



























































































Текст
В помощь-----------------
молодому
рабочему
А. Н. ОГЛОБЛИН
КАК ЧНТАТЬ
МАШИНОСТРОИТЕЛЬНЫЙ
ЧЕРТЕЖ
ЛЕНИЗДАТ
19 4 5
A. H. ОГЛОБЛИН
КАК ЧИТАТЬ
МАШИНОСТРОИТЕЛЬНЫЙ
ЧЕРТЕЖ
Издание 2-е, дополненное и исправленное
Рекомендована
Ленинградским Управлением трудовых резервов
в качестве учебного пособия для школ ФЗО
и кружков техминимума
ЛЕНИНГРАДСКОЕ
ГАЗЫНО-ЖУРНАЛЬНОЕ И КНИЖНОЕ ИЗДАТЕЛЬСТВО
1945
Scan AAW
К ЧИТА ТЕЛЮ!
Просьба отзыв об этой книге, заме-
чания о всех недочетах и пожелания
о возможных изменениях направлять
по ааресу: Ленинград, Торговый
пер., 3, Лениздат, Редакция техни-
ческой литературы.
ПРЕДИСЛОВИЕ К 1-МУ ИЗДАНИЮ
Машиностроительный чертеж как средство передачи мысли
конструктора, проектировавшего ту или иную машину или
же ее деталь, рабочему, обрабатывающему данную деталь,
лишь в том случае полностью достигает своей цели, если
он выполнен в соответствии с существующими правилами
черчения и должным образом понят.
Правила выполнения и оформления машиностроительных
чертежей не являются предметом данной книги, — в ней рас-
сматриваются лишь вопросы, связанные с чтением чертежей.
Разбор этих вопросов, даже в самой сжатой и элементарной
форме, невозможен без предварительного ознакомления чита-
теля с исходными положениями машиностроительного черче-
ния и, в частности, с прямоугольными проекциями. Ввиду этого
автору пришлось, несколько отступив от основной темы данной
книги, вначале рассмотреть прямоугольные проекции, как не-
обходимое положение машиностроительного черчения. Лишь
после этого оказалось возможным дать необходимые сведе-
ния об основных принципах изображения деталей машин на
чертежах, подходя к трактуемому материалу в соответствии
с названием и целью этой книги — помочь научиться читать
машиностроительный чертеж.
Еще одно отступление от темы книги, которое счел не-
обходимым сделать автор,—это изложение (сжатое до воз-
можного предела) основных сведений о допусках и посадках,
предшествующее разбору условных обозначений их на чер-
тежах. Это отступление вызвано тем, что изучение порядка
чтения чертежей на заводских курсах техучебы и при инди-
видуальной проработке часто происходит, по данным автора,
одновременно с изложением допусков и посадок и во многих
случаях опережает ознакомление с ними.
Учитывая сказанное, приведение в настоящей книге общих
сведений о допусках и посадках перед разбором условных
обозначений их на чертежах является необходимым.
Значительное место пришлось уделить существующим
условным обозначениям и подписям на чертежах, непони-
3
мание которых во многих случаях равноценно неумению
прочесть чертеж.
Для обобщения изложенного материала и, одновременно
с этим, для демонстрации порядка чтения чертежа, при ко-
тором ни одна из подробностей в изображении детали не
будет упущена и чертеж ее будет, следовательно, понят
правильно, автор заканчивает книгу разбором ряда примеров
чтения чертежей деталей машин— от самых простых до более
сложных.
Все приводимые в книге определения, условные обозна-
чения и т. д., относящиеся к машиностроительным чертежам,
взяты автором из соответствующих ОСТов..
ПРЕДИСЛОВИЕ КО 2-МУ ИЗДАНИЮ
Общее направление и расположение излагаемого матери-
ала, принятые в 1-м издании настоящей книги, сохранены
и во 2-м ее издании.
В книгу внесены, однако, следующие дополнения и изме-
нения:
а) несколько расширены главы вторая и третья („Услов-
ные обозначения на машиностроительных чертежах" и „Виды
машиностроительных чертежей");
б) многие отдельные места книги даны в более разверну-
том виде, чем в 1-м издании;
в) некоторые рисунки заменены новыми, более отчетли-
выми, а иногда и более правильными. Добавлены, кроме того,
новые рисунки;
г) в конце книги помещены несколько рисунков, изобра-
жающих рабочие чертежи деталей машин, и один сборочный
чертеж. Рисунки эти не сопровождаются текстом и могут
быть использованы читателем после проработки книги при
самостоятельных упражнениях в чтении чертежей.
Значительная часть дополнений и изменений внесена во
2-е издание книги по указаниям Ленинградского Городского
Управления трудовых резервов, чтобы она могла быть ис-
пользована в качестве учебного пособия в школах фабрично-
заводского обучения (ФЗО) рабочих машиностроительной
промышленности.
Автор пользуется случаем выразить товарищескую при-
знательность инж. В. Г. Плотицыну за ряд указаний, спо-
собствовавших общему повышению качества книги.
А. Оглоблин
Ленинград
Декабрь 1944 г.
ГЛАВА ПЕРВАЯ
СПОСОБЫ ГРАФИЧЕСКИХ ИЗОБРАЖЕНИЙ
1. Прямоугольные проекции
Необходимость изображения деталей машин на бумаге.
В далеком прошлом человек изготовлял какой-либо пред-
мет, будь то лопата, топор и т. д., полностью сам — от
начала до конца. Он сам придумывал форму, устанавливал
размеры и выбирал материал для изготовляемого предмета
и, наконец, сам его обрабатывал. Такую организацию труда
можно наблюдать и в настоящее время в домашней обста-
новке, в колхозных ремонтных мастерских и, сравнительно
редко, в некоторых мелко-кустарных производствах.
На машиностроительных заводах при изготовлении
самых простых машин, не говоря уже о сложных, и при
обработке деталей этих машин принято рациональное рас-
пределение труда. Там конструкторы решают, какую
форму и какие размеры должна иметь изготовляемая деталь.
Они же выбирают материал для этой детали, устанавливают
как качество обработки различных поверхностей, так и
степень точности ее размеров. Технологи решают, в
какой последовательности, на каких станках, при помощи
каких инструментов и приспособлений должна быть обра-
ботана данная деталь. Рабочие обрабатывают деталь по
тем указаниям, которые получены от конструктора и тех-
нолога.
Указания эти лишь в редких случаях даются в устной
форме. Действительно, очень часто, по ряду причин, проек-
тирование многих машин и других предметов, изготовля-
емых на машиностроительных заводах, производится в одном
городе, установление методов обработки деталей этих ма-
шин — в другом, а обработка их — в третьем, иногда даже
на нескольких заводах.
5
Совершенно очевидно, что в таких условиях передача
мыслей конструктора технологу, а решений технолога —
рабочему путем устных указаний невозможна.
Исчерпывающей формой общения всех участников изго-
товления той или иной машины (конструктора, технолога
и рабочего) является графическая, осуществляемая
в виде технических рисунков, эскизов и чертежей. Раз-
ницу между рисунком, эскизом и чертежом мы установим
позднее, а пока отметим, что, независимо от того, какой
в данном случае выбран способ изображения (рисунок, эскиз
или чертеж) изготовляемого предмета, изображение должно
точно и ясно воспроизводить форму и размеры предмета,
чтобы рабочий правильно понял мысль конструктора. Для
Рис. 1. Изображение детали машины посредством рисунка.
лучшего понимания такое изображение обыкновенно сопро-
вождается рядом дополнительных надписей, — например
о роде и качестве материала, из которого должен быть изго-
товлен данный предмет, о качестве обработки различных
поверхностей его, точности размеров и т. д.
Итак, рабочий, для того чтобы правильно обрабатывать
различные детали, должен понимать рисунок, эскиз и чер-
теж или, как говорят, уметь читать эти документы. Кроме
того, ему необходимо самому уметь выполнять хотя бы
простейшие чертежи и рисунки, чтобы иметь возможность
выражать свои мысли на бумаге при внесении рационали-
заторских предложений, при оформлении своего изобрете-
ния и т. д.
Технический рисунок. Наиболее простой и понятной
для всех формой изображения различных предметов яв-
ляется рисунок. Чтение рисунка не требует никакой подго-
товки, и даже беглое ознакомление с ним дает общее по-
6
нятие о предмете, изображенном на этом рисунке, однако
далеко не всегда достаточное,. чтобы обработать данный
предмет. Так, например, форма и устройство детали (чугун-
ная отливка), изображенной на рис. 1-7, не вызывают на
первый взгляд никаких сомнений и вопросов. Совершенно
очевидно, что деталь эта состоит из основной плиты 5
и пустотелого цилиндра 1, связанных между собой ребрами
2, 3 и 4. Но сведений этих недостаточно, чтобы отлить
и обработать данную деталь, так как на рис. 1-7, ее изоб-
ражающем, не указано ни поверхностей, подлежащих обра-
ботке, ни размеров деталей. Этих недостатков не имеет
рис. 1-П, на котором изображена та же деталь, но уже
с проставленными размерами. Значки VV показывают, что
торец цилиндра 7, отверстие в нем и нижняя сторона
основной плиты должны быть чисто обработаны.
Однако, для того чтобы изготовить рассматриваемую
деталь, и такое изображение еще недостаточно. В самом
деле, остается неясным целый ряд вопросов, например:
не имеется ли четвертого ребра, соединяющего цилиндр 1
с плитой 5 (расположенного за ребром 4 и поэтому не вид-
ного на рисунке), нет ли каких-либо выемок с нижней
стороны основной плиты и т. д.
Поэтому рисунком как средством передачи мыслей кон-
структора рабочему пользуются очень редко и только
тогда, когда форма и другие данные изображенных на
нем предметов не вызывают никаких сомнений. Кроме того,
изображение даже простых деталей машин посредством
рисунков во многих случаях труднее, чем изображение их
при помощи чертежа.
Чертеж. Другим более совершенным средством пере-
дачи мысли конструктора и технолога служит чертеж,
при помощи которого форма детали, размеры и другие
сведения, необходимые для обработки ее, могут быть
переданы с исчерпывающей полнотой и ясностью. Такая
полнота и ясность передачи мыслей одних лиц другим
достигаются в данном случае посредством особого способа
изображения деталей машин, известного под названием
способа прямоугольной проекции..
Чертеж, выполненный по правилам этого способа, яв-
ляется плоским изображением, но он дает ясное представ-
ление о действительной форме предмета.
Сущность способа прямоугольных проекций мы уста-
новим ниже на простейших примерах; здесь же отметим,
что способом прямоугольных проекций пользуются для
7
изображения не только деталей машин, но и машин в соб-
ранном виде, частей зданий, различных сооружений и т. д.
Прямоугольная проекция. Предположим, что прямо-
угольник ABCD (рис. 2-7) — пластинка из тонкой жести —
расположен перед листом бумаги Р, прикрепленным к вер-
тикальной стене. Предположим далее, что плоскость,
в которой расположена пластинка ABCD, параллельна вер-
тикальной плоскости (стене). Если мы из точек А, В, С
и D опустим на плоскость Р перпендикуляры, то получим
на этой плоскости точки а, Ь, с и d. Соединив эти точки
прямыми, мы получим прямоугольник abed, который являет*
ся изображением нашего листа жести на бумаге, с такими
же размерами, какие имеет лист жести, или, как говорят,
в натуральную величину.
Такое изображение предмета (в данном случае листочка
жести) называется прямоугольной проекцией,
а так как, по принятому выше условию, плоскость Р вер-
тикальна, то проекция листочка жести на эту плоскость
называется вертикальной.
Если мы установим тот же листок жести так, чтобы
он был расположен в горизонтальной плоскости (рис. 2-II),
и спроектируем его на горизонтальную плоскость Q (опу-
стив для этого из точек А, В, С и D перпендикуляры на
плоскость Q и соединив точки a, b, end прямыми), то
8
получим горизонтальную проекцию abed того же
листочка.
На рис. 3 показан более сложный случай, когда перед
вертикальной плоскостью Р расположен листочек жести,
имеющий криволинейное очертание. В этом случае для
построения вертикальной проекции этого листочка пришлось
опустить на вертикальную плоскость Р перпендикуляры
из целого ряда точек замкнутой кривой, ограничивающей
Рис. 3. Изображение в одной
проекции предмета с кри-
волинейным очертанием.
Рис. 4. Зависимость изображения пред-
мета от его положения относительно
плоскости проекции.
наш листочек жести. Соединив точки пересечения этих
перпендикуляров с плоскостью Р, на которую они были
опущены, мы получим проекцию листочка жести на верти-
кальную плоскость или, как говорят, вертикальную проек-
цию листочка жести. Горизонтальную проекцию этого
листочка, если бы он был расположен в горизонтальной
плоскости, можно построить точно таким же образом.
Отметим, что чем больше мы опустим перпендикуляров из-
различных точек кривой, ограничивающей листочек жести,
на вертикальную или горизонтальную плоскость, тем точнее
будет соответствующая проекция его.
$
Зависимость изображения предмета от его положения
относительно плоскости проекции. Рассматривая образо-
вание изображения предмета в одной плоскости проекции —
в частном случае листочка жести (рис. 2), — мы предпо-
лагали, что он расположен параллельно плоскости проек-
ции, т. е. вертикально при изображении его в вертикальной
проекции (рис. 2-/) и горизонтально (рис. 2-1Г), когда мы
строили горизонтальную проекциию этого листа.
Выполнение этого условия совершенно необходимо, чтобы
изображение предмета на плоскости проекции получалось
без изменения его формы и размеров, какие изображаемый
предмет имеет в действительности, т. е. в натуральную
величину.
Посмотрим в самом деле, что происходит с изображе-
нием предмета на плоскости проекции при несоблюдении
этого условия и вообще при изменении положения пред-
мета относительно плоскости, на которую проектируется
его изображение.
Предположим, что вырезанный из жести кружок А
(рис. 4-/) находится над горизонтальной плоскостью про-
екции Q и параллелен ей. Изображением кружка А на
плоскости Q будет, очевидно, круг. В этом нетрудно убе-
диться, если, перемещая кружок А параллельно самому
себе (т. е. не поворачивая его), приблизить его к плоско-
сти Q настолько, чтобы кружок коснулся ее. Мы увидим
при этом, что очертания кружка А точно совпадут с изоб-
ражением его на плоскости Q.
Предположим теперь, что мы поместили тот же кружок А
над горизонтальной плоскостью Q (рис. 4-И) не гори-
зонтально, а немного повернув его около горизонтальной
линии а — а, параллельной плоскости Q. Построив изобра-
жение кружка А на этой плоскости, мы получим уже не
круг, как это мы имели на рис. 4-/, а другую геометри-
ческую фигуру (эллипс), форма которой, очевидно, не со-
впадает с формой кружка А. Нетрудно убедиться, что рас-
стояние b—b (рис. 4-/7) равно диаметру кружка А, рассто-
яние с — с несколько меньше этого диаметра.
При дальнейшем повороте кружка А относительно той
же оси а — а (параллельной к горизонтальной плоскости Q)
расстояние между точками b — b (рис. 4-7/7) попрежнему
остается равным диаметру кружка А, в то время как рас-
стояние с — с уменьшилось (в сравнении с этим же расстоя-
нием на рис. 4-/7). Изображение кружка получилось таким
образом в еще более искаженном виде.
ю
Продолжая поворот кружка Д'относительно оси а — а,
предположим, что он расположился (рис. 4-/R) в вертикаль-
ной плоскости (повернем его, следовательно, на 90° по
отношению к положению, которое он занимает на рис. 4-/).
Проекция кружка А на горизонтальную плоскость в данном
случае будет прямая b — b (рис. 4-/0, длина которой равна
диаметру кружка А.
Из рис. 4 мы видим, как изменяется изображение круглого
листочка жести на горизонтальной плоскости проекции при
повороте его относительно горизонтальной линии, парал-
лельной плоскости Q.
Такое же изменение изображений листочка мы получили
бы, если бы расположили его вертикально и поворачивали
около горизонтальной оси, параллельной плоскости Р
(рис. 2-1). И в этом случае в тот момент, когда кружок займет
горизонтальное положение и окажется таким образом в пло-
скости, перпендикулярной вертикальной плоскости проек-
ции, изображением его на этой плоскости будет прямая
линия.
Из всего сказанного вытекает, что:
1) фигура (или очертание какого-либо предмета), располо-
женная в плоскости, не параллельной плоскости проекции,
изображается на этой плоскости проекции в искаженном
виде (рис. 4-// и II/);
2) плоскость, перпендикулярная к плоскости проекции,
изображается на ней в виде прямой линии (рис. 4-/И).
Изображение предмета в одной плоскости проекции.
Изображения листочка жести, которое мы получили, спроек-
тировав его на одну плоскость, вполне достаточно, чтобы
судить об его очертании. В самом деле, проекция этого
листочка на вертикальную (рис. 2-/) или горизонталь-
ную (рис. 2-/7) плоскости дает исчерпывающее и правильное
представление о том, какими линиями он ограничен. Если
бы нам сказали, что рис. 5-/ изображает проекцию листочка
жести на плоскость страницы этой книги, то мы поняли бы,
что наш листочек имеет вид прямоугольника.
Точно так же, если бы было известно, что и рис. 5-//
изображает проекцию листочка жести на страницу книги,
нам было бы понятно, что листочек этот имеет вид
треугольника.
Если рис. 5-/и 5-//дополнить надписями, указывающими
толщину листочков жести, то пространственная их форма
будет легко понятна, несмотря на то, что они изображены
в одной проекции.
11
Отметим, однако, что в данном случае это оказалось
возможным только ввиду сравнительно простой формы
предмета и краткости (а поэтому и ясности) дополнительной
надписи на его чертеже.
Необходимость изображения предмета в двух плоско-
стях проекции. Предположим, что рис. 6-/ изображает
проекцию предмета на страницу книги, причем какие-либо
дополнительные надписи на чертеже отсутствуют. При таких
условиях нельзя представить себе действительую форму
изображенного предмета. В самом деле, именно такой вид
(прямоугольника) будет иметь проекция тонкой пластинки
Рис. б.Изображениепред- _________У <1/
метов, имеющих очерта- | ] /
иия в виде прямоуголь-
ника и треугольника в од- Рис. 6. Необходимость изображения некото-
ной плоскости проекции. рых предметов в двух проекциях.
(рис. &-II), бруска квадратного (рис. 6-///) и треугольного
(рис. 6-/V) сечения или даже плитки (рис. 6- V), если мы спроек-
тируем их на страницу книги, расположив поверхности этих
предметов, обозначенные на рис. 6-//, III, IV и V стрелками,
параллельно плоскости проекции (т. е. страницы книги). Таким
образом, глядя на рис. 6-/, мы можем с одинаковым основанием
считать, что на нем изображена проекция пластинки, бруска
или плитки, но у нас не будет четкого представления, который
именно из этих предметов изображен на данном рисунке.
Эта неясность не будет иметь места, если на рассматри-
ваемом рисунке будет сделана соответствующая дополнитель-
ная надпись. Но такая надпись оказывается часто настолько
пространной, что изучение содержания ее в той мере, как
это необходимо для получения исчерпывающего представ-
ления о форме предмета, требует много времени.
Необходимость в подобных надписях в большинстве
случаев отпадает при изображении предмета в двух проек-
циях (вертикальной и горизонтальной) одновременно.
12
Изображение предмета в двух плоскостях проекции.
Предположим, что чугунная плитка ч ABCDKLMN (рис.
7-1) расположена таким образом, что* сторона ее ЛСЛтИ
(а следовательно и сторона BDLN) параллельна вертикаль-
ной плоскости Р, а сторона ABCD (и KLMN) — горизонталь-
ной плоскости Q. Построив по уже установленному способу
вертикальную проекцию плитки (на плоскость Р), получим
прямоугольник abed. Если же мы, не изменяя положения
плитки относительно плоскостей Р и Q, построим ее гори-
зонтальную проекцию (на плоскость Q), то она изобразится
на этой плоскости в виде прямоугольника kltnn. Этих двух
проекций вполне достаточно, чтобы судить о форме плитки.
В самом деле, на обеих плоскостях проекции изображены
прямоугольники. Это показывает, что плитка ABCDKLMN —
прямая четырехгранная призма. Длина линии kl (см. гори-
зонтальную плоскость проекции) изображает в натуральную
величину ширину основания призмы, а линия km — длину
этого основания. Линия cd (вертикальная плоскость проекции)
изображает высоту этой призмы. Таким образом на двух
плоскостях проекции мы получили изображения плитки, по
которым можем судить и о форме и о всех размерах ее.
Проекция плитки на вертикальную плоскость проекции,
т.е. прямоугольник abed (рис. 7-Г), называется видом
спереди, или фасадом; проекция той же плитки на гори-
зонтальную плоскость (т. е. прямоугольник kltnn на рис. 7-Г)
называется видом сверху, или видом в плане.
Возвращаемся к рис. 7-1. Предположим, что, построив вер-
тикальную и горизонтальную проекции плитки ABCDKLMN,
мы удалим ее. Рис. 7-1 примет вид, изображенный на
рис. 7-П, на котором:
Р—вертикальная плоскость проекции,
(Загоризонтальная плоскость проекции,
abed—вертикальная проекция плитки (на плоскость Р),
klmn—горизонтальная проекция плитки (на плоскость Q).
Предположим, что плоскости Р и Q соединены шарнирами
(рис. 7-II). Повернем плоскость Р и Q вокруг этих шарни-
ров так, как это мы делаем открывая книгу, до тех пор,
пока плоскости Р и Q не совпадут с плоскостью страницы
этой книги.
Изображение плитки ABCDKLMN в двух проекциях
после этого принимает вид, показанный на рис. 7-Ш. На этом
рисунке попрежнему:
13
Рис. 7. Изображение предмета (чугунной плитки) в двух
проекциях.
Р— вертикальная плоскость проекции,
Q—горизонтальная плоскость проекции,
abed—вертикальная проекция плитки,
klmn—горизонтальная проекция плитки.
На чертежах плоскости проекции Ри Q, точнее говоря,
линии, ограничивающие их, не показываются. Если мы
отбросим эти линии, то получим (рис. 7-/1/) изображение
плитки ABCDK.LMN в двух проекциях в таком виде, как
это делается на чертежах.
Рис. 9. Изображение болта в двух
проекциях.
Рис. 8. Изображение в двух
проекциях цилиндра (/) и
конуса (II).
Отметим еще раз, что рис. 7-IV отличается в основном от
рис. 7-III тем, что плоскости Р и Q и пунктирные линии,
соединяющие проекции abed и klmn, не показаны.
Многие геометрические тела могут быть изображены с до-
статочной ясностью двумя проекциями.
На рис. 8-/ изображен цилиндр, вертикальная проекция
(вид спереди) которого прямоугольник, а горизонтальная
(вид сверху) — круг. На рис. 8-// показан конус (вид
спереди — равнобедренный треугольник и вид сверху —
круг).
На рис. 9-/ показан цилиндрический стержень с квад
ратной головкой. Мы решаем, что этот стержень имеет
форму цилиндра, так как вертикальная плоскость его
прямоугольник, а горизонтальная — круг. Форма головки
стержня нам становится очевидной по горизонтальной
проекции ее. Из этой проекции совершенно ясно видно,
что головка рассматриваемого стержня квадратная. Такой
15
на рис. 10-/, изображен (рис.
Рис. 10. Необходимость изображения
некоторых предметов в трех проекциях.
же стержень, но с круглой головкой, изображен на рис. 9-//;
и в этом случае о форме головки мы судим по горизон-
тальной проекции стержня.
Необходимость изображения предметов в трех проек-
циях. Далеко не все предметы, однако, могут быть изобра-
жены на бумаге с исчерпывающей ясностью в двух проек-
циях.
Предположим, например, что предмет, представленный
\-III) в двух проекциях
причем в вертикальной
проекции показан вид
этого предмета по стрел-
ке А. Из рис. 10-/// не
видно, какую форму имеет
верхняя часть этого пред-
мета,— такую ли, какой
она изображена на рис.
10-/ или на рис. 10-//, но
отчетливо видна форма
перехода 2 от верхней
части / предмета к ниж-
ней 3 (рис. 10-/). Если бы
в вертикальной проекции
был показан вид данного
предмета по стрелке Б
(рис. 10-/), как это сде-
лано на рис. 10-/V, то
форма верхней его части
не вызывала бы сомнений,
но понять, какую форму
имеет переход от верх-
ней части предмета к
нижней, — нельзя. В са-
мом деле, переход этот
изображается на рис. 10-/И
одинаково, независимо от того, имеет ли он форму, пока-
занную на рис. 10-/ или 10-//.
Чтобы изобразить на бумаге предмет, показанный на
рис. 10-/, и многие другие предметы с достаточной яс-
ностью, необходимо прибегать еще к одной, так называе-
мой боковой проекции, или к виду сбоку данного пред-
мета.
Изображение предметов в трех проекциях. На рис. 11
представлен пример построения трех проекций предмета
(чугунного угольника), обозначенного на этом рисунке
буквой А.
Здесь:
Q—горизонтальная плоскость проекции, на которой
располагается вид сверху изображенного пред-
мета (по стрелке Г).
Рис. 11. Образование изображения предмета (угольника) в трех
проекциях.
Р и S—вертикальные плоскости проекций, причем на
плоскости Р расположен вид предмета спереди
(по стрелке 2), а на плоскости S—вид его сбоку
(слева, по стрелке 3).
Если бы плоскости Р, Q и S были соединены шарни-
рами, то, развернув их как это делали раньше (рис. 7), мы
увидели бы изображение предмета А, представленное на
рис. 12. Обращаем внимание, что при таком развертывании
плоскостей проекции вид предмета слева попадает справа
от вида спереди, а вид сверху — точно под видом спереди.
2 А. Н. Оглоблжн
17
вид спереди Вид слева
S
Л лав (вид сверху)
Рис. 12. Изображение уголь-
ника в трех проекциях после
того как плоскости проекции
развернуты.
Рис. 13. Изображение
угольника в трех про-
екциях.
Отбросив плоскости линии, определяющие Р, Q и S, мы
получим (рис. 13) изображение предмета А (рис. 11) в трех
проекциях и в таком виде, как это принято делать на чертежах.
Рис. 15. Предмет, изобра-
женный в проекциях на
рис. 14.
отчетливости изображения той или иной детали, а иногда
и в силу необходимости, нельзя ограничиваться тремя проек-
циями данной детали, а показывать на чертеже еще один или
даже несколько видов ее, а именно —
вид справа, вид сзади и вид снизу. На
рис. 14 приведен пример изображе-
ния предмета, показанного на рис. 15,
в шести проекциях. Значение пунк-
тирных линий на рис. 14 объяснено
ниже (стр. 23).
Образование шести проекций пред-
мета станет понятным, если разоб-
раться в рис. 16, на котором пока-
заны все шесть плоскостей проекций, но еще в полураз-
вернутом виде.
Всматриваясь в расположение проекций на рис. 14, мы
можем сказать, что вид спереди служит для чертежа основ-
19
ным (поэтому его показывают главным видом), относительно
которого все остальные виды располагаются следующим
образом:
а) вид сверху--под видом спереди,
б) вид слева—справа от вида спереди,
в) вид справа—слева от вида спереди,
г) виц снизу—над видом спереди,
д) вид сзади—правее вида слева.
На чертежах у вида сзади делается надпись: вид сзади.
У всех остальных видов названия их не пишут.
Ж
ДЛЯ ВИДА СПЕРЕДИ
(ГЛАВНОГО)
ЦМХ СУМ»
МСАДНАЯ (ВЕРТИКАЛЬНАЯ)
ПЛОСКОСТЬ ПРОЕКЦИИ
"'««S
ДЛ0ГКогг „
Т° "Р°^ии
I 5 ~ )
А
Ч?ч
чЪ,.
А*
ГГРХЗОЗТХЛЬИХЯ
о 'МЯГКОСТЬ ЛР0ГРЦ//М
Ж'
ЛЛЯ ЯЛДЛ СЗГРХУ
•Для
Видл
СЛЕВд
Рис. 16. Образование дополнительных проекций.
Для вида спереди можно брать любую сторону изобра-
жаемого предмета. Принято, однако, для этого вида брать
ту сторону, которая дает наибольшее число подробностей
предмета и наиболее ясное представление о форме его.
Вспомогательные плоскости проекции. Во всех пре-
дыдущих случаях мы располагали изображенные на черте-
жах предметы таким образом, чтобы ограничивающие их
плоскости были параллельны плоскостям проекции.
20
Иногда, однако, форма предмета оказывается такой, что
выполнение этого условия не удается и в одном из видов
изображение получается искаженным. Пример такого случая
представлен на рис. 17, на котором цифрой // обозначен
вид чугунного патрубка спереди, а I—вид справа.
Верхний фланец этого патрубка изображен в боковом
виде не в натуральную величину. Вообще говоря, во мно-
гих случаях и такого изображения фланца достаточно,
чтобы составить представление о его форме и размерах.
Рис. 17. Изображение предмета в двух обыч-
ных и в одной вспомогательной плоскостях
проекции.
Иногда, тем не менее, показывают этот фланец и в нату-
ральную величину, проектируя его для этого на параллель-
ную ему плоскость. Такая плоскость называется вспомога-
тельной (на рис. 17 обозначена цифрой III).
Чтобы понять, какой вид предмета показан на вспомога-
тельной проекции, над ней делают надпись: вид по
стрелке. Стрелку эту показывают вблизи стороны пред-
мета, изображаемой на вспомогательной проекции, как сде-
лано на рис. 17.
Отметим, наконец, что на вспомогательной проекции по-
казывают не весь предмет, а только ту его часть, для изо-
бражения которой применена в данном случае вспомогатель-
ная проекция. В рассмотренном примере (рис. 17) в вспо-
могательной проекции изображен только верхний фланец
патрубка и опущены все остальные его части.
21
Основное правило чтения чертежа, когда изображенная
на'нем деталь показана в двух и более проекциях, состоит
в том, что все проекции следует рассматривать совместно,
а не каждую в отдельности. Если не следовать этому пра-
вилу и рассматривать, например, сначала только две проек-
Рис. 18. Пример изображения детали
в трех проекциях.
ции чертежа, не обращая
внимания на третью, то
получается неправильное
представление о детали,
которое мешает изучению
ее формы по третьей про-
екции.
Пусть, например, перед
нами находится чертеж де-
тали, изображенной на рис.
18. Рассматривая только две
проекции чертежа, обозна-
ченные на рис. 18 цифрами
/ и III, мы можем решить,
что деталь имеет форму,
показанную на рис. 19-7.
Это не соответствует дей-
ствительности. Если же мы
составим представление о рассматриваемой детали по
ее проекциям I и II (рис. 18), то также сделаем ошибку.
I а ш
Рис. 19. Деталь, изображенная на рис. 18, может казаться такой при
неправильном чтении чертежа.
Мы можем решить ошибочно, что гребень, расположенный
на одной из сторон нашей детали, имеет форму, показанную
на рис. 19 II или же на рис. 197//.
2. Изображения деталей машин в прямоугольных
проекциях
Изображения невидимых линий. Предположим, что тре-
буется начертить предмет, изображенный на рис. 20-/, т. е.
22
цилиндр 2 с небольшим пояском 3 в нижней части и со
сквозным отверстием 1. Сколько бы ни брали плоскостей
проекций, и как бы ни располагали данный цилиндр отно-
сительно этих плоскостей, форма отверстия в нем останется
непоказанной. Так, если мы изобразим этот цилиндр в двух
проекциях (рис. 20-//), то по виду сверху мы сможем су-
Рис. 20. Изображение на чертеже невидимых линий.
дить об очертании отверстия в цилиндре на верхнем торце
его. Добавив вид снизу, мы покажем очертания отверстия
на нижнем торце цилиндра, но форма отверстия в нем
попрежнему останется неизвестной. Можно предположить,
например, что отверстие это — просто цилиндр, но можно
допустить также, что в средней своей части оно имеет
уширение.
Чтобы при чтении чертежей таких вопросов.не возникало,
принято показывать на них и невидимые контуры изобража-
емых предметов (расположенные внутри его, на задней по-
верхности и т. д.). Но чтобы отличить эти контуры от ви-
димых и изображаемых на чертежах сплошными линиями,
они обозначаются пунктирными линиями.
На рис. 20-///(в вертикальной проекции) проведены две
пунктирные линии (стрелки 4 и 6 указывают эти линии),
23
объясняющие, что отверстие в цилиндре имеет одинаковый
диаметр по всей его длине. Если бы отверстие это имело
в средней своей части уширение, то оно было бы изобра-
жено так, как показано на рис. 20-/V. Обращаем внимание,
что в горизонтальной проекции цилиндра в этом случае
(рис. 20-/V) появилась добавочная пунктирная окружность,
диаметр которой равен диаметру уширенной части отвер-
стия в рассматриваемом цилиндре.
На рис. 20-V изображен тот же цилиндр, но пунктир-
ными линиями показано, что отверстие в нем не сквозное.
Осевые линии. На рис. 20-//, 20-///, 20-/1/ и 20- V, кроме
невидимых линий, показано еще несколько вертикальных
и горизонтальных линий, причем, в отличие от невидимых,
эти линии изображены штри х-пункт и ром (тире с точ-
кой). На одну из таких линий указывает стрелка 5 на
рис. 20-///.
Штрих-пунктирные линии — воображаемые, так как в дей-
ствительности они не существуют. Они называются осе-
выми линиями, или линиями симметрии. Они
всегда проводятся при изображении предметов правильной
симметричной формы. Поэтому, например, при изображе-
нии в двух проекциях стержня с квадратной головкой он
показывается не так, как на рис. 9-/, а как на рис. 9-///, на
котором нанесены осевые линии.
Осевые линии облегчают вычерчивание предметов сим-
метричной формы. Они устанавливают связь между проек-
циями изображаемого предмета, так как проекции всегда
располагаются таким образом, чтобы их осевые линии со-
впадали (рис. 9-///, на котором вертикальная ось, видимая
сверху, есть продолжение оси горизонтальной проекции).
При разметке изделия на нем прежде всего наносят осевые
линии.{иногда их называют центровыми), которыми пользу-
ются как при дальнейшей разметке изделия, так и при
проверке установки на станке.
Разрезы. Несмотря на применение пунктиров, изобра-
жающих невидимые линии предмета, внутреннее устройство
его не всегда удается показать на чертеже с достаточной
отчетливостью. В таких случаях прибегают к так называе-
мым разрезам предмета.
Сущность разреза состоит в следующем. Предположим,
что требуется изобразить на чертеже внутреннее устрой-
ство детали, показанной на рис. 21/. Для этого разрежем
(рис. 21-//) мысленно эту деталь плоскостью, проходящей
24
через линию АВ, и удалим ту часть детали, которая лежит
впереди плоскости разреза. Оставшаяся часть детали будет
иметь вид, показанный на рис. 21-///. Спроектировав ее спе-
реди на вертикальную плоскость и расположив под ней вид
данной детали сверху (но уже всей детали, а не остав-
шейся после условного разреза), получим изображение ее
в двух проекциях с разрезом (рис. 21-/V).
Таким образом разрез есть условное изображение пред-
мета, когда часть его, находящаяся между глазом наблюда-
теля и секущей плоскостью, как бы удалена, и оставшаяся
Рис. 21. Изображение детали с полным или прямым разрезом.
часть предмета проектируется полностью, т. е. вычерчи-
вается все то, что лежит в самой секущей плоскости и рас-
положено за ней.
В зависимости от положения секущей плоскости в про-
странстве различают разрезы: а) вертикальные, если секу-
щая плоскость занимает вертикальное положение, б) гори-
зонтальные— при горизонтальном положении секущей плос-
кости и в) наклонные, когда секущая плоскость наклонена
по отношению к горизонтальной плоскости проекции.
На рис. 21-/IZ мы видим таким образом вертикальный
разрез детали, изображенной на этом рисунке. Ниже мы
рассмотрим примеры и других видов разрезов.
При изображении разреза не следует забывать видимых
линий, расположенных за секущей плоскостью, т. е. за
плоскостью разреза. Линии, обозначенные на рис. 21-ПГ
цифрами / и 2, видны и на вертикальном разрезе той же
детали (рис. 21-/И)- Изображение разреза рассматриваемой
детали без этих линий, как это сделано на рис. 21-V,— не-
верно.
25.
Разрезанные части предмета обозначаются штриховкой
т. е. рядом тонких наклонных линий, как это и сделано на
рис. 21 -IV.
В некоторых случаях для изображения внутреннего
устройства детали нет надобности разрезать ее секущей плос-
костью полностью (как это показано на рис. 21-71/), а можно
ограничиться изображением в разрезе лишь некоторой
части детали. Пример такого разреза мы видим на рис. 22.
Рис. 22. Изображение внутреннего
устройства детали посредством час-
• тичного разреза.
Разрез по АВ6
Рис. 23. Изображение вну-
треннего устройства детали
посредством ломаного раз-
реза.
Вместо того чтобы разрезать эту деталь пополам, вырезают
только четверть ее — двумя взаимно перпендикулярными
плоскостями. Благодаря этому на одном чертеже показыва-
ются и внешний вид изображаемой детали (левая половина
вертикальной проекции на рис. 22) и внутреннее устрой-
ство ее (правая половина той же проекции). Направление
разреза показано в данном случае на горизонтальной про-
екции ломаной линией АОВ.
В зависимости от числа секущих плоскостей, при по-
мощи которых получается данный разрез, различают прос-
тые и сложные разрезы. Простой разрез осуществляется
при помощи одной секущей плоскости (пример такого раз-
реза— рис. 21-/IZ). При сложном разрезе используются две
и более секущие плоскости, совмещаемые в плоскости чер-
тежа. На рис. 23 приведен пример сложного разреза.
В данном случае разрез осуществлен двумя секущими плос-
костями, расположенными под углом АВС} вершина кото-
26
рого совпадает с центром детали. На разрезе детали обе
эти плоскости совмещены с плоскостью чертежа, а для
правильного понимания разреза дана надпись: разрез по
Рис. 24. Разрез детали по двум плоскостям.
АВС (рис. 23). Во многих случаях эту надпись сокращают
и слово разрез не пишут. Несколько другой прием раз-
реза детали двумя плоскостями показан на
стия 1 и 2 у этой детали
расположены так, что если
разрез сделать по плоско-
сти АВ, то в разрезе будет
показано только то отвер-
стие, которое обозначено на
рис. 24-/, цифрой 1. Если
же рассматриваемую деталь
разрезать по плоскости
CD, то в разрез попадет
только отверстие 2, а от-
верстие 1 останется непо-
казанным. Чтобы показать
внутреннее устройство де-
тали с достаточной ясно-
стью, разрез ее сделан двумя
плоскостями, одна из кото-
рис. 24. Отвер-
Разрез во АОС
рых (/ИЛ/ на рис. 24) про- рис 25. Изображение детали в трех
ходит через ОСЬ отверстия проекциях с разрезами (во всех про-
/, а вторая (KL—на том екциях).
же рисунке) — через ось
отверстия 2. Ив этом случае обе секущие плоскости
совмешены с плоскостью чертежа и над разрезом детали
27
сделана соответствующая надпись: разрез по KLMN
(рис. 24).
В только что рассмотренном примере сложный раз-
рез детали сделан при помощи двух параллельных плос-
костей, следы которых в горизонтальной проекции обра-
зуют как бы ступени. Поэтому такие разрезы называют
иногда ступенчатыми.
Разрезы в боковых видах, видах сверху и других
проекциях. Во всех рассмотренных выше случаях для более
отчетливого изображения некоторых деталей мы делали
лишь вертикальные их разрезы. Очень часто, однако, наи-
большая ясность изображения предмета достигается гори-
Рис. 26. Изображение внутреннего
устройства детали посредством вы-
рыва.
Рис. 27. Изображение
болта при прохожде-
нии плоскости разре-
за через его ось.
зонтальным разрезом, а иногда и вертикальным и горизон-
тальным одновременно. Можно видеть чертежи деталей,
на которых разрезы сделаны во всех трех основных плос-
костях проекции. На рис. 25 показан пример такого изоб-
ражения, причем в вертикальной проекции сделан разрез
по плоскости АВ, в плане — по KLMN и в боковом виде—
по АОС, на что и указывают соответствующие надписи на
рис. 25.
Отметим в заключение, что, рассекая изображаемые на
чертежах детали (рис. 21-/V, 22, 23 и 24) целиком, мы полу-
чали так называемые полные их разрезы.
Частичные разрезы, или вырывы. Иногда для вполне
отчетливого понимания внутреннего устройства детали пред-
ставляется возможным ограничиться частичным ее разрезом,
или, как говорят, вырывом. В этом случае разрез имеет
узко ограниченный характер — в нем показывают только
ту часть детали, которая должна быть изображена на чер-
28
теже с особой отчетливостью. Пример такого приема (час-
тичного разреза, или вырыва) показан на рис. 26, на кото-
ром представлен вал со шпоночной канавкой. Глубина
и очертания этой канавки отчетливо видны благодаря сде-
ланному вырыву.
Особое замечание. Очень часто в плоскость разреза
попадают такие детали, как болты, заклепки, штифты,
сплошные валы и другие детали, внутреннее устройство
которых (сплошной материал) известно в достаточной сте-
пени и разрез которых поэтому не нужен. В таких случаях
эти детали не разрезают и показывают целыми, что мы
и видим на рис. 27, на котором болт 7, соединяющий де-
Рис. 28. Сечение детали, вынесенное (/) и совмещенное (fl).
тали 2 и 3, показан неразрезанным, несмотря на то, что плос-
кость разреза проходит через этот болт. Сказанное отно-
сится, впрочем, лишь к тем случаям, когда плоскость раз-
реза проходит через ось болта, заклепки штифта и т. д.
Если же эта плоскость перпендикулярна оси болта, заклепки
и т. д., то и эти детали изображают на чертеже разре-
занными и, следовательно, по общему правилу заштри-
хованными.
Сечения. Еще один способ изображения внутренних
очертаний и форм деталей машин на чертежах состоит
в том, что на чертеже показывают лишь то, что располо-
жено в принятой секущей плоскости. На рис. 28-7 показана
часть чугунной отливки, поперечное очертание которой
вполне ясно благодаря помещенному сбоку сечению ее.
Точно так же не вызывает сомнений форма спицы чугун-
ного шкива, часть которого показана на рис. 28-/7, так как
на этой же проекции шкива (и даже на самой спице) пока-
29
зано ее сечение. Сечения, подобные изображенному на
рис. 287, называют вынесенными, а подобные показан-
ному на рис. 287/—сов м е ще нн ы м и.
Условные штриховки разрезов деталей машин на чер-
тежах. Штриховка на разрезах деталей, изображаемых на
чертежах, не только способствует пониманию ее устрой-
ства, но и указывает, из какого материала изготовлена дан-
ная деталь. Это достигается посредством так называемых
условных штриховок.
Рис. 29. Пример условной
штриховки.
Все металлы принято штриховать так, как показано на
рис.2171/, т. е. рядом тонких параллельных линий, наклон-
ных к горизонтальной линии под углом 45°. Если на чер-
теже показан разрез одновременно двух деталей, примыка-
ющих одна к другой, то для большей ясности наклоны
штриховки делают разными, что мы и видим на рис. 27.
Пластмассы, кожу, резину, про-
кладки из различных материалов
(листовой меди, свинца, фибры,
картона и пр.), набивки (асбест,
войлок) и заливки (например баб-
бит) принято штриховать двумя
рядами пересекающихся наклонных
линий (в сетку). Но такое услов-
ное обозначение определяет тот
или иной материал лишь в общих
чертах; поэтому все необходимые
данные о нем сообщают в пояс-
няющих надписях, как это и сделано на рис. 29, на кото-
ром показаны в. разрезе детали 1 и 3 с картонной про-
кладкой 2 между ними.
На машиностроительных чертежах показывают иногда
деревянные детали, бетон, железобетон, землю и жидкость.
Условные штриховки этих материалов изображены на
рис. 30.
Масштабы. Очень многие детали машин настолько велики,
что изображение их на чертеже с сохранением действи-
тельных размеров или, как говорят, в натуральную величину,
не удается. Поэтому такие детали изображают на чертежах
в уменьшенном виде. Очень часто в уменьшенном виде
изображают и такие детали, которые могли бы быть на-
черчены и в натуральную величину. Это относится к деталям,
настолько простым по своему устройству, что от уменьше-
ния изображения их отчетливость чертежа не ухудшается.
зо
Некоторые мелкие детали, сложные по своему устрой-
ству, для большей ясности их изображения чертят в увели-
ченном виде.
Иногда наибольшую ясность чертежа детали достигают
изображением всей детали в натуральную величину или
даже в уменьшенном виде и лишь некоторой части ее (наи-
более трудной для изображения, самой ответственной, обра-
ботка которой должна быть выполнена особо тщательно
Деребо б
поперечном разрезе
Земля
Рис. 30. Условные штриховки неметаллических материалов.
и т. п.) в увеличенном виде (или в натуральную величину,
если вся деталь показана на чертеже в уменьшенном виде).
Первое из этих изображений (всей детали) дает представление
о форме детали, ее главнейших размерах и т. д., в то время
как второе изображение (части детали) сообщает более по-
дробно об устройстве, размерах и приводит также и другие
сведения об отдельной ее части.
Число, показывающее, во сколько раз уменьшены или
увеличены размеры детали на чертеже против ее действитель-
ных, называется масштабом. )
Если деталь изображена на чертеже в натуральную вели-
чину, то дается надпись: М Г.1.
31
Надпись М1:2 показывает, что деталь изображена
уменьшенной в два раза, М 2:1, что чертеж сделан в двой-
ном масштабе.
Общеприняты следующие масштабы:
Для уменьшения—1 :2; 1:5; 1 :10; 1 :20 и 1 :50.
Для увеличения — 2:1; 5:1 и 10:1.
Значительно реже применяются: 1 :2,5; 1; 25 и 1 :75
Отметим в заключение, что если на чертеже детали
имеется специальная графа для записи масштаба изображения,
то буква М из обозначения масштаба исключается.
Простановка размеров. Руководствуясь правилами
изображения в прямоугольных проекциях, пользуясь раз-
личными разрезами и т. д., всякую деталь можно изобразить
так, что по чертежу получается полное и верное предста-
вление о ее форме. Чтобы можно было судить о размерах
изображенной детали и правильно обработать ее, чертеж
данной детали сопровождается размерами, простановка ко-
торых производится по особым правилам.
Чтобы указать какой-либо размер детали, например
длину, у концов ее проводят две тонкие, так называемые
выносные, линии (на эти линии на рис. 31 показывают
стрелки 1 и 3). Между выносными линиями проводят раз-
мерную линию (см. стрелку 2 на рис. 31) и на концах
се ставят стрелки. В разрыве размерной линии пишут число,
выражающее данный размер. Таким образом длина показан-
ной на рис. 31 детали — 40 мм. На некоторых чертежах
числа, выражающие размеры, пишут над размерными лини-
ями, не делая разрывов последних. Иногда обходятся совсем
без выносных линий, располагая размерные линии прямо
на чертеже (20 на рис. 31).
При очень малых расстояниях между выносными лини-
ями, когда размерное число не может быть вписано между
ними,— стрелки, ограничивающие размерную линию, про-
ставляют так, как это сделано на рис. 32 (см. размер 5 и 10).
Иногда размерной число располагают вне выносных линий,
рядом с одной из них (см. размеры 3 и 2 на рис. 32).
Пример простановки величины угла показан на рис. 32
(угол 60°).
Надпись 2X45° (рис. 32) указывает, что в данном месте
должна быть фаска (острая кромка детали должна быть
срезана) на длине 2 мм под углом 45° к любой из пересекаю-
щихся поверхностей.
Цифры, указывающие размеры на машиностроительных
чертежах, почти всегда выражают миллиметры (но не
32
сантиметры и тем более метры), причем слово миллиметр
(или, сокращенно, мм) после размерного числа никогда не
пишут. Значительно реже размеры деталей указывают
в дюймах. В последнем случае обязательно проставляют
общепринятое обозначение дюйма (знак" например 25").
Если перед размерным числом стоит знак 0, он обозна-
чает диаметр детали в данном месте (рис. 32). Размеры за-
круглений обозначают радиусом дуги, образующей это за-
кругление, причем перед размерным числом ставят букву R
Рис. 31. Простановка размеров.
или г, как это и сделано на рис. 32 в месте перехода от
цилиндрической части к основанию, имеющему диаметр
30 мм.
Если радиус меньше 5 мм, то стрелку, изображающую
радиус, и размер радиуса располагают с внешней стороны
дуги (рис. 32—радиус 3 мм).
Независимо от того, в каком масштабе изображают де-
+аль, на чертеже всегда ставят действительные ее раз-
меры.
На рис. 33 показаны два совершенно одинаковых пред-
мета. Они только кажутся разными, потому что одно изобра-
жение предмета (рис. 33-/) сделано в натуральную величину,
а другое (рис. 33-//) в половинном масштабе, что и показы-
вают надписи М 1 :1 и М 1 :2, сделанные на чертеже. Цифры
размеров в обоих случаях одинаковы, так что деталь,
3 Н. А. Оглоблин
33
обработанная по рис. 33-/, будет точно такой же, как если
бы ее обработали по рис. 33-//.
Если почему-либо размерное число не соответствует
длине размерной линии (с учетом масштаба), то оно под-
черкивается, как это сделано с 0 30 мм на рис. 32.
Укажем в заключение, что во всех случаях рабочий
должен руководствоваться только размерными числами.
Если на чертеже отсутствует необходимый размер, то
нельзя устанавливать его непосредственно измерением
Рис. 33. Изображение одной и той же детали в различных мас-
штабах.
чертежа, даже и в том случае, если он выполнен в натураль-
ную величину.
Во всех таких случаях следует неполный чертеж пере-
дать конструктору, который должен проставить на нем
недостающий размер.
Если какое-либо размерное число на чертеже детали
зачеркнуто и вместо него написано другое, то такое изме-
нение можно • считать действительным лишь при наличии
на чертеже подписи конструктора, подтверждающей это
изменение.
Сказанное относится и ко всяким другим изменениям
чертежа. Если, например, выточка, показанная на чертеже
детали, зачеркнута, то ее не следует делать только в том
случае, когда это изменение чертежа подтверждено под-
писью конструктора.
34
ГЛАВА ВТОРАЯ
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ И ИЗОБРАЖЕНИЯ
НА МАШИНОСТРОИТЕЛЬНЫХ ЧЕРТЕЖАХ
3. Обозначения качества обработки поверхностей
Общие замечания. К поверхностям деталей машин предъ*
являются различные требования в смысле качества отделки
или, как говорят, вида этих поверхностей. Одни поверх-
ности могут быть оставлены такими, какими они получились
после отливки или поковки детали, другие должны быть
чистыми, но допустимы грубые следы обработки их на
Рис. 34. Обозначения обработки условными знаками.
станке и т. д. Чтобы по чертежу было видно, какими (по
качеству) должны быть поверхности этой детали, пользу-
ются условными знаками, проставляемыми на линии, огра-
ничивающей данную поверхность, или прибегают к помощи
линий типа выносных. На рис. 34 знак W (два тре-
угольника), поставленный внутри отверстия для вала в под-
шипнике, изображенном на этом рисунке, показывает, что
отверстие это должно быть обработано на станке с мало
заметными следами обработки.
На этом же рисунке знак V (один треугольник), по-
ставленный около выносной линии, показывает, что опорная
поверхность подшипника должна быть обработана чисто,
но допускаются следы механической обработки.
Если все поверхности детали должны быть обработаны
одинаково, например чисто, но с грубыми следами обра-
35
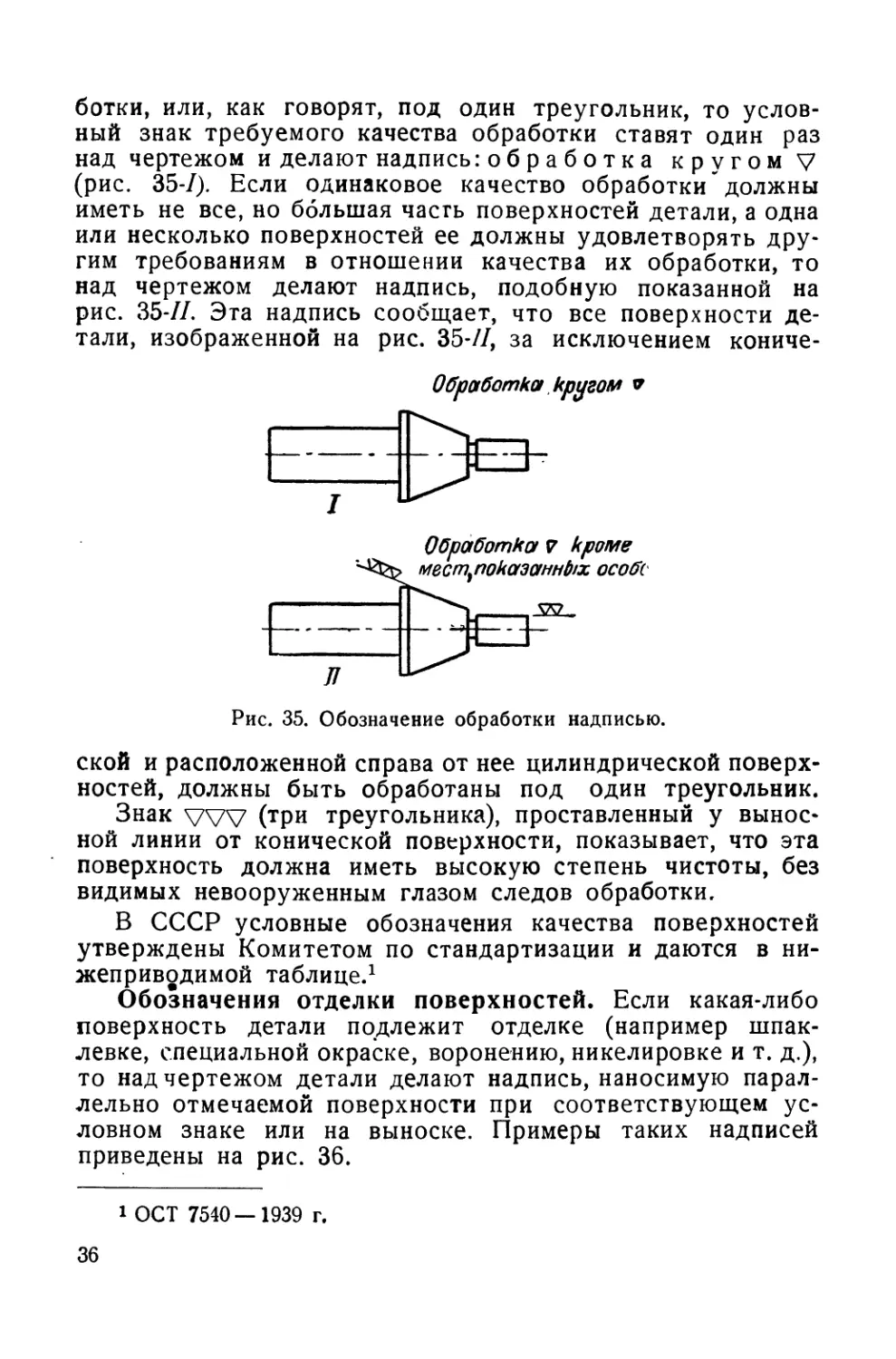
ботки, или, как говорят, под один треугольник, то услов-
ный знак требуемого качества обработки ставят один раз
над чертежом и делают надпись обработка кругом V
(рис. 35-/). Если одинаковое качество обработки должны
иметь не все, но большая часть поверхностей детали, а одна
или несколько поверхностей ее должны удовлетворять дру-
гим требованиям в отношении качества их обработки, то
над чертежом делают надпись, подобную показанной на
рис. 35-//. Эта надпись сообщает, что все поверхности де-
тали, изображенной на рис. 35-//, за исключением кониче-
Обработка кругом v
Рис. 35. Обозначение обработки надписью.
ской и расположенной справа от нее цилиндрической поверх-
ностей, должны быть обработаны под один треугольник.
Знак VVV (три треугольника), проставленный у вынос-
ной линии от конической поверхности, показывает, что эта
поверхность должна иметь высокую степень чистоты, без
видимых невооруженным глазом следов обработки.
В СССР условные обозначения качества поверхностей
утверждены Комитетом по стандартизации и даются в ни-
жеприводимой таблице.1
Обозначения отделки поверхностей. Если какая-либо
поверхность детали подлежит отделке (например шпак-
левке, специальной окраске, воронению, никелировке и т. д.),
то над чертежом детали делают надпись, наносимую парал-
лельно отмечаемой поверхности при соответствующем ус-
ловном знаке или на выноске. Примеры таких надписей
приведены на рис. 36.
1 ОСТ 7540—1939 г.
36
Условные обозначения необработанных и обработанных
поверхностей деталей машин
Обозна- чение качества обработ- ки по- верхно- стей Характери- стика по- верхности Примеры поверхно- стей, обозначаемых данным знаком Примерные способы получения данной поверхности
Без знака Черная Поверхности отливок, проката, штамповок и т. д. Отливка, ковка, про- катка, отрезка ножни- цами
сю Черная, за- чищенная от неровно- стей, зау- сенцев и пр. Зачищенные поверх- ности отливок, поко- вок, штамповки и т. д. Зачистка зубилом, шлифовальным кру- гом, пескоструйная очистка и т. д.
V Чистая, с j грубыми ; следами об- j работки 1 ! Привалочные поверх* ности с черновой про- межуточной обработ- кой, отверстия из-под сверла Обработка обдироч- ным резцом, обдироч- ной фрезой, сверление, обдирка Драчевым напильником,крупно- зернистым шлифо- вальным кругом и т.д.
W Чистая с мало • замет- ными следа- ми обра- ботки 1 Отверстия из-под раз- вертки, точно приле- гающие поверхности, поверхности под шаб- ровку. Грани лезвий черновых режущих инструментов Обработка чистовым резцом, чистовой фре- зой, черновой раз- верткой, личным на- пильником и пр.
VVV Высокая степень чи- стоты без видимых не- вооружен- ным глазом следов обра- ботки Вращающиеся и скользящие поверхно- сти, шейки валов, рабочие поверхности грубых измеритель- ных инструментов Шлифование, поли- ровка шкуркой, чистовая обточка алмазным резцом, чистовое разверты- вание
37
Продолжение
Обозна- чение качества обработ- ки поверх- ностей Характери- стика по- верхности Примеры поверхно- стей, обозначаемых данным знаком Примерные способы получения данной поверхности
о Шлифован- ная зеркаль- ная поверх- ность с ми- кроскопиче- скими штри- хами Рабочие поверхно- сти измерительных инструментов. Грани лезвий чистовых ре- жущих инструментов Обработка шлифо- вальным кругом, ручная доводка, об- работка на притироч- ных и доводочных станках
Шлифован- ная и дове- денная зер- кальная по- верхность с микроско- пическими штрихами Рабочие поверхно- сти измерительных инструменюв Шлифование, до- водка абразивным материалом — тонкой пастой, крокусом
00^ Шлифован- ная и дове- денная зер- кальная по- верхность, совершенно чистая без штрихов Рабочие поверхности измерительных ин- струментов Шлифование, до- водка тончайшим крокусом
о Поверх- ность бле- стящая, со сглажен- ными не- ровностями Поверхность ручек разнообразных при- боров и т. д, если требуется лишь чистота отделки Полировка эластич- ными и войлочными кругами, кругами, оклеенными абрази- вами, слесарная от- делка шкуркой и т. д.
38
Указания о термической обработке детали дают также
в виде надписей на видном месте чертежа. Если при этом
должна быть термически обработана вся деталь, то делают
общую надпись: калить. В случае частичной термической
обработки детали область, подлежащая термической обра-
ботке, выделяется размерной линией со стрелками на кон-
ШабритЬ
ДорнобатЬ
Рис. 36. Обозначение обработки выносками.
150
ZSZ2
Рис. 37. Указание о частичной
термообработке.
цах, а самая термическая обработка указывается особой
надписью. Так из надписи, сделанной у концевой шейки
вала, изображенного на рис. 37, видно, что часть этой шейки
на длине 100 мм должна быть закалена.
Некоторые дополнительные надписи на чертежах.
Кроме условных обозначений, на чертежах делают более или
менее подробные надписи,
способствующие пониманию
чертежа или дополняющие
его. Несколько таких надпи-
сей мы уже видели выше, на-
пример: разрез по АВС
(рис.23), вид по стрелкеД
(рис. 17) и т. д. Рассмотрим
еще несколько дополнитель-
ных надписей и установим
правила их использования.
На чертежах деталей, ограниченных коническими поверх-
ностями, указывается иногда конусность этих поверхно-
стей или уклон конуса.
Чтобы понять первую из этих’ надписей, необходимо
знать, что конусностью называется отношение разности
диаметров двух поперечных сечений конуса к расстоянию
между ними. Так, если Do — больший, d0 — меньший диаметр
данного конуса, a L — длина его, то конусность данного
конуса может быть найдена по формуле
а_ Do ^о
R~ L
39
Если, например, дан конус, у которого больший диаметр
Dq = 80 мм, меньший d0 = 60 мм, а длина его L = 1200 мм,
то конусность
P—dQ _ 80—60 20 _ 1
L 1200 1200 60 *
Умножив обе части вышеприведенной формулы на L
и сократив L в правой части, получаем:
kL = Dq dQ,
откуда
Dq = kL -P
и
б/g ~—- D{)—kL.
Пользуясь этими формулами по данной конусности,
длине конуса и одному из диаметров, можно найти другой
диаметр. Если, например, дан конус, у которого конус-
ность , длина L — 1200 мм, а меньший диаметр
= 60 мм, то больший диаметр
1 , 1200
Do= kL + rf0= -go- X 1200 + 60 = -go- +
“I- 60 20 60 == 80 мм.
Уклоном конуса называется половина конусности.
Уклон конуса и его конусность выражаются обычно про-
стой дробью, записываемой так: 1:20; 1:25; 1:60 и т. д.
Вместо простой дроби на чертежах конусов уклон или конус-
ность указывают десятичной дробью, например 0,05; 0,04
и т. д., а иногда (сравнительно редко) — в процентах, напри-
мер 5%, 4% и т. д.
Если даны три конуса с уклонами первый 1:20; второй
0,05 и третий 5%, то нетрудно убедиться, что все эти три
конуса имеют одинаковый уклон.
Очевидно, что по данному уклону конуса нетрудно
определить его конусность (для этого достаточно дробь,
выражающую данный уклон, умножить на два).
40
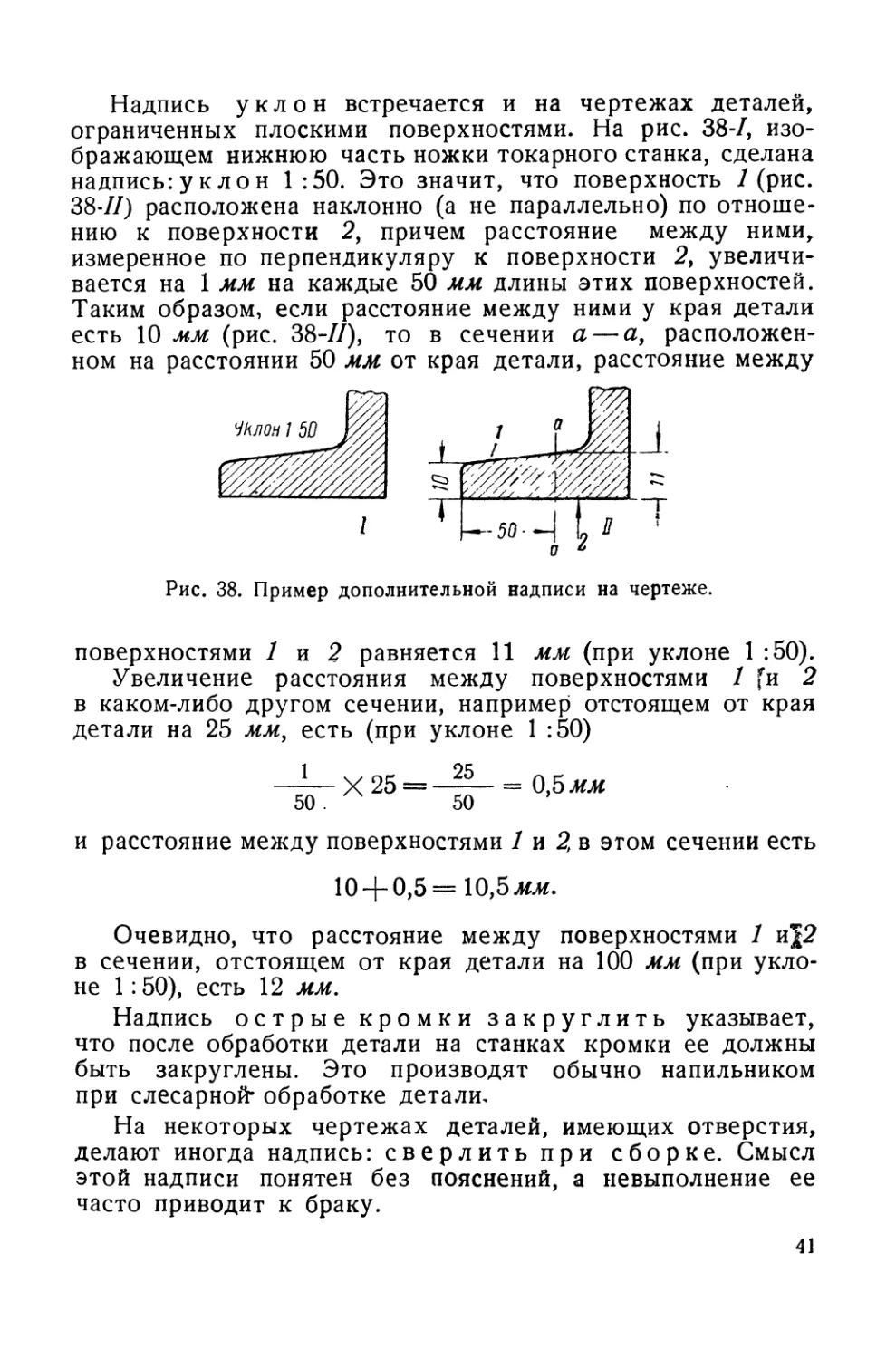
Надпись уклон встречается и на чертежах деталей,
ограниченных плоскими поверхностями. На рис. 38-/, изо-
бражающем нижнюю часть ножки токарного станка, сделана
надпись: у клон 1:50. Это значит, что поверхность 1 (рис.
38-//) расположена наклонно (а не параллельно) по отноше-
нию к поверхности 2, причем расстояние между ними,
измеренное по перпендикуляру к поверхности 2, увеличи-
вается на 1 мм на каждые 50 мм длины этих поверхностей.
Таким образом, если расстояние между ними у края детали
есть 10 мм (рис. 38-//), то в сечении а — а, расположен-
ном на расстоянии 50 мм от края детали, расстояние между
Рис. 38. Пример дополнительной надписи на чертеже.
поверхностями / и 2 равняется И мм (при уклоне 1 :50).
Увеличение расстояния между поверхностями 1 (и 2
в каком-либо другом сечении, например отстоящем от края
детали на 25 мм, есть (при уклоне 1 :50)
—L_ х 25 = = 0,5 мм
50. 50
и расстояние между поверхностями 1 и 2, в этом сечении есть
10—0,5= 10,5 мм.
Очевидно, что расстояние между поверхностями 1 hJ2
в сечении, отстоящем от края детали на 100 мм (при укло-
не 1:50), есть 12 мм.
Надпись острые кромки закруглить указывает,
что после обработки детали на станках кромки ее должны
быть закруглены. Это производят обычно напильником
при слесарной* обработке детали.
На некоторых чертежах деталей, имеющих отверстия,
делают иногда надпись: сверлить при сборке. Смысл
этой надписи понятен без пояснений, а невыполнение ее
часто приводит к браку.
41
4. Обозначения допусков и посадок
Необходимые сведения о допусках и посадках.
Прежде чем рассмотреть обозначения допусков и посадок
на чертежах, напомним читателю самую сущность их, а
также главнейшие термины и определения, относящиеся
к допускам и посадкам, принятым в нашем машиностроении.
Предположим, что на вал, имеющий по всей своей длине
один и тот же диаметр, насажены два шкива — рабочий
и холостой. Чтобы рабочий шкив достаточно плотно сидел
на валу, а холостой мог вращаться на нем, фактические
или, как говорят, действительные размеры отверстий в
шкивах должны быть, очевидно, разными. Другими сло-
вами, мы должны иметь два разных соединения деталей.
Тип соединения двух вставленных друг в друга деталей,
обеспечивающий возможность движения одной из них отно-
сительно другой или прочность их соединения, называется
посадкой. Все посадки, в зависимости от характера соеди-
нения частей, разделяются на две группы: а) посадки
неподвижные, при которых должны быть обеспечены
плотность или прочность соединения двух деталей и б) п о-
садки подвижные, при которых предусматривается
возможность постоянного относительного движения дета-
лей во время их работы. В нашем машиностроении при-
няты следующие посадки:
а) Неподвижные
Горячая — сокращенно обозначается буквой Гр
Прессовая п п Пр
Легкопрессовая г> п п Пл
Глухая п п п Г
Тугая » » п т
Напряженная » п » н
Плотная п W » П
б) Подвижные
Скользящая — сокращенно обозначается буквой С
Движения „ „ „ Д
Ходовая „ „ „ X
Легкоходовая „ „ „Л
Широкоходовая „ „ „ Ш
Выше мы установили, что необходимый характер (тип)
соединения (посадка) вала с рабочим и холостым шкивами
42
достигается за счет разных диаметров отверстий в этих
шкивах. Это не значит, что на чертежах шкивов проста-
вляют разные диаметры отверстий. Значительно удобнее
в таких случаях указывать одинаковые диаметры и вала и
отверстий в шкивах, но при этом отмечать (дополнитель-
ной надписью на чертеже), в каких пределах может и
должен колебаться действительный размер (т. е. опреде-
ленный непосредственным измерением) вала и отверстия в
шкиве. Такие размеры называются предельными, при-
чем один из них называется наибольшим, а другой наи-
меньшим.
Разность между наибольшими предельным и номиналь-
ным (т. е. основным расчетным) размерами называется
верхним отклонением, а между наименьшим и номи-
нальным — нижним отклонением.
Разность между наибольшим и наименьшим предельными
размерами называется допуском на обработку.
Чтобы удовлетворить требования весьма разнообразных
видов машиностроения, начиная от самого точного и кончая
самым грубым, установлен ряд классов точности: 1, 2, 3,
4, 5, 7, 8 и 9.
1-й класс соответствует наибольшей точности, 9-й
является самым грубым (б-й класс в нашем машиностроении
пока отсутствует).
Отметим в заключение, что существуют' две системы
допусков: система отверстия и система вала.
В системе отверстия диаметр отверстия остается без изме-
нения для всех посадок, и необходимая посадка дости-
гается за счет изменения диаметра вала. В системе вала,
наоборот, размер вала остается постоянным для всех по-
садок, и необходимая посадка получается путем изменения
размера отверстия.
Обозначения допусков и посадок на чертежах. Чтобы
не писать на чертежах полных названий принятой системы
допусков, классов точности и посадок, пользуются сокра-
щенными обозначениями их. Отклонения отверстия в системе
отверстия обозначают буквой А с индексом соответствую-
щего класса, а отклонения вала — буквой В также с индек-
сом требуемого класса. Буквы А или В пишут рядом
(справа) от цифры, сообщающей данный размер детали.
Классы точности обозначают цифрами: 1-й класс — циф-
рой 1; 2-й класс специального обозначения не имеет; 3 й
класс — цифрой Зит. д. Эти цифры пишут внизу справа
от буквы А или В. Так, например, надпись на чертеже
43
(рис. 39-/) 0 20 А3 обозначает, что данное отверстие
должно иметь диаметр 20 мм и обработано по 3-му классу
точности.
Сокращенные обозначения посадок мы уже указали
выше. И при обозначении посадки класс точности указы-
вают посредством цифры, приписанной внизу справа от
сокращенного обозначения посадки. Таким образом Ct обозна-
чает скользящую посадку 1-го класса; Х4 — ходовую посадку
4-го класса. Посадки 2-го класса, как основного, указывают
только знаком посадки,
без дополнительной цифры
класса точности. Таким
образом, например, буква
Т (рис. 39-Л), поставленная
сразу за цифрой, указываю-
щей размер детали (в дан-
ном случае 20 мм), сообщает
что требуемая посадка —
тугая, 2-го класса точно-
сти.
В некоторых случаях
допуски на обработку ука-
зывают числовыми величи-
нами отклонений. На рис.
2Q-I11 приведен пример та-
кого приема. Из этого ри-
Рис. 39. Простановка допусков на чер- сунка ВИДНО, ЧТО при НО-
теже детали. минальном размере данной
детали (диаметр отверстия)
в 20 мм допускаемые отклонения от номинального диаметра
Ь, 1 и 0,2, т. е. что действительный размер может колебаться
в пределах от 20,1 до 20,2 мм. Действительный размер
детали (вала) по рис. 39-/1/ должен быть не меньше 19,8 мм
и не больше 20,1 мм. Если абсолютное значение верхнего
и нижнего отклонений одинаково, то соответствующую
надпись на чертеже делают так, как это показано на
рис. 39-1/. На рис. 39- VI представлен случай, когда одно
из отклонений равно нулю.
Отклонения от размеров деталей, показанные на чер-
теже в собранном виде, обозначают в виде дроби, причем
в числителе дают обозначение отклонения отверстия, а в зна-
менателе — вала. Пример такого обозначения представлен
на рис. 40-/. Для большей ясности вслед за обозначением
отклонения иногда добавляют надпись (рис. 40-//), указы-
41
вающую, к какой детали относится данное отклонение. На
рис. 40-/77 приведен пример числовой простановки допус-
ков отклонений размеров двух деталей, изображенных в
собранном виде.
Рис. 40. Простановка допусков на двух сопряженных
деталях, изображенных на одном чертеже.
5. Изображение и обозначение резьбы
Изображение резьбы. Изображение резьбы со всеми ее
элементами (очертание впадин, вершин и пр.) на стержнях
(болтах, винтах и пр.) и в отверстиях (гайки) в том виде,
какой она имеет в действительности, отнимает много вре-
мени, а во многих случаях-—невозможно (если, например,
Рис. 42. Изображение профиля
резьбы путем вырыва (/) и на
разрезе (//).
мелкая резьба). Поэтому резьбу
Рис. 41. Условные обозначения
резьб наружной (/) и внутренних
(II и III)
на большой детали имеется
всегда изображают на чертежах условно.
Резьбу, выполненную на стержне (например на болте),
изображают (рис. 41-7) сплошными линиями по наружному
45
диаметру и штриховыми—по внутреннему. Обе границы
резьбы—начало ее и конец — показывают сплошными лини-
ями такой же толщины, какую имеют прочие линии чертежа.
Резьбу в отверстии (например в гайке) показывают (рис.
41-/)) сплошными линиями по внутреннему диаметру и
штриховыми — по внешнему. Штриховку в разрезе доводят
до сплошных линий, соответствующих внутреннему диаме-
тру. Если отверстие с резьбой представлено на чертеже
детали как невидимое, то, при необходимости показать все
же резьбу, ее изображают параллельными штриховыми ли-
ниями одинаковой толщины (рис. 4\-ПГ).
Рис. 43. Изображение профиля резьбы
путем вычерчивания части его в уве-
личенном масштабе.
[ МЮ |
Рис. 44. Простановка
размеров резьбы.
Если почему-либо необходимо показать профиль резьбы,
то это делается посредством вырыва (рис. 42-/) или на раз-
резе детали (рис. 42-//). Иногда в таком случае участок про-
филя резьбы изображают в увеличенном масштабе (рис 43).
Обозначение резьб на чертежах. Чтобы показать, какую
именно из существующих резьб применяют в данном слу-
чае, пользуются сокращенными условными обозначениями
их. Так, если требуется показать, что болт, изображенный
на чертеже, должен иметь основную метрическую резьбу, то
перед цифрой, сообщающей наружный диаметр резьбы, пи-
шут букву М (рис. 44-/) или после этой цифры ставят
знак умножения и рядом с ним — шаг данной резьбы (рис.
44-//). Если изображенный на чертеже стержень имеет
первую мелкую резьбу, то перед размерным числом, пока-
зывающим диаметр этой резьбы, ставят цифру 1 и букву М.
46
После этого числа ставят знак умножения и шаг резьбы.
Иногда и в этом случае указывают только диаметр резьбы
и ее шаг. Подобными условными обозначениями пользуются
и при прочих мелких метрических резьбах.
Ниже приводим таблицу, в которой указаны условные
обозначения резьб, наиболее распространенных в нашем ма-
шиностроении.
Условные обозначения резьб
Типы резьбы Условные обозна- чения Какие размеры указываются Пример обозначе- ния резьбы
Метрическая основная М Наружный диаметр или наружный диа- метр и шаг резьбы (мм) М 10 или 10 X 1,5
Метрические мелкие 1 М 2 М 3 М 4 М 5 М Наружный диаметр и шаг резьбы (мм) 1 М 36 х з или 36 X 3
Трапецоидальная одноходовая крупная, нормальная и мелкая Трап Наружный диаметр и шаг резьбы (мм) Трап 22 X 5
Дюймовая с углом профиля 55° Номинальный диа- метр резьбы в дюймах 5/?"
Трубная цилиндри- ческая Труб ПР Труб ПК Условное обозначе- ние резьбы в дюймах 3/4" Труб ПР з/4" Труб ПК
Для указания, что данная резьба является левой, к ее
обозначению добавляют слово левая или, сокращенно,
букву Л, например: 1" левая; Трап 90X12 левая или, со-
ответственно, 1"Л и Трап 90X12 Л.
47
При многоходовых резьбах для обозначения числа ходов
резьбы ставят множитель перед шагом резьбы. Так, на-
пример, надпись на чертеже: Трап 90 X (3 X 12) указывает,
что данная резьба — трапецеидальная, с наружным диа-
метром 90 мм, трехходовая, с шагом 12 мм для одноходо-
вой резьбы.
ГЛАВА ТРЕТЬЯ
ВИДЫ МАШИНОСТРОИТЕЛЬНЫХ ЧЕРТЕЖЕЙ
6. Чертежи деталей машин
Общие замечания. Чертежи, принятые в машиностроении,
как по своему назначению и содержанию, так и по харак-
Рис. 45. Рабочий (7) и операционный
(//) чертежи винта.
Рис. 46. Упрощенное изо-
бражение цилиндрических
зубчатых шестерен.
теру выполнения очень разнообразны. По назначению чер-
тежи разделяются на рабочие, приемочные, контрольные,
ремонтные вспомогательные, специального инструмента и
приспособлений, операционные, сборочные и т. д. По харак-
теру изготовления различают эскизы, оригиналы, подлинники
и пр. Рассмотрим на примерах те виды чертежей, с кото-
рыми приходится иметь дело рабочему.
Рабочие чертежи. Пример рабочего чертежа представлен
на рис. 45-/, где указаны все данные, необходимые для из-
готовления данного винта.
48
Операционные чертежи. При прорезке (на фрезерном
станке) шлица (прорези для отвертки в винте) фрезеровщи-
ку нужно знать только два размера: ширину и глубину этого
шлица. Остальные размеры винта ему не только не нужны,
но часто мешают выяснению интересующих его размеров.
Поэтому достаточно иметь чертеж винта, на котором были
бы даны только размеры шлица, а остальные размеры винта
не указаны.
Такие чертежи (рис. 45-//) называются операционны-
ми и находят широкое применение на наших заводах; их
достоинство — простота.
Упрощенные чертежи. При изображении некоторых дета-
лей машин нет надобности выполнить все указанные выше
правила черчения, — некоторыми из них можно пренебре-
Рис. 47. Упрощенные изображения конических зубчатых шестерен.
гать, не уменьшая, конечно, при этом ясности и отчетли-
вости чертежа. Рассмотрим несколько примеров.
При изображении зубчатых шестерен вычерчивание всех
зубцов отнимает много времени и совсем не обязательно
для правильного понимания чертежа шестерни. Вполне доста-
точно показать лишь несколько зубцов, а вместо осталь-
ных — провести окружность, диаметр которой равен наруж-
ному диаметру шестерни. Именно так и изображена на рис. 46
большая цилиндрическая зубчатая шестерня. Иногда же удо-
влетворяются изображением шестерни, как это сделано на
рис. 46 с меньшей шестерней, т. е. совсем не показывая зуб-
цов.
При изображении на чертежах конических шестерен
зубцы их также не показывают. Несколько упрощенных
изображений конических шестерен представлено на рис. 47.
Упрощенные изображения червячной передачи показаны на
рис. 48.
4 А. Н. Оглоблин
49
Цилиндрические винтовые пружины, работающие на сжа-
тие, показывают так, как изображено на рис. 49-/ и 49-//.
Если диаметр сечения витка пружины на чертеже равен или
меньше 2 мм, то сечение каждого витка при изображении
пружины в разрезе заливают тушью сплошь, а не штрихуют.
Рис. 48. Упрощенные изображения червячной
передачи.
Упрощенное изображение цилиндрической пружины,
работающей на растяжение, показано на рис. 4S-IIL Пример
упрощенного изображения листовой пружины представлен
на рис. 50.
На рис. 51-/ представлен вид
фрезы. В этом случае показано
Рис. 49. Упрощенные изображения вин-
товых пружин.
с торца цилиндрической
лишь несколько зубцов
фрезы, а остальные за-
менены окружностью. На
рис. 51-// изображен пол-
ный разрез рассматривае-
мой фрезы по АА. Из
этого разреза видно, что
отверстие в фрезе имеет
в средней части ушире-
ние. Форму и размеры
отверстия в фрезе мо-
жно было бы с доста-
точной ясностью пока-
зать так,как это сделано
на рис. 51-///, т. е. часть
отверстия в фрезе, расположенную в неразрезанной части
ее (верхней), показать пунктирными линиями. Этих пунк-
тирных линий, без ущерба для ясности чертежа, очень
50
часто не показывают, и разрез фрезы изображают так, как
на рис. 51 -IV.
При изображении некоторых деталей проекции их полу-
чаются иногда очень сложными для вычерчивания и вместе
с тем необязательными для правильного понимания чертежа.
Такой случай представлен на рис. 52, на котором изобра-
жена чугунная труба с тремя патрубками. На рис. 52-/
показан вид этой трубы спереди, а на рис. 52-//—правильно
начерченный разрез ее. Разрез этот можно изобразить и.
Рис. 50. Упрошенное
изображение листовой
пружины.
Рис. 51. Различные способы изображения
цилиндрической фрезы.
иначе (проще), а именно так, как представлено на рис. 52-///
где один из патрубков показан условно повернутым.
Разбираясь в устройстве рассматриваемой трубы по рис.
52-/ и &2-1П, мы составим себе правильное представление о
ней, несмотря на то, что одна из ее проекций (рис. 52-///),
строго говоря, неверна. Необходимо отметить, что такой
прием упрощения чертежа применяется на практике довольно
часто.
На рис. 53 представлен еще один пример упрощенного
чертежа. В этом случае вместо целой проекции наружного
патрубка показывают одну половину ее. Проекция эта обо-
значена на рис. 53 цифрой /. В изображении второй поло-
вины, очевидно, нет надобности. Другой фланец рассмат-
риваемого патрубка избражен (вспомогательная проекция)
51
на рис. 53-/// полностью. Обращаем внимание, что на рис. 53
вместо стрелок, показывающих, какие виды патрубка изобра-
жены на рис. 53-/ и 53-///, поставлены фигурные скобки,
Рис. 52. Упрощенный разрез патрубка.
соединяющие каждую из этих проекций с основным видом
патрубка.
На рис. 54 изображен чугунный патрубок, верхний и
нижний фланцы которого имеют одинаковую форму, но раз-
ные диаметры. Отверстия
в этих фланцах различно
расположены. Вместо то-
го, чтобы изображать
рассматриваемый патру-
бок в трех проекциях
(рис. 54/), можно без
ущерба для отчетливости
чертежа ограничиваться
двумя проекциями, сов-
местив в одной из них
две (вид сверху и вид
снизу).
Именно так и изобра-
жен патрубок на рис. 54-//.
Рис. 53. Частичная проекция фланца
патрубка.
В заключение укажем прием упрощения чертежа, изве-
стный под названием о б р ы в, которым пользуются при изо-
бражении длинных предметов с одинаковым поперечным
сечением по всей их длине. На рис. 55-/, изображающем вал,
52
последний показан так, как он выглядит в действительности
а на рис. 55-// этот же вал показан с обрывом.
Вид. сверху Вид снизу
Рис. 54. Пример совмещения в одном виде двух противополож-
ных проекций.
Эскизы. Эскиз—это чертеж, выполненный без соблюде-
ния масштаба, но и без грубого нарушения пропорциональ-
ности частей и размеров изображаемой детали. Основные
правила изображения деталей на чертежах (число и распо-
ложение проекций, разрезы, простановка размеров и т. д.)
при этом также не нарушаются, несмотря на то, что эскизы
53
выполняют в большинстве случаев от руки и только иногда
при помощи простейших чертежных инструментов.
Изготовление эскиза не сопряжено с большой затратой
времени и возможно в производственной обстановке, в ма-
стерской. Эскизами поэтому особенно часто пользуются при
ремонтных работах.
Пример эскиза представлен на рис. 56, на котором изо-
бражена (эскизно) корончатая гайка для болта 13/8".
Рис. 55. Изоображение длинной
детали, имеющей одинаковое по-
перечное сечение (применение об-
рыва).
Рис. 56. Эскиз коронча-
той гайки.
7. ОСТы и нормали
Предварительные замечания. Типы, конструкции и раз-
меры различных деталей, часто применяемых во всех от-
раслях машиностроения, установлены для нашей промышлен-
ности соответствующими ОСТами (общесоюзными с гандарта-
ми). Так, например, установлен определенный ассортимент
болтов, гаек, шайб и других крепежных деталей, определены
типы и размеры конусов (Морзе, метрический), различных
режущих инструментов (сверл, фрез, напильников) и т. д.
Остированы не только детали машин, но и различные мате-
риалы, применяемые в машиностроении (чугуны, стали, цвет-
54
ные металлы), а также некоторые определения и термино-
логия, относящиеся к процессу резания, допускам и посадкам,
правила выполнения машиностроительных чертежей и
условных обозначений на них и т. д.
ОСТы имеют большое значение для народного хозяй-
ства. В производственной жизни заводов возникло бы много
производственных и организационных затруднений, если бы
не были остированы простые и распространенные детали
машин, резьбы, режущие и измерительные инструменты,
правила выполнения машиностроительных чертежей и т. д.
Кроме ОСТов, на многих заводах применяются так на-
зываемые нормали, составляемые на основании соответству-
ющих ОСТов, и только при отсутствии таковых — по мате-
риалам данного завода.
ОСТы и нормали не являются чертежами, которыми
пользуются непосредственно на рабочих местах при изго-
товлении деталей. Тем не менее каждый рабочий должен
уметь в них разбираться еще и потому, что многие таблицы,
приводимые в различных справочниках, имеют форму, похо-
жую на ОСТы и нормали.
Пример нормали. На стр. 56 приведена нормаль .Гайки
фасонные с накаткой". В верхней части нормали указано
название завода, на котором данная нормаль принята, точ-
ное название детали и номер нормали.
Ниже помещен чертеж детали, на котором вместо число-
вых значений размеров проставлены буквенные обозначения.
Лишь те размеры, которые являются общими для всех
величин детали, указываются как обыкновенно (например
размер фаски 0,8 X 45° на рассматриваемой нормали).
Основной частью нормали является таблица, в которой
указываются числовые значения букв, проставленных на
приведенном чертеже, относящиеся к разным (по величине)
деталям. В первой колонке приводятся порядковые номера
или условные обозначения (шифры) деталей. Во второй ко-
лонке в большинстве случаев указывается размер детали,
наиболее отчетливо ее характеризующий (в рассматривае-
мом случае d — диаметр резьбы гайки). В последующих
колонках приводятся числовые значения всех остальных
букв.
Сопоставляя чертеж детали и данные соответствующей
горизонтальной строки таблицы, можно установить все
размеры детали требуемого номера.
55
Завод № 1945 Гайки фасонные с накаткой Г-2435
Ofyvfamka Ц кроме
мест укпанн^л особо
D -*-
№ п/п d D Н Д?2 1 h 1 1 Л1 г t (шаг на- катки)
1 М 6 24 16 9,3 12 6 3,0 4 0,8
2 М 8 30 20 13,5 16 8 3,7 5 1,0
3 М10 36 25 17,0 20 10 5,0 6 1,0
1. Материал: сталь 35.
2. Резьба по ОСТ/НКТП 32.
3 Допуски на резьбу по ОСТ/НКТП 1252.
4. Накатка по нормали 0-4157.
В рассматриваемом случае гайка № 1 имеет следующие
размеры:
Диаметр резьбы........................... d = Мб
Диаметр накатанной части гайки . . • • . . D = 24 мм
Высота гайки............................. //«==16 „
Диаметр гайки в средней ее части......... = 9,3 ,
Диаметр опорного буртика ................ d2 =12 „
Высота накатанной части гайки............ h = 6 „
Высота буртика.............................. hx = 3 „
Радиус перехода от накатанной части гайки
к средней ее части........................... г = 4 „
Шаг накатки................................... t = 0,8 „
В нижней части нормали приводятся различные допол-
нительные сведения, необходимые для изготовления данной
детали (материал, допуски на некоторые размеры детали
и т. д.).
56
8. Сборочные чертежи
Предварительные замечания. Детали машины, обрабо-
танные по чертежам на станках, поступают на слесарно-сбо-
рочный участок (или даже в сборочный цех), где произво-
дится (иногда) окончательная обработка (сверление и на-
резка мелких отверстий, удаление заусенцев и пр.), взаим-
ная пригонка (также иногда) этих деталей и, наконец,
сборка их в одно целое. В результате этого процесса
и составляются машина, станок, приспособление.
Само собой разумеется, что произвести сборку машины
только по чертежам составляющих ее деталей можно
лишь в сравнительно редких случаях — при очень неболь-
шом количестве деталей, при сравнительной простоте
устройства собираемой машины и т. д. В большинстве же
случаев одних чертежей деталей машины для сборки ее
оказывается недостаточно, так как сборщику остаются все
же неизвестными и относительное расположение деталей
в машине и их взаимодействие и многие другие сведения,
необходимые для правильной сборки машины. Сборщик не
будет испытывать никаких затруднений лишь в том случае,
если в его распоряжении будет еще так называемый сбо-
рочный чертеж (или, как его называют довольно часто,
общий вид) собираемой машины.
Пример сборочного чертежа представлен на рис. 57,
на котором изображено делительное приспособление к фре-
зерному станку — для фрезерования шестигранных головок
болтов и шестигранных гаек. Как видно из этого рисунка,
сборочный чертеж выполняют с соблюдением всех правил
черчения деталей. И в этом случае дается несколько (на рис. 57
— две) проекций данной машины, причем некоторые из них
показываются в разрезах и т. д. На чертеже общего вида
машины обычно отсутствуют размеры составляющих ее де-
талей, условные обозначения, качество обработки и другие
сведения, которые необходимы при обработке деталей.
Иногда проставляют лишь так называемые габаритные раз-
меры машины (длина, ширина, высота) и размеры, выполне-
ние которых имеет особо важное значение для правильной
ее работы.
На сборочном чертеже обязательно указывают номера
деталей изображенной машины, приспособления и т. д.
(рис. 57). Иногда вместо кружков, в которые вписаны но-
мера деталей, их пишут, как говорят, на полках (номера
4, 3 и 7 на рис. 57.)
57
Номера деталей, проставленные на сборочном чертеже
машины, совпадают с номерами их, написанными на чер-
Рис. 57. Пример сборснного чертежа (делительного приспособ-
ления к фрезерному станку).
тежах самой детали. Иногда на детали выбивают клейма,
указывающие номера деталей; кроме того, эти номера де-
талей совпадают с номерами, проставленными в так назы-
ваемой спецификации, помещаемой на сборочном чертеже
иди прилагаемой к нему (форма и содержание такой спе-
цификации приведены на стр. 68).
58
Пользуясь спецификацией и чертежом общего вида ма-
шины, рабочий может приступить к ее сборке. Перед этим
он должен тщательно разобраться в сборочном чертеже
и понять устройство изображенной на нем машины. Сде-
лаем это в отношении приспособления, сборочный чертеж
которого представлен на рис. 57.
В выточке, сделанной в чугунном основании 1, вра-
щается, как в подшипнике, шпиндель 2, на нижней боковой
поверхности которого сделано шесть вырезов в форме тра-
пеции (два из этих вырезов попали в разрез в вертикальной
проекции; они показаны пунктиром —в горизонтальной).
Шпиндель 2 удерживается в основании 1 посредством
плиты 5, прикрепленной к основанию винтами 6. В приливе,
имеющемся на правой стороне основания, сделана канавка
прямоугольного сечения, закрытая плитой 5. В отверстии,
образованном канавкой и плитой, находится фиксатор 9,
который под действием пружины 7 входит в расположен-
ный против него вырез в шпинделе. Если при помощи ру-
коятки 10 вывести фиксатор из выреза шпинделя (переме-
стить его для этого вправо), шпиндель может быть повер-
нут до тех пор, когда против фиксатора окажется следую-
щий вырез на шпинделе. И так как эти вырезы расположены
на боковой поверхности шпинделя равномерно, то он ока-
жется повернутым на угол, равный 60°, что и требуется
при фрезеровании шестигранников. Кроме того, фиксатор
закрепит шпиндель в установленном положении. Закрепле-
ние обрабатываемого болта (стержень болта входит в от-
верстие, имеющееся в шпинделе) осуществляется при за-
вертывании большой круглой гайки 12, коническая часть
отверстия сжимает также коническую верхнюю часть
шпинделя (эта часть шпинделя имеет, как видно из рис. 57,
восемь надрезов.)
9. Кинематические схемы
Предварительные замечания. Устройство металлорежу-
щих станков изображается в их паспортах, в различных
инструкциях по настройке, в некоторых учебниках и т. д.
в виде так называемых кинематических схем. В таких схе-
мах все детали станка (шпиндель, различные валы, валики,
винты, шестерни и т. д.) изображают условно, что значи-
тельно упрощает как составление схемы, так и изучение ее.
Условные обозначения наиболее часто встречающихся
станков и другие обозначения, принятые в кинематических
схемах, указаны в приводимой ниже таблице.
59
Условные обозначения деталей станков
на кинематических схемах
Наименования Условные обозначения
Электродвигатели а) ДСЙ.
а) нормальный
б) фланцевый 6)"®"
в) встроенный
Передачи плоским ремнем -^5
а) прямая
Я
б) перекрестная
в) угловая ' w [xj— 1 (4 и- Ф
г) с натяжным роликом Lp
Передача клиновым ремнем [-V | | X |
Ползун
Кулиса
60
Наименования Условные обозначения
Палец кулисы
Вал, валик, ось, стержень, тяга 1 1
Вал коленчатый
Телескопический вал
Шарнирные соединения а) не вращающиеся б) вращающиеся а)
Винт, передающий движение
Гайка на винте, передающая движение а) неразъемная б) разъемная i
61
Наименования Условные обозначения
Концы шпинделей 4 —CZ3>
а) токарного станка б)
б) револьверного станка для
прутковых работ В) —IE
в) револьверного станка для
патронных работ ъ) ——<=> >
г) сверлильного станка д) Cj=-
д) горизонтально-фрезерного
станка е; —с]]
е) вертикально-фрезерного станка
ж) шлифовального станка и
Муфты фрикционные
а) пластинчатая
б) с одним конусом in J) |1
в) с двойным конусом а) 6) 6) г}
г) с разжимным кольцом
Муфты кулачковые (0 -Г"£-
А. Односторонние д-
а) с направляющей шпонкой 8) -
б) передвигающаяся бесшпоночная
в) на глухой шпонке а **[х
Б. Двухсторонние
Тормозы лил ллл
а) конусный X — “'J'j""’
б) колодочный чятт
в) ленточный а) б) 8J
26
Наименования Условные обозначения
Опоры неподвижные а) без шарнира б) с шарниром "А б'А
Опоры типа подшипников 1. Подшипники скольжения а) подшипник простой б) подшипник с кольцевой смазкой 2. Подшипники качения в) радиальный г) упорный д) радиально-упорный ] [ fcljtl “S'
Шкив •ф-43’
Зубчатые цилиндрические передачи между валами, оси которых параллельны а) зацепление внешнее б) зацепление внутреннее в) зацепление реечное а) -ь£ “iJ-
Зубчатые конические передачи (между валами, оси которых пересекаются)
63
Наименования Условные обозначения
Зубчатые передачи между валами, ।
оси которых скрещиваются *
а) передача червячная
б) передача винтовая
Падающий червяк
Деталь на валу
а) закрепленная глухой шпонкой 6)
б) закрепленная на втулке 6} -R-
в) с направляющей шпонкой
г) многошпоночная Я j-JT
д) мелкозубчатая
е) передвигающаяся бесшпоночная ж! ....
ж) с выдвижной (вытяжной) шпонкой 1
Рычаг
Рычаг переключения &* 'О" "to
64
Условные обозначения Наименования
Место рукояток переключения или съемных ... -— д
Пружины а) работающие на сжатие б) работающие на растяжение <4 NWVWI в)
Тяга с серьгой 4 d
Пример кинематической схемы. На рис. 58 представ*
лена кинематическая схема фартука супорта токарно-винто-
резного станка 26А (162К). Для большей отчетливости
схемы детали, расположенные внутри фартука, обведены
общим контуром, изображающим супорт. На этой схеме
обозначены цифрами:
1 — ходовой винт станка;
2 — разъемная гайка ходового винта;
3—ходовой валик станка;
4 и 5 — конические шестерни, связанные с ходовым валиком
скользящей шпонкой;
6, 11, 13, 19, 20, 22—цилиндрические зубчатые шестерни,
связанные с соответствующими валами глухими шпойками;
7—коническая зубчатая шестерня, связанная со сводм
валом глухой шпонкой;
8—подшипник скольжения;
9 — винт поперечной подачи супорта;
5 Л. Н. Оглоблин
65
10 —неразъемная гайка винта поперечной по-
дачи супорта;
12 и 14 — валики;
15, 17,21, 23 — шестерни, закрепленные на втулках;
16, 18 —фрикционные муфты (с одним конусом)
24 — радиальный подшипник качения.
21 22 23 24
Рис. 58. Кинематическая схема фартука токарно-
винторезного станка.
10. Спецификации и надписи на чертежах
Надписи на чертежах деталей машин. В правом ниж-
нем углу чертежа детали машины помещается табличка,
которая заполняется данными, относящимися к этой детали,
и сведениями общего характера. Поскольку установленной
формы такой таблички пока нет, на различных заводах они
66
разнообразны, но содержание их почти во всех случаях
одно и то же. Одна из таких форм приведена на рис. 59.
В левую верхнюю клеточку вписывают масштаб чертежа,
а в клеточку, расположенную ниже (на рис. 59 обозначена
цифрой 1 в кружке), — название завода, на котором выпу-
щен данный чертеж. В клеточках 2—б расписываются лица,
участвовавшие в разработке чертежа, его оформлении и пр.
В верхней графе средней части таблички указывают
материал, из которого должна быть изготовлена данная
деталь, а ниже — термообработку детали, если таковая необ-
ходима.
Далее (ниже) следует название детали.
Масштаб /7 © Материал Ст. 3 Заменяет—
Термообработка Заменен- '
ф Рукоятка (7)
№ -
Рис. 59. Форма (примерная) надписи на чертеже детали машины.
Клеточку, расположенную в правом верхнем углу таб-
лички, заполняют лишь в том случае, если данный чер-
теж заменяет другой (этой же детали), ранее выпущенный
и по каким-либо причинам признанный негодным для даль-
нейшего использования. Нижележащую клеточку запол-
няют, когда данный чертеж, в свою очередь, заменяют
почему-либо новым. В клеточку, обозначенную на рис. 59
цифрой 7 (в кружке), вписывают номер чертежа, обычно
связанный с условным обозначением (маркой, шифром) ма-
шины, деталь которой изображена на данном чертеже. В пра-
вом нижнем углу таблички (в клеточке 8) указывают дату
выпуска чертежа.
Надписи и спецификации на чертежах общих видов.
На рис. 60 представлена одна из употребляемых форм над-
писи к спецификации, помещаемой в правом нижнем углу
сборочного чертежа. Нижняя часть лишь немного отли-
67
чается от только что рассмотренной формы таблички (рис.59).
В данном случае отсутствуют клеточки для указания назва-
ния материала детали и термообработки. Клеточки 1, 2, 3
и т. д., а также Заменяет и Заменен заполняют так
же и в том же порядке, как в табличке, показанной на рис.59.
Над рассмотренной табличкой располагают так назы-
ваемую спецификацию, т. е. перечень деталей, составляющих
машину, станок, приспособление и т. д., и помещают на сбо-
рочном чертеже. В спецификации указывают номера дета-
лей (те самые, которые проставлены в кружках на сбороч-
Рис. 60. Форма (примерная) надписи н спецификации на сбороч-
ном чертеже.
ном чертеже), наименование детали, количество требующихся
на одну машину деталей каждого наименования и материал
детали. В графу Примечания вписывают различные допол-
нительные сведения, относящиеся к данной детали, напри-
мер: указание о необходимости термообработки, номера
моделей для литых деталей, соответствующих ОСТов (если
данная деталь остирована) и т. д.
Запись деталей в спецификации производится обычно
снизу вверх. Это делается для того, чтобы можно было при-
писать новую деталь, если в этом возникнет надобность.
В некоторых случаях (а при большом количестве наиме-
нований деталей очень часто) спецификацию составляют на
Отдельном листе или даже в виде тетради, прилагаемой
к сборочному чертежу.
68
ГЛАВА ЧЕТВЕРТАЯ
ПРИМЕРЫ ЧТЕНИЯ машиностроительных:
ЧЕРТЕЖЕЙ1
11. Чтение чертежа детали, изображенной в одной
проекции
Направляющий штырь штампа. На рис. 61 показан чер-
теж направляющего штыря штампа, — детали настолько про-
стой по своей форме, что для изображения ее оказалось
достаточно одной проекции и не понадобилось применения
разрезов. Из рис. 61 видно, что направляющий штырь общей
длиной 150 мм— тело вращения ступенчатой формы. Левый
конец, обозначенный на рисунке буквой В, — цилиндр (на
это указывает знак 0, поставленный перед размерным чис-
лом, соответствующим диаметру цилиндра В), длина кото-
рого 55 мм, а диаметр 25^’“® •
Допустимые предельные отклонения диаметра в данном
случае 0,050 и 0,095; это значит, что диаметр данной части
штыря может колебаться в пределах от 25,050 до 25,095 мм.
Диаметр правой части D штыря равен 26,5 мм и может
колебаться в пределах от 26,5—0,025 = 26,475 мм до
26,5—0,095 = 26,405 мм. Длина этой части штыря на чертеже
не указана, но правильный размер ее получится сам собой
при обработке штыря, если будут выдержаны размеры 150
1 На рис. 61 — 69, кроме обычных надписей (размеры, указания о раз-
резах, о качестве обрабатываемых поверхностей и т. д.), во многих слу-
чаях поставлены буквы латинского алфавита (Л, В, С,, . . a, bt с, . . .
и т. д.), а также римские цифры (/, 77, Ш и т, д.),
Все эти дополнительные надписи сделаны только для более удобного
разбора чертежей деталей, изображенных на рисунках, и на действитель-
ных чертежах отсутствуют. В конце главы (стр. 80) все детали, показан-
ные на рис. 61—69, изображены в уменьшенном виде и без соблюдения
масштаба с целью дать общее представление об их форме. Это поможет
читателю, еще мало разбирающемуся в чертежах, наглядно представить
себе рассматриваемую деталь, если для этого чертежа ее, изображенного
на соответствующем рисунке, оказывается недостаточно. Рекомендуем,,
однако, прибегать к помощи этих рисунков лишь в крайних случаях^
стараясь представить себе деталь непосредственно по чертежу.
Часть деталей, чертежи которых приведены в этой главе, взята из
разных отраслей общего машиностроения. Некоторые из них являются
предметами производства военного времени. Само собой разумеется, что?
чертежи последних деталей в отношении всех размеров, а иногда даже
и формы (частично) изменены, так же как и названия; сохранен лишь
их характер.
69
и 55 мм. Левый торец штыря имеет фаску шириной 1 мм,
под углом 45°.
В месте перехода от части В штыря к части D имеется
канавка С шириной 3 мм. Диаметр этой канавки (по дну)
равен 24—0,28 мм. Часть D заканчивается (на длине 8 мм)
ОбраСгЛа кругом v кроме мест,
указажЬ/х особо
Рис. 61. Направляющий штырь штампа.
конусом Е с углом 30°, причем переход от цилиндрической
части к конической закруглен по радиусу 2 мм.
Рис. 62. Токарная резьбовая оправка.
Поверхности частей В и D должны быть обработаны под
три треугольника (т. е. шлифованы, как это вытекает из
таблицы на стр. 37). Остальные поверхности штыря
должны быть обработаны под один треугольник, о чем на
чертеже имеется соответствующая надпись.
Резьбовая токарная оправка (рис. 62) — также тело вра-
щения, что дало возможность ограничиться одной проекцией.
70
В этом случае, однако, потребовалось применение двух вы-
рыров (на концах оправки), чтобы показать форму и раз-
меры внутреннего устройства этих концов.
Из рис. 62 видно, что рассматриваемая оправка предста-
вляет собой сопряжение конуса С (Морзе № 4) и цилиндра Е.
Общая длина оправки 190 мм, длина конуса 108,5 мм.
Конический хвост оправки имеет больший—31,54 мм—
и меньший—25,909 мм—диаметры. В торце хвоста должно
быть нарезано и просверлено (на глубину 30 мм} отверстие
В (резьба М 16 т. е. основная метрическая резьба с на-
ружным диаметром 16 мм). Конец хвоста имеет фаску А
(2X45°).
Концы цилиндрической части Е (диаметр 70 мм) также
имеют фаски 6 X 45° и IX 45°. Переход от конуса С
к торцу цилиндра Е должен быть сделан по радиусу 4 мм.
В цилиндрической части оправки имеется внутренняя
резьба 4 М 56 (четвертая мелкая метрическая с наружным
диаметром 56 мм), переходящая в канавку Н (для вы-
хода резца при нарезании резьбы) шириной 5 мм и диа-
метром (по дну) 58 мм. Длина нарезанной части вместе
с шириной канавки 20 мм. В начале резьбы имеется
фаска 1X 45°. За канавкой следует выточка диамет-
ром 45 мм. Расстояние от торца цилиндрической части
до дна этой выточки 66 мм. Переход от дна выточки к боко-
вой поверхности должен быть сделан по радиусу 3 мм.
Качество обработки всех поверхностей оправки, за исклю-
чением боковой поверхности конического хвоста, должно
соответствовать знаку—два треугольника (чистовая обточка),
о чем на чертеже оправки имеется соответствующая
надпись. Боковая поверхность конуса должна быть обрабо-
тана под три треугольника (рис. 62), т. е. шлифована.
Правый конец оправки на длине 30 мм должен быть
закален.
12. Чтение чертежа детали, изображенной в двух
проекциях
Фланец трубопровода. На рис. 63 изображен в двух
проекциях фланец трубопровода. В данном случае двух
проекций вполне достаточно, чтобы составить себе полное
и ясное представление о форме и размерах фланца. Он пред-
ставляет собой стальную пластинку толщиною 11 мм. Гори-
зонтальная проекция (или вид сверху, вид в плане), обо-
значенная на рис. 63 цифрой II, показывает, что пластинка
71
В вертикальной проекции
С
Рис. 63. Фланец трубопровода.
эта ограничена сопряжением двух дуг окружностей (радиус
каждой из них 12 мм) с прямыми линиями, пересечение
которых на оси С — С закруглено радиусами /? = 20 мм.
Во фланце имеются два гладких отверстия 0 12 мм каж-
дое, для шпилек, посредством которых фланец этот будет
прикреплен к своему месту, и одно нарезанное (трубная
резьба 5/8") для навертывания фланца на трубу; с одной
стороны фланца это отверстие раззенковано.
фланец показан в разрезе,
(по АВ), причем надписи об
этом не сделано, так как
это ясно и без нее.
Знаки V, поставленные
у верхней и нижней сторон
фланца, а также у линии,
ограничивающей фланец в
плане, показывают, что по-
верхности эти должны быть
обработаны, но допускаются
грубые следы обработки.
Корпус запорного кла-
пана. Рис. 64 изображает
чертеж корпуса запорного
клапана. Заготовка для не-
го— поковка из алюминие-
вой бронзы. И в этом слу-
чае оказалось достаточно
двух проекций для изобра-
жения корпуса с исчерпывающей полнотой и ясностью. На
чертеже клапана отсутствует указание, по какой плоско-
сти сделан продольный разрез корпуса (рис. 64-/). Отсут-
ствие этого указания дает право считать, что разрез этот
сделан по плоскости АВ (рис. 64-//).
Все внутреннее устройство корпуса настолько отчетливо
видно из продольного разреза его, что в боковом виде от-
сутствуют пунктирные линии.
Указания об обработке наружных поверхностей корпуса
заменены надписью: Обработка всех наружных по-
верхностей V-
Колонка для масленки.-Изображенная на рис. 65 деталь—
колонка, поддерживающая масленку. Своим нарезанным
концом (б/8") колонка эта ввертывается в стенку машины,
двигателя, станка и т. д. В нарезанное отверстие колонки
(трубн. У2") ввертывается масленка, из которой выходит тон-
72
кая трубка для масла. Между левой частью, поддерживаю-
щей масленку, и нарезанным концом (5/8") ее имеется запле-
чик с шестью гранями (для гаечного ключа). Колонка изго-
Рис. 64. Корпус запорного клапана.
товляется из прутка стали. Левый конец ее после обра-
ботки (на токарном станке) имеет форму шара (на рисунке
Рис. 65. Колонка для масленки
показан пунктиром), диаметр которого 40 мм. Заплечик для
ключа до обработки круглый. После обработки (на фрезер-
ном станке) заплечик этот становится шестигранником. На
левом конце колонки срезаются (также на фрезерном станке)
части шарика, образующего эту часть колонки, после чего
она принимает вид, показанный на чертеже. Необходимо
73
обратить внимание, что расстояние от оси колонки до верх-
ней плоскости, обозначенной на рисунке стрелкой а, — 13 мм,
а до нижней (стрелка Ь) —15 мм. Эта несимметричность
левого конца масленки видна на чертеже, если даже и не
обращать внимания на только что приведенные размеры
(13 — 15 мм). Для большей отчетливости отверстие трубн. 11/
показано разрезанным, причем разрез осуществлен по спо-
собу вырыва.
Рис. 66. Коромысло пускового механизма двигателя Дизеля.
Указание качества обработки рассматриваемой детали
сделано в виде надписи: Обработка кругом V-
Коромысло пускового механизма двигателя Дизеля.
На рис. 66 изображено коромысДо двигателя Дизеля. В сере-
дине коромысла имеется отверстие, диаметр которого равен
25 мм. После цифры 25 стоит буква А; это значит, как мы
уже знаем, что оно должно быть обработано по второму
классу точности. Через это отверстие проходит ось, на
которой коромысло может поворачиваться. На обоих кон-
цах коромысла сделаны вырезы а и Ь, образующие вилки.
В левой вилке, обозначенной на рис. 66 буквой а, имеется
отверстие 0 16 мм.
Вертикальная проекция коромысла показана в разрезе
по плоскости АВ. Благодаря этому разрезу отчетливо видны
74
стенки с и d вырезов в коромысле, образующих вилки а и Ь.
Для определения расстояния этих стенок от оси коромысла
удобнее всего оказалось показать, что они должны быть
касательными к окружности, диаметр которой 44 мм. 1 По-
ложение этих стенок относительно верхней стороны коро-
мысла указано на чертеже надписями 90°, которые разъяс-
няют, что углы, образуемые стенками с и d с верхней сто-
роной коромысла, должны составлять 90°.
Боковые стороны коромысла плоские и параллельны
между собой. Верхние и нижние стороны его ограничены
довольно сложной поверхностью, которая изображается
в вертикальной проекции замкнутой кривой линией. Линия
эта, как видно из рис. 66, составлена из дуг окружностей
различных радиусов (16, 58, 13, 8, 221 2 3 и 30 мм), соединяе-
мых в нескольких местах прямыми линиями.
Раззенкованное отверстие 0 4 мм служит для смазки
оси, на которой поворачивается коромысло. Все поверх-
ности коромысла, как это видно из надписи, сделанной
на чертеже, обрабатываются под один треугольник.
13. Чтение чертежа детали, изображенной в трех
и более проекциях
Крышка цилиндра пускового механизма двигателя
Дизеля. Рассматриваемая деталь изображена на чертеже
(рис. 67) в трех проекциях с двумя разрезами. Основной
частью ее является конусообразная чашечка с тремя при-
ливами, в которых имеются три отверстия 0 18 мм каждое
для болтов, посредством которых крышку прикрепляют
к цилиндру пускового механизма. С правой стороны у
этой чашечки мы видим прилив b заканчивающийся флан-
цем с. Внутри прилива b имеется отверстие 0 25 мм.
Отверстие это получается отливкой. Два нарезанные отвер-
стия во фланце (V/O служат для шпилек, посредством кото-
рых к крышке цилиндра прикрепляют фланец трубки, отхо-
дящей от цилиндра. Кроме того, имеются два отверстия
0 10 мм каждое, просверленные в приливе Ь. Из разреза CD
видна форма сечения прилива b в плоскости CD. Из того
же разреза видно (см. пунктирные линии), что отверстия
0 10 мм расположены в небольших выступах и просвер-
лены насквозь.
1 Окружность эту чертят из одного центра с отверстием 0 25 мм и
показана она на рис. 66 условным пунктиром.
3 Половина диаметра 44 мм.
П
Обработке подлежат нижняя сторона крышки и правая
сторона фланца с. Обработка эта под один треугольник,
т. е. чистая, но с грубыми следами фрезы, производится
на фрезерном станке. Необходимо выдержать толщину ниж-
ней части крышки (размер 18 мм в горизонтальной проекции
и толщина фланца с— также 18 мм). Кроме того, необходимо,
чтобы обработанные плоскости были перпендикулярны друг
Рис. 67. Крышка цилиндра пускового механизма двигателя Дизеля.
другу. На сверлильном станке высверливают три отверстия
0 18 мм, три — 10 мм и два — под резьбу 1/2".
Заканчивая на этом разбор чертежа крышки цилиндра
пускового механизма, обращаем внимание, что только из
бокового вида и разреза по CD мы узнали, что отверстия
0 10 мм сквозные (см. пунктирные линии) и что они рас-
положены в особых выступах. Точно так же только из
разреза по АВ мы видим, как расположено в крышке отвер-
стие 0 25 мм. Таким образом для изображения рассматри-
76
ваемой крышки необходимы три проекции с двумя разре
зами.
Сточная коробка нефтяного насоса. До сих пор мы
рассматривали чертежи сравнительно небольших деталей.
Переходим к более крупным. На рис. 68 изображен чертеж
коробки (чугунная отливка) для стока нефти в трех проек-
циях с одним разрезом. Из горизонтальной проекции видно,
что коробка эта имеет вид (если смотреть на нее сверху)
77
прямоугольника со сторонами 280 и 650 мм (толщина стенок
не учтена). Углы коробки закруглены радиусом 40 мм. Бо-
ковые стенки имеют толщину 8 мм. Правой стенкой короб-
ки является вертикальный фланец толщиной 20 мм, в кото-
ром просверлено 12 отверстий 0 18 мм каждое. Число
этих отверстий мы определяем по боковому виду коробки.
Из этой же проекции мы узнаем, что фланец, о котором
мы говорили, есть прямоугольник со сторонами 470 и 166 мм.
Углы его закруглены радиусами 20 мм. В середине
фланца имеется выемка глубиной 4 мм. В боковом виде
она показана пунктиром и имеет размеры: длину 402 мм
и ширину 90 мм. Обращаем внимание, что размеры 132, 98
и 90 подчеркнуты. Это показывает, что фланец коробки,
вернее,—высота его, изображена на чертеже без масштаба.
В средней части сделано утолщение (см.разрез и горизон-
тальную проекцию), в котором просверлено отверстие
0 12 мм, нарезанное (3/8" трубн.) внизу.
Из разреза коробки мы видим, что дно ее имеет тол-
щину 10 мм. Дно наклонено в сторону вертикального фланца
для того, чтобы попадающая в коробку нефть вытекала из
нее через отверстие 0 VI мм. Спереди коробки имеется
прилив 0 52 мм с отверстием 25 мм. Прилив этот связан
с коробкой горизонтальной полкой, толщина которой 14 мм,
и вертикальным ребром. Толщина последнего ребра пока-
зана на горизонтальной проекции пунктирными линиями.
Она равна 16 мм. Это же ребро служит и для увеличения
жесткости всей коробки.
Шатун. В заключение разберем чертеж шатуна. Деталь
эта труднее всех ранее рассмотренных как в отношении об-
работки, так и с точки зрения изображения ее. На рис.ч69
шатун изображен в трех обычных и в одной дополнитель-
ной проекции, обозначенной цифрой IV.
Нижняя головка (левая на рис. 69-7) представляет со-
бой корпус подшипника с разъемом по плоскости CD. Крышка
этого подшипника а (на рис. 69-7) соединяется с основной
частью шатуна посредством двух болтов, проходящих через
отверстия 0 16 мм. На рис. 69-7, на котором представлен
разрез шатуна по АОВ (рис. 69-77), одно из этих отверстий
показано в разрезе, а другое—пунктирными линиями. Рас-
стояния между осями этих болтов—72 мм (рис. 69-77).
Крышка нижней головки шатуна обрабатывается вместе
с основной его частью. В начале обработки шатуна она со-
ставляет одно целое с этой частью (шатун изготовляется
из поковки). После обработки наружной поверхности ша-
78
Рис. 69. Шатун.
туна (на токарном и фрезерном станках), предварительной
расточки отверстия 0 62 мм и сверления (а также развер-
тывания) отверстий 0 16 мм под стяжные болты крышку
отрезают (на фрезерном станке) по плоскости CD. Плоско-
Рис. 70. Детали, чертежи которых изображены
на рис. 61—69.
7 — направляющий штырь штампа; II — токарная резь-
бовая оправка; 777—фланец трубопровода; IV— корпус
запорного клапана; V— колонка для масленки; VI —
коромысло пускового механизма двигателя Дизеля;
VII — крышка цилиндра пускового механизма двигателя^
Дизеля; VIII— сточная коробка нефтяного насоса;
IX — шатун.
сти прилегания крышки и основной части шатуна обраба-
тывают начисто, и крышку прикрепляют к основной части
посредством временных стяжных болтов для окончатель-
ной расточки отверстия 0 62 мм. Нарезанное отверстие
(трубн. ^в") в крышке а, переходящее в гладкое с 0 Ьмм,
служит для ввертывания масленки.
На рис. 69-// показан вид шатуна слева, причем крышка
снята.
Стержень шатуна (цилиндрическая часть 0 30 мм) обра-
батывается на токарном станке одновременно с нижней
и верхней (правой на рис. 69-/ и III) головками. Переход
80
от диаметра 30 мм к основанию нижней головки сделан
плавным, 35 мм радиусом. Отверстие в шатуне (0 5 мм)
служит для смазки.
Верхняя головка шатуна имеет вид вилки с двумя щеками
d и с обычного устройства.
Заключительное замечание. На рис. 70 все детали, чер-
тежи которых мы только-что рассматривали, изображены
в виде рисунков. Еще раз обращаем внимание, что в этом
случае детали показаны без соблюдения масштаба.
ГЛАВА ПЯТАЯ
МАТЕРИАЛЫ ДЛЯ САМОСТОЯТЕЛЬНЫХ УПРАЖНЕНИЙ
В ЧТЕНИИ ЧЕРТЕЖЕЙ
14. Необходимые общие указания
Предварительные замечания. После того как все сказан-
ное в этой книге о машиностроительных чертежах усвоено
достаточно твердо и проработана с особым вниманием
предыдущая глава, можно приступить к упражнениям
в самостоятельном чтении чертежей. Для этого можно
использовать чертежи деталей, изготовленные на заводе,
на котором работает ’читатель настоящей книги. В этом
случае, однако, нужно быть уверенным в том, что чертежи
выполнены в соответствии со всеми приведенными выше
правилами. При отсутствии такой уверенности следует
приступить к упражнениям в чтении чертежей по рисун-
кам, приводимым ниже. Изучение каждого чертежа можно
считать законченным, если читатель сможет рассказать
содержание чертежа так, как это сделано в книге в отно-
шении рис. 61—69. Очень желательно, чтобы рассказ этот
был выслушан товарищем, более опытным в чтении черте-
жей, способным заметить ошибки, допущенные изучающим
чертеж.
Детали, изучение чертежей которых предлагается
читателю настоящей книги. Приводимые ниже рисунки
изображают (в значительно уменьшенном масштабе) чертежи
деталей токарно-винторезного станка 26А (162К) и общий
вид задней бабки этого станка. Рисунки расположены
в порядке возрастания сложности чертежей, поэтому изуче-
ние их следует начинать с первого по порядку и переходить
к следующему лишь после того, как данный чертеж будет
прочитан.
6 А. Н. Оглоблин
81
15. Чертежи деталей машин и общего вида для
самостоятельных упражнений в их чтении
Деталь № 1
ВИЛКА
МУФТА
ВТУЛКА
Перлита и развернуто совместно
с арт поз 6в i> 36 под штифт фЮ
tpv сборке, с одной сторона
Деталь № 4
ГОЛОВКА СУПОРТА
По АВС
Деталь № 5
I
СРЕДНЯЯ ЧАСТЬ СУПОРТА
Деталь № 6
Ф52А
ТРЕНЗЕЛЬ
Деталь № 8
ОГЛАВЛЕНИЕ
Стр.
Предисловие........................................... 3
Глава первая. Способы графических изображений................ 5
1. Прямоугольные проекции........................... . 5
2. Изображения деталей машин в прямоугольных проекциях . 22
Глава вторая. Условные обозначения и изображения на машино-
строительных чертежах............................35
3. Обозначения качества обработки поверхностей........35
4. Обозначения допусков и посадок.....................42
5. Изображение и обозначение резьбы ..................45
Глава третья. Виды машиностроительных чертежей ............. 48
6. Чертежи деталей машин..............................48
7. ОСТы и нормали . . . •.............................54
8. Сборочные чертежи................................ 57
9. Кинематические схемы . ............................59
10. Спецификации и надписи на чертежах............. ... 66
Глава четвертая. Примеры чтения машиностроительных чертежей . 69
11. Чтение чертежа детали, изображенной в одной проекции . 69
12. Чтение чертежа детали, изображенной в двух проекциях . 71
13. Чтение чертежа детали, изображенной в трех и более
проекциях.............................................. 75
Глава пятая. Материалы для самостоятельных упражнений в чтении
чертежей .................................................81
14. Необходимые общие указания....................... 81
15. Чертежи деталей машин и общего вида для самостоятель-
ных упражнений в их чтении .............................82
Редактор Е. М. Гродницкая Техн, редактор Р. Г. Польская
Подписано к печати 24/VII-1945 г. М-02972 Тираж 10000 Формат бумаги 82X110732
п. л. SVail вклейка Уч. изд. л. 4,99 Печ. зн. в 1 п. л. 38016 Индекс № 24 Заказ № 870
РУ № 20 на базе типографии № 2 Упр явления издательств и полиграфии- Ленгорисполкома
ВЕРХНЯЯ ЧАСТЬ СУПОРТА
Деталь № 9
ЗАДНЯЯ БАБКА
(Общий вид)
по АВ
по СВ
tSSJft; »W/A
LED
39 28 27 28 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 Шайба Шайба Гайка М12 Винт Мб X 15 Винт М8 X 22 Шарикоподшипник упорный.... Помазок Масленка Шпонка Центрик упорный Маховичок Ручка Ручка Шпонка Гайка М24 Болт . Болт » Винт Винт Втулка Втулка Винт • Шпиндель Гайка Гайка Головка Плитка Плитка Корпус 2 1 1 2 3 1 1 2 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Ст. 3 Ст. 3 Ст. 3 Ст. 3 Ст. 3 Ст. 3 Ст. 6 У1ОА Чугун Ст. 3 Ст. 3 Ст. 6 Ст. 3 Ст. 3 Ст. 3 Ст. 5 Ст. 5 Ст. 3 Ст. 3 Ст. 8 Ст. 6 Чугун Чугун Чугун Чугун Чугун Чугун | Материал Хромировать
№ по пор. Наименование Кол. Примечание
Масштаб Копировл Иванов Чертил Николаев Задняя бабка Заменяет . .
Заменен . .
Завод № 1945 Конструировал Васильев Проверил Григорьев '. Утвердил Сергеев 26А (162 К) 1. I. 45
Цена 3 руб.