












































































































































































































































































































































































Текст
ТЕХНОЛОГИЯ
ЛИТЕЙНОЮ
ПРОИЗВОДСТВА
ЦВЕТНОЕ
ЛИТЬЕ
СПРАВОЧНИК
Москва
«МАШИНОСТРОЕНИЕ'
1989
ББК 34.61я2
Ц27
УДК 1621.74.04 : 669.2/.81 @35)
Авторы: Н. М. Галдин, Д. Ф. Чернега, Д. Ф. Иванчук,
Ю. В. Моисеев, В. В. Чистяков
Рецензенты: Е» Л. Бибиков, канд. техн. наук А, М. Надеждин
Цветное литье: Справочник/Н. М. Галдин, Д. Ф, Чернега,
Ц27 Д. Ф. Иванчук и др.; Под общ. ред, Н. М. Галдина. — М.:
Машиностроение, 1989. —528с: ил. —(Технология литей-
литейного производства).
ISBN 5-217-00396-0
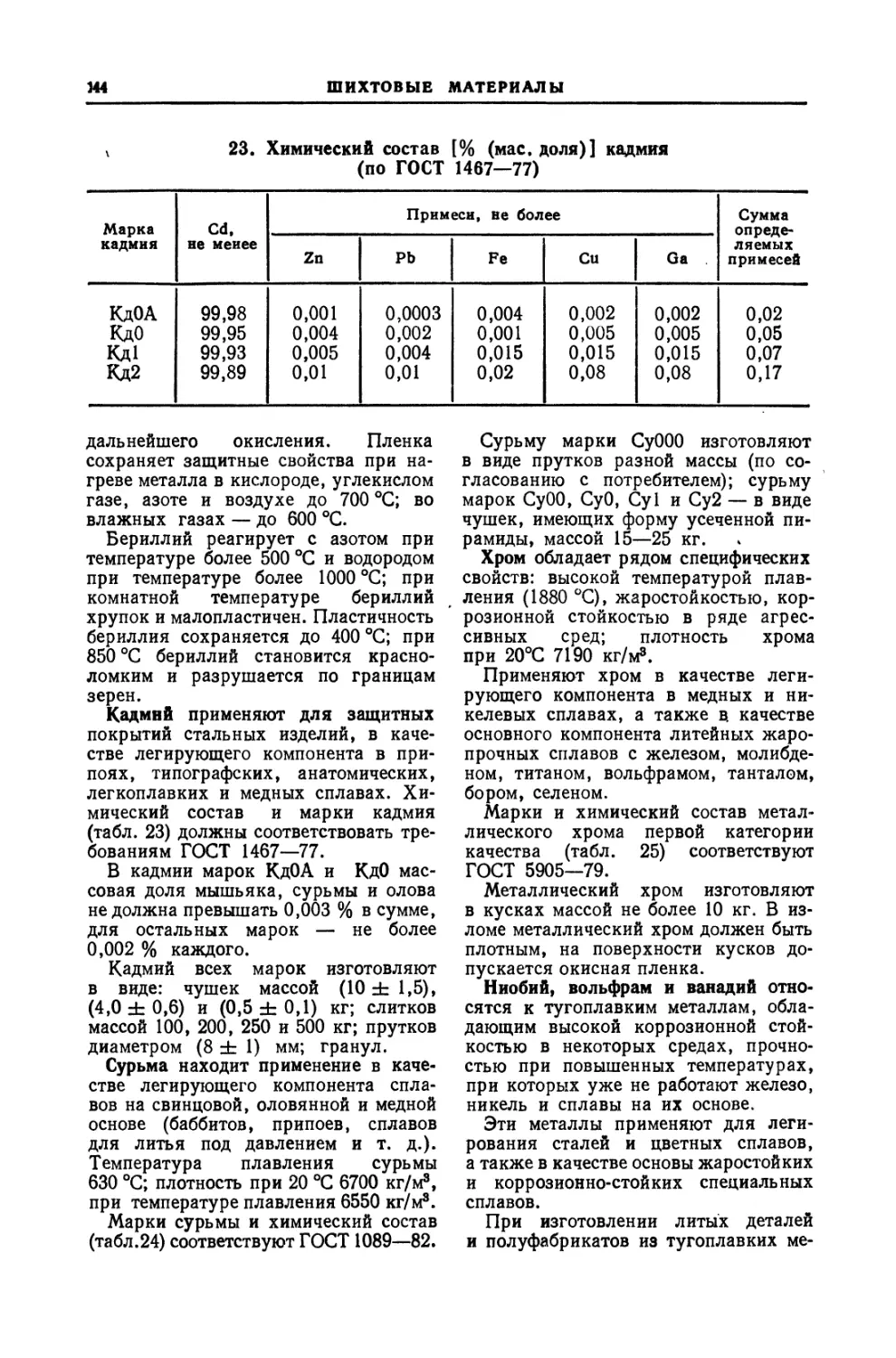
Приведены основные сведения по техническим требованиям к отлив-
отливкам из цветных сплавов, технологичности конструкции литых деталей,
литейным цветным сплавам, шихтовым и формовочным материалам, осна-
оснастке и оборудованию, технологии литья и термической обработке, финиш*
ным операциям, контролю качества и технике безопасности.
Для инженерно-технических работников литейного производства*
может быть также полезен студентам вузов.
ISBN 5-217-00396-0 © Н. М. Галдин, Д. Ф. Чернега,
Д. Ф. Иванчук и др., 1989
ОГЛАВЛЕНИЕ
Предисловие
Условные обозначения и при-
принятые сокращения
Глава I. Проектирование отли«
вок (Я. М. Галдин)
1. Технические требования к
отливкам
2. Технологичность конструк-
конструкций литых деталей
3. Примеры создания техноло-
технологичных конструкций литых де-
деталей и их элементов....
Глава II. Проектирование и
освоение литейной технологии
(Я. М. Галдин)
1. Литниковые системы для за-
заливки форм под напором стояка
2. Прибыли
3. Холодильники
4. Этапы проектирования и
освоения литейной технологии
б. Требования к оформлению
технологической документа-
документации
6. Моделирование литейных
процессов
Глава III. Шихтовые материа-
материалы (Д. Ф. Чернега,Д. Ф. Иван-
чук)
1. Металлическая шихта. .
2. Неметаллическая шихта. .
3. Методика расчета шихты
Глава IV. Литейные сплавы
(Д. Ф. Чернега, Д. Ф. Иван-
ЧМ
1. Алюминиевые сплавы . . .
2. Магниевые сплавы ....
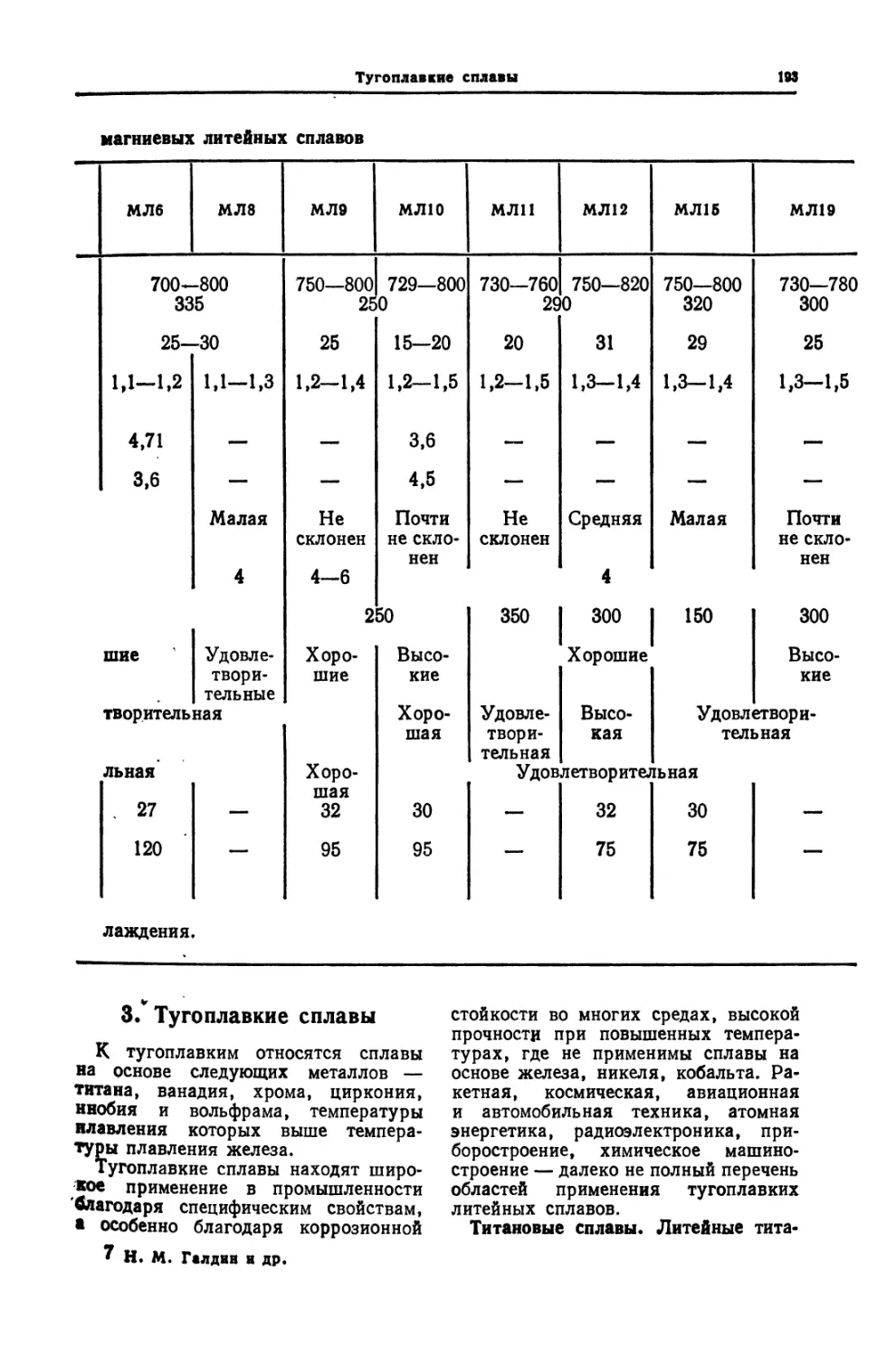
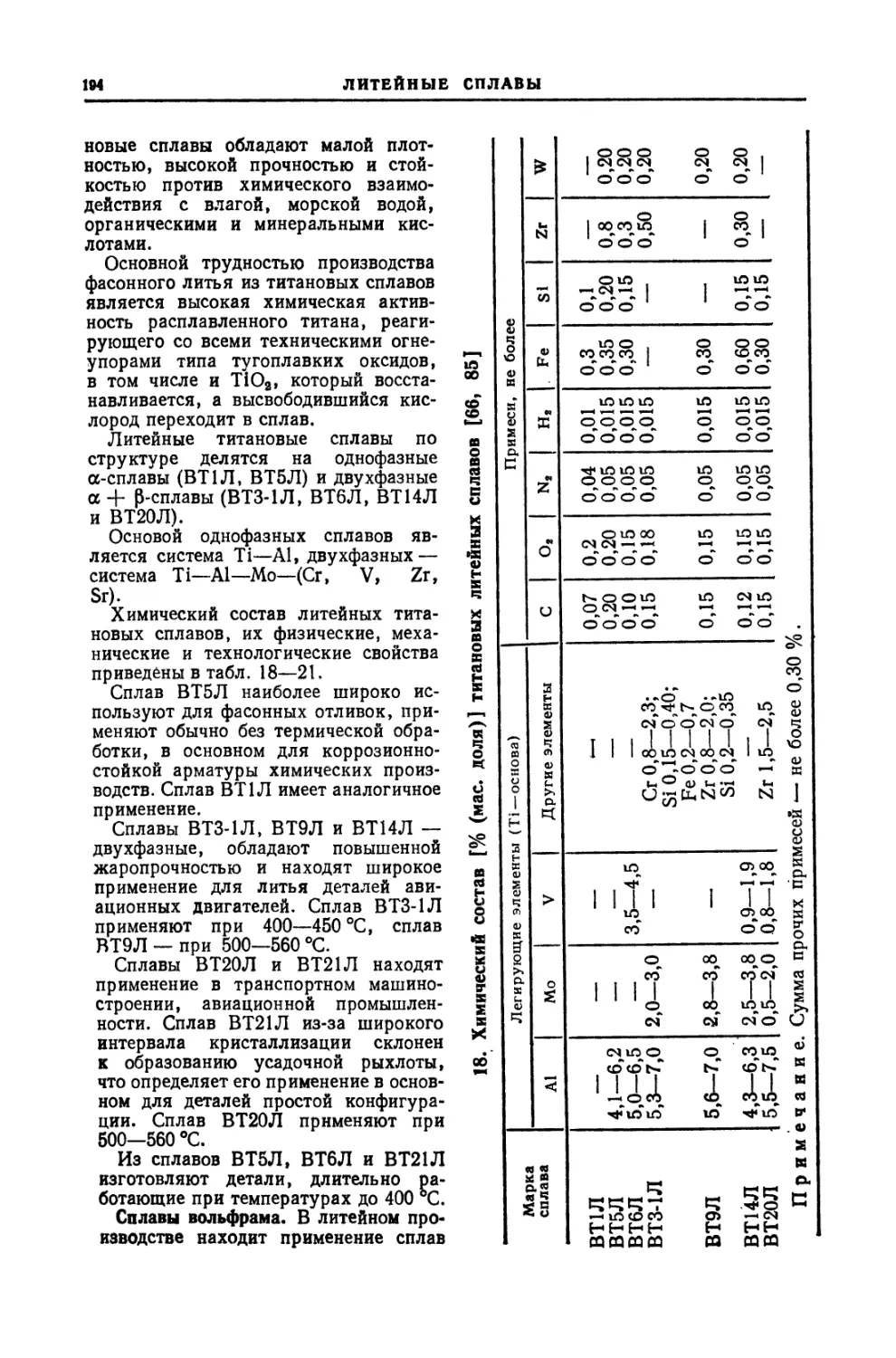
3. Тугоплавкие сплавы ....
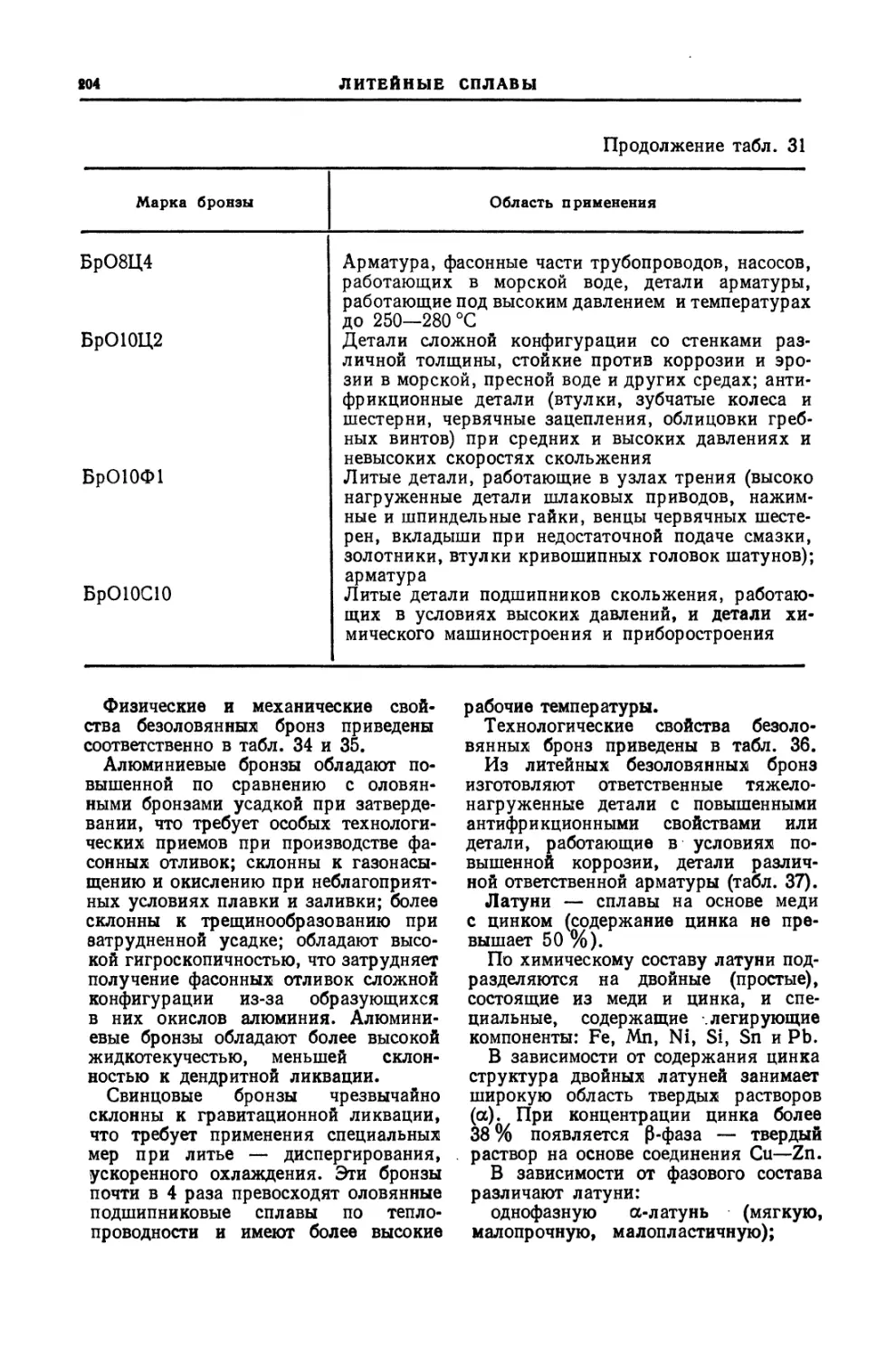
4. Медные сплавы
5. Никелевые сплавы....
1*
5 6. Медно-никелевые сплавы 216
7. Цинковые сплавы 221
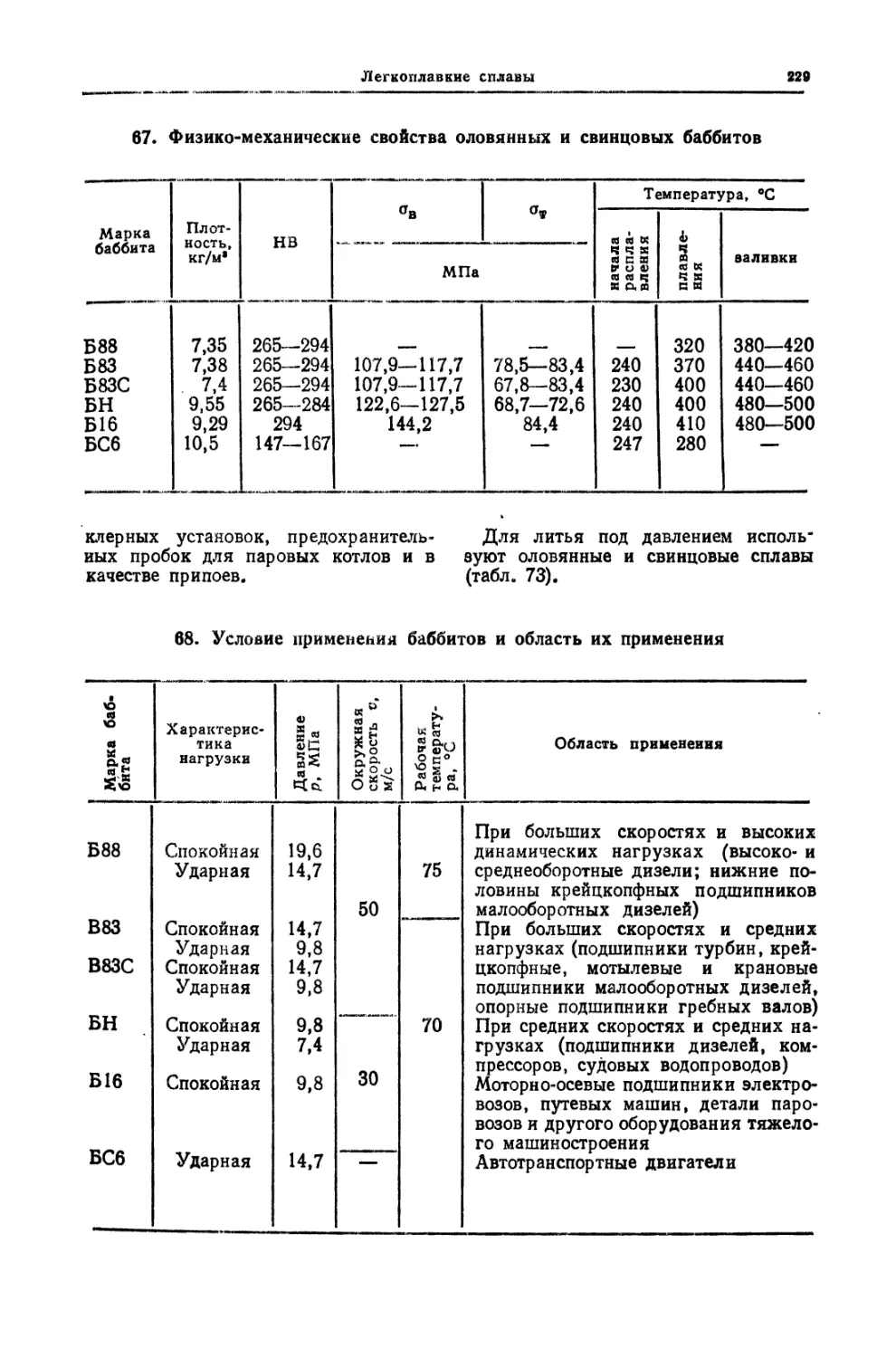
8. Легкоплавкие сплавы на
6 основе олова, свинца, сурьмы,
кадмия и висмута 228
7 Глава V. Материалы для изго-
изготовления форм и стержней
7 (В. В. Чистяков) 233
1. Разовые формы и стержни 233
21 2. Постоянные формы и стерж-
стержни, литейная оснастка.... 261
3. Защитные и огнеупорные по-
39 крытия форм и стержней... 267
4. Особенности регенерации
отработанных песков и смесей 273
43 Глава VI. Плавка литейных
сплавов (Д. Ф. Чернега,
43 Д. Ф. Иванчук) 277
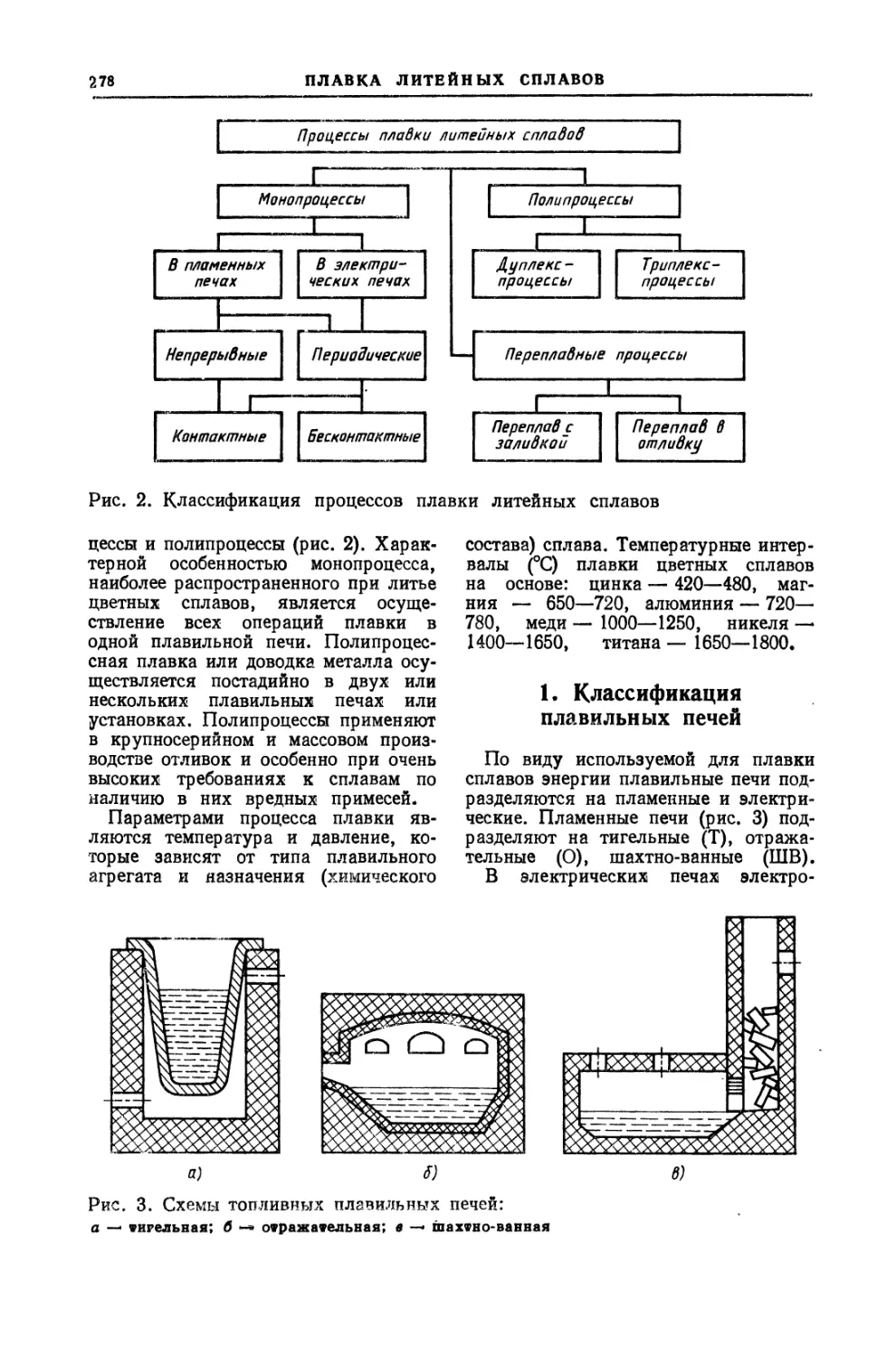
85 1. Классификация плавиль-
110 ных печей 278
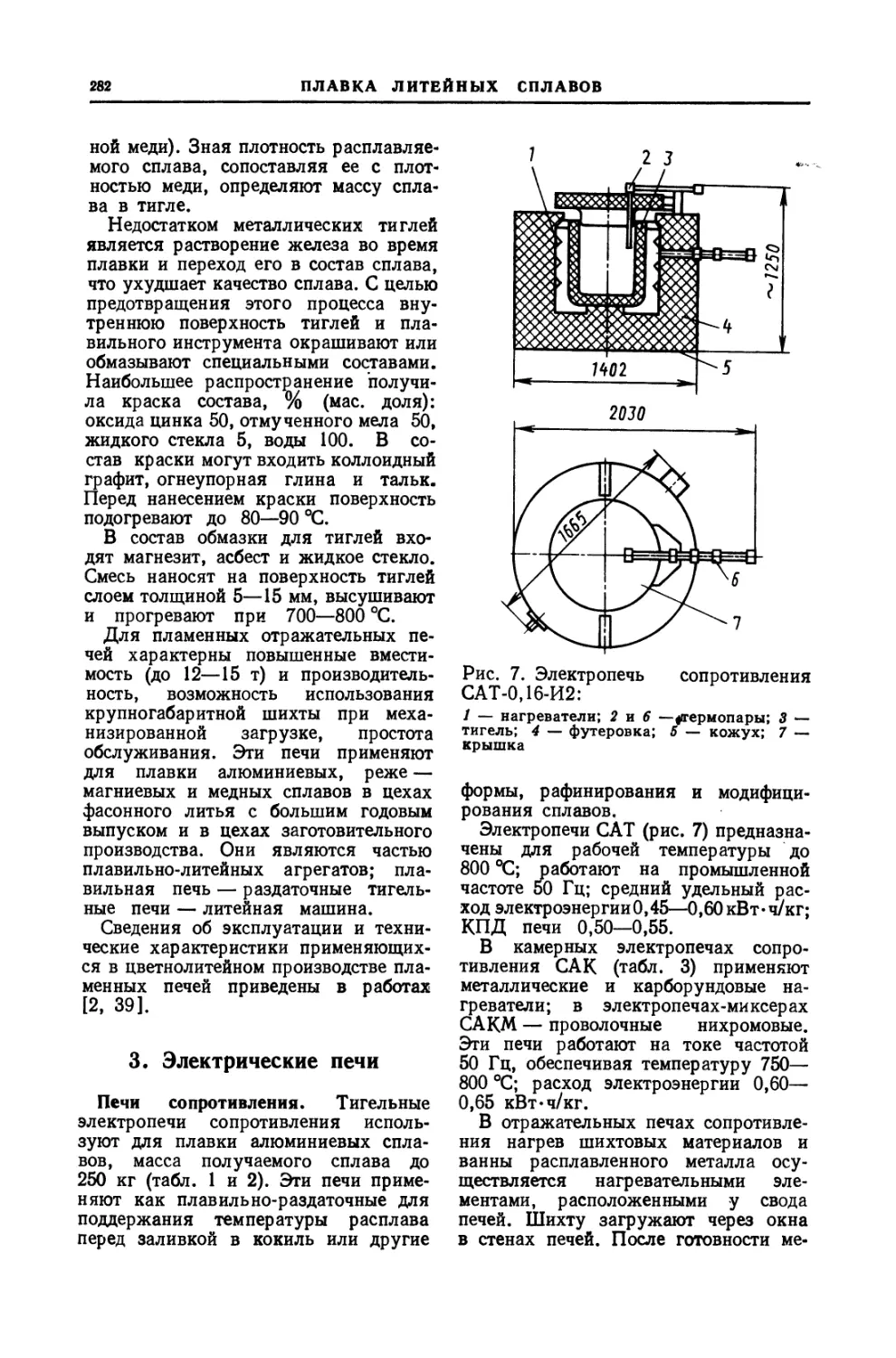
2. Пламенные печи 280
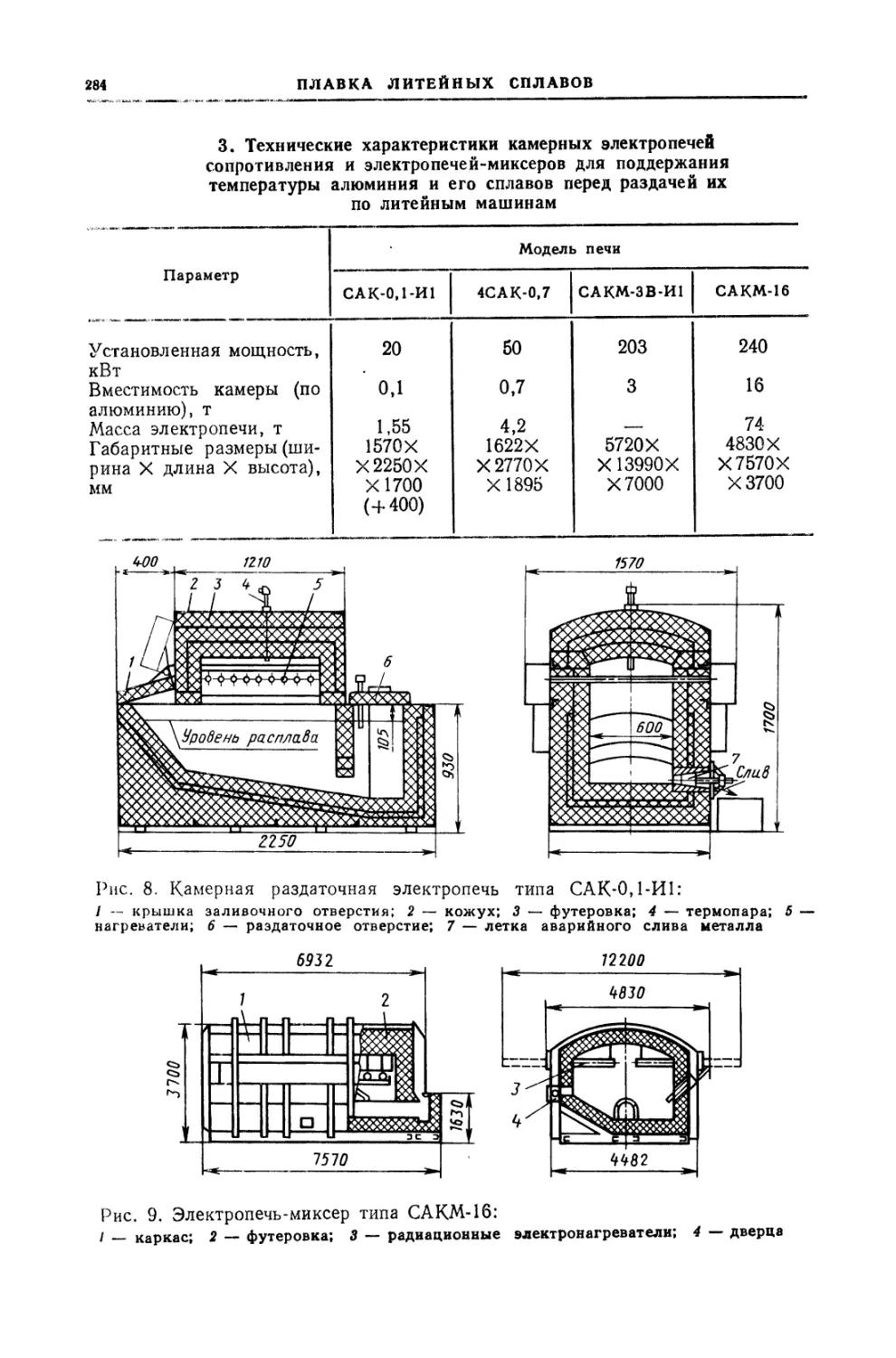
112 3. Электрические печи. . . . 282
4. Особенности плавки цветных
металлов и сплавов 300
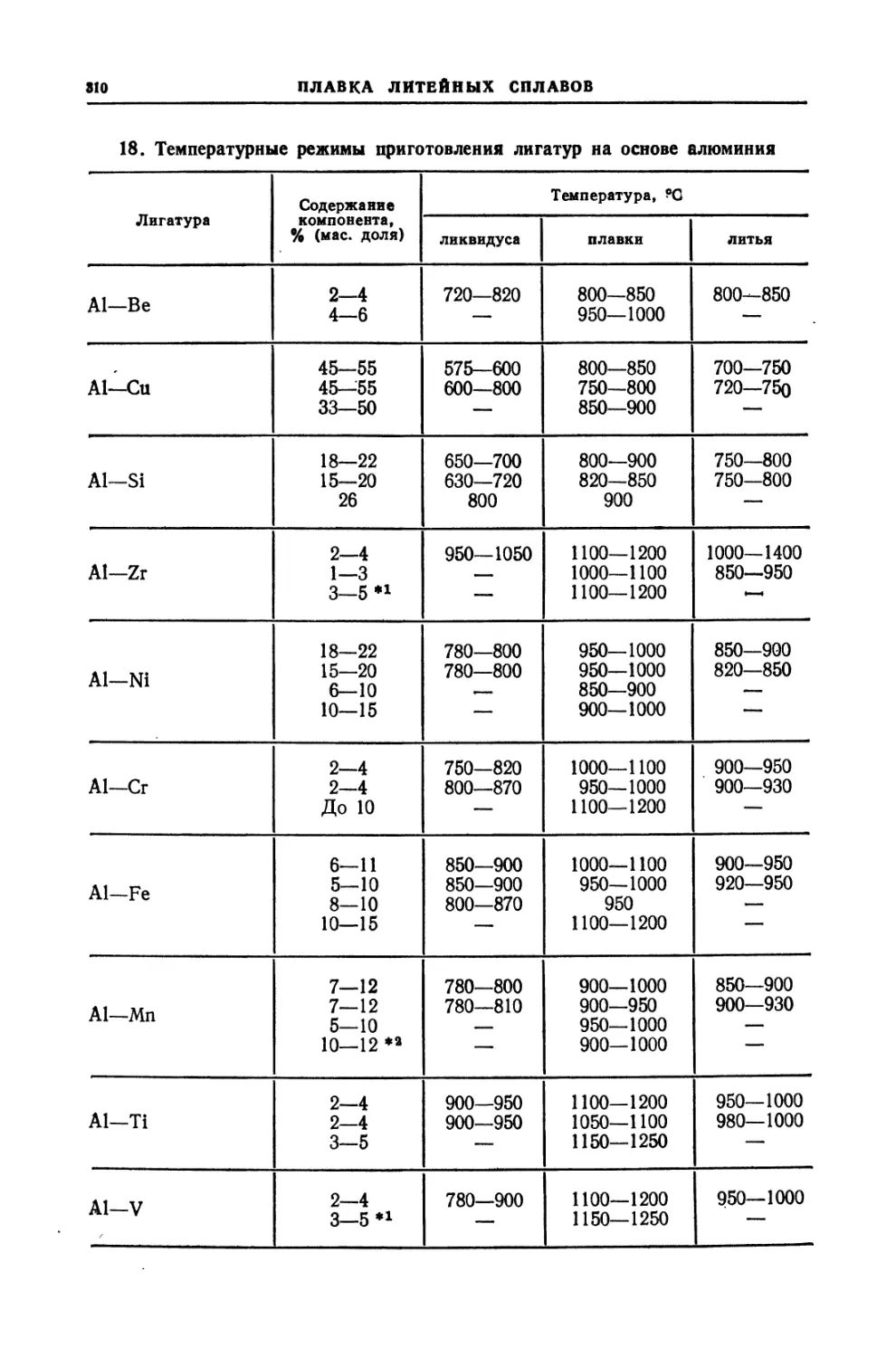
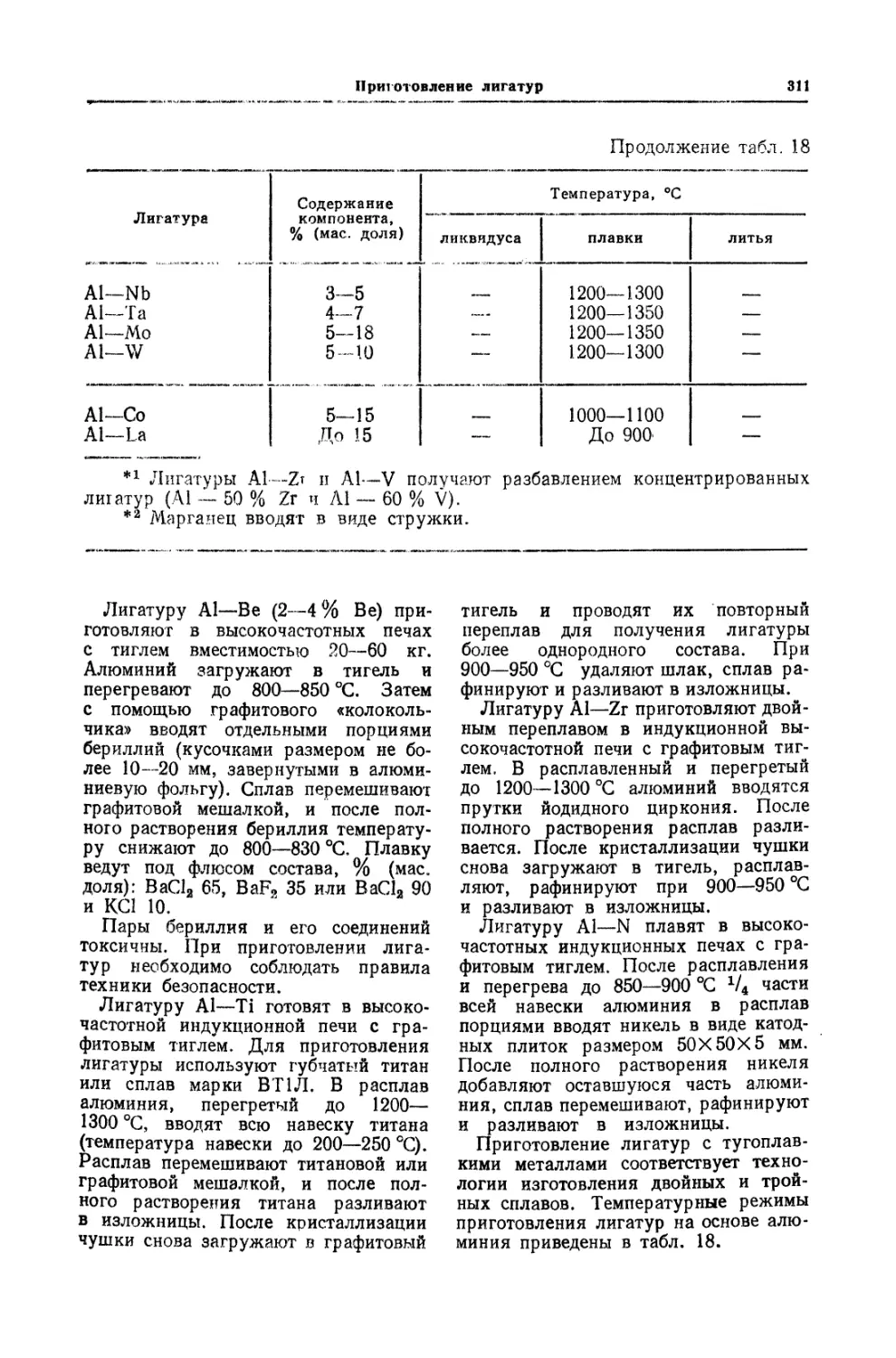
114 5. Приготовление лигатур. . 309
6. Переплавка отходов .... 312
121
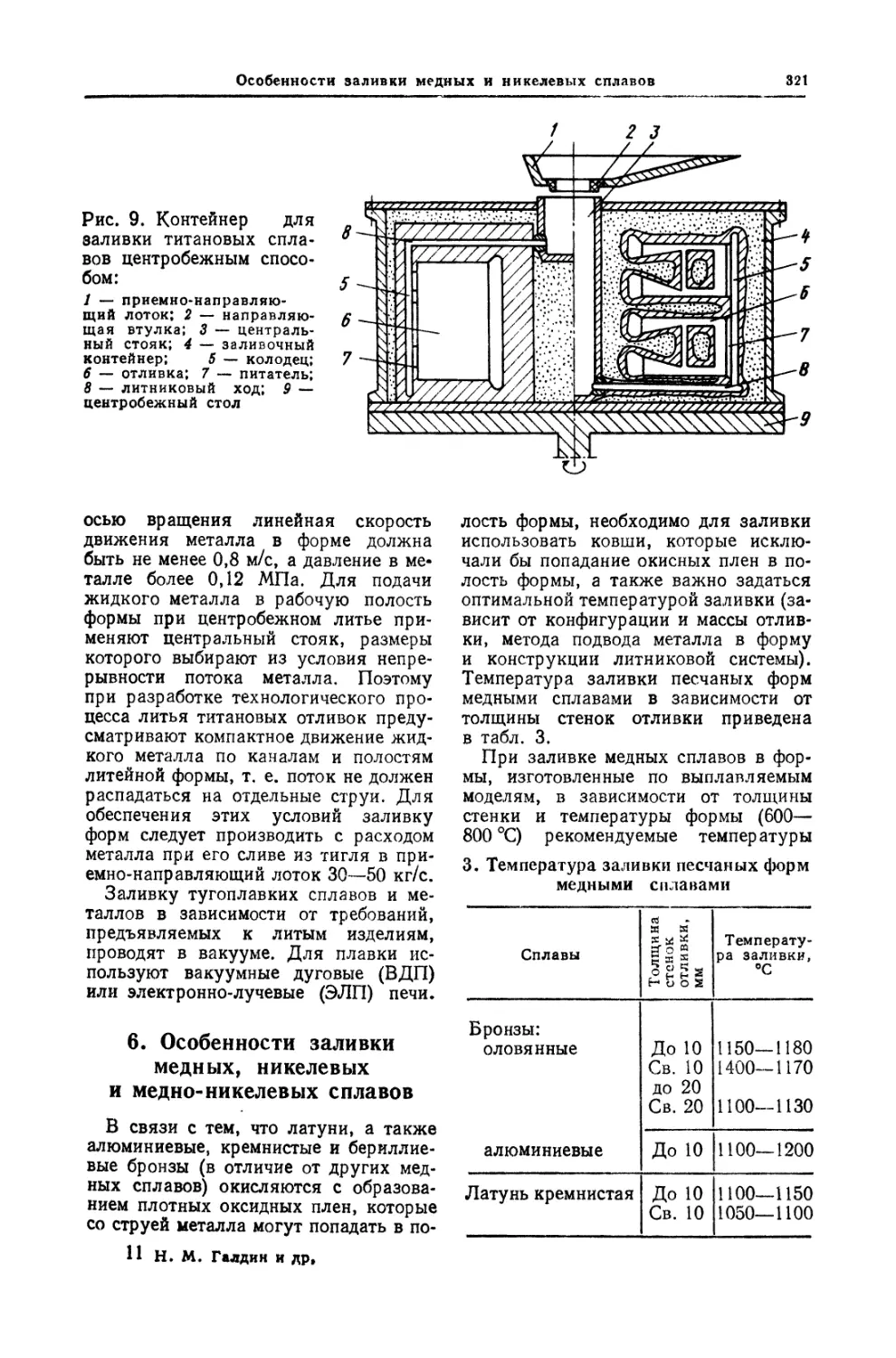
Глава VII. Заливка форм
(Д. Ф. Чернега, Д. Ф. Иван-
Иванчук) 316
129 1. Общие положения.... 315
129 2. Ковши для транспортиро-
156 вания и заливки цветных спла-
156 вов 315
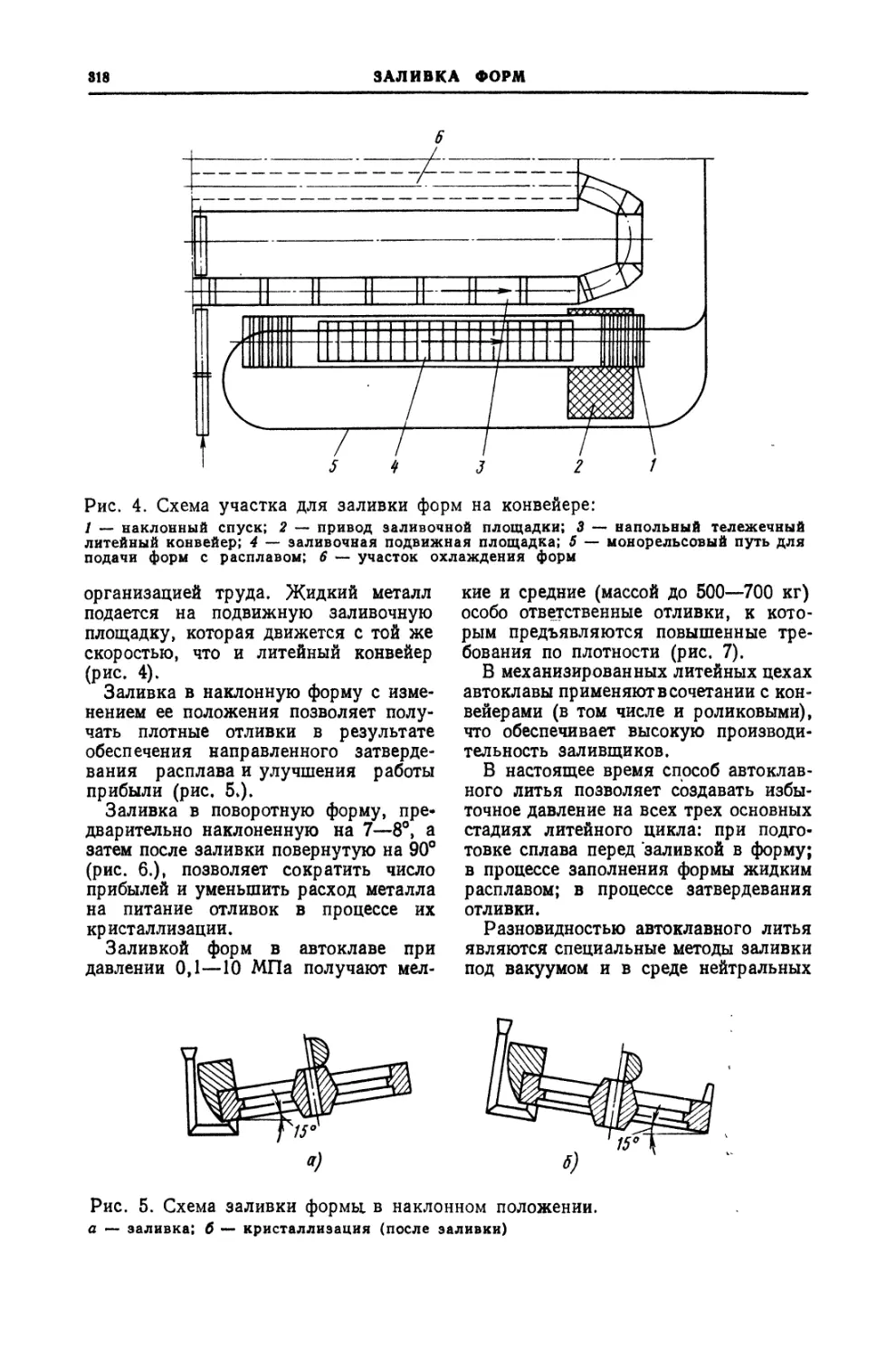
3. Способы заливки форм ... 317
4. Особенности заливки алю-
алюминиевых и магниевых спла-
168 вов 319
168 5. Особенности заливки туго-
185 плавких сплавов 320
193 6. Особенности заливки мед-
197 ных, никелевых и медно-нике-
212 левых сплавов 321
ОГЛАВЛЕНИЕ
7. Особенности заливки цин-
цинковых и легкоплавких спла-
сплавов 322
Глава VIII. Особенности тех-
технологии изготовления отливок
специальными способами литья 323
(Д. Ф. Чернега, Ю, В. Моисеев)
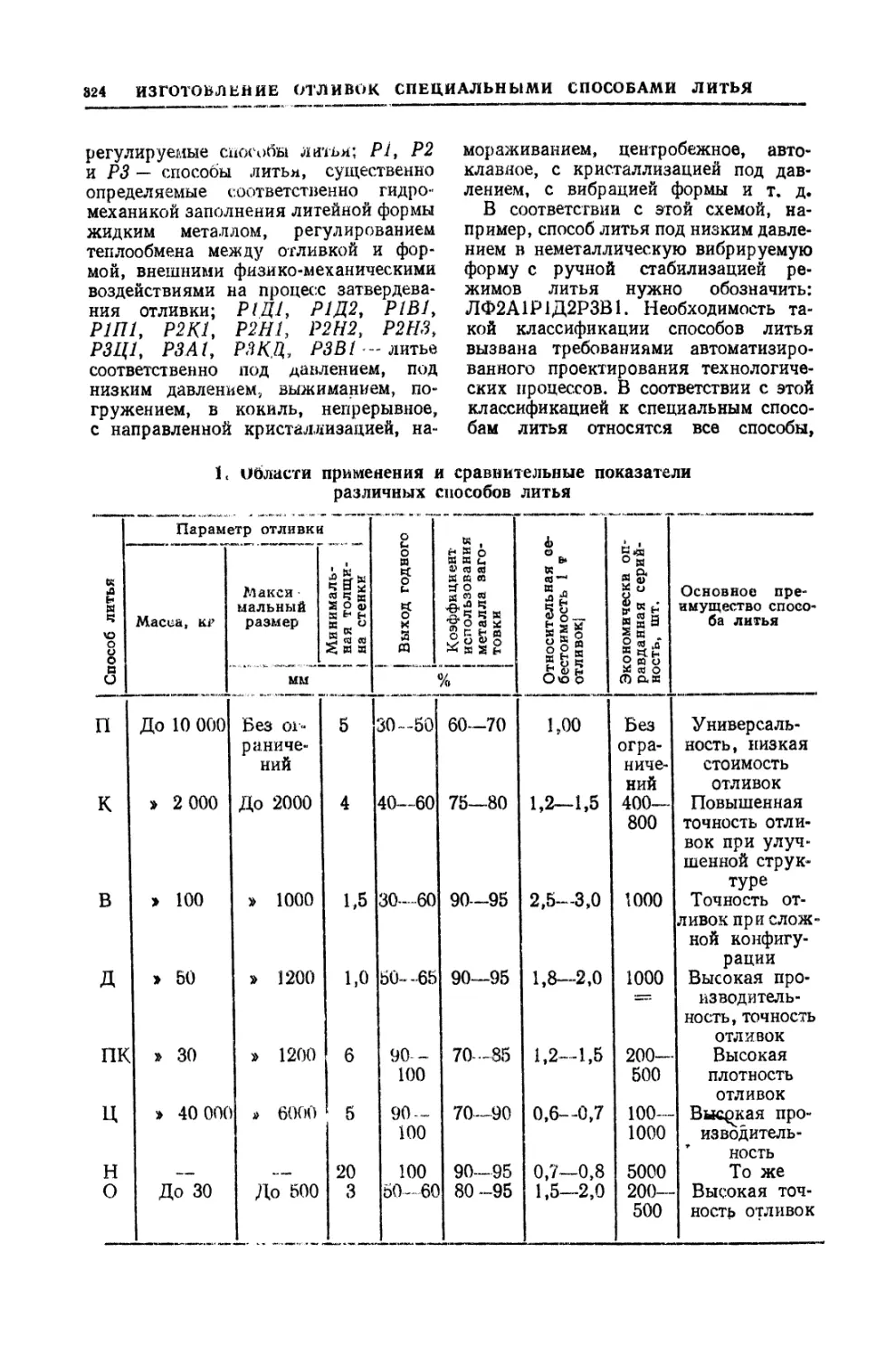
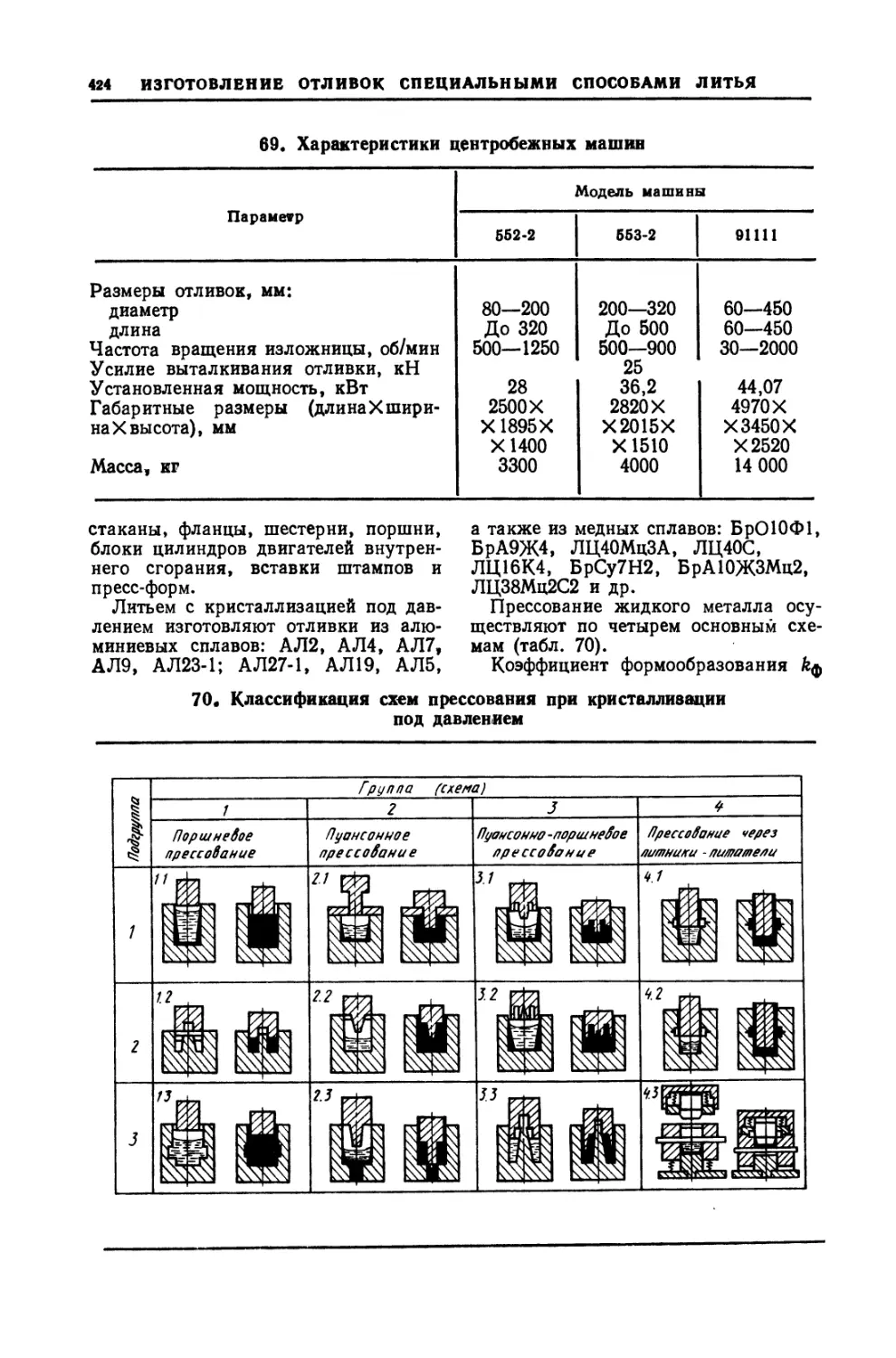
1. Классификация и техноло-
технологические возможности спосо-
способов литья 323
2. Литье в кокиль 326
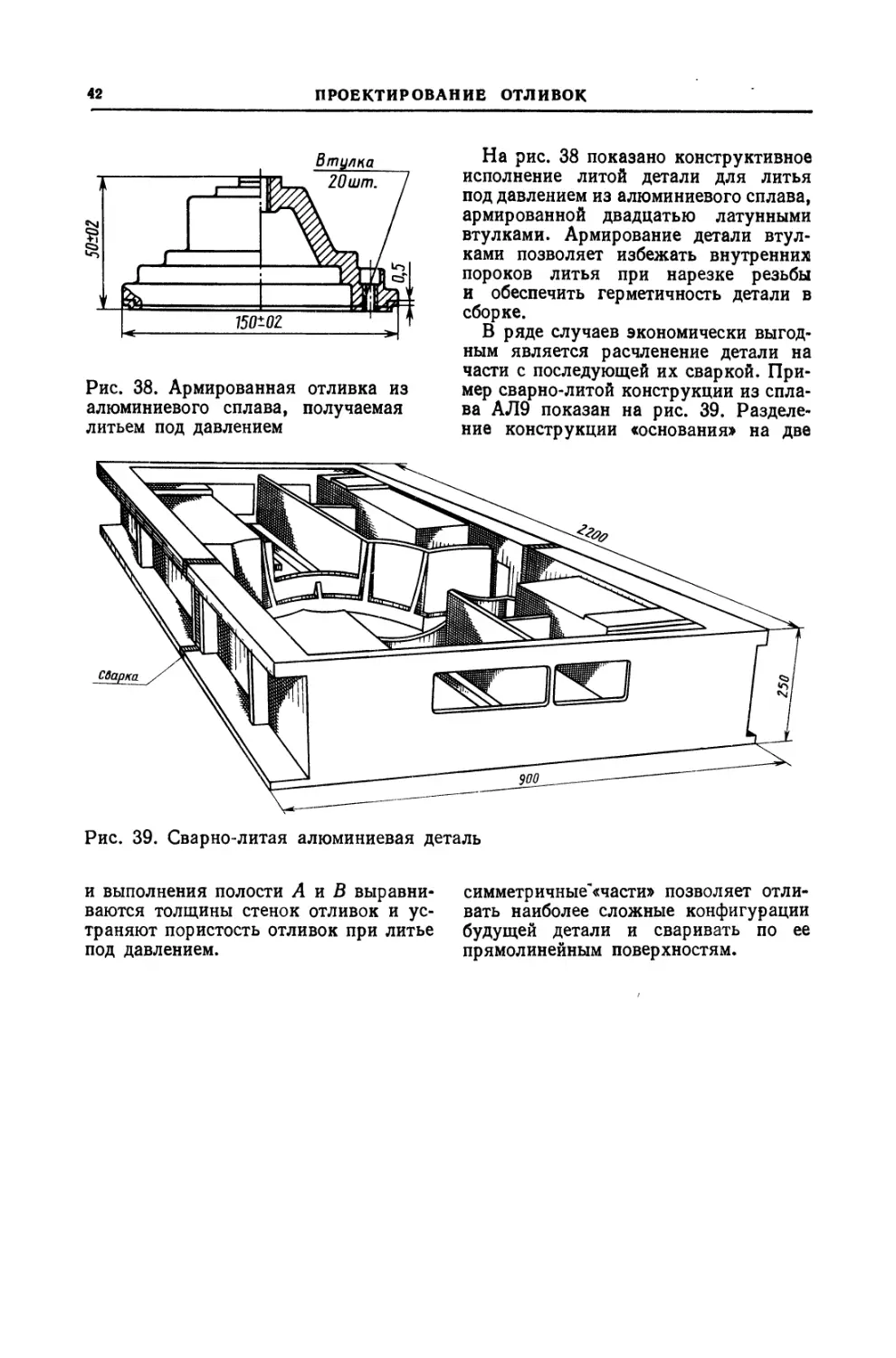
3. Литье под давлением. . 336
4. Литье по выплавляемым
моделям (Д. Ф. Чернега,
Д. Ф. Иванчук) 352
5. Литье в оболочковые
формы (Д. Ф. Чернега,
Д. Ф. Иванчук) 374
6. Литье в керамические фор-
формы, изготовленные по постоян-
постоянным моделям (Д. Ф. Чернега,
Д. Ф. Иванчук) 389
7. Литье в гипсовые формы
(Д. Ф. Чернега, Д. Ф. Иван-
Иванчук) 393
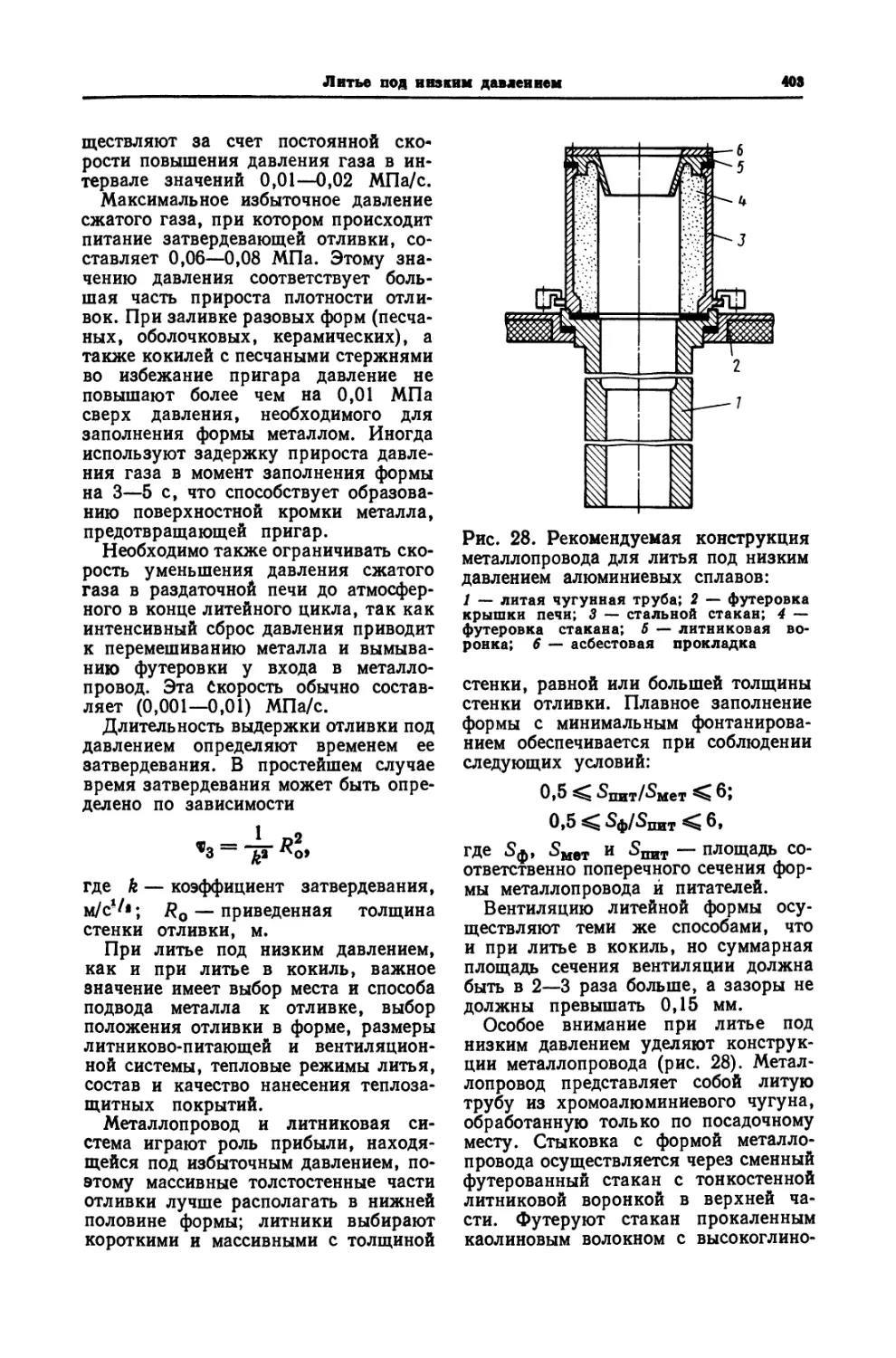
8. Литье под низким давле-
давлением с противодавлением и ва-
вакуумным всасыванием . . . 400
9. Литье выжиманием и по-
погружением 410
10. Литье с направленной кри-
кристаллизацией 415
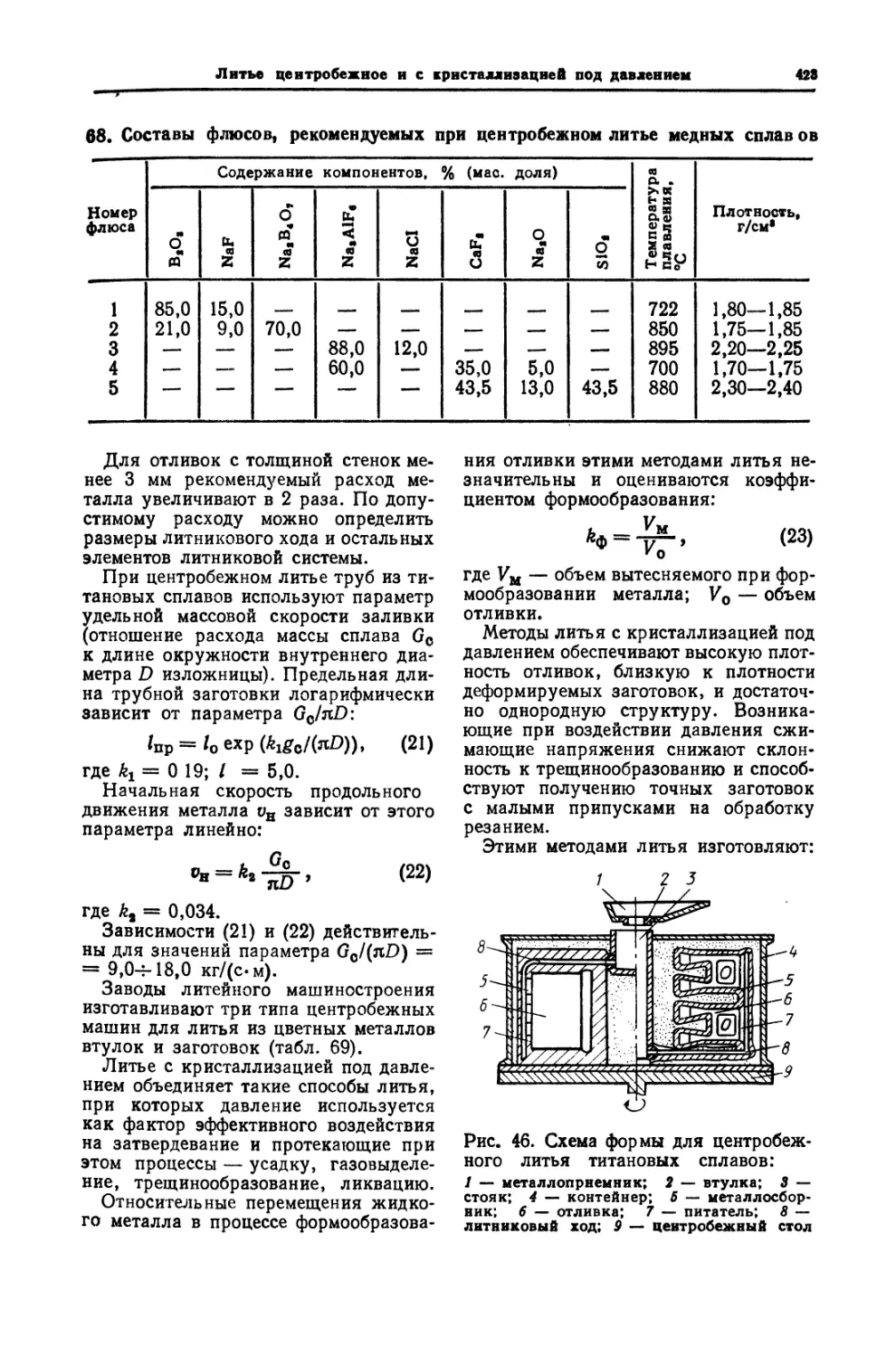
11. Центробежное литье и
литье с кристаллизацией под
давлением 419
Глава IX. Финишные опера-
операции по обработке отливок
(Я. М. Галдин) 429
1. Выбивка, обрезка, очистка,
обрубка, зачистка, химическая
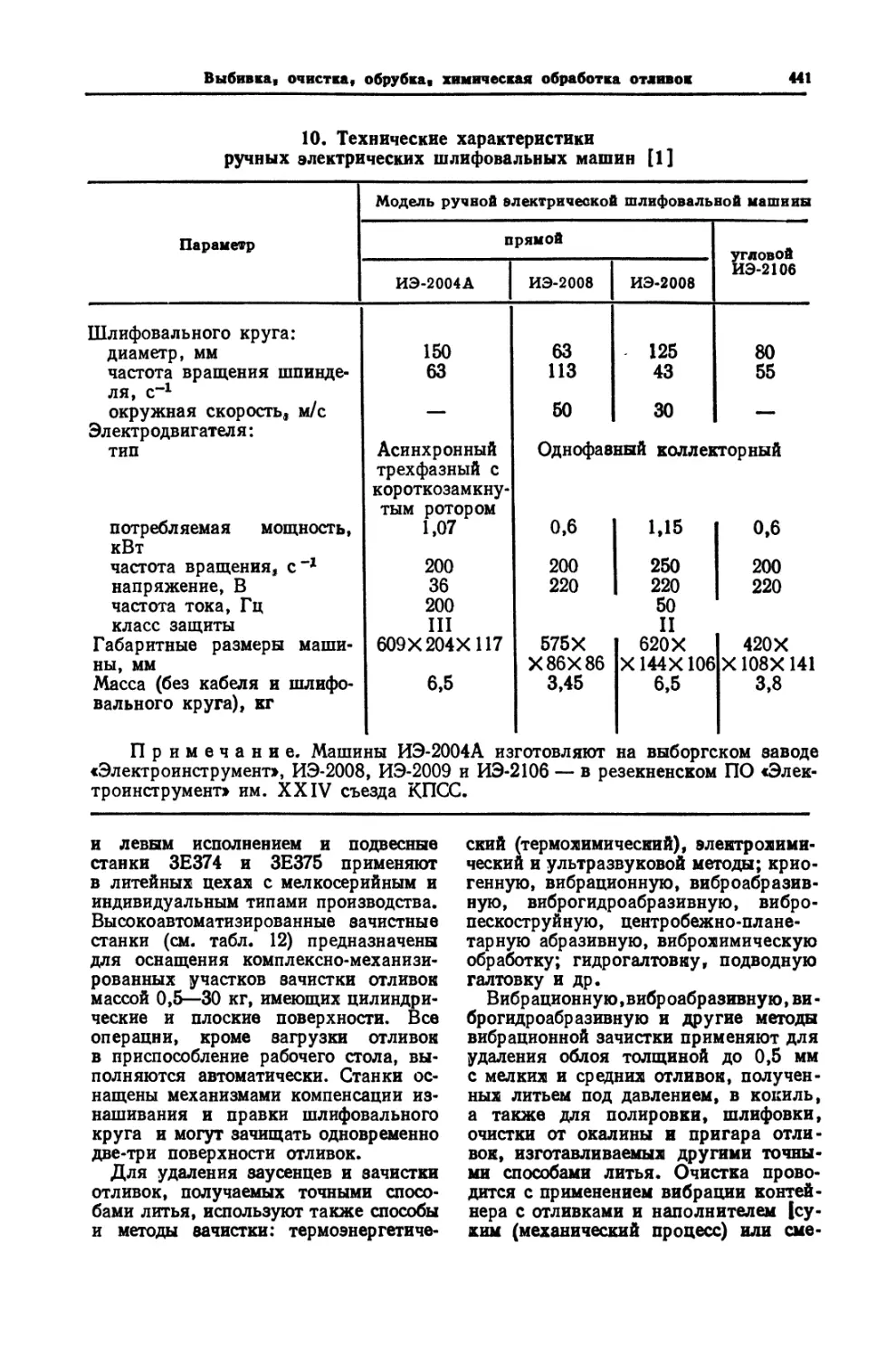
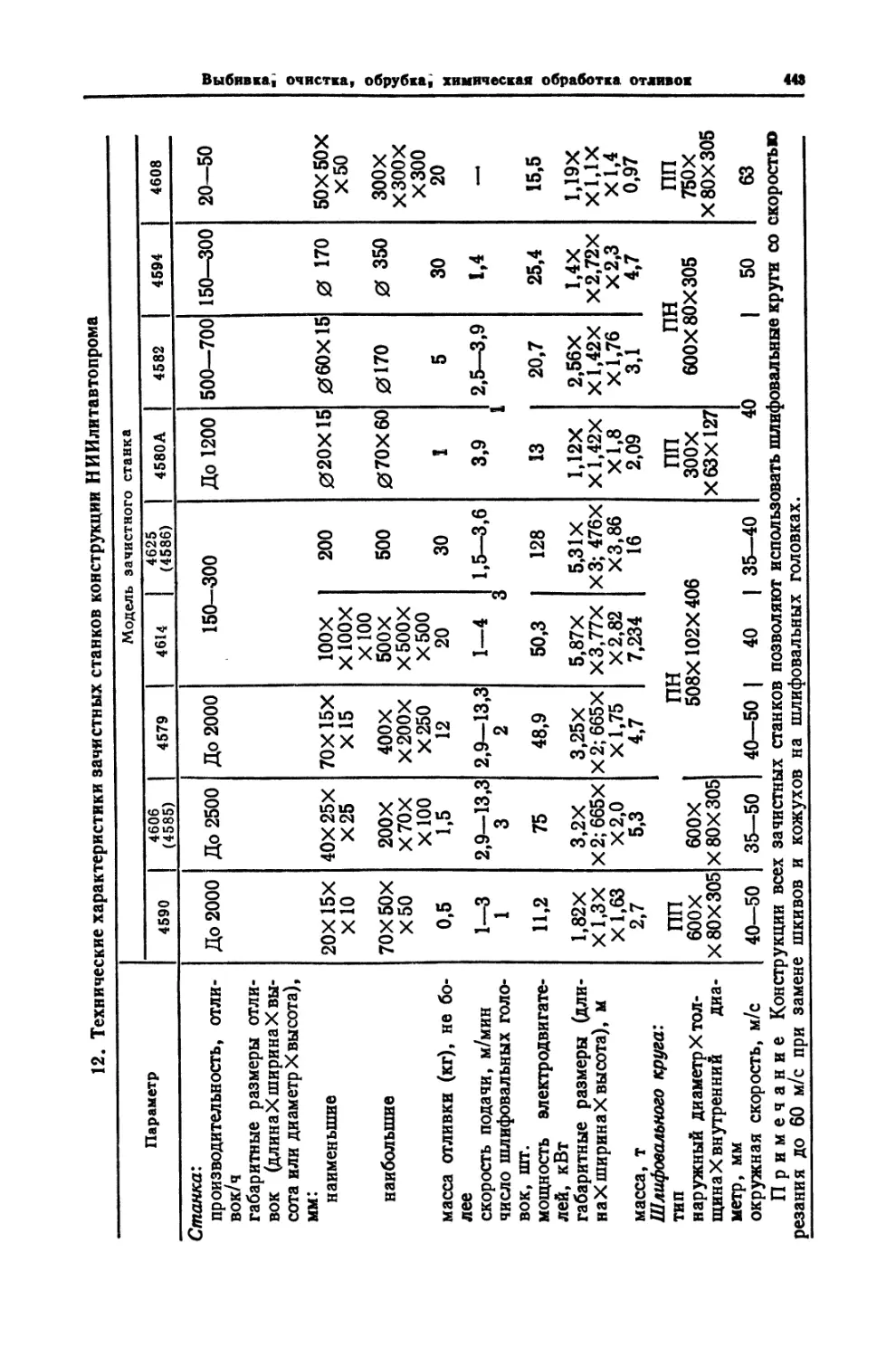
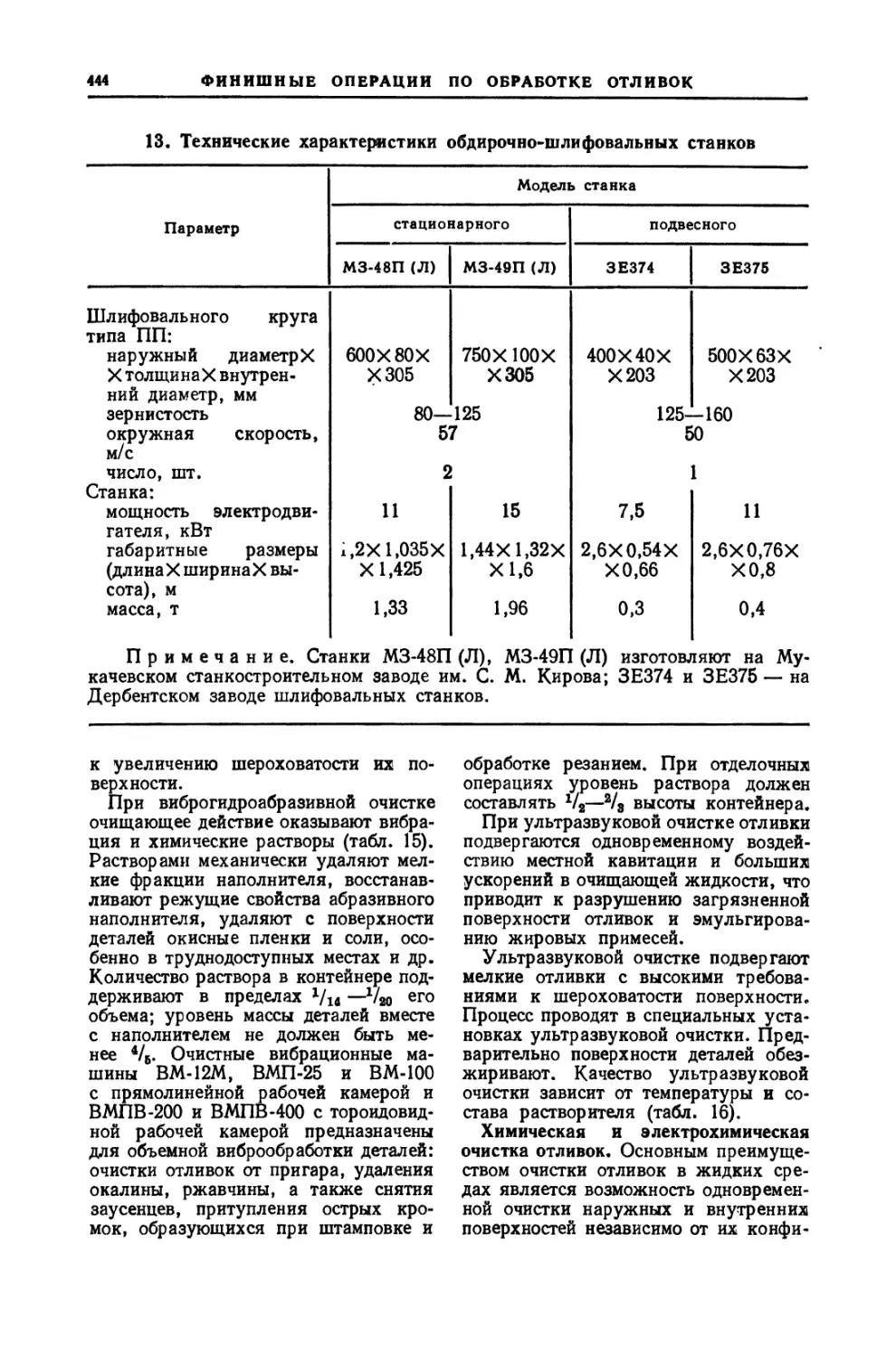
обработка отливок 430
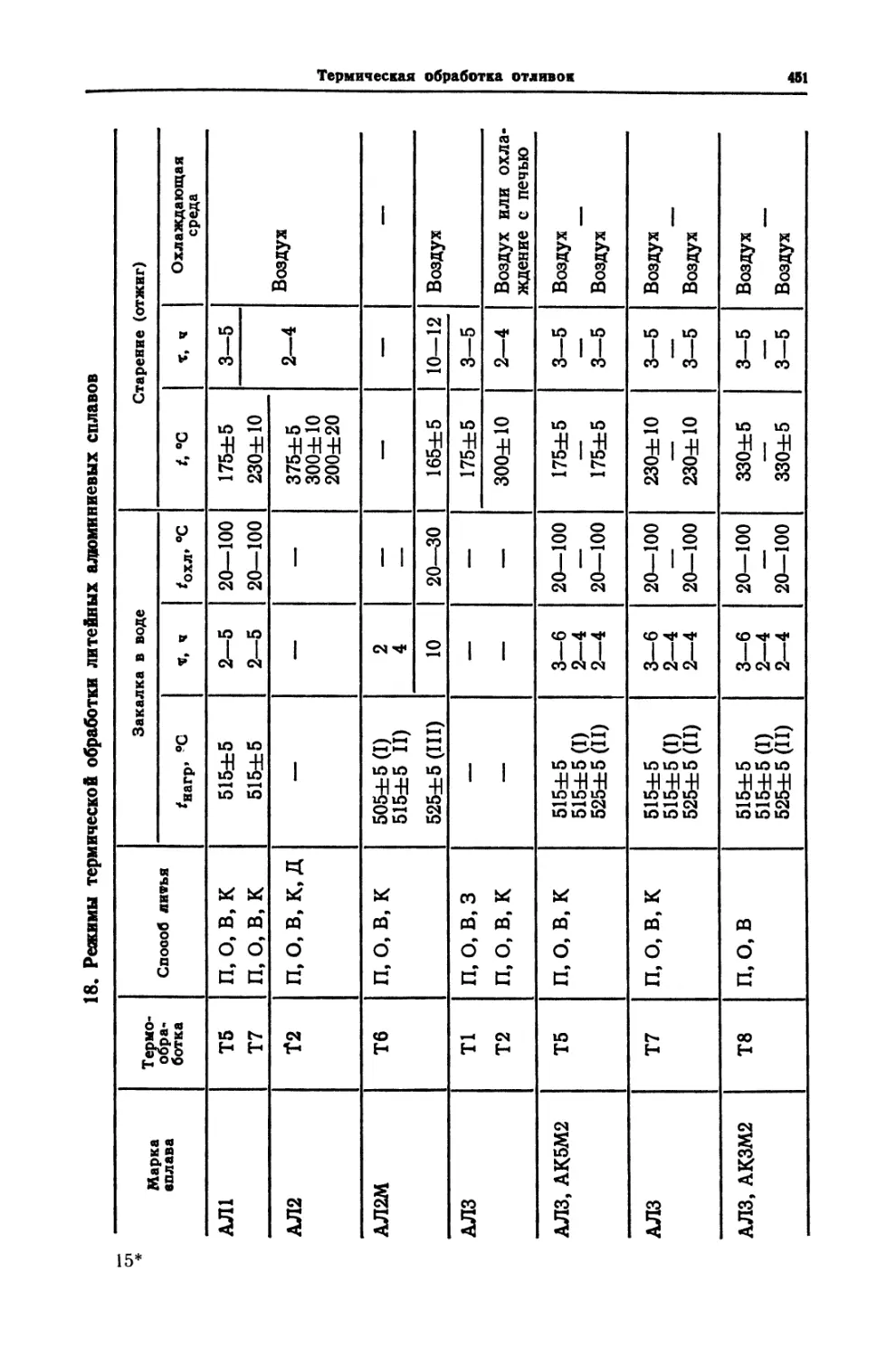
2. Термическая обработка от-
отливок 447
3. Защита отливок от корро-
коррозии 464
Глава X. Виды дефектов, спо-
способы их предотвращения и
исправления. Контроль каче-
качества отливок (Я. М. Галдин) 470
1. Классификация дефектов
и причины их образования . . 470
2. Исправление дефектов от-
отливок 483
3. Контроль качества отливок 491
Глава XL Производственная
санитария и техника безопас-
безопасности при литье цветных спла-
сплавов (Д. Ф. Чернега,
Д. Ф. Иванчук) 506
1. Общие положения. . . . 506
2. Производственная санита-
санитария 506
3. Требования безопасности
при производстве отливок из
цветных сплавов 510
Список литературы 515
Предметный указатель .... 519
ПРЕДИСЛОВИЕ
Цветное литье — это производство
фасонных отливок из цветных спла-
сплавов, т. е. сплавов, основу которых
составляют любые металлы, кроме
железа.
Цветные металлы и сплавы условно
подразделяют на легкие и тяжелые.
К легким относятся металлы, плотность
которых не превышает 5 г/см3, —
магний, бериллий, алюминий, титан
и др. Тяжелыми являются металлы
с плотностью более 5 г/см8.
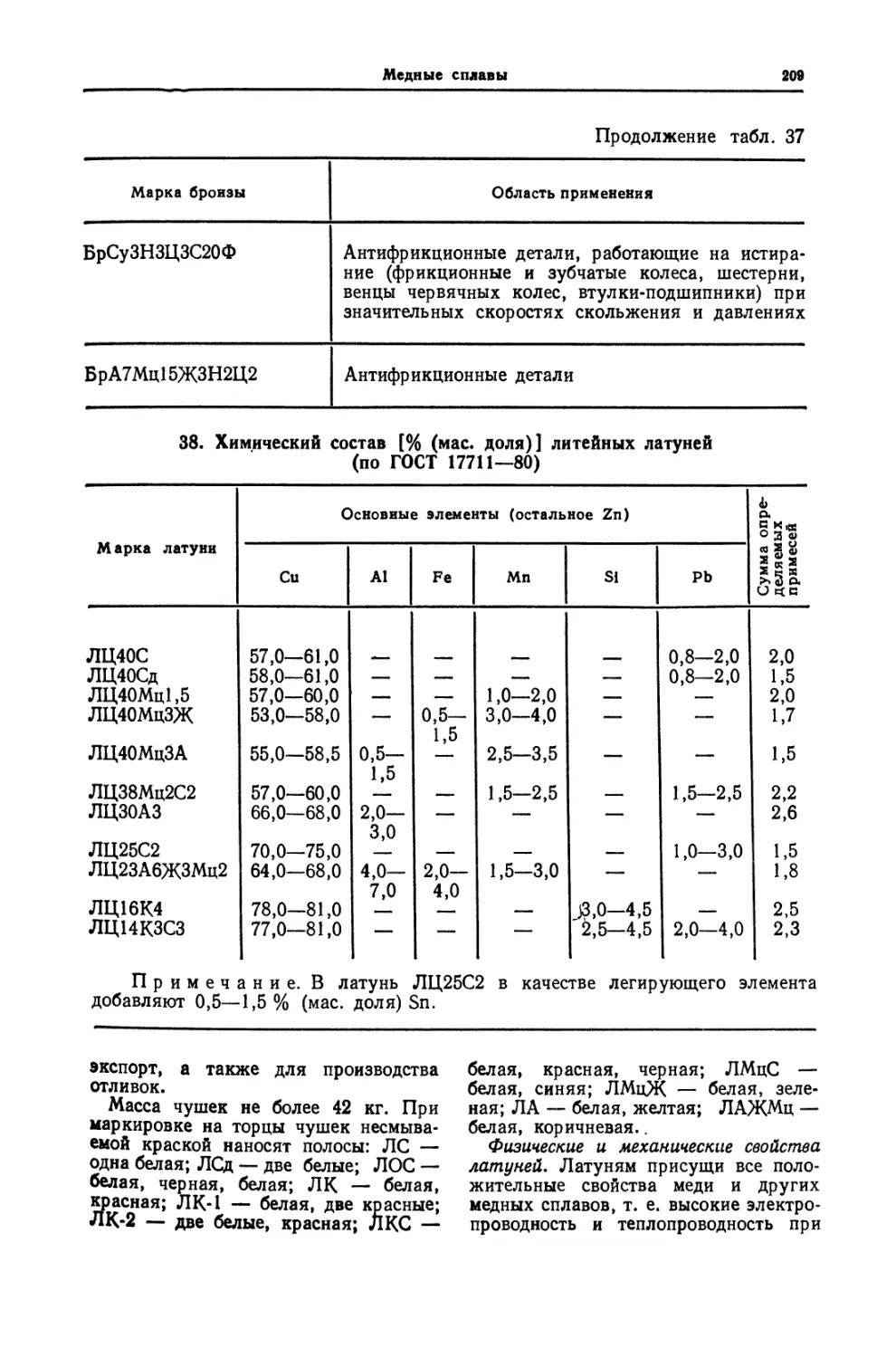
Отливки из тяжелых цветных спла-
сплавов, главным образом бронз и лату-
ней, начали изготовлять за 3—7 тыся-
тысячелетий до н. э. Эти сплавы на протя-
протяжении многих веков были главным
материалом для фасонного цветного
литья.
В 1910—1920 гг. разработали новые
цветные сплавы на основе алюминия
и магния, которые получили название
легких.сплавов. К этим же сплавам
относятся титановые сплавы.
История возникновения и примене-
применения цветных сплавов наложила свой
отпечаток и на техническую литера-
литературу, в которой до сих пор раздельно
излагают сведения, относящиеся к тех*
нологии изготовления отливок из лег-
легких и тяжелых цветных сплавов.
Авторы справочника «Цветное литье»
отошли от традиционно принятого
раздельного изложения материала
о литье легких и тяжелых цветных
сплавов, что является первой особен-
особенностью справочника.
Вторая особенность справочника со-
состоит в том, что в нем большое вни-
внимание уделено технологии производ-
производства отливок. При этом авторы учи-
учитывали, что по технологическому ли-
литейному оборудованию имеется спе-
специальная справочная литература, в
которой читатель может при необходи-
необходимости найти ответы на те вопросы,
которые у него могут возникнуть при
использовании этого справочника.
При отборе и изложении материала
авторы стремились привести сведения
по всему кругу технологических вопро-
вопросов, с которыми приходится сталки-
сталкиваться на производстве прежде всего
технологам-литейщикам, начиная от
разработки технических требований
к чертежу литой заготовки и проекти-
проектирования литейной технологии и кон-
кончая вопросами техники безопасности
при производстве отливок из цветных
сплавов.
Все замечания по содержанию спра-
справочника будут приняты авторами
с большой благодарностью.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ И ПРИНЯТЫЕ
СОКРАЩЕНИЯ
Механические и физические свой-
свойства материалов:
а — коэффициент линейного рас-
расширения;
ав — временное сопротивление;
ат — предел текучести;
ао,2 — условный предел текучести;
а100 — предел длительной проч-
прочности;
б —- относительное удлинение;
66 — относительное удлинение
после разрыва (образцов с
пятикратным отношением
длины к диаметру);
\|) — относительное сужение;
Y, р — плотность;
& — коэффициент теплопровод-
теплопроводности;
% — время выдержки при терми-
термической обработке;
ан — ударная вязкость;
Е — модуль продольной упру-
упругости (модуль Юнга);
НВ — твердость по Бринеллю;
^ температура нагрева отли-
отливок при термической обра-
обработке;
/охл — температура охлаждения от-
отливок при термической об-
обработке;
tb — температура ликвидуса;
ts — температура солидуса.
Способы литья:
В — по выплавляемым моделям;
Г — в гипсовые формы;
Д — под давлением;
К — в кокиль;
КД — с кристаллизацией под давле-
давлением;
НД — под низким давлением;
О — в оболочковые формы;
П — в песчаные формы;
Ц — центробежный;
ПК — прессование с кристаллиза-
кристаллизацией под давлением.
Виды термической обработки:
Т1 — искусственное старение;
Т2 — отжиг;
Т4 — закалка;
Т5 — закалка и кратковременное (не-
(неполное) искусственное старение;
Т6 — закалка и полное искусствен-
искусственное старение;
Т7 — закалка и стабилизирующий от-
отпуск;
Т8 — закалка и смягчающий отпуск.
Сокращения:
мае. доля — массовая доля;
мае. часть — массовая часть;
объем, доля — объемная доля;
ЛВЖ — легковоспламеняющаяся жид-
жидкость.
Глава 1
ПРОЕКТИРОВАНИЕ ОТЛИВОК
I. Технические требования
к отливкам
Назначение технических требова
ний. К отливкам предъявляют следу-
следующие технические требования: об-
общие — по размерной и массовой точ-
точности, шероховатости поверхности, ме-
механическим свойствам, качеству ли-
литого металла и специальные — по гер-
герметичности, коррозионной стойкости,
износостойкости и др.
Технические требования к отливкам
регламентируются ГОСТами и ОСТами,
а в некоторых случаях — дополни-
дополнительно стандартами предприятий-изго-
предприятий-изготовителей отливок. Кроме того, специ-
специальные требования к отливкам могут
оговариваться в чертежах литых дета-
деталей при их разработке.
Назначение технических требований
зависит прежде всего от назначения
литой детали, применяемого сплава,
технологических возможностей литей-
литейного цеха, а также экономической целе-
целесообразности. При технической невоз-
невозможности или экономической нецеле-
нецелесообразности обеспечения отдельных
требований к отливкам при их изго-
изготовлении (например, необходимой точ-
точности размеров детали или шерохо-
шероховатости поверхности) выполнение этих
требований обеспечивается обработ-
обработкой резанием, что предусматривается
в технологическом процессе изготовле-
изготовления детали.
Отливки из цветных сплавов по усло-
условиям применения и в зависимости от
объема приемосдаточных испытаний
делят на три категории ответствен-
ответственности.
К категории I относятся отливки,
длительно работающие в неблаго-
неблагоприятных условиях под значитель-
значительными нагрузками. Такие отливки под-
подвергают индивидуальному контролю
вихревыми токами, рентгенопросве-
чиванием, флуоресцентному контролю.
Для отливок этой категории преду-
предусмотрено выборочное испытание меха-
механических свойств на образцах, выре-
вырезанных из тела контрольных отливок
с одновременным испытанием механи-
механических свойств на отдельно отлитых
образцах от каждой плавки, или по-
поштучное испытание на образцах, выре-
вырезанных из прилитой к каждой отливке
заготовки, а также поштучный кон-
контроль на плотность.
Отливки категории II используются
в нормальных условиях под средними
нагрузками и подвергаются выбороч-
выборочному контролю рентгенопросвечива-
нием. Для отливок этой категории пре-
предусмотрено испытание механических
свойств на отдельно отлитых образцах
от плавки или выборочное испытание
на образцах, вырезанных из прилитой
к отливке заготовки, а также поштуч-
поштучный или выборочный контроль на
плотность.
К категории III относятся малона-
груженные отливки, которые рентге-
нопросвечиванию не подвергаются.
Для отливок этой категории механи-
механические свойства определяют на отдель-
отдельно отлитых образцах от плавки или
, при выборочном испытании образцов,
вырезанных из прилитой к отливке
заготовки.
Химический состав и механические
свойства сплавов в отливках должны
соответствовать требованиям ГОСТов
или отраслевых стандартов.
В зависимости от массы, габаритных
размеров, толщины стенки, класса точ-
точности размеров, категории ответствен-
ответственности отливки из алюминиевых и маг-
магниевых сплавов подразделяют на шесть
групп сложности (табл. 1). Для опре-
ПРОЕКТИРОВАНИЕ ОТЛИВОК
1, Параметры алюминиевых и магниевых отливок
различных групп сложности
Параметр
отливки
Масса без литников и
прибылей, кг, не более
Габаритные размеры, мм
Толщина стенки, мм
Число размеров, опре-
определяющих отливку
Класс точности размеров
(по ГОСТ 26645—85)
Число стержней
Категория ответственно-
ответственности
1
30
400—
1600
4.5—7
До 200
6—13 т
До 15
I
2
15
400-
1000
4,5—6
150—
200
5т—13т
До 10
1
Группа сложности
3
8
250-
1000
4-6
100—
150
5т—13т
До 10
I, II
4
30
100—
400
1,6—5
До 100
Зт—13т
До 8
I. И
б
15
100—
250
6
8
До 100
Не ограничи-
ограничивается
До 100
Зт—13т
До 5
II, III
До 100
Зт—13т
Нет
И, III
деления группы сложности конкретной
отливки необходимо сопоставить ее
параметры с параметрами отливок
каждой из групп сложности. По наи-
наибольшему числу признаков, но не
менее чем по четырем, отливку относят
к той или иной группе.
Допускаемые отклонения размеров
отливок. Под размерной точностью
понимают степень соответствия факти-
фактических размеров отливок размерам,
указанным в чертеже детали и в тех-
технических условиях на отливки. Гео-
Геометрическую точность изготовления
отливок оценивают, как правило, по
четырем параметрам, которыми яв-
являются точность основных размеров
отливки, выполнения криволинейных
поверхностей, расположения отдель-
отдельных поверхностей друг относительно
друга, а также шероховатость литой
поверхности. При разработке чертежа
литой детали необходимо учесть, что
допуски размеров являются суммар-
суммарными, и ограничить погрешности, воз-
возникшие на разных стадиях изготовле-
изготовления отливки, по всем указанным пара-
параметрам. Изменение размеров отливок
из-за литейных уклонов в величину
допусков не входит.
Точность размеров отливки зависит
от ее габаритных размеров, сложности
конфигурации, способа литья и при-
применяемого сплава. С возрастанием
сложности и габаритных размеров точ-
точность отливок уменьшается, так как
уменьшается точность изготовления
литейных форм и модельной оснастки,
а также стабильность температурных
режимов при затвердевании и остыва-
остывании отливки.
Для каждого способа литья харак-
характерен ряд факторов, влияющих на
размерную точность отливок. Напри-
Например, при литье в металлические формы
(литье под давлением, в кокиль и т. д.)
на точность отливок наибольшее влия-
влияние оказывают: точность изготовления
форм и стержневых ящиков, постоян-
постоянство толщины защитных покрытий
рабочих поверхностей форм, число
разъемов формы и плотность сопряже-
сопряжения ее отдельных частей, температура
формы при заливке, постоянство усадки
сплава и др. На точность изготовления
отливок в песчаных формах главным
образом влияют точность изготовле-
изготовления модельной и стержневой оснастки,
а также способ изготовления формы:
на машинах, вручную, сырая или
сухая форма и т. д. При литье в обо-
оболочковые формы точность размеров
отливок зависит от точности изготовле-
изготовления модельной оснастки, способов
крепления полуформ при сборке и за-
заливке форм (в жакетах с опорным мате-
материалом или без него) и т. д. При литье
по выплавляемым моделям точность
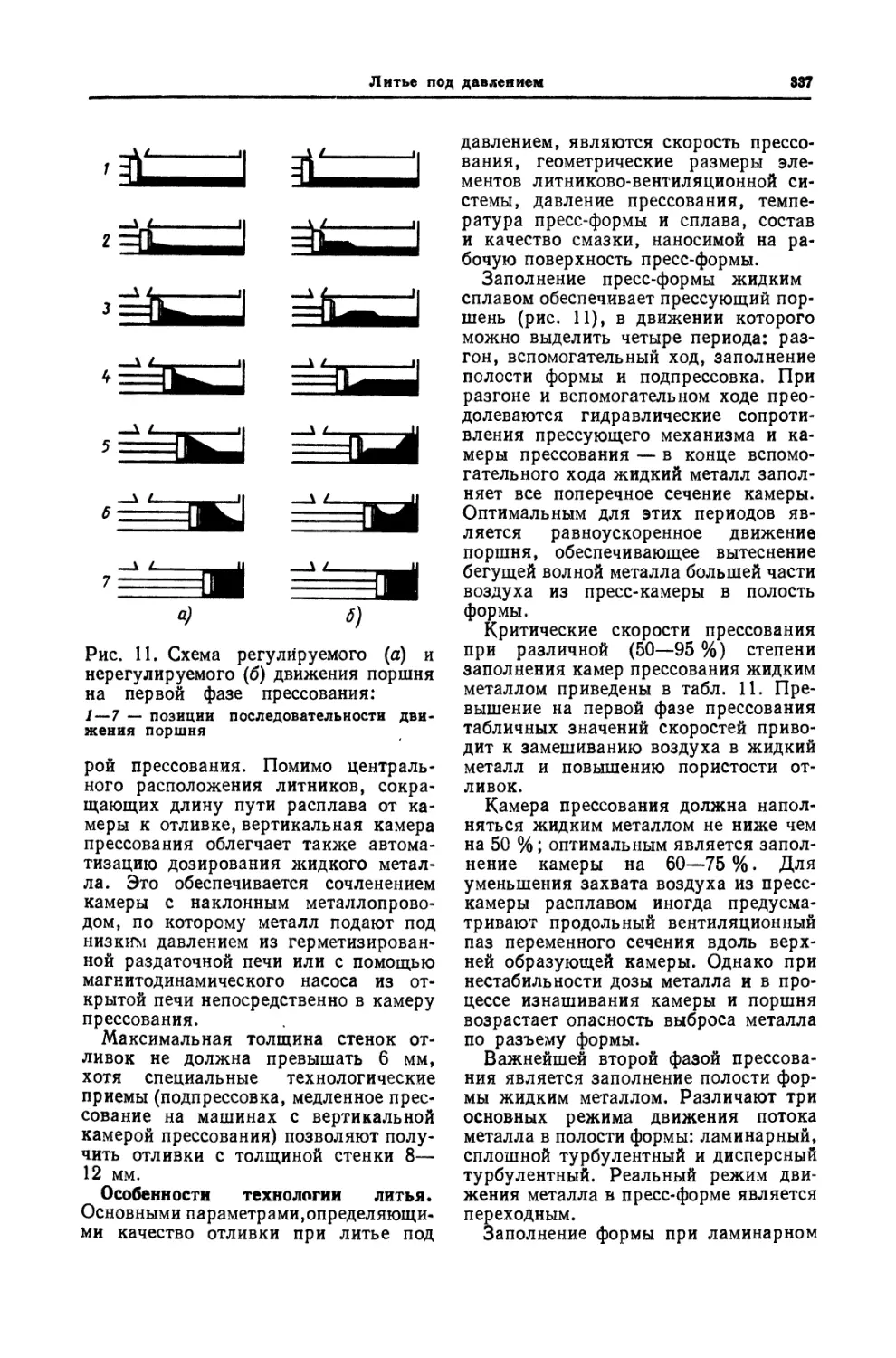
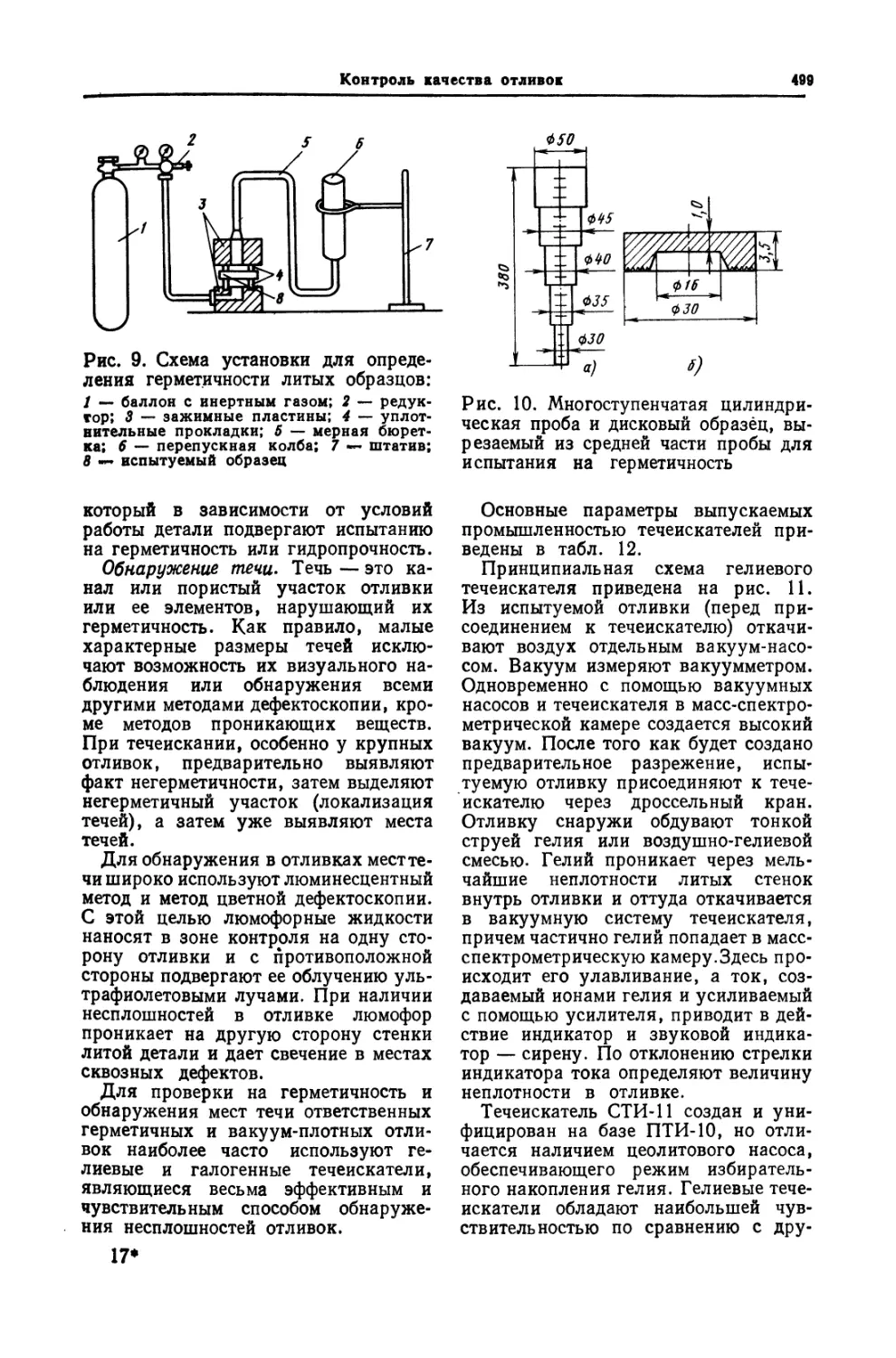
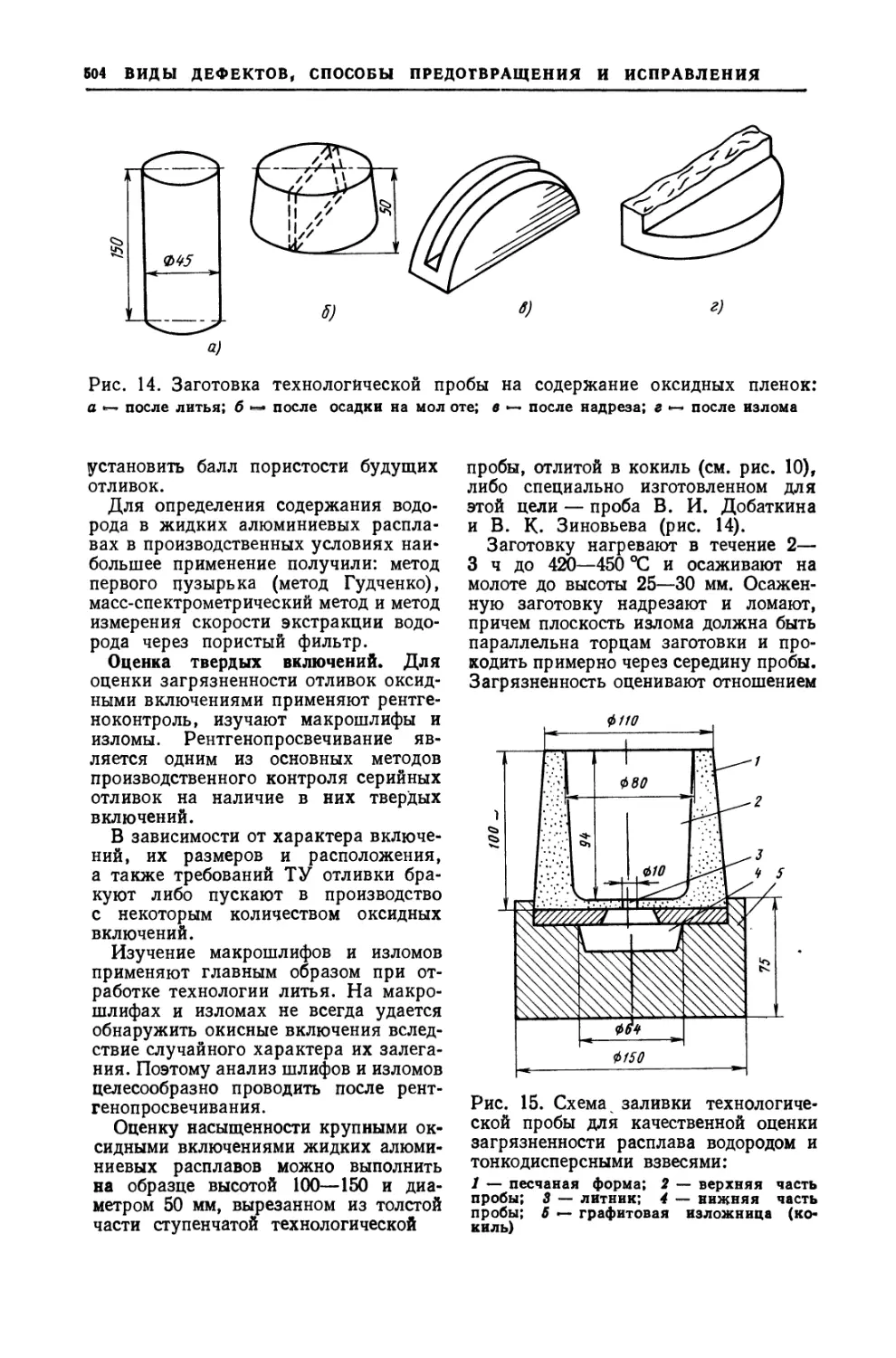
Технические требования к отливкам
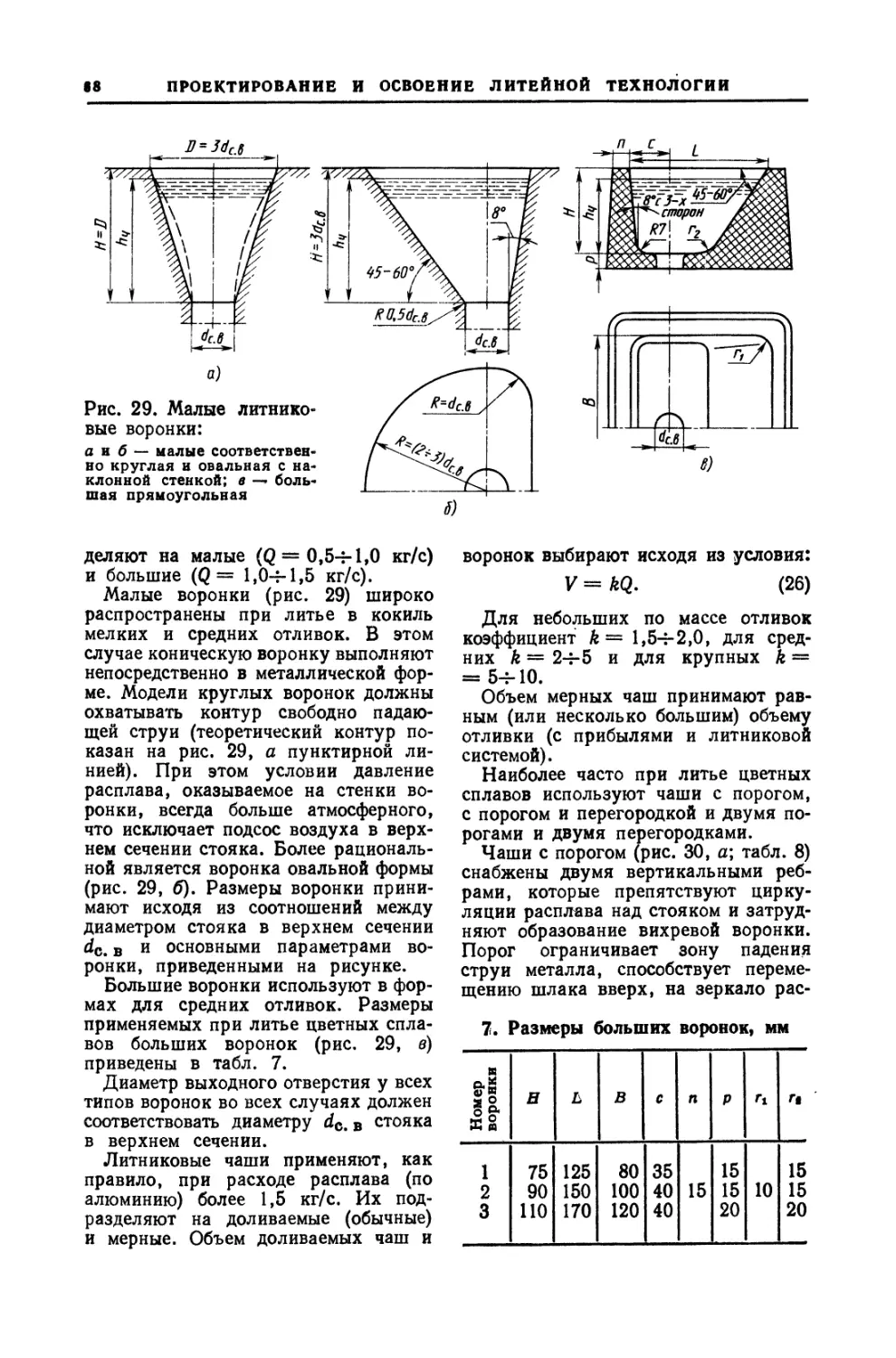
O.ST.
1*3
Lqa
z
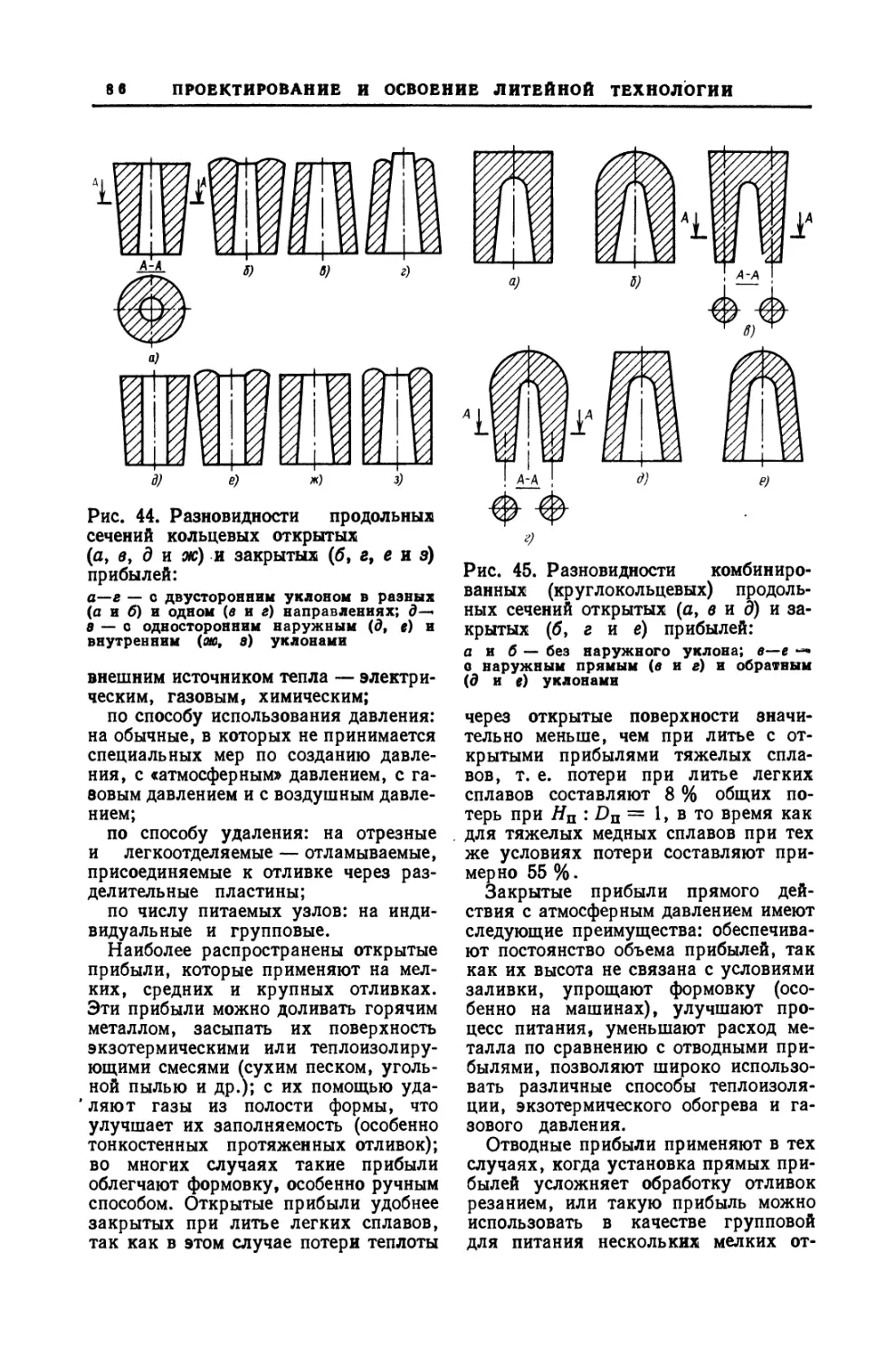
в)
A
0,25 To
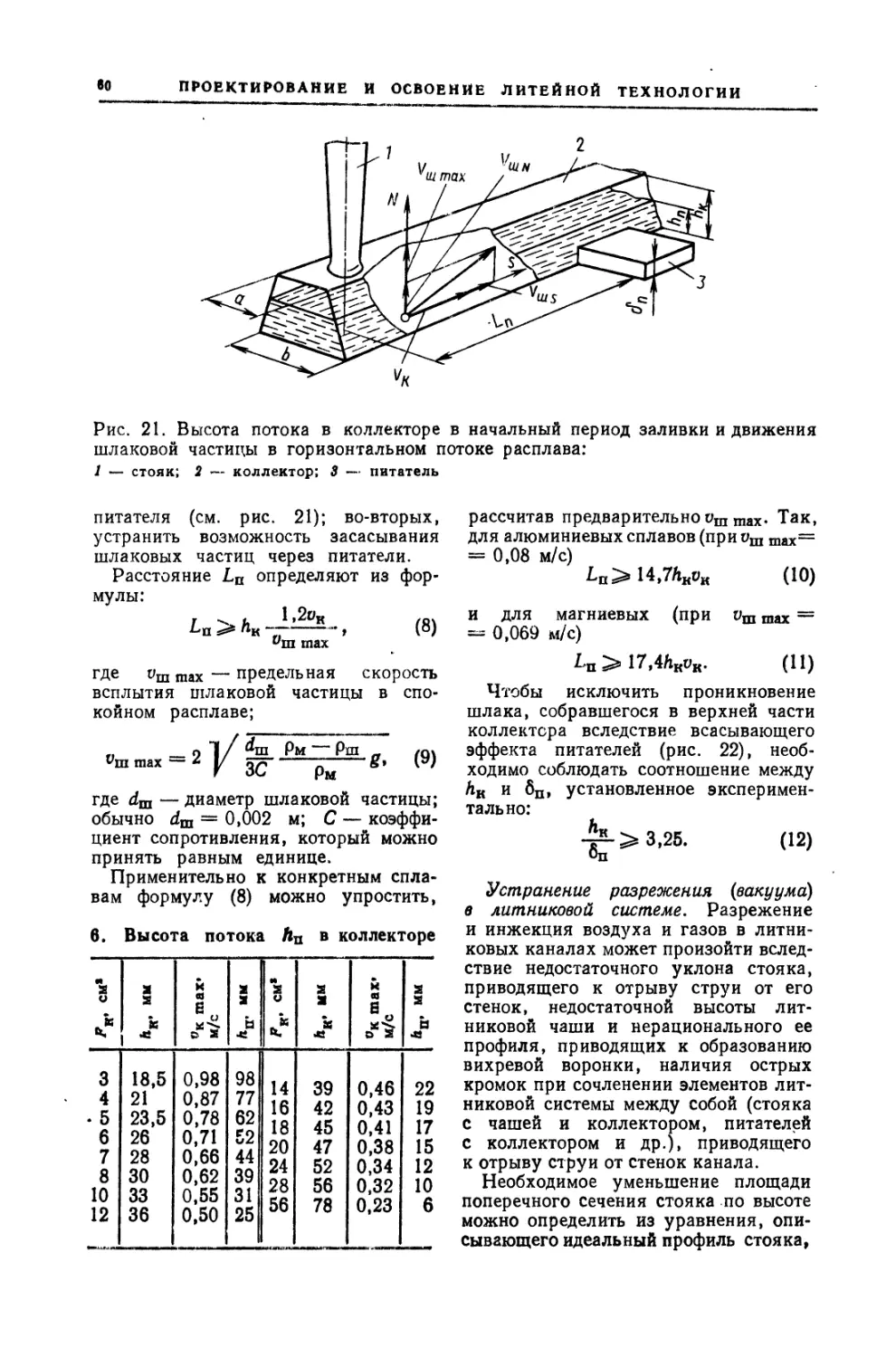
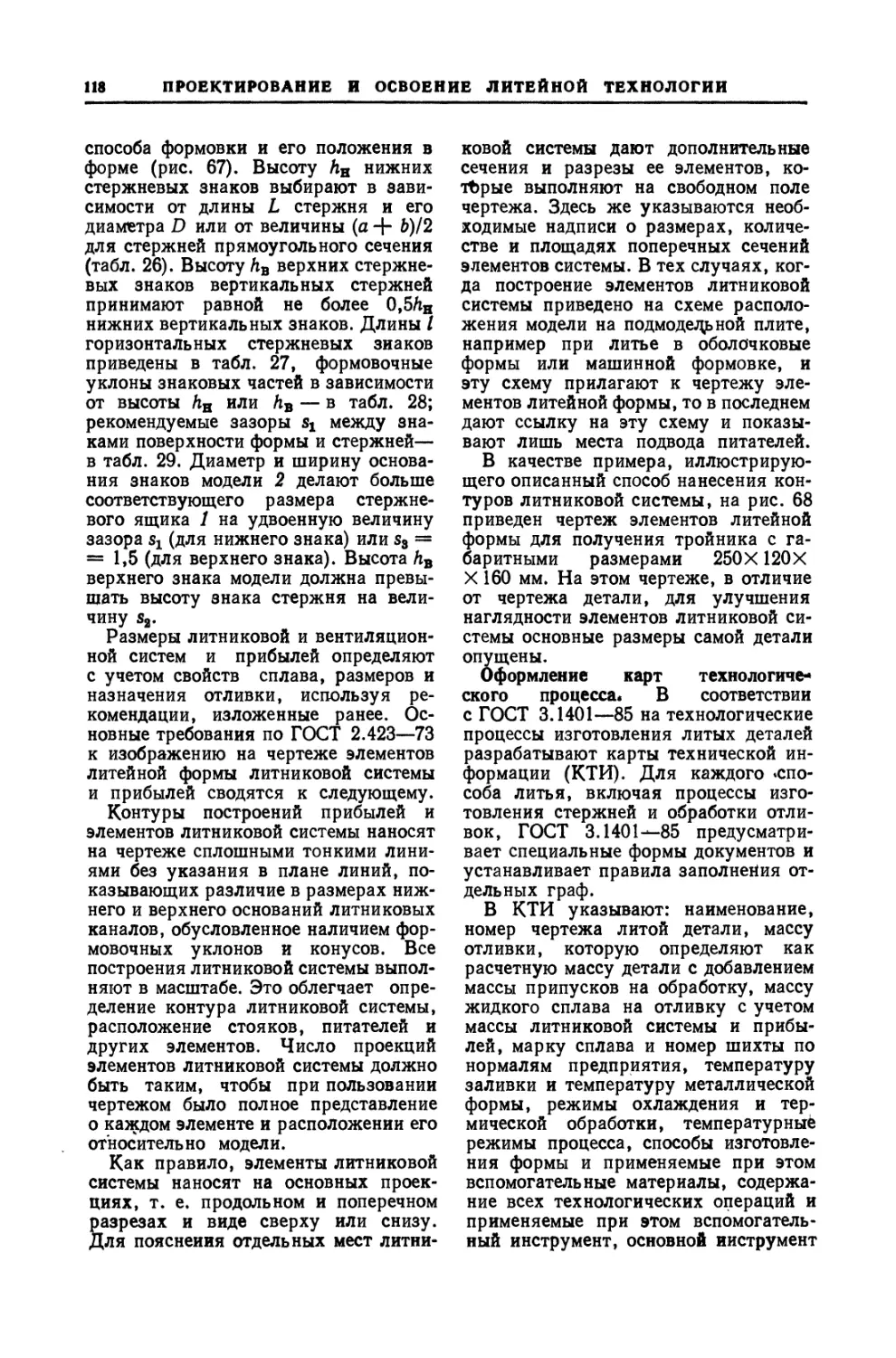
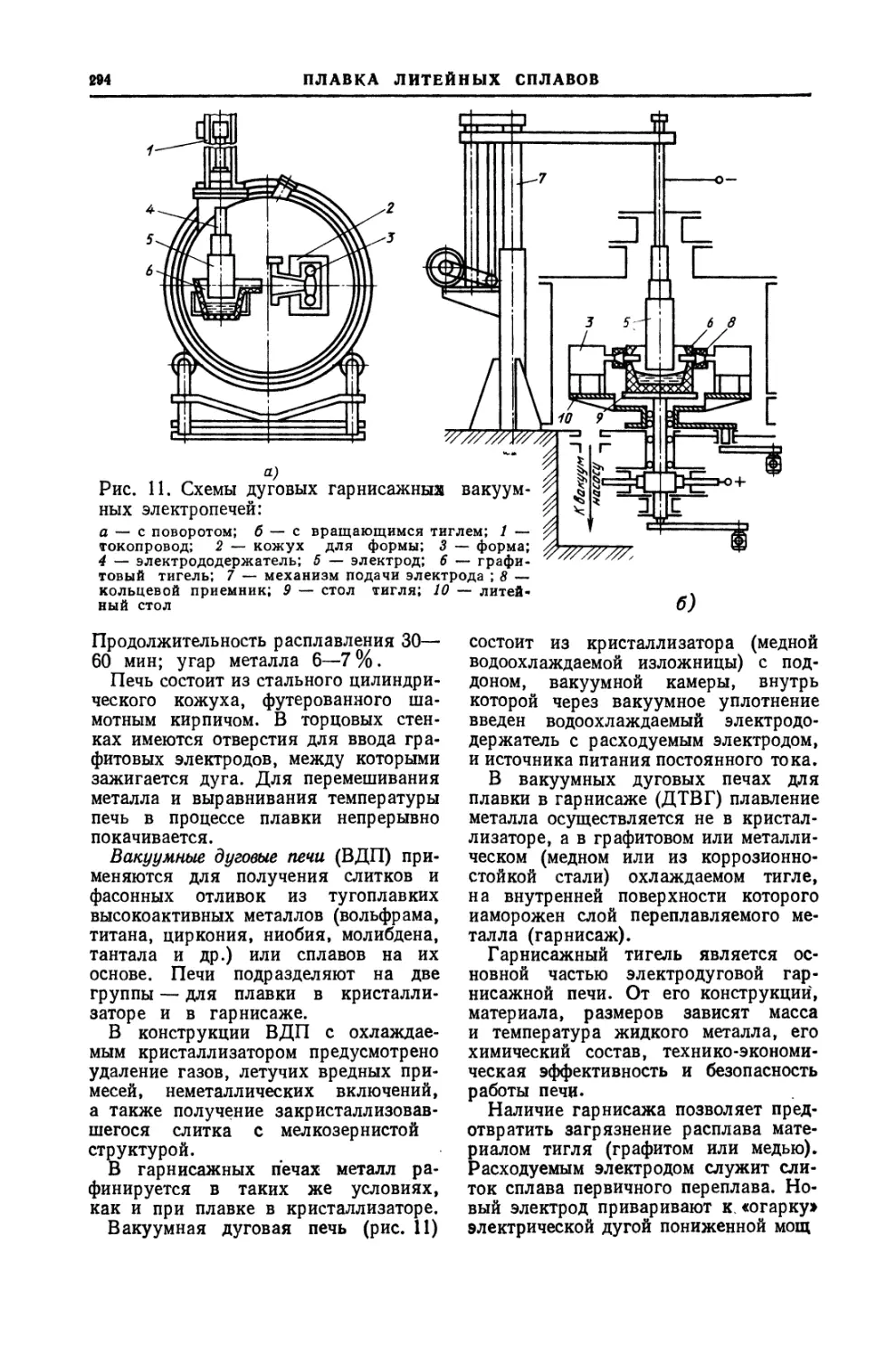
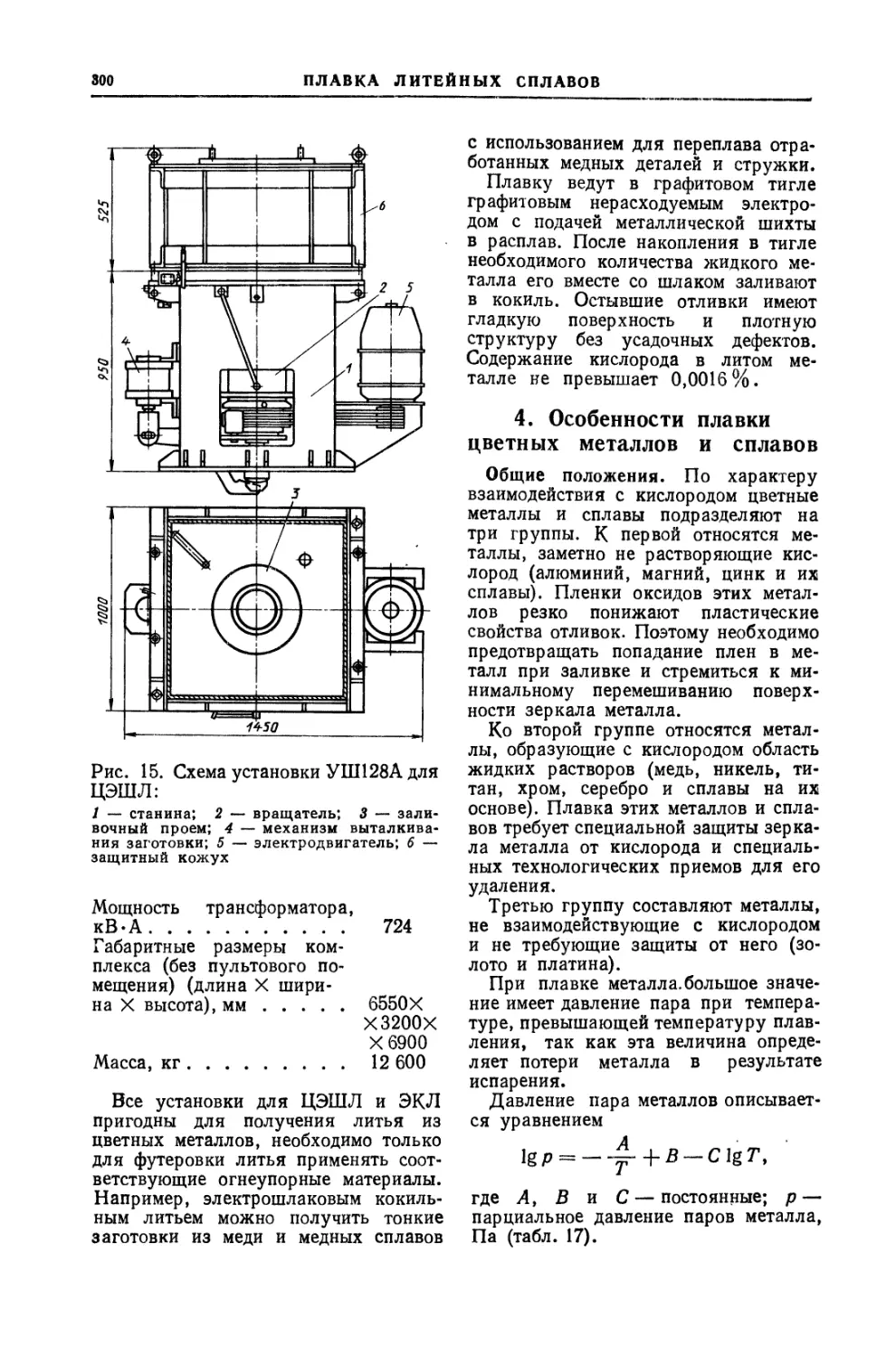
Рис. 1. Взаимосвязь между размера»
ми отливки, допусками и припусками
на обработку резанием:
1д н Од- номинальный размер детали;
JL0 и Do — номинальный размер отливки;
^оА и ^оА — наименьший размер отлив-
отливки; L05 и Doq — наибольший размер
отливки; Го — допуск отливки; Z — при»
пуск (средний) на обработку резанием
размеров отливок зависит от материала
пресс-формы и точности ее изготовле-
изготовления, модельного состава,состава кера-
керамического покрытия, способа формовки
оболочек перед заливкой и некоторых
Других факторов.
Допуски размеров отливок регла-
регламентирует ГОСТ 26645—85. Взаимо-
Взаимосвязь между номинальным размером
до необрабатываемой поверхности де-
детали, номинальным и предельными
размерами и допуском отливки пока-
показана на рис. 1, а. Взаимосвязь между
номинальным размером до обрабаты-
обрабатываемой поверхности детали, номиналь-
номинальным и предельными размерами отлив-
отливки, припуском на сторону на обработку
резанием и допуском отливки при
обработке каждой поверхности отливки
от своей базы показана на рис. 1, б;
при обработке отливок типа тел враще-
вращения или противоположных поверх-
поверхностей симметричных отливок от общей
базы — на рис. 1, в.
Допуски линейных размеров отли-
отливок без учета их смещения и коробле-
коробления приведены в табл. 2. Допуски
угловых размеров в пересчете на
линейные не должны превышать зна-
значений, указанных в этой таблице.
При назначении допусков и припус-
припусков на обработку за номинальный
размер наклонных, конических и фа-
фасонных поверхностей, заданных коор-
координатами от одной базы (кроме поверх-
поверхностей, наклон которых вызван формо-
формовочными уклонами), следует прини-
принимать наибольший их размер.
Допуски размеров элементов отлив-
отливки, образованных двумя полуформами
и перпендикулярных к плоскости разъ-
разъема, устанавливают в соответствии
с классом точности размеров отливки.
Допуски размеров элементов, обра-
образованных одной частью формы или
одним стержнем, устанавливают на
один-два класса точнее. Допуски раз-
размеров элементов, образованных тремя
и более частями формы, несколькими
стержнями или подвижными элемен-
элементами формы, а также толщины стенок,
ребер и фланцев устанавливают на
Один-два класса грубее. Допуски раз-
размеров от предварительно обработанной
поверхности, используемой в качестве
базы, до литой поверхности устанавли-
устанавливают на два класса точнее.
Стандартом допускается устанавли-
устанавливать симметричные и несимметричные
предельные отклонения размеров, при
этом предпочтительно следующее рас-
расположение полей допусков:
несимметричное одностороннее «в те-
тело» — для размеров элементов отливки
(кроме толщин стенок), расположенных
в одной части формы и не подвергав-
10
ПРОЕКТИРОВАНИЕ ОТЛИВОК
2. Допуски (мм, не более) линейных размеров отливок
(по ГОСТ 26645—85)
Интервалы
номиналь-
номинальных разме-
размеров
(свыше—до),
мм
До 4
4—6
6—10
10—16
16—25
25—40
40—63
63—100
100—160
160—250
250—400
400—630
630—1 000
1 000—1 600
1 600—2 500
2 500—4 000
4 000—6300
6300—10000
Интервалы
номиналь-
номинальных разме-
размеров
(свыше—до),
мм
До 4
4—6
6—10
10—16
16-25
25—40
40—63
63—100
100—160
160—250
250—400
400—630
630—1 000
1 000—1 600
1 600—2 500
2 500—4 000
4 000—6 300
6300—10000
1
0,06
0,07
0,08
0,09
0,10
0,11
0,12
0,14
0,16
—
___.
„„™
9т
0,8
0,9
1,0
1,1
1,2
1,4
1,6
1,8
2,0
2,2
2,4
2,8
3,2
3,6
4,0
4,4
6,0
2
0,08
0,09
0,10
о,и
0,12
0,14
0,16
0,18
0,20
__
9
1,0
1,1
1,2
1,4
1,6
1,8
2,0
2,2
2,4
2,8
3,2
3,6
4,0
4,4
5,0
5,6
6,4
8,0
Классы точности размеров отливок
Зт
0,10
0,11
0,12
0,14
0,16
0,18
0,20
0,22
0,24
0,28
0,32
—
—
3
0,12
0 14
0,16
0,18
0,20
0,22
0,24
0,28
0,32
0 36
0,40
—
4
0,16
О 18
0,20
0,22
0,24
0,28
0,32
0,36
0,40
0 44
0,50
0,56
,.
.™_
_,
бт
0,20
О ?,?,
0,24
0,28
0,32
0,36
0,40
0,44
0,50
0 56
0,64
0,70
0,80
—
5
0,24
0 28
0,32
0,36
0,40
0,44
0,50
0,56
0,64
0 70
0,80
0,90
1,00
—
.
6
0,32
0 36
0,40
0,44
0,50
0,56
0,64
0,70
0,80
0,90
1,00
1,10
1,20
1,40
—
Классы точности размеров отливок
10
1,2
1,4
1,6
1,8
2,0
2,2
2,4
2,8
3,2
3,6
4,0
4,4
5,0
5,6
6,4
7,0
8,0
100
11т
1,6
1,8
2,0
2,2
2,4
2,8
3,2
3 6
4,0
4,4
5,0
5,6
6,4
7,0
8,0
9,0
100
120
11
2,0
2,2
2,4
2,8
3,2
3,6
4,0
4,4
5,0
5,6
6,4
7,0
8,0
9,0
100
ПО
1?0
160
12
2?8
3,2
3,6
4,0
4,4
5,0
5 6
6,4
7,0
8,0
9,0
100
110
120
140
160
200
13т
—
4,0
4,4
5,0
5,6
6,4
7,0
8,0
9,0
100
110
120
140
160
180
200
240
13
—
5,0
5,6
6,4
7,0
8,0
90
10,0
11,0
12,0
14,0
16,0
18,0
20,0
22,0
24,0
32,0
7т
0,40
0,44
0,50
0,56
0,64
0,70
0,80
0,90
1,00
1,10
1,20
1,40
1,60
1,80
2,00
.
14
—
—
7
8
9
10
11
12
14
16
18
20
22
24
28
32
40
7
0,50
0,56
0,64
0,70
0,80
0,90
1,00
1,10
1,20
1,40
1,60
1,80
2,00
2,20
2,40
3,20
15
__
—
10
и
12
14
16
18
20
22
24
28
32
36
40
50
8
0,64
0,70
0,80
0,90
1,00
1,10
1,20
1,40
1,60
1,80
2,00
2,40
2,40
2,80
3,20
3,60
—
16
—
—
—
12
14
16
18
20
22
24
28
32
36
40
44
50
64
Технические требования к отливкам
11
3. Предельные отклонения (мм) смещений *
от номинального положения элементов отливок
по плоскости разъема формы (по ГОСТ 26645—85)
Расстояние
между центри-
центрирующими
устройствами
формы
(свыше—до),
мм
До 630
630—1600
1600-4000
Св. 4000
Классы точности размеров отливок
1-3
0,24
0,30
0,40
0,50
4-бт
0,3
0,4
0,5
0,6
б-б
0,4
0,5
0,6
0,8
7т-7
0,5
0,6
0,8
1,0
8—9т
0,6
0,8
1,0
1,2
9—10
0,8
1,0
1,2
1,6
11т—
11
1,0
1,2
1,6
2,0
12-
13т
1,2
1,6
2,0
2,4
13—14
1,6
2,0
2,4
3,0
15-16
2,0
2,4
3,0
4,0
* Предельные отклонения смещений от номинального положения симме-
симметричны.
мых механической обработке, при этом
для охватывающих элементов (отвер-
(отверстие) поле допуска располагают «в
плюс», а для охватываемых (вал) —
в сминус»;
симметричное — для размеров всех
остальных элементов отливок, не под-
подвергаемых и подвергаемых механиче-
механической обработке.
Предельные отклонения смещения от
номинального положения элементов
отливки по плоскости разъема формы
приведены в табл. 3; предельные откло-
отклонения коробления элементов отливок —
в табл. 4.
Степень коробления элементов от-
отливки зависит от соотношения раз-
размеров ее сторон:
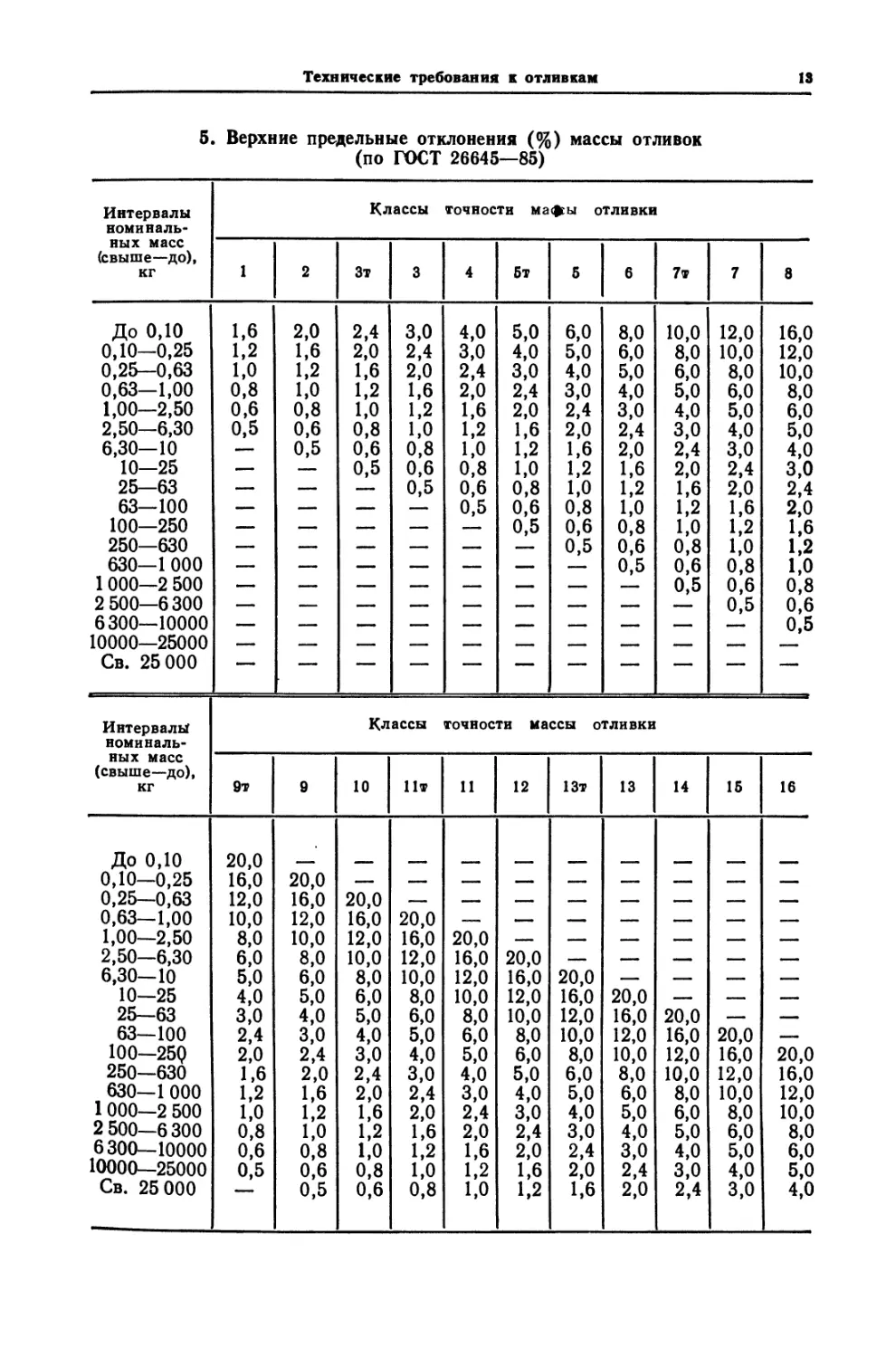
нение массы отливки зависит от ее но-
номинального значения, способа литья
и точности изготовления детали.
Допускаемые верхние отклонения
массы отливок приведены в табл. 5;
нижние отклонения массы оговари-
оговаривают в особых случаях в чертеже
отливки и ограничивают отклонениями
размеров литой детали.
Припуски на обработку отливок ре-
резанием назначают с целью достижения
заданных чертежом конечного или про-
промежуточного размеров, шероховатости
поверхности детали и качества поверх-
поверхностного слоя металла отливки. Мини-
Минимальные припуски определяют в зави-
зависимости от класса точности отливки, ее
номинального и габаритного размеров,
Отношение наименьшего габарит-
габаритного размера отливки к наиболь-
наибольшему Св. 0,20 0,2—0,1
Степень коробления элемента от-
отливки 1—7 2—8
0,1—0,05 До 0,05
3—9 4—10
Меньшие значения степеней коробле-
коробления относятся к простым отливкам
из легких цветных сплавов, не подвер-
подвергаемых термообработке; большие зна-
значения — к сложным, термически обра-
обрабатываемым отливкам.
Предельные отклонения массы от-
отливок. Номинальной массой отливки
является масса детали с учетом при-
припусков на обработку резанием. Откло-
положения при заливке, способа литья
и вида сплава.
Основные и дополнительные при-
припуски на механическую обработку (на
сторону) назначают в зависимости от
допусков размеров отливок и устанав-
устанавливают их дифференцированно для
каждого элемента отливки в соответ-
соответствии с ГОСТ 26645—85.
Для каждого интервала значений
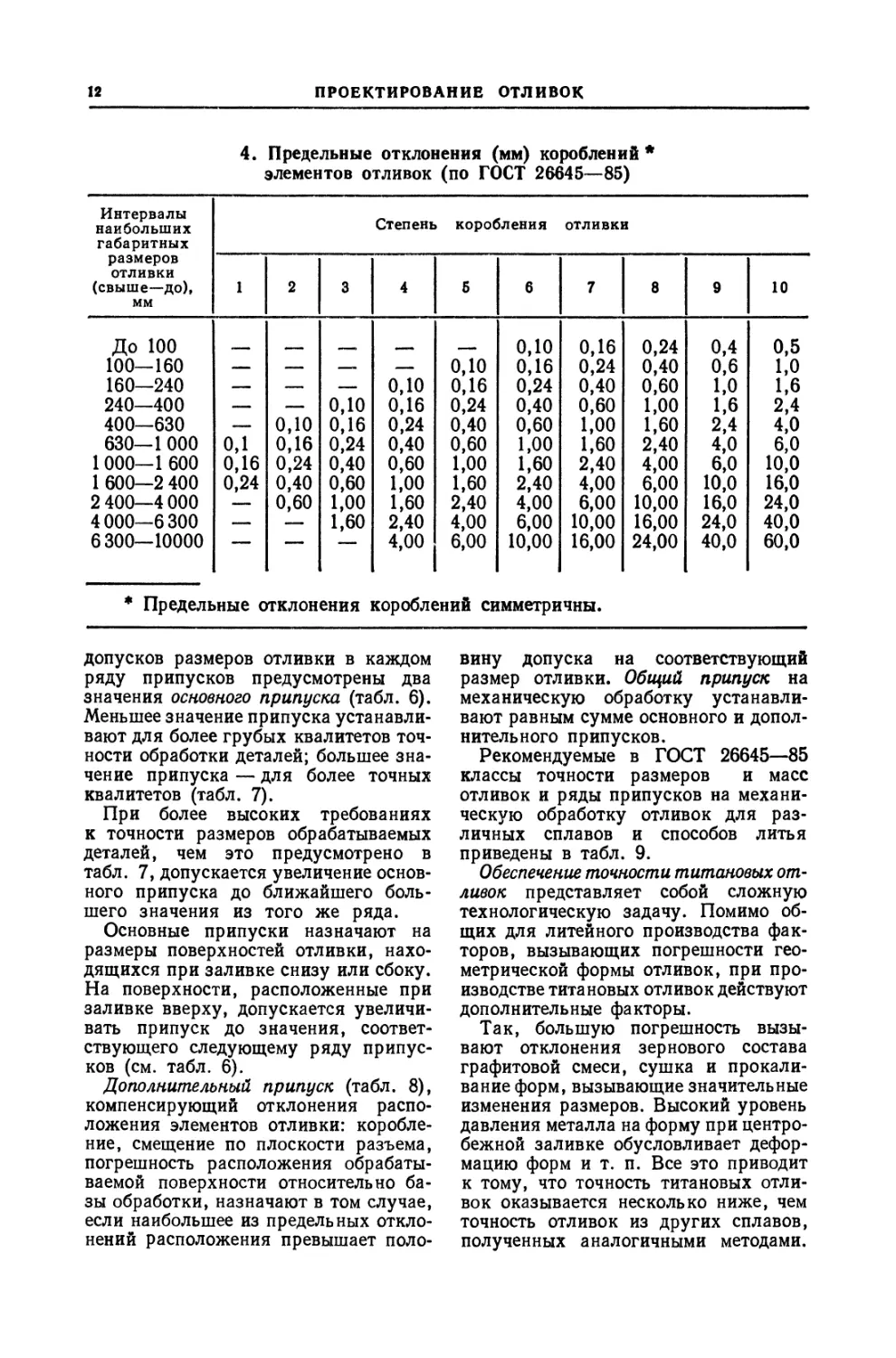
12
ПРОЕКТИРОВАНИЕ ОТЛИВОК
4. Предельные отклонения (мм) короблений
элементов отливок (по ГОСТ 26645—85)
Интервалы
наибольших
габаритных
размеров
отливки
(свыше—до),
мм
До 100
100—160
160—240
240—400
400—630
630—1 000
1 000—1 600
1 600—2 400
2 400—4 000
4000—6300
6300—10000
1
—
—
—
0,1
0,16
0,24
—
2
—
—
0,10
0,16
0,24
0,40
0,60
—
——
3
—
0,10
0,16
0,24
0,40
0,60
1,00
1,60
—
Степень
4
0,10
0,16
0,24
0,40
0,60
1,00
1,60
2,40
4,00
коробления
5
0,10
0,16
0,24
0,40
0,60
1,00
1,60
2,40
4,00
6,00
6
0,10
0,16
0,24
0,40
0,60
1,00
1,60
2,40
4,00
6,00
10,00
отливки
7
0,16
0,24
0,40
0,60
1,00
1,60
2,40
4,00
6,00
10,00
16,00
8
0,24
0,40
0,60
1,00
1,60
2,40
4,00
6,00
10,00
16,00
24,00
9
0,4
0,6
1,0
1,6
2,4
4,0
6,0
10,0
16,0
24,0
40,0
10
0,5
1,0
1,6
2,4
4,0
6,0
10,0
16,0
24,0
40,0
60,0
* Предельные отклонения короблений симметричны.
допусков размеров отливки в каждом
ряду припусков предусмотрены два
значения основного припуска (табл. 6).
Меньшее значение припуска устанавли-
устанавливают для более грубых квалитетов точ-
точности обработки деталей; большее зна-
значение припуска — для более точных
квалитетов (табл. 7).
При более высоких требованиях
к точности размеров обрабатываемых
деталей, чем это предусмотрено в
табл. 7, допускается увеличение основ-
основного припуска до ближайшего боль-
большего значения из того же ряда.
Основные припуски назначают на
размеры поверхностей отливки, нахо-
находящихся при заливке снизу или сбоку.
На поверхности, расположенные при
заливке вверху, допускается увеличи-
увеличивать припуск до значения, соответ-
соответствующего следующему ряду припус-
припусков (см. табл. 6).
Дополнительный припуск (табл. 8),
компенсирующий отклонения распо-
расположения элементов отливки: коробле-
коробление, смещение по плоскости разъема,
погрешность расположения обрабаты-
обрабатываемой поверхности относительно ба-
базы обработки, назначают в том случае,
если наибольшее из предельных откло-
отклонений расположения превышает поло-
половину допуска на соответствующий
размер отливки. Общий припуск на
механическую обработку устанавли-
устанавливают равным сумме основного и допол-
дополнительного припусков.
Рекомендуемые в ГОСТ 26645—85
классы точности размеров и масс
отливок и ряды припусков на механи-
механическую обработку отливок для раз-
различных сплавов и способов литья
приведены в табл. 9.
Обеспечение точности титановых от-
отливок представляет собой сложную
технологическую задачу. Помимо об-
общих для литейного производства фак-
факторов, вызывающих погрешности гео-
геометрической формы отливок, при про-
производстве титановых отливок действуют
дополнительные факторы.
Так, большую погрешность вызы-
вызывают отклонения зернового состава
графитовой смеси, сушка и прокали-
прокаливание форм, вызывающие значительные
изменения размеров. Высокий уровень
давления металла на форму при центро-
центробежной заливке обусловливает дефор-
деформацию форм и т. п. Все это приводит
к тому, что точность титановых отли-
отливок оказывается несколько ниже, чем
точность отливок из других сплавов,
полученных аналогичными методами.
Технические требования к отливкам
13
5. Верхние предельные отклонения (%) массы отливок
(по ГОСТ 26645—85)
Интервалы
номиналь-
номинальных масс
(свыше—до),
кг
До 0,10
0,10—0,25
0,25—0,63
0,63—1,00
1,00—2,50
2,50—6,30
6,30—10
10—25
25—63
63—100
100—250
250—630
630—1 000
1000—2 500
2 500—6300
6300—10000
ЮООО—25000
Св. 25 000
Интервалы
номиналь-
номинальных масс
(свыше—до),
кг
До 0,10
0,10—0,25
0,25—0,63
0,63-1,00
1,00—2,50
2,50—6,30
6,30—10
10-25
25-63
63-100
100—25Q
250—630
630—1 000
1 000—2 500
2 500—6300
6300—10000
10000—25000
Св. 25 000
1
1,6
1,2
1,0
0,8
0,6
0,5
—
—
—
—
—
——
9т
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
1,6
1,2
1,0
0,8
0,6
0,5
2
2,0
1,6
1,2
1,0
0,8
0,6
0,5
—
—
—
—
9
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
1,6
1,2
1,0
0,8
0,6
0,5
Классы
Зт
2,4
2,0
1,6
1,2
1,0
0,8
0,6
0,5
3
3,0
2,4
2,0
1,6
1,2
1,0
08
0,6
0,5
—
—
—
—
Классы
10
—
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
1,6
1,2
1,0
0,8
0,6
11т
—
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
1,6
1,2
1,0
0,8
точности мафы отливки
4
4,0
3,0
2,4
2,0
1,6
1,2
1,0
0,8
0,6
0,5
5т
5,0
4,0
3,0
2,4
2,0
1,6
1 Я
1,0
0,8
0,6
0,5
—
——
5
6,0
5,0
4,0
3,0
2,4
2,0
1 6
1,2
1,0
0,8
0,6
0,5
—
—-
6
8,0
6,0
5,0
4,0
3,0
2,4
90
1,6
1,2
1,0
0,8
0,6
0,5
—-
точности массы отливки
11
—
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
1,6
1,2
1,0
12
—
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
1,6
1,2
13т
—
—
—
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
1,6
13
—
—
—
—
—
—
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
7т
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
1,6
1,2
1,0
0,8
0,6
0,5
—
14
—
—
—
—
—
—
—
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
7
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
1,6
1,2
1,0
0,8
0,6
0,5
——
15
—
—
—
—
—
—
—
—
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
8
16,0
12,0
10,0
8,0
6,0
5,0
4,0
3,0
2,4
2,0
1,6
1,2
1,0
0,8
0,6
0,5
——
16
—
—
—
—
—
—
—
—
—
20,0
16,0
12,0
10,0
8,0
6,0
5,0
4,0
14
ПРОЕКТИРОВАНИЕ ОТЛИВОК
Основные припуски (мм, не более)
на обработку отливок резанием
Продолжение табл. 6
раз-
разливок
о), мм
Допуски
меров от
(свыше—д
До
0,12
0,12—
0,16
0,16—
0,20
0,20—
0,24
0,24—
0,30
0,30—
0,40
0,40—
0,50
0,50—
0,60
0,60—
0,80
0,80—
1,0
1,0-
1,2
1,2-
1.6
1,6-
2,0
2,0-
2,4
1
0,2
0,4
0,3
0,5
0,4
0,6
0,5
0,7
0,6
0,8
0,7
0,9
0,8
1,0
0,9
1,2
1,0
1,4
lie
1,2
2,0
1.6
24
2,0
2,8
2,4
3,2
2
—
0,6
0,8
0,7
1,0
0,8
1,1
0,9
1,2
1,0
1,3
1,1
1,4
1,2
1,6
1,3
1,8
1,4
2,0
1,6
2,4
2,0
2,8
2,4
3,2
2,8
3,6
Ряд
3
—
—
1,0
1,4
1,1
1,5
1,2
1,6
1,4
1,8
1,5
2,0
1,6
2,2
1,8
2,4
2,0
2,8
2,2
3,0
2,4
3 9
2,8
3,6
3,2
4,0
припуска
4
—
—
—
—
1,8
2,2
1,9
2,4
2,0
2,6
2,2
2,8
2,4
3,0
2,6
3,2
2,8
3.4
з.о
3,8
3,4
4,2
3,8
4.6
6
—
—
—
—
2.6
з.о
2,8
3,2
3.0
3.4
3,2
3,6
3,4
3,8
3,6
4,0
3,8
4,2
4,0
46
4,2
5,0
4,6
5,5
6
—
—
—
—
—
—
—
—
4,4
5,0
4,6
5,5
4,8
6,0
5,0
6,5
5.5
7,0
6,0
7.5
раз-
разливок
о), мм
Допуски
меров от
(свыше—д
2,4—
3,0
3,0—
4,0
4,0-
5,0
5,0-
6,0
6,0-
8,0
8,0—
10,0
10,0—
12,0
12,0—
16,0
16,0—
20,0
20,0—
24,0
24,0—
30,0
30,0—
40,0
40,0—
50,0
50,0—
60,0
1
2,8
3,6
3,4
4,5
4,0
5,5
5,0
7,0
—
—
—
—
—
—
—
—
—
—
2
3,2
4,0
3,8
5,0
4,4
6,0
5,5
7,5
6,5
9,5
—
—
—
—
—
—
—
—
Ряд
3
3,6
4,5
4,2
5,5
5,0
6,5
6,0
8,0
7,0
10,0
9,0
12,0
10,0
13,0
13,0
15,0
—
—
—
—
—
припуска
4
4,2
5,0
5,0
6,5
5,5
7,5
6,5
8,5
7,5
11,0
10,0
13,0
11,0
14,0
14,0
16,0
17,0
20,0
20,0
23,0
—
—
—
5
5,0
6,5
5,5
7,0
6,0
8,0
7,0
9,5
8,5
12,0
11,0
14,0
12,0
15,0
15,0
17,0
18,0
21,0
21,0
24,0
26,0
29,0
—
—
6
6,5
8,0
7,0
9,0
8,0
10,0
9,0
11,0
10,0
13,0
12,0
15,0
13,0
16,0
16,0
19,0
19,0
22,0
22,0
25,0
27,0
30,0
34,0
37,0
42,0
50,0
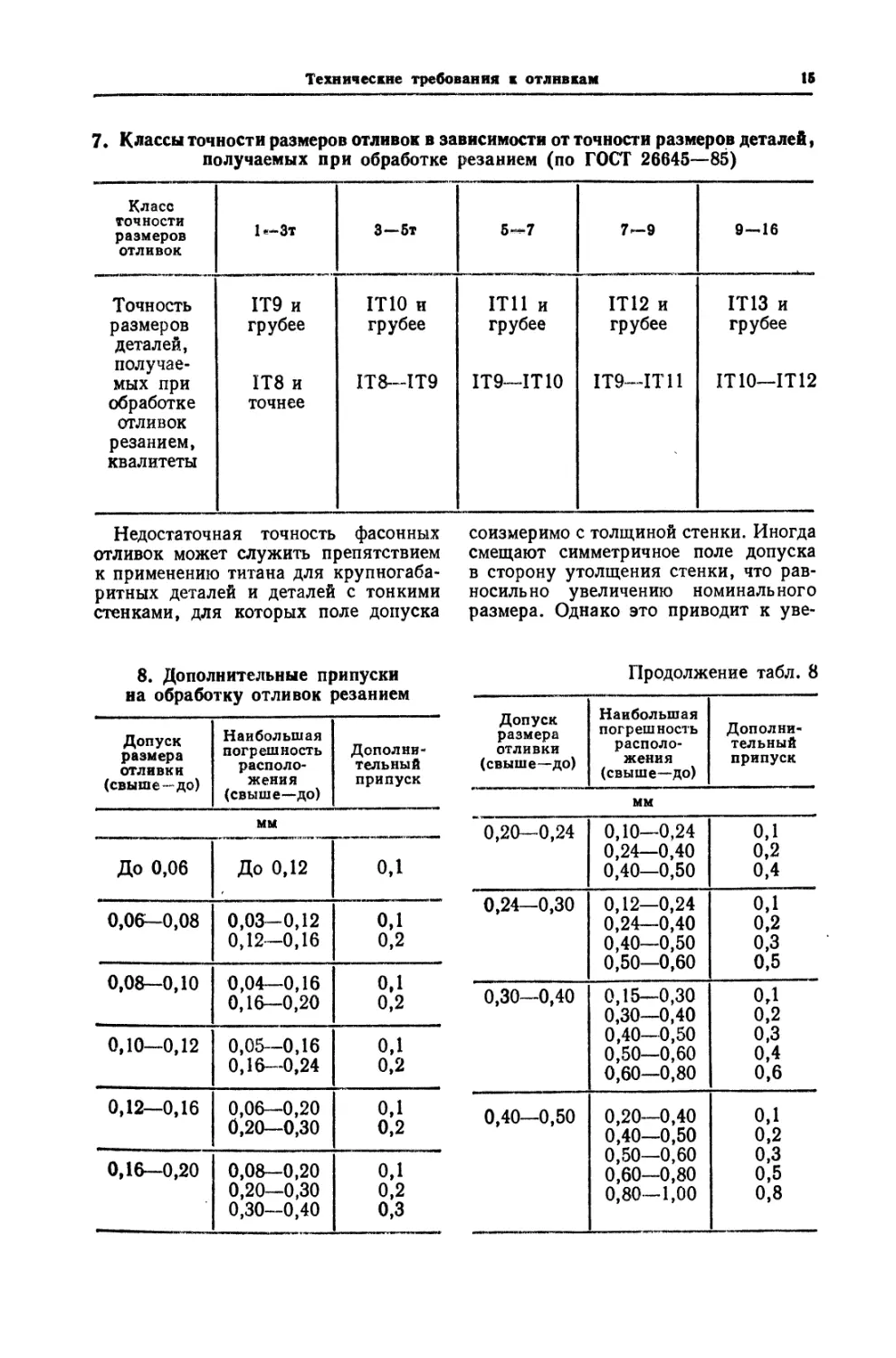
Технические требования к отливкам
15
7. Классы точности размеров отливок в зависимости от точности размеров деталей,
получаемых при обработке резанием (по ГОСТ 26645—85)
Класс
точности
размеров
отливок
Точность
размеров
деталей
получае-
получаемых при
обработке
отливок
резанием,
квалитеты
Ь-Зт
IT9 и
грубее
1Т8 и
точнее
3-бт
IT10 и
грубее
IT8-- IT9
6-7
IT11 и
грубее
IT9—IT10
7-9
IT12 и
грубее
IT9—IT11
9-16
IT13 и
грубее
ITIO—IT12
Недостаточная точность фасонных
отливок может служить препятствием
к применению титана для крупногаба-
крупногабаритных деталей и деталей с тонкими
стенками, для которых поле допуска
соизмеримо с толщиной стенки. Иногда
смещают симметричное поле допуска
в сторону утолщения стенки, что рав-
равносильно увеличению номинального
размера. Однако это приводит к уве-
8. Дополнительные припуски
на обработку отливок резанием
Продолжение табл. 8
Допуск
размера
отливки
(свыше—до)
Наибольшая
погрешность
располо-
расположения
(свыше—до)
Дополни-
Дополнительный
припуск
мм
До 0,06
0,06—0,08
0,08-0,10
0,10—0,12
0,12—0,16
0,16—0,20
До 0,12
0,03-0,12
0,12—0,16
0,04—0,16
0,16—0,20
0,05—0,16
0,16—0,24
0,06—0,20
0,20—0,30
0,08-0,20
0,20—0,30
0,30—0,40
0,1
0,1
0,2
0.1
0,2
0.1
0.2
0.1
0,2
0,1
0,2
0,3
Допуск
размера
отливки
(свыше—до)
Наибольшая
погрешность
располо-
расположения
(свыше—до)
мм
Дополни-
Дополнительный
припуск
0,20-0,24
0,24—0,30
0,30—0,40
0,40—0,50
0,10—0,24
0,24—0,40
0,40—0,50
0,12—0,24
0,24—0,40
0,40—0,50
0,50—0,60
0,15—0,30
0,30—0,40
0,40—0,50
0,50—0,60
0,60—0,80
0,20—0,40
0,40—0,50
0,50—0,60
0,60—0,80
0,80—1,00
0,1
0,2
0,4
0,1
0,2
0,3
0,5
од
0,2
0,3
0,4
0,6
0,1
0,2
0,3
0,5
0,8
16
ПРОЕКТИРОВАНИЕ ОТЛИВОК
Продолжение табл. 8
Продолжение табл. 8
Допуск
размера
отливки
(свыше—до)
Наибольшая
погрешность
располо-
расположения
(свыше—до)
мм
Дополни-
Дополнительный
припуск
0,50—0,60
0,60—0,80
0,8-1,0
1,0—1,2
0,25—0,50
0,50—0,60
0,60—0,80
0,80—1,00
1,00—1,20
0,30—0,50
0,50-0,60
0,60—0,80
0,80—1,00
1,00—1,20
1,20—1,60
0,4—0,6
0,6—0,8
0,8—1,0
1,0—1,2
1,2-1,6
1,6-2,0
0,5—0,8
0,8-1,0
1,0-1,2
1,2—1,6
1,6—2,0
2,0—2,4
0,1
0,3
0,4
0,6
1,0
0,1
0,2
0,4
0,5
0,8
1,2
0,1
0,2
0,4
0,6
1,0
1,6
0,2
0,3
0,5
0,8
1,2
2,0
Допуск
размера
отливки
(свыше—до)
Наибольшая
погрешность
располо-
расположения
(свыше—до)
мм
Дополни-
Дополнительный
припуск
1,2-1,6
1,6-2,0
2,0—2,4
2,4—3,0
0.6—1,0
1,0—1,2
1,2-1.6
1,6—2,0
2,0—2,4
2,4—3,0
0,8—1,2
1,2-1,6
1,6-2,0
2,0—2,4
2,4-3,0
3,0-4,0
1,0—1,6
1,6-2,0
2,0-2,4
2,4-3,0
3,0—4,0
4,0-5,0
1.2-2,0
2,0—2,4
2,4—3,0
3,0—4,0
4,0-5,0
5,0—6,0
0,2
0,3
0,6
1,0
1,6
2,4
0,2
0,3
0,8
1.2
2,0
3,0
0,3
0,4
1.0
1.6
2,4
4,0
0.3
0,5
1.2
2.0
3,0
5,0
личению массы изделий и повышению
расхода металла.
Требования к шероховатости по-
поверхностей отливок. От состояния по-
поверхности во многом зависят служеб-
служебные свойства (прочность, износостой-
износостойкость, коррозионная стойкость, долго-
долговечность и др.) и товарный вид литых
деталей. Если же литая деталь пред-
предназначена для работы в потоке газов
или жидкостей, то от состояния литой
поверхности зависят такие характе-
характеристики, например, насосов, турбин,
вентиляторов, как их подача или дол-
долговечность. Кроме того, чем меньше
шероховатость поверхности отливки,
тем она точнее, тем меньше припуски
на обработку резанием и трудоемкость
этой операции и зачистных работ.
Качество поверхностей отливок в це-
целом оценивают по степени их шерохо-
шероховатости и наличию поверхностных
дефектов в виде неотделимого пригара,
наростов, оксидов, волнистости и дру-
других неровностей. Требования к шеро-
шероховатости поверхностей отливок уста-
устанавливают исходя из их функциональ-
функционального назначения.
В соответствии с ГОСТ 2789—73
указывают наибольшее или номиналь-
номинальное значение (диапазон значений) сле-
следующих параметров: среднего арифме-
арифметического отклонения Ra, высоты не-
неровностей профиля по десяти точкам Rz
или наибольшей высоты неровностей
профиля #тах и базовой длины, на
которой происходит определение пара-
параметров (рис. 2). В требованиях к шеро-
Технические требования к отливкам
17
9. Классы точности размеров и масс отливок, ряды припусков
на обработку резанием отливок при различных способах литья
Способ литья
Под давлением в металлические формы
В керамические формы, по выплав-
выплавляемым и выжигаемым моделям
В кокиль и под низким давлением
в металлические формы без стержней
и с песчаными стержнями; в песчаные
формы, отверждаемые в контакте с
оснасткой
В песчаные формы, отверждаемые вне
контакта с оснасткой; центробежный;
в сырые и сухие песчаные формы
Наибольший
габаритный
размер
отливки,
мм
До 100
Св. 100
До 100
Св. 100
До 100
Св. 100
до 630
Св. 630
До 630
Св. 630
до 4000
Св. 4000
Классы точности
размеров и масс отливок,
ряды припусков для сплавов
с температурой плавления, °С
ниже
700
Зт-5
1
3—6
1
3-6
1
4-7
1—2
4—9
1—2
5т—10
5-11т
1-3
6—11
2—4
7—12
8—13т
3—5
•
выше
700
3—6
1
4—7т
1
4—7т
1—2
5т—7
1—2
&г—10
1-3
5—11т
т=г
6-11
2—4
7т—12
8-13т
3-5
9т—13
3—6
Примечание. В числителе указаны классы точности размеров и
масс, в знаменателе — ряды припусков. Меньшие значения относятся к простым
отливкам и условиям массового автоматизированного производства; ббльшие
значения — к сложным отливкам мелкосерийного или единичного производства;
средние — к отливкам средней сложности и условиям механизированного серий-
серийного производства. Классы точности масс должны соответствовать классам точ-
точности отливок.
18
ПРОЕКТИРОВАНИЕ ОТЛИВОК
Рис. 2. Схема профиля поверхности:
I — базовая длина участка поверхности» выбираемая для измерения шероховатости; т —»
средняя линия профиля; Rmax ~~ наибольшая высота неровностей профиля; Sm^ — сред-
средний шаг неровностей профиля; Н{ тах и Я^ mjn — отклонения соответственно пяти
наибольших максимумов и минимумов профиля; S^ — средний шаг неровностей профиля
по вершинам; fy max и h; mjn — расстояния от высших точек пяти наибольших макси-
максимумов и от низших точек пяти наибольших минимумов до линии, параллельной средней
и не пересекающей профиль; ух — расстояние между любой точкой профиля и средней
линией; р — уровень сечения профиля
ховатости не учитывают дефекты литой
поверхности, допустимые размеры ко-
которых оговаривают отдельно.
Соответствие шероховатости по-
поверхности техническим условиям оце-
8)
нивают на отливках, поверхность кото-
которых подвергалась очистке (дробью,
металлическим песком и др.) в соответ-
соответствии с установленной технологией.
Замеры проводят на участках поверх-
поверхности отливок, лишенных литейных
дефектов.
На рис. 3 даны профилограммы ли-
литых поверхностей и поверхностей, по-
полученных штамповкой. Профило-
Профилограммы сняты во взаимно перпенди-
перпендикулярных направлениях на базовой
длине 4 мм; за начало отсчета принята
впадина минимальной глубины. Ха-
Характер микронеровностей поверхно-
поверхностей, образованных штамповкой, ближе
всего к характеру микронеровностей
поверхностей отливок, полученных
литьем под давлением, далее — к по-
поверхностям отливок, полученных в пес-
песчаных формах, ручной или машинной
формовкой, встряхиванием.
Шероховатость поверхностей отли-
отливок в зависимости от их размеров, вида
Рис. 3. Профилограммы поверхностей
отливок из алюминиевых сплавов, по-
полученных различными способами литья
и обработкой давлением:
а — машинная формовка прессованием;
б — литье под давлением: в — литье в ва-
вакуум-пленочные формы с цирконовым
покрытием; г — горячая штамповка; д —•
холодная штамповка
Технические требования к отливкам
19
10. Шероховатость поверхностей отливок,
получаемых различными способами литья
Способ
литья
д
в
О
г
к
нд
П при формовке4:
ручной
машинной
встряхиванием
вакуум-пле-
вакуум-пленочной
Максимальный
размер отливки
(свыше—до),
мм
До 500
До 100
100—200
200—500
До 200
200—400
400—700
До 800
До 500
До 500
До 800
До 1500
До 200
200—400
400—700
700—1200
150—800
800—1200
Шероховатость Rz (Ra) (мкм)
поверхностей отливок
из алюминие-
алюминиевых и магние-
магниевых сплавов
До 20
B,5-0,32)
10—80
10—80
10—80
40—160
40—160
40—160
20
B,5-1)
20—160
10—80
80—320
160—320
40—160
80—320
80—320
160—450
40—80
40—160
из цинковых
сплавов
До 20
B,5-0,32)
10—40
10—80
—
10—20
20—120
10—40
—
нэ бронзы
н латуни
До 40
B,5-1,25)
20—80
20—80
20—80
80—320
80—320
80—320
40—80
40—320
—
160—630
320—1000
80—320
160—450
160—450
160—630
40—120
40—160
сплава и способа литья приведена
в табл. 10.
Наиболее низкая шероховатость по-
поверхностей отливок может быть дости-
достигнута при высокой культуре производ-
производства и принйтии специальных техно-
технологических мер, снижающих шерохо-
шероховатость поверхности.
Шероховатость поверхности от-
отливок, полученных литьем в песчаные
формы, снижается при подборе соста-
составов формовочных и стержневых смесей
и способа их уплотнения, а также при
нанесении красок на рабочие поверх-
ности формы.
Хорошие результаты по снижению
шероховатости дает металлизация
поверхностей форм и стержней. Метал-
Металлическое покрытие наносят разными
способами: электрометаллизацией,
распылением порошка ацетилено-
воздушным пламенем, плазменным
напылением и др.
Для электрометаллизации поверх-
поверхностей форм и стержней используют
металлизаторы типа ЭМ-14. Плаз-
Плазменное напыление проводят с помощью
промышленных установок типа УПМ-3
20
ПРОЕКТИРОВАНИЕ ОТЛИВОК
и УПМ-6 или используют специально
оборудованные для этих целей плаз-
плазменные горелки. В качестве напыля-
напыляемых материалов применяют порошки
различных металлов, сплавов и
оксидов.
При литье под давлением шерохова-
шероховатость поверхностей отливок сни-
снижается при повышении качества рабо-
рабочих поверхностей пресс-форм, исполь-
зовании необходимых смазочных
материалов, а также при рафиниро-
рафинировании расплавов от оксидов и газов,
подборе соответствующей темпера-
температуры заливки расплава и вакуумирова-
нии пресс-форм.
Большое влияние на шерохова-
шероховатость поверхности отливок оказывает
степень износа пресс-форм, которая
увеличивается с увеличением числа
изготовляемых отливок.
Снижение шероховатости поверх-
поверхности отливок при литье в кокиль
может быть достигнута благодаря сни-
снижению шероховатости рабочих по-
поверхностей кокилей и возможности
регулировать температуру заливки*
Значения шероховатости Rz поверх-
поверхностей титановых отливок в зависи-
зависимости от вида литейной формы приве-
приведены ниже:
Формы Rz
Набивные графитовые .... 20—80
Оболочковые графитовые . . . 20—40
Прессованные графитовые . . 20—40
Графитовые по выплавляемым
моделям 10—40
Металлические коки л и .... 10—40
Следует отметить, что применение
более мелких фракций графитовых
порошков с целью уменьшения шеро-
шероховатости поверхности отливок из ти-
титановых сплавов отрицательно ска-
сказывается на других свойствах отливок
(геометрической точности, химической
однородности поверхности и др.).
Специальные требования к отливкам.
Кроме общих технических требований,
к отливкам часто предъявляется целый
ряд специальных требований, опре-
определяемых функциональным, назначе-
назначением и условиями работы литых дета-
деталей в машинах, оборудовании или при-
приборах.
Некоторые из специальных требова-
требований к литым деталям для различных
условий их работы:
герметичность — при повышенном
давлении газа или жидкости (обычно
0,5—30 МПа) и в вакууме
(ГОСТ 5197—85): низком — давление
менее 100 Па, среднем — 10я—10-1 Па,
высоком — 10~*—10~§ Па, сверхвысо-
сверхвысоком — более 10~§ Па;
коррозионная стойкость в различ-
различных жидких или газообразных агрес-
агрессивных средах, часто при повышенных
до 70—300 °С температурах;
износостойкость в узлах трения ка-
качения или скольжения с твердым или
жидким смазочным материалом или
без него;
термостойкость, если рабочий про-
процесс узла проходит при повышенных
температурах или в узле неизбежно
повышается температура;
стабильность размеров при знако-
знакопеременных нагрузках или при повы-
повышенных температурах, вызывающих
коробление деталей;
декоративность — возможность на-
нанесения гальванических, химических,
диффузионных или других видов по-
покрытий при работе отливки в агрессив-
агрессивных средах, при повышенных темпе-
температурах, а также для улучшения ее
товарного вида.
Специальные требования к отлив-
отливкам оговариваются в технических усло-
условиях или непосредственно в чертеже
литой детали. Эти требования обеспе-
обеспечиваются прежде всего выбором литей-
литейного сплава, в максимальной степени
отвечающего функциональному назна-
назначению отливки, рациональностью тех-
технологических процессов изготовления,
механической и термической обработ-
обработкой отливки, а также специальной
отделкой поверхности литых деталей
для нанесения различных декоратив-
декоративных, защитных, теплостойких и дру-
других видов покрытий.
В процессе изготовления литой де-
детали или после его завершения преду-
предусматривается проведение различных
испытаний, гарантирующих соблю-
соблюдение заданных чертежом или техни-
техническими условиями специальных тех-
технических требований.
Технологичность конструкций литых деталей
21
2. Технологичность
конструкций литых деталей
Общие требования технологично-
технологичности при проектировании литых дета-
деталей. Технологичность конструкции
заготовки — совокупность свойств,
проявляемых в возможности опти-
оптимальных затрат труда, средств, мате-
материалов и времени при изготовлении
заготовки, а также в обеспечении тех-
технологичности изготовляемой из нее
детали.
Таким образом, технологичной
можно считать такую конструкцию
литой детали, которая в максимальной
степени отвечает требованиям как ли-
литейной технологии, так и технологии
механической обработки. От техноло-
технологичности конструкции литых деталей
зависят качество отливок и издержки
производства при их изготовлении.
Для создания технологичной конструк-
конструкции литой детали конструктору и
технологу-литейщику необходимо учи-
учитывать много факторов, влияющих на
технологичность. К таким факторам
относятся:
факторы технологичности применяе-
применяемого сплава—физико-химические, ли-
литейные, технологические (сваривае-
(свариваемость, обрабатываемость резанием) и
специальные свойства;
факторы, характеризующие выбран-
выбранный метод литья, — точность разме-
размеров, шероховатость поверхности, при-
припуск на обработку резанием, гаранти-
гарантированные показатели плотности, струк-
структуры и механических свойств отливок,
ограничение массы, размеров и слож-
сложности конфигурации отливки, наличие
специфических дефектов и допусти-
допустимость их исправления заваркой и дру-
другими методами, возможности завода-
изготовителя;
факторы технологичности обработки
резанием — геометрическая форма от-
отливки, расположение отверстий, при-
приливов, баз для механической обработки,
возможность предварительной обра-
обработки перед заваркой дефектов, воз-
возможность стабилизирующей термиче-
термической обработки, наличие термиче-
термической и химико-термической операций,
применяемые защитные покрытия, спе-
специальные методы испытаний и кон-
контроль размеров в процессе обработки
детали.
Учет указанных факторов на стадии
проектирования литой детали позво-
позволяет максимально приблизить отливку
по размерам и конфигурации к окон-
окончательно обработанной детали и обе-
обеспечить наименьшие затраты на ее из-
изготовление в литейном и механическом
цехах.
Для оценки технологичности создан-
созданной конструкции используют показа-
показатели технологичности, главными из
которых являются удельная материа-
материалоемкость, коэффициент использования
металла (КИМ), коэффициент необра-
необработанной поверхности (КНП), точность
геометрических форм (оценивается по
степени соответствия размеров от-
отливки размерам, заданным в чертеже,
и припуску на обработку резанием),
удельная трудоемкость и обрабатывае-
обрабатываемость резанием.
Показателем КИМ называют отно-
отношение массы готовой детали к массе
заготовки, характеризующее коли-
количество металла, которое необходимо
удалить при обработке отливки реза-
резанием; показателем КНП — отноше-
отношение необработанной резанием поверх-
поверхности ко всей поверхности детали,
характеризующее геометрическую точ-
точность изготовления детали и качество
ее поверхности. По значениям этих
показателей можно судить о трудоем-
трудоемкости изготовления, а по значениям
КИМ — еще и дополнительно о стои-
стоимости материала, идущего на изго-
изготовление детали.
Одной из главных оценок техноло-
технологичности конструкции является ее
экономичность, определяемая тру-
трудоемкостью ее изготовления и себе-
себестоимостью. Технологичные отливки
получают с минимальными затратами
(включая затраты литейного и меха-
механического цехов) на всех этапах про-
производства и с минимальными потерями
от брака.
При проектировании литой детали
необходимо максимально уменьшить ее
массу. На массу отливки влияет ряд
конструкторских и технологических
факторов. К конструкторским факто-
факторам относятся: использование унифи-
унифицированных деталей и узлов, приме-
применение сплавов с повышенными меха-
22
ПРОЕКТИРОВАНИЕ ОТЛИВОК
ническими свойствами; к техноло-
технологическим факторам — улучшение тех-
технологичности конструкции литой де-
детали, повышение точности изготовле-
изготовления отливок и понижение шерохова-
шероховатости их поверхности, снижение при-
припусков на механическую обработку,
уменьшение толщин стенок отливок
улучшением заполняемости форм и
применением более прочных сплавов.
Литейно-технологические требова-
требований к конструкции литых деталей
и их элементам. В технологичных
литых деталях предусматривают:
простые, прямолинейные общие кон-
контуры, облегчающие изготовление как
литейной оснастки, так и самих отли-
отливок;
рациональную толщину стенок в раз-
различных сечениях, обеспечивающую хо-
хорошую заполняемость формы металлом
без образования дефектов металлур-
металлургического происхождения;
рациональные формы различных пе-
переходов, сопряжений, ребер жесткости
и других конструктивных элементов,
способствующих снижению внутрен-
внутренних напряжений и устранению дефек-
дефектов усадочного характера;
достаточное число отверстий для
удобства оформления стержнями внут-
внутренних полостей отливок, выполнения
обрубных и зачистных операций и
транспортирования;
конструктивные уклоны поверхно-
поверхностей, обеспечивающие изготовление ли-
литейных форм без усложняющих прие-
приемов и искажения контуров отливки
формовочными уклонами, вызываю-
вызывающих увеличение ее массы.
Литые детали не должны иметь вы-
выступающих частей, тонкостенных ре-
ребер, глубоких впадин, закрытых поло-
полостей и поднутрений, затрудняющих
изготовление литейной формы и услож-
усложняющих обрубку и зачистку отливок.
Выполнение этих требований способ-
способствует предотвращению дефектов, до-
достижению заданной точности и мини-
минимальной трудоемкости изготовления
отливок.
Определение толщины стенок отли-
отливок. Для полного использования меха-
механических свойств сплавов при кон-
конструировании литых деталей прини-
принимают минимальную толщину стенок,
допускаемую расчетом на прочность.'
2
О 0,Ь 0,8 1,2 1,6 2,0 2,4 2,8 К,м
Рис. 4. Зависимость наименьшей тол-
толщины 6 стенки отливки от ее приведен-
приведенного размера К при литье в песчаные
формы:
I — сплавы на основе меди; 2 ^* алюми-
алюминиевые и магниевые сплавы
При принятии толщины стенки отлив-
отливки, меньшей, чем допускается расче-
расчетом, следует подобрать более прочный
сплав. Если уменьшение толщины сте-
стенок до оптимальных размеров сни-
снижает жесткость детали, в ней преду-
предусматривают специальные ребра жест-
жесткости и перегородки. При этом кон-
конструктору важно знать наименьшую
толщину стенки, которую можно полу-
получить литьем. Однозначное определение
наименьшей толщины стенки затруд-
затруднено, так как эта величина зависит от
размеров всей отливки, площади по-
поверхности тонкой стенки И некоторых
других факторов. Такую толщину име-
имеют стенки, прилегающие к более мас-
массивным частям отливки.
Плоские тонкие стенки могут быть
получены в отливке лишь при опре-
определенной площади их поверхности.
Если тонкая стенка имеет большую
площадь, то она плохо заполняется
металлом или искажается ее геометри-
геометрическая форма вследствие деформаций
и коробления отливок. В этом случае
вместо плоской отливки целесообразно
выполнять отливку с искривленной
формой поверхности, предусматривать
в ней отверстия, снабжать стенку сет-
сеткой поперечных и продольных ребер,
улучшающих заполняемость формы.
Минимальную толщину 6 стенок
отливок при литье в песчаные формы
выбирают по диаграммам (рис. 4) в за-
зависимости от приведенного габарит-
габаритного размера К отливки, определяе-
определяемого по формуле:
Технологичность конструкций литых деталей
23
11. Минимальная толщина (мм) стеиок отливок
при литье в оболочковые формы
Сплавы
Медные
Алюминиевые
Магниевые
Цинковые
Оловянные
бронзы
Максимальный размер отливки (свыше —до)
До 100
2,5—4,0
2,5—4,0
2,5—4,0
2,0—4,0
1,5—2,0
100—200
3,0—4,0
3,0—5,0
3,0—4,0
2,5—3,5
2,0—3,0
200-350
3,5—5,0
4,0—6,0
3,5—5,0
3,0—4,0
2,5—3,5
мм
350-500
4—6
4—7
4-6
3,5-5,0
3-4
к 21 + b + h
К = _ ,
где /, b и h — соответственно длина,
ширина и высота отливки, м. При
К > 3 толщину стенок принимают не
менее 20 мм.
Наиболее употребительными мини-
минимальными толщинами (мм) стенок в ма-
машиностроении и приборостроении яв-
являются: 3—5 для сплавов из алюминия
и цинка и оловянных бронз; 3,5—6 для
магниевых сплавов; 6—7 для остальных
бронз и латуней.
Толщину внутренних стенок ввиду их
более медленного охлаждения следует
принимать равной 0,8—0,9 толщины
наружных стенок; толщину стенок
отливок из титановых и никелевых
сплавов в связи с их худшей жидкотеку-
честью— 1,1—1,5 толщины стенок одно-
однотипных отливок из медных сплавов.
Минимальные толщины стенок отли-
отливок, получаемых при литье в оболоч-
оболочковые формы, кокиль, по выплавляе-
выплавляемым моделям и под давлением, при-
приведены соответственно в табл. 11—14.
При литье по выплавляемым моделям
минимальная толщина стенки в от-
отливке может быть равной 0,6 мм, если
протяженность этой стенки не пре-
превышает 5—10 мм, и 0,7—0,8 мм, если
протяженность стенки не превышает
10—15 мм. Наиболее часто толщина
стенок отливок при данном виде литья
составляет 2—5 мм.
При литье под давлением мелких
отливок из алюминиевых и цинковых
Максимальные размеры поверхности
отливки, мм
Минимальная толщина стенки, мм . .
12. Минимальная толщина (мм)
стенок отливок при литье в кокиль
Сплавы
Алюминие-
Алюминиевые
Магниевые
Медные
Цинковые
Максимальный
размер отливки
(свыше—до), мм
До
120
3
3
4
3
120 —
250
6
6
8
5
250 —
350
8
10
10
8
350—
500
12
12
12
13. Минимальная толщина (мм)
стенок отливок при литье
по выплавляемым моделям
Сплавы
Алюминие-
Алюминиевые
Магниевые
Медные
Цинковые^
Оловянно-
свинцовые
Максимальный размер
отливки
о
ю
о
с*
1,5
1,8
1,8
1,0
1,5
о
о
1
о
ю
2,0
2,2
2,5
1,5
2,0
(свыше—до),
мм
о
о
сч
1
о
о
2,5
2,5
3,0
2,0
3,0
о
ю
со
1
200
3,0
3,0
3,5
2,5
3,5
1
Св.
3,5
3,5
4,0
3,0
4,0
сплавов более тонкие стенки, чем ука-
указаны в табл. 14, можно получить при
ограниченных размерах поверхности:
3X3
0,15
15X15
0,50
25X25
0,70
100X100
0,90
24
ПРОЕКТИРОВАНИЕ ОТЛИВОК
14. Минимальная толщина (мм)
стенок отливок при литье
под давлением
Сплавы
Цинковые
Алюминие-
Алюминиевые
Магниевые
Медные
Оловянные
и свинцовые
Площадь сплошной
поверхности
ю
СЧ
_
R
0,8
1,0
1,3
1,5
1,2
ОТЛИВКИ
(свыше—до), см
о
о
1
1
ю
сч
1.2
1,5
1,8
2,5
1,8
7
о
о
*-"
1,5
2,0
2,5
3,0
2,5
о
о
т
ю
CS
2,0
2,5
3,0
3,5
3,0
ft
000
т
о
о
3,0
4,0
4,0
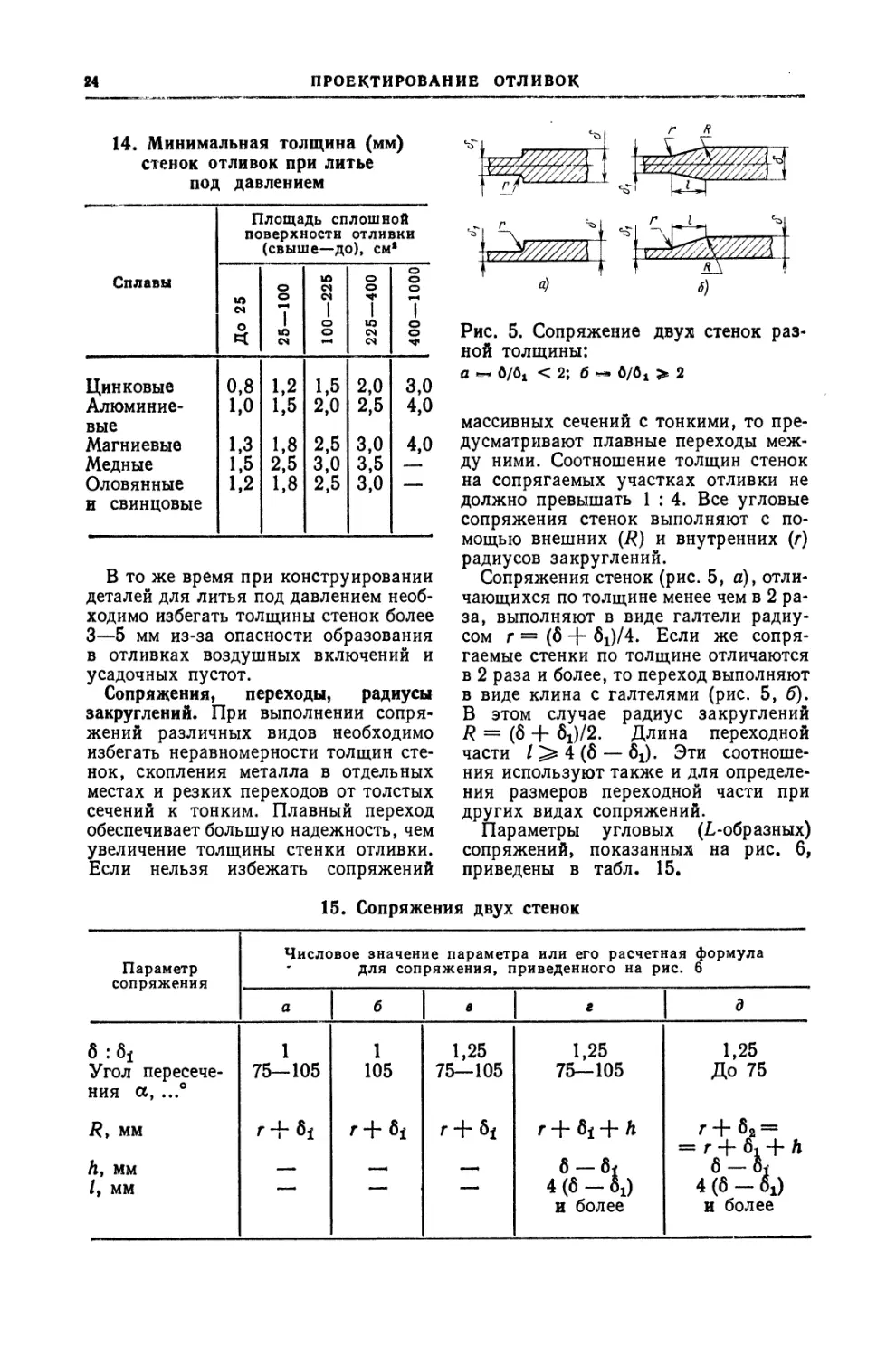
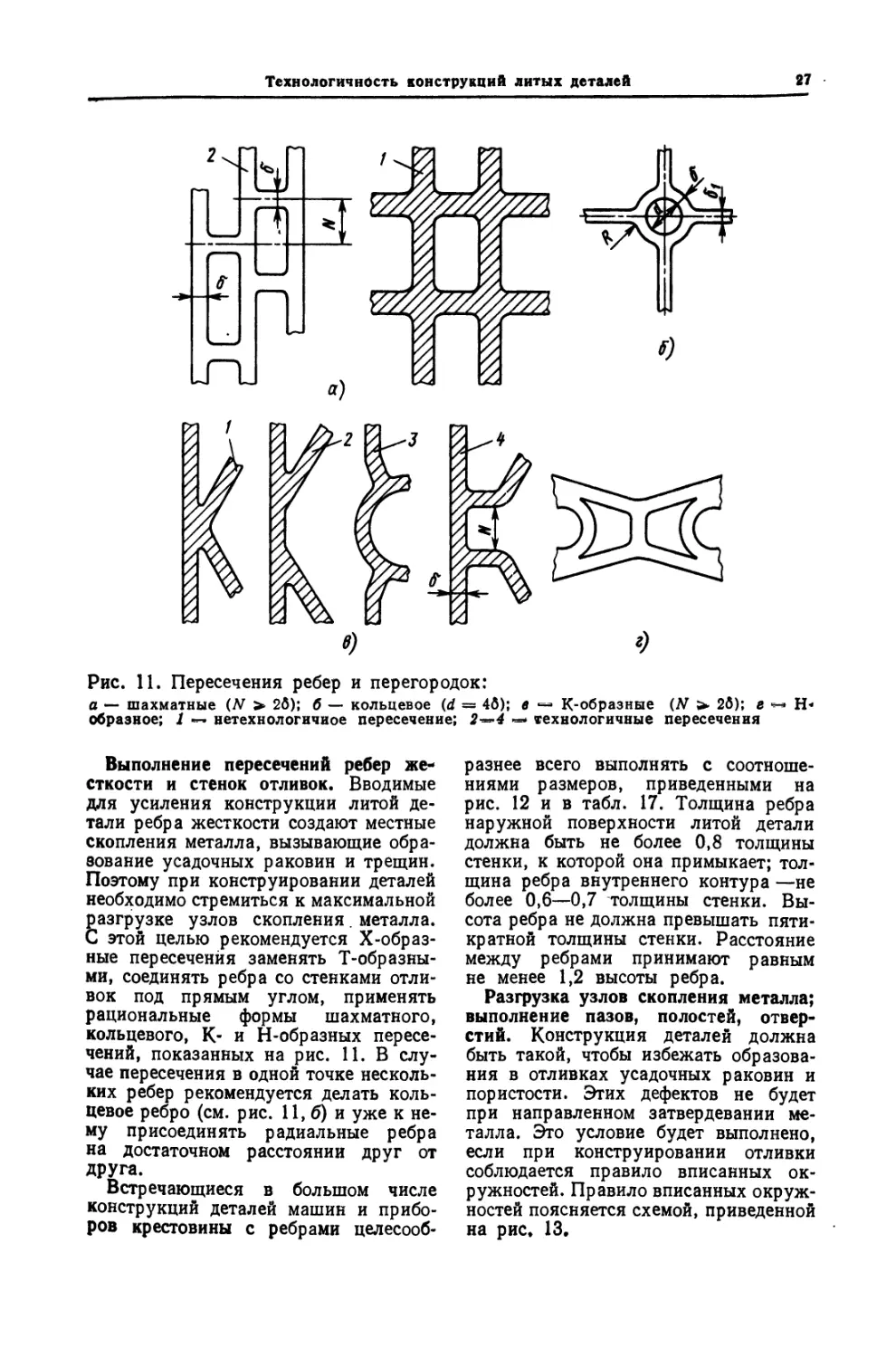
В то же время при конструировании
деталей для литья под давлением необ-
необходимо избегать толщины стенок более
3—5 мм из-за опасности образования
в отливках воздушных включений и
усадочных пустот.
Сопряжения, переходы, радиусы
закруглений. При выполнении сопря-
сопряжений различных видов необходимо
избегать неравномерности толщин сте-
стенок, скопления металла в отдельных
местах и резких переходов от толстых
сечений к тонким. Плавный переход
обеспечивает большую надежность, чем
увеличение толщины стенки отливки.
Если нельзя избежать сопряжений
Рис. 5. Сопряжение двух стенок раз-
разной толщины:
а « б/б! < 2; б — 6/6t ^ 2
массивных сечений с тонкими, то пре-
предусматривают плавные переходы меж-
между ними. Соотношение толщин стенок
на сопрягаемых участках отливки не
должно превышать 1 : 4. Все угловые
сопряжения стенок выполняют с по-
помощью внешних (R) и внутренних (г)
радиусов закруглений.
Сопряжения стенок (рис. 5, а), отли-
отличающихся по толщине менее чем в 2 ра-
раза, выполняют в виде галтели радиу-
радиусом г = F -+- 6х)/4. Если же сопря-
сопрягаемые стенки по толщине отличаются
в 2 раза и более, то переход выполняют
в виде клина с галтелями (рис. 5, б).
В этом случае радиус закруглений
R = (б + 6J/2. Длина переходной
части / ]> 4 F — 6\). Эти соотноше-
соотношения используют также и для определе-
определения размеров переходной части при
других видах сопряжений.
Параметры угловых (L-образных)
сопряжений, показанных на рис. 6,
приведены в табл, 15.
15. Сопряжения двух стенок
Параметр
сопряжения
б :6f
Угол пересече-
пересечения а, ...°
R> мм
h, мм
/, мм
Числовое зна
для
а
1
75—105
r+6f
—
б
1
105
-
чение параметра или его расчетная
сопряжения, приведенного на рис.
в
1,25
75—105
г +6j
—
г
1,25
75—105
r+6i+h
б — бчг
4F-60
и более
формула
6
д
1,25
До 75
г + 62 =
4 F — 6Х)
и более
Технологичность конструкций литых деталей
26
а) б) в) г)
Рис. 6, Угловые (L-образные) сопряжения элементов
Наиболее важной величиной в этом
сопряжении является радиус галтели г
внутреннего угла, образованного двумя
стенками отливки; г = F 4- 6x)/s, где
5 — степень замкнутости, определяе-
определяемая по графику (рис. 7).
Сопряжение (Т-образное) трех сте-
иок оформляют по схемам, приведен-
приведенным на рис. 8, при этом необходимо
соблюдать соотношения параметров,
приведенных в табл. 16.
Для устранения дефектов усадоч-
усадочного характера в местах сопряжения
стенок, если это позволяют условия
эксплуатации детали, выполняют спе-
специальные углубления на поверхности по
радиусам: внешнему Ri — б 4- 6*1 и вну-
внутреннему г± = г = (б -f 6x)/s или
rf = A/6 -ь 1/3) (б 4- бх) (см. рис. 8, в).
Сопряжения четырех стенок во избе-
избежание образования теплового узла
необходимо рассредотачивать (рис. 9) и
выполнять по схеме для трех стенок
(см. рис. 8, в).
Внешние и внутренние радиусы за-
закруглений выполняют из одного центра
при сопряжении стенок одинаковой
толщины и из разных центров, если
сопряженные стенки имеют разную
толщину. В общем случае внутренний
радиус принимают равным Ve—V3 сум-
суммы толщин сопрягаемых стенок; внеш-
внешний радиус равен их сумме.
При сопряжении двух и трех стенок
отливок, получаемых в песчаных фор-
формах, радиус г определяют по графи-
графикам, приведенным на рис. 10. При
литье в оболочковые формы и по вы-
выплавляемым моделям при одинаковой
и малой толщине стенок радиусы и гал-
галтели выполняют равными половине
толщины стенки, но не более 1—2 мм,
а при значительной или различной тол-
толщине стенок — в пределах 3—5 мм.
При литье в кокиль радиусы закругле-
закруглений принимают равными половине
толщины стенок отливки, но не менее
3—5 мм.
г-0,25мм
г-0,5мм
1,5
'.о
0,5
У
s
/
r=0,56
Zjk ) m
U ч,"
о 1 г j ч 5 s
Рис. 7. График для определения степени замкнутости
26
ПРОЕКТИРОВАНИЕ ОТЛИВОК
Rf rf
а) 5)
Рис. 8. Т-образные сопряжения элементов
16. Сопряжения трех стенок
Параметр
сопряжения
б :&*
Угол пересечения
Я, мм
Л, мм
г, мм
Rit мм
Числовое значение параметра или формула для его расчета
для сопряжения, приведенного на рис. 8
а
1,25
75—105
б
1,25
До 75
г+б
A/6-М/с
в
1.25
75—105
F-60/2
г
1.25
До 75
F8 -Д)/2
Для деталей, отливаемых под давле-
давлением, минимальный радиус закругле-
закруглений берут равным V3 толщины стенки,
а при разных толщинах стенок — V3
суммы их толщин. При этом радиус
закруглений не должен быть менее 1
(для отливок из алюминиевых и цин-
цинковых) или 1,5 мм (для отливок из
медных и магниевых сплавов).
Рассчитанный или выбранный по
графикам радиус закругления окру-
округляют до значения из предпочтитель-
предпочтительных рядов чисел, рекомендованных
ГОСТ 10948- 64: 1, 2, 3, 5, 8, 10, 16,
20, 25, 32, 40. В одной отливке должно
быть минимальное число значений
радиусов; лучший вариант — одно зна-
значение радиуса. В этом случае на чер-
чертеже отливки делают запись: «Литей-
«Литейные радиусы внешних (внутренних)
углов R = ...».
аЧ35+165°
105-135^^
&>165°
Рис. 9. Сопряжение четырех стенок
иод различными углами
Рис. 10. График определения радиуса
галтели г сопряженных элементов ли-
литых деталей в зависимости от средней
толщины стенки (б -f бх)/2 и угла со-
сопряжения а
Технологичность конструкций литых деталей
27
Рис. И. Пересечения ребер и перегородок:
а — шахматные (N > 2б); б — кольцевое (d = 46); в — К-образные (N > 2б); г « Н«
образное; 2 — нетехнологичиое пересечение; 2-^4 *-* технологичные пересечения
Выполнение пересечений ребер же-
жесткости и стенок отливок. Вводимые
для усиления конструкции литой де-
детали ребра жесткости создают местные
скопления металла, вызывающие обра-
образование усадочных раковин и трещин.
Поэтому при конструировании деталей
необходимо стремиться к максимальной
разгрузке узлов скопления . металла.
С этой целью рекомендуется X-образ-
X-образные пересечения заменять Т-образны-
Т-образными, соединять ребра со стенками отли-
отливок под прямым углом, применять
рациональные формы шахматного,
кольцевого, К- и Н-образных пересе-
пересечений, показанных на рис. 11. В слу-
случае пересечения в одной точке несколь-
нескольких ребер рекомендуется делать коль-
кольцевое ребро (см. рис. 11,6) и уже к не-
нему присоединять радиальные ребра
на достаточном расстоянии друг от
Друга.
Встречающиеся в большом числе
конструкций деталей машин и прибо-
приборов крестовины с ребрами целесооб-
целесообразнее всего выполнять с соотноше-
соотношениями размеров, приведенными на
рис. 12 и в табл. 17. Толщина ребра
наружной поверхности литой детали
должна быть не более 0,8 толщины
стенки, к которой она примыкает; тол-
толщина ребра внутреннего контура —не
более 0,6—0,7 толщины стенки. Вы-
Высота ребра не должна превышать пяти-
пятикратной толщины стенки. Расстояние
между ребрами принимают равным
не менее 1,2 высоты ребра.
Разгрузка узлов скопления металла;
выполнение пазов, полостей, отвер-
отверстий. Конструкция деталей должна
быть такой, чтобы избежать образова-
образования в отливках усадочных раковин и
пористости. Этих дефектов не будет
при направленном затвердевании ме-
металла. Э^го условие будет выполнено,
если при конструировании отливки
соблюдается правило вписанных ок-
окружностей. Правило вписанных окруж-
окружностей поясняется схемой, приведенной
на рис, 13.
28
ПРОЕКТИРОВАНИЕ ОТЛИВОК
Рис. 12. Сопряжения стенок отливок
Недостаток конструкции детали,
созданной без учета направленного
затвердевания металла, можно устра-
устранить введением технологических на-
напусков (рис. 14, а), но это приводит
к снижению КИМ и увеличению тру-
трудоемкости обработки резанием. По-
Поэтому рациональнее изменить кон-
конструкцию детали (рис. 14, б).
Направленному затвердеванию спо-
способствуют и другие способы разгрузки
узлов скопления металла: выравнива-
выравнивание толщин стенок (рис. 15), выполне-
выполнение в отливках дополнительных поло-
полостей (рис. 16), пазов (рис. 17), отвер-
отверстий, гребенчатых переходов с литыми
отверстиями (рис. 18) и т. п.
В отливках, получаемых литьем
под давлением, выполняют полости
двух видов {рис. 19, а). Для получе-
получения полостей / необходимы стержни
и вкладыши, которые извлекают в на-
направлении, перпендикулярном к пло-
плоскости разъема пресс-формы. Для по лу-
лучения полостей // необходимы стерж-
стержни, направление извлечения которых
17. Соотношение размеров (в долях размера б)
при различных видах сопряжений стенок отливок
Сопряжение
Крестообразное
Вилкообразное:
симметричное
несимметричное
Кольцевое:
с ребрами
о квадратным от-
отверстием
I:
?**
"go
а
б
в
г
д
1
3,0
—
2 и
более
3 и
более
в.
0.6
0.8
0,8
0.8
1.0
в.
»
—*
—
0.5
R
1,5
2,0
—
—*
t
0,3
0,5
0,3
0,5
0,25
ft
0,25
0,25
1.0
0,25
0,25
d
1,25
1,25
1,25
1,25
1,25
Технологичность конструкций литых деталей
29
Рис. 13. Деталь, сконструированная
без учета правила вписанных окруж-
окружностей (а) и с учетом этого правила (б):
I — усадочные раковины; 2 — контроль-
контрольные окружности; 3 — прибыль
°)
Рис. 16. Конструкция литой детали
с неравномерными по толщине стенка-
стенками (а) и со стенками, выравненными
по толщине за счет образования по-
полости (б);
б = 0,86^ А>3 (б + 6i)/2
Рис* 14. Нерациональная конструк-
конструкция литой детали (а), требующая боль-
больших припусков на обработку резанием,
и рациональная конструкция (б), обе-
обеспечивающая направленное затверде-
затвердевание металла
Рис. 15. Конструкции литой детали:
в •- с местным скоплением металла; б «•
без скопления металла, устраненного вы-
выравниванием толщин стенок
Рис. 17. Выполнение в отливке паза;
/26 при 6>1 мм
Рис. 18. Конструкция гребенчатого
перехода с литым отверстием:
б « 0,86^ d s» dJ2\ r > 8 мм
ПРОЕКТИРОВАНИЕ ОТЛИВОК
1)
Рис. 19. Сложные полости в отливках, получаемых литьем под давлением
не совпадает с направлением движения
подвижной части пресс-формы. По-
Полости / более технологичны, чем по-
полости //, так как их выполнение более
сложно.
Особый случай представляют собой
полости с малыми выходными отвер-
отверстиями (рис. 19, б). Для получения
этих полостей используют стержни
специальной конструкции (чаще всего
выплавляемые) или армируют отливку.
Однако даже в этом случае трудоем-
трудоемкость изготовления таких полостей
литьем ниже, чем их получение обра-
обработкой резанием.
Отверстия. Размеры получаемых в от-
отливке отверстий главным образом опре-
определяются видом литья, применяемым
литейным сплавом и типом отверстий
(глухое или сквозное). Глухое отвер-
отверстие получить в отливке всегда труднее,
чем сквозное. Диаметр литого отвер-
отверстия и его глубина находятся между
собой в прямой зависимости (чем меньше
глубина отверстия, тем меньшего
диаметра можно получить отверстие
литьем);
d ^ A,8—2) ht где h — глубина отвер-
отверстия. Отверстия диаметром d <C 5 мм
можно получать в отливках только.,
в тонких стенках с помощью керами-
керамических стержней. Минимальные отвер-
отверстия диаметром 0,5 мм допускаются
в стенках деталей толщиной до 1 мм.
Минимальные размеры литых отвер-
отверстий в отливках, получаемых литьем
в кокиль, приведены в табл. 18.
При выборе размеров отверстий в от-
отливках, получаемых литьем под давле-
давлением, в общем случае руководствуются
данными табл. 19; минимальные раз-
размеры отверстий принимают по табл. 20.
Выполнение литых резьб, зубьев
и надписей на отливках. Литая
резьба может быть выполнена глав-
главным образом в отливках, получаемых
литьем по выплавляемым моделям и
под давлением. При литье по выплав-
выплавляемым моделям осуществляют литье
только специальных резьб с крупным
шагом, так как в углублениях резьбы
часто появляются дефекты — метал-
металлические приливы.
При литье под давлением можно по-
Глубина отверстия
(свыше—до),
мм До 10 10—20 20—30 30—40 40—50 50—60 60—75 75—100
Диаметр отверстия,
мм 8 10 12 14 16 18 20 20
Получение при литье малых отвер-
отверстий в большой массе металла затруд-
затруднено в отличие от получения больших,
простых по форме отверстий, наличие
которых в отливке, как правило, улуч-
улучшает ее качество. В ряде случаев для
выполнения большого числа мелких
отверстий целесообразно армировать
отливку.
При литье по выплавляемым моде-
моделям диаметр получаемого отверстия
лучить наружные и внутренние резьбы.
Экономически целесообразно изготов-
изготовлять детали с наружной резьбой. Раз-
Размеры литых резьб для отливок, изго-
изготовляемых литьем под давлением, при-
приведены в табл. 21. В отливках литая
резьба прочнее, чем нарезная, так как
при нарезке удаляется наиболее плот-
плотный поверхностный слой, глубина ко-
которого 0,5—1,0 мм.
При выполнении внутренней резьбы
Технологичность конструкций литых деталей
31
18. Размеры (мм) литых отверстий в кокильных отливках
Сплавы
Алюминиевые
Медные
Цинковые
Магниевые
Минимальные диа-
диаметры отверстии
в отливках
мел-
мелких
8
10
6
8
сред-
средних
10
12
7
10
круп-
крупных
12
14
8
12
Максимальное
отношение глу-
глубины отверстия
к диаметру
глухого
2
1,5—2,0
2—3
2
сквоз-
сквозного
2—3
2—3
2—4
2—3
Угол конуса
стержня,
1,5—2,5
1,5-3,5
1,5—2
2—3
глубина резьбового канала, как пра-
правило, должна быть равна двум диамет-
диаметрам отверстия, причем наружный диа-
диаметр бобышки с резьбовым отверстием
должен превышать диаметр резьбы
не менее чем в 2 раза (рис. 20).
Наружные резьбы малого диаметра
(до 10 мм) лучше всего выполнять,
валивая в отливку болты из стали, ко-
которые должны быть зафиксированы
в отливке таким образом, чтобы исклю-
исключалось их проворачивание при навин-
навинчивании гайки (рис. 21).
Литые зубья цилиндрических и ко-
конических колес можно выполнить в от-
отливках из большинства цветных спла-
сплавов. Чаще всего зубья получают при
литье в песчаные формы и кокиль мед-
19. Зависимость глубины отверстий *
А от их диаметра d
d, мм
ь
Глухие отверстия
Св. 3
ДоЗ
' 3d
2d
d, мм
ь
Сквозные отверстия
1 Св. 3
ДоЗ
4d
3d
* Отверстия выполняются в отлив-
отливках, получаемых литьем под давле-
НИСМ*
П р имечание. Угол конуса
л" отверстия должен быть не ме-
ных сплавов, а также при литье под
давлением медных и цинковых спла-
сплавов. При конструировании литых зубь-
зубьев на крупных отливках, получаемых
в песчаных формах и кокилях, необ-
необходимо назначать допуски и припуски
на обработку, предусмотренные для де-
деталей этого класса.
Минимальные размеры (мм) зубча-
зубчатых колес при литье под давлением:
диаметр 12—15, ширина 1,5—2,0, мо-
дЗ^ль 0,5 и более. Литые зубья не
имеют уклонов и, как правило, их не
подвергают обработке резанием, уда-
20. Минимальные размеры отверстий
и их конусность при литье
под давлением
Сплавы
Цинковые
Магниевые
Алюминие-
Алюминиевые
Медные
Диа-
Диаметр
1
1,6
1,6
2,5
Глу-
Глубина
мм
6/12
4,5/12
4,5/6
7,5/10
Конусность
(% от
глубины)
отверстия
со и
ы о
о а
0,2
0,3
0,5
0,8
ojoxX
5
0,3
0,5
1,0
1,5
Примечание. В числи-
числителе — глубина глухого отверстия,
в знаменателе — сквозного.
82
ПРОЕКТИРОВАНИЕ ОТЛИВОК
21. Минимальные диаметры
и шаг (мм) резьбы при литье
под давлением
2du болев
Сплава
Цинковые
Алюминие-
Алюминиевые
Магниевые
Медные
Диаметр
резьбы
Б
4
6
б
8
м
о.
Ш в)
0»
10
20
20
25
Шар
Б
я о
X X
0,75
1,0
1,0
1,5
резьбы
м
1
лт
1,0
2.0
2.0
2,5
ляя лишь облой, так как мелкозерни-
мелкозернистая структура поверхностного слоя и
окисная пленка на поверхности повы-
повышают износостойкость зубьев.
Надписи на отливках. Товарные
знаки, цифры, буквы и другие надписи
можно получать на внутренних и на-
наружных поверхностях отливок в про-
процессе литья (особенно в кокиль и под
давлением) по трем вариантам. Ва-
Вариант, приведенный на рис. 22, а,
наиболее экономичен, а сами надписи
на форме долговечны, так как надежно
защищены от механического поврежде-
повреждения. Однако при выполнении таких
надписей нельзя допускать поднутре-
поднутрений, их получают, выполняя в форме
соответствующие углубления. Если на
поверхности отливок выпуклые над-
надписи не допускаются, их располагают
в углублениях (рис. 22, б). Вариант
на рис. 22, в является самым трудоем-
трудоемким в исполнении. Выступающие над-
надписи на поверхности формы легко
повреждаются при механическом воз-
УШ\
Рис. 20. Литая внутренняя резьба:
а — в бобышке с ребрами жесткости (от-
(отливку получают литьем под давлением);
б — в глухом отверстии, выполненном
с помощью составного резьбового стержня
(отливку получают литьем в кокиль)
действии, а при получении их литьем
под давлением быстро изнашиваются
из-за периодического контактирова-
контактирования с потоком расплава.
Армирование отливок, т. е. их соеди-
соединение с помощью заливки другой де-
детали — арматуры, позволяет устра-
устранить местное скопление металла, зна-
значительно улучшить технологичность
деталей, получить отливки с местным
увеличением прочности, плотности,
герметичности, износостойкости, теп-
теплопроводности, электропроводности,
выполнить в деталях протяженные
криволинейные малых сечений литые
каналы, глубокие резьбы и мелкие
отверстия, а также осуществить сборку
деталей в узлы литьем и решить ряд
других конструктивных задач.
Арматуру и отливки можно соеди-
соединять сжимающими напряжениями, воз-
возникающими в отливке при ее усадке,
а также с помощью диффузионных про-
процессов на границе арматура—отливка.
Для изготовления арматуры исполь-
используют: медные сплавы для алюминие-
Рис. 21. Резьбовые вставки для выполнения в отливках наружной резьбы:
а — с накаткой (ненадежное стопоренне от проворачивания); б — с четырех- или шести-
шестигранным хвостовиком (проворачивание исключено)
Технологичность конструкций литых деталей
33
Рис. 22. Выполнение в отливках буквенных обозначений шрифтом:
а — выпуклым, выступающим; б — выпуклым в углублении; в — заглубленным
вых, магниевых и цинковых отливок;
чугун и сталь для всех цветных спла-
сплавов. Методы разделки арматуры для
лучшего соединения с отливкой приве-
приведены на рис. 23.
Конструкция арматуры и ее крепле-
крепление в литейной форме должны исклю-
исключить возможность ее смещения под дей-
действием струи расплава при заливке
формы.
Конструирование окантовок (бур-
(буртиков), перемычек, выступов, бобы-
бобышек и канавок для выхода инстру-
инструмента. При устройстве окон и отвер-
отверстий, особенно при малых размерах
перемычек, возникает опасность появ-
появления в отливках трещин. Для усиле-
усиления окон и отверстий по их краям
необходимо выполнять окантовки, спе-
специальные выступы и бобышки. Раз-
Размеры односторонних и двусторонних
окантовок, рекомендуемые преимуще-
преимущественно при литье в песчаные формы,
приведены на рис. 24 и в табл. 22;
а ширина перемычек между окнами
Рис. 23. Способы крепления заливаемой арматуры в стенке отливки:
/ — с помощью накатки; 2 — четырехгранником; 3 — лыской; 4 — с использованием
отверстия; б — буртом; 6 — с использованием канавки
Рис. 24. Односторонние (а) и двусторонние (б) окантовки окон (отверстий) отли-
отливок
2 Н. М. Галдин в др.
84
ПРОЕКТИРОВАНИЕ ОТЛИВОК
22. Размеры (мм) одно-
и двусторонних окантовок
Толщина
oFt)
стенки
детали,
4
5
6
7
8
10
12
14
16
18
20
22
25
Окантовки
односто-
односторонние
Ь
7
8
10
12
14
16
20
22
26
28
30
32
35
10
10
10
12
12
15
18
20
22
25
28
30
32
R
5
5
6
8
8
10
12
15
16
16
20
20
20
г
1
1
2
3
3
3
5
5
6
6
8
8
10
двусторонние
8
10
12
14
16
18
22
25
28
30
32
35
38
к
10
12
14
16
18
20
25
28
30
32
32
35
35
Rx
3
3
3
5
6
6
8
8
8
8
8
10
10
п
2
2
2
3
3
3
5
5
5
6
6
8
8
вависит от наибольшего габаритного
размера отливки:
При литье в кокиль, под давлением
и по выплавляемым моделям соотно-
соотношение размеров буртиков и толщин
стенок отливки можно принимать по
рис. 25. Для указанных видов литья
высота выступа или бобышки h =
= D-^6) d или h > 2,56 (рис. 26, а
и б).
Толщину стенки выступа назначают
в зависимости от толщины стенки
отливки: Ьг = A-М,5) 6. Если отвер-
отверстие базовое и обрабатывается реза-
резанием, то диаметр выступа принимают
минимальным. Если отверстие не базо-
базовое, то диаметр выступа назначают
с учетом допуска на размер от базы
до центра выступа. Если отверстие
располагается на торце стенки, то
форму выступа конструируют так,
как показано на рис. 26, виг. Высту-
Выступы необходимо располагать на внеш-
внешних поверхностях отливок, чтобы не
усложнять конструкцию пресс-формы
(рис. 26, д).
При конструировании платиков или
бобышек на дне отливок мелкие пла-
тики объединяют в один платик
(рис. 27). На вертикальных стенках
Наибольший габаритный размер
отливки (свыше—до), мм .... До 125 125—250 250—500 500—750
Минимальная ширина перемычек,
мм 30 35 40 60
Наибольший габаритный размер
отливки (свыше—до), мм .... 750—1000 1000—1500 1500—2000
Минимальная ширина перемычек,
мм 75 90 100
у//////.
*)
Рис. 25. Соотношение размеров буртиков и отверстий отливок, расположенных:
а — на торце цилиндра; б и в — на плоской стенке соответственно с двух сторон в
о одной стороны
Технологичность конструкций литых деталей
Рис. 26. Выступы (бобышки) различной
формы с отверстиями, расположенные:
а — на плоской стенке; б — в углу; в —
на торце в центре стенки; г — вдоль стенки;
д — на внешней поверхности отливки [непра-
[неправильное (/) и правильное B) расположения];
6S-A*1.5) 6; B*=2,2bd; С « 0,5В; А ш
« 1,5В
п
п
W 27. Платики на дне отливки:
1?%Й»2?10Л0Г11ЧНЫв; б ~ технологичные
Рис. 28. Платики на вертикальных
стекках отливок:
а — нетехнологичные, б —- технологичные
36
ПРОЕКТИРОВАНИЕ ОТЛИВОК
отливок мелкие платики не только
необходимо объединить, но и доводить
их при литье в песчаные формы до
линии разъема формы (рис. 28). На
сопрягаемых деталях также рекомен-
рекомендуется выполнять не отдельные пла-
платики в местах расположения отверстий
(рис. 29, а), а групповые по всей пло-
плоской поверхности сопряжения дета-
деталей (рис. 29, б и в).
Форма отверстий в отливках оказы-
оказывает влияние на технологичность, кон-
концентрацию напряжений и, следова-
следовательно, прочность отливки. На рис. 30
и 31 приведены варианты выполнения
отверстий в стенках отливок, обеспе-
обеспечивающие наименьшую потерю проч-
прочности и снижение концентрации напря-
напряжений в отливках.
Если принять прочность стенки без
отверстий за 100 %, то прочность сте-
стенок с отверстиями будет зависеть от
оформления отверстия:
в)
Рис. 30. Оформление отверстий в стен-
стенках отливки из алюминиевого сплава:
а — стенка без отверстия; б — отверстие
с острыми кромками; в — отверстие со
скругленными кромками; г, д — отвер-
отверстия в бобышках соответственно без ра-
радиуса и с радиусом; е — то же, что и д,
но острые кромки отверстия дополнитель-
дополнительно скруглены радиусом г
Отверстие на рис. 30
Прочность стенки, % от прочности стен-
стенки без отверстия
Литые канавки для выхода инстру-
инструмента часто положительно влияют на
распределение напряжений. Их трудно
получить механической обработкой
обычным режущим инструментом. Для
некоторых деталей выполнение кана-
канавок обязательно. Поверхность канавок
легче зачищается шлифованием вруч-
в
г
100 60 74 49 80 89
ную, чем прямые внутренние углы
(см,, рис. 26, б). При выполнении кана-
канавок рекомендуется принимать Ъ >
> А> 3 мм (рис. 32).
Выполнение уклонов или конусности
на отливках. Поверхности отливок,
перпендикулярные плоскости разъема
литейной формы, должны иметь уклоны
(конусность) для лучшего съема полу-
полуформ. Желательно предусмотреть в де-
детали конструктивные уклоны, которые
позволяют выдержать на всем протя-
протяжении отливки равномерную толщину
стенок и не увеличивать массу отли-
Рис. 29. Платики на сопрягаемых пло-
плоских поверхностях отливки:
а — нетехнологичные; б и в +~~ техноло-
технолоРис. 31. Варианты выполнения отвер-
отверстий, приводящие к снижению концен-
концентрации напряжений в стенках отли-
отливок:
а — нежелательный вариант. — у отвер-
отверстия острые кромки; б — допустимый ва-
вариант, но получение трудоемко; в — наибо-
наиболее технологичный вариант
Технологичность конструкций литых деталей
37
Рис. 32. Канавки на
отливках для выхода
режущею инструмен-
инструмента
' а) Ю 6)
Рис. 33. Уклоны (конусность) на отливках
вок. Если же по техническим требова-
требованиям к деталям этого сделать нельзя,
то в необходимых местах конструктор
назначает формовочные уклоны в соот-
соответствии с ГОСТ 3212—80.
Литейные уклоны могут быть выпол-
выполнены следующими способами: увели-
увеличением толщины стенки (рис. 33, а),
уменьшением ее толщины (рис. 33, б)
или одновременным уменьшением и
увеличением толщины (рис. 33, в).
Уклоны задаются в градусах или мил-
миллиметрах. Если вертикальные стенки
обрабатывают, то уклоны всегда дают
в «плюс». Также «в плюс» дают укло-
уклоны, если стенку отливки не обрабаты-
обрабатывают, но толщина ее меньше 3 мм.
При толщине стенки 3—6 мм уклоны,
как правило, дают «в плюс — минус»,
а при толщине больше 6 мм — «в ми-
минус».
Рекомендуемые уклоны для отливок,
получаемых литьем в кокиль, приве-
приведены в табл. 23.
Литейные уклоны наружных поверх-
поверхностей отливок, получаемых литьем
под давлением, как правило, составля-
составляют 10—30', литейные уклоны внут-
внутренних поверхностей (полостей) —
Назначение технологических баз
я допусков на размеры. Желательно,
чтобы базы литой детали, используе-
используемые при изготовлении отливки и ее
обработке резанием, совпадали. Базы
Должны образовываться минимальным
числом элементов литейной формы,
Желательно — одним элементом.
^Каждой из трех пространственных
всед координат должна соответство-
только одна главная база, а ее
ры должны быть возможно наи-
Ценьшими, следовательно, и допуск
¦а Оазовый размер будет наименьшим.
Если невозможно иметь общую базу
для получения отливки и ее обработки
резанием, то расстояние между при-
принятыми базами принимают максималь-
максимальным. В этом случае допуск на базовый
размер будет наименьшим. Желатель-
Желательно, чтобы такие базы были сторонами
одной стенки, а еще лучше — находи-
находились в одной плоскости. Базу необ-
необходимо располагать в центре литой
детали. Тогда размеры от базы до самой
удаленной поверхности детали, а сле-
следовательно, и допуски на эти размеры
будут наименьшими.
Если допуски на размеры какой-либо
части литой детали по конструктивным
23. Рекомендуемые уклоны
при литье в кокиль
Сплавы
Алюминие-
Алюминиевые
Магниевые
Медные
Цинковые
Уклон (% от высоты
стенки отливки)
для поверхности
наруж-
наружной
1-1,5
2,5
1,5
1,0
внутренней,
оформляемой
металличе-
металлическими
стержнями,
при высоте
отливки,
мм
SS
5
3
7
3
св. 50
2—2,5 ¦
2—3*
3—3,5 *
2,0
* Для тонкостенных отливок.
ПРОЕКТИРОВАНИЕ ОТЛИВОК
Рис. 34. Чертеж литой детали:
Жр *- размер о допуском на обработку резанием
или технологическим соображениям
должны быть минимальными, то базу
следует поместить в этой части детали.
При отсутствии в детали плоской по-
поверхности, удовлетворяющей приве-
приведенным условиям для выбора базы,
рекомендуется делать специальные тех-
технологические приливы и их поверх-
поверхности принимать за базы.
Размеры между поверхностями от-
отливки, не обработанной и обработанной
резанием, проставляют, как правило,
только в тех случаях, когда обе по-
поверхности являются базами; размеры
до литой небазовой поверхности сле-
следует проставлять только от литой
базы. При простановке размеров цепоч-
цепочкой замыкающий размер (толщина
Примеры технологичных конструкций деталей
39
выступа, фланца, стенки) может иметь
значительные колебания, вызываю-
вызывающие брак деталей или необходимость
дополнительного припуска. Размеры
на чертеже литой детали должны пра-
правильно предопределять базы и соот-
соответствовать технологическим процес-
процессам литья и обработки резанием.
Оформление чертежа литой детали.
На рис. 34 приведен чертеж литой
детали, у которой литейные базы нахо-
находятся на минимальных расстояниях
от баз для механической обработки
резанием (базы 2 и 3). Все основные
размеры, подлежащие проверке в от-
отливке, проставляют от одной базы 4,
являющейся базой для обработки ре-
эанием и для контроля отливки (раз-
(размеры Лз)« Проставлять эти размеры
цепочкой (как Л2) не допускается.
Для уменьшения допусков на раз-
размеры Е, Г, Т и для стенок, обрабаты-
обрабатываемых с одной стороны, необходимо
применять базу 5. Размеры, подле-
подлежащие проверке, проставляют как
размеры Л. Припуск на обработку
резанием определяют расчетным пу-
путем. Значение припуска равно сумме
двух величин: минимально-допусти-
минимально-допустимого припуска Я и допуска Д на раз-
размер отливки от базы обработки реза-
резанием до обрабатываемой поверхности.
Минимальный припуск П на механи-
механическую обработку, необходимый при
расчете числа переходов, режимов реза-
резания и других параметров, устанавли-
устанавливает технолог-механик.
Припуск, который необходимо вы-
выполнить на модели, состоит из мини-
минимального припуска с добавлением к не-
нему минусовой части допуска на размер
от базы обработки резанием до обра-
обрабатываемой поверхности. Кроме того,
нужно учитывать формовочные укло-
вы.
3. Примеры создания
технологичных конструкций
литых деталей и их элементов
Одна из главных задач совместной
работы конструктора и технолога —
максимально приблизить форму и раз-
размеры отливки к готовой детали. Иде-
Идеальной считают такую заготовку-де-
заготовку-деталь, размеры которой окончательны
и не требуют последующей обработки
резанием. Однако эти требования на
практике реализуются для ограничен-
ограниченной номенклатуры деталей. В связи
с этим задача сводится к повышению
геометрической точности отливок, что
обеспечит снижение их массы, умень-
уменьшение объема работ по обработке реза-
резанием и повышение КИМ.
Совместная работа конструктора и
технолога по совершенствованию тех-
технологичности конструкции приносит
наибольший эффект, если с самого
начала литая деталь проектируется
для конкретного способа литья. При
этом появляются широкие возможности
максимально учесть особенности этого
способа и использовать преимущества
литейного сплава, той или иной литей-
литейной технологии и создать такую кон-
конструкцию, которая в полной мере
отвечает ее служебному назначению
и в то же время имеет минимальные
металлоемкость и трудоемкость изго-
изготовления.
Далее приводятся примеры техно-
технологичных и нетехнологичных кон-
конструкций отливок и их элементов
(отливки изготовляют различными спо-
способами литья).
Незначительными изменениями кон-
конструкции можно существенно упро-
упростить процесс изготовления отливок
и повысить их жесткость. Так, изме-
изменения конструкции позволяют изго-
изготовлять отливку без стержня (рис. 35, а
и б), упрощают конфигурацию стержня
(рис. 35, в) и благодаря увеличению
размеров отверстий А и В позволяют
закреплять стержень в форме без по-
помощи жеребеек, что повышает качество
отливки и снижает трудоемкость ее
изготовления. Соединение между собой
двух полостей А и В (рис. 35, г) с об-
образованием одной плоскости С суще-
существенно упрощает изготовление такой
отливки литьем в песчаные формы и по
выплавляемым моделям, так как в этом
случае отверстие D можно использо-
использовать как опорное для стержня или
оболочки. При изменении конфигу-*
рации рычага (рис. 35, д) можно вы-
выполнить разъем формы в одной пло-
плоскости, что упрощает ее изготовление.
Выполнение изогнутых ребер на ре-
решетке (рис. 35, е) снижает внутрен-
внутренние напряжения в отливке, повышает
Рис. 35. Конструкции литых деталей при литье в кокиль*
песчаную форму и по выплавляемым моделям:
1 — нетехнологичная; 2 «• технологичная
Рис. 36. Конструкции
деталей, получаемых
литьем под давлением:
1 — нетехнологичная; 2 ¦»
технологичная
Примеры технологичных конструкций деталей
41
ж)
Рис. 37. Повышение технологичности и снижение металлоемкости отливок
при литье:
а. б, € и г — в кокиль и в песчаные формы;
ЯМ конструкция высокая металлоемкость
(цаэкая металлоемкость отливки)
SfecTKocTb конструкции и уменьшает
опасность возникновения горячих тре-
д—ою — под давлением; / — нетехнологич-
отливки); 2 — технологичная конструкция
*_ Отливка становится технологичной
Шм литья под давлением после сле-
Дукнцих конструктивных изменений
• Летали: рис. 36, а — вместо полости
Щ С поднутрениями выполняют по-
В и Г; рис. 36, б — деталь рас-
на две самостоятельные де-
и В; в детали рис. 36, в —
заменяют на одну, снабжая
I жесткости, что позволяет
пенно выравнить толщину сте-
изменения деталей,
х на рис. 37, приводят к сни-
жению их металлоемкости и отсут-
отсутствию литейных дефектов усадочного
характера. В поршне (рис. 37, а) для
устранения массива предусматривают
дополнительную полость А; в венцах
зубчатых колес (рис. 37,-б), незави-
независимо от их диаметра, выполняют коль-
кольцевые канавки В\ в муфте (рис. 37, в)
внутреннее отверстие выполняют фи-
фигурным; в корпусе (рис. 37, г), изме-
изменяя конфигурацию наружных и внут-
внутренних стенок, обеспечивают напра-
направленную снизу вверх кристаллизацию
отливки и удобное ее извлечение из
формы; в крышках (рис. 37, д, е к ж)
путем введения одного (рис. 37, д)
или двух (рис. 37, ж) ребер жесткости
42
ПРОЕКТИРОВАНИЕ ОТЛИВОК
Втулка
Рис. 38. Армированная отливка из
алюминиевого сплава, получаемая
литьем под давлением
На рис. 38 показано конструктивное
исполнение литой детали для литья
под давлением из алюминиевого сплава,
армированной двадцатью латунными
втулками. Армирование детали втул-
втулками позволяет избежать внутренних
пороков литья при нарезке резьбы
и обеспечить герметичность детали в
сборке.
В ряде случаев экономически выгод-
выгодным является расчленение детали на
части с последующей их сваркой. При-
Пример сварно-литой конструкции из спла-
сплава АЛ9 показан на рис. 39. Разделе-
Разделение конструкции «основания» на две
Сварка
Рис. 39. Сварно-литая алюминиевая деталь
и выполнения полости Л и Б выравни-
выравниваются толщины стенок отливок и ус-
устраняют пористость отливок при литье
под давлением.
симметричные'«части» позволяет отли-
отливать наиболее сложные конфигурации
будущей детали и сваривать по ее
прямолинейным поверхностям.
Глава II
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ
ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Литниковая система в общем слу-
случае (ГОСТ 18169—86) представляет
собой систему каналов и элементов
литейной формы для подвода расплав-
расплавленного металла (расплава) в полость
формы, обеспечения ее заполнения и
питания при затвердевании. Элементы
литниковой системы можно подразде-
подразделить на подводящие и питающие. В не-
некоторых случаях, например, при литье
по выплавляемым моделям такого под-
подразделения может и не быть.
После заполнения формы расплавом
литниковая система и отливка в тече-
течение некоторого времени сообщаются
между собой. Затем (вследствие затвер-
затвердевания относительно тонких литни-
литниковых каналов) подача расплава пре-
прекращается, и отливка кристаллизуется
независимо от литниковой системы.
Малая продолжительность, а в боль-
большинстве случаев даже полное отсут-
отсутствие питания затвердевающей отливки
через подводящие элементы литнико-
литниковой системы (как правило, через пита-
питатель) позволяет получить отливку (если
на ией не установлены питающие эле-
элементы) без усадочных дефектов только
при следующих условиях: применение
сплавов с малой объемной усадкой,
отсутствие массивных узлов и утол-
утолщенных мест, низкая температура зали-
заливаемого в форму расплава, медленная
заливка и др.
Для компенсации усадки сплава в пе-
период кристаллизации, предупреждения
Образования усадочных раковин и по-
пористости служит питающий элемент
литниковой системы — прибыль, пред-
представляющая собой добавочную полость
(резервуар в литейной форме), запол-
заполняемую жидким металлом.
Помимо основной функции прибыль
выполняет также дополнительные
Функции шпора и шлакосборника, че-
через которые от отливки отводятся твер-
твердые неметаллические включения и
газы.
1. Литниковые системы
для заливки форм
под напором стояка
Требования, предъявляемые к лит-
литниковым системам. Основные функции
литниковых систем. В зависимости от
места подвода металла к отливке и рас-
расположения питателей относительно
плоскости разъема формы используе-
используемые при получении отливок из цветных
сплавов литниковые системы подразде-
подразделяют на следующие основные типы
(рис. 1): верхнюю, нижнюю, боковую,
вертикально-щелевую, ярусную и ком-
комбинированную.
Выбор того или другого типа литни-
литниковой системы зависит от многих
факторов, главными из которых яв-
являются: положение отливки в форме
и наличие разъема формы; габаритные
размеры и конфигурация отливки;
предъявляемые к отливке требования
(ответственная или неответственная
отливка); свойства сплава; возмож-
возможности питания отливки прибылями;
удобство отделения питателей от за-
затвердевшей отливки.
Верхняя литниковая система
(рис. 1, а) обеспечивает хорошую за-
полняемость при кратчайшем пути
металла до формы, создает наиболее
благоприятные условия для последо-
последовательной направленной кристаллиза-
кристаллизации отливки снизу к прибылям, не
вызывает развития местных перегревов
формы и связанных с этим дефектов.
Она наиболее проста по выполнению,
легко удаляется при обрубке литья
и требует наименьшего по сравнению
44
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Рис. 1. Типы литниковых систем:
а — верхняя; б — нижняя; в — боковая (по разъему); г — вертикально-щелевая; д
и е — ярусные соответственно с горизонтально и вертикально расположенными питате-
питателями; ж — комбинированная; 1 — чаша; 2 — стояк; 3 — зумпф; 4 — металлоприемник
(промежуточный канал); 5 — коллектор; 6 — питатель горизонтальный; 7 — отливка;
8 — прибыли; 9 — колодец (обратный стояк); 10 — вертикальная щель; // — шлако-
сборник над коллектором; 12 — шлакосборник над питателем — питающая бобышка;
13 — питатель вертикальный; 14 — выпор
с другими типами литниковых систем
расхода металла за счет уменьшения
размеров прибылей. Основной недо-
недостаток этого типа систем — каскадный
сброс расплава в форму, приводящий
к его интенсивному перемешиванию
и окислению, захвату воздуха, обра-
образованию пены и ее замешиванию
внутрь отливки. При верхней литни-
литниковой системе ухудшаются также усло-
условия задержания шлака в коллекторе,
так как питатели большую часть вре-
времени заливки не могут работать под
затопленный уровень. Кроме того,
верхняя литниковая система создает
опасность размыва формы и стержней
падающим с большой высоты потоком
металла.
Отмеченные недостатки верхней лит-
литниковой системы в значительной мере
могут быть устранены при заливке
форм в наклонном положении или
при выполнении заливки с кантовкой
формы. Поэтому верхнюю литниковую
систему часто применяют для отливок
с высотой до 100 мм, а также при литье
мелких деталей в кокиль, кантовку
которого обеспечивать значительно
проще, чем кантовку песчаной формы.
Нижняя литниковая система
(рис. 1, б) в наибольшей степени обе-
обеспечивает спокойное заполнение формы
расплавом, исключающее его вспени-
вспенивание, разбрызгивание и окисление,
хорошо задерживает неметаллические
включения, находящиеся в расплаве
до его поступления в форму, способ-
способствует удовлетворительной заполняе-
мости и последовательному вытеснению
воздуха и газов из полости формы.
Нижняя литниковая система легко
удаляется при обрубке, а расход ме-
металла на нее меньше, чем на вертикаль-
вертикально-щелевую систему.
Однако при такой литниковой си-
системе из-за перегрева нижних слоев
Литниковые системы для заливки форм под напором стояка
45
формы могут нарушиться тепловой
режим охлаждающейся отливки и,
следовательно, самый ход последова-
последовательной направленной кристаллиза-
кристаллизации, что может привести к образова-
образованию усадочных раковин и рыхлот.
Чтобы избежать образования этих
дефектов, применяют холодильники, ус-
устанавливают прибыли увеличенных
размеров или доливают их горячим
металлом. Но этих мер может ока-
ваться недостаточно при литье сплавов
с широким температурным интерва-
интервалом кристаллизации, склонных к обра-
образованию рассеянной усадочной порис-
пористости. Кроме того, при нижней литни-
литниковой системе трудно обеспечить запол-
няемость тонкостенных высоких отли-
отливок с развитой поверхностью. Поэтому
при Лотл^отл > 50 (гДе йОтл ~~ высота
отливки без прибылей; б0Тл — сред-
средняя толщина стенки) для обеспечения
заполняемое™ формы применяют вер-
вертикально-щелевую или комбиниро-
комбинированную систему. Такой тип литнико-
литниковой системы в наибольшей степени
отвечает требованиям, предъявляемым
к литниковым системам, и поэтому
получил наибольшее распространение
для литья цветных сплавов.
Боковая литниковая система
(рис. 1, в) обеспечивает заполнение
нижней части отливки сверху, а верх-
верхней части — снизу. Преимущество си-
системы — удобство выполнения в форме.
Вертикально-щелевая литниковая си-
система (рис. 1, г) наряду со спокой-
спокойным вводом расплава в форму обеспе-
обеспечивает хорошую заполняемость форм
тонкостенных отливок, задерживает
неметаллические включения при от-
шлаковывании в коллекторе и верти-
вертикальном колодце, создает благоприят-
благоприятные условия для последовательной,
направленной снизу вверх кристалли-
кристаллизации отливок, обеспечивая подачу
Горячего металла в верхние слои от-
отливки и прибыль. Таким образом,
Wot тип литниковой системы обеспе-
обеспечивает лучший тепловой режим и луч-
лучшую заполняемость тонкостенных вы-
высоких отливок, чем нижняя литнико-
литниковая система.
К недостаткам вертикально-щелевой
системы относятся: возможность вспе-
вспенивания сплава в начальный момент
заполнения формы и опасность возник-
возникновения местных перегревов формы
в области, прилегающей к вертикаль-
вертикальным щелям, приводящих к образова-
образованию дефектов усадочного характера,
а также сложность ее выполнения
в форме и удаления при обрубке.
Вертикально-щелевая литниковая
система наиболее эффективна при
литье высоких тонкостенных
(^отл^отл5> 50) отливок цилиндри-
цилиндрической и коробчатой форм, а также
при литье мелких и средних отливок
в кокили, наклоняемые для устранения
опасности вспенивания расплава в на-
начальной стадии заполнения.
Ярусная литниковая система
(рис. 1, д и е) создает благоприятные
условия для заполнения формы и кри-
кристаллизации отливки, так как наибо-
наиболее горячие порции расплава посту-
поступают в верхнюю часть, а последова-
последовательная заливка снизу способствует
спокойному заполнению и вытеснению
воздуха. Недостаток этой системы —
сложность ее изготовления, так кан
в этом случае необходимы несколько
горизонтальных разъемов формы. Пре-
Преимущественное применение ярусной
системы — при литье в кокили с вер-
вертикальным разъемом. Кроме того, мо-
может использоваться при литье круп-
крупных высоких и тонкостенных отливок
в песчаные формы.
Комбинированная литниковая си-
система (рис. 1, ж), в которой соче-
сочетаются несколько типов систем, на-
например, нижняя система с вертикаль-
вертикально-щелевой обладает преимуществами
этих систем. В этом случае форма спо-
спокойно заполняется расплавом, рацио-
рационально распределяется температура
по сечению отливки и тем самым обе-
обеспечивается ее последовательная кри-
кристаллизация. Эту систему применяют
преимущественно для заливки крупно-
крупногабаритных отливок сложной конфи-
конфигурации в песчаных формах, особенно
в тех случаях, когда площади гори-
горизонтальных сечений отливки резко
меняются с ее высотой. Недостаток
комбинированной системы — слож-
сложность выполнения и удаления ее при
обрубке, а также повышенный расход
металла.
Режим заполнения форм расплавом
регулируют таким образом, чтобы рабо-
рабочая полость формы полностью запол-
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
нилась и в нее не проникли пена,
шлаки и другие неметаллические вклю-
включения, вызывающие загрязнение отли-
отливок. От режима заполнения зависит
также образование таких дефектов, как
усадочные раковины, пористость, тре-
трещины, коробление, ужимины, пригар,
т. е. дефектов, связанных с тепловыми
условиями затвердевающей отливки и
взаимодействием расплава с материа-
материалом формы.
Таким образом, для заполнения
формы в указанном режиме, литнико-
литниковая система должна обеспечить: 1 —
заполняемость формы; 2 — ламинар-
ламинарное течение расплава по каналам ли-
литейной формы или течение с минималь-
минимально допустимой турбулентностью; 3 —
задержание неметаллических включе-
включений; 4 — положительное давление ме-
металла в каналах литейной формы; 5 —
рациональное распределение темпера-
температур в охлаждающейся отливке.
Режим заполнения форм расплавом
зависит от конструкции литниковой
системы и размеров ее основных эле-
элементов, способствующих заполнению
формы с заданной скоростью потока.
Выполнение первой и третьей функ-
функций литниковой системы зависит в ос-
основном от ее размеров и меньше — от
ее конструкций. Выполнение второй
и четвертой функций в одинаковой
мере зависит как от конструкции, так
и размеров литниковой системы. Пятая
функция главным образом зависит от
конструкции литниковой системы.
Многообразие функций литниковой
системы и ее влияние на технологию
изготовления литейной формы опре-
определяют многообразие требований,
предъявляемых к ней. Из этих требо-
требований можно выделить два основных.
Во-первых, литниковая система долж-
должна обеспечить выполнение своих основ-
основных функций, т. е. обеспечить качество
поступающего в форму расплава и со-
создать наилучшие условия для форми-
формирования отливки без дефектов после
заполнения формы. Во-вторых, лит-
литниковая система должна быть простой
по конструкции и небольшой по объ-
объему, чтобы обеспечить высокий выход
годного литья и наименьшие трудовые
и материальные затраты, т. е. обеспе-
обеспечить экономичность изготовления от-
отливки.
Гидравлика литниковых систем
и ее особенности. Заполнение литейной
формы жидким металлом сопровож-
сопровождается тепловыми и физико-химиче-
физико-химическими процессами, протекающими как
в жидком металле, так и на его границе
с окружающей средой и формой. Сте-
Степень влияния этих процессов на гид-
гидравлику литниковых систем зависит
от физико-химических свойств зали-
заливаемого сплава и материала литейной
формы. Чем несовершеннее литнико-
литниковая система в гидравлическом отно-
отношении, тем разнообразнее возникаю-
возникающие в отливке дефекты металлургиче-
металлургического происхождения, а также дефек-
дефекты, которые являются результатом
термического, физико-химического и
механического взаимодействий металла
с окружающей средой и формой. По-
Поэтому при рассмотрении процесса за-
заполнения литейной формы и проекти-
проектировании литниковой системы к чисто
гидравлическим вопросам добавляются
вопросы, относящиеся не непосред-
непосредственно к литниковой гидравлике,
а к проблеме получения качественной
отливки.
Особенности динамики потоков на
отдельных этапах заполнения формы.
При подаче расплава в чашу свободно
падающей струей его поверхность,
контактируя с воздухом, окисляется.
Интенсивность окисления расплава
возрастает с увеличением высоты паде-
падения струи, а также при его разбрызги-
разбрызгивании (дроблении) и разрыве оксидной
пленки. Поэтому при заливке форм
открытой струей необходимо соблюдать
меры предосторожности, способствую-
способствующие минимальному окислению распла-
расплава.
Движение расплава в литниковой
чаше. Струя металла, попавшая в чашу,
разбрызгивается, захватывает воздух
и окисляется в тем большей степени,
чем больше мощность N падающей
струи, площадь F ее поперечного сече-
сечения, скорость движения v и высота
падения Яст:
_ Fpc
Mv*
2т
fPcfx3VBg//CT)s
2
Литниковые системы для заливки форм под напором стояка
47
Рис. 2. Схема движения расплава при
подаче струи на наклонную стенку
чаши
где М — масса струи; Q — секундный
расход; рс — плотность; т — время па-
падения струи; \х — коэффициент гид-
гидравлических потерь.
Сила Р удара струи уменьшается,
если струя падает на наклонную стенку
чаши, а угол наклона равен 45° (рис. 2)J
Р = Qpc (vо — v2) = Qpcv0 A —
— cos a sin a),
где а — угол наклона стенки чаши;
t>0 — скорость падающей струи сплава;
vt — скорость струи по дну чаши;
i>2 = ^1 sin a = vQ sin а cos а,
где vx — скорость струи по наклон-
наклонной стенке. При а = 45° cos a sin a =
в х/2, Р = QpcV2> т- е- Р имеет мини-
минимальное значение.
При а = 90° (вертикальная стенка)
или а = 0° (горизонтальной стенкой
является дно) Р = Qpci>0, т. е. имеет
максимальное значение.
При движении металла по дну чаши
с порогом в ней создается восходящий
поток, способствующий выносу шлака
на поверхность расплава. При этом
на каждую частицу шлака действуют
три силы (рис. 3): подъемная сила 1
(когда плотность частицы меньше плот-
плотности расплава), уносящая сила пото-
потока 2 и центростремительная сила 3,
направленная к центру вращения.
Чем сильнее завихрения (с горизон-
горизонтальной осью вращения), тем скорее
силы 2 и 3 превысят силу 1 и тем
раньше частица шлака, пройдя по
спирали, достигнет центра вращения,
в котором и задержится, пока расплав
поступает в литниковую чашу.
Движение расплава в стояке. Разли-
Различают течение при полном (заполнен-
(заполненные стояки) и неполном (незаполнен-
(незаполненные стояки) сечениях стояка (рис. 4).
В заполненном стояке (рис. 4, а) рас-
расплав, как правило, окисляется незна-
незначительно, и шлак не задерживается,
так как скорость потока расплава в нем
в несколько раз больше максимальной
скорости всплытия шлака, равной,
например, 8,1 в алюминиевых и 6,9 см/с
в магниевых сплавах. Движение сплава
в незаполненном вертикальном стояке
(рис. 4, б) мало чем отличается от его
движения свободно падающей струей.
В таком стояке происходит частичное
отшлаковывание металла, а в случае
наклонного расположения стояка
уменьшаются захват воздуха, разбрыз-
разбрызгивание и завихрение потока. Поло-
Положительным фактором заливки через
P»S. 3. Схема движения расплава в лит-
¦иковой чаше:
^•подъемная сила; 2 — уносящая сила по-
«АявйотГТ центР°стремительная сила; 4 — рав-
ЯЕГ??11?11 с"л * и Д; 5 — равнодействующ
л Ж 3
а) б)
Рис. 4. Течение расплава в
стояках при полном (а) и непол-
неполном (б) сечениях:
Н — напор, при котором расплав
течет из стояка в коллектор
48
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
д)
Рис. 5. Сечения стояков:
а — круглое; б — овальное; в — квадрат-
квадратное; г — прямоугольное; див—* иного-
угольное
незаполненный стояк является также
то, что истечение из него сплава проис-
происходит с небольшой скоростью ввиду
малого статического напора металла.
Для увеличения гидравлических по-
потерь, а значит, снижения скорости и
турбулентности потока при литье цвет-
цветных сплавов заполненные стояки вы-
выполняют небольших сечений, круглые
стояки заменяют стояками прямоуголь-
прямоугольного сечения, прямые вертикальные —
наклонными и зигзагообразными. Сече-
Сечения и профили применяемых на прак-
практике стояков приведены на рис. 5 и 6.
При литье цветных сплавов литнико-
литниковые системы с заполненными стояками
нашли большее распространение, чем
системы с незаполненными стояками,
хотя в некоторых случаях, особенно
при литье в кокиль мелких и средних
отливок из алюминиевых и медных
сплавов, последние также успешно
применяют.
Движение на участке перехода от
стояка к коллектору. Наиболее зна-
значительные по объему и характеру
возмущения развиваются на участке,
являющемся переходом от стояка к
коллектору, т. е. на начальном участке
системы. Следовательно, конструкция
этого участка, содержащего зумпф
стояка, металлоприемник, различные
промежуточные каналы, должна в мак-
максимальной степени способствовать
смягчению удара в дно стояка, умень-
уменьшение пено- и вихреобразования, плав-
плавному введению расплава в коллектор
и задержанию образовавшихся под
стояком неметаллических включений
на начальном участке коллектора
(рис. 7).
Наиболее простыми по форме яв-
являются начальные участки: без расши-
расширения коллектора (рис. 7, а), с рас-
расширением коллектора (рис. 7, б), с рас-
расширением и возвышением дна коллек-
коллектора (рис. 7, в), с одновременным рас-
расширением и углублением коллектора
(рис. 7, г). Начальные участки
(рис. 7, д, ж, и, /с, м, «, я, с) позво-
позволяют вводить расплав в коллектор
снизу вверх, что обеспечивает лучшее
отделение шлаков и одновременно со-
создает дополнительные гидравлические
потери при входе расплава в коллек-
коллектор, снижающие скорость потока в нем.
В системе (рис. 7, и) над коллекто-
коллектором предусмотрено возвышение —
шлакосборник, который уменьшает
\ \
\ .
J 2
в)
a) 6)
Рис. 6. Профили стояков:
а — прямой; б — змееобразный; в — наклонный; г — наклонный («гусиная шейка»);
I — стояк; 2 — отливка; 3 — питатели; 4 — коллектор
Литниковые системы для заливки форм под напором стояка
р)
УДвр потока расплава о потолок кол-
коллектора и, кроме того, задерживает
ввразующуюся пену. В системах с рас-
1шряющимся в нижней части стояком
7, е, ж, к) предусматривают
ьтры, которые устанавливают
Л части стояка. Начальные участки
7, о, p)t имеющие собственные
, способствуют плавному вводу
в коллектор, а также умень-
образование пены и вакуума
сочленения стояка с горизон-
каналом. Плавный переход
стояка к коллектору (рис. 7, з)
п)
Рис. 7. Схемы начальных участков
литниковых систем (переходов от
стояка к коллектору):
/ — стояк; 2 — коллектор; 8 — зумпф;
4 — металлоприемник (промежуточный ка-
канал); 5 — расширение в нижней части
стояка; 6 — фильтровальная сетка; 7 —
шлакосборник; 8 — пережим (дроссель)
уменьшает разбрызгивание расплава
в нижней части стояка.
Движение расплава в коллекторе
и питателях. Чтобы первые порции
расплава не попадали в питатели, их
не размещают под стояком или под
коллектором, а также не присоединяют
к его задней стенке. В большинстве
случаев питатели располагают в одной
форме с коллектором и под прямым
углом к нему (рис. 8, а). Это исклю-
исключает воздействие на питатель скорост-
скоростного напора металла, протекающего
в коллекторе. Кроме того, ответвление
60
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
г)
Рис. 8. Схема взаимного расположения коллектора и питателей:
а — коллектор и питатели в одной полуформе; питатель расширен в направлении к от-
отливке, имеет утолщение в направлении к коллектору и расположен к нему под прямым
углом; б — коллектор и питатель в одной полуформе; питатель составляет с коллекто-
коллектором тупой угол; в — коллектор и питатели в разных полуформах; г — часть коллектора
расположена в нижней полуформе; питатель отведен от этой части коллектора; 1 •— стояк;
2 — коллектор; 8 — питатель
питателя под прямым углом создает
большие гидравлические сопротивле-
сопротивления на входе в питатель, что снижает
скорость потока. Однако в этом слу-
случае в питателях могут образоваться
незаполненные зоны и возможен подсос
воздуха потоком расплава. Поэтому
питатели необходимо плавно сопря-
сопрягать с коллектором, а при возможности
отводить от него под тупым углом
(рис. 8, б).
Преждевременному (до заполнения
коллектора) затеканию расплава в пи-
питатели препятствуют силы поверхност-
поверхностного натяжения и гидравлические со-
сопротивления на входе. Напор h, не-
необходимый для преодоления сил по-
поверхностного натяжения, обратно про-
пропорционален толщине питателя бп; его
значение определяют по формуле
• COS ф,
где а — поверхностное натяжение
расплава; q> — краевой угол смачи-
смачивания.
Минимальные значения напора h
в зависимости от 6П для случая
течения алюминиевого расплава в кол-
коллекторе при /8ал = 720 °С; р =
= 2400 кг/м3; а = 0,82 Н/м; ф = 180°
и полном несмачивании формы распла-
расплавом:
бп, мм . . 3 4 5 6 10 12 14
h, мм . . 23 17 14 12 7 6 5
Близкими к приведенным получаются
значения напора и для магниевых
сплавов при рс = 1640 кг/м3 и а =
= 0,53 Н/м.
В случае расположения питателей
ниже дна коллектора [накладные пи-
питатели (рис. 8, в)] металл, текущий по
дну коллектора, ударяется о стенку
канавки и преждевременно попадает
в питатель. Кроме того, уступы в кол-
коллекторе создают дополнительные воз-
возмущения, увеличивающие турбулент-
турбулентность потока в питателях. Поэтому,
если это необходимо по условиям фор-
формовки, в нижней полуформе размещают
часть коллектора (обычно не более
0,2—0,3 его высоты) и уже от этой части
отводят питатель (рис. 8, г).
Для замедления скорости потока
на входе в форму питатели делают рас-
расширяющимися в направлении от кол-
коллектора к отливке (см. рис. 8, в).
Однако угол а расширения питателя
не должен превышать 8—10°, иначе
при больших уклонах возможен отрыв
от стенки элементарных струй и их
завихрение,
Литниковые системы для заливки форм под напором стояка
51
б) 6)
Рис. 9. Некоторые виды потоков, встречающихся в форме при нижнем подводе
расплава:
а — образование открытых вихрей при большой скорости поступления расплава; б —
слив-падение расплава с одного уровня на другой (канал, устраняющий слив, показан
штриховой линией); в — образование фонтана при переходе от широкого сечения отливки
К узкому при большой скорости заполнения
Движение расплава в полости формы
является наиболее ответственной ста-
стадией всего процесса заполнения, от ко-
которой в конечном итоге зависит полу-
получение качественной отливки. С харак-
характером течения расплава в рабочей по-
полости формы во многом связано за-
загрязнение отливки вторичными шла-
шлаками, образование неслитин и других
Дефектов. Динамика потока расплава
В полости формы зависит от скорости
вытекания металла из питателей, на-
направления потока, высоты его падения
* Ирнфигурации самой полости формы.
1Если расплав подводится в полость
формы из питателей, примыкающих
* «ижнему ее основанию (рис. 9), и его
*Нение вначале проходит по дну фор-
то решающее значение имеет на-
й период заливки. При высо-
скорости потока в питателях или
ударе металла о вертикальные
формы в этом случае возможны
~ание открытых вихрей, захват
а также падение, фонтаниро-
фонтанирование и разбрызгивание расплава.
Высота фонтана, образующегося при
входе расплава в форму:
Аф = Н —
где Я — напор; %hn — сумма потерь
напора.
Таким образом, для уменьшения вы-
высоты фонтана необходимо уменьшить
скорость движения расплава на выходе
из питателя, увеличивая сумму по-
потерь 2/in, площадь сечений Fu или
расширяя питатели в направлении
к отливке (см. рис. 8, в).
При заполнении через нижнюю лит-
литниковую систему тонкостенных круп-
крупногабаритных отливок первоначально
происходит простое одномерное тече-
течение, однако затем оно нарушается и
возникает проточно-поперечное тече-
течение расплава, которое является лими-
лимитирующим звеном процесса заполнения
и одним из источников дефектов типа
неслитин.
Ц ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Рис. 10. Заполнение плоскостных' отливок я горизонтальном положении:
а ¦'-• схема параллельно движущихся потоков; б *-> встречные потоки
При заливке плоскостных отливок
в горизонтальном положении для дви-
движения расплава в форме характерно
образование параллельно движущихся
(рис. 10, а) и встречных (рис. 10, б)
потоков. Заполнение таких отливок
происходит неравномерно: входящий
в форму поток вначале продвигается
узким фронтом к задней стенке и только
затем, отбрасываясь от нее или от
встречного потока, растекается по
всей ширине формы, заполнение кото-
которой теперь уже осуществляется как
прямым, так и возвратным течением
расплава. Эго приводит к тому, что
ближайшие к питателю углы плиты
заполняются в последнюю очередь.
В зависимости от конфигурации от-
отливки и способа подвода расплава к ней
могут встречаться и более сложные
формы движения расплава ч литейной
форме.
Коэффициент расхода jli учитывает
все потери напора в литниковой систе-
системе и рабочей полости формы. Его зна-
значения необходимы для расчета дей-
действительной скорости v течения метал-
металла в любом поперечном сечении канала
о = р,0т = рУ23#, (I)
где vT — теоретическая скорость двч
жения металла.
Ра считать р можно по известной
формуле
___
где 2?с, 2?к, ??п-— суммы мест-
местных и линейных коэффициентов ' гид-
гидравлических сопротивлений соответ-
соответственно стояка, коллектора и питате-
питателей, отнесенные к расчетной площади
поперечного сечения канала (в данном
случае стояка).
Однако выполнение расчетов по фор-
формуле B) в значительной степени за-
затруднено вследствие необходимости
применения метода последовательных
приближений, так как перед началом
расчета неизвестны площади попереч-
поперечных сечений литниковых каналов.
Поэтому в большинстве случаев в рас-
расчетах используют экспериментальные
значения jli, установленные при моде-
моделировании литниковых систем водой
или заливки жидким металлом.
Значения \х получают при испыта-
испытаниях литниковых систем специальных
конструкций (табл. 1), изменяя раз-
размеры систем и условия заливки
(рис. 11): высоту чаш от 70 до 280 мм,
высоту стояков от 150 до 1200 мм,
диаметр стояков от 8 до 30 мм, длину
коллектора от 150 до 1200 мм, коли-
количество питателей от 2 до 12, темпера-
температуру заливки сплавов АЛ2 и АЛ9
от 680 до 800 °С.
На величину коэффициента расхода
наибольшее влияние оказывают форма
и размеры литниковых каналов
(рис. 12—15) — гидравлические фак-
факторы — и температура заливки
(рис. 16). Основные гидравлические
потери сосредоточены в стояке (Л-1)
(см. табл. 1), повороте коллектора
(Л-2) и самом коллекторе (Л-3). Форма
и размер зумпфа, влажность песчаной
Литниковые системы для заливки форм под напором стояка
53
1. Типы литниковых систем
Односторонний I Двусторонний
коллектор Л-A j коллектор Л-В
Односторонний
коллектор Л-А
Двусторонний
коллектор Л-В
Л-1
йс.и
А~А
/7-7
A-A
3
А-А
А-А
А-А
Л-1
Л-8
3dc.H
А-А
А-А
А-А
А-А
л-з
А-А'
Л-1О
A-A
D D
-fl j,-ii D-
X Cj7 1/
(
aLaAa
А-А
Л-6
О
«.Прим ечан и е. Л-1,
^— типы коллекторов.
Л-12 — типы литниковых систем; Л-А,
54
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
zoo *шо
Рис. 11. Конструктивные
размеры литниковых систем:
/ — чаша; 2 — стояк; 3 -*
зумпф; 4 —- .коллектор; 5 — пи-
питатель; Ь = 0,8а; йк = 1,2 а
формы и шероховатость ее поверх-
поверхности, состав заливаемого сплава, спо-
способ подвода металла к отливке не
оказывают существенного влияния на
\х. Сопротивление рабочей полости
формы незначительно и учитывается
при толщине стенок отливок до 10 мм
введением в значения ух поправки,
которую принимают равной 5—7 %
коэффициента расхода литниковой си-
системы. При ботл > 10 мм и верхнем
подводе металла влиянием сопротив-
сопротивления рабочей полости формы на jx
можно пренебречь.
Значения коэффициента расхода \хч
литниковых чаш (см. рис. 11) и наи-
0,3 0,45 0,6 0,75 0,9 Н, М
Рис. 12. Зависимость коэффициен-
коэффициента расхода от напора Я:
зал
= 12
150 мм; d
с. н:
720 °С;
мм; Fc: FK : Fn = 1 : 2 : 4;
число питателей п — 4; LK = 600 мм;
/ — Л-1А; 2 — Л-ЗА; 3 — Л-4А; 4 —
Л-9А; б — Л-11А
Я
0,85
о, во
0,75
0,70
с
/
6
А
6
1
>-
0.2
О,Ч
0,6 RCf CM
Рис. 13. Зависимость коэффициента рас-
расхода системы Л-1 от гидравлического ра-
радиуса стояков круглого (кривые 1—3) и
прямоугольного (кривые 4—6) сечений:
'зал ~ 720 °С; h4 — *50 мм; высота ^ст ^м)
падения струи для кривых: / — 0,3; 2, 4, 5
и 6 — 0,4; 3 — 0,6; FQ (см2) для кривых; 4 —»
3,Н; б — 1,54; 6 — 1,13
Литниковые системы для заливки форм под напором стояка
55
300 600 900 LKtMM Z
Рис. 14. Зависимость коэффициента рас-
расхода от длины коллектора:
dc и = 12 мм; Fo
(Fc:
Л-7А; 5 .
- 1 : 4V.
— Л-9А
FK
1 : 2;
для Л-4А
2 — Л-4А; 3 — Л-5А; 4 -*
более употребительных горизонталь-
горизонтальных литниковых систем приведены
соответственно в табл. 2 и 3.
Приведенными значениями коэффи-
коэффициента расхода можно пользоваться
при расчете литниковых систем не
только для алюминиевых, но и других
цветных сплавов при средних тем-
Рис. 15. Зависимость коэффициен-
коэффициента расхода от отношения FjFc:
'зал = 720 °С; Яст = 450 мм; Лч =
= 150 мм; dc н — 12 мм; LK =
= 600 мм; / — для Л-4А; 2 —
для Л-4В
пературах заливки. Если температура
заливки сплава равна нижней границе
предела, то табличное значение \х
уменьшают на 0,05—0,06; при /Зал»
равной верхней границе предела, зна-
значение увеличивают на 0,05—0,06.
Режим движения жидкого металла
(состояние потока) в каналах литей-
литейной формы характеризуется критерием
Рейнольдса:
зал 7L
16. Зависимость коэффициента
от температуры заливки рас-
ьч* - мм: dc- H=s
ftI2 мм; LK === 600 мм; п = 4; Fc : FK :
[*р * 1 : 2 ; 4; / — для чаши; 2 — Л-1;
IHiaA; 4 "" ЛА: б ~~ Л"9А: 5 ~
2. Коэффициент расхода
литниковых чаш
Диаметр
выход-
выходного от-
отверстия
чаши, мм
12
20
30
яч, мм
70
150
200—280
150
'зал. °С
720
680
760
800
720
0,980
0,970
0,965
0,950
0,975
0,980
0,975
0,985
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
3. Коэффициент расхода
горизонтальных литниковых систем
¦S
ас се
н н
X .
ч а
53
РУК1
стем
)НСТ
йси
Й8
Л-1
Л-2
Л-3
Л-4
Л-5
Л-6
Л-7
Напор
300 мм
в систе-
системах 0
коллек-
коллектором
типа
А
В
Напор
о
450 мм
в системах
коллектором
типа
А
при диаметре
12
0,80
0,73
0,71
0,64
0,62
0,62
0,59
0,79
0,68
0,60
0,59
0,59
0,56
0,79
0,69
0,67
0,60
0,58
0,59
0,56
В
стояка, мм
20
0,80
0,70
0,69
0,62
0,60
0,60
0,58
12
0,66
0,64
0,57
0,56
0,56
0,54
20
0,68
0,66
0,59
0,57
0,58
0,55
Примечание. Значения ко-
коэффициента расхода получены при
'зал = 720 °С; h4 = 150 мм; LK =
= 600 мм; FG : FK = 1 : 2.
где R — гидравлический радиус ка-
канала в рассматриваемом сечении; R =
= F/P (F — площадь живого сечения
потока, м2, и Р — смоченный периметр
канала, м); v — средняя по сечению
канала скорость движения металла,
м/с; d — диаметр канала, м; v — ко-
коэффициент кинематической вязкости
расплава, ма/с
Тот или иной режим течения жид-
жидкости определяется нижним Яекр. н и
верхним ReKp. B критическими числами
Рейнольдса. При значениях Re <
< ReKp. н возможен только ламинар-
ламинарный режим, а при значениях Re >
> ReKp. в — турбулентный режим
(рис. 17). В интервале между нижним
и верхним критическими числами Рей-
Рейнольдса, т.е. при ReKp. н< Ren.8<
<С ReKp. в, расположена так называе-
называемая переходная зона, в которой воз-
возможно существование как ламинар-
ламинарного, так и турбулентного режимов.
При ламинарном движении (рис. 18,
а) распределение скоростей по сече-
сечению канала имеет параболический ха-
характер, а потери напора пропорцио-
пропорциональны скорости в первой степени.
\\\\\\\\\\N
\\\\\\\\\\\\\\\\\\\k\\\\\\\\\\
Re,
h >•'? ^.vl
\v\\\\\\\\\\\\Y
Re.
крв
Рис, 17. Структура потока жидкости
при переходе ламинарного режима
е турбулентный режим
При турбулентном движении
(рис. 18, б) закон распределения ско-
скоростей сложнее [в большей части по-
перечного сечения канала скорости
лишь незначительно меньше макси-
максимального значения (на оси), но зато
вблизи стенок скорость резко падает],
а гидравлические потери пропорцио-
пропорциональны скорости в степени, большей
единицы.
Для получения качественных отли-
отливок из цветных сплавов литейные
формы должны заполняться ламинар-
ламинарными потоками. Однако этого нельзя
добиться при заливке форм под напо-
напором стояка. Поэтому определяют до-
допустимую степень турбулентности по-
потока в литниковых каналах и рабочей
полости формы, не приводящую к за-
заметному загрязнению отливок неме-
неметаллическими включениями (образо-
///////////////y
a)
'/////у///////////
<
У/////
Vmax
Vmax = ZVcp
v/////////
Y///////A
/////////////4V////////A
Рис. 18. Распределение скоростей при
различных режимах движения жид-
жидкости в круглом канале
Литниковые системы для заливки форм под напором стояка
57
вание пены, шлаков и др.). Допусти-
Допустимая турбулентность характеризуется
максимально допустимым значением
критерия Рейнольдса.
Однако, чтобы избежать погрешно-
погрешностей, вносимых значениями кинема-
кинематической вязкости сплавов, литей-
литейщики часто используют в расчетах
произведение скорости потока в ка-
канале v на его гидравлический радиус R.
Это произведение, как следует из
уравнения C), при постоянном зна-
значении v характеризует допустимую
турбулентность потока, т. е.
vR
Экспериментально полученные на
сплаве АЛ9 (twn = 760 °С; v = 5,2Х
X 10~г м2/с с учетом увеличения вяз-
вязкости на 30 % против справочных
данных за счет окисления сплава)
значения чисел Remax и vR, а также
(для сравнения) рассчитанные (при
v = 6-10~2 М2/С) п0 данным Е. М. Нот-
кина, полученным при моделировании
литниковых систем водой, приведены
в табл. 4. Максимально допустимые
значения чисел Remax и vR можно
использовать в качестве расчетных
величин при заливке алюминиевых,
магниевых и медных сплавов.
Заполняемость литейной формы. Ус-
Условия, при которых происходит воз-
возможно более полное заполнение литей-
литейной формы без образования в отливке
неслитин, спаев, недоливов и тому
Подобных дефектов, непосредственно
связаны с теплопередачей и степенью
перегрева расплава над точкой нуле-
нулевой жид котеку чести.
Заполняемость литейной формы бу-
Дет обеспечена и образование указан-
указанных выше дефектов исключено, если
средняя фактическая скорость тече-
течения (подъема) расплава в форме Уф
ее будет меньше некоторой минималь-
минимально допустимой для данных условий
#*тья 0фтш»т. е. будет соблюдено
условие уф > Уф mln. Поэтому на прак-
практике расчет формы на заполняемость
• основном сводится к расчету Уф
ift .известным величинам среднего рас-
2JfrHoro напора и расхода расплава
литниковую систему и сопостав-
сопоставляю ее с Уф mm, определяемой рас-
4, Максимально допустимые значения
чисел Рейнольдса
Участок
на пути
следо-
следования
потока
металла
Стояк
Коллек-
Коллектор
Питате-
Питатели
Форма:
прос-
простая
слож-
сложная
по данным
43 500
28 000
7 800
2 600
780
w
48 300
33 800
5 300
vR =^p
см2/с
по данным
65,25
42,0
11,7
1350
3,9
1,17
ы
72,5
50,75
7,96
2.03
четом или выбираемой по графикам
или таблицам.
На Уфщш оказывают влияние ряд
теплофизических (температура заливки
сплава и его удельная теплоемкость,
температура формы, свойства мате-
материала формы, характеризующиеся ко-
коэффициентом теплоотдачи) и гидравли-
гидравлических (конфигурация, высота и тол-
толщина стенки отливки, число и рас-
расположение прибылей, способ подвода
металла к ней и др.) факторов. Пере-
Перечисленные факторы действуют ком-
комплексно, взаимно влияют друг на
друга, притом нередко в разных на-
направлениях (одни уменьшают Уф min,
другие повышают). Теоретически
учесть это влияние при решении за-
задачи о нахождении Уф п&п сложно, и
поэтому на практике Уф mln определяют
по эмпирическим зависимостям.
С точки зрения гидродинамических
особенностей процесса заполнения, все
отливки в зависимости от их положе-
положения в форме и способа подвода распла-
расплава к ней можно разделить на две
группы. К первой группе относят
отливки, заливаемые (преимуществен-
68
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Ьал
1
IA
-6Ч0°(
J
1
/
/
/
У\^
/
/
у
61
/
/
У
?о°с
^
/
у
У
V
у
,^
7
/
го°с
у*
760%
\
К
Ьа^ООГ
0,25
о, г
0,15
0,05
О 25 50 75 WO 125 150 175 200
но в песчаные формы) в горизонталь-
горизонтальном положении (плиты, панели, бруски
и т. п.), заполнение которых практи-
практически происходит с постоянной ско-
скоростью течения металла в форме, так
как их высота значительно меньше
высоты напора.
Ко второй группе относят отливки,
заливаемые в вертикальном или на-
наклонном положении. Заполнение от-
отливок этой группы, за исключением
заливки сверху, происходит при пере-
переменной скорости подъема расплава
в форме, так как их высота в положе-
положении при заливке соизмерима с вы-
высотой напора.
Расчет Уф mln для отливок первой
группы можно выполнить по графику
(рис. 19), построенному на основе
известной зависимости:
Рис. 19. Зависимость
минимально допусти-
допустимой скорости течения
расплава в песчаной
форме ул mln от отно-
относительной длины от-
отливки (Z/R0T31)
°ф mln e
ЯотлФс
'ом —
D)
где Z — путь, пройденный потоком
от входного сечения до рассматривае-
рассматриваемого (опасного) сечения отливки или
до слияния с другим встречным пото-
потоком, определяемым по рис. 20; Р —
коэффициент теплоотдачи от поверх-
поверхности металла к форме, Вт/(м2-°С);
Яотл — приведенный размер отливки,
равный ботл/2; с — удельная тепло-
теплоемкость расплава, Дж/(кг-°С); рс —
плотность расплава, кг/м3; fy> — тем-
температура формы, °С; *зал — темпе-
ратура заливки сплава, °С; /См — тем"
пература смыкания потоков, °С.
Расчет Уф mm для отливок второй
группы проводят по формуле Гал-
дина
mm = 0,22 ¦
бо
E)
380
{vф min — средняя по высоте отлив-
отливки скорость подъема расплава в фор-
форме, см/с; h0Tn — высота отливки, см;
60ТЛ — толщина стенки отливки, см)
¦ ¦
,ГП I
S)
Рис, 20. Схемы для определения Z
при различном подводе металла в
форму:
а и б — подвод металла по ширине отливки
соответственно односторонний и двусто-
двусторонний; в и г — подвод металла по длине
отливки соответственно односторонний и
двусторонний; / — длина отливки; Ь —
ширина отливки
Литниковые системы для заливки форк под напором стояка
59
или по упрощенной формуле Лебедева
3,0 + 4,2
. нач =
Оо
F)
где 0ф. нач — начальная скорость
подъема расплава в форме, см/с; при
Лотл/^отл < 50 принимают меньшее
значение коэффициента в правой части
формулы F), а при Лотл/^отл > 50 —
его большее значение.
Для отливок второй группы, зали-
заливаемых в металлические формы, Vф mjn
можно найти по формуле Чистякова
0ф mln
= / &отл \Р
0,320 In •
100
G)
где Уф mm — средняя по высоте отлив-
отливки скорость подъема металла в форме,
мм/с; Аотл — высота отливки, мм; g —
ускорение свободного падения, мм/с2.
На практике для всех отливок с от-
отношением высоты (длины) к толщине
стенки йотл/^отл^ 125 рекомендуемая
из условия допустимой турбулентности
скорость движения металла в форме
0ф Haq оказывается выше минимально
допустимой скорости аф, тщ и является
определяющей при расчете литнико-
литниковых систем (табл. 5). В то же время
минимальные значения начальных ско-
5. Скорость подъема металла
в форме (см/с) в зависимости
от толщины стенки отливки
ростей подъема, получаемые по гидра-
гидравлической формуле Уф. нач = 4/ботл,
во всех случаях превосходят значения
средних скоростей подъема, получае-
получаемых по формуле E) при средней для
алюминиевых сплавов температуре за-
заливки G20 °С).
Шлакоотделение в литниковой си-
системе. Для того чтобы предупредить
попадание шлаков (окислы, пена, флю-
флюсы) в отливку, необходимо обеспе-
обеспечить их задержание в пределах лит-
литниковой системы: в литниковой чаше,
стояке и главным образом в коллек-
коллекторе, который является основным шла-
козадерживающим элементом литни-
литниковой системы. Для повышения эф-
эффективности работы коллектора при-
применяют шлакосборники.
В начальной стадии заливки формы
в еще незаполненном коллекторе
(рис. 21) устанавливается глубина по-
потока hn, равная:
где
торе.
Д
— скорость потока в коллек-
коллекр
Для обеспечения задержания шла-
шлаковых частиц на этой стадии заливки
высота потока /in должна превосходить
толщину питателей бп:
3
h
,0,6
Щ
«а
%
1
*8
i
3
о
в с
S =-
19,5
15,6
13,0
9,75
7,8
6,5
5,2
3,9
2,6
8
fl
в»
ев
ш
?
10,0
8,0
6,6
5,0
4,0
3,3
2,7
2,0
1,3
^ аи
0) О о
1 sg
opi
liJJ
6,25
5,0
4,18
3,1
2,5
2,1
1,67
1,25
0,83
^отл
ботл
125
100
83
62
50
42
33
25
16
где vK max — максимальная скорость
потока в коллекторе в начальный
период заливки.
Анализ табл. 6 показывает, что
уже при относительно невысокой ско-
скорости vK = 0,32 м/с в коллекторе уста-
устанавливается высота потока, равная
10 мм, способная перекрыть вход
в питатели толщиной до 10 мм. С уве-
увеличением vK высота потока hn быстро
возрастает, и тогда можно применять
питатели большей толщины.
После заполнения коллектора вы-
высота потока в нем hu становится рав-
равной высоте коллектора /iK. Чтобы за-
задержать шлаковые частицы на этой
стадии заполнения формы, необхо-
необходимо, во-первых, обеспечить всплытие
шлаковых частиц на поверхность по-
потока при перемещении расплава на
расстояние Ln от стояка до первого
60
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Рис. 21. Высота потока в коллекторе в начальный период заливки и движения
шлаковой частицы в горизонтальном потоке расплава:
1 — стояк; 2 — коллектор; 3 — питатель
питателя (см. рис. 21); во-вторых,
устранить возможность засасывания
шлаковых частиц через питатели.
Расстояние Ln определяют из фор-
формулы:
Ln °&s* hH •—- «, (8)
ит max
где fш max — предельная скорость
всплытия шлаковой частицы в спо-
спокойном расплаве;
V
зс
Рм—'Рш
Рм
(9)
где dm — диаметр шлаковой частицы;
обычно dm — 0,002 м; С — коэффи-
коэффициент сопротивления, который можно
принять равным единице.
Применительно к конкретным спла-
сплавам формулу (8) можно упростить,
в. Высота потока Ни в коллекторе
3
3
4
. 5
6
7
8
10
12
а
s
Je
18,5
21
23,5
26
28
30
33
36
§
0,98
0,87
0,78
0.71
0,66
0,62
0.55
0.50
н
л
98
77
62
52
44
39
31
25
о
г
14
16
18
20
24
28
56
s
1
39
42
45
47
52
56
78
к
0,46
0,43
0,41
0,38
0.34
0.32
0.23
s
в
22
19
17
15
12
10
6
рассчитав предварительноиштах. Так,
для алюминиевых сплавов (при vm max=
= 0,08 м/с)
Ln> 14,7Vk A0)
и для магниевых (при vm шах ==
= 0,069 м/с)
1ц>17,4ЛнО.. A1)
Чтобы исключить проникновение
шлака, собравшегося в верхней части
коллектора вследствие всасывающего
эффекта питателей (рис. 22), необ-
необходимо соблюдать соотношение между
^к и $п» установленное эксперимен-
экспериментально:
-Jjj->3f26. A2)
Устранение разрежения (вакуума)
в литниковой системе. Разрежение
и инжекция воздуха и газов в литни-
литниковых каналах может произойти вслед-
вследствие недостаточного уклона стояка,
приводящего к отрыву струи от его
стенок, недостаточной высоты лит-
литниковой чаши и нерационального ее
профиля, приводящих к образованию
вихревой воронки, наличия острых
кромок при сочленении элементов лит-
литниковой системы между собой (стояка
с чашей и коллектором, питателей
с коллектором и др.). приводящего
к отрыву струи от стенок канала.
Необходимое уменьшение площади
поперечного сечения стояка по высоте
можно определить из уравнения, опи-
описывающего идеальный профиль стояка,
Литниковые системы дли залив ьш фори йод
Рис. 22. Область всасывающего эффек-
эффекта питателя (показана штриховой ли-
линией):
а —- сложение сил, действующих ьа ча-
частицу шлака в коллекторе; б — большая
Область засоса; питатель расположен
Вплотную к задней стенке коллектора;
в — малая область засоса; питатель рас-
расположен на некотором рассюянии от задней
стенки коллектора; г — область засоса,
Меньшая, чем в случае «<?»; питатель рас-
расположен по схеме «в», на коллекторе уста-
Новлен выпор; i — подъемная сила ча-
Стицы шлака; 2 — уносящая сила потока;
3 — всасывающая сила питателя; 4 —
равнодействующая сил / — 3\ 5 — коллек-
коллектор; 6 — питатель; 7 -— выпор
Который показан на рис. 23
/с
ко у л
A3)
ГДе Н — напор над нижним сечением
Стояка, равный Н = hc + h4\ h4
высота уровня металла в чаше; /гс —
„Йысота стояка; р,с, \i4 — коэффициент
j|Btt расхода системы соответственно
I нижнем сечении стояка и литниковой
Как следует из уравнения A3),
уровня металла в чаше h4
:на быть тем больше, чем больше
'а стояка и чем меньше его конус-
.а практике идеальный профиль
ка заменяют конусным с углом
яюсти 36—70', достаточным, что-
Of/-//
Рис. 23, Идеальный профиль симка
оы ь верхнем сеченил стояка давление
было не менее атмосферного и не
происходи.)!и отрыв струи от стенок и
подсос воздуха.
Образование разреженного простран-
пространства и возникновение инжекции воз-
воздуха может произойти также вслед-
вследствие сужения потока, образующегося
из-за наличия острых кромок в местах
сочленения элементов литниковых си-
систем между собой (стояка с чашей
и коллекторим, питателей с коллекто-
коллектором и т. д.). При закругленных кром-
ках сужение жиього сечения потока
уменьшае1ся или полностью отсут-
отсутствует. Канаиы такого типа умень-
уменьшают опасность окисления, захвата
воздуха и, кроме того, в меньшей
степени подвержены разрушению
вследствие эрозии формы.
Устранить инжекцию можно также
установкой дросселей, которые чаще
всего располагают при переходе от
стояка к коллектору (см, рис. 7, о
и р) или непосредственно в коллекторе.
Неравномерность действия питате-
питателей. Одно из условий правильного
функционирования многопитательной
литниковой системы — равномерное
распределение расхода сплава по пи-
тателям. Для повышения равномер-
равномерности действии питателей в горизон-
горизонтальной многопитательной системе ре-
рекомендуется плавно (не ступенькой)
уменьшать площадь поперечного се-
сечения коллектора после каждого пи-»
тателя (рис. 24).
Однако сужение коллектора, осо-
особенно у крайних питателей, может
привести к увеличению турбулентно-
турбулентности потока за счет увеличения скоро-
скоростей и их пульсаций при переходе
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
3
Рис. 24. Схема литниковой системы
с суживающимся коллектором:
а — по высоте; б — по высоте и ширине;
/ — стояк; 2 — коллектор; 3 — питатели
из одной секции коллектора в другую.
В таком потоке условия всплытия
и задержания шлаковых включений
ухудшаются по сравнению с равно-
равномерно движущимися потоками. Кроме
того, при уменьшении поперечного
сечения коллектора за счет его вы-
высоты увеличивается опасность засоса
шлака питателями. Более равномер-
равномерный расход металла обеспечивается
при последовательном уменьшении пло-
площади поперечного сечения питателей,
начиная от стояка (рис. 25) (реко-
(рекомендации Ж- В. Токарева)
Неравномерность работы питателей
в некоторых случаях может быть ис-
использована для повышения качества
заполняемости отливок. Например,
литниковую систему с неравномерно
работающими питателями (если расход
металла через каждый из них можно
заранее рассчитать) используют для
обеспечения равномерного подъема
уровня металла и исключения его
перетекания из одной зоны отливки
•в другую при заливке отливок с не-
неравномерно распределенной по их пе-
периметру массой.
Принципы построения и расчет лит-
литниковых систем. При расчете и кон-
конструировании литниковых систем при-
применительно к литью цветных сплавов
Рис. 25. Схема литниковой системы
с уменьшающимися поперечными се-
сечениями питателей:
/ — чаша: 2 — стояк; 8 « коллектор; 4 ¦»
питатель
стремятся к тому, чтобы литниковая
система в максимальной степени обес-
обеспечила выполнение указанных ранее
(с. 46) пяти функций.
Четвертая функция, как правило,
обеспечивается выбором чаши над-
надлежащей конструкции и необходимой
высоты, а также приданием литнико-
литниковым каналам соответствующих за-
закруглений в местах их сочленений
и конусности стояку. Для этого вносят
дополнительные коррективы в уже
установленные размеры поперечных
сечений элементов литниковой систе-
системы.
Последняя функция обеспечивается
выбором типа литниковой системы и
места подвода расплава в форму.
Первые три функции являются вза-
взаимосвязанными и выполняются па-
параллельным регулированием скоро-
скорости потоков расплава в литниковых
каналах и рабочей полости формы.
Для обеспечения заполняемости фор-
формы скорость течения расплава в фор-
форме г>ф не должна быть меньше мини-
минимально допустимой Уф щщ при данных
условиях литья. Для обеспечения ре-
режима течения с допустимой турбу-
турбулентностью скорости течения расплава
в форме, стояке, коллекторе и питате-
питателях, как это следует из уравнения
C), не должны быть больше макси-
максимально допустимых значений этих
скоростей для данного канала: фор-
формы — Уф max» стояка — vc raax, коллек-
коллектора — vK Шах и питателей — vn щах.
Литниковые системы для заливки форм под напором стояка
63
Следовательно, значение скорости
течения расплава в форме Уф может
быть определено из следующих не-
неравенств:
уф max ^ уф ^ иф mln A4)
ИЛИ
<2ф шах ^О.ф^О.ф mln»
так как сечение формы задано.
Для задержания шлака скорость
течения расплава в коллекторе не
должна превышать значения некото-
некоторой предельной скорости vK, Пр тече-
течения для данного канала,- определяе-
определяемой из уравнения (8). При этой ско-
скорости шлакоотделение еще возможно.
Таким образом, значения скоростей
течения расплава в каналах литнико-
литниковой системы, одновременно удовлетво-
удовлетворяющие требованиям ламинарности по-
потока и задержанию шлака, находят
из условий:
__ Reov ^ 65
Ос^ссшах--^
АО
;] A6)
0п < Оп шах :
Renv
4/?п
12
A7)
Выполнение условий A4)—A7) яв-
является критерием надежности любых
методов расчета литниковых систем.
, Таким образом, требования, предъ-
предъявляемые к литниковым системам для
Легких сплавов при проектировании,
^следующие:
скорость течения расплава в рабо-
рабочей полости формы должна обеспечи-
обеспечивать хорошую заполияемость формы
Ори минимально возможной для кон-
конкретной отливки турбулентности по-
Тока;
форму и размеры литниковых кана-
каналов, а также их соединение необходимо
вбирать такими, чтобы обеспечива-
последовательное снижение тур-
?лентности потока в направлении
^стояка к рабочей полости формы и
^ржание шлаковых включений;
скольку поперечное сечение и мар-
^сплава отливки задаются, управ-
турбулентностью потока в рабо-
^ полости формы можно главным
"ом регулированием скорости дви-
движения металла в ней, т. е. изменением
расхода (Сф = 1^ф и Рф = const);
в меньшей степени изменением тем-
температуры заливки сплава, от которой
зависит его кинематическая вязкость;
значит, выбирать расход фф расплава
через рабочую полость формы необ-
необходимо с учетом конфигурации от-
отливки;
регулировать режимы течения ме-
металла в литниковых каналах можно
изменением как скорости потока, так
и величины гидравлического радиуса,
т. е. формы и размеров поперечных
сечений каналов, поскольку эти пара-
параметры не заданы и определяются в
ходе проектирования самой литнико-
литниковой системы;
поскольку заполняемость формы и
ламинарный режим течения в ней
обеспечиваются изменением расхода
в противоположных направлениях для
улучшения заполняемости необходимо
повышать, а для обеспечения ламинар-
ламинарности, наоборот, — понижать расход
фф, то при выборе величины расхода
в ряде случаев допускается примене-
применение средств, повышающих заполняе-
заполняемость формы, или повышенная тур-
турбулентность;
при возможности предусматривать
литниковые каналы меньших размеров,
а конструкцию системы упрощать,
чтобы снизить расход сплава и трудо-
трудовые затраты на изготовление отливки.
Поскольку для выполнения усло-
условий A4)—A7) необходимо последова-
последовательное снижение скоростей потока
расплава, то поперечные сечения ка-
каналов литниковых систем должны быть
также последовательно расширяющи-
расширяющимися в направлении от стояка к пита-
питателям, т. е. для площадей поперечных
сечений стояка, коллектора и питате-
питателей должно выполняться неравенство
^с < ^к < Fu.
Расчет литниковой системы состоит
в отысканий площадей поперечных
сечений и линейных размеров ее ос-
основных элементов: стояка, коллектора
и питателей (а для вертикально-ще-
вертикально-щелевой системы дополнительно колод-
колодцев и щелей). Причем сначала рассчи-
рассчитывают наименьшее, т. е. регулирую-
регулирующее расход сечение литниковой си-
системы (обычно сечение стояка), а за-
затем исходя из принятых соотношений
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
м> : мс : *п определяют площади сум-
суммарных поперечных сечений осталь-
остальных элементов.
Наименьшее поперечное сечение лит-
литниковой системы независимо от прин-
принципов ее построения рассчитывают
по одной и той же формуле:
^хф /«ft\
где Fc — искомая площадь попереч-
поперечного сечения стояков; Сф — объемный
расход расплава; vc — фактическая
скорость течения расплава в стояке;
где Яр — расчетный напор.
Таким образом, для расчета Fc по
уравнению A8) необходимо опреде-
определить расход расплава Q(j> и коэффи-
коэффициент расхода системы fi, так как Яр
определяется из чертежа отливки.
Значения Сф и vc выбирают, исходя
из особенностей заливаемого сплава
и конкретных условий литья.
Для цветного литья наиболее часто
применяют методы расчета, при кото-
которых С?ф определяют либо из условия
обеспечения минимально допустимой
турбулентности потока металла в фор-
форме (первый метод), либо из условия
обеспечения заполняемости формы (вто-
(второй метод).
Первый метод расчета. В этом слу-
случае максимально допустимый (началь-
(начальный) расход (см3/с) через рабочую
полость формы, а следовательно, и
литниковую систему находят из вы-
выражения
= ?Рф, A9)
где Fфf Яф и Рф — соответственно
площадь поперечного сечения формы
(см2), гидравлический радиус и пери-
периметр этого сечения (см).
Полученный расход С}ф я фактиче-
фактическую (расчетную) скорость потока в
стояке (vc = nl/2g/ic), образующуюся
в первоначальный момент заливки,
для выбранной конструкции литнико-
литниковой системы подставляют в уравнение
A8) и находят площадь расчетного
сечения стояков.
Второй метод расчета. В этом слу-
случае по формулам D)—G), графику
(рис. 19) или экспериментальным дан-
данным находят среднюю минимально
допустимую скорость подъема металла
в форме Уф min, при которой в отливке
еще не образуются неслитины и не-
недоливы, а затем вычисляют минималь-
минимально допустимый расход:
Qф min = ^фуф min» B0)
где Fф — площадь поперечного се-
сечения рабочей полости формы.
Площадь поперечного сечения стоя-
стояков
р Уф min
Скорость течения сплава в стояках
регулируют в допустимых пределах
за счет изменений гидравлического
сопротивления литниковой системы.
Значение Fф рассчитывают в зави-
зависимости от конкретных размеров от-
отливки, толщины ее стенки и конфи-
конфигурации. Так, для отливок, у которых
опасность образования неслитин и не-
недоливов невелика (компактные тол-
толстостенные отливки или отливки с по-
постоянными по высоте толщинами сте-
стенок и площадью поперечного сече-
сечения), в расчет берут среднюю по вы-
высоте площадь поперечного сечения
формы
F
где М — масса отливки, кг; рс — плот-
плотность сплава, кг/м3; /10ТЛ — высота
отливки, м. Тогда расход будет равен
0ф min = "т-т ^ф min» B1)
Для отливок с повышенной склон-
склонностью к неслитинам и недоливам
(тонкостенные отливки сложной кон-
конфигурации с развитой поверхностью,
а также отливки, имеющие вертикаль-
вертикально и горизонтально расположенные
стенки и т. п.) расчет выполняют по
площади наиболее опасного (где наи-
наибольшая вероятность образования не-
неслитин и недоливов) сечения формы.
Опасное сечение формы определяют
по чертежу отливки и положению
ее при заливке. В этом случае
<2ф min = *V оп^ф mm- B2)
Литниковые системы для заливки форм под напором стояка
86
Опасными по заполняемое™, как
Правило,являются: максимальное гори-
горизонтальное сечение формы, сечение
с минимальной толщиной стенки или
сечение, в котором действует мини-
минимальный напор металла. Поэтому при
расчете фактической скорости подъема
металла в форме (с целью сравнения
ее с Vф mm) на уровне ее опасного се-
сечения необходимо исходить из факти-
фактического напора, действующего на уров-
уровне этого же сечения.
Далее расчет литниковых систем
может быть выполнен в той же по-
последовательности, в какой он выпол-
выполняется при первом методе расчета.
Поскольку второй метод расчета обес-
обеспечивает минимальную скорость подъ-
подъема расплава в форме, ее заполнение
будет проходить потоками с мини-
минимальной турбулентностью. Поэтому
рассчитанные таким образом литнико-
литниковые системы будут удовлетворять од-
одному из основных, приведенных ранее
условий, а именно, условию A4).
Площади сечения стояков, рассчи-
рассчитанные этим методом, как правило,
получаются несколько меньшими (в
крайнем случае они могут быть равны,
но не больше), чем аналогичные пло-
площади, рассчитанные для тех же отли-
Вок, по предыдущему методу.
Разновидностью изложенного мето-
метода расчета является расчет расхода,
i котором под Vф mm понимают на-
начальную скорость подъема сплава в
форме
Оф.нач = ^ф. ср^ф. нач» B3)
где Уф, нач — начальная скорость подъ-
подъема сплава в форме, в большинстве
случаев определяемая по формуле F).
В этом случае расход будет равен
-, B4)
а площадь сечения стояков
F0~ ¦<3 + V°* . B5)
Так как С?ф. нач > Q<j, mln (оф# нач >
^^фтш)» то площадь сечения стоя-
^В, найденная из выражения Fc —
У Фф. нач/^с» будет больше анало-
1|1Чной площади, найденной из выра-
выражения Fo= С2фтш/Ус.
ф
3 Н. М. Галдин и
Этот метод расчета применяют в сле-
следующих случаях:
заполняемость формы трудно обес-
обеспечить (например, при заливке тон-
тонкостенных крупногабаритных отливок
с развитой поверхностью: панели,
крышки, обечайки, кожухи и др.);
условия литья исключают появле-
появление других (кроме неслитин и недо-
недоливов) видов дефектов: пены, шлаков,
оксидов и т. п.
Выбор типа и конструкции литнико-
литниковых систем. Положение отливки в фор-
форме (т. е. ее верх и низ при заливке)
и разъемы формы выбирают из усло-
условий получения качественной отливки,
технических возможностей данного ли-
литейного цеха, экономической целесооб-
целесообразности. Часто эти требования одно-
одновременно выполнить трудно. Напри-
Например, для сложной отливки ответствен-
ответственного назначения достаточно удовлетво-
удовлетворения первого требования.
Если же отливка неответственная
и допускается заделка дефектов на ее
литой или обработанной резанием по-
поверхности, то исходят главным образом
из экономических соображений: вы-
выбирают такое положение отливки в
форме, при котором обеспечиваются
минимальные расходы формовочных и
стержневых материалов, металла на
литниковую систему, прибыли и тру-
трудовые затраты.
При серийном производстве отли-
отливок в том случае, если позволяют сроки
освоения, проводят опробование наи-
наиболее простого, но технически обосно-
обоснованного варианта положения отливки
в форме, а затем уже осуществляют его
корректировку.
¦ Для лучшего выполнения литнико-
литниковой системой своих функций и раз-
размещения ее элементов положение от-
отливки в форме и разъема формы вы-
выбирают исходя из следующих сообра-
соображений:'
обрабатываемые поверхности отли-
отливок (особенно отливок типа плит и
панелей) располагают внизу, так как
сплав в нижних слоях более плотный;
массивные тепловые узлы отливок,
кристаллизация которых заканчивает-
заканчивается в последнюю очередь, располагают
вверху; при таком расположении этих
узлов легче осуществить их направ-
направленное, последовательное затвердева-
др.
66
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
ние и подпитку их прибылями, а
также избежать усадочных дефектов;
развитые плоские поверхности и
тонкостенные части крупногабаритных
отливок располагают в форме верти-
вертикально или наклонно, что улучшает
их заполняемость.
В серийном производстве для выбора
типа литниковой системы часто ис-
используют номограммы, которые строят
с учетом высоты, массы, средней тол-
толщины стенки и типа отливки (колеса,
рамы, блоки, обечайки и др.).
Выбор способа и места подвода рас-
расплава в форму оказывает существенное
влияние на спокойное заполнение ра-
рабочей полости формы без вспенивания,
разбрызгивания в ней расплава, раз-
разрушения формы и стержней; распреде-
распределение температур по периметру от-
отливки и образование перегрева в от-
отдельных частях; образование проточ-
проточных и застойных зон, являющихся
ричиной местного перегрева, а также
пиявления дефектов типа неслитин и
спаев.
При одной и той же конструкции
литниковой системы выбор места и
способ подвода расплава к рабочей
полости формы влияют на качество
отливки.
Основные рекомендации по выбору
способа и места подвода расплава к от-
отливке следующие.
1. Во избежание перегрева отдель-
отдельных участков необходимо применять
рассредоточенный подвод расплава в
полость формы, располагая питатели
или вертикальные щели по возмож-
возможности равномерно по всему периметру
отливки. С этой же целью расплав
подводят не в массивные узлы, встре-
встречающиеся по периметру отливки, а
в более тонкие ее сечения.
2. Для слияния отдельных струй
потока, выходящих из питателей, и
с целью предупреждения образования
неслитин и других подобных дефектов
расстояние между осями питателей 1и
находят из выражения
где Р — наружный периметр отливки
в месте подвода расплава или раз-
развернутая длина при незамкнутом кон-
контуре; п — число питателей; /р — ма-
максимальный радиус действия питате-
питателей, при котором еще возможно слия-
слияние отдельных струй потока (опреде-
(определяется по опытным данным или рас-
расчетом).
3. Для уменьшения разбрызгивания
расплава и разрушения формы ис-
используют способы подвода, максималь-
максимально учитывающие особенности конфи-
конфигурации отливки в месте подвода
к ней расплава. Например, при на-
наличии в форме наклонных поверхно-
поверхностей предпочтительнее направлять
струю расплава из питателей на ни-
нисходящую (рис. 26, а), а не на восхо-
Рис. 26. Различные способы подвода струи расплава в форму:
а — на нисходящую поверхность; б — на восходящую поверхность (не рекомендуется);
в — по касательной к стержню; г — по касательной к форме; д — вдоль стенок формы;
е —• через наклонные пнтателн нижней литниковой системы
Литниковые системы для заливки форм под напором стояка
67
а)
Рис. 27. Способы подвода расплава через отводные прибыли, установленные:
а — над коллектором; бив — над питателями; а —• к плите; б — к тройнику; в — и кор-
корпусу; / ~ отливка; 2 — стояк; 3 —• коллектор; 4 •« прибыль; б — питатель
дящую (рис. 26, б) поверхность, так
как это уменьшает угол а встречи
струи с поверхностью, а значит и
силу нормального давления на форму
или стержень, которая имеет мини-
минимальное значение при а = 0. При под-
подводе расплава в полости с круглыми
стержнями или выступами формы,
когда имеет место натекание на стер-
стержень или форму, расплав необходимо
направить по касательной к ним
(рис. 26, в, г), что резко уменьшает
силу удара струи и обеспечивает
сплошное обтекание стержня цилин-
цилиндрической или шаровой формы. В слу-
случае прямоугольных отливок необхо-
необходимо стремиться направить струю рас-
расплава вдоль стенок (рис. 26, д), а не
перпендикулярно им.
4. Во избежание образования откры-
открытых завихрений в начальный момент
заполнения формы расплав подводят
к форме через наклонные питатели.
Этого легче достигнуть при нижней
литниковой системе, когда питатели
подводят (рис. 26, е) в самый низ
формы, и она заполняется по мере
подъема расплава в коллекторе.
5. Для питания отдельных частей
отливки, особенно находящихся в ее
нижней части, применяют подвод рас-
расплава в форму через отводные при-
прибыли, устанавливаемые над коллекто-
коллектором или питателями (рис. 27). Недо-
Недостатком отводных прибылей обычной
конструкции является их невысокая
эффективность при получении высо-
высоких отливок. Этот недостаток устранен
в литниковой системе, прибыли кото-
которой разделены перегородками на две
3*
части (рис. 28). При заполнении формы
расплав все время перетекает через
верх перегородки, благодаря чему
прибыли заполняются в последнюю
очередь, т. е. более горячим металлом.
Выбор литниковых чаш. Литниковая
чаша обеспечивает: задержание круп-
крупных неметаллических включений, при-
присутствующих в готовом расплаве, а
также образующуюся при заливке
пену; создает положительное давление
расплава в верхнем сечении стояка;
гасит динамический напор струи и
обеспечивает спокойный ввод расплава
в стояк.
Для заливки цветных сплавов в за-
зависимости от массы заливаемого в
форму расплава применяют литниковые
воронки или литниковые чаши. Лит-
Литниковые воронки используют для не-
небольших по массе отливок при рас-
расходе Q расплава (по алюминию) не
более 1,0—1,5 кг/с. Воронки подраз-
Рис. 28. Литниковая система с подво-
подводом расплава к отливке через прибыль,
снабженную перегородкой:
/ — воронка; 2 — стояк; 3 — коллектор;
4 — питатели; 5 — перегородка; 6 — при-
прибыль; 7 — отливка
§8
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Рис. 29. Малые литнико-
литниковые воронки:
а я б — малые соответствен-
соответственно круглая и овальная с на-
наклонной стенкой; в — боль-
большая прямоугольная
деляют на малые (Q = 0,5-t-1,0 кг/с)
и большие (Q= l,0-f-l,5 кг/с).
Малые воронки (рис. 29) широко
распространены при литье в кокиль
мелких и средних отливок. В этом
случае коническую воронку выполняют
непосредственно в металлической фор-
форме. Модели круглых воронок должны
охватывать контур свободно падаю-
падающей струи (теоретический контур по-
показан на рис. 29, а пунктирной ли-
линией). При этом условии давление
расплава, оказываемое на стенки во-
воронки, всегда больше атмосферного,
что исключает подсос воздуха в верх-
верхнем сечении стояка. Более рациональ-
рациональной является воронка овальной формы
(рис. 29, б). Размеры воронки прини-
принимают исходя из соотношений между
диаметром стояка в верхнем сечении
^с. в и основными параметрами во-
воронки, приведенными на рисунке.
Большие воронки используют в фор-
формах для средних отливок. Размеры
применяемых при литье цветных спла-
сплавов больших воронок (рис. 29, в)
приведены в табл. 7.
Диаметр выходного отверстия у всех
типов воронок во всех случаях должен
соответствовать диаметру dCt B стояка
в верхнем сечении.
Литниковые чаши применяют, как
правило, при расходе расплава (по
алюминию) более 1,5 кг/с. Их под-
подразделяют на доливаемые (обычные)
и мерные. Объем доливаемых чаш и
воронок выбирают исходя из условия:
V = kQ. B6)
Для небольших по массе отливок
коэффициент &= 1,5—2,0, для сред-
средних k = 2-7-5 и для крупных k =
« 54-10.
Объем мерных чаш принимают рав-
равным (или несколько большим) объему
отливки (с прибылями и литниковой
системой).
Наиболее часто при литье цветных
сплавов используют чаши с порогом,
с порогом и перегородкой и двумя по-
порогами и двумя перегородками.
Чаши с порогом (рис. 30, а\ табл. 8)
снабжены двумя вертикальными реб-
ребрами, которые препятствуют цирку-
циркуляции расплава над стояком и затруд-
затрудняют образование вихревой воронки.
Порог ограничивает зону падения
струи металла, способствует переме-
перемещению шлака вверх, на зеркало рас-
7. Размеры больших воронок, мм
Номер
воронки
1
2
3
Б
75
90
110
ь
125
150
170
в
80
100
120
с
35
40
40
л
15
р
15
15
20
*
10
15
15
20
Литниковые системы для заливки форм под напором стояка 00
j-i
JL
Г-"
f
e
m
к
=
I
rn
\
-0—^—
li
^^н препятствует падению его
стояк сверху.
№H с порогом и перегородкой
30, б; табл. 9) предназначены
рупных отливок. Перегородка
чашу на приемную и рас-
секции, уменьшая турбулент-
^мешивание металла в по-
При этом обеспечивается луч-
Рис. 30. Литниковые
чаши:
а — о порогом; б —• с поро-
порогом и перегородкой; в — о
двумя порогами и двумя пе-
перегородками
шее шлакоотделение и более спокой-
спокойный ввод расплава в стояк.
Чаши с двумя порогами и двумя
перегородками (рис. 30, в; табл. 10)
применяют для заливки более крупных
отливок ответственного назначения,
особенно когда носок ковша не удается
приблизить к форме на минимальное
безопасное расстояние и возникает
70
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Номер
чаши
1
2
3
4
5
6
#ч
100
120
140
160
180
200
ь
160
180
200
220
240
260
1
140
160
180
200
220
240
8
в
ПО
120
140
160
180
200
. Размеры чаш с порогом, ь
ь
90
100
120
140
160
180
а
50
55
70
90
ПО
130
с
25
25
30
30
35
35
в
30
30
35
35
40
40
I
20
20
25
30
35
35
т
30
30
35
35
40
40
IM
я
25
25
30
30
35
35
р
30
30
35
35
40
40
50
70
80
100
ПО
130
s
15
15
15
20
20
20
г
10
10
10
10
15
15
Номер
чаши
I
2
3
4
160
180
200
240
9.
Ь
220
240
260
300
Размеры
1
200
220
240
280
В
160
180
200
200
чаш
ъ
140
160
180
180
с порогом и
а
90
100
120
120
с
30
35
35
35
в
35
40
40
40
перегородкой,
1
30
35
35
35
к
20
20
20
20
т
35
35
40
40
п
30
35
35
35
мм
0
25
25
30
35
р
35
40
40
40
s
20
130
130
135
150
р
10
15
15
15
(Номер
чаши
1
2
3
10.
нч
160
200
240
Размеры
ь
400
1
380
чаш
в
160
200
200
с двумя ]
ь
140
180
180
а
90
120
120
порогами и
с
30
35
35
в
35
40
40
h
35
двумя
f.
25
k
20
перегородками,
т
35
40
40
п
30
35
35
0
25
30
30
р
35
40
40
мм
S
20
t
130
Г
10
15
15
опасность разбрызгивания и вспени-
вспенивания расплава.
При необходимости описанные чаши
и воронки делают ббльших размеров,
чем предусмотрены в табл. 10.
Основанием для выбора конструк-
конструкции литниковой чаши или воронки
служит масса отливки (расход распла-
расплава Q), предъявляемые к ней требова-
требования, а также технические возможности
литейного цеха. Объем литниковой
чаши должен быть достаточным для
поддержания в течение всего времени
заливки постоянного уровня расплава
в ней при данном расходе.
Высоту литниковой чаши выбирают
ив условия обеспечения положитель-
положительного давления металла в верхнем се-
сечении стояка в зависимости от его
высоты. При этом за расчетную при-
принимают высоту уровня расплава в
чаше /i4 (см. рис. 29 и 30), которую
во избежание разбрызгивания распла-
расплава устанавливают примерно на 10—
20 мм меньше высоты полости литни-
литниковой чаши.
Проектирование литниковых систем
для заливки песчаных форм. Чтобы
литниковая система могла выполнить
свои функции, размеры ее основных
элементов следует рассчитывать исходя
из следующих условий: размеры лит-
литниковых чаш — из условия предот-
предотвращения засоса шлака через верх-
Литниковые системы для заливки форм под напором стояка
71
нее сечение стояка и обеспечения
положительного давления расплава в
нем; размеры нижнего поперечного
сечения стояков — из условия обес-
обеспечения протекания расплава в них
и рабочей полости формы с допустимой
турбулентностью, а также заполняе-
мости формы; размеры верхнего се-
сечения стояков — из условия обеспе-
обеспечения положительного давления рас-
расплава на их стенки; размеры коллек-
коллектора и питателей — из условий обес-
обеспечения протекания расплава в них
с допустимой турбулентностью и шла-
козадержания.
Рабочую полость формы рассчиты-
рассчитывают на ламинарность потока и подвер-
подвергают поверочному расчету на запол-
няемость.
В соответствии с этим выполняют
следующие расчеты:
суммарных площадей поперечных
сечений основных элементов литнико-
литниковой системы: стояков, коллекторов и
Еитателей, а для вертикально-щеле-
вертикально-щелевой системы — дополнительно верти-
вертикальных колодцев и щелей;
числа и размеров названных выше
влементов;
расстояния от стояка до первого
питателя;
размеров литниковых чаш или во-
воронок.
В расширяющихся литниковых си-
системах основным сечением, лимити-
лимитирующим расход расплава через всю
Систему, является нижнее сечение стоя-
стояков Fo. Поэтому расчет элементов
литниковой системы начинают с опре-
определения Fc по формуле A8).
Последовательность определения ис-
исходных данных для расчета. На осно-
основании чертежа отливки и в зависимо-
зависимости от ее габаритных размеров, массы,
конфигурации, средней толщины стен-
стенки и предъявляемых к отливке требо-
требований определяют положение отливки
в форме, а также разъем формы, тип
литниковой системы, место подвода
питателей к рабочей полости формы и
температуру заливки сплава.
Для выбранного типа (нижняя, верх-
верхняя и т. д.) литниковой системы вы-
выбирают типовую схему ее конструкции
(см. табл. 1) или, при необходимости,
схему конструкции, отличную от ти-
типовой. При этом определяют длину и
конфигурацию коллектора, месторас-
месторасположение на нем стояков, число пи-
питателей, соотношение суммарных пло-
площадей поперечных сечений стояка,
коллектора и питателей (Fc : FK : Fn),
а также диаметр стояка в его нижнем
сечении dc% н (или размер а X b для
прямоугольных стояков).
Предварительный выбор соотноше-
соотношения Fo : FK : Fn и диаметра стояка
d0, н в зависимости от массы и высоты
отливки проводят по опытным данным
(табл. И и 12).
Отливки в зависимости от их высоты
условно разбиты на четыре группы:
высота (мм) отливок группы I до 150;
группы II — св. 150 до 450; группы
III — св. 450 до 750; группы IV —
св. 750 мм. При одинаковой массе
11.
Рекомендуемые соотношения
коллектора
Масса отливок без прибылей
(свыше—до), кг
Алюмииие-
Доб
Ж—ю
й-20
Ю-40
Л—70
70-150
Св. 150
магниевых
До 3,5
3,5-7
7—14
14—28
28-50
50—100
Св. 100
1
I
1 :2
1 :2
:2
1 :2
1 :2
1 :3
1 :4
-с
2
2
3
4
4
4
4
площадей
сечения
и питателя
>•' V Fn *ля
II
1:2:3
1:2:3
:2:4
1 :3 :3
. :3 :4
1:3:5
1:4:5
группы
III
1:2:
:3 :
1 :3 :
1:4:
1:4:
1:4:
стояка,
отливок
4
3
4
4
4
6
1
1
1
1
1 .
и
IV
3 :
3 :
4 :
4 :
4 :
др
3
4
4
5
5
72
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ
12. Рекомендуемые размеры стояков
в нижнем сечении в зависимости
от высоты и массы отливки
Высота
отливки
о при-
прибылями,
мм,
не более
200
1000
850
750
650
550
400
350
300
250
200
< а
о о
.2 я я
До Ю
Любая
Св.20
Св.50
Св. 100
|"
Я cd
10
12
14
16
18
20
22
24
26
28
30
мм
13X6
16X7
19X8
20X10
21X12
26X12
29X13
30X15
31X17
32X19
32X22
f
'С. Н*
см»
0,78
1,13
1,54
2,01
2,54
3,14
3,8
4,52
5,3
6,2
7,07
* См. рис. 33.
Примечание. /с#н — пло-
площадь поперечного сечения круглого
стояка.
отливок более расширяющуюся си-
систему (большие отношения F^/Fc и
Fn/FK) применяют для более высоких
отливок, менее расширяющуюся — для
отливок меньшей высоты.
На основании чертежа отливки, вы-
выбранного положения ее в форме при
заливке и установленного способа под-
подвода расплава определяют технологи-
технологические группу и подгруппу сложности
отливки, используя их классификацию
(табл. 13).
Подразделение отливок на техноло-
технологические группы и подгруппы обу-
обусловлено тем, что характер потока
в форме во многом зависит от условий
литья, которые необходимо учесть при
выборе гидродинамических параметров
потока в форме и, прежде всего, двух
его важнейших характеристик, от ко-
которых зависит качество литья: макси-
максимально допустимого расхода (?ф и
минимально допустимой скорости подъ-
подъема металла в форме Vф min.
Используя чертеж отливки и схему
ее расположения в форме (рис. 31),
Рис. 31. Схема положения отливки в
форме (к расчету Но, hc, Рф, ^ф, Оф):
а — заливка при постоянном напоре (I
группа отливок, см. табл. 13); б — залив-
заливка при переменном напоре (II группа
отливок)
А
к
Б-Б
Щ
Литниковые системы для заливки форм под напором стояка
Класс** фикап*ш отливок по сложности их конфигурации
и способу заливки
.*
г*
Я р
5 5v
3 и
В о$
а«
g
Я
ч
Способ
подвода
расплава
в форму;
расположе-
расположение отливок
в форме
«8
R
i R
? ь
§о«
!*§
3
I
§•
I
Зев отлив
ки с верх
ним под
водом
расплава,
а также
отливки
небольшой
высоты
с нижним
подводом,
заливае-
заливаемые гори-
горизонтально;
высота ги
дростатиче
ского
напора
в процессе
заливки
изменяется
незначи-
незначительно:
#0 = const;
0ф= const;
^ Я
I
I
1
3
Типичные
ОФЛВВК0
Плоские
типов плит,
панелей,
крышек,
дисков
ч т. п.; не
имеющие
фланцев,
бортиков,
приливов
и других
выступаю-
выступающих частей,
епособству
ющих из-
изменению
направле-
направления потока
расплава
и образо-
образованию в нем
местных
возмущв'
ний
Типа
крышек,
каркасов,
рамок
и т. п.; не
относящие
ся к под-
подгруппе 1а;
корпусные
с верхним
подводом
расплава
(при залив-
заливке могут
возникать
местные
возмуще-
возмущения
потока)
Принципиальная охема
??шнвки и эскиз отливки
74
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Продолжение табл. 13
I
в о.
Способ
подвода
расплава
в форму;
расположе-
расположение отливок
в форме
go*
Типичные
отливки
Принципиальная схема
заливки и эскиз отливки
I
§•
1
К
Си
к
к
8
я
S
Все отлив-
отливки с верти-
кально-
щелевым и
нижним
подводом
расплава,
не относя-
относящиеся
к I группе,
т. е. зали-
заливаемые вер-
вертикально,
когда
высота
напора в
процессе
заливки
существен-
существенно изме-
изменяется:
#0 ф const;
УфФ const;
Лотл соиз-
соизмерима
G #0
я
к
03
Си
>*
I
я
э
03
¦8
Типа плит,
втулок,
цилиндров,
не имею-
имеющие флан-
фланцев,
бортиков,
приливов,
карманов,
ребер
и других
выступаю-
выступающих частей,
способству-
способствующих из-
изменению
направле-
направления потока
расплава и
образова-
образованию в нем
местных
возмуще-
возмущений
Коробки,
барабаны,
каркасы,
тройники,
скафандры
и тому
подобные
отливки,
при заливке
которых
могут
возникать
местные
возмуще-
возмущения потока
а) б)
а) 6)
Примечание. На рисунках а, б и в — разновидности отливок.
Литниковые системы для заливки форм под напором стояка
76
определяют параметры формы и от- ние расплава:
ливки: Qq
первоначальный напор Значения коэффициента принимают
#о = Л,+ Л0, <27> Равными: - ж
для отливок простой конфигурации
где h4 — высота уровня расплава в (подгруппы 1а и Па, табл. 13) kx =
литниковой чаше, принимаемая в за- = 3,1-ьЗ,9;
висимости от высоты полости чаши Яч; для отливок сложной конфигурации
зависимость между высотой чаши и (подгруппа 16 и Нб табл. 13) k2 =
высотой стояка (размеры, см): = 1,2ч-2,0.
Ня ...... 8 10 12 14
h0 До 15 Св. 15 до 25 Св. 25 до 30 Св. 30 до 45
Я, 16 18 20
ho Св. 45 до 60 Св. 60 до 75 Св. 75 до 90
Я, 22 24
h0 ...... Св. 90 до 120 Св. 120 до 150
средний расчетный напор, опреде- Расчет выполняют по средним зна-
ляемый только для отливок II группы чениям коэффициента, равным соот-
(рис. 31, б): ветственно fclcp — 3,5 и &2ср — 1Д
h Выбранный из условия сохранения
Яр = Я0 — —п—у B8) ламинарности потока максимально до-
допустимый расход создает такую ско-
где Лотл — высота отливки, считая рость Vф шах течения металла в началь-
от оси питателей: ной стадии заполнения формы, кото-
площадь Fф наибольшего сечения рая удовлетворяет левой части нера-
рабочей полости формы, расположен- венства A4). Исходя из найденной
ного на уровне подвода расплава Q<j>, при контрольном расчете опреде-
к ней или выше этого уровня (т. е. ляют фактическую скорость Юф подъема
сечения А—А на рис. 31); расплава в форме и сопоставляют ее
полный периметр сечения рабочей с минимально допустимой ифтуп для
полости формы Рф на уровне подвода конкретных условий литья, т. е. про-
расплава, содержащий наружные и веряют фф на соответствие правой ча-
внутренние контуры всех попадающих сти неравенства A4).
в сечение полостей формы (рис. 31, б) Среднюю фактическую скорость те-
Рл == а 4- а' 4- 4- f 4- Р* (9Ъ\ чения расплава в форме для отливок,
Ф o-j-a t.»T/T/ . \л>) заливаемых при постоянном напоре
Преобладающую толщину стенки от- (I группа отливок, см. табл. 13),
ЛИВКи 60ТЛ; определяют из выражения
максимальную длину потока рас- п
пдава Z(m), пройденную им (см. оф=:^, C0)
рис. 19) от питателей до встречи с дру- ^Ф
*Н* потоком (определяют только для а для отливок, заливаемых при пере-
во I группы простой конфигу- менном напоре (II группа отливок),
. из выражения
2j*cfcT и конструирование нижней
ЯВДОиковои системы. Расчет начи- _ (foV#p nn
.MUDt с нахождения по формуле A9) °Ф ~ т/ТГ" f"~ '
SiKoro максимального допустимого в v ° Ф
Шчальной (наиболее опасной) стадии где Fф — наибольшее сечение рабочей
«¦явки расхода расплава через ра- полости формы на уровне подвода
OjWyiO полость формы, при котором питателей (или выше этого уровня),
*2™печивается ламинарное или с не- нормальное к направлению потока
^•тагельиой турбулентностью тече- (см. рис. 31, б); Яр и Яо — напоры
76
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
соответственно первоначальный и
средний расчетный. Значение Яр, рас-
рассчитанное по формуле B8), является
приближенным. Однако существенные
погрешности не будут внесены в рас-
расчет, если Но превосходит высоту от-
отливки, что, как правило, и имеет место
при получении сложных отливок. В
этом случае Яо > Лотл» что создается
в результате обязательного примене-
применения чаш и прибылей. В тех же слу-
случаях, когда Я0«ЛОТЛ, вместо Яр
в формулу C1) подставляют фактиче-
фактический напор Яф над расчетным (опас-
(опасным) сечением формы; Яф = Яо —
— ЛОтл» гДе ^отл — высота отливки
от уровня питателей до опасного по
заполняемости сечения формы.
Значения минимально допустимых
скоростей течения расплава в форме
Ифтш для конкретных условий литья
определяют по формулам и графикам,
приведенным ранее.
Если при поверочном расчете на за-
полняемость окажется, что условие
»ф > Яфщщ соблюдается, то получен-
полученное значение максимально допусти-
допустимого расхода считают оптимальным.
При г>ф < г>ф min повышают темпера-
температуру заливаемого сплава, изменяют
положение отливки в форме или при-
применяют специальные средства, способ-
способствующие лучшей заполняемости форм.
Если и этих средств недостаточно для
заполняемости формы, то увеличивают
Оф, т. е. принимают большее значе-
значение коэффициента в формуле A9).
Расчет стояков.
Определение фактической расчетной
скорости течения расплава в стояке.
Максимально допустимый расход ме-
металла обеспечивается суммарной пло-
площадью поперечных сечений стояков
Fo и фактической (расчетной) ско-
скоростью течения расплава в них:
14. Значения поправок к скоростям
потока расплава в стояках
Учитывая конструкцию литниковой
системы, первоначальный напор, диа-
диаметр стояка в нижнем сечении, длину
одной ветви коллектора, число пита-
питателей и температуру заливки сплава,
по табл. 3 и рис. 11—15 или формуле
B) определяют значение коэффициента
расхода \i и затем рассчитывают ско-
скорость течения расплава в стояке vG.
Скорости течения расплава в стояке
Диаметр
стояка
<*о. и
Поперечное
сечение
стояка
аХЬ •
IIII
10
12
14
16
18
20 и более
13X6
16X7
19X8
20X10
21X12
26X12
и более
Значение
поправки,
м/с
+
Is
0,18
0,16
0,15
0,13
0,12
0,1
а
ю
Л
tq
0,40
0,35
0,30
0,25
0,22
0,20
* Размеры стояка прямоугольно-
прямоугольного сечения.
прямоугольного сечения с ббльшим гид-
гидравлическим сопротивлением по сра-
сравнению с круглым стояком находят по
формуле
Vq = Vq — k,
где v0 — скорость для стояка круглого
сечения, имеющего одинаковую пло-
площадь со стояком прямоугольного се-
сечения; k — поправка к скорости, при-
принимаемая в зависимости от первона-
первоначального напора #0 по табл. 14.
При необходимости уменьшить ско-
скорости потока в литниковой системе
устанавливают в основании стояка,
в коллекторе или питателях фильтро-
фильтровальные сетки (рис. 32), а также при-
применяют зигзагообразные стояки
(рис. 33).
Применение зигзагообразных стоя-
стояков прямоугольного сечения позволяет
снизить скорости потока по сравнению
с прямыми стояками примерно на 10—
25 % в зависимости от шага и числа
витков зигзагообразной части стояка,
а установка сеток — на 20—30 % в за-
зависимости от их живого сечения, ко-
которое обычно составляет 30—50 %
площади нижнего сечения стояка.
Сетки изготовляют из листовой стали
толщиной 0,3—0,5 мм с отверстиями
Литниковые системы для заливки форм под напором стояка
77
ж)
Рис. 32. Схемы установки фильтровальных сеток в песчаных формах (а—г) и
кокилях (д—к):
а — под стояком; б — в расширенной части коллектора; в — под питателем; г — по
разъему между металлоприемником н коллектором; д — в вертикальном колодце; е —
в колодце и вертикальной щелн; ж — в вертикальной щелн
диаметром 1,5—2,0 мм или из стекло-
стеклоткани с размером ячейки 1X1; 1,7Х 1,7
и 2X2 мм. Для повышения эффектив-
эффективности работы сеток их изготовляют
ИЗ двух слоев ткани. В местах уста-
установки, сеток (под стояком или в кол-
коллекторе) предусматривают расширение
канала (см. рис. 32, а, б п в), которое
йод стояком составляет обычно Bч-
Ч) fOf а в коллекторе — B-т-4)/V
ч. • Определение суммарной площади се-
чсния и числа стояков. Учитывая Q*
Me» создающуюся в первоначальный
МОмёнт заполнения формы, находят
l суммарную площадь нижнего попереч-
поперечного сечения стояка по формуле A8).
Предварительно при выборе кон-
струкции литниковой системы и опре-
делении исходных данных для расчета
задают произвольную площадь /с. н
сечения одного стояка или dc, H, иначе
невозможно было бы определить ги-
filter 33. Конструктивное построение
,/9Р*ееооразного стояка:
Л """ ВЫСОта змее°бразной части стояка;
'->'ш1Г..УаГ внтка канала; / — расстояние
f{ESr^ осями по ширине; гк — раднус
«Р*вмэны оси канала; ft3- @.8ф0.75) Лс;
^fffi4* 1ш; l e 80 мм'» гк - 20 мм; а »
78
ПРОЕКТИРОВАНИЕ Й ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
15. Максимально допустимые
скорости потока в стояках
Круглые стояки
**с. н»
мм
10
12
14
16
18
20
22
24
26
28
30
vc max»
м/с
2,61
2,18
1,86
1,63
1,45
1,3
1,18
1,08
1,0
0,93
0,87
Прямоугольные
стояки
аХЬ,
мм
13X6
16X7
19X8
20X10
21X12
26X12
29X13
30X15
31X17
32X19
32X22
°с max»
м/с
3,18
3,68
2,32
:
1,97
1,70
1,59
1,43
1,3
1,18
,07
1,0
дравлические сопротивления стояка,
а значит, найти и0. Эта площадь
/с. н (^с. н) может не совпадать (и,
как правило, не будет совпадать, т. е.
/с. н Ф ^о) с площадью, подсчитанной
по формуле A8). Изменять принятое
сечение стояка нельзя, так как это
привело бы к изменению гидравличе-
гидравлических сопротивлений системы и гидра-
гидравлического радиуса стояка RGi а сле-
следовательно, к изменению установлен-
установленной скорости. В этом случае применяют
несколько параллельно действующих
стояков, каждый из которых должен
сохранить выбранные ранее конфи-
конфигурацию и сечение и, таким образом,
обеспечить требуемую скорость.
Предварительно выбранная кон-
конструкция коллектора и питателей оста-
остается неизменной, что может вызвать
некоторое изменение гидравлических
сопротивлений системы. Однако это
изменение незначительно, и им можно
пренебречь.
Расчетная скорость ас, подставляе-
подставляемая в формулу A8), не должна пре-
превышать максимально допустимого зна-
значения для данного стояка, определяе-
определяемого из выражения для числа Рей-
нольдса C). Значения максимально
допустимых скоростей для некоторых
типов стояков, рассчитанные по фор-
формуле A5), приведены в табл. 15.
Число стояков находят из равенства
площадь стояка в верхнем сечении
из выражения A3):
fo.B>/c.H— у -j^-.
Расчеты показывают, что примени-
применительно к стояку круглого сечения
условие A3) обеспечивается, если стоя-
стояку придать конусность; диаметр верх-
верхнего сечения стояка в этом случае
находят по эмпирической зависимости
Расчет коллектора. Суммарную пло-
площадь поперечного сечения коллектора
FH определяют после нахождения Fc
с учетом принятого между ними соот-
соотношения, затем коллектор про-
проверяют на условие A6), обеспечиваю-
обеспечивающее протекание расплава с допусти-
допустимой турбулентностью. С этой целью
определяют фактическую скорость по-
потока в коллекторе
и сопоставляют ее с максимально до-
допустимым значением, найденным из
выражения A6). При этом необходимо
соблюдать условие: vK ^ vK mttX. При
*>н > v« max выбирают другое отно-
отношение FG/FK9 обеспечивающее сни-
снижение скорости потока в коллекторе
до необходимого значения.
Расчет питателей. Суммарную пло-
площадь поперечных сечений питателей
определяют, исходя из принятого со-
соотношения Fo : FK : Fn. Площадь се-
сечения одного питателя находят из
равенства
где п — число питателей.
Толщину питателей 6П рассчиты-
рассчитывают, исходя из условий предотвраще-
предотвращения засоса шлака через них по фор-
формуле 12):
Расстояние от стояка до первого
питателя находят по формуле (8).
Литниковые системы для заливки форм под напором стояка
70
I
1 /
" 1
J
J
r
/2
3
J ¦*=.
Д ,
h/
к
4 5
V/
Рис. 34. Конструкция нижней
литниковой системы:
1 — чаша; 2 — стояк; 8 — зумпф;
4 — шлакосборник; 5 — коллек-
тор; в — питатель; rt <
"С. В .
0.15) ftH; J
= 3dft „; a «
Л • ft = ot8a; Лш »
Затем по формуле vu = oc (Fc/Fn) на-
находят фактическую скорость потока
в питателях и сопоставляют ее с макси-
максимально допустимым значением, най-
найденным из выражения A7). При vn >
^ vu max уменьшают Rn или сни-
снижают ап, применяя другое (большее)
соотношение Fn/Fc.
1
2 5
Конструкция нижней литниковой
системы показана на рис. 34; кон-
конструкции зумпфа и металлоприемника
при нескольких стояках приведены
на рис. 35. Исполнительные размеры
литниковых чаш принимают в зависи-
зависимости от их высоты Нч по табл. 8 и 9;
воронок — по табл. 7.
It
\
1 f-
Не.
СТОЯ-
;• 35. Конструкция зумпфа (а) и металлоприемника (б) при нескольких
Pft4 ? "** зумпф; 8 — металлоприемник; 4 — коллектор; 5 — питатель; /« =»
l»°> dc Н1 *2 = B.5^3,0) dc н; /8 = @.8 + 1.0) &к; Fa » D+6) FG; Fa - пло-
рориаонтального сечения зумпфа
80
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Б~ Б
Рис. 36. Конструкция вертикально-
щелевой литниковой системы:
1 — чаша; 2 — стояк; 3 — коллектор; 4 ¦*¦
зумпф; 5 — вертикальный колодец; 6 —
вертикальная щель; 7 — отливка
Расчет и конструирование вертикаль-
вертикально-щелевой литниковой системы.
Участок вертикально-щелевой литни-
литниковой системы (рис. 36), содержащий
литниковую чашу, стояк, коллектор,
питатели (входные каналы в верти-
вертикальные щели), представляет собой
нижнюю литниковую систему, расчет
которой изложен ранее.
Вертикально-щелевую часть системы
(колодцы и щели) по отношению к со-
соединенной с ней нижней литниковой
системой можно условно рассматри-
рассматривать как часть отливки. Поэтому
сначала рассчитывают размеры и число
элементов вертикально-щелевой части
литниковой системы, а затем, присоеди-
присоединив эти элементы к очертанию от-
отливки, — нижней литниковой системы.
Таким образом, порядок расчета
вертикально-щелевой литниковой си-
системы следующий:
определяют суммарную толщину
всех вертикальных щелей:
формы, определяемый по формуле B9);
толщину одной щели вычисляют из
выражения
бщ < @,7 ч- 1,0) ботл,
где ботл — преобладающая толщина
стенки отливки в месте соединения
ее с вертикальной щелью;
находят число щелей, соответствую-
соответствующее числу вертикальных колодцев:
вычисляют ширину (расстояние от
отливки до колодца) вертикальной
щели /щ и диаметр колодца dK по
формуле
принимают ширину питателей /п
из условия /п ^ dR;
определяют суммарный периметр се-
сечения формы 23 ^ф> который равен
сумме периметров: рабочей полости
формы Рл, суммарных колодцев Рк
и щелей Рщ, т. е.
= @,008-*- 0,012) Рф,
где Рф — полный периметр сечения
После этого рассчитывают макси-
максимально допустимый расход расплава
по формуле A9), в которой Рф .заме-
.заменяют на S Рф. Далее расчет выпол-
выполняют в соответствии с методикой,
изложенной для нижней литниковой
системы.
Особенности расчета литниковых
систем других типов. Конструкция
верхней и боковой литниковых систем
отличается от конструкции нижней
литниковой системы лишь местом под-
подвода расплава к отливке. Поэтому
последовательность определения исход-
исходных данных и порядок расчета верх-
верхней и боковой литниковых систем
совпадают с уже изложенным поряд-
порядком для нижней литниковой системы.
Особенности же расчета верхних
и боковых литниковых систем сле-
следующие.
Верхняя литниковая система. Так
как высота отливки над уровнем под-
подвода расплава h0TJ1 = 0 и /ic = /inp,
то согласно B8) Яр = Но. Поэтому
при расчете заполняемости фактиче-
фактическую скорость подъема расплава в
форме для всех групп отливок опре-
определяют из выражения C0).
Литниковые системы для заливки форм под напором стояка
81
Боковая литниковая система. При
определении высоты стояка и расчет-
расчетного напора по формуле B8) в расчете
используют высоту отливки Лотл над
уровнем подвода расплава в форме
(см. рис. 31, б).
Расчет заполняемости формы прово-
проводят по наиболее опасному сечению
формы, расположенному выше уровня
подвода расплава, так как условия
заполняемости верхней части отливки
будут хуже, чем нижней.
Ярусная литниковая система. При
расположении питателей в горизон-
горизонтальных плоскостях (см. рис. 1, д)
каждый из ярусов представляет собой
нижнюю систему для вышерасполо-
вышерасположенной части отливки. Поэтому ярус-
ярусную систему с горизонтальными пи-
питателями рассчитывают по методике
расчета нижней системы. В случае
расположения питателей в вертикаль-
вертикальной плоскости и отвода их от верти-
вертикального колодца (см. рис. 1, е)
расчет проводят по методике, изложен-
изложенной для вертикально-щелевой системы.
Особенности проектирования си-
систем для литья в кокиль и оболочковые
формы. Расчет литниковых систем и
выфрр их конструктивных размеров
Йри литье в кокиль и оболочковые
формы осуществляют по тем же ме-
методам и исходя из тех же рекоменда-
рекомендаций, которые приведены для литья
в песчаные формы.
Однако при выборе типа литнико-
литниковой системы, конструктивном построе-
построении и расчете ее размеров необходимо
учитывать некоторые особенности рас-
рассматриваемых видов литья, связанных
прежде всего с условиями охлаждения
расплава в форме, газовыделением
И его отводом, а также размещением
отливок и литниковой системы в форме.
Выбор конструкции литниковой си-
системы, способа и мест подвода металла
при литье в кокиль и оболочковые
формы во многом зависит от конфигу-
конфигурации отливки и расположения пло-
SSf Разъема формы. В отличие от
2?™f B песчаные формы, в которых
преобладает горизонтальный разъем,
«^кокиле или в оболочковой форме
;?**ьем может быть горизонтальным,
вертикальным или комбинированным
W» кокиля).
Ограниченное число плоскостей разъ-
разъема формы и необходимость уменьшать
ее размеры не всегда позволяют при-
применить разветвленную литниковую си-
систему и разместить шлакоулавливаю-
щие элементы. Это затрудняет созда-
создание участков системы, успокаивающих
поток расплава и задерживающих шла-
шлаковые включения. Поэтому особое
внимание при литье в кокиль и обо-
оболочковые формы обращают на выбор
конструкции литниковой чаши и тех-
технику заливки, которые должны обес-
обеспечить задержание шлака в чаше и
создать условия спокойного ввода рас-
расплава в форму.
При литье в кокиль и оболочковые
формы острые кромки каналов при-
приводят к еще большему образованию
завихрений, разрывов оксидной пленки
и замешиванию внутрь потока шлаков,
чем при литье в песчаные формы.
Учитывая это, все сопряжения литни-
литниковых каналов друг с другом, пово-
повороты, ответвления и другие подобные
элементы системы выполняют плав-
плавными, а в необходимых местах преду-
предусматривают зумпфы.
Конструкции литниковых систем
для литья в кокиль. При выборе кон-
конструкции и размеров литниковой си-
системы необходимо учитывать особен-
особенности литья в кокиль — быстрое па-
падение температуры расплава и газо-
газонепроницаемость формы.
При литье в кокиль применяют ниж-
нижнюю, верхнюю (главным образом для
мелких отливок), вертикально-щеле-
вертикально-щелевую и комбинированную литниковые
системы. При получении мелких и
средних отливок литниковые системы
часто имеют упрощенную конструкцию
(рис. 37).
Хорошие результаты по качеству
и экономичности производства мелких
и средних отливок получают, исполь-
используя заливку сверху и одновременную
кантовку кокиля (рис. 38). Такой
заливкой обеспечивают плавное и рав-
равномерное заполнение сплавом полости
кокиля (как и при заливке снизу)
и направленное распределение тем-
температуры по сечению отливки (как
при заливке сверху). При заливке
с кантовкой наряду с применением
верхней литниковой системы можно
также ликвидировать в литниковой
системе устройства для улавливания
82
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
г) д)
TV 1 fl
rv I <x
Рис. 37. Схемы литниковых
систем, применяемых при
литье в кокиль:
/ — верхние; // — нижние;
/// —- вертикально-щелевые;
IV — комбинированные и яруо-
ные; V — боковые
Рис. 38. Схема заливки сверху (через прибыль) с кантовкой кокиля (направле-
(направление поворота указано стрелкой):
а — начало заливки; б — окончание; / — поворотная плита кокиля; 2 «^ кокиль; 3 *-*
заливочный ковш; 4 — полость, заполняемая жидким металлом
Литниковые системы для заливки форм под напором стояка
шлаковых включений и, кроме того,
сократить расход металла на прибыли.
При получении цилиндрических от-
отливок через нижнюю систему расплав
к отливке чаще всего подводят через
кольцевой питатель, отходящий от
кольце вого массивного коллектора (см.
рис. 37, II, г). Такая форма питателя
обеспечивает не только равномерное
распределение расплава по периметру
отливки, но и создает (за счет умень-
уменьшения гидравлического радиуса) наи-
наилучшие условия для ламинарного те-
течения металла в полости формы.
Для литья в кокиль применяют
стояки специальных конструкций: на-
наклонные с круглым, овальным или
многогранным сечением (см. рис. 5),
змееобразные и изогнутые, получившие
название «гусиной шейки» (см.
рис. 37, III, а, г и е). В таких стояках
снижается скорость движения сплава
и создаются потоки с незначительной
турбулентностью, что исключает за-
захват воздуха, образование шлаков и
пены в самой литниковой системе и
обеспечивает спокойное, без разбрыз-
разбрызгивания сплава, заполнение рабочей
полости формы. Например, примене-
применение в вертикально-щелевых литнико-
литниковых системах наклоненных под углом
30—50° стояков (см. рис. 37, III, б)
обеспечивает условия заполнения фор-
формы, близкие к условиям, получаемым
цри заливке с кантовкой.
Вертикально-щелевые литниковые
системы широко применяют при литье
поршней, цилиндрических деталей ти-
типа втулок, обечаек и т. п. (см. рис. 37,
III, б и г). При заливке небольших
деталей сплав вводят в полость отлив-
отливки непосредственно через щелевой пи-
питатель, отходящий от стояка (см.
рис. 37, III, в); при заливке крупных
отливок обязателен такой элемент вер-
вертикально-щелевой системы, как вер-
вертикальный колодец, который иногда
выполняет роль коллектора (см.
рис. 37, III, а и д).
Для получения отливки с развитой
поверхностью и достаточно большой
Высотой (Лотл/^отл > 50) применяют
ярусные системы, обеспечивающие хо-
хорошие заполняемость формы и пита-
*Цв отливки благодаря подаче горячего
Расплава в ее верхнюю часть или
• прибыль (см. рис. 37, IV, а и в).
Рис. 39. Отливка с литниковой систе-
системой, снабженной фильтровальной сет-
сеткой, установленной в нижней части
стояка:
1 — стояк; 2 *-• сетка: 8 —• питатель; 4 «.
отливка
Применение простых по конструк-
конструкции литниковых систем приводит к
необходимости использовать фильтро-
фильтровальные сетки, гасящие динамический
напор металла и улавливающие не-
неметаллические включения (см. рис. 32).
При вертикальном разъеме кокиля и
нижнем подводе расплава сетки уста-
устанавливают в самой нижней части
систем (рис. 39), что способствует
задержанию шлаковых включений и
спокойному вводу расплава в полость
формы.
Более быстрое, чем в песчаной фор-
форме, охлаждение расплава вынуждает
чаще, особенно при нижней литнико-
литниковой системе, создавать условия для
направленной кристаллизации и под-
подпитывания отдельных массивных ча-
частей отливки. С этой целью осуще-
осуществляют (если позволяют размеры ко-
кокиля) подвод расплава через отводные
прибыли (питающие бобышки), уста-
устанавливаемые над питателями (см.
рис. 37, II, в).
Конструкции систем для литья в
оболочковые формы. Особенности лит-
литниковых систем и заливки расплава
при литье в оболочковые формы свя-
связаны с выбором плоскости разъема
формы. При вертикальном разъеме
формы сборка и заливка формы упро-
упрощаются, так как в этом случае не
нужно наращивать стояк и прибыль,
появляется возможность механизиро-
механизированной засыпки формы опорным ма-
материалом, использования тонких обо-
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
лочек, сокращения производственных
площадей под заливку. Однако при
вертикальной заливке труднее обес-
обеспечить питание внутренних утолщен-
утолщенных мест отливки и удаление воздуха
из глубоких полостей, что может при-
привести к появлению усадочных дефек-
дефектов или дефектов газового характера.
Поэтому вертикальную заливку пре-
преимущественно применяют для тонко-
тонкостенных отливок, а также для отли-
отливок, отливаемых из сплавов с малой
усадкой и с равномерными толщинами
стенок.
При горизонтальной заливке легче
предусмотреть рассредоточенный под-
подвод расплава к отливке и предотвра-
предотвратить местные перегревы формы. Такой
способ заливки используют при литье
сложных отливок ответственного на-
назначения, получаемых из сплавов (в
том числе магниевых), имеющих боль-
большую усадку.
Недостатки горизонтальной залив-
заливки: необходимость применения более
толстых оболочек, нагружения формы
перед заливкой, затрудненность ме-
механизации сборки и увеличение пло-
площади заливочного участка.
При литье в оболочковые формы,
так же как и при литье в кокиль,
применяют верхнюю, нижнюю, с бо-
боковым подводом, вертикально-щеле-
вертикально-щелевую и ярусную с вертикальными пи-
питателями системы.
Верхнюю литниковую систему ис-
используют в основном для мелких
отливок при вертикальной плоскости
разъема формы — такая система обес-
обеспечивает направленную кристаллиза-
кристаллизацию сплава. В тех случаях, когда
в одной форме располагают несколько
мелких отливок, применяют упрощен-
упрощенную литниковую систему с боковым
подводом расплава (см. рис. 37, I, в).
Для устранения усадочных дефектов
подводят сплав через отводные (боко-
(боковые) прибыли.
При литье в оболочковые формы не
всегда удается разместить длинный
коллектор, поэтому, если необходимо
подводить металл в нескольких ме-
местах, заливку производят через два
самостоятельных стояка.
Для снижения динамического напо-
напора металла и турбулентности потока
(неразветвленные системы) применяют
\
6
Рис. 40. Схема литниковой системы
с дросселем для заливки нескольких
коленчатых патрубков:
/ — чаша; 2 — стояк; 3 —• зумпф; 4 —
шлакосборник; б — дроссель (пережим);
6 — горизонтальный коллектор; 7 —
вертикальный коллектор; 8 -— питатели
дроссели (рис. 40). Наиболее распро-
распространены литниковые системы с двумя
сужениями. Первое дросселирование
(сужение) происходит в нижней части
конического стояка; второе — в кол-
коллекторе, недалеко от зумпфа стояка.
Особенности расчета литниковых
систем при литье в кокиль и оболочко-
оболочковые формы. При заливке крупных
отливок, отличающихся сложностью
конфигурации, расчет расхода прово-
проводят по формуле A9); при заливке
мелких и средних отливок, а также
плоскостных отливок простой конфи-
конфигурации, заполняемость которых труд-
трудно обеспечивается, — по формуле B2)
или B3).
Гидравлические сопротивления лит-
литниковой системы при литье в кокиль
и оболочковые формы незначительно
отличаются от аналогичных сопротив-
сопротивлений при литье в песчаные формы.
Поэтому для расчета скоростей потока
в литниковых каналах используют
экспериментальные значения коэффи-
коэффициента расхода, полученные при литье
в песчаные формы.
Кроме рассмотренных ранее типовых
конструкций литниковых систем, при
получении мелких и средних отливок
в кокиль применяют простые по кон-
конструкции литниковые системы (см.
рис. 37). Очень часто основными эле-
элементами, создающими гидравлические
сопротивления в этих системах, яв-
являются (см. табл. 1) чаша (воронка)
и стояк (система Л-1); чаша, стояк,
Приб ыли
85
зумпф и поворот в коллектор (системы
Л-2, Л-3); чаша, стояк, зумпф, пря-
прямой или изогнутый коллектор (си-
(системы Л-4, Л-5, Л-6 и Л-7). Такие
системы можно использовать как са-
самостоятельные или в качестве началь-
начальных участков более сложных систем.
Значение коэффициента расхода р,
для мелких отливок при заливке в ко-
кокиль через вертикальные системы (пи-
(питатели и коллектор расположены в вер-
вертикальной плоскости разъема) можно
принять по данным В. П. Мальцева;
для ярусной системы с вертикальными
питателями (см. рис. 37, IV, а, г и ё)
р, = 0,7-г-0,8; для вертикально-щеле-
вертикально-щелевой системы (см. рис. 37, III, а—е)
и нижней (см. рис. 37, II, б и е) \i =
= 0,65-т-0,76; для комбинированной
(см. рис. 37, IV, б, в и д) ц = 0,56ч-
0,67 (меньшее значение jui прини-
принимают при минимальном значении /8ал>
большее — при максимальном значе-
значении).
2. Прибыли
Классификация прибылей. Прибыли
для отливок подразделяют (рис. 41):
по способу формовки: на открытые
и закрытые;
по расположению относительно пи-
питаемого узла: на прямого действия,
присоединяемые к верхней поверх-
Рис. 42. Поперечные сечения прибы-
прибылей:
а — круглое; в — овальное; в — кольце-
кольцевое; е — полукольцевое (торовое); д —
прямоугольное; е — квадратное; ж — фи-
фигурное
ности отливок, и отводные (боковые),
присоединяемые к вертикальным или
наклонным поверхностям отливок;
по геометрической форме: на круг-
круглые (цилиндрические, шаровые, по-
полушаровые, кольцевые, полукольце-
полукольцевые, комбинированные), плоские (пря-
(прямоугольные, квадратные) и фигурные;
поперечные сечения прибылей при-
приведены на рис. 42, продольные — на
рис. 43—45;
по условиям охлаждения: на обыч-
обычные, оформляемые тем же материалом,
что и отливка; теплоизолированные,
оформляемые менее теплопроводным
материалом, чем отливка; обогревае-
обогреваемые экзотермическими смесями или
Рис. 41. Схема расположения прибы-
прибылей на сложной алюминиевой отливке:
.1*-.* — открытых; 9—11 — закрыты*; /—
I-~ бокового питания; 10 я 11 — прямого
ЛМгствия; /, 3, 4, 6, 9 л 10 — прямоуголь-
Jwx; 2t 6t 7 и 8 — круглых конических;
1*7 и 9 — бокового питания; 9 и // —
• обратным конусом
Рис. 43. Продольные сечения прибы-
прибылей:
а —• прямоугольное; б — коническое; в —
о выпуклыми боковыми стенками; г —
круглое (для шаровых прибылей); д —
с выпуклой верхней поверхностью (для
полушаровых прибылей); / —• прибыли;
2 — отливки
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
1
\
1
i
i
1
е) *) з)
Рис. 44. Разновидности продольных
сечений кольцевых открытых
(а, в, д и ж) и закрытых (б, г, б и з)
прибылей:
а—г — о двусторонним уклоном в разных
(а и б) и одном {в и г) направлениях; д—
а — с односторонним наружным (д, е) и
внутренним (до, а) уклонами
внешним источником тепла — электри-
электрическим, газовым, химическим;
по способу использования давления:
на обычные, в которых не принимается
специальных мер по созданию давле-
давления, с «атмосферным» давлением, с га-
газовым давлением и с воздушным давле-
давлением;
по способу удаления: на отрезные
и легкоотделяемые — отламываемые,
присоединяемые к отливке через раз-
разделительные пластины;
по числу питаемых узлов: на инди-
индивидуальные и групповые.
Наиболее распространены открытые
прибыли, которые применяют на мел-
мелких, средних и крупных отливках.
Эти прибыли можно доливать горячим
металлом, засыпать их поверхность
экзотермическими или теплоизолиру-
теплоизолирующими смесями (сухим песком, уголь-
угольной пылью и др.); с их помощью уда-
' ляют газы из полости формы, что
улучшает их заполняемость (особенно
тонкостенных протяженных отливок);
во многих случаях такие прибыли
облегчают формовку, особенно ручным
способом. Открытые прибыли удобнее
закрытых при литье легких сплавов,
так как в этом случае потери теплоты
Рис. 45. Разновидности комбиниро-
комбинированных (круглокольцевых) продоль-
продольных сечений открытых (а, в и д) и за-
закрытых (б, г и е) прибылей:
а и б — без наружного уклона; в—е -•
о наружным прямым (в и г) и обратным
(д и е) уклонами
через открытые поверхности значи-
значительно меньше, чем при литье с от-
открытыми прибылями тяжелых спла-
сплавов, т. е. потери при литье легких
сплавов составляют 8 % общих по-
потерь при Яп : Dn = 1, в то время как
для тяжелых медных сплавов при тех
же условиях потери составляют при-
примерно 55 %.
Закрытые прибыли прямого дей-
действия с атмосферным давлением имеют
следующие преимущества: обеспечива-
обеспечивают постоянство объема прибылей, так
как их высота не связана с условиями
заливки, упрощают формовку (осо-
(особенно на машинах), улучшают про-
процесс питания, уменьшают расход ме-
металла по сравнению с отводными при-
прибылями, позволяют широко использо-
использовать различные способы теплоизоля-
теплоизоляции, экзотермического обогрева и га-
газового давления.
Отводные прибыли применяют в тех
случаях, когда установка прямых при-
прибылей усложняет обработку отливок
резанием, или такую прибыль можно
использовать в качестве групповой
для питания нескольких мелких от-
Прибыли
87
ливок, или конфигурация отливки и
условия формовки затрудняют при-
применение прибылей прямого действия.
Применение легкоотделяемых при-
прибылей уменьшает в дальнейшем объем
обработки резанием и сокращает за-
затраты на их удаление по сравнению
с отрезными прибылями. Такие при-
прибыли используют в таких случаях,
когда отрезка прибылей затруднена
или прибыль установлена на необра-
необрабатываемой поверхности отливок. Од-
Однако применение легкоотделяемых при-
прибылей требует тщательной сборки и
отделки песчаных форм во избежание
образования засоров под пластиной —
диафрагмой.
Применение обогреваемых прибылей
позволяет уменьшить их объем в 1,5—
2 раза и таким образом существенно
сократить расход жидкого металла
на отливку. Наиболее прост и удобен
обогрев прибылей экзотермическими
смесями. Кроме этого, используют элек-
электрические источники обогрева (дугу,
элемент сопротивления, индуктор) и
обогрев пламенем горелки.
Газовое и воздушное давления по-
повышают надежность работы прибыли,
способствуют уменьшению расхода ме-
металла и пористости в отливках, однако
необходимы дополнительные затраты
на их изготовление и тщательную от-
отработку технологического процесса.
Применение таких прибылей целесооб-
целесообразно при изготовлении крупных от-
отливок, подвергаемых гидроиспытани-
гидроиспытаниям, а также при большой протяжен-
протяженности питаемых узлов, на которых
приходится устанавливать несколько
обычных прибылей.
При установке нескольких прибылей
на отливке воздушное давление под-
подводят только к одной из них, питаю-
питающей наиболее ответственный узел.
Давление в этой прибыли создается
только после изоляции частей формы,
питающихся от других прибылей, ина-
иначе будет происходить перекачивание
металла из одной прибыли в другие.
Требования к прибылям, принципы
¦ж построения и размещения на от-
лнвках. При выборе размеров и места
установки прибылей учитывают не-
непроходимость гарантированного пита-
Щя отливки, так как «экономия» на
прибылях при снижении качества от-
отливки недопустима. Однако, помимо
экономических соображений, установка
лишних прибылей, не принося пользы,
может оказаться даже вредной вслед»
ствие сильного местного перегрева
формы при заполнении ее расплавом.
Прибыль должна удовлетворять сле-
следующим основным требованиям: иметь
достаточный объем для компенсации
усадки сплава при затвердевании; за-
затвердевать позже той части отливки,
к которой она присоединена; иметь
конфигурацию (для экономии метал-
металла), которая обеспечит минимальную
поверхность охлаждения; зона уса-
усадочной раковины не должна выходить
за ее пределы и достигать шейки
прибыли.
Шейка прибыли, как и прибыль,
должна затвердевать позже отливки
и быть как можно короче, так как
при этом площадь ее поперечного
сечения может быть меньше. Реко-
Рекомендуется использовать прибыли, шей-
шейки которых имеют круглое сечение,
что невозможно выполнить при боко-
боковых прибылях, присоединяемых к пло-
плоским отливкам. В этих случаях тол-
толщину шейки принимают равной 0,6—
0,8 толщины стенки отливки в месте
подвода металла. Для облегчения уда-
удаления прибыли шейку выполняют с
фаской, которую иногда в верхней
прибыли получают при помощи раз-
разделительной пластины.
В целях уменьшения объема прибы-
прибылей и экономии металла необходимо
шире использовать теплоизоляционные
и экзотермические смеси, специальные
конструкции прибылей, работающие
под атмосферным, газовым и воздуш-
воздушным давлением.
Прибыль присоединяют к тому тепло-
тепловому узлу отливки, который затверде-
затвердевает позже остальных элементов, т. е.
прибыль присоединяют к наиболее
массивным частям отливок, местным
утолщениям, сопряжениям элементов,
к месту подвода питателей. Ни один
из массивных узлов отливки не дол-
должен обособляться от источника пита-
питания в процессе затвердевания. Сле-
Следует всегда стремиться к установке
прибылей на верхней части отливки.
Отводную прибыль размещают таким
образом, чтобы наивысшая точка узла
. отливки не превышала ее верхнего
88
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
уровня. Нежелательна установка при-
прибылей на необрабатываемых иочорх-
ностях отливок.
При установке прибылей учитывают
удобство формовки, а также выполне-
выполнение следующих условий: прибыли не
должны затруднять деформацию от-
отливки при усадке, я их отделение от
отливок не должно вызывать cepj^ea-
ных затруднений.
На отливках больших габаритов,
имеющих постоянное сечение или не-
несколько тепловых узлов, необходимо
устанавливать несколько прибылей,
так как радиус действия прибылей
ограничен. В то же время необходимо
стремиться к тому, чтобы из одной при-
прибыли питалось как можно большее
число тепловых узлов отливки. В этом
случае процесс питания отливки дол-
должен быть организован таким образом,
чтобы в каждом ее узле осуществля-
осуществлялось направленное затвердевание —
от тонких элементов отливки к тол-
толстым и, наконец, к прибыли.
С целью соблюдения принципа на-
направленного ватвердевания иногда
увеличивают площади сечения отлив-
отливки за счет создания технологических
напусков (см. рис. 46). Сложная от-
отливка имеет равномерные но толщине
стенки. Узлы отливки Л, В и С нель-
нельзя захолаживать, так как узлы А
и В — проточные, а узел С — питаю-
питающий. Поэтому вписывают в узел Л
шар и выкатывают его вверх до узла С,
создавая при этом расширения сечений
отливки за счет технологических на-
напусков б, 7 и 8. По наибольшему диа-
диаметру шара, вписанному в узел С,
определяют размер основания при-
прибыли. Чтобы не увеличивать чрез-
чрезмерно расход металла, технологиче-
технологические напуски выполняют в виде уз-
узких поясов, число которых соответ-
соответствует числу ребер, отходящих от узла
В к узлу Л и от узла С к узлу В.
Узлы питания — это части отливок,
через которые осуществляется их пи-
питание. По форме узлы питания под-
подразделяются на шаровые (рис. 47, а),
кубические (рис. 47, б), круглые
(рис. 47, в и ж) и плоские (рис. 47, г—
и), по расположению на отливке —
на горизонтальные (рис. 47, в—е) и
вертикальные (рис. 47, ж—и).
Шар и куб относятся к средним по
Рис. 46. Устранение термический
узлов сложной отливки:
1 — открытая прибыль; 2 — вакрытая бо-
боковая прибыль атмосферного давления;
3 — ребро; 4 — подвод металла; б — от-
отливка; 6—8 — технологические напуски;
X — холодильники
высоте питания, у которых Нп«
я& Ну\ при горизонтальном располо-
расположении узлов (низкие узлы) Яп > Яу;
при вертикальном расположении узлов
(высокие узлы) #п < #у.
При выборе места установки при-
прибылей на узлы отливок различных клас-
классов сложности можно руководствова-
руководствоваться данными, приведенными . в
табл. 16.
Расчет прибылей. Одним из важных
этапов расчета прибыли является оп-
определение ее оптимальной конфигура-
конфигурации исходя из тою, что прибыль слу-
служит резервуаром жидкого металла и
обеспечивает питание огливки. Рас-
Расчеты показывают, что наивыгодней-
наивыгоднейшей формой горизонтального сечения
прибыли является окружность.
Для прибыли круглого сечения на
рис. 48 приведена диаграмма, пока-
показывающая связь между относительным
Прибыли
Рис. 47. Форма типовых узлов питания и расположение на них прибылей:
I — узел питания; 2 — прибыль; Dn# ад, Ьд я Dy. ау. 6у — размеры соответственно
прибылей н узлов питания
0,9
0,7
0,1
A—
\
\O,QS
= 0,1
\
V
„yy
У/
у
y/
объемом прибыли
S
- (Уц—объем
0,25
Phc. 48. Зависимость относительного
объема прибыли Vn/V0IU от безразмер-
безразмерного критерия «и—3L и отношения п
радиусов верхнего и нижнего сечений
прибыли
отл
прибыли; Уотл т~ объем питаемого
узла отливки) и отношением п радиу-
радиусов верхнего и нижнего сечений при-
прибыли при различных значениях без-
тЩ ,
размерного критерия «г^—^~ (т —
•'отл
относительная скорость затвердевания
металла на поверхности прибыли;
Rt — радиус в верхнем сечении при-
прибыли), хараюеризующего данную от-
отливку. Значения критерия равны
0,001—0,1.
Для каждого значения критерия
существует свое значение л, при кото-
котором объем прибыли будет минималь-
минимальным. Однако разница в положении
минимума для различных групп от-
отливок невелика, и наивыгоднейшее
значение отношения радиусов вверху
и внизу мало отличается от единицы,
т. е. наивыгоднейшей формой прибыли
яьляется цилиндр.
Другим важным sianoM, предшест-
предшествующим расчету прибылей, является
90
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
16. Места установки прибылей для отливок
различных типов (классов)
Тип (класс) отливки
и его характеристика
Эскиз отливки
Место установки
прибыли
1. Куб — сплошная от-
отливка с центральным
размещением основной
массы; три осевых раз-
размера имеют близкие зна-
значения
Верхняя поверхность от-
отливки; диаметр нижнего
поперечного сечения при-
прибыли больше в 1,15 раза
диаметра окружности,
вписанной в питаемый
узел
2. Втулка — отливка
круглого сечения с раз-
размещением основной мас-
массы, вокруг одной оси;
осевые размеры примерно
одинаковые
На торцовой поверхности;
при небольших размерах
отливки устанавливают
две секторные прибыли,
перекрывающие на 40—
50 % сечение втулки;
при больших размерах
втулки число прибылей
увеличивают, сохраняя
постоянство перекрыва-
перекрываемой площади попереч-
поперечного сечения втулки
3. Рычаг — отливки с
размещением основной
массы вдоль одной оси,
размер которой значи-
значительно превосходит два
других осевых размера
На утолщенных частях;
если сечение отливки по-
постоянно по длине, то ста-
ставят несколько цилиндри-
цилиндрических прибылей, рас-
расстояние между которыми
определяют по табл. 17
4. Цилиндр — сплошная
отливка с размещением
основной массы вдоль
одной из осей; один из
осевых размеров превос-
превосходит два других в 2—
3 раза
На верхней торцовой по-
поверхности при вертикаль-
вертикальном расположении отлив-
отливки в форме (нижнее се-
сечение прибыли должно
быть равным или несколь-
несколько большим сечения ци-
цилиндра); при горизон-
горизонтальном расположении
отливки применяют при-
прибыли прямоугольного
сечения, устанавливае-
устанавливаемые на верхней ее поверх-
поверхности
Прибыли
91
Продолжение табл. 16
Тип (класс) отливки
я его характеристика
Эскиз отливки
Место установки
прибыли
б. Диск — отливка с
плоскостным размещени-
размещением основной массы; один
из осевых размеров в
2—б раз меньше двух
других
На утолщениях или в
средней части отливки
(если утолщение отсут-
отсутствует); заливка горизон-
горизонтальная; используется
цилиндрическая прибыль.
Радиус прибыли равен
1,5 толщины отливки
6. Плита — отливка с
плоскостным размещени-
размещением основной массы; один
из осевых размеров зна-
значительно меньше двух
других
На торцовой поверхности
отливок при вертикаль-
вертикальной заливке; прибыли
имеют прямоугольное се-
сечение. Наименьшее сече-
сечение прибыли должно
равняться толщине от-
отливки
7. Труба — пустотелая
отливка с размещением
основной массы по пери-
периферии вокруг одной из
осей; один из осевых раз-
размеров значительно боль-
больше двух других
На концах трубы с охва-
охватом фланцев при гори-
горизонтальной заливке; при-
прибыль имеет прямоуголь-
прямоугольное сечение
8. Колесо — отливка
круглой формы с разме-
размещением основной массы
по периферии в одной
плоскости; один из осе-
осевых размеров значитель-
значительно меньше двух других
В месте сопряжения обо-
обода и на ступицу; прибыль
имеет цилиндрическую
форму с напусками
9, Рама — отливка с не-
неравномерным плоскост-
плоскостным расположением ос-
основной массы; комбина-
комбинация из рычагов; пло-
ЩЗД]Ь отверстия больше
нлн равна половине пло-
Щади отливки в плане
На утолщениях или в
в местах сопряжения
элементов, образующих
отливку; прибыль имеет
цилиндрическую форму
02
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Продолжение табл. 16
Тип (класс) отливки
и его характеристика
Эскиз отливки
Место установки
прибыли
10. Кронштейн — отлив-
отливка с неравномерным про-
пространственным размеще-
размещением основной массы;
комбинация из плоских
стенок и втулок
См. пп Л—9, 12
11. Коробка — отливка с
пространственным, глав-
главным образом периферий-
периферийным размещением основ-
основной массы. Комбинация
из плоских стенок, раз-
размещенных в различных
плоскостях
См. пп. 1—9, 12
12. Арматура — отлив-
отливка с пространственным
размещением основной
массы; комбинация из
втулок, плоских и кри-
криволинейных стенок
На фланцах; прибыль
имеет прямоугольное се-
сечение, должна охватывать
фланцы по дуге до 180°
и иметь напуск на тор-
торцовую поверхность
13. Отливка сложной
конфигурации — про-
пространственное размеще-
размещение основной массы;
сложная комбинация из
криволинейных стенок и
рычагов
См. пп. 1—9, 12
расчленение отливки на части, кото-
которые можно питать отдельными прибы-
прибылями с учетом их радиуса действия, и
определение числа прибылей.
Определение числа прибылей и ра-
радиуса их действия можно выполнить
по табл. 17. При наличии захолаживаю-
щего действия торца отливки R =
= А + В (схема 1), где А — радиус
действия прибыли; В — радиус дей-
действия торцового эффекта; при наличии
холодильника с торца отливки R =
= А + В + Вг (схема 2), где Вх —
радиус действия холодильника; при
отсутствии торцового эффекта R =
= А (схема 3). При наличии холо-
холодильника с торца отливки и под при-
прибылью (или между прибылями) Rx =
= Аг и R9 = А + В+Вг (схема 4),
где Аг — радиус действия прибыли
с холодильником; при переменном се-
сечении отливки R = Аг + А2 (схема 5)
Л7.
I.
2.
3.
Радиус
действия
открытых прибылей
Схемы расположения
прибылей
R
R
14:1 ^
Т
А В 8f
4»J—
У
К Н.
\
1 |
' А
А
—
1
прямого питаиия в
Алюминиевые бронзы
и латуни
R-
R =
- А + В — 4,56
д + В + Bf — 56
R = Л = 26
отливках типов бруска, плиты
Заливаемые сплавы
Оловянные
R — Л + В — 3,56
= 3,56 + 50 мм
/г = 1,56
, 1
кольца
Al-Cu
Л
л
в
= 3,06
« 5,56
/?= Л
Л
8,56
+ я
Al— Si
+ В - 86
+ Bf
= л
94
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
абл.
н
№
S
Д0ЛЖ1
о
С
сплавы
а
3
2
Залн
Т
<
3
1
«
а
м
к
Олов
нзы
о*
евые
лату!
В
м
&
S
©5
S3
«ав
о. а
яв
3
К
О
1
II
в?
II
II "" л
II Jg
««и 7
о:
S
II
и ii
•н еч
Г1
•^ I
ч:
J>
1
I
щ
¦кц*
чТ
II
о;
« 1
II II II
II II II
-Hfg
II Ii II
м и и
Q/ И Я
1-
t
ю
-4—
«4
+
||
о;
'«9
« 1 1
^ со со со
II II II II
гу н я п
*"*« м< «4 «4
-(-во «о
^ со" со* со
II II II II
гу и « и
*^J ^ *^i
•л
N
ч:
CD
S
X
О.
«3
S
К
S
«3
tr
О)
s
к
сх
с
. Прибыли
95
и R = Аг + А2+ Л3 (схема 6).
В случае применения обогреваемых
прибылей радиус их действия можно
увеличить на 15—30 %, а у прибылей,
работающих под газовым или воз-
воздушным давлением, — на 30—50 %.
Для определения зоны действия
прибылей можно также пользоваться
приведенными ниже соотношениями:
Rn и ^отл — приведенные радиусы
соответственно прибыли и питаемого
узла отливки; 1п — длина питаемой
зоны прибыли; ботл — толщина пита-
питаемого узла отливки:
.• . . 1,0 1,25 1,5 1,75 2,0
Рис. 49. Схема к определению поло-
положения усадочной раковины в прибыли:
1 •=* отливка; 2 — усадочная раковина;
S ¦— изотермы-изосолидусы; 4 •— прибыль
4,0 5,5 6,5 6,75 7,0
Расчет. После того как определены
число прибылей и их конфигурация
приступают к расчету основных раз-
размеров прибылей. Расчет выполняют
с учетом следующих положений: время
затвердевания прибыли должно быть
больше времени затвердевания питае-
питаемого узла; объем прибыли должен
быть достаточен для компенсации усад-
усадки жидкого металла при затвердевании;
усадочная раковина . не должна вы-
выходить за пределы прибыли и достигать
ее шейки.
Место расположения усадочной
раковины можно установить путем.
Проведения изотер м-изосол иду сов
(рис. 49).
. Для расчета прибылей в большин-
большинстве случаев используют эмпириче-
эмпирические зависимости. Наиболее простые
из этих зависимостей следующие.
Объем усадочной раковины Fp опре-
определяют как сумму усадок сплава при
затвердевании объемов отливки (или
Объема питаемого узла) УОтл и Уи*
т. е.
; ^р = Р(^отл + ^п), C2)
* Р — коэффициент объемной усадки
пава в интервале температур за-
к—хи сплава и солидуса, равный:
2*045 для оловянных бронз; 0,065—
для алюминиевых бронз; 0,075
многокомпонентных латуней; 0,04
меди; 0,04—0,075 для магниевых
в; 0,035—0,080 для алюминие-
сплавов.
При расчете Р для других сплавов
можно принимать Р =3ел, где ел —
литейная усадка сплава.
Установлено, что объем усадочной
раковины составляет определенную
часть объема прибыли в зависимости
от ее типа, т. е. Fp = kVni где k —
коэффициент экономичности (запаса)
работы прибыли, равный г/3—V6 для
обычных открытых прибылей и х/1—
1/э Для закрытых прибылей.
Подставляя значение Fp в уравне-
уравнение C2), получают формулу для рас-
расчета объема прибыли
C3)
На практике для определения объе-
объема прибыли во многих случаях исполь-
вуют упрощенную формулу
V — Р V
у л — —т~" у отл»
C4)
Зная значения коэффициента Р и
задавшись значением к из формулы
C4), можно определить предельное
значение Vn в зависимости от Уотл
для каждого конкретного сплава.
Например, допуская, что усадочная
раковина в цилиндрической прибыли
представляет собой конус с основанием,
равным основанию прибыли, и высо-
высотой не более 0,75#п (Рис- 50), можно
найти объем усадочной раковины
Fp = 0,25Fn и таким образом уста-
установить коэффициент неэкономичности
работы прибыли. Для данного случая
этот коэффициент равен 1/^.
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Рис. 50. Схема к расчету объема уса-
усадочной раковины:
1 — усадочная раковина; 2 *=* прибыль;
S — отливка
Тогда, например, для наиболее ши-
широкого распространенного алюминие-
алюминиевого сплава АЛ4 в интервале от тем-
температуры литья (800 °С) до темпера-
температуры солидуса (Р = 0,035) объем при-
прибыли в пределе Vu ~ 0,16УОтл» а
для магниевого сплава МЛ5 в том же
температурном интервале Vn ~
^ 0,46Уотл.
Чтобы зона усадочной раковины не
выходила за пределы прибыли, высота
Ни должна быть больше высоты
#отл питаемого узла отливки. Для
цветных сплавов отношение Нп: Нотл
в среднем можно принять равным 1,5.
Чтобы прибыль затвердевала позже
узла питания, ее приведенная тол-
толщина Rn должна быть больше при-
приведенной толщины «узла питания» Ry,
на котором она устанавливается.
Значения Ru и Ry (см. рис. 47)
можно подсчитать при принятом соот-
соотношении Ни: #Отл- Приняв, что время
затвердевания прибыли на 40 % боль-
больше времени затвердевания узла пита-
питания, находят необходимую толщину
прибыли или ее диаметр, учитывая
значения Ru и Ry.
Толщину или диаметр прибыли (см.
рис. 47) определяют тогда по следую-
следующим формулам:
h —
Ну + Ьу
где Ну — высота узла питания, мм.
Рассчитав по формулам C2) или
C3) объем прибыли, а также ее диа-
диаметр (или ширину) и задавшись от-
отношением Нп : Dn, определяют пло-
площадь поперечного сечения и высоту
прибыли. Для определения размеров
прибыли можно воспользоваться но-
номограммами, составленными для кон-
конкретных условий литья.
Наибольшее распространение нашли
номограммы, приведенные в работах
Альтмана М. Б. Эти номограммы по-
построены с использованием формул C3),
C5) и C6).
В номограммах для расчета при-
прибыли прямоугольного и круглого се-
сечения при литье алюминиевых сплавов
принято k = 1/4; Р = 0,035. При
определении размеров прибыли пря-
прямоугольного сечения в левой части
номограммы (рис. 51) на шкале /
находят точку а, соответствующую
ширине узла питания, на котором
устанавливается прибыль. Из точки а
прямую, параллельную оси ординат,
проводят до пересечения с кривой,
соответствующей значению высоты
узла, на котором ставится прибыль
(шкала //). Из полученной точки б
двигаются вправо параллельно шка-
шкале / до пересечения со шкалой ///
(точка Ь). В правой части номограммы
на шкале IV находят точку 2, соот-
соответствующую ширине узла питания,
затем в направлении, указанном стрел-
стрелкой, проводят прямую параллельно
оси координат до пересечения с одной
из наклонных линий, соответствующих
значению высоты узла питания (шка-
(шкала V). Из найденной точки g двигаются
влево параллельно шкале IV до пе-
пересечения со шкалой VI (получают
точку ё). Цифра на шкале VI в точке е
является минимально допустимой вы-
высотой прибыли. Через найденные на
шкале /// и IV точки в и е проводят
прямую вправо до пересечения со
шкалой VII. Цифра на шкале VII
в найденной точке ж соответствует
ширине прибыли. Длина прибыли дол-
должна быть равна длине узла питания.
Размеры круглой в сечении при-
прибыли определяют по номограмме
(рис. 52). Определение начинают с
того, что в левой части номограммы на
шкале / находят точку а, соответству-
Прибыли
97
оувыт '.ин ' nai/iigndu
1
03
ч
ч"
ч
ч
ч
ч
ч
с
ч
ч
ч
f
3
ч
S
f
\\
ч
ч
/
ч
ч
'/
И\700
ч
1
щ
s
ч
s
<*
"%
ч
1
Iff
ш
IMI
ч
Г///7У1
ч
ч
ч
ч
ч
ч
ч
^
ч
AAV//a
ч
ч
ч
s
ч
ч
V
ч
ч
ч
ч
ч
ч
ч
ч
ч.
ч
ч
ч
ч
ч
f\A\/ /
ч
ч
ч
ч
1
ч
ч
ч
ч
ч
ч^к
ч
>/
s
ч1
ч,
а
<
/II //
ч
ч
ч
Ч
ч
ч*
ч
'/////]
4j
ч
S
ч
ч
ч
ч
>
ч
ч
ч
ч
ч
ч
ч
ч
ч
ч
ч
ч
ч
к4
ч
ч,
ч
ч
ч,
S
s
4
ч
ч'
ч
ч
S
ч,
ч
/// II!
S
ч
////111
ч
?
ч
ч
ч
ч
ч
0
S
ч
ч
сое
1
j[ vi/Dum 1 и'н 'ыпнвшпи vvrfi vwoj/ig
i i i I i i l i i i i i i i i
8
S
s
I
I
s
a,
в
X
s
vt/DMm iuu 'пэиндпс/и ошоэ/чд
О
В
I
a;
Ш BVDMfJJ
??&
S^
«. s
Duoum '. ни ' HnHDiunu
muoo/9g
!
a,
в
о
Cxi
?
' H. M. Галднн н
ДР-
98
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
щя Bi/вмт inn 'm/ivgndu яшаонд
03
В
О
n
I
X
1
I
о,
I
a,
в
о
8
i
a,
Прибыли
9В
Получают
конструктивно
Рис. 53. Конструктивное построение прибылей
ющую диаметру узла питания, на
которой устанавливается,прибыль. Из
точки а в направлении, указанном
стрелкой, проводят прямую, парал-
параллельную оси координат, до пересече-
пересечения с кривой, соответствующей значе-
значению высоты узла питания (шкала //).
Из полученной точки б двигаются
вправо параллельно шкале / до пере-
пересечения со шкалой /// (получают
точку в), В правой части номограммы
на шкале IV находят точку г, по кото-
которой определяют далее ширину узла
питания; далее поднимаются параллель-
параллельно оси ординат до пересечения с од-
одной из наклонных линий', соответ-
соответствующих значению высоты узла пи-
питания (шкала V). Из полученной точ-
точки д двигаются влево параллельно
шкале IV до пересечения со шкалой VI
(получают точку е). Через найденные
на шкалах /// и VI точки Ь и е
проводят прямую линию вправо до
пересечения со шкалами VII и VIII.
Найденная на шкале VII цифра дает
значение диаметра прибыли, а точка ж
на шкале VIII соответствует значению
высоты прибыли.
При определении размеров прибылей
Для отливок из других сплавов номо-
номограммы корректируют, заменив в фор-
формулах (ЗЗ)-(Зб) коэффициенты k и р
соответствующими значениями для
Каждого сплава. После того как будут
найдены основные размеры прибы-
прибылей, переходят к их конструктивному
оформлению (рис. 53).
; При установке прибылей на узлы
отливок с плоскими поверхностями под
прибылью могут появляться трещины
Ч.рыхлоты (рис. 54, а), особенно при
литье сплавов с. широким интервалом
кристаллизации. Чтобы избежать об-
образования дефектов, необходимо
увеличить размеры сечения прибыли
в месте ее соединения с отливкой и
выполнить его конструктивно, как
показано на рис. 54, б.
Упрощенный метод определения
размеров прибылей. При разработке
технологии в условиях мелкосерийного
производства и большой номенклатуры
отливок возникает необходимость в
упрощении метода расчета прибылей.
Такой метод основан на следующих
положениях.
Во-первых, для обычных отливок
изменение массы узла питания в до-
довольно широких пределах мало влияет
на высоту прибыли. Во-вторых,высота
прибылей мало возрастает с увеличе-
увеличением высоты отливки. Так, для лег-
легких сплавов при малой высоте от-
отливки (до 150 мм) отношение высоты
прибыли к высоте отливки без при-
прибылей Ни/Н0ТЛ аи 1; при высоте от-
отливки 300 мм это отношение равно
0,5, при высоте отливки 700 мм — 0,3.
В-третьих, экспериментально и рас-
расчетом установлены соотношения между
высотой прибылей и их диаметром.
Рис. 54. Соединение прибыли с от-
отливкой:
а — нерекомендуемое; б — рекомендуемое;
1 — прибыль; 2 — отливка
100
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
3
2
1
•
IT 7
ik
v
3
**—.
— —
— ¦
¦мяв;
|2
50
wo
150
Рис. 55. Зависимость отношения
объемов прибыли прямого действия
и отливки от отношения высоты
прибыли к диаметру:
1 — открытые прибыли; 2 — закрытые
прибыли; 3 и 4 — отношения, выбран-
выбранные для нормализованных прибылей
соответственно открытых и закрытых
На рис. 55 представлена зависимость
отношения высоты прибыли к диаметру
от относительного объема прибыли,
построенная с использованием ра-
равенства:
Ни
Ydf
518ma
163
где Нп — высота прибыли; т — отно-
относительная скорость затвердевания ме-
металла .с верхней поверхности прибыли;
Dn -— диаметр прибыли; Уотл — объем
отливки; Vn — объем прибыли.
Отношение HnlDu изменяется в пре-
пределах 6,4—0,83 и в среднем равно
2,19, что характерно для всех сплавов.
Для нормализованных прибылей можно
принять постоянные отношения вы-
высоты к диаметру: 1,25 : 1 для закрытых
прибылей и 2 : 1 для открытых при-
прибылей (отношения на рис. 55 отмечены
прямыми линиями 3 и 4).
Таким образом, характеристику от-
отливки, необходимую для выбора вы-
высоты прибыли, можно свести к одной
величине — диаметру сферы Dy,
вписанной в соответствующий узел
Рис. 56. Способы утепления прибылей
при литье (Л = 0,1^п):
1 — песчаная форма; 2 — кокиль; 3 —
облицовка из теплоизоляционной смеси;
4 — оболочка из теплоизоляционной сме-
еи; б — листовой асбест; в *=* прибыль;
7 *** выпор; 8 — отливка
питания отливки. Диаметр узла пи-
питания определяют по табл. 18, находят
отдельные размеры открытых, боко-
боковых и закрытых прибылей.
Теплоизолируемые прибыли. Тепло-
Теплоизоляцией можно повысить эффектив-
эффективность действия открытых и закрытых
прибылей как при литье в песчаные
(рис. 56, а и б), так и металлические
(рис. 56, в и г) формы. В качестве изо-
изоляционных материалов применяют по-
пористые вещества, имеющие малую теп-
теплопроводность и низкую плотность:
керамические изделия, асбест, легко-
легковесный шамот, гипс, а также формо-
формовочные смеси с добавками древесных
опилок, древесного угля или древес-
древесной муки.
Для достижения необходимого эф-
эффекта коэффициент теплопроводности
материала прибыльной части формы
должен быть примерно в 3 раза мень-
меньше, чем коэффициент теплопроводности
материала, оформляющего отливку.
После расчета диаметра прибыли Du
можно определить толщину облицовки
прибыли (рис. 56, а) по приближенной
18. Соотношение размеров прибылей
Сплавы
Медные:
оловянные бронзы
алюминиевые бронзы и мно-
многокомпонентные латуни
Объем-
Объемная
усадка,
%
4,5
6,5—7,5
Размеры прибылей
оп
A,24-1,5) D,
A,3-И ,6) D,
A,4+1,6) 07
A.4+1.7) D7
ва
A,5+2,0) Dn
A,4-4-2,0) Da
ва
@,6+0,8) Dn
@,8+1,0) Da
Продолжение табл. 18
Сплава
Алюминиевые:
кристаллизующиеся в интер-
интервале температур 0—15°С
(АЛ2)
кристаллизующиеся в интер-
интервале 15—60 °С (АЛ4; АЛ9)
кристаллизующиеся при тем-
температурах более 60 °С (АЛ1,
АЛЗ, АЛ5, АЛ6, АЛ7, АЛ12)
Магниевые:
кристаллизующиеся в интер-
интервале температур 0—5°С
(МЛ2)
кристаллизующиеся в ин-
интервале температур 50—
100 °С (МЛЗ) v
кристаллизующиеся в интер-
интервале температур более 100 С
(МЛ4, МЛ5, МЛ6)
Объем-
Объемная
Усадка.
3,8-4,1
4,1—5,0
5,0—7,0
• 5,2—5,5
5,3—5,7
5,5—6,0
Размеры прибылей
On
l,6Dy
1,4D,
1.2D,
A,24-1,6) Dn
"в
A,44-1,5) Da
A,44-1,5) Da
A,454-1,55) Dn
Ba
A,84-2,0) Dn
A,84-2,0) Dn
A,94-2,1) Dn
@,64-2,0) Dn
@,64-0,8) Dn
I
52
W
a
pa
pa
3»
X
о
pa
X
i
о
52
S3
Примечание. Для всех сплавов /п = 0,25Dn.
Прибыли
105
формуле
При литье в песчаные формы при-
прибыли обкладывают теплоизоляцион-
теплоизоляционным материалом при формовке, а для
уменьшения тепловых потерь со сто-
стороны открытой части прибыли на зер-
зеркало металла наносят слой теплоизо-
теплоизолирующей засыпки: сухой кварцевый
песок, древесный уголь, кокс, шамот-
шамотный порошок. Оптимальная толщина
слоя засыпки составляет @,08ч-
0,12) Du. При литье в кокиль
прибыль покрывают более толстым
слоем теплоизолирующей краски или
обклеивают листовым асбестом
(рис. 56, в).
С целью экономии теплоизоляцион-
теплоизоляционных материалов из них изготовляют
тонкостенные оболочки (стаканы, втул-
втулки, подставки), которые устанавливают
в песчаную форму при ее изготовлении
(рис. 56, б) или в кокиль (подставки)
при его сборке (рис. 56, г). Для
теплоизоляции прибылей при литье
алюминиевых и медных сплавов ши-
широко применяют вспученный перлит
или вспученный вермикулит, успешно
конкурирующие с экзотермическими
смесями. Вспученный перлит получают
из минерала, представляющего собой
кислое вулканическое стекло следую-
следующего состава, % (мае. доля): SiO2 —
65—75; А12О8 — 12—14; FeaO8 —
1,5—2,5; СаО — 1,5—2,5; MgO — 1,5;
конституционной воды до 5.
Химический состав вермикулита, %
(мае, доля): MgO — 14—23; Fe2O8—
5—17; Fe — 1—3; SiOa — 34—42;
А1аО8 — 10—13; конституционной воды
8—12. Объемная масса вермикулита
0,07-0,1 г/см8.
Перлит измельчают на щековой дро-
Рис. 57! Теплоизоляционные
оболочки из вспученного перли-
перлита и горячеплакированной сме-
смеси:
1 — поясок для удержания оболоч-
оболочки 2 при кантовке; 3 — самоотвер-
ДФвающая смесь; 4 — полость от-
открытой прибыли; 5 — наружная
поверхность полости закрытой при-
Оыли; в — закрытая прибыль; 7 —
воздушный зазор; 8 — выпор; dQ —
Днакетр питающего отверстия при-
прибил ке или в валковой мельнице и под-
подвергают обжигу в шахтной печи при
950—1050 °С. При этом интенсивно
выделяется влага. В результате объем
верен увеличивается в 8—10 раз, об-
образуется легковесный материал с зам-
замкнутыми порами, обладающий высо-
высокими теплоизоляционными свойствами.
Объемная масса вспученного перлита
0,15—0,20 г/см3, теплопроводность в
насыпном состоянии 0,047—0,059
Вт/(м'°С). Теплоизоляционные смеси
для оболочек готовятся в шне-
ковом смесителе, в который сначала
загружают вспученный перлит и глину,
а после тщательного перемешивания
добавляют едкий натр и жидкое стек-
стекло. Продолжительность перемешива-
перемешивания 3—5 мин.
Оболочки из теплоизоляционной сме-
смеси изготовляют в разъемных стержне-
стержневых ящиках. После формовки оболочки
продувают углекислотой и подвергают
тепловой сушке при 300—350 °С в
течение 3—4 ч. Заформованные и вы-
высушенные оболочки можно устанавли-
устанавливать на сырые и высушенные формы
(рис. 57, а). При больших масштабах
применения нормализованных при-
прибылей для изготовления оболочек мо-
можно использовать горячеплакирован-
ные смеси следующего состава, %
(мае. доля): песка кварцевого 100;
термореактивной смолы 5—6; уро-
уротропина 0,35—0,6; борной кислоты
0,15. Для экономии материалов обо-
оболочки делают тонкостенными (8—
12 мм), а чтобы улучшить теплоизоля-
теплоизоляцию между поверхностями прибыли и
оболочки, оставляют гарантированный
замкнутый воздушный зазор до 5 мм
(рис. 57, б). Благодаря малой тепло-
теплоемкости и воздушному зазору оболоч-
оболочка быстро прогревается и кристалли-
2 3
104
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
зация металла в них резко замедля-
замедляется, что обеспечивает хорошее пита-
питание отливки.
Прибыли, обогреваемые экзотерми-
экзотермическими смесями. Обогрев прибылей
состоит в том, что в них металл под-
поддерживается в жидком состоянии при
температуре, близкой к температуре
ликвидуса до окончания затвердевания
теплового узла, питаемого прибылью.
Поэтому экзотермическая смесь дол-
должна выделять такое количество теп-
теплоты и развивать такую температуру,
чтобы нагреть слой, окружающий при-
прибыль, выше температуры ликвидуса
заливаемого расплава.
Основные требования к экзотермиче-
экзотермическим смесям следующие: низкая тем-
температура воспламенения; стабильное
горение смеси с небольшой скоростью;
увеличение не менее чем вдвое об-
общего времени затвердевания при-
прибылей с экзотермическими смесями
по сравнению с необогреваемыми при-
прибылями; хорошая тепловая изоляция
смесей после завершения экзотермиче-
экзотермического процесса; отсутствие химического
взаимодействия между металлом при-
прибыли и смесью; отсутствие стабиль-
стабильного газовыделения при сгорании
смеси, а также пироэффектов; хоро-
хорошая формуемость и высокая прочность
на всех стадиях процесса; отсутствие
механического пригара; высокая газо-
газопроницаемость; недефицитность ком-
компонентов смесей, хорошие санитарно-
гигиенические условия труда при ис-
использовании смесей.
Материалы для изготовления экзо-
экзотермических смесей. Любая экзотер-
экзотермическая смесь состоит из горючего,
окислителя, основы, ускорителя вос-
воспламенения (катализатора), замедли-
замедлителя горения и связующего.
Теплота выделяется в результате
окисления (горения) горючего кисло-
кислородом оксида железа по реакции:
8А1 + 3Fe3O4 = 4А12О8 + 9Fe +
+ 3241 кДж. В качестве горючего
используют: порошок алюминия, при-
применяемый в состоянии поставки с
размером зерна 0,6—1,5 мм; стружку
алюминиево-магниевых сплавов [с
содержанием, % (мае. доля): А1 53;
Mg 47], предварительно обезжирен-
обезжиренную, просушенную, дробленую и про-
просеянную через сито с размером ячей-
ячейки 1,6 мм. Зерна горючего крупнев
1,5 мм трудно воспламеняются, а
мельче 0,6 мм больше окислены, следо-
следовательно, содержат меньше собствен-
собственного горючего.
В качестве окислителя используют:
гематитовую железную руду с содер-
содержанием оксидов железа не менее 80 %
или железную окалину прокатных и
кузнечных цехов. Железную руду про-
просушивают, измельчают в шаровых мель-
мельницах или бегунах и просеивают через
сито с размером ячейки 1,0 мм. Же-
Железную окалину, предварительно обез-
обезжиренную и просушенную при 350—
400 °С, подвергают той же обработке,
что и железную руду.
Основой смеси служат шамот в виде
крошки с размером зерен 0,5—5 мм
при литье любых сплавов; кварцевый
песок при литье алюминиевых спла-
сплавов. Шамот в сочетании с продуктами
реакции окисления (железом и окисью
алюминия), а также связующим об-
образуют вокруг прибыли неразрушаю-
неразрушающуюся, пористую, с низкой тепло-
теплопроводностью оболочку.
Ускорителем воспламенения служит
калиевая селитра, которая одновре-
одновременно является и окислителем.
Замедлитель горения — материал,
замедляющий реакцию окисления го-
горючего в объеме смесей. Эту роль
выполняют шамот, огнеупорная глина
или гипс. Как правило, применяют два
или три замедлителя горения. Горение
в экзотермической смеси должно про-
протекать спокойно и равномерно, не вызы-
вызывая выплесков и «кипения» расплава
в прибыли. Огнеупорную глину про-
просушивают при 200—300 °С, размалы-
размалывают и просеивают через сито с ячей-
ячейками размером 1 мм.
Связующим являются: формовочная
глина, жидкое стекло, сульфитно-
спиртовая барда, гипс, крепитель
4ГУ.
Приготовление экзотермических сме-
смесей. В смешивающие бегуны с катками,
поднятыми на 6—8 мм над днищем ча-
чаши, загружают: алюминиевый поро-
порошок, измельченную алюминиевую
стружку, измельченный алюминиево-
магниевый сплав, древесный уголь,
калиевую селитру, древесные опилки,
железную руду, железную окалину,
молотый шамот, формовочную глину
Прибыли
106
и строительный гипс. Эти материалы
перемешиваются в течение 3—5 мин.
Затем добавляют воду и связующие
материалы (сульфитно-спиртовую бар-
барду или крепитель 4ГУ) и вновь пере-
перемешивают в течение 3—5 мия. Готовая
смесь перед употреблением вылежи-
вылеживается в течение 20—30 мин с целью
уменьшения ее прилипаемости к стерж-
стержневым ящикам и моделям. Допуска-
Допускается вторичное использование боя эк-
экзотермических облицовок, предвари-
предварительно размолотого до зернистости не
более 5 мм, в качестве добавки [10 %
(мае. доля) ч .свежеприготовленной сме-
смеси]. Облицовки из экзотермических
смесей могут храниться до сушки не
более 10 сут.
Влажность форм, заливаемых в сы-
сыром состоянии, при применении при-
прибылей с экзотермическим обогревом не
должна превышать 5,5 %. После за-
заливки форм поверхность металла в при-
прибыли рекомендуется присыпать от-
отходами экзотермической смеси и по-
поверх ее — сухим песком.
Экзотермические смеси должны об-
обладать следующими свойствами: во
влажном состоянии — газопроницае-
газопроницаемостью 80, влажностью 8—13 %, пре-
пределом прочности при сжатии 0,03 МПа;
в сухом состоянии — пределом проч-
прочности при растяжении 0,5 МПа. Тем-
Температура сушки оболочек из смесей
180—220 °С.
Составы экзотермических смесей при-
приведены в табл. 19. Смеси номеров
1—3 используют для литья тяжелых
цветных сплавов, номеров 4—5 —
легких цветных сплавов.
Для изготовления нижних частей
изотермической оболочки (пластины,
кольца) применяют стержневые смеси
(табл. 20).
Смесь № 1 применяют для изготов-
изготовления оболочек, используемых при
валивке алюминиевых сплавов, а бы-
быстросохнущую смесь № 2 — при
заливке тяжелых цветных сплавов, а
также для изготовления разделитель-
разделительных стержней — диафрагм, заклады-
закладываемых в основание легкоотделяемых
прибылей.
Как и при теплоизоляции прибылей,
экзотермические смеси применяют
Либо в виде облицовки прибылей, ко-
которую выполняют при формовке, либо
19. Экзотермические смеси
для облицовки прибылей
9
s
S
1 Номер
1
2
3
4
5
" 5
о с
я
Алюми
гниевы
18
15
15
14
13
>>
а
Желез!
(окали)
18
14
15
15
10
Состав,
b
о
К
се
Кали ев
литра
15
13
30
1
1
Шамот
27
31
5
35
35
% (мае. доля)
1
Огнеуп
глина
8
10
4
6
10
•я
а
я
л
S
Е*
Я
и S
10
12
20
15
15
Я
Древес
уголь
4
5
6
10
12
ные
1 Древес
1 опилки
2
1
1
Примечания: 1. Смеси
№ 3—5 содержат дополнительно 3 %
(мае. доля) алюминиевого порошка.
2. Воду в смеси вводят сверх
100 % сухих составляющих для обес-
обеспечения пластичности.
3. Связующий материал также
вводят сверх 100 % для обеспечения
необходимой прочности.
в виде'специальных оболочек (стака-
(стаканов, втулок, надставок), изготавливае-
изготавливаемых по стержневым ящикам. Экзотер-
Экзотермические оболочки подвергают сушке,
после чего их можно устанавливать как
на сухие, так и на сырые формы.
20. Стержневые смеси
для изготовления нижних частей
экзотермических оболочек
Компонент
Песок кварцевый
Глина формовочная
Жидкое стекло (у =
= 1,22 г/см8)
Едкий натр A0 %-ный)
Сульфитно-спиртовая
барда
Крепитель 4ГУ
Массовая
доля ком-
компонента (%)
для стерж-
стержневой смеси
№ 1
90,0
3,0
—
5,0
2,0
№ 2
90,0
2,5
6,5
1,0
—
100 ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
а)
г
У/////У//////Л
ё)
-I-
Рис. 58. Схемы установки экзотерми-
экзотермических оболочек на прибылях
Помимо тех форм оболочек, кото-
которые приведены на рис. 56 и 57, оболоч-
оболочкам можно придавать и другие формы
(рис. 58) и устанавливать их на шаро-
шаровые прибыли (рис. 58, а), полушаровые
(рис. 58, б), прибыли прямого дейст-
действия с выпуклыми стенками (рис. 58, в)
и бокового питания (рис. 58, г).
Конструкции и размеры наиболее
распространенных экзотермических за-
закрытых оболочек круглой и овальной
формы приведены в табл. 21 и 22, от-
открытых — в табл. 23.
Прибыли, работающие под атмо-
атмосферным, газовым и воздушным давле-
давлениями. В закрытых прибылях при
затвердевании отливки образуется кор-
корка металла, которая изолирует при-
прибыль от атмосферы. Для повышения
эффективности работы прибыли
(рис. 59) в ее полость при формовке
устанавливают песчаный стержень, че-
через который воздух проникает в при-
прибыль и оказывает давление на расплав,
улучшая питание отливки. Рекомен-
Рекомендуемая высота Нъ заглубления песча-
песчаного стержня в прибыль составляет
Лв = 0,18Dn+ 7 мм.
В прибылях с газовым давлением
используют газотворные вещества: уг-
углекислый кальций, углекислый маг-
магний, углекислый цинк', углекислый
барий (табл. 24).
При сборке формы в полость при-
прибыли устанавливают патрон с зарядом
газотворного вещества. Величина за-
Рис. 59. Прибыли, работающие под
атмосферным (а), газовым (б) и воздуш-
воздушным (в) давлением:
I —» прибыль; 2 — песчаный стержень; 8 —
усадочная раковина; 4 — отливка; 5 —•
патрон; 6 — заряд; 7 — «рубка; 8 — втул-
втулка; 9 — шланг
ряда зависит от объема прибыли. При
образовании достаточно прочной за-
затвердевающей корки вокруг наружной
поверхности прибыли металлическая
оболочка патрона расплавляется и га-
зотворное вещество начинает разла-
разлагаться с выделением углекислого газа.
В прибыли создается избыточное дав-
давление, которое способствует проник-
проникновению расплава на прибыли в от-
отливку. Создать давление на расплав
Прибыли
107
21. Размеры (мм) цельных экзотермических стаканов
Круглые стаканы
г*
г
\
§
V .•'•V/
и.
t
1 — стакан; 2 — пластина
60
80
100
110
125
140
160
180
200
,95
117
140
150
170
180
210
233
256
70
90
110
125
140
160
180
200
225
17
18
20
20
22
23
25
26
28
20
20
30
30
30
40
40
40
40
6
8
12
12
12
16
16
16
22
10
15
15
20
20
20
30
30
30
Овальные стаканы
1 — стакан; 2 — пластина
60
80
100
ПО
125
160
180
100
125
150
164
252
120
160 205
200
183 250 308
140 202 280 342
227 320 387
360
160
250
220 275
432
70
90
ПО
125
МО
160
180
200
20
20
20 30
20
30
22 30
23 40
25 40
26 40
15
20
20
25
25
25
35
35
22. Размеры (мм) составных экзотермических стаканов
Круглые стаканы
1
/Л
-3
1 л 2 — секции стакана соответственно
верхняя и нижняя; 3 — пластина
315
350
400
390
430
488
350
400
450
35
40
45
50
60
60
50
60
60
108
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Продолжение табл. 22
Овальные стаканы
5°
L ^*"
T
-с'
1
nn
jT и 2 —
верхняя
Ц
1
4
-А
i
TfTT
секции стакана соответственно
и нижняя; 3 — пластина
в
225
250
280
310
342
380
450
500
560
1ч
535
592
660
в
250
280
315
t
42
46
50
ft
50
50
60
50
50
60
23. Размеры (мм) экзотермических втулок
/ — втулка
f
1
t
1
D
ш
; 2 — пластина
Круглые
' втулки
D
60
80
100
125
160
200
о,
98
120
144
174
216
264
Я
100
100
100
150
200
200
h
20
20
30
30
40
40
Овальные втулки
—втулка; 2 —пластина
60
80
100
125
160
104
130
156
190
236
120
160
200
260
320
164
210
256
315
396
100
100
100
150
200
20
20
20
30
40
Прибыли
109
24. Газотворные вещества для прибылей
Газотворное вещество
Углекислый кальций
СаСО8
Углекислый магний
MgCO8
Углекислый цинк ZnCO3
Углекислый барий ВаСО8
Относи-
Относительная
молекуляр-
молекулярная масса
109,09
84,33
125,39
197,35
Темпера-
Температура дис-
диссоциации,
PC
825
350
300
1100
Реакция
диссоциации
СаСО8 = СаО + СОа
MgCO8=MgO + COa
ZnCO3 = ZnO + СОа
ВаСО8 = BaO + COa
внутри прибыли можно также сжатым
воздухом, который вводят в прибыль
по гибкому шлангу, надетому на сталь-
стальную трубку. В стальную трубку встав-
вставляют керамическую втулку с несколь-
несколькими отверстиями по сечению, которая
входит в полость прибыли.
Схемы установки песчаных стержней
в различных конструкциях, прибылей
приведены на рис. 60. По аналогичным
схемам устанавливаются также пат-
патроны в прибылях газового давления.
Кроме того, песчаные стержни и пат-
Рис. 60. Схемы установки песчаных
стержней в прибыли прямого действия
(а, в и д) и бокового питания (б и г):
а в б — шаровые; виг — полушаровые;
д — цилиндрические; 1 *=* прибыль; 2 -*
песчаный стержень
S)
S)
Рис. 61. Схемы легкоотделяемых прибылей:
а — открытая неутепленная; б — закрытая утепленная; в — боковая закрытая; /
Прибыль; 2 — пдаотава; 3 — отливка; 4 — выпор; 6 — экзотермическая смесь; в
110
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Рис. 62. Кокиль с легкоотделяемой
прибылью:
/ _ кокиль; 2 — полость прибыли; 8 —
асбест; 4 — надставка; б — разделитель-
разделительная пластина; 6 — отливка
роны газового давления в этих при-
прибылях могут быть установлены сбоку
(см. рис. 59, б).
Легкоотделяемые прибыли или от-
отбиваемые прибыли могут быть откры-
открытыми и закрытыми, неутепленными и
утепленными (рис. 61). В кокиле,
как правило, легкоотделяемые при-
прибыли выполняют открытыми (рис. 62).
Пластины для легкоотделяемых при-
прибылей изготовляют из стержневых
смесей, применяемых при литье соот-
соответствующих сплавов (табл. 25). Пла-
Пластины должны быть негазотворными,
но иметь хорошую газопроницаемость.
Наружный диаметр пластины DUJl
принимают на 20—30 мм больше диа-
диаметра прибыли у основания Dn. Кон-
25. Типовые размеры (мм) пластин
из стержневых смесей для
легкоотделяемых прибылей
Диаметр
прибыли,
Оц, мм
До 50
51—100
101—150
151—200
201—300
Толщина
пластины
*пл
5—6
8
12
20
26
Диаметр
питающего
отверстия
20
26
30
36
50
Рис. 63. Конструктивное построение
закрытой легкоотделяемой прибыли:
/ — прибыль; 2 — пластина; ?пл ош
~I,3Dn; rfo«0,4Dn; h « ht + 2a;
hx - 0,12Dn; a « 0,4 "|/d^; Rx « 0,45DnS
R% - <Ш0
структивное построение легкоотделя-
легкоотделяемой закрытой прибыли приведено на
рис. 63.
3. Холодильники
Холодильниками называют метал-
металлические вставки, помещаемые в фор-
форму или стержень с целью ускорения
охлаждения отдельных массивных вну-
внутренних или наружных частей отливки
и обеспечения ее направленного за-
затвердевания. По месту установки в фор-
форме холодильники подразделяют на
внешние я внутренние (расплавляе-
(расплавляемые).
Внутренние холодильники приме-
применяют только для неокисляющихся
медных сплавов, главным образом
оловянных бронз, латуней и некото-
некоторых других сплавов. Для алюминие-
алюминиевых, магниевых и медных сплавов,
содержащих алюминий или другие
компоненты, образующие на поверх-
поверхности холодильников нерастворимые
окислы, внутренние холодильники не
применяют.
Холодильники изготовляются из
стали, чугуна, медных и алюминиевых
Холодильники
111
Рис. 64. Схемы расположения плоских (а), круглых (б) и фасонных (в) холодиль-
холодильников на термических узлах отливок:
I —. отливка; 2 — холодильник; 3 — стержень; а_ » @,6*1,25) Ь^ <f_ «»@,6*1,25) Dy;
Ьщ- @,6*l,25)D
сплавов и графита. Холодильники по-
йучают из проката или литьем. За-
холаживающий эффект холодильника
•ависит от его массы и коэффициента
теплоемкости его материала. Масса
холодильника должна составлять не
более 12—15 % массы захолаживае-
* узла. Конфигурация и располо-
расположение холодильников на термических
узлах отливок приведены на рис. 64,
а влияние внешних и внутренних хо-
холодильников на устранение усадочных
раковин — на рис. 65.
Толщина (ах, Ьх) или диаметр (dx)
холодильников находятся в зависи-
зависимости от толщины (by) или диаметра
112
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
Рис. 65. Устранение усадочных раковин с помощью холодильников:
а и в — отливки без усадочных раковин; биг-^ отливки о усадочными раковинами; 1
наружный холодильник; 2 — внутренний холодильник; 3 — усадочная раковина; 4
изотерма-изосолидусы; б —< отливка
y) захолаживаемого узла отливки.
еньшее значение коэффициента при-
принимают для холодильников, изго-
изготовляемых из медных сплавов и стали;
среднее — из чугуна и большее —
из алюминиевых сплавов и графита.
При литье в песчаные формы для за-
холаживания отдельных частей отли-
отливок иногда применяют формовочные
смеси с повышенной теплоаккумули-
рующей способностью. В состав сме-
смесей вводят графит, корунд, хромистый
железняк, колотую дробь, асбестовую
крошку и др.
Перед установкой в форму поверх-
поверхности холодильников подвергают
дробеструйной очистке, наносят на
них тонкий слой крепителя и обсы-
обсыпают песком. После этого холодиль-
холодильники проходят подсушку. Для повы-
повышения чистоты поверхности отливки
поверхность холодильников после дро-
дробеструйной обработки может покры-
покрываться различными составами кра-
красок с хорошей газопроницаемостью.
Часто для этой цели используют ко-
кокильные краски.
4. Этапы проектирования
и освоения литейной
технологии
При проектировании технологиче-
технологического процесса изготовления отливки
из всех возможных вариантов необ-
необходимо выбрать такой, который обе-
обеспечил бы наиболее высокие технико-
экономические показатели производ-
производства: высокое качество отливок, их
соответствие требованиям ТУ при
наименьшей стоимости, высокую про-
производительность при благоприятных
условиях труда, наименьшую металло-
металлоемкость отливок за счет повышения
их точности и минимальные припуски
на обработку резанием, низкие рас-
расходы топлива, электроэнергии и вспо-
вспомогательных материалов, максималь-
максимальное использовани имеющегося обору-
оборудования и оснастки, высокий съем
с одного квадратного метра производ-
производственной площади.
Работа по проектированию литейной
технологии может быть начата при
наличии комплекта чертежей литых
Этапы проектирования и освоения литейной технологии
113
деталей на узел или изделие. Полный
объем работы содержит следующие
основные этапы: анализ чертежа ли-
литой детали, разработку чертежа от-
отливки, разработку технологического
процесса, проектирование оснастки,
освоение технологического процесса
изготовления отливки, а при необ-
необходимости и моделирование отдельных
его этапов, корректирование техноло-
технологического процесса по результатам
его опытной проверки, оформление
технологического процесса.
Анализ чертежа литой детали. На
этом этапе тщательно изучают назна-
назначение отливки, технологические требо-
требования к ней при изготовлении и эксп-
эксплуатации, выявляют дополнительные
резервы улучшения технологичности
конструкции, уточняют состав литей-
иого сплава, окончательно выбирают
не только способ литья, но и его кон-
конкретную модификацию применительно
к техническим условиям на деталь,
литейным свойствам сплава, конк-
конкретным условиям производства, уро-
уровню его комплексной механизации и
автоматизации.
Выбранный способ изготовления
опытного образца отливки должен
совпадать со способом ее серийного
производства, что обеспечит возмож-
возможность полной отработки технологич-
технологичности конструкции отливки и пара-
параметров технологического процесса на
начальной стадии проектирования но-
нового изделия и сократит тем самым
сроки его освоения.
По результатам проделанной работы
на этом этапе в чертеж детали при
необходимости вносят изменения, спо-
способствующие повышению технологич-
технологичности конструкции, снижению ее ме-
металлоемкости и улучшению технико-
экономических показателей изготов-
изготовления детали в целом.
Разработка чертежа отливки. В мас-
массовом, крупносерийном и среднесе-
среднесерийном производстве - разрабатывают
специальный чертеж отливки, на кото-
котором изображают литую деталь с уче-
учетом припусков на обработку резанием,
технологических напусков и укло-
уклонов. Чертежи оформляются по
ГОСТ 2.423-73. -
Разработка технологического про-
процесса. На этом этапе технолог-разра-
технолог-разработчик технологического процесса
выдает все технические указания, не-
необходимые для проектирования и из-
изготовления основной (модели, стерж-
стержневые ящики, литейные формы) и вспо-
вспомогательной (опоки, подмодель ные
плиты, шаблоны, стержневые кар-
каркасы и т. д;) литейной оснастки, рас-
рассчитывает и назначает размеры литни-
ково-питающих систем, определяет
технологические параметры и обору-
оборудование для всего цикла изготовления
отливки, включая операции контроля
и предъявление готовой отливки
отк.
Разработка технологического про-
процесса начинается с выбора положения
отливки в форме и при заливке. По-
Положение отливки в форме во многом
определяет конструкцию (тип) литни-
литниковой системы, размещение на отлив-
отливке прибылей, существенно влияет на
трудоемкость изготовления формы и
в решающей степени — на качество
отливки.
Каждый из способов литья имеет свои
характерные особенности, которые надо
учитывать при определении положе-
положения отливки в форме и при заливке.
Однако при выборе рационального
положения отливок в формах, заливае-
заливаемых под напором стояка (литье в пес-
песчаные и оболочковые формы, в ко-
кокиль и частично по выплавляемым
моделям), можно исходить из общих
положений, характерных для всех
указанных способов литья. Некоторые
из этих общих положений были рас-
рассмотрены ранее.
При выборе положения отливок в
форме необходимо учитывать также
следующие факторы:
возможность направленного удале-
удаления воздуха и газов из формы при
заполнении ее расплавом;
удобство размещения разветвленной
литниковой системы и прибылей при
кратчайшем пути прохождения ме-
металла до отливки;
образование рабочей полости формы
при минимальном числе стержней,
отъемных частей и вкладышей, на-
надежное их крепление при сборке и
заливке, а также удобное извлечение
затвердевшей отливки из • формы;
расположение в одной полуформе
поверхностей отливок, являющихся
114
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
базами для обработки резанием;
предпочтительное расположение ци-
цилиндрических отливок (цилиндры, ба-
барабаны, втулки и т. п.) вертикально;
плоских отливок (рамы, крышки,
плиты) — на ребро; чашеобразных
отливок — днищем вверх.
При определении поверхности разъ-
разъема формы (литье в песчаные и оболоч-
оболочковые формы и кокиль) следует поль-
пользоваться следующими правилами:
располагать всю отливку, если поз-
позволяет ее конструкция, в одной ниж-
нижней части формы, при этом исключа-
исключается перекос поверхностей, повыша-
повышается точность изготовления отливки;
предпочтение отдавать горизонталь-
горизонтальной поверхности разъема формы при
заливке;
поверхность разъема формы не дол-
должна препятствовать извлечению моде-
модели (отливки) из формы;
форма должна иметь минимальное
число стержней по возможности про-
простой конфигурации;
выбранный разъем формы должен
обеспечивать удобство уплотнения и
сборки формы, надежность установки
стержней и возможность контроля их
при установке в форму;
при формовке в почве основные ча-
части отливки должны быть расположе-
расположены только в нижней части формы.
Новую оснастку проектируют в тех
случаях, когда для изготовления от-
отливки технически невозможно илиг
экономически нецелесообразно исполь-
использовать имеющуюся литейную оснастку
при изготовлении отливок специаль-
специальными способами литья, так как при-
применение индивидуальных литейных
форм является неизбежным, а также
при серийном изготовлении отливок,
когда требуется периодическое тира-
тиражирование всей номенклатуры или
части литейной оснастки.
Чертежи на литейную оснастку
оформляют в соответствии с требова-
требованиями ГОСТов на оснастку, а также
ГОСТов ЕСТД и ЕСКД.
* На этапе освоения технологического
процесса отрабатывают все установ-
установленные в нем параметры и режимы из-
изготовления отливки; различными ме-
методами контроля, испытаний и иссле-
исследования изучают свойства и качество
опытных отливок и устанавливают их
соответствие требованиям чертежа и
техническим условиям. При необхо-
необходимости на этом этапе выполняют моде-
моделирование гидравлических, тепловых
или других процессов изготовления
отливки.
При соответствии размеров и ка-
качества отливки требованиям чертежа
и техническим условиям оформляют
акт на освоение технологического про-
процесса. Форма акта приведена в
ГОСТ 3.1113-79.
На заключительном этапе разработ-
разработки литейной технологии окончатель-
окончательно оформляют технологический процесс
с внесением в него всех уточнений по
параметрам и режимам, составу и ре-
рецептуре вспомогательных материалов,
методикам и порядку выполнения от-
отдельных технологических операций,
необходимость в которых была выяв-
выявлена при изготовлении опытных от-
отливок.
5. Требования
к оформлению
технологической документации
В зависимости от условий производ-
производства (единичное, мелкосерийное, сред-
среднесерийное и т. д.) ГОСТ 3.1118—82
предусматривает маршрутное, марш-
рутно-операционное и операционное
описание технологического процесса
(ТП) на маршрутных картах (МК)
различной формы.
При маршрутном и маршрутно-опе-
рационном описании технологического
процесса МК является одним из ос-
основных документов, содержащим опи-
описание всего процесса в технологиче-
технологической последовательности выполнения
операций.
При операционном описании техно-
технологического процесса . МК выполняет
роль сводного документа, в котором
указывают адресную информацию (но-
(номер цеха, участка, рабочего места,
операции), наименование операции,
перечень документов, применяемых
при выполнении операции, техноло-
технологическое оборудование и трудозат-
трудозатраты.
Разработанная технологическая до-
документация должна соответствовать
требованиям ГОСТ 2.103—68 и ГОСТ
Требования к оформлению технологической документации
115
3.1103—82 в части графических и тек-
текстовых документов, которые отдельно
или в совокупности определяют тех-
технологический процесс, включая конт-
контроль и перемещение деталей. Основные
термины и определения в области тех-
технологической оснастки должны соот-
соответствовать ГОСТ 17819—84, в об-
области процессов литейного производ-
производства — ГОСТ 18169-86, буквенные
обозначения — ГОСТ 2.321—84.
Оформление чертежа элементов ли-
литейной формы. Разработку техноло-
технологического процесса изготовления
отливки начинают с нанесения на ко-
копию чертежа детали припусков на
обработку резанием, всех построений
модели, ее основных частей, элементов
литниковой системы и прибылей, хо-
холодильников. Отдельно выполняют чер-
чертежи собранной формы, монтажа, мо-
моделей на подмодель ной плите, типо-
типовых и нормализованных элементов мо-
модельной оснастки, сложных стержней,
вспомогательной оснастки (сложных
каркасов, шаблонов, сушильных плит,
приспособлений для зачистки, конт-
контроля, сборки стержней и т. д.). В* чер-
чертеж вносят все необходимые данные для
изготовления модельного комплекта,
литейной формы и приемки отливки.
Такой чертеж в соответствии с
ГОСТом называют чертежом литей-
литейной формы, и он является приложением
к технологической документации. Чер-
Чертеж используют как основной руково-
руководящий технический материал работ-
работники модельного и литейного цехов
(участков), участвующие в производ-
производственном процессе изготовления от-
отливки, а также приемщики ОТК.
При крупносерийном и массовом
производстве или при изготовлении
крупных отливок чертеж элементов ли-
литейной формы выполняют на копии
предварительно разработанного чер-
чертежа отливки. Для большинства спе-
специальных видов литья (в кокиль,
под давлением и т. д.), как правило,
кроме чертежа отливки разрабатыва-
разрабатывают чертеж литейной формы, а для обо-
оболочкового литья — размещение отли-
отливок и литниковой системы на плите.
Чертежи элементов литейной формы
выполняют в двух вариантах — в чер-
черно-белом или цветном изображении.
В условии единичного, опытного и
мелкосерийного производства, когда
нет необходимости в размножении
чертежа элементов литейной формы,
последний чаще всего оформляют на
светокопии рабочего чертежа детали,
используя цветные карандаши или
цветную тушь, Поскольку модель-
модельщику более удобно работать с таким
чертежом. В условиях массового и
крупносерийного производства, когда
необходимо тиражировать копии чер-
чертежа, чертеж элементов литейной фор-
формы оформляют на светокопии чертежа
детали или отливки с последующим
переводом на кальку.
При цветном варианте выполнения
чертежа для изображения отдельных
элементов формы применяют следую-
следующие цвета:
Синий .... Плоскость разъема мо-
модели и формы, кон-
контуры стержней и их
знаков
Красный . . . Контуры литниковых
каналов, прибылей и
выпоров
Зеленый . . . Контуры холодильни-
холодильников *
Красный . . . Контуры припусков
на механическую об-
обработку резанием и
технологических на-
напусков
Коричневый Линии разъема отъем-
отъемных частей модели
На рис. 66 дан пример нанесения
на чертеж отливки технологических
указаний, выдаваемых технологом при
разработке чертежа элементов литейной
формы. Разъем модели и формы обозна-
обозначают на чертеже отливки во всех ее
проекциях жирной линией и простав-
проставляют буквы МФ. Положение отливки
при заливке отмечают стрелками, от-
отходящими от линии разъема формы,
с указанием верха (В) и низа ДН).
При неразъемной модели указывают
только разъем формы — Ф. При
отсутствии на детали конструктивных
уклонов технолог-литейщик на чер-
чертеже элементов литейной формы про-
проставляет литейные уклоны, которые
выполняют на модели или литейной
форме.
lie
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
0200
Рис. 66. Нанесение технологических указаний на чертеж отливки для детали
«Поршень» '
Усадка отливок отличается от усад-
усадки литейных сплавов. Наибольшую
усадку имеют отливки простой кон-
конфигурации, так как этой усадке ничто
не препятствует. Поэтому литейную
усадку отдельных элементов отливки
назначают, исходя из линейной усадки
сплавов (%) и характера самой усадки
(затрудненная и незатрудненная). Ли-
Литейную усадку сложных отливок опре-
определяют опытным путем и учитывают
при корректировании рабочих разме-
размеров модельного комплекта или ли-
литейных форм.
Припуски на обработку резанием
наносят на чертеж детали сплошными
тонкими линиями и штрихуют только
в плоскости разреза. Под знаками
обработки цифрами указывают при-
припуск на обработку резанием. Отвер-
Отверстия, не выполняемые в отливках, пере-
перечеркивают тонкой линией, а в разрезе
штрихуют только у контурных линий.
Места установки стержней опреде-
определяют по чертежу детали (отливки).
Затем намечают предварительные гра-
границы между основными стержнями,
определяют назначение каждого
стержня, условия их изготовления,
число стержней, способ изготовления,
конструкции каркасов и вентиляции,
состав смеси, условия сушки, конту-
контуры и размеры знаков, а также зазоры
по контуру знаков для каждого стерж-
стержня.
Контуры стержней наносят на чер-
чертеже литейной формы сплошными тон-
тонкими линиями. Стержни в разрезе
штрихуют только у контурных линий.
Зазоры между знаками формы и стерж-
стержней указывают на чертеже только
в случае отклонений от рекомендуемых
ГОСТом или нормалями.
Места соединения стержней друг с
другом обозначают на чертеже жир-
жирной или двойной тонкой линией.
Номер стержня соответствует поряд-
порядковому номеру при установке его
в форму; проставляется на чертеже
в центре стержня, например Ст. 5.
Требования к оформлению технологической документации
117
Л+25
Исполнение I Исполнение II
\
а
~х—
\\
«Т
Рис. 67. Размеры вертикальных и горизонтальных знаков песчаных стержней:
а — знаковые части модели; б — знаковые части стержневого ящика; в, е и д —* зазоры
в форме для вертикальных (в и г) и горизонтальных (д) знаков стержней
Стержни, изготовленные в одном ящике стрелкой, а плоскость разъема стерж-
с вкладышами и без них, обозначают знаком ++
одинаковыми порядковыми номе- ^
рами, но с добавлением, индекса (на- Размеры и конфигурацию знаковых
пример, У, /а, 2, 2а и т. д.). Плос- частей стержней назначают по ГОСТ
кость набивки стержней указывают 3606—80 с учетом размеров стержня,
118
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
способа формовки и его положения в
форме (рис. 67). Высоту Лн нижних
стержневых знаков выбирают в зави-
зависимости от длины L стержня и его
диаметра D или от величины (а + Ь)/2
для стержней прямоугольного сечения
(табл. 26). Высоту hB верхних стержне-
стержневых знаков вертикальных стержней
принимают равной не более 0,5/iH
нижних вертикальных знаков. Длины /
горизонтальных стержневых знаков
приведены в табл. 27, формовочные
уклоны знаковых частей в зависимости
от высоты hB или hB — в табл. 28;
рекомендуемые зазоры sx между зна-
знаками поверхности формы и стержней—
в табл. 29. Диаметр и ширину основа-
основания знаков модели 2 делают больше
соответствующего размера стержне-
стержневого ящика / на удвоенную величину
зазора Sx (для нижнего знака) или s3 =
= 1,5 (для верхнего знака). Высота hB
верхнего знака модели должна превы-
превышать высоту знака стержня на вели-
величину s2.
Размеры литниковой и вентиляцион-
вентиляционной систем и прибылей определяют
с учетом свойств сплава, размеров и
назначения отливки, используя ре-
рекомендации, изложенные ранее. Ос-
Основные требования по ГОСТ 2.423—73
к изображению на чертеже элементов
литейной формы литниковой системы
и прибылей сводятся к следующему.
Контуры построений прибылей и
элементов литниковой системы наносят
на чертеже сплошными тонкими лини-
линиями без указания в плане линий, по-
показывающих различие в размерах ниж-
нижнего и верхнего оснований литниковых
каналов, обусловленное наличием фор-
формовочных уклонов и конусов. Все
построения литниковой системы выпол-
выполняют в масштабе. Это облегчает опре-
определение контура литниковой системы,
расположение стояков, питателей и
других элементов. Число проекций
элементов литниковой системы должно
быть таким, чтобы при пользовании
чертежом было полное представление
о каждом элементе и расположении его
относительно модели.
Как правило, элементы литниковой
системы наносят на основных проек-
проекциях, т. е. продольном и поперечном
разрезах и виде сверху или снизу.
Для пояснения отдельных мест литни-
литниковой системы дают дополнительные
сечения и разрезы ее элементов, ко-
тЪрые выполняют на свободном поле
чертежа. Здесь же указываются необ-
необходимые надписи о размерах, количе-
количестве и площадях поперечных сечений
элементов системы. В тех случаях, ког-
когда построение элементов литниковой
системы приведено на схеме располо-
расположения модели на подмодели ной плите,
например при литье в оболочковые
формы или машинной формовке, и
эту схему прилагают к чертежу эле-
элементов литейной формы, то в последнем
дают ссылку на эту схему и показы-
показывают лишь места подвода питателей.
В качестве примера, иллюстрирую-
иллюстрирующего описанный способ нанесения кон-
контуров литниковой системы, на рис. 68
приведен чертеж элементов литейной
формы для получения тройника с га-
габаритными размерами 250Х120Х
X 160 мм. На этом чертеже, в отличие
от чертежа детали, для улучшения
наглядности элементов литниковой си-
системы основные размеры самой детали
опущены.
Оформление карт технологиче-
технологического процесса* В соответствии
с ГОСТ 3.1401—85 на технологические
процессы изготовления литых деталей
разрабатывают карты технической ин-
информации (КТИ). Для каждого спо-
способа литья, включая процессы изго-
изготовления стержней и обработки отли-
отливок, ГОСТ 3.1401—85 предусматри-
предусматривает специальные формы документов и
устанавливает правила заполнения от-
отдельных граф.
В КТИ указывают: наименование,
номер чертежа литой детали, массу
отливки, которую определяют как
расчетную массу детали с добавлением
массы припусков на обработку, массу
жидкого сплава на отливку с учетом
массы литниковой системы и прибы-
прибылей, марку сплава и номер шихты по
нормалям предприятия, температуру
заливки и температуру металлической
формы, режимы охлаждения и тер-
термической обработки, температурные
режимы процесса, способы изготовле-
изготовления формы и применяемые при этом
вспомогательные материалы, содержа-
содержание всех технологических операций и
применяемые при этом вспомогатель-
вспомогательный инструмент, основной инструмент
Требования к оформлению технологической документации
119
26. Высота Лн (мм) нижних вертикальных знаков стержней
для сырых, сухих и твердеющих в контакте
с оснасткой форм (по ГОСТ 3606—80)
Размеры
стержня
(а + b)/2
или Di
(свыше—до),
мм
До 30
30—50
50—80
80—120
120—180
180—250
250—315
315—400
Высота йн
До 50
20
20
25
25
30
30
35
40
50—80
30
35
35
35
35
35
35
40
внака, i
80—120
30
35
35
35
35
35
35
40
ie более, ]
120—180
35
35
35
35
35
35
40
три длине
180-250
50
40
40
35
35
35
40
Ь стержня (свыше—до), мм
250—315
60
50
50
40
40
40
40
315—400
60
60
60
50
50
50
40
400—500
70
70
70
60
60
60
50
27. Длина I (мм) горизонтальных знаков стержней
(по ГОСТ 3606—80)
Размеры
стержня
(а + 6)/2
или D
(свыше—до),
мм
До 30
30—50
50—80
80—120
Тип
формы
I
II
III
I
II
III
I
II
III
I
II
III
Длина 1 знака, не более, при Ь стержня (свыше—до), мм
ft
о ел о
20
20
10
20
20
10
20
25
15
50-80
25
20
15
25
25
15
25
25
15
25
30
20
80-
120
30
30
20
30
30
20
30
30
20
со со со
120—
180
35
35
25
со со со
40
35
25
45
40
30
180—
250
—
ел о ел
50
40
30
55
45
35
250—
315
50
45
55
45
35
60
50
40
315 —
400
—
60
35
70
55
40
400—
500
—
—
70
40
80
60
45
Условные обозначения форм:
III — твердеющие в контакте с оснасткой.
I — сырые; II — сухие;
ISO
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
28. Формовочные уклоны
на знаковых частях стержня
и оборудование, правила проверки
первой отливки и т. д. В КТИ вносят
также нормы времени, разряд работы
и расценки на выполнение определен-
определенных операций.
Обязательным при разработке тех-
технологического процесса является офор-
оформление карты эскизов. Иногда такая
карта составляется и для отдельных
операций и переходов. Построение
элементов литейной формы на карте
эскизов принципиально не отличается
от их построения на чертеже элемен-
элементов литейной формы. Эскиз можно
выполнить от руки, без соблюдения
масштаба. В качестве примера пост-
29. Зазоры (мм) между знаками формы и стержня (на сторону)
(по ГОСТ 3606—80)
*н или *в
(ввыше—до),
мм
До 30
30—50
50—80
80—120
120—180
180—250
а
3
... в
10
7
6
6
5
5
15
10
8
8
6
6
4
3
2
2
1
0
Высота
знака &н
или hB
(ввыше—до),
мм
До 30
30—50
50—80
80—120
Тип мо-
модельного
комплек-
комплекта
I
II
III
IV
I
II
III
IV
I
II
III
IV
I
II
III
IV
Зааор 8t
До
50
0,2
0,3
0,5
0,8
0,3
0,4
0,7
1,2
0,3
0,5
0,8
1,3
0,3
0,5
0,8
1,3
60—80
0,2
0,4
0,6
0,9
0,3
0,5
0,8
1,3
0,3
0,6
0,9
1,4
0,3
0,6
0,9
1,5
при длине стержня Ь
80—
120
0,3
0,4
0,7
1,1
0,4
0,6
0,9
1,5
0,4
0,6
1,0
1,6
0,4
0,6
1,0
1,6
120—
180
0,3
0,5
0,8
1,2
0,4
0,6
1,0
1,6
0,4
0,7
1,1
1,7
0,4
0,7
1,1
1,8
180—
250
0,4
0,6
0,9
1,4
0,5
0,7
1,1
1,8
0,5
0,8
1,2
1,9
0,5
0,8
1,2
2,0
(свыше—до), мм
260—
315
0,4
0,6
1,0
1,6
0,5
0,8
1,3
2,0
0,5
0,8
1,3
2,1
0,5
0,8
1,4
2,1
316—
400
0,5
0,7
1,1
1,8
0,6
0,8
1,4
2,2
0,6
0,9
1,4
2,3
0,6
0,9
1,5
2,3
400—
500
0,5
0,7
1,2
2,0
0,6
0,9
1,5
2,4
0,6
0,9
1,5
2,5
0,6
0,9
1,6
2,5
Условные обозначения модельных комплектов:
I—1 и 2-го классов точности из металла и пластмассы; II—3-го класса
точности из металла и пластмассы и 1-го класса точности из дерева; III—2-го
класса точности из дерева; IV—3-го класса точности из дерева.
Моделирование литейных процессов
121
- 1:20
Г-Г
Прибыло №2ф180', 1шт.
Рис. 68. Изображение элементов литниковой системы и прибылей отливки для
детали «Тройник» на чертеже элементов литейной формы, выполненном на чер-
чертеже детали
роения литниковой системы на карте
эскизов на рис. 69 приведен чертеж
элементов литейной формы для крышки
размером 500X500X165 мм.
При необходимости описания отдель-
отдельных операций и переходов (изготов-
(изготовление формы, заливка металла, выбив-
выбивка стержней и т. д.) оформляют опе-
операционную карту, в которой, кроме
краткого описания переходов, ука-
указывают необходимые данные о режи-
режимах, технологической оснастке и ма-
материалах.
Комплектность технологических до-
документов устанавливается разработ-
разработчиком технологического процесса в со-
соответствии с ГОСТ 3.1401—85 в за-
зависимости от типа производства. В ком-
комплект технологических документов вхо-
входят: титульный лист (ТЛ) по ГОСТ
3.1105—84, маршрутная карта (МК)
по ГОСТ 3.1118—82, карта эскизов
(КЭ) по ГОСТ 3.1105—84, КТИ (для
каждого способа литья своя форма),
операционная карта (ОК) — унивеР"
сальная по ГОСТ 3.1401—85, ведомость
технологических документов (ВТД) по
ГОСТ 3.1122—84, ведомость техноло-
технологических процессов (ВТП) по ГОСТ
3.1121—84, ведомость стержней (ВС),
технологическая инструкция (ТИ) по
ГОСТ 3.1105—84.
6. Моделирование
литейных процессов
При выборе оптимального варианта,
технологического процесса для литой
детали определенной конструкции про-
проводят моделирование литейных про-
процессов в следующих случаях:
122
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИ И
А-А
Б-Б
Рис. 69. Изображение элементов литниковой системы для детали «Крышка»
на карте эскизов (технологическая схема сборки литейной формы)
при изготовлении отливок особо
ответственного назначения сложной
конфигурации или отливок с особыми
свойствами, когда необходимо при-
применить:
нестандартные конструкции литни-
ково-питающих систем, для которых
трудно выбрать их гидродинамические
характеристики (коэффициент рас-
расхода, условия шлакозадержания, рас-
расход металла по питателям и т. п.);
нестандартный литейный сплав, фи-
физико-химические свойства которого
в результате изменения химического
состава или обработки малыми добав-
добавками отличаются от свойств стандарт-
стандартных сплавов;
материалы формы, физико-химиче-
физико-химические свойства которой, особенно теп-
тепловые характеристики, существенно
отличаются от применяемых ранее
материалов;
при ограниченных технических воз-
возможностях литейного цеха (отсут-
(отсутствие необходимого размера опок, гру-
грузоподъемных средств и т. п.), а также
для снижения затрат на изготовление
формы приходится отказываться от
наиболее рациональных вариантов раз-
размещения отливки в форме, способа
подвода расплава, расположения при-
прибылей и литниковой системы;
• при изготовлении новых крупных
отливок в сжатые сроки, когда время
на эксперименты очень ограниченно, а
изготовление даже одной такой от-
отливки связано с большими трудовыми
и материальными затратами,
Техника моделирования литнико-
литниковых систем. Для цветного литья наи-
Моделирование литейных процессов
128
более часто применяют моделиро-
моделирование гидродинамических процессов,
в частности, моделирование литнико-
литниковых систем. Основные положения мо-
моделирования литниковых систем, ос-
основанные на изучении их гидродина-
гидродинамических особенностей, заключаются
в следующем.
Геометрическая особенность модели-
моделирования литниковых систем холодными
жидкостями заключается в том, что
с изменением масштаба модели одновре-
одновременно вынужденно изменяется высота
стояка, а следовательно, напор и
скорость, т. е. при моделировании
литниковых систем скорость потока
является зависимой переменной.
Физическая специфика процесса ва-
полнения песчаных форм расплавом
характеризуется свойством газопро-
газопроницаемости стенок, падением темпера-
температуры расплава по течению потока, а
также развитием процесса вспенива-
вспенивания и окисления легких сплавов.
Конструировать и рассчитывать мо-
модели литниковых систем необходимо
так, чтобы во всех их сечениях гаран-
гарантировалось атмосферное положитель-
положительное давление расплава. В противном
случае не исключен подсос воздуха и
газов через стенки и разъем формы,
искажающий физическую картину про-
процесса ее заполнения и отрицательно
влияющий на качество отливок. Те-
Течение такого потока (с положительным
давлением) не зависит от газопроница-
газопроницаемости стенок, поэтому движение рас-
расплава в газопроницаемой форме можно
изучать на моделях из оргстекла,
кварцевого стекла и других газоне-
газонепроницаемых материалов.
Другой важный вопрос касается
влияния на характер течения вяз-
вязкости расплава и ее изменение в за-
зависимости от температуры. Опытами
установлено, что течение алюминие-
алюминиевых, медных и магниевых сплавов, за-
заливаемых с общепринятым для фасон-
фасонного литья перегревом, в достаточно
тонких каналах (d^ 10 мм) не со-
сопровождается образованием корочки
иа их стенках. Однако с падением тем-
температуры расплава по течению потока
всегда увеличивается его вязкость.
Следовательно, чем выше перегрев,
тем ближе расходы в натуральных
условиях к расходам при изотермиче-
изотермическом моделировании холодными жид-
жидкостями.
Движения металла и моделирующей
жидкости должны быть связаны по-
подобием геометрических, кинематиче-
кинематических и материальных характеристик.
При заполнении литейной формы на
расплав действуют силы тяжести, дав-
давления, инерции, трения и поверхно-
поверхностного натяжения. Полное подобие
может быть обеспечено только при
подобии всех этих сил. Однако для
упрощения процесса моделирования
в качестве основной принимают одну
или две из действующих сил, опреде-
определяющих характер процесса без за-
заметного искажения его реальной кар-
картины. С этой целью рассматривают
конкретные участки литейной формы
(литниковые каналы, рабочую по-
полость формы и т. д.), в которых движе-
движение металла и теплообмен могут за-
заметно отличаться.
В литниковой системе металл дви-
движется с большой скоростью, движение
носит турбулентный характер, охла-
охлаждение металла незначительное. Здесь,
а также в тонких стенках литейной
формы в основном действуют силы
инерции и трения, а определяющим
является критерий Рейнольдса, т. е.
подобие модели и натуры обеспечи-
обеспечивается равенством ReM = Re^.
В рабочей полости формы металл по-
поднимается медленно, но охлаждается
интенсивнее за счет контакта с менее
нагретой формой. В тех случаях, когда
вся отливка или большая ее часть нахо-
находится ниже уровня подвода металла, а
также при быстрой сифонной заливке
допустимо моделирование процесса за-
заливки без учета полости формы. Од-
Однако при заливке склонных к окисле-
окислению и вспениванию расплавов необ-
необходимо обеспечить их спокойное те-
течение и учитывать движение на сво-
свободных поверхностях в литниковой
чаше и полости формы. Здесь уже дей-
действуют силы инерции и тяжести, и по-
подобие будет обусловлено равенством
чисел Фруда FrM = FrH, т. е.
Л v2
C7)
где /м, /н — характерные размеры соот-
соответственно модели и натуры.
124
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
30. Константы геометрического подобия (масштабы моделей)
Сплав и его
вязкость *
Алюминиевый, v = 6-10~7
Магниевый, v = 7« 10~2
Моделирующие жидкости и их вязкость
Вода при
20 "С,
v«l,006.10-в
0,84
0,89
Ртуть при
16 °С,
V—I.LIO-*
1,76
1,86
Глицерин
E0 %) при
20 °С,
V=6,98.10~e
0,465
0,49
Сплав В уда
при 100 °С.
v—1.25-101
0,80
0,325
* Вязкость, мя/с.
Этот же критерий используют при
моделировании истечения материала
из отверстий и насадок, например, для
заливки форм через носок поворотного
ковша.
Если одновременно принимать во
внимание силы трения и тяжести, то,
изменяя вязкость, можно достигнуть
равенства чисел Re и Fr модели и на-
натуры. При моделировании литнико-
литниковых систем жидкостью с известной
вязкостью это равенство можно обе-
обеспечить соответствующим масштабом
модели. Исходя из условия ReM =
= ReH и FrM = FrH и используя вы-
выражения C7), находят
/VhV/.
C8)
где vH и vM — кинематическая вязкость
соответственно реального жидкого ме-
металла и жидкости, используемой при
моделировании.
Для пересчета результатов испыта-
испытания модели на натуру масштабы рас-
расхода Kq и времени К% выражают
через масштабы модели
¦•?¦¦
Kq :
• KfK0
.*;'¦¦
1
KfK0
= к1/:
В табл. 30 приведены вычисленные
по уравнению C8) теоретические кон-
константы геометрического подобия для
некоторых комбинаций сплавов и жид-
жидкостей при моделировании.
Из сравнения численных значений
вязкости материалов и моделирующих
жидкостей следует, что в тех случаях,
когда вязкость жидкости меньше вяз-
вязкости расплава, модель должна быть
больше отливки, т. е. Ki > 1. Если же
вязкость жидкости больше вязкости
металла, то модель должна быть
меньше отливки, т. е. Ki < 1. При-
Применение моделей небольшого размера
значительно облегчает исследование
литниковых ^систем для крупных от-
отливок.
Моделирование литниковых систем
с целью определения коэффициента
расхода. В развитом турбулентном
потоке вязкостные сопротивления малы
по сравнению с инерционными и при
достаточно больших числах Re в
автомодельной области потери напора
вообще не зависят от вязкости. Здесь
коэффициенты сопротивлений стано-
становятся независимыми от Re. Однако
течение металла с высокой турбулент-
турбулентностью недопустимо для легких спла-
сплавов, поэтому при литье легких спла-
сплавов такие потоки являются исклю-
исключением. В интервале значений Re,
характерных для потоков в литнико-
литниковых каналах, коэффициенты местных
сопротивлений в большинстве случаев
непостоянны и являются функцией
числа Re (рис. 70), что необходимо
учитывать при моделировании таких
систем.
Наиболее распространенной уста-
установкой для моделирования литнико-
литниковых систем водой с целью определения
их коэффициента расхода является
установка конструкции МАМИ. Мо-
Модель рациональнее всего выполнять
из прозрачного органического стекла,
так как это позволяет одновременно
Моделирование литейных процессов
126
го
10
1?
и
/
2,5 3,0 3,5 %0
Ren
Рис. 70. Зависимость коэффициентов
местного сопротивления литниковой
системы, состоящей из чаши, стояка,
коллектора и питателя, от критерия Re
для потока в питателе при отнесении
потерь к скорости течения металла в
коллекторе.
Питатель присоединен и коллектору под
углом* / *- а -= 137? 10'; 2 *- а «= 90°;
3 *~ а « 42? 60'
с измерением расхода наблюдать кар-
картину потоков.
Определять коэффициент расхода при
заливке жидкого металла можно на
установке, приведенной на рис. 71.
Эту установку можно использовать
при заливке как песчаной, так и ме-
металлической формы. При работе в це-
7 в
ховых условиях особенно тщательно
следует контролировать размеры лит-
литниковых каналов в опытной форме,
состав, температуру валивки сплава
и постоянство напора в литниковой
чаше, т. е. факторы» которые в наи-
наибольшей степени влияют на коэффи-
коэффициент расхода. Литниковые каналы це-
целесообразно выполнять в стержнях,
так как это сокращает время на про-
проведение опытов и одновременно по-
повышает точность выполнения контро-
контролируемых размеров.
Помимо указанных факторов на
результаты опытов большое влияние
оказывает точность изготовления на-
натуры и модели, допускаемые отклоне-
отклонения, размеры которых зависят от выб-
выбранного класса точности изготовления.
Следует отметить, что нарушения точ-
точности линейных размеров при изго-
изготовлении модели дают квадратичную
ошибку в площади при пересчете на
натуру. Это, в свою очередь, приведет
к ошибке в расчетном значении рас-
расхода, которая при пересчете на «на-
«натуру» возрастает в Cfy2 раз. Точность
изготовления моделей должна быть
тем выше, чем больше С|.
Моделирование движения неметал-
неметаллических включении в литниковых си-
системах. Для моделирования движения
неметаллических включений (шлака,
пены, флюсов) применяют твердые ма-
материалы соответствующей плотности:
пробку, древесные опилки и уголь,
11 П
Рис. 71. Схема установки для определения расхода металла:
1 — поворотный желоб; 2 — тяга; 3 — стационарный желоб; 4 — стол; 5 — литейная
форма в сборе; 6 — пробка; 7 — чаша; 8 — поворотный ковш; 9 — изложница; 10 —
съемный желоб; II — вапасная изложница; 12 — рабочая изложница
126
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
31. Материалы, применяемые для имитации движения
неметаллических включений
Материал
Кусочки сырой пробки без по-
покрытия
Кусочки пробки с водонепро-
водонепроницаемым лаковым покрытием
Кусочки древесины
Микропористая резина
Кремнезем
Шлак
Гранулы пенополистирола
Размер
частиц /,
см
0,2—0,5
0,8
0,2
—
0,17—0,87
0,18—0,8
d =2-4-3
Плотность,
г/см*
0,33
0,26
0,33
0,56
0,48
2,5
Близка к плот-
плотности шлака ме-
металла
0,02
Моделиру-
Моделирующая
жидкость
Вода
Металл
Вода
микропористую резину и кусочки дре-
древесины, гранулы пеиополистирола,
зерна кремнезема, кусочки металлурги-
металлургического шлака, кусочки нарезанной
фольги, а также специально приго-
приготовленный шлак, кусочки измельчен-
измельченной пены, оставшейся в литниковой
чаше после заливки, и др. (табл. 31).
Все эти материалы, конечно, не
воспроизводят жидкого шлака и пены,
на поведение которых в расплаве в
значительной степени оказывают влия-
влияние поверхностные явления. Твердые
модельные частицы, в отличие от жид-
жидкого шлака,смачивающего форму и при-
• липающего к потолку коллектора, ино-
иногда отрываются от стенок и заносятся
в питатель. Несмотря на это, проверка
работы литниковой системы на шлако-
улавливание с помощью твердых час-
частиц имеет определенный смысл: так
как ее проводят в более трудных усло-
условиях, чем натурную, то литниковые
системы, показывающие удовлетвори-
удовлетворительные результаты при моделирова-
моделировании, окажутся заведомо работоспособ-
работоспособны при эксплуатации в реальных
условиях.
Особое значение при разработке
конструкций шлакоулавливающих
элементов системы и мероприятий по
предотвращению образования вторич-
вторичных включений (шлаков, засоров) при-
придают определению траекторий движе-
движения неметаллических частиц в литни-
литниковых каналах и траекторий потоков
расплава в рабочей полости формы.
Эту задачу чаще всего решают
с помощью объемно-прозрачной мо-
модели, позволяющей вести визуальные
наблюдения за потоками или произво-
производить их съемку на скоростную кино-
кинопленку.
Моделирование поведения неметал-
неметаллических включений осуществляют при
таком выборе размеров и материала,
имитирующего включения, который
удовлетворял бы условию равно-
всплываемости, характеризующемуся
скоростью всплывания частиц, имею-
имеющих меньшую плотность, чем жид-
жидкость. Эта скорость, пропорциональна
диаметру частиц и относительной плот-
плотности. Поэтому условие равновсплы-
ваемости модельных частиц и реаль-
реальных шлаковых включений будет иметь
вид
Ро
откуда можно определить масштаб
геометрического подобия:
dc _ Арж. мРо
Моделирование литейных процессов
127
где d0 и du — диаметр неметалличе-
неметаллических включений соответственно в спла-
сплаве и моделирующей жидкости; р0
и рж — плотность соответственно
сплава и моделирующей жидкости;
Дрс. ш и Лрж. м — разность плотно-
плотностей соответственно сплава и шлака,
жидкости и твердых частиц.
Применив, например, в качестве
моделей неметаллических включений
кусочки микропористой резины с плот-
плотностью 0,48 г/см3, а в качестве модели-
моделирующей жидкости воду (рж = 1 г/см3),
получим для алюминиевых сплавов
du
2,4—1,8 1 '**
для магниевых сплавов
d* / 1-0,48 4 1,64 _
5Г~~ V 1,64-1,35 ) "Т~~~ А '
Моделирование динамики потока
в литниковых каналах и рабочей поло-
сти формы. Наблюдения (визуальные,
с помощью скоростной киносъемки и
рентгеносъемки) за характером потока
жидкости в литниковых каналах и
рабочей полости формы проводят с це-
целью определения допустимей турбу-
турбулентности потоков на отдельных участ-
участках пути и волнообразного движения
поверхности металла в форме, вы-
выявления оч:агов возникновения возму-
щеншг и инжекции воздуха, изучения
путей движения в полости формы све-
свежих порций металла и образования за-
застойных и проточных зон, а также
для решения ряда других технологи-
технологических задач.
Наиболее широко используют про-
прозрачные формы. Для улучшения ви-
визуального наблюдения пользуются ин-
индикаторами, вводимыми в поток. В ка-
качестве индикаторов применяют раз-
различные цветные эмульсии, а также
твердые частицы, плотность которых
равна плотности воды. Заливка водой
и подкрашивание потоков (один из
первых методов, примененных в гид-
гидравлике для изучения турбулентности)
помогают установить последователь-
последовательность заполнения формы, влияющего
на образование неслитин и на процесс
прогрева отдельных ее частей, наблю-
наблюдать перемешивание жидкости и, как
следствие этого, засасывание шлака и
Рис. 72. Модель оболочки с прозрач-
прозрачным коллектором, питателем и частью
поверхности юбки поршня в момент
заполнения алюминиевым сплавом
воздуха, удаление неметаллических >
включений, газов и пр.
Этот метод широко используют при
отработке литниковых систем, мест
подвода и процесса заливки крупных
отливок: корпусов насосов и компрес-
компрессоров, гребных винтов и др. Как до-
доказывают эксперименты, он дает же»
рошие результаты. Применение в ка-
качестве материала моделей форм стир-
акрила позволяет прозрачные оболоч-.
ки заливать алюминиевыми и магние-*
выми сплавами, причем прозрачность
и геометрия оболочек при движения
расплава не нарушаются. Это явление
объясняется малой теплопроводностью
стиракрила и образованием тонкой
газовой прослойки на границе обо-
оболочка—расплав. Прочность прозрач- .
ной оболочки для заливки металла
иногда повышают, заливая в нее
проволочные каркасы или применяя
воздушное охлаждение ее наружной
поверхности. Чаще всего для запол-
заполнения металлом применяют разовые
частично прозрачные оболочки, кото-
которые изучают визуально или снимают
на пленку. Для увеличения конт-
контрастности используют подсвечивание.
Модель полупрозрачной оболочки по-
показана на рис. 72.
При сложной отливке для лучшего
понимания взаимосвязи явлений, про-
происходящих в форме, прозрачные обо-
оболочки исследуют по частям, так как
дефекты часто образуются не там,
где они обнаруживаются впоследствии
в отливках. В отдельных случаях
дефект изучают локально, ограничи-
ограничиваясь местом его образования.
Изготовление моделей. При модели*
ровании холодными жидкостями луч-
128
ПРОЕКТИРОВАНИЕ И ОСВОЕНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ
шим материалом для изготовления
моделей является органическое стек-
стекло. В этом случае модель может быть
полностью изготовлена объемно-проз-
объемно-прозрачной, что позволяет вести визуаль-
визуальное наблюдение или производить ско-
скоростную съемку на кинопленку.
В зависимости от сложности и раз-
размеров литниковой системы изготовлять
ее элементы можно различными спо-
способами: деформированием (изгибанием)
подогретого стекла по профилю, на-
например, деревянной промодели, ме-
механической обработкой, склеиванием
листовых заготовок.
В первом случае (при деформирова-
деформировании) применяется стекло толщиной
0,5—3 мм, а в других — б—60 мм.
Для сохранения оптических свойств
органического стекла необходимо, что-
чтобы между отдельными пластинками не
было воздушных пузырей. С этой
целью склеиваемые поверхности сна-
сначала притирают, а затем выдерживают
под нагрузкой. Части элементов скле-
склеивают специальными клеями, ацето-
ацетоном, дихлорэтаном и др.
Лучшие результаты дает полиметил-
метакриловый клей ПММ (ОСТ
110140—85) (на основе дихлорэтана),
не нарушающий оптические свойства
стекла в местах склейки. При исполь-
использовании этого клея необходимо детали,
изготовленные механической обработ-
обработкой, полировать на суконном круге
с применением пасты из окиси хрома.
Целесообразными являются сбор-
сборно-разборные конструкции моделей с
взаимозаменяемостью отдельных эле-
элементов литниковой системы: стояка,
коллектора, питателей и т. д. В этом
случае мелкие элементы литниковой
системы делают из стекла или калиб-
калиброванных латунных трубок, а стержни
из дерева и покрывают водонепрони-
водонепроницаемой краской. Элементы модели
соединяют между собой шурупами. Мо-
Модели таких конструкций позволяют
сэкономить время и средства при мо-
моделировании различных вариантов и
комбинаций литниковой системы.
Кроме органического стекла, для
изготовления прозрачных моделей мо-
можно использовать листовые термопла-
термопласты и стиракриловую пластмассу. Мо-
Модели из стиракриловой пластмассы,
как уже отмечалось, можно непосред-
непосредственно заливать металлическими рас-
расплавами. Прозрачность или полупроз-
полупрозрачность оболочек достигается окра-
окрашиванием их кремнийорганическим
лаком.
Описанные способы изготовления
прозрачных моделей хотя и несложны,
однако трудоемки, а стоимость изде-
изделий достаточно высока, что ограничи-
ограничивает внедрение моделирования в ли-
литейную практику. Поэтому на прак-
практике разрабатывают более производи-
производительные способы изготовления про-
прозрачных форм, в частности, исполь-
используют вакуум-формовочные машины. В
этом случае прозрачные оболочки по-
получают непосредственно по деревян-
деревянным, гипсовым моделям, а также по
действительным отливкам, укладывае-
укладываемым на алюминиевой плите, установ-
установленной по уровню на столе вакуум-
формовочной машины. Материалом
служит часовое органическое стекло,
формуемое при нагреве до 140—175°С.
Местные дефекты модели исправляют
специальным пистолетом, подающим
нагретый воздух на требуемый учас-
участок модели. Внутренние стержни и
вкладыши прозрачной модели изго-
изготавливают из быстротвердеющей пласт-
пластмассы АСТ-Т или гипса. Такой способ
значительно сокращает сроки и трудо-
трудоемкость изготовления оболочек.
Глава III
ШИХТОВЫЕ МАТЕРИАЛЫ
1. Металлическая шихта
При производстве отливок из цвет-
цветных "сплавов в качестве шихтовых ма-
материалов используют:
первичные цветные металлы, кото-
которые являются основой или легирую-
легирующими компонентами сплавов, — алю-
алюминий, магний, медь, марганец, ни-
никель, кремний, цинк, олово, свинец,
висмут, титан, кобальт, литий, берил-
бериллий, кадмий, сурьма, хром, нио-
ниобий, вольфрам, ванадий, цирконий,
тантал, редкоземельные металлы (це-
(церий, неодим, лантан и др.);
чушки вторичных цветных сплавов,
получаемые с заводов вторичных цвет-
цветных металлов и используемые для
приготовления специальных марок
сплавов или для подшихтовки;
лигатуры цветных металлов и спла-
сплавов;
отходы литейных и механических
цехов (литники, выпоры, прибыли,
бракованные отливки, стружка и др.);
лом и отходы, поступающие со сто-
стороны.
Химический состав первичных и
цветных металлов, чушек вторичных
цветных сплавов, лигатур и лома дол-
должен соответствовать требованиям
ГОСТа, ОСТа или ТУ.
Алюминий — серебристо-белый пла-
пластичный металл, относящийся к
легким цветным металлам. Свойства
алюминия приведены в табл. 1.
Алюминий применяют в качестве
основы литейных алюминиевых спла-
сплавов или легирующего элемента магние-
магниевых, медных и других сплавов, а
также как раскислитель.
Алюминий — химически активный
металл, в атмосфере он легко покры-
покрывается тонкой и плотной пленкой,
предохраняющей от дальнейшего окис-
5 Н. М. Галднн и др.
1. Физико-механические свойства
алюминия высокой чистоты А999
Свойство
Плотность (кг/м3) при тем-
температуре, °С:
20
700
Температура, °С:
плавления
кипения
Скрытая теплота плавле-
плавления, кДж/кг
Удельная теплоемкость
[Дж/(кг-°С)] при темпе-
температуре, °С:
20
100
200
300
400
Теплопроводность
[Вт/(м-°С)] при темпера-
температуре, °С:
20
100
200
300
400
Электрическое сопротив-
сопротивление (мкОм'См) при тем-
температуре, °С:
20
100
200
300
400
Коэффициент линейного
расширения а« 10е A/°С)
при температуре, °С:
20
Число-
Числовое зна-
значение
2700
2380
660,1
2520
395,43
900
938
984
1030
1076
217,71
238
2,67
3,55
4,78
4,99
7,30
23,5
130
ШИХТОВЫЕ МАТЕРИАЛЫ
Продолжение табл. 1
Свойство
100
200
300
400
Временное сопротивле-
сопротивление, МПа
Относительное удлине-
удлинение, %
Твердость НВ
Усадка, %:
линейная
объемная
Число-
Числовое зна-
значение
23,9
24,3
25,3
26,5
50—90
25-45
130—280
1,7
6,5
ления. Оксидная пленка малопрони-
малопроницаема для всех газов и обеспечивает
алюминию высокую коррозионную
стойкость в атмосферных условиях
и среде многих органических кислот.
Качество первичного алюминия за-
зависит от степени его чистоты (табл. 2).
По химическому составу в соответ-
соответствии с ГОСТ 11069—74 первичный
алюминий подразделяют на алюминий
особой, высокой и технической чи-
чистоты.
Примеси железа и кремния оказы-
оказывают вредное влияние на алюминий,
снижают его пластические свойства,
увеличивают твердость, повышают тем-
температуру рекристаллизации. ,
Первичный алюминий поставляется
в чушках (по ГОСТ 11070—74) мас-
массой 5, 15 и 1000 кг с маркировкой по
ГОСТ 11069—74 и цилиндрических
слитках (по ГОСТ 11069—74).
Марку алюминия наносят несмы-
несмываемой краской на торце , чушки.
На крупногабаритных чушках несмы.
2. Химический состав [% (мае. доля)] первичного алюминия
(по ГОСТ 11069—74)
Марка
алюми-
алюминия
AI.
не
менее
Примеси, ие более
Ре
Si
6u
Zn
Ti
Сумма
опреде-
ляемыж
приме-
примесей
А999 | 99,999
Алюминий особой чистоты
- I - I - I -
Алюминий высокой чистоты
~| 0,001
А995
А99
А97
А95
А85
А8
А7
А7Е
А6
А5
А5Е
АО
99,995
99,99
99,97
99,95
0,0015
0,003
0,01.5
0,030
0,0015
0,003
0,015
0,030
0,001
0,003
0,005
0,015
0,001
0,003
0,003
0,005
0,001
0,002
0,002
0,002
Технический алюминий
99,85
99,80
99,70
99,70
99,60
99,50
99,50
99,0
0,08
0,12
0,16
0,20
0,25
0,30
0,35 *а
0,50
0,06
0,10
0,16
0,08
0,20
0,30
0,12
0,5
0,01
0,01
0,01
0,01
0,01
0,02
0,02
0,02
0,02
0,04
0,04
0,04
0,06
0,06
0,04
0,08
0,01
0,02
0,02
0,01 *1
0,03
0,03
0,01 «
0,03
0,005
0,010
0,03
0,05
0,15
0,20
0,30
0,30
0,40
0,50
0,50
1.0
*х Для суммы Ti -f V -f Mn -f Cr.
*2 Допустимое содержание железа не более 0,18 '
Металличесжжя шихта
181
3. Физико-механические свойства
магния
Продолжение табл. 3
Свойство
Плотность (кг/м8) при
температуре:
20 °С
плавления
Температура, °С:
плавления
кипения
Скрытая теплота,
кДж/кг:
плавления
испарения
Теплота, кДж/кг:
возгонки
сгорания
Теплоемкость
[Дж/(кг-°С)] при тем-
температуре, °С:
20
100
200
400
Теплоемкость паров,
Дж/(кг.°С)
Теплопроводность
[Вт/(м-°С)] при темпе-
температуре, °С:
20 .
100
200
400
Теплоемкость
[ Дж/(кг • °С) ] жидкого
магния при 651 °С
Электрическое сопроти-
сопротивление (мкОм-см) при
температуре, °С:
100
200
400
Коэффициент линейного
расширения а • 10е A/°С)
при температуре, °С:
20
100
200
400
Временное сопротивле-
сопротивление, МПа
Числовое
значение
1738
1650
650
1090
372
5500,9
5 835,3
25 059,1
1022
1063
1110
1197
8,7
167
167
163
130
1,25
4,2
5,6
7,2
12,1
26,0
26,1
27,0
28,9
7,8—11,4
Свойство
Относительное удлине-
удлинение, %
Твердость НВ
Усадка, %:
при кристаллизации
в твердом состоянии
при снижении темпе-
температуры от 650 до
20 °С
Числовое
значение
8—10
290-^310
3,97—4,2
2
ваемой краской отмечают массу чу-
чушек.
Газосодержание расплава при литье
чушек не должно быть более 0,20 см3
на 100 г металла.
Магний — блестящий пластичный
металл серебристо-белого цвета; фи-
физические и механические свойства маг-
магния приведены в табл. 3.
Магний широко используют как
основу для приготовления ряда спла-
сплавов, применяемых в качестве конструк-
конструкционных материалов, а также как ле-
легирующий элемент при приготовлении
сплавов на алюминиевой, свинцовой и
цинковой основах или для десульфу-
ризации медных и никелевых сплавов.
Магний легко окисляется (оксидная
пленка обладает слабыми защитными
свойствами), неустойчив против кор-
коррозии, горюч; при температурах бо-
более 450 °С самовоспламеняется.
По ГОСТ 804—72 в зависимости от
химического состава (табл. 4) установ-
установлены следующие марки магния: Мг96,
Мг95 и Мг90.
Магний поставляют партиями, в чуш-
чушках массой (8,0 ± 1,0) кг. На торцах
чушек, не покрытых защитной смаз-
смазкой, масляной краской белого цвета
наносят одну полосу (чушки из магния
Мг95) или две полосы (чушки из маг-
магния Мг96).
Медь — температура плавления
1083 °С, плотность 8940 кг/м3;обладает
гранецентрированной кубической ре-
решеткой; имеет высокие тепло- и элект-
электропроводность, а также пластичность;
коррозионно-устойчива в ряде агрес-
агрессивных сред [9].
5*
182
ШИХТОВЫЕ МАТЕРИАЛЫ
4. Химический состав [% (мае. доля)] магния (по ГОСТ 804—72)
Марка
маг-
магния
Мг9б
Мг95
Мг90
Mg
(опре-
деля-
деляется
по раз-
разности),
не ме-
менее
99,96
99,95
99,9
Примеси, не более
Fe
0,004
0,004
0,04
Si
0,004
0,004
0,009
Ni
0,002
0,007
0,001
Си
0,002
0,003
0,004
Al
0,006
0,006
0,02
Mn
0,04
0,01
0,03
Na
0,01
0,005
0,01
Ti
0,014
Сумма
опре-
определяв-
мых
приме-
сей
0,04
0,05
0,1
Примечание. В магнии любой марки требуемое содержание приме-
примесей хлора и калия, не вошедших в суммарное содержание определяемых при-
примесей, обеспечивается технологией изготовления; их массовые доли не должны
превышать 0,005 % каждая, за исключением марки Мг96, для которой массовая
доля хлора не должна превышать 0,003 % (мае. доля).
Согласно ГОСТ 859—78 промышлен-
промышленность выпускает медь марок (табл. 5),
различающихся содержанием приме-
примесей, которые в значительной степени
снижают электропроводность меди. К
наиболее вредным примесям относятся
висмут, свинец и кислород.
Висмут почти нерастворим в твер-
твердой меди (т. е. его растворимость при
600 °С менее 0,001 %), вследствие чего
этот элемент располагается по грани-
границам зерен при эвтектической реакции
B70 °С) и вызывает разрушение слит-
слитков при горячей прокатке (красно-
(красноломкость) из-за расплавления про-
прослоек при нагреве выше 270 °С. При
наличии более 0,001 % висмута медь
становится хрупкой при холодной
обработке.
Количество свинца, растворяюще-
растворяющегося в меди, не превышает 0,3 % при
400 °С. Свинец вызывает краснолом-
красноломкость меди из-за оплавления эвтек-
эвтектики при нагреве до температур бо-
более 400 °С. Однако свинец менее опа-
опасен, чем висмут, что обусловлено на-
наличием в системе медь—свинец моно-
тектического превращения.
Медь с кислородом образует эвтек-
эвтектику. Если в меди содержится более
0,005 % (мае. доля) кислорода, то
по границам кристаллов появляются
выделения эвтектики (Си + Си2О). При
горячей прокатке примесь кислорода
в меди не вызывает красноломкости,
но хрупкие включения Си2О сущест-
существенно понижают ее пластичность и де-
делают склонной к «водородной болез-
болезни» — образованию трещин при работе
в восстановительной атмосфере.
Сера образует с медью сульфид меди,
выделяющийся по границам зерен и
снижающий ее пластичность при низ-
низких и высоких температурах.
Содержание кислорода и серы в про-
проводниковой меди не должно превышать
0,005%.
Медь является основой литейных
оловянных и безоловянных бронз, а
также латуней. Ее применяют при
фасонном литье в тех случаях, когда
необходимы высокие электропровод-
электропроводность и теплопроводность материала
(роторы электродвигателей, детали сва-
сварочных машин и др.).
Основная трудность получения от-
отливок — плохая жидкотекучесть чи-
чистой меди и трудность получения рас-
расплава, не содержащего кислорода и
водорода. Фасонные отливки получают
литьем: в кокиль, по выплавляемым
моделям, в сухие песчаные и оболоч-
оболочковые формы.
Для меди характерны также большая
линейная B,1 %) и объемная (—11 %)
усадки, высокая склонность к газо-
газопоглощению и образованию трещин при
затрудненной усадке.
Качество раскисления меди прове-
проверяют по технологической пробе: за-
Металлическая шихта
133
78)
I
3
I
s
EC
M
5
ec
и
1
ю
rt
aaa
s
s
более
о
s
8
X
90)
4
Я
(ев
а
о
т
5
Ok
2
о
со
S
Марка
медн
?QQO
о —< —^ со ^
о о о о о
о о^ о^ о^ ож
о о" о" о" о
ю
I »-• С7^ Ю
ооо
о о о о о
Ю<N C
о ооо
о^о^о^о^о^
о" о" о" о* о"
~* ся сою
ОО О О
о о о о
^ ^ ^
о о о" о" о"
-^ — см оз
о о о о
° ° °С
о о о о* о"
о о о о о
°»°»°.. ^ °«
ооооо
ю—< —* см см
ооооо
oqqoo
о о о о о"
о —« —^ csj csj
о^о^о^о^о^
о" о* о* о* о"
О^О О^ О) О)
С7) С7) О) О) О)
ОЪ Oi Ob Oi Oi
2 о м м м
6. Химический состав [% (мае. доля)] металлического и азотированного металлического марганца (по ГОСТ 6008—82)
Марка
марганца
МрООО *
МрОО
МрО
Mpl
Мр2
MplC
МрОООНб ¦
МрООНб
МрОНб
МрНбА
МрН4А
МрНбБ
МрН4Б
МрН2
Способ
изготовления
Электролити-
Электролитический
Электротер-
Электротермический
Азотирование
электролити-
электролитическое
Азотирование
электротерми-
электротермическое
Мп,
не
99,9
99,85
99,7
96,5
95,0
93,5
93,0
92,0
92,0
88,5
90,5
87,0
89,0
91,0
G
0,02
0,04
0,10
0,10
0,20
0,15
0,2
0,04
0,1
0,10
0,20
Si
0,8
1,8
1,8—
3,0
_
0,8
1,8
Fe
2,3 .
2,8
2,8
2,3
2,8
Примеси, не более
Ni
0,02
_
0,02
Си
0,03
_
0,03
р
0,005
0,01
0,01
0,05
0,07
0,07
0,05
0,01
0,01
0,05
0,07
S
0,003
0,03
0,10
0,05
0,03
0,03
0,10
0,05
S A1+
+ Ca+Mg
_
0,7
0,7
0,07
___
0,7
N..
не менее
_
_
6,0
6,0
4,0
6,0
4,0
2,0
* Применяют только в договорно-правовых отношениях.
Мр2.
Примечание. Сумма примесей не должна превышать 3,5 % (мае. доля) для меди Mpl и 5 % (мае. доля) для
Металлическая шихта
185
литый и охлажденный брусок при изги-
изгибе не должен давать трещин в месте
изгиба.
Марганец в чистом виде не приме-
применяют; в литейных сплавах его исполь-
используют как легирующий компонент. Хи-
Химический состав марганца приведен
в табл. 6.
Металлический и азотированный ме-
металлический марганец по ГОСТ
6008—82 поставляют в виде:
кусков и пластинок катодного осад-
осадка или раздробленных кусков пере-
переплавленного осадка (марки МрООО,
МрОО .и МрО);
кусков или слитков катодного осадка
массой не более 15 кг (марки МрОООНб,
МрООНб и МрОНб);
кусков массой не более 15 кг (марки
Mpl, Mp2, MplC и МрНбА, МрН4А,
МрНбБ, МрН4Б и МрН2).
Сплавы с высоким содержанием мар-
марганца приготовляют из электролити-
электролитического марганца марок МрОО, МрО,
Mpl, Mp2 и MplC после предваритель-
предварительной переплавки его с криолитом для
очистки от примесей.
Никель является основой большой
группы жаропрочных сплавов, из ко-
которых изготовляют детали и узлы газо-
газотурбинных двигателей, или жаростой-
жаростойких и коррозионно-стойких сплавов;
применяется так же, как легирующий
элемент цветных сплавов.
Химический состав никеля (табл. 7)
должен соответствовать ГОСТ 849—70.
Механические свойства литого ни-
никеля: ав = 320—350 МПа, б = 25 %,
твердость 30—120 НВ. Никель поста-
поставляется: Н-4 [97,6 % (мае. доля) Ni ]
в виде катодных листов и пластинок,
Н-3 в виде гранул и слитков, которые
в основном применяют для приготовле-
приготовления сплавов и лигатур.
Технический никель [с содержанием
никеля 99,3% (мае. доля)] имеет
зону хрупкости при 500—900 °С; наи-
7.
Марка
никеля
Н-0
Н-1у
Н-1
Н-2
Н-3
Н-4
Марка
ивкеля
Н-0
Н-1у
Н-1
Н-2
Н-3
Н-4
Химический
не менее
99,99
99,95
99,93
99,8
98,6
97,6
состав [% (мае. доля)] никел*
Со.
ве более
0,005
0,10
0,10
0,15
0,7
0,7
G
0,005
0,10
0,01
0,02
0,10
0,15
Примесв
Си
0,001
0,015
0,02
0,04
0,6
1,0
Zn
0,005
0,0008
0,001
0,005
—
—
As *
0,0005
0,001
0,001
—.
—
Cd
0,0003
0,0005
0,001
—
I (ПО ]
ГОСТ 849—70
)
Примеси, ие более
Mg
0,001
0,001
0,001
—
——
si
0,001
0,002
0,002
0,002
—
[, не более
Sn
0,0003
0,0005
0,001
—
Sb
0,00с
Р
0,001
0,001
0,001
—
—
——
S
0,001
0,001
0,001
0,003
0,03
0,04
Fe
0,002
0,1
0,1
0,04
—
0,0005
0,001
—
РЬ
0,0003
0,0005
0,001
0,01
—
Bi
0,0003
0,0005
0,0006
—
Примечания: 1. Содержание висмута в никеле Н-2 устанавливают
;по согласованию с потребителем.
: 2. Содержание в никеле Н-0 А1 и Мп не более 0,001 % (мае. доля).
186
ШИХТОВЫЕ МАТЕРИАЛЫ
8. Химический состав [% (мае. доля)]
кристаллического кремния
(по ГОСТ 2169—69)
Марка
крем-
кремния
КрОО
КрО
Kpl
Кр2
КрЗ
Si,
не
менее
99,0
98,8
98,0
97,0
96,0
Примеси,
не более
Fe
0,4
0,5
0,7
1.0
1,5
Ai
0.4
0.4
0,7
1,2
1,5
Са
0,4
0,4
0,6
0,8
1,5
Сумма опре-
определяемых
примесей
1,0
1,0
2,0
3,0
4,0
более высокая пластичность прояв-
проявляется при 1100°С.
Кремний — крупнокристаллический
порошок серого металлического цвета,
твердый, хрупкий. Сверхчистый крем-
кремний (монокристаллический) — полу-
полупроводниковый материал. Кремний
(табл. 8) используют для легирования
цветных сплавов. Для легирования
сплавов применяется кристаллический
кремний. Поставляется кремний в кус-
кусках нерегламентированной формы, раз-
размером не менее 20 мм. Содержание ме-
мелочи не должно превышать 10 %
(мае. доля) партии.
Цинк — металл светлого серо-голу-
серо-голубоватого цвета, хрупкий; является
основой группы сплавов для литья
под давлением, антифрикционных, ти-
типографских. Цинк используют также
как легирующий элемент для сплавов
на основе алюминия, меди, магния и
легкоплавких сплавов.
Цинк обладает хорошими литейными
свойствами и сравнительно высокой
стойкостью на воздухе и в пресной
воде.
Химический состав и область при-
применения цинка (табл. 9, 10) должны
соответствовать ГОСТ 3640—79. Ме-
Механические свойства технического цин-
цинка приведены в табл. 11. Цинк ЦВ00
поставляют в чушках массой 5 и 10 кг,
других марок — в чушках^ массой
19—25 кг и блоками до 1000 кг.
Примеси свинца, висмута, сурьмы,
мышьяка, олова, кадмия и железа
отрицательно влияют на технологиче-
технологические свойства цинка [9, 34].
Олово — мягкий металл серебристо-
белого цвета, пластичный; содержание
в земной коре — 0,0006 %; темпера-
температура плавления — 232 °С; имеет две
модификации; серое олово плотностью
9. Химический состав [% (мае. доля)] цинка (по ГОСТ 3640—79)
Марка
цинка
цвоо
ЦВО
ЦВ1
ЦВ
Ц0А
Ц0
Ц1С
щ
Ц2
Ц2С
ЦЗС
ЦЗ
Zn,
не ме-
менее
99,997
99,995
99,992
99,99
99,98
99,975
99,95
99,95
98,7
98,6
98,5
97,5
Примеси, не более
РЬ
0,00001
0,003
0,004
0,005
0,011
0,013
0,015
0,02
1,0
1,3
1,4
2,0
Cd
0,002
0 004
0,01
0,2
0,003
0,2
0,2
Fe
0,00001
0,002
0,003
0,005
0,01
0,01
0,05
0,04
0,05
0,1
Си
0,00001
0 001
0,002
0,005
0,01
0,02
0,05
SQ
0,00001
0 001
0,001
0,002
0,01
0,04
0,005
As
0,005
0,0005
0,0005
—
0,0005
0,01
0,01
0,01
0,01
Сумма
опреде-
определяемых
прнме-
сей
0,003
0,005
0,008
0,01
0,02
0,025
0,04
0,05
1,3
1,4
1,5
2,5
Металлическая шихта
137
10. Примерное назначение цинка
Марка
цинка
цвоо
цво,
ЦВ1
цв
ЦОА,
ЦО
Ш, Ц2
Область применения
Для производства чистых
реактивов и нужд элек-
электротехники
Для полиграфической и
автомобильной промыш-
промышленности
Для литья под давлением
особо ответственных от-
отливок, производства чи-
чистых реактивов и окиси
цинка, цинкового порош-
порошка
Для получения листов
гальваническим способом,
ответственных отливок
под давлением, цинковых
сплавов, обрабатываемых
давлением, горячего и
холодного цинкования,
изготовления порошков и
белил, легирования алю-
алюминиевых сплавов
Для разнообразного на-
назначения
5846 кг/м8 и белое плотностью
7298 кг/м8. Олово стойко против окис-
окисления и поэтому его широко исполь-
используют как защитное покрытие.
В соответствии с ГОСТ 860—75
различают две категории качества
олова: высшую и первую.
Поставляют олово всех марок без
упаковки, за исключением олова мар-
марки ОВЧ-000. Хранят олово при тем-
температуре не ниже ±12 °С. При* появ-
появлении на чушках признаков соловян-
ной чумы» вся партия поставки должна
подвергаться переплаву.
Пластичность олова высокая при
температурах до 220 °С, повышение
чистоты олова приводит к снижению
пластичности.
Химический состав олова приведен
в табл. 12. Примесь 0,2 % РЬ приводит
к разрушению образцов на 0,7 °С
ниже точки плавления.
Механические свойства олова: ав =
= 28 МПа, 6 = 40--60 %, 5 НВ.
Олово является основой сплавов для
литья под давлением, баббитов и при-
припоев; его применяют в качестве леги-
легирующего компонента медных сплавов.
Свинец — основа подшипниковых
(антифрикционных), типографских
сплавов и припоев; применяется как
легирующий элемент медных и легко-
легкоплавких сплавов, а также сплавов для
аккумуляторов, пульных оболочек и
дроби.
Чистый свинец — пластичный ме-
металл с синеватым («свинцовым») бле-
блеском на свежем разрезе; быстро окис-
окисляется, окисная пленка надежно за-
защищает металл от дальнейшей кор-
коррозии. Свинец стоек в атмосферных
условиях, сырой земле, при контакте
со многими металлами в серной и
других кислотах.
Марки свинца и его химический со-
состав соответствуют ГОСТ 3778—77Е
(табл. 13).
По соглашению изготовителя с по-
потребителем допускается более высо-
высокое содержание отдельных примесей
при условии сохранения минималь-
минимального содержания основного металла в
соответствии с табл. 13.
Висмут — серебристо-розовый ме-
металл, хрупкий при комнатной тем-
температуре; с повышением температуры
П. Свойства технического цинка
Цинк
Литой
Деформируемый
Обожженный
а0.2
МПа
120—140
120—170
70—100
75
80—100
в
%
0,3—0,5
40—50
10—20
60—80
НВ
30—40
35—45
188
ШИХТОВЫЕ МАТЕРИАЛЫ
12. Химический состав [% (мае. доля)
Марка
олова
ОВЧ-000
О1пч
01
02
01пч
01
02
03
04
Марка
олова
ОВЧ-000
01пч
01
02
01пч
01
02
03
04
Категория
качества
Высшая
Первая
Категория
качества
Высшая
Первая
Sn,
не ме-
менее
99,999
99,915
99,900
99,565
99,915
99,900
99,565
98,49
96,43
| олова
(по ГОСТ 860—76)
Примеси, не более
Аз
МО
0,01
0,01
0,015
0,01
0,01
0,015
0,03
0,05
Fe
МО
0,009
0,009
0,02
0,09
0,009
0,02
0,02
0,02
Си
ыо-4
0,01
0,01
0,03
0,01
0,01
0,03
0,10
0,10
РЬ
Ы0~8
0,025
0,04
0,025
0,025
0,04
0,25
1,0
3,0
Примеси, ие более
Sb
5-10-й
0,015
0,015
0,056'
0,015
0,015
0,05
0,3
0,3
s
0,008
0,008
0,016
0,01
0,01
0,02
0,02
0,02
Zn
з. ю-й
0,002
0,002
0,002
—
—
—
—
—
А1
з. ю~4
0,002
0,002
0,002
——
—
—
—
—
Bi
5-10~в
0,01
0,015
0,05
0,01
0,015
0,05
0,06
0,10
Сумма опре-
определяемых
примесей
0,085
0,1
0,435
0,085
0.1 <
0,435
1,51
3,51
Примечания: 1. По требованию потребителя содержание висмута
в олове 01 может быть снижено до 0,01 % (мае. доля).
2. По согласованию потребителя с изготовителем в олове 01 и 02 первой
категории допускается содержание свинца до 3 % (мае. доля).
3. Содержание в олове ОВЧ-000 примесей (помимо указанных в таблице),
% (мае. доля): Са 5-10; Ag 5- 10~в; Аи, Со, N1 и In по 1-НГ8.
пластичность металла повышается.
Наблюдается резкое увеличение пла-
пластичности при 100—200 °С, хотя физи-
физические свойства изменяются плавно.
Применяют висмут в качестве основ-
основного компонента легкоплавких спла-
сплавов различного назначения и теплоно-
теплоносителя [53].
Сплавы, содержащие более 55 %
(мае. доля) висмута, при затвердева-
затвердевании расширяются. Висмут самый диа-
диамагнитный металл.
Температура плавления висмута
271,3ЛС, температура кипения 1560 °С,
плотность при 20 С 9800 кг/м8, при
температуре плавления 10270 кг/м8.
Предел прочности на разрыв состав-
составляет 5—20 МПа, б = 0 %, i|> = 1 %,
твердость 9,3 НВ. Химический состав
висмута приведен в табл. 14.
По ГОСТ 10928—75 изготовляют
висмут в виде:
слитков массой не более 16 кг
(марки ВиОО, ВиО, Ви1 и Ви2);
Металличесжая шихта
189
13. Химический состав [% (мае. доля)]
Обозначение марок
ю
<N
п
3
н
о
о
Е
РЬ 99,992
Pb 99,99
Pb 99,98
Pb 99,97
Pb 99,95
Pb 99,9
Pb 99,5
1
J778
H
CO
C1C
Cl
C2C
C2
C3
C3C
Обозначение марок
to
t
142
;тсэв
о
Pb 99,992
Pb 99,99
Pb 99,98
Pb 99,97
Pb 99,95
Pb 99,9
Pb 99,5
w
f
T 3778'
CO
C1C
Cl
C2C
C2
C3
C3C
Pb,
не
менее
99,992
99,99
99,985
99,97
99,95
99,9
99,5
свинца (по ГОСТ
3778—77
Е)
Примеси, не более
Ag
3-10~4
0,001
0,001
0,002
0,0015
0,0015
0,01
Си
5-10"*
0,001
0,001
0,002
0,001
0,002
0,09
Zn
0,001
0,001
0,001
0,002
0,001
0,005
0,07
Bi
0,004
0,005
0,006
0,02
0,03
0,06
0,15
Аз
5-10~4
0,001
0,001
0,002
0,002
0,005
0,05
Примеси, не более
Sn
5.10-
0,001
0,001
0,001
0,002
0,002
0,10
i
Sb
5.10-4
0,001
0,001
0,005
0,005
0,005
0,20
Ре
0,001
0,001
0,001
0,001
0,002
0,005
0,01
+Ca+Na
(
(
(
(
(
3,002
3,002
3,003
3,003
3,015
Э,04
-—
Сумма
опреде-
определяемых
примесей
0,008
0,01
0,015
0,03
0,05
0,1
0,5
гранул размером поперечного се-
сечения 1—5 мм и длиной до 10 Мм
(марки Ви1 и Ви2);
гранул сферообразной формы раз-
размером до 5 мм (марки ВиО);
слитков массой 0,2—0,6 кг (марки
ВиОООО и ВиООО).
Титан — серебристо-блестящий ме-
металл, не тускнеющий на воздухе.
При температуре 600 °С и выше титан
адсорбирует кислород, азот и водород,
а также двуокись углерода, что при-
приводит к охрупчиванию титана.
Химический состав титана приведен
в табл. 15.
Температура плавления титана
1668 °С, кипения — 3277 °С, плот-
плотность при 20 °С 4510 кг/м8, твердость
130—154 НВ. Свойства технического
титана приведены в табл. 16.
Применяют титан как конструкцион-
конструкционный материал и как легирующий ком-
компонент в цветных и черных сплавах.
Существуют две модификации ти-
титана: а-форма, устойчивая до темпера-
температуры 882,5 °С, и Р-форма, устойчивая
140
ШИХТОВЫЕ МАТЕРИАЛЫ
14. Химический
Марка
ВиОООО
ВиООО
ВиОО
ВиО
Ви1у
Ви1
Ви2
Марка
ВиОООО
ВиООО
ВиОО
ВиО
Ви1у
Ви1
Ви2
Bi,
не менее
99,9999
99,999
99,98
99,97
98,0
97,7
96,5
Bi,
не менее
99,9999
99,999
99,98
99,97
98,0
97,7
96,5
Марка
ВиОООО
ВиООО
ВиОО
ВиО
Ви1у
Ви1
Ви2
состав
[% (мае.
РЬ
1-10-5
3-10"?
1,8-10~а
2-10"
1,85
2,0
3,0
Те
-
—
Ы0"8
МО"
МО
ыо-1
Bi,
не менее
99,9999
99,999
99,98
99,97
98,0
97,7
96,5
доля)] висмута
Zn
МО
5-10~б
5-10
1-Ю
З-Ю
5-10~3
Ы0~2
Примеси,
Fe
1
1
S
с
с
1
Со
3-10~в
5-10~в
3-10~6
5-Ю"
—
—
—
\-10""?
•10~3
МО"8
>• 10
!• Ю~3
• ю-*
не
Sb
5-1
Ы
2-1
5-1
5-1
5-1
2-1
Примеси,
Cd
j
с
'• 10""'
1-Ю"»
3.10"?
)•10
—
—
—
Примеси,
Sn
З-Ю
Ы0"8
—
—
—
0~в
О
О
О
0-2
не (
Мп
1-
Ь
Ь
7-
не (
Сг
3-10"»
8-К
)~в
ю-»
10"»
10"»
10-5
(по ГОСТ 10928—75)
более
Си
ью-»
5*10~в
ью-4
4-Ю"
МО
ЫО
1,8.10"*
Золее
- Hg
Ы0"8
5-10-ft
—
—
—
5олее
¦
2-
3-
Аи
10-.
10"в
—
—
—
Аи
5-10~7
5-10-в
2-Ю
3-10~б
1,2-10
1,8- Ю
4-10
Мо
2,5-10-5
5-10"»
—
—
—
In
г
МО"»
МО""8
—
—
—
As
ыо-g
3-10~в
7.10-5
Ы01
2.10"
3-10"*
Ы0~8
N1
4.10"»
Ы0~5
—
—
——
Сумма
опреде-
примесей,
не более
ЫО
Ы0"«
2.10"»
3-10"*
2,0
2,3
3,5
Примечание. По соглашению между потребителем и изготовителем
в висмуте Ви1 допускается содержание не более 2,5 % свинца и не более 0,2 % се-
серебра, в висмуте Ви2 — не более 0,45 % (мае. доля) серебра.
15. Химический состав [% (мае. доля)] титана (по ГОСТ 19807—74)
Марка
титана
ВТ1-1
ВТ1-0
ВТ1-00
Ti
99,038
99,28
99,601
Fe
0,30
0,25
0,20
Легирующие элементы (Ti <-•
Si
0,12
0,10
0,08
С
0,08
0,07
0,05
Oi
0,15
0,12
0,10
основа)
Ng
0,05
0,04
0,04
н,
0,012
0,010
0,008
Металлическая шихта
141
16. Механические свойства титана
Марка
титана
ВТ1-1
ВТ1-0
ВТ 1-00
ав
МПа
450—600
350—500
300—450
380—500
300—420
250—380
6
*
%
25
30
30
50
60
60
выше этой температуры, а-титан имеет
гексагональную плотно упакованную
решетку; р-титан — кубическую объ-
объемно-центрированную решетку.
На полиморфное превращение и ста-
стабильность а- и Р-фаз оказывают вли-
влияние легирующие элементы, которые
подразделяются:
на а-стабилизаторы — примеси вне-
внедрения (N, О, С) и основной легиру-
легирующий элемент — А1;
на р-стабилизаторы, которые делят
на изоморфные и эвтектоидообразу-
ющие; изоморфные элементы (V, Nb,
Mo, Та) образуют неограниченные твер-
твердые растворы с р-фазой и расширяют
область ее устойчивости до нормальной
температуры; эвтектоидообразующие
элементы; Gr, Mn, Fe, Co, Ni, Cu, Si;
на нейтральные упрочнители, обра-
образующие с титаном системы с неогра-
неограниченной растворимостью (Zr, Hf) или
ограниченные твердые растворы
(Sn, Ge), которые мало влияют на
устойчивость C-фазы.
Особую роль в титане играют при-
примеси внедрения (С, О2, N2, H2), кото-
которые повышают прочность и твердость,
но одновременно снижают пластич-
пластичность; при содержании этих элементов
более 0,5—0,7 % пластичность дости-
достигает нулевого значения — металл ста-
становится хрупким. Наиболее опасна
примесь водорода, которая образует
в а-сплавах выделение пластинок ги-
гидр идной фазы, что приводит к воз-
возникновению водородной хрупкости.
Содержание (мае. доля) примесей вне-
внедрения ограничено: О2 < 0,1-^0,15 %;
С < 0,05-^0,1 %; N2 < 0,04^-0,15 %;
Н2<0,01 %.
Титан очень высокой чистоты полу-
получают иодидным способом, а основную
массу титана для получения полу-
полуфабрикатов и его сплавов — магние-
метрическим способом в виде губчатого
титана по ГОСТ 17746—79 (табл. 17).
Твердость титана зависит от его хими-
химического состава (табл. 18).
Кобальт — металл белого цвета
с красноватым оттенком, температура
плавления 1492 °С, температура кипе-
кипения 2930 °С; плотность при 20 °С
8920 кг/м3, при температуре плавле-
плавления — 7760 кг/м3.
Металлический кобальт, получа-
получаемый электролитическим или огневым
рафинированием, применяют для леги-
легирования жаропрочных цветных ме-
17. Химический состав [% (мае. доля)]
губчатого титана (по ГОСТ 17746—79)
Марка
рубчатого
титана
ТГ-90
ТГ-100
ТГ-110
ТГ-120
ТГ-130
ТГ-150
ТГ-Тв
Fe
0,06
0,07
0,09
0,11
0,13
0,2
2,0
Si
0,01
0,02
0,03
0,03
0,04
0,04
—
Примеси,
Ni
0,05
0,05
0,05
0,05
0,05
0,05
—
не более
С
0,02
0,03
0,03
0,04
0,04
0,05
0,15
С1
0,08
0,08
0,08
0,08
0,10
0,12
0,3
N,
0,02
0,02
0,02
0,03
0,03
0,04
0,3
Of
0,04
0,04
0,05
0,05
0,08
0,10
-—
Примечание. Ti — основа.
142
ШИХТОВЫЕ МАТЕРИАЛЫ
18. Твердость губчатого титана
различных марок
Марка
рубчатого
титана
ТГ-90
ТГ-100
ТГ-110
ТГ-120
90
100
110
120
Марка
рубчатого
титана
ТГ-130
ТГ-150
ТГ-Тв
130
150
таллов и производства сплавов на его
основе.
Марки кобальта (табл. 19) и хими-
химический состав должны соответствовать
ГОСТ 123—78. Литой кобальт К2
малопластичен. Механические свой-
свойства кобальта при чистоте 99,4 % при
20 °С: ав = 240 МПа, 124 НВ; с по-
повышением чистоты до 99,99 % проч-
прочность и пластичность увеличиваются.
Довольно высокими свойствами обла-
обладает литой кобальт (табл. 20) элек-
электронно-лучевой плавки.
Сера придает кобальту краснолом-
красноломкость, слитки кобальта, нагретые до
1000 °С в среде водорода, подвергают
ковке, если содержание серы в них
не превышает 0,008 % (мае. доля);
слитки с содержанием серы более
0,015 % (мае. доля) не поддаются
ковке из-за образования межкристал-
литных трещин. >
Повышение чистоты слитков ко-
кобальта электронно-лучевым пере-
переплавом [до содержания, % (ма<?. доля):
19. Химический состав [% (мае. доля)] кобальта
(по ГОСТ 123—78)
<а 1
льта
3.5
!§
ко
К1Ау
К1А
К1
К2
Со,
не ме-
менее
99,98
99,35
99,30
99,25
98,30
Марка
кобальта
ко
К1Ау
К1А
К1
К2
Примеси, ве более
Bi
0,0003
0,0004
0,0005
—
Fe
0,003
0,2
0,2
0,2
0,5
Со,
ве менее
99,98
99,35
99,30
99,25
98,30
Cd
0,0003
0,001
0,001
—
s
0,001
0,004
0,004
0,004
0,01
Mn
0,0005
0,03
0,07
0,07
0,1
Sb
0,000;
Cu
0,001
0,02
0,03
0,03
0,08
As
0,0005
0,001
0,002
0,002
0,005
Mg
0,001
—
—
—
Примеси, не более
]
0,0006
0,001
—
Pb
0,0003
0,0005
0,0005
—
С
0,005
0,02
0,02
0,03
0,1
(
(
(
Ni
0,005
0,3
0,3
0,3
0,5.
P
3,0005
3,002
3,003
—
Sn
0,0003
0,0004
0,001
—'
Zn
0,001
0,002
0,003
—
Примечания: 1. По согласованию между изготовителем и потреби-
потребителем в кобальте КО, применяемом для изготовления никель содержащих сталей
и сплавов, допускается содержание никеля не более 0,05 % (мае. доля); в ко-
кобальте К1, применяемом для изготовления сталей и железосодержащих сплавов,
допускается содержание железа не более 0,4 % (мае. доля).
2. Допускается в кобальте КО содержание не более 0,001 % (мае. доля) А1.
Металлическая шихта
143
20. Механические свойства
литого кобальта
20
926
МПа
890
95
320
63
0
%
21
43
23
93
С 0,004; О2 0,0013, Na 0,0003 и Н2
менее 0,0001 ] позволяет получить ко-
кобальт, не уступающий по технологи-
технологическим свойствам и пластичности ни-
никелю электронно-лучевой плавки [9].
Кобальт изготовляют в виде слитков,
катодных листов или пластин. Макси-
Максимальный размер пластин 500X500 мм,
минимальный — 20X20 мм. Масса
слитков не более 25 кг.
Литий — мягкий щелочной металл,
режется ножом; твердость при 20 °С
равна 5 НВ; температура плавления
180 °С, температура кипения 1342 °С;
плотность при 20 °С 530 кг/м8, при
температуре кипения — 525 кг/м®.
Литий изготовляют трех ма-
марок (табл. 21) в соответствии
с ГОСТ 8774—75.
Механические свойства лития чи-
чистотой 99,7 % (мае. доля) приведены
в табл. 22.
Литий применяют для дегазации
и раскисления стали, чугуна, бронз
и латуни; в баббитах используют
вместо олова; в алюминиевых, магни-
магниевых и медных сплавах — для улуч-
улучшения антифрикционных и литейных
свойств.
Поставляют литий в виде чушек
массой до 2,5 кг и хранится в плотно
22. Механические свойства лития
/,°с
ав, МПа
б, %
—269
50
54
—253
43
29
—193
13
27
-78
50
38
20
10
52
закрытых (запаянных) баках из белой
жести по 12—30 чушек (до 50 кг),
залитых смесью трансформаторного
масла E0 %) и парафина E0 %) с над-
надписью «Осторожно — от воды за-
загорается!».
Бериллий — металл серебристо-
белого цвета; температура плавления
бериллия 1289 °С, плотность 1850 кг/м3;
применяют в конструкциях, исполь-
используемых при 600—800 бС; теплота испа-
испарения 3,7-10' Дж/кг, модуль упругости
3-105 МПа, теплоемкость 2,1 X
ХЮ8 Дж/(кг-°С), т. е. в 4 раза пре-
превышает теплоемкость стали и в 8 раз —
титана.
Бериллий применяют как леги-
легирующий элемент при получении раз-
различных сплавов на основе меди, маг-
магния, никеля, алюминия, железа и дру-
других металлов. Около 90 % производи-
производимого бериллия используют в виде
различных сплавов, преимущественно
на медной основе или для повышения
прочности, жаропрочности, жаростой-
жаростойкости и других характеристик мате-
материалов.
Бериллий является химически ак-
активным элементом; на воздухе обра-
образуется защитная пленка (ВеО), пол-
полностью предохраняющая металл от
21. Химический состав [% (мае. доля)] лития,
(по ГОСТ 8774—76)
Марка
лития
ЛЭ-1
ЛЭ-2
ЛЭ-З
Li,
ие ме-
менее
99,5
98,2
98,0
Примеси, не более
Na
0,6
од
0,8
К
0,05
0,01
0,2
Са
0,03
0,03
0,1
Mg
0,02
0,05
0,3
Мп
0,001
0,005
0,02
Fe
0,005
0,01
0,03
А1
0,003
0,005
0,03
SiO«
0,01
0,05
0,2
N
(нитрид-
ный)
0,05
0,05
0,2
ШИХТОВЫЕ МАТЕРИАЛЫ
23. Химический состав [% (мае. доля)] кадмия
(по ГОСТ 1467—77)
Марка
кадмия
КдОА
КдО
Кд1
Кд2
Cd.
не менее
99,98
99,95
99,93
99,89
Примеси, не более
Zn
0,001
0,004
0,005
0,01
Pb
0,0003
0,002
0,004
0,01
Fe
0,004
0,001
0,015
0,02
Си
0,002
0,005
0,015
0,08
Ga
0,002
0,005
0,015
0,08
Сумма
опреде-
определяемых
примесей
0,02
0,05
0,07
0,17
дальнейшего окисления. Пленка
сохраняет защитные свойства при на-
нагреве металла в кислороде, углекислом
газе, азоте и воздухе до 700 °С; во
влажных газах — до 600 °С.
Бериллий реагирует с азотом при
температуре более 500 °С и водородом
при температуре более 1000 °С; при
комнатной температуре бериллий
хрупок и малопластичен. Пластичность
бериллия сохраняется до 400 °С; при
850 °С бериллий становится красно-
красноломким и разрушается по границам
зерен.
Кадмий применяют для защитных
покрытий стальных изделий, в каче-
качестве легирующего компонента в при-
припоях, типографских, анатомических,
легкоплавких и медных сплавах. Хи-
Химический состав и марки кадмия
(табл. 23) должны соответствовать тре-
требованиям ГОСТ 1467—77.
В кадмии марок КдОА и КдО мас-
массовая доля мышьяка, сурьмы и олова
не должна превышать 0,003 % в сумме,
для остальных марок — не более
0,002 % каждого.
Кадмий всех марок изготовляют
в виде: чушек массой A0 ± 1,5),
D,0 ±0,6) и @,5 ±0,1) кг; слитков
массой 100, 200, 250 и 500 кг; прутков
диаметром (8 ± 1) мм; гранул.
Сурьма находит применение в каче-
качестве легирующего компонента спла-
сплавов на свинцовой, оловянной и медной
основе (баббитов, припоев, сплавов
для литья под давлением и т. д.).
Температура плавления сурьмы
630 °С; плотность при 20 °С 6700 кг/м3,
при температуре плавления 6550 кг/м3.
Марки сурьмы и химический состав
(табл.24) соответствуют ГОСТ 1089—82.
Сурьму марки СуООО изготовляют
в виде прутков разной массы (по со-
согласованию с потребителем); сурьму
марок СуОО, СуО, Cyl и Су2 — в виде
чушек, имеющих форму усеченной пи-
пирамиды, массой 15—25 кг.
Хром обладает рядом специфических
свойств: высокой температурой плав-
плавления A880 °С), жаростойкостью, кор-
коррозионной стойкостью в ряде агрес-
агрессивных сред; плотность хрома
при 20°С 7190 кг/м3.
Применяют хром в качестве леги-
легирующего компонента в медных и ни-
никелевых сплавах, а также д качестве
основного компонента литейных жаро-
жаропрочных сплавов с железом, молибде-
молибденом, титаном, вольфрамом, танталом,
бором, селеном.
Марки и химический состав метал-
металлического хрома первой категории
качества (табл. 25) соответствуют
ГОСТ 5905—79.
Металлический хром изготовляют
в кусках массой не более 10 кг. В из-
изломе металлический хром должен быть
плотным, на поверхности кусков до-
допускается окисная пленка.
Ниобий, вольфрам и ванадий отно-
относятся к тугоплавким металлам, обла-
обладающим высокой коррозионной стой-
стойкостью в некоторых средах, прочно-
прочностью при повышенных температурах,
при которых уже не работают железо,
никель и сплавы на их основе.
Эти металлы применяют для леги-
легирования сталей и цветных сплавов,
а также в качестве основы жаростойких
и коррозионно-стойких специальных
сплавов.
При изготовлении литых деталей
и полуфабрикатов из тугоплавких ме-
Металлическая шихта
148
24. Химический состав [% (мае. доля)] сурьмы
(по ГОСТ 1089—82)
Марка
сурьмы
СуООООО
СуООООП
СуОООО
СуООО
СуОО
СуО
Cyl
Су2
Марка
сурьмы
СуООООО
СуООООП
СуОООО
СуООО
СуОО
СуО
Cyl
Су2
Sb,
не менее
99,9999
99,9995
99,999
99,99
99,9
99,6
99,4
98,8
Bi
2-10~в
2-10"*
2-10
5-10-?
4-10"8
5-Ю-8
МО"
5
5
5
4
6
8
1
РЬ
Ы0"
МО
МО
6-10
3-10
2-10"
МО
6-10
Аи
.10~в
•10~в
•10"?
• ю-4
• ю-*
• ю-*
•ИГ8
-1
-1
As
3.10
3-10
2-10"*
4-10"*
МО
2.10
МО
2-КГ1
Прнмесн,
N1
5.10"»
2-10
2-10"*
2-10~4
8-10"8
16-10"8
—
1-
5-
5-
5-
Примеси, не более
Fe
МО'5
2.10
2-10
4-10~4
МО'2
2-10~2
МО
Ы0
S
МО"?
5- Ю-6
5-10-5
5-Ю-4
МО
5-Ю-2
МО"
МО
не более
Си
ю-»
10~в
10"в
10-е
_
1-
2-
5-
2-
Cd
10~в
10"в
ю-»
ю-4
—
1
1-
3-
5-
2-
Sn
5-10"в
3-10~в
4-10
МО
2.10"-2
2.10
8- Ю-2
ыо-1
Vln
ю-»
ю-»
10"в
10
—
1-
2-
5-
1-
Si
МО"*
4-10"»
ЫО
5-10
—
—
—
Ag
ю-»
10"в
ю-»
10-5
—
-4
Zn
МО"*
5-10-S
5-10-8
5-10
5-Ю-8
5-10-8
МО
Сумма
опреде-
определяемых
примесей
9,20-10"§
5,12-10
8,50-10
4,10- 1(Г«
9,76-10
3,37-10*
4,80-Ю-1
1,12
Примечания: 1. В сурьме СуООООП допускается содержание, %
(мае. доля), не более: Se5-10; Mg 2-10-?; Na МО; ЫО-?.
2. В сурьме СуООО (для производства сурьмы высокой чистоты СуООООП)
содержание мышьяка не должно превышать 6« 10-5 (мае. доля).
3. В сурьме марки СуО (для изготовления сплавов, применяемых в специ-
специальных аккумуляторах) содержание золота не должно превышать 2* 10* (мае.
доля).
4. По соглашению между изготовителем и потребителем в сурьме марок Cyl
и Су2 допускается увеличение массовых долей свинца, олова и мышьяка за счет
уменьшения содержания сурьмы.
5. Сурьму Cyl получают катодным методом.
таллов необходимо их изолировать от
контакта с воздухом при всех опера-
операциях нагрева.
Ниобий выпускают в штабиках (по
ГОСТ 16100—79) и слитках (по
ГОСТ 16099—80); химический состав
ниобия в штабиках приведен в табл. 26,
в слитках — в табл. 27.
Ниобий марок Н6Ш0 и Н6Ш1 в шта-
штабиках предназначен для производства
и легирования сплавов; Н6Ш00 —
Для производства и легирования спла-
сплавов и для других целей; НбШП — для
изготовления полуфабрикатов.
Из ниобия в слитках изготовляют
ленты, листы, прутки, трубы, про-
проволоку и другие изделия.
Содержание железа и титаиа в иио-
бии марок Н62 и НбЗ, а также содер-
содержание водорода во всех марках пред-
предприятие-изготовитель контролирует
периодически один раз в квартал.
На торце каждого слитка выбивают
марку и номер слитка.
146
ШИХТОВЫЕ МАТЕРИАЛЫ
25. Химический состав [% (мае. доля)]
хрома первой категории качества (по ГОСТ 5905—79)
Марка
хрома
Х99А
Х99Б
Х98,5
Х98
Х97
Марка
хрома
Х99А
Х99Б
Х98,5
Х98
Х97
Сг,
не
менее
99,0
99,0
98,5
98,0
97,0
As
0,01
0,01
0,01
Примеси, не более
Si
0,3
0,3
0,4
0,5
0,5
А1
0,2
0,5
0,5
0,7
1,5
Fe
0,6
0,6
0,6
0,8
1,2
О
0,03
0,03
0,03
0,04
0,05
s
0,02
0,02
0,02
0,03
0,04
P
0,02
0,02
0,02
0,03
0,03
Примеси, ие более
Bi
0,0005
0,0005
0,0005
—
Sb
0,008
0,008
0,008
—
Zn
0,006
0,006
0,01
—
Pb
0,0008
0,008
0,001
sn
0,004
0,004
0,004
—
Cu
0,01
0,01
0,02
0,04
0,05
'0,04
0,05
—
—
Примечания: 1. Массовая доля хрома в отдельных плавках партии
не должна отличаться более чем на 0,4%.
2. Хром Х99А содержит 0,005 % (мае. доля) Со.
26. Химический состав [% (мае. доля)] ниобие
(по ГОСТ 16100—79)
штабиков
Марка
ниобия
Н6Ш00
Н6Ш0
Н6Ш1
НбШП
N.
0,03
0,03
0,05
0,03
о§
0,02
0,02
0,04
0,02
Примеси, не более
С
0,03
0,03
0,06
0,03
Fe
0,03
0,07
0,08
0,07
Si
0,01
0,03
0,03
0,03
Та
0,1
0,2
0,3
0,02
Ti
0,01
0,06
0,07
0,06
Вольфрам — тугоплавкий металл,
температура плавления 3410 °С, тем-
температура кипения 5930 °С, плотность
при 20 °С 19 300 кг/м3, при темпера-
температуре плавления — 17 600 кг/м3.
Применяют вольфрам при изготовле-
изготовлении твердых сплавов, проволоки для
источников света (по ГОСТ 19671—74),
большая часть вольфрама (80—85 %)
расходуется на легирование стали и
сплавов типа ферровольфрама (по
ГОСТ 17293—82), марки и химический
состав которого приведены в табл. 28.
Плотность ферровольфрама
16 500 кг/м3, температура плавления
более 2000 °С, поставляют вольфрам
в виде кусков массой до 5 кг.
Химический состав вольфрама для
производства проволоки приведен
в табл. 29 (по ГОСТ 19671—81). На
Металлическая шихта
147
27. Химический состав [% (мае. доля)] ниобия
в слитках (по ГОСТ 16099—80)
Марка
ниобия
Н61
Н62
НбЗ
Примеси, не более
N,
0,01
0,01
0,01
о.
0,01
0,01
0,01
н.
0,001
0,001
0,001
с
0,01
0,01
0,03
Si
0,005
0,01
0,02
Та
0,1
0,15
0,3
Fe
0,005
0,01
0,01
Ti
0,005
0,01
0,01
2w+ Mo
0,01
0,02
0,04
28. Химический состав [% (мае. доля)] ферровольфрама
(по ГОСТ 17293—82)
Марка
вольф-
вольфрама
ФВ80а
ФВ75а
ФВ70а
ФВ7О
ФВ70Б
ФВ65
Вольф-
Вольфрам,
не менее
80
75
70
70
70
65
Мо
6,0
7,0
7,0
1,5
2,0
6,0
Мп
0,2
0,2
0,3
0,4
0,5
0,6
Si
0,8
1,1
2,0
0,5
0,8
1,2
Примеси,
С
0,10
0,15
0,3
0,3
0,5
0,7
Р
0,03
0,04
0,06
0,04
0,06
0,10
не более
S
0,02
0,04
0,06
0,08
0,10
0,15
Си
0,10
0,20
0,30
0,15
0,20
0,30
As
0,04
0,06
0,08
0,04
0,05
0,08
sn
0,04
0,06
0,10
0,08
0,10
0,20
Al
4,0
5,0
6,0
—•
Примечания: 1. В обозначении марки ферровольфрама буква Б
указывает на отличие массовой доли фосфора.
2. Содержание Pb, Bi и Sb в ферровольфраме ФВ70 не более чем по 0,03 %
(мае. доля).
29. Химический состав [% (мае. доля)] вольфрама
для производства проволоки (по ГОСТ 19671—81)
Марка
воль-
вольфрама
ВА
ВРН
вм
ВТ-7
ВТ-10
ВТ-15
W,
не менее
99,95
99,90
99,95
99,90
99,5
99,5
Примеси, не более
Ре
0,005
0,01
—
Со
0,005
0,015
—
Мо
0,03
0,04
——
—
Присадки
А1
0,004
0,01
—
Si
0,006
0,01
—
Окись
тория
0,17—0,26
0,7-1,0
0—1,5
1,5—2,0
148
ШИХТОВЫЕ МАТЕРИАЛЫ
30. Механические свойства вольфрама
Вольфрам
Спеченный
Монокристаллический
Твердость
ЫВ
470
335
ав
ао,2
МПа
1710
870
550
6
%
0
12
0
71
механические свойства вольфрама
большое влияние оказывают примеси
кислорода, углерода, азота, фосфора.
Механические свойства вольфрама
при 20 °С приведены в табл. 30.
При наличии в вольфраме 0,001—
0,005 % (мае. доля) кислорода на
границе зерен имеются окислы воль-
вольфрама, что приводит к межкристал-
литному разрушению образцов и не
позволяет обрабатывать его давлением
при повышенных температурах. Рас-
Раскисление углеродом уменьшает со-
содержание кислорода, очищает границы
зерен и повышает их прочность, что
позволяет обрабатывать вольфрам
при повышенных температурах.
Ванадий — тугоплавкий металл свет-
светло-серого цвета; температура плав-
плавления 1919 °С, Температура кипения
3410 °С, при 20 °С плотность 6110 кг/м8,
при температуре плавления —
5700 кг/м3.
Применяют ванадий для легирова-
легирования (до 90 %) черных и цветных спла-
сплавов в виде сплава железа и ванадия —
феррованадия и лигатур. Чистый вана-
31. Химический состав *
[% (мае. доля)] феррованадия
некоторых марок (по ГОСТ 27130—86)
Марка
феррова-
феррованадия
ФВд75У0,1
ФВд50У0,4
ФВд40У0,5
Примеси, не
С
0,1
0,4
0,5
Si
0,8
1,8
2,0
S
0,05
0,02
0,05
более
Р
0,05
0,07
0,08
А1
2,0
0,2
0,5
дий поставляют по ТУ марок: Вэл-1,
Вэл-2, Вэл-3 — в виде слитков и
ВнМ-1, ВнМ-2 — в виде электролити-
электролитического порошка.
Феррованадий по ГОСТ 27130—86
поставляют десяти марок (табл. 31).
При содержании ванадия 40 % плот-
плотность равна 7000 кг/м3, температура
плавления 1480 °С.
Чистый ванадий очень пластичен,
с повышением температуры прочность
ванадия понижается, пластичность
возрастает (табл. 32).
Снижение пластичности при 400 °С
обусловлено содержанием большого
количества примесей, мае. доля, %:
С 0,062; Оа 0,085; На 0,0068; N2 0,11.
Ванадий, получаемый дуговой
плавкой, обладает более высокой пла-
пластичностью. При 20 °С удлинение б =
= 42%, относительное сужение \|> =
= 84%.
Примеси внедрения повышают темпе-
температуру перехода к хрупкости; водород
оказывает влияние даже при его со-
содержании в ванадии 0,001 %. Кисло-
Кислород и азот при их суммарном содержа-
содержании до 0,056 % не охрупчивают вана-
ванадий до температуры —196 °С. С увели-
увеличением содержания кислорода и
32. Влияние температуры
на свойства ванадия
* Не менее 35 % V, не более
0,05% As.
I-
20
400
600
800
1000
МПа
640
690
280
160
50
6
*
%
22
19
38
36
50
48
58
87
89
89
Металлическая шихта
140
33. Химический состав [% (мае. доля)] магниетермического
и иодидного циркония [6]
Цирконий
Магниетер-
мический
Иодидный
Цирконий
Магниетер-
мический
Иодидный
А1
0,1—0,2
0,006—0,015
Са
0,01—0,05
Mg
0,005—0,1
0,0005—0,004
Си
Присут-
Присутствие
0,0005—
0,001
Ni
Присутствие
0,00005
Ga
2,58
2,5
и менее
Si
0,01—0,05
0,0002
Ре
0,005—0,01
0,00008—
0,0006
Ti
0,0001—0,005
0,0005
Примечание. Zr — основа.
азота температура перехода к хруп-
хрупкости повышается: при их суммарном
содержании до 0,155% температура
перехода к хрупкости превышает 0 °С.
Горячую обработку ванадия вы-
выполняют в защитной атмосфере или
вакууме A,33-10"* Па).
Цирконии в компактном состо-
состоянии—металл серебристо-белого цвета,
похожий на сталь. Применяют цирко-
цирконий в электронно-вакуумной технике,
атомных реакторах, как основу при-
припоя для пайки титановых сплавов* для
защитных покрытий и повышения
теплостойкости магниевых сплавов.
Цирконий обладает способностью
поглощать и удерживать активные
газы: наиболее интенсивно кислород
при 600—800 °С, азот при 700 °С,
водород при 800 °С. В вакууме водород
удаляется при 1000 °С. Получают цир-
цирконий магниетермическим (восста-
(восстановлением циркония магнием из че-
тыреххлористого циркония) или иодид-
ным (термической диссоциацией те-
траиодида в вакууме) способами.
Химический состав циркония приведен
в табл. 33.
Температура плавления циркония
1852 °С, температура кипения 4400 °С;
плотность при 20 °С равна 6490 кг/м3,
при температуре плавления —
5800 кг/м8. Механические свойства
йодистого отожженного циркония
при 20 °С ав = 220 МПа, б = 45 %.
Чистый цирконий пластичен и может
подвергаться холодной и горячей де-
деформациям. Применяют цирконий для
изготовления полос, прутков, прово-
проволоки и труб. Для улучшения пласти-
пластических свойств циркония используют
зонную плавку.
Наилучшими механическими свой-
свойствами обладает цирконий, обработан-
обработанный в вакууме 10""* Па (по сравнению
с обработкой в других средах).
Циркониевый порошок марки ЦЭВ
(по ЦМТУ 3145—52) содержит, %
(мае. доля): Zr не менее 98,0 и при-
примесей не более: Fe 0,05, Са 0,05,
С1 0,003.
Тантал — металл серо-стального
цвета с температурой плавления 2980 °С
и температурой кипения 5370 °С; плот-
плотность при 20 °С равна 1660 кг/м8;
при температуре плавления —
1500 кг/м3. По химической стойкости
тантал уступает благородным метал-
металлам; его применяют для изготовления
тугоплавких износостойких и корро-
зионно-устойчивых сплавов.
Первичный танталовый порошок
получают восстановлением комплекс-
комплексного фторида (фтортанталата калия);
содержание, % (мае. доля): тан-
тантала не менее 98,5; ниобия не более
ISO
ШИХТОВЫЕ МАТЕРИАЛЫ
34. Механические свойства тантала
Вид
обработ-
обработки
тантала
Дефор-
миро-
мирование
Отжиг
МПа
950—
980
450—
550
б
У
2—5
23—30
5—7
75—80
НВ
230
140
0,5. Применяют порошок для изготов*
ления твердых сплавов.
Тантал, выплавленный в дуговой
вакуумной печи, содержит, % (мае.
доля): О2 0,003; N2 0,002; Н2 0,0008
и 0,035 С. Механические свойства
тантала приведены в табл. 34.
При электронно-лучевой плавке
в тантале значительно уменьшается
содержание примесей, % (мае. доля):
О2 0,0016; N2 0,001; Н2 0,00014; до
0,0036 С; температура хрупкости в этом
случае понижается до —B00-4-250 °С).
Очень чистый тантал высокопластичен
даже при температурах, близких к аб-
абсолютному нулю, что позволяет изго-
изготовлять полуфабрикаты любой конфи-
конфигурации холодной деформацией.
Танталовый порошок повышенной
чистоты применяют для изготовления
электролитических конденсаторов
и электровакуумных приборов.
Редкоземельные металлы (РЗМ).
В зависимости от свойств РЗМ под-
подразделяют на две основные группы:
цериевую и иттриевую. Цериевую под-
подгруппу составляют РЗМ первой поло-
половины ряда лантана: лантан, церий,
празеодим, неодим, прометий, сама-
самарий и европий. Иттриевую подгруппу
составляют элементы второй половины
ряда лантана: гадолиний, тербий, дис-
диспрозий, гольмий, эрбий, тулий, иттер-
иттербий, лютеций.
РЗМ находит широкое применение
в качестве легирующих добавок в лег-
легких сплавах, сталях и чугунах, для
производства магнитов, в стекольной
промышленности при производстве
специальных стекол и в других об-
областях.
Физические свойства РЗМ (табл. 35)
35.
Ме-
Металл
La
Се
Nd
Физические
Плот-
Плотность,
кг/м*
6166
6771
7003
о. .
Ii
в я
ss
920
798
1016
свойства
13
°3
S Я
нес
26,12
27,04
27,38
РЗМ
H4t=C
6,18
5,14
7,12
имеют большое значение для их прак-
практического применения, при этом одной
из важных характеристик РЗМ, как
легирующих добавок, является их
плотность.
Редкоземельные металлы являются
химически активными элементами.
Они образуют гидриды, фториды, хло-
хлориды, оксиды, сульфиды, нитриды,
карбиды, гидроокиси, соли неоргани-
неорганических и органических кислот, ком-
комплексные соединения.
Лантан, церий, празеодим и нео-
неодим окисляются на воздухе.
Взаимодействия РЗМ с другими ме-
металлами имеют различный характер
в зависимости от места, занимаемого
в периодической системе элементов.
При этом может иметь место несмеши-
несмешиваемость РЗМ с другими веществами
в жидком состоянии (например, с вана-
ванадием, ниобием, танталом), образование
соединений и значительных по про-
протяженности твердых растворов.
РЗМ довольно широко распростра-
распространены в природе; их содержание в зем-
земной коре составляет около 0,016%,
что превышает содержание таких ши-
широко используемых в промышленности
элементов, как медь @,01 %), никель
@,008 <%), цинк @,005 %), олово
@,004%), свинец @,0016%) и
ртуть G- 10-в %).
Примесями, присутствующими в тех-
технически чистых РЗМ, являются:
другие редкоземельные металлы
@,1—0,3%); элементы, которые ис-
используют при производстве РЗМ ме-
таллотермическим восстановлением, —
кальций и магний; элементы, пере-
переходящие в расплав из тиглей и других
36. Свойства чистых легкоплавких металлов» кремния и меди
Свойство
В1
Cd
Li
Sa
Pb
Sb
Zn
Si
Cu
Плотность, кг/м8;
при 20 °С
расплава
Температура, °С:
плавления
кипения
Скрытая теплота, кДж/кг:
плавления
испарения
Теплоемкость, кДж/(кг.°С)
при 20°С
расплава
Теплопроводность, Вт/(м»°С),
при 0—100 °С
Коэффициент линейного рас-
расширения при 20 °С а- 10е,
Удельное электрическое со-
сопротивление, мкОм-м
Нормальный водородный по-
потенциал, В
Относительное удлинение, %
Предел прочности на разрыв,
МПа
Твердость НВ
Изменение удельного объема
при плавлении, %
9800
10270
271,3
1560
58,9
785,8
0,121
0,150
8,37
13,45
1,068
+ 0,2
0
5—20
9,3
-3,3
8640
8000
320,8
767
55,05
902,9
0,229
0,260
97,55
29,8
0,073
—0,4
20
64
16
530
525
180
1342
137,14
1942,8
3,302
4,075
71,16
56
0,093
-3,02
50—70
118
5
1,5
7298
232
2200
60,2
3013,8
0,225
0,267
65,32
22,4
0,115
-0,1
40
15—20
5
3,5
11340
1,0300
327,4
1740
26,16
840,2
0,129
0,172
35,17
29,5
0,2065
—0,12
50
16
4—5
3,2
6680
6550
630
1640
168,4
1500,6
0,205
0,250
18,39
11,29
0,39
-0,1
0
30—40
—1,0
7140
6700
419,5
907
100,74
1776,5
0,382
0,577
87,08
32,5
0,59
—0,76
5—20
110—150
30—42
4,1
2330
1412
2600
1802,4
5275,2
0,798
108,86
6,95
2,4-101
30
400—450
120
-5,0
8940
7790
1083
2360
199,4
3586,4
0,385
385,44
16,8
0,0179
0,34
60
400
45
5,3
Свойство
Плотность, кг/м9, при 20 °С
Температура, °С:
плавления
кипения
Скрытая теплота, кДж/кг:
плавления
испарения
Теплоемкость, кДж/(кг»°С),
при 20°С
Теплоемкость расплава,
кДж/(кг.°С)
Теплопроводность при 0—
100 СС, Вт/(м.°С)
Коэффициент линейного
расширения а* 10е, 1/°С
Удельное электрическое
сопротивление, мкОм-м
Нормальный электродный
потенциал, В
Временное сопротивление,
МПа
Относительное удлинение,
0/
%
Твердость НВ
Изменение удельного объема
при плавлении, %
37. Свойства
Be
1850
1289
2450
1107,7
—
1,78
¦
188,4
11,6
—
—
400—
600
0,2—
2,0
60—85
—
V
6110
1919
3410
334,4
9990
0,50
—
30,9
10,6
0,26
—1,5
220—
480
17
70
—
чистых
W
19300
3410
5930
183,9
4928
0,133
0,20
199,3
4,0
0,055
—0,24
юоо—
1200
0
350
8—10
тугоплавких и
Со
8920
1492
2930
244,1
5183
0,443
0,852
69,08
12,08
0,062
—0,29
500
5
125
—
Мп
7400
1245
2150
270,8
3804
0,480
0,836
5,02
23
—
-1,0
—
—
—
—
[ легирующих металлов
Мо
10200
2625
4800
209
6688
0,255
—
146,5
5,49
0,052
—
700
30
125
8—10
Ni
8910
1425
3080
305,14
4357
0,439
0,669
92,12
13,3
0,072
—0,231
280—
300
40
30—120
3,1
Nb
8570
2500
5127
288
6061
2,50
—
52,34
7,1
0,13
—0,96
300—
450
20
75
—
Та
16600
2996
5370
173,5
6479
0,142
—
54,43
6,6
0,15
-1,12
450—
550
25—35
45—125
—
Ti
4510
1668
3277
379.5
5956
0,523
—
15,49
8,3
0,47
—
400—
450
30—40
130—
154
8—10
Сг
7190
1910
2469
132,7
4577
0,46
—
69,08
6,7
0,15
-0,6
300—
350
15
100
8—10
Zr
6490
1860
4400
250,8
6629
0,276
—
14,65
6,3
0,45
—
250
15—30
65
8—10
Металлическая шихта
168
38. Лигатуры
115,
на основе алюминия
33, 60]
Лигатура
Алюминий-
кремний
Алюминий—
бериллий *
Алюминий—
железо
Алюминий—
магний
Алюминий-
марганец
Алюминий—
медь
Алюминий—
никель
Алюминий—
титан
Алюминий—
хром
Алюминий—
церий
Алюминий—
цирконий
Алюминий—
медь—марганец
Алюминий—
титан—бор
Алюминий-
медь—фосфор
Алюминий—
медь—марга-
медь—марганец—титан
Б
0)
ш
о
si
Be
Fe
Mg
Mn
Cu
Ni
Ti
Cr
Ce
Zr
Cu
Mn
Ti
В
Cu
P
Cu
Mn
Ti
I
8*-
* cd §
Us»
ell
20-25
4-6
5—10
10—12
5—10
35—50
10—20
3-5
3—5
20—30
3—5
10—13
1—15
3—5
0,1-
0,5
8—10
1—
1,5
28—32
4—6
1,8—
2,5
ypa
я ли-
« Ю -
мпер
авле
гуры
650—700
820—880
850—900
560—600
780—800
575—600
780-820
900—950
750—850
650—680
830—900
800—830
1000—
1040
750—610
980—
1060
деталей аппаратуры, — тантал, цир-
цирконий, медь, железо. Кроме того,
в технически чистых РЗМ могут
содержаться в заметных количествах
кислород, фтор, азот и углерод.
Физические и механические свойства
легкоплавких металлов приведены
в табл. 36; тугоплавких металлов —
в табл. 37.
В соответствии с ГОСТ 1639—78
лом и отходы цветных металлов (рис. 1)
подразделяют по видам основного ме-
металла на алюминий и его сплавы, медь
и ее сплавы и т. д. Цветные металлы
по внешним признакам делятся на
классы: А — лом и кусковые отходы,
Б — стружка, В — порошковые от-
отходы, Г — прочие отходы, Д, Е и Ж —
отходы, содержащие ртуть; по хими-
химическому составу — на группы (I, II,
III, IV, V, VI); по качеству на сорта
\—4 (основным показателем сорта яв-
является степень незасоренности лома
и отходов другими цветными метал-
металлами и сплавами).
Лигатуры. При выплавке сплавов
в ряде случаев непосредственное вве-
введение в расплав некоторых элементов
затруднено из-за большой разницы
в температуре плавления основного
металла и легирующей добавки или
трудности ее растворения в чистом
виде, а также при высокой окисля-
39. Лигатуры для приготовления
магниевых сплавов [42, 51]
* Химический состав лигатуры
Al—Be должен соответствовать требо-
требованиям ГОСТ 23911—79.
Лигатура
Алюминий—
магний—марга-
магний—марганец
Алюминий—
магний—берил-
магний—бериллий
Магний—мар-
Магний—марганец
Компонент
Mg
Mn
Mg
Be
Mn
Содержание ком-
компонента, %
(мае. доля)
20
10
35
3
2—4
Температура
плавления ли-
лигатуры, °с
700
680
720
154
ШИХТОВЫЕ МАТЕРИАЛЫ
40. Химический состав [% (мае. доля)]
и назначение лигатуры медь—фосфор (по ГОСТ 4515—81)
Марка
лигатуры
МФ13
МФ10
МФ9
Основные
компоненты
Р
11—14
9,5—11
8,0—9,5
Си
Осталь-
Остальное
То же
Примеси, не
Bi
0,002
0,002
0,005
Sb
0,002
0,002
0,10
более
Всего
при-
примесей
0,2
0,2
0.7
Область применения
Модификаторы и лига-
лигатура для цветных спла-
сплавов и припой
То же
Раскислители сплавов
на медной основе
Примечания: 1. Температура плавления (°С) лигатур: МФ13 900;
МФ10 880; МФ9~750.
2. Маркировка лигатур: МФ13 — одна голубая полоса; МФ10 — одна белая
полоса; МФ9 — одна черная полоса.
3. Лигатуру поставляют в виде плит и прутков.
41. Химический состав [% (мае. доля)] медно-никелевых
и медно-бериллиевых лигатур
Лигатура
Медно-никелевая
Медно-бериллие-
вая
(ГОСТ 23912—79 Е)
Лигатура
Медно-никелевая
Медно-бериллие-
вая
(ГОСТ 23912—79 Е)
Мар-
Марка ли-
гату-
гатуры
МН15
МН18
МН25
МНЗЗ
МБ-1
МБ-2
Мар-
Марка ли-
гату-
гатуры
МН15
МН18
МН25
МНЗЗ
МБ-1
МБ-2
Основные компоненты
(Си — остальное)
Ni
12,0—18,0
14,0—18,0
20,0—30,0
29,0—37,0
—
Pb
1,0
4,0—7,0
4,0—7,0
0,1
—
Be
—
4—11
Прнмесн, не более
Mg
—
0,04
0,04—0,06
и более
Прнмесн, не более
Zn
13,0
3,0
1,0
0,1
0,0007 Pb
Sn
1,5
1,5
1,5
0,1
—
Mn
2,5
0,5
0,5
1,0
—
Fe
1,5
1,0
1,0
1,0
0,02
Al
1,0
0,3
0,05
3,0
0,02
Sb
oooo.
0,02 Si
Сумма
примесей
6,6
3,4
4,15
2,2
—
Примечание. Температуры плавления лигатур,
вых 1070—1080, медно-бериллиевых 900—970.
°С: медно-никеле-
Металлическая шихта
155
42. Лигатуры на основе меди и других цветных металлов [39, 43, 57, 93]
Лигатура
Медь—марганец
Медь—кремний
Медь—олово
Медь—железо
Алюминий—медь—никель
Медь—кадмий
Медь—алюминий
Медь—сурьма
Медь—хром
Медь—магний
Медь—бор
Медь—цирконий
Олово—никель—сурьма
Медь—кобальт
Медь—титан
Никель—магний
Содержание, %
(мае. доля)
меди
73
84
50
90—95
40
70
67
50
50
94—96
90—85
96—97
92—88
60 Sn
90
80
70
50 Ni
прочих
компонен-
компонентов
МП 27
Si 16
Sn 50
Fe 10—5
Al 50
Ni 10
Cd 30
Al 33
Al 50
Sb 50
Cr 6—4
Mg 10—15
В 3—4
Zr 8—12
Ni 10
Sb 30
Co 10
Ti 20
Ti 30
Mg 50
Температура
плавления
лигатура,
860
800
780
1330—1200
670
850
780
580
670
1140—1120
720—820
1060
1000—964
—
1240—1110
950—880
900—860
1250—1300
43. Химический состав [% (мае. доля)] и температура
плавления лигатур для получения тугоплавких сплавов [75]
Марка
лига-
лигатуры
АХМК
АХМКФ
АМТ
АМТФ
АХМ-50
АЦМК
АЦМКФ
АМВТ
К5
К5к
ВнАЛ
ЛТ7
Мп
30—40
32—36
48—52'
48—52
38—42
38—42
38—42
35—38
32—34
32—34
—
Основные
Сг
23—27
21—25
50—53
—
6—8
6-8
—
Fe
3—6
4—6
—
5-8
5—8
3—10
компоненты (А1 *=» остальное)
Si
2,5—4,0
2,5—4,0
2,5—3,5
2,5—3,5
—
4—6
W
,
До 4,0
До 4,5
___
До 4,0
А1 до 16,5
До 3,5
А1 до 6—8
V
30—34
32—34
32—34
70—80
—
Т1
—
6-9
6-9
Осталь-
Остальное
Осталь-
Остальное
3. V
>»« .
ill
sis
2 «в и
Нсч
1430
1470
1480
1520
1800
1590
1610
1830
1720
1750
1820
1500
Примечание.
21 % (мае. доля) Zr.
В лигатурах АЦМК и АЦМКФ содержится 18—
156
ШИХТОВЫЕ МАТЕРИАЛЫ
Лом и отходы цветных металлов и сплавов
Рис. 1. Классификация лома и отходов цветных металлов
емости или испаряемости. В этом слу-
случае добавляют лигатуры, т. е. про-
промежуточные сплавы, в которых содер-
содержится значительное количество нуж-
нужной легирующей добавки.
Лигатуры должны удовлетворять
следующим требованиям: иметь тем-
температуру плавления, близкую к тем-
температуре плавления основного металла;
обеспечить однородность по химиче-
химическому составу; содержать возможно
большее количество легирующего
элемента; иметь достаточную хруп-
хрупкость для удобства дробления.
Составы наиболее применяемых ли-
лигатур при плавке цветных металлов
и сплавов приведены в табл. 38—43.
2. Неметаллическая шихта
Флюсы. Основное назначение флюсов
состоит в изоляции жидких сплавов
от контакта с воздухом, уменьшении
потери металла на угар, очистке спла-
сплавов от твердых, нерастворимых в нем
оксидов и других неметаллических
включений.
В зависимости от назначения флюсы
подразделяют на покровные, рафини-
рафинирующие и универсальные.
Составы и назначение флюсов, при-
применяемых при плавке цветных метал-
металлов и их сплавов, приведены
в табл. 44—47.
Модификаторы. Модифицирова-
Модифицирование — процесс воздействия на кри-
кристаллизацию и структуру сплава
(улучшение механических свойств)
введением в расплавленный металл
малых присадок (модификаторов),
практически не изменяющих его хими-
химический состав.
Модификаторы улучшают механи-
механические свойства сплавов, так как при
их введении измельчается структура,
а вредные легкоплавкие примеси пере-
переводятся в тугоплавкие менее вредные
соединения.
Состав модификаторов для алю-
алюминиевых, магниевых и медных спла-
сплавов приведен соответственно
в табл. 48—50.
3. Методика расчета шихты
Для расчета шихты необходимы сле-
следующие данные: химический состав
заданного сплава по ГОСТу или ТУ;
оптимальный и расчетный состав спла-
сплава; химический состав исходных ших-
шихтовых материалов; угар отдельных
компонентов сплава в процессе плавки.
При расчете необходимо учесть так-
также компактность шихты (табл. 51),
тип плавильной печи и состав атмо-
атмосферы в плавильной камере,, продол-
продолжительность плавки и другие факторы.
В зависимости от назначения сплава
Методика расчета шихты
167
44, Состав и назначение покровных и рафинирующих флюсов
для алюминиевых сплавов [33, 39, 42]
Состав флюса, % (мае. доля)
КС1 11,5; NaCl 56,5; Na8AlFe 7;
NaF 25
KCl 10; NaCl 50; Na8AlFe 10; NaF 30
NaCl 45; Na8AlFe 15; NaF 40
KCl 45; NaCl 55
KCl 37; NaCl 50; Na8AlFe 6,6;
KCbMgCl26,4
KCl 46—42; NaCl 47—43;
Na8AlF6 7—15
KCl 47; NaCl 30; Na8AlF6 23
KCbMgCl2 60; CaF2 40
СаС12до 10; MgCVKCl 80; BaCl25—8
MgCl2.KCl 80; CaF2 20
MgCl2.RCl 85; MgF2 15
KCl-MgCl2 100
KCbMgCl285; CaFa 15
KCbMgCl285; MgF2 15
KCl 50—55; LiCl 45—50
Нааначение флювов
Универсальные (рафинирующие и мо-
модифицирующие) для сплавов, в состав
которых входит кремний
Покровные для большинства сплавов,
кроме алюминиево-магниевых
Рафинирующие для всех алюминие-
алюминиевых сплавов, не содержащих магния
Рафинирующие для сплавов, содер-
содержащих магний
Покровные для алюминиево-магние-
алюминиево-магниевых сплавов
Покровные для алюминиево-литиевых
сплавов
188
ШИХТОВЫЕ МАТЕРИАЛЫ
46. Состав и назначение покровных и рафинирующих флюсов
для медных сплавов [15, 39, 57]
Состав флюса, % (мае. доля)
SiO. 41—47; МпО, 25—32; Na,0 10—
15; А12О8 11-14
SiO, 50; Na8B4O7 30; CuO 20
SiO, 10—30; Na8B4O7 90—70
Na8B4O7 7; Na,CO8 60; CaF, 33
SiO, 30; Na,CO8 30; CaF, 40
Na2CO8 50; CaF, 50
Na2CO8'50; бой стекла 50
CaF2 50; MgF, 50
CaF, 20; NaF 60; Na8AlF6 20
NaCl 60; Na8AlF6 40
Na8B4O7 28; NaCl 10; KC1 35;
Na8AlF6 25; древесный уголь 2
Na2CO8 10; CaF, 20; NaF 30; Na8AlF6
20; Na,SO4 20
4
Na8B4O7 6; Na,CO8 70; NaeAlF6 12;
Na2CO8 10; CaF,70; Na,SO4 20
Назначение флюсов
Покровные для оловянных бронз при
плавке в печах с шамотной футеров-
футеровкой
То же, но в печах с магнезитовой фу-
футеровкой
Рафинирующие для оловянных бронз
Покровные для кремнистых и про-
простых латуней
Покровные для алюминиевых бронз
Покровно-рафинирующие для бронз
и латуней
Рафинирующие для алюминиевых
бронз
Марка
флюса
ВИ-2
ВИ-3
1
2
3
4
ФЛ1
ВИАМ1
ВИАМ5
46. Химический состав я область применения флюсов для плавки магниевых сплавов
Состав флюса, % (мае. доля)
MfifCl.
38—46
30—40
—
—
—
—
— ¦
—
—
КС1
32—40
25—36
—
—
22—26
55
—
—
—
NaCl
10
7
—
14—21
17—20
—
—
—
—
GaCli
•—
—
47—51
35—39
28
—
—
—
BaClg
5—8
—
26—29
19—23
15
—
—
—
LiCl
—
80
—
—
—
—
GaFi
3—5
15—20
—
2—5
2
13
3,5
17,5
Прочие
компоненты
MgO ДО 1,5
MgO 7—10
LiF 20
—
MgFa 32; A1F8 40;
BaO8 15
A1F8 23,5;
BrO8 40;
Na8AlFe 33
MgFa 17,5;
A1F8 15; BrO8 50
Нерас-
твори-
творимый
осадок
До 1,5
До 1,5
—
—
—
—
—
нсо
ДоЗ
ДоЗ
—
До 2
—
—
—
—
[15, 30, 57]
Область
применения
Для плавки в ста-
стационарных печах и
тиглях
Для плавки в выем-
выемных тиглях
Для сплавов магния
с литием
Для сплавов с редко-
редкоземельными металла-
металлами
Для сплавов магния
с торием и цирконием
Бесхлоридные флюсы
Примечание. Флюсы 2—4 — покровные; ВИ-2, ВИ-3 и 1 — покровно-рафинирующие; ФЛ1, В И AMI и ВИАМ5 —
универсальные.
160
ШИХТОВЫЕ МАТЕРИАЛЫ
47. Состав флюсов для плавки
никелевых сплавов [39]
Номер
флюса
1
2
3
4
5
6
Состав флюса, % (мае. доля)
СаО 100
СаО 50; CaF2 50
СаО 70; CaF2 30
CaF2 50; MgF2 50
Стекло (бутылочное)
МпО2 30; NiO 30; F
SiO2 20
100
20;
Примечание. Флюсы 5 и
6 — покровные для плавки в индук-
индукционных печах.
за расчетный состав может быть при-
принят либо средний, либо оптимальный
состав сплава. Если принят средний
состав, то содержание отдельных эле-
элементов в сплаве указывают в некото-
некоторых пределах. Для получения опти-
оптимального состава принимают оптималь-
оптимальное содержание компонентов сплава.
Угар металла, возникающий в про-
процессе плавки, является безвозвратной
потерей. При расчете шихты потери
иа угар принимают обычно исходя из
практических данных (табл. 52).
Пример 1. Рассчитать шихту для
сплава АЛ5; плавка осуществляется
в тигельной печи (примесями, содержа-
содержащимися в исходном материале и гото-
готовом сплаве, при расчете пренебречь).
По ГОСТ 2685—75 сплав содержит,
% (мае. доля): Si 5; Mg 0,4; Си 1,25;
алюминий — остальное.
48. Модификаторы
Состав
модификатора
i для алюминиевых литейных сплавов [2, 60,61]
Количе-
Количество мо-
дифика-
дификатора
Расчетное
количество
модифицирую-
модифицирующего элемента
% (мае. доля)
Лигатура Al—Ti
(Ti 2-5)
Лигатура Al—Ti
(Ti 5; В 1)
«Зернолит» (K2TiF6 55;
K2SiF6 3; KBF4 27;
C2Cle 15)
Металлический натрий
Флюс (NaF 67;
NaCl 33)
Флюс (NaCl 62,5;
NaF 25; KCl 12,5)
Флюс (NaCl 50;
NaF 30; KCl 10;
Na8AlF6 10)
Лигатура Al—Sr
(Sr 10)
Лигатура Си—Р
(P 9—11)
Флюс (NaCl 35; KCl 35;
K2TiFe 20; KBF4 10)
1—3
1—2
0,2—0,5
0,05—0,1
1—2
1—2
0,5—1,0
0,6—0,8
0,2—0,4
0,5—1,0
Ti 0,05—0,15
Ti 0,05—0,1;
В 0,01—0,02
В 0,01—0,02;
Ti 0,05—0,1
Na 0,05—0,1
Na 0,05—0,1
Na 0,05—0,1
Na 0,05—0,1
Sr 0,06—0,085
p 0,05—0,1
В 0,01—0,02;
Ti 0,05—0,1
Темпе-
Температура
ввода
модифи-
модификатора,
°C
720—750
750—780
780—810
730—750
720—750
750—780
750—780
720—750
Назначение
модификаторов
Для измельчения
макрозерна
Для модифициро-
модифицирования эвтектики и
доэвтектических
алюминиево-крем-
ииевых сплавов
Для модифициро-
модифицирования заэвтекти-
ческих силуминов
Для измельчения
макрозерна
Методика расчета шихты
161
49. Модификаторы для магниевых сплавов [33, 51]
Модифи-
Модификатор
Магне-
Магнезит
Мел
марки А
Угле-
Углекислый
газ
Гекса-
хлорэтан
Аммиак
Состав модификатора,
% (мае. доля)
MgO 42—48;
СО2 49—51 и лету-
летучие примеси: SiO2
0,8-0,9; FeO 0,15—
0,30; CaO 0,5—2,6;
прочих примесей до
2
СаСО8 100
СО2 100
СааС1в 100
NH8 100
Подготовка к модифи-
модифицированию
Просушивают при
150—200 °С до влаж-
влажности не более 1 %,
загружают кусками
размером 10—25 мм
Просушивают при
150—200 °С до влаж-
влажности не более 1 %,
размалывают и про-
просеивают через сито
с ячейками 0,2—
0,5 мм
Просушивают до
влажности не более
1%
—
Просушивают до
влажности не более
1%
Назначение
модификатора
Модифицирование
сплавов МЛЗ, МЛ4,
МЛ4пч, МЛ5,
МЛ5пч, МЛ5он,МЛ6
Модифицирование
сплавов магний—
цинк—РЗМ
В качестве шихтовых выбираем ма-
материалы, содержащие, % (мае. доля):
чушковый первичный алюминий —
чушковый силумин СИЛО (табл. 53 :
А1 87; Si 13; лигатуры: алюминий —
магний (Al 90,Mg 10), алюминий —
медь (А1 50, Си 50). Угар элементов
составляет, % (мае. доля): кремния,
меди и алюминия 1,0; магния 3.
Шихта рассчитывается на 100 кг
сплава. Для учета угара отдельных
элементов масса шихтовых материалов
Si
Средний химический состав,
% (мае. доля) 5,0
Масса компонента на 100 кг ших-
шихты, кг 5,0
Угар, % (мае. доля) 1
Угар, кг 0,05
Расчетный состав шихты, кг. . . 5,05
б Н. М. Галдив и др.
должна быть увеличена:
кремния на
E.1)/100 = 0,05 кг;
магния на
@,4.3)/100 = 0,012 кг;
меди на
A,25- 1)/Ю0 = 0,012 кг;
алюминия на
(93,36-1)/100 = 0,933 кг.
Расчетный состав шихты представ-
представляем в следующем виде:
Mg Cu A1 Всего
0,4
1,25 93,35
100
0,4
3
0,012
0.412
1.25
1
0.012
1,262
93,35
1
0,933
94,283
100
1,007
101,007
162
ШИХТОВЫЕ МАТЕРИАЛЫ
50. Модификаторы для медных сплавов
Моди-
Модификатор
Ti
Zr
В
V
Ti+в
Zr+B
V+B
Коли-
Количество
модифи-
модификатора в
шихте, %
(мае.
доля)
0,1-0,2
0,04-0,2
0,01—
0,03
0,01—
0,04
0,01—
од
0,05—
0,06
0,05—0,1
0,005-
0,01
0,1-0,2
0,01—0,2
0,05-
П 9
0,01—
0,02
0,05—
0,2
Модифицируемый
сплав
БрОЮ;
БрО10Ц2;
БрО10Ф1;
БрО5Ц5С5;
БрОЗЦ12С5;
БрОЗЦ7С5Н1
БрА9ЖЗЛ;
БрА10Ж4А4;
БрА9Мц2;
БрА10ЖЗМц2
ЛЩ6К4;
ЛЦ40МцЗЖ
Оловянные и без-
безоловянные брон-
бронзы, латуни
Оловянные брон-
бронзы
Безоловянные
бронзы
Латуни
Бронзы безоло-
безоловянные
Латуни
Бронзы, латуни
Оловянные брон-
бронзы
Безоловянные
бронзы
Примечания: 1. Структура
алюминиевых бронз измельчается при
действии перечисленных выше элемен-
элементов в том случае, если бронзы содержат
не менее 0,1—0,2% железа.
2. Для предотвращения вредного
действия примесей висмута и свинца
в медных сплавах применяют цирко-
цирконий, литий, кальций и церий, которые
образуют тугоплавкие соединения.
Затем определяем количество чуш-
чушкового силумина и лигатур,
В шихту необходимо ввести:
силумина
E,05-100)/13 = 38,85 кг;
содержание А1 в силумине
38,85 — 5,05 = 33,8 кг;
лигатуры Al—Mg
@,412-100)/10 = 4,12 кг;
содержание алюминия в лигатуре
4,12 — 0,412 = 3,708 кг;
лигатуры А1—Си
A,262-100)/50 = 2,254 кг;
содержание А1 в лигатуре
B,254- 50)/100 = 1,262 кг.
Масса чушкового алюминия составит
94,283 — C3,8 + 3,708 +
+ 1,262) = 55,513 кг.
Следовательно, для выплавки 100 кг
сплава марки АЛ5 необходимы следу-
следующие массовые доли (кг) шихтовых
материалов:
чушкового алюминия . . . 55,513
силумина 38,850
лигатуры алюминий—маг-
алюминий—магний 4,120
лигатуры алюминий—медь 2,524
Всего:
101,007
Для отливок ответственного назна-
назначения необходимо проверить коли-
количество вредных примесей, вносимых
исходными материалами.
Пример 2. Рассчитать шихту для
выплавки бронзы среднего химиче-
химического состава: с содержанием, % (мае.
доля): Sn 5; Zn 5; Pb 5; Си — осталь-
остальное.
Пусть шихта состоит из 60 % свежих
металлов и 40 % отходов собственного
производства того же сплава. Расчет
проведем на 100 кг сплава без учета
примесей в исходном материале и
сплаве. Примем, что угар олова и меди
составляет по 1 %, цинка и свинца —
по 2 %.
Увеличим количество шихтовых
материалов на величину потерь от
угара (см. табл. 52): олова на 5 X
Методика расчета шихты
163
51. Характеристики шихтовых материалов
Шихтовый материал
Алюминий и сплавы
алюминия в чушках
Лом алюминия и алю-
алюминиевых сплавов
Стружка алюминие-
алюминиевых сплавов дробления
и мелкий лом
Магний и сплавы маг-
магния в чушках
Лом магниевых спла-
сплавов
Свинец в чушках
Олово в чушках
Медь и медные сплавы
в чушках
Лом меди и медных
сплавов
Стружка меди и мед-
медных сплавов
Плотность,
кг/мв
2500—2700
2550—2700
2550—2700
1740—1850
1740—1850
11340
7 300
7800—8950
7800-8950
7800—8950
Насыпная
плотность,
кг/мя
ЮОО—1500
500—1500
400—800
700—1000
600—1000
4500—5500
3500—4200
5000
1500—3000
2000—2500
Температура
плавления,
°С
590—665
590—665
590—665
590—650
590—650
327
323
900—1150
900—1150
900—1150
Удельная по-
поверхность, м*/кр
0,014—0,025
0,01—0,04
0,28—0,32
0,02—0.05
0,015—0,07
0,0050-0,01
0,0074—0,013
0,0074—0,013
0,005—0,02
0,14—0,16
X 1/100 = 0,05 кг; цинка на 5 X
X 2/100= 0,1 кг; свинца на 5 X
X 2/100= 0,1 кг; меди на 85 X
X 1/100 = 0,85 кг.
Исходные и расчетные данные:
Sn
Средний химический состав
сплава, % (мае. доля) .... 5
Масса компонента на 100 кг
шихты, кг 5
Угар, % (мае. доля) 1
Угар, кг 0,05
Расчетная масса шихты, кг . . 5,05
Содержание в цеховом возврате
[40% (мае. доля)], кг .... 2,0
Содержание в саежих металлах
[60% (мае. доля)], кг .... 3,05
Рассчитанный состав (кг) шихты
Для выплавки 500 кг бронзы следу-
следующий:
Sn 3,05-5= 15,25;
Zn 3,10-5= 15,50;
?Ь 3,10-5= 15,50;
9U 51,85-5= 259,25
Возврат БрО5Ц5С5 40-5 = 200,00
Всего: 505J50
6*
Аналитический метод расчета шихты
для выплавки бронзы БрО5Ц5С5. Ком-
Компоненты шихты, их химический состав
и содержание в шихте приведены
в табл. 54.
Zn
5
5
2
0,1
5,1
2,0
3,10
Pb
5
5
2
0,1
5,1
2,0
3,10
Си
85
85
1
0,85
85,85
34
51,85
Всего
100
100
1,1
101,1
40
61
Угар элементов, % (мае. доля):
Sn 1; Pb 1,5; Zn 4. Необходимое со-
содержание элементов в шихте, % (мае.
доля): Snm 5,05 E-100)/A00 — 1);
РЬШ 5,08; Znm 5,20.
Балансовые уравнения по:
Sn — X : 10/100+ Z-4/100 = 5,05;
Zn — X : 2,5/100 + Z-4/100 + П X
X 30/100 = 5,20;
Pb - Y : 30/100 + Z 6/100 = 5,08;
52. Угар [% (мае. доля)] некоторых компонентов при плавке цветных сплавов
Сплав
Алюминиевые
Магниевые
Медные
Никелевые
Тип плавильной
печи
Тигельная
Отражательная
Тигельная
Отражательная
Тигельная
Отражательная
Тигельная
А1
0,8—1,0
2—3
2—3
3—5
0,5—1,0
1,0—1,5
1,0—1,5
1,5—2.
1,0—1,5
2—5
2—3
До 5
1—2
2—5
Mg
2—3
3—5
3—5
5—10
1,0—1,5
2—3
1,5—2,0
2—5
До 5
10- и более
5—10
10—20
.—
Си
0,5—1,0
1,0—1,2
1,0—1,2
1,0—1,5
—
—
0,5—1,0
1—2
1,0—1,5
2—3
1,0—1,5
1,5—2,0
Ni
,5—1,0
1,0—1,2
1,0—1,2
1,0—1,5
—
—
0,5—1,0
1,0—1,5
1,0—1,5
1,5—2,0
0,5—1,0
1,0—1,5
Zn
До 2
2—5
2—3
До 10
1,5 и более
2—3
1,0—3,0
3—5
2—3
3—5
5—10
До 20
—
РЬ
—
—
—
—
0,5—1,0
1—2
1,0—2
До 5
1—2
2—5
Мп
1,0—1,5
2—3
2—5
5—10
До 1,0
1—3
1,0—3,0
3—10
1,0—1,5
До 5
2—3
До 10
1
Продолжение табл. 52
Сплав
Алюминие-
Алюминиевые
Магниевые
Медные
Никелевые
Тип плавильной
печи
Тигельная
Отражательная
Тигельная
Отражательная
Тигельная
Отражательная
Тигельная
Ti
1—1,5
2—5
2—5
5—10
—
До 5
10 и более
10 и более
30 и более
10 и более
20 и более
Zr
1—2
2—5
3—5
5—10
До 1
1—5
2—5
3—10
—
—
—
Be
2-3
5—10
5—7
10—20
До 3
5—10
5—10
10—20
2—3
3-5
3—5
До 10
—
Li
До 10
15 и более
15 и более
20 и более
3 и более
5 и более
5 и более
20 и более
—
—
—
Sn
0,5
1—1,5
1,5
До 2
—
0,5—1
1—1,5
1—1,5
До 3
1—1,5
1,5—3
р
—
—
__
До 30
50 и
более
30—40
До 70
—
Cd
До 2
5 и более
5 и более
10 и более
1-1,5
До 3
3—5
5—10
До 20
15—40
40—50
—
S1
1—1,5
2—3
2—5
5—10
До 1
1-3
2—3
3—5
До 1
5 и
более
1—5
5—10
1—3
2—5
Примечание. В числителе дроби — угар элемента при плотной шихте, в знаменателе — при некомпактной.
166
ШИХТОВЫЕ МАТЕРИАЛЫ
55. Химический состав [% (мае. доля)] компонентов шихты для выплавки
Компоненты шихты
Содержание
компонента
в шихте, %
Sn
Основные
Zn
Состав шихты
Возврат БрО5Ц5С5
Необходимо добавить:
04
ЦЗ
СЗ
М4
Итого:
40
60
3,5
3,69
2,35
51,96
101,5
5,05
96,35
1,6
3,45
3,45
5,05
5,20
97,5
1,6
3,60
зТб
5,20
Примечание. В графах с номером 1 приведено содержание основных
компонентов в шихте.
53. Химический состав [% (мае. доля) ]
силумина в чушках (А1 — основа;
содержание Si 10—13)
(по ГОСТ 1521—76)
Марки
силумина
СИЛ-00
СИЛ-0
СИЛ-1
СИЛ-2
Примеси,
Fe
0,20
0,35
0,50
0,70
Мп
0,05
0,10
0,5
0,5
не более
Са
0,07
од
0,1
0,2
Ti
0,05
0,10
0,15
0,20
X+Y+ Z+ tf = 100;
Х=24,8%; Г = 3,97%; Z =
= 64,81 %; П = 6,64%.
Арифметический метод расчета ших-
шихты для выплавки бронзы БрО5Ц5С5.
Угар элементов, % (мае. доля):
Sn 1; Pb 1,5; Zn 4; Си 1.
Необходимое содержание элементов
54. Химический состав [% (мае. доля)]
компонентов шихты для выплавки
бронзы БрО5Ц5С5
Компоненты
шихты
БрО10Ц2
БрСЗО
Возврат
БрО5Ц5С5
ЛЦ32
Sn
10
—
4
—
Основные
элементы
Pb
30
6
Zn
2,5
4
30
Си
Ос-
таль-
тальное
»
С «
О ф
X
Y
Z
и
в шихте, % (мае. доля): Sn 5,05;
Pb 5,08; Zn 5,20 и Си 85,85.
Компоненты шихты, их химический
состав и расчетное содержание в шихте
приведены в табл. 55.
Методика расчета шихты
167
•—•
бронзы БрО5Ц5С5
с учетом примесей
элементы, %
РЬ
1
2
5,08
6
_
3,0
2,0
99.90
о.з
элементов
2,4
2.68
0,10
0.07
2.35
0.15
5.07
Си
1
2
85,85
86
—
—
—
99.0
—
34,40
51,95
—
—
—
51.45
85,85
Sb
1
2
0,5
0,5
0,2
0,3
0,005
0,005
—
0,01
—
0,000
0,002
0,21
и примесей в компоненте; в графах
Примеси
Fe
1
2
0.5
0,5
0,2
0,05
0,10
0,005
0,05
—
0,00
0,00
0,000
0,000
0,2
А1
1
0
0,5
—
—
—
—
номер 2 — содержание
2
,5
0,2
—
—
0,2
этих же
Глава IV
ЛИТЕЙНЫЕ СПЛАВЫ
1. Алюминиевые сплавы
Сплавы на основе алюминия делятся
на две группы — литейные и деформи-
деформируемые. Согласно ГОСТ 2685—75 уста-
установлено 37 марок литейных алюмини-
алюминиевых сплавов.
Классификация алюминиевых спла-
сплавов. Компоненты литейных алюми-
алюминиевых сплавов разделяют на три
группы:
первая группа — основные легиру-
легирующие компоненты (Mg, Cu, Si), спо-
способствующие резкому изменению
природы сплавов; в сплавах А1—Си,
А1—Mg и А1—Mg—Si образуются ин-
терметаллиды, а в сплавах Al—Si
образуется эвтектика; сочетание интер-
металлидов и эвтектики с переменной
растворимостью элементов в твердом
алюминии обеспечивает возможность
использования различных методов
упрочнения;
вторая группа — вспомогательные
легирующие элементы (Mn, Cr, V, Ti,
Zr, Mo, Ni, Nb и др.); вводятся в спла-
сплавы в значительно меньшем количестве,
чем компоненты первой группы; обра-
образуют с алюминием эвтектические или
перитектические блоки и устойчивые
тугоплавкие интерметаллиды, улуч-
улучшающие те или другие физико-меха-
физико-механические свойства двойных сплавов;
третья группа — модифицирующие
элементы (Na, К, Be, Ca, Sr, Bi, Cd),
незначительно растворяющиеся в твер-
твердом алюминии; используются в виде
небольших добавок (до 0,2 %) для
улучшения технологических свойств,
измельчения структуры (т. е. повыше-
повышения прочности и пластичности спла-
сплавов), изменения формы кристаллиза-
кристаллизации железосодержащей фазы в алю-
алюминиевых сплавах и тем самым сни-
снижения степени вредного влияния
железа в сплавах.
Элементы, попадающие в сплавы
случайно с исходными основными ком-
компонентами, относятся к примесям, со-
содержание которых в зависимости от
требований к отливкам и условий их
работы оговаривается ГОСТом
или ТУ.
В зависимости от химического со-
состава алюминиевые сплавы (по
ГОСТ 2685—75) подразделяют на пять
групп.
Первая группа (табл. 1) — сплавы
на основе А1 и Si (силумины); для
получения мелкозернистой структуры
необходимо применять модифициро-
модифицирование.
Вторая группа (табл. 2) — сплавы
на основе системы Al—Si—Си; хорошие
литейные свойства объясняются оп-
оптимальным сочетанием содержания
кремния и меди; такое 'содержание
легирующих элементов позволяет
применять термическую обработку
для повышения механических свойств
сплавов.
Третья группа (табл. 3) — сплавы
на основе системы А1—Си; обладают
способностью к термической обра-
обработке, после чего улучшаются их
механические" свойства, литейные
свойства хуже, чем у силуминов.
Четвертая группа (табл. 4) — сплавы
на основе, системы Al—Mg; обладают
повышенными механическими свой-
свойствами за счет легирования титаном,
бериллием, цирконием; сплавы этой
группы выдерживают высокие ста-
статические и ударные нагрузки.
Пятая группа (табл. 5) — сплавы
на основе системы А1 — прочие эле-
элементы (Ni—Ti и др.); обладают,жаро-
обладают,жароупорными свойствами, т. е. хорошо
работают при повышенных температу-
температурах; то же можно сказать и о давле-
давлениях.
Возможность применения того или
Алюминиевые сплавы
169
1« Химический состав [% (мае. доля)] алюминиевых сплавов
первой группы (по ГОСТ 2685—75)
Марка
сплава
АЛ2
АЛ4
АК9
(АЛ4В)
АЛ9
АК7
(АЛ9В)
АЛ 4-1
АЛ9-1
АЛ34
(ВАЛ 5)
Легирующие элементы (А1—основа)
Mg
0,17—0,3
0,2-0,4
0,2—0,4
0,2—0,5
0,17—0,3
0,25—0,4
0,35—0,55
Si
10—13
8—10,5
8—11
6-8
6-8
8-10,5
7—8
6,5-8,5
Mn
0,2—0,5
0,2—0,5
0,2—0,5
Tl
0,08-0,15
0,08—0,15
0,1—0,3
Сумма определяемых
примесей
П, О,
В
2,1
1,1
2,6
1,1
3,7
0,6
0,6
1,0
К
2,2
1,4
2,8
1,5
3,8
0,6
0,6
1,0
д
2,7
1,5
3,0
2,0
4Д
0,6
0,6
Примечание. В сплаве АЛ34 (В АЛ 5) в качестве легирующего эле-
элемента добавляют 0,15—0,4 % (мае. доля) Be.
2. Химический состав [% (мае. доля)] алюминиевых сплавов
второй группы (по ГОСТ 2685—75)
Марка сплава
АЛЗ
АК5М2 (АЛЗВ)
АЛ5
АЛ5-1
АЛ6
АК5М7(АЛ10В)
АК7М2(АЛ14В)
AR4M4 (АЛ15В)
АЛ32
Легирующие элементы (А1—основа)
Си
1,5—3
1,5—
3,5
1—1,5
1-1,5
2—3
6-8
1,5-
3,0
3,5—
5,0
1-1,5
Si
4,5-
5,5
4-6
4,5-
5,5
4,5-
5,5
4,5-
6,0
4,5-
6,5
6-8
З-б
7,8-
8,5
Mg
0,35—
0,6
0,2—0,4
0,35-
0,6
0,4-
0,55
0,2—0,5
0,2-0,6
0,3—0,5
Mn
0,6—
0,9
0,2—
0,6
0,1-
0,3
Ti
0,08—
0,15
Сумма опреде-
определяемых при-
месей
П, О,
В
1,1
2,0
1,0
0,6
1,7
2,5
1,8
4,0
0,9
К
1,7
2,1
1,3
0,6
1,9
2,7
2,0
4,1
1,0
Д
1,9
2,3
1,7
0,6
2,1
2,0
1,1
170
ЛИТЕЙНЫЕ СПЛАВЫ
3. Химический состав [% (мае. доля)] алюминиевых сплавов
третьей группы (по ГОСТ 2685—75)
Марка сплава
АЛ7
АЛ 19
АЛЗЗ (ВАЛ1)
Легирующие компоненты
(А1 — основа)
Си
4-5
4,5-
5,3
5,5-
6,2
Мп
0,6—
1,0
0,6-
1,0
Ni
0,8—
1,2
Ti
0,15-
0,35
Другие элементы
0,15-0,3 С1;
0,05—0,2 Zr
Сумма опре-
определяемых при-
примесей
П, О,
В
2,1
0,9
0,5
К
2,1
0,5
4. Химический состав [% (мае. доля)] алюминиевых сплавов
четвертой группы (по ГОСТ 2685—75)
Марка
сплава
АЛ8
АЛ8М
АЛ27
АЛ 27-1
АЛ 13
АЛ22
АЛ23
АЛ 23-1
АЛ28
Mg
9,5-
11,5
9—
10,5
9,5-
11,5
9,7-
11,5
4,5-
5,5
10,5—
13,0
6-7
6-7
4,8—
6,3
Легирующие элементы (А1—о снова)
Si
—
—
0,8-
1,3
0,8-
1,2
—
Мп
—
—
0,1-
0,4
—
—
0,4-
1,0
Ti
од-
0,15
0,05-
0,15
0,05-
0,15
—
0,05—
0,15
0,05-
0,15
0,05—
0,15
0,05—
0,15
Be
0,05-
0,15
0,05—
0,15
—
0,03—
0,07
0,05—
0,1
0,02—
0,15
•
Zr
0,05—
0,2
0,05—
0,2
—
0,05-
0,2
0,05-
0,2
Другие
элементы
Мо0,1;
Be 0,07
Zr @,1—
0,15)
.
—
—
—
Сумма опре-
определяемых
примесей
п,
О,
В-
1,0
0,5
0,1
0,6
0,6
0,5
0,1
0,5
К
1,0
—
0,5
0,1
0,6
1,1
0,5
0,1,
0,6
Д
_
, 0,5
0,1
1,8
1,3
—
—
0,7
Алюминиевые сплавы
171
5. Химический состав [% (мае. доля)] алюминиевых литейных
сплавов пятой группы (по ГОСТ 2685—75)
Марка сплава
АЛ1
АЛИ
АЛ24
АЛ 21
АЛ25
АЛЗО
АК2Ш2, 5Н2,5
(ВКЖЛС-2)
АК4М2ЦБ (АЛ-17В)
Марка сплава
АЛ1
АЛИ
АЛ24
АЛ 21
АЛ25
АЛЗО
АК21М2, 5Н2,5
(ВКЖЛС-2)
АК4М2ЦБ (АЛ-17В)
Легирующие элементы (А1—основа)
Mg
1,25—1,75
0,1-0,3
1,5—2,0
0,8-1,3
0,8-1,3
0,8-1,3
0,2-0,5
0,1-0,3
Si
_
6-8
—
11—13
11—13
20—22
3,5—5,5
Легирующие элементы
(А1 — основа)
N1
1,75—2,25
—
2,6-3,6
0,8—1,3
0,8-1,3
2,2—2,8
—
Ti
—
0,1-0,2
0,05—0,2
—
0,1—0,3
—
Mn
—
0,2—0,5
0,15—0,25
0,3—0,6
—
0,2—0,4
0,4-0,7
Другие
элементы
_
7—12 Zn
3,5—4,5 Zn
0,1—0,2 Сг
—
—
0,2—0,4 Сг
5,0—7,0 Zn
Си
3,75—4,5
—
—
4,6—6,0
1,5-3,0
0,8-1,5
2,2—3,0
1,5-3,0
Сумма опре-
определяемых
примесей
п,
о;
в
1,4
U
0,9
1,3
—
—
1,7
К
1,4
1,9
1,3
1,1
1,1
1,1
2,0
д
_
2,5
—
Примечание. В сплаве АЛ25 содержание Сг не должно превышать
0,2 % (мае. доля).
в. Химический состав [% (мае. доля)] литейных алюминиевых
сплавов в чушках (по ГОСТ 1583—73 Е)
Сплав
АК7
АК5М2
АК5М4
АК5М7
АК8МЗ
АК9М2
АКЮ
АКПМ2
АК9
АК9с
Легирующие элементы (А1—основа)
Mg
0,2-0,5
0,2-0,8
0,2-0,5
0,3-0,6
0,2—0,8
0,1—0,5
0,2-0,4
0,2—0,35
Si
6,0—8,0
4,0—6,0
3,5—6,0
4,5—6,0
7,5—10,0
7,5—9,5
8,0—11,0
10,0—12,0
8,0—11,0
8,5—10,5
Mn
0,2—0,6
0,2—0,8
0,2-0,6
0,1-0,4
0,2-0,5
0,2-0,5
Си
1,5—3,5
3,0—5,0
6,0—8,0
2,0—4,5
0,5—2,0
1,5-3,5
—
Сумма опре-
определяемых
примесей
3,0
2,8
2,8
2,6
3,2
2,5
5,0
3,0
2,4
1,35
0,06—(?,
2 % (мае. доля) Ti.
сплавах АК5М2, АК5М4 и
АК9М2 содержится по
172
ЛИТЕЙНЫЕ СПЛАВЫ
7. Маркировка алюминиевых литейных
сплавов в чушках (по ГОСТ 1583—73)
Марка
сплава
АК7
АК9
АК9с
АК5М2
АК8МЗ
АК5М4
АК5М7
АК9М2
АКЮ
АКИМ2
Чушки маркируются
цветными полосами
Белой, красной
Белой, желтой
Белой, двумя желтыми
Черной, синей, красной
Белой, синей
Черной, двумя синими
Черной, красной
Белой, желтой, белой
Черной
Белой, черной, белой
иного сплава определяют по его меха-
механическим, физическим и технологи-
технологическим свойствам, а также с учетом
экономической характеристики спла-
сплава, которая во многих случаях яв-
является решающей.
Вторичные чушковые литейные
сплавы получают при переработке
стружки, отходов, металлического
привозного лома. Химический состав
вторичных алюминиевых литейных
сплавов в чушках, используемых в ка-
качестве шихтовых материалов (табл. 6),
должен соответствовать требованиям
ГОСТ 1583—73. Чушки на торцах
маркируются вертикальными цвет-
цветными полосами (табл. 7).
Физические и механические свой-
свойства литейных алюминиевых сплавов.
Основными физическими свойствами
(табл. 8), влияющими на процессы
приготовления сплавов и затвердева-
затвердевания отливок, являются теплоемкость,
теплопроводность и теплота плавле-
плавления.
Марка
сплава
АЛ1
АЛ2
АЛЗ
АЛ4
АЛ5
АЛ6
АЛ7
АЛ8
АЛ9
АЛИ
АЛ24
АЛ19
АЛ21
АЛ22
АЛ25
АЛ 27-1
АЛ23
АЛ 23-1
АЛ 13
АЛ26
АЛ20
АЛЗЗ
АК5М7
8. Физические свойства литейных
Плот-
Плотность,
кг/м8
2750
6650
2700
2650
2680
2750
2800
2550
2660
2940
2740
2780
2830
2500
2720
2550
2550
2500
2600
2680
2740
2890
2500
Удельное
электриче-
электрическое сопро-
сопротивление,
мкОм-м
при 20°С
0,0528
0,0548
0,0449
0,0468
0,0462
0,0433
0,0912
0,0457
0,0595
0,0572
0,103
0,050
0,080
0,0643
0,0560
0,0518
0,0545
0,1030
алюминиевых сплавов
Коэффициент линей-
линейного
расширения
а. 10° (i/wuj при
температуре, °С
20—
100
22,3
21,1
22,0
21,7
23,1
23,0
24,5
23,0
23,2
19,5
22,9
24,5
19,0
24,5
24,5
___
20,0
17,5
18,1
23,8
22,3
20-
200
23,2
22,1
23,2
22,5
23,9
25,6
24,0
24,4
24,5
21,9
24,6
25,6
20,5
25,6
25,6
25,6
—
20-
300
24,4
23,3
24,0
23,5
25,2
25,0
23,3
24,5
26,6
25,2
25,6
27,8
27,3
21,0
—
18,5
24,4
24,4
Теплопро-
Теплопроводность
|Вт/(м.°С)]
при темпера-
температуре, °С
20
42
40
39
35
38
34
37
22
35
26,6
28
25
27
20
38
22
30
40
31
32
40
300
37
42
38
38
42
42
26
40
.
—
34
35
24
38
26
29,7
28,5
42
35
37
42
Теплоем-
Теплоемкость
ЕДж/(г.°С)]
при темпе-
температуре, °С
100
0,19
0,20
0,22
0,18
0,20
0,20
0,25
0,21
0,21
—
0,2
0,19
0,22
0,22
0,22
0,22
0,23
—
0,21
300
0,22
0,22
0,26
0,20
0,28
0,21
0,26
0,24
0,25
—
0,25
0,23
0,25
—
0,26
0,26
0,26
—
—
0,22
Алюминиевые сплавы
173
Для отливок специального назначе-
назначения физические свойства сплавов имеют
определяющее значение, так как от
этих свойств зависят в основном струк-
структуры сплавов, фазовый состав, а сле-
следовательно, и режимы термической
обработки.
Электрическое сопротивление ме-
металлов и сплавов необходимо учиты-
учитывать при плавке в индукционных пе-,
чах. При достижении температуры
плавления электросопротивление боль-
большинства металлов увеличивается
в 2—10 раз по сравнению с сопротив-
сопротивлением при комнатной температуре.
Механические свойства алюмини-
алюминиевых литейных сплавов должны соот-
соответствовать ГОСТ 2685—75 (табл. 9),
а механические свойства алюминиевых
литейных сплавов в чушках —
ГОСТ 1583—73 (табл. 10).
Технологические свойства алюмини-
алюминиевых сплавов (табл. 11) влияют на
качество отливок. К этим свойствам
сплавов относятся: жидкотекучесть,
усадка (объемная и линейная), склон-
склонность к образованию пористости и ра-
раковин, склонность к образованию ли-
литейных напряжений и трещин, газо-
газопоглощение и образование неметал-
неметаллических включений, пленообразова-
ние и склонность к образованию грубо-
грубозернистой и столбчатой структуры.
Особенности литейных алюмини-
алюминиевых сплавов и области их применения.
Литейные алюминиевые сплавы
имеют ряд особенностей: повышенную
жндкотекучесть, обеспечивающую
получение тонкостенных и сложных
по конфигурации отливок; сравни-
сравнительно невысокую линейную усадку;
пониженную склонность к образова-
образованию горячих трещин. Кроме того,
алюминиевые сплавы обладают высо-
высокой склонностью к окислению, насы-
насыщению водородом, что приводит к та-
таким видам брака отливок, как газовая
пористость, шлаковые включения и
оксидные включения. Поэтому при
разработке технологии плавки и из-
изготовлении фасонных отливок любым
из способов литья необходимо учиты-
учитывать особенности отдельных групп
алюминиевых сплавов.
Наибольшее распространение в про-
промышленности имеют сплавы А1—Si,
Al—Si—Mg (АЛ2, АЛ4, АЛ4-1, АЛ9,
АЛ9-1, АЛ34, АК9, АК7), которые
отличаются хорошими технологиче-
технологическими свойствами, определяемыми
видом диаграмм состояния. Литейные
свойства обеспечиваются наличием
в сплавах большого количества двой-
двойной эвтектики а + Si D0—75 %) кар-
касно-матричного типа, основой кото-
которой является а-твердый раствор, что
обусловливает высокую жидкотеку-
честь сплавов, а также низкую литей-
литейную усадку и пониженную склонность
к образованию горячих трещин.
При увеличении количества эвтек-
эвтектики в сплавах уменьшается склон-
склонность к образованию усадочных микро-
рыхлот, что повышает герметичность
отливок.
Сплавы Al—Si при испытании на
герметичность разрушаются без
течи, что обусловлено их прочностью
и пластичностью. Процесс кристалли-
кристаллизации этих сплавов протекает в узком
температурном интервале и идет сплош-
сплошным фронтом от периферийной зоны
(стенок формы) к внутренним зонам
отливок, что вызывает образование
между первичными кристаллами
сплошного слоя мелкозернистой эвтек-
эвтектики. Это препятствует образованию
сквозных усадочных каналов между
зернами твердого раствора.
С повышением содержания кремния
в сплавах понижается коэффициент
термического расширения и полу-
получается более грубая структура, что
приводит к охрупчиванию сплава и
ухудшению обрабатываемости реза-
резанием. Для измельчения включений
кремния в эвтектике используют мо-
модифицирование Na, Li, CaSr, повы-
повышающее пластические свойства (б =
= 5-7-8%). '
Для модифицирования силуминов
применяют смеси хлористых и фтори-
фтористых солей натрия и калия различного
состава, при этом сплавом усваивается
около 0,01 % Na.
При модифицировании Na отмечает-
отмечается переохлаждение эвтектики на 15—
30 °С, а эвтектическая точка сдвигается
к 13—15 % Si. Эффект модифицирова-
модифицирования тем больше, чем выше содержание
кремния в сплаве, так как модификатор
воздействует только на эту фазу. Для
силуминов, содержащих мнее 5—7 %
Si, модифицирование не оказывает
174
ЛИТЕЙНЫЕ СПЛАВЫ
&• Механические свойства литейных алюминиевых сплавов
Марка сплава
Способ литья
Терми-
Термическая
обра-
обработка
*В'
МПа
в, %
НВ
не менее
Первая группа сплавов
АЛ2
*
АЛ4
АЛ4-1
АЛ9
АЛ 9-1
АЛ34
(ВАЛ5)
ПМ, ОМ, ВМ, КМ
К
д
пм, ом, вм, км
к
д
п, о, в, к, д
к, д
пм, ом, вм
к, км
п, о, в, к, д
кд
пм, ом, вм
к,,км
п, о, в, к
д
п, о, в, к, д
км
П, О, В
к, м
П, О, В
пм, ом, вм
пм, ом, вм
пм, ом, вм
пм, ом; вм
П, О, В
к, км
П, О, В
пм, ом, вм
к, км
пм, ом, вм
к, км
д
д
пм, ом, вм
пм, ом, вм
п
п
к
к
_
Т2
Т2
Т2
Т1
Т6
Т6
—
Т1
Тб
Т6
__
—
Т2
Т4
Т4 .
Т5
Т5
Т5
Т6
Т7
Т8
Т4
Т4
Т5
Т5
Т5
Т6
Т6
Т2
Т7
Т8
Т5
Т4
Т5
Т4
147
157
157
137
147
147
147
196
226
235
157
196
245
265
157
168
137
186
177
206
196
196
226
196
157
196
226
235
235
265
275
294
196
168
206
168
294
255
334
275
4
2
1
4
3
2
2
1,5
3
3
2
1,5
3
3
2
1
2
4
4
2
. 2
2
1
2
3
5
5
4
4
4
2
3
1
2
2
3
2
4
4
6
50
50
60
70
70
50
70
70
70
50
50
45
50
50
60
60
60
70
60
55
50
50
60
60
60
70
70
50
45
60
55
'85
70
90
80
Алюминиевые сплавы
176
Продолжение табл. 9
Марка сплава
АК9 (АЛ4В)
АК7 (АЛ9В)
Способ литья
п, к
п
к
п
к
п
к
Терми-
Термическая
обра-
обработка
Т6
Т6
Т5
Т5
ав»
МПа
о. %
нв
не менее
157
235
245
128
157
196
216
0,5
0,5
0,5
70
80
90
60
60
75
75
Вторая группа сплавов
АЛЗ
АК5М2 (АЛЗВ)
АЛ5
АЛ 5-1
АЛ6
АК5М7(АЛ10В)
АК7М2 (АЛ 14В)
К
п,
п,
п,
п,
к
п,
п,
д
3
к
3
к
3
к
д
п,
п,
п,
п,
п,
п,
д
п
к
к
п
п
к
п
к
о,
о,
о,
о,
о,
о,
о,
о,
о,
о,
о,
о,
в
в,
в,
в
в,
в,
в,
в
в
в,
в,
в,
к
к
к
к
к
к
к
к
—
Т1
Т2
Т5
Т5
Т7
Т8
—
—
Т5
Т5
Т8
Т8
Т1
Т5
Т6
Т7
Т5
Т2
—
Т1
Т1
—
Т5
Т5
168
137
168
147
216
245
206
177
147
118
157
206
235
147
177
147
157
196
226
177
270
147
147
128
157
168
147
128
168
196
235
0,5
0,5
—
1
0,5
0,5
2
0,5
0,5
0,5
2
0,5
0,5
0,5
0,5
0,5
1
1
и,о
65
65
70
65
75
75
70
65
55
65
65
75
75
65
65
65
65
70
70
65
70
45
45
80
80
90
80
70
70
85
85
176
ЛИТЕЙНЫЕ СПЛАВЫ
Продолжение табл. 9
Марка сплава
АК4М4
АЛ32
Способ литья
п
к
п
к
п
к
к
д
Терми-
Термическая
обра-
обработка
Т5
Т5
Т6
Т6
МПа
в. %
нв
не менее
147
177
196
216
245
186
265
265
0,5
0,5
2
1
2
3
70
70
80
80
60
50
70
70
Третья группа сплавов
АЛ7
АЛЗЗ
АЛ 19
П, О, В
К
П, О, В
К
п, к
п, к
П
п, о, в, к
п, о, в, к
Т4
Т4
Т5
Т5
Т4
Т5
Т7
Т4
Т5
196
206
216
226
226
255
314
294
334
6
3
2,6
1,5
2
. 8
4
60
60
70
70
75
85
85
70
40
Четвертая группа сплавов
АЛ8
АЛ27
А Л 27-1
АЛ 13
АЛ22
П, О, В, К
п, о, к, д
п, о, к, д
П, О, В, К
д
п, о, в, к
п, о, в, к
д
Т4
Т4
Т4
—
Т4
284
314
344
147
168
177
226
196
9
12
15
2
0,5
1
1,5
60
75
75
55
55
90
Алюминиевые сплавы
177
Продолжение табл. 9
Марка сплава
АЛ23
АЛ 23-1
АЛ28
Способ литья
П, О
к, д
п, о, к
П, О
к, д
п, о, к
П, О, В
к
д
Терми-
Термическая
обра-
обработка
Т4
Т4
—
МПа
б, %
нв
не менее
186
216
226
196
235
245
196
206
206
4
6
6
5
10
10
4
5
3,5
90
90
55
Пятая группа сплавов
АЛ1
АЛИ
АЛ21
АЛ24
АЛ25
АЛЗО
АК21М2Н2,5
(ВКЖЛС2)
АК4М2Ц6
(АЛ 17В)
П, О, В, К
п, о, в, к
П, О, В
К
д
п, о, в
п, о, в
п, о, в
п, о, в
к
к
к
к
п
к
п
к
п
к
п
к
Т5
Т7
__
—
Т2
Т7
__.
Т5
Т1
Т1
Т1
Т2
_
__
Т1
Т1
Т4
Т4
Т5
Т5
206
177
196
245
177
177
206
216
265
186
196
186
157
177
196
186
216
196
216
196
235
0,5
2
1,5
1
1
2
2
—
0,5
—
1
1
1
1,5
—
95
80
80
90
60
60
75
60
70
90
90
100
90
60
75
70
80
70
80
70
85
Примечание. В графе «Способ литья» буква М означает, что сплав
подвергается модифицированию.
178
ЛИТЕЙНЫЕ СПЛАВЫ
10. Механические свойства литейных
алюминиевых рафинированных сплавов
в чушках
Марка
сплава
АК5М2
АК9
АК7
АК5М7
АК5М4
МПа
б. %
не менее
165
180
165
170
180
0,5
1,0
1,0
0,5
0,5
нв
70
70
70
85
80
влияние на механические свойства.
Для получения эффекта упрочнения
при термической обработке в двойные
сплавы вводят добавки магния и меди
раздельно или совместно, при этом
компоненты сплава образуют интер-
металлиды с переменной раствори-
растворимостью «в твёрдом состоянии, которые
являются эффективными упрочните-
лями при термической обработке.
На фазовый состав сплавов типа
силумина специфическое влияние ока-
оказывает железо, содержание которого
как примеси в промышленных сплавах
составляет обычно не менее 0,4—
0,5 %. Железо в сплавах Al—Si обра-
образует соединение р (Al—Fe—Si) в виде
хрупких пластин, которые резко сни-
снижают пластичность. Отрицательное
влияние железа эффективно снижает
добавка 0,2—0,5 % Мп, при этом
образуется новая фаза а (А1—Fe—
Si—Мп) в виде компактных равноосных
полиэдров, которые в меньшей степени
влияют на пластичность.
Достоинством сплавов на основе
системы Al—Si является повышенная
коррозионная стойкость во влажной
и морской атмосферах (АЛ2, АЛ4
и АЛ9).
Недостатки этих сплавов — повы-
повышенная газовая пористость и пони-
пониженная жаропрочность. Технология
литья этих сплавов более сложная
и требует применения операций моди-
модифицирования и кристаллизации под-
давлением в автоклавах. Особенно это
относится к сплаву АЛ4.
Из сплава АЛ2 (эвтектический) изго-
изготовляют малонагруженные детали
(приборов, агрегатов и двигателей,
бытовых изделий) литьем в песчаные
формы, кокиль, под давлением, в обо-
оболочковые формы и по выплавляемым
моделям.
Получаемые отливки плотны, герме-
герметичны, имеют концентрированную
усадочную раковину. Сплав приме-
применяют в модифицированном состоянии,
без термической обработки, в отдель-
отдельных случаях может быть применен
режим Т2.
Доэвтектические силумины (АЛ4,
АЛ9, АЛЫ, АЛ9-1, А Л 34) несколько
уступают по технологическим свой-
свойствам эвтектическому сплаву АЛ2, но
имеют более высокие механические
свойства за счет образования соедине-
соединения Mg2Si, которое влияет на прочность
сплава. Применяются сплавы в зака-
закаленном и искусственно состаренном
состояниях. Пониженное содержание
кремния позволяет использовать спла-
сплавы без модифицирования в тех слу-
случаях, когда необходимы повышенные
скорости охлаждения — литье под
давлением и в кокиль. При литье
в песчаные формы и по выплавляемым
моделям силумины модифицируют.
Сплавы АК7 и АК9 отличаются от
сплавов АЛ4 и АЛ9 повышенным
• содержанием примесей, но меньшей
пластичностью. Поэтому их не реко-
рекомендуют для деталей, работающих
в условиях повышенных вибраций.
Применяют сплавы АЛ4, АЛ9, АК9,
АК7' для наиболее ответственных от-
отливок, сложных и крупногабаритных
деталей, работающих при больших
нагрузках (картер двигателя вну-
внутреннего сгорания), для литья мало-
и средненагруженных деталей прибо-
приборов, агрегатов и двигателей, а также
для бытовых изделий. Сплавы склонны
к взаимодействию с газами и образова-
образованию газовой пористости. Герметичные
крупногабаритные отливки получают
в автоклавах при избыточном давлении
или применяют комбинированное
рафинирование (фильтрацию, ваку-
умирование).
Сплавы АЛ34, АЛ9-1, АЛ4-1 упроч-
упрочняются за счет добавок Fe, Mg, Ti
и Be. Сплав АЛ34 обладает хорошими
литейными свойствами, его .прочность
превосходит прочность других силу-
силуминов. Полученные из этого сплава
со со
—«ч
ОТ
^*
?_3
СО
ОТ
СО
СО
ОТ
ел ю ел ю ело ел юел о ел ю ел о ел ю слюслосль-
j со sio -<i <
.,» о ел о >?- (
о | о | о
""¦3 СТ5 CD СТ> СГ) СТ5 СТ5 СО
*<1»—'•^СО*1<1СО'11<1СО-*1СО *<ICO">^CO'11<IO
ел о ел о ел о ел о ел о елоспосп|
о | о | о | о | о | о | о | о I
Температура
плавления
Температур-
Температурный интер-
интервал кри-
кристаллизации
Температура
литья
~ Г* -^ Г* «Г* — *¦* ^ Г* ^* ^ -Я
"— "— "— "— -о о о о Ъ о
Линейная усад-
усадка, %
со со со
8
Жидк отеку честь
при 700 °С (прут-
ковая проба), мм
Склонность к об-
образованию горя-
горячих трещин (ши-
(ширина кольца), мм
s-ss
н
о
ОТ
I
Герметичность
о
О
Н
о
8
Склонность к
газонасыщению
I
2
tr
К
CD
гнг
8
Обрабатываемость
резанием
X!
о
о
¦8
§
Свариваемость
Коррозионная
стойкость
Рабочая темпера-
температура, °С, не более
апааининоигу
? ? ?
м м ^
со to со
00 s
eg
at at
CO ^
at -t
CO CO
СТ> СЛ СТ> СТ> СТ>
„. _- _-_-_- СТ> СТ> О5 О) СО СТ>
^ЬЭ)^О)СЛЮ|^|-14^*-' >?* •—* СЛ СЛ СЛ •?»• СЛ СЛ ОЪ 1*<1 СЛ Ю
СЛ 00 >?* 00 00 ЬЭ СЛ О СЛ О СЛО4^О О> О 4^ О О I ЧО
О|СЛ|СЛ|О|О| О I О I О I 00 I СО! *^|
•<I -*J ^ О
SfSf
•<! О "*J CD ^
818f8
Температура
плавления
Температур-
Температурный интер-
интервал кри-
кристаллизации
Температу-
Температура литья
Линейная усадка,
/о
СО . М М
ЬЭ ^ ^
о о о
Жидкотекучесть
при 700 °С (прут
ковая проба), мм
•—:•—•—•—•— tOCO COCO СЛ •— ¦—
слою^о^о toto осл ело
СЛ СЛ
Склонность к об-
образованию горя-
горячих трещин (ши-
(ширина кольца), мм
CD
¦Р
g
il
м1
S
со
S
Герметичность
о
м!
я
со
Склонность к га-
газонасыщению
о So
f
? ?
: о
1 о
? нЕ
а
а
Обрабатываемость
резанием
Свариваемость
резанием
В
Коррозионная
стойкость
X)
8 §
§ 8 §
СО
S
Рабочая темпе-
температура, ?С, не бо-
СЛ СЛ СЛ
8' « 8
СЛ СО СЛ СО
ел о сл с
CO
OO
сл сп
СЛ 00 СЛ СО |
if
О5 S S
8
-4 ^4 -*4
•^1 о "Ч >—
сорсоо
8f 8f8f 8f
»- CO »—
to со
S 8
CO
!
Температура
плавления
Температур-
Температурный интер-
интервал кри-
кристаллизации
Температу-
Температура литья
Линейная усадка,
%
Жидкотекучесть
при 700 °С (прут-
ковая проба), мм
СЛ СЛ СЛ *° 3 "
ело
g ^
«5 сл
Склонность к обра-
образованию горячих
трещин (ширина
кольца), мм
Г ill!
¦р
s
lill
Bi м S «
Герметичность
В I?
sf
Склонность к газо-
газонасыщению
3'-
о
M tSJ t«
B5 В
Обрабатываемость
резанием
Свариваемость
1 м
о (
а
us «
Коррозионная стой-
стойкость
8
о
8
Рабочая темпера-
температура, °С, не более
181
эпаэишшонгу
182
ЛИТЕЙНЫЕ СПЛАВЫ
отливки высокогерметичны. Сплав
А Л 34 предназначен для литья сложных
по конфигурации корпусных деталей,
работающих под высоким давлением
(до 45 МПа) и температуре не выше
200 °С.
Сплавы на основе системы Al—Si—
Си (АЛЗ, АЛ4М, АК5М2, АЛ5, АЛ5-1,
АЛ6, АК5М7, АК7М2,АК4М4, АЛ32)
содержат кроме кремния и меди магний
(за исключением тройного сплава АЛб).
Эти сплавы отличаются высокой жаро-
жаропрочностью (рабочие температуры
250—275 °С), но уступают сплавам
А1—Si и Al—Si—Mg по литейным
свойствам, коррозионной стойкости и
герметичности; не требуют модифици-
модифицирования и кристаллизации под
давлением (за исключением сплава
АЛ4М).
Жаропрочность сплавов обеспечи-
обеспечивается содержанием устойчивых
тугоплавких фаз, которые кристал-
кристаллизуются в тонкой разветвленной фор-
форме и хорошо блокируют границы
зерен твердого раствора, что тормозит
развитие диффузионных процессов.
Благодаря наличию Си и Мп фазовый
состав сплава АЛЗ в литом состоянии
представляет собой а-твердый рас-
раствор + Si + Mn2Si2 + AlMnFe, а при
медленном охлаждении -может обра-
образовываться фаза W (AlxMg6Si4Cu4),
обеспечивающая высокую жаропроч-
жаропрочность. Термическая обработка в основ-
основном производится по трем режимам Т1,
Т2 и Т5. Режим Т1 применяют для
повышения твердости литых деталей,
а режимы Т2 и Т5 — для деталей, ра-
работающих при высоких температурах.
Основное назначение сплава — литье
в кокиль головок цилиндров двигате-
двигателей воздушного охлаждения и дета-
деталей агрегатов и приборов.
Сплав АЛ4М относится к системе
А1—Si—Си—Mg с добавками титана
(до 0,3 %) и бора (до 0,1 %). Фазовый
состав сплава в литом состоянии:
а-твердый раствор + Si + Mg2Si +
+ CuAl2 + Al3Ti + W (AlxMg5Cu4Si4);
отличается от сплава АЛ4 более высо-
высокой прочностью при комнатной темпе-
температуре и повышенной жаропрочностью.
Сплав предназначен для литья в ко-
кокиль и песчаные формы крупных
деталей, работающих как при повы-
повышенных температурах (до 250 °С),
так и при комнатной температуре
и давлении жидкости 30,0—50,0 МПа.
Недостатком сплава АЛ4М является
необходимость в применении ступен-
ступенчатого нагрева под закалку (режим Т5)
ввиду наличия в структуре сплава
нескольких эвтектик с различными
температурами плавления.
Сплав АЛ5 и АЛ5-1 обладает более
высокой жаропрочностью, чем сплавы
АЛ9 и АЛ4, за счет легирования
структуры медью, а сплава А Л 5-1 —
титаном (до 0,15 %). В нем образуются
упрочняющие фазы 9 (СиА12) и
W (AlxMg5Cu4Si4), улучшаются меха-
механические свойства. Сплав АЛ5 в тер-
термически обработанном состоянии
применяют для литья средненагру-
женных корпусных деталей, работа-
работающих при повышенных температурах
и давлениях до 23 МПа, а также при
температурах до 250 °С (например,
головки цилиндров двигателей воз-
воздушного охлаждения, детали агрега-
агрегатов и т. д.).
Из сплава АЛ6 получают литые
детали без термической обработки
вследствие недостаточного легирова-
легирования твердого раствора медью и грубой
формы кристаллизации кремния.
Применяют для литья малонагружен-
ных агрегатных деталей и аппаратуры
при рабочих температурах до 225 °С.
Сплав АК5М7, обладающий более
гетерогенной структурой, чем сплавы
АЛЗ и АЛ5, изготовляют из вторичных
отходов. Химический состав сплава
варьируется в широких пределах, по-
поэтому его физико-химические свойства
нестабильны. Применяют для литья
поршней, термически обрабатыва-
обрабатываемых по режиму Т2. Литейные свойства
и жаропрочность сплава АК5М7 зна-
значительно ниже, чем у поршневых
сплавов АЛ25, АЛЗО и др.
Сплавы АК5М2, АК7М2 и АК4М4
легируют различными элементами;
свойства близки к свойствам сплава
АК5М7, применяют для малонагру-
женных деталей; термическая обра-
обработка по режиму Т5.
Сплав АЛ32 по свойствам аналогичен
сплаву АЛ4, но имеет жаропрочность
ниже; чем жаропрочность сплава
АЛ4М; применяют при литье под
давлением.
Сплавы на основе системы А1—Си
Алюминиевые сплавы
183
(АЛ7, АЛ19 и АЛЗЗ) характеризуются
высокими механическими свойствами.
Фазовый состав в литом состоянии:
а-твердый раствор меди в алюминии +
+ СиА12. При наличии в сплаве при-
примесей кремния и железа могут обра-
образовываться фазы Al7Cu2Fe, AlCuFeSi
и тройная эвтектика а + Si + AlCu2
с температурой плавления 525 °С. Уве-
Увеличение содержания кремния в спла-
сплавах до 3 % приводит к увеличению
количества эвтектики и улучшению
литейных свойств» но к значительному
снижению прочности. Наличие 0,05 %
Mg сильно снижает свариваемость
сплавов и их пластичность.
Сплав АЛ7 упрочняется по раствор-
растворному типу, а также за счет дисперсных
выделений фазы СиА12 и образований
нерастворимых железосодержащих
фаз, выделяющихся в виде ободков
по границам дендритных ячеек. Сплав
АЛ7 имеет широкий температурный
интервал кристаллизации, повышен-
повышенную усадку, склонен к образованию
горячих /трещин, поэтому не рекомен-
рекомендуется для литья в кокиль. Из сплава
изготовляют средненагруженные де-
детали несложной конфигурации (арма-
(арматуру и кронштейны, работающие при
температуре до 200—250 °С).
Сплав АЛ 19 содержит медь, марга-
марганец и титан, которые измельчают
структуру отливок и тем самым по-
повышают механические свойства.
В фазовом составе сплава обра-
образуются сложные интерметаллиды
Ti (Al12Mn2Cu) и TiAlg. Эти фазы
совместно с СиА12 формируют твердый
каркас по границам дендритных ячеек
и придают сплаву повышенную жаро-
жаропрочность. Коррозионная стойкость
сплава АЛ 19 более высокая, чем у спла-
сплава АЛ7..
Недостатками сплава АЛ 19 являют-
являются: пониженные литейные свойства,
коррозионная стойкость и герметич-
герметичность и повышенная линейная усадка,
обусловленная широким температур-
температурным интервалом кристаллизации
сплава; предназначен для литья
деталей, работающих в условиях по-
повышенных статических и ударных на-
грузок, а также для изготовления
силовых деталей, работающих при
нормальной и повышенной (до 300 °С)
температурах.
Сплав АЛЗЗ отличается от других
сплавов добавками Ni, Zr и Се; струк-
структура его имеет сложный фазовый
состав. Никелевая фаза (AleCuNi) обра-
образует твердый каркас, увеличивающий
прочностность сплава при повышенных
температурах. Сплав жаропрочен
при 250—300 °С и по жаропрочности
значительно превосходит сплавы
систем Al—SI, A1—Mg. Сплав АЛЗЗ
обладает удовлетворительными литей-
литейными свойствами: его применяют для
тех же целей, что и сплав АЛ 19.
Прочность сплавов на основе системы
Al—Mg (АЛ8, АЛ8М, АЛ27, АЛ27-1,
АЛ13, АЛ22, АЛ23, АЛ23-1, АЛ28)
с увеличением концентрации магния
до 13 % возрастает, но пластичность
начинает снижаться при содержании
более 11 % Mg; основной упрочняющей
фазой является химическое соедине-
соединение р (Al3Mg2).
Для литейных сплавов используют
сплавы с содержанием Mg, % (мае.
доля):
4,5—7 — сплавы средней проч-
прочности, применяемые без термической
обработки (АЛ13, АЛ23);
9,5—13 — сплавы повышенной
прочности, применяемые в закален-
закаленном состоянии (АЛ8, АЛ27, А Л 22).
Для улучшения технологических
свойств в большинство сплавов вводят
до 0,15—0,2 % титана и циркония.
Образующиеся на их основе интер-
интерметаллиды TiAl3 и ZrAl3 более туго-
тугоплавкие, чем основа сплава, и яв-
являются модификаторами первого
рода. Механические свойства повы-
повышаются на 20—30 %.
Сплавы системы Al—Mg обладают
повышенной склонностью к взаимо-
взаимодействию с газами и к образованию
газовой и газоусадочной пористости,
а при взаимодействии с азотом и па-
парами воды образуются неметалличе-
неметаллические включения и оксидные плены.
Плавку сплавов следует проводить
под слоем флюса, а если в их состав
входит Be, — без флюса.
Сплавы АЛ8 и АЛ27 применяют
только в закаленном состоянии. Тер-
Термическая обработка производится по
режиму Т4: нагрев до 430 °С, выдержка
12—20 ч, охлаждение в масле с тем-
температурой 45 °С. При закалке фикси-
фиксируется состояние пересыщенного твер-
184
ЛИТЕЙНЫЕ СПЛАВЫ
дого раствора, повышается прочность
и пластичность до 20 %, увеличивается
также коррозионная стойкость.
Особенностью сплавов АЛ8, АЛ27,
АЛ27-1 является повышенная чув-
чувствительность к естественному ста-
старению. Поэтому литые детали из этих
сплавов можно применять для рабочих
температур —60-т-+80 °С.
Детали из сплавов АЛ8 и АЛ27 при-
применяют в судостроении (в условиях
высокой влажности), в летательных
аппаратах, где важно значение удель-
удельной прочности.
Сплавы АЛ23, АЛ23-1 и АЛ28, не
содержащие Si, применяют без терми-
термической обработки. Механические
свойства этих сплавов невысоки,
пластичность низкая из-за наличия
в структуре неравновесных включений
C-фазы. Их рекомендуется применять
для литья в кокиль и песчаные формы
средненагруженных деталей, работа-
работающих в коррозионных средах. Сплавы
АЛ23 и АЛ23-1 применяются в литом
состоянии без термической обработки
и в закаленном состоянии.
Сплавы АЛ23 и АЛ23-1 в литом
состоянии предназначены для изготов-
изготовления деталей, несущих средние ста-
статические и небольшие ударные на-
нагрузки, а в термически обработанном
состоянии сплав АЛ23-1 применяют
для изготовления деталей, работающих
при средних статических и ударных
нагрузках.
Сплав АЛ28 применяют в литом
состоянии для изготовления арматуры
трубопроводов пресной воды, масляных
и топливных систем, а также для дета-
деталей судовых механизмов и оборудова-
оборудования.
Сплавы АЛ 13 и А Л 22, содержащие
0,8—1,3 % Si, имеют более высокие
литейные свойства, так как кремний
увеличивает количество эвтектики,
в результате чего: повышается жидко-
текучесть и плотность отливок, сни-
снижается их склонность к образованию
горячих трещин.
Рекомендуется применять эти
сплавы для литья в кокиль, песчаные
формы и, особенно, под давлением.
Из сплава АЛ 13 изготовляют детали
морских судов, а также детали, рабо-
работающие при 180—200 °С (например,
головки двигателей воздушного охла-
охлаждения).
К сплавам на основе системы А1
и прочих компонентов (сложно-
легированные сплавы) согласно
ГОСТ 2687—75 относятся сплавы: жа-
жаропрочные многокомпонентные (АЛ1
и АЛ21) и самозакаливающийся кор-
коррозионно-стойкий (АЛ24), поршневые
(АЛ25, АЛЗО, АК21М2Н2,5), а также
цинковый силумин (АЛИ).
Сплаву АЛ1 (система А1—Си—Mg)
присуща высокая жаропрочность
в результате образования сложных
металлидных фаз Т (AleCu3Ni). Сплав
имеет удовлетворительные литейные
свойства и применяется для литья
деталей двигателей, длительное время
работающих при температурах до
300 °С (поршни, головки цилиндров
и др.). Детали из сплава АЛ1 при-
применяются в термически обработанном
состоянии.
Сплав АЛ21 обладает более высокой
жаропрочностью (выше на 30 %), чем
сплав АЛ1, применяется для крупно-
крупногабаритных деталей, работающих
при температурах до 300—350 °С.
Сплав АЛ24 относится к системе
А1— Zn—Mg, основной упрочняющей
фазой является Т (Al2Mg3Zn3). Высокая
устойчивость твердых растворов
цинка и магния в алюминии обеспечи-
обеспечивает «самозакалку» сплава в процессе
охлаждения отливки. Сплав может
применяться без специальной закалки,
в литом и естественно или искусственно
состаренном состоянии. Сплав обладает
удовлетворительными свойствами, ко-
которые улучшаются добавкой титана
@,1-0,2%).
Сплав А Л 24 рекомендуется при-
применять для литья в песчаные формы,
оболочковые формы по выплавляемым
моделям, свариваемых деталей, а так-
также для деталей с повышенными ста-
стабиль йостью размеров и коррозионной
стойкостью.
Эвтектические специальные силу-
силумины (АЛ25, АЛЗО), обладая хоро-
хорошими литейными свойствами, отли-
отличаются более высокой жаропрочно-
жаропрочностью, так как содержат 0,8—1,3 % Ni,
образующего сложные фазы в виде
жесткого каркаса; добавка титана
улучшает технологические свойства.
Сплавы имеют малую склонность к объ-
объемным изменениям в процессе эксплу-
Магниевые сплавы
185
атации при повышенных температурах;
применяются для изготовления порш-
поршней; в этом случае отливки используют
без закалки. Для снятия внутренних
напряжений поршни термически об-
обрабатывают по режиму Т1.
Заэвтектический силумин
АК21М2Н2,5 имеет хорошую жидко-
текучесть, твердость и износостой-
износостойкость. Структура сплава состоит из
первичных кристаллов кремния и эв-
эвтектики. Добавки никеля и хрома
обеспечивают высокую жаропроч-
жаропрочность до 300—320 °С.
Применяют сплав для литья порш-
поршней и других ответственных деталей,
работающих при повышенных тем-
температурах.
Цинковый силумин АЛИ, содер-
содержащий 7—12 % Zn, который хорошо
растворим в твердом алюминии, соз-
создает растворное упрочнение, что
позволяет использовать сплав в ли-
литом состоянии (без термической обра-
обработки).
Сплав АЛИ обладает хорошими тех-
технологическими свойствами, способ-
способностью сохранять прочность, твер-
твердость и сопротивление действию знако-
знакопеременных нагрузок после кратковре-
кратковременных и длительных нагревов до
температур 300—500 °С. Применяют
сплав для литых деталей в моторо-
моторостроении и других отраслях промыш-
промышленности. Сплав АЛИ используют
при литье в песчано-глинистые формы,
кокиль и под давлением. Имеет пони-
пониженную коррозионную стойкость
и сравнительно высокую плотность.
2. Магниевые сплавы
По химическому составу в соответ-
соответствии с ГОСТ 2856—79 литейные маг-
магниевые сплавы подразделяют на
три группы (табл. 12):
на основе системы Mg—Al— Zn (МЛЗ,
МЛ4, МЛ4пч, МЛ5, МЛ5он, МЛ6);
на основе системы Mg—Zn—Zr (МЛ8,
МЛ12, МЛ15);
на основе Mg—РЗМ—Zr (МЛ9,
12. Химический состав [% (мае. доля)] магниевых литейных
сплавов (по ГОСТ 2856—79)
Марка
сплава
МЛЗ
МЛ4
МЛ4пч
МЛ5
МЛ5пч
МЛ бон
МЛ6
МЛ8
МЛ9
МЛ10
МЛ11
МЛ12
МЛ15
МЛ19
А1
2,5—3,5
5,0—7,0
5,0—7,0
7,5—9,0
7,5—9,0
7,5-9,0
9,0—10,2
—
Легирующие элементы (Mg—основа)
Мп
0,15-0,5
0,15—0,5
0,15—0,5
0,15—0,5
0,15—0,5
0,15—0,5
0,1—0,5
_
—
«._
Zn
0,5-1,5
2,0—3,5
2,0—3,5
0,2—0,8
0,2—0,8
0,2—0,8
0,6—1,2
5,5—6,6
—
0,1—0,7
0,2-0,7
4,0—5,0
4,0—5,0
0,1-0,6
Zr
—
—
0,7-1,1
0,4-1,0
0,4—1,0
0,4-1,0
0,6-1,1
0,7—1,1
0,4-1,0
Другие элементы
_
—
—
Cd 0,2—0,8
In 0,2—0,8;
Nd 1,9—2,6
Nd 2,2—2,8
РЗМ 2,5—4,0
La 0,6—1,2
Nd 1,6—2,3;
V 1,4—2,2
X
° 8 «
s 5 a.
Сум
редс
при
0,5
0,5
0,13
0,5
0,13
0,7
0,5
0,2
0,35
0,2
0,2
0,2
0,2
0,25
Примечание. В марках сплавов буквы пч означают повышенная
чистота; он — общего назначения.
186
ЛИТЕЙНЫЕ СПЛАВЫ
13. Химический состав [% (мае. доля)]
магниевых сплавов в чушках
(по ГОСТ 2581—78)
Марка
сплава
ММ2
ММ2ч
МАЗЦ
МА5Ц1
МА5Ц1ч
МА6ЦЗ
МАбЦЗч
МА8Ц
МА8Цч
МА8ЦБч
МА10Ц1
МЦрШЗ
Легирующие эле-
менть
А1
—
3,0-
3,8
3,8-
5,0
3,8-
5,0
5,6—
6,8
5,6—
6,8
7,8—
8,7
7,5—
8,7
7,5—
8,7
9,0—
10,0
—
j (Mg—основа)
Zn
_.
0,2—
0,8
0,8-
1,5
0,8—
1,5
2,2—
3,0
2.2-
3,0
0,3-
0,8
0,3-
0,8
0,3-
0,8
0,7-
1,2
Мп
1,5-
2,2
1,7—
2,4
0,2-
0,5
0,2—
0,8
0.2—
0,8
0,2—
0,5
0,2—
0,5
0,2-
0,5
0,2-
0,5
0,2—
0 о
0,2—
0,5
ре-
° 2 <ц S
Mis
0,18
0,02
0,18
0,25
0,03
0,22
0,09
0,18
0,06
0,06
0,26
0,07
В
сплав
Примеч ание.
МА8ЦБч в качестве легирующего эле-
элемента добавляют также 0,001—0,002 %
(мае. доля) Be; в сплавы МАЮЦ1 и
МЦрШЗ—0,4—1,1 % (мае. доля) Zr и
2,6—3,2 % (мае. доля) Nd.
МЛ 10, МЛН, МЛ19).
Кроме того, находят ограниченное
применение сплавы Mg—Мп (корро-
(коррозионно-стойкие) , Mg—Li (сверхлег-
(сверхлегкие) и Mg—Ti (жаропрочные).
Магниевые сплавы могут эксплу-
эксплуатироваться при температуре: нор-
нормальной до 200 °С (МЛ 15); 250—300 6С
(МЛ9, МЛ 10, МЛН) и криогенной.
Химические соединения Mg с эле-
элементами А1 и Zn нежаропрочны и при
300 °С теряют 70—90 % исходной твер-
твердости из-за высокого содержания ин-
терметаллидов в эвтектике и высокой
хрупкости.
Элементы Zr, Nb, La, Ce, Ti могут
быть в сплавах как основными, так
и вспомогательными упрочнителями,
существенно повышающими жаро-
жаропрочность магниевых сплавов. Эти
элементы образуют интерметаллидные
фазы, обеспечивающие в литом состо-
состоянии каркасное упрочнение.
Марганец используется в основном
как добавка, повышающая корро-
коррозионную стойкость с одновременным
незначительным упрочнением.
Химический состав магниевых
сплавов в чушках приведен в табл. 13;
маркировка — в табл. 14.
Физические, механические и техно-
технологические свойства магниевых ли-
литейных сплавов приведены соответ-
соответственно в табл. 15—17.
Особенности литейных магниевых
сплавов и области их применения.
Особенностью литейных магниевых
сплавов является их легкая окисля-
емость (возгораемость), образование
при температурах выше 700 °С ни-
нитрида магния (Mg3N2), интенсивное
поглощение водорода, что приводит
к образованию таких видов брака
в отливках, как микропористость, об-
образование трещин при затрудненной
усадке, газовая и газоусадочная пори-
пористость, неметаллические включения.
Эти особенности магниевых литейных
сплавов необходимо учитывать при
их плавке и производстве фасонных
отливок.
Простота оборудования для произ-
производства этих сплавов дает возможность
отливать фасонные детали в песчаные
формы, кокиль, под давлением, по
выплавляемым моделям и в гипсовые
формы, т. е. получать отливки от мел-
мелких до крупногабаритных как в еди-
единичном, так и массовом производстве.
Характерная особенность магни-
магниевых сплавов — малая плотность при
сравнительно высоких механических
свойствах, что позволяет их использо-
использовать для уменьшения массы различных
машин (например, отбойных молотов,
деталей двигателей мотоциклов,
автомобилей и т. д.).
Способность магниевых сплавов
хорошо противостоять ударным на-
нагрузкам позволяет использовать их
для деталей колес автомобилей, ору-
орудий, самолетов, роликов грузовых кон-
Марка
сплава
ММ2
ММ2ч
МАЗЦ
МА5Ц1
МА5Ц1ч
МА6ЦЗ
МАбЦЗэ
При
Магниевые сплавы
14. Маркировка магниевых сплавов i
Чушки маркируются цвет-
цветными полосами
Красной
Двумя красными
Синей
Двумя коричневыми
Тремя коричневыми
Двумя синими
Двумя синими, одной
желтой
м е ч а н и е. Полосы наносят
Марка
сплава
МАбЦЗч
МА8Ц
МА8Цэ
МА8Цч
МА8ЦБч
МАЮЦ1
МЦрШЗ
187
1 чушках
Чушки маркируются
цветными полосами
Тремя синими
Зеленой
Зеленой и желтой
Двумя зелеными
Двумя желтыми
Черной
Коричневой
на торцы чушек.
вейеров.
Магниевые сплавы обладают спо-
способностью к поглощению энергии, бла-
благодаря низкому модулю упругости
находят широкое применение в узлах
и агрегатах машин, где требуется
высокая способность к поглощению
энергии.
В ряде случаев магниевые сплавы
могут, быть применены вместо алюми-
алюминиевых сплавов, а также высококаче-
высококачественного чугуна и даже стали.
Недостаток магниевых сплавов —
более низкая коррозионная стой-
стойкость по сравнению с алюминиевыми
сплавами. Особенно усиленно раз-
развивается коррозия на поверхности дета-
деталей из магниевых сплавов, если в от-
отливки попадают хлориды магния. По-
Поэтому шихтовые материалы, пора-
пораженные коррозией, покрытые окис-
окислами и маслом, должны тщательно
очищаться. Однако при обеспечении
надлежащей технологии производства
магниевых сплавов , а также защиты
от коррозии детали могут длительное
время работать в атмосферных усло-
условиях. Изделия из магниевых сплавов
коррозионно-устойчивы в растворах
фторатов, хроматов, минеральных ма-
масел, топлива, щелочах, жидком и газо-
газообразном кислороде.
Магниевые сплавы неустойчивы
в морской воде, в среде органических
и минеральных кислот, а также солях
(за исключением фтористых).
Сплавы системы Mg—Al—Ti яв-
являются наиболее распространенными;
содержание цинка в них значительно
ниже предела растворимости (не пре-
превышает 3 %); добавка марганца (до
0,5 %) вводится для повышения кор-
коррозионной стойкости. Основным леги-
легирующим элементом является алюми-
алюминий. Сплавы кристаллизуются в ин-
интервале температур A20—150 °С),
склонны к образованию значительной
усадочной пористости, горячих тре-
трещин и дендритной ликвации.
Из сплава МЛЗ изготовляют детали
повышенной герметичности; этот
сплав используют при изготовлении
отливок простой конфигурации, рабо-
работающих при средних статических и ди-
динамических нагрузках (корпуса на-
насосов и др.). Сплаву присущи не-
небольшой интервал кристаллизации и
меньшая склонность к образованию
микропористости в отличие от сплавов
МЛ5 и МЛ6.
Сплав МЛ4 характеризуется высо-
высокой коррозионной стойкостью, но
отливки из этого сплава предрасполо-
предрасположены к микропористости игорячелом-
кости, поэтому сплав МЛ4 не реко-
рекомендуется для литья в кокиль и под
давлением. Сплав применяют при литье
деталей средней нагружен ности,
работающих при статических и дина-
динамических нагрузках, корпусных де-
деталей приборов и кронштейнов после
термической обработки.
. Отливкам из сплава МЛ4пч и МЛ5пч
присуща повышенная коррозион-
коррозионная стойкость (при высокой влажности
в условиях тропического и морского
климата и температуре, не превыша-
превышающей 150 °С).
Свойство магниевого сплава
Плотность при 20 °С, кг/м5
Температура, °С:
ликвидуса
сол ид уса
Коэффициент линейного рас-
расширения а- 10е A/°С) в интер-
интервале температур, °С:
20—100
20—200
20—300
Теплоемкость [кДж/(кг- °С) I
твердого - сплава при 20—
l\J\J Vj
Теплопроводность при 100—
300 °С, Вт/(м.°С)
Относительная электропро-
электропроводность (%) по отношению
к меди при 25 °С
Удельное электрическое со-
сопротивление при 20 °С,
мкОм-м
Нормальный потенциал по
отношению к каломелевому
электроду, В
Перенапряжение водорода, В
15. Физические свойства литейных
млз
1780
628
561
26,0
27,0
104,67
18,5
0,93
—1,59
—
МЛ4
МЛ4пч
1838
610
400
26,4
27,6
28,3
75,36
15,0; 12,3;
13,8 *2
1,15; 1,4;
1,75 *2
15; 12,3;
13,8 *2
—
—1,57
0
34
магниевых сплавов
МЛ5
1810
МЛ5пч
1820
607
430
26,8
27,1
28,7
492
26,8
28,1
28,7
1 04
77,45
12,5; 11,5;
13,0 *2
12,5; 11,5;
13,0 *2
1,37; 1,5; 13,3 *2
—1,58
0
,33
МЛ5он
1800
МЛ6
1820; 1830;
1800 *х
600
492
26,8
28,1
28,7
400
26,1
27,3
27,7
71,17
12,5; 11,5;
13,0 *2
1,5
12,3; 10,7
12,3 *2
1,4; 1,7;
1,4 *2
—1,56
0
,30
*г При литье соответственно в песчаную форму, кокиль, под давлением.
*2 При термической обработке соответственно по режимам Т4 и Т6.
Продолжение табл. 15
Свойство магниевого сплава
Плотность при 20 °С, кг/м3
Температура, °С:
ликвидуса
сол иду са
Коэффициент линейного рас-
расширения а- 10е A/°С) при тем-
температуре, °С:
20—100
20—200
20—300
20—400
Тепл оемкость [ кДж/(кг • °С) ]
твердого сплава при 20—
100 °С
Теплопроводность
[Вт/(м-°С)] при 100—300 °С
Относительная электропро-
электропроводность (%) по отношению
к меди при 25 °С
Электросопротивление при
20 °С, мкОм-м
МЛ8
МЛ9
1760
610
505
23,04
24,0
26,8
27,5
1,04
75,36
18,5
0,9
6
5
23,4
27,1
28,9
30,0
1,17
104,67
'—
0,726
МЛ10
МЛН
1780
40
50
27,7
28,0
28,3
28,6
1,08
113,04
21,6
0,844
648
593
21,9
22,7
24,8
1,17
117,23
25
0,67
МЛ 12
1810
630
550
26,2
29,5
21,15
1,04
133,98
25,7
0,67
МЛ15
1830
631
539
25,9
26,9
27,9
31,1
0,92
104,67
24,7
0,71
МЛ19
1780
640
550
27,7
28,7
28,3
28,6
—
21,6
0,82
190
ЛИТЕЙНЫЕ СПЛАВЫ
Марка
млз
МЛ4
МЛ4пч
МЛ5
МЛбпч
МЛ5он
МЛ6
МЛ8
МЛ9
МЛ10
МЛН
16. Механические свойства
сплава
Способ литья
П
П, О
п, о, к
д
П, О, В, Г
п, о, к
п, к
п, о, к, в, г
п, о, к, в, г
п, о, к, в, г
п, о, к, в, г
литейных магниевых сплавов
Терми-
Термическая
обра-
обработка
—
Т4
Т6
Т4
Т6
Т2
Т4
Т6
—
Т2
Т4
Т6
Т4
Т6
Т4
Т6
Т61
Т6
Т61
Т6
Т6
Т61
Т2
Т4
Т6
МПа, не
157,0
157,0
216,0
226,0
216,0
226,0
147,0
147,0
226,0
226,0
171,5
147,0
147,0
226,0
226,0
147,0
216,0
226,0
147,0
216,0
216,0
226,0
264,0
275,0
226,0
226,0
235,0
117,5
117,5
137,0
137,0
менее
—
—
—
83,3
108,0
83,3
——
108
137
137
166
176
108
137
137
88,3
98
И .
о II а
6
3
5
2
5
2
2
2
5
2
1
2
5
2
2
5
2
1
4
1
1
4
4
4
3
3
1,5
1,5
3,0
2,0
Магниевые сплавы
191
Продолжение табл. 16
Марка сплава
МЛ12
МЛ15
МЛ 19
п,
п,
п,
Способ
о, к, в
о. к, в
к
литья
, F
, F
Терми-
Термическая
обра-
обработка
Т1
Т1
Т6
^в
МПа, не менее
196,0
226,0
206,0
216,0
88,2
127,5
127,5
118,0
II ^
ф
«ч Я
S*jS
сю *
«о II я
6
5
3
3
Сплавг МЛ6 можно применять для
литья в песчаные формы, кокиль и под
давлением при производстве высоко-
нагруженных отливок с повышенным
пределом текучести и нагруженных
отливок, работающих в тяжелых ат-
атмосферных условиях (высокой влаж-
влажности). Сплав МЛ6 обладает хороши-
хорошими литейными свойствами, но в литом
состоянии не используется из-за высо-
высокой хрупкости.
Сплавы на основе системы Mg—2п—
Zr — (Me) по сравнению с предыдущей
группой- более прочны и достаточно
пластичны. Измельчение структуры
при введении циркония обусловли-
обусловливает меньшую чувствительность этих
сплавов к толщине сечения отливки,
выравнивает их механические свой-
свойства. Добавка лантана (МЛ 15) повы-
повышает жаропрочность сплава.
Сплав МЛ8 более легирован и имеет
повышенные прочностные свойства
при хорошей пластичности. Пред-
Предназначен для отливок средненагру-
женных деталей, работающих дли-
длительно при- температуре до 150 °С.
Сплав МЛ 12 предназначен для от-
отливки деталей, длительно работающих
при температурах до 200 °С и кратко-
кратковременно — до 250 °С. Сплав обладает
удовлетворительными литейными свой-
свойствами и более высокой, чем у МЛ5,
коррозионной стойкостью.
Сплав МЛ 15 рекомендуется при-
применять для литья высоконагруженных
герметичных деталей, длительно
работающих при температуре 250 °С.
Добавка лантана образует самосто-
самостоятельную фазу La2Mg17, которая по-
повышает прочность и улучшает тех-
нологические свойства.
Сплавы на основе системы Mg—
РЗМ—Zr содержат в твердом растворе
небольшие добавки цинка и циркония,
основными легирующими элементами
являются РЗМ. Сплавы с неодимом
упрочняются как по растворному типу,
так и интерметаллидной фазой Mg2Nd,
что способствует сокращению механи-
механических свойств при повышенной тем-
температуре. Сплавы с неодимом имеют
хорошие технологические и литейные
свойства, дают плотные отливки с одно-
однородными свойствами в тонких и тол-
толстых сечениях.
Сплавы с РЗМ (МЛ 11) легируют
мишметаллом G5 % Се, остальное —
РЗМ), что приводит к образованию
интерметаллида Mg12Ce. В процессе
термической обработки сплав упроч-
упрочняется дисперсными частицами ин-
интермета л л идов, равномерно распре-
распределенных в твердом растворе.
Сплав МЛ9 рекомендуется применять
как для литья в песчаные формы, так
и для литья в кокиль высоконагружен-
высоконагруженных деталей, работающих при 250 °С
и требующих высокой герметичности.
Сплав МЛ 10 отличается высокой
герметичностью и предназначен для
изготовления высоконагруженных от-
отливок, работающих при температурах
250—300 °С, хорошо обрабатывается
резанием, сваривается.
Сплав МЛН наиболее жаропрочен
среди магниевых сплавов и пред-
предназначен для деталей, длительное вре-
время эксплуатируемых при 250—350 °С
и кратковременно — до 400 °С. Сплав
обладает хорошими технологическими
свойствами; отливки из этого сплава
192
ЛИТЕЙНЫЕ СПЛАВЫ
17. Технологические свойства
Свойство
Температура литья
Жидкотекучесть на длине прут-
прутка, мм
Горячеломкость по ширине
кольца, мм
Линейная усадка, %
Объемная усадка (%) в интер-
интервале температур:
от 800 °С до температуры со-
ттитт Л/РЯ
от температуры солидуса до
температуры ликвидуса
Склонность к образованию ми-
микропористости в условных еди-
единицах
Минимальная толщина стенки
при литье, мм
Предельные рабочие темпера-
температуры, °С
Литейные свойства
Коррозионная стойкость
Свариваемость
Горячеломкость в условных еди-
единицах
Интервал кристаллизации (/х,—
-rsyc
млз
690—800
215
42,5
1.2-1,6
4,13
5,0
Малая
5,6
Хор
67
МЛ4
1
МЛБ
700—800
245
37,5
1,2-1,4
36,5
1.3
5,87
3,39
Высокая
4
Низкие
Высокая
иная
37
155
115
* Значения интервала кристаллизации приведены для
1.2-1,3
В»
а
МЛ5он
690—800
290
30
1,35
1.3
5,45
3,77
Средняя
3
150
Высо-
Высокие
Хоро
Удовле
Удовлетворите
30
27
157
эавновесных условий ох
имеют повышенную герметичность.
Сплав МЛ 19 предназначен для произ-
производства высоконагруженных отливок,
работающих при 250—300 °С. Приме-
Применение при 200—250 °С нецелесообраз-
нецелесообразно, так как сплав при этих температу-
температурах не имеет преимущества перед
сплавами с редкоземельными метал-
металлами.
Сплавы МЛ5 и МЛбон рекомендуется
применять для литья под давлением,
в песчаные формы и кокиль, так как
они обладают хорошей жидкотеку-
честью и малой склонностью к образо-
образованию рыхлот и трещин. Из сплавов
отливают высоконагруженные детали
двигателей и агрегатов, работающие
при статических и динамических на-
нагрузках, корпусные детали приборов,
кронштейны и другие детали, работа-
работающие при температуре до 150 С.
Сплавы с торием находят ограничен-
ограниченное применение в связи с его радио-
радиоактивностью.
Тугоплавкие сплавы
IBS
магниевых литейных сплавов
МЛб
МЛ8
МЛ9
МЛ10
МЛН
МЛ12
МЛ15
МЛ19
700-800
335
25—30
1,1-1,2
4,71
3,6
1,1—1,3
Малая
шие Удовле-
твори-
творительные
творительная
льная
27
120
лажденяя.
750—800
729—800
250
25
1,2-1,4
Не
склонен
15-20
1,2-1,5
3,6
4,5
Почти
не скло-
4—6
нен
250
Хоро-
Хорошие
Хоро-
Хорошая
32
95
Высо-
Высокие
Хоро-
Хорошая
30
95
730—760
290
750—820
20
1,2-1,5
Не
склонен
31
1,3-1,4
750—800
320
29
1,3-1,4
Средняя
Малая
350
Удовле-
твори-
творительная
300
Хорошие
Высо-
Высокая
4
150
730—780
300
25
1,3-1,5
Почти
не скло-
склонен
300
Высо-
Высокие
Удовлетвори-
Удовлетворительная
Удовлетворительная
32
75
30
75
3. Тугоплавкие сплавы
К тугоплавким относятся сплавы
на основе следующих металлов —
титана, ванадия, хрома, циркония,
ниобия и вольфрама, температуры
плавления которых выше темпера-
температуры плавления железа.
Тугоплавкие сплавы находят широ-
широкое применение в промышленности
благодаря специфическим свойствам,
• особенно благодаря коррозионной
7 Н. М. Галдив и др.
стойкости во многих средах, высокой
прочности при повышенных темпера-
температурах, где не применимы сплавы на
основе железа, никеля, кобальта. Ра-
Ракетная, космическая, авиационная
и автомобильная техника, атомная
энергетика, радиоэлектроника, при-
приборостроение, химическое машино-
машиностроение — далеко не полный перечень
областей применения тугоплавких
литейных сплавов.
Титановые сплавы. Литейные тита-
194
ЛИТЕЙНЫЕ СПЛАВЫ
новые сплавы обладают малой плот-
плотностью, высокой прочностью и стой-
стойкостью против химического взаимо-
взаимодействия с влагой, морской водой,
органическими и минеральными кис-
кислотами.
Основной трудностью производства
фасонного литья из титановых сплавов
является высокая химическая актив-
активность расплавленного титана, реаги-
реагирующего со всеми техническими огне-
огнеупорами типа тугоплавких оксидов,
в том числе и ТЮа, который восста-
восстанавливается, а высвободившийся кис-
кислород переходит в сплав.
Литейные титановые сплавы по
структуре делятся на однофазные
а-сплавы (ВТ1Л, ВТ5Л) и двухфазные
а + р-сплавы (ВТЗ-1Л, ВТ6Л, ВТ14Л
и ВТ20Л).
Основой однофазных сплавов яв-
является система Ti—А1, двухфазных —
система Ti—Al—Mo—(Cr, V, Zr,
Sr).
Химический состав литейных тита-
титановых сплавов, их физические, меха-
механические и технологические свойства
приведены в табл. 18—21,
Сплав ВТ5Л наиболее широко ис-
используют для фасонных отливок, при-
применяют обычно без термической обра-
обработки, в основном для коррозионно-
стойкой арматуры химических произ-
производств. Сплав ВТ1Л имеет аналогичное
применение.
Сплавы ВТЗ-1Л, ВТ9Л и ВТ14Л —
двухфазные, обладают повышенной
жаропрочностью и находят широкое
применение для литья деталей ави-
авиационных двигателей. Сплав ВТЗ-1Л
применяют при 400—450 °С, сплав
ВТ9Л — при 500—560 °С.
Сплавы ВТ20Л и ВТ21Л находят
применение в транспортном машино-
машиностроении, авиационной промышлен-
промышленности. Сплав ВТ21Л из-за широкого
интервала кристаллизации склонен
к образованию усадочной рыхлоты,
что определяет его применение в основ-
основном для деталей простой конфигура-
конфигурации. Сплав ВТ20Л применяют при
500—560 °С.
Из сплавов ВТ5Л, ВТ6Л и ВТ21Л
изготовляют детали, длительно ра-
работающие при температурах до 400 С.
Сплавы вольфрама. В литейном про-
нзводстве находит применение сплав
888
о" о" о"
I ооео
ю
©ю
©©"©"
о" о
ю © , © © ©
^сол сол ®.со
©"©*©" ©* ©~©~
©~ ©"©"©"
ю
©ж
о"
о^сэоо
©"о*
©Ю 00
Ю Ю 1Л
©" ©"©"
N. © ©Ю Ю <N in»
© © © © © © ©
СО* S ^ О СО 1О
I I IcUcUcl 1
о) и* «^ и*
О500 g
©©
'3 2
5
CQCQCQ CQ
cd
CQ CQCQ
Тугоплавкие сплавы
106
19. Физические свойства
Свойство
Температура, °С:
ликвидуса
солидуса
Плотность при
20 °С, кг/м*
Коэффициент ли-
линейного расшире-
расширения а- 10е, 1/°С
Теплоемкость,
кДж/(кг.°С)
Теплопроводность,
Вт/(м.°С)
Удельное электри-
электрическое сопротивле-
сопротивление р20' 10е, Ом-см
Свойство
Температура, 9С:
ликвидуса
солидуса
Плотность при
20 °С, кг/м3
Коэффициент ли-
линейного расшире-
расширения а-10е, 1/°С
Теплоемкость,
кДж/(кг-°С)
Теплопроводность,
Вт/(м.°С)
Удельное электри-
электрическое сопротивле-
сопротивление ря,. 10е, Ом-см
титановых литейных сплавов
ВТбЛ
1640
1600
4410
8,6 B0—100)
9,2 B0—500)
9,8 B0—900)
0,544 A00)
. 0,670D00)
0,754 F00)
8,79 B5)
13,0 D00)
15,5 F00)
—
ВТ9Л
1620
1560
4490
7,61 B0—100)
9,57 B0—500)
10,5 B0—800)
—
169
ВТ6Л
8,<
9,Е
ЮС
0,54с
0
С
,668
,794
8,8
13,4
17,(
втнл
1650
1590
4500
7,82 (
8,73 (
8,84(
0,501
0,623 (
0,993 (
9,1
13,1
18,2
1650
1590
4430
) B0—100)
> B0—500)
) B0—700)
) A00)
1 D00)
[ G00)
5B5)
[ D00)
) G00)
162
[
20—100)
20—500)
20—700)
[100
400
800
100
400
800
61
i
i
ВТЗ-1Л
1620
1560
4430
9,5 B0—100)
10,3 B0—500)
0,565A00)
0,691 D00)
0,795 F00)
6,69 B5)
12,1 D00)
15,1 F00)
168,5
ВТ21Л
1630
1
550
4470
8,5
9,5
10,5
0,515
B0—100)
B0—500)
B0—900)
A00)
0,675 D00)
0,900
7,9
12,1
18,4
(800)
A00)
D00)
(800)
170
ВТ1Л
1670
1655
4500
8,2
B0—100)
0,525 B0)
13,4 B0)
106
Примечание. В скобках указаны температуры (°С), при которых опре-
определялись свойства титановых сплавов.
106
ЛИТЕЙНЫЕ СПЛАВЫ
20. Механические свойства титановых
литейных сплавов
21. Технологические свойства
титановых литейных сплавов
Марка
сплава
ВТ1Л
ВТ5Л
ВТ6Л
ВТЗ-1Л
ВТ9Л
ВТ14Л
ВТ20Л
ВТ22Л
<*в
<*0,2
МПа
343
686
834
932
932
883
932
981
294
618
736
814
814
785
834
843
6
0
1
10
6
5
4
4
5
8
4
*
/о
20
14
10
8
8
12
20
8
aw
Дж
см»
39,2
29,4
24,5
24,5
19,6
24,5
24,5
19,6
W + A5ч-30) % (мае. доля) Мо.
Добавка молибдена к вольфраму в ко-
количестве 15—30 % (мае. доля) улуч-
улучшает технологические свойства спла-
сплавов, улучшает их выплавляемость и
обрабатываемость. Из них получают
фасонные отливки центробежным
способом в графитовые изложницы.
Сплавы иа основе молибдена. Для
изготовления отливок методом жид-
жидкой штамповки рекомендуется при-
применять сплавы: ВМ-2 и ВМ-Зп, со-
содержащие, % (мае. доля): Zr 0,1—
0,4; Ti до 0,4 и С до 0,02.
Сплавы на основе хрома обладают ря-
рядом специфических физико-химических
свойств — жаростойкостью, корро-
коррозионной стойкостью в ряде агрес-
агрессивных жидкостей и газов, малой плот-
плотностью. Находят широкое применение
как конструкционные материалы
Марка
сплава
ВТ1Л
ВТ5Л
ВТ9Л
ВТ21Л
520
560
505
460
Кинема-
Кинематическая
вязкость
титана.
2,01
A690)
0,60
A760)
0,44
A817)
0,23
A950)
0,15
B110)
Усадка, %
линей-
линейная
0,9-
1,1
1,0-
1,2
0,85—
1,05
о,&-
1,0
объ-
объемная
2,7—
3,1
3,0—
3,2
2,6—
3,0
2,4-
2,8
Примечание. В скобках
приведена температура в градусах
Цельсия, при которой титан имеет та-
такую вязкость.
в различных областях машиностро-
машиностроения.
Химический состав, физические
и механические свойства литейных
сплавов на основе хрома приведены
в табл. 22—24.
Сплавы типа ВХ-5 пластичны при
температурах выше 800—1000 °С и
статически приложенных нагрузках.
Детали изготавливают методами точ-
точного литья. Особенности сплавов —
высокие прочность при 1000—1300 °С,
22. Химический состав 1% (мае. доля)] литейных сплавов на основе хрома [88]
Марка
сплава
ВХ-5
ВХ-4
Мо
10—15
w
3,0
1,5
Легирующие компоненты
Ni или
Та
2—10
В
До 0,1
Се
До 0,02
(Сг—основа)
N1
32
V
0,1—0,4
Ti
0,05—0,25
Примечания: 1. В сплаве ВХ-4 допускается содержание, % (мае.
доля): С до 0,08; Оа до 0,03; Na до 0,04.
2. Вольфрам может быть полностью или частично заменен молибденом.
Медные сплавы
197
23. Физические свойства литейных
сплавов на основе хрома
Свойство
Температура плавле-
плавления, °С
Плотность, кг/м*
Линейная усадка при
кристаллизации, %
Коэффициент линей-
линейного расширения аХ
X 10е A/° С) при тем-
температуре, °С:
20-100
20—500
20—1000
100—200
400—500
900—1000
200—800
Коэффициент тепло-
теплопроводности
|Вт/(м.?С)] при тем-
температуре, °С:
100
500-
900—1000
Теплоемкость
|кДж/(кг.°С)] при
температуре, °С:
100
500
100
1200
Удельное электриче-
электрическое сопротивление,
мкОм-м
ВХ-5
1900—
1750
7900—
8300
2
8,1
9,7
10,5
8,7
10,3
12,8
87,9
71,2
54,4
0,409
0,50
0,66
0,79
ВХ-4
1850
7900
1,6
9,8
11,5
13,7
10,5
13,3
19,1
12,7
23,9
32,24
36,8
0,41
жаростойкость и коррозионная стой-
стойкость в ряде агрессивных сред.
Сплавы типа ВХ-4 обладают высокой
стойкостью к термическим напряже-
напряжениям при циклической работе в ин-
интервале температур 0—1300 °С. ВХ-4
применяют для фасонных отливок,
работающих в газообразных и жидких
средах.
. Сплавы ВХ-5 и ВХ-4 предназначены
для изготовления деталей, работаю-
работающих в контакте с продуктами горения
сернистого топлива (детали котлов
и высокотемпературных нагреватель-
нагревательных печей).
4. Медные сплавы
Медные сплавы подразделяют на
бронзы и латуни.
Изготовляют бронзы оловянные
(сплавы меди с оловом) и безоловянные
(сплавы меди с алюминием, железом,
марганцем, никелем и Др.)-
Латуни представляют собой сплавы
меди с цинком, в которых могут со-
содержаться также и другие элементы
(кремний, алюминий, железо, марга-
марганец, свинец).
Основное преимущество медных
сплавов состоит в том, что они обла-
обладают высокой коррозионной стой-
стойкостью, тепло- и электропроводностью,
хорошим сопротивлением износу,
низким коэффициентом трения, хоро-
хорошей притираемостью в паре с другими
более твердыми металлами, хорошо
работают при отрицательных темпе-
температурах до —250 °С.
Недостаток медных сплавов — вы-
высокая плотность и низкие свойства
при повышенных температурах [15 J.
Оловянные бронзы. Основой литей-
литейных оловянных бронз являются си-
системы Си—Sn и Си—Sn—Zn—(Pb).
Широкое применение нашли в про-
промышленности оловянные бронзы, со-
содержащие олова не более 10—12 и
редко — 18—20%. Для этих бронз
характерны широкий температурный
интервал кристаллизации и значитель-
значительная растворимость олова в твердом
состоянии. Структура бронз, содер-
содержащих до 8 % Sn, представляет собой
а-твердый раствор дендритного стро-
строения с неравномерным распределением
компонентов вследствие дендритной
ликвации. Структура сплавов с кон-
концентрацией Sn более 8 % состоит из
а-фазы и эвтектоида а + а (CuaSn8).
Твердая интерметаллидная фаза
Cu3Sn8 вызывает увеличение прочности
и твердости; максимальных значений
эти величины достигают при 20—
25% Sn. Прочность бронз увеличи-
увеличивается с возрастанием содержания
упрочняющих элементов.
6 зависимости от процентного со-
198
ЛИТЕЙНЫЕ СПЛАВЫ
24. Механические свойства литейных сплавов на основе хрома
Марка
сплава
ВХ-4
ВХ-5
Температура
определения
параметра,
°С
20
500
800
1000
1150
20
1150
1300
1500
or»
МПа
1100
880
530
240
50
200—260
60
30—35
850
670
290
90
13
120
20—22
8—10
НВ
230
250
б. %
8
10
12
12
12
2—4
6
12
я*
Дж
см8
20
60
100
150
150
——
244
212
185
146
—
держания олова оловянные бронзы
подразделяют на бронзы:
общего назначения (содержание оло-
олова до 6-10%);
высокопрочные (содержание олова
до 16—19%).
В зависимости от содержания леги-
легирующих компонентов различают
оловянные бронзы:
оловянные и оловянно-цинковые
(БрО8Ц8, БрО10Ц2, БрО10Ф1);
оловянно-цинково-свинцовые
(БрО4Ц4С17, БрО5Ц5С5, БрОЗЦ12С5,
БрОбЦбСЗ, БрО4Ц7С5, БрОЗЦ7С5Н1);
свинцовые и оловянно-свинцовые
(БрО5С25, БрОЮСЮ).
Химический состав оловянных ли-
литейных бронз (табл. 25) должен соот-
25» Химический состав |% (мае. доля)] оловянных литейных
бронз (по ГОСТ 613—79)
Марка сплава
БрОЗЦ12С5
БрОЗЦ7С5Н1
БрО4Ц7С5
БрО4Ц4С17
БрО5Ц5С5
БрО5С25
БрОбЦбСЗ
БрО8Ц4
БрО10Ф1
БрО10Ц2
БрОЮСЮ
Легирующие элементы (Си—основа)
Sn
2—3,5
2,5—4
3-5
3,5—5,5
4—6
4—6
5-7
7-9
9-11
9—11
9—11
Zn
8-15
6-9,5
6-9
2—6
4—6
—
5-7
4—6
—
1—3
Pb
3-6
3—6
4—7
14—20
4—6
23—26
2—4
—
__
8-11
Сумма опре-
определенных
примесей
1,3
1
с
1,3
1.3
1,3
1,3
1,2
1,3
1,0
1,0
1,0
),9
Примечания: 1. В бронзах БрОЗЦ7С5Н1, БрОЗЦ12С5, БрО8Ц4 и
БрО10Ц2 сумма примесей Si и А1 не должна превышать 0,02 % (мае. доля).
2. В бронзе БрОЮФ1 содержится 0,4—1,1 % (мае. доля) Р; в бронзе
БрОЗЦ7С5Н1 - 0,5-2 % (мае. доля) Ni.
Медные сплавы
199
26. Химический состав [% (мае. доля)] оловянных бронз
в чушках (по ГОСТ 614—73)
Марка бронзы
БрО5Ц6С5
БрОЗЦ13С4
БрОЗЦ8С4Н1
БрО4Ц7С5
Легирующие элементы (Си—основа)
Sn
4.1—6.0
2,1—3,5
2,6—4,0
3,1—5,5
Zn
4,5-6,5
9.0—16,0
7,0—10,0
6,5—9,0
Pb
4.0—6,0
3,0—6,0
3,0—6,0
4,0—7,0
Ni
0,5—2,0
Примеси, не более
А1
0.05
0,02
0,02
0,05
Si
0.05
0.02
0.02
0,05
Ni
1.0
2.0
2Т0
Примечание. В бронзах всех марок содержатся также примеси, %
(мае. доля), не более: Sb 05; Fe 0,4; Р 01; As 0,15; Mg 0.02; S 0,08; общая сумма
определяемых примесей 1,3% (мае. доля).
ветствовать ГОСТ 613—79, который
содержит бронзы с содержанием олова
не более 10%, что связано с необхо-
необходимостью экономного легирования.
Нижний предел легирования B—
3% Sn) определяется необходимостью
получения минимального раствор-
растворного упрочнения.
Чисто, оловянные бронзы, как пра-
правило, не применяют, их легируют
компонентами, улучшающими меха-
механические, технологические и экс-
эксплуатационные свойства.
Цинк является одним из основных
легирующих компонентов оловянных
бронз. Он входит в твердый раствор
и несколько повышает прочность и
пластичность сплавов, а также улуч-
улучшает равномерность распределения
свинца, способствует возрастанию
коррозионной стойкости бронзы в мор-
морской воде. Цинк позволяет экономить
более дефицитное и дорогое олово,
снижает интервал кристаллизации, что
способствует повышению жидкотеку-
чести, плотности и уменьшению склон-
склонности отливок к обратной ликвацни.
Свинец образует в структуре медных
сплавов мягкую металлическую фазу.
При этом прочность и твердость сплава
снижаются, но улучшаются антифрик-
антифрикционные свойства. Оптимальные
концентрации свинца повышают
жидкотекучесть сплавов, их плотность
и герметичность.
Фосфор является интенсивным рас-
кислителем медных сплавов и упроч-
нителем как по растворному типу, так
и вследствие образования химических
соединений. Фосфор снижает тем-
температуру плавления и улучшает прак-
практическую жид котеку честь.
Никель измельчает макрозерно,
повышает пластичность и прочность,
уменьшает ликвацию в оловянно-свин-
цовых бронзах.
Из оловянных бронз в чушках
(табл. 26) изготовляют оловянные ли-
литейные бронзы по ГОСТ 613—79.
Химический состав оловянных бронз
в чушках должен соответствовать
ГОСТ 614—73.
27. Марки оловянных бронз, получаемых из бронз в чушках,
и маркировка оловянных бронз в чушках
Марка оловянной бронзы
в чушках
БрО6Ц6С5
ВрОЗЦ13С4
БрОЗЦ8С4Н1
БрО4Ц7С5
получаемой из чушек
БрО5Ц5С5 и БрО4Ц4С17
БрОЗЦ12С5
БрОЗЦ7С5Н1
БрО4Ц7С5
Чушки маркируют-
маркируются цветной полосой
Черной
Зеленой
Синей
Красной
200
ЛИТЕЙНЫЕ СПЛАВЫ
Чушки должны иметь один или не-
несколько пережимов, масса чушек не
превышает 42 кг. Назначение оловян-
оловянных бронз в чушках и их маркировка
приведены в табл. 27.
Прочность и твердость бронз увели-
увеличивается с возрастанием содержания
упрочняющих легирующих элемен-
элементов, причем олово является более
сильным упрочнителем, чем цинк.
В бронзах, не содержащих эвтектоид,
относительное удлинение составляет
б—10%, а появление эвтектоида сни-
снижает относительное удлинение до
1-3%.
Оловянные литейные бронзы из-за
большого интервала кристаллизации
обладают умеренной жидкотеку-
честью. Минимальная жидкотеку-
честь соответствует концентрации
олова 10—12%. В оловянных бронзах
образуется значительная усадочная
пористость и очень небольшая уса-
усадочная раковина, что обусловливает
малую линейную усадку (~0,8%)
при литье в песчаные формы, обеспе-
обеспечивает четкое воспроизведение рель-
рельефа формы в сложных отливках при
художественном литье, а также в от-
отливках с резкими переходами от тол-
толстых сечений к тонким. Отливки в ко-
кокиль более плотны, линейная усадка
увеличивается до 1,4%. В большин-
большинстве случаев горячеломкость отливок
невелика и вызывается главным обра-
8ом наружной коркой.
Физические, механические и тех-
технологические свойства оловянных
бронз приведены в табл. 28—30.
Для получения литых деталей при-
применяют в основном стандартные литей-
литейные оловянные бронзы в чушках, а для
изделий ответственного назначения —
высокооловянные бронзы, выплавля-
выплавляемые из первичных (чистых) металлов.
Отливки из оловянных бронз в чушках
дешевле, но их механические свойства
несколько ниже, чем механические
свойства отливок, выплавленных из
первичных металлов.
Из литейных оловянных бронз полу-
получают главным образом литые детали,
работающие под давлением или в усло-
условиях трения (табл. 31).
Безоловянные бронзы. Литейные
безоловянные бронзы подразделяют
на четыре группы: алюминиевые, мар-
марганцевые, свинцовые и сурьмянистые
(ГОСТ 493—79). Химический состав
безоловянных литейных бронз при-
приведен в табл. 32.
Наибольшее распространение в ли-
литейном производстве получили алю-
алюминиевые бронзы. Они имеют хоро-
хорошую коррозионную стойкость в прес-
пресной и морской воде, хорошо противо-
противостоят разрушению в условиях кави-
кавитации, обладают меньшим, чем оловян-
оловянные бронзы, антифрикционным из-
износом.
Сплавы Си—А1 кристаллизуются
в узком температурном интервале
D6 С), что приводит к последователь-
последовательному затвердеванию и образованию
в отливках столбчатой структуры, в ре-
результате чего ухудшается пластич-
пластичность. В связи с этим все алюминиевые
бронзы содержат добавки 1—4 % (мае.
доля) Fe.
Железо вводят в сплав для измель-
измельчения зерна и упрочнения твердого рас-
раствора, замедления эвтектоидного рас-
распада Р-фазы, предотвращающей тем
самым явление самопроизвольного
отжига при литье крупногабаритных
фасонных отливок в песчаные формы.
Марганец хорошо растворяется
в алюминиевой бронзе, повышает ее
коррозионную стойкость, повышает
прочность и пластичность.
Никель в алюминиевых бронзах об-
образует фазы Ni3Al и NiAl с переменной
растворимостью в твердом состоянии,
смещает однофазную область при
понижении температуры в сторону
медного угла, что позволяет алюмини-
алюминиевые бронзы упрочнять термической
обработкой.
Цинк несколько снижает техноло-
технологические свойства сплава и поэтому
в алюминиевых бронзах применяется
редко.
Для неответственных отливок ши-
широко применяют безоловянные ли-
литейные бронзы в чушках (табл. 33).
Чушки используют также для изго-
изготовления бронз по ГОСТ 493—79.
Безоловянные бронзы имеют высо-
высокие механические, антикоррозионные
и антифрикционные свойства, а так-
также обладают рядом специальных
свойств — высокими электропровод-
электропроводностью, теплопроводностью и паро-
стойкостью.
Медные сплавы
201
28. Физические свойства литейных оловянных
Свойство
Температура, °С:
ликвидуса
солидуса
Плотность, кг/м3
Коэффициент линейного рас-
расширения а- 10б A/°С) при
20 *С
Теплоемкость, кДж/(кг-°С)
Теплопроводность, Вт/(м-°С)
Удельное электрическое
сопротивление при 20 °С,
мкОм-м
СВОЙСТВО
Температура, °С:
ликвидуса
солидуса
Плотность, кг/м3
Коэффициент линейного рас-
расширения а-106 A/°С) при
20 *С
Теплоемкость, кДж/(кг-°С)
Теплопроводность, Вт/(м-°С)
Удельное электрическое
сопротивление при 20°С,
мкОмм
БрОЗЦ12С5
980
8600
—
—.
—¦
БрО5С25
940
899
9400
17,6
—
75,36
БрОЗЦ7С5Н1
1030
8800
17,1
—
—
0,085
БрОбЦбСЗ
967
8820
17,1
—
75,36
0,09
8
t^
г
980
8900
—
0,38
58,64
БрО8Ц4
1015
854
8800
16,6
0,36
68,24
0,135
бронз
БрО4Ц4С17
960
9200
—
—
60,7
БрОЮФ!
934
8600
17
0,40
48,98
0,16
БрОбЦ5С5
975
8800
17,7
0,38
93,79
0,11
БрО10Ц2
1000
8700
18,3
0,37
55,26
0,155
БрОЮСЮ
930
9000
—
—
—
202
ЛИТЕЙНЫЕ СПЛАВЫ
29. Механические свойства
Марка оловян-
оловянной бронзы
БрОЗЦ12С5
БрОЗЦ7С5Н1
БрО4Ц7С5
БрО4Ц4С17
БрО5Ц5С5
БрО5С25
МПа
не (
206
176,2
206
176,2
176,2
147
147
147
176,2
147
137,2
147
\
Зол ее
5
8
5
8
4
6
12
5
4
6
6
5
нв
60
60
60
60
60
60
60
60
60
60
60
45
литейных оловянных бронз
Марка оловян-
оловянной бронзы
БрОбЦбСЗ
БрО8Ц4
БрО10Ф1
БрО10Ц2
БрОЮСШ
*В»
МПа
не
176,2
147
196
196
245
215,5
225,5
215,5
196
176,2
\
более
4
6
10
10
3
3
10
10
6
7
НВ
60
60
75
75
90
80
75
65
78
65
Примечание. В числителе приведены механические свойства для отли-
отливок, полученных литьем в кокиль, в знаменателе — литьем в песчаную форму.
30. Технологические свойства литейных оловянных
Свойство
Температура, °С:
плавления
литья
Жидкотекучесть, мм
Усадка, %:
линейная
объемная
Коэффициент трения:
со смазочным мате-
без смазочного мате-
материала
Обрабатываемость реза-
резанием, %
Д12С5
рО31
980
550
1,6
—
—
80
J7C5H1
рО31
1030
400
1,5
2,5—4,5
0,015
0,16
90
о
ft
980
400
1,43
0,014
0,16.
80
Д4С17
W-4
960
250
0,005
0,13
бронз
о
I
ft
915
1,150
400
1,6
5,5—6,5
0,009
0,15
90
1
940
200
1,5
0,004
0,14
65
Медные сплавы
20S
Продолжение табл. 30
Свойство
Температура, °С:
плавления
литья
Жидкотекучесть, мм
Усадка, %:
линейная
объемная
Коэффициент трения:
со смазочным мате-
материалом
без смазочного мате-
материала
Обрабатываемость реза-
резанием, %
8
S
1
967
1150
400
1,6
5,5—6,5
0,009
0,16
80
оо
о
р.
1010
1100—1150
540
1,54
0,006
0,3
60
е
о
О
Р.
(Q
934
1150
450
1,44
6,0
0,008
0,1
40
1
О
Р.
(Q
1000
1120—1150
400
1,5
5,5—7,5
0,007
0,18
55
о
1
930
260
1,5
—
—
—
Примечание. Для бронз всех марок характерны невысокая горяче-
ломкость, высокая герметичность, средняя склонность к газонасыщению и вы-
высокая коррозионная стойкость; рабочие температуры 280—286 °С.
31. Области применения литейных оловянных бронз
Марка бронэы
Область применения
БрОЗЦ12С5,
БрОЗЦ7С5Н1
БрО4Ц7С5
БрО4Ц4С17
БрО5Ц5С5, БрОбЦбСЗ
БрО5С25
Литые детали сложной тонкостенной арматуры с рез-
резкими переходами по толщине стенок как общего
назначения, так и работающей в морской воде,
насыщенном паре при 225 °С, масле под давле-
давлением 2,5 МПа и более; антифрикционные детали;
износ этих бронз выше, чем БрО5Ц5С5
Литые детали арматуры и антифрикционных узлов
трения автомобилей и тракторов (втулки поршне-
поршневых головок, шатунов дизелей и др.)
Литые антифрикционные детали различного наз-
чения (втулки в станках и др.)
Литые антифрикционные детали узлов трения
(втулки, вкладыши подшипников, червячные коле-
колеса и др.); арматура, работающая в морской и прес-
пресной воде и паре
Биметаллические подшипники скольжения, под-
подшипники и втулки под поршневые пальцы дизелей,
водяных насосов, турбин и другие детали, рабо-
работающие при небольших давлениях и высоких ско-
скоростях скольжения; маслоуплотнительные кольца
804
ЛИТЕЙНЫЕ СПЛАВЫ
Продолжение табл. 31
Марка бронзы
БрО8Ц4
БрО10Ц2
БрО10Ф1
БрОЮСЮ
Область применения
Арматура, фасонные части трубопроводов, насосов,
работающих в морской воде, детали арматуры,
работающие под высоким давлением и температурах
до 250—280 °С
Детали сложной конфигурации со стенками раз-
различной толщины, стойкие против коррозии и эро-
эрозии в морской, пресной воде и других средах; анти-
антифрикционные детали (втулки, зубчатые колеса и
шестерни, червячные зацепления, облицовки греб-
гребных винтов) при средних и высоких давлениях и
невысоких скоростях скольжения
Литые детали, работающие в узлах трения (высоко
нагруженные детали шлаковых приводов, нажим-
нажимные и шпиндельные гайки, венцы червячных шесте-
шестерен, вкладыши при недостаточной подаче смазки,
золотники, втулки кривошипных головок шатунов);
арматура
Литые детали подшипников скольжения, работаю-
работающих в условиях высоких давлений, и детали хи-
химического машиностроения и приборостроения
Физические и механические свой-
свойства безоловянных бронз приведены
соответственно в табл. 34 и 35.
Алюминиевые бронзы обладают по-
повышенной по сравнению с оловян-
оловянными бронзами усадкой при затверде-
затвердевании, что требует особых технологи-
технологических приемов при производстве фа-
фасонных отливок; склонны к газонасы-
газонасыщению и окислению при неблагоприят-
неблагоприятных условиях плавки и заливки; более
склонны к трещинообразованию при
затрудненной усадке; обладают высо-
высокой гигроскопичностью, что затрудняет
получение фасонных отливок сложной
конфигурации из-за образующихся
в них окислов алюминия. Алюмини-
Алюминиевые бронзы обладают более высокой
жидкотекучестью, меньшей склон-
склонностью к дендритной ликвации.
Свинцовые бронзы чрезвычайно
склонны к гравитационной ликвации,
что требует применения специальных
мер при литье — диспергирования,
ускоренного охлаждения. Эти бронзы
почти в 4 раза превосходят оловянные
подшипниковые сплавы по тепло-
теплопроводности и имеют более высокие
рабочие температуры.
Технологические свойства безоло-
безоловянных бронз приведены в табл. 36.
Из литейных безоловянных бронз
изготовляют ответственные тяжело-
нагруженные детали с повышенными
антифрикционными свойствами или
детали, работающие в условиях по-
повышенной коррозии, детали различ-
различной ответственной арматуры (табл. 37).
Латуни — сплавы на основе меди
с цинком (содержание цинка не пре-
превышает 50 %).
По химическому составу латуни под-
подразделяются на двойные (простые),
состоящие из меди и цинка, и спе-
специальные, содержащие легирующие
компоненты: Fe, Mn, Ni, Si, Sn и Pb.
В зависимости от содержания цинка
структура двойных л ату ней занимает
широкую область твердых растворов
(а). При концентрации цинка более
38 % появляется Р-фаза — твердый
раствор на основе соединения Си—Zn.
В зависимости от фазового состава
различают латуни:
однофазную а-латунь (мягкую,
малопрочную, малопластичную);
Медные сплавы
20В
32. Химический состав [% (мае. доля)] безоловянных литейных
бронз (по ГОСТ 493—79)
Марка сплава
БрА9Мц2Л (БрАМц9-2Л)
БрА10Мц2Л (БрАМцЮ-2)
БрА9ЖЗЛ (БрАЖ9-4Л)
БрА10ЖЗМц2
(БрАЖМцЮ-3-1,5)
БрА10Ж4Н4Л
(БрАЖН 10-4-4 А)
БрАПЖбНб (БрАЖНЮ-6-6)
БрА9Ж4Н4Мц1
БрСЗО
БрА7Мц15ЖЗН2Ц2
БрСуЗНЗЦЗС20Ф
Легирующие элементы (Си—основа]
А1
8,0-
9,5
9,6-
11,0
8,0—
10,5
9,0-
11,0
9,5-
11,0
10,5—
11,5
8,8—
10,0
—
6,6—
7,5
Fe
—
2,0-
4,0
2,0-
4,0
3,5-
5,5
5,0—
6,5
4,0-
5,0
2,5—
3,5
Мп
1,5—
2,5
1,5—
2,5
1,0—
3,0
—
—
0,5—
1,2
14,0—
15,5
—
Ni
—
—
—
3,5—
5,5
5,0—
6,5
4,0—
5,0
—
1,5-
2,5
3,0—
4,0
Pb
_
—
—
—
—
—
—
27,0—
31,0
18,0—
22,0
Zn
—
—
—
—
—
—
—
1,5—
2,5
3,0—
4,0
* § «
ill
2,8
2,8
2,7
1,0
1,5
1,5
1,2
0,9
0,5
0,9
Примечание. В бронзу БрСуЗНЗЦЗС20Ф в качестве легирующих
элементов добавлены, % (мае. доля): Р 0,15—0,3; Sb 3—4.
двухфазную (а + Р)-латунь;
Р-латунь (прочную, твердую, но
хрупкую).
В зависимости от названия легиру-
легирующих компонентов латуни классифи-
классифицируются следующим образом:
свинцовые и оловянно-свинцовые
(ЛЦ40С, ЛЦ40Сд, ЛЦ25С2); „
марганцевые и алюминиевые слож-
нолегированные (ЛЦ40Мц1,5,
ЛЦ40МцЗЖ, ЛЦ40МцЗА, ЛЦ38Мц2С2,
ЛЦЗОАЗ, ЛЦ23А6ЖЗМц2);
кремнистые (ЛЦ16К4, ЛЦ14КЗСЗ).
Химический состав латуней
(табл. 38) должен соответствовать
ГОСТ 17711—80.
Комплексное легирование спе-
специальных латуней позволяет улучшить
их механические и технологические
свойства.
Алюминий повышает жидкотеку-
честь, прочность и коррозионную стой-
стойкость латуни.
Марганец влияет аналогично на
прочность и коррозионную стойкость
латуни, но несколько снижает жидко-
теку честь.
Железо сильно измельчает струк-
структуру, тормозит рост зерен, а следова-
следовательно, улучшает механические свой-
свойства латуни.
Кремний равномерно повышает
прочность латуни при сохранении пла-
пластичности и улучшает ее литейные
свойства.
Свинец улучшает главным образом
антифрикционные свойства латуней
и их обрабатываемость резанием.
Литейные латуни в чушках (табл. 39)
по ГОСТ 1020—77 применяют
для изготовления латуней по
ГОСТ 17711—80 и поставляемой на
206
ЛИТЕЙНЫЕ СПЛАВЫ
33. Химический состав [% (мае. доля)] безоловянных литейных
бронз в чушках (по ГОСТ 17328—78)
Марка бронзы
БрАЮЖЗр
БрАЮЖЗ
БрАЮЖЗМц2
Легирующие элементы (Си—основа)
8,5—10,5
8,5—10,5
9,0—11,0
2,0—4,0
2,0—4,0
2,0—4,0
1,3—3,0
Сумма опре-
определяемых
примесей
1,7
2,4
1,7
Примечание. Число и цвет маркировочных полос для бронз:
БрАЮЖЗр — две черные и одна белая; БрАЮЖЗ — черная и белая;
БрА10ЖЗМц2 — одна черная и две белых.
34. Физические свойства
Свойство
Плотность, кг/м8
Температура плавления, °С
Коэффициент линейного рас-
расширения а- 10е A/°С) при
20—100 °С
Теплопроводность, Вт/(м • °С)
Удельная тепл оем кость,
кДж/(кг.°С)
Удельное электрическое
сопротивление при 20 °С,
мкОм-м
3
|
о,
ю
7600
1060
17,0
71,18
0,44
0,11
безоловянных
i
I
1
о
БрА1
7500
1040
16,2
1045
16
58,62
0,123
0,189
литейных бронз
4Н4Л
о
1
7800
1040
—
75,36
0,418
0,193
6Н5
5
БрА1
8100
1135
—
58,62
о
БрСЗ
9500
980
18,4
142,35
>
16ЖЗН2Ц2
tf
1
р.
W
9400
/ 990
—
—
—
35. Механические свойства безоловянных литейных бронз
Марка
БрА9Мц2Л
БрА10Мц2Л
БрА9ЖЗЛ
БрАЮЖЗМц2
ав, МПа
392
392
490
490
490
392
490
392
6„ %
20
20
12
12
12
10
12
10
НВ
80
80
ПО
ПО
100
100
.120
100
Медные сплава
207
Марка
БрА10Ж4Н4Л
БрАПЖбНб
БрА9Ж4Н4Мц1
БрСЗО
БрА7Мц15ЖЗН2Ц2
БрСуЗНЗЦЗС20Ф
ав, МПа
587
587
587
587
587
587
58,7
607
157
Продолжение
б.. %
6
5
2
2
12
12
4
18
2
табл. 35
НВ
170
160
250
250
160
160
25
—
Примечания: 1. В числителе дроби приведены механические свойства
бронз при литье в кокиль; в знаменателе — при литье в песчаные формы.
2. В бронзе БрАЭЖЗЛ при литье в кокиль допускается относительное удли-
удлинение не менее 6%, если твердость НВ > 1568 МПа A60 кг/мм2).
36. Технологические свойства безоловянных литейных бронз
Свойство
<
о,
<
О,
5
2
о
О,
<
О,
Температура литья, °С
Жидкотекучесть, мм
Линейная усадка, %
Коррозионная стойкость
(потеря массы), г/(м2-сутки):
в морской воде
~ 10 %-ном растворе
Коэффициент трения:
со смазочным материалом
без смазочного материала
Обрабатываемость резани-
резанием, % (от обрабатываемости
резанием латуни)
1120—
1150
500
2,0
0,25
0,42
0,082
0,18
25
Ю60—
1100
850
2,49
0,25
0,40
0,054
0,18
20
1120—
1150
2,4
0,2
0,7
0,063
0,19
25
1150—1180
700
1.8
0,18
0,58
0,12
0,23
20
20
1120
350
1,6
0,01
0,17
50
208
ЛИТЕЙНЫЕ СПЛАВЫ
37. Области применения литейных безоловянных бронз
Марка бронза
БрА9Мц2 и БрА10Мц2Л
БрАЭЖЗЛ
БрА10ЖЗМц2
БрА10Ж4Н4Л,
БрАНЖбНб
БрА9Ж4Н4Мц1
БрСЗО
Область применения
Антифрикционные детали, работающие на истира-
истирание при давлении до 3,43 МПа и скоростях до
1,9 м/с (зубчатые колеса, шестерни, венцы зубчатых
колес, ходовые гайки, втулки и др.); корпуса насо-
насосов, тарелки клапанов, коробки сальников, а также
различные детали, работающие в пресной воде,
жидком топливе и паре при температуре до 250 °С;
могут заменять оловянные бронзы марок БрО10Ц2
и БрО8Ц4
Арматура для работы в различных средах при тем-
температурах до 250 °С; антифрикционные детали, рабо-
работающие на истирание (зубчатые колеса, втулки,
поршневые кольца и др.); массивные детали, полу-
получаемые литьем в песчано-глинистые формы (гайки
нажимных винтов, ободья и т. д.)
Могут быть использованы для замены бронз
БрО10Ц2 и БрОбЦбСЗ
Антифрикционные детали (цилиндрические и кони-
конические зубчатые колеса, шестерни, червячные коле-
колеса, гайки ходовых винтов, подшипники дизелей сред-
средней нагруженности и др.); детали в условиях высо-
высоких статических нагрузок (коромысла, втулки,
маховики и др.); детали, работающие в среде соля-
соляной кислоты и сероводорода при температуре 30—
90 °С; арматура для работы в пресной воде, жидком
топливе, паре при температурах до 260 °С, кроме
морской воды
Детали для нефтяной, химической и пищевой аппа-
аппаратуры; детали, работающие при температурах до
500 °С; антифрикционные детали, работающие на
истирание при высоких давлениях и больших ско-
скоростях (шестерни, втулки, седла клапанов и др.);
арматура, работающая в морской воде. Бронза наи-
наиболее стойкая в морской воде по сравнению с дру-
другими безоловянными бронзами
Фасонное литье неответственного назначения; ар-
арматура, работающая в морской воде
Антифрикционные детали (подшипники), работаю-
работающие при высоких скоростях скольжения (v = 4 -г-
5 м/с) и повышенных давлениях (р = 9,8-г-
14,7 МПа), знакопеременных нагрузках и темпе-
температурах, когда обыкновенные баббиты непригодны
(втулки и вкладыши нижних головок главного ша-
шатуна мощных дизелей, подшипники авиационных
двигателей и др.)
Медные сплавы
209
Продолжение табл. 37
Марка бронзы
БрСуЗНЗЦЗС20Ф
БрА7Мц15ЖЗН2Ц2
Область применения
Антифрикционные детали, работающие на истира-
истирание (фрикционные и зубчатые колеса, шестерни,
венцы червячных колес, втулки-подшипники) при
значительных скоростях скольжения и давлениях
Антифрикционные детали
38. Химический состав [% (мае. доля)] литейных латуней
(по ГОСТ 17711—80)
Марка латуни
ЛЦ40С
ЛЦ40Сд
ЛЦ40Мц1,5
ЛЩОМцЗЖ
ЛЦ40МцЗА
ЛЦ38Мц2С2
ЛЦЗОАЗ
ЛЦ25С2
ЛЦ23А6ЖЗМц2
ЛЦ16К4
ЛЦ14КЗСЗ
Основные
Си
57,0—61,0
58,0—61,0
57,0—60,0
53,0—58,0
55,0—58,5
57,0—60,0
66,0—68,0
70,0—75,0
64,0—68,0
78,0—81,0
77,0—81,0
А1
—
—
0,5—
1,5
2,0—
3,0
—
4,0—
7,0
—
» элементы (остальное Zn)
Fe
—
0,5—
i к
1,0
—
2,0-
4,0
—
Мп
1,0—2,0
3,0—4,0
2,5—3,5
1,5—2,5
—
—
1,5—3,0
—
Si
—
—
—
—
—
—
J3,0—4,5
,5—4,5
Pb
0,8—2,0
0,8—2,0
—
—
1,5—2,5
—
1,0—3,0
—
2,0—4,0
b
ex
2 S 2
2,0
1,5
2,0
1,7
1,5
2,2
2,6
1,5
1,8
2,5
2,3
Примечание. В латунь ЛЦ25С2 в качестве легирующего элемента
добавляют 0,5—1,5 % (мае. доля) Sn.
экспорт, а также для производства
отливок.
Масса чушек не более 42 кг. При
маркировке на торцы чушек несмыва-
несмываемой краской наносят полосы: ЛС —
одна белая; ЛСд — две белые; ЛОС —
белая, черная, белая; ЛК — белая,
красная; ЛК-1 — белая, две красные;
ЛК-2 — две белые, красная; ЛКС —
белая, красная, черная; ЛМцС —
белая, синяя; ЛМцЖ — белая, зеле-
зеленая; Л А — белая, желтая; ЛАЖМц —
белая, коричневая..
Физические и механические свойства
латуней. Латуням присущи все поло-
положительные свойства меди и других
медных сплавов, т. е. высокие электро-
электропроводность и теплопроводность при
210
ЛИТЕЙНЫЕ СПЛАВЫ
39. Химический состав [% (мае. доля)] латуней в литейных
чушках (по ГОСТ 1020—77)
Марка
латуни
ЛС
ЛСд
ЛОС
лк
ЛК1
ЛК2
лкс
ЛМцС
ЛМцЖ
ЛА
ЛАЖМц
Си
56-61
57—-61
60—75
76-81
78—81
76—81
76—81
56-60
53-58
63—68
63—70
Основные элементы (остальное Zn)
Pb
0,8—1,9
0,8—1,5
1,0—3,0
—
2,0—4,0
1,5-2,5
—
.—
Si
—
—
2,8-4,5
3,0-4,5
1,9-2,8
2,5—4,5
—
—,
Mn
>—
—
—,
_
1,8—2,5
3,0—4,0
1,5-3,0
Fe
—
—
0,5—1,5
2,0—3,0
Al
—
—
—
—
__
__
__
—
2,2—3,0
4,0-7,0
Сумма
опреде-
определяемых
прнмесей
2,0
1,5
1,5
2,5
2,4
2,5
2,0
2,2
1,7
2,6
1,8
Примечание. В латунь ЛОС в качестве легирующего элемента доба-
добавляют 0,5—1,5 % (мае. доля) Sn.
более высокой прочности• Физические
свойства литейных латуней при-
приведены в табл. 40.
Механические свойства латуней
определяются свойствами фаз. По мере
возрастания содержания меди в лату-
нях их прочность возрастает в одно-
однофазной области до 200—300 МПа и до-
достигает в двухфазной области 450 МПа.
Пластичность увеличивается от 30
до 50 % и проходит через максимум
при содержании цинка около 30 %
(мае. доля), а затем в двухфазной об-
области резко падает.
Механические свойства отливок из
латуней в значительной степени зави-
зависят от способа литья; лучшими механи-
механическими свойствами обладают от-
отливки, полученные литьем в кокиль
(табл. 41).
Сплавы Си—Zn кристаллизуются
в узком температурном интервале E0—
60 °С), что в значительной мере опре-
определяет их технологические свойства
и исключает дендритную ликвацию.
Латуни имеют хорошую жидкотеку-
честь; получаемые отливки имеют не-
небольшую пористость (главным обра-
образом осевую) и сосредоточенную усадоч-
усадочную раковину. В связи с этим линей-
линейная усадка латуней больше, чем оло-
оловянных бронз. Узкий интервал кри-
кристаллизации определяет склонность
к образованию столбчатой структуры
и транскристаллизации.
Для литейных латуней характерны
хорошие литейные свойства (табл. 42).
Отливки из литейных латуней обла-
обладают высокой герметичностью и спо-
способны выдерживать давление до 30—
40 МПа.
Литейные латуни применяют для
изготовления фасонных отливок,
которые нельзя выполнить или не-
невыгодно изготовлять из деформиро-
деформированных полуфабрикатов. Для фасон-
фасонного литья применяют сложнолегиро-
ванные латуни; простые латуни ис-
используют сравнительно редко.
До механическим свойствам ряд мно-
многокомпонентных латуней превосходит
оловянные бронзы и почти не уступает
безоловянным бронзам (например,
алюминиевым). Отливки из латуней
имеют более однородные свойства в раз-
разных сечениях по сравнению с отлив-
отливками из оловянных бронз. Латуни
дешевле большинства литейных бронз.
Основным недостатком большинства
латуней по сравнению с бронзами
является их пониженная коррозионная
стойкость в некоторых средах (напри-
Медные сплавы
til
40. Физические свойства латуней
Свойство
i
со
а
Плотность, кг/м3
Температура плавления,
°С
Коэффициент линейного
расширения а» 10е, 1/°С
Т епл опр овод н ость,
Вт/(м.°С)
Теплоемкость,
кДж/(кг-°С)
Удельное электрическое
сопротивление, мкОм-м
8500
885
20,1
0,50
0,068
108,9
21,0
0,48
0,118
880
8300
22,0
100,5
0,122
8400
920
0,48
Свойство
I
3
о
3
Плотность, кг/м3
Температура плавления,
°С
Коэффициент линейного
расширения а» 106, 1/°С
Теплопроводность,
Вт/(м.°С)
Теплоемкость,
кДж/(кг.°С)
Удельное электрическое
сопротивление, мкОм-м
8500
880
21,0
46,1
0,48
0,118
995
113,0
0,08
890
108,9
0,48
0,118
8500
19,8
50,2
900
8600
909
17,0
83,7
0,2
мер, в морской воде).
Характерными видами коррозии
латуни является обесцин кование и
коррозионное («сезонное») растрески-
растрескивание в присутствии влаги, кислорода,
аммиака и других газов. Для пред-
предупреждения коррозионного растре-
растрескивания изделий из латуни их под-
подвергают отжигу при 250—650 °С. Не
рекомендуется применять латуни
в контакте с железом, алюминием
и цинком.
Область применения латуней раз-
различных марок:
ЛЦ40С — фасонное литье арматуры,
втулок и сепараторов шариковых и
роликовых подшипников;
ЛЦ40Сд — литье под давлением де-
деталей арматуры (втулки, тройники,
переходники, сепараторы подшипни-
подшипников), работающих в среде воздуха
и пресной воды;
ЛЦ40Мц1,5 — изготовление деталей
простой конфигурации, работающих
при ударных нагрузках, а также дета-
деталей узлов трения, работающих в усло-
условиях спокойной нагрузки при тем-
температурах выше 60 °С;
212
ЛИТЕЙНЫЕ СПЛАВЫ
41. Механические свойства литейных
латуней
Марка латуни
ЛЦ40С
ЛЦ40Сд
ЛЦ40Мц1,5
ЛЦ40МцЗЖ
ЛЦ40МцЗА
ЛЦ38Мц2С2
ЛЦЗОАЗ
ЛЦ25С2
ЛЦ23А6ЖЗМц2
ЛЦ16К4
ЛЦ14КЗСЗ
Способ
литья
п
к,
Ц
д
к
п
к,
ц
п
к
д
к,
Ц
п
к
п
к
п
п
к
п
к
п
к
CQ
215
196
264
372
392
441
390
392
441
245
343
294
392
146
686
705
294
343
245
294
Относитель-
Относительное удлине-
удлинение бв, %
12
20
6
18
20
18
10
15
15
10
12
15
8
7
15
7
15
Твердость
НВ 1
70
80
70
100
100
110
90
100
90
115
80
85
80
90
60
160
165
100
ПО
90
100
ЛЦ40МцЖЗ — несложные по конфи-
конфигурации детали ответственного на-
назначения, арматура морского судо-
судостроения, работающая при темпера-
температуре до 300 °С; массивные детали,
гребные винты и их лопасти для судов
с металлическим корпусом (кроме су-
судов, предназначенных для службы
в тропиках);
ЛЦ40МцЗА — детали несложной
конфигурации;
ЛЦ38Мц2С2 — конструкционные де-
детали и аппаратура для судов; анти-
антифрикционные детали несложной кон-
конфигурации (втулки, вкладыши, пол-
ползуны, арматура вагонных подшип-
подшипников);
ЛЦЗОАЗ — коррозионно-стойкие де-
детали, применяемые в судостроении
и машиностроении;
ЛЦ25С2 — штуцера гидросистем ав-
автомобилей;
ЛЦ23А6ЖЗМц2 -— ответственные де-
детали, работающие при высоких
знакопеременных нагрузках, при
изгибе, а также антифрикционные де-
детали (нажимные винты, гайки на-
нажимных винтов прокатных станов,
венцы червячных колес, втулки и дру-
другие детали);
ЛЦ16К4 — сложные по конфигура-
конфигурации детали приборов и арматуры, ра-
работающие при температуре до 250 °С
и подвергающиеся гидровоздушным
испытаниям; детали, работающие
в морской воде при условии обеспече-
обеспечения протекторной защиты (шестерни,
детали узлов трения и др.);
ЛЦ14КЗСЗ — подшипники и втулки.
Марки латуней в чушках и марки
литейных латуней, получаемых при
использовании латуни в чушках
в качестве шихты, приведены
в табл, 43.
5. Никелевые сплавы
Литейные никелевые сплавы по
назначению подразделяют на корро-
коррозионно-стойкие, жаростойкие и жа-
жаропрочные и сплавы со специальными
свойствами (магнитные).
Жаростойкие сплавы (табл. 44), как
правило, имеют двух компонентную
основу Ni—Сг. При содержании в спла-
сплаве 15—20% (мае. доля) хрома сплав
Никелевые сплавы
213
42. Технологические свойства литейных латуней
Свойство
I
со
Жидкотекучесть, мм
Линейная усадка, %
Коррозионная стойкость
(потеря массы), г/(ма«ч):
в морской воде
в паре
Обрабатываемость резани-
резанием; % (от обрабатываемости
резанием ЛЦ25С2)
300 270
22
0,02
80
0,059
360 600
1 6
350
1,8
0,05
30
0,047
25
20
Свойство
00
3
ч
о
5
Жидкотекучесть, мм
Линейная усадка, %
Коррозионная стойкость
(потеря массы), г/(ма»ч):
в морской воде
в паре
Обрабатываемость резани-
резанием, % (от обрабатываемости
резанием ЛЦ25С2)
400
1,8
0,05
35
570
1,55
30
470
25
800
1,7
0,068
0,312
30
600
50
называют нихромом. Основное до-
достоинство нихрома — высокая жаро-
жаростойкость за счет образования на по-
поверхности плотного оксидного слоя
Сг2О3 с хорошими защитными свой-
свойствами. Добавки алюминия и кремния
улучшают окалиностойкость и одно-
одновременно повышают прочностные
свойства.
Применяют нихром для получения
отливок жаростойкой арматуры и
печного оборудования, а также для
нагревательных элементов.
Жаропрочные сплавы (табл. 45)
обладают высокой длительной проч-
прочностью при заданных температурах.
Основой жаропрочных сплавов яв-
является нихром, обладающий высокой
окалиностойкостью. Для дисперсного
упрочнения вводят добавки алюми-
алюминия и титана; дисперсионное упрочне-
упрочнение достигается при типовой термиче-
термической обработке: высокотемпературной
закалке (от 1150—1230 °С) и последу-
последующем искусственном старении при
температуре, близкой к рабочей, т. е.
при 800—950 °С.
Наиболее эффективно комплексное
легирование, так как твердые растворы
и металл и дные фазы сложного состава
имеют высокую прочность. Обычно
жаропрочные сплавы содержат
шесть — восемь легирующих элемен-
элементов. Суммарное содержание алюми-
алюминия и титана влияет на жаропрочность
более эффективно, чем суммарное со
214
ЛИТЕЙНЫЕ СПЛАВЫ
43. Марки латуней в чушках
и получаемых из них латуней,
маркировка латуней в чушках
Марка латуни
в чушках
лс
ЛСд
лос
ЛК1
ЛК2
Л КС
ЛМцС
ЛМцЖ
ЛА
ЛАЖМц
получаемой
из чушек
ЛЦ40С
ЛЦ40Сд
ЛЦ25С2
ЛЦ16К4
—
ЛЦ38Мц2С2
ЛЩОМцЗЖ
ЛЦЗОАЗ
ЛЦ23А6ЖЗМц2
Чушки
маркиру-
маркируются цвет-
ными
полосами
Красной и
белой
Двумя
красными
и одной
белой
Тремя
красными
Двумя
красными
и одной
зеленой
Красной
и синей
Зеленой
и синей
Двумя
зелеными
Двумя
белыми
Двумя
синими
Примечание. Латунь в чуш-
чушках используют при литье под давле-
давлением.
держание молибдена и вольфрама.
Свойства сплавов определяются
количеством, формой и распределе-
распределением фаз, а эти параметры зависят от
скорости охлаждения при литье и ре-
режимов термической обработки.
Нихром является узкоинтерваль-
узкоинтервальным сплавом (Д*кр « 20-ьЗО °С). От-
Отливки из нихрома плотные, с линейной
усадкой 1,9—2%.
Химический состав литейных маг-
магнитных сплавов на никелевой основе
приведен в табл» 46; физические и ме-
механические свойства жаростойких,
жаропрочных и магнитных сплавов
даны соответственно в табл. 47—50;
в табл. 50 приведены также технологи-
технологические свойства жаропрочных спла-
сплавов.
Литейные никелевые сплавы обла-
обладают более высокой жаростойкостью
и жаропрочностью по сравнению с ана-
аналогичными свойствами деформиру-
деформируемых сплавов вследствие более высокой
степени легирования литейных спла-
сплавов. Но наряду с этим свойства нике-
никелевых сплавов не всегда постоянны,
поэтому запас прочности литых деталей
на 40—50 % больше, чем запас проч-
прочности деталей из деформируемых спла-
сплавов.
Двойные нихромы, используемые
для фасонного литья, обладают высо-
высокой жаростойкостью в среде окисли-
окислительных и восстановительных газов.
Отливки из этих сплавов выдержи-
выдерживают многократные нагревы и охла-
охлаждения без трещин и коробления, их
широко применяют для печной арма-
арматуры, деталей цементационных уста-
установок.
Сплавы, содержащие молибден и же-
железо, устойчивы в соляной кислоте при
высокой температуре. Отливки имеют
повышенную жаропрочность и стой-
стойкость против эрозии.
Жаропрочные сплавы применяют
для изготовления сопловых лопаток
и венцов цельнолитых роторов и рабо-
рабочих лопаток газовых турбин различ-
различного назначения.
Области применения никелевых
сплавов различных марок:
ХН78Т — детали, работающие в сре-
среде разбавленных органических кис-
кислот, пищевых продуктов;
Х20Н80 и инконель 85-15-5 приме-
применяют для отливок, из которых изго-
изготовляют детали, работающие в среде
окислительных и восстановительных
газов при многократном нагреве и
охлаждении, а также для литья жаро-
жаростойкой арматуры печного оборудова-
оборудования и нагревательных элементов с ра-
рабочими температурами 800—1200 С;
ХН80ТБЮ и ХН70ВМЮТ — ло-
лопатки газовых турбин, работающие
при 800—1000 °С;
Н65М17Х15В5Л, Н65М28Л и
Н55М6Х15Л — детали, работающие
в среде разбавленных кислот или при
повышенных темп ер ату р ах f жаро-
жаропрочные детали;
ЖСЗ — сопловые лопатки газотур-
Никелевые сплавы
216
44. Химический состав [% (мае. доля)] жаростойких литейных
сплавов на основе никеля [75]
Марка сплава
ХН78Т
Х20Н80 (нихром)
Нихром (инконель)
85-15-5
ХН80ТБЮ
ХН70ВМЮТ
Н65М17Х15В5Л
Н65М28Л
Н55М6Х15Л
ХН65ВМТЮ
Марка сплава
ХН78Т
Х20Н80 (нихром)
Нихром (инконель)
85-15-5
ХН80ТБЮ
ХН70ВМЮТ
Н65М17Х15В5Л
Н65М28Л
Н55М6Х15Л
ХН65ВМТЮ
Легирующие элементы (N1—основа)
Сг
19—22
20—23
15
15—18
14—16
15—17
21—23
15—17
Fe
До 1
5
ДоЗ
До 3
1—8
До 6
13,5—17
-—
Мо
—
—
3—5
15—20
26—30
5,5—7,5
—
V
—
—
4—6
4-6
1
—
Мп
До 0,7
—
1
0,5
1
0,4—0,6
1—2
До 0,5
Легирующие элементы (Ni—основа)
А1
До 0,15
—
0,5—1,0
1,7—2,2
1,2—1,6
с
До 0,12
До 0,15
—
До 0,08
0,1—0,16
До 0,01
0,01
До 0,05
До 0,05
Другие
Си до 0,2
Si 0,4—1,5
—
Nb 1—1,5; Si 0,8
Si до 0,6
Si до 1; V до 0,35
Si до 0,8
Si до 1;Удо2,5
Si до 0,6
0,
1
Примеси,
S
0,015
—
—
0,02
0,02
0,03
0,01
0,03
—~
Ti
15—0,35
—
—
—
1—1,4
,
—
,2-1,6
ие более
Р
0,02
—
—
0,02
0,02
0,04
0,01
0,04
"¦¦""*
бинных двигателей, работающих при
800—900 °С, полученные литьем в ке-
керамические и стержневые формы;
ЖСЗ-Д — точное литье фасонных
деталей, работающих при температуре
до 900 °С; сплав имеет более высокую
жаропрочность по сравнению со спла-
сплавом ЖСЗ;
ЖС6 — сопловые лопатки, обла-
обладающие очень высокой жаропроч-
жаропрочностью при рабочих температурах
800—1000 С; отливки получают в ва-
вакууме методом точного литья;
ЖС6-К и ЖС6-КП — сопловые ло-
лопатки и цельнолитые роторы, работаю-
работающие при температурах 800—1050 °С;
обладают наиболее высокими жаро-
жаропрочными свойствами по сравнению
с другими сплавами на никелевой
основе; отливки получают в вакууме
методом точного литья; для повыше-
повышения окалиностойкости деталей при
температурах более 950 °С и увели-
увеличения ресурса отливки алитируют;
ВЖ36-Л1 и ВЖ36-Л2 — литье в ва-
вакууме роторов небольших газовых
турбин, работающих при температуре
до 900 °С;
АНВ300 — точное литье в вакууме
сопловых и рабочих лопаток газо-
газотурбинных двигателей, работающих
при температуре до 900 °С.
Область применения магнитных ли-
литейных сплавов марок:
79НМ — магниты с высокой маг-
магнитной проницаемостью в слабых по-
полях;
50НХС — магниты с повышенной
216
ЛИТЕЙНЫЕ СПЛАВЫ
45, Химический состав [% (мае. доля)] литейных жаропрочных
сплавов на никелевой основе [57]
Марка
сплава
жез
жсб
ЖС6-К
ВЖ36-Л1
ВЖ36-Л2
АНВ300
Н65ВМТЮ
Марка
сплава
жез
жсе
ЖС6-К
ВЖ36-Л1
ВЖ36-Л2
АНВ300
Н65ВМТЮ
Легирующие элементы (Ni—основа)
г»
14,0—18,0
11,5—13,5
10,5—12,5
10,0—12,0
20,5
14,0—17,0
15,0—17,0
Si
Мп
не более
0,6
0,4
0,4
0,5
0,5
0,5
0,6
0,4
0,4
0,5
0,5
0,5
Мм
vHQ
3,0—4,5
4,0—5,5
2,5—4,5
3,7—4,5
__
__
3,5—4,5
Легирующие элементы ( Ni—основа)
W
4,5—6,5
6,0—8,0
4,5—5,5
7,0—9,0
—.
7,0—10,0
9,0—10,0
Fe,
не
более
8,0
2,0
2,0
1,5
3,0
Q
0,11—0,16
0,11—0,18
0,13—0,20
0,08 и менее
0,06 » s
0,10 » *
0,08 а »
TI
А 1
1,6-3,2
2,2—2,8
2,5—3,0
0,4—0,6
2,5
1,4—2,0
1,2-1,6
AT
1,6—2,2
4,7—5,2
5,0—5,2
4,8—5,2
3,7
4,5—5,5
1,2—1,6
Примеси, не более
V 0,3; В 0,02; Се 0,0015
В 0,02
В 0,10; Се 0,01
Р 0,10; Се 0,01; V 0,7—
В 0,3; V0,01
В 0,1
Примечание. В сплаве ЖС6-К содержится 4—5 % (мае. доля) Со .
проницаемостью и высоким электро-
электросопротивлением;
80НХС — магниты с высокой маг-
магнитной проницаемостью в слабых по-
полях.
6. Мед но-никелевые сплавы
Литейные медно-никелевые сплавы
(табл. 51) относятся к коррозионно-
стойким.
По химическому составу эти сплавы
отличаются в основном содержанием
примесей.
Литейные медно-никелевые сплавы
изготовляют на основе следующих
систем: Ni—Си; Ni—-Си-Pb (Sn);
Ni_cu—Si; Ni—Си—Fe.
Сплавы Ni—Си обладают высокой
коррозионной стойкостью во многих
агрессивных средах.
Добавление Sn (Pb) улучшает анти-
антифрикционные свойства сплава, а до-
добавление 1—3 % (мае. доля) кремния
улучшает литейные свойства, повы-
повышает хрупкость, увеличивает износо-
износостойкость.
Медно-никелевые сплавы по меха-
механическим и физическим свойствам
(табл. 52 и 53), а также по области
применения относятся к конструкцион-
конструкционным материалам.
Области применения медно-никеле-
вых сплавов различных марок:
НМЖМц (высокая коррозионная
стойкость ко многим агрессивным сре-
средам) — в нефтяном, химическом и су-
судостроительном машиностроении, а
также для литья герметичных дета-
деталей;
НМКЗО-1 (высокая износостой-
износостойкость) — литье герметичных деталей
(рабочие колеса насосов, тройники,
Медно-никелевые сплава
217
46. Химический состав [% (мае. доля)] литейных магнитных
сплавов на никелевой основе [75, 88]
Марка
сплава
79НМ
50НХС
80НХС
Основные элементы (Fe—остальное)
N1
78,5—80,0
49,5—51,0
79,0—81,0
Si
0,3—0,5
1,1—1,4
1,1-1,6
Сг
3,8-4,2
2,6—3,0
Mo
3,8-4,1
Mn
0,6-1,1
0,6—1,1
0,6-1,1
47» Физические и механические свойства жаростойких сплавов
на основе никеля
Свойство
Температура плавления,
°С
Плотность, кг/м3
Временное сопротивление
(МПа) при температуре,
20
800
Предел текучести, МПа,
при температуре, °С:
20
800
Относительное удлинение
(%) при температуре, °С:
20
800
Твердость НВ (МПа) при
ft/\ О/*^
Линейная усадка, %
н
оо
S3
X
8800
686—
853
196
285
108
35—50
39
—
1,95
о
00
о
X
1400
8400
686—
755
392
432
—
25—35
50
980
1,9
g
S3
X
677—
736
490—
686
520—
618
353—
л а
461
4—7
5—13
—
Q
(Q
н
S
00
X
588—
952
392—
520
412—
686
15—16
—
1,85
5В5Л
X
^^
•g
S
1270—
1300
8900
490—
540
294—
392
—
10—15
1715—
л 1/4*7
ZlU/
1,9-
2.0
i
to
(O
X
1320—
1350
9200
490—
588
«__
343—
392
—
10—16
—
1960
2—
2,3
s
Ю
X
Ю
X
1290—
1300
8150
392—
490
—.
343
—
15—20
I960
1,9-
2.0
218
ЛИТЕЙНЫЕ СПЛАВЫ
48. Термическая обработка и механические свойства
жаропрочных никелевых литейных сплавов
Марка
сплава
жсз
жсз-д
ЖС6
ЖС6-К
ВЖ36-Л1
АНВ300
Н65ВМТЮ
Режимы
закал
ь
н
1150
1200
1200
1200
950
1200
1150
1080
ки •
as-
Время
держки
воздухе
7
7
4
2
4
10
10
4
4
а
в
О
ш
СО
ft
Темпер
таний.
20
800
900
20
800
900
20
800
900
20
800
900
750
850
950
1000
20
850
950
700
800
900
950
°в
°0,2
МПа
736
549
392
1030
834
736
1020
834
765
981
902
765
746
686
500
392
834
686
490
608
608
422
245
—
785
490
—
_
—
—
—*
668
560
294
216
_
—
588
588
392
б
8,5
3
4
6—10
7
8—12
1
0,5
2,5
2,5
2
2
3—5
3—5
—
1.4
0,5
1.7
5
6
10
0
%
14
17
7
10—15
8
8—16
2
1.6
3
6,5
5
3
2
2
11
15
2
2,5
3,5
5—10
10—15
15—20
кДж/м*
147—245
147—245
—
294—588
294—392
274—333
196
147—196
294—343
98—294
98—196
—
—
147
147
147
&100»
МПа
285—294
98
_
373
285—294
_
490
275
—
510
510
490
343
157
98
235
96
588
334
148
89
¦ Закалочная среда — воздух.
Медно-никелевые сплавы
219
49. Физические и механические свойства литейных магнитных
сплавов на основе никеля
Марка
сплава
Hi
сгв, МПа
МПа
нв
79НМ
50НХС
80НХС
8,6
8,2
8,5
0,55
0,90
0,62
430
360
330
ЮЗО—490
880/490
930/540
3/50
3/-
4/45
15/-
980—145
1080/590
880/490
210/120
190/125
240/130
10,8
11,2
13,8
Примечание. В числителе приведены свойства сплавов до термической
обработки, в знаменателе — после нее.
50. Физические и технологические свойства литейных
жаропрочных сплавов иа никелевой основе
Свойство
Температура заливки, °С
Линейная усадка, %
Коэффициент линейного
расширения а« 10е A/°С)
при температуре, °С:
20-200
20—400
20—600
20—800
Теплопроводность,
Вт/(м-° С) при температу-
температуре, С:
20—200
20—400
20—600
20—800
ЖСЗ
1550—1650
2,1-2,3
12,2
14,1
15,9
19,1
13,39
15,49
18,00
24,28
ЖСб
1500—1600
2,0—2,5
14,1
15,2
16,7
21,2
11,72
15,90
19,25
23,45
ВЖ36-Л1
1500—1600
1,9-2,1
14,2
14,8
16,2
19,1
10,04
13,40
15,90
24,56
АНВ300
1500—1600
1,1—1,6
15,0
16,6
18,0
18,2
—
—
втулки и др.), стойких в морской воде,
органических кислотах и других агрес-
агрессивных средах;
НМК2,8-2,5 — детали, к которым
предъявляются повышенные требова-
требования при работе в коррозионных сре-
средах (кислотах);
никелевая бронза — корпуса цен-
центробежных насосов, уплотнительные
кольца, крышки клапанов, подшип-
подшипники и другие детали, к которым
предъявляют высокие требования по
износостойкости при работе в агрес-
агрессивных средах;
МНЦ15-20 (высокая коррозионная
стойкость, хорошие механические
свойства) — литые детали для меди-
медицинских инструментов, технической
посуды, паровой и водяной арматуры,
художественных изделий;
НКЮ (высокая кислотостойкость в
горячих растворах серной кислоты) —
литье герметичных деталей, работаю-
работающих при повышенных температурах;
220
ЛИТЕЙНЫЕ СПЛАВЫ
51. Химический состав [% (мае. доля)] медно-никелевых
литейных сплавов [15, 75]
Марка сплава
НМЖМц28-2,5-1,5
НМКЗО-1
НМК28-2,5
Никелевая бронза
Нейзильбер
МНЦ15-20
Хастеллой Д
(НКЮ)
Никель—алюми-
Никель—алюминий (НА)
Основные элементы (Си—остальное )
Ni
67—70
63—68
40—50
13,5—
16,5
87—90
80—90
Fe
2,0—3,0
До 3,0
0,5—1,0
—
Мп
1,2-1,8
0,5—1,5
—
—
другие
Si 0,5—1,2
Si 2,5—3,0
Sn 5—10;
Pb 6—10;
Zn 1
Si 10
Примеси, не
более
Si 0,05; Mg 0,1;
Pb 0,002;
S 0,01; С 0,2;
P 0,005;
Bi 0,002;
As 0,01;
Sb 0,002
С 0,3; S 0,003;
Mg0,l; As 0,01
С 0,12; S 0,03;
Mg0,l; As 0,01
Fe 0,3; Si 0,15;
Mg 0,05; Mn 0,3;
Pb 0,02; S 0,05;
С 0,03; P 0,005;
Bi 0,02; As 0,07;
Sb 0,002
С 0,02—0,05;
Fe0,l; Mn до 1;
Си доЗ
Примечание. Сплавы НКЮ и НА относятся к коррозионно-стойким.
52. Механические свойства медно-никелевых литейных сплавов
Марка сплава
НМЖМц28-2,5-1,5
НМКЗО-1
НМК28-2,5
МНЦ15-20
НКЮ
МПа
540—638
353—510
510—618
294—392
373—441
245—392
343
157
226
196—294
137
б, %
40
16—40
8—15
5—20
35—45
1
ан, кДж/м»
940
735—1078
490—686
392
НВ
130
100—150
180—230
100—170
100—175
400—500
Цинковые сплавы
221
53. Физические свойства медно-никелевых литейных сплавов
Свойство
МНЦ15-20
Температура плавления, °С
Плотность, кг/м3
Коэффициент линейного расширения а-10?х
ХA/°С) при 25-300 °С
Теплопроводность 1Вт/(м-°С)] при 0—100 °С
Удельная теплоемкость 1кДж/(кг«°С)] при
200—400 °С
Удельное электрическое сопротивление,
мкОм-м
1080
8700
16,6
27,22
0,93
0,26
Примечание. Физические свойства других медно-никелевых литейных
сплавов:
Сплав НМКЗО-1 НМК28-2,5 Никелевая НКЮ
бронза
Температура плавления, °С 1320 1320 1250—1300 1110—1120
Плотность, кг/м3 8500—8900 8500—8800 8600 7800
54. Технологические
Свойство
Температура (°С) залив-
заливки сплава для отливок:
толстостенных
тонкостенных
Линейная усадка, %
to
S
1520
1560
2,1
свойства медно-никелевых сплавов
о
" со
3
д
1500
1560
—
СО
я
д
1470
1530
—
1
ю
W
8
г
ы
я
Д
1380
1450
2,2
о
с*
ю
5
д
1170
2,02
о
2
д
1180
1250
1,9
<
д
1520—1550
1500—1520
—-
НА (никель—алюминий) — литье
коррозионно-стойких деталей, работаю-
работающих при повышенных температурах
C50-450 °С).
Технологические свойства медно-ни-
медно-никелевых сплавов приведены в табл. 54.
7. Цинковые сплавы
Цинковые сплавы применяют для
литья под давлением различных де-
деталей небольших габаритных размеров
и невысокой прочности, а также
используют как антифрикционные.
По химическому составу цинковые
сплавы подразделяют на сплавы си-
системы:
Zn—Al (ZnA14A, ЦА4о, ЦА4) с
узким температурным интервалом кри-
кристаллизации (~10 °С); структура
сплавов состоит из первичных кристал-
кристаллов твердого раствора и эвтектики
смеси двух твердых растворов (а+|3);
Zn—Cu (ZnA14Cu3A, ЦА4МЗо,
ЦА4МЗ) с содержанием 2—4% (мае.
223
ЛИТЕЙНЫЕ СПЛАВЫ
55. Химический состав [% (мае. доля)] цинковых литейных
сплавов (по ГОСТ 25140—82)
Марка сплава
ZnA14A
ЦА4о
ЦА4
ZnA14CulA
ЦА4М1о
ЦА4М1
ЦА4М1в
ZnA14Cu3A
ЦА4МЗо
ЦА4МЗ
Марка сплава
ZnA14A
ЦА4о
ЦА4
ZnA14CulA
ЦА4М1о
ЦА4М1
ЦА4М1в
ZnA14Cu3A
ЦА4МЗо
ЦА4МЗ
Легирующие элементы (Zn—основа)
А1
3.5—4.6
3.5—4.Е
3,5—4,5
3,5-4,5
3,5-4,5
3,5-4,5
3,5—4,5
3,5—4,5
3,5-4,5
3,5—4,5
Си
_
—
—
0,7-1,3
0.7-1,3
0,7-1,3
0,7-1,3
2,5-3,7
2,5-3,7
2,5-3,7
м*
0,02—0,06
0,02-0,06
0,02-0,06
0,02—0,06
0,02—0,06
0,02—0,06
0,02—0,10
0,02—0,06
0,02-0,06
0,02—0,06
Примеси, не более
Си
0,06
0,06
0.06
—
—
—
•—
РЬ
0,004
0.005
0,01
0.004
0.005
0.01
0.02
0.004
0.006
0,01
Cd
0,003
0.003
0.005
0.003
0.003
0,005
0,015
0,003
0,003
0,005
Sn
0,001
0.001
0.002
0.001
0.001
0.002
0.005
0.001
0.001
0.002
Fe
0.06
0.06
0.07
0.06
0,06
0.07
0.12
0,06
0.06
0,07
Si
0,015
0.015
0,015
0,015
0.015
0.015
0.03
0.015
0,015
0.015
Pb +
+sn
0.007
0.009
0.007
0.009
—
—
0.007
0.009
56. Химический состав [% (мае. доля)] цинковых
антифрикционных сплавов (по ГОСТ 21437—75)
Марка сплава
ЦАМ 9—1.5Л
ЦАМ 10—5Л
Легирующие элементы (Zn—основа)
А1
9.0—11.0
9,0—12.0
Си
1.0—2.0
4.0-5,5
м*
0.03—0.06
0,03—0.06
Сумма опре-
определяемых
примесей
0.35
0.35
Цинковые сплавы
228
57« Химический состав [% (мае. доля)] цинковых литейных
сплавов в чушках (по ГОСТ 19424—74)
Марка сплава
ZnA14A *
ЦА4о
ЦА4
ZnAMCulA •
ЦАМ4—1о
ЦАМ4—1
ZnA14Cu3A •
ZnA14Cu3 •
ЦАМ4-3
ЦАМ4— 1в
Легирующие элементы
(Zn—-основа)
А1
3,5-
4,3
3,9-
4,3
3,5-
4,3
3,5—
4,3
3,9—
4,3
3,5—
4,3
3,5—
4,3
3,5-
4,3
3,5—
4,3
3,5-
4,3
Си
—
—
0,7-
1.2
0.7-
1 9
1,Z
0,7-
1,2
2,5—
3,5
2,5-
3,5
2,5-
3,5
0,6—
1,2
Mg
0,03-
0,06
0,03—
0,06
0,03—
0,06
0,03-
0,06
0,03—
0,06
0,03—
0,06
0,03—
0,06
0,03—
0,06
0,03—
0,06
Не
более
0,1
Си
0,03
0,03
0,03
—
—
—
—
—
—
Прнмеси,
РЪ
0,003
0,004
0,01
0,003
0,004
0,01
0,003
0,005
0,01
0,02
Fe
0,03
0,05
0,05
0,03
0,05
0,05
0,03
0,05
0,05
0,10
не более
Sn
0,001
0,001
0,002
0,001
0,001
0,002
0,001
0,001
0,002
0,005
Cd
0,002
0,002
0,005
0,002
0,002
0,005
0,002
0,002
0,005
0,015
Ni
—
0,015
0,015
—
0,015
0,015
0,03
* Сплавы, применяемые только в договорно-правовых отношениях по сотруд-
ничеству.
58. Химический состав [% (мае. доля)] цинковых антифрикционных
сплавов в чушках (по ГОСТ 21438—75)
Марка сплавов
ЦАМ 9-1,54
ЦАМ 10-54
Легирующие элементы (Zn—основа)
А1
9,0—11,0
9,0—12,0
Си
1,0—2,0
4,0—5,5
Mg
0,03—0,06
0,03—0,06
Сумма опре-
определяемых
прнмесей
0,185
Примечание. Чушки из сплава ЦАМ 9—1,54 маркируются одной крас-
красной полосой; из сплава ЦАМ 10—54 —одной синей полосой.
224
ЛИТЕЙНЫЕ СПЛАВЫ
Марка
сплава
ill
59. Физические свойства цинковых
Плотность,
кг/м«
6700
6700
6800
Температур-
Температурный интервал
затвердева-
затвердевания, °С
380—386
380—386
379—389
Удельная
теплоемкость
при 20 °С,
Дж/(кг-вС)
1,50
1.61
1,56
сплавов
Теплопро-
Теплопроводность,
Вт/(м.вС)
0,42
0,76
0,38
Коэффициент
линейного
расширения
а-10*. 1/°С
26.5
26.5
29,5
доля), обладающие повышенной проч-
прочностью;
Zn—Al—Cu fZnAlCul, ЦА4М1о,
ЦА4М1, ЦА4М1в) находят ограничен-
ограниченное применение из-за низких меха-
механических свойств.
Химический состав цинковых ли-
литейных сплавов (табл. 55) соответ-
соответствует ГОСТ 25140—82, антифрикцион-
антифрикционных сплавов (табл. 56) —
ГОСТ 21437—75, цинковых литейных
сплавов в чушках (табл. 57) —
ГОСТ 19424—74, цинковых антифрик-
антифрикционных сплавов в чушках (табл. 58) —
ГОСТ 21438—75.
Сплавы цинковые литейные в чуш-
чушках предназначены для переплавки
в сплавы по ГОСТ 25140—82, произ-
производства отливок, а также цинковых
сплавов, поставляемых на экспорт.
Цинковые литейные сплавы склон-
склонны к уменьшению размеров отливок
при естественном старении. Медлен-
Медленное охлаждение отливок при 270 °С
вызывает в а-фазе эвтектоидный рас-
распад: а -*- оьх + р. В результате этого
распада изменяются механические
свойства сплава и уменьшаются ли-
литейные размеры отливок примерно на
0,8% (V3 усадки происходит за 4—
5 недель после литья, остальная усад-
усадка — в течение нескольких лет).
Для стабилизации размеров отли-
отливок и ускорения процесса их старения
рекомендуется низкотемпературный от-
отжиг при 85—100 °С в течение 3—10 ч.
Добавки алюминия, меди и магния
повышают прочность и жидкотеку-
честь сплавов, а также способствуют
стабилизации размеров и свойств от-
отливок.
Физические и механические свой-
свойства цинковых сплавов приведены
соответственно в табл. 59—61.
Литейные цинковые сплавы обла-
обладают хорошей жидкотекучестью, что
позволяет получать из них отливки
сложной формы и тонких сечений*
Тройные и четверные цинковые спла-
сплавы хорошо противостоят ударным на-
нагрузкам при повышенных температу-
температурах. Наличие в цинковых сплавах
более 0,005% (мае. доля) Cd и Sn
и 0.007% (мае. доля) РЬ уменьшает
их коррозионную стойкость. Цинко-
Цинковые сплавы хорошо обрабатываются
резанием; их можно сваривать и
паять, но получаемые соединения ма-
малопрочны.
Антифрикционные сплавы являются
узкоинтервальными A5—20 °С). Из них
получают довольно плотные отливки
с линейной усадкой 1,0—1,2%. Спла-
Сплавы склонны к образованию горячих
60. Механические свойства цинковых
литейных сплавов
Марка
сплава.
ZnA14A
ЦА4о,ЦА4
ZnAHCulA
ЦА4М1
ЦА4М1о
ЦА4М1в
ZnA14Cu3A
ЦА4МЗо
ЦА4МЗ
[особ
[ТЬЯ
к
д
к
д
д
к,
д
п
к
д
Bpei
сопр
ние.
Р
is*
Oas
не менее
196
256
215
270
300
196
215
235
290
1,2
1.8
1.0
1,7
2,5
0.5
1,0
1.0
0,5
и
Я
1
Н
70
70
80
80
75
65
85
90
90
Цинковые сплавы
228
61. Механические свойства антифрикционных цинковых сплавов
Марка
сплава
ЦАМ9-1,5Л
ЦАМ 10—5Л
Литейные сплавы
МПа
6, %
не менее
245
245
1,0
0,4
нв
95
100
Марка
сплава
ЦАМ 9—1,5
ЦАМ 10—5
Сплавы, обработанные
давлением
МПа
б, %
не менее
294
343
10,0
4,0
нв
85
90
62. Технологические свойства цинковых сплавов
Свойство
Температура, °С:
плавления
литья
Температурный интервал литья
под давлением, °С
Линейная усадка, %
Удельное электрическое со-
сопротивление, мкОм-м
Литейные цинковые сплавы
ЦА4
390
500
393—427
1.2
0,063
ЦА4М1
395
500
393—427
1.2
0,065
ЦА4М2
410
500
—
1,0
0,068
Цинковые антифрик-
антифрикционные
ю
т
ЦАМ 9
390
—.
1,5
i сплавы
0-5Л
ЦАМ1
395
—
1,0
63. Рекомендации по применению цинковых литейных сплавов
Марка сплава
ZnA14A
ЦА4о
ЦА4
Характерные свойства
Хорошая жидкотекучесть, по-
повышенная коррозионная стой-
стойкость, стабильность размеров
Хорошие жидкотекучесть и
коррозионная стойкость; ста-
стабильность размеров
То же, что и у марки ЦА4о, но
меньшая коррозионная стой-
стойкость
Область применения
В автомобильной, трактор-
тракторной, электротехнической и
других отраслях промышлен-
промышленности для литья деталей при-
приборов со стабильными разме-
размерами
Ы. М. Галдин в др.
226
ЛИТЕЙНЫЕ СПЛАВЫ
Продолжение табл. 63
Марка сплава
ZnAHCulA
ЦА4М1о
ЦА4М1
ЦА4М1в
ZnA14Cu3A
ЦА4МЗо
ЦА4МЗ
Характерные свойства
Хорошая жидкотекучесть, по-
повышенная коррозионная стой-
стойкость, стабильность размеров
при естественном старении
Хорошие жидкотекучесть и
коррозионная стойкость, ста-
стабильность размеров при есте-
естественном старении
То же, что и у марки ЦА4М1о,
но с меньшей стабильностью
размеров
По технологическим и эксплу-
эксплуатационным свойствам уступа-
уступает предыдущим маркам спла-
сплавов этой группы
Хорошая жидкотекучесть, вы-
высокая прочность, хорошая кор-
коррозионная стойкость, изменяе-
изменяемость размеров до 0,5 %
Хорошая жидкотекучесть, вы-
высокая прочность, хорошая кор-
коррозионная стойкость, изменяе-
изменяемость размеров до 0,5 %
Как для марки ЦА4МЗо, но по-
пониженная коррозионная стой-
стойкость
Область применения
В автомобильной, трактор-
тракторной, электротехнической и
других отраслях промышлен-
промышленности для литья корпусных,
арматурных и декоративных
деталей, не требующих по-
повышенной точности
В различных отраслях про-
промышленности для литья не-
неответственных деталей
В автомобильной и других
отраслях промышленности
для изготовления деталей по-
повышенной прочности
64. Область
Марка сплава
ZnA14A
ЦА4о
ЦА4
ZnAMCulA
ЦАМ4—1о
ЦАМ4—1
ZnA14Cu3A
ZnA14Cu3
применения цинковых литейных сплавов в чушках
Область применения
Детали для автомобильной, электротехнической и
машиностроительной промышленности
Литье под давлением ответственных деталей с ус-
тойчивыми размерами
Литье под давлением неответственных деталей с ус-
устойчивыми размерами
Детали для автомобильной, электротехнической в
машиностроительной промышленности
Литье под давлением особо ответственных отливон
Литье под давлением ответственных деталей
Детали для автомобильной, электротехнической и
машиностроительной промышленности
Цинковые сплавы
227
Продолжение табл. 64
Марка сплава
Область применения
ЦАМ4—3
ЦАМ4-1в
Литье под давлением деталей автомобиля
Литье под давлением неответственных деталей (су-
(сувениров, ширпотреба)
Примечание. Маркировка чушек из сплавов: ЦАМ4—1о — одной
черной полосой; ЦАМ4—1в — одной черной полосой и одной красной; ЦАМ4—1 —
одной зеленой; ЦА4 — двумя красными; ЦА4о — одной красной.
65. Область применения цинковых антифрикционных сплавов
Марка
сплава
ЦАМ9-1.5Л
ЦАМ 10—5Л
ЦАМ 9-1,5
ЦАМ 10—б
Условия работы изделий
Давле-
Давление, МПа
9,8
19,6
9,8
24,5
19,6
Скорость
скольже-
скольжения, м/с
8
10
8
15
8
Рабочая
темпера-
температура, °С
80
100
80
100
80
Область применения
Для отливки монометаллических
вкладышей, втулок, ползунов и
т. д.
Для получения биметаллических
изделий с металлическим каркасом
методом литья
Для отливки подшипников и вту-
втулок различных агрегатов
Для получения биметаллической
ленты со сталью и дюралюминием
методом прокатки с последующей
штамповкой вкладышей
Для получения прокатных полос
для направляющих скольжения ме-
металлорежущих станков и других
изделий
трещии и большой зоны столбчатых
кристаллов. В тройных сплавах маг-
магний повышает прочность и тормозит
процесс старения, а железо, свинец
и кадмий являются вредными приме-
примесями, так как снижают пластичность
сплавов.
Технологические свойства цинковых
сплавов приведены в табл. 62.
Рекомендации по применению цин-
цинковых литейных сплавов дана в
табл. 63; цинковых литейных спла-
сплавов в чушках —в табл. 64, анти-
фрикционных цинковых сплавов — в
табл. 65.
Цинковые сплавы используют для
литья небольших корпусных деталей,
¦ декоративных деталей и деталей раз-
различного назначения в бытовых ма-
машинах.
При литье цинковых сплавов под
давлением получают отливки с точны-
точными размерами, не требующие дальней-
дальнейшей обработки резанием, в том числе
и резьбы.
Цинковые сплавы нельзя исполь-
228
ЛИТЕЙНЫЕ СПЛАВ Ы
вовать при повышенных температурах,
так как уже при 110 °С их предел проч-
прочности снижается на 30 %, а твер-
твердость — на 40 %. Ниже 0 °С сплавы
становятся хрупкими.
Цинковые антифрикционные сплавы
склонны к заеданию в паре со сталью,
что ограничивает их применение при
малых давлениях. Цинковые сплавы
являются заменителями оловянных
бронз и малооловянных баббитов в
узлах трения, работающих при давле-
давлениях на подшипники не более 19,6 МПа
и окружной скорости до 30 м/с.
8. Легкоплавкие сплавы
на основе олова, свинца,
сурьмы, кадмия и висмута
Легкоплавкие сплавы можно под-
подразделить на антифрикционные (бабби-
(баббиты), припои, типографские.
Сплавы на основе олова и свинца —
баббиты (табл. 66—68) — применяют
главным образом как антифрикцион-
антифрикционные (ГОСТ 1320—74) для заливки под-
подшипников и других деталей, медицин-
медицинских, химических и физических при-
приборов, деталей, обладающих высокой
коррозионной стойкостью и стабиль-
стабильностью размеров. Поставляются спла-
сплавы в виде чушек массой не более 22 кр.
Химический состав и область при-
применения кальциевых баббитов
(табл. 69) должны соответствовать
ГОСТ 1209—78.
Сплавы свинцово-сурьмянистые
(табл. 70 и 71), предназначенные для
производства оболочек кабелей, акку-
аккумуляторов и изделий общего назначе-
назначения, должны соответствовать требова-
требованиям ГОСТ 1392—81.
Сплавы системы Bi-~ Cd—Pb—Sn
(табл. 72) находят широкое примене-
применение при изготовлении предохраните-
предохранителей в электропромышленности, сприн-
66. Химический состав [% (мае. доля)] оловянных и свинцовых
баббитов (по ГОСТ 1320—74)
Марка
баббита
Б88
Б83
Б83С
БН
Б16
БС6
Марка
баббита
Б88
Б83
Б83С
БИ
Б16
БС6
Sn
Остальное
»
15J0—17,0
9,0—11,0
5,5—6,5
As
—
0,5—0,9
—
Основные элементы
Sb
7,3—7,8
10,0—12,0
9,0—11,0
1,60—17,0
13,0—15,0
5,5—6,5
РЬ
_
1,0—1,5
Остальное
»
Си
2,5-3,5
5,5-6,5
5,0—6,0
1,5—2,0
1,5—2,0
0,1—0,3
Cr
I
0,8-1,2
0,1-0,7
Примеси, не более
Fe
0,05
0,10
0,10
0,10
0,10
0,10
As
0,05
0,05
0,1
0,30
0,05
Zn
0,005
0,004
0,010
0,15
0,020
0,010
Pb
0,1
0,35
,
—
—
Cd
0,05
Ni
0,16—0,25
0,1-0,5
Bi
0,05
0,05
0,05
0,10
0,10
0,07
Al
0,005
0,005
0,005
0,010
0,05
0,005
Легкоплавкие сплавы
220
67. Физико-механические свойства оловянных и свинцовых баббитов
Марка
баббита
Б88
Б 83
Б83С
БН
Б16
БС6
Плот-
Плотность,
кг/и*
7,35
7,38
. 7,4
9,55
9,29
10,5
НВ
265—294
265—294
265—294
265—284
294
147—167
ав
МПа
107,9—117,7
107,9—117,7
122,6—127,5
144,2
78,5—83,4
67,8—83,4
68,7—72,6
84,4
Температура, °С
начала
распла-
расплавления
240
230
240
240
247
плавле-
плавления
320
370
400
400
410
280
эаливки
380—420
440—460
440—460
480—500
480—500
клерных установок, предохранитель-
предохранительных пробок для паровых котлов и в
качестве припоев.
Для литья под давлением исполь-
используют оловянные и свинцовые сплавы
(табл. 73).
68. Условие применения баббитов и область их применения
Марка баб-
бнта
Б88
В83
В83С
БН
Б16
БС6
Характерис-
Характеристика
нагрузки
Спокойная
Ударная
Спокойная
Ударная
Спокойная
Ударная
Спокойная
Ударная
Спокойная
Ударная
Давление
р, МПа
19,6
14,7
14,7
9,8
14,7
9,8
9,8
7,4
9,8
14,7
Окружная
скорость v,
м/с
50
30
Рабочая
температу-
температура, °С
75
70
Область применения
При больших скоростях и высоких
динамических нагрузках (высоко- и
среднеоборотные дизели; нижние по-
половины крейцкопфных подшипников
малооборотных дизелей)
При больших скоростях и средних
нагрузках (подшипники турбин, крей-
цкопфные, мотылевые и крановые
подшипники малооборотных дизелей,
опорные подшипники гребных валов)
При средних скоростях и средних на-
нагрузках (подшипники дизелей, ком-
компрессоров, судовых водопроводов)
Моторно-осевые подшипники электро-
электровозов, путевых машин, детали паро-
паровозов и другого оборудования тяжело-
тяжелого машиностроения
Автотранспортные двигатели
69. Химический состав [% (мае. доляI и область применения
кальциевых баббитов (по ГОСТ 1209—78)
Марка
баб-
баббита
БКА
БК2
БК2Ш
Легирующие элементы (РЬ—основа)
Са
0,95—1,15
0,30—0,55
0,65—0,90
Na
0,70—0,90
0,20—0,40
0,70—0,90
Mg
0,01—0,05
0,03—0,09
Sn
1,5—2,0
1,5—2,0
AI
0,05—0,20
Примеси, не более
Bi
0,10
0,20
0,20
Sb
0,25
0,20
0,20
Си
0,15
0,15
Al
0,02
0,02
Область применения
Заливка буксовых под-
подшипников трения для ва-
вагонов и тендеров желез-
железных дорог
Заливка вкладышей ко-
коренных и шатунных под-
подшипников дизелей и га-
газовых двигателей по
ГОСТ 9340—80
Подшихтовка сплавов
при заливке вкладышей
коренных и шатунных
подшипников дизелей и
газовых двигателей по
ГОСТ 9340—80
Примечания: 1. Кальциевые баббиты поставляются в чушках с тремя поперечными перехватами; масса чушек
24—28 кг.
2. В баббите БКА не должно содержаться более 0,2 % (мае. доля) Mg.
3. Содержание прочих примесей в баббитах всех марок не превышает 0,3 % (мае. доля).
Легкоплавкие сплавы
231
70. Химический состав [% (мае. доля)] свинцово-сурьмянистых
сплавов (по ГОСТ 1292—81)
Марка
сплава
ССуМоЕ
ССуМТ
ССу
ССуМ
ССуМ2
ССу2
УСМ
УС
CCyl
ССуА
ССуЗ
ССу8
ССуЮ
Легирующие элементы (РЬ—основа)
Sb
0,15—0.30
0,3—0.45
0,4—0,6
0,4—0.60
0,6—0.8
2,0—3,5
3,0—4,0
5,0—6.0
3,8-6.0
2,0—7,0
До 7,0
7,0—8.5
9,0—12,0
Си
0,02—0.05
0,02—0,05
—
0.02—0,05
0,02—0,05
—
—
—
—
—
—
—
—
Sn
0.35—0.5
Те до 0,05
—
—
—
—
—
—
—
—
—
—
—
As
Те до 0,005
—
—
—.
0,2—0,6
0,15—0,3
—
—
—
—
—
—
—
Суммарное
содержание
определяе-
определяемых приме-
примесей
0.10
0,10
0,10
0,10
0,10
0,10
0,10
0,15
0,15
0,30
0.4
0.10
0,10
71. Область применения свинцово-
сурьмянистых сплавов в чушках
Марка
сплава
ССуМоЕ,
ССуМТ,
ССу,
ССуМ,
ССуМ2
ССу2
УСМ
УС,
CCyl,
ССуА,
ССуЗ,
ССу8
ССуЮ
72. Химический состав [% (мае. доля)]
и температура плавления сплавов
Bi_ Cd—Pb—Sn
Область применения
Оболочки кабелей, обли-
облицовка химических соору-
сооружений, профили
Трубы, дроби, типограф-
типографские и другие сплавы, об-
облицовка химических со-
сооружений
Облицовка химической
аппаратуры, дробь, ак-
аккумуляторы
Аккумуляторы, корро-
коррозионно-стойкая аппара-
аппаратура в химической про-
промышленности , производ-
производство сплавов и анодов
ванн хромирования
Коррозионно-стойкая ап-
аппаратура, фасонные
отливки
Примечание. Маркировка
чушек из сплавов: ССу — одной синей
полосой; ССуМ — одной белой;
ССуМ2 — двумя синими; ССуМТ —
одной черной; ССуМоЕ — одной крас-
красной.
Основные элементь
Bi
50
50,1
49,5
38,4
27,5
35,3
50
50
50
55,6
47
40
50
48
42,1
36,5
55,5
22,2
—
60
—
23,5
16
11,7
12,5
—
Cd
12,5
10
10,1
15,4
34,5
9,5
7,1
—
9
—
18,2
40
32
_
—
—
—
Pb
25
26,6
27,7
30,8
27,5
35,1
42,9
30
25
,
35,3
20
12.5
28,5
42,1
36,5
44,5
44,5
30,6
47
36
46,8
50
38
i
Sn
12,5
13,3
13,3
15,4
10,5
20,1
20
25
33,3
17,7
40
37,5
14,5
15,8
27
—
33,3
51,2
—
68
29,5
48
41,5
37,5
62
Темпера-
тура плав-
плавления, °С
68
68
70
71
75
80
82
92
93
95
98
100
100
105
108
117
124
127
142
144
177
152
155
167
178
183
232
ЛИТЕЙНЫЕ СПЛАВЫ
73. Химический состав [% (мае. доля)] и свойства оловянных
и свинцовых сплавов для литья под давлением
Но-
Номер
спла-
сплава
1
2
3
4
5
6
7
Но-
Номер
спла-
сплава
1
2
3
4
5
6
7
Основные элементы
Sn
50—61
64—66
80-84
85-87
89—91
4,5-5,5
Pb
24—27
17—19
До 0,35
» 0,35
» 0,35
85-87
89-91
Примеси, не более
As
0,08
0.15
0,08
0.10
0.10
0,15—0,25
0,15—0,25
Bi
0.05—0,10
0,05—0,10
0,05—0,10
ts-я»
Fe
0,08
Sb
9,5—11,5
14-16
12—14
6-7,5
4—5
9,25—10,75
9,25—10,75
Плот-
Плотность,
кг/м*
Ю 000
10 500
МП*
55
71
63
97
54
Си
2,25—3,75
1,5—2,5
4—6
5—6,5
4—5
0,4—0,6
0,4—0,6
6, %
1,25
1,0
2,0
10,5
15,0
Твердость
270—300
290—330
250—300
250
150
Примечания: 1. Примесь свинца ухудшает коррозионную стойкость
оловянных сплавов в органических кислотах.
2. Органические кислоты образуют со свинцом ядовитые соединения, по-
поэтому свинцовые сплавы не применяют для изготовления деталей, соприкасаю-
соприкасающихся с пищевыми продуктами.
3. Содержание Zn и А1 не должно превышать 0,01 % (мае. доля) каждого
из этих элементов.
Глава V
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ
ФОРМ И СТЕРЖНЕЙ
1. Разовые формы и стержни
Материалы, применяемые при изго-
изготовлении форм и стержней, называют
формовочными.
Формовочные и стержневые смеси
приготовляют из химически инертных
по отношению к сплавам формовочных
материалов и из отработанных сме-
смесей (т. е. бывших в употреблении).
Формовочные материалы делят на
две группы: основные (пески, глины,
связующие) и вспомогательные, при-
придающие формовочной или стержневой
смеси определенные свойства (мазут,
уголь и т. д.).
Формовочные пески состоят из зерен
кварца и глинистой составляющей
(ГОСТ 2138—84), количество которой
не должно превышать 50 %. Основу
формовочного песка составляет кварц
(SiO2) с температурой плавления
1713 °С и плотностью 2500—2800 кг/м3.
Формовочные пески поставляют в есте-
естественном и обогащенном состояниях.
В зависимости от содержания глини-
глинистой составляющей и вредных приме-
примесей пески подразделяют на классы
(табл. 1); в зависимости от размера зе-
зерен песчаной основы (кварца) — на
группы (табл. 2).
Кроме того, в зависимости от вели-
величины остатков основной фракции на
крайних ситах (верхнем и нижнем)
формовочные пески делятся на кате-
категории А и Б. К категории А относятся
пески с остатком на крайнем верхнем
сите ббльшим, чем на крайнем ниж-
нижнем; к категории Б — с остатком на
крайнем нижнем сите ббльшим, чем
на крайнем верхнем. По форме зерен
формовочные пески делятся на округ-
округлые, полукруглые и остроугольные.
Обогащенные кварцевые пески полу-
получают водной обработкой песков при
добыче, проводимой с целью умень-
уменьшения содержания глинистой состав-
составляющей.
Необогащенные, природные кварце-
кварцевые пески имеют сосредоточенную зер-
зерновую структуру, если на трех смеж-
смежных ситах остается не менее 70%
массы зерен, и рассредоточенную зер-
зерновую структуру, если на трех смеж-
смежных ситах остается не менее 60%
массы зерен. Формовочные пески, обо-
обогащенные и необогащенные, имеют
несосредоточенную структуру.
Основные свойства формовочных пес-
песков приведены в табл. 3.
Формовочные глины используют
в качестве минерального связующего
материала при изготовлении форм и
стержней. Классификация глин в со-
соответствии с ГОСТ 3226—77 приведе-
приведена в табл. 4—7.
В табл. 8 приведены свойства формо-
формовочных глин, их значение и методы
определения.
Формовочные и стержневые смеси.
Состав смесей зависит от способа фор-
формовки, марки сплава, массы и конфи-
конфигурации отливки и т. д. В табл. 9
приведена классификация смесей, при-
применяемых для изготовления форм и
стержней [3].
Используя приведенную классифи-
классификацию, выбирают те из смесей, кото-
которые обеспечат необходимое сочетание
свойств форм и стержней, т. е. доста-
достаточную газопроницаемость, минималь-
минимальную газотворную способность, огне-
огнеупорность, достаточную прочность, лег-
легкую выбиваемость, малую склонность
к объемным изменениям при нагреве,
долговечность, низкую стоимость
и т. д.
Песчано-глинистые смеси подразде-
подразделяют на единые (предназначенные для
заполнения всего объема опоки с мо-
234
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
1. Классификация формовочных песков в зависимости от содержания
глины и вредных примесей (по ГОСТ 2138—84)
Наименование
песка
Обогащенный
кварцевый
Природный (не-
обогащенный)
кварцевый
Тощий
Полужирный
Жирный
Очень жирный
Класс
О61К
О62К
ОбЗК
1К
2К
ЗК
4К
Т
П
Ж
ож
Содержание, % (мае. доля)
глины
До 0,2
» 0,5
» 1,0
До 2,0
Св. 2,0 до 10,0
» 10,0 » 20,0
» 20,0 » 30,0
» 30,0 » 50,0
кремнезема
Св. 98,5
» 98,0
» 97,5
Св. 97,0
» 96,0
» 94,0
» 90,0
вредных примесей
(не более)
окислов ще-
лочнозе-
лочноземельных и
щелочных
металлов
0,40
0,75
1,00
1,20
1,50
2,0
—•
окислов
железа
0,20
0,40
0,60
0,75
1,00
1,50
—
Примечания: 1. К глинистым составляющим относятся частицы раз-
размером менее 0,022 мм.
2. Об — обогащенный.
2. Классификация формовочных песков в зависимости от размера
основной фракции (по ГОСТ 2138—84)
063
04
0315
02
016
01
0063
005
Наименова-
Наименование песка
Грубый
Очень
крупный
Крупный
Средний
Мелкий
Очень
Мелкий
Тонкий
Пылевид-
Пылевидный
Номера смеж-
смежных сит, на ко-
которых остаются
зерна основ-
основной фракции
1; 063; 04
063; 04; 0315
04; 0315; 02
0315; 02; 016
02; 016; 01
016; 01; 0063
01; 0063; 005
0063; 005; под-
поддон
Примечания: 1. Размер зер-
зерна определяется размером сторон ячей-
ячейки сита, на котором остается зерно пос-
после прохождения его через предшеству-
предшествующее сито.
2. Основной фракцией песка счи-
считается наибольшая сумма остатков на
трех смежных ситах.
3. Группа песка обозначается но-
номером среднего сита основной фракции.
4. Обозначение марки песка со-
состоит из обозначения классов, группы
и в отдельных случаях категории. На-
Например, песок с сосредоточенной зерно-
зерновой структурой, кварцевый, 2-го клас-
класса, категории А будет иметь обозначе-
обозначение 2К063А, а песок с рассредоточен-
рассредоточенной зерновой структурой, кварцевый,
1-го класса, средний, категории А —
1КРСА.
Разовые формы и стержни
238
3. Свойства формовочных песков, методы их определения, влияние
свойств песков на качество формовочных и стержневых смесей
Свойство
формовоч-
формовочного песка
Влажность
Содержание
глинистых
составляю-
составляющих
Зерновой
состав
Метод определения
Состоит в определении потери
массы навески песка после вы-
высушивания при температуре
105—110 °С до постоянной мас-
массы. Первоначальная масса на-
навески 50 г. Высушивают на-
навеску в сушильном шкафу, а при
ускоренном методе— под луча-
лучами нагревательной лампы или
продувкой нагретым воздухом
Состоит в определении потери
массы навески (первоначаль-
(первоначальная масса 50 г) отмучиванием
на приборе для взбалтывания.
При ускоренном методе исполь-
используют прибор для отмывки в
проточной воде. К предвари-
предварительно высушенной навеске пес-
песка добавляют 475 мл воды и
25 мл водного раствора NaOH
A0 г NaOH на 100 мл дистилли-
дистиллированной воды), взбалтывают
в течение 1 ч и добавляют воду
до метки 150 мм. Затем осадок
энергично взмучивают палоч-
палочкой, дают отстояться в течение
10 мин, после этого воду сли-
сливают сифоном до уровня 12—
13 мм от верхней кромки осад-
осадка. Процесс повторяют до тех
пор, пока вода не будет совер-
совершенно прозрачной после отстаи-
отстаивания в течение 5 мин. Получив-
Получившийся остаток высушивают до
постоянной массы при темпе-
температуре 105—110 °С. Потеря
массы навески показывает со-
содержание глинистой составля-
составляющей в песке
Состоит в определении преоб-
преобладающего количества зерен
на каждом из трех смежных
сит, оставшегося после рассеи-
рассеивания обезглиненной навески
песка в течение 15 мин на при-
приборе вращательно-встряхиваю-
щего или вибрационного дей-
действия с набором стандартных
сит, характеризует основную
фракцию (зерновой состав)
Влияние свойства песка на качество
формовочных и стержневых смесей
Большая влажность песка по-
повышает трудоемкость погрузоч-
погрузочных работ при минусовых тем-
температурах, усложняет транс-
транспортирование и дозирование пес-
песка. Для стержневых смесей,
особенно на синтетических свя-
связующих, влажность песка долж-
должна быть минимальной @,3-—0,5%)
Увеличение глинистой соста-
составляющей повышает прочност-
прочностные характеристики песка, сни-
снижает его газопроницаемость и
огнеупорность. Для приготовле-
приготовления стержневых смесей, особен-
особенно на синтетических связующих,
содержание глинистой соста-
составляющей должно быть мини-
минимальным @,1—0,5%). В фор-
формовочных смесях, приготовлен-
приготовленных с использованием в качестве
связующего бентонитовой гли-
глины, содержание глинистой со-
составляющей в песке должно на-
находиться в пределах 1—2 %
С увеличением зернистости песка
снижается его удельная поверх-
поверхность и повышается газопрони-
газопроницаемость. Зерновой состав опре-
определяет марку песка. Выбор мар-
марки песка зависит от размеров
и толщины стенок отливок: для
крупных отливок используют
марку 0315, средних — марку 02
и мелких — марки 016 н 01
288
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
Продолжение табл. 3
Свойство
формовоч-
формовочного песка
Зерновой
состав
Форма зерен
Газопро-
Газопроницаемость
Предел
прочности
при сжатии
в сыром
состоянии
Метод определения
Влияние свойства песка на качество
формовочных и стержневых смесей
Номер сита 2,5 1,6 1 063 04 0315 02 016
Размер ячейки, мм . . 2,5 1,6 1,0 0,63 0,4 0,315 0,2 0,16
Номер сита 01 0063 005
Размер ячейки, мм . . 0,1 0,063 0,05
Состоит в просмотре под микро-
микроскопом или бинокулярной лу-
лупой в проходящем свете при
15-кратном увеличении зерен
песка и установлении, какую
форму (округлую, полуокруг-
полуокруглую, остроугольную) имеет наи-
наибольшее количество зерен
Состоит в пропускании воздуха
через стандартный образец при
естественной влажности и даль-
дальнейшем вычислении газопрони-
газопроницаемости по формуле Гп =
= W/t/(Spx), где W — объем
воздуха, прошедшего через об-
образец, м3; h — высота образца,
м; 5 — площадь поперечного
сечения образца, м2; р — дав-
давление воздуха перед образцом,
Па; т — время прохождения
сквозь образец воздуха объ-
объемом W, с. Образец диаметром
E0±0,2)мм и высотой E0±
±0,8) мм изготовляют в не-
неразъемной гильзе трехкратным
ударом груза массой F,35±
±0,015) кг, падающего с вы-
высоты E0±0,25) мм. Газопро-
Газопроницаемость сырого образца оп-
определяют в неразъемной гильзе
на специальном приборе
Определяют на образцах, из-
изготовляемых, как и при испы-
испытании на газопроницаемость, в
неразъемной гильзе. Образец
разрушают со скоростью при-
приложения нагрузки не более
150 кПа/мин. асш определяют
при естественной и оптималь-
оптимальной влажности
Влияет на удельную поверх-
поверхность песка и на уплотняемость
смесей (уплотняемость смеси из
песка с зернами округлой фор-
формы выше, чем смеси из песка
с зернами остроугольной формы)
Газопроницаемость формовоч-
формовочных песков определяет газопро-
газопроницаемость форм и стержней.
Низкая газопроницаемость
форм и особенно стержней обу-
обусловливает брак отливок по
вскипу и газовым раковинам.
Газопроницаемость песков тем
больше, чем крупнее зерно и чем
ниже содержание глинистой со-
составляющей. Пески с рассредо-
рассредоточенной зерновой структурой
и округлой формой зерен имеют
при прочих равных условиях
меньшую газопроницаемость,
чем пески с сосредоточенной
зерновой структурой и остро-
остроугольной формой зерен
Значение асж определяют толь-
только у песков классов П, Ж и ОЖ«
Эти пески используют в качестве
освежающей добавки к формо-
формовочным смесям взамен добавки
глины. Величина асж зависит от
количества глинистой состав-
составляющей и минералогического
состава песка. Для указанных
классов песков желателен высо-
высокий предел прочности
Разовые формы и стержни
237
Продолжение табл. 3
Свойство
формовоч-
формовочного песка
Концентра-
Концентрация водо-
водородных ио-
ионов (рН)
водной
вытяжки
Огнеупор-
Огнеупорность
Минерало-
Минералогический
состав песка
Метод определения
Определяют на любом приборе
с точностью ±0,3 единицы изме-
измерения. Навеску песка 15—20 г
помещают в стаканчик и зали-
заливают 60—80 мл дистиллирован-
дистиллированной воды. После взбалтывания
в течение 10 мин в стаканчик с
раствором опускают электроды
прибора и определяют рН по
инструкции, прилагаемой к при-
прибору
Определяют сравнением темпе-
температуры падения пироскопов,
изготовляемых из испытуемого
и стандартных материалов, или
оплавлением зерен песка от
разогретой электрическим то-
током платиновой пластинки на
синтерометре Дитерта. Огне-
Огнеупорность песка определяют
температурой пластинки, при
которой начинается оплавление
и прилипание песка к пластинке
Определяют отдельно для пес-
песчаной основы и для глинистой
составляющей. Тяжелые и лег-
легкие минералы песчаной основы
исследуют отдельно под микро-
микроскопом. Минералогический со-
состав глинистой составляющей
определяют оптическим, терми-
термическим или рентгенографиче-
рентгенографическим методом
Влияние свойства песка на качество
формовочных и стержневых смесей
Влияет на взаимодействие фор-
формовочных и стержневых смесей
с жидким металлом и образова-
образование пригара. Особенно большое
влияние рН песка оказывает на
процесс изготовления форм и
стержней, отверждаемых в ос-
оснастке. Так, при изготовлении
стержней в горячих ящиках низ-
низкое значение рН песка приво-
приводит к резкому снижению общей
и поверхностной прочностей
стержней, т. е. к увеличению
осыпаемости и уменьшению жи-
живучести смеси. Поэтому необ-
необходим тщательный подбор смо-
смолы, катализатора и песка, обе-
обеспечивающих нужное значение
рН
Является одной из важных ха-
характеристик формовочных пес-
песков, так как влияет на качество
поверхности отливок, на выби-
ваемость форм и стержней и ряд
других показателей. Огнеупор-
Огнеупорность формовочных песков за-
зависит от их минералогического
состава и наличия примесей.
Так, примеси в виде плавней,
щелочных и щелочно-земельных
окислов снижают огнеупорность
песков
Позволяет определять качество
формовочного песка и дает воз-
возможность установить количество
и природу примесей, которые
определяют огнеупорность, а
также меру активности песков
по отношению к металлу при
высоких температурах
288
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
Продолжение табл. 3
Свойство
формовоч-
формовочного песка
Метод определения
Влияние свойства песка на качество
формовочных и стержневых смесей
Химический
состав
Определяют содержание в пес
ке SiO, A12O8, CaO, Fe2O8,.
СаСО8, MgCO8 и других соста-
составляющих. Обычно к химиче-
химическому анализу относят и испы-
испытания на потерю массы при
прокаливании. Ускоренным ме-
методом определяют наличие в
песке карбонатов по интенсив-
интенсивности выделения пузырьков при
воздействии на смоченную дис-
дистиллированной водой навеску
песка соляной кислотой
По содержанию SiO2 определя-
определяют класс песка и его огнеупор-
огнеупорность. Остальные составляющие,
как правило, имеют /пл ниже,
чем кремнезем, и увеличение их
содержания в песке снижает его
огнеупорность. Карбонаты кро-
кроме снижения огнеупорности спо-
способствуют образованию различ-
различных дефектов в отливках, так
как они при нагревании до 500—
900 °С разлагаются с выделени-
ем газообразных продуктов
4. Классификация глин по минеральному составу
Вид глины
Наименование вида глины
Основной породообразующий
минерал
Б
К
П
Бентонитовая
Каолиновая и каолино-гидро-
слюдистая
Полиминеральная
Монтмориллонит
Каолинит и каолинит с гидро-
гидрослюдой
Любой глинистый минерал
5. Классификация глин по пределу прочности при сжатии
стандартных образцов во влажном и сухом состояниях
Груп-
Группа
глины
П
С
М
Наименование группы
Прочносвязующая
Среднесвязующая
Малосвязующая
Предел проч-
прочности при сжа-
сжатии образца во
влажном со-
состоянии» 10е Па
1,1-1,3
0,8-1,1
0,5—0,9
Номер
подгруппы
1
2
3
Предел проч-
прочности при сжа-
сжатии образца в
сухом состоянии,
10» Па
4,5—5,5
3,0—3,5
2,0—3,0
в. Классификация глин по термической устойчивости
Группа
по содер-
содержанию
вредных
примесей
Наименование группа
Термическая
устойчивость
Содержание примесей, %
(мае, доля)
Fe,O,
Na,O+
+ KiO
СаО+
+MgO
При
С низким содержанием Высокая 2,5 1,5
серы
Со средним содержани- Средняя 4,5 3,0
ем серы
С высоким содержанием Низкая 8 5
серы
мечание. Массовая доля сульфидной серы не более 0,2
2
3
8
Разовые формы и стержни
239
7.
Группа по значению
числа пластичности
Высокопластичная
Среднепластичная
Классификация глин по пластичности
Число пла-
пластичности
30
20
Группа по значению
числа пластичности
Умереннопластичная
Малопластичная
Число пла-
пластичности
10
Не норми-
нормируется
Примечание» Число пластичности определяют как разность между
влажностью, соответствующей нижней границе текучести, и влажностью, соот-
соответствующей пределу раскатывания.
8. Свойства формовочных глин, методы их определения,
влияние свойств глин на качество формовочных и стержневых материалов
Свойство
глины
Влажность
Связующая
способность
Метод определения
Определяют потерю массы на1
вески глины после высушива-
высушивания в сушильном шкафу при
температуре 102—110°С до по-
постоянной массы навески [пер-
[первоначальная масса навески
B0 ±0,01) г]
Определяют по асж влажных и
высушенных образцов. Смесь
для влажных образцов содер-
содержит, г: сухого песка марки
К02А или К02Б 180; воздушно-
сухой и размолотой глины 200;
воды — до оптимальной влаж-
влажности. Сухие составляющие сме-
смеси перемешивают 2 мин и после
добавления воды — 8 мин. Для
определения асж высушенного
образца используют смесь, со-
содержащую, г: песка К02А или
К02Б 1900; сухой глины 100;
воды — до оптимальной влаж-
вости. Сушат образцы
при температуре 150—200 °С
в течение 1,5 ч
Влияние свойства глины на качество
формовочных и стержневых смесей
Большое содержание влаги при-
приводит к комкованию глины и за-
затрудняет ее подачу и дозирова-
дозирование. Очень низкая влажность
сопряжена с техническими труд-
трудностями при сушке перед размо-
размолом. Если влажность порошко-
порошкообразной глины ниже 6 %, то
ее связующая способность и дол-
долговечность понижаются вслед-
вследствие пережога при сушке (по-
(потеря кристаллизационной воды
и распад кристаллической ре-
решетки). Для глин, поставляемых
в порошкообразном виде, влаж-
влажность равна 6—12 %
Связующая способность — важ-
важнейшее свойство, характеризую-
характеризующее качество глин. С ее повы-
повышением уменьшается количество
глины, которое необходимо вве-
ввести в состав формовочной смеси,
повышаются ее газопроницае-
газопроницаемость и огнеупорность и в боль-
большинстве случаев снижается
влажность, что уменьшает ее при-
липаемость и улучшает форму-
емость. Однако при изготовле-
изготовлении форм по-сырому глина долж-
должна обладать умеренной прочно-
прочностью в сухом состоянии, так как
в противном случае затрудня-
затрудняются выбивка и подготовка от-
отработанной смеси
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
Продолжение табл. 8
Свойство
глины
Пластич-
Пластичность
Зерновой
состав
Коллои-
Коллоидальность
Метод определения
Определяют как разность между
значениями влажности, соот-
соответствующими нижней границе
текучести и пределу раскаты-
раскатывания
Определяют методом отмучива-
ния для глинистой составляю-
составляющей и рассевом на стандартных
ситах для песчаной составляю-
составляющей. Кроме того, проверяют
дисперсность глинистой состав-
составляющей — устанавливают со-
содержание частиц размером
0,005—0,001 мм и менее 0,001 мм.
Метод основан на определении
скорости погружения частиц
в воде, которая зависит от раз-
размера частиц и температуры во-
воды. Дисперсность определяют
отбором проб из водноглинистой
суспензии через определенные
промежутки времени в соответ-
соответствии с табличными данными
Определяется отношением (%)
высоты осадка глины к общей
высоте водноглинистой суспен-
суспензии после отстаивания ее в тече-
течение 24 ч. Для испытания в про-
пробирку высотой около 150 и диа-
диаметром 15 мм насыпают 1 г воз-
воздушно-сухой и размолотой гли-
глины и доливают 15 мл дистилли-
дистиллированной воды. После этого со-
содержимое тщательно взбалты-
взбалтывают и добавляют 0,1 г MgO,
снова взбалтывают в течение
1 мин и оставляют в покое на
24 ч. После этого замеряют вы-
высоту осадка
Влияние свойства глины на качество
формовочных и стержневых смесей
Пластичные глины в составах
формовочных смесей обеспечи-
обеспечивают четкий отпечаток модели
и уменьшают осыпаемость форм
Зерновой состав глин разнооб-
разнообразен, так как содержит свыше
50 % глинистой составляющей
(частиц размером не менее
0,022 мм). Зерновой состав влия-
влияет на связующую способность
глин, пластичность и другие
свойства. Технические требова-
требования к глине по зерновому соста-
составу устанавливают в зависимости
от вида глины, ее назначения
и условий применения
От коллоидальности зависит рас-
распределение глинистой составля-
составляющей в формовочной смеси и,
следовательно, прочность и пла-
пластичность формовочных смесей.
Характеризует глины с точки
зрения образования устойчивой
водно-глинистой суспензии
Разовые формы и стержни
241
Продолжение табл. 8
Свойство
глины
Состав
обменных
катионов
Минерало-
Минералогический
состав
Метод определения
Определяют по ГОСТ 3594.2—77,
ГОСТ 3594.3—77 специальными
методами химического анализа
и выражают в мг»экв на 100 г
глины. К числу обменных кати-
катионов относят: К+, Na+, Mg++,
С+
Влияние своРстря т линм на качество
формовочных и стержчепчу смесей
Чем выше сумма обменных ка-
катионов в глине, тем выше ее. ка-
качество. При обмене одних ка-
катионов на другие меняются свой-
свойства глины. Например, при об-
обработке кальциевого бентонит -л
содой происходит замещение ка-
катионов Са++ катионами Naf v
бентонит из кальциевого стано-
становится натриевым
Определяют при дифференциаль-
дифференциальном термическом анализе, со-
состоящем в сравнении дифферен-
дифференциальной термической кривой
испытуемой глины с термиче-
термическими кривыми изученных чи-
чистых минералов. По наличию
экзотермических или эндотер-
эндотермических реакций приближенно
устанавливают минералогиче-
минералогический состав глины
Набухае-
мость
Определяется отношением по-
поглощенной влаги к первона-
первоначальной массе глины. Испыта-
Испытание проводят на специальном
приборе
Основными минералами явля-
являются каолинит, гидрослюды f
монтмориллонит, которые опре-
определяют назначение глины. Луч-
шими считают бентонитовые гли-
глины, которые обеспечивают вы-
высокую связующую способность,
пластичность и долговечность
формовочных смесей. Менее к а
чественными являются каодини-
гидрослюдистые глины
Характеризует способность гли-
глины поглотать влагу. Зависит от
строения кристаллической ре-
решетки глины и количества при-
примесей, Набухаемосль сказывав!
некоторое влияние на измене
ние размеров отпечатков форм,
изготовляемых чо сухому, и на
характеристики тюдно i лини
стых суспензий
Концен-
Концентрация во-
водородных
ионов (рН)
водной
вытяжки
Определяют так же, как и для
песка. Масса навески 8—10 г,
объем приливаемой в стаканчик
дистиллированной воды 90 мл
С повышением рИ прочность фор-
формовочной смеси в горячем со-
состоянии возрастает. Простейший
анализ но определению рН гли-
глины позволяет установись, из
какого места разработки, п'-лу
чена партия г ли им
242
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
Продолжение табл. 8
Свойство
глины
Огнеупор-
Огнеупорность
Химический
состав
глины
Метод определения
Определяют так же, как и песка.
Для испытания на синтерометре
Дитерта готовят стандартные
образцы, состоящие из 50 %
песка и 50 % испытуемой глины
при оптимальной влажности. Уп-
Уплотнение образцов осуществляют
30 ударами груза копра (по 15
ударов по каждому торцу). Пе-
Перед испытанием образцы высу-
высушивают при медленном подъеме
температуры до 110°С
Анализ производят по
ГОСТ 2642.1—81. При этом оп-
определяют содержание в глинах
SiO2; A12O3; Fe2O3; CaO; MgO;
Na2O; К2О; SO3; CO2, сульфат-
сульфатной серы и потери летучих ве-
веществ при прокаливании
Влияние свойства глины на качество
формовочных и стержневых смесей
Огнеупорность формовочных
глин зависит от наличия в ней
примесей легкоплавких окислов.
Сильно влияет на образование
пригара на поверхности отливок
и долговечность формовочных
смесей
Химический состав влияет на
связующую способность глины,
ее огнеупорность и др.
9. Классификация смесей по типу, виду и характеру твердения
Тип смеси
Песчано-
глинистая
Песчано-
жидкостеколь-
ная
Песчано-
смоляная
Вид смеси
Пластичная
Жидкая
Сыпучая
Пластичная
Жидкая
Категория смеси
(по характеру тверде-
твердения форм и стержней)
Нетвердеющая
Теплового твердения
Воздушного твердения
Теплового твердения
Химического тверде-
твердения
Самотвердеющая
Теплового твердения
Самотвердеющая
Теплового твердения
Самотвердеющая
Теплового твердения
Самотвердеющая
Область применения
Средние и крупные
формы и стержни
Любые формы и стер-
стержни
Крупные формы и
стержни
Оболочковые формы и
стержни
Мелкие стержни
Мелкие, средние и
крупные стержни
Средние стержни
Разовые формы и стержни
243
Продолжение табл. ,9
Тип смеси
Песчано-
сульфитная
Песчано-
цементная
Песчано-
масляная
(стержневая)
Вид смеси
Пластичная
Жидкая
Пластичная
и жидкая
Пластичная
Категория смеси
(по характеру тверде-
твердения форм и стержней)
Теплового твердения
Самотвердеющая
Теплового твердения
Самотвердеющая
Теплового твердения
(
Область применения
Мелкие стержни
Средние формы
Крупные формы и
стержни
Мелкие и средние
стержни
делью), облицовочные (образуют при-
прилегающий к модели облицовочный слой
формы) и наполнительные (для запол-
заполнения оставшегося объема опоки после
нанесения облицовочного слоя). По
способу формовки различают смеси
для формовки по-сырому и для фор-
формовки по-сухому.
Рекомендуемые составы смесей при-
приведены в табл. 10.
Песчано-жидкостекольные смеси. В
качестве связующего в эти смеси до-
добавляют 4—7 % жидкого стекла,
являющегося водным раствором сили-
силиката натрия. Получают жидкое стекло
сплавлением либо кварцевого песка и
соды, либо кварцевого песка, сульфа-
сульфата натрия и угля при 1400—1500 °С с
последующим растворением в воде до
плотности 1480—1500 кг/м8. Связую-
Связующая способность жидкого стекла опре-
определяется его модулем М — отноше-
отношением содержащихся в нем числа грамм-
молекул SiOji к числу грамм-молекул
В зависимости от модуля различают
марки жидкого стекла: А, Б и В.
Наиболее часто используют жидкое
стекло марки В с модулем 2,61—3,0,
содержащее 14,8—12,1 % SiOa. От зна-
значения модуля зависит и живучесть
смеси, в которую добавлено жидкое
стекло. Чем больше значение модуля,
тем меньше живучесть смеси» Поэтому
при изготовлении крупных форм и
стержней, требующем длительного вре-
времени, для увеличения живучести сме-
смесей значение модуля жидкого стекла
искусственно снижают до 2,0—2,3 вве-
введением добавки едкого натра.
Упрочнение форм и стержней осу-
осуществляется как при выдержке на воз-
воздухе, так и химически при продувке их
углекислым газом или введении в
смесь добавки химического реагента
(например, феррохромового шлака),
вызывающего аналогично углекисло-
углекислому газу коагуляцию жидкого стекла.
Типовые составы жидкостекольных
смесей, используемых при изготовле-
изготовлении форм и стержней для цветного
литья, приведены в табл. 11 [6].
Значительное улучшение выбивае-
мости смеси дает добавка в них пыле-
пылеобразного эстонского горючего слан-
сланца, содержащего в среднем 46 % лету-
летучих веществ и до 10% А12О8 и MgO.
Химическое упрочнение форм и
стержней может быть осуществлено
введением в песчано-жидкостекольную
смесь добавки феррохромового шлака.
В этом случае твердение смеси является
результатом взаимодействия жидкого
стекла и двухкальциевого силиката
с образованием кальциево-натриевых
гидросиликатов, склеивающих отдель-
отдельные зерна песка между собой. Такие
смеси получили название самотвердею-
самотвердеющих, а процесс изготовления форм и
стержней с их применением — ПСС-
процессом. Время отвердения форм
Назначение смеси
Для отливок из
алюминиевых спла-
сплавов:
единая
облицовочная
Для отливок из
медных сплавов:
единая
облицовочная
Для отливок из
магниевых спла-
сплавов единая
Способ
формовки
По-
сырому
По-
сухому
По-
сырому
По-
сухому
По-
сырому
10. Типовые составы
песчано-глинистых формовочных смесей
Содержание, % (мае. доля)
оборотной
смеси
92—90
80—60
92—88,5
80—40
80—60
90—85
свежих
материа-
материалов
8—10
20—40
19,5—39
7—10
18,5—59
20—40
10—15
прочих добавок
Сульфитно-
спиртовая
барда
0,5-1
Мазут 1—1,5
—
Фтористая
присадка
5,0—8,0
Фтористая
присадка
4,0—8,0
КБЖ 1,0-3,0
Характеристика смеси
Зерновой
состав
(основной
фракции)
016; 01;
0063
02; 016; 01
01; 0063
02; 016; 04
Газопро-
ницае-
ницаемость, ед.
Св. 20
Св.30
20—40
30—70
Влаж-
Влажность, %
4,5—5,5
4-5
5—6
Прочность образцов.
108 Па
сухих на
разрыв
-
сырых на
сжатие
0,3—0,5
1
0,7—12
4,5-5,5 j -
5,5-5,7 j 0,8-1,2
5,0—6,5
4,5-6,0
!
0,4—0,6
0,3—0,5
0,4-0,6
0,6—1,15
0,4-0,8
2
и
де
S
И
а
3
I*
Примечание. Общее содержание глины в приведенных смесях составляет 8—12 % (мае. доля).
Разовые формы и стержни
245
11. Типовые составы жидкостекольных смесей
для получения отливок из цветных сплавов
Облицовочная
Стержневая
Смесь
Облицовочная
Стержневая
Содержание компонента смеси, % (мае. доля)
92-96
90-99
4—5
0—б
О со
Pi
0-3
1—5
Жид-
ЖидРаствор
едкого
натра
Би-
Битум
Св. 100 %
4—5
3-5
0,5—1,5
0,5—1,0
0—2
Характеристика смеси
Влажность,
%
3—4
3,5- 4,0
Газопрони-
Газопроницаемость, ед.
60
80
Прочность,
на сжатие
ОД—0,2
0,1—0,2
на
108 Па
разрыв после
продувки
2,0
2,5
Примечание. Едкий натр добавляют в виде водного раствора плотно-
плотностью 1300 кг/м3; битум —• в виде раствора в уайт-спирите плотностью 800—
920 —1-я
и стержней при использовании пла-
пластичных самотвердеющих смесей
ПСС — около 40—60 мин, при этом
прочность смеси на разрыв равна
@,7—1,3) -10$ Па, а по прошествии
более длительного времени прочность
повышается до 4,0-10б Па и более.
Для перевода смеси в жидкое со-
состояние в ее состав вводят поверх-
поверхностно-активные вещества (ПАВ) —
пенообразователи. Такие смеси полу-
получили название жидких самотвердею-
самотвердеющих, а процесс их применения при
изготовлении форм и стержней — ЖСС-
процессом. В качестве отвердителя в
этих смесях также используется фер-
рохромовый шлак.
Применение ПСС и ЖСС при произ-
производстве отливок из цветных сплавов
ограниченно.
Песчано-цементные смеси (табл. 12)
используют в качестве связующего ма-
материала. Для данною типа смесей
используют 7—10 % (мае. доля) це-
цемента. Состав и свойства смесей при-
приведены в табл. 12.
Песчано-смоляные смеси. В эти смеси
в качестве связующего материала вво-
вводят синтетические смолы: фурановые,
фенолоформальдегидные, карбамидо-
формальдегидные и др. Песчано-смо-
ляные смеси дороги, поэтому их
применяют в основном для изготовле-
изготовления стержней и оболочковых форм.
Изготовляют сыпучие, пластичные
и жидкие песчано-смоляные смеси.
Сыпучую смесь упрочняют тепловой
обработкой, обычно в два этапа; на
первом этапе смесь контактирует в те-
течение 20—30 с с модельной или стер-
стержневой оснасткой, нагретой до 180—
240 °С; на втором этапе смесь обраба-
обрабатывается в течение 3—4 мин в печи
с температурой рабочего простран-
пространства 350—450 °С. При изготовлении
сыпучих смесей используют термореак-
термореактивные фенолоформальдегидные смо-
смолы. Наибольшее распространение по-
получило связующее ПК-104, состоящее
из фенолоформальдегчдной смолы мар-
марки 104 в виде мелких чешуек и 7,4-—
8,0% (мае. доля) уротропина. Наи-
Наилучшими зарекомендовали себя пла-
плакированные песчано-смоляные смеси,
246
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
12. Формовочные песчано-цементные смеси
Состав смеси, °/
(объем, доля)
о?
S
I»
la
Свойства смеои
i
о Я я
О. eg ж
(HI
Предел прочно-
прочности при сжатии >
10» Па
ч
5яЯ
О Д «
? г
I9
I
S3*
<о о я
U В Я
Область
применения
30—32
32—33
60
60
94—96
8—10
7—8
6-4
5,0—
6,0
4,0-
5,0
4,0-
5,0
100
80
250
0,11-
0,13
0,10—
0,12
0,10-
0,12
3—4
3,0-
3,5
1,5-
2,5
200
190
250
50—70
36
33-48
Крупные
отливки
(более 1 т)
Бронзовые
отливки
(арматура)
Отливки из
медныл
сплавов
• На воздухе цри 15—20 °С в течение 24 ч.
в которых смола в виде тонкой пленки
покрывает зерна песка.
Состав [% (мае. доля)! сыпучих
плакированных песчано-смоляных сме-
смесей для лнтья алюминиевых и магние-
магниевых сплавов:
Кварцевый песон 100
Смола ПК-Ю4 5,0
Растворитель 1,1 ... 1,2
Борная кислота (при литье
магниевых сплавов) .... 0,5
После тепловой обработки прочность
(МПа) этих смесей не должна быть
менее: 0,5—0,7 — на изгиб; 0,2—
0,25 — на разрыв.
Одной из разновидностей теплового
метода упрочнения стержней, изготов-
изготовленных из песчано-смоляных смесей,
является кратковременная их вы-
выдержка в нагретом до определенной
температуры стержневом ящике (про-
(процесс изготовления стержней в горя-
горячих ящиках). В зависимости от клас-
класса применяемых смол температура
нагрева ящика изменяется от 220 до
280 °С, а видержка в нем стержня «¦
от 40 до 70 с.
Пластичные смеси упрочняют как
за счет введения добавок катализа-
катализаторов, ускоряющих протекание реак-
реакций полимеризации смолы, тан и
тепловой обработкой.
Песчано-смоляные смеси, твердение
которых осушествляют за счет введе-
введения катализаторов, получили название
холоднотвердеющих (ХТС). Изготов-
Изготовленные из них стержни упрочняются
непосредственно в стержневых ящи-
ящиках без тепловой обработки.
Наибольшее распространение полу-
получили ХТС, используемые для стержней
различных классов сложности при еди-
единичном и серийном производстве отли-
отливок. В число компонентов ХТС вхо-
входят синтетические смолы (ОФ-1,
ФФ-1Ф, ФФ-1СМ, УКС-Л, КФ-90,
КФ-40 и др.) и катализаторы [бензо-
сульфокислота (БСК) и ортофосфор-
ная кислота (О1ч)]; БСК [хорошо рас-
растворимый в воде кристаллический ма-
материал (ТУ 6-14-25—74)] используют
в виде водного раствора плотностью
Разовые формы и стержни
247
1200—1250 кг/м3 для отверждения
смол ОФ-1, ФФ-1Ф и других классов;
ОК — в виде водного раствора плот-
плотностью 1200—1550 кг/м* для отвержде-
отверждения смол КФ-90, УКС-Л и других
смол карбамидофуранового класса.
Состав [% (мае. доля)] пластичных
песчано-смоляных холоднотвердеющих
смесей, предназначенных для изготов-
изготовления стержневых смесей:
Кварцевый песок классов
О61К и О62К 100
Смола УКС-Л 2,5—3,6
Катализатор 0,5—0,6
Фуриловый спирт . . . 20—40
(от массы
смолы)
Свойства этих смесей:
Газопроницаемость, ед. 150—200
Живучесть, мин .... 3—5
Прочность (АШа) на сжа-
сжатие после выдержки в те-
течение 4 ч 0,20—0,27
Отверждение жидких смесей, исполь-
еуемых для изготовления стержней,
происходит как при тепловой обработ-
обработке, так и при введении катализаторов.
В качестве добавки, способствующей
переводу смеси в жидкое состояние,
применяют сульфонол НП-1.
При изготовлении жидких самотвер-
самотвердеющих смесей применяют синтети-
синтетические смолы КФ-35, КФ-90 и МФС-1;
в качестве пенообразователя — НП-1;
катализатора — бензосульфокислоту
(БСК).
Состав [% (мае. доля)] жидких
песчано-смоляных самотвердеющих
смесей для изготовления стержней:
Кварцевый песок классов
О61К и 2К 100
Смола КФ-35 2—3
Раствор БСК G0%-ный
раствор) 0,8—1,0
Сульфонол НП-1 0,10—0,15
Вода 1,5—2,0
Свойства этих смесей:
Газопроницаемость (ед.)
при выдержке 1ч... 50—100
Прочность на сжатие,
МПа 0,12—0,30
В качестве связующего при приго-
приготовлении жидких самотвердеющих сме-
смесей могут применяться также связую-
связующие СП и СБ, содержащие соответ-
соответственно, % (мае. доля): сульфитно-
спиртовой барды 96—97 и 88—90;
петролатума 3—4 и связующего ГТФ
10-12.
Песчано-масляные (стержневые)
смеси. Название этих смесей условно,
так как вместо масляных связующих
широко используют их заменители —
связующие П, ПТ, ГТФ, КО и другие
связующие, не содержащие в своем
составе растительных масел.
Песчано-масляные смеси применяют
при изготовлении стержней для от-
ответственных отливок классов слож-
сложности I, II и III в условиях мелкосе-
мелкосерийного и крупносерийного производ-
производства отливок.
Упрочнение стержней из этих сме-
смесей осуществляют тепловой обработ-
обработкой — сушкой, при температуре 170—
180 °С при использовании в качестве
основного связующего крепителя М,
декстрина или пектинового клея; 200—
220 °С при использовании крепителей
П, ПТ и ГТФ. Помимо связующих
материалов, в состав песчано-масля-
ных смесей вводят добавки формовоч-
формовочной глины с целью повышения проч-
прочности стержней во влажном состоянии
и предупреждения их деформации под
влиянием собственной массы, а также
добавки сульфитно-дрожжевой браж-
бражки (СДБ).
При изготовлении стержней для
алюминиевых и магниевых отливок
применяют смеси со следующими свя-
связующими: М в сочетании с пектино-
пектиновым клеем для стержней класса слож-
сложности I; П, ПТ и ГТФ в сочетании
либо с сульфитно-спиртовой бардой,
либо с СДБ для стержней классов
сложности II и III; СДБ в сочетании
с глинистым песком либо формовоч-
формовочной глиной для стержней классов IV
и V.
Кроме того, при литье магниевых
сплавов в состав смесей вводят спе-
специальные добавки: борную кислоту,
фтор истую присадку или серу, кото-
которые предупреждают процесс окисле-
окисления сплава в литейной форме.
При получении стержней для отли-
отливок из медных сплавов применяют свя-
243
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
13. Состав
и свойства стержневых песчаных
для отливок из сплавов цветных металлов
I
5 к
1 Класс
стержн
Содержание компонентов в смеси,
% (мае. доля)
Песок
. <о
кварце
вый 01
02
глини-
глинистый
П016
к
1
ФорМО!
глина
ная
Оборот
смесь
ные
Древес
ОПИЛКИ
Связующее
(сверх
100 %)
i
I
смесей
1431
Свойства смеси
1
и
<о о
(-• Ж
Прочность,
10» Па
на ежа
! тне по-
сырому
•
на раз-
разрыв по
сухому
Алюминиевые и магниевые сплавы
I
II
III
IV
V
100
97—99
95—97
—
—
—
40—60
50—60
1—3
3-5
—
—
—
60—40
49—35
—
—
1—5
Ml 1,0—1,5;
пектиново-
пектинового клея
0,5-1,5;
4ГУ 2—3
П и ПТ
1,3-1,5;
ГТФ 1,8-2;
СДБ 1,5—2
ГТФ 2—2,5;
СДБ 2—3
СДБ 3,5-5
СДБ 3-5
2-3
2-3
3-4
5-7
6—8
100
80
80
70
70
0,03—
0,07
0,06—
0,12
0,10—
0,15
0,20—
0,40
0,20—
0,40
8—10
5—7
4—5
1,5-
3,0
1,0—
1,6
Медные сплавы
I
II
III
IV
V
100
97
97—96
61—67
—
—
—
—
35—45
3
3—4
4-5
—
—
26—32
50—60
—
—
3—2
5
4ГУ 2,5—3
П и ПТ 2—3;
ГТФ 3,5—4
ГТФ 2—3;
СДБ 2—3
СДБ 3—5;
СБ или
СП 4—5
2—3
3—4
3
4—
5,5
5-6
120
90
90
70
70
0,03—
0,06
0,06—
0,10
0,10—
0,20
0,20—
0,35
0,3—
0,5
7—10
5—7
3,5—
5
2—
2,5
1,5-*
2
Примечание. В смеси добавляют, % (мае. доля): для алюмиииево-
магниевых сплавов — борной кислоты в виде порошка 0,5—1; для магниевых
сплавов — борной кислоты 0,2—0,5 и серы до 1.
Разовые формы и стержни
249
вующие марок: 4ГУ, П и ПТ для стер-
стержней классов сложности I—III; СДБ,
СП, СБ для стержней классов слож-
сложности IV и V.
Составы и свойства стержневых сме-
смесей приведены в табл. 13.
Графитовые и огнеупорные мате-
материалы для изготовления форм. С целью
уменьшения взаимодействия между
расплавом и формой вместо кварцевых
песков применяют высокоогнеупорные
материалы и материалы высшей огне-
огнеупорности. В табл. 14 [13] приведены
характеристики некоторых марок гра-
графитовых материалов, применяемых при
литье титановых сплавов.
Материалы, используемые при изго-
изготовлении оболочковых форм и ХТС,
приведены в табл. 15 и 16; характе-
характеристики высокоогнеупорных материа-
материалов и материалов высшей огнеупор-
огнеупорности — в табл. 17.
При литье титановых сплавов
используют разовые формы (набив-
(набивные, прессованные, оболочковые, по
выплавляемым моделям), а также ме-
металлические (литье в кокиль, литье
под давлением).
Для изготовления разовых форм
наибольшее распространение получи-
получили формовочные смеси, в которых в
качестве огнеупорной основы приме-
применяют следующие материалы:
углеродные — графит, кокс, пиро-
углерод и др.;
керамические — огнеупорные окси-
оксиды, а также карбиды, нитриды и бо-
риды.
Наилучшей химической стойкостью
по отношению к титану обладают
формы на основе углеродных мате-
материалов.
Для изготовления керамических
форм используют высокоогнеупорные
оксиды: а-оксид алюминия (электро-
(электрокорунд), магнезит и оксид циркония
ZrOg. Также на основе огнеупорных
оксидов изготовляют формы, полу-
получаемые по выплавляемым моделям,
набивкой и прессованием.
С целью повышения химической
инертности керамических форм на их
рабочую поверхность иногда наносят
огнеупорные химически стойкие по
отношению к титану покрытия, со-
состоящие из вольфрама, молибдена,
графита, пироуглерода и других ма-
материалов.
В качестве связующего вещества
в графитовых формовочных смесях
применяют синтетические смолы: фе-
фенол оа л ьдегидные, фурановые и дру-
другие смолы с высоким коксовым чис-
числом. Вместо синтетических смол мо-
могут быть использованы водораствори-
водорастворимые связующие вещества.
Графитовые формовочные смеси с
органическими связующими (синтети-
(синтетическими смолами) придают формам вы-
высокие термохимическую стойкость и
огнеупорность.
По методу отверждения формовоч-
формовочные смеси подразделяют на смеси хо-
холодного и горячего отверждения.
К формовочным смесям холодного
отверждения относятся смеси: СГУ-1,
СГУ-3, ВГУ-1 и др.; к смесям горя-
горячего отверждения — СГУ-2, СФТ-1,
СФТ-1П, ATM и др. В смесях первого
типа отверждение происходит в ре-
результате полимеризации связующего
вещества при введении в смесь ката-
катализатора (например, водного раствора
соляной кислоты или др.). В смесях
второго типа полимеризация свя-
связующего вещества осуществляется при
нагреве формовочной смеси. Нагрев
проводят либо в нагревательных пе-
печах, в которые загружают изготовлен-
изготовленные элементы литейной формы (смеси
СФТ-1, СФТ-1П, СГУ-2 и др.), либо
в нагретой металлической оснастке
в период прессования элементов литей-
литейной формы (смесь ATM). В табл. 18
приведены физико-механические свой-
свойства графитовых смесей.
Связующие материалы. Кроме фор-
формовочной глины в качестве связую-
связующего используют органические и не-
неорганические материалы, условно под-
подразделяемые на три класса: А — орга-
органические неводные; Б — органиче-
органические водные; В — неорганические вод-
водные. По прочности органические и
неорганические материалы делят на
три группы: I, II и III (табл. 19).
К классу А относятся связующие,
при использовании которых не добав-
добавляют воду (не растворимые в воде
связующие). Такими связующими
являются масла и их заменители,
битумы, канифоль и др. Класс Б
составляют органические связующие,
растворяющиеся в воде, а после ее
14. Характеристики некоторых графитовых материалов
Марка
графи-
графитового
матери-
материала
ПРОГ
ээг
гэ
гмз
мг
МГ-1
ппг
пгг
ПГ-2
ПГ-50
Плот-
Плотность,
кг/м*
1640
1650
1500
1600
1560
1610
1700
1650
1700
1020
Порис-
Пористость, %
24
28—30
24
28
25
22
24
20
52
Предел
при сжа-
сжатии
5030
4700
6500
2000
2300
2506
2450
3500
3500
3000
4500
1160
1160
i прочности
при из-
изгибе
1700
1230
3000
950
—
1000
1040
2100
—
—
—
700
800
, МПа
при рас-
растяжении
1020
500
—.
500
—
600
—
—
—
—
380
520
Размер заготовки, м
Диаметр
о,и
До 0,5
0,025—0,4
0,07—0,5
0,094—0,03
До 0,5
0,135—0,3
0,135—0,3
0,098/0,3
Длина
1,5
0,18
1; 5
До 0,4
0,25
До 1,5
0,2—0,28
0,2—0,28
0,16—0,26
Примечание
Изготовлен методом продавли-
вания
Для электроэрозионной обработ-
обработки металлов
Графитированные электроды
Графит малозольный
Мелкозернистый, спрессованный
в пресс-форме
Мелкозернистый, спрессован-
спрессованный в пресс-форме с одной про-
пропиткой
Плотный графитированный,
спрессованный прошивным ме-
методом
Плотный графит, спрессованный
в глухой матрице
Плотный, графитированный,
спрессованный в глухой матри-
матрице с двумя пропитками
Пористый
Примечай
сования образца, в
и е. В числителе — значения предела прочности, измеренные в направлении, параллельном силе прес-
знаменателе — в направлении, перпендикулярном силе прессования.
Разовые формы и стержни
251
15. Свойства материалов, используемых при изготовлении оболочковых форм
и ХГС
Материал
Кварц
Дистен-силлима-
нит
Циркон
Высокоглиноземи-
Высокоглиноземистый шамот (мул-
(муллит)
Электрокорунд
(белый)
Двуокись цирко-
циркония стабилизиро-
стабилизированная
Окись магния (маг-
(магнезит)
Шпинель
Оксид кальция
(спеченный)
¦ Размер зерен
Химиче-
Химические свой-
свойства
К
КС
КС
А
А
А
О
СО
О
0,05 мм.
Темпера-
Температура
плавле-
плавления, °С
1713
1545
—
1600
2050
2690
2800
2135
2600
Плот-
Плотность,
кг/м*
2650
3250
4500
3000
4000
5730
3570
3560
3320
Коэффи-
Коэффициент
линейно-
линейного расши-
расширения
а. 10е,
1ЛС
—
5,1
5,3
8,6
7*2
13,5
7,6
13
Условная
стойкость
в вакууме,
баллы
2
2
3
4
4
5
1
4
5
Удельная
поверх-
поверхность пы-
левидно-
левидного * мате-
материала,
см*/кг
400—600
500—600
700—800
600—700
600—700
800—900
500—600
500—600
500
Примечания: 1. Условные обозначения: К — кислый; КС — слабо-
слабокислый; А — амфотерный; О — основной; СО — слабоосновной.
2. Балл соответствует самой низкой стойкости.
3. Размер зерен обсыпочного материала в первом слое 0,1—0,2 мм, в после-
дующих — 0,315-0,63 мм.
16. (
Наименование
наполнителей
Кварцевый
песок
Циркон
Дистен-сил-
л и манит
Хромистый
железняк
Хромомагнезит
Ставролит
Оливии
Рутил TiOt
Пр и м е ча
примесей).
Состав и свойства наполнителей для
Содержание компонентов
SiOg
97—98
36
31
4—9
3—4
5—7
38
96
ZrOi
66
—
AI.O.
ттшт
—
63
9—16
4—10
40—45
...
—
ХТС [73,
наполнителей, % (мае
MgO
_м щ
—
—
11-18
40—70
—
47
Сг,Оё
—
48-55
9—30
—
—
81]
доля)
Оксиды
железа
—
12—16
11—12
18—20
13
—
Плот-
Плотность,
кг/м*
2650
4500
3250
4400
4300
3600
3200
4280
вне. Дано примерное содержание основных компонентов (без
п.
Материал
" ...я.-::еои
Марка
мате-
материала
:тиха зь^окоогиеупооных ***..-..»*
Наименование и содержание
% (мае. доля)
основного
компонента
вредных примесей
.л^ .. iVia-iip
Огнеупор-
Огнеупорность, °С
рН
вод-
водной
вытя-
вытяжки
liutwiiieji ^,-c-i! г упорно
Зерновой состав,
% (мае. доля)
Область
применения
Шамотный поро-
порошок для приготов-
приготовления масс
(ТУ 14-8-56—72)
ПШС
А12О3 32;
SiO2
56,0—61,0
Высокоогнеупорные материалы
1690
7,8
Через сетки про- J Многократные
ходит: № 8 не ме- [ формы
нее 100; № 05 —
30—50; в том чис-
числе через сетку
№ 009 25—40. Ос-
таток на сетке № 3
20—30
Хромитовые по- \
рошки для литей- j
кого производства j
(ТУ 14-8-163—75) j
ПХК
ПХС
Сг2О3 не
менее 45
( Сг2О3 не
! менее 30
SiO2 не более 8; |
СаО не более 2,5 j
SiO9 не более 10; !
СаО не более 3,0 5
1600—1800 \ 8 » Через сетку № 05 I Облицовочные
проходит не более j смеси
40. Остатки на сет- J
ках: № 3 не допу- ,
I скается; N° 2 не \
• более Б *
Дистен-силлима-
нитовый концен-
концентрат
(ТУ 48-4-307—74)
КДСЗ
А12О3 не
менее 75
Fe2O3 не более
0,8; СаО не более
0,2; MgO не бо-
более 0,4; ТЮ4 не
более 1,5
1800
5,7 | Остаток на сетке
\ №¦ 0315 не более
! 0,5
« Формовочные
\ и стержневые
I смеси для по-
I лучения круп-
j ных отливок из
1 медных сплавов
Оливиновый песок
MgO 46—50 ;j Оксидов железа
SiO2 42—43
не более 10—12;
А12О3 + Сг2О3 +
+ СаО + MgO
не более 2,0
1750—
1830*
9,8
Добавляют
в облицовоч-
облицовочные смеси и по-
покрытия при из-
изготовлении
Магнезитовый по- J МЛФ j
рошок для литей- j |
ных форм ' \
(ТУ 14-816—71) | {
Материалы высшей огнеупорности
MgO 91,0 СаО 3,5; SiO2 3,0 I 1900—2000
форм и стерж-
стержней крупных
отливок из тр-
гоплавких
сплавов цвет-
цветных металлов
12,8
Через сетку №0063|
проходит 12—22.
Остаток на сетке
Mb 1 не более 15
Магнезитохр оми-
товые к хромомаг-
кезитовые порош- I
кн |
(ТУ 14-8-132—74) j
ПМХТ
23
15—20;
MgO 5?
SiO2 5 I 2000—2100 j 0,5
Через сито Mb 05
проходит 50—85.
Остаток на сите
Mb 1 не более 7
Противопри-
Противопригарные краскЕ
и пасты
Магнезитохр оми -
товые и хромомаг-
незнтовые порош-
порошки
(ТУ 14-8-132—74)
ПМХТ
СгА
30—40;
MgO 55
SiOg 7
I
2000—2100 0,5 ! Через сетки прохо-
\ \ дит: Mb 05 70—85;
I j в том числе через
| ! сито Mb 009 20—35.
I Остаток на сите
i Ms I не более 7
$ E
JS
Корундовые по- j ПКН-8
рошки для набив- ;
ных масс
А12О398
205С j 9 | Через сетки про-
I ! ходит Mb 8 не ме-
I нее 90; Mb 2 не
| более 1С
Корундовый
порошок
ПКН-0,5 может
быть использо-
использован для приго-
приготовления об-
облицовочных
смесей при про-
производстве от-
отливок из туго-
тугоплавких спла-
сплавов
Продолжение табл. 17
Материал
Корундовые по-
порошки для набив-
набивных масс
Цир коновый песок
УССР 654—70)
Марка
мате-
риала
ПКН-2
ПКН-0,5
Ш
Ц2
Наименование и содержание
% (мае. доля)
основного
компонента
А12О8 98
ZnSiO4
97,0—98,5
ZnSiO4
94,0—96,5
вредных примесей
FeyObO.5
Примеси сопут-
сопутствующих мине-
минералов:
1,5—3,0
3,5—6,0
Огнеупор-
Огнеупорность, °С
2050
2430—2450
рН
вод-
водной
вытя-
вытяжки
9
6,5
Зерновой состав,
% (мае. доля)
Через сетку про-
проходит: № 2 не ме-
менее 90; Кя 5 не бо-
более 10
Через сетку № 05
проходит не менее
90
Остаток зерен на
двух основных
смежных ситах
№ 01 и № 0013
не менее 90
Область
применения
См. с. 253
Формовочные
материалы для
получения
крупных тол-
толстостенных
отливок при
длительном воз-
воздействии на
смесь высоких
температур
к металлоста-
тнческих дав-
давлений
* Температура спекания 1400 °С.
Разовые формы и стержни
255
18. Физико-механические свойства графитовых формовочных смесей
Марка
смеси
СФТ-1
СФТ-Ш
СГУ-2
СГУ-3
БГУ-1
Сырые образцы
Прочность
на сжатие,
МПа
0,06—0,07
0,07—0,09
0,018—0,024
0,018—0,03
0,025—0,05
Газопро-
ницае-
ницаемость, ед.
Св. 25
» 25
50—65
Образцы, обожженные при 1000 °С
Проч-
Прочность на
разрыв,
МПа
0,8—0,9
Св. 0,9
0,7-1,1
0,6—1,2
0,5—0,8
Газопро-
ницае-
ницаемость,
ед.
150—170
Св. 90
80—100
90—150
Осыпаемость,
%
0,10—0,12
До 0,1
0,02—0,05
0,02—0,05
Усадка, %
2,0—2,2
0,9-1,1
2,2-2,4
1,9—2,0
0,8—0,9
испарения (при сушке стержней) свя-
связывающие зерна песка. К классу Б
относятся сульфитно-спиртовая барда,'
сульфитно-дрожжевая бражка, дек-
декстрин, пектиновый клей, патока и др.
В класс В входят неорганические свя-
связующие (жидкое стекло, глина, це-
цемент), которые так же, как и связую-
связующие класса Б, проявляют связую-
связующую способность только после добав-
добавления к ним воды.
Основным признаком отнесения свя-
связующего к той или иной группе
является удельная прочность, т. е.
прочность на разрыв, отнесенная к 1 %
введенного в стержневую смесь свя-
связующего. Для оценки удельной проч-
прочности в лабораторные бегуны загру-
загружают 2 кг сухого кварцевого песка
и 2% воды. После перемешивания
смеси в течение 2 мин добавляют 2 %
связующего, и перемешивание про-
19. Классификация связующих материалов
Группа
I
II
III
Удель-
Удельная проч-
прочность,
10* МПа
Св. 0,5
0,3—0,5
До 0,3
Класс А
Связующее
Растительные
масла, олифа,
П, ПТ, ПТА,
синтетические
смолы типов:
ОФ-1,ФФ-1Ф,
ФФ-1СМ и др.
4ГУ (П), ГТФ,
БК, УСК-1,
КО и др.
Канифоль,
СП, СБ и др.
Обо-
зна-
значение
А-1
А-2
А-3
Класс Б
Связующее
Синтетические
смолы типов:
М-3, УКС-Л,
КФ-40, КФ-90,
БС-40 и др.
Декстрин, пек-
пектиновый клей
Концентраты
сульфитно-
дрожжевой
бражки, патока
Обо-
зна-
значение
Б-1
Б-2
Б-3
Класс В
Связу-
Связующее
Жидкое
стекло
—
Глина,
цемент
Обо-
зна-
значение
В-1
—
в-з
ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
дояжается еще 8 мин. Из полученной
смеси изготовляют образцы (восьмер-
(восьмерки) для определения прочности на
разрыв по сухому. Так, если проч-
прочность иа разрыв связующего груп-
группы II составляет 0,85 МП а, то, разде-
разделив это значение на два (в смесь вве-
введено 2% связующего), получим удель-
удельную прочность, отнесенную в 1 %
связующего.
Наиболее часто применяют связую-
связующие марок [43]:
П -• раствор окисленного бакин-
бакинского петролатума (побочного продук-
продукта при изготовлении смазочных ма-
масел из нефти) в уайт-спирите (особо
чистом керосине); состав, % (мае. доля):
петролатума 50—55, уайт-спирита
50—45;
ПТ — раствор окисленного петро-
петролатума и талового масла (темная вяз-
вязкая смола, получаемая при перера-
переработке сульфатного мыла) в уайт-спи-
уайт-спирите;
ПТА - раствор окисленного петро-
петролатума, обработанного аммиаком, и
талового масла в уайт-спирите;
П, Ш и ПТА применяют при изго-
изготовлении стержней класса I;
4ГУ (П) — раствор сплава битума
[25 % (мае, доля) ] и канифоли [25 %
(мае, доля)] в уайт-спирите [50%
(мае. доля)]. При приготовлении этого
связующего битум сплавляют с кани-
канифолью, а затем сплав растворяют в
уайт-спирите; применяют для стержней
классов I и П;
ПК-104 - тонкоизмельченная смесь
новолачной фенол оформальдегидной
смолы 104 и 7,4—8% (мае. доля)
уротропина, связующее используют
при изготовлении оболочковых форм
и стержней;
ГТФ — генераторная тяжелая
фракция сланцевой генераторной смо-
смолы, получаемой при тепловой перера-
переработке эстонских сланцев; введение
этого связующего в комбинации с
сульфатной бардой или бражкой зна-
значительно повышает прочность сухих
образцов на разрыв; связующее де-
дешево и и еде фицитно; применяют для
стержней классов II и III;
Б К •--• эмульсия, состоящая, % (мае.
диля): из сульфитно-дрожжевой браж-
, ки 73 /о % , лака этиноля 15—17 %;
связующего ГТФ 10 12%; приме-
применяют Для стержней классов II и III,
СП и СБ — эмульсии, состоящие из
сульфитно-спиртовой барды и соответ-
соответственно из окисленного петролатума
и связующего ГТФ; относятся к бы-
быстросохнущим; их используют при
изготовлении стержневых (стержни
классов сложности IV—V) и формо-
формовочных смесей;
М — мочевино-формальдегидная
смола, являющаяся продуктом кон-
конденсации мочевины с формальдегидом
в присутствии уротропина; применяют
при изготовлении стержневых сме-
смесей для отливок из сплавов цветных
металлов; процесс сушки более уско-
ускоренный, чем при использовании мно-
многих других связующих.
Отрицательным свойством мочевин-
ных смол является выделение при за-
заливке форм резкого неприятного за-
запаха, для устранения которого в
стержневые смеси связующее М вво-
вводят в сочетании с пектиновым клеем,
который получают из жома сахарной
свеклы либо из яблоневых выжимок.
Концентраты сульфитно-дрожжевой
бражки являются отходами при пере-
переработке сульфитного щелока (побоч-
(побочный продукт целлюлозно-бумажного
производства) в спирт. Различают
бражку двух марок: КБЖ—концен-
КБЖ—концентраты бражки жидкие и КБТ — кон-
концентраты бражки твердые.
Разделительные покрытия умень-
уменьшают прилипаемость формовочных и
стержневых смесей к модельной
оснастке. Различают многократно
используемые покрытия деревянных мо-
моделей и стержневых ящиков (лаки,
эмали и синтетические смолы) и разо-
разовые покрытия, наносимые на поверх-
поверхность моделей и ящиков после каждо-
каждого или нескольких циклов формовки
(порошки или жидкости).
В качестве многократно используе-
используемых покрытий для деревянных моде-
моделей используют химически стойкий
лак ХСЛ на основе перхлорвиниловой
смолы и полиуретановый лак УР-24.
В качестве разовых порошкообраз-
порошкообразных разделительных припылов приме-
применяют кристаллический графит, искус-
искусственный ликоподий (мраморная пуд-
пудра, плакированная стеарином), белую
сажу и эбонитовую пыль
(ТУ 38-105323—76). Разделительные
Разовые формы и стержни
2 57
20. Разделительные покрытия для горячей оснастки
Покрытие
Область применения
3%-ный раствор синтетического тер-
термостойкого каучука СКТ-Р
(ГОСТ 14680—79)
Эмульсия КЭ-60-90 (ТУ 6-02-858—74)
на основе каучука СКТН-А, разбав-
разбавленная дистиллированной водой в со-
соотношении 1 : 15
Кремнийорганическая эмульсия
КЭ-10-01 (ТУ 6-02-587—75), разбав-
разбавленная дистиллированной водой в со-
соотношении 1 : 15
Расплав озокерита М-60 (ВТУ 288—49)
Для форм и стержней из смесей на осно-
основе связующих, а также при использо-
использовании оснастки с закрытым электриче-
электрическим нагревом
Для форм и стержней на основе раз-
различных связующих, а также при ис-
использовании оснастки с электрическим
и газовым нагревом
Для форм и стержней на основе карба-
мидно-фурановых связующих, а также
при использовании оснастки с электри-
электрическим и газовым нагревом
Для форм и стержней из смесей на
основе карбамидно-фурановых связую-
связующих, а также при использовании ос-
оснастки с закрытым электрическим на-
нагревом
припылы используют преимуществен-
преимущественно при изготовлении форм и стержней
вручную.
Жидкие разделительные покрытия
применяют при механизированном и ав-
¦ томатизированном процессах изготов-
изготовления форм и стержней. Так, для форм
из песчано-глинистых смесей применя-
применяют масло ВИ4 (ТУ 39-101-308—72) и
• разделительные покрытия, содержащие
олеиновую кислоту (ТУ 18-16-303—74),
технологическую смазку СП-3
(ГОСТ 5702—75) и антифрикционную
модельную смазку ОК-72.
Для опрыскивания модельных плит
на КамАЗе применяют разделительное
покрытие, состоящее из 10—15 %
олеиновой кислоты и 85—90 % осве-
осветительного керосина КО-25. Допу-
Допускается замена олеиновой кислоты
маслом ИГП-6 (ТУ 38-1-01-75—70).
При изготовлении форм и стержней
из жидкостекольных смесей применяют
разделительное покрытие, состоящее
из раствора канифоли в керосине
(соотношение массовых долей 1 : 10).
Для стержней из набивной само-
самотвердеющей смеси рекомендуют
использовать водный раствор эмуль-
сола A : 1), раствор СДБ плотностью
9 Н. М. Галдин и др.
1150—1200 кг/м3, смесь мазута с ке-
керосином A : 1), минеральное масло
ДС-РАС. В качестве разделительных
покрытий при работе с ХТС на термо-
термопластичных смолах применяют смесь
кристаллического графита с кероси-
керосином A:2), 1—2%-ный раствор па-,
рафина в керосине или бензине, смесь
кристаллического графита с минераль-
минеральным маслом.
Разделительные покрытия для горя-
горячей оснастки приведены в табл. 20 [79].
Противопригарные добавки и защит-
защитные присадки. В качестве противо-
противопригарных добавок в смеси для формо-
формообразования отливок из медных спла-
сплавов вводят мазут @,5—1,5%). Его
действие основано на том, что в пе-
период заливки формы сплавом в ре-
результате сгорания мазут на поверх-
поверхности раздела металла и формы со-
создается газовая прослойка, препят-
препятствующая проникновению расплава в
поры смеси. Кроме того, присутствие
оксида углерода в газообразных про-
продуктах создает в форме восстанови-
восстановительную атмосферу, препятствующую
окислению металла. Для отливок,
имеющих сложные внутренние по-
полости, не подвергаемые обработке,
268
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
в состав стержневых смесей вводят пы-
пылевидный кварц, который заполняет
поры между зернами песка и препят-
препятствует проникновению расплава в по-
поверхность стержня.
При изготовлении отливок из алюми-
алюминиевых и магниевых сплавов в состав
формовочных и стержневых смесей
вводят борную кислоту, фтористую
присадку или присадку ВМ, которую
вводят в виде водного раствора или
порошка, состоящую из 58—62% мо-
мочевины, 13—17% борной кислоты и
15—19 % нефелинового коагулянта.
Вводимые присадки препятствуют
окислению и самовозгоранию этих
сплавов за счет образования защитной
атмосферы.
Для дополнительной защиты от при-
пригара наружную поверхность форм и
стержней покрывают тонким слоем
специальных противопригарных мате-
материалов. При формовке по-сырому по-
поверхность формы покрывают серебри-
серебристым графитом (литье из медных спла-
сплавов), тальком (литье из алюминиевых
и магниевых сплавов), цементом и др.
Для повышения поверхностной проч-
прочности форму опрыскивают из пульве-
пульверизатора раствором сульфитно-дрож-
сульфитно-дрожжевой бражки, разбавленной теплой
водой до плотности 1100 кг/м3.
Стержневые клеи и замазки [73]. Суль-
Сульфитный клей состоит, мае. часть:
сульфитно-спиртовой барды 50; фор-
формовочной глины 50; воды 20. Также
применяют клей состава, % (мае. доля):
декстрина 40; формовочной глины 60;
воды 65.
Литейные клеи № 1, 2, 3 и 4, от-
верждаемые тепловой сушкой, содер-
содержат соответственно 38; 38,5; 29,8 и
50% (мае. доля) огнеупорной глины.
В состав клеев вводят также, % (мае.
доля): № 1 — скрыто кристаллическо-
кристаллического графита 2; бентонитовой глины 20;
ССБ 40; № 2 — декстрина 65; горя-
горячей воды 35; № 3 — ССБ 61,5; № 4 —
скрытокристаллического графита 8,1;
декстрина 62,1; № 5 — жидкого стек-
стекла 50.
На КамАЗе при производстве стерж-
стержней в горячей оснастке применяют
самотвердеющий клей, содержащий,
% (мае. доля): смолы ФПР-24 48;
пылевидного кварца 52; катализато-
катализатора ФС 26/6 11,9—13,3; изопропилово-
го спирта 2,6—1,3. Предел прочности
образца на растяжение через 30 с
после холодного склеивания превы-
превышает 1 МПа.
Замазки (табл. 21) применяют для
заделки швов, образующихся при
склеивании стержней, а также для
устранения дефектов (выбоин, тре-
трещин).
В замазки для отливок из магниевых
сплавов вводят 3—6% борной кис-
кислоты.
Для предотвращения утечки метал-
металла при заливке форм, затекания ме-
металла в газоотводные каналы стержней
и уменьшения толщины заливов
разъемы форм и стержней уплотняют
безводной мастикой и прокладочными
жгутами (ТУ 2-043-588—77), накла-
накладываемыми на разъем литейной формы.
Теплоизоляционные материалы.
В качестве теплоизоляционных на-
наполнителей используют строительные
теплоизоляционные материалы, кото-
которые в соответствии с ГОСТ 16381—77
классифицируют:
по структуре на зернистые (аглопо-
ритовый песок, трепел, кизельгур,
вспученный перлит, шунгизит), ячеи-
ячеистые (пеношамот, пеностекло), слои-
слоистые (отходы слюды, вермикулит),
волокнистые (стекловолокнистые, ми-
нераловатные, шлаковатные), со сме-
смешанной структурой (асбестин, асбо-
зурит, порошок совелитовый);
по виду исходного сырья на неорга-
неорганические (вспученный перлит, верми-
вермикулит, шингизит) и органические (дре-
(древесные опилки);
по форме и внешнему виду на сыпу-
сыпучие и рыхлые (перлитовый песок,
вата), рулонные и шнуровые (маты,
шнуры, жгуты), штучные (пеношамот-
ные или перлитокерамические блоки
и полуцилиндры, втулки и фасонные
изделия из теплоизоляционных сме-
смесей);
по теплопроводности на классы:
Коэффициент теплопроводности при
20° С, Вт/(м-°С)
А (низкой теплопроводности) До 0,0581
Б (средней теплопроводно-
теплопроводности) 0,0581-
0,1163
В (повышенной теплопро-
теплопроводности) 0,1163—
0,1744
Разовые формы и стержни
250
21. Составы замазок [72, 73]
Компоненты вамазки
Медные сплавы
Песок 2К063
Кристаллический графит
Формовочная глина
Вода
Алюминиевые сплавы
Содер-
Содержание
компо-
компонентов,
% (мае
доля)
60
25
15
0,3**
Полужирный песок
Белый тальк
Пектиновый клей
Крепитель ЛКБЖ плот-
плотностью 1270 кг/м8
Вода
Белый тальк
Железный сурик
Полужирный песок
Вода
Белый тальк
Формовочная глина
Вода
Полужирный песок
Бентонитовая глина
Вода
Песок П01
Тальк
Декстрин
Крепитель ССБ
Вода
34—26
63—70
1—2
2
30—40 ••
30
10
60
30—35 ••
94—90
6—10
20—30 •»
90
10
20—30 *
36—38
63—60
1—2
j 2 *•
30—40 *8
*г 0,3 л на 1 кг сухой смеси.
•* Сверх 100%.
по возгораемости на три группы:
несгораемые (неорганические мате-
материалы), трудносгораемые (органиче-
(органические материалы, содержащие большое
количество неорганических примесей,
или пропитанные неорганическими ве-
веществами, например, жидким стеклом),
сгораемые (органические материалы —
опилки, отходы измельченного кокса,
торфа);
по температуре применения на три
группы: с температурой применения
до 800, 800—1200, более 1200 °С;
первую группу материалов исполь-
используют при изготовлении отливок из
сплавов на основе алюминия, вторую—
на основе меди и третью — на основе
железа.
Зернистые и ячеистые теплоизоля-
теплоизоляционные материалы — это пористые
осадочные породы; материалы, вспу-
вспученные при высокой температуре; по-
пористые материалы, получаемые в ка-
качестве отходов при производстве строи-
строительных материалов*
В природе зернистые теплоизоля-
теплоизоляционные материалы встречаются в
виде кремнистых опаловых соедине-
соединений» содержащихся в осадочных поро-
породах. Типичными представителями та-
таких соединений являются аглопори-
товый песок и диатомит. Пористые
зернистые материалы получают при
обработке жидких шлаков, содержа-
содержащих большое количество газов, или
сливов шлаков определенного хими-
химического состава в водный бассейн.
К зернистым материалам, вспучен-
вспученным при высокой температуре, отно-
относятся вспученный перлит и шунгизит,
Аглопоритовый песок (ГОСТ
11991—83) в основном состоит из
кремнистых опаловых пород, в част-
частности диатомита, содержащего полые
панцири микроскопических организ-
организмов (диатомитовые водоросли) гидро-
гидрокремнистого состава. В качестве при-
примесей в него входят глинистые мате-
материалы.
Вспученный перлит (ГОСТ
10832—83) представляет собой зер-
зернистый пористый материал в виде
песка или щебня, получаемый при
термической обработке измельченных
стеклообразных пород типа обсидиана,
перлита и других материалов, содержа-
содержащих в своем составе первичную воду
9*
260
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
в количестве 0,3—5,8 % * Термическая
обработка осуществляется в специаль-
специальных барабанных, шахтных или вибра-
вибрационных печах при температуре до
850 °С. При парообразовании и выде-
выделении газов происходит размягчение
и вспучивание материала. Температу-
Температура, время нагрева и коэффициент
вспучивания перлита зависят от хими-
химического состава исходного сырья.
Обычно коэффициент вспучивания ра-
равен 6,0—15,0.
В соответствии с ГОСТ 10832—83
вспученный перлит (песок) подразде-
подразделяют на марки в зависимости от объем-
объемной массы: 100; 150; 200 и 250. Перли-
Перлитовый песок подразделяют также по
размерам зерен на рядовой (размеры
зерен менее 5 мм); крупный— 1,25—
5,0; мелкий — 0,16—1,25; пудра
(фильтр-порошок) — менее 0,16 мм.
Шунгизит получают вспучиванием
измельченных сланцевых шунгитосо-
держащих пород, содержащих 1,2—-
5% шунгитового вещества. Это осо-
особая форма углерода, состоящая из
частиц размером 0,2 мкм, равномерно
распределенных в силикатной массе.
Температура вспучивания шунгизита
1100—1240 °С. Свойства шунгизито-
вого гравия регламентируются ГОСТ
9759—83 на керамзитовый гравий.
Шунгизитовый песок с размерами
зерен до 5 мм получают дроблением
более крупных кусков гравия. Вспу-
Вспученный шунгизит имеет мелкоячеистую
структуру.
Перлитокерамические изделия изго-
изготовляют прессованием вспученного пер-
перлитового песка и глины (в соотноше-
соотношении 1:1) и дальнейшей сушкой и
обжигом при температуре 850—900 °С.
Получаемые марки изделий: 250, 300,
350, 400. В литейном производстве
используют оболочки и трубы, изго-
изготовленные из пер лито керамических
смесей, а также измельченные отходы
пер лито керамических изделий. Коэф-
Коэффициент теплопроводности изделий с
объемной массой 250—400 кг/м8 при
20 °С составляет 0,075—0,110 Вт/(м-°С).
Песок и гравий керамзитовый
(ГОСТ 9759—83) — искусственные по-
пористые материалы, получаемые путем
вспучивания при обжиге силикатных
пород (глин, трепела, сланцев) или
золы из отходов тепловых электро-
электростанций. В литейном производстве та-
такие материалы используют с размером
зерен до 5 мм и объемной массой до
200 кг/м3.
Шлаковую пемзу (ГОСТ 9760—86)
получают поризацией расплавленных
шлаков с последующим дроблением и
рассевом. В литье используют шлако-
шлаковую пемзу с размером фракций до
5 мм и объемной массой до 400 кг/м8.
Слоистые теплоизоляционные мате-
материалы получают из отходов природной
слюды и вспученного при высоких
температурах вермикулита.
Слюда встречается в трех минерало-
минералогических модификациях (мусковит,
флогопит и биотит), не содержащих
кристаллизационную воду. Эти мине-
минералы не вспучиваются при нагрева-
нагревании. Объемная масса слюды в рыхлом
состоянии 150—350 кг/м3, что значи-
значительно превышает объемную массу
вспученного вермикулита.
Вспученный вермикулит — пори-
пористый зернистый материал чешуйча-
чешуйчатого строения, получаемый обжигом
вермикулита.
Вермикулит вспучивается при нагре-
нагревании до 980 °С вследствие того, ,что
содержащаяся в нем вода, превра-
превращаясь в пар, расслаивает частицы по
плоскостям спаянности на отдельные
пластинки-чешуйки. При вспучива-
вспучивании объем вермикулита увеличивается
в 15—25 раз.
По размеру зерен вермикулит под-
подразделяют: на крупный (размеры зе-
зерен 5,0—10,0 мм); средний @,6—
5,0 мм); мелкий (до 0,6 мм).
Волокнистые теплоизоляционные ма-
материалы — материалы либо природ-
природного происхождения, либо полученные
методом распыления смеси оксидов
с определенным модулем кислотности.
Асбест имеет волокнистое строение,
способен расщепляться на прочные тон-
тонкие и гибкие волокна, что повышает
его теплоизоляционные свойства.
В качестве волокнистых теплоизоля-
теплоизоляционных материалов используют ми-
минеральную вату, основу которой со-
составляют: стекловолокно, базальтовое
волокно, шлаковая вата.
Теплоизоляционные материалы со
смешанной структурой имеют при-
природное происхождение, а также могут
быть получены смешиванием материа-
Постоянные формы и стержне, .литейная оснастка
261
лов с различной структурой.
Порошок совелитовый
(ТУ 36-131—77) получают при размо-
размоле совелитовых изделий (ГОСТ
6788—74), в состав которых входят
MgCO8, СаСО3 и асбест. Объемная
масса совелитового порошка 250 кг/м3
и коэффициент теплопроводности
0,095—0,12 Вт/(м-°С).
Асбестин — разновидность талько-
тальковых руд; представляет собой рыхлую
горную породу, содержащую, кроме
талька, до 25 % коротковолнистого
тремотита и в качестве примесей —
карбонаты.
Асбозурит (ТУ 36-130—77) представ-
представляет собой порошкообразную смесь
трепела или диатомита с 15 % (мае.
доля) асбеста. Изделия из асбозурита
марок 600, 700 и 800 имеют коэффи-
коэффициент теплопроводности 0,17—
0,22 Вт/(м.°С).
Наиболее широко в качестве тепло-
теплоизоляционного материала используют
вспученный перлит (как дешевое
сырье). Смесями со вспученным перли-
перлитом утепляют боковые стенки прибы-
прибылей, применяют в качестве засыпок
зеркала металла и для покрытий,
регулирующих скорость затвердева-
затвердевания и охлаждения отливок в металли-
металлических формах.
Наполнителями теплоизоляционных
смесей являются вспученный верми-
вермикулит и шунгизит; засыпками — агло-
поритовый песок, керамзит и трепел.
В последнее время в литейном произ-
производстве все больше используются изде-
изделия на основе волокнистых материалов.
2. Постоянные формы
и стержни, литейная оснастка
Материалы пресс-форм. Все формо-
формообразующие детали пресс-форм при
работе подвергаются сложному сило-
силовому, тепловому и химическому воз-
воздействиям расплава. Поэтому формо-
формообразующие детали изготовляют из
материалов, которые обладают высо-
высоким сопротивлением термоциклическим
нагрузкам, высокой твердостью, вяз-
вязкостью и прочностью при нагреве,
малым коэффициентом линейного рас-
расширения, хорошо обрабатываются ре-
ванием, мало деформируются при тер-
термической обработке и не вступают в
физико-химическое взаимодействие с
расплавом. Такими свойствами обла-
обладают стали, легированные вольфра-
вольфрамом, хромом, никелем, молибденом и
ванадием. Формообразующие детали
пресс-форм для литья алюминиевых,
магниевых, медных и цинковых спла-
сплавов изготовляют из этих сталей
(табл. 22); при литье титановых спла-
сплавов — из жаропрочной стали ЗХ2В8Ф,
титановых сплавов ВТ1, ВТ5, ВТЗ-1,
молибдена и его сплавов, а также
из мелкозернистого графита марок
ГМЗ и РВ.
Для других деталей пресс-форм
(плит, контр выталкивателей, колонок,
втулок и т. д.) используют конструк-
конструкционные стали 35, 40, 40Х, 45.
Для придания необходимых служеб-
служебных свойств формообразующие детали
пресс-форм подвергают термической и
химико-термической обработке — низ-
низкотемпературному цианированию на
глубину 0,05—0,2 мм.
Материалы для кокилей. В процессе
эксплуатации в кокиле возникают
значительные термические напряже-
напряжения вследствие чередующихся резких
нагревов (при заливке и затвердева-
затвердевании отливки) и охлаждений (при рас-
раскрытии кокиля и извлечении отливки),
нанесения на рабочую поверхность
огнеупорного покрытия). К тому же
под действием переменных температур
в материале кокиля могут протекать
сложные структурные изменения и
химические процессы. Поэтому мате-
материалы для кокиля, особенно для его
частей, непосредственно соприкасаю-
соприкасающихся с расплавом, должны хорошо
противостоять термической усталости,
иметь высокие механические свойства
и минимальные структурные превра-
превращения при температурах эксплуата-
эксплуатации, обладать повышенной росто-
устойчивостью и окалиностойкоетью,
иметь минимальную диффузию отдель-
отдельных элементов при циклическом воз-
воздействии температур, хорошо обраба-
обрабатываться, быть недефицитными и не-
недорогими.
Для рабочих стенок кокилей исполь-
вуют различные материалы (табл. 23).
Чугуны, используемые для изготов-
изготовления кокиля, имеют ферритно-пер-
литную структуру и графит в виде
262
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
22. Материалы для изготовления деталей пресс-форм
Заливае-
Заливаемый сплав
Цинковый
Алюминие-
Алюминиевые и
магниевые
Медные
—
Детали пресс-формы
Вкладыши, вставки, особо сложные
стержни, втулки литниковые, рассека-
рассекатели
Стержни и выталкиватели
Вкладыши, вставки, стержни, вытал-
выталкиватели, рассекатели, втулки литни-
литниковые
Вкладыши, вставки, стержни, рассе-
рассекатели, втулки литниковые
Плиты-обоймы, ползуны, рейки, втул-
втулки стержней
Плиты подкладные
Колонки, направляющие, контртол-
контртолкатели
Втулки ползуна» втулки стержней
Марка
стали
5ХНМ,
40ХНМА
У10А
ЗХ2В8Ф;
4Х5МФС
ЗХ2В8Ф
40, 40Х
35, 45
У10А
40Xf 45
Твердость
поверхно-
поверхности HRC
58-62
48—52
58—62
42—46
30—34
50—55
48—52
23. Материалы для рабочих стенок кокилей
Материал
СЧ20, СЧ25
ВЧ 40, ВЧ 45
Стали: СтЗ, 10, 20,
15Л—И, 15ХМЛ
Медь и ее сплавы, леги-
легированные стали и сплавы с
особыми свойствами
АЛ9, АЛП
Область применения
Кокили для мелких и средних отливок, с воздуш-
воздушным или водовоздушным охлаждением, в двухслой-
двухслойном исполнении
Кокили для средних и крупных отливок: с воздуш-
воздушным либо водовоздушным охлаждением, а также
в двухслойном исполнении
Кокили с жидкостным охлаждением, вкладыши
двухслойных кокилей
Вставки в места интенсивного термогидродинами-
термогидродинамического износа, металлические стержни
Водоохлаждаемые кокили с анодированной поверх-
поверхностью, кокили с естественным охлаждением и ано-
анодированной поверхностью (в основном для мелких
отливок)
Постоянные формы и стержни, литейная оснастка
268
24. Материалы для изготовления деталей кокилей
Детали кокиля
Стержни, штыри, обратные
толкатели, тяги
Стержни, вставки, выталки-
выталкиватели с резкими перехода-
переходами в сечениях
Выталкиватели
Оси, валы, эксцентрики
Условия работы
Соприкасаются с жидким
металлом, работают на исти-
истирание
Оформляют глубокие поло-
полости отливок и находятся под
действием высоких темпера-
температур
Испытывают ударные нагруз-
нагрузки
Работают на истиранив
Используемая
сталь
45
ЗОХГС, 35ХГСА,
35ХНМ, 4Х5МФС
У8А, У10А
25*
Подвергают цементации.
мелких изолированных включений.
В этих чугунах не допускается при-
присутствие свободного цементита, так
как при нагреве кокиля происходит
распад цементита с изменением объема
материала, в результате чего в кокиле
возникают внутренние напряжения,
способствующие короблению кокиля,
образованию на его рабочих поверх-
поверхностях сетки разгара, снижению его
стойкости. В состав таких чугунов для
повышения их стойкости вводят до
1 % (мае. доля) никеля, меди, хрома;
содержание вредных примесей (серы
и фосфора) должно быть минималь-
минимальным. Например, для изготовления
кокилей с высокой теплой агр ужен-
ностью рекомендуется серый чугун,
состоящий, мае. доля, %: С 3,0—3,2;
Si 1,3—1,5; Мп 0,6—0,8; Си 0,7—0,9;
Ni 0,3—0,7; Ti 0,08—0,1; S до 0,12;
Р до 0,1 [81].
Стали для кокилей обладают высо-
высокой пластичностью и поэтому хорошо
сопротивляются растрескиванию при
эксплуатации.
Кокили из алюминиевых сплавов
анодируют, в результате чего на их
рабочей поверхности образуется туго-
тугоплавкая (температура плавления око-
около 2000 °С) износостойкая пленка окис-
окислов алюминия толщиной до 0,4 мм.
Высокая теплопроводность алюми-
алюминиевых кокилей способствует быстро-
быстрому отводу теплоты от отливки. Эти
кокили обычно делают водоохлаждае-
мыми. Медь также часто используют
для изготовления рабочих стенок во-
доохлаждаемых кокилей.
Вставки и вкладыши для мест, в ко-
которых необходимо ускорять тепло-
отвод от отливки и тем самым управ-
управлять процессом ее затвердевания, изго-
изготовляют из меди.
Для стержней простой конфигура-
конфигурации используют и конструкционные
углеродистые стали, сложной конфи-
конфигурации — легированные стали, для
прочих деталей (осей, валов, болтов
и т. д.) — конструкционные стали
(табл. 24).
Правильный выбор материала обес-
обеспечивает высокую стойкость кокилей.
Стойкость кокилей (табл. 25) соот-
соответствует числу отливок требуемого
качества, полученных в данном кокиле
до выхода его из строя. .
Технологическая оснастка — это
совокупность приспособлений н
инструментов, необходимых для вы-
264
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
25. Приблизительная стойкость кокилей
Заливаемые сплавы
Медные
Алюминиевые, магние-
магниевые, цинковые
Отливки
Мелкие
Средние
Мелкие
Средние
Мелкие
Средние
Крупные
Материал
кокиля
Чугун
Сталь
Чугун
Стойкость кокиля
(число получаемых
отливок)
1 000—10 000
1 000—8 000
1 000—1 500
500—3 000
Сотни тысяч
Десятки тысяч
Несколько тысяч
полнения процесса формообразования
отливок. По роли в формообразовании
отливок оснастку подразделяют на
основную и вспомогательную. Основ-
Основную оснастку составляет модельный
комплект, в который входят модели,
стержневые ящики, элементы моде-
моделей литниковой системы, модельные
плиты и шаблоны. Вспомогательная
оснастка — это опоки, подмодельные
щитки, сушильные плиты, центрирую-
центрирующие штыри, скобы и т. п.
Модельные комплекты. Модельные
комплекты классифицируются по спо-
способу изготовления литейной формы,
габаритным размерам, сложности кон-
конструкции и роду материалов.
По способу изготовления литейной
формы разделяют модельные комплек-
комплекты для машинной и ручной формовки.
Для ручной формовки модели могут
иметь один-два и более разъемов, а
также отъемные части. Для машинной
формовки целесообразней иметь моде-
модели более простой конфигурации, без
отъемных частей и по возможности
с одним разъемом.
В зависимости от габаритных разме-
размеров модельные комплекты подразде-
подразделяют на мелкие, средние и крупные.
Мелкие модели и стержневые ящики
имеют максимальный габаритный раз-
размер до 500 мм, средние — 500—
1500 мм, 'крупные — более 1500 мм.
По сложности конструкции модель-
модельные комплекты классифицируют на
простые, средней сложности и слож-
сложные. Простые — это неразъемные или
разъемные мелкие и средние и стержне-
стержневые ящики, имеющие прямолинейную
или цилиндрическую форму. Коли-
Количество стержневых ящиков в модель-
модельном комплекте один-два; в нем отсут-
отсутствуют фальшивки, щитки и шабло-
шаблоны. Модели не имеют бобышек, взаим-
взаимно пересекающихся отверстий, а также
переплетений ребер.
К модельным комплектам средней
сложности относят неразъемные или
разъемные модели и стержневые ящи-
ящики любых габаритных размеров.
Стержневые ящики и контуры моделей
имеют несложные переходы, не тре-
требующие их выполнения по шаблонам
с использованием ручного инстру-
инструмента. В модельный комплект входят
фальшивки, щитки, прямолинейные и
с незначительными искривлениями
шаблоны. На моделях имеются бо-
бобышки, взаимно пересекающиеся от-
отверстия и ребра.
Сложные модельные комплекты —
модели и стержневые ящики любых
габаритных размеров, имеющие слож-
сложные контуры, а также криволинейные
переходы, выполняемые по шаблонам
с применением ручного инструмента.
Модели и стержневые ящики имеют
бобышки, знаковые части, взаимно
пересекающиеся отверстия, прямоли-
прямолинейные и криволинейные ребра. В мо-
модельный комплект входят щитки и
шаблоны.
В зависимости от применяемого ма-
материала модельные комплекты под-
подразделяют на деревянные, . металли-
металлические и неметаллические (пластмас-
(пластмассовые, гипсовые, пенополистироловые
Постоянные формы и стержни, литейная оснастка
265
и др.). На выбор материала влияют
тип производства и серийности заказа
на изготовление отливок (табл, 26
и 27) [1].
Модельные плиты. При машинной,
а в некоторых случаях и при ручной
формовке модели укрепляют на одно-
или двусторонние модельные плиты.
Модельные плиты для машинной фор-
формовки изготовляют, как правило, из
чугуна СЧ15 и выше, но если масса
модельной плиты лимитирована, то
модельные плиты изготовляют из алю-
алюминиевых сплавов АЛЗВ, АЛ4В,
АЛ9В, АЛ 10В, АЛ 14В. При мелкосе-
мелкосерийном производстве для плит исполь-
используют дерево с окантовкой металлом
проушин для центровочных штырей
и мест контакта плиты с опокой.
Литейные опоки. Основными требо-
требованиями, предъявляемыми к опокам,
являются высокая прочность, жест-
жесткость и минимальная масса. Опоки
изготовляют цельнолитыми из чугуна
(марок не ниже СЧ15), стали (ма-
(марок 15Л—45Л) и алюминиевых вторич-
вторичных сплавов; сварные — из литых
стальных элементов B0Л—ЗОЛ) либо
из стандартизованного или специаль-
специального проката; свертные (сборные) —
из чугуна и стали.
Сушильные плиты, используемые
для сушки стержней, подразделяют
на плоские литые и сварные и фасон-
фасонные литые. Литые плиты изготовляют
из вторичных алюминиевых сплавов
марок АЛЗВ, АЛ7В, АЛ 10В, АЛ 14В
и чугуна марок не ниже СЧ15; свар-
сварные плиты — из листовой и полосовой
сталей, стальной ленты и из сталей
Ст1, Ст2, СтЗ.
Центрирующие штыри и скобы (для
спаривания опок и полуформ) изго-
изготовляют соответственно из сталей 40—
45 (с последующей закалкой на сравни-
сравнительно высокую твердость и шлифов-
шлифовкой) и ЗОЛ.
Холодильники используют для соз-
создания направленного затвердевания
или ускорения охлаждения наиболее
массивных частей отливки. Различают
холодильники наружные и внутрен-
внутренние (по отношению к отливке).
Для изготовления наружных холо-
холодильников при цветном литье исполь-
используют бронзу, чугун (СЧ18, СЧ20)
и мягкую сталь, Наружные холодиль-
холодильники могут быть получены литьем
(фасонные холодильники) или из про-
проката. Рабочую поверхность холодиль-
холодильников обычно покрывают той же
краской, что и саму форму.
Внутренние холодильники чаще все-
всего выполняют из того же материала,
что и отливки. Непременным условием
применения внутренних холодильни-
холодильников является их полное расплавление.
Иногда внутренние холодильники
являются также и арматурой. В ка-
качестве холодильников используют про-
проволоку, прутки, полосы, стружку и
опилки. Внутренние холодильники
устанавливают в труднодоступных мас-
массивных частях; их объем составляет
8—12 % объема металла в захолажи-
ваемом месте отливки.
Каркасы различных конструкций
применяют для повышения конструк-
конструктивной прочности и жесткости стер-
стержней.
Каркасы не должны мешать выпол-
выполнению в стержнях вентиляционных
каналов, препятствовать усадке отли-
отливок при охлаждении; конструкция
каркасов должна обеспечивать их сво-
свободное удаление из отливок для по-
повторного использования.
Рекомендуются следующие типи
каркасов: для стержней первого клас-
класса — простые, связываемые из про-
проволочных (тонкая проволока) элемен-
элементов или изготовленные из формовоч-
формовочных шпилек; второго класса — слож-
сложные и особо сложные связываемые
проволочные каркасы, а также литые
рамочные каркасы с проволочными
торцами, изогнутыми в соответствии
с конфигурацией стержня; третьего
класса — проволочные связываемые
или разборные каркасы; для больших
цилиндрических стержней — стальная
труба с отверстиями, расположенны-
расположенными по всей поверхности в шахматном
порядке, а также сварные каркасы,
сочетающие в себе плоское цилиндри-
цилиндрическое основание и стальную трубу
с отверстиями; четвертого и пятого
классов — сварные рамочные карка-
каркасы (могут быть использованы также
объемные и коробчатые сварные кар-
каркасы).
Проволочные каркасы изготовляют
из низкоуглеродистой стальной
EСт1кп, В2Ст2кп) проволоки 0 3—
266
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
26. Сравнительная характеристика материалов
для модельных комплектов
Материал
модельного комплекта
Преимущество
Недостаток
Сосна, ель, бук и др.
Алюминиевые сплавы по
ГОСТ 2685-75: АЛЗВ,
АЛ7В, АЛ10В, АЛ14В,
АЛ 12 (для крупных мо-
моделей)
Серый чугун не ниже мар-
марки СЧ15 по
ГОСТ 1412—85
Стали: 15, ..., 50 по
ГОСТ 1050-74; СтО
Стб по ГОСТ 380—71
Бронза и латунь
Свинцово-сурьмянистые
сплавы 5 % Zn; 15 % Sb;
остальное Pb или 15 %
Sb; 14 % Bi, остальное
Pb
Гипс кальцинированный
или строительный E0 %
гипса, 50 % воды)
Цемент E0 % цемента,
50 % кварцевого песка)
Пластмассы ЭД-20 и
ЭД-16 по ГОСТ 10587—84,
акриловые самотвердею-
самотвердеющие составы
Пенополистирол
Хорошая обрабатывае-
обрабатываемость, низкая стоимость
Хорошая обрабатывае-
обрабатываемость, коррозионная стой-
стойкость, небольшая плот-
плотность
Высокая прочность, хо-
хорошая обрабатываемость
Высокая прочность и ма-
малая шероховатость обра-
обработанной поверхности
Высокая прочность и ма-
малая шероховатость обра-
обработанной поверхности,
неокисляемость
Хорошая обрабатывае-
обрабатываемость
Простота изготовления
моде л ьн ого комплекта,
низкая стоимость
Простота изготовления
модельного комплекта
Высокая прочность, про-
простота изготовления мо-
модельного комплекта, не
требующая, практически
обработки резанием
Простота изготовления
модельного комплекта,
низкая плотность
Склонность к деформа-
деформации (коробление, усуш-
усушка), низкая прочность
Низкая прочность и вы-
высокая стоимость
Склонность к коррозии,
большая плотность
Склонность к коррозии,
большая плотность
Большая плотность и вы-
высокая стоимость
Большая плотность и вы-
высокая стоимость, низкая
прочность
Высокая шероховатость
обработанной поверх-
поверхности, низкая прочность
То же
Токсичность
Разовое использование
(газифицируются)
Примечания: 1. Ориентировочная стоимость изготовления модельного
комплекта из дерева, алюминиевых сплавов, чугуна, стали относится как
2. Составы приведены в массовых долях.
Защитные и огнеупорные покрытия форм и стержней
267
27. Примерный срок эксплуатации модельных комплектов до капитального
ремонта в зависимости от материала комплекта [ 1 ]
Материал
модельного комплекта
Дерево
Алюминий
Чугун
Сталь
Бронза и латунь
Свинцово-сурьмянистый
сплав
Гипс
Цемент
Пластмасса
Пенополистирол
Максимальное число формовок для модельных
мел-
мелких
сред-
средних
комплектов
круп-
крупных
Ручная формовка
500
—
500
250
—
100
250
—
—
—
100
350
20
100
3000
—
—
—
—
2
мелких
средних
крупных
Машинная формовка
1000
50 000
100 000
100 000
—
3 000
1 000
—
50 000
200
500
30 000
75 000
_
150 000
*-,
500
1000
30 000
-~~
300
10 000
—
—
—
-—•
8 мм. Может быть использована отож-
отожженная проволока. Каркасы изготов-
изготовляют: литые — из чугуна СЧ10, СЧ15,
СЧ20; сварные — стального прутка
или уголка; трубчатые — из труб
стальных водопроводных.
Жеребейки используют для укрепле-
укрепления стержней при сборке форм. Ма-
Материал жеребейки тот же, что и мате-
материал отливки, т. е. при литье медных
сплавов применяют медные жеребей-
жеребейки, при литье алюминиевых сплавов —
алюминиевые жеребейки. Они могут
быть изготовлены литьем или штампов-
штамповкой; часто используют сборные же-
жеребейки, состоящие из одной, двух или
четырех стоек и пластин.
3. Защитные и огнеупорные
покрытия форм и стержней
Универсальные покрытия для ли-
литейных форм, которые давали бы нуж-
нужный эффект при всех видах литья,
не разработаны. Все известные покры-
покрытия проявляют свое положительное
действие только в определенном интер-
интервале температур при данном составе
формовочной смеси и при конкретном
виде литья*
Зерновая основа покрытия должна
соответствовать заливаемому сплаву
и материалу формы; основные оксиды
сплава и формовочной смеси нельзя
сочетать с кислой зерновой основой
покрытия и наоборот. Только покры-
покрытия из нейтральных огнеупорных ма-
материалов можно применять в сочетании
с формами, материал которых содер-
содержит кислые или основные окислы.
Недопустимо также применение в со-
составе краски двух наполнителей, ко-
которые могут вступать между собой
в химическое взаимодействие. Огне-
Огнеупорность припыла или наполнителя
краски должна быть выше температу-
температуры заливаемого сплава. Исключение
составляют наполнители активных кра-
красок, которые должны легко расплав-
расплавляться под действием теплоты зали-
залитого металла, а также добавки, пред-
предназначенные для получения стекло-
стекловидного легкоотделяемого пригара.
Для приготовления противопригар-
противопригарных красок не рекомендуется исполь-
использовать особо мелкие наполнители, так
как их использование приводит (из-за
большой удельной поверхности) к по-
повышению расхода связующего, а по-
покрытие после сушки часто растрески-
растрескивается и отслаивается* Поэтому, на-
268
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
пример, черный графит применяют
совместно с более крупным серебри-
серебристым графитом (отношение массовых
долей графитов соответственно 2 : 1
или 3 : 1). Для снижения склонности
к образованию трещин и повышения
газопроницаемости слоя в графитовые
краски добавляют молотый кокс.
Во всех случаях рекомендуется при-
применять светлые огнеупорные покры-
покрытия. Светлая форма имеет более опрят-
опрятный вид, лучше просматривается при
сборке и меньше подвержена разру-
разрушению под действием тепловой ра-
радиации жидкого металла. Для предот-
предотвращения образования поверхностных
дефектов отливок наряду с огнеупор-
огнеупорной составляющей в краску вводят
теплоизоляционные материалы.
Выбор дисперсионной среды (рас-
(растворителя) также зависит от принятой
технологии формы и свойств смесей.
Если формы (стержни) просушиваются
в сушилках или подсушиваются, в
качестве дисперсионной среды целе-
целесообразно применять воду. Водные
краски наиболее термостойки и тех-
технологичны, так как они не токсичны,
негорючи и обладают высокой живу-
живучестью.
При изготовлении форм из жидко-
стекольных смесей по СО2-процессу,
самотвердеющих и наливных (НСС)
применять водные краски нерацио-
нерационально, поскольку их необходимо под-
подсушивать, что удлиняет технологи-
технологический цикл и снижает эффективность
прогрессивной скоростной технологии,
Цри выборе органического раствори-
растворителя учитывают скорость его испаре-
испарения, токсичность и взрывоопасность.
Если в состав краски входят два или
несколько растворителей, то они
должны быть взаимно растворимы.
Стабилизирующее вещество должно
растворяться в выбранном растворите-
растворителе без осадка и сворачивания. Неко-
Некоторые из веществ обладают одновре-
одновременно связующими и стабилизирую-
стабилизирующими свойствами и хорошо сочетают-
сочетаются с растворителем. Однако использо-
использовать эти вещества для сокращения
числа компонентов краски не всегда
рекомендуется. Например, достаточ-
достаточную седиментационную устойчивость
и прочность водной краски можно
получить, добавляя только глину.
Но повышенное содержание глины
снижает огнеупорность краски и по-
повышает ее склонность к образованию
трещин после просушки. Поэтому в
данном случае целесообразнее заме-
заменить часть глины каким-либо органи-
органическим связующим или стабилизато-
стабилизатором. Аналогично поступают и при раз-
разработке составов быстросохнущих кра-
красок, если выбранное вещество (стабили-
ватор-связуюшее) не полностью отве-
отвечает требованиям к покрытиям, осо-
особенно по термостойкости.
Связующие материалы должны так-
также полностью растворяться в выбран-
выбранном растворителе и сочетаться со ста-
стабилизатором. Не сочетаются поливи-
нилбутираль с пульвер бакелитом
ПК-104 — при сливании спиртовых
растворов этих веществ выпадает оса-
осадок. Поливинилбутираль в спиртовых
растворах хорошо сочетается с ка-
канифолью, а также с этилсиликатом.
Карбоксиметилцеллюлоза хорошо со-
сочетается с водорастворимыми связую-
связующими: сульфитно-спиртовой бардой,
сульфитно-дрожжевой бражкой, па-
патокой и гидролом. Сульфитно-спирто-
Сульфитно-спиртовая барда и сульфитно-дрожжевая
бражка являются поверхностно-актив-
поверхностно-активными веществами и хорошо разжи-
разжижают суспензии, но вместе с тем
снижают седиментационную устойчи-
устойчивость красок. Поэтому в красках,
содержащих тяжелые наполнители
(циркон, магнезит), применять бар-
барду и бражку не рекомендуется.
Для повышения седиментационной
устойчивости краскам придают тик-
сотропное состояние. Тиксотропия зна-
значительно улучшает технологические
свойства красок. Краски, обладающие
тиксотропией, не стекают с кисти,
легче удерживаются на вертикальных
поверхностях без подтеков (причем
более толстым слоем), более устойчи-
устойчивы против расслоения. Тиксотропные
свойства краскам придают натриевые
бентониты. В красках, содержащих
каолиновые глины, тиксотропность
появляется при добавлении едкого
натра и повышении рН раствора.
Тиксотропию водных красок повы-
повышают созданием в них нейтральной
или щелочной среды. Тиксотропность
водным краскам придают и водорас-
водорастворимые силикаты щелочных метал-
Защитные и огнеупорные покрытия форм и стержней
269
лов общей формулы (M2O)n*SiO2r где
М — щелочной металл.
Краски, содержащие спиртовой рас-
раствор поливинилбутираля, приобретают
тиксотропные свойства при добавле-
добавлении к ним марганцевокислого калия,
В краски, приготовленные иа 2%-ном
растворе поливинилбутираля, доста-
достаточно ввести 3% (мае. доля) марган-
цевокислого калия в жидкую среду.
При выборе связующего для быстро-
быстросохнущих красок следует отдавать
предпочтение материалам, полимер и-
вующимся при комнатной температуре
и наиболее термостойким.
Растворители должны быть такими,
чтобы приготовленная краска хорошо
смачивала формовочную смесь и, сле-
следовательно, хорошо проникала в стен-
стенки формы, прочно сцеплялась с ней
и не отслаивалась после сушки. Крас-
Краска, которая не смачивает материал
формы, не проникает глубоко в поры
между зернами смеси и слабо сцепляет-
сцепляется с ее поверхностью. Интенсивность
проникновения водных красок, со-
содержащих шесть частей глины и че-
четыре части сульфитно-спиртовой бар-
барды, зависит от способности красок
смачивать пленки связующего мате-
материала, которые обволакивают зерна
смеси. При этом наибольшее коли-
количество водной краски поглощается
поверхностью жидкостекольных форм,
так как пленки жидкого стекла хо-
хорошо смачиваются водой, но при кон-
контакте с краской не разбухают и раз-
размер пор не сокращается. Пленки
сульфитно-спиртовой барды и' свя-
связующего КВС-2 набухают в воде,
поступающей с краской, и размер пор
сокращается, В связи с этим смеси,
содержащие такие связующие, плохо
впитывают водные краски.
Поскольку все органические рас-
растворители в известной степени токсич-
токсичны, необходимо при их выборе учиты-
учитывать интенсивность воздухообмена на
рабочих местах и степень механизации
процесса окрашивания.
Оптимальная вязкость водных кра-
красок, при которой обеспечивается проч-
прочное сцепление их с поверхностью
форм, составляет для цир коновых
смесей 50—60 с (по ВЗ-3) и дистенсил-
лиманитовых 75—85 с.
Для стабилизации красон исполь»
вуют высокомолекулярные вещества
(КАЩ, альгинат натрия и др.), обра-
образующие при небольшой концентра-
концентрации C—5 %) структурированные рас-
растворы вязкостью 20—25 с. Для при-
приготовления быстросохнущих красок
применяют 4%-ный раствор поли-
поливинилбутираля в спирте вязкостью
17—20 с. Плотность цирконовых кра-
красок, приготовленных на этом стаби-
стабилизирующем растворе, 1800 —
2000 кг/м3 при вязкости 30—55 с.
Водные краски применяют главным
образом для форм и стержней, под-
подвергаемых сушке, в отдельных слу-
случаях — для форм и стержней из са-
самотвердеющих смесей с поверхностной
подсушкой слоя краски. Составы вод-
водных противопригарных красок с орга-
органическими связующими материалами
для различных цветных сплавов при-
приведены в табл. 28.
Водные противопригарные краски с
неорганическими связующими —
(табл. 29) применяют главным обра-
образом при литье массивных отливок из
медных сплавов. Характерная осо-
особенность этих красок — наличие свя-
связующего материала в виде водных
растворов сульфатов алюминия и маг-
магния, а также три полифосфата натрия,
которые придают краскам высокую
термостойкость. Эти связующие ма-
материалы в процессе разложения при
700—1000 °С прочно спекаются в хи-
химически инертные к окислам метал-
металла состояния (это и обеспечивает
термостойкость краски). Упрочнение
слоя краски происходит после испаре-
испарения влаги при 100—200 °С, поэтому
окрашенные формы и стержни подвер-
подвергают сушке при этой температуре.
Краски на неорганическом связующем
приготовляют из паст (густотертых
красок) — пастообразных композиций
ТБ-П и ТБ-ПК (ПТУ 2-043-441—73) и
порошкообразной композиции ПК-Т-1
(ПТУ 2-043-443—74).
В табл. 30 приведены составы само-
самотвердеющих водных красок, которые
не требуют подсушки. В качестве
связующего материала в эти краски
добавляют сульфитно-спиртовую бар-
барду. Окислителем связующего является
добавка персульфата аммония
I(NH4JS2O8], который придает краске
способность и самотвердению. Для
270
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
28. Водные противопригарные краски с органическими
связующими материалами [10, 73]
Компоненты краски
Отливки из медных
1, Молотый тальк
Аморфный графит
Бентонит
1300Ккр/м9)
Вода
2. Графит
Бентонит
Пектиновый клей
Мылонафт
Вода
Содержание
компонента,
% (мао.
доля)
сплавов
31
30
3
3
33
54,4
3 4
3
0,2
39
Компоненты краски
Содержание
компонента,
% (мае.
доля)
Отливки из алюминиевых
и медных сплавов
3. Молотый тальк
Бентонит
Вода
4. Молотый тальк
Бентонит
Декстрин
Связующие марки ДП
Вода
5. Молотый тальк
Бентонит
Крахмалит
Связующие марки ДП
Вода
61
4
35
92,4
1,8
3,4
2,4
36*
92,5
3,1
1,6
2,8
35*
¦ Сверх 100 %.
Примечания: 1. Плотность приведенных красок 1350—1400 кг/м*.
2. Для предотвращения брожения в каждые 100 кг краски вводят 40 см*
антисептической добавки — формалина.
29. Состав [% (мае. доля)] водных противопригарных красок
с неорганическими связующими материалами [10, 73J
Наполнитель
68
68
68
68
45
Связующий материал
Водные растворы
К
20
15
15
15—20
Растворитель
10
Водный раствор
ПВС или КМЦ вяз-
вязкостью по В 3-4, о
20—22
27
40
35—40
17
50-55
12—17
Плотность
краски,
кг/м»
1920—1950
1950—2000
1900—1950
1450—1500
1900—1950
Защитные и огнеупорные покрытия форм и стержней
271
30. Составы [% (мае. доля)] самотвердеющих водных
противопригарных красок [73]
Номер краски
1
2
3
4
Содержание, % (мае. доля)
наполнителя
циркона
72,5-
73,5
50
—
скрыто-
кристалли-
кристаллического
графита
—
33,0—33,5
46,0—50,0
связующего
материала
КБЖ
8,0
10,0
добавок
техниче-
технической мо-
мочевины
0—5,0
10—15
окиси
цинка
0—0,5
0—0,5
персуль-
персульфата
аммония
4,0
2,5
растворите-
растворителя (воды)
14—19
25—30
Плотность
краски, кг/мв
2000—2200
1800—2000
1350-1400
Примечание. В краску № 2 добавляют 22,5—23,0 % (мае. доля) пы-
пылевидного кварца; в краску № 3 — 16,5 % (мае. доля) кристаллического гра-
графита.
получения требуемой плотности при
оптимальном количестве воды в со-
состав краски вводят добавку техниче-
технической мочевины. В отличие от обычных
водных красок, из которых при сушке
вода испаряется, из этих красок вода
не испаряется, а лишь химически свя-
связывается. Поэтому в отдельных слу-
случаях, во избежание вскипов жидкого
металла, формы и стержни подсуши-
подсушивают. Водные самотвердеющие покры-
покрытия применяют в случае изготовления
форм и стержней из самотвердеющих
смесей.
Самовысыхающие краски приготов-
приготовляют на быстроиспаряющихся неор-
неорганических растворителях, для воз-
возгонки которых необязательно приме-
применять сушку. Самовысыхающие покры-
покрытия наносят на формы и стержни,
изготовляемые из самотвердеющих сме-
смесей. Состав самовысыхающей противо-
противопригарной краски, % (мае. доля):
талька 42; поливинилбутираля 3,5;
этилового спирта 55,5. Плотность крас-
краски 1750—1850 кг/м3. В качестве свя-
связующего материала в состав красон
вводится поливинилбутираль, в ка-
качестве растворителя — этиловый спирт.
В тех случаях, когда необходимо полу-
получить отдельные поверхности отливон
с особо низкой шероховатостью,
используют натирочные пасты, содер-
содержащие, % (мае. доля) [73]:
для медных и алюминиевых спла-
сплавов — молотого талька 15; кристалли-
кристаллического графита 70; формовочной гли-
глины 15; воды (сверх 100%) 20—25;
для магниевых сплавов — молотого
талька 90—93; формовочной глины
2—5; борной кислоты 5; воды (сверх
100%) 30—40.
Защитные покрытия кокилей раз-
разнообразны как по составу, тан и по
назначению. Наиболее часто исполь-
используют облицовки и термоизоляцион-
термоизоляционные краски.
Облицовки представляют собой до-
достаточно толстые слои формовочных
смесей, наносимых непосредственно на
шероховатую поверхность кокилей.
Облицовку из песчано-глинистой мас-
массы применяют главным образом для
утепления отдельных участков круп-
крупных кокильных отливок. В утепляемых
местах стенок кокиля выполняют
углубления, соответствующие толщи-
толщине наносимого слоя, и предусматривают
в этих местах сквозные отверстия для
отвода газа.
Облицовку из сыпучих песчано-смо-
ляных смесей вдувают в зазор, обра-
272
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
31. Кокильные краски для литья
алюминиевых сплавов
Компоненты краски
1. Трудновоспламеня-
ющееся минеральное
масло
Керосин
Канифоль
Алюминиевый поро-
порошок
2. Цинковые белила
(сухие)
Асбестовая пудра
Жидкое стекло
Вода
3. Асбестовый порошок
Мел
Жидкое стекло
Вода
Массовая
доля, г
500
200
30
10
15
5
3
77
8,7
17,5
3,5
10,3
Темпера-
Температура ко-
кокиля, °С
60—200
150—200
150—200
Примечания: 1. Краски
№ 1 и 2 применяют для покрытия ра-
рабочих поверхностей, краска № 3 —
для покрытия литников.
2. Краски № 1 и 2 наносят с по-
помощью пульверизатора.
вующийся между нагретой моделью
и кокилем. Толщина облицовки со-
составляет 4—12 мм.
Для приготовления кокильных теп-
теплоизоляционных красок используют
наполнители с возможно меньшей теп-
теплопроводностью и с коэффициентом
линейного расширения в интервале ра-
рабочих температур, близких к коэффи-
коэффициенту расширения материала формы.
Материал с высоким коэффициентом
линейного расширения, такой как
пылевидный кварц, используют в со-
сочетании с теплоизоляционными мате-
материалами, которые частично компенси-
компенсируют тепловое расширение кварца.
Графит менее других материалов при-
пригоден для приготовления защитных
покрытий, так как он обладает высо-
высокой теплопроводностью, а следова-
следовательно, плохо предохраняет металли-
металлическую форму от термических воздей-
воздействий при заливке расплава.
Составы кокильных красок для
литья алюминиевых сплавов приве-
приведены в табл. 31, для литья магниевых
сплавов — в табл. 32 [72].
Краски, снижающие шероховатость
поверхности отливок из алюминиевых
и магниевых сплавов при литье в ко-
кокиль (табл. 33 и 34) [72], содержат более
дисперсные наполнители, чем теп-
теплоизолирующие краски. Молотый
асбест как грубодисперсный материал
в этих красках не применяют, а
скрыто кристаллический графит за-
Номер
крас-
краски
1
2
3
4
5
32. Кокильные краски для
Массовая доля, %
СО О М
прок
| ленк
асбес
—
—
15,0
6,0
25,0
мела
—
5,0
10,0
—
2,0
О со
ц
3,0
2,0
3,0
2,0
6,5
о о
борн
кисл
4,0
2,0
4,0
2,5
—
воды
78,0
86,0
68,0
84,5
100
литья магниевых сплавов
Область применения
При получении отливок сложной кон-
fhwrvnflTTWW
ЦЛгИ ура ЦП И
При получении средних и мелких от-
отливок
Утепление выпоров и литников
Окраска выпоров и литников
Окраска прибылей и литников
Примечание. Краски также содержат, % (мае. доля): № 1 — окиси
магния 15; № 2 — талька 5; № 4 — окиси цинка 5.
Особенности регенерации отработанных песков и смесей
273
33. Составы красок, снижающие шероховатость поверхности отливок
из алюминиевых сплавов
Компоненты краски
1. Окись цинка
Жидкое стекло
Вода
2. Окись цинка
Графит коллоидальный
Жидкое стекло
Вода
Массовая
Доля, %
4,0—6,0
1,5—2,0
Остальное
4,0—5,0
0,8—1,5
1,2—1,5
Остальное
Область применения
Для рабочих поверхностей форм
Для рабочих поверхностей форм и
стержней, когда имеются глубокие
полости и малые уклоны
34. Краски, снижающие шероховатость
поверхности отливок из магниевых
сплавов
Компоненты
краски
1. Графит
коллоидаль-
коллоидальный
Борная
кислота
Жидкое
стекло
Вода
2. Тальк
белый
Борная
кислота
Жидкое
стекло
Вода
3. Мел тон-
тонкомолотый
Борная
кислота
Жидкое
стекло
Вода
Содер-
Содержание, %
(мае.
доля)
1,8
5,5
2,7
Осталь-
Остальное
8,5
2,5
2,5
Осталь-
Остальное
8,5
2,5
2,5
Осталь-
Остальное
Область
применения
Для рабочих
поверхностей
кокилей
при литье
тонкостен-
тонкостенных отливок
Для рабочих
поверхностей
кокилей
ТТ<"* ТТ TF TT^piT A
при литье
толстостен-
толстостенных отливок
меняют коллоидальным. Для приго-
приготовления красок, снижающих шеро-
шероховатость поверхности отливок, при-
применяют наполнители с размером ча-
частиц не более 10 мкм.
При литье алюминиевых сплавов
поверхности кокилей окрашивают
также суспензией, которая состоит из
жидкого стекла и оксида железа.
Такое покрытие выдерживает 150—
170 заливок.
4. Особенности регенерации
отработанных песков
и смесей
Для выпуска 1 т отливок, в зависи-
зависимости от массы и конфигурации, раз-
размера опок и прочих факторов, расхо-
расходуют 4—12 т формовочных смесей и
около 1 т стержневых. Для снижения
расхода свежих песков применяют
регенерат, получаемый из отработан-
отработанных формовочных и стержневых сме-
смесей. Используются механические,
пневматические, термические, гидрав-
гидравлические и комбинированные методы
регенерации отработанных смесей. Ме-
Механические методы — самые простые и
экономичные, комбинированные —
наиболее сложные и дорогостоящие.
Выбор способа регенерации опреде-
определяется составом отработанной смеси
и Требованиями, предъявляемыми к ре-
регенерату. Регенерируемый песок дол-
должен, как правило, соответствовать
274
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
Рис. 1. Схема механической регене-
регенерации холоднотвердеющих смесей:
/ — выбивная решетка; 2 — бункер; 3 —
вибропитатель; 4, 5, 10 и 15 — ленточные
конвейеры;' 6 — электромагнитный желе-
зоотделитель; 7 — сбрасыватель; 8 — ро-
роторная дробилка; 9 — полигональное сито;
11, 14 и 16 — бункера; 12 — пневмона-
пневмонасос; 13 — приемное устройство; 17 — сме-
смеситель
требованиям ГОСТ 2138—84 на квар-
кварцевые пески.
Регенерации подвергают отработан-
отработанные смеси с участков выбивки форм и
стержней, в том числе из гидрокамер,
а также отработанные смеси из различ-
различных точек литейного цеха.
Механический способ регенерации
применяют для восстановления песка
из отработанных песчано-глинистых и
холоднотвердеющих смесей. Процесс
регенерации после выбивки форм со-
состоит из магнитной сепарации, дроб-
дробления, оттирки пленок с поверхности
зерен, грохочения, классификации
(обеспыливания) и охлаждения реге-
регенерата (рис. 1).
Типовая технология механической
регенераций песков из отработанных
холоднотвердеющих смесей на синте-
синтетических смолах содержит следующие
операции (после обработки на выби-
выбивающей решетке): магнитную сепа-
сепарацию, дробление, оттирку, грохоче-
грохочение, охлаждение, рассеивание и обес-
обеспыливание. Применяются механиче-
механические регенерационные установки про-
производительностью, т/ч: 5, 10, 20, 30,
40 и 60.
Процесс пневморегенерации яв-
является частным случаем механической
регенерации и характеризуется обяза-
обязательным наличием операций оттирки
пленок, осуществляемой многоступен-
многоступенчатыми пневморегенератами.
Термический способ применяют для
регенерации песка из отработанных
смесей на смоляных связующих, в
которых инертные пленки не отделяют-
отделяются полностью от зерен песка при от-
оттирке и не размокают в потоке воды.
Термическую регенерацию осуще-
осуществляют по схеме: выбивка — магнит-
магнитная сепарация—грохочение—дробле-
сепарация—грохочение—дробление—обжиг—охлаждение (рис. 2). Для
обжига смеси при 750—900 °С приме-
применяют вертикальные многоподовые ба-
барабанные печи или установки кипяще-
кипящего слоя.
Песок, поступивший из печи обжи-
обжига при температуре, примерно равной
550 °С, попадает в барабан, продувае-
продуваемый холодным воздухом, где происхо-
происходят дожигание пленок и охлаждение
песка. Для ускорения охлаждения
песок обрызгивают водой, чтобы на
выходе понизить температуру регене-
регенерата до 60—85 °С. Термическую реге-
регенерацию применяют также при обра-
обработке отработанной смеси, содержа-
содержащей остатки оболочковых стержней.
Процесс гидрорегенерации включает
в себя сухую или мокрую подготовку
отработанной смеси к регенерации
(дробление, магнитную сепарацию,
грохочение), первичную промывку
(классификацию), оттирку пленок,
вторичную промывку, обезвоживание
и сушку регенерата. Гидравлический
способ используют в основном при
регенерации песка из песчано-глини-
стых смесей и из продуктов гидро-
гидровыбивки.
При мокрой регенерации наиболее
полно удаляют из песка глинистую
Особенности регенерации отработанных песков и смесей
276
/ 2 3
9 10 11
Рис. 2. Схема термической регенерации холоднотвердеющих смесей:
1 — выбивная решетка; 2 — вибропитатель; 3 — ленточный конвейер; 4 -— магнитный
сепаратор; б — роторная дробилка; 6 —- грохот; 7 — элеватор; 8 — насос; 9 — бункер;
10 — печь обжига; // — охладитель
Рис. 3. Схема гидравлической регенерации смесей:
1 и 2 — дробилки; 3 — электромагнитный железоотделитель; 4 — грохот; 5 н // — баки;
6 — насос; 7 — конический классификатор; 8 — спиральный классификатор; 9 — отти-
рочная машина; 10 — мешалка; 12 — дренажный закром; 13 — барабанное сушило;
14 —* барабанный охладитель
составляющую. Благодаря предотвра-
предотвращению пылеобразования обеспечивают-
обеспечиваются лучшие санитарно-гигиенические
условия труда в литейных цехах по
сравнению с другими способами. Не-
Недостатком гидравлической регенера-
регенерации является необходимость в сушке
и последующего охлаждения регене-
регенерата. Схемы гидравлической регенера-
регенерации смесей показаны на рис. 3 и 4,
Комбинированные методы регенера-
регенерации используют при переработке отра-
отработанных смесей сложного состава.
Производительность (т/ч) оборудова-
оборудования для регенерации песков из отра-
отработанных смесей:
Оттирочные машины 14811 .... 10
Чаны 14711 для перемешивания
пульпы 5
Бесконтактные водяные противо-
поточные охладители модели ... 5
278 МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ
Вода на очистку
ш
Регенерат
Рис. 4. Схема регенерации отработанных смесей, поступающих из гидрокамер:
1 — насос; 2 — сито; 3 — гидромонитор; 4 — гидрокамера; б — конический классифи-
классификатор; 6 — спиральный классификатор; 7 — дренажный закром; 8 — барабанное сушило
Глава VI
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
Плавкой называют комплекс физико-
химических процессов, протекающих
в плавильных печах при переработке
заранее подготовленных материалов»
Целью плавки является получение
при определенной температуре сплава
в жидком состоянии заданного хи-
химического состава, обладающего необ-
необходимыми литейными свойствами.
Технология плавки содержит раз-
различные операции, проводимые в те-
течение времени, регламентируемого ти-
типом плавильной печи, ее вместимостью
и составом сплава.
Процесс плавки целесообразно рас-
рассматривать, применяя метод систем-
системного анализа. Системами объекта
являются вход, операции процесса,
выход и обратная связь (рис. 1),
Вход состоит из обрабатываемого ма-
материала и оборудования, на котором
обработка осуществляется. И то, и
другое вместе составляют процессор.
Для осуществления плавки необхо-
необходимо два основных элемента, обра-
образующих процессор: рабочее простран-
пространство плавильной печи и источник
генерации тепловой энергии. Выход —-
результат процесса. Процесс (опера-
(операции) превращает вход в выход [15].
Обратную связь составляют: мо-
модель воздействия, проверка соответ-
соответствия, модель выхода. Моделью вы-
выхода является состав, структура и
свойства сплава, которые должны быть
обеспечены данным процессом.
Все процессы плавки цветных спла-
сплавов можно подразделить на монопро-
Вход
Энергия
Шихта
Процесс ( операции)
V
л
Процесс плавки
1
1
^
Выход
Побочные
продукты
Жидкий
сплав
Коррек-
Корректировка
шихты
Правиль-
Правильность
подго-
подготовки
печи
Последо-
ватель-
вательность
загрузки
Режим
плавки
Коррек-
Корректировка
по хими-
химическому
составу
и темпе-
температуре
Внепеч-
ная об-
обработка
Соответ-
Соответствие
ГОСТам,
ТУ, СЩ
инстру-
инструкциям
Темпера-
состав,
струк-
структура,
Ч
Модель воздействия
Проверка
соответ-
соответствия
Модель выхода
Обратная связь
Рис. 1. Схема системного анализа плавки литейных сплавов
278
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
Процессы плавки литейных сплавов
Монопроцессы
|
В пламенных
печах
В электри-
электрических печах
Непрерывные
Периодические
1
г—
Контактные
бесконтактные
1 Полипроцессы
|
1
Дуплекс -
процессы
Триплекс-
процессы
Переплавные процессы
1
1
Переплав с
заливкой
Переплав в
отливку
Рис. 2. Классификация процессов плавки литейных сплавов
цессы и полипроцессы (рис. 2). Харак-
Характерной особенностью монопроцесса,
наиболее распространенного при литье
цветных сплавов, является осуще-
осуществление всех операций плавки в
одной плавильной печи. Полипроцес-
Полипроцессная плавка или доводка металла осу-
осуществляется постадийно в двух или
нескольких плавильных печах или
установках. Полипроцессы применяют
в крупносерийном и массовом произ-
производстве отливок и особенно при очень
высоких требованиях к сплавам по
наличию в них вредных примесей.
Параметрами процесса плавки яв-
являются температура и давление, ко-
которые зависят от типа плавильного
агрегата и назначения (химического
состава) сплава. Температурные интер-
интервалы (°С) плавки цветных сплавов
на основе: цинка — 420—480, маг-
магния — 650—720, алюминия — 720—
780, меди — 1000—1250, никеля —
1400—1650, титана — 1650—1800.
1. Классификация
плавильных печей
По виду используемой для плавки
сплавов энергии плавильные печи под-
подразделяются на пламенные и электри-
электрические. Пламенные печи (рис. 3) под-
подразделяют на тигельные (Т), отража-
отражательные (О), шахтно-ванные (ШВ).
В электрических печах электро-
а) 6)
Рис. 3. Схемы топливных плавильных печей:
а — тигельная; в -* отражательная; в —> шахтно-ванная
Классификация плавильных печей
279
УТЯ
О
V
о
о
0
О
О
О
о
с
?
—
а
8
D
0
0
0
0
э
н-н
шж
га
б<
>с
i
Рис. 4. Схемы электрических плавильных печей сопротивления и индукционных:
а — тигельная; б —* отражательная; в «• индукционная тигельная; г — индукционная
канальная
энергия преобразуется в тепловую
энергию, которая передается в рабо-
рабочую камеру с помещенными в ней на-
нагреваемыми материалами. Электриче-
Электрические печи классифицируют по способу
преобразования электрической энер-
энергии в тепловую и передачи ее к нагре-
нагреваемым материалам; различают печи
(рис. 4 и 5): сопротивления, индук-
индукционные, электродуговые, плазменные,
электрошлаковые, электронно-луче-
электронно-лучевые.
Условные обозначения электриче-
электрических печей приведены на рис. 6.
Печи сопротивления применяются
для плавки свинцовых, оловянных,
цинковых, магниевых и алюминиевых
сплавов.
В индукционных плавильных печах
нагревают электропроводящие мате-
материалы, помещая их в переменное
электромагнитное поле. По конструк-
конструктивному исполнению индукционные
печи подразделяются на тигельные и
канальные.
Электродуговые печи по принципу
передачи тепла подразделяются на
печи косвенного и непосредственного
нагрева.
В печах косвенного нагрева теплота
передается излучением непосредствен-
непосредственно от дуг и футеровки (см. рис. 5, а);
в печах непосредственного нагрева —
от дуги (см. рис. 5, в и г). Среди дуго-
дуговых вакуумных печей наибольшее рас-
распространение получили печи с расхо-
расходуемым электродом при переплаве в во-
доохлаждаемый кристаллизатор ту-
тугоплавких и химически активных цвет-
цветных металлов и сплавов на их основе.
В основу электронно-лучевого пе-
переплава (ЭЛП) металлов положен прин-
принцип преобразования электрической
энергии в тепловую вследствие бомбар-
бомбардировки поверхности металла потоком
свободных электронов.
Для осуществления ЭЛП необхо-
необходимо иметь герметичную камеру, в ко-
которой создается вакуум (давление оста-
остаточных газов не более 7-Ю Па),
поток свободных электронов и уско-
ускоряющее электрическое поле. Источни-
Источником свободных электронов в электрон-
электронной пушке является термокатод —
нагретый до высокой температуры
металлический материал, характери-
характеризующийся низкой работой выхода
электронов. Имеются различные тех-
технологические схемы ЭЛП (см. рис. 5, д,
е, и).
Среди разнообразных схем, предла-
предлагаемых для правки металлов с по-
помощью плазмы, наиболее перспектив-
перспективным является переплав в плазменно-
280
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
Рис. 5. Схемы специальных конструкций электрических плавильных печей:
а — электродуговой косвенного действия; бив — электродуговых для плавки соответ-
соответственно в гарнисажном тигле и водоохлаждаемом кристаллизаторе; г — электрошлако-
электрошлаковой печи; д и е — электронно-лучевой для плавки соответственно в водоохлаждаемом
кристаллизаторе и тигле; ж, з, и — плазменные для плавки соответственно в огнеупор-
огнеупорной камере, водоохлаждаемом кристаллизаторе и тигле.
дуговых печах (ПДП), которые могут
работать на постоянном и переменном
токе. ПДП в основном применяют
двух типов: для переплава с кристал-
кристаллизацией металла в водоохлаждаемом
кристаллизаторе (см. рис. 5, з) и
с накоплением жидкого металла
в огнеупорном тигле (см. рис. 5, и).
2. Пламенные печи
В тигельных плавильных печах пре-
предусматривают графитовые, графито-
шамотные, литые, чугунные или свар-
сварные стальные тигли, в которых рас-
расплавляют шихтовые материалы и до-
доводят сплавы до заданного химиче-
Пламенные печи
281
Сведения у входящие в обозначения печей
1
СпосоЬ" нагрева
С - сопротивления
И- индукционная
Д-дуговая
ЭЛ- электронно-
электроннолучевая
ЭШ-электрошлаковая
П- плазменная
Получаемые
сплавы
А - алюминиевые
Г- магниевые
М- медные
/I-латуни
Т- титановые
-цинковые
Конструктивные
особенности
ИТ- и иду к и, ионная
тигельная
ИК- индукционная
канальная
К - камерная
И - наклоняющаяся
Ц- 8а к у умно -дуговая
В И - ваку умно-
индукционная
Рис. 6. Условные обозначения электрических печей
ского состава.
Стационарные и поворотные тигель-
тигельные печи применяют для плавки, вы-
выдержки и подогрева оловянных, свин-
свинцовых, цинковых, магниевых, алюми-
алюминиевых и медных сплавов.
Преимущества тигельных печей:
простота конструкции, надежность
в эксплуатации;
хорошая маневренность при пере-
переходе от плавки сплава одного хими-
химического состава к сплаву с другим
составом;
удобство проведения различных тех-
технологических операций (легирования,
рафинирования, дегазации, модифи-
модифицирования);
отсутствие контакта с продуктами
сжигания топлива, что обеспечивает
минимальный угар компонентов спла-
сплава и снижает возможность перехода
вредных газообразных примесей в ме-
металл;
возможность применения для раз-
разливки металла отдельными порциями
дозаторов, манипуляторов, роботов.
Недостатки тигельных печей:
малая вместимость A00—500 кг),
невысокая производительность, повы-
повышенный расход топлива;
неудобство в разливке металла в
случае необходимости вынимать ти-
тигель из печи или производить разбор
разливочной ложкой (небольшим ков-
ковшом), что не только удлиняет про-
продолжительность разливки, но и ухуд-
ухудшает качество металла (особенно по-
последних порций), а следовательно, и
отливок.
В качестве топлива применяют, как
правило, газ, реже — мазут.1 Для сжи-
сжигания газа применяют горелки низ-
низкого давления.
Для плавки магниевых сплавов при-
применяются стальные тигли, для плавки
оловянных, свинцовых, алюминиевых
сплавов — чугунные, для плавки мед-
медных и алюминиевых сплавов — графи-
тошамотные (8—12 % графита, 20—
25 % шамота, 50—67 % огнеупор-
огнеупорной глины). Вместимость графитоша-
мотных тиглей — 0,5—500 кг. Услов-
Условная единица вместимости — «марка»
(объем, занимаемый 1 кг расплавлен-
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
ной меди). Зная плотность расплавляе-
расплавляемого сплава, сопоставляя ее с плот-
плотностью меди, определяют массу спла-
сплава в тигле.
Недостатком металлических тиглей
является растворение железа во время
плавки и переход его в состав сплава,
что ухудшает качество сплава. С целью
предотвращения этого процесса вну-
внутреннюю поверхность тиглей и пла-
плавильного инструмента окрашивают или
обмазывают специальными составами.
Наибольшее распространение получи-
получила краска состава, % (мае. доля):
оксида цинка 50, отмученного мела 50,
жидкого стекла 5, воды 100. В со-
состав краски могут входить коллоидный
графит, огнеупорная глина и тальк.
Перед нанесением краски поверхность
подогревают до 80—90 °С.
В состав обмазки для тиглей вхо-
входят магнезит, асбест и жидкое стекло.
Смесь наносят на поверхность тиглей
слоем толщиной 5—15 мм, высушивают
и прогревают при 700—800 °С.
Для пламенных отражательных пе-
печей характерны повышенные вмести-
вместимость (до 12—15 т) и производитель-
производительность, возможность использования
крупногабаритной шихты при меха-
механизированной загрузке, простота
обслуживания. Эти печи применяют
для плавки алюминиевых, реже —
магниевых и медных сплавов в цехах
фасонного литья с большим годовым
выпуском и в цехах заготовительного
производства. Они являются частью
плавильно-литейных агрегатов; пла-
плавильная печь — раздаточные тигель-
тигельные печи — литейная машина.
Сведения об эксплуатации и техни-
технические характеристики применяющих-
применяющихся в цветнолитейном производстве пла-
пламенных печей приведены в работах
[2, 39].
3. Электрические печи
Печи сопротивления. Тигельные
электропечи сопротивления исполь-
используют для плавки алюминиевых спла-
сплавов, масса получаемого сплава до
250 кг (табл. 1 и 2). Эти печи приме-
применяют как плав иль но-раздаточные для
поддержания температуры расплава
перед заливкой в кокиль или другие
/
л
1
¦
>
I
1
т
ш
J
1401
2030
Рис. 7. Электропечь
САТ-0,16-И2:
сопротивления
/ — нагреватели; 2 и 6 —^термопары; 3 *—
тигель; 4 — футеровка; 5 — кожух; 7 *-
крышка
формы, рафинирования и модифици-
модифицирования сплавов.
Электропечи CAT (рис. 7) предназна-
предназначены для рабочей температуры до
800 °С; работают на промышленной
частоте 50 Гц; средний удельный рас-
расход электроэнергии 0,45—0,60 кВт* ч/кг;
КПД печи 0,50—0,55.
В камерных электропечах сопро-
сопротивления САК (табл. 3) применяют
металлические и карборундовые на-
нагреватели; в электропечах-миксерах
САКМ — проволочные нихромовые.
Эти печи работают на токе частотой
50 Гц, обеспечивая температуру 750—
800 °С; расход электроэнергии 0,60—
0,65 кВт -ч/кг.
В отражательных печах сопротивле-
сопротивления нагрев шихтовых материалов и
ванны расплавленного металла осу-
осуществляется нагревательными эле-
элементами, расположенными у свода
печей. Шихту загружают через окна
в стенах печей. После готовности ме-
Электрические печи
283
1. Технические характеристики тигельных электропечей
сопротивления для плавки и раздачи алюминиевых сплавов
Параметр
Установлен-
Установленная мощ-
мощность, кВт
Вместимость
тигля (по
алюминию),
т
1
Производи-
Производительность по
расплавле-
расплавлению и пере-
перегреву, кг/ч
Масса элек-
электропечи, т
Габаритные
размеры
(ширинах
Xдлинах
X высота),
мм
-ф
о
сГ
Ь
<
О
15
0,04
(О
о
о
Ь
<
О
17
0,06
12—15
1,0
1202Х
X 1850Х
X 1105
Модель печи
с*
<о
сГ
Ь
3
35
со
я
«о
о
Ь
3
36,3
0 16
48
1,3
1320Х
X 1930Х
Х1250
0,9
иоох
X 1300Х
Х1300
1О
CN
о"
ь
S
50
ем
К
иа
о
Ь
3
45
СО
*
о
Н
<
О
44
0 25
60
1,65
1,48
1420Х
Х2028Х
Х1293
1,0
1200Х
X I400X
X 1300
Примечание. В условном обозначении печей: С — нагрев сопротив-
сопротивлением; А — для получения алюминия; Т — тигельная; число — вместимость
тигля по алюминию, т; буква с числом — номер исполнения.
2. Технические характеристики плавильно-раздаточных
электропечей сопротивления (наклоняющиеся)
Параметр
Модель печи
САТ-0.16Н-Х1
САТ-0.25Н-Х1
Установленная мощность, кВт
Вместимость тигля (по алюминию), т
Производительность по расплавлению
и перегреву, кг/ч
Масса электропечи, т
Габаритные размеры (ширина X дли-
длина X высота), мм
46,1
0,16
76
81
0,25
2 95
2400Х 1800Х 1450
3,20
2400X1800X1550
284
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
3. Технические характеристики камерных электропечей
сопротивления и электропечей-миксеров для поддержания
температуры алюминия и его сплавов перед раздачей их
по литейным машинам
Параметр
Установленная мощность,
кВт
Вместимость камеры (по
алюминию), т
Масса электропечи, т
Габаритные размеры (ши-
(ширина X длина X высота),
мм
Модель печи
САК-0.1-И1 4САК-0.7 САКМ-ЗВ-И1 САКМ-16
20
0,1
1,55
1570Х
Х2250Х
Х1700
(+400)
50
0J
4,2
1622Х
Х2770Х
Х1895
203
3
5720Х
XI3990 X
Х7000
240
16
74
4830 X
Х7570Х
Х3700
то
1570
I
I
j
К2&ЖХ
1
1
Щ
1700
7
. Г
Рис. 8. Камерная раздаточная электропечь типа САК-0,1-И1:
/ — крышка заливочного отверстия; 2 — кожух; 3 — футеровка; 4 — термопара; 5 •
нагреватели; 6 — раздаточное отверстие; 7 — летка аварийного слива металла
6932
12200
Рис. 9. Электропечь-миксер типа САКМ-16:
/ _. каркас; 2 — футеровка; 3 — радиационные электронагреватели;
4 — дверца
Электрические печи
286
талл сливают, наклоняя печь.
В электропечи САК-0,1-И1 (рис. 8)
температура расплава поддерживается
карбидно-кремниевыми электронагре-
электронагревателями. Заливку расплава в зали-
заливочное отверстие камеры выполняют
с помощью цехового транспорта (крыш-
(крышка должна быть снята); раздачу рас-
расплава в машины литья под давле-
давлением — с помощью манипулятора или
раздаточной ложки через разгрузоч-
разгрузочное отверстие при снятой крышке.
Электропечь работает в ручном или
автоматическом режимах.
Электропечь-миксер САКМ предна-
предназначена для поддержания температу-
температуры расплавленного алюминия, рафи-
рафинирования, отстаивания и раздачи его
по литейным машинам (рис. 9).
Камерная электропечь имеет зали-
заливочный и переливной карманы, раз-
раздаточные летки и летку полного слива.
Для удаления шлака, рафинирования
и чистки ванны имеются два окна, за-
закрытых дверцами.
Из плавильной печи жидкий алю-
алюминий через заливочный карман по-
подается в электропечь. После оконча-
окончания заливки карман закрывают крыш-
крышкой. Шлак с поверхности расплава уда-
удаляют скребками через окна. Распла-
Расплавленный алюминий поступает в литей-
литейную машину через раздаточные летки.
Электропечи сопротивления (ваку-
(вакуумные миксеры — САКМ-ЗВ-И1;
САКМ-2,0В-И1) предназначены для де-
дегазации алюминиевых сплавов. В ра-
рабочем пространстве создается вакуум:
остаточное давление 1333—133 Па.
Электропечь состоит из кожуха, на-
нагревательной камеры, систем вакуум-
вакуумной и водоохлаждения, нагревателей.
В барабанных электропечах тем-
температура нагрева достигает 1200—
1250 °С. Печи предназначены для при-
приготовления и выдерживания медных
сплавов, а также эти печи могут быть
использованы как миксеры. Для вы-
выравнивания температуры и химиче-
химического состава сплава и облегчения
выдачи сплава при разливке преду-
предусматривают поворот барабанных элек-
электропечей на 15—80°.
Барабанные печи удобны для полу-
получения различных сплавов, так как
в процессе плавки можно ввести леги-
легирующие элементы с более низкой тем-
температурой плавления и без заметного
угара (до 3%), чем, например, в ду-
дуговых электропечах.
Индукционные печи. Преимущества
индукционных печей:
электрическая энергия передается
непосредственно в нагреваемый ме-
металл, что значительно увеличивает
скорость нагрева по сравнению с пе-
печами косвенного действия, в которых
нагревается только поверхность ма-
материала;
достигаемая температура металла
лимитируется только огнеупорностью
футеровки печи;
упрощается конструкция печей;
возникающие в расплаве электроди-
электродинамические усилия вызывают цирку-
циркуляцию металла в тигле, что ускоряет
процесс плавки и способствует полу-
получению металла со стабильными свой-
свойствами;
высокая производительность труда,
хорошие санитарно-гигиенические и
экологические условия производства.
По принципу действия индукцион-
индукционные печи подразделяют на две группы:
печи с замкнутым магнитопроводом
(канальные печи с открытым и закры-
закрытым каналом, в которых роль вторич-
вторичной катушки играет коротко замкну-
замкнутый канал, заполненный жидким ме-
металлом) и без замкнутого магнитопро-
вода (тигельные печи — открытые и
вакуумные). При прохождении тока
через индуктор печи (первичная ка-
катушка) в заполненном жидким метал-
металлом канале индуцируется электриче-
электрический ток, который разогревает металл
в канале.
Индукционные плавильные каналь-
канальные печи для плавки цветных метал-
металлов и сплавов работают на частоте
50 Гц; тигельные — на частоте 50—
HjOOO Гц. Такие печи применяют для
плавки цинка, алюминия, меди и спла-
сплавов на их основе.
Индукционные канальные миксеры
используют для накопления, выдерж-
выдержки и поддержания постоянных темпе-
температурных условий при разливке, рафи-
рафинировании, легировании и модифици-
модифицировании сплавов.
В индукционных тигельных печах
получают магний, алюминий, медь
и сплавы на их основе, латуни.
Для непрерывной работы целесооб
286
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
4. Технические характеристики индукционных канальных печей
ИАК для плавки алюминия и его сплавов
Параметр
Установленная
мощность, кВ«А
Номинальная вме-
вместимость, т
Производитель-
Производительность (расчетная)
по расплавлению
и перегреву метал-
металла до 750 °С, т/ч
Модель печи
X
S
О
S
400
0,4
0,575
X
•*•
S
720
1,0
1,8
<N
s
630
1,0
1,3
X
00
К-2,6/0,
1260
2,5
2,1
К-6С2
1000
6,0
2,5
(О
S
2500
16,0
4,0
разно использовать канальные печи,
а для периодической работы и при
изменении химического состава спла-
сплава — тигельные печи.
Индукционные канальные печи. В со-
соответствии с ГОСТ 10487—75 индук-
индукционные канальные печи (ИКП) ис-
используют для плавки: алюминия и
его сплавов (печи ИАК); меди и ее
сплавов — латуней (ИЛК), цинка и
его сплавов (ИЦК). Печи ИЦК при-
применяют, как правило, для плавки
катодного цинка.
Для повышения стойкости футеров-
футеровки при эксплуатации ИКП не реко-
рекомендуется использовать загрязненные
шихтовые материалы, стружку, спла-
сплавы на медной основе, в состав которых
входят свинец и олово. При переры-
перерывах в работе печи в канале должен
быть остаток металла для создания
замкнутой вторичной цепи.
ИКП по сравнению с индукцион-
индукционными тигельными печами (ИТП) ха-
характеризуются более высоким КПД
(на 25—30%), в 3—4 раза повышен-
повышенным значением cos q>. ИКП занимают
меньше места и дешевле тигельных.
Технические характеристики индук-
индукционных канальных, печей ИАК и
ИЛ К приведены в табл. 4 и 5.
Индукционные тигельные печи для
плавки цветных сплавов на основе алю-
миния, магния, меди, цинка и никеля
независимо от химического состава
выплавляемого сплава имеют одина-
одинаковые конструкционные узлы и отли-
отличаются, в основном, производитель-
производительностью и мощностью электрооборудо-
электрооборудования. Отечественная промышленность
выпускает индукционные тигельные
печи промышленной и повышенной
частоты. Характеристики тигельных
печей приведены в табл. 6 и 7.
Электропечи работают по принципу
трансформатора, у которого первич-
первичной обмоткой является водоохлаждае-
мый индуктор, а вторичной обмоткой
и одновременно нагрузкой — находя-
находящийся в тигле металл. Электропечь,
снабженную комплектом оборудова-
оборудования, необходимым для ее работы,
называют индукционной установкой
или комплексом.
Индуктор печи представляет собой
многовитковую водоохлаждаемую ка-
катушку, выполненную из прямоуголь-
прямоугольной медной трубки.
Для защиты металлоконструкций от
полей рассеяния снаружи индуктора
предусматривают магнитопроводы, на-
набранные из листов трансформаторной
стали.
На всех печах и особенно на печах
Электрические печи
287
5. Технические характеристики индукционных канальных печей ИЛ К
для плавки латуней, меди и ее сплавов
Параметр
Установленная мощность,
кВ-А
Полезная вместимость, т
Производительность (для
латуни) по расплавлению и
перегреву металла, т/ч
Модель печи
¦0,4С1
илк
100
5
(О
0,4/0,
ч
180
0,4
0,336
0,71
¦1С2
Ч
400
1
1,3
¦1/0,4-
илк
630
5
(О
со
1,0/0
ч
1,0
1,3
1,78
1.6С2
илк-
1000
1
4,15
?
1,6/0,
§
1000
4,6
вместимостью, большей одной тонны,
для уменьшения потерь теплоты излу-
излучением во время плавки тигель закры-
закрывают футерованной крышкой.
Тигли для плавки алюминиевых
сплавов изготовляют набивкой и спе-
спеканием шамотно-кварцитовой массы
(основа А12О3 и SiOg) или из жаро-
жаростойкого бетона (тонкомолотый магне-
магнезит, шамотный заполнитель и жидкое
стекло).
Для плавки магниевых сплавов при-
применяют печи со стальными сварными
или литыми тиглями и крышками спе-
специальной конструкции. В печи с та-
такой крышкой можно вести плавку
в нейтральной защитной среде.
Печи для плавки медных сплавов
футеруют высокоглиноземистой или
кварцитовой массой.
Замену тиглей проводят при износе
стенок в любом месте на 30 % во избе-
6. Технические характеристики индукционных тигельных печей И AT
для плавки алюминия и его сплавов
Параметр
Установленная
мощность,
кВ-А, не более
Вместимость
тигля, т
Производитель-
Производительность по рас-
расплавлению и
перегреву, т/ч
Модель печи
СО
9
оо
о"
о
Н
S
180
0,4
0,29
X
<N
о"
о"
Н
280
0,4
0,45
ч
оо
о
Н
1000
0,4
0,9
СО
^1
о
^?
Н
400
1
0,67
ю
1000
2,5
1—3
5
о
—
ю
CJI*
Н
S
970
2,5
1,84
2"
(О
^г
Н
S
1850
2,5
2,5
<N
щ,
to
н
1600
6,0
2,0
5
(О
Н
S
2500
6,0
4,83
288
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
7. Технические характеристики индукционных тигельных печей
для плавки латуней, меди и ее сплавов
Параметр
Мощность:
установленная, кВ-А
потребляемая, кВт
Номинальная вмести-
вместимость, т
Производительность по
расплавлению и перегре-
перегреву, т/ч
Модель печи
О
ь
ч
100
85
0,56
0,3
4*
о
^
Ь
Ч
S
400
385
1
1
8
CsT
Н
ч
1000
896
2,5
2,6
ч
S
1600
1260
10
3,32
5
<N
Ь
ч
S
4000
3500
25
10,5—11,7
жание выхода из строя индуктора и
выброса металла из печи, для чего
в печах предусматривают сигнализа-
сигнализаторы состояния футеровки тигля. Со-
Состояние футеровки тигля контроли-
контролируют визуально.
Стойкость тигля зависит от способа
загрузки, периодичности чистки и
проведения мелкого ремонта, а также
от соблюдения технологии изготовле-
изготовления тигля и плавки металла.
Плавка сплавов может быть осуще-
осуществлена с полным сливом металла (при
этом тигель испытывает частые тепло-
смены) и с остаточным металлом.
Для поворота печи и слива металла
индукционные тигельные печи обору-
оборудуются электрическими механизмами
наклона. Угол наклона до 100°; ско-
скорость наклона регулируется.
В печах И AT температура1 распла-
расплавленного металла достигает 750 °С,
в печах ИЛТ — 1200—1350 °С. Из пе-
печей серии ИЛТ в литейных цехах
для цветных сплавов наиболее широко
используют печи ИЛТ-1/0,4-М2 и
ИЛТ-2,5/1-С2.
Плавку цинковых сплавов проводят
в индукционных тигельных печах про-
промышленной частоты типа ИАТ [30],
так как индукционные канальные печи
ИЦК-М1 и ИЦК-40С2 применяют в це-
цехах заготовительного производства для
выплавки катодного цинка и сплавов
на его основе.
Индукционные канальные электро-
электропечи-миксеры (ИЛКМ) предназначены
для перегрева меди и ее сплавов (в ос-
основном латуни), реже — сплавов на
основе алюминия до температуры раз-
разливки и создания постоянных темпе-
температурных условий при работе с маши-
машинами непрерывного и полунепрерыв-
полунепрерывного литья (табл. 8).
Электропечь-миксер является индук-
индукционной канальной однофазной элек-
электропечью и имеет одну отъемную
двухканальную индукционную еди-
единицу.
Футеровку электропечи-миксера вы-
выполняют из высоко глиноземистого кир-
кирпича, фасонных огнеупоров и кварцит-
ной засыпки. Теплоизоляционный слой
футеровки выполнен из легковесного
шамота.
В конструкции электропечи-миксера
предусмотрена возможность примене-
применения защитного газа. Управление и
контроль за работой электропечи-мик-
электропечи-миксера осуществляют с пульта и щитов
управления.
Раздаточные миксеры и установки
для электромагнитной дозировки цвет-
цветных сплавов. В раздаточных миксерах
типа ИАКР осуществляют перегрев
жидких алюминиевых сплавов, под-
Электрические печи
289
8. Технические характеристики индукционных канальных
электро пече й-м иксеров
Параметр
Потребляемая мощность, кВт
Вместимость, т:
полезная
номинальная
Температура перегрева металла, °С
Производительность по перегреву на 100 °С,
т/ч
Модель электропечи-миксера
>,5-СЗ
&
Ч
262
2,5
4,3
11,8
J
ч
231
!
ч
337
6
8
9
1200
9,8
17
N.
3/0,63-
т
Ч
Я
353
9
8,5
5
\ 0/0,6-
<
X
40
50
750
14
держание стабильной их температуры
и заливку сплавов непосредственно
в формы или литейные машины с по-
помощью электромагнитного насоса.
Управляемое электромагнитное пере-
перемешивание металла позволяет прово-
проводить рафинирование и модифицирова-
модифицирование сплавов жидкими или порошко-
порошкообразными флюсами. Для передачи
расплава из ванны электропечи в фор-
форму или металлоприемник литейной
машины служит футерованный метал-
лопровод. Скорость раздачи металла
0,3—5 кг/с.
Техническая характеристика
индукционной канальной
раздаточной электропечи
ИАКР-0,16-И1 (ЛК15„03„39—78)
Потребляемая мощность,
кВт 32
Вместимость, т:
полезная 0,16
полная 0,23
Температура металла при
раздаче, °С 650—800
Производительность по пе-
перегреву на 100 °С, т/ч ... 0,32
Скорость раздачи расплава,
кг/с 0,3—3,5
Удельный расход электро-
электроэнергии при перегреве на
100 °С (ориентировочно),
Ю Н. М. Галдин и др.
кВт-ч/т 100
Время перегрева на 100 °С
(ориентировочно), ч. . . . 0,5
Электромагнитные дозирующие уста-
установки обладают рядом преимуществ
по сравнению с механическими и
пневматическими: значительно улуч-
улучшены санитарно-гигиенические усло-
условия и безопасность труда литейщика,
повышаются производительность труда
и качество отливок, уменьшается инер-
инерционность системы раздачи металла,
экономится металл.
Установки представляют собой
(рис. 10) плавильную печь с электро-
электромагнитным насосом и пультом упра-
управления. Сменные узлы установки —
тигель, канал и металлопровод — изго-
изготовляют из материалов, обладающих
высокой коррозионно-эрозионной стой-
стойкостью по отношению к цветным спла-
сплавам. В качестве футеровочного мате-
материала тигля применяют любые огне-
огнеупорные смеси, пригодные для пла-
плавильных и раздаточных печей.
Технические характеристики элек-
электромагнитных дозирующих установок
для разливки сплавов на основе свинца
и олова приведены в табл. 9
(ТУ 2-043-1125—85); на основе алю-
алюминия и цинка — в табл. 10. Для раз-
разливки медных сплавов используют
290
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
Рис. 10. Дозатор МДН-6:
1 — станина; 2 — поворотная рама; 3 — канал; 4 — индуктор; 5 — червячный редуктор;
6 — электромагнит; 7 — тигель; 8 — металлопровод
раздаточную печь ИАКР-16М-04.
Техническая характеристика
электромагнитной дозирующей
установки МДН-16М-04
для разливки медных сплавов
Вместимость ванны (по жид-
жидкой латуни), кг 400
Потребляемая мощность,
кВт:
при плавке 80
при выдержке металла . . 22
при заливке 82
Расход электроэнергии на
1 т отливок, кВт-ч . . . 320
Напряжение, В 320/220
Частота, Гц 50
Массовая подача, кг/с. . . 0,3—5
Производительность при
плавке, кг/ч 250
Погрешность дозирования,
%, не более 5
Габаритные размеры уста-
установки, мм 1400Х
ХИ50Х
Х1600
Масса, кг 1600
Индукционные вакуумные плавильные
электропечи. Соответствующий ГОСТ
устанавливает следующие типы и но-
номинальные вместимости (т) электро-
электропечей: ИМВ (для плавки меди и ее
сплавов) — 0,0025; 0,004; 0,01; 0,016;
0,025; 0,04; ИАВ (для плавки алюми-
алюминия и его сплавов) — 0,06; 0,16;
0,25; 0,6; 1; 1,6; 2,5; 6.
Частота применяемого тока должна
соответствовать ГОСТ 6697—83.
В ГОСТ 16348—80 приведены общие
технологические требования к индук-
индукционным плавильным вакуумным элек-
электропечам.
По способу нагрева печи подразде-
подразделяют: по воздействию на металл —
на печи прямого и косвенного, по
характеру работы — на периодическо-
периодического и полунепрерывного действия.
В индукционных вакуумных печах
прямого нагрева токи индуктируются
непосредственно в шихтовых материа-
материалах, а в печах косвенного нагрева —
во вспомогательном нагревателе (му-
(муфеле), который устанавливают между
индуктором и шихтовыми материалами.
В индукционных вакуумных печах
периодического действия расплавле-
расплавление металла и дегазацию проводят под
вакуумом; разливку — либо под ва-
вакуумом, либо в среде нейтрального
газа, завалку шихты, установку и
удаление изложниц (форм), зачистку
и подготовку тигля — при открытой
плавильной камере. А
Емкость поворотных печей для плав-
плавки цветных металлов с разливкой
в изложницу (форму) не превышает
100—200 кг. Печи снабжены мало-
Электрические печи
291
0. Технические характеристики
установок для дозирования сплавов
на основе свинца и олова
Параметр
Вместимость ван-
ванны (по свинцу),кг
полезная
общая
Температура ме-
металла, °С
Производитель-
Производительность при плавке,
кг/ч
Время расплавле-
расплавления, ч
Погрешность дози-
дозирования, %
Скорость подачи
металла, кг/с:
минимальная
максимальная
Установленная
мощность, кВт, в
том числе:
индукторов
электромагнита
Потребляемая мощ-
мощность, кВт:
при плавке и раз-
разливке
при выдержке
Максимальное раз-
развиваемое электро-
электромагнитное давле-
давление, Па
Габаритные раз-
размеры, мм
Масса, кг
Модель
99801
600
680
установки
МДН-6-G
550
—
600
650
0,9
±3
0,3
3,0
500
1,0
±5
0,3—0,8
(плавно
регули-
регулируемая)
25
10
15—20
и
1268Х
Х775Х
XI105
810
5
>10б
280
мощными откачными системами (оста-
(остаточное давление не превышает 10~1 Па)
из-за сложности сопряжения поворот-
поворотного кожуха печи с вакуумной систе-
системой.
Печи с наклоняющимся тиглем вну-
внутри неподвижного кожуха предста-
представляют собой стационарную вакуум-
вакуумную камеру, внутри которой вмонти-
вмонтирован индуктор. Вместимость печей
достигает нескольких тонн.
Недостаток печей — вынужденный
простой при необходимости откачки
печей во время охлаждения отливок
и перед началом плавки.
Печи с донным разливом металла
предназначены для плавки и даль-
дальнейшего разлива металла через отвер-
отверстие, расположенное в дне неподвиж-
неподвижного тигля.
Для плавки высокореакционных,
особо чистых и тугоплавких металлов
и сплавов используют печи с «холод-
«холодным тиглем», в которых в качестве
шихты применяют отходы, порошки,
губки и т. д.
В печах полунепрерывного действия
рабочий цикл происходит без наруше-
нарушения вакуума в плавильной камере.
Печи полунепрерывного действия со-
состоят из тигля, наклоняющегося вну-
внутри неподвижного кожуха, плавиль-
плавильной камеры, камеры для загрузки
шихты и форм. Количество плавок
зависит от стойкости тигля. Приме-
Применяются печи для получения электро-
электродов и фасоннных отливок методом точ-
точного литья по выплавляемым моделям.
В печах предусмотрены устройства для
ввода присадок, взятия проб металла,
пробивки «мостов», чистки тигля, из-
измерения температуры без нарушения
вакуума в плавильной камере. Для
подогрева шихты, форм или изложниц
соответствующие камеры оснащены на-
нагревателями.
В поворотных печах полунепрерыв-
полунепрерывного действия металл сливают через
промежуточный желоб поворотом пла-
плавильной камеры. Камеры для заливки
металла сменные, что позволяет произ-
производить заливку металла в изложницы
методом непрерывного литья, в ста-
стационарные формы — методом точного
литья, методом центробежного литья.
Недостатком индукционных вакуум-
вакуумных печей полунепрерывного действия
10*
292
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
10. Технические характеристики установок для дозирования
алюминиевых и цинковых сплавов
Параметр
Вместимость ванны, кг:
общая
полезная
Заливаемая доза, кг
Наибольшая частота дозирования (по-
(подача металла к машинам литья под дав-
давлением), доз/ч
Скорость заливки, кг/с
Точность дозирования (%) для доз, кг:
и,о—и,и
0,5—10
10-100
Развиваемое избыточное давление,
кПа/(кгс/см2)
Габаритные размеры установки, мм
Масса, кг
МДН-6-016
160
140
0,3—100
1845Х600Х
Х1345
3000
МДН-6-025
310
250
0,3—150
240
0,3—3,0
±3
±1
49@,5)
1845Х720Х
Х1425
3300
МДН-6-04
490
400
0,3—250
1845Х820Х
Х1490
3500
является наличие промежуточного
желоба, который служит источником
дополнительных загрязнений разли-
разливаемого металла.
Для уменьшения потерь активной
энергии в кожухе и увеличения мощ-
мощности печей принимают внутренний
диаметр кожуха в 2—2,5 раза большим
наружного диаметра индуктора.
Футеровка индукционных вакуум-
вакуумных печей должна удовлетворять сле-
следующим требованиям: обладать малой
упругостью пара составляющих при
рабочих температурах, минимальным
газовыделением, не образовывать ле-
летучих, легко диссоциирующих соеди-
соединений.
При плавке меди в вакуумных пе-
печах для набивки тиглей применяют:
99 % белого электрокорунда и 1 %
буры; в верхний слой футеровки тигля
добавляют 4% жидкого стекла.
Для получения меди высокой чи-
чистоты тигли изготовляют из малозоль-
малозольного графита ГМЗ-МТ.
Тигли для плавки алюминиевых
сплавов изготовляют набивкой из жа-
жаростойкого бетона с массовыми долями
компонентов, %: тонкостенного магне-
магнезита 28,8; шамотной крошки фракции
0,15—0,5 мм 25,0; шамотной крошки
фракции 5—10 мм 30,0; кремнефтори-
стого натрия 1,2; жидкого стекла плот-
плотностью 1,36—1,38 г/см3 15,0. Обжи-
Обжигают бетон при 800—900 °С.
Тигли для плавки сплавов на нике-
никелевой основе изготовляют из смеси,
содержащей, % (мае. доля): магнези-
магнезитового порошка 60—70; электрокорун-
электрокорунда или глинозема 30—40; диоксида
циркония 5 и оксида титана 2.
Смесь плавят в дуговых печах, после
охлаждения размалывают и разделяют
на фракции с размером зерен 1—5 мм
и менее 1 мм, затем смешивают в про-
пропорции 50 : 50 и вводят, % (мае.
доля): борной кислоты 0,7—1,2; воды
3—4. Для набивки верхнего слоя
тигля в массу добавляют жидкое
стекло; прокалку . проводят при
1400 °С.
Для плавки цветных сплавов ши-
широко применяют вставные графитовые
тигли; тугоплавких — керамические
вместимостью до 150 кг. Зазор между
тиглем и индуктором заполняют тепло-
теплоизоляционным порошком, упЛотняе-
мым трамбовкой.
Применение готовых тиглей сокра-
сокращает ремонтные простои, однако
Электрические печи
293
11. Технические характеристики индукционных вакуумных электропечей
Параметр
Модель электропечи
И
О
I
PQ
О
S
и
to
О
К
О
Вместимость тигля, т
Мощность генератора, кВт
Рабочая частота тока, Гц
Максимальная температура
расплава, °С
Остаточное давление, Па
Габаритные размеры печи
(длина X ширина X высота),
м
Масса печи, т
0,01
50
1700
ю-1
6,2Х
Х4,0Х
Х5,2
7,5
0,04
100
1650
24
00
0,06
50
0,16
100
1800
6,ЗХ
Х4,6Х
Х4,0
8,5
5Х Ю-1
7,1X4,9X4,1
7,0
7,5
1.0
1000
1000
ю-1
7,5Х
Х13,8Х
Х12,2
162,0
эти тигли недостаточно прочны,
В табл. 11 приведены технические
характеристики некоторых печей, при-
применяемых для плавки сплавов на
основе железа, но которые можно
использовать и при производстве отли-
отливок из цветных сплавов.
Дуговые печи. По способу нагрева
различают следующие дуговые элек-
электропечи: прямого нагрева, косвенного,
смешанного, плазменного и оптиче-
оптического.
В печах прямого нагрева — дуга
горит между электродом и нагревае-
нагреваемым телом; в печах косвенного нагре-
нагрева — между электродами (тепло к на-
нагреваемому телу передается излучением
от дуги и футеровки, нагреваемой
дугой).
В печах смешанного нагрева дуга
горит между электродом и нагревае-
нагреваемым телом, но значительное количе-
количество тепловой энергии выделяется в
нагреваемом теле с большим электри-
электрическим сопротивлением.
При плазменном нагреве основное
количество теплоты выделяется в стол-
столбе плазменной дуги.
Особым видом нагрева является
оптический дуговой нагрев, когда теп-
теплота от дуги, горящей между электро-
электродам и, передается к нагреваемому ве-
веществу с помощью оптических систем.
При производстве отливок из цвет-
цветных металлов и сплавов дуговые элек-
электропечи применяют для плавки и
выдержки (в качестве миксеров) ме-
металла.
Дуговые однофазные печи Д'МК
(табл. 12) косвенного нагрева приме-
применяют для плавки меди и ее сплавов
(бронз, латуней). Расплавление и пере-
перегрев металла в печах проводят неза-
независимой дугой, питающейся однофаз-
однофазным трансформатором, переменным то-
током от специального трансформатора.
12. Технические характеристики
электродуговых печей ДМ К
Параметр
Вместимость тиг-
тигля, кг
Мощность, кВ-А
Производитель-
Производительность, кг/ч
ДМК-0
100
125
125
ю
о*
дмк-о
250
175
250
ю
ДМК-0
500
250
450
о
ДМК-1
1000
400
700
294
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
*¦)
Рис. 11. Схемы дуговых гарнисажныя вакуум-
вакуумных электропечей:
а — с поворотом; б — с вращающимся тиглем; 1 —
токопровод; 2 — кожух для формы; 3 — форма;
4 — электрододержатель; 5 — электрод; 6 — графи-
графитовый тигель; 7 — механизм подачи электрода ; 8 —
кольцевой приемник; 9 — стол тигля; 10 — литей-
литейный стол
Продолжительность расплавления 30—
60 мин; угар металла 6—7 %.
Печь состоит из стального цилиндри-
цилиндрического кожуха, футерованного ша-
шамотным кирпичом. В торцовых стен-
стенках имеются отверстия для ввода гра-
графитовых электродов, между которыми
зажигается дуга. Для перемешивания
металла и выравнивания температуры
печь в процессе плавки непрерывно
покачивается.
Вакуумные дуговые печи (ВДП) при-
применяются для получения слитков и
фасонных отливок из тугоплавких
высокоактивных металлов (вольфрама,
титана, циркония, ниобия, молибдена,
тантала и др.) или сплавов на их
основе. Печи подразделяют на две
группы — для плавки в кристалли-
кристаллизаторе и в гарнисаже.
В конструкции ВДП с охлаждае-
охлаждаемым кристаллизатором предусмотрено
удаление газов, летучих вредных при-
примесей, неметаллических включений,
а также получение закристаллизовав-
закристаллизовавшегося слитка с мелкозернистой
структурой.
В гарнисажных печах металл ра-
рафинируется в таких же условиях,
как и при плавке в кристаллизаторе.
Вакуумная дуговая печь (рис. 11)
состоит из кристаллизатора (медной
водоохлаждаемой изложницы) с под-
поддоном, вакуумной камеры, внутрь
которой через вакуумное уплотнение
введен водоохлаждаемый электродо-
электрододержатель с расходуемым электродом,
и источника питания постоянного тока.
В вакуумных дуговых печах для
плавки в гарнисаже (ДТВГ) плавление
металла осуществляется не в кристал-
кристаллизаторе, а в графитовом или металли-
металлическом (медном или из коррозионно-
стойкой стали) охлаждаемом тигле,
на внутренней поверхности которого
наморожен слой переплавляемого ме-
металла (гарнисаж).
Гарнисажный тигель является ос-
основной частью электродуговой гар-
нисажной печи. От его конструкции,
материала, размеров зависят масса
и температура жидкого металла, его
химический состав, технико-экономи-
технико-экономическая эффективность и безопасность
работы печи.
Наличие гарнисажа позволяет пред-
предотвратить загрязнение расплава мате-
материалом тигля (графитом или медью).
Расходуемым электродом служит сли-
слиток сплава первичного переплава. Но-
Новый электрод приваривают к, «огарку»
электрической дугой пониженной мощ
Электрические печи
295
ности на этапе плавления с последу-
последующим охлаждением места приварки
в вакууме. Плавку начинают с уста-
установки тигля и электрода в печи. Затем
печь герметизируют и вакуумируют
до остаточного давления 1,33 Па.
Наплавляется необходимый объем ме-
металла, перегревается и производится
разливка. Средняя стойкость графи-
графитовых тиглей 30—40 плавок.
Вакуумные дуговые электропечи для
плавки в гарнисаже входят в состав
пла*вильно-заливочных установок, со-
содержащих: вакуумную дуговую гар-
нисажную электропечь, камеру фор-
формирования отливок, механизм загруз-
загрузки и выгрузки форм, вакуумную
систему, источник питания.
Плавильно-заливочные установки
подразделяют на две группы: с разлив-
разливкой металла при горящей дуге; с раз-
разливкой металла при отключенной дуге.
В печах первой группы не происходит
охлаждение ванны при сливе металла
из тигля, что сохраняет жидкотеку-
честь сплава и способствует лучшему
заполнению литейной формы; в печах
второй группы в период подъема элек-
рода температура металла в тигле
несколько снижается, что является
недостатком этих печей.
Промышленные плавильно-заливоч-
плавильно-заливочные установки выпускаются следу-
следующих моделей: 833Д; Нева-2; ВДЛ-4;
ДВЛ-160М; ДТВГ (ОКБ) (табл. 13);
ДВЛ-250; ДХВГ-0.25-ПЦ; ДРВ-0,ЗГ
и др. Технические характеристики
дуговых электропечей, применяемых
для плавки тугоплавких металлов,
приведены в табл. 14.
Плазменные печи. Плазменно-дуго-
вые и плазменно-индукционные печи
применяют для получения слитков
и отливок из медных, никелевых,
титановых и других тугоплавких
сплавов.
В плазменно-дуговых печах низко-
низкотемпературная плазма является неза-
независимым источником тепла, что позво-
позволяет проводить плавку некомпактной
шихты.
Техническая характеристика
плазмен но-дуговой печи УП-100
(двухручьевой плавильный агрегат)
Размеры выплавляемых
слитков, мм:
диаметр 270, 300
длина 2500
Число:
одновременно выплавляе-
выплавляемых слитков 2
плазмотронов 6
источников питания плаз-
плазмотронов 2
Род тока, питающего плаз-
плазмотроны Пере-
Переменный
Производительность печи,
кг/ч 500
Габаритные размеры печи
(длина X ширина X высота
над уровнем пола), мм . . 15 100Х
Х7 385Х
Х9 320
Общая высота печи, мм. . 12 300
Плазменно-индукционные печи до-
дополнительно оборудуют плазменной
приставкой.
Электронно-лучевые печи плавиль-
плавильные и литейные печи (ЭЛП) исполь-
используют для получения слитков и отли-
отливок высококачественных тугоплавких
и активных металлов. В качестве
исходной шихты применяют заготов-
заготовки, скрап, гранулы, стружку. В ЭЛП
(рис. 12) выполняют рафинирование
жидкого металла, выплавленного в
другом плавильном агрегате. Благо-
Благодаря открытой ванне и высокому
перегреву металла в печи можно
проводить дегазацию металла. Нали-
Наличие высоких температур и вакуума
способствует очистке металла за счет
термической диссоциации оксидов и
других соединений.
При электронно-лучевом нагреве обе-
обеспечивается: низкое давление A3,2 —
1,3 МПа) в камере печи, широкий диа-
диапазон регулирования мощности и ее
поверхностной плотности A0а—
109 Вт/см2), неограниченное время
выдержки металла в жидком состоя-
состоянии, а также значительный перегрев.
Наиболее широко применяют две
конструктивные схемы ЭЛП — с пода-
подачей переплавленного металла сверху
и сбоку. При вертикальной подаче
переплавляемой заготовки применяют
несколько электронных пушек, рас-
расположенных вокруг заготовки; при
горизонтальной подаче — меньшее чи-
число пушек (или только одну).
296
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
13. Технические характеристики установок ДТВГ (ОКБ)
Параметр
Вместимость плавильной ван-
ванны, кг
Диаметр тигля (без гарниса-
жа), мм
Глубина тигля (без тарниса-
жа), мм
Наибольшие размеры формы,
мм:
диаметр
высота
Скорость плавления, кг/мин
Длительность цикла, ч
Габаритные размеры печи (вы-
(высота X ширина X длина), мм
ДТВГ-0.06ПЦ
(ОКБ-956)
60
442
395
6-8
2—2,5
5720Х3250Х
Х7800
Модель установки
ДТВГ-0.16ПФ
(ОКБ-935)
160
444
470
800
500
6-8
5,5
5845Х 5775Х
X 10 000
ДТВГ-0,6ПЦ
600
880
950
1800
1600
15—20
7
5800Х7600Х
Х8600
14. Технические характеристики электродуговых установок
для плавки тугоплавких сплавов
Параметр
Мощность, кВт
Диаметр кристал-
кристаллизатора, мм
Сила рабочего то-
тока*, А
Высота кристал-
кристаллизатора, мм
Скорость плавле-
плавления, кг/мин
Удельный расход
электроэнергии,
кВт* ч/кг
Расход охлажда-
охлаждающей воды, м3/ч
Высота печи, м
Масса печи, т
Модель установки
ю
И
И
ее
270
80; 100;
НО; 125
4500/6000
750
0,3—0,6
0,8—2,0
8—10
4,1
1,
о
о
с
ее
260
00
<о
со
со
ПО
3500/1000
5500/—
1000
0,3—0,5
1-
8
12
8
5
2,5
3,0
17А
со
§
300
ПО; 140;
150; 180
10 000/12 000
1,0—30,0
-2
15
9,15
3,7
?
и
80; 100;
115
6000/—
2500
0,3—0,5
12
8
3
* В числителе приведены данные при работе на постоянном токе, в знамена-
теле — на переменном.
Примечание. Электродуговые установки работают при напряжении
60 В.
Электрические печи
297
Рис. 12. Электронно-лучевая уста-
установка для переплава титановых отхо-
отходов:
/ — переплавляемая заготовка; 2 и 8 —•
шлюзовые устройства для заготовок; 3 —•
плавильная камера; 4 — система разверт-
развертки электронного пучка; 5 — электронная
пушка; 6 — высоковольтный ввод; 7 —.
кристаллизатор; 9 — площадка обслужи-
обслуживания; 10 — устройство для вытягивания
слитка; 11 и 13 — стаканы для слитков;
12 — поворотное подъемное устройство
Характеристики ЭЛП', применяе-
применяемых для выплавки металлов и сплавов
на основе ниобия, тантала, циркония,
молибдена, вольфрама, титана, меди
и никеля, приведены в табл. 15 и 16.
Для переплавки мелкокусковой
шихты в печи предусматривают спе-
специальные подающие устройства типа
вращающейся трубы, которые позво-
позволяют догружать шихту во время про-
процесса плавки без нарушения вакуума.
Вакуумная система ЭЛП обеспечи-
обеспечивает остаточное давление в рабочем
пространстве 10~2—10~3 Па.
Процессом плавки управляют либо
с площадки обслуживания,, либо ди-
дистанционно с использованием телеви-
телевизионной связи.
Электрошлаковые печи. При элек-
электрошлаковом литье (ЭШЛ) переплавляе-
переплавляемого электрода в фасонном водоохла-
ждаемом кристаллизаторе жидкий ме-
металл с торца оплавляемого электрода,
погруженного в шлаковую ванну, пе-
передается в виде капель в литейную
форму, которая является местом для
приготовления расплава и формиро-
формирования отливки (рис. 13). При ЭШЛ
исключаются взаимодействия металла
с материалом формы и газовой средой.
В шлаковой ванне из металла уда-
удаляются кислород, водород и неметал-
неметаллические включения. Вокруг кристал-
кристаллизующейся отливки создается тонкая
пленка гарнисажа. При этом виде
литья нет надобности в плавильной
и раздаточной печах, разливочном
ковше, формовочных смесях. Условия
кристаллизации металла позволяют
получать отливку с тонкой структурой,
без пор и усадочной раковины.
15. Технические параметры электронно-лучевых плавильных
установок с одной электронной пушкой
Параметр
Мощность электронной пушки, кВт
Размеры выплавляемых слитков, мм:
диаметр
длина
прямоугольного сечения
Максимальный размер переплавляе-
переплавляемых электродов, мм:
диаметр
длина
Габаритные размеры печи (ширина X
X длина X высота), м
пэл-зоо
300
60—270
150
70X20
250
2500
7X10X6
пэл-юоо
1000
100—500
3000
80X250
380
3000
13X17X9
ЕМО-200
200
70—230
1500
—
150
2200
13X16X9
298
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
16. Технические характеристики электронно-лучевых
плавильных электропечей с плосколучевыми пушками
Параметр
Мощность электронного нагрева, кВт
Количество пушек, шт.
Ускоряющее напряжение, кВ
Наибольшие размеры получаемого
слитка, мм:
диаметр
длина
Наибольшие размеры переплавляемых
заготовок, мм:
диаметр
длина
Скорость откачки из плавильной ка-
камеры, л/с
Габаритные размеры установки без ис-
источника питания:
площадь, м2
высота, м
У-143
1
150
500
140
670
5
3,5
Модель
У-2 7 0М
120
4
3—15
200
1000
185
1350
4000
6,2
6,5
электропечи
У-254
500
(
14-
380
1 350
380
2 400
30 000
81
9,5
У-455
150
3
-17
200
400
180
500
40 000
16
4,5
ЭШЛ применяют для получения
полых слитков, корпусов арматуры,
сосудов высокого давления, а также
для получения отливок электрошла-
электрошлаковым центробежным литьем (ЦЭШЛ)
и электрошлаковым литьем в кокиль
(ЭК Л).
Сущность ЦЭШЛ заключается в
получении и накоплении металла в ти-
тигельной печи с последующим перели-
переливом металла во вращающуюся литей-
литейную форму. При этом способе литья
(довольно простом) получают каче-
качественные отливки.
Для изготовления электродов ис-
используют изношенные детали и кон-
конструкции, листовую или кузнечную
обрезь. Можно переплавлять также
отходы в виде различных кусков,
применяя нерасходуемые электроды.
Рис. 13. Схемы ЭШЛ:
а — плавление электрода внутри формы; б — ЭШЛ с приплавлением; в — с переливом
жидкого металла; 1 — расходуемый электрод; 2 — шлаковая ванна; 3 — металлическая
ванна; 4 — отливка; 5 — водоохлаждаемая литейная форма (кристаллизатор); 6 — при-
плавляемые заготовки
Электрические печи
299
Рис. 14. Схема установки УШ129 для ЦЭШЛ:
/ — печь; 2 — консольно-поворотный кран; 3 — флюсоплавильное устройство; 4 — цен-
центробежная машина; б — плавильный тигель; 6 — кантователь; 7 — пульт управления
ЭКЛ осуществляют в две стадии:
вначале получают жидкий металл,
который накопляется в электрошла-
электрошлаковой тигельной печи, а затем его
заливают вместе со шлаком в кокиль.
Установка УШ129 (рис. 14) пред-
предназначена для получения методом
ЦЭШЛ заготовок различной конфигу-
конфигурации (преимущественно тел враще-
вращения) из сплавов, готовые детали кото-
которых обладают высокими служебными
свойствами, удовлетворяющими тре-
требованиям соответствующих стандартов
на поковки. Установка может исполь-
использоваться как в заготовительных цехах
машиностроительных йредприятий, так
и в ремонтных цехах и мастерских.
Установка УШ128А (рис. 15) слу-
служит для получения методом ЦЭШЛ
заготовок из сплавов различных ма-
марок.
Установка УШ146 служит для по-
получения методом ЭКЛ заготовок мас-
массой до 500 кг из сплавов различных
марок. В качестве расходуемых элек-
электродов применяют катаные или литые
электроды, изготовленные из изно-
изношенных деталей, обрезков листов и
прочих отходов.
Комплекс УШ148 используют для
получения в водоохлаждаемом кри-
кристаллизаторе отливок методом ЦЭШЛ.
Техническая характеристика
комплекса УШ148 для ЦЭШЛ
Максимальная масса отлив-
отливки, кг 300
Максимальные размеры от-
отливок, мм:
высота 1000
наружный диаметр . . . 500
Наибольшая длина сплав-
сплавляемой части расходуемого
электрода, мм 3150
Время поворота тигля, с . . 20—100
Ход тележки платформы,
мм 1700
300
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
Рис. 15. Схема установки УШ128А для
ЦЭШЛ:
1 — станина; 2 — вращатель; 3 — зали-
заливочный проем; 4 — механизм выталкива-
выталкивания заготовки; 5 — электродвигатель; 6 —
защитный кожух
Мощность трансформатора,
кВ-А 724
Габаритные размеры ком-
комплекса (без пультового по-
помещения) (длина X шири-
ширина X высота), мм 6550Х
Х3200Х
Х6900
Масса, кг 12 600
Все установки для ЦЭШЛ и ЭКЛ
пригодны для получения литья из
цветных металлов, необходимо только
для футеровки литья применять соот-
соответствующие огнеупорные материалы.
Например, электрошлаковым кокиль-
кокильным литьем можно получить тонкие
заготовки из меди и медных сплавов
с использованием для переплава отра-
отработанных медных деталей и стружки.
Плавку ведут в графитовом тигле
графитовым нерасходуемым электро-
электродом с подачей металлической шихты
в расплав. После накопления в тигле
необходимого количества жидкого ме-
металла его вместе со шлаком заливают
в кокиль. Остывшие отливки имеют
гладкую поверхность и плотную
структуру без усадочных дефектов.
Содержание кислорода в литом ме-
металле не превышает 0,0016%.
4. Особенности плавки
цветных металлов и сплавов
Общие положения. По характеру
взаимодействия с кислородом цветные
металлы и сплавы подразделяют на
три группы. К первой относятся ме-
металлы, заметно не растворяющие кис-
кислород (алюминий, магний, цинк и их
сплавы). Пленки оксидов этих метал-
металлов резко понижают пластические
свойства отливок. Поэтому необходимо
предотвращать попадание плен в ме-
металл при заливке и стремиться к ми-
минимальному перемешиванию поверх-
поверхности зеркала металла.
Ко второй группе относятся метал-
металлы, образующие с кислородом область
жидких растворов (медь, никель, ти-
титан, хром, серебро и сплавы на их
основе). Плавка этих металлов и спла-
сплавов требует специальной защиты зерка-
зеркала металла от кислорода и специаль-
специальных технологических приемов для его
удаления.
Третью группу составляют металлы,
не взаимодействующие с кислородом
и не требующие защиты от него (зо-
(золото и платина).
При плавке металла, большое значе-
значение имеет давление пара при темпера-
температуре, превышающей температуру плав-
плавления, так как эта величина опреде-
определяет потери металла в результате
испарения.
Давление пара металлов описывает-
описывается уравнением
где Л, Б и С — постоянные; р —•
парциальное давление паров металла,
Па (табл. 17).
Особенности плавки цветных металлов и сплавов
301
17. Значения постоянных Л, В, С и парциального давления р
паров металла
Металл
Алюминий
Магний
Медь
Никель
Цинк
Кадмий
Кальций
Кремний
Марганец
Олово
Свинец
Титан
Цирконий
Железо
Хром
Молибден
Вольфрам
Температура, °С
плавления
660
650
1083
1455
419
321
840
1420
1240
232
327
1670
1850
1539
1875
2620
3400
кипения
2500
1100
2500
2900
910
770
1500
3200
2100
2600
1900
3100
4300
2900
2500
4600
5500
А
16 450
7 550
17 650
22 400
6670
5819
9600
20 900
13 900
15 500
10 130
23 200
30 300
19 710
—
в
14,48
14,91
15,51
18,07
14,12
14,41
14,67
12,84
19,39
10,35
13,28
13,86
11,50
15,39
—
С
1,02
1,41
1,27
2,01
1,13
1,27
1,21
0,57
2,52
0,99
0,66
—
1,27
р пара, Па
ю-6
520
0,13
1,3
13,3
13,3
270
0,13
133
10-2i
ю-6
1,3
10-3
1,3
1020
1,3
1,3
Компоненты с большим давлением
пара испаряются интенсивно. Из-за
этого расплав обедняется этими ком-
компонентами, и заданный состав сплава
не выдерживается.
Легколетучие компоненты, как пра-
правило, вводят в сплав в последнюю
очередь, а сплав готовят в закрытых
печах или под слоем покровного флюса.
Не допускается также взаимодей-
взаимодействие сплава с футеровкой плавиль-
плавильной печи. Цинковые сплавы инертны
к любым огнеупорам. Магниевые спла-
сплавы способны восстанавливать кремний
из оксидов; такой же процесс харак-
характерен для алюминиевых сплавов. Медь,
цинк и олово не восстанавливают крем-
кремний из SiO2, однако при получении
медных сплавов, содержащих хром,
титан или цирконий, необходимо ис-
использовать магнезитовую футеровку
из-за способности этих металлов вос-
восстанавливать кремний. Помимо хими-
химических реакций восстановления воз-
возможны и другие реакции, например,
растворение графитовых тиглей, «ме-
«металлизация» футеровки, образование
легкоплавких соединений и т. д.
Рафинирование расплавов. Загряз-
Загрязнение сплава различными примесями
и включениями ухудшает свойства
отливок, поэтому перед разливкой
сплавы подвергают рафинированию.
Технология рафинирования опреде-
определяется природой и формой существо-
существования примесей — растворимые при-
примеси удаляют химическими способами;
газы и неметаллические включения —
механическими.
Окислительное рафинирование про-
проводят продувкой воздухом или вве-
введением в расплав окислителей. Перед
разливкой такой расплав необходимо
дополнительно раскислить.
Рафинирование флюсованием про-
проводят с целью образования летучих
или шлакующихся соединений, не
растворяющихся в основном металле.
Рафинирование вакуумной дистил-
дистилляцией применяют для удаления при-
примесей, имеющих большее давление
пара, чем основной металл.
Удаление неметаллических включе-
включений из расплава осуществляется при
продувке ванны металла хлором или
инертным газом, а также при фильтро-
фильтровании жидкого металла через сетча-
сетчатые или зернистые фильтры. Все
302
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
большее применение находит также
электрофлюсовое рафинирование, пре-
предусматривающее перелив металла че-
через солевой расплав с наложением
электромагнитного поля.
Модифицирование проводят с целью
изменения физических свойств рас-
расплава, определяющих при затвердева-
затвердевании размеры и форму структурных
составляющих. Оптимальные составы
модификаторов имеют избирательный
характер и могут видоизменять как
макроструктуру и размер зерен а-твер-
дого раствора, так и дисперсность эв-
эвтектики, заэвтектических составляю-
составляющих или отдельных структурных со-
составляющих в многофазном сплаве.
Механизм модифицирования связан
с процессами адсорбции и локальными
химическими реакциями в микрообъ-
микрообъемах жидкого металла, что в различных
сплавах дает различные результаты.
Измельчение микроструктуры проис-
происходит либо вследствие увеличения
количества центров кристаллизации
за счет возникновения коллоидно-
дисперсной взвеси при модифицирова-
модифицировании, либо за счет переохлаждения
расплава как следствия адсорбции
модификаторов на гранях растущих
кристаллов.
Магниевые сплавы модифицируют
углеродсодержащими добавками или
перегревом, а алюминиевые сплавы —
солями натрия, стронция, серой и фос-
фосфором, а также их соединениями.
Повышенная скорость затвердева-
затвердевания действует аналогично модифици-
модифицированию. Поэтому при изготовлении
тонкостенных отливок в металличе-
металлических формах модифицирование сплава
не применяют.
Приготовление алюминиевых спла-
сплавов. Алюминиевые сплавы легко окис-
окисляются при расплавлении, насыщают-
насыщаются водородом (содержание водорода
может достигать 0,5—1,0 см3 на 100 г
металла) и другими неметаллическими
включениями.
Основные окислители — кислород и
пары воды. В зависимости от темпера-
температуры, парциального давления кисло-
кислорода и паров воды, а также кинетиче-
кинетических условий взаимодействия при оки-
окислении образуется оксид алюминия
(А12О3) и субоксиды (А1аО и АЮ).
В обычных условиях плавки термоди-
термодинамически устойчивой фазой является
оксид алюминия у = А12О3, который
не растворяется в алюминии и не обра-
образует легкоплавких соединений.
Кроме оксидов алюминия в распла-
расплавах могут присутствовать: оксид маг-
магния (MgO), магнезиальная шпинель
MgAl2O4, нитриды алюминия, магния,
титана (A1N, Mg3N2, TiN), карбиды
алюминия (А14С), бориды алюминия
и титана (А1В2, TiB2) и др.
Большинство легирующих элемен-
элементов (Си, Si, Mn) не оказывает влияния
на процесс окисления алюминия; ще-
щелочные и щелочно-земельные металлы
(К, Na, Li, Ba, Ca, Sr, Mg), а также
цинк увеличивают окисляемость алю-
алюминия из-за образования рыхлых ок-
оксидных плен.
Порядок загрузки шихтовых мате-
материалов: чушковый алюминий, круп-
крупногабаритные отходы, отходы литей-
литейных и механических цехов (литники,
некачественные отливки, брикетизи-
рованная стружка и т. п.), переплав,
лигатуры (чистые металлы). Компо-
Компоненты шихты вводят в жидкий металл
при температуре, °С: 730 (не выше) —
стружку и мелкий лом; 740—750 —
медь, при 700—740 — кремний, 700—
740 — лигатуры; цинк загружают пе-
перед магнием к концу плавки. Темпе-
Температура нагрева литейных алюминие-
алюминиевых сплавов не должна превышать
800—83О'°С.
Обязательной операцией является
рафинирование от неметаллических
включений и растворенного водорода.
Основным источником водорода яв-
являются пары воды, оксидные пленки
на шихтовых материалах, легирующие
элементы и лигатуры. Максимальная
скорость плавки и минимальная дли-
длительность выдержки расплава в печи
перед разливкой способствуют повы-
повышению его чистоты.
Уменьшение компактности и увели-
увеличение удельной поверхности шихто-
шихтовых материалов оказывают существен-
существенное влияние на степень загрязнения
алюминиевых сплавов неметалличе-
неметаллическими включениями и водородом.
При плавке алюминиевых сплавов,
содержащих кремний, следует пре-
предусмотреть меры от загрязнения спла-
Особенности плавки цветных металлов и сплавов
303
вов железом. Перед плавкой необхо-
необходимо очистить печь (тигель) от остат-
остатков шлака предыдущей плавки. Чу-
Чугунный тигель и плавильный инстру-
инструмент очищают от следов расплава и
окрашивают защитной краской.
При плавке алюминиевых сплавов,
содержащих магний, медь и марганец,
вначале в печь загружают чушковый
алюминий и силумин, затем лигатуры
и чушковые отходы. Магний вводят
после рафинирования при 720—730 °С
с помощью окрашенного колоколь-
колокольчика, после чего сплавы модифицируют
и разливают.
Плавку сложнолегированных алю-
алюминиевых сплавов с высоким содер-
содержанием магния проводят только в гра-
графитовых тиглях в связи с минимально
допустимым содержанием вредных при-
примесей железа и кремния.
Применяемый плавильно-разливоч-
ный инструмент должен быть из гра-
графита или титана.
При использовании для приготовле-
приготовления сплавов возврата собственного
производства порядок плавки должен
быть следующий: расплавление чи-
чистого алюминия и лигатуры Al—Be;
введение при 670—700 °С возврата
собственного производства. После рас-
расплавления возврата порядок загрузки
остальных составляющих шихты и
режимы плавки сохраняются такими
же, как и при приготовлении на чистых
металлах. Температура перегрева спла-
сплавов не должна превышать 750 °С.
"Магниевые сплавы. При плавке не-
необходимо защищать эти сплавы от
окисления и насыщения водородом,
так как это приводит к образованию
микропористости в отливках.
Плавку литейных магниевых сплавов
ведут следующими способами: в ста-
стационарных и выемных тиглях и ду-
дуплекс-процессом (отражательная печь-
тигель или индукционная печь-тигель).
Технологии приготовления сплава эти-
этими способами одинаковы, различие
состоит лишь в технологии заливки и
составах применяемых флюсов.
Шихтовые материалы не должны
содержать продуктов коррозии, масла,
эмульсии и прочих загрязнений. От-
Отходы (литники, прибыли, бракован-
бракованные отливки) очищают на дробеструй-
дробеструйной установке или переплавляют.
При плавке магниевых сплавов со-
соблюдают следующий порядок загрузки
шихтовых материалов: магний (отходы
и возврат), лигатуры, алюминий, цинк
и кадмий. Добавки церия, кальция
и бериллия вводят перед самой раз-
разливкой. При переплаве возврата
кальций выгорает полностью, что сле-
следует учитывать при расчете шихты.
После присадки легирующих элемен-
элементов сплав перемешивают 5—7 мин и от-
отбирают пробы для определения хими-
химического состава.
.При плавке в стационарных (сталь-
(стальных) тиглях их нагревают до 400—
500 °С, после чего загружают флюс
ВИ2 в количестве 10% от массы
шихты. В расплавленный флюс не-
небольшими порциями загружают нагре-
нагретые до 120—150 °С шихтовые мате-
материалы. Сплав нагревают до 700—
720 °С, проводят рафинирование и
модифицирование. Сплав выстаивается
10—15 мин, из него отбирают пробы
и ручными ковшами проводят раз-
разливку.
При выплавке магниевых литейных
сплавов в выемных стальных тиглях
с перегородкой флюс ВИ2 заменяют на
ВИЗ.
Выплавка сплавов дуплекс-процес-
дуплекс-процессом в отражательных печах ведется
под слоем флюса ВИ2. Из печей сплав
переливают в выемные тигли, в кото-
которых проводят рафинирование и моди-
модифицирование.
При плавке в индукционных печах
на дно тигля загружают часть мелкой
шихты, а затем компактно-крупные
куски. Промежутки между кусками
заполняют мелочью, сверху засыпают
флюс. После расплавления и перегрева
расплав переливают в выемные тигли.
Образующаяся на поверхности рас-
расплава пористая пленка оксида магния
не предохраняет его от окисления и
загорания. Легирующие компоненты
(иттрий, церий, лантан, неодим и
литий) усиливают окисление. Алюми-
Алюминий, медь, серебро, индий, никель,
свинец, сурьма, олово и цинк понижа-
понижают температуру воспламенения маг-
магния.
Для замедления окисления струи
металла при получении фасонных от-
304
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
ливок применяют сернистый газ (SO2),
углекислоту (СО2), снижают окисление
магниевых сплавов добавки % (мае.
доля): бериллия 0,001—0,002; каль-
кальция 0,03—0,05.
Магниевые сплавы не рекомендуется
перегревать выше 750 °С, так как
в этом случае образуются включения
нерастворимого нитрида магния
(Mg3N2), снижающие коррозионную
стойкость и пластические свойства
отливок из магниевых сплавов.
Магниевые сплавы при температуре
плавки поглощают водород (до 30 см3
каждые 100 г). Для предотвращения
взаимодействия магния с печными
газами плавку ведут под флюсами или
в среде защитных газов.
Плавку магниевых сплавов с РЗМ,
торием и кальцием проводят с приме-
применением флюсов, не содержащих хло-
хлоридов магния, так как флюсы с хло-
хлоридом магния приводят к большим
потерям РЗМ. Для уменьшения потерь
РЗМ и кальций вводят в расплав за
3—5 мин до разливки.
При приготовлении магниевых спла-
сплавов необходимо следить за состоянием
поверхности жидкого металла. Если
металл начинает гореть, его необхо-
необходимо засыпать порошкообразным флю-
флюсом из пневматического флюсораспре-
делителя.
Плавка тугоплавких сплавов. Осо-
Особенность плавки тугоплавких сплавов
обусловлена их химической актив-
активностью со всеми газами и огнеупорны-
огнеупорными материалами, поэтому плавку не-
необходимо вести в вакууме или среде
инертных газов. Вакуумную плавку
осуществляют в вакуумно-дуговых пе-
печах с расходуемым электродом в гра-
графитовом (медном) гарнисажном тигле
или печах электронно-лучевого пере-
переплава.
Оптимальная толщина гарнисажа
в донной части графитового тигля
50—60 мм и на стенках 12—16 мм.
Толщину б гарнисажа на стенке гра-
графитового тигля, охлаждаемой водой,
рассчитывают по уравнению
корпуса тигля, мм; Хт — коэффициент
теплопроводности материала тигля
(графита), Вт/(м- °С); Як — коэффици-
коэффициент теплопроводности стенки корпуса,
Вт/(м-°С); а — коэффициент теплоот-
теплоотдачи от корпуса к потоку воды; при
средней температуре воды около 40 °С
сс=1,3.103ш°'8/Д0>2,
где wB — скорость потока воды в по-
полости корпуса тигля, м/с; А — тол-
толщина щели водоохлаждаемой полости
корпуса тигля, м.
Оптимальная толщина гарнисажа
на дне графитового тигля, не охла-
охлаждаемого водой:
= 8 [0,017
где бт — толщина дна графитового
тигля, мм; ал — коэффициент тепло-
теплоотдачи лучеиспусканием с наружной
поверхности дна тигля, Вт/(м2-°С);
при оптимальной толщине гарнисажа
ал= 148 -40,5. \0
где Kf — коэффициент; Kf = 1 —
— 4/i/dT (h — высота донной части
тигля, выступающей из водоохлаждае-
мого корпуса, мм; dr — средний вну-
внутренний диаметр тигля, мм).
Оптимальная толщина гарнисажа
(мм) в медном водоохлаждаемом тигле
равна
где бт — толщина стенки тигля, мм;
бк — толщина водоохлаждаемой стенки
где бт — толщина стенки медного ти-
тигля, мм; а — коэффициент теплоот-
теплоотдачи от стенки к воде, Вт/(м*-К);
определяют по формуле A).
Максимально допустимая темпера-
температура на контактной поверхности мед-
медного тигля с титановым гарнисажем
может быть принята равной 500 °С,
при толщине стенки более 30 мм и
скорости движения охлаждающей воды
не менее 3 м/с.
Плавку титана и его сплавов начи-
начинают с укладки на дно гарнисажного
графитового или медного тигля до
30% массы шихты крупнокусковых
отходов собственного производства,
Особенности плавки цветных металлов и сплавов
ЗОБ
предварительно прошедших механиче-
механическую и химическую очистку. Меха-
Механическая очистка производится в гал-
галтовочных барабанах в течение 2—8 ч
на глубину до 0,1 мм.
Химическую очистку проводят в рас-
растворе следующих составов, г/л: NaOH
600—650; NaNO3 200—250 и NaNO2
50—60 или NaOH 500—700 и NaNO3
150—250. Температура раствора 130—
145 °С, время обработки 0,5—2 ч.
Шихту промывают в теплой и холод-
холодной воде, травят в растворе химиче-
химического состава, мл/л: H2SO4 (плот-
(плотностью 1840 кг/м3) 60—70 и HF (плот-
(плотностью ИЗО кг/м3) 60—140; температу-
температура раствора 20 °С, время травления
1,5—2,0 ч. После промывки в холод-
холодной воде шихту сушат при темпера-
температуре ПО—150 °С.
Между расходуемым электродом и
кусковой шихтой зажигается дуга.
Плавку металла проводят в вакууме
@,13—1,33 Па). Как только будет
получена необходимая масса жидкого
металла, его разливают по литейным
Г мам. Угар элементов составляет
(мае. доля): титана 0,1—0,2; алю-
алюминия до 2; марганца до 10—15.
Содержание водорода снижается до
0,002—0,003 %.
Молибден и сплавы на его основе
плавят в дуговых печах с расходуе-
расходуемым электродом в вакууме [A,33-г-
6,65)-10~2 Па], в атмосфере аргона,
в медном водоохлаждаемом кристал-
кристаллизаторе или гарнисажных печах с мед-
медным или графитовым тиглем.
Особенность плавки молибдена со-
состоит в необходимости его раскисления
углеродом, водородом или алюминием.
При раскислении алюминием плавку
ведут в среде аргона, а раскислении
в вакууме — углеродом или водоро-
водородом. Раскисление углеродом при
плавке в среде аргона приводит к об-
образованию пористости в слитках. Рас-
Расход окислителя до 0,01 % (мае. доля).
Легирующие добавки при плавке
сплавов молибдена вводят в виде
гранул или порошка непосредственно
в ванну или расходуемый электрод
при его изготовлении. Электронно-
Электроннолучевая плавка молибдена и его спла-
сплавов является более перспективной,
позволяет получать слитки и отливки
с низким содержанием примесей.
Плавку ведут при остаточном давле-
давлении 1,33-10~3 Па.
Для нейтрализации вредного воз-
воздействия углерода в сплав вводят не-
небольшое количество (до 0,02 %) кар-
бидообразующих элементов (Ti, Zr,
Hf), которые кристаллизуются в виде
мелких разрозненных включений, поч-
почти не влияющих на свойства металла.
В качестве шихты применяют шта-
бики или отходы собственного произ-
производства.
После расплавления и выдержки
чистота выплавленного молибдена со-
составляет 99,9 %.
Слитки и фасонные изделия из
циркония и его сплавов получают
в дуговых печах в нейтральной атмо-
атмосфере или вакууме при остаточном
давлении 2,7 Па.
Плавку с нерасходуемым вольфрамо-
вольфрамовым электродом ведут на постоянном
токе напряжением 50 В. Вольфрамо-
Вольфрамовый электрод способствует загрязне-
загрязнению расплава вольфрамом (до
0,005%). Уменьшить содержание
вольфрама в цирконии можно за
счет подключения к электроду отри-
отрицательного полюса.
Расходуемые электроды изготовля-
изготовляют прессованием или спеканием и
последующей сваркой в нейтральной
атмосфере. Плавку можно вести на
постоянном и переменном токе. Вы-
Выход металла в слитки составляет 85—
90%.
При изготовлении фасонных отли-
отливок из циркониевых сплавов плавку
ведут в дуговых гарнисажных печах
в графитовых тиглях. Технология
плавки аналогична плавке титановых
сплавов.
Плавку ниобиевых сплавов в зави-
зависимости от требований к чистоте ведут
в дуговых, индукционных и электрон-
электронно-лучевых печах с применением мед-
медного кристаллизатора, тиглей из диок-
диоксида тория, графитовых тиглей с гар-
нисажем. Остаточное давление при
плавке в вакуумных печах не должно
превышать 1,33-НН Па, а при плавке
в среде аргона или гелия давление
составляет C99—532)-10а Па.
Шихтовым материалом для выплав-
выплавки слитков служат штабики или рас-
306
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
ходуемые электроды, сваренные из
штабиков. Перспективной является
плавка из легированных штабиков,
отвечающих химическому составу
сплавов.
Для уменьшения содержания рас-
растворенных газов раскисление прово-
проводят углеродом, церием и иттрием.
Особенности плавки вольфрама ана-
аналогичны особенностям плавки молиб-
молибдена.
Плавка медно-никелевых сплавов.
Медные сплавы плавят в пламенных,
дуговых и индукционных печах. Плав-
Плавка большинства медных сплавов на
воздухе сопровождается окислением
элементов шихты и растворением во-
водорода. Окисление сплавов, содержа-
содержащих алюминий, кремний, бериллий,
происходит с образованием плотной
оксидной пленки на поверхности рас-
расплава, которая оказывает влияние на
механические свойства отливок. Мед-
Медные сплавы при затвердевании склонны
к образованию газовой пористости
(за исключением латуни), особенно
характерной для сплавов с широким
температурным интервалом кристал-
кристаллизации, в частности для оловянных
бронз.
Для защиты от окисления плавку
медных сплавов ведут под слоем дре-
древесного угля или флюса.
Шихту следует загружать в печь,
нагретую до 600—700 °С. Сначала за-
загружают медь по частям или пол-
полностью. Если в состав шихты входит
никель, его загружают вместе с медью.
Расплав перегревают до 1200 °С и
раскисляют фосфористой медью @,3—
1 % массы меди). После перемеши-
перемешивания сплава счищают шлаки, в не-
несколько приемов загружают отходы
и чушки переплава из стружки, по-
подогретые до 100—150 °С.
При температуре расплава 1160—
1200 °С вводят цинк, олово и свинец.
В нагретую до 700 °С печь загру-
загружают медь и железо. Поверхность
расплава должна быть покрыта дре-
древесным углем или флюсом, содержа-
содержащим, % (мае. доля): битого стекла
90; полевого шпата 10.
После расплавления шихты при тем-
температуре 1200 °С расплав раскисля-
раскисляют фосфористой медью @,1—0,2 %).
Затем вводят лигатуры: медь-марга-
медь-марганец, медно-алюминиево-железную
и т. д. Последней добавляют медно-
алюминиевую лигатуру.
Если в состав шихты входят чистый
никель, марганец и железо, то сначала
вводят железо и марганец, а затем
никель.
При плавке латуней в качестве
шихтовых материалов применяют чуш-
чушки, возврат, переплав стружки и
лигатуры.
После подогрева печи в нее загру-
загружают чушки и расплавляют их. Сгу-
Сгущают шлак и загружают возврат и
переплав; по необходимости подших-
товывают сплав лигатурами.
Особенностью никеля и никелевых
сплавов является их повышенная склон-
склонность взаимодействовать с газами печ-
печной атмосферы. Растворимость газов
в жидком никеле при температуре
1600 °С составляет: кислорода до 0,5 %
и водорода до 43 см3/100 г металла.
Основная причина газовой пористо-
пористости при кристаллизации отливок —
выделение водорода.
Плавку никеля ведут в индукцион-
индукционных канальных и тигельных jneqax,
реже дуговых, для вакуумной тех-
техники — в вакуумных индукционных
тигельных печах. Футеровка печей
основная или нейтральная. При плав-
плавке в индукционных канальных печах
с железным сердечником промышлен-
промышленной частоты под набивают огнеупорной
массой следующего состава, % (мае.
доля): плавленого магнезита 98, буры
или борной кислоты 2. Высокочастот-
Высокочастотные печи футеруют массой состава,
% (мае. доля): магнезита 90, жидкого
стекла 8 и воды 12.
Плавку ведут под слоем флюса,
состоящего из стекла (бутылочный бои),
плавикового шпата, извести, молотого
магнезита со стеклом и других компо-
компонентов; расход флюса составляет 5—
10% от массы шихты, толщина слоя
флюса, покрывающего зеркало ванны,
10—15 мм.
Не допускается использовать в ка-
качестве флюса древесный уголь и гипс.
Шихтовыми материалами для плавки
чистого никеля являются катодный
никель НО и HI, гранулы никеля и
крупные никелевые отходы сооствен-
рого производства в количестве, не
Особенностш плавки цветных металлов и сплавов
307
превышающем 50% от массы шихты.
Очистку никеля от кислорода и серы
проводят при температуре расплава
1500—1600 °С с применением комплекс-
комплексного раскислителя, содержащего угле-
углерод, кремний, марганец и магний.
Основным раскислителем является уг-
углерод, который загружают в печь
вместе с шихтой в виде графитового
боя или лигатуры Ni—С [содержание
углерода 1,5—2% (мае. доля)]. Рас-
Расход комплексного раскислителя со-
составляет 0,18—0,22% от массы рас-
расплава (углерода 0,05—0,5%, кремния
0,07—0,15%, марганца 0,05—0,2%,
магния 0,05—0,1%). Избыточное ко-
количество углерода придает никелю
хрупкость. Для раскисления никеля
используют также силикокальций, со-
содержащий 23 % Са; силикокальций
вводят в таком количестве, чтобы
в никеле содержалось 0,05—0,1 %
(мае. доля) Са.
Перед разливкой расплава по фор-
формам A600 °С) флюс сгущают, засыпая
" на поверхность расплава молотый маг-
магнезит в количестве 0,2 % от массы
шихты во избежание попадания флюса
в полость формы.
Очистку никелевых сплавов от рас-
растворенных газов проводят наведением
окислительного шлака (МпО2 +
+ CuO + Na2CO8 + SiOa) или про-
продувкой расплава инертными газами
(аргоном или гелием).
Для повышения уровня эксплуата-
эксплуатационных свойств никелевых жаропроч-
жаропрочных сплавов их модифицируют при-
присадками бора @,01—0,03%) и цирко-
циркония @,03—0,1 %).
При плавке никелевых жаропроч-
жаропрочных сплавов в дуговых электропечах
после загрузки никеля и кусковых
отходов под электроды вводят шла-
шлакующуюся смесь (известь* с плавико-
плавиковым шпатом 1 : 1) в количестве 3—5 %
от массы шихты. После расплавления
добавляют лигатуры и чистые металлы
(Mo, Nb, W и др.). После отбора проб
на химический анализ расплав рафи-
рафинируют и раскисляют. Для раскисле-
раскисления используют: смесь извести с алю-
алюминиевым порошком A:1) в коли-
количестве 3—4 кг на тонну расплава,
марганец @,25%), алюминий @,3—
0,5%) и титан @,01—0,15%). Моди-
Модификацию проводят цирконием и бором.
При плавке никелевых сплавов в ин-
индукционных тигельных печах исполь-
используют шлакообразующую смесь, содер-
содержащую, % (мае. доля): извести 70;
плавикового шпата 30; расход смеси
3—4% (мае. доля). Раскисление про-
проводят порошком алюминия B кг/т)
или марганцем и титаном.
Плавку монелей осуществляют в
индукционных печах. Первыми загру-
загружают никель, медь, железо, а затем —
отходы; последним загружают мар-
марганец (при 1450—1500 °С). Раскисле-
Раскисление сплава проводят лигатурой Ni—С,
Перед началом разливки вводят маг-
магний [0,3% (мае. доля)].
При плавке хромелей соблюдают
следующий порядок загрузки шихты.
и расплавления. В жидкую ванну
вводят хром, недогружая 1—2 кг
для корректировки химического со-
состава по результатам определения
термо-ЭДС, а затем загружают никель,
отходы и флюс в количестве 5 % от
массы металла. Раскисление проводят
марганцем @,12—0,15%) и магнием
@,06%).
Нихромы (Ni-O и Ni—Cr-Fe)
в основном выплавляют в дуговых
печах. Технология плавки нихрома
аналогична технологии плавки хро-
меля. Раскисление сплавов проводят
марганцем, титаном и силикокальцием
в количестве 0,1—0,15%. Для уда-
удаления водорода наводят окислитель-
окислительный шлак.
При производстве фасонных отли-
отливок из никелевых и медноникелевых
сплавов применяют вакуумные индук-
индукционные тигельные печи непрерывного
и периодического действия.
Плавка цинковых и легкоплавких
сплавов.
Цинк и его сплавы легко окисляются
(особенно в присутствии паров воды) с
образованием ZnO2 и шпинеля
ZnAlaO4.
В цинковых сплавах могут быть
включения кремнезема (SiO2),
иногда глинозема (А12О3)> источником
которых являются загрязненные ших-
шихтовые материалы.
Для исключения обогащения спла-
сплавов цинка железом плавку ведут
в индукционных тигельных или ка-
308
ПЛАВКА ЛИТЕЙНЫХ
нальных печах; разливку проводят
из керамических тиглей. Если плавка
ведется в чугунных тиглях, то их
внутреннюю поверхность покрывают
слоем обмазки, состоящей из каолина
и жидкого стекла.
Перегрев цинковых сплавов при-
приводит к увеличению потерь цинка и
обогащению их неметаллическими
включениями, а также способствует
образованию столбчатой структуры (та-
(такая структура является причиной об-
образования трещин при затрудненной
усадке). Следовательно, температура
нагрева не должна превышать 500 °С,
Очистку цинковых сплавов от ме-
металлических и неметаллических при-
примесей проводят отстаиванием, обра-
обработкой хлоридами, продувкой инерт-
инертными газами, фильтрованием. Наи-
Наиболее эффективным способом очистки
цинковых сплавов от оксидов и интер-
интерметалл идов является фильтрование че-
через мелкозернистые магнезитовые
фильтры. Средний диаметр зерен маг-
магнезита 2—3 мм; толщина фильтру-
фильтрующего слоя 100 мм. Эффективность
очистки составляет, %: по оксидным
включениям до 90 и по интерметаллид-
ным — 85. Фильтрование ведут через
нагретый фильтр (^500 °С), который
помещают в специальный стакан, по-
погружаемый в раздаточную печь, или
при переливе металла из печи—в ковш
или изложницу. Особенно эффективно
фильтрование типографского цинка пе-
перед заливкой сплава в изложницу.
Особенность плавки сплавов цинка
со свинцом [0,67—1,25% (мае. доля)]
состоит в возможности ликвации свин-
свинца. Поэтому свинец вводят не в чистом
виде, а в виде соединения с хлором.
Плавку сплавов на основе олова на
чистых металлах можно вести без
применения защитных флюсов, так
как эти сплавы имеют низкую склон-
склонность к окислению и насыщению
газами. Если в состав шихты входят
отходы и возврат, то плавку проводят
под слоем древесного угля. Перед
разливкой сплав рафинируют хлори-
хлористым аммонием [0,1—0,15% (мае.
доля)]. Иногда применяют фильтро-
фильтрование.
При выплавке антифрикционных
сплавов на основе олова (баббитов)
необходимо соблюдать определенный
порядок загрузки шихты. Сначала
загружают медносурьмянистую лига-
лигатуру, сурьму и часть олова (около
1/3 массы шихты). Шихту покрывают
слоем древесного угля, расплавляют
и нагревают до 600—700 °С. После
этого удаляют шлак и древесный уголь
и в несколько приемов вводят осталь-
остальное олово. Рафинируют сплав при
475—500 °С введением 0,1—0,15 %
(мае. доля) хлористого аммония или
пропускают через зернистые фильтры
(из магнезита, хлористого натрия и
других веществ) с размером зерен
2—4 мм в поперечнике. После рафини-
рафинирования сплав должен выстояться
10—12 мин, после чего сплав разли-
разливают в изложницы.
Технология плавки припоев и спла-
сплавов для литья под давлением та же,
что и технология плавки антифрикци-
антифрикционных сплавов.
Сплавы на основе свинца почти не
поглощают газов. Особенностью их
является склонность к ликвации
по плотности. Плавку ведут под слоем
древесного угля толщиной 10—15 мм.
Для плавки свинцовосурьмянистых
и свинцовосурьмянооловянных бабби-
баббитов в качестве шихтовых материалов
используют олово, свинец, сурьму,
сурьмяный свинец, кадмий, мышьяк,
лигатуры: Си—Sb E0% Sb); Sb—Те
C0% Те); Sn—Sb—Ni C0% Sb;
10% Ni), подготовительные сплавы,
полученные переплавкой отходов. Осо-
Особенность плавки этих бабитов состоит
в порядке загрузки шихты. Одновре-
Одновременно загружают тугоплавкие компо-
компоненты шихты (сурьму, лигатуры: Sn—
Sb—Ni и Си—Sb) и 10—20% (мае.
доля) легкоплавких компонентов ших-
шихты (свинца, вторичных сплавов, сурь-
сурьмянистого свинца). Загруженную ших-
шихту засыпают древесным углем, расплав-
расплавляют и при 600 °С вводят кусковый
или порошкообразный мышьяк. После
этого загружают оставшуюся часть
легкоплавкой шихты. Последними при
420—450 °С вводят кадмий, теллур и
олово; выдерживают сплав 10—15 мин,
перемешивают и рафинируют хлори-
хлористым аммонием [0,15% (мае. доля)].
Через 10—15 мин при температуре
420—450 °С проводят разливку при
Приготовление лигатур
ЗС9
постоянном перемешивании для полу-
получения однородных по составу слитков.
При расчете шихты угар сурьмы при-
принимают равным 7—10, а теллура 15—
20% (мае. доля).
При плавке типографских сплавов
в очищенный тигель загружают 3/4 свин-
свинца или типографской сыпи; расплав-
расплавляют шихту, поверхность расплава
покрывают древесным углем (толщина
слоя 10—15 мм) и при 500—550 °С
в расплав вводят сурьму или медно-
сурьмянистую лигатуру. После рас-
растворения сурьмы добавляют оставший-
оставшийся свинец. Рафинирование расплава
проводят хлористым аммонием [0,1—
0,3% (мае. доля)] или «дразнением»
куском древесины в течение 30—
50 мин.
Для удаления цинка и алюминия
из свинцовых сплавов их продувают
водяным паром через стальные трубки
при 500—550 °С в течение 0,5—2 ч.
Железо, никель и медь удаляют вве-
введением с помощью колокольчика серы.
Образующиеся при 500—600 °С суль-
сульфиды всплывают на поверхность ванны.
Температура сплавов в процессе
плавки не должна превышать 400—
450 °С за исключением сплавов, со-
содержащих в составе шихты сурьму и
медносурьмянистую лигатуру.
Плавка кадмия и его сплавов про-
проходит при высоком давлении пара ме-
металла, что обусловливает большие по-
потери металла на испарение. Пары
кадмия и оксид токсичны. В связи с
этим перегрев расплавов не должен
превышать 550 °С. Кадмий в процессе
плавки интенсивно окисляется. Для
снижения окисления в расплав не-
необходимо вводить небольшие добавки
магния @,05% массы кадмия). Плавку
ведут под слоем древесного угля.
После расплавления кадмия в расплав
вводят магний. Легирующие компо-
компоненты добавляют при 480—500 °С,
затем счищают шлак, засыпают пор-
порцию древесного угля и после охлажде-
охлаждения до 370 °С разливают по формам.
Для плавки кадмиевых сплавов
должны быть предусмотрены изоли-
изолированные помещения, оборудованные
эффективными вентиляционными уста-
установками для очистки воздуха от ток-
токсичных выделений.
5. Приготовление лигатур
Лигатуру алюминий—кремний A0—
12 % Si) готовят в тигельных печах
с температурой нагрева 1000—1100 °С.
В расплавленный и перегретый до
800—850 °С алюминий вводится не-
небольшими порциями кремний в виде
кусков размером 15—20 мм, нагретых
до 200—300 °С. Для ускорения раство-
растворения кремния его все время погру-
погружают в жидкий алюминий с помощью
графитовой мешалки. После полного
растворения кремния расплав переме-
перемешивают и при 700—720 °С разливают
в изложницы.
Лигатуру А1—Си готовят двумя
способами:
1. В тигельной печи любой конструк-
конструкции расплавляют алюминий и пере-
перегревают до 750 °С. Медь в виде кусков
размером 100Х 100 мм, предварительно
нагретую до температуры 400—600 °С,
вводят в алюминий по частям. После
растворения всей навески меди сплав
перемешивают, рафинируют и раз-
разливают.
2. В индукционной печи с графито-
графитовым тиглем расплавляют медь, после
чего добавляют чушковый алюминий,
погружая его в глубь ванны и пере-
перемешивая при этом расплав, что обес-
обеспечивает нужное растворение алюми-
алюминия и ускоряет процесс плавки. После
охлаждения сплава до 720 °С его рафи-
рафинируют и производят разливку.
Лигатуру А1—Мп готовят в печи
с графитовым тиглем. В тигель загру-
загружают V8 алюминия. После рас-
расплавления этой части добавляют
остальной алюминий, причем одна
чушка остается для введения в гото-
готовую лигатуру с целью понизить тем-
температуру перед разливкой. При тем-
температуре алюминия 850—900 °С в него
вводят небольшими порциями марга-
марганец с размерами кусков 15—20 мм.
Перемешивание сплава необходимо
проводить графитовыми мешалками.
После ввода каждой части марганца
сплав выдерживают при 850—900 °С
в течение 10—12 мин. После растворе-
растворения всей навески марганца в расплав
вводят оставшуюся чушку алюминия.
Сплав рафинируют и разливают в по-
подогретые до 100—150 °С изложницы.
810
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
18. Температурные режимы приготовления лигатур на основе алюминия
Лигатура
А1-Ве
А1—Си
Al—Si
Al-Zr
Al—Ni
Al—Сг
Al-Fe
Al—Mn
Al—Ti
Al—V
Содержание
компонента,
% (мае. доля)
2-4
4—6
45—55
45—55
33—50
18—22
15—20
26
2—4
1—3
3—5*1
18—22
15—20
6—10
10—15
2—4
2—4
До 10
6—11
5—10
8—10
10—15
7—12
7—12
5—10
10—12 *а
2-4
2-4
3-5
2—4
3—5*1
Температура, ?О
ликвидуса
720—820
575—600
600—800
650—700
630—720
800
950—1050
780—800
780—800
750—820
800—870
850—900
850—900
800—870
780—800
780—810
900—950
900—950
780—900
плавки
800—850
950—1000
800—850
750—800
850—900
800—900
820—850
900
1100—1200
1000—1100
1100—1200
950—1000
950—1000
850—900
900—1000
1000—1100
950—1000
1100—1200
1000—1100
950—1000
950
1100—1200
900—1000
900—950
950—1000
900—1000
1100—1200
1050—1100
1150—1250
1100—1200
1150—1250
литья
800—850
700—750
720—750
750—800
750—800
ЮОО—1400
850—950
850—900
820—850
900—950
900—930
900—950
920—950
850—900
900—930
950—1000
980—1000
950—1000
Приготовление лигатур
311
Лигатура
Al~-Nb
Al—Та
Al—Mo
Al—W
Al-Co
Al-La
Содержание
компонента,
% (мае. доля)
3-5
4—7
5-18
5—10
5—15
До 15
Продолжение табл. 18
Температура, °С
ликвидуса
—
—
плавки
1200—1300
1200—1350
1200—1350
1200—1300
1000—1100
До 900'
литья
—
—
*1 Лигатуры А1—Zt и А1—V получают разбавлением концентрированных
лигатур (А1 — 50 % Zr ч Л1 — 60 % V).
*2 Марганец вводят в виде стружки.
Лигатуру Al—Be B—4% Be) при-
приготовляют в высокочастотных печах
с тиглем вместимостью 20—60 кг.
Алюминий загружают в тигель и
перегревают до 800—850 °С. Затем
с помощью графитового «колоколь-
«колокольчика» вводят отдельными порциями
бериллий (кусочками размером не бо-
более 10—20 мм, завернутыми в алюми-
алюминиевую фольгу). Сплав перемешивают
графитовой мешалкой, и после пол-
полного растворения бериллия температу-
температуру снижают до 800—830 °С Плавку
ведут под флюсом состава, % (мае.
доля): ВаС1а 65, Ba.F9 35 или ВаС1а 90
и КС1 10.
Пары бериллия и его соединений
токсичны. При приготовлении лига-
лигатур необходимо соблюдать правила
техники безопасности.
Лигатуру Al—Ti готовят в высоко-
высокочастотной индукционной печи с гра-
графитовым тиглем. Для приготовления
лигатуры используют губчатый титан
или сплав марки ВТ1Л. В расплав
алюминия, перегретый до 1200—
1300 °С, вводят всю навеску титана
(температура навески до 200—250 °С).
Расплав перемешивают титановой или
графитовой мешалкой, и после пол-
полного растворения титана разливают
в изложницы. После кристаллизации
чушки снова загружают в графитовый
тигель и проводят их повторный
переплав для получения лигатуры
более однородного состава. При
900—950 °С удаляют шлак, сплав ра-
рафинируют и разливают в изложницы.
Лигатуру Al—Zr приготовляют двой-
двойным переплавом в индукционной вы-
высокочастотной печи с графитовым тиг-
тиглем, В расплавленный и перегретый
до 1200—1300 °С алюминий вводятся
прутки йодидного циркония. После
полного растворения расплав разли-
разливается. После кристаллизации чушки
снова загружают в тигель, расплав-
расплавляют, рафинируют при 900—950 °С
и разливают в изложницы.
Лигатуру А1—N плавят в высоко-
высокочастотных индукционных печах с гра-
графитовым тиглем. После расплавления
и перегрева до 850—900 °С V4 части
всей навески алюминия в расплав
порциями вводят никель в виде катод-
катодных плиток размером 50X50X5 мм.
После полного растворения никеля
добавляют оставшуюся часть алюми-
алюминия, сплав перемешивают, рафинируют
и разливают в изложницы.
Приготовление лигатур с тугоплав-
тугоплавкими металлами соответствует техно-
технологии изготовления двойных и трой-
тройных сплавов. Температурные режимы
приготовления лигатур на основе алю-
алюминия приведены в табл. 18.
312
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
6. Переплавка отходов
В литейном производстве исполь-
используют отходы собственного производ-
производства (оборотные ресурсы) и отходы,
поступающие извне (товарные ресур-
ресурсы). При подготовке отходов выпол-
выполняют следующие операции: сортиров-
сортировку, сепарацию, разделку, пакетиро-
пакетирование, обезвоживание, обезжиривание,
сушку и брикетирование. Для пере-
переплава отходов используют индукцион-
индукционные печи. Технология переплава зави-
зависит от характеристик отходов — марки
сплава, крупности кусков и т. д.
Особое внимание необходимо уделять
переплавке стружки.
Характеристики лома и отходов
производства приведены в гл. IV.
Алюминиевые и магниевые сплавы.
Самую большую группу алюминиевых
отходов составляет стружка. Ее мас-
массовая доля в общем количестве отхо-
отходов достигает 40%. К первой группе
отходов алюминия относят лом и от-
отходы нелегированного алюминия; во
вторую группу — лом и отходы дефор-
деформируемых сплавов с низким содержа-
содержанием магния [до 0,8% (мае. доля)];
в третью — лом и отходы деформируе-
деформируемых сплавов с повышенным (до 1,8%)
содержанием магния; в четвертую —
отходы литейных сплавов с низким
(до 1,5%) содержанием меди; в пя-
пятую — литейные сплавы с высоким
содержанием меди; в шестую — де-
деформируемые сплавы с содержанием
магния до 6,8 %; в седьмую — с со-
содержанием магния до 13%; в вось-
восьмую — деформируемые сплавы с со-
содержанием цинка до 7,0 %; в девя-
девятую — литейные сплавы с содержанием
цинка до 12 %; в десятую — осталь-
остальные сплавы.
Для переплавки крупных кусковых
отходов используют индукционные ти-
тигельные и канальные электропечи.
Размеры кусков шихты при плавке
в индукционных тигельных печах не
должны быть менее 8—10 см, так как
именно при этих размерах кусков
шихты происходит максимальное выде-
выделение мощности, обусловленное глу-
глубиной проникновения тока. Поэтому
не рекомендуется проводить плавку
в таких печах с использованием мел-
мелкой шихты и стружки, особенно при
плавке с твердой завалкой. Крупные
отходы собственного производства име-
имеют обычно повышенное электросопро-
электросопротивление по сравнению с исходными
первичными металлами, что опреде-
определяет порядок загрузки шихты и после-
последовательность введения компонентов
в процессе плавки. Сначала загружают
крупные кусковые отходы собственно-
собственного производства, а затем (по мере, появ-
появления жидкой ванны) — остальные
компоненты. При работе с ограничен-
ограниченной номенклатурой сплавов наиболее
экономична и производительна плавка
с переходящей жидкой ванной — в
этом случае возможно использование
мелкой шихты и стружки.
В индукционных канальных печах
переплавляют отходы первого сорта —
бракованные детали, слитки, крупные
полуфабрикаты. Отходы второго сорта
(стружку, сплесы) предварительно пе-
переплавляют в индукционных тигель-
тигельных или топливных печах с разливкой
в чушки. Эти операции выполняют
в целях предотвращения интенсивного
зарастания каналов оксидами и ухуд-
ухудшения работы печи. Особенно отрица-
отрицательно сказывается на зарастании ка-
каналов повышенное содержание в от-
отходах кремния, магния и железа.
Расход электроэнергии при плавке
плотного лома и отходов составляет
600—650 кВт-ч/т.
Стружку алюминиевых сплавов либо
переплавляют с последующей разлив-
разливкой в чушки, либо добавляют непо-
непосредственно в шихту при приготовле-
приготовлении рабочего сплава.
При подшихтовке базового сплава
стружку вводят в расплав либо брике-
брикетами, либо россыпью. Брикетирование
повышает выход металла на 1,0%,
однако более экономично введение
стружки россыпью. Введение стружки
в сплав более 5,0% нецелесообразно.
Переплав стружки с разливкой в
чушки осуществляют в индукционных
печах с «болотом» при минимальном
перегреве сплава выше температуры
ликвидуса на 30—40 °С. В течение
всего процесса плавки в ванну ма-
малыми порциями подают флюс, чаще
всего следующего химического соста-
состава, % (мае. доля): КС1 47, NaCl 30,
Переплавка отходов
313
NO3A1F6 23. Расход флюса составляет
2,0—2,5 % массы шихты. При
плавке окисленной стружки образу-
образуется большое количество сухих шла-
шлаков, происходит зарастание тигля и
снижается выделяемая активная мощ-
мощность. Нарастание шлака толщиной
2,0—3,0 см приводит к снижению
активной мощности на 10,0—15,0%,
Количество используемой в шихте
предварительно переплавляемой струж-
стружки может быть более высоким,
чем при непосредственном добавлении
стружки в сплав.
Тугоплавкие сплавы. Для пере-
переплавки отходов тугоплавких сплавов
чаще всего используют электронно-
электроннолучевые и дуговые печи мощностью
до 600 кВт. Наиболее производительна
технология непрерывного переплава
с переливом, когда плавка и рафини-
рафинирование отделены от кристаллизации
сплава, а печь содержит четыре-пять
электронных пушек различной мощ-
мощности, распределенных по водоохла-
ждаемому поду, изложнице и кристал-
кристаллизатору. При переплаве титана жид-
жидкая ванна перегревается на 150—
200 °С выше температуры ликвидус;
сливной носок изложницы обогрева-
обогревается; форма может быть неподвижной
или вращающейся вокруг своей оси
с частотой до 500 об/мин. Плавка
происходит при остаточном давлении
1,3-10~2 Па. Процесс плавки начинают
с наплавления гарнисажа, после чего
вводят лом и расходуемый электрод.
При плавке в дуговых печах исполь-
используют электроды двух типов: нерасхо-
дуемые и расходуемые. При исполь-
использовании нерасходуемого электрода
шихту Загружают в тигель, чаще всего
медный водоохлаждаемый или гра-
графитовый; в качестве электрода исполь-
используют графит, вольфрам или другие
тугоплавкие металлы.
При заданной мощности плавка раз-
различных металлов отличается скоростью
плавления и рабочим вакуумом. Плав-
Плавка делится на два периода — нагрев
электрода с тиглем и собственно плав-
плавление. Масса сливаемого металла на
15—20% меньше массы загруженного
в связи с образованием гарнисажа.
Угар основных компонентов состав-
составляет 4,0—6,0 % (мае. доля).
Никелевые, медные и медно-никеле-
вые сплавы. Для получения ферро-
ферроникеля переплав вторичного сырья
никелевых сплавов осуществляют в ду-
дуговых электропечах. В качестве флюса
используют кварц в количестве 5—
6 % массы шихты. По мере распла-
расплавления шихта оседает, поэтому необ-
необходимо проводить догрузку печи, ино-
иногда до 10 раз. Образующиеся шлаки
имеют повышенное содержание ни-
никеля и других ценных металлов (воль-
(вольфрама или молибдена). В дальнейшем
эти шлаки перерабатывают вместе
с окисленной никелевой рудой. Выход
ферроникеля составляет около 60%
массы твердой шихты.
Для переработки металлоотходов жа-
жаропрочных сплавов проводят окисли-
тельно-сульфидирующую плавку или
экстрагирующую плавку в магнии.
В последнем случае магний экстраги-
экстрагирует никель, практически не извлекая
вольфрам, железо и молибден.
При переработке отходов меди к ее
сплавов чаще всего получают бронзы
и латуни. Выплавку оловянных бронз
осуществляют в отражательных печах;
латуней — в индукционных. Плавку
ведут в переходящей ванне, объем
которой составляет 35—45 % объема
печи. При плавке латуни в первую
очередь загружают стружку и флюс.
Выход годного металла составляет
23—25 %, выход шлаков — 3—5 %
массы шихты; расход электроэнергии
изменяется от 300 до 370 кВт-ч/т.
При выплавке оловянной бронзы
в первую очередь загружают также
мелкую шихту — стружку, выштам-
повки, сетки; в последнюю очередь —
крупногабаритный лом и кусковые
отходы. Температура металла перед
разливкой 1100—1150°С. Извлечение
металла в готовую продукцию соста-
составляет 93—94,5%.
Безоловянные бронзы переплавляют
в поворотных отражательных или ин-
индукционных печах. Для предохране-
предохранения от окисления используют древес-
древесный уголь или креолит, плавикозый
шпат и кальцинированную соду. Рас-
Расход флюса составляет 2—4% массы
шихты.
В первую очередь в печь за-
загружают флюс и легирующие компо-
814
ПЛАВКА ЛИТЕЙНЫХ СПЛАВОВ
ненты; в последнюю очередь — отходы
бронзы и меди.
Большинство вредных примесей в
медных сплавах удаляют продувкой
ванны воздухом, паром или введением
медной окалины. В качестве раскисли-
теля используют фосфор и литий.
Раскисление фосфором латуней не
применяют из-за высокого сродства
цинка к кислороду. Дегазация мед-
медных сплавов сводится к удалению
из расплава водорода; осуществляется
продувкой инертными газами. .
Для плавки медноникелевых спла-
сплавов используют индукционные каналь-
канальные печи с кислой футеровкой. Струж-
Стружку и другие мелкие отходы добавлять
в шихту без предварительного пере-
переплава не рекомендуется. Склонность
этих сплавов к науглероживанию ис-
исключает использование древесного уг-
угля и других углесодержащих мате-
материалов.
Цинковые и легкоплавкие сплавы.
Переплавку отходов цинковых спла-
сплавов (литников, стружки, сплесов) про-
проводят в отражательных печах. Сплавы
от неметаллических примесей очищают
рафинированием хлоридами, продув-
продувкой инертными газами и фильтрова-
фильтрованием. При рафинировании хлоридами
в расплав с помощью колокольчика
при 450- 470 °С вводят 0,1—0,2%
(мае. доля) хлористого аммония или
0,3—0,4 % (мае. доля) гексахлорэтана;
в этом же случае рафинирование
можно выполнить перемешиванием
расплава до прекращения выделения
продуктов реакции. Затем производят
более глубокую очистку расплава филь-
фильтрованием через мелкозернистые филь-
фильтры из магнезита, сплава фторидов
магния и кальция, хлорида натрия.
Температура фильтрующего слоя
500 °С, его высота 70—100 мм, размер
зерен 2—3 мм.
Переплав отходов оловянных и свин-
свинцовых сплавов ведут под слоем дре-
древесного угля в чугунных тиглях печей
с любым нагревом. Полученный ме-
металл рафинируют от неметаллических
примесей хлористым аммонием (доба-
(добавляют 0,1—0,5%) и фильтруют его
через зернистые фильтры.
Переплав отходов кадмия осуще-
осуществляют в чугунных или графито-
шамотных тиглях под слоем древесного
угля. Для уменьшения окясляемости
и потерь кадмия вводят магний [0,05 %
(мае. доля)]. Слой древесного угля
меняют несколько раз.
Необходимо соблюдать те же меры
безопасности, чТ0 и при плавке спла-
сплавов кадмия.
Глава VII
ЗАЛИВКА ФОРМ
1. Общие положения
Заливку бронз, латуней и сплавов
легких металлов осуществляют из руч-
ручных и крановых ковшей или непосред-
непосредственно из плавильного тигля.
Для уменьшения разницы темпе-
температуры металла в начале н в конце
заливки ковш перед заливкой в него
металла нагревают до нужной темпе-
температуры; толщина обмазки ручных ков-
ковшей должна быть не менее 25 мм.
Носок ковша должен сохранять фор-
форму и быть хорошо очищен, что обеспе-
обеспечивает ровную струю металла без
разрывов и разбрызгивания.
Если температура металла в ковше
в процессе заливки станет ниже уста-
установленной, то следует прекратить за-
заливку.
Не допускается вести заливку форм
перегретым металлом — металл необ-
необходимо выдержать в ковше до при-
приобретения им заданной температуры.
Необходимо тщательно удалять шлак
с поверхности металла, а формы за-
заливать с большой скоростью (особенно
при заливке медных сплавов), свое-
своевременно проводить доливку прибылей
горячим металлом.
Ковши, применяемые для заливки,
должны быть тщательно очищены от
остатков и пленок металла.
Ровная струя заливаемого металла
в форму обеспечивается устройством
в ковшах носика или горловины, а
наименьшая высота струи при залив-
заливке — наклоном ковша.
Для исключения опрокидывания раз-
разливочных ковшей при наклоне необ-
необходимо, чтобы центр тяжести напол-
наполненного ковша находился на 30—
100 мм ниже центра осей цапф под-
подвески. С той же целью наклон крупных
ковшей осуществляется самотормозя-
самотормозящим червячным механизмом, который
приводится в действие вручную или
электродвигателем. Шлак в ковшах
удерживается с помощью специаль-
специальных перегородок.
На получение отливок высокого
качества влияют: температура рас-
расплава, длительность заливки формы,
характер поступления расплава в фор-
форму, степень заполнения литниковой
чаши расплавом, высота струи рас-
расплава, своевременность заливки форм,
попадание в форму шлака и неметал-
неметаллических включений.
Ковши вместимостью до 16 кг (лож-
(ложки) переносит один рабочий; ковш
вместимостью до 60 кг переносят двое
рабочих.
2. Ковши для транспортирова-
транспортирования и заливки цветных
сплавов
Ковши для заливки металла под-
подразделяют на ручные, монорельсовые
и крановые.
К ручным ковшам относятся ковши-
ложки вместимостью 6, 10 и 16 кг
И ковши с носиками вместимостью 25,
40 и 60 кг (рис. 1).
Монорельсовые ковши делятся на
конические и барабанные, переме-
перемещаются по монорельсам и бирельсам.
Для удержания шлака в ковшах преду-
предусматривают чайниковые устройства.
Вместимость чайниковых монорельсо-
монорельсовых ковшей 100, 160 и 250 кг, барабан-
барабанных — 400—800 кг (рис. 2).
Крановые ковши подразделяют на
конические (заливка через носик),
стопорные и барабанные. Конические
ковши вместимостью 1—6 т поворачи-
316
ЗАЛИВКА ФОРМ
Рис. 1. Ручные ковши:
а — ковш-ложка; б — ковш о носиком
Рис. 2. Конические монорельсовые
ковши:
а — вместимостью 100—250 кг; б — кони-
конический вместимостью 400 — 800 кр
Рис. 3. Крановые ковши:
а — барабанный вместимостью 400 — 800 кг; б — чайниковый вместимостью свыше 250 кг
Способы заливки форм
317
ваются ручным червячным редукто-
редуктором; вместимостью 8—70 т — редук-
редуктором с электроприводом (рис. 3).
Кожухи ковшей изготовляют свар-
сваркой листовой стали марок СтЗ (ГОСТ
380—71) или 30 (ГОСТ 1050—74);
цапфы и тяги траверс — из поковок.
Ковши футеруют огнеупорными мате-
материалами [смесью, содержащей, %
(мае. доля): кварцевого песка 60—70;
огнеупорной глины 30—40] влаж-
влажностью 8—12%. Барабанные и откры-
открытые ковши вместимостью 500—5000 кг
футеруют огнеупорным кирпичом.
Толщина футеровки стенок ковша
должна составлять 0,14/?, днища 0,2#
(R — внутренний радиус ковша).
При разливке цветных сплавов ши-
широко применяют в качестве разливоч-
разливочных ковшей графитовые тигли (табл. 1).
В цехах с малой и средней механиза-
механизацией при заливке форм на плацу вме~
1. Размеры (мм) графитовых тиглей
2. Вместимость ковшей
при заливке форм на плацу
л
Ло
L
Услов-
Условная вме-
сти-
стимость,
кг
0,1
0,2
0,3
0,6
3
5
10
15
20
30
40
D
30
40
50
60
70
100
120
145
165
185
210
230
Do
24
32
40
46
46
82
98
117
135
151
172
188
20
25
33
40
50
68
82
100
113
125
145
155
Я
39
48
60
70
84
122
146
176
202
226
259
280
я.
34
43
53
63
75
ПО
132
160
182
203
233
253
88"
18 S
ex и к
US4
5
25
40
75
20—50
50—80
150—250
150—250
8
Я м W
«и о
<и о ю
оа к
150
1000
2500
Su
gg
350—500
750—1000
2000—5000
Примечание. Ковши вмести-
вместимостью 20—80 кг — ручные; вмести-
вместимостью 150—5000 кг — крановые.
стимость ковшей выбирают исходя из
массы получаемых отливок (табл. 2),
а при заливке форм на конвейерных
линиях — металлоемкости форм, опре-
определяемой с учетом массы и числа рас-
располагаемых в форме отливок. В цехах
массового и крупносерийного произ-
производства используют ковши вмести-
вместимостью, обеспечивающей заливку наи-
более крупной формы из одного ковша.
3. Способы заливки форм
В зависимости от метода установки
форм под заливку различают следую-
следующие способы заливки: на полу (плацу)
литейного цеха, на роликовом кон-
конвейере, специальные (в наклонные
формы, поворотные формы, сифоно-
стопочная заливка, непрерывная раз-
разливка, по трубопроводам, заливка
в автоклаве и др.).
Заливку форм на плацу чаще всего
используют в маломеханизированных
цехах. При этом способе заливки формы
устанавливают поштучно или стоп-
стопками. Заливку выполняют, как пра-
правило, средних и крупных отливок.
Недостаток способа — низкая произ-
производительность ручного труда, возмож-
возможность получения брака из-за остыва-
остывания расплава.
Заливку форм на конвейере при-
применяют в литейных цехах с поточной
318
ЗАЛИВКА ФОРМ
Рис. 4. Схема участка для заливки форм на конвейере:
/ — наклонный спуск; 2 — привод заливочной площадки; 3 —• напольный тележечный
литейный конвейер; 4 — заливочная подвижная площадка; 5 — монорельсовый путь для
подачи форм с расплавом; 6 «— участок охлаждения форм
организацией труда. Жидкий металл
подается на подвижную заливочную
площадку, которая движется с той же
скоростью, что и литейный конвейер
(рис. 4).
Заливка в наклонную форму с изме-
изменением ее положения позволяет полу-
получать плотные отливки в результате
обеспечения направленного затверде-
затвердевания расплава и улучшения работы
прибыли (рис, 5»).
Заливка в поворотную форму, пре-
предварительно наклоненную на 7—8°, а
затем после заливки повернутую на 90°
(рис. 6.), позволяет сократить число
прибылей и уменьшить расход металла
на питание отливок в процессе их
кристаллизации.
Заливкой форм в автоклаве при
давлении 0,1—10 МПа получают мел-
мелкие и средние (массой до 500—700 кг)
особо ответственные отливки, к кото-
которым предъявляются повышенные тре-
требования по плотности (рис. 7).
В механизированных литейных цехах
автоклавы применяют в сочетании с кон-
конвейерами (в том числе и роликовыми),
что обеспечивает высокую производи-
производительность заливщиков.
В настоящее время способ автоклав-
автоклавного литья позволяет создавать избы-
избыточное давление на всех трех основных
стадиях литейного цикла: при подго-
подготовке сплава перед 'заливкой в форму;
в процессе заполнения формы жидким
расплавом; в процессе затвердевания
отливки.
Разновидностью автоклавного литья
являются специальные методы заливки
под вакуумом и в среде нейтральных
Рис. 5. Схема заливки формы в наклонном положении.
а — заливка; б — кристаллизация (после заливки)
Особенности заливки алюминиевых и магниевых сплавов
319
Рис. б. Схема получения отливок в
поворотной форме:
а — заливка; б — кристаллизация (сразу
после заливки); 1 — форма; 2 — литнико-
литниковая чаша; 3 — поворотное устройство;
4 — приямок
газов (аргоне и гелии).
Преимущество метода состоит в воз-
возможности изготовления большой но-
номенклатуры фасонных отливок с раз-
различными толщинами стенок. При этом
применяют песчаные, металлические,
оболочковые и другие литейные формы
и различные сплавы.
4. Особенности заливки
алюминиевых и магниевых
сплавов
Алюминиевые сплавы в песчаные
формы заливают из ковшей, футе-
футерованных огнеупорным материалом,
или стальных ковшей, окрашенных
краской на основе оксида цинка и
жидкого стекла. Перед заливкой ков-
ковши со свежей футеровкой сушат и про-
прокаливают для удаления влаги при
700—-800 °С. Температура заливаемого
Воздух
0,4 - 0,5 М Па
Рис. 7. Схема получения отливок авто-
автоклавным способом:
а — заливка; б — кристаллизация; 1 —>
автоклав; 2 — ковш; 3 — опоки
сплава зависит от толщины стенок
отливки:
Толщина сте-
стенок отливки,
мм До 10 Св. 10 Св. 20
до 20
Температура
заливаемого
сплава, °С . . 720— 710— 690—
780 730 700
При заливке алюминиевых сплавов
в гипсовые формы применяют специаль-
специальные способы литья: тонкостенные от-
отливки заливают в нагретые до 100—
200 °С формы методом вакуумного вса-
всасывания, что позволяет заполнять
полости толщиной до 0,2 мм; толсто-
толстостенные (более 10 мм) отливки полу-
получают заливкой форм в автоклавах.
Кристаллизация осуществляется при
давлении 0,4—0,5 МПа.
Заливку алюминиевых сплавов в обо-
оболочковые формы выполняют так же,
как и заливку в песчаные формы.
Заполнение алюминиевым сплавом
форм, изготовленных по выплавляе-
выплавляемым моделям, осуществляют, как пра-
320
ЗАЛИВКА ФОРМ
вило, свободной заливкой или с ис-
использованием вакуума, или центро-
центробежным способом. Температура нагре-
нагрева форм 50—300 °С (зависит от тол-
толщины стенок отливки).
Для предупреждения выгорания нат-
натрия время с момента окончания моди-
модифицирования до конца заливки не
должно превышать 30 мин. Если за-
заливку за это время не заканчивают,
то оставшуюся часть сплава следует
модифицировать вторично.
При заливке в формы магниевых
сплавов необходимо:
подготовить ковш: нагреть ковш в
тигле с расплавленным флюсом ВИ2;
по окончании нагрева слить флюс
через носик ковша обратно в тигель
и очистить ковш от остатков флюса;
заполнить ковш сплавом; для этого
отвести флюс в рабочем тигле метал-
металлической счищалкой или дном ковша
и медленно наполнить ковш расплавом;
некоторое количество расплава (около
5%) слить обратно в тигель, чтобы
удалить флюс из носика ковша;
при заливке форм носик ковша при-
приблизить) насколько это возможно к лит-
литниковой чаше или воронке);
для предотвращения возгорания маг-
магниевых сплавов во время заливки
струю металла припыливать серным
цветом или смесью серы и борной ки-
кислоты (соотношение массовых долей
компонентов I : 1) из специального
распылителя;
по окончании заливки в ковше долж-
должно оставаться не менее 10—15%
сплава во избежание попадания флюса
вместе с металлом в форму;
остатки сплава из ковша слить в из-
изложницу и использовать как шихтовый
материал;
для исключения зачерпывания флюса
при наполнении расплавом ковша
сплав из печи или тигля вычерпывать
только на 2/8 объема расплава в тигле.
Температура (°С) заливки форм маг-
магниевыми сплавами для тонкостенных
отливок составляет 780—810; для тол-
толстостенных отливок — 740—780.
Особенность заливки магниевых
сплавов состоит в следующем:
последующий разбор сплава из тигля
разрешается только через 3—5 мин;
присыпать флюсом поверхность ме-
Рис. 8. Чайниковый ковш для залив-
заливки магниевых сплавов
талла в ковше не разрешается; при
возникновении очагов горения поверх-
поверхность ковша присыпают смесью серы
и борной кислоты или серным цветом.
Заливку магниевых сплавов ведут
ковшами чайникового типа (рис. 8),
использование которых исключает по-
попадание флюса в полость формы.
Для предотвращения попадания
окисных включений в отливки разли-
разливочный инструмент следует системати-
систематически промывать в расплавленном
флюсе.
5. Особенности заливки
тугоплавких сплавов
Основные особенности заливки тита-
титановых сплавов связаны с их химической
активностью, т. е. высокой температу-
температурой литья A750—2000 °С) и небольшой
плотностью титана и его сплавов.
Значительная разность в темпера-
температурах литья и формы B0—30 °С) и низ-
низкая жидкотекучесть титановых спла-
сплавов существенно ухудшает заполняе-
мость форм жидким металлом, приво-
приводит при стационарной заливке к таким
видам брака, как рыхлоты, поры, т. е.
не обеспечивается необходимая плот-
плотность ответственных отливок. Поэтому
в большинстве случаев заливку форм
титановыми сплавами проводят центро-
центробежным способом на стоЪе центро-
центробежной машины внутри плавильно-
заливочного агрегата (рис. 9).
При центробежном литье титановых
сплавов на машинах с вертикальной
Особенности заливки медных и никелевых сплавов
321
Рис. 9. Контейнер для
заливки титановых спла-
сплавов центробежным спосо-
способом:
1 — приемно-направляю-
щий лоток; 2 — направляю-
направляющая втулка; 3 — централь-
центральный стояк; 4 — заливочный
контейнер; 5 — колодец;
6 — отливка; 7 — питатель;
8 — литниковый ход; 9 —
центробежный стол
осью вращения линейная скорость
движения металла в форме должна
быть не менее 0,8 м/с, а давление в ме-
металле более 0,12 МПа. Для подачи
жидкого металла в рабочую полость
формы при центробежном литье при-
применяют центральный стояк, размеры
которого выбирают из условия непре-
непрерывности потока металла. Поэтому
при разработке технологического про-
процесса литья титановых отливок преду-
предусматривают компактное движение жид-
жидкого металла по каналам и полостям
литейной формы, т. е. поток не должен
распадаться на отдельные струи. Для
обеспечения этих условий заливку
форм следует производить с расходом
металла при его сливе из тигля в при-
емно-направляющий лоток 30—50 кг/с.
Заливку тугоплавких сплавов и ме-
металлов в зависимости от требований,
предъявляемых к литым изделиям,
проводят в вакууме. Для плавки ис-
используют вакуумные дуговые (ВДП)
или электронно-лучевые (ЭЛП) печи.
6. Особенности заливки
медных, никелевых
и медно-никелевых сплавов
В связи с тем, что латуни, а также
алюминиевые, кремнистые и бериллие-
вые бронзы (в отличие от других мед-
медных сплавов) окисляются с образова-
образованием плотных оксидных плен, которые
со струей металла могут попадать в по-
11 Н. М. Галдин и ЛР»
лость формы, необходимо для заливки
использовать ковши, которые исклю-
исключали бы попадание окисных плен в по-
полость формы, а также важно задаться
оптимальной температурой заливки (за-
(зависит от конфигурации и массы отлив-
отливки, метода подвода металла в форму
и конструкции литниковой системы).
Температура заливки песчаных форм
медными сплавами в зависимости от
толщины стенок отливки приведена
в табл. 3.
При заливке медных сплавов в фор-
формы, изготовленные по выплавляемым
моделям, в зависимости от толщины
стенки и температуры формы F00—
800 °С) рекомендуемые температуры
3. Температура заливки песчаных форм
медными сплавами
Сплавы
Бронзы:
оловянные
алюминиевые
Латунь кремнистая
Толщина
стенок
отливки,
мм
До 10
Св. 10
до 20
Св. 20
До 10
До 10
Св. 10
Температу-
Температура заливки,
С
1150—1180
1400—1170
1100—1130
1100—1200
1100—1150
1050—1100
322
ЗАЛИВКА ФОРМ
4. Температура заливки медных сплавов
в формы, изготовленные по выплав-
выплавляемым моделям
Марка сплава
БрО10Ф1, БрО10Ц2,
БрО8Ц4
БрСуЗНЗЦЗС20Ф
ЛК40КЗ
ЛС40С
Температура
заливки, °С
1050—1150
1010—1040
950—980
900—950
заливки оловянных и безоловянных
бронз, а также латуней приведены
в табл. 4.
Фасонные отливки из никелевых
сплавов изготовляют литьем в разовые
формы (песчаные и керамические,
полученные по выплавляемым моделям
и Шоу-процессом). Для заливки форм
применяют свободную заливку и за-
заливку в вакууме; плавка осуществляет-
осуществляется в вакуумных индукционных тигель-
тигельных печах. Заливку форм выполняют
при давлении 0,13—13,0 Па и темпе-
температуре 1600—1700 °С.
Рекомендуемые температуры (°С) за-
заливки слитков из медно-никелевых
сплавов: МНЖМцЗО-1-1 1330—1350;
МНЮ 1280—1300; МНЦ15-20 1170.
7. Особенности заливки
цинковых и легкоплавких
сплавов
Фасонные отливки из легкоплавких
сплавов изготовляют преимущественно
методом литья под давлением на маши-
машинах с холодной и горячей камерами
прессования с применением автомати-
автоматических дозирующих устройств для
заполнения их металлом. Заливку ве-
ведут в подогретые пресс-формы с раз-
различными скоростями впуска. Высокие
скорости впуска металла в пресс-формы
выбирают при изготовлении тонко-
тонкостенных @,5—2,5 мм) отливок слож-
сложной конфигурации. Заливку толсто-
толстостенных отливок проводят жидкотвер-
дым (кашеобразным) металлом с ма-
малыми скоростями впуска. Стержни и
детали камеры прессования смазывают
после каждой заливки машинным или
моторным маслом.
Технологические параметры литья
цинковых и легкоплавких сплавов
приведены в табл. 5,
5. Технологические параметры заливки цинковых
и легкоплавких сплавов
Параметр
Температура, °С:
металла
пресс-формы
Литейная усадка, %:
наружных размеров
внутренних размеров
Давление прессования, МПа
Скорость впуска металла в фор-
форму, м/с
Смазочный материал
Сплавы
цинковые
400—450
180—200
0,5—0,65
0,4—0,6
19—35
10—100
Моторное масло
оловянные
280—300
130—150
0,4—0,5
0,3—0,4
19—35
10—100
свинцовые
265—300
120—140
0,4—0,5
0,3—0,4
19—35
10—100
Машинное масло
Глава VIII
ОСОБЕННОСТИ ТЕХНОЛОГИИ
ИЗГОТОВЛЕНИЯ ОТЛИВОК СПЕЦИАЛЬНЫМИ
СПОСОБАМИ ЛИТЬЯ
1. Классификация
и технологические
возможности способов литья
Различают литье в разовые песча-
песчаные, в металлические и в точные неме-
неметаллические формы. К специальным
относятся способы литья, при кото-
которых изготовление отливок осуще-
осуществляется с использованием двух по-
последних видов литейных форм.
Самый высокий иерархический уро-
уровень классификационной системы ха-
характеризуется общим признаком си-
системы, т. е. содержанием технологи-
технологического процесса — литье. На втором
уровне наиболее общим признаком
является вид используемой литейной
формы или ее теплофизические свой-
свойства (теплопроводность и теплоем-
теплоемкость). На третьем уровне в качестве
наиболее общего признака принимается
уровень автоматизации процессов.
На следующем, более низком четвер-
четвертом уровне в качестве различаемых
признаков следует принять физические
признаки регулируемых при изгото-
изготовлении параметров отливок. И, нако-
наконец, на пятом уровне рассматриваются
функциональные признаки конкрет-
конкретных технологических процессов. Воз-
Возможен и более низкий — шестой уро-
уровень, на котором классификационным
признаком являются способы литья.
Таким образом, классификация спо-
способов литья может быть представлена
в виде графа (рис. 1) со следующими
обозначениями: Л — изготовление де-
деталей литьем; Ф1, Ф2 и ФЗ — спосо-
способы литья в формы соответственно разо-
разовые песчаные, точные неметалличе-
неметаллические, металлические и другие формы
с повышенной теплопроводностью;
А1 — способы литья с программным
заданием параметров процесса, с руч-
ручным регулированием и стабилизацией
режимов литья; А2 — автоматически
I
Ф1
Ф2
ФЗ
— i
А1
AZ
Р1
J L
Р1
Р1Д1
PUZ
Р1В1
Р1П1
j L
РЗ
PZK1
Р1Н1
P2HZ
Р2НЗ
j
J
РЗЦ1
РЗА1
РЗКД
РЗВ1
Рис. I. Кодированная классификация способов литья
11*
824 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
регулируемые способы литья; PI, Р2
и РЗ — способы литья, существенно
определяемые соответственно гидро-
гидромеханикой заполнения литейной формы
жидким металлом, регулированием
теплообмена между отливкой и фор-
формой, внешними физико-механическими
воздействиями на процесс затвердева-
затвердевания отливки; Р1Д1, Р1Д2, Р1В1,
Р1П1, P2KU Р2Н1, Р2Н2, Р2НЗ,
РЗЦ1, P3At, РЯКД, ЯЗВ/ —литье
соответственно под давлением, под
низким давлением, выжиманием, по-
погружением, в кокиль, непрерывное»
с направленной кристаллизацией, на-
намораживанием» центробежное, авто-
автоклавное, с кристаллизацией под дав-
давлением, с вибрацией формы и т. д.
В соответствии с этой схемой, на-
например, способ литья под низким давле-
давлением в неметаллическую вибрируемую
форму с ручной стабилизацией ре-
режимов литья нужно обозначить:
ЛФ2А1Р1Д2РЗВ1. Необходимость та-
такой классификации способов литья
вызвана требованиями автоматизиро-
автоматизированного проектирования технологиче-
технологических процессов. В соответствии с этой
классификацией к специальным спосо-
способам литья относятся все способы,
1< Области применения и сравнительные показатели
различных способов литья
е
к
к
ю
8
о
5
п
к
в
д
ПК
ц
н
0
Параметр отливки
Масеа, кг
До 10 000
» 2 000
» 100
» 50
» 30
» 40 00С
—
До 30
Макси
мальный
размер
мм
Без oi»
раниче-
ний
До 2000
» 1000
» 1200
» 1200
» 6000
-_.
До 500
03 Ч д
S о S
Д О
5
4
1,6
1,0
6
5
20
3
1
к
а
""¦ -¦—•»"»»-
30-50
40—60
30—60
50--65
90--
100
90-
100
100
50- 60
W ,
н s о
щ аа с_
и « «о
*§* о <« «
§111
*¦—¦———-—
60—70
75—80
90—95
90—95
70--85
70—90
90—95
80 -95
о
ч
Ь ® Та
о s 2
о о g
1,00
1,2-1,5
2,5—3,0
1,8—2,0
1,2-1,5
0,6—0,7
0,7—0,8
1,5—2,0
Н
§1
v S ^
ш Э э
S к
2 «в л
Эко
I рав,
| НОС
Без
огра-
ниче-
ничений
400—
800
1000
1000
=
200-
500
100—
1000
5000
200—
500
Основное пре-
преимущество спосо-
способа ЛИТЬЯ
Универсаль-
Универсальность, низкая
стоимость
отливок
Повышенная
точность отли-
отливок при улуч-
улучшенной струк-
туре
Точность от-
отливок при слож-
сложной конфигу-
Высокая про-
изводитель-
изводительность, точность
отливок
Высокая
плотность
отливок
Высокая про-
изводитель-
изводительность
То же
Высокая точ-
точность отливок
Технологические возможности способов литья
326
кроме способов ветви Ф/„ Функцио-
Функциональное разделение специальных спо-
способов литья происходит при выборе
физического процесса, определяющего
особенность того или иного способа
литья, т. е. процессов заполнения
литейной формы жидким металлом,
теплообмена между отливкой с формой,
физического воздействия на затверде-
затвердевание отливки. Выделение определяю-
определяющего признака позволяег обосновывать
выбор способа литья при изготовлении
меняющейся номенклатуры отливок,
а также подходить системно к упра-
управлению процессами литья.
Связь между основным классифици-
классифицируемым признаком и технико-эконо-
технико-экономическими показателями изготовления
отливок различными способами литья
выражена в неявном виде при оценке
технологических возможностей- этих
способов литья.
Технологические возможности раз-
различных способов литья можно сравни-
сравнивать по показателям качества (пока-
(показатели качества приведены в
ГОСТ 16467—79). Качество отливон
оценивают по следующим показате-
показателям: классификационным (классу точ-
точности, группе сложности, массе, габа-
габаритным размерам), технологичности
(отклонениям размеров отливок, при-
припускам, толщине стенок),, качеству
поверхности (шероховатости, высоте
неровностей, плоскостности), надеж-
надежности, экономичности и т. д.
Области применения различных спо-
способов литья определяются их техниче-
техническими возможностями и преимущества-
преимуществами (табл, 1). Литье под давлением
2. Классификационные признаки групп сложности отливок
Классификационный признак
Конфигурация поверхностей
Масса, кг
Максимальный размер, мм
Толщина основных стенок, мм
Характеристика выступов, ребер, углубле-
углублений, отверстий
Способ обработки отливки резанием
Группа по назначению
Особые технические требования
Число:
отъемных частей модели
стержней в форме
частей кокиля:
всего
отъемных
полостей и отверстий:
выполняемых неподвижными стержня-
стержнями, расположенными в пуансоне
выполняемых подвижными стержнями,
расположенными по бокам формы
вкладышей, армирующих отливку пресс-
форм:
всего
отъемных
Способы литья
+
+
+
+
+
+
+
+
+
д
+
Примечание. Знак «+» означает, что классификационный признак
учитывается при данном способе литья; знак «—» — что признак не учитывается.
826 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
3. Сравнительная технико-экономическая эффективность
различных способов литья
Показатель
Неограниченность размеров отли-
отливок
Сложность отливок
Применимость для различных спла-
сплавов
Точность размеров и массы отливок
Шероховатость поверхности отли-
отливок
Припуски на механическую обра-
обработку отливок
Длительность технологического
цикла
Коэффициент использования метал-
металла заготовки
Стоимость оснастки
ТонкостЪнность отливон
Производительность
Повышение экономичности с уве-
увеличением серийности
п
V/II
I—II/III—IV
I/I
V/III
V/III
V/III—IV
II/III
V/III—IV
I/I
V/III
IV/IV
V/V
Способ
к
II
III
IV
IV
IV
III
I
IV
IV
V
II
II
литья
0
III
IV
IV
III
III
III
IV
III
III
IV
III
III
в
IV
I
I
II
II
II
V
II
II
II
III
IV
д
V
V
V
I
I
I
I
I
V
I
I
I
используют при массовом производ-
производстве приборов; литье с кристаллиза-
кристаллизацией под давлением — деталей не-
несложной конфигурации, толстостен-
толстостенных, с повышенными требованиями по
однородности механических свойств;
литье в кокиль, в том числе, и под низ-
низким давлением— ответственных дета-
деталей моторной группы, гидроаппара-
гидроаппаратуры; номенклатура отливок для цен-
центробежного и непрерывного литья
определяется физическими особенно-
особенностями этих процессов, не допускающи-
допускающими широкого варьирования конфигу-
конфигурацией детали. Некоторые специальные
способы литья имеют специальное на-
назначение; например, литьем выжима-
выжиманием получают панельные тонкостен-
тонкостенные отливки, литьем с направленной
кристаллизацией — отливки с кри-
кристаллографически направленной струк-
структурой и т. д.
Конструктивно-технологические по-
показатели, учитываемые при каждом
из способов литья, приведены в табл. 2.
Значение этих признаков не равно-
равноценно, но в сумме они позволяют да-
давать приоритетную оценку тому или
иному способу литья. Качественную
оценку технико-экономической эффек-
эффективности различных способов литья
можно выполнить по условной пяти-
пятибалльной шкале (табл. 3). Балл I
является лучшим показателем, балл
V — наихудшим.
2. Литье в кокиль
Общая характеристика способа
литья. В общем объеме производства
отливок из цветных металлов и спла-
сплавов на долю кокильного литья прихо-
приходится около 40%. Это обусловлено
такими преимуществами литья в ко-
кокиль, как повышенная размерная
точность отливок, высокая про-
производительность процесса, многократ-
многократность использования литейных форм,
возможность автоматизации процесса
экономное использование произвол
ственных площадей, возможность ком
Литье в кокиль
327
бинированного использования кокилей
и сложных песчаных стержней, ста-
стабильность плотности и структуры от-
отливок, высокие механические и экс-
эксплуатационные свойства.
При увеличении толщины стенки
прочностные и пластические свойства
отливок понижаются, но в меньшей
степени, чем при литье в песчаную
форму.
Недостатки литья в кокиль — высо-
высокие трудоемкость изготовления и стои-
стоимость металлической формы, повышен-
повышенная склонность к возникновению внут-
внутренних напряжений в отливке вслед-
вследствие затрудненной усадки и более
узкого по сравнению с литьем в песча-
песчаную форму интервала оптимальных
режимов литья, обеспечивающих полу-
получение качественной отливки.
Литье в кокиль широко используют
при изготовлении фасонных отливок
из алюминиевых, магниевых и цинко-
цинковых сплавов; реже — при литье мед-
медных сплавов и редко используется
при изготовлении отливок из туго-
тугоплавких сплавов.
Средняя толщина стенок кокильных
отливок из алюминиевых сплавов со-
составляет 3—7 мм. Характерная номен-
номенклатура кокильных отливок из алюми-
алюминиевых сплавов: детали моторной груп-
ны (блок цилиндров, поршень, головка
блока, картер); корпуса насосов, филь-
фильтров, выключателей; колеса автомо-
автомобилей, вентиляторов; детали бытовых
приборов.
Оптимальная толщина стенок ко-
кокильных отливок из магниевых спла-
сплавов составляет 5—10 мм. Литье в ко-
кокиль из магниевых сплавов ограни-
ограниченно используют при изготовлении
тонкостенных отливок сложной кон-
конфигурации. Характерная номенкла-
номенклатура отливок: крышки (сальника, го-
головки цилиндров, гидрораспредели-
гидрораспределителя); картеры (коробок передач, сцеп-
сцепления); патрубки; опоры подшипников;
корпуса (насосов, фильтров, подшип-
подшипников); кронштейны, колеса вентиля-
вентиляторов и др.
Литье в кокиль медных сплавов чаще
всего применяют при изготовлении
отливок из кремнистой латуни типа
ЛЦ16К4. Оптимальная толщина стенки
отливок 8—12 мм* Характерная номен-
номенклатура: водяная и паровая арматура
втулки, шестерни, корпусные детали
насосов, подшипники.
Конструкция металлических форм.
При литье в кокиль определяющее
значение имеют тепловые условия фор-
формирования структуры отливки, кото-
которые в широких пределах могут изме-
изменяться варьированием толщины стенки
кокиля, а также составом и толщиной
покрытия, наносимого на рабочую по-
поверхность кокиля.
При толщине стенки кокиля бк, рав-
равной или меньшей толщины стенки
отливки ботл» определяющее значение
имеет внешний теплообмен между коки-
кокилем и окружающей средой; с увеличе-
увеличением толщины стенки кокиля роль
внешнего теплообмена снижается и при
бк > Зботл внешние теплопотери пре-
пренебрежимо малы, а основное значение
приобретает теплоаккумулирующая
способность формы. Время затверде-
затвердевания отливки и максимальная темпе-
температура на рабочей поверхности кокиля
уменьшаются по мере увеличения объ- ,
емного соотношения массы кокиля и
массы отливки до 4; дальнейшее уве-
увеличение этого показателя практически
не оказывает влияния на время затвер-
затвердевания отливки.
Толщину стенки кокиля можно рас-
рассчитать, используя соотношение (реко-
(рекомендации А. М, Петриченко):
А ЗВ
где В — коэффициент, учитывающий
склонность кокиля к короблению и
окислению (В = 1,25-7-2,00); Х± —
половина толщины стенки отливки;
/Ср _ коэффициент, учитывающий
сложность конфигурации отливки;
Kv = 2XjRuv; #Пр — приведенная
толщина стенки отливки; Кв — коэф-
коэффициент, учитывающий интенсивность
теплообмена между отливкой и фор-
формой; Кв = V*i» гДе h л Ь2 — коэф-
коэффициенты аккумуляции теплоты для
материала соответственно отливки и
формы; Т3 и 7\>н — температуры соот-
соответственно металла в момент заливки
и начальная кокиля; ^ и Cj — удель-
удельные соответственно теплота затверде-
328 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
100
О 20 40 60 SO
Толщина стенок отливом, мм
Рис. 2. Рекомендуемые толщины сте-
стенок кокиля в зависимости от толщины
стенки отливки
вания и теплоемкость материала от-
отливки.
Формулу A) используют для расчета
неокрашенных кокилей. По ГОСТ
16237—70 толщину стенки кокиля вы-
выбирают по графику (рис. 2); значения,
близкие к нижней границе, принимают
для кокилей из высокопрочного чугуна
и стали.
При изготовлении отливок из алю-
алюминиевых сплавов используют также
практические рекомендации: для отли-
отливок с толщиной стенки до 5 мм толщина
стенок кокиля составляет 20—40 мм
(большее значение относится к сплавам
с хорошей жидкотекучестью), для от-
отливок с толщиной стенок 5—20 мм —
соответственно 40—80 мм.
^Высокая стоимость изготовления" ко-
киЙ€?Г вынуждает особое внимание
уделять оценке эксплуатационной стой-
стойкости и соответствующему выбору ма-
материалов для рабочих элементов ко-
кокиля. Пригодность материала для ко-
кокилей оценивают по различным пара-
параметрам. Для хрупких материалов этим
параметром является временное сопро-
сопротивление
z = °ъ B)
где ав — временное сопротивление;
к — теплопроводность; а — коэффи-
коэффициент линейного расширения; Е — мо-
модуль упругости.
Для пластичных материалов при-
пригодность материала оценивают по от-
относительному удлинению
—-S-. я
где б — относительное удлинение.
(^Стойкость кокилей возрастает с уве-
увеличением параметров Zx и Zn. Наибо-
Наиболее высокой стойкостью обладают ко-
кшш с литой рабочей поверхностью.
(Многообразие номенклатуры литых
деталей определяет разнообразие кон-
конструкций кокилей. В табл. 4 приведена
классификация кокилей по их приме-
применению.
(]?о.кили различают также по способу
их изготовления (литьем, сваркой, об-
обработкой резанием), по числу одновре-
одновременно получаемых в них отливок (одно-
и многоместные), способу регулирова-
регулирования температуры, степени универсаль-
универсальности конструкции (составные, из нор-
нормализованных элементов, специаль-
специальные). На рис. 3—5 приведены примеры
кокилей.
("Среди специальных кокилей перспек-
перспективны охлаждаемые (рис. 6), а также
кокили из спеченных и композицион-
композиционных материалов.^ Пример водоохла-
ждаемого кокиля" приведен на рис. 6.
Принудительное охлаждение стержня
и боковых вставок позволяет устра-
устранить пористость в зоне стержня и повы-
повысить темп работы кокиля. Однако
требуемый тепловой режим кокиля
можно стабилизировать только при
автоматическом регулировании про-
Рис. 3. Кокиль с горизонтальной пло-
плоскостью разъема:
/ — литниковая чаша; 2 — верхняя поло-
половина кокиля; $ — стержень; 4 — нижняя
половина кокиля
Литье в кокиль
329
4. Классификация кокилей
Классифика-
Классификационный
признак
Плоскость
разъема
Подготовка
рабочей
поверхности
к заливке
Применяе-
Применяемые стерж-
стержни
Тип кокиля
Вытряхной (неразъемный)
С одним горизонтальным
разъемом
С несколькими горизон-
горизонтальными разъемами
С криволинейным разъ-
разъемом
С «книжным» разъемом
С вертикальными разъ-
разъемами
С вертикальным и гори-
горизонтальным разъемами
Без покрытий
С тонкослойным перио-
периодически наносимым по-
покрытием
С постоянным теплоза-
теплозащитным покрытием
(плазменным, анодиро-
анодированным)
С разовым облицовочным
покрытием
С металлическими стер-
стержнями
С песчаными стержнями
Изготовляемые отливки
Массивные простой конфигурации
Сложные, требующие нескольких пло-
плоскостей разъема и изготовляемые в пе-
песчаных стержнях
Небольшой высоты
Сложной конфигурации, с выступами
на внешней поверхности при значи-
значительной высоте
Сложной конфигурации
Имеющие форму тел вращения
Сложной конфигурации, требующие
применения нескольких отъемных ча-
частей
Сложной конфигурации
Простые массивные при мелкосерийном
производстве
Основной номенклатуры
Из сплавов с высокой температурой
плавления
Из сплавов, склонных к большой усад-
усадке и трещинообразованию при массо-
массовом производстве
Простой конфигурации с внутренними
полостями
Тонкостенные с внутренними полостя-
полостями сложной конфигурации
330 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Рис. 4. Вытряхнои кокиль:
1 — груз; 2 — песчаная чаша; 3 — ко-
кокиль; 4 — вентиляционный канал; 5 —•
песчаный стержень
цесса охлаждения, что усложняет кон-
конструкцию кокиля и его обслуживание.
Для регулирования охлаждения ко-
кокиля могут быть использованы спе-
специальные устройства — тепловые труб-
трубки, в которых используется испари-
испарительное охлаждение с замкнутым цик-
циклом обращения хладагента.
Кокили из спеченных порошковых
материалов обеспечивают повышение
газопроницаемости формы, дифферен-
дифференцированный (за счет армирования) от-
отвод тепла от отливки и повышенную
теомостой кость.
(При проектировании кокилей необ-
необходимо правильно выбрать зазоры
в подвижных частях (табл. 5), а также
между знаками песчаных стержней и
А-А
Рис. 6. Водоохлаждаемый кокиль:
1 — вставки кокиля; 2 — водоохлаждае-
мые камеры; 3 — водоохлаждаемый боко-
боковой стержень; 4 — нижний стержень; 5 —
трубка
соответствующими отверстиями в ко-
кокиле?] На рис. 7 приведены схемы ис-
исполнения зазоров, а в табл. 6 и 7 —
их значения для круглых и прямо-
прямоугольных стержней, а также высота
зддков вертикальных стержней.
(ГЙри конструировании кокилей не-
необходимо предусмотреть вентиляцию
литейной формы, особенно при наличии
развитых поверхностей, выемок и глу-
глухих полостей. Для этого на плоскости
В-Б
J i а. 5. Кокиль с вертикальной пло-
'" с костью разъема:
1 - толкатель; 2 — стержень;. 3 — ко-
кокиль; 4 — выталкиватель
Литье в кокиль
831
5. Рекомендуемые зазоры в подвижных частях кокилей
при литье алюминиевых сплавов
Размеры, мм
Номинальные
размеры
(свыше — до)
От 30 до 50
От 50—80
i
]
i
i
г
> 80—120
> 120—180
> 180—260
> 260—360
> 360—500
> 500—560
> 560—630
> 630—710
> 710—800
> 800—900
> 900—1000
> 1000—1120
Зазоры
средние,
учитываемые
в отверстиях
0,2
0,2
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Ы
1,2
1.3
макси-
максимальные
0,3
0,32
0,34
0,46
0,58
0,7
0,84
0,98
1,08
1,2
1,3
1,44
1,54
1,7
мини-
минимальные
0,2
0,2
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
1,3
Допуски на
отверстий
Ь0,050
L0,060
l-0,070
-0,080
l-0,090
-0,1
-0,120
Ч),140
l-0,140
l-0,150
L0,150
-0,170
-0,170
-0,200
изготовление
стержней
—0,050
—0,060
—0,070
—0,080
—0,090
—0,1
—0,120
—0,140
—0,140
—0,150
—0,150
—0,170
—0,170
—0,200
AzA
Рис. 7. Схемы-выполнения зазоров для круглых и прямоугольных стержней:
а — металлических; б — песчаных; / — кокиль; 2 — стержень; Ь — высота знака
о»ержня; а, Ь и D — размеры сечений стержней; з и st — зазоры
332 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
в. Зазоры между направляющими
частями кокилей и металлическими
стержнями при литье легких сплавов
Размеры, мм
0,5 (а + Ь)
или D
свыше —
До 25
25—40
40—60
60—100
100—160
160—250
ДО
До 0,08
0,08—0,13
0,13—0,21
0,21—0,33
0,33—0,53
0,53—0,82
7. Зазоры между знаками песчаных
стержней и элементами кокиля
Размеры, мм
Высота
знака h
(свыше —
до)
До 25
25—50
50—100
100—300
s при длине или диаметре
стержня (свыше; — до)
0,15
0,25
0,50
1,00
0
0
0
1
о
1Д
Т
о
in
,15
,25
,50
,00
о
о
со
1
о
0,25
0,50
1,00
1,00
о
о
ю
1
о
о
со
1,00
1,00
1,50
о
ю
Г1-
1
о
о
ю
1,00
1,50
2,00
разъема кокиля делают вентиляцион-
вентиляционные каналы (рис. 8, а), а на развитых
поверхностях и в глухих полостях
устанавливают вентиляционные пробки^
(рис. 8, бив). Реже для этой целТЯГ
устанавливают фильтры из спечен-
спеченных порошковых материалов. Эффек-
Эффективным средством вентиляции формы
является нанесение мелкопрофильных
узоров и сеток на рабочую поверхность
кокиля; при этом, помимо вентиля-
вентиляции формы, можно сформировать тре-
требуемый фронт потока металла на дан-
данной поверхности и ускорить затверде-
вадше наружной корочки отливки.
(Тепловой режим работы кокиля за-
зависит от вида сплава, массы и слож-
сложности конфигурации отливки. Рабо-
Рабочие температуры кокилей находятся
в интервале 100—470 °С. Для тонко-
тонкостенных отливок кокили нагревают
сильнее, чем для массивных и тол-
стостенных*1(табл. 8).
Состав^-^кокильных покрытий. По-
Покрытия, наносимые на рабочие по-
поверхности кокиля, позволяют регули-
регулировать интенсивность теплообмена меж-
между отливкой и кокилем, защищают по-
поверхность кокиля от химического взаи-
взаимодействия с жидким металлом и обе-
обеспечивают вентиляцию литейной фор»
мы за счет их газопроницаемости!"\
В состав покрытия входят огнеупор-
огнеупорные наполнители, связующие, акти-
визаторы и вода. В качестве наполни-
наполнителей используют мел, окись цинка,
асбест, тальк, двуокись титана, шамот,
графит?) Все наполнители предвари-
тельнсг размалывают и просеивают
через сито с ячейками размером не
более 0,3—1,0 мм2. Асбест предвари-
предварительно прокаливают при температуре
0,20-0,30
Рис. 8. Вентиляция кокилей с помощью вентиляционных каналов (а) и венти-
вентиляционных пробок (б ив):
1 — кокиль; 2 — пробка
Сплавы
Алюминиевые
Магниевые
Медные:
латуни
бронзы
Литье в кокиль
8. Рабочая температура
Толщина стенки
отливки, мм
До б
Св.6
До 6
Св. б
Любая
кокилей
Температура
начальная
150--250
120 250
200-250
200—250
До 100
333
кокиля, °С
рабочая
300—470
200—350
350—450
250—300
150—250
50—150
1000—1100 °С и просеивают через сито
с ячейками 2—3 мм2. Для магниевых
сплавов применяют наполнители более
грубого помола, чем для алюминиевых.
В качестве связующего чаще всего
используют жидкое стекло; в качестве
активизатора — борную кислоту.
При приготовлении покрытия напол-
наполнители замешивают в подогретую до
70—80 °С воду; борную кислоту вво-
вводят в виде отдельно приготовленного
раствора, а жидкое стекло — после
охлаждения суспензии до комнатной
температуры.
/Важнейшей характеристикой покры-
тйзг^является теплопроводность?/ Она
зависит от теплопроводности наполни-
наполнителя, пористости покрытия и состава
газообразных продуктов, находящихся
в порах. Увеличение пористости на
33 % снижает теплопроводность на
45 %, а замена азота в поровом про-
пространстве на водород приводит к росту
теплопроводности почти на порядок.
Теплопроводность покрытий равна
0,12—0,54 Вт/(м-°С); теплопровод-
теплопроводность анодной пленки на кокиле из
сплава АЛ9 —- 0,5 Вт/(м-°С).
Способность покрытия выдерживать
термохимические воздействия при
литье оценивают параметром
D)
где \х — коэффициент Пуассона; а -—
коэффициент линейного расширения;
Е — модуль упругости; 0 — разность
температур заливаемого металла и по-
покрытия.
Из D) следует, что стойкость по-
покрытия повышается при уменьшении а,
увеличении оБ и снижении температу-
температуры заливки металла. Значения [л и Е
изменяются в менее широких пределах
и их роль менее значительна.
/Покрытия наносят на рабочие по-
поверхности кокиля (литники, прибыли)
кистью или с помощью пульверизато-
пульверизатора. При нанесении покрытия кистью
температура кокиля не должна пре-
превышать 130 °С. Окрашивание из пуль-
пульверизатора осуществляют на расстоя-
расстоянии 350—500 мм от окрашиваемой
поверхности при давлении сжатого
воздуха 0,25—0,35 MI la; температура^
кокиля не должна превышать 200 °Cji
Толщина (мм) наносимого покры-
покрытия на поверхность литниковой систе-
системы составляет 0,5 —1,0; на поверхность
прибылей — 2,0—3,0; на рабочую по-
поверхность кокиля 0,1—0,3^)
Покрытия на основе окиси цинка
при нанесении ложатся тонким ров-
ровным слоем и обеспечивают низкую ше-
шероховатость поверхности отливки. По-
Поверхность с большой шероховатостью
покрывают мелом и тальком; еще более
грубую поверхность - асбестом (обе-
(обеспечивает хорошую заполняемость
формы). Вентилируемость кокиля улуч-
улучшается при использовании покрытий с
более грубым помолом составляющих.
884 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
9. Температуры заливки некоторых
алюминиевых и магниевых сплавов
при литье в кокиль [8]
Сплав
АЛ2
АЛ4
АЛ9
АЛ5
АЛ7
АЛ8
АЛИ
АЛ12
Темпера-
Температура залив-
заливки, °С
720—800
700—820
700—800
720—780
700—750
700—750
700—750
700—750
Сплав
МЛ2
МЛЗ
МЛ4
МЛ5
МЛб
МЛ7
МЛ9
МЛ10
МЛН
Темпера-
Температура залив-
заливки, °С
750—800
700—800
780-800
710—800
700—800
720—780
710—800
710—800
700—800
Особенности технологии.литья в ко-
коль цветных сплавов. СДри литье
кокиль алюминиевых сплавов вслед-
вследствие повышенной скорости затверде-
затвердевания газоусадочная пористость пода-
подавляется, что способствует получению
плотных отливок?) Положительно ска-
вывается повышенная скорость затвер-
затвердевания на дисперсности структур-
структурных составляющих и фазовом составе
сплавов: измельчается эвтектика,
уменьшаются размеры и улучшается
форма железосодержащих фаз. Однако
кокиль хуже заполняется сплавом,
чем песчаная форма, поэтому необхо-
необходима повышенная температура металла
при заливке (табл. 9). Улучшению за-
полняемости способствуют также повы-
повышение температуры кокиля и приме-
применение покрытий с высокими теплоизо-
теплоизолирующими свойствами. Большое зна-
значение имеют условия теплообмена меж-
между отливкой и кокилем для алюминие-
алюминиевых сплавов с широким температурным
интервалом затвердевания.
Высокопрочные алюминиевые сплавы
склонны к образованию горячих тре-
трещин, поэтому при изготовлении отли-
отливок из этих сплавов рекомендуется
использовать податливые песчаные или
оболочковые стержни вместо металли-
металлических или применять комбинирован-
комбинированные литейные формы: нижнюю — ме-
металлическую, верхнюю — облицован-
облицованную или полностью песчаную.
^Вследствие повышенной склонности
в шсислению и малой плотности необ-
необходимо проводить фильтрацию алюми-
алюминиевых сплавов при заливке в кокиль.
Чаще всего для этого используют сетки
из стеклоткани или из перфорирован-
перфорированной металлической ленты.
Для магниевых сплавов из-за их
повышенной склонности к окислению,
большой усадки и низкого теплосодер-
теплосодержания предусматривают специальные
средства защиты от окисления, повы-
повышенного перегрева металла перед за-
заливкой, а также усиленное питание
затвердевающей отливки из массив-
массивных прибылей и ускоренные подрыв
стержней и раскрытие формы по сравне-
сравнению с литьем в кокиль алюминиевых
сплавов.
Для предотвращения возгорания
жидкого металла полость кокиля при-
припудривают серным цветом; иногда им
достаточно присыпать кромки кокиля
у литниковой чаши и выпора. Заливоч-
Заливочный инструмент перед использованием
промывают в расплавленном флюсе.
При конструировании кокилей не-
необходимо учесть, что литейная усадка
отливок из магниевых сплавов соста-
составляет, %: для мелких отливок (до
100 мм) 1,0—1,3; для средних отливон
A00—400 мм) 0,8—1,2%; для круп-
крупных D00—1000 мм) 0,6—1,1.
Отливки из медных сплавов склонны
к образованию трещин, что затрудняет
их изготовление в кокилях. Медные
сплавы имеют низкую жидкотеку-
честь. Из медных сплавов наибольшую
жидкотекучесть имеют кремнистые
бронзы, наиболее низкую — марган-
марганцевые. Для свинцовых бронз характер-
характерна ликвация компонентов, поэтому
при изготовлении отливок из этих спла-
сплавов рекомендуют применять водоох-
лаждаемые коки ли.
Температура заливки оловянных
бронз 1080—1200 °С; латуней 950—
1100°С.
Кокильные машины. Специальные
технологические приемы и способы
заливки кокилей. ^Основным техноло-
технологическим оборудованием при литье
в кокиль являются однопозиционные
кокильные машины и многопозицион-
многопозиционные карусели?)
Характеристики некоторых серийно
изготовляемых кокильных машин н
Литье i
1 КОКИЛЬ
335
10. Кокильные машины и карусели
Параметры
Машины
5955А
82А503
82А505
82А507
Карусели
59К613
(шесть по-
позиций)
81745
(восемь
позиций)
Размеры рабочего
места на основных
плитах для крепле-
крепления кокиля (ши-
(ширина X высота), мм
Наименьшее рас-
расстояние между ос-
основными плитами,
мм
Ход, мм:
основной под-
подвижной плиты
торцовой
Металлоемкость
кокиля для алю-
алюминия, кг
Установленная
мощность, кВт
Габаритные разме-
размеры (длина X ши-
ширина X высота),
мм
Масса, кг
f
630Х 500
700
320
160
30
13
ЗЗООХ
X 2020Х
Х2570
7300
500X400
500
250
160
16
5,5
2700Х
X 1800Х
Х2300
4400
800X630
630
320
200
40
5,5
3400Х
X 2000Х
Х3250
9200
1250Х
XI000
800
400
250
100
7,5
3400Х
X 2600Х
Х3960
И 800
500X400
500
400
10
21
4600Х
Х4600Х
Х2900
25 000
800X630
630
250
20
20
48
7600Х
Х7600Х
Х5700
62 000
каруселей приведены в табл. 10.
Шри гравитационной заливке ис-
поЖзуют машины с поворачивающимся
или наклоняемым кокилем. Угол по-
поворота составляет 15—180 °. Поворот
кокиля способствует устранению тур-
турбулентности потока, улучшению на-
направленности питания и затвердеванию
отливок, расширению диапазона допу-
допустимых отклонений технологического
процесса по различным параметрам.
В кокильной машине поворотного типа
объединены раздаточная печь-миксер
и кокиль (рис. 9). Электронагреватели
герметизированы трубой из силици-
рованного графита и обеспечивают по-
подогрев жидкого металла в тигле. Регу-
Регулируемый поворот миксера приводит
к заливке жидким металлом металли-
металлической формы. В процессе затвердева-
затвердевания миксер играет роль обогреваемой
прибыли.
Большинство усовершенствований
литья в кокиль связано с реализацией
внешних силовых воздействий на
структурообразование при затверде-
затвердевании. К таким усовершенствованиям
относятся различные методы подпрес-
совки, из которых наиболее эффективна
и легко осуществима газовая допрес-
Рис. 9. Поворотная кокильная маши-
машина:
/ — жидкий металл; 2 — кокиль; 3 — на-
нагреватели; 4 — крышка заливочной горло-
горловины
336 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
совка в прибыль или литниковую чашу;
вибрация с частотой 1—500 Гц и ам-
амплитудой 0,1—10,00 мм, улучшающая
заполняемость формы; центробежное
вращение после заливки формы, осо-
особенно эффективное для деталей типа
дисков автомобильных колес и дрЛ
В ряде случаев усовершенствования
связаны с использованием растворимых
в воде стержней, что используется при
последующей термообработке по ре-
режиму, предусматривающему погруже-
погружение отливки в воду.
3. Литье под давлением
Общая характеристика способа
литья. Литьем под давлением изго-
изготовляют сложные по конфигурации
тонкостенные отливки, максимально
приближающиеся по размерам к гото-
готовой детали. Этот способ литья высоко
производителен с высоким уровнем
автоматизации процесса. Область при-
применения литья под давлением ограни-
ограничивается специфическими требования-
требованиями технологичности конструкций ли-
литых деталей и высокой стоимостью
пресс-форм, оправдываемой только при
производстве больших партий отливок.
Наиболее широко этот способ литья
применяют при изготовлении отливок
из цинковых, магниевых, алюминие-
алюминиевых и медных сплавов. Цинковые
сплавы имеют наилучшие для литья
под давлением литейные свойства.
Чаще всего используют цинковые спла-
сплавы (ЦА4, ЦА4МЗ, ЦА4М1, ЦА4М1в,
ЦА5М10), алюминиевые (АЛ2, АЛ4,
АЛ9, АЛ11, АЛ13, АЛ22, АЛ27, АЛ28,
АЛ32), магниевые (Мл5 и Млб), мед-
медные (латуни типа ЛЦ16К4 и
ЛЦ40Сди
В зависимости от расположения
камеры прессования (рис. 10) разли-
различают литье под давлением с холодной
горизонтальной, холодной вертикаль-
вертикальной, а также с горячей камерами прес-
прессования.
Наибольшие стабильность техноло-
технологических параметров и производитель-
производительность обеспечиваются машинами с го-
горячей камерой прессования. Их ши-
широко применяют при изготовлении
отливок из цинковых сплавов, реже —
из магниевых. К недостаткам этих
машин относятся малые допустимые
давления прессования (не более
30 МПа), что ограничивает возмож-
возможности получения плотных отливок,
а также невозможность применения
для литья сплавов, активно взаимодей-
взаимодействующих со сталью и имеющих тем-
температуру плавления более 500 °С.
Технологические возможности ма-
машин с холодной горизонтальной каме-
камерой прессования более широки: дав-
давление прессования достигает 300 МПа,
усилие запирания пресс-форм — до
50 000 кН; время контакта расплава
с камерой прессования минимально,
что позволяет получать отливки повы-
повышенной плотности (в том числе, из
титановых сплавов).
Горизонтальное расположение ка-
камеры прессования ограничивает воз-
возможности рационального размещения
литниковых систем для крупногаба-
крупногабаритных деталей коробчатого типа.
В этом случае более эффективно при-
применение машин с вертикальной каме-
б)
Рис. К). Основные схемы прессования при литье под давлением с использова-
использованием камер прессования:
а — горизонтальной холодной; б — вертикальной холодной; в — горячей; / -* пресо-
форма; 2 — подвижная плита; 3 — пресс-поршень; 4 —- металлоприемник
Литье под давлением
337
Рис. 11. Схема регулируемого (а) и
нерегулируемого (б) движения поршня
на первой фазе прессования:
I — 7 — позиции последовательности дви-
движения поршня
рой прессования. Помимо централь-
центрального расположения литников, сокра-
сокращающих длину пути расплава от ка-
камеры к отливке,вертикальная камера
прессования облегчает также автома-
автоматизацию дозирования жидкого метал-
металла. Это обеспечивается сочленением
камеры с наклонным металлопрово-
дом, по которому металл подают под
низким давлением из герметизирован-
герметизированной раздаточной печи или с помощью
магнитодинамического насоса из от-
открытой печи непосредственно в камеру
прессования.
Максимальная толщина стенок от-
отливок не должна превышать б мм,
хотя специальные технологические
приемы (подпрессовка, медленное прес-
прессование на машинах с вертикальной
камерой прессования) позволяют полу-
получить отливки с толщиной стенки 8—
12 мм.
Особенности технологии литья.
Основными параметрами,определяющи-
параметрами,определяющими качество отливки при литье под
давлением, являются скорость прессо-
прессования, геометрические размеры эле-
элементов литниково-вентиляционной си-
системы, давление прессования, темпе-
температура пресс-формы и сплава, состав
и качество смазки, наносимой на ра-
рабочую поверхность пресс-формы.
Заполнение пресс-формы жидким
сплавом обеспечивает прессующий пор-
поршень (рис. 11), в движении которого
можно выделить четыре периода: раз-
разгон, вспомогательный ход, заполнение
полости формы и подпрессовка. При
разгоне и вспомогательном ходе прео-
преодолеваются гидравлические сопроти-
сопротивления прессующего механизма и ка-
камеры прессования — в конце вспомо-
вспомогательного хода жидкий металл запол-
заполняет все поперечное сечение камеры.
Оптимальным для этих периодов яв-
является равноускоренное движение
поршня, обеспечивающее вытеснение
бегущей волной металла большей части
воздуха из пресс-камеры в полость
формы.
Критические скорости прессования
при различной E0—95%) степени
заполнения камер прессования жидким
металлом приведены в табл. 11. Пре-
Превышение на первой фазе прессования
табличных значений скоростей приво-
приводит к замешиванию воздуха в жидкий
металл и повышению пористости от-
отливок.
Камера прессования должна напол-
наполняться жидким металлом не ниже чем
на 50 %; оптимальным является запол-
заполнение камеры на 60—75 %. Для
уменьшения захвата воздуха из пресс-
камеры расплавом иногда предусма-
предусматривают продольный вентиляционный
паз переменного сечения вдоль верх-
верхней образующей камеры. Однако при
нестабильности дозы металла и в про-
процессе изнашивания камеры и поршня
возрастает опасность выброса металла
по разъему формы.
Важнейшей второй фазой прессова-
прессования является заполнение полости фор-
формы жидким металлом. Различают три
основных режима движения потока
металла в полости формы: ламинарный,
сплошной турбулентный и дисперсный
турбулентный. Реальный режим дви-
движения металла в пресс-форме является
переходным.
Заполнение формы при ламинарном
338 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
11. Критические скорости движения поршня на первой фазе
прессования
Диаметр
меры пр<
сования,
25
32
38
44
51
57
64
70
76
83
89
95
102
108
Критическая
50
0,29
0,32
0,35
0,38
0,41
0,43
0,45
0,48
0,50
0,52
0,54
0,56
0,57
0,59
65
0,26
0,29
0,31
0,34
0,36
0,39
0,41
0,43
0,44
0,46
0,48
0,50
0,52
0,53
скорость (м/с) при степени наполнения
60
0,23
0,25
0,28
0,30
0,32
0,34
0,36
0,38
0,40
0,41
0,43
0,44
0,46
0,47
65
0,20
0,22
0,24
0,26
0,28
0,30
0,31
0,33
0,35
0,36
0,37
0,39
0,40
0,41
70
0,17
0,19
0,21
0,23
0,24
0,26
0,27
0,28
0,30
0,31
0,32
0,33
0,35
0,36
75
0,14
0,16
0,18
0,19
0,21
0,22
0,23
0,24
0,25
0,26
0,27
0,28
0,29
0,30
80
0,12
0,13
0,14
0,15
0,17
0,18
0,19
0,20
0,20
0,21
0,22
0,23
0,24
0,24
стакана, % (объем, доля)
85
0,09
0,10
0,11
0,12
0,13
0,14
0,14
0,15
0,16
0,16
0,17
0,18
0,18
0,19
90
0,06
0,07
0,08
0,08
0,09
0,09
0,10
0,10
0,11
0,11
0,12
0,12
0,13
0,13
95
0,03
0,04
0,04,
0,05
0,05
0,05
0,05, 0,06
0,06
0,06
0,06
0,06
0,06
0,06
0,07
0,07
режиме происходит достаточно редко,
так как этому режиму соответствуют
скорости потока до 1,0 м/с, что недо-
недостаточно для заполнения тонких сте-
стенок отливок и получения их точных
размеров. Однако для отливок простой
конфигурации с толщиной стенок 4—
8 мм медленное заполнение формы
металлом весьма эффективно и способ-
способствует получению плотных высокока-
высококачественных отливок. Для сплава в жид-
жидко-твердом состоянии (до 40 % твер-
твердой фазы) ламинарный режим сохра-
сохраняется при повышении скорости дви-
движения металла до 10 м/с.
Сплошной турбулентный режим со-
сохраняется в диапазоне скоростей 1,0—
15,0 м/с. Такой режим может привести
к замешиванию воздуха в жидкий ме-
металл, что снижает прочность и герме-
герметичность отливок.
Дисперсный турбулентный режим
возникает при дальнейшем увеличе-
увеличении скорости металла в форме, т. е.
при скоростях, больших 20 м/с. При
этом режиме кинетическая энергия
потока жидкого металла достаточно
велика, чтобы обеспечить заполнение
тонкостенных крупногабаритных отли-
отливок сложной конфигурации, получить
точные размеры и низкую шерохова-
шероховатость поверхностей отливок. На рис. 12
приведены области различных режимов
заполнения формы жидким металлом
в зависимости от параметра С; '
1
1 \
1—
А
\
\
\
л
л
\ш
\
ч
% 0,75
0,5
о W го зо to so 60.
Скорость впуска, м/с
Рис. 12. Области различных режимов
заполнения пресс-форм жидким ме-
металлом:
/ — медленные скорости впуска; // —
средние, нерекомендуемые скорости впу-
впуска; /// — высокие, рекомендуемые ско-
скорости впуска
Литье под давлением
S39
12. Значения коэффициентов
Отливка
Простая толстостенная
Коробчатого сечения
Сложной конфигурации
Очень сложной конфигурации с тон-
тонкими ребрами @,5—0,8 мм)
0,75
1,00
1,50
2,00
Давление, МПа
До 20
20-40
40-60
60-80
80—100
Св. 100
2,50
2,0
1,75
1,50
1,25
1,00
где а и бп соответственно ширина и
толщина питателя, мм.
Скорости впуска в области // при-
применять не рекомендуется. Максималь-
Максимальные скорости впуска составляют, м/с:
для цинковых сплавов 100—120, маг-
магниевых 70—90, алюминиевых 30—50
и медных 15—20. Наиболее простая
эмпирическая зависимость для расчета
оптимальной скорости впуска предло-
предложена А. К. Белопуховым:
где о0 — среднестатическая скорость
впуска, принимаемая v0 = 15 м/с; кг и
k2 — коэффициенты (табл. 12), учи-
учитывающие соответственно сложность
конфигурации отливки и давление
прессования.
Повышенные скорости впуска обе-
обеспечивают хорошее качество поверх-
поверхностей отливки, но снижают ее герме-
герметичность и плотность; низкие скорости
впуска, наоборот, ухудшают качество
поверхности, но способствуют уплот-
уплотнению отливки. В значительной мере
эдо связано с увеличением содержания
газов в отливке по мере повышения
скорости впуска.
Последним завершающим этапом
формирования отливки является под-
прессовка. Эффективность подпрес-
подпрессовки зависит от быстродействия муль-
мультипликатора, которое должно быть не
меньше расчетного времени обеспече-
обеспечения подпрессовки (табл. 13). Необхо-
Необходимо также выдерживать определенное
соотношение толщин питателя (бп) и
отливки (ботя). Для алюминиевых и
магниевых сплавов ——
для * цинковых и латуни
0,6-г-0,5.
Важнейшим параметром при под-
прессовке является давление, расхо-
расходуемое в основном на сжатие газовых
включений во всех сечениях отливки.
Давление подпрессовки выбирают в за-
зависимости от группы отливок (табл. 14)
и требуемой степени сжатия газовых
включений АКг/КОтл (ДУГ — изме"
нение объема газа в отливке; V0Tn —
объем отливки).
Абсолютные значения скоростей дви-
движения поршня при подпрессовке малы.
Литниковые системы. Основным рас-
расчетным элементом при выборе литни-
литниковой системы является питатель.
Площадь поперечного сечения пита-
питателя находят по формуле
М
F)
где М — масса отливки, кг; р —
13, Время обеспечения подпрессовки
различных сплавов
«ом
мм
2
4
6
1,0
1,5
2,0
3,0
2,0
4,0
Время иа подпрессовку (с)
для сплавов
ЦА4МЗ
АЛ2
Млб
ЛЦ40С
при температуре заливки, °С
430
0,048
0,190
0,193
630
0,042
0,194
0,168
0,770
—
660
0,021
0,044
—
950
0,056
0,108
0,266
340 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
14.
Рекомендуемые давления подпрессовки
отливок
для различных групп
Группа
отливки
I
II
III
Изготовляемые отливки
Сложной конфигурации с толщиной
стенки 2—4 мм
Простой конфигурации с толщиной
стенки 2—4 мм
С равномерной толщиной стенок более
4 мм
Простой и сложной конфигурации
с неравномерной толщиной стенок
Степень сжатия
металла
1,а-ю-8
1,3-10-8
5-10-8
Давление
поДпрессов-
ки, МПа
100—120
50—75
300—500
Необходим детальный ана-
анализ целесообразности под-
подпрессовки с учетом данных
табл. 13
плотность сплава, кг/м3; t;Bn — ско-
скорость заливаемого металла, м/с; т8 —
продолжительность заполнения пресс-
формы, с.
Продолжительность заполнения
пресс-формы зависит от конфигурации
и толщины стенки отливки, темпера-
температуры пресс-формы и температуры ме-
металла при заливке. Принимая среднюю
продолжительность заполнения равной
0,06 с, определяют фактическую про-
продолжительность заполнения пресс-фор-
пресс-формы по зависимости
т8 = 0,06 *з*4, - G)
где k9 и ?4 — коэффициенты, завися-
15. Значения коэффициентов k3 и &4
Сплавы
Цинковые
Алюминиевые
Магниевые
Медные
1,00
0,90
0,45
0,75
к g
к ? я
и я »
o,§2s
UhuS
До 1
1—2
2—4
4—6
6—8
Св.8
0,50
0,75
1,00
1,15
1,30
1,50
щие соответственно от вида сплава и
толщины стенки отливки (табл. 15).
Площадь поперечного сечения пита-
питателя Fu можно определить, используя
номограмму (рис. 13). Для этого необ-
необходимо знать объем отливки УОтл>
время заполнения формы т3 и реко-
рекомендуемую скорость впуска t;Bn ме-
металла. На рис. 13 приведен пример
выбора Fu для отливки из алюминие-
алюминиевого сплава объемом 300 см3 (масса
отливки 825 г, плотность 2,75 г/см3)
при рекомендуемой t;Bn = 50 м/с и
т8 = 50 мс.
Вначале находят объемный расход
металла: Q = 6000 см3/с, находящийся
на пересечении прямой, соединяющей
т8 = 50 мс и Котя — 300 см^» со шка"
лой Q, затем — Fn = 120 мм2 на пере-
пересечении прямой, соединяющей Q =
= 6000 см3/с и 0ВП = 50 м/с, со шка-
шкалой Fu.
По расчетному значению площади
поперечного сечения питателей опре-
определяют размеры остальных элементов
литниковых систем: площади попереч-
поперечного сечения подводящих каналов,
литниковых втулок и др.
Наиболее часто применяемые схемы
литниковых систем приведены на
рис. 14—16.
При конструировании литниковой
Литье под давлением
341
Ътл, Q, Fn,
см3 105см3/с ммг
yoo -
- zoo -
- 150
- 100
- во -
-60 J
-40
'-30 -_
~
-го
- 15
-_ w
:6 :
- 6
: ^ '_
- ч
- з :
- z
8000
6000
4000
3000
7000
1000
600
300"
zoo
100
80
60
40
30
zo
10
6
4
J
у
h
0,6
-30
-го
-15
-10
-4\
-3
г
1,5
-1
-0,8
-0,6
Z0,5
0,4
-0,3
0,2
-4000
-2000
.1000
- 800
-600
-400
-zoo
-100
-80
" 60 ч
-40 N
-zo
- in
I
6
_ n
-3
г
м/с
-10
Рис. 13. Номограмма для выбора сече-
сечения питателей:
1 — 4 — области рекомендуемых скоростей
впуска соответственно для магниевых,
цинковых, алюминиевых и медных сплавов
Рис. 15. Схема литниковой системы
для машины с вертикальной холодной
камерой прессования:
/ — питатель; 2 — литник; 3 — рассека-
рассекатель; 4 — литниковый ход; 5 — литнико-
литниковая втулка;
В = A,2*1,4) Fn; С =Я1 + 2 мм;
рп. к = <2оЗ) Fn; бп ; бп> к = 1 j (8*10)
Полость формы
Рис. 16. Рекомендуемые соотноше-
соотношения размеров для тангенциальной лит-
литниковой системы:
FKl
FK2 =
FK2
Fn< к = B*3) Fn; ^
« (8*20) мм»;
/ — подводящий канал; 2 — коллектор;
3 — промывник; 4 — питатель
Рис. 14. Схема литниковой системы
для машины с горячей камерой прес-
прессования :
а — жесткое сочленение мундштука с фор-
формой С = В + 0,7 мм; б — подвижное
сочленение мундштука с формой С ==
= В, + 1,0 мм; 1 — мундштук; 2 — втул-
втулка литниковая; 3 — литник; 4 — пита-
питатель; 5 — рассекатель.
В
,= I : (8*10);
- А2=
- A.1*1.2) Fn;
D - Е - 2Fn;
342 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Рис. 17. Подвод металла н отливкам
различной конфигурации:
/ — плохо; // — лучше; /// — хорошо;
а — для отливок типа пластин; б и в —•
для коробчатых отливок соответственно
о фланцем и без фланца; в — для цилин-
цилиндрических отливок; д —' для отливок типа
рамок
системы большое значение имеет выбор
места подвода питателей (рис. 17).
Как правило, стремятся к созданию
максимальной направленности запол-
заполнения сплошным или дисперсным пото-
потоком металла, что благоприятствует
вентиляции формы и заполнению тон-
тонкостенных частей отливки. Поток ме-
металла не должен ударяться о выступаю-
выступающие части формы и стержни и должен
направляться по касательной к пре-
преграде. Для исключения удара потока
о преграду и сокращения пути металла
в форме применяют несколько питате-
питателей.
При литье под давлением воздух и
газы из полости формы удаляются
через зазоры в сопрягаемых частях
пресс-формы и специальные вентиля-
вентиляционные каналы. Требуемую площадь
сечения вентиляционных каналов опре-
определяют из уравнения
Допустимая глубина бв вентиля-
вентиляционных каналов приведена ниже:
Сплав Цинковый
6В, мм 0,08—0,12
Алюминиевый Магниевый Медный
0,1—0,12 0,1—0,15 0,15—0,2
Ширина канала не должна превы-
превышать 30 мм. Вентиляционные каналы
показаны на рис. 18.
Важными технологическими элемен-
элементами литниково-вентиляционной си-
системы являются промывники, пред-
предназначенные для удаления из отливки
первых некачественных порций метал-
металла, равномерного прогрева пресс-фор-
пресс-формы и гашения гидравлического удара
в момент окончания заполнения формы.
Толщина соединительных каналов про-
промывников 6пр с отливкой составляет
бпр = @,8-7-0,9) 60ТЛ, но не менее 0,4—
0,5 мм. Размеры и место установки
промывников уточняют при отработке
технологии литья по результатам рент-
геноконтроля опытной партии отливок.
Промывники должны иметь индиви-
индивидуальные выталкиватели.
Температурные режимы литья. Ста-
Стабильность качества отливок во многом
определяется стабильностью темпера-
температурного поля пресс-формы. Оптималь-
Оптимальный тепловой баланс поддерживают
темпом работы машины, а также регу-
регулированием температуры пресс-формы,
охлаждая или нагревая ее. Оптималь-
Оптимальную температуру сплава при заливке
в пресс-формы устанавливают экспе-
экспериментально для каждой отливки.
Рекомендуемые ориентировочные зна-
значения приведены в табл. 16.
Температуру заливки сплава выби-
выбирают минимально допустимой, по-
поскольку при ее повышении ускоряется
износ пресс-формы, камеры прессова-
прессования, поршня и ухудшается качество
отливок.
Потери температуры сплавов А/
в раздаточном ковше и камере прессо-
Литье под давлением
343
Рис. 18. Вентиляционные каналы:
/ — на вставках для глубоких полостей; // — на подвижных стержнях; /// —
скости разъема; б — глубина вентиляционного канала
16. Рекомендуемые температурные режимы при литье под давлением
Сплавы
Цинковые
Алюминиевые с кремнием
Алюминиевые с магнием
Магниевые
Медные
Температура, °С
сплава при
эаливке
420—550
600—700
650—720
660—770
990—960
пресс-формы при толщине стенок
отливки, мм
1,2—1,5
200—220
250—275
260—285
260—285
325—350
2,0—3,0
175—200
180—200
200—220
200—220
300—325
6,0—8,0
120—150
120—160
140—180
140—180
250—275
344 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
17. Значения коэффициента кэ
Сплавы
Цинко-
Цинковые
Алюми-
Алюминиевые
Температура нагрева, °С
ковша
600—
650
0,59
400—
450
0,17
камеры прес-
прессования
250
1,65Х
X10~3
150
1Д7Х
.Х1(Г«
1$. Рекомендуемые минимальные
давления прессования, МП а
Сплавы
Цинко-
Цинковые
Алюми-
Алюминиевые
Магние-
Магниевые
Медные
Отливки
Дс
3
В
о
о,
к
30
35
40
45
) 3,0
V
3
о
5
40
45
55
65
с толщиной стенки
мм
3
?к
о о
и Ч
о о
45
50
60
70
CI
V
3
ОСТ1
р.
с
55
60
70
80
}. 3,0 мм
3
8
ч
и
60
65
80
95
3
о о
83
75
80
100
130
шаются качество поверхности отливок
и условия вентиляции формы.
Силовые режимы прессования. Для
получения плотных отливок давление
в камере прессования должно быть не
меньше величин, приведенных в табл.
18.
Максимально возможное давление
прессования зависит от усилия запи-
запирания пресс-форм и диаметра камеры
прессования DK. Раскрытие пресс-фор-
пресс-формы при прессовании исключается, если
усилие запирания Р8ап превышает
усилие раскрытия:
^вап > Рпр^отл»
где рПр — давление прессования;
F0TJl — площадь проекции отливки с
литниковой системой и промывниками
на подвижную плиту формы.
Усилие запирания Р8ап превышает
обычно усилие раскрытия на 15—20 %.
Диаметр камеры прессования выби-
выбирают исходя из объема требуемой для
получения отливки (с учетом литников,
промывников и пресс-остатка) дозы
металла и степени наполнения камеры
прессования 60—75%. Минимально
допустимый диаметр камеры прессо-
прессования определяют из условия надеж-
надежного запирания пресс-формы:
у.
¦, (Ю)
где п — коэффициент, зависящий
скорости прессования:
от
Скорость прессования, м/с
0,5
1,0
0,75
1,20
1,0
1,6
1,50
1,95
2,00
2,35
2,50
2,75
вания ориентировочно можно оценить
по эмпирической зависимости
где kB — эмпирический коэффициент
(табл. 17); тв — время выдержки спла-
сплава в ковше или камере прессования, с;
6С — толщина слоя смазки, м; для
ковша условно можно принять бс = 1.
Повышенная температура пресс-фор-
пресс-формы приводит к привариваемости алю-
алюминиевых и медных сплавов и снижает
прочностные свойства отливок. При
низкой температуре пресс-формы ухуд-
Рпр — давление прессования, кН.
Важным элементом прессующей пары
является поршень. Потери давления
прессования зависят от конфигурации
переднего торца поршня. Снятие «фас-
«фаски» с кромки переднего торца ведет
к увеличению потерь усилия прессова-
прессования, особенно на завершающей фазе
прессования. Зазор между поршнем и
стаканом при отливке цинковых и алю-
алюминиевых сплавов составляет0,08 мм.
На всех машинах с горизонтальной
камерой прессования поршень охла-
охлаждается водой, что уменьшает прива-
приваривание металла к стакану и склонность
к задирам. Наиболее эффективно охла-
Литье под давлением
345
19. Расчетные значения стойкости (число теплосмен) пресс-форм
из стали 3X2В8Ф при литье под давлением
Заливаемые сплавы
Цинковые
Алюминиевые
Медные
Термостойкость
33 400—530 000
5 000—465 000
400—7 500
Формостойкость
5700 и более
3000 и более
200—7000
Износостойкость
50 000—1 000 000
13 330—200 000
800—40 000
ждение поршня порционной подачей
воды в конце цикла прессования на
5—15 с с последующей продувкой по-
полости поршня сжатым воздухом.
Пресс-формы. Стойкость пресс-
форм при литье под давлением зависит
от многих факторов: используемого
сплава, материала формы, режимов
литья, защитных покрытий и смазок
на деталях пресс-форм. Различают
термостойкость, формостойкость и из-
износостойкость пресс-форм.
Термостойкость определяется чис-
числом циклов теплосмен до появления
сетки разгара и трещин; формостой-
формостойкость — до появления необратимых
изменений формы в виде смятий по по-
поверхностям контакта и короблений;
износостойкость — до увеличения ше-
шероховатости поверхности деталей до
значений, не допускаемых эксплуата-
эксплуатационными требованиями. Расчетные
значения этих величин для сплава
ЗХ2В8Ф приведены в табл. 19.
С повышением температуры плавле-
плавления сплава первостепенное значение
приобретает термостойкость; формоиз-
формоизменение и износ являются основной
причиной выхода из строя пресс-формы
при литье цинковых сплавов. Износ
пресс-формы вследствие приваривания
или налипания заливаемого сплава
является также характерным явлением
при литье медистых силуминов.
Стойкость деталей пресс-форм может
быть повышена за счет применения
защитных покрытий, получаемых хи-
химико-термическими, химическими или
электролитическими методами. Наибо-
Наиболее простым способом получения защит-
защитного покрытия является воронение,
состоящее в многократном нагревании
вкладышей и стержней в печи до 400—
450 °С и окунании их в веретенное мас-
масло до получения темно-коричневого
поверхностного слоя. Весьма эффек-
эффективным является фосфатирование, ре-
рекомендуемое для всех деталей пресс-
форм при литье любых сплавов.
Смазочные материалы. При изготов-
изготовлении отливок литьем под давлением
на рабочие поверхности пресс-формы,
камеры прессования и поршня перио-
периодически наносят смазку, назначение
которой — уменьшить трение и облег-
облегчить удаление отливки, предохранить
поверхность формы от эрозионного
воздействия жидкого металла, препят-
препятствовать привариванию сплава к рабо-
рабочей поверхности формы. Наиболее
употребительные составы смазок при-
приведены в табл. 20.
Машины и оборудование для литья
под давлением. Машины литья под
давлением являются сложными авто-
автоматизированными агрегатами, рабо-
работающими в комплексе со вспомогатель-
вспомогательным оборудованием. Машина с гори-
горизонтальной холодной камерой прес-
прессования и усилием запирания 4320 кН
показана на рис. 19. Технические
характеристики некоторых машин —
литья под давлением с горизонтальной
холодной камерой прессования приве-
приведены в табл. 21 и 22.
К вспомогательному оборудованию,
работающему совместно с машиной
литья под давлением, относятся: раз-
раздаточные печи, дозаторы жидкого ме-
металла, манипуляторы для простановки
арматуры, смазывания камер прессо-
прессования и пресс-форм, удаления от-
отливки, укладки отливки в контейнер;
устройства для подогрева и стабили-
стабилизации температуры пресс-форм; уст-
устройства для охлаждения отливок; пресс
для обрезки облоя литников и промыв-
ников; устройства для зачистки следов
346 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
20. Составы технологических смазочных материалов
Технологический смазочный
материал
Прессол Э-1
Прессол Э-28
Графитол Э-21
Пудра ПАК-3
Масло касторовое
Пудра ПАК-3
Вазелин технический
Графит серебристый
Керосин
Церезин
Вазелин технический
Парафин
Графит серебристый
Индустриальное масло
Озокерит
Графит
Прессол Э-13
Масло трансформаторное
Графит серебристый
Содержа-
Содержание ком-
компонентов,
% (мае.
доля)
35—40
55-57
3—10
40—45
60—55
15
80
1,5
3,5
30
14
30
26
33
33
34
75 '
25
Заливаемые
сплавы
Цинковые
Алюминиевые
Алюминиевые
и магниевые
Магниевые
Медные
Смазываемые
элементы машин
и пресс-форм
Поршни и камера
прессования
Литниковые втул-
втулки
Рабочие поверхно-
поверхности пресс-форм
Камера прессова-
прессования
Рабочие поверх-
поверхности пресс-форм
литников, промывников и толкателей; В условиях автоматизированного из-
средства контроля операций. Ком- готовления отливок вместимость раз-
плектность совместно работающего даточных печей необходимо выбирать
оборудования зависит от номенклату- на 25—30 % большую, чем рекомен-
ры и серийности выпуска отливок. довано ранее, не допуская доливания
Раздаточные печи выбирают в зави- печи расплавом чаще, чем один раз
симости от основной характеристики в полчаса. В условиях крупносерий-
литейной машины — усилия запира- ного производства интервал регули-
ния пресс-форм. Рекомендуемые зна- рования температуры металла в печи
чения вместимости раздаточных печей составляет ±5°С, а допустимые от-
(по алюминию):
Усилие запирания, кН 400—1000 1600—2500 4000—6000
Вместимость печи, кг 75 100 150
Усилие запирания, кН 6300—8000 10 000—16 000 Св. 16 000
Вместимость печи, кг 250 400 600
21. Технические характеристики машин с горизонтальной холодной камерой
Параметр
Усилие запирания пресс-
форм, кН
Масса дозы алюминиевого
сплава, кг
Расстояние между колон-
колоннами (в свету), мм
Ход подвижной плиты, мм
Высота пресс-формы, мм:
наибольшая
наименьшая
Наибольшее усилие
прессования, кН
Наибольшая скорость
вспомогательного хода
пресс-плунжера, м/с
Давление прессования,
МПя*
наибольшее
наименьшее
Усилие выталкивания от-
ливкн, кН
Время одного вспомога-
вспомогательного цикла, с
Установленная мощность,
кВт
Габаритные размеры (дли-
(длина X ширина X высота),
мм
Масса, кг
прессования
Машины
средней мощности
711А07
1600
2,1
450
380
500
220
200
5
197
40
112
18,5
5940Х
X 1470Х
Х1400
8340
711Б08
2500
3,6
530
450
600
260
300
711Б09
4000
6,0
630
530
710
320
450
7
189
42
150
5
22
5950Х
Х1540Х
Х1900
10 650
189
42
240
30
7400Х
X1650Х
Х1900
19 300
тяжелые
711А10
6300
10,0
750
630
850
380
670
200
32
200
10
50,45
8700Х
Х3500Х
Х3150
28000
711112
10 000
18,0
950
800
1060
480
950
5
246
23
350
15
63,50
10 ОООХ
Х2 400Х
Х3 350
60 000
уникальные
71114
16 000
32,0
1 180
1000
1320
600
1500
238
21
530
17
65
12 350Х
Х2 950Х
Х3 800
100 000
71117
30 000
42,0
1320
1000
1800
670
1900
>
200
33
500
25
75
13 700Х
Х3 900Х
Х4 600
167000
22. Технические характеристики горизонтальных машин с холодной камерой прессования фирмы «Itajpresse» (Италия)
Параметр
Усилие, кН:
прессования
запирания
центрального выталки-
выталкивателя
Высота пресс-формы, мм:
минимальная
максимальная
Размеры плит, мм
Расстояние между колон-
колоннами, мм
Ход, мм:
подвижной плиты
центрального выталки-
выталкивателя
Максимальная площадь
(см2) отливки с давлением
на металл 35 МПа
Максимальная масса от-
отливки из алюминиевого
сплава, кг
Масса машины, т
Габаритные размеры ма-
машины (длина X высота X
X ширина), мм
IP 100
1175
1350
68
140
420
560X560
360X360
275
70
343
1,4
7,7
4147Х
X 1550Х
Х1210
IP 160
1860
2140
108
200
550
700X700
430X430
400
90
543
2,2
9,5
5087Х
X 1990Х
Х1680
IP 260
2940
3380
176
250
690
880Х 880
540X540
500
120
858
3,6
13,5
5777Х
Х2110Х
Х2040
IP 360
3925
4320
200
250
785
1010X1110
610X610
550
150
1143
5,3
17
656IX
X2150X
X2150
Модели машин
IP 500
5395
5930
285
365
865
1075X1100
690X690
630
170
1570
9,6
24
7195Х
Х2275Х
Х2720
IP 700
7360
8100
365
425 .
980
1255X 1265
775X775
750
180
2143
13,7
33
8198X
X2388X
X2860
IP 1000
10 800
11 880
480
475
1090
1500X 1520
945X945
950
220
3143
23
55
9602X
X2600X
X3500
IP 1250
13 235
14 565
558
475
1200
1650X 1660
1010X1010
1050
240
3855
26,4
65
10 177X
X2 850X
X3 680
Литье под давлением
349
Рис. 19» Машина литья под давлением IP 360 фирмы Italpresse (Италия) (холод-
(холодная горизонтальная камера прессования) с раздаточной печью
клонения температуры заливки ме-
металла ±10°С.
Дозирование жидкого металла, по-
подаваемого в камеру прессования, осу-
осуществляют с помощью специальных
дозаторов или вручную, мерным ков-
ковшом. Последние чаще всего применяют
для машин с усилием запирания до
4000 кН, когда порция жидкого ме-
металла мала. Требуемал точность дози-
дозирования составляет ±2,0 %. Чаще все-
всего применяют механические ковшо-
ковшовые дозаторы, использующие принцип
объемного отбора дозы. Пневматиче-
Пневматические и магнитодинамические доза-
дозаторы имеют преимущества, обусло-
обусловленные отсутствием подвижных частей
и отбором дозы из рафинированных
нижних слоев расплава, но их точ-
точность дозирования составляет ±3 %.
Характеристики наиболее часто ис-
используемых дозаторов приведены
в табл. 23.
Для смазки прессс-форм используют
манипуляторы, оснащенные блоками
распылительных форсунок. Смазочный
23. Дозаторы жидкого металла
Дозатор
Механический ДМ-4
Механический А9740
Пневматический Д630
Магнитодинамический МДН-6
Масса дозы, кг
мини-
минимальная
0,2
4,0
5,0
0,5
макси-
максимальная
6,0
18,0
50,0
50,0
Точность
дозиро-
дозирования, %
±2.0
±1,5
±3
±3
Потребляемая
мощность, кВт
До 1,0 (с печью —
до 50)
До 1,0 (с печью —
до 50)
40,0
25,0
850 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
24. Технические характеристики манипуляторов
для смазывания пресс-форм
Модель
мани-
манипулятора
ЛМС 63
ЛМС 80
ЛМС 100
Ход блока
форсунок,
мм
630
800
1000
Диапазон регулирования
исходного положения блока
форсунок, мм
по горизон-
горизонтали
0—280
0-280
0—300
по вертикали
0-200
0—200
0-280
Число
форсунок
5
7
9
Применяется
для машин с уси-
усилием запирания,
кН
1 600—2 500
4 000
6 300—10 000
25. Характеристики роботов-манипуляторов для удаления отливок
Модель робота-ма-
робота-манипулятора
ЛМ10Ц83.01
РМ2
А9720
ЛМ10Ц61.01
Грузо-
подъем-
подъемность, кг
10
6,3
20
10
Число
степеней
свободы
3
5
5
5
Ход захвата, мм
вдоль
машины
100
320
420
100
поперек
машины
500
800
1250
630
вверх
и вниз
400
340
Угол по-
поворота
захвата,
100
90
100
ПО
26
Сплавы
Цинковые
Алюминие-
Алюминиевые
Магниевые
Медные
. Дефекты отливок, вызванные плохим
Вид дефекта
Низкие
механиче-
механические свой-
свойства, кор-
коррозия отли-
отливок
Трещины
Привар
Трещины
Причины образования
дефекта
Избыток вредных приме-
примесей
Повышенное содержа-
содержание железа и магния
Низкое содержание же-
железа
Высокое содержание
алюминия, кремния или
бериллия
Высокое содержание цин-
цинка и кремния
качеством сплава
Способ устранения
Уменьшить содержание
примесей до 0,2 %
Уменьшить содержание
железа до 0,8 %, повы-
повысить содержание кремния
Повысить содержание же-
железа до 0,8—1,0 %
Снизить содержание алю-
алюминия, кремния или бе-
бериллия
Снизить содержание цин-
цинка и кремния, быстрее
удалять отливку из пресс-
формы
Литье под давлением
351
27.
Дефекты
Трещины
Узорчатая поверх-
поверхность, следы пото-
потоков металла
Приваривание
сплава к пресс-
форме
Задиры на поверх-
поверхности отливки
Нечеткие контуры
отливки
Газовые раковины
и пористость
Дефекты отливок при литье под давлением
Причины образования
Задержка раскрытия пресс-
формы, высокая температура
заливки металла, высокое
содержание вредных приме-
примесей (железа, цинка и олова—
в алюминиевых сплавах; бе-
бериллия и цинка — в магние-
магниевых сплавах), низкая темпе-
температура пресс-формы, прови-
провисание пресс-формы
Чрезмерно тонкий питатель
Холодная пресс-форма
Малая скорость прессования
Низкая твердость рабочей
поверхности пресс-формы
Местный перегрев пресс-фор-
пресс-формы
Плохая вентиляция формы
Малое давление прессования
Низкая температура пресс-
формы
Малое сечение питателей
Высокая скорость прессова-
прессования
Излишняя смазка пресс-фор-
пресс-формы
Нерациональная конструк-
конструкция литниковой системы (ма-
(малая толщина питателей, не-
неудачный подвод металла к
отливке)
Меры предупреждения
и устранения
Ускорить раскрытие пресс-
формы
Повысить темп работы
Укрепить пресс-форму. Сни-
Снизить содержание вредных
примесей. Повысить темп ра-
работы
Увеличить толщину питателя
Повысить темп работы
Повысить скорость прессо-
прессования
Воронить, азотировать рабо-
рабочую поверхность пресс-фор-
пресс-формы
Изменить подвод металла в
форму, повысить содержание
железа в сплаве
Увеличить число вентиляци-
вентиляционных каналов, установить
промывники
Повысить давление прессова-
прессования
Повысить темп работы
Увеличить сечение питателей
Снизить скорость прессова-
прессования
Уменьшить длительность
смазки
Улучшить литниково-венти-
ляционную систему (увели-
(увеличить толщину питателей, из-
изменить место подвода метал-
металла к отливке)
362 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Продолжение табл. 27
Дефекты
Увеличенные раз-
размеры отливки. Не-
Несоответствие гео-
геометрии отливки
требованиям чер-
чертежа
Усадочные рако-
раковины и пористость
Причины образования
Отход подвижной половины
формы при прессовании
Неправильное определение
величины усадки
Нетехнологичность кон-
конструкции отливки
Высокая температура залив-
заливки металла
Меры предупреждения
и устранения
Проверить усилие запирания
пресс-формы. Уменьшить
давление прессования
Уточнить выбранную вели-
величину усадки
Обеспечить равномерную тол-
толщину стенок отливки
Снизить температуру залив-
заливки металла
материал приготовляют в специаль-
специальном агрегате и подают насосом по
гибким рукавам к форсункам. Мани-
Манипулятор устанавливают на верхней
колонне или неподвижной плите ма-
машины литья под давлением. Для сма-
смазывания и обдува пресс-формы блок
форсунок вводится в разъем пресс-
формы; время смазывания и угол на-
наклона форсунок регулируются. Техни-
Технические характеристики автосмазчиков
приведены в табл. 24.
Для удаления отливки из рабочей
зоны машины также используют мани-
манипуляторы и промышленные роботы
(табл. 25). На машинах с усилием запи-
запирания пресс-форм более 12 500 кН
используют специальные съемники.
Характеристики манипуляторов и ро-
роботов приведены в табл. 25.
Комплексы оборудования для литья
под давлением имеют программное
управление, обеспечивающее совмест-
совместную работу отдельных агрегатов и уст-
устройств, возможность задания важней-
важнейших технологических параметров про-
процесса с пульта управления, автомати-
автоматическое поддержание значений задан-
заданных параметров с заданной точностью,
совместимость с цеховыми системами
АСУ ТП.
Дефекты отливок при литье под
давлением. Причины образования
дефектов при литье под давлением
могут быть связаны как с качеством
приготовления сплава, так и с нару-
нарушениями специфических технологи-
технологических требований, присущих данному
способу литья. Различают дефекты
в виде несплошностей тела отливки,
несоответствия геометрических разме-
размеров требованиям чертежа и дефекты
поверхности отливки. В табл. 26 при-
приведены дефекты отливок, вызванные
плохим качеством сплава; в табл. 27 —
специфические дефекты при литье под
давлением.
4. Литье по выплавляемым
моделям
Общие положения. Литье по вы-
выплавляемым моделям используют для
изготовления из любых литейных спла-
сплавов отливок массой от десятков грам-
граммов до сотен килограммов с толщиной
стенки 1 мм и более с шероховатостью
поверхностей от Rz = 20 мкм до
#а = 1,25 мкм (по ГОСТ 2789—73) и
точностью размеров, соответствующей
9—10-му квалитету (по ГОСТ 25347—
82). Литьем по выплавляемым моделям
изготовляют также сложные тонко-
тонкостенные конструкции, объединяют раз-
различные детали в компактные цельно-
цельнолитые узлы со сложными лабиринт-
лабиринтными полостями, не выполнимыми дру-
другими методами, снижают трудоемкость
и стоимость изготовления деталей.
Вследствие химической инертности и
высокой огнеупорности оболочко-
оболочковых форм создается возможность уп-
Литье по выплавляемым моделям
353
равлять процессом затвердевания отли-
отливок, т. е. использовать методы напра-
направленной кристаллизации.
Отливки по выплавляемым моделям
изготовляют практически из всех цвет-
цветных литейных сплавов: алюминиевых,
магниевых, медных, цинковых на осно-
основе никеля, тугоплавких металлов и
сплавов. При выборе сплава учиты-
учитывают требования к материалу отли-
отливок, группируют эти требования по
их значимости, исходя из назначения
и условий работы деталей. Предпочти-
Предпочтительнее использовать сплавы с мень-
меньшими объемной массой и содержанием
дорогих и дефицитных компонентов.
Для окончательного решения о пра-
правильности выбора сплава из него изго-
изготовляют опытные отливки и образцы
и проверяют соответствие свойств тре-
требованиям, предъявляемым к детали.
Выплавляемые модели для цветных
сплавов. Модельные составы класси-
классифицируют по числу компонентов, опре-
определяющих физико-механические, хими-
химические и технологические свойства
(табл. 28 и 29).
Характеристики и области приме-
применения различных модельных составов
следующие.
28. Классификация модельных составов
Продолжение табл. 28
Группа составов
1. Воскообраз-
Воскообразные выплав-
выплавляемые
2. На основе
натуральных
и синтетиче-
синтетических смол
с добавками
воскообразных
и других ком-
компонентов
3. Водораство-
Водорастворимые
Примеры составов
ПС, ПСЭ, ПЦБКо
(Р-3),
ПЦПэв (МВС-ЗА),
ПБПсм (ИПЛ-2),
ПБТТэ (ВИАМ-102)
КПсЦ,
КЦПэБн (МАИ-Зш)
КбБк,
КбНк (МОН-10К),
КбПвсМс (МПвс)
Группа составов
4. Компактные
и вспениваю-
вспенивающиеся термо-
термопласты, уда-
удаляемые из
оболочковых
форм выжи-
выжиганием
5. Легкоплав-
Легкоплавкие металлы
и сплавы
6. Смеси или
сплавы соста-
составов различ-
различных групп
7. Выплавляе-
Выплавляемые с тверды-
твердыми наполни-
наполнителями
Примеры составов
Полистирол блоч-
блочный, полистирол
суспензионный,
вспенивающийся
(например,
ПСВ-ЛД)
Ртуть, амальгамы
ртути (в практике
отечественного про-
производства не при-
применяются)
MB (мочевинно-
восковой состав,
например, смесь
расплавов карбами-
карбамида и состава
ПБТТэ)
РМ (смесь распла-
расплава Р-3 с порошком
карбамида), смесь
расплава воско-
воскообразного состава
с порошком синте-
синтетической смолы
Примечания: 1. В скобках
указаны торговые марки составов.
2. Условные обозначения: П —
парафин, С — стеарин, Ц — церезин,
Б — буроугольный воск, Т — торфяной
воск, Пс — полистирол (компактный),
ПсВ — полистирол вспенивающийся,
Пэ — полиэтилен, Пэв — полиэтилено-
полиэтиленовый воск (низкомолекулярный поли-
полиэтилен), К — канифоль, Кб — карба-
карбамид, Нк — нитрат калия, Нн — нитрат
натрия, Нин — нитрат натрия, Ко —
кубовый остаток горячего крекинга па-
парафина, Псм — пластичная смазка,
Св — сибирский воск, Мс — сернокис-
сернокислый магний, Пвс — поливиниловый
спирт, Бн — нефтяной битум, Б к — бор-
борная кислота, Тэ — триэтаноламин, 3 —
этил целлюлоза.
12 Ы. М. Галднн н др.
354 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
29. Модельные составы и их свойства
Марка состава
ПС
Р-3 (ПЦБКо)
ИПЛ-2
ИПЛ-60
(ИПЛ-СВ)
МВС-15 *
МВС-ЗА •
ПБСП
ПБПсм
ПБТТэ
ГЩБ
ПЦПэв
ПБЗВ
Содержание компонен-
компонентов, % (мае. доля)
Парафин 50; стеарин
50
Парафин 58—60; син-
синтетический церезин
20—24; кубовый ос-
остаток крекинга пара-
парафина 4—6; буроу-
буроугольный воск 10—14
Парафин 50—70; бу-
буроугольный воск 5—
35; пушечная смаз-
смазка 5—25
Парафин 60; буро-
буроугольный воск 17;
антистаритель
«Омск-Ь 23
Церезин 74—24; по-
полиэтиленовый воск
7,2—5; парафин —
остальное
Парафин 67,1; цере-
церезин 25,4; полиэтиле-
полиэтиленовый воск 7,5
Парафин 50—70; бу-
буроугольный воск
5—20; стеариновый
пек 15—40
Парафин 60; буро-
буроугольный воск 25;
пластичная смазка 15
Парафин 25; буро-
буроугольный воск 35;
торфяной воск 35;
триэта ноламин 5
Парафин 62; церезин
(марок 75—80) 25;
буроугольный воск
Парафин 67; церезин
25,5; полиэтиленовый
воск (марки ПВ-300)
7 ^
/ ,и
Буроугольный воск
15—30; защитный
воск (марки Зв-1-3)
50; парафин — ос-
остальное
;дел
чности
изгибе,
а
С с с?
1,8-
2,0
3,1-
4,0
3,8—
4,2
4,0-
4.5
4,5-
5,2
7,5
2,7
2,4-
4,0
4,7-
5,0
3,4
6,3
3,9
(в
5-
а
0,71-
1,21
0,54—
1,04
0,6—
1,5
0,7-
1,5
1,25
0,9—
1,0
0,62—
0,88
0,6-
1,0
0,9—
1,4
—
0,7-
1,0
0,65
лостой-
гь, °С
Теп
кос:
30
39
41
41
37
43
—.
30
35—40
32
43
37
пера-
а плав-
ия, °С
Тем
тур
лен:
1
47,5
77—84
78—79
75—80
79—83
76,9
75
75—80
75—85
75—85
75—80
70
ержание
:. доля)
Сод
ЗОЛ!
(мае
0,01—
0,05
0,12
0,075—
0,1
0,075—
0,2
0,03
0,02
0,2
0,075—
0,124
0,15—
0,3
0,1
0,02
Литье по выплавляемым моделям
365
Марка состава
ПБОЭ
пцзвсэпв
ПБТТэЭС
ПЦБКоМК
В-1 (ВИАМ-102,
ПБТТэ)
В-2
МАИ-Зш
(КЦПэБн)
КПсЦ
КПсЦ-М
Содержание компонен-
компонентов, % (мае. доля)
Окисленный олигомер
этилена 16—28; па-
парафин — остальное
Церезин 5,0—-25; по-
полиэтиленовый воск
2,0—8,0; сополимер
этилена с винилаце-
татом 2,0—15,0; за-
защитный воск 5,0—
20,0; парафин — ос-
остальное
Парафин 20—25; тор-
торфяной воск 15—30;
триэтаноламин 2—5;
эпоксидная неотвер-
жденная смола 2,5;
буроугольный
воск — остальное
Парафин 28—30; тор-
торфяной воск 5—7; син-
синтетический церезин
10—12; кубовый ос-
остаток крекинга па-
парафина 2—3; моче-
мочевина 45—50; кани-
канифоль 4—5
Парафин 25—35; бу-
буроугольный воск
45—35; торфяной
воск 45—35; триэта-
триэтаноламин 5
Парафин 24—26; бу-
буроугольный воск
34—37; торфяной
воск 35—38; триэта-
триэтаноламин 3—5
Канифоль 30; цере-
церезин 18; полиэтилен
1,6; нефтяной битум
0,4
Канифоль 50; поли-
полистирол 30; церезин
ол.
zu,
Канифоль 70—75;
полистирол 5—12; це-
церезин 18—20
Предел
прочности
при изгибе.
4,3—
7,9
4,5-
4,8
4,6
6,0
5,0-
5,6
6,0
6,2
7,5-
8,0
7,0—
7,2
Линейная
усадка, %
0,7
1,0-
1.5
0,85
0,5
0,9-
1,0
1,0
0.7
0,9—
1,0
0,8
Продолжение
Теплостой-
Теплостойкость, °С
38-54
50-54
—
38
30
26,5
35
40
Темпера-
Температура плав-
плавления, °С
73-79
—
83
60
90—100
97
90—92
(кап-
лепа-
дение)
140
табл. 29
Содержание
золы, %
(мае. доля)
—
0,25
—
0,25—
0,3
0,28
0,5—
0,8
0,3
0,4-
0,7
12»
358 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Марка состава
МПВС-2
(КбПвсМс)
МОН-10К
(КбНк)
Содержание компонен-
компонентов, % (мае. доля)
Карбамид 94—96,5;
поливиниловый
спирт 1,5—3,0; сер-
сернокислый магний
2,0—3,0
Карбамид 90; калие-
калиевая селитра 10
Предел
прочности
при изгибе,
МПа
12,0—
17,0
15,0—
19,0
Линейная
усадка, %
0,2-
0,25
0,09—
0,4
Продолжение
Теплостой-
Теплостойкость, °С
68—72
70—78
Темпера-
Температура плав-
плавления, °С
110
125
табл. 29
Содержание
золы, %
(мае. доля)
0.1-
0,15
0,15—
0,18
* Централизовано не выпускаются.
Группа 1 — составы, используемые
для изготовления моделей как из рас-
расплава, так и из паст; наиболее универ-
универсальны и широко распространены при
производстве отливок из цветных ме-
металлов и сплавов от единичного до се-
серийного производства, в том числе
со сложными внутренними полостями.
Группа 2 — составы, применяемые
для изготовления выплавляемых или
выжигаемых моделей. От составов
группы 1 эти составы отличаются более
высокой прочностью и теплоустой-
теплоустойчивостью. Недостаток модельных соста-
составов группы 2 — повышенная золь-
зольность и склонность к образованию тре-
трещин, плохая смачиваемость суспен-
суспензией, высокий коэффициент расшире-
расширения при нагреве. Применяют в основ-
основном в условиях мелкосерийного и опыт-
опытного производства.
Группа 3 — составы на основе кар-
карбамида, азотных и азотнокислых солей
щелочных металлов, гидратированных
сернокислых солей, плавящихся при
температуре не более 350 °С. Обла-
Обладают малой усадкой, хорошо раство-
растворяются в воде. Недостатки составов —
гигроскопичность, хрупкость, сравни-
сравнительно высокая температура плавле-
плавления (более 100 °С), значительная объ-
объемная масса (до 2100 кг/м3), непригод-
непригодность для повторного использования.
Составы этой группы применяют для
изготовления растворимых в воде
стержней и моделей тонкостенных
крупногабаритных отливок, для полу-
получения в выплавляемых моделях слож-
сложных каналов и полостей, не выполни-
выполнимых в пресс-форме с помощью метал-
металлических стержней.
Группа 4 — термопласты, из кото-
которых наиболее широко применяют ком-
компактный полистирол; ограниченное
применение имеет вспенивающийся по-
полистирол для получения выжигаемых
моделей в условиях массового про-
производства мелких отливок, а также
при серийном выпуске сравнительно
крупных тонкостенных и переменного
сечения отливок, например, лопаток
турбин протяженностью до 0,5 м. Со-
Составы этой группы находятся в стадии
разработки и освоения.
Группа 5 — составы, не применяе-
применяемые в СССР.
Группа 6 — модельные составы, со-
состоящие из водорастворимых (группа 3)
и воскообразных (группа 1) компонен-
компонентов, что позволяет улучшить такие
свойства составов, как гигроскопич-
гигроскопичность, хрупкость и склонность к взаи-
взаимодействию с формой из карбамидных
составов. При удалении моделей в го-
горячей воде повторно можно исполь-
использовать только воскообразную часть.
Группа 7 — составы с твердыми на-
наполнителями; основой являются со-
составы группы 1 „в которые вводятся
порошки синтетических смол или туго-
тугоплавких восков; обладают, малой ли-
линейной усадкой (см. табл. 29). При-
Литье по выплавляемым моделям
357
менение таких составов обеспечивает
повышение точности моделей, увели-
увеличение прочности и формоустойчивости.
Изготовление моделей. Предвари-
Предварительное приготовление многих модель-
модельных составов заключается в поочеред-
поочередном или одновременном расплавлении
составляющих, фильтровании распла-
расплавов и разливке их в формы-изложницы.
При подготовке выплавляемых мо-
модельных составов используют до 90 %
возврата, собранного при удалении
моделей из оболочковых форм. Соста-
Составы не следует перегревать более чем
на 50—60 °С выше температуры пла-
плавления.
Составы группы 1 на основе пара-
парафина, церезина и Других легкоплавких
материалов приготовляют в водяных,
глицериновых или масляных банях
с электрическим или газовым подогре-
подогревом, возможно применение термоста-
термостатов.
Для приготовления пастообразных
составов применяют установки (мод.
651 и 652А) с лопастными, поршне-
поршневыми и шестеренными смесителями.
Расплав охлаждается при одновре-
одновременном непрерывном перемешивании
до пастообразного состояния.
Тугоплавкие модельные составы на
основе канифоли (типов КПсЦ, МАИ)
приготовляют в поворотных электро-
электропечах.
Вначале расплавляют канифоль, за-
затем при температуре 140—160 °С доба-
добавляют воскообразные компоненты, по-
повышают температуру расплава до 200—
220 °С и вводят полистирол.
Модельные составы (группа 7) с твер-
твердыми наполнителями (РМ) пригото-
приготовляют в баках с глицериновой баней.
Расплавляют состав Р-3 в количестве
55—56 % общей массы состава.
В нагретую до 110°С массу вводят
измельченную канифоль D—5 %).
После полного расплавления кани-
канифоли расплав хорошо перемешивают.
Измельченный карбамид просеивают
через сито № 020, просушивают при
100—ПО °С и постепенно вводят в рас-
расплав Р-3 и канифоли при непрерывном
перемешивании в количестве 40 %
общей массы приготавливаемого
состава.
Изготовление моделей в пресс-фор-
пресс-формах состоит из подготовки пресс-форм,
введения в пресс-форму модельного
состава, выдержки модели до затвер-
затвердевания, разборки пресс-форм, извле-
извлечения моделей и охлаждения модели до
температуры производственного поме-
помещения.
Классификация пресс-форм, приме-
применяемых для изготовления выплавляе-
выплавляемых моделей, приведена в табл. 30.
Подготовка пресс-форм заключается
в очистке, смазывании рабочих поверх-
поверхностей, сборке, а в ряде случаев подо-
подогреве или охлаждении. Полость пресс-
формы для очистки обдувают сжатым
воздухом. Оставшийся модельный со-
состав в пресс-форме удаляют деревян-
деревянными счищалками. Затем пресс-формы
протирают марлевыми или ватными
тампонами. В качестве смазочного
материала используют чистое транс-
трансформаторное масло или касторовое
масло с этиловым спиртом в соотноше-
соотношении 1 : 1. В условиях массового про-
производства пресс-формы на полуавто-
полуавтоматических и автоматических агрегатах
смазывают обдувкой их масляной
эмульсией.
Оптимальная температура пресс-
форм составляет 22—28 °С; перегретые
пресс-формы охлаждают с помощью
натурального или искусственного льда,
обдувкой и водой.
Способы изготовления моделей в
пресс-формах приведены в табл. 31.
Для получения штучных отливок
пресс-формы можно изготовлять обра-
обработкой резанием из блоков вспененного
полистирола.
Сборка моделей в блоки может быть
осуществлена припаиванием моделей
деталей к модели литниковой системы
с помощью подогретого ножа, шпателя
или паяльника ЭТ-П (ГОСТ 7219—83),
имеющего наконечник в виде лезвия
ножа. Стояк в этом случае закрепляют
в горизонтальном положении. При
сифонном подводе металла к стояку
также припаивают коллекторы. Место
спая необходимо зачищать, выполняя
плавные переходы от питателя на
модели к сопрягаемому с ним эле-
элементу литниковой системы.
Сборку в кондукторе применяют,
как правило, для соединения в блок
моделей деталей из плохо спаивающих-
спаивающихся модельных составов (типа КбНк
90-10). При этом исключается припаи»
358 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
30. Классификация пресс-форм для изготовления выплавляемых моделей
Классификацион-
Классификационный признак
Точность
Сложность
Материал пресс-
форм
Способ изготов-
изготовления пресс-форм
Способ заполне-
заполнения модельным
составом
Группа пресс-форм
С высокоточными (до 8-го
квалитета) размерами
С точными (до 12-го квали-
квалитета) размерами
С четким воспроизведением
контуров эталона
Простые
Средней сложности
Сложные
Неметаллические (пластмас-
(пластмассовые, гипсовые, цементные,
резиновые, деревянные)
Металлические (свинцово-
оловянные, цинковые, алю-
алюминиевые, стальные)
Комбинированные (в основ-
основном с металлическими встав-
вставками)
Изготовляемые по мастер-
модели (литьем, напылени-
напылением, гальванопластикой)
Обработкой резанием алю-
алюминиевых сплавов и сталей
Комбинированные способы
изготовления
Свободная заливка
Заливка под давлением
Заполнение под давлением
пастообразными модельны-
модельными составами
Область применения
Турбинные лопатки, ротор-
роторные колеса и другие детали
высокой точности
Детали общего машинострое-
машиностроения
Художественное литье
В зависимости от сложности
отливок, степени механиза-
механизации, числа гнезд в пресс-фор-
пресс-форме
Единичное и мелкосерийное
производство
Серийное и массовое произ-
производство
Мелкосерийное и серийное
производство
При отработке процесса, спе-
специальные случаи, художе-
художественное литье, мелкосерий-
мелкосерийное производство
Массовое и серийное произ-
производство деталей машин
Серийное производство дета-
деталей машины
Производство элементов лит-
литниковой системы и полых мо-
моделей
Изготовление полых и сплош-
сплошных моделей
Изготовление моделей и мо-
модельных звеньев
Литье по выплавляемым моделям
359
Продолжение табл. 30
Классификацион-
Классификационный признак
Способ охлажде-
охлаждения
Механизация
Число одновремен-
одновременно получаемых
моделей
Положение пло-
плоскости разъема
Группа пресс-форм
На воздухе или в воде
Водой, протекающей по ка-
каналам в стенках пресс-форм
Ручные
Механизированные
Автоматизированные
Одноместные (одногнездные)
Многоместные (многогнезд-
ные)
С вертикальным разъемом
С горизонтальным разъемом
Область применения
Единичное и серийное про-
производство
Массовое производство
Единичное и малосерийное
производство
Серийное и массовое произ-
производство
Массовое производство
Единичное и серийное про-
производство крупногабарит-
крупногабаритных отливок
Массовое производство
Пресс-формы для автоматов
Ручные и механизированные
пресс-формы
вание вручную, обеспечивается проч-
прочное соединение моделей детали и лит-
литниковой системы.
Сборку моделей в блоки на металли-
металлический стоя к-каркас осуществляют ме-
механическим скреплением звеньев, из-
изготовленных в многоместных пресс-
формах, с частью модели стояка —
втулкой. Конструкции стояков-кар-
стояков-каркасов очень разнообразны. Этот спо-
способ применяют при крупносерийном
и массовом производстве.
Модели, не поддающиеся припаива-
нию (например, из полистирола), меха-
механически скрепляют ласточкиным хво-
хвостом. На модели литниковой системы
делают паз, а на модели детали —
щип.
Особенности изготовления форм.
Основой литья по выплавляемым моде-
моделям является неразъемная, горячая,
негазотворная, газопроницаемая, жест-
жесткая, с гладкой контактной поверх-
поверхностью и точная оболочковая форма.
Оболочковые формы можно подразде-
подразделить на два типа: многослойные, полу-
получаемые нанесением суспензии с после-
последующей обсыпкой и сушкой; двух-
двухслойные, получаемые электрофорети-
ческим способом (рис. 20).
Особенность изготовления оболоч-
оболочковых форм заключается в сложности
технологического процесса и оборудо-
оборудования; выборе формовочных материа-
материалов, обладающих специфическими
свойствами, которые должны обеспе-
обеспечивать получение из любых сплавов
отливок с поверхностями высокого
качества; удалении модели без нару-
нарушения целостности оболочек, что обе-
обеспечивает повышенную геометрическую
точность отливок; уменьшении газо-
творной способности оболочки прока-
прокаливанием при 800—1100°С, способ-
S60 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
31. Изготовление моделей в пресс-формах
Способ заполнения
пресс-формы модель-
модельным составом
Свободная заливка:
парафино-стеа-
риновых составов
композиций на
основе карбами-
карбамида
Запрессовка пасто-
пастообразных компо-
композиций:
типа ПС, Р-3,
ИПЛ-2
В-1, В-2
МАИ-ЗМ
КПс-Ц
С применением ва-
вакуума и давления
С применением
давления
Темпера-
Температура со-
состава, °С
70—90
135—140
40—60
51-54
83—87
175—180
175—180
Давление
запрес-
запрессовки,
МПа
0,15—
0,35
0,15—
0,35
0,1—0,4
—
10—12
Область приме-
применения способа
заполнения
пресс-формы
Единичное и
мелкосерийное
производства
Опытное
производство
Мелкосерийное
производство
Массовое
и серийное
производство
Мелкосерийное
и среднесерий-
среднесерийное производ-
производство
Мелкосерийное
производство
Операция (по степени
механизации)
Ручная
Ручная (обычно при-
применяют шприцы писто-
пистолетного типа различ-
различных конструкций,
емкостью на несколько
пресс-форм)
Механизированная
(установки с шестерен-
шестеренными насосами)
Автоматизированная
карусельный автомат
653, производитель-
производительностью 190—360 звень-
звеньев в час, карусельные
столы
Механизированная
(рычажные, винтовые,
пневматические и гид-
гидравлические прессы)
ствующим лучшей заполняемости ме-
металлом.
При изготовлении двухслойных обо-
оболочек электрофоретическим способом
первый (облицовочный) слой получают
смачиванием блока моделей суспен-
суспензией окунанием с последующей обсып-
обсыпкой зернистым материалом. Перед
нанесением второго (форетического)
слоя первый слой обязательно смачи-
смачивают суспензией, содержащей элек-
электролит (проводник второго рода, на-
например, соляную кислоту) со связую-
связующим (например, кальций-алюмохро-
мофосфатом), и обсыпают зернистым
материалом. Первый слой — токо-
проводящий. Второй слой осаждают
на первый в электролизере из форети-
ческой грубодисперсной суспензии (см.
рис. 21) и обсыпают зернистым мате-
материалом. После наращивания второго
слоя оболочку сушат. Если необхо-
Литье по выплавляемым моделям
361
Рис. 20. Схема электрофоретического
способа изготовления двухслойных обо-
оболочек:
1 — блок моделей; 2 — облицовочный и
токопроводящий слой со связующим рас-
раствором; 3 — форетический слой; 4 — форе-
тическая суспензия; 5 — водоохлаждае-
мый гидролизер из коррозионно-стойкой
стали
дима оболочка с толщиной стенки
более 6—8 мм, то после сушки первых
двух слоев на блок наносят еще два
слоя.
Классификация оболочковых форм
(табл. 32) выполнена с учетом изме-
изменения линейного расширения образца
оболочки при нагревании, конструк-
конструкции формы и ее химических свойств.
Оболочка состоит из 95—97 % (мае.
доля) основы и связующего.
Формовочные материалы для полу-
получения оболочек содержат: основу, свя-
связующее, растворители, добавки. Основа
может быть пылевидной (для суспен-
суспензий) и зернистой (для обсыпки слоев
суспензий на блоках моделей). Мате-
Материалы основы являются оксидами или
их соединениями (табл. 33).
В качестве связующих материалов
при изготовлении оболочковых форм
используют тугоплавкие неоргани-
неорганические окислы или соединения окис-
окислов, образующихся из связующих
растворов при сушке и прокаливании
оболочек. Связующие материалы имеют
также кислотные, амфотерные и основ-
основные свойства (табл. 34).
Органические растворители — раз-
разбавители (РР), как правило, содер-
содержат воду, которую необходимо учиты-
учитывать при расчетах состава связующих
(табл. 35).
Оптимальным считается время обсы-
обсыхания одного слоя формы, равное 30 с,
т. е. время, в течение которого к бло-
блокам благодаря суспензии еще хорошо
прилипают обсыпочные зерна.
Расчет РР проводят по формуле
РР = (SiO2KTc/(SiO2)CB-(l + X),
где (SiO2KTC и (SiO2)CB — содержание
SiO2 [% (мае. доля)] соответственно
в ЭТС и связующем растворе; X —
количество воды, кг.
В пылевидный материал при подго-
подготовке шликера необходимо вводить
добавки: в связующий раствор при его
приготовлении; в суспензию при сме-
смешении связующего раствора с пыле-
пылевидной составляющей; в обсыпочный
материал; в ванны с горячей водой для
выплавления моделей (табл. 36).
При изготовлении оболочек из вод-
водно-спиртовых (водных) суспензий ис-
используют также поверхностно-актив-
поверхностно-активные вещества (ПАВ). ПАВ улучшают
смачиваемость моделей и уменьшают
вязкость суспензий. Добавка 0,08—
0,2 % (мае. доля) поливинилбутираля
к связующим типов Орг-1 и Орг-2 по-
повышает сендиментационную устой-
устойчивость суспензий, газопроницаемость
и прочность оболочек.
Количество X воды, необходимое для
получения связующего раствора из1 кг
ЭТС, находят из выражения
X = 0,004 am,
где а — содержание этоксильных
групп в ЭТС, % (мае. доля); т — ко-
количество молей воды на одну этоксиль-
ную группу.
Керамические оболочки. При изго-
изготовлении керамических оболочек при-
приготовляют связующее и суспензию,
смачивают суспензией блок модели,
обсыпают их зернистым огнеупором
и сушат оболочки.
Связующий раствор получают гидро-
гидролизом ЭТС водой. ЭТС и вода, а также
продукты гидролиза хорошо раство-
растворяются в спиртах и ацетоне. Поэтому
связующие растворы являются смесью
подкисленной воды со спиртом или аце-
ацетоном. В качестве катализатора приме-
применяют соляную кислоту.
362 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
32. Классификация оболочковых форм
т
Si
S)
Форма
Истинно
оболочко-
оболочковая
Оболочко-
Оболочковая
Линейное
расшииение
(%) при
20—1000 °С
0,04
0,4
Материал
формы
Аморфный
кварц SiO2
Электро-
Электрокорунд у
А12О3
Шамот вы-
сокоглино-
сокоглиноземистый
Свойства
окислов
Кислые
Амфо-
терные
Разновид-
Разновидность формы
/
II
Характеристики форм
Прокаливаются лю-
любым способом с воз-
возможно большей ско-
скоростью нагрева, рас-
расплав заливают в горя-
горячие или охлажденные
оболочки; трещины
не образуются
Прокаливаются 2—
3 ч с постепенным на-
нагревом, расплав зали-
заливают только в горя-
горячие оболочки, при
быстром прокалива-
прокаливании или заливке ох-
охлажденных оболочек
образуются трещины
Литье по выплавляемым моделям
363
Продолжение табл. 32
Форма
Оболочко-
Оболочковая с сыпу-
сыпучим напол-
наполнителем
Оболочко-
Оболочковая с проч-
прочным напол-
наполнителем
Линейное
расширение
(%) при
20 —1000 °С
1,1
1,4
Материал
формы
Магнезит
MgO
Кристал-
Кристаллический
кварц SiO2
Свойства
окислов
Основ-
Основные
Кислые
Разновид-
Разновидность формы
III
(а — без
торцового
наполните-
наполнителя; б —
с торцовым
наполните-
наполнителем)
IV
(а — в опо-
опоках; б —
без опок)
Характеристики форм
Не выдерживают рез-
резкого изменения тем-
температуры, вследствие
чего оболочки зафор-
мовывают в сыпучий
опорный наполнитель
Формы с прочным на-
наполнителем
33. Материалы основы оболочковой формы (порошка)
Материал и химическая формула
Химические
свойства
Кислые
Амфотерные
Основные
Слабокис-
Слабокислые
»
Амфотерные
Физические
*ПЛ'
°С
1713
1713
2050
2800
1545
1800
1810
1810
р,
кг/м8
2650
2200
3900
3870
3250
4570
—
свойства
Коэффи-
Коэффициент ли-
линейного
расшире-
расширения а- 10е,
13,7
0,5
8,6
13,5
_
5,1
5,3
4,5-5-5,7
Удельная
поверх-
поверхность пы-
пылевидного
материа-
материала, м2/кр
Окислы
Кристаллический кварц SiO J1
Плавленый (аморфный) кварц
HKCSiO2*i .
Белый электрокорунд аА12О J2
Оксид магния (магнезит) MgO *3
Соединения оксидов
Дистенсиллиманит Al2O3-SiO J1
400—600
400—600
600—700
500—600
— 500—600
600—800
Циркон ZrO2-SiO J3
Высокоглиноземистый шамот
3Al2O3.SiO2*s
Муллит 3Al2O3-SiO*8
Примечания: 1. Самой низкой стойкостью в вакууме обладает магнезит.
2. Температуры плавления указаны для чистых окислов.
3. Рекомендуемая дисперсность, мм: пылевидных материалов — не более
0,05, обсыпного материала: первого слоя — 0,1—0,16 и последующих слоев —
0,315-1,0.
4. Для дистенсиллиманита и муллита указаны температуры диссоциации
для А12О3 и вязкой эвтектической жидкости (SiO2).
*х Основа оболочек для сплавов Al, Mg, Си.
*? Основа оболочек для тугоплавких сплавов и Ti.
*3 Основа оболочек для сплавов Си, Ni, тугоплавких, кроме Ti.
364 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
34. Характеристики исходных связующих материалов
Исходные материалы
Этилсиликат (ЭТС)
марок 30, 40, 50
Фосфаты (соли орто-
фосфорной кислоты)
Сочетание ЭТС с фос-
фосфатными связующими
Бихромат аммония
Оксихлорид хрома
Азотнокислый кальций
Содержание
связующего
окисла, %
(мае. доля)
32—50
—
Сумма
10—12
—
Применяемые
растворители
Органические
(например,
спирт или
ацетон)
Вода
Спирт, вода
Метиловый
спирт
Связующий оксид
Химическое
свойство
Кислый
Амфотерный
Основной
Температура
плавления
или разло-
разложения, °С
1713
1600
1700
2135
2800
Примечания: 1. В основном исходные материалы являются жид-
жидкостями, азотнокислый кальций — кристаллическая соль.
2. Метиловый спирт ядовит.
35. Характеристики РР
рр
Этиловый спирт:
ректификат С2НбОН
сырец С2НБОН
гидролизный С2НбОН
синтетический
Эфироальдегидная фракция
(ЭАФ)
Изопропиловый спирт С3Н7ОН
Технический ацетон С3НвО
Метиловый спирт СН3ОН
Примеси, %
(мае. доля), не более
Вода
Вода, сивушные мас-
масла
Вода
Метиловый спирт
1,5; сивушные ма-
мала 2; эфир 30
Вода 14
Точка
кипения,
°С
78
78,5
82,4
56,5
64,1
Плотность,
кг/м*
790
780
790—800
790
Литье по выплавляемым моделям
365
36. Добавки, улучшающие
Введение добавки
При подготовке шли-
шликера из пылевидного
материала
При гидролизе ЭТС
При гидролизе ЭТС
в воду
В начале приготовле-
приготовления водно-спиртовой
суспензии со связую-
связующим из ЭТС
За 10—12 мин до окон-
окончания приготовления
суспензии
После приготовления
суспензии
При приготовлении
суспензии
Добавка
Соляная
кислота
Вода
Соляная кисло-
кислота
Сернокислый
алюминий
Поверхностно-
активные ве-
вещества: мета-
упон, сульфе-
нол, ДНС
Поливинилбу-
тираль (раствор
в спирте)
ВЖС (высшие
жирные спирты
Закись-оксид
кобальта
свойства оболочковых форм
Примерное коли-
количество добавки,
% (мае. доля)
По расчету ¦
0,1 к связую-
связующему раствору
До 0,22 к пы-
пылевидной со-
составляющей
суспензии
0,08—0,5 к
связующему
типов Орг-1,
Орг-2
0,5-1,2
2,5 к корундо-
корундовой суспензии
Назначение
Нейтрализация при-
примесей
Получение связующе-
связующего из ЭТС 40 или
ЭТС 32
Катализатор гидро-
гидролиза и поликонденса-
поликонденсации
Повышение стабиль-
стабильности связующих рас-
растворов и суспензий ти-
типов Орг-1, 2, 3
Смачивание моделей
суспензий, разжиже-
разжижение суспензии
Повышение сендимен-
тационной устойчиво-
устойчивости суспензий и газо-
газопроницаемости обо-
оболочек
Уменьшение испаре-
испарения ацетона на блоках
моделей и в ванне с
суспензией
Повышение механиче-
механических свойств и свари-
свариваемости жаропроч-
жаропрочного сплава при за-
заливке в вакууме
* Необходимую массу (г) соляной кислоты на 1 кг пылевидного материала
определяют по формуле
Л*НС1= P,7+10)*Fef
где х Fe — содержание железа в пылевидном огнеупоре, % (мае. доля).
366 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Продолжение табл. 36
Введение добавки
В обсыпочный мате-
материал
В горячую воду
(~ 100 °С) для выплав-
выплавления моделей
Добавка
Карбонат
кальция
Поваренная
соль
Контакт Пе-
Петрова
Примерное коли-
количество добавки,
% (мае. доля)
40—50 к обсып-
обсыпке
До 50 к обсыпке
0,1—0,2 объема
воды
Назначение
Разупрочнение в воде
оболочек на алюми-
алюминиевых отливках
Предупреждение омы-
омыления модельных со-
составов, защита ванн
от коррозии
Связующий
раствор
Орг-1
Орг-2
Орг-З
ВС-1
ВС-2
ВС-3
ВС-1-К
ВС-2-Ф
ВС-З-ФК
ВС-4-АЖФ
ВС-5-АХФ
37. Классификация
РР
Спирт,
ацетон
или их
смесь
Вода
Способ при-
приготовления
Раздельный
Совмещен-
Совмещенный
Раздельный
Совмещен-
Совмещенный
связующих растворов ЭТС
Степень
гидролиза
т_ н,о
0,25—0,35
0,56—0,7
0,65—0,7
—
По рас-
расчету
"к"
8*1
22—16
15—16
16—14
16—14
18—20
12—6
12—8
14—9
9—6
10—8
10—8
о я 2
Антиис-
Антииспаритель
До 1,2
До 0,25
смачи-
смачивателя
До 0,1
смачи-
смачивателя
Состояние
раствора
Истинный рас-
раствор полиэто-
ксисиланов
Смесь истинных
растворов по-
лиэтоксисила-
нов и коллоид-
коллоидных растворов
Преимуще-
Преимущественно колло-
коллоидные системы
Смесь золей
SiO2 и полиэто-
ксисилоксанов
Обозначения: К — кремнезоль; Ф —
алюможелезофосфат; АХФ — алюмохромфосфат.
фосфорная кислота; АЖФ —
Литье по выплавляемым моделям
367
Связующие растворы и суспензии го-
готовят в смесителях конструкции
НИИТАвтопрома с частотой враще-
вращения крыльчатки 2800 об/мин.
Приготовление связующих раство-
растворов. Растворы ЭТС подразделяют на
органические, водно-спиртовые и вод-
водно-спиртовые с упрочняющими добав-
добавками (табл. 37).
Органические связующие растворы
получают введением органических РР
(спирта, ацетона или их смесей). Вод-
Водно-спиртовые растворы получают вве-
введением воды в качестве разбавителя
(спирт выделяется при гидролизе ЭТС).
Упрочняющие добавки в водно-спир-
водно-спиртовые растворы вводят на стадии гид-
гидролиза ЭТС.
Для приготовления растворов типа
Орг-1 рассчитывают количество воды
(X), соляной кислоты (К) и РР на 1 кг
ЭТС для получения требуемого услов-
условного содержания SiO2 в связующем.
РР делят на две равные части, одной
частью разбавляют ЭТС, а другой —
подкисленную воду. Затем их сливают
в охлаждаемый бак работающего гид-
гидролиза. Температуру раствора поддер-
поддерживают в пределах 43—47 °С. Когда
температура раствора начинает умень-
уменьшаться, перемешивание прекращают,
т. е. процесс гидролиза окончен.
Растворы Орг-2 и Орг-3 готовят
следующим способом: в гидролизер
заливают ЭТС, органический РР и
подкисленную воду, а затем активно
перемешивают.
Приготовление суспензии проводят
двумя способами: раздельным и сов-
совмещенным.
При раздельном способе пылевид-
пылевидную составляющую замешивают в го-
готовое связующее; при совмещенном
способе получение связующих совме-
совмещено с приготовлением суспензии.
Классификация суспензий приведена
в табл. 38.
Суспензии со связующим Орг-1 при-
приготовляют раздельным способом. В ба-
баке смесителя со связующим замеши-
замешивают пылевидную составляющую в те-
течение 40—60 мин, а через 20 мин изме-
измеряют условную вязкость с помощью
вискозиметра ВЗ-4. За 5—7 мин до
окончания перемешивания вводят ан-
антииспаритель. Частота вращения
крыльчатки смесителя 2800 об/мин.
Суспензию ВС-1 готовят в баке сме-
смесителя, заливая в него подкисленную
воду, количество которой определено
расчетом. Затем включают крыльчатку
смесителя и при активном перемеши-
перемешивании воды вливают ЭТС, разбавляя
водой суспензию до получения в смеси
12—16 % SiO2. В образовавшуюся
эмульсию замешивают пылевидную со-
составляющую.
В другом случае готовят отдельно
эмульсию на основе подкисленной воды
и ЭТС (содержание SiO2 составляет
32—34 %). Затем эмульсию, переме-
перемешивая быстро, вливают в шликер
(смесь воды с пылевидной составляю-
составляющей). Время приготовления суспензии
50—60 мин.
Суспензии ВС-2 и ВС-3 готовят
совмещенным способом. В подкислен-
подкисленную соляной кислотой воду вводят
0,2—0,25 % (мае. доля) ПАВ. Вклю-
Включают смеситель и эту воду заливают
в бак смесителя, засыпают пылевидную
составляющую и после кратковремен-
кратковременного перемешивания вливают ЭТС,
продолжая перемешивание еще 50—
60 мин. Температура суспензии не
должна превышать 35 °С.
Технология приготовления суспен-
суспензий типа В К следующая:
ВС-1-К — кремнезоль разбавляют
водой до содержания в растворе SiO2
в количестве 2,5—5 % (мае. доля) и
вливают его в смеситель; при переме-
перемешивании вводят соляную кислоту до
рН = 1-~2, затем насыпают пылевид-
пылевидную составляющую и после кратко-
кратковременного перемешивания вливают
ЭТС в таком количестве, чтобы в жид-
жидкой составляющей было 8—10 % (мае.
доля) SiO из ЭТС; перемешивают 40—
60 мин. За 3—5 мин до окончания
перемешивания вводят ПАВ;
ВС-2-Ф — в бак смесителя вливают
подкисленную воду, ПАВ, фосфорную
кислоту и всыпают 2/3 необходимого
количества пылевидного кварца, а за-
затем постепенно вливают ЭТС; вводят
оставшийся пылевидный кварц и пере-
перемешивают 50—60 мин;
ВС-3-ФК — кремнезоль разбавляют
водой до содержания в растворе SiO2
в количестве 2,5—6 % (мае. доля),
в бак смесителя вливают подкисленную
воду, ПАВ, фосфорную кислоту и
раствор кремнезоля, при перемешива-
868 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
38. Классификация суспензий со связующим из ЭТС
Тип раство-
раствора связую-
связующего
Орг-1
Орг-2
Орг-3
ВС-1
ВС-2
ВС-1-К
ВС-2-Ф
ВС-З-ФК
ВС-4-АЖФ
ВС-5-АХФ
Раство-
Растворитель
Спирт
ЭТИЛО-
ЭТИЛОВЫЙ,
ацетон
или их
смесь
Вода
SiOt
из этил-
силиката,
% (мае.
доля)
12-20
9—12
18-22
12—18
14—16
14—16
9—12
12—20
8—10
9-14
6-9
8—10
Добавка
Антииспа-
Антииспаритель
Без доба-
добавок
Смачива-
Смачиватель
Кремнезоль
Фосфорная
кислота
Фосфорная
кислота
и кремне-
кремнезоль
Алюможе-
лезофосфат
Твердая
составляю-
составляющая суспен-
суспензии
Электро-
Электрокорунд
Кристал-
Кристаллический
кварц
нкс
Электро-
Электрокорунд
Кристал-
Кристаллический
кварц
нкс
Кристалли-
Кристаллический
кварц
Живу-
Живучесть,
сут.
30
3—2
12—10
12—10
6—4
7—5
7—5
—
ои при
900 °С,
МПа
12—14
6—8
9—11
12—16
10—12
6—8
8—10
10—12
12—13
8—10
12—14
—
Примечания: 1. Непрозрачное кварцевое стекло применяют со всеми
связующими.
2. рН растворов поддерживают равным 1,5—2.
3. Суспензию Орг-1 готовят раздельным способом, а остальные суспензии —
совмещенным способом.
4. Условную вязкость суспензий по вискозиметру ВЗ-4 для первого и по-
последующего слоев подбирают в зависимости от применяемой суспензии.
Литье по выплавляемым моделям
869
иии всыпают */з пылевидной составляю-
составляющей и затем постепенно вливают ЭТС
из расчета, чтобы в жидкой составляю-
составляющей содержалось 9—6 % (мае. доля)
SiO* из ЭТС; вводят оставшуюся часть
пылевидной составляющей и переме-
перемешивают 50—60 мин;
ВС-4-АЖФ и ВС-5-АХФ — отли-
отличается от приготовления суспензии
ВС-2-Ф тем, что вместо фосфорной
кислоты вводят в растворы готовые
фосфаты.
Смачивание блоков моделей суспен-
суспензией. Для смачивания блоки моделей
медленно погружают в суспензию и
также медленно поворачивают в сус-
суспензии в различных направлениях.
Извлекая блок из суспензии, его пово-
поворачивают в различных направления»
с такой скоростью, чтобы излишек
суспензии успел стечь и она равномер-
равномерным слоем покрыла поверхности моде-
моделей. Далее на слой суспензии немедлен-
немедленно наносят зернистый обсыпочный ма-
материал.
Последний слой оболочки наносят
без последующей обсыпки зернистым
материалом, что несколько повышает
общую прочность оболочки и предо-
предотвращает осыпание поверхностных зе-
зерен при выплавлении моделей.
Обсыпка блоков зернистым огнеупо-
ром осуществляется:
в барабанных или элеваторных пес-
косыпах «дождеванием», когда падаю-
падающие зерна обсыпки равномерно вне-
внедряются в толщу слоя суспензии;
в псевдокипящем слое.
Сушка оболочек (табл. 39) прово-
проводится:
при атмосферном давлении в кон-
конвейерных или камерных горизонталь-
горизонтальных и вертикальных сушилах с конди-
кондиционированием воздуха или добавле-
добавлением 0,5—0,8 % (объем, доля) газо-
газообразного аммиака, в вытяжных шка-
шкафах, камерах с выкатывающимися
тележками;
в вакууме при наличии паров аммиа-
аммиака (остаточное давление 2000—1300 Па)
Выплавление моделей. Воскообразные
модели выплавляют, солевые — раст-
растворяют, а пенополистироловые — вы-
выжигают (табл. 40).
Перед выплавлением моделей и из-
извлечением металлического стояка тор-
торцевой слой оболочки на воронке отре-
отрезают абразивным отрезным кругом.
39. Режимы сушки одного слоя (кроме первого)
многослойных оболочек на блоках моделей
Связующий
раствор
Орг-1
Орг-2
Орг-3
Все типы ВС
(см. табл. 37)
Давление.
МПа
0,1
0,004—0,005
0,1
Влаж-
Влажность
воздуха,
60—96
До 80
50—60
40—50
Скорость
воздуха,
м/с
2-3
Отсасы-
Отсасывание
3—5
Продолжительность, мин
удаления
влаги
60
20
120—150
обработки
аммиаком
30
10
—
общего
цикла
100—100
45—60
120—150
Примечания: 1. Температура сушки оболочек на блоках воскообраз-
воскообразных моделей принята 20—24 °С. При использовании пенополистироловых мо-
моделей температура сушки может быть приблизительно 70 °С, что позволяет со-
сократить продолжительность сушки.
2. Продолжительность сушки первого облицовочного слоя составляет 60—
70 % указанной в таблице.
3. Продолжительность проветривания слоя 20 мин.
370 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
40. Способы удаления моделей
Способ удаления
модели
Выплавление вос-
воскообразных моде-
моделей
Растворение соле-
солевых или пенопо-
листироловых мо-
моделей
Выжигание пено-
полистироловых
моделей
Теплоноси-
Теплоноситель или ра-
растворитель
Перегре-
Перегретый пар
ТВЧ
Полигли-
коли
Модельный
состав
Вода
Горячий
воздух *
Вода
Ацетон
толуол *
Газ, печи
Режим удаления
модели
темпера-
температура, °С
-140
—
200
120
100
150—300
20—30
500
и более
продол-
житель-
жительность,
мин
5—7
7—10
3—5
8—12
10—15
10—15
60—90
10—20
Вероятность
образования
трещин
в оболочке
Незначи-
Незначительная
Малая
Средняя
Большая
Незначи-
Незначительная
Связующее
оболочки,
обсыпка
Любые
Не раство-
растворимые
в воде
Любые
Не раство-
растворимые в во-
воде
Любые
* Применяют при выплавлении заформованных блоков, особенно крупно-
крупногабаритных (более 500 мм).
41. Сыпучие опорные наполнители
Наполнитель (примерный размер
зерен наполнителя, мм)
1. Шамотный порошок @,2—1)
2. Шамотный порошок @,2—1)
с борной кислотой
Содержание
компонента,
% (мае. доля)
100
99—98
1—2
Назначение
Четырехслойные оболочковые
формы для отливок с габаритны-
габаритными размерами до 100 мм
Оболочковые формы для отливок
с поверхностями более 100 X
X 100 мм
Литье по выплавляемым моделям
371
Продолжение табл. 41
Наполнитель (примерный размер
зерен наполнителя, мм)
3. Порошок ИКС B—1)
4. Размолотые и просеянные
через сито 2 мм остатки залитых
оболочек
5. Зернистый электрокорунд
@,1-0,22)
Содержание
компонента,
% (мае. доля)
100
Назначение
Формовка горячих крупногаба-
крупногабаритных оболочек в горячем
псевдосжиженном слое
42. Твердеющие опорные наполнители
Компоненты
наполнителя
Содержание, %
(мае. доля)
Компоненты
наполнителя
Содержание, %
(мае. доля)
1. Цемент глиноземи-
глиноземистый марки 500
Песок кварцевый
1К020
Вода
12—15
88—85
30—40
(сверх 100)
2 * Пульвербакелит
(смола № 104)
Песок 1К020
Смачиватель песка
1,0—1,5
99—98,5
0,5—0,6
(сверх 100)
* Формовку составом 2 необходимо производить в опоки с дном.
Модели удаляют из оболочек или форм
после формовки блоков.
Формовка оболочковых форм. При-
Применяют следующие методы формовки:
прокаливание и заливка оболочек без
опорного наполнителя; формовка хо-
холодных (после выплавления моделей)
оболочек, прокаливание и заливка их
в наполнителе; прокаливание оболо-
оболочек без наполнителя, формовка их
в горячем наполнителе и заливка.
Уплотнение наполнителя проводят на
вибростолах. Амплитуда колебаний
0,5—0,6 мм, частота — около 1400 в
минуту.
Сыпучие наполнители, применяемые
при холодной формовке оболочек, при-
приведены в табл. 41.
Формовку твердеющими опорными
наполнителями (табл. 42) проводят на
вибромашинах с амплитудой колеба-
колебаний 0,3—0,4 мм и частотой 1600—
1500 Гц. Продолжительность вибри-
вибрирования 10—15 мин. Формовку осу-
осуществляют в опоках из жаропрочной
стали без дна.
Прокаливание оболочковых форм.
Оболочковые формы, как правило,
нагревают перед заливкой. Темпера-
Температура формы зависит от химического
состава сплавов. Сплавы на основе
никеля заливают при 900—1100 °С;
на основе меди — при 600—700 °С и
на основе алюминия и магния — при
100—300 °С.
Режимы прокаливания оболочковых
форм приведены в табл. 43.
Литниково-питающие системы
(ЛПС). Типы ЛПС приведены
в табл. 44.
Конструкцию ЛПС выбирать из ус-
условий:
обеспечения принципа направлен-
направленного затвердевания;
вертикального расположения наи-
наиболее протяженных стенок и тонких
кромок отливки в форме;
создания условий механизированно-
372 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Форма
Истинно-обо-
Истинно-оболочковая
Оболочковая
Оболочка
в сыпучем
сухом опорном
наполнителе
43. Режимы прокаливания оболочковых
Основа оболочки
нкс
Белый электро-
электрокорунд
Суспензия дистен-
силлиманита
Обсыпка (белый
электрокорунд)
Шамот высоко-
высокоглиноземистый
Кристаллический
кварц
Линейное
расшире-
расширение при
нагреве до
1100 °С,
%
До 0,04
1,2-1,4
Продол-
житель-
жительность на-
нагрева при
прокали-
прокаливании, ч
0,1—0,2
2,5-3
3,0—3,5
5-6
форм
Температура оболочки,
при прока-
прокаливании
900—1100
850—900
900—950
при
заливке
20—1000
850—950
800-850
850-900
Примечания: 1. При нагреве оболочек из кристаллического кварца
происходит скачкообразное полиморфное превращение при 573 °С.
2. Только оболочковые формы из кристаллического кварца заформовывают
в опорный наполнитель, остальные прокаливают и заливают без опорного на-
наполнителя.
го производства отливок;
унификации типоразмеров ЛПС и
их элементов с учетом эффективного
использования оснастки, печей, ми-
минимального объема обработки реза-
резанием при обрезке отливок и последую-
последующим изготовлением из них деталей.
Области применения ЛПС различ-
различных типов, их особенности следующие:
тип I — ЛПС для отливок массой
до 1 кг; основные размеры централь-
центрального стояка круглого, квадратного и
треугольного сечения, высотой до
400 мм регламентируют соответствую-
соответствующие ГОСТы;
тип II — ЛПС с горизонтальным
коллектором нескольких разновидно-
разновидностей: дисковыми, кольцевыми, ради-
радиальными прямоугольного сечения из
двух, трех, четырех и пяти лучей,
в виде двух параллельных брусьев
прямоугольного сечения;
тип III — ЛПС с вертикальными
коллекторами (кольцевыми с внешним
кольцом диаметром 100—200 мм, пар-
парными незамкнутыми и замкнутыми,
двухпарными); сечения вертикальных
коллекторов прямоугольные, высота
до 250 мм; эта литниковая система
отличается высокой питающей спо-
способностью в период затвердевания
отливок;
тип IV — ЛПС с обратным стояком
круглого сечения, применяют при
литье под низким давлением;
тип V — ЛПС используют при из-
изготовлении крупных и протяженных
отливок, при вертикальной ориента-
ориентации которых обеспечивается хорошее
заполнение формы снизу вверх;
Литье по выплавляемым моделям
373
44. Типы ЛПС
l?
v\rw
Тип
I
II
III
IV
V
VI
VII
VIII
Питающий элемент
Центральный стояк
Горизонтальный коллектор
Вертикальный коллектор
Вертикальный коллектор, заполняемый снизу
Боковая прибыль
Верхняя прибыль
Местная прибыль и коллектор
Система местных прибылей
Прибыль
Коллективная
Индивидуальная
Расчлененная
тип VI — ЛПС, получаемая с ис-
использованием модели верхней при-
прибыли с металлическим каркасом (в этом
случае создаются условия для меха-
механизации работ по изготовлению форм);
ГОСТ регламентирует размеры верх-
верхних прибылей для отливок массой
более 0,5 кг, высота 55—120 мм, диа-
диаметр 36—90 мм;
тип VII — ЛПС обеспечивает спо-
спокойное заполнение формы снизу (что
особенно важно при литье из пленооб-
разующих сплавов), подвод горячего
расплава в прибыль к концу заливки
и применение модели с металлическим
каркасом; возможно размещение в фор-
форме нескольких отливок массой более
1 кг;
тип VIII — ЛПС с системой местных
прибылей; наиболее эффективно ис-
используется при приближении прибы-
прибылей непосредственно к питаемым ими
374 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
участкам; элементы отливки и ЛПС
оказывают взаимное обогревающее
влияние.
Заливка форм. При литье по выплав-
выплавляемым моделям цветных сплавов ис-
используют графитовые тигли вмести-
вместимостью не более 100 кг и стальные
футерованные ковши. Вручную формы
заливают из ковшей вместимостью до
30 кг. При вместимости ковшей более
30 кг применяют электромеханические
подвески различных типов.
Для получения ответственных отли-
отливок заливку осуществляют в вакууме,
в среде инертных газов и центробеж-
центробежной заливкой форм для крупных от-
отливок, имеющих форму тел вращения
и тонкие кромки на периферии от-
отливки.
Технологические особенности различ-
различных видов литья по выплавляемым
моделям. При изготовлении форм для
литья по выплавляемым моделям алю-
алюминиевых и магниевых сплавов в об-
обсыпку добавляют 30—40 % (мае. до-
доля) поваренной соли или 40—50 %
(мае. доля) карбоната кальция, что
позволяет разупрочнять оболочки в во-
воде после заливки.
Температура форм при литье по
выплавляемым моделям алюминиевых
и магниевых сплавов 100—300 °С, по-
поэтому получаемые отливки имеют круп-
крупнокристаллическую структуру и от-
относительно низкие механические свой-
свойства. В связи с этим металл перед
заливкой необходимо рафинировать и
модифицировать.
В цехах литья по выплавляемым
моделям для плавки магниевых спла-
сплавов необходимо применять индукцион-
индукционные тигельные печи ИМП промышлен-
промышленной частоты с вставным стальным
тиглем.
При изготовлении форм по выплав-
выплавляемым моделям для литья тугоплав-
тугоплавких металлов, в том числе и титана,
в качестве обсыпки рекомендуется ис-
использовать электрокорунд, графит и
кокс, а в качестве модельных соста-
составов — те же составы, что и для сталь-
стального литья.
Плавку тугоплавких металлов в це-
цехах литья по выплавляемым моделям
проводят в гарнисажных печах с рас-
расходуемым электродом и электронно-
электроннолучевых гарнисажных промышленных
установках. Формы заливают в ва-
вакууме и среде инертных газов с ис-
использованием центробежных устано-
установок.
Особенностью литья титановых спла-
сплавов по выплавляемым моделям яв-
является применение наиболее инерт-
инертных по отношению к титану исходных
формовочных материалов, а также из-
изменение режимов, тепловой обработки
форм. Для изготовления форм в этом
случае используют так же, как и при
литье магниевых сплавов, электро-
электрокорунд, графит и кокс. Обжиг форм
проводят в печах с воздушной средой
при 970—1000 °С с выдержкой 2—3 ч.
Для уменьшения взаимодействия элек-
электрокорундовых форм с титаном на них
наносят покрытие из пироуглерода,
ряда металлов и солей.
Специфические виды дефектов и ре-
рекомендации по их исправлению при
литье по выплавляемым моделям при-
приведены в табл. 45.
5. Литье в оболочковые
формы
Общие положения. Литьем в обо-
оболочковые формы получают сложные
фасонные отливки массой до 200 кг
и с максимальными размерами до
1500 мм. Наиболее эффективно изго-
изготовление этим способом отливок мас-
массой 5—15 кг в условиях крупносерий-
крупносерийного и массового производства.
Оболочковые формы изготовляют из
песчано-смоляных смесей, кварцевых
или цирконовых песков и искусствен-
искусственных термореактивных смол с добавле-
добавлением увлажнителей, растворителей и
катализаторов, твердеющих в ос-
оснастке.
Применение термореактивных смол
в качестве связующих обеспечивает
быстрое отверждение форм C0—90 с)
и их высокую прочность (до 5000 кПА)
при растяжении.
Повышенная прочность форм позво-
позволяет изготовлять их тонкостенными
E—12 мм), что снижает расход смесей.
Отливки имеют на 40—50 % меньшие
припуски на обработку резанием, чем
отливки, полученные в песчано-гли-
нистой форме; сокращаются затраты
на обрубно-очистные операции.
Литье в оболочковые формы
87Б
45. Дефекты отливок при литье по выполняемым моделям
Дефект
Причины образования
дефекта
Меры предупреждения
и устранения
Шероховатость поверх-
поверхности, величина не-
неровностей необрабаты-
необрабатываемых поверхностей от-
отливки превышают уста-
установленные нормы
Недостаточная чистота
поверхности пресс-формы
Рабочую поверхность
пресс-формы обработать
и отполировать. Прочис-
Прочистить, протереть и обдуть
сжатым воздухом полости
пресс-форм для удаления
модельного состава, во-
воды, излишнего смазочно-
смазочного материала
Недостаточная поверхно-
поверхностная прочность оболочки
Применять связующие ра-
растворы, обеспечивающие
технологически необхо-
необходимую прочность оболо-
оболочек
2. Заливы (металл прони-
проникает в трещины оболоч-
оболочки, образуя на поверхно-
поверхности отливки гребешки,
либо между слоями обо-
оболочки, образуя ужимины)
Образование трещин в
одном или нескольких
слоях оболочки формы
вследствие: недостаточ-
недостаточной ее термостойкости,
нарушения режимов из-
изготовления формы, нека-
некачественных модельных и
формовочных материалов
Не допускать в производ-
производство материалы, несоот-
несоответствующие полностью
по составу и свойствам,
утвержденным ТУ
3. Пригар (слой формо-
формовочных материалов и про-
продуктов их взаимодействия
с залитым металлом проч-
прочно соединяется с поверх-
поверхностью отливки)
Химическая активность
к материалу оболочки
окислов, растворенных в
расплаве или образую-
образующихся на поверхности
контакта металла с фор-
формой и на отдельных эле-
элементах, входящих в сплав
Использовать формовоч-
формовочные материалы, химиче-
химически инертные к применяе-
применяемому литейному сплаву
4. Недолив (незаполнение
металлом отдельных ча-
частей отливки)
Недостаточная жидкоте-
кучесть металла в резуль-
результате низкой его темпера-
температуры при заливке
Соблюдать оптимальную
температуру заливки ме-
металла
Образование воздушных
мешков в форме при за-
заливке вследствие низкой
газопроницаемости обо-
оболочки формы
Повышать газопроницае-
газопроницаемость формы. Применять
выпоры в литниковой си-
системе
376 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Продолжение табл. 45
Дефект
5. Спаи (неполное соеди-
соединение потоков металла,
имеющее вид шва с зава-
заваленными краями)
6. Усадочные раковины и
пористость (открытые или
закрытые полости с ше-
шероховатыми поверхно-
поверхностями)
7. Горячие трещины
8. Холодные трещины
Причины образования
дефекта
Низкая температура за-
заливаемого металла
Низкая температура ли-
литейной формы
Дефекты литниковой си-
системы
Нетехнологичная кон-
конструкция отливки
Недолив прибыли или
литниковой воронки и
стояка расплавом
Повышенная насыщен-
насыщенность металла газами и
окислами
Недостаточная податли-
податливость литейной формы
Напряжения, вызванные
внешними воздействиями
на отливку
Меры предупреждения
и устранения
То же, что в п. 4
Получать сложные отлив-
отливки с тонкими стенками в
горячих формах
Исключить заполнение
формы встречными пото-
потоками
Улучшить конструкцию
отливки
Литниковая воронка, сто-
стояк и прибыли при залив-
заливке должны быть заполне-
заполнены металлом
Тщательно рафинировать
и модифицировать металл
перед заливкой
Сократить число слоев
оболочковой формы
Не допускать преждевре-
преждевременной выбивки отливок
Положительные качества оболочко-
оболочковой формы — податливость, газопро-
газопроницаемость, негигроскопичность.
Припуск на обработку резанием при
литье в оболочковые формы больше,
чем при литье по выплавляемым моде-
моделям, и составляет 0,5—1,5 мм в за-
зависимости от наибольших размеров
отливки.
Недостатками литья в оболочковые
формы являются: высокая стоимость
формовочных материалов и оснастки,
необходимость оборудования для ме-
механизации процессов и организации
эффективной вентиляции на всех эта-
этапах производственного процесса.
Все оболочковые формы в зависи-
зависимости от физико-химической природы
применяемых связующих материалов
подразделяют на две группы: твер-
твердеющие при воздействии физического
фактора (например, нагрева) и твер-
твердеющие при воздействии химического
фактора (например, продувки газа).
Сущность технологического процес-
процесса литья в оболочковые формы (рис. 21)
Литье в оболочковые формы
377
Сушка песка
Подогрев плиты
Просев песка
Нанесение разделителя
на модельную плиту
Приготовление песчано-
с моля ной смеси
Нанесение песчано-
смоляноп смеси
на модельную плиту
J
Сборка форм
Установка форм
под заливку
Заливка форм
металлом
Отверждение
оболочковой формы
Снятие оболочковой фор-
формы с модельной плиты
Складирование
оболочковых форм
выбив на
Регенерация
песка
Обрубка и зачистка
отливок
Контроль отливок
Рис. 21. Схема технологического процесса литья в оболочковые формы
состоит в следующем: предварительно
нагретую плиту с металлическими мо-
моделями покрывают смесью из песка и
термореактивной синтетической смолы.
Под действием тепла смола в слое
смеси, прилегающем к моделям и
плите, плавится и на модельной плите
образуется однородная полутвердая
песчано-смоляная оболочка. После уда-
удаления избытка смеси модельную плиту
с образовавшейся на ней полутвердой
оболочкой дополнительно нагревают
для отверждения оболочки.
Твердую оболочку (полуформу) сни-
снимают с модельной плиты и соединяют
с соответствующей ей другой оболоч-
оболочкой (полуформой), проставляют стерж-
стержни и скрепляют зажимами или склеи-
склеивают. Оболочковые формы заливают
металлом в вертикальном или гори-
горизонтальном положении. Формы из
песчано-смоляной смеси после заливки
металла легко разрушаются при вы-
выбивке.
Поверхности моделей и стержневых
ящиков должны иметь шероховатость
Ra = 0,8ч-0,4 мкм, что обеспечит по-
получение отливок с шероховатостью
поверхности Ra = 3,2-f-l,6 мкм.
Песчано-смоляные смеси для изго-
изготовления форм и стержней (табл. 46
и 47). Для изготовления форм приме-
применяют мелкозернистые кварцевые пески
AК01, 21К025, 2К01) с добавкой более
крупных песков (ЗК025 и ЗК0315).
Стержни по сложности подразде-
подразделяют на четыре класса:
I класс — стержни сложной кон-
конфигурации, образующие в отливках
внутренние необрабатываемые поверх-
поверхности;
II класс — стержни сложной кон-
конфигурации, имеющие массивные части
и очень тонкие ребра, выступы или
перемычки;
III класс — центровые стержни
средней сложности, не имеющие особо
тонких частей, но образующие в от-
отливках необрабатываемые поверхно-
поверхности;
IV класс — стержни средней и ма-
малой сложности, образующие в от-
отливках поверхности с незначительной
шероховатостью.
Содержание в смеси песка и смолы
зависит 4 от: характеристики песка и
46. Состав и
Смесь
ПСБМЛ-1:
неплакирован-
ная
полуплакиро-
полуплакированная
плакированная
ПСБМЛ-2 для
двухслойных обо-
оболочковых прессо-
прессованных форм, об-
облицовочная:
плакированная
последовательность
Отливка
ы
асса,
5—10
До 15
5—15
10—50
«с
я s
Is
О о
ИХ
5—25
10—25
10—25
3—10
приготовления песчано-смоляных
Состав смеси, %
Песок
100 %
1КП063А
(или
1К010А,
1К010Б)
.
100% пы-
пылевидного
кварца
Связующее—
пульвер-
бакелит
5—6
2,5—3,5;
5—6 баке-
бакелитового
лака
4—5
3—5
мае. деля)
Увлажнитель
к «
II
?а
—
0,5
0,5—
0,7
цетон
<
—
2,5—
3,0
2,5—
4,0
я
ероси
X
0,3—
0,5
—
смесей
о я
о ЯП
Sis
0 я"
III
4> ^ jr
О-к Я
1,8
0,3
для цветного литья
Приготовление смеси
Агрегат
Бегуны
Шискэвый
смеситель
и бегуны
Бегуны
Бегуны
Последова-
Последовательность
введения
составляю-
составляющих
Кварцевый
песок, пуль-
вербакелит,
керосин
Кварцевый
песок, пуль
вербакелит,
бакелито-
бакелитовый лак
Кварцевый
песок, бор-
борная кислота
пульзерба-
келит, аце-
ацетон
Пылевид-
Пылевидный кварц,
борная кис-
• я
л 3
ч§
hi
5-6
20—30
10—12
10—15
W
О
3
се
ЕС
X
W
X
0
о
о
Я
се
Р!
X
>
сг
о
а
о
8
>
X
X
н
полуплакиро-
полуплакированная
ПСБМЛ-3 для
двухслойных обо-
оболочковых форм,
неплакированная
ПСБЛЛ-1:
неплакирован-
неплакированная
пол у плакиро-
плакированная
плакированная
1—5
5-50
3—7
7—20
100 %
1К016А9
(или
1К02А,
1К02Б,
1К0315А,
1К0315Б)
100 %
1К0063А
(или
1К010А,
1К010Б,
1К016А,
1К016Б)
1,5-2,0;
3—6 баке-
бакелитового
лака
3—4
4—5
2—3; 4—5
бакелито-
бакелитового лака
3,5—5,0
-
0,5
2—3
0,3—
0,5
0,3—
0,5
0,2
2,0
1.5
1,5
1,5
Шнековый
смеситель
и бегуны
Бегуны
Шнековый
смеситель
и бегуны
Бегуны
лота, пуль-
вербакелит,
ацетон
Пылевид-
Пылевидный кварц,
пульверба-
келит, баке-
бакелитовый лак
Кварцевый
песок, пуль
вербакелит,
керосин
Кварцевый
песок, пуль-
вербакелит,
бакелито-
бакелитовый лак
Кварцевый
песок, пуль-
вербакелит,
борная кис-
кислота, ацетон
10—15
5—6
20—30
10—12
I
Продолжение табл. 46
Смесь
ПСБЛЛ-2 для
двухслойных обо-
оболочковых форм:
плакированная,
облицовочная
пол у плакиро-
плакированная, облицо-
облицовочная
неплакированная
для второго слоя
формы
Отливка
и,
*
«в*
о
о
сб
5—50
•те-
еб
я s
К S
If
7—20
Состав смеси, %
Песок
100% пы-
пылевидного
кварца
100 %
IK016A
(или
2К020А,
2К020Б,
1К0315Б)
Связующее—
пульвер-
бакелит
3—4
1,5—2,0;
3—4 баке-
бакелитового
лака
3—4
(мае. доля)
Увлажнитель
еб
со О
Борн
КИС Л
0,5
2—4
—
—
м
S
о
Керо
—*
—
0,3—
0,5
6 еб
6 СС
sg?
о ^
а я т
1*1
0,25
0,200
700
Приготовление смеси
Агрегат
Бегуны
Шнековый
смеситель
и бегуны
Бегуны
Последова-
Последовательность
введения
составляю-
составляющих
Пылевид-
Пылевидный кварц,
пульверба-
келит, бор-
борная кисло-
кислота, ацетон
Пылевид-
Пылевидный кварц,
пульверба-
келит, ба-
бакелитовый
лак
Кварцевый
песок, пуль-
вербакелит,
керосин
•° В
Ik
е С S
О «
IBB
•2*0 еб
С X Я
10—12
20—30
5—6
Примечания: 1. Обозначения смесей: П — песчаная, С — смоляная, Б
вов, ЛЛ — для литья легких сплавов (алюминиевых и магниевых).
2. При литье алюминиево-магниевых и магниевых сплавов в состав смесей в
серного колчедана.
3. Продолжительность полимеризации 3 мин при 370—380 °С.
— бакелитовая, МЛ — для медных спла-
качестве защитной присадки вводят 10 %
w
О
О
03
гв
я
S
и
S
9
о
о
я
PJ
J3
S
о
а
о
01
3
47. Стержневые песчано-смоляные смеси
Класс
стерж-
стержней
Размеры стержня,
мм
Толщина
оболочки
Диаметр
Содержание компонентов в смеси, % (мае. доля)
Наполнитель
Песок
Стеарат
кальция
Связующее
ПК-104
ФФ-1С
Катализатор (К),
увлажнитель (Ув),
другие компоненты
Метод
изготовления
стержней
Отливки ив алюминиевых сплавов
1,11
1,11
I—III
II—IV
III, IV
5-30
5—50
5—25
5—30
30—50
50—150
10—50
20—200
30—500
20—200
20—200
20—500
20—400
20—500
2К0315Б50%5
2К016Б 50 %
2К0315Б50%;
2К016Б 50 %
1К02А 100 %
1К02А/Б70%;
1К01А/Б 30 %
1К01А/Б30%;
1К02А/Б 70 %
1К02А/Б 70%;
1К01А/Б 30 %
1К02А/Б 100 (
0,05
0,05
—
4
4
—
1 III
—
3,0—3,5
Хлористого аммо-
аммония 1 % массы
смолы УКС
ВР-1^3,0—3,5%;
фторбората аммо-
аммония 1,5 %; Ув (ке-
(керосин) 0,2 %
Древесной пропи-
пропитанной муки *? 0,5
Древесной пропи-
пропитанной муки 2 %
Фторбората аммо-
аммония 1,5 %; древес-
древесной пропитанной
муки 0,8 %
— Ув (керосин) 0,2 %
Гр авитационный,
пескодувный, цен-
центробежный в горя-
горячей оснастке
Пескодувный,
центробежный
Гравитационный,
пескодувный
Гравитационный,
пескодувный
(горячим методом)
Продолжение табл. 47
Класс
стерж-
стержней
I—III
I—IV
I—II
I—III
I—III
Размерь
Толщина
оболочки
10—25
25-50
10—40
40—100
5-30
5-50
5—20
5—40
[ стержня,
мм
Диаметр
20—250
20-400
20—200
20—400
Малый
диаметр,
большая
длина
20—200
20—500
20—200
20—400
Содержание компонентов в смеси» % (мае. доля)
Наполнитель
Песок
Стеарат
кальция
Связующее
ПК-Ю4
ФФ-1С
Отливки из титановых сплавов
1К02А/Б70%;
1К01А/Б 30 %
1К02А/Б70%;
1К01А/Б 30 %
1К02А/Б 80 %:,
•1К01А/Б20%
1К01 100 %
1К02А/Б70%;
1К01А/Б 30 %
1К02А/Б70%;
1К01А/Б 30 %
1К02А/Б70%;
1К01А/Б 30 %
1К02А/Б70%;
1К01А/Б 30 %
0,05
0,05
—
0,05
0,05
4,5—6,0
6,0
3,5—4,0
6
6-7
—
—
2,7—3,5
3—4
Катализатор (К),
увлажнитель (Ув),
другие компоненты
—
Серебристого гра-
графита 1,5%
Ув (фурфурол) 2 %
Пропитанного бен-
бентонита 2 %
Серебристого гра-
графита 2 %; пропи-
пропитанной древесной
муки •§ 2 %
Метод
изготовления
стержней
Пескодувный,
центробежный
Пескодувный,
центробежный
Пескодувный,
центробежный
Гравитационный,
пескодувный (го-
(горячим методом)
Продолжение табл. 47
Класс
стерж-
стержней
I—IV
Размеры стержня,
мм
Толщина
оболочки
—
Диаметр
Малый
диаметр
Содержание компонентов в смеси, % (мае. доля)
Наполнитель
Песок
1К01 100 %
Стеарат
кальция
—
Связующее
ПК-104
—
ФФ-1С
—
Катализатор (К)»
увлажнитель (Ув),
другие компоненты
У в (фурфурол)
0,7—1 %
Метод
изготовления
стержней
Отливки из магниевых сплавов
I—III
II—IV
5—50
5—15
15—350
20—500
1К02А/Б70%;
1К01А/Б 30 %
1К02А/Б 100 %
0,5
3,0—4,5
Фторбората аммо-
аммония 1,5 %; древес-
древесной пропитанной
муки 2 %
ВР-1 3,0—3,5%;
фторбората аммо-
аммония 1,5%; Ув (ке-
(керосин) 0,4 %
Гравитационный,
пескодувный
Центробежный,
пескодувный
*х ВР-! — смола, содержащая (мае. доля) до 40 % сухого остатка и до 6 % свободного фенола, сохраняет свои свой-
свойства в течение трех месяцев при 25 °С.
*2 Пропитанная древесная мука из расчета: 6 мае. частей силиката натрия на 94 мае. части муки при тонкости по-
помола 0,1 мм; смесь перемешивают 3—5 мин, высушивают, измельчают и просеивают.
Ш ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
смолы; размеров оболочек; материала
модели и метода нагрева.
Рекомендуется оптимальное содер-
содержание бакелитовой смолы, % (мае.
доля): 4,5—5 для песков фракции
0315; 6—7 для песков фракции 016;
около 9 для песков фракции 01. Если
в качестве связующего применяют
пульвербакелит, то при изготовлении
форм для отливок из цветных сплавов
его достаточно 2,5—6 % (мае. доля).
Для предупреждения расслоения
смол в состав смеси вводят увлажни-
увлажнители (жидкая фенольная смола, масла,
парафин и др.), для получения глад-
гладкой поверхности отливок вводят гра-
графит, а для исключения проникнове-
проникновения жидкого металла в стенки формы —
кварцевую или цирконовую муку.
Процесс приготовления песчано-смо-
ляных смесей заключается в подго-
подготовке песков и смешении отдельных
составляющих. Связующие материа-
материалы — смолы, катализаторы отвержде-
отверждения и увлажнители поставляются на
заводы-потребители в готовом виде.
Разделительные составы приготавли-
приготавливают на заводах-потребителях. Об-
Облицовочные смеси готовятся либо на
бакелитовом лаке, либо на лаке с пуль-
вербакелитом. Наполнительные смеси
приготавливают на пульвербакелите.
Исходные материалы вводят в песча-
но-смоляные смеси в следующем по-
порядке: сначала песок с увлажнителем,
а затем порошкообразную смолу. При
приготовлении песчано-смоляных сме-
смесей для стержней катализаторы не-
необходимо смешивать с песком до ввода
в смеситель смолы.
Для приготовления плакированных
песчано-смоляных смесей применяют
смесители (лопастные, шнековые
ШС-400, маятниковые 115, производи-
производительностью 2,5—3 т/ч), бегуны с вер-
вертикальными катками и автоматиче-
автоматическую установку АКС-1 производитель-
производительностью 0,9 т/ч.
Песчано-смоляные смеси на основе
термореактивных смол прилипают к
рабочей поверхности модельной и
стержневой оснастки, вследствие чего
ухудшается качество поверхности обо-
оболочковых форм и стержней, снижается
размерная точность и увеличивается
брак. Для исключения прилипания
песчано-смоляных смесей нагретую до
300 °С оснастку 2—3 раза покрывают
разделительным составом, который на-
наносят пульверизатором или распыли-
распылителем (табл. 48). Разделительный со-
состав обеспечивает образование термо-
термостойкой пленки.
Изготовление оболочковых форм
и стержней. По способу засыпки мо-
модельной оснастки песчано-смоляной
смесью различают следующие методы
изготовления форм: свободной засып-
засыпки, свободной засыпки с вибрацией,
прессования и прессования с диа-
фрагменной подпрессовкой.
Свободная засыпка. Модельную плиту
с укрепленными на ней моделью и
литниковой системой нагревают до
200—250 °С, устанавливают на опро-
опрокидывающийся бункер с песчано-смо-
песчано-смоляной смесью, закрепляют. При по-
повороте бункера на 180° песчано-смоля-
ная смесь под действием тепла модель-
модельной оснастки в течение 25—35 с об-
образует оболочковую полуформу тре-
требуемой толщины. Бункер поворачи-
поворачивается в первоначальное положение,
оставшаяся смесь осыпается с плиты.
Модельную плиту вместе с оболоч-
оболочкой помещают в печь на 2—4 мин.
Температура окончательного отвержде-
отверждения оболочки толщиной 5—8 мм со-
составляет 350—400 °С.
Свободная засыпка с вибрацией. После
поворота бункера с закрепленной наГ
нем модельной плитой на 3—5 с вклю-
включают вибратор с частотой колебаний
2500—3000 Гц, что способствует луч-
лучшему уплотнению смеси и повышению
прочности оболочки.
Прессование. Технологический про-
процесс изготовления оболочковых форм
осуществляется при тех же параме-
параметрах, что и свободная засыпка с ис-
использованием прессовых машин и уста-
установок. Удельное давление прессования
196—294 кПа.
Прессование с диафрагменной под-
подпрессовкой. Технологический процесс
осуществляется с использованием ма-
машин с прессующей головкой диафраг-
менного типа (рис. 22). Стойкость
диафрагм 10 000—60 000 оболочковых
полуформ, избыточное давление воз-
воздуха 0,2—0,7 кПа. Метод применяется
для изготовления двухслойных обо-
оболочковых полуформ.
Пресс-форму нагревают до 170—
Литье в оболочковые формы
386
48. Разделительные составы
Состав
Водно-мыльная эмульсия на жидко-
жидкости № 5 [5—7 % (мае. доля) поли-
полиэтил енсилокса на ]
Кремнийорганическая жидкость (по-
(полиэтил енсилокса н):
№ 2
№ 3
№ 5
Жидкость:
СКТ-4
скт-з
СКТ-2
СКТ-Р (раствор 35 г СКТ з 1 л уайт-
спнрнта)
Озокерит М-60
Температура
нанесения
состава на
модели, °С,
не более
240
250
300
220
300
300
250
300
300
Число
съемов после
одноразового
покрытия
1
6—13
6—13
3—4
20-50
15—20
20—40
20-50
1—3
Расход (кг)
состава на
1 V ОТЛИВОК
0,8
0,35
0,35
,5
0,35
,35
0,35
0,5—0,8
5
Условные обозначения:
чу к, Т — термостойкий.
С — синтетический, К — кау-
190 °С, с избытком засыпают облицо-
облицовочной песчано-смоляной смесью, вы-
выдерживают 2—3 с и сбрасывают из-
избыток смеси. Затем формы заполняют
наполнительной песчано-смоляной
смесью и проводят прессование под
давлением 0,2—0,3 МПа. Полное от-
отверждение оболочки проходит в печи
с температурой 350—400 °С в течение
3—4 мин.
Надув. Оболочковые формы надувом
можно получать: в горизонтальном
положении, когда песчано-смоляную
смесь надувают на горячую модель-
модельную плиту под давлением 0,15—
0,2 МПа через пористую перегородку;
в вертикальном положении с нагретой
Рис. 22. Схема прессования диафраг-
менной головкой:
/ — головка; 2 — рамка; 3 — эластичная
диафрагма; 4 — модель
13 Ы. М. Галдин в др.
моделью и контурным блоком, где
давление надува должно быть не менее
0,64 МПа. Метод высокопроизводите-
высокопроизводителен (время надува смеси — 1—2 с);
период отверждения B—5 мин) совме-
совмещен с надувом (температура модели
и контурной плиты 300—360 °С). По
сравнению с другими методами этим
методом получают оболочки желае-
желаемых толщины и формы.
Оболочковые полуформы изготовля-
изготовляют на полуавтоматических и автома-
автоматических установках СКФ-2М, ЛОФ-1,
УОФ-1, АКФ-2К, АКФ-3 и др. Раз-
Размеры модельных плнт: от 300X450
до 650X2000 и 1100X1380 мм. Уста-
Установки для производства оболочковых
полуформ выпускаются одно-, двух-,
четырех-, шести-, двенадцати- и во-
семнадцатипозиционные с прямолиней-
прямолинейным и круговым (карусельного типа)
расположением позиций (рис. 23).
Технология изготовления оболочковых
стержней. Стержневой ящик нагре-
нагревают в печи до температуры 200—
250 °С в течение 10—20 мин. Рабочую
поверхность покрывают разделитель-
разделительным составом, затем опять прогревают
3—4 мин и засыпают песчано-смоляной
смесью и выдерживают 15—20 с. Время
886 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
9 Ю
Рис. 23. Двухпозиционная машина УКФ-2:
/ — станина; 2 н 5 — электропечи; 3 — вытяжной кожух; 4 — пневматический подъем-
подъемник; 6 — заслонка; 7 — пневмогидравлический цилиндр; 8 — поворотный буикер; 9 —
механизм поворота; 10 — ножной пневмокран
выдержки зависит от температуры на-
нагрева и требуемой толщины оболочки.
По истечении указанного времени из-
излишек смеси высыпают из ящика.
Стержень вместе с ящиком помещают
в печь с температурой 300—450 °С
и выдерживают 40—45 с для заверше-
завершения второй стадии полимеризации.
После этого вынимают стержень из
ящика.
В зависимости от сложности конфи-
конфигурации стержней для их изготовле-
изготовления применяют следующие методы:
свободной засыпки, уплотнения, песко-
пескодувный, пескострельный, центробеж-
центробежный и холодного отверждения.
Применяют следующие методы из-
изготовления оболочковых форм: с при-
применением псевдоожиженных смесей; из
холоднотвердеющих смесей (ХТС).
Оболочковые стержни изготовляют
полумеханизированным и механизиро-
механизированным способами на установках и
машинах с ручным управлением, на
полуавтоматических и автоматических
машинах.
Для изготовления мелких стержней
из песчано-смоляной смеси _в нагре-
нагреваемых ящиках размером 250Х 150Х
X 50/50 мм применяют однопозицион-
ную машину H2,5-S-EW; для изготов-
изготовления стержней сложной конфигура-
конфигурации в нагреваемых ящиках размером
500X400X300; 600X500X350 и 700Х
X 550 X 350 мм — соответственно ма-
машины 91873, 91874 и 91875.
Двухпозиционную машину 2БН83
используют для одновременного из-
изготовления стержней в двух ящиках
размером 400X400X60/60 мм или од-
одном ящике размером 400X400X120/
120 мм.
ВЪсьмипозиционную (автоматиче-
(автоматическую) машину 4532 используют для
изготовления стержней в горячих ящи-
ящиках размером 200X 110X20/40 мм мас-
массой до 1 кг.
Машины 4509 используют для из-
изготовления стержней в ящиках раз-
размером 400X300X200 мм, массой до
6 кг.
В цехах массового и крупносерий-
Лнтье в оболочжовне формы
S87
ного производства широко применяют
центробежные машины с горизонталь-
горизонтальными и вертикальными осями враще-
вращения для получения стержней из песча-
но-смоляных смесей типа ЦУОГ.
Отверждение форм и стержней в
оснастке (ХТС) способствует повыше-
повышению размерной точности, стабильности
массы отливок и снижению припусков
на их механическую обработку. Пре-
Преимуществом способа является сокраще-
сокращение брака литья по засорам, газовым
раковинам, пригару. Недостаток спо-
способа — необходимость использования
обогащенных кварцевых песков [061 К,
062К зернистостью 02А (Б), 016АБ].
Влажность песка не должна превы-
превышать 0,5%, массовая доля глины —
1 %. Песок подогревают до 25—25 °С.
В качестве наполнителя можно ис-
использовать дистен-силлиманит, цир-
циркон, рутил, хромит и хромомагнезит;
в качестве связующих материалов —
синтетические смолы, лингосульфана-
ты, жидкое стекло, фосфорные и орга-
органические кислоты.
Состав [% (мае. доля)] холодно-
холоднотвердеющей смеси (основа — кварце-
кварцевый песок); смолы УКС-Л 2,54-3,5;
катализатора ОК 0,5—0,6. Свойства
смеси: газопроницаемость 150—200 ед.;
живучесть 3—5 мин; время отвержде-
отверждения в оснастке б--8 мин; прочность
на сжатие через 24 ч не менее 3,0 МПа.
Смола УКС-Л (мочевиноформальде-
гидная) содержит (мае. доли) не менее
65 % сухого остатка и не более 1,2 %
свободного формальдегида при вяз-
вязкости 30—100 с по вискозиметру
ВЗ-1.
Приготовление смесей заключается
в перемешивании составляющих в ло-
лопастных смесителях 19611, 196639,
19641, 19653, 4727, 4732 периодиче-
периодического или непрерывного действия, вы-
выпускаемых павлоградским заводом
«Литмаш».
Изготовление форм и стержней из
песчано-смоляных ХТС производят пе-
скострельным, пескодувным, пескомет-
пескометным способами. Наиболее широко при-
применяют способ, основанный на свобод-
свободной засыпке ХТС с последующим
доуплотнением на вибростоле или вруч-
вручную.
Технические характеристики смеси-
смесителей непрерывного действия для при-
13*
49. Технические характеристики
смесителей непрерывного действия
(конструкции Н И ИТАвтопром)
Параметр
Производитель-
Производительность, м?/ч
Диаметр шнека,
мм
Частота вращения
вала, об/мин
Установленная
мощность, кВт:
с питательной
головкой
без питательной
головки
Угол поворота ру-
рукава, . . .
Масса, кг
со
г»
1
112
100
3,0
180
700
Модель
смесителя
г»
г»
2,5
200
95
10
6,3
320
2430
lo-
CO
г»
4
220
95
12
10
320
3100
С4
СО
Г-
-*•
10
300
95
16
12
320
3500
Примечание. Расход возду-
воздуха 0,02 м*/ч, рабочее давление 392—
588 кПа, напряжение питания
220/127 В.
готовления холоднотвердеющих песча-
песчано-смоляных смесей приведены в
табл. 49.
Особенности заливки форм цветными
сплавами. Перед заливкой две оболоч-
оболочковые полуформы соединяют механи-
механическим скреплением и склеиванием.
Механическое скрепление осуществля-
осуществляют с помощью болтов, скоб, струбцин,
пневматических и других зажимов.
Для склеивания полуформ, предназна-
предназначенных для заливки тяжелых цветных
металлов и сплавов, применяют клеи
с температурой разрушения до 350 °С
(ВИАМ-БЗ, КБ-3, ЦНИПС-2), а для
заливки легких сплавов — с темпера-
температурой разрушения до 200 °С (МФС-1,
М-60, М-70, К-17, С-1 и С-35). Клей
наносят шприцами. Склеенные обо-
оболочки поступают на пресс, а затем на
заливочный участок.
Заливку форм осуществляют в го-
горизонтальном или вертикальном поло-
положении. Хорошо соединенные формы
заливают без опорного материала.
888 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
50. Дефекты отливок при литье в
Дефект
Отслаива-
Отслаивание литей-
литейной корки
отливки
Газовые
раковины
Повышен-
Повышенная шеро-
шероховатость
Спаи
Причина образования
Затруднен отвод тепла вслед-
вследствие образования воздушного
зазора между затвердевшей кор-
коркой отливки и оболочковой
формой
Деформация и расширение фор-
формы после заливки, приводящие
к удалению на некоторых ме-
местах отливки литейной корки
Повышенное содержание свя-
связующего или неравномерное
его распределение в песчано-
смоляной смеси
Применение песка, вызывающе-
вызывающего низкую газопроницаемость
оболочковой формы и стержня
Большая толщина оболочек за
счет применения мелкого песка
Местные дефекты оболочки или
стержней (забоины, поднутре-
поднутрения)
Несоответствие конструкции
отливки требованиям техноло-
технологии, плохая жидкотекучесть ме-
металла, низкая температура за-
заливки, медленное заполнение
формы
оболочковые формы
Меры предупреждения
и устранения
Устранить деформацию оболо-
оболочек путем их лучшего скрепле-
скрепления, склеивания, засыпки фор-
формы во время заливки
Повысить содержание связующе-
связующего в песчано-смоляной смеси
Уплотнить засыпку вибрацией
или встряхиванием
Уменьшить содержание смолы
в песчано-смоляной смеси
Увеличить газопроницаемость
оболочки и стержня за счет при-
применения более крупной фракции
песка
Повысить охлаждающую способ-
способность оболочковой формы
Добавлять в песчано-смоляную
смесь цирконовый песок, хро-
хромит, оливиновый песок, фосте-
рит, известняк
Контроль качества моделей, обо-
оболочек и стержней перед сборкой,
обдув сжатым воздухом
При изготовлении сложных тон-
тонкостенных отливок: подводить
металл в форму через несколько
питателей в разные точки от-
отливки; обеспечить направление
питателей в одну сторону
При изготовлении отливок с тон-
тонкими ребрами подводить литни-
литники (питатели) в ребра
Заполнять формы металлом с оп-
оптимальной температурой 'и с
определенным напором
Литье в керамические формы
389
Продолжение табл. 50
Дефект
Трещины
горячие и
колодные
Усадочные
раковины
Причина образования
Низкая податливость оболоч-
оболочковых форм и стержней из-за
высокой прочности
Неправильная конструкция от-
отливки, не обеспечивающая до-
достаточное питание отливки
в процессе затвердевания
Меры предупреждения
и устранения
Повышение податливости формы
Применение открытых прибылей
в оболочковых формах с верти-
вертикальным разъемом
При горизонтальном разъеме
форм следует применять закры-
закрытые прибыли
Толщина оболочки должна быть не
менее 8 мм, масса отливки до 12 кг.
Остальные формы ставят в жакеты
и засыпают чугунной дробью диаме-
диаметром 2—4 мм, гравием, песком или
формовочной смесью.
Все сплавы заливают при темпера-
температуре на 30—50 °С ниже температуры
заливки сплавов в песчано-глинистые
формы. Целесообразно формы запол-
заполнять быстро, не допуская местных
перегревов литниковой системы.
Исходя из особенностей титановых
литейных сплавов для изготовления
оболочковых форм применяют графи-
графитовые смеси СГО-3 (мелкие и средние
отливки) и СГО-4 (крупные особо
ответственные отливки).
Для изготовления оболочковых форм
широко применяют графитовую фор-
формовочную смесь, содержащую, % (мае.
доля): графитового порошка зерни-
зернистостью 0,4 мм 65—75, мелкой фракции
@,063—0,16 мм) на пульвербакелите
25—35.
Специфические виды дефектов при
литье в оболочковые формы приведены
в табл. 50.
6. Литье в керамические
формы, изготовленные
по постоянным моделям
Общие положения. Литье в керами-
керамические формы по постоянным моделям
относится к способам получения точ-
точных отливок, которые по массе и
габаритным размерам не могут быть
изготовлены по выплавляемым мо-
моделям.
Керамические литейные формы обыч-
обычно изготовляют из жидкоподвижной
химически твердеющей смеси. Ли-
Литьем в керамические формы по по-
постоянным моделям получают мелкие,
средние и крупные отливки мас-
массой 0,2—10 000 кг, точность которых
примерно соответствует точности
отливок при литье по выплавляемым
моделям. Для литья в керами-
керамические формы, изготовленные по
постоянным моделям, применяют лю-
любые цветные сплавы.
Преимущества литья в керамические
формы — широкая номенклатура от-
отливок, простота оснастки, отсутствие,
как правило, при изготовлении форм
специальных средств уплотнения. Ли-
Литейная форма изготовляется из фор-
формовочной смеси с суммарной удель-
удельной поверхностью зерен огнеупорного
наполнителя не менее 2500 мм2/г.
Некоторые отливки невозможно по-
получить без применения керамических
форм и стержней (например, лопатки
турбин с тонкими каналами большой
протяженности, элементы волноводов,
колеса турбин и насосов). Этот метод
находит также широкое применение
при выполнении художественного
литья. Детали из некоторых сплавов на
никелевой и титановой основах можно
получать только литьем в керамиче-
керамические формы.
Размерная точность отливок дости-
390 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
гает, мм, ±0,075; ±0,25 и ±1,0 на
длине соответственно: 100; 450 и
1000 мм.
Получение бронзовых отливок ло-
лопастей гребных винтов массой до
1—2 т в облицованные керамикой ко-
коки л и позволяет снизить расход ме-
металла на форму на 23—35 %, повы-
повысить коэффициент использования ме-
металла с 55 до 75 %, при этом припуск
на обработку резанием не превышает
1,0—1,5 мм.
Недостатком способа является вы-
высокая стоимость формовочных мате-
материалов, которая составляет 25—60 %
стоимости 1 т годных отливок.
Керамические смеси имеют после
прокалки низкую прочность на изгиб
@,2—0,5 МПа) и недостаточную га-
газопроницаемость A0—20 ед.), что при-
приводит к браку литья по засорам, га-
газовым раковинам, увеличению рас-
расхода этилсиликата (ЭТС) и всей смеси,
а следовательно, к необходимости огра-
ограничивать массу отливок.
Особенностью процесса литья в ке-
керамические формы по постоянным мо-
моделям является быстрое твердение
суспензии в модельной оснастке (от
20—30 с до 5—15 мин).
Получение в керамических формах
отливок из цветных сплавов имеет
преимущества по сравнению с литьем
черных сплавов: большая размерная
точность, лучшее качество поверхно-
поверхности, хорошая воспроизводимость де-
деталей, повышенная плотность, воз-
возможность получения отливок с неболь-
небольшой толщиной стенок на большой
длине.
Литье в керамические формы по по-
постоянным моделям применяют при
литье модельных комплектов, штам-
штампов, металлических форм, кокилей
для черных, цветных сплавов, сте-
стекольного и пластмассового производ-
производства, заготовок для энергетической,
атомной промышленности, для аэро-
аэронавтики и космонавтики.
Смеси для изготовления керамиче-
керамических форм по постоянным моделям
содержат: огнеупорные материалы,
связующие, катализаторы-гелеобразо-
ватели. Огнеупорные материалы долж-
должны иметь низкий коэффициент линей-
линейного расширения и быть инертными
к металлу.
Основным связующим при литье
в керамические формы являются гидро-
лизованные растворы этилсиликатов,
ЭТС-40, ЭТС-32, ЭТС-50. В ограничен-
ограниченном количестве применяются также
связующие КС (солянокислый водный
золь кремниевой кислоты) и АРК-1,
АРК-2 (ацетоновые растворы кремние-
кремниевой кислоты).
Для гидролиза этилсиликатов в воде
используют растворители: этиловый
спирт, ацетон, эфироальдегидную фрак-
фракцию денатурированного спирта. Среди
указанных растворителей этиловый
спирт является предпочтительным с
точки врения токсичности, стоимости
и технологичности.
В качестве гелеобразователей при-
применяют: концентрированную соляную
кислоту, водные 10—15 %-ные раство-
растворы NaOH и КОН, водный раствор
NH4OH, оксид магния, окись цинка,
карбонат аммония, первичные амины,
диамины, аминоспирты, этилдиамин,
триэтаноламин и другие амины.
Для получения смеси на эти л сили-
силикатном связующем необходимого ка-
качества применяют огнеупорные на-
наполнители в виде смеси порошков двух
фракций: крупнозернистой и пылевид-
пылевидной с размером верен соответственно
0,25—0,4 и менее 0,2 мм. Число фрак-
фракций может быть и большим.
Приготовление суспензии заключа-
заключается в механическом перемешивании
жидких компонентов (связующих и
растворов гелеобразователей) с напол-
наполнителем (огнеупорным материалом) до
.получения гомогенной массы. Перед
заливкой на модельный комплект в
суспензию вводят гелеобразователи с
тщательным перемешиванием. Прак-
Практически на одну часть связующего
добавляют 2—5 частей огнеупорного
материала.
Составы суспензий приведены
в табл. 51.
Особенности технологии изготовле-
изготовления и заливки форм цветными спла-
сплавами. Процесс изготовления керами-
керамических форм по постоянным моделям
включает:
приготовление суспензии из гидро-
лизованного раствора этилсиликата и
смеси огнеупорных материалов;
ввод гелеобразователя в суспензию
и их перемешивание;
Литье в керамические формы
391
Номер eye- I
пеизнн 1
1
2
3
4
5
6
7
8
9
51. Составы суспензий
[27]
Содержание, % (мае. доля)
связующих
ЭТС 40—53; этилово-
этилового спирта 40; подкис-
подкисленной воды 7
ЭТС 40—50; этилово-
этилового спирта 43; подкис-
подкисленной воды 7
ЭТС 40—75,7; этило-
этилового спирта 17,6; под-
подкисленной воды 6,7
ЗТС 40—40; этилово-
этилового спирта 52; подкис-
подкисленной воды 8
ЭТС 40—50; денату-
денатурированного спирта
40; подкисленной во-
воды 10
ЭТС 40—46,5; этило-
этилового спирта 46,5; во-
воды 6,2; кислоты 0,8
ЭТС 32—50; ацетона
40; подкисленной во-
воды 10
ЭТС 40—58; этилово-
этилового спирта 42; подкис-
подкисленной воды 5
ЭТС 40—57,5; этило-
этилового спирта 38; под-
подкисленной воды 4,5
наполнителя
Пылевидного квар-
кварца 70; кварцевого
песка 30
Пылевидного квар-
кварца 90; кварцевого
песка 10
Силлиманита 100
Шамота (муллита)
80; кальцинирован-
кальцинированной глины 20
Пылевидного квар-
кварца 60; хромомагне-
хромомагнезита 35; глинозема-
корунда 5
Цир коновой муки
50; цирконового пес-
песка 50
Пылевидного квар-
кварца 40; кварцевого
песка 60
Плавленого кварца
60; силиката цирко-
циркона 39,5; оксида ма-
магния 0,5
Цир коновой муки
50; силлиманита 25;
муллита 25
гелеббраэователя
50 %-ного водного
раствора триэтанол-
амнна 3,5
Оксида магния
0,03—2,0
Соляной кислоты
в спиртовом раство-
растворе 3,5
Диэтилметиламина
0,2
Пиридина 0,05—0,2
Гексаметилентетр-
амина 1,0
50 %-ного водного
раствора триэтанол-
амнна З—о
25 %-ного ацетата
аммония 1,0
Тринатрий фосфата
0,0—0,1; бикарбо-
бикарбонат или карбонат
натрия, амины (об-
(обработка наполните-
наполнителя)
Отношение
жидкой и
твердой фаз
33/67
29/71
44/56
20/80
25/75
20/80
35/65
25/75
18/82
302
Литье в керамические формы
Продолжение табл. 51
fi
i!
Содержание, % (мае. доля)
связующих
наполнителя
релеобраэователя
10
ЭТС 40—45; этилово-
этилового спирта 49,9; под-
подкисленной воды 5,1
Пылевидного квар-
кварца 75; кварцевого
песка 25
Окись магния 1,5—
2,0
25/75
11
ЭТС 32—78; этилово-
этилового спирта 12,6; под-
подкисленной воды 9,4
Пылевидного квар-
кварца 70; кварцевого
песка 30
15 %-ного
NaOH 5
раствора
25/75
Примечания: 1. Содержание гелеобразователя принято сверх 100 %
массы суспензии.
2. Суспензии 1—3, 10, И применяют для алюминиевых и магниевых
сплавов; суспензии 4—9 — для медных, никелевых и тугоплавких сплавов.
52. Составы разделительных смазок
Номер |
смазки
1
2
3
4
5
Компонента
Вода
Мыло
Машинное масло
Парафин
Машинное масло
Парафин
Вода
Олифа
Канифоль
Парафин
Бензин
Трансформатор-
Трансформаторное масло
Вазелиновое масло
Желтый вазелин
Содержание
компонента,
% (мае.
доля)
45
17
35
4
30
70
И
83,5
5,5
20
80
35
15
50
Примечаниям. Смазки 4 и 5
применяют при изготовлении керами-
керамических форм и стержней по алюми-
алюминиевой оснастке.
2. Смазки 1 и 2 применяют по де-
деревянной оснастке.
заливку суспензии в модельную ос-
оснастку;
извлечение формы или стержня после
затвердевания суспензии нз оснастки;
помещение формы в печь или пламя
горелки для выгорания паров раство-
растворителей;
прокалку форм после выгорания па-
паров растворителей;
прокаливание форм в течение 2—6 ч
в печи при температуре 850—900 °С;
проставление стержней, сборку форм;
заливку металлом.
Оснастку перед заливкой суспензии
необходимо предварительно покрыть
разделительными смазками (табл. 52).
Керамические формы изготовляют
двух видов: однослойные (монолитные
или цель но керамические) и комбини-
комбинированные. В комбинированных кера-
керамических формах в качестве опорного
слоя используют профилированные ме-
металлические рамы, опокн или жидко-
стекольные наполнители.
Этим способом изготовляют формы
с использованием промежуточной мо-
модели (рис. 24). Для промежуточной
модели используют дешевые огнеупор-
огнеупорные смеси; размеры промежуточной
модели больше основной, поэтому на
используемую в качестве промежуточ-
промежуточной рабочую модель наносят слой
глины, резины или фетра. После уда-
удаления промежуточного слоя в зазор
Литье под визжим давлением
401
7
6
5
3
2
/
Рт
U Pz
%"
Pa
*)
Время
Рис. 26. Схема литья под низким давлением (а) и программа изменения давле-
давления газа в раздаточной печи литейной машины (б):
/ — жидкий металл; 2 — раздаточная печь; 3 — металлопровод; 4 — нагреватель; б —
крышка печи; 6 — нижняя половина формы; 7 — верхняя половина формы; tt, xt — та,
*t — *•» *• — т4, т4 — тв и тв — тв — время соответственно движения металла по металло-
проводу, заполнения литейной формы, выдержки металла при низком давлении, нараста-
нарастании давления подпрессовки, выдержки отливки под давлением подпрессовки и сниже-
снижения давления до атмосферного
низким давлением изготовляют от-
отливки, подвергаемые испытаниям на
герметичность, сложной конфигура-
конфигурации с тонкими и толстыми стенками,
крупногабаритные с несколькими мас-
массивными тепловыми узлами. Для литья
применяют алюминиевые (АЛ2, АЛ9,
АЛ4, АЛ5, АЛ23, АЛ32, АЛ27,
АА34; ВАЛЮ) и медные (БрОбЦбСЗ,
БрОЮСЮ, БрСу5Ф1, ЛЦ16К4) спла-
сплавы.
Литье под низким давлением со-
состоит в вытеснении газом жидкого
металла из раздаточной печи в литей-
литейную форму (рис. 26, а) с регулирова-
регулированием давления сжатого газа по про-
программе, представленной на рис. 26, б.
Помимо принудительного заполнения
литейной формы, позволяющего по-
получать крупногабаритные тонкостен-
тонкостенные детали, в этом методе литья эф-
эффективно используют питание затвер-
затвердевающей отливки жидким металлом
из естественной прибыли — мета л л о-
провода. Последнее возможно при ор-
организации направленного теплоотвода
и затвердевании отливки сверху вниз.
Регулирование динамики потока ме-
металла осуществляют изменением дав-
давления сжатого газа в герметичной раз-
раздаточной печи, поэтому необходимость
в сложных литниковых системах от-
отпадает, но возрастает значение тем-
температурных режимов литья и в осо-
особенности — тепловых режимов работы
пресс-формы и верхней части металло-
металлопровод а. Кроме того, значительно воз-
возрастает объем вытесняемого из формы
воздуха за счет полости металлопро-
вода, что вынуждает особое внимание
уделять вентиляции литейной формы.
Основными параметрами, определя-
определяющими технологический процесс литья
под низким давлением, являются: до-
допустимая скорость движения металла
в полости формы, скорость изменения
давления газа в раздаточной печи,
максимальное давление газа в раз-
раздаточной печи, размеры элементов
литниково-вентиляционной системы,
температура сплава при заливке, тем-
температура формы, состав и качество
наносимого на поверхность формы по-
покрытия, длительность затвердевания
и охлаждения отливки в форме.
Гидродинамический режим заливки
при литье под низким давлением за-
зависит от скорости изменения давления
сжатого газа в раздаточной печи ли-
литейной машины. В первом приближе-
приближении можно принять, что скорость подъ-
подъема уровня металла в литейной форме
линейно зависит от скорости измене-
изменения давления газа:
402 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
где»м — скорость металла; к — коэф-
коэффициент, зависящий от плотности спла-
сплава и геометрии отливки; vp — скорость
изменения давления газа.
Скорость заполнения формы метал-
металлом можно представить в виде двух
слагаемых, одно из которых содержит
гармоническую составляющую:
vu = — АрР ехр [—р (тх + %)] —
— А ехр (—ат) sin (ат + <р), A0)
где Ар — давление газа в печи; %г —
продолжительность заполнения метал-
лопровода; Л, а, а, <р — амплитуда,
круговая частота, коэффициент за-
затухания и начальная фаза колебаний
скорости %; Р — темп изменения дав-
давления газа; т — текущее время про-
процесса.
Большее значение второго члена
уравнения A) по сравнению с первым
в отдельные моменты заливки озна-
означает наличие колебаний уровня сплава
в форме и соответственно возможность
появления дефектов отливок в виде
неспаев и окисных плен. Амплитуда
и коэффициент затухания колебаний
уровня металла в форме зависят от
местных потерь напора ?вх на входе
в металлопровод и форму (рис. 27).
Имеется критическое значение соот-
соотношения площадей сечения полости
формы ?ф и металлопровода ?мет,
ниже которого колебательность ста-
становится заметной и приводит к дефек-
дефектам отливок. Расчеты показывают, что
при бвх^ 1|0 (недиафрагмированный
металлопровод) критическое значение
V5MeT = 0,75, а при gBX = 6,0
т = 0,042 м, <*диаф = 0,035 м)
ф5мет = 0,4. Увеличение ?вх от 1
до 6 при 5ф/5мет = 0,4 приводит
к устранению колебаний сплава.
При выборе размеров диафрагмы,
устраняющей колебательность, поль-
пользуются справочными данными по рас-
расчетам гидравлических сопротивлений.
Необходимо учитывать, что отно-
относительное значение гармонической со-
составляющей в A) возрастает с увели-
увеличением плотности металла, поэтому
колебательность особенно значительна
при изготовлении отливок из медных
сплавов. Для сглаживания колеба-
колебательности может быть использовано
MM
120
во
20
/P
1
'v/
3
r
VI/
0 0J 1,0 1,5 2,0 2,5 С
Время г
Рис. 27. Изменения уровня металла в
форме при ее заполнении сплавом АЛ9
(для различных значений входного
гидравлического сопротивления метал-
металлопровод а):
1 - &вх ™ 1& 2 - *вх " 6'0; 3 "" ра0"
четное значение уровня металла, найден-
найденное по уравнению рндростатикнз h =»
L
избыточное давление газа в полости
формы, возникающее, в частности, при
затрудненной вентиляции формы. Од-
Однако уменьшение давления, действую-
действующего на значение возникающего в
форме противодавления, влечет за со-
собой дефекты отливок другого рода —
незаполняемости ребер, неточности
размеров отливки и т. д.
Допустимую скорость подъема уров-
уровня металла в форме (или скорость
движения потока металла в каком-
либо критическом сечении отливки)
рассчитывают, как и при литье в ко-
кокиль, из условий ламинарности по-
потока, а в отдельных случаях — из
условия допустимой высоты фонта-
фонтанирования потока.
На практике vM = 0,014-0,5 м/с.
По мере заполнения форм уровень
жидкого металла в раздаточной печи
понижается, поэтому давления сжатого
газа регулируют с момента достиже-
достижения потоком металла заданного уровня
в металлопроводе. Для регулирования
используют специальный датчик —
сигнализатор уровня. Ускоренный
подъем металла в металлопроводе осу-
Литье под визжим давлением
408
ществляют за счет постоянной ско-
скорости повышения давления газа в ин-
интервале значений 0,01—0,02 МПа/с.
Максимальное избыточное давление
сжатого газа, при котором происходит
питание затвердевающей отливки, со-
составляет 0,06—0,08 МПа. Этому зна-
значению давления соответствует боль-
большая часть прироста плотности отли-
отливок. При заливке разовых форм (песча-
(песчаных, оболочковых, керамических), а
также кокилей с песчаными стержнями
во избежание пригара давление не
повышают более чем на 0,01 МПа
сверх давления, необходимого для
заполнения формы металлом. Иногда
используют задержку прироста давле-
давления газа в момент заполнения формы
на 3—5 с, что способствует образова-
образованию поверхностной кромки металла,
предотвращающей пригар.
Необходимо также ограничивать ско-
скорость уменьшения давления сжатого
газа в раздаточной печи до атмосфер-
атмосферного в конце литейного цикла, так как
интенсивный сброс давления приводит
к перемешиванию металла и вымыва-
вымыванию футеровки у входа в металло-
провод. Эта Скорость обычно состав-
составляет @,001—0,01) МПа/с.
Длительность выдержки отливки под
давлением определяют временем ее
затвердевания. В простейшем случае
время затвердевания может быть опре-
определено по зависимости
где k — коэффициент затвердевания,
м/с*'*; Ro — приведенная толщина
стенки отливки, м.
При литье под низким давлением,
как и при литье в кокиль, важное
значение имеет выбор места и способа
подвода металла к отливке, выбор
положения отливки в форме, размеры
литниково-питающей и вентиляцион-
вентиляционной системы, тепловые режимы литья,
состав и качество нанесения теплоза-
теплозащитных покрытий.
Металлопровод и литниковая си-
система играют роль прибыли, находя-
находящейся под избыточным давлением, по-
поэтому массивные толстостенные части
отливки лучше располагать в нижней
половине формы; литники выбирают
короткими и массивными с толщиной
Рис. 28. Рекомендуемая конструкция
металлопровода для литья под низким
давлением алюминиевых сплавов:
/ — литая чугунная труба; 2 — футеровка
крышки печи; 3 — стальной стакан; 4 —
футеровка стакана; б — литниковая во-
воронка; 6 — асбестовая прокладка
стенки, равной или большей толщины
стенки отливки. Плавное заполнение
формы с минимальным фонтанирова-
фонтанированием обеспечивается при соблюдении
следующих условий:
0,5<5пит/5мет<6;
0,5<5ф/5пит<6,
где 5ф, 5мвт и SjmT — площадь со-
соответственно поперечного сечения фор-
формы металлопровода и питателей.
Вентиляцию литейной формы осу-
осуществляют теми же способами, что
и при литье в кокиль, но суммарная
площадь сечения вентиляции должна
быть в 2—3 раза больше, а зазоры не
должны превышать 0,15 мм.
Особое внимание при литье под
низким давлением уделяют конструк-
конструкции металлопровода (рис. 28). Метал-
лопровод представляет собой литую
трубу из хромоалюминиевого чугуна,
обработанную только по посадочному
месту. Стыковка с формой металло-
металлопровода осуществляется через сменный
футерованный стакан с тонкостенной
литниковой воронкой в верхней ча-
части. Футеруют стакан прокаленным
каолиновым волокном с высокоглино-
404 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Jifdp,MM20
Обороты дросселя
Рис. 29. Номограмма для
выбора режимов литья под
низким давлением:
6и — количество металла в
тигле; Гр — температура рабо-
рабочего пространства печи; Ррег —•
давление воздуха на входе в ре-
регулятор; *др — проходное сече-
иие др осселя; Оф — скорость за-
полнения формы металлом;
'зал ~" вРехя заливки формы
земистым цементом в качестве связую-
связующего. Удовлетворительно работает фу-
футеровка на основе шамота или вставки
из асботермосиликата. Тонкостенная
металлическая воронка согласовывает
размеры питателя и втулки, предохра-
предохраняет от разрушения футеровки стака-
стакана и предотвращает намораживание
металла с его стороны.
Температурные режимы литья спла-
сплавов и составы покрытий не отличаются
от рекомендуемых для литья в кокиль.
Покрытия на основе мела используют
для окрашивания тиглей и металло-
проводов; на основе окиси цинка —
формообразующих поверхностей коки-
кокилей; на основе асбеста — поверхно-
поверхностей литниково-питающей системы; на
основе графита — стержней (поверх
окиси цинка). Режимы литья по за-
заданным параметрам литейной машины
(давлению газа ррер на входе в регу-
регулятор, проходному сечению /др дрос-
дросселя, массе GM и температуре металла
в печи) могут быть определены по
номограмме. Номограмма (рис. 29)
позволяет определить требуемое время
заливки т8ал и скорость заполнения
формы 0ф.
Литье под низким давлением медных
сплавов имеет ряд особенностей, обус-
обусловленных повышенной температурой
плавления этих сплавов и повышенной
плотностью. В качестве раздаточно-
плавильных агрегатов при литье мед-
медных сплавов чаще всего используют
индукционные канальные и тигельные
печи, уделяя особое внимание герме-
герметичности агрегата и конструкции ме-
таллопровода. Из-за повышенных тем-
температур заливки сплавов наиболее
пригодны для металлопроводов не-
неметаллические огнеупорные материа-
материалы, например графитошамотные тру-
трубы. Однако эти материалы газопрони-
газопроницаемы и хрупки. Оптимальной являет-
является конструкция металлопровода из
двух графитошамотных труб, встав-
вставляемых друг в друга с кольцевым за-
зазором, сообщающимся с атмосферой
(рис. 30). В кольцевом зазоре давление
уменьшается до атмосферного, что ре-
решает проблему газопроницаемости. За-
Зазор может быть заполнен волокни-
волокнистым газопроницаемым материалом и
использован для рафинирования ме-
металла в печи продувкой через него
азота.
Для изготовления отливок методом
литья под низким давлением исполь-
используют специальные литейные машины.
В условиях мелкосерийного произ-
Литье под низким давлением
406
Рис. 30. Конструкция составного ме-
таллопровода для литья под низким
давлением медных сплавов:
1 и 2 — графитошамотные трубы соответ-
соответственно внутренняя н наружная; 3 —
кольцевой зазор; 4 — выход в атмосферу
водства применяют установку 83105
(рис. 31), предназначенную для из-
изготовления отливок из алюминиевых
сплавов преимущественно в пресс-фор-
пресс-формах с горизонтальным разъемом.
Основные технические характери-
характеристики установок литья под низким
давлением приведены в табл. 57.
Применяют также установки литья
под низким электромагнитным давле-
давлением. По сравнению с литьем под га-
газовым давлением они имеют ряд пре-
преимуществ — не требуется герметич-
герметичность печи и улучшаются условия
регулирования тепловых режимов
литья. На базе индукционной каналь-
канальной печи емкостью 350 кг (по алюми-
алюминию) разработана установка
МДЛ-1А-0,25 (рис. 32), в которой
металлопровод заменен футерованным
патрубком, соединяющим канал ин-
индукционной печи с кокильным стан-
станком. Установка может быть исполь-
использована для литья как алюминиевых,
так и медных сплавов. Микропроцес-
Микропроцессорное управление позволяет изго-
изготовлять отливки в автоматическом ре-
режиме с оптимизацией тепловых режи-
режимов и энергетических затрат. Отливки
из алюминиевых сплавов получают
также с помощью погруженных элек-
электромагнитных насосов.
Литье с противодавлением сочетает
в себе принципы литья под низким
давлением и автоклавного. Схема литья
с противодавлением приведена на
рис. 33. Заливка литейной формы осу-
осуществляется в условиях всестороннего
газового давления при снижении давле-
давления газа в полости формы по заданной
программе. Наиболее эффективен этот
метод литья для изготовления тол-
толстостенных отливок с массивными рас-
рассредоточенными тепловыми узлами. Ре-
Рекомендуемая толщина стенки отливки
10—30 мм.
Рис. 31. Установка 83105 литья под
низким давлением:
/ — подвижная плита-формодержатель;
2 — гидроцилиндр; 3 — верхняя непод-
неподвижная плита; 4 — направляющие ко-
колонны; 5 — съемник отливок; б — ниж-
нижняя неподвижная плита; 7 — агрегат за-
заливки; 8 — опорная колонна механизма
поворота; 9 *— кронштейн
ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
57. Технические характеристики машян литья под низким давлением
Параметр
Размеры рабочего места на плитах для
крепления частей кокиля, мм
Наименьшее расстояние между плита-
плитами, мм
Ход верхней плиты, мм
Усилия, кН:
смыкания полуформ
раскрытия полуформ
выталкивания отливки
Наибольшая вместимость агрегата за-
заливки (для алюминия), кг
Установленная мощность, кВт
83105
630X500
300
500
100
150
—
150
30
Модель маши и]
АЛУГ-2
800X630
500
630
60
60
20
320
35
а
АЛУГ-3
1250Х 1000
300
700
82
120
350
300
38
Основными технологическими пара-
параметрами литья с противодавлением
являются: абсолютное исходное зна-
значение давления газа в камере печи и
полости формы; скорость изменения
разности давления газа в раздаточной
печи и полости формы; максимальное
значение разности этих давлений; тем-
температура формы и металла при залив-
заливке; состав и качество покрытия, на-
наносимого на рабочую поверхность ме-
металлической формы.
2 3
Рис. 32. Схема установки МДЛ-1А-0,25 литья под электромагнитным давле-
давлением:
1 — индукционная канальная печь; 2 — индуктор; 3 — отъемный канал; 4 -г электро-
электромагнит; б — подвижный кокильный станок; 5 — верхняя неподвижная плита кокиль-
кокильного станка; 7 — съемник отливок; 8 — привод подвижного кокиля; 9 и 10 — шкафы
•оответственно еилового питания в управления
Литье под визжим давлением
407
ч/
¦и
Hi
—
а) 5) П
Рис. 33. Схема литья с противодавлением:
а — исходное положение перед началом заливки формы: рх « pt; б — заполнение формы
металлом; pt > pt; в — затвердевание отливки под давлением; Рх — Pt — const
Исходное рабочее давление сжатого
газа составляет обычно 0,4—0,6 МПа,
что оптимально для получения плотных
отливок. Разность давлений в камере
печи и полости формы составляет
0,04—0,12 МПа (меньшие значения —
для отливок, изготовленных с песча-
песчаными стержнями). Скорость измене-
изменения разности давлений в форме и
печи определяет скорость заполнения
формы жидким металлом:
где о. — скорость изменения разно-
разности давлений, МПа/с; k — коэффици-
коэффициент, зависящий от плотности сплава,
соотношения площадей поперечного се-
сечения формы 5ф и тигля с металлом
ST и коэффициента ц расхода литни-
литниковой системы; определяется из урав-
уравнения
i— l
W Тм — плотность сплава, кг/м3.
Коэффициент расхода (\i = 1Д/Т+1)
зависит от местных сопротивлений ?м,
начения которых приведены ниже:
V5» Ю 9 8
Бм 81 64 49
Температурные режимы литья, а
также состав, теплозащитные свойства,
и способы нанесения покрытий на рабо-
рабочие поверхности кокиля выбирают
в соответствии с рекомендациями для
литья под низким давлением. Техни-
Технические характеристики машин литья
с противодавлением производства НРБ
приведены в табл. 58.
Литье вакуумным всасыванием по
своей физической сущности близко
к двум описанным выше методам литья.
Вакуумным всасыванием получает
сложные тонкостенные отливки с ми-
минимальным количеством тепловых уз-
узлов, а также слитки и полые изделия
типа втулок из алюминиевых и медных
сплавов. Схема литья вакуумным вса-
всасыванием приведена на рис. 34. С по-
помощью вакуумного насоса обеспечи-
обеспечивается разрежение в ресивере. Элек-
Электромагнитный клапан соединяет ка-
камеру с ресивером. С помощью дрос-
дросселя регулируют скорость вакуумиро-
вания камеры. В результате перепада
давлений под расплавом в тигле и в ка-
камере с формой происходит заполнение
последней жидким металлом. Реле
времени определяет длительность тех-
технологической выдержки, после чего
клапан соединяет камеру с атмосферой.
Форму разбирают и извлекают отливку.
7
36
6
25
5
16
4
9
3
4
2
1
1
0
408 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
58. Машины литья с противодавлением
Параметр
Вместимость печи, кг (для
алюминия)
Усилие запирания формы, кН
Рабочее давление газа,
МПа- 10Г*
Габаритные размеры (дли-
(длина X ширинах высота), мм
Масса, кг
Модель машины
МЛП 630
500
550
5065Х4678Х
Х3334
9000
МЛП 1000
900
600
80—100
5980Х5250Х
Х3905
16 000
МЛП 1600
900
1900
6558Х5225Х
Х4150
23 500
Важнейшими технологическими па-
параметрами при литье вакуумным вса-
всасыванием являются: скорость вакууми-
вакуумирования формы, величина рабочего
вакуума, глубина погружения носка
кристаллизатора в жидкий металл (при
литье слитков), длительность вакууми-
вакуумирования формы, температурные режи-
режимы литья.
Скорость вакуумирования формы оп-
определяет скорость заполнения послед-
последней жидким металлом (аналогично
литью под низким давлением) и за-
зависит от разрежения Арр в ресивере
и диаметра диафрагмы ?>д в дросселе:
Арк = Арр [1 — ехр (—Рт)],
где Арк и Арр — разрежения соответ-
соответственно в камере и ресивере, Па;
Р — коэффициент, зависящий от диа-
диаметра диафрагмы и разрежения в ре-
ресивере; т — текущее время, с.
Для 10-8 мм < Dj. < 6- Ю-8 мм и
0,027 МПа < Арр <0,665 МПа уста»
новлена зависимость
^°-7.
Минимальное разрежение, необхо-
необходимое для заливки литейной формы
при минимальном уровне металла в
тигле печи, можно определить из
уравнения гидростатики
где Яшах — суммарная длина металло-
провода и высота отливки.
Вакуумирование формы при литье
вакуумным всасыванием осуществля-
осуществляется через вентиляционные каналы.
Основой расчета вентиляционных ка-
каналов является уравнение расхода
газа при его истечении через диафрагму
Рис. 34. Схема литья вакуумным всасыванием:
1 ~* вакуумная камера о формой; 2 -*• трубопровод; S — электромагнитный клапан;
4 — дроссель; б *-* ресивер; в *« вдеитрокоитактиый вакуумметр; 7 *— вакуумный иаооо
Литье иод аизким давлением
409
где тр —масса газа, находящегося
в полости формы перед началом вса-
всасывания, кг; 7К — температура фор-
формы, °С; т8 — время заливки формы, с;
рк и рр — давления соответственно
в форме и ресивере, Па; ех = />р/рк.
Исходную глубину погружения кри-
кристаллизатора при литье слитков опре-
определяют из уравнения
где Яо — высота отливки, мм; г —
внутренний радиус кристаллизатора,
мм; R — радиус зеркала металла в
тигле, мм.
Длительность вакуумирования фор-
формы определяется временем затверде-
затвердевания отливки или временем намора-
намораживания твердого металла заданной
толщины (при литье полых загото-
заготовок).
Время затвердевания отливки опре-
определяют по уравнению
где Ro — приведенная толщина отлив-
отливки, мм; k — коэффициент затверде-
затвердевания, мм/с4^1.
По сравнению с литьем в кокиль
затвердевание при литье вакуумным
всасыванием происходит быстрее: для
сплава АЛ9 при кокильном литье
к ~ 1,77 мм/с1^1, а при литье вакуум-
вакуумным всасыванием k ~ 2,39 мм/с1/*.
Приведенную толщину отливки Ro
определяют из уравнения
где &н — коэффициент затвердевания
для нижнего сечения отливки, мм/с1/*;
RH — приведенная толщина отливки-
в нижнем сечении, мм.
Для расчета конуса питания,
необходимой для обеспечения направ-
направленного затвердевания отливки по ее
высоте, используют коэффициент за-
затвердевания в верхнем сечении от-
отливки
где б0 — толщина стенки отливки в
выбранном сечении, мм; Ь — ширина
поперечного сечения полости формы
в выбранном сечении отливки, мм.
В этом случае коэффициент затвер-
затвердевания различен для различных се-
сечений отливки. Продолжительность вы-
выдержки металла до слива из металло-
провода определяют тогда по формуле
tga>
JL
(И)
где a — необходимый уклон стенки
отливки; &В — коэффициент затверде-
затвердевания для верхнего сечения отливки,
мм/с1/*; vM — скорость движения ме-
металла в форме, мм/с; бв — толщина
стенки отливки в верхней части, мм.
При заданном а по A1) можно опре-
определить скорость заливки, предотвра-
предотвращающую усадочные дефекты без при-
применения верхних прибылей.
Оборудование для литья вакуумным
всасыванием разрабатывают по спе-
специальным заказам. На Челябинском
тракторном заводе для литья колес
компрессоров из алюминиевого спла-
сплава используют установку (рис. 35),
характеристика которой приведена
6 7 8
Рис. 35. Установка для литья вакуум-
вакуумным всасыванием колес компрессоров:
1 — печь; 2 — металлопровод; 8 — стол;
4 — пневмоцнлнндр; 5 — колонна; 6 —
пневмоцилиндр прижатия формы; 7 —
клапан; 8 — пневмоцилиндр прижатия ка-
камеры; 9 — ресивер; 10 — эяектроконтакт-
ный вакуумметр; 11 — вакуумный насос;
12 — вакуумная камера; 13 — конечный
выключатель; 14 — пульт управления
410 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
59. Дефекты отливок при литье под низким давлением,
с противодавлением и вакуумным всасыванием
Дефект
Газовые
раковины и
пористость
Усадочные
раковины и
пористость
Заливы
по разъему
формы
Пригар
Неметал-
Неметаллические
включения
в отливке
Коробление
отливок
Причины образования
Негерметичность металлопро-
вода
Малое количество сплава в печи
Высокая скорость заливки
Сырой песчаный стержень
Плохое качество рафинирова-
рафинирования сплава
Не обеспечивается направлен-
направленность затвердевания
Местный перегрев формы или
стержня
Коробление формы из-за не-
неравномерности прогрева
Повышенная температура фор-
формы
Высокая скорость заливки
Повышенное давление газа
в печи; малая плотность по-
поверхности стержня
Некачественное рафинирова-
рафинирование сплава; большие скорости
сброса давления в конце цикла
Малое количество сплава в печи
Высокая осыпаемость стержня
Недостаточное время выдержки
в форме; неисправность кокиля
Меры предупреждения
и устранения
Заменить металлопровод
Пополнить печь сплавом
Отрегулировать скорость залив-
заливки
Проверить качество сушки
стержней
Соблюдать режимы рафиниро-
рафинирования
Доработать литниковую систему
и улучшить технологичность
конструкции отливки
Обеспечить равномерность на-
нагрева формы и охлаждение
стержня
Улучшить конструкцию формы
Уменьшить темп работы
Отрегулировать скорость залив-
заливки
Отрегулировать режимы окра-
окраски стержня и режимы литья
Отрегулировать режимы литья
Пополнить печь металлом
Проверить качество стержней
Выдержать время охлаждения
Осмотреть кокиль
ниже:
Производительность, число
отливок в час
Регулируемое разрежение,
МПа
Диаметр камеры, мм ...
Мощность печи, кВт . . .
Габаритные размеры, мм
Масса, кг.
30
0,04—
0,08
300
18
3400Х
Х2600Х
Х2100
2450
Дефекты отливок, возникающие при
литье под низким давлением, с про-
противодавлением и вакуумным всасы-
всасыванием, приведены в табл. 59.
9. Литье выжиманием
и погружением
Литьем выжиманием изготовляют
отливки панельного и оболочкового
типов с толщиной стенки 1,5—3,0 мм
и размером более 2000 мм из алюминие-
Лвтье внжвманвем в погружением
411
Рис. 36. Схема литья выжиманием методом
углового сближения полуформ:
а — исходное положение; б — после выжимания;
I — жидкий металл; 2 — песчаный стержень;
8 — неподвижная половина формы; 4 — нагре-
нагреватели; 5 — подвижная половина форма; 6 —
боковая щека
Рис. 37. Схема литья выжиманием методом
плоскопараллельного сближения полуформ:
а — всходвое положение; б — после выжимания;
/ — боковая щека; 2 — основа иве; 3 — половина
формы; 4 — песчаный стержевь
вых сплавов АЛ2, АЛ4, АЛ9, АЛЧМ,
АЛ34, АЛ23-1.
Крупногабаритные отливки из маг-
магниевых сплавов литьем выжиманием
не изготовляют из-за склонности этих
сплавов к окислению и образованию
мнкрорыхлот. Выход годного при из-
изготовлении панельных отливок со-
составляет 25—30 %, а при изготовле-
изготовлении оболочковых 30—50 %. Особен-
Особенностью процесса является заполнение
формы сплошным потоком изменяю-
изменяющегося во времени площадью сечения,
превышающей до момента заполнения
формы площадь сечения отливки. Вто-
Второй особенностью является затверде-
затвердевание отливки в процессе движения
металла в форме, а формирование от-
отливки заканчивается при соединении
намороженных на стенках подвижной
и неподвижной полуформ корочек ме-
металла и выжимании излишка металла
в промывник. Зона соединения коро-
корочек металла является наиболее де-
дефектной частью отливки.
Процесс осуществляют двумя основ-
основными способами: поворотом полуформ
вокруг неподвижной оси (рис. 36)
или плоскопараллельным сближением
полуформ (рис. 37). В первом случае
(см. рис. 36) жидкий металл заливают
в створ полуформ, одна из которых
неподвижна и содержит песчаный
стержень, оформляющий ребристую
часть отливки; внутри полуформ смон-
смонтированы нагреватели. Боковые щеки
предотвращают выливание металла из
формы в процессе выжимания. При
плоскопараллельном сближении могут
быть подвижны обе полуформы.
Основными технологическими пара-
параметрами литья выжиманием являются
412 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
скорость перемещения подвижной по-
полуформы, температура металла в на-
начале выжимания, температура пресс-
формы и толщина слоя теплозащит-
теплозащитного покрытия на рабочей поверх-
поверхности пресс-формы.
При плоскопараллельном выжима-
выжимании скорость сближения полуформ
определяют из соотношения
-^-, 02)
где 0ДОП — допустимая скорость подъ-
подъема уровня металла в форме, м/с;
60 — толщина стенки отливки, мм;
Н — начальная высота уровня ме-
металла в металлоприемнике, мм; В —
начальная ширина просвета между
полуформами, мм.
При угловом сближении скорость
поворота подвижной полуформы на-
находят из выражения
60. Коэффициенты затвердевания
к различных сплавов
: одоп
2ф
A3)
где © — угловая скорость поворота
полуформы, рад/с; ф — начальный
угол раскрытия полуформ, рад; Н —
начальная высота уровня металла в
металлоприемнике (от оси поворо-
поворота)^.
Допустимые значения скорости подъ-
подъема уровня металла в литейной форме
можно рассчитать из условия сохране-
сохранения ламинарного режима движения
жидкости в форме (практические зна-
значения составляют 0,3—0,7 м/с) или
по допустимому времени заполнения
формы металлом из условия наморажи-
намораживания твердой корки металла толщи-
толщиной, равной половине толщины стенки
отливки (обычно составляет 1—5 с).
Для оценочного расчета допустимо
использование закона квадратного кор-
корня для толщины затвердевшего слоя
металла:
60 = 2*Ут, A4)
где k — коэффициент затвердевания
(табл. 60), мм/с1/'; т — время, с.
При литье выжиманием оболочко-
оболочковых отливок с различной толщиной
стенки установлена связь между мгно-
мгновенной скоростью течения расплава
в головной части потока vTi скоростью
движения полуформы оп, координатой
Сплавы
Цинко-
Цинковые
Алюми-
Алюминиевые
Медные
Титано-
Титановые
К мм/с1/2
1,07—
1,13
1,2—1,32
0,69
1,58
1,2
0,63
0,85
Литейная форма
Стальной кокиль
Чугунный кокиль
Песчаная форма
Чугунный кокиль
Стальной кокиль
Керамическая
форма
Графитовая форма
перемещения полуформы X относи-
относительно станины, плотностью расплав-
расплавленного металла ум и геометрическими
параметрами формы:
A5)
At
X
Z
BZ
где Go — масса отливки, кг; В —
ширина полуформ, м; Аум — измене-
изменение плотности заливаемого металла
при охлаждении потока, кг/м8; Z —
текущая координата (по высоте) голов-
головной части потока, м; Ro—текущий
радиус серединной части отливки, м;
5 — текущая площадь технологиче-
технологических приливов по бокам отливки (по
смоченному периметру), м2; рс — при-
приведенная толщина стенки отливки, мм.
Для реализации требуемого закона
изменения скорости сближения полу-
полуформ по формуле A5) устанавливают
теоретический профиль копира, по
которому движется толкатель, откры-
открывающий проходное сечение дросселя
в системе регулирования расхода жид-
жидкости гидропривода литейной выжим-
выжимной машины.
Температуру металла в начале вы-
выжимания принимают минимально воз-
возможной. Как правило, она не превы-
превышает температуру ликвидуса сплава
более чем на 20—30 °С.
Литье выжиманием и погружением
413
61. Технические характеристики литейно-выжимных машин
Параметр
Модель машины
ВЛ-1
ВЛ-б
ВЛ-10
ВЛ-30
Максимальные размеры
отливки, мм
Наименьшая толщина
стенки отливки, мм
Максимальное усилие вы-
выжимания, кН
Максимальный угол рас-
раскрытия полуформ, рад
Продолжительность сбли-
сближения полуформ, с
Вместимость металло-
приемника (по алюми-
алюминию), кг
Мощность нагревателей
металлоприемника, кВт
Установленная мощность,
кВт
Габаритные размеры (дли-
(длина X ширинах высота), мм
Масса, кг
2100X1100
2100X1000
2100X1100
2,0
,5
68
4-11
-70,0
16,0
41,3
3240 X
Х2850Х
Х2120
9500
270
5—25
100,0
50,0
173,6
4650X
X4060X
X2310
,5
9000
300
6—12
16,0
68,0
2600 X
Х2650Х
Х2500
7С
1000X600
150
5—10
)
8,0
32,2
2960X
X 1685X
X1625
6000
Рабочая температура металлоприем-
металлоприемника при литье алюминиевых сплавов
у///////////////////.
составляет 280—300 °С, а пресс-фор-
пресс-формы __ 180—250 °С.
Технические характеристики обору-
оборудования, применяемого при литье вы-
выжиманием, приведены в табл. 61.
Оригинальный способ литья выжи-
выжиманием разработан Ю. А. Караником.
По этому способу (рис. 38) пуансоном
выжимают жидкий металл из обли-
облицованной камеры в литейную форму,
используя слой облицовки как есте-
естественный гидравлический затвор —
достаточно пластичный для дефор-
деформации и теплозащитный для предот-
предотвращения намораживания металла на
стенках.
Этим способом можно изготовлять
тонкостенные крупногабаритные отлив-
Рис. 38. Схема литья выжиманием с
пластичным деформированием облицо-
облицовочного покрытия:
1 — металлоприемник; 2 — облицовочное
покрытие; 3 — основание формы с литни-
литниковым ходом; 4 — форма; 5 — стержень;
6 — пуансон
414 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Рис. 39. Схема литья погружением:
/—нижняя половина формы; 2—питатели; 5««верхняя половина формы; 4«толка-
тель; 5 — защитный кожух
62. Дефекты отливок при литье выжиманием и погружением
Дефект
Трещины, разры-
разрывы в отливке, вол-
волнистость поверх-
поверхности
Рыхлоты и рако-
раковины возле тепло-
тепловых узлов
Несоответствие
размеров отливки
требованиям чер-
чертежа
Коробление от-
отливки, усадочные
трещины
Причина образования
Высокая скорость сближе-
сближения полуформ при выжима-
выжимании
Низкая температура метал-
металла при заливке
Низкая температура формы
Неправильная сборка формы
Малая скорость сближения
полуформ в конце выжима-
выжимания
Асимметричность конструк-
конструкции отливки
Неравномерность и затруд-
затрудненность усадки
Заливы между щеками и
формой
Меры предупреждения
Подобрать оптимальную ско-
скорость сближения полуформ
Повысить температуру ме-
металла при заливке и темп
работы
Повысить температуру фор-
формы
Улучшить технологичность
конструкции отливки
Обеспечить равномерность
прогрева формы
Устранить причины образо-
образования заливов
Литье с направленной кристаллизацией
416
ки из сплавов с высокой температурой
плавления, в том числе из сталей.
Литье погружением используют для
получения фасонных отливок из алю-
алюминиевых и медных сплавов. Сущность
процесса (рис. 39) заключается в том,
что специальная форма погружается
до определенного уровня в жидкий
металл, который через донные и бо-
боковые питатели заполняет полость ли-
литейной формы. Погруженная в металл
форма до полного затвердевания от-
отливки остается неподвижной, при этом
питание отливки осуществляется не-
непосредственно из ванны печи. Отливки
получают в керамических, металличе-
металлических и комбинированных формах. Ке-
Керамические и комбинированные формы
используют для изготовления отливок
из медных сплавов, а металлические —
из алюминиевых типа АЛ4, АЛ9 и
АЛ25. Выход годного при этом способе
литья составляет 85—90 %. Способ
литья погружением особенно эффек-
эффективен при изготовлении отливок с
большим количеством тепловых узлов
и неравномерной толщиной стенок.
Как и при других способах литья,
при выборе гидродинамического ре-
режима заливки руководствуются до-
допустимой скоростью заполнения формы
металлом. Постоянный подогрев формы
излучением от ванны металла создает
требуемый для направленного затвер-
затвердевания градиент температуры по вы-
высоте формы и позволяет заполнять
форму с пониженной по сравнению
с кокильным литьем скоростью. Для
алюминиевых сплавов скорость по-
погружения составляет 0,05—0,10 м/с
Температурные режимы литья и по-
покрытия на рабочие поверхности ме-
металлической формы выбирают, как
при кокильном литье.
Специфические дефекты отливок и
методы их устранения при литье вы-
выжиманием и погружением приведены
в табл. 62.
10. Литье с направленной
кристаллизацией
Литье с направленной кристаллиза-
кристаллизацией используют для изготовления
отливок, у которых один габаритный
размер превосходит два других в не-
несколько раз (HIR > 10), а также при
наличии технического требования на-
направленности структуры в отливке.
При литье этим способом применяют
алюминиевые сплавы типа АЛ9, оло-
оловянные бронзы 010С2НЗ, магнитные
сплавы типа ЮНДК и жаропрочные
сплавы типа ЖС6. Направленная кри-
кристаллизация предполагает направлен-
направленный теплоотвод, поэтому литейную
форму, условия заливки и затвердева-
затвердевания отливки рассчитывают таким об-
образом, чтобы теплоотвод был макси-
максимально интенсивным по требуемому
направлению кристаллизации.
Существует три основных способа
литья с направленной кристаллиза-
кристаллизацией. По первому способу, предложен-
предложенному В. Д. Храмовым, последователь-
последовательное направленное затвердевание отли-
отливок происходит в процессе заливки
сплава при непрерывном подводе к
фронту его затвердевания новых пор-
порций металла. Схема установки при-
приведена на рис. 40. Полость формы
щелевыми питателями толщиной 4—
7 мм соединена со стояками, в которые
опущены стальные трубки внутрен-
внутренним диаметром 12—16 мм. Жидкий
металл заливают в литейную чашу,
при этом стопоры-заглушки закры-
закрывают отверстия литниковых трубок.
Литниковые трубки установлены так,
что они не доходят до дна колодца
формы на 20—25 мм. Литниковую
чашу нагревают перед заливкой на
200—-250 °С газовыми горелками, а
литниковые трубки — до 500—800 °С
электроконтактным способом. После
заполнения литниковой чаши жидким
металлом стопоры-заглушки вынимают
и в момент, когда нижние концы тру-
трубок окажутся погруженными в металл
на глубину 100—150 мм, форму на-
начинают опускать с определенной ско-
скоростью.
Скорость опускания формы опреде-
определяют из условия неразрывности потока
жидкого металла:
где v0TL — скорость опускания формы,
м/с; ]i — коэффициент расхода (для
стальных трубок диаметром 12—16 мм
равен 0,6—0,8); SimT — площадь по-
416 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Рис. 40. Схема установки для литья методом последовательно направленной
кристаллизации:
1 — литейная форма; 2 — вертикальный стоя к-колодец; 8 — щелевой питатель; 4 —
полость формы; 5 — стол; 6 — гидравлический подъемник; 7 — шток; 8 — стопор-за-
стопор-заглушка; 9 — опора; 10 — направляющая труба; 11 — литниковая чаша; 12 — литнико-
литниковая труба; 18 — газовая горелка
перечного сечения литниковой труб-
трубки, м2; п — число литниковых трубок;
g—ускорение свободного падения, м/с2;
Яо — высота отливкиг-ьц>. 5ф — пло-
площадь € поперечного сечения отливки,
м2.
Размеры поперечного сечения лит-
литниковой трубки определяют из усло-
условия материального баланса в зоне
затвердевания:
м/с;
где т8 — время заполнения формы
металлом, с.
Поскольку #0 = k Vv
k2
S
где vM — линейная скорость истече-
истечения металла из литниковой трубки,
где k — коэффициент затвердевания,
м/с1/».
Способ В. Д. Храмова можно ис-
использовать для изготовления отливок
Литье с направленной кристаллизацией
417
Рис. 41. Схема литья с нагревом фор-
формы и регулируемым перемещением
кр истал л изатор а :
1 — литейная чаша; 2 <— форма; 3 — гра-
графитовая вставка; 4 — индуктор; б — кри-
кристаллизатор; б — устройство охлаждения
кристаллизатора; 7 *~ шток
в песчаных, оболочковых и гипсовых
формах.
По второму способу литейную фор-
форму, нагретую выше температуры ликви-
ликвидуса сплава, устанавливают на охла-
охлаждаемый поддон-кристалл изатор
(рис. 41) и заливают перегретым спла-
сплавом. Форма при заливке находится
внутри нагревающего устройства (ин-
(индуктора). После небольшой технологи-
технологической выдержки C—5 с) форму опу-
опускают из зоны нагрева с определенной
скоростью C—50 мм/с) вместе с кри-
кристаллизатором. При этом в процессе
затвердевания формируется направлен-
направленная структура отливки.
Получение направленной структуры
требует задания определенного гра-
градиента температуры у фронта затвер-
затвердевания, обеспечивающего динамиче-
динамическую устойчивость поверхности раз-
раздела твердой и жидкой фаз. Плоский
фронт кристаллизации устойчив при
отсутствии концентрационного пере-
переохлаждения, что определяется усло-
условием:
Тж ЮдСтП—*р)
где Тт — градиент температуры в жид-
жидкой фазе, °С/м; v9 — скорость затвер-
14 Н. М. Галдин и др.
девания, м/с; ©л — тангенс угла на-
наклона линии ликвидус сплава; Ст —
относительная концентрация второго
компонента сплава в твердой фазе;
&р — коэффициент распределения ком-
компонента, равный ?р = Cv/Cm (Сж —
относительная концентрация второго
компонента в жидкой фазе); Dm —
коэффициент диффузии второго ком-
компонента в жидкой фазе.
Максимальная скорость затвердева-
затвердевания из условия теплового баланса
на фронте затвердевания в предполо-
предположении Тш -* 0 равна
о -MJL
где кт — коэффициент теплопроводно-
теплопроводности твердого металла, Вт/м-°С; Тт —
градиент температуры в твердой фазе,
°С/м; рт — плотность твердой фазы,
кг/м^; L — удельная теплота кристал-
кристаллизации, кДж/кг.
Возможности изменения градиента
температур в жидкой фазе ограничены
допустимым перегревом жидкого ме-
металла и условиями его конвекции
в литейной форме, поэтому регулируе-
регулируемой величиной является скорость за-
затвердевания, определяемая градиен-
градиентом температуры в твердой фазе Тт.
Таким образом, направленное затвер-
затвердевание обеспечивается регулируемым
направленным теплоотводом, наиболее
интенсивным в направлении требуе-
требуемого роста кристаллов и минималь-
минимальным — в поперечном направлении.
Технологическая схема получения
отливок с направленной структурой
сводится к затвердеванию жидкого
металла в литейнсй форме с резко
отличающимися свойствами теплопро-
теплопроводности вдоль и поперек требуемого
направления структуры, с регули-
регулированием градиента температур вдоль
направления роста кристаллов.
Выклиниванию неориентированных
вдоль требуемого направления кри-
кристаллов способствует замедленная ско-
скорость затвердевания в начальный мо-
момент процесса, что достигается за-
замедленным движением кристаллизато-
кристаллизатора в начальный момент или буферной
теплоизоляцией поверхности кристал-
кристаллизатора. По достижении требуемой
ориентации кристаллов скорость дви-
движения может быть увеличена, что
418 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
позволяет повысить производитель-
производительность процесса, Наконец, на завер-
завершающем этапе скорость движения кри-
кристаллизатора вновь следует снизить,
что уменьшает зону усадочных дефек-
дефектов и способствует повышению коэф-
коэффициента использования металла.
Этим методом получают литые за-
заготовки из никелевых жаропрочных
сплавов типа ЖС6, магнитных спла-
сплавов алнико и алюминиевого сплава
АЛ9.
Отливки получают в автоматизиро-
автоматизированных проходных печах горизонталь-
горизонтального типа при непрерывном перемеще-
перемещении форм через восходящий тепловой
поток. Внутри печи поддерживают
остаточное давление 0,001—0,062 Па,
а загрузку форм и выгрузку отливок
проводят через шлюзовые вакуумные
затворы. Твердую шихтовую заготов-
заготовку размещают в литейной чаше фор-
формы, где она расплавляется при на-
нагреве формы в зоне нагрева и плавле-
плавления печи.
Литые заготовки постоянных магни-
магнитов из сплавов типа ЮНДК25Т полу-
получают путем заливки металла в блок
керамических трубок, объединенных
литейной чашей. Блок перед заливкой
нагревают до 1350—1400°С и устанав-
устанавливают на подвижный водоохлаждае-
мый поддон-кристаллизатор, опускаю-
опускающийся с регулируемой скоростью.
Фактически таким же способом полу-
получают отливки из алюминиевых спла-
сплавов в формах по выплавляемым моде-
моделям. Керамическую форму нагревают
до 650—700 °С в трехсекционной печи
сопротивления мощностью 15 кВт,
заливают сплавом АЛ9 при темпера-
температуре 680—720 °С и погружают в ка-
камеру с псевдокипящим электрокорун-
электрокорундом 20, играющим роль кристаллиза-
кристаллизатора. Плотные герметичные отливки
получают при положительном темпе-
температурном градиенте по высоте отливки
0,24°С/мм. Изготовление отливок из
сплава АЛ9 этим способом позволяет
по сравнению с литьем в керамическую
форму без охлаждения низа формы
повысить прочность на разрыв с 71,4
до 147 МПа, а относительное удлине-
удлинение — с 3,4 до 6,4 %.
При третьем способе литья (рис. 42)
с направленной кристаллизацией со-
совмещают изложенные выше принципы
литья по первому и второму способам,
а именно: последовательная заливка
формы сочетается с направленным
теплоотводом от поверхности отливки.
Стояк и щелевой питатель выполнены
в стержне и вставке. Контурный на-
нагреватель расположен на поплавке.
При заливке формы жидким металлом
одновременно с регулируемой ско-
скоростью подают в бак воду, при этом
поплавок с нагревателем всплывает,
следуя за фронтом жидкого металла
в форме. Форму при получении отли-
отливок из алюминиевых сплавов перед за-
заливкой необходимо нагревать до 550—
600 °С, а скорость заливки должна
превышать скорость подъема уровня
Рис. 42. Схема литья по-
последовательной кристал-
кристаллизацией с направлен-
направленным теплоотводом:
/ — бак; 2 — форма; 3 —
полость формы; 4 — стер-
стержень; 5 — щелевой пита-
питатель; 5 — стояк; 7 — встав-
вставка; 8 — контурный нагре-
нагреватель; 9 — поплавок
Литье центробежное и с кристаллизацией под давлением
419
63. Свойства сплава
Параметр
образца
Образца-сви-
Образца-свидетеля
Поперек слит-
слитка
Вдоль слитка
После гомоге-
низационного
отжига
По ТУ
МПа
280—324
241—265
246—273
265—310
250
0I0C2H3
а.
%
8—12
5—7
5—7
6—10
5
па
80—103
94—107
94—107
95—104
75
воды в баке в 1,2—1,3 раза. С умень-
уменьшением толщины стенки отливки это
превышение возрастает в 1,5—2,0 раза.
При получении отливок из бронзы
БрО10С2НЗ начальную температуру
нагрева формы повышают до 700—
800 °С. В табл. 63 приведены данные
о свойствах БрО10С2НЗ при литье
с направленной кристаллизацией слит-
слитков диаметром 120 и высотой 180 мм
в металлическую изложницу с чугун-
чугунным вкладышем. Вкладыш изнутри
покрывают теплоизоляционной обмаз-
обмазкой толщиной 0,5—0,8 мм.
Сведения о дефектах отливок при
литье с направленной кристаллиза-
кристаллизацией приведены в табл. 64.
11. Центробежное литье
и литье с кристаллизацией
под давлением
Центробежным литьем получают ли-
литые заготовки, имеющие форму тел
вращения: втулки, венцы червячных
колес, барабаны для бумагоделатель-
бумагоделательных машин, роторы электродвигателей,
камеры сгорания реактивных двигате-
двигателей космических аппаратов, деталей
пусковых установок. В некоторых слу-
случаях метод центробежного литья яв-
является единственно возможным (брон-
(бронзовые рубашки судовых валов).
Наибольшее применение центробеж-
центробежное литье находит при изготовлении
втулок из медных сплавов, преимуще-
преимущественно оловянных бронз, и сложных
фасонных отливок из литейных тита-
титановых сплавов типа ВТ5Л, ВТ9Л и др.
Втулки из медных сплавов получают
в металлических изложницах, а от-
отливки из титановых сплавов — в гра-
графитовых формах, полученных прессо-
прессованием или по выплавляемым моделям.
Венцы червячных колес из бронзы
БрО10Ф1 получают в жидкостеколь-
64. Дефекты отливок при литье с направленной кристаллизацией
Наименование дефекта
Осевая усадочная пори-
пористость
Равноосная крупнозер-
крупнозернистая структура отлив-
отливки, большая протяжен-
протяженность зоны равноосных
зерен
Механический пригар;
грубая шероховатая по-
поверхность отливки
Перечень образования
Большая скорость дви-
движения кристаллизатора
Низкая температура за-
заливки металла
Низкая температура
формы и низкая темпера-
температура заливки металла
Высокая температура
нагрева формы
Меры предупреждения
и сравнения
Отрегулировать скорость
движения кристаллиза-
кристаллизатора
Повысить температуру
заливки металла
Повысить температурные
режимы литья
Снизить температуру на-
нагрева формы
14*
420 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
\
'////777///////,
Рис. 43. Схема центробежного литья с горизонтальной осью вращения:
I ¦» изложница; 2 ¦-• подвижный желоб; 3 —* дозатор; 4 ¦— привод вращения изложница
ных песчаных формах, а рабочие ко-
колеса центробежных насосов из бронзы
БрОЗЦ7С5Н1 — в металлических фор-
формах с песчаными стержнями.
Получение центробежным способом
отливок из алюминиевых и магниевых
сплавов вследствие их малой плотно-
плотности и склонности к окислению затруд-
затруднительно. Чаще всего применяют цен-
центробежное литье при изготовлении от-
отливок из алюминиевых сплавов АЛ2,
АЛ4 и АЛ9.
По сравнению с литьем в неподвиж-
неподвижные формы центробежное литье имеет
ряд преимуществ: повышаются запол-
няемость формы, плотность и механи-
механические свойства отливок, выход год-
годного. Однако для его реализации необ-
необходимо специальное оборудование; не-
недостатки, присущие этому способу
литья: неточность размеров свободных
поверхностей отливок, повышенная
склонность к ликвации компонентов
сплава, повышенные требования к
прочности литейных форм.
При разработке технологии центро-
центробежного литья необходимо, прежде
всего, выбрать положение оси враще-
вращения и рассчитать скорость вращения
формы.
Выбор расположения оси вращения
определяется конфигурацией и габа-
габаритными размерами отливки, а также
техническими требованиями к заго-
заготовке. В общем случае вращение во-
вокруг горизонтальной оси рациональнее
при изготовлении крупногабаритных
деталей; вокруг вертикальной — для
мелких фасонных отливок. На рис. 43
приведена схема центробежного литья
трубной заготовки на машине с по-
подвижным желобом (дозирование по
массе), а на рис. 44 — схема центро-
центробежного литья на машине с вращением
вокруг вертикальной оси (объемное до-
дозирование при погружении носка при-
приемной камеры в жидкий металл и цен-
центробежное рафинирование металла).
Скорость вращения рассчитывают из
гидродинамических условий заполне-
заполнения литейной формы и формирования
свободной поверхности отливки, а
также с учетом гравитационного коэф-
коэффициента, определяющего режим за-
затвердевания и представляющего собой
отношение центробежной силы к силе
тяжести:
где п — скорость вращения, об/мин.
Рекомендуемые значения гравита-
гравитационного коэффициента при изготовле-
изготовлении отливок из различных сплавов
Рис. 44. Схема центробежного литья
с вертикальной осью вращения:
1 — раздаточная печь; 2 — металлоприем-
ник; 3 — литейная форма; 4 •— отсекатель;
5 -— привод планшайбы
Литье центробежное и с кристаллизацией под давлением
42]
65. Рекомендуемые значения
гравитационного коэффициента kv
Алюми-
Алюминий
АЛ2
АЛ9
В металлическую
форму:
холодную
нагретую
В нагретую метал-
металлическую форму
7—13
13-25
30-50
80—120
приведены в табл. 65.
При вращении вокруг вертикальной
оси (изготовление втулок) скорость
вращения рассчитывают с учетом раз-
ностенности по высоте отливки, воз-
возникающей за счет формирования сво-
свободной поверхности по параболоиду
вращения:
©в = сУЯоТ A7)
где ©в — скорость вращения формы,
рад/с; с — коэффициент, зависящий от
размеров и допустимой разностенности
отливки (табл. 66), м*« рад/с; Яо —
высота отливки, м.
На рис. 45 приведены схемы литья
мелких втулок в изложницах на ма-
машинах с вертикальной и горизонталь-
66. Расчетные значения
коэффициента с в уравнении A7)
для бронзовых втулок
Внутренний
диаметр втулки,
мм
10
20
30
40
50
100
200
300
400
500
С при допустимой
разностенности
по высоте отливки.
2,0
140,0
97,0
78,5
67,5
60,5
42,5
29,9
24,5
24,2
18,9
мм
5,0
98,0
63,5
51,0
43,5
38,7
28,0
18,9
15,4
13,3
12,0
10,0
84,6
48,6
38,1
32,0
28,0
19,5
13,7
11,0
10,3
9,0
ной осями вращения. Изложницы со-
содержат вкладыши, замена которых
позволяет изготовлять втулки с диа-
диаметрами, мм: внутренним 20—100, на-
наружным 40—120 и высотой 40—100 мм.
Сравнительные свойства бронзовых
втулок, полученных различными спо-
способами литья, приведены в табл. 67.
При вращении вокруг горизонталь-
горизонтальной оси скорость вращения можно рас.
12
а)
Рис. 45. Изложницы со смежными вкладышами для литья втулок:
а — при вертикальной оси вращения: / — крышка; 2 — вкладыш; 3 — торцовый вкла-
вкладыш; 4 — графитовый диск; 5 — изложница; 6 — шпиндель; 7 — центробежный затвор;
б — при горизонтальной оси вращения; / — клин; 2 — крышка; 3 — корпус излож-
изложницы; 4 — вкладыш; 5 — планшайба; 6 — поддон; 7 — винт; 8 — стенка
422 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
67. Механические свойства бронзовых втулок
Сплав
БрОбЦбСЗ
БрО10Ц2
БрО4Ц4С17
БрА9Ж4
БрОЮСЮ
Механические свойства при литье
в песчаную форму
<jb, МПа
150—200
200
150
580
150
в, %
8—12
10
5
12,3
3
в кокиль
сгв, МПа
180—220
200—250
210—230
300—500
180
о. %
4—8
2—10
10—15
10—20
6
центробежным способом
GВ, МПа
260—340
220—320
220—270
580
320
б, %
24—48
11—12
16—24
34
12
считать по соотношению, предложен-
предложенному Л. С. Константиновым:
-Як -
где у — плотность сплава, X 10~3, кг/тм3
гвн — радиус внутренней поверхноси;
отливки X 10, м.
Минимально допустимую скорость
вращения, ниже которой возможно
«дождевание» потока и нарушение его
сплошности, определяют по формуле
©J.
>-'*V-fr
-та-Ь 09)
где d и D — диаметры соответственно
свободной и наружной поверхностей
отливки, м.
Оптимальную скорость вращения
уточняют экспериментально.
Наиболее технологичны при центро-
центробежном литье сплавы эвтектического
состава и типа твердых растворов, за-
затвердевающие в узком интервале тем-
температур. Менее технологичны широко-
широкоинтервальные сплавы, склонные к об-
образованию полосчатых структур и об-
обратной ликвации (при эвтектическом
и перитектическом окончании кри-
кристаллизации), а также сплавы с фазо-
фазовым составом, различающимся по плот-
плотности отдельных фаз на 20 % и более.
Эффективность центробежного рафи-
рафинирования от неметаллических приме-
примесей понижается по мере снижения
плотности сплава.
При центробежном литье широко
используют различные технологиче-
технологические приемы, повышающие качество
Наиболь ший размер отливки, мм До
Расход металла, кг/с (
отливок: электромагнитное перемеши-
перемешивание, направленный теплоотвод, ва-
куумирование формы и литье в атмо-
атмосфере инертного газа, дополнительное
поршневое давление. Широко приме-
применяют центробежное литье медных спла-
сплавов под флюсом, обеспечивающим ра-
рафинирование металла и направленное
затвердевание отливки. Составы ре-
рекомендуемых флюсов приведены
в табл. 68.
Центробежное литье является пре-
преимущественным способом изготовления
сложных фасонных отливок из титано-
титановых сплавов. Давление на форму при
центробежном литье титановых спла-
сплавов не должно превышать 0,12 МПа,
что ограничивает скорость вращения
формы. Допустимую скорость враще-
вращения при заданной геометрии формы
можно определить из уравнения
B0)
где рд — допустимое давление; © —
угловая скорость вращения; R — рас-
расстояние до наиболее удаленной от оси
вращения поверхности отливки; Но —
высота отливки.
Схема центробежного литья титано-
титанового сплава в керамическую форму,
изготовленную по выплавляемым мо-
моделям, приведена на рис. 46. Расход
металла при заливке форм зависит от
толщин стенки и габаритных размеров
отливки.
Рекомендуемые значения расхода ме-
металла для отливок с толщиной стенки
4—6 мм:
100 100—200 200—400 Св. 400
|,5 1,0 3,0 6,0
Литье центробежное и с кристаллизацией под давлением
428
68. Составы флюсов, рекомендуемых при центробежном литье медных сплав ов
Номер
флюса
1
2
3
4
5
о
Й
85,0
21,0
—
—
•—
Содержание
?
15,0
9,0
—
—
о
в*
т
70,0
—
—
——
компонентов,
<*
со
88,0
60,0
——
NaCl
12,0
—
% (мае.
i
—
35,0
43,5
доля)
0?
5,0
13,0
о
—
—
43,5
00
а .
СП
25
Hv
722
850
895
700
880
Плотность,
г/смв
1,80—1,85
1,75—1,85
2,20—2.25
1,70—1.75
2,30—2,40
Для отливок с толщиной стенок ме-
менее 3 мм рекомендуемый расход ме-
металла увеличивают в 2 раза. По допу-
допустимому расходу можно определить
размеры литникового хода и остальных
элементов литниковой системы.
При центробежном литье труб из ти-
титановых сплавов используют параметр
удельной массовой скорости заливки
(отношение расхода массы сплава Go
к длине окружности внутреннего диа-
диаметра D изложницы). Предельная дли-
длина трубной заготовки логарифмически
зависит от параметра GJnD:
*пр == *о ехР (^с/(я^))» B1)
где &! = 0 19; / = 5,0.
Начальная скорость продольного
движения металла ин зависит от этого
параметра линейно:
* ^- B2)
где k2 = 0,034.
Зависимости B1) и B2) действитель-
действительны для значений параметра GJinD) =
= 9,0-18,0 кг/(см).
Заводы литейного машиностроения
изготавливают три типа центробежных
машин для литья из цветных металлов
втулок и заготовок (табл. 69).
Литье с кристаллизацией под давле-
давлением объединяет такие способы литья,
при которых давление используется
как фактор эффективного воздействия
на затвердевание и протекающие при
этом процессы — усадку, газовыделе-
газовыделение, трещинообразование, ликвацию.
Относительные перемещения жидко-
жидкого металла в процессе формообразова-
формообразования отливки этими методами литья не-
незначительны и оцениваются коэффи-
коэффициентом формообразования:
*ф = тг-> <23>
* о
где VM — объем вытесняемого при фор-
формообразовании металла; Vo — объем
отливки.
Методы литья с кристаллизацией под
давлением обеспечивают высокую плот-
плотность отливок, близкую к плотности
деформируемых заготовок, и достаточ-
достаточно однородную структуру. Возника-
Возникающие при воздействии давления сжи-
сжимающие напряжения снижают склон-
склонность к трещинообразованию и способ-
способствуют получению точных заготовок
с малыми припусками на обработку
резанием.
Этими методами литья изготовляют:
Рис. 46. Схема формы для центробеж-
центробежного литья титановых сплавов:
1 — металлопрнемник; 2 — втулка; 3 —
стояк; 4 — контейнер; 5 — металлосбор-
ник; 6 — отливка; 7 — питатель; 8 —
литниковый ход; 9 — центробежный стол
424 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
69, Характеристики центробежных
Параметр
Размеры отливок, мм:
диаметр
длина
Частота вращения изложницы, об/мин
Усилие выталкивания отливки, кН
Установленная мощность, кВт
Габаритные размеры (длинаXшири-
(длинаXширинах высота), мм
Масса, кг
552-2
80—200
До 320
500—1250
28
2500Х
X1895X
Х1400
3300
машин
Модель машины
553-2
200—320
До 500
500-900
25
36,2
2820 X
Х2015Х
Х1510
4000
91111
60—450
60—450
30—2000
44,07
4970 X
Х3450Х
Х2520
14 000
стаканы, фланцы, шестерни, поршни,
блоки цилиндров двигателей внутрен-
внутреннего сгорания, вставки штампов и
пресс-форм.
Литьем с кристаллизацией под дав-
давлением изготовляют отливки из алю-
алюминиевых сплавов: АЛ2, АЛ4, А Л 7,
АЛ9, АЛ23-1; АЛ27-1, АЛ19, АЛ5,
а также из медных сплавов: БрО10Ф1,
БрА9Ж4, ЛЩОМцЗА, ЛЦ40С,
ЛЦ16К4, БрСу7Н2, БрА10ЖЗМц2,
ЛЦ38Мц2С2 и др.
Прессование жидкого металла осу-
осуществляют по четырем основным схе-
схемам (табл. 70).
Коэффициент формообразования ?ф
70, Классификация схем прессования при кристаллизации
под давлением
Пуансонно -поршнеЗое
лрессобание
Литье центробежное н с кристаллизацией под давлением
425
71. Рекомендуемые давления
прессования
Сплавы
Алюминие-
Алюминиевые и цин-
цинковые
Медные
Конфигу-
Конфигурация
отливки
Простая
Сложная
Простая
Сложная
Давление,
МПа
50,0—80,0
80,0—120,0
80,0—150,0
150,0—200,0
для схемы прессования 1 (?ф л* 0) ми-
минимален; для прессования по схеме 2
кф = 0,1—0,7; по схеме 3 k* = 0,1-г-
0,5 и по схеме 4 k$ « 1,0. Чем боль-
больше значение k$ и толще стенка, тем
труднее получить плотную отливку.
К основным технологическим пара-
параметрам литья с кристаллизацией под
давлением относятся номинальное дав-
давление прессования, скорость прессо-
прессования, длительность выдержки отлив-
отливки под давлением, температура металла
и формы при прессовании, состав и ка-
качество нанесения покрытия на форму.
Наибольшие давления прессования
характерны для поршневого и пуан-
сонно-поршневого прессования. Опти-
Оптимальное давление прессования зависит
от конфигурации и толщины стенки
отливки и применяемого сплава.
Рекомендуемые значения давления
прессования приведены в табл. 71, где
к отливкам простои конфигурации от-
отнесены заготовки с площадью попе-
поперечного сечения, не превышающей
площади пуансона, а к отливкам слож-
сложной конфигурации — превышающей
площадь пуансона. Зная размеры от-
отливки и рекомендуемое давление прес-
прессования, можно определить номиналь-
номинальное усилие прессования и по нему
выбрать требуемый гидравлический
пресс.
Потери давления при прессовании
можно оценить по уравнению
Ар _ 2 ат / 2#0
соответственно высота и диаметр от-
отливки, м.
Потери давления уменьшаются с уве-
увеличением давления прессования, умень-
уменьшением высоты отливки и предела те-
текучести сплава, а также при увеличе-
увеличении диаметра отливки. При литье
с кристаллизацией под давлением оп-
оптимальным является HJD ^ 1, а до-
допустимо HJD ^ 3.
Скорость прессования выбирают из
условия сохранения ламинарного пе-
перемещения жидкого металла в форме:
для мелких тонкостенных отливок ско-
скорость не превышает 0,2 м/с, а для
массивных толстостенных — 0,1 м/с
Вихревое движение расплава в форме
возникает при скорости прессования
более 0,6 м/с
Температурные режимы литья ана-
аналогичны режимам литья в кокиль, но
возрастает опасность приваривания ме-
металла к матрице при нагреве пресс-
формы более 400 °С. Для алюминиевых
сплавов температура матрицы не дол-
должна превышать 300 °С, а для медных
сплавов — 400 °С; рабочие температу-
температуры пуансона — соответственно 350 и
250 °С. Температура заливки жидких
металлов при заливке в пресс-форму
превышает температуру ликвидуса
сплава на 50—150 °С.
Продолжительность технологических
операций должна быть минимальна
[особенно время заливки и выдержки
металла в пресс-форме до момента
начала прессования (табл. 72)].
При литье слитков из оловянных и
сурьмяных бронз, имеющих большой
интервал кристаллизации, продолжи-
72. Продолжительность выдержки
металла в пресс-форме
где ат — предел текучести сплава при
температуре прессования, МПа; р —
давление прессования, МПа; Но и D —
Диаметр
о л итк а, мм
50
60
70
90
100
125
Выдержка, о
До
приложения
давления
5
6
8
10
12
15
ПОД
давлением
60
70
90
120
130
150
426 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
73. Составы покрытий
Литье алюминиевых сплавов
1
2
3
4
Пуансон
Матрица
Пуансон
и ма-
матрица
Матри-
Матрица
Графит
Воск
Масло машин-
машинное
Коллоидный
графит
Жидкое стекло
Вода
Графит
Сажа
Жидкое стекло
Вода
Графит
Алюминиевая
пудра
Уайт-спирит
Силиконовая
жидкость
Тальк
Жидкое стекло
Вода
60
30
10
20
3
77
2
5
1
92
10
20
50
20
20
3
77
Литье медных сплавов
5
6
7
Пуансон
и ма-
матрица
Разъем-
Разъемные ма-
матрицы
Пуансон
н ма-
матрица
Графит
Масло мине-
минеральное
Графит
Силиконовая
жидкость
Уайт-спирит
Графит
Масло касто-
касторовое
5
95
25
25
50
6
94
74. Влияние давления прессования
на прочность сплавов
(по данным Т. Н. Липчина)
Металл
или
сплав
Zn
(чистый)
ЦА4М1
Алюми-
Алюминий А-1
АЛ9
АЛ2
АЛ25
Mg
(чистый)
МЛ5
оп сплава
давлении
0
55
200
80
175
180
195
140
190
10
60
225
85
200
200
215
160
210
(МПа) при
прессования р, 1
20
65
235
90
220
205
235
170
225
50
68
245
95
225
215
245
185
230
100
75
250
230
230
ЛПй
200
77
265
235
—
235
тельность выдержки под давлением
увеличивают на 50 % по сравнению
с данными, приведенными в табл. 72.
Для фасонных отливок можно исполь-
использовать данные этой таблицы без изме-
изменений. Ориентировочно можно прини-
принимать, что на каждый 1 мм толщины
стенки отливки необходима выдержка
под давлением в течение 1,0—1,2 с.
Силовой характер взаимодействия
пуансона и пресс-формы определяет
высокие требования, предъявляемые
к составу и качеству смазок и покры-
покрытий, наносимых на рабочие поверхно-
поверхности пресс-форм. Нанесение покрытий
Рис. 47. Схема автоклавного литья:
/ — автоклав; 2 — ковш о металлом; 8 —
ovonop; 4 — литейная форма
Литье центробежное и с кристаллизацией под давлением
427
75. Дефекты отливок при центробежной литье и кристаллизации
под давлением
Дефект
Причина образования
Меры предупреждения
и устранения
Мелкие спаи на поверх-
поверхности отливки при цен-
центробежном литье
Алюминиевые сплавы
Низкая температура фор-
формы и металла
Повысить температуру ме-
металла и темп работы
Горячие трещины при
центробежном литье
Высокое содержание
вредных примесей в спла-
сплаве
Затрудненная усадка от-
отливки
Снизить содержание вред-
вредных примесей
Улучшить технологич-
технологичность конструкции отлив-
отливки
Газоусадочные ракови-
раковины и пористость при
литье с кристаллизацией
под давлением
Большая длительность
выдержки металла до на-
начала прессования
Низкая температура ме-
металла и формы
Малое давление прессо-
прессования
Отрегулировать техноло-
технологические режимы литья
Трещины при кристал-
кристаллизации под давлением
Малое время выдержки
до начала прессования
Малая длительность
прессования
Увеличить выдержку до
начала прессования и при
прессовании
Недоливы и неспаи при
автоклавном литье
Концентрированная уса-
усадочная раковина в под-
прибыльной зоне при ав-
автоклавном литье
Низкая температура за-
заливки металла
Медные сплавы
Малый объем прибыли
Повысить на 50—60 °С
температуру заливки по
сравнению с литьем в ат-
атмосферных условиях
Увеличить в 1,5 раза вы-
высоту прибыли по сравне-
сравнению с литьем в атмосфер-
атмосферных условиях
Несоответствие разме-
размеров отливки требованиям
чертежа
Большая погрешность
дозирования металла
Отрегулировать точность
дозирования
Плены в наружных сло-
слоях втулок при центро-
центробежном литье
Замедленная заливка
сплава
Низкая температура за-
заливки металла
Повысить температуру за-
заливки сплава и скорость
заливки
428 ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
Продолжение табл. 75
Дефект
Причина образования
Меры предупреждения
и устранения
Сквозные раковины у
втулок из оловянных
бронз при центробежном
литье
Высокая
изложницы
Некачественное
тие изложницы
Низкое содержание цин-
цинка в сплаве
температура
покры-
Снизить темп работы
Проверить качество по-
покрытия и химический со-
состав сплава
Неслитины при жидкой
штамповке
Большая скорость прес-
прессования
Низкая температура ме-
металла
Снизить скорость прессо-
прессования и повысить темпе-
температуру формы
"овысить температуру
формы
ft1
Большая протяженность
зоны столбчатых кри-
кристаллов при кристалли-
кристаллизации под давлением
Низкая температура
прессования
Высокая температура
заливки сплава
Повысить температуру
формы и снизить темпе-
температуру заливки металла
Неметаллические вклю-
включения в отливке
Плохое качество рафи-
рафинирования сплава
Улучшить режим рафи-
рафинирования сплава
выполняют с помощью пульверизатора
или кистью. Рекомендуемые составы
покрытий приведены в табл. 73.
Эффективность упрочнения сплавов
при литье с кристаллизацией показана
в табл. 74.
К литью с кристаллизацией под дав-
давлением следует отнести также метод
автоклавного литья. Сущность метода
заключается в создании повышенного
давления в автоклаве, содержащем ли-
литейную форму, при ее заливке жидким
металлом и в процессе затвердевания
отливки (рис. 47). Избыточное давле-
давление составляет 0,4—2 МПа.
При автоклавном литье на 20—40 %
снижается жидкоподвижность литей-
литейных сплавов и более интенсивно про-
протекает затвердевание. Избыточное дав-
давление газа способствует повышению
плотности и герметичности отливок
за счет подавления рассеянной газо-
газоусадочной пористости, однако концен-
концентрированная усадочная раковина сме-
смещается в подприбыльную часть, что
вынуждает увеличивать на 20—30 %
высоту прибылей или применять экзо-
экзотермические смеси для их обогрева.
Этот метод литья используют, как
правило, при изготовлении отливок
в неметаллических формах.
Дефекты отливок при центробежном
литье и кристаллизации под давлением
приведены в табл. 75.
Глава IX
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
Выполнение финишных операций на-
начинают сразу по окончании охлажде-
охлаждения отливки в форме и завершают их
сдачей готовой отливки, отвечающей
требованиям ТУ, в механический цех
на дальнейшую обработку, на склад
отливок или непосредственно заказ-
заказчику.
При финишной обработке осуще-
осуществляют следующие операции: выбив-
выбивку (извлечение отливки из формы) и
удаление стержней, обрезку литнико-
литниковой системы, прибылей и технологиче-
технологических приливов, очистку поверхности
отливки, обрубку остатков литниковой
системы и заливов, исправление дефек-
дефектов, зачистку поверхности отливки до
требуемой шероховатости, термическую
обработку, защиту отливок от корро-
коррозии, включающую химическую обра-
обработку (не для всех отливок), грунтовку
и окраску, контроль качества, приемку
и складирование.
Необходимость указанных операций
для каждой конкретной отливки (или
вида отливок) определяется способом
литья, видом сплава, областью при-
применения отливки и предъявляемыми
к ней требованиями.
На финишные операции в среднем
приходится 25—50 % трудоемкости из-
изготовления отливок. В некоторых слу-
случаях трудовые затраты на финишную
обработку могут в несколько раз пре-
превосходить затраты на все остальные
операции изготовления отливок.
Выполнение финишной обработки
(особенно обрубных, обрезных и за-
чистных операций) связано с решением
таких задач, как повышение произво-
производительности труда, механизация и ав-
автоматизация процессов, улучшение ус-
условий труда и экологии окружающей
среды, снижение затрат (трудоемкости,
вспомогательных материалов, исполь-
используемых при финишных операциях, и
энергии) и повышение качества от-
отливок.
Решению указанных задач способ-
способствует применение промышленных ро-
роботов и манипуляторов, особенно при
обрубке и зачистке отливок в цехах
мелкосерийного (разносерийного) про-
производства, где применяется литье в ра-
разовые песчаные формы. Применение
роботов и манипуляторов облегчает
тяжелые условия труда (применение
большой физической силы, запылен-
запыленность атмосферы, шум, вибрация).
На рис. 1 представлена схема, ха-
характерная для большинства промыш-
промышленных роботов. Робот состоит из ис-
исполнительной части (ИЧ), системы дат-
датчиков положения звеньев (ЦП) и вы-
вычислительной машины (ВМ), вклю-
включающей в себя запоминающее устрой-
устройство (ЗУ), управляющее устройство
(УУ) и преобразователи аналог—код
(А К) и код—аналог (КА). Исполни-
Исполнительная часть робота состоит из мани-
манипулятора (руки с захватами) и системы
сервоприводов (для неподвижных ро-
роботов). У подвижных роботов в испол-
исполнительную часть входит также меха-
механизм перемещения самого робота.
Роботы фирмы АСЕ A (ASEA, Шве-
Швеция) грузоподъемностью 60 кг исполь-
используют для отрезки выпоров и прибылей
отрезной пилой большого диаметра,
смонтированной на мощном шпинделе
с гидравлическим приводом. Робот
оснащен датчиком, который регистри-
регистрирует момент контакта отрезной пилы
с отливкой. По сигналу датчика вклю-
включается очередная фаза цикла. Приме-
Применение контактного датчика позволяет
корректировать цикл отрезки в зави-
зависимости от размера выпора или при-
прибыли. Робот смонтирован в изолиро-
изолированной кабине. Установка имеет стол,
430
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
Гвм
л
АК
I
ЗУ
КА
ИЧ
ВУ
Рис. 1. Блок-схема промышленного
робота
поворачивающийся на угол 180°, что
позволяет проводить загрузку-разгруз-
загрузку-разгрузку в процессе обработки.
Роботы фирмы «Траффла» (Traffla,
Норвегия) предназначены для зачистки
отливок. Все рабочие движения робо-
роботов управляются с помощью гидроци-
гидроцилиндров. При обработке первой от-
отливки программа на магнитную ленту
записывается с помощью датчиков об-
обратной связи, которые при обходе кон-
контура (в режиме записи программы)
80 раз в секунду передают сигналы на
исполнительный механизм привода ро-
робота. Точность обработки, гарантируе-
гарантируемая роботом, составляет 3 мм. В руке
робота установлена портативная шли-
шлифовальная головка с приводом мощ-
мощностью 1 кВт и силой резания 150 Н.
Как показывает опыт работы фирмы,
внедрение роботов на зачистных опе-
операциях способствует повышению стой-
стойкости абразивных кругов, увеличению
производительности труда и экономии
рабочей силы.
Для выполнения транспортных опе-
операций и загрузочно-разгрузочных ра-
работ широко применяют простые мани-
манипуляторы, созданные на базе подъемно-
транспортных устройств: кран-балок,
тельферов и мостовых кранов. Опера-
Оператор ориентирует захваты манипулято-
манипуляторов относительно объекта манипулиро-
манипулирования и включает программное устрой-
устройство, после чего объект переносят по
определенному маршруту в закодиро-
закодированную трчку. При этом возможно
изменение'; скорости переноса, места
назначения, выдержки до завершения
необходимой технологической и транс-
транспортной операций. Для таких промыш-
промышленных манипуляторов не требуются
устройства для поиска объекта с точ-
точностью движения от долей миллиметра
до нескольких миллиметров в конеч-
конечном положении.
Причины слабого внедрения роботов
и манипуляторов на финишных опе-
операциях — высокие механические на-
нагрузки, возникающие, например, при
необходимости обеспечения требуемой
силы прижима абразивного круга к от-
отливке, требования к технологической
гибкости процесса вследствие частой
смены типа очищаемых отливок из-за
малой серийности производства, высо-
высокий уровень вибрации и наличие
пыли, снижающие долговечность меха-
механизма манипулятора (робота) и др.
1. Выбивка, обрезка, очистка,
обрубка, зачистка,
химическая обработка отливок
Классификация финишных (очи-
(очистных) операций по их назначению,
способам обработки, применяемому
оборудованию и инструменту приведе-
приведена в табл. 1.
Выбивка. Продолжительность вы-
выдержки отливок в песчаной или обо-
оболочковой формах зависит от степени
их сложности, применяемого сплава
и массы отливок. Чем сложнее и мас-
массивнее отливка, тем дольше выдержи-
выдерживается отливка в форме. В зависимости
от типа производства отливки из пес-
песчаных форм удаляются с помощью
пневматического инструмента, подвес-
подвесных вибраторов и коромысел или вы-
выбивных решеток (табл. 2 и 3).
Особенностью отливок из легких
сплавов является их невысокая р
ность. Поэтому во избежание меха
ческих повреждений отливки нб
димо выбивать с осторожностью,
бенно при работе на выбивных решет-
решетках. Оболочковые формы без опорного
материала и с опорным сыпучим мате-
материалом легко выбиваются при опро-
опрокидывании отдельных форм или кон-
контейнеров на провальную решетку, а
формы с жидким упрочняющим мате-
материалом выбивают на выбивных решет-
решетках. Кроме того, при литье по выплав-
выплавляемым моделям для удаления остат-
остатков керамической формы с поверхно-
Выбивка, очистка, обрубка, химическая обработка отливок
431
1. Классификация основных способов очистки литья
Операции
и их назначение
Выбивка:
удаление формо-
формовочной и стержне-
стержневой смеси
Обрезка:
удаление литни-
литников, прибылей,
технологических
приливов и зали-
заливов
Очистка:
удаление прига-
пригара, уменьшение
шероховатости по-
поверхности отливок
Способы обработки
Ручные
Механизированные:
вибрационный (встряхи-
(встряхиванием)
галтовка
гидравлический, песко-
гидравлический (водо-
пескоструйный)
водоструйный (струей
сверхвысокого давления)
гидроабразивный
электрогидравлический
Ручные
Механические
Абразивные
Газопламенные, газофлюсо-
газофлюсовые
Газоэлектрические (воздуш-
(воздушно-дуговой, кислородно-ду-
кислородно-дуговой, плазменно-дуговой,
газолазерный)
Ручные
Механизированные:
дробеструйный, дробе-
метный
галтовка
гидравлический, гидро-
гидроабразивный
вибрационный
ультразвуковой
химический, электрохи-
электрохимический
Оборудование, инструмент
Пневматические молотки и
зубила
Подвесные вибраторы и ко-
коромысла, вибрационные уста-
установки с отбойными молотка-
молотками, выбивные решетки, вы-
выбивные транспортирующие
решетки
Барабаны
Гидромониторы, камеры, ба-
барабаны, гидроустановки
Водометы, камеры, установки
Камеры, установки
Установки
Пневматические зубила
Ленточно-пильные станки,
станки с дисковыми пилами,
фрезерные, токарные и кару-
карусельные станки
Абразивно-отрезные станки
Резаки, установки
Резаки, установки
Пневматический и слесарный
инструмент, пневмо- и элек-
электромашинки с абразивными
кругами и металлическими
шарошками
Очистные столы, камеры, ба-
барабаны, установки, линии,
агрегаты
Барабаны
Камеры, установки
Установки
Установки, линии
432
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
Продолжение табл. 1
Операции
и их назначение
Обрубка:
удаление остатков
литников, зали-
заливов, грубых не-
неровностей поверх-
поверхности
Зачистка:
удаление остат-
остатков литников, за-
заливов, заусенцев,
облоя, выравни-
выравнивание неровно-
неровностей поверхности
Способы обработки
Ручные
Срезание на прессе
Ручные и полу механизиро-
механизированные
Механизированные:
термоэнергетические (тер-
(термохимические)
вибрационные, виброаб-
виброабразивные, виброгидроаб-
разивные (виброхимиче-
(виброхимические) , вибропескоструй-
вибропескоструйные
гидрогалтовочный
центробежно-абразивные
ультразвуковой
химический, электрохи-
электрохимический
криогенно-галтовочные
газоплазменный (газофлю-
(газофлюсовый, кислородно-флюсо-
кислородно-флюсовый)
газоэлектрический (воз-
(воздушно-дуговой, кисло-
кислородно-дуговой, плазмен-
но-дуговой)
электроконтактный
Оборудование, инструмент
Пневматические рубильные
и клепальные молотки и зу-
зубила
Прессы, штампы
Пневмо- и электромашинки,
шлифовальные и металличе-
металлические круги, абразивные лен-
ленты и полотна, обдирочно-
шлифовальные станки
Установки
Виброустановки
Барабаны
Центробежно-пла нетарные
установки
Установки
Установки
Барабаны, установки
Резаки, установки
Резаки, установки
Станки, установки
сти отливок используют установки
типа мод. 6А92, работающие по прин-
принципу отбойного молотка.
Выбивку стержней на масляных, во-
водорастворимых, термореактивных и
жидкостекольных связующих проводят
с помогДью пневмозубил, накладных-
вибраторов и простейших вибрацион-
вибрационных решеток. Для средних и крупных
отливок со сложными внутренними
полостями выбивку осуществляют в ги-
гидравлических камерах водой низкого
@,5—1,0 МПа) или высокого A0—
20 МПа) давления.
Применяют также установки, работа
которых основана на электрогидрав-
электрогидравлическом эффекте. Особенно перспек-
перспективны эти установки для отливок со
сложными внутренними полостями. На
них наряду с выбивкой стержней про-
проводят первичную очистку отливок от
отработанных формовочных смесей и
керамической формы. Основные тех-
технические характеристики электроги-
Выбнвжа, очистка, обрубка, химическая обработка отливок
433
2. Технические характеристики выбивных инерционных решеток
Параметр
Грузоподъемность, т
Размеры рабочего полот-
полотна, мм:
длина
ширина
Размеры ячейки полот-
полотна, мм:
длина
ширина
Частота колебаний, мин~х
Амплитуда колебаний,
мм
Установленная мощ-
мощность, кВт
Габаритные размеры ре-
решетки (длинах шири-
ширинах высота), мм
Масса, т
Модель инерционной решетки
31211
10
1250
1000
170
6
1400
1,7
2,2
1670Х
X 1270Х
Х690
1,12
31212
16
1600
1250
140
1
1405
1,6
4,4
2090Х
Х1625Х
Х770
2,1
31213
25
2000
1600
126
62
1430
1,6
8
2475Х
Х2030Х
Х770
3,05
31214
40
2240
1800
170
80
965
3
15
2926Х
Х2270Х
Х1045
4,9
31215
63
2500
2000
170
60
965
3,65
22
3170Х
Х2530Х
Х1065
5,9
34216
100
3150
2500
140
130
970
3,8
37
3850Х
Х3180Х
XI126
10
3. Технические характеристики выбивных транспортирующих решеток
Параметр
Грузоподъемность, т
Размеры полотна (длинах
X ширина), мм
Скорость транспортирова-
транспортирования отливок, м/мин
Амплитуда колебаний в на-
направлении возмущающей
силы, мм
Частота колебаний, мин"*1
Установленная мощность,
кВт
Габаритные размеры (дли-
(длина X ширинах высота), мм
Масса, т
Модель транспортирующей решетки
31241
16
315ОХ
хюоо
1
з,
31242
25
3150Х
Х1250
2
800—1400
8
3260Х
Х2020Х
Х1325
3260Х
Х2543Х
Х1430
4,7
31243
40
4500Х
Х1600
31244
100
6000Х
Х2000
31255
100
6000Х
Х2500
4—6
3—6
960
37
6230Х
Х3950Х
Х3000
24,1
L
4
800
5
6230Х
Х3900Х
Х2810
23,8
6600Х
Х3560Х
Х3710
31
дравлических установок приведены
в табл. 4.
Обрезка. После выбивки стержней
и каркасов отливки поступают на
участок обрезки. Обрезку прибылей,
выпоров и литников у мелких и сред-
средних отливок из легких сплавов осу-
осуществляют на ленточных и дисковых
пилах, вулканитовых кругах и обрез-
обрезных прессах. Производительность лен-
434
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
4. Технические характеристики электрогидравлических установок
периодического действия
Параметр
Наибольшие габаритные
размеры обрабатываемой
отливки (длинах шири-
ширинах высота), мм
Грузоподъемность, т
Производительность для
отливок, кг/ч:
из чугуна
из алюминия
Расход на 1 т отливок:
воды, м3
электроэнергии, кВт«ч
Занимаемая площадь, ма
Установленная мощность
электродвигателей, кВт
Габаритные размеры (дли-
наХ ширинах высота), мм
Масса, т
36121А •«
1800Х
Х1000Х
Х700
2,5
3000
—
0,3
6
58
44
8100Х
Х7200Х
Х47 20
14
Модель
36213Б •«
2000 X
Х1200Х
Х1000
4
6500
—
0,3
8
155
—
20 400Х
Х9760Х
Х9 140
49
установки
36213 ••
2000 X
Х1200Х
Х1000
5
8000
1200
0,3
8
50
180
—
36
36214 •¦
3200Х
Х2000Х
Х1200
10
9000
—
0,2
10
100
200
16 ОООХ
Х6000Х
Х8200
56
*1 Тупиковые установки.
*2 Проходные установки.
5. Технические характеристики ленточных пил
Параметр (размеры, мм)
Диаметр пильного диска
Наибольшая высота про-
пропила
Наибольшая ширина, лен-
ленты
Требуемая длина ленты
Размеры поворотного сто-
стола
Наибольший угол накло-
наклона °
на, ...
Частота вращения дискаг
об/мин
Габаритные размеры (дли-
наХ ширинах высота)
Масса, т
Модель ленточной пилы
ЛС-80
800
450
35
5360—5680
990X775
500
700Х 1350Х
Х900
1,4
ЛС-70-3
330
4600—4750
ЛС-70-1
ЛС-70-2
700
380
30
4560—4750
750X750
4500—4750
45
600
650Х 1450Х
Х950
1,975
950 1 1000
650X1315X750
Выбивка, очистка, обрубкаг химическая обработка отливок
435
точных пил (табл. 5) значительно пре-
превосходит производительность диско-
дисковых пил.
Техническая характеристика
дисковой пилы СТ-25
Число шпинделей .... 2
Расстояние между дисками,
мм 250—750
Размеры рабочей поверхно-
поверхности стола (длина X шири-
ширина), мм 2900X600
Продольный ход стола, мм 2000
Высота оси шпинделя от
стола, мм 320
Частота вращения шпинделя,
мин-* 350; 500;
650
Скорость движения стола,
мм/мин 96; 112;
162; 184
Диаметр пила, мм .... 510
На крупных отливках (блоках ци-
цилиндров, каретках, корпусах редук-
редукторов и др.) прибыли часто распола-
располагают перпендикулярно плоскости разъ-
разъема, поэтому для их обрезки целесооб-
целесообразно применять горизонтальные лен-
точно-пильные станки. Такой станок,
смонтированный на базе станка ЛС-80
(рис. 2), состоит из станины //, на
которой горизонтально закреплена
Рис. 2. Горизонтальный
пильный станок
ленточно-
пильная рама 2. На раме расположены
ведущий 1 и направляющий 7 шкивы,
огибающее пильное полотно 4 и
поджимные элементы 3, расстояние
между которыми можно регулировать.
Шкив 7 имеет устройство 6 для натя-
натяжения ленточного полотна. Рабочий
стол 9 приводится в движение приво-
приводом 10, который расположен на ста-
станине. Рычаг для зажима обрабатывае-
обрабатываемых деталей 5 шарнирно связан с пнев-
моцилиндром 12. Управление осуще-
осуществляется от пульта 8. Вращающийся
без остановки стол обеспечивает после-
последовательную подачу детали в зону
резания, ее съем и установку. Детали
устанавливают и снимают вне зоны
резания. Вследствие того, что пильная
лента постоянно находится в обраба-
обрабатываемой детали, при ее обрыве исклю-
исключается вылет пилы в рабочую зону.
Высота остатка прибыли после обра-
обработки на станке составляет 2—3 мм
вместо 5—8 мм при ручной резке на
станке ЛС-80. Продолжительность рез-
резки значительно сокращается.
Обрезку прибылей у крупногабарит-
крупногабаритных отливок массой более 100 кг,
а также при массовом производстве
отливок проводят на карусельных и
фрезерных автоматических станках.
Медные, медно-никелевые и другие
тяжелые цветные сплавы обладают по
сравнению с легкими сплавами боль-
большей прочностью и вязкостью, что
исключает возможность применения
ленточных пил для обрезки отливок.
Поэтому прибыли, литники и выпоры
у отливок из тяжелых цветных спла-
сплавов обрезают на дисковых пилах и
фрезерных станках.
Очистка поверхности отливок. Для
удаления пригара с наружных и вну-
внутренних поверхностей отливок, а также
подготовки этих поверхностей под ла-
лакокрасочные, гальванические, химиче-
химические или порошковые покрытия при-
применяют очистку отливок дробью (ме-
(металлическим песком), гидроабразив-
гидроабразивную, вибрационную, ультразвуковую,
химическую, электрохимическую и дру-
другие виды очистки.
Наибольшее распространение нашла
очистка отливок дробью и гидроабра-
гидроабразивная. Для очистки дробью исполь-
используют дробеструйные камеры, очистные
машины с вращающимся столом, на
436
ФИНИШНЫВ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
котором размещаются очищаемые от-
отливки, очистные дробеметные бараба-
барабаны периодического и непрерывного
действия, проходные дробеметные ка-
камеры, в которых проводится очистка
отливок, подвешенных на подвесках
с одним или несколькими крюками,
вращающихся вокруг своей вертикаль-
вертикальной оси при движении через камеру
(табл. 6). Кроме того, постоянно соз-
создаются специальные очистные машины
и агрегаты, предназначенные для очист-
очистки определенного класса отливок.
Независимо от разновидности очист-
очистные машины представляют собой за-
закрытые камеры, в которых размещают-
размещаются отливки и на них направляется
поток дроби. Дробь может выбрасы-
выбрасываться сжатым воздухом (дробеструй-
(дробеструйные машины) или лопатками вращаю-
вращающихся турбин (дробеметные очистные
установки). Последний способ выбра-
выбрасывания дроби применяется чаще, так
как он примерно в 10 раз эффективнее
дробеструйного, а его энергоемкость
также в 10 раз меньше. Недостаток
дробеметной очистки — затруднитель-
затруднительность очистки внутренних полостей от-
отливок сложной конфигурации. Техни-
Техническая характеристика дробеструйных
и дробеметных аппаратов приведена
в табл. 7.
Из дробеструйных аппаратов на об-
обрабатываемую поверхность дробь вы-
выбрасывается под давлением сжатого
воздуха 0,5—0,6 МПа со скоростью
20—30 м/с. Расстояние от сопла до по-
поверхности отливок составляет 200—
600 мм, а угол атаки дроби (угол, об-
образуемый осью потока дроби с плоской
поверхностью отливки) — 45—60°. При
дробеметной обработке дробь разго-
разгоняется и выбрасывается веером на очи-
очищаемые отливки со скоростью 70—
80 м/с; подача дроби составляет до
800 кг/мин»
Дробеструйную и дробеметную очист-
очистку используют главным образом для
очистки отливок, получаемых в песча-
песчаных формах и кокилях. Для очистки
используют стальной песок или сталь-
стальную дробь фракции: 0,3—0,8 мм для
крупных отливок; 0,2—0,3 мм для
средних; 0,1—0,2 для мелких. Очистка
более крупной дробью приводит к уве-
увеличению шероховатости поверхности
отливок. В случае применения дробе-
6. Дробеочистные машины
Дробеочнстная
машина
Барабан периоди-
периодического действия:
с металлическим
подом и удале-
удалением стержней
с предваритель-
предварительной регенера-
регенерацией выбитой
смеси
Барабаны непре-
непрерывного действия
Камера периоди-
периодического действия:
универсальная
с удалением
стержней
с удалением
стержней и се-
сепарацией дроби
Камеры непрерыв-
непрерывного действия
Камеры с ручным
управлением:
дробеструйная
гидропеско-
гидропескоструйная
Столы очистные
Модель
42233
42236
42322М
42313М
42834
42815М
42816М
42817М
42825
42826
42827
42733
42734
42735
44612
44712
345М
353М
w w g g
Наибольшие
размеры i
щаемых о'
вок (объем
диагональ),
D70)
F00)
G00)
(850)
0 800Х
XI100
0 1600Х
Х2000
0 2000Х
Х2500
0 2500Х
Х3000
0 1600Х
Х2000
0 2000Х
Х2500
0 2500Х
Х3000
0 800Х
Х1400
0 1000Х
Х1700
0 1200Х
Х2000
500Х
Х500Х
ХЗОО
500Х
Х500Х
ХЗОО
450Х
Х400Х
ХЗОО
0 900Х
Х600
Выбивка, очистка, обрубка, химическая обработка отливок
437
7. Дробеструйные и
дробеметные
аппараты
Аппарат
Дробеструйный двух-
двухмерный:
с ручным управле-
управлением
с автоматической
пересыпкой
с одним соплом
Дробеметный:
правого вращения
левого вращения
9
334М
44122
2М393
42115
42116
42117
2М392
42125
42126
42127
§о«я
о Л Я
Е2са
25
30
140
250
400
800
140
250
400
800
струйного способа для очистки ажур-
ажурных тонкостенных отливок, получае-
получаемых специальными способами литья,
используют мелкую стальную дробь
@,1—0,3 мм) или смесь из алюминие-
алюминиевой дроби G0 %) и фруктовой косточки
C0 %).
Далее приведены технические ха-
характеристики дробеметных очистных
машин, выпускаемых заводом Амур-
литмаш (очистного барабана 42233,
универсальной очистной камеры 42834
и очистных столов 345М и 353М).
Техническая характеристика
очистного дробеметного
барабана 42233
периодического действия
Объем загрузки, м* . . . . 0,3
Тип пода Резино-
Резиновый
Размеры рабочего простран-
пространства барабана (диаметр X
X длина), мм «.900X1120
Наибольшая масса загруз-
загрузки, кг 800
Наибольшая объемная диа-
диагональ отливки, мм ... 700
Производительность для от-
отливок из чугуна, т/ч ... 2,0
Установленная мощность,
кВт . 42,0
Объем отсасываемого воз-
воздуха, м*/ч 15 000
Габаритные размеры (дли-
(длина X ширина X высота),
мм 4500Х
Х4500Х
Х4500
Масса, т 17,5
Дробеметный барабан можно исполь-
использовать для очистки компактных мел-
мелких и средних отливок массой до 80 кг
из медных сплавов в условиях единич-
единичного, мелко- и среднесерийного произ-
производства. В барабане выполняют опе-
операции очистки отливок и удаления
стержней.
Техническая характеристика
универсальной очистной
дробеметной камеры 42834
периодического действия
Грузоподъемность транс-
транспортирующего устройства,
кг:
подвески 630
стола 630
колокола 400
Наибольшие размеры очи-
очищаемых отливок, мм:
на подвеске 0 800Х
хиоо
на столе 0 1200Х
Х650
Объемная диагональ отлив-
отливки при очистке в колоколе,
мм 400
Масса дроби, выбрасывае-
выбрасываемой дробеметными аппара-
аппаратами (кг/мин) при обработке
деталей:
на подвеске. . . 500
на столе и в колоколе. . 250
Продолжительность (мин)
воздействия потока дроби
на одну загрузку при очист-
очистке отливок из серого чугуна:
на подвеске 6
на столе 12
488
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
в колоколе . 7
Производительность (т/ч)
при очистке на подвеске
отливок из серого чугуна 3,8
Количество отсасываемого
воздуха, ъР/ч 12 300
Габаритные размеры камеры
при одной (левой) откры-
открытой двери (длина X шири-
ширина X высота), мм 3900Х
Х4850Х
Х5530
Масса без колокола и ото-
ла, т 13,0
Камера предназначена для
работы в цехах единичного,
мелкосерийного и серийного
производства
Технические характеристики
очистных дробеметных
столов моделей 345М и 353М
345М 353NL
Наибольшие габа-
габаритные размеры
очищаемых дета-
деталей, мм:
длина X шири-
ширина X высота . . 450Х —
Х400Х
Х300
диаметр X вы-
высота — 0 900Х
Х600
Общая масса дета-
деталей, одновременно
установленных на
столе, кг .... 600 1590
Наибольшая мас-
масса очищаемой де-
детали, кг 150 530
Диаметр, мм:
стола 1600 3200
тарелки .... — 1300
Число:
тарелок .... — 3
дробеметных ап-
аппаратов .... 1 2
Производитель-
Производительность одного аппа-
аппарата по дроби,
кг/мин 160 250
Количество отса-
отсасываемого возду-
воздуха, м3/ч 6000 7560
Грузоподъемность
электротали, кг — 1000
Установленная
мощность, кВт. . 23,3 —
Габаритные раз-
размеры (длина X
X ширина X вы-
высота), мм .... 3200Х 4300Х
Х2500Х Х6100Х
Х5050 Х7000
Масса, кг .... 4,76 18,0
Гидроабразивную очистку с давле-
давлением воды 0,5 МП а используют для
очистки отливок из алюминиевых и
медных сплавов, применяя в качестве
абразивных материалов кварцевый пе-
песок, корунд и электрокорунд. Для
предотвращения коррозии отливок в
воду добавляют различные антикорро-
антикоррозионные растворы [например, 1 %-ный
раствор кальцинированной соды
(Na2CO3)].
Далее приводятся технические ха-
характеристики дробеструйной D4612) и
гидропескоструйной D4712) камер с
ручным управлением, выпускаемых за-
заводом Амурлитмаш и предназначенных
для очистки мелких отливок из цвет-
цветных сплавов массой до 15 кг.
Технические характеристики
дробеструйной и гидропескоструйной
камер с ручным управлением
44612 44712
Наибольшие раз-
размеры очищаемых
деталей (длина X
X ширина X вы-
высота), мм .... 500X500X300
Наибольшая мас-
масса очищаемых де-
деталей, кг .... 15
Наибольший диа-
диаметр длинномер-
длинномерных деталей, мм 90 150
Производитель-
Производительность по площади
обработки,
cmVmhh 220 185
Количество загру-
загружаемого абрази-
абразива, кг — 30—40
Количество зали-
заливаемой воды, м3 — 0,08
Объем отсасывае-
отсасываемого воздуха, м3/ч 1470 1000
Установленная
мощность, кВт — 6,8
Выбивка» очистка» обрубка» химическая обработка отливок
439
Габаритные разме-
размеры (длина X ши-
ширина X высота),
мм 1840Х 1840Х
X 1755Х X 1450Х
Х2135 Х2150
Масса, кг .... 800 880
Для очистки отливок из алюминие-
алюминиевых и магниевых сплавов, к которым
предъявляются высокие требования по
шероховатости поверхности, исполь-
используют гидравлический способ. При этом
способе тонкая струя воды под давле-
давлением 20—30 МПа подается на отливку
или в ее полость, разрушая остатки
формовочной и стержневой смесей.
Галтовку отливок во вращающихся
барабанах используют для очистки
мелких и средних компактных отливок
из медных сплавов с толщиной стенки
более 10 мм, которые не боятся меха-
механических повреждений. При галтовке
в результате трения и соударения от-
отливок между собой и с наполнителем,
а также со стенками барабана при его
вращении помимо поверхностной очи-
очистки удаляются мелкие стержни, округ-
округляются кромки литников, заусенцев и
заливов, В барабан загружают отлив-
отливки на 70—80 % объема и наполнитель
в количестве 30—35 % массы отли-
отливок. Продолжительность очистки со-
составляет 0,5—2 ч. Крупные отливки
с выступающими частями «закрепляют-
«закрепляются» внутри барабана и очищаются
только в результате соударения с на-
наполнителем.
Промышленность выпускает галто-
галтовочные барабаны периодического и не-
непрерывного действия. Барабаны пе-
периодического действия применяют в ос-
основном для очистки отливок в усло-
условиях единичного и мелкосерийного
производства, а барабаны непрерыв-
непрерывного действия — в условиях серийного
и массового производства.
Техническая характеристика
галтовочного барабана 41114
периодического действия (Тбилисский
завод литейного оборудования)
Объем загрузки, м8 . . . . 0,8
Наибольшая масса загруз-
загрузки, кг 1800
Размеры полости барабана
(диаметр X длина), мм ... 900Х 1400
Размеры разгрузочного лю-
люка (длина X ширина), мм 1250X600
Частота вращения бараба-
барабана, об/мин 30
Количество отсасываемого
воздуха, м3/мин 25
Установленная мощность,
кВт 75
Габаритные размеры с ме-
механизмами (длина X шири-
ширина X высота), мм 3525Х
Х1615Х
Х1490
Масса барабана, т:
общая 5
без механизма погрузки
и выгрузки 3,82
Барабан можно использовать для
очистки комплектов мелких и средних
отливок из медных сплавов в цехах
массового, серийного и мелкосерийно-
мелкосерийного производства. Часто его используют
также для очистки поковок, штамповок
и других заготовок.
Обрубка отливок. С отливок, полу-
получаемых литьем в песчаные формы и
кокиль, обрубают литники, заливы и
неровности пневматическими рубиль-
рубильными вибрационными молотками. Мо-
Молотки снабжены вибрационной защи-
защитой и колпаками-манипуляторами для
удержания рабочего инструмента и его
поворота вокруг собственной оси
(табл. 8). Обрубку отливок, получае-
получаемых литьем под давлением, производят
в специальных штампах на прессах.
Зачистка отливок. Удаление с от-
отливок небольших остатков литниково-
питающей системы, заливов, заусен-
заусенцев, выравнивание неровностей поверх-
поверхности производят слесарной зачисткой
с использованием пневматических и
электрических машинок, оснащенных
абразивными и металлическими ша-
шарошками и шлифовальными (металли-
(металлическими и абразивными) кругами, аб-
абразивными лентами и полотнами, а
также на специальных обдир очно-шли-
очно-шлифовальных и зачистных станках.
Технические характеристики пнев-
пневматических и электрических шлифо-
шлифовальных машин приведены в табл. 9—
11; обдирочно-шлифовальных и за-
зачистных станков в табл. 12 и 13.
Обдирочно-шлифовальные стацио-
стационарные стайки МЗ-48, МЗ-49 с правым
440
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
8. Технические характеристики
виброзащищенных пневматических рубильных молотков
Модель
ИП-4120
ИП-4119
ИП-4118
1620
1620-01
Энергия
удара,
Дж
8
12,5
16
12,5
16
Частота
ударов.
c-i
40
38
24
38
28
Сила
натяже-
натяжения, Н
150
160
170
160
170
Масса
отливки.
кг
До 20
20—100
ЮО—5000
20—100
100—5000
Наи-
Наибольшая
толщина
удаляе-
удаляемого за-
залива, мм
4—6
5—10
10—15
5—10
10—15
Длина
молотка
(без ра-
рабочего
инстру-
инструмента).
мм
370
390
440
380
400
Масса
молотка
(без ра-
рабочего
инстру-
инструмента).
мм
5,5
6,0
6,6
5,3
5,7
Примечания: 1. Удельный расход воздуха для молотков всех моде-
моделей — 2,45 м^мин-кВт).
2. Молотки ИП-4100, ИП-4119 и ИП-4118 разработаны во ВНИИСМИ, 1620,
1620-01 — в ВПТИлитпроме.
9. Технические характеристики
пневматических шлифовальных ручных машин
Параметр
Модели шлифовальных ручных машин
Прямых
ИП-2009А
ИП-2014А
ИП-2015
Торцовых
ИП-2203А
63
150
125
1,3
85
1,8
40
0,73
127
1,2
Диаметр шлифовального
круга, мм
Окружная скорость шли-
шлифовального круга, м/с
Мощность на шпинделе,
кВт
Частота вращения шпин-
шпинделя, с
Объемный расход сжато-
сжатого воздуха, м8/мин
Давление воздуха, МПа
Габаритные размеры ма-
машины (длинах ширинах
X высота), мм
Масса (без шлифовально-
шлифовального круга), кг
Примечание. Машины ИП-2009А изготовляют на московском заводе
сПневмостроймашина», ИП-2014А и ИП-2015 — на Конаковском заводе меха-
механизированного инструмента; ИП-2203А — в Свердловском ПО «Пневмострой-
машина» им. Серго Орджоникидзе.
40
0,44
201
0,9
440Х72Х
Х65
1,9
590Х 164Х
Х130
5,7
0,5
567Х120Х
Х100
3,5
30
1,3
79
1,6
320X150Х
Х200
4,0
Выбивка, очистка, обрубка! химическая обработка отливок
441
10. Технические характеристики
ручных электрических шлифовальных машин [1]
Параметр
Шлифовального круга:
диаметр, мм
частота вращения шпинде-
шпинделя, С~"
окружная скорость§ м/с
Электродвигателя:
тип
потребляемая мощность,
R.DI
частота вращения! с
напряжение, В
частота тока, Гц
класс защиты
Габаритные размеры маши-
машины, мм
Масса (без кабеля и шлифо-
шлифовального круга), кг
Модель ручной электрической
шлифовальной машины
прямой
ИЭ-2004А
150
63
Асинхронный
трехфазный с
короткозамкну-
тым ротором
1,07
200
36
200
III
609X204X117
6,5
ИЭ-2008
63
113
50
ИЭ-2008
125
43
30
угловой
ИЭ-2106
80
55
Однофавный коллекторный
0,6
200
220
575Х
X 86X86
3,45
1,15
250
220
50
II
620 X
X144Х106
6,5
0,6
200
220
420Х
X108X141
3,8
Примечание. Машины ИЭ-2004А изготовляют на выборгском заводе
сЭлектроинструмент», ИЭ-2008, ИЭ-2009 и ИЭ-2106 — в резекненском ПО сЭлек-
троинструмент» им. XXIV съезда КПСС.
и левым исполнением и подвесные
станки ЗЕ374 и ЗЕ375 применяют
в литейных цехах с мелкосерийным и
индивидуальным типами производства.
Высокоавтоматизированные зачистные
станки (см. табл. 12) предназначены
для оснащения комплексно-механизи-
комплексно-механизированных участков зачистки отливок
массой 0,5—30 кг, имеющих цилиндри-
цилиндрические и плоские поверхности. Все
операции, кроме загрузки отливок
в приспособление рабочего стола, вы-
выполняются автоматически. Станки ос-
оснащены механизмами компенсации из-
изнашивания и правки шлифовального
круга и могут зачищать одновременно
две-три поверхности отливок.
Для удаления заусенцев и зачистки
отливок, получаемых точными спосо-
способами литья, используют также способы
и методы зачистки: термоэнергетиче-
термоэнергетический (термохимический), электрохими-
электрохимический и ультразвуковой методы; крио-
криогенную, вибрационную, виброабразив-
виброабразивную, виброгидроабразивную, вибро-
вибропескоструйную, центробежно-плане-
тарную абразивную, виброхимическую
обработку; гидрогалтовну, подводную
галтовку и др.
Вибрационную, виброабразивную, ви-
виброгидроабразивную и другие методы
вибрационной зачистки применяют для
удаления облоя толщиной до 0,5 мм
с мелких и средних отливок, получен-
полученных литьем под давлением, в кокиль,
а также для полировки, шлифовки,
очистки от окалины и пригара отли-
отливок, изготавливаемых другими точны-
точными способами литья. Очистка прово-
проводится с применением вибрации контей-
контейнера с отливками и наполнителем [су-
[сухим (механический процесс) или сме-
442
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
11. Технические характеристики
ручных электрических шлифовальных
машин с гибким валом
Продолжение табл. 11
Параметр
Электр одвигател я:
тип
потребляемая
мощность, кВт
частота враще-
вращения, с
напряжение, В
частота тока, Гц
класс защиты
габаритные раз-
размеры, мм
масса, кг
Шлифовальной го-
головки:
диаметр круга,
мм
частота враще-
вращения шпинделя,
/»-1
с
габаритные раз-
размеры, мм
масса (без кру-
круга), кг
Гибкого вала:
тип
направление
вращения
длина, мм
наибольший
крутящий мо-
момент, Н-м
допустимый ра-
радиус изгиба, мм
масса, кг
Модель
ручной электриче-
электрической шлифоваль-
шлифовальной машины
с гибким валом
-6103
-8201J
'б
Трехфазный
асинхронный
с короткозамкну-
тым ротором
1,02
48
220
50
II
328X175X245
13
200 *ь,
125 *2
49 •*;
бв*2
298Х
Х268Х
Х284*а;
347 X
Х246Х
Х211 *2
3,2 «;
3,7*2
200 *х;
125*2
49 *х;
49*2
261X
Х228Х
Х213*1;
284Х
Х240Х
Х255*
2,7 **;
2,7*2
В-122-1
Правое
3400
3—3,5
300
12,5
Параметр
Масса комплекта,
кг
Модель
ручной электриче-
электрической шлифоваль-
шлифовальной машины
о гибким валом
ИЭ-6103
34
ИЭ-8201А
26,5
** Для прямой шлифовальной го-
головки.
*• Для угловой шлифовальной го-
головки.
Примечание. Машины изго-
изготовляют на выборгском заводе «Элек-
«Электроинструмент».
шанным с химическими растворами
(химико-механический процесс)]. Ре-
Рекомендуемый диапазон частоты вибра-
вибрации составляет 1250—2000 мин~* при
амплитуде вертикальных колебаний
в пределах 3—6 мм.
Рабочие камеры виброустановок
(табл. 14), имеющие прямоугольную
форму, рекомендуется загружать на
50—75 %, а тороидовидную — на 80—
90 % их объема. Объемное соотношение
отливок и наполнителя может колебать-
колебаться от 1:2 до 1 : 10. Чем сложнее
форма отливок и выше требования
к шероховатости их поверхности, тем
больший объем должен занимать на-
наполнитель.
В качестве наполнителей при вибра-
вибрационной очистке отливок чаще всего
используют электрокорунд, электро-
электротехнический фарфор и бой абразивных
кругов зернистостью 16—25
(ГОСТ 3647—70).
Наиболее ходовые размеры кусков
очистной среды 10—35 мм. Выбор раз-
размеров кусков зависит от размеров и
конфигурации отливок. Использование
наполнителя указанной зернистости
для очистки отливок, изготовляемых
литьем под давлением, не приводит
12. Технические характеристики зачистных станков конструкции НИИлитавтопрома
Параметр
Станка:
производительность, отли-
вил/ ч
габаритные размеры отли-
отливок (длинахширинах вы-
высота или диаметр Xвысота),
ипл*
мм*
наименьшие
наибольшие
масса отливки (кг), не бо-
более
скорость подачи, м/мин
число шлифовальных голо-
головок, шт.
мощность электродвигате-
электродвигателей, кВт
габаритные размеры (дли-
(длина X ширинах высота), м
масса, т
Шлифовального круга:
тип
наружный диаметр X тол-
толщинах внутренний диа-
диаметр, мм
окружная скорость, м/с
Модель зачистного станка
4590
До 2000
20Х 15Х
Х10
70Х50Х
Х50
0,5
1—3
1
11,2
1,82Х
XI,ЗХ
Х1,63
2,7
ПП
600Х
X 80X305
40—50
4606
D585)
До 2500
40Х25Х
Х25
200Х
Х70Х
Х100
1,5
2,9—13,3
3
75
3,2Х
Х2;665Х
Х2,0
5,3
600Х
X 80X305
35—50
4579
До 2000
70Х15Х
Х15
400Х
Х200Х
Х250
12
2,9—13,3
2
48,9
3,25Х
Х2;665Х
Х1,75
4,7
4614
4625
D586)
150—300
100Х
хюох
Х100
500Х
Х500Х
Х500
20
1—4
с
50,3
5,87Х
ХЗ,77Х
Х2,82
7,234
ПН
200
500
30
1,5-3,6
128
5,3 IX
ХЗ;476Х
Х3,86
16
508X102X406
40—50
40
35—40
4580А
До 1200
020X15
070X60
I
3,9
S
13
1,12Х
Х1,42Х
Х1,8
2,09
ПП
300Х
X 63X127
4582
500—700
060X15
0170
5
2,5-3,9
20,7
2.56Х
Х1,42Х
Х1,76
3,1
4594
150—300
0 170
0 350
30
1,4
25,4
1.4Х
Х2.72Х
Х2,3
4,7
ПН
600X80X305
40
50
4608
20-50
50Х50Х
Х50
300Х
Х300Х
Х300
20
—
15,5
1,19Х
XI,IX
Х1,4
0,97
ПП
750Х
X 80X305
63
Примечание Конструкции всех зачистных станков позволяют использовать шлифовальные круги со скоростью
резания до 60 м/с при замене шкивов и кожухов на шлифовальных головках.
444
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
13. Технические характеристики обдирочно-шлифовальных станков
Параметр
Шлифовального круга
типа ПП:
наружный диаметр X
X толщинах внутрен-
внутренний диаметр, мм
зернистость
окружная скорость,
м/с
число, шт.
Станка:
мощность электродви-
электродвигателя, кВт
габаритные размеры
(длинах ширинах вы-
высота), м
масса, т
Модель
стационарного
МЗ-48П (Л)
600Х80Х
Х305
80-
МЗ-49П (Л)
750Х 100Х
Х305
125
57
2
11
А,2Х1,035Х
X 1,425
1,33
15
1.44Х1.32Х
Х1,6
1,96
» станка
подвесного
ЗЕ374
400Х40Х
Х203
ЗЕ375
500Х63Х
Х203
125—160
50
7,5
2,6ХО,54Х
Х0.66
0,3
1
11
2,6Х0,76Х
Х0,8
0,4
Примечание. Станки МЗ-48П (Л), МЗ-49П (Л) изготовляют на Му-
качевском станкостроительном заводе им. С. М. Кирова; ЗЕ374 и ЗЕ375 — на
Дербентском заводе шлифовальных станков.
к увеличению шероховатости их по-
поверхности.
При виброгидроабразивной очистке
очищающее действие оказывают вибра-
вибрация и химические растворы (табл. 15).
Растворами механически удаляют мел-
мелкие фракции наполнителя, восстанав-
восстанавливают режущие свойства абразивного
наполнителя, удаляют с поверхности
деталей окисные пленки и соли, осо-
особенно в труднодоступных местах и др.
Количество раствора в контейнере под-
поддерживают в пределах Via —^м ег°
объема; уровень массы деталей вместе
с наполнителем не должен быть ме-
менее Чь. Очистные вибрационные ма-
машины ВМ-12М, ВМП-25 и ВМ-100
с прямолинейной рабочей камерой и
ВМПВ-200 и ВМПВ-400 с тороидовид-
ной рабочей камерой предназначены
для объемной виброобработки деталей:
очистки отливок от пригара, удаления
окалины, ржавчины, а также снятия
заусенцев, притупления острых кро-
кромок, образующихся при штамповке и
обработке резанием. При отделочных
операциях уровень раствора должен
составлять V2—2/8 высоты контейнера.
При ультразвуковой очистке отливки
подвергаются одновременному воздей-
воздействию местной кавитации и больших
ускорений в очищающей жидкости, что
приводит к разрушению загрязненной
поверхности отливок и эмульгирова-
эмульгированию жировых примесей.
Ультразвуковой очистке подвергают
мелкие отливки с высокими требова-
требованиями к шероховатости поверхности.
Процесс проводят в специальных уста-
установках ультразвуковой очистки. Пред-
Предварительно поверхности деталей обез-
обезжиривают. Качество ультразвуковой
очистки зависит от температуры и со-
состава растворителя (табл. 16).
Химическая и электрохимическая
очистка отливок. Основным преимуще-
преимуществом очистки отливок в жидких сре-
средах является возможность одновремен-
одновременной очистки наружных и внутренних
поверхностей независимо от их конфи-
Выбивка очистка, обрубка, химическая обработка отливок
446
14. Технические характеристики очестиых вибромашин
Параметр
Объем рабочей камеры, дм8
Наибольшая масса загруз-
загрузки, кг
Размер обрабатываемой де-
детали, мм:
наибольший
наименьший
Масса обрабатываемой де-
детали, кг:
наибольшая
наименьшая
Наибольшая амплитуда ко-
колебаний, мм
Частота колебаний (изме-
(изменяется ступенчато), мин
Установленная мощность,
кВт
Габаритные размеры (дли-
(длина X ширинах высота), мм
Масса, кг
Методы очистной вибрационной машины
Л
12
25
50
0,25
—
4,5
1000;
1500;
2000
1,08
1100Х
Х698Х
Х1270
460
ю
а
л
25
50
75
0,5
1100;
1500;
2250
1*5
1820Х
X 1000Х
Х1550
1695
о
о
gjj
Л
100
200
150
3
1
0,04
1000;
1250;
1600;
2000
4,4
1480Х
X1720Х
Х2290
2520
В-200
5
л
200
300
—
—
—
я
§
3
400
600
—
3,5
630; 800
1250;
2000
5,5
3000Х
Х2800Х
Х2250
3000
5 1000;
1600;
11
3500Х
Х3000Х
Х2250
4000
15. Составы растворов для виброгидроабразивной очистки
Материал отливки
Операция
Состав раствора
Содержание
компонента, %
Алюминиевые, ма-
магниевые и цинковые
сплавы
Сплавы на медной
основе
Очистная
Отделочная
Тр инатр ийфосфат
Вода
Кальцинированная
сода
Вода
Хромовый ангидрид
Поваренная соль
Вода
0,8
99,2
0,5—1
99,5—99
1
0,5
98,5
446
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
16. Растворители, применяемые при ультразвуковой очистке отливок
Материал отливки
Алюминиевые и
цинковые сплавы
Латуни и бронзы
Состав раствора
Тр инатр ийфосфат
ОП-7 (или ОП-10)
Метасиликат натрия
Кальцинированная сода
Едкий натр
Три натр ийфосфат
ОП-7 (или ОП-10)
Кальцинированная сода
Концентрация,
г/л
5—10
3
10
10
5—10
30—60
3—6
15—30
Темпера-
Температура, °С
60—70
50—60
гурации. При выборе раствора учиты-
учитывают материал отливки, толщину и
характер пригара, тип производства,
конструктивные и геометрические осо-
особенности деталей, подвергаемых очи-
очистке.
При термоэнергетическом (термохи-
(термохимическом) методе удаление заусенцев
происходит под действием тепловой
(температура 2500—3500 °С) и ударной
волн, возникающих во время детона-
детонационного горения смеси — горючего
газа (водорода или метана) и кислоро-
кислорода. Процесс осуществляется следу-
следующим образом (рис. 3). Обрабатывае-
Обрабатываемые детали устанавливаются на тарел-
тарелки замыкания, смонтированные на по-
поворотном столе, и поочередно заводят-
заводятся в кол паковую камеру для снятия
заусенцев и с помощью гидравлическо-
7Г /J?1T ЯГ 10
л1 VVSrffir
5 6
If
Рис. 3. Схема работы термоэнергетической установки для снятия заусенцев:
/ — камера для снятия заусенцев; 2 — станина; 3 — гидравлическая система замыкания;
4 — привод круглого стола; б — тарелка замыкания; 6 — поворотный стол; 7 — отсос;
8 — смесительный блок горючего газа; 9 — устройство зажигания; 10 — газовые кла-
клапаны; // — гидравлический насос; 12 — газодоэировочная система; 13 — звукопогло-
звукопоглощающая кабина
Термическая обработка отливок
447
го механизма закрывают ее герметично
снизу.
Необходимое количество газов дози-
дозируется газовыми клапанами и подается
в смесительный блок, а оттуда — в ра-
рабочую камеру для снятия заусенцев.
После наполнения газовой смесью ра-
рабочей камеры происходит ее воспла-
воспламенение от свечи зажигания. При этом
облой и заусенцы толщиной до 0,3 мм
сгорают или оплавляются без повре-
повреждений отливок, так как сгорание
смеси происходит в короткий промежу-
промежуток времени (приблизительно 20 мс), и
таким образом исключается прогрев
отливок на большую глубину. Чтобы
исключить перемещение отливок в ра-
рабочей камере под действием ударной
волны, мелкие отливки укладывают
в корзину или на специальные крепеж-
крепежные устройства; крупные отливки мож-
можно укладывать без специального креп-
крепления на тарелке замыкания. Термо-
Термоэнергетическим методом можно уда-
удалять облой и заусенцы толщиной до
0,5 мм на отливках из алюминиевых,
цинковых, медных и медно-никелевых
сплавов.
При криогенном методе снятия за-
заусенцев отливки загружают в барабан,
который наполняют жидким азотом
при температуре минус 70 °С из расче-
расчета 250 г на 1 кг отливок. Длительность
обработки 2—4 мин при вращении ба-
барабана с частотой 50—60 об/мин. Этот
метод пока имеет ограниченное при-
применение, главным образом для отливон
из цинковых сплавов*
2. Термическая обработка
отливок
С помощью термической обработки
повышаются физико-механические
свойства сплава (прочность, пластич-
пластичность, твердость и др.), снимаются
внутренние напряжения, стабилизи-
стабилизируются размеры отливок. В результате
термической обработки улучшаются и
другие технологические и эксплуата-
эксплуатационные свойства отливок, например,
обрабатываемость резанием, антикор-
антикоррозионные свойства, износостойкость.
В зависимости от применяемых
сплавов и назначения деталей приме-
применяют различные виды термической об-
обработки. Чаще всего отливки подвер-
подвергают отжигу, закалке и старению.
Термическая обработка алюмини-
алюминиевых сплавов. Основные виды терми-
термической обработки алюминиевых спла-
сплавов в соответствии с ГОСТ 2675—75
приведены в табл. 17.
Искусственное старение без предва-
предварительной закалки (режим Т1) вызы-
вызывает частичный распад твердого рас-
раствора, образовавшегося в процессе за-
затвердевания и последующего охлажде-
охлаждения отливки в форме. При литье в ме-
металлические формы появляется нерав-
неравновесная кристаллизация сплавов, об-
обусловливающая повышенное содержа-
содержание легирующих элементов в твердом
растворе. Иногда для фиксирования
повышенной концентрации компонен-
компонентов в твердом растворе применяют
охлаждение затвердевшей отливки не
в литейной форме и не на воздухе,
а в воде (эффект дополнительной ча-
частичной закалки).
При искусственном старении отли-
отливок, изготовленных кокильным литьем
или под давлением, достигается эффект
дисперсионного твердения. При этом
временное сопротивление и твердость
по Бринеллю повышается в среднем
на 30 % по сравнению с этими же
характеристиками в исходном (литом)
состоянии сплавов» В свою очередь
это приводит к улучшению обрабаты-
обрабатываемости отливок резанием.
Отжиг (режим Т2) приводит к пере-
перераспределению остаточных напряже-
напряжений и уменьшению их общего уровня
в отливках. Максимальное снятие оста-
остаточных напряжений в отливках из
алюминиевых сплавов достигается при
температурах отжига 350—400 °С. Для
стабилизации размеров литых деталей
из алюминиевых сплавов, например
деталей точных приборов, применяют
отжиг при 230—300 °С, который умень-
уменьшает напряжения, возникающие при
литье.
Сущность процессов, происходящих
при отжиге, состоит в следующем.
Если изделия нагревать до температур,
при которых предел текучести стано-
становится меньше остаточных напряжений,
то вначале происходит быстрое сниже-
снижение напряжений до значения предела
текучести вследствие массового раз-
размножения и скольжения дислокаций,
448
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
17* Основные виды
Термическая
обработка
Искусственное ста-
старение без предва-
предварительной закал-
закалки
Отжиг
Закалка
Закалка и кратко-
кратковременное (непол-
(неполное) искусствен-
искусственное старение
Закалка и полное
искусственное ста-
старение
Закалка и стаби-
стабилизирующее ста-
старение
Обозначение
режима термиче-
термической обработки
Т1
Т2
Т4
Т5
Т6
Т7
термической обработки алюминиевых сплавов
Назначение
Улучшение обрабаты-
обрабатываемости резанием литых
деталей с целью сниже-
снижения шероховатости по-
поверхностей
Повышение прочности
Резкое уменьшение ли-
литейных остаточных на-
напряжений, устранение
наклепа, вызванного об-
обработкой резанием, и
повышение пластичности
Повышение прочностных
характеристик
Получение достаточно
высокой прочности и со-
сохранения повышенной
пластичности
Достижение максималь-
максимальной прочности при неко-
некотором снижении пластич-
пластичности
Получение достаточной
прочности и сравнитель-
сравнительно высокой стабильности
структуры и геометриче-
геометрических размеров
Примечание
При литье в сырую пес-
песчаную форму или кокиль
наблюдается некоторая
подзакалка отливки, что
улучшает эффект после-
последующего искусственного
старения
Температура и время вы-
выдержки определяются
назначением детали
Режим Т4 практически
соответствует режиму за-
закалки с естественным
старением, так как от на-
начала закалки до оконча-
окончания обработки резанием
отливки проходит не-
несколько дней
Температура и время вы-
выдержки при данном ре-
режиме старения не обес-
обеспечивают полного старе-
старения сплава
При данном режиме тем-
температура и время вы-
выдержки выше, чем при
режиме Т5
Старение рекомендуется
производить при темпе-
температуре, близкой к рабо-
рабочей температуре деталей
и превышающей темпе-
температуру обработки по ре-
режимам Т5 и.Тб
Термическая обработка отливок
449
Продолжение табл. 17
Термическая
обработка
Закалка и смягча-
смягчающий отпуск
и
SSS.
is"
|И
О О. О
Т8
Назначение
Получение повышенных
пластичности и стабиль-
стабильности геометрических
размеров вследствие сни-
снижения прочностных ха-
характеристик по сравне-
сравнению с получаемыми при
обработке по режимам
Т5 и Т7
Примечание
Температура старения
при этом режиме выше,
чем при режиме Т7
а затем этот механизм пластической
деформации сменяется механизмом пол-
ползучести, приводящим к постепенной,
затухающей во времени релаксации
напряжений.
В результате отжига в отливках
уменьшаются остаточные растягива-
растягивающие напряжения, особенно опасные
при объемно-напряженном состоянии
(что позволяет повысить допустимые
внешние нагрузки на детали в процес-
процессе эксплуатации), повышается сопро-
сопротивляемость усталости и ударным на-
нагрузкам, снижается склонность к хруп-
хрупкому разрушению, межкристаллитной
коррозии, стабилизируются размеры
и предотвращается коробление и по-
поводка деталей.
Закалка (режим Т4) литейных алю-
алюминиевых сплавов происходит без по-
полиморфных превращений и состоит
в фиксации при более низкой темпера-
температуре состояния сплава, характерного
для более высокой температуры. Ин-
Интервал закалочных температур опреде-
определяется точками равновесного солидуса
и предельной растворимости в твердом
состоянии. В качестве закалочной сре-
среды при термической обработке отливок
из алюминиевых сплавов обычно при-
применяют воду, нагретую до 20—100 *С.
В зависимости от требований, предъ-
предъявляемых к деталям, можно применять
либо резкую закалку в холодной воде
и масле, либо в горячих средах. От-
Отливки из алюминиево-магниевых спла-
15 Ы. М. Галднн и др.
вов закаливают в воде, нагретой до
температуры не ниже 80 °С. При более
низкой температуре воды возникает
опасность появления закалочных тре-
трещин.
При закалке литейных алюминиевых
сплавов образуется пересыщенный
твердый раствор. Из-за большей леги-
рованности матричного раствора проч-
прочность сплавов возрастает. Ввиду пол-
полного или частичного перевода в твер-
твердый раствор грубых и хрупких вклю-
включений избыточной фазы, например ин-
терметаллидов, в результате закалки
повышается также пластичность
сплавов.
Основное назначение закалки — под-
подготовка литейных алюминиевых спла-
сплавов к последующему искусственному
старению. Однако для алюминиево-
магниевых сплавов марок АЛ8,
АЛ27-1,АЛ 23-1, АЛ23 закалка служит
окончательной термической обработ-
обработкой для придания деталям необходи-
необходимого комплекса свойств. Однофазные
закаленные сплавы в данном случае
обладают значительно большей пла-
пластичностью и более высокой стойкостью
против коррозии, чем после искус-
искусственного старения.
При закалке с последующим искус-
искусственным старением (режимы Т5 и Т6)
происходит процесс распада пересы-
пересыщенного твердого раствора, обусловли-
обусловливающий высокое дисперсионное твер-
твердение литейных алюминиевых сплавов
460
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
и получение деталей высокой проч-
прочности. Распад твердого раствора при
искусственном старении протекает в не-
несколько стадий. Сразу после закалки
(а у некоторых сплавов — даже в про-
процессе закалочного охлаждения) в пе-
пересыщенном твердом растворе обра-
образуются скопления атомов легирующих
элементов — кластеров, рассеивающих
электронные волны. Вначале размер
кластеров очень мал, и структурные
методы их не выявляют. Через некото-
некоторое время кластеры вырастают на-
настолько, что они вызывают дифракци-
дифракционные дефекты на рентгенограммах и
электронограммах при просвечивании
фольги. Кластеры, обнаруживаемые
структурными методами, называют зо-
зонами Гинье—Престона (сокращенно —
зоны ГП), которые имеют ту же ре-
решетку, что и матричный раствор, де-
деформированную из-за различия в диа-
диаметрах атомов растворенного вещества
и растворителя. Зоны ГП относят ко
второй фазе, находящейся в метаста-
бильном. равновесии с матричным рас-
раствором. В процессе искусственного
старения сплавов зоны ГП переходят
в промежуточные, а эатем в стабиль-
стабильные фазы.
Максимальный эффект упрочнения
алюминиевых сплавов достигается на
«зонной» стадии старения и на стадии
выделения промежуточной фазы.
Закалка с последующим стабилизи-
стабилизирующим старением (режим Т7) приво-
приводит к перестариванию сплава, в резуль-
результате которого происходит большая сте-
степень распада твердого раствора и боль-
большая коагуляция выделений, чем при
старении по режимам Т5 и Т6. Целью
стабилизирующего старения является
обеспечение стабильных структуры,
свойств и размеров деталей. Детали,
предназначенные для длительной служ-
службы при повышенных температурах,
подвергают отпуску при температуре
более высокой, чем рабочей. В против-
противном случае при эксплуатации изделия
в нем будут активно протекать струк-
структурные изменения, приводящие к раз-
разупрочнению и нестабильности свойств.
Закалка с последующим смягчающим
отпуском (режим Т8) вызывает значи-
значительную коагуляцию частичек вторь»
фаз, образовавшихся при распаде твер-
твердого раствора. За счет процесса коагу-
коагуляции фаз-упрочнителей уменьшается
прочность при существенном возраста-
возрастании пластичности по сравнению с эти-
этими же свойствами деталей, прошедших
искусственное старение по режимам
Т5 и Т6.
Рекомендуемые режимы термической
обработки стандартных и новых литей-
литейных алюминиевых сплавов приведены
в табл. 18. Для нагрева под закалку
отливок из сложнолегированных спла-
сплавов рекомендуется применять ступен-
ступенчатые режимы, обеспечивающие посте-
постепенный переход фаз-упрочнителей
в твердый раствор.
Одним из перспективных методов
термической обработки цветных спла-
сплавов является термоциклическая обра-
обработка (ТЦО). При ТЦО отсутствует
выдержка при постоянной температуре
нагрева, а на металл оказывается
многократное (до 10—15 раз) воздей-
воздействие изменения температуры при на-
нагревах и охлаждениях. С помощью
ТЦО у сплавов типа силумина значи-
значительно улучшаются механические свой-
свойства как прочностные, так и пластиче-
пластические. При изготовлении высокоточных
деталей приборов из сплава АЛ2 после
отжига по режиму Т2 детали дополни-
дополнительно подвергают стабилизирующей
термической обработке (ТЦО), состо-
состоящей из чередующихся циклов охла-
охлаждения до минусовой температуры
с последующими нагревами.
Нижняя температура цикла при
ТЦО составляет — 40--—190 °С и дол-
должна на 10—20°С быть ниже самой
низкой температуры эксплуатации из-
изделия, в которое входит данный узел.
Верхняя температура цикла должна
на 20—30°С превышать температуру
эксплуатации детали и должна быть
не ниже 80—100 °С. Для стабилизации
достаточно проведения трех циклов.
Обработка заканчивается нагревом де-
деталей до верхней температуры цикла.
ТЦО может являться частью техно-
технологического цикла изготовления дета-
деталей, а также применяется для сня-
снятия напряжений в уже собранных узлах,
детали которых могут быть изготовле-
изготовлены из различных по составу материа-
материалов и иметь разные по сложности
сечения.
В табл. 19 приведены типовые схемы
технологических процессов для высо-
Термическая обработка отливок
451
та
11
Я!
* S
s
Д Д
I
oo
ю^<м
;Ш
ь-оо
СО СО С"$
3
-н
I
ю
со
ю из
.14
о о
S3
о
о
и
I I
о
о
о
о
i'i
о
о
I I
III
ш
ю
I I
ююю
ююю
lOlOL
UJ UJ UJ
ююю
о о
О
д
о
со Ъ6
д д
о о
д
о
д
о
д
о
С
н н
&8
со
Н
00
Н
15*
452
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
СО
СО
В
3°
а
о
i
i
-H-H -H
ЮО Ю
<oo> о
+1
!
о о
14
8 8
4
3 4
i'i
111
I'l
о о
123
-H-H-H
Й2Й
6
с
i -H
О I О
*~» l^e t'»
со со со
I'I
о о
CO<N
ЮЮЮ
Продолжение табл. 18
Марка
сплава
АК5М7
АЛ7
АЛ7-3
АЛ8
АЛ9
АЛ9, АЛ9-1
АЛ9, АК7
АЛ9
АЛ 9-1
Термо-
обра-
обработка
Т1
Т4
Т5
Т7
Тб
Т4
Т2
Т2
Т4
Т5
Тб
Т7
Т8
Т2
Т4
Т5
Тб
Т7
Т8
Способ литья
п, к
п, о. в, к
п. о, в. к
п, о. в, к
п, о, в, к
п, о, в, к
п, о, в, к, д
п. о, в, к
п, о, в, к
п, о, в, к
п, о, в, к
п, о, в, к, д
п.о, в,к
Закалка в воде
'нагр.°С
—
515±5
515±5
515±5 (I)
525±5 (II)
440±5 (I)
460±5 (II)
490±5 (III)
430±5 .
—
535±5
535±5
535±5
—
535±5
X, Ч
—
10—15
10—15
3—5
1—3
2
2
8
12—20
—
2—6
2—6
2—6
—
2—12
'охл» °с
20—100
80—100
80—100
20—100
60—70
40—50 **
—
20—100
20—100
20—100
80—100
80—100
—
20—50
20—50
20—50
80—100
80—100
Старение (отжиг)
*, °С
180±5
150±5
230±5
110^5
300±Ю
370—380
150±5
190±Ю (I)
150±5 (II)
200±5
225±Ю
250±Ю
250±Ю
150±5
175dz5
225dzlO
250±Ю
X, Ч
3—5
2—4
3—5
10
—
2—4
2—4
1—3
0,5
2
2—5
3—5
3—5
2—4
3—10
3—10
3-5
3—5
охлаждающая
среда
Воздух
Воздух
Воздух
Воздух
—
Воздух или охла-
охлаждение с печью
Воздух
Воздух
Воздух
Воздух
Воздух или охла-
охлаждение с печью
Воздух
454
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
i
I
0Q
I I I
I I
г
о,
О О
I I
s?
О О
33
о о
СО
I I I
I I
О
о
j
i'i
§ о
§ §
I
I I
о
о
S S
VI
<ш
«LJLJL
1
-H-
-H-H-H
Ю1ЛО
coco^o
d
d
PQ
О
G
d
G
d
NN
4
Термическая обработка отливок
466
PQ
I I I
s
а
J,
ci
J>
'I
I I
•H i +1
IJ
8
PQ
о о
о о
I I I
II
§
I I I
00 CD 00
CM
•J.J.
II
-H-
I I
3
№
io
PQ
d
PQ
d
d
о
PQ
Продолжение табл. 18
Марка
стали
АЛЗЗ
АЛЗЗ
АЛ34
Термо-
обра-
обработка
Т4
Т5
Т6
Т7
Т4
Т5
Способ литья
п, к
п, к
п, к
п, к
п, к
Закалка в воде
<нагр- °с
545±5
535±5 (I)
545±5(И)
545±5
535±5 (I)
545±5 (II)
545±5
535±5 (I)
545±5(Н)
545±5
535±5 (I)
545±5(И)
535±5
х, ч
10—12
7—9
7—9
10—12
7—9
7—9
10—12
7—9
7—9
10—12
7—9
7—9
10—16
W °с
20—100
20—100
20—100
20-100
20—100
20—100
20—100
20—100
20—100
Старение (отжиг)
ta «С
—
175±5
175±5
225±Ю
225±Ю
250±10
250=fc 10
175±5
%, ч
—
3—6
3—6
3—10
3-^10
3—6
3—6
6—8
Охлаждающая
среда
—
Воздух
Воздух
Воздух
Воздух
Воздух
Воздух
Воздух
*1 Закалка в масле.
*? Или закалка в масле при 40—50 °С.
Примечания: 1. I—III — ступени нагрева.
2. Двухступенчатый нагрев под закалку для сплавов АЛЗ, АЛ5, АЛ 19, АЛ32, АЛЗЗ рекомендуется применять при
наличии массивных (более 40 мм) участков в деталях во избежание пережога.
3. Для уменьшения внутренних напряжений крупногабаритные сложные по конфигурации детали рекомендуется
закалить в воде при 80—100 °С.
4. При необходимости получения более высокой (на 10—15 %) прочности деталей из сплавов АЛ4 и АЛ9-1 допу-
допускается повышение температуры под закалку до 545_б °С при обязательном снижении содержания железа до ОД—0,2 %
и марганца в сплаве АЛ4 до 0,25—0,35 %.
5. Оптимальные механические свойства сплава АЛ9-1 (режим Т5) обеспечиваются соблюдением перерыва между
закалкой и искусственным старением в течение 1—3 ч.
Термическая обработка отливом
457
19. Схемы типовых технологических процессов
для высокоточных деталей из литейных сплавов (ГОСТ 17535—72)
Последова-
Последовательность
операций
1
2
3
4
5
6
7
8
9
Схема процесса для деталей категории еложиооти
1
2
3
Получение отливки
Термическая обработка по режиму 1*
Обработка резанием
с оставлением припуска
до 0,5 мм на сторону
для наиболее точных
размеров
Отделочная операция
(гальваническое или ла-
лакокрасочное покрытие)
Окончательная обработ-
обработка резанием
—-
—
Предварительная обработка резанием с остав-
оставлением припуска до 2,0 мм
Термическая обработка по режиму 2 *
Обработка резанием с оставлением припу-
припуска до 0,5 мм на сторону для наиболее точ-
точных размеров
Отделочная опера-
операция (нанесение галь-
гальванического или ла-
лакокрасочного покры-
покрытия)
Окончательная об-
обработка резанием
—
—
Термическая обра-
обработка по режиму 3*
Отделочная опера-
операция (нанесение галь-
гальванического или ла-
лакокрасочного покры-
покрытия)
Окончательная обра-
обработка резанием
Термическая обработ-
обработка по режиму 4 * щ
* Режимы термической обработки 1—4 для сплава АЛ2 приведены в табл. 20.
458
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
20. Режимы стабилизирующей термической обработки сплава АЛ2,
применяемые при изготовлении высокоточных деталей (ГОСТ 17535—72)
Номер
режи-
режима
1
2
3
4
Наименова-
Наименование режима
Отжиг
»
тцо
Стабили-
Стабилизирующее
старение
Температура
нагрева или
охлаждения, °С
270—290
270—290
—40-И—190) *1
80—150
115—125
Время
выдержки,
ч
3-5
6—10
0,5—1,0**
1—2
3—5
Среда охлаждения
Воздух
С печью до 150 °С, да-
далее — на воздухе
Воздух или жидкость
Воздух или жидкость, при
третьем цикле — воздух
Воздух
**• Цикл охлаждение — нагрев повторить последовательно 3 раза.
*2 Время выдержки при нижней предельной температуре устанавливается
при обработке в жидкости.
коточных деталей; в табл. 20 — режи-
режимы их стабилизирующей термической
обработки.
Для термической обработки отливок
из алюминиевых сплавов применяют
воздушно-циркулярные агрегаты, ре-
рециркуляционные установки типа ПАП,
а также шахтные печи с принудитель-
принудительной циркуляцией; их технические ха-
характеристики приведены в табл. 21.
В отечественных нагревательных
установках типа ПАП (печи аэродина-
аэродинамического подогрева) применяют прин-
принципиально новый метод нагрева. Гене-
Генератором тепла в таких установках
служит ротор центробежного вентиля-
вентилятора с профилированными лопатками.
Нагрев осуществляется за счет ме-
механической энергии вентилятора, соз-
создающего поток воздуха, движущегося
с большой скоростью в замкнутом
объеме. Передача тепла отливкам про-
протекает по принципу чисто конвектив-
конвективного теплообмена, что обеспечивает
высокую равномерность температуры
[±A—5) °С] по всему объему печи
и более быстрый (по сравнению с дру-
другими методами нагрева) нагрев изде-
изделий.
Чаще всего для термической обра-
обработки отливок из алюминиевых спла-
сплавов применяют ПАП-ЗМ, который пол-
полностью механизирован, а процесс за-
закалки в нем автоматизирован. Печь
ПАП-4М предназначена для отжига и
искусственного старения отливок из
алюминиевых сплавов.
Термическая обработка отливок
из магниевых сплавов. Характерной
особенностью термической обработки
отливок из магниевых сплавов яв-
являются сравнительно длительные ре-
режимы выдержки при температуре на-
нагрева под закалку и при старении, что •
вызвано медленным протеканием диф-
диффузионных процессов у магниевых
сплавов. Сплавы, обладающие мелко-
мелкозернистой структурой, требуют мень-
меньшего времени выдержки при нагреве
под закалку для перевода различных
фаз в твердый раствор, чем сплавы
с грубозернистой структурой. На про-
продолжительность термической обработ-
обработки сильно влияет содержание основ-
основных легирующих компонентов. С по-
повышением содержания А1 в сплавах
системы Mg—Al—Zn резко увеличи-
увеличивается время для перевода фазы Mg4Al8
21. Техническая характеристика оборудования для термической обработки отливок ив алюминиевых сплавов
Модель
Размеры рабочего
пространства, мм
'max»
PC
Д*.
Габаритные размера
агрегата или печи, мм
Воздушно-циркуляционные агрегаты
ЭТА-2 (9-6087)
ЭТА-б (9-5390)
ЭТА-10 (9-5939)
ПАП-11.30.14/5,5 (ПАП-ЗМ)
ПАП-14,5.12.5.20/5,5 (ПАП-4М)
1080
1050
1800
3 080
6 300
11 100
1150
2250
5700
550
±5
250
500
3000
120
360
1567
6 600
7 900
14 200
6 370
10 290
16 000
5 900
8 710
12 300
Рециркуляционные агрегаты типа ПАП
1100
1450
3000
1250
1400
2000
500
300
550 | ±5 | 300 | 28
Шахтные печи с принудительной циркуляцией
700
2150
7260
3670
6470 I —
2990 —
= 600
1000
1500
600
1200
2000
1000
3000
600
1200
2000
3000
±5
600
900
1200
1600
1100
6000
СШЗ-б.
СШЗ-10.1
СШЗ-15.30
СНО-7.6.3.10/6И1
Примечание. Ь, I и h — соответственно ширина, длина и высота;
А/— допустимые отклонения от рабочей температуры.
37,2
52,2
72,2
107,2
85
197,2
1735
1835
2115
1835
4975
1835
1735
2600
1735
5868
3345
3935
5213
5730
6335
2310
3000
4100
4620
8500
Камерная электропечь с принудительной циркуляцией
630 | 700 | 1000 | 600 | ±5 | 230 1 26
1700
1070
1890 I 950
— максимальная температура в печи;
460
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
22. Виды и назначение термической обработки,
применяемой для отливок из магниевых сплавок
Термическая
обработка
(ее обозначение)
Область применения
Старение из литого
состояния с охла-
охлаждением на возду-
воздухе (Л)
Отжиг с охлажде-
охлаждением на воздухе
(Т2)
Закалка с охла-
охлаждением на возду-
воздухе (Т4)
Закалка с охла-
охлаждением на возду-
воздухе и последующее
старение (Т6)
Закалка с охла-
охлаждением в горячую
воду и последу-
последующее старение (Т61)
Повышение механических свойств (ав и a0t2) отливок
из сплавов МЛ 12, МЛ 15; снижение внутренних напряже-
напряжений. Для отливок из сплавов МЛ2, МЛЗ и МЛ7-1, а также
для отливок из сплавов МЛ4, МЛ4пч, МЛ5, МЛбпч,
МЛбон, МЛ6, если они не подвергаются упрочняющей
термической обработке
Повышение механических (ав) и пластических (би = ап)
свойств сплавов МЛ4, МЛ4пч, МЛ5, МЛбпч, МЛбон,
МЛ6 и МЛН. Вследствие малой скорости диффузионных
процессов в качестве охлаждающей среды обычно исполь-
используется спокойный воздух. Для повышения механических
свойств охлаждение отливок проводят в струе воздуха
(обдувка сжатым воздухом)
Повышение механических (ав) и особенно упругих (a0t2)
свойств (пластические свойства снижаются) спла-
сплавов МЛ4, МЛ4пч, МЛ5, МЛбпч, Млбон, МЛ6, МЛ8,
МЛ9, МЛ 10, МЛН и ВМЛ6. Значительное увеличе-
увеличение ав и ао,2 достигается при закалке отливок в струе
сжатого воздуха
Максимальное повышение механических свойств (ав и оол)
сплавов МЛ6, МЛ8 и ВМЛ6
в твердый раствор. Сплавы системы
Mg—Zn—Zr требуют меньшего време-
времени для перевода вторых фаз в твердый
раствор Mg—Al—Zn.
Величина зерна в отливках из ма-
магниевых сплавов в значительной мере
определяется толщиной стенок отливок
и применяемым способом литья. Чем
массивнее отливка и меньше скорость
охлаждения, тем грубее зерно. Поэто-
Поэтому при назначении режимов термиче-
термической обработки отливки разбивают на
группы в зависимости от способа литья,
габаритных размеров отливок и толщи-
толщины их стенок. Например, для сплавов
МЛ5, МЛбпч и МЛбон группу I со-
составляют отливки с толщиной стенок
до 20 мм, имеющие массивные части
толщиной или диаметром до 40 мм,
захоложенные холодильниками (если
массивные части не захоложены, то
отливку относят ко II группе); к груп-
группе II относят отливки с толщиной сте-
стенок более 20 мм или имеющие массив-
массивные части толщиной более 40 мм;
к группе III — все отливки, получен-
полученные литьем в кокиль и под давлением.
Вследствие медленного протекания
диффузионных процессов закалка мно-
многих сплавов может быть проведена
в спокойном воздухе. Однако при за-
закалке в струе воздуха (сжатым возду-
воздухом) и особенно в подогретой до 80—
90 °С воде значительно повышают-
повышаются ав и a0t2 (особенно предел текуче-
текучести).
Классификация режимов термиче-
термической обработки магниевых сплавов
приведена в табл. 22.
Наиболее ответственным видом тер-
термической обработки является закалка,
так как нагрев проводят при темпера-
температурах, близких к началу оплавления,
в связи с чам возрастает опасность
окисления и загорания отливок. Дета-
Детали под закалку нагревают, в среде,
содержащей сернистый газ, что
снижает реакционную способность
Термическая обработка отливок
461
кислорода по отношению к магнию.
Двух- или трехступенчатый нагрев
под закалку снижает возможность
оплавления и пережога отливок в на-
начале нагрева (до перевода всех наибо-
наиболее легкоплавких составляющих спла-
сплава в твердый раствор), поэтому он мо-
может быть рекомендован как преимуще-
преимущественный, особенно в тех случаях, ког-
когда скорость подъема температуры печи
высока и перепады температуры в печи
более ±5 °С. При одноступенчатом на-
нагреве рекомендуется, чтобы время на-
нагрева под закалку не было меньше
2—3 ч.
Наиболее распространенные режимы
термической обработки отливок из ма-
магниевых сплавов приведены в табл. 23.
Для термической обработки отливок
из магниевых сплавов применяют ка-
камерные, шахтные и методические печи.
Наиболее совершенными являются пе-
печи типа ПАП, обеспечивающие пере-
перепад температур в печи не более ±2 С,
что позволяет снизить длительность
нагрева и соответственно повысить
температуру нагрева под закалку до
максимально возможной. Это способ-
способствует более быстрому переходу вто-
вторых фаз в твердый раствор.
С учетом склонности магниевых
сплавов к окислению при повышенных
температурах к печам для высокотем-
высокотемпературного нагрева предъявляются
следующие требования: максимальные
перепады температур по зонам печи
не должны превышать ±5 °С, печи
должны быть оборудованы экранами,
чтобы не допускать прямого нагрева
отливок (путем лучеиспускания), и
устройствами, позволяющими приме-
применять защитную атмосферу в рабочем
пространстве (т. е. печи должны обла-
обладать герметичностью и не иметь под-
подсоса воздуха).
Технические характеристики неко-
некоторых типов нагревательных печей,
применяемых для термической обра-
обработки отливок из магниевых сплавов,
приведены в табл. 24.
Термическая обработка отливок из
тяжелых цветных сплавов. Отливки
из большинства тяжелых цветных спла-
сплавов перед сдачей заказчику не подвер-
подвергают термической обработке. В ряде
случаев для снятия остаточных терми-
термических напряжений отливки отжигают.
Для отливок из оловянных бронз от-
отжиг ведут при 650—800 °С с выдерж-
выдержкой в течение 2—2,5 ч и охлаждением
с печью до 300—350 °С. Отливки из
кремнистой латуни отжигают при 750—
760 °С с выдержкой в течение 1,5—2 ч
и охлаждением с печью до 250—300 °С
Отливки из сложнолегированных мед-
но-никелевых сплавов подвергают уп-
упрочняющей термической обработке —
закалке при 850—900 °С и отпуску при
400—500 6С в течение 10—12 ч.
Виды брака при термической обра-
обработке и методы борьбы с ним. При
термической обработке наиболее часто
встречаются следующие виды брака:
коробление и образование трещин в де-
деталях; неполная закалка; неравномер-
неравномерная закалка; пережог.
Коробление и растрескивание дета-
деталей являются следствием возникнове-
возникновения напряжений в отливках в про-
процессе литья или термической обра-
обработки. На возникновение напряжений
и их величину влияют природа сплава,
фазовые превращения, сложность кон-
конфигурации и разностенность деталей,
неравномерный и быстрый нагрев под
закалку, резкое охлаждение, непра-
неправильная укладка деталей в термиче-
термическую печь и т. д.
Если остаточное напряжение превы-
превышает предел текучести сплава, то оно
проявляется в остаточной пластической
деформации (коробление отливок); если
остаточное напряжение превышает пре-
предел прочности сплава, то в отливках
появляются трещины.
Для предотвращения образования
трещин и коробления необходимо: при-
применять равномерный и медленный на-
нагрев деталей под эакалку; увеличить
радиус закругления в переходных ме-
местах стенок деталей; добиваться пере-
перераспределения внутренних напряже-
напряжений, изменяя сечения стенок деталей
или используя ребра жесткости; при-
применять соответствующие поддоны для
нагрева и закалки деталей.
Неполная закалка может быть вы-
вызвана недостаточной выдержкой или
пониженной температурой нагрева, а
также пониженной скоростью охлажде-
охлаждения. Грубая литая структура, нерав-
неравномерное распределение вторых фаз,
а также усадочная и газовая пори-
пористость оказывают сильное влияние на
4C2
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
23. Режимы термической обработки литейных магниевых сплавов
Марка
сплава
МЛ4, МЛ4пч
МЛ5
МЛбпч
МЛ5он
МЛ6
МЛ8
МЛ9
МЛ 10
МЛ11.МЛ12
МЛ 15
Терми-
Термическая
обработ-
обработка •»
Т2
Т4
Т6
Т2A)
Т4A)
Т6A)
Т4 (II)
Т6 (II)
Т4 (III)
Т6 (III)
Т4
Т6
Т61
Т6
Т61
Т6
Т6
Т61
Т1
Т1
Закалка
380
380
4?5
415
1K60
II) 420
1K60
II) 420
415
415
1K60
II) 410
1K60
II) 410
1K60
II) 410
1L20
II) 490
1L20
II) 490
540
540
545
—
«в, ч
8—16
8—16
12—24
12—24
3
21—29
3
21—29
8—16
8—16
3
21—29
3
21—29
3
21—29
1—3
5
1—3
5
8—12
8—12
4—8
—
*о»> ?с
Воздух
»
Воздух
Воздух
Воздух
Воздух
Воздух
Воздух
Вода 80—90
Обдувка
воздухом
Вода 80—90
Обдувка
воздухом
Вода 80—90
—
Старение (отжиг)
'нарр» °с
350
175
350
175
—
175
200
175
или 200
—
190
190
165
, 165
200
205
300
% ч
2—3
16
2—3
10
—
16
8
16 или 8
—
4—8
4—8
24
24
6—12
12—18
8—12
4—6
2—6
Термическая обработка отливок
468
Продолжение табл. 23
Марка
сплава
МЛ17
МЛ19
Терми-
Термическая
обработ-
обработка •*
Т61
Тб
Т61
Т6
Закалка
* *•
1L35
II) 350
435
1L00
II) 425
535
«с, ч
4—20
6
4—20
1—3
8
4—8
'охл»
Вода 80—90
или масло
20—30
Обдувка
воздухом
Обдувка
воздухом
Воздух
Старение (отжиг
'нагр» °с
155
155
130
205
X, Ч
24—50
24—50
48
8
*г (I), (II), (III) — группы отливок.
*а I) II) — ступени нагрева.
24. Технические характеристики печей для термической обработки
отливок из магниевых сплавов
Вид тер-
термической
обработки
Отжиг (Т2)
Закалка
(Т4)
Закалка
(Т6, Т61)
Тип печей
Шахтная
камерная
методиче-
методическая
То же
Рецирку-
Рециркуляционная
типа ПАП
Способ нагрева
Любой (наиболее
широко применя-
применяют электропечи
сопротивления)
Электрический
(печи сопротивле-
сопротивления)
Использование ме-
механической энер-
энергии вентилятора,
создающего поток
воздуха или газа,
движущегося с оп-
определенной ско-
скоростью по замкну-
замкнутой траектории
Атмосфера
печи
Воздух
Воздух
с добавле-
добавлением 0,5—
1,5% SO2
(возможна
среда ар-
аргона, азота
или СО2)
То же
Характеристика
печей
Перепад темпера-
температур в рабочей зоне
не более ±5 °С
Перепад темпера-
температур в рабочих зо-
зонах не более
±5°С. Для обес-
обеспечения постоян-
постоянства температур
рекомендуется ус-
установка внутри пе-
печи экранов и вен-
вентиляторов
Печь герметизи-
герметизирована и обеспе-
обеспечивает перепад
температур ±2 СС
464
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
эффективность термической обработки.
Для ликвидации дефекта этого рода
необходима повторная термическая об-
обработка.
Неравномерная закалка — результат
неравномерного прогрева и неравно-
неравномерного охлаждения деталей. При этом
тонкие сечения деталей имеют высокие
механические свойства; утолщенные
сечения — пониженные. Для устране-
устранения этого вида брака необходимо от-
отливки подвергать повторной термиче-
термической обработке, обеспечивая равномер-
равномерный прогрев всей детали, более дли-
длительную выдержку при гомогенизации
и более быстрое охлаждение при за-
закалке.
Если при гомогенизации температу-
температура превышает допустимые значения, то
происходит частичное оплавление эв-
эвтектики, вызывающее, в крайнем слу-
случае, появление бугорков на поверх-
поверхности детали. Этот дефект называют
пережогом. Микроструктура сплавов
после пережога характеризуется
укрупненными зернами твердого рас-
раствора, окисленными границами зерен и
наличием вторичных выделений.
Пережог можно также обнаружить
при механических испытаниях кон-
контрольных образцов, поскольку такие
образцы имеют пониженную пластич-
пластичность. Пережог приводит к понижению
механических свойств сплавов.
Помимо превышения температуры
нагрева под закалку пережог может
явиться результатом неравенства тем-
температуры в разных зонах печи или
наличия большого числа массивных
мест в деталях.
Для предотвращения пережога необ-
необходимо: периодически измерять темпе-
температуру в разных зонах печи и не до-
допускать ее повышения сверх допусти-
допустимого предела; сложные по конфигура-
конфигурации детали нагревать медленно, со
скоростью, примерно равной 3°С/мин,
чтобы обеспечить равномерность фазо-
фазовых превращений во всех частях дета-
деталей и, наконец, ввести режим ступен-
ступенчатого нагрева под эакалку.
3. Защита отливок
от коррозии
Отливки из цветных сплавов в той
или иной степени подвержены корро-
8ии. Поэтому они нуждаются в проти-
противокоррозионной защите. Защите от
коррозии могут подвергаться кан окон-
окончательно механически обработанные
отливки, так и не подвергнутые меха-
механической обработке отливки, предна-
предназначенные для длительного хранения
на складе (межоперационное хранение)
или для транспортирования заказчику.
Противокоррозионная защита обеспе-
обеспечивается нанесением на поверхность
отливок металлических, лакокрасоч-
лакокрасочных или комбинированных (металло-
полимерных) покрытий, состоящих из
двух раздельно наносимых слоев —
металлизационного и полимерного.
Металлические покрытия наносят,
используя гальванические и химиче-
химические (хромирование, никелирование и
другие виды) процессы, а также при-
применяя специальные методы напыления.
Наиболее часто покрытие наносят газо-
газотермическим и электродуговым способом.
По доступности, технологическим и
эксплуатационным свойствам наиболь-
наибольшее распространение получили различ-
различные виды лакокрасочных покрытий,
однако их адгезия к поверхностям от-
отливок из цветных сплавов хуже, чем
и поверхностям отливок из черных
сплавов.
Для улучшения адгезии, создания
пористых оксидных пленок и повыше-
повышения долговечности защитного покры-
покрытия поверхность отливок из цветных
сплавов должна быть соответствующим
образом подготовлена (табл. 25). От
качества подготовки поверхности от-
отливок под покрытия в значительной
степени зависит эффективность их ан-
антикоррозионной защиты. Технические
требования к качеству подготовки по-
поверхности и технология подготовки
поверхности литых деталей перед окра-
окрашиванием приведены в ГОСТ 9.402—80.
Подготовка отливок к нанесению по-
покрытий состоит в очистке ее поверх-
поверхностей, обезжиривании и электрохи-
электрохимической или химической обработке.
Поверхности отливок очищают меха-
механическими, химическими, термически-
термическими и другими способами.
Алюминиевые отливки перед окра-
окраской подвергают хронатированию,
фосфатированию или электрохимичес-
электрохимическому (анодному) оксидированию
(ГОСТ 9.305—84).
Защита отливок от коррозии
465
25. Коррозионная стойкость
цветных сплавов и основные методы
подготовки поверхности под окраску
Сплавы
или ме-
металлы
Алюми-
Алюминиевые
Магние-
Магниевые
Медные
Титано-
Титановые
Цинко-
Цинковые
Олово
Свинец
Методы
подготовки
поверхности
Хроматирование
или электролити-
электролитическое оксидиро-
оксидирование
То же
Травление с по-
последующим пас-
пассивированием
Гидропескоструй-
Гидропескоструйная обработка
или травление
Хроматирование
Зачистка поверх-
поверхности мелкой аб-
абразивной шкур-
шкуркой пористого
оловянного элек-
электролитического
покрытия
Зачистка поверх-
поверхности мелкой аб-
абразивной шкур-
шкуркой
шонная
:ть спла-
[тмосфер-
1ЛОВИЯХ
Kopi
СТОЙ1
ВОВ 1
ных
Удов-
летвори-
летворительная
Слабая
Высокая
»
Слабая
Хорошая
Доста-
Достаточно
высокая
Для ответственных отливок чаще
всего используют анодное оксидирова-
оксидирование (обычно в сернокислом элек-
электролите), так как по защитным и проч-
прочностным свойствам анодные оксидные
пленки алюминиевых сплавов превос-
превосходят хроматные и фосфатные. Кроме
того, эти покрытия хорошо адсорби-
адсорбируют красители, поддаются окраске
в различные цвета, имеют красивый
внешний вид и могут применяться как
самостоятельные покрытия. Вместе с
тем химические методы обработки по-
поверхности (хроматирование и фосфати-
роваиие) отличаются простотой прове-
проведения процесса, высокой экономич-
экономичностью при достаточно хорошей про-
16 Н. М. Галдии и др.
тивокоррозионной защите (особ енно
метод хроматирования).
Магниевые отливки, защитные свой-
свойства оксидной пленки которых значи-
значительно ниже, чем оксидной пленки
алюминиевых сплавов, подвергаются
химической очистке, в результате чего
на их поверхности создаются хромат-
хроматные пленки. Вследствие малой продол-
продолжительности оксидирования магние-
магниевых сплавов получение равномерной
хроматной пленки возможно только
при условии хорошо подготовленных
поверхностей. Поэтому отливки из ма-
магниевых сплавов особенно тщательно
очищают, обезжиривают и подготавли-
подготавливают по специальной технологии
(табл. 26). Порядок выполнения опера-
операций по очистке и подготовке поверх-
поверхности отливок следующий: обезжири-
обезжиривание, промывка в горячей, а затем
холодной воде; травление; кипячение
в содовом растворе; промывка в теплой
воде; обработка в растворе хромового
ангидрида; промывка в теплой воде;
оксидирование; промывка в холодной,
а затем горячей воде; сушка.
Улучшение адгезии покрытий к по-
поверхности отливок из медных и цинко-
цинковых сплавов также может быть обеспе-
обеспечено путем химического оксидирова-
оксидирования. Составы и режимы оксидирования
поверхности отливок из магниевых,
медных и цинковых сплавов приведены
в табл. 27.
После подготовки поверхности на
отливки наносят предусмотренные чер-
чертежом детали покрытия. Процесс нане-
нанесения лакокрасочных покрытий со-
состоит из следующих основных опера-
операций:
нанесения грунта, основное назначе-
назначение которого — создание прочной свя-
связи между окрашиваемой поверхностью
и последующими лакокрасочными слоя-
слоями, а также обеспечение высокой за-
защитной способности покрытия;
шпатлевания для выравнивания за-
загрунтованной поверхности отливки;
шлифования, служащего для устра-
устранения неровностей и получения тре-
требуемой шероховатости поверхности;
окраски загрунтованной и зашпатле-
ванной поверхности эмалями и суш-
сушки.
В зависимости от материала отлив-
отливки, ее назначения и предъявляемых
466
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
26. Методы очистки и подготовки поверхности магниевых отливок
Операции
Обезжири-
Обезжиривание
Травление
Кипячение
в содовом
растворе
Обработка
в растворе
хромового
ангидрида
Назначение
Удаление следов
жира и масла.
Обеспечение сма-
смачивания поверх-
поверхности детали ок-
сидировочными
растворами
Очистка поверх-
поверхности отливок и
удаление загряз-
загрязнений
Частичное удале-
удаление флюсовых
включений
Удаление флюсо-
флюсовых включений
с поверхности и
старой оксидной
пленки
Основные
компоненты
1. Тринатрий-
фосфат
Едкий натр
Жидкое стекло
2. Едкий натр
Жидкое стекло
Азотная кисло-
кислота (плотность
1400 кг/м3)
Углекислая со-
да
Хромовый ан-
ангидрид
Концен-
Концентрация,
кг/ма
40—60
10—25
20—30
80—100
5—15
15-
30 мл/л
15—25
20—30
или
150—200
200—250
Темпе-
Температура
раство-
раствора, °С
60—90
15-30
100
60—70
15—30
15—30
Время
обработ-
обработки, мин
4—5
5—15
1-2
30-60
8—12
8—12
20—30
27. Составы растворов химического оксидирования
отливок из алюминиевых, магниевых, медных и цинковых сплавов
Основные компоненты
растворов
Концен-
Концентрация,
г/дм»
Темпе-
Температура
раство-
раствора, °С
Продол-
житель-
жительность
обработ-
обработки, мин
Примечание
Магниевые сплавы (ГОСТ 9.402—80)
Дву хромовокислый ка-
калий
Азотная кислота
A400 кг/м3)
Хлористый аммоний
Двухромовокислый ка-
калий
Хромовый ангидрид
Сернокислый аммоний
Уксусная кислота
40-55
90—120
0,075—
1,25
140—160
1—3
2—4
10—22
70—80
65-80
0,25—2
0,5-1,5
Отливки и детали, не
имеющие размеров 1—
2-го классов точности
Литые детали, име-
имеющие размеры 1—
2-го классов точности
Защита отливок от коррозии
467
Продолжение табл. 27
Основные компоненты
растворов
Концен-
Концентрация,
г/дм«
Темпе-
Температура
раство-
раствора. °С
Продол-
житель-
жительность
обработ-
обработки, мин
Примечание
Медные сплавы (ГОСТ 9.305—84)
Медь углекислая основ-
основная
Аммиак водный B5%)
Медь углекислая основ-
основная
Аммиак водный B5%)
Едкий натр
Надсернокислый калий
Азотнокислый натрий
15—20
68—75
40
160
40—60
13—17
5—10
15-30
15—30
95—97
3—10
3—20
2—3
Для отливок из лату-
латуни (предварительная
обработка)
Для отливок из лату-
латуни (окончательная об-
обработка)
Для отливок из брон-
бронзы
Цинковые сплавы
Ортофосфориая кислота
Азотнокислый кальций
(или барий)
2—10
100
80-100
30—40
Алюминиевые сплавы (ГОСТ 9.305—84)
Углекислый натрий без-
безводный
Хромовокислый натрий
Едкий натр
40—50
10—15
2,0—2,5
80-100
3-20
к ней эксплуатационных требований
выбирают соответствующее сочетание
(систему покрытий) грунта и лакокра-
лакокрасочной эмали. Некоторые из выпускае-
выпускаемых промышленностью грунтов и эма-
эмалей являются универсальными и могут
применяться в различных комбина-
комбинациях и для различных материалов от-
отливок.
Наиболее распространенные в ма-
16*
шиностроении и приборостроении си-
системы покрытий, применяемые для от-
отливок из цветных сплавов, приведены
в табл. 28. Кроме указанных в табл. 28
систем покрытий, в промышленности
применяются также алкидостирольные,
поливинилацетатные, полидивинил-
ацетатные, битумные, масляные и
некоторые другие виды лакокрасочных
покрытий.
468
ФИНИШНЫЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ ОТЛИВОК
28. Некоторые системы лакокрасочных покрытий
для отливок из цветных сплавов
Система покрытий
Эмали (ГОСТ, ТУ)
Пентафталиевые и глифталие-
вые:
для окраски изделий, экс-
эксплуатируемых внутри поме-
помещений:
ГФ-230 (ГОСТ 64—77),
ГФ-245 (ГОСТ 6971—78),
ПФ-223 (ГОСТ 14923—78);
атмосфер остой кие:
ПФ-1126 (ТУ 6-10-1450—78),
ПФ-115 (ГОСТ 6465—76);
термостойкие:
ГФ-820 (ОСТ 6-10-431—80),
ПФ-837 (ТУ 6-10-1540—78)
Фенолоформальдегидные:
ФЛ-61 (ТУ 6-10-778—76),
ФЛ-777 (ТУ 6-10-1524—75),
ФЛ-787 (ТУ 6-10-1199—71);
стойкие к действию раствори-
растворителей: ФЛ-787;
водостойкие:
ФЛ-412 (ТУ 6-10-718—76)
Пер хлорвиниловые:
атмосферостойкие:
ХВ-1100 (ГОСТ 6993—79),
ХВ-16 (ТУ 6-10-1301—78);
стойкие к действию кислот:
ХВ-785, ХВ-784
(ГОСТ 7313—75),
ХВ-77 (ТУ 6-10-879-75)
Грунты (ГОСТ, ТУ)
ФЛ-ОЗ-Ж (ГОСТ 9109—81)
ГФ-031 (ТУ 6-10-698—79)
ФЛ-ОЗ-К (ГОСТ 9109—81)
ФЛ-086 (ГОСТ 16032—79)
ФЛ-ОЗ-Ж, ГФ-031
ФЛ-086 (ГОСТ 16302—79)
АК-070 (ГОСТ 25718—83)
АК-069 (ГОСТ 6-10-401—79)
ВЛ-02 (ГОСТ 12707—77)
ФЛ-ОЗ-К
АК-069, АК-070
ХС-010 (ГОСТ 9355—81)
Сплавы
отливок
Алюми-
Алюминиевые,
магниевые
Цинковые
Медные
Алюми-
Алюминиевые
Алюми-
Алюминиевые,
магниевые,
цинковые
Алюми-
Алюминиевые
Медные
Алюми-
Алюминиевые',
медные
Защита отливок от коррозии
469
Продолжение табл. 28
Система покрытий
Эмали (ГОСТ, ТУ)
Бинилхлоридные (сополимер-
ные):
атмосфер остойкие:
ХС-119 (ГОСТ 21884—76),
ХС-1169 (ТУ 6-10-1453—79),
ХС-1168 (ТУ 6-10-1454—79),
ХС-416 (ТУ 6-10-1661—78)
стойкие к действию кислот:
ХС-759 (ГОСТ 23494—79),
ХС-724 (ГОСТ 23494—79),
ХС-558 (ТУ 6-10-592-76)
стойкие к действию щелочей:
ХС-76, ХС-710
(ГОСТ 9355—81)
стойкие к действию раствори-
растворителей :
ХС-717 (ТУ 6-10-961—76)
Эпоксидные:
ЭП-1155 (ТУ 6-10-1504-75),
ЭП-51 (ГОСТ 9640—75)
стойкие к действию щелочей:
ЭП-773 (ГОСТ 23143—78),
ЭП-730 (ГОСТ 20824—81)
водостойкие:
ЭП-525 (ГОСТ 22438-77),
ЭП-5116 (ТУ 6-10-1369—78)
масл остойкие:
Б-ЭП-752 (ТУ 6-10-1386-81)
стойкие к действию раствори-
растворителей:
ЭП-140 (ГОСТ 24709—81)
Кремнийорганические термо-
термостойкие:
КО-83 (ГОСТ 23123—78),
КО-88 (ГОСТ 23101—78),
КО-811 (ГОСТ 23122—78)
Полиакриловые стойкие к дей-
действию пониженных температур:
АС-730 (ТУ 6-10-949-75)
Грунты (ГОСТ, ТУ)
ФЛ-ОЗ-Ж, ГФ-031
ФЛ-086 (ГОСТ 16302—79)
АК-070 (ГОСТ 25718-83)
АК-069 (ГОСТ 6-10-401—79)
ВЛ-02 (ГОСТ 12707—77)
ФЛ-ОЗ-К
АК-069, АК-070
ХС-010 (ГОСТ 9355—81)
ЭП-09Т желтый
(ТУ 6-10-1155—76)
ЭП-09Т красный
(ТУ 6-10-1155—76)
ФЛ-ОЗ-Ж, ГФ-031, КФ-030,
ФЛ-086
ФЛ-ОЗ-Ж, ЭП-09-Т желтый
ФЛ-ОЗ-К, ЭП-09-Т красный
АК-070
Сплавы
отливок
Алюми-
Алюминиевые,
магниевые,
цинковые
Алюми-
Алюминиевые
Медные
Алюми-
Алюминиевые,
медные
Алюми-
Алюминиевые,
магниевые,
цинковые
Медные
Алюми-
Алюминиевые
Алюми-
Алюминиевые,
магниевые,
цинковые
Медные
Алюми-
Алюминиевые
Глава X
ВИДЫ ДЕФЕКТОВ, СПОСОБЫ
ИХ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ.
КОНТРОЛЬ КАЧЕСТВА ОТЛИВОК
При изготовлении отливок в них
возникают различные дефекты, харак-
характер и размеры которых зависят от при-
применяемого сплава, способа литья и
особенностей принятого технологиче-
технологического процесса. Дефекты могут быть
допустимыми, исправимыми и неис-
неисправимыми. Неисправимые дефекты
приводят к окончательному браку от-
отливок.
Объем технического контроля отли-
отливок определяется условиями эксплуа-
эксплуатации деталей. При полном контроле
определяют химический состав сплава,
механические свойства отливки, со-
состояние ее поверхности, геометрические
размеры, массу, герметичность (гидро-
(гидропрочность, вакуумную плотность), до-
допустимость внутренних и наружных
дефектов и состояние мест, подвергае-
подвергаемых исправлению заваркой или дру-
другими методами.
С целью сокращения потерь от ис-
исправимого и окончательного брака
необходимо принимать своевременные
меры по устранению причин, вызы-
вызывающих появление дефектов. Система-
Систематически должна совершенствоваться
ие только литейная технология, но и
средства контроля, обнаружения де-
дефектов и методы их исправления.
1. Классификация дефектов
и причины их образования
Основными причинами дефектов от-
отливок являются нетехнологичность
конструкции деталей, несовершенство
технологического процесса, нарушение
технологии и недоброкачественность
технологических материалов.
1 Дефекты из-за нетехнологичной кон-
конструкции детали возникают в тех слу-
случаях, когда деталь спроектирована без
учета возможностей литейной техно-
технологии (см. гл. I).
Дефекты из-за несовершенства тех-
технологического процесса встречаются
наиболее часто. Перед запуском каж-
каждой новой отливки в производство тех-
технология ее изготовления должна быть
выбрана на основе научных принци-
принципов, а затем опробована на опытных
отливках. Пробные отливки необходи-
необходимо всесторонне исследовать по геоме-
геометрическим размерам, наличию вну-
внутренних дефектов, соответствию меха-
механических и служебных свойств. После
доработки технологического процесса
должна быть полная уверенность в том,
что он надежно обеспечивает получе-
получение годных отливок и что каждый слу-
случай брака является следствием нару-
нарушения технологии. Причины этих на-
нарушений должны полностью выяв-
выявляться и устраняться.
Дефекты, вызываемые нарушением
технологии, могут быть следствием от-
отступления от режимов на любой техно-
технологической операции, например, при
подготовке материалов, формовке,
плавке, заливке, термической обработ-
обработке и т. д. Дефектность и брак отливок
неизбежно возрастают при неудовлет-
неудовлетворительном состоянии технологиче-
технологического оборудования и оснастки, а так-
также вследствие небрежной работы. Сле-
Следить за соблюдением технологии обя-
обязаны в первую очередь производствен-
производственный мастер и технолог. Вынужденное
отступление от технологии возможно
только по серьезным причинам, напри-
например, при аварии оборудования. Каж-
Каждое такое отступление от технологии
должно быть зафиксировано и соот-
соответственно документально оформлено.
Для правильного определения при-
причин и принятия эффективных мер по
предупреждению и устранению дефек-
Классификация дефектов и причины их образования
471
1. Дефекты группы I, возникающие вследствие
химического и механического взаимодействия с газами и влагой
Дефект
Причины возникновения
Меры предупреждения
и устранения
Шлаковые включения —
неметаллические оксид-
оксидные включения округлой
формы, расположенные
в теле отливки или на
ее поверхности. Обнару-
Обнаруживаются внешним осмо-
осмотром и рентгенопросве-
чиванием
Насыщенность сплава
шлаками вследствие:
применения неочищен-
неочищенных от масла и корро-
коррозии шихтовых мате-
материалов
недостаточного рафи-
рафинирования расплава;
малого времени вы-
выстаивания расплава
после рафинирования
плохой промывки и
очистки разливочного
ковша
повышенной склонно-
склонности расплава к окисле-
окислению
Турбулентное (завихрен-
(завихренное) поступление метал-
металла в форму и его вспени-
вспенивание
Падение металла в фор-
форму
Прерывание струи ме-
металла при заливке
Дробеструйная очистка
шихтовых материалов
Тщательное рафинирова-
рафинирование металла и соблюдение
времени его выстаивания
перед заливкой
Тщательная очистка раз-
разливочных ковшей и тиг-
тиглей
Применение противоокис-
ляющих добавок (берил-
(бериллия для магниевых и алю-
миниево-магниевых спла-
сплавов); заливка сплава при
возможно более низкой
температуре; наклон ко-
кокиля при заливке
Установление оптималь-
оптимальных размеров и формы
отдельных элементов лит-
литниковой системы, уста-
установка шлакозадержива-
ющих сеток и фильтров;
уменьшение высоты паде-
падения струи при заливке
металла из ковша в чашу
Подвод металла в ниж-
нижнюю часть отливки
Заливка формы непрерыв-
непрерывной струей
Оксидные плены — вклю-
включения оксидов в виде
плен, рассеянных по по-
поверхности или по всему
телу отливки. Обнару-
Обнаруживаются внешним осмо-
осмотром, особенно после об-
обдувки дробью и оксиди-
оксидирования (у отливок из
магниевых сплавов)
То же, что и при образо-
образовании шлаковых вклю-
включений, а при литье ма-
магниевых сплавов допол-
дополнительно:
повышенная влажность
формы
тугая набивка
То же, что и при образо-
образовании шлаковых включе-
включений, а при литье магние-
магниевых сплавов дополнитель-
дополнительно:
соблюдение заданной
влажности формы
равномерная набивка
формы
472 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
Продолжение табл. 1
Дефект
Причины возникновения
Меры предупреждения
и устранения
Заплеск металла — ок-
оксидная плена, идущая
в глубь отливки
Небрежная заливка —
переливание металла
через край литниковой
чаши
Аккуратная заливка; за-
закрыть открытые части
формы (прибыли) специ-
специальными щитками
Подтек металла — внеш-
внешний вид сходен с запле-
ском
Поступление металла
в рабочую полость фор-
формы помимо литниковой
системы
Устранение износа мо-
модельного инвентаря; про-
прокладка шнурового асбеста
или подрезка формы лан-
ланцетом вокруг стояков и
в местах возможного про-
прорыва металла в форму по-
помимо литниковой системы
Вскип, вскшговая ракови-
раковина — оксидные складки
или раковины, образо-
образовавшиеся при кипении
сплава. Различают вски-
пы со стороны формы,
стержня и от холодиль-
холодильника
Большое давление газов
и паров в форме вслед-
вследствие:
высокой газотворной
способности материа-
материала формы и стержней
низкой газопроницае-
газопроницаемости формы
повышенной влажно-
влажности отдельных участ-
участков формы; установки
непросушенных стерж-
стержней
чрезмерного уплотне-
уплотнения отдельных участ-
участков формы
отсутствия воздухоот-
водящих каналов (или
залив их металлом)
в форме и стержнях
некачественной подго-
подготовки холодильников
(плохо очищены от за-
загрязнений, плохо про-
просушены или не окра-
окрашены)
недостаточной просуш-
просушки кокильной краски
установки неподогре-
тых металлических
стержней и вставок
в кокиль
Применение крепителей и
защитных добавок с мень-
меньшей газотворностью
Повышение газопрони-
газопроницаемости формовочной
смеси; устройство газоот-
водящих каналов в форме
и стержнях
Предупреждение местно-
местного переувлажнения фор-
формы; подсушка стержней,
длительное время нахо-
находившихся на складе или
в собранной форме
По возможности слабая и
равномерная набивка фор-
формы
Выполнение газоотводя-
щих каналов и своевре-
своевременная их очистка
Тщательная подготовка
холодильников
Тщательная просушка ко-
кокиля после окрашивания;
применение сухого возду-
воздуха для продувки формы
Подогрев металлических
стержней и вставок перед
сборкой формы
Классификация дефектов и причины их образования
473
Продолжение табл. 1
Дефект
Поверхностное окисление
(загар, горение) — встре-
встречается (у отливок из ма-
магниевых сплавов) в виде:
сплошной окисной пле-
плены черного или серого
цвета
отдельных или группо-
групповых раковин, запол-
заполненных порошком чер-
черного цвета или серого
цвета;
наростов (грибков)
черного цвета
Оксидный спай — нару-
нарушение сплошности от-
отливки в виде несливших-
ся потоков металла, раз-
разделенных пленкой. Наи-
Наиболее часто проявляется
в тонких сечениях от-
отливки
Причины возникновения
Недостаточное количе-
количество защитных присадок
в формовочной смеси и
стержнях
Повышенная влажность
стержней
Перегрев каналов литни-
литниковой системы
Чрезмерно высокая тем-
температура заливки
Медленное остывание от-
отливки в форме, способ-
способствующее выгоранию за-
защитных присадок
Малая скорость заполне-
заполнения формы сплавом
Низкая температура за-
заливки или недостаточ-
недостаточный нагрев кокиля
Прерывание струи спла-
сплава
Неправильный подвод
металла, при котором об-
образуются глухие, плохо
промываемые металлом
полости, заполняемые
несколькими потоками
металла
Низкая газопроницае-
газопроницаемость и плохая вентиля-
вентиляция формы
Меры предупреждения
и устранения
Введение в смесь добавок
и влаги в количествах,
предусмотренных техно-
технологией; опрыскивание
стержней противозагар-
ным составом, например
раствором борофтористо-
го калия
Надлежащая сушка и под-
подсушка стержней
Припыливание литнико-
во-питающей системы
смесью серы и борной
кислоты
Снижение температуры
заливки расплава
Повышение скорости ох-
охлаждения массивных уз-
узлов отливки установкой
холодильников
Увеличение сечения эле-
элементов литниковой систе-
системы, изменение ее кон-
конструкции, рассредоточе-
рассредоточение мест подвода металла
в форму
Повышение температуры
заливки сплава и нагрева
кокиля
Не допускать перерыва
струи сплава, заплесков
и подтеков
Изменение конструкции
литниковой системы; уве-
увеличение числа выпоров и
изменение их местораспо-
месторасположения
Повышение газопрони-
газопроницаемости и вентиляции
формы и стержней
474 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
Продолжение табл. 1
Дефект
Причины возникновения
Меры предупреждения
и устранения
Газовые раковины — в те-
теле отливки полости
округлой формы диаме-
диаметром 1—3 мм и более
с гладкой блестящей по-
поверхностью. Располага-
Располагаются или отдельными
включениями, или гнез-
гнездами. При литье магние-
магниевых сплавов наружные
раковины имеют окис-
окисленную поверхность се-
серого или черного цвета,
при взаимодействии ме-
металла с серой раковины
имеют желтую окраску.
При литье тяжелых цвет-
цветных сплавов раковины
часто располагаются под
коркой металла (подкор-
(подкорковые раковины) и обна-
обнаруживаются при обра-
обработке резанием
Низкая газопроницае-
газопроницаемость формы и стержней
Повышенное содержа-
содержание газотворных веществ
или посторонних вклю-
включений (например, части-
частичек угля) в формовочной
и стержневой смеси и
кокильной краски
Высокая влажность фор-
формы и стержней
Захват воздуха при за-
заливке, большая скорость
потока сплава в форме
Недостаточная вентиля-
вентиляция кокиля
Плохая обработка холо-
холодильников
Избыточность припыли-
вания струи металла се-
серой (при литье магние-
магниевых сплавов)
Плохо раскисленный и
насыщенный водородом
и серой металл (при
литье оловянных, высо-
высокосвинцовистых и дру-
других бронз и никелевых
сплавов)
Местное скопление за-
защитных присадок в фор-
формовочных смесях
Повышение газопрони-
газопроницаемости форм и стержней
Тщательный контроль со-
состава и свойств формовоч-
формовочной и стержневой смесей
Минимально возможное
содержание влаги в фор-
формовочной смеси; тщатель-
тщательная просушка стержней
Применение литниковой
системы, обеспечивающей
плавное спокойное запол-
заполнение формы и последова-
последовательное вытеснение воз-
воздуха; наклон кокиля при
заливке
Улучшение вентиляции
формы
Тщательная подготовка
и просушка холодильни-
холодильников
Уменьшение интенсивно-
интенсивности припыливания струи
металла серой
Тщательное раскисление
и десульфурация металла
(при литье бронз и нике-
никелевых сплавов)
Тщательное перемешива-
перемешивание формовочных смесей
тов и брака отливок все дефекты отли-
отливок должны быть классифицированы.
Существуют две основные системы
классификации дефектов отливок:
классификация дефектов по их внеш-
внешнему виду, форме, расположению на
отливке, размерам;
классификация дефектов по причи-
причинам их образования, по общности фи-
физико-химических явлений, в резуль-
результате которых возникает дефект.
При литье цветных сплавов в боль"
шинстве случаев применяют вторую
систему классификации, так как в ней
полнее раскрывается сущность явле-
явлений и взаимосвязь дефектов с физико-
химическими, тепловыми, гидравличе-
гидравлическими и другими процессами, сопут-
сопутствующими процессу изготовления от-
отливок.
В табл. 1—4 классифицированы де-
дефекты отливок, получаемых литьем в
Классификация дефектов и причины их образования
176
2. Дефекты группы II усадочного происхождения
Дефект
Причины возникновения
Меры предупреждения
и устранения
Дефекты, образующиеся при кристаллизации отливок
Внутренняя усадочная
раковина — закрытая по-
полость в теле отливки
с шероховатой поверх-
поверхностью. Обнаруживает-
Обнаруживается рентгенопросвечива-
нием
Наружная усадочная ра-
раковина (утяжина) — уг-
углубление в теле отливки
с гладкой поверхностью
Отклонение от оптималь-
оптимального состава сплава
Недостаточное питание
отливки жидким сплавом
вследствие:
несовершенства литни-
литниковой системы, приво-
приводящей к местным пере-
перегревам
нерациональной уста-
установки прибылей и хо-
холодильников; замед-
замедленной скорости охла-
охлаждения утолщенных
мест; малых размеров
прибылей
нерациональной
струкции деталей
кон-
Завышенная скорость
охлаждения прибылей
Составление шихты по оп-
оптимальному химическому
составу
Применение литниково-
пр ибы л ь ной системы,
обеспечивающей последо-
последовательную кристаллиза-
кристаллизацию
Повышение скорости ох-
охлаждения утолщенных
мест отливки путем уве-
увеличения размеров или
установки дополнитель-
дополнительных холодильников
Улучшение технологич-
технологичности конструкции детали
Замедленное охлаждение
прибылей путем их утеп-
утепления и подвода в их ос-
основание горячего металла
Завышенная
ра заливки
темпер ату-
Понижение температуры
заливки сплава
Рыхлота (макро рыхло-
рыхлота) — неплотная струк-
структура металла внутри от-
отливки или на поверх-
поверхности в виде червоточин.
Размеры отдельных пу-
пустот видны визуально
Те же, что и при образовании усадочной раковины
478 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
Продолжение табл. 2
Дефект
Причины возникновения
Меры предупреждения
и устранения
Коробление — искажение
геометрии и конфигура-
конфигурации отливки. Обнаружи-
Обнаруживается после остывания
отливки в форме, выбив-
выбивки и заварки
Неравномерное охлажде-
охлаждение (и усадка) отдельных
частей отливки, вызыва-
вызывающее появление внутрен-
внутренних напряжений, кото-
которые превосходят предел
текучести металла
Применение мер, описан-
описанных выше для предупре-
предупреждения трещин
Малая жесткость кон-
конструкции отливки
Увеличение жесткости от-
отливки путем введения до-
дополнительных ребер жест-
жесткости и технологических
перемычек
Неправильная укладка
деталей при термической
обработке; низкая темпе-
температура охлаждающей
среды
Неравномерный нагрев
отливки при заварке де-
дефектов
Укладка деталей в печи
без провисания, проведе-
проведение термической обработ-
обработки сложных и тонкостен-
тонкостенных отливок в специаль-
специальных приспособлениях,
препятствующих короб-
короблению, закалка отливок
в подогретой воде
Обеспечить равномерный
нагрев детали до опти-
оптимальной температуры пе-
перед заваркой
Классификация дефектов и причины их образования
479
Дефекты группы III — неметаллические включения в отливке,
не вызываемые взаимодействием с газами и влагой
Дефект
Причины возникновения
Меры предупреждения
и устранения
Флюсовые крупные вклю-
включения — раковины в теле
отливки каплеобразной
формы, заполненные
флюсом, часто сопрово-
сопровождающиеся включения-
включениями шлака
Флюсовые мелкие включе-
включения, проявляющиеся при
вылеживании отливок в
виде темных точек и пя-
пятен
Применение флюса, не
соответствующего при-
принятому методу плавки,
или применение некаче-
некачественного флюса
Применение качественно-
качественного флюса, соответствую-
соответствующего принятому методу
плавки
Нарушение режимов ра-
рафинирования и отстаива-
отстаивания металла в тигле
Соблюдение правил обра-
обработки расплава в печи и
раздаточном тигле
Небрежный набор ме-
металла из тигля в разли-
разливочный ковш
Оставлять, особенно при
разливке магниевых спла-
сплавов, на дне стационарных
и выемных тиглей металл
в объеме, установленном
технологией (обычно 10—
30 % объема тигля)
Плохая очистка от флю-
флюса ковша и выемного
тигля
Тщательная очистка раз-
разливочных ковшей, носка
и стенок выемных тиглей
Песчаный васор — от-
открытая или закрытая ра-
раковина в теле отливки
неправильной формы,
полностью или частично
заполненная формовоч-
формовочным материалом
Несоблюдение общих
правил изготовления и
сборки литейных форм
Употребление формовоч-
формовочных и стержневых смесей
с достаточной прочностью
в сыром состоянии; рав-
равномерная набивка и акку-
аккуратная сборка форм;
уменьшение продолжи-
продолжительности выстаивания со-
собранной формы перед за-
заливкой
Неправильный подвод
металла в рабочую по-
полость формы, приводя-
приводящий к ее местному раз-
разрушению
Рассредоточенный подвод
металла
480 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
Продолжение табл. 3
Дефект
Причины возникновения
Меры предупреждения
и устранения
Ужимины — длинные
узкие вмятины в теле от-
отливки. Наслоения ме-
металла, отделенные про-
прослойкой формовочной
смеси (при литье в песча-
песчаные формы) или прослой-
прослойкой краски (при литье
в кокиль)
Нарушение технологии
приготовления формо-
формовочной смеси
Тщательное перемешива-
перемешивание формовочной смеси
Неравномерное уплотне-
уплотнение формы, вызывающее
неравномерное расшире-
расширение слоев формы при за-
заполнении ее металлом
Равномерная набивка пес-
песчаной формы
Отслаивание и растре-
растрескивание слоя кокиль-
кокильной краски
Нанесение кокильной кра-
краски тонкими ровными
слоями
Местный перегрев формы
при заливке
Рассредоточенный подвод
металла во избежание
местного перегрева
Пригар — неравномер-
неравномерные утолщения из фор-
формовочной или стержне-
стержневой смеси, пропитанные
металлом, располагаю-
располагающиеся в местах ее сопри-
соприкосновения с наиболее
горячими участками фор-
формы
Крупнозернистый песок
и слабая набивка формы;
низкая огнеупорность
(для медных сплавов)
формовочной и стержне-
стержневой смесей
Равномерная набивка
формы, применение мел-
мелкозернистых формовоч-
формовочных песков с огнеупорны-
огнеупорными и противопригарными
добавками
Повышенный напор спла-
сплава при заливке
Уменьшение гидравличе-
гидравлического напора сплава при
заливке
Низкое качество проти-
противопригарной краски
Применение соответству-
соответствующих ТУ противопригар-
противопригарных красок
Завышенная температу-
температура заливки
Снижение температуры
заливки сплава
Королек — металличе-
металлическое включение того же
состава, что и отливка.
В большинстве случаев
включение полностью
окружено металлом
Неправильный режим за-
заливки отливок (перерыв
струи, выбросы и раз-
разбрызгивание металла
и т. д.)
Соблюдение общих пра-
правил заливки форм, исклю-
исключающих перерыв струи,
разбрызгивание металла,
попадание металла из
ковша в прибыли и вы-
выпоры
Неудачная конструкция
литниковой системы,
приводящая к раздроб-
раздроблению струи расплава
Применение литниковой
системы, обеспечивающей
спокойный без разбрыз-
разбрызгивания ввод металла
в форму
Классификация дефектов и причины ях образования
481
4. Дефекты группы IV — несоответствие состава, свойств,
структуры и размеров отливок требованиям стандарта
Дефект
Причины возникновения
Меры предупреждения
н устранения
Брак по химиче-
химическому составу
Неправильная шихтовка
или неточное определение
химического состава сплава
Улучшение методики ших-
шихтовки оптимального химиче-
химического сплава; проведение экс-
экспресс-анализа и подшихтов-
ка сплава
Неправильная методика от-
отбора пробы для химическо-
химического анализа
Улучшение методики отбора
пробы сплава
Нарушение
плавки
технологии
Соблюдение режимов плавки
Ликвация — неод-
неоднородность хими-
химического состава
сплава в разных
точках отливки
Плохое перемешивание жид-
жидкого сплава, склонного
к ликвации; длительное вы-
выстаивание сплава перед за-
заливкой
Тщательное перемешивание
сплава перед заливкой и со-
сокращение времени выдержки
Высокая температура за-
заливки
Снижение температуры за-
заливки до допустимой по тех-
технологии
Медленное охлаждение мас-
массивных узлов отливки
Увеличение скорости охла-
охлаждения отливки путем уста-
установки холодильников; умень-
уменьшение слоя кокильной кра-
краски и интенсивное охлажде-
охлаждение участков кокиля, оформ-
оформляющих массивные узлы от-
отливки
Избыток ликвирующего ком-
компонента в сплаве, например,
марганца в сплаве типа АЛЗ,
свинца в бронзах и т. д.
Снижение верхнего предела
допуска ликвирующего эле-
элемента. При литье оловянных
бронз стремиться выдержать
соотношение свинца и суммы
олова и цинка в пределах
1 : 1 (если это возможно).
Держать фосфор на нижнем
пределе
Наличие в сплаве примесей,
способствующих обратной
ликвации (например, алю-
алюминий в кремнистой латуни)
Не допускать загрязнения
сплава примесями, способ-
способствующими обратной ликва-
ликвации (например, кремнистой
латуни примесями алюми-
алюминия)
482 ВИДЫ ДЕФЕКТОВ; СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
Продолжение табл. 4
Дефект
Причины возникновения
Меры предупреждения
и устранения
Отклонение физи-
физико-механических
свойств отдельно
отлитых или вы-
вырезанных ив от-
отливки образцов от
требований стан-
стандарта
Нарушение технологии при-
приготовления сплава, приво-
приводящее к наличию оксидных
включений и плохому моди-
модифицированию сплава
Соблюдение технологии плав-
плавки, рафинирования, модифи-
модифицирования и заливки
Неправильная методика от-
отливки (повышенная газо-
газоусадочная пористость, на-
наличие рыхлот и микрорых-
лот)
Устранение рыхлот и микро-
рыхлот и газоусадочной по-
пористости
Отклонение микро-
микроструктуры по
виду, количеству
и величине струк-
структурных составля-
составляющих от требова-
требований стандарта
Нарушение технологии тер-
термической обработки:
заниженная температура
нагрева, приводящая к
неполной закалке
Уточнение и строгое соблю-
соблюдение режимов термической
обработки
Проверка исправности рабо-
работы оборудования для терми-
термической обработки
завышенная температура
нагрева, приводящая к пе-
пережогу (оплавлению)
структуры
замедленный процесс за-
закалки
Устранение больших перепа-
перепадов температур в рабочем
пространстве печи для тер-
термической обработки
недостаточная выдержка
отливок в печи
неравномерный прогрев
отливок, приводящий к не-
неравномерной закалке
Применение двухступенча-
двухступенчатого нагрева деталей под
закалку
Неоптимальное содержание
отдельных компонентов
сплава
Целенаправленный расчет
химического состава сплава
по отдельным компонентам
(по нижнему, среднему или
верхнему значению) в преде-
пределах их допустимого содер-
содержания
Исправление дефектов отливок
483
Продолжение табл. 4
Дефект
Несоответствие
размеров и конфи-
конфигурации отливки
чертежу. Обнару-
Обнаруживается внеш-
внешним осмотром и
разметкой отли-
отливок
Несоответствие
герметичности от-
ливки техниче-
техническим требованиям
чертежа. Отливки
не выдерживают
испытания на гер-
герметичность
Причины возникновения
Неправильно учтена вели-
величина усадки сплава при из-
изготовлении модельного ком-
комплекта (кокиля)
Несоответствие размеров
знаков на модели и в стерж-
стержневом ящике; отсутствие
фиксаторов
Износ модельного комплек-
комплекта, кокилей, оснастки (опок,
штырей, втулок и т. д.)
Ошибки при формовке, из-
изготовлении стержней и сбор-
сборке формы
Повреждение детали при
выбивке, обрубке и зачистке
Повышенная пористость и
усадочная рыхлота
Неправильно подобран тип
сплава
Меры предупреждения
и устранения
Уточнить величину усадки
сплава и материала металли-
металлической формы
Проверка точности изготов-
изготовления модельного комплекта
Периодическая проверка мо-
модельного комплекта, оснаст-
оснастки и кокилей
Усиление контроля за сбор-
сборкой формы
Создание эталонов по отдел-
отделке деталей, инструктаж ра-
рабочих по выбивке, отрезке и
механической обработке от-
отливок
Устранить пористость и уса-
усадочную рыхлоту (см. дефекты
группы II)
Заменить сплав на более гер-
герметичный
песчаные и оболочковые формы, а так-
также в кокиль. Специфические дефекты
отливок, получаемых другими специ-
специальными способами литья, рассмотре-
рассмотрены в гл. VIII.
Все дефекты отливок подразделяют
иа четыре группы: к группе I отнесены
дефекты, возникающие вследствие хи-
химического и механического взаимодей-
взаимодействия с газами и влагой (табл. 1);
к группе II—дефекты усадочного
происхождения (табл. 2); к груп-
группе III — неметаллические включения
в отливке, не вызываемые взаимодей-
взаимодействием с газами и влагой (табл. 3);
к группе IV — несоответствие состава
сплава, свойств, структуры и размеров
отливок требованиям ' стандарта
(табл. 4).
2. Исправление дефектов
отливок
Количество и размеры допускаемых
в отливках дефектов определяются тех-
техническими условиями на данный вид
отливок. Для уменьшения потерь от
брака технологический процесс изго-
изготовления отливок предусматривает ис-
исправление дефектов с последующим
повторным контролем участков от-
отливки, на которых они были обнару-
обнаружены.
484 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
Рис. 1. Схемы разделки дефектов на поверхности отливок под заварку:
а — наружной раковины; б — трещины
Основными средствами исправления
дефектных отливок являются заварка,
заделка эпоксидными компаундами,
пропитка герметизирующими материа-
материалами, а также установка различных
заглушек, пробок и втулок.
Заварка отливок является наиболее
надежным и поэтому широко приме-
применяемым способом исправления дефек-
дефектов отливок из цветных сплавов. За-
Заваркой устраняют большинство де-
дефектов в отливках: раковины, рыхло-
рыхлоты, незаливы, трещины, неплоскост-
неплоскостность и др.
Перед заваркой отливки очищают от
загрязнений, дефектные участки раз-
разделывают до здорового металла; рых-
рыхлоты, включения оксидов шлака и
формовочной смеси и трещины выру-
вырубают пневматическим зубилом, уда-
удаляют слесарным инструментом (ша-
(шарошкой, напильником и т. д.) или об-
обработкой резанием (фрезерованием, то-
токарной обработкой и т. д.). Крупные
раковины вырубают до исчезновения
черновин. При скоплении раковин или
засора на небольшой площади уда-
удаляется сразу вся группа дефектов на
глубину их залегания. При недоливах
место наплавки зачищают снятием
тонкого слоя металла с поверхности
отливки. Трещины вырубают на всю
длину и глубину. Чтобы трещина
в процессе заварки не распространя-
распространялась дальше, необходимо на расстоя-
расстоянии 5—10 мм от ее концов просверлить
отверстия диаметром 6—8 мм — сквоз-
сквозные при сквозных трещинах и на глу-
глубину, превышающую глубину трещины
на 2—3 мм, при несквозных (рис. 1).
Стенки отливки в местах разделки
дефекта должны быть наклонены к вер-
вертикали на угол 45—60° для обеспече-
обеспечения свободного доступа наконечника
сварочной горелки или электрода по
всей поверхности разделанного под
заварку дефекта.
Отливки, подлежащие заварке, как
правило, подвергаются местному или
общему нагреву газовыми горелками,
в термических или специальных элек-
электрических печах. Заварку дефектного
места начинают с оплавления его по-
поверхности сварочной горелкой без при-
применения присадочного материала. Если
на всей оплавленной поверхности об-
образуется чистая и гладкая ванна рас-
расплавленного металла, можно продол-
продолжать заварку дефекта с применением
присадочного материала. В случае
обнаружения на оплавленной поверх-
поверхности рыхлот и засоров необходимо
провести повторную, более глубокую
разделку дефектного места обработкой
резанием.
Заварка отливок из алюминиевых и
магниевых сплавов. Заварку мелких и
средних отливок выполняют главным
образом аргонодуговой сваркой, круп-
крупных отливок — тазовой ацетилено-кис-
ацетилено-кислородной. Дефектные участки боль-
большого объема (более 5 см8) заваривают
Исправление дефектов отливок
485
Рис. 2. Схема аргонодуговой заварки
отливок:
/ — присадочный металл; 2 — защитный
газ; 3 — сопло горелки; 4 — электрод;
б •— наплавленный металл; 6 — отливка
с перерывами в два-три приема для
остывания предыдущего слоя наплав-
наплавленного металла до температуры 40—
50 °С. При многослойной наплавке
каждый предыдущий слой должен быть
зачищен металлической щеткой.
Для исключения образования тре-
трещин и коробления из-за термических
напряжений, возникающих при за-
заварке, отливки перед заваркой подвер-
подвергают местному или общему подогреву
при температуре 300—350 бС. Местный
подогрев проводят, как правило, аце-
ацетил ено-кислородным пламенем, общий
нагрев — в камерных электропечах с
' перепадом температур не более ±10 °С.
Заварку ведут теми же сплавами,
из которых изготовлены отливки, с по-
помощью непдавящегося вольфрамового
электрода диаметром 2—б мм при рас-
расходе аргона 5—12 л/мин. Сила тока
составляет обычно 25—40 А на 1 мм
диаметра электрода.
При заварке в нижнем положении
горелка располагается под углом 45—
55 с наклоном в сторону, противопо-
противоположную направлению сварки. Приса-
Присадочный материал подают в зону сварки
непрерывно под углом 10—20° к за-
завариваемой поверхности отливки, что-
чтобы уменьшить возмущение газовой
струи (рис. 2). Конкретные технологи-
технологические режимы и число слоев заварки
зависят от размеров дефекта, диаме-
диаметров применяемых электродов и при-
присадочного прутка и выбираются в каж-
каждом конкретном случае.
Коробление алюминиевых и магние-
магниевых отливок, вызванное остаточными
напряжениями, возникшими после
литья, термической обработки или за-
заварки, исправляют рихтовкой (прав-
(правкой) отливок в специальных приспо-
приспособлениях вручную или под прессом.
Однако рихтовка сложных тонкостен-
тонкостенных отливок с большой протяженной
поверхностью (в особенности из спла-
сплавов с низкой пластичностью) может
привести к образованию трещин и
поломке. Кроме того, рихтовка не сни-
снимает внутренние напряжения в отлив-
отливке, а лишь перераспределяет их по
ее сечению. Поэтому во всех случаях
следует избегать этой операции, обес-
обеспечивая достаточную жесткость кон-
конструкции отливки установкой техно-
технологических ребер, стяжек и т. п.
Заварка отливок из медных сплавов
затруднена высокой теплопроводно-
теплопроводностью и большой жидкотекучестью этих
сплавов, а также их способностью
сильно окисляться в нагретом и осо-
особенно в расплавленном состоянии. От-
Отливки из медных сплавов можно зава-
заваривать ручной и автоматической дуго-
дуговой сваркой, сваркой в среде защитных
газов и газовой сваркой. Заварка ла-
латунных отливок осложняется присут-
присутствием легко испаряющегося и окис-
окисляющегося циика, что приводит к по-
пористости металла сварного шва. Чтобы
избежать этого, заварку латунных
отливок выполняют предельно корот-
короткой дугой C—6 мм).
Присадочные прутки, металлические
электроды и электронную проволоку
(для механизированной заварки) гото-
готовят из сплавов, близких по химическо-
химическому составу к материалу отливки. На-
Например, для заварки оловянных бронз
применяют следующие сплавы, содер-
содержащие, % (мае. доля): 1) Sn 3,28;
Zn 8,9; Р 0,2; Ni 0,31; Fe 0,2; Pb 5,89;
медь — остальное; 2) Sn 7—9; А! 0,6—
0,8; Mn 0,8; Fe 0,3; P до 0,03; медь —
остальное.
Для заварки отливок из фосфори-
фосфористой бронзы применяют прутки из оло-
оловянной [7—9 % (мае. доля) Sn] и фос-
фосфористой [9—11% (мае. доля) Sn и
0,5—1,0 % (мае. доля) Р] бронз. Для
заварки отливок из алюминиевых бронз
применяют прутки и электроды того же
состава, а также используют бронзу
БрКЗМЩ. При заварке дефектов ла-
латунных отливок, кроме прутков из ла-
латуни марок ЛЦ16К4 и ЛЦ40С, исполь-
используют прутки бронз БрО4ЦЗ и
БрКЗМЩ; заварку свинцовой латуни
486 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
5. Составы покрытий [% (мае. доля)] для заварки отливок
из медных сплавов
Компонент покрытия
Алюминиевый порошок
Мел
Мрамор
Древесный уголь
Графит
Бура плавленая
Ферромарганец
Криолит
1
_
50
—
50
—
—
—
2
15
70
—
—
15
—
—
3
15
70
—
15
—
—
4
15
35
35
15
—
—
—
Номер
б
16,7
83,3
—
—
—
—
состава
6
_
83,3
16,7
7
50
_.
—
50
—
—
—
8
—.
50
—
35
—
15
—
9
—
5
—
80
15
Примечание. Все покрытия изготовляют на жидком стекле, добавляя
его 55—60 % (мае. доля от массы сухой смес и).
проводят прутками из бронзы БрО5С25
или БрО8Н1,5Ф0,3.
Диаметр присадочных прутков 5—
12 мм, а угольных или графитовых
электродов — 10—20 мм.
Все виды газовой заварки дефектов,
как правило, ведут с применением
защитных флюсов. При дуговой сварке
на электродную проволоку наносят
специальные защитно-флюсующие по-
покрытия. Массивные отливки перед за-
заваркой подогревают до 300—500 °С.
После заварки бронзовые отливки под-
подвергают отжигу при 450—500 °С, а ла-
латунные (после проковки сварочного
шва) — при 600—700 °С с последу-
последующим медленным охлаждением.
Наиболее распространенные составы
электродных покрытий, применяемых
при заварке отливок из медных спла-
сплавов, приведены в табл 5; составы флю-
флюсов — в табл. 6. Для заварки алюми-
алюминиевых бронз можно применять флю-
флюсы, предназначенные для сварки от-
отливок из алюминиевых сплавов.
Заварку титановых отливок исполь-
используют при устранении неспаев (наибо-
(наиболее часто встречающегося дефекта),
трещин, наружных и внутренних ра-
раковин, рыхлот и засоров.
Дефектные места разделывают сле-
слесарным инструментом (шарошками) или
обработкой резанием с использованием
твердосплавного инструмента. После
заварки обязательным является по-
повторный рентгеноконтроль. В случае,
когда надежный контроль мест завар-
заварки невозможен, отливку бракуют.
Основным способом заварки дефек-
дефектов является аргонодуговая сварка не-
плавящимся вольфрамовым электро-
электродом. Аргон должен иметь чистоту не
менее 99,7 % и совершенно не содер-
содержать влаги. В качестве присадочного
материала применяют прутки титана и
его сплавов. После заварки отливки
подвергают отжигу при 600—650 °С.
в. Составы флюсов [% (мае. доля)]
для заварки отливок
из медных сплавов
Компонент
флюса
Бура
Борная
кислота
Фосфорно-
Фосфорнокислый
натрий
Хлористый
натрий
Углекислый
калий
Номер состава
50
35
15
2
75
25
3
50
50
4
56
22
22
5
100
6
100
Исправление дефектов отливок
487
Рис. 3. Схема газостата QUINTLIS:
/ — рама; 2 — крышка; 3 — нагреватель;
4 — обрабатываемая деталь; б — камера
высокого давления
Заварку дефектов ответственных ти-
титановых отливок необходимо выпол-
выполнять в специальной заварочной каме-
камере, наполненной чистым аргоном. Если
заварка титанового литья выполнена
в строгом соответствии с технологией,
то она практически не снижает стати-
статической прочности.
Однако на некоторых участках сни-
снижение усталостной прочности заварен-
заваренных зон по сравнению с основным ме-
металлом отливки может достигать 25—
.30 %. В этом случае необходимо при-
применять новые способы исправления
дефектов [например, горячее изоста-
тическое прессование (ГИП)].
Заварку отливок из никелевых спла-
сплавов проводят аргонодуговой (непла-
вящимся электродом) и газовой свар-
сваркой. Электродные покрытия готовят
на основе мрамора, плавикового шпата
с добавками ферросилиция, ферромар-
ферромарганца, ферротитана, применяя в ка-
качестве связующего жидкое стекло. Со-
Составы флюсов при газовой сварке, %
(мае. доля):
1) буры 30, борной кислоты 50,
углекислого бария 10, хлористого на-
натрия 10; 2) буры 25, борной кисло-
кислоты 75; 3) буры 50, борной кислоты 50.
Горячее изостатическое прессова-
прессование — эффективный способ исправле-
исправления внутренних дефектов ответствен-
ответственных отливок из алюминиевых (литье
в песчаные формы и кокиль) и титано-
титановых сплавов. ГИП обычно проводят
в газостатах (рис. 3). Сущность ГИП
состоит во всестороннем сжатии отли-
отливок специальными жидкостями или
газами при определенном сочетании
температуры, давления и времени вы-
выдержки.
Основной узел газостата — контей-
контейнер из высокопрочной стали, снаб-
снабженный встроенным нагревателем и
соединенный с газовой системой вы-
высокого давления A00—250 МПа). Для
изоляции стенок контейнера от зоны
нагрева внутри контейнера размещен
теплоизолирующий колпак.
Контейнер установлен в вертикаль-
вертикальном положении и имеет с обоих торцов
крышки, через которые загружают
детали, производят вакуумирование
и напуск аргона в контейнер. Осевое
давление на крышки во время прессо-
прессования воспринимается рамой, которая
сделана подвижной для облегчения
загрузки и выгрузки контейнера. Кон-
Контейнер с загруженными деталями уста-
устанавливают внутри рамы, вакууми-
руют, после чего в него нагнетают
аргон до заранее установленного дав-
давления. Дальнейшее повышение давле-
давления газа осуществляется за счет его
нагревания до температуры обра-
обработки.
После выдержки деталей при задан-
заданных давлении и температуре газ охла-
охлаждают, давление в контейнере страв-
стравливают и выгружают отливки. В ме-
местах, где имелись внутренние дефекты,
на поверхности появляются вмятины.
Причем вмятины располагаются на
той поверхности детали, к которой
ближе расположена раковина. Опыты
показывают, что для «залечивания»
крупных раковин в толстостенных
деталях необходимо, чтобы темпера-
температура инертного газа во время выдержки
была на 15—20 °С ниже температуры
полиморфного превращения данного
сплава.
Например, для алюминиевых спла-
сплавов АЛ4 и АЛ9 температура нагрева
составляет 480—500 °С (т. е. близка
к температуре закалки); для титано-
титановых — 870—920 °С. Время выдержки
2—10. ч. Большая разница в предель-
предельных значениях времени выдержки объ-
объясняется тем, что залечивание проис-
происходит сначала за счет пластической
деформации крупных раковин и пор,
а затем за счет ползучести. На заклю-
заключительной стадии мелкие дефекты за-
залечиваются благодаря действию ва-
кансионного и дислокационного ме-
488 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
7. Механические свойства
титановых сплавов, полученные
на образцах до и после ГИП
Сплав
ВТ5Л
ВТ9Л
ВТ20Л
МПа
834
851
955
986
906
925
6
%
19,0
17,4
8,3
10,4
9,2
12,2
27,7
34,6
17,4
20,3
20,5
26,8
Дж/см"
59
71
31
39
52
61
Примечание. В числителе
дроби — механические свойства до
ГИП, в знаменателе — после ГИП.
ханизмов, для реализации которых
требуется значительное время. Выбор
оптимального давления основывается
на значениях предела текучести спла-
сплава при температуре ГИП.
ГИП ликвидирует такие дефекты,
как рассеянную газовую и микроуса-
микроусадочную пористость, зональные рых-
рыхлоты, микротрещины. В зоне «зале-
«залеченного» дефекта образуется структура,
близкая к деформированному металлу,
но значительно мельче, чем структура
основного металла отливки. Такое со-
сочетание структуры в одной отливке
н^ только положительно влияет на
ее механические свойства (табл. 7),
но и значительно повышает цикличе-
циклическую прочность, коррозионную стой-
стойкость, свариваемость, обрабатывае-
обрабатываемость резанием и другие технологиче-
технологические и эксплуатационные характе-
характеристики.
Газовая пористость отливок из алю-
алюминиевых сплавов снижается с 3—4
баллов до I балла по шкале ВИАМ.
Сквозную пористость или внутренние
дефекты, соединяющиеся с поверх-
поверхностью отливки, ГИП не устраняет.
Оборудование для ГИП производится
рядом зарубежных фирм (в частности,
шведской фирмой ASEA). Диаметр
камер установок 500—1600 мм, вы-
высота 1000—3200 мм, максимальное дав-
давление 100—200 МПа, температура ГИП
1250 °С.
Пропитка отливок является одним
из самых распространенных и эффек-
эффективных способов устранения негерме-
негерметичности отливок из различных спла-
сплавов, работающих под давлением газа
или жидкости, а также в вакууме.
Необходимость пропитки вызвана тем,
что дефекты, являющиеся причиной
негерметичности отливок, часто об-
обнаруживаются после длительной и до-
дорогостоящей обработки резанием.
Однако пропитку применяют лишь
в тех случаях, когда негерметичности
отливок вызваны микро- и макропори-
макропористостью, проявляющихся обычно при
испытаниях на герметичность в сла-
слабом выделении воздуха в виде отдель-
отдельных пузырьков или пузырчатой сыпи.
Устранение с помощью пропитки тре-
трещин, раковин и других крупных де-
дефектов, снижающих механическую
прочность литых деталей, не допу-
допускается.
Пропитывание состоит в том, что
пропиточный материал вводится в поры
отливки и затвердевает в порах в ре-
результате охлаждения, сополимериза-
ции или испарения растворителя. При-
Применяют следующие методы пропитки:
свободную пропитку (окунанием), про-
пропитку внутренним давлением, наруж-
наружным давлением и «вакуум-давлени-
«вакуум-давлением».
При свободной пропитке детали по-
последовательно погружают в ванну
с обезжиривающим составом при тем-
температуре 100 °С, затем в ванну с чи-
чистой водой при 100 °С и, наконец,
в ванну с пропитывающим составом
при 65—75 °С.
Метод «вакуум-давление» (комбини-
(комбинированный метод) обеспечивает высокое
качество герметизации отливок. Его
применяют для герметизации отливок
любой конфигурации и размеров, ра-
работающих под высоким давлением жид-
жидкостей или газов, часто — при повы-
повышенных температурах.
Схема пропитки методом «вакуум-
давления» приведена на рис. 4. Детали
проходят очистку и обезжиривание
Исправление дефектов отливож
489
К Вакуум— насосу
Рис. 4, Схема пропитки отливон ме-
методом «вакуум-давление»
в ванне 1, а затем сушку в камере 2»
Подогретые детали укладывают в кор-
зины и помещают в рабочий автоклав 39
где они проходят сушку при остаточ-
остаточном давлении 2,5—5,5 кПа и темпе-
температуре G0 ± 5) °С в течение 1 ч*
Затем пропиточную смесь из бака пи-
питания 4 перекачивают в автоклав 3.
Детали пропитывают вначале в ва-
вакууме при остаточном давлении 2,5—
5,5 кПа в течение 10—15 мин, а затем
под давлением 300—400 кПа в течение
10—15 мин. После этого пропиточную
смесь перекачивают насосом 5 в бак
питания, корзину с деталями извле-
извлекают из автоклава, а детали передают
на удаление натеков пропиточного
состава. Сушку деталей проводят в су-
сушильной камере при температуре A20±
± 10) °С.
Пропиточные материалы должны удо-
удовлетворять следующим основным тре-
требованиям: обладать невысокой вяз-
вязкостью, хорошо заполнять поры и
обеспечивать надежную связь герме-
герметика с материалом отливки; обладать
при необходимости специальными свой-
свойствами, например, теплостойкостью и
химической стойкостью при работе
в агрессивных средах; иметь мини-
минимальную склонность к электрохими-
электрохимической коррозии на границах раздела
материал отливки — герметик — ра-
рабочая среда; быть нетоксичными, по-
жаро- и взрывобезопасными. Очень
важны также такие свойства пропи-
пропиточного материала, как неспособность
отверждаться на поверхности отливки,
смываемость пропиточного матери-
материала с поверхности отливки водой
с добавками ПАВ или растворителем
в тех случаях, когда необходимо на-
нанести на деталь гальваническое покры-
покрытие или когда по условиям эксплуата-
эксплуатации детали на ее поверхности не до-
допускается наличие герметика.
Наиболее часто в качестве пропиточ-
пропиточных материалов применяют органиче-
органические и неорганические композиции —
фенольные смолы, стирол с безвод-
безводными маслами, бакелитовый лак, эмаль
БТ-538, полиэфирные смолы, силикат
натрия, смесь «металл-импрекс» и др.
Для пропитки отливок из различных
сплавов широко применяют смесь жид-
жидкого стекла с различными добавками.
Лучшими свойствами из отечественных
марок обладает жидкое стекло сум-
сумского ПО «Химпром».
На приготовление 1 т жидкости для
пропитывания алюминиевых отливок
методом «вакуум-давления» расходуют,
кг: 950 натриевого и 25 калиевого
жидкого стекла; 17,5 тонкоизмельчен-
ного асбеста; 15 смазки АГ-1; 0,73 пер-
манганата калия и 7,3 красной окиси
железа. Приготовленную смесь раз-
разбавляют водой до ^= 1270 кг/м3
и подогревают до 60—65 °С.
Для пропитки отливок из медных
сплавов, работающих в морской воде
при температурах до +220 С, в среде
аммиака и фреона при температурах
до —50 °С, используют жидкие компо-
композиции на основе кремнийорганических
лаков с плотностью 970—1020 кг/м3.
Кремнийорганические лаки и пропи-
пропиточная жидкость не токсичны. Их при-
применяют для герметизации деталей раз-
различными методами, в том числе и ме-
методом «вакуум-давление». После про-
пропитывания детали 3—4 ч выдерживают
на воздухе, а для ускорения процесса
полимеризации и улучшения физико-
механических свойств кремнийоргани-
кремнийорганических материалов их подвергают тер-
термообработке по ступенчатому режиму
с нагревом до 140 °С и общей выдерж-
выдержкой 15 ч.
Для герметизации отливок из цвет-
цветных сплавов применяют анаэробные
материалы, обеспечивающие работо-
работоспособность отливок при температурах
от —190 до +150 °С. Преимущества
этих материалов — высокая прони-
проникающая способность (заполнение ми-
кропор), хорошая удаляемость с по-
поверхностей отливок, отверждение в
обычных условиях на воздухе (прак-
(практически без усадки материала) без
применения активаторов, простота тех-
490 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
нологического процесса.
Основное влияние на скорость от-
отверждения анаэробных продуктов ока-
оказывают: отсутствие контакта с кисло-
кислородом, наличие контакта с металлом,
температура. При пропитке деталей
первое условие выполняется в момент,
когда пропиточный состав проникает
в микропоры. Для обеспечения кон-
контакта с металлом необходимо обезжи-
обезжиривание поверхностей. В отличие от
других пропитывающих составов ана-
анаэробные герметики быстро отвержда-
ются при комнатной температуре. Вы-
Высокая чувствительность анаэробных гер-
метиков к теплу делает излишним
их нагрев при нанесении на деталь,
однако скорость отверждения и время
достижения максимальной прочности
прямо зависят от температуры отвер-
отверждения. При 120 °С отверждение про-
происходит за 0,5—1 ч, при 20 °С — за
24 ч.
Анаэробными составами можно
уплотнять изделия, изготовленные из
многих известных материалов, но каж-
каждый из них оказывает определенное
влияние на скорость отверждения гер-
герметика. По этому признаку материалы
подразделяют на три группы:
I — Си и его сплавы, Со, Mg, Ni,
Fe; контакт с ними ускоряет полиме-
полимеризацию герметика, а сами материалы
считаются активными;
II — А1 и его сплавы, углеродистые
стали, чугуны, Аи, Ag, Ti, Zn, пласт-
пластмассы; их поверхность неактивна;
III — материалы, имеющие покры-
покрытия (гальванические, кадмиевые, анод-
анодные, оксидные, хромовые, частично
цинковые), коррозионно-стойкие стали.
Техническая характеристика
анаэробного герметика Анатерм-1
(ТУ 6-01 -2-300—72)
Внешний вид Прозрачная
однородная
жидкость
желтого
или корич-
коричневого
цвета
Плотность, кг/м8 . . . A,17—
1,19) 10-»
Вязкость, Па «с .... A0,5—
17,5) 10-»
Растворимость в ацетоне Полная
Жизнеспособность (ч)
при 80 °С
Время (ч) набора полной
прочности при 20°. . .
Усадка при полимериза-
полимеризации, %
Предел прочности (МПа)
при отрыве на образцах
из алюминиевого сплава
Температурный диапа-
диапазон работоспособности,
°С
Коэффициент темпера-
температуропроводности, ма/ч
Гарантийный срок хра-
хранения
(раствор
должен
быть про-
прозрачным,
без осадка)
Отсутствие
гелеобразо-
вания
после про-
прогревания в
течение 6 ч
24
10
250
—193-М 50
0,3-10»
12 мес
Последовательность операций при
герметизации деталей анаэробными гер-
метиками: обезжиривание и сушка де-
деталей сначала на воздухе в течение
15—30 мин, а затем в шкафу при 100—
110°С в течение 60 мин; удаление из
пор детали воздуха и влаги в вакуум-
вакуумной камере; трехразовое погружение
деталей в герметик при температуре
40—45 °С на 15—20 мин с промежу-
промежуточной выдержкой на воздухе 15—
30 мин; отверждение герметика при
температуре 15—35 °С в течение 24 ч.
При подогреве деталей процесс от-
отверждения ускоряется. В этом слу-
случае сначала детали отверждают при
15—35 °С в течение 3 ч на воздухе,
а затем при 80—90 °С в течение 2—
2,5 ч и окончательное отверждение
производят при 90—120 °С в течение
1—2 ч. Остатки герметика с поверх-
поверхностей деталей удаляют окунанием
деталей в растворитель (ацетон) спустя
24 ч после начала отверждения.
Капиллярный эффект позволяет гер-
герметизировать отливки также путем
нанесения анаэробного материала
кистью на дефектные участки с наруж-
наружной и при возможности с внутренней
сторон. В этом случае неотвержденный
Контроль качества отливок
491
на поверхности отливки герметик сни-
снимают хлопчатобумажной салфеткой.
Анаэробные материалы успешно при-
применяют для герметизации отливок,
а также для заделки пор перед нанесе-
нанесением на отливки различных гальвани-
гальванических покрытий.
Заделка дефектов эпоксидными за-
замазками. Быстротвердеющие замазки
на основе эпоксидных смол (ЭД-5,
ЭД-6, ЭД-20 и др.) применяют для
исправления различных дефектов, ухуд-
ухудшающих товарный вид отливок.
Преимущества эпоксидных замазок: бы-
быстрое отверждение, высокие пластич-
пластичность и склеивающая способность,
значительная стойкость против раз-
разрушающего действия воды, растворов
щелочей, кислот, малая усадка, хо-
хорошая обрабатываемость и др.
Помимо эпоксидных смол в состав
вамазок входят: отвердитель (поли-
этиленоламин), пластификатор (дибу-
тилфталат) и различные наполнители
(маршалит, серебристый графит, алю-
алюминиевая пудра, абразивная крошка,
железный порошок, цемент и др.).
Для заделки мелких дефектов (ужи-
мии, несквозных раковин и др.) на
медных отливках применяют быстро-
твердеющую замазку следующего со-
состава, мае. части: эпоксидной смолы
ЭД-20 100; железного порошка (мар-
(марки ВС) или портландцемента (марки
300—500) 30—35; полиэтиленоламина
12—14; дибутилфталата 20.
Перед заделкой дефектов эпоксид-
эпоксидными композициями дефектный уча-
участок отливки подогревают до 60—
80 °С. Скорость отверждения замазки
зависит от температуры детали. При
температуре 18—20 С отверждение
происходит в течение 4—5 ч, а при
подогреве до 80—100 °С в течение
0,5 ч.
Для заделки дефектов на отливках
из алюминиевых сплавов применяют
вамазки следующего состава, мае. ча-
части: эпоксидной смолы ЭД-20 100;
полиэтиленоламина 12—14; дибутил-
дибутилфталата 10—15; алюминиевой пудры
8—10.
После затвердевания замазки ис-
исправленное место зашлифовывают аб-
абразивными кругами или шкуркой, об-
обдувают и закрашивают грунтовкой.
Замазка иа основе эпоксидной смолы
прочно сцепляется с основным ме-
металлом, не отслаивается при ударах,
не теряет свойств при температуре до
150 °С.
3. Контроль качества
отливок
Целью контроля являются выявле-
выявление дефектов в отливках и определения
соответствия химического состава, ме-
механических свойств, структуры и гео-
геометрии отливок требованиям ТУ
и чертежа. Контролю могут под-
подвергаться как уже готовые отливки,
так и технологические процессы по их
изготовлению. Так, контролируют сле-
следующие параметры технологических
процессов: состав формовочных и стер-
стержневых смесей, режимы сушки и по-
подогрева форм, режимы плавки и за-
заливки сплавов и др.
Первый осмотр готовых отливок
проводят после их выбивки или из-
извлечения из формы. Признанные год-
годными отливки поступают на дальней-
дальнейшие технологические операции: об-
обрезку, обрубку, очистку, отделку или
предварительную обработку резанием.
Методы и средства контроля оговари-
оговаривают в ТУ на отливки.
Методы контроля подразделяют на
разрушающие и неразрушающие. Раз-
Разрушающему контролю подвергают обыч-
обычно опытные отливки для установле-
установления соответствия их качества ТУ и
необходимости доработки технологии
литья перед запуском в серийное про-
производство, а также детали, техноло-
технологический процесс изготовления кото-
которых изменился. Разрушающие методы
контроля предусматривают определе-
определение химического состава материала
отливок, механических свойств от-
отдельно отлитых или вырезанных из
тела отливки образцов, изучение ее
макро- и микроструктуры, в том
числе определение балла пористости
и неметаллических включений.
К неразрушающим методам контро-
контроля относятся: измерение размеров и
шероховатости поверхности отливки,
визуальный осмотр их поверхности,
а также специальные виды контроля
(рентгеновский, гамма-дефектоскопия,
ультразвуковой, цветная дефектоско-
492 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
Рис. 5. Схемы отливки образцов для механических испытаний при литье:
а — в песчаные формы; б—д — в кокиль; в — под давлением; 1 — образец; 2 — стояк;
3 — прибыль; 4 — коллектор; 5 — питатель; 6 — щелевой питатель; 7 — промывник;
8 — воздуховод; 9 — литник
Контроль качества отливок
493
пия, люминесцентный и др.), контроль
твердости, испытания на герметичность
и вакуумную плотность.
Визуальному осмотру на оценку ка-
качества поверхности и выявление види-
видимых дефектов подвергают все отливки.
Однако мелкие наружные дефекты,
а также внутренние могут быть вы-
выявлены только специальными методами
их обнаружения. Контроль химиче-
химического состава сплавов осуществляется
с применением химических и спек-
спектральных методов анализа.
Механические испытания проводят
либо на отдельно отлитых образцах,
либо на образцах, вырезаемых из бру-
брусков, отливаемых вместе с отливками
или из приливов к отливкам и эле-
элементов литниковой системы, что долж-
должно быть оговорено в ТУ на отливки.
Схемы отливки и размеры контро-
контролируемых образцов для механических
испытаний приведены на рис. 5. При
литье в землю образцы отливают по
общепринятой методике (рис. 5, а).
При литье в кокиль наиболее высокие
механические свойства получают при
отливке по схеме, приведенной на
рис. 5, г. В этом случае образцы по
всей длине обеспечены достаточным
питанием, особенно в расчетной части.
Однако при отливке образцов по
схемам, приведенным на рис. 5, г и д,
усложняется обрезка литников и по-
поэтому в некоторых случаях предпочи-
предпочитают отливку по схеме на рис. 5, б,
так как эта схема гарантирует к тому
же достаточно высокие механические
свойства. При отливке по схеме на
рис. 5, в получают наихудшие показа-
показатели механических свойств. Заливку
образцов во всех случаях следует про-
проводить при установившемся темпера-
температурном режиме кокиля.
При литье под давлением наиболее
распространена методика для отливки
плоских образцов, приведенная на
рис. 5, е, так как по этой методике
получают образцы с высокими меха-
механическими свойствами благодаря рав-
равномерному прогреву формы в зоне
расположения образца и более эффек-
эффективному использованию запрессовки
на расчетной части образца.
Контроль геометрии отливок осу-
осуществляют стандартным и специаль-
специальным ручным и стационарным мери-
мерительным инструментом. При необхо-
необходимости разрезают одну-две отливки
от партии. При пробной разметке ти-
титановых отливок следует учитывать
значительные трудности их разрезки
по сечениям в соответствии с чертежом
детали. Поэтому для контроля серий-
серийного титанового литья особенно целе-
целесообразно применение специальных
шаблонов и другого специального ме-
мерительного инструмента.
Отливки, прошедшие контроль, под-
подразделяют на годные, с исправимыми
дефектами, бракованные, подлежащие
сдаче в изолятор брака. Дефекты
отливок группы II исправляют мето-
методами и способами, оговоренными в ТУ.
Неразрушающие методы контроля
внутренних и наружных дефектов от-
отливок. Чувствительность и области
применения методов неразрушающего
контроля приведены в табл. 8. Для
выявления внутренних дефектов от-
отливок из цветных сплавов наибольшее
распространение получил рентгенов-
рентгеновский метод.
Другие методы контроля внутрен-
внутренних дефектов (ультразвуковой и гам-
гамма-дефектоскопия) применяются реже.
Это обусловлено тем, что отливки, как
правило, имеют сложную конфигура-
конфигурацию (что затрудняет использование
ультразвука) и относительно неболь-
небольшую толщину стенок, при просвечи-
просвечивании которых чувствительность рент-
рентгеновского метода выше, чем метода
гамма-дефектоскопии.
При рентгеновском просвечивании
сложных с разными толщинами стенок
отливок их разбивают на отдельные
участки и подбирают режимы просве-
просвечивания для каждого участка. В про-
противном случае на рентгенограмме по-
получатся участки с различной плот-
плотностью, что препятствует ее расшиф-
расшифровке. При рентгено- и гаммаграфи-
ровании не гарантируется выявление
мелких трещин, расположенных в пло-
плоскости, составляющей с направлением
проходящих лучей угол более 5—15°.
Для рентгеновского контроля исполь-
используют аппараты мощностью 1—4 кВА
отечественного производства и зару-
зарубежных фирм (табл. 9).
Наиболее чувствительными метода-
методами контроля наружных дефектов от-
отливок являются капиллярные: цвет-
494 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
8. Чувствительность неразрушающих методов контроля
и области их применения
Метод
контроля
Рентге-
Рентгеновский
Гамма-
дефекто-
дефектоскопия
Ультра-
Ультразвуковая
дефекто-
дефектоскопия
Цветная
дефекто-
дефектоскопия
Люминес-
Люминесцентный
Внутренние де-
дефекты — усадочные
и газовые
ракови-
раковины
пори-
пористость
Высокая
Высокая
Низкая
Высокая
Низкая
Низкая
Наружные дефекты
песчаные
и шла-
шлаковые ра-
раковины
Высокая
Низкая
трещины
Зависит
от место-
местоположения
То же
Высокая
Высокая
Выявляемые дефекты
Внутренние и наруж-
наружные любых отливок
Внутренние и наруж-
наружные отливок средних
и больших толщин
Внутренние в отлив-
отливках простой конфи-
конфигурации с обработан-
обработанной поверхностью или
поверхностью с низ-
низкой шероховатостью
Наружные в любых
отливках с обрабо-
обработанной поверхностью
и поверхностью с низ-
низкой шероховатостью
Наружные в любых
отливках
ная дефектоскопия и люминесцентный
контроль. Оба метода основаны на
капиллярном проникновении жидко-
жидкости, обладающей большой смачива-
смачивающей способностью, в полости наруж-
наружных дефектов контролируемых отли-
отливок. В смачивающую жидкость вводят
либо краситель (цветная дефектоско-
дефектоскопия), либо люминесцирующую до-
добавку (люминесцентный метод).
Технологический процесс контроля
капиллярными методами состоит из
следующих операции: подготовки от-
отливки, нанесения проникающей4 жид-
жидкости, удаления излишков жидкости
с поверхности, нанесения на поверх-
поверхность отливки веществ с большой
абсорбционной способностью, прояв-
проявления дефектов и осмотра отливки.
Метод цветной дефектоскопии реко-
рекомендуется для контроля обработанных
резанием поверхностей отливок, полу-
полученных точными методами литья, а так-
также зачищенных поверхностей отливок,
так как эффективность выявления де-
дефектов на грубых поверхностях зна-
значительно снижается. Этот метод поз-
позволяет выявить поверхностные тре-
трещины шириной 0,01 мм при глубине
0,03—0,4 мм.
Для выявления дефектов люмине-
люминесцентным методом используют дефек-
дефектоскоп ЛД-4.
Техническая характеристика
дефектоскопа ЛД-4
Размеры выявленных тре-
трещин, мм, не менее:
ширина 0,01
глубина 0,02
Напряжение трехфазной се-
сети, В 320/220
Потребляемая мощность, Вт 2,0
Габаритные размеры, мм . . 1015Х
Х1240
, Х766
Масса, кг 50
Контроль качества отливок
495
9. Основные технические характеристики рентгеновских аппаратов
Аппарат
РУТ-60-20-1М
РАП-150-01
РАП-150/300-01
РАП 150/300-12
РУП-200-5-2
РУП-400-5-1
РАП-120-5-1
РАП-220-5Н
Диапазон
анодно-
анодного на-
пряже-
пряжения, кВ
10—60
35—150
0—300
0—160
70—200
250—400
50—120
40—220
Макси-
Максимальный
анодный
ток, мА
20
2
15
5
Мощ-
Мощность,
кВт*
кВА
2,5
2,5
5,0
2,5
2,0
4,0
1,0
2,5
Масса,
КР
120
42
1240
920
88
600
45
62
Характеристики
просвечиваемой отливки
Основа
сплава
Mg
Al
Ti
Fe
Mg
Al
Ti
Fe
Mg
Al
Ti
Fe
Cu
Ti
Fe
Cu
Fe
Cu
Mg
Al
Ti
Fe
Cu
Mg
Al
Ti
Fe
Cu
Наибольшая
толщина,
мм
90
70
10
4
200
140
45
18
250
200
50
22
15
80
40
30
75
58
150
130
40
15
11
240
20
65
30
20
496 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
Рис. 6. Блок-схема импульсного ультразвукового дефектоскопа:
/ — начальный импульс; 2 — импульс от дефекта; 3 —- донный импульс; 4 — контроли-
контролируемая отливка; 5 — пучок ультразвуковых волн; 6 — дефект; 7 — искательная головка;
8 — генератор импульсов; 9 — задающий генератор; 10 — генератор развертки; И —
электронно-лучевая трубка
Ультразвуковая дефектоскопия, ос-
основанная на поглощении и отражении
звуковых волн в твердых телах, яв-
является производительным и качествен-
качественным методом обнаружения несплош-
ностей металла (раковин, трещин, рых-
лот, неметаллических включений и др.).
В большинстве случаев этот метод
применяют для определения качества
отливок несложной формы. Однако
использование для ввода ультразву-
ультразвуковых колебаний специальных иска-
искательных головок с контактными по-
поверхностями, выполненными по форме
контролируемого участка детали, поз-
позволяет применять этот метод и для
контроля отливок сложной конфигу-
конфигурации с грубой, шероховатой поверх-
поверхностью. Особенно эффективен этот ме-
метод в условиях эксплуатации литых
деталей, так как позволяет обнаружи-
обнаруживать дефекты (усталостные трещины
и др.) на ранних стадиях их образова-
образования без разбора узла машины или
прибора. Наиболее часто для кон-
контроля качества отливок применяют те-
теневой, резонансный и импульсный
(эхо-метод) методы ультразвуковой де-
дефектоскопии.
Теневой метод используют в тех
случаях, когда к отливке имеется
доступ с двух сторон. Здесь ультра-
ультразвуковые колебания возбуждаются с
одной стороны отливки, а принимают-
принимаются — с другой. При прохождении через
неоднородность в отливке колебания
ослабевают.
Резонансный метод используют при
контроле отливок небольшой толщины
из материалов, обладающих высокими
акустическими свойствами. Метод удо-
удобен при одностороннем доступе к литой
детали. При импульсном методе, при-
применяемом для контроля крупных от-
отливок сложной формы, в изделие по-
посылают короткие следующие один за
другим с определенным интервалом
импульсы длительностью т. Отражен-
Отраженный от дефекта луч воспринимается
приемником ультразвуковых колеба-
колебаний, измеряется время, через которое
вернулся сигнал, и интенсивность сиг-
сигнала, Зная скорость распространения
колебаний в материале отливки, мож-
можно рассчитать место расположения
дефекта. Интервал между импульсами
обычно составляет / = Bч-3) г, что
предотвращает попадание отраженного
луча в приемник в момент излучения.
Схема импульсного дефектоскопа,
работающего по эхо-методу, приведена
на рис, 6. Дефектоскоп имеет иска-
искательную головку — устройство, не-
непосредственно излучающее ультразву-
ультразвуковые колебания в деталь и принима-
принимающее отраженный импульс. Конструк-
Конструктивная схема головки показана на
рис. 7.
Дефектоскопию отливок из цветных
сплавов обычно проводят на частотах
0,5—10 МГц. Глубина проникновения
продольных ультразвуковых колеба-
колебаний в металл зависит от материала и
частоты прозвучивания (табл. 10).
Технические характеристики уни-
универсальных ультразвуковых дефекто-
Контроль качества отливок
497
irk—-~~;
10. Частота прозвучивания
и глубина проникновения волн
при дефектоскопии отливок
Рис. 7. Искательная головка ультра-
ультразвукового дефектоскопа:
/ — корпус; 2 — контакт; 3 — демпфер;
4 — пьезоэлемент; 5 — защитное донышко
скопов приведены в табл. 11.
Для автоматического контроля слит-
слитков и фасонных отливок из алюминие-
алюминиевых, магниевых и титановых сплавов
с целью выявления раковин, трещин,
расслоений, металлических и неметал-
неметаллических включений наибольшее рас-
распространение получили установки типа
«Сплав-1». Установка укомплектована
дефектоскопами типа УДМ-1М и
ДУК-66 и снабжена самопишущим
прибором Н-320-5, выполняющим функ-
функции регистрирующего устройства.
Краткая техническая характеристика
установки «Сплав-1»
Размеры контролируемого
изделия, мм:
диаметр 200—600
длина До 1600
Частота вращения изде-
изделия, о0/мин 2—20
Скорость перемещения уль-
ультразвукового датчика, мм/мин 18—180
Диаметр минимально выяв-
выявляемого плоскодонного от-
отражателя, мм 2,5
шаг сканирования, мм . . 1—10
Время контроля изделий
диаметром 350 мм, мин ... 10
Рабочая частота ультразву-
ультразвуковой установки, МГц. . . 0,5; 0,8;
1,5; 2,2;
2,5; 4
Габаритные размеры, мм:
иммерсионной ванны . . 2020Х
X 1000Х
Х760
пульта управления. . . 500Х
X1500Х
17 Н. М. Галднн н др.
Сплавы
отливок
Алюми-
Алюминиевые
Магниевые
Титановые
Частота
прозвучи-
прозвучивания, МГц
1—1,5
2,5
1,8
2,5
1—1,5
2,5
Глубина
проникнове-
проникновения волн, мм
1000—1200
400—500
До 600
До 400
1000—1200
400—500
Х1600
Мощность, кВт 1,5
Напряжение, В 380
Токовихревой контроль основан на
возбуждении в изделии вихревых то-
токов, величина которых зависит от
наличия дефектов, структуры и свойств
материала. Метод используют в основ-
основном для выявления поверхностных
дефектов (например, усталостных тре-
трещин) и дефектов, расположенных не
глубже 4—5 мм от поверхности.
Техническая характеристика
электроиндуктивного дефектоскопа
ДНМ-15, работающего по методу
вихревых токов
по стрелочному индикатору
Удельная электропро-
электропроводность сплавов,
МОм/м а-59
Минимальные размеры
выявляемых трещин (дли-
(длина X ширина X глуби-
глубина), мм 5Х0,002Х
Х0,15
Рабочая частота тока,
кГц 15
Диаметр рабочей части
датчика, мм 10
Питание:
напряжение, В .... 220
частота, Гц 50
Потребляемая мощность,
В-А 60
Габаритные размеры при-
прибора, мм 296Х170Х
Х250
Масса, кг 8
498 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
11. Технические характеристики универсальных ультразвуковых
дефектоскопов
Параметр
Частота прозвучивания,
МГц
Максимальная глубина
проникновения волн, мм
Питание:
напряжение, В
частота, Гц
Мощность, В-А
Масса, кг
Габаритные размеры (дли-
(длина X ширинах высота), мм
УДМ-1М
0,8—1,8
2,5—5,0
2500
220
50
ПО
13
350Х 200Х
Х310
ДУК-бВ
0,7—1,5—
2,5—4,0
5000
220
50
350
33
550Х 465Х
Х305
ДУК-66
0,62—1,25—
2,5—5,0—
ю,о
250б
ПО, 127
и 220
50
300
24,5
605Х395Х
Х265
УДМ-З
0,6—0,8—
2,5—50
2500
36, 72
50
180
19
220Х 335Х
Х423
Контроль герметичности отливок.
Отливки, работающие под внутренним
давлением жидкости или газа, а также
при разряжении (в вакууме), контро-
контролируют на герметичность. Гидравли-
Гидравлические, пневматические испытания или
проверку герметичности отливки спе-
специальными течеискателями проводят
на специальных стендах.
Гидравлические испытания выпол-
выполняют с целью проверки отливок на
прочность и плотность. Перед испы-
испытаниями отливку герметизируют водо-
водонепроницаемыми заглушками, креп-
крепление которых рассчитано на опре-
определенное давление. Изделие запол-
заполняют водой или керосином.
Гидравлическое давление, число ис-
испытаний и время выдержки устанав-
устанавливаются чертежом или ТУ на изго-
изготовление и приемку отливок. Прони-
Проницаемость стенок отливки определяют
по появлению течи, по просачиванию
воды (керосина) в виде капель и по
запотеванию поверхности отливки. Да-
Давление воды при гидравлических испы-
испытаниях обычно в 1,5—2 раза превы-
превышает рабочее давление, проставляемое
на чертеже отливки.
При отработке технологии литья из
вновь осваиваемых литейных сплавов
их герметичность проверяют на спе-
специальном образце, представленном на
рис. 8. Образец-стаканчик отливается
в песчаную форму и обрабатывают его
абразивным кругом либо до толщины
стенки 4 мм, либо только со стороны
донышка. В первом случае образец
приравнивается к механически обра-
обработанной детали без литейной корочки,
во втором — к детали с коркой.
Образец испытывается давлением
инертного газа (рис. 9). Объем про-
проникшего через стенки образца газа
фиксируется в специальном измери-
измерительном цилиндре-бюретке. По вели-
величине утечки проводят качественную
оценку в баллах степени герметично-
герметичности сплава.
Для оценки герметичности можно
также использовать многоступенчатую
цилиндрическую пробу (рис. 10, а).
В этом случае из средней части пробы
@ 40 мм) вырезают образец (рис. 10,6),
«с»
1
s
i
j
Ф57
Ф37
—
«*—
•
Рис. 8. Образец для испытания на
герметичность
Контроль жачества отливож
499
3
4 I
ч
77
/
s
а-
г-
^/
—1
Ф50
Рис. 9. Схема установки для опреде-
определения герметичности литых образцов:
/ — баллон с инертным газом; 2 — редук-
редуктор; 3 — зажимные пластины; 4 — уплот-
нительные прокладки; 5 — мерная бюрет-
бюретка; 6 — перепускная колба; 7 — штатив;
8 -» испытуемый образец
который в зависимости от условий
работы детали подвергают испытанию
на герметичность или гидропрочность.
Обнаружение течи. Течь — это ка-
канал или пористый участок отливки
или ее элементов, нарушающий их
герметичность. Как правило, малые
характерные размеры течей исклю-
исключают возможность их визуального на-
наблюдения или обнаружения всеми
другими методами дефектоскопии, кро-
кроме методов проникающих веществ.
При течеискании, особенно у крупных
отливок, предварительно выявляют
факт негерметичности, затем выделяют
негерметичный участок (локализация
течей), а затем уже выявляют места
течей.
Для обнаружения в отливках мест те-
течи широко используют люминесцентный
метод и метод цветной дефектоскопии.
С этой целью люмофорные жидкости
наносят в зоне контроля на одну сто-
сторону отливки и с противоположной
стороны подвергают ее облучению уль-
ультрафиолетовыми лучами. При наличии
несплошностей в отливке люмофор
проникает на другую сторону стенки
литой детали и дает свечение в местах
сквозных дефектов.
Для проверки на герметичность и
обнаружения мест течи ответственных
герметичных и вакуум-плотных отли-
отливок наиболее часто используют ге-
гелиевые и галогенные течеискатели,
являющиеся весьма эффективным и
чувствительным способом обнаруже-
обнаружения несплошностей отливок.
17*
Рис. 10. Многоступенчатая цилиндри-
цилиндрическая проба и дисковый образец, вы-
вырезаемый из средней части пробы для
испытания на герметичность
Основные параметры выпускаемых
промышленностью течеискателей при-
приведены в табл. 12.
Принципиальная схема гелиевого
течеискателя приведена на рис. 11.
Из испытуемой отливки (перед при-
присоединением к течеискателю) откачи-
откачивают воздух отдельным вакуум-насо-
вакуум-насосом. Вакуум измеряют вакуумметром.
Одновременно с помощью вакуумных
насосов и течеискателя в масс-спектро-
метрической камере создается высокий
вакуум. После того как будет создано
предварительное разрежение, испы-
испытуемую отливку присоединяют к тече-
течеискателю через дроссельный кран.
Отливку снаружи обдувают тонкой
струей гелия или воздушно-гелиевой
смесью. Гелий проникает через мель-
мельчайшие неплотности литых стенок
внутрь отливки и оттуда откачивается
в вакуумную систему течеискателя,
причем частично гелий попадает в масс-
спектрометрическую камеру.Здесь про-
происходит его улавливание, а ток, соз-
создаваемый ионами гелия и усиливаемый
с помощью усилителя, приводит в дей-
действие индикатор и звуковой индика-
индикатор — сирену. По отклонению стрелки
индикатора тока определяют величину
неплотности в отливке.
Течеискатель СТИ-11 создан и уни-
унифицирован на базе ПТИ-10, но отли-
отличается наличием цеолитового насоса,
обеспечивающего режим избиратель-
избирательного накопления гелия. Гелиевые тече-
течеискатели обладают наибольшей чув-
чувствительностью по сравнению с дру-
600 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
12. Основные параметры течеискателей
Модель
течеис-
кателя
ПТИ-10
ПТИ-11
ГТИ-6
БТИ-7
Принцип
действия
Масс-
спектро-
метри-
ческий
Гало-
Галогенный
Порог
чувстви-
чувствительности
к потоку
пробного
газа,
ма/Па-о
5-ИГ*3
5-10-И
1-10-2 —
атмосфер-
атмосферный преоб-
преобразователь
ыо-9 —
вакуумный
преобразо-
преобразователь
5-10-2
Пробный
газ
Гелий
Хладо-
ны и
другие
галоге-
носодер-
жащие
веще-
вещества
ё
3
1
215
260
10
Потребляемая
мощность, ВА
1100
75
40
Габаритные
размеры, мм
1470X675X620
1245X700X1325
360X160X200
89X304X330
Питание
380 В;
50 Гц
220 В;
50 Гц
12 акку-
мулято-
муляторов
кмгк- ю
гими методами контроля отливок на
герметичность. Ценным Свойством ге-
гелия является его инертность. Это
II
-в
d
*\ F
-7 tO
\
A
Рис. 11. Принципиальная схема ге-
гелиевого течеискателя:
/ — испытуемая отливка; 2 <— вакуум-
вакуумметр; 3 — вакуум-насос; 4 — дроссельный
кран; 5 — масс-спектрометрическая каме-
камера; 6 и 7 — вакуум-насосы течеискателя;
8 — усилитель тока; 9 — индикатор; 10 —
сирена; 11 — баллон о гелием
позволяет производить подварку де-
дефектных мест отливок без специальной
подготовки их поверхности.
Галоидный метод основан на явле-
явлении скачкообразного возрастания эмис-
эмиссии положительных ионов с накаленно-
накаленного платинового электрода в присут-
присутствии галоидосодержащих газов (фрео-
(фреона, четырехх лор истого углерода, хло-
хлороформа и др.). Стационарный тече-
искатель ГТИ-6 способен работать как
в условиях вакуума, так и в атмосфе-
атмосфере, а переносный БТИ-7 — только
в атмосфере. В отличие от гелиевых
галоидные течеискатели (рис. 12) можно
использовать для выявления более
грубых дефектов — несплошностей от-
отливок, когда не удается обеспечить
в отливке вакуум из-за большого на-
текания.
Оценка шероховатости поверхности
отливок. Снижение шероховатости
поверхности литых деталей имеет боль-
большое значение для повышения их слу-
служебных свойств и сокращения зачист-
ных работ.
Контроль жачества отливож
601
Рис. 12. Схема галоидного течеискателя:
1 — стабилизатор напряжения; 2 — усилитель постоянного тока; 3 —• миллиамперметр;
4 — гнездо телефона; 5 — измерительный блок; 6 — генератор звуковых колебаний;
7 — электроды; 8 — вентилятор; 9 — выносной щуп; 10 — испытываемое изделие
Качество поверхности чаще всего
определяют при визуальном осмотре
сравнением с эталонной отливкой и
реже — со специально изготовленными
для этой цели эталонами шерохова-
шероховатости поверхности. Рассматриваемые
далее методы оценки шероховатости
применяют в основном в лабораторных
условиях при отработке новых техно-
технологических процессов и освоении но-
новых серий отливок.
Оценку шероховатости на соответ-
соответствие ТУ проводят на отливках, про-
прошедших очистку согласно установлен-
установленному техническому процессу на уча-
участках поверхности, лишенных литей-
литейных дефектов. В табл. 13 представлены
методы определения шероховатости по-
поверхности.
Качественный метод основан на срав-
сравнении исследуемой поверхности с эта-
эталонами шероховатости. Количествен-
Количественный метод предусматривает измерение
микропрофиля поверхности контакт-
контактными (профилографы) и бесконтакт-
бесконтактными (профилометры) приборами и
оценку шероховатости в параметрах,
предусмотренных ГОСТ 2789—73.
Эталоны шероховатости представ-
представляют собой набор образцов (плиток)
с заранее установленной шерохова-
шероховатостью для конкретного вида литья
И применяемого литейного сплава.
Шероховатость литой поверхности
сравнивают с эталоном путем визуаль-
визуального сопоставления или сопоставления
ощущений, полученных при ощупы-
ощупывании контролируемой поверхности и
эталона. Этот метод применяют для
текущего контроля производства от-
отливок. Эталоны шероховатости изго-
изготовляют различными способами: галь-
гальванопластическим с пластмассовых не-
негативных слепков, заливкой легкоплав-
легкоплавкого (типографского) сплава на наж-
наждачное полотно различной зернистости
и др.
Измерение шероховатости поверх-
поверхности контактным и бесконтактным
способом выполняют непосредственно
на отливках или вырезанных из них
образцах. Принцип действия профило-
графов состоит в ощупывании контро-
контролируемой поверхности алмазной иглой
с радиусом закругления 2 или 10 мкм.
Перемещение иглы по неровностям
поверхности детали регистрируется
специальной индуктивной или элек-
электронной системой, сигналы датчиков
которой усиливаются и передаются на
записывающее устройство, выдающее
профилограмму неровностей поверх-
поверхности.
Работа профилометров—оптико-меха-
профилометров—оптико-механических устройств—основана на прин-
принципе теневого сечения (приборы ПТС
502 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
13. Методы определения
шероховатости поверхности
Метод
Качествен-
Качественный — срав-
сравнение с
эталонами
шерохова-
шероховатости по-
поверхности
Количе-
Количественный
[щуповой
(контакт-
(контактный) или
оптический
(бесконтакт-
«41
ный)]
Измерение
микропро-
микропрофиля по-
поверхности
на шлифах
Применяемые
приборы
Пневматические,
оптические, ем-
емкостные
Профилометры,
профилографы,
профилометры-
профилографы
Приборы, дей-
действие которых
основано на прин-
принципе светового
сечения
Приборы, дей-
действие которых
основано на прин-
принципе теневого се-
сечения
Интерферометры
Металлографиче-
Металлографические микроскопы
Оео
° 1
1Щ
Rz
Ra;
Rz
Ra
Ra
Ra;
Rz
Ra;
Rz
15. Параметры микроинтерферометров
для контроля шероховатости
поверхности отливок
Тип
МИИ-4
МИИ-5
МИИ-10
ичение
Увел
490
480
500
азон кон-
фуемых
шн, мкм
III
1—0,03
1—0,03
0,1—10
ешность,
Погр
МКМ
ОД
0,1
ОД
Примеча-
Примечание
С компен-
компенсатором
Карташе-
ва преде-
пределы изме-
измерения
4—30 мкм
16. Число и диаметры пор
в эталонах пористости
для алюминиевых сплавов
пори-
4g
I
II
III
IV
V
в
•1
о о
х*~* ч
5
10
15
20
25
Диаметр пор,
0,1 (90); 0,2
0,1 (80); 0,2
0,3 (80); 0,2
0,5G0); 1,0
0,5 F0); 1,0
ММ,
(Ю)
B0)
B0)
C0)
C0)
не более
; 1,2 A0)
Примечание. В скобках при-
приведено число пор данного диаметра
в процентах.
14. Параметры приборов для контроля шероховатости
методом светового и теневого сечения
Модель
прибора
МИС-11
ПСС-2
ПТС-1
Параметр
Сечение
Световое
Теневое
Увеличение
87—517
75—750
30
Параметр
шероховатости,
МКМ
1,6—80
3,2—40
4—320
Погрешность
измерения, %
±7—20
±10
±0,01
Контроль жачества отливок
603
и светового сечения (приборы ПСС).
Технические характеристики этих при-
приборов приведены в табл. 14.
Ввиду большой трудоемкости изме-
измерения оптические приборы применяют-
применяются в основном для выборочного кон-
контроля отливок. Для оценки поверх-
поверхности отливок с низкой шерохова-
шероховатостью можно использовать микроин-
микроинтерферометры. Параметры некоторых
типов микроинтерферометров приве-
приведены в табл. 15.
Метод измерения микропрофиля по-
поверхности на шлифах, приготовлен-
приготовленных из вырезанной части отливки, тру-
трудоемок и поэтому применяется в основ-
основном для экспертной оценки и иссле-
исследовательских работ.
Оценка газосодержания и пористости
отливок. Насыщение расплавов га-
газами приводит к развитию в отливках
газовой пористости, вызывающей сни-
снижение их механических и служебных
свойств. Особенно заметно влияние
Балл пористости I
V, Ю-3 кг/м8 2,658—
2,669
V, см3/100 г 0,35—
0,40
Сопоставляя макрошлифы с этало-
эталонами пористости, можно оценивать ка-
качество металла на отдельных участках
отливок. При оценке пористости рент-
рентгеновским контролем проводят сравне-
сравнение рентгеноснимков отливок или об-
образцов (рис. 13), вырезаемых из спе-
специально заливаемой для этой цели
технологической пробы, с эталонами
пористости.
По данным С. В. Чернобровова
установлено соотношение шкал по-
пористости по макрошлифам и рентгено-
рентгенограммам: баллы I и II пористости по
макрошлифам соответствуют баллам I
и II пористости рентгеношкалы; балл
III шкалы микрошлифов — баллам III
и IV рентгеношкалы, балл IV макро-
макрошлифа — баллам IV и V рентгено-
рентгеношкалы.
Между эталонами пористости (бал-
(баллы), газосодержанием алюминиевых
сплавов (V) и плотностью (y) существу-
существует определенная взаимосвязь:
II
III
IV
2,656— 2,642— 2,632— 2,556—
2,658 2,645 2,640 2,589
0,40— 0,65— 1,0— 1,3—1,6
0,65 1,0 1,3
пористости на качество отливок из
алюминиевых сплавов. В производ-
производственных условиях пористость отливок
оценивают по макрошлифам, рентгено-
контролем, а также непосредственным
определением содержания водорода в
жидком расплаве перед его разливкой
в формы.
Макрошлифы готовят из образцов,
вырезанных из деталей (разрезается
одна деталь из партии отливок) или
специальных приливов к отливке. Ма-
Макрошлифы травят, причем травле-
травление должно быть незначительным,
чтобы выявляющаяся кристаллическая
структура не мешала' определению
пористости.
Пористость на макрошлифах отли-
отливок сравнивают с эталонами по шкале
пористости. Для алюминиевых спла-
сплавов такая шкала разработана по пяти-
пятибалльной системе. Число и размеры
пор, приходящихся на 1 сма поверх-
поверхности шлифа, по этой шкале приве-
приведены в табл. 16.
С увеличением газосодержания, а
следовательно, и балла пористости
плотность материала отливки снижает-
снижается. Пользуясь данными таблицы и
определив содержание водорода в жид-
жидком сплаве, можно предположительно
Ф35
Рис. 13. Схема заливки технологиче-
технологической пробы для контроля газовой по-
пористости рентгенопросвечиванием:
/ — стояк; 2 —• прибыль; 3 —* цилиндри-
цилиндрическая проба
604 ВИДЫ ДЕФЕКТОВ, СПОСОБЫ ПРЕДОТВРАЩЕНИЯ И ИСПРАВЛЕНИЯ
г)
Рис. 14. Заготовка технологической пробы на содержание оксидных пленок:
а — после литья; б *=» после осадки на мол оте; в — после надреза; г *-* после излома
установить балл пористости будущих
отливок.
Для определения содержания водо-
водорода в жидких алюминиевых распла-
расплавах в производственных условиях наи*
большее применение получили: метод
первого пузырька (метод Гудченко),
масс-спектрометр ический метод и метод
измерения скорости экстракции водо-
водорода через пористый фильтр.
Оценка твердых включений. Для
оценки загрязненности отливок оксид-
оксидными включениями применяют рентге-
ноконтроль, изучают макрошлифы и
изломы. Рентгенопросвечивание яв-
является одним из основных методов
производственного контроля серийных
отливок на наличие в них твердых
включений.
В зависимости от характера включе-
включений, их размеров и расположения,
а также требований ТУ отливки бра-
бракуют либо пускают в производство
с некоторым количеством оксидных
включений.
Изучение макрошлифов и изломов
применяют главным образом при от-
отработке технологии литья. На макро-
макрошлифах и изломах не всегда удается
обнаружить окисные включения вслед-
вследствие случайного характера их залега-
залегания. Поэтому анализ шлифов и изломов
целесообразно проводить после рент-
генопросвечивания.
Оценку насыщенности крупными ок-
оксидными включениями жидких алюми-
алюминиевых расплавов можно выполнить
на образце высотой 100—150 и диа-
диаметром 50 мм, вырезанном из толстой
части ступенчатой технологической
пробы, отлитой в кокиль (см. рис. 10),
либо специально изготовленном для
этой цели — проба В. И. Добаткина
и В. К. Зиновьева (рис. 14).
Заготовку нагревают в течение 2—
3 ч до 420—450 °С и осаживают на
молоте до высоты 25—30 мм. Осажен-
Осаженную заготовку надрезают и ломают,
причем плоскость излома должна быть
параллельна торцам заготовки и про-
проходить примерно через середину пробы.
Загрязненность оценивают отношением
Ф110
Рис. 15. Схема заливки технологиче-
технологической пробы для качественной оценки
загрязненности расплава водородом и
тонко дисперсными взвесями:
1 — песчаная форма; 2 — верхняя часть
пробы; 8 — литник; 4 — нижняя часть
пробы; б — графитовая изложница (ко-
(кокиль)
Контроль качества отливок
505
площади плен в изломе, выраженной
в квадратных миллиметрах, к пло-
площади излома, выраженной в квадрат-
квадратных сантиметрах.
Качественную оценку загрязненно-
загрязненности расплавов тонкодисперсными взве-
взвесями и водородом проводят с помощью
технологической (структурной) пробы
А. Г. Спасского и Е. Н. Кулагиной
(рис. 15). Небольшую порцию расплава
заливают в подогретую до 150—200 °С
графитовую изложницу (кокиль). При
кристаллизации на поверхности верх-
верхней части пробы происходят точечные
разрывы окисной пленки, представля-
представляющие собой следы пузырьков выде-
выделяющегося газа. По количеству раз-
разрывов, сравнивая пробу с эталонами,
судят о степени газонасыщенности.
Загрязненность тонкодисперсными
взвесями определяется размерами ма-
макрозерен на поверхности нижней части
пробы. Малому содержанию взвесей
соответствует крупное зерно. Степень
загрязненности находят сопоставлени-
сопоставлением структурной пробы с эталонами.
Данная технологическая проба поз-
позволяет также оценить пористость ко-
количественно. Для этого необходимо
сравнить плотность образца вырезан-
вырезанной части пробы, отливаемой в песча-
песчаную форму, с плотностью эталонного
образца нижней части пробы и вы-
выразить это отношение в процентах.
Быстрое охлаждение нижней части
пробы, кристаллизующейся в кокиле,
исключает пузырьковое газовыделение
и ее плотность достигает предельного
значения. Медленное охлаждение рас-
расплава в верхней части пробы песча-
песчаной формы обеспечивает полноту пу-
пузырькового газовыделения, вызывает
соответствующее развитие пористости
и снижение плотности этой части пробы.
Глава XI
ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ
И ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЛИТЬЕ
ЦВЕТНЫХ СПЛАВОВ
1. Общие положения
На предприятии администрацией обе-
обеспечивается контроль за рациональной
организацией производства и труда,
соблюдением работающими всех тре-
требований, содержащихся в инструкциях
по технике безопасности, которые со-
составляются для каждого вида работ
в литейном цехе.
При технологических процессах про-
производства отливок из цветных метал-
металлов и сплавов возможно воздействие
на работающих опасных и вредных
производственных факторов. Основны-
Основными из них являются: пыль дезинте-
дезинтеграции и конденсации; выделение па-
паров и газов; избыточное выделение
теплоты; повышенный уровень шума,
вибрации электромагнитных и иони-
ионизирующих излучений; опасность по-
поражения электрическим током; по-
жаро- и взрывоопасность; воздействие
движущихся машин и оборудова-
оборудования.
Современные литейные цехи должны
иметь: эффективную вентиляцию, обе-
обеспечивающую многократный обмен воз-
воздуха в цехе; систему местной вентиля-
вентиляции, предотвращающую выброс вред-
вредных выделений в атмосферу цеха;
устройство воздушных душей или теп-
тепловых завес на рабочих местах; изо-
изоляционные устройства на шумопро-
изводящем оборудовании (такое обо-
оборудование рекомендуется размещать
в специальных, изолированных поме-
помещениях).
{Технологические процессы, органи-
организация и проведение литейных работ
должны соответствовать требованиям
ГОСТ 12.3.002—75, ГОСТ 12.3.027—81
и ГОСТ 12.3.024—80.
2. Производственная
санитария
Воздействие на работающего опасных
производственных факторов: физичес-
физического (контакт с движущимися частями
механизмов, электрическими токопро-
водами, расплавленным металлом), хи-
химического (контакт с токсическими ве-
веществами) и других факторов может
вызвать тяжелые травмы, профессио-
профессиональные отравления и заболева-
заболевания.
Факторами, определяющими дейст-
действие вредных веществ на организм
человека, являются:
химические свойства вещества (ток*
сичность);
дисперсность вещества — чем выше
дисперсность, тем больше опасность
отравления; наиболее опасны вещества,
находящиеся в паро- или газообразном
состоянии, в виде дымов или туманов;
концентрация веществ во вдыхае-
вдыхаемом воздухе — чем выше концентра-
концентрация, тем скорее может наступить от-
отравление;
продолжительность действия веще-
вещества;
комбинированное действие веществ.
Пыль алюминия и титана; пыль и
окись вольфрама, кадмия, магния,
меди, молибдена, олова, цинка; пыль
и порошкообразные отходы кобальта;
пыль и соли никеля и пары электро-
электролитов никеля; пары ртути, окиси
свинца, образующиеся в процессе за-
заготовки и переработки цветных метал-
металлов и сплавов, являются токсичными
и оказывают вредное воздействие на
организм человека.
При работе с этими веществами сле-
следует руководствоваться требованиями
Производственная санитария
Б07
1. Токсикологическая характеристика металлов
Металл
Характер действия
на организм человека
Пути
проник-
проникновения
Класс
опас-
опасности
пдк
вредных
веществ
в воз-
воздухе ра-
рабочей
зоны,
мг/ма
пдк
вредных
веществ
в питье-
питьевой воде,
мг/л
Алюминий
Вольфрам
Кадмий
Кобальт
Магний
Пыль вызывает раздраже-
раздражение слизистой оболочки
глаз, носа, рта, поражение
легких (алюминоз легких)
Пыль и окись вольфрама
вызывают нарушение дея-
деятельности желудочно-ки-
желудочно-кишечного тракта, раздраже-
раздражение верхних дыхательных
путей. Уколы проволоки
заживают с трудом
Пыль и окись кадмия вы-
вызывают поражение цен-
центральной нервной системы,
внутренних органов, нару-
нарушение фосфорно-кальцие-
вого обмена, поражение
желудочно-кишечного
тракта
Пыль вызывает нарушение
углеводного обмена,
изменение строения и
функции щитовидной желе-
железы, поражение сердечно-
сердечнососудистой системы, пище-
пищеварительного тракта
Органы
дыхания
Порошкообразные отходы
вызывают возникновение
острого дерматита
Пыль и окись магния вы-
вызывают воспалительно-
гнойные процессы кожного
покрова
Кожный
покров
2,0
0,5
0,1
0,1
0,5
1,0
15
508
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЛИТЬЕ ЦВЕТНЫХ СПЛАВОВ
Продолжение табл. 1
Металл
Медь
Молибден
Никель
Олово
Титан
Характер действия
на организм человека
Пыль и окись меди вызы-
вызывают: раздражение верх-
верхних дыхательных путей,
желудочно-кишечного трак-
тракта, функциональные рас-
расстройства нервной системы
Пыль и окись молибдена
вызывают функциональные
нарушения обменных про-
процессов
Пыль оказывает токсиче-
токсическое действие, вызывая
нарушение центральной
нервной системы, снижение
кровяного давления
Вызывает аллергическое
заболевание кожи
Пары электролитов, соли
оказывают канцерогенное
действие — вызывают рак:
бронхиальный, носа, лег-
легких, желудка
Соли оказывают токсиче-
токсическое действие, поражение
кожи («никелевая экзема»,
«никелевая чесотка»)
Пыль и окись олова вызы-
вызывают заболевание легких,
хронический бронхит, ды-
дыхательную недостаточность
Пыль вызывает раздраже-
раздражение органов дыхания
Пути
проник-
проникновения
Органы
дыха-
дыхания, же-
лудоч-
но-ки-
шечный
тракт
Органы
дыха-
дыхания, же-
лудоч-
но-ки-
шечный
тракт
Органы
дыхания
Кожный
покров
Органы
дыхания
Кожный
покров
Органы
дыхания
Класс
опас-
опасности
2
3
1
4
пдк
вредных
веществ
в воз-
воздухе ра-
рабочей
зоны,
мг/м*
1,0
4,0
0,05
10
пдк
вредных
веществ
в питье-
питьевой воде,
мг/л
1,0
0,5
0,1
Производственная санитария
Продолжение табл. 1
Металл
Цинк
Ртуть
Свинец
Хром
Бериллий
Марганец
Литий
Характер действия
на организм человека
Пыль и окись цинка вызы-
вызывают заболевание верхних
дыхательных путей, изме-
изменение в желудочно-кишеч-
желудочно-кишечном тракте
Пары вызывают нарушение
кальциевого обмена, изме-
изменение белков крови, сни-
снижение защитных функций
организма, поражение цен-
центральной нервной системы,
пищеварительного тракта
Окись свинца вызывает на-
нарушение обменных процес-
процессов, поражение нервной си-
системы, малокровие, язвен-
язвенные болезни, нарушение
энергетического баланса
клетки
Окись хрома вызывает на-
нарушение центральной нерв-
нервной системы, аллергиче-
аллергические заболевания, дерма-
дерматиты
Пыль и пар оказывают
вредное влияние на кож-
кожный покров и слизистую
оболочку, желудочно-ки-
желудочно-кишечный тракт. Вызывает
профессиональное заболе-
заболевание «бериллез»
Пыль при длительном воз-
воздействии ядовита, вызы-
вызывает головную боль, утом-
утомляемость
Пыль оказывает раздража-
раздражающее действие на дыха-
дыхательные пути, вызывает
ожоги
Пути
проник-
проникновения
Органы
дыха-
дыхания, же-
желудочно-
кишечный
тракт
Органы
дыхания
Органы
дыха-
дыхания,
пищева-
ритель-
рительный
тракт
Органы
дыха-
дыхания,
кожный
покров
Органы
дыхания
Органы
дыха-
иия,
кожный
покров
Класс
опас-
опасности
3
1
2
1
пдк
вредных
веществ
в воз-
воздухе ра-
рабочей
зоны,
мг/м*
6
0,001
0,01
0,001
0,3
0,05
пдк
вредных
веществ
в питье-
питьевой воде,
мг/л
5
0,005
0,1
0,0002
510
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЛИТЬЕ ЦВЕТНЫХ СПЛАВОВ
2. Основные вредные вещества, выделяющиеся
при отверждении и термодеструкции стержневых смесей
с синтетическими смолами и фенолоспиртом
Вещество
Смолы
КФ-МТ
КФ-90,
КФ-40
СФ-411,
ФПР-24 •
СФ-3042,
фенолоспирт
ФФ-1Ф,
ФФ-1С
Отверждение стержней
Фенол
Формальдегид
Фурфурол
Фуриловый спирт
Метиловый спирт
Аммиак
Фенол
Формальдегид
Фуриловый спирт
Метиловый спирт
Аммиак
Цианиды
Окись углерода
Получение отливок
* С добавкой фурилового спирта.
Примечания: 1. Знак «+» означает, что вещество выделяется при
отверждении и деструкции стержней; знак «—» — что вещество не выделяется.
2. Группы смол: КФ-МТ — карбамидоформальдегидные; КФ-90 и КФ-40 —
мочевиноформальдегидно-фурановые; СФ-411, ФПР-24 — мочевиноформальдегид-
но-фенольные; СФ-3042 и фенолоспирт — фенолоформальдегидные; ФФ-1Ф,
ФФ-1С — фенолоформальдегидно-фурановые.
безопасности по ГОСТ 12.1.007—76.
Характер действия на организм че-
человека вредных веществ, класс их
опасности и предельно допустимая кон-
концентрация (ПДК) в воздухе рабочей
зоны (по ГОСТ 12.1.005—88), а также
в питьевой воде (по ГОСТ 2874—82)
приведены в табл. 1.
Перечень вредных веществ, выде-
выделяющихся при изготовлении стержней
из синтетических связующих, приведен
в табл. 2.
3. Требования безопасности
при производстве отливок
из цветных сплавов
Подготовка лома и отходов цветных
металлов должна проводиться в соот-
соответствии с требованиями ГОСТ
1639—78, а оборудование, применяе-
применяемое для переработки лома цветных
металлов, должно отвечать требова-
требованиям ГОСТ 12.2.055—81. Разделку ма-
материалов (лигатур, флюсов и т. п.),
содержащих вредные компоненты, не-
необходимо автоматизировать или меха-
механизировать.
Поступающие в цехи цветного литья
шихтовые и формовочные материалы
снабжают токсикологической характе-
характеристикой. Эти материалы должны со-
соответствовать стандартам и техничес-
техническим условиям. Применение новых ма-
материалов допускается только после их
санитарно-гигиенической проверки и
согласования с органами Государствен-
Государственной санитарно-эпидемиологической
службы в установленном порядке.
Изготовление форм и стержней. Раз.
работка, организация и выполнение
Требования безопасности при литье цветных сплавов
511
технологических процессов изготовле-
изготовления форм и стержней должны соответ-
соответствовать ГОСТ 12.3.002—75, ГОСТ
12.3.027—81 и быть безопасными на
всех стадиях:
хранения, транспортирования и под-
подготовки исходных материалов;
приготовления формовочных и стерж-
стержневых смесей;
изготовления и отделки форм и
стержней;
комплектации и хранения форм и
стержней, подготовленных для заливки.
Приготовление смесей для форм и
стержней из песчано-смоляных смесей
следует проводить по ГОСТ
12.3.024—80.
Сливоналивные операции ЛВЖ за-
запрещается проводить во время гро-
грозовых (атмосферных) разрядов и вбли-
вблизи от искрообразующих источников и
электрических цепей. В помещениях
должна быть защита от статического
электричества.
В помещениях и местах работы
с ЛВЖ устанавливают знаки безопас-
безопасности по ГОСТ 12.4.026—76.
Требования к оборудованию для
приготовления формовочных материа-
материалов и смесей регламентирует ГОСТ
12.2.046—80. Правила работы сушиль-
сушильного оборудования, работающего на
газе, оговариваются «Правилами без-
безопасности в газовом хозяйстве», утвер-
утвержденными Госгортехнадзором СССР;
электрических сушильных устройств—
«Правилами устройства электроуста-
электроустановок», «Правилами технической экс-
эксплуатации электроустановок потреби-
потребителей» и «Правилами безопасности при
эксплуатации электроустановок потре-
потребителей», утвержденных Госэнергонад-
зором СССР.
Окраску форм и стержней выполняют
по ГОСТ 12.3.005—75.
При изготовлении отливок на ком-
комплексно-механизированных и автомати-
автоматических линиях формовки-выбивки фор-
формовочные агрегаты оборудуют мест-
местными укрытиями и боковыми вентиля-
вентиляционными панелями; участок заливки
металла в формы вдоль литейного
конвейера оборудуют панелью равно-
равномерного всасывания воздуха, количе-
количество которого рассчитывают, приняв
скорость воздуха в живом сечении пане-
панели равной 5 м/с (по ГОСТ 12.2.022—80);
на участках охлаждения залитых форм
предусматривают сплошные кожухи
с торцовыми проемами и патрубками
для отсоса газов, количество отсасы-
отсасываемого воздуха рассчитывается, при-
приняв скорость воздуха в открытых
проемах кожуха равной 4 м/с; участки
выбивки отливок оборудуются венти-
вентилируемыми укрытиями, количество воз-
воздуха, удаляемого из укрытия, рассчи-
рассчитывают из условия, что скорость в от-
открытых проемах не должна быть ме-
менее 1,5 м/с.
Требования безопасности при
плавке цветных металлов и сплавов.
При плавке цветных металлов наи-
наиболее частыми травмами являются
ожоги, поражение электрическим то-
током и ушибы. Основная причина
ожогов — выбросы металла в процессе
плавки и заливки металла в формы.
Поэтому правилами техники безопас-
безопасности предусмотрены сушка и подо-
подогрев: шихты при заливке и загрузке
в жидкую ванну, флюсов, модификато-
модификаторов, легирующих добавок, плавиль-
плавильного инструмента и форм.
Часто причиной выбросов металла
являются выход из строя систем водя-
водяного охлаждения, уход металла из
плавильных печей при самопроизволь-
самопроизвольном наклоне их и в результате разру-
разрушения тиглей или футеровки (ГОСТ
12.2.007.9—88 и ГОСТ 12.2.007.10—87).
Печи с системами водяного охлажде-
охлаждения должны быть оборудованы блоки-
блокировочными устройствами, отключаю-
отключающими электропитание при падении дав-
давления воды или прекращении ее подачи
во время плавки (ГОСТ 12.2.007.9—88
и ГОСТ 12.2.007.10—87).
При плавке титана и других туго-
тугоплавких металлов в вакуумно-заливоч-
ных установках имеется опасность
выбросов металла при прогорании
стенок водоохлаждаемых тиглей или
нарушении их герметичности. Поэтому
для наклоняющихся печей предусма-
предусматривают ограничители наклона и бло-
блокировку для автоматического отключе -
ния механизма поворота.
Пульты управления плавильных пе-
печей устанавливают в таких местах,
чтобы плавильщик мог видеть струю
металла, идущую из печи, и кранов-
крановщика. Щиты и пульты оборудуют све-
световыми и звуковыми сигнализирую-
612
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЛИТЬЕ ЦВЕТНЫХ СПЛАВОВ
щими устройствами. Воронки для сли-
слива охлаждающей воды располагают
в таких местах, чтобы струи воды
плавильщик видел на рабочем месте.
При плавке магниевых сплавов сле-
следует соблюдать специальные меры
безопасности от возгораний и взрывов.
Магниевые сплавы в зависимости от
химического состава загораются на
воздухе при 400—500 °С; сухая пыль
магния и его сплавов воспламеняется
со взрывом при 400—480 °С, а влаж-
влажная — при 360—380 °С. Хранить
стружку и опилки следует небольшими
порциями в специальных закрытых
контейнерах. Мелкую пыль сжигают
в специально отведенных местах.
При плавке сплавов в электропечах
промышленной частоты и высокоча-
высокочастотных необходимо, чтобы все опе-
операции, связанные с прикосновением
к тиглю или жидкому металлу, осу-
осуществлялись только при снятом напря-
напряжении с нагревателей. При обслужи-
обслуживании электроплавильных установок
высокого напряжения (электронно-лу-
(электронно-лучевых, зонной плавки и др.) необхо-
необходимо соблюдать особые правила. По-
Поражение электрическим током часто
происходит при замыкании на корпус
печи и случайном прикосновении, если
отсутствует заземление (ГОСТ
12.1.031—81).
Электромагнитные поля, возникаю-
возникающие при плавке металлов в высокоча-
высокочастотных печах, являются профессио-
профессиональной вредностью (влияют на нерв-
нервную и сердечно-сосудистую системы,
органы зрения и другие органы). Сани-
Санитарными нормами СН 848—72 и
ГОСТ 12.1.006—86 предусмотрена за-
защита на частотах 0,1—30 МГц. Уста-
Установки мощностью 30 кВт и более раз-
размещают в отдельных звукоизолирован-
звукоизолированных помещениях, индукторы необхо-
необходимо экранировать.
При плавке тяжелых цветных ме-
металлов нельзя применять средства ра-
рафинирования, содержащие нитраты и
сульфаты и одновременно сильно вос-
восстановительные составляющие, напри-
например древесный уголь, в противном
случае образуются газообразные окси-
оксиды азота и серы, реагирующие с водой
с образованием азотной и серной кис-
кислот. Следует исключать флюсы, со-
содержащие хлор и окись углерода,
которые образуют при смешении ток-
токсичный газ фосфоген, ПДК которого
0,5 мг/м3.
Нельзя применять одновременно при
плавке медных сплавов для обработки
средства, содержащие сильно окисля-
окисляющие добавки и хлориды, так как при
температурах 1100—1200 °С образуется
свободный хлор. Удаление этих газов
следует проводить, применяя венти-
вентиляцию и улавливание.
При выплавке и разливке сплавов,
содержащих уран и торий, кроме
общих правил безопасности, необхо-
необходимо предусмотреть меры по защите
работающих от радиоактивного излу-
излучения согласно требованиям
НРБ^76/87 и ОСП-72/79.
Требования безопасности при литье
по выплавляемым моделям и в гипсовые
формы. При производстве отливок по
выплавляемым моделям в литейных
цехах должны быть выделены в изоли-
изолированные помещения следующие про-
производственные операции:
приготовление модельного состава и
изготовление моделей-,
приготовление наполнительных сме-
смесей, формовка и выбивка отливок;
выплавление моделей, прокалка
форм, плавка и заливка металла;
очистка отливок, отделение отливон
от литников.
Столы для приготовления модель-
модельного состава должны быть оборудованы
вытяжными шкафами. Скорость дви-
движения воздуха в рабочем проеме —
не менее 5 м/с. Загружать плавильные
установки компонентами модельного
состава следует не более чем на 0,75
объема ванны.
Стеллажи для сушки моделей с на-
нанесенным слоем огнеупорного покры-
покрытия должны быть оборудованы венти-
вентилируемыми укрытиями, скорость воз-
воздуха в рабочем проеме укрытия должна
быть не менее 0,5 м/с.
При изготовлении выплавляемых мо-
моделей на машинах и оборудовании
места загрузки модельных составов и
исходных материалов оборудуют вы-
вытяжным зонтом. Количество удаляе-
удаляемого воздуха определяют из условия,
что скорость в рабочем проеме должна
быть не менее 0,7 м/с.
Оборудование для расплавления мо-
модельного состава снабжают системой
Требования безопасности при литье цветных сплавов
513
терморегуляции, отключающей нагрев
при достижении предельно-допустимой
температуры, которая на 30—40 °С
ниже температуры воспламенения. На
установках для нанесения огнеупор-
огнеупорного покрытия методом окунания пре-
предусматривают вентиляционную панель
с щелевым отсосом; скорость воздуха
должна быть не менее 1,0 м/с.
Камеры для воздушно-аммиачной
сушки должны быть оборудованы вы-
вытяжной вентиляцией; количество отса-
отсасываемого воздуха должно быть рав-
равным D00-Т-500V) м3/ч (где V —объем
камеры, м3).
Требования безопасности к конструк-
конструкции машин литья под давлением долж-
должны соответствовать ГОСТ 15595—78.
Для вытяжки вредных паров и газов
машину литья под давлением оборудуют
вертикальной вентиляционной панелью
со стороны, противоположной рабоче-
рабочему месту оператора; количество отса-
отсасываемого воздуха должно быть не
менее 3600 м*/ч на 1 м2 панели. Ма-
Машины должны быть изолированы друг
от друга щитами из листовой стали
высотой не менее 2 м.
При изготовлении отливок литьем
в кокиль, на установках литья под
низким давлением, центробежным спо-
способом операции заливки металла (фор-
(формы) и нанесения покрытий на рабочие
поверхности должны быть механизи-
механизированы. На позициях, предназначен-
предназначенных для выполнения этих операций,
устанавливают вентиляционные пане-
панели; количество удаляемого воздуха
должно быть не менее 2000 м3/ч на
1 м2 панели.
Установки центробежного литья обо-
оборудуют защитными ограждениями, а
литье под низким давлением — блоки-
блокировками и предохранительными уст-
устройствами.
При литье в оболочковые формы сле-
следует учитывать ряд факторов, связан-
связанных со спецификой процесса.
Пылеобразование при приготовле-
приготовлении плакированной формовочной смеси
иа рабочих местах составляет 24—
727 мг/м8, причем выделяемая пыль
в основном высокодисперсна (до 92 %
пылинок размером менее 4 мкм).
При заливке металла в керамические
формы в результате выгорания связу-
связующего в рабочую зону выделяются
пары фенола, окиси углерода, бензо-
пирена, различные углеводороды, по-
поэтому заливка и выбивка оболочковых
форм на участках, не оборудованных
местной вытяжной вентиляцией, не
разрешаются.
В смесеприготовительном отделении
необходимо удалять пыль и пары рас-
растворителей от смесителей. Количество
воздуха, удаляемого от центробежного
смесителя с вибрационным столом,
должно быть не менее 4000 м3/ч.
В формовочно-стержневом отделении
необходимо предусмотреть удаление
газов от установок для изготовления
оболочковых форм и стержней, а также
прессов для склеивания форм. Коли-
Количество удаляемого воздуха от двух-
позиционных автоматов должно быть
не менее 5000 м3/ч, а многопозиционных
карусельных — не менее 20 000 м3/ч;
от пресса для склеивания полуформ —
не менее 3000 м^ч.
При заливке на конвейерах или
непосредственно на полу должен быть
отсос по всей длине участка; интенсив-
интенсивность отсоса составляет 2000 м3/ч
на 1 м длины.
При заливке форм на карусельной
установке устанавливают большой
зонт, перекрывающий всю площадь
машины.
В выбивных отделениях количество
воздуха, удаляемого при выбивке, дол-
должно быть не менее 5000—10 000 м3/ч
на 1 м2 площади стола. От отрубных
столов необходимо удалять 2500 м3/ч
воздуха на 1 м2 полной площади
стола.
Станки с наждачными или корундо-
корундовыми кругами оборудуют кожухами-
укрытиями с пылеотстойниками для
сбора крупной пыли; объем отсасывае-
отсасываемого воздуха должен быть не менее
1000 м^Уч от одного станка.
Литье в керамические формы тре-
требует особых мер безопасности, вызван-
вызванных применением пожаро- и взрыво-
взрывоопасных материалов (табл. 3).
Требования безопасности при фи-
финишной обработке отливок. Работы по
выбивке и транспортировке отливок
и обработанной смеси должны быть
механизированы или автоматизиро-
автоматизированы.
Участки выбивки оборудуют мест-
местной вытяжной вентиляцией, а выбив-
514
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЛИТЬЕ ЦВЕТНЫХ СПЛАВОВ
3. Пожаро- и взрывоопасные вещества, гасящие материалы
Вещество
Спирт:
ЭТИЛОВЫЙ
метиловый
Этилсиликат
Температура, °С
воспла-
воспламенения
11
-1,0
18
самовоз-
самовозгорания
425
475
507
Взрывоопасное
содержание
в воздухе, %
(объем, доля)
3,5—18
6,0—36
8,0—45
Материалы,
применяемые при
тушении пожара
Химическая пена,
аэрозоли и угле-
углекислота
ные решетки — накатными укрытиями,
душирующими устройствами.
Отливки должны выбиваться остыв-
остывшими, продолжительность остывания
отливок указывается в технической
документации. Транспортирование от-
отливок к месту очистки и обратно, их
загрузка и выгрузка из очистных
камер и установок должны быть ме-
механизированы. Обрубку отливок про-
проводят при температуре не выше 45 С.
Места обрубки и очистки отливок
оборудуют постоянными или перенос-
переносными ограждениями для защиты ра-
работающих от отлетающих осколков.
Участки очистки отливок ручным
механизированным инструментом с аб-
абразивными кругами должны быть обо-
оборудованы местной вытяжной вентиля-
вентиляцией с устройством боковых пыле-
приемников, решеток в полу или вер-
верстаке.
Основными опасными участками при
литье в керамические формы являют-
являются: места хранения основных материа-
материалов и расположения установок для
гидролиза и приготовления керами-
керамических суспензий, формовочный уча-
участок в литейном цехе и участки вы-
выбивки и очистки отливок, взвешивания
материалов. Безопасная концентрация
(пыли или газа) достигается при вы-
вытяжке 7000 м3/ч воздуха на 1 м2 от-
открытой поверхности вытяжного зонта.
Бункера для пылевидных материалов
снабжают крышками, разгрузка долж-
должна быть без пылеобразования. В очист-
очистном отделении вентиляция обеспечи-
обеспечивает воздухообмен не менее 14 000 м3/ч.
Литейное производство цветных
сплавов оказывает воздействие и на
окружающую среду, поэтому при про-
проектировании новых и реконструкции
действующих литейных цехов в про-
проектах необходимо предусматривать про-
процессы и оборудование, позволяющие
исключить или максимально снизить
выделение пыли и газов и осуществить
их очистку и обезвреживание, созда-
создание и внедрение безотходных и мало-
малоотходных технологий и замкнутых
водоснабжении.
СПИСОК ЛИТЕРАТУРЫ
1. Абрамов Г. Г. Справочник мо-
молодого литейщика. М.: Высшая школа,
1983. 207 с.
2. Алюминиевые сплавы. Плавка
и литье алюминиевых сплавов: Спра-
Справочник/Под общ. ред. В. И. Добат-
кина. М.: Металлургия, 1983. 352 с.
3. Алюминиевые сплавы (свойства,
обработка, применение): Справоч-
Справочник/Пер, с нем. М.: Металлургия,
1979. 680 с.
4. Аристова А. А., Колобнев И. Ф.
Термическая обработка литейных алю-
алюминиевых сплавов. М.: Металлургия,
1977. 144 с.
5. Балакин И. Я., Зинин Ю. Н.
Технология очистки отливок. Л.: Ма-
Машиностроение, Ленингр. отд-ние, 1986.
184 с.
6. Батышев А. И., Любавин А. С.
О потерях на трение при литье с кри-
кристаллизацией под давлением//Литей-
давлением//Литейное производство. 1986. № 1. С. 24.
7. Беккер М. Б. Литье под давле-
давлением. М.: Высшая школа, 1973. 230 с.
8. Белопухов А. К. Технологи-
Технологические режимы литья под давлением.
М.: Машиностроение, 1985. 268 с.
9. Бобылев А. В. Механические
и технологические свойства металлов:
Справочник. М.: Металлургия, 1980.
296 с.
10. Боровский Ю. Ф., Шацких М. И.
Формовочные и стержневые смеси.
Л.: Машиностроение,» Ленйнгр. отд-
ние, 1980. 86 с.
11. Вдович Б. Н., Сосненко М. Н.
Заливка литейных форм. М.: Высшая
школа, 1974. 144 с.
12. Вереш А. Очистка отливок: Пер.
с венгерского//Под ред. Г. Ф. Балан-
Баландина. М.: Машиностроение, 1982.
256 с.
13. Власов А. Ф., Васильев П. В.
Справочник конструктора модельной
оснастки. Л.: Машиностроение, Ле-
Ленингр. отд-ние, 1980. 256 с.
14. Влияние местного сопротивления
на входе в металлопровод при литье
вакуумным всасыванием и под низким
давлением/Б. С. Чуркин, Г. П. Шу-
михин, Э. Б. Гофман, В. В. Ники-
тин//Литейное производство. 1980. № 3.
С. 22—23.
15. Воздвиженский В. М., Гра-
Грачев В. А., Спасский В. В. Литейные
сплавы и технология их плавки в ма-
машиностроении. М.: Машиностроение,
1984. 432 с.
16. Вредные вещества в промышлен-
промышленности: Т. I и Т. И/Под общ. ред.
Н. В. Лазарева. М.: Химия, 1971.
Т. I. 832 с; Т. II. 624 с.
17. Выбор зазоров в подвижных
частях кокилей при литье алюминие-
алюминиевых сплавов/С. Т. Лучко, Ф. Г. Ляшко,
Л. М. Солонский и др.//Литейное про-
производство. 1973. № 1. С. 30—31.
18. Галдин Н. М. Литниковые си-
системы для отливок из легких спла-
сплавов. М.: Машиностроение, 1978. 198 с.
19.' Галдин Н. М. Отливки в точном
машиностроении. М.: Машинострое-
Машиностроение, 1983. 176 с.
20. Горенко В. Г., Яновер Я. Д.
Теплоизоляционные материалы в ли-
литейном производстве. Киев: TexHiKa,
1981. 96 с.
21. Горюнов И. И. Пресс-формы для
литья под давлением. М.: Машино-
Машиностроение, 1973. 255 с.
22. Гуляев Б. Б. Теория литейных
процессов. Л.: Машиностроение, 1976.
213 с.
23. Дан П., Рей Д. Тепловые трубы.
М.: Энергия, 1979. 271 с.
24. Домашников Б. П., Макси-
Максимов Ю. А. Влияние толщины стенки
на прочность отливок из алюминиевых
сплавов//Литейное производство. 1976.
516
СПИСОК ЛИТЕРАТУРЫ
№ 8. С. 20.
25. Дружинин Б. И., Нефедов Ю. В.
Направленное затвердевание отливок
из алюминиевых сплавов при литье
по выплавляемым моделям/АЛитейное
производство. 1980. № 7. С. 19—20.
26. Жуковский С. С, Лясс А. М.
Формы и стержни из холоднотвердею-
холоднотвердеющих смесей. М.: Машиностроение,
1978. 224 с.
27. Иванов В. Н., Зарецкая Г. М.
Литье в керамические формы по по-
постоянным моделям. М.: Машинострое-
Машиностроение, 1975. 136 с.
28. Иванюта Г. И., Соловьев Ю. Г.,
Перевязко А. И. Выбор технологиче-
технологических параметров при центробежном
литье труб из титановых сплавов//Ли-
тейное производство. 1977. № 12.
С. 19.
29. Исследование энергетических па-
параметров плазменно-индукционной пе-
печи/В. И. Шахрай, Ю. В. Латош,
И. В. Шей ко и др.//Проблемы спе-
специальной электрометаллургии. № 4.
1987. С. 75—80.
30. Кечин В. А.," Люблинский Е. Я.
Цинковые сплавы. М.: Металлургия,
1986. 247 с.
31. Кинетика затвердевания сплава
АЛ9 при литье вакуумным всасыва-
всасыванием/Б. С. Чуркин, А. П. Кузьмин,
П. К. Матюшенко и др.//Литейное
производство. 1977. № 6. С. 24—26.
32. Коврижных Н. И., Гуса-
Гусаров В. Д., Пивоваров В. К. Особен-
Особенности литья погружением и возмож-
возможности его применения//Литейное про-
производство. 1986. № 11. С. 16—17.
33. Колобнев И. Ф., Крымов В. В.,
Мельников А. В. Цветное литье из
легких сплавов. Справочник литей-
литейщика. М.: Машиностроение, 1974.
416 с.
34. Конструкционные материалы:
Энциклопедия современной техни-
техники/Под общ. ред. А. А. Туманова.
М.: Советская энциклопедия. Т. 1.
1964. 408 с. Т. 3. 1965. 527 с.
35. Косняну К., Виде М. Литье
в керамические формы: Пер. с румын-
румынского Д. Д. Тимонича/Под ред.
В. Н. Иванова. М.: Машиностроение,
1980. 200 с.
36. Криогенный метод снятия облоя
с использованием роботов/М. А. Меш-
Мешков, В. И. Рускол, В. Н. Комаров/Пи-
Комаров/Пипроизводство. 1983. № 2.
С. 28.
37. Крымов В. В. Техника безопас-
безопасности и производственная санитария
при работе с магниевыми сплавами.
М.: Машиностроение, 1980. 197 с.
38. Кузнецов Б. А., Нейш-
тадт В. Я., Майоров В. П. Освоение
технологии литья под низким давле-
давлением на КамАЗе//Литейное производ-
производство. 1980. № 5. С. 21.
39. Курдюмов А. В., Пикунов М. В.,
Чурснн В. М. Литейное производство
цветных и редких металлов. М.: Ме-
Металлургия, 1986. 352 с.
40. Лакеев А. С, Марченко В. Е«
Изготовление разупрочняемых оболо-
оболочек для литья по выплавляемым моде-
моделям сплавов алюминия//Перспективы
развития производства литья по
выплавляемым моделям. М.: МДНТП
им. Ф. Э. Дзержинского. 1975. С. 118—
123.
41. Лакеев А. С, Щегловитов Л. А.,
Кузьмин Ю. Д. Прогрессивные спосо-
способы изготовления точных отливок.
Киев: Техшка, 1984. 160 с.
42. Лигатуры для производства алю-
алюминиевых и магниевых спла-
сплавов/В. И. Напалков, Б. И. Бондарев,
В. И- Тарарышкин, М. В. Чухров.
М.: Металлургия, 1983. 160 с.
43. Лнпницкий А. М., Морозов И. В.
Яценко А. А. Технология цветного
литья. Л.: Машиностроение, Ленингр.
отд-ние, 1986. 224 с.
44. Липчин Т. Н. Эффективность
упрочнения сплавов при кристалли-
кристаллизации под давлением//Литейное про-
производство. 1985. № 3. С. 21.
45. Литейные дефекты и способы их
устранения/А. В. Лакедомонский,
Ф. С. Кваша, Я. И. Медведев и др.
М.: Машиностроение, 1972. 152 с.
46. Литье в кокиль/С. Л. Бураков,
А. И. Вейник, Н. П. Дубинин и др.
М.: Машиностроение, 1980. 416 с.
47. Литье по выплавляемым моде-
моделям/В. Н. Иванов, С. А. Казеннов,
Б. С. Курчман и др./Под общ. ред.
Я. И. Шкленника, В. А. Озерова.
М.: Машиностроение, 1984. 408 с.
48. Литье под давлением/А. К. Бе-
лопухов, М. Б. Беккер, М. Л. Заслав-
Заславский и др. М.: Машиностроение,
1975. 400 с.
49. Литье под давлением: Пробле-
СПИСОК ЛИТЕРАТУРЫ
617
мы подпрессовки/А. К. Белопухов,
Е. М. Родионов, М. Л. Заславский
и др. М.: Машиностроение, 1971. 168 с.
50. Литье тонкостенных конструк-
ций/Ю. А. Степанов, Э. Ч. Гини,
Е. А. Соколов, Ю. П. Матвейко. М:
Машиностроение, 1966. 255 с.
51. Магниевые сплавы: Справочник.
В 2 ч. Ч. I. Металловедение магния
и его сплавов: Области применения/
Альтман М. Б., Антипова А. П.,
Блохина В. А. и др. М.: Металлур-
Металлургия, 1978. 232 с.
52. Машков А. А. К проблеме ко-
кокиля. Омск: Зап.-Сиб. кн. изд-во,
Омск, отд-ние, 1975. 106 с.
53. Металлургия висмута/Под общ.
ред. И. Т. Гульдина. Алма-Ата: Нау-
Наука, 1973. 186 с.
54. Направленная кристаллизация
жаропрочных сплавов/С. Т. Кишкин,
Г. Б. Строганов, А. В. Логунов и др.//
Литейное производство. 1984. № 4.
С. 17-19.
55. Неразрушающий контроль ме-
металлов и изделий: Справочник/Под
ред. Г. С. Самойловича. М.: Машино-
Машиностроение, 1976. 456 с.
56. Озеров В. А., Шуляк В. С,
Плотников Г. А. Литье по моделям
из пенополистирола. М.: Машинострое-
Машиностроение, 1980. 181 с.
57. Орлов Н. Д., Чурсин В. М.
Фасонное литье из сплавов тяжелых
цветных металлов: Справочник литей-
литейщика. М.: Машиностроение, 1971.
256 с.
58. Основы научных исследований
в литейном производстве/Под общ.
ред. А. Е. Кривошеева. Киев—До-
Киев—Донецк: Вища школа, Главное изд-во,
1979. 168 с.
59. Папиров И. И. Бериллий в
сплавах: Справочник. М.: Энергоатом.-
издат, 1986. 184 с.
60. Плавка и литье алюминиевых
сплавов: Справочник/М. Б. Альтман,
A. Д. Андреев, Г. А. Балахонцев и др.
М.: Металлургия, 1983. 352 с.
61. Плавка и литье алюминиевых
сплавов: Справочник/Под ред.
B. И. Добаткина. М.: Металлургия,
1970. 416 с.
62. Получение тонкостенных алю-
алюминиевых отливок в устройстве для
направленной кристаллизации/
П. И. Вершинин, Ю. Н. Бакрин,
B. И. Севастьянов, Н. М. Голубев//Ли-
тейное производство. 1978. №11.
C. 25—26.
63. Поручиков Ю. П., Опачич П. А.
О возможности достижения автомо-
автомодельного режима течения в литниковых
канал ах//Изв. вузов. Черная метал-
металлургия. 1970. № 11. С. 148—152.
64. Постников Н. С, Мельни-
Мельников А. В. Производство литых алюми-
алюминиевых деталей. М.: Металлургия,
1979. 136 с.
65. Приборы для неразрушающего
контроля материалов и изделий. В 2-х
кн. Кн. 1/Под ред. В. В. Клюева.
М.: Машиностроение, 1986. 488 с.
66. Применение плазменно-дуговой
технологии при плавке слитков ти-
титана из отходов титанового произ-
водства/Ю. В. Латаш, В. С. Констан-
Константинов, П. И. Галкин и др.//Проблемы
специальной электрометаллургии. № 3
1985. С. 65—70.
67. Рабинович Б. В. Введение в ли-
литейную гидравлику. М.: Машино-
Машиностроение, 1966. 423 с.
68. Рейблин А. И. Защитные лако-
лакокрасочные покрытия. Л.: Химия, Ле-
нингр. отд-ние, г982. 320 с.
69. Рыжков Н. Ф., Гини Э. Ч. Литье
методом вакуумного всасывания. М.:
Машиностроение, 1982. 95 с.
70. Расчет параметров заполнения
формы расплавом при литье выжима-
выжиманием тонкостенных крупногабаритных
отливок оболочкового типа/В. В. Ря-
Рябов, С. И. Ядык, Ф. С. Абдулин
и др.//Литейное производство. 1979.
№ 8. С. 20—22.
71. Сафронов В. Я. Справочник по
литейному оборудованию. М.: Маши-
Машиностроение, 1985. 320 с.
72. Сварика А. А. Покрытия литей-
литейных форм. М.: Машиностроение, 1977.
216 с.
73. Сварика А. А. Формовочные ма-
материалы и смеси. Киев: Техника,
1983. 114 с.
74. Серебро В. С, Марьянский А. В.
Прогрессивные технологические про-
процессы изготовления оболочковых форм.
М.: ВНИИТЭМР, 1986. 44 с.
75. Смирягин А. П., Смиряги-
на Н. А., Белова А. В. Промышлен-
Промышленные цветные металлы и сплавы. М.:
Металлургия, 1974. 448 с.
76. Смитлз К. Д. Металлы: Спра-
518
СПИСОК ЛИТЕРАТУРЫ
вочник. М.: Металлургия, 1980. 445 с.
77. Соколов Н. А. Литье в оболочко-
оболочковые формы. М.: Машиностроение, 1978.
461 с.
78. Сорокин Н. А. Плавка алюминие-
алюминиевых сплавов в индукционных каналь-
канальных печах. М.: Металлургия, 1984.
136 с.
79. Справочник по чугунному
литью/Под общ. ред. Н. Г. Гиршовича.
Л.: Машиностроение, Ленингр. отд-
ние, 1978. 758 с.
80. Справочник сварщика/Под ред.
В. В. Степанова. М.: Машиностроение,
1982. 560 с.
81. Степанов Ю. А., Баландин Г. Ф.,
Рыбкин В. А. Технология литейного
производства: Специальные виды
литья. М.: Машиностроение, 1983.
288 с.
82. Степанов В. М., Шевченко Н. Д.
Ленточно-пильный станок для отрезки
литников и прибылей//Литейное про-
производство. 1984. № 2. С. 35—36.
83. Сурьма/С. М. Мельников,
А. А. Розловский, А. М. Щуклин
и др.; Под общ. ред. С. М. Мельни-
Мельникова. М.: Металлургия, 1977. 535 с.
84. Технологичность конструкций
изделий: Справочник/Т. К. Алферова,
Ю. Д. Амиров, П. Н. Волков и др.;
Под общ. ред. Ю. Д. Амирова. М.:
Машиностроение, 1985. 368 с.
85. Титановые сплавы: Производ-
Производство фасонных отливок из титановых
сплавов/Е. Л. Бибиков, С. Г. Глазу-
Глазунов, А. А. Неустроев и др. М.: Метал-
Металлургия, 1983. 296 с.
86. Точное литье цветных сплавов
в гипсовые и керамические фор-
формы/О. Е. Кестнер, В. К. Бараданьянц,
Л. А. Лапидовская, О. Б. Лотарева.
М.: Машиностроение, 1968. 289 с.
87. Тугоплавкие металлы и спла-
вы/Е. М. Савицкий, Г. С. Бурханов,
К. Б. Поварова и др. М.: Металлур-
Металлургия, 1986. 352 с.
88. Тугоплавкие металлы и спла-
сплавы/Г. С. Бурханов, Е. М. Савицкий,
Е. В. Оттенберг и др.; Под общ. ред.
Г. С. Бурханова. М.: Металлургия,
1986. 351 с.
89. Уилкинс П. С. Новая техноло-
технология изготовления отливок из алюми-
алюминиевых сплавов//Роипс1гу Trade jour-
journal. 1981. 151. Nb 3223. С. 592—606.
90. Шептунов К. Л. Шихтовка фор-
формовочных смесей. М.: Машгиз, 1963.
148 с.
91. Чугаев Р. Р. Гидравлика. Л.з
Энергия, Ленингр. отд-ние, 1982.
671 с.
92. Чуркин Б. С, Гофман Э. Б.
Расчет литниковых систем при литье
вакуумным всасыванием и под низким
д авл ением//Л итейное производство.
1985. № 10. С. 21—22.
93. Чурсин- В. М. Плавка медных
сплавов. М.: Металлургия, 1982. 152 с.
94. Шиндин П. П., Розанова Н. Г.
Снятие заусенцев термоэнергетическим
методом//Автомобильное производство.
1985. № 1. С. 3.
95. Шипунов Г. Г., Ясницкая А. Я.
Исправление макродефектов отливон
пропиткой полимерными компози-
композициями/Литейное производство. 1983.
№ 2. С. 33.
96. Шляхин А. П., Кривонос Г. А.
Залечивание пор в отливках горячим
изостатическим прессованием//Литей-
ное производство. 1986. № 8. С. 9—11.
97. Штамповка жидкого метал-
металла/А. И. Батышев, Е. М. Базилев-
ский, В. И. Бобров и др. М.: Машино-
Машиностроение, 1979. 200 с.
98. Электротермическое оборудо-
оборудование: Справочник/Под общ. ред.
А. П. Альтгаузена. М.: Энергия,
1980. 416 с.
99. Юдин С. Б., Левин М. М., Ро-
зенфельд С. Е. Центробежное литье.
М.: Машиностроение, 1972. 279 с.
100. Brunhuber E. Wahe der Vor-
laufgeschwindigkeit bei Kaltkammer
Druckgiepmaschinen Giesserei—Praxis.
1983. № 3. S 29—32.
101. Taschenbuch der Gisserei—Pra-
Gisserei—Praxis, 1986. Fachverlag Schiele Schon
GmbH, Berlin, 1986. 490 S.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Агрегат плавильный двухручьевоЙ — см.
Пен ь дуговая плазменная
Агрегаты воздушно-циркуляционные 459
Алюминий 129, 130 — Физико-механиче-
Физико-механические свойства 129, 130
^-» первичный — Маркировка чушек 130,
131 — Химический состав 130
Аппараты дробеметные правого и левого
вращения 437
•—• дробеструйные 436 — Производитель-
Производительность двухкамерных аппаратов 437
»¦*• рентгеновские — Технические харак-
характеристики 495
Арматура — Конструкция 33 — Материа-
Материалы 32, 33 — Назначение 32 — Способы
крепления 33
Армирование 32, 33, 42
Баббиты для литья под давлением 228 —*
Химический состав и свойства 232
—' кальциевые — Химический состав и
свойства 232
¦¦ оловянные и свинцовые 228 — Условия
и область применения 229 — Физико-
механические свойства 229 — Химиче-
Химический состав 228
Базы технологические — Допуск на ба-
базовый размер 37 ¦— Назначение баз 37,
38
Барабан галтовочный периодического дей-
действия — Техническая характеристика
439
¦—• очистной дробеметный периодического
действия — Применение, техническая
характеристика 437
Бериллий 143, 144
Брак при термической обработке 461,
462 — Методы борьбы о браком 461,
462, 464
Бронзы безоловянные 200, 201, 209 —•
Группы бронз 200 — Область примене-
применения 208, 209 — Свойства 206, 207 —.
Химический состав 206
— в чушках — Марки 209
Бронзы оловянные — Группы 198 — Ле-
Легирование цинком 199 — Маркировка
199 — Механические свойства 202 —
Область применения 203, 204 — Тех-
Технологические свойства 202, 203 — Физи-
Физические свойства 201 — Химический со-
состав 198, 199
— в чушках 199, 200
Буртики — Размеры 34
Ванадий 148 — Влияние температуры на
свойства ванадия 148
В ата минеральная 260
Вермикулит вспученный 260
Вещества поверхностно-активные 245
Вибромашины для формовки твердеющими
опорными наполнителями 371
— очистные 4 45
Висмут 137—139 — Химический состав 140
Вкладыши кокилей из алюминиевых спла-
сплавов 263
Вольфрам 146, 148 — Механические свой-
свойства 148
— для производства проволоки — Хими-
Химический состав 147
Воронки литниковые — Назначение 67
— большие — Размеры 68
— малые 67, 68 — Форма воронок
Втулки экзотермические круглые и оваль-
овальные — Размеры 108
Выбивка 430—433 — Продолжительность
выдержки отливок в форме 430 — Уда-
Удаление остатков керамических форм 430,
432
— оболочковых форм 430
•— стержней на масляных, водораствори-
водорастворимых, термореактивных и жидкосте-
кольных связующих 432
Выпор 43
Выступы — Толщина стенки 34
— различной формы с отверстиями 35
Газосодержание отливок — Методы оценки
504
Газостат QUNTLIS — Схема и примене-
применение 487
Гелиообразователи 390
Герметизация отливок — см. Пропитка
отливок
Герметики анаэробные 489—491
Гидравлика литниковых систем 46
Гидрорегенерация отработанной смеси 274,
275
Гинье — Престона зоны 450
Глины формовочные 233 — Классифика-
Классификация глин: по минеральному составу
238; по пластичности 239; по пределу
прочности при сжатии 238 — Свойства
формовочных глин и методы их опреде-
определения 239—242
Гравий керамзитовый и кремнезитовый
260
Давление парциальное паров металла 300,
301
Детали литые — Общие требования: к кон-
конструкции 22; к технологичности при
проектировании 20—22 — Показатели
технологичности 21
Дефектоскоп ультразвуковой импульс-
импульсный — Схема 496
— электроиндуктивный, работающий по
методу вихревых токов по стрелочному
индикатору 497
520
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Дефектоскопы ультразвуковые универ-
универсальные 496 — Технические характе-
характеристики 498
Дефектоскопия ультразвуковая 496«
497 — Частота прозвучивания и глу-
глубина проникновения волн 497
Дефекты отливок 470, 483 — Группы де-
дефектов 483 — Исправление 483 — 491 -•
см. также Заварка отливок, Замазки
эпоксидные, Прессование изотермическое
горячее, Пропитка отливок
Дефекты отливок в виде неметаллических
включений 479, 480
«S» возникшие вследствие химического и
механического взаимодействий о газами
и влагой 471—474
& вызванные плохим качеством сплава
350, 352
¦» при литье: вакуумным всасыванием
410; в гипсовые формы 400; в керамиче-
керамические формы по постоянным моделям
395, 396; в оболочковые формы 385,
389; выжиманием и погружением 414?
по выплавляемым моделям 375, 376;
под давлением 352; под низким давле-
давлением 410; с кристаллизацией под давле-
давлением 427, 428; с противодавлением
410; центробежном 427, 428
•^ специфические 351, 352
¦— усадочного происхождения 475—478
*=* являющиеся несоответствием состава*
свойств, структуры и размеров отли-
отливок требованиям стандартов 48 L~483
Динамика потоков на отдельных этапах
заполнения формы 46 — Движение рас-
расплава: в коллекторе и питателях 49*
50; в литниковой чаше 46, 47; в полости
формы 51, 52; в стояке 47; на участке
перехода от стояка к коллектору 48»
49; по дну чаши 47; при подаче струи
на наклонную стенку 47 — Сечения н
профили стояков 48 «* Сила удара струи
Дин-процесс 394
Добавки противопригарные 257; 258
•— улучшающие свойства оболочковых
форм 361 — Введение, примерное ко-
количество и назначение 365, 366
Дозаторы жидкого металла 349
Дозирование жидкого металла 349
Документация технологическая — Требова-
Требования к оформлению 114, 115 — Чертежи
элементов литейной формы 115
Документы технологические — Комплект-
Комплектность 121
Допуски размеров 37, 39 — Взаимосвязь
между размерами отливки, допусками
и припусками на обработку резанием 9
*— линейных без учета их смещения и
коробления 9, 10
•—• угловых (в пересчете на линейные) 9
— элементов отливки 9
Дроссель — Назначение 61 «- Схема рас-
расположения 49
Жгуты прокладочные 258
Жеребейки — Назначение и материал 267
ЖСС-процесс 245
Заварка отливок — Подготовка дефектного
участка 484 — Схема разделки дефекта
484
*— аргоно-дуговая — Схема 485
•— из сплавов: алюминиевых и магниевых
484, 485; медных 485, 486; никелевых
486; титановых 485, 486
Зазоры между знаками формы я стержня 120
Заливка сплавов алюминиевых — Темпе-
Температура заливаемых сплавов 319
¦« алюминиевых в формы: гипсовые 3193
изготовленные по выплавляемым моде-
моделям 319, 320; в кокиль 334
« магниевых 320
--ч магниевых при литье в кокиль 334
*** медных 321 — Температура заливки
форм: изготовленных по выплавляемым
моделям 322; песчаных 321
«^ никелевых 322
¦» тугоплавких 320, 321
*=* цинковых и легкоплавких 320, 321
Заливка форм — Общие положения 315
** в автоклаве 318, 319
¦¦¦ наклонных — Схема заливки 318
¦¦ на конвейере 317 —• Схема заливки 318
¦¦ на плащу 317
«• поворотных 318 « Схема получения от-
отливок 319
Замазки стержневые *&> Назначение 258 »
Составы 259
«— эпоксидные 491
Заполнение литейной формы — Гидродина-
Гидродинамические особенности для отливок раз-
различных групп 57, 58 — Расчет мини-
минимально допустимой скорости течения
металла 58, 59 — Скорость подъема ме-
металла в форме в зависимости от тол-
толщины стенки отливки 59
Заполняемость форм 76 — Условия хоро-
хорошей заполняемости 57
Заусенцы. Удаление криогенным методом
е^> о отливок, получаемых точными спо-
способами литья 441
р— термоэнергетическим методом 446, 447
Зачистка отливок — Используемые ин-
инструменты и оборудование 439—441
*— вибрационная 441, 444
«¦• виброгидроабразивная 444
— ультразвуковая 444
Знаки стержней горизонтальных —* Длина
*- нижних вертикальных — Размеры 119
»— песчаных — Размеры 117
Зубья литые 31, 32
Зумпф для нижней литниковой системы
с несколькими стояками — Конструкция
79
Изделия перлитокерамические 260
Изложницы со смежными вкладышами для
литья втулок 421
Инструмент, применяемый на очистных
операциях 431» 432
Кадмий 144 — Химический состав 144
Камера гидропескоструйная с ручным
управлением 438, 439*
«- дробеструйная с ручным управлением
438, 439
« очистная дробеметная периодического
действия — Техническая характеристи-
характеристика 437, 438
*- прессования — Минимально допусти-
допустимый диаметр 344
Канавки литые 36, 37
Каркасы — Назначение и типы 265
•— литые, сварные, трубчатые — Материал
267
*— проволочные 265, 267
Карты технологического процесса П8«
121
Карусели кокильные •** Параметры 335
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
621
Катализаторы 246; 247
Керамикатс-процесс 394
Клеи для склеивания оболочковых полу-
полуформ 387
» стержневые отверждаемне тепловой
сушкой, самотвердеющие, сульфитные
258
Кобальт 141 — 143 ^ Химический состав
142
•— литой — Механические свойства 143
Ковши для заливки металла — Вмести-
Вместимость, кожухи, футеровка 317
¦» барабанные 315 — Футеровка 317
« крановые 315, 316
— крановые конические 315
•— монорельсовые 315, 316
•** открытые 317
** ручные 315, 316
« чайниковые для заливки магниевых
сплавов 320
Кокили — Зазоры между частями кокиля
330—332 — Классификация 328, 329 —
Материалы: деталей 261, 263; рабочий
стенок 261—263 — Стойкость 264 —•
Толщина стенки: расчетная 327§ 3283
рекомендуемая 328
^ вытряхные 330
¦» из алюминиевых сплавов 363
¦- охлаждаемые 328, 330
» g вертикальной плоскостью разъема 33Q
¦- с горизонтальной плоскостью разъема
328
Коллектор — Высота потока металла 59;
60 — Повышение эффективности работы
59, 60 — Повышение эффективности ра-
работы 59
Комплекс для центробежного электрошла-
электрошлакового литья 299 — Техническая ха-
характеристика 299, 300
Комплексы модельные — Классификация
264 — Материалы 264, 265 — Сравни-
Сравнительные характеристики материалов
266 — Срок эксплуатации до капиталь-
капитального ремонта 267
Контейнер для заливки титановых сплавов
центробежным способом 321
Контроль герметичности отливок 498 -^
Обнаружение течи 499, 500 (галоидный
метод 500) — Образцы и пробы для
испытаний на герметичность 498, 499
Контроль качества отливок — Оценка твер-
твердых включений 504, 505 — Цели и ме-
методы контроля 491 — См. также Гаэо-
содержание отливок, Пористость отли-
отливок, Шероховатость поверхности отливок
« неразрушающими методами 491, 493 —•
Чувствительность методов и область
их применения 494
» неразрушающими методами внутрен-
внутренних и наружных дефектов 493—498
Контроль качества слитков и фасонных
отливок 497
Конусность на отливках 36, 37
Краски кокильные — Наполнители 272
*— используемые при литье алюминиевых
и магниевых сплавов 272
Краски противопригарные — Выбор рас-
растворителя 268, 269 — Седиментационная
устойчивость 268, 269 — Стабилизация
269
*-> быстросохнущие 268 — Выбор связую-
связующего 269
Краски' противопригарные водные для
покрытия литейных форм 268 — Опти-
Оптимальная вязкость 269 — Смачивающая
способность 269 —< Тиксотропные свой-
«-ства 268, 269
^ самовысыхающие -271
« самотвердеющие 269 — Составы и плот-
плотность 269, 271
с неорганическим связующим 269 »
•se Состав и плотность 270
о органическим связующим 269 — Ком-
Компоненты красок 270
Краски, снижающие шероховатость по**
верхности отливок из алюминиевых
сплавов 272, 273
¦=- из магниевых сплавов 272, 273
Кремний 136 — Химический состав кри-
кристаллического кремния 136
Коэффициент гравитационный 42]
*— затвердевания сплава 412
*- формообразования 424, 425
Коэффициент расхода — Зависимость! от
гидравлического радиуса стояков си-
системы Л—I 54; от длины коллекторов и
от отношения площадей поперечных се-
сечений коллектора и стояка 55; от напора
54; от температуры заливаемого распла-
расплава 55 — Конструкции литниковых си-
систем для определения значений коэффи-
коэффициента 52, 53 — Определение 52 — 55
» для мелкия отливок при заливке в ко-
кокиль 85
» литниковых чаш 55
е- приведенный 55
Латуни — Комплексное легирование 205 »
Механические свойства 210, 212 — Не-
Недостатки 210, 211 — Область примене-
применения 211, 212 — Технологические свой-
свойства 210, 213 — Физические свойства
210, 213 — Химический состав 205, 209
Латуни литейные в чушках 209 — Марки-
Маркировка 209 — Химический состав 210
«— двойные 204
е- двухфазные 205
*— однофазные 204
f— специальные 204
Лигатуры — Приготовление 309—3115 тем-
температурные режимы 310, 311 ¦» Требо-
Требования к лигатурам 153, 156
—< для приготовления магниевых сплавов
153
« для тугоплавких сплавов *— Химиче-
Химический состав и температура плавления
155
» медно-бериллиевые *=* Химический со-
состав 154
» медь *— фосфор <^» Химический состав
154
— на основе алюминия 153
*-» на основе меди и других цветных ме-
металлов 155
Литий — Химический состав и механиче-
механические свойства 143
Литье вакуумным всасыванием 407 — Вре-
Время затвердевания отливки 409 — Глу-
Глубина погружения кристаллизатора 409 --*
Оборудование 409, 410 — Расчет вен-
вентиляционных каналов 408, 409 — Ско-
Скорость вакуумирования форм 408 *— Схема
литья 408
Литье в гипсовые формы — Оборудование
398 — Общие положения 393, 394, 396 —
Оснастка для изготовления форм и
стержней 397, 398 — Особенности за-
заливки форм 396, 399 — Температура
заливки форм 396 — См. также Де-
Дефекты отливок, получаемых литьем
в гипсовые формы, Модели для изготовле-
изготовления гипсовых форм, Смеси для из го то еле-
522
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
ния гипсовых форм, Формы гипсовые
Литье в керамические формы, изготовлен-
изготовленные по постоянным моделям — Заливка
форм 393 — Оборудование 393 — Общие
положения 389, 390 — Особенности из-
изготовления форм 390 — См. также Де-
Дефекты отливок при литье в керамические
формы, Оборудование для изготовления
керамических форм, Смеси для изготов-
изготовления керамических форм
Литье в кокиль — Классификация кокилей
328, 329 — Кокильные покрытия 332,
333 — Конструкция литейной формы
328—332 — Номенклатура получаемых
отливок 327 — Особенности технологии
литья цветных сплавов 334 — Преиму-
Преимущества и недостатки 327 — Специальные
технологические приемы 335
Литье в оболочковые формы — Общие
положения 374 — 377 — Стержни (клас-
(классы сложности) 377, 381 — 383 — Схема
технологического процесса 377 — См.
также Смеси песчаносмоляные
Литье выжиманием 410, 412, 413 — Допу-
Допустимая скорость подъема металла в фор-
форме 412 — Изготовляемые отливки 410,
411 — Основные технологические пара-
параметры 411, 412 — Способ Ю. А. Кара-
ника 413, 415 — Схема литья 411 — См.
также Дефекты отливок при литье
выжиманием
— при плоскопараллельном сближении
полуформ 411 — Скорость сближения
полуформ 412
— при повороте полуформ вокруг непо-
неподвижной оси 411 — Скорость поворота
подвижной полуформы 412
Литье по выплавляемым моделям 352,
353 — Заливка форм 374 — Литниково-
питающие системы 371 — 374 — Техноло-
Технологические особенности 374
Литье погружением 415 — См. также Де-
Дефекты отливок при литье погружением
Литье под давлением — Общая характе-
характеристика способа 336, 337 — Особенности
технологии 337—339 — Рекомендуемые
давления подпрессовки для различных
групп отливок 340 — Силовые режимы
прессования 344, 345 — Температурные
режимы 342 — 344
Литье под низким давлением — Вентиля-
Вентиляция форм 403 — Выбор места и способа
подвода металла к отливке 403 — Выбор
режимов литья 404 — Гидродинамиче-
Гидродинамические режимы заливки формы 401 — 403 —
Давление газа при затвердевании от-
отливки 403 — Оборудование 404 — 406 —
Особенности литья различных сплавов
404 — Параметры технологического про-
процесса 401 — Схема литья 401 — См.
также Дефекты отливок при литье под
низким давлением, Металлопровод при
литье под низким давлением
Литье с кристаллизацией под давлением
423—428 — Влияние давления прессо-
прессования на прочность сплава 426 — Изго-
Изготовляемые отливки 423, 424 — Основные
технологические параметры 425, 426
Состав и качество покрытий пресс-форм
426, 428 — Схемы прессования 424 —
См. также Дефекты отливок при литье
с кристаллизацией под давлением
Литье с направленной кристаллизацией —
См. также Дефекты отливок при литье
с направленной кристаллизацией
*~ при нагреве формы и регулируемом
перемещении кристаллизатора 417, 418
•— при направленном теплоотводе 418, 419
— при непрерывном подводе к фронту
затвердевания новых порций металла
415—417 — Скорость опускания формы
415, 416
Литье с противодавлением 405, 406 — Ис-
Исходное рабочее давление газа 407 —
Схема литья 407 — Температурные ре-
режимы литья 407 — См. также Дефекты
отливок при литье с противодавлением
Литье центробежное 419 — Выбор рас-
расположения оси вращения изложницы
420, 421 — Используемые формы 419,
420 — Область применения 422, 423 —
Преимущества 420 — Скорость враще-
вращения 421, 422 — См. также Дефекты
отливок при центробежном литье
Лом и отходы цветных металлов 153 —»
Классификация 156
Магний 13! — Физико-механические свой-
свойства 131 — Химический состав 132
Манипуляторы для выполнения транспорт-
транспортных операций и загрузочно-разгрузоч-
ных работ 430
— для смазывания пресс-форм 349, 352 —
Технические характеристики 350
— для удаления отливок 352
Марганец 135 — Химический состав 134
Масса отливки номинальная 11
Мастики безводные 258
Материалы высокоогнеупорные и высшей
огнеупорности — Характеристики 252—
254
— графитовые 249 — Характеристики 250
— для пропитки отливок 489
•— для пропитки отливок анаэробные 489—
491
— огнеупорные 249
— связующие — Группы 249, 255 — Клас-
Классы 249, 255 — Марки 256 — Обозначе-
Обозначения 255
— связующие для керамических форм 390
— смазочные 345 — Составы 346
•— теплоизоляционные: волокнистые 260;
зернистые и ячеистые 259; сложные
260, 261; со смешанной структурой
260, 261; строительные (классификация)
2/158, 259
— формовочные 233
— 'формовочные для получения оболочек
259, 361 — 369 — Используемые: свя-
связующие 361; исходные связующие 364 —
Количество воды 361 — Основа формы
(порошка) 361 — Свойства 363 — См.
также Добавки, Растворители органи-
органические
— шихтовые — Характеристики 163
Машина двухпозиционная для изготовле-
изготовления оболочковых полуформ 386
— литья под давлением 360 фирмы 349
Машины для изготовления оболочковых
стержней 386, 387
*- для литья под давлением 345 — Вспо-
Вспомогательное оборудование 345, 346 —•
Раздаточные печи 346
*- для лить я под давлением с горизонталь-
горизонтальной холодной камерой прессования 345,
347
•»- для литья под низким давлением —
Технические характеристики 406
•»- дробеочистные 436
— кокильные: однопозиционные 334; по*
воротные 335; с поворачивающимся
или наклонным кокилем 335
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
523
да литейно-выжимные — Технические ка-
рактеристики 413
¦» литья с противодавлением « Техниче-
Технические характеристики 408
¦» очистные 436
«ч шлифовальные о гибким валом элек-
электрические ручные — Технические ха-
характеристики 442
» шлифовальные электрические ручные
441
Медь 131* 132, 135 ^ Химический состав
133
Металл жидкий — Максимально допусти-
допустимый расход 76 — Распределение скоро-
скоростей в круглом канале 56 — Режим
движения в каналах литейной формы
55—57 — Структура потока при пере-
перекоде ламинарного режима в турбулент-
турбулентный 56 — См. также Т урбулентность
потока допустимая
Металлоприемник для нижней литниковой
системы с несколькими стояками «
Конструкция 79
Металлопровод для литья под низким
давлением 403, 405 *— Конструкция 403*
404
Металлы легирующие — Свойства 152
*— легкоплавкие чистые — Свойства 151
в редкоземельные 150, 153 — Физические
свойства 150
ен тугоплавкие 144 —149
— тугоплавкие чистые 152
Микроинтерферометры для контроля шеро^
ховатости поверхности отливок 502
Миксеры вакуумные 285
*- индукционные канальные 285
*г- раздаточные для электромагнитной до-
дозировки цветных сплавов 288, 289
Модели выплавляемые — Выплавление
369, 371 — Изготовление в пресс-формах
357, 360 — Сборка в блоки 357, 359 ¦¦
Способы удаления 370
«^ для изготовления гипсовых форм! воско-
восковые 397, 399; деревянные 397, 398;
постоянные 397
Моделирование движения неметаллических
включений в литниковых системах 125—*
127 •— Материалы для имитации движе-
движения 126
*— динамики потока в литниковых кана-
каналах и рабочей полости формы 127
•- литейных процессов — Изготовление
моделей 127, 128
» литниковых систем 122—124 — Мас-
Масштабы моделей 124 — Определение ко-
коэффициента расхода 124, 125
Модификаторы — Назначение 156
•— для сплавов: алюминиевых 160; магние-
магниевых 161; медных 162
Модифицирование расплавов 156, 302
Молотки рубильные пневматические вибро<*
защищенные 440
Надписи иа отливках 32
Наполнители для холоднотвердеющих сме-
смесей — Состав и свойства 251
— опорные сыпучие 371 — Содержание
компонентов, назначение 370, 371
•- опорные твердеющие 371 — Содержа-
Содержание компонентов 371
— при вибрационной очистке 442, 444
Напуски технологические 28, 88
Никель 135, 136 — Химический состав 135
— кристаллический — Химический со-
состав 136
Ниобий 145 — Химический состав ниобие-
вых штабиков 146
*- в слитках— Химический состав 147
Нихрома 213, 214 — Достоинства и об-
область применения 213
«* двойной 214
Облицовки из песчано-глинистой смеси 271
ь- из сыпучих песчано-смоляных смесей
271, 272
Оболочки экзотермические 105, 106 — Раз-
Размеры 107, 108 — Схемы установки иа
прибылях 106
Оборудование, применяемое на очистных
операциях 431, 432
Обработка термоциклическая отливок 450
Обработка термическая отливок высокоточ-
высокоточных из алюминиевых сплавов — Ста-
Стабилизирующие режимы 458
*=> из алюминиевых сплавов 447, 448 —*
Закалка 448, 449 — Закалка с после-
последующим искусственным старением 448,
449 — Закалка с последующим ста-
стабилизирующим старением 450 — Искус-
Искусственное старение 447 — Оборудование
459 — Отжиг 447, 448 — Режимы 451 —
456
« из магниевых сплавов — Виды обра-
обработки 460, 461 — Оборудование 461,
463 — Область применения 460 — Ре-
Режимы 461—463 — Характерные осо-
особенности 459, 460
¦=— из тяжелых цветных сплавов 461
Образцы для механических испытаний
492, 493
Обрезка 433—435 — Применяемое обору-
оборудование 433, 535, 435
*— прибылей, литников и выпоров на
отливках из тяжелых цветных сплавов
435
¦« прибылей на крупных отливках 435
& прибылей на отливках массой более
100 кг при их массовом производстве
435
Обрубка отливок 439, 440
Окантовки — Назначение 33
*— односторонние и двухсторонние при
литье в песчаные формы 33 — Размера
34
Оксидирование химическое отливок из алю-
алюминиевых, магниевых, медных и цинко-
цинковых сплавов — Составы растворов 466ц
467
Олово 136, 137 — Химический состав 138
Операции финишные 429 — Классифика-
Классификация 430—432
Опоки литейные — Требования к опокам
и их материал 265
*- для изготовления гипсовых форм по
восковым моделям 398
Оснастка технологическая — Назначение
263, 264 — См. также Комплекты мо-
модельные, Опоки литейные, Плиты мо-
модельные, Плиты сушильные. Скобы цен-
центрирующие, Штыри центрирующие
Отклонения предельные коробления эле-
элементов отливок 11, 12 — Степень ко-
коробления 11
*— массы отливок II
— массы отливок верхние 13
Отливки — Группы отливок: по их высоте
71, 72; по технологии изготовления 72;
по сложности 7, 8 — Категория ответ-
ответственности 7 — Классификация по слож-
сложности конфигурации и способу заливки
73, 74 — Конструирование элементов
(см. Зубья литые» Полости, Радиусы
524
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
закругления, Ребра жесткости, Резьбы
литые, Сопряжения) — Назначение тех-
технических требований 7 — Определение
параметров 75 — Разгрузка углов скоп-
скопления металла 27—29 — Специальные
требования 20 — Схемы расположения
в форме 72 — Толщина стенок 22—24
Очистка поверхности отливок — Виды об-
обработки 435 — Галтовка 439 — Исполь-
Используемое оборудование 435, 436 — Очист-
Очистные машины 436
— гидроабразивная алюминиевых в мед-
медных отливок 435, 438
— дробеструйная и дробеметная — Ис-
Используемое оборудование 435—437
— химическая и электрохимическая 444,
446, 447
Пасты натирочные — Состав при литье
медных, алюминиевых и магниевых спла-
сплавов 271
Пемза шлаковая 260
Пенообразователи — См. Вещества поверх-
постно-активные
Перемычки 33, 34 — Минимальная тол-
толщина 34
Переплавка отходов сплавов алюминиевых
и магниевых 312, 313
— никелевых, медных и медно-никелевых
313, 314
—' тугоплавких 313
— цинковых и легкоплавких 314
Перлит вспученный 259, 261 — Марки
260 — Термическая обработка 260
Пески формовочные 233 — Зернистость
234 — Классификация 234 — Методы оп-
определения свойств 235—238 — Наиме-
Наименования песков и их марки 234 — Свой-
Свойства 235—238 — Состав 234
— необогащенные 234
— обогащенные 233
Песок аглопиритовый 259
кремнезитовый 260
— шунгезитовый 260
Печи аэродинамического подогрева — См.
Установки рециркуляционные типа ПАП
*¦— дуговые — Технические характеристи-
характеристики 293
— дуговые прямого, смешанного, плаз-
плазменного и оптического нагрева 293;
однофазные 293, 294
— индукционные — Преимущества 285
Печи плавильные — Классификация 278—
280
— дуговые вакуумные — Тигель печи 294
•— дуговые вакуумные: горнисажные 294а
295; с охлаждаемым кристаллизатором
294
— индукционные вакуумные — Вмести-
Вместимость 290 — Технические карактери»
стики 293 — Типы 290 — Футеровка
тиглей 292, 293
—- индукционные вакуумные 290: пово-
поворотные 290, 291 полунепрерывного
действия 291» 292 прямого нагрева
и периодического действия 290; с хо-
холодным тиглем 291
— индукционные канальные — Область
применения 286 — Технические харак-
характеристики 286, 287
— индукционные канальные с замкнутым
магнитопроводом 285 — Технические
характеристики 28
— индукционные тигельные — Конструк-
Конструктивные особенности 286, 287 — Прин-
Принцип работы 286 — Стойкость тигля
288 — Технические характеристики
287, 288 — Футеровка тиглей 287
¦« индукционные тигельные без замкнуто-
замкнутого магнитопровода 285, 286
¦— электронно-лучевые 295—297 — Исход-
Исходная шихта 295 — Преимущества 295 —
Технические характеристики 296
•=• электронно-лучевые с плосколучевыми
пушками 298
¦» электрические 278, 279, 281 индукцион-
индукционные 279; сопротивления 279; специаль-
специальной конструкции 280
— электрошлаковые 297—300
Печи пламенные отражательные 282
—- тигельные — Материал тигля 280—
282 — Обмазки тиглей 282 — Преиму-
Преимущества и недостатки печей 281 — Топ-
Топливо 281
Печи раздаточные — Рекомендуемая вме-
вместимость 346
Печи сопротивления камерные 282, 284,
285 — Технические характеристики 284
•— плавильно-раздаточные — Технические
характеристики 283
«— тигельные 282
— тигельные для плавки и раздачи алю-
алюминиевых сплавов — Технические ха-
характеристики 283
Печи шахтные: камерные методические
463; с принудительной циркуляцией 459
Печь дуговая плазменная — Техническая
характеристика 295
Пила дисковая 435
Пилы ленточные 434
Питатели — Всасывающий эффект 60,
61 — Неравномерность действия 61, 62
— нижних литниковых систем — Расчет
78, 79
Плавка — Классификация 278 — Моно-
и полипроцессы 27 — Определение
277 — Схема системного анализа плавки
'277 — Температурные интервалы плавки
цветных сплавов 278
— баббитов 308. 309
— вольфрама 306
— кадмия 309
*— латуней 306
«— молибдена 305
¦=• монелей 307
— нихромов 307
— титана 304, 305 — Порядок загрузки
шихты 304, 305
¦— хромелей 307
— цветных металлов и сплавов — Взаимо-
Взаимодействие металлов и сплавов с материа-
материалом футеровки 301 — Группы металлов
и сплавов по характеру взаимодей-
взаимодействия с кислородом 300 — Давление
паров металлов 300, 301
Плавка сплавов алюминиевых — Легирую-
Легирующие элементы 302 — Окисление сплавов
302 — Очистка тигля 303 — Порядок
загрузки шчхты 302, 303
— алюминиевых сложнолегированиых
с высоким содержанием магния 303
— антифрикционных на основе олова 308
— магниевых — Защита струи расплава
от окисления 303, 304 —Порядок за-
загрузки шихты 303 — Способы плавки
303
— магниевых с редкоземельными метал-
металлами, торием и кальцием 304
— медных 306
— на основе олова 308
— никелевых 306, 307 — Модифицирова-
Модифицирование 307 — Применяемые печи 306 —
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
525
Флюсы 306 *-» Шихтовые материалы
306, 307
— никелевых жаропрочных 307
—¦ ииобиевых 305, 306
» типографских 309
*** тугоплавких 304
*— цинковых 308
Пластины из стержневых смесей для легкое
отделяемых прибылей 110
Платики — Конструирование 34* 36
*— на вертикальных стенках отливки 35
«— на донышке отливки 35
Плиты модельные — Материалы 265
.— сушильные литые и сварные — Мате-
Материалы 265
Пневморегенерация песков и смесей 274
Поверхностно-активные вещества 361
Покрытия для литейных форм 267 — Выбор
дисперсионной среды 268 — См. также
Краски противопригарные водные, Пасты
натирочные
« для литейных форм огнеупорные свет-
светлые 268
¦¦ защитные кокильные 271, 272
¦» из жидкостекольных смесей 257
¦¦ пресс-форм при литье с кристаллизато-
кристаллизатором под давлением — Составы 426
в противокоррозионные отливок — Си-
Системы покрытий 467—469 — Требова-
Требования к качеству подготовки поверхности
464 — 466
«в» противокоррозионные отливок; из алю-
алюминиевых сплавов 464, 465; из магние-
магниевых сплавов 465, 466; лакокрасочные
465
—¦ противопригарные для стержней 269
¦¦ разделительные: для горячей оснастки
257; для опрыскивания модельных
плит 257; жидкие 257; используемые
многократно 256; разовые 256, 257
¦* разовые 256
¦— электродные 486
Полости — Виды 28 •• Выполнение поло-
полостей 283
— в отливках* получаемых литьем под
давлением 30
¦* с малыми выходными отверстиями 30
Пористость отливок — Балл пористости
503, 504 — Оценка по макрошлифам
503 — Схема заливки технологической
пробы 503
Порошок совелитовый 261
Прессование изостатическое горячее 487|
488
Пресс-формы — Материалы 261? 262 «
Стойкость* расчетные значения стойко-
стойкости 345
*- для изготовления выплавляемых- моде-
моделей — Классификация 358, 359
Приборы для контроля шероховатости ме-
методом световых и теневых сечений 502
Прибыли 43 — Классификация 85—87 —•
Конструктивное построение 99 — Опре-
Определение размеров упрощенным методом
99, 100 — Разновидности сечений 85,
86, 90—92 — Расположение (установка)
прибылей 85, 87, 88, 92 — Расчет 88,
92, 95—99 — Соединение с отливкой
99 — Соотношение размеров 101, 102 —*
Требования к прибылям 87, 88
¦— круглые — Номограмма для определе-
определения размеров 96, 98, 99
— легкоотделяемые — Конструкция 11Q «
Схемы 109
— обогреваемые экзотермическими сме-
смесями 104—106
« плоские — Номограмма для определе-
определения размеров 96, 97, 99
¦¦ прямого действия и бокового питания
109
« работающие под атмосферным, газовым
и воздушным давлением 106, 109, 11Q
•*- теплоизолируемые 100—104
Припуски на обработку отливок резанием —
Назначение 9, 11 — Определение расче-
расчетом 39
^- дополнительные 12
*- общие 12
>— основные 12, 14
Припылы разделительные 256, 257
Присадки защитные 258
Проба технологическая для качественной
оценки загрязненности расплава водо-
водородом и тонкодисперсными взвесями —*
Схема заливки 504
Производство отливок из цветных сплавов.
Требования безопасности при изготов-
изготовлении форм и стержней 510, 511
es при лить е по выплавляемым моделям
и в гипсовые формы 512, 513
^ при плавке 511, 512
» размеров 9 — Расположение полей до-
допусков 9, 10
¦зэ смещений от номинального положения
элементов отливок по плоскости разъ-
разъема формы 11
Пропитка отливок — Назначение 488 —
Пропиточные материалы 489, 49Q
&- из медных сплавов 489
¦s* комбинированная методом «вакуум »
давление» 488, 489
Профилографы — Принцип действия 501
Профилометры оптико-механических уст»
ройств 501, 503
Прутки присадочные 485
ПСС-процесс 234
Радиусы закруглений — Определение по
графикам 26 — Ряд предпочтительных
чисел 26
¦¦ для внутренних углов 25
¦¦ для деталей, отливаемых под давлением
26
•=» при сопряжении стенок 24 — 26
Растворители для гидролиза этилсиликатов
в воде 390
¦зэ органические 361
ез применяемые при ультразвуковой очи-
очистке отливок 446
Растворы связующие органические для
керамических форм 367
Рафинирование расплавов 301, 302
Ребра жесткости отливок 27, 28
Регенерация отработанных смесей и пе«
ска — Выбор способа 273, 274 — Обо-
Оборудование 274, 275 — Схема процесса
при поступлении смесей гидрокамер 276
*— механическая холоднотвердеющих сме-
смесей 274
¦=• мокрая 274, 275
*- термическая 274
Резьба литая 30 — 32
Рейнольдса число — Максимально допу-
допустимые значения 57
Решетки выбивные 433
Роботы для зачистки отливок 430
**- для отрезки выпоров и прибылей 429,
430
— промышленные 429 — Схема 430
Роботы-манипуляторы 350
Санитария производственная при литье
Б26
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
цветных сплавов — Основные вредные
вещества, выделяющиеся прн отвержде-
отверждении и термодиструкции стержневых
смесей 507 — Токсикологическая харак-
характеристика металлов: ПДК в воздухе и
питьевой воде 507—509 — Факторы, оп-
определяющие действие вредных веществ
на организм человека 506, 507
Свинец 137 — Химический состав 139
Сетки фильтровальные 76, 77
Силумин в чушках 166
Системы литниковые — Вентиляционные
каналы 342, 343 — Выбор способа и
места подвода расплава в форму 66,
67 — Выбор типа и конструкции 65 —
Гидравлика системы 46 — Конструктив-
Конструктивные размеры 54 — Обеспечение запол-
няемости формы 62 — Подвод ' металла
к отливкам различной конфигурации
342 — Расчет и конструирование 63—
65, 80, 339—341 — Рекомендуемые со-
соотношения площадей сечения стояка,
коллектора и питателя 71 — Скорости
течения расплава 63 — Устранение раз-
разрежения 60, 61 — Элементы системы 43
— боковая 44, 45, 81
— вертикально-щелевая 44—46
— верхняя 43, 44, 80
— для заливки форм: под напором стояка
43—46; песчаных форм 70, 71
— комбинированная 44—46
— нижняя 44, 45 — Расчет и конструиро-
конструирование 75—79
— при литье в кокиль 81—85
— при литье в оболочковые формы 83—85
— с дросселем 84
— с подводом расплава к форме через
прибыль с перегородкой 67
— с суживающимся каналом 62
— ярусная 44, 45 — Особенности расчета
81 — Режимы заполнения формы 45
Скобы центрирующие 265
Смазки разделительные — Составы 392
Смеси для изготовления форм: гипсовых
397; керамическим по постоянным моде-
моделям 390
— жидкие самотвердеющие 245
— на эт"илсиликатном связующем 390
— песчано-глинистые 233, 242, 243 —
Типовые составы 244
— песчано-жидкостекольные 242, 243, 245
— песчано-жидкостекольные самотвердею-
самотвердеющие 243
— песчано-масляные (стержневые) 247, 248
— песчано-смоляные 245, 246: для оболоч-
оболочковых форм 378—380, 384; жидкие
277; на основе термореактивных смол
384; стержневые 381—383
— песчано-цементные 245, 246
— плакированные 245
— пластичные самотвердеющие 245, 247
— сыпучие 245 — Состав 246
— формовочные: гипсоасбестовые 396; гип-
гипсовые 396, 397
— формовочные графитовые 255: для обо-
оболочковых форм 389; для разовых форм
— холоднотвердеющие 246, 387 — Состав
246, 247, 249
— экзотермические — Составы и приготов-
приготовление 104, 105
Смесители непрерывного действия 387
Смолы синтетические 245
— термореактивные 374
Сопряжения — Соотношения толщин стенок
на сопрягаемых участках 24 — Степень
замкнутости 25 — Углубления в местах
сопряжения стенок 25
*- двух стенок: параллельных 24; L-об-
L-образных 24, 25
т- Т-образные трех стенок 25, 26
•— четырех стенок 25, 26
Составы анаэробные для уплотнения от-
отливок 490 — Капиллярный эффект 490*
491
« модель ные *- Группы 356, 357 — Мар-
Марки 354, 356 — Классификация 353*
356, 357 — Свойства 354—356
•— разделительные 385
Сплавы алюминиевые — Классификация
168 — Область применения 173, 178—
183 — Особенности 173 — Свойства
172—177, 179—181 — Химический состав
сплавов четырех групп 169—171
— алюминиевые в чушках 171, 172, 178
— вольфрама 194, 196
— магниевые литейные — Недостатки
187 — Область применения 191, 192 «*
Особенности сплавов 186 — Свойства
188—193 — Химический состав 185
—- магниевые литейные в чушках — Хими-
Химический состав 186 — Маркировка 187
— медно-никелевые (коррозионно-стойкие)
216 — Область применения 216, 219,
221 — Свойства 220, 221 — Химический
состав 220
— медные 197
— на основе: молибдена 196; олова и
свинца 228, 229; хрома 196, 197
— никелевые 212 — Комплексное легиро-
легирование 213 — Область применения 214г—
216
— никелевые: жаропрочные 212, 216,
218, 219; жаростойкие 212, 215. 217;
магнитные 214, 217, 219; с молибденом
и железом 214
— свинцово-сурьмянистые 231
— свинцово-сурьмянистые в чушках 231
— системы 231
«— титановые 193 — Свойства 195, 196 —
Химический состав, структура, об-
область применения 194
— тугоплавкие 193
— цинковые 221, 224 — Область примене-
применения 225, 226 — Свойства 224, 225 —
Химический состав 222
— цинковые: антифрикционные 222, ¦ 224,
227, 228; антифрикционные в чушках
223; в чушках 223, 226, 227; при литье
под давлением 227
Способы литья специальные — Классифи-
Классификация -323—325 — Область применения
различных способов 324—326 — Техно-
Технологические возможности различных спо-
способов 325
Стаканы экзотермические составные круг-
круглые и овальные 107, 108
— цельные круглые и овальные 107
Станки зачистные 443
— обдирочные-шлифовальные 444
Станок ленточнопидьный горизонтальный
436
Столы очистные дробеметные 438
Стояки — Идеальный профиль и его урав»
нение 60, 61 — Максимально допусти-
допустимые скорости потока 78 — Определение
фактической расчетной скорости течения
расплава 76, 77 — Рекомендуемые раз-
размеры в нижнем сечении 72
— для нижней литниковой системы —
Определение суммарной площади сече-
сечения и числа стояков 77, 78
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
627
^- зигзагообразные 76* 77
Сурьма 144, 145
Суспензии для изготовления керамических
форм 367, 369, 390 — Составы 391, 392
ш~ со связующим из ЭТС — Классифика-
Классификация 368
Тантал 149, 150 — Механические свойства
150
Технологичность конструкции заготовки
20, 21
«- литой детали 39 — Повышение жест-
жесткости 39 — Снижение металлоемкости
41
в=» литой детали при литье: под давлением
и кокиль 40, 41; в песчаную форму 41
Технология литейная — Разработка 112—*
114
Течеискатели 499 *— Основные параметры
500
*- гелиевые 499, 500
Тигли графитовые — Размеры 317
Титан 139, 141 — Химический состав 140
Толщина стенки отливки — Определение
22—24
Точность масс отливок 17
*- отливок: геометрическая 8; размерная
8, 17; титановых 12, 16
Трубка литниковая 415 — Размеры попе-
поперечного сечения 416
Увлажнители смесей 384
Угар элементов при плавке цветных спла-*
вов 164, 165
Узлы питания отливок 88, 89
Уклоны отливок — Назначение 36, 37
•— формовочные на знаковых частях стерж-
стержня 120
Усадка литейная 116
Установка для литья колеа компрессора
вакуумным всасыванием 409
«• для литья методом последовательно
направленной кристаллизации 416
«- для определения герметичности литых
образцов 499
¦* для определения расхода металла 125
» литья под низким давлением 405
** литься под электромагнитным давле-
давлением 405, 406
¦¦ термоэнергетическая для снятия заусен-
заусенцев 446
—^ типа «Сплав-1» 497
¦» электронно-лучевая для переплава ти-
титановых отходов 297
Установки автоматические и полуавтома-
полуавтоматические для изготовления оболочковых
полуформ 385, 386
•- для центробежного электрошлакового
литья 299, 300
¦* для электрошлакового литья в кокиль
299, 300
¦** Дозирующие электромагнитные 289—291
** Дуговые плавильно-заливочные 295
¦- плавильные для плавки тугоплавкий
сплавов 296
¦¦ плавильные, электронно-лучевые о од-
одной электронной пушки 297
— рециркуляционные типа ПАП 458. 459*
461, 463
— электро гидравлические 432—434
стави#
Ферровольфрам 146 ^ Химический состав
Флюсы 156] для магниевых сплавов 159;
для никелевых сплавов 160; покровные
157, 158; рафинирующие 157, 158; ре-
рекомендуемые при центробежном литье
медных сплавов 423
Формы гипсовые — Изготовление: по во-
восковым моделям 398, 399; по постоянным
моделям 398
Формы керамические -~ Изготовление с ис-
использованием промежуточной модели
392 — Материалы 249 — Особенности
изготовления 393
*- комбинированные 392, 393
— однослойные 392
Формы литейные -— Определение параме-
параметров 75
Формы оболочковые — Классификация
361—363 — Технология изготовления
359, 369, 385—387
•- двухслойные — Электрофоретический
способ изготовления 359—361
«^ изготовленные: из песчано-смоляных
смесей 387; наддувом 385; прессованием
384, 385
*- многослойные 359
Формы песчаные 58
Холодильники 45, 110—112 -—> Назначение
265
*~ внутренние — Материалы 110, 265
*— наружные 265
Хром 144 — Марки 145
*— первой категории качества 146
Цинк 136 — Примерное назначение 137
— технический — Свойства 137
Цирконий 149
Чаша литниковая — Выбор и объем чаш
67, 68 — Размеры 7
в^ с Двумя порогами и двумя перегород-
перегородками 69, 70
•*- с порогом 68, 69
Чертеж: литой детали 38, 39, 113; отливки
113, 116; элементов литейной формы
115—118, 121
Чугуны для рабочих стенок кокиля 26 h
263
Шероховатость поверхности отливок —
Оценка бесконтактным методом 501—¦
503; измерением контактными способами
501, 502; методом измерения микропро-
микропрофиля поверхности 502, 503; при визуаль-
визуальном осмотре и сравнении с эталонной
отливкой 501, 502
¦- в зависимости от способов литья и из-
изготовления форм 19, 20
Шихта для выплавки бронз 166, 167
*~ металлическая 166, 167
Шихта. Расчет состава — Необходимые
исходные данные 156 — Расчетный со-
состав 160 — Примеры расчетов 160—163
¦¦— аналитический 163, 166
•— арифметический 166
Шлакосборники 69
Шоу-процесс 394
Штыри центрирующие 265
Электропечи барабанные 285
— раздаточные 284, 285, 289
^- камерные о принудительной циркуля-
циркуляцией 459
Электропечи-миксеры 284, 285, 288
Эталоны шероховатости 501
Ящики стержневые 385. 264