



















































































































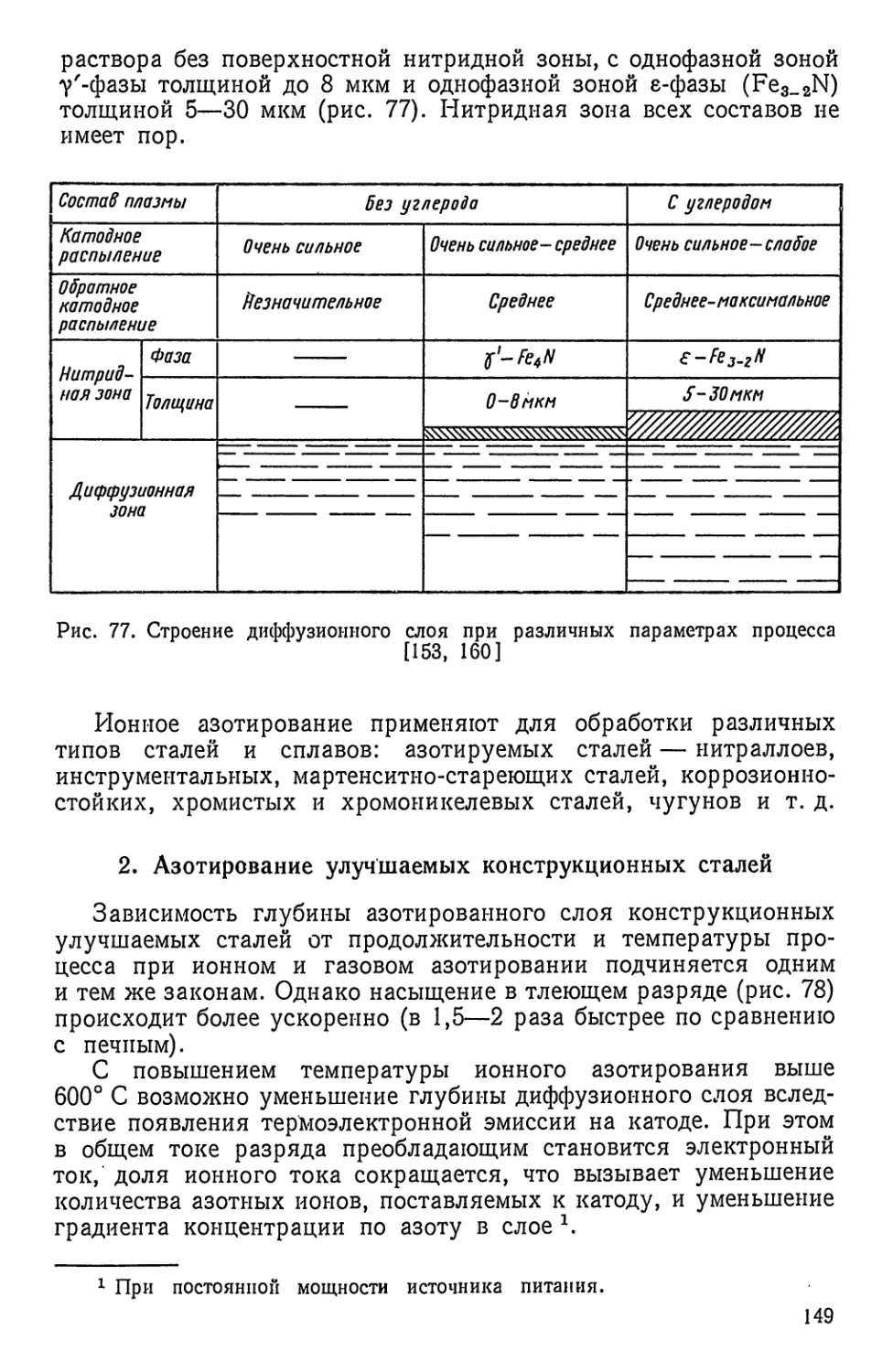





























































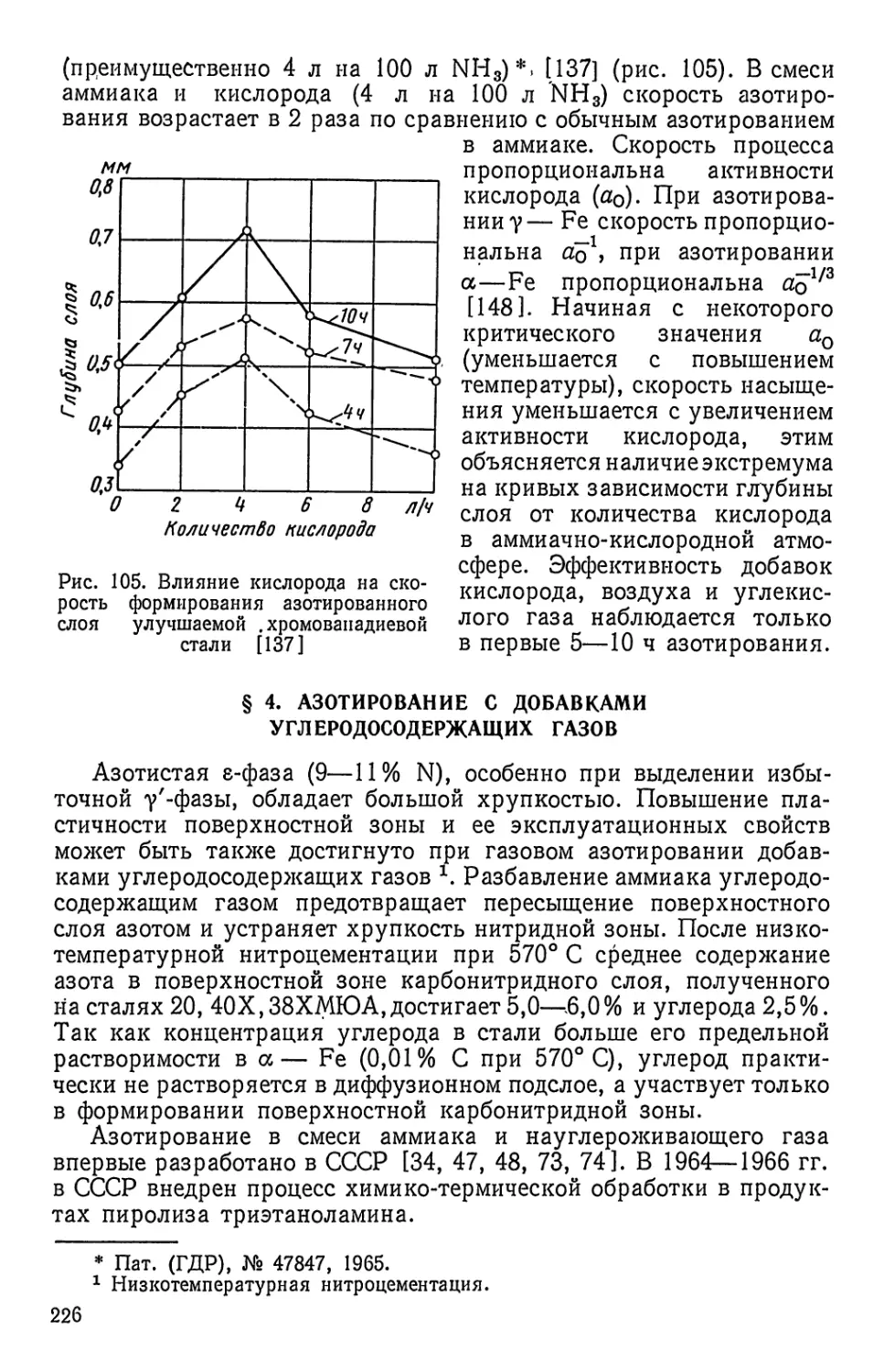
































Текст
АЗОТИРОВАНИЕ
СТАЛИ
СП4.51
Л12
УДК 621.785. 532
Рецензент канд. техн, наук Р. П. ШУБИН
Лахтин Ю. М., Коган Я* Д*
Л12 Азотирование стали. М., «Машиностроение»,
1976.
256 с. с ил.
В книге изложены теоретические основы и технология процесса
азотирования стали. Подробно рассмотрена технология азотирования
в газообразных и жидких средах, показаны пути интенсификации про*
цесса, влияние различных технологических факторов на азотирование
конструкционных и инструментальных сталей. Приведены конкретные
примеры применения процесса для упрочнения деталей-машинострои-
тельного производства. Обобщены исследовательские работы по совер*
шенствованию процесса азотирования. Большое внимание уделено
новым видам процесса: азотированию в тлеющем разряде, высокотем-
пературному азотированию.
Книга ^предназначена для широкого круга специалистов-металлове-
дов, работников лабораторий, термических цехов машиностроительных
заводов и научно-исследовательских институтов, специализирующихся
в области химико-термической обработки.
© Издательство «Машиностроение», 1976 г.
ВВЕДЕНИЕ
Первые сведения об азотировании могут быть отнесены ко вре-
мени постройки Делийской колонны (415 г. н. эры), высокую
коррозионную стойкость которой объясняют наличием тонкой
поверхностной нитридной пленки х.
Первые систематические исследования процесса азотирования
были проведены в 1905—1914 гг.
В 1905—1908 гг. была установлена возможность взаимодействия
железа с аммиаком, обнаружено повышение поверхностной твер-
дости и коррозионной стойкости железа и стали при нагреве
в атмосфере аммиака [7, 45].
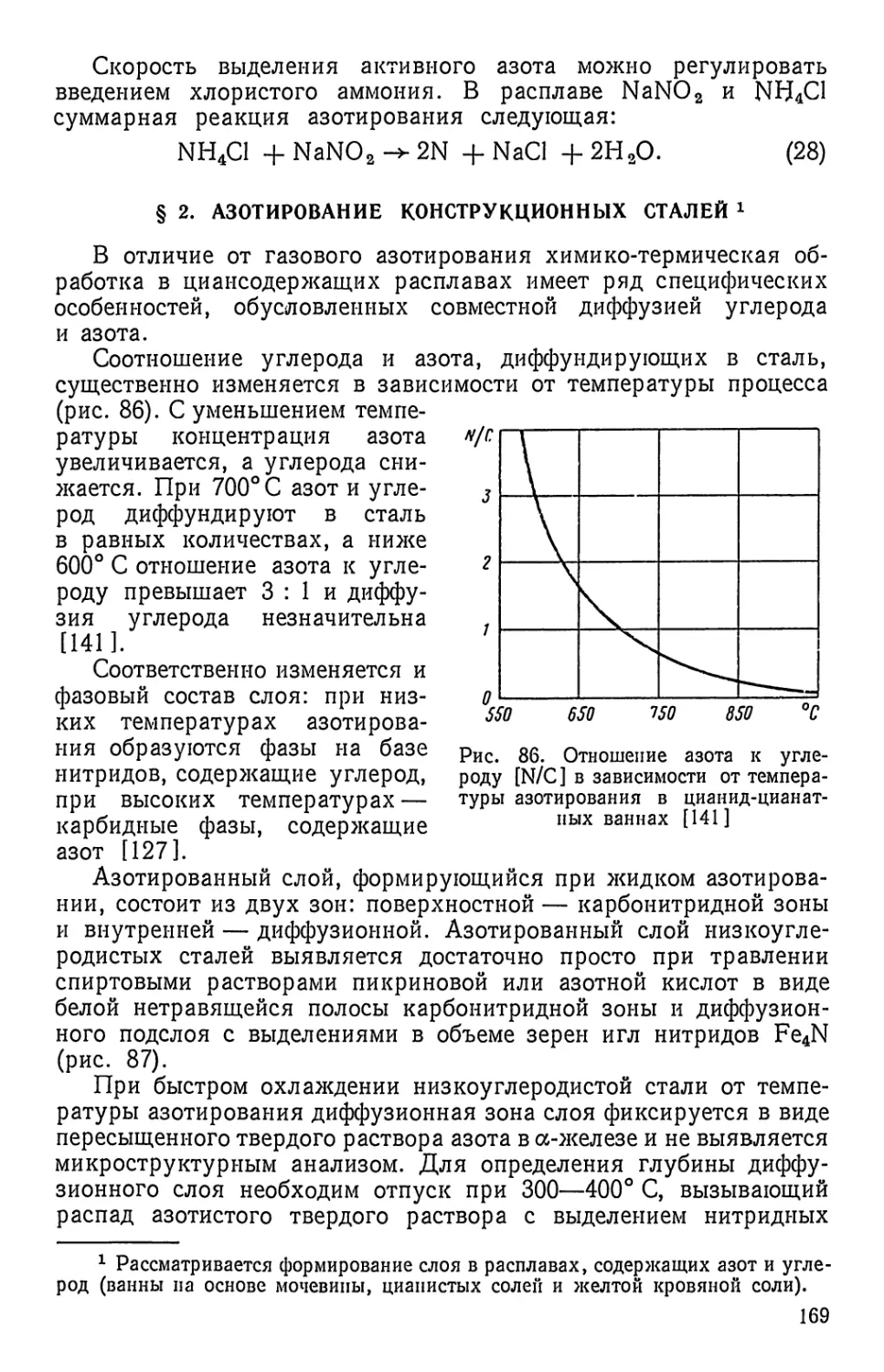
Кинетические закономерности процесса азотирования, струк-
тура и свойства азотосодержащих сплавов железа впервые под-
робно изучены русским академиком Н. П. Чижевским в 1907—
1914 гг. [124].
В работах Н. П. Чижевского были даны рекомендации по
температурному режиму процесса и применению аммиака в качестве
насыщающего газа. Принципиальная схема лабораторной уста-
новки Н. П. Чижевского и принятая им методика проведения
экспериментов явились прообразом конструкторских решений
современного печного оборудования для азотирования и суще-
ствующей технологии процесса. Н. П. Чижевский определил
оптимальные температуры азотирования железа (450—600° С),
показал, что при температуре выше 800° С образования азотиро-
ванного слоя в атмосфере частично диссоциированного аммиака
не происходит. Им впервые детально проведены металлографи-
ческие исследования азотированного железа, установлено много-
зонное строение диффузионного слоя, на поверхности которого
формируется нитрид Fe2N, обнаружено после азотирования при
600° С существование слоя с концентрацией азота 2,02%, который
впоследствии был назван «браунитом». В работах Н. П. Чижев-
ского исследованы критические точки в системе железо — азот,
описаны свойства нитридов железа, марганца, алюминия;
1 Предполагают, что повышенное содержание аммиака в атмосфере в сочета-
нии с субтропическим климатом Индии, позволило получить на поверхности
колонны защитный слой нитридов железа.
3
прямым азотированием порошка алюминия получен нитрид
алюминия A1N.
Н. П. Чижевский впервые высказал мысль о возможности
термической обработки азотистого железа и показал, что сплавы
системы железо — азот можно обрабатывать аналогично спла-
вам системы железо — углерод с получением азотистого мартен-
сита.
Следующий этап развития процесса азотирования относится
к началу 20-х годов и связан с именем немецкого инженера Ад. Фри.
В 1923 г. Ад. Фри были предложены специальные азотируемые
стали (нитраллои), имеющие после насыщения высокую поверх-
ностную твердость [144]. Была создана гамма хромоникельалюми-
ниевых нитраллоев с высоким комплексом физико-механических
свойств [45, 129].
Разработка специальных азотируемых сталей определила широ-
кое распространение азотирования в промышленности для поверх-
ностного упрочнения деталей машин.
Применение азотирования оказалось экономически целесооб-
разным для повышения твердости, износостойкости, задиростой-
кости, для увеличения предела выносливости и коррозионной
стойкости сталей и сплавов.
Одновременно расширяются теоретические исследования про-
цесса. А. Фри в 1923 г. построил первую диаграмму железо — азот
[144], получил первые данные по растворимости азота в железе,
определил области существования нитридов Fe4N и Fe2N, показал
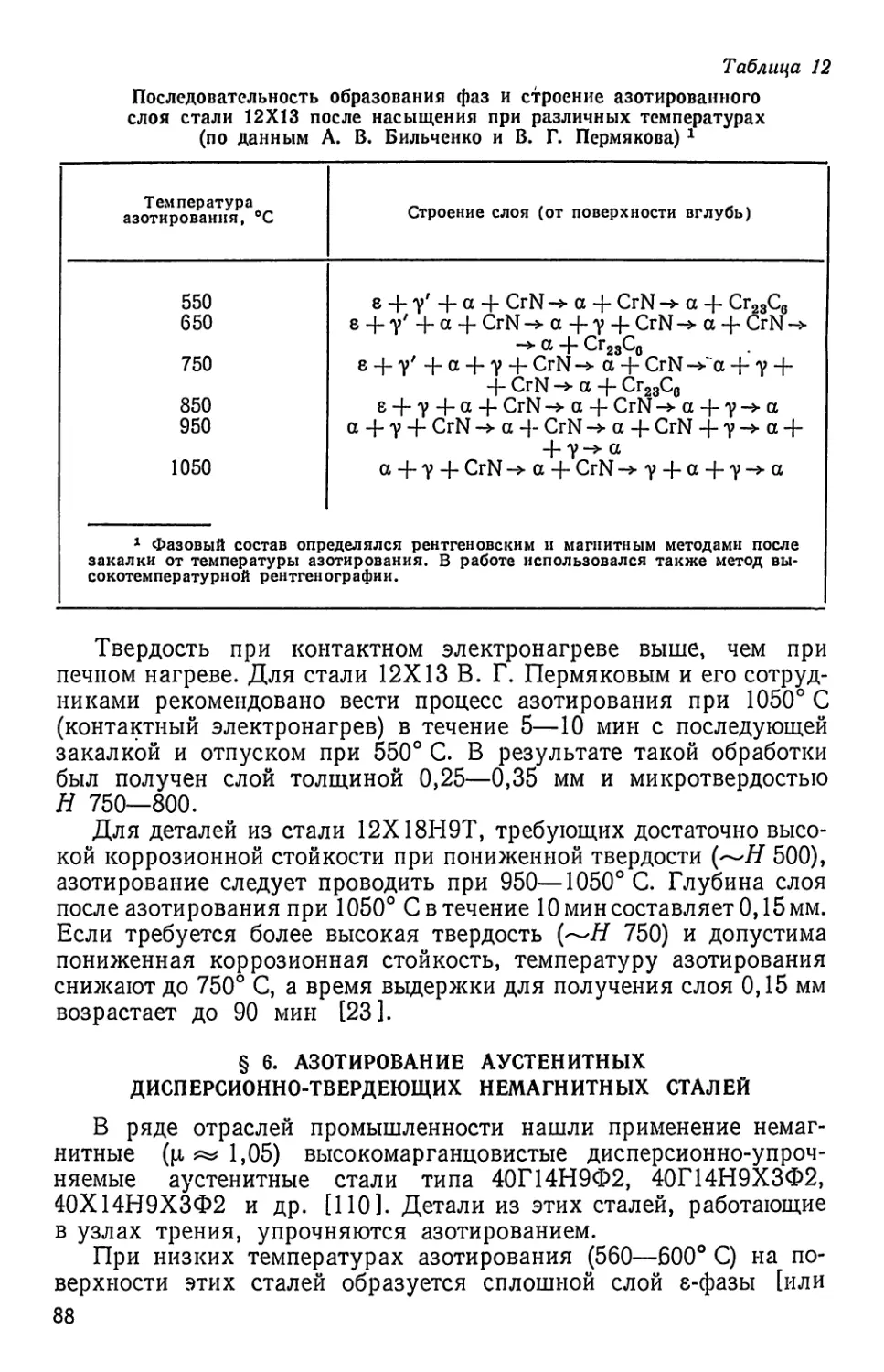
наличие магнитных и эвтектоидных превращений в железоазо-
тистых сплавах. Предложенные позже диаграммы Е. Лерера,
О. Айзенхута и Д. Каупа (1930 г.) содержали большую часть
характерных элементов диаграммы А. Фри [45].
Последней и наиболее достоверной считается диаграмма состоя-
ния системы железо — азот, построенная В. Паранийпом и др.
[178].
Пониманию процесса азотирования способствовали работы
Д. Кестера, исследовавшего процессы старения азотистого феррита;
А. Брамлея и Г. Турнера, исследовавших диффузию азота в аусте-
ните; Б. Бозе и М. Гаукиса, изучивших превращения переохлаж-
денного азотистого аустенита.
Б. Бозе и М. Гаукис построили диаграмму изотермического
превращения азотистого аустенита эвтектоидного состава и пока-
зали идентичность кинетики превращения в системах железо—азот
и железо — углерод, установили периоды решетки азотистого
мартенсита.
Растворимость азота в феррите подробно исследована В. Пара-
нийпом, Борелиусом и Н. С. Корни и Е. Т. Туркдоганом [126,
129]. Ю. М. Лахтиным [66] впервые определены диффузионные
константы при азотировании для различных фаз диффузионного
слоя. А. В. Смирнов дал термодинамический анализ возможных
реакций, протекающих при азотировании [129].
4
Промышленное освоение процесса шло по пути совершенство-
вания технологии, поисков новых насыщающих сред, интенсифика-
ции химико-термической обработки, улучшения свойств диффу-
зионных покрытий и расширения областей использования азоти-
рования.
Н. А. Миикевич, А. Н. Минкевич, И. Е. Конторович,
С. Ф. Юрьев, И. Ф. Афонский, О. И. Вер, Ю. М. Лахтин,
А. В. Смирнов, Д. А. Прокошкии, В. И. Просвирин, А. А. Юрген-
сон в СССР разрабатывали технологию промышленного варианта
процесса азотирования и оптимизацию его режимов.
И. Е. Конторовичем были изучены двух- и трехступеичатый
способы азотирования, сократившие общую длительность про-
цесса в 2—2,5 раза [129]. Им были впервые обнаружены зна-
чительные внутренние напряжения в азотированных изделиях
и даны рекомендации по уменьшению короблений. Исследова-
ния деформаций при азотировании выполнены С. Ф. Юрьевым
[130].
В. Д. Яхиииой, В. И. Просвириным, А. Н. Минкевичем было
разработано и внедрено в 1939 г. в производство антикоррозионное
азотирование как способ защиты стали от коррозии.
Для улучшения свойств азотированного слоя и повышения
экономической эффективности процесса А. В. Смирновым,
А. Н. Минкевичем и сотрудниками был предложен процесс азоти-
рования разбавленным аммиаком. Разбавление аммиака азотом
позволило уменьшить хрупкость и увеличить глубину диффузион-
ного слоя [118]. Простым и экономичным способом разбавления
аммиака является использование отработанных азотирующих
газов, для чего выход газа из одной печи соединяют с входом
в другую [66]. Для автоматизации газового процесса азотирования
в аммиаке и в смеси аммиака и азота А. В. Смирновым, В. В. Дем-
бовским, Л. В. Белоручевым и другими созданы автоматические
диссоциометры, регулирующие степень диссоциации аммиака
в печи по заданной программе [5].
Наряду с газовыми процессами был исследован и внедрен
в 1931 г. в СССР процесс азотирования в жидких средах [107].
В 30-х годах для жидкостного азотирования применяли в основном
расплавы цианистых солей и упрочняли этим способом инструмен-
тальные стали. Химико-термическая обработка повысила долго-
вечность инструмента в 1,5—4 раза. В 50-е годы в ФРГ предложен
новый вариант процесса жидкого азотирования («мягкое» азотиро-
вание, «тенифер-процесс») на основе аэрируемых цианид-цианат-
ных расплавов [127].
Этот процесс успешно применен для обработки широкой номен-
клатуры сталей: от конструкционных до жаропрочных.
С целью уменьшения токсичности жидкостного процесса пред-
ложены технологичные малоядовитые ванны на основе тиомочевины
(карбамида) и разработаны кратковременные процессы газового
азотирования [55].
5
Процесс кратковременного газового азотирования проводят
в аммиаке, в смеси аммиака и азота, аммиака и углеродосодержащих
газов (природного газа, эндогаза, экзогаза и т. д.).
Поиски источников активного азота привели к разработке про-
цесса азотирования в тлеющем разряде. Б. Бергхаузом был полу-
чен первый патент по стабилизации тлеющего разряда сильного
тока, и в 50—60-х годах началось промышленное освоение метода
в ФРГ, Франции и Швейцарии. В настоящее время разработаны
серии установок мощностью до 150 кВт, которые могут обраба-
тывать крупногабаритные детали длиной до 12 м. Применение
ионного азотирования позволило сократить продолжительность
технологического цикла в 2—5 раз, оптимизировать состав диффу-
зионного слоя, обеспечить технологически простую схему авто-
матизации процесса, улучшить качество азотированных покрытий
[72].
В СССР первая полупромышленная установка для азотирова-
ния в тлеющем разряде создана в МАДИ [72].
В настоящее время азотирование применяется в различных
отраслях промышленности для повышения эксплуатационной
надежности широкой номенклатуры изделий: гильз цилиндров,
коленчатых и распределительных валов, шпинделей металло-
режущих станков, штампового и режущего инструмента, деталей
турбин и т. д.
Значительно расширилась номенклатура обрабатываемых мате-
риалов. А. Г. Андреевой и М. Ф. Алексеенко [2], А. А. Юргенсо-
ном [126] был выполнен комплекс исследований по азотированию
жаропрочных и коррозиоиностойких сталей, положивших начало
внедрению этого процесса в промышленности применительно
к изделиям, работающим в условиях агрессивного воздействия
среды, износа и высоких температур.
Г. В. Самсоновым и Ю. М. Лахтиным с сотрудниками изучены
процессы высокотемпературного азотирования тугоплавких метал-
лов и сплавов. Поверхностное легирование азотом титана, молиб-
дена, ниобия, ванадия позволяет повысить их коррозионную
стойкость, износостойкость, жаропрочность и другие эксплуата-
ционные свойства и может быть рекомендовано для опробования
в промышленности [69]. Перспективно применение в различных
областях техники изделий из нитридов алюминия, бора, хрома,
ниобия и т. д., полученных азотированием [ИЗ, 114].
В настоящее время процесс азотирования проводят в ши-
роком диапазоне температур в различных насыщающих атмо-
сферах.
Предполагается называть азотирование ниже 600° С [ниже
точки эвтектоидного превращения диаграммы Fe—N ] низко-
температурным азотированием, выше 600° С — высокотемпера-
турным.
При низкотемпературном азотировании стали в различных
насыщающих средах происходит преимущественная диффузия
6
3. НикотрироВанир [nikotneren, nltemper- процесс] (прирадиационном нагреве)
4 Нитрон [ndrok] (при радиационное! нагреве).
5. и Марстрессингпроцесс.
6 Возможно азотирование в очищенном азоте
азота, а строение и фазовый состав диффузионного слоя опре-
деляются диаграммой состояния железо — азот. 1
При высокотемпературном азотировании стали [>600° С]
в качестве насыщающих сред используются только азот и аммиак
[или различные смеси азотосодержащих газов]. В присутствии
углеродосодержащих газов [солей] в этом диапазоне температур
осуществляется одновременная диффузия азота и углерода ' и
процесс называется нитроцементацией1 2.
Многочисленные технологические варианты процесса азотиро-
вания показаны на схеме.
1 По классификации СЭВ — азотирование или углеродоазотирование.
2 По классификации СЭВ — азотонауглероживание.
Глава I
ОБЩИЕ ЗАКОНОМЕРНОСТИ ФОРМИРОВАНИЯ
АЗОТИРОВАННОГО СЛОЯ
§ 1. СИСТЕМА ЖЕЛЕЗО—АЗОТ
В стабильной системе Fe—N в равновесии находятся а и у—
твердые растворы азота в железе и газообразный азот. Высоко-
азотистые соединения, (нитриды) диссоциируют с выделением
азота. Образующийся азот под высоким давлением скапливается
в дефектных местах решетки (дислокациях, границах зерен и т. д.)
сначала в атомарном, а затем в молекулярном виде1. Однако, как
и в системе Fe—С, наибольшее значение имеет не равновесная,
а метастабильная система Fe—N-, приведенная на рис. 1. В мета-
стабильной системе Fe—N образуются следующие фазы (рис. 1 и 2):
a-фаза представляет собой азотистый феррит с ОЦК решеткой
(рис. 2) с периодами (в зависимости от содержания азота) 2,8664—
2,877 А. Азот занимает октаэдрические поры в решетке а—Fe.
Растворимость азота в a-фазе при эвтектоидной температуре
не превышает 0,11%, снижаясь при комнатной температуре
до 0,004% (см. рис. 1, б). Азотистый феррит ферромагнитен.
у-фаза (азотистый аустенит) имеет ГЦК решетку с неупорядо-
ченным расположением атомов азота в октаэдрических порах.
Периоды решетки у-фазы в зависимости от содержания азота
приведены на рис. 3, а. Максимальная растворимость азота
в у-фазе 2,8% (см. рис. 1, а).
При температуре 590° С у-фаза претерпевает эвтектоидный
распад у -»• а -|- у'.
В условиях больших переохлаждений у-фаза претерпевает
сдвиговое мартенситное превращение. Азотистый мартенсит
(а'-фаза) представляет собой пересыщенный твердый раствор азота
в а—Fe.
Азотистый мартенсит имеет тетрагональную объемно-центри-
рованную решетку (см. рис. 2). Атомы азота в ней распределены
по позициям, отвечающим серединам ребер элементарной ячейки,
и вызывают деформацию кристаллической решетки железа (см.
рис. 2). Изменения периодов решетки мартенсита приведены
на рис. 3, в. Тетр атональность азотистого мартенсита при одинако-
вых атомарных соотношениях несколько меньше, чем углероди-
1 При азотировании это может служить источником пористости, трещин
и т. д.
9
стого мартенсита. При распаде (отпуске) а'-фазы сначала обра-
зуется метастабильная а "-фаза, отвечающая нитриду Fei0N2
(12,5 атомов азота на 100 атомов железа), а затем образуется нит-
рид Fe4N. Структура а "-фазы показана на рис. 2 в виде большой
элементарной ячейки и в виде искаженной псевдоаустенитной ГЦК
структуры.
Элементарная ячейка а "-фазы представляет собой восемь
искаженных ОЦК ячеек исходной а'-фазы (см. рис. 2). Атомы
а)
N, % по массе
6)
Рис. ,1. Диаграмма состояния
Fe—N (а) и область раствори-
мости азота в феррите (б) [178]
азота располагаются в положениях (0 0 1/4) и (1/2 1/2 3/4), т. е
относительно редко, но упорядоченно, занимая 1/24 всех октаэдри-
ческих пор. До половины позиций азота могут быть свободными.
Периоды решетки а "-фазы для соединения ,Fe10N2 имеют следую-
щие значения: а — 5,72 А и с = 6,29 А.
у'-фаза соответствует твердому раствору на базе нитрида Fe4N.
Зона гомогенности (см. рис. 1) при 590° С лежит в пределах 5,30—
5,75% N. у'-фаза кристаллизуется в ГЦК решетке из атомов железа
с упорядоченным расположением атомов азота в центрах элемен-
тарных кубов (1/2 1/2 1/2) (см. рис. 2) [2].
Периоды решетки со стороны железа а = 3,791 А и со стороны
азота* а = 3,801 А (см. рис. 2). у'-фаза ферромагнитна.'у'-фаза
ДО
Атомы азота распределяются
неупорядоченно вплоть до 12am °/oN
(Что соответствует занятию
приблизительно половины центров
всех элементарных ячеек)
e-fe^N
туры :ГЦК-*-гексаг
Температура
ос-сраза -
(К -мартенсит)
образуется из
{-(разы б
результате закалки
Атомы азота
распределяются упоря-
доченно Со всем
интервале гомогенности
v-Fe*"
Устойчивая
(раза
ос-ср аз а- <
образуется в
результате ,
отпуска (разы<л\
□R5
ос-сраза
[QHK]
Атомы азота \
распределяются \
упорядоченно, занимая\
центры всех "
элементарных ячеек я-
Устойчивая (раза *
ромбическая струк-
тура. с упорядочен-
ным распределена- gz
ем атомов азота
^-FezK
О
_!______________I______________I_____________L_
ю 15 го • гв
М,ат°/о
Рис. 2. Кристаллическое строение фаз в системе Fe—N [41 ]
б)
в)
Рис. 3. Влияние содержания азота на периоды
решетки азотистого аустенита (а), 8-фазы (б)
и азотистого мартенсита (в)
устойчива только до 670° С. При более высокой температуре она
превращается в 8-фазу.
8-фаза — твердый раствор на базе нитрида Fe2_3N существует
в широком интервале концентраций 4,55—11,0% (см. рис. 1, 2).
Основой ее кристаллического строения является плотная гексаго-
нальная упаковка атомов железа. Атомы азота располагаются
в октаэдрических порах, образующих подрешетку типа графита.
Изменение периодов решетки 8-фазы в зависимости от содержания
азота показано на рис. 3, б. При 650°
8-фаза претерпевает эвтектоидный
распад на у + у'-фазы. Содержание
азота в эвтектоиде 4,5%. 8-фаза фер-
ромагнитна.
g-фаза (Fe2N) имеет ромбическую
решетку с упорядоченно распреде-
ленными атомами азота. Кристалли-
ческую структуру g-фазы можно рас-
сматривать как искаженную модифи-
кацию решетки 8-фазы (псевдогекса-
гональная). Большее количество
атомов азота вызывает сдвиг атомов
железа. Упаковка атомов азота
в g-фазе более плотная. Область гомо-
генности g-фазы невелика (11,07—
11,18% N). Высший нитрид железа
устойчив в равновесии с аммиаком
при температуре до 450° С. При более
высоких температурах в атмосфере
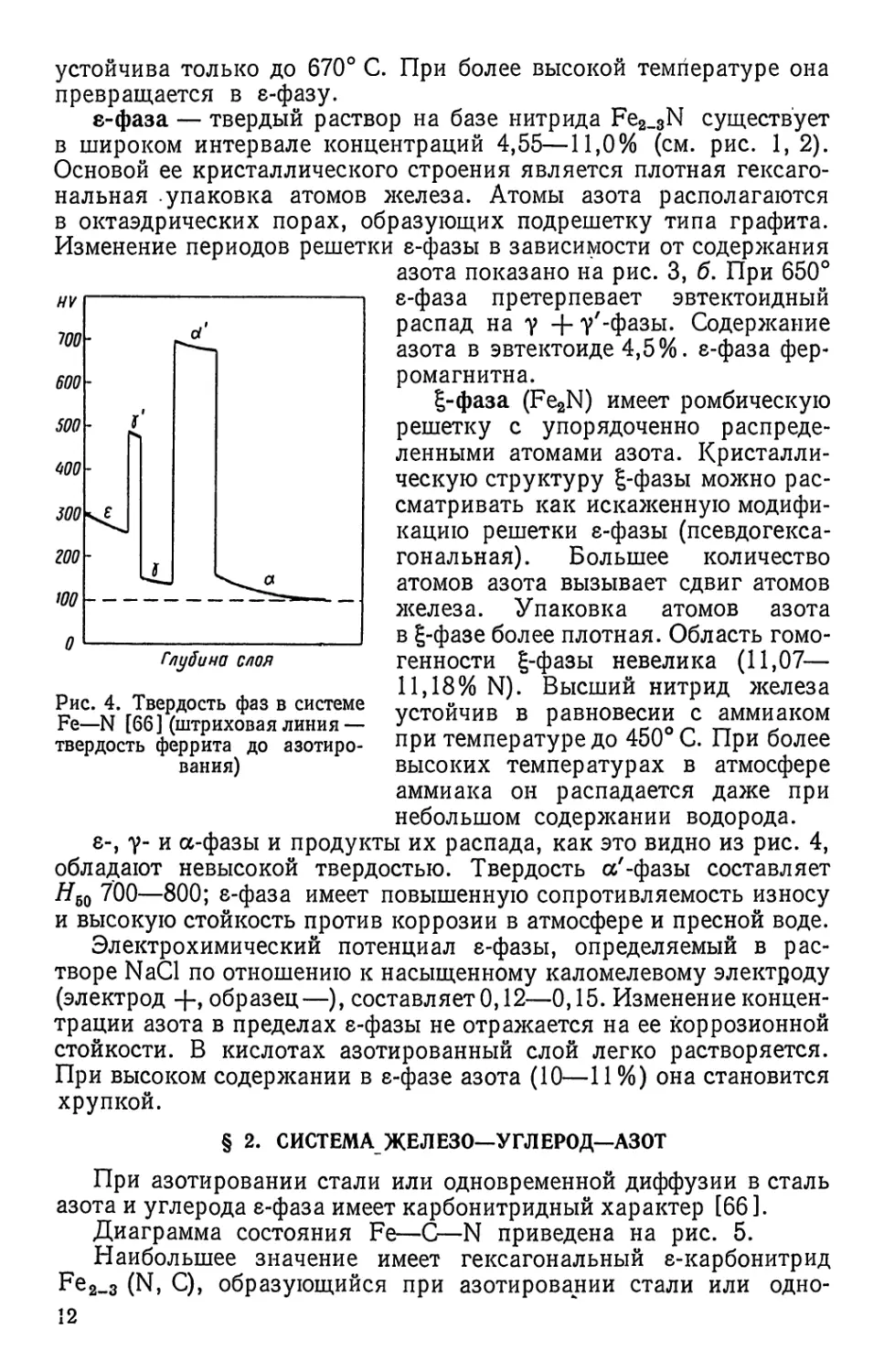
Рис. 4. Твердость фаз в системе
Fe—N [66] (штриховая линия —
твердость феррита до азотиро-
вания)
аммиака он распадается даже при
небольшом содержании водорода.
8-, у- и a-фазы и продукты их распада, как это видно из рис. 4,
обладают невысокой твердостью. Твердость а'-фазы составляет
Н60 700—800; 8-фаза имеет повышенную сопротивляемость износу
и высокую стойкость против коррозии в атмосфере и пресной воде.
Электрохимический потенциал 8-фазы, определяемый в рас-
творе NaCl по отношению к насыщенному каломелевому электроду
(электрод +, образец—), составляет 0,12—0,15. Изменение концен-
трации азота в пределах 8-фазы не отражается на ее коррозионной
стойкости. В кислотах азотированный слой легко растворяется.
При высоком содержании в 8-фазе азота (10—И %) она становится
хрупкой.
§ 2. СИСТЕМА ЖЕЛЕЗО—УГЛЕРОД—АЗОТ
При азотировании стали или одновременной диффузии в сталь
азота и углерода 8-фаза имеет карбонитридный характер [66].
Диаграмма состояния Fe—С—N приведена на рис. 5.
Наибольшее значение имеет гексагональный 8-карбонитрид
Fe2_3 (N, С), образующийся при азотировании стали или одно-
12
Рис. 5. Диаграмма состояния Fe—N—С при различных температурах [68]:
............... 450° С;------ 500° С; ------ 565° С;----> 565° С
временной диффузии в железо (сталь) азота и углерода. Замена
части атомов азота (rN = 0,71 А) большими атомами углерода
(гс = 0,77 А) приводит к увеличению периодов решетки 8-фазы
[66]*. Однако периоды решетки а и с изменяются неодинаково:
наиболее активно увеличивается значение а, благодаря чему
отношение с/а для карбонитридной 8-фазы уменьшается [66].
Это может служить рентгеноструктурным критерием для иденти-
фикации карбонитридной природы 8-фазы. По данным Б. Пржено-
сила [105], отношение С/N в 8-фазе в атомных процентах дости-
гает!^—1,25. Углерод несколько расширяет область гомогенности
8-фазы.
Карбонитридная 8-фаза, полученная при одновременной диф-
фузии в сталь азота и углерода, по сравнению с чисто азотистой
менее хрупка, обладает повышенной твердостью (HV 400—450)
и высокой износостойкостью.
g-фаза растворяет больше углерода, чем 8-фаза, и может менять
свой-состав в пределах от Fe8C3N до Fe2N.
Растворимость углерода в у'-фазе невелика, она имеет чисто
нитридный характер, у-фаза обычно является двойным твердым
раствором внедрения азота и углерода. Углерод оказывает влияние
на растворимость азота в a-фазе. При прочих равных условиях
он уменьшает растворимость азота в легированном феррите [102].
Вероятно, возможна некоторая растворимость азота в карби-
дах железа Fe3(CN) и Fe2(CN).
Поданным Б. Прженосила [105 ], введение’в решетку цементита
азота повышает верхнюю границу области гомогенности, что
облегчает образование его в диффузионном слое. Карбонитрид
с решеткой цементита нередко наблюдается после нитроцементации
при 650—850° С. Содержание азота в карбоиитриде с решеткой
цементита, образовавшегося при нитроцементации, достигает 0,65—
0,8% [105]. При азотировании стали цементит на поверхности
после насыщения азотом превращается в гексагональный е-карбо-
питрид [66].
§ 3. ВЗАИМОДЕЙСТВИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
С АЗОТОМ
При азотировании легирующие элементы стали изменяют
растворимость азота ва-фазе, растворяются в 8- иу'-фазах, а также
образуют самостоятельные нитриды. Переходные элементы воль-
фрам, молибден, хром, титан, ванадий и в меньшей степени цирко-
ний и ниобий, будучи растворены в феррите, повышают раство-
римость азота в а-фазе [66 ]. Например, при 550° С при содержании
в феррите молибдена 1,2% по массе содержание азота в а-фазе
достигает 0,62%, а при 6,54% Мо—0,73% [66]. По данным
А. В. Белоцкого, азотирование феррита, содержащего 2,39% V,
при 500° С позволяет получить a-фазу с концентрацией 1,5% N,
* Возможно, что атомы углерода занимают и вакантные междуузлия [105].
14
а при содержании 8% V — 3,0% N. Растворимость азота в феррите
легированных конструкционных сталей (38Х, ЗОХМ, 18Х2Н4ВА,
38ХМЮА и др.) составляет 0,2—0,5% против 0,11% в техническом
железе. В стали 40X13 растворимость в твердом растворе а дости-
гает 1,9% [102].
Алюминий и кремний при низких температурах азотирования
практически не изменяют растворимости азота в a-фазе. Влияние
легирующих элементов на растворимость азота в a-фазе А. В. Бе-
лоцкий связывает с электронным строением их атомов, изменяющих
ионизирующий потенциал, создаваемый атомами решетки раство-
рителя в центре октаэдрических пор, а также с размерами пор.
Увеличение потенциала ионизации и размера пор, зависящих
от соотношения атомных радиусов железа и легирующих элементов,
благоприятствует растворению азота. По данным А. В. Белоцкого
растворенные атомы азота в легированных сплавах железа могут
располагаться в решетке a-фазы упорядоченно и занимать положе-
ния с координатами [0 0 1/2 J и [1/2 1/2 0], вызывая тетрагональное
искажение ОЦК решетки. Однако это утверждение требует даль-
нейшей проверки.
При азотировании сплавов железа в у'- и 8-фазах часть атомов
железа замещается легирующими элементами. Возникают ком-
плексные нитридные или карбонитридные соединения (Fe, М)4 N;
(Fe, М)3 N; (Fe, М)3 (NC); (Fe М)2 N; (Fe М)2 (N, С). В у'-фазе
в больших количествах растворяются алюминий, кремнии и,
вероятно, титан, расширяющие область ее гомогенности. Легиро-
вание е-фазы повышает ее твердость и сопротивление износу. При
азотировании легированных сталей возможно образование нитри-
дов легирующих элементов.
На рис. 6 и в табл. 1 приведены сведения о составе, кристал-
лической структуре и свойствах нитридов наиболее важных метал-
лов, используемых для легирования сталей [41]. Большинство
нитридов переходных металлов относится к фазам внедрения
и имеет значительную область гомогенности. Особенно большую
область гомогенности имеют нитриды элементов IV и V групп
(см. рис. 6). Нитриды обладают большой твердостью, высокой
температурой плавления, ио хрупки и не стойки против высоко-
температурного окисления.
Из числа переходных металлов в стали образуют нитриды
только элементы, у которых предпоследняя электронная d-под-
группа менее достроена, чем у железа. Это объясняется тем, что
при образовании нитридов азот отдает часть своих электронов
в предпоследнюю незаполненную энергетическую d-полосу. Актив-
ность этих элементов как нитридообразователей тем сильнее,
а устойчивость нитридов тем выше, чем менее достроена d-под-
группа переходного металла. Никель и кобальт, которые имеют
d-подгруппу, более заполненную электронами, практически не
склонны к нитридообразованию при азотировании стали, хотя
нитриды их известны (см. табл. 1).
15
N,am°/O
'с о го w во во го w во во го w ео во го во во го w во во го w во во го w во во
5000
1000
WOO
TL-N
V-N
г
Cr-N
4000 II’
lr-N
0
5000
? й I т
К
.. . Mo-N 10
можно, три) модири- Очень издал об-
nauuaj/ьн'/яослег- лас^ о^-
ип пп^лпиипрл ГЛГ. "Ubtfto и.ц.п
JS
Nb-N йбеСдоз- 9
Co-N
Мп-N
б-Мп
5
1500
Ni-N
Fe^
S№
Tc-N
ft и -N
Л/7-Н
7
Узнал область
^уту -твердых
х растворов
, NL2N(Heyc-
7/той чибо)
Pd-N
на различного сос-
s глава
твердых pacm-
?
4000
s///A
Hf-N
11
5000
7000
NbzN
Та - N две 17
или большее ноли
s у ест до близких
l \поструктуре
к модифинаиий
Mo2M
Moti
W-N 15
Очень уз пая об-
ласть о ц.н-твер-
дых растворов
Re-N
14
Os-N
Все металлы платановой 15
группы находятся в у стой чадом
равновесна со свободным азотон
(хотя имеющиеся данные очень
_____спидны)
Ir-N
Pt-N
71
WOO
4000
полагаемая диаг-
рамма состоя нал
T/j-M
5000
16
ThN
Pa-N
Ta2N Там
17
гооо-
1000 V г.
a-Th
0\ -
PaNz
8 Й
Н Й
W2N WN
U-M 1в '
Структурные
изменения
Очень узпаяв&
область/
твердых/
роство/UN
___ЬЯ
Np-N
Re2N
NpN
19
1
UZN3
Pu-N
PuN
Рис. 6. Диаграммы состояния двойных систем Me—N [41 ]
Металлы
Неметаллы
Таблица 1
1 2
н не
з
1л
и
На
19
31
Rb
55
CS
20
38
Sr
56
Ba
88
Ra
89
At
iSSES Гранецентрированная кубическая (гцк)
Гексагональная плотноупакованная (гпу)
• Простая ген ^агональная
□ Сложная кубическая
Устойчивость нитридов, как и карбидов, возрастает в следую-
щей последовательности: Ni Со Fe —> Мп —> Сг Мо
<_ W Nb -> V -> Ti -> Zr.
В этом же порядке облегчается их получение. Если нитриды Fe
и Мп можно получить только при азотировании в среде диссоцииро-
ванного аммиака, когда выделяется атомарный азот, то нитриды
металлов IV—VI групп образуются при нагреве в среде молеку-
лярного азота.
Нитриды никеля Ni3N и кобальта Co3N (Co2N) неустойчивы
и легко распадаются при сравнительно низких температурах или
в вакууме. Диссоциация нитридов при нагреве протекает в не-
сколько стадий. Первоначально происходит разрыв связей азот —
металл, далее образуются сегрегации атомов азота в решетке
нитрида, и, наконец, молекулярный азот выделяется па дисло-
кациях, границах зерен и на поверхности. Выделение азота ведет
к изменению кристаллической структуры нитрида. При разложе-
нии нитридов образуется низший нитрид с другой упаковкой
атомов или первичный твердый раствор.
Существует карбонитрид никеля 8 — Ni3 (NC), изоморфный 8-
нитриду Ni3N, и карбонитрид кобальта у — Со3 (N0,82*> COil8),
изоморфный нитриду у— Co3N [41]. Однако их образование в стали
не подтверждается экспериментально.
Возможно, что нитриды металлов группы железа в отличие от
карбидов этих металлов стабилизируются при легировании пере-
ходными металлами с меньшим атомным номером — хромом,
титаном, ванадием. Помимо нитридов переходных металлов боль-
шое практическое значение при азотировании стали и чугуна
имеют нитриды Al, Si и Mg (см. табл. 1). Нитрид алюминия A1N
обнаружен в сталях, раскисленных алюминием. При высоком
содержании азота, вероятно, большая часть алюминия, нахо-
дящегося в стали, растворяется в у'- и 8-фазах. Самостоятель-
ные выделения нитрида алюминия обнаружены в азотирован-
ном слое только при содержании в сплаве 8—10% А1 [132].
Нитрид A1N устойчив до очень высоких температур (>1800° С).
Нитриды алюминия A1N и магния Mg3N2 имеют низкие давления
сублимации и диссоциации. Эти качества отличают их от нитридов
переходных металлов, характеризующихся большими давлениями
и скоростями сублимации и разложения. Дефектные структуры
нитридов переходных металлов позволяют атомам азота легче
выделяться из решетки и образовывать молекулы, чем это возможно
в более строго стехиометрических решетках нитридов непереход-
ных металлов.
В сталях, легированных алюминием, определенную роль может
играть гексагональный карбонитрид алюминия A16C3N (а =
= 3,280КХ, с = 21,55КХ) [41 ]. В чугунах или в сталях с высоким
содержанием кремния образуется стабильный гексагональный
(а = 7,753, с •-= 5,618КХ) нитрид кремния Si3N4 или SiN, струк-
тура которого изоморфна A1N [41].
18
Карбиды и нитриды переходных металлов, имеющие сходные
структуры и почти одинаковые размеры атомов внедрения, обла-
дают значительной взаимной растворимостью. В легированных
сталях могут образовываться твердые растворы как на базе
нитрида М (N, С) [(Ti (NC), Zr (N, С) и т. д. ] или М2 (N, С)
[МО2 (NQ и др. ], так и на
базе карбида М (С, N) с близ- к^д/11ъ.ап1дм &F кДж/г-атом
кими периодами решетки. ' '
Изоморфные нитриды ме-
таллов VII и VIII групп также
обладают взаимной раствори-
мостью [41].
§ 4. МЕХАНИЗМ
И кинетика ОБРАЗОВАНИЯ
АЗОТИРОВАННОГО СЛОЯ
НА ЖЕЛЕЗЕ
При взаимодействии же-
леза с азотом и аммиаком
возможно протекание сле-
дующих реакций [3, 117]:
Fe0 + -£- N2 N[Feaj;
Fev + N2 N[Fev]I
2Fea + ,4-N2Z2Fe2N;
;4Fea + -^N2gFe4N;
(1)
(2)
(3)
(4)
Теа + ИНз^Цре^+^И:
(5)
Fev+_NH3^N[Fev]+4H2;
(6)
2Fea + NH3 4 И2 + Fe2N;
(7)
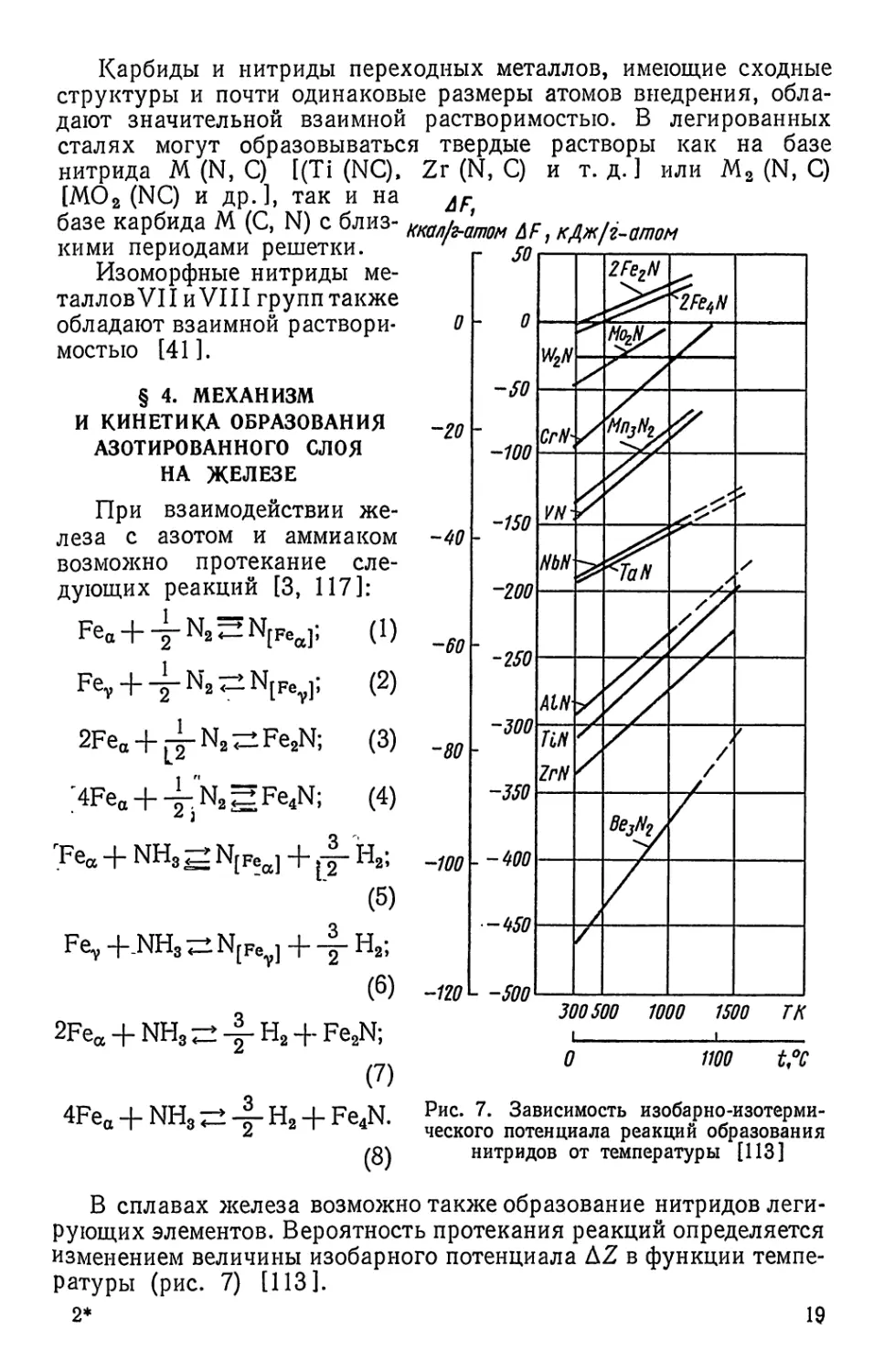
Рис. 7. Зависимость изобарно-изотерми-
ческого потенциала реакций образования
нитридов от температуры [113]
4Fe0 + NH3 zl 4 H2 + Fe<N-
(8)
В сплавах железа возможно также образование нитридов леги-
рующих элементов. Вероятность протекания реакций определяется
изменением величины изобарного потенциала AZ в функции темпе-
ратуры (рис. 7) [113].
2*
19
По данным К. Уикса и Ф. Блока [120], для реакции 2Fe 4-
N2->Fe2N в интервале температур 298—1000К зависимость
AZ3- от температуры описывается уравнением
AZr = 2250 — 4,817 In Т + 4,31 • 10‘372 -L 0,43 - Ю6?'1 + 41,77.
Температурные зависимости AZ?- = ДЯ0 — 2,ЗДа7 1g 7 —
—i- АЬТ* для реакций (3), (4), (7), (8) представлены в табл. 2.
/л
Таблица 2
Значения коэффициентов в уравнении LZT = ДЯ0 — 2,3 ДаТ lg Т —
---Д&Т2 ДсТ3 + IT для реакций получения нитридов
2 О
железа в аммиаке и азоте [П7]
Реакция Д^О —2,ЗДа о •о <1 i о 6 <1 1 I —Д#298, Д2298>
кал/моль
2Fe0+-A-N2 = —1900 —11,10 4,31 — 41,40 —0,900 2600
= Fe2N
4Fea + ^-N2 -> —5080 —23,07 10,38 — 74,00 —2550 890
±Fe4N 4Fe0+NH3 = 3990 —40,46 14,36 0,34 -98,55
^Fe.N + A H2
2Fe0 + NHs- 7110 —28,49 8,29 0,34 65,95
->Fe2N + 4- H2
Так как данные по изменению теплоемкости, энтропии, тепло-
содержания для реакций растворения азота в железе отсутствуют,
термодинамическая вероятность протекания этих процессов не
приводится.
Термодинамический анализ показывает, что получение нитри-
дов железа в азоте практически невозможно, так как AZ в темпе-
ратурной области азотирования имеет положительное значение.
При азотировании сплавов железа в азоте и аммиаке энергети-
чески более выгодно образование нитридов легирующих элементов.
Термодинамическая вероятность образования малоазотистой нит-
ридной фазы Fe4N выше по сравнению с фазой Fe2N как в азоте,
так и в аммиаке.
20
Азотирование, как и любой другой вид химико-термической
обработки, складывается их трех последовательных процессов:
1) реакций, протекающих во внешней среде и приводящих
к образованию атомарного азота; 2) адсорбции; 3) диффузии.
Процесс насыщения азотом чаще производится в атмосфере
аммиака или смеси аммиака и молекулярного азота.
При высокой температуре происходит диссоциация аммиака:
NH3rzN[Fe]+4-H2,
где N [Fe]— раствор азота в железе.
Рис. 8. Диаграмма равновесных отношений атмосферы ам-
миака и водорода с фазами системы Fe—N (по данным
Лерера)
Экспериментально установлено, что при диссоциации аммиака
метастабильное равновесие между NH3 и Н2 в атмосфере и азо-
том, находящимся в твердом растворе N [Fe], может описы-
ваться теми же зависимостями, как и при стабильном равно-
весии:
К=
PNHS
где йы— активность азота в твердом растворе, а Рн, и Pnh, —
парциальные давления водорода И аммиака в атмосфере. На рис. 8,
по Лереру, приведена диаграмма равновесных отношений аммиака
и водорода (Рын,+-Рн,= 1 ат) с фазами в системе железо —- азот.
2'1
Диссоциация аммиака может происходить как в объеме печи,
так и па поверхности обрабатываемой стали. При диссоциации
аммиака в газовой среде атомарный азот быстро рекомбинирует
в молекулу и не участвует в насыщении стали азотом.
При диссоциации на границе сталь — насыщающая среда обра-
зующийся атомарный азот адсорбируется обрабатываемой поверх-
ностью и диффундирует в решетку металла.
В основе адсорбции лежит электронное взаимодействие между
насыщаемой металлической поверхностью и компонентами насы-
щающей среды, которое необходимо учитывать при рассмотрении
всего процесса диффузии.
Механизм начальной стадии процесса азотирования рассмотрен
в работе Г. С. Каплиной, Г. Л. Жунковского [56]. Попадая в сило-
вое поле металлического кристалла, молекула азота под влиянием
ваидерваальсовых сил начинает двигаться к поверхности, теряя
при этом потенциальную энергию и приобретая кинетическую.
Иногда кинетическая энергия становится настолько большой, что
молекула, преодолевая силы отталкивания, сближается с поверх-
ностью на расстояние, допускающее электронное взаимодействие
[(1—2)-10“8 см]. При этом молекула может расщепиться на два
атома, которые теряют потенциальную энергию и притягиваются
поверхностью, т. е. происходит хемосорбция. Этот процесс обу-
словлен характером электронного взаимодействия азота с поверх-
ностью, осуществление которого возможно при образовании как
положительного, так и отрицательного ионов азота. Из этих двух
принципиально возможных вариантов реализоваться будет наибо-
лее выгодный в данных условиях.
Электронная конфигурация атомов азота | ls22s22p*2p^2pz|
позволяет принять на незаполненные орбиты дополнительно
некоторое количество электронов. В связи с этим в случае сближе-
ния молекул азота с металлом на расстояния, допускающие
электронный обмен, возможен переход свободных электронов
металла к азоту с образованием отрицательного нона Nr, что
упрочняет связь адсорбированной молекулы с поверхностью.
Одновременно электрон, попадая на разрыхляющие орбиты моле-
кулы N2, нарушает устойчивость имеющейся электронной конфи-
гурации и уменьшает стабильность молекулы.
При определенных условиях (температура, природа металла)
прочность связи атомов азота в таких структурах становится мень-
ше прочности связи Me—N; молекула полностью диссоциирует
на отдельные атомы, взаимодействующие с металлом, как авто-
номные частицы.
Наличие незаполненных р-оболочек у атомов азота и ds-ва-
лентных электронов у атомов металла приводит к их активному
взаимодействию с образованием преимущественно ковалентных
и ионно-валентных связей Me—N.
Под действием хемосорбции в большинстве случаев происходит
не только перераспределение электронной плотности, но и мигра-
22
ция на небольшие расстояния хемосорбированных ионов и поверх-
ностных атомов металла, вызывающая их пространственное распре-
деление, близкое к кристаллической решетке нитридов. Эти
перераспределения происходят в термодинамически наиболее
выгодных местах и являются центрами образующихся в дальней-
шем зародышей азотистых фаз.
Подвижность хемосорбированных молекул изменяется в функ-
ции от температуры. При температуре азотирования строение
и подвижность адсорбированных слоев таковы, что приводят
к быстрому заполнению центров, освобождающихся- при переходе
атомов азота в глубь решетки металла, обеспечивая тем самым
постоянную и максимально возможную концентрацию активных
атомов на поверхности насыщаемого изделия.
Аналогично с образованием отрицательных ионов азота про-
текает первая стадия процесса насыщения и при использовании
в качестве насыщающей среды аммиака. Присутствующий в газе
водород влияет лишь на скорость протекания этого процесса.
Так как переходные металлы обладают большим сродством к элек-
трону, чем водород, то при столкновении с поверхностью водород
диссоциирует на атомы, которые отдают свои валентные электроны
металлу, облегчая тем самым адсорбцию азота на поверхности.
Видимо, этим объясняется высокая активность аммиака как
насыщающей среды по сравнению с молекулярным азотом.
Принципиально возможно протекание начальной стадии про-
цесса при образовании положительного иона азота N+. Само-
произвольное образование таких ионов термодинамически мало-
вероятно. Такие ионы образуются вследствие ионизации газа
в реакционном пространстве, например, при азотировании в тлею-
щем разряде (ионное азотирование)1 [56].
Азот растворяется в а, (у)-железе лишь в том случае, если
химический потенциал его в насыщающей среде выше, чем в ме-
талле. Разница между Д77 = Fcp — Fepe служит термодинами-
ческим стимулом процесса азотирования. Скорость проникновения
атомов азота в глубь железа определяется градиентом химического
потенциала и коэффициентом диффузии.
При насыщении азотом железа строение слоя подчиняется
общему правилу, согласно которому диффузия между двумя
компонентами вызывает образование однофазных слоев, соответ-
ствующих однофазным областям диаграммы состояния Fe—N
(см. рис. 1), пересекаемым изотермой при температуре насыщения.
Диффузионные слои образуются в той же последовательности,
что и однофазные области на диаграмме состояния.
Формирование диффузионного слоя при азотировании показано
В табл. 3 и па рис. 9. При температуре ниже эвтектоидной последо-
1 Однако в случае ионного азотирования вероятен и принципиально отлич-
ный механизм протекания начальной стадии (см. стр. 151). Вопросы взаимодей-
ствия газовой фазы с обрабатываемым металлом требуют дальнейшего изучения.
23
вательно образуются а —у' —>- е-фазы (табл. 3), а при температуре
выше эвтектоидной а ->• у -
В случае'азотирования
в диффузионном слое отсут
Рис.’ 9. Изменение концентрации
азота' и состава фаз в процессе азо-
тирования при температуре ниже
эвтектоидной
у 8-фазы.
и температуре выше 680° у'-фаза
/ет. При температуре выше 910° С
образуется только у-фаза. Указан-
ная последовательность образова-
ния фаз в азотированном слое была
многократно подтверждена в том
числе и методом высокотемпера-
турной рентгенографии [14].
Рассмотрим процесс формиро-
вания азотированного слоя при
температуре ниже 590° С. Перво-
начально на поверхности образу-
ется слой ненасыщенного «-рас-
твора, толщина которого’ увели-
чивается со временем. Содержание
азота в a-фазе возрастает с увели-
чением длительности процесса
азотирования, на что указывает
изменение периодов решетки, опре-
деленных непосредственно при
температуре насыщения [14].
Через отрезок времени на по-
верхности достигается концентра-
ция насыщения С“ах- Концентра-
Таблица 3
Последовательность образования фаз и строение азотированного слоя
после насыщения при разных температурах
Температура, °C Последовательность образования фаз в диффу- зионном слое при температуре насыщения Строение диффузионного слоя после медленного охлаждения (от поверхности вглубь)
400 — 590 590 — 680 680 — 910 910 и выше СО со t «о t V- f Y t £ £ t Д t t s’ t s’ о ' G t s= t a । a a 8+y'^-y'-*aw +Уизб-*а (см. рис. 10, а) 8 + у' у' -> <W + t' -» a.N + эвт +,Уивб-»-а,(см. рис. 10, б) 8 + у'а + yZ-> + Унзб а эвт (см. рис. 10,в) а+/
Примечания: 1. — азотистый феррит и Ууу — азотистый аустенит. 2. При распаде Ууу кроме эвтектоида образуется избыточный азотистый феррит (доэвтектоидная зона) или 7изб ‘Фаза (заэвтектоидная зона).
24
ция азота (химический потенциал) от поверхности в глубь изделия
в этот период плавно уменьшается (см. рис. 9). Благодаря большой
диффузионной подвижности азота в a-фазе проникновение азота
в сердцевину велико, хотя растворимость азота в феррите мала
и диффузия протекает при малом градиенте концентраций.
Полная толщина a-фазы микроструктурно не обнаруживается,
и обычно за толщину слоя принимают зону a-фазы, в которой
выделились избыточные кристаллы у'-фазы (рис. 10, а). Эта
толщина слоя значительно меньше полной толщины с-лоя. Даль-
нейшие поступления из внешней среды азота приводят к пере-
сыщению a-фазы, так как химический потенциал азота в газовой
среде выше, чем в насыщенном а-растворе. Это вызывает перекри-
сталлизацию а->у', поскольку термодинамический потенциал
пересыщенного а-раствора выше термодинамического потенциала
а + у'-фаз.
Флуктуации концентрации и энергии, необходимые для образо-
вания зародышей новой фазы критического размера, легче соз-
даются в дефектных местах решетки (границы зерен, границы
блоков, скопления дислокаций и т. д.). Чаще первые кристаллы
у'-фазы образуются в местах выхода границ зерен а-раствора
на поверхность. Кристаллы у'-фазы могут расти только в насыщен-
ном а-растворе. Поскольку пересыщение имеется только на
поверхности, у'-фаза образует сплошной слой, который с течением
времени растет. Образование у'-фазы приводит к скачкообразному
повышению концентрации на величину, соответствующую ширине
двухфазной области а -|- у' в системе Fe—N (см. рис. 1, 9). В слое
у'-фазы существует градиент концентрации (химических потен-
циалов) и происходит диффузия азота от поверхности к поверх-
ности раздела фаз у' — а. Вследствие диффузии азота в у'-фазе
на границе раздела фаз в а-растворе будет сохраняться концентра-
ция насыщения. В процессе диффузии слой у'-фазы утолщается
и фронт перекристаллизации а — у' перемещается в глубь изделия.
Распределение концентрации азота по толщине диффузионного
слоя для этого периода формирования слоя отвечает кривой т2
на рис. 9.
По достижении предела насыщения в у'-твердом растворе на
поверхности образуются зародыши гексагональной е-фазы, устой-
чивой при более высоких концентрациях азота. Схема распределе-
ния концентрации азота для этого случая дана на рис. 9 (т3).
Здесь также отмечается скачкообразное возрастание концентра-
ции азота.
Аналогично протекает процесс формирования азотированного
слоя и при других температурах ниже 910° С. Выше 910° С диффу-
зия азота реализуется только в у-фазе.
Растущие кристаллы у'- и е-фаз приобретают столбчатую
форму (см. рис. 9 и 10, а), так как необходимое для их роста
пересыщение достигается только в местах соприкосновения фаз.
Для образования зародышей новых фаз в процессе перекристал-
25
Рис. 10. Микроструктура азотированного слоя на тех-
ническом железе, полученного при различных режи-
мах насыщения:
а — 570° С, 9ч; X 500; б — 600° С, 48 ч; X 250; в - 700° С,
6 ч; X 500; г — 650° С, 6 ч; после азотирования — закалка;
X 250
лизации требуются большие пересыщения, которые из-за роста у-,
или s-фаз не создаются. Кристаллы новой фазы, зародившись
на поверхности, прорастают вглубь по мере того, как близлежащий
к ним исходный твердый раствор пересыщается азотом.
Рис. 11. Диаграмма состояния (л), распределение азота по глубине слоя уЦб)
и микроструктура азотированного слоя (в) после азотирования при 600° С, 48 ч
Образования £-фазы, которая в атмосфере диссоциированного
аммиака устойчива только ниже 450° С, большинство исследовате-
лей в диффузионном слое, полученном на железе, не наблюдали.
Однако образование этой фазы возможно при насыщении азотом
при температурах ниже 450° С или в процессе очень медленного
охлаждения от более высоких температур азотирования.
27
Двухфазные области а + у', е + у' образуются в процессе
охлаждения при распаде а-, у- и е-фаз.
Распределение азота по глубине слоя после азотирования при
600° Сдано на рис. 11. Граничные концентрации азота в отдельных
фазах соответствуют пересечению изотермы для данной температуры
с линиями диаграммы состояния Fe—N, ограничивающими суще-
ствование области данной фазы, т. е. соответствуют предельной
растворимости азота в той или другой фазе при данной темпера-
туре.
При распаде твердого раствора а (азотистого феррита) и у
(азотистого аустенита) нитрид Fe4N (у'-фаза) выделяется в виде
Рис. 12. Температурные зависимости коэффициента диффузии (D) азота
в различных фазах системы Fe—N
пластинок, закономерно ориентированных относительно решетки
матрицы (001) а И (001) у' и (110) а 11 (100) у'.
Скорость роста каждой фазы определяется интенсивностью
диффузионных процессов как ниже, так и выше лежащей зоны.
Азот имеет небольшую растворимость в a-фазе (см. рис. 1),
но коэффициент его диффузии при одинаковых температурах
значительно больше, чем в решетке у-фазы (рис. 12), что объяс-
няется менее плотной упаковкой кристаллической решетки а-фазы.
Коэффициенты диффузии азота (см2/с) в а- и у-фазах в зависи-
мости от температуры изменяются следующим образом:
Dn = 4,67-10-4 exp [=^] ; Dl = 3,35-КГ3 ехр
28
Из табл. 4 видно, что скорость диффузии азота в у-фазе в 50 раз
ниже, чем в a-фазе. Энергия активации в у-фазе примерно в 2 раза
больше, чем в а-фазе.
Таблица 4
Значение коэффициента диффузии азота и углерода
в а- и у-фазах (по данным И. Фаста)
Температура, °C D, см^с-1
Азот Углерод
500 а-фаза 3,6.10-8 4,Ы0-8
700 4,4-10"7 6,1-10-7
900 2,3-10-° 3,6.10-°
950 (экстраполяция) 2,1.10'° 5,1.10-°
950 7-фаза 6,5.10-8 1,3-10-’
Аналогичное явление отмечено и для углерода; коэффициент
диффузии углерода в a-фазе примерно в 40 раз меньше, чем в у-фазе.
Температурная зависимость коэффициента диффузии в 8-фазе
Z>n 116] следующая (рис. 12):
BN = 0,277 ехр [ ~3^50 ].
Коэффициент диффузии азота в различных фазах зависит от
химического состава стали. Углерод, присутствующий в железе
даже в небольших количествах, существенно понижает D^-Fe-
Поданным Б. Бэррера, увеличение в стали углерода с 0,01 до 0,06 %
при 550° С уменьшает коэффициент диффузии азота с 2,14-10“8
до 1,16-10-8 см2/с.
Влияние углерода в стали на коэффициент диффузии азота
в a-фазе и s-фазе применительно к процессу азотирования пока-
зано на рис. 13 [173]. Чем больше в стали углерода, тем меньше
значение коэффициента диффузии. Легирующие элементы в той
или другой степени уменьшают величину коэффициента диффузии
в a-фазе. Толщина слоя различных фаз в азотированном слое
определяется коэффициентом диффузии и условиями насыщения.
В изотермических условиях насыщения наибольшую толщину
слоя имеют соответственно а-, у- и 8-фазы. Наоборот, у'-фаз а
получает незначительное развитие, и ее обнаружить можно лишь
после длительного азотирования (см. рис. 10, б). Это, вероятно,
связано с тем, что вследствие малой области гомогенности у'-фазы
(см. рис. 1) составы ее на границе раздела с 8-фазой и а-фазой
близки. Коэффициент диффузии в у'-фазе, по-видимому, не очень
резко отличается от коэффициента диффузии в 8- и у-фазах, поэтому
29
диффузионные процессы будут протекать достаточно быстро только
при условии малой толщины у'-фазы. При длительном азотирова-
нии, когда интенсивность диффузии в 8- и у-фазах замедляется,
происходит рост у'-фазы, и она обнаруживается при металлографи-
ческом анализе (рис. 10, б, 11).
Изменение толщины 8-фазы в зависимости от продолжитель-
ности процесса при 550° С, 600° С и 700° С и содержания в стали
углерода показано на рис. 14. Углерод при прочих равных усло-
Рис. 13. Влияние содержания углерода в стали на коэффициент диффузии
азота в a-фазе (а) и 8-фазе (б) [66]
виях несколько уменьшает как глубину слоя 8-фазы (рис. 14),
так и общую глубину азотированного слоя.
Влияние температуры на глубину слоя у- и s-фаз показано
на рис. 15. При повышении температуры до 670—700° С толщина
слоя s-фазы возрастает, а при более высоких температурах умень-
шается. Это связано с тем, что до 670—700° С скорость диффузии
в s-фазе возрастает сильнее, чем в подслое, состоящем из а- или
у-фазы. При повышении температуры до 670—700° С концентрация
азота на границе раздела фаз уменьшается (см. рис. 1), а как
следствие этого возрастает градиент концентрации в пределах
s-фазы. При высоких температурах диффузионная подвижность
в у-фазе возрастает сильнее, чем в 8-фазе. Это объясняется тем,
что градиент концентрации в 8-фазе практически не изменяется,
а в у-фазе растет, что предопределяет его высокую диффузи-
онную подвижность. Это затрудняет рост 8-фазы, а при высоких
30
6)
/ -38000 y=50Zve ят т 1004
600°
—-Ь-
< . 550°С
0 Z 4 6 8 10 iz Т,ч
0)
Рис. 14. Глубина зоны s-фазы в сталях
с различным содержанием углерода [66]:
а — 0,25% С; б — 0,43% С; в — 1,18% С
Рис. 15. Кинетика роста фаз в азотирован-
ном слое технического железа в зависимости
от температуры насыщения [66]
0,75
0,65
0,55
0,45
0,35
0,25
0,15
0,05
у,мм
0,85
г Н
1 + «и
Си L
2=0^
400 500 600 700 800 t,°C
температурах (выше 900° С) опа не обнаруживается. Аналогичная
зависимость характерна и для азотированного слоя, получен-
ного на углеродистых сталях.
Толщина s-фазы зависит и от азотного потенциала атмосферы.
С увеличением степени диссоциации аммиака (понижением насы-
щающей способности атмосферы) толщина 8-фазы уменьшается.
Это вызвано снижением концентрации азота на поверхности
8-фазы и уменьшением градиента концентрации по ее толщине.
Толщина s-фазы и концентрация азота в ней уменьшаются
при использовании для азотирования не чистого аммиака, а смеси,
состоящей из азота и 10—30% аммиака.
Так, например, после азотирования технического железа
при 700° С в течение 6 ч и диссоциации аммиака 65% глубина
s-фазы составила 40 мкм, а при повышении диссоциации аммиака
до 80—90% снизилась до 30 мкм. После азотирования в смеси,
состоящей из 10% NH3 + 90% N2, глубина 8-фазы не превышала
10 мкм.
§ 5. МЕХАНИЗМ И КИНЕТИКА ОБРАЗОВАНИЯ
АЗОТИРОВАННОГО СЛОЯ НА ЛЕГИРОВАННЫХ
СПЛАВАХ ЖЕЛЕЗА
Как показали многочисленные исследования [66], в том числе
исследования с использованием метода высокотемпературной
рентгенографии [14], при азотировании легированных сталей
(легированных ферритов) образуются те же фазы, которые возни-
кают при насыщении железа азотом. Однако легирование изме-
няет состав фаз и температурные границы их образования.
При температуре азотирования на легированном феррите
(легированной стали) новые фазы не только могут возникать слоями
относительно друг друга, но и образовывать многофазные диффу-
зионные слои. Легирующие элементы в процессе насыщения азотом
образуют нитриды.
В изотермических условиях насыщения иногда на поверхности
азотированного слоя легированных сталей в 8-фазе наблюдается
два самостоятельных слоя, имеющих границу раздела и дающих
на интерференционной картине отдельную систему рефлексов,
индицируемых в гексагональной сингонии [16]. Верхний слой
отвечает составу фазы (Fe, М)2 (NC), близкой по строению к 8-фазе,
а последующий за ним слой —составу фазы (Fe, М)3 (NC).
Видимо, вначале на поверхности образуется 8-фаза, отвечаю-
щая формуле (Fe, М)3 (NC) с некоторым дефицитом атомов по азоту.
В результате поступления атомов из внешней среды этот дефицит
по азоту быстро устраняется. Местные повышения содержания
азота по сравнению со стехиометрическим составом (Fe, М)3 (NC;
способствуют энергетически более выгодному расположению
атомов азота внутри той же гексагональной решетки, что приводит
32
к росту е-фазы, соответствующей формуле (Fe, М)2 (NQ [15, 16].
На границе раздела s-фазы состава (Fe, М)3 (N, С) и (Fe, М)2 (N, С)
наблюдается перепад концентраций (—2%), как это имеет место
в случае фазовых превращений при насыщении.
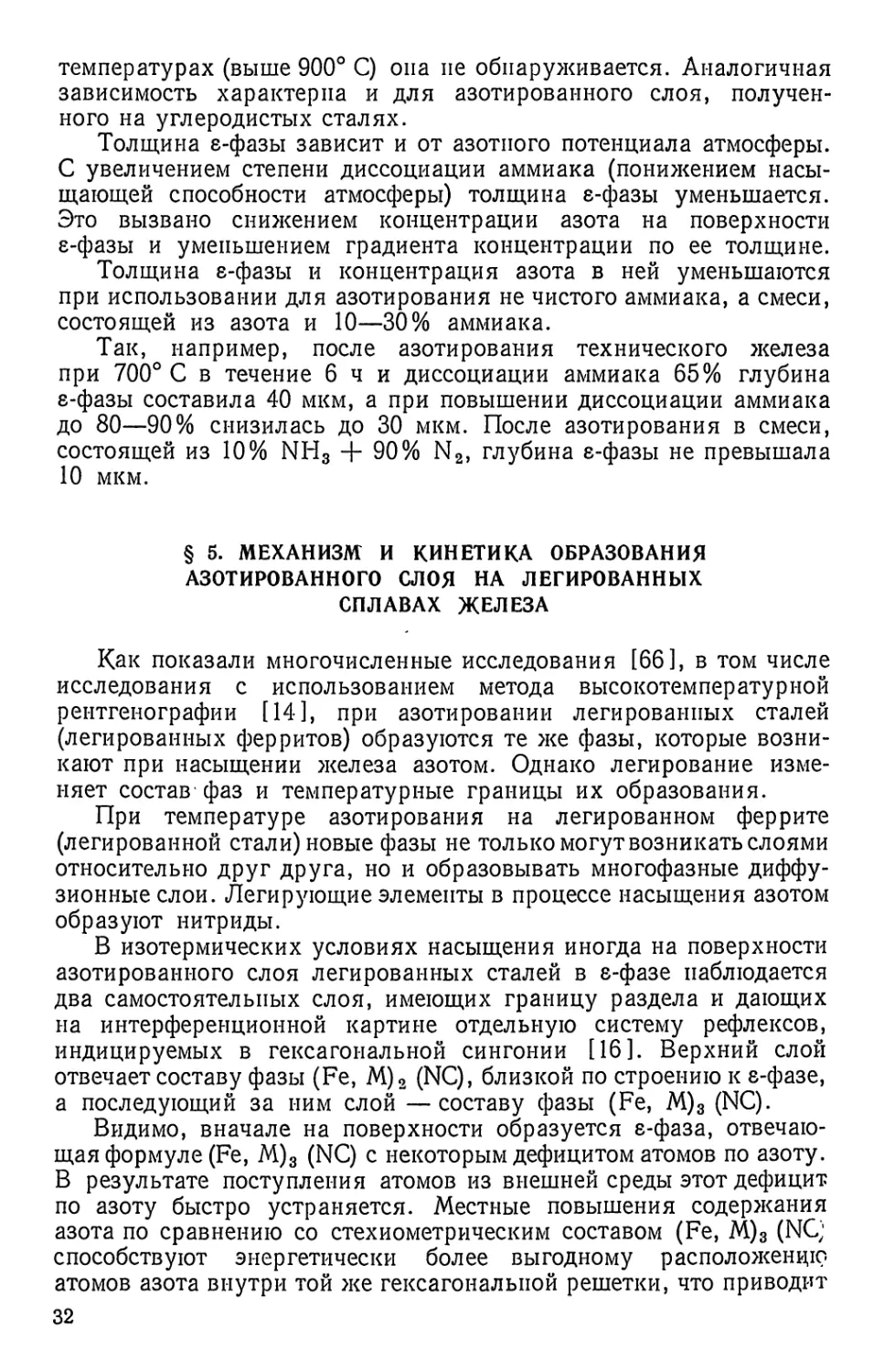
Наши исследования [66] показали, что легирующие элементы,
растворенные в феррите, уменьшают содержание азота в е-фазе
(рис. 16, а) по сравнению с 8-фазой, полученной на железе. Исклю-
чение составляет алюминий, который не изменяет содержания
азота в 8-фазе (рис. 16, а). Толщина 8-фазы с увеличением коли-
Рис. 16. Влияние легирующих элементов на концентрацию азота в 8-фазе (а) и
глубину s-фазы (б) [66]. Концентрация определялась в слое глубиной 0,005 мм.
Режим азотирования: 550° С, 24 ч
чества легирующего элемента в феррите уменьшается (рис. 16, б).
При азотировании феррита (стали), содержащего большое коли-
чество титана, в диффузионном слое при температуре насыщения
образуется большое количество нитрида (Fe, М)4 N (у'-фазы),
располагающегося в виде игл (пластин) по плоскостям скольже-
ния1 и границам зерна на значительной глубине (рис. 17). Такая
структура нередко вызывает хрупкость диффузионного слоя.
При азотировании и низкотемпературной нитроцементации
(цианировании, 550—650° С) иногда поверхностная часть 8-фазы
содержит большое количество пор, стенки которых окислены
(Fe2O3). На рис. 18, по данным Б. Прженосил, показано распре-
деление фаз по толщине слоя с развитой пористостью в зоне 8-фазы.
Наибольшее развитие эта зона получает при охлаждении после
диффузионного насыщения на воздухе (см. рис. 18). Окисление
1 Образование нитридов сопровождается увеличением объема и поэтому свя-
зно с образованием больших внутренних напряжений, вызывающих пластиче-
скую деформацию а-фазы.
33
Рис. 17. Микроструктура азотированного слоя, полученного на стали, со-
держащей 0,28; 0,29% С, 2,08% Ti и 1,3% Сг; Х200 (а), и феррите, со-
держащем 2,03% Al; Х200 (б). Режим азотирования: 600° С, 6 ч
О 0}$4
Расстояние от поверхности
Рис. 18. Микроструктура и фазовый со-
став карбонитридного слоя, полученного
при азотировании 620° С, 4 ч. Охлажде-
ние в аммиаке до 300° С (по данным
Б. Прженосил)
пор возможно лишь благодаря тому, что поверхностная часть
е-фазы соединена с поверхностью каналами, пропускающими
кислород воздуха. При возникновении пористости твердость
е-фазы и контактная усталостная прочность снижаются.
Образование пор, видимо, связано с метастабильностыо е-фазы.
При формировании высокоазотистой 8-фазы азот стремится выде-
литься в свободном виде. Это приводит к появлению на дислока-
циях, границах зерен и в развитых пустотах объемов газообразного
азота, находящегося под высоким давлением сначала в атомарном,
а затем в молекулярном виде [41]. Вероятно, под влиянием этого
давления на дислокациях (границах зерна) в 8-фазе зарождаются
поры. Для устранения пор в диффузионном слое нужно снизить
концентрацию азота в 8-фазе уменьшением активности газовой
фазы (азотного потенциала).
Вслед за нитридной зоной при азотировании ниже эвтектоидной
температуры располагается слой a-фазы, являющейся основной
частью диффузионного слоя. Как мы указывали ранее, переходные
элементы повышают растворимость азота в a-фазе. Это тормозит
образование на поверхности азотированного слоя высокоазотистых
фаз. При азотировании имеет место измельчение блоков, возникно-
вение упругих напряжений и искажение решетки a-фазы. Измене-
ние тонкой структуры a-фазы зависит от температуры азотирова-
ния [37, 60, 151]. При низких температурах азотирования (500—
550° С) зона a-фазы на легированном феррите не выявляется
и состоит из светлых зерен феррита (рис. 19). После азотирования
при высоких температурах (выше 600° С) a-фаза обнаруживается
в виде более темпотравящегося слоя феррита с резким переходом
к неокрашенным зернам феррита. В этой части азотированного слоя
исходные зерна феррита сохраняются (см. рис. 19).Степень потемне-
ния зерен феррита возрастает с увеличением содержания легирую-
щих элементов. Вероятно, более сильное травление слоя связано
с образованием при температуре азотирования дисперсных нитри-
дов легирующих элементов. В стали область a-фазы также выявля-
ется в виде темпотравящейся зоны.
При очень медленном охлаждении после азотирования в низко-
легированных сплавах из сс-фазы выделяется у'-фаза в виде харак-
терных игольчатых выделений (см. рис. 19). В сплавах, содержа-
щих большое количество легирующих элементов, выделение из
a-фазы железных нитридов методом микроструктурного анализа
не наблюдается. Все легирующие элементы в большей или меньшей
степени уменьшают коэффициент диффузии азота в сс-фазе, а как
следствие этого уменьшают и ее глубину (рис. 20, а). Снижение
диффузионной подвижности азота в легированном феррите связано
с увеличением энергии активации. При содержании легирующего
элемента (Cr, Mo, W) в феррите в количестве 2—4% энергия
активации возрастаете 18 000 до 20 000—23 000 кал - г/ат. Особенно
резко повышает энергию активации титан. При содержании
в феррите 1,29% Ti энергия активации составила 23 800 кал-г/ат.
35
Рис. 19. Микроструктура азотированного слоя, полученного на железе,
легированном ванадием [2, 37% V] (а, б) и алюминием [2,03% А1] (в). Режим
азотирования: а — 600° С, 6 ч; б, в — 700° С, 6 ч; Х200 -
Наиболее подробно процесс образования . нитридов легиру-
ющих элементов изучен . в работах И. И. Сидорина, С. А. Гера-
симова, Г. Ф. Косолапова, А. В. Гарлиловой и Ю. Д. Тяпкина
[54, 60].
36
Методами электронной микроскопии, электронографии и рент-
генографии изучено образование нитридов легирующих элементов
в азотированном слое, полученном на сплавах Fe—Cr; Fe—Мо;
Fe—Al, а также на сталях 40Х и нормальном нитраллое 38ХМЮА.
Во всех случаях при температуре насыщения в a-фазе происходит
образование нитридной фазы со структурой В1 (типа NaCl)—CrN,
Mo2N и др. (см. табл. 2). В сплавах Fe—Al также образуется
нитрид со структурой В1. Это, видимо, связано с возникновением
Рис. 20. Влияние легирующих элементов на глубину диффузионного
слоя (а) и его твердость (б). Режим азотирования: 550° С, 24 ч
метастабильного нитрида алюминия, так как стабильный нит-
рид A1N имеет гексагональную структуру. В стали 38ХМЮА
алюминий входит в сложный нитрид с решеткой В1.
Образование нитрида со структурой В1, даже если стабильный
нитрид имеет другую решетку, объясняется кристалло-геометри-
ческими соотношениями и связанной с ними кинетикой формирова-
ния нитридов [41]. При образовании нитридов с ГЦК решеткой
они когерентно связаны с a-фазой, что не требует существенной
перестройки исходной матрицы в местах зарождения нитридов.
Когерентность решеток определяет низкое значение поверхностной
энергии, поэтому скорость образования нитридов с ГЦК решеткой
будет значительно выше, чем скорость нитридов с другой кристал-
лической структурой.
Электронномикроскопическое исследование на репликах и
тонких фольгах на просвет и фазовый электронографический
анализ, проведенные в МАДИ, показали, что в сплавах, содержа-
щих 0,5—2,0% А1 (алюминиевые ферриты), после азотирования
при 500° С образуется только нитрид Fe4N (а = 3,79 А) и нит-
рид FeieN2 с объемноцентрированной тетрагональной решеткой
(а = 5,72 А, с = 6,29 А и da = 1,01).
37
Нитрид A1N в исследованных сплавах после азотирования
не обнаружен.
В исходных и азотированных (Fe—Al) сплавах, содержащих
более 1,5% по массе А1, структура носит явно выраженный блоч-
ный характер и размеры блоков резко уменьшаются с ростом
концентрации А1 в сплаве. В сплаве с 2,04% А1 в исходном и азо-
тированном состоянии^'размеры блоков не превышают 5—6 мкм.
Мы не исключаем, что при азотировании алюминиевого феррита
образуется не метастабильный нитрид алюминия, а легированный
loooaoooooaooaai
loaaagggggggaoai
looaagaoaoccggg1
!8SSSSSSSSSSSSS!
ggggOOODOggggg
laoaoaoooaaggga
laoaaQaaaaaaaaa
а)
□oo.o.o.n.op.o.o.on.o.a.ooq
ооаетдшшис
gggWMWMWSoS
аовЦЦОДвмДЦйяДЬос
osqggBg&gg&g&spoc
м «ЯeWPfJWWP WWJW.WW.WMW’•H’WM M
□□oaBsssBaasasaac
□□aaaaaaaaaaaaooc
ooQo'oooaaoo’otfoggc
оаоооооооаооооаос
6)
Рис. 21. Схема проекции расположения атомов в решетке азотированной стали
38ХМЮА па плоскость (100) а-фазы [16]:
а — иа стадии полной когерентности однослойных (по азоту) зародышей питрпда; б —
па стадии частично когерентных [по плоскости (001)] нитридов; • — атомы железа; О —
атомы легирующих элементов; х — атомы азота
алюминиевый нитрид железа (Fe, Al)4 N с ГЦК решеткой, кото-
рый, видимо, имеет резко отличные свойства от чисто железного
нитрида Fe4N.
Стабильный нитрид алюминия в азотированном слое обнаружен
рентгеноструктурным анализом лишь при содержании алюминия
в сплаве более 8% [132].
При низких температурах’ азотирования [54, 60 ] наблюдается
образование тонких (однослойных по азоту) пластинчатых зароды-
шей нитридов, полностью когерентных с окружающей а-фазой
(рис. 21). При более высоких температурах (550° С) возникают
многослойные, более крупные пластинчатые нитриды (20—40 А),
в которых атомы легирующих элементов образуют структуру В1,
а атомы азота занимают октаэдрические поры. Образование таких
нитридов приводит к частичному нарушению когерентности
(по краям пластины), однако по плоскости (001) когерентность
нитрида и a-фазы сохраняется (см. рис. 21). Дальнейшее повышение
температуры (выше 550° С) ведет к образованию более крупных
нитридов (~100 А). Азотирование при высоких температурах
(550—700° С) приводит к нарушению когерентности, коагуляции
и сфероидизации нитридов.. Рост нитридов протекает в результате.
38
притока атомов из внешней среды и процесса коагуляции, когда
рост одних нитридов происходит вследствие растворения других,
термодинамически менее устойчивых. Чем выше содержание
легирующих элементов и длительнее процесс азотирования, тем
больше образуется нитридов.
Например, в стали 40X13 после азотирования при 600° С слой
почти целиком состоит из a-фазы и образовавшихся при темпера-
туре диффузии зернистых нитридов CrN (Cr2N) и, вероятно,
(Fe, Cr)4 N, которые хорошо различимы при небольших увеличе-
ниях оптического микроскопа. Количество нитридов уменьшается
от поверхности к сердцевине, что связано с уменьшением содержа-
ния азота. Однако форма и размеры их сохраняются. Наиболее
быстро образование и рост нитридов при 600° С протекает в си-
стеме Fe—Al, а наиболее медленно в феррите, легированном молиб-
деном. Это, вероятно, объясняется различной диффузионной
подвижностью легирующих элементов. Коэффициент диффузии
при температуре азотирования у алюминия выше, чем у хрома
и молибдена.
Совместное введение в сталь алюминия, хрома и молибдена,
как это имеет место в стали 38ХМЮА, замедляет образование
нитридов, что, видимо, связано с уменьшением коэффициента
диффузии алюминия в a-фазе, а также с образованием сложных
нитридов, содержащих А1, Мо, Сг.
Большая скорость зарождения и роста нитридов в системе
Fe—Al, как мы уже отмечали, возможно, объясняется и получением
нитрида на железной основе (Fe, Al)4 N. Чем больше в феррите
(стали) содержится легирующего элемента, тем ниже температура
образования самостоятельной нитридной фазы.
Образование нитридов сопровождается увеличением объема.
Изменение размеров (объема) при образовании твердого раствора
азота в железе на два порядка ниже, чем при образовании нитри-
дов [151].
Процентное объемное расширение ev при образовании основных
нитридов показано на рис. 22. Изменение размеров при образова-
нии нитридов железа (s, у', g) пропорционально концентрации
азота и увеличивается с ростом последней независимо от типа
решетки. Изменение объема элементарной ячейки карбонитрида
железа, изоструктурного с гексагональным 8-нитридом в зависи-
мости от концентрации углерода и азота, свидетельствует об одина-
ковом влиянии С и N па увеличение объема.
В отличие от нитридных фаз систем Fe—N и Fe—С—N спе-
циальные нитриды не обнаруживают пропорциональную зави-
симость от содержания азота.
Образование нитридов сопровождается большими упругими
искажениями в a-фазе, так как удельные объемы матрицы и нитри-
дов резко отличны. Наличие высоких упругих искажений в местах
образования нитридов подтверждает как эффекты диффузионного
рассеяния вблизи отражений матрицы на стадии полной когерент-
39
ности, так и «деформационный» контраст на электронных микро-
фотографиях. Структура нитридов имеет тетрагональное искаже-
ние.
При неравномерном распределении нитридов (по трем возмож-
ным ориентациям) при низких температурах азотирования возмож-
но тетрагональное искажение a-фазы (в среднем по всему зерну).
С повышением температуры насыщения азотом искажения
кристаллической решетки уменьшаются. В случае азотирования
при температурах выше эвтектоидной в диффузионном слое
образуется у-фаза.
Рис. 22. Объемное расширение при образовании нитридов металлов [1 ]:
значения с индексом [х] получены на основании рентгенографических опреде-
лений периодов решетки; значения с индексом [т] — на основании эксперимен-
тальных определений плотности [181]
В низколегированных сплавах при температуре 850° С и выше
образуется только у-фаза. Возможно существование двух изо-
структурных твердых растворов в железе и его сплавах с ГЦК
решеткой [13]. Вероятно упорядочение атомов внедрения в азо-
тистом аустените. Однако это требует дальнейшего подтверждения.
Как показали исследования А. А. Юргенсона [126], в процессе
азотирования стали происходит уменьшение содержания углерода
в диффузионном слое. При азотировании высокоуглеродистой
стали (0,7—0,8% С) концентрация углерода в азотированном слое
уменьшается до 0,18—0,4% в зависимости от режима азотирования.
Это снижает твердость и повышает хрупкость слоя. При азотиро-
вании происходит не только обезуглероживание, но и оттеснение
углерода азотом в более глубоко лежащие слои, что приводит
к образованию в конце диффузионного слоя зоны с повышенным
содержанием углерода [126]. Одновременно допускается насыще-
40
ние поверхности стали водородом, повышающим хрупкость диф-
фузионного слоя. Однако при медленном охлаждении от темпе-
ратуры азотирования это не имеет практического значения.
Структура 'азотированного слоя формируется не только при
температуре насыщения, но и в процессе последующего охлажде-
ния. В период охлаждения после азотирования происходит распад
a-твердого раствора. В зависимости от скорости охлаждения
распад протекает в большей или меньшей степени. При очень
медленном охлаждении кроме зернистых нитридов легирующих
элементов возможно образование игольчатых нитридов (Fe, М)1в N2,
(Fe, М)4 N, которые выделяются из a-фазы. Азотистый аустенит
претерпевает эвтектоидное превращение у ->• а 4- (Fe, М)4 N.
Свойства азотированного слоя определяются структурой, которая
сформировалась в процессе насыщения стали азотом и превраще-
ниями, протекающими в аустените и феррите при охлаждении.
Азотирование железа, как мы уже отмечали ранее, не вызывает
значительного повышения твердости. Высокой твердостью обла-
дают, лишь у'-фаза и азотистый мартенсит а' (см. рис. 4). Все
легирующие элементы1 уменьшают толщину азотированного слоя,
но резко повышают твердость на поверхности (см. рис. 20) и по ее
сечению. Основную часть азотированного слоя составляет а-фаза
с когерентно связанными или обособленными нитридами. При
высоком содержании легирующих элементов (Сг,' Ti, Al и др.)
твердость в пределах a-фазы изменяется мало, резко падая при
переходе к сердцевине. Азотистая е-фаза в большинстве случаев
имеет пониженную твердость.
Ранее было высказано предположение, что высокая твердость
азотированного слоя связана с выделением из a-твердых растворов
дисперсных нитридов легирующих элементов и в первую очередь
хрома и молибдена, искажающих решетку матрицы и затрудняю-
щих пластическую деформацию (движение дислокаций) [126].
В последние годы это получило подтверждение [54, 60]. Наиболь-
шая твердость соответствует температурам насыщения, когда
образуются однослойные (по азоту) нитриды, полностью когерент-
ные с a-фазой. Такие сегрегации по азоту имеют большую плот-
ность в объеме твердого раствора, что и предопределяет высокую
твердость диффузионного слоя. На этой стадии азотирования
реализуется механизм упрочнения за счет сильных полей упругих
искажений решетки матрицы. Величина энергии, необходимая
для прохождения дислокации через такую область, будет тем
больше, чем сильнее поля упругих искажений вокруг нитридных
частиц, когерентно связанных с матрицей. Насыщение при темпе-
ратурах, когда частицы нитридов укрупняются и когерентность
нарушается, приводит к понижению твердости.
В этом случае дислокации будут удерживаться на выделениях
до тех пор, пока приложенное напряжение не будет достаточным
1 Никель незначительно повышает твердость.
41
для того, чтобы они изогнулись и прошли между частицами.
Наибольшее напряжение для передвижения дислокации соответ-
ствует расстоянию между частицами, соизмеримому с их размерами.
Варьирование температуры и продолжительности азотирования
позволяет фиксировать в диффузионной зоне различные стадии
процесса выделения и, следовательно, дает разный уровень
упрочнения.
Электронномикроскопические темнопольные изображения
в рефлексах [002 ] нитрида иллюстрируют укрупнение «специаль-
ных» нитридов в стали 38ХМЮА с повышением температуры азоти-
рования (рис. 23).
Рис. 23. Электронно-микроскопическая структура азотированной стали 38XMIOA.
Ориентировка [100], темнопольпые ^изображения в рефлексе [002] нитрида
а — азотирование при 540° С; б — азотирование прн 560° С; о — более поздняя стадия
азотирования при 560° С
Максимальное упрочнение (твердость HV 1000—1100) в стали
38ХМЮА достигается при азотировании при 500° С, когда обра-
зуются однослойные по азоту предвыделения, полностью когерент-
ные с решеткой твердого раствора.
При азотировании при 560° С твердость снижается до НУ
900—950, а структура при этом характеризуется увеличением
размеров нитридов до 50—100 А и частичным нарушением коге-
рентности.
Легирование стали несколькими элементами приводит к боль-
шему искажению матрицы азотированного слоя, а как следствие
этого к достижению большей твердости азотированного слоя, чем
при легировании одним элементом. Комплексное легирование
позволяет получить высокую твердость и на аустенитных сталях.
Высокая твердость азотированного слоя связана не только с про-
цессами предвыделения и образования нитридов при азотирова-
нии, но и с большой растворимостью азота в феррите, легирован-
ном переходными металлами [17]. Чем выше степень насыщения
42
феррита азотом, тем больше его твердость. Растворенный азот
приводит к развитию высокого уровня микронапряжений, релак-
сация которых ниже порога рекристаллизации затруднена. При
последующем охлаждении азотированной стали получается пере-
сыщенный твердый раствор, склонный к старению. Старение
в процессе охлаждения связано с образованием легированной
у'-фазы и нитридов легирующих элементов, что добавочно упроч-
няет матрицу. Экспериментально показано, что в период охла-
ждения после азотирования отмечается заметное повышение
твердости [1331.
Рис. 24. Изменение твердости HV (а) и относительной износостойкости е (б) по
глубине азотированного слоя сталей 38ХМЮА, 40Х, 12X13 и технически чистого
железа [39]. Режим азотирования: 540° С, 33 ч
Принято считать, что чем выше твердость азотированного
слоя, тем лучше износостойкость. Однако исследования, проведён-
ные Г. Ф. Косолаповым, И. И. Сидориным, С. А. Герасимовым,
показали, что твердость не является критерием износостойкости.
Наибольшая износостойкость не совпадает с максимальной твер-
достью (рис. 24)1.
Послойное исследование износостойкости азотированного слоя
сталей 38ХМЮА и 40Х показало, что наибольшая износостойкость
не совпадает с максимальной твердостью и находится на большей
глубине. С увеличением температуры насыщения и длительности
процесса это несоответствие возрастает. Износостойкость стали
12X13 выше, чем стали 38ХМЮА, несмотря на меньшую твердость
азотированного слоя (см. рис. 24). Износостойкость сталей 38ХМЮА
и 40Х, азотированных при более высоких температурах (620° С),
1 Износостойкость исследовали на машинах Шкода—Савина и Амслера.
43
значительно превышает износостойкость этих сталей, азотирован-
ных при 560° С, несмотря на меньшую твердость [39 ]. Этот вопрос,
имеющий большое практическое значение, требует дальнейшего
исследования.
Сопротивление износу, видимо, зависит не столько от твердости
детали, сколько от процессов скольжения соприкасающихся
поверхностей, которые определяются характером контактирующих
материалов, смазкой, видом нагрузки' и структурой трущихся
поверхностей. Обнаружено, что азотированный слой даже на
углеродистых сталях, имея низкую твердость, показывает высокую
стойкость против изнашивания.
§ 6. ФАЗОВЫЕ ПРЕВРАЩЕНИЯ В АЗОТИРОВАННОМ СЛОЕ
Распад переохлажденного азотистого аустенита. Азотистый
аустенит образуется в диффузионном слое, когда насыщение азотом
производится при температуре выше эвтектоидной. Чем выше
температура, тем больше толщина у-фазы (см. рис. 15). Ниже
эвтектоидной температуры у-фаза неустойчива и претерпевает
превращение. Превращение переохлажденной азотистой у-фазы
имеет большое сходство с превращением аустенита в системе
Fe—С.
Диаграмма изотермического распада переохлажденной у-фазы
эвтектоидного состава (2,35% N) представлена на рис. 25, а.
Устойчивость переохлажденного азотистого аустенита значительно
выше, чем углеродистого аустенита эвтектоидного состава. На-
ибольшая устойчивость у-фазы соответствует эвтектоидному со-
ставу. В доэвтектоидных и заэвтектоидных сплавах устойчивость
переохлажденного аустенита ниже (рис. 25, б). Чем меньше
в доэвтектоидной у-фазе азота, тем ниже ее устойчивость.
Как и в системе Fe—С, в системе Fe—N можно отметить три
вида превращений: 1) диффузионное эвтектоидное превращение
(браунитное); 2) промежуточное; 3) мартенситное.
Диффузионный распад у-фазы с образованием стабильных
а- и у'-фаз протекает в интервале температур 590—400° С. Про-
дукты распада имеют пластинчатое или игольчатое строение
(рис. 26). Чем выше степень переохлаждения у-фазы, тем меньше
межпластинчатое расстояние й выше твердость эвтектоидной
смеси а + у'-фаз. Азот повышает устойчивость углеродистого
аустенита, особенно в области диффузионного распада, уменьшая
скорость образования зародышей эвтектоида. При одинаковой
степени переохлаждения азот увеличивает межпластинчатое рас-
стояние в эвтектоиде. Распад при температуре, близкой к эвте-
ктоидной, нередко приводит к образованию аномальной структуры,
состоящей из азотистого феррита и крупных частиц у'-фазы.
При температурах ниже 400° С протекает промежуточное
превращение. В процессе превращения происходит диффузионное
перераспределение азота в у-фазе с образованием объемов, обеднен-
44
Рис. 25. Диаграмма изотермического распада -у-фазы эвтектоидного состава
2,35% N2 (а) и начало изотермического превращения -у-фазы доэвтектоидного,
эвтектоидного и заэвтектоидного состава (б) [105]
Рис. 26. Микроструктура азотис-
того эвтектоида; X 14 000
них и обогащенных азотом [15]. Обедненные азотом участки,
для которых мартенситная точка Мп соответствует температуре
изотермы, претерпевают сдвиговое мартенситное превращение.
По достижении соответствующих концентрационных и энергети-
ческих условий из обогащенных азотом участков у-фазы может
выделяться нитридная фаза, что стимулирует развитие промежу-
точного превращения. По мере развития процесса распада исче-
зают участки исходного аустенита, возрастает количество мартен-
сита, а участки аустенита, сильно обогащенные азотом, стабили-
0 1 г 3 9 5 6 7 8 9 10 // /2
Количество атомов внедрения
[NX] на 100 атомов железа
Рис. 27. Влияние концентрации азота и
углерода на температуру начала мартен-
ситного превращения [172]
зируются. Чем выше темпе-
ратура превращения в проме-
жуточной области, тем менее
пересыщена азотом а-фаза.
Степень пересыщения фер-
рита (мартенсита) меняется
и по глубине слоя. Одновре-
менно происходит отпуск
мартенситной сс-фазы с выде-
лением дисперсных нитрид-
ных частиц. Кристаллогра-
фическая структура и состав
нитридных фаз, образую-
щихся при промежуточном
превращении, отличны от
у'-фазы и, вероятно, соответ-
ствуют а "-фазе Fe1GN2. Выде-
ление нитридной а "-фазы
в виде тонких пластин или
игл внутри ферритной матрицы и мартенситный характер
у —-> а-превращепия способствуют упрочнению диффузионного слоя.
Мартенситное превращение азотистой у-фазы. При переох-
лаждении у-фазы до мартенситной точки /Ин протекает бездиффу-
зионпое мартенситное превращение. Мартенситное превращение
азотистой у-фазы подчиняется тем же закономерностям, которые
установлены для углеродистого аустенита.
Температура начала мартенситного превращения /Ип для
у-фазы эвтектоидного состава соответствует 30° С. Заканчивается
мартенситное превращение при —60-ч-—80° С.
С увеличением в у-фазе азота мартенситные точки /Иц и
снижаются (рис. 27) [172]. Температура /И„ для системы Fe—N
более высокая, чем для системы Fe—С. Температура 7ИН для азо-
тистой у-фазы снижается на 25° С при увеличении содержания
азота в ней на 0,1% (в диапазоне 0,25—1,71%). При содержании
азота более 1,7% снижение точки 7WH происходит быстрее. Если
содержание азота в у-фазе не превышает 1,5—1,8%, то после
быстрого охлаждения (масло, вода) образуется мартенсит (а'-фаза).
При более высоком содержании азота в части слоя, прилегающего
к 8-фазе, сохраняется большое количество остаточной у-фазы
46
(см. рис. 10, г), а при содержании азота 2,4% и более у-фаза
не претерпевает превращения, так как мартенситные точки лежат
в области отрицательных температур.
Опыт показывает [67], что азотирование при 600—650° С
приводит к получению у-фазы, в которой содержание азота (по
глубине слоя) составляет 2,5—1,0%. В связи с этим после закалки
в масле с температуры азотирования в диффузионном слое сохра-
няется большое количе-
ство остаточного аусте-
нита. Распределение
твердости по толщине
слоя для этого случая
показано на рис 4.
В зоне, прилегающей
к е-фазе, отмечается про-
вал твердости. Это свя-
зано с наличием в этой
части слоя переохла-
жденной у-фазы. В ре-
зультате обработки хо-
лодом, при температу-
ре —183° С, сплошная
зона переохлажденной
у-фазы, полученной
после закалки с тем-
пературы азотирования
(600° С), исчезает, и
весь слой приобретает
мартенситное строение
(рис. 28). Как следствие
этого, провала твердости
после обработки холо-
дом не наблюдается.
Однако следует иметь
в виду, что в той части
Рис. 28. Твердость и микроструктура азотиро-
ванного слоя после азотирования при 700° С,
закалки и обработки холодом при —183° С
слоя, где концентрация
азота близка к эвтекто-
идной, после обработки
холодом может сохра-
ниться до 30—40% остаточного аустенита, снижающего твердость
[67]. Азотирование при температуре 700° С с последующей закал-
кой в масле переводит большую часть у-фазы в мартенсит, у-фаза,
полученная при 800° С, имеет низкое содержание азота и при охла-
ждении в масле претерпевает диффузионный распад на а +
+ у'-фазы. Закалка в воде позволяет переохладить у-фазу до
области температур мартенситного превращения. Однако образу-
ющийся пизкоуглеродистый мартенсит обладает сравнительно
невысокой твердостью (HV 450—500).
47
Азот энергично понижает мартенситные точки углеродистого
аустенита и повышает количество остаточного аустенита. Напри-
мер, в эвтектоидной стали (0,8%С) температура начала мартенсит-
ного превращения снижается при содержании 0,66% N с 225° С
до —125° С. Каждые 0,1% N снижают точку Мя на 18,5±1°С.
Вследствие этого при закалке в масле азотированного слоя,
полученного на стали при температуре 600—700° С, у-фаза пре-
терпевает мартенситное превращение только в самых глубинных
слоях [105]. После обработки холодом (—183° С) у-фаза по всей
толщине слоя претерпевает мартенситное превращение. Твердость
карбонитридного мартенсита выше, чем чисто азотистого, и соста-
вляет HV 800—850.
Отпуск азотистого мартенсита (а'-фаза). На основании рентге-
ноструктурного, электронографического магнитного и дилато-
метрического анализов-' [И, 12] установлена последователь-
ность фазовых превращений при отпуске азотистого мартенсита
(а'-фазы).
1. При температуре отпуска 20—180°С происходит распад
а'-фазы с образованием а "-фазы (FeleN2):
а' ->«' + а" (Fei6N2)
отпущенный
мартенсит
В результате отпуска образуется отпущенный мартенсит,
состоящий из менее насыщенной азотом а'-фазы и метастабиль-
ного нитрида, который, вероятно, когерентно связан с исходной
фазой. 1
2. При температуре 150—300° С протекает превращение оста-
точного аустенита в отпущенный мартенсит и нитридное превраще-
ние a" (Fe16N2) —> у' (Fe4N). В результате этих превращений
образуется феррито-нитридная смесь — а-фаза 4- у' (Ре4М)-фаза.
При более высоких температурах отпуска 300—550° С изменения
фазового состава не происходит.
Электронномикроскопическое исследование показало, что с по-
вышением температуры выше 300° С протекает только процесс
коагуляции и сфероидизации нитридной фазы. При этих же
температурах развиваются рекристаллизационные процессы
в а-фазе.
Распад (старение) пересыщенного азотистого феррита. Быстрое
охлаждение от температуры азотирования подавляет распада-фазы,
и при комнатной температуре образуется пересыщенный азотистый
феррит (рис. 29, а).' Выдержка при комнатной температуре и
особенно при повышенных температурах (50—300° С) вызывает
распад пересыщенного а-раствора (рис. 29, б), что сопровождается
изменением его свойств (дисперсионное твердение, старение).
Процессу старения пересыщенного азотистого феррита посвящено
большое количество работ. Распад пересыщенного твердого рас-
твора а, подчиняется общим законам фазовых превращений.
48
Первоначально при низких температурах старения образуются
атмосферы Котрелла, из которых возникают зоны типа Гинье—
Престона. При увеличении продолжительности выдержки (повы-
шении температуры до 80—150° С)’ образуются пластинчатые
выделения метастабильной а"-фазы Fe16N2, когерентно связанные
с матрицей. При выделении метастабильного нитрида FeleN2
наблюдается четко выраженная преимущественная ориентация
его пластинок вдоль плоскости {100} решетки исходного азоти-
Рис. 29. Микроструктура азотистого феррита (азотирование 575° С,
3 ч) [69]:
а — 'закалка в воде от температуры азотирования; X 500; б — старение
при 300° С, 1 ч; X 500; о — старение ниже 150° С; г — старение выше
300° С (а, г — изображение темнопольное; X 4200)
стого феррита. На начальных этапах старения длина выделений
составляет Г00—200 А и возрастает в процессе старения до 500—
5000 А. Выделения этой фазы располагаются под прямым углом
друг к -другу (рис. 29, в). Повышение температуры старения
до 300° С и выше приводит к срыву когерентности и образованию
стабильной у'-фазы Fe4N в плоскостях (012) матрицы; они распо-
лагаются под острым углом (рис. 29, г). При 200—300° С выде-
лются оба нитрида Fe16N2 и Fe4N.
Наиболее полно процесс старения азотистого феррита был
изучен Е. Кубалеком [166]. С помощью методов магнитной
проницаемости, рентгеновского анализа и электронной микро-
скопии была построена диаграмма изотермического распада пере-
сыщенного азотистого феррита, содержащего 0,07% N и-0,02% С
(рис. 30). За начало распада принят 1,0% превращения, а за
49
конец 99%. В результате старения азотистого феррита происходит
значительное изменение свойств (рис. 31). При низких темпера-
турах старения (20—80° С) наблюдается рост предела прочности
и твердости и понижение пластичности. При этих температурах
на кривых свойства — продолжительность старения отмечается
максимум (рис. 31). Наибольшее упрочнение соответствует обра-
зованию зон Г. П. и выделению из пересыщенного а-раствора
метастабильной а"-фазы (Fe1GN2). Коагуляция а "-фазы и образо-
Рис. 30. Диаграмма изотермического распада пересыщенного
азотистого феррита [166]:
1 — выделение FelcN2; 2 — рост FeiCN2 до критического размера
частиц; 3 — рост FelcN2 сверхкритического размера частиц; 4 — пре-
вращение FeiCN2-> Fe4N; 5 — выделение Fe4N; 6 — рост Fe4N сверх-
критического размера частиц
вание стабильной у'-фазы (Fe4N) вызывают разупрочнение. Чем
выше температура старения, т.ем меньше время, в течение которого
достигается наибольшее упрочнение, и тем меньше прирост твер-
дости и предела прочности. Наибольшее увеличение предела
выносливости достигается непосредственно после закалки (см.
рис. 31), когда в упрочненном слое создаются высокие остаточные
напряжения сжатия. Отпуск снижает предел выносливости,
видимо, вследствие уменьшения остаточных напряжений.сжатия.
Однако даже после длительного отпуска при 200—300° С предел
выносливости значительно выше сг_х до азотирования [164].
Процесс старения имеет место и в переохлажденной азотистой
a-фазе легированных сталей (ферритов), a-фаза в легированных
сталях (ферритах) содержит значительно больше азота, что увели-
50
Рис. 31. Механические свойства закаленной азотированной при 570° С
стали (0,15% С) в зависимости от режимов старения [164]
чивает ее склонность к старению. Даже в процессе охлаждения
возможно образование в матрице зон типа Гинье—Престона и
промежуточных выделений. Показано [102], что распад пересы-
щенного твердого раствора в легированном феррите сопровож-
дается образованием сегрегации атомов в виде тонких пластин,
располагающихся параллельно плоскости (100). Если в этой
плоскости имеются дислокации, то они являются центрами выделе-
ний у'-фазы. Процессы старения, протекающие в легированном
феррите, упрочняют его.
Глава II
ГАЗОВОЕ АЗОТИРОВАНИЕ СТАЛИ
И ЧУГУНА
Азотированию можно подвергать любые стали перлитного,
ферритного, аустенитного и карбидного классов. Когда требуется
высокая твердость и износостойкость, применяют Сг—Мо—А1
сталь 38ХМЮА. В последние годы для изделий, упрочняемых
азотированием, чаще используют конструкционные улучшаемые
стали, не содержащие алюминия, например стали 40Х, 40ХФА,
18ХГТ, 20ХЗМВФ, ЗОХЗМФ1, 38ХНМФА, 40ХГМ, 20ХЗВА,
20ХН2МФ, 18Х2Н4ВА и др.
Азотирование широко применяется для упрочнения корро-
зионностойких и жаропрочных сталей, мартенситностареющих
сталей, а в последнее время и для улучшения режущих свойств
инструментальных сталей (Р18, Р9, Х12М, Х12Ф1, Х6ВФ и др.).
§ 1. АЗОТИРОВАНИЕ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Если главными требованиями, предъявляемыми к азотирован-
ному слою, являются высокие твердость и износостойкость, то
применяют сталь 38ХМЮА.
Сталь 38ХМЮА (0,35—0,42%С, 1,35—1,65%Сг, 0,15—0,25% Мо
и 0,7—1,1%А1) была разработана в Советском Союзе в начале
30-х годов [129]. Сталь широко используют для изготовления
зубчатых колес, гильз цилиндров, червяков, шпинделей, втулок
и других деталей, упрочняемых азотированием. Предварительную
термическую обработку — закалку и отпуск проводят в заготов-
ках, а для деталей малого сечения — в прутках (до 50 мм). При
проведении термической обработки стали 38ХМЮА необходимо
учитывать, что она склонна к обезуглероживанию. Вследствие
этого заготовки должны иметь достаточные припуски на обработку
(2—3 мм), которые гарантировали бы полное удаление обезугле-
роженного слоя. Наличие обезуглероженного слоя недопустимо,
так как он служит причиной «шелушения» азотированной поверх-
ности. Закалку проводят с 930—950° С в воде (для крупных
изделий) или масле. Температура отпуска должна на 50—100° С
превышать максимальную температуру азотирования (обычно
составляет 600—650° С). Для деталей малой жесткости перед
окончательной механической обработкой проводят стабилизирую-
53
щий отпуск в течение 3—16 ч при 550—600° С с последующим
медленным охлаждением. Сталь 38ХМЮА обеспечивает наиболь-
шую твердость азотированного слоя до HV 1100—1200*. В случае
азотирования стали 38ХМЮА
Рис. 32. Микроструктура азотирован-
ного слоя, полученного на стали
38ХМЮА, X 200. Режим азотирова-
ния:
1-я ступень — 515° С; 12 ч; 2-я ступень —
540° С, 30 ч
при температурах ниже эвтек-
тоидной на поверхности диффу-
зионного слоя (рис. 32) обра-
зуется s-фаза, которая при охла-
ждении претерпевает распад
с выделением легированной
у'-фазы (Fe, М)4 N. Непосред-
ственно к слою сплошных нит-
ридов, выявляемых под микро-
скопом в виде белого нетравя-
щегося слоя, прилегает область,
в которой рентгеновский анализ
фиксирует трехфазное состояние
8 _|_ у' _j_ Одновременное при-
сутствие 8- и а-фаз объясняется
продвижением 8-фазы по грани-
цам зерен. Основная часть слоя,
выявляемая в виде более сильно
травящейся зоны, состоит из
азотистой a-фазы, обедненной
легирующими элементами, кар-
бидов М3С, избыточной у'-фазы
[(Fe, М)]4 N и возможно слож-
ного нитрида легирующих эле-
ментов с решеткой В1. Концен-
трация азота в а-фазе достигает
0,3—0,5%.
Температура и длительность
азотирования влияют на тол-
щину азотированного слоя
(рис. 33, а) и твердость (рис.
33, б). Наивысшая твердость
HV 1100—1200 достигается при
температуре азотирования 500—
520° С. С повышением темпера-
туры твердость сильно сни-
жается и при 600° С составляет
HV 750—800. Высокая твердость
на поверхности азотированного
слоя достигается за короткие
* В США аналогичные стали для
азотирования (нитраллой) известны
под маркой Niir 135М, в Англии Ед 41,
в Швеции 2940 и ФРГ — 32А1СгМо4.
54
промежутки времени (15—30 мин), но следует иметь в виду, что
при испытании на приборе Виккерса даже при малой нагрузке
(5 кгс) твердость при коротких выдержках оказывается понижен-
ной. Это объясняется продавливанием алмазным индентером
тонкого диффузионного слоя. При практическом проведении
процесса азотирования очень короткие выдержки рекомендовать
не следует, так как всегда необходимо-распространение высокой
твердости на некоторую толщину. Чем выше температура диффу-
зии, тем меньше время азотирования для получения упрочненного
слоя. Минимальная выдержка при 520° С должна быть 8—10 ч,
при 550° С — 5—6 ч и при 600° С — 1—3 ч.
Рис. 33. Влияние температуры и продолжительности азотирования на твердость
и глубину диффузионного слоя па стали 38XMIOA [66]
Изменение общей толщины слоя при данной температуре под-
чиняется параболическому закону.. Начальная скорость диффузии
максимальна. Увеличение продолжительности более 90—100 ч
практически не вызывает увеличения технической толщины слоя.
Максимальная толщина слоя на стали. 38ХМЮА не превышает
1,0 мм1, Толщина зоны сплошных нитридов при 520° С не пре-
вышает 0,02—0,025 мм, возрастая до 0,03—0,05 мм в случае
азотирования при 600° С. Развитие зоны сплошных нитридов
и особенно нитридной сетки нежелательно, так как это сопро-
вождается хрупкостью слоя. Однако следует иметь в виду, что
при повышении температуры азотирования до 560—600° С, не-
смотря на увеличение зоны s-фазы, хрупкость снижается. Это
объясняется уменьшением содержания азота в е-фазе с 9,5—11,0%
в случае азотирования при 500—520° С до 7—7,5% N2 при 600° С
за счет интенсивной диффузии его с поверхности в глубь матрицы
при высоких температурах.
1 В действительности толщина слоя с малой концентрацией азота (0,03—
0,05%) больше, чем это отмечается при принятых методах исследования (металло-
графический).
55
Характер изменения твердости по толщине азотированного
слоя после насыщения азотом при различных температурах дан
на рис. 34. Чем выше температура азотирования, тем менее резко
падение твердости по толщине диффузионного слоя.
Результаты процесса азотирования (твердость и толщина слоя)
мало зависят от предварительной термической обработки [66].
Как указывалось ранее, азотированный слой на стали 38ХМЮА
обладает наиболее высокой износостойкостью после насыщения его
азотом при температурах выше эвтектоидной [39]. В связи с этим
HV
800
ЧОО
о
Рис. 34. Распределение твер-
дости по глубине диффузионного
слоя стали 38ХМЮА при раз-
личных режимах азотирова-
ния [66]:
1 — 6 ч; 2 — 24 ч; 3 — 48 ч
для сокращения длительности процесса и повышения износо-
стойкости изделия из стали 38ХМЮА нужно азотировать при
620° С. Однако этот процесс может быть рекомендован только для
изделий простой формы, не склонных к деформациям и не работаю-
щих в условиях усталости. Достоинство азотированного слоя —
сохранение высокой твердости при нагреве до высоких температур.
Эта особенность азотированного слоя расширяет область-при-
менения азотирования и дает хорошие результаты в борьбе с изно-
сом деталей, работающих при повышенных температурах. Твер-
дость по толщине азотированного слоя с повышением температуры
испытания уменьшается (рис. 35) [84]. Нагрев стали 38ХМЮА
до 400° С хотя и сопровождается понижением твердости, но она
еще сохраняется на достаточно высоком уровне — —HV 600.
Дальнейшее повышение температуры приводит к резкому падению
твердости, что не позволяет использование азотированной стали
38ХМЮА при температурах выше 400—450° С.
Коэффициент трения азотированной стали снижается с. 0,7
при 20° С до 0,1 при 600° С; износ незначителен и составляет
56
при 560° С на стали 38ХМЮА 1,7 мг/м-см2. В результате азоти-
рования значительно повышается задиростойкость как при ком-
натной, так >и при повышенных (400—500° С) температурах.
Азотирование стали 38XMIOA при условии удаления шлифованием
с поверхности хрупкой s-фазы значительно повышает кавитацион-
ную стойкость [129].
Для изготовления сильно нагруженных крупных деталей
сталь 38ХМЮА не пригодна. Полная прокаливаемость этой стали
достигается лишь при диаметре, не превышающем 50 мм. Кроме
того, механические свойства стали 38ХМЮА сравнительно не-
высокие.
Наличие в стали 38ХМЮА
алюминия усложняет техно-
логию производства обра-
ботки и азотирования стали.
Сталям с высоким содер-
жанием алюминия свойст-
венны следующие дефекты
металлургического харак-
тера: столбчатый излом, за-
грязненность неметалличе-
скими включениями, образо-
вание мелких трещин и воло-
совин в прокате, развитие
свищей в поковках и т. д.
При горячей механической
Рис. 35. Изменение микротвердости по
глубине диффузионного слоя стали
38ХМЮА в зависимости от температуры
испытания [84]
обработке стали типа 38ХМЮА
иногда проявляют склонность к перегреву, вызывающему сниже-
ние сопротивления хрупкому разрушению. Высокое качество
азотированного слоя достигается встали, не содержащей доэвтекто-
идного феррита. При термической обработке стали типа 38ХМЮА
весьма чувствительны к изменению состава в пределах марки.
В зависимости от соотношения между содержанием углерода,
хрома, молибдена и алюминия сталь 38ХМЮА обладает либо
недостаточной закаливаемостью и прокаливаемостью, либо про-
являет склонность к образованию трещин при закалке в воде.
Обусловленные повышенным критическим интервалом высокие
температуры нагрева (950—975° С) при термической обработке
вызывают интенсивное обезуглероживание, а как следствие
этого — увеличение припусков, удаляемых при обработке реза-
нием. Азотированный слой на стали 38ХМЮА, содержащей
алюминий 1-13 верхнем пределе, обладает большой хрупкостью.
После шлифования и хонингования на азотированной поверх-
ности стали 38ХМЮА нередко можно наблюдать точечное выкра-
шивание слоя («сыпь») на глубину до 0,05 мм. Чаще «сыпь» обра-
зуется по грубой нитридной сетке, которая возникает, если сталь
имеет крупное зерно (см. рис. 32). Понижение температуры закалки
с 950 до 900° С уменьшает склонность к образованию «сыпи»,
шлифовочным трещинам и сколу слоя. Чем меньше твердость
57
и содержание азота в диффузионном слое, тем выше сопротивление
его хрупкому разрушению.
Высокочастотный нагрев, приводящий к образованию мелкого
зерна (8—12 баллов), устраняет «сыпь» на шлифованной поверх-
ности. Образование сыпи связывают с остаточными напряжениями
в азотированном слое. Чем меньше сжимающие напряжения (мень-
ше сечение и твердость сердцевины, выше температура азотирова-
ния и т. д.), тем меньше вероятность образования «сыпи».
Изделия из стали 38ХМЮА в процессе азотирования обнаружи-
вают большую склонность к деформациям.
В тех случаях, когда изделия подлежат финишной механи-
ческой обработке после азотирования, может быть выгодным
получить диффузионный слой с несколько пониженной твердостью
на поверхности, но более плавно спадающей по его толщине
твердостью.
Таким преимуществом обладает, например, сталь 38ХВФЮА
(0,35—0,42% С, 1,5—1,8% Сг, 0,2—0,4% W), содержащая пони-
женное количество алюминия (0,4—0,7% А1). Твердость этой
стали HV 900—950. Азотированный слой на стали 38ХВФЮА
нехрупок.
Для изготовления деталей, допускающих меньшую твердость
упрочненных поверхностей, широко применяют азотируемые стали,
не содержащие алюминия. Стали без алюминия технологичнее,
имеют более высокие механические свойства, чем сталь 38ХМЮА,
ио пониженную твердость азотированного слоя HV 650—900.
Азотированный слой на сталях без алюминия. имеет высокую
износостойкость и сопротивление хрупкому разрушению. Сниже-
ние хрупкости азотированного слоя позволяет применять азоти-
рование при изготовлении деталей, имеющих острые кромки
й вырезы, а также нешлифуемых деталей. Так, например, в станко-
строении для шпинделей, опор качения и ходовых винтов исполь-
зуют стали 40Х, 40ХФА, 18ХГТ, а для гильз, накладных напра-
вляющих^ планок, ходовых винтов пар качения — стали 40ХФА,
20ХЗВА, 20ХЗМВФ.
Для тяжелопагруженных деталей машин, работающих в усло-
виях циклических изгибпых или контактных нагрузок, а также
износа применяют стали 18Х2Н4ВА, 38XH3MA, 20ХГН2МФ,
38ХНМФА, ЗОХЗМ, 38ХГМ.
Типичные микроструктуры азотированного слоя, полученные
на сталях, не содержащих алюминия, даны на рис. 36. Во всех
случаях на поверхности образуется сплошной слой 8-фазы.
Нередко наблюдается образование s-фазы и по границам зерен.
Основная часть слоя имеет характерное сорбитообразное строе-
ние и отличается от сердцевины лишь тем, что более сильно
травится вследствие высокого содержания азота.
Исследование влияния температуры и продолжительности азо-
тирования на твердость и толщину азотированного слоя этой
группы стали показало, что чем больше сталь содержит нитридо-
58
образующих элементов, тем выше ее твердость (рис. 37). С повыше-
нием температуры насыщения твердость азотированного слоя
заметно снижается, однако падение ее по толщине слоя становится
менее резким. Толщина слоя у всех сталей при данном режиме
азотирования примерно одинаковая.
В настоящее время разработаны новые стали, не содержащие
алюминия и позволяющие при повышенных температурах насы-
щения 550—650° С получить высокую твердость азотированного
Рис. 36. Микроструктура азотированного слоя, полученного при различных ре-
жимах азотирования на сталях; X 200 (по данным А. Я. «Львовского):
а — ЗОХЗВА (525° С, 32 ч); б — 18Х2Н4ВА (500° С, 40 ч); в — 18ХГСН2ВМА (I-я сту-
пень — 525° С, 20 ч; 2-я ступень — 540° С, 30 ч)
слоя (HV 850—950). Эти стали легируют ванадием, титаном или
цирконием, т. е. элементами, образующими стойкие нитриды.
Например, для изготовления прецизионных деталей топливной
аппаратуры предложена сталь ЗОХЗМФ1, которая после азотиро-
вания при 560° С в течение 24 ч позволяет получить слой толщи-
ной 0,45—0,55 мм и твердостью на поверхности HV 900—950.
Ванадий в стали ЗОХЗМФ1 существенно измельчает аустенит-
ное зерно, что способствует формированию азотированного слоя
пониженной хрупкости. Сплошная нитридная сетка, образующаяся
по границам зерен при азотировании хромистых и хромоникелевых
сталей, в данном случае отсутствует (см. рис. 36). Испытания,
проведенные в условиях трения скольжения со смазкой и без
59
смазки, показали, что азотированный слой, полученный на стали
ЗОХЗМФ, обладает высокой износостойкостью (табл. 5).
Сталь ЗОХЗМФ по сравнению со сталью 38ХМЮА имеет лучшие
механические свойства и низкий порог хладноломкости.
Добавочное легирование стали ЗОХЗМФ кремнием (0,6—1,0%)
повышает ее твердость при высоких температурах (400—500° С)
на 100—150 единиц по Виккерсу.
Рис. 37. Влияние температуры и продолжительности азотирования
на твердость (а) и глубину (б) азотированного слоя конструкцион-
ных сталей, не содержащих алюминий
В ЦНИИТМАЩе для тяжелонагруженных деталей машин,
упрочняемых азотированием, предложены стали 25Х2Н2МФ
или 25ХЗНЗМФ. После закалки и отпуска при 600—620° С стали
обеспечивают предел текучести- о0>2 80 кгс/мм2 и ударную
вязкость аи 12 кгс-м/см2. Стали имеют высокую прокали-
ваемость и низкий порог хладноломкости (—40° С). Благодаря
Таблица 5
Влияние азотирования на износостойкость конструкционных сталей
Марка стали Твердость поверхности HV Путь трения, км Износ образца, мг
неподвижного вращающегося
ШХ15 780 12,5 16 7,4
38ХМЮА 980 12,5 4,7 6,5
ЗОХЗМФ 820 12,5 4,2 7,4
ЗОХЗМФС 920 12,5 1,6 5,0
Примечание. Вращающийся образец был изготовлен из стали ШХ15,
которая в состоянии закалки и низкотемпературного отпуска имеет твердость
HV780.
60
легированию сталей молибденом и ванадием они устойчивы против
отпуска и как следствие этого мало разупрочняются при повышен-
ных температурах азотирования.
Азотирование этих сталей при повышенных температурах
(550—570° С) позволяет получить высокую твердость на поверх-
ности (HV 750—850) и сократить длительность процесса для
формирования слоя заданной толщины [42].
Процесс азотирования широко используется для повышения
предела выносливости конструкционных сталей (табл. 6).
Предел выносливости, определяющий эксплуатационную стой-
кость деталей, в основном зависит от технологических и конструк-
Таблица 6
Влияние азотирования на предел выносливости сталей
Марка стали Тип образца Предел выносливости, кгс/мм2
после улучшения после азотирования
45 Гладкий, d = 7,5 мм 44 61
С надрезом, d = 7,5 мм 25 48
38ХМЮА Гладкий, d = 7,5 мм 48,5 62
С надрезом, d = 7,5 мм 37 68
I8X2H4BA Гладкий, d = 7,5 мм 54 69,4
С надрезом, d = 7,5 мм 22,7 51,7
Гладкий, d = 30 мм 40 45,3
Гладкий, d = 40 мм 33 40
С надрезом, d = 30 мм 17,8 27,2
С надрезом, d = 40 мм 16,3 23,3
38ХНМФА Гладкий, d = 7,5 мм 51,1 69,4
С надрезом, d = 7,5 мм 14,3 54
38ХГМ Гладкий-, d = 7,5 мм 50 66
Гладкий трубчатый, d = = 40 мм: 49 52
с буртом = 0,055, d = 40 мм 24 42
с поперечным отверстием, d = 5 мм 14 29
с посадкой кольца 18 44
Примечания: 1. Азотирование проводилось при 520—540° С, глубина
слоя 0,35—0,45 мм. 2. На образцах диаметром 7,5 мм надрез с углом 60° и глуби-
ной 0,3 мм.
61
тивных факторов. Надрезы, сверления и другие концентраторы
напряжений отрицательно влияют па предел выносливости. Выбор
целесообразных конструктивных форм, тщательная отделка по-
верхностей значительно повышают предел выносливости и надеж-
ность деталей в эксплуатации.
Сплошное азотирование изделий при правильном конструктив-
ном оформлении надрезов, галтелей и т. д. является одним из
основных методов повышения предела выносливости детали.
Надрезы, царапины, резкие переходы сечений, отверстия и т. д.,
понижающие предел выносливости, после азотирования практи-
чески не оказывают на него ослабляющего влияния. Влияние
азотирования тем сильнее, чем меньше размеры поперечного
сечения и выше конструктивные или технологические концентра-
торы напряжений (см. табл. 6). После азотирования предел выно-
сливости коленчатых валов авиационного двигателя из стали
18Х2Н4ВА повышается на 25—60%. При азотировании коленча-
тых валов дизелей из стали 18X2I-I4BA предел выносливости при
изгибе возрос на 20%, а при кручении более чем на 50%.
Как экспериментально показано [8], азотированный слой
имеет низкую прочность. Чем выше твердость азотированного
слоя, тем ниже его прочность. Особенно резко падает прочность
азотированного слоя стали 38ХМЮА, имеющего наибольшую
твердость. Излом поверхностных зон, как правило, хрупкий.
Следовательно, ожидать упрочняющего эффекта при испытании
на усталость от слоя, который обладает низкой статической проч-
ностью, маловероятно.
Основной причиной повышения предела выносливости следует
считать создание в азотированном слое благоприятных остаточных
напряжений [8 ].
Образование на поверхности азотированных изделий высоко-
азотистых фаз связано с большими объемными изменениями
(см. рис. 22), что влечет за собой возникновение в упрочненном
слое остаточных напряжений (рис. 38). В пределах упрочненного
слоя образуются остаточные напряжения сжатия, величина кото-
рых па поверхности достигает 50—100 кгс/мм2. Эпюра остаточных
напряжений показывает постепенное уменьшение напряжений
сжатия от поверхности к сердцевине. В переходной зоне возникают
растягивающие напряжения, величина которых достигает 20—
30 кгс/мм2. Чем выше относительное количество азота, поглощен-
ного сталью, тем большие объемные изменения при прочих равных
условиях претерпевает диффузионный слой и тем большей величины
в нем возникают остаточные сжимающие напряжения.
Наиболее высокая концентрация азота в поверхностных слоях
азотированного слоя наблюдается в сталях, легированных алюми-
нием. Остаточные напряжения сжатия в стали 38ХМЮА достигают
90—100 кгс/мм2 [8]. В сталях без алюминия количество поглощен-
ного азота ниже, как следствие этого уменьшаются и остаточные
напряжения сжатия.
62
При наличии остаточных напряжений и при нагружении
детали внешними силами результирующее напряженное состояние
получается путем наложения остаточных напряжений на напря-
жения от внешних сил. При наличии остаточных напряжений
сжатия имеет место уменьшение растягивающих напряжений
на поверхности, где обычно сосредоточена основная масса кон-
структивных и технологических концентраций напряжений, что
служит основной причиной
и объясняет возникновение
усталостного излома не на по-
верхности, а под упрочнен-
ным слоем. С ростом абсо-
лютных размеров изделий,
однако, величина предела
выносливости и упрочнение
от азотирования значительно
уменьшаются.
Предел выносливости азо-
тированных образцов тем
больше, чем выше прочность
сердцевины. Поскольку при
азотировании очаг разруше-
ния лежит под упрочненным
слоем, повышение сопротив-
ления пластической деформа-
ции в этой зоне затрудняет
образование усталостной тре-
щины. Наиболее высокую
прочность показывают стали
без алюминия с достаточно
высокой прочностью сердце-
вины. Сталь 38ХМЮА не-
редко дает меньшее значение
предела выносливости, не-
смотря на более высокие сжи-
мающие напряжения. Это,
хрупкостью слоя и чувствительностью к концентрации напря-
жений, а также более низкой прочностью сердцевины.
Кривые усталости при изгибе стали 20ХНЗМФ представлены
па рис. 39. Следует отметить, что азотированная сталь по сравне-
нию с цементованной имеет пониженную выносливость, несмотря
па более высокие остаточные напряжения сжатия. Это связано
с меньшей прочностью сердцевины азотированной стали [9].
Технологические факторы процесса азотирования: продол-
жительность и температура, определяющие свойства и глубину
слоя, величину и распределение остаточных напряжений и проч-
ность сердцевины, оказывают большое влияние иа предел выно-
сливости.
повышения предела выносливости
6, кгс/мп2
Ю
-50о
о
-10
-20
-30
-40
0,2 0,4 0,6 ф,мм
Рис. 38. Распределение остаточных напря-
жений по глубине диффузионного слоя
стали 18Х2Н4ВА [9]:
1 — азотирование при 500° С, глубина слоя
0,35 мм; 2 — цементация, закалка, низкий
отпуск
вероятно, связано с повышенной
63
Рис. 39. Влияние азотирования на предел выносливости стали 20ХНЗМФ:
а — образцы без надреза, б — образцы с надрезом; 1 — неазотированные стали; 2 — азо-
тированные стали (520° С, 24 ч)
0,010,02 0,04- 0,1 0,2 ОЛ 1 2 N-10s
S)
Рис. 40. Зависимость предела выносливости сталей 18Х2Н4ВА (а) и 20ХНЗМФ
(б) от продолжительности азотирования глубины слоя при 520° С
сг_1К — предел выносливости образцов с надрезом
Максимальное значение предела выносливости достигается при
сравнительно небольшой глубине слоя [рис. 40]. Для достижения
максимального упрочнения азотированных сталей 18Х2Н4ВА
и 20ХНЗМФ требуется глубина слоя, равная 0,15—0,2 мм. Даль-
нейшее увеличение длительности процесса не изменяет или даже
снижает предел выносливости. По данным С. В. Серенсена, для
деталей без концентраторов напряжений рост предела выносливости
наблюдается лишь при отношении глубины слоя (у) к радиусу
образца (г), равном 0,1—0,2. При на-
личии концентраторов напряжений
максимальное значение предела вы-
носливости достигается при отноше-
нии у/г = 0,01. При дальнейшем уве-
личении глубины слоя предел вынос-
ливости или не изменяется, или сни-
жается из-за уменьшения напряже-
ний сжатия в слое и увеличения на-
пряжений растяжения в сердцевине.
Изменение остаточных напряжений
в зависимости от отношения площади
сердцевины Fc к площади слоя
Fn ПРИ азотировании сталей
38ХМЮА и 18Х2Н4ВА показано на
рис. 41. Из приведенных данных
видно, что при отношении FjFn < 4
сжимающие напряжения в упрочнен-
ном слое уменьшаются, а растяги-
вающие напряжения в сердцевине
растут. При большой глубине слоя
Рис. 41. Остаточные напряжения
в зависимости от отношения
площади сердцевины к площади
слоя [8]
предел выносливости после азотиро-
вания может снижаться вследствие
больших растягивающих напряже-
ний в сердцевине и низких на по-
верхности. Особенно резко это ска-
зывается, когда глубина азотированного слоя соизмерима с тол-,
щиной сечения детали. Одновременно следует учитывать, что
с увеличением длительности процесса происходит разупрочнение
сердцевины. Это, естественно, сказывается на пределе выносли-
вости, так как разрушение зарождается под слоем.
Максимально допустимая температура азотирования предо-
пределяется устойчивостью стали против отпуска (характером
изменения механических свойств в функции температуры отпуска).
Чем устойчивее сталь против отпуска, тем выше допустимая
температура азотирования, обеспечивающая максимальное значе-
ние предела выносливости.
Чем выше температура азотирования, тем ниже абсолютное
значение предела выносливости. Это связано с разупрочнением
сердцевины (см. рис. 42) и уменьшением остаточных напряжений
65
сжатия. Если при температуре азотирования 500й С максималь-
ные сжимающие напряжения на поверхности в стали 18Х2Н4ВА
составляют 85 кгс/мма, то после насыщения азотом при 600° С —
65 кгс/мм2.
Для азотирования рекомендуется температура 500—520° С,
которая рбеспечивает максимальное значение предела выносли-
вости и минимальное коробление изделий.
На степень упрочнения после азотирования оказывает опре-
деленное влияние и степень диссоциации аммиака. Чрезмерное
HV
800 г
707-
600-
500 -
400-
300-
200 -
Рис. 42. Влияние температуры азотирования на механические свойства сталей
18Х2Н4ВА (а) и 38ХНМФА (б). До азотирования стали 38ХНМФА:
а ч =51,1 кгс/мм2; ст = 14,7 кгс/мм2
—1 — 1К
повышение степени диссоциации аммиака заметно понижает
эффект упрочнения.
При оценке упрочняющего влияния той или другой обработки
необходимо учитывать не только абсолютное значение предела
выносливости, но и способность выдерживать циклические пере-
грузки. Анализ сопротивления перегрузкам до и после азотиро-
вания может быть произведен по величине области ограниченной
выносливости.
При отсутствии концентратора напряжений, превышающего
предел выносливости, азотированные образцы показывают более
длительное сопротивление разрушению, чем неазотированные.
При наличии концентратора напряжений (образцы с надрезом)
азотированные образцы, наоборот, показывают меньшую устойчи-
вость против перегрузок выше предела выносливости.
66
После проведения процесса азотирования нередко требуется
производить добавочную обработку слоя. Шлифование, на глубину
0,05 мм (при общей глубине слоя 0,4—0,45 мм) не сопровождается
снижением усталостной прочности. Более глубокое шлифование
понижает предел выносливости. Снижение предела выносливости
при шлифовании связано с уменьшением сжимающих остаточных
напряжений на поверхности. Нанесение на азотированный слой
надреза до 0,1 мм не снижает предела выносливости. Надрез
глубиной, превышающей упрочненный слой, полностью снимает
упрочнение, вызываемое азотированием. Таким образом, после
азотирования возможна некоторая обработка слоя без снижения
прочности изделия.
Чтобы предупредить разрушение твердого поверхностного
слоя, следует применять'тщательное охлаждение при шлифовании,
не допуская' высоких скоростей шлифования, и соблюдать пре-
досторожности при транспортировке и монтаже деталей.
При разработке технологии процесса азотирования нужно
предусматривать упрочнение всей поверхности, где имеются
концентраторы напряжений (галтели, шпоночные пазы, сверления
и т. д.). Применение местного предохранения от азотирования
или удаления слоя в таких местах устраняет эффект азотирования.
Предел выносливости азотированных деталей может быть
добавочно повышен обкаткой роликами [10]. Эффект комбини-
рованного упрочнения азотированием с последующей обкаткой
при этом выше, чем в случае применения каждого процесса в от-
дельности (табл. 7).
Эффект упрочнения сохраняется при увеличении диаметра
образца до 50 мм (образец с галтелью радиусом 5 мм, коэффициент
концентрации 1,65).
Обкатка роликами существенно уменьшает неблагоприятное
влияние шлифования. При глубине шлифования 0,1 мм предел
выносливости у азотируемых образцов после обкатки на 23%
выше, чем у этих образцов после шлифования, и на 19% выше,
чем у азотированных образцов без шлифования [10].
Упрочняющую деформацию азотированного слоя проводят
при давлении 500—650 кгс/мм2. Более низкое давление не дает
повышения предела выносливости, а более высокое вызывает
растрескивание и шелушение слоя. Кроме повышения предела
выносливости обкатка значительно улучшает чистоту поверхности.
Правка азотированных деталей снижает предел выносливости.
Кривые контактно-усталостной прочности при различных
видах химико-термической обработки приведены на рис. 43 [9] *.
Азотированная сталь, хотя по пределу контактной прочности -
соизмерима с цементованной сталью, но отличается большим-
* Испытание контактно-усталостной прочности производилось на четырех-
роликовой машине, ^имитирующей по условиям трения работу зубчатых пере-
дач [9].
67
разбросом значений и чувствительностью к перегрузкам. Стойкость
против образования питингов у азотированных конструкционных
сталей невелика. При повышенных контактных напряжениях
Таблица 7
Влияние обкатки роликами
иа предел выносливости азотированных
образцов из стали 18Х2Н4ВА [10] *
Вид упрочнения ст-1
кгс/мм2 %
Улучшение . . . Улучшение, об- катка галтелей и ци- 35 100
линдрической части 61,8 173
Азотирование . . Азотирование и 58 163
обкатка галтелей . . Азотирование, об- катка галтелей и цилиндрической 63 177
части 67 188
♦ Образцы с концентратором
напряжения в виде галтельного пе- рехода.
Рис. 43. Кривые контактно-усталостной
прочности при различных видах хи-
мико-термической обработки сталей
[91:
/ — 20Х2Н4А, цементация, поверхностная
твердость HV 750, глубина слоя 1,0 мм;
2 — 20Х2Н4А, цементация, шлифование
(поверхностная твердость HV 750, глубина
слоя 1,0 мм); 3 — 50ХФА, азотирование,
поверхностная твердость HV 770, глубина
слоя 0,33 мм; 4 — 18Х2Н4ВА, азотирова-
ние, поверхностная твердость HV 800,
глубина слоя 0,5 мм; 5 — 40Х, азотирова-
ние, поверхностная твердость HV 680,
глубина слоя 0,5 мм; 6 — 45ХН, закалка
т. в. ч. поверхностная твердость HV 750,
глубина слоя 2,0 мм
глубина азотированного слоя
должна быть не менее 0,4—
0,5 мм. Повышение предела кон-
тактной выносливости азотиро-
ванной стали 38ХМЮА (глубина
слоя 0,15 мм, твердость на по-
верхности HV 1100 и твердость
сердцевины НВ 241—311)
в сравнении с улучшенной
сталью составило только 8% [9].
Предел контактно-усталостной
прочности (при чистом качении)
цементованной стали 'равен
245 кгс/мм2, а азотированной
200 кгс/мм2. Наиболее рельефно
выявляется снижение долговеч-
ности азотированной стали по
сравнению с цементованной сталью при перегрузках. В связи
с этим азотирование следует использовать в тех случаях, когда
контактные напряжения не слишком велики и деталь работает
в условиях трения скольжения (или абразивного износа).
68
§ 2. АЗОТИРОВАНИЕ ФЕРРИТНЫХ ТИТАНОВЫХ СТАЛЕЙ
Существенный недостаток процесса азотирования — его дли-
тельность. Повышение температуры насыщения интенсифицирует
процесс, однако сопровождается сильным снижением твердости
азотированного слоя и ухудшением свойств сердцевины.
Метод высокотемпературного азотирования можно применять
для сталей, легирующие элементы которых образуют твердые
и устойчивые против коагу-
ляции нитриды. Легирование
стали титаном-позволяет по-
высить температуру азотиро-
вания до 600° С, что без сни-
жения твердости диффузион-
ного слоя и прочности матри-
цы значительно сокращает
продолжительность процесса
[70].
Азотирование сталей с ти-
таном вызывает образование
диффузионных слоев, свой-
ства которых зависят от соот-
ношения титана и углерода
(Ti/C).
Наилучшие свойства
имеют стали с соотношением
Ti/C от 6,4 до 9,5. Стали
с меньшим соотношением Ti/C
дают недостаточно высокую
твердость азотированного
слоя (рис. 44); на сталях
с большим соотношением Ti/C
получаются хрупкие диффу-
зионные слои, и эти стали
имеют низкие пластические
свойства сердцевины.
Рис. 44. Распределение микротвердости
по глубине азотированного слоя сталей
с 0,25—0,28% С и различным соотноше-
нием Ti/C. Азотирование при 600° С, 6 ч,
aNH3 = 40% [70]:
/ — Ti/C = 2,5; 2 — Ti/C = 5,0; 3 — Ti/C =
® 5,0; tL4 — Ti/C « 6,4; 5 — Ti/C ® 9,3;
6 - Ti/C ='21
Наилучшие свойства сталей с соотношением Ti/C = 6,4 -т-9,5
достигаются при температуре азотирования 600° С. Твердость
НV 850—950 и глубина 0,3 мм получаются за 3—5 ч азотирования
(рис. 44). Разработаны две ферритные титаносодержащие стали
30ХТ2 (0,3% С, 1,2% Сг и 2% Ti) и ЗОХТ2НЗЮ (0,3% С, 1,2% Сг,
3,0% Ni, 2% Ti, 0,2% Al).
Сталь ЗОХТ2НЗЮ — сталь стареющего типа. Максимальное
упрочнение достигается после закалки с 1000° С и отпуска при 550—
600° С.
При температуре азотирования 600° С в течение 6 ч на иссле-
дуемых сталях формируются диффузионные слои глубиной 0,35—
0,45 мм и твердостью НV 900—1000.
69
В отличие от известных азотируемых конструкционных сталей
на сталях с титаном зона высокой твердости составляет большую
часть диффузионного слоя (рис. 44), а переход от азотированного
слоя к сердцевине образца сопровождается резким падением
микротвердости, свидетельствующим о наличии высокого гра-
диента концентрации азота на границе раздела. Такое распреде-
ление твердости является ценным для деталей, подвергающихся
после азотирования различным доводочным операциям: шлифо-
ванию, хонингованию, полированию.
Высокая твердость диффузионного слоя определяется его
структурой и фазовым составом. По данным рентгенографических
и электронноскопических исследований установлено многофазное
строение азотированного слоя титаносодержащих сталей, основ-
ными структурными составляющими которого являются а-твердый
раствор и нитрид железа (Fe, Ti)4 N [TiN ].
Высокая твердость азотированного слоя, видимо, объясняется
образованием высокоазотистого твердого раствора а, зон типа
Гинье—Престона на базе областей предвыделения (Fe, Ti)4 N и
нитрида [TiN]. Азотированный слой на сталях 30ХТ2 и ЗОХТ2НЗЮ
не обнаруживает хрупкости.
Азотирование на глубину 0,3—0,5 мм повышает предел вынос-
ливости гладких образцов на 20—35%. Наивысшую износостой-
кость имеет азотированный слой стали ЗОХТ2НЗЮ. Износостой-
кость азотированных сталей 30ХТ2 и ЗОХТ2НЗЮ в 3—5 раз
превышает износостойкость азотированной стали 38ХМЮА при
трении со смазкой. Высокая износостойкость сохраняется после
шлифования диффузионного слоя (рис. 45).
Деформация стали 30ХТ2 после азотирования при 600° С
ниже, а стали ЗОХТ2НЗЮ несколько выше, чем деформация стали
38ХМЮА после насыщения на одинаковую глубину при 520° С.
Азотированный слой титаносодержащих сталей обладает высо-
кой коррозионной стойкостью в воде. В морской воде после 1000 ч
испытания стойкость титановых сталей превышает стойкость
азотированной стали 38ХМЮА в 2—3 раза. При увеличении вре-
мени коррозионных испытаний свыше 1000 ч стойкость сталей
в морской воде выравнивается. Стали с титаном хорошо обраба-
тываются резанием, что позволяет повысить производительность
механической обработки на 70—120% по сравнению с нитрал-
лоем 38ХМЮА.
Стали 30ХТ2 и ЗОХТ2ИЗЮ обладают достаточно высокими
механическими свойствами при статическом испытании на разрыв,
(табл. 8). Но следует иметь в виду, что высокое значение ударной
вязкости сталей с титаном определяется большой величиной
макропластической деформации (высоким значением я3). Работа
распространения трещины невелика, что предопределяет хрупкий
излом. Величина ар может быть повышена в результате улучшения
качества выплавки стали и уменьшения в стали фосфора, серы
и кислорода.
70
Исходя из этого, стали можно рекомендовать для деталей,
работающих в условиях повышенного износа, усталости, но не
воспринимающих значительных ударных нагрузок. Широкое
О 250 500 750 м О о,1 0,2 0.3 0,0 мм
Путь трения Глубина снятого слоя
а) б)
Рис. 45. Износостойкость азотированных сталей, легированных титаном
(испытание на машине МИ-1М) [40]:
а — трение со смазкой и без смазки; б — износостойкость после снятия
диффузионного слоя на различную глубину; 1 — сталь 30ХТ2М; 2 — сталь
ЗОХТ2НЗЮ; 3 — сталь 30ХТ2; 4 — сталь 38ХМЮА
---------износ колодок;-----------износ роликов
применение они могут найти в станкостроении (штоки, валы,
шпиндели), в текстильной промышленности (тарелки натяжных
приборов, оси, рифленые цилиндры ленточных машин и т. д.),
для изготовления деталей топливной аппаратуры и т. д.
71
Таблица 8
Механические свойства ферритных титановых сталей
для азотирования
Марка стали сгв, кгс/мм2 м 2 о М СЧ ь° б» % % ‘ф. CI О s’ о Предел выносли- вости, кгс/мм2
после улучше- ния после азотиро- вания
30ХТ2 70 60 15 60 9,0 30 45
ЗОХТ2НЗЮ 95 85 12 50 4,5 50 68
§ 3.. АЗОТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Кратковременное азотирование режущего и накатного инстру-
ментов (сверл, метчиков, накатников и др.) из быстрорежущей
стали повышает их стойкость в 1,5—2 раза [38].
Прочность и особенно вязкость после азотирования снижаются
с увеличением глубины диффузионного слоя.
Лучшее сочетание механических свойств, износостойкости
и теплостойкости для инструмента из быстрорежущей стали дости-
гается при толщине азотированного слоя 0,01—0,025 мм, поэтому
инструмент из быстрорежущей стали рекомендуется азотировать
кратковременно при 510—520° С [38]. Продолжительность про-
цесса для получения слоя глубиной 0,01—0,025 мм для мелкого
инструмента (диаметром менее 15 мм) составляет 15—20 мин, для
более крупного (16—30 мм) 25—35 мин и крупного 60 мин. Воз-
можно вести процесс при 560° С в течение 10—20 мин. Для повы-
шения вязкости на 30—40% первый отпуск после закалки следует
проводить при 350° С, а последующие при 560° С. В этом случае
после отпуска при 560° С карбиды по объему зерна выделяются
более равномерно.
После указанных режимов азотирования образуется азотиро-
ванный слой с высокой твердостью HV 1340—1460 и теплостойко-
стью (твердость HV 700 сохраняется до 700° С). Твердость азоти-
рованного слоя тем выше, чем больше легирован твердый раствор а.
Хорошо азотируются высокоуглеродистые стали, содержащие
12% Сг (Х12М, Х12Ф1). Процесс ведут при 510—520° С, 8—12 ч.
Толщина слоя 0,08—0,12 мм и твердость HV 1100—1200. Слой
обладает теплостойкостью до 650—660° С и большей износо-
стойкостью, чем слой быстрорежущей стали. Предварительная'
термическая обработка для сохранения высокой вязкости заклю-
чается в закалке с пониженной температуры 980—1000° С и
отпуске при 530—540° С.
Для обеспечения высокой твердости азотированного слоя
и- сердцевины может быть рекомендована следующая последо-
вательность термических операций: закалка на аустенит с 1100—
72
1120° С в масле, азотирование при 500—520° С, обработка холодом
при 60—70° С после азотирования или двух- или трехкратный
отпуск при 550° С для повышения твердости сердцевины до НДС
60—62. Повышение температуры азотирования до 560° С заметно
понижает твердость слоя.
В штамповых сталях, обладающих повышенной вязкостью,
глубина азотированного слоя может быть 0,2—0,25 мм. Штамповые
хромовольфрамовые стали (ЗХ2В8Ф, 4Х5В2ФС и др.) для полу-
чения такого слоя азотируют при 530—540° С, 12—16 ч или двой-
ным циклом при 520—540° С, 6—8 ч + 550—560° С, 4—6 ч.
Твердость азотированного слоя HV 1100—1240. Слой имеет высо-
кую теплостойкость до 670—680° С [38].
Лучшее сочетание прочности, вязкости и разгаростойкости
азотированные штампы имеют после закалки с пониженной темпе-
ратуры 1000—1050° С и отпуска при 560—600° С. После закалки
с температур 1100—1120° С и отпуска при 560—580° С твердость
и прочность повышаются, а вязкость снижается.
На быстрорежущих и высокохромистых (Х12) сталях диффу-
зионный слой хорошо выявляется вследствие большой травимости.
Менее четко слой выявляется на хромовольфрамовых сталях.
В случае длительного азотирования при 520° С и сравнительно
кратковременном процессе (5—6 ч) при 560° С на поверхности
образуются сплошной слой карбонитридной е-фазы и выделения
нитридов железа по границам зерен. Под слоем е-фазы распо-
лагается зона a-твердого раствора, содержащая легированные
нитриды железа (Fe, М)4 N, нитриды легирующих элементов
(W, Fe)2 N и (Cr, Fe) N, а также карбиды (карбонитриды). Образо-
вание хрупкой s-фазы и нитридной сетки нежелательно, так как
обусловливает резкое снижение прочности. Развитие 8-фазы
и пограничных выделений нитридов зависит от предварительной
.термической обработки. Быстрорежущая сталь, закаленная от
обычно принятых высоких температур (1280° С), показывает
наибольшую склонность к образованию 8-фазы. Понижение темпе-
ратуры закалки до 1050—1100° С значительно уменьшает глубину
сплошной е-фазы и образование нитридной сетки.
Азотирование повышает в 4—5 раз устойчивость стали против
растворения в жидких алюминиевых сплавах. Детали пресс-форм
из сталей ЗХ2В8Ф и 4Х5В2ФС рекомендуется азотировать па
глубину не менее 0,2—0,25 мм.
В некоторых случаях, например для штампов и пресс-форм,
испытывающих высокие нагрузки и не подвергаемых шлифованию,
применяют азотирование перед закалкой [104].
В этом случае азотирование ведут при 520° С 12 ч или при
560—580° С 10 ч для получения слоя глубиной 0,15—0,20 мм.
После нагрева под закалку глубина слоя возрастает до 0,20—
0,25 мм. Температура закалки 1000—1050° С, что на 30—50° С ниже
по сравнению с принятыми температурами при обычной обработке.
Твердость слоя, полученного па стали ЗХ2В8Ф, составляет HV
73
780—830 (HRC 64—65), а на стали 4Х5В2ФС H V 900—950 (HRC
67—68), что ниже твердости слоя, полученного после закалки
и отпуска, но значительно выше твердости неазотированной стали.
При нагреве до 620—640° С твердость снижается до HRC 50.
После такой обработки в диффузионном слое отсутствую! 8-фаза
и нитридная сетка, что повышает на 20—30% прочность и вязкость
стали по сравнению с азотированием после закалки.и отпуска.
§ 4. АЗОТИРОВАНИЕ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ
Мартенситио-стареющие стали характеризуются высокой проч-
ностью, хорошей пластичностью, ударной вязкостью, сопротивле-
нием хрупкому разрушению, высокой прокаливаемостыо на воз-
Дабление
Рис. 47. Износостойкость азотированной
мартенситно-стареющей стали Н18К9М5Т
в условиях трения — скольжения (по дан-
ным Ю. М. Лахтина, Э. С. Цырлина):
1 — старение 490° С, 6 ч; 2 — азотирование
500° С, 24 ч;----износ ролика; —--------
износ колодки
Рис. 46. Влияние температуры и
продолжительности азотирования
на твердость мартенситно-старею-
щей стали Н18К9М5Т (по данным
Ю. М. Лахтина, Э. С. Цырлина)
духе. Недостатки сталей: низкая износостойкость и предел выно-
сливости. Перспективным методом повышения этих свойств мартен-
ситно-стареющих сталей является азотирование.
Мартенситно-стареющие стали, подвергаемые азотированию,
можно разделить на три группы; 1) классические высокопрочные
стали с прочностью 180—210 кгс/мм2 типа Н18К9М5Т; 2) корро-
зионно-стойкие высокопрочные стали; 3) низколегированные стали
с прочностью 100—150 кгс/мм2.
74
Азотирование стали Н18К9М5Т при 450—500° С приводит
к образованию нехрупких диффузионных слоев глубиной до 0,2—
0,25 мм с поверхностной твердостью до HV 900 [121, 123, 147,
157, 175].
Повышение температуры азотирования с 450 до 560° С снижает
поверхностную твердость и твердость сердцевины (рис. 46). Увели-
чение времени азотирования сказывается в меньшей мере. Для
стали типа Н18К9М5Т независимо от режима азотирования харак-
терен плавный переход от поверхностной твердости к твердости
сердцевины. Диффузионный слой состоит из поверхностной зоны
6 + у'-фаз и расположенного ниже слоя азотированного мартен-
сита с избыточными выделениями у'-фазы. Оптимальные режимы
азотирования: 500° С, 24 ч или 450° С, 48 ч. Азотирование, прак-
тически не изменяя прочности и чувствительности стали Н18К9М5Т
к концентраторам напряжений, снижает ударную вязкость
(табл. 9).
Таблица 9
Влияние азотирования на механические свойства стали Н18К9М5Т
Термическая обработка Гладкие образцы Образцы с надрезом аН’ кгс*м/см2 стизг’ кгс/мм2
ав’ кгс/мм2 ат. кгс/мм* кгс/мм2 ч-
Закалка 950° С, 40 мин +820° С, 40 мин + старение 490° С, 6 ч 212 203 280 1,3 4,0 —
Закалка 950° С, 40 мин + 820° С, 40 мин + азотирова- ние 500° С 24 ч или 200 189 240 1,2 2,8 330
450° С, 48 ч 199 185 243 1,2 2,5 —
Химико-термическая обработка повышает сопротивление износу
и задиру в условиях трения качения и трения скольжения (рис. 47).
Азотирование увеличивает также предел выносливости. После
старения предел выносливости надрезанных образцов из стали
Н18К9М5Т составляет 42—44 кгс/мм2, после азотирования по
режиму 500° С, 24 ч — 64—66 кгс/мм2 [175].
Сочетание высокой поверхностной твердости и износостойкости
с высокой прочностью и достаточной вязкостью сердцевины поз-
воляет рекомендовать процесс азотирования при изготовлении
тяжелоиагруженных деталей машин из мартенситно-стареющих
сталей.
75
Успешно азотируют и коррозионностойкие мартенситно-ста-
реющие стали. Сталь 000X11Н10М2Т (ЭП 678) после азотирования
при температуре 450—650° С в течение 20—40 ч имеет слой глу-
биной 0,2—0,3 мм и твердость HV 900—1000.
Азотирование стали 000Х12Н9Д2ТМ (ЭП699) при темпера-
турах 525—600° С в течение 12—72 ч позволяет получить диффу-
зионный слой глубиной до 0,3 мм с высокой поверхностной твер-
достью— до HV 1100 [81].
Оптимальный режим азотирования этой стали для получения
нехрупких диффузионных слоев: 575° С, 48 ч.
Кривые распределения
микротвердости по глубине
диффузионного слоя пока-
заны на рис. 48. Для ста-
ли 000Х12Н9Д2ТМ, как
и для всех сталей, содер-
жащих более 5—6% Сг,
характерны наличие пло-
щадок с постоянной высо-
кой твердостью по всей
глубине азотированного
слоя и резкий переход от
поверхностной твердости
к твердости сердцевины.
Азотированный слой
на стали 000Х12Н9Д2ТМ
(рис. 49, а) состоит из двух
зон: иа поверхности —
высокоазотистая 8-фаза
толщиной 5—25 мкм; под
Рис. 48. Кривые распределения микротвер-
дости по глубине азотированного слоя стали
000X12Н9Д2ТМ. Время азотирования — 48 ч
(поданным Ю. М. Лахтина, Э. С. Цырлина)
ией — основная часть азо-
тированного слоя, представляющая' собой азотистый мартенсит
с выделениями избыточной у'-фазы и нитридов легирующих
элементов, в основном нитридов хрома.
Азотирование приводит к некотором упадению прочности и
значительному снижению ударной вязкости стали ОООХ12Н9Д2ТМ.
После азотирования по режиму 575° С, 48 ч ударная вязкость
стали уменьшается с 15,3 до 8,75 кгс-м/см2 при надрезе r= 1 мм
и с 9,3 до 8,7 кгс-м/см2 при надрезе г = 0,25 мм. Незначительное
снижение ударной вязкости образцов Шарпи (радиус надреза
0,25 мм) свидетельствует о том, что азотирование резко уменьшает
работу зарождения трещины и в меньшей мере работу ее распро-
странения. Азотирование не увеличивает чувствительности стали
000Х12Н9Д2ТМ к концентраторам напряжений.
Коррозионная стойкость стали 000X12Н9Д2ТМ после азотиро-
вания снижается (табл. 10) в связи с обеднением твердого раствора
хромом. Однако азотированная сталь обладает весьма высокой
группой стойкости. Коррозионная стойкость s-фазы во влажной
76
Рис. 49. Микроструктура азотированного слоя сталей при различных режимах азотирования (X 300):
а — 000Х12Н9Д2ТМ, 575° С, 24 ч; б — 04ХЗТ2, 600° С, 6 ч; в — 04Х5Н2М, 600° С, 12 ч; г — 04Х5Н2МЮ, 600° С, 12 ч
Таблица 10
Коррозионная стойкость стали 000X12Н9Д2ТМ
Термическая обработка Условия испытания- Скорость коррозии, мм/г од Группа стойкости по ГОСТ 13819-69 Балл
Азотирование 575° С, 48 ч Относительная влаж- ность 96—98% 0,0030 2 2
Азотирование 575° С, 48 ч + шлифование на 0,05 мм То же 0,0079 2 3
Старение 575° С, 2 ч + шлифование То же 0,0008 1 1
Азотирование 575° С, 48 ч Солевой туман 0,0055 2 3
Азотирование 575° С, 48 ч + шлифование на 0,05 мм То же 0,0565 3 5
Старение 575° С, 2 ч + шлифование То же 0,0011 2 2
Азотирование 575° С, 48 ч 0,01% сернистый ан- гидрид 0,0037 2 2
Азотирование 575° С, 48 ч 4- шлифование на 0,05 мм 0,01% сернистый ан- гидрид 0,0017 2 2
Старение 575° С, 2 ч + шлифование 1 1 — совершенно ci 2 — весьма стойки 3 — стойкие. То же ойкие. е. 0,0007 1 1
78
атмосфере превышает стойкость основной зоны азотированного
слоя.
Высоколегированные высокопрочные' мартенситно-стареющие
стали имеют высокую стоимость. В связи с этим может быть
рекомендовано также азотирование иизкоуглеродистых низко-
легированных мартенситно-стареющих и мартенситных сталей,
которые не обладают столь высокой прочностью, какН18К9М5Т,
но имеют высокую прокаливаемость на воздухе (до 250 мм),малые
деформации в процессе термической обработки, хорошую техно-
логичность.
Стали, легированные в небольших количествах Сг, Мп, Ni, Мо,
Си, А1, после отпуска или старения в интервале температур 400—
550° С имеют ав = 100-4-140 кгс/мм2 и ан = 6-4-15 кгс-м/см2.
Мартенситно-стареющие стали, содержащие от 3 до 7% Сг,
2% Мп, 2%Си, после азотирования при 500—600° в течение 6—
24 ч позволяют получить диффузионные слои глубиной до 0,5 мм
с высокой поверхностной твердостью. Чем больше в стали хрома,
тем выше твердость. С увеличением температуры и длительности
азотирования и уменьшением содержания хрома глубина слоя
возрастает, а хрупкость слоя уменьшается.
Учитывая это, содержание хрома в стали должно быть в пре-
делах 3—5%. После азотирования при температурах 575—600° С
твердость у этих сталей плавно снижается по глубине слоя и нет
резкого перехода от твердости слоя к твердости сердцевины.
Строение диффузионных слоев этих сталей аналогично строе-
нию азотированного слоя на железе (см. рис. 49, б, г). Поверх-
ностная твердость равна HV 850—1000, глубина слоя 0,18—0,38 мм.
Азотирование по сравнению с «ложным» азотированием повы-
шает показатели прочности, хотя на конструкционных сталях
и высокопрочных мартенситно-стареющих сталях прочность сни-
жается (табл. 11). Азотированные Сг—Мп стали обладают высоким
сопротивлением статическому изгибу. Излом после разрушения
вязкий.
Азотирование снижает ударную вязкость сталей и сдвигает
порог хладноломкости в область более высоких температур. Азоти-
рование стали 10Х5Г2М значительно повышает ее износостойкость
и контактную прочность.
При испытаниях на износ в условиях трения качения (ролик
по ролику) образцы не изнашиваются до давления 160 кгс/мм2,
смятие слоя наступает при напряжениях, равных 400 кгс/мм2.
Недостатком азотированных Сг—Мп сталей является низкое
значение ударной вязкости при отрицательных температурах.
Добавка никеля снижает критическую температуру хруп-
кости.
Мартенситные стали, содержащие от 3 до 5% Сг, 2% Ni, 0,3—
0,5% Мо, и мартенситно-стареющие стали с алюминием (0,2—
0,5%) позволяют получить нехрупкие слои с высокой твердостью
и глубиной до 0,5 мм (температура азотирования 600° С).
79
Таблица 11
Влияние азотирования на механические свойства низколегированных
Сг — Мп сталей
Марка стали Термическая обработка ав/аол' кгс/мм2 ан (г=1 мм), кгс-м/см2 аизг’ кгс/мм2 fmax- мм
4-20° С -20° С —40° С
10Х5Г2М «Ложное» азоти- рование: 600° С, 6 ч 75/66 21,5 7
600° С, 12 ч 74/66 22 — 11 — —
575° С, 6 ч 74/62 18 — 6 — —
Азотирование: 600° С, .6 -ч 94/76 10 1,5 185 10
600° С, 12 ч 87/72 8 5 1,5 175 3
575° С, 6 ч 108/81 15 6,8 — 220 7,5
13Х5Г2МД2 «Ложное» азоти- рование: 575° С, 6 ч 87/76
575° С, 12 ч 87/76 8 7 — — —
600° С, 6 ч 85/73 — — — — —
Азотирование: 575° С, 6 ч 99/78 180 9
575° С, 12 ч 92/75 4,5 0,4 — 175 9,5
600° С, 6 ч 90/71 5,2 0,4 — 169 9,6
600° С, 12 ч 82/72 4,5 1,0 — 168 10
Стали, содержащие алюминий, после азотирования имеют
более высокую поверхностную твердость, чем мартенситные стали
без алюминия.
Механические свойства Сг—Ni сталей изучали на стали
08ХЗН2МБЮ. Азотирование по режиму 600° С, 12 ч позволило
получить диффузионный слой глубиной —0,4 мм с поверхностной
твердостью HV 800—900. Свойства после «ложного азотирования»:
ов = 75 кгс/мм2; о012 = 65 кгс/мм2; а^20 = 24 кгс-м/см2. Свой-
ства после азотирования: ов = 78 кгс/мм2; о012 = 75 кгс/мм2;
«н20 = 9,0 кгс-м/см2; порог хладноломкости —60° С. У стали
10Х5Г2М после азотирования по тому же режиму порог хладно-
ломкости был при —20ч 30° С. Азотирование, не оказывая
влияния на прочность, снижает ударную вязкость, оставляя ее,
однако, на высоком уровне.
По сравнению с Сг—Мп сталями порог хладноломкости азо-
тированных Сг—Ni сталей смещается в область более низких
температур.
Приведенные данные указывают на возможность скоростного,
азотирования (6—24 ч) при повышенных температурах (575—
600° С) низколегированных мартенситных и мартенситно-старею-
80
щих Сг—Мп и Сг—Ni сталей. Процесс азотирования этих сталей
может быть использован для упрочнения деталей, работающих
на износ и испытывающих знакопеременный изгиб и невысокие
контактные напряжения в таких отраслях машиностроения, как
станкостроение, автомобильная промышленность и т. д. Особен-
ностью дисперсионного твердения мартенситно-стареющих сталей
является уменьшение геометрических размеров изделий в процессе
старения. Объемная усадка происходит равномерно по всему
поперечному сечению изделия и не сопровождается короблением
и трещинообразованием.
При совмещении азотирования со старением при 420—480° С
в течение 3—36 ч линейная усадка в среднем составляет 0,9—
1,2 мкм/мм, а прирост (наращивание) размеров за счет азотирова-
ния 2—4 мкм. Для стали Х2Н18К9М5 диаметром 40 мм это при-
водит к уменьшению диаметра в среднем на 35—41 мкм.
Так как линейная усадка при старении и наращивание при
азотировании в зависимости от режимов обработки мало изме-
няются, то при изготовлении точных деталей необходимо пре-
дусматривать соответствующий технологический припуск [157].
§ 5. АЗОТИРОВАНИЕ ФЕРРИТНЫХ И АУСТЕНИТНЫХ
КОРРОЗИОННОСТОЙКИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ
Для повышения твердости, износостойкости и эрозионной
устойчивости азотированию подвергаются стали ферритного
(12X13), мартенситного (20X13, 30X13 и др.) и аустенитного
(45Х14Н14В2М, 12Х18Н9, 12Х18Н10Т и др.) класса. Наиболее
широко применяют азотирование этих сталей в энергомашино-
строении [126].
Все стали с высоким содержанием хрома должны проходить
специальную обработку для удаления оксидной пленки, пре-
пятствующей насыщению стали азотом. Удаление оксидной пленки
производится травлением стали в кислотах, пескоструйной очист-
кой или в процессе азотирования.
Влияние температуры азотирования на глубину и твердость
азотированного слоя некоторых сталей перлитного, мартенситного
и аустенитного классов показано па рис. 50.
Стали, имеющие при температуре азотирования ГЦК решетку
(у-фаза), азотируются значительно хуже, чем стали с ОЦК решет-
кой (a-фаза). Чем выше степень легированности стали, тем труднее
протекает процесс диффузии азота.
Для получения износостойкого слоя ферритные и аустенитные
высокохромистые стали чаще азотируют при 560—600° С.
Изменение микротвердости и фазового состава по глубине
азотированного слоя, полученного на сталях типа Х13 с разным
содержанием углерода, показано на рис. 51 [134]. Твердость,
глубина слоя и распределение твердости по глубине слоя у всех
сталей примерно одинаковые. При температуре азотирования
81
540° С (рис. 51, а) иа поверхности образуется & [(Fe, Cr2)(N, С)]-
фаза, далее е- и у' [(Fe, Сг)4 Nl-фазы, на глубине —0,008 мм —
у'-фаза и, наконец, слой а- и у'-фаз. После поверхностной зоны,
преимущественно состоящей из железных нитридов, следует
основная часть диффузионного слоя, представляющая собой а-фазу
и выделения карбонитрида (Сг, Fe)a (N, С), [М2 (N, С)], М (N, С).
Чем больше в стали углерода, тем раньше образуется М2 (N, С).
Твердость основной части азотированного слоя связана с высокой
Рис. 50. Твердость (а) и глубина (б) азотированного слоя различных сталей в за-
висимости от температуры процесса при продолжительности 48 ч (по данным
А. Г. Андреевой):
1 — X17H5M3; 2 — Х15Н9Ю; 3 — 25Х18Н8В2; 4 — 4Х14Н2В2А; 5 — 13Х12НВМФА;
6 — 20X13; 7 — 17Х18Н9; 8 — 38ХМЮА; 9 — 40ХНМА; 10 — 45; 11 — армко-железо
концентрацией азота в a-фазе и выделением карбонитридов. При
более высокой температуре (рис. 51, б) образуется нитрид
CrN [(Сг, Fe)(N, С) ]. Азотирование при 620° С снижает твердость,
при этом тем сильнее, чем больше в стали углерода. На поверх-
ности твердость оказалась более низкой, чем в зоне a-фазы. Твер-
дость в области a-фазы определяется главным образом дисперс-
ностью CrN. С увеличением в стали углерода степень дисперсности
нитрида хрома (карбонитрида) уменьшается и твердость сни-
жается. При температуре диффузии возможно а -> у-превращение.
При последующем охлаждении у-фаза претерпевает превращение
по диффузионному, промежуточному или мартенситному меха-
низму. В случае больших степеней переохлаждения продукты
превращения могут иметь высокую твердость [134].
82
Содержание (разы
30X13
Рис. 51. Строение и микротвердость азоти-
рованных слоев на коррозионностойких ста-
лях Х13:
а — азотирование при 540° С; б — азотирование
при 620° С (по данным В. Д. Яхниной)
б
100
50
0
е
Н
100{
50
ПЧ ft / “•O’” • —O“ • -1 —о—o- СЛ+
R-Z) 1 I/ — 4*- карбиды
12X13
и а
fe
J1
08X13
я •о— о--- 6 <л* кар-
г L.l виды
1400
1200
1000
800
ООО
400
200
-Х-О-Х 6°^
\* Vk
О 0,02 0,04 0,06 0,08 0,10 0,12 0.14 0,15 0,16 0,18 0,20мм 0 0,04 0,08 0,12 0,16 0,20 0,24 0,28 0,32 0,36 0,40мм
й) Расстояние от поверхности 5)
Сталь 15X11МФ, широко применяемая в энергомашиностроении,
после азотирования двойным циклом при 530° С, 20 ч + 580° С,
20 ч имеет слой, состоящий на поверхности из е + у'-фазы, далее
а + у' + CrN-фазы и на глубине 0,07—0,3 мм —а + CrN-фазы.
При азотировании аустенитных сталей на поверхности образуется
нитридный слой, состоящий из s-фазы [(FeM)3 N, [(Fe, М)2 N]
и возможно CrN. Основная часть слоя состоит из у-фазы (аустенита)
и нитридов хрома CrN.
По глубине азотированного слоя аустенитных сталей твердость
остается почти постоянной, резко снижаясь при переходе к сердце-
вине. Снижение содержания углерода в ферритных и аустенитных
сталях повышает глубину азотированного слоя [126].
В низкоуглеродистых сталях в зоне, прилегающей к сердце-
вине, наблюдается повышение твердости, что, вероятно, связано
с образованием дисперсных нитридов хрома. По данным В. Д. Ях-
ниной, в поверхностной части слоя размеры нитридных выделений
достигают 700 А, а в конце слоя' 70—90 А. Чем. меньше в стали
углерода, тем менее хрупок азотированный слой. Повышенная
хрупкость слоя, вспучивание и шелушение по всей поверхности —
частые дефекты, сопутствующие азотированию высоколегирован-
ных ферритных и аустенитных сталей. Чаще эти дефекты наблю-
даются при азотировании крупнозернистых сталей, когда про-
исходит пограничное образование легированных нитридов железа
(Fe, Cr)4 N, (Fe, Ti)4 N. Это приводит к выкрашиванию слоя при
азотировании (шелушение слоя) или в процессе последующего
шлифования. Шелушение в основном происходит при величине
зерна ниже 5 баллов. Во избежание выкрашивания слоя величина
зерна должна соответствовать 7—12 баллам.
Охлаждение некоторых аустенитных сталей, например высоко-
марганцевых, от температуры азотирования не следует производить
в атмосфере аммиака, так как это увеличивает хрупкость слоя.
Хорошие результаты получены при охлаждении в среде полностью
диссоциированного аммиака либо в продуктах сгорания керосина,
аргоне и других восстановительных или нейтральных средах.
Твердость азотированного слоя на высоколегированных сталях
мало изменяется при нагреве до 550—600° С. Длительные выдержки
(тысячи часов) при 550—650° С снижают твёрдость азотированного
слоя [126]. Азотирование значительно повышает износостойкость
и уменьшает коэффициент трения ферритных и аустенитных сталей
как при нормальной, так и повышенных температурах [126].
На ферритной стали 12X13 в интервале температур 20—400° С
значительно возрастает предел выносливости, при более высоких
температурах эффект азотирования не наблюдается. Коррозионная
стойкость поверхностного слоя коррозионностойких ферритных
и аустенитных сталей в результате азотирования ухудшается.
Как видно из рис. 52, электродный потенциал по глубине слоя
изменяется, а следовательно, изменяется и коррозионная стой-
кость [I ].
84
По глубине слоя можно различить следующие зоны (рис. 52) *:
I — верхний слой с низким потенциалом, неустойчивый против
коррозии;
II — слой с высоким электродным потенциалом, обладающий
хорошей коррозионной стойкостью;
III — слой с пониженным электродным потенциалом — низкой
коррозионной стойкостью;
IV — слой — сердцевина, коррозионная стойкость которой
в результате азотирования не меняется. Слой, расположенный
на глубине 0,010—0,055, наиболее устойчив к коррозии. Снижение
коррозионной стойкости
связано с образованием
нитридов хрома и обедне-
нием твердого раствора
хромом. При оптимальных
условиях азотирования
у мартенситной и феррит-
ной стали коррозионпоне-
стойкая зона занимает
50—80% от общей глубины
слоя. У стали переходного
класса эта зона занимает
Рис. 52. Изменение величины электродного
потенциала по глубине азотированного слоя
стали 45Х14Н14В2М [1]
35—45 %. Аустенитные
стали имеют сравнительно
небольшую . зону низкой
коррозионной стойкости —
20—30% от глубины слоя. При изготовлении деталей из азоти-
рованных коррозионностойких сталей после шлифования, поли-
рования и подторцовки необходимо учитывать протяженность зон
с высокой и пониженной коррозионной стойкостью.
Для предотвращения коррозии в воде азотированн ого слоя на
коррозиониостойких сталях достаточно их прокипятить в 10%-ном
растворе бихромата калия в течение 1 ч с последующей обработкой
в 10—50 %-ном растворе гидрофобизирующей кремнеорганической
жидкости ГКЖ-94 в бензине. Окалиностойкость азотированных
высокохромистых ферритных (мартенситных) и в меньшей степени
аустенитных сталей понижается. Азотирование повышает кави-
тационную стойкость аустенитных сталей [90].
Азотирование большинства аустенитных сталей не позволяет
получить слой глубиной более 0,12—0,15 мм; например, увеличе-
ние времени азотирования стали 45Х14Н14В2М с 48 до 100 ч
при 560° С приводит к увеличению глубины слоя только на 0,01 —
0,02 мм. Увеличение глубины слоя может быть достигнуто повыше-
нием температуры азотирования.
* Электродный потенциал измерялся (по отношению к насыщенному кало-
мельному электроду) по глубине слоя, в воде с добавкой активатора — ионов
хлора.
85
С повышением температуры полная глубина азотированного
слоя непрерывно возрастает. Однако глубина высокоазотистой
части слоя, выявляемая по более сильной травимости на микро-
шлифе с повышением температуры выше 700—800° С, заметно
уменьшается. Это связано со снижением активности насыщающей
среды и интенсивным отводом азота из поверхностных слоев
вглубь. Твердость азотированного слоя с повышением температуры
насыщения снижается, что связано
с коагуляцией нитридных частиц
и срывом когерентности.
Наиболее сильно падение твер-
дости с повышением температуры
азотирования наблюдается у фер-
ритных сталей. Высокотемператур-
ное азотирование, однако, находит
применение в промышленности,
так, например, стали 12X13,
12Х18Н9Т и Х16, азотированные
при 700° С, применяют для магни-
топроводов. Продолжительность
процесса в зависимости от вели-
чины садки составляет 1,0—1,5 ч
[57].
Многие жаропрочные стали ау-
стенитного, мартенситного или
феррито-мартенситного класса
упрочняются закалкой от высоких
температур и последующим старе-
нием при 680—800° С.
Для этих сталей процесс азо-
тирования может быть совмещен
либо с закалкой, либо со старением
после предварительной закалки.
Например, хорошие результаты
получены при совмещении про-
цесса азотирования с процессом
старения при 680° С предвари-
тельно закаленной стали 15Х12ВНМФ. После обработки по такому
режиму можно получить за 6—10 ч слой глубиной 0,25—0,4 мм
и твердостью Н100 800—850 [79, 80]. Диффузионный слой состоит
на поверхности из е 4- у'-фаз, далее следует промежуточная зона
а 4- у 4- у' 4- CrN и а -|- CrN (основная часть слоя). В результате
азотирования повышается жаропрочность стали (рис. 53). Азоти-
рование в процессе нагрева под закалку (1000° С, 3 ч) позволяет
получить слой глубиной 0,35—0,4 мм при твердости Н100 — 550.
В этом случае на поверхности образуются а 4- у 4- CrN-фазы.
По мере удаления от поверхности количество нитрида CrN
убывает.
86
Рис. 53. Зависимость механических
свойств стали 15Х12ВНМФ от ре-
жимов азотирования:
1 — стандартная термическая обра-
ботка; 2 — азотирование с отпуском;
3 — азотирование с закалкой
Азотирование в процессе старения (790° С, 10 ч) предвари-
тельно закаленных аустенитных сталей обеспечивает получение'
слоев глубиной до 0,3 мм на стали 37Х12Н8Г8МФБ и глубиной
0,2—0,25 мм на стали 10X11H23T3MP. Твердость азотированного
слоя составляет HV 900—1000. Азотирование в процессе нагрева
под закалку позволяет сильно сократить длительность процесса,
но не обеспечивает высокой твердости слоя.
После азотирования при температуре старения на поверхности
аустенитных сталей образуются 8 + у'-фазы и далее азотистый
аустенит и нитрид хрома CrN.
Твердость диффузионного слоя сталей, азотированных при 680—
790° С, при высоких температурах (500—650° С) в 2,0—2,5 раза
выше твердости сердцевины. Наиболее высокую твердость имеют
аустенитные стали 37Х12Н8Г8МФБ и 10X11H23T3MP. Высоко-
температурное азотирование, совмещенное со старением или закал-
кой, значительно повышает сопротивление задиру при высокой
температуре в среде пара. Высокотемпературное азотирование
мартенситоферритной стали 15Х12ВНМФ способствует повышению
жаропрочности (см. рис. 53). Азотирование аустенитных сталей
приводит к снижению жаропрочности. Азотирование сильно
снижает окалиностойкость жаропрочных сталей. Окисный слой
на аустенитных сталях после длительного нагрева шелушится,
а на стали 15Х12ВНМФ обладает высокой прочностью сцепления
с основой и хорошо защищает металл от окисления.
«Горячая» твердость азотированного слоя снижается с повы-
шением температуры. При повторном нагреве до 500° С твердость
слоя, полученная на аустенитных сталях, не изменяется, а при
более высоких температурах заметно снижается.
Большие перспективы имеет высокотемпературное азотирова-
ние при контактном или индукционном нагреве*. При электроиаг-
реве диссоциация аммиака протекает только на поверхности
нагретого образца детали. При непрерывном подводе аммиака
азотистый потенциал атмосферы сохраняется даже при очень
высокой температуре, поэтому после азотирования при 800—
850° С в азотированном слое может образоваться высокоазо-
тистая зона.
В табл. 12 приведен фазовый состав стали 12X13 после азоти-
рования при контактном электронагреве [22]. При азотировании
выше 650° С в диффузионном слое образуется у-фаза. Количество
аустенита возрастает с повышением температуры и длительности
азотирования. После насыщения при температурах выше 850° С
часть азотистого аустенита при быстром охлаждении претерпевает
мартенситное превращение. Механизм образования и фазовый
состав азотированного слоя на стали 40X13 аналогичны механизму
образования и фазовому составу слоя на стали 12X13. Однако
процесс образования высокоазотистых фаз (Fe, Сг) 2(N, С) и
[Сг, Fe] N протекает быстрее и зона распространения их в глу-
бину ^возрастает [22 ].
87
Таблица 12
Последовательность образования фаз и строение азотированного
слоя стали 12X13 после насыщения при различных температурах
(по данным А. В. Бильченко и В. Г. Пермякова) 1
Температура азотирования, °C Строение слоя (от поверхности вглубь)
550 650 е + у' + а 4- CrN -> а + CrN -> а 4- Cr23CG 8 + у' + а + CrN -> а + у -|- CrN -> а + CrN ->
750 (х -|- Сг23С0 8 4- у' + а + у 4- CrN -> а 4- CrN а 4~?4- 4- CrN —> сс 4* Сг23С0
850 950 £ + Т + а 4- CrN -> а + CrN а 4- у -> а а 4- у 4- CrN -> а -|- CrN -> а 4- CrN + У а +
1050 + а + у -|- CrN -> а + CrN -*,у + а-|-у->а
1 Фазовый состав определялся рентгеновским и магнитным методами после
закалки от температуры азотирования. В работе использовался также метод вы-
сокотемпер ату рн ой рентген огр афии.
Твердость при контактном электронагреве выше, чем при
печном нагреве. Для стали 12X13 В. Г. Пермяковым и его сотруд-
никами рекомендовано вести процесс азотирования при 1050° С
(контактный электронагрев) в течение 5—10 мин с последующей
закалкой и отпуском при 550° С. В результате такой обработки
был получен слой толщиной 0,25—0,35 мм и микротвердостыо
Н 750—800.
Для деталей из стали 12Х18Н9Т, требующих достаточно высо-
кой коррозионной стойкости при пониженной твердости (—Н 500),
азотирование следует проводить при 950—1050° С. Глубина слоя
после азотирования при 1050° С в течение 10 мин составляет 0,15 мм.
Если требуется более высокая твердость (~Я 750) и допустима
пониженная коррозионная стойкость, температуру азотирования
снижают до 750° С, а время выдержки для получения слоя 0,15 мм
возрастает до 90 мин [23].
§ 6. АЗОТИРОВАНИЕ АУСТЕНИТНЫХ
ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ НЕМАГНИТНЫХ СТАЛЕЙ
В ряде отраслей промышленности нашли применение немаг-
нитные (|1«=*1,05) высокомарганцовистые дисперсионно-упроч-
няемые аустенитные стали типа 40Г14Н9Ф2, 40Г14Н9ХЗФ2,
40Х14Н9ХЗФ2 и др. [ПО]. Детали из этих сталей, работающие
в узлах трения, упрочняются азотированием.
При низких температурах азотирования (560—600° С) на по-
верхности этих сталей образуется сплошной слой 8-фазы [или
88
(Мп, Fe)4N] и далее зона азотистой у-фазы и нитридов [(Мп,
Fe)tlN] и других легирующих элементов [VN, A1N и т. д. 1.
Азотированный слой, полученный при низких температурах
(500—600° С), имеет высокую твердость (более HV 1000), но не-
редко обнаруживает большую хрупкость и шелушение слоя.
С повышением температуры азотирования зона сплошных нитридов
уменьшается и азотированный слой не обнаруживает шелушения.
Однако в этом случае возможно образование сетки трещин («раст-
рава»), распространяющейся на глубину 0,03—0,05 мм. «Растрав»,
Расстояние от поверхности
Рис. 54. Изменение микротвердости по глубине азотированного слоя немагнит-
ных сталей при различных режимах азотирования [110]:
а — 560° С, 48 ч; б, в — 600° С, 48 ч; 1 — сталь 40Г14Н9Ф2; 2 — сталь 40Г14Н9ХЗФ2;
3 — сталь 40Г14Н9ХЗЮФ2; 4—7 — сталь 40Г14Н9ХЗЮФ2 (4 — закалка от 1100° С;
5 — закалка от 1100° С с отпуском при 700° С, 10 ч; 6 — закалка от 1200° С; 7—сталь
после ковки)
появляющийся чаще при большой глубине слоя (0,3—0,4 мм),
сильно снижает предел выносливости. Аустенитные марганцо-
вистые стали (—20% Мп, 3% А1) азотируют при 640—680° С
в течение 30—40 ч и степени диссоциации аммиака 50—80%,
а дисперсионно-твердеющие марганцовистые стали при 750° С
в течение 15—25 ч и степени диссоциации аммиака 95—98% [ПО].
Твердость слоя после такой обработки HV 700—850 и глубина
слоя 0,2—0,3 мм. Для снижения хрупкости слоя, устранения
шелушения и «растрава» рекомендуется азотирование в разбавлен-
ном аммиаке (20% NH3 и 80% N2). Азотирование в разбавленном
аммиаке обеспечивает высокие твердость, износостойкость, предел
выносливости и меньшую склонность к образованию поверхностных
дефектов азотированного слоя. На рис. 54 представлены резуль-
таты азотирования в разбавленном аммиаке дисперсионно-твер-
деющих сталей на основе Fe—Мп—Ni. Наиболее хорошие резуль-
89
тэты получены при азотировании стали с алюминием (0,8% А1).
Сравнительные испытания на износостойкость азотированных
в разбавленном аммиаке при 560° С в течение 48 ч сталей
40Х14Н9ХЗЮФ2 и 38ХМЮА показали одинаковые суммарные
потери в массе при трении-качении и контактном напряжении 35—
80 кгс/мм2. На результаты азотирования большое влияние ока-
зывает предварительная термическая обработка. Увеличение тем-
пературы закалки до 1200° С повышает легированность аустенита,
что уменьшает при прочих равных условиях глубину азотирован-
ного слоя. Вследствие увеличения размера зерен возрастает также
склонность азотированного слоя к хрупкому разрушению (выкра-
шиванию). Наилучшие результаты получаются после азотирова-
ния при 560 и 600° С в разбавленном аммиаке (80% N2), после
ковки или закалки от 1100° С и старения, когда величина зерна
соответствует баллу № 7—9. Более высокие температуры азотиро-
вания (700—750° С) этих сталей вызывают повышенную хрупкость
слоя, «растрав» и разупрочнение сердцевины.
После азотирования повышается магнитная проницаемость
(до 1,5—1,7 Г/Э). Это, вероятно, объясняется образованием а-фазы
и магнитных нитридов (Fe, М)4 N и Cr2N. Кратковременный
(3—15 мин) нагрев до 800° С, не снижая твердости, сильно пони-
жает магнитную проницаемость (до 1,05 Г/Э) вследствие устране-
ния ферромагнитных нитридов [101].
§ 7. АЗОТИРОВАНИЕ ЧУГУНА
Азотирование используют для повышения твердости, износо-
стойкости, предела выносливости и коррозионной стойкости
чугуна. Распространению азотирования, как метода упрочняющей
обработки, способствовало применение в промышленности чугунов,
модифицированных магнием, и специальных чугунных нитраллоев,
легированных алюминием.
При азотировании серых и белых чугунов, в том числе леги-
рованных хромистых и хромоникелевых чугунов, не содержащих
алюминия, твердость повышается незначительно.
Составы алюминиевых чугунов [0,8—1,4% АН для азотирова-
ния приведены в табл. 13 [24].
Таблица 13
Химический состав алюминиевых чугунов, %
С S1 Мп А1 Сг Мо
2,5-2,6 2,5—2,7 0,5—0,6 0,8—1,0 1,3—1,5 0,15—0,20
2,4—2,6 2,4—2,6 0,5—0,6 1,2—1,5 1,5-1,8 —г
2,4—2,8 2,4—2,8 0,5-0,6 0,6-0,8 1,3—1,7 —
2,97 1,54 0,58 1,0 0,36 0,73
90
Понижение концентрации углерода способствует увеличению
поверхностной твердости при азотировании [25]. Легирование
чугуна хромом, кремнием и марганцем, не повышая твердости,
уменьшает толщину диффузионного слоя.
Для азотирования более приемлемы серые чугуны, содержащие
алюминий. Для получения азотированного слоя с равномерной
твердостью серый чугун рекомендуется подвергать улучшению:
закалке от 800—850° С в масле и кратковременному отпуску
при 600—700° С [24]. Микроструктура отливки после улучшения
представляет собой сорбит с пластинчатыми включениями графита.
Азотирование при 520—540° С в течение 50—60 ч дает диффу-
зионный слой толщиной 0,35—0,45 мм с поверхностной твердостью
HV 850—950. Азотированный слой алюминиевых чугунов вязкий
и не обнаруживает признаков растрескивания. Повышение темпе-
ратуры азотирования до 600° С приводит к уменьшению твердости
(до 700—750 HV) [24, 25].
При азотировании увеличиваются размеры чугунных изделий,
однако прирост размеров постоянен и прямо пропорционален
глубине слоя. При стандартном технологическом режиме увеличе-
ние размеров может быть учтено, что позволяет применять азоти-
рование как конечную технологическую операцию после оконча-
тельной механической обработки.
Азотирование алюминиевых серых чугунов не нашло широкого
применения в связи с длительностью процесса и сложной предва-
рительной термической обработкой для подготовки структуры.
Для интенсификации насыщения разработаны высокопрочные
алюминиевые чугуны, модифицированные магнием [24]. Высоко-
прочные чугуны с 1,96% А1 и с 2,14% А1, 0,2% Ni, 0,3%Сг,
0,08% Ti после кратковременного азотирования при 670° С
в течение 5 ч дают увеличение износостойкости в 3—4 раза.
После азотирования при 670° С в течение 4 ч глубина слоя
на высокопрочном чугуне с 2,14% А1 составляет 0,25—0,35 мм
при твердости HV 1100—1150.
Азотирование широко применяют и для поверхностного упроч-
нения высокопрочного магниевого чугуна, не содержащего алюми-
ний. Диффузия азота в высокопрочном чугуне подчиняется тем же
законам, что и диффузия азота в стали, а формирование диффузион-
ного слоя определяется диаграммой состояния железо — азот.
Однако кинетика образования, свойства и структура слоя имеют
ряд характерных особенностей, связанных с композиционной
(по химическому составу) и структурной неоднородностью магние-
вых чугунов.
В сравнении с низкоуглеродистой сталью эффективность азо-
тирования чугуна значительно ниже, и с ростом температуры
отставание в скорости поглощения азота увеличивается [131].
При температурах азотирования ниже эвтектоидной металло-
графически в структуре слоя выявляются слаботравящаяся белая
зона е-фазы и расположенная под ней высокоазотистая зона
91
a-твердого раствора, которая для нелегированного чугуна упроч-
нена выделениями избыточных нитридов: a 4-у' (рис. 55).
В отличие от диффузионного слоя стали глубина нитридной
зоны на чугуне неравномерна и характеризуется глубокой диффу-
зией азота по границам металла с графитом.
В зависимости от диаметра
графитового включения глубина
проникновения слаботравящегося
слоя может превышать в 2—3 раза
глубину слоя в металлической
матрице.
Характерной особенностью ни-
тридного слоя является также
образование высокоазотистых фаз
вокруг пор, причем при наличии
поверхностной пористости нитри-
ды, сопутствующие порам, могут
быть обнаружены на глубине
1,0—4,5 мм при общей глубине
слоя на беспористых участках
0,6—0,75 мм [116].
Количественное соотношение
фаз в слое зависит от химического
состава чугуна, исходной струк-
туры, длительности и температуры
процесса.
Фазовый состав по глубине
слоя, полученного азотированием
при температуре <591° С, изме-
няется в направлении 8 4-у' ->
—->8-|-у'-|-a->a-|-у'->а (рис. 56).
Увеличение продолжительности
азотирования от 30 до 90 ч при
560—580° С приводит к увеличе-
нию количества 8-фазы и обогаще-
нию ее азотом, что выражается
в увеличении периода решетки от
2,049 А до 2,067 А. При этом
максимум интенсивности у'-фазы
смещается в глубь слоя и обна-
руживается на глубине 0,04—
0,045 мм.
Появление максимума у'-фазы может быть объяснено распадом
8-фазы, что подтверждается изменением межплоскостного рас-
стояния s-фазы в интервале существования максимума у'-фазы.
Нитридный слой 8 4- у'-фаз, частично включающий и зону
распада 8-фазы, составляет 0,025—0,03 мм для данного режима
обработки и близок по толщине к нетравящемуся слою, обнаружен-
92
Рис. 55. Строение азотированного
слоя на высокопрочном магниевом
чугуне X 100 [116].
Режим азотирования: I ступень
550—560° С, 30 ч; II ступень 560 —
570° С, 30 ч; III ступень 570—580° С,
30 ч
ному при микроструктурном анализе. В зависимости от режима
азотирования толщина слоя 8-фазы составляет 0,005—0,045 мм [77].
Глубина распространения у'-фазы при азотировании (560—
580° С, 90 ч), регистрируемая фазовым анализом, составляет
0,08—0,11 мм. В то же время нитриды металлографически выявля-
ются па глубине, равной 3/4 общей глубины слоя, т. е. 0,57—0,60 мм.
у-фаза образуется только после азотирования при 700° С,
что указывает на повышение эвтектоидной температуры [77].
Закалка в воде после азотирования из области азотистого аусте-
нита (с температурой насыщения 720—770° С) не позволяет полу-
Рис. 56. Изменение фазового
состава и межплоскостных рас-
стояний решеток 8-, у7, а-фаз
по глубине азотированного слоя
в нелегпрованном магниевом чу-
гуне в зависимости от длитель-
ности азотирования [116]:
Е30, Т30> а30 — интенсивности (J)
и межплоскостиые расстояния (d)
решеток у', a-фаз при азотиро-
вании по режиму (30 ч); I ступень—
550—560° С, 10 ч; II ступень —
560—570° С, 10 ч; III ступень —
570-580’С. 10 ч; 800; «90 - то
же при азотировании по режиму
(90 ч); I ступень — 550—560° С,
30 ч; II ступень — 560—570° С,
30 ч; III ступень — 570-580° С,
30 ч
чить азотистый мартенсит в поверхностном слое чугуна с шаровид-
ным графитом. Это, очевидно, связано с малой растворимостью
азота в аустените, который распадается при охлаждении в про-
межуточной области на ферритно-нитридпую смесь.
Зависимость глубины диффузионного слоя от температуры
и продолжительности процесса дана на рис. 57, а. Глубина диффу-
зионного слоя, полученная па магниевом чугуне при всех темпера-
турно-временных режимах, меньше, чем при азотировании угле-
родистой стали, так как коэффициент диффузии азота в 8- и сс-фазах
системы Fe—N уменьшается с увеличением содержания углерода
в сплаве. Обнаруженное ранее [131] ускоренное формирование
диффузионного слоя в магниевом чугуне по сравнению со сталью
не подтвердилось в более поздних исследованиях.
Азотирование магниевого чугуна сопровождается существен-
ным повышением твердости, максимум которой (Яб0 И00—1400)
соответствует нитридной зоне слоя и плавно уменьшается к сердце-
вине.
Максимальная поверхностная твердость азотированного маг-
ниевого чугуна достигается по сравнению со сталью при более
93
высоких температурах азотирования (650—700° С). Длительность
процесса оказывает существенное влияние на твердость (см.
рис. 57, б). Для получения максимальной твердости Н60 900—
1000 (HV 500—600) продолжительность выдержки должна быть
не менее 12—24 ч.
Азотированный слой магниевого чугуна практически не обна-
руживает хрупкости [77, 131 ]. На литом магниевом чугуне
азотированный слой имеет высокую, но неравномерную твердость.
Рис. 57. Влияние температуры и продолжительности азотирования
на глубину (а) и микротвердость (б) азотированного слоя высоко-
прочного магниевого чугуна [76]
Микротвердость поверхности после азотирования магниевого
чугуна по режиму 650° С, 3 ч может колебаться в интервале H6Q
447—900 [131].
Разброс твердости характерен для чугунов как с перлитной,
так и с ферритно-перлитной структурой и уменьшается с увеличе-
нием продолжительности азотирования.
Для обеспечения равномерной и высокой твердости после
азотирования рекомендуется магниевый чугун с перлитной
и феррито-перлитной структурой подвергать гомогенизирующему
отжигу при 720—740° С в течение 1—15 ч [131 ]. Структура чугуна
после отжига — феррит -|- графит шаровидной формы (НВ 156).
Возможен и иной режим термической обработки: гомогенизи-
рующий отжиг по тому же режиму с последующей закалкой
в масле. Температура закалки 900° С.
94
Структура после закалки: троостит -|- шаровидный графит
(НВ 430). Азотируемость высокопрочного чугуна, оцениваемую
по глубине слоя и твердости, долгое время объясняли присутствием
магния, считая его единственным упрочняющим элементом,
участвующим в формировании азотированного слоя [76, 131].
По данным А. Ф. Ланда, магний растворяется в кремнистом фер-
рите высокопрочного чугуна и образует нитриды, определяющие
повышение твердости при азотировании [131]. С ростом концен-
трации магния от 0,021 до 0,3% толщина азотированного слоя
уменьшается незначительно (с 0,77 до 0,68 мм), а твердость увели-
чивается [77]. s-фаза толщиной 0,025—0,040 мм присутствует
в слое при всех концентрациях магния и имеет высокую микро-
твердость (1100—1390).
Однако в связи с тем, что магний почти нерастворим в железе
и его растворимость в чугуне (0,02—0,12%) определяется высоким
содержанием] кремния и углерода, были проведены детальные
исследования влияния С, Si, Мп и нитридообразующих легирую-
щих элементов на эффективность азотирования магниевого чугуна.
Установлено, что Мп, Si, Mg, Сг, Мо, W, Ni, Се увеличивают
твердость азотированного слоя и уменьшают его глубину. Алюми-
ний, повышая твердость, не снижает глубины азотированного слоя.
Наиболее целесообразно комплексное легирование высокопроч-
ного чугуна Сг, Мо, Мп, Ni, Си, что позволяет получить высокую
твердость азотированной поверхности (HV 600—645).
Для азотирования рекомендованы высокопрочный никель-
молибденовый чугун (ВПЧНМ): 3,53—3,57% С; 2,02—2,20%Si;
0,07—0,90% Мп; 0,05—0,6% Р; 0,015—0,016% S; 0,06—0,09% Сг;
0,06—0,09% Mg; 0,90—1,70% Ni; 0,4—0,5% Мо; 0,006% Се
(церия) хромоникельмолибденовый чугун (ВПЧХНММ): 3,4—
3,8% С; 0,85—1,0% Мп; 2,4—2,8% Si; до0,1%Р; до 0,03% S;
0,35—0,5% Сг; 0,6—0,9% Мо; 1,2—1,5% Ni; 0,04—0,08% Mg;
0,3—0,4% Си [116].
Характерной особенностью этих чугунов является получение
зоны высокой твердости значительной протяженности. Так,
например, твердость Нъо 600 на чугунах ВПЧНМ сохраняется
на глубине до 0,26—0,28 мм, а на чугунах ВПЧХНММ — на
глубине до 0,31—0,45 мм.
Высокая твердость азотированного слоя легированного чугуна
объясняется выделением дисперсных нитридов легирующих эле-
ментов в металлической основе.
Исследование влияния исходной структуры на качество диф-
фузионного слоя показало, что максимальной твердостью и мини-
мальной глубиной обладают азотированные слои, полученные
на чугунах с исходной перлитной и сорбитной структурой [112.]
Так, например, азотирование (550—580° С, 90 ч) для чугу-
нов ВПЧНМ и ВПЧХНММ с перлитной структурой позволяет
получить слои глубиной 0,64 и 0,58 мм, твердостью HV 592 и
HV 645 соответственно.
95
При исходной ферритной структуре твердость на 50—70 еди-
ниц HV ниже, а глубина слоя примерно на 10% выше, так как
диффузия азота в чугунах с ферритной структурой протекает
более ускоренно, чем в чугунах со структурой феррито-цементитной
смеси.
Азотированные слои на аустенитном чугуне по структуре ана-
логичны соответствующим диффузионным зонам на аустенитных
сталях, при этом фазовый состав
Рис. 58. Кривые износа азоти-
рованного высокопрочного чу-
гуна [63]. Испытание на ма-
шине Амслера, Р = 70 кгс:
1 — контртело — подшипниковый
сплав на алюминиевой основе; 2 —
ролики; ---------азотирование;
по глубине слоя изменяется по схеме
(фаза).
Формирование на поверхности
чугуна высокоазотистого диффузион-
ного слоя вызывает изменение прак-
тически всех физико-механических
характеристик чугуна: износостой-
кости, контактной прочности, уста-
лостной прочности, коррозионной
стойкости и т. д.
Азотированный высокопрочный
чугун имеет высокую износостой-
кость в условиях сухого трения
скольжения (рис. 58).
Износостойкость в условиях огра-
ниченной смазки пары кольцо (пор-
шень) — втулка максимальна у азоти-
рованного чугуна. Наименьший износ
азотированной втулки из высоко-
прочного чугуна отмечен при работе
в паре с фосфатированным, серым и
— нормализация легированным чугуном, гальваниче-
ским хромом и псевдосплавом сталь—
алюминий.
Испытания азотированных втулок, имеющих на зеркале пори-
стость, показали, что при работе в паре с гальваническим хромом
и фосфатированным чугуном отдельные поры и скопления пор не
снижают работоспособности пары.
Показана целесообразность создания контролируемого рельефа
на азотируемой поверхности для работы в парах трения со смаз-
кой [116]. При фосфатировании азотированных поверхностей
происходит вытравливание графитовых включений, вследствие
чего увеличивается маслоемкость поверхности трения и улучшается
прирабатываемость сопряженных деталей (кольца, поршня).
Испытания, проведенные по схеме вал—вкладыш, подтвер-
дили высокую износостойкость азотированного высокопрочного
чугуна в сравнении с нормализованным и изотермически закален-
ным чугуном. При этом более высокую износостойкость имеет и
96
вкладыш из свинцовистой бронзы, работающий в паре с азотиро-
ванным валом.
Износостойкость азотированных коленчатых валов из высоко-
прочного чугуна и работающих в паре с ним вкладышей в 2,5—
5 раз выше по сравнению с неазотированной парой.
Исходная структура чугуна не оказывает влияния на износо-
стойкость при испытании по схеме вал—вкладыш. Однако при уве-
личении давления, в условиях испытания на контактную прочность,
работоспособность азотированного слоя чугуна с перлитной струк-
турой на 30% выше, чем с ферритной. Допустимые давления для
азотированного слоя перлитного чугуна равны 241—260 кгс/мм2,
а для ферритного чугуна 160—180 кгс/мм2 [116].
Азотированный слой деталей из высокопрочного чугуна после
жидкого азотирования работоспособен при удельных давлениях
по Герцу не выше 120 кгс/мм2. Допустимые удельные дав-
ления диффузионного слоя глубиной 0,5—0,7 мм, полученного
при газовом азотировании, в 1,5—2 раза выше [116].
Структурные изменения, происходящие при нагреве и длитель-
ной выдержке в процессе азотирования, вызывают существенное
изменение механических свойств высокопрочного магниевого чу-
гуна [112] (табл. 14).
Таблица 14
Влияние режима азотирования на механические свойства
высокопрочного магниевого чугуна
Термическая обработка кгс/мм2 б, % HV сердцевины
До азотирования . Азотирование 560° С, 60 ч ... Азотирование 620° С, 40 ч ... Азотирование 670° С, 40 ч ... 62,4—70 61,1—68,2 45,4—49,7 40,8—43,3 4,4—5,6 4,2—5,4 4,9—5,6 7,5—10,6 217—241 217—229 174 143—149
Повышение температуры азотирования от. 560 до 670° С вы-
зывает уменьшение предела прочности и увеличение пластичности
ферритоперлитного чугуна. Это объясняется тем, что до 590° С
перлитная составляющая структуры не претерпевает заметных
изменений, а выше 590° С наблюдается сфероидизация цементита
и распад перлита, обусловливающие снижение прочности и повы-
шение пластичности. В связи с этим температура азотирования не
должна превышать 560—580° С.
Наибольшую прочность и наименьшую пластичность и вязкость
имеют высокопрочные чугуны с перлитной структурой.
Азотирование повышает предел выносливости высокопрочного
чугуна. Степень упрочнения зависит от предварительной терми-
ческой обработки, режима азотирования (толщины и твердости
диффузионного слоя) и масштабного фактора.
97
Для чугунов с перлитной структурой нормализация и отпуск,
предшествующие азотированию, позволяют получить наиболее вы-
сокое сопротивление усталостному разрушению (предел выносли-
вости увеличивается на 50%). Наименьший предел выносливости
(увеличение на 25%) показывают чугуны, не подвергавшиеся
нормализации.
С увеличением толщины азотированного слоя предел выносли-'
вости возрастает. Так, например, на образцах диаметром 50 мм
при глубине слоя 0,35—0,40 мм
составляет 16,5 кгс/мм2,
а при 0,45—0,50 мм ст_х =
= 23 кгс/мм2 [63].
С увеличением диаметра об-
разцов эффект упрочнения от
азотирования увеличивается.
На образцах диаметром 10 мм
после азотирования при 560° С,
30 ч предел выносливости повы-
шается на 14%, а на образцах
диаметром 50 мм — на 23%.
Следует заметить, что в пе-
упрочненном состоянии с повы-
шением диаметра образца пре-
дел выносливости уменьшается
[116]. Дробеструйная обработка
азотированного слоя позволяет
Рис. 59. Кривые усталости образцов
высокопрочного чугуна (сечение 25Х
X 60 мм2) подвергнутых различным
методам упрочнения:
1 — нормализация -f- отпуск; 2 — отпуск-Ь
4-азотирование; 3—нормализация 4-отпуск
(700° С, 5 ч) + азотирование; 4 — норма-
лизация 4- отпуск (580° С, 3 ч) 4- азоти-
рование [116]. Азотирование при 550—
580° С в течение 90 ч
дополнительно повысить предел
выносливости на 35% [116].
Эффект азотирования, зафик-
сированный на усталостных
образцах, сохраняется при на-
турных испытаниях. Элементы
коленчатого вала тепловоза,
испытанные на гидропульсаторе
по радиальной схеме нагруже-
ного слоя 0,7 мм, показали
на 25—30% по сравнению
(рис. 59) [116].
ния при толщине азотирован-
увеличение усталостной прочности
с нормализованными изделиями
Усталостная прочность азотированных материалов находится
в корреляционной зависимости от распределения остаточных на-
пряжений по глубине диффузионного слоя. Остаточные напряже-
ния на высокопрочном чугуне после азотирования имеют сложную
эпюру (рис. 60). [116]. На кривой распределения напряжений за-
фиксировано два максимума: первый на глубине 0,01—0,02 мм от
поверхности, второй на глубине 0,15—0,4 мм. Остаточные напря-
жения максимальны (35—52 кгс/мм2) в области первого экстремума.
98
Сжимающие напряжения в диффузионном слое увеличиваются
с понижением температуры азотирования и увеличением степени
легирования чугуна нитридообразующими элементами.
Дробеструйный наклеп создает высокий уровень отрицатель-
ных напряжений по всей глубине слоя, увеличивая величину на-
пряжений в 2 раза. После на-
клепа распределение остаточ-
ных напряжений аналогично
их распределению в диффузи-
онных слоях сталей 38ХМЮА
и 38XH3BA. Упрочнение
после дробенаклепа распро-
страняется на половину тол-
щины азотированного слоя
(при толщине слоя 0,6—
0,7 мм).
Азотированный высоко-
прочный магниевый чугун
коррозионностоек в пресной
воде. Коррозионная стой-
кость чугуна обусловлена
формированием сплошного
нитридного покрытия. За-
щита чугуна от коррозии
может быть достигнута как
кратковременным высоко-
темпер ату р ным антикор р о-
Рнс. 60. Распределение остаточных напря-
жении по глубине азотированного слоя
высокопрочного чугуна и сталей (азотиро-
вание при 510—540° С, 80 ч) [116]:
1 — чугун ВПЧ; 2 — чугун ВПЧХНММ;
3 — сталь 38XM3BA; 4 — сталь 38XMIOA
зионным азотированием, так и низкотемпературным азотирова-
нием [116, 131]. Для антикоррозионного азотирования рекомен-
дован кратковременный процесс в течение 1—2 ч при 650—660° С
и степени диссоциации аммиака 30—45% [131].
Высокую коррозионную стойкость имеет также чугун, азоти-
рованный при 550—580° С в течение 60—90 ч. При общей глубине
слоя 0,5—0,65 мм на поверхности чугуна формируется сплошной
нитридный слой глубиной 20—40 мкм с высоким сопротивлением
коррозионному и кавитационному разрушению в пресной воде
[116].
Азотированный слой на чугунах ВПЧ и ВПЧНМ теплостоек
в течение 500 ч до 450° С [116].
§ 8. АНТИКОРРОЗИОННОЕ АЗОТИРОВАНИЕ
Азотирование для повышения коррозионной стойкости разра-
ботано в СССР (В. Д. Яхнина, В. И. Просвирин, А. В. Рябченков
и др.) в 1936—1939 гг. [90]. Азотированный слой устойчив против
коррозии в атмосфере, водопроводной воде, перегретом парей дру-
гих средах.
99
Рис. 61. Изменение электродного по-
тенциала в морской воде по глубине
азотированного слоя (по данным
Н. Е. Конторовича)
Высокой коррозионной стойкостью обладает лишь высокоазо-
тистая s-фаза. Изменение электродного потенциала азотированного
железа в морской воде на разной глубине от поверхности показано
на рис. 61.
Наиболее высокий электродный потенциал имеет 8-фаза (0,1 —
0,13 мВ), причем по глубине нитридной зоны потенциал мало из-
меняется. Это связано с незна-
чительным изменением концен-
трации азота в пределах 8-фазы.
Переход в область у-фазы
(эвтектоида а + у'-фаз) сопро-
вождается резким падением по-
тенциала. Электродный потен-
циал азотистой a-фазы (а + ^зб)
почти не отличается от потен-
циала феррита).
В связи с этим естественно,
что для получения надежной
защиты от коррозии необходимо
стремиться к развитию фаз,
богатых азотом (8-фазы). После
азотирования допускается самая
незначительная обработка по-
верхности во избежание удале-
ния наиболее коррозионно-
устойчивой части слоя.
В тех случаях, когда от де-
талей не требуется высокой
твердости, процесс антикорро-
зионного азотирования осуществляют при 600—750° С. Этот пре-
дел температур обеспечивает наибольшее значение электродного
потенциала. Продолжительность процесса устанавливается в за-
висимости от выбранной температуры азотирования. Чем выше
температура азотирования, тем меньше должна быть продолжи-
тельность процесса для получения коррозионно-стойкого диффу-
зионного слоя.
Приведенные на рис. 62 режимы антикоррозионного азоти-
рования относятся к случаю медленного охлаждения с температуры
диффузии. Быстрое охлажденис (в масле) с температуры азоти-
рования позволяет увеличить длительность выдержки при химико-
термической обработке без появления хрупкости диффузионного
слоя и практически полностыо йсключить образование хрупких
слоев.
Изменение глубины коррозионностойкого слоя (8-фазы) в
функции температуры и времени применительно к простым углеро-
дистым сталям характеризуют кривые, приведенные на рис. 14, 15.
Эксплуатационная стойкость изделий с антикоррозионным
покрытием зависит от плотности слоя. Особое значение это имеет
100
для ^катодных покрытий, к числу которых относится азотирован-
ный слой. Наличие в азотированном слое пор, как правило,
приводит к интенсивной коррозии оголенных точек основного
металла.
Для получения плотного слоя, с одной стороны, должна быть
обеспечена достаточная выдержка при температуре азотирования
(см. рис. 62), с другой стороны, недопустима чрезмерно высокая
степень диссоциации аммиака.
Рис. 62. Диаграммы оптимальных рекомендуемых режимов анти-
коррозионного азотирования:
а — по данным В. Д. Яхнипой; I — некоррозионностойкне слон; II — слои
выдерживают испытания в воде; III —/беспористые слои, но недостаточно
насыщенные азотом; IV — слои удовлетворительной пластичности; V —
хрупкие слои; б — по данным А. В. Рябченкова: I — область пористых
коррозионноиестойких слоев; //—область коррозионностойких беспорис-
тых слоев; III — область хрупких слоев
Для получения коррозионностойкого слоя степень диссоциации
аммиака не должна превышать 60—70%. Высокая степень диссо-
циации аммиака, кроме того, уменьшает концентрацию азота
в поверхностной части азотированного слоя, что снижает его кор-
розионную стойкость.
Для придания деталям серебристого блеска при декоративном
азотировании в рабочий объем печи вводят алюминиевую пудру
[111].
Правильно проведенный процесс кратковременного азотиро-
вания не только резко повышает коррозионную стойкость, но и зна-
чительно повышает предел выносливости сталей, особенно в усло-
виях коррозии (рис. 63). Одновременно отмечается и повышенное
сопротивление износу.
Когда наряду с повышением коррозионной стойкости тре-
буется высокая твердость поверхности, азотирование совмещают
101
с процессом закалки: азотирование проводят при 600—750° С
с последующим нагревом и выдержкой при температуре закалки
в среде азота; возможно азотирование только во время выдержки
Число циклов
Рис. 63. Влияние азотирования на
коррозионно-усталостную прочность
стали 35 в воде (по данным А. В. Ряб-
ченкова):
1 — неазотированные образцы; 2 — азоти-
рованные образцы (600° С, 2 ч)
при температуре закалки.
Следует отметить, что отпуск
в атмосфере аммиака, обычно
проводимый после закалки, не
снижает коррозионной стой-
кости азотированного слоя.
§ 9. НИТРОЗАКАЛКА
Совмещение азотирования
с закалкой дает особенно боль-
шой эффект на высокоуглеро-
дистых сталях [67, 135].
Этот процесс, получивший
название в. зарубежной прак-
тике «marstressing-процесс»,
обеспечивает получение высокой
твердости, повышение предела
выносливости и сопротивления
износу, а также высокую корро-
зионную стойкость высокоугле-
родистых сталей.
Нитрозакалка может быть
реализована по двум техноло-
гическим вариантам:
1) предварительное азотиро-
вание в интервале температур
500—700° С с последующим на-
гревом под закалку в нейтральной среде или в эндотермической
атмосфере, закалка, обработка холодом и низкотемпературный
отпуск;
2) азотирование, совмещенное с нагревом под закалку в ат-
мосфере, содержащей активный азот; закалка, обработка холодом,
низкотемпературный отпуск.
После насыщения азотом при 500—700° С на поверхности вы-
сокоуглеродистой стали формируется диффузионный слой, со-
стоящий из поверхностной карбонитридной зоны и высокоазоти-
стого диффузионного подслоя, который обычным травлением не
выявляется, а фиксируется по характеру распределения твердо-
сти (рис. 64, кривая /). В процессе нагрева под закалку толщина
зоны карбонитридной s-фазы уменьшается за счет деазотирования
и диффузии азота в матрицу, а глубина диффузионного подслоя
несколько увеличивается. После закалки твердость азотирован-
ного слоя значительно повышается (до Яб0 1100 у стали ШХ15
при твердости сердцевины Яб0 750), причем максимум твердости
102
находится не на поверхности, а на глубине 50—70 мкм. Снижение
твердости на поверхности объясняется сохранением s-фазы и обра-
зованием значительного количества остаточного аустенита в об-
ластях слоя, граничащих с карбоиитридной зоной. Повышение
твердости в подслое связано с образованием азотистого мартен-
сита (см. рис. 64, кривые 3, 4).
После закалки, совмещенной с азотированием, твердость по
Роквеллу соответствует нормальной твердости закаленной на мар-
тенсит стали данного состава. При испытании твердости по Вик-
Рис. 64. Изменение твердости по глубине
диффузионного слоя стали ШХ15:
1 — азотирование 520° С, 5 ч + 560° С, 5 ч;
2 — азотирование, закалка с 850° С (нагрев
в аммиаке); обработка холодом (—70° С), от-
пуск 160° С, 2 ч; 3 — азотирование, закалка
с 850° С (нагрев в продуктах пиролиза три-
этаноламина), обработка холодом (—70° С),
отпуск 160° С, 2 ч; 4— азотирование, закалка
(нагрев в нейтральных солях), обработка холо-
дом (—706 С), отпуск при 160° С, 2 ч
Рис. 65. Диаграмма изотерми-
ческого распада переохлажден-
ного аустенита заэвтектоидной
стали (сплошные линии) и азо-
тистого аустенита той же стали
(штриховые линии):
../I
Мн, Мп — температуры начала
мартенситного превращения поверх-
ности и сердцевины
керсу отмечается пониженная твердость поверхности, однако это
не сопровождается уменьшением сопротивления износу.
Нитрозакалка позволяет повысить износостойкость высоко-
углеродистой стали в условиях сухого трения. Так, например, по
данным А. И. Серова, азотирование стали У12 при 550° С в тече-
ние 4—26 ч с последущей закалкой и низкотемпературным отпус-
ком увеличивает износостойкость в 3 раза, а режущие свойства
в 1,5—2,5 раза по сравнению со стандартной термической обра-
боткой.
Метод нитрозакалки также обеспечивает увеличение предела
выносливости высокоуглеродистых сталей и создает оптимальное
распределение сжимающих напряжений в поверхностных зонах
изделий, закаливаемых по всему сечению на мартенсит.
103
Образование азотистого аустенита в диффузионном слое при
совмещении азотирования с закалкой приводит к снижению темпе-
ратур начала (Л4Н) и конца (Л4К) мартенситного превращения стали
и обусловливает запаздывание мартенситного превращения в по-
верхностных объемах (рис. 65). Образование мартенсита на по-
верхности происходит в условиях напряжений, вызванных мар-
тенситным превращением в сердцевине изделия. Такая последо-
вательность у —> а перехода приводит к росту сжимающих напря-
жений в поверхностной зоне и, как следствие, к улучшению рабо-
тоспособности деталей в условиях действия знакопеременных
нагрузок.
Для создания благоприятного распределения сжимающих на-
пряжений глубину диффузии азота и его количество в слое можно
регулировать, варьируя режим термической обработки, состав
газовой атмосферы и схему технологического цикла.
Совмещение азотирования с закалкой .стали ШХ15 при нагреве
в атмосфере, содержащей аммиак (40% Н2, 20% СО,40% Ь12
и 5% NH3), выдержка при 850° С в течение 35 мин и охлаждение
в масле позволяют получить сжимающие напряжения на глубине
от 0,25 до 0,38 мм. Дальнейшее увеличение времени аустенизации
до 1,5 ч увеличивает глубину распространения сжимающих напря-
жений до 0,4—0,5 мм.
Для получения зоны остаточных сжимающих напряжений на
глубине более 0,5 мм рекомендуется следующий режим нитроза-
калки: предварительное азотирование: I ступень 525° С, 5 ч
со степенью диссоциации аммиака 15—25%; II ступень 565° С,
5 ч со степенью диссоциации аммиака 83—86%; нагрев под за-
калку в защитной атмосфере, состоящей из 40% Н2, 20% СО
и 40% N2; закалка в масле; обработка холодом при 70° С в тече-
ние 2 ч; отпуск при 160° С в течение 1 ч.
После такого режима обработки остаточные напряжения сжа-
тия сохраняются на глубине —0,5 мм и составляют на глубине
5*0,25 мм 17—20 кгс/мм2, в то время как после обычной терми-
ческой обработки без азотирования остаточные сжимающие напря-
жения равны нулю уже на глубине 0,05 мм [135, 174, 176].
Применение более длительных процессов предварительного
азотирования, равно как и повышение температуры насыщения,
нежелательно, так как, обеспечивая высокую концентрацию азота
в поверхностных зонах, приводит к росту количества остаточного
азотистого аустенита после закалки и снижению поверхностной
твердости.
Длительное насыщение азотом при закалочной температуре
не рекомендуется, так как это может привести к обезуглерожи-
ванию и даже к образованию на поверхности детали невскрыв-
шихся пузырьков в виде сыпи.
Перегрев стали в процессе закалки резко повышает хрупкость
азотированного слоя и также способствует появлению на поверх-
ности сыпи.
104
Оптимальными средами для нагрева азотированных сталей
до температуры закалки являются газовые нейтральные или вос-
становительные атмосферы (эндо- и экзогаз, продукты пиролиза
триэтаноламина и т. д. и нейтральные расплавы солей, например,
75% ВаС12, 25% NaCl). Не рекомендуется нагрев под закалку
проводить в атмосфере диссоциированного аммиака, так как при
этом уменьшается поверхностная твердость вследствие обезугле-
роживающего потенциала атмосферы полностью диссоциирован-
ного аммиака при температуре
800—900°С (см. рис. 64, кривая 2).
Твердость поверхностной зоны об-
разцов после нагрева в NH3 значи-
тельно ниже твердости сердцевины
и составляет Я50 250—300 кгс/мм2.
После обработки холодом твер-
дость практически не изменяется.
Обработка холодом является обя-
зательной операцией при нитроза-
калке сталей типа ШХ15. Так как
конец мартенситного превращения
для высокоазотистой у-фазы нахо-
дится в области отрицательных
температур, обработка холодом
приводит к резкому снижению
остаточного аустенита в слое и по-
вышению твердости. По данным
р ентгеностр у ктур но го анализа,
количество остаточного аустенита
уменьшается с 70% непосред-
ственно после закалки до 30%
Рис. 66. Влияние нитрозакалки
на предел выносливости стали ШХ15
(по данным Г. С. Новиковой):
после обработки холодом.
Благоприятные сжимающие
остаточные напряжения сохраня-
ются в азотированных образцах
на всей глубине диффузионного
слоя и повышают сопротивление
материала знакопеременным наг-
рузкам [176]. Предел выносливости
стали ШХ15 после азотирования
по двухступенчатому режиму (520°
1 — азотирование 520° С, 5 ч + 560° С,
5 ч, закалка с 840° С в масле (нагрев
в соляной ванне), обработка холодом,
отпуск 160° С, 1,5 ч; 2—закалка с 840° С
в масле, обработка холодом, отпуск
160° С, 1,5 ч
С, 5 ч и 560° С 5 ч), закалки
с 840° С в масле, обработки холодом и отпуска при 160° С в тече-
ние 2 ч повышается в 1,3—1,5 раза по сравнению с закаленной
сталью (рис. 66). Этот метод обработки, по данным фирмы «Gene-
ral Motors Corp» [174], позволяет увеличить срок службы шарико-
подшипников примерно в 3 раза. Испытания обойм подшипников
в условиях повышенного давления и повышенных температур
показали, что предварительное азотирование повышает их долго-
вечность в 1,5—2 раза.
105
Для увеличения сопротивления высоким контактным нагруз-
кам рекомендуется после нитрозакалки сочетать отпуск с быстрым
охлаждением в пресной или соленой воде*.
Азотирование, совмещенное с закалкой, определяет достиже-
ние на углеродистых сталях типа У8, У12, ШХ15 высоких анти-
коррозионных свойств при сохранении высоких механических
характеристик. Для повышения коррозионной стойкости реко-
мендуется во время нагрева предварительно азотированных изде-
лий под закалку обдувать изделие струей газообразного аммиака.
Метод нитрозакалки дает хорошие результаты в сочетании
с поверхностным индукционным нагревом или нагревом в тлею-
щем разряде [168].
Азотированные изделия из углеродистых сталей для повышения -
поверхностной твердости нагревают т. в. ч.1 до температуры аусте-
низации (предпочтительно 870—900° С) на глубину 1,1—1,6 мм
с последующим быстрым охлаждением, обеспечивающим полу-
чение азотистого мартенсита в слое. Общее время нагрева —13 с,
выдержка при температуре аустенитизации —10 с.
После закалки азотированных изделий рекомендуется отпуск
в течение 1 ч при 200° С. После закалки твердость слоя состав-
ляет HRC 62 и выше.
Процесс азотирования с последующей индукционной закалкой
способствует также увеличению сопротивления коррозии, так как
при коротком времени аустенизации азот и углерод не успевают
удалиться из слоя, и на поверхности обрабатываемой стали со-
храняется антикоррозионная карбонитридная 8-фаза.
Б. Бергауз предложил несколько иной вариант нитрозакалки * 1 2.
Для получения упрочненных поверхностных слоев толщиной
1 мм и более изделия подвергают газовому при нагреве т. в. ч.
или ионному азотированию в течение 1 мин при температуре 650° С,
затем кратковременному перегреву до 800—1000° С и немедлен-
ному охлаждению. Упрочненный слой состоит из поверхностной
нитридной зоны и закаленного диффузионного подслоя. Способ
рекомендован для создания упрочненных слоев толщиной 2 мм на
орудийных стволах.
На объединении процессов закалки т. в. ч. и азотирования ос-
нован способ упрочнения коленчатых валов 3. После азотирования
при 510—565° С осуществляют закалку т. в. ч. коренных и шатун-
ных шеек, а затем закалку т. в. ч. галтелей. В процессе закалки
происходит исчезновение белого слоя нитридов железа. Поверх-
ностная твердость HRC 60. По предварительным данным перспек-
тивно применение нитрозакалки к цементованным изделиям.
* Пат. (Япония), № 20364, 1966.
1 Пат. (США), № 3137596, 1962.
2 Пат. (Швейцария), С. 23С, 11 (00), 1959.
3 Пат. (США), № 3377214, 1966.
Глава III
ТЕХНОЛОГИЯ ПРОЦЕССА
ГАЗОВОГО АЗОТИРОВАНИЯ
В общем виде технологический процесс изготовления азоти-
руемых изделий может быть представлен в виде следующих по-
следовательных этапов:
1) предварительная термическая обработка с целью сообще-
ния стали требуемого комплекса механических свойств,
2) механическая обработка детали, включая шлифование;
3) защита мест, не подлежащих азотированию;
4) азотирование;
5) окончательное шлифование или доводка изделия в соот-
ветствии с заданными допусками.
§ 1. ПРЕДВАРИТЕЛЬНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА
АЗОТИРУЕМЫХ ДЕТАЛЕЙ
Предварительная термическая обработка — закалка и отпуск
(табл. 15) — обычно проводится в грубых заготовках, а для дета-
лей малого сечения — непосредственно в прокатных прутках
(для диаметра меньше 50 мм).
При проведении термической обработки хромомолибденоалю-
миниевых сталей типа 38ХМЮА необходимо учитывать, что они
обладают большой склонностью к обезуглероживанию. Вследствие
этого заготовки должны иметь достаточные припуски на обработку.
(2,0—2,5 мм), которые гарантировали бы полное удаление обез-
углероженного слоя. Наличие на деталях, подвергаемых азоти-
рованию, обезуглероженных поверхностей недопустимо, так как
это влечет за собой резкое увеличение хрупкости азотированного
слоя, а иногда его «шелушение».
Предварительная обработка практически не оказывает влия-
ния на твердость и глубину азотированного слоя стали 38ХМЮА
[84, 126]. В сталях без алюминия твердость азотированного
слоя зависит от исходной твердости сердцевины [111, 126]. Чем
выше твердость сердцевины (ниже температура отпуска), тем
больше твердость азотированного слоя по всей глубине. Твер-
дость азотированного слоя конструкционных сталей может быть
повышена путем сочетания азотирования с последующей индук-
ционной закалкой.
107
Во всех случаях температура отпуска после закалки должна
на 40—70° С превышать температуру азотирования, чтобы исклю-
чить влияние фазовых превращений сердцевины деталей на ка-
чество азотирования.
Таблица 15
Режимы термической обработки и механические свойства
некоторых азотируемых сталей
Марка стали Закалка Отпуск сгв, кгс/мм2 S о* сч Ь° б. % % ‘ф ан, кгс-м/см2
38ХМЮА 930—950° С, масло, вода 600—675° С, масло 100 85 14 50 9
38ХВФЮА 900—950° С, масло 600—650° С, воздух, масло 100 85 12 50 9
18Х2Н4ВА 860—870° С, масло, воздух 525—575° С, воздух 105 80 12 50 12
40ХНМА и 40ХНВА 840—860° С, масло 600—620° С, воздух, масло ПО 90 12 55 8-
ЗОХЗМФ1С 860—880° С, масло 600-650° С, масло 115 100 15 50 14
25Х2Н2МФ — 600—620° С — 80 — — 12
30ХН2ВФА 860° С, масло 680° С, воздух 90 80 10 40 9
Для ответственных изделий со сложной конфигурацией перед
шлифованием рекомендуется производить стабилизирующий от-
пуск для снятия внутренних напряжений, которые неизбежно
возникают в изделии при резании и могут быть источником повы-
шенных деформаций при азотировании. Стабилизирующий отпуск
рекомендуется производить при 550—600° С в течение 3—10 ч
с последующим медленным охлаждением (печь, воздух).
108
§ 2. ЗАЩИТА СТАЛИ ОТ АЗОТИРОВАНИЯ
При азотировании нередко оказывается необходимым отдель-
ные части изделия предохранить от насыщения азотом. Наиболь-
шее распространение получил метод гальванического покрытия
оловом мест, не подлежащих азотированию.
Защитное действие олова сводится к тому, что при температуре
азотирования оно расплавляется и удерживается на поверхности
стали силами поверхностного натяжения в виде тонкой непроницае-
мой для азота пленки. Толщина оловянного покрытия должна
составлять 6—8 мкм. Одним из недостатков метода защиты от
азотирования путем лужения детали является растекание олова
в процессе насыщения стали азотом на места, подлежащие азоти-
рованию.
Этот недостаток может быть устранен путем предварительного
фосфатирования деталей, предложенного С. Ф. Юрьевым. Метод
фосфатирования основан на том, что жидкое олово не смачивает
поверхности, покрытые фосфатной пленкой, и поэтому при азо-
тировании даже случайное попадание олова на эти поверхности не
сопровождается образованием мягких пятен.
Удобным и простым методом защиты от азотирования, особенно
для предохранения внутренних резьб, отверстий, галтелей и т. п.,
является применение защитных обмазок. Вполне удовлетвори-
тельные результаты дают следующие обмазки:
1) три части порошка олова, одна часть порошка свинца и одна
часть хрома; мелкоистертая смесь разбавляется хлористым цин-
ком до удобной для наложения тонким слоем консистенции;
2) шесть частей SnO, одна часть глицерина и небольшое коли-
чество раствора соляной кислоты с нашатырем; покрытые этой
пастой изделия просушиваются при 200° С, и на покрытие наклады-
вается тонкая алюминиевая фольга.
Для местной защиты от азотирования коррозионностойких
сталей применяют химическое (толщина 8—10 мкм) или гальвани-
ческое (до 30 мкм) никелирование. Для гарантированной защиты
необходимо иметь плотный и мелкозернистый слой никеля тол-
щиной не менее 30 мкм. Крупнозернистые осадки не обеспечи-
вают надежной защиты.
При высокотемпературном (750—800° С) азотировании аусте-
нитных высокомарганцовистых дисперсионно-упрочняемых сталей
изоляция мест, не подлежащих азотированию,' оловом не дает
хороших результатов. Олово легко стекает. В этом случае для мест-
ной защиты от азотирования предложен метод окислениях.
Нагрев в твердом карбюризаторе или пиролизном газе при 650—
750° С 3—12 ч позволяет получить плотную оксидную пленку,
1 Трунина Е. В., Рудман В. А. Способ местной защиты от азотирования
стальных деталей. Авторское свидетельство № 320562, Опубл, в Б. И., 1971, № 34.
109
непроницаемую для азота. Хорошие результаты получены и при
нагреве в атмосфере перегретого пара.
Защита оловяиированием и обмазками дорога, кроме того,
олово дефицитно. На многих заводах, когда не требуется иметь
резкой границы между азотированной и неазотированной поверх-
ностью, применяют жидкое стекло [111]. Перед покрытием детали
обезжириваются, промываются горячей водой, после чего их
погружают в жидкое стекло. Затем детали просушиваются при
90—120° С в течение 1,5 ч. Пленка жидкого стекла должна быть
прозрачной, стекловидной, без просветов и механических повре-
ждений.
§ 3. ПОДГОТОВКА ИЗДЕЛИЙ К АЗОТИРОВАНИЮ
Перед азотированием поверхность изделий должна быть обез-
жирена электрохимическим методом или промывкой в бензине или
в каких-либо других растворителях для удаления масла, эмуль-
сии и прочих загрязнений. Коррозионностойкие стали перед азо-
тированием требуют предварительной обработки поверхностей,
подлежащих азотированию, с помощью которой должна быть уда-
лена пленка окисла, препятствующая диффузии азота в металл.
Азотирование высокохромистых сталей без предварительной депас-
сивации приводит не только к снижению глубины слоя, но и к не-
равномерности ее по поверхности, а как следствие этого — к «пят-
нистой» твердости. Удаление окисной пленки производится или
травлением в водных растворах кислот, или чаще введением
в рабочее пространство печи хлористого аммония или четырех-
хлористого углерода.
Предварительно обезжиренные изделия из коррозионностой-
ких сталей подвергают травлению в одном из следующих раство-
ров:
а) стали 12X13, 30X13, 45Х14Н2В4 травят в растворе состава:
750 мл НС1, 5 г ингибитора ПБ5, 250 мл Н2О. Температура рас-
твора 40—50° С, время выдержки 15 мин;
б) стали 45Х14Н14В2М и 25Х18Н8В2 травят в растворе со-
става: 140 мл HNO3 (плотность 1,4 г/см3), 60 мл HF (плотность
1,13 г/см3), 10 мл НС1 (плотность 1,19 г/см3), 790 мл Н2О, темпе-
ратура раствора 70—80° С. Травление продолжают до того мо-
мента, когда поверхность изделий начнет терять металлический
блеск и приобретет матово-серебристый оттенок. Возможно трав-
ление и в других ваннах.
После травления изделия из коррозионностойких сталей необ-
ходимо промыть щетками вначале горячей водой при температуре
40—50° С, затем холодной проточной водой до исчезновения тем-
ного налета, появляющегося при травлении, после чего просу-
шить при 100—110° С или обдуть горячим воздухом. Разрыв во
времени между травлением и загрузкой в печь для азотирования
не. должен быть больше 3 ч.
'1'10
Фирма «American Bosch Arma Corp» [111] для активизации
поверхности предложила обработку вести в ванне содержащей
60% NaCN и 40% KCN. Выдержка в ванне в течение 15 мин
полностью разрушает оксидную пленку. В некоторых случаях
для удаления оксидной пленки ограничиваются обдувкой деталей
песком. Основной недостаток этих методов — возможность воз-
вратной пассивации перед азотированием или в процессе азоти-
рования.
Сопротивление коррозии на азотированных поверхностях дета-
лей из коррозионностойких сталей понижается и должно быть
учтено в случае изготовления изделий, работающих в агрессив-
ных средах (кислотах органических и неорганических). Для изде-
лий из сталей 45Х14Н14В2М, 25Х18Н8В2, работающих в воде,
необходимо предусмотреть снятие припуска на азотируемых по-
верхностях (0,02—0,03 мм). При азотировании конструкционных
сталей, склонных к образованию в поверхностном слое хрупких,
легко выкрашивающихся фаз, необходимо предусматривать при-
пуск в пределах 0,05—0,1 мм.
§ 4. ТЕХНОЛОГИЯ АЗОТИРОВАНИЯ
Для азотирования изделий применяют жидкий аммиак 1-го
сорта с влажностью 0,2% (ГОСТ 6221—70), доставляемый в бал-
лонах под давлением до 30 ат.
Оборудование для газового азотирования состоит из герметич-
ной рабочей камеры, нагревательной печи, системы газообеспече-
ния (аммиаком или смесью аммиака и азота), системы контроля
и регулирования температуры, давления и степени диссоциации
аммиака в рабочем пространстве печи (рис. 67).
При небольшом расходе аммиака (<0,5 кг/ч) газ из баллонов
через систему очистки и осушки 5 поступает в рабочее простран-
ство печи, где разлагается при нагреве с выделением атомарного
азота. Расход газа измеряется ротаметром 6. Газ редуцируют при
помощи вентилей и автоматических регуляторов таким образом,
чтобы на входе в печь давление составляло 1,004—1,012 ат.
Газы, выходящие из печи, содержат аммиак и продукты его
диссоциации — азот и водород. Степень диссоциации аммиака
измеряется диссоциометром 9, установленным на выходной газо-
вой магистрали, а давление в печи — манометром 10. Давление
в печи регулируется уровнем жидкости (масла, воды) в гидравли-
ческом затворе, через который осуществляется эвакуация отрабо-
танных газов.
При большом расходе аммиака (>0,5 кг/ч) для интенсификации
испарения сжиженного аммиака баллоны обогревают горячей
водой или используют специальные испарители 3 с регулируемым
давлением. Испарители снабжены электроподогревателем или зме-
евиком для подогрева паром.
111
Давление аммиака в испарителе автоматически регулируется
в пределах 2—4 ат. При расходах аммиака, превышающих 40—
50 кг/ч, рекомендуется аммиак использовать в цистернах емко-
стью 50 и 100 т [36].
При азотировании деталей из высокохромистых сталей, не
подвергнутых травлению, перед загрузкой на дно муфеля поме-
щают смесь просушенного хлористого аммония с предварительно
прокаленным песком. Песок добавляется для замедления выноса
хлористого аммония. Количество хлористого аммония берется из
расчета 100—150 г на 1 м3 объема муфеля.
Рис. 67. Схема установки для азотирования [36]:
1 — баллоны с жидким аммиаком; 2 — фильтры; 3 — испарители;
4 — отстойники для очистки газообразного аммиака; 5 — фильтр
тонкой очистки и осушитель; 6 — ротаметр; 7 — термопара; 8 —
печь азотирования; 9 — диссоциометр; 10 — манометр; 11г— гид-
равлический затвор
Депассивация происходит и при воздействии других галоге-
нидов: HBr, HJ, поэтому в качестве депассиватора может быть
использовано любое соединение, при диссоциации которого обра-
зуется галоген. Термодинамический анализ показывает [5], что
галогены при азотировании смещают изобарно-изотермический
потенциал в область восстановления окислов, в результате чего
газовая атмосфера становится восстановительной даже при нали-
чии в ней водяных паров, окисляющих сталь.
Для разрушения оксидной пленки на высокохромистых сталях
может использоваться четыреххлористый углерод СС14 [5]. Для
этого в течение первых 1,5—2 ч в муфель печи подаются пары СС14,
получаемые пропусканием аммиака через слой жидкого СС14. Сов-
местные действия хлора и водорода разрушают оксидную пленку.
Удаление оксидной пленки дает хорошие результаты и при азо-
тировании обычных сталей. Длительность процесса сокращается
на 20—25%.
Изделия загружают в печь таким образом, чтобы они не сопри-
касались между собой и чтобы аммиак свободно омывал поверх-
112
поста, подлежащие азотированию. При азотировании с хлористым
аммонием необходимо применять сетчатые поддоны. Одновременно
с изделиями загружают контрольные образцы, изготовленные из
тех же сталей, что и изделия. После загрузки изделий печь гер-
метически закрывают и присоединяют резиновые шланги для по-
дачи и отвода аммиака. После этого включают подачу аммиака
в муфель печи и производят продувку муфеля. Муфель продувают
до полного удаления из него воздуха, что устанавливается по
диссоциометру (полное заполнениедиссоциометра водой указывает
на отсутствие воздуха в печи).
В начале процесса в отводящем трубопроводе конденсируется
влага, которую следует удалять во избежание повышения давле-
ния в муфеле печи.
Изделия из конструкционных и коррозионностойких сталей
азотируют при температуре 500—600° С. Рекомендуемые режимы
азотирования приведены в табл. 16.
Режимы азотирования различных сталей
Таблица 16
Марка стали Температура азотирования, °C Продол- житель- ность выдерж- ки, ч Толщина слоя, мм Твердость азотирован- ного слоя по Виккерсу
38XMIOA 38ХМЮА 38XMIOA 500—520 540 510 для I ступени 550 для II ступени 48-60 40 15 25 0,40-0,50 0,5-0,6 0,5—0,6 1000—1100 900—1000 850—1000
38ХВФЮА 18Х2Н4ВА 40ХНМА 510 490—510 510 для I ступени 540 для II ступени 24—48 40—50 25 35 0,30—0,40 0,35—0,40 0,5-0,6 850—950 750—850 ~600
ЗОХЗМФ1С 25Х2Н2МФ и 25ХЗНЗМФ 560 560 575 24 25 25 0,5 0,4 0,5 900—950 850 750
30Х2Н2ВА 510 для I ступени 540 для II ступени 25 35 0,5-0,6 ~750
40ХНМА 40ХНВА 30Х2Н2ВА 30Х2Н2ВФА 30Х2Н2ВФМА 500—520 50—60 0,5—0,6 >640 >700 >700 >700 >700
113
Продолжение табл. 16
Марка стали Температура азотирования, °C Продол- житель- ность выдерж- ки, ч Толщина слоя, мм Твердость азотирован- ного слоя по Виккерсу
40ХНВА 25 >640
30Х2Н2ВА 510 для I ступени 30 0,6—0,7 >700
30Х2Н2ВФА 540 для II ступени 25 >=700
30Х2Н2ВФМА >700
ЗОХЗВА 500—525 60—80 0,35-0,55 750—800
500 48 0,14—0,16 1000—1050
12X13 550 48 0,25-0,30 900—950
600 48 0,35—0,40 800—850
500 48 0,10—0,12 1000-1050
20X13 550 48 0,25—0,30 900—950
600 48 0,30—0,40 780—830
15Х11МФ 15Х12ВМФ 530 для I ступени 580 для II ступени 10 20 0,35—0,4 900-950
45Х14Н14В2М 560 60 0,10—0,12 800—900
600 48 0,10—0,12 750—800
25Х18Н8В2 560 24. 0,12—0,14 950—1100
560 40 0,16—0,20 900—950
600 24 0,12—0,16 900—950
12Х18Н9 12Х18Н10Т 560 50-60 0,2—0,25 1000—1100-
Н18К9М5Т 500 24 0,25 900
450 48 0,25 900-950
В табл. 17 приведены режимы азотирования наиболее часто
азотируемых деталей.
Выбор температуры процесса азотирования для изделий из
конструкционных сталей определяется требованиями к толщине
и твердости слоя: при высокой твердости и небольшой толщине
слоя рекомендуется применять низкую температуру, при больших
толщинах и меньшей твердости применяется более высокая тем-
пература; при больших толщинах и высокой твердости применяется
двухступенчатый режим: сначала при 500—520° С и далее при
540—600° С.
114
Режимы азотирования некоторых деталей машин
Таблица 17
Марка стали Температура азотирования, °C Продолжи- тельность выдержки, ч Глубина слоя, мм Твердость слоя HV Примечание
38ХМЮА (38ХВФЮ) Гш 510 для I ступени 540 для II ступени 1ЬЗЫ цилиндр 12 42 ов дизелей 0,5—0,8 950—1000 Азотирование проводят в контейнерных печах с пере- движной нагревательной ка- мерой и двумя муфелями. Гильзы устанавливают верти- кально, буртами вверх*
18Х2Н4ВА К 490—500 коленчатый вг 40—48 1Л дизеля 0,35—0,4 ->600 Валы укладывают на спе- циальные приспособления на 6—8 крайних щек с приподня- той средней частью. Хорошие результаты получены при вра- щении вала
40Х 40ХФА 18ХГТ Валы, планки, 510 трубчатые из; 18—24 сделия в стань Не менее 0,25 построении 500—610 610—700 630—720 Шпиндели для опор каче- ния, ходовые винты пар сколь- жения
38ХМЮА 510 для I ступени 540 для II ступени 15—20 25-40 Не менее 0,25 850—950 Шпиндели для опор сколь- жения, гильзы, втулки, пино- ли, червяки делительных пар
Продолжение табл. 17
Марка стали Температура азотирования, °C Продолжи- тельность выдержки, ч Глубина слоя, мм Твердость слоя HV Примечание
ЗОХЗВА 510 для I ступени 540 для II ступени 15—20 25—40 Не менее 0,25 720—800 Ходовые винты пар качения и пар скольжения, накладные направляющие планки и др.
40ХФА Зубч 510 атые колеса станкостроен 0,1—0,13, но не более 0,6 ие] 610—700 Азотирование применяют для переключаемых или ред- копереключаемых колес (при обеспечении синхронизации зубчатой пары в момент пере- ключения)
Детали турбин
12X13 20X13 30X13* 510 550 530 для I ,ступени 580 для II ступени 55-60 55—60 20 20 0,15—0,25 0,25—0,35 0,25—0,30 950—1100 850—950 850—900 Детали, испытывающие эро- зионный износ (лопатки на- правляющего аппарата), рабо- тающие в условиях износа в коррозионной среде
15X11МФ 15Х12ВНМФ * 530 для I ступени 580 для II ступени 10 18 0,3—0,4 850—900 } Лопатки соплового аппара- та, штоки, втулки, седла, кла- паны
Продолжение табл. 17
Марка стали Температура азотирования, °C Продолжи- тельность выдержки, ч Глубина слоя; мм Твердость слоя HV Примечание
45Х14Н14В2М* 550 575 для I ступени 630 для II ступени Клапаны 55—60 25 35 дизелей 0,1—0,12 0,1-0,2 900—1000 850—900 При азотировании крупно- зернистой стали часто наблю- дается шелушение азотирован- ного слоя. При крупном зерне рекомендуется предваритель- ная закалка от 1050° С.
Высокопрочный чугун ВПЧ, ВПЧНМ * Перед азе окисной пленки. ♦♦ HRC пос. ления, галтели пс Степень д Коленчатые ва. 550—560 для I ступени *** 570—580 для II ступени 550, 560 для I ступени 560—570 для II ступени 570—580 для III ступени жированием производится травлени ле окончательной механической обр ►лируются. иссоциации аммиака при 550—560° С пы и втулки 30 60 30 30 30 е поверхности аботки. Шейки 3 25—40%; при в тепловозост 0,7 мм или при азоти валов шлифуя 560—580° С 4 роении [116] ^40 ** при слое ^0,3 мм (шейки ко- ленчатого вала) 43-50 ** при слое 0,4—0,5 мм (втулки цилиндров) ровании использ} отся после азотир 0—65%. Максимальный износ азоти- рованных втулок составляет 0,0,3—0,06 мм на диаметр за 500 ч работы дизеля,а неупроч- ненных из легированного чу- гуна — 0,2—0,3 мм. Износо- стойкость азотированных ва- лов в 5—8 раз выше, чем не- упрочненных. Предел выносли- вости коленчатых валов в ре- зультате азотирования повыша- ется на 30—40%. Диаметраль- ный износ шеек валов дизеля 1ЭП-60 за 600 тыс. км пробега составляет 0,013 мм, а износ шеек- неупрочненных колен- чатых валов — 0,11 мм. гют NH4C1 (СС14) для удаления ования для исправления короб-
Повышение температуры азотирования вызывает увеличение
коробления и деформаций, поэтому для сталей типа 38ХМЮА
температура не превышает 540—560° С. При двухступенчатом про-
цессе сокращается длительность процесса для получения заданной
глубины слоя.
Для изделий из коррозионностойкой стали, работающих в воде,
рекомендуется применять стали 45Х14Н14В2М и 25Х18Н8В2
и процесс азотирования проводить при температуре 560° С;
этот
режим обеспечивает наилучшую коррозионную стойкость.
Рис. 68. Влияние степени диссоциации амми-
ака на твердость и глубину азотированного
слоя стали 38ХМЮА
Перепад температур
в рабочей зоне печи допу-
скается не более ±5° С.
Время выдержки отсчи-
тывается с момента дости-
жения в печи заданной
температуры и назначается
в зависимости от требуе-
мой глубины слоя и тем-
пературы процесса азоти-
рования.
Для получения опти-
мальных свойств не сле-
дует стремиться к большой
глубине слоя. При боль-
шой глубине слоя не только
снижается предел вынос-
ливости, но и возрастают
деформации (коробление)
детали. Обычно дается
значительный припуск на азотируемые детали для устранения
возникающих изменений размеров и формы, что нельзя признать
правильным. При рациональной укладке изделий в печи, мини-
мальной температуре и толщине слоя коробление и деформации
невелики.
Скорость протекания аммиака должна быть такой, чтобы дис-
социация аммиака, измеряемая дцссоциометром, была в требуемых
пределах. Степень диссоциации аммиака зависит от температуры
и выбирается по данным табл. 18. Если диссоциация аммиака
мала, то подачу его следует уменьшить, если велика — увеличить.
Следует отметить, что увеличение степени диссоциации аммиака
для конструкционных сталей при данной температуре азотирова-
ния до 60—65% не отражается отрицательно на твердости и глу-
бине слоя (рис. 68). С другой стороны, с увеличением степени дис-
социации аммиака получает меньшее развитие s-фаза и уменьшается
хрупкость слоя. В связи с этим применительно к стали 38ХМЮА
может быть рекомендована более высокая степень диссоциации
аммиака, чем это указано в табл. 18. При наличии в цехе несколь-
ких печей допустимо их спаривание.
118
Повышение степени диссоциации аммиака выше50—60% умень-
шает твердость и коррозионную стойкость аустенитных сталей
(табл. 19).
Таблица 18
Рекомендуемые степени диссоциации
аммиака
Ко нстру кцио н н ы е стали Коррозионно- стойкие стали
Температура азотирова- ния, °C Степень диссоциации аммиака, % Температура азотирова- ния, &С Степень диссоциации аммиака, %
500—520 20-40 500 15—25
520—540 30—50 560 25-40
540—560 40-60 600 35—50
650 50—70
Таблица 19
Влияние степени диссоциации
аммиака на твердость, глубину
слоя и коррозионную стойкость
стали 45Х14Н14В2М
(по данным А. Г Андреевой,
Л. Я. Гуревич)
Степень диссоциации аммиака, % Т вердость HV Глубина слоя, мм Коррозион- ная стой- кость
20 860 0,1 Нет кор-
40 60 990 780 0,1 0,07 розии То же Слабая
80 620 0,07 коррозия Сильная
коррозия
Примечание. Азоти- рование при 560° 48 ч, испыта- ние на коррозию в воде в течение 3 месяцев после шлифования на глубину 0,03 мм
Для снижения хрупкости азотированного слоя и экономии
аммиака рекомендуется азотирование в аммиаке, разбавленном
азотом (аргоном) до 70—80% [5]. Снижение хрупкости примени-
тельно к стали 38ХМЮА связано с уменьшением концентрации
азота в s-фазе и снижением ее глубины. Глубина азотированного
слоя, его твердость и сопротивление износу при разбавлении амми-
ака азотом до 80% не изменяются, но коррозионная стойкость
несколько снижается.
Для снижения хрупкости в некоторых случаях применяют деа-
зотирование для удаления избыточного (не связанного с легирую-
щими элементами) азота нагревом азотированных изделий в тече-
ние некоторого времени при 520—560° С. Деазотирование, которое
проводится в атмосфере полностью диссоциированного аммиака
при 520—560° С, приводит, с одной стороны, к интенсивному уда-
лению азота из поверхностных слоев путем взаимодействия его
с водородом, а с другой стороны, к диффузии его вглубь. Снижение
концентрации азота в поверхностном слое приводит к устране-
нию из структуры 8-фазы и, как следствие этого, к уменьшению
хрупкости азотированного слоя без изменения его твердости.
Температуру деазотирования рекомендуется устанавливать не
выше максимальной температуры, принятой при азотировании, во
избежание повышенных деформаций.
119
Продолжительность деазотирования составляет 3—10 я. Чем
длительнее процесс азотирования, тем продолжительнее должен
быть процесс деазотирования для устранения хрупкости слоя.
Охлаждение после азотирования проводят вместе с печью до
200° С, не прекращая подачи аммиака. Для сокращения периода
охлаждения рекомендуется вынимать муфель из печи, охлаждать
его воздухом и т. д. (см. с. 131).
При местной защите поверхности от азотирования жидким
стеклом после окончания процесса детали промывают в течение
30 мин в горячем растворе тринатрийфосфата для удаления жид-
кого стекла [126].
§ 5. ОБОРУДОВАНИЕ ДЛЯ АЗОТИРОВАНИЯ
Для азотирования используются разнообразные конструкции
печей. Разработаны печи периодического и непрерывного дей-
ствия. К печам периодического действия относятся шахтные му-
фельные и безмуфельные печи, а также камерные печи. К печам,
работающим по непрерывному циклу, относятся толкательные
и карусельные печи [111, 122].
Шахтные печи получили наибольшее распространение для азо-
тирования (т?бл. 20). В муфельных печах рабочий газ поступает
в герметизированный муфель и не соприкасается с нагревателя-
ми и футеровкой. В безмуфельных печах насыщающий газ непо-
средственно контактирует с нагревателями и кладкой печи, по-
этому к конструкционным материалам безмуфельных печей предъ-
являются более жесткие требования.
Во всех шахтных печах осуществляется принудительная цир-
куляция газа в рабочем пространстве и разделение электрической
мощности по зонам, что обеспечивает высокую равномерность тем-
пературного поля (±5° С) и состава атмосферы по сечению и вы-
соте рабочего пространства [122].
Печи поставляются в комплекте с газовыми щитами и блоками
управления температурой.
Шахтные муфельные печи (№ 1—11, табл. 20) выпускаютс
двух модификаций: с двумя сменными муфелями или с одним ста-
ционарным. Печи экономичны, удобны в эксплуатации и универ-
сальны. Расход газа в муфельных печах составляет ~40—50 г/кг
садки, а в безмуфельных 150—250 г/кг садки, расход электро-
энергии от 0,40 до 1,1 кВт [122].
Печи с двумя муфелями (например, США-3,2.4,8/6-Л1,
США-5.7.5/6-Л1, США.-8,12/6-Л1) рассчитаны на полунепре-
рывную работу.
В то время как один муфель с обрабатываемыми деталями после
изотермической выдержки вынимается из печи и охлаждается на
воздухе или в охладительном колодце, в печь загружается второй
муфель с деталями. Таким образом, шахта печи не охлаждается,
увеличивается коэффициент использования оборудования и со-
кращается удельный расход электроэнергии.
120
Шахтные печи для азотирования [122]
Таблица 20
•dou он ej\f Тип печи Установленная мощность нагрева- телей, кВт Число зон Напряже- ние, В Максимальная рабочая темпера- тура. °C Масса садки, кг Характер обраба- тываемых изделий Размеры рабочего простран- ства, мм Число муфелей Возможность
в сети на печн Диаметр Глубина я £ * м Сч Я и О И S >»Я О Я — я* ’я я5® • 2 и = я Я « R Сч «в 0 в) О.Ч О « о СП © я я я
1 США-3,2.4,8/Л1 17 1 Шахты 380 ые муф 53,0 ельные 600 печи 150 Мелкие 320 480 2 Нет Нет
2 США-5.7,5/6-Л1 47 2 380 74 600 400 » 500 750 2 » »
3 США-5.7,5/6-Л2 47 2 380 74 600 400 » 500 750 2 » »
4 США-8.12/6-Л1 95 2 380 380 600 1200 Средние 800 1200 2 » Есть
5 США-8.12/6-Л2 95 2 380 380 600 1200 » 800 1200 1 » »
6 США-6.6/7-Л1 52 2 380 65,0 700 560 Мелкие 600 600 2 > >
7 США-6.6/7-Л2 52 2 380 55,5 65,0-57 700 560 > 600 600 1 > >
8 США-6.12/7-Л1 76 2 380 65,0—57 700 860 Средние 600 1200 2 » »
9 США-6.12/7-Л2 76 2 380 65,0-57 700 860 » 600 1200 1 » »
10 США-6.20/7-Л1 98,2 3 380 65,0 700 1120 » 600 2000 2 > »
11 12 США-6.20/7-Л2 США-8.24/7-Л1 98,2 120 3 Г 2 380 1ечи со 380 56,7 55,5 65 57 55 стациоь 380 700 шрными 650 1120 муф ел 2 000 Крупные я ми Валы, 600 800 2000 2400 1 1 Есть Есть
13 США-8.24/6-Л2 120 2 400 380 650 2 000 штанги То же 800 2400 1 Нет
14 США-8.24/6-ЛЗ 120 2 380 380 650 2 400 » 800 2400 1 Есть »
Продолжение табл. 20
CU о с о с £ Тип печи Установленная мощность нагрева- телей, кВт Число зон Напряже- ние, В Максимальная рабочая темпера- тура, °C Масса садки, кг Характер обраба- тываемых изделий Размеры рабочего простран- ства, мм Число муфелей Возможность
в сети на печи Диаметр Глубина д о о 5 О. Я О О X s >»= о = О i = о ч Ь Л 0 ф 1) Q О П axes
15 США-8.56/6 330 4 380 380 650 4 000 Штоки, 800 5600 1 Есть Есть
16 ОКБ-3174А 200 3 380 Бе. 380 змуфель 650 ные печ 4 000 и плунжеры Крупные шестерни 1600 3000 1 > >
17 США-20.22,4/6-Л1 144 2 380 380 650 2 500 Крупные детали коленчатые валы 2000 2240 Нет Нет Есть
18 США-20.22,4/6-Л2 180 2 380 380 650 2 500 То же 2000 2240 > > >
19 США-20.30/6-Л1 260 2 525 525 650 15 000 Протяжки, коленчатые валы, круп- ные ше- 2000 3000
20 США-20.30/6-Л2 230 2 380 380 650 15 000 стерни То же 2000 3000 > > >
21 ОКБ-3210 165 2 380 380 560 1 600 » 2500 1800 » > >
Примечания. 1. Печи 1 — 3 и 6—11 с трансформаторами, остальные не комплектуются трансформаторами; печи 2, 4, 6, 8, 9 —
без механизма подъема крышки, остальные — с механизмом.
2. Расшифровка обозначения печей: 1-я цифра — диаметр рабочего пространства DX 100 (мм), 2-я цифра — высота НХ 100 (мм),
3-я цифра — максимальная рабочая температура ТХ 100 (° С), например, США-5.7,5/6: D « 500 мм, Н = 750 мм, Tmax = 600° С.
Весь цикл азотирования, включая нагрев, выдержку и охлаж-
ние до 150—250° С, проводят при непрерывной подаче аммиака.
Обрабатываемые детали либо подвешиваются на приспособ-
лениях к крышке (США-8-24/6Т, исп. Л02), либо в специальных
корзицах устанавливаются на решетку пода печи.
Конструкция одной из типичных шахтных муфельных печей
США-8.12/6-Л1Апоказана на рис. 69. Печь состоит из сварного
Рис. 69. Шахтная муфельная печь США-8.12/6-Л1:
/ — каркас печи; 2 — вентилятор; 3 — крышки; 4 — муфель; 5 — фу-
теровка; 6 — нагреватели; 7 — крестовина; 8 — направляющий экран
каркаса 1, футерованного огнеупорным кирпичом и теплоизоля-
ционным слоем, двух муфелей 4 с крышками 3 и вентиляторами 2,
нагревателей 6 и направляющего экрана 8.
Герметичность печей достигается резиновыми водоохлаждае-
мыми уплотнениями между муфелем и крышкой и сальниковыми
водоохлаждаемыми уплотнителями вала вентилятора. Между
крышкой и шахтой печи уплотнителем является песочный затвор.
Для контроля процесса по расходу, давлению и степени дис-
социации аммиака печи серии США-3,2.4,8/6, США-5.7,5/6,
США-8.12/6 комплектуют двухпозиционным газовым щитом типа
ОКБ-306Л, позволяющим контролировать процесс одновременно
в двух муфелях.
Для повышения эффективности процесса в печах с двумя му-
фелями может применяться последовательно-параллельная схема
123
включения печей, при которой аммиак последовательно исполь-
зуется в виде защитной среды в период охлаждения в одном му-
феле и как насыщающий газ в процессе азотирования — в другом
[111]. Такая схема позволяет снизить расход аммиака на 20%.
При кратковременных процессах азотирования (например,
антикоррозионном) для обеспечения непрерывной работы уста-
новки число муфелей может быть увеличено до трех: в печи, на
охлаждении и на загрузке [111]. Равномерное насыщение при
времени цикла 0,5—3 ч достигается периодическим изменением
направления подачи аммиака в контейнере через каждые 10—
12 мин [111 ].
При азотировании крупногабаритных изделий и большой массе
садки более экономичны печи с одним стационарным муфелем и
безмуфельные печи [122]. Шахтные муфельные электропечи боль-
шого диаметра ненадежны в эксплуатации из-за сильного короб-
ления, развития трещин и разрывов муфеля [86].
Типовая безмуфельная печь состоит из шахты, каркаса 1,
нагревателей 3, подины, крышки 4, механизмов подъема и пере-
мещения крышки, газопроводов и вентилятора 5 (рис. 70).[86].
Основные параметры отечественных безмуфельных печей кон-
струкции ВНИИТВЧ им. В. Вологдина даны в табл. 20.
Шахта печи выполнена в виде герметичного каркаса, футеро-
ванного легковесным огнеупорным и теплоизоляционным кирпи-
чом. Уплотнение между шахтой и футерованной крышкой обеспе-
чивается двойным рудным затвором. В безмуфельных печах азо-
тирующая атмосфера находится в прямом контакте с нагревате-
лями и кирпичной кладкой, материал которых следует выби-
рать исходя из условий длительной эксплуатации в среде аммиака,
азота и водорода. Нагреватели обычно изготовляют из хромонике-
левого сплава Х20Н80, а футеровку — из стандартных огнеупо-
ров и теплоизоляционных материалов с низкой увлажняющей
способностью [86]. Кислород, адсорбированный футеровочными
материалами при взаимодействии с водородом продуктов частич-
ной диссоциации аммиака, образует влагу. Отходящие из печи
газы в начале процесса содержат большое количество влаги, кото-
рая конденсируется и образует водяные пробки в газопроводах,
поэтому на выходных магистралях безмуфельных печей преду-
сматриваются конденсационные отстойники с водяным охлажде-
нием для удаления влаги.
Следует иметь в виду, что взаимодействие водорода атмосферы
с кислородом футеровки вызывает значительные колебания сте-
пени диссоциации аммиака в безмуфельных печах на начальных
этапах процесса.
Направленный поток газов в камере создается направляющим
цилиндром 7 (см. рис. 70), установленным на подине печи, и диф-
фузором, укрепленным в крышке.
Вход и выход газа осуществляется через коллекторы, распо-
ложенные в верхней и нижней зонах шахты [86].
124
3250
Рис. 70. Шахтная безмуфельная печь для азотирования [86]:
1 — каркас; 2 — футеровка; 3 — нагреватели; 4 — крышка; 5 — вентилятор; 6 — механизм подъема и передвижения крышки; 7 — напра-
вляющий цилиндр
Равномерность распределения температуры и состава атмо-
сферы в печи достигается интенсивной направленной циркуляцией
газа и правильным расположением нагревателей. Кроме того,
в печах предусмотрен периодический реверс подачи и выхода
газа и реверс вращения вентилятора и, следовательно, периодичес-
кое изменение направления циркулирующего потока газа.
Крышка печи поднимается и перемещается механизмом 6,
(см. рис. 70), состоящим из П-образной эстакады, опирающейся
на четыре колеса, и электромеханических приводов [86].
Обрабатываемые изделия либо подвешивают на специальном
приспособлении и азотируют вертикально, либо устанавливают на
подовую решетку.
Применение печей со стационарным муфелем и безмуфельных
печей наиболее эффективно в сочетании с системами ускоренного
охлаждения садки после окончания процесса (рис. 71, а, б).
В таких комбинированных установках время охлаждения садки
сокращается в 3—5 раз и составляет 12—17 ч вместо 40—50 ч
при охлаждении вместе с печыо [122].
В муфельных электропечах форсированное охлаждение садки
достигается обдувом муфеля холодным воздухом, поступающим из
заводской сети или от специального вентилятора. В безмуфель-
ных печах система ускоренного охлаждения решена по принципу
циркуляции насыщающего газа в замкнутом объеме. Азотирую-
щий газ, выходящий из муфеля, продувают по системе водоохла-
ждаемых труб и охлажденным вводят вновь в муфель.
На рис. 71, а дан разрез шахтной печи со стационарным му-
фелем типа США-8.24/6-ЛЗ, а на рис. 71, б—разрез шахтной
безмуфельной печи, снабженных системами ускоренного охлажде-
ния [87]. В печи США-8.24/6-ЛЗ охлаждающий воздух подается
вентилятором 2 через шибер 7 и трубопровод 12 под муфель 6,
установленный на подставке 13. Нагретый воздух отводится через
коллектор 3 в верхней части шахты. В процессе охлаждения кроме
нагнетающего вентилятора 2 работает вентилятор крышки печи 10.
Шахтная безмуфельная печь (рис. 71, б) снабжена системой
ускоренного охлаждения, состоящей из подвижного шибера 12
и охлаждающих труб 14.
В процессе азотирования (нагрев и изотермическая выдержка)
шибер 12 перекрывает вход в охлаждающие каналы 16. При этом
газ движется от вентилятора в пространство между направляющим
экраном 15 и футеровкой, затем поступает в рабочее пространство
и всасывается вентилятором.
На стадии охлаждения изделий шибер открывает каналы 16
и перекрывает проход газа в пространство между направляющим
экраном 15 и футеровкой. Рабочий газ при этом непрерывно
циркулирует от вентилятора по охлаждающим каналам 16, в ко-
торых установлены змеевики 14 с водяным или воздушным охла-
ждением, в рабочее пространство печи и, двигаясь снизу вверх,
охлаждает изделия и всасывается вентилятором [87].
126
Возможна иная схема охлаждения безмуфельных печей (типа
США-20.22,4/6), которые снабжены дополнительным нагнетаю-
щим центробежным вентилятором, расположенным под основа-
нием печи. В период нагрева и выдержки этот вентилятор не ра-
ботает и перекрывается шибером. В период охлаждения шибер
открывается и работают два вентилятора, установленные в основа-
Рис. 71. Шахтная печь с ускоренным охлаждением садки:
а — муфельная печь типа США-8.24/6-ЛЗ [87]: 1 — шибер; 2 — вентилятор; 3 — труба
для отвода воздуха; 4 — шахта; 5 — направляющий цилиндр; 6 — муфель; 7 — под-
веска; 8 — диффузор; 9 — механизм подъема и поворота крышки; 10 — крышка с вентиля-
тором; 11 — каркас; 12 — канал для подачи воздуха; 13 — подставка, 14 — нагреватель;
б — безмуфельпая печь [87]: 1 — подовая плита; 2 — каркас; 3 — нагреватель; 4 — фу-
теровка; 5 — затвор; 6 — крышка; 7 — механизм подъема и передвижения крышки;
8 — механизм подъема шибера; 9 — верхние экраны; 10 — вентилятор; 11 — шток; 12 —
шибер; 13 — конический экран; 14 — охлаждающие трубы; 15 — боковые экраны; 16 —
каналы
нии и в крышке печи. При этом часть циркулирующего газа отби-
рается из печи подовым вентилятором и прогоняется через водо-
охлаждаемые каналы, после чего вводится в верхнюю часть шахты,
смешивается с основным потоком газа, снижая его температуру [87].
Достоинством рассмотренных систем форсированного охлажде-
ния является сохранение футеровкой части аккумулированной
печью теплоты, что улучшает экономические показатели терми-
ческой обработки [87].
Из нестандартного оборудования необходимо отметить шахт-
ную муфельную печь для азотирования внутренней поверхности
127
пустотелых деталей (гильз цилиндров), эксплуатирующуюся иа
Коломенском тепловозостроительном заводе [85].
Подача аммиака осуществляется через раздаточную коробку
иа дне муфеля во внутренние полости шести гильз, установленных
в гнезде раздаточной коробки. Принудительная циркуляция амми-
ака достигается с помощью вентилятора, расположенного в крышке
печи. Отработанный газ выводится в верхней части муфеля
[85].
Камерные печи могут применяться для основных видов терми-
ческой обработки в контролируемых атмосферах (цементации,
нитроцементации, азотировании, закалки и т. д.). Эти печи пред-
ставляют собой механизированные агрегаты, состоящие из печной
и закалочной камер. Печная безмуфельная камера предназначена
для нагрева изделий в интервале температур 500—950° С в
контролируемых атмосферах, циркуляция которых производится
осевыми вентиляторами.
Наибольшее распространение для азотирования получили печи
с передвижной камерой полунепрерывного действия (рис. 72).
Печи состоят из передвижной нагревательной камеры /, двух
стендов 3, каждый из которых снабжен одним или двумя муфелями
и механизмом передвижения камеры [88, 111, 122].
Азотирование в этих печах производится по полунепрерывному
циклу. В то время как на одном стенде проводится азотирование,
на втором под током газа происходит охлаждение садки, разгер-
метизация муфеля, разгрузка изделий и подготовка стенда к оче-
редному циклу. После окончания процесса на первом стенде на-
гревательная камера надвигается на муфель, установленный на
втором стенде, и цикл периодически повторяется на каждом стенде.
Передвижная камера представляет собой каркас П-образиой
формы с подъемными дверцами в торцовых проемах [88]. Под печи
выполнен в виде сварной рамы и футерован огнеупорным кирпи-
чом. В поду установлены вентиляторы и трубки для ввода аммиака.
Герметизация муфеля осуществляется рудными затворами, для
чего в поду предусмотрены желоба, заполненные хромистой рудой,
в которые заходят кромки муфеля [111].
Нагревательная камера от стенда к стенду перемещается ста-
ционарным электроприводом при поднятых дверцах.
Малогабаритные печи с передвижной камерой (типа
США-6,5.22.10/6) применяют для азотирования гильз, небольших
коленчатых валов и других деталей (табл. 21). Крупногабаритные
печи (типа ОКБ-3116, СНА-13,45.16/6М и др.) применяются для
одновременного азотирования 3—8 коленчатых валов длиной от
2,2 до 4,2 м [122].
В печи СНА-6,5.22.10/16 коленчатые валы устанавливают на
опоры, расположенные на поду печи. Зазоры между опорой и ва-
лом устраняются регулируемыми по высоте призмами или проклад-
ками [88]. В печах ОКБ-3116, СНА-13.45/16/6М, СНА-13,67/16/6М
предусмотрено непрерывное вращение вала со скоростью
128
13300
Рис. 72. Двухстендовая печь для азотирования с передвижной камерой (тип СНА-13.45.16,'6-М) [88,111]:
1 — передвижная камера; 2 — муфель; 3 — стенд
Печи для азотирования с передвижной камерой [122]
см
а
а
а
Uaireiotf entfeiTMX На под Стойки с подшипни- ками То же »
вовва BiiiiataBda BI4EIIHBXOW эиншген Нет Есть » »
ЭННОЮ wontfo вн you* -офКи OITOHh »—< сч
Размеры рабочего пространства, мм a 3 £ " о PQ и 1000 1600 1600 1600
Дли- на о о о о хГ О О Ю СЧ Ю Ю СЧ СЧ СО хГ СО
Ши- рина О О О О LO О О О СО сч со со
уивэИеи хччиэва -wiBpBdpo domed в х Гильзы, коленчатые валы и др. Коленчатые валы и др. То же »
jm ‘HMtfeo вээвэд *га* 'га' и О О Ч О 40 О ш о га о гао 5 сч сч и о по $5 со и СО со со Ч—** '
□о ‘edXiedoiiKOi BBhoped ввп -чвемиэявдо о о о о ЮО СО to UO CD LO со со
Напряже- ние, В на печи о о о о СО СО 00 00 со со со со
в сети о о о о СО 00 00 00 со со со со
ное овэиь сч сч сч сч
-oieaodJBH чхэоиТпом вен -пэваоивю^ 100 400 400 540
Тип печи СНА-6,5.22.10/6 ОКБ-3116 СНА-13.45.16/6М СНА-13.67.16/6М
1—2об/мин1. При обработ-
ке в печи одновременно3—
8 валов вращение пере-
дается каждому валу от
механизма, расположен-
ного под стендом. При уве-
личении количества валов
до 20 шт. применяется
пакетное вращение [122].
Вращение позволяет
свести к минимуму короб-
ление валов. Максималь-
ное биение валов длиной
3,6 м после азотирования
с вращением не превышает
0,03 мм, валов длиной
4 м — 0,05 мм. При такой
величине деформации азо-
тирование может быть фи-
нишной операцией в изго-
товлении коленчатого ва-
ла, не требуя дополнитель-
ной правки и шлифования
[87, 88].
При массовом произ-
водстве, если конструкция
вала допускает обработку
в подвешенном состоянии,
рекомендуется проводить
азотирование не в камер-
ных, а в шахтных печах
большой емкости, типа
США-20.30/6-Л2, рассчи-
танной на одновременную
обработку 40 валов [122].
Печи непрерывного дей-
ствия. Печи непрерывного
действия легко встраива-
ются в поточные линии.
Для азотирования гильз
и коленчатых валов раз-
работана ВНИИТВЧ им.
В. П. Вологдина толка-
1 Бакшеев П. А., Мака-
ров А. Н., Цокуренко М. Г.
и др. Авторское свидетельство
№ 166376. Опубл, в Б. И.,
1964, № 22.
130
тельная печь СТА-12,5.90.6/6 мощностью 100 кВт (рис. 73).
Производительность печи 90 кг/ч, размеры рабочей камеры
1250x8640x600 мм. Изделия загружаются в печь на поддонах,
которые перемещаются толкателем. Темп толкания задается в соот-
ветствии с продолжительностью получения требуемой глубины
диффузионного слоя. Равномерная циркуляция насыщающей
атмосферы достигается вентиляторами, установленными в своде
печи [122].
Контроль процесса. Контроль и регулирование процесса азо-
тирования осуществляются по температуре, продолжительности,
давлению и степени диссоциации аммиака.
После выхода печи на режим в рабочем журнале периодически
(каждый час—два) фиксируются степень диссоциации аммиака,
температура и давление в печи.
Для контроля и регулирования температуры применяют элек-
тронные самопишущие потенциометры, воздействующие через ис-
полнительные механизмы на вторичную обмотку понижающего
трансформатора в цепи нагревателей. Степень диссоциации амми-
ака (отношение объема продиссоциировавшего аммиака к общему
объему газа в объемн. %), характеризующая суммарное содержание
азота и водорода в отходящей из печи аммиачно-азотно-водород-
ной смеси, измеряется ручными или автоматическими диссоцио-
метрами. Контроль ручным диссоциометром основан на практи-
чески полной растворимости аммиака и нерастворимости продук-
тов его диссоциации —.азота и водорода в воде. При отборе отхо-
дящих из печи газов в стеклянную или металлическую емкость
и последующей подаче в нее воды объем, эквивалентный содержа-
нию аммиака, заполняется водой, а оставшийся объем, занятый
азотом и водородом, характеризует степень диссоциации аммиака
в печи. При отклонении степени диссоциации от значений, задан-
ных в технологии, расход аммиака регулируется игольчатыми кла-
панами на аммиачном трубопроводе или на баллоне.
Автоматический контроль и регулирование степени диссоциа-
ции аммиака основаны на применении газового объемно-вискози-
метрического [44] и газового термо-кондуктометрического мето-
дов [63].
При объемно-вискозиметрическом методе контроль проводят
по изменению объема и вязкости отходящих из печи газов. На этом
принципе работают диссоциометры типа СЗПИ-2, СЗПИ-З,
СЗПИ-4 [44].
Автоматический диссоциометр СЗПИ-2 состоит из водяного
холодильника, газового фильтра-осушителя, стабилизатора общего
перепада давления, поглотителя с измерительными капиллярами,
дифманометра и вторичного прибора [44]. Анализируемый газ
(рис. 74, а) после осушки и очистки от механических примесей
последовательно пропускается через первый капилляр 1 и погло-
титель 2, в котором происходит практически полное растворение
в воде аммиака, содержащегося в газе. Оставшаяся иепоглощен-
131
2
Рис. 73. Печь непрерывного действия для азотирования типа СТА-12,5.90.6/6 [122]:
1 — камера загрузки с толкателем; 2 — электропечь; 3 — камера разгрузки; 4 — подъемный стол; 5 — механизм транспортировки поддонов
ной, азотоводородная смесь пропускается через второй капил-
ляр 3. К поглотителю 2 непрерывно подводится вода, которая сли-
вается через трубу 4. Так как общий перепад давления ДРобщ под-
держивается постоянным с помощью специального стабилизатора,
перепад давления газа ДР2 на втором капилляре эквивалентен
степени диссоциации аммиака. Перепад давления ДР2 измеряется
колокольным дифманометром 5, работающим в комплекте со
вторичным самопишущим прибором. Шкала вторичного прибора
проградуирована непосредственно в единицах показателя степени
диссоциации аммиака.
Рис. 74. Измерительные схемы автомати-
ческих диссоциометров [63]:
а - СЗПИ-2; б — СЗПИ-З [44]: в — ТКГ-4
Выходной датчик вторичного прибора совместно с серийным
регулятором и дистанционным задатчиком используется для авто-
матического регулирования степени диссоциации аммиака.
На дистанционном задатчике устанавливается заданное значение
степени диссоциации аммиака, при отклонении от которой регу-
лятор через исполнительный механизм изменяет расход азотирую-
щего газа [44].
Диссоциометр СЗПИ-2 прост в исполнении и достаточно наде-
жен в работе и характеризуется высокой точностью измерения
(от ±1,3 до ±2,3% ].
Для автоматического контроля степени диссоциации при азо-
тировании в аммиаке, разбавленном азотом, разработаны прибор
СЗПИ-З и универсальный диссоциометр СЗПИ-4 (рис. 74, б)
[36, 44].
Газовая измерительная схема прибора СЗПИ-З построена по
принципу капиллярного аэродинамического моста и отличается
от схемы СЗПИ-2 дополнительным введением двух капилляров,
один из которых (6) имеет постоянную, а второй (7) — переменную
(для настройки) длину. Дифманометр 5 включен в диагональ АВ
133
моста и работает в комплекте с самопишущим и регулирующим
вторичным прибором. Общий перепад давления АРобщ поддержи-
вается постоянным с помощью стабилизатора. Настройка схемы
производится изменением длины капилляра 7 при условии АРХ =
= 0 для газовой смеси 75% Н2 и 25% N2. Прибор СЗПИ-З рас-
считан, на содержание аммиака в пределах 0—30% и имеет высо-
кую точность измерения (погрешность не более ±2% [44].
ВНИИЭТО разработан автоматический диссоциометр на базе
термо-кондуктометрического газоанализатора типа ТКГ-4 [63].
Датчик ТКГ-4 собран по мостовой схеме по принципу сравне-
ния теплопроводности анализируемого газа (продуктов неполной
диссоциации аммиака) с теплопроводностью воздуха (рис. 74, в).
Два сопротивления помещены в рабочие камеры, через которые
непрерывно пропускается анализируемый газ, а два сопротивле-
ния Д2 находятся в камерах, заполненных воздухом. Сопротив-
ления и Р2 нагреваются проходящим постоянным током, со-
противление 7?3 служит для установки нуля [63].
При продувке рабочих камер воздухом мостовая схема нахо-
дится в равновесии, при продувке газом с отличной от воздуха
теплопроводностью в диагонали моста образуется э.д.с., пропорцио-
нальная концентрации водорода в газе. Э. д. с. измеряется вторич-
ным прибором типа ЭПД, шкала которого проградуирована в зна-
чениях показателя степени диссоциации аммиака.
При автоматическом регулировании степени диссоциации вто-
ричный прибор ЭПД комплектуется задатчиком, подающим элек-
трический импульс на изодромный регулятор с исполнительным
механизмом на газопроводе подачи аммиака в печь [63]. При этом
система обеспечивает плавное и точное регулирование степени
диссоциации аммиака в процессе азотирования.
Однако контроль по степени диссоциации аммиака, являю-
щийся косвенным параметром процесса, не позволяет оценить ди-
намику роста слоя непосредственно при температуре диффузии.
Данные по кинетике формирования слоя и его фазовому составу
можно получить в индуктивных датчиках сопротивления при изме-
рении электрофизических параметров слоя образцов-свидетелей,
введенных в реакционное пространство печи.
Применение прямых методов контроля позволит разработать
регулируемые процессы азотирования, основой которых является
получение диффузионных слоев заданного фазового состава с уче-
том конкретных условий работы изделий.
При регулируемом процессе записываемая датчиком инфор-
мация сравнивается счетнорешающим оптимизатором с заданными
параметрами, например, кривой распределения концентрации
азота в слое, и выдает соответствующие командные сигналы на ра-
бочие исполнительные органы. Разработка подобных автомати-
зированных систем управления служит основой для создания
разнообразных вариантов регулируемых процессов азотирова-
ния.
134
§ 6. ДЕФЕКТЫ АЗОТИРОВАНИЯ И ИХ ПРЕДУПРЕЖДЕНИЕ
Деформации и коробление Ч В процессе насыщения стали азо-
том отмечаются изменение размеров и коробление деталей. Чем
выше температура, больше глубина слоя и сложнее деталь, тем
больше деформация. Деформация и коробление азотированных
деталей обусловлены природой азотированного слоя, нерацио-
нальной конструкцией деталей, несимметричной и некачественной
защитой от насыщения, нарушением технологии предваритель-
ной термической обработки и неправильной укладкой деталей при
обработке [111, 1261.
Коробления связаны с релаксацией внутренних напряжений,
образующихся при формировании диффузионного слоя. Насыще-
ние металла азотом сопровождается увеличением его объема и
уменьшением коэффициента линейного расширения, что вызывает
образование сжимающих напряжений в слое и растягивающих
в сердцевине. При несимметричной форме детали, разной толщине
стенок и односторонней защите от азотирования коробление до-
стигает больших размеров [111].
Увеличение удельного объема поверхности при азотировании
сопровождается увеличением геометрических размеров деталей,
так называемым «припуханием» или «наращиванием». Размеры
детали в среднем увеличиваются на 4—6% в зависимости от глу-
бины азотированного слоя.
Ориентировочно увеличение размеров (мкм) при азотировании
может быть определено по эмпирической формуле [151]
AZ = C[/H-4]-4-a,*
где С — температурная константа материала при 500° С; 0,5 <
< С < 2 (для технического железа С *=* 0,5; для нитраллоя Сг—
Мо—V 1,Зч-1,4; для нитраллоя Сг—А1—Мо С« 1,5-г-1,6;
для чугуна С = 1,3-5-1,6); £н(ч) — время выдержки при заданной
температуре азотирования; t0 (ч) — уменьшение эффективного
времени выдержки, например, в результате депассивации; а — ко-
эффициент), для углеродистых сталей а«=И.
• Формула справедлива только для азотирования при 500° С
продолжительностью до 100 ч. Для азотирования при 450° С зна-
чения С необходимо приблизительно вдвое уменьшить, а при
550° С вдвое увеличить.
Иа деформацию при азотировании также влияет состав обра-
батываемой стали. Увеличение концентрации нитридообразующих
элементов и особенно алюминия приводит к повышению деформации
[126].
При разработке технологии изготовления азотируемых дета-
лей увеличения размеров (деформации) при азотировании могут
* Деформацией считается изменение размеров; короблением — искажение
формы [126].
135
быть учтены в соответствующем уменьшении геометрических раз-
меров деталей с учетом «наращивания» при азотировании.
Одной из причин коробления является несовершенство кон-
струкции деталей и технологии ее изготовления. Коробления
уменьшаются с увеличением отношения площади сечения деталей к
периметру азотированного слоя, с уменьшением глубины слоя, раци-
ональными размещениями азотированного слоя и поверхностей,
предохраняемых от азотирования. В цилиндрических, особенно пу-
стотелых деталях надо стремиться к симметричному размещению
слоя относительно оси, использовать неазотируемые припуски
в тонкостенных деталях (типа буртиков гильз цилиндров), кото-
рые уменьшают деформации около торцов [126]. При нарушении
сплошности защитного покрытия происходит частичное азотиро-.
ваиие, приводящее на деталях типа втулок к эллиптичности от-
верстия. В связи с этим на азотируемых деталях необходимо
защищаемые поверхности располагать симметрично и контроли-
ровать качество покрытия [111].
Уменьшению короблений способствуют снижение температуры
насыщения, тщательное проведение предварительной термической
обработки и рациональная укладка деталей в процессе азотирова-
ния.
При укладке деталей в печи необходимо исключить провиса-
ние деталей под действием собственного веса (или веса соседних
деталей). Длинномерные детали целесообразно азотировать в под-
вешенном состоянии в шахтных печах или на опорах в камерных
печах, детали сложной конфигурации (например, коленчатые
валы) вращать в процессе насыщения.
Распределение температуры в печи должно быть равномерно
по высоте и сечению рабочей зоны [111].
Хрупкость и шелушение. Этот вид дефектов азотированной
поверхности характеризуется большим разнообразием пороков
по конфигурации, строению, размерам, частоте повторения, об-
ласти распространения и топографии расположения и в большин-
стве случаев вызывается пересыщением поверхностного слоя азо-
том. Хрупкость и шелушение слоя могут быть вызваны и причи-
нами местного характера, несоблюдением режимов предваритель-
ной термической обработки, азотирования и шлифования.
Дефекты металлургического происхождения выявляются в виде
единичных или групповых выкрашиваний слоя типа раковин нео-
пределенной формы, без четко выраженной ориентировки, и про-
дольных сколов различной величины, ориентированных по направ-
лению волокон. Ответственными за эти дефекты являются либо
пороки слитка (окисные пленки, усадочные раковины, пустоты,
неметаллические включения), либо пороки кузнечного и прокат-
ного передела (закаты, заковы, плены).
В местах неметаллических включений, плен, трещин и других
нарушений сплошности наблюдается вспучивание слоя, вызван-
ное большой концентрацией азота и образованием повышенного
136
количества s-фазы. При шлифовке такой слой выкрашивается
[126].
Дефекты азотирования и шлифования появляются на поверх-
ности в процессе шлифования или хонингования и имеют вид:
1) шелушения тонких «фильмов» азотированного слоя по ходу
шлифовального камня;
2) массового поражения поверхности мелкой «сыпью» — точеч-
ных выкрашиваний (глубиной до 0,05 мм), появляющихся при до-
водочных операциях;
3) густой сетки мелких трещин.
Микроструктура азотированного слоя, склонного к шелуше-
нию при шлифовании, характеризуется наличием развитой нитрид-
ной сетки по границам аустенитных зерен.
Применение двухступенчатого цикла азотирования, а особенно
деазотирования на заключительной стадии процесса, уменьшает
хрупкость. Хрупкая поверхностная зона может быть удалена шли-
фованием на глубину 10—50 мкм без снижения твердости [111].
Хрупкость может быть вызвана поверхностным обезуглерожи-
ванием перед азотированием и перегревом при предварительной
термической обработке. Крупнозернистая структура углероди-
стых и легированных сталей практически всегда способствует
охрупчиванию поверхности. Наиболее часто хрупкость наблю-
дается у стали 38ХМЮА, содержащей алюминий на верхнем пре-
деле.
При предварительной термической обработке необходимо при-
менять защитные атмосферы, предохраняющие стали от обезугле-
роживания, и предусматривать припуски на механическую обра-
ботку, гарантирующие удаление обезуглероженного слоя [126] *.
Скорость охлаждения при закалке в процессе предварительной
термической обработки заготовок также влияет на хрупкость азо-
тированной поверхности стали 38ХМЮА при шлифовании.
Закалка в масле (при толщине заготовки ~32 мм) приводит к выкра-
шиванию азотированной поверхности при шлифовании; закалка
в воде не снижает пластичности азотированного слоя.
Для уменьшения шелушения должны соблюдаться оптималь-
ные условия шлифования; поперечная и продольная подача дол-
жны иметь параметры, исключающие прижог. Засаливание кру-
гов недопустимо.
Пониженная и пятнистая твердость слоя. Пониженная поверх-
ностная твердость азотированного слоя обусловливается обычно
следующими причинами:
1) нарушением технологии процесса азотирования (повышением
температуры, высокой степени диссоциации аммиака, перерывом
в подаче аммиака);
2) несоблюдением технологии предварительной термической
обработки.
* Для стали 38XMIOA припуск составляет 2—7 мм.
137
Повышение температуры нагрева под закалку приводит к полу-
чению крупнозернистой исходной структуры, а отсутствие защит-
ной атмосферы вызывает обезуглероживание поверхности.
С повышением температуры процесса твердость уменьшается
вследствие выделения более крупиодисперсных нитридов. Анало-
гичные выделения нитридов наблюдаются в ферритных зернах
обезуглероженной поверхности, что также снижает твердость.
Пятнистая (неравномерная) твердость поверхности в пределах
одной детали вызвана наличием на упрочняемой поверхности сле-
дов олова или жидкого стекла (при частичном азотировании);
плохим обезжириванием деталей и разнозернистостыо структуры
стали. Участки с мелкими зернами имеют более высокую твердость,
чем участки с крупными зернами.
Повышение глубины защитного слоя при лужении может при-
вести к растеканию олова при нагреве в процессе азотирования на
упрочняемой поверхности. Неполное удаление олова (Жидкого
стекла) с азотируемой поверхности также приводит к получению
пятнистой твердости. Зачистка границ нанесения защитного по-
крытия и фосфатирование после лужения предупреждают появ-
ление пятнистости по твердости, так как в процессе азотирования
олово удерживается силами поверхностного натяжения на фос-
фатированной поверхности [111 ]. При азотировании коррозионно-
стойких сталей пятнистая твердость получается при некачественной
депассивирующей обработке.
Пониженная глубина слоя. Понижение температуры процесса,
повышение степени диссоциации аммиака и сокращение вы-
держки — причины получения неглубокого диффузионного слоя.
При азотировании коррозионностойких и жаропрочных ста-
лей большое значение имеет способ депассивации. При предвари-
тельном удалении окисной пленки шлифовкой или травлением
перед азотированием возможно вновь ее образование.
Исправление брака по пониженной глубине слоя достигается
повторным азотированием [111].
Для стали 38ХМЮА время выдержки при повторном азоти-
ровании назначается из расчета 0,10 мм за 10 ч.
§ 7. КОНТРОЛЬ КАЧЕСТВА АЗОТИРОВАННЫХ ДЕТАЛЕЙ
Качество азотирования определяется на образцах-свидетелях
и непосредственно на деталях. Контролируются глубина слоя,
поверхностная твердость, коробление, размеры и качество
поверхности (шелушение, трещины и т. д.). Образцы-свидетели
проходят термическую обработку, изготовляют их из той же стали,
что и азотируемые детали.
После азотирования детали подвергают визуальному осмотру.
Азотированная поверхность деталей должна быть матово-серого
цвета. Наличие цветов побежалости не является браковочным
признаком. 100% деталей проверяют на отсутствие шелушения
138
и трещин, Особенно вдоль острых кромок при увеличении в 15—
30 крат. Контроль твердости проводят на образцах-свидетелях
и непосредственно на деталях на твердомерах типа Виккерса при
нагрузке 5—10 кгс и типа Супер-Роквелла при нагрузке 15 и
30 кгс.
Твердость несимметричных длинномерных изделий, склонных
к короблению, следует контролировать также после окончатель-
ного шлифования азотированных поверхностей.
Хрупкость азотированного слоя контролируют по виду отпе-
чатка алмазной пирамиды в соответствии со шкалой хрупкости
ВИАМ. I и II баллы хрупкости по этой шкале соответствуют ра-
ботоспособным пластичным диффузионным слоям. III балл хруп-
кости недопустим на шлифованных поверхностях, IV балл пол-
ностью бракует детали.
Глубину диффузионного слоя контролируют на образцах-сви-
детелях (на поперечных микрошлифах, протравленных 4%-иым
спиртовым раствором азотной кислоты) с помощью микроскопа
при увеличении в 100—200 раз. Ориентировочный контроль глу-
бины слоя можно проводить на макрошлифах и по излому образца-
свидетеля аналогично контролю при цементации.
На макрошлифах при шлифовании торца образца-свидетеля
на глубину 1—2 мм появляются цвета побежалости, достаточно
четко выявляющие диффузионный слой [111].
Разработаны неразрушающие методы контроля качества азо-
тирования резонансными приборами, которые на частотах 3—
5 кГц обеспечивают контроль глубины слоя в диапазоне от 0,1
до 0,5 мм, а на частоте —500 кГц оценивают поверхностную твер-
дость. Автоматизированные резонансные установки позволяют
также выявить поверхностные дефекты слоя в виде «сыпи», ско-
лов и прижогов [46].
При азотировании деталей в шахтных печах обычно прове-
ряется 5% деталей и свидетель от каждой полки загрузочного
приспособления. В печах с перекатной камерой свидетели прону-
меровываются и каждый свидетель служит мерой оценки качества
азотирования только определенной группы деталей, загруженных
совместно с ним [111].
Глава VI
ИНТЕНСИФИКАЦИЯ
ГАЗОВОГО АЗОТИРОВАНИЯ
Существенный недостаток азотирования — большая длитель-
ность технологического цикла.
Азотирование может быть интенсифицировано активизацией
трех элементарных процессов, ответственных за формирование
диффузионного слоя: 1) образования активного азота в газовой
фазе; 2) абсорбции и адсорбции атомов азота на металлической
поверхности; 3) диффузии азота в металл.
Применение нагрева т. в. ч., «кипящего» слоя, повышенных
давлений, ультразвуковых колебаний, коронного и тлеющего
разряда, а также различных методов активизации поверхности
(фосфатирование, введение в печь депассиваторов типа СС14,
NH4C1, прокаленного магнезита, медной стружки, окислов азота,
анилина и т. д.) ускоряет процесс азотирования [111].
§ 1. АЗОТИРОВАНИЕ С НАГРЕВОМ Т. В. Ч.
Применение нагрева т. в. ч. сокращает в 5—6 раз продолжи-
тельность процесса, уменьшает расход аммиака, значительно со-
кращает производственный цикл за счет быстрого нагрева и ох-
лаждения азотируемых деталей и позволяет проводить местное
упрочнение.
Газовое азотирование при нагреве т. в. ч. проводят в герме-
тичном неметаллическом контейнере, помещенном в многовитко-
вый индуктор. Для азотирования могут использоваться ламповые
или машинные генераторы. Изменение частоты от 8 до 300 кГц
практически не влияет на результаты азотирования [43].
Удельная мощность, необходимая для нагрева поверхности,
составляет —0,11 кВт/см2 [126]. Температура измеряется термо-
парой, спай которой зачеканивается или приваривается к по-
верхности контрольного образца. При серийном производстве
электрический режим можно задавать по напряжению и силе тока
на индукторе, определенных в процессе предварительных опытов
при обработке конкретных деталей.
Для конструкционных сталей 38ХМЮА, 40Х и т. д. оптималь-
ный режим азотирования следующий: температура 500—550° С
при степени диссоциации аммиака 18—25%. В течение 3 ч при
140
500° С на техническом железе формируется слой глубиной 0,27 мм
с твердостью HV 140, на стали 38ХМЮА—слой глубиной
0,20 мм с HV 1035 и на стали 40Х — слой глубиной 0,21 мм
с HV 620 [111 ]. При печном азотировании такие слои образуются
при 500° С в течение 20 ч. Для азотирования с нагревом т. в. ч.
коррозионпостойких сталей 20X13 и 40X13 рекомендуется сле-
дующий режим ХТО: температура азотирования 500—580° С,
выдержка 3—4 ч, степень диссоциации аммиака 30—35%. При
этом глубина диффузионного слоя с твердостью HV 900—1100
составляет 0,10—0,12 мм [43].
Строение и фазовый состав слоя при нагреве т. в. ч. и слоев,
полученных при длительных изотермических выдержках в слу-
чае радиационного нагрева аналогичны. Ускорение процесса
объясняется спецификой образования активных атомов азота
при поверхностном нагреве. При высокочастотном нагреве газо-
вая фаза нагревается только от азотируемых деталей, поэтому
диссоциация аммиака происходит не во всем объеме реактора,
а локализуется у обрабатываемой поверхности.
Максимальное количество активных атомов азота образуется
па поверхности деталей и постоянно обновляется вследствие по-
ступления в зону реакции свежих порций аммиака. Кроме того,
диссоциация аммиака ускоряется под действием высокочастотного
электромагнитного поля, что также способствует образованию на
азотируемых поверхностях большого количества атомов азота
[126].
Таким образом, интенсификация азотирования при нагреве
т. в. ч. достигается повышением активности газовой фазы, ускоре-
нием адсорбционных процессов и получением максимального
градиента концентрации азота в слое в начальные моменты диффу-
зии. При увеличении продолжительности азотирования более
3—4 ч влияние активности газовой фазы на формирование слоя
уменьшается, определяющим фактором становится скорость диф-
фузии азота в металле. В связи с этим применение нагрева т. в. ч.
при длительных выдержках нецелесообразно. Азотирование при
нагреве т. в. ч. наиболее эффективно для получения на нитрал-
лоях диффузионного слоя глубиной не более 0,2—0,25 мм [59].
Аналогичное, ускорение процесса наблюдается при нагреве
азотируемых деталей проходящим током х.
Для антикоррозионного азотирования конструкционных ста-
лей разработан процесс кратковременного насыщения (5—15 мин)
при 650—700° С. Расход аммиака 6—7 л/мин, глубина защитного
слоя 20—40 мкм [43].
Кратковременное высокотемпературное азотирование (2—
10 мин) в сочетании с термической обработкой диффузионного слоя
позволяет получить высокую поверхностную твердость конструк-
1 Такой нагрев возможен для изделий простой конфигурации (полосы, ленты,
проволоки) при пропускании через деталь тока от сварочного трансформатора.
141
ционной стали [109].Азотирование стали 38ХМЮА в течение 10 мин
при 650° С, охлаждение в воде и отпуск при 500° С формирует
слой глубиной 0,08—0,10 мм с поверхностной микротвердостыо
—Нъо, 1100—1200. При высокотемпературном азотировании с на-
гревом т. в. ч. максимальное поглощение азота железом и сталью
происходит при 815—910° С (при обычном печном нагреве при
750—800° С). Азотирование технического железа при темпера-
туре до 1020° С и стали 40Х при температуре до 900° С формирует
диффузионный слой, состоящий из поверхностной нитридной
зоны и расположенной под ней зоны азотистого мартенсита, азо-
тистого аустенита и дисперсных нитридов.
Азотирование при более высоких температурах дает однород-
ный диффузионный слой из азотистого мартенсита или троосто-
мартенсита без карбонитридной поверхностной зоны [109].
В случае кратковременного высокочастотного азотирования
перлитного и высокопрочного магниевого чугуна при 850° С
в течение 2 мин получается диффузионный слой глубиной 0,08 мм
с поверхностной твердостью HV 900 [109].
Источником азота при азотировании с индукционным нагревом
могут служить также различные соли (аммонийно-хлоридные \
желтая кровяная соль и т. д.), наносимые на обрабатываемые
детали в виде пасты. Процесс осуществляется при 800—1000° С.
В течение 1 мин образуется слой, равный глубине покрытия,
получаемого при печном нагреве за 5—90 ч [43].
§ 2. АЗОТИРОВАНИЕ В УЛЬТРАЗВУКОВОМ ПОЛЕ
Применение ультразвуковых колебаний ускоряет процесс азо-
тирования в газовых и жидких средах. Поданным Г. В. Земского,
процесс протекает в 1,5 раза быстрее, по данным Ю. М. Лахтина
и Ю. П. Усатого, ускоряющее действие ультразвука меньше
в 1,2—1,3 раза. При газовом азотировании ультразвуковые коле-
бания передаются непосредственно на детали, жестко соединяемые
с магнитострикционными вибраторами, а при насыщении в жид-
ких средах возможно также наложение колебаний на ванну через
концентратор, соединенный с вибратором [111]. Для создания
колебаний могут применяться ламповые генераторы с диапазоном
частот 16—50 кГц.
Введение ультразвуковых колебаний позволяет повысить твер-
дость диффузионного слоя. С увеличением продолжительности
процесса это повышение твердости более заметно.
Влияние упругих колебаний на диффузионные процессы,
протекающие при химико-термической обработке, определяется
интенсивностью ультразвукового поля, характером распределения
упругих напряжений по объему обрабатываемого изделия, тем-
пературой и продолжительностью процесса.
1 Пат. (ФРГ), № 974487, 1961.
142
Ускорение процесса объясняется увеличением плотности
дислокаций, образованием большого количества избыточных «де-
формационных» вакансий и увеличением адсорбционной способ-
ности поверхности при взаимодействии упруго-пластических де-
формаций ультразвуковых волн с кристаллической решеткой
обрабатываемого металла.
§ 3. АЗОТИРОВАНИЕ В «КИПЯЩЕМ» СЛОЕ
Азотирование в «кипящем» слое проводится в печах-ванпах
с прямым или внешним нагревом, заполненных порошками гра-
фита, ацетиленовой сажи, окиси алюминия, псевдоожижаемыми
аммиаком, азотом, смесью воздуха и аммиака и т. д. Обычно
псевдоожижающий газ подается через газопроницаемую перего-
родку, установленную в дне ванны. При интенсивности газового
потока, эквивалентной массе сыпучего наполнителя ванны, ча-
стицы переходят во взвешенное состояние при непрерывном тур-
булентном движении [59].
Скорость теплопередачи в таком «кипящем» слое выше, чем
в стандартных камерных печах, что позволяет сократить время
нагрева до температуры насыщения в 5—10 раз.
В первых печах для азотирования «кипящий» слой состоял
из углеграфитовых материалов, ожижаемых смесью воздуха и
аммиака. Кипящий слой нагревался угольными электродами
от промышленной сети. Количество аммиака в смеси с воздухом
составляло 30—40% при температуре азотирования 500—650° С.
Скорость подачи воздуха для получения «кипящего» слоя рав-
нялась 80—140 л/мин, скорость подачи аммиака 30—50 л/мин.
Состав газовой атмосферы: N2 : СО2 : СО = 66 : 23 : И. При
630° С на конструкционных сталях в течение 0,5—1,5 ч форми-
руется диффузионный слой глубиной 0,4—0,5 мм [119].
Возможна подача электрического потенциала, более отрица-
тельного по отношению к электродам, непосредственно на изде-
лия х. Между электродами и деталями подается пульсирующее
напряжение U — 0,4 кВ (/ = 0,9 А). При этом иа поверхности
детали появляется искровой разряд и процесс азотирования может
осуществляться при ожижении чистым азотом.
Следует отметить, что методы азотирования в кипящем слое
углеграфитовых частиц с подводом к деталям постоянного элек-
трического тока сложны и малопроизводительны.
В. И. Муравьевым предложено азотирование в вибропсевдо-
ожиженном слое частиц окиси алюминия. В результате азотиро-
вания при 500—650° С в течение 0,5—3 ч и степени диссоциации
аммиака 18—99% глубина диффузионного слоя на железе состав-
ляет 0,03—0,6 мм, на стали 30Х2НВА 0,1—0,45 мм.
1 Пат. (Япония), № 18067, 1959.
143
Интенсификация процессов в «кипящем» слое объясняется вы-
сокой скоростью теплопередачи, активизацией азотированных по-
верхностей и интенсивным перемешиванием азотосодержащей
атмосферы. При использовании в качестве материала «кипящего»
слоя окиси алюминия дополнительное ускорение процесса до-
стигается вследствие торможения реакции диссоциации аммиака
в «кипящем» слое, что способствует образованию атомарного азота
непосредственно на насыщаемой поверхности. Недостатком хи-
мико-термической обработки в «кипящем» слое является трудность
получения равномерного покрытия на экранируемых поверх-
ностях.
§ 4. АЗОТИРОВАНИЕ ПРИ ПОВЫШЕННЫХ ДАВЛЕНИЯХ
Азотирование при повышенном давлении проводят при 510—
565° С и давлении 5—55 ат [59, 126]. В этом случае возможно
несколько вариантов схем азотирования.
1. Азотируемые детали помещают в герметичный реактор, со-
единенный с обогреваемым горячей водой баллоном с жидким
аммиаком.
При температуре 38° С давление в реакторе составляет 15 ат,
при 93° С 55 ат [126].
2. При азотировании только внутренних поверхностей полых
деталей (труб, гильз и т. д.) в полость детали помещается ампула
с жидким аммиаком, снабженная легкоплавким затвором. Деталь
герметически закрывается и загружается в печь. При нагреве
аммиак испаряется и создает избыточное давление, необходимое
для насыщения. Расход аммиака при таких процессах сокращается
на 95%.
В США азотирование при повышенных давлениях применяют
для упрочнения труб и деталей насосов в нефтяной промышлен-
ности. Стали типа ЗОХНЗА при 540° С азотируют при давлении
5—6 ат в течение 15 ч [59].
§ 5. АЗОТИРОВАНИЕ В ТЛЕЮЩЕМ РАЗРЯДЕ
Для активизации газовой фазы применяют различные виды
электрических разрядов: дуговой, тлеющий, искровой и коронный;
магнитные и электростатические поля \ облучение ультрафиоле-
товыми и у-лучами [111, 177].
При азотировании в электростатическом поле напряжение
постоянного тока U = 100 В подводится к деталям — катоду
и аноду, расположенному па расстоянии 7—10 мм от катода.
На стали 38ХМЮА при 540° С применение электростатического
поля увеличивает глубину слоя в 2 раза [62].
1 Сизов А. П. Способ азотирования изделий. Авторское свидетельство
№ 53326. Опубл, в Б. И., 1938, № 5 и 6.
144
Азотирование в коронном разряде проводят при атмосферном
давлении с введением в рабочее пространство печи ионизатора,
через который в печь подается азотирующий газ [35]. Ионизатор
состоит из двух коаксиально расположенных цилиндрических
электродов: внутреннего (коронирующего) и мишени, которые
могут монтироваться на стандартной печи для азотирования. При
подаче постоянного тока высокого напряжения около внутрен-
него электрода возникает коронный разряд и происходит ударная
ионизация окружающей газовой среды. Напряжение, необходи-
мое для возникновения коронного разряда [/к, в зависимости от
температуры процесса рассчитывается по формуле
UK = 45,29 — 0,0378/.
Максимальное ускорение процесса достигается при подаче
на коронирующий электрод отрицательного потенциала. При
такой схеме электроотрицательные ионы азота получают направ-
ленное движение от коропирующего электрода к мишени иониза-
тора и равномерно распределяются в рабочем пространстве печи.
Рассмотренные методы интенсификации азотирования не нашли
широкого промышленного применения.
Наибольшее распространение в настоящее время получает
процесс азотирования ионизированным азотом в плазме тлеющего
разряда (ионное азотирование) х. Сущность метода описана ниже.
В разреженной азотосодержащей атмосфере между катодом (де-
талью) и анодом возбуждается тлеющий разряд, и ионы газа,
бомбардируя поверхность катода, нагревают ее до температуры
насыщения. Температура азотирования 470—580° С, разрежение
1—10 мм рт. ст., рабочее напряжение колеблется от 400 до 1100 В,
продолжительность процесса составляет от нескольких минут
до 24 ч.
Процесс ионного азотирования широко применяется в ФРГ,
Швейцарии, Франции, США. В СССР комплексные исследования
процесса и разработка оборудования проводятся в МАДИ, МВТУ
им. Баумана, МАИ, ВВАА им. Жуковского, ВНИИЭТО.
Ионное азотирование по сравнению с печным имеет следующие
преимущества: 1) большую скорость насыщения;
2) получение диффузионных слоев заданного фазового состава
и строения; возможность проведения регулируемых процессов
азотирования;
3) незначительные деформации изделий в процессе обработки
и высокий класс шероховатости поверхности;
4) возможность азотирования пассивирующихся материалов
без дополнительной депассивирующей обработки;.
1 Пат. (Швейцария), № 349284, 1955.
Пат (Швейцария), № 357420, 1956.
Пат. (Швейцария), № 36648, 1960.
145
5) значительное сокращение общего времени процесса в ре-
зультате уменьшения времени нагрева и охлаждения садки и ис-
ключения промежуточных технологических операций по актива-
ции поверхности деталей;
6) большую экономичность процесса, повышение коэффици-
ента использования электроэнергии, сокращение расхода насы-
щающих газов.
7) процесс нетоксичен и отвечает требованиям по защите
окружающей среды.
1. Формирование диффузионного слоя
при ионном азотировании
Интенсификация процесса при ионном азотировании объяс-
няется воздействием тлеющего разряда на все элементарные
процессы, ответственные за образование диффузионного слоя:
активацию газовой фазы, адсорбцию и диффузию.
При азотировании в тлеющем разряде (рис. 75) [71, 160]
положительные ионы диффундирующего элемента (азота, аммиака)
под действием энергии электростатического поля приобретают
скорость, вектор которой направлен нормально к обрабатывае-
мой поверхности (катоду).
Энергия иона, полученного в плазме тлеющего разряда, пре-
восходит в 3000 раз 1 энергию атома азота в диссоциированном
аммиаке в условиях обычного азотирования.
При бомбардировке катода кинетическая энергия иона расхо-
дуется на нагрев поверхности [Ет] и на отрыв электронов и ато-
мов железа (Ер) (в частности, на катодное распыление).,Атомы
железа в плазме тлеющего разряда соединяются с азотом, суще-
ствующим в различных состояниях возбуждения, образуя нитрид
железа, который адсорбируется на поверхности катода в виде
равномерного слоя. Концентрация азота в нитридном слое может
колебаться от 5,9 до 17% по массе [160]. Напыленный слой
нитридов под действием ионной бомбардировки разлагается с по-
лучением низших нитридов железа (от Fe N Fe3N -•* Fe4N)
и азотистого a-твердого раствора а — Fe^N]- Полученный при
распаде низшего нитрида азот диффундирует в поверхностный
слой, образуя зону внутреннего азотирования, а железо, обед-
ненное азотом, вновь распыляется в плазму. Процессы образова-
ния нитридов в прикатодном пространстве и их осаждения на
катоде непрерывно повторяются. Таким образом, нитридные фазы,
конденсирующиеся на поверхности катода, являются наряду
с газовой фазой самостоятельным источником азота [291.
В отличие от печного азотирования образование -азотистого
a-твердого раствора начинается после образования нитридов
на поверхности, а строение диффузионной зоны и ее фазовый состав
1 При разности потенциалов 800 В.
146
определяются протеканием двух конкурирующих процессов, от-
ветственных за формирование азотированного слоя: катодного
распыления и обратного катодного распыления.
При ионной бомбардировке достигается идеальная депасси-
вация поверхности за счет удаления окисных пленок, напыляется
пленка нитридов и происходят сложные физико-химические про-
цессы в поверхностном слое
катода, приводящие к измене-
нию тонкой структуры металла.
При упругом соударении ионов
азота (аммиака) с атомами кри-
сталлической решетки в тонком
поверхностном слое металла
возрастает плотность дефектов.
Возникновение дефектов типа
дислокаций было эксперимен-
тально обнаружено при иссле-
довании фольги технического
железа, просвечивающейся элек-
тронной микроскопией. Повы-
шенная плотность дислокаций
наблюдается в зоне глубиной
0,05 мм [29, 30].
Повышение плотности дисло-
каций увеличивает проводящую
способность диффузионной зо-
ны, приводя к росту доли объем-
ной диффузии. При обычном
(печном) азотировании диффу-
зия азота на начальных этапах
развивается по границам зерен.
Карбидные фазы, располагаю-
щиеся преимущественно по гра-
ницам зерен, при диффузии
азота увеличиваются в объеме,
превращаются в , карбонитрид-
ные фазы и блокируют гранич-
ную диффузию, что сопрово-
ждается уменьшением скорости
образования диффузионного
слоя. Методом микроструктурного анализа это выявляется в виде
карбонитридных полос вдоль бывших границ аустенитных зерен,
расположенных параллельно поверхности [153]. При ионном
азотировании роль граничной диффузии уменьшается. На началь-
ных стадиях процесса значительная часть азота диффундирует
пе по границам, а по объему ферритных зерен, главным образом
по дислокационным каналам. При этом пе наблюдается укрупне-
ния приграничных карбидов и значительно подавляется образо-
Плазма
N
Fe2N
N
£- (раза
N
Fe3N
I
Fe^N
Еион%
Fe
N
^Электрон
/Еэлек
Е ди со +Еиониз
д - (раза
а - (раза
Рис. 75. Процессы на поверхности ка-
тода и анода при ионном азотировании
сталей [160]
147
ванне карбонитридной сетки по границам первичных аустенит-
ных зерен [153].
Отмеченные особенности взаимодействия активного азота с по-
верхностью металла и изменение тонкой структуры матрицы при
ионной обработке реализуются в кинетике образования азотиро-
ванного слоя и его фазовом составе.
Процесс азотирования в тлеющем разряде значительно уско-
ряется при кратковременных выдержках (от нескольких минут
до 20 ч). Так как ионная бомбардировка воздействует только на
процессы адсорбции и диффузии в поверхностной зоне глубиной
Рис. 76. Влияние температуры и продолжительности азотиро-
вания на твердость стали 38XMIOA (по данным О. И. Бутенко,
Ю. Н. Крымского, Ю. М. Лахтина):
1 — ионное азотирование; 2 — газовое печное азотирование
не более 0,05 мм, с увеличением продолжительности процесса
(более 20 ч) преимущество в скорости формирования слоя у ион-
ного азотирования по сравнению с печным уменьшается.
При ионном азотировании высокий градиент концентрации,
являющийся движущей силой процесса, устанавливается в первые
минуты насыщения. При печном азотировании концентрация
азота плавно повышается и достигает максимума только через
30 мин с начала процесса [29].
Создание при ионном азотировании предельного градиента
концентрации на ранних стадиях насыщения (до 20 мин), акти-
вация поверхности и эскалация дефектов в поверхностной зоне
сопровождаются интенсивным поглощением азота и завершением
формирования слоя по твердости в течение первых 5 мин процесса
(рис. 76) [29].
Ионное азотирование позволяет оптимизировать диффузион-
ные слои по структуре и фазовому составу, варьируя параметры
обработки.
Регулируя состав газовой атмосферы и соотношение процессов
катодного распыления и обратного катодного распыления, можно
получить диффузионный слой на базе высокоазотистого а-твердого
148
раствора без поверхностной нитридной зоны, с однофазной зоной
у'-фазы толщиной до 8 мкм и однофазной зоной 8-фазы (Fe3_2N)
толщиной 5—30 мкм (рис. 77). Нитридная зона всех составов не
имеет пор.
Состав плазмы без углерода С углеродом
Катодное распыление Очень сильное Очень сильное- среднее Очень сильное-слабое
Обратное катодное распыление Незначительное Среднее Среднее- максимальное
Нитрид- ноя зона Фаза — ^-Fe4N г-Ре3.2Н
Толщина — 0-8мкм 5- 30 мкм
'ШШШ.
Диффузионная зона — |1 1 1 1 1 I, /|| 1
Рис. 77. Строение диффузионного слоя при различных параметрах процесса
[153, 160]
Ионное азотирование применяют для обработки различных
типов сталей и сплавов: азотируемых сталей — нитраллоев,
инструментальных, мартенситно-стареющих сталей, коррозионно-
стойких, хромистых и хромоникелевых сталей, чугунов и т. д.
2. Азотирование улучшаемых конструкционных сталей
Зависимость глубины азотированного слоя конструкционных
улучшаемых сталей от продолжительности и температуры про-
цесса при ионном и газовом азотировании подчиняется одним
и тем же законам. Однако насыщение в тлеющем разряде (рис. 78)
происходит более ускоренно (в 1,5—2 раза быстрее по сравнению
с печным).
С повышением температуры ионного азотирования выше
600° С возможно уменьшение глубины диффузионного слоя вслед-
ствие появления термоэлектронной эмиссии на катоде. При этом
в общем токе разряда преобладающим становится электронный
ток/ доля ионного тока сокращается, что вызывает уменьшение
количества азотных ионов, поставляемых к катоду, и уменьшение
градиента концентрации по азоту в слое \
1 При постоянной мощности источника питания.
149
Высокий комплекс физико-механических свойств азотируемых
сталей обеспечивается возможностью оптимизации фазового со-
става и строения диффузионного слоя за счет регулирования тех-
нологических параметров ионного азотирования.
При ионном азотировании в зависимости от параметров про-
цесса можно получить однофазную нитридпую зону, состоящую
или из 90—95% у'-фазы, или s-фазы, или подавить образование
нитридной зоны.
В безуглеродистой азотной плазме зона соединений образуется
па основе нитрида Fe4N (см. рис. 77). Максимальная толщина
Рис. 78. Влияние продолжительности азотирования на глубину диффу-
зионного слоя стали 38ХМЮА (а) и глубину нитридного слоя (б)
[29, 153,158]:
а — t = 550° С; 1 — ионное азотирование; 2 — печное азотирование
первых 1—2 ч азотирования. При дальнейшем увеличении про-
должительности процесса глубина слоя у'-фазы не изменяется
(см. рис. 78, б) [153, 158].
Поверхностный нитридный слой у'-фазы составляет 4—7 мкм,
не имеет пор, пластичен, хорошо полируется и имеет высокую
износостойкость и хорошо сопротивляется коррозии, особенно
после полирования.
В диффузионной зоне (зона внутреннего азотирования) умень-
шается выделение карбонитридных полос вдоль границ аустенит-
ных зерен, а в приповерхностной зоне они. вообще отсутствуют,
очевидно, вследствие интенсивно протекающих процессов обез-
углероживания, идущих в основном по границам зерен (рис. 79, б).
При этом увеличиваются однородность и пластичность диффу-
зионной зоны. Слой с такой структурой может быть подвергнут
холодной правке.
При таком режиме азотирования несколько уменьшается
твердость и увеличивается глубина слоя.
При азотировании в плазме, содержащей углерод, зона соеди-
нений представляет собой карбонитрид 8 — Fe2_s (NC). Зависи-
мость роста слоя фазы Fe2_8N от длительности процесса дана на
рис. 78, б. Оптимальная толщина слоя составляет 8—15 мкм [153 ].
Коррозионная стойкость 8-фазы по сравнению с зоной у'-фазы
150
повышается в 2 раза. В зоне внутреннего азотирования вдоль
границ зерен аустенита образуются карбонитридные полосы (см.
рис. 79, в). Характерным для этого процесса является повышение
твердости поверхности и уменьшение глубины слоя. Правка
изделий затруднена вследствие уменьшения пластичности.
Охрупчивание поверхности — один из недостатков азотирова-
ния. Ионное азотирование, позволяя получить регулируемый
фазовый состав и строение диффузионного слоя, обеспечивает
широкий диапазон пластичности упрочненных материалов
(рис. 80) [153].
Рис. 79. Образование карбонитридпых выделений
по границам аустенитных зерен при различных режи-
мах азотирования [153, 158]:
а — печное азотирование; б — ионное азотирование в амми-
аке; в — ионное азотирование с добавлением углеродосодер-
жащих газов
Чувствительность к образованию трещин наглядно прояв-
ляется при испытаниях на кручение по углу скручивания при
появлении первой трещины (показан на каждой кривой) и углу
течения, который меньше угла появления первой трещины на угол
упругого скручивания (почти одинаков у всех образцов). Макси-
мальная пластичность соответствует диффузионному слою, не
имеющему нитридной зоны (рис. 80, а); угол течения 121°. Это
достигается ведением процесса по режимам, обеспечивающим
большое катодное распыление. Такое покрытие рекомендуется
для деталей, работающих при высоких динамических нагрузках.
Коррозионная стойкость и сопротивление в условиях сухого тре-
ния пониженные. Стандартное ионное азотирование обеспечивает
получение слоя с нитридной зоной у'-фазы и незначительным выде-
лением пограничных карбонитридов в диффузионной зоне внутрен-
него азотирования (рис. 80, б). Этот слой характеризуется доста-
151
Нитридной зоны
нет
Нитридная зона
8= 12т16мкм
^'+г = 8т11 мкм
ч и В а н и я, град.
Рис. 80. Влияние фазового состава диффузионного слоя на его пластичность
(158]. Хромомолибденованадиевая улучшаемая сталь. Поверхностная твердость
НУг 760—820, глубина слоя 0,19—0,22 мм:
а, б, в — ионное азотирование, 510° С, 24 ч; г — газовое азотирование, 500° С, 36 ч
б)
Угол скру
Рис. 81. Кривые выносливости ста-
ли 38ХМЮА при испытании на
воздухе (/, 2, 3) ив 3%-ном рас-
творе NaCl (Z, II, III) [31]:
1,1 — неазотированная сталь; 2, II —
газовое печное азотирование, 520° С,
6 ч; 3, III — ионное азотирование,
550° С, 1ч
точно высокой пластичностью (угол течения 72°) и обеспечивает
холодную правку после азотирования без образования трещин.
Получение слоя с монофазной е-фазой значительно уменьшает
пластичность (рис. 80, в). После обычного газового азотирования
зона соединений состоит из смеси е- и у'-фаз и в диффузионной зоне
выделяется развитая нитридная сетка по границам аустенитных
зерен (см. рис. 79, а и рис. 80). Такой слой имеет минимальную
пластичность. Угол течения практически не определяется, так как
близок к нулю. После правки нитридный слой покрыт трещинами
и должен быть удален шлифованием. После ионного азотирования
повышается усталостная и коррозионно-усталостная прочность
всех улучшаемых конструкционных сталей.
Обычное и ионное азотирование дают идентичный эффект по-
вышения предела выносливости в воздушной среде при 20° С для
образцов, азотированных на одну и ту же глубину (рис. 81) [31 ].
В растворе поваренной соли после ионного азотирования
предел выносливости повышается более значительно (рис. 81).
Условный предел коррозионной выносливости по сравнению с не-
азотированной сталью после газового процесса увеличивается
в 4,5 раз, а после ионного в 6,5 раз (рис. 81) [31 ].
3. Азотирование мартенситно-стареющих сталей
Азотирование в тлеющем разряде позволяет проводить насы-
щение мартенситно-стареющих сталей при 400° С, совмещая про-
цесс формирования покрытий со старением матрицы. С учетом по-
лучения оптимального соотношения прочности и глубины диффу-
зионного слоя температурный интервал азотирования должен
находиться между 430 и 480° С [157].
С повышением температуры азотирования твердость умень-
шается. С увеличением продолжительности азотирования в ин-
тервале температур 430—480° С уменьшение твердости незна-
чительно.
Мартенситно-стареющие стали, азотированные в тлеющем
разряде, в условиях сухого трения имеют в 3 раза более высокую
износостойкость по сравнению с состаренными сталями [157].
4. Азотирование коррозионностойких сталей
Практически все коррозионностойкие стали могут азотиро-
ваться в плазме тлеющего разряда.
Депассивация поверхности при ионном азотировании дости-
гается катодным распылением пассивирующихся окисных пленок.
При катодном распылении полная и равномерная депассивация
происходит уже во время нагрева до температуры изотермической
выдержки.
При азотировании сложнолегированных сталей проводят до-
полнительную обработку для депассивации при пониженном давле-
нии и повышенном напряжении на электродах.
153
Температура ионного азотирования коррозионпостойких ста-
лей обычно составляет 530—580° С*. Продолжительность про-
цесса определяется требуемой глубиной слоя и составляет 10—
24 ч. Строение диффузионного слоя, полученного при ионном
азотировании коррозионностойких сталей, характеризует отсут-
ствие нитридной зоны [154].
В результате азотирования повышаются твердость, износо-
стойкость и усталостная прочность сталей как на ферритной,
так и на аустенитной основе. Коррозионная стойкость этих сталей
после азотирования уменьшается.
Уменьшение коррозионной стойкости происходит не во всех
химически агрессивных средах. В перегретом и насыщенном водя-
ном паре, в некоторых нефтяных продуктах коррозионная стой-
кость существенно не уменьшается. Азотированные хромоникель-
молибденомедные стали типа 18-10-2-1,5; 20-25-3-2 имеют в 5%-ной
серной кислоте при 20° С, в 5 %-ной щавелевой кислоте при 100° С,
а также в сульфидах коррозионную стойкость выше, чем неазоти-
рованная хромоникелевая сталь типа Х22Н17 [154].
5. Азотирование чугуна
Азотированием наиболее целесообразно упрочнять высокопроч-
ные чугуны с шаровидным графитом на перлитной основе, легиро-
ванные молибденом и алюминием [72, 155]. Температура про-
цесса обычно составляет 500—570° С. Поверхностная твердость
после азотирования повышается до HV 600—800 при глубине диф-
фузионного слоя ~0,4 мм и глубине нитридной (карбонитридной
зоны) 4—10 мкм [155].
В отличие от газового азотирования, при котором в структуре
слоя наблюдается выделение нитридной каймы, по периметру
графитных включений, при ионном процессе плотная нитридная
пленка фиксируется только на поверхности [72, 155].
Азотированный слой, полученный в тлеющем разряде, нехру-
пок, а нитридная зона хорошо сцеплена с нижележащим диффу-
зионным подслоем.
Общая глубина слоя при азотировании в тлеющем разряде
значительно выше, чем при радиационном нагреве при одинаковых
температурно-временных режимах. При ионном азотировании
выше 600° С глубина слоя уменьшается и наблюдается отклоне-
ние от экспоненциальной зависимости, что связано с изменением
соотношения ионного и электронного токов в разрядном про-
межутке.
По сравнению с обычным газовым азотированием максимум
твердости при ионном азотировании достигается при более низких
температурах, а поверхностная твердость имеет большую ве-
личину.
* Температура может колебаться и в более широких пределах.
154
Увеличение размеров (наращивание) вследствие объемного
расширения при азотировании перлитных чугунов выше, чем
у стали [155, 1561.
В результате азотирования ионизированным азотом значи-
тельно улучшаются характеристики трения при износе и уста-
лостная прочность при знакопеременном изгибе чугуна [155].
6. Технология азотирования в тлеющем разряде
и оборудование
Строение и свойства упрочненного слоя азотируемых деталей
зависят от следующих технологических факторов: напряжения
между электродами, состава газовой среды, степени ее разреже-
ния, рабочей температуры, продолжительности процесса, взаим-
ного расположения деталей и электродов.
Температура азотирования обычно составляет 470—580° С,
напряжение 400—1100 В, разрежение 1—10 мм рт. ст. Рабочее
давление лимитируется свойствами тлеющего разряда. При давле-
нии ниже 1 мм рт. ст. энергия ионов недостаточна для нагрева
обрабатываемой детали до рабочей температуры, при давлении
выше 10 мм рт. ст. нарушается стабильность разряда, тлеющий
разряд переходит в дуговой, что сопровождается появлением на
поверхности оплавленных микрократеров. При давлении
2 мм рт. ст. при 520°-С и 6 мм рт. ст. при 620° С достигается макси-
мальная глубина диффузионного слоя. На глубину слоя влияет
и увеличение напряжения [167].
Выбор оптимального давления зависит от сложности конфигу-
рации детали, так как с изменением давления изменяется протя-
женность катодной части разряда. С увеличением давления от 1
до 10 мм рт. ст. область катодной части разряда уменьшается
от 10 до 1 мм * [167]. Это необходимо учитывать для обеспече-
ния равномерности диффузионного слоя по периметру изделия.
Изменение плотности тока в больших пределах (0,5—20 мА/см2)
не оказывает влияния на процесс азотирования.
В качестве азотосодержащих газов применяют аммиак, азот и
смесь азота с водородом. В азотной плазме присутствие кислорода
недопустимо, так как при этом уменьшается активность рабочей
атмосферы; водород незначительно влияет на рост слоя. Изме-
нение концентрации водорода в азотно-водородной смеси в пре-
делах от 1 : 9 до 9 : 1 не влияет на параметры диффузионного
слоя [108].
Ионное азотирование можно вести также в свободной от водо-
рода плазме. Для регулирования состава нитридной зоны по угле-
роду в рабочую атмосферу вводятся углеродосодержащие газы.
* При системах стабилизации разряда на£С и 7?С-фильтрах. При игнитрон-
ных и тиристорных системах верхний предел давления может быть расширен.
155
Процесс ионного азотирования реализуется в две стадии:
1) очистка поверхности катодным распылением; 2) собственно
насыщение.
Электрические и вакуумные параметры разряда при катодном
распылении гарантируют активацию поверхности и разрушение
окисных пленок, а во второй стадии обеспечивают нагрев поверх-
ности до температуры диффузии, активность газовой фазы, под-
держание градиента концентрации азота па поверхности и регу-
лирование процесса по фазовому составу диффузионного слоя [29 ].
Катодное распыление проводится в течение 5—60 мин при
напряжении 1100—1400 В и давлении 0,1—0,2 мм рт. ст. В про-
цессе катодного распыления температура поверхности детали
не превышает 250° С. Рабочие параметры процесса при собственно
насыщении: U = 4004-1100 В, давление 1—10 мм рт. ст. [29].
Последовательность операций при проведении технологиче-
ского процесса приведена ниже.
Азотируемые детали устанавливают в камеру, подключая
к отрицательному электроду, герметизируют камеру и откачивают
воздух до давления 1 мм рт. ст. После эвакуации воздуха камеру
продувают рабочим газом в течение 5—15 мин при давлении
—10 мм рт. ст., затем откачивают камеру до давления 0,2—
0,4 мм рт. ст.*, подают на электроды напряжение и возбуждают
тлеющий разряд. При напряжении 1100—1400 В на этой стадии
осуществляется катодное распыление. После обработки поверх-
ности в течение 5—60 мин по режиму катодного распыления на-
пряжение понижают до рабочего, а давление повышают до 1—
10 мм рт. ст.**. При повышении давления уменьшается протяжен-
ность катодного свечения, которое равномерно распределяется
по поверхности детали, повторяя ее контуры. Катодное распыле-
ние можно проводить и в водородной атмосфере, применение кото-
рой особенно целесообразно при азотировании аустенитных сталей.
Применение водородной плазмы в процессе азотирования перед
подачей аммиака сопровождается обезуглероживанием поверх-
ности (особенно интенсивно проходящим по границам зерен),
что при незначительном падении твердости улучшает пластичность
диффузионного слоя.
Рабочая температура процесса (470—580° С) достигается за
15—30 мин. Скорость нагрева определяется соотношением поверх-
ности и массы деталей.
После изотермической выдержки детали охлаждаются до ком-
натной температуры под вакуумом. При этом скорость охлаждения
по сравнению с печным нагревом выше, так как при ионной обра-
ботке нагреваются только изделия, а нагрев стенок контейнера
* Возможно операцию удаления воздуха из камеры с заменой аммиаком про-
водить многократно (до 3 раз). Причем аммиак не пропускается через камеру про-
током, а камера заполняется аммиаком с последующей его откачкой.
** В качестве оптимального режима рекомендуется напряжение 600—900 В,
давление 6—8 мм рт. ст.
156
(рабочей камеры) за счет теплоизлучения и конвекции в условиях
разрежения незначителен.
Оборудование для ионного азотирования должно обеспечивать
регулирование и стабильное поддержание электрических и ва-
куумных характеристик разряда. Установка для азотирования
в тлеющем разряде (рис. 82) состоит из четырех функциональных
систем: электропитания, вакуума, газораспределения и автома-
тического регулирования параметрами процесса.
Электропитание установки осуществляется переменным или
постоянным током высокого напряжения. Электрическая мощность
Рис. 82. Принципиальная схема установки для ионного азотирования мощностью
10 кВт (по данным IO. М. Лахтина, Я- Д. Когана, 10. Н. Крымского, В. Н. Ша-
пошникова):
1 — регулировочный трансформатор; 2 — дугогасящее устройство; 3 — высоковольтный
трансформатор; 4 — высоковольтный выпрямитель; 5 — автоматический потенциометр;
6 — камера; 7 — вакуумметр; 8 — форвакуумный механический насос; 9 — дозирующее
устройство; 10 — фильтр; 11 — источник газа; 12 — натекатель напуска воздуха; 13 —
клапанная коробка; 14 — рукоятка клапана; 15 — магнитный натекатель; 16 — иголь-
чатый натекатель; 17 — рабочий стол; 18 — азотируемая деталь; 19 — термопара
установки определяется формой и размерами обрабатываемых из-
делий. Разработаны лабораторные установки для азотирования
мощностью 2—5 кВт и промышленные установки мощностью 10,
25, 35, 70, 150 кВт.
Система электропитания установки обеспечивает необходимое
напряжение в разрядном промежутке, его регулирование и тре-
буемую силу тока в разрядной цепи. В систему электропитания
входят регулировочный трансформатор 1 типа РНО и высоко-
вольтный трансформатор 3 на 220/5000 В. Величина подаваемого
напряжения контролируется киловольтметром. Напряжение, сни-
маемое со вторичной обмотки высоковольтного трансформатора,
выпрямляется выпрямителем 4, собранным по мостовой схеме на
полупроводниковых диодах.
Напряжение с выпрямителя 4 через высоковольтный ввод
подается на рабочий стол 17, являющийся катодом, на котором
размещаются азотируемые детали 18.
157
Анодом служит корпус камеры. Для стабилизации разряда
применяют дугогасящее устройство, собранное на тиристорах
(или игнитронах).
При срыве тлеющего разряда в дуговой подается импульс на
тиристоры, которые запираются. При этом уменьшается напряже-
ние, подводимое к электродам, и исключается переход аномаль-
ного тлеющего разряда в дуговой. Гашение дуги в разрядной ка-
мере обеспечивается за 15 мкс, что полностью исключает по-
вреждение поверхности изделия.
Вакуумная система состоит из герметичного контейнера 6,
форвакуумного насоса S, приборов контроля и поддержания дав-
ления.
Водоохлаждаемая вакуумная камера (контейнер) 6 выполнена
из коррозиоиностойкой стали и оснащена гидравлическим при-
водом, обеспечивающим плавный подъем и опускание контейнера.
В рабочем контейнере имеется смотровое окно диаметром.
150 мм для визуального контроля процесса по свечению тлеющего
разряда. Для обработки длинномерных деталей с помощью съем-
ных колец высота камеры может быть увеличена до 1,5 м. Контей-
нер оснащен натекателем 12 для напуска воздуха после окончания
процесса.
Рабочая камера откачивается иа необходимый для азотирова-
ния вакуум с помощью форвакуумного двухроторного механиче-
ского насоса S, обеспечивающего скорость откачки 7 л/с. Время
откачки рабочего объема камеры до давления 5 мм рт. ст. состав-
ляет 15 мин, а при использовании съемных колец 30 мин. Кла-
пан 14, расположенный в клапанной коробке 13, служит для
соединения форвакуумного насоса с рабочим объемом камеры.
Остаточное давление в камере измеряется вакуумметром ВР-ЗПС
с датчиком в виде радиоактивного манометра МР-2.
Для исключения попадания масла из насоса в вакуумную си-
стему предусмотрен магнитный натекатель 15, с помощью которого
производится напуск воздуха в форвакуумный насос после окон-
чания работы.
Газораспределительная система состоит из газового баллона,
соединенного через редуктор и фильтры с дозирующим устрой-
ством.
Дозирующее устройство представляет собой игольчатый нате-
катель 16, позволяющий регулировать расход газа с учетом по-
лучения динамического равновесия в системе.
Температура измеряется хромель-алюмелевой термопарой 19
с контрольного образца, сигнал подается на потенциометр. Авто-
матическое регулирование температуры - осуществляется через
исполнительный механизм (электродвигатель с редуктором), воз-
действующий на токосъемник автотрансформатора.
Датчиками измерения температуры наряду с термопарами мо-
гут быть термоэлементы, реагирующие на тепловое излучение
поверхности обрабатываемых деталей. Сигнал от термоэлемента
158
при изменении степени радиации подается на термопреобразова-
тель, регулирующий вводимую в установку мощность [160].
При контроле температуры термопарами необходимо "исклю-
чить влияние электрического поля разряда на их показания.
Спай термопары или зачеканивают в глухое отверстие контроль-
ного образца (вспомогательной детали), или вставляют в отвер-
стие в кварцевом чехле, который обеспечивает отсутствие контакта
термопары с поверхностью детали.
При азотировании партии идентичных деталей регулирова-
ние процесса можно вести по давлению и напряжению, выбранным
при обработке контрольного образца, для чего в серии предвари-
тельных опытов на контрольных деталях измеряют напряжение
разряда, соответствующее заданной рабочей температуре поверх-
ности и постоянному разрежению в камере.
Форма и размеры рабочей камеры определяются габаритными
размерами обрабатываемых изделий. Использование сменных кон-
тейнеров на одной установке позволяет обрабатывать детали раз-
личных размеров.
Современные установки ФРГ мощностью от 35 до 150 кВт
имеют контейнеры диаметром 500—2000 мм й высотой 500—
12 000 мм. Единовременная загрузка контейнеров максимальной
емкости может составлять до 15 т.
Для обработки длинномерных деталей (трубы, шнеки и т. д.)
разработаны комбинированные установки (рис. 83, а) и установки
шахтного типа (рис.. 83, б). В комбинированных установках детали
подвешиваются или устанавливаются на основании камеры.
В крышке и стенках камеры вмонтированы иллюминаторы. Корпус
установки водоохлаждаем. Диаметр рабочей камеры 750 мм, вы-
сота камеры 750 мм и может быть увеличена до 1500, 3000 мм
дополнительными вакуумплотными цилиндрами. В установках
шахтного типа детали обрабатываются в вертикальном положении
и подвешиваются к крышке печи, что уменьшает коробление в про-
цессе азотирования. Высота камеры 3000, 4500 и 6000 мм.
Для обработки зубчатых колес, корпусов и других компакт-
ных деталей применяют установки с контейнерами колокольного
типа (рис. 83, в).
Выпускаются установки с контейнером диаметром 1800 мм,
высотой 2000 мм.. Колпак установки при загрузке и выгрузке садки
перемещается по боковым направляющим. Для контроля про-
цесса в крышке и стенке камеры предусмотрены водоохлаждаемые
иллюминаторы.
Для азотирования мелких деталей и инструмента созданы ком-
пактные автоматические установки. На рис. 83, г представлен
автомат для азотирования шариков для авторучек производитель-
ностью 2 млн. шт. в сутки. Диаметр рабочей камеры 600 мм, вы-
сота 900 мм, мощность 35 кВт.
Контроль процесса в установках указанных выше серий про-
изводится только во время нагрева деталей до рабочей темпера-
159
туры, а сам процесс и его выключение осуществляются автомати-
чески по заданной программе.
Контейнер обычно изготовляют вакуумплотным из коррозион-
ностойких сталей.
Анодом может быть контейнер, а могут применяться специаль-
ные профилированные аноды, в этом случае анод располагают над
Рис. 83. Схемы установок для азотирования (ФРГ):
а — комбинированная установка; б — установка шахтного типа; в — установка колоколь-
ного типа; г — компактная установка
деталями или вокруг них. Специальные аноды необходимо преду-
сматривать при азотировании отверстий диаметром меньше 10 мм.
В зависимости от того, как располагаются изделия (подвеши-
ваются или ставятся на подставку — катод), анод монтируется
в верхней или нижней части контейнера.
Так как падение напряжения в разряде возникает непосред-
ственно около поверхности детали, расстояние между деталью —
160
катодом и стенками контейнера — анодом не влияет на результаты
азотирования. Считается, что оптимальное расстояние между
деталями и анодом составляет 40—50 мм. Возможна установка
в камере вспомогательных катодов из обрабатываемого материала,
электрически соединенных с изделием и расположенных вблизи
них.
При обработке стальных изделий железо из вспомогательного
катода распыляется, соединяется в плазме разряда с азотом и
в виде нитрида конденсируется на поверхности обрабатываемых
деталей. При этом увеличиваются твердость и глубина диффу-
зионного слоя \
Подготовка деталей к азотированию.
Детали, изготовляемые из улучшаемых сталей с учетом полу-
чения регулируемого строения диффузионного слоя, должны
поступать на азотирование с окончательными размерами, так как
при последующем шлифовании может быть снята нитридная зона.
Детали изготовляют из улучшенной заготовки с припуском
0,5—1 мм, после чего их подвергают отпуску для снятия внутрен-
них напряжений. Температура отпуска должна на 40—60° С пре-
вышать температуру азотирования. Далее детали из улучшаемых
сталей подвергают холодной правке, шлифованию и черновому
полированию 1 2.
Детали из ферритных и аустенитных сталей могут также пра-
виться в холодном состоянии, а детали из мартенситных и леде-
буритных сталей— при нагреве. Так как при азотировании уве-
личение геометрических размеров составляет 5—15 мкм на по-
верхность (10—30 мкм иа диаметр), размеры изделий перед на-
сыщением должны быть скорректированы на эту величину.
Рекомендуется притуплять острые кромки и заусенцы, что
позволяет избежать при азотировании перехода тлеющего разряда
в дуговой, сопровождающегося местным перегревом поверхности
и образованием микрократеров [153].
Для повышения поверхностной твердости и глубины упроч-
ненного слоя возможно применять перед азотированием закалку
при нагреве т. в. ч. на глубину несколько большую азотирован-
ного слоя 3.
Защита поверхности при азотировании основана на примене-
нии гальванических покрытий, например, никелевых толщиной
10—15 мкм, специальных металлосодержащих паст 4 и экранов.
1 Пат. (ФРГ), № 1621268, 1972.
2 Шероховатость поверхности перед азотированием не должна превышать
2 мкм [153].
3 Пат. (Швеция), № 197420, 1958.
4 Пасты готовят на основе металлических суспензий в органических раство-
рителях и наносят на защищаемые участки окунанием или распылением. После
испарения летучих компонентов образуется защитный металлический слой с хо-
рошей адгезией к поверхности.
161
Лужение и покрытие жидким стеклом неприменимы для защиты
поверхности, так как вызывают образование дуги в процессе
ионной обработки.
При ионном азотировании (в отличие от печного) удовлетвори-
тельная защита от насыщения достигается путем экранирования
Рис. 84. Примеры защиты поверхности деталей от азотирования экранирова-
нием (наружный диаметр экранируется цилиндрическим стаканом [152]):
а — защита штифтами, винтами и т. д.; 1 — азотируемая поверхность; б — экранирова-
ние втулками; 1 — азотируемая поверхность; 2 — втулка; 3 — винт; 4 — рымболт;
в — экранирование упорядоченной загрузкой торцовых поверхностей зубчатых колес:
/ — азотируемая поверхность; 2 — фланец; 3 — внутренний анод
поверхности за счет специфических условий формирования диффу-
зионного слоя. Так как в зазоре менее 1 мм тлеющий разряд не
образуется и не доступен для осаждения продуктов реакций,
достаточно применить негерметичные металлические или диэлектри-
ческие экраны с шириной зазора на границе экранирования
162
менее 1 мм [152]. Экранирование достигается применением вспомо-
гательных средств и упорядоченной загрузкой деталей в кон-
тейнер, при которой обрабатываемые детали взаимно экранируют
друг друга в защищаемых поверхностях.
Вспомогательными средствами являются штифты, винты, трубы,
специально экранирующие устройства в виде ящиков, колпаков,
комплектных экранирующих систем. Резьбы защищаются гай-
ками и винтами, высверленные отверстия — пробками и т. д.
Достоинство такого метода защиты — многократность его
использования в серийном производстве. Гальванические покры-
тия применяют в тех случаях, когда азотируются отдельные де-
тали или мелкие серии, для которых экономически невыгодно
создавать специальные экранирующие приспособления. Примеры
защиты поверхности при азотировании с применением специаль-
ных экранов показаны на рис. 84, а, б и при упорядоченной ук-
ладке деталей на рис. 84, в [152].
Технологически легко осуществимая защита от азотирования
позволяет дифференцировать свойства отдельных участков обра-
батываемых изделий. Частичное азотирование позволяет умень-
шить и прогнозировать коробление детали и, создавая пластичные
163
зоны разгрузки, обеспечивает качественную холодную правку
(рихтовку) длинномерных азотированных деталей и дополнитель-
ную обработку резанием при сборочных и подгоночных операциях.
Подготовленные для азотирования детали загружаются в кон-
тейнер установки с учетом получения минимального коробления
в процессе азотирования и получения гарантированных свойств
упрочненных поверхностей./Длинные детали (например, червяки
для экструдеров, трубы, валы) подвешивают к крышке контей-
нера на крюках или на специальных приспособлениях (рис. 85),
небольшие детали собирают на оправках с учетом взаимного экра-
нирования или также подвешивают к крышке печи или устанав-
ливают на нижнее основание в установках колокольного типа
(шестерни, корпуса насосов и т. д.). Плотность загрузки сравни-
тельно невелика. Крупногабаритные изделия азотируются инди-
видуально.
Окончательная обработка изделий после азотирования должна
проводиться с учетом сохранения поверхностей нитридной зоны
слоя. В связи с этим для длинномерных изделий необходима пре-
цизионная правка для ликвидации коробления. Биение изделий
типа длинномерных червяков из корррозионностойких сталей
после ионного азотирования приблизительно равно 0,1—0,3 мм/м
[153]. Для деталей из улучшаемых сталей, азотированных в тле-
ющем разряде, в особенности со структурой поверхностной зоны,
отвечающей a-твердому раствору и у'-фазе, может применяться
холодная правка. Для длинномерных деталей из коррозионно-
стойких' и жаростойких сталей рекомендуется правка в горячем
состоянии. Биение после правки составляет 0,02—0,04 мм/м
[154]. После прецизионной правки поверхность деталей проти-
рается щетками из мягкой проволоки или твердого перлона
для устранения шероховатостей от конденсации и напыления
и полируется. Высота микронеровиостей увеличивается после
насыщения —на 1—3 мкм [160]. Ионное азотирование позволяет
сохранить исходную шероховатость поверхности 10—12-го клас-
сов, в то время как печное азотирование снижает шероховатость,
поверхности на 1—2 класса [154]. Для азотированных деталей из-
жаростойких и коррозионностойких сталей возможно применять
шлифование на небольшую глубину, так как азотированный слой
сталей не имеет нитридной зоны регулируемого состава [154].
Глава V
АЗОТИРОВАНИЕ
В ЖИДКИХ СРЕДАХ
Азотирование в жидких средах позволяет реализовать следу-
ющие преимущества химико-термической обработки в расплавах:
высокую скорость нагрева, уменьшение термических напряжений
и коробления изделий, регулирование в широких пределах
скорости охлаждения после ХТО. и т. д. [127].
Расплавы солей, применяемые для насыщения, должны обла-
дать хорошей жидкотекучестью и легкоплавкостью при темпера-
туре азотирования; высоким азотным потенциалом; стабильностью
химического состава расплава в процессе насыщения, обеспечи-
вающей высокую активность ванны по азоту во времени.
Для азотирования применяют азотокислые соли типа NaNO3;
KNO3; NaNO2; KNO2 [61 ] и соли, содержащие цианистую группу
«CN», а именно, цианистый калий KCN, цианистый натрий NaCN,
железисто-синеродистый калий (желтая кровяная соль)
K4(Fe(CN)6], цианистый кальций Са (CN)2 [107] и щелоч-ные
цианаты, например, цианат калия KNCO? получаемый при сплав-
лении карбамида (мочевины) (NH2)2CO и поташа К2СО3 [55].
Азотирование можно проводить и в нейтральных солях, на-
пример, в хлоридах бария, кальция и натрия с продувкой аммиа-
ком и в водных растворах азотосодержащих веществ [127].
В зависимости от состава азотосодержащего расплава имеются
следующие разновидности процесса:
1) азотирование в цианид-цианатных расплавах; в исход:
ных солях содержатся цианиды и цианаты щелочных и щелочно-
земельных металлов (тенифер-процесс, туфтридинг-процесс и т. д.);
2) азотирование в цианистых (цианидных) ваннах, в исходном
составе которых азотосодержащими солями являются цианиды
или ферроцианиды щелочных или щелочноземельных металлов,
а также ванны на основе желтой кровяной соли;
3) азотирование в ваннах на основе карбамида;
4) азотирование в нитрит-натриевых ваннах и водных рас-
творах.
Наибольшее распространение в промышленности получил про-
цесс азотирования 1 в цианистых солях.
1 Термин «азотирование» в данном случае условен, так как в цианистых со-
лях происходит насыщение не только азотом, но и углеродом.
165
§ 1. ХИМИЗМ ПРОЦЕССА
Ванны на основе цианистых соединений щелочных и щелочно-
земельных металлов (цианистые ванны и цианид-цианатные ванны).
В процессе азотирования в расплаве протекают реакции окисле-
ния и диссоциации цианистых солей, в результате которых обра-
зуются активные атомы азота и углерода. В ванне, содержащей
цианистый натрий, распад цианистых солей осуществляется по
вероятным реакциям, приведенным ниже.
В процессе расплавления цианистого натрия на поверхности
ванны происходит его окисление кислородом воздуха:
2NaCN + О2 = 2NaCNO. (9)
Образующийся цианат натрия частично окисляется у поверх-
ности по реакции
2NaCNO + О2 -> Na2CO3 + СО + 2N, (10)
а частично диссоциирует:
4NaCNO Na2COs + 2NaCN + СО + 2N. (11)
Окись углерода разлагается с выделением атомарного угле-
рода и двуокиси углерода, которая, в свою очередь, окисляет
цианид до цианата:
2СО СО2 4- С; (12)
NaCN + СО2 СО + NaCNO. (13)
Возможен также распад цианатов в результате их термической
диссоциации при температурах азотирования. Эта реакция уско-
ряется в присутствии железа и наиболее интенсивно протекает
на поверхности деталей, обрабатываемых в ванне [65]:
NaCNO Na + N + СО. (14)
Атомарные азот и углерод, выделяющиеся в ходе химических
реакций в активном состоянии, адсорбируются железом и диффун-
дируют вглубь.
В расплаве цианистых солей возможна реакция цианидов
с железом с образованием комплексного цианида щелочного
металла Na4 [Fe(CN)e].
Так как железосинеродистый натрий способствует появлению
пористости на поверхности обрабатываемых деталей, содержание
его в ванне для азотирования регламентируется и не должно
превышать 0,2%.
166
Сода вступает в реакцию с комплексным цианидом натрия
с образованием цианида и цианата [52]:
Na2CO3 + Na4 [Fe (CN)„] 5NaCN +
+ Fe + NaCNO + CO2. (15)
В ванне, содержащей цианистый калий KCN, протекают
реакции (9)—(15), аналогичные приведенным выше для расплавов
с NaCN [107].
Анализ возможных реакций при азотировании показывает,
что процесс насыщения в цианистых ваннах происходит в основном
путем окисления цианидов в цианаты и диссоциации цианатов
с выделением диффузионно активных азота и углерода.
При разложении цианатов в ванне образуется углекислый
натрий [по реакции (10)], количество которого увеличивается
в процессе эксплуатации.
Так как температура диссоциации карбонатов щелочных ме-
таллов выше температуры азотирования, в ванне увеличивается
концентрация карбонатов, что приводит к снижению ее насы-
щающей способности в процессе эксплуатации (истощение ванны)
и требует постоянного освежения ванны [28].
Выделение азота и углерода в цианистых ваннах происходит
благодаря образованию промежуточного продукта реакции —
цианата натрия [по реакции (9)], поэтому для стабилизации про-
цесса необходимо иметь в ванне определенное количество цианата.
Свежеприготовленная ванна недостаточно активна, и для накопле-
ния цианата и его равномерного распределения по объему тре-
буется выдержка (старение) свежей ванны в расплавленном со-
стоянии. Этот процесс может быть ускорен перемешиванием рас-
плава, продувкой его кислородом, воздухом или аммиаком и вве-
дением в расплав компонентов, содержащих кислород (например,
окислов) [61, 127].
Ванны на основе желтой кровяной соли. В отличие от токсич-
ных цианистых солей щелочных и щелочноземельных металлов
желтая кровяная соль в исходном состоянии неядовита. В рас-
плавленном состоянии ванны на ее основе содержат цианистый
калий и являются токсичными.
При расплавлении желтой кровяной соли происходит ее де-
гидратация и разложение [65, 107]:
К4 [Fe (CN)e]-3H2O^± К4 [Fe (CN)„] +ЗН2О; (16)
К4 (Fe (CN)e] ^-4KCN + Fe+2С-f-2N. (17)
Разложение K4 [Fe(CN)e] возможно также с образованием
цианида железа [65, 107]:
К4 [ Fe (CN) „ ] ^ 4KCN + Fe (CN) 2. (18)
167
При окислении цианида калия на поверхности ваины кисло-
родом воздуха образуется цианат калия, а при окислении цианата
выделяются окись углерода и атомарный азот:
2KCN +O2^2KCNO; (19)
2KCNO + О2 К2СО3 + СО + 2N. (20)
В период наплавления ванны образующийся цианат калия
взаимодействует с кристаллизационной водой с выделением
аммиака:
KCNO + 2Н2О NH3 + КНСО3. (21)
После расплавления К4 [Fe(CN)0] выделение аммиака пре-
кращается [65].
Ванны на основе мочевины (карбамида). Щелочные цианаты,
являющиеся активной частью азотирующих ванн, могут быть полу-
чены при взаимодействии мочевины (карбамида) с содой или по-
ташем. Композиции на основе мочевины в исходном состоянии
нетоксичны, однако после расплавления в ванне появляются ядо-
витые цианиды [127].
Образование цианатов происходит при атмосферном давлении
в интервале температур 380—400° С при сплавлении карбамида
с содой или поташем по следующим реакциям:
2(NH2)2CO+K2CO3Z1KCNO +NH3+СО2+Н2О; (22)
2 (NH2)2CO + Na2CO3 2NaCNO + NH3 + CO2 + H2O. (23)
Щелочной цианат можно готовить непосредственно в ванне
для азотирования при 380—400° С или в специальной ванне с по-
следующим введением полученных компонентов в ванну для азо-
тирования [127].
Активные компоненты (азот и углерод) получаются при окисле-
нии и разложении цианатов аналогично процессам, происходя-
щим в высокоцианистых ваннах по реакциям (10), (11).
Образование цианидов в высокоцианатных ваннах на основе
мочевины может происходить в результате разложения цианатов
4KCNO К2СО3 + СО + 2N + 2KCN (24)
и при термической диссоциации цианатов с образованием метал-
лического калия; возможно также восстановление цианида из
цианата [65]:
KNCO К + N + СО; (25)
2KNCO + К 2KCN + К2О. (26)
Ванны на основе бесцианистых солей. Азотнокислые соли
(нитриты) могут быть применены для азотирования [61, 125].
Так, например, нитрит аммония при 500—600° С разлагается
с образованием атомарного азота:
NH4NO2->2N +2Н2О. (27)
168
Скорость выделения активного азота можно регулировать
введением хлористого аммония. В расплаве NaNO2 и ЬЩ4С1
суммарная реакция азотирования следующая:
NH4C1 +NaNO2^2N + NaCl 4-2Н2О.
(28)
роду [N/С] в зависимости от темпера-
туры азотирования в цианид-цианат-
ных ваннах [141]
§ 2. АЗОТИРОВАНИЕ КОНСТРУКЦИОННЫХ СТАЛЕЙ 1
В отличие от газового азотирования химико-термическая об-
работка в циансодержащих расплавах имеет ряд специфических
особенностей, обусловленных совместной диффузией углерода
и азота.
Соотношение углерода и азота, диффундирующих в сталь,
существенно изменяется в зависимости от температуры процесса
(рис. 86). С уменьшением темпе-
ратуры концентрация азота
увеличивается, а углерода сни-
жается. При 700° С азот и угле-
род диффундируют в сталь
в равных количествах, а ниже
600° С отношение азота к угле-
роду превышает 3 : 1 и диффу-
зия углерода незначительна
[141].
Соответственно изменяется и
фазовый состав слоя: при низ-
ких температурах азотирова-
ния образуются фазы на базе
нитридов, содержащие углерод,
при высоких температурах —
карбидные фазы, содержащие
азот [127].
Азотированный слой, формирующийся при жидком азотирова-
нии, состоит из двух зон: поверхностной — карбонитридной зоны
и внутренней — диффузионной. Азотированный слой низкоугле-
родистых сталей выявляется достаточно просто при травлении
спиртовыми растворами пикриновой или азотной кислот в виде
белой нетравящейся полосы карбонитридной зоны и диффузион-
ного подслоя с выделениями в объеме зерен игл нитридов Fe4N
(рис. 87).
При быстром охлаждении низкоуглеродистой стали от темпе-
ратуры азотирования диффузионная зона слоя фиксируется в виде
пересыщенного твердого раствора азота в a-железе и не выявляется
микроструктурным анализом. Для определения глубины диффу-
зионного слоя необходим отпуск при 300—400° С, вызывающий
распад азотистого твердого раствора с выделением нитридных
1 Рассматривается формирование слоя в расплавах, содержащих азот и угле-
род (ванны на основе мочевины, цианистых солей и желтой кровяной соли).
169
Рис. 87. Строение азотированного, слоя [26];
X 500: стали 20 (а, б), стали 40Х (в, а, д) и ста-
ли 38ХМЮА (а, ж) при температуре азотирова-
ния 570° С и продолжительности азотирования:
а — 1,5 ч; б д, ж — 6 ч; е — 3 ч; в — 0,5 ч; г — 2 ч
игл у'-фазы Fe4N. Действительная глубина проникновения азота
превышает глубину диффузионного слоя, обнаруживаемую по
двухфазной зоне.
При азотировании легированных сталей слой выявляется
в виде зоны повышенной травимости (см. рис. 87). В диффузионной
зоне, прилегающей непосредственно к карбонитридному слою,
иногда наблюдается выделение карбонитридов в виде сетки по
границам [100]. Общая глубина слоя может быть также выявлена
макроструктурным анализом.
Рис. 88. Распределение углерода и азота по глубине диффузионного- слоя стали
40Х; при температуре азотирования 570° С и продолжительности азотирования:
1 — 1ч; 2 — 2 ч; 3 — 3 ч [96]
В процессе азотирования в жидких средах основным легирую-
щим компонентом является азот, а углерод насыщает преимуще-.
ственно поверхностный карбонитридный слой (рис. 88). Повыше-
ние концентрации азота наблюдается после азотирования по ре-
жиму 570° С, 3 ч на глубине до 0,8 мм, а повышение концентрации
углерода— на глубине до 0,1 мм [68, 96].
Средняя концентрация азота на поверхности карбонитридного
слоя сталей 20, 40Х, 38ХМЮА составляет 5,0—6,0%, а углерода
~2,5%. К сплошному карбонитридному слою прилегает зона,
состоящая из азотистой a-фазы и выделений карбонитрида
Fe3 (CN). В этой части слоя содержится 0,6—1,7% N и —0,5% С.
Далее расположена диффузионная зона азотистого а-твердого
раствора с максимальной концентрацией азота 0,1% [68].
При жидком азотировании на поверхности образуется карбо-
нитридная е-фаза [Fe3(NC)], параметры которой увеличены по
сравнению с чисто нитридной s-фазой Fe3N, получаемой при
газовом азотировании в результате замены части атомов азота
171
атомами углерода1 [127, 129]. Область гомогенности 8-фазы,
легированной углеродом, увеличивается.
Карбонитридиая зона азотированного слоя определяет зади-
ростойкость, износостойкость, прирабатываемость трущихся по-
верхностей и сопротивление коррозии. Работоспособность этой
зоны оценивается ее пластичностью и пористостью. Пластические
свойства карбонитридной зоны зависят от концентрации азота,
ее гомогенности, а пористость определяется технологическими фак-
торами: режимами обработки и концентрацией ионов железа,
растворенного в насыщающей ванне.
Пластичность карбонитридной зоны увеличивается с уменьше-
нием концентрации азота. Присутствие у'-фазы повышает хруп-
кость. Для зоны соединений, полученной после обработки в циа-
нистой ванне (при Т > 550° С), характерно наличие монофазиого
слоя с карбонитридной 8-фазой Fe (NC) [21 ].
Образование в карбонитридной зоне у'-фазы (Fe4N) зависит
от температуры обработки в жидких средах. При температурах
азотирования ниже 550° С она появляется в поверхностной зоне
слоя и фиксируется рентгеноструктурным анализом [142].
Соотношение углерода и азота в карбонитридной зоне зависит
не только от температуры азотирования, по и от активности
насыщающей ванны. Отношение С/N повышается с увеличением
в ванне цианидов и уменьшением цианатов, увеличением солей
натрия и уменьшением солей калия [127].
При концентрации углерода более 2% и азота более 6% по-
верхностный карбонитридный слой может иметь двухфазное строе-
ние и состоять из Fe3 (NC) и Fe3 (CN) (т. е. из нитрокарбида
и карбонитрида) [95, 96].
Карбонитрид, получаемый при жидком азотировании, содержит
кислород и является оксикарбонитридом (~5% азота, 4% угле-
рода, 3% кислорода) [58, 140]. Отмечается также наличие
на поверхности карбонитридной зоны окислов железа: FeoO3 и
Fe3O4 [52, 106].
Кинетика формирования азотированного слоя в жидких средах
может быть представлена следующим образом. После насыщения
a-фазы азотом на поверхности формируются обособленные кар-
бонитридные фазы Fe3 (NC), Fe3 (CN) * * и нитриды легирующих
элементов.
Вероятно, что в процессе азотирования цементит стали, обо-
гащаясь азотом, превращается в карбонитрид Fe3 (CN).
С увеличением продолжительности обработки количество кар-
бонитридов возрастает и на поверхности образуется сплошной
карбонитридный слой (зона соединений), в состав которого могут
1 Для стали 38ХМЮА, азотированной в ванне, параметры 8-фазы составляют:
а = 2,743Д, с = 4,44бА, da = 1,62.
* В зависимости от состава ванн и температуры обработки возникают или
карбонитриды, пли нитрокарбиды.
172
входить нитриды легирующих элементов. Углерод участвует
в основном только в формировании карбонитридной зоны, так как
растворимость углерода в a-фазе незначительна [68].
Образование у'-фазы в процессе насыщения маловероятно,
так как у'-фаза пе растворяет углерод и при легировании угле-
родом превращается в 8-фазу [68]. При охлаждении от темпе-
ратуры азотирования происходит распада- и 8-фаз с образованием
у'-фазы [Fe4N].
Систематическое исследование морфологии и свойств карбо-
нитридной зоны показало неоднородность ее строения и свойств
по глубине. Поверхностная часть карбонитридного слоя имеет
пониженную твердость и содержит поры, полностью или частично
заполненные окислами железа Fe2O3 [106].
Пористость может иметь локальный характер и обнаружи-
ваться методом электронной микроскопии в виде отдельных то-
чечных пор и может быть, представлена в виде системы пор, свя-
занных между собой каналами. Образование сплошной пористости
приводит к глубокому общему растравливанию поверхности.
Основной причиной пористости карбонитридной зоны является
пересыщенность 8-фазы азотом.
Регулируя активность насыщающей среды (концентрацию
азота в слое), можно оптимизировать плотность, строение и тол-
щину карбонитридного покрытия. В зависимости от температуры
и продолжительности азотирования качество карбонитридного
слоя можно определить по диаграммам преимущественных режи-
мов 1 (рис. 89) [100].
С повышением температуры и длительности процесса выше
оптимальных, характеризующих зону 2 на диаграмме, образуются
карбонитридные слои толщиной более 18 мкм с развитой пори-
стостью. При испытании на гиб с перегибом наблюдается отслаи-
вание слоя параллельно поверхности. При невысоких темпера-
турах и продолжительности процесса формируются топкие кар-
бонитридные слои толщиной 3—7 мкм (см. рис. 89, зона 3), При
травлении 10%-ным водным раствором хлорно-медного аммония
такие слои обнаруживают микропористость и не имеют хорошей
сцепляемости с диффузионным подслоем.
При оптимальных режимах азотирования (см. рис. 89, зона 2)
могут быть получены карбонитридные покрытия двух типов:
1) беспористые слои толщиной 8—12 мкм. Покрытия достаточно
пластичные и при сгибе под углом 60—70° С не обнаруживают
трещин и шелушения;
2) карбонитридные слои толщиной 12—17 мкм. Эти слои до-
пускают небольшое количество точечных пор (10—20%) на поверх-
ности 8-фазы. Наличие отдельных точечных пор не влияет на твер-
дость, пластичность карбонитридной зоны и прочность сцепления
с диффузионным подслоем и позволяет улучшить прирабатывае-
1 Диаграммы опробованы для ванн «Тенифер-процесса».
173
мость азотированной поверхности вследствие аккумуляции (удер-
жания) смазки в поверхностных порах [100].
Развитие карбонитридного слоя тормозится в легированных
сталях. С увеличением степени легирования стали интервал пре-
имущественных режимов азотирования расширяется.
В легированных сталях необходимо исключить образование
в карбонитридиом слое даже отдельных локальных пор, так как
Рис. 89. Диаграммы преиму-
щественных режимов жидко-
го азотирования сталей [100]:
1 — зона пористых слоев; 2 —
зона преимущественных режи-
мов; 3J— зона недостаточно раз-
витого слоя
высокая прочность сердцевины уменьшает возможность релакса-
ции напряжений при образовании интерметаллидов и может при-
вести к растрескиванию покрытия [100].
При постоянном режиме азотирования пористость слоя зави-
сит от содержания железа, растворенного в насыщающей ванне
в виде комплексного соединения К4 [Fe(CN)c].
При концентрации железа 0,1 % пористость карбонитридной
зоны может составлять 10—20%, при увеличении концентрации
железа до 0,6% пористость может достичь 70%.
Зависимость глубины азотированного слоя от температуры под-
чиняется экспоненциальному закону, а от времени — параболи-
ческому (рис. 90) [26]*.
* Азотирование в ваннах «Тенифер».
174
Легирование стали нитридообразующими элементами умень-
шает глубину диффузионного слоя. После азотирования при 570° С
в течение 1,5—3 ч на стали 20 глубина диффузионного слоя со-
ставляет 0,45—0,6 мм, на сталях 40, 40Х, 40ХН 0,3—0,45 мм
и на стали 38ХМЮА 0,2—0,3 мм.
Рис.
90. Зависимость глубины карбонитридного и общего диффузионного слоя
от температуры и продолжительности азотирования [26]:
а — продолжительность процесса 1,5 ч; б — температура азотирования 570° С; / — сталь
20; 2 — стали 40, 40Х, 40ХН; 3 — сталь 38XMIOA
При 570° С оптимальная продолжительность процесса равна
1,5—3 ч. При меньшей продолжительности «1,5 ч) не обеспечи-
вается достаточной глубины как диффузионной, так и карбони-
тридной зоны слоя. При увеличении продолжительности свыше 3 ч
(от 3 до 6 ч) формируется карбонитридный слой значительной хруп-
кости и пористости, а рост диффузионной зоны слоя незначите-
лен [26].
175
С повышением температуры сокращается продолжительность
выдержки для получения азотированного слоя требуемой глу-
бины, однако при этом увеличивается расход солей, ухудшаются
свойства азотированного слоя (пористость), разупрочняется серд-
цевина и увеличиваются деформации изделий [26].
С понижением температуры коробления изделий уменьшаются,
но при этом снижается скорость процесса и в карбонитридном слое
появляется нежелательная -у'-фаза [127].
Предварительная термическая обработка практически не влияет
па формирование карбонитридной зоны.
Свойства азотированной конструкционной стали зависят от
содержания нитридообразующих элементов, режима азотирова-
ния и предварительной термической обработки.
Твердость. У низкоуглеродистых нелегировапных сталей повы-
шение твердости при азотировании незначительно: HV 200—300
(сталь 15, HV 300). У углеродистых улучшаемых сталей твердость
составляет HV 350—700 (сталь 40Х, HV 480—500), а у нитраллоев,
высокохромистых (42—17% Сг), аустенитных хромоникелевых
(12Х18И9Т) сталей HV 700—1100; твердость стали 38ХМЮА
HV 960—1000 [68, 127].
По сечению карбонитридиого беспористого слоя твердость
практически не изменяется, в области a-твердого раствора твер-
дость плавно снижается с увеличением расстояния от поверх-
ности [68]. С уменьшением времени азотирования и увеличением
степени легирования стали перепад твердости по глубине слоя
становится более резким. Твердость легированной стали в улуч-
шенном состоянии выше твердости стали после нормализации
[28].
С увеличением продолжительности азотирования (до Т20 мин)
твердость возрастает. При большей продолжительности насыще-
ния твердость уменьшается вследствие увеличения пористости
в периферийных областях карбонитридной зоны [100, 142].
С повышением температуры (выше 570° С) твердость умень-
шается.
Для получения на легированных сталях карбонитридиого слоя
с высокой поверхностной твердостью рекомендуется проводить
азотирование в цианид-цианатных ваннах при следующих режи-
мах: для сталей 40Х, 40ХН 560—570° С, 1,5—2,5 ч, для стали
38ХМЮА 560—570° С 1—3 ч [26].
Износостойкость. Карбонитридная поверхностная зона азоти-
рованных сталей не склонна к схватыванию с контактируемой по-
верхностью, имеет низкий коэффициент трения, высокие противо-
задирные свойства и хорошую прирабатываемость. Это предопре-
деляет высокую износостойкость азотированной стали.
Износостойкость поверхности, обработанной в азотирующих
ваннах, выше, чем после закалки (рис. 91). Износ азотированной
низкоуглеродистой стали меньше износа этой же стали с мартен-
ситной поверхностной зоной, полученной цементацией.
176
Рис. 91. Кривые износа стали 15 при раз-
личных видах термической обработки [141]:
1 — без термической обработки; 2 — цемента-
ция закалка; 3 — азотирование 4- сошлифовка
зоны соединений; 4 — обработка по методу «Те-
нифер»
о\.. 6. а.,}. С повышением
Износостойкость сталей, обработанных в ваннах па основе кар-
бамида (тиомочевины), соответствует износостойкости сталей,
азотированных в цианидсодержащих расплавах. При испытании
трущейся пары ролик—колодка из стали 45 показано, что заеда-
ние улучшенных образцов происходит через 20—30 мин, а у образ-
цов, азотированных при 570° С в течение 2 ч в ванне иа основе
мочевины, заедания не наблюдается и после 90 мин испытания [93 ].
Азотирование значи-
тельно сокращает время
приработки. Так, напри-
мер, при испытании на из-
нос азотированной стали
20 в течение 1 ч момент
трения уменьшается с 9—
10 до 1—2кгс-см. Момент
трения цементованной
стали 20 за то же время
испытания уменьшается
только с 8—9 до 5—
7 кгс-см [96].
В условиях работы
трущейся пары при гра-
ничном трении рекомен-
дуется применение азоти-
рованного слоя с некото-
рой пористостью в карбо-
нитридной зоне, необхо-
димой для удержания
смазки [96].
Механические свойства
продолжительности азотирования в цианид-цианатных расплавах
пластичность сталей уменьшается, а статическая прочность [сгв;
сгт] повышается (рис. 92) [96]. Наилучшее сочетание прочности
и пластичности у стали 20 получено после азотирования при
570° С в течение 1 ч (сгв = 53,5 кгс/мм2, 6 = 17%, ан = 6,5 кгс X
X м/см2). При увеличении продолжительности процесса до
2 ч пластичность и ударная вязкость стали снижаются (6 =
= 9,8%, ап = 4,3 кгс-м/см2). Поэтому для низкоуглеродистых
сталей увеличение продолжительности процесса свыше 2ч не реко-
мендуется.
С повышением концентрации углерода в стали и степени леги-
рования увеличивается продолжительность обработки для полу-
чения высокого комплекса механических свойств х.
Для стали 40Х оптимальный режим азотирования: 570° С, 2 ч
(яр = 20%, ап = 12 кгс-м/см2, огв = 88 кгс/мм2, = 70 кгс/мм2).
1 С учетом предела выносливости.
177
Для стали 38ХМЮА оптимальное сочетание механических
характеристик получено после азотирования в течение 3 ч (o.j =
= 64 кгс/мм2 для образцов без надреза и 48 кгс/мм2 для образцов
с надрезом, ов = 100 кгс/мм2, от = 80 кгс/мм2, а„ — 8 кгс/мм2)
[96].
Усталостная прочность (сопротивление знакопеременным на-
грузкам). Усталостная прочность стали после жидкого азотирова-
ния повышается на 20—100%.
Повышение предела выносливости определяется в основном
Рис. 92. Механические свойства сталей 20(a), 40Х(б), 38ХМЮА(в)
в зависимости от продолжительности азотирования при 570° С[96]
мало влияет на сопротивление стали знакопеременным нагрузкам.
При удалении карбонитридной зоны шлифовкой и кратковре-
менным нагревом в нейтральных солях при 600° С усталостная
прочность не снижается [28].
С увеличением продолжительности азотирования при 570° С
до 2 ч предел выносливости повышается. Дальнейшее увеличение
длительности процесса нецелесообразно, так как практически не
вызывает повышения предела выносливости.
Эффект повышения определяется схемой напряженного со-
стояния. Для образцов с концентраторами напряжений повыше-
ние усталостной прочности у легированных сталей выше, чем
у углеродистых, а для гладких образцов повышение о_! у углеро-
дистых сталей больше, чем у легированных сталей [28].
Повышение предела выносливости азотированных сталей свя-
зано с образованием сжимающих напряжений, максимум которых
178
находится на границе зоны соединений и диффузионного подслоя:
у углеродистых сталей —40 кгс/мм2, у легированных —80 кгс/мм2 *
[127, 161].
С увеличением диаметра обрабатываемой детали без концентра-
торов напряжений эффект жидкого азотирования уменьшается.
Для гладких образцов при диаметре выше 200 мм повышения пре-
дела выносливости после азотирования не происходит [138]. Для
надрезанных образцов влияние масштабного фактора менее зна-
чительно, и с увеличением диаметра обрабатываемого изделия
эффективность азотирования не
уменьшается.
С увеличением скорости охла-
ждения сопротивление знакопере-
менным нагрузкам углеродистых
сталей повышается. Для азотиро-
ванных легированных сталей ско-
рость охлаждения после насыще-
ния на усталостную прочность
не влияет.
При отпуске изделий, закален-
ных после азотирования в воде,
усталостная прочность умень-
шается. Быстрое охлаждение после
азотирования обусловливает повы-
шение усталостной прочности из-за
образования пересыщенного азо-
Рис. 93. Влияние температуры от-
пуска на предел выносливости ста-
ли 15 после азотирования при
570° С, 1,5 ч и охлаждения в воде
[173]:
тистого твердого раствора в зоне
диффузионного подслоя. В про-
цессе отпуска — старения происхо-
дит уменьшение напряжений сжа-
1 — азотируемая сталь; 2 — необрабо
тайная сталь;----•----без нагрузки;
--------- под нагрузкой
тия и выделение нитридов, что уменьшает предел выносливости.
Эксплуатационные нагревы закаленных азотированных сталей
в условиях действия знакопеременных нагрузок не снижают пре-
дел выносливости (рис. 93) [173]. Очевидно, при действии знако-
переменных нагрузок в процессе нагрева возникающие дислокации
декарируются выделениями нитридов, которые блокируют их дви-
жение. В случае предварительного отпуска закаленного азотиро-
ванного слоя нитриды выделяются в структуре в крупнодисперсной
форме и при последующем приложении деформации блокировка
дислокаций на стадии их образования маловероятна, а торможе-
ние перемещения дислокаций крупнодисперсными выделениями
нитридов малоэффективно.
Закаленные азотированные низкоуглеродистые стали могут
в процессе эксплуатации нагреваться до 200—300° С, сохраняя
* Азотирование в ваннах «Дегусса», по режиму 570° С, 1,5 ч, охлаждение
в воде.
179
высокое значение усталостной прочности [173]. Предел вынос-
ливости зависит от состава насыщающей ванны. Максимальное
повышение предела выносливости достигается в ванне, содержащей
—32-37% KCNO [95].
В ваннах па основе карбамида усталостные характеристики
обрабатываемых сталей аналогичны характеристикам сталей после
обработки в цианид-цианатных средах [93].
Коррозионная стойкость. После жидкого азотирования корро-
зионная стойкость углеродистых конструкционных сталей повы-
шается, что объясняется химической стабильностью поверхностной
беспористой карбонитридной зоны. Азотирование обеспечивает
защиту углеродистой стали от коррозии в атмосферных условиях,
в проточной и морской воде, в воде, содержащей щелочь и сульфат
меди, от кавитационного разрушения. Азотированные стали, ле-
гированные хромом, не корродируют в атмосфере выхлопных га-
зов, содержащих серу [127].
Азотированные стали в морской воде более устойчивы, чем
оцинкованные; в проточной воде их антикоррозионные свойства
аналогичны свойствам хромированных сталей, а в оптическом
приборостроении азотирование конкурентноспособно по отно-
шению к кадмированию и цинкованию, так как гальванические
покрытия в связи с неравномерностью слоя на кромках, резь-
бах и отверстиях требуют дорогостоящей чистовой обработки
[140].
Азотирование целесообразно использовать для защиты от кор-
розии различных стяжных муфт, шпинделей, применяемых в строи-
тельстве, водяных насосов, труб, метизов и т. д. [140].
§ 3. АЗОТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ
СТАЛЕЙ
Высокая концентрация углерода и легирующих элементов
в пересыщенном a-твердом растворе термообработанных сталей,
большое число дефектов кристаллической решетки, вакансий, на-
личие частиц карбидной фазы определяют кинетику азотирования
инструментальных сталей [91, 92].
Повышение растворимости атомов внедрения в кристалличе-
ской решетке под влиянием легирующих элементов позволяет пред-
положить, что одновременно с азотом в высоколегированных ста-
лях происходит заметное увеличение концентрации углерода.
При азотировании сталей 4Х4М2ВФС, Х12М, ЗХ2В8Ф при
560—580° С в течение 2—3 ч (ванны «Тенифер») концентрация
углерода на поверхности повышается до 1,5—2,2%, азота—до
3—3,5%. На расстоянии 40—50 мкм от поверхности концентрация
азота, сосредоточенного в основном в нитридах, составляет
~1% [75].
180
При азотировании в поверхностных зонах происходят сложные
изменения в структуре, химическом и фазовом составе стали. На
поверхности образуется карбонитридный (оксикарбонитридный)
слой, толщина которого зависит от активности насыщающей вапны,
температуры и продолжительности процесса. Под карбонитрид-
ным слоем расположены основная (диффузионная) темнотравя-
щаяся зона слоя, представляющая собой многофазную область
в виде a-твердого раствора, карбидных, нитридных и карбонитрид-
ных фаз, в которой преобладающей является фаза типа Fe3(CN)
(рис. 94).
Высокая концентрация легирующих элементов и большое ко-
личество дисперсных карбидов в инструментальных сталях умень-
шают глубину диффузионного слоя. Толщина зоны соединений не-
значительно зависит от концентрации легирующих элементов
[98, 181].
Специальные карбиды также принимают участие в формирова-
нии слоя, поглощая азот и углерод. Так, например, обогащение
карбида хрома Сг23С0 углеродом приводит к образованию более
легированного (по углероду), но менее термодинамически устой-
чивого карбида Сг7С3. Карбид Сг7С3 может перейти либо в устой-
чивый нитрид, либо раствориться. При распаде высшего карбида
хрома a-твердый раствор обогащается хромом, создавая концен-
трационные флуктуации, необходимые для образования нитрида
хрома [91, 92]. Нитрид хрома CrN обнаруживается в диффузион-
ном слое при комплексном рентгеноструктурном анализе анодных
осадков (в частности, стали Х12М) [91, 92].
При азотировании легированных сталей в жидких средах про-
цесс активизируется в результате растворения окисной пленки.
Одновременно в поверхностной зоне увеличивается концентрация
кислорода и образуется оксикарбонитрид Fe3 [С, N, О], который
распространяется на глубину до 0,02 мм [91, 92]. Предполагается,
что на поверхности высоколегированной стали образуется слой
оксикарбонитрида с решеткой цементита, под которым залегает
слой карбонитридной фазы с решеткой нитрида [91, 92]. В диф-
фузионной зоне 1 обнаружены карбонитрид Fe3 (NC) и нитрид Cr2N,
количество которых уменьшается от поверхности к сердцевине,
а также цементит Fe3C и карбид Сг7С3, количество которых умень-
шается от сердцевины к поверхности [91, 92].
Очевидно, что значительная часть нитридных фаз (нитриды
легирующих элементов) находится в стадии предвыделения и не
обнаруживается в слое.
Повышение температуры и продолжительности азотирования
приводит к росту карбонитридной и диффузионной зон азотиро-
ванного слоя. Развитие карбонитридного слоя сопровождается его
разрыхлением гетерофазностью, хрупкостью и образованием карбо-
нитридной сетки по границам зерен (рис. 94, б, в).
1 Стали У10 и Х12М.
181
a)
if. $ 6
182
Рис. 94. Строение диффузионного слоя быстрорежущих и штамповых сталей
(X 500) [98] при различных режимах азотирования:
а — Р18; б — Х12М; в — 4Х4М2ВФС; 1 — 560° С, 15 мин; 2 — 580° С, 15 мин; 3 —
560° С, 2 ч; 4 — 540° С, 2 ч; 5 — 560 С, 2 ч; 6 — 560° С, 3 ч; 7 — 560° С, 1 ч; 8 — 560° С,
3 ч; Р — 600° С, 1 ч; 10 — 600° С, 6 ч
При толщине зоны соединений более 2—3 мкм поверхностная
хрупкость быстрорежущей стали настолько высока, что приводит
к выкрашиванию режущей кромки инструмента 1.
Для быстрорежущих сталей толщина карбонитридного слоя
не должна превышать 1—3 мкм, а для штамповых сталей 5—
8 мкм [98].
Толщина диффузионной зоны составляет обычно 0,05—0,12 мм
на быстрорежущих сталях, 0,07—0,25 мм на штамповых и может
1 Хрупкость слоя достаточно просто определяется по характеру отпечатка
алмазной пирамиды по Виккерсу. Отпечатки в форме правильного ромба (без
разрушения краев) свидетельствуют о вязкости слоя. Так, например, в средне-
цианистых ваннах вязкий слой получается при 560° С и выдержке не более 30—
35 мин, в высокоцианистых ваннах — при выдержке не более 15—30 мин.
183
быть получена при азотировании в цианид-цианатных ваннах
(44—49% KCNO) при 560° С в течение 0,25—3 ч [98]. При азо-
тировании в цианистых ваннах (с 50% NaCN) при 550—560° С
в течение 2 ч глубина слоя на быстрорежущих сталях составляет
0,050—0,055 мм [107]. Твердость слоя HV 1075—1100.
С увеличением в цианистых ваннах концентрации активной
составляющей (KCN или NaCN) интенсивность азотирования по-
вышается.
В средне- или низкоактивных ваннах для получения азотиро-
ванного слоя оптимальной глубины и твердости требуется более
продолжительная выдержка, чем в высокоактивных ваннах. В сред-
неактивных ваннах технологический процесс упрощается вслед-
ствие увеличения временного диапазона регулирования насыще-
ния, так как небольшие колебания в продолжительности выдержки
в пределах 5—8 мин при общем времени обработки не свыше
30 мин для быстрорежущей стали меньше отражаются на твердости
и глубине азотированного слоя, чем в высокоактивных средах [107].
Азотирование повышает эксплуатационную стойкость различ-
ных видов инструмента как для обработки металлов путем сня-
тия стружки (фрезы, сверла, резцы и т. д.), так и без снятия
стружки (пресс-формы для литья под давлением, штампы и мат-
рицы для холодной и горячей пластической деформации и т. д.).
Повышение работоспособности инструмента обусловлено свой-
ствами азотированного слоя, карбонитридная зона которого имеет
высокую износостойкость, незначительную склонность к холодной
сварке, высокие антифрикционные характеристики. Этот комплекс
свойств обеспечивает этой зоне свойства твердых смазок. Диф-
фузионная зона имеет высокую твердость и вязкость и обеспечи-
вает повышение усталостной прочности и сопротивление сжимаю-
щим нагрузкам [181]. Диффузионная зона и зона соединений
имеют также высокую теплостойкость (до 500—600° С).
Быстрорежущие стали. Твердость быстрорежущих сталей по-
вышается даже при кратковременном азотировании (1—15 мин).
После обработки при 570° С в течение 7 мин твердость увеличи-
вается до HV 1100—1250* , исходная твердость HV 900 [181].
Распределение твердости по глубине диффузионного слоя нерав-
номерно. Максимальная твердость фиксируется в области перехода
от зоны соединений к диффузионной зоне и постепенно умень-
шается к твердости сердцевины.
Исходная структура стали оказывает существенное влияние
на твердость после азотирования. С повышением количества оста-
точного аустенита и троостита твердость уменьшается. Для по-
лучения максимальной твердости режимы закалки и отпуска
должны соответствовать оптимальным и строго соблюдаться [107].
С увеличением продолжительности насыщения твердость повы-
шается, однако одновременно понижаются ударная вязкость стали,
* Измерено на расстоянии 5—7 мкм от поверхности.
184
пластичность и наблюдается охрупчивание поверхности. В связи
с этим инструменты из быстрорежущей стали (Р18) рекомендуется
обрабатывать при 570° С в течение 1—15 мип *, что дает упроч-
ненный слой с глубиной диффузионной зоны 0,02—0,03 мм.
Для повышения вязкости диффузионного слоя и износостой-
кости инструмента, работающего в условиях знакопеременных
изгибающих нагрузок (сверла, развертки, зенкеры), рекомен-
дуется отпуск проводить при 300° С ** в течение 1ч [91, 92, 127,
181]. При отпуске в диффузионном слое протекают процессы
старения, проявляющиеся в повышении микротвердости на 100—
400 кгс/мм2. При старении в слое выделяются нитридные и кар-
бидные фазы. В интервале температур 200—300° С выделяются
s-карбид и нитрид FeleN2, когерентно связанные с решеткой
твердого раствора. При этом достигается максимальная твердость
слоя. При увеличении температуры е-карбид переходит в цементит,
нитрид Fe16N2 — в нитрид Fe4N, и твердость уменьшается. В ин-
тервале температур 400—500° С наблюдается второй максимум
твердости, связанный с выделением карбидных и нитридных фаз
легирующих элементов. После старения при 300° С износостой-
кость азотированной стали увеличивается в 1,5 раза [91, 92].
Азотированный слой имеет высокую теплостойкость (красно-
стойкость). После азотирования теплостойкость быстрорежущей
стали повышается примерно на 50° С [107].
Повышенная красностойкость азотированной поверхности удли-
няет срок службы инструмента и позволяет применять форсирован-
ные режимы резания.
Большое увеличение производительности достигается при азо-
тировании такого инструмента, как сверла, метчики, протяжки,
развертки, фрезы. Одиако у инструментов, работающих в условиях
знакопеременных изгибающих напряжений и ударных нагрузок
(например, проходные резцы), азотирование не приводит к по-
вышению срока службы [107]. Жидкое азотирование значительно
повышает износостойкость упрочняемого инструмента [75, 107].
В условиях трения скольжения износостойкость азотированных
быстрорежущих сталей повышается в 3 раза [75].
Стали для штампов и пресс-форм. Для штамповых сталей ре-
комендуются режимы азотирования, обеспечивающие получение
диффузионного слоя глубиной 0,07—0,25 мм с карбонитридной
зоной 5—8 мкм и поверхностной твердостью НV 1100—1300 [98].
Продолжительность азотирования штамповых сталей допускается
выше, чем быстрорежущих, и составляет 1—3 ч при 570° С в ван-
нах «Тенифер». Поверхностная твердость штамповых сталей (после
* По методу «Тепифер». При обработке в высокоцианистых ваннах реко-
мендуемый режим азотирования: 550—560° С, 6—20 мин; в среднецианистых ван-
нах: 550—560° С, 8—25 мин [1071; в ваннах па основе карбамида: 560° С, 15 мин
[103].
** При 300° С — в соляной ванне или в шахтной печи в атмосфере азота и
при 500° С—в атмосфере пара.
185
азотирования) повышается, и ее уровень зависит как от степени
легирования стали, так и от режима обработки. У менее легиро-
ванных штамповых сталей образуется и более пластичная зона
соединений. У стали ЗХ2В8 s-фазе соответствует 1—2-й балл хруп-
кости, а у стали Р18 — 2—4-й балл хрупкости. С повышением
температуры азотирования с 520 до 580° С твердость уменьшается
незначительно: с НV 1087 до
HV 958 для стали ЗХ2В8.
Твердость может быть допол-
нительно повышена старе-
нием азотированной стали
при 200—300° С [91, 92]. Азо-
тированные штамповые стали
имеют высокую теплостой-
кость, так, например, при
нагреве до 500° С поверхност-
ная твердость стали ЗХ2В8
уменьшается незначительно;
после выдержки в течение
4 ч при 650° С HV1Q умень-
шилась с 620 до 440. С пони-
жением температуры азоти-
рования теплостойкость стали
увеличивается [91, 92].
Наличие плотной разви-
той карбонитридной зоны
обеспечивает после поли-
ровки уменьшение коэффи-
циента трения по сравнению
с закаленной поверхностью
при сухом трении и трении
со смазкой.
Задиростойкость штампо-
вых сталей повышается как
1 — после типовой термической обработки; При КОМНаТНОЙ температуре,
2 — после азотирования при 560° С, 3 ч так и При ПОВЫШеННЫХ Тем-
пературах (до 600° С) [75].
Предел выносливости азотированных сталей повышается при
кратковременных и длительных перегрузках (рис. 95).
Азотирование рекомендовано для упрочнения пресс-форм литья
под давлением, так как диффузионный слой препятствует привари-
ванию жидкого металла к рабочей поверхности штампа, для штам-
пов горячего деформирования в связи с тем, что коэффициент тре-
ния азотированной поверхности незначительно повышается с уве-
личением температуры, что не характерно для цементованной и
закаленной поверхности.
Важное достоинство азотирования — сохранение размеров об-
работанных штампов. Азотирование при 570° С в течение 2 ч
186
(по методу «Тенифер») позволяет увеличить срок службы пресс-
форм в 3 раза за счет уменьшения налипания частиц цинка, маг-
ния, алюминия на рабочих поверхностях и уменьшения вымы-
вания профиля штампа жидким потоком металла.
В ковочных штампах зона соединений азотированного слоя
обеспечивает отсутствие адгезии обрабатываемого материала
к зеркалу штампа, сокращает расход смазки; высокая твердость
поверхностного слоя гарантирует стабильность размеров зеркала
штампов при увеличении производительности. Штамповые стали
могут быть азотированы многократно для восстановления свойств
диффузионного слоя при эксплуатации. Повторное азотирование
позволяет также компенсировать износ профиля увеличением объ-
ема [139].
При прессовании выдавливанием азотирование позволяет по-
высить скорость прессования.
Благодаря высокой износостойкости, хорошим антифрикцион-
ным свойством зоны соединений уменьшается степень износа,
предотвращаются налипание и сваривание обрабатываемого ме-
талла при протяжке, гибке, накатке и других видах кузнечно-
прессовой обработки [139].
§ 4. АЗОТИРОВАНИЕ КОРРОЗИОННОСТОЙКИХ, ЖАРОСТОЙКИХ
И ЖАРОПРОЧНЫХ СТАЛЕЙ
Азотирование жаропрочных сталей в жидких средах упрощает
технологический процесс, не требуя предварительной депассива-
ции для удаления окисных пленок. Восстановительный потенциал
цианистых и цианатных ванн обеспечивает депассивирующую об-
работку непосредственно в процессе азотирования.
Диффузионный слои высоколегированных жаропрочных ста-
лей (сталей 45Х14Н14В2М, 10X11H23T3MP) имеет многозонное
строение [58].
При микроструктурном анализе на поверхности выявляется
светлая пленка толщиной до 20 мкм, состав которой приписы-
вается нитридам железа, карбонитридам и оксидам. Твердость
этой зоны составляет 550—600 кгс/мм2 и не зависит от степени
легирования стали. Под ней расположена темнотравящаяся зона
высокой равномерной твердости (HV 1100—1200). Эта зона со-
стоит из азотистого твердого раствора и выделений нитридов ле-
гирующих элементов. Переходная зона, в которой твердость сни-
жается от HV 800 до HV 350, выявляется микроструктурным ана-
лизом в виде белой полосы х.
Азотирование при 580° С в ванне на основе карбамида и по-
таша позволяет получить на сталях 45Х14Н14В2М и
10X11H23T3MP в течение 2 ч слой глубиной 50 мкм, в течение
1 Режим азотирования: 580° С, 4 ч: ванна: карбамид—55%, карбонат —
45%.
187
5 ч — 100 мкм, на стали 38ХМЮА при тех же режимах обработки
формируются слои глубиной 200 и 330 мкм соответственно [58].
После азотирования в течение 6 ч при 580° С в ваннах на основе
карбамида поверхностная твердость сталей 45Х14Н14В2М,
10X11H23T3MP, 11Х11Н2В2МФ составляет 1100 кгс/мм2 при хо-
рошей пластичности слоя. Отпечатки соответствуют I группе
шкалы хрупкости ВИАМ [58].
Азотирование повышает износостойкость и задиростойкость ста-
лей. В условиях сухого трения схватывание сталей 45Х14Н14В2М
и 10X11H23T3MP в неупрочненном состоянии происходит при на-
грузке 100 кгс/см2. После азотирования при 580° С в течение 2 ч
задиростойкость стали 45Х14Н14В2М составляет 1250 кгс/см2,
а стали 10X11H23T3MP — 1750 кгс/см2 (у стали 38ХМЮА —
3000 кгс/см2) [58]. Интенсивность изнашивания в условиях сухого
трения по схеме диск — колодка (машина МИ-1М) азотирован-
ной 1 стали 08Х17Н13М2Т значительно уменьшается: с 52 мг/см2 х
X км, в неупрочненном состоянии до 0,5-1 мг/см2-км, причем
темп износа по глубине диффузионного слоя остается на одном
уровне.
Высокая износостойкость азотированной стали сохраняется
и при трении в воде, износостойкость в этой среде высоколегиро-
ванных сталей в 10 раз выше износостойкости углеродистых ста-
лей [89].
Усталостная прочность высоколегированных сталей и сплавов
повышается. Предел выносливости азотированной стали с 12—
13% Сг повышается на 100%. Никелевые сплавы (типа нимоник),
азотированные при 570° С в течение 2—5 ч (ванны «Тенифер»),
увеличивают предел выносливости на 30—40%. С ростом темпера-
туры испытания до 400—500° С эффект повышения усталостной
прочности сохраняется [173].'Аналогичные данные получены при
упрочнении сплавов ХН35ВТ (15% Сг, 3% W, 36% Ni, осталь-
ное Fe) и ХН70ВМТЮ (15% Сг, 6% W, 3% Мо, 2% А1, 2% Ti,
остальное Ni) [182].
Коррозионная стойкость сталей возрастает с увеличением про-
должительности азотирования. Азотирование при 580° С в те-
чение 4 ч (ванна на основе карбамида) позволяет получить ста-
бильную коррозионную стойкость сталей 45Х14Н14В2М и
10X11H23T3MP в атмосфере 98%-ной влажности при 20—50° С
[63].
§ 5. АЗОТИРОВАНИЕ ЧУГУНА
При азотировании чугуна слой выявляется в виде светлой по-
верхностной зоны карбонитридной фазы и темнотравящегося диф-
фузионного подслоя с повышенной концентрацией азота и выделе-
ний дисперсных карбонитридных фаз [99].
1 Режим азотирования: 580° С, 4 ч; ванна: карбамид—55%, карбонат —
188
Карбонитридный слой состоит из 8-фазы с периодами решетки
а = 2,702 А, с = 4,370 A; da = 1,62 [20].
С увеличением содержания кремния в чугуне толщина карбо-
нитридного слоя уменьшается. На сером чугуне СЧ 21-40 в ре-
зультате азотирования при 560° С в течение 4, 6, 8 ч* можно полу-
чить диффузионный слой толщиной 0,1; 0,15 и 0,2 мм соответ-
ственно [99]. На ковком чугуне при 580° С в течение 1,5 ч** фор-
мируется слой глубиной 0,2 мм, а на высокопрочном магниевом
чугуне глубина слоя ~0,12 мм получена после азотирования в те-
чение 2 ч [95].
При азотировании серых
чугунов карбонитридный
слой имеет поры в местах
выхода графитных пластин
на поверхность. В зонах, сво-
бодных от графитовых вклю-
чений, слой получается плот-
ным и равномерным.
Предполагается, что обра-
зование пор в карбонитрид-
иом слое связано с уменьше-
нием диффузионной подвиж-
Продолжительность износа
Рис. 96. Кривые износа ферритного и
перлитного чугуна с пластинчатым графи-
том. Условия испытания: трение сколь-
жения без смазки, контртело — стальной
закаленный образец с HRC 55—57, V =
= 320 об/мин, Р = 8 кгс [184]:
1 — необработанные образцы; 2 — азотирован-
ные образцы, 570° С, 2 ч, «Тенифер-процесс»;
0—0 — ферритный чугун; • —• — перлит-
ный чугун
ности атомов в полостях,
заполненных графитом, и вы-
делением адсорбированных
газов [20]. В начальный пе-
риод процесса из графитных
пластин выделяются адсорби-
рованные газы, препятствую-
щие формированию сплош-
ного карбонитридного слоя.
Твердость чугуна после жидкого азотирования повышается
незначительно и неравномерно [95]. Поверхностная твердость
серого чугуна СЧ 21—40 после азотирования при 560° С в тече-
ние 4—8 ч составляет HV 400—500, микротвердость Я100 900—
1000 [99]. Износостойкость чугуна зависит от формы и распре-
деления графитных включений и структуры матрицы. При уве-
личении прочности основной структуры износостойкость чугуна
повышается. Оптимальную износостойкость имеет перлитный
чугун с шаровидным графитом. В условиях сухого трения азоти-
рование повышает износостойкость серого чугуна на перлитной
основе в 2—2,7 раза [99]. Кривые износа чугуна с пластинчатым
графитом в условиях сухого трения скольжения показаны на
рис. 96. Чугуны, азотированные при 570° С, 2 ч, имеют незначи-
тельную потерю массы в результате износа трущейся поверхности;
* Ванна: 50% NaCN и 50% KCN.
♦* Ванна «Дегусса».
189
необработанные образцы разрушаются вследствие схватывания,
грубых вырывов и большой потери массы [184].
Чугун с пластинчатым графитом после азотирования характери-
зуется незначительным повышением предела выносливости и пло-
хой повторяемостью результатов. Усталостная прочность ковкого
чугуна и чугуна с шаровидным графитом повышается на 30—
70% * в зависимости от типа основной структуры, причем дости-
гается хорошая воспроизводимость результатов [173]. С увели-
чением продолжительности азотирования и скорости охлаждения
после изотермической выдержки предел выносливости возрастает.
Максимальная усталостная прочность достигается при охлажде-
нии в воде в результате получения пересыщенного а-раствора.
Однако ввиду того, что чугун с шаровидным графитом склонен
к образованию закалочных трещин, применяют комбинированные
режимы охлаждения. После изотермической выдержки в ’ванне
детали в течение 5—10 мин охлаждают' на воздухе, при этом их
температура снижается до 350—400° С, а затем в воде. Время
выдержки на воздухе зависит от размеров деталей. Для умень-
шения закалочных напряжений и короблений тонкостенных де-
талей их охлаждают на воздухе до температуры 150° С [173].
Коленчатые валы из чугуна с шаровидным графитом имеют
предел выносливости, аналогичный стальным коленчатым валам
после улучшения и поверхностной закалки [28].
Азотирование повышает коррозионную стойкость чугуна. Кор-
розионная стойкость азотированного чугуна во влажной атмо-
сфере с повышенной концентрацией СО2 и SO2 повышается в 10 раз
по сравнению с серым чугуном [99].
§ 6. АЗОТИРОВАНИЕ МЕТАЛЛОКЕРАМИКИ
Применяемые в настоящее время металлокерамические стали
и чугуны не содержат нитридообразующих элементов 1 и имеют
пористость, развитие которой зависит от технологии прессования
заготовок* 1 2 [165].
Отсутствие нитридообразующйх элементов определяет незна-
чительное повышение твердости азотированной металлокерамики.
После азотирования по режиму 570° С, 2 ч поверхностная твер-
дость составляет HV 280—290 при твердости неазотированной
стали //V 94—135.
При одинаковой длительности азотирования глубина проник-
новения азота в металлокерамичесий материал превышает глу-
бину диффузионной зоны компактных сталей.
* У ковкого чугуна предел выносливости повышается на 30—50%, у моди-
фицированного чугуна с шаровидным графитом на 50—70%.
1 Легирование ограничено, по существу, медью и никелем.
2 Плотность заготовок после однократного прессования составляет 6,4—
6,6 кг/дм3, после двукратного — 7—7,2 кг/дм3.
190
В то время как на низкоуглеродистой стали после 2-часового
азотирования при 570° С глубина диффузионной зоны, фиксируе-
мая по выделениям избыточных нитридов Fe4N, составляет 0,4 мм,
для металлокерамического сплава с плотностью 6,4 г/см3 глубина
слоя достигает 2 мм. С увеличением пористости материала глубина
диффузионной зоны возра-
стает [165]. Зона соедине-
ний в сплавах, не содер-
жащих медь, состоит из
нитрида Fe3N; при нали-
чии меди образуется двух-
фазная зона соединений
из 8- и у'-фаз. Присут-
ствие у'-фазы повышает
хрупкость слоя [165].
Особенность строения
зоны соединений металло-
керамических материалов
состоит в том, что высоко-
азотистые нитриды запол-
няют поры, расположен-
ные близко к поверхности,
и выделяются в виде непре-
рывной сетки по границам
зерен в приповерхностных
зонах. Легирование медью
замедляет рост зоны сое-
динений и уменьшает в ней
концентрацию азота. По-
этому металлокерамиче-
ские детали, работающие
на износ, не должны содер-
жать больше 1,5—2% по
массе меди [165].
Легирование медью на
глубину диффузионной зо-
ны и концентрацию в ней
S)
Рис. 97. Влияние азотирования на усталост-
ную прочность железной металлокерамики
(плотность 6,43—6,49 г/см3, ав= 16,9 кгс/мм2)
[165]:
а — гладкий образец; б — образец с надрезом;
1 — не азотирован; 2 — азотирование, 570° С,
2 ч; охлаждение в воде; 3— азотирование, 570° С,
4 ч, охлаждение в воде
азота не влияет.
Азотирование повышает сопротивление железной металлокера-
мики знакопеременным нагрузкам на 60—180% (рис. 97) [165].
В неазотированном состоянии предел выносливости металлокера-
мики повышается с увеличением плотности, прочности на растя-
жение и легированием медью. Характер зависимости разрушаю-
щей нагрузки от числа циклов свидетельствует о плохом сопро-
тивлении спеченных изделий перегрузкам.
Азотирование, не меняя характера кривых Велера, значи-
тельно повышает усталостную прочность как надрезанных, так
и гладких образцов. В зависимости от сорта металлокерамики
191
абсолютное значение предела выносливости в исходном состоянии
колеблется от 6,5 до 16,5 кгс/мм1 2, после азотирования в течение
2 ч предел выносливости возрастает до 18—27,5 кгс/мм2.
Повышение усталостной прочности объясняется повышением
прочности основной структуры металла, легированной азотом,
и прочности границ зерен за счет увеличения граничной концен-
трации азота и получения нитридного каркаса по границам зерен
в приповерхностных объемах металла [165].
Увеличение периода азотирования до 4 ч не влияет на значе-
ния предела выносливости. Поэтому для практического примене-
ния рекомендован режим азотирования: 570° С, 2 ч.
Металлокерамические изделия малочувствительны к концен-
траторам напряжений как в неупрочненном, так и в азотированном
состоянии (см. рис. 97). Такая реакция спеченного материала на
внешние надрезы объясняется высокой внутренней концентра-
цией напряжений, обусловленной порами.
Отпуск закаленной азотированной металлокерамики приводит
к уменьшению предела выносливости. Однако даже после отпуска
при 300° С повышение составляет 37—50% по сравнению с не-
упрочненным материалом. Влияние отпуска при 80—120° С на
уменьшение усталостной прочности минимально, поэтому эти тем-
пературы можно применять в технологических операциях очистки
металлокерамики от налипших солей.
Износостойкость азотированной металлокерамики также воз-
растает. Повышение износостойкости металлокерамики анало-
гично повышению сопротивления износу азотированных термо-
обработанных литых сталей. Износостойкость металлокерамики,
легированной медью, в связи с уменьшением толщины зоны соеди-
нений несколько ниже износостойкости нелегированной металло-
керамики.
§ 7. ТЕХНОЛОГИЯ ПРОЦЕССА И ОБОРУДОВАНИЕ
1. Азотирование в цианид-цианатных расплавах
Составы ванн, наплавление, режимы работы. Процесс азоти-
рования в цианид-цианатных ваннах был разработан в середине
50-х годов фирмой «Дегусса» (ФРГ) под названием «Тенифер-про-
цесс» х, «мягкое» азотирование 2. В США способ «мягкого» азоти-
рования известен под названием «Тафтрайдинг-процесс» (ванна 3, 4
табл. 22). Специфической особенностью процессов является равно-
мерная продувка расплавов воздухом, кислородом или аммиаком,
1 По начальным буквам слов: tenax — твердо-вязкий; nitrogenium — азот;
ferrum — железо.
2 Название «мягкое» азотирование не отражает существа процесса, так как
свойства упрочняемых материалов определяются их составом и у легированных
сталей поверхностная твердость после жидкого азотирования получается не ниже
твердости поверхности после газового процесса.
192
Цианид-цианатные ванны
Таблица 2
Xs по пор. Название процесса Состав ванны в момент загрузки, % по массе Рабочий состав ванны, % по массе Режим старения Темпера- тура устойчи- вой ра- боты, °C Состав регене- рирую- щей смеси, % по массе Примечание Источник
1 «Тенифер-процесо (фирма «Дегусса» ФРГ) 85 соли NS1 (40 KCNO и 60 NaCN) 4- + 15 Na2CO3 lNa2CN2 42—48 KCNO и NaCNO, 50 KCN и NaCN; осталь- ное сода Минимум 48 ч (обычно 70—80 ч при 570° С и продувке воздухом) 570 Соль NS2 (75 NaCN и 25 KCN) — [26, 52]
2 То же — 38—42 NaCN; 43—47 KCNO; 2—6 Na2CO3 угле- кислого; 10—14 К2СО3 — 560—575 44 — 49 KCN или 41 — 56 NaCN Тигель ти- тановый, рас- плав проду- вается воз- духом Авторское свидетель- ство Хэ 221586, 1965
3 Тафтрайдинг- процесс (США) — 6—18 NaCN; 30—42 NaCNO; остальное хлориды — 570 — — —
4 То же 25—40 цианата ще- лочного металла; не менее 50 цианида щелочного металла; остальное карбонат 45 NaCN; 32 KCNO; 23 Na2CO3 — 500-600 — Аэрация ванны воз- духом [59] Пат. (США), Xs 3022204
5 «Жидкое» азоти- рование (низкотем- пературное циани- рование (СССР) — 44—46 NaCN; 42—45 KCNO; остальное Na2CO3 — 500—600 — Т игель—тита- новый, ван- на аэрирует- ся воздухом [98. 100]
Примечание. NaCNO, KCNO — цианаты калия, натрия; KCN, NaCN — цианиды калия, натрия; Na2CN2 — цианамид натрия; К2СО3, Na2CO3 — углекислый калий, натрий.
что позволяет регулировать азотный потенциал насыщающей
среды.
Первые составы ванн «Тенифер» содержали цианиды, цианаты,
хлориды, карбонаты щелочных металлов. Для интенсификации
процесса в состав ванны вводили активирующие добавки в виде
серы, селена или теллура.
В настоящее время наибольшее распространение получили рас-
плавы 1 и 2 (табл. 22). Концентрация желтой кровяной соли Kt
[Fe(CN)e] в расплавах не должна превышать 0,2%, а серы
(в виде Na2S) 0,01% [127].
Цианамид щелочного или щелочноземельного металла (напри-
мер, Na2CN2) добавляется в количестве 1—3% по массе для по-
вышения азотирующей способности ванны и стабилизации состава,
а сода применяется в качестве катализатора для разложения циа-
нистых солей [96]. Состав ванны идентичен для всех марок ста-
лей и чугунов.
При увеличении содержания комплексных соединений железа
выше 0,2% возрастает пористость покрытий. Для уменьшения за-
грязнения расплава железом применяют стальные тигли с тита-
новыми футеровками, тигли из сплавов алюминия, титана, вана-
дия, хрома, вольфрама, сплавов никеля и кобальта [103 ]. Рекомен-
дуется применять защитные напыленные покрытия из алюминия
толщиной 1—2 мм с тонким подслоем молибдена.
Фирма «Дегусса» выпускает гранулированные цианид-циа-
натные соли, расфасованные в пропорции, обеспечивающие после
расплавления получение заданного состава ванн. При наплавле-
нии ванны состава 1,2 в тигель загружают соль NS1, содержащую
(в % по массе) 60 NaCN, 40 KCN.
Для корректировки состава ванны при азотировании стальных
изделий используют соль NS2(70% NaCN, 25% KCN, 5% KCNO
или 75% NaCN, 25 KCN); для корректировки состава ванны при
азотировании чугунных деталей применяют соль NS3, содержа-
щую (в % по массе) 30 NaCN, 45 KCNO.
При наплавлении ванны оптимального состава «Тенифер-про-
цесс» (состав 1, табл. 22) в сухой титановый тигель загружают сло-
ями толщиной по 10 см 85% соли NS1 и 15% катализатора, на-
пример, обезвоженного углекислого натрия. После полного рас-
плавления солей при температуре 570° С ванна содержит 67—
70% KCN и 28—32% KCNO (рис. 98). Для получения оптималь-
ной концентрации цианата (42—48%) и стабилизации расплава
ванну старят в течение 48—80 ч при активной аэрации расплава
воздухом.
Для получения и поддержания заданной концентрации циа-
нидов и цианатов в расплаве можно вводить окислы железа (0,05—
2,00% по массе)1, являющиеся активными окислителями циани-
1 Пат. (Англия), № 1026197, 1963
194
дов; перемешивать расплав и обрабатывать изделия в перфориро-
ванном вращающемся барабане [19].
В процессе старения увеличивается количество цианата за
счет окисления цианида и снижается количество цианида и ком-
плексных соединений железа Na4 [Fe(CN)e] [26]. Оптимальный
расход воздуха в л/ч для получения рабочего состава ванны по
цианатам может быть рассчитан по формуле 1
(0,5 - 0,7) г2 (1 4-^},
где г — радиус ванны, см; h — глубина ванны, см.
wo
Время эксппуатации, ч
Рис. 98. Изменение содержания циа-
нида, цианата, комплексного соедине-
ния железа и глубины карбонитридной
зоны в период старения ванны «Тени-
фер» (85% NS1 и 15% Na 2СО3 — со-
став 1, табл. 23):
I — необходимая концентрация KCN;
II — минимальная концентрация KCNO;
III — максимальная концентрация ком-
плексного соединения железа; а — 1-е осве-
жение (добавка соли NS2)
В период старения подают максимальное количество воздуха,
в период стабильной работы количество воздуха уменьшается
в 2—3 раза [26]. В рабочий период аэрация ускоряет процесс и
обеспечивает равномерное насыщение во всем объеме ванны. Из-
менением количества подаваемого воздуха можно регулировать
азотный потенциал расплава [28].
Осушенный и очищенный от масла воздух подают от заводской
сети сжатого воздуха или от специального мембранного компрес-
сора, монтируемого совместно с ванной. Расплав продувается воз-
духом через кольцевую трубку с отверстиями, расположенную на
дне ванны. В зависимости от количества воздуха, его распределе-
1 Пат. (Австрия), № 245733, 1963.
195
ния и размера ванны содержание цианида в расплаве уменьшается
на 1,5—4% за каждые 24 ч работы. Уменьшение количества циа-
нидов в процессе эксплуатации компенсируется освежением ванны
солью NS2 (для стальных изделий). В зависимости от концентра-
ции цианида в расплаве вводится определенное количество со-
ли NS2 в пересчете на 100 кг расплава (по данным фирмы «Де-
гусса»).
KCN, % 50 48 46 44 42 40
Количество соли NS2 (кг) на 100 кг расплава 0 2,6 5,2 7,6 9,8 12
Химический контроль ванны осуществляется не менее 1 раза
в течение 24 ч непрерывной работы. Определяется содержание
в расплаве цианида, цианата, примесей железа и серы [127].
При правильной эксплуатации ванны концентрация цианата со-
ставляет 44—48% и расплав регенерируется только солью NS2;
при уменьшении содержания цианата ниже 38% ванна осве-
жается солью NS1. Падение содержания цианата ниже 44% при
регулярном освежении ванны солью NS2 может быть вызвано за-
грязнением ванны шламами, повышением температуры расплава
(выше 580° С) и нарушением режима аэрации (засорением распре-
делительной трубы и отверстий).
При непрерывной работе ванна ежедневно должна очищаться
от шлама. Осадки удаляют при помощи специального приспособле-
ния, состоящего из металлических сеток-фильтров и воздуховвода
с соплами. Приспособление вводится в ванну, подключается к воз-
душной сети вместо аэрационной трубы, расплав интенсивно бар-
ботируется воздухом в течение 15—20 мин. Шлам осаждается на
сетках и удаляется вместе с приспособлением.
При увеличении концентрации в ванне растворенного железа
выше 0,2%, анализируемого по комплексному соединению
Na4 [Fe (CN)e], расплав необходимо нагреть до 620° С при одно-
временной установке приспособлений для удаления шлама.
При кратковременном нагреве до 620° С состав расплава прак-
тически не изменяется, а растворенное железо выпадает в виде
осадка. Длительные высокотемпературные выдержки приводят
к разложению солей и повреждают титановую футеровку.
При повторном расплавлении ванны перед введением аэрацион-
ной трубы расплав кратковременно нагревают до 620° С для вы-
падения железа, накопившегося в расплаве в течение предшествую-
щего периода эксплуатации.
Технологии наплавления и эксплуатации ванн на основе оте-
чественных технических солей (ГОСТ 8464—57 и 8465—57) и ванн
«Тенифер» аналогичны. Оптимальные свойства диффузионного
196
слоя, полученного в отечественных солях, также достигаются при
содержании в расплаве 44—49% KCNO [96, 127].
Подготовка деталей к азотированию. В зависимости от марки
стали при предварительной термической обработке заготовки
улучшают или нормализуют. Температура отпуска улучшаемых
сталей должна быть на 30—50° С выше температуры азотирования.
Азотируют детали после окончательной механической обра-
ботки. Для защиты поверхности от азотирования применяют тех-
нологические припуски, которые после азотирования удаляются
шлифованием, обточкой, фрезерованием и т. д. с помощью остро-
заточенного инструмента т.
Перед погружением изделий в расплав их обезжиривают и. по-
догревают. Предварительный подогрев до 350—450° С необходим
для просушки изделий и стабилизации температурного режима
азотирующей ванны при загрузке новой партии изделий. Не ре-
комендуется обрабатывать ,в одной садке стальные и чугунные де-
тали. При азотировании чугуна в расплаве повышается содержа-
ние графита и серы и ванна становится менее активной.
Азотируемые детали не рекомендуется располагать в зоне на
расстоянии менее 100 мм от поверхности расплава и от дна ванны,
так как в приповерхностных объемах ванны происходит подсос
воздуха и изменяется химический состав расплава, а на дне ванны
оседает шлам [127].
Температура азотирования в цианид-цианатных ваннах состав-
ляет 570° С и рекомендована для обработки стали и чугуна. С по-
нижением температуры скорость диффузионных процессов умень-
шается, а с повышением температуры нарушается режим работы
ванны, повышается расход солей, уменьшается прочность обра-
батываемых изделий и возрастает пористость диффузионного
слоя [127].
Длительность азотирования составляет 60—180 мин. Для об-
работки тонкостенных деталей продолжительность насыщения
уменьшается до 10—30 мин, а для азотирования чугунных изде-
лий и крупногабаритных деталей, например больших зубчатых
колес, продолжительность процесса может быть увеличена до
3—5 ч и более. Мелкие детали для получения равномерного слоя
размещают в ванне на определенном расстоянии друг от друга;
нельзя загружать детали насыпью. Хорошие результаты дости-
гаются. при вибрации и вращении деталей в процессе обработки.
Скорость охлаждения после азотирования зависит от обрабаты-
ваемого материала, конфигурации и размеров изделий. Фирма
«Дегусса» рекомендует охлаждать на воздухе детали, изготовлен-
ные из ледебуритного чугуна, твердых сплавов, быстрорежущих
сталей, а также штамповых и высокохромистых сталей, термооб-
1 Медные покрытия в цианидсодержащих расплавах растворяются, поэтому
нельзя применять гальваническое меднение для защиты от азотирования и обра-
батывать изделия, паянные медными припоями и имеющие медные детали [197 ].
197
работаипых на твердость выше HRC 30. В масле рекомендуется
охлаждать детали из ковкого чугуна и чугуна с шаровидным гра-
фитом, из быстрорежущей стали, штамповых и высокохромистых
сталей, отожженных или улучшенных до твердости менее HRC30.
Возможна закалка азотированных деталей из чугуна в воде
с предварительным охлаждением на воздухе в течение 5—10 мин
до температуры 350—400° С [143].
Простые по конфигурации детали из низкоуглеродистых ста-
лей, стальные отливки охлаждают в водопроводной воде или со-
леной воде (15% NaCl).
Для крупногабаритных изделий и инструмента, в частности
штампов для горячей ковки и литейных кокилей, возможно охла-
ждение в вакууме. Детали после химико-термической обработки
помещают в герметичную камеру, в которой создается разрежение
2 мм рт. ст. При снижении температуры до 150° С охлаждение
заканчивают и вакуумную камеру разгерметизируют. Время охла-
ждения зависит от веса деталей (для 2,5 кг время охлаждения со-
ставляет 2,5 ч, для 18 кг 6,5 ч, для 25 кг 9 ч) [103]. При охлажде-
нии в вакууме не образуются закалочные трещины, предотвра-
щается появление трещин в процессе эксплуатации, улучшается
качество поверхности, так как в вакууме налипшие соли засты-
вают очень быстро и исключают окисление поверхности при охла-
ждении.
Для очистки охлажденных деталей от налипших солей их про-
мывают в горячей воде (80° С) и сушат. Детали с мелкими и глу-
хими отверстиями нейтрализуют в водном растворе железного
купороса, после чего вновь промывают в горячей воде.
После очистки деталей обычно не требуется защита от корро-
зии, детали при длительном хранении рекомендуется смазывать
машинным маслом.
Одним из преимуществ жидкого азотирования являются незна-
чительные деформации и изменение размеров деталей после обра-
ботки, легко учитываемые технологическими допусками. С уве-
личением глубины слоя размеры увеличиваются, причем для неле-
гированной стали диаметр обрабатываемой детали возрастает
больше, чем для легированной. При идентичных режимах азоти-
рования у иизкоуглеродистой стали прирост диаметра круглых
деталей (валы, оси и т. д.) может быть в 2 раза выше, чем у легиро-
ванных сталей, что объясняется большей скоростью диффузии
азота в нелегироваиной стали. В зависимости от предварительной
термической обработки прирост размеров после улучшения на
3—4 мкм выше, чем после нормализации.
Коробление деталей зависит от подготовки и типа исходной
структуры, конфигурации деталей и скорости охлаждения после
азотирования.
Стальные коленчатые валы имеют большую деформацию, чем
.чугунные [127]. Коробление деталей уменьшается с увеличением
прокаливаемости стали и увеличением отношения предела теку-
198
чести к пределу прочности [28]. С увеличением скорости охлажде-
ния после азотирования коробления возрастают. Максимальные
коробления получаются после охлаждения в воде. Абсолютные зна-
чения деформации после жидкого азотирования в 3—4 раза меньше,
чем после цементации [28].
Шероховатость поверхности, учитываемая по высоте микро^
неровностей, повышается после жидкого азотирования на 2—4 мкм.
Такое увеличение микронеровностей не, влияет на работоспособ-
ность сопряженных трущихся пар, азотированных по аналогич-
ным режимам. Однако если контртелом азотируемой детали яв-
ляется более мягкий материал (бронза, полимеры и т. д.), повы-
шенная микронеровность устраняется притиркой или полирова-
нием до величины шероховатости — 1 мкм [143].
После жидкого азотирования возможно только полирование
поверхности. Шлифование их онингование после азотирования сни-
мают зону соединений и должны быть исключены на заключитель-
ной стадии технологического цикла. Детали сложной конфигу-
рации (цилиндры двигателей внутреннего сгорания, цилиндры
гидравлических насосов и т. д.) для уменьшения коробления ре-
комендуется после насыщения равномерно охлаждать, в воздушном
потоке, что позволяет свести до минимума коробления и исклю-
чить применение шлифования для исправления размеров азоти-
рованных деталей в пределах допусков.
Для повышения коррозионной стойкости азотированных дета-
лей может применяться гальваническая доводка,, заключающаяся
в гальваническом цинковании азотированной поверхности после
травления.
Для деталей из низкоуглеродистых сталей, работающих .в усло-
виях знакопеременных нагрузок, рекомендуется закалка диффу-
зионного слоя с температуры азотирования.
Детали, пластически деформируемые после азотирования при
монтаже в конструкции (заклепочные болты, различные трубо-
проводы и т. д.), дополнительно отпускаются (200° С, 1 ч) для
улучшения вязкости азотированного слоях.
Для повышения задиростойкости при повышенных контактных
нагрузках рекомендуется азотировать поверхностно закаленные
и цементованные детали. Такая комбинированная обработка
может применяться для упрочнения кулачковых валов карбюра-
торных и дизельных двигателей [143]. Устойчивость против заеда-
ния шестерен дифференциала после комбинированной обработки
на 125 % выше при более низкой твердости поверхности (HV 650—
700), чем только у цементованных деталей [143]. Высокая изно-
состойкость деталей после комбинированной химико-термической
обработки объясняется созданием на поверхности при азотиро-
вании карбонитридной зоны.
1 Усталостная прочность при этом уменьшается
199
Для предотвращения образования трещин после азотирования
цементованные детали в воде не охлаждаются. Рекомендуется
охлаждение до 200° С в воздушном потоке с последующим охла-
ждением в горячей воде [143].
Детали или участки деталей, работающие на износ при высо-
ких давлениях, могут после азотирования подвергаться поверх-
ностной закалке. После поверхностной закалки т. в. ч. на поверх-
ности сохраняется карбонитридная зона, а в диффузионном под-
слое формируется азотистый мартенсит с твердостью HV 900—
950. При локальной поверхностной закалке необходимо исклю-
чить переход от закаленного к незакаленному материалу в местах
опасных сечений и приложения высоких знакопеременных на-
грузок. Этот метод упрочнения рекомендуется для валов и втулок
подшипников с ограниченными условиями смазки, коромысел,
кулачков и т. д. [143].
Контроль качества азотирования. Правильно эксплуатируемая
ванна «Тенифер» обеспечивает однозначность результатов насыще-
ния в течение длительного периода ее работы. Процесс азотиро-
вания можно оценить по образцам-свидетелям и при анализе
свойств обрабатываемых деталей. Качество азотированного слоя
определяют методами химического, рентгеноструктурного, маг-
нитного и металлографического анализов [142].
Металлографический метод наиболее надежен при оценке на-
сыщающей способности ванны по глубине слоя на образцах-сви-
детелях.
Пористость зоны соединений определяется 10%-ным водным
раствором медноаммониевого хлорида (реактива Уоккера), капля
которого наносится на контролируемую поверхность. При ка-
чественной карбонитридной зоне голубой цвет реактива сохра-
няется в течение минимум 2 мин. Если зона соединений мала или
пориста, то реактив краснеет в связи с замещением ионов меди
в растворе ионами железа и выпадением красной меди в осадок.
Этот метод контроля обязательно применяют для оценки толщины
и свойств зоны соединений деталей, поверхность которых до-
водится после азотирования.
Для определения глубины слоя может применяться магнитный
анализ, так как при диффузионном насыщении азотом электро-
проводность и магнитная проницаемость уменьшаются. Тонкую
полосу низкоуглеродистой стали после насыщения закаливают и
измерйют магнитные характеристики. По тарировочным кривым
по изменению магнитной проницаемости определяют глубину
слоя [127].
Контроль качества азотированного слоя по твердости не дает
точных результатов и ненадежен [28, 142].
Фирма «Дегусса» допускает контроль по твердости после опре-
деленной продолжительности процесса. Пластина из стали 15
после обработки в течение 20 мин и закалки в воде при нормаль-
ном ходе процесса должна иметь твердость по Виккерсу ЯУ10 300.
200
При регулярном химическом контроле состава ванн на цианиды,
цианаты, комплексные соли железа и оценке насыщающей спо-
собности ванны по образцам-свидетелям на твердость, глубину
слоя и пористость возможно свести к минимуму контроль качества
на обрабатываемых деталях.
Технология азотирования некоторых конструкционных деталей
и инструмента. Процесс азотирования в ваннах «Тенифер» нашел
применение в различных отраслях машиностроения для упрочне-
ния широкой номенклатуры деталей, работающих на износ в усло-
виях знакопеременных изгибающих нагрузок.
В автомобилестроении обрабатываются коленчатые и кулачко-
вые валы, вилки включения, рычаги управления, приводы тахо-
метров, шестерни масляных насосов, втулки цилиндров, шатуны,
крыльчатки водяных насосов, впускные и выпускные клапаны
и т. д. В станкостроении азотируются шестерни, шпиндели, на-
правляющие в гидросистемах; азотированием упрочняют ци-
линдры, поршни, детали распределительных механизмов, колен-
чатые валы компрессоров и др. В химическом машиностроении
азотируют детали насосов, шнеки и цилиндры экструдеров и т. д.
Значительное распространение процесс получил в инструменталь-
ном производстве.
Азотирование коленчатых и распределительных валов. Азотиро-
вание позволяет повысить работоспособность коленчатых и рас-
пределительных валов за счет повышения износостойкости тру-
щихся пар в шатунных и коренных шейках и увеличения уста-
лостной прочности.
Для уменьшения деформации валов при предварительной тер-
мической обработке (улучшении) заготовок температура отпуска
должна быть не ниже 600—630° С. Для уменьшения деформаций
валов необходимо применять материалы с хорошей прокаливае-
мостью и высоким соотношением предела текучести к пределу
прочности [28]. Перед азотированием трущиеся поверхности шли-
фуют до величины микронеровностей 2—4 мкм.
Азотирование коленчатых валов в ванне «Тенифер» проводят
при 570° С в течение 60—180 мин в подвешенном состоянии. Ко-
ленчатые валы из нелегированной стали охлаждают в водопро-
водной или соленой воде, из улучшаемых сталей и серого чугуна —
несколько минут на воздухе, а затем в горячей воде при 80° С;
валы сложной конфигурации, большого сечения из легированных
сталей и цементируемые валы охлаждают до 100—200° С в масле,
далее несколько минут выдерживают в горячей воде при 80—
90° С и промывают в холодной воде. Коленчатые валы с биением
более 0,2 мм правят и притирают трущиеся поверхности до вы-
соты микронеровностей не более 1 мкм [28] *.
* Описанная технология азотирования может быть использована и для вос-
становления изношенных коленчатых валов на ремонтных заводах.
201
Азотирование зубчатых колес. Азотирование позволяет по-
высить следующие рабочие параметры зубчатых колес: прочность
на изгиб ножки зуба, контактную прочность и износостойкость.
После азотирования увеличение прочности ножки зуба обычно
составляют 50—80%. Контактная прочность зуба прямо пропор-
циональна прочности и твердости боковой поверхности, а износо-
стойкость увеличивается с увеличением толщины карбонитридной
зоны.
Зубчатые колеса азотируют при 570° С в течение 2—4 ч. Про-
должительность азотирования увеличивается с увеличением раз-
меров зубчатых колес. После азотирования шестерни охлаждают
в воде или масле и без дополнительной механической обработки
(шлифования) профиля зубьев монтируют в узлах зацепления
[140].
Азотирование изделий из металлокерамики. Технология азо-
тирования металлокерамических изделий имеет ряд специфиче-
ских особенностей, обусловленных повышенной пористостью мат-
рицы.
Высокая диффузионная подвижность азота в спеченных мате-
риалах ограничивает предельное время азотирования 2 ч при
температуре 570° С. При плотности спеченной металлокерамики
выше 6,8 г/см3 очистка деталей после азотирования проводится
в горячей (или холодной) воде. При плотности 6,6—6,8 г/см3
соль проникает в поры материала, вызывая коррозионное разру-
шение, и обусловливает токсичность изделия.
Разработано два метода очистки:
1. Многочасовое (4—6 ч) выпаривание изделий в горячей воде
(90—100° С) с последующей промывкой в холодной воде-.
2. Очистка в жидких маслах. Изделия после азотирования и
последующей термической обработки выдерживают в течение
30 мин в горячей воде (80—90° С), после чего вываривают
в течение 15—30 мин в горячем масле. Температура масла 80—
120° С. При выдержке изделий в водяной ванне горячая вода
полностью растворяет азотирующую соль в порах, а при после-
дующей выдержке в масляной ванне масло вытесняет из пор воду
с остатками соли.
Изменение размеров зависит от плотности материала и периода
азотирования. Увеличение размеров происходит достаточно равно-
мерно и может быть учтено при корректировке технологических
допусков.
При плотности металлокерамики выше 6,8 кгс/мм2 изменение
размеров соответствует увеличению объема нелегированных ком-
пактных сталей [165].
Азотирование деталей для повышения коррозионной стойкости.
Азотируют детали стяжных замков, применяемых в строительстве,
различные трубопроводы, эксплуатирующиеся в водопроводной и
морской воде, детали водяных насосов. В морской воде корро-
зионная стойкость азотированного слоя выше, чем оцинкованного
202
[140]. Режим азотирования 570° С, 90—180 мин. Для труб, при
монтаже которых необходима пластическая деформация, рекомен-
дуется после азотирования дополнительный отпуск при 200° С
в течение 1—3 ч на воздухе.
Азотирование инструмента. Азотированию подвергается ин-
струмент после окончательной механической обработки. Опти-
мальный режим азотирования сверл, разверток, фрез, протяжек:
570° С, 5—15 мин. Для инструмента, работающего в условиях сжи-
мающих напряжений и износа (инструмент для гибки, глубокой
вытяжки и выдавливания), продолжительность азотирования уве-
личивается до 15—30 мин (табл. 23).
Таблица 23
Рекомендуемые режимы азотирования инструментальных сталей [75]
Марка стали Темпера- тура азотиро- вания, °C Продол- житель- ность азотиро- вания, мин Глубина слоя, мм HV 200 Рекомендации
Р18 560—580 5—15 0,03—0,06 1250—1400 Для режущего
Р6МЗ (Р6М5) 30—60 0,065— 0,095 1350—1400 инструмента
ЗХ2В8Ф 560 120—180 0,105— 0,14 1185—1260 Для пресс- форм литья под
4Х4М2ВФС 580-600 540 60-120 120—180 0,10-0,15 0,085— 0,110 1150—1310 1100—1115 давлением и штампов
Х12М 560 60—120 0,08— 0,095 1075—1110
Так как время насыщения быстрорежущих сталей незначи-
тельно, выдержка в ванне предварительного нагрева должна
быть достаточна для равномерного прогрева изделий. После азо-
тирования инструмент охлаждают на воздухе и промывают в го-
рячей воде. Для улучшения работоспособности азотированного
инструмента рекомендуется его отпускать при 300° С в течение
часа в печи с циркуляцией воздуха или в атмосфере перегретого
пара при 500° С. После азотирования обдирочных концевых фрез
по режиму 570° С, 8 мин и охлаждения на воздухе производи-
тельность фрез повышается на 60—160%, а при дополнительном
отпуске после азотирования (300° С, 1ч), охлаждения на воздухе
производительность повышается на 400—650% по сравнению с не-
азотированным инструментом.
Работоспособность зуборезных долбяков после азотирования
при 570° С в течение 7—11 мин увеличивается на 100% [139].
После азотирования метчиков и зенкеров (570° С, 10 мин, охла-
203
ждения на воздухе) производительность инструмента возрастает
в 4—5 раз [181 ].
При применении азотирования следует иметь в виду, что для
инструментов, испытывающих большие местные изгибающие и
крутящие напряжения, ударные нагрузки, повышение стойкости
инструмента может оказаться минимальным. Поэтому в серии
предварительных экспериментов необходимо в каждом конкрет-
ном случае устанавливать экономическую целесообразность при-
менения азотирования [181].
Штампы, пресс-формы, матрицы и т. д. из углеродистых и ле-
гированных сталей азотируют после окончательной механической
обработки и предварительной полировки. Время азотирования
при 570° С определяется формой инструмента и маркой стали и
составляет 0,5—4 ч.
Продолжительность азотирования инструмента с острыми кра-
ями и тонкими стенками 0,5—1,5 ч. После азотирования инстру-
мент из нелегированной или низколегированной стали охлаждают
в соленой воде или масле, а инструмент из высоколегированных
сталей — на воздухе. Коррозионные пятна, появляющиеся обычно
на крупных инструментах после охлаждения на воздухе, могут
быть устранены промежуточным охлаждением в масле в течение
нескольких минут (1 мин на 10 мм толщины стенки инструмента).
Рекомендуется охлаждать инструмент в вакууме или водяном паре.
После азотирования возможна полировка рабочих поверхностей
со съемом слоя не более 1—2 мкм [139].
Азотирование инструмента для обработки давлением (гибоч-
ные штампы, пуансоны, матрицы) уменьшает износ инструмента,
предотвращает прилипание и сваривание обрабатываемого мате-
риала, улучшает качество обрабатываемых поверхностей. Азотиро-
вание в течение. 1—2 ч по методу «Тенифер» позволяет увеличить
сроки службы калибровочных матриц в 20 раз [139]. Азотирова-
ние при 570° С в течение 2 ч пресс-форм для литья под давлением
сплавов цинка, магния повышает срок службы инструмента на
300%. При литье силуминов продолжительность азотирования
пресс-форм увеличивают до 4 ч для получения более глубокого
диффузионного слоя, обеспечивающего их защиту от сильного ме-
ханического и термического воздействия расплава силумина [139].
Известен ряд разновидностей процесса азотирования в распла-
вах цианид-цианатных солей.
1. Азотирование в цианид-цианатных расплавах при анодной
'поляризации изделий.
2. Азотирование с продуванием через расплав аммиака.
3. Азотирование при индукционном нагреве.
4. Высокотемпературное азотирование с закалкой поверх-
ностного слоя.
При анодной поляризации деталей происходит электролиз
расплава и достигается ускорение процесса за счет форсирования
распада цианидных соединений.
204
При электролизе цианидов (NaCN, KCN) они разлагаются на
катионы (Na+, К+), идущие к катоду, и анион CN", который на
аноде теряет заряд и разлагается с образованием атомарного
азота и углерода [90].
Обрабатываемые детали подключаются к положительному по-
люсу источника постоянного тока, корпус тигля — к отрицатель-
ному источнику. При температуре азотирования 500—600° С
плотность тока, проходящего через поверхность изделий, со-
ставляет 0,1—10 А/дм* 1 2*, причем в начале процесса плотность тока
повышена, а при основной изотермической выдержке поддержи-
вается 1—2 А/дм2 либо ток вообще выключается. При продолжи-
тельности процесса 30—120 мин анодная поляризация с высокой
плотностью тока проводится в течение 1—20 мин [90, 103].
Азотирование в цианид-ццанатном расплаве, аэрируемом амми-
аком, ускоряет процесс при 520° С. При этом изменяется соотно-
шение между диффундирующими в сталь азотом и углеродом: ко-
личество азота увеличивается в 2—3 раза, а количество углерода
(в основном в зоне е-фазы) уменьшается в 2—4 раза [90, 127],
Применение аммиака позволяет уменьшить концентрацию
цианид-цианатных солей в расплаве до 30—35% цианидов и 15—
20% цианатов при давлении аммиака 1—2 кг/см2 [127].
Для глубокого азотирования стали предложен 1 процесс азо-
тирования при индукционном нагреве в ванне: 40—80% цианата
калия, 10—30% цианида калия, 1—3% фтористого натрия и по-
таша— остальное. Тигель, изготовленный из хромированной
углеродистой стали, располагается внутри индуктора. При про-
хождении высокочастотного переменного тока через индуктор
происходит нагрев деталей и тигля и возникают магнитострик-
ционные колебания в расплаве, что способствует ускорению диф-
фузионных процессов.
Азотирование в интервале температур 600—750° С с последую-
щей закалкой азотированного слоя на мартенсит 2 проводят в рас-
плаве солей натрия и (или) калия, содержащих 10—30% по массе
цианида, 2—10% по массе цианата в смеси с углекислыми солями
щелочных металлов, хлоридами или окислами в течение времени,
достаточного для образования слоя заданной глубины (1—4 ч)
и последующей закалкой. При азотировании формируется диф-
фузионный слой, состоящий из поверхностной карбонитридной
зоны и глубокого мартенситного подслоя.
Оборудование для азотирования в цианид-цианатных расплавах
{по методу «Тенифер»). Оборудование для жидкого азотирования
состоит из комплекта ванн для предварительного подогрева, азо-
тирования, охлаждения и промывки деталей (рис. 99). Выпу-
скаются установки открытого и закрытого типа. В установках
* Пат. (ФРГ), № 1177899, 1961.
1 Пат. (ПНР), № 50343, 1964.
2 Пат. (Англия), № 970823, 1963.
205
закрытого типа все ванны размещены под общим вентилируемым
кожухом, который защищает обслуживающий персонал от теп-
лового излучения и токсичных паров цианидных солей. Такие
установки легко автоматизируются при оснащении автоматиче-
Рис. 99. Схема установки «Тенифер» (а) и ванна «Тенифер» с газовым (б) и элек-
трическим (в) обогревом:
/ — печь предварительного подогрева; 2 — ванна азотирования; 3 — резервуар для
охлаждения на воздухе; 4 — ванна с холодной водой; 5 — вадна.с горячей водой; 6 —
компрессор; 7 — ротаметр; 8 — манометр; 9 — аэрационная труба; 10 — подъемник;
И — кожух; 12 — вытяжная вентиляция
скими загрузочными устройствами и могут встраиваться в по-
точные линии механической обработки.
Установки открытого типа монтируются в специальных по-
мещениях термических цехов. В этих установках закрываются
только закалочные ванны, в которых при охлаждении деталей
происходит интенсивное парообразование.
206
Для предварительного нагрева деталей до температуры 300—
450° С применяют ванну с интенсивной циркуляцией воздуха.
Печь для азотирования выполняется в виде аэрируемой тигельной
печи-ванны с электрическим или газовым нагревом и бортовыми
вентиляционными' отсосами. Тигель азотирующей ванны и аэра-
тор изготовляют из титана, что уменьшает количество шлама
в расплаве и улучшает свойства диффузионного слоя. Для по-
вышения долговечности титанового тигля печи-ванны снабжены
двумя тиглями — наружным из жаропрочной стали и внутрен-
ним из титана (толщина листа 6—8 мм).
Между тиглями устанавливается специальное кольцо, предот-
вращающее попадание солей в полость, образованную стенками
тиглей.
Аэрация ванны осуществляется специальным устройством, со-
стоящим из мембранного компрессора, ротаметра для измерения
расхода воздуха, манометра для измерения давления воздуха,
аэратора, изготовленного из титана в виде кольцевой трубы с от-
верстиями и распределительных шлангов. В отдельных случаях
аэрационную систему подключают к заводской пневмосети при
соблюдении соответствующих правил техники безопасности и тща-
тельной очистки воздуха от масла, воды и пыли. Расход воздуха
дозируется в соответствии с условиями эксплуатации ванны.
Установки обычно комплектуются двумя распределительными
трубами.
В печах с электрическим обогревом аэрационные устройства
смонтированы в специальном шкафу, в печах с газовым обогревом
располагаются открыто рядом с ванной.
Установка для жидкого азотирования комплектуется ваннами
(или участком) для воздушного охлаждения, закалочными ван-
нами с холодной или горячей водой или маслом и ваннами с горя-
чей водой для промывки деталей от налипших солей.
В комплект установки входит также автоматическое или полу-
автоматическое устройство для нейтрализации промывочной воды
и отходов.
Техника безопасности. Цианид-цианатные расплавы солей со-
держат ядовитые цианиды, поэтому необходимо исключить не-
посредственный контакт обслуживающего персонала с расплавлен-
ными и отработанными солями и промывочными водами. Ванны
должны быть оснащены надежной вентиляцией. Приспособле-
ния \ применяемые в циапид-цианатиых ваннах, не должны ис-
пользоваться в других солевых средах, в особенности содержащих
нитраты, при контакте с которыми возможен взрыв. Детали и
приспособления, загружаемые в ванну, должны быть чистыми
и сухими.
1 Приспособления должны изготавливаться из сплошного материала, исполь-
зование труб запрещено.
207
Отработанные соли и осадки обезвреживают обработкой смесью
железного купороса и гашеной извести, горячую промывочную
воду нейтрализуют 5—7% раствором железного купороса [107].
В ФРГ созданы автоматизированные установки для нейтрали-
зации промывочных вод и отходов цианид-цианатных ванн, осно-
ванные на окислении цианидов гипохлоритом натрия (NaClO).
Необходимое количество окислителя дозируется в соответствии
с автоматически измеряемой концентрацией цианидов в сточной
воде [127].
2. Азотирование в цианидных расплавах
Цианирование в цианистых расплавах применяется только для
повышения стойкости инструмента в основном из быстрорежущих
сталей. При освоении этого процесса в 1931—1940 гг. в СССР
были внедрены высокоцианистые ванны, содержащие 94—96%
NaCN или 50% NaCN 4-50% KCN и т. д. [107]. Однако высоко-
концентрированные ванны нетехнологичны, быстро истощаются
в процессе эксплуатации, высокая активность расплава вызывает
при кратковременных выдержках (5—10 мин) резкое повышение
концентрации азота и углерода в слое и его охрупчивание. Про-
цесс в высокоцианистых расплавах трудноуправляем.
В настоящее время применяют цианистые среднепроцентные
ванны, содержание цианидов в которых составляет 30—60%, и
ванны на основе желтой кровяной соли (табл. 24). Ванны с желтой
кровяной солью до расплавления не ядовиты, однако после рас-
плавления концентрация цианистых соединений в них повышается
до 60% [65].
Введение в состав ванн нейтральных составляющих: соды
Na2CO3 и едкого кали (КОН) понижает температуру плавления
композиции и улучшает жидкотекучесть.
Наплавление низкотемпературных цианистых ванн произ-
водится так же, как и высокотемпературных. Исходя из расчет-
ного состава ванны в тигель первоначально загружают смесь су-
хих или просушенных нейтральных солей, после расплавления
которых засыпают цианистый натрий [111]. При расплавлении
ванны с желтой кровяной солью (составы 4 и 5, табл. 24) перво-
начально в ванну вводят циансодержащую соль и медленно нагре-
вают' до расплавления, после чего небольшими порциями (300—
400 г) вводят едкий калий. После полного расплавления ванну
тщательно перемешивают, а образующуюся на поверхности пену
удаляют - [107]. Соли необходимо загружать в ванну небольшими
порциями (0,3—0,5 кг) для предотвращения вспенивания расплава.
До загрузки изделий уровень расплава в ванне должен быть ниже
края тигля на 120—150 мм [107, 111].
Ванны с 30—50% NaCN, остальное Na2CO3, NaCl и т. д. при-
меняют без предварительного старения. Возможно получение
среднепроцентной ванны, составленной из цианистого натрия и
208
Таблица 24
Ванны 1 на основе цианидов
ж по пор. Состав ванны, % Темпе- ратура плавле- ния, °C Скорость истощения ванны, %/Ч Темпера- тура устойчи- вой работы, °C Источник
1 50—60 NaCN 25—30 Na2CO3 (сода) 10—15 NaCl 515 0,6 NaCN 540—560 [107]
2 50—60 NaCN 10—15 Na2CO3 30—35 KOH 470—490 0,57 NaCN 540—560 [107]
3 20—30 NaCN 40—45 Na2CO3 20—25 NaCl 535 0,28— —0,5 NaCN 540—560 [111]
4 90-92 K4Fe (CN)6 (желтая кровяная соль) 8-10 KOH 500' 1,25 KCN 540—560 Авторское сви- детельство № 62734, Б. И. № 4, 5, 1943 г.
5 75 K4Fe (CN)e 25 KOH 490 0,5 KCN 540—560 [111]
1 Для обработки инструментальных сталей.
состаренной в течение 15—20 ч в расплавленном состоянии. Кон-
центрация NaCN при старении уменьшается до 30—50% [90].
В процессе эксплуатации ванн контролируются концентрация
цианистых соединений, жидкотекучесть расплава и уровень солей
в ванне. Концентрация активных составляющих в ванне в резуль-.
тате разложения цианистых солей уменьшается. Кроме химиче-
ского истощения расплава происходит механический унос солей
обрабатываемым инструментом. Общий расход солей составляет
около 2% от массы обрабатываемых изделий. Ванны освежают
высокопроцентным (96—98%) цианистым натрием 1 раз в сутки
при непрерывной работе ванны [107]. В цианидных ваннах на-
блюдается незначительное растворение материала инструмента
с образованием в расплаве комплексных соединений железа, ко-
торые в виде шлама оседают на дно ванны [93]. Периодически
(1—2 раза в сутки) необходимо очищать ванну, удаляя со дна
осадок. Жидкотекучесть ванны может уменьшаться в результате
образования большего количества соды при окислении цианидов
и понижении температуры плавления расплава. Улучшение жидко-
текучести достигается введением едкого калия в количестве 5—10%
от массы расплава и поддержанием устойчивого теплового режима
работы ванны [107].
209
Азотирование проводят после окончательной механической об-
работки инструмента, включая шлифование и заточку. Перед азо-
тированием инструмент очищают от грязи и масла, промыв'ают
в 3—5%-ном растворе каустической соды при 70—100° С и про-
точной воде, просушивают и перед загрузкой в насыщающую вайиу
подогревают до 300—400° С.
Предварительный подогрев уменьшает деформации крупногаба-
ритного инструмента сложной конфигурации и позволяет стабили-
зировать температурный режим работы ванны, незначительно сни-
жая температуру расплава при загрузке инструмента [107, 111].
Единовременную садку инструмента необходимо рассчитывать
исходя из понижения температуры расплава при загрузке не
более 5—10° С. В этом случае начало азотирования может быть
приравнено ко времени погружения инструмента в ванну [107].
Азотирование инструмента из быстрорежущих сталей проводят
при 540—560° С в течение 5—40 мин, что обеспечивает получение
диффузионного слоя глубиной 0,015—0,035 мм, определяющего
максимальную стойкость инструмента. Продолжительность азо-
тирования при постоянной температуре и составе ванны зависит
от типа и размеров инструмента.
Для метчиков и резьбонарезных фрез рекомендуется упрочнен-
ный слой глубиной 0,010—0,015 мм; для сверл, разверток и про-
тяжек— глубиной 0,015—0,020 мм и т. д.
Рекомендуемая продолжительность азотирования инструмента
из быстрорежущей, стали при 560° С представлена в табл. 25
[107, 111].
После окончания изотермической выдержки инструмент вы-
гружают из ванны и выдерживают некоторое время над поверх-
ностью расплава для стекания остатков цианистых солей в тех же
приспособлениях, в которых они находились в расплаве или на
специальных подставках и стеллажах, что уменьшает коробле-
ние изделий.
До 60—80° С инструмент охлаждают под колпаком ванны или
в специальных вентилируемых емкостях. После охлаждения ин-
струмент промывают в горячей воде (80—90° С), в которой рас-
творяются остатки налипшей соли. Для нейтрализации токсичных
остатков солей на поверхности инструмента его выдерживают в те-
чение 5—10 мин в 7—10%-ном растворе железного купороса при
60—80° С, после чего промывают в проточной воде, сушат и для
предупреждения коррозии смазывают [111].
Нейтрализацию отработанных циансодержащих солей и осад-
ков ванны проводят смесью 10 %-кого водного раствора железа
(6 массовых частей) и гашеной извести (3 массовые части). Отра-
ботанные соли перемешивают совместно с нейтрализатором и вы-
держивают в течение 3—4 ч, после чего сливают в канализацию
[107].
Горячую воду, в которой промывают инструмент, нейтрали-
зуют 5—7%-иым раствором железного купороса.
210
Таблица 25
Рекомендуемые режимы азотирования инструмента
из быстрорежущих сталей в среднецианистых ваннах
Наименование инструмента Диаметр инстру- мента, мм П родолжительность азотирования, мин
Сверла Зенкеры Развертки 3-5 20-30 Свыше 30 6 15 16-23
Метчики 5—8 12—20 Свыше 30 5 10 14—18
Протяжки 5—10 20—30 Свыше 30 8 16 20—25
Фрезы: цилиндрические торцовые До 50 Свыше 75 10-15 25—30
дисковые 1—5 5—15 Свыше 15 6-8 12—15 18—23
Примечание. Таблица дана для инструмента, не подогреваемого перед
азотированием. При подогревании инструмента указанная продолжительность
азотирования уменьшается на 25%.
Качество азотированного инструмента контролируется микро-
структурным анализом и измерением микротвердости. При ви-
зуальном осмотре инструмента выявляются поверхностные де-
фекты в виде трещин, забоин, разъедания поверхности, наличия
остатков солей и т. д.
Микротвердость измеряют выборочно на 2—3% инструмента
от обработанной партии. Для инструмента из быстрорежущих ста-
лей Р9 и Р18 твердость правильно обработанного инструмента
составляет по Виккерсу HVх 1000—1100. Пониженная твердость
может быть вызвана повышением температуры азотирования, по-
ниженной глубиной слоя, нарушением режимов предварительной
термической обработки. По отпечатку алмазной пирамиды микро-
твердомера можно оценить хрупкость слоя. Разрушение краев
ромба свидетельствует о повышенной хрупкости диффузионного
слоя. Устранить хрупкость можно кратковременным нагревом
инструмента в селитровой ванне при 550—560° С, 30 мин 1111].
211
Неравномерная твердость при азотировании может быть след-
ствием пониженной жидкотекучести ванны, нарушения режимов
предварительной термической обработки, шлифования и заточки.
Микроструктурный контроль проводят также выборочно на
2—3% изделий от партии. Он позволяет оценить глубину и строе-
ние азотированного слоя. Толщина карбонитридной зоны не
должна превышать 1—3 мкм. Пониженная глубина диффузионной
зоны может быть связана с истощением ванны и малой выдержкой
при азотировании [111].
Проверке на коробление подвергают все виды тонкодискового
и стержневого инструмента (сверла, протяжки, дисковые фрезы
и т. д.). Коробление обычно связано с неправильной укладкой
инструмента в приспособлении в процессе насыщения и охлажде-
ния [111].
Стойкость инструмента после азотирования в среднецианистых
ваннах возрастает в 1,5—4 раза.
Азотирование проводится в обычных печах-ваннах с электри-
ческим обогревом и автоматическим регулированием температуры.
Для обеспечения технологического цикла необходимо.также обору-
дование для подготовки инструмента к азотированию; промывки
в воде, сушки и подогрева, а также для очистки инструмента после
азотирования: промывки в горячей и холодной воде и в ванне ней-
трализации.
Для нейтрализации отработанных цианистых солей необхо-
димы емкости для временного хранения отработанных смесей и
осадков и емкости для нейтрализации солей. Обычно отделение
для азотирования инструмента в цианистых ваннах комплектуется
оборудованием для осуществления полного технологического
цикла и располагается изолированно от остальных участков тер-
мического цеха [107, 111].
3. Азотирование в расплавах на основе карбамида
Известно несколько составов ванн на основе карбамида, со-
держащих цианаты калия (натрия), углекислые соли калия (на-
трия) и хлористый калий (табл. 26). Фирма «Дегусса» разработала
ванну на основе карбамида и поташа NS4 с добавкой регенератора—
триазина, который восстанавливает соли в процессе работы и пред-
отвращает выпадение железистых осадков. Концентрация циа-
нида в процессе работы ванны не превышает 2,5%. Для приготов-
ления составов ванн, содержащих в состоянии загрузки карбамид
(первые 3 состава, табл. 26), принята определённая технология
наплавления ванны.
Компоненты наплавляемого состава просушивают 1 и тщательно
смешивают в заданном процентном соотношении. В тигель, нагре-
тый до 300° С, загружают смесь на 3/4 его высоты, повышают
температуру до 380° С, добавляют оставшуюся смесь небольшими
1 Поташ для полного удаления влаги просушивают при 80° С.
212
Таблица 26
Высокоцианатные ванны на основе мочевины (карбамида)
№ по пор. Состав ванны в исходном состоянии (в момент загрузки), % по массе Рабочий состав ванны, % по массе Состав регенерирующей смеси (освежение ванны), % по массе Темпера- тура ус- тойчивой работы ванны,°C Рекомендация ИСТОЧНИК
1 55 (NH2)2CO 45КгСО3 65—75 KCNO 25—35 К2СО3 До 1 KCN 45КгСО3 55 (NH2)2CO Освежение проводят при 350—360° С 560—580 — [55, 58,127]
2 55 (NH2)2CO 45 Na2CO3 20—40 NaCNO 12—20 NaCN 50—60 Na2CO3 15% свежей смеси карбамида и соды в со- отношении 55 : 45 или 10% цианата натрия (че- рез каждые 8 и работы) или 4% карбамида через каждые 2 ч работы 560-580 Для обработки кон- струкционных сталей [93, 127]
3 40 (NH2)2CO 48 Na2CO3. 12 NaCl — 4% карбамида или 3% цианата натрия че- рез каждые 2 ч работы — Для обработки бы- строрежущей стали [93]
4 (25-—35) NaCNO (28—40) KC1 (25—35) Na2CO3 — — — Авторское свиде- тельство № 299571, •Б. И. 1971, № 12 [93]
5 (60—75) KCNO (25—40) K2CO3 60-75 KCNO 25—40 КгСО3 До 1 KCN — — Для обработки кон- струкционных сталей [59]
Примечание. (NH2)2CO — карбамид; К2СО3 — углекислый калий (поташ); Na2CO3 — углекислый натрий (сода); NaCNO, KCNO — цианаты.
порциями и после полного расплавления солей увеличивают тем-
пературу в печи до рабочей (560—580° С). Предпочтительно ис-
пользовать расплавы, состоящие из карбамида и поташа, так как
жидкотекучесть и стабильность расплава при замене поташа каль-
цинированной содой ухудшается [52]. При сплавлении карба-
мида и поташа выделяется большое количество аммиака и угле-
кислого газа, поэтому ванна должна быть снабжена надежной си-
стемой вентиляции. Первую пробу на химический анализ берут
спустя 1 ч после выдержки расплава при 560—580° С. После рас-
плавления концентрация цианата калия (натрия) в расплаве со-
ставляет 98% [52, 55].
Рис. 100. Изменение глубины слоя, химического состава
ванны и поверхностного слоя образцов стали 15 в зависи-
мости от продолжительности работы ванны, содержащей
55% карбамида и 45% соды при 570° С [127]
Работоспособность ванны на основе карбамида (55% карбамида,
45% соды) иллюстрирует рис. 100 [127]. Максимальная актив-
ность ванны наблюдается после 6 ч работы и сохраняется в тече-
ние 8—12 ч непрерывной работы ванны. Регенерацию ванны на
основе карбамида и соды рекомендуется проводить, добавляя
4% карбамида каждые 2 ч работы, или 15% смеси карбамида
и соды в соотношении 55 : 45, или 10% заранее приготовленного
цианата натрия через каждые 8 ч работы ванны [127].
Описанная технология (см. составы № 1, 2, 3, ванн, табл. 26)
основана на приготовлении щелочного цианата непосредственно
в ванне для азотирования, однако цианат хорошо сохраняется
в охлажденном состоянии и может быть приготовлен предва-
рительно в специальной ванне при сплавлении карбамида с со-
дой или поташом [59, 127].
Для приготовления состава № 4 (см. табл. 26) (цианат натрия—
25—35%, натрий углекислый 25—35%, калий хлористый—осталь-
ное) предварительно получают цианат натрия, для чего карбамид
214
и кальцинированную соду в соотношении 3 : 2 засыпают в нагре-
тый тигель. Температура плавления смеси 550—570° С. По мере
расплавления солей объем расплава уменьшается и производится
догрузка солей. Вводить в тигель новые порции смеси на расплав-
ленное зеркало ванны и перемешивать расплав до его полного
расплавления не разрешается, так как при взаимодействии сухой
смеси и расплава происходит выброс солей из ванны [59].
Для догрузки тигля при полном расплавлении смеси необходимо
охладить расплав до образования плотной корки на зеркале ванны,
после чего засыпать оставшуюся смесь и довести температуру
до 550—570° С.
После расплавления смеси расплав содержит 86—98% цианата
натрия и 1,0—1,5% цианистого натрия. Готовый цианат разли-
вают по противням высотой 30—40 мм и дробят на куски размером
не более 30—40 мм.
Для приготовления ванны № 4 (см. табл. 26) оптимального
состава (цианат натрия 32%, калий хлористый 38%, сода кальци-
нированная 30%) может быть рассчитано количество каждого
компонента в смеси с учетом концентрации NaCNO в выплавлен-
ном цианате (N, %) и общей массы рабочей смеси (ср) по следующей
формуле [59]:
Ф = <р (NaCNO) + 0,38ф (КС1) + (0,62-g-) (Na2CO3).
Ванну контролируют на содержание цианата натрия, цианида
натрия, железа (выборочно калия хлористого и соды) при ежеднев-
ной работе ванны 2 раза в неделю. При концентрации цианата
натрия 25—27% для увеличения вязкости расплава необходимо
соблюдать соотношение КС1 : Na2CO3 в пределах 1,2—1,0. При
содержании железа выше 0,08% расплав нагревают до 630° С
для осаждения солей железа и очищают ванну от загрязнений и
железосодержащих солей сухой ложкой с отверстиями. Такую
операцию необходимо проводить ежедневно.
Ванны на основе карбамида в исходном состоянии неядовиты,
однако в процессе работы в расплаве образуются цианистые соли
от 1 до 8% в зависимости от состава расплава. В составе 1 (см.
табл. 26) образуется до 4—8% цианистого натрия, в составе 2 —
до 1% цианистого калия. Следовательно, при работе с цианатными
ваннами необходимо соблюдать правила безопасности при обра-
щении с токсичными веществами. Нейтрализация отработанных
солей и сточных вод для ванн на основе карбамида должна про-
водиться так же тщательно, как и для цианидсодержащих ванн
[127]. Для нейтрализации отходов отработанные соли загружают
в водный раствор, приготовленный из расчета 2 кг FeSO4 па
100 г NaCN или KCN в расплаве. Раствор с обработанными солями
нагревают до температуры кипения в течение 3—4 ч [59].
Для азотирования в цианатных расплавах применяют печи-
ванны шахтного типа с тиглем из титана или коррозионностойкой
215
стали. При применении тиглей из коррозионностойкой стали сле-
дует учитывать каталитическое действие стали, обусловливающее
повышение концентрации цианата в расплаве.
Рекомендуется следующая технология подготовки деталей
перед азотированием [551: обезжиривание в 5%-ном водном рас-
творе каустической соды в течение нескольких минут; промывка
в горячей воде (80° С); просушка в горячем воздухе (200—300° С)
в течение 10 мин; загрузка подогретых изделий в ванну.
При выгрузке деталей их выдерживают над расплавом в те-
чение времени, необходимого для стекания расплава, после чего
их охлаждают на воздухе, в масле, в воде в зависимости от техно-
логических требований и промывают в горячей воде, которая со-
держит 3—5% железного купороса для нейтрализации цианидов.
4. Азотирование в нитрит-натриевых расплавах
и водных растворах
Составы ванн для азотирования в нитрит-натриевых солях даны
в табл. 27. Эти составы нетоксичны и не требуют специальных мер
техники безопасности при их использовании.
Азотирование в нитрит-
натриевых ваннах на ос-
нове азотно-кислых солей
можно
вале
600° Г
700° С
Таблица 27
Ванны для жидкостного азотирования на
основе азотнокислых солей (бесцианистые
ванны) [61]
Состав соли % по массе Температура плавления, °C Температура практиче- ского приме- нения, °C
55 KNO3+45 NaNOa 137 150—500
55 NaNOs+45 NaNOs 221 250—550
100 NaNO3 317 325—600
100 KNO3 337 350-600
проводить в интер-
температур 400—
С длительно и при
Z кратковременно.
При 650—700° С происхо-
дит перегрев расплава,
интенсивное парообразо-
вание и выплескивание
соли. В процессе работы
ванны периодически рас-
кисляются бурой, которая
ошлаковывает образую-
щиеся окислы железа и
обеспечивает прозрачность
расплава [61 ].
Азотирование при 550° С в течение 2—3 ч позволяет на низко-
углеродистой стали получить диффузионный слой глубиной 0,2—
0,3 мм, а при 600° С в течение 5 ч — глубиной 0,6—0,7 мм.
Длительная обработка в ваннах при 400—500° С приводит
к образованию на поверхности изделий тонкой окисной пленки,
которая легко удаляется последующей полировкой [52, 61 ].
Для азотирования можно применять стандартные печи-ванны,
рассчитанные на рабочую температуру 650° С.
Азотирование возможно также и в ваннах с нейтральными со-
лями, через расплав которых продувается аммиак. Этот способ
216
дает хорошие результаты при высокотемпературном азотировании.
На легированных сталях при 815—820° С за 3 ч получается слой
толщиной 0,76 мм с HV 900* [127].
Для антикоррозионного азотирования стали рекомендовано
азотирование в продуваемом аммиаком расплаве, содержащем
31% СаС12, 48% СаС12, 21% NaCl.
Продолжительность процесса при 730° С 10—15 мин. После
насыщения детали из низкоуглеродистых сталей закаливают [127 ].
Для азотирования могут быть применены водные растворы не-
токсичных азотосодержащих соединений: 12—25% — водные рас-
творы аммиака (NH40H), 10—15% — водные растворы хлори-
стого аммония (NH4C1), растворы нитрофенола (CcH5O2N) или
ацетамида, а также растворы нитрофенола, анилина, ацетамида
в глицерине [127]. Азотирование в этих средах обычно сочетается
с применением нагрева деталей т. в. ч.
Азотирование с нагревом т. в. ч. ускоряет процесс, позволяет
вести насыщение в широком интервале темцератур и достаточно
просто реализует местное упрочнение поверхности. При этом спо-
собе детали и индуктор погружают в азотосодержащие растворы.
При нагреве детали т. в. ч. вследствие интенсивной теплопередачи
от металлической поверхности окружающая жидкость испаряется,
образуя по периметру детали газовую рубашку, в состав которой
входят атомарные продукты диссоциации азотосодержащих со-
единений.
При азотировании стали 38ХМЮА в водном растворе аммиака
при 600° С в течение 5, 10, 15 и 20 мин образуется диффузионный
слой глубиной 0,05; 0,08; 0,12 и 0,13 мм соответственно с поверх-
ностной твердостью HV6 800—1120 [43, 127]. С повышением тем-
пературы азотирования до 1200° С процесс интенсифицируется
при этом увеличивается пластичность слоя и снижается поверх-
ностная твердость [43].
Структуры азотированного слоя при этом идентичны структу-
рам, получаемым при газовом процессе, и несколько отличаются
по травимости 8-фазы [127].
Местное высокочастотное азотирование может быть реализо-
вано по двум технологическим схемам:
1) азотирование упрочняемой поверхности при локальном ин-
дукционном нагреве поверхности детали, погруженной совместно
с индуктором в насыщающую жидкость;
2) местное азотирование поверхности, нагреваемой индукто-
ром, через спрейеры (отверстия), в которых азотосодержащий рас-
твор под давлением подается на упрочняемую поверхность. При
этом способе насыщение может быть совмещено с закалкой диф-
фузионного слоя [127].
Недостатки- высокочастотного метода азотирования в водных
растворах [127]: интенсивное выделение аммиака из ванны в про-
* Через расплав продувают ионизированный аммиак.
217
цессе азотирования, приводящее к быстрому истощению насыщаю-
щего раствора и загазованности окружающей атмосферы парами
аммиака; низкая производительность процесса при обработке
больших партий деталей, связанная с индивидуальным нагревом.
Азотирование в водных растворах можно проводить по неизо-
термическому циклу, который не требует применения специаль-
ного нагрева т. в. ч. По этому способу детали, нагретые в печи
до 700—750° С, охлаждают в водных растворах хлористого ам-
мония или карбамида. При азотировании стали СтЗ в процессе
охлаждения от 700—750° С в водном растворе хлористого аммония
в течение 30—35 с и последующей закалке в воде получается диф-
фузионный слой толщиной 0,03—0,12 мм с HV 850 [115, 127].
Глава VI
КРАТКОВРЕМЕННОЕ ГАЗОВОЕ АЗОТИРОВАНИЕ
§ 1. АЗОТИРОВАНИЕ В АММИАКЕ
Несмотря на большие достоинства процесса жидкого азотиро-
вания х: высокую эффективность и кратковременность, сфера при-
менения этого процесса ограничена высокой токсичностью ис-
пользуемых солей.
Недостатки жидкого азотирования в цианид-цианатных ван-
нах х, такие как высокая токсичность применяемых солей, слож-
ность обезвреживания цианистых отходов, трудности регулиро-
вания строения и состава диффузионного слоя, контроля состава
соляных, ванн, ограниченные возможности автоматизации и при-
менения процесса в поточных линиях крупносерийного производ-
ства, стимулировали развитие конкурентоспособных методов крат-
ковременного газового азотирования и азотирования в порошко-
вых смесях.
Процесс кратковременного газового азотирования проводят
в частично диссоциированном аммиаке, в смеси аммиака и азота,
аммиака и предварительно диссоциированного аммиака; для акти-
визации процесса в аммиачно-водородную смесь вводят кислород
или воздух. Широкое применение находят атмосферы на основе
частично диссоциированного аммиака и углеродосодержащих ком-
понентов 1 2: природного и светильного газа, эндогаза, экзогаза,
продуктов пиролиза жидких карбюризаторов; триэтаноламина,
синтина, керосина, спирта и т. д.
В зависимости от насыщающей атмосферы наряду с азотом по-
верхностный слой обрабатываемых сталей может обогащаться
углеродом, кислородом и водородом. Характеристики сравнивае-
мых методов азотирования представлены в табл. 28 [169]. Наиболее
простая аппаратура применяется для процесса кратковременного
азотирования в аммиаке. При температуре 570° С, принятой для
азотирования в цианид-цианатных ваннах, степень диссоциации
аммиака поддерживается в пределах 30—55%.
При кратковременном газовом азотировании строение диффу-
зионного слоя аналогично получаемому при азотировании в жид-
ких средах. На поверхности стали формируются зоны высоко-
1 Тенифер-процесс, Туфтридинг-процесс.
2 Низкотемпературная нитроцементация, углеродоазотирован и е.
219
Таблица 28
Режимы кратковременного азотирования в различных средах
Азотиро- вание Азотирующая среда Температура азотирова- ния, °C Продолжи- тельность процесса, ч Элементы, диффунди- рующие в по- верхностный слой
Жидкое Цианид + цианат (+ карбонат) 540—580 (570) 0,05—10 (1-4) N, С, О
Газовое Аммиак 520-650 (570) 0,5-8 (1-6) N, Н
Аммиак + кислород (воздух) N, Н, О
Аммиак + науглеро- живающий газ, эндо- газ, экзогаз N, С, О, Н
В порошках Цианамид кальция+ активатор Древесный уголь + желтая кровяная соль 470—570 1—25 N, С, О, Н
Примечание. В круглых скобках — предпочтительные режимы ра-
боты.
азотистых нитридных фаз 8 и у' и диффузионного подслоя, пред-
ставляющего собой азотистый твердый раствор и выделения ни-
тридов основного металла и легирующих элементов. С увеличе-
нием продолжительности насыщения глубина нитридной зоны и
азотистого подслоя растет по параболическому закону. При
570° С и продолжительности 1—9 ч глубина высокоазотистой со-
ставляющей равна соответственно 7—30 мкм. Глубина азотистого
подслоя достигает 1 мм при 9-часовом процессе насыщения.
Следует отметить, что при газовом азотировании скорость про-
цесса ниже, чем при обработке в цианид-цианатных расплавах.
Так, например, при 570° С в течение 3 ч при газовом азотирова-
нии достигается глубина слоя, полученная при жидкостном
варианте процесса за 2 ч (рис. 101).
Кратковременное газовое азотирование позволяет получить
комплекс физико-механических характеристик, идентичных жид-
кому азотированию: повышенную коррозионную стойкость, износо-
стойкость и сопротивление знакопеременным нагрузкам (рис. 102)
[169, 186].
Газовое азотирование при 550° С в течение 3 ч и 9 ч дает даже
большее повышение предела выносливости сталей, содержащих
220
0,35% С и 0,6% С, по сравнению с жидким азотированием по тем же
режимам. Азотирование в аммиаке сталей 10 и 40 при 550—700° С
в течение 2—6 ч позволяет получить износостойкость, задиро-
стойкость и предел выносливости, близкие свойствам сталей, об-
работанных в цианид-цианатных ваннах [7 ]. Оптимальную износо-
стойкость имеют покрытия с карбонитридной зоной толщиной 12—
20 мкм, полученные при температуре азотирования 580° С.
Применительно к низкоуглеродистым сталям азотирование
дает наибольший эффект в сочетании с последующей термической
Рис. 101. Зависимость глубины азотированного
слоя армко-железа от продолжительности азо-
тирования при 570° С в аммиаке. Степень
диссоциации 30—55% (по данным авторов и
И. М. Томашевской)
Рис. 102. Влияние азотирования в различных
средах на. предел выносливости улучшаемой
хромоникелевой стали [169]. Образцы с надре-
зом ак = 2,0:
1 — неазотированная сталь; 2 — азотирование в ам-
миаке при 570° С; 2,5 ч; 3 — жидкое азотирование
при 570° С, 2 ч
ЖЖ
— —2
0 100 200 300 400 S00 6.1,кгс^мг
обработкой диффузионной зоны, включающей закалку с темпера-
туры насыщения и отпуск азотистого феррита (80—300° С). Целе-
направленной термической обработкой азотированного слоя можно
варьировать его свойства в соответствии с эксплуатационными
требованиями.
Максимальное повышение предела выносливости низкоугле-
родистых сталей достигается в состоянии пересыщенного азоти-
стого феррита, зафиксированного закалкой непосредственно с тем-:
пературы насыщения. Так, например, предел выносливости тех-
нического железа после азотирования по режиму 575° С, 9 ч с по-
следующей закалкой в воде повышается на 200%. Отпуск зака-
ленного азотистого феррита при 200—300° С или медленное охла-
ждение с печью после химико-термической обработки приводит
к выделению в матрице игольчатых нитридов у'-фазы, которые,
очевидно, являются микроскопическими концентраторами на-
пряжений и вызывают снижение сопротивления знакопеременным
нагрузкам в 2 раза. Но при этом предел выносливости диспер-
сионно-упрочненного материала достаточно высок (выше иеазо-
тированного на 100%) [рис. ЮЗ.].
221
Кратковременное азотирование низко- и среднеуглеродистых
сталей в среде аммиака с последующей термической обработкой
диффузионного слоя рекомендовано для упрочнения деталей, ра-
ботающих на износ в условиях знакопеременных нагрузок. Хоро-
шие результаты получены при кратковременном азотировании ре-
жущего инструмента из быстрорежущей стали. Получающийся
при этом диффузионный слой имеет высокую твердость.
Режущий инструмент, обработан-
ный по режимам кратковременного
газового азотирования, по стойкости
не уступает инструменту из быстро-
режущих сталей, упрочненных азо-
тированием в цианид-цианатных рас-
плавах. Эксплуатационная надеж-
ность режущих и накатных инстру-
ментов (сверл, метчиков, накатников
из быстрорежущей стали) после азо-
тирования повышается в 1,5—2 раза
[27].
Применение газовых атмосфер
для насыщения позволяет оптимизи-
ровать строение и состав азотирован-
ного слоя, что является бесспорным
преимуществом азотирования в газах
по сравнению с процессами, проте-
кающими в жидких средах. Строе-
ние и характер развития диффузион-
ного слоя при азотировании зависят
Рис. 103. Влияние режима азо-
тирования на предел выносли-
вости технического железа:
1 — неазотированный материал;
2 — азотирование при 575° С, 3 ч,
охлаждение с печыо; 3 — азотиро-
вание при 575° С, 9 ч, закалка в во-
де с 575° С (по данным авторов
и И. М. Томашевской)
от технологии процесса.
Если парциальное давление азота
в азотирующей атмосфере поддер-
живать меньшим давления диссоциа-
ции нитридов основного металла,
то диффузионный слой формируется
только на основе азотистого твердого
раствора основного металла, его ни-
тридов и нитридов легирующих элементов, т. е. только на основе
зоны внутреннего азотирования.
При более высоком парциальном давлении азота образуется
многослойный слой, на поверхности которого располагается сплош-
ная зона нитридов основного металла.
Для обеспечения высокой износостойкости, задиростойкости,
прирабатываемое™ трущихся поверхностей, коррозионной стой-
кости процесс целесообразно проводить с получением нитридной
пленки (основного металла) оптимального состава.
Для повышения прочности и усталостной прочности насыще-
ние можно проводить по технологии, исключающей образование
высокопрочных нитридных зон на поверхности упрочняемых де-
222
талей. Азотный потенциал газовой атмосферы можно регулиро-
вать, разбавляя аммиак азотом, инертным газом, водородом или
предварительно диссоциированным аммиаком. При азотировании
железа и стали можно получить диффузионный слой с различными
фазами на поверхности:
1) 8 у' N [a Fe];
2) у' N [а Fe];
3) N [а Fe].
Наиболее просто реализуется процесс азотирования в атмо-
сфере предварительно диссоциированного аммиака в смеси со све-
жим аммиаком. В такой атмосфере с концентрацией 5—15% NH3
образуется диффузионный слой со структурой только азотистого
a-твердого раствора.
Влияние разбавления аммиака продуктами его диссоциации
на строение азотированного слоя технического железа показано
на рис. 104.
При насыщении в аммиаке со степенью диссоциации а = 30%
при 570° С получается азотированный слой с набором фаз, отве-
чающим диаграмме состояния Fe—N [е — у' — а]; в атмосфере
30% NH3 и 70% азота и водорода, полученных предварительной
диссоциацией аммиака, нитридная зона слоя состоит только из
-у'-фазы (рис. 104, б); в смеси 20% аммиака и 80% диссоцииро-
ванного аммиака нитридная зона на поверхности отсутствует
и диффузионный слой представляет собой только азотистое
a-Fe.
Разбавление аммиака только водородом также позволяет по-
лучить слой без хрупкой 8-фазы на поверхности при сохранении
твердости и глубины слоя, полученных при азотировании в чистом
аммиаке1. Реакционная способность аммиачно-водородной атмо-
сферы определяется из соотношения
р ____
NH3
где Рцг и Pnh, — парциальные давления компонентов в
смеси.
При атмосферном давлении в интервале температур 475—530° С
Pn2 газовой смеси составляет 0,5—1,8, что соответствует 30—
55 объемн. % NH3'B атмосфере.
Применение предварительного крэкинга аммиака позволяет
получить на низко- и среднеуглеродистых сталях диффузион-
ный слой без е-фазы, повышающий предел выносливости этих
1 Пат. (США), № 339.9085, 1965.
223
сталей на 85%. Обработка по такому режиму может быть ис-
пользована для упрочнения трубопроводов высокого давления,
испытывающих вибрационные нагрузки при эксплуатации и
требующих в процессе монтажа применения контактной сварки
и гибки.
Рис. 104. Влияние состава газовой атмосферы (аммиак + предварительно дис-
социированный аммиак) на строение азотированного слоя технического железа;
X 500. Температура азотирования 570° С (по данным авторов и И. М. Томашев-
ской):
а— 100% NHS, а = 30%; б - 30% NH, + 70% [N, + Н»]; в — 20% NH3 + 80%
[Nj + Hjl
Для деталей из улучшаемых сталей со структурой поверх-
ностной зоны, отвечающей азотистому a-твердому раствору, мо-
жет проводиться холодная правка после азотирования.
Азотирование без получения s-фазы используют при термо-
механическом упрочнении низкоуглеродистой стали по следующей
технологии: предварительное азотирование прутков в смеси амми-
ака, разбавленного продуктами его крекинга, с последующим прес-
сованием.
В процессе прессования происходит деформационное упроч-
нение, повышающее механические характеристики стали (ст_х
на 85%) [179].
224
§ 2. АЗОТИРОВАНИЕ В СМЕСИ АММИАКА И АЗОТА
Снижение хрупкости поверхностной нитридной зоны и умень-
шение ее толщины достигается также разбавлением аммиака азо-
том до 80—£.0%. Глубина диффузионного подслоя (зоны внутрен-
него азотирования) при этом сохраняется такой же или немного
увеличивается по сравнению с азотированием в чистом аммиаке.
Введение в атмосферу до 80—90% азота делает насыщающую смесь
менее взрывоопасной [90].
Регулирование строения и состава азотированного слоя может
быть достигнуто использованием комбинированных режимов азо-
тирования по двухступенчатому циклу: на первой ступени про-
цесс ведут при оптимальной степени диссоциации аммиака, а на
второй ступени степень диссоциации аммиака повышают или в печь
подают азот или смесь азота (90%) с аммиаком (10%). Во второй
стадии процесса при снижении или даже отсутствии аммиака в га-
зовой фазе источником азота является е-фаза, за счет рассасы-
вания которой наблюдается рост диффузионного подслоя. Двух-
ступенчатое азотирование приводит к уменьшению нитридной
сетки и толщины е-фазы или к ее полному исчезновению и пони-
жает хрупкость слоя [50, 188, 189], причем при двухступенчатом
режиме с дифференцированным азотным потенциалом во времени
и азотировании в аммиаке со степенью диссоциации 30% полу-
чаются идентичные по твердости и глубине диффузионные слои
[50]. Для кратковременного азотирования конструкционных и
инструментальных сталей рекомендуется следующий двухступен-
чатый процесс [188, 189]:
1-я ступень—азотирование при 650±5°С в течение 90—120 мин
в атмосфере аммиака;
2-я ступень — изотермическая выдержка при 560 ± 5° С в те-
чение 90—120 мин в атмосфере азота.
Применение двухступенчатых режимов не только повышает ка-
чество диффузионного слоя, но и удешевляет процесс и делает его
более безопасным [50, 188, 189].
Для упрочнения штампов, сепараторов подшипников качения
и некоторых других деталей может применяться кратковременное
азотирование (1—4 ч) при 565—570° С в аммиаке, разбавленном
инертным газом—носителем, например, азотным газом [N2 +
-|-4% Н2]. Малый расход аммиака обеспечивает этому процессу
хорошие экономические характеристики [170].
§ 3. АЗОТИРОВАНИЕ В АММИАКЕ С ДОБАВКАМИ
кислородосодержащих ГАЗОВ
Введение в аммиачпо-водородную атмосферу кислорода,
воздуха, углекислого газа и их смесей ускоряет процесс диффу-
зионного насыщения стали азотом. При введении кислорода опти-
мальное количество О2 составляет 1—6 л на 100 л NH3
225
(преимущественно 4 л на 100 л NH3)*. [137] (рис. 105). В смеси
аммиака и кислорода (4 л на 100 л NH3) скорость азотиро-
вания возрастает в 2 раза по сравнению с обычным азотированием
в аммиаке. Скорость процесса
Рис. 105. Влияние кислорода на ско-
рость формирования азотированного
слоя улучшаемой . хромовападиевой
стали [137]
пропорциональна активности
кислорода (а0). При азотирова-
нии у— Fe скорость пропорцио-
нальна до* 1, при азотировании
а—Fe пропорциональна ао1/3
[148]. Начиная с некоторого
критического значения а0
(уменьшается с повышением
температуры), скорость насыще-
ния уменьшается с увеличением
активности кислорода, этим
объясняется наличие экстремума
на кривых зависимости глубины
слоя от количества кислорода
в аммиачно-кислородной атмо-
сфере. Эффективность добавок
кислорода, воздуха и углекис-
лого газа наблюдается только
в первые 5—10 ч азотирования.
§ 4. АЗОТИРОВАНИЕ С ДОБАВКАМИ
углеродосодержащих ГАЗОВ
Азотистая 8-фаза (9—11% N), особенно при выделении избы-
точной у'-фазы, обладает большой хрупкостью. Повышение пла-
стичности поверхностной зоны и ее эксплуатационных свойств
может быть также достигнуто при газовом азотировании добав-
ками углеродосодержащих газов х. Разбавление аммиака углеродо-
содержащим газом предотвращает пересыщение поверхностного
слоя азотом и устраняет хрупкость нитридной зоны. После низко-
температурной нитроцементации при 570° С среднее содержание
азота в поверхностной зоне карбонитридного слоя, полученного
на сталях 20, 40Х,38ХМЮА, достигает 5,0—6,0% и углерода 2,5%.
Так как концентрация углерода в стали больше его предельной
растворимости в а— Fe (0,01% С при 570° С), углерод практи-
чески не растворяется в диффузионном подслое, а участвует только
в формировании поверхностной карбонитридной зоны.
Азотирование в смеси аммиака и науглероживающего газа
впервые разработано в СССР [34, 47, 48, 73, 74]. В 1964—1966 гг.
в СССР внедрен процесс химико-термической обработки в продук-
тах пиролиза триэтаноламина.
* Пат. (ГДР), № 47847, 1965.
1 Низкотемпературная нитроцементация.
226
Для получения оптимального слоя были рекомендованы сле-
дующие газовые смеси в зависимости от активности науглерожи-
вающего газа: а) 30—40% аммиака и 60—70% пиролизного, есте-
ственного или природного газа; б) 15—25% аммиака и 75—85% ге-
нераторного или светильного газа.
Метан и окись углерода науглероживающих газов при 500—
600° С диссоциируют с образованием атомарного углерода. Со-
став газов, используемых при азотировании, приведен в табл. 29.
Таблица 29
Состав науглероживающих газов (%), применяемых для азотирования [38]
Газ со СН4 Н2 С Н 2 6 С02 °2 N2
Нефтяной .... Пиролизный (из — 20—40 40—50 15—25 5 — 1 —
керосина) Пиролизный (из 5—10 25-40 40—50 15—25 10 0,5 0,5 —
триэтаноламина) . . 32,85 1,75 10,68 44,4 — 0,4 0,85 9,17
Естественный . . 1 1.5 75—80 До Ю ' 6 1 1 —
Светильный . . . Генераторный: из каменного у г- 10 10 До 30 До 40 6 6 1 —
ля 25 0,5 3 >13 — 5 1 —
из кокса . . . 30 — 1 >10 — 2,5 1 —
из торфа . . . 28 0,5 2,5 >15 — 7 1 —
из дров .... 26 0,5 2,5 >13 — 7 1 —
В США в 1970 г. разработан процесс газового азотирования
(низкотемпературной нитроцементации) в смеси 50% аммиака и
50% пропана или эндогаза (фирма «Ипсеи»). В США этот метод
известен под названием «нитемпер», в ФРГ «никотрирование»
[149, 150], в Японии «найтемпер» [94]. Точка росы эндогаза —0° С.
Эндотермическая атмосфера при никотрировании не регулируется
по точке росы и содержанию СО2.
В последние годы в ФРГ (фирма «Айхелин») предложен про-
цесс азотирования с введением науглероживающих и окисляющих
газов, так называемый процесс «питрок» [187]. Насыщающая
атмосфера при «нитрок»-процессе состоит из аммиака и экзогаза
(90% N2 и 10% СО2). Отношение экзогаза к аммиаку в смеси
равно 2.
Расчетный состав атмосферы при «иитрок»-процессе: 58,6% N2;
17,9% Н2; 14,3% NH3; 3,5% СО; 3,5% Н2О; 2,2% СО2. Приме-
нение экзогаза обеспечивает взрывобезопасность этого метода азо-
тирования.
Строение диффузионного слоя и его состав аналогичны полу-
чаемым при азотировании в жидких средах. На поверхности
227
формируется карбонитридная [Fe2_3 (N, С) ] или оксикарбонитрид-
ная [Fe2_3 (N, С, О)] зона толщиной 7—25 мкм [128]. Под
белым карбонитридным слоем расположена зона внутреннего азо-
тирования (твердый раствор азота в a-железе, его нитриды и ни-
триды легирующих элементов).
Образование фаз в диффузионном слое определяется темпера-
турой процесса и составом насыщающей атмосферы. Влияние со-
става атмосферы (Н2 — NH3 — СО) и температуры па образование
фаз показано на рис. 106* [145].
Область устойчивости азотистого a-железа с повышением тем-
пературы уменьшается. При 500° С область а—Fe находится
в равновесии с атмосферой, содержащей от 0 до 16% NH3; при
550°С от 0 до 13%, при 600° С от 0 до 7% и при 700° С от 0 до
3% NH3. Для сохранения азотистого феррита концентрация окиси
углерода в атмосфере должна быть минимальной.
у'-фаза устойчива при 500° С при содержании аммиака 16—
52%, при 550° С 14—42% аммиака и при 600° С 12—32% аммиака.
При 700° С у'-фаза не образуется. Область существования цемен-
тита (Ц) с повышением температуры до 600’ С уменьшается,
а выше 600° С расширяется.
При 580° С и 7—12% NH3 начинает образовываться у-железо.
При концентрации окиси углерода более 2% у-железо неустой-
чиво. Наибольшие области на диаграммах занимают фазы: 8-ни-
трид и Х-карбид [Fe20C9].
Х-карбид образуется в смесях с малым содержанием аммиака
при концентрации СО в смеси более 4%. При 650° С Х-фаза от-
сутствует. При 500° С s-фаза образуется в смесях, содержащих
более 60% NH3. С повышением температуры до 700° С область
существования е-фазы увеличивается, Х-карбида и цементита
уменьшается. Выше 700° С область е-фазы уменьшается. При
800° С 8-фаза образуется только при невысоком содержании СО
в газовой смеси (не выше 35%).
Концентрация углерода в 8-фазе увеличивается с повышением
науглероживающего потенциала атмосферы (% СО в смеси). По-
вышение концентрации углерода в 8-фазе сопровождается умень-
шением содержания азота, что определяет уменьшение ее хруп-
кости, повышение пластичности и вязкости.
Анализ диаграммы равновесия (см. рис. 6) показывает, что при
низкотемпературных газовых процессах насыщения железа азо-
том и углеродом в азотированном слое возможно образование не
только карбонитридных фаз (5,0—6,0% азота, 2,5% углерода);
но и чисто карбидных фаз: цементита Fe3C; Х-карбида (Fe20, С9)
и графита.
Возможность образования Х-карбида доказана эксперимен-
тально при азотировании порошка железа при 500° С в атмосфере:
42% NH3, 30% СО, 28% Н2 [145].
1 Диаграммы рис. 106 справедливы только для скорости течения газа 2,4 см/с.
228
500Ч\120мин
600 °C. 30 мин
О Ю 20 30 W 50н60 70 80 ННд,70
о 10 20 30 00 50 60 70 80 HH}7„
700°С.30мин
10
8
.об
2
8
/О А 20 30 W 50NHj°/>
550°0,30мин
800°С, 30 мин
О ЛОО
1о7-\оо \
^ZVAaoX
^ДХХХХсп'-°
/ 507 XXX AW0 °
/^/х х“х хX\40
/г^/хХХ-Хл'ХХ30
г^АААЛЛ/у у v\7\ п
О Ю 20 30 46 50 60 70 80 /У//Л,7О
шяоаюяаявш
тммийммкм
Рис. 106. Области устойчивости фаз железа в атмосфере Н2—NH3—СО
при различных температурах [145]:
а — фаза; 8Х— карбонитрид с концентрацией углерода 0—0,50%; 82—то же 0,50—
0,75%; 83 — то же 1,75—3,0%; 84— то же 3,0—3,86%; % — карбид; Ц— цементит
229
После 10 мин азотирования рентгепоструктуриым анализом
обнаружено существование у'- а-, 8-фаз и цементита. С увеличе-
нием продолжительности насыщения азотные а- и у'-, 8-фазы исче-
зают, а количество цементита увеличивается н появляется Х-кар-
бид [145].
После 4 ч азотирования преимущественной фазой является
Х-карбид, который образуется из 8-нитрида или цементита
[145].
1. Азотирование в смеси аммиака
и природного газа
Наиболее изучены процессы азотирования в смеси аммиака и
природного газа и в продуктах пиролиза триэтаноламина [34,
47, 48, 73, 74, 83].
При азотировании в смеси аммиака и природного газа опти-
мальные технологические условия процесса следующие: темпе-
ратура 550—570° С, продолжительность 2—10 ч, соотношение
газов: аммиака 30%, природного газа 70% ..Величина (Рнн3/Л:н2)2/3,
характеризующая активность азота, адсорбируемого из газовой
атмосферы на поверхности стали, равна 8,7 [34,48].
Процесс достаточно надежно можно контролировать по сте-
пени диссоциации аммиака, так как степень диссоциации метана
в природном газе мало зависит от расхода.
При применении пропана рекомендуется следующее соотноше-
ние газов в насыщающей атмосфере: 50% аммиака и 50% пропана
[180]. Наилучшую работоспособность имеют слои, состоящие из
нитридной зоны толщиной 7—15 мкм и диффузионной зоны тол-
щиной 0,1—0,4 мм. По данным химического анализа нитридная
зона является оксикарбонитридной, содержание азота в которой
равно 6—8%, углерода 3% и кислорода 2,3%. В отличие от азо-
тирования в аммиаке при химико-термической обработке с добав-
лением углеродосодержащнх газов обезуглероживание поверх-
ности отсутствует. Однако повышения концентрации углерода
в диффузионном подслое практически не происходит [48].
После азотирования при 560° С, 8 ч иа сталях 40ХФА, ЗОХЗВ
формируется диффузионной слой глубиной 0,34—0,35 мм, на стали
38ХМЮА — глубиной 0,2—0,25 мм. Поверхностная твердость
стали HV5 550—900. При азотировании свыше 10 ч наблюдается
появление хрупкости [47, 48].
После химико-термической обработки в смеси 30% аммиака,
70% природного газа отмечается повышение износостойкости, пре-
дела выносливости в условиях чистого изгиба и контактной вы-
носливости. Азотированные стали (560° С, 8 ч; смесь NH3 и при-
родного газа) 40Х, 40ХФА, 38ХМЮА, ЗОХЗВ при обкатке в усло-
виях сухого трения при нагрузке Р — 50-И 00 кгс с нормальными
контактными напряжениями по Герцу огк = 40 ч-60 кгс/мм2 имеют
в 5 раз большую износостойкость по сравнению с улучшенными
230
сталями и идентичную износостойкость со сталями, азотирован-
ными в аммиаке при 5^0° С, 36 ч.
Азотированные стали (560° С, 8 ч; смесь 30% NH3, 70% при-
родного газа) имеют высокую задиростойкость и выдерживают
в 2 раза большую нагрузку обкатки (Р — 200 кгс, ок = 85 кгс/мм2)
без образования холодного задира по сравнению с улучшенными
сталями (Р = 100 кгс, ок = 60 кгс/мм2) [47, 48].
Повышение износостойкости связано с образованием па по-
верхности азотированных сталей стабильных оксикарбонитридных
фаз. В продуктах износа азотированных образцов содержание
азота (0,015—0,267%) значительно ниже концентрации азота азо-
тированной поверхности (0,87—3%). Для улучшенных образцов
концентрация азота в продуктах износа повышается по сравнению
с исходной сталью (0,007—0,009%) в 2—3 раза (до 0,012—0,026%),
т. е. до предела насыщения азотистого «-твердого раствора
[47, 48].
Азотирование по тем же режимам повышает в 2—2,7 раза изно-
состойкость серого чугуна. Коррозионная стойкость азотирован-
ного серого чугуна во влажной атмосфере и в средах, содержащих
SO2 и СО2, в 10 раз выше коррозионной стойкости необработан-
ного серого чугуна [99].
Предел выносливости конструкционных нелегированных ста-
лей возрастает на 50—60%, легированных сталей на 22—26%,
испытанных при симметричном цикле чистого изгиба на гладких
образцах d = 6 мм, п = 3000 об/мин (рис. 107).
Предел упругости азотированных сталей 40ХФА, 38ХМЮА,
45 по сравнению с улучшенными увеличивается в 1,5—2 раза*.
Дополнительное повышение предела упругости дает закалка с тем-
пературы насыщения.
Предел контактной выносливости (на базе 108 циклов) после
азотирования увеличивается на 16% по сравнению с улучшен-
ной сталью. Ограниченный предел выносливости возрастает
на 50% для стали 40Х при увеличении срока службы в 4—
5 раз [34].
После 108 циклов обкатки при нагрузке, равной пределу кон-
тактной выносливости, оксикарбонитридный слой не выкраши-
вается и полностью сохраняется.
Азотирование в смеси аммиака (30%) и природного газа (70%)
рекомендовано для упрочнения зубчатых колес, работающих
в условиях умеренных контактных нагрузок (50% от рабочих зна-
чений, принятых для цементируемых деталей), гильз цилиндров
и т. д. [34, 99].
Финишное азотирование гильз цилиндров из серого чугуна
по режиму 560—580° С, 6 ч в сочетании с промежуточными отжи-
* Для образцов с зоной диффузионного подслоя. Такой слой создавался
шлифовкой карбонитридной зоны и азотированием при 560° С, 2 ч в атмосфере
с минимальной активностью азота.
231
гами при 580—600° С для снятия внутренних напряжений в цикле
механической обработки дает минимальное коробление и оваль-
ность гильзы (0,01—0,02 мм) [99].
Газовое азотирование с добавками углеродосодержащих газов
находит широкое применение в инструментальном производстве
80
75
70
65
60
кгс/мм2
• * •
£
-Л-
у кгс/мм2
Оо /о
1 " 'ОН
J
55
50
Рис. 107. Кривые выносливости (чистый изгиб вращающегося
гладкого образца диаметром 6 мм) сталей 40ХФА (a), 38XMIOA (б),
ЗОХЗВ (в), 45 (а) при различных видах обработки:
• — азотирование 560° С, 8 ч; 30% NH3, 70% природного газа;
О— улучшение; □ — азотирование 520° С, 36 ч
для повышения стойкости инструмента из быстрорежущей стали
и пресс-форм литья под давлением.
Для инструмента из быстрорежущих сталей температура про-
цесса совпадает с температурой отпуска (550—560° С), продол-
жительность обработки 1—2 ч; для инструментов из высокохро-
мистых сталей Х12, Х12Ф1 температура процесса 510—520° С
[111].
232
Поверхность инструментов перед азотированием должна быть
очищена от грязи и обезжирена. Инструмент загружают в нагре-
тую до рабочей температуры печь в приспособлениях, исключаю-
щих коробление изделий в процессе изотермической выдержки.
Печь герметизируют и в период подогрева пропускают науглеро-
живающий газ. При достижении температуры насыщения в рабо-
чее пространство печи одновременно подают аммиак и углеродо-
содержащий газ. Продолжительность изотермической выдержки
устанавливается в зависимости от вида инструмента и его разме-
ров (табл. 30) [111].
После окончания выдержки подачу аммиака прекращают и ох-
лаждение ведут, пропуская только науглероживающий газ.
Таблица 30
Продолжительность выдержки инструментов из быстрорежущей
стали при азотировании в смеси (20—40%) аммиака и (60—80%)
науглероживающего газа при 550—560° С [111]
Наименование инструмента Диаметр или тол- щина инструмента Выдержка, ч
Сверла, зенкеры, развертки До 15 15—25 25—30 1,0—1,5 1,5—2,0 2,0—3,0
Метчики До 15 15-25 25—50 о СИ ОСЛ 1 1 1 ND ОСЛО
Резьбовые фрезы: с шлифованным зубом 25-50 Свыше 50 1,0—1,5 1,5—2,0
с нешлифованным зубом 25-50 Свыше 50 1,5—2,0 2,0—2,5
Фрезы цилиндрические, фасонные и торцовые До 50 50—75 Свыше 75 1,0—1,5 1,5—2,0 2,0—2,5
Резцы: дисковые До 10 Свыше 10 1,0—1,5 1,5-2,0
круглые До 5 5—15 1,0—1,5 1,5—2,0
тангенциальные 10X10 25X25 1,5 2
233
Поверхность стали после азотирования в смеси аммиака и
природного газа имеет синий, иногда красный оттенок. Для умень-
шения содержания водорода в стали после азотирования рекомен-
дуется проводить дополнительный отпуск при 180—200° С в те-
чение 1,5—2 ч [38].
Азотирование пресс-форм литья под давлением повышает их
эрозионную стойкость в металлических расплавах, термостойкость
и коррозионную стойкость.
Лучшими свойствами обладает диффузионный слой, не имею-
щий нитридной зоны, которая уменьшает разгаростой кость
стали, ускоряя появление сетки разгара [82].
Пресс-формы для литья алюминиевых и цинковых сплавов,
изготовленных из сталей ЗХ2В8Ф и 5ХНМ, рекомендуется терми-
чески обрабатывать до твердости HRC 46—52 и азотировать прц
530° С в течение 2—4 ч в смеси природного газа (12—12,5 л/мин)
и аммиака (4,0—5,0 л/мин). Азотирование по такому режиму не
приводит к образованию поверхностной карбонитридной зоны и
повышает стойкость пресс-форм в 2—2,5 раза.
Опробовано азотирование в смеси аммиака и природного газа
в кипящем слое [53].
2. Азотирование (низкотемпературная нитроцементация)
с применением триэтаноламина
Азотирование с применением триэтаноламина [С2Н8О ]3 N
можно проводить по нескольким технологическим схемам: в среде
продуктов пиролиза триэтаноламина с добавками или без добавок
аммиака; при подаче триэтаноламина также непосредственно в печь
без предварительного пиролиза. При азотировании в триэтанола-
мине без предварительного пиролиза инструментальной стали ре-
комендуемое количество триэтаноламина: 2 капли в 1 мин на 1 л
объема печи [38, 74]; при азотировании конструкционных сталей
60—80 капель в 1 мин для муфеля d = 800 мм, Н = 1200 мм,
давление 40—70 мм вод. ст. [18]. При этом триэтаноламин вводится
в печь через водоохлаждаемый дозатор.
Выше 500° С триэтаноламин диссоциирует по схеме
[С2Н8О]3 N 2СН4 + HCN + ЗСО + ЗН2.
В рабочем пространстве печи протекают следующие вероятные
реакции, в результате которых образуются активные атомы азота
и углерода:
СН4 -|- N2 = HCN + NH3;
СН4 + NH3 = HCN +3H2;
CO + NH3 = HCN +H2O;
HCN = H + N 4- C; 2NH3 3H2 + 2N.
234
При подаче триэтаноламина непосредственно в рабочее про-
странство печи процесс проводят при 600° С в течение'6—7 ч [73].
При температурах ниже 550—590° С образуется большое коли-
чество смол и нежелательных дистиллятов, закупоривающих вход-
ной трубопровод.
Толщина карбонитридной зоны после азотирования по режиму:
600° С, 4 ч на сталях 20Х, 40Х, 12ХНЗА,. 38ХМЮА 3—10 мкм,
твердость е-фазы HV 800—950. Износостойкость после азотирова-
ния на 30—40% выше, чем после цементации и закалки. Коэф-
фициент трения стали, азотированной в триэтаноламине, — 0,28,
азотированной в аммиаке — 0,63 и закаленной с нагрева т. в. ч. —
0,72 [18, 73].
Азотирование можно проводить и при более низких тепера-
турах при минимальной подаче триэтаноламина в печь 2 кап./мин
на 1 л объема печи. При таком расходе активность среды умень-
шается и смолистые вещества не образуются. Такой процесс целе-
сообразен для обработки быстрорежущих сталей. При 560° С
в течение 1—4 ч на сталях Р18, Р9 образуется слой толщиной
0,015—0,07 мм с Н200 1000—1080.
Особенностью строения диффузионного слоя является отсут-
ствие карбонитридной поверхностной зоны [74]. Азотирование
разверток из стали Р9 при 560° С, 2,5 ч повысило1 их работо-
способность в 3 раза [83].
Проведение предварительного высокотемпературного пиролиза
триэтаноламина расширяет технологические возможности этого
процесса, уменьшает образование смолистых полимерных соеди-
нений и тяжелых углеводородов, обеспечивает большой темпе-
ратурный диапазон ведения и регулирования процесса по насы-
щающей активности диффундирующих компонентов: азота и уг-
лерода.
Пиролиз триэтаноламина проводят в отдельной печи при тем-
пературе 900—910° С, при которой обеспечивается оптимальный
состав насыщающего газа (32,85% СО; 10,68% СН4; 1,75% СтНп-,
0,4% СО2; 44,4% Н2; 9,17% N2; 0,85% О2) [73]. При азотирова-
нии в продуктах пиролиза триэтаноламина получается обычная
структура слоя, характерная для кратковременных процессов на-
сыщения в атмосферах, содержащих азот и углерод. С повышением
температуры и продолжительности азотирования глубина слоя
возрастает.
Толщина слоя 8-фазы при температуре выше 700° С умень-
шается (рис. 108); е-фаза, образующаяся при 650—700°С, имеет
повышенную хрупкость.
Оптимальными свойствами обладает диффузионный слой, по-
лученный по режиму: 580—600° С в течение 6—10 ч, при этом об-
щая толщина слоя на конструкционных сталях составляет 0,3—
0,5 мм, толщина карбонитридного слоя 7—12 мкм. Слой 8-фазы
такой толщины имеет высокую износостойкость, малый коэффи-
циент трения и не склонен к хрупкому разрушению [73].
235
Твердость слоя углеродистых сталей достигает HV 250—350 и
легированных HV 500—800. При комбинированной атмосфере:
продукты пиролиза триэтаноламина и аммиак; изменяя степень
диссоциации аммиака, можно увеличить поверхностную твер-
дость, например стали 40Х, с HV 400 до HV 550. При степени дис-
социации аммиака 60% формируются слои максимальной твер-
дости, работоспособные в условиях повышенных контактных на-
Рис. 108. Влияние температуры на глубину диффузионного
слоя (а) и продолжительности азотирования на глубину слоя (б)
и толщину 8-фазы (в) [73]:
/ — техническое железо; 2 — сталь 30Х2Н2ВФА; 3 — сталь 45;
4 — сталь 36ХН1МФА
грузок. Повышение степени диссоциации аммиака до 80—90%
снижает концентрацию азота в слое, его твердость и рекомендуется
для изделий, работающих на износ при небольших давлениях и
знакопеременных нагрузках.
Азотирование в продуктах пиролиза триэтаноламина повы-
шает износостойкость сталей, снижает коэффициент трения и со-
кращает время приработки трущихся поверхностей. Высокая из-
носостойкость определяется образованием поверхностной зоны
карбонитридной s-фазы. Снятие е-фазы шлифованием снижает
износостойкость и коэффициент трения стали.
Коэффициент трения стали 30Х2Н2ВФА после улучшения
равен 0,94, после азотирования при 600° С, 10 ч—0,22, после
удаления поверхностного карбонитридиого слоя он повышается
до 0,63.
236
Износостойкость стали 30Х2Н2ВФА определяли в условиях
сухого трения при нагрузке 10 Кгс и числе оборотов образца
10 тыс.* (рис. 109).
При сухом трении сталь, азотированная в триэтаноламине,
имеет в 2—2,5 раза меньший износ по сравнению с поверхностно
закаленной сталью. В условиях трения со смазкой азотированная
сталь 30Х2Н2ВФА имеет в 5 раз ббльшую износостойкость по
сравнению с улучшенной сталью (рис. 109, б).
Предел выносливости после азотирования при 580—600° С,
10 ч возрастает на гладких образцах на 30—50%, а при наличии
концентраторов напряжений—на 80—100%.
Рис.-109. Зависимость износостойкости стали 30Х2Н2ВФА от продол-
жительности испытания и метода упрочнения [73]:
а — сухое трение; б — трение со смазкой; 1 — улучшение; 2 — поверхностная
закалка при нагреве т. в. ч.; 3 — азотирование: / — ступень 510° С, 30 ч;
а= 25—35% и II ступень 530° С, 20 ч, a=45-i-60%; 4—азотирование (600°С,
10 ч) в продуктах пиролиза триэтаноламина
Азотирование (низкотемпературная нитроцементация) в про-
дуктах пиролиза триэтаноламина используется для упрочнения
разнообразных деталей текстильных машин: валов, тарелконатяж-
ных приборов, фиксаторов ткацких станков, шпинделей, нитепро-
водников и т. д. Долговечность деталей текстильных машин после
поверхностного упрочнения возрастает в 2—6 раз.
Азотирование быстрорежущих сталей проводят как в продук-
тах пиролиза триэтаноламина, так и в смеси продуктов пиролиза
и аммиака [74]. В последнем методе аммиак подается в печь при
температуре процесса, а нагрев и охлаждение производят только
в продуктах разложения триэтаноламина. Для исключения охруп-
чивания слоя длительность процесса при 560° С не должна пре-
вышать 4 ч при азотировании в триэтаноламине и 2 ч при насы-
щении в смеси аммиака и триэтаноламина [74].
* Испытания на машине Сузуки.
237
Большое будущее имеют комбинированные процессы азотиро-
вания, заключающиеся в диффузии азота на I стадии процесса
и совместной диффузии азота и углерода (кислорода) на II стадии.
Так, например, предварительное азотирование стали 40ХНМА
с последующим азотированием в цианид-цианатных ваннах при
560° С, 3—5 ч увеличивает предел выносливости на 50% по сравне-
нию с азотированной сталью в аммиаке по одноступенчатому
циклу [32].
Для упрочнения конструкционных сталей может быть рекомен-
дован комбинированный процесс насыщения, в котором после
формирования зоны внутреннего азотирования на поверхности
создается слой карбонитридной фазы, более пластичной по сравне-
нию с нитридной. При этом зона внутреннего азотирования
формируется в процессе основной изотермической выдержки путем
поддержания азотного потенциала атмосферы на уровне предельной
концентрации азота в a-фазе, например, в среде предварительно
диссоциированного аммиака в смеси со свежим аммиаком.
Образование карбонитридной поверхностной зоны осуществ-
ляется путем одновременной подачи в рабочее пространство печи
аммиака и углеродосодержащего газа на заключительной стадии
процесса.
3. Азотирование с добавками серосодержащих веществ
Для повышения задиростойкости и износостойкости в усло-
виях сухого и полусухого трения (тормозные барабаны и колодки,
фрикционные диски, муфты сцепления) иногда в насыщающую ат-
мосферу вводят серосодержащие компоненты, в частности, серо-
водород.
Сера практически не растворяется в а- и у-железе, поэтому
в азотированном слое образуются сульфиды FeS, FeS2 и другие,
располагающиеся на поверхности в виде дисперсных частиц в кар-
бонитридной s-фазе. Вероятно, что незначительное количество
серы растворяется в 8-фазе. Высокие противозадирные свойства
объясняются наличием сульфидов на поверхности диффузионного
слоя.
Лучшие результаты получают в атмосфере аммиака и природ-
ного газа, содержащей сероводород в количестве 0,1—1%. При
концентрации H2S более 1% диффузионные слои состоят из суль-
фида железа с 30% S, имеют высокую хрупкость, растрескиваются
и шелушатся. Сероводород в количестве допустимых концентра-
ций (0,1—1%) не влияет на скорость азотирования. Серосодержа-
щие азотированные слои имеют высокое сопротивление схваты-
ванию [183].
4. Азотирование в смеси аммиака и эндогаза
В последние годы получили распространение процессы азоти-
рования в смеси аммиака и эндогаза (Nitemper-, Nii<otrier-npo-
цессы). Процесс проводят при 560—580° С в течение 0,5—5 ч
238
в атмосфере 50% аммиака и 50% эндогаза. Эндогаз х, содержащий
60% N2, 20% Ы2 и 20% СО, вырабатывается эндогенераторами
с точкой росы —0° С. Углеродный потенциал атмосферы в про-
цессе азотирования не контролируется. Степень диссоциации ам-
миака 30—60%. Сажа в процессе насыщения не образуется, де-
тали после азотирования имеют светлую поверхность [149].
После насыщения детали закаливают в масле или охлаждают в по-
токе защитного газа.
При азотировании на поверхности формируется малопористый
оксикарбонитридный слой толщиной 0,0025—0,025 мм. Для умень-
шения толщины карбонитридной зоны предлагается иа заключи-
тельной стадии процесса снижать количество аммиака в смеси до
40 объемн. % [163].
Для деталей, работающих на усталость, выдержку при азоти-
ровании увеличивают до 4—5 ч [128].
Для уменьшения деформаций в процессе химико-термической
обработки перед азотированием детали отпускают при темпера-
туре на 20—40° С выше температуры насыщения. Для обеспечения
качества диффузионного слоя обрабатываемые поверхности не
должны иметь следов окалины и обезуглероживания и перед азо-
тированием их необходимо тщательно обезжиривать. Изменение
размеров при никотрировании связано с увеличением объема при
азотировании, не зависит от размеров деталей и не превышает
10 мкм для стали типа 40ХМ и 9—15 мкм для чугуна. Величина
микронеровностей поверхности увеличивается с 4,2 до 6,3 мкм
[128, 171].
Газовое азотирование с добавками углеродосодержащих газов
проводят в герметичных шахтных, камерных и проходных печах.
Точность регулирования температуры в рабочем пространстве
печи ±6° С. Для равномерного нагрева поверхности преду-
сматривается интенсивная принудительная циркуляция газа.
Для процесса никотрирования фирмой «Ипсен» разработана
серия камерных и методических печей, оснащенных закалочными
баками (рис. ПО). Печи состоят из загрузочного устройства, ра-
бочей камеры, устройства для охлаждения с закалочным баком.
Рабочая камера снабжена керамическим муфелем, электронагре-
вателями и вентиляторами. Рекомендуется изготовлять муфели
из муллита, так как карборунд взаимодействует с насыщающей
атмосферой при 500—600° С и разрушается [149].
При азотировании в аммиаке, аммиаке с добавками углеродо-
содержащих газов, образующийся при диссоциации водородо-
содержащих газов водород при температурах ниже 750° С не сго-
рает и может при соединении с кислородом давать взрывоопасые
смеси. Кроме того, отработанный газ содержит нерасщепленный
аммиак, образующий при применении углеродосодержащих доба-
вок угольную и синильную кислоту. Для обеспечения защиты
1 Атмосфера 60% N2, 20% Н2, 20% СО условно названа эндогазом
239
я) д'*
Рис. 110. Схемы печей фирмы «Ипсен» для процесса азотирования [187]:
а, б — однокамерные печи; в — двухкамерная печь; г — печь с вибрирующим столом; д — методическая печь
окружающей среды необходим падежный отсос отходящих газов
из зоны печи и их тщательное разложение или утилизация на вы-
ходе в атмосферу.
Для обеспечения взрывобезопасности установок для азотиро-
вания рекомендуется поддерживать избыточное давление в рабо-
чей камере печи на протяжении всего цикла обработки, что исклю-
чает подсос воздуха в рабочую зону печи. При нагреве и охлажде-
нии целесообразно промывать реторту нейтральным газом. Газы,
поступающие в печь, должны воспламеняться, а выходящие из
рабочей камеры должны отсасываться вентилятором и поджи-
гаться на выходе, т. е. на входе и па выходе печи должны быть пре-
дусмотрены пламенные заслоны [149, 150].
При применении для азотирования эндогаза предложены сле-
дующие меры техники безопасности: создание пламенного заслона
у загрузочных заслонок, нагрев печи при вводе в эксплуатацию
до 800° С, после чего подача насыщающей атмосферы (эндогаза
и аммиака), далее снижение температуры до 620° С, продувка в те-
чение 3 ч рабочим газом, загрузка печи деталями при 620° С,
охлаждение до 570° С и проведение насыщения по технологиче-
скому режиму.
При непрерывной работе печи предварительный нагрев до
800—620° С не требуется [128].
Азотирование с применением эндогаза в 2 раза дешевле химико-
термической обработки в жидких средах. Для печи с размерами
реактора 1200 X 750 X 500 мм при пикотрировании расход ам-
миака и эпдогаза составляет 5 м3/ч. Для обработки 450 кг детали
требуется 8,16 кг аммиака [128].
В последние годы предложен ряд модификаций процесса азо-
тирования в азотокарбоокисляющих атмосферах [136] *.
Контролируемое введение кислорода (1—2%), воздуха (5—
10%), водяного пара в азотирующую и нитроцементирующую ат-
мосферу возможно при соблюдении мер техники безопасности,
рекомендованных для процессов типа питемпер, пикотрирова-
иие и т. д.
Применение кислорода ускоряет диффузию насыщающих эле-
ментов и улучшает поверхностные свойства азотированных изде-
лий вследствие получения оксикарбонитридных фаз. Оптималь-
ные свойства и скорость процесса достигаются в атмосфере ам-
миака (50%), метана (50%) и кислорода (1%) или аммиака
(до 30%), окиси углерода (до 30%), воздуха (5—10%) или кисло-
рода (1—2%), остальное азот**. В последнем случае применяют
катализатор—силикат натрия, загружаемый в печь совместно
с обрабатываемыми деталями.
3. Колошвари * предложено азотирование в атмосфере ам-
миака, метана и кислорода при следующем соотношении компо-
* Пат. (CPP), № 54613, 1970.
** Пат. (США), № 3748195, 1971.
241
нентов: CH4/NH3 = 1; СН4 NH3/O2 = 25-ь30 при степени дис-
социации аммиака 38-ь40%. Азотирование проводят при 570 ±
± 10° С в течение 1—10 ч.
Прженосил для получения кислородосодержащего карбонитрид-
ного слоя опробовал атмосферу аммиака с 5—50% объемн. % угле-
водородов и 0,5—15 объемн. % водяных паров *.
5. Азотирование в смеси аммиака и экзогаза
Наиболее перспективным процессом, обеспечивающим опти-
мальное содержание в слое азота, углерода и кислорода, является
азотирование в смеси аммиака и неочищенного экзогаза. Отно-
шение экзогаза к аммиаку в смеси равно 2. Применение взрыво-
безопасного экзогаза упрощает аппаратурное оформление метода
и его эксплуатацию. Этот процесс разработан в ФРГ фирмой
«Айхелин» и получил название Nitroc * 1 (нитрок) [187].
Экзогаз (90% N2 и 10% СО2) получают при стехиометрическом
сгорании коксового или природного газа с коэффициентом избытка
воздуха 0,95—1,05.
Углекислый газ— окислитель, а в смеси с аммиаком может
служить и науглероживающим компонентом. При азотировании
в смеси NH3—СО2—N2 могут протекать следующие реакции:
NH3NFe + 1,5Н2;
СО2 + Н2 СО + Н2О;
2СО -ь С + СО2;
Fe СО2 -> FeO + СО.
Для азотирования можно применять углекислый газ из бал-
лонов. Это рентабельно при применении ретортных печей с не-
значительным расходом газа. Для проходных и высокопроизво-
дительных камерных печей предпочтительнее применение дешевого
экзогаза.
При азотировании (570° С) в смеси экзогаза (90% N2 и 10% СО)
и аммиака со степенью диссоциации 50 % и при отношении экзо-
газа к аммиаку, равном 2, расчетный состав атмосферы следующий:
14,3% NH3 (15%); 3,5% СО (3,7%); 17,9% Н2 (19%); 3,5% Н2О;
58,6% N2; 2,2% СО2, (в скобках даны измеренные величины).
Активность такой атмосферы по насыщающим элементам харак-
теризуется следующими величинами: аы — 1,9; ас = 1,5; а0 = 0,6.
Процесс контролируют по содержанию водорода в отходящих
газах. При постоянном соотношении в смеси СО2 (или экзогаза)
и аммиака активность атмосферы и концентрации СО2, Н2О, СО
и NH3 достаточно просто могут быть рассчитаны и определены по
* Патент (ЧССР), № 119001, 1965.
1 Nitr—Nitrogenium — азот; О — кислород; С — углерод.
242
номограммам, построенным при определенных граничных условиях
ведения процесса.
Строение азотированного слоя определяется соотношением азо-
тирующего, науглероживающего и окислительного потенциала
атмосферы (рис. 111). С увеличением науглероживающего и азо-
тирующего потенциала атмо-
сферы область устойчивости
s-фазы возрастает. С повы-
шением активности углерода
область у'-фазы сужается.
С понижением активности
азота и большом углеродном
потенциале возможно обра-
зование в слое цементита.
Применение кислородосо-
держащих газов ускоряет
скорость формирования азо-
Углеродный потенциал рсо/рсо2
тированного слоя, причем рис< Щ. Влияние состава азотирующей
чем выше кислородный по- атмосферы на области устойчивости фаз
тенциал атмосферы, тем ин- железа при 570° С [187]
тенсивнее идет процесс. Как
показано на рис. 112, азотирование железной фольги в атмо-
сфере аммиака и экзогаза дает максимальный привес.
Азотирование при 570° С в течение 2 ч в среде экзогаза и ам-
миака позволяет получать на углеродистых сталях гомогенный
малопористый оксикарбонитридный слой толщиной 10—15 мкм.
Рис. 112. Влияние состава
азотосодержащей атмосферы
на кинетику азотирования
низкоуглеродистой стали
(0,11% С, фольга — 56 мкм)
(температура азотирования
570° С) [187]:
1 - 1000 л/ч NH3; 2—1000 л/ч
NH3 4- 1000 л/ч эндогаза, 3 —
1000 л/ч NH34-50 л/ч пропана;
4 —1000 л/ч NH3 4- 1000 л/ч при-
родного газа 4- 60 л/ч воздуха;
5 — 1000 л/ч NH3 4- ЮОО л/ч
экзогаза; 6—окисление с об-
разованием окиси железа
Для процесса «нитрок» выпускаются шахтные печи произво-
дительностью Q — 150 кг/ч, проходные печи Q = 150 кг/ч и кон-
вейерные печи Q = 100 кг/ч.
Рекомендуется дифференцированная подача газа во время
азотирования. При нагреве садки до 400° С в печь подводится
только экзогаз. Остаточный кислород воздуха после промывки
в период нагрева не превышает 1 объемн. %. Такое количество
кислорода является взрывобезопасным. При 400° С в печь вводят
243
аммиак в соотношении, оптимальном для ведения процесса. Охла-
ждение 1 проводят в токе экзогаза, отключая подачу аммиака
при 400° С.
При нарушении герметичности печи и уменьшении давления
в муфеле подвод аммиака автоматически прекращается и печь
промывается экзогазом.
При использовании шахтных печей технологически затруднена
закалка садки после азотирования. Закалку проводят после ин-
тенсивной промывки реторты экзогазом, после чего муфель раз-
герметизируют и переносят садку в закалочную ванну. Однако
Экзогаз
NHj+экзогаз
Экзогаз
при такой схеме трудно обеспечить закалку с температуры азоти-
рования и исключить окисление поверхности при переносе изде-
лий в закалочный бак.
Проходные камерные печи (рис. 113) позволяют автоматизиро-
вать процесс и повысить производительность. Печь состоит из
загрузочного шлюза> рабочей и закалочных камер. Садку загру-
жают в шлюзовую камеру с температурой 300° С, омываемую экзо-
газом, затем садка на поддоне подается в рабочую камеру с тем-
пературой 570° С и атмосферой: аммиак — экзогаз. После изотер-
мической выдержки детали охлаждаются в закалочной камере под
током экзогаза или закаливаются в масле или водной эмульсии.
Все камеры имеют автономные системы газоснабжения и разделены
герметичными шлюзами. Выходящие из камер загрузки и выгрузки
газы выпускаются в атмосферу.
Для обработки различных метизов: винтов, болтов, гаек
и т. д. предложены конвейерные печи непрерывного действия с авто-
матической загрузкой. Печь не имеет шлюзовых камер в зоне
загрузки и выгрузки из-за непрерывного движения транспортера.
1 В том случае, если процесс не сопровождается закалкой с температуры
азотирования.
244
Взрывобезопасность обеспечивается интенсивной подачей экзо-
газа на входе и выходе печи и применением газовых затворов для
сохранения рабочего баланса газов в насыщающей зоне [187].
По данным фирмы «Айхелин» для обработки 1 кг деталей рас-
ходуется газов: в шахтных печах (D = 0,7 м, Н = 1 м) 0,02 кг
аммиака и 0,06 м3 экзогаза, в камерных проходных печах 0,05 кг
аммиака и 0,3 м3 экзогаза, в конвейерных печах 0,05 кг амми-
ака и 0,5 м3 экзогаза [187].
Процесс азотирования с добавлением углеродосодержащих га-
зов применяют в США, ФРГ, Японии для упрочнения кулачковых
и коленчатых валов, штоков цилиндров, тормозных барабанов,
зубчатых колес, деталей точной механики, гидравлических ма-
шин, ткацких станков, инструмента и т. д. [53, 128].
СПИСОК ЛИТЕРАТУРЫ
1. Андреева А. Г. Влияние азотирования на коррозионную стойкость не-
ржавеющих сталей. — «Металловедение и термическая обработка металлов»,
1959, № 4, с. 34—40.
2. Андреева А. Г., Алексеенко М. Ф. Новая аустенитная сталь для азоти-
рования (25Х18Н8В2) — «Сталь», 1959, № 1, с. 78—81.
3. Андрачников Ш. Л. Термодинамический анализ процесса азотирова-
ния. — «Журнал физической химии», 1973, Т. XLVII, № 10, с. 2535—2537.
4. Азотирование мартенситно-ста реющей стали ЭП-699. — Металловедение
и термическая обработка металлов, 1972, № 6, с. 23—25. Авт.: Ю. М. Лахтин,
Э. С. Цырлин, 3. Ф. Шустова, П. Г. Лапин.
5. Азотирование разбавленным аммиаком. ЛДНТП, 1966, 37 с. Авт.:
Л. В. Белоручев, В. В. Дембовский, Ю. С. Кулешов и др.
6. Азотирование деталей из высокопрочного чугуна. М., НИИинформтяж-
маш, 13—72—13, 1972, 54 с. Авт.: Р. А. Семенов, Ю. М. Лахтин, М. И. Ротен-
берг, А. В. Запольская.
7. Афонский И. Ф., Смирнов А. В., Вер О. И. Теория и практика азотиро-
вания стали. Л., Госмашметиздат, 1933, 160 с.
8. Балашов Б. Ф. Азотирование как метод повышения прочности деталей
машин. — В кн.: Повышение усталостной прочности деталей машин поверх-
ностной обработкой. М., Машгиз, 1952, с. 64—82.
9. Балтер М. А. Упрочнение деталей машин. М., «Машиностроение», 1968,
196 с.
10. Балтер М. А., Туровский М. Л., Новик* Р. А. Комбинированное упрочне-
ние азотированием и обкаткой роликами. — «Металловедение и термическая
обработка металлов», 1969, № 9, с. 25—28.
11. Белоус М. В., Москаленко Ю. Н., Пермяков В. Г. Последовательность
фазовых превращений при отпуске закаленных сплавов железо—азот. — «Изве-
стия вузов. Черная металлургия», 1971, № 6, с. 117.
12. Белоус М. В., Черепин В. Г., Васильев М. А. Превращения при отпуске
стали. М., «Металлургия», 1973, 231 с.
13. Белоцкий А. В. Изменения в феррите и аустените при диффузии азота. —
«Металлофизика», вып. 28, Киев. «Наукова думка», 1969, с. 98—105 (АН УССР).
14. Белоцкий А. В., Мохорт А. В., Пермяков В. Г. Высокотемпературная
рентгенография азотирования армко-железа. — «Известия вузов. Черная метал-
лургия», 1966, № 5, с. 147—151.
15. Белоцкий А. В., Пермяков В. Г., Самсонюк И. М. О распаде переохлаж-
денного азотистого аустенита в среднеуглеродистых сталях. — «Металлофизика».
Вып. 28. Киев, «Наукова думка», 1969, с. 106—111 (АН УССР).
16. Белоцкий А. В., Пермяков В. Г., Самсонюк Н. И. Некоторые особенности
строения .s-нитрида железа. «Металлофизика», вып. 38, Киев, «Наукова думка»,
1971, с. 73—77 (АН УССР).
17. Белоцкий А. В., Пермяков В. Г., Самсонюк И. М. О природе твердости
азотированной стали. — «Физика металлов и металловедение», 1968, т. 26, № 5,
с. 942—945.
18. Белчев Б., Новаков К. Низкотемпературная нитроцементация зубчатых
246
колес.—«Металловедение и термическая обработка металлов», 1974, № 7,
с. 36—39.
19. Белянин В. А. Мягкое азотирование деталей машин. — «Технология
машиностроения», 1967, № 9, с. 86—92.
20. Белянин В. А., Томас В. К. Структура карбонитридного слоя серых
чугунов при низкотемпературном цианировании. — «Металловедение и терми-
ческая обработка металлов», 1971, № 4, с. 61—62.
21. Белянин В. А., Томас В. К. Рентгенографическое исследование сталей
после процессов низкотемпературного жидкостного цианирования. — «Металло-
ведение и термическая обработка металлов», 1968, № 10, с. 43—44.
22. Бильченко А. В., Пермяков В. Г. Формирование и фазовый состав азо-
тированных слоев нержавеющих хромистых сталей. — «Металловедение и тер-
мическая обработка металлов», 1969, № И, с. 39—44.
23. Бильченко А. В., Пермяков В. Г. Высокотемпературное азотирование
нержавеющей стали 1Х18Н9Т. —«Известия вузов. Черная металлургия», 1969,
№ 2, с. 109—112.
24. Бобро Ю. Г. Алюминиевые чугуны. Харьков, 1964, 195 с’. (Харьковский
государственный университет).
25. Богачев И. Н. «Металлография чугуна», Свердловск. Металлургиздат,
1962, с. 209—213.
26. Низкотемпературное цианирование конструкционных сталей в жидких
средах. — «Металловедение и термическая обработка металлов», 1968, № 4,
с. 10—14. Авт.: В. В. Богданов, Ю. М. «Лахтин, Г. Н. Неустроев, А. И. Рязанова.
27. Богомолов В. А., Бухиник Е. Н. Низкотемпературное газовое азотиро-
вание режущего инструмента из сталей Р9 и Р18. — «Металловедение и терми-
ческая обработка металлов», 1964, № 6, с. 50.
28. Борисов А. А. Жидкостное азотирование деталей машин. М.,
НИИинформтяжмаш, 18—66—1, 1966, 23 с.
29. Бутенко О. И., Головчинер Я. М., Скотников С. А. Формирование диффу-
зионного слоя при ионном азотировании. — В кн.: «Прогрессивные методы тер-
мической и химико-термической обработки». М., «Машиностроение», 1972,
с. 122—128.
30. Бутенко О. И., Лахтин Ю. М. О механизме ускорения диффузии азота
в железе при ионном насыщении. —«Металловедение и термическая обработка
металлов», 1969, № 6, с. 21—24.
31. Влияние ионного азотирования на выносливость стали 38ХМЮА. —
«Физико-химическая механика материалов», 1972, № 6, с. 88—89. Авт.: О. И. Бу-
тенко, В. Б. Далисов, IO. М. Лахтин и др.
32. Ваурин П. Г., Цыпак В. И. Азотирование и низкотемпературное циани-
рование стали 40ХНМА. — «Металловедение и термическая обработка металлов»,
1970, № 7, с. 59.
33. Верхоглядова Т. С., Дубовик Т. В., Самсонов Г. В. Азотирование порош-
ков переходных металлов с образованием нитридных фаз. — В кн.: «Порошко-
вая металлургия», 1961, № 4, с. 9—21.
34. Волынский В. Н., Ганулич И. К*, Дружинина Е. Н. Повышение кон-
тактной выносливости стали 40Х с помощью низкотемпературной нитроцемента-
ции. — «Известия вузов. Машиностроение», 1973, № 5, с. 121—125.
35. Вржащ Э. И., Горбачев В. Б. Повышение надежности и долговечности
плунжерных пар насосов для перекачки жидкого кислорода. М., НИИин-
формтяжмаш № 13-71-7, 1972, с. 45—46.
36. Вспомогательное оборудование для газового азотирования. — «Метал-
ловедение и термическая обработка металлов», 1967, № 9, с. 63—66. Авт.:
Л. В. Белоручев, В. В. Дембовский, О. И. Каплун, И. М. Морштейн.
37. Исследование тонкой структуры азотированных сталей. — «Металлове-
дение и термическая обработка металлов», 1974, № 3, с. 14—20. Авт.: А. В. Гав-
рилова, С. А. Герасимов, Г. Ф. Косолапов, Ю. Д. Тяпкин.
38. Геллер Ю. А. Инструментальные стали. М., «Металлургия», 1968, 568 с.
39. Герасимов С. А., Сидорин И. И., Косолапов Г. Ф. Исследование износо-
стойкости азотируемых сталей. — «Известия вузов. Машиностроение», 1973
вып. 5, с. 127—129.
247
40. Гладова Г. В., Львовский А. Я- Конструкционные азотируемые стали. —
«Металловедение и термическая обработка металлов», 1974, № 3, с. 30—33.
41. Гольдшмидт X. Д. «Сплавы внедрения», т. 1, М., «Мир», 1971, 464 с.
42. Грибоедов Ю. П., Гришин В. И., Юргенсон А. А. Быстроазотируемая
сталь для тяжелопагруженных деталей. — В кн.: Интенсификация процессов
химико-термической обработки, МДНТП, 1973, с. 174—178.
43. Гугель С. М. Химико-термическая обработка при высокочастотном
индукционном нагреве. НИИипформтяжмаш, 13-70-5, 1970, 91 с.
44. Дембовский В. В. Автоматизация контроля и регулирования степени
диссоциации аммиака в печах для азотирования. — В кн.: Защитные покрытия
па металлах, вып. 2, Киев, «Наукова думка», 1968, с. 99—103.
45. Джиолитти Ф. Азотирование стали, ОНТИ НКТМ СССР, 1937, 143 с.
46. Дорофеев А. Л. Индукционная структуроскопия. М., «Энергия», 1973,
176 с.
47. Дружинина Е. Н., Волынский В. Н. Повышение работоспособности зуб-
чатых колес станкостроения низкотемпературной нитроцементацией. — В кн.:
Технология изготовления заготовок в машиностроении. М., «Машиностроение»,
1971, с. 207—215 (МВТУ им. Баумана).
48 Дружинина Е. Н., Волынский В. Н., Фомин С. П. Исследование поверх-
ностного слоя и механических свойств конструкционных сталей после низко-
температурной нитроцементации. — «Известия вузов. Машиностроение», 1969,
№ 7, с. 115—119.
49. Дукаревич И. С., Лившиц И. М., Чернякова А. А. Причины выкраши-
вания азотированной поверхности при шлифовании. — «Металловедение и тер-
мическая обработка металлов», 1968, № 8, с. 50—51.
50. Забавник В. Двухступенчатое азотирование в аммиаке и азоте. — «Ме-
талловедение и термическая обработка металлов», 1967, № 3, с. 15—17.
51. Интенсификация азотирования ультразвуком. — «Металловедение и тер-
мическая обработка металлов», 1964, №1,с. 52. Авт.: Г. В. Земсков, Е. В. Дом-
бровская, В. Т. Яркина, Л. К. Гущин, А. К. Парфенов.
52. «Исследование технологического процесса жидкостного азотирования
автодеталей». Отчет НИИТАвтопром, № госуд. регистрации—№68024545, 1969,
депонирование ВНИИЦс № 6021829.
53. Исхаков С. С. Прогрессивные методы термической обработки деталей
сельскохозяйственных машин. — «Металловедение и термическая обработка
металлов», 1974, № 8, с. 36—42.
54. Исследование тонкой структуры азотированных сталей. — «Металлове-
дение и термическая обработка металлов», 1974, № 3, с. 14—20. Авт.: А. В. Гав-
рилова, С. А. Герасимов, Г. Ф. Косолапов, IO. Д. Тяпкин.
55. Калинин А. Т., Иванюк М. Я«, Ованесян С. А. Сульфидирование в ваннах
без применения цианистых солей. — «Металловедение и термическая обработка
металлов», 1961, № 8, с. 56—58.
56. Каплина Г. С., Жунковский Г. Л. К вопросу о механизме начальной ста-
дии процесса азотирования. — В кн.: «Защитные покрытия на металлах», вып. 6,
1966, с. 73—80.
57. Коган Я. Д., Букарев В. Н. Высокотемпературное азотирование хроми-
стых и хромоникелевых сталей. — «Металловедение п термическая обработка
металлов», 1971, № 2, с. 19—22.
58. Колерова Л. М., Дворцин М. Д. Жидкостное низкотемпературное циани-
рование теплопрочных сталей.—Труды МИХМ, 1971, вып. 38, с. 81—89.
59. Копытин Л. В. Современное состояние техники азотирования в СССР
и за рубежом. М. ЦНИИТЭИТракторосельхозмаш, 1973, 44 с.
60. Косолапов Г. Ф., Герасимов С. А. О структуре a-фазы азотированного
слоя сталей 38XMIOA и 1X13.—«Металловедение и термическая обработка
металлов», 1973, № 5, с. 71—72.
61. Коссая И. И. Насыщение металла азотом при нагреве его в азотно-
кислых солях. — «В кн.: Новые методы термической обработки в расплавленных
солях и щелочах. Горький, 1955, с. 161—172.
62. Костюченко В. М., Урцева Е. И. Азотирование в электростатическом
248
поле. — «Научные труды Магнитогорского горнометаллургпческого института»,
1965 (1966), вып. 38, с. 49—54. J
63. Котов О. К. Поверхностное упрочнение детален машин химико-терми-
ческими методами. М., «Машиностроение», 1961, 354 с.
64. Котов О. К* Поверхностное упрочнение деталей машин химико-терми-
ческими методами. М., «Машиностроение», 1969, 344 с.
65. Криулин А. В. Сульфоциапирование стали и чугуна. М., «Машинострое-
ние», 1965, 222 с.
66. Лахтин Ю. М. Физические основы процесса азотирования. М., Машгиз,
1948. 144 с.
67. Лахтин Ю. М. Азотирование, совмещенное с закалкой малоуглероди-
стых сталей. — В кп.: «Металловедение и термическая обработка металлов».
М., Машгиз, 1955, с. 135—149.
68. Лахтин Ю. М. Низкотемпературные процессы насыщения стали азотом
и углеродом.—«Металловедение и термическая обработка металлов», 1970,
№ 4, с. 61—69.
69. Лахтин Ю. М., Коган Я* Д. Внутреннее азотирование металлов и спла-
вов. — «Металловедение и термическая обработка металлов», 1974, № 3, с. 20—28.
70. Лахтин Ю. М., Лебедева Г. В. Азотирование титаносодержащих сталей. —
«Металловедение и термическая обработка металлов», 1971, № 2, с. 16—19.
71. Лахтин Ю. М., Крымский Ю. Н. Физические процессы при ионном азо-
тировании. — В кн.: «Защитные покрытия на металлах», вып. 2, Киев, 1968,
с. 225—229.
72. Лахтин Ю. М., Крымский Ю. Н., Семенов В. А. Азотирование высоко-
прочного чугуна в тлеющем разряде. — «Металловедение и термическая обра-
ботка металлов», 1964, № 3, с. 37—41.
73. Лахтин Ю. М., Неустроев Г. Н. Низкотемпературное газовое цианиро-
вание конструкционных сталей. — «Металловедение и термическая обработка
металлов», 1964, № 3, с. 22—28.
74. Лахтин Ю. М., Неустроев Г. Н. Низкотемпературная нитроцементация
быстрорежущих сталей. — «Металловедение и термическая обработка металлов»,
1966, № 4, с. 73—74.
75. Лахтин Ю. М., Неустроев Г. Н., Иванов Ю. П. Низкотемпературное
цианирование инструментальных сталей. — «Металловедение и термическая об-
работка», № 12, 1973, с. 27—31.
76. Лахтин Ю. М., Пинчук Д. С. Азотирование высокопрочного магниевого
чугуна. — «Металловедение и термическая обработка металлов», 1958, № 7,
с. 39-42.
77. Лахтин Ю. М., Семенов Р. А. Влияние химического состава на струк-
туру и свойства азотированного слоя высокопрочного чугуна. — В кн.: «Метал-
ловедение и термическая обработка», вып. 5, М., Машгиз, 1968, с. 91—100.
78. Лахтин Ю. М., Семенов Р. А. Азотирование цилиндровых втулок дизе-
лей из высокопрочного чугуна. — «Металловедение и термическая обработка
металлов», 1965, № 10, с. 42—45.
79. Лахтин Ю. М., Фетисова И. П. Высокотемпературное азотирование
стали 1Х12ВНМФ.—«Металловедение и термическая обработка металлов»,
1970, № 6, с. 6—9.
80. Лахтин Ю. М., Фетисова И. П. Высокотемпературное азотирование ста-
лей аустенитного и ферритно-мартенситного класса. — В кн.: «Металловедение
и термическая обработка», вып. 7, М., «Машиностроение», 1971, с. 104—НО.
81. Лахтин Ю. М., Цырлин Э. С. Азотирование мартенситно-стареющей
стали. — «Физика и химия обработки материалов», 1973, № 1, с. 101—105.
82. Левшанов Б. С., Хвостанцева Р. М. Низкотемпературное газовое циани-
рование стальных деталей форм. — «Литейное производство», 1970, № 10, с. 44.
83. Ливартовский И. Ф. Цианирование режущих инструментов продуктом
разложения триэтаноламина. — «Металловедение и термическая обработка ме-
таллов», 1966, № 4, с. 74.
84. Львовский А. Я*, Герасимова Л. П. Твердость азотированного слоя при
повышенных температурах. — «Металловедение и термическая обработка метал-
лов», 1973, № 3, с. 64—65.
249
85. Малкин В. В., Борисов А. А. Шахтная электропечь для азотирования пу
стотелых деталей. — «Металловедение и термическая обработка металлов»
1969, № 2, с. 60—61.
86. Матин Я- И. Безмуфельные электропечи для газового азотирования. —
«Металловедение и термическая обработка металлов», 1968, № 11, с. 56—60.
87. Матин Я. И. Пути совершенствования печей для газового азотирова-
ния.—«Металловедение и термическая обработка металлов», 1974, № 3, с. 42—46.
88. Матин Я. И., Меерович И. Б., Цокуренко М. Г. Электропечи для азоти-
рования крупных коленчатых валов. — «Металловедение и термическая обра-
ботка металлов», 1970, № 8, с. 15—19.
89. Мельников В. Г., Лялин Е. В., Сонин П. Я* Некоторые особенности
износа планированных сталей. — «Труды Тамбовского института химического
машиностроения», 1970, вып. 4, с. 246—249.
90. Минкевич А. Н. Химико-термическая обработка металлов и сплавов.
М., «Машиностроение», 1965, 331 с.
91. Минкевич А. Н., Димитров М. В. Изменение твердости азотированного
и цианированного слоя сталей Р18 и ЗХ2В8 при последующем отпуске. — «Ма-
шиностроение», София, 1972, № 8, с. 348—349.
92. Минкевич А. Н., Димитров М. В. Сравнительное исследование износо-
стойкости азотированных, нитроцементованных и цнанированных инструментов.
М., «Машиностроение», 1972, № 10, с. 434—436.
93. Минкевич А. Н., Сучевяну Г. Химико-термическая обработка сталей
в смесях солей, содержащих мочевину. — «Металловедение и термическая об-
работка металлов», 1968, № 10, с. 11—16.
94. Накамура К* Новое в термообработке. Метод «Найтемпер» — «Киндзюку»,
1972, т. 42, № 5, с. 59—61.
95. Неустроев Г. Н. Мягкое азотирование конструкционных сталей. —
«Металловедение и термическая обработка металлов», 1962, № 6, с. 57—60.
96. Неустроев Г. Н., Богданов В. В. Низкотемпературное цианирование
конструкционных сталей. — «Металловедение и термическая обработка метал-
лов», 1970, № 10, с. 45—49.
97. Низкотемпературное цианирование конструкционных сталей в жидких
средах.—«Металловедение и термическая обработка металлов», 1968, № 4,
с. 10—14. Авт.: В. В. Богданов, Ю. М. Лахтин, Г. Н. Неустроев, А. И. Рязанова.
98. Неустроев Г. Н., Богданов В. В., Иванов Ю. П. Низкотемпературное
цианирование инструментальных сталей. — В кн.: Прогрессивные методы тер-
мической и химико-термической обработки.М.,«Машиностроение», 1972,с. 89—91.
99. Низкотемпературное цианирование гильз блока цилиндров. — «Металло-
ведение и термическая обработка металлов», 1967, № 7,с. 60—62. Авт.: Е. Н. Дру-
жинина, А. В. Лакедемонский, 10. Е. Абраменко, Б. В. Луговщева.
100. Неустроев Г. Н., Богданов В. В., Рязанова А. Н. Низкотемпературное
цианирование конструкционных сталей в жидких средах.—В кн.: Химико-
термическая обработка стали и сплавов. М., «Машиностроение», 1969, с. 49—56.
101. Никонорова А. И., Флоренсова Ф. Р. Азотирование аустенитных ста-
лей. — «Металловедение и термическая обработка металлов», 1965, № 10, с. 16—
с. 16—19.
102. О растворимости азота в легированном феррите. — Украинский физи-
ческий журнал, 1968, т. XIII, № 10, с. 1749—1751. Авт.: А. В. Белоцкий,
О. Г. Пахаренко, В. Г. Пермяков, И. М. Самсонюк.
103. Озолинг Э. В. Мягкое азотирование в расплавленных солях. — «Авто-
мобильная промышленность», 1973, № 4, с. 41—43.
104. Павлова Л. П., Геллер Ю. А. Азотирование штамповых сталей перед
закалкой. — В кн.: Защитные покрытия на металлах, вып. 2, Киев, «Наукова
думка», 1968, с. 230—236.
105. Прженосил Б. Нитроцементация. М., «Машиностроение», 1969, 210 с.
106. Прженосил Б. О структуре диффузионного слоя после низкотемператур-
ной нитроцементации. — «Металловедение и термическая обработка металлов
и сплавов», 1974, № 10, с. 2—6.
107. Прокош кин Д. А. Цианирование режущего инструмента. М., Машгиз,
1946. 73 с.
250
108. Прокошкии Д. А., Арзамасов Б. Н., Рябченко Е. В., Михайлов И. А.
Получение покрытий на металлах в тлеющем разряде. — В кн.: Защитные по-
крытия на металлах, вып. 3, Киев, «Наукова думка» 1970, с. 7—17.
109. Просвирин В. И., Тарасов Б. Я- Скоростное азотирование при нагреве
токами высокой частоты. — В кн.: Процессы упрочнения поверхности деталей
машин. М., «Наука», 1964, с. 206.
ПО. Поверхностное упрочнение дисперсиоино-твердеющих немагнитных ста-
лей. — «Металловедение и термическая обработка металлов», 1973, № 3, с. 12—
17. Авт.: В. М. Блинов, Р. М. Волкова, 10. К. Ковнеристый и др.
111. Райцес В. Б. Технология химико-термической обработки на машино-
строительных заводах. М., «Машиностроение», 1965, 294 с.
112. Ротенберг М. И., Запольская А. В., Столярова Е. С. Поверхностное
упрочнение азотированием коленчатых валов из высокопрочного чугуна. —
«Промышленность Подмосковья», 1962, № 10, с. 30—39.
113. Самсонов Г. В. Нитриды. Киев, «Наукова думка», 1969, 380 с.
114. Самсонов Г. В., Эпик А. П. Тугоплавкие покрытия. М., «Металлургия»,
1973, 398 с.
115. Семенова Г. А., Ванин В. С. Неизотермическое азотирование и циани-
рование стали с использованием времени нагрева и охлаждения. — «Технология
и организация производства», 1970, № 3, с. 46—47.
116. Семенов Р. А., Лахтин Ю. М., Ротенберг М. И., Запольская А. В.
Азотирование деталей из высокопрочного чугуна. НИИииформтяжмаш, 13-72-13,
1972, 54 с.
117. Смирнов А. В. Таблицы термодинамических функций для реакций,
встречающихся при химико-термической обработке стали. — «Труды Ленинград-
ского института авиационного приборостроения, 1957, вып. 22, с. 33—77.
118. Сорокин Ю. В., Минкевич А. Н. Азотирование стали в смеси азота
и аммиака. — «Металловедение и термическая обработка металлов», 1966, № 5,
с. 49.
119. Танако Юкио. Новые способы азотирования путем применения кипя-
щего слоя. «Кипдзюку металс», 1965, № 5, с. 73—76.
120. Уикс К. Е., Блок Ф. Е. Термодинамические свойства 65 элементов,
их окислов, галогенидов, карбидов и нитридов. М., «Металлургия», 1965, 235 с.
121. Хейне А. Дм. Мартенситно-стареющие стали. Защита поверхности
и поверхностные эффекты. — В кн.: Высоколегированные стали. Пер. с англ.
М., «Металлургия», 1969, с. 257—286.
а 122. Цокуренко М. Г. Основные типы электропечей для газового азотирова-
ния. — «Металловедение и термическая обработка металлов», 1974, №3, с. 46—51.
123. Цырлин Э. С. Азотирование мартеиситно-стареющей стали Н18К9М5Т. —
«Металловедение и термическая обработка металлов», 1971, № 4, с. 22—25.
124. Чижевский Н. П. Железо и азот. — «Известия Томского технологи-
ческого института», 1913, т. 31, № 3, с. 1—91.
125. Шорина Л. Л., Полищук А. В. Сульфоцианирование и цианирование
в бесциаиистых солях. — «Металловедение и термическая обработка металлов»,
1970, № 9, с. 48—49.
126. Юргенсон А. А. Азотирование в энергомашиностроении. М., Машгиз,
1962, 132 с.
127. Юргенсон А. А. Азотирование деталей в жидких средах. 13-71-6. М.,
НИИииформтяжмаш, 1971. 34 с.
128. Юргенсон А. А. Газовое азотирование с добавками углеродосодержа-
щих газов. —«Металловедение и термическая обработка металлов», 1974, № 11,
с. 63—66.
129. Юргенсон А. А. Развитие процесса азотирования. — «Металловедение
и термическая обработка металлов», 1967, № 7, с. 2—10.
130. Юрьев С. Ф. Деформация стали при химико-термической обработке.
Свердловск, Машгиз, 1966, с. 45—75.
131. Яхнина В. Д. Исследование азотирования высокопрочного магниевого
чугуна с шаровидным графитом. — В кн.: Металловедение. Современные методы
азотирования чугуна. Под ред. А. Ф. Ланда. М., Машгиз, 1955, с. 269—283.
251
132. Яхнина В. Д., Дворцин М. Д., Никитин В. В. Влияние некоторых
легирующих элементов на структуру и свойства азотированного слоя. — В кн.:
Защитные покрытия на металлах, вып. 4, Киев, «Наукова думка», 1971, с. НО-
НУ.
133. Яхнина В. Д., Мещеринова Т. Ф. Азотирование иизкоуглеродистых
нержавеющих сталей. — «Металловедение и термическая обработка металлов»,
1974, № 3, с. 34—37.
134. Яхнина В. Д., Турновская Е. П. Влияние углерода на строение азоти-
рованного слоя сталей типа Х13. —«Металловедение и термическая обработка
металлов», 1971, № 2, с. 26—28.
135. «Best progress has improved fatique durability of through — hardened
steel components» — «Australas Manufacturer», 1965, v. 50, N 2575, p. 62—64, 66.
136. Dawos C., Trantor D. Low pressure oxy-nitro-carburising at 570° C,*—
«Metallurgia and Metal Forming», 1973, v. 40, N 2, p. 58—60.
137. Eckstein H. Lerche W. «Untersuchungen zur Beschleunigung der Nit-
rierung in der Gasphase. — Neue Hutte», Heft 4, 1968, s. 210—215.
138. «EinfluB der Abmesung auf die Dauerschwingfestigkeit» — «Tenifer—
Mitteilungen», 1968, N 14, s. 1—5.
139. Eysell F. W. «Behandlung von Strangprefiwerkzeugen durch Salzbadni"
trierung — «Zeitschrift fiir Metallkunde». 1967, Bd 58, N 5, s. 285—288.
140. Finnern B. «Anderungen der Eigenschaten der Bauteiloberfloche durch
das Badnitrieren» — Metalloberflache», 1968, Bd 22, N 11, s. 330—335.
141. Finnern B. Badnitrieren — eine verzugsarme warmebehandlung — «Maschi-
nenmarkt, 1970, Heft 24, s. 3—6.
142. Finnern B. Die Priifung badnitrierter Bauteile — «Harterei—Technische
Mitteilungen», 1965, Bd 20, N 1, S. 50—55.
143. Finnern B. «Neue Anwendungsbeispiele des Badnitrierens unter beson-
derer Beriicksichtigung des Fahrzeugbaues. «Harterei—Technische Mitteilungen»,
1964, Heft 1, S. 35—47.
144. Fri Ag. Stickstoff in Eisen, Stahl und Sonderstahl. Ein neues Oberfla-
chen hartungsverfahren — «Stahl und Eisen», v. 40, N 4, 43.
145. Friedrich K-, Gerhard L. Das Aufstickungs — und Aufkohlungsvermogen
von Ammoniak-kohlenoxyd—Wasserstoft—Gemisch. — Archif fur das Eisen hiit-
tenwesen», 1965, v. 36, Heht 8, S. 583—590.
146. Fromm E. Thermodinamische Beschreibung der Festen Losung von Koh-
lenstoff, Stickstoff und Sauerstoff in Niob und Tantal — Journal of the less-common
Metals, 1968, v. 14, p. 113—125.
147. Graal A. Now to Nitride Maraging Steels, — Metal Progress, 1967, v. 92,
N 1, p. 74—76.
. 148. Grabke H. I. Die kinetik der Nitrierung von Eisen in Abhangigkeit von
der Sawer stoffaktivitat des Gases. — Arch. Eisen-hiittenuwesen», 1973, Bd 44
N 8, S. 603—608.
149. Gable I. W., Rogers R. D., Nitemper—In Deutschland als Nikotrier—
Verfahren angemeldet. — «Harterei—Technische Mitteilungen», 1971, Bd 26, N 5,
S. 373—375.
150. Gable I. W., Rogers R. D. Zeitschrift i tir wirtschaflische Fertigung [ZWF]
1972, Bd 76, N 1, S. 50—53.
151. Keller K- Ausfwachsen von Oberflachen als nitriertypische Mafiande-
rung. — «Konstruktion-elemente Methoden», 1971, Heft 6 und 7, S. 3—8.
152. Keller K- Erweiterte konstruktive Moglichkeiten durch partielles loni-
trieren—Industrie—Anzeiger, 1970, Nr 68, S. 1—5.
153. Keller K« lonitrieren von Schneken aus Nitrierstahlen und ahnlichen
Werkstoffen fur Extruder und Spritzgiefimaschinen «Plastverarbeiter» 1971,
Helf 8, S. 3—11.
154. Keller K- lonitrieren von Schnechen aus rost und Saurebesthandigen
Stahlen fiir Extruder und Spritzgiefi maschinen. — «Plastverarbeiter»; 1972, Heft 1,
S. 3—8.
155. Keller K- lonitrierung von Gufieisen werkstoffen — «Harterei—Techni-
sche Mitteilungen», 1970, v. 25, Heft 2, S. 106—107.
252
156. Keller К- KugelgraphitguB hoher Festigkeit fur Nitrierteile. — Maschi-
nenmarkt, 1970, Bd 76, Heft 106, S. 1—6.
157. Keller K- Hochfeste Maschinenteile durch lonitrieren von martensithar-
tendem Stahl. —«Fachberichte fiir Oberflachen technik», 1971, Heft 3, S. 92—94.
158. Keller K- Schiechtaufbau glimmnitrierter Eisenwertstoffe Harterei Tech-
nische. — «Mitteilungen», 1971, Bd. 26, Heft 2, S. 120—128.
159. Keller K- Vergleichsuntersuchungen an gas-bad-und ionitriertem Kugel-
graphitguB und Nitrierstahl», Aachen, 1969, S. 194.
160. Klockner lonon GMBM lonitrieren ist mehr als Harten—«Mitteilung»
1, II, 1969, s. 16.
161. Koch M. Zum Einflus von Eigen spannungen auf die Вiegewechselfes-
tigkeit,— «Harterei—Technische Mitteilungen», 1968, Bd 23, N 1, S. 22—26.
162. Koistinen D. P. The Generation of Residual Compressive Stresses in
the Surface Layers of Through—Hardening Steel Components by Heat Treatment —.
«Trans. ASM» 1964, v. 57, p. 81—88.
163. Kria E. Neu artige Vakuumofen und das Nikotrier—Verfahren, eine
neuartige Schutzgas—Warmebehandlung — «Gas Warme Int», 1973, Bd. 22, N10,
S. 405—409.
164. Krzyminski H. Aushartungsvorgange in der Diffusionzone nitrierter
unlegierter stahle und der Einfluss auf Festigkeit und Lahigkeit — «Harterei—
Technische Mitteilungen», 1968, Bd. 23, N 3, S. 198—207.
165. Krzyminski H., Kretzschmar K. Liber das Nitrieren von Sintereisen und
sinterstahl nach dem Tenifer—Vertahren — «Zeitschrift fiir wirtschaftliche Ferti-
gung», 65 (1970), Heft 6, S. 273—281.
166. Kubalek E. Isothermisches Zeit—Temperatur—Entmischungs—Schau-
bild — «Harterei—Techn.—Mitteilungen», Bd 23, 1968, Heft 3, S. 178—196.
167. Lapeanche H. Nitruration alassigul et ionitriration, — Metallurgie et la
construction mecanique», 1963, N 10, 849—855, Nil, 837—953.
168. Levy S. A., Barness К. E., Libsch I. F. Combining Nitriding with indu-
ction heating, — «Metal Progress», 1968, N 6.
169. Lidtke D. Vergleich der verschiedenen Nitrierverfahren und Kriterien
fiir die Auswahl. — «Harterei-technische Mitteilungen», 1973, Bd. 28, N 4,
S. 384—394.
170. Lincoln I. Gas nitriding improves wear, fatique properties — «Metal
Progress», 1973, V104, N 2, p. 72—73.
171. Luiten С. H. Nikotrieren von Stahl und GuBeisen,—«Zeitschrift fiir
wirtschaftlische Fertigung». 1973, Bd. 68, N 9, S. 482—485.
172. Martensite transformation start temperature in iron nitrogen alloys.—
«Journal of the Iron and Steel. Institute», 1968, v. 206, N 10, p. 1077—1081. *
173. Muller I. Dauerfestigkeitssteigerung durch ein neues Salzbadnitrierver-
fahren. — «Draht». 15, 1964, N 9, S. 630—633.
174. New ideas in materials and processing. — «Metal Progress», 1964, v. 86,
N 6.
175. Nicodemi W., Vercelli A., Lervolino G. Considerazioni sul comporta-
mento alia fatica a flessione rofante depli acciai maraging sottoposti a trattamenti
di nitrurazione. — «La metallurgia italiana», 1970, N 4, p. 127—135.
176. Odsava M. Marstressing of bearing Steel, — «Tokusuko, Special Steel,
1966, 15, N 6.
177. Ono Akira. On the effect of y-irradiation for nitriding reaction of the
Steel. — Japan Conf. Radioisotopes (JRIA). (1961, preprints) SL, SAE 33/1-E 33/2.
178. Paranjpe V. G., Floe C. F., Cohen M., Beuer M. B. The Iron Nitrogen
System. — «Journal of Metals» 1950, v. 18?, N 2, p. 261—267.
179. Pomey Jacques Progres Recents et tendances actuelles dans la carboni-
truration et la nitruration — «Mem scient rev. metallurgie», 1963, v. 60, N 3,
p. 215—235.
180. Prenosil B. Gefiige der Badnitrierten und in Ammoniakatmoshare mit
kohlenwasser stoff zusatz hergestellten Schichten — Harterei—Techn. Mitt», 1965,
Bd. 20, N 1, S. 41—49.
181. Sidan H. Nitrieren von Schnellarbeits Stahlen — «Osterreichische Inge-
nieur-Leitschrift, 1970, Bd. 13, N 5, S 196—197.
253
182. Sternkopf I. EinfluB von Hoch temperaturemaillierung und Badnitrie-
rung auf das Dauerfestigkeits — und Leitstandverhalten der Warmfesten Schmie-
delegierunden ЭИ 612 und ЭИ 617 — «Maschinenbautechnik», 17, 1968, Heft 10,
S. 529—533. •
183. Tacikowski I., Zysk I. Krotkookresowe wegloazotowanie gazowe— «Prace
instytuvu mechaniki precyzyjnej», 1969, 17, N 65, c. 68—77.
184. Tauscher H., Fleischer H. VerschleiBverhalten von Badnitricrtem oder
badkarbonitrierertem GuBeisen unter Schiedlicher Gefiigeausbildung, — «Maschi-
nenbautechnik», 1970, Bd. 19, Heft 4, S. 201—205.
185. Terao N. New phases of niobium nitride — «Less—Common Metals»,
1971, 23, N 2, p. 159—169.
186. Wiegand H., Koch M. Das Verhalten gas und Salzbadnitrierter Stahle
bei Wechselbeanspruchung, — «Harterei-Technische Mitteilungen», 1959, Bd. 13,
N 2, S. 77—101.
187. Wunning I. Zeitschrift fur wirtschaftlische Fertigung 1974, Bd. 69 N 2,
S. 80—85.
188. Zabavnik V. Diffuzios izzitassal egybekototbuj gaznitridalasi e Ijaras. —
«Banyasz es kohasz lapok kohasz.» 1973, 106, N 4, 164—168.
189. Zabavnik V. Niektore nove poznatky v oblasti nitridacie oceli v plynoch —
«Sb. bed pr. VSI. Kosiciach», 1970, 1, 103—115.
190. Zysk Ian. Porownanie krotkookresowego azotowania gazowego zazoto-
waniem u kapielach cyjanowo — cyjanianowych. — «Prace Inst. mech. precyz.»,
1969, 17, N 64, 37—47.
ОГЛАВЛЕНИЕ
Введение............................................................. 3
Глава I. Общие закономерности формирования азотированного слоя . . 9
§ 1. Система железо—азот...................................... 9
§ 2. Система железо—углерод—азот....................: . . . 12
§ 3. Взаимодействие легирующих элементов с азотом............ 14
§ 4. Механизм и кинетика образования азотированного слоя
на железе..................................................... 19
§ 5. Механизм и кинетика образования азотированного слоя на
легированных сплавах железа................................... 32
§ 6. Фазовые превращения в азотированном слое ............... 44
Глава II. Газовое азотирование стали и чугуна ...................... 53
§ 1. Азотирование конструкционных сталей .................... 53
§ 2. Азотирование ферритных титановых сталей................. 69
§ 3. Азотирование инструментальных сталей.................... 72
§ 4. Азотирование мартенситно-стареющих сталей............... 74
§ 5. Азотирование ферритных и аустенитных коррозионностойких
и жаропрочных сталей.......................................... 81
§ 6. Азотирование аустенитных дисперсионно-твердеющих немаг-
нитных сталей............................................... 88
§ 7. Азотирование чугуна...................................... 90
§ 8. Антикоррозионное азотирование ....................... 99
§ 9. Нитрозакалка............................................ 102
Глава III. Технология процесса газового азотирования .............. 107
§ 1. Предварительная термическая обработка азотируемых де-
талей 107
§ 2. Защита стали от азотирования............................ 109
§ 3. Подготовка изделий к азотированию . . ................ * 110
§4. Технология азотирования ............................... 111
§ 5. Оборудование для азотирования .................. 120
§ 6. Дефекты азотирования и их предупреждение ..............'135
§ 7. Контроль качества азотированных деталей ............... 138
Глава IV. Интенсификация газового азотирования..................... 140
§ 1. Азотирование с нагревом т. в. ч........................ 140
§ 2. Азотирование в ультразвуковом поле..................... 142
§ 3. Азотирование в «кипящем слое» ..........................143
§ 4. Азотирование при повышенных давлениях.................. 144
§ 5. Азотирование в тлеющем разряде......................... 144
1. Формирование диффузионного слоя при ионном азотиро-
вании ....................................................146
2. Азотирование улучшаемых конструкционных сталей .... 149
3. Азотирование мартенситно-стареющих сталей............ 153
255
4. Азотирование коррозионностойких сталей............... 153
5. Азотирование чугуна.................................. 154
6. Технология азотирования в тлеющем разряде и оборудо-
вание ................................................... 155
Глава V. Азотирование в жидких средах.............................. 165
§ 1. Химизм процесса......................................... 166
§ 2. Азотирование конструкционных сталей .................... 169
§ 3. Азотирование инструментальных сталей.................... 180
§ 4. Азотирование коррозионностойких, жаростойких и жаропроч-
ных сталей .................................................. 187
§ 5. Азотирование чугуна..................................... 188
§ 6. Азотирование металлокерамики............................ 190
§ 7. Технология процесса и оборудование...................... 192
1. Азотирование в цианид-цианатных расплавах............. 192
2. Азотирование в цианидных расплавах .................. 208
3. Азотирование в расплавах на основе карбамида........ 212
4. Азотирование в нитрит-натриевых расплавах и водных
растворах............................................... '216
Глава VI. Кратковременное газовое азотирование .................. 219
§ 1. Азотирование, в аммиаке................................. 219
§ 2. Азотирование в смеси аммиака и азота................... 225
§ 3. Азотирование в аммиаке с добавками кислородосодержащих
газов ....................................................... 225
§ 4. Азотирование с добавками углеродосодержащих газов . . . 226
1. Азотирование в смеси аммиака и природного газа .... 230
2. Азотирование (низкотемпературная нитроцементация) с при-
менением триэтаноламина ................................. 234
3. Азотирование с добавками серосодержащих веществ . . . 238
4. Азотирование в смеси аммиака и эндогаза .............. 238
5. Азотирование в смеси аммиака и экзогаза .............. 242
Список литературы.............................*.................... 246
Юрий Михайлович Лахтин,
Яков Давидович Коган
АЗОТИРОВАНИЕ СТАЛИ
Редактор издательства Н. Г. Сальникова
Технический редактор Е. П. Смирнова- Корректоры: В. А. Воробьева, Н. И. Шарунина
Переплет художника А. С. Мунтяна
Сдано в набор 11/VI 1975 г. Подписано к печати 29/ХП 1975 г. Т-20866
рмат бОХЭО1/^ Бумага типографская № 1 Усл. печ. л. 16,0 Уч.-изд. л. 1
Тираж 9000 экз. Заказ № 367 Цена 1 р. 10 к.
Издательство «Машиностроение», 107885, Москва, Б-78, 1-й Басманный пер., 3
Ленинградская типография № 6 Союзполиграфпрома
гри Государственном комитете Совета Министров ССС
ю делам издательств, полиграфии и книжной Toprosj
193144, Ленинград, С-144, ул. Моисеенко, 10
Ю.М. Лахтин, Я Д. Коган
АЗОТИРОВАНИЕ
СТАЛИ
Москва
«МАШИНОСТРОЕНИЕ*
1976