt X9 1 A10 111 Xfb a\ k22 714 XZ5 15 X5 ХЗ/ »5OU(7$ 750
7 3 * г 7 3 8 10 И 2 13 14 /5 7 Т /. 18 b 1 л Л ?7 29 30 3! 32 3? 34 35 ЗЬ 37 '38 41 42 43 Al В/ Ci 39 144 147 \ /$9 Ш! 163 75 Л6 8C C6 A7 B7 C7 M4 814 C14 70 71 A6 ae C6 Й7 87 C7 U is СИ АП I Я 17 j C/7 6 14 91 62 10 71 55 95 97 -6- 4- / 33 103 104 1ОЛ no 158 /8Г 166 160 <bt> 1149 173 174 181 190 191 217 219 230 /3' |252 / / / jL iA » * & 1 ’ t- ka ’ 1ьо 159 2П 219 (60 103 104 109 110 160 173 l&Q 161 | 19D j 191 I 219 220 221 222 223 225 229 Z30 231 231 233 Xft, iMi, 314 B'4 Q14 4- в/ 21 S3 20? гол 705 204 261 1159 P4 f>5 P6 112 113 117 118 119 (21 122 /25 J 125 fj 147 148 148 149 150 1S4 151 159 1b6 160 164 /<55 166 167 (168 169 170 111 131 (88 192 193 194 197 200 201 161 195 01 PZ P3 ^53 135j 26 Л-1 81 Cl 38 A4 50 </9 51 52 53 54 67 (59 61 64 10 72 /Ц ^7 !4P 150 85 95 26 76 J <87 97 205 20 4 16Й
11
Продолжение табл. 4
Нимгр Ноьери ароЗьбоЗ на paikenai
ТО& X/ хч Л7 V ХЮ id X/4 >ч ЛГ9 x< * X22 рч - -, M X2S ГЛ I — T? .' Xi iS'1 Ixha J - -r X20 '
44 Ч£ 46 V? газ 235 го? 203 2/7 2/8 _J
Hvwep KOV- тактоь
М2 Mg X27 726 629 XO6 XO7
A Б A Б A G A Б A 5 A G " A Б A 6
f 2 3 4 5 6 7 e 9 Ю 13 14 IS Ik 17 18 19 20 21 22 23 24 2S 2k 27 2e ?9 3cr a 127 11S no 89 90 Э1 123 2S 24 122 421 l?4 129 /16 46 49 4t нг M9 f7< -74 79 to 160 166 fbS 164 161 160 1S2 164 170 173 f47 16$ f2k 123 tzz 220 121 12S 225 /28 227 4S 161 !2S3 /383 161 224 г is 47 г£2 S1 nt 112 111 712 V7 14 -• 113 ЛЧ 03 209 /59 -8/ 1Q4 3 f no 111 119 144 ч5 ЩЧ 147 128 189 127 181 1V 126 189 fi-i 131 149 1ЧЧ 1S7 44 14/ 164 148 m гол 202 242 19’2 201 ?43 191 t64 217 190 «7 /Л9 193 218 197 198 ZM 261 200 194 IK 180 180 ?^C 209 ?11 /12 714 M - 2S1 2S4 'At 7S2 tSi 20 f 207 180 tto .
Таблица 6
/7роЛслж»Лиг Габа. (,
Ho»fp K.OH f так/ft _ Наяара прпбойов на разЮ^аи
MS ХГ7 ХМ Х16
А ь А а
с Л * " 724 гм 14 226 221
Hontp Номере rtpo6»3oS ><o разлгна*
T^KTjf Д15 11 1 xza 12k
A 6 A в A e A В
/ i-,3- - 70 31 34 16V 164 161 226 229 263 г&ч 7i 74 74 226 213 220 222 223 23&
- 12 -
Рис. I. Окончание
Рис. 2. Пулы управления
Рис. 3. Панель управления
Таблица 7
Обозначение на схеме Назначение Исходное положение Контакт Зона
Блокировка включения гидропривода Отжат 9 9.5 10.5
SQ2 Ограничение перемещения шлифовальной головки вверх Отжат 9 9.6
SO Л Контроль п»двчи емюьги Qr^tir о 10 1$
5О/<? ’ Фиксации суппорта OrtCY „т . 1010 Зояго
0 б на cxer»t Яор"*ечоАаиае Негодное положение Исполнение реле
sac. Реверс '-гола inpcj&o Отключен к- 7.4
SO 7 fineko Отключен 7.9
$04 Рейерс суппорта 1 перед Отключен Ку2 14.2
SQ5 налов Отключен Kv3 14.4
soft Pfbepc правки из исхоЗиого & ключей — <1.8
S09 А исходное Отключен 11.9
... -L
Рис. 4. Схема электрическая принципиальная
(см. также стр. J7 - 36 )
- 16
Продолжение табл. 8
Обозначение на схеме Назначение Исходное положение Исполнение реле зона
' SQ/2 />с»3с>к«ч« Ы*лючег1
Г. Sq/л ’ ift'ttu s'?>’</& I г . .—1 Й.6
Таблица 9
Обозначение на схеме Направление Соединение контактов Положение рукоятки Помер провода на схеме Зона
I 2 3 4
уско- ренно ручной ручная подналадка автомати- ческий
2-1 X . S3 to 9.7
2-3 X •
I 2-5 X
2-7 X
SA5 2 2-1 2-3 2-5 2-7 X X X X • « /59-/7/ 159/7/ 10 ? /0.9
2-1 X .159-164 10.1
3 2-3 2-5 2-7 X X X 159-165 159 1С6 /0 2 10 2
4 2-1 2-3 2-5 X X X
2-7 X
Таблица 10
Обозначение на схеме Соединение контактов Положение рукоятки Номер провода на схеме Зона
1 1 3
1-3 — X X
1-5 X - -
2-4 - - X
2-6 X X •*
Скорость стола
Бистро Стоп Медленно
1-3 — — X 167-170 10.5
ЗАЗ 1-5 X — - 167-176 10.4
2-4 — — X
2-6 X — — 47-51 9.2
Рис. 4. Продолжение
- 17 -
Продолжение табл. 10
Обозначение на схеме Соединение контактов Положение рукоятки Номер провода на схеме Зона
2 1 3
SA6 Шлифовальная головка
Вниз Стоп Вверх
1-3 1-5 2-4 2-6 X X - X X 60-61 60-64 9.6 9.7
SA8 Приспособление •
Включено
1-3 1-5 2-4 2-6 X X X X X 47-72 47-70 9.12 9.II
Таблица II
Обозначение на схеме Соединение контактов Положение рукоятки Номер провода на схеме Зона
2 1 1 3
Команда
Пуск цикла - Все в исходное
1-3 - - X I8I-I92 II. 10
1-5 X - — I8I-I93 II.II
SAIO 2-4 — - X
2-6 X - -
Команды
Покадровая обра- ботка программ - Компенсация
1-3 — — X 181-200 12.4
3AI4 1-5 X - — I81-188 II.5
2-4 - — X
2-6 X - -
Правка
Вне цикла - В цикле
1-3 м — X 181-202 12.6
SAI6 1-5’ X - — 181-203 12.7
2-4 — — X
2-6 X - -
• Суппорт
Вперед - Назад
1-3 - — X I8I-2I8 14.3
SAI7 1-5 X — — I8I-2I7 14.3
2-4 — — X
2-6 X - -
Рис. 4. Продолжение
- 18
Таблица 12
Обозначение на схеме Соединение контактов Положение рукоятки Номер провода на схеме Зона
Л __ - 3
Раверс стола
Вправо Влево
1-3 — - X 147 15С 7.8
SAI8 1-5 X - - 14?149 7.6
2-4 - - X
2-6 X - Г-
—— —
1-3 — — X
1-5 X -
2-4 - - X
2-6 X - -ч
—• —— — —— —— —— ————
1-3 — —
1-5 - -
2-4 - -
2-6 - -
.
1-3 - — X
1-5 X - -
2-4 - - X
2-6 X - -
Таблица 13
Обозначение Соединение Положение рукоятки Номер провода Зона
I 2
Плита
Включено Отключено
1-2 X •л Зв 49 Я 11 '
SA2 3-4 X 181-26* " 12 8
5-6 X 47-2С 9 5
7-8 - п ' 161 185 ? .43
'Ригеоц</Я cgnnopTKi
‘РикеоцяЯ Расфикгация
1-2 V —ч 159-1260 10 2
SAI 3-4 * •
5-6 —
7-8 — ж
Рис. 4. Продолжение
Продолжение табл. 13
Обозначение Соединение Положение рукоятки Номер провода Зона
на схеме контактов I 2 на схеме
Плита
Включено Отключено
Охлаждение
включено Отключено
1-2 X — 52-53 9.3
зА4 3-4 X -
5-6 - X
7-8 - X
Поперечная подача
Включено Отключено
1-2 X — /Я 1169 10.3
SA7 3-4 X - 13^194 II. 12
5-6 - X 1260 1259 10.12
7-8 - X
Таблица 14
Обозначение на схеме Соединение контактов Положение рукоятки Номер провода на схеме Зона
I 2
Счет ходов выталкивания
Подключен Бесконечность
SAII 1-42 3-4 5-6 7-8 1 1 XXII 1 1 1 1 1 X X 1 1 1 I8I-I97 I2.I
SAI5 1-2 3-4 5-6 7-8 Вертикальная подача I8I-20I 125
Функциональная Разномерная
X X XXII 1 1
1-2 3-4 5-6 7-8
1 1 X X 1 ; XXII
1-2 3-4 5-6 7-8
X X X X
Рис. 4. Продолжение
- 20 -
Сеть вводной выключатель Привод шлировального круга Гидропривод Г Автомата - ческий вык- лючатель _ Привод насоса охлаждения С>,5 Привод магнитного сепаратор Привод ускоренного переме- щения шлир головки
3-50H1.380V Iист. " С5А I.VCr FPI-/I,5A 1иет FPZ-^A 1ист. - ЙМ luaFPW№A ЦстГРН-Ш
—
Рис. 4. Продолжепле
21 -
Рис. 4. Продолжение
- 22 -
- сг -
L»/.
*i I I fl/ I >'/ | St |
tf/i
H7
?С/
8>V9
/ал
4
9H
lo/fl)
8ЛУ/
II«
/// ///.
6'9
(8Qt)
f/9 КЛУ
/^r/A
g/v 1
8/1
\w\i8l wf /г/| У
Zp^b n J
/#
№/$ ^/
Г-4 (8/10
- . УЛУ
#/
zz
Ш
w
SC Of) 90001 (ЮХ8 f/f/
DtfOUta HOMtffd fJOViWincfWWfff^ tWHfyprWfi OUlDl^fJ
i7------------------------------------—:------------------
(нрмид vonoa^vc trit/j
hidWlAj^t-^'VT
tw OpWWy.
I--зртут
I cvowb л/ЛлИ
i P# сримру
UOJda^d anMZtfgadUfi
УГГТУТ'^ i.....Г7У I r? Г/р ; w rrp-T"T9j--T-r--rc9-i fy^
----^i&Q
HL2 (15J
1мт.
fVf-fA Ллита
мелтрояагнитнач
____________I_________________
t'l38j
fP'-i
71, S.«
<50
TL
160
(jit)
("W
(?M
561__
к (ic ki
V03 VD5
15 11
9
' 5117
। 11081
\02
-^H-*
ИС1
160 -.
613
' 5.11
313
40
Ji?
6 у. Я
^61
31
103
-F^
32
~24V
50
\'Ml
th.__
vi)t 02
|Й*Й>
;ы
2
i
8A2
1108
072 r
38 3
280,
VO &
//
51
47
MS 2
38
YJ)2 IDS
161 УН1
---146
—71__________
—_-.... —
^„.i ' Isw Twis _
аЙЖ
4<? . 162
U .
Й " V 1'48
|W
73
14.12,161
2208
74
11)3
.US
M 8A1
1Ш.
j <?.? j 86 I 8) I $8 1 M I 810 | 8l1 j 2'2 | /7л
Рис. 4. Продолжение
I
to
I
St I ST '\ П ITT |..............................| Sc ] 1 i. 44 Г 5\/y I 4 <г \9fi
Рис. 4. Продолжение
Зжлтроппгнсггжь/е
ЯУ0/Т)Ь/
t—__„ , _____________£^^.Q—
ншЛико 5b/erpo /ied/^^po
Желгпролгоыить/
Jpa^a wdcv.
ем/ррю сулпор тй сг^.ч j
X
жТ
1
1
SAtf
№8
SA 7
168
168
ii6
164
SQM
8QH
„ \ г л -
_л---------
OlooAP^ve
n.'^ згрге/
^Oj/ Plaint.*
SA5 SA5 Sb5 2
г —
3 -4-
4 -4
/73
165
Htc
tv 8/
SAI
m
riLli)
5A>
Uz
Z3ZZJ’~?<7 Г/^J 1^4 | 185 \ Ю.6 \ 101 \ ID.9 \ м.9 \юю Г ^/J I_a£_ ---
Рис. 4. Продолжение
Рис. 4. Продолжение
Рис. 4. Прэдолкенис
Аояандь/ из устройеглби wW
Тро/тозлшй H/jpaOeemf, uQfo6a/n\nod^vu Шл/п/юд3ие1ррелм\алпаа '[/Ip'fbxq, I АпАААд ЛраЯРо HOJJd Пробки шсммая -f/тюл 7К,Ъл?Рй
тронморпп/лор 06 РО Pi | Р9 i Р5 Р6 Р7 Р8
FUG ТА
из
М
УстнОие/п&и ШУ
037 82180.0.00000033
Ы>
ЫЬАК)
87
Г8
/ , _________ <0?
2W | 310 ! 30/ I ?9А | JA { 2А
IW'
191
129
t 1332
118
Т 15. <
20?
202
209
210 211
9А | 5А [
11 А I 10 А I /А IЛ5
V80
.118/
(137
212
213
132
180
ш тзш
150 t 1510
23/,
39
8и
vjp, ти> мз
avo
KV6
АН/
A 11g
юг
зГШ
5.6
1Z
иаш
АЩ
[..133. 1/Л I /3.6 I 3? | <38 1 39
\—13/q | ~ 13ц J /7,/г \'зз
Рис. 4. Продслаение
- 30 -
Рис. 4. Продолжение
- 31
Индикация полною припуска (у т)
ХЮ3 Х10г ХЮ1 хю'
।
го
I
АЬ
А8 АЗ AID АП
161 | 162 | /63 Г /0.4 | 165' I ">66 Г '67 | /68 | 169 | 1610 | 1611 | 1612 I 1613
Рис. 4. Продолжение
Индикация числа циклоб
между пробками
АС
А12
171 | ni | /7Г ~г~^ | /75 • | /75 I HI I ng I Щ I /70 I 0// I ПП ~Гтз~
Рис. 4. Продолжение
/
- 33 -
Преднабор
Рис. 4. Продолжение
ПреднаНор
Рис. 4. Продолжение
Преднабор
Рис. 4. Окончание
Таблица 15
Входные' команда
Команда' Назначение Код Н
Устрой- ство Станок h Du
КО КП Суппорт впереди 0 • 0
КЕ KV2 Суппорт сзади 0 I
К2 SAI4 Покадровая отработка 0 2
КЗ АЗ Стол справа 0 3
К4 SQ8 Правка в исходном 0 4
К5 SQ9 Правка впереди 0 5
Кб ЗАТО Исходное и 6
К7 SAI0 Пуск цикла 0 7
К8 SA7 Поперечная подача
включена 0 8
К9 SAII Счет выхаживаний
отключен и 9
KI0 КМ9 Плита подключена и А
KII KAI Плита включена 0 В
КЕ2 SAI4 Компенсация 0 С
КЕЗ SAI5 Функциональная подача 0 D
KI4 SAI6 Правка в цикле 0 Е
КЕ5 SAI6 Правка по вызову 0 Г
KI6 SA2 Включение плиты I 0
KI7 КУ17 Готовность I I
Продолжение табл. 15
Входные команды
Команда Назначение Код Н
Устрой- ство Станок DI Do
KI8 ЗА 5 Автоматическая вер- тикальная подача I 2
KI9 вА5 Ручная подналадка I 3
К20 АЗ Стол слева
Тас 5лица 16
Входные команда
Команда Характе- ристика выхода Назначение Код Н
Уст- рой- ство Станок DI Do
РО А7 = 24 В MI2 вверх 0 0
PI А7 = 24 В 1.ЕЕ2 вниз 0 I
Р2 0 2
РЗ 0 3
Р4 KV4 = 24 В Подача алмаза 0 4
Р5 KV5 = 24 В Правка вперед 0 5
Р6 К16 = 24 В Правка назад 0 6
Р7 KV7 = 24 В Чистовая правка 0 7
Рис. 5. Схема электрическая функциональная
( см. также стр. 37 - 47 )
Продолжение табл. 16
Входные команды
Команда Характе- ристика выхода Назначение Код Н
Уст- рой- ство Станок Di Do
Р8 KW = 24 В Быстрый ход стола 0 8
Р9 к« = 24 В Стол в исходное 0 9
РЮ ни = 24 В Авария 0 А
PII КII = 24 В. Суппорт ускоренно 0 В
PI2 HI3 = 24 В Исходное 0 С
PI3 KVL3 = 24 В цикл 0 в
PI4 0 Е
PI5 0 Р
Таблица 17
Регистры условий
Регистр Состояние Назначение Код Н
®0
РУО РУО = I Признак движения MI2 вниз л
РУО = 0 Признак движения 1.П2 вверх
РУ1 РУ1 = I Блокировка индикации I
РУ2 РУ2 = I Черновой припуск снят 2
РУЗ РУЗ = I Коэффициент функциональ- ной подачи положительный 3
РУЗ = 0 Коэффициент функциональ- ной подачи отрицательный
РУ4 РУ4 = 0 Правка через к циклов 4
РУ5 РУ5 = I Правка вперед 5
РУ5 = 0 Правка назад
РУ6 РУ6 = I Чистовая правка 6
РУ7 РУ7 = I Цикл 7
РУ8 Мультипликатор коэффици- ента функциональной по- дачи 8
РУ9 РУ9 = I Правка отработана 9
РУЮ РУЮ = I Припуск снят А
РУН РУ11 = I Компенсация отработана В
РУ12 РУ12 = I Авария С
РЛЗ РУТЗ = I Подачи блокированы D
РУ14 Е
РУ15 Р
Таблица 18
Преднаборы
Задание Назначение Код Н ___
Устрой- ство Станок
а I SA20...SA23 Полный припуск I
32 ЗД24...8А27 Чистовой припуск 2
з 3 s А28; 3129 Черновая подача 3
з 4 S АЗО; SA3I Чистовая подача 4
з 5 SA37; S.Y38 Число черновых ходов
правки 5
36 з А39 Число чистовых ходов
правки 6
37 — 7
38 SA36 Число циклов между
правками 8
зу SA32 Число выхаживаний 9
з 10 SA34; SA35 Величина компенсации А
311 SA33 Знак компенсации (+) В
Таблица 19
Счетчики
Счетчик Назначение Код Н в 0
Сч1 Отсчет полного припуска I
Сч2 Отсчет координаты припуска 2
СчЗ Определение коэффициента функци- ональной подачи, отсчет количества ходов право, отсчет количества выхаживания 3
Сч4 Определение коэффициента функцио- нальной подачи, отсчет min отскока, отработка подач 4
Сч5 Величина коэффициента функций-, нальной подачи 5
Счб Отсчет количества циклов 6
Сч7 Величина коэффициента функцио- нальной подачи 7
Таблица 20
Константы
Констан- та Назначение Код Н
D2 D I °0
D I Максимальная скорость 0 2 0
D 2 Длительность импульса 0 0 В
D 3 Автоматическая компен-
сация и 2 0
Таблица 21
Индикация
Индикация Назначение Код Н DI
ИнО Полный припуск 0
Ин! Количество циклов I
Рис. 5. Продолжение
- 37 -
Рис. 5. Продолжение
ПЗУ- f
W 4,
Мне кокод ^дрес 1*0 Mki'Nokoa Леес
чод Кед nX КЭД Код rtx Код
5 Д, Ао -33 J>1 J о Aq -1>з J>2 Э1 2>о л2 *1 Ао
1 °' 0 0 0 0 2 0 0 OPP •= 1 0020 5 0 1 / C^lt 1 0 С 4 0
1 < 0 ll а. О ,*- о <м о -v~ о 10 2 1 А 0 1 3 5Jt: rQfq 10 9 1
1 2 0 'Г- и о *4 с сц О <м «1 « о и «0 ск X) с с см см О N 2 0 9 2
, 3 0 0 3 0'2 0 3 ОРЗ: = 1 3023 4 2 0 9 Р9 : = i 3 0 9 3
| 4 0 0 4 Q 2 0 4 0Р4: - 1 Ц 0 г 4 А 0 1 Е БП:-015 9 0 9 9
5 , 0 0 5 0 2 0 5 0Р5: = 1 5 0 2 5 С 0 2 9 УЛ' - 029 5 0 9 5
1 6 1 0 Об 0 2 0 б 0Р6;_ - 1 6 0 2 6 1 2 0 "ч кч= 17 СГ< о ’6?
7 0 0 7 0 2 0 7 0₽7: =• 1 ll ч> СК о сз сч гм о 7 Ц 9 7
В 0 0Й 0 2 0 8 0Р8: = i «028 Р 0 2 & Б0:~025 00 "5> 0О
9 0 0 9 0 2 0 9 0Р9: - 1 3 0 2 9 У 0 О 6 Р£;~ о 9 р 9 9
, (0 0 0А 0 2 0 A 0P1Q: = 1 10 V 2 А/ С ' о з 1 ЧЛ:- 031 1(1 t А
но 0 В 0 2 0 В ОРИ: - 1 110 2 В 1’0 OS Кв - 0 ? 1/ ь' 9 в
12 0 ОС 0 2 0 С оР<2: - 1 12 0 2 С с\о 3 0 ЧП: -030 Л 0 9 0
„ 13 I 0 0 Э 0 2 0 Г 0PI3: ~ 1 во г а 12оо по- 1 110 9 0
• <ч 0 0 Е 0 2 0 £ 0Р1Ч: =г 1 14 0 2В 4 2 0 8 Р11:= 1 19 0 6 Е
| 15 0 OF 0 г 0 F 0Р15: - 1 15 02Е А02С ЪП:-О2С 15 0 9 Е
t 16 0 10 Е 0 0 0 ИнО: = 0 16 о з о k а о ь ри о 1Ь 0 5 0
17 0 m о —* о ”5. X и. Н с 17 0 3 1 ( 0 3 5 ул z03o Г 2} 5 1
1& 0 12 С О 5 К УП :-5 ' 18 0 3 г 2 0 0 с РУ 72-1 7 18 0 5 2
19 0 1 з 1 г о f д/у- 19 L 3 3 С 0 4 а уп. -ОчБ /90 5 3
70 0 1 ч С 0 1 2 У/};- 012 20 0 5 4 2 0 0 9 РУ 9 1 20 0 5 9
21 0 15 1006 К6-й? 21 0 3 \ 5 Ч 0 0 J) Р13 Q 21 0 5 5
22 0 1 £ 5 0 0 0 pyQ:--Q 22 0 3 6 3 0 0 7 РУ 7 - 0 22 0 5 £
23 0 1 7 6 2 5 0 ЛК:; 35 23 0 3 7 9 2 0 0 P72.z / 23 0 5 1
24 0 >1 a s о 7 ч Су^:=Ак 29 0 3 8 с 0 5 7 yn 057 29 о 5 8
j 2S 0 19 С 1 7 С yfl. zflC 25 0 3 9 1 2 0 9 К15 / 2 25И 5 9
26 0 ‘1 А 7 0 1 1 jf'.Cyl? 20 0 5 А 0 0 7 А 5/7 - 7 А 26 0 5 А
27 0 Ив с а 2 г УП:--О22 210 5 3 1 2 0 0 К 72 4 7 21 0 5 3
га о 11 С 7 0 0 4 0z Cytfl 220 3 С з 0 0 & РУН -0 28 0 5 0
’!• Q л. ь 1* со S -с £> । Г- 1 29 0 5 0 Л 1 6 J) ЬП 765 290 5 0
30 0 *> 1 ч й <\| ш V* 30 0 5 F & 1 г q 7777:429 500 5 Е
31 о L— 1 р в 1 0 J> ПЛ: - ТОЛ в 1.,— 31 0 з А С 1 0 д уп 705 1 4—1— J \3ifi 5 F ।
Рис. 5. Продолкение
-мдз МДЧ
МО ,м*<«иокод Адрес но Мнемокод
Код ™ *Х КОД Код МО
-&3 Dp Dt D(f /2 Af АО ®2 1*1 Зо
2 О 0 С РУ12 -1? 0 0 6 О С О 8 1 УЛ:- 81
9 О О А РЮ: - 0 / 0 6 f / О О В К 13 о ?
С О F 8 УЛ -- ОЕ8 2 Об 2 7) 0 2 3 03 - ;2
1 2 0 2 fl2-7? з 0 6 3 С О 7 А у/7 - СТА
С о 6 С УЛ -Р8С 9 0 6 9 9 0 3 3
2 О О 7 РУ7=1? 5 0 6 5 3 2 (7 3 ^РУЗ = 1
С 1 О- в УП -Ю& 6 0 6 6 5 0 2 3 СуЗ - 0
1 0 О 7 Л7-- С - 7 О 6 7 С О 8 Е УП : 06 Е
С 1 7 О УЛ -170 8 0 G 8 7 0'5 33 - СуЗ 2 \
7 О 11 }1-Сч1 3 0 6 9 5 0 13 Су3^1
Л О 1 6 6Л --О/9- 10 0 6 А с 0 7 С уп-ОГС
С О 3 С УЛ-035 11 о 6 ь 7 0 2 9 и-Су7, ’
1 О О Е Л19 =0 7 12 0 6 С 5 0 19 Ту 9-1
5 0 О 6 Сч 6-1 13 О 6 0 fl О 6 7 6Л--067
Е О 1 6 H/tl Счб 19 О 6 Е 5 0 2 3 СуЗ -0
С О 5 2 УЛ -= 052 15 О 6 Р С О 7 j УЛ =013
I /о Об О - CvO 2 16 0 7 0 2 О О з РЧЗ--1 ?
fl 0 3 5 БЛ:-035 17 0 7 1 5 0 1 5 Су5± 1
& 1 3 6 ПЛ-./ЗЗ 18 0 1 2 Л 0 6 А ЬЛ-ОбА
j О 0 6 РУ9>-0 11 о 1 3 5 О 2 1
л о 3 5 5Л - 035 20 0 7 9 5 0 15 СУ5--1
(4 / 3 3 ПЛ- 136 21 0 7 5 Л С 2 1 БП - 081
Л О 1 2 дЛ -012 22 0 7 G s 0\1 5 Су5 t]
6 1 3 3 ЛП -135 23 0 7 7 Я 0\ 6 7 5/7: - 067
Л О 3 8 ьП 038 26.0 7 8 3 0\0 2 РУО 0
3 2 0 7. РУГ-1 25 ' 7 9 Л 0\в О 6 ПУ = ООО
9 О О 9 РО:-О 26 0 7 А 3 0. 0 3 РУЗ -- 0
4 г О D Р/3.-1 27 0 7 & Л 2 6 6 ЛИ: : ОСЕ
о о 0 0 ЛОЛ 28 О 7 С 5 0 2 (j О 9:9
с о 7 8 УЛ.:078 29\0 7 з С 0 7 Р i,Л -076
9 0 г 2 зо\о 1 е г о.ом РУЗ=1 ’
3 2 С а РУ2 -1 31101? FI5 L С/3 : 0
nt n^npatf,^^ „Uwyfwn™p
Рис. 5. Продолжение
Й/ HD2
Ядррс НО , НнСнОкод Ядррс НО
их \код код НО К 7 код код
1 Аг А/ Ко Оз Ъг Di Do Лг Ki Яо ^3 ^2 3q
— —* ——
0 Q 3 0 5 С 7 5 Су 5- / О 0 Я О 2 0 0 2
1 0 3 1 С 0 8 с У/7 CHI' 1 О Я 1 С 0 Е 2
2 0 8 2 1 0 0 Е К /4 0 ? 2 0 Я ? 7 0 2 1
з 0 8 3 С 0 8 А </7 086 з о р з СРЕЗ
4 0 8 9 7 0 8 0 38 -0?‘ 0 0 Я 1 7 0 3 9
5 0 8 5 СОНС УЛ- -- G8C 5 0 6 5 15 0 0 1
6 0 8 6 2 0 0 4 Р90 12 е р а 6 ;5 0 19
7 0 8 7 D 0 8 6 Су£ -: 8 7 0 Я 7 Я 0 9 D
8 0S 8 Е 0 1 6' CvG 8 0 А 3 3 2 0 Я
9 0 8 9 3 2 0 £ РУ!у- 1 9 0/А 9 /5 0) 2 3
10 0 8 4 i fi 0 8 С 517 080 102) Я А/ .9 0 Е 3
17 0 8 в \ з 0 0 РУ 9 - 0 11 0 А & С/ 0 5 £
92 0 8 С I 2 0! 8 Р8 =/ 12 0 А с 2 Отд
15 0 8 D C 0 9 \3 УЛ' - 093 13 0 Я J С 0*6 iy
fir 0 8 Е j\2 С\Я К8^7 ' 4f 0 А Е 10 01
15 0 8 F к I 0 9 7 УП-097 13 0 И С 0 5 i
16 0 8 с / г о\з 63 1 д 15 С 5 0 2 0 0 9
/7 0 9 / U 0 0 2) A47/J- 0 17 0 b 1 В 1 i3 8
18 0 о 2 I я 0 3 з 617'= 038 18 0 6 2 3 2 0 9
19 0 9 3 С 0 9 7 у[7-09 7 19 0 Ь 3 Я 0 Е 6
20 0 9 9 12 0 0 KQ 1 ? 20 0 8 i С 0 В 7
21 0 9 5 С 0 9 / УР- : 091 2! 0 6 5 7 0 0/
22 0 9 6 10 0 1 61*0 3 22 0 3 С Я 0 Я 5
23 0 9 7 С 0 3 8 ЦП 038 23 0 3 7 С 0 А А
<s> "Х> К» [913-1 7 29 0 3 8 2 0 0 7
25 0 9 9 3 2 0 2) РУ13-- 1 250 3 9 Я 0 Е з
26 Q 9 А с 0 £ 9 У.17:-- QE9 26 0 3 А С И Е 3
• 27 0 9 2 0 0 А РуЮ-1? 27 0 ь 6 1 0 0 D
28 0 9 с \ о о с о ЧОП 28 0 £г.. с. э 0 1 9
29 0 9 D С 0 О .8 ур> 098 29 0 ’5’!Z> ЗОЯ!
30 0 9 Е 7 0 0 /. 0-Су/? 30 й) 3 L, С с D F
3/ 0 \9 с С 0 9 Е> УО-ОК 5 31 0 в F 7 0 0 1
-J 1— 1 * I I
rJy-?
MD3 HD 6
Мнемокод fid PE C no v не но коd fid Pee no Поено mo
he код код и dod код
4л 4/ do D3 о2 Di Do . h do J3 D> Di Do
py2=-t> coco 6 009 a -cV9 и и a 5 о г 9 cvs 0
M --6E2 / Q C f С С E 0 ЯП 0Е0 j OE1 DO £ 3 6fl JE3
$2^4/2 2 0 [С г 5 0 9 1 ЛК--Сч17 2 0 E 2 3 2 02 РУ2 - j
УЛ-0ЕЗ 3 0 С 3 С 0 C F W -OCF 3 0 E 3 J 2 0 0 РУО - 1
}3-Cit, 0 C P 2 0 0 2 РУ8' 1? 9 0 E 9 0 0 0 0 HO 17
Off/ - / 5 0 C 5 C 0 t DUP'-OCD i 0 E 5 6 1 3 1 ПП - 13/
CY^1 £006 7 0 0 5 0Сч57 6 6 E 6 C 1 0 9 yn f(/g
ofl:-OSD 1 0 C 7 5 0 0 5 Cv5-1 7 0 E 7 2 О ОС ру^._ f ?
РУ1О -1 8 0 C 8 s о 1 7 CyH-1 2 0 E 8 Я 0 3 8 ЬО - 032 '
Cv3 - 0 9 0 C 9 C 0 D С УП-ODC 9 О E 9 С 0 E F УП - OE F
frO --0E3 10 0 С A 2. 0 0 3 Pe/J-1 7 FOE A 7 0 0 3 iO-093
УЛ - 0&<t 11 0 C 3 5 0 19 Сч9+ 1 H 0 f 3 C 0 £ EM - OEE
Pygr e ?' 12 О С С Л 0 8 E 50 OEE 12 0 E C 1 O\ 0 9 K9=0 ?
yO ~05V 13 0 C D 3 2 0 2 РУ8 -1 13 0 F 5 5 O\1 i C/3d
К 79 9 3 ,19 0 С E .d 0 0 5 EP'ODi 19 О E E d C 3 8 5O ~038
y/En 089 15 0 С E C O D 1 917 OdV 15 0 E F 3 0 0 2 РУ2.~.О
РУ5 'rt 1C \0 D 0 7 0\ 0\7 0-ЛУ1 7 16 0 f О з О О О РУ9. z g
РЛ.--135 17\C 3 1 5 0 0 7 Cy7-1 I7 0 E / 31/71/? 4 Р9Ю.-0
P99.-- / 18\0 D 2 5 0 3 5 1 12 0 F 2 \ 3\0\0 1) РУ13 0
ЬП-ОЕЬ /<?|/7 d < d 0 C 9 pn:rOC9 19 0 F jjj 3 СуЗ ~ U
УП -ОЕ7 20 0 D V "3.. 008 РУ8 -О/ 20 0 F\ 9 5'9 2 If ^4 = Q
- 21 C D 5 C 0 D /A ЯП ^Я>А 21 0 d \ 5 5 0 2 5 py5 - 0
5P zOA9 22 0 D 6 2 0 0 3 P93 -17 22\0 X{S 5 0 2 7 Cv7 -0
УО.'-О&А 93 C 5 7 5 0 0 1 Cyl\1 23 0\f 7 fi 0 1 6 5/7- 01b
РУ7: /7 ' 2V 0 D 8 5 O1V CvOef j 2V O F 8 V О О С РП2 z p
5/7 - ОЕЗ \ 25 0 D 9 Л 0 5 E ЬПг-О&Е 25 0 F\g Ай 9 7 577^097
У77 0F3 \2b 0 Ъ A 5 0 1 9 Cvg. 1 26 0 Al A C 1 0 & y/7 - 103
K/3-07 \27 0 D 5 Л 0 3 E 50--06E 27\Q F 8 2 0 0 & Pdl/--/7
СУ^1 28 0 Ъ C 5 0 0 1 Cvf' 1 28\O F C 0 0 11 У Сч,. ^fO
Cy/ Lr d9 0 3 0 5 0/9 Oy^l 29'9 F D 3 3 0 / As- - /
У/7 -OOP 30 0 b e Л 0 8 E 50 -08E з0\ 0 F E 3 2 0 8 Ру/2-f
O-Cvf7 31 y) D\F 3 2 0 d РУ10-- / 31 \0 F E С Г 0 7 У/7 -107 I JJ LIL __._j
Рис. 5. Продолжение
ФЗ bee б исходное
Рис. 5. Продолжение
Ф6 Функциональная подача
Рис. 5. Продолжение
Рис. 5. Продолжение
I
<r>
I
Подготовка
Рис. 5. Продолжение
. -
— ... — —
пьероц
------------------------------------------------------!----------------
tea-
Htm
функциональная подача
ЯЗУЗ
Ддрес. Мнемокод » Адрес пне^ссод \ПО Адрес
ИХ j wd код их Код код % КС
А? А< Ао 35 12 D! DO А? А1 Ао 03 D? Di АО Аг
О 1 0 0 7 О б О Q 1 2 0 г О 0 1 РУ1- 1 7 0 1
1 1 3 2 О О руо-1 1 1 С. J, 5 О О 2 Су 2- / 1 1
2 1. 0 2 & f 3 1 ап - in 2 1 2 2 Л 1 1 А ОП -ПА 2 1
4 1 0 3 3 О О 1 РУ1 - с 3 Ь 2 3 5 О 7 8 3 1
. 4. 1 0 4 С 1 0 9 у п - то 4 1 2 4 С 1 2 8 УП -128 6 1
5 10 0 5 2 0 О С РУ 72 - / ? 5 1 2 5 7 О О 8 О-Су 87 5 1
, 6 1 0 6 А 0 3 А &П.-03А 6 1 2 6 5 О G 8 Су 8-1 6 1
7 г 0 7 3 0 0 О РУО - Q 7 1 2 7 . й 2 9 Б П -129 7 1
2 1 0 8 А 1 О 2 Ы! -102 8 1 8 8 2\2 0 О КП 8 1
9 1 0 9 4 t О Л РЮ - 1 9 .1 . 2 9 С /. \7 9 УП--170 9 1
ю 1 0 А 4 О Е F БП ^ОСР <0 / 2 А / 2 0 А КЮ-1 ? 10 1
11 1 0 Ь 3 0 0 J> РУ 15 - О И 1 2 3 С’ 1 2 P УП:=Ш Н 1
.12 1 0 С А О 3 8 6 ПС-0 38 12 1 2 С 4 2 / 0 816-17 12 1
13' 1 0 3 6 1 2 3 ПП 123 15 1 2 D л 0 0 If РУ 12.^ О 13 1
1 О Е С / 1 О УП' - и я 19 1 2 Е 2 2 О О КЛ' 16
15 1 0 F 2 0 О О РУ0- /-2 15 1. 2 F 3 2 0 с РУ 12-7^ 15 1
16 1 1 0 9 2 О о РО Ч 16 1 3 О а 1 2 Е БП.Ц2Е 16 1
17 1 1 1 G г О 8 АК ~D2 /7 1 3 1 с / 3 А УП-СЗА 17 1
18 1 1 2 3 1 2 3 ПП -123 18 1 3 2 7 О О f O^Cv 9 18 1
19 1 / 3 9 0 О О РО' - /• 19 1 3 3 & j 2 9 ПП -129 19 Г
20 1 .1 4 4 О О 1 Р1 -О 20 z-?'i 3 9 С 1 3 9 УП -139 20 1
21 1 1 С 1 1 Р УП -11Е 81 1 3 5 2 О О С РУ12-1 ? 21 1
22 1 1 6 2 О О О РУО-1 7 22 1' 3 Б О 1 7 2 БП 172 22 .1
25 1 1 7 С 1 / А УЛ - 11А 23 / 3 7 О 0 О 0 ПОП 25 1
29 1 1 <8 2 О О /, ,РУ 1-'1-7 29 / 3 8 О О О О поп 24 1
25 1 1 9 ’ 5 О / 2 Су2*1 25 3 9 5 0 2 9 Су 9: = О 25 1-
<?6 1 1 А Е 0 О 2 инО^Счг 26 1 3 А 2 2 0 0 . КП 26 1
27 1 1 6 Е О 1 6 \Ин2 -Су 6 27 1 '3 3 У О 0 8 Я А --0 27 1'
28 1 г С 2 2 О О КП 28 1 3 С 9 Z 0 9 По- i 1 28 1
29 1 1 А 9 2 О / РГг 1 Г 5 О О 0 5 3 Суз- 29 1
Л г 1 t А 1 1 д БП^Ш зо 1 3 f С 1 5 О 90-155 зо 1
31 \1 1 f- С 1 / Я УП = 11А Р 1 3 ... 3 а с? з7 jb - а- 31 1
Рис. 5. Окончание
HO г/не/увкод Одрес НО НнРИСкОд
д Код HO * л код код НС
ht До $3 D2 Di Do 3.2 At во Рз О: 0/ Зо
4 0 5 0 0 3 Cv3 / 0/60 /004 К 41 z о 7
4 / E 0 0 2. S*0 -Cv2 //61 4 0 0 6 Рб:-- 0
4 2 E 0 f 6 2и/ (у 6 3 0 0 5 РУ5 =0
« 3 4-2 0 4- P4: / 3 16 3 5 1 4 Е 6/7 -140
4 4 C/56 УЛ:-/5& 4/64 4 0 0 9 Р9--0
4 5 2 0 0 5 205 /' 5 16 5 4 0 0 7 Р7 -:о <!
4 6 4 2 0 5 PS = 1 6 16 6 ‘3 0 01 РУ1 =5
k 7 C 1 4 7 00-/4/ 7 16 7 4 2 0 6 Рб ^ - /
4 8 /209 *4^/2 8/6 8 С / 6 8 95'--168
4 9 9 0 0 fy РУ = 0 0/69 /004 К4= О7
4 Л C / 4 JJ УЛ=/4А 10 1 6 А 4 0 0 0 Рб =£7
4 6 /00 5 K5-0 11 / 6 & 5/76 ЬЛ-176
4 c 4 0 0 5^ OS -0 12 1 6 С 2 20 0 КЛ
4 7) 3 2 0 5 P9S -- 1 13 1 6 А 0 0 0 2 НнО- СчЕ
</ * 3 2 0 0 PyO =1 14 1 6 Е 0 0/6 Нн/.-О/б
4 F 3 2 0 / PS/' --/ /5 1 6 F РОЗЕ 6Л-.0&Е
5 0 6 2 2 0 OK - A3 /6170 4 0 00 Р/2 - 0
5 1< 6 0 7 1/ Су4: = Ак /7 1 7 1 0 0 5 9 607 -05 <7
5 2 oooo НОЛ /8/72 0 22 0 ОК : S3 -
5 3 6 / 3 f 0/7 -/3/ /9173 3/0 3 /57 х>7/
5 4 A f3d 50. - /3E 20/ 7 1/ 5 0 0 4 Cy4 ~ 1
5 6 C/64 90:-/64 2/175 5 / 3 / 5П.-13/
5 6 2 0 0 6 P96 -/2 22 / 7 6 3 0 0 5 РУ5 - 0
5 7 7) 0 6 3 Счз =30 23 1 7 7 3 0 0 6 РУ6: --0
5 3 3 2 0 6 Р96=/ 24 1 7 8 А 1 6 С БП = 169
5 Q 4 2 0 7 Р7: = / 25 1 7 $ 0/2 0 УЛ: --120
5 Я Л / 3 E 5O--/3E 26 1 7 Д 0 2 0 6 К11-- / 2
5 6 4 2 0 6 Р6: = / 27 1 7 S 9/20 6Л:--12 Р
5 C C / 50 </Oz./5C 28 / 7 С 77 0 1 / Су/- -- //
5 D /20 6 /2 25 1 7 7) 5. С г 4 Су4--}0
5 E 1/004 Р4-=0 30 / 7 Е 9 0 2S БП- -523
rh c.z d < УО.--/5Е ШХ1 _±J
блок резисторов
Злектрошкаср
X16
Х23
N1
Лi^i£i
мыт
Панель
17
77
Панель
оправления
Провод Пвв1.5'660 Г?7]
А Зелено-желтый L—1
\госгб32з-75 га
30 *15
А в
25
А16
Стенка
провал
Стенка
левая
АО
Х83
ПЗУ-2
ПЗУ-5
ПЗУ'1
Плата
Плата
т х?‘
и-л
23 16
20
ХТ10
сЫ«
Дно
Таблица 22
Обозначение группы ьаута Маркировка цепи Данные провода Длина группы, м Примечание
Расцветка Марка Сечение, глм^
№ I А, В, С Черный ПВЗ 8 0,5 Трубка
Рис. 6. Схема электрическая соединений
электрошкафа
- 48 -
Рис. 7. Схема электрическая соединений пульта
управления ( см. также стр. 50 - 51 )
- 49 -
Таблица 23
Обозначе- ние группы линий связи Маркировка Данные провода Длина группы жгута, U Примечание
Марка Сече- ние, мм^ Расцветка
№ I «? H3/S' .1251, Н7. 11в. 119,121,122,125 148, 160,149, 180,148 .ISO, 154,157, isg, 147 160 I64, /65,166,167 188,169, ПО, П1 1$1, UH, 186,192, 195 194,197,200,201 202.203. 217.212,211, P.4,P5,P6 НВ-3 НВ-3 НВ-3 НВ-3 НВ-3 0,75 0,75 0,75 0,75 0,75 Синий Синий Синий Синий Синий 1,2 1,2 1,2 1,2 1,2 Металлорукав P3-4-X-32
й 2 161 ,l85,f2£9,/М9 21 28,38,44,47,49,51,52, S3,54,57 55.61 .64,70,72 ,P1,P2.P3 AZ, 82 ,C2 i 44- НВ-3 НВ-3 НВ-3 ПВ4 0,75 0,75 0,75 I 1,5 Синий Красный Красный ’ Черный Зелено- желтый 1,2 1,2 1,2 1,2 1,2 Металлорукав P3-4-X-32
№ 3 AZ.ta.cz fiu - ♦ ПВ4 ПВ4 I 1,5 Черный Зелено- желтый 0,6 0,6 Металлорукав P3-4-X-I5
4 I AZ.62,C2 £g i I 1,5 Черный Зелено- желтый 0,2 0,2 Жгут
6 161,<93, 1239,1559 21,26.39.44.47.49.51,5'2,53 54.57,61,64,70,72 Ш НВ-3 НВ-3 IS-3 ПВ4 0,75 0,75 0,75 1,5 Синий Красный Красный Зелено- желтый 0,5 0,5 0,5 0,5 Жгут ЛГУТ
7 112,113,115,116,117,118.119,121. 122,125 447.14 ,189,150.159 .180,164,165 166,167, 168,170, 171, 181,188 192. 193,194.197, 240,201,202.203 215,217,218 ПВЗ пвз НВЗ НВЗ нвз 0,75 0,75 0,75 0,75 0,75 Синий Синий Синий Синий Синий 0,5 0,5 0,5 0,5 0,5 лГуТ
8 14b .148.157, 157,160,160 пвз 0,75 Синий 0,5 Жгут
9 170 пвз 0,75 Красный 0,5 Провод
10 59 пвз 0,75 Красный 0,3 Провод
Й II 1159, 153 нвз пвз 0,75 ' 0,75 Красный Синий 0,8 0,8 Металлорукав См. табл. 24
12 160 пвз 0,75 Синий 0,5 Провод
13 14b. 151 пвз 0,75 Синий 0,3 Ждут
Й 14 149, 151 пвз 0,75 Синий 0,8 Металлорукав см. табл. 24
15 148, 757 пвз 0,75 Синий 0,3 Жгут
№ 16 74 8, 757 пвз 0,75 Синий 0,8 Металлорукав см. табл. 24
17 760, 169 нв-з Синий 0,3 Жгут
№ 18 760. 763 НВ-3 Синий 0,8 Металлорукав РЗ-4-Х-8
19 760, f70 нв-з 0,75 Синий 0,3 Жгут
Рис. 7. Продолжение
- 50
Продолжение табл, г5
Обозначе- ние группы линий связи Маркировка Данные провода Длина группы жгута, м Примечание
Марка Сече- ние, 41 b/ Расцветка
наго S' 5'Сс. ' 1ЬО, 170 it 6 4.'i/ь i Пв-3 H^L гцний J* ** r-A> О, в (-lerr onпару Kai f>3 Ь -Х-4 1
Таблица ?Л
Обозначение Номер группы, лсгута Характеристика трассы обозначе- ние эазъе?.. ТИП
ЗД7П1Й2 .84.1.000.0. ОС 337П1Я2.84.1.UuC .0 .CC-6L [ J X P3-V-X-32 ?з-.:ч.-32 Х5 !_Р6ЭП47НГ2 2РП60лП1147и37
JJ7iId52 .34 .1 •LuU*С *Uu 3d7xi352.64.1.GvL .0 .Cl-Gu i 1 to ГС 1 1 1 1 РЗ-У-Х-32 рз-а-х-32 XG Lff6CII47iC?2 2РТТ6С1Ш471::37
3i7i 1302. l> i. l . CuC. C. CO 3.37111Й2 .84.1 .CCC .0 .00-60 1 1 1 1 L: S 1 CO GJ ! 1 РЗ-Ц-Х-15 P3-1I-X-I5
33711352.84.1 .CCC .G.CC 31!7III#2.84.I.LCG.U.lC-6C Ji II II РЗ-У-Х-Ь РЗ-И-Х-8
J J7xXjJ.?2 • 61 • x .C uL • C • uC 3L ’711352.84.1.^00.1. 00-60 14 14 рз-у-х-о P3-7I-X-B
Jj;7illft2.b4.I.CCC.L.CC 33711302.84.I.UCL.0.CL-6U Ji 16 J IG РЗ-ЦтА“Ъ РЗ-И-к-Ь
uxj .o4.x »uLL .L .Uu 33711352.84.1 .LLG.C.LC-ou J* 4.8 Й 18 РЗ-У.-Х-8 РЗ-Л-лЧЗ
J.j71I352.8-l.l.k.v^.L.CiC 3371ПЙ2.84.1.:.с8.С.0С-€С ’ 2C .• 2G РЗ-У-л-8 Po-^i-X-8
Рис. 7. Окончание
J & at отеля
JamtuK pe
**2
____С пдаацая онлаке^ееаая
но i7v*a*
Grpeo eunnop
ma Ciena
inn r/Mvracat
Т<НОи/гепии
HrPSOrtWi
UrtJ
v»</
V33
21
SW
См»*ад асе
KOarnfC’
Ciena
алел” pa
vert о о
i^anmerf fO f OPS *2 ОС}Ч
С***17 .»лг с rmt>u ver tap
еое&ипекагй
\!£»Lh I.. $> и
4/^4
fiffff №
tm. .
JL
it
r^rp^L
Электрона гни&ная
Vftf ptena мгк.пП-аи. +o
-----pvieceaa er
teerrtvr «>> l*<: 2. ।
!?Ж£акГ) Gy
to pc ii к a -5^
ctutaa длед 3
ipuvrctao
сое^икени^ Klj
€7tiSO>/
ю o. ate
a oo
itjO
SsLiU.
UJPttfrzHWS’
; Р«1ЯЛЦ
НО Л *<
Л*л*
1л о акеее ;♦
Ciena ыектрауеслсм соединена.
SE ?НвФ? to о. сь/ е оа м
Элек
rnd
WtpuJrHUU
плата/ *><’.
> »о. е ас ая
*26
^CZj
зегпаео.
toOOtv
е oil М
«71
II?
6у,'em упроблгния
Ciena алегтрчаегкая
еа единении
л ’ft/fi fc- о ооо- о до /<е
_2Zi
УЛ! ,
ptifjS£SS21‘22t2£^