









































































































































































































































































































































































Текст
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЧЕСКИЙ СПРАВОЧНИК
РЕДАКЦИОННЫЙ СОВЕТ
Председатель Совета и главный редактор
акад. Е. А. ЧУДАКОВ
С. А. АКОПОВ, И. И. АРТОБОЛЕВСКИЙ, Н. С. АЧЕРКАН, И. М. БЕСПРОЗВАННЫЙ,
Н. Т. ГУДЦОВ, В. И. ДИКУШИН, А. И. ЕФРЕМОВ, В. К. ЗАПОРОЖЕЦ, А. И. ЗИМИН,
Н. С. КАЗАКОВ, М. В. КИРПИЧЕВ, В. М. КОВАН, Ю. П. КОНЮШАЯ, А. А. ЛИПГАРТ,
В. А. МАЛЫШЕВ, Л. К. МАРТЕНС, Л. М. МАРИЕНБАХ, Г. А. НИКОЛАЕВ, И. А. ОДИНГ
(зам. председателя Редсовета), Е. О. ПАТОН, Л. К. РАМЗИН, Н. Н. РУБЦОВ, М. А. САВЕРИН
(зам. председателя Редсовета), И. И. СЕМЕНЧЕНКО, С. В. СЕРЕНСЕН, К. К. ХРЕНОВ,
М. М. ХРУЩОВ, Н. А. ШАМИН, А. Н. ШЕЛЕСТ, Л. Я- ШУХГАЛЬТЕР (зам. главного редактора),
А. С. ЯКОВЛЕВ
РАЗДЕЛ ВТОРОЙ
МАТЕРИАЛЫ
МАШИНОСТРОЕНИЯ
том 4
Ответственный редактор
чл.-корр. АН СССР И. А. ОДИНГ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МОСКВА — 19 4 7
ПРОИЗВОДСТВЕННАЯ ЧАСТЬ
Зам. начальника издательства Д. М. Польский. Начальник производствен-
ного отдела Машгиза С. А. Соловьев. Зав. производством „Справочника"
М. М. Гельфанд. Техн. редакторы Б. С. Раецкий и Т. Ф. Соколова.
Зав. корректорской С. А. Третьяков. Корректоры В. Г. Матисен,
О. И. Семенова, Ю. Н. Николаева. Художник-оформитель А. Л. Вельский.
Руководитель графич. бюро Н. Н. Петров. Графики и ксилографы:
А. М. Тетерин, А. Ф. Иваницкая, В. С. Киреева, М. И. Серебренникова,
С. М. Лотохин.
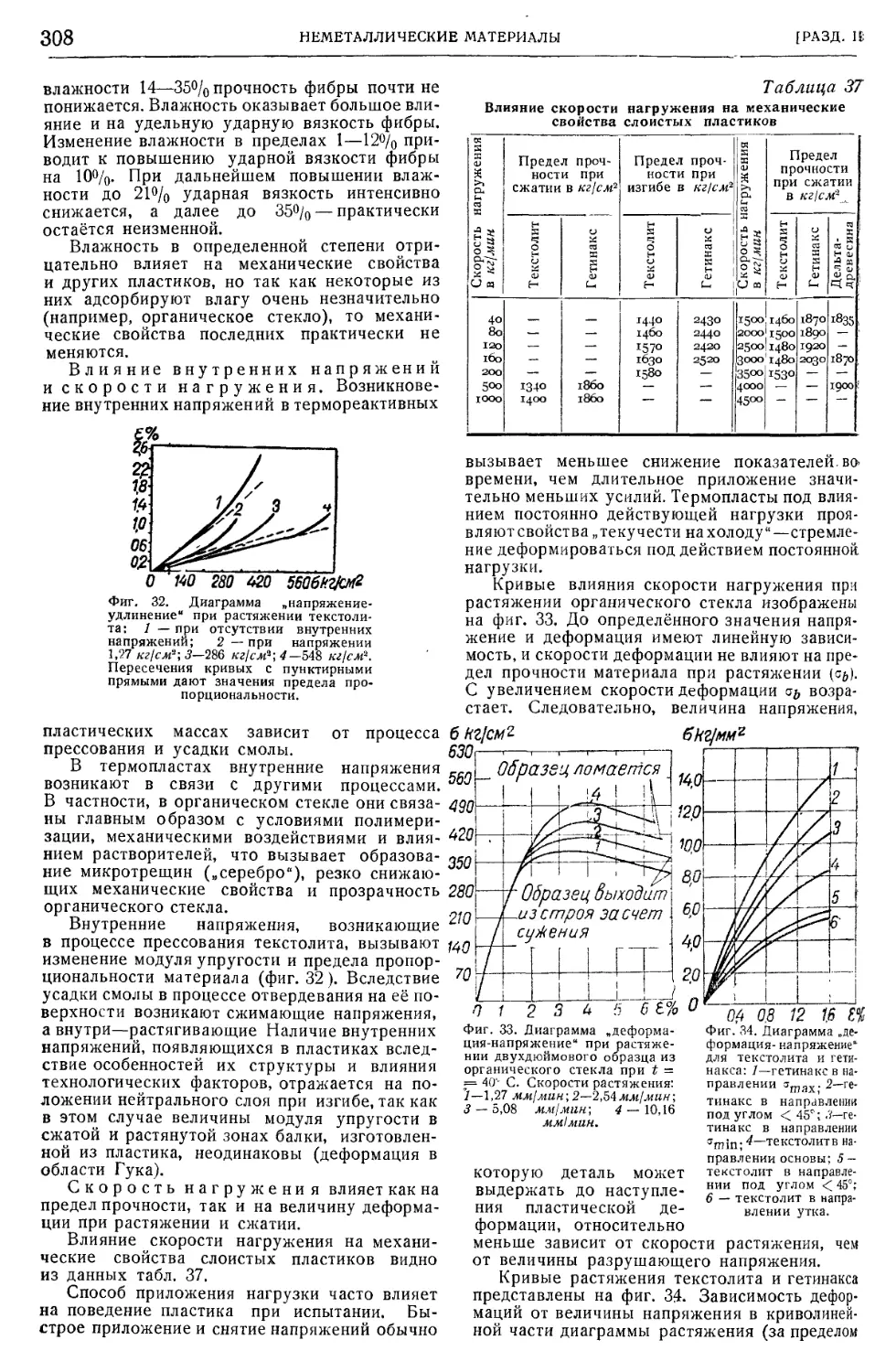
Полиграфические работы выполнены в 1-й типографии Машгиза. Директор
типографии Н. И. Панин. Зав. производстЛом Л. О. Машгиза Я- И. Лебедев.
Зав. производством типографии Н. С. Кондрат. Набор и вёрстка произве-
дены под руководством I И. М. Жабреза. \ , технолога О. Я. Васина и
бригадира верстальщиков M.F. Петрова. ПечатьюруководилиЛГ.П. Седов и
технолог С. М. Сундаков. Брошировочно-переплётные работы вы-
полнялись под руководством И. И. Смирнова. Тиснением руководила
Д. Г. Белова. Матрицы и стереотипы изготовлены под руководством
//. М. Ееспалова. Типографская корректура проведена под руководством
Е. А. Беляйкина.
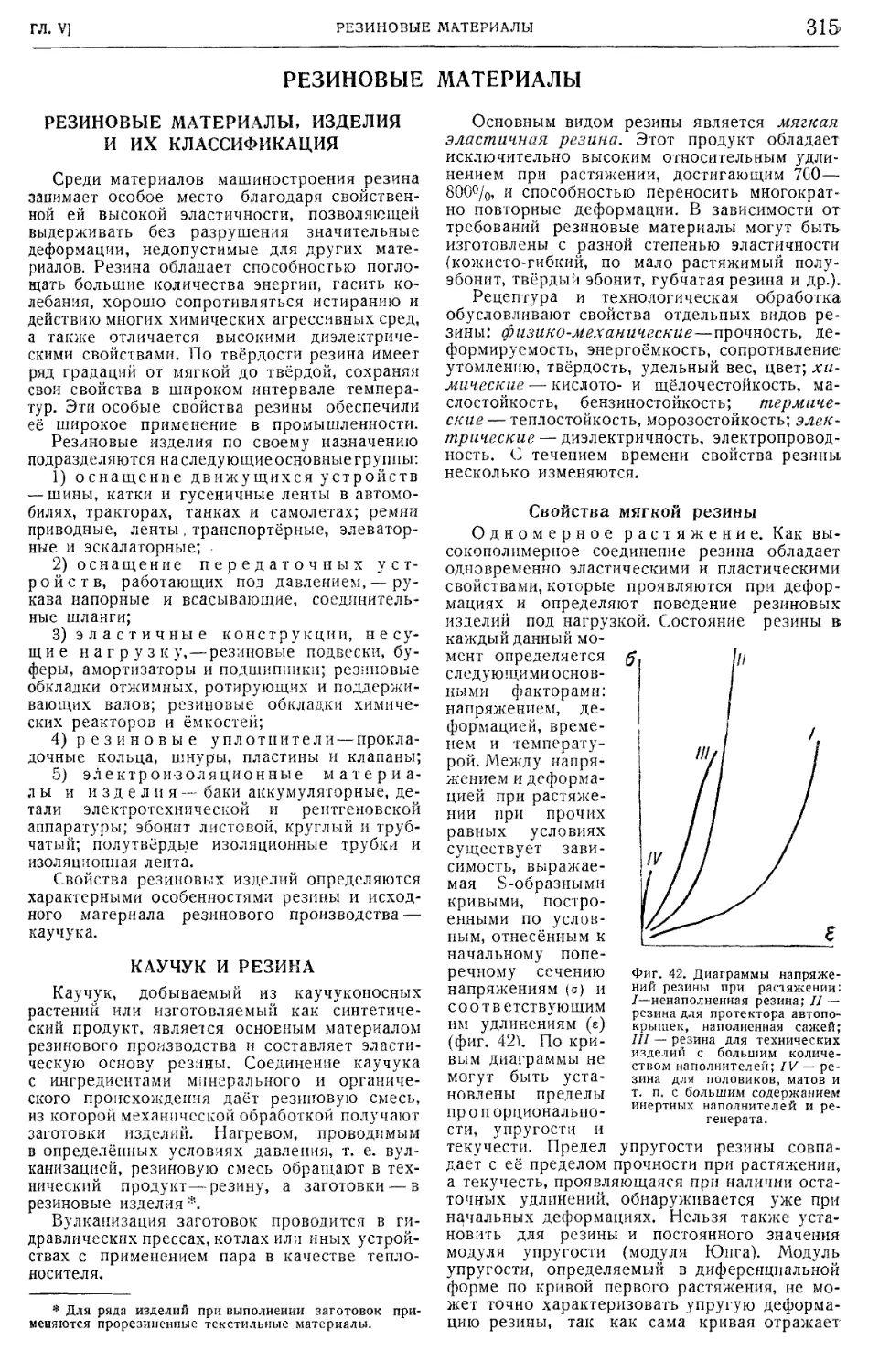
Бумага фабрики им. Володарского. Ледерин Щелковской фабрики.
Картон Калининской фабрики. Шрифт изготовлен на 1-м и 2-м шрифто-
литейных заводах.
4-й том сдан в производство 13/Х 1945 г.—16/III 1946 г. Подписан к пе-
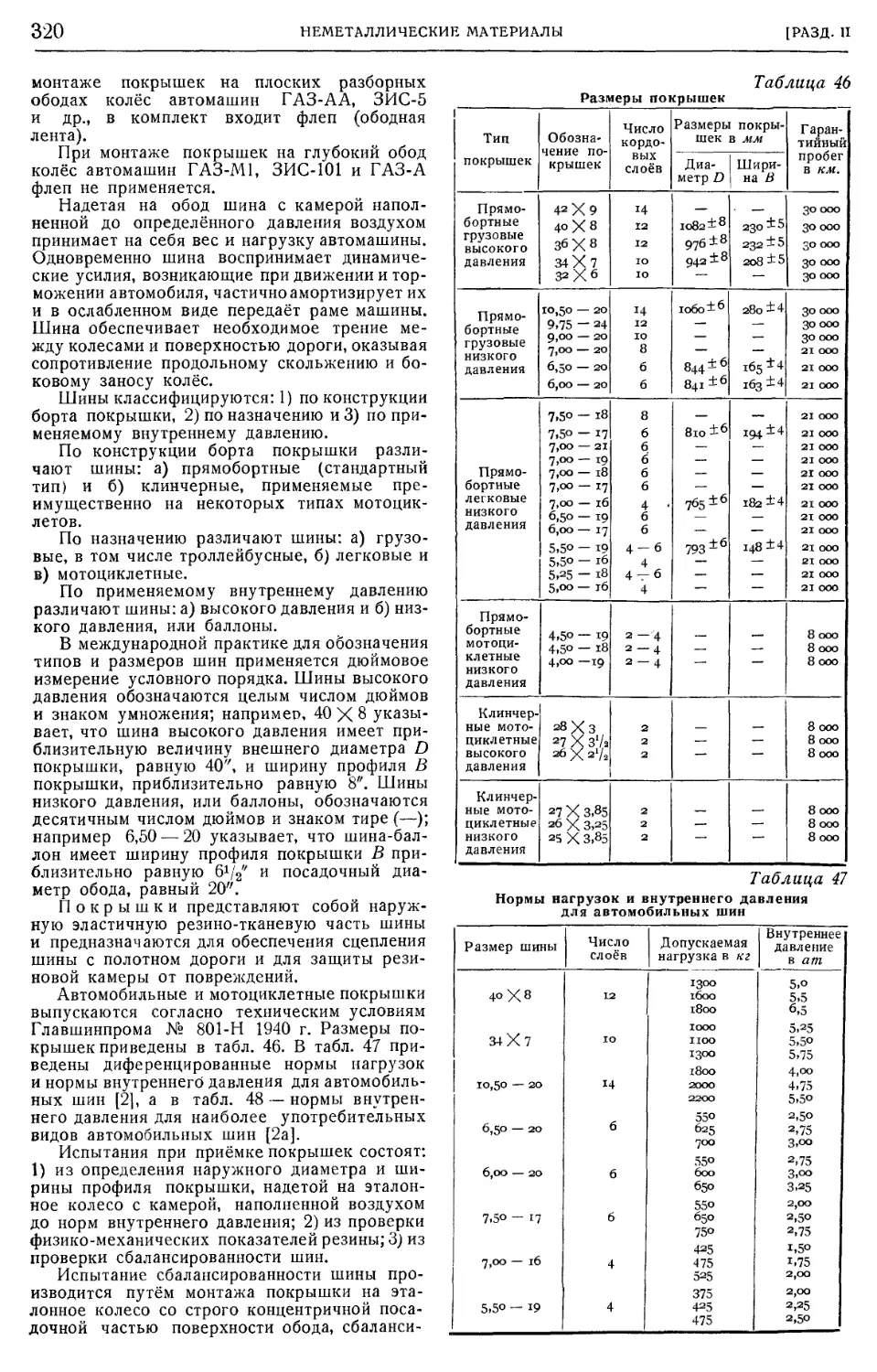
чати 14/П 1947 г. А02240. Заказ № 12S5. Бумага 70x108'Дв Уч.-изд. листов 63'/2.
Печатных листов 271/< + 13 вклеек. Тираж 50 000. 1-й завод 1—25 000 экз.
Адрес типографии: Ленинград, \<л. Моисеенко, д. 10.
АВТОРЫ ТОМА
Я. Д. АВРАСИН, инж., В. А. АРОНОВИЧ, проф., Н. И. БАБКИН, канд. техн. наук,
М. Ю. БАЛЬШИН, канд. техн. наук, М. Ф. БЕЗСУДНОВА, инж., П. П. БЕРГ,
проф., д-р техн. наук, С. В. ВИНОГРАДОВ, инж., С. Г. ГЛАЗУНОВ, инж.,
Г. И. ГЛУШКОВ, канд. техн. наук, Г. Н. ДУДЕРОВ, доц., канд. техн. наук,
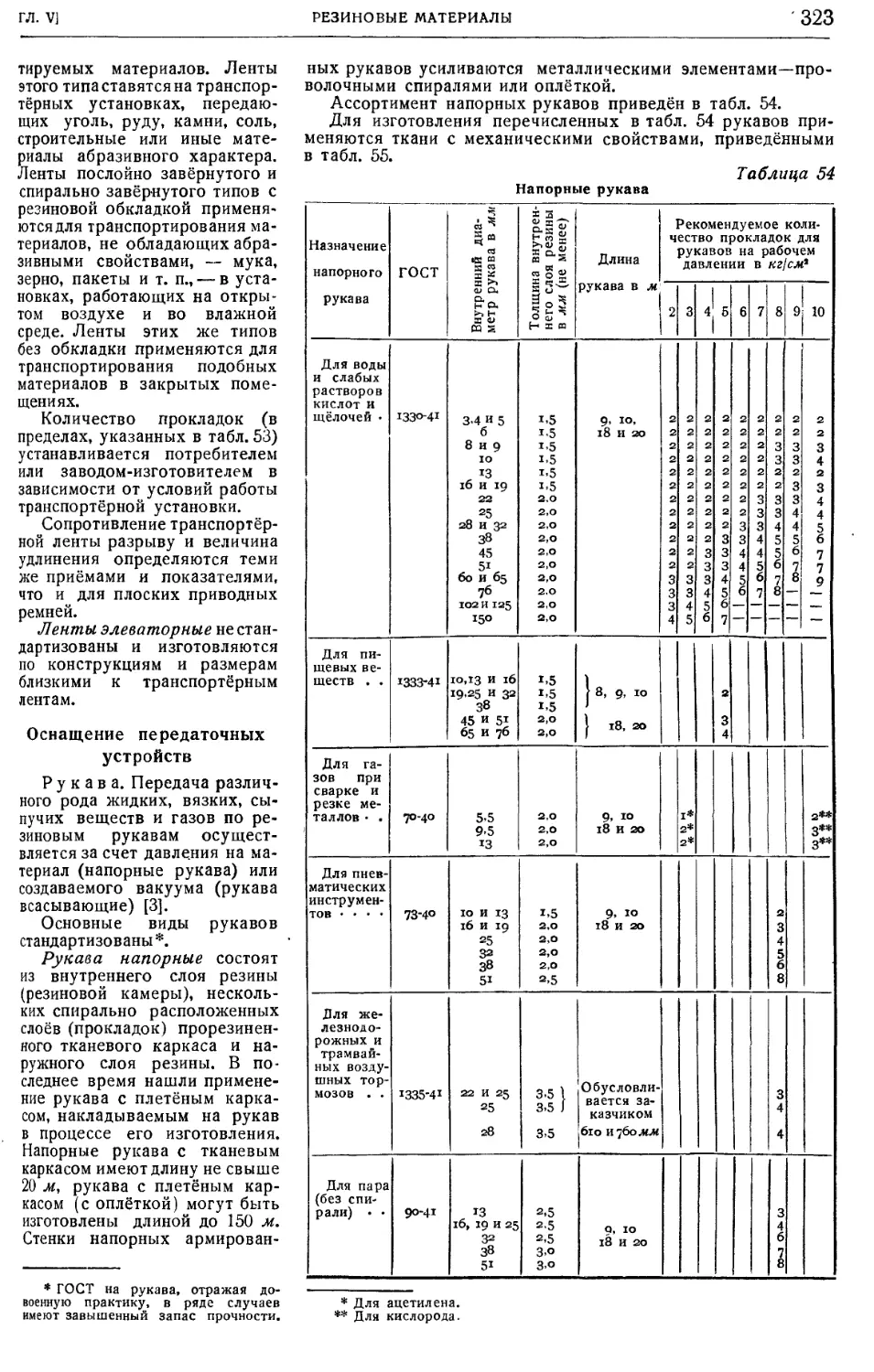
Н. И. ЕРЕМИН, канд. физ.-мат. наук, Я. Н. КАПЛУНОВ, доц., канд. техн. наук.
Д. А. КАРДАШЕВ, канд. техн. наук, О. Е.'КЕСТНЕР, канд. техн. наук, В. А. ЛЕПЕ-,
ТОВ, доц., канд. техн. наук, Л. П. ЛУЖНИКОВ, инж., М. А. МАТВЕЕВ, доц.,
канд. техн. наук, Б. С. МИЛЬМАН, канд. техн. наук, Л. М. ПЕРЕЛЫГИН,
проф., д-р техн. наук, П. Г. ПЕТРОВ, инж., С. Н. ПОМЕРАНЦЕВ, инж., В. И. ПТИ-
ЦЫН, инж., В. С. РЖЕЗНИКОВ, кавд. техн. наук, Б. Н. РУТОВСКИЙ, проф.,
д-р техн. наук, А. В. РЫКОВА, инж,, А. П. СМИРЯГИН, ст. научн. сотр.,
С. Б. ФУТОРЯН, канд. техн. наук, В. И. ЦЫГАНОВ, инж., И. Ю. ШЕЙДЕМАН.
канд. техн. наук, Н. П. ШУМИЛОВ, инж.
НАУЧНЫЕ РЕДАКТОРЫ
БЕРГ П. П., проф., д-р техн. наук (гл. 1), БЛИЗНЯНСКИЙ А. С, инж. (терминология и обозна-
чения), БОЧВАРА. А, акад. (гл. И), БРОДСКИЙ Г. С, инж. (гл. 1 и II), ГЛИНЕР Б. М., нкж.
(зам. отв. редактора тома), ПРАВДЮК u Н. Ф.. канд. техн. -наук (гл. III), УМАНСКИЙ Я- С,
проф., д-р техн. наук (гл. IV), ЧУЛИЦКИЙ Н. Н., проф., д-р техн. наук (гл. V, кроме слоисто-
прессованной древесины).
*
Редактор графических материалов [инж. В. Г. КАРГАНОВ
*
Редактор-организатор тома М. И. ГИЛЬДЕНБЕРГ
Зав. редакцией А. Н. КЛУШИНА
Адрес редакции: Москва, Третьяковский пр., д. 1. Машгиз. Главная
редакция энциклопедического справочника .Машиностроение"
СОДЕРЖАНИЕ
От редактора VII
Глава I. ЧУГУН
1
Классификация и назначение чугунных отли-
вок (проф., д-р техн. наук П. П. Берг) 1
Основные характеристики свойств чугуна . 2
Общее влияние элементов на структуру
чугуна (проф., д-р техн. наук П. П. Берг). 2
Физические и химические свойства чугуна
(проф., д-р техн. наук И. П. Берг,
канд. фаз.-мат. наук Н. И. Еремин а
инж. А. В. Рыкова) 3
Механические свойства чугуна (проф., д-р
техн. наук П. П. Берг) 19
Технологические свойства (проф., д-р техн.
наук П. П. Берг и канд. техн. на\>к
С. Б. Футорян) . 28
Влияние технологии производства чугуна на
его свойства (проф., д-р техн. наук
П. П. Берг) '. . 31
Получение жидкого металла 31
Охлаждение и затвердевание отливки ... 32
Обработка отливки 33
Чугун как конструкционный материал (проф.,
д-р техн. наук П. П. Берг) 35
Статические свойства чугуна 35
Схема идеализированной конструкции ... 35
Распределение напряжений . ." 35
Динамичность нагрузки . . 37
Конструкционная прочность 37
Пути к увеличению конструкционной проч-
ности 40
Отливки из серого чугуна (проф. В. А. Аро-
нович) 41
Отливки малой прочности 41
Отливки средней прочности 41
Отливки повышенной прочности 45
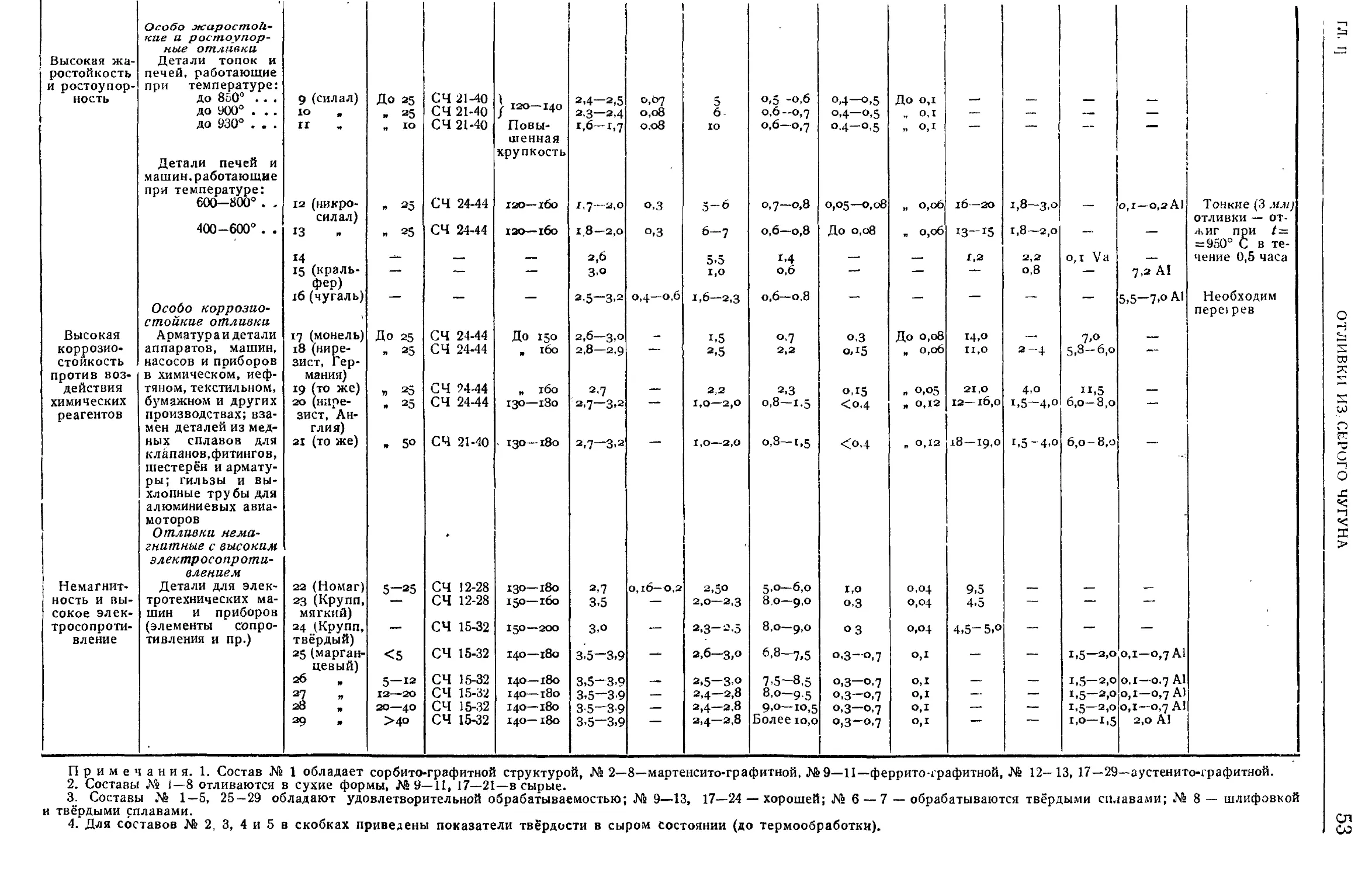
Отливки со специальными свойствами ... 51
Белый и отбелённый чугун (инж. П. Г. Пе-
тров а Н. П. Шумилов) 57
Отливки из белого чугуна 57
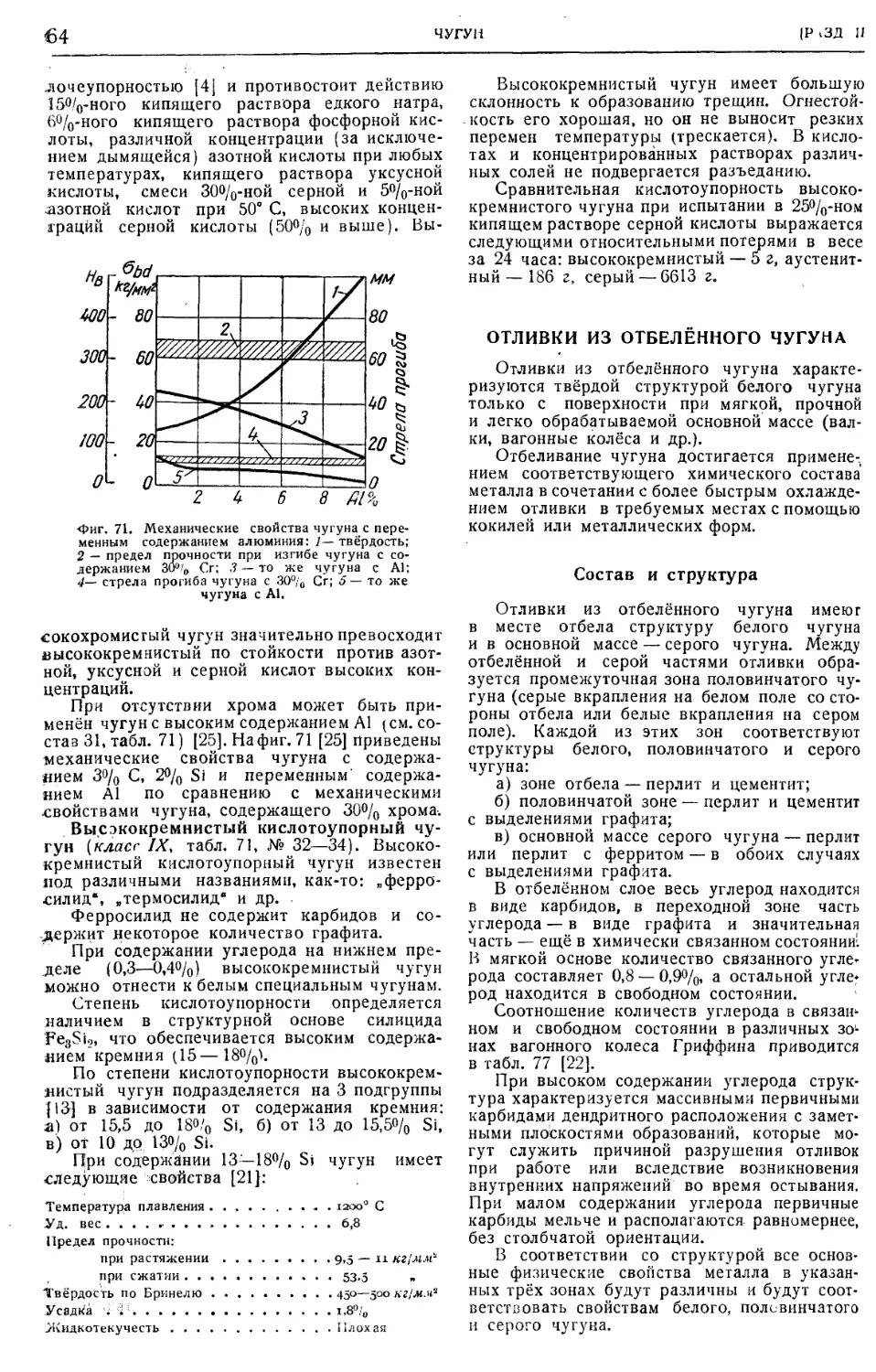
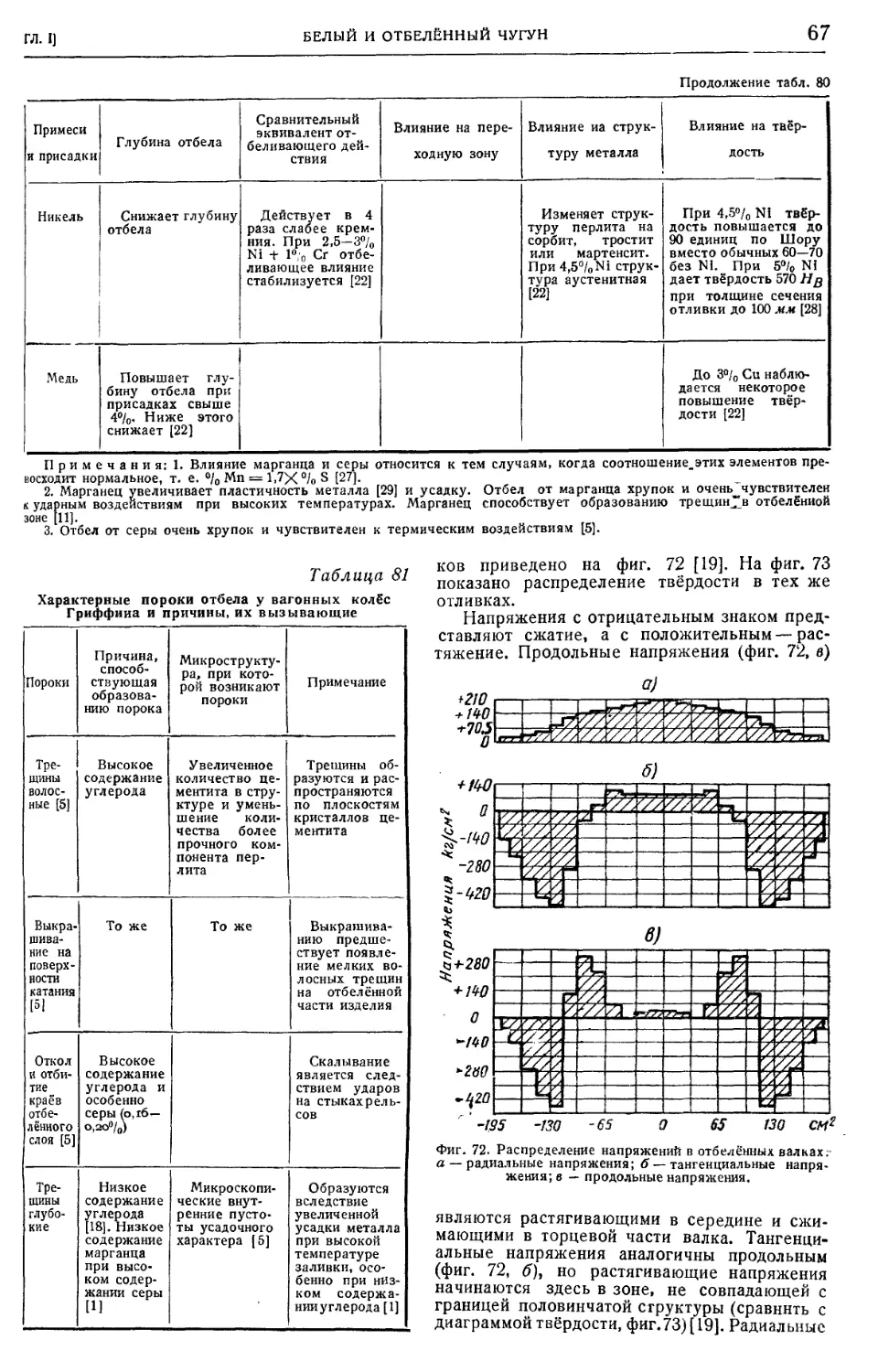
Отливки из отбелённого чугуна 64
Отливки из ковкого чугуна (инок. П. Г. Пе-
тров и Н. П. Шумилов) 69
Графитизированный ферритный (американ-
ский) ковкий чугун 70
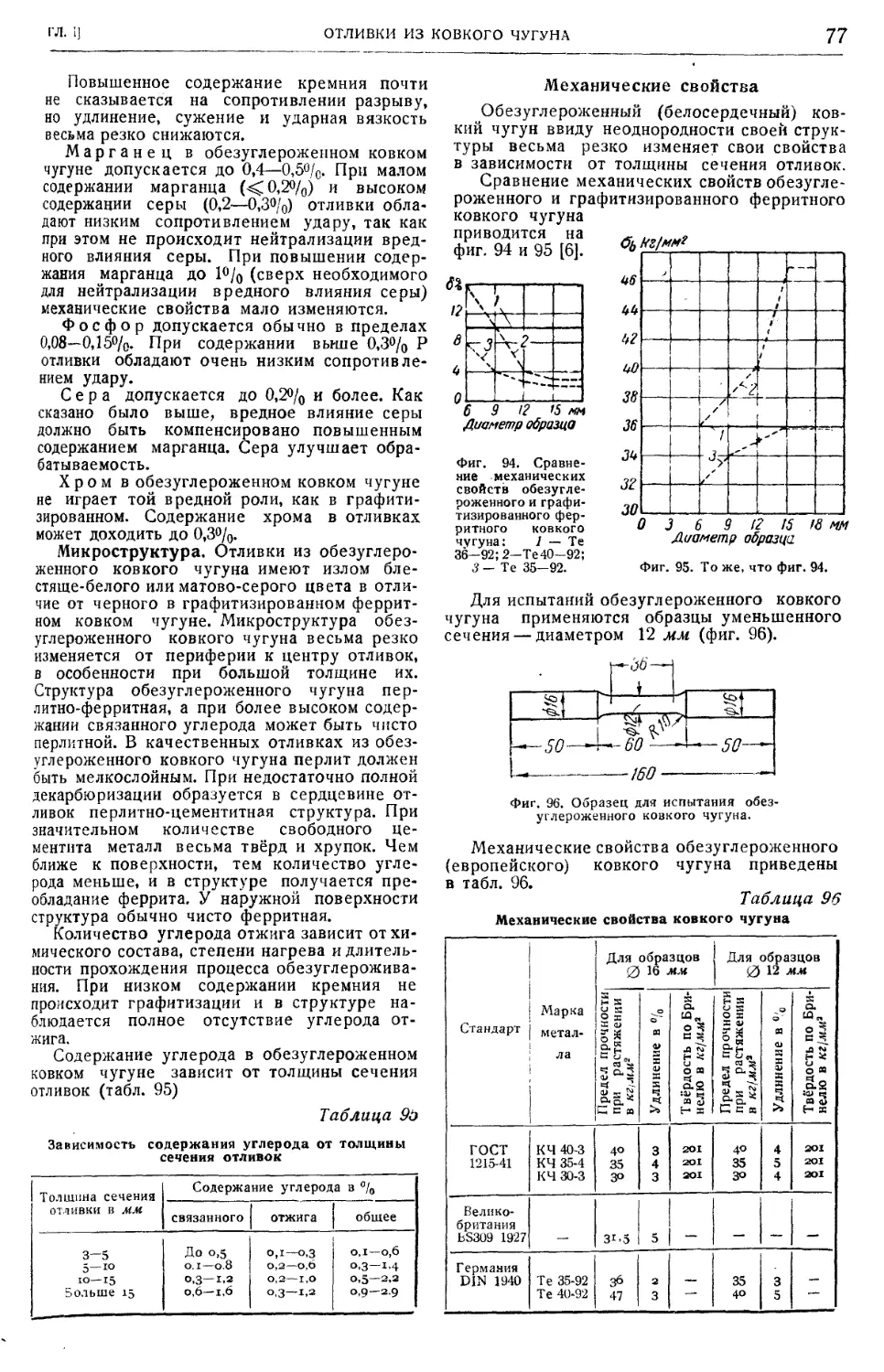
Обезуглероженный (европейский) ковкий
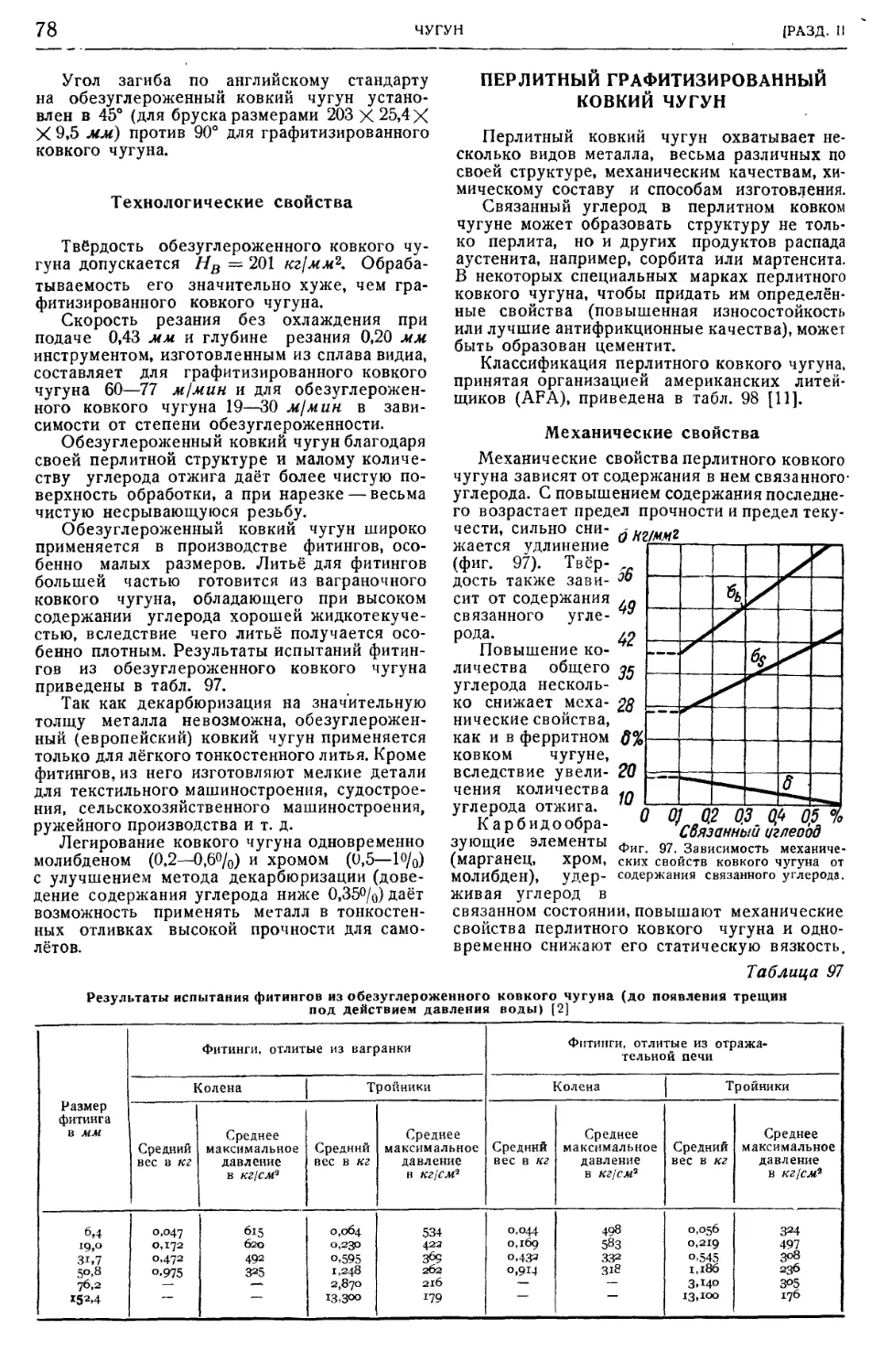
чугун 76
Перлитный графитизированный ковкий
чугун 78
Модифицированный чугун (канд. техн. наук
Б. С Мильман) . '. '. '. . 87
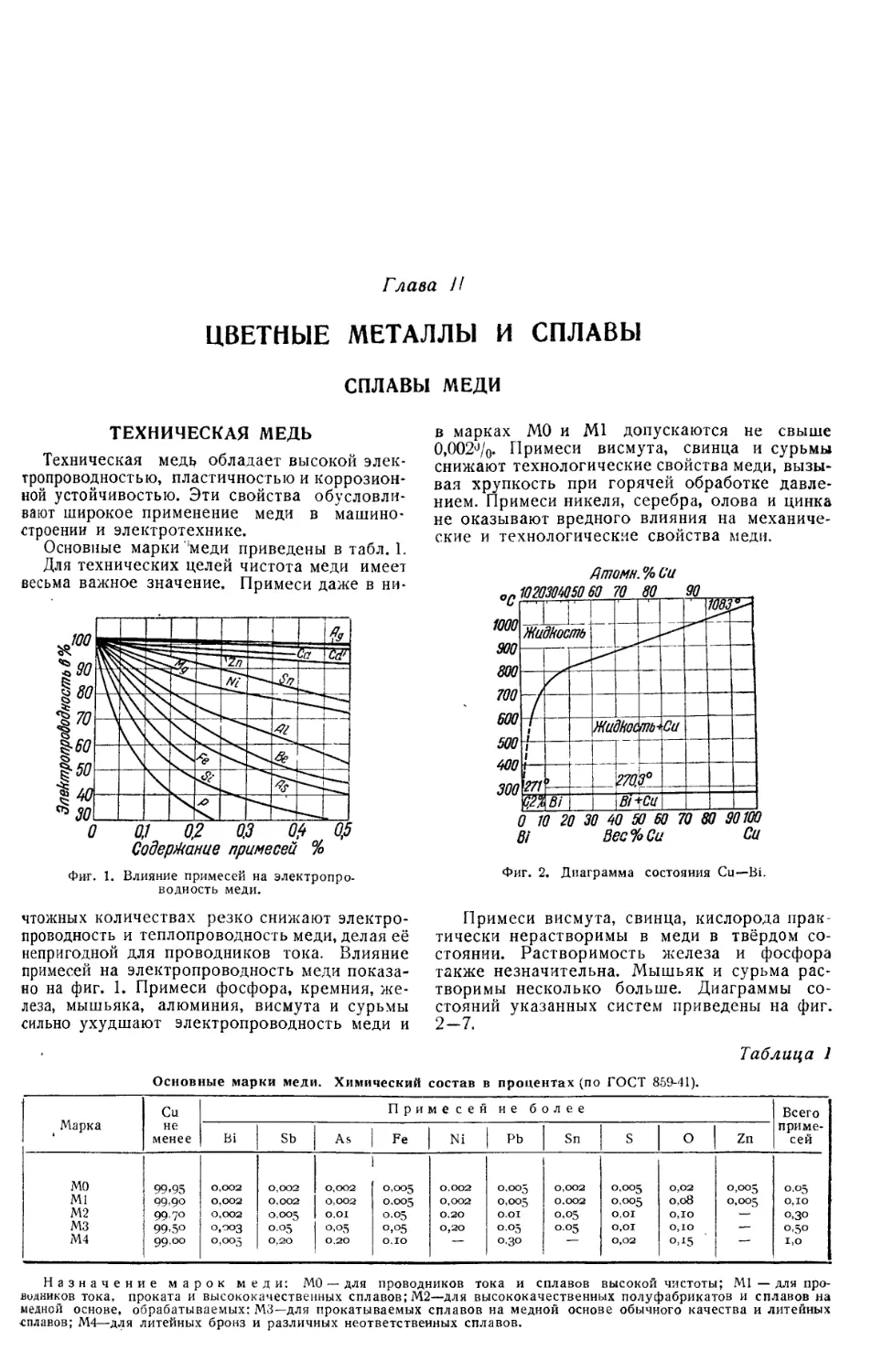
Глава П. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 97
Сплавы меди (ст. н. с. А. П. Смарягин) . . 97
Техническая медь 97
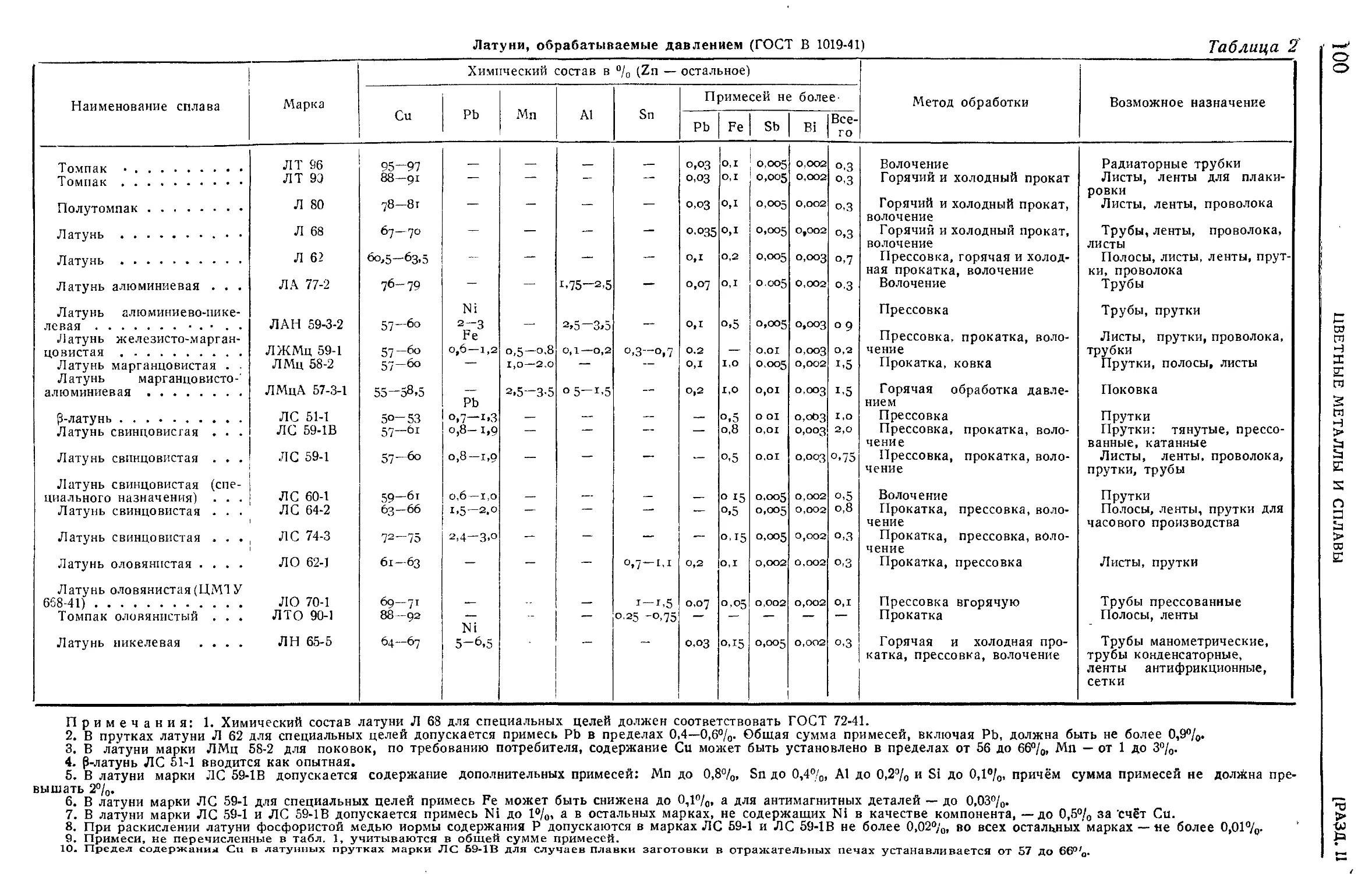
Медноцинковые сплавы 99
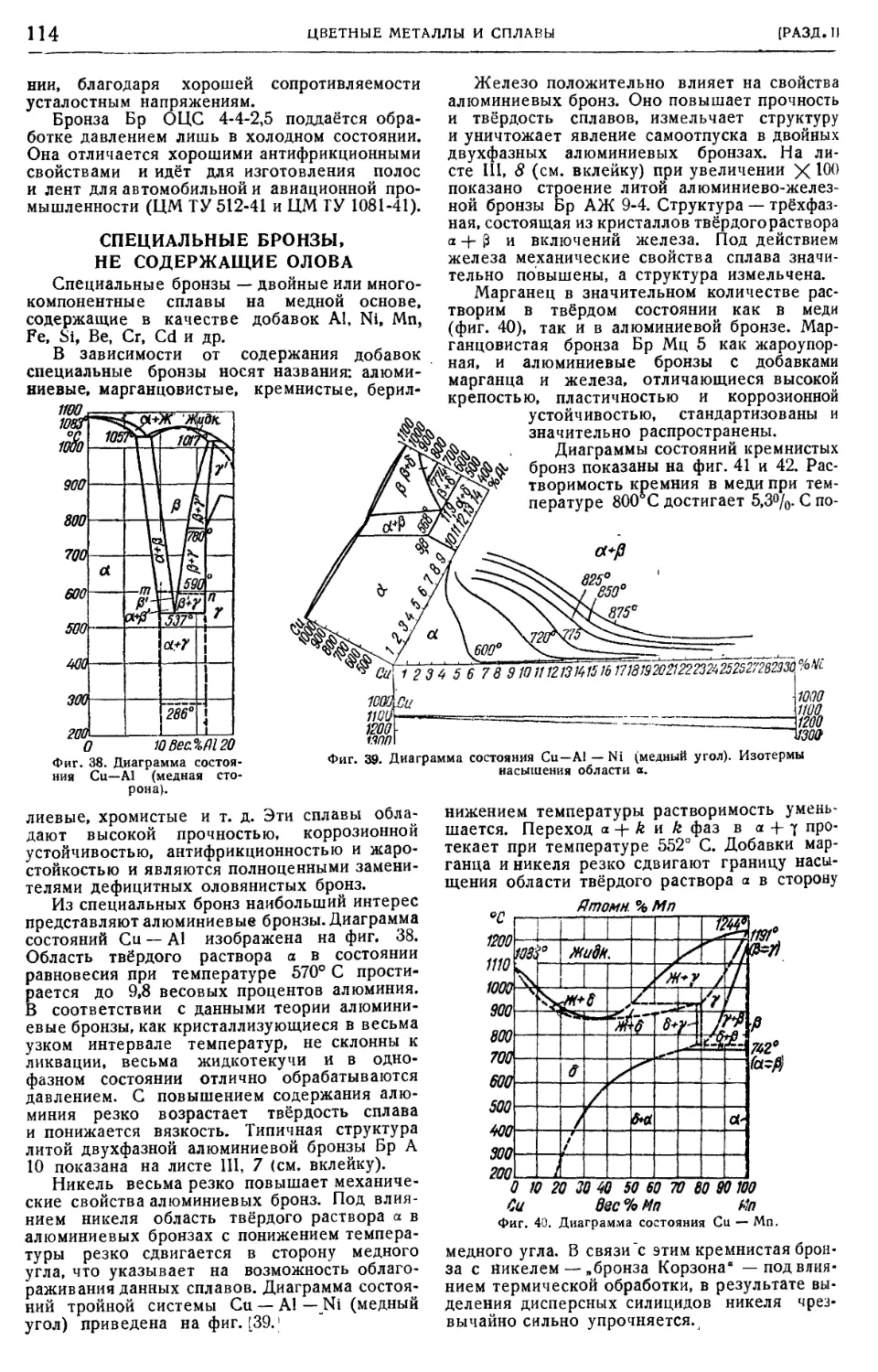
Оловянистые бронзы 106
Специальные бронзы, не содержащие
олова 114
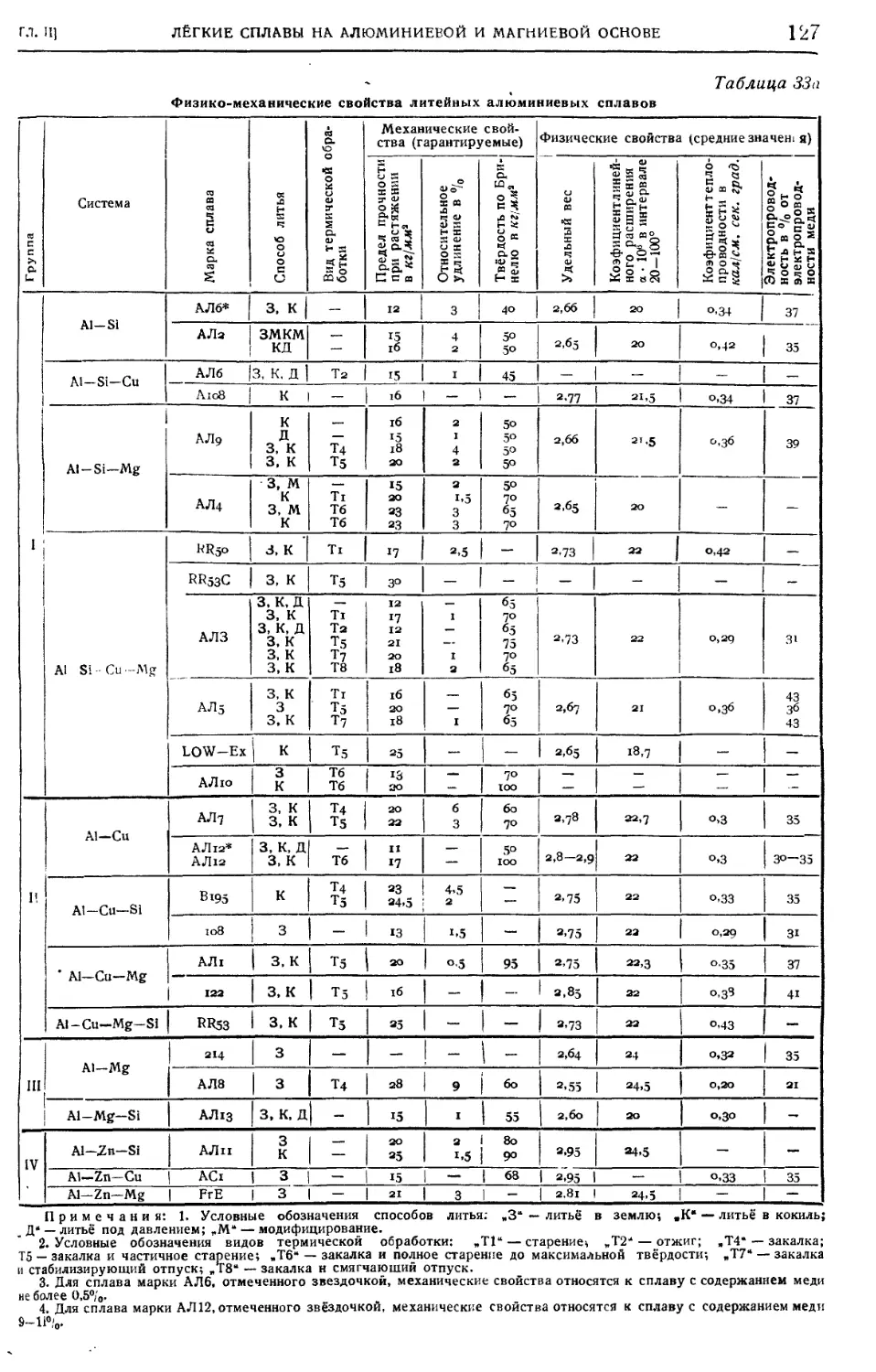
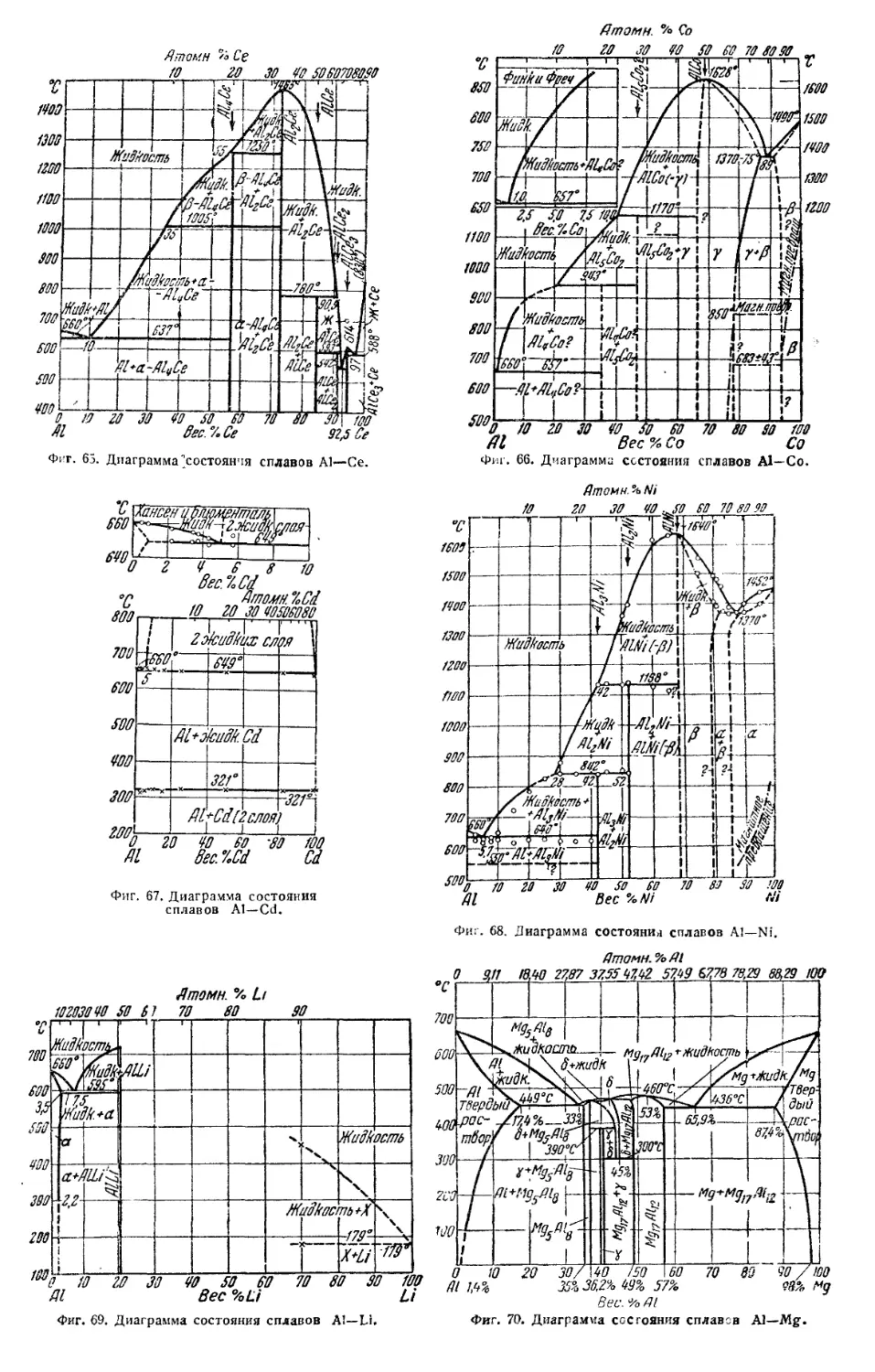
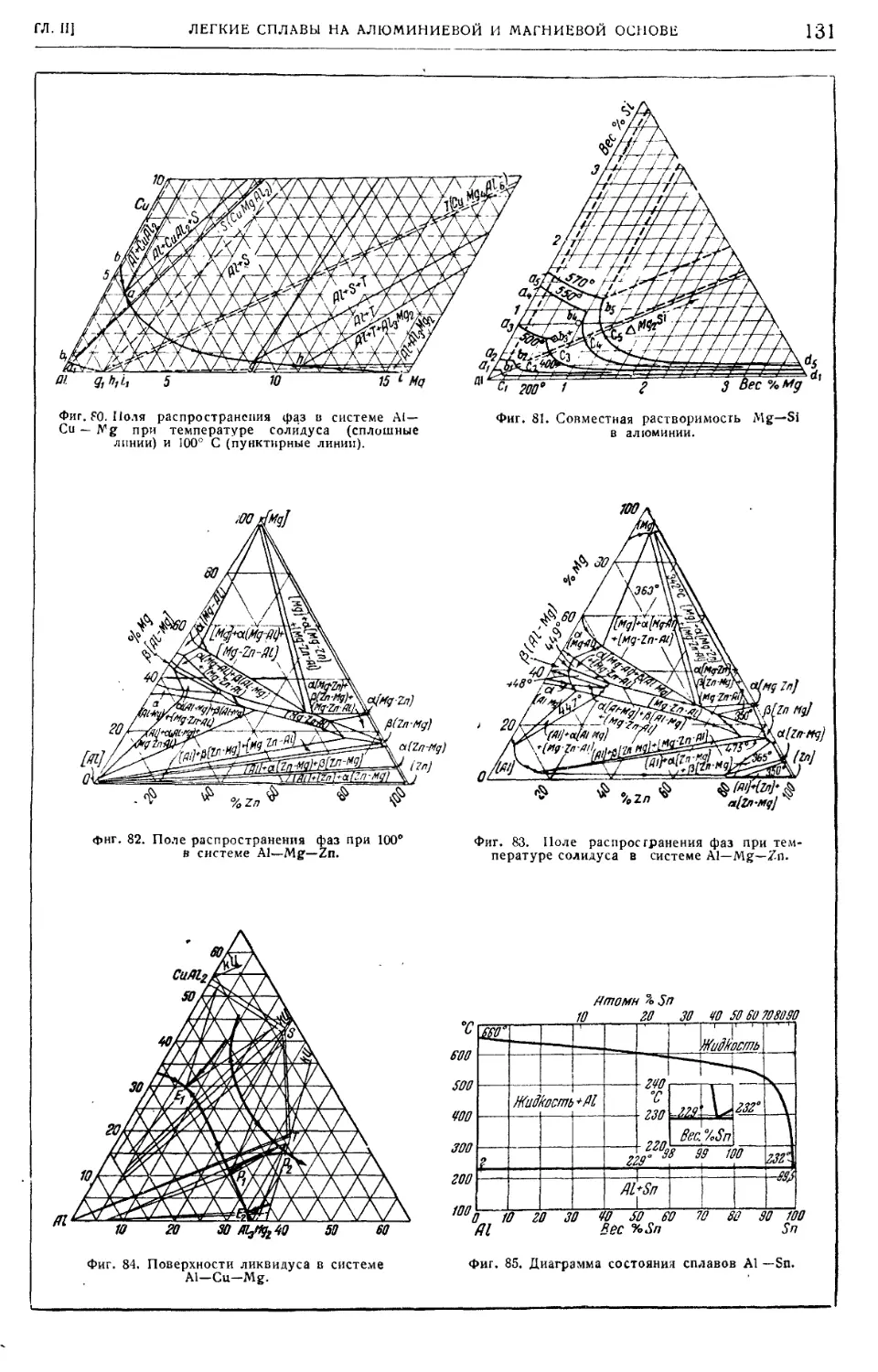
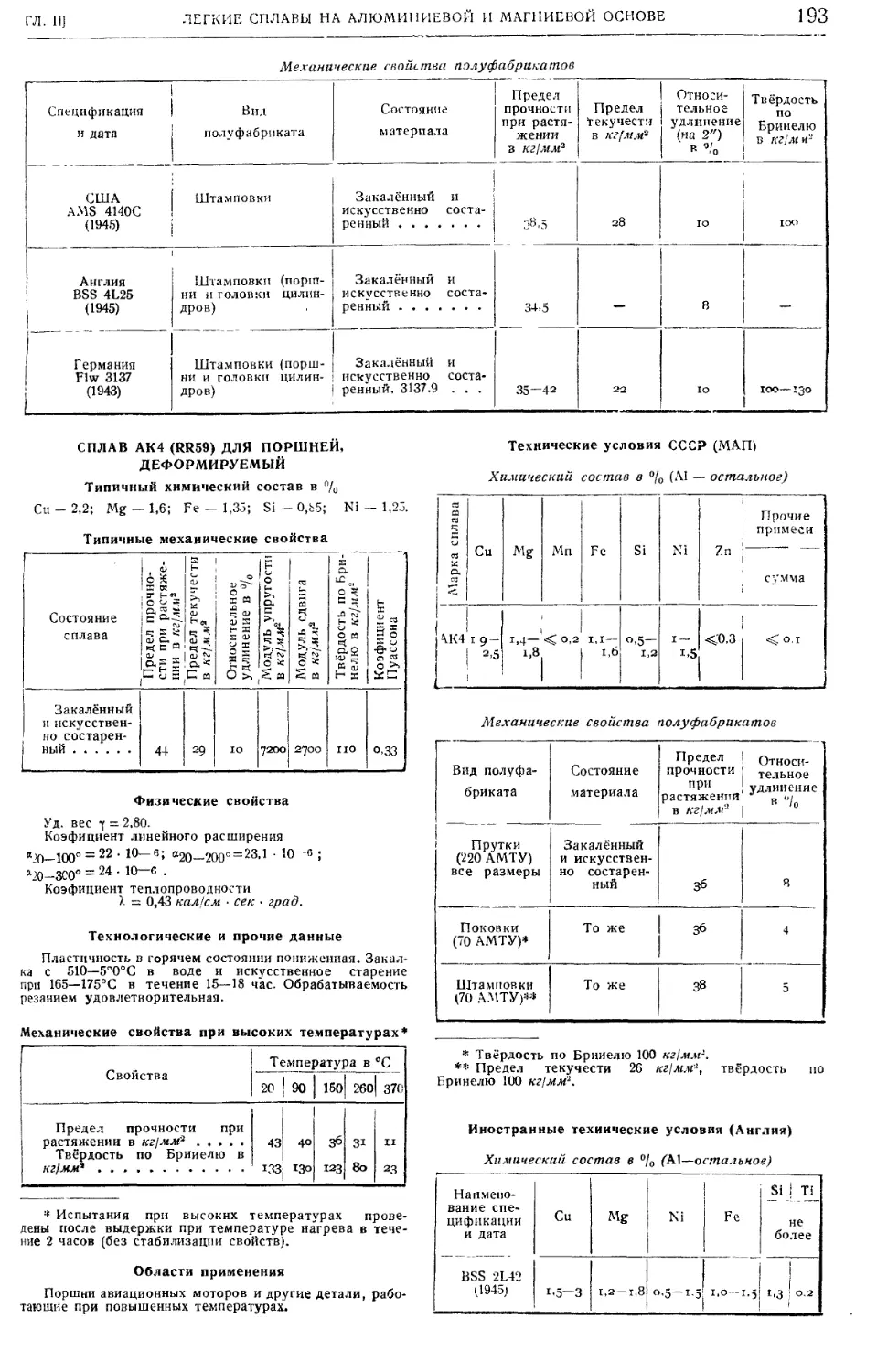
Лёгкие сплавы на алюминиевой и магниевой
основе 125
Алюминиевые сплавы для литья (инж.
С. Г. Глазунов) 125
Магниевые сплавы для литья (пнж.
С. Г. Глазунов) 157
Деформируемые алюминиевые сплавы
(инж. Л. П. Лужников) 164
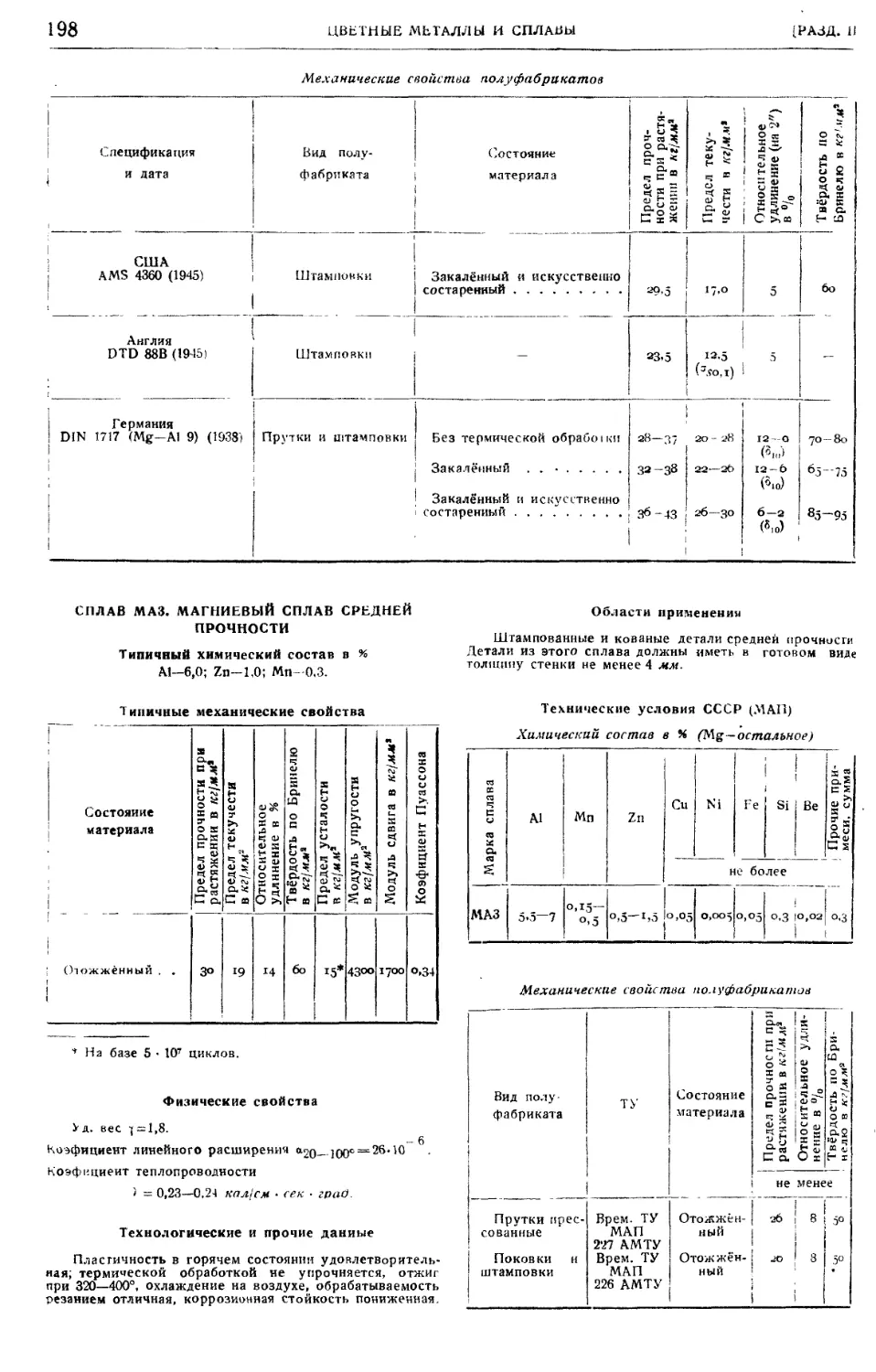
Деформируемые магниевые сплавы (инж.
Л. П. Лужников) 195
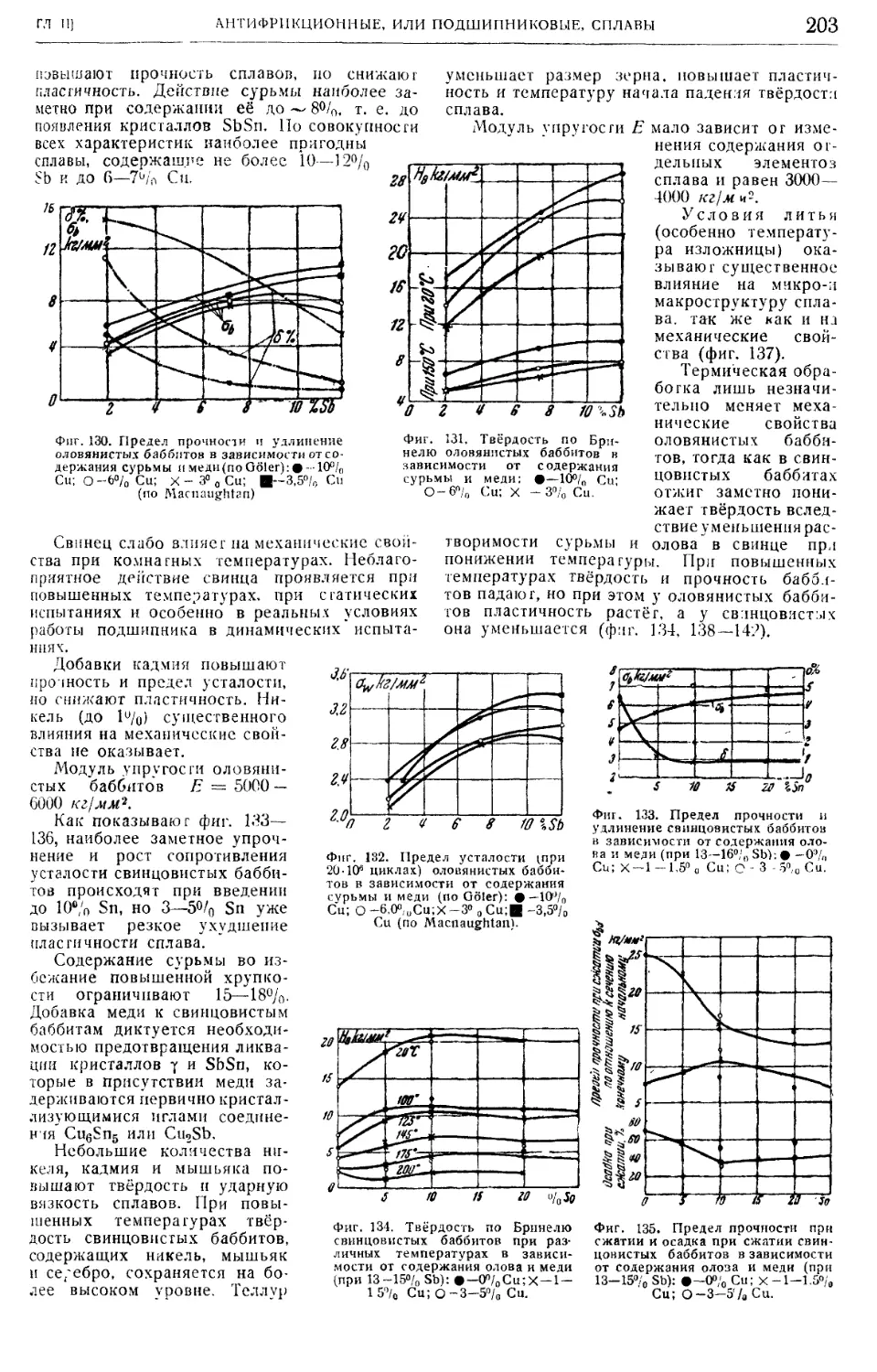
Антифрикционные, или подшипниковые, спла-
вы (канд. техн. наук О. Е. Кестнер и
канд. техн. наук В. С. Ржезников) . . . 200
Оловянистые и свинцовистые баббиты . . . 200
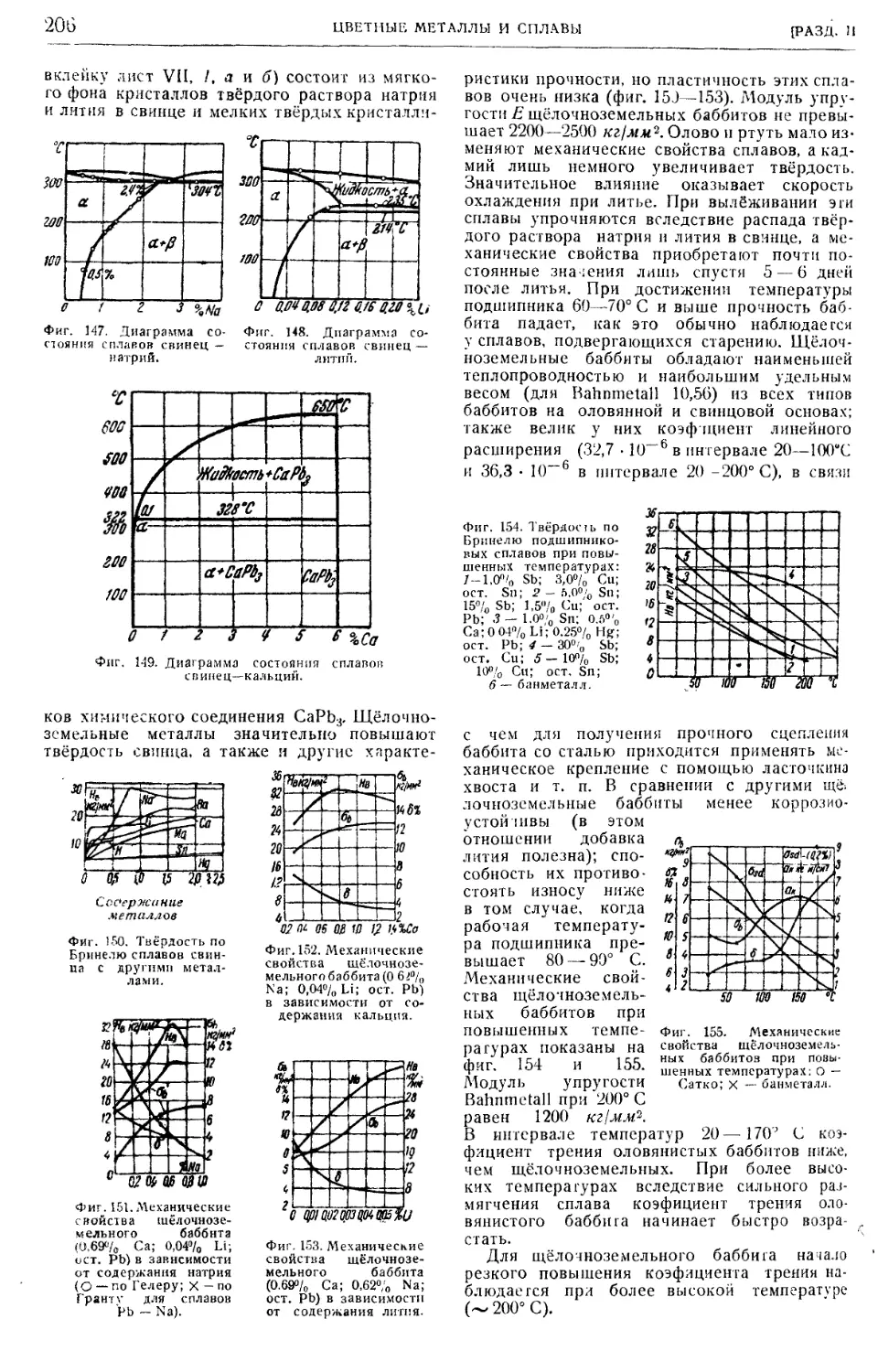
Щёлочноземельные баббиты . 205
Свинцовистые бронзы 208
Подшипниковые сплавы на основе кадмия 210
Подшипниковые сплавы из лёгких металлов 212
Цинковые подшипниковые сплавы 215
Серебро как подшипниковый материал . . 217
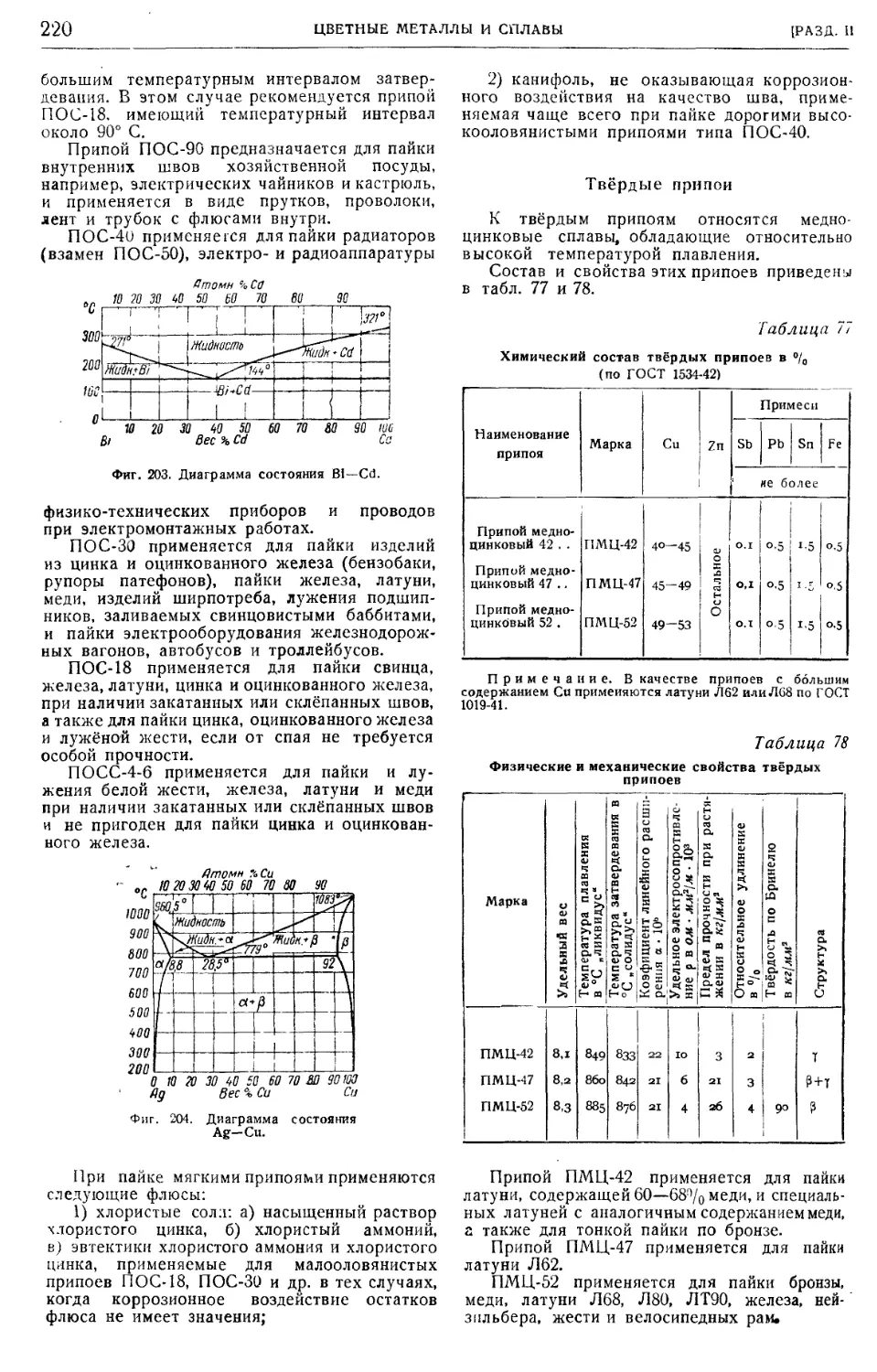
Припои и сплавы с низкойтемпературой пла-
вления (ст. н. с. А. П. Смирягин) .... 218
Прочие цветные металлы и сплавы (инж.
С. В. Виноградов) 222
Никель и никелевые сплавы 222
Цинк и цинковые сплавы 227
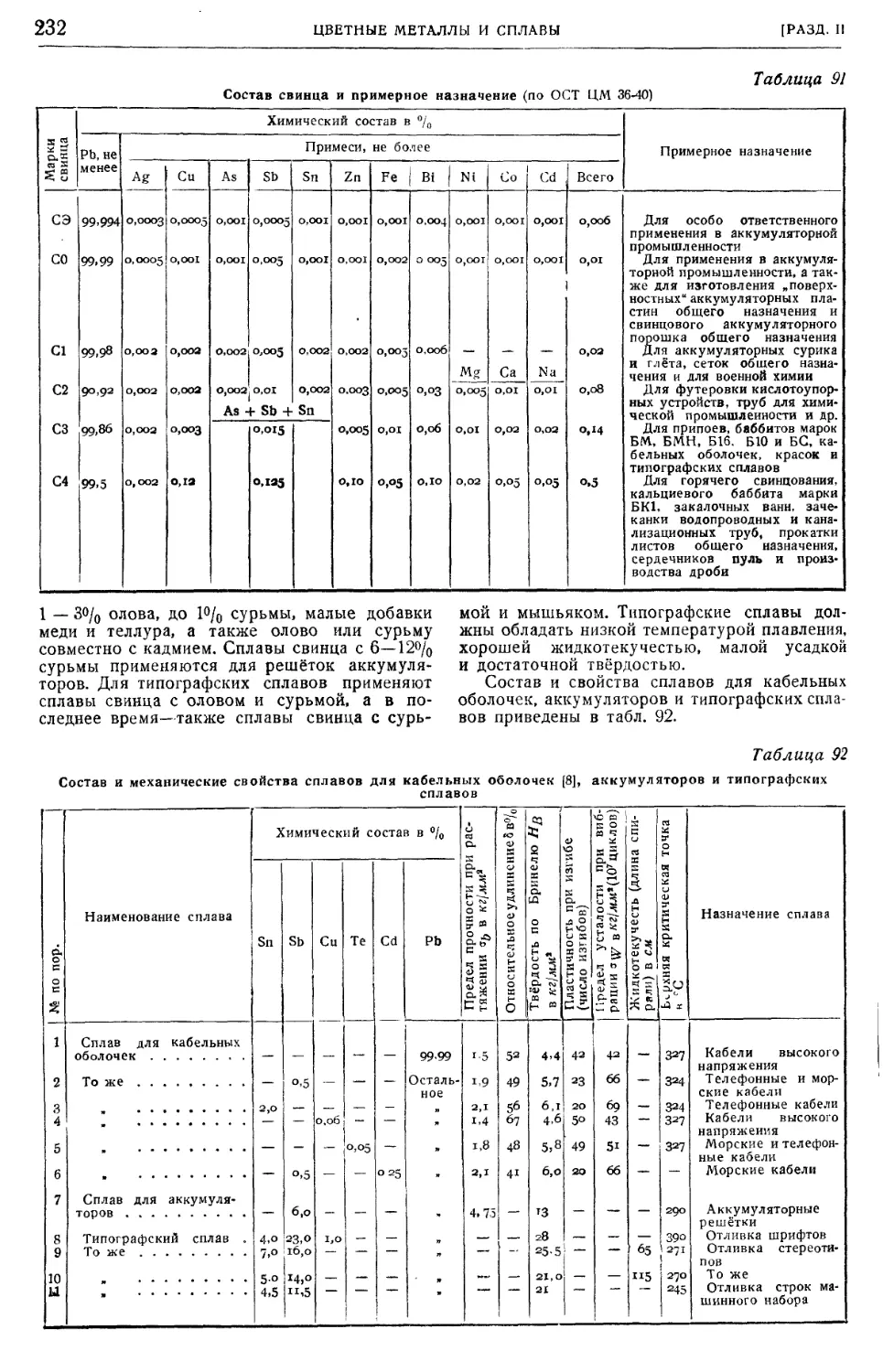
Технический свинец 231
Техническое олопо 233
Благородные металлы и их сплавы .... 233
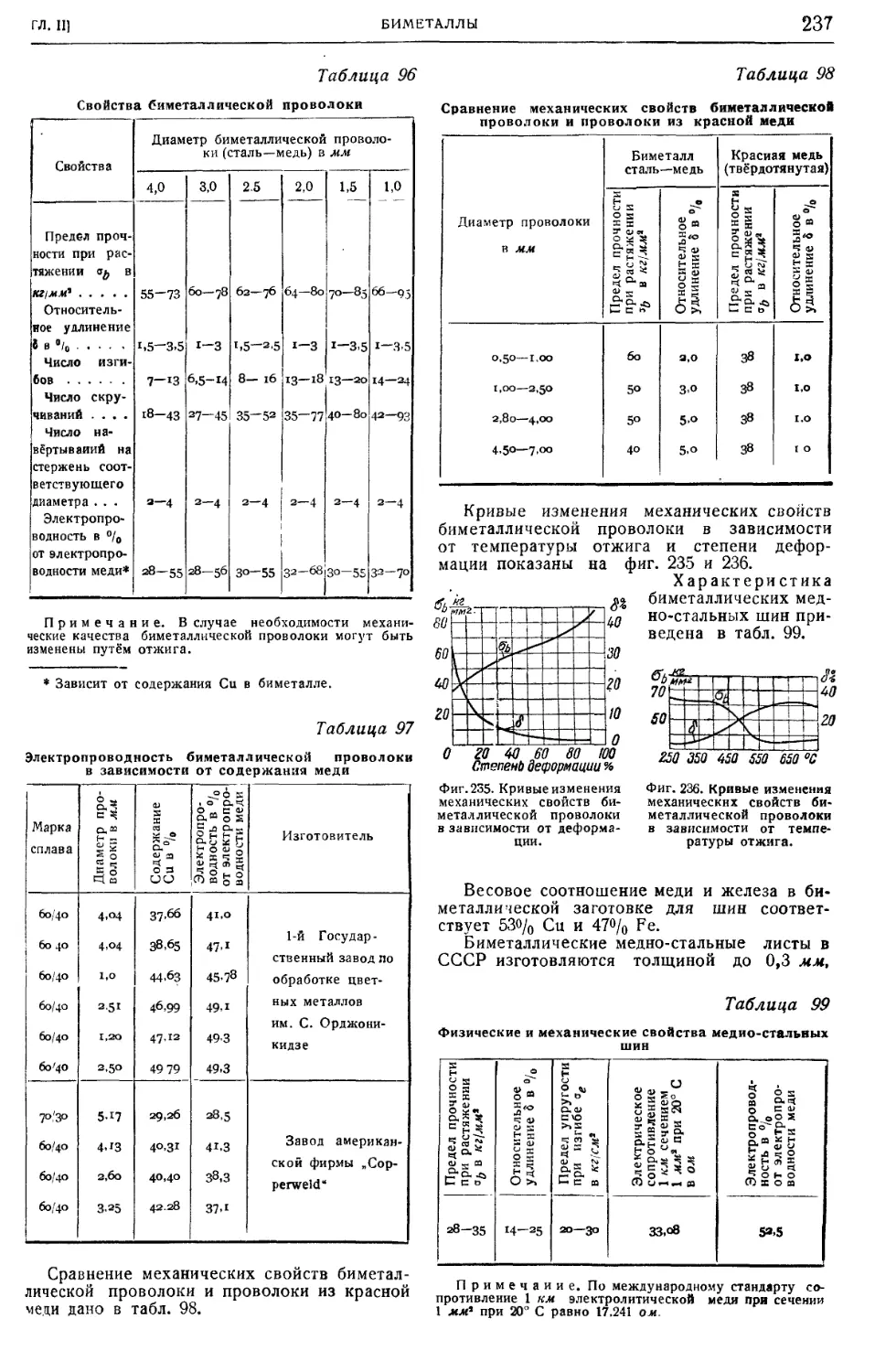
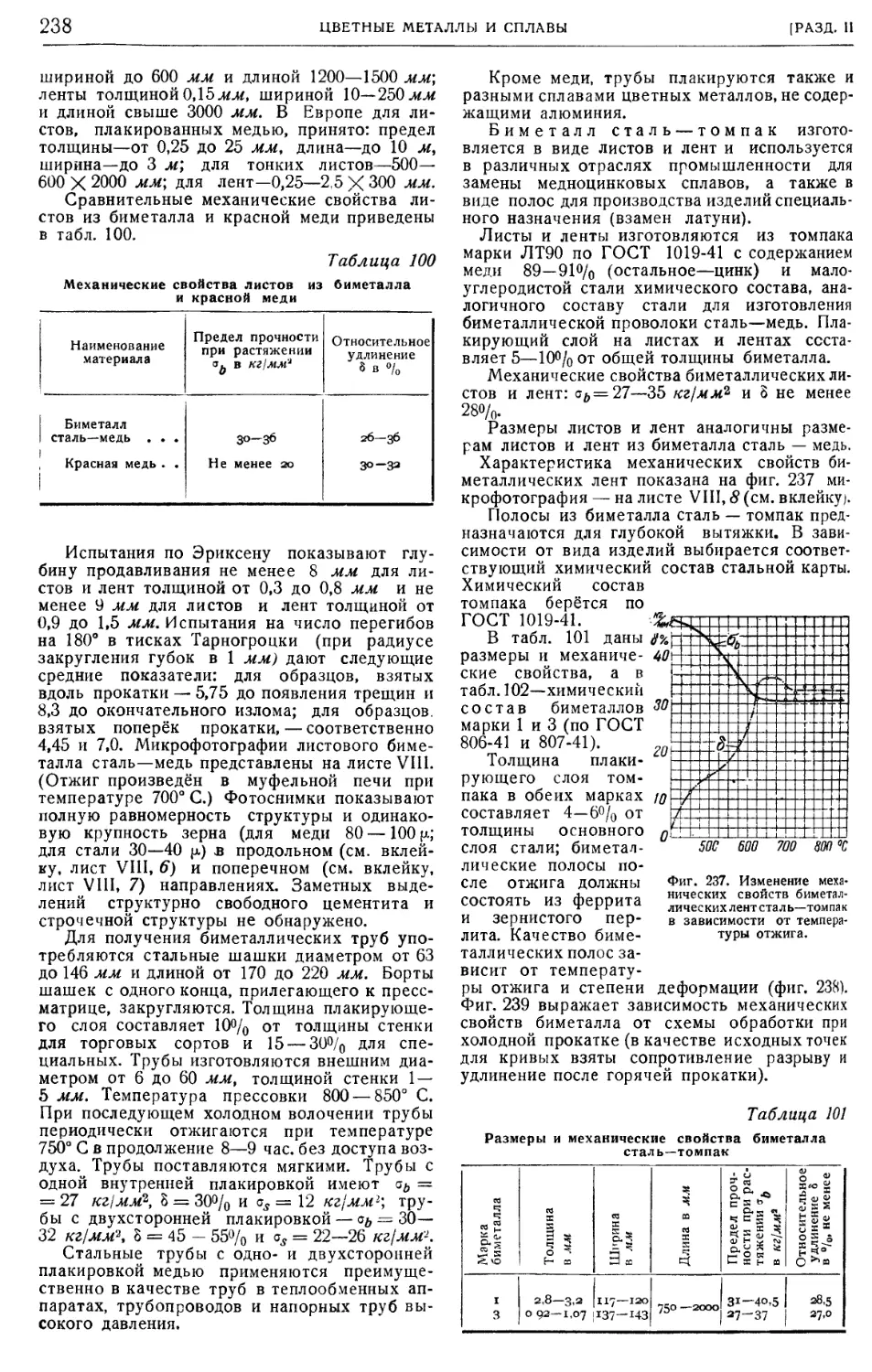
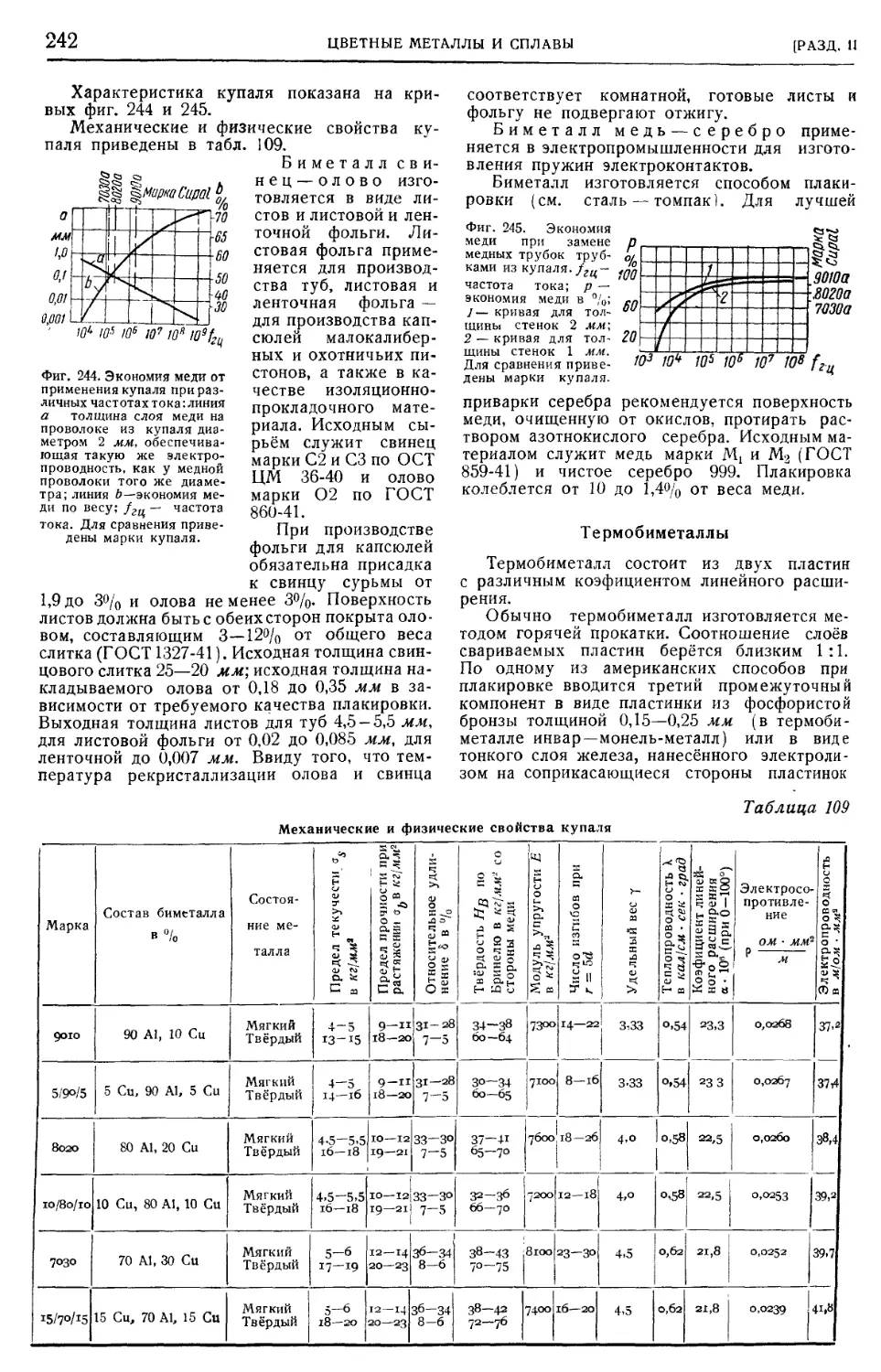
Биметаллы (инж. С. Н. Померанцев) .
Основные виды биметаллов
235
235
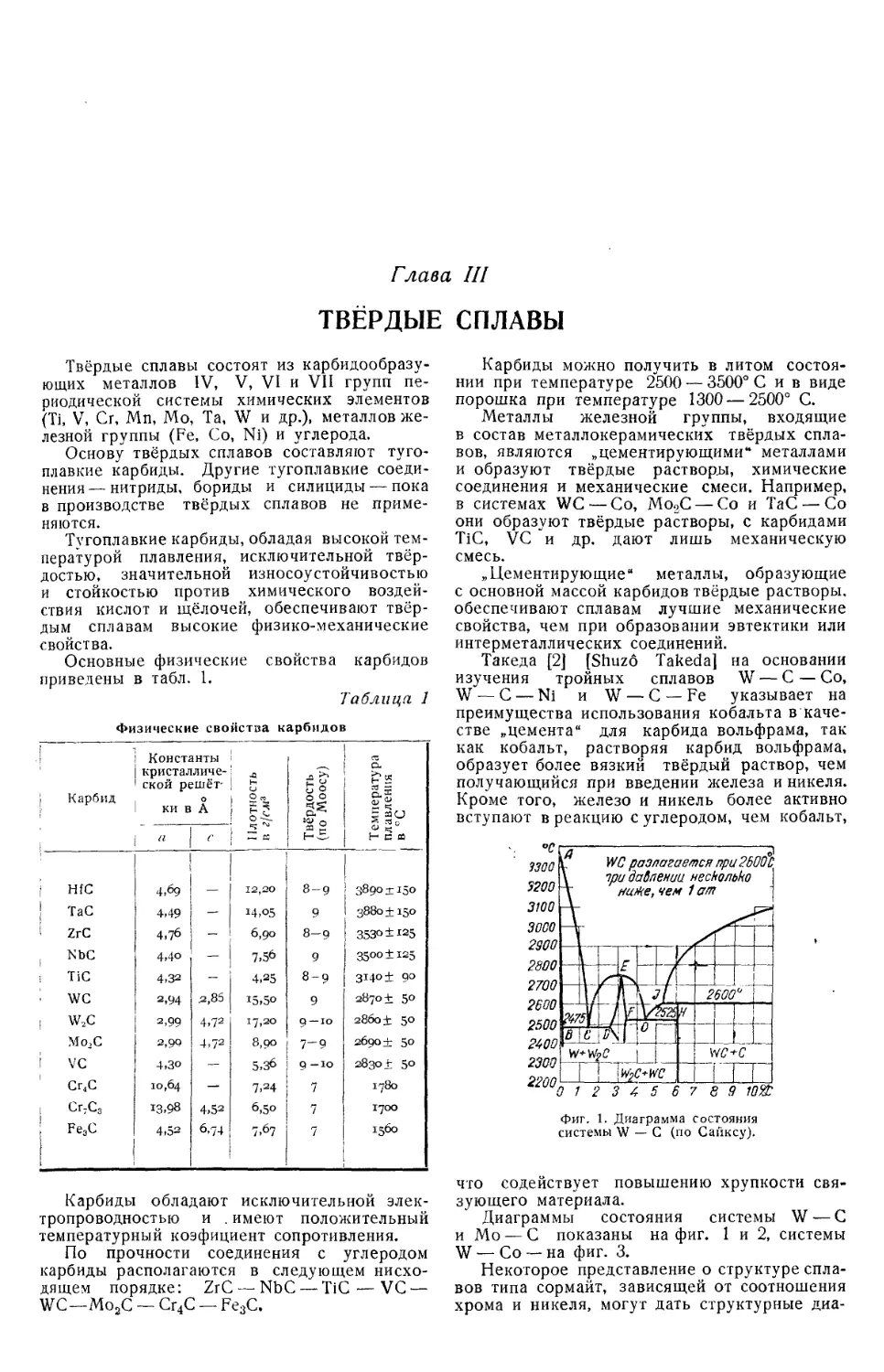
Глава Ш. ТВЁРДЫЕ СПЛАВЫ (канд. техн.
наук Г. И. Глушков) 247
VI
СОДЕРЖАНИЕ
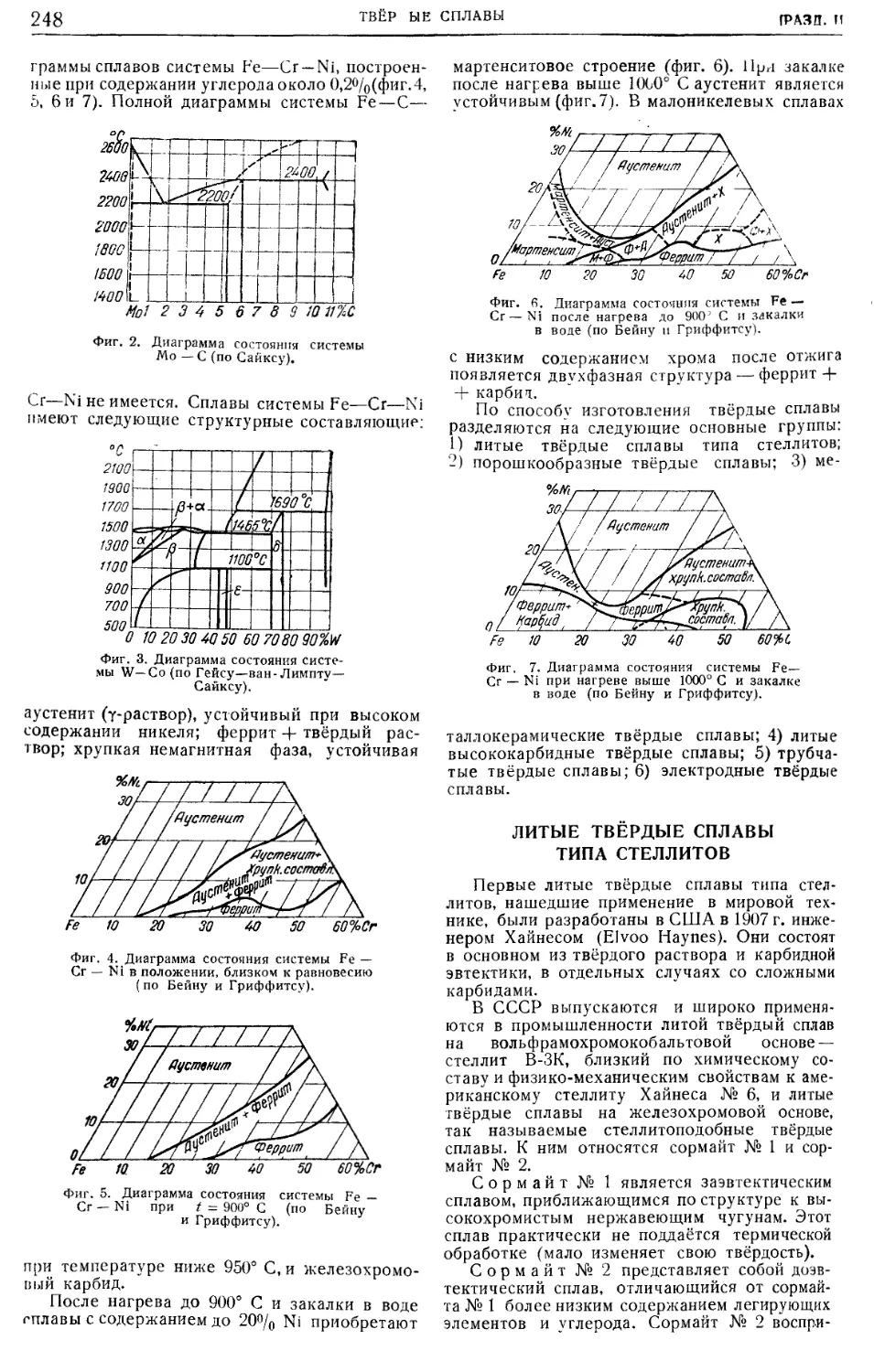
Литые твёрдые сплавы типа стеллитов . . 248
Порошкообразные (зернообразные) твёрдые
сплавы , 250
Металлокерамические твёрдые сплавы . . 250
Литые высококарбидные твёрдые сплавы . 252
Трубчатые твёрдые сплавы 252
Электродные твёрдые сплавы 252
Изделия из металлокерамнческих твёрдых
сплавов 253
"лава IV. МЕТАЛЛОКЕРАМИЧЕСКИЕ МА-
ТЕРИАЛЫ (канд. техн. наук М. Ю. Балъ-
шпн и инж. М. Ф. Безсуднова) 255
Виды металлокерамических материалов . . 255
Металлокерамические антифрикционные
материалы 255
Металлокерамические фрикционные мате-
риалы 265
Пористые металлокерамические изделия . 265
Металлокерамические детали 267
Железо для зачеканки труб ¦ 268
Тугоплавкие металлы 269
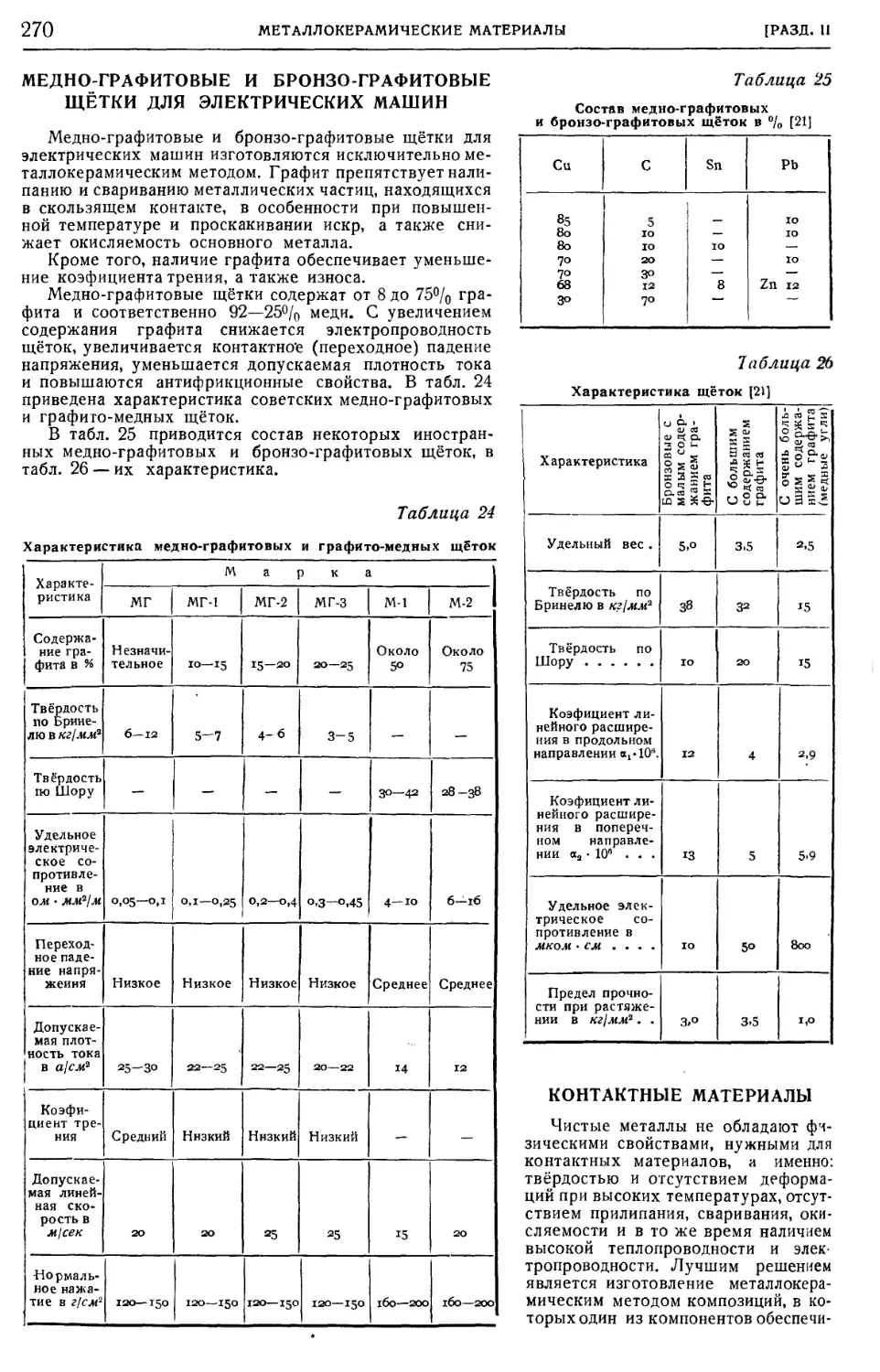
Медно-графитовые и бронзо-графиювые
щётки для электрических машин .... 270
Контактные материалы 270
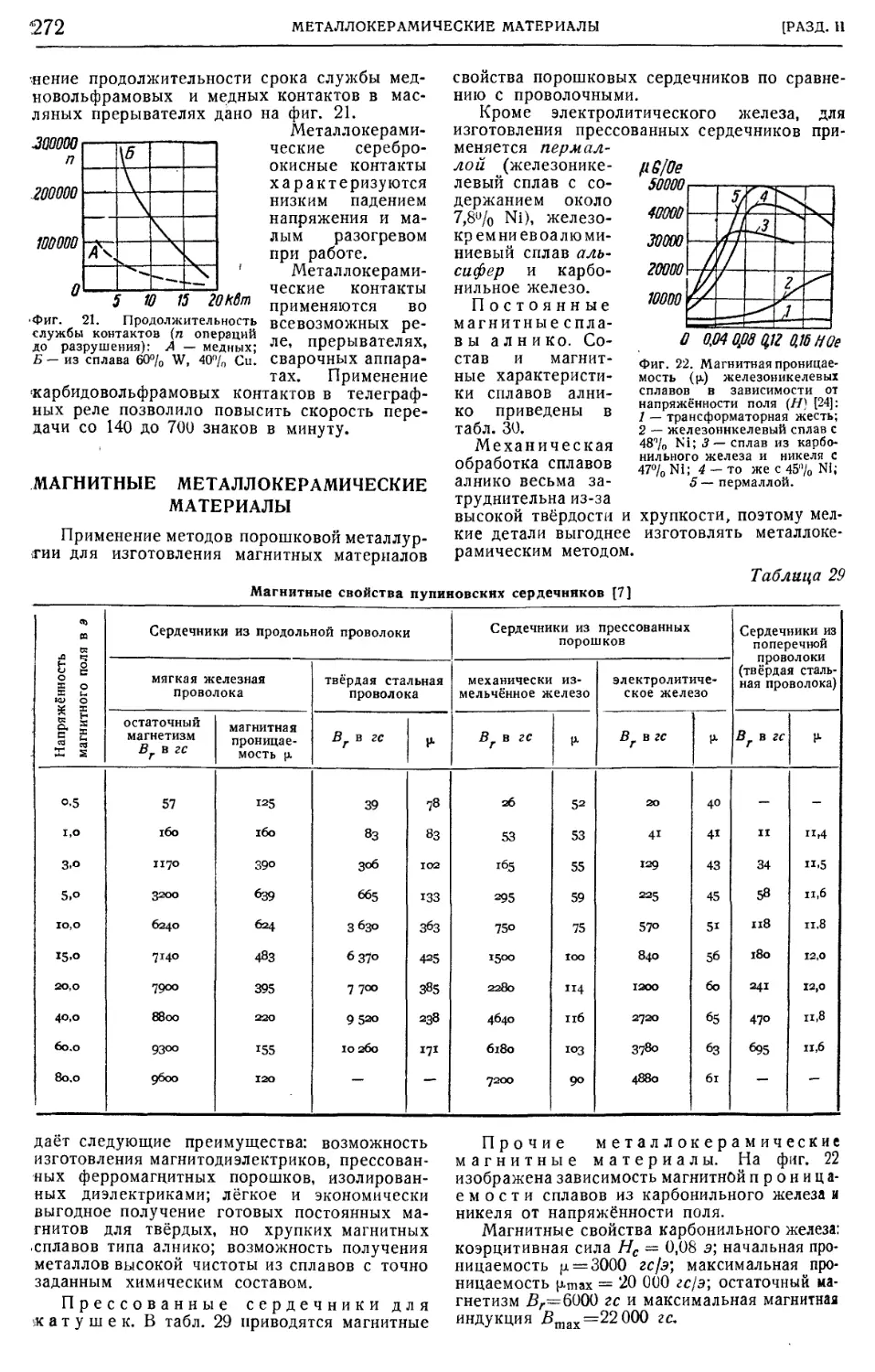
Магнитные металлокерамические материалы 272
Прочие металлокерамические изделия . . . 273
Глава V. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИ-
АЛЫ 275
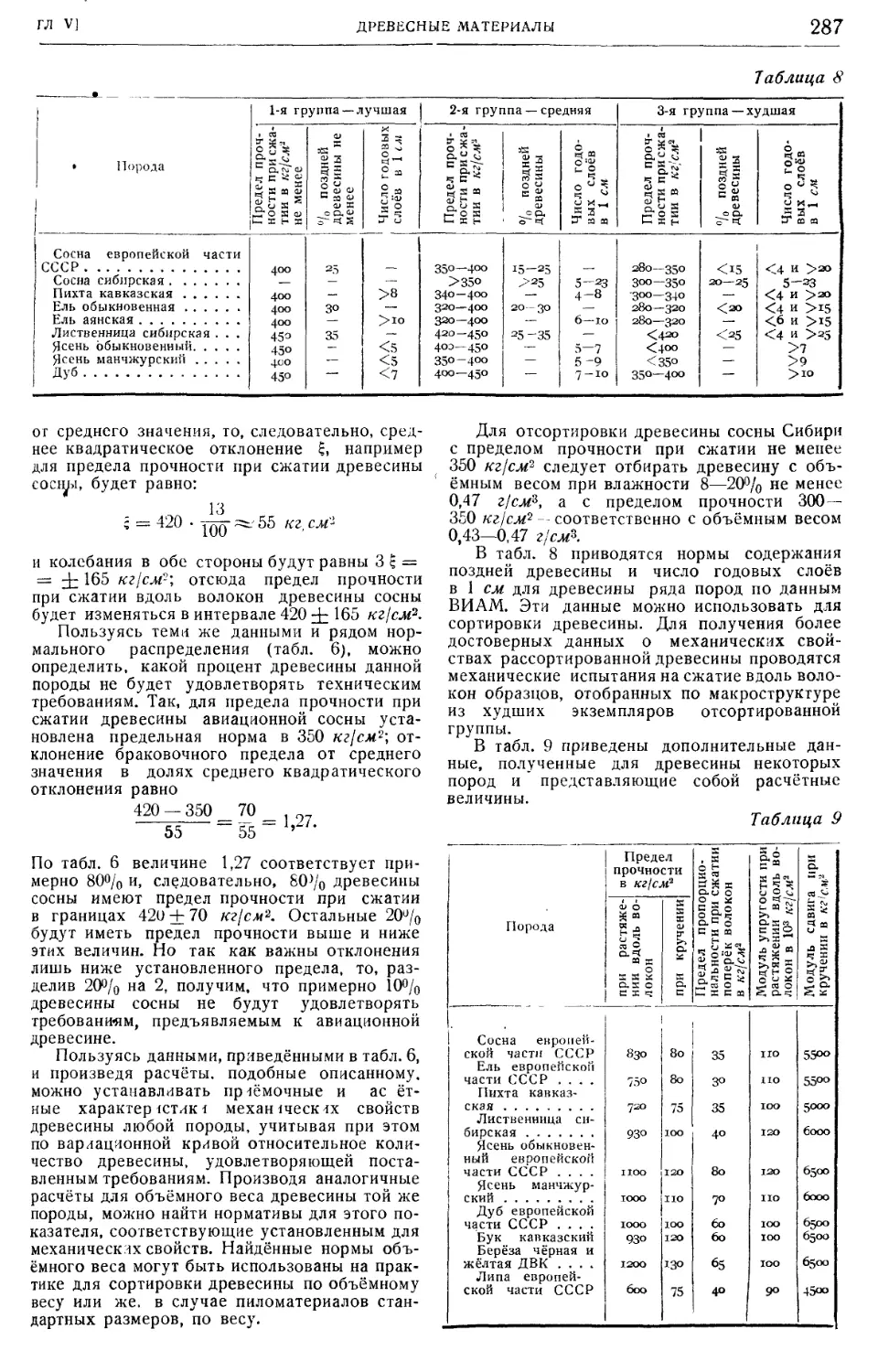
Древесные материалы (проф., д-р техн. наук
.7. М. Перелшин) ¦...••.-. 275
Виды древесных материалов и их классифи-
кация 275
Натуральная древесина • ... 275
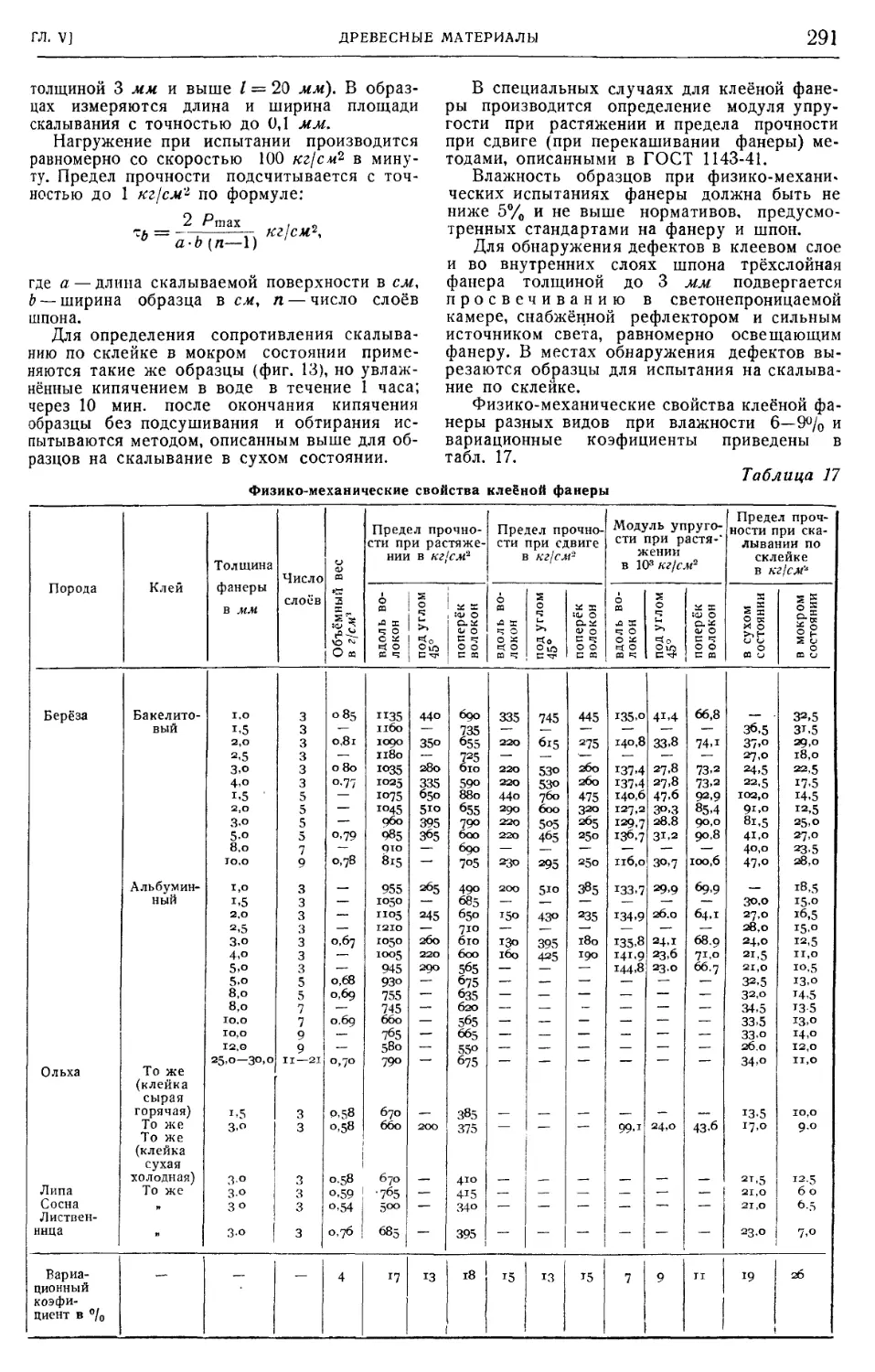
Материалы, получаемые из натуральной
древесины 289
Пластические массы (инж. Я. Д. Аврасин,
канд. техн. наук Д. А. Кардашев а проф.,
д-р техн. наук Б. Н. Рутовский).... 292
Введение 292
Общая характеристика пластических масс 293
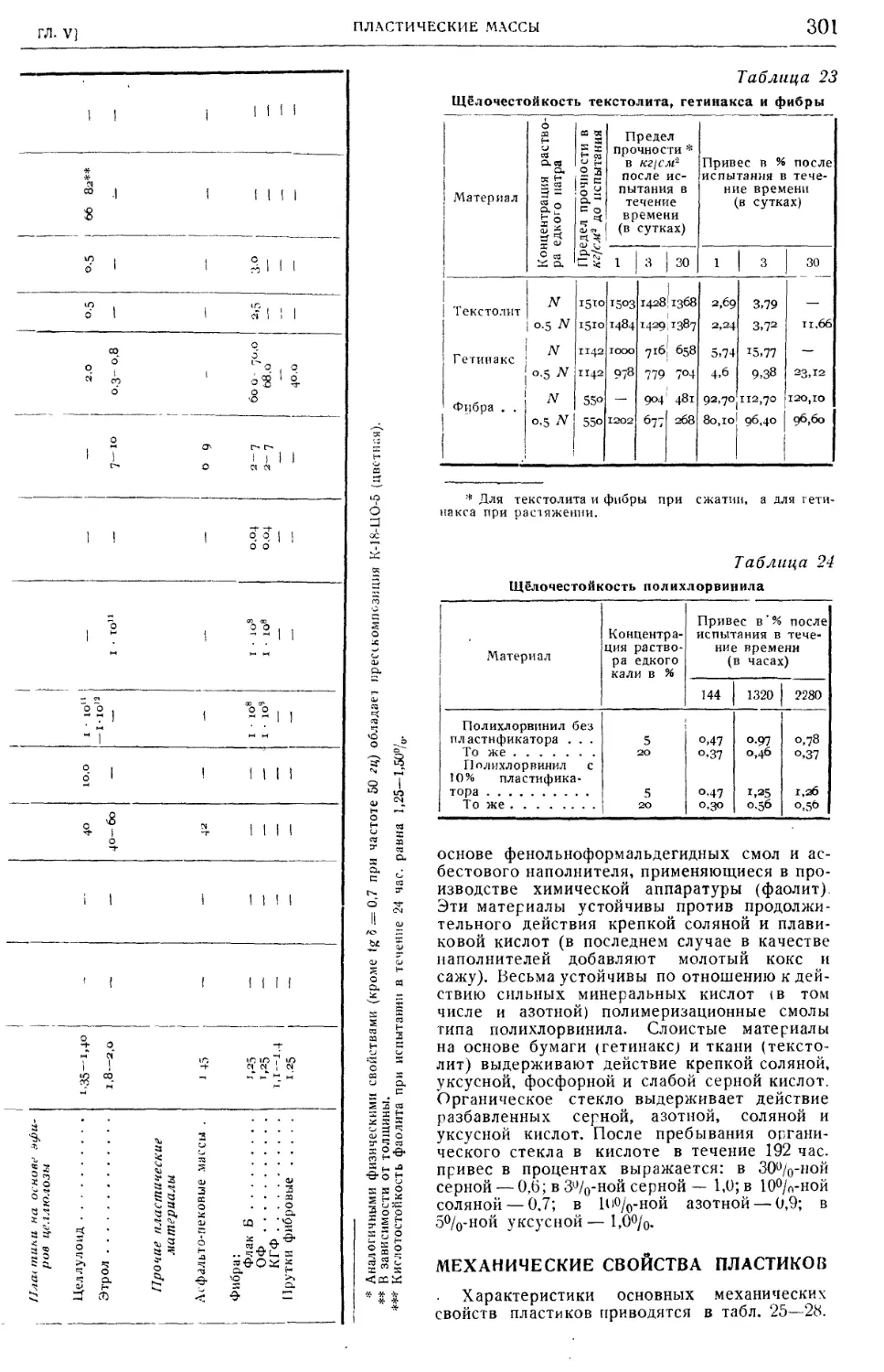
Физико-химические свойства пластиков . . 296
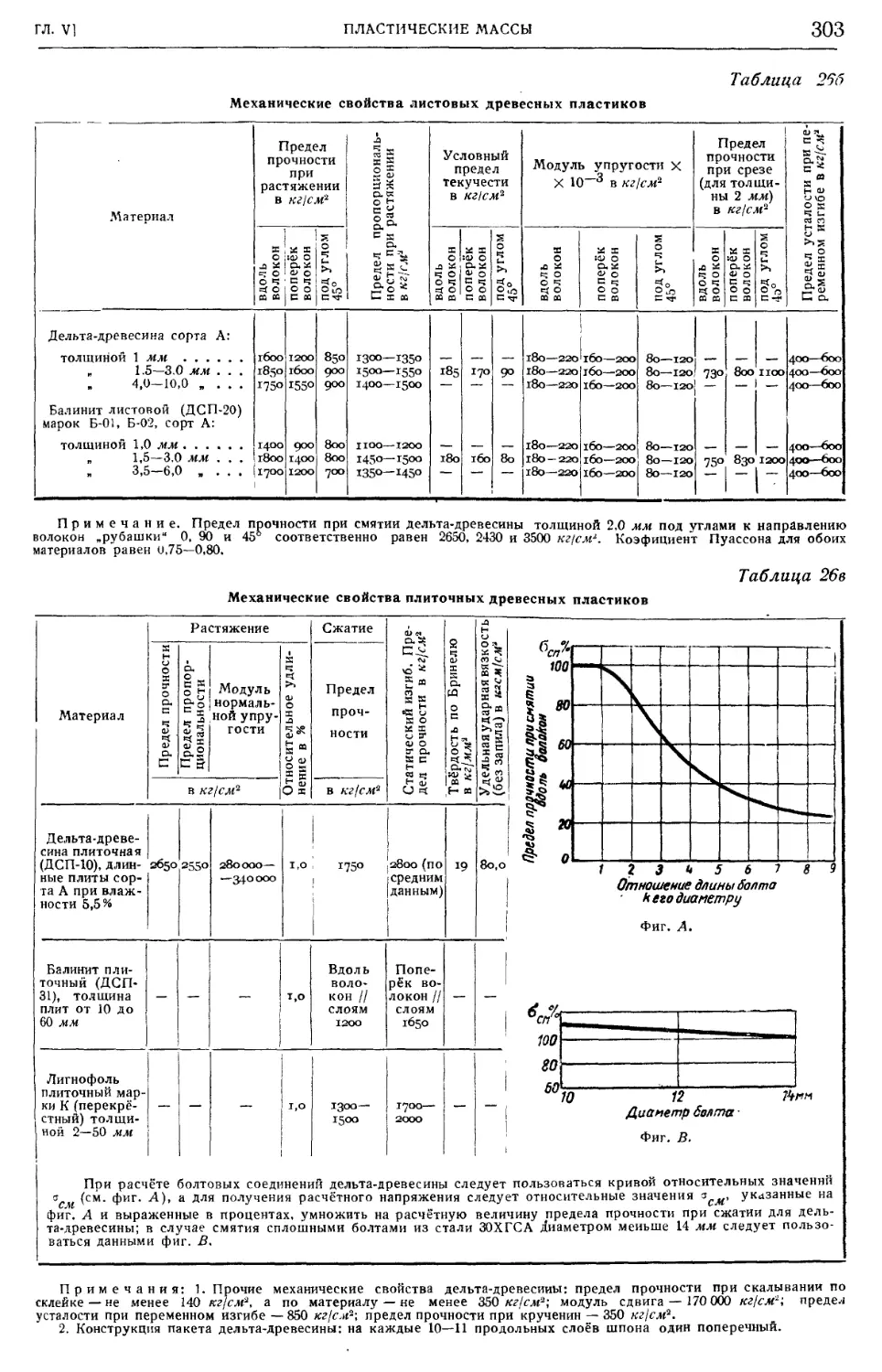
Механические свойства пластиков 301
Методы испытаний . . 310
Пластики иностранного производства . . . 312
Резиновые материалы (доц., канд. техн.
наук В. А. Лепетав) 315
Резиновые материалы, изделия и их класси-
фикация 315
Каучук и резина 315
Резиновые изделия 319
Кожа (дои,.,канд. техн. наук Я- И. Каплунов) 329
Асбест и асбестовые изделия (инж.
В. И. Птицын) 335
Асбест и его свойства 335
Асбестовые изделия 337
Методы испытаний асбестовых изделий . . 347
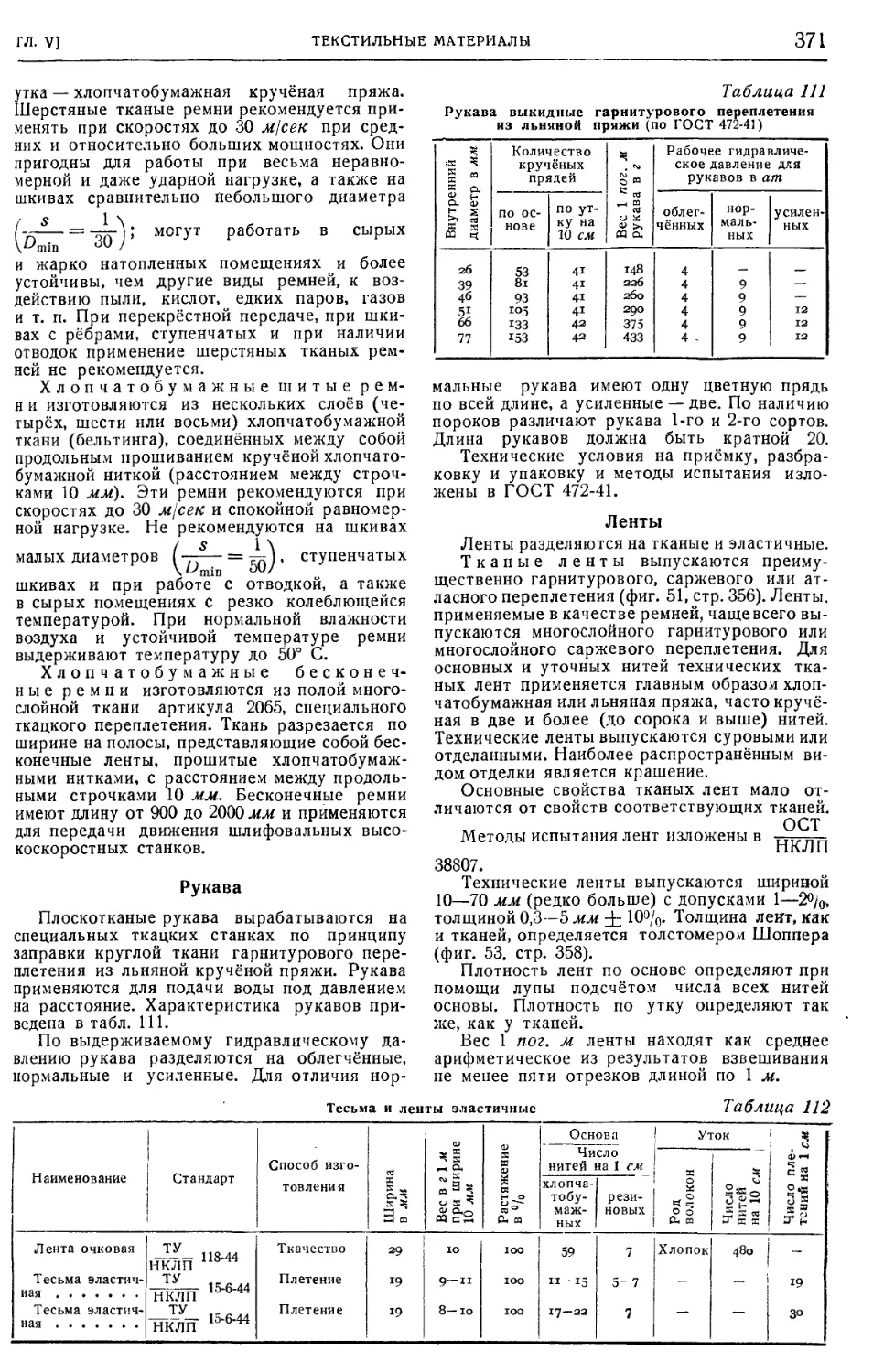
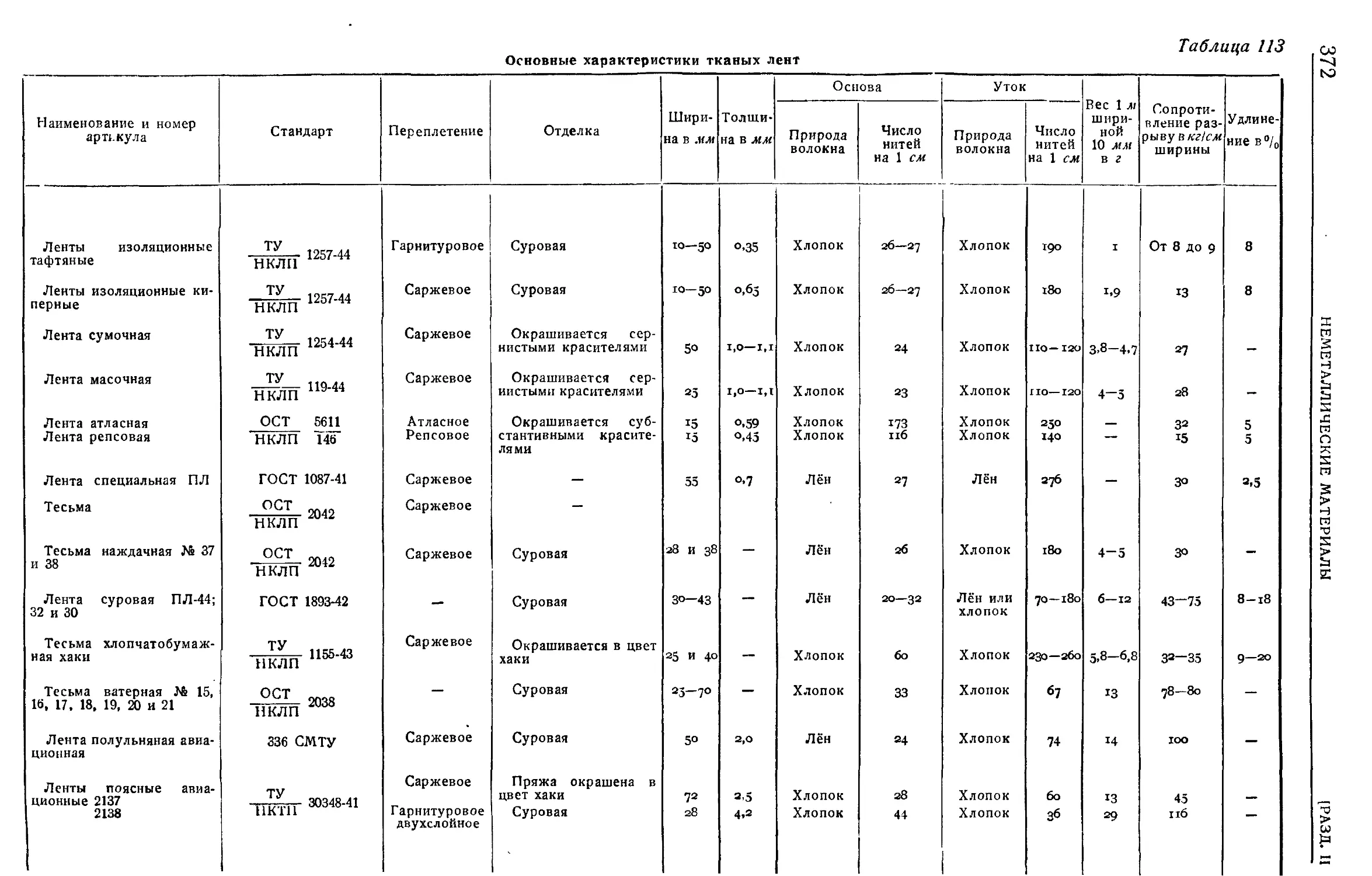
Текстильные материалы (канд. техн. наук
Н. И. Бабкин и канд. техн. наук
И. Ю. Шейдеман) 348
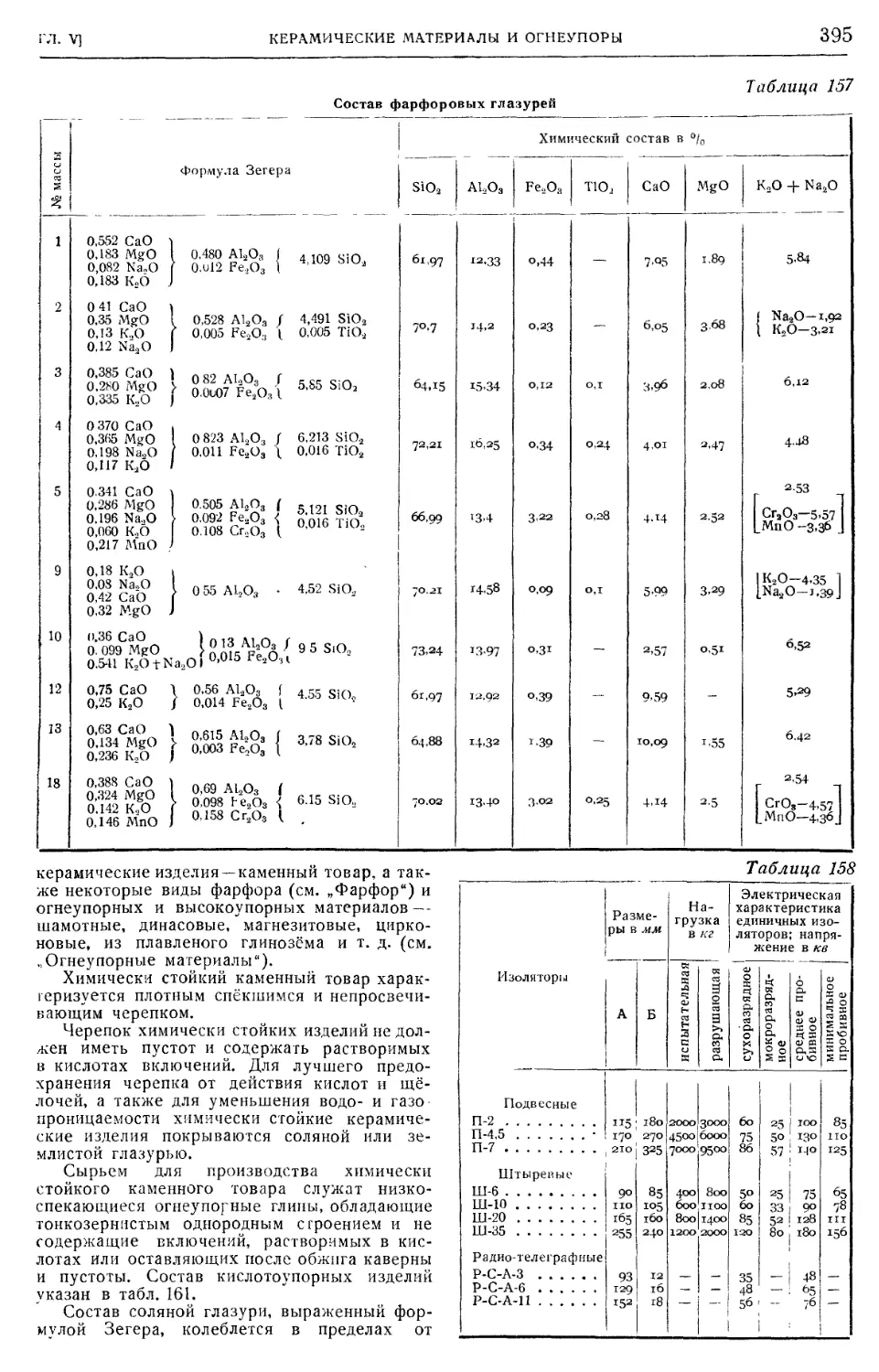
Стекло, эмали и глазури 374
Стекло (доц., канд. техн. наук М. А. Ма-
твеев) 374
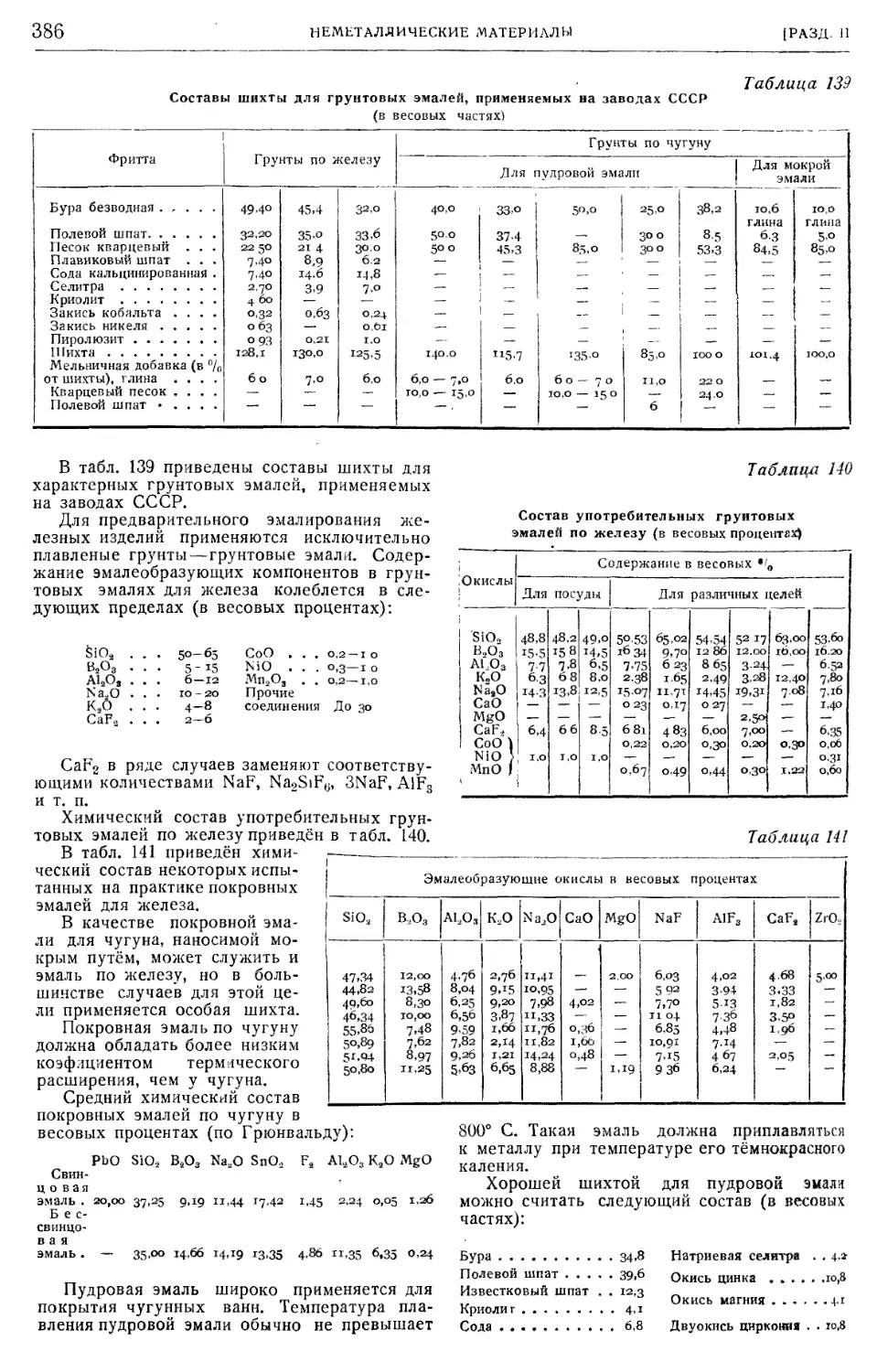
Эмали (доц., канд. техн. наук М. А. Ма-
твеев) - • 385
Глазури (доц., канд. техн. наук Г. Н. Ду-
деров) 388
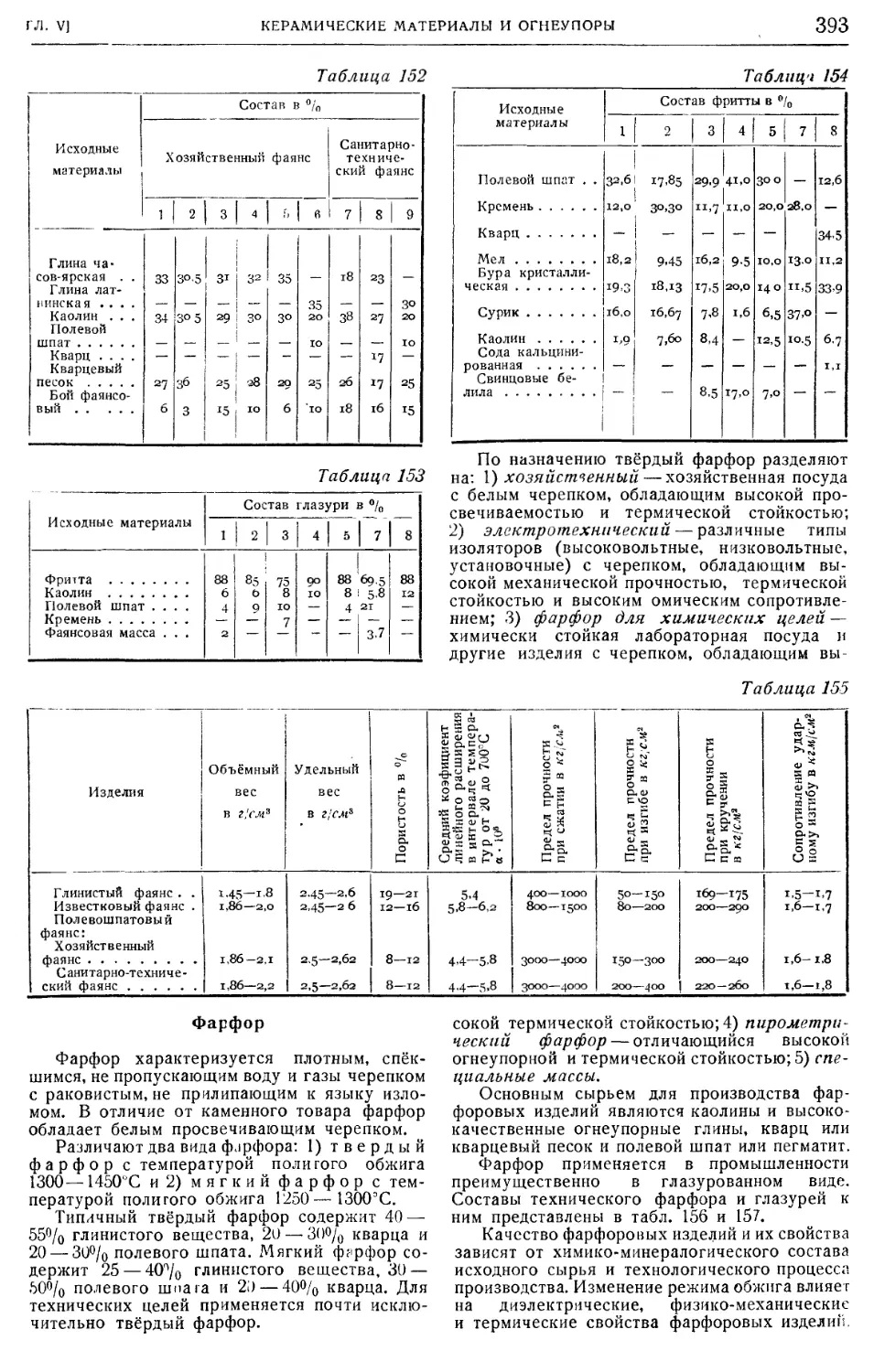
Керамические материалы и огнеупоры (доц.,
канд. техн. наук Г. Н. Дудеров) 390
Керамические материалы и изделия .... 390
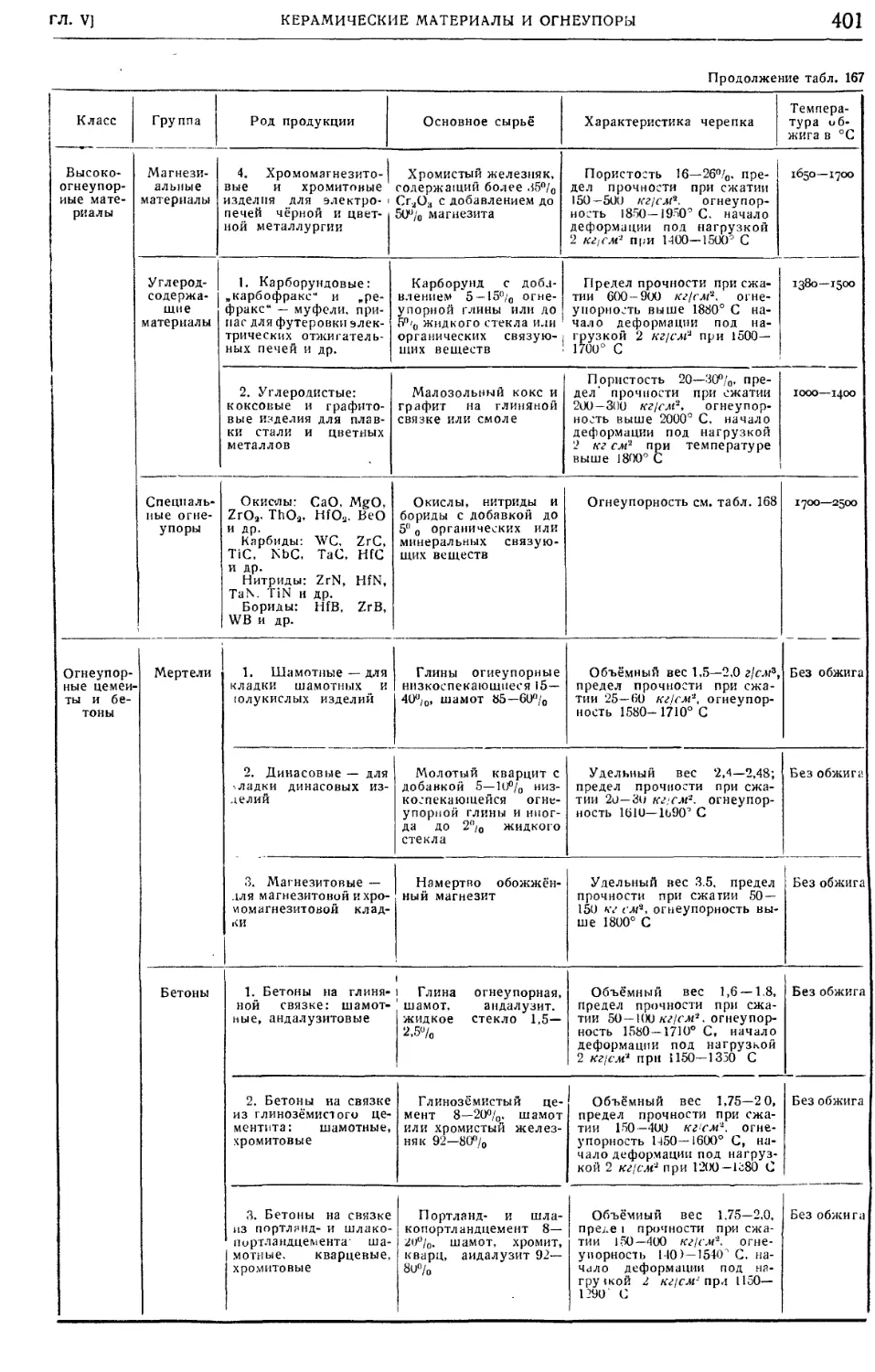
Огнеупорные материалы и изделия .... 398
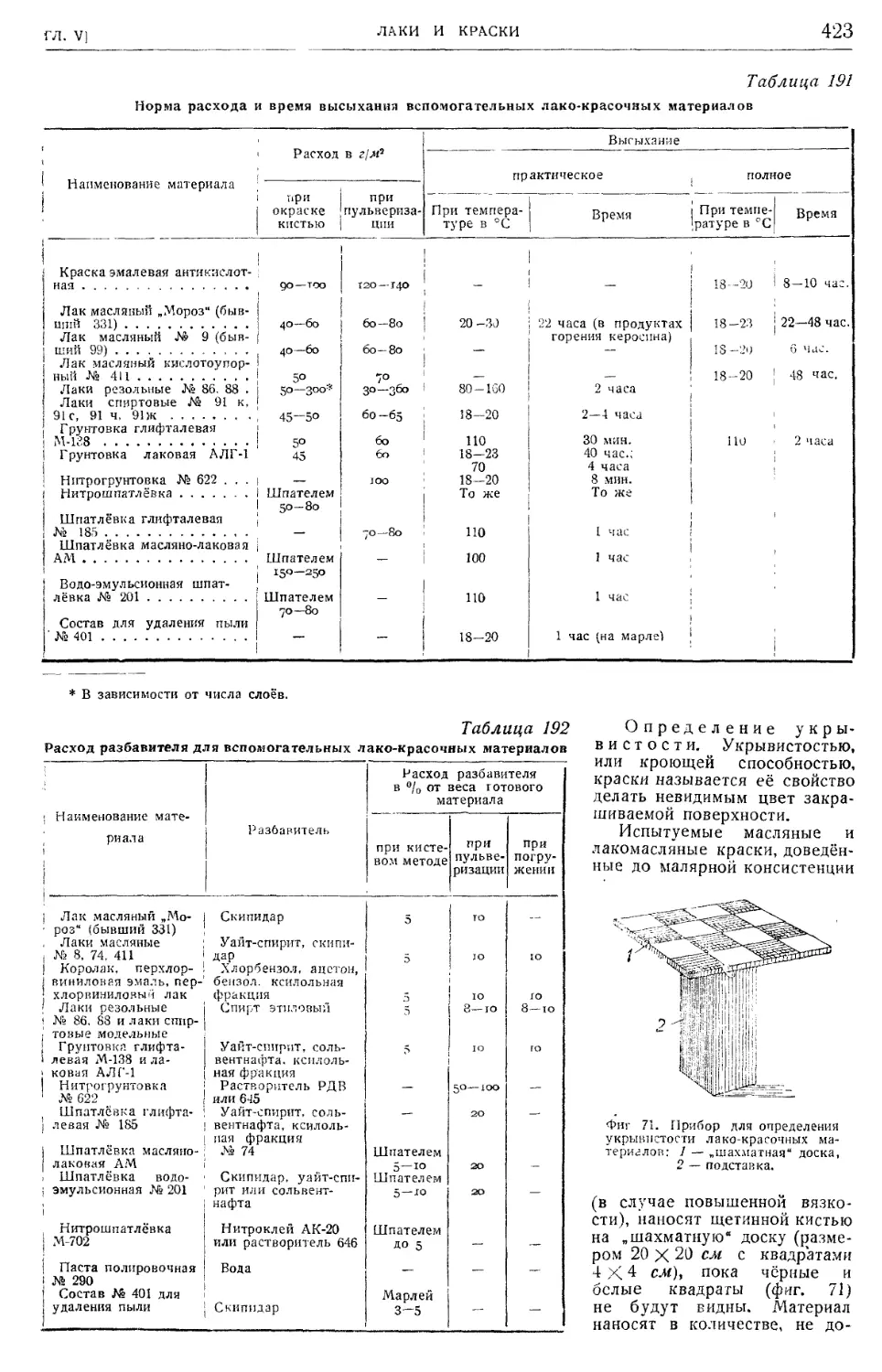
Лаки и краски (инж. В. И. Цыганов) .... 413
Лако-красочные материалы 413
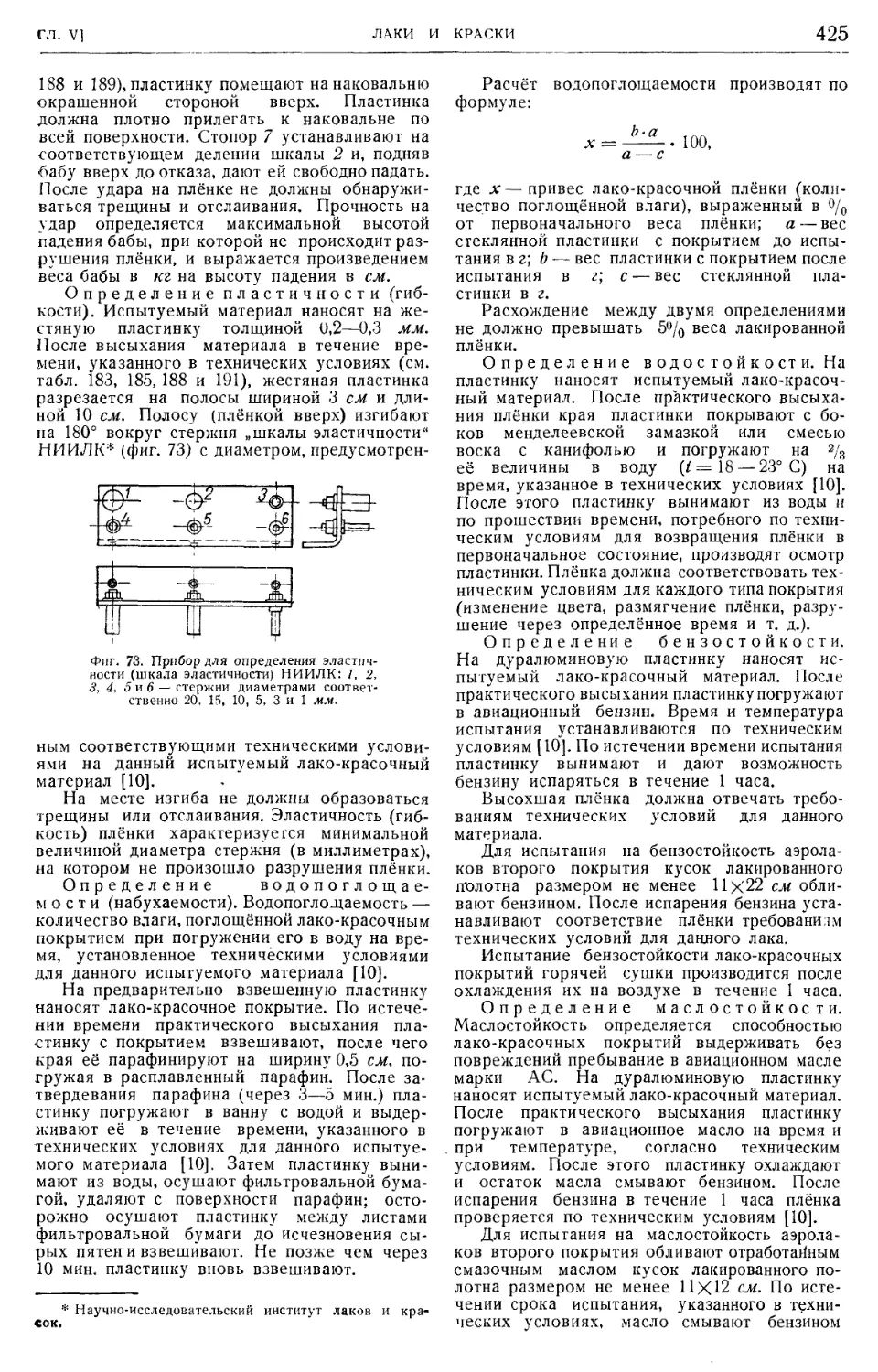
Основные методы испытания и определе-
ние расхода лаков и красок ....... 416
ОТ РЕДАКТОРА
Настоящий—четвёртый — том Энциклопедического справочника „Машинострое-
ние" является одним из двух томов второго раздела, посвященного материалам
применяемым в современном машиностроении. Четвёртый том содержит данные
о свойствах чугуна, цветных металлов и сплавов, твёрдых сплавов, металлокера-
мических, а также неметаллических материалов.
Сведения о стали (конструкционной, инструментальной и др.), а также о раз-
личных методах испытания материалов и деталей машин составляют содержание
третьего тома „Справочника".
Кроме приводимых в технических справочниках обычных характеристик мате-
риалов, необходимых конструкторам при их выборе, а также технологам-машино-
строителям при проектировании технологических процессов (химический состав
и основные значения механических и физико-химических свойств), в настоящем
томе приведены также сведения об основных особенностях, определяющих пове-
дение металлов при пластической деформации и термической обработке, об из-
менении структуры под влиянием различных факторов, о влиянии легирующих
элементов и условий эксплоатации на прочность и т. п. Следует указать, что все
эти данные приобретают особое значение на фоне современного развития машино-
строения и повышенных требований, предъявляемых в настоящее время к про-
изводственному и особенно к энергетическому оборудованию.
При составлении настоящего тома были использованы установленные стан-
дартами и ведомственными техническими условиями характеристики, результаты
новейших исследований научно-исследовательских институтов и заводских лабора-
торий, а также наиболее ценные сведения, заимствованные из многочисленных лите-
ратурных источников — отечественных и иностранных. Основная задача авторов и
редакции заключалась при этом в систематизации и обобщении накопленного
в годы сталинских пятилеток и во время Отечественной войны обширного науч-
ного и практического опыта в области материаловедения.
Большое внимание в настоящем томе уделено справочным сведениям по чугуну-
Пока мало известные машиностроителям (и поэтому недостаточно используемые)
особые свойства последнего делают его во многих случаях исключительно ценным
конструкционным материалом. Большая циклическая вязкость, высокое сопроти-
вление сжатию, изгибу и кручению, равно как и высокие технологические свой-
ства чугуна открывают широкие перспективы для применения его в машино-
строении.
VIII ОТ РЕДАКТОРА
В главе, посвященной цветным металлам и с п л а в а м, даны сведения
о химическом составе, а также о механических, физических и технологических
характеристиках сплавов меди, лёгких сплавов на алюминиевой и магниевой
основе, подшипниковых сплавов, биметаллов и др. Здесь же указаны области
применения отдельных марок этих материалов.
Современное машиностроение широко использует также самые разнообразные
неметаллические материалы — пластические массы, резину, стекло,
кожу, ткани, краски и т. д. Справочные сведения по этим материалам, обычно
рассеянные во множестве зачастую вовсе неопубликованных ведомственных
источников, отчётов лабораторий, содержащиеся в различных стандартах и норма-
лях, собраны и систематизированы в настоящем томе. Они должны помочь машино-
строителям в обоснованном выборе и рациональном применении материалов.
При подготовке материалов настоящего тома значительная помощь была ока-
зана авторам и редакции со стороны рецензентов, давших свои развёрнутые
отзывы и указания по содержанию отдельных статей и глав. За оказанную
помощь выражаем благодарность следующим лицам: лауреату Сталинской премии
инж. В. А. Чернушевичу, проф. А. Н. Егорнову (гл. I); инж. Ф. В. Куликову (гл. II);
инж. Н. Ф. Правдюку (гл. III); инж. И. И. Ольхову (гл. IV); инж. С. А. Бабичеву,
проф., д-ру техн. наук Р. Л. Левзнеру, доц., канд. техн. наук Г. Г. Сентюрину,
инж. Г. М. Хазанову, проф., д-ру техн. наук И. И. Китайгородскому, инж.
А. И. Поздняку, канд. техн. наук А. Н. Левину, канд. техн. наук Ф. М. Манжосу,
инж. М. Я. Шарову (гл. V).
С особой признательностью необходимо отметить большую и многогранную
работу, проведённую научным редактором I главы „Чугун" проф., докт. техн.
наук /7. П. Бергом и научным редактором II главы „Цветные металлы и сплавы"
акад. А. А. Бочваром.
И. Одинг.
Глава 1
ЧУГУН
КЛАССИФИКАЦИЯ И НАЗНАЧЕНИЕ ЧУГУННЫХ ОТЛИВОК
Чугунные отливки могут различаться по
структуре, технологии получения, химическо-
му составу и назначению.
По структуре различают отливки из:
а) серого чугуна, характеризующиеся на-
личием графита и отсутствием свободного це-
ментита;
б) белого чугуна, характеризующиеся на-
личием цементита и отсутствием свободного
графита;
в) отбелённого чугуна, характеризующиеся
одновременным наличием свободного цемен-
тита и графита, причём цементит обнаружи-
вается в местах отливки, охлаждающихся с наи-
большей скоростью, т. е. на наружной поверх-
ности, а графит — в местах, охлаждающихся
с наименьшей скоростью, т. е. во внутрен-
них полостях; отбелённые чугуны различаются
главным образом глубиной и характером отбе-
лённого слоя;
г) белого чугуна, поступающие в эксплоата-
цию после отжига, в результате которого по-
лучается ковкий чугун, характеризующийся от-
сутствием свободного цементита и наличием
графита.
Серый и ковкий чугуны различаются по
структуре своей основной металлической
массы, а также по форме, величине и распре-
делению графитовых включений.
По технологии получения разли-
чают отливки из:
а) обычного (немодифицированного) чугуна и
б) модифицированного чугуна.
Под модифицированием понимается обра-
-ботка чугуна в жидком состоянии, в результате
которой образуется более графитизированная
структура при равном содержании графитизи-
рующих элементов. С этим явлением, а также
с изменением формы и распределения графи-
товых включений, связано улучшение неко-
торых свойств модифицированных чугунов.
По химическому составу разли-
чают отливки из нелегированного и легиро-
ванного чугуна.
Легированный чугун отличается наличием
в нём специальных элементов или повышенным
содержанием тех элементов, которые всегда
встречаются в чугуне, но в меньшем коли-
честве.
Легированные чугуны различаются по со-
держанию в них того элемента,которыйимеется
в увеличенном количестве.
По назначению чугунные отливки мо-
гут быть подразделены на несколько укруп-
нённых групп в зависимости от предъявляе-
мых к отливкам требований. В пределах этих
групп возможно более дробное деление. На
основе комплекса необходимых свойств к
укрупнённым группам относятся:
а) отливки обычные машиностроительные,
изготовляющиеся из серого чугуна, в котором
наиболее выпукло представлены свойства чу-
гуна как конструкционного материала: харак-
терные механические свойства, хорошая обра-
батываемость, улучшенные литейные свойства,
облегчающие получение отливок с наиболее
сложными очертаниями, пониженная чувстви-
тельность к тепловым напряжениям, способ-
ствующая применению отливок в тех случаях,
когда они подвергаются действию тепловых
ударов (изложницы и кокили), и наибольшая
дешевизна в связи с возможностью приме-
нения наиболее дешёвой шихты и наиболее
экономично работающих плавильных агрега-
тов (вагранки);
б) отливки с повышенной вязкостью, изго-
товляющиеся из ковкого чугуна;
в) отливки с повышенной поверхностной
твёрдостью, изготовляющиеся из отбелённого
чугуна;
г) отливки с резко повышенными специаль-
ными свойствами, изготовляющиеся из леги-
рованных чугунов.
Для получения отливок с улучшенными
свойствами могут применяться те же чугуны,
но подвергшиеся модифицированию.
Для получения отливок с повышенными
механическими свойствами применяются мало-
легированные чугуны, а для отливок с резко
повышенными, специальными свойствами —
высоколегированные чугуны.
Следует избегать часто применяемого тер-
мина „сталистый" чугун, так как этот мате-
риал не обладает резко выраженными специ-
фическими свойствами и название характери-
зует только технологию выплавки.
В современной технологии литейного про-
изводства появились новые сплавы, находя-
щиеся на стыке с чугуном, а также на грани
между чугуном и сталью. Можно ожидать по-
явления сплавов, находящихся между чугу-
ном и нежелезными металлами или на грани
между чугуном и неметаллическими мате-
риалами.
ЧУГУН
1РАЗД. II
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
ОБЩЕЕ ВЛИЯНИЕ ЭЛЕМЕНТОВ
НА СТРУКТУРУ ЧУГУНА
Основные свойства чугуна предопределя-
ются его структурой, которая в значительной
степени зависит от состава чугуна [1—6].
Влияние элементов может быть частично вы-
явлено по изменению критических точек или
линий диаграммы железо — углерод (см. фиг. 1
и табл. П. Данные таблицы следует рассматри-
'С
woo
1535
15П0
ми
1300
1200
IWQ
1000
910
900
€00
770
wu
ш
i
"А
.18
"'* ¦ Система Fe-Fe3 С
пае, — -— — Система -fe-Ciipacpum}
и.Оч/о .'
н
?Ч
wo
N
fp
\ ^Г^\ //^
Y ^с/ 113у
JJE С Н30л
II 1'70/" 4.3%
II j.
Y+ai/ Fe3c*)(rc)
SQ,83%i a+Fe^C ^ 7?3° (^с.
и-
-
F''
' -
К1
л-
0
О 0,5 1,0 1,5 2,0 2.5 3.0 3.5 кО 4.5 5,0 5,5 6.0 6.5%С
Фиг. 1. Диаграмма железо — углерод.
вать только как ориентировочные, ибо ко-
личественное влияние каждого элемента за-
висит от технологии процесса получения от-
ливки и от состава чугуна. При увеличении
содержания большинства элементов эвтекти-
ческая точка С сдвигается в сторону более
низкого содержания углерода, а это указывает
на снижение его растворимости в жидком
чугуне. Наиболее заметно снижение эвтекти-
ческого содержания углерода при увеличении
содержания Si и Р. Поэтому для ориентир с-
Таблица 1
Влияние повышения содержания элементов на 1"/0
на изменение критических точек и линий
диаграммы железо—углерод [9]
Элемент
Кремнии . . .
Марганец . .
Фосфор . . .
Сера
Никель . . .
Хром ....
Медь ....
Молибден . .
Ванадий . . .
; Алюминий . .
Титан ....
Вольфрам . .
Кобальт. . .
Мышьяк . . .
Эвтектическая
Точка С
в °С
—о,з
— о.о15
—о.З
—О,О2
—О.О2 ДО
О
4-?
—о, i6
—о, I
-о, 15
?
о
Темпе-
ратура
(линия
EF) в °С
+ и
—i
-35
+4
¦>
4-?
+ и
+Q
?
о
Эвтектоидная
Точка 5
в °С
—од8
о
?
—о,о5
+ ?
—о об
+?
о
—о,об
¦р
о
Темпера-
тура (линия
PSK) в °С
+ 2О
—25
+ 2О?
—V25 до 4°)
+8
-25?
+ ?
+ 12
О
-fio?
+ IO
о
N
\
V
1
к
\
П
ч.
ч
N
-
<
вочных расчётов эвтектическое содержание
углерода в процентах может быть принято рав-
ным С = 4,3 — 0,3 (Si + Р) [8].
Присадка элементов влияет на структуру чу-
гуна, изменяя эвтектоидную температуру: при
%е
15
3,0
гр
0.5 W W ZD 2,5 3,0 3.5 4,0 4,5 5,0 5,5 6$
Фиг. 2. Зависимость структуры чугуна от содержания
кремния и углеродч (диаграмма Маурера)
/— цементитный чугун, // — перлитный чугун, III — фер-
ритный чугун.
снижении последней (от присадки главным
образом никеля и марганца) получается аусте-
нитная структура даже при медленном его
охлаждении. Влияние элементов на изменение
структуры основной металлической массы и
характера графитовых выделений может быть
оценено на основании данных табл. 2, в кото-
рой графитизирующее влияние элементов при-
ведено в сравнении с графитизирующим дей-
ствием кремния, принятым за единицу. Это от-
ношение, однако, не остаётся постоянным, а
изменяется в зависимости от содержания в чу-
гуне других элементов, в частности углерода.
Зависимость структуры от содержания крем-
ния и углерода приведена на диаграммах флг. 2
и 3 [7,15].
3,5
3,0
2,5
2,0
1,5
W
Фиг. 3
А, А'
0.5 W 1,5 2,0 2J 3,0 3.5 4,0 4.5 9SSf
Примечание. Знаки обозначают: Ч повыше-
ние, понижение, о — отсутствие влияния, ? — не-
выясненное влияние. При двух знаках верхний относится
к действию элемента при низких, а нижний — при высо-
ких концентрациях.
Влияние состава и скорости охлаждения чугуна
на его структуру:
предельные составы для перлитной структуры
в образцах диаметром 30 мм, залитых в сухие
формы;
B, В' — то же в образцах диаметром от 75 до 80 мм,
залитых в металлические формы;
C, С — то же, но залитых в форму, нагретую до 250";
D,D' — то же, но залитых в форму, нагретую до 450°;
Е — предельные составы для образцов диаметром
от 75 до 80 мм, из белого чугуна, залитых в ме-
таллические формы:
F— то >ье, но для образцов диаметром от 75 до
100 мм, залитых в толстостенные металлические
формы.
При увеличении содержания этих элемен-
тов структура из цементитной переходит в
перлитную, а затем в ферритную, в зависи-
мости от количественного соотношения между
ГЛ. 1]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
Таблица 2
Ориентировочное влияние элементов на структуру чугуна
Элемент
Кремний
Углерод
Марганец
Фосфор
Сера
Никель
Хром
Медь
Молибден
Ванадий
Алюминий
Титан
Вольфрам
Бор
Олово
Свинец
Приблизи-
тельное со-
npn^jf я мнр
в /о
До 3
Более 1,7
До 0,8
Более 1,0
До 1,0
До 0,2
До 1,5
До 1,0
До 3,0
До 1,0
До 0,5
До 0,25
До 0,2
—
—
Влияние
на основную
металлическую
массу [15]
Увеличение содержания
феррита
То же
Размельчение перлита
То же
Образование фосфидов
Не установлено
Размельчение перлита
То же
Не установлено
Размельчение перлита
То же
Уменьшение содержания
перлита
То же
—
—
—
на форму графита [15]
Укрупнение графита и
уменьшение общего со-
держания С
Укрупнение графита
Слабое размельчение
То же
Не установлено
То же
Слабое размельчение
То же
Не установлено
Сильное размельчение
Размельчение
Укрупнение
Размельчение
—
—
—
Относительное
графитизиру-
ющее влияние
при кристал-
лизации
эвтек-
тиче-
ской
[12]
+ I.O
4-о,б
4- °>2
— о,4
— i,o
+ о,5
— 1.2
4-°.з
-о,5
4-3.°
+ °>3
—
—¦
—
эвтек-
тоид-
ной
[12]
+ I.O
4«.о
?
*?
?
—О,25
?
—°>з
?
—1.4
?
,~о
—o,i
—
—
—
суммарное
[9]
+ О,5 ДО +2,О
—
+ О.2
—i,o
+ О,2 ДО +О,5
—о,6 до 1,5
о
—о, 7
—2,О
+ ю,о?
-)-3,о?
+ О,25'-?
—з>°
-о.5
—о, 15
Примечание. Bi, Ba, Са и Со способствуют графитизации, а Се и Те затрудняют графитизацию.
ных данных о других элементах не имеется.
Проверен-
обоими элементами, которое может быть вы-
ражено в общем виде формулой
тС -\- nSi = А,
где А — константа графитизации, абсолютная
величина которой меняется в зависимости от
технологического процесса (главным образом
от скорости затвердевания и охлаждения от-
ливки). Для эвтектоидного чугуна соотноше-
ние между С и Si может быть выражено фор-
мулой С 4- Si = А, для заэвтектоидного — фор-
мулой 0,5 С -f- Si = А и для доэвтектоидного
формулой 2С -t- Si = A,
Коэфициент графитизации А, в зависимо-
сти от С, Si, Mn, P. S, Ni и Сг, выражается
следующими формулами [9]:
для заэвтектоидного чугуна
А = 0,5 С + Si — 0,1 (Mn — 3,3 S) + 0,2 Р +
+ 0,5 Ni — 1.5 Cr; (a)
A = 0,5 С + Si - ( S - -Ц ) +
+ 0,2 P+0,5 Ni —1,5 Cr; F)
цля эвтектоидного чугуна
A = С + Si — 0,1 (Mn — 3,3 S) -f 0,2 P 4-
4-0.25Ni-0.75Cr; (a)
+ 0,2 P 4 0,25 Ni-0,75 Cr; F)
лля доэвтектоидного чугуна
A = 2C 4- Si — 0,1 (Mn - 3,3 S) + 0,2 P 4-
< < : +0,2 Ni — 0,6 Cr; ; • (a)
А =
+ 0.2P 4 0,2Ni — 0,6 Cr.
F)
Сера задерживает графитизацию, когда она
находится в виде сернистого железа. При доба-
влении к сернистому чугуну марганца обра-
зуется сернистый марганец, не задерживаю-
щий графитизацию. При содержании в чугуне
около 0,1% S нейтрализующее действие мар-
ганца развивается полностью при отношении
Мп : S = 3,3. Поэтому, когда Мп : S < 3,3, сле-
дует пользоваться приведёнными формула-
ми (а) и когда Mn:S>3.3—формулами (б).
При более низком содержании серы это отно-
шение значительно повышается [10].
ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
ЧУГУНА
Вес и объём
Удельный вес. Удельный вес (плотность)
чугуна может быть рассчитан по правилу
смешения, если отдельные элементы не обра-
зуют между собой химических соединений.
Удельный вес элементов и некоторых струк-
турных составляющих, встречающихся в чу-
гуне, приведён в табл. 3. Пользуясь данными
этой таблицы, можно определить приближён-
ный удельный вес у из формулы
100
Fe-15C,«- С,„—4Si —
15 С,
7,66
7,87
, сгр 4 Si , 2,7 S 6,4 Р
~*~ о~о^ + "fiT" + дп Т
2,25
6,5
4,0
ЧУГУН
[РАЗД. II
Таблица 3
Вес элементов и структурных составляющих
Элемент или
структурная соста-
вляющая
f-железо [18]
а-железо [18]
Цементит [18]
Марганец [19] . ...
Перлит [18]
Хром [19]
Фосфид железа [19] .
Силицид железа [12] .
Сернистое железо [19]
Сернистый марга-
нец A2, 19]
Алюминий [19]
Кремний
а-графит (углерод от-
жига) [2UJ
р-графит (первичный
графит) [20]
Сера [19]
Фосфор [12]
s
о
5 «к*
523
5 я х
55,85
55.85
179.5
54 93
—
52,01
198.52
223,6
87.9O
86,99
26,97
28,о6
I2.OI
I2.OI
32,об
30,98
Удельный
вес
8,о5±о,о5
7,870+0,005
7,66 ±о,оз
7,2
7,8
*7.1
/ **
6-5
4>9±o.i
4,oo±o,oi
2,7
2,4
2,28
2,22
i,o6
1,83
Отноше-
ние моле-
кулярного
веса соеди-
нения к
атомному
весу эле-
мента
I О
I.O
15°
—
—
6,4
4,о
—
2.7
—
' 1,О
1,°
^
—
или из упрощённой формулы [9]
— = 0.127 + 0,002 Si + 0,0014 Со6 + 0,0025;Сг/,,
где Fe, С, Si, S, Р — процентное содержание
соответствующих элементов [11—13].
Удельный вес, определяемый по этим фор-
мулам, получается несколько более высоким,
чем при непосредственных измерениях, вслед-
ствие наличия в чугуне пор, которые не учи-
тываются расчётом.
Средние значения удельного веса, опре-
делённые непосредственным измерением для
наиболее характерных видов чугуна, следую-
щие [11, 12, 15]:
Вид чугуна Уд. вес
Наименее плотный серый чугун .... 6,6
Обычный серый чугун , . 7,°
Наиболее плотный высококачествен-
ный серый чугун 7-4
Отожжённый белый чугун (ковкий) с
высоким содержанием углерода B,3—2,7[)/0) 7>2
То же с низким содержанием углеро-
да B,0-2,2°/0) 7.4
Белый неотожжённый чугун 7-4 — 7.6
Наиболее плотный неотожжённый чугун 7-7
Удельный вес может колебаться до 10%
в пределах даже одной отливки между пери-
ферией и центром, между верхом и низом
(в крупных отливках).
Удельный вес жидкого чугуна уменьшается
с увеличением содержания углерода и с повы-
шением температуры. При температуре пла-
вления он остаётся приблизительно постоян-
ным, независимо от содержания углерода, и
для системы железо—углерод может быть
принят равным 7,10 + 0,05 [16]. Примеси умень-
шают удельный вес жидкого чугуна; для ре-
альных жидких чугунов (при температуре пла-
вления) он может быть принят для укрупнён-
ных расчётов равным 7,0 + 0,1 [17].
Изменение объёма чугуна при нагрева-
нии. Различают увеличение объёма при на-
гревании чугуна ниже и выше температуры
фазовых превращений.
В первом случае происходит обратимое уве-
личение объёма (термическое расширение),
которое может быть частично необратимым
(в связи с фазовыми превращениями) при дли-
тельном нагревании до температуры на 150 —
200° С ниже линии PSK (фиг. 1).
Коэфициент линейного термического рас-
ширения чугуна а зависит от его структуры и
состава.
Средние коэфициенты термического линей-
ного расширения структурных составляющих
чугуна в интервале температур 20—100° С вы-
ражаются следующими данными:
Структурные
составляющие ° lyr CMILM ^
Аустенит i7—24
Феррит [21] 12,о—12,5
Перлит [12] lo—и
Цементит [12] 6,о—6,5
Графит @—400° С) [19] 7.5-8,о
Колебания значений а зависят от состава
структурных составляющих. Влияние повыше-
ния содержания на 10/0 разных элементов на из-
менение коэфициента линейного расширения
твёрдого раствора с железом видно из следу-
ющих данных [21]:
Повышение содержания Изменение а
на 1°/0 в »/„
Алюминия + i.o
Марганца + о,5
Никеля — °.S
Кремния — i,o
Хрома — i,5
Углерода (в виде карбидов)
Fe3 С [22] От — 5 До — ю
Сг3 С2 [2.1] +5
Мп3 С 123] +5
С повышением температуры а увеличи-
вается, но с некоторой задержкой в области
точки Кюри (магнитное превращение цемен-
тита).
Наиболее заметное влияние на а оказывает
углерод, что связано с появлением новой
структурной составляющей Fe3C.
Из приведённых выше данных видно, что
по мере распадения цементита происходит
увеличение а, причём это увеличение не-
сколько компенсируется образованием графи-
та [22, 23].
Количественное влияние - углерода на из-
менение коэфициента а приведено в табл. 4 [22).
Таблица 4
Влияние углерода на средний коэфициент
термического расширения чугуна
Состав чугуна
С
о,об
i,97
2,24
3.66
3,8о
в%
Si
Следы
о,о8
о,о8
о,о9
о,о5
Мп
о,о8
o,i5
°,15
о,14
100°
II-7
9.9
9,о
8,6
8,7
% ¦ 10е
200°
12,3
1О,О
9,°
8,8
«.5
при температурах
от 20е
300р
13,о
ид
и.о
9,9
IO.I
С до
400°
13,6
12,2
12,1
II.3
".5
500°
14,2
i3.i
13.2
12,5
12,6
600е
14,6
—
—
13.2
ГЛ. I]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
Влияние кремния на а в различных
интервалах температур показано на фиг. 4
[21]. Коэфициент расширения а высококрем-
нистого чугуна B,25°'оС и 5,8% Si) при раз-
aj06 Перлитный Ферритный
4 —
3^
,/
-—~->
\
О 1 2 %S; 0 1 2 %S;
Фиг. 4. Влияние кремния на коэфициент
линейного расширения чугуна: / — при
20—200°; 2— при 20—300°; 3— при 20—400°;
4— при 20-500°; 5—при 20 —600° С.
личных температурах характеризуется сле-
дующими данными:
Интервал
температур в °С
2О —2ОО
2О—3°°
2О—4°°
2О—5ОО
2О—6ОО
2О—7°°
го—8оо • 13,6
Влияние марганца, серы и фос-
фора не пооявляется заметно при их
добавлении в обычных пределах [21].
Влияние никеля показано на фиг. 5
[21] и 6 [15, 24]. При добавлении в количестве
• 10е
1.3
2, О
2.5
2,9
3.3
Перлитный
Ферритный
г—
1 —
—.
4^
3-
2-~
,
-^.
—^^
а 10'
12
77
10
О 2 4 %Щ 0 2 4 %,%¦
Фиг. 5. Влияние никеля на коэфициент линей-
ного расширения чугуна: / — при 20—200°;
2— при 20—300°; 3 — при 20—400°; 4 — при
20 — 500°; 5 — при 20 — 600° С.
а-Ю
18,0
14,4
7.2
3,6
О W 20 30 40 50 60 %Ni
Фиг. 6. Влияние никеля на коэфициент ли-
нейного расширения чугуна: /—при 95°;
2— при 150°; 3—при 375° С.
с
W
X
\3
Ч/
/
дс^бо/о он действует аналогично Si, но ме-
нее резко. Добавление в большем количестве
увеличивает коэфициент а вследствие обра-
зования аустенита. При дальнейшем повыше-
нии содержания Ni до ~ 35% коэфициент а
достигает минимума.
«10°
а-10
1
\
г-
«" "¦¦ »^
-—^»
N
V.
\
ч^
s—
5
-J
—г
5
_——
"^2
—<f
I
.—-
—-
—-
^—
——-
-
0 2 <* 6 8 %Й!
Q 0J5 W 1,5 %Сг
Фиг. 7. Влияние хрома
на коэфициент линейно-
Фиг. 8. Влияние алюминия
на козфициент линейного
расширения чугуна: / — при
20-100°; 2— при 20—200°;
3 — при 20—300°; 4 — при 20-
400°; 5—при 20-500° С.
Влияние хрома
показано на фиг. 7
го расширения чугуна: [21]. Оно качествен-
/ —при 20—ioo°; 2 — при н0 аналогично влия-
20—200°; 3— при 20—300°;
4 — при 20—400э; 5—при
20-500° С.
нию Si и Ni.
Влияние алю-
миния показано на
фиг. 8 [21], м е д и — на фиг. 9 [21]..
Молибден слегка снижает а [15].
Для укрупнённых расчётов могут быть при-
няты следующие значения среднего коэфи-
циента термиче-
ского расшире-
ния а при темпе-
ратуре от 20 до
100° С [64]:
Тип чугуна а • 10й
Белый .... 9—1г
Серый и белый
отожжённый
(КОВКИЙ) . . . IO —12
Аустенитный . i6—18
При повышен-
ных температурах
(до 700°) а белого
и серого чугунов
увеличиваются,
сравниваются и _б
могут быть приняты равными ~ 14 • 10 •
При нагревании выше температуры фазо-
вых превращений происходит необратимое
изменение объёма.
При образовании перлита из аустенита
объём увеличивается по мере увеличения coj
держания перлита и достигает максимальной
величины в 0,0004 смЦг при 100%-ном содер-
жании перлита [18].
Увеличение объёма при выделении гра-
фита составляет около 0,0025 смъ\г, или 2%
на 1% образовавшегося графита [9]. При от-
жиге белого чугуна (получение ковкого чу-
гуна) происходит увеличение длины в сред-
нем на 1%.
Изменение объёма жидкого чугуна при за-
твердевании зависит от количества выделяю-
щегося при этом графита. При затвердева-
нии белого чугуна было определено умень-
Фиг. 9. Влияние меди на коэфи-
циент линейного расширения
чугуна: /—при 20—100°;2— при
20—200°; 3— при 20—300°; 4 —
при 20—400°; 5— при 20-500° С.
ЧУГУН
[РАЗД 11
шение объёма на 1,3—5,8% [18, 25, 26]. Наи-
более вероятные определения укладываются
в пределы 1,3—3,4°/0. При затвердевании се-
рого чугуна было установлено увеличение
объёма на 0,0-1,6% [15, 25, 27]. Наиболее
вероятные пределы 0,9—1,6%. Для укрупнён-
ных расчётов можно принять для белого чу-
гуна уменьшение объёма на 1,8°/0 (?3 = 0,018),
а для серого—увеличение объёма на 0,9% ($3 =
= 0,009) [9].
Коэфициент объёмного термического рас-
ширения жидкого чугуна $ж изменяется в
пределах от 100-10-в до ЗОО-10-e ел*8/сл»'°С
[15, 16, 25 и 26], причём он увеличивается
с повышением содержания углерода в чугу-
не [16].
В среднем, для укрупнённых расчётов,
можно принять величину $ж около 160-10-6
см^см* "С [9].
Рост чугуна представляет собой частный
случай необратимого увеличения его объёма
при нагревании и является следствием про-
цессов его разрыхления из-за выделения гра-
фита, поглощения газов (окисление) и выде-
ления газов из твёрдого раствора в поры (пе-
реход водорода из атомарного состояния в
молекулярное).
Рост чугуна увеличивается: 1) при повы-
шении температуры нагрева, особенно при пе-
реходе через линию PSK (фиг. 1), что связано
с распадом цементита и выделением графита;
2) при уменьшении стойкости карбидов и при
увеличении их содержания; 3) при уменьше-
нии плотности металла и степени дисперсно-
сти графитовых включений; 4) при увеличе-
нии содержания газов в металле (главным
образом водорода).
При неблагоприятных условиях рост чугуна
может дойти до 30% от первоначального
объёма и выше.
При нагреве до 600° С рост обычно не пре-
восходит 3% и в редких случаях дости-
гает 10%.
Усадка. Усадка У выражается процентным
отношением разности размеров модели Ум
и отливки Уо к размерам отливки:
У =
У,
Уг,
100 = 100 Що,
где а. — коэфициент линейной усадки, t — тем-
пература.
Следует различать усадку: ^действитель-
ную, соответствующую физическим свойствам
охлаждающегося затвердевшего чугуна; 2) за-
труднённую, которая получается в результате
взаимодействий, с одной стороны усилий уса-
живающегося чугуна, а с другой — механиче-
ских и термических сопротивлений усадке;
затруднённая усадка всегда меньше действи-
тельной; 3) технологическую, получаемую в
результате искажений затруднённой усадки де-
формациями формы при извлечении из неё
модели; технологическая усадка меньше за-
труднённой и при чрезмерных искажениях
формы может получиться даже обратного зна-
ка; 4) полную, соответствующую физическим
свойствам чугуна при изменении объёма в
жидком состоянии, во время затвердевания и
после затвердевания.
Действительная усадка и соответствующая
ей затруднённая и технологическая должны
учитываться при определении размеров моде-
ли, а полная усадка — при расчёте объёма
жидкого чугуна при его охлаждении, затвер-
девании и полном остывании.
Объём жидкого чугуна Уж может быть
определён в зависимости от объёма твёрдого
чугуна Vme по формуле:
где У — усадка действительная или техноло-
гическая; рз^- изменение объёма чугуна при'
затвердевании; $ж — термический коэфициент
объёмного расширения жидкого чугуна; Тж —
температура жидкого металла; Т3 — темпера-
тура затвердевания.
Различают действительную усадку при тем-
пературах ниже и выше температуры перлит-
ных превращений. Нижеперлитная усадка мо-
жет быть принята равной 1%. В этом случае
она будет соответствовать коэфициенту тер-
мического расширения
Вышеперлитная усадка колеблется в широ-
ких пределах и зависит главным образом от
количества выделившегося графита, поэтому
влияние элементов на величину этой усадки
обусловливается изменением количества выде-
лившегося графита (см стр. 5).
По абсолютной величине вышеперлитная
усадка изменяется в пределах от + 1% ^до
— 0,5%, т. е. вместо усадки может произойти
расширение чугуна при крайне благоприятных
условиях графитизации. Этим величинам усад-
ки будет соответствовать коэфициент терми-
ческого расширения
_ от + 1.0 ДО —0»5 _
а~ 100A150—720)" ~
= от + 23.10-6 до —12-Ю-6.
Для приблизительной оценки направления
действия отдельных элементов и величины
суммарной линейной действительной усадки
может быть использована формула [9]
Уд = 1,8 -г- 0,2(С—2,5—Р) +
+ 0,03Мп —0,12 (Si -\-2Сгр).
При пользовании этой формулой следует
учитывать степень графитизации, которая уве-
личивается по мере уменьшения скорости
охлаждения. По этой причине усадка умень-
шается при заливке в сухие, а тем более в по-
догретые формы, а также по мере* увеличения
гидравлического радиуса. Последний опреде-
ляется как отношение объёма отливки к её
поверхности или сечения к его периметру.
Фактическая действительная усадка может
несколько отличаться от расчётной ввиду по-
глощения чугуном газов, влияния термической
обработки и других причин.
ГЛ. I]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
Для укрупнённых расчётов можно принять
следующие средние значения действительной
усадки:
Действи-
Тип чугуна тельная
усадка в °,'о
Серый i,o
Белый до отжига 2,о
Ковкий после отжига по аме-
риканскому способу • • • • i,o
Ковкий после отжига по
европейскому способу • • г,7
Тепловые свойства чугуна
Теплоёмкость. Теплоёмкость чугуна зави-
сит больше от наличия в нём разных струк-
турных составляющих, чем от химического со-
става, поэтому с достаточной точностью можно
определять теплоёмкость чугуна по его струк-
туре [11,28]. Теплоёмкость чугуна заданной
структуры может быть определена по правилу
смешения:
_ tfiCj + а-?ъ-+ »• • 4- апсп
Таблица 6
Теплоёмкость и теплосодержание чугуна
где cj, с2,..., сп — теплоёмкость структурных
составляющих, аг, а2,...,ап — количествен-
ное содержание их.
Удельная теплоёмкость структурных соста-
вляющих приведена в табл. 5.
Таблица 5
Теплоёмкость структурных составляющих
I
ратура
°С
IOO
аоо
Зоо
4оо
5°°
боо
700
8оо
9оо
IOOO
ноо
I2OO
I25O
Теплоёмкость в кал/г "С
Феррит
1
о
о
о
о
о
о
о
о
о
29]
ii6i
1215
1275
1337
1417
1515
1650
1700
—
—
—
—
Аустенит
[30]
0,12
—
—
—
—
—
—
—
—
—
—
—
Цементит
[31]
0,1480
о, 1488
о 149°
0,1524
° 1557
O.I559
о 1649
0,1710
—
—
—
Графит
[31]
О,2О24
0,2248
0,2467
0,2671
0,2865
0,3070
0,3271
0,3460
0,3610
о,3755
0,3860
о,з952
С3992
В интервале от 800°С до температуры пла-
вления теплоёмкость чугуна может быть при-
нята постоянной и равной 0,18 кал/г°С [32,33].
Для жидкого чугуна теплоёмкость также
можно считать постоянной и равной 0,23±
rt0,03 кал/г°С [32, 33].
Для определения теплосодержания чугуна
следует учесть расход на скрытую теплоту
перлитных превращений и плавления. Наи-
больший тепловой эффект при перлитном пре-
вращении может быть оценён в 2\,Ъ±\,Ъкал'г
при ~ 0,8% С со снижением до 0 при содержа-
нии углерода 0% и 6,7<>/0 [34]. Скрытая
теплота плавления может быть оценена в
55 ±5 кал/г [34].
Для укрупнённых расчётов теплоёмкости и
теплосодержания чугуна могут быть исполь-
зованы данные табл. 6, а также формулы, при-
ведённые в табл. 7 [33].
3,7 С; 1,5 Si;
0,6 Мп; 0.15 Р;
0,07 S [35]
л?,
Is
IOO
2ОО
Зоо
4оо
5°°
боо
7оо
8оо
goo
IOOO
IIOO
1200
1300
Состав чугуна в %
о. но
о,п8
0,121
0,123
0,128
о,144
о 159
0.162
о, i6i
0,160
0,208
0,203
Тепло
держа
в кал/
22,0
35-3
48,5
61,7
76,6
100,7
127.3
145.4
250,0
264,3
4,2 С; 1,5 Si;
0,7 Мп; 0,12 Р:
0,02 S [31]
ОЛ31
о, 134
о, 137
0,140
о, 142
0,148
о 154
o,i68
0,172
о, 175
0,178
O.2I9
O.2I8
о та «>
3 й а
13
27
4о
54
7°
87
IO7
132
153
192
2бо
Средний [32]
Тепл
кост
кал/
о, 135
о, 143
о, 15°
0,167
о, 179
о, 179
0,178
0,176
0178
lit
54,о
71.5
90,0
116,9
ИЗ,2
17в!о
193,6
213,6 '
* Скрытая теплота не учтена.
Таблица 7
Теплоёмкость и теплосодержание чугуна
Температура
в °С
о—боо
боо—9°°
9оо — темпе-
ратура пла-
вления
Выше темпе-
ратуры пла-
вления
Действитель-
ная теплоём-
кость в кал/г ° С
0,123 +
1О~4 /
О,221
o,i8i
О 2О —O.2I
Теплосодержание
в кал'г
О, 123 +
+ о,з5 • ю Р
0,222 t — 46,06
O,l8l /— IO,5l8
О,2О / + 2О,55
Объёмная теплоёмкость с получается умно-
жением весовой теплоёмкости с на удельный
вес Y-
с = с f кал1смв°С
При укрупнённых расчётах с можно при-
нять для твёрдого чугуна около 1,0 кал!смь°С,
а для жидкого—около 1,5 кал\снъ°С
Теплопроводность. Теплопроводность спла-
вов и смесей, в отличие от теплоёмкости, не
может быть определена по правилу смешения.
Влияние отдельных элементов на теплопровод-
ность чугуна [11] можно установить лишь
приблизительно. Формулы для определения
теплопроводности стали по её химическому
составу не пригодны для чугуна, так как они
не учитывают изменения структуры и, в част-
ности, количества выделяющегося графита
[36, 37].
Теплопроводность главнейших структурных
составляющих чугуна выражается следующими,
данными:
Теплопровод-
Структурная соста- ность
вляющая в кал/см сек °С
Феррит [36, 38, 39] o,i8o ± 0,005
Перлит [37, 39] 0,122 ± о,оса
Аустенит [40] . • o,i
Графит [37, 41] 0,036 ± o.ooi
Цементит [37] • 0,017 ± °.°от
8
ЧУГУН
[РАЗД. II
По мере увеличения степени дисперсности
структурных составляющих теплопроводность
уменьшается [40, 41, 42].
Влияние элементов на теплопроводность
сказывается через изменение структуры и со-
става структурных составляющих. Теплопро-
водность твёрдого раствора всех исследован-
ных элементов меньше теплопроводности
феррита.
Влияние углерода видно из данных,
приведённых в табл. 8 [39]. Резкое падение
теплопроводности наблюдается при начальном
увеличении содержания углерода и более
плавное — пои дальнейшем увеличении его со-
держания. Увеличение содержания графита,
при неизменном суммарном содержании угле-
рода, приводит к увеличению теплопроводности
за счёт распадения цементита.
Таблица 8
Влияние
С
Следы
O,JO
0,26
0.44
0,92
1,09
углерода на теплопроводность чугуна
Состав в
Si
0,092
0,001
0,140
0,113
0,177
0,058
Мп
О,2О
о, 34
O,6l
0,67
0,56
0.46
р
о,оо7
0.031
O.O25
O.O24
O.O32
OO34
S
o,oi4
0,041
0,053
0037
0,030
0,023
Структура
Фер-
рит
IOO
88
68
47
о
о
о
о
8
2
о
О
Пер-
лит
_
12,0
312
52,8
98,5
95.6
в°/0
Це-
мен-
тит
—
—
—
1.5
44
ш
| д Ч
О О к
Н в m
о 175
O,l6l
0,134
0,129
0,120
0,118
Влияние кремния проявляется одно-
временно в нескольких направлениях: при
прибавлении кремния происходит уменьшение
теплопроводности за счёт образования твёр-
дого раствора и увеличение-за счёт распа-
дения цементита и укрупнения графитовых
выделений.
Результат действия кремния на теплопро-
водность выражается данными, приведёнными
в табл. 9 [15, 39]: при прибавлении начальных
порций кремния наблюдается более резкое
падение теплопроводности, при последующих
добавках — падение замедляется.
Таблица 9
Влияние кремния на теплопроводность чугуна
С
3.35
3,о8
3.1D
3,25
2,89
2,87
З.О2
2,75
r,8i
Si
°,65
1,24
1,48
i,9i
i,87
2,81
4,20
6,49
6,42
Состав
Мп
о 8S
°,94
о,97
о,97
0,32
О,28
0,28
—
—
р
о,17
о.зб
°>7°
o.8i
0.27
0,28
о,39
—
—
В °/о
S
О,12
о,о8
о,о5
о,о7
0,05
о,о5
°i°4
—
—
Ni
—
—
—
—
—
—
—
18,65
Сг
—
—
—
—
—
—
—
2,О2
Структура
в %
Ё
сх
о.
<и
¦е-
2,9
s
ч
о.
<D
С
97,5
94-8
15,9 8i,6
25.4
10,0
5о,о
97,5
97.5
—
72>°
9°i°
5°.о
—
—
—
h
< I
—
--
—
—
—
—
—
97,5
ровод-
)и 100°
ч сек°
о С-3.
2 л ч*
Hsu
о,135
0,128
0,122
0,110
0,112
0,105
0,097
0,088
(силал)
0,070
нихроси-
лал)
Вл ияние фосфора приведено в табл. 10
[39], составленной для чугунов с приблизи-
тельно одинаковой структурой, за исключением
увеличивающегося содержания фосфидной
эвтектики. Расхождение значений теплопро-
водности с данными других исследователей
[41,44] может быть объяснено тем, что фосфор
Таблица 10
Влияние фосфора на теплопроводность чугуна
Химический состав
С
3.34
3.4O
3,3о
Si
I.90
1,90
2,00
Мп
0,76
0,92
I.0O
р
o,i8
O.59
о,95
в°/о
S
0,065
о,обо
0,050
Теплопроводность
в кал/см сен °С при
100° С
о, 1165
0,1150
о,шо
400° С
0,1095
0,1070
0,1030
сильнее снижает теплопроводность, присут-
ствуя в виде фосфидов, чем находясь в твёрдом
растворе. Но даже в отожжённых чисто фер-
ритных чугунах увеличение содержания фос-
фора влечёт за собой снижение их теплопро-
водности [44].
Влияние серы на теплопроводность не
изучалось, но можно полагать [11], что этот
элемент снижает теплопроводность чугунов.
Влияние никеля на теплопроводность
аналогично влиянию кремния, что видно из
сопоставления позиций 6 и 9 табл. 12 [39] и
марок силал и нихгосилал табл. 9 [15].
Влияние хрома на увеличение тепло-
проводности (см. позиции 2, 3, 7 и 8 табл. 12)
точно не установлено [44].
Влияние меди сказывается на сниже-
нии теплопроводности до тех пор, пока медь
находится в состоянии твёрдого раствора
с железом. При выпадении меди в виде само-
стоятельной фазы теплопроводность чугуна
начинает увеличиваться [44].
Таблица 11
Влияние отжига на теплопроводность чугуна
Длитель-
га в часах
о
4о
8о
I2O
IOO
2ОО
Связанный
в /о
о,68
0,12
О, II
о,°9
0,12
0,12
Теплопроводность
в кал/см сек °С при
100° С
0,123
одзб
о.134
о 134
о, 130
о, 131
4ьО
о.
о,
о,
о.
о,
о.
"С
°7
45
i6
16
13
12
Влияние марганца на теплопровод-
ность сказывается менее чётко, что может
быть усмотрено из сопоставления позиций 4,
5, б в табл. 12.
Ванадий несколько уменьшает тепло-
проводность [43] (см. позицию 10 табл. 12).
Вольфрам и молибден влияют на
теплопроводность нечётко [45] (см. пози-
цию 11 табл. 12).
Влияние отжига при температуре
550°С приведено в табл. 11 [43]. Состав чу-
гуна соответствует позиции 3 табл. 12. При
увеличении продолжительности отжига те-
плопроводность увеличивается, но не непре-
рывно, а проходит через максимум, который
может быть связан с частичным окислением
чугуна при чрезмерной продолжительности
отжига.
С увеличением температуры теплопровод-
ность уменьшается (см. табл. 12) на 0,002 до
ГЛ. I]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
Таблица 12
d
о
о
с
%
I
2
3
4
5
о
к
9
ю
и
12
13
Н
15
1C
17
общ
и
335
З.о8
ЗДо
3.25
3,25
3-32
3,17
ЗДЬ
ЗД9
3'°2
3.77
3,49
Ч,оо
2,80
2,35
2,8о
связ
О
о 91
о,79
о,Ь8
о,6о
о,74
о. 77
O93
0,67
0,70
0,78
О,82
о, 77
—
о, 13
0,76
Теплопроводность
Химический
¦е-
и
2,44
2,29
2,48
2,65
2,51
2,55
2,24
2.5O
2,49
2,24
2,95
2,72
—
—
2,23
2,О4
S
о 65
1,24
1,48
1,91
1,56
1,52
1,4°
1,56
1.45
1,89
i,8i
2,07
1,50
1.45
1,03
°>39
Мп
о,85
о,94
о,97
1.87
2,43
о,97
°,94
°>99
0,76
°.43
0,76
—
—
о, 125
о,ю
состав
Р
о..7
о зб
о,7о
o,8i
0,69
0,71
0,69
0.67
0,69
0,68
0,04
0,04
[20,7 м]
[i3,7Ni]
0,13
о,об
чугуна
в %
S
О.Г2
о,о8
°,°5
о,о7
о,оз
О,О1
о,о4
О,1О
о,о8
о,об
о,ю
о,о4
—
[б,оСи]
о,о8
0,09
>азных
Сг
—
—
—
—
о,39
o,7sNi]
одгУа]
0,48 W]
—
—
3,33
2,18
—
составов
Теплопроводность
в кал/см сек °С при
температуре в
100
о, 135
0,127
0,122
O.III
о, ид
о, И7
ОД31
o,io8
0,122
O,Il8
O.O94
0,112
о,о94
0,038
о, 152
о,И4
о
о
о
о
о
о
о
о
о
о
о
о
о
о
200
128
122
117
IOtS
И4
из
126
IO0
п7
И4
O92
IOO
—
147
IO2
300
0,122
о, пб
о,из
о,к>5
о, log
0,106
о, 120
°,i°4
0,112
о, log
0,089
0,108
—
—
0,143
0,108
>
400
о,
о,
о,
о,
о,
О,]
о,
о,
о,
о,
о,с
о,
о.
о,
од
°7
°4
OI
15
OI
°7
°4
об
39
од
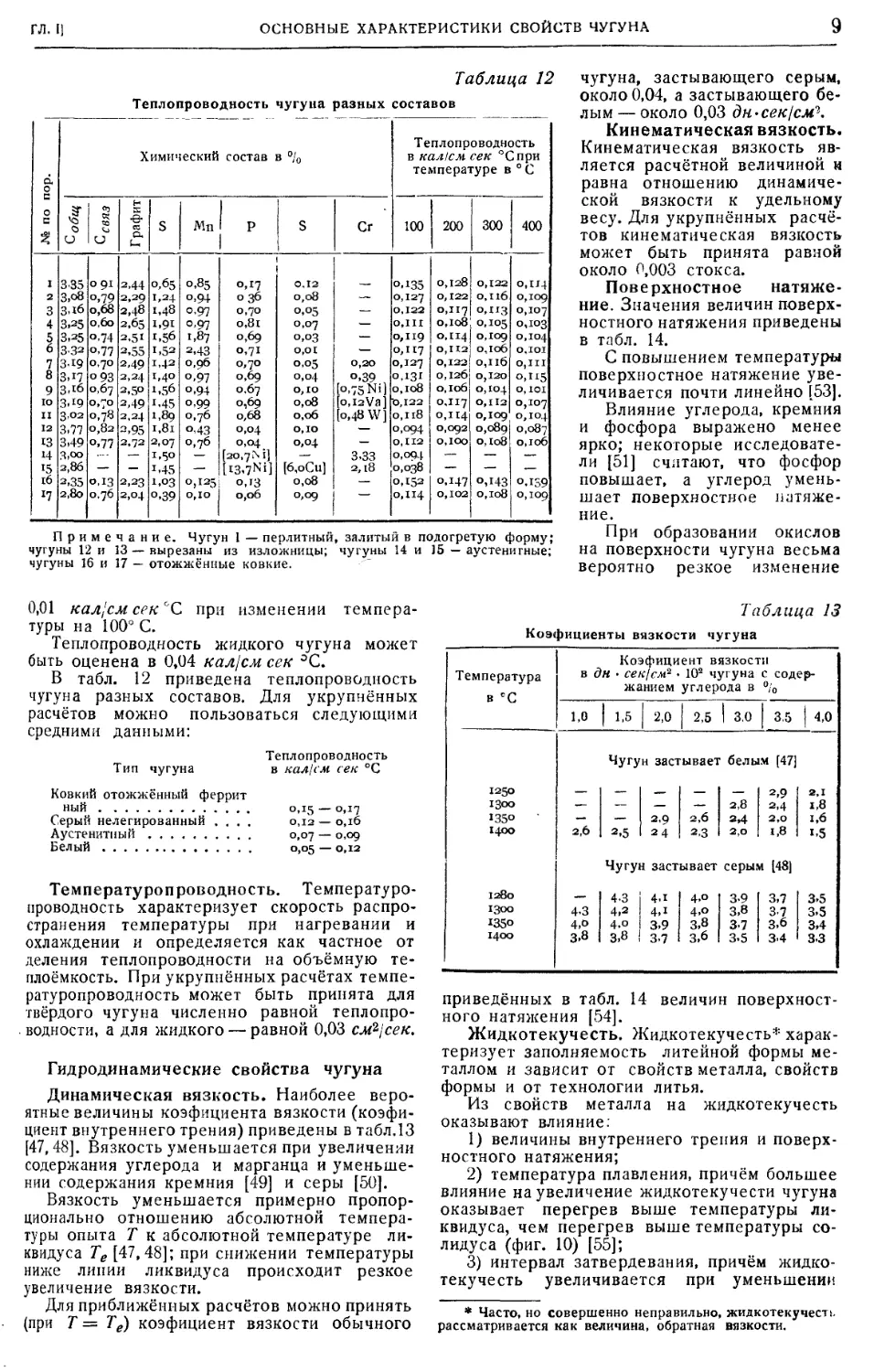
Примечание. Чугун 1 — перлитный, залитый в подогретую форму;
чугуны 12 и 13 — вырезаны из изложницы; чугуны 14 и ]5 — аустенигные;
чугуны 16 и 17 — отожжённые ковкие.
чугуна, застывающего серым,
около 0,04, а застывающего бе-
лым— около 0,03 дн • сек/см'1.
Кинематическая вязкость.
Кинематическая вязкость яв-
ляется расчётной величиной и
равна отношению динамиче-
ской вязкости к удельному
весу. Для укрупнённых расчё-
тов кинематическая вязкость
может быть принята равной
около 0,003 стокса.
Поверхностное натяже-
ние. Значения величин поверх-
ностного натяжения приведены
в табл. 14.
С повышением температуры
поверхностное натяжение уве-
личивается почти линейно [53].
Влияние углерода, кремния
и фосфора выражено менее
ярко; некоторые исследовате-
ли [51] считают, что фосфор
повышает, а углерод умень-
шает поверхностное натяже-
ние.
При образовании окислов
на поверхности чугуна весьма
вероятно резкое изменение
0,01 кал1см сек °С при изменении темпера-
туры на 100° С.
Теплопроводность жидкого чугуна может
быть оценена в 0,04 кал]см сек °С.
В табл. 12 приведена теплопроводность
чугуна разных составов. Для укрупнённых
расчётов можно пользоваться следующими
средними данными:
Таблица 13
Тип чугуна
Ковкий отожжённый феррит
ный
Серый нелегированный ....
Аустенитный
Белый
Теплопроводность
в кал/см сек °С
0,12 — O,l6
О,О7 — О,О9
О,О5 — O,I2
Температуропроводность. Температуро-
проводность характеризует скорость распро-
странения температуры при нагревании и
охлаждении и определяется как частное от
деления теплопроводности на объёмную те-
плоёмкость. При укрупнённых расчётах темпе-
ратуропроводность может быть принята для
твёрдого чугуна численно равной теплопро-
водности, а для жидкого — равной 0,03 см*\сек.
Гидродинамические свойства чугуна
Динамическая вязкость. Наиболее веро-
ятные величины коэфициента вязкости (коэфи-
циент внутреннего трения) приведены в табл.13
[47,48]. Вязкость уменьшается при увеличении
содержания углерода и марганца и уменьше-
нии содержания кремния [49] и серы [50].
Вязкость уменьшается примерно пропор-
ционально отношению абсолютной темпера-
туры опыта Т к абсолютной температуре ли-
квидуса Те [47,48]; при снижении температуры
ниже линии ликвидуса происходит резкое
увеличение вязкости.
Для приближённых расчётов можно принять
(при Т = Те) коэфициент вязкости обычного
Коэфициенты вязкости чугуна
Температура
1250
135°
1400
128о
1300
135°
1400
Коэфициент вязкости
в дн • сек/см2 • 102 чугуна с содер-
жанием углерода в %
1,0 1,5
2,0
2,5
3.0
4,0
Чугун застывает белым [47]
2,6
4-3
4,о
3.8
—
—
—
2.5
—
—
2,9
24
—
2,6
2,3
—
2,8
2,4
2,0
2,9
2,4
2,0
1.8
Чугун застывает серым [48]
4,3 i 4.1
4.2 4.1
4,о I 3.9
3.8 I 3.7
4,0
4,0
3.8
3,6
3-9
3,8
3.7
3.5
3,7
3,7
3,6
3,4
2,1
1.8
1.6
1.5
3.5
3.5
3,4
33
приведённых в табл. 14 величин поверхност-
ного натяжения [54].
Жидкотекучесть. Жидкотекучесть* харак-
теризует заполняемость литейной формы ме-
таллом и зависит от свойств металла, свойств
формы и от технологии литья.
Из свойств металла на жидкотекучесть
оказывают влияние:
1) величины внутреннего трения и поверх-
ностного натяжения;
2) температура плавления, причём большее
влияние на увеличение жидкотекучести чугуна
оказывает перегрев выше температуры ли-
квидуса, чем перегрев выше температуры со-
лидуса (фиг. 10) [55];
3) интервал затвердевания, причём жидко-
текучесть увеличивается при уменьшении
* Часто, но совершенно неправильно, жидкотекучесть
рассматривается как величина, обратная вязкости.
10
ЧУГУН
[РАЗД. И
Таблица 14
Поверхностное натяжение чугуна
Состав
С
3-3
3.5
1,4
2,1
Si
2,8
об
1.3
чугуна в °/0
Мп
о,6
2.1
о,3
1 !9.7 1
39
2,2
р
о,5
1,6
7-4
5.8
S
О,1
Темпера-
тура в "С
1225
1250
1300
135°
И5о
1300
1250
13оо
1245
1300
I35O
IIOO
1240
I34O
1400
I44O
1500
1480
13оо
14оо
1420
1420
Поверх-
ностное на-
тяжение
в дн1см
826 [5i]
846
88о
926
i°54 [51]
1071
io88
1Ю5
957 t5i]
Ю13
1065
93O fei]
io8o
IIOO
1130
5
I2OO
и6о[52]
И5О[52]
13ОО
I34O
15ОО
интервала затвердевания и получается отно-
сительно наибольшей при совпадении темпе-
ратур ликвидуса и солидуса (эвтектический
состав) [56]; это объясняется тем, что по мере
Фиг. 10. Схема влияния перегрева на жидко-
текучесть.
при заливке прутков, применяющихся для
определения жидкотекучести;
4) скрытая теплота плавления qv и тепло-
ёмкость с„ (отнесённые к единице объёма),
причём чем больше qv и cv, тем дольше ме-
талл остаётся в жидком состоянии и тем
лучше он заполняет форму.
Влияние перечисленных факторов отражено
в формуле [56]:
a cv Д Гп 3 4- qv
" АТМ ^ ЬТМ '
где аир — постоянные коэфициенты, причём
вязкость и поверхностное натяжение оказы-
вают влияние только на коэфициент а; АТп—
перегрев металла, т. е. разность между тем-
пературой заливки и температурой плавления;
ДГЖ — условная температура плавления ме-
талла, выраженная разностью между действи-
тельной температурой плавления и темпера-
турой формы; L—жидкотекучесть.
Ввиду того, что величины qv и cv изме-
няются для чугуна в сравнительно небольших
пределах, можно придать приведённой фор-
муле более простой вид:
L, -V—
В этих формулах не отражено влияние не-
металлических включений, резко снижающих
жидкотекучесть металла [57, 58], что можно
наблюдать после повторных переплавок [59]
и в некоторых случаях немедленно после
введения в чугун модификаторов [57].
Влияние углерода. Повышение со-
держания углерода до эвтектического увели-
чивает жидкотекучесть, так как углерод сни-
жает вязкость, уменьшает температуру ликви-
дуса и сокращает интервал затвердевания. При
переходе содержания углерода за эвтектиче-
ское жидкотекучесть чугуна опять снижается.
В л и яние кремния. С увеличением со-
держания кремния до эвтектического жидко-
текучесть чугуна увеличивается, несмотря на
увеличение при этом вязкости (табл. 13).
Исходное содерж
более 0$%Si
менее 0,5% Si
5/.
2,5 3,0 3,5 U,0 «,5 5,0 5,5
Фиг. 11. Схема влияния кремния и угле-
рода на жидкотекучесть (числа на кри-
вых обозначают длину спирали).
увеличения интервала затвердевания облег- При низком содержании кремния ('менее 1%)
чаются условия для выделения первичных наблюдаются аномалии, схематически изобра-
кристаллов в виде дендритов, выпадающих на жённые на фиг. 11 [57, 60]; минимальная жидко-
:тенках формы; процесс этот может быть
более заметен в тонких отливках, в частности
текучесть наблюдается при содержании крем-
ния около 0,5 и 1,0%, а максимальная — при со-
ГЛ. 1]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
11
держании его около 0,3 и 0,75%. Снижение
жидкотекучести наблюдается также в тех
случаях, когда часть кремния окисляется и
переходит в мелкодисперсную силикатную
муть, медленно всплывающую на поверхность
жидкого чугуна [58].
Влияние марганца. На изменение
жидкотекучести марганец влияет незначитель-
но: с увеличением содержания марганца до
2%, при содержании углерода не более 3,75%,
жидкотекучесть увеличивается; при увеличе-
нии содержания кремния свыше 1% положи-
тельное влияние марганца становится ещё
менее заметным [60, 61].
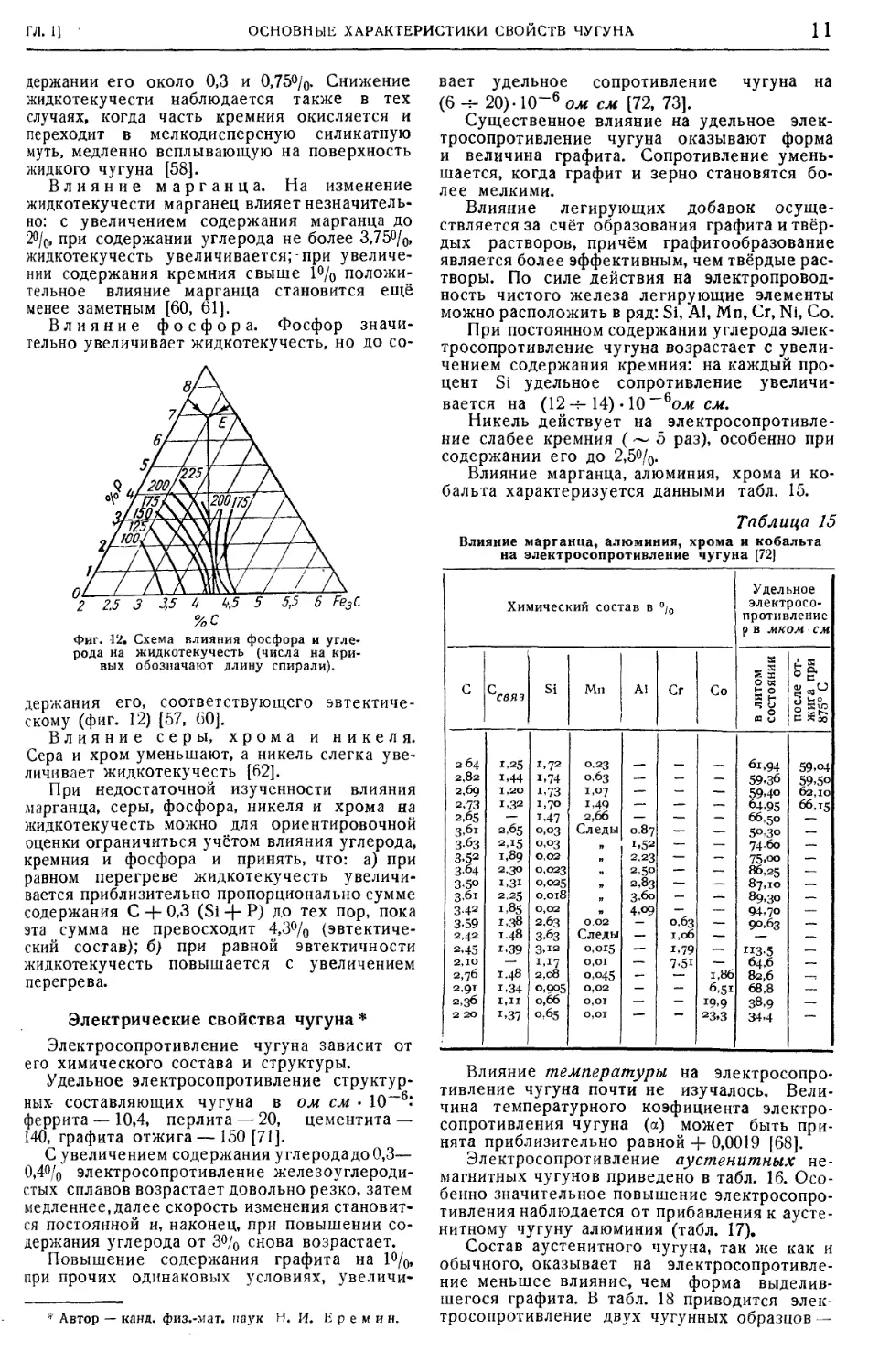
Влияние фосфора. Фосфор значи-
тельно увеличивает жидкотекучесть, но до со-
2.5 3 3,5 4 4,5 5 5,5 6 FesC
%С
Фиг. 12. Схема влияния фосфора и угле-
рода на жидкотекучесть (числа на кри-
вых обозначают длину спирали).
держания его, соответствующего эвтектиче-
скому (фиг. 12) [57, 60].
Влияние серы, хрома и никеля.
Сера и хром уменьшают, а никель слегка уве-
личивает жидкотекучесть [62].
При недостаточной изученности влияния
марганца, серы, фосфора, никеля и хрома на
жидкотекучесть можно для ориентировочной
оценки ограничиться учётом влияния углерода,
кремния и фосфора и принять, что: а) при
равном перегреве жидкотекучесть увеличи-
вается приблизительно пропорционально сумме
содержания С + 0,3 (Si -f- P) Д° тех пор, пока
эта сумма не превосходит 4,3% (эвтектиче-
ский состав); б) при равной эвтектичности
жидкотекучесть повышается с увеличением
перегрева.
Электрические свойства чугуна*
Электросопротивление чугуна зависит от
его химического состава и структуры.
Удельное электросопротивление структур-
ных- составляющих чугуна в ом см • 10~6.'
феррита — 10,4, перлита — 20, цементита —
140, графита отжига — 150 [71].
С увеличением содержания углеродадоО,3—
0,40/0 электросопротивление железоуглероди-
стых сплавов возрастает довольно резко, затем
медленнее, далее скорость изменения становит-
ся постоянной и, наконец, при повышении со-
держания углерода от 3% снова возрастает.
Повышение содержания графита на 1%,
при прочих одинаковых условиях, увеличи-
вает удельное сопротивление чугуна на
F ч- 20). 10~6 ом см [72, 73].
Существенное влияние на удельное элек-
тросопротивление чугуна оказывают форма
и величина графита. Сопротивление умень-
шается, когда графит и зерно становятся бо-
лее мелкими.
Влияние легирующих добавок осуще-
ствляется за счёт образования графита и твёр-
дых растворов, причём графитообразование
является более эффективным, чем твёрдые рас-
творы. По силе действия на электропровод-
ность чистого железа легирующие элементы
можно расположить в ряд: Si, A1, Мп, Cr, Ni, Co.
При постоянном содержании углерода элек-
тросопротивление чугуна возрастает с увели-
чением содержания кремния: на каждый про-
цент Si удельное сопротивление увеличи-
вается на A2-=- 14) • 10 ~ &ом см.
Никель действует на электросопротивле-
ние слабее кремния (— 5 раз), особенно при
содержании его до 2,5%.
Влияние марганца, алюминия, хрома и ко-
бальта характеризуется данными табл. 15.
Таблица 15
Влияние марганца, алюминия, хрома
С
264
2,82
2,6а
2,73
2,65
3,6i
3-63
3.52
З.64
3.5O
3.61
342
3.59
2,42
2.45
2,10
2,76
2,91
2,36
2 20
на электросопротивление
Химический состав в
связ
1,25
1,44
I.2O
i,32
—
2,65
2Д5
1,89
2,ЗО
i.3i
2,25
1,85
1,38
1.48
1.39
—
1.48
1.34
i,ii
1.37
Si
1,72
1.74
!,73
i,7°
1.47
о,оз
о,оз
О,О2
O.O23
О,О25
o,oi8
0,02
2.63
3.63
3.12
1,17
2,08
0,905
0,66
0,65
М11
0,23
0,63
1,07
i,4°
2,66
Следы
„
„
„
„
„
О.О2
Следы
o,oi5
О,О1
о,о45
О,О2
О,О1
О,О1
А1
—
—
—
—
0.87
1,52
2,23
2,5°
2,8з
3,6о
4.O9
—
—
—
—
—
—
—
0.
Сг
—
—
—
—
—
—
—
—
—
—
—
о.бз
1,о6
1-79
7.51
—
—
—
и кобальта
чугуна [72]
Со
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
1,86
6,51
iq,9
23.3
Удельное
электросо-
противление
р В МКОМ ¦ СМ
я
ШТОЛ
'.ТОЯН
6i.94
59-36
59.4O
64.95
66,5о
74-6о
75.оо
86,25
87,10
89.30
94-70
—
«35
64,6
82,6
68,8
38,9
34.4
%Ш
59.O4
59.5O
62,Ю
66д5
—
—
.—
— -
—
—
—
—
—
—
* Автор — канд. физ.-мат. наук Н. И. Еремин.
Влияние температуры на электросопро-
тивление чугуна почти не изучалось. Вели-
чина температурного коэфициента электро-
сопротивления чугуна (а) может быть при-
нята приблизительно равной + 0,0019 [68].
Электросопротивление аустенитных не-
магнитных чугунов приведено в табл. 16. Осо-
бенно значительное повышение электросопро-
тивления наблюдается от прибавления к аусте-
нитному чугуну алюминия (табл. 17).
Состав аустенитного чугуна, так же как и
обычного, оказывает на электросопротивле-
ние меньшее влияние, чем форма выделив-
шегося графита. В табл. 18 приводится элек-
тросопротивление двух чугунных образцов —
12
ЧУГУН
[РАЗД. И
Таблица 16
Удельное электросопротивление
С
3.47
3.2O
3.23
2,87
З.о
3.5
2,0
3.55
З.о
чугуна [115, 116]
Химический состав в °/
Si
2,61
3-5°
2,34
4,06
З.90
3.5
364
3.45
1,5 — 2,0
Mn
7.71
7.3
8,73
10,66
10,26
8,0
9.4
6,70
N1
4.4°
то,о
б.бо
5.75
6,67
—
—
—
12—15
Сг
—
—
_
—
—
—
—
1.5-5
0
Си
—
—
—
—
4
5.78
2,0
5-7
аустенитного
о
о
с
(U CJ ^
О Ч s;
X П J
Л S О
Ч Н !в
О) о ^
>5 С СО
124
140
I4O
174
22O
i68
I2O
I3O--I4O
СТЬ
и2
3
Си "Й"
ни у.
я *
Н ш
170
170
163
137
120—130
229
—
Таблица 17
Влияние
Q
3.66
3.7°
368
3.71
алюминия на электросопротивление
аустенитного чугуна [65]
Химический состав
Si
2,55
2,55
2,24
2.23
Мп
8,5
8.4
8,26
8,35
А!
О.2
О.6
1,28
в %
Си
2,13
2,1О
2.0
2,14
р
о.37
о,35
о, 33
о.35
6
тро
Ч 01
0 Ц ^
|я о
Eos
ь? °"
П3.5
151.0
159-о
183,0
Таблица 18
Влияние условий литья и термообработки
на электросопротивление аустенитного чугуна [65]
Химический
С
3,68
3.7'
Si
3.72
3.7
Mn
8,2
7.98
состав в °/
Си
493
4.95
Сг
1,1
Р
о-15
0,12
Удельное электро-
сопротивление р
в мком см
Литой в
до от-
жига
128
135
кокиль
после
отжига
io8
io4
сок
с
о
220
216
отлитого в кокиль и отлитого в песок, при-
чём структура образца, отлитого в кокиль,
состояла до отжига из аустенита и цементи-
та, а после отжига — из аустенита и углерода
отжига. При укрупнённых расчётах можно
пользоваться следующими значениями удель-
ного электросопротивления в мком ел: для бе-
лого чугуна—30—100, серого — 50—150, аусте-
нитного —100—200.
Магнитные свойства чугуна *
По магнитным свойствам чугуны подраз-
деляются на магнитные (а-железо) и паря-
магнитные (^-железо).
Белые и серые чугуны ферромагнитны,
причём первые магнитно-жёстки, т. е. имеют
большую коэрцитивную силу и малую индук-
цию, а вторые, в особенности ферритные, —
магнитно-мягки.
Магнитные свойства чугуна определяются
свойствами структурных составляющих. От
химического состава они зависят мало.
Магнитные характеристики для чистого
железа: максимальная магнитная индукция
Втях = 21 600 гс, остаточный магнетизм —
13 000 гс, коэрцитивная сила Нс = 0,9—1,0 э\
для цементита — максимальная индукция
Дпах ~ 12 400 гс, коэрцитивная сила Нс —
= 55 э [75].
Магнитные свойства чугуна особенно за-
висят от состояния углерода. Углерод в фор-
ме графита повышает коэрцитивную силу не
так значительно, как углерод в форме це-
ментита.
Цементит в мелкопластинчатой форме по-
вышает коэрцитивную силу сильнее, чем це-
ментит в форме крупных пластин; зерни-
стый же цементит даёт наименьший эффект.
Намагниченность насыщения — важнейший
прямой магнитный параметр — меняется толь-
ко в зависимости от типа и количества не-
магнитных или слабо магнитных составных
частей. В гетерогенных сплавах намагничен-
ность насыщения (AnJ^zc) понижается про-
порционально количеству немагнитной фазы.
Если намагниченность насыщения ставится
в связь с объёмом немагнитной фазы, то за-
висимость получается прямолинейная; когда
же она ставится в связь с весом в процен-
тах, то она переходит в нелинейную [74].
Уравнение для этой зависимости в случае
смеси феррит—графит представляется в виде:
_ 22 580 A00 —а)
00 ~~ 100 + 2,451 а '
где J^ — интенсивность намагниченности на-
сыщения; а — вес углерода в форме графита
в процентах.
Уравнение для смеси феррит—цементит
AnJ^ =22 580-1394 b,
где b — вес углерода цементита в °/<>
Предел точности определений С равен 4%.
Двухфазная система феррит—графит всегда
имеет величину Вт&х более высокую, нежели
система феррит—цементит; поэтому в случае
отжига белого чугуна 8тях возрастает с по-
вышением содержания углерода.
Распад цементита влияет особенно сильно
на коэрцитивную силу и магнитную проницае-
мость, что вполне соответствует природе
коэрцитивной силы.
Магнитные свойства чугуна приведены
в табл. 19 (для шести образцов). Для укруп-
нённых расчётов можно пользоваться данны-
ми табл. 20.
* Автор — канд. физ.«мат. наук Н. И. Е р е м и н.
ГЛ. J]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
13
Таблица 19
Магнитные параметры
Плотность магнитного по-
° max
Максимальная напряжён-
ность магнитного поля Нтах
Максимальная проницае-
MUI.ID Гтах
Напряжённость магнитного
поля (для |*тах) Н в 9. . . .
Коэрцитивная сила
Н В 9
С
Потери на гистерезис
Р в вт/кг .......
Магнитные свойства
1
литой
ю 190
оо8
230
i6,4
12,7
44.1
ото-
жжён-
ный
ю 980
IOO
68о
5-°
4,6
2
литой
IO IOO
IOO, I
218
16.9
13,1
44.5
ото-
жжён-
ный
10850
IOO
667
5°
4,4
чугуна [72]
литой
9845
100,2
213
15.2
I2.O
39.7
3
ото-
жжён-
ный
ю 35°
IOO
758
4,о
4>4
4
литой
9455
IOO.I
193
2О,5
9.8
32,о
ото-
жжён-
ный
995о
1ОО
7°5
2,6
31
5
литой
Q2OO
9°. 7
IO2I
2,3
5.9
ото-
жжён-
ный
9
IOO
IO2O
1.8
1.7
6
литой
8935
97-3
З8з
5-9
2,1
3.5
Влияние легирующих добавок. Легирую-
щие добавки к чугуну влияют на величину и
распределение графита. При этом имеет зна-
чение растворение легирующего элемента,
образование новых структурных составляю-
щих и изменение основной массы (размель-
чение зерен феррита или перлита, образова-
ние сорбита, мартенсита и аустенита).
Пока добавляемый элемент растворяется,
коэрцитивная сила растворителя не меняется,
и только при переходе границы растворимо-
сти она начинает сильно возрастать [66, 70],
причём степень повышения зависит от вос-
приимчивости к напряжению основной фер-
ромагнитной массы [67, 69].
При образовании твёрдых растворов ма-
гнитное насыщение снижается.
Кремний уменьшает потери на гистере-
зис:
При содержании кремния в °/о 2>54 2,87 3.4I 4.7° 6,04
Потери на гистерезис в em/кг 44.I 44.4 39.7 3L9 5,83
Увеличение содержания кремния в нема-
гнитном чугуне повышает его магнитную про-
ницаемость (табл. 21).
Фосфор не вносит существенных изме-
нений в магнитные свойства.
Марганец снижает величину индукции,
проницаемости и остаточного магнетизма и
увеличивает коэрцитивную силу [72].
Медь с увеличением содержания повы-
шает коэрцитивную силу и остаточный магне-
тизм и снижает максимальную индукцию.
Никель вызывает настолько сильное
уменьшение магнитной проницаемости, что
нри содержании его около 15% чугун стано-
вится практически немагнитным.
В табл. 22 приведены результаты испыта-
ний магнитных свойств после присадки ни-
келя к малокремнистому чугуну (менее
<Ш0 Si).
Кобальт усиливает индукцию, повы-
шает остаточную намагниченность и магнит-
ную проницаемость. На коэрцитивную силу и
вотери на гистерезис кобальт почти не
оказывает влияния. Посредством отжига мож-
но повысить максимум проницаемости и сни-
зить потери на гистерезис, коэрцитивную си-
лу я остаточный магнетизм.
Таблица 20
Магнитные свойства серого чугуна
Предел прочно-
сти при растя-
жении в кг\мм?
12—14
I8-2O
Коэрцитив-
ная сила
в э
ю
ю
Остаточ-
ный магне-
тизм в гс
40ОО—5°°°
5000—6000
Насыщение
в гс (для
Я=10 000 э)
17 ооо
i8 000
Таблица 21
Влияние кремния на магнитную проницаемость
немагнитного чугуна (по Меськину и Сомину)
№ об-
разца
i
2
3
4
5
6
Химический состав в %
С
3.89
3.71
3.8»
3.52
344
3.55
Si
2,25
2,50
2.94
3.43
З.71
4.1
Мп
7.о
7>°
7,о
ь.7
7.о
7-°
Си
2,14
2.15
2.15
2.О
2.1
2,О
Р
о.37
о.35
о.35
о, 33
о.35
°-35
Магнитная
проницаемость р.
Отливка
в землю
1,о9
1.15
1.37
1.94
2,з8
4.57
Отливка
в кокиль
1.68
—
2,2
2,48
5.1
6,з
Таблица 22
Влияние никеля на магнитные свойства чугуна
Содержание в
N1
о,71
2,8l
5-4
8,86
11,51
14.5
16,45
1483
16,48
18,83
Общий
углерод
3.66
З.бо
3.52
3.46
3.18
3,i6
З.02
3.16
2,82
29З
чугуне
Графит
о,52
1,56
1,78
2,О2
1,99
1.98
2.O7
2,О4
1,8з
2,О5
Магнитная
индукция В
(При //=12О Э)
в гс
8ооо
IO 32O
5 по
9оо
44O
35°
147
164
Н5
157
Максимальная
а
¦ max
193.0
165,0
55.O
91
3,2
З.0
1.4
1,6
1,8
1-4
Хром образует двойные карбиды, что
является причиной высокой коэрцитивной си-
лы чугуна.
Алюминий действует подобно кремнию
и делает чугун более магнитно-мягким. Однако
это справедливо только для содержания алю-
14
ЧУГУН
[РАЗД--И
миния ниже 1%. В литом чугуне с содержа-
нием А1 немного выше 1,5% коэрцитивная
сила и вместе с этим потери на гистерезис
возрастают, а остаточный магнетизм и прони-
цаемость снижаются.
Коррозионные свойства чугуна*
Коррозионное разрушение чугуна вызы-
вается химическими или электрохимическими
процессами. Коррозионная стойкость чугуна
зависит от особенностей металла и внешней
среды. К факторам, связанным с металлом,
относятся структура, химический состав,
шлаковые и газовые включения, внутренние
напряжения и состояние поверхности; из
факторов внешней среды на коррозионную
стойкость влияют характер и концентрация
веществ, воздействующих на металл, темпе-
ратура среды, доступ кислорода, движение
раствора или газа относительно металла.
Влияние структуры. Составляющие чугуна
можно расположить по электродному потен-
циалу в следующем порядке: феррит, перлит,
перлито-фосфидная эвтектика, цементит и гра-
фит [76]. Наиболее низкий электродный потен-
циал в большинстве растворов имеет феррит,
поэтому он в контакте с другими составляющи-
ми сплава играет роль анода и подвергается
разрушению. Графит наиболее стоек, не рас-
творяется в кислотах и с кислородом соеди-
няется только при повышенной температуре.
Цементит значительно менее стоек.чем графит:
он растворяется в уксусной и бензосульфо-
новой кислотах и отчасти в щелочах. Помимо
графита и цементита, действующих как като-
ды при коррозии, в чугуне имеются включения,
дающие по отношению к железу незначитель-
ную разность потенциалов, но достаточную для
протекания интенсивной коррозии. Разность
потенциалов между железом и включениями
выражается следующими величинами (в в):
железо — основной шлак—0,018, железо —
сернистый марганец—0,015, железо — серни-
стое железо—0,015, железо — фосфористое
железо—0,013, железо — кремнистый марга-
нец—0,006 и железо —кремнистое железо —
0,006 [77].
Влияние элементов. Для защиты чугуна от
коррозии целесообразно вводить в него леги-
рующие элементы в следующих случаях:
а) когда легирующая добавка образует с основ-
ной массой металла твёрдый раствор или хи-
мическое соединение, обладающее более вы-
соким потенциалом; б) когда легирующая до-
бавка, окисляясь, даёт на поверхности металла
сплошную коррозионностойкую плёнку и
в) когда легирование препятствует свобод-
ному выделению графита.
Влияние углерода. В чугуне галь-
ваническая пара феррит — графит обладает
большой электродвижущей силой @,564 в),
поэтому скорость растворения чугуна в элек-
тролитах очень значительна. Разрушение чу-
гуна происходит главным образом около
графитовых включений, и чем их больше, тем
меньше коррозионное сопротивление чугуна.
Однако чрезмерно крупный графит также
нежелателен, ибо он уменьшает плотность
отливки. Влияние связанного углерода на
коррозию чугуна выражено кривь ми фиг. 13
[78], из которых видно, что наименьшей
устойчивостью в отношении HNO3 обладает
чугун на перлитной основе (минимум при
0,8% Ссв), а в отношении НС1 — на феррит-
но-перлитной основе. Цементит более устой-
чив в электролитах, чем феррит. Электродви-
жущая сила гальванической пары Fe — FesC
меньше электродвижущей силы пары Fe—X,
г/смгг
30%
0.5 10 75 20 г 25
Обязанный дгпврод
Фиг. 13. Влияние содержания связанного
углерода на коррозию чугуна в различных
средах [98].
поэтому белый чугун значительно лучше со-
противляется в электролитах, чем серый.
Существенную роль в отношении коррозии
играет степень дисперсности. Это относится
к графиту, ферриту и цементиту, которые мо-
гут находиться в высокодисперсной форме
(тростит, сорбит) и в слабодисперсной (пер-
лит) [11,78]. Повышение степени дисперсности
усиливает коррозию, поэтому быстро охла-
ждённые Fe —С-сплавы менее коррозионно-
стойки, чем медленно охлаждённые.
В л и я н и е к р е м н и я. В пределах обыч-
ного содержания в сером чугуне кремний
практически не влияет на изменение сопро-
тивления коррозии (табл. 23). Эти пределы
A— 2% Si) наиболее неблагоприятны для кор-
розии в 5%-ных растворах серной и соляной
кислот [77]. Повышенная коррозионная стой-
кость железокремнистых сплавов наблюдается,
Таблица 23
Относительная коррозия чугуна
в зависимости от содержания в нём кремния
Содержа-
ние крем-
ния В °/0
1.24
1,29
1.45
1.55
1,72
2,О4
2,28
Относительная потеря в весе при действии
O.S3
с о _
О X Л
о о о
а а а
IOO
8i
1OI
IOO
99
95
88
о о 2 ч-1
IOO
и6
юз
IOO
99
юз"
«5
ОЙ
-ног
ТВО
С1
та О.2;
IOO
92
95
99
IOI
IOI
88
о
с я
о оД-
ЮО
Ю5
IOO
98
Ю4
Ю4
IOI
о я
ВС О *
&_«_?
о о.
I0O
IOO
99
99
IO2
io6
юб
* Автор — инж. А. В. Р ы к о в а.
начиная с 11—14% Si. Кривая коррозионной
стойкости сплава с содержанием 11% кремния
изображена на фиг. 14 [80]. Она обусловли-
ГЛ. И
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
15
вается наличием в сплаве однородного твёр-
дого раствора и образованием на поверхности
сплава защитной плёнки. Железокремнистые
сплавы стойки в ряде кислот, не стойки в HF
и щелочах (фиг. 15). При содержании кремния
свыше 14—15% однородность структуры
сказывается меньше, и основную роль играет
действие на перлит, вследствие чего сопро-
тивление коррозии уменьшается [80].
Влияние фосфора. Фосфор, образуя
фосфиды, хотя и приводит к увеличению
общего числа участвующих в коррозии пар,
но благодаря незначительной разности потен-
циалов не вызывает повышения коррозии.
80
70
20
W
0
1
f
I
20 40 час
*
3.2
Si
1 ''С
ЦП
0
у
т
т
Я
г
/1
1
/
/
//
1
\
\
з]
\
-
V
\\
V
\
j
Фиг. 14. Коррозионная стойкость
серого чугуна и сплава Fe — Si в
5%-ной кипящей соляной кислоте
[77]: 1 — серый чугун химическо-
го состава:3,65% С; 3,03% Si;0,46%
Mn;0,70% P; 0,085% S; 2-сплав
Fe —Si с содержанием 11% Si.
2 4 6 8 Ю
Фиг. 15. Влияние крем-
ния на коррозию чу-
гуна в щелочах [801:
/—10% КОН при 25°С;
2-10% NaOH при
25° С; 3— 10% КОН
при90°С; 4-10°/0NaOH
при 90° С.
(J2
Фиг. 16. Влияние марганца на кор-
розию чугуна в кислотах: а) 10%
кислота при 25° С: / —H2SO4;2—
НС1; 5-HNO8; б) 1% кислота при
90° С: 4 — H2SO4; 5— НС1; б—
HNO3; в) 1°/0 кислота при 25° С:
7-H2SO<; 5— HCI; P— HNO3.
пассивирующая плёнка SiO2 [77]. В растворах
солей (за исключением насыщенных при 100° С
растворов сернистого натрия, хлористого
калия и натрия) и морской воде железокрем-
нистые сплавы обладают большой стойкостью.
Влияние марганца. Марганец уплот-
няет структуру чугуна, поэтому с увеличением
07
06 -
§«5
§. 0.4
§ 0.3
о;
Кроме того, фосфор, образуя твёрдый раствор
с железом, ведёт к повышению коррозионного
сопротивления. Кривые, проведённые на
фиг. 17, показывают некоторое уменьшение
коррозии в кислотах при содержании фосфора
до 0,4—0,6%; дальнейшее увеличение фосфо-
ра до 1,6% почти не даёт изменения. Повы-
Р '2 -
О Q2 0$ 0,6 0.8 10 12 1fi%P
ч!Фиг. 17. Влияние фосфора на коррозию
серого чугуна в кислотах [80]: / — 10%
НС1; 2—10% HNO,; 5—10% H2SO4; 4—
1% H2SO, (90° С); 5-1% HNO3 (90° С);
6-1% НС1 (90° С); 7-1% HNOaHH.SO,
B5° С); Я—1% НС1 (90°С).
—-
/
Т
J
/
1
1
f
t
/
3^
К
2
A
/
/
_
0.2
06 Q8 %P
9-
-
•а?
К
/
/
/
¦
W
/
(,
/
у
V
л
/
4
/
А
1
II
/
к
4
j
/
6
f
i
f
f
/
Фиг. 18. Влияние фосфора на
коррозию чугуна в щелочах
[80]: / — 10% КОН при 90° С-
2—10% NaOH при 90° С; 3 —
10% КОН при 25° С; 4—10%
NaOH при 25° С.
6 -
0
00? COU Q06 0.08 010 012 %S
Фиг. 19. Влияние серы на кор-
розию чугуна в кислотах [80]:
/-10%H2SO4 при 25° С; 2-10%
НС1 при 25° С;3—10% HNO3 при
25° С; 4—\а1а H2SO4 при 25° С;
5-1% НС1 при 90° С; 6-1% HNO3
при 90° С; 7—1% H2SO4 при 25° С-
8—1% НС1 при 2^° С; Р—1% HNO3
при 25°С
его содержания до 0,75% коррозионные
свойства чугуна улучшаются (фиг. 16). С даль-
нейшим повышением содержания марганца
начинает сказываться его сорбитизирующее
шенное содержание фосфорауменьшаетсопро-
тивление коррозии в щелочах (фиг. 18) [80J.
Влияние серы. Сера находится в чу-
гуне в виде сернистого марганца и сернистого
16
ЧУГУН
[РАЗД. 11
железа, которые служат катодами и ускоряют процесс разру-
шения основного металла (фиг. 19) [80].
Влияние сурьмы. Присадка сурьмы до 1% умень-
шает коррозию чугуна в соляной и азотной кислотах в 2—4
раза. На фиг. 20 иллюстрируется коррозионное действие соля-
ной кислоты различной концентрации на сурьмянистый чугун.
Влияние мышьяка. Мышьяк повышает коррозион-
ную устойчивость чугуна».в кислотах и уменьшает её в щело-
чах (фиг. 21) [80].
80
1
А
\
1 1
\
\
\
U
\
V
\
\
4J
3
ч
Чу
к-
О 0,4 0,8 12 16
16% 4$
Фиг. 20. Влияние сурьмы на кор- Фиг. 21. Влияние мышьяка на корро-
розию чугуна в соляной кисло- зионную стойкость чугуна в кислотах
те различной концентрации [87]: и щелочах [83]: /— 0,5 N НС1; 2— 0.4ЛГ
/—10%НС1; 2-1.8% НС1; 5-57.23% H2SO4;3-KOH; 4-0,2 N СН3СООН;
НС!. 5-0,1 —
Влияние меди. Медь в азотной, соляной и уксусной
кислотах уменьшает коррозию {фиг. 22), в серной кислоте —
увеличивает. Для серной кислоты рекомендуется чугун, со-
деожащий в сумме около 1,3—1,5% меди и олова [84, 85 и
82]. Ковкий чугун с 2% Си хорошо сопротивляется дей-
ствию дымовых газов [86,77].
Ш
120
ч
1
\
S.
s
Л^
V
k-
j
/
•••
/
.1
г/мг час
160
tuo^
12Q^o
100* S
80 ~
60
40
'* i- I
12 St
Ю §
8 a?*
5 о
0 Ofi 0.8 1.2 1.6 °/oCu
J
E^
=1
2
i—
5
4=
=
M.
s
0,2 Off Op QjB%K
Фиг. 22. Влияние меди на потери
в весе серого чугуна в 20%-ных
растворах кислот: / — HNO3;
2- HCI^-H^SO^-C
Фиг. 23. Влияние содержания никеля
на коррозионную стойкость чугуна в
различных кислотах [80]:/—10% НС1;
2-10"/, H,SO4 при 25° С; 3-10% HNO3
при 25° С; 4— 1% НС1 при 90°С, 5—1%
H2SO, при 90°С; б— % HNO3 при 90°С;
7-1% H2SO4 при 25° С; <S-l% HC1
при 25°С.
Влияние никеля. Никель, уплотняя структуру чу-
гуна, увеличивает одновременно степень её дисперсности;
¦оэтому никель благотворно влияет на коррозионную стой-
кость чугуна в кислых средах при введении его не свыше
0,5 — 0,8%, когда сорбитизирующее действие его незначи-
тельно ; фиг. 23). Влияние никеля на коррозию чугуна в щело-
чах видно из фиг. 24.
Влияние кобальта. При-
садка 2% Со понижает разъ-
едаемость чугуна в 20%-ной
серной кислоте на 25%.
Влияние олова. Леги-
рование чугуна оловом не эф-
фективно и экономически не
окупается. Совместная присад-
ка олова и меди в количестве
до 2% заметно улучшает кор-
розионные свойства чугуна.
В щелочах чугун с оловом ме-
I0-2
\
\
[ч
1
=?=
-
Q2 0,4 0.6 Qj&%№
Фиг. 24. Влияние никеля на корро-
зионную стойкость чугуна в шёлочах
[80]: 7-10% КОН при 90° С; 2—10"/,
NaOH при 90° С; 3—10% КОН при
25° С; 4—10% NaOH при 25° С.
нее устойчив,чем нелегирован-
ный чугун [82].
Влияние хрома. Хром
стабилизирует цементит в чу-
гуне и является особенно по-
лезным в сплавах, предназна-
ченных для работы при высо-
ких температурах. Небольшие
количества хрома (ниже 1%)
уменьшают коррозию чугуна
в уксусной и соляной кислотах
в 4 раза [84]. На коррозию в
водных растворах солей при-
садка хрома в чугун оказывает
меньшее влияние (фиг. 25)
Добавки хрома в пределах 1—
3% оказывают на коррозион-
ную устойчивость чугуна ма-
лое влияние. Резкое повыше-
ние сопротивления коррозии
наступает при введении не ме-
нее 12% Сг, т. е. такого количе-
ства, которое повышает потен-
циал сплава.
Пассивность хромистого чу-
гуна к коррозии объясняет-
Q006
\
2
—
%0002
* 01 ,
0.2 0А- Об 08%&
Фиг. 25. Влияние хро-
ма на коррозионную
стойкость чугуна [97]:
1—морская вода; 2—
водопроводная вода;
3— 0,1%-ный хлористый
аммоний.
ся образованием тонкой плён-
ки окислов хрома, предохраня-
ющей металл от дальнейшего
ГЛ. I]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
17
разрушения. Эта плёнка плотно сцеплена с
металлом. Устойчивость против коррозии мо-
жет быть полной при наличии непрерывной,
однородной окисной плёнки. Неметаллические
включения на поверхности металла вызывают
местную коррозию. Включения влияют тем рез-
че, чем больше разность их потенциалов по
сравнению с потенциалом остальной структуры
(см. выше).
Влияние термической обработки. Повы-
шение дисперсности основной металлической
массы чугуна ведёт к уменьшению коррозион-
ного сопротивления. Чугун, подвергнутый за-
калке и отпуску при 300—400°С, имеет наиболее
дисперсную структуру и обладает в несколько
раз меньшей коррозионной устойчивостью, чем
чугун без термической обработки. После от-
пуска при 650 — 700° С закалённого чугуна, по
мере уменьшения дисперсности перлита, кор-
розионное сопротивление чугуна повышается
[12]. Чугун, закалённый на мартенсит, менее
устойчив, чем незакалённый с перлитной струк-
турой.
Влияние состояния поверхности. Наличие
мелких трещин, графитовых включений и не-
плотностей в отливке служит причиной мест-
ных разрушений металла при коррозии. Хорошо
сопротивляются коррозии отливки, имеющие на
поверхности слой окалины, образовавшейся
при отжиге. При этом окалина должна равно-
мерно покрывать всю поверхность и отличаться
достаточной механической прочностью. Обна-
жённые места подвергаются интенсивной
коррозии, так как они служат анодами, а по-
верхность, покрытая окалиной, — катодом
[90, 77].
Повышенная стойкость литейной корки на
чугуне объясняется силикатной плёнкой, кото-
рая образуется от взаимодействия расплавлен-
ного металла с материалом формы. Возможно,
что иногда повышенная стойкость "является
следствием образования на сером чугуне ко-
рочки белого, более стойкого чугуна.
Шлифованные, а особенно полированные из-
делия из чугуна значительно лучше сопроти-
вляются коррозии. Ликвация или сегрегация
имеет значительное влияние при распределе-
нии коррозии в отливке, поэтому места, обога-
щенные серой, углеродом и фосфором, более
подвержены коррозии.
Влияние внешних факторов. Коррозия
чугуна в атмосфере. Скорость кор-
розии чугуна в первые месяцы равна 160—
180 г/м2 год [91, 92], в дальнейшем она зна-
чительно падает. Через 100 месяцев ско-
рость коррозии снижается до 60 г/м2 год и
после 720 месяцев — до 2—3 г/м2 год. Умень-
шение с течением времени скорости коррозии
объясняется защитным действием образовав-
шейся ржавчины. Вначале, когда слой продук-
тов коррозии еще невелик и недостаточно пло-
тен, коррозия идёт ускоренно, почти пропор-
ционально квадрату времени, прошедшему от
начала коррозии. В более поздних стадиях про-
цесса, когда образуется толстая и плотная
плёнка продуктов коррозии, разрушение идёт
замедленно. При разрушении поверхностного
слоя окислов (паром, абразивами и т. п.) ско-
рость коррозии значительно увеличивается.
Сухой климат действует слабее влажного. Воз-
дух индустриальных городов, из-за наличия
в нем двуокиси углерода и сернистых газов, вы-
зывает более интенсивную коррозию, чем воз-
дух сельской местности.
Коррозия чугуна в водопровод-
ной и морской воде. Скорость коррозия
чугуна в водопроводной воде равна примерно
1500— 180и г/м3 год [92]. Насыщение воды
углекислым газом увеличивает скорость кор-
розии в 2—3 раза. В табл. 24 приведены
данные, характеризующие скорость коррозии
в воде серого чугуна по сравнению с другими
сплавами. Скорость коррозии в морской воде
составляет 3200—3600 г/м2 год [93]. В морской
Таблица 24
Скорость коррозии различных сплавов в воде [91]
Воздействующая
среда
Дестиллированная вода
Водопроводная вода . .
То же при температу-
ре 93° С
Водопроводная вода,
насыщенная СО3 . .
Водопроводная вода с
0,1°/о сернокислого
алюминия
Водопроводная вода с
0,1% медного купо-
роса
Водопроводная вода с
0,07% хлористогокаль-
ция
Водопроводная вода с
0,1% калийных квас-
цов
Водопроводная вода с
0,1% фосфорно-кис-
лого натрия
Водопроводная вода с
0,07% кальцинирован-
ной соды
То же при температуре
93° С
Речная вода ....
То же при температуре
93° С
Морская вода . . .
Тоже при температуре
93й С
Потеря в весе в г/м*
г!ире-
зист
о,33
°,57
о,88
о,до
18,04
1,09
0,66
0,10
0,78
O.59
1,29
0,92
2,46
0,12
Обык-
новен-
ный
серый
чугун
5.51
7.48
3-35
13.67
2,29
i3.°5
3,97
2,14
o,i7
3,8i
151
5-5O
3.29
3.5°
1.79
Мяг-
кая
сталь
6,15
ю,49
3.65
4,i8
2,37
15.93
5,29
2,48
0,61
3,18
2,10
3.93
3.14
4Д4
2,15
день
Не-
ржаве-
ющая
сталь
о,оо
о,оо
о,оз
°,°4
о.оо
о,оо
о.оо
°,оз
О.О2
О,О1
о,о4
О,О1
О,О1
о.оо
О,О2
воде процесс разрушения чугуна происходит
по пластинкам графита и трещинкам.
Коррозия чугуна в почве.В трубо-
проводах, особенно подземных, происходит раз-
рушение чугуна. Это разрушение заключается
в том, что чугунное изделие, сохраняя сьою
первоначальную форму и размеры почти без
изменений, превращается в массу, состоящую
из окислов железа, перемешанных с пластин-
ками графита (графитизация, или спонгиоз) [94].
В отдельных случаях труба выдерживает преж-
нее рабочее давление. В табл. 25 приведен со-
став, относящийся к чугуну до и после спон-
гиоза. Коррозия чугуна в земле, особенно
в промышленных районах, значительно уско-
ряется за счёт блуждающих токов, вследствие
чего срок службы изделий сокращается иногда
в несколько раз. Особенно это относится к во-
допроводным трубам, проходящим вдоль трам-
вайных линий.
18
ЧУГУН
[РАЗД. К
Чугунные трубы разрушаются меньше,
чем стальные.
Коррозия чугуна в кислотах.
Абсолютная величина коррозии обычного
серого чугуна в кислотах характеризуется
Таблица 25
Изменение состава чугуна (труб) в результате
спонгиоза
Таблица 27
Скорость коррозии различных сплавов в щелочах
и солях [91]
Составляющие чугуна
Обший углерод .
Графит
Связанный углерод
Кремний
Фосфор
Сера
Содержание в °/0
после
спонгиоза
3q
3,о8
О,21
2,79
о,75
Ю,82
1,14
8,41
i,9a
0,87
диаграммами, изображёнными на фиг. 26,
и данными, приведёнными в табл. 26. Из
диаграмм видно, что концентрированная серная
кислота не является активным растворителем
серого чугуна, другие же кислоты при всех
концентрациях легко растворяют его. В дымя-
щей серной кислоте чугун теряет в весе
меньше, чем железо или углеродистая сталь,
но в этой среде чугун иногда даёт неожиданно
трещины. В щелочах и солях чугун хорошо
сопротивляется коррозии (табл. 27).
Таблица 26
Скорость коррозии различных
в кислотах [91]
Воздействующая
среда
Уксусная кислота 5"/0
То же 10%
25о/о
50%
75%
Уксусная кислота
концентрированная .
Карболовая кис-
лота 5°/о
Лимонная кислота 5%
Соляная , 5%
То же 1О°/о
25°/0
50%
! 75%
Соляная кислота кон-
центрированная . .
Азотная кислота 5%
То же 10°/0
25%
50%
75%
Азотная кислота кон-
центрированная . .
Сернистая кислота
Серная кислота 5%
То же 10%
25о/о
50%
75%
Серная кислота кон-
центрированная . .
сплавов
Потери в весе в г/м2
н
к
т
О.
5
К
i8,35
i°.72
и.
39.85
37.73
10,70
4,о8
46,29
6,05
4,66
8,О7
23-ОЗ
6i,49
190,90
425.70
1217,00
528,80
53i,6o
45L5O
383,60
131,80
3,04
2,26
о,53
0,76
3,05
11,92
5 з* х
О 03 О Я*
341.5°
441.5°
394.2O
32О,6о
238,80
40,78
4.78
sq6,6o
535.3O
611,50
609. ?О
6i8,6o
610,60
557.3O
515.80
151500
572,00
379,8о
3474O
338>ю
557,20
614,50
702,00
675,60
5.28
2,33
..»
и. Ч
! 5
51.76
61,34
74 °3
76.5о
47-°4
89.54
3,о8
199.3°
33I.9O
787,40
ио8,оо
1482,00
1275,оо
650,00
704,90
1303,00
ЗЗоб.оо
Обра-
зец-
разру-
шился
2О,2б
12,36
5и>1°
917,00
1474,оо
И79>°о
7.39
3,12
1,37
день
s g л
°-2 g
0,02
O.OI
0,04
0,00
0,00
0,00
0,04
0,01
1,42
3>4°
8.81
28,34
372.90
563.90
0,05
0,00
0,00
0,00
0,00
0,03
0,00
0,02
0,60
42,01
103,80
5,52
0,17
Зоздеиствующая
среда
Потеря в весе г1м2 день
Хлористый аммо-
ний 5%
То же при 93° С . .
Хлористый аммо-
ний 10%
То же при 93° С . .
Хлористый аммо-
ний 20°/0
То же при 93° С .
Аммоний сернокис-
лый 5%
То же 10%
¦ 25%
Алюминий серно-
кислый 5%
Бензин
Медь сернокис-
лая 0,5%
То же 10%
Кальций хлори-
стый 5%
Хлорная известь
концентрированная .
Кальций хлористый
и магний хлористый
5% каждый
Известковая вода .
Известковое молоко
Магний хлори-
стый 5%
Керосин
Калийные квас-
цы 0,5%
То же 10%
Кальцинированная
сода 5%
То же 10%
Натрий хлори-
стый 5% ;
То же при 93° С .
Натрий хлори-
стый 10%
То же при 93° С .
Натрий хлори-
стый 20%
То же при 93° С .
Натрий фосфорно-
кислый 5%
1.53
3,85
2,8з
5.27
б
35
2,l6
O.37
8,i7
0,00
21,25
255-7°
2,75
°.39
2,31
0,11
0,00
3-37
0,25
1,09
5.27
0,00
0,00
2,94
1,43
1,93
°-99
1,76
0,64
к
3 ¦= =
???"
О ш о
23,33
97,23
21,14
Ю4,6
23,28
115,2О
13,85
15!3
5.74
17-35
о,оо
55-51
55б,оо
4>77
3.12
2,44
1,52
0,71
5.31
О,2О
ЗД7
15,72
о,оо
о,оо
3.OI
2,27
2,98
2.O4
1-74
I.OI
",39
55.39
10,90
49,74
8,33
39.57
49°
1.5
72,23
о,о4
32,28
496.70
3-54
4-ЗО
2,57
о,99
о,з8
3.29
о, 42
2,75
14-35
о,оо
0,02
2,9°
2,57
2,36
3,25
1,69
1,67
0,09
О. о '
о,оз
1,19
о,оо
1,12
0,00
0,76
О,О2
о,оз
О,О1
о,оо
о,4о
о,оо
о,оо
О,О1
о,оо
О,О2
о.оо
о,оо
О,О1
о,о4
О,О2
о,о4
о,оо
о,оо
О,О2
о,оо
O.OI
0.25
O.OI
О,28
25 50 75Щ8(Ь,0 25 50 75% Щ
юо
Фиг. 26. Скорость растворения чугуна в кислотах раз
ной концентрации: 1—обычный серый чугун; 2—никеле-
вый (аустенитныи) чугун; 3— высокохромистый C0% Сг)
чугун [91]
гл.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
19
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА
Статические свойства
Временное сопротивление. Предел
прочности при растяжении сь зави-
сит от прочности основной металлической
массы и наличия графитовых включений. По-
следние уменьшают рабочее сечение основной
металлической массы и вызывают перенапря-
жение отдельных участков сечений [99].
Предел прочности при растяжении главней-
ших структурных составляющих характери
зуется следующими данными в кг/мм2: цемен-
тит— 3—5, феррит и силико-феррит— 30—50,
перлит—80—100, сорбит-120—140.
Максимальная величина предела прочности
при растяжении нелегированных чугунов (с со-
хранением хорошей обрабатываемости) дости-
гается при наиболее дисперсном перлите, наи-
более сфероидизированнэм графите и наиболее
мелком зерне.
Углерод, являясь графитизирующим элемен-
том, снижает предел прочности при растяже-
О 02 0,4 0,6 0,8 1,0%
Связанный углерод
Фиг. 27. Влияние количества связан-
ного углерода на предел прочности
чугуна [12].
нии чугуна. При сохранении постоянного коли-
чества общего углерода увеличение содержа-
ния связанного углерода повышает прочность
(фиг. 27).
Таблица 28
Влияние формы и количества графита на предел
прочности при растяжении чугуна состава 2,8% и
3,3% С, 1,9% Si, 0,9% Мп, 0,02% Р, 0,02% S [100]
Форма графита
Грубая
Мелкая
Сфероидизиро-
ванная
st кг/мм2 при структуре основ-
ной металлической массы
перлит
I ! II
i
38 24—25
!
перлит и феррит
I
33
—
II
19—20
—
феррит
I
3°
43
II
24
Примечание. В колонке I даны значения а. при
содержании в чугуне 2,8% С, в колонке II — при 3,Зи/0 С.
Графитовые включения (их форма, количе-
ство, величина и распределение) оказывают
на предел прочности значительно большее
влияние, чем характеристика основной метал-
лической массы. аь увеличивается при умень-
шении отношения поверхности графитовых
включений к их неизменному объёму (прибли-
жение к сфероидальной форме). Резкое сни-
жение аь происходит при распределении гра-
фита в виде цепочек (тип 4, фиг. 28).
Кремний также оказывает графятизиру-
ющее действие, поэтому увеличение содержа-
ния этого элемента приводит к снижению aft
(табл. 29). При благоприятном расположении
\
1'\/1\Ь
ооо
Фиг. 28. Схема расположения графитовых
включений [116].
графита наибольшая а^ (с сохранением хоро-
шей обрабатываемости) достигается в случае,
когда основная металлическая масса состоит
из перлита (наиболее дисперсного).
Таблица 29
Влияние кремния на предел прочности
при растяжении чугуна [101, 102]
Si
1,2б
2,25
2,82
3.23
1,22
1.78
2,25
Химический
С
2,62
2,56
2,63
2,63
3.22
3.23
3.2O
состав в
Графит
1.25
i.45
i.5f
2.36
1,72
1.99
2,81
%
^связ
1:37
1,11
I.O4
0,27
1.5°
1,24
о.39
а. кг/мм*
27,0
334
2O.4
17-9
23.5
2О,3
I4.I
Марганец способствует повышению дисперс-
ности перлита без заметного влияния на уве-
личение содержания графита, что приводит
к увеличению оь [103, 104] ("табл. 30).
Таблица 30
Влияние марганца на предел прочности
при растяжении чугуна [12, 187]
Химический состав в
Мп
°*5
о,зо
о,4б
о.бд
о,д8
1-34
1,88
2,49
2,6о
3.i6
3-94
2,qo
2,89
2,90
2,96
З.04
3-II
ЗД8
2,78;
З.ОЗ:
2,961
2,84
С с вяз
о,8а
0,76
о. 75
о,86
о.75
1,о7
о,93
о, 78
о.77
О,б2
о.77
/о
Si
t.65
[,72
1,69
г .61
г,6о
C7I
с.85
.87
с,86
с79
t,85
fT ft?! U 4*2
26,5
29,5
31,8
31.3
32>i
35.1
37.5
38,3
39.2
40.9
41.4
"в
175
187
198
196
204
220
233
23а
249
2б2
2?I
Сера затрудняет распадение карбидов, по-
этому может оказывать упрочняющее действие,
препятствуя распадению цементита перлита.
Граница упрочняющего действия передвигается
в сторону большего содержания серы (в сред-
нем 0,15°/о) при увеличении содержания Мп, С
и Si [9, 106, 107, 108].
Повышение содержания фосфора при-
близительно до 0,3% даёт небольшое повыше-
ние Qb [109] (в среднем на 2,5—5,0% на каждый
0,1% Р) [ПО]. При увеличении содержания фос-
фора свыше 0,5% предел прочности часто по-
нижается. Вредное влияние фосфора на проч-
20
ЧУГУН
[РАЗД. I!
ность сказывается главным образом в образо-
вании сетки фосфидной эвтектики, наруша-
ющей сплошность основной металлической
массы.
Раздроблению фосфидной эвтектики спо-
собствуют те же мероприятия, что и направлен-
ные к получению более дисперсного графита
(перегрев), поэтому в более прочных чугунах
может быть допущено более высокое содержа-
ние фосфора без соответствующего снижения оь.
Присадка никеля способствует измельчению
перлита и выделению графита и действует ана-
логично кремнию. Эквивалент графитизиру-
ющего действия никеля к графитизирующему
действию кремния колеблется между 1:2 и 1:5
и зависит от содержания углерода и кремния.
Хром при незначительных добавках измель-
чает структуру и препятствует распадению кар-
бидов (табл. 31), поэтому упрочняющее дейст-
вие присадок его проявляется более эффективно
при одновременном увеличении содержания
графитизирующих добавок, в частности никеля.
Для полной нейтрализации отбеливающего дей-
ствия хрома отношение содержания его к со-
держанию никеля должно составлять около 1:3.
Таблица 31
Влияние хрома на предел прочности
при растяжении чугуна [105]
Содержание
Сг
о,45
о. 77
i 19
1,36
2,18
^•общ
3,43
3,46
3.45
3.46
3,4°
345
в %
^связ
о3б
о,6з
0,70
°,93
°,94
1.58
и? кг/мм3
23,8
25,°
25,4
25-4
26,1
Но
п В
1б3
2O7
2O7
235
241
3О2
Медь влияет в том же направлении, что
и никель, но слабее (табл. 32). Наиболее за-
Таблица 32
Влияние меди на предел прочности при растяжении
чугуна состава 3,0% С, 1,5°/0 Si, 0,1°/0 S, 0,13°/0Р [112]
Содержание в °/0
Си
о,13
o(i8
I,IO
1,63
1,84
2,16
Mn
0,69
0,66
0,98
1,2б
i,65
i,6i
27.4
27,8
31,6
32,0
31,6
34.O
"в
225
231
258
286
289
3°о
метно благотворное влияние присадки меди
до 10/0 [193]. При присадке свыше 30/0 [113]
наблюдается иногда снижение прочности, что
может быть связано с выпадением свободной
меди. Упрочняющее действие меди проявляется
полнее при присадке её одновременно с эле-
ментами Сг, Мп и Мо, препятствующими рас-
падению карбидов.
Молибден, способствуя измельчению пер-
лита и графитовых включений, значительно
увеличивает аь (на 3—7 кг/мм2 при присадке
0,5% Мо) [104, 114, 182] и несколько затруд-
няет распадение карбидов. Присадка Мо уве-
личивает sb в чугунах, подвергшихся тепловой
обработке [181].
Ванадий также увеличивает временное со-
противление и препятствует распадению карби-
дов (табл. 33).
Таблица 33
Влияние ванадия на предел прочности
при растяжении чугуна состава 3,1%'С,
0,7% Мп, 0,16% Р, 0,07% S [104]
Содержание в %
Va
0,1
0,2
°3
0,1
0,2
0,3
Si
2,0
2,0
2,0
2,5
2,5
2.5
26,2
29.9
ЗО.5
25,2
27,3
27,6
"в
217
223
228
192
2О7
213
Титан интенсивно соединяется с кислородом
жидкого чугуна и, образуя в жидком металле не-
растворимые соединения, создаёт центры кри-
сталлизации, способствующие графитообразова-
нию [9]. При одновременном введении элементов,
препятствующих графитообразованию (напри-
мер, хрома), наблюдается значительное увели-
чение прочности чугуна [12]. Титан обычно
вводится непосредственно в жидкий металл,
что также способствует увеличению прочности
чугуна.
Вольфрам, уран, олово и свинец [114, 115]
увеличивают прочность незначительно (не более
1 кг/мм2 на 1% добавки). По данным некото-
рых исследователей; свинец и олово снижают
аь [11-7].'-.
Висмут, сурьма, кадмий и мышьяк действуют
на прочность отрицательно [114, 117]. При по-
нижении температуры аьнесколько повышается:
при снижении до — 80° С приблизительно на
lOVo идо —180° С—на 15% (табл. 34). При но-
Таблица 34
Влияние пониженной температуры
на предел прочности при растяжении чугуна [118]
Химический состав в %
^общ
3,6
3,4
3,6
3,8
3.4
С граф
зд
2,3
2,9
3,3
2,8
Si
1,8
1,2
i,«
2,0
2,2
Mn
0,6
o,b
о,Ь
o,9
o,5
P
O-53
o,33
O.5I
0,09
1,08
S
0,08
0,10
0,07
0,07
0,09
b кг/мм2 при
температуре
+ 24
i4,5
21,8
15,3
12,6
15,3
-20
15.3
21,3
i5.a
13.2
15.0
-80
—
17,0
—
16,9
-180
—
17-3
14-7
17.3
вышении температуры до 400° С аь остаётся
почти постоянным со снижением на 10—15°/0
в интервале температур 100 — 200° С. При
нагреве свыше 400° С предел прочности падает
приблизительно пропорционально темпера-
туре [119].
Величина рассеивания определений а$ со-
ставляет ±40/0 [189].
ГЛ. I]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
21
Предел прочности при сжатии.
Нарушение сплошности основной металличе-
ской массы влияет значительно сильнее
на предел прочности при растяжении, чем при
сжатии (^bd\ поэтому отношение а^: оь умень-
шается по мере увеличения абсолютной вели-
чины а6, как это видно из следующих данных:
а/, кг/ММ2 zbd: ab
Ю—зо 3,6—4,5
25—Зо
Зо—35
35—4°
3,4—4.2
3,2—2,8
З.о—3-4
2.4—3-2
Значительные пределы изменений отноше-
ния °bd'-ab являются частично следствием того,
что &ь зависит больше от характера графито-
вых включений, а с^ — от характера основной
металлической массы. По этой же причине а^
в большей степени изменяется после тепловой
обработки.
Предел прочности при изг и бе а
определяется по формуле
Р-1-а
где Р—разрушающая нагрузка, /—расстояние
между опорами, а—расстояние между ней-
тральной осью и крайним волокном, /—момент
TTflf*
инерции, равный для круглого образца-^г--
Формула исходит из допущений, что дефор-
мации испытуемого материала пропорциональ-
ны нагрузкам и нейтральная ось проходит че-
рез центр образца. Так как изменение деформа-
ций чугуна происходит не по закону Гука и
QbC>Qb< нейтральная ось при стандартных испы-
таниях на изгиб перемещается в сторону сжа-
тых волокон. При увеличении абсолютного зна-
чения аь разность между аьь и а& уменьшается,
отношение между ними приближается к еди-
нице [121, 122] и нейтральная ось переме-
щается к центральному положению:
, кг/мм?
ю—15
15—го
2О—25
25—Зо
Зо—35
я,о—2,5
1,8—2,3
1,6—2,1
1-4—1,9
1,2—1,7
Для термически обработанного чугуна, об-
ладающего повышенной пластичностью, ^ьь'-^Ъ
может значительно превзойти приведенные
данные.
Отношение abb: qj, зависит от формы испы-
туемого образца. При уменьшении расстояний
между опорами с 6U0 на 300 мм abb увеличи-
вается: в 1,3 раза при abb менее 20 kzjmm2
и в 1,1 раза при сьь более 30 kzjmm2 [15, 177].
Величина рассеивания abb составляет ±5%
[189] или в среднем ±0,75 kijmm2. Предел
прочности при изгибе определяется при харак-
теристике прочностных свойств почти исклю-
чительно серого чугуна.
Предел прочности при срезе.
Вследствие сложности напряжений, возникаю-
щих при испытаниях на срез, и недостаточной
разработки теории прочности [124, 125] по-
пытки рассчитать предел прочности при срезе
Ту по величине а^ не дали пока результатов
[126, 127]. Пересчёты показали, что прямой
пропорциональности между этими величинами
не существует. Пределы отношений т5:а$ в за-
висимости от аь характеризуются следующими
данными:
ib кг 1мм?
ю—15
15—2о
2О—ЗО
Зо—35
35—4°
1,5-1-8
1,3-1-8
1.2—1,5
1,1—1,4
I ,O—1,2
Величина zs зависит от метода испыта-
ний [128], в частности она резко падает
при увеличении заострения срезывающего
ножа [179].
Предел прочности при круче-
н и и. Пределы отношения сопротивления кру-
чению if к ай, по данным немногочисленных
исследований [15, 137, 184], приставляются
в следующем виде:
ь кг/мл?
ю—15
15—2о
2О—ЗО
30—40
1,8—2,О
1,2—1,7
1,2—1,6
1,2—1,5
Деформация. Пластические дефор-
м а ц и и. Благодаря наличию графитовых вклю-
чений, действующих как врубы (надрезы), пла-
стические деформации начинают обнаруживать-
ся при незначительных нагрузках, далеко от-
стоящих от пределов упругости основной ме-
таллической массы. Эти деформации выявля-
ются как остающиеся после снятия нагрузки
и определяются главным образом при испы-
таниях на изгиб.
Пластические деформации зависят от струк-
туры основной металлической массы и от фор-
мы и величины графитовых включений. Средние
величины пластических деформаций (удлине-
ние в °/0) главнейших структурных составля-
ющих: аустенита—40—60, феррита — 30 — 40,
перлита—15—20, сорбита—10—15, цементита,
фосфида и графита — 0.
Наибольшее влияние на пластические
деформации оказывают графитовые вклю-
чения.
Чем ближе их форма приближается к сфе-
роидальной, тем меньше их влияние на кон-
центрацию местных напряжений, и чем менее
сфероидизированы графитовые включения, тем
большие пластические деформации выявля-
ются (по абсолютной и относительной величи-
не) при более низких напряжениях. Характер-
ное изменение пластических деформаций, с
увеличением нагрузки (изгибающей), приведено,
в табл. 35 для чугуна сельскохозяйственного
машиностроения (более грубый графит) и „ста-
листого" (более мелкий графит) [129]. В
обоих сортах чугуна была обеспечена
одинаковая структура основной металличе-
ской массы (перлитно-ферритная) предвари-
тельным отжигом при температуре 700° С
в течение 6 час.
Пластическое удлинение серого чугуна не
превышает 0,1 % и может в некоторых слу-
чаях увеличиться до 1,5% после отжига вслед-
22
ЧУГУН
[РАЗД. II
Таблица 35
Деформация в мм чугуна в зависимости
от нагрузки
в
VS
Нагрузк
2OO
4oo
55°
боо
800
850
Чугун
для сельскохо-
зяйственного машино-
Упругая
2,22
4,66
5.13
-
-
строения
к
X
и
1)
Пластич
одб
i.i3
5.7°
-
-
w
га
В.
га
S
и"
2,38
5.79
11.23
-
-
ij
а <->
% пласт
ской от
марной
6-7
19.5
5°>8
-
-
и
Упругая
1.55
-
4-5°
6 2О
6,7°
Сталистый" чугун
га
л.
Пластич
О,О|
О,2О
_
о,56
1-95
3.4°
w
Суммарь
1.59
3-3°
-
5.°6
8 15
идо
О) %
=• >>
% пласт
ской от
марной
2.5
6,о
-
и.i
24.°
3°.5
ствие образования феррита [121]. В чугунах
со сфероидизированным графитом (ковкий
чугун) пластические деформации при наличии
феррита приближаются к 30%.
Упругие деформации. Упругие де-
формации не зависят от структуры основной
металлической массы (с этим связана почти пол-
ная независимость модуля упругости углероди-
стых сталей от их химического состава [130]).
Упругие деформации зависят только от харак-
теристики графитовых включений, поэтому
упругие свойства чугуна не изменяются, если
в результате термической обработки измени-
лась только структура основной металлической
массы и не изменилась форма и величина гра-
фитовых включений (нормальный случай тер-
мической обработки серого чугуна). При уве-
личении содержания и укрупнении графитовых
включений упругие деформации увеличиваются
это своей абсолютной величине (так же как
пластические деформации) и уменьшаются по
относительной, выраженной в процентах от сум-
марной деформации.
Это положение подтверждают данные
табл. 35.
Ввиду незначительности абсолютных дефор-
маций серого чугуна они определяются обыч-
но при испытаниях на изгиб, так как при
этом получаются наибольшими. При опре-
делении стрелы прогиба выявляется сум-
марная деформация, т. е. пластическая и упру-
гая. Стрела прогиба f при испытаниях на
изгиб может быть принята условно (предпо-
лагая наличие пропорциональности) равной
f = А-зьь-ъ [121, 132], где А — постоянная
величина, а—деформация в мм на 1 кг
нагрузки. Таким образом большая / может
получиться за счёт увеличения cbb или а,
и поэтому отношение~[121] или— [132, 178,
180] также характерно для свойств чугуна.
На фиг. 29 [123] приведена зависимость —j-
от cbb, дающая возможность ориентироваться
в общих закономерностях зависимости abb и f
от характера основной металлической массы
и графита при испытании на изгиб образцов
с расстояниями между опорами 600 мм.
В среднем упругие деформации серого
чугуна, при испытаниях на изгиб, составляют
50—85% [121, 131, 134] от суммарных, причём
большая величина обнаруживается у более проч-
ного чугуна. Абсолютная величина суммарных
деформаций серого чугуна, при испытаниях на
изгиб образцов длиной 600 мм, составляет
10
12 3 4 5 6 7 8f
Фиг. 29. Зависимость
— грубый
графит; 2 —структура хорошая; 3 — структура
плохая; 4— белый или половинчатый излом
обычно от 4 до 10 мм. При неизменной на-
грузке и уменьшении расстояния между опо-
рами стрела прогиба уменьшается [177].
Относительный модуль упругости. Мо-
дуль упругости чугуна является условной вели-
чиной, так как линия упругихдеформаций начи-
нает значительно отклонятьсяотпрямой при на-
грузках, превышающих 50—60% от aft [121, 131].
Поэтому правильнее назвать модуль относи-
тельным, т.е. отнесённым к определённым усло-
виям испытаний. Относительный модуль упру-
гости чугуна определяется несколькими ме-
тодами: при разрушающем напряжении аь [133|
(ЕаЬ), при заданном напряжении а,- [131] (?„•) и
при напряжении, выраженном в а% от разру-
шающего а^ [134] (Ea:!b). В некоторых случаях
модуль упругости определяется по отношению
к суммарным, а не только упругим деформа-
циям [121]. Ввиду характера наклона кривой
упругих деформаций модуль, определённый при
разрушающем напряжении (Езь ), всегда мень-
ше, чем определённый при более низком на-
пряжении (Еа ). Если принять Еъ за 10 то
?50 3 составляет в среднем A,5 + 0,2) Д
Е определяется при заданном напряжении о,.,
то ?т. тем больше превышает Е , чем меньше
а6. Это положение подтверждается схематиче-
ской диаграммой, приведённой на фиг. 30 [188]
(увеличение угла наклона линий при умень-
шении аь). К методическим условностям
относится также вопрос о количестве нагру-
жений, которым должен быть подвергнут
образец до определения модуля упругости
[135].
за 1,0, то
Если
ГЛ. I]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
23
Из-за методических преимуществ боль-
шинство определений Е производится при
испытаниях на изгиб. В этом случае Е = -,
где г — деформация, остальные обозначения —
те же, что на стр. 21. После исключения
постоянных величин, связанных с примене-
нием стандартных образцов, формула Приоб-
уй
ретает упрощённый вид: Е = А-^—^. Если под
е понимать не упругие, а суммарные дефор-
мации (/), то полученная формула структурно
тождественна приведённой на стр. 22. Так как
аь..зависит от структуры основной металли-
8 12 16 Иг/мм*
Напряжение
Фиг. 30. Влияние напряжений на мо-
дуль упругости
ческой массы и характеристики графитовых
включений, а е (упругие деформации) — толь-
ко от характеристики графитовых включений,
то прямой пропорциональности между Е и а^,
не существует, но наблюдается общее напра-
вление увеличения Е с увеличением а6, как
это видно из следующих данных, полученных
в результате пересчётов [15] определения а$
и испытаний серого чугуна на изгиб при на-
грузке, соответствующей 25% от разрушающей
\) кг1мм*
ю—is
I5-2Q
2О—25
25—3°
3°—35
35-4°
Е кг/мм1
7 5°°— 9 оо°
9 ооо—ю ооо
9 5°°—12 ооо
и ооо—13 ооо
12 ООО—14 000
13 ооо—ieooo
Если принять относительный модуль упру-
гости при изгибе за единицу, то относитель-
ный модуль упругости при разрыве [15] выра-
зится в 0,75—0,97, при сжатии [15] — в 0,70—
1,05 и при кручении [15, 137] — в 0,4—0,5.
Предел текучести. При определении пре-
дела текучести gs следует считаться с двумя
условиями:
1) под cry понимается напряжение, вызываю-
щее остаточное удлинение, равное 0,2°/0
(а02) и в некоторых случаях принимаемое рав-
ным ОД0/0 (о0>1);
2) <js зависит от повторности нагрузок, при
которых исчезают пластические деформации
и остаются только упругие.
Первые вновь обнаруживаются при превы-
шении ранее приложенной нагрузки, а также
в случае проведения испытаний при более вы-
сокой температуре [138]. Полное исчезновение
пластических деформаций имеет место при мно-
гократном повторении нагрузок (в несколько
сотен раз) [135].
С учётом этих условий <js при однократной
нагрузке может быть определён из отношения
¦^-•100 [139, 140, 141]
Тип чугуна
Высококачествен-
ный серый
То же
„
Ковкий чугун
ПО
'0-2
J0-l
аоч
следующим
Со
— . 100°/
аь
при разрыве
„ „
* сжатии
„ разрыве
дани
с
До 8э
50—70
3°—45
55—^5
Деформации при высоких температурах
(ползучесть или крип). При заданной нагрузке
допустимая скорость ползучести [124, 142,143]
будет достигнута при температуре тем боль-
шей, чем выше температура рекристаллизации
и температура, при которой прочность по гра-
ницам зёрен и внутри их одинакова(температу-
ра равного сцепления или эквикохезивная [144,
145]). Поэтому обычная характеристика струк-
турных составляющих чугуна не может быть
непосредственно связана с ползучестью, а гра-
фитовые включения должны ухудшать ползу-
честь основной металлической массы чугуна
в меньшей степени, чем они ухудшают её при
статических испытаниях при нормальной тем-
пературе.
Ползучесть чугунов изучена очень мало,
и приводимые ниже выводы из немногочислен-
ных исследований имеют только ориентиро-
вочный характер.
При оценке ползучести чугуна следует
учитывать его рост, который действует в на-
правлении создания необратимых деформаций,
поэтому ползучесть чугуна увеличивается с
увеличением содержания в нём графитообра-
зующих элементов (например, Si и Ni) в тех
нормальных средних количествах, при кото-
рых чугун не переходит в класс теплостойких
и жаростойких материалов. Из немногих опы-
тов по изучению ползучести можно сделать
следующие выводы:
1.При температуре 550° [14Э] явления ро-
ста в нелегированных чугунах вызывают оста-
ющиеся деформации, превосходящие допусти-
мые пределы ползучести.
2. Нелегированные чугуны могут быть по-
лучены крипоустойчивыми (скорость ползуче-
сти меньше 1-10~5°/0 в час при испытаниях
в течение 1000 час.) при температуре около
400° под нагрузкой 3 кг/мм2 [148].
3. Чугуны с повышенным сопротивлением
ползучести обладают повышенной прочностью
при нормальной температуре.
4. Легированные чугуны могут быть полу-
чены крипоустойчивыми при температуре 500е
под нагрузкой 3 кг/мм2.
5. Сопротивление ползучести чугунов мо-
жет быть увеличено длительным отжигом при
температурах, превышающих температуру
испытания [147].
6. Специальным легированием и термиче-
ской обработкой можно создать более крипо-
устойчивые чугуны.
Данные испытаний чугунов на ползучесть
приведены в табл. 36, 37, 38 [12, 147].
24
ЧУГУН
[РАЗД. II
Таблица 36
Составы чугунов в
я
>1
S1
I
2
з
4
5
6
7
8
9
ю
весовых
которых приведена
о
CJ
3.4
2.9
3.2
2,7
2,7
3.3
3.2
2,4
1,8
2,4
to
и"
*7
о,8
об
о,8
°.5
i,i
°>7
°>3
о,3
о,7
ел
..5
2,4
j j
2,1
2,5
1,3
2,1
5.7
5.8
с
°.7
о,7
°>7
о,3
о,6
°>7
о,7
о,8
о,
0,2
О,2
О,2
0,2
0,7
О,8
о.З
О, I
о,3
процентах, ползучесть
в табл. 37 и
с/
о,
о,
о,
о,
о,
о,
о,
о,
о,
и
—
,
_
—
—
о.З
—
2,1
3,3
—
—
—
о,7
—
17.7
1б,б
38 [146,
о
—
о,8
о,8
—
—
—
—
[7.3 Си]
147]
"Кг
.о
ь
21
3°
3°
39
35
24
21
22
15
15
Таблица 37
X
У
1
2
3
4
5
5
5
г
R ¦?
12
ю,з
i°3
ю,з
ю,з
12,1
I3-6
16,8
Скорость ползучести
в 10-57п в
испытания при температуре 370°
ДО
150
12,1
5,3
—
о,8
ю,о
i6,7
Зо.о
150-450
12,1
5.3
8,2
0,8
0,0
3.7
6,7
часов:
450—9С0
5.9
5.°
5,3
2,2
о.°
О,О
1,6
900—1200
3
3
о
о
о
о
о
4
о
о
о
о
о
час после
в течение
1200-2000
З.о
о,о
о,о
о,о
—
—
Таблица 38
1°«
S Си
37°
37°
37°
37°
45°
45°
45°
45°
45°
45°
54°
54°
54°
54°
54°
54°
54°
54°
Напря-
жение
в
ЛГг/ЛШ2
22,2
I9,O
15.8
12,7
12,7
9.5
6,3
4,7
3.2
0 (рост)
9,5
6,3
4-7
3.2
1,6
1.9
о,8
о (рост)
Скорость ползучести в
Ю-5°/о в
час,
измеренная через 1000 час, для
№ 6
14.5
8,3
3-3
458,°*
75.°**!
12,9***
—
2-5
О6***
—
—
775**
91-7
—
32.9
чугунов 114/J:
№ 7
5.7
4.5
1.7
—
142,0**
27,1
7>9
—
—
2,4
—
*
—
158
6i,7
—
37.5
14,6
№ 8
—
2,5
—
28,3
15,8**
5,°**
L7
°.3
°Д
—
Ю4**
—
14,6**
2,5
—
—
о,4
№ 9
—
—
—
—
417**
U7
3L2
—
18,3
—
—
1710**
271
б25
—
—
28,1
№ 10
—
—
—
18,7
9.2
4.6
33.3
—
2,1
95.8*
ю,4
2,0
1,О
—
—
—
°.5
* Разрыв происходит раньше, чем через 240 час.
** Разрыв происходит позже, чем через 240 час.
*** Разрыв происходит позже, чем через 2000 час.
Динамические свойства
Ударная вязкость. Ударная вязкость, или
сопротивление удару, ак определяется как
работа удара, отнесённая к единице площади
поперечного сечения образца (кгм/см2). Часто
ак определяется работой (кгм) без отнесения
её к площади образца (английские и американ-
ские источники). Методика определения ак не
стандартизирована, поэтому абсолютные резуль-
таты, полученные разными исследователями,
часто несравнимы
между собой. Аб-
солютные величи-
ны ак зависят, в
частности, от ско-
рости приложения
нагрузки (фиг. 31)
[150],размерасече-
ния образца (фиг.
32) и расстояния
между опорами
/
/
/
/
/
1 2 3 4 5 бм/сеМ
Фиг. 31. Влияние скорости
приложения нагрузки на
ударную вязкость. Состав
чугуна: 2,9°/0 С. 1.9°/0 Si,
0,1% Р. Сечение образца
30 X 30 мм. Вруб — глуби-
ной 15 мм. Расстояние ме-
жду опорами — 30 мм.
[150, 154]. "Для
определения ак
пользуются пре-
имущественно при-
борами маятнико-
вого типа (копры
Шарпи).
При заданных размерах и очертаниях образ-
ца ак зависит от: а) вязкости основной метал-
лической массы, достигая максимума при чи-
стом феррите [151], б) графитовых включений,
при увеличении которых ак снижается, но одно-
временно снижается чувствительность чугуна
к внешним надрезам, в результате чего влия-
Форма
образца
0.1
1 2 3 см1 _J
Речение образца
17,3 *
Фиг. 32. Влияние размера сечения образцов
на ударную вязкость. Состав чугуна: 3 9% С,
1,97о Si, u,6% Р.
ние надрезов на аК заметнее сказывается у бо-
лее прочных чугунов (фиг. 33) [150], в) соот-
ношения прочностей зёрен и межкристаллитных
прослоек [141], причём при понижении меж-
кристаллитной прочности снижается ак.
Зависимость ударной вязкости от характера
излома ковкого чугуна с надрезом иллюстри-
руется следующими данными [141]:
Характер излома
Бархатный чёрного цвета .
То же, но с отдельными не-
большими светлыми участками
Чёрный с большим количе-
ством светлых участков (око-
ло 50%) . .
Белый с чёрными участками
Чисто белый
ак в кгм/см1
2—3
L5-2.25
I.25-L75
Влияние элементов сказывается
благодаря изменениям как основной металли-
ческой массы, так и графитовых включений.
Влияние элементов на межкристаллитную
прочность изучено мало.
ГЛ. 1]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
25
При увеличении содержания углерода и
кремния происходит падение ак, причём у се-
рого чугуна (фиг. 34) [136] оно менее заметно,
кгм/смг
Образец без /¦
10*10 сострог
- из образца z
1Пх1Чммг
z
/
/
/
adf,
анн
j
Л
юзе
>ь/й
4
гп
й
а.
Образец 10х15ммг
с надрезом
пуё
Г
UHL
Ш о
«л
t
0,2 0,4 0,6 0,8 аккгм/смг
Образцы без надреза
Фиг. 33. Влияние надрезов на ударную вяз-
кость.
чем в термически обработанном (ковком).
Уменьшение аК в сером чугуне, благодаря
увеличению графи-
товых включений,
частично возме-
щается увеличе-
нием ак за счёт
повышения содер-
жания феррита.
Неблагоприятное
влияние углерода
и кремния на ак
выявляется более
чётко в термиче-
ски обработанном
чугуне, за счет
исключения влия-
ния структуры ос-
новной металличе-
ской массы. При
уменьшении количества Ссвяз в ковком чугуне
происходит увеличение ак даже в том случае,
когда суммарное содержание углерода увели-
чивается (табл. 39) [14].
Таблица 39
Влияние углерода на ударную вязкость чугуна
2.0
Фиг. 34. Влияние углерода
на ударную вязкость се-
рого чугуна. Чугун залит
в сырые формы, образец
0 30мм. Расстояние между
опорами 44 см.
Содержание углерода в %
^общ
1,48
2.Q3
2,36
2,4°
2,44
^-¦отжига
°.49
i,i8
2,Ю
2,28
2.43
1
^связ
о,09
о>75
О,2б
0,12
О,О1
Ударная вязкость
ак
в кгм/см2
5.4
8,6
14.2
i6,i
17.5
Влияние марганца, фосфора, хрома, никеля,
молибдена и ванадия подчиняется общей за-
кономерности, а именно: начальные добавки
слегка увеличивают ак из-за упрочнения ос-
новной металлической массы, избыточное ко-
личество присадок приводит к уменьшению ак,
что связано с появлением новой фазы (карби-
ды, фосфидная эвтектика). Предельное содер-
жание этих элементов, выше которого пре-
кращается увеличение или начинается умень-
шение ак, зависит от состава чугуна: чем
больше в нём содержится графитизирующих
элементов (кремния и никеля), тем выше кри-
тическое содержание карбидообразующих эле-
ментов. Ориентировочные пределы приведены
в табл. 40.
Таблица 40
Предельное содержание элемента в %,
выше которого прекращается увеличение ак
Эле-
мент
Ми
Р
Сг
Сг
Мо
W
Ni
I
Содер-
жание
i
о.З
о.З
о,5
о,5
о,5
Примечание
[187, 121
Зависит от условий выделения
фосфидной эвтектики [150, 154]
Углеродистый чугун [114]
Хромоникелевый чугун [114]
Выше 0,5 сведений нет [15, 111]
Выше 0,5 сведений нет |114]
При сохранении равной степени
графитизации [15]
С повышением температуры приблизи-
тельно до 20(Р ударная вязкость повышается
до максимального значения, после чего она
постепенно снижается, как это видно из сле-
дующих данных [159, 118, 183, 186] (пересчи-
танных и усредненных):
>атура
— i8o
—8о
— аз
+ 2О
+ IOO
+ 300
+ .ЧОО
в °С
Относительная
ударная вязкость
В 7а
7°
85
95
IOO
но
И5
НО
+ 3°° 9°
Влияние термической обработ-
к и. Отжиг увеличивает ударную вязкость
благодаря уменьшению связанного углерода.
Это влияние более заметно при благоприят-
ном расположении графитовых включений
(ковкий чугун). После закйлки аК падает, но
°*
кгм/см*
2J5
2,0
1,5
1,0
0,5
к
V
V
¦we-""
7v
2
1
й
Vsi
/
ш
4
ш
I
250 350 450 550 650 "С
'5 Отпущенный при т-ре
1
Фиг. 35. Влияние термической обработки на
ударную вязкость чугуна [115]: 1—1— область
нелегированных чугунов; 2—2—область леги-
рованных чугунов. Образец 10 X 10 мм без
надреза; скорость удара 5 м/сек.
после отпуска снова увеличивается, причём
увеличение происходит тем заметнее, чем выше
температура отпуска и чем благоприятнее рас*
положение графита. Примерное изменение
ударной вязкости после термической обработки
приведено на фиг. 35 [150].
26
ЧУГУН
[РАЗД. II
Ориентировочные значения ударной вяз-
кости надрезанных образцов типа Менаже или
Шарпи с сечением 10 X Ю мм следующие:
Тип чугуна . ак
Серый o,i—о,а [136]
Серый высококачественный о,з~o,4[i36, 14*]
Ковкий перлитно-ферритный 0,5—о,8 [141]
Ковкий ферритный о,8—1,6 [141]
Ковкий ферритный, улучшенный термо-
обработкой 1,6—2,2 [f4l]
Сопротивление повторным ударам. В та-
блице 41 приведено примерное сопоставление
значений предела прочности при растяжении
и ударной вязкости, определённой на машине
Изод над образцами диаметром 20 мм, а так-
же значения сопротивления повторным ударам,
определённые на машине Крупп-Стантон [152,
64, 153]. Из таблицы видно, что при незначи-
тельных изменениях ударной вязкости сопро-
тивление повторным ударам резко изменяется.
На фиг. 36 приведена зависимость между
ew, а* и НВ [191].
Одной из возможных причин колебаний
отношения <jw к а$ является разное поведение
10 20 30 40 50 бькг/м/л*
Фиг. 36. Зависимость между sw, ст^ и Hq.
чугунов при сжатии и разрыве. В зависимости
от воздействия на основную металлическую
Таблица 41
^¦общ
3-1
3.2
2Q
^связ
о,8
eg
i,i
Соотношение
Состав чугуна в
Si
1.3
2,1
1.5
Мп
о,6
°-9
1,2
Р
о,8
0,2
О,1
предела
о;
/о
Ni
-
1.7
прочности и ударной вязкости чугуна
Сг
_
0,2
—
Си
0,2
-
аь
в
кг/мм3
28
3°
35
ак
в
кгм/мм
о.З
ОЗ
°.7
Число
ударов
до излома
650
2248
24 9°°
Примечание
Ваграночный
То же
Нитенсил
При испытаниях на повторный удар опре-
деляется величина, занимающая среднее по-
ложение между ударной и динамической вяз-
костями, а именно: при малом числе ударов
приближающаяся к ударной вязкости, а при
большом — приближающаяся к динамической
вязкости [155].
Метод повторных ударов может рассматри-
ваться как один из ускоренных методов опре-
деления динамической вязкости [142].
Динамическая вязкость. Динамическая
вязкость, или предел усталости, (aw) выражается
наибольшим напряжением, которое может вы-
держать образец при бесконечно(условно)боль-
шом количестве циклов нагружений. Для чугу-
на aw достигается после приблизительно 107
циклов [168,160]. Предел усталости повышается
при испытаниях с числом циклов, значительно
превышающим 5000 в минуту [142]. Различают
zw по степени симметричности цикла и по
роду прилагаемой нагрузки: изгиб, сжатие, раз-
рыв и кручение.
Испытания на усталость по симметричному
циклу характеризуются тем, что максимальные
и минимальные напряжения равны по вели-
чине, но противоположны по знаку (+ sw).
Предел усталости закономерно увеличивается
с увеличением предела прочности при растя-
жении так, что средние отношения aw:ab укла-
дываются в достаточно узкие, ещё мало
изученные границы (табл. 42) [113, 167, 168].
массу или на графитовые включения, разные
элементы и особенности технологического
процесса оказывают различное влияние на aw
И (Ц,-
Отношение
Таблица 42
к jj, при симметричном цикле в °/„
Предел усталости nw при
испытании на
Изгиб [141, 169, 173]
Разрыв-сжатие [141, 169, 173]
Кручение [141, 169, 173, 160, 184]
°w
3Ь
Край-
ние
значе-
ния
2O-85
2о—35
Зо—оо
• 100
Сред-
ние
значе-
ния
45± 5
25± 5
4о±ю
При изменении температуры динамическая
вязкость изменяется так же, как временное
сопротивление, поэтому отношение aw; ab
остаётся в данном случае приблизительно по-
стоянным [176].
Различное поведение чугунов при сжатии
и разрыве сказывается на изменении vw при
создании асимметричности цикла [173]; при
увеличении сжимающих (— <jw) и уменьшении
ГЛ. I]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
27
разрывающих ( -f ow) напряжений полусумма
(л- а \ _L ( g )
абсолютных напряжений ^—к- —уве-
личивается по мере переноса центра амплитуды
колебаний в сторону сжимающих напряжений.
, Сопротивле-
ние разрыву'=-
Среднее напряжение- кг/ммг
?~-~—
Сопротивление акатию=
"91,2 кг/мм*
Фиг. 37. Влияние асимметричности цикла
на динамическую вязкость серого чугуна.
Для определения влияния переноса центра
амплитуды колебаний на величину допускае-
мых напряжений предложено несколько фор-
мул [140, 156, 175].
На фиг. 37 и 38 графически показаны
результаты определений динамической ' вяз-
кости по асимметричному циклу [169].
Сопротивление
.разрыву кг/ммг
Ю 20 30 40 50 60
г10 Среднее напряжение
20 %\
50 II
Фиг. 38. Влияние асимметричности ци-
кла на динамическую вязкость ковкого
чугуна.
Циклическая вязкость. Циклическая вяз-
кость, называемая также внутренней вязкостью,
механическим гистерезисом, внутренним тре-
нием твёрдого тела [170] и демфунгом [171],
характеризует способность к рассеиванию на-
пряжений, к затуханию (гашению) колебаний
(вибраций). Методика определения и выраже-
ние этого свойства пока не унифицированы.
Наиболее распространено и легче сопоставимо
выражение циклической вязкости в процентах
поглощения энергии на одно колебание.
Циклическая вязкость разных структур раз-
лична, причём повышенной вязкостью отлича-
ются пластичные структуры. Наибольшее влия-
ние на циклическую вязкость оказывают гра-
фитовые включения [189]. Прямой связи между
химическим составом и циклической вязкостью
не существует.
Из сопоставления результатов определения
циклической вязкости разными исследовате-
лями можно установить следующие закономер-
ности: а) циклическая вязкость уменьшается
при увеличении предела прочности и предела
усталости [161] (фиг 39 и 40); б) при сжимаю-
Нг/мм'
12
% 4
о
ш-
\
X
Ч.
_^>
о
о
yf
хх
\
—^Ц
30
25
20
15
10
О
5 10 15 Z0 25 30 35 40 бд кг/мм*
Рис. 39. Зависимость между пределом прочности при
растяжении а^, динамической вязкостью iw (при круче-
нии) и циклической вязкостью ty.
щих-растягивающих напряжениях циклическая
вязкость несколько больше, чем при крутящих
напряжениях (фиг. 39 и 40) [161]; в) при испы-
тании методом резонанса обнаруживается зна-
чительно меньшая циклическая вязкость, чем
при испытании методом затухания колебаний
[172]; г) циклическая вязкость несколько сни-
жается по мере увеличения количества коле-
баний и после 200 тыс. колебаний приближается
к постоянной величине [172]; д) при увеличении
нагрузки циклическая вязкость увеличивается
[123]; е) разница в циклической вязкости раз-
кг/мм'-
5
0
10 15 20 25 30 35 40 45 Оь кг/ммг
Фиг. 40. Зависимость между пределом прочности при
растяжении а;,, динамической вязкостью vw (при растяже-
нии и сжатии) и циклической вязкостью ф.
личных марок чугунов менее заметна при по-
ниженных нагрузках [167]; ж) у чугуна с пре-
делом прочности при растяжении 20 ±5 kzjmm2
циклическая вязкость, определённая методом
затухания колебаний (прибор Феппль-Перц)
при нагрузке, составляющей 35% от предела
прочности, может быть принята для грубо
ориентировочных расчётов равной около
20±50/0 [167].
28
ЧУГУН
1РАЗД. II
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
Твёрдость
Физическая сущность твёрдости не выяснена,
и связь между нею и прочностными свойствами
не установлена [142, 155,171, 194—199], поэтому
с большим основанием можно отнести опре-
деление твёрдости к технологическим пробам,
а не к прочностным испытаниям.
Методы определения твёрдости могут быть
подразделены на 2 группы: 1) деформирующие
тело без его разрушения и 2) вызывающие
разрушение испытуемого тела.
При испытании чугуна применяются преиму-
щественно методы первой группы, а из их числа
наибольшим распространением пользуется ме-
тод Бринеля. Этим методом определяется сред-
няя твёрдость по всей, сравнительно большой,
испытуемой поверхности (макротвёрдость).
Формулы для перевода чисел твёрдости, опре-
деляемых другими методами, на числа твёрдости
по Бринелю (Нв) приведены в табл. 43. Пере-
вод и сопоставление чисел твёрдости, опреде-
ляемых разными методами, имеют условный
характер, так как сами методы основаны на раз-
ных принципах.
Таблица 43
Перевод чисел твёрдости, определяемых разными
методами, на числа твёрдости по Бринелю Нп
Формула
8030
b~\32-HRb
„ 1 420 000
¦^~/100—Я \2
25 000
3 " 10°-я#с
HB=HW
Нв = 12,3 Яа- 94
ЯВ = 10 Я0
Нв — от ZHjfj до lOHfff
Условия
испытания
Я
35 до 100
Ят? — ОТ
20 до 40
Яп -СВЫ-
ше 40
Нуу—до 50
Hq — ДО
45 сек.
Hq —свы-
ше 45 сек.
Лите-
ратур-
ный ис-
точник
[136]
[190]
[190]
[171]
[142,195]
[142,198]
[171,195,
199]
Примечание. Яд — твёрдость по Роквеллу,
Н ip— по Виккерсу, Hq — по Герберту, Нщ — по Шору.
Твёрдость чугуна зависит от его структуры:
макротвёрдость уменьшается по мере увели-
чения содержания более мягких структурных
составляющих. Нв отдельных структурных со-
ставляющих характеризуется следующими дан-
ными в кг 1мм2:
цементит
мартенсит
стэдит
750-820
65°—75°
боо
перлит . . 150—250
феррит . . 5°—12°
графит . . з—5
Твёрдость увеличивается при уменьшении
величины зёрен [195]. Наклёп увеличивает твёр-
дость только при определении её методами пер-
вой группы .[194].
Влияние элементов сказывается на измене-
нии структуры и состава структурных соста-
вляющих.
Углерод в свободном состоянии умень-
шает, а в связанном увеличивает твёрдость
по Бринелю примерно на 12 кг} мм2 на ка-
ждую 0,1% С-
Кремний, растворяясь в феррите, в сред-
нем увеличивает его твёрдость на 3 гсг/мм%
(на каждую 0,1% Si). Гораздо большее влияние
оказывает кремний на понижение твёрдости
благодаря своему графитизирующему действию.
Марганец при увеличении содержания
до 1% иногда повышает твёрдость благодаря
увеличению степени дисперсности перлита
(см. табл. 30). В сернистых чугунах наблюдается
уменьшение твёрдости вследствие взаимодей-
ствия марганца с серой (см. стр. 3), поэтому ре-
зультирующее действие марганца на твёрдость
оказывается в большинстве случаев близким
к нейтральному.
Фосфор влияет на твёрдость в двух на-
правлениях: а) при прибавлении фосфора твёр-
дость увеличивается благодаря выпадению бо-
лее твёрдой фазы (фосфиды) и б) фосфор не-
сколько способствует графитизации. Результи-
рующее действие сказывается незначительно
в сторону некоторого увеличения твёрдости.
Сера увеличивает твёрдость и действует
особо неблагоприятно из-за склонности к лик-
вации. Поэтому при неблагоприятных условиях
(резкая неравномерность затвердевания и охла-
ждения) в отливках из сернистых чугунов мо-
.гут обнаружиться местные отбеленные участки.
Никель при небольших добавках увели-
чивает твёрдость за счёт увеличения степени
дисперсности перлита и уменьшает её за счёт
выделения графита. Результирующее действие
зависит от состава чугуна и не может быть
выражено количественно. При прибавлении ни-
келя к малокремнистому чугуну твёрдость па-
дает. При прибавлении его к кремнистому чу-
гуну с заменой части кремния никелем так, что
степень графитизации остаётся постоянной,
каждая 0,1% никеля увеличивает твёрдость
приблизительно на 1 кг}мм2.
Хром увеличивает твёрдость по Бринелю
на 5—10 кг/мм2 (на каждую 0,1% хрома). Бо-
лее резкое падение твёрдости относится к более
мягким чугунам (#5<200 кг} мм?).
Ванадий, вольфрам и молибден
увеличивают твёрдость от 3 до 10 кг/мм^
на 0,1% прибавляемого элемента. Эта законо-
мерность наблюдается при прибавлении этих
элементов в количестве до 1%. Влияние бора
и теллура на отбел чугуна характеризуется
следующими примерными данными [201]:
Элементы
Бор . .
Теллур
°/0 добавки для увели-
чения отбела на 3 мм
+ 0,001
+о,ооо5
Влияние температуры на снижение твёрдости
начинает заметно сказываться с 350—400°. При-
мерные значения твёрдости по Бринелю для ха-
рактерных марок чугуна следующие (в
Чугун Нв
ферритный ковкий 100—150
перлитный ковкий 180—220
ферритный серый 130—180
перлитный серый 200—260
Чугун #?
перлитный
серый легиро-
ванный 240—300
отбеленный з°°—боо
отбеленный ле-
гированный боо—iooo
Величина рассеивания определений твёрдости
составляет ±13 кг/мм2 при Ив ~ 120 кг} мм-
и ±6 кг/мм2 при Яв = 250 кг}мм* [202].
ГЛ. I]
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ЧУГУНА
29
Обрабатываемость* [с 202 по 212]
Обрабатываемость чугуна или способность
его поддаваться обработке резанием характе-
ризуется: а) скоростью резания, допускаемой
режущим инструментом при определённой,
условно принятой, стойкости между переточка-
ми; б) сопротивлением резанию; в) чистотой
обработанной поверхности.
Обрабатываемость чугуна зависит от струк-
туры, химического состава, физических и ме-
ханических свойств, а также ряда других фак-
торов (геометрии инструмента, режима реза-
ния и др.).
Скорость резания. Основной характери-
стикой обрабатываемости является скорость
резания, допускаемая режущим инструментом
при заданной стойкости его. Обрабатывае-
мость различных марок чугуна сравнивают
обычно по скорости резания г>й0, соответствую-
щей 60-минутной стойкости резца при токар-
ной обработке, и по г/]80, соответствующей
180-минутной стойкости фрез при фрезеро-
вании.
Допускаемая скорость резания и функци-
онально связанная с ней стойкость инструмента
зависят от интенсивности образующегося и
отводимого в процессе резания тепла, в свою
очередь зависящего от рода обрабатываемого
материала при прочих равных условиях. Обра-
зующаяся в процессе резания теплота является
результатом механической работы, расходуе-
мой на: а) деформацию стружки, б) трение
сходящей стружки по передней грани режу-
щего инструмента и в) трение задней грани
режущего инструмента об обработанную по-
верхность.
Влияние факторов „а" и „6я на количество
образующейся теплоты снижается с уменьше-
нием пластичности обрабатываемого материа-
ла; влияние фактора „в" увеличивается в связи
с усилением истирающего . действия задней
грани. При обработке хрупких материалов, на-
пример, чугуна, тепла развивается меньше,
чем при обработке стали, так как на образо-
вание стружки работы расходуется меньше.
Фактор „б" оказывает также и отрицательное
влияние на допускаемую скорость резания при
обработке малопластичных и хрупких материа-
лов вследствие концентрации образующегося
тепла, характерной для стружки надлома в
непосредственной близости к режущей кромке.
Под действием теплоты режущий инстру-
мент теряет первоначальную твёрдость и ре-
жущую способность, поэтому температура ре-
зания может служить вспомогательным крите-
рием при определении обрабатываемости; чем
выше температура резания, тем хуже обраба-
тываемость, и наоборот.
В зависимости от химического состава и
механических свойств обрабатываемого мате-
риала один и тот же инструмент выходит из
строя при различных температурах. Более
хрупкий металл (чугун) изнашивает режущий
инструмент при более низких температурах за
счёт истирающего абразивного действия обра-
батываемого материала.
Скорость резания для 60-минутной стой-
кости резца из быстрорежущей стали опре-
деляется по формуле »ео = ?*су~' где ^ — по-
стоянный коэфициент, характеризующий ка-
чество обрабатываемого материала, t я s —
глубина резания и подача, х и у — показатели
степени влияния глубины резания и подачи
на скорость резания.
Числовые величины cv, x, у, а также
скорости резания %> при t = 4 мм и s =
= 0,5 Mujo6 для разных типов чугуна приве-
дены в табл. 44.
Таблица 44
Скорости резания для чугуна разных типов
Тип чугуна
Ферритно-перлитный
Перлитно-ферритный
Перлитный
Ковкий
Твёр-
дость
Ив
в
kzjmxP
130
140
150
150
160
180
190
190
200
210
120
130
140
150
160
180
190
cv
36,8
32>6
29,0
29,0
26,0
21,3
19.4
i9,4
17,8
16,4
47,6
4i,9
37
33,3
30
24,9
22,3
X
0,16
одб
O,l6
0,16
о, 16
O,l6
0,16
0,16
0,16
0,16
0,2
0,2
0,2
0,2
0,2
0,2
0,2
У
o,38
о,з8
о,з8
о,з8
о,з8
о,з8
о,з8
о,з8
0,38
0,38
°,5
°-5
о,5
°-5
°,5
°,5
о,5
MJMUH
38,4
34.0
30.3
30.3
27,1
22,2
2О,2
2О,2
18,6
17,1
5Ю
44.9
40,0
35.7
32,1
26,7
24,5
Из табл. 44 видно, что обрабатываемость
чугуна уменьшается с увеличением твёрдо-
сти, и наоборот. Ковкий чугун обладает луч-
шей обрабатываемостью, чем серый той же
твёрдости.
Сопротивление резанию. Обработка се-
рого чугуна сопровождается, в связи с пони-
женной его пластичностью, образованием
стружки надлома, элементы которой слабо ме-
жду собой связаны и легко отделяются от
основной массы металла. По этой причине уси-
лия резания при обработке серого чугуна зна-
чительно меньше, чем при обработке стали,
и зависят от степени вязкости и режима об-
работки. При обработке ковкого чугуна, обла-
дающего большей вязкостью и пластичностью,
усилия резания больше, чем при обработке
серого чугуна.
Усилия резания в зависимости от глу-
бины резания и подачи при токарной обра-
ботке определяются по формуле
Рг =
* Автор — канд. техн. наук С. Б. Ф у т о р я н.
где Рг— вертикальная составляющая усилий
резания й ф
вертикальная соя у
ср — постоянный коэфициент, харак-
30
ЧУГУН
[РАЗД. II
теризующий качество обрабатываемого мате-
риала; /, s, х и у — обозначены выше.
Величины ср, х, у, а также усилия реза-
ния Рг при t = 4 мм и s = 0,5 мм [об приведены
в табл. 45.
Таблица 45
Усилия резания для чугуна разных типов
Тип чугуна
Ферритно-перлитный
Перлитно-ферритный
Перлитный
Ковкий
Твёр-
дость
нв
в
кг/лш2
13°
140
15°
15<э
i8o
190
100
200
150
180
190
СР
92,3
9б,2
юо
IOO
ио,4
.7
.7
И7
131
144.8
149,1
X
I.OO
1,ОО
1,ОО
1,ОО
I.OO
1,ОО
1,ОО
1,ОО
1,ОО
1,ОО
1,00
V
о.73
O.73
о.73
°. 73
O.73
°,73
о.73
°,73
о.75
о,75
°,75
рг
223
232
241
241
266
274
274
282
312
345
355
Чистота поверхности. Критерием обра-
батываемости металла по чистоте обрабо-
танной поверхности служит высота неров-
ностей, получающихся на поверхности из-
делий в результате их обработки на металло-
режущих станках.
Обработанная поверхность чугуна в срав-
нении с поверхностью стали имеет значи-
тельно ббльшие неровности.
На чистоту обработанной поверхности
существенно влияют однородность и струк-
тура чугуна: чугун с мелкопластинчатым гра-
фитом даёт относительно лучшую поверх-
ность обработки, чем чугун с крупнопластин-
чатым графитом.
Перлитный чугун даёт более гладкую по-
верхность, чем ферритный. Ковкий чугун, со-
держащий мелкие включения углерода отжи-
га, даёт лучшую поверхность обработки, чем
серый чугун.
Значительное влияние на чистоту поверх-
ности оказывает режим резания. Увеличение
скорости резания резко улучшает качество
поверхности. Поэтому роль твёрдого сплава
как инструмента, допускающего высокие ско-
рости резания, приобретает особое значе-
ние. Уменьшение подачи также способствует
улучшению поверхности обработки. Немало-
важную роль играют форма и геометрия ре-
жущего инструмента, которые могут быть
приняты согласно ГОСТ 2320-43.
Влияние элементов химсостава. Влияние
элементов сказывается на обрабатываемости
через структуру; однако влияние структуры
недостаточно изучено и мало разработано.
Известно, что наличие в чугуне углерода
в виде графита улучшает обрабатываемость,
феррит способствует хорошей обрабатывае-
мости, перлит даёт удовлетворительную обра-
батываемость.
Карбиды, истирающие режущие лезвия
инструмента, способствуют быстрому износу
его и в значительной мере ухудшают обраба-
тываемость. Отжиг чугуна превращает свя-
занный углерод карбидов в графит и улучшает
обрабатываемость.
Большую роль играет также однородность
структуры, поэтому повышение твёрдости чу-
гуна путём сорбитизации перлита ведёт лишь
к незначительному ухудшению обрабатывае-
мости, тогда как получение той же твёрдости
путём создания перлитно-цементитной струк-
туры резко ухудшает обрабатываемость.
Влияние углерода зависит главным об-
разом от того, в каком виде он находится:
в виде графита или карбида. Обрабатываемость
улучшается при увеличении степени дисперс-
ности графита. Увеличение содержания графи-
та улучшает обрабатываемость, способствуя
образованию стружки надлома и уменьшению
трения стружки о режущий инструмент (дей-
ствует как смазывающее вещество). Наряду
с этим увеличение содержания графита ухуд-
шает качество поверхности обработки.
Наилучшей обрабатываемостью обладают
отливки ковкого чугуна, содержащие менее
0,2% связанного углерода. Затем следуют от-
ливки из серого чугуна, в которых Ссвяз содер-
жится в пределах до 0,9%, причем с увеличе-
нием связанного углерода обрабатываемость
ухудшается. Обрабатываемость отбелённого
чугуна быстро снижается при увеличении со-
держания Ссвяз выше 1% и зависит главным
образом от присутствия твёрдых карбидов.
Обрабатываемость также снижается при ма-
лом количестве свободного графита или пол-
ном его отсутствии.
Кремний способствует улучшению обра-
батываемости вследствие графитизирующего
влияния, но содержание кремния выше 2,5%
ухудшает обрабатываемость чугуна.
Марганец ухудшает обрабатываемость
при содержании его выше 0,8%. При содер-
жании 1,5°/0 Мп обрабатываемость чугуна резко
снижается.
Сера не оказывает значительного влияния
на обрабатываемость при содержании её до
0,14% и наличии достаточного количества мар-
ганца для образования сернистого марганца.
Сульфид марганца, будучи хрупким и не обла-
дая абразивными свойствами, изнашивающими
режущий инструмент, способствует улучше-
нию обрабатываемости. Увеличение содержа-
ния серы может привести к появлению отбела
и, следовательно, к ухудшению обрабатывае-
мости чугуна.
Фосфор не оказывает заметного влияния
на обрабатываемость при содержании его впре-
делах 0,3%; при содержании фосфора выше
0,3% обрабатываемость снижается вследствие
абразивного действия фосфидов на режущий
инструмент (уменьшается его стойкость).
Никель при содержании до 2% способ-
ствует графитизации и оказывает положитель-
ное влияние на обрабатываемость.
X ром повышает твёрдость чугуна, являясь
сильной карбидообразующеи примесью, отрица-
тельно влияющей на обрабатываемость чугуна.
Присутствие хрома до 1% при наличии до-
статочного количества кремния и углерода не
оказывает вредного влияния на обрабатываем
мость чугуна.
ГЛ. 1]
ВЛИЯНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЧУГУНА НА ЕГО СВОЙСТВА
31
Медь влияет на обрабатываемость чугуна
аналогично никелю, но в меньшей степени.
Молибден отрицательно влияет на обра-
батываемость чугуна при увеличении его со-
держания выше 0,5%.
Цирконий и титан улучшают обраба-
тываемость при содержании их до 0,1 5°/q.
Ванадий действует аналогично хрому.
При наличии ванадия в больших количествах
обрабатываемость чугуна резко снижается.
ВЛИЯНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЧУГУНА
НА ЕГО СВОЙСТВА
Технологические факторы, влияющие на
свойства чугуна, разделяются на группы, свя-
занные процессами: 1) получения жидкого ме-
талла, начиная от завалки и кончая заливкой
формы; 2) охлаждения и затвердевания отли-
вок— от момента заливки формы до момента
удаления отливки из формы; 3) обработки
затвердевшей отливки, начиная от момента
извлечения отливки из формы.
Технологические процессы литейного про-
изводства изложены в томе VI.
ПОЛУЧЕНИЕ ЖИДКОГО МЕТАЛЛА
Шихтовка. При прочих равных условиях,
в частности при неизменном химическом со-
ставе, свойства чугуна зависят от шихтовых
материалов.
При равном содержании углерода прочность
отливок понижается с применением в шихте
высококремнистых чугунов марок 0 и 00, что
связано с наличием в них грубодисперсного
графита, полностью не растворяющегося при
переплавке.
При равном содержании кремния жидкоте-
кучесть понижается с применением избыточ-
ного количества чугунного лома, иодвергше-
I
1
20
15
10
5
О
¦5
к
У/
У
S
\
!
о
\
~ЮШ0 1500 1600 1700°С
Температура перегрева
Фиг. 41. Схема влияния перегрева
чугуна на его механические свойства
19]: /— предел прочности при растяже-
нии, 2— предел прочности при изгибе.
гося многократным переплавкам. Это вызы-
вается увеличением содержания в чугуне мел-
кодисперсных включений кремнезёма, не обна-
руживаемых обычным химическим анализом,
определяющим кремний пересчётом через его
окисел [1].
Повышенная склонность чугуна к образо-
ванию усадочных раковин бывает связана с при-
менением некоторых марок доменных чугунов.
Механизм этого явления остаётся пока неяс-
ным [2, 3] и связывается с малообъясняющим
термином „наследственность".
Влияние условий завалки на свойства чу-
гуна обусловливается некоторыми производ-
ственными приёмами при этой операции (см.
т. VI, гл. 1, „Технология литейного произ-
водства" ).
Плавильный агрегат. Плавильный агрегат
оказывает влияние главным образом на эко-
номические показатели процесса [2, 4, 5, 6],
на возможность перегрева чугуна и на изме-
нение его состава. Несомненное влияние ока-
зывает футеровка: ковкий чугун, расплавлен-
ный в электрической печи с основной футе-
ровкой, отжигается труднее, чем расплавлен-
1 'С
§1700
В 1550
то
Графит с дендрит
ной ориентацией
•
7
у
7?
1J5 Z.0
3,0 %С
Фиг. 42. Схема зависимости кри-
тической температуры перегрева
чугуна от содержания углерода
(содержание кремния в чугуне
2,25 Vo) 191-
ный в такой же печи с кислой футеровкой [7].
Это связано с удалением из чугуна силикатных
включений при переплавке его в печи с основ-
ной футеровкой [16J.
Перегрев. Чугун при его перегреве до
некоторого предела получает измельчённую
структуру, что ведёт к повышению предела
прочности. При перегреве выше определённого
предела происходит выделение графита с ден-
дритной ориентацией, вследствие чего ухуд-
шаются его статические механические свой-
ства. Пример изменений механических свойств
чугуна с повышением температуры пере-
грева приведён на фиг. 41 [9]. Критическая
температура перегрева зависит от состава чу-
гуна, как это видно из диаграммы на фиг. 42.
Диаграммы фиг. 41 и 42 отражают только
качественные результаты влияния темпера-
туры перегрева, полученные при переплавке
чугуна в электрической печи. При переплавке
в вагранке чугуна с меньшим содержанием
кремния, чем указано на фиг. 42, критическая
32
чугун
[РАЗД.
температура, измеренная оптическим пиро-
метром без поправки на абсолютно чёрное
тело, снижается примерно до 1400—1420" С.
Графит с дендритной ориентацией не обра-
зуется при введении в ковш „модификаторов"
flO].
На этом принципе основан один из ме-
тодов получения высококачественного чугуна
(см. ниже „Модифицированный чугун").
Температура заливки. Температура залив-
ки влияет на прочность чугуна аналогично тем-
пературе перегрева, но менее резко [11]. Кро-
ме того, повышение температуры перегрева
и заливки приводит к задержке графитообра-
зования, вследствие чего возникает опасность
получения отбелённой отливки с повышенной
усадкой. При чрезмерном понижении темпера-
туры заливки затрудняется выделение газов
из отливки и увеличивается опасность обра-
зования газовых раковин [12]. Эта опасность
резко увеличивается при снижении темпера-
туры заливки ниже температуры ликвидус.
Шлаки. При несоблюдении элементарных
мер предосторожности в отливку попадает шлак,
что приводит к очевидному браку. Кроме это-
го чисто механического воздействия, не исклю-
чено физико-химическое влияние шлака на
чугун благодаря не совсем ясному и доказан-
ному воздействию его на условия выделения
графита [13 и 14], а также вследствие частич-
ного окисления кремния с образованием допол-
нительных центров кристаллизации [Ю].
Газы. Увеличение содержания газов повы-
шает опасность образования газовых раковин
в отливке. Увеличение содержания водорода
может привести к повышению внутренних на-
пряжений при переходе водорода из атомар-
ного состояния в молекулярное [15].
Избыточному поглощению газов главным
образом благоприятствуют: в вагранке — чрез-
мерное снижение высоты холостой колоши и
обогащение дутья влагой, а в пламенных пе-
чах— избыток воздуха и недостаток шлака.
Выделению газов из отливки препятствует чрез-
мерное снижение температуры заливаемого
чугуна, особенно при предшествовавшем силь-
ном его перегреве. Значительное влияние
на условия графитообразования оказывает
атмосфера печи (состав отходящих газов):
увеличение содержания кислорода и дву-
окиси углерода способствует выделению гра-
фита.
Обработка в жидком состоянии. При
переработке чугуна в жидком состоянии (мо-
дифицирование) происходит резкое измене-
ние его свойств, связанное с получением бо-
лее графитизированной структуры при неиз-
менном содержании графитизирующих эле-
ментов (см. „Модифицированный чугун").
ОХЛАЖДЕНИЕ И ЗАТВЕРДЕВАНИЕ
ОТЛИВКИ
Скорость заполнения формы. Чрезмер-
ная скорость заполнения формы может при-
вести к увеличению размеров отливки (рас-
пор, раздутие) из-за динамического действия
протекающего металла [17]. Для уменьшения
величины усадочных раковин и избежания
размыва стенок форм следует снижать ско-
рость заполнения форм до пределов, допуска-
емых огнеупорностью формовочных матери-
алов и условиями затвердевания отливок,
В принципе желательно создание в литнико-
вой системе и форме ламинарного движении
металла [18].
Материал формы. Скорость охлаждения,
влияющая на свойства отливок, зависит в зна-
чительной степени от материала формы. Наи-
большая скорость охлаждения может быть до- _,
стигнута при применении металлических форм
вместо песчаных. При использовании неметал-
лических форм скорость охлаждения увеличи-
вается с применением формовочных материа-
лов, обладающих повышенной температуро-
проводностью, как, например, магнезита [19,
20]. Избыточная проницаемость песчано-гли-
нистых форм (свыше 20) может вызвать отбед
у отливок толщиной до 5—8 мм [21]. Увели-
чение проницаемости, а также применение сы-
рых форм вместо сухих влияют на механиче-
ские свойства отливки [22] тем меньше, чем
толще её стенки [23]: при толщине стенок,
превышающей 20 мм, это явление становится
мало заметным. При заливке в крупнозернистый
песок механические свойства образцов могут
снизиться на величину до 10% из-за умень-
шения гладкости поверхности отливки и ча-
стичного угара элементов с поверхности [24].
При применении сырых и слабо уплотнённых
форм распор отливки увеличивается [25].
Толщина стенок отливки. При увеличении
толщины стенок отливки охлаждение её замед-
ляется, что приводит к увеличению графито-
образования и уменьшению твёрдости. В связи
с этим возникает необходимость: а) учёта
влияния толщины стенок на изменение проч-
ности и твёрдости и б) выбора диаметра проб-
ного бруска для определения характеристики
прочности и твёрдости отливки с данной тол-
щиной стенок.
Влияние толщины стенок отливки
на её механические свойства может быть оце-
нено по диаграммам, приведённым на фиг. 43
X
у
\
/I \
\
ч
,с
Е
ерый
ч
N
S
."i
V
\
/гдн
Ч,
s
N
S
Ш
Ч
ч,.
\
Ч
1
Р 10 20 30 40 50 60 мм
Толщина стенки
Фиг. 43. Зависимость структуры чугуна
от содержания С + Si и толщины стенок
отливки, заливаемой в песчаные формы:
/ — цементитный, //— перлитный, ///—фер-
ритный [7].
и 44 и связывающим структуру чугуна с усло-
виями охлаждения. Этими диаграммами за-
труднительно пользоваться при пересчёте ме-
ханических свойств отливок с изменением тол-
щины их стенок.
Степень зависимости механических свойств
отливок от толщины их стенок называется
чувствительностью, или квазиизотропией.
ГЛ. 1]
ВЛИЯНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЧУГУНА НА ЕГО СВОЙСТВА
33
Закономерность её изменения сводится к сле-
дующим положениям:
1. Зависимость твёрдости или предела
прочности zx образца с диаметром dx от твёр-
дости или предела прочности о30 нормального
Для края отливки
Для переходной
зоны отлидки
Для центра о/плидк
I 6
I
ю го зо
Толщина стенки ^
Фиг. 44. Зависимость структуры
чугуна от содержания С + Si и тол-
шины стенок отливки, заливаемой
в металлические формы (Дубинин):
/—белый чугун; //—перлит + це-
ментит + графит; ///—перлит +
+графит; IV — перлит+феррит +
+ графит; V— феррит + графит.
образца с диаметром 30 мм может быть выра-
жена формулой
Gt--d(l= const = am'd%;,
где а — показатель степени чувствительности.
Физический смысл формулы: при а = О
пх = const = оа0, т. е. прочность не зависит от
диаметра, а при а= 1,0 сх : а30 = rf30: dx, т. е.
прочность образца обратно пропорциональна
его диаметру.
2. Показатель степени чувствительности
а уменьшается при увеличении а6 и колеб-
лется в среднем от 0,4 "до 0,8 при а&< 20 кг/мм2
и от 0,2 до 0,5 при О?>25 кг/мм-1 [26].
3. Показатель а для чугунов с перлитной
структурой меньше, чем для чугунов с фер-
ритной структурой.
4. Показатель а меняется меньше при из-
менении толщины отливки, чем диаметра об-
разца (возможно, что сказывается влияние
массы) и обычно не превосходит 0,2 [27].
5. Показатель а для данного чугуна остаётся
приблизительно постоянным при расчёте проч-
ности на растяжение и на изгиб.
6. Показатель а для данного чугуна при
расчёте твёрдости приблизительно в 1,5—2,0
раза меньше, чем при расчёте прочности.
7. При увеличении содержания в чугуне
элементов, стабилизирующих структуру (Ni,
Mo и Сг), происходит небольшое уменьшение
показателя степени чувствительности. Увели-
чение этого показателя происходит при уве-
личении содержания Si, С и Р.
8. Показатель а несколько уменьшается
при заливке в сухие формы вследствие ниве-
лирующего влияния её на скорость охлажде-
ния.
9. Показатель а уменьшается у обработан-
ных образцов благодаря удалению наружной
литейной корки.
10. Показатель а у отливок из модифици-
рованного чугуна обычно не превосходит 0,1.
Выбор диаметра пробного об-
разца. Ввиду неизбежного рассеяния резуль-
татов механических испытаний, составляющего
при пробах на разрыв около 0,5 кг/мм1*, отпа-
дает необходимость слишком дробного деления
диаметров испытательных брусков. В табл. 46
приведена сводка округлённых величин диа-
метров образцов, рекомендуемых английскими,
американскими и германскими стандартами
[28, 29 и 30].
Таблица 46
Диаметры пробных образцов в зависимости
от характерной толщины отливки
Характерная
толщина отливки
8-15
15—3°
3°—5°
Более 50
Диаметр образца для испы-
таний на разрыв в мм
Заготовка
2О
Зо
45—5о
55-6°
Обработанный
образец
12,5-13
2О
32
45—5°
ОБРАБОТКА ОТЛИВКИ
Тепловая обработка применяется для сня-
тия напряжений и для изменения структуры.
Снятие напряжений. Тепловая обра-
ботка, преследующая цель только снятия
напряжений, должна производиться при на-
греве ниже (на 100—200°) температуры эвте-
ктоидных превращений во избежание измене-
ний структуры основной металлической массы
с результирующим изменением механических
двойств. При длительном перегреве выше этой
температуры E50—600°С) для обычного угле-
родистого чугуна [31] происходит не только
изменение структуры основной металлической
массы, но и частичное появление новых напря-
жений [33]. В табл. 47 [32] приведено изме-
Таблица 47
Влияние
Темпе-
ратура
от-
пуска
в "С
2О*
15°
3°°
35°
4<эо
45°
5оо
55°
боо
7оо
тепловой обработки
и на свойства
Предел
прочности
при растя-
жении
в кг1мм*
21.4—24.З
21,3
21,5
21,2
22,6
21,9
22,7
19.7
21,8
15.6
Твёрдость
по
Бринелю
в кг1мл(л
192—2IO
196
199
196
196
192
192
185
192
137
на снятие напряжений
чугуна
Оставшиеся
усилия
в кг
2122—2984
3173
1903
1851
1630
1428
817
461
698
515
деформа-
ции в мм
i,2o—1,44
1.43
1B9
1,21
I.OI
о,8о
о.45
о,43
0,21
о, 14
^Выдержка до 8 месяцев при нормальной температуре
34
ЧУГУН
[РАЗД. II
нение напряжении и свойств чугуна при нагреве
до разных температур в течение не свыше
двух часов.
Изменение структуры. Для изме-
нения структуры основной металлической
массы серого чугуна тепловая обработка при-
меняется редко из-за усложнения технологи-
ческого^процесса, особенно при сложных очер-
таниях отливок,
увеличивающих
опасность образо-
вания трещин при
закалке..
Однако приме-
нение этого вида
обработки откры-
вает широкие пер-
спективы для
уменьшения твёр-
дости и улучше-
40\—fx^L 1 1 I эЧ 20 ния механических
свойств [39].
продолжительностью выдержки в ней. Зависи-
мость структуры от режима охлаждения опре-
20
О
\
\\
\
\
\
V
\
-2
к.
4
V
1
\
\
\\
\
W
too
80
60
[]
Уменьшение
твёрдости чугуна,
достигается отжи-
гом, имеющим
целью разложение
свободного цемен-
тита и цементита
перлита. Твёрдость
Фиг. 45. Схема зависимости
механических свойств чугуна
от условий термической обра-
ботки и величины графитовых
включений (Пивоварский): -
7—отлитый в кокиль термиче- ПО Ьринелю ОТОЖ-
ски обработанный; 2—отлитый жёННОГО СерОГО Чу-
в песок термически обработан-
ный; 3 — отлитый в кокиль
отожжённый; 4—отлитый в пе-
сок отожжённый.
гуна составляет
обычно около 135—
155, а легирован-
ного 140 — 175
кг \мм? [34] в за-
висимости от химического состава.
Повышение механических свойств и сопро-
тивления износу достигается закалкой с по-
следующим отпуском. Достаточно эффектив-
ное улучшение механических свойств проис-
ходит только при благоприятном расположении
графита, что обычно связано с малой суммой
кремния и углерода (фиг. 45) [35]. Нагрев пе-
40
20
Исходное 600 700 800 900 °С
^стояние Температдра закалки
Фиг. 46. Влияние температуры закалки
на твёрдость чугуна (охлаждающая среда-
масло, выдержка перед закалкой—30 ми-
нут, состав чугуна — 3,3% С, 1.5°/0 Si,
0,8"/0Мп, 0,14°/0 Р, 0,14% S) [36].
ред закалкой производится выше температуры
эвтектоидных превращений.
Зависимость твёрдости от температуры на-
грева перед закалкой приведена на фаг. 46 [361.
Режим охлаждения регулируется темпера-
турой и составом охлаждающей среды, а также
1 5 10 50100500103 Ю4
Время, секунды
to5 to*
Фиг. 47. Кривые изотермических превращений
(Наглер и Даудель).
деляется 5-диаграммами [37,8] подобно приве-
дённым на фиг. 47 [38]. Для снятия напряже-
ний после закалки производится отпуск. Харак-
терное изменение механических свойств в за-
висимости от температуры отпуска приведено
на фиг. 48 [36].
fOsJ 203 300 400 МО 600
отпуска
Фиг. 48. Влияние температуры отпуска на меха-
нические свойства чугуна, закалённого от 820°С
в масле. Состав чугуна см. фиг. 46.
Механическая обработка. Механические
качества чугунных отливок зависят от степени
гладкости их поверхности и условий механиче-
ской обработки [33]. Влияние гладкости поверх-
ности на механические свойства сказывается
у чугуна значительно меньше, чем у стали,
из-за наличия в первом графитовых включе-
ний.
Как общее правило, чем ниже качество
чугуна, тем меньшее влияние оказывает ме-
ханическая обработка и степень гладкости
поверхности на механические свойства от-
ливки.
ГЛ. I]
ЧУГУН КАК КОНСТРУКЦИОННЫЙ МАТЕРИАЛ
35
ЧУГУН КАК КОНСТРУКЦИОННЫЙ МАТЕРИАЛ
СТАТИЧЕСКИЕ СВОЙСТВА ЧУГУНА
В табл. 48 приведено достигнутое за
80 — 90 лет повышение статических механи-
ческих свойств чугуна при сохранении его
хорошей обрабатываемости [1]. Не менее важ-
ным является имевший место в этот период
пересмотр взглядов на чугун как на конструк-
ционный материал [2].
Таблица 48
Статические свойства чугуна
Год
i86o
1900
i9J5
1930
1945
Прочность при
Средние
произ-
водствен-
ные ре-
зультаты
8—ю
IO—12
12—14
18—20
20—24
Произ-
водствен-
ный
высший
резуль-
тат
i8—20
20—22
24—28
30—32
растяжении в кг/мм'1
Отдель-
ные ре-
альные
резуль-
таты
24
3°
35
4°
После легиро-
вания и терми-
ческой обра-
ботки
75
IOO
Основным критерием качества металла
считалась вязкость, которая определялась при
статических испытаниях и характеризовалась
величиной удлинения или ей подобной. По
этому признаку чугун относился к хрупким
материалам и рассматривался как сталь,
испорченная графитовыми включениями. Со-
гласно схеме, приведённой на фиг. 49 [16],
графитовые включения уменьшают прочность
ниям противопоставляются прочностные свой-
ства материала с некоторым запасом, но без
учёта распределения напряжений и формы
рассчитываемого элемента. По этой идеализи-
рованной схеме конструкция рассматривается
как сочетание гладких элементов, прочность
которых определяется на испытательных ма-
шинах в условиях, приближающихся к стати-
ческим. Между тем в реальных конструкциях
напряжения распределяются неравномерно,
нагрузка отличается от статической и поверх-
ность элементов не является гладкой. Оценка
свойств чугуна как конструкционного матери-
ала может быть произведена только с учётом
этих отклонений от идеализированных расчёт-
ных предпосылок.
РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ
Свойства металла не являются постоян-
ными, а изменяются в результате физико-хи-
мической и м&ханической обработки [3].
В результате механической обработки на по-
верхности изделия образуются или исчезают
надрезы, искажающие силовые линии напря-
жений [14]. При резком изменении сечения
может произойти перегрузка отдельных воло-
кон до 2,5 раза из-за концентрации напря-
жений у места надрезов [4], что может при-
вести к разрушению образца при нагрузках
меньших, чем среднее напряжение по всему
сечению без надреза [18]. Это явление наи-
более резко проявляется у хрупких матери-
алов [5]. В образцах из пластических мате-
риалов надрезы препятствуют распростра-
нению пластических деформаций [6], резко
Фиг. 49. Схема влияния графита на свойства
чугуна.
Фиг. 50. Влияние наружных надрезов на изменен ie
механических свойств мягкой стали.
основной металлической массы не только за
счёт уменьшения её живого сечения, но и за
счёт влияния, подобного влиянию надрезов.
Однако надрезывающее действие графитовых
включений не только снижает статическую
прочность чугуна, но и придаёт ему ряд спе-
цифических свойств [22].
СХЕМА ИДЕАЛИЗИРОВАННОЙ
КОНСТРУКЦИИ
Согласно классической теории сопроти-
вления материалов расчёт конструкций произ-
водится по напряжениям, исходя из внешних
усилий и ряда предпосылок. Этим напряже-
снижают относительное удлинение и повы-
шают предел прочности при растяжении, как
это видно из фиг. 50 [7]; удлинение образцов
из мягкой стали снижается при нанесении на
неё надрезов тем сильнее, чем острее угол
надреза. Внутренние надрезы изменяют свой-
ства материала так же, как наружные, а гра-
фитовые включения действуют подобно вну-
тренним надрезам, как это видно из сопоста-
вления диаграмм, приведённых на фиг. 51 [8].
При одном надрезе уменьшаются пластиче-
ские деформации и увеличивается прочность
(фиг. 51, //). Увеличение количества надрезов
не может привести к упрочнению образца, не
обладающего пластическими свойствами. По-
36
ЧУГУН
[РАЗД. II
этому характерно падение прочности образца
(фиг. 51, III) не только по отношению к вало-
вому сечению (аь), но и по отношению к ра-
бочему сечению (аох). Диаграмма стального
l тале
ц Расчетная
длина
О 5
Ю 15 20 25 30 35 % 0 5 Ю%0
Удлинение
Фиг. 51. Механические свойства чугуна и стали с'надрезами.
образца с многочисленными надрезами (фиг.
51, III) аналогична диаграмме образца, изго-
товленного из чугуна (фиг. 51, IV). Нанесение
надрезов на поверхность образца тем меньше
изменяет его механические' свойства, чем гру-
бее в нём внутренние надрезы, и тем меньше
26,5 ЬЗГ5 75 100%
Уменьшение сечения
Фиг. 52. Влияние надрезов на прочность.
кг/мм
Фиг. 53. Пластические и упругие деформации
при растяжении.
снижает его прочность, чем меньше его ис-
ходная прочность (фиг. 52) [12], что связано
с наличием в металле более крупных графи-
товых включений.
Кривая изменения деформаций чугуна
с увеличением нагрузки характеризуется-не
только ,относительно малой величиной дефор-
мации, но и почти полным отсутствием прямо-
линейного участка, который указывал бы на
наличие упругой деформации. Этот характер
1
ФО,бмм
II
к
\\
С\|
1,6мм
III
10%0 05 10%
I
Остающаяся
деформация
Та
//
///
/°
//
' /
у
бщая б
II
есрормс
'111^
щия
20 40 60 80 ЮО
Деформация €-Ю5
Фиг. 54. Деформации стали с надрезами.
кривой является также следствием наличия
в чугуне графитовых включений, которые, вы-
зывая перенапряжение в многочисленных уча-
стках образца, приводят к образованию в них
пластических деформаций, развивающихся
одновременно с упругими деформациями в
других не перенапряжённых участках. На
фиг. 53 [9] приведены результаты испытаний
на растяжение двух марок чугуна (а&=11,9
и 21,1 KZJMM2)\ суммарные деформации скла-
дываются из остающихся пластических (за-
штрихованная площадь) и исчезающих (упру-
гих) после снятия нагрузки. При повтор-
ных нагрузках, меньших чем исходные, в чу-
гуне обнаруживаются только упругие дефор-
мации. Если чугун не перенапрягать выше
Остающаяся
деформация
Общая
деформация
1234
III/
gL
V
и
—А
V
V
5
6
А
у,
//у
у
/
У.
'Л
2
/
3
4
*—
U
40 80 120 160
Деформация ?¦ Ю5
200%
Фиг. 55. Деформация чугунов с разной формой
графитовых включений. Модуль упругости
/-13 800; 2-12 500; 3—11 600; 4-11 450; 5-8 950;
6—7 590 кг/мм*.
этих нагрузок, то он приобретает свойства
вполне упругого тела. Полная аналогия по-
ведения стали с надрезами и чугуна под-
тверждается приведёнными на фиг. 54 и 55
[8] диаграммами. Благодаря перенапряжению
отдельных волокон при небольших нагрузках
ГЛ. I]
ЧУГУН КАК КОНСТРУКЦИОННЫЙ МАТЕРИАЛ
37
разрыв происходит одновременно по
всему сечению образца, что приводит
к излому без образования шейки. Такой
излом характерен для хрупких материа-
лов и является единственным общим
признаком чугуна и хрупких материа-
лов [17]. Принципиальное отличие чу-
гуна от хрупких тел состоит в том, что
у чугуна удлинение увеличивается не
пропорционально напряжению, благо-
даря развитию пластической деформа-
ции при незначительных напряжениях;
у хрупких же материалов увеличение
удлинения (незначительное по абсолют-
ной величине) происходит пропорцио-
нально увеличению напряжений вплоть
до достижения предела прочности при
растяжении без обнаружения участков
с пластическими деформациями. Пласти-
ческие деформации чугуна незначи-
тельны по своей абсолютной величине
и поэтому предел текучести его отли-
чается от предела прочности при рас-
тяжении на значительно меньшую величину,
чем у стали (см. „Основные характеристики
свойств чугуна").
ДИНАМИЧНОСТЬ НАГРУЗКИ
Предел усталости в процентах от предела
статической прочности составляет у чугуна та-
кую же примерно величину, как и у других ме-
таллов. Положительные динамические свойства
чугуна выявляются при определении его цикли-
ческой вязкости, характеризующей его способ-
ность-к гашению вибраций и к выравниванию
напряжений. Увеличенная циклическая вяз-
10 20 30 40 50 6Р 70 80
Деформация е ¦ W'5
Фиг. 56. Петли гистерезиса стальных образцов
с надрезами разной длины.
кость чугуна связана с наличием в нём графи-
товых включений, что подтверждается сопоста-
влением петель гистерезиса стали с надрезами
(фиг. 56) и чугуна (фиг. 57) [8]: циклическая
вязкость тем больше, чем длиннее и грубее гра-
фитовые включения.
Деформация е10 10
Фиг. 57. Петли гистерезиса чугуна.
Сопоставление циклической вязкости раз-
ных материалов приведено в табл. 49 [11].
Циклическая вязкость несколько снижается
у более прочных чугунов, но даже у наиболее
прочных она вдвое превышает циклическую
вязкость стали [13, 15], измеренную на лабо-
раторных образцах.
Таблица 49
Циклическая вязкость
Материал
Серый чугун
Мягкая сталь С <~ 0,1%
Хромоникелевольфрамовая
сталь для коленчатых валов . .
Кремнистая сталь для коленча-
тых валов
Рюбель-бронза
кг/мм*
15
39
I2O
88
58
8%
12
19
3°
; 3I
1 23
4
; 8
КОНСТРУКЦИОННАЯ ПРОЧНОСТЬ
Наличие в чугуне графитовых включений
снижает его чувствительность к искажениям
силовых линий на поверхности изделия и
приводит к повышенной циклической вязко-
сти, характеризующей способность материала
выравнивать напряжения. Благодаря этому по-
ложительному действию графитовых включе-
ний чугун оказывается материалом, вполне
пригодным для использования в динамически
напряжённых конструкциях.
В табл. 50 и 51 приведены результаты опре-
делений пределов усталости образцов по-
лированных (<sw)p и с дефектной поверхно-
стью {?w)d- Из этих опытов могут быть сде-
ланы следующие выводы:
^S 1. Относительное уменьшение усталостной
прочности образцов при искажении в них
силовых линий напряжений сказывается тем
38
ЧУГУН
[РАЗД. II
Таблица 50
Влияние надрезов и буртов
Материал
Сталь:
углеродистая ....
то же
никелехромовая . .
ю же
4vtvh ... ....
на
стали и чугуна
s
с"ч
о й
О S
О. К
С X
й> л
Пред
растя
35,°
53,9
73,5
io8,o
i6i,5
11 6
24,8
К X
Я 3
X X
41 X
g-g.1
Q.OVO
CEO
ю,5
15,о
22,О
31 >°
37.5
6,5
X
3
X
О.З
1
19
27
36
54
69
7
Ч
предел усталости
И]
Предел
—'
1
15
тН
3°
32
7
14
усталости
i изгибе образцон
с надрезом
глубиной
0,2 лш
°*
1.3
1.5
I
¦
2
1
I
,2
,2
,О
,О
о
o,oi5
о,оо5
0,015
0,020
О,ОО
ОЮО
С
буртом вы-
¦-'
«
f
13
26
26
30
7
14
1
1,/0 ММ
•5
),В
I
2
2
•4
, i
,3
I.O
I
,о
S: я-
X о
S g*
я я _
Sss
0,025
0.030
о,ою
0,020
0,020
0,00
0,00
Таблица 51
Влияние надрезов на предел усталости стали
и чугуна [19, 20]
1
(.
т
ерия опыто
и
г
'
11
III*
атериал
Мягкая
сталь
Серый
чугун
То же
Сталь
Чугун
Чугун
5я
Сея
42,5
34
21
38
59
29
34,°
24,8
18,4
Я ™
" S
о ^
я ^
Е--
19,0
18,5
15
21
29
13
14,2
9.7
8,8
1 ^—5
Я я- Й
О о
S 3 ^
ч | «
% в
!§•«
Я"га О
i—с х а^
13.5
15
13
14
18
13
11.5
94
8,8
Cl,
7
^-'
1.4
1,2
1,1
1.5
i,6
i,o
1,2
i,o
I,O
га
и
я
я
«
оэфициент
рочноети а
ЬЙ В
О,С2О
О,ОЮ
о,ою
0,025
О,О2О
о,оо
o,oi6
о,оэ
о,оо
приравнен к наиболее грубой
обработке поверхности. Для
сталей разных марок коэфи-
циент а составляет от 0,005 до
0,020, а для чугуна с пределом
прочности на разрыв о^ до
25 кг}мм* а составляет 0,00.
На основании результатов пер-
вой серии опытов (табл. 51)
можно считать, что у чугуна с
пределом прочности на растя-
жение свыше 20 kzjmm2 коэ-
фициент а может быть принят
вдвое меньшим, чем у мягкой
стали.
3. Надрез глубиной 1 мм
(фиг. 58) также практически не
снижает усталостной прочно-
сти образца, изготовленного из
чугуна с сопротивлением раз-
рыву до 25 кг\мм%, как это
видно из серии III опытов, при-
ведённых в табл. 51.
Влияние поперечного отвер-
стия (фиг. 59) на снижение
предела усталости при изгибе
видно по данным, приведённым
в табл. 52. Для сравнения можно указать, что
коэфициент 3 составляет от 1,7 до 2,5 у образ-
цов, изготовленных из сталей разных ма-
рок, имеющих диа-
метр 30 мм и попе-
речное отверстие диа-
метром от 2 до 5,2 мм
[Ю].
Изменение кон-
струкционной проч-
ности элемента (фиг.
60) по мере увеличе-
ния радиуса галтели
характеризуется дан-
ными табл. 53: при Фиг. 58. Эскиз надреза серии
увеличении радиуса ш опытов (к табл. 51).
от 0 до 12 мм кон-
струкционная прочность (aw)d увеличи-
вается в 1,5 раза. Характерно, что при неиз-
* Форма надреза согласно фиг. 58.
менее, чем меньше прочность чугунов. По-
этому не во всех случаях можно обосновать
стремление применять наиболее прочные чу-
гуны в динамически напряжённых конструк-
циях.
2. Коэфициент запаса прочности а, учиты-
вающий состояние поверхности и вычисляе-
мый из формулы -—г— = 1 -f а (ада)р [10],
Kaw) d
можно определить на основании табл. 50, в ко-
торой надрез глубиной 0,2 мм может быть
Фиг. 59. Эскиз просверленного образца.
Таблица 52
Влияние поперечных отверстий на предел усталости
при изгибе [12]
в кг/мм2
4i,5
ЗЗ.о
22,5
18,7
(: ] в кг!мм?
\ w'p '
19,0—20,0
15.0—J5,5
10,0
но
При наличии
отверстия
( °w)d в кг'мм"
13,о—14,о
12,О—12,5
8,о
9,о
о ( 3w)p
(°w)d
1,5
1,3
1,2
1,2
ГЛ. I]
ЧУГУН КАК КОНСТРУКЦИОННЫЙ МАТЕРИАЛ
39
Таблица 53
Влияние галтелей и переходов сечений на конструк-
ционную прочность {12]
о.
е
2
Я
4
1те-
я ^
>,и
а*
о
6
12
6
Г
15
о
о,4
о,8
о,4
Предел усталости в
кг/мм? при
с литейной
коркой
(aw)d
± 5-4
+ 6,7
±8,1
±8,7
испытании
без литей-
ной корки
{°w)d
±5.5
+ 7,2
±8,5
ь
43
ь
1
2
7
2,2
1,8
1.7
Ч-"
1
2,6
2,0
I,
7
Примечание. Механические свойства вырезан-
ного гладкого образца: предел прочности при растя-
жении о. = 29 кг/мм2; предел усталости при изгибе
(*«)/>= ±14'5
менном г = 6
с 6,7 до 8,7
наблюдается увеличение
кг/лгл*2, т. е. на 30%, при
создании более
плавного перехода
от одного сечения
к другому.
Увеличение
к о н с т рукционной
прочности элемен-
тов за счёт созда-
ния более плав-
ных переходов вы-
является также из
табл. 54 и фиг. 61
[12].
Допускаемые
при расчётах на-
пряжения приве-
дены в табл. 55,
составленной с
учётом динамиче-
ских свойств чу-
гуна как конструк-
ционного материала. В таблице различают
3 вида нагрузки (по Баху): /— постоянная,
Я—повторная и ///—знакопеременная.
Фиг. 60. Эскиз галтелей и пере-
ходов сечений (к табл. 53).
Фиг. 61. Эскиз переходов сечений (к табл. 54).
Таблица 54
Влияние очертаний и надрезов на конструкцион-
ную прочность
1 Предел проч-
; ности при рас-
тяжении в
кг/мм2
3°
—
36,5
5о,о
Предел усталости отливки
в кг/мм2
с очертанием по фиг. 61
1
16,5
17,5
25,°
31 .о
2
13,5
—
22,0
24,О
3
12,5
Ю,0
14,о
i6,o
Сопоставление динамических свойств более
прочного чугуна со сталью приведено в табл.
56 [16], из которой также видно, что материал,
обладающий очень малым удлинением (ста-
тически хрупкий), может оказаться динами-
чески очень вязким.
Таблица 55
Допускаемые напряжения [10, 20. 21]
Материал
Отожжённая
сталь ....
То же ...
я ...
„ ...
Чугун ....
....
о ,
1*1.
O.S CD
гало-
;гибе
>,s
Ч S
ч с
о. ®
ей
В KZJMM1
39
Ф
49
6о
12
25
17
2О
21
25
7
14
Допускаемые напряжения
i
1
и
13
15
18
4
8
кг/мм1 при
видах
нагрузки
II
6,о— 8 5
7-О—ю,о
8,о—и,о
8,5— 12,о
3.5
7,о
III
5,о— 7.о
5.5- 8,о
6,5— 9°
7,о—io.o
2,8
3,6
Таблица 56
Сопоставление свойств малоуглеродистой стали
и малоуглеродистого чугуна *
Механические свойства
Предел прочности при растя-
жении а^ в кг/мм*
Твердость по Бринелю //д в
Предел усталости при симме-
тричной нагрузке и в кг\мм%
w Ъ
Предел усталости при кру-
чении (симметричная нагрузка)
°ип '• *ь
Сталь
82,4
ю,о
2бо
35
о,43
19.3
о,24 до 0,27
Чугун
5°.9
О,2
2ОО
3° ДО 33
о,59 ДО 0,65
21,9 ДО 23,2
о,43 ДО 0,46
* Химический состав:
С Si Mn S P Ni Сг Мо Сп
стали . . 0,32 0,23 0,88 0.04 0,03 3,42 0,49 0,38 0,13
чугуна . . 1,56 1,16 0,44 0,05 0,07 — 0,46 — 1,75
Сопоставление конструкционных свойств
стальных и чугунных коленчатых валов
приведено в табл. 57 [12]; можно заметить
значительное превосходство стальных валов
перед чугунными при статических испытаниях
и незначительное—при динамических испыта-
ниях.
Таблица 57
Сопоставление свойств стальных кованых
и чугунных коленчатых валов
Свойства
Предел прочности при растяжении в
кг/мм3
Конструкционная динамическая проч-
ность валов в kzimm1
Относительная статическая прочность
Относительная динамическая прочность
Сталь
60—140
7.5—9,0
4
1.3
Чугун
35
5,5-6,5
i
i
40
ЧУГУН
[РАЗД. П
ПУТИ К УВЕЛИЧЕНИЮ
КОНСТРУКЦИОННОЙ ПРОЧНОСТИ
Для увеличения конструкционной прочности
чугунных отливок могут быть приняты меры
общие и специальные. Под общими понимаются
меры, рекомендуемые при конструировании
деталей из любого материала и направленные
на уменьшение концентрации напряжений.
Эти меры должны быть приняты, несмотря на
то, что прочность чугунных изделий в мень-
шей степени снижается от их нарушения, как
это видно из табл. 50—57. Под специальными
понимаются меры, рекомендуемые" при кон-
струировании только чугунных отливок и свя-
занные с особыми свойствами чугуна как кон-
струкционного материала — хорошей формуе-
мостью и пониженной квазиизотропностыо. Хо-
рошая формуемость позволяет конструктору
наиболее полно использовать положительные
свойства чугуна как конструкционного мате-
риала. Пониженная квазиизотропия выявляется
двояко: 1) условия выделения графита зависят
(в частности) от скоростиюхлаждения отливки,
следовательно, от её толщины, и 2) чугун
I лучше сопротивляется сжи-
мающим усилиям, чем рас-
тягивающим.
Усиление графитообразо-
вания при замедлении охла-
ждения приводит, при про-
чих равных условиях, к
уменьшению прочности от-
ливок с толстыми стенками,
поэтому более полное весо-
вое использование матери-
ала достигается при тонко-
стенных отливках. Сопо-
ставление веса отливок квадратного и тав-
рового сечения (фиг. 62) с моментом сопро-
тивления, равным 1 см*, приводит к следующим
результатам:
Значительное увеличение конструкционной
прочности отливок может быть достигнуто
применением поверхностной обработки изде-
¦ъ
—
1
1
h.
i
i
-н
\\
1
Фиг. С2. Эскиз от-
ливки таврового
сечения.
Квадрат
Тавр
„
„
л
_
V,
V,
V.
Бес 1 пог. м
в кг
2.4
1.9
1.4
i,i
Усиление конструкции может быть дости-
гнуто во многих случаях применением рёбер
жёсткости, но иногда это мероприятие приво-
дит к увеличению веса конструкции [20], а
поэтому в каждом отдельном случае необхо-
димо проверить целесообразность применения
рёбер. В ряде случаев может быть рекомен-
дована конструкция „замкнутого контура"
(фиг. 63) [12, 20]. Они обеспечивают необхо-
димую прочность, жёсткость и лёгкость. Воз-
можным недостатком является появление на-
пряжений благодаря явлениям затруднённой
усадки.
Лучшее сопротивление чугуна сжимающим,
чем растягивающим усилиям предоставляет
два возможных пути для увеличения проч-
ности конструкции: 1) создание асимметрич-
ной нагрузки, придавая конструкции началь-
ные сжимающие напряжения; 2) создание асим-
метричных конструкций (фиг. 64 и табл. 58).
Фиг. 63. Примеры конструкций с замкнутым
контуром.
лий — термической и обогащением специаль-
ными элементами (азотирование, алитиро-
вание).
о)
Фиг. 64. Примеры асимметричных конструкций.
Таблица 58
Характеристики асимметричных конструкций [20]
X
со S
а
б
в
г
д
е
ж
Вес
кг/м
48,2
41,3
2О,3
19,6
i8,6
22,6
2О,О
%
IOO
85,5
42,2
4О,6
38,5
46,8
4L4
ер-
? -
н ^
3 аз
!в
? В
Яб7
345
45°
368
345
278
Зоо
х л;
л s
III
5,56
7,00
5,56
8,О2
9,оо
12,4
9.44
в
ч F
S °
s о.
& да
S ж ^
4,54
4,88
3.72
4,53
4.84
6,О2
5.56
Рабочий
момент
кгсм
227
244
186
22б
242
3OI
278
IOO
IO7-5
81,9
IOO
106,7
132.5
122,5
О ^
s rmi
V
О н
ю к
СО О1
а, г
IOO
126
194
244
275
282
294
Примечание. Таблица составлена в предположе-
нии, что во всех случаях нагрузка составляет 1000 кг,
момент сопротивления 90 см3, допускаемое напряжение
на растяжение 5,56 кгШм* и расстояние между опорами 2м.
ГЛ. I]
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
41
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
Свойства отливок из серого чугуна опре-
деляются их структурой. Последняя зависит
от состава чугуна и скорости остывания, свя-
занной с толщиной стенок отливки. По тол-
щине стенок отливки можно подразделить на
лёгкие (толщиной менее 25 мм), средние (от
25 до 75 мм) и тяжёлые (более 75 мм).
Состав чугуна назначается применительно
к толщине расчётного (рабочего) сечения, а
не к средней толщине фасонной отливки.
Прочностная характеристика чугуна, опреде-
ляемая на стандартных или условных образ-
цах без учёта толщины отливки, может слу-
жить только сравнительной оценкой материала.
При конструкторских расчётах применяются
характеристики, определённые на нормальных
образцах разных сечений, соответствующих
расчётной толщине отливок.
Современные способы улучшения качества
отливок (легирование, модифицирование и др.)
позволяют резко снижать чувствительность
чугуна к скорости остывания и тем самым
выравнивать структуры в разностенных сече-
ниях фасонной отливки.
По прочностным свойствам отливки можно
делить на три основные категории — отливки
малой, средней и повышенной прочности.
Отливки со специальными свойствами соста-
вляют особую группу. Прочностные характе-
ристики отливок из серого чугуна приведены
в табл. 59.
Таблица 59
Механические свойства отливок из серого чугуна
[17, 18]
Марка чу-
гуна (по
ГОСТ
В1412-42)
СЧ 00* .
СЧ 12-28 .
СЧ 15-32 .
СЧ 18-36 .
СЧ 21-40 .
СЧ 24-44 .
СЧ 28-48 .
СЧ 32-52 .
Предел прочности
в кг1мм3 (не менее)
при
растя-
жении
12
15
i8
21
24
28
32
при
изгибе
28
32
зб
4о
44
48
52
при
сжатии
5°
6о
67
75
83
9°
IOO
Стрела прогиба
в мм при рас-
стоянии между
опорами в мм
600
6
1
8
9
9
9
300
2
2
2
2
3
3
3
Чу.
ОТ-
Не испытывается.
ОТЛИВКИ МАЛОЙ ПРОЧНОСТИ
Отливки малой прочности относятся к
гуну СЧ 00 и отчасти СЧ 12-28. Эти
ливки принимаются . обычно без испытаний и
предназначаются для изделий простой конфи-
гурации, необрабатываемых или подвергаемых
незначительной механической обработке (про-
стые стойки и опоры, крышки, подкладки, гру-
зы). Отливки отличаются неоднородной и сме-
шанной структурой с крупным пластинчатым
графитом. Литьё производится в сырые формы
в простейших условиях литейного производ-
ства. Шихта для ваграночной плавки отливок
малой прочности составляется обычно с высо-
ким содержанием (свыше 70%) оборотного и
покупного лома и отходов.
ОТЛИВКИ СРЕДНЕЙ ПРОЧНОСТИ
Отливки средней прочности относятся к
маркам чугуна СЧ 12-28, СЧ 15-32 и СЧ 18-36
(табл. 60). Структура отливок—от графито-фер-
ритной до графито-перлито-ферритной.
Сопротивление износу отливок средней
прочности, при прочих равных условиях, воз-
растает с увеличением в структуре количества
перлита. Это особенно заметно при повышении
в анализе Ссвяз до 0,6% (СЧ 18-36). При даль-
нейшем увеличении содержания Ссвяз до эв-
тектоидного (около 0,8%) сопротивление из-
носу растёт медленнее.
Отливки перлито-ферритного класса обла-
дают очень хорошей обрабатываемостью,
причём степень её зависит от количества и
формы перлита и графита в структуре. От-
ливки, граничащие с перлитным классом,
с малым содержанием CoSu( и незначительным
количеством феррита в структуре, обрабаты-
ваются несколько труднее, особенно при
мелкозернистом графите.
В обычных условиях производства (плавка
в вагранке, шихта без легирования, заливка
преимущественно в сырые формы) химический
состав отливок средней прочности назначается
с учётом хорошей заполняемости формы и
получения структуры без следов отбеливания
на обрабатываемых поверхностях. С умень-
шением толщины стенок отливок содержа-
ние Собщ кремния и фосфора должно повы-
шаться, а марганца и серы — снижаться. Из-
менения анализа чугуна, для упрощения и
удешевления производства, ведут по основному
элементу — кремнию—и только дополнитель-
но по марганцу и фосфору. Для получения
требуемой структуры и прочности в толсто-
стенных (рабочих сечениях) отливках необхо-
димо обеспечить пониженное содержание Собщ
(~3%), что достигается присадкой стального
лома в шихту.
Общие машиностроительные отливки
Отливки обыкновенные, не подверга-
ющиеся испытаниям. Группа отливок, при-
нимаемых без механических испытаний (со-
ставы № 1 и 2, табл.60), охватывает широкую
номенклатуру простейших машиностроитель-
ных деталей и изделий коммунального обору-
дования. В этих'отливках лёгкая механическая
обработка должна сочетаться с наибольшей
дешевизной производства. Содержание кремния
и фосфора назначается по меньшим сечениям
отливок для обеспечения лучшего заполнения
формы и избежания отбеливания. Отливки
этой группы относятся к маркам чугуна
СЧ 12-28 и СЧ 15-32; последняя марка отли-
чается большей прочностью и меньшим со-
держанием С + Si.
Отливки общего машиностроения. Группа
отливок общего машиностроения (составы
№ 3—5, табл. 60) составляет большую часть
выпуска литейных цехов (по весу). Приве-
дённые в табл. 60 химические составы ха-
рактерны для обычных производственных
условий и могут на практике значительно
Таблица 60
Отливки из серого чугуна средней прочности
Основные
характеристики
Наименование
отливок и область применения
Марки по ГОСТ В1412-42
II-
Типичный химический состав в %
^¦общ
3.4-3.6
3.4-3.6
3,4—3.6
3.2-3.5
З.о—3.2
3-2—3.5
3.2—3.5
З.о-З.З
3.5-3,6
3.4-3.5
3.4-3.5
3.3—3.5
3.3—3.5
3.4—3.6
3-4—3.6
3.5—3.6
3.4—3,5
3.1—3.3
^связ
О,2—О,5
О,2—О,5
о,з—о,6
о,3—о,6
о,з—о,6
о,з—о,4
о,3—о,4
о,4—о,6
о,4—о,6
о,4—о,6
о,4—о,6
о.з—о,4
о,з—о,4
о.з—о,4
о,3—о,4
*J O,2
о,4—о,5
о,6-о,8
Si
2,О—2,2
1,5—2,о
~2,О—2,4
1,5— 2,О
1,2—1,5
2,4—2,6
1,8—2,4
1.5—2,2
2,6—2,8
2,4-2,5
2,2—2,4
1.7—2,1
2,О—2,3
1,6—1,8
2,3—2,5
1,6—2,О
1,6—1,8
1,6—2,2
Мп
о,б—о,7
о,7—о,8
о,6—о, 7
о,7—о,8
о,8—i,o
о,4—о,6
о,6—о,8
O.6—I ,О
о,5—о,6
о,5—о,6
о,6—о,7
0,7—0,9
о,5—о,7
о,5—о.7
о,5—о,6
о,6—о,8
о,8—i,o
0,8—1,6
Общие свойства
Средняя механиче-
ская прочность и из-
носостойкость, хоро-
шая обрабатываемость,
малая и средняя твёр-
дость
Дополнительные
свойства:
Плотность
Жаростойкость
Общие машиностроительные отливки
Отливки обыкновенные, не подвергающие-
ся испытаниям:
а) лёгкие ... -
б) средние ¦
Отливки общего машиностроения
а) лёгкие
б) средние
в) тяжёлые
Отливки станкостроения: 1) детали, работаю-
щие под малым напряжением и без трения
(стойки, основания, кожухи, коробки, коры-
та, крышки и т. п.):
а) лёгкие . . ,
б) средние
2) детали, работающие под средним напряже-
нием и на износ при малых E кг/см2) удель-
ных давлениях (супорты, каретки и т. п.). .
Тонкостенные отливки. Отливки с разви-
тыми габаритными размерами небольшого
веса (детали для весов, с.-х. машин, тек-
стильных, швейных, печатных и счётных
машин):
а) очень лёгкие
б) лёгкие
в) средние
Плотные отливки
Детали для небольших рабочих давлений
(гидропроба при 10—30 am)
а) трубы, корпусы клапанов, вентили
и т. п
вентили, фитинги
трубы водопроводные и гаЗовые . . .
то же
Жаростойкие отливки
Изложницы:
а) крупные (слитки 8—10 т)
б) средние (слитки 3—8 „ )
в) мелкие (слитки менее 3 т)
<75
>75
5—25
>
<ю
<3
<2О
<=5
<25
СЧ 12-28; СЧ 15-32
СЧ 12-28; СЧ 15-32
СЧ 12-28; СЧ 15-32; СЧ 18-36
СЧ 12-28; СЧ 15-32; СЧ 18-36
СЧ 12-28; СЧ 15-32; СЧ 18-36
СЧ 12-28; СЧ 15-32
СЧ 12-28; СЧ 15-32
СЧ 15-32; СЧ 18-36
СЧ 15-32; СЧ 18-36
СЧ 15-32; СЧ 18-36
СЧ 15-32; СЧ 18-36
СЧ 15-32
СЧ 15-32
СЧ 15-32
СЧ 15-32
СЧ 12-28
СЧ 15-32
СЧ 18-36
I4O—22O
I4O—22O
I4O—2ОО
I4O—200
I4O—2OO
I5O—l8o
дО—l8o
160—190
160—190
l6o—190
160—190
160—2OO
160—2ОО
160—яэо
i6o— 200
I2O—I40
I4O—160
16O—2OO
о,5— о,8
<о,5
о,5—о,7
о,4—о,5
о,з—о,4
<о,5
о,3—о,5
о,5—о,6
о,4—о,5
о,3—о,5
о,5-о,6
о,6—о,8
о,6—о,8
<5
<o,i5
До o,i
» 0,12
ДО 0,12
о 0,12
я 0,12
ДО 0,12
о 0,12
ДО 0,12
ДО О,1
> од
До o,i
* О,1
о,о8—o,i
0,07—0,09
До од
„ од
ГЛ. 1]
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
43
0
0
с
If
0
&
0
о"
i
со
0
и
э
6
й н"
1 1
0
0
й" С»
*¦*
о о"
пи
с
0
lf)lf>
«СО
1
mm
т
«
0
&
т
и
\ПЮ
VV
0
ж
0
S
. 0
ных
I
Чугунные формы — для фасо
*
К
То же для стеклянных издел
а
so
а
2
Коррозиостойкие on
А
О
X
о
озиост
а,
а.
о
О н
О О
о к
СО и
о" о
1
С1 н
о" о"
(
¦4-1.П
О 0*
"* 1?
0V
н
^ о"
|
со со
3 О
V
С
СО
1 1
TOCO
1 <М
и и
mm
01 01
VV
кой и
и
V
сими
за
:
к
я
Неответственные детали в
ругих отраслях машиностроен
4
а
а
3
е
Антифрикционные or
<u
2
X
я
о
S
фрикц
1
п
о*о"
о
(=[ "
01 СЛ
о" о"
| Т
1 1
м с^«
о" о*
сою
о* о*
1 ^
о о"
«V
01
о" Ч.
1
т\$
6
ю ю
coco
« '
со со
п 1О
1Т
«DOO
СО<>)
00 <>»
тз*
ии
о р
c?ct
ронзы
ю .
я •
нтел
-Г!
Подшипники, втулки (заме]
ля лёгких условий работы) .
4
2
о
п
о
4
а
3
а
Отливки с электромаг
свойствами
<и
3
X
(I
Я
X
тромаг
за
CD о
m
и
)мыш-
S.
с
кой
и
¦8
0
VO
0
V
V
V
С>
of
V
м
0*
V
о"
i
0
in
6
У/
V
2,2
V
о
V
0)
COCO
1
0
1
0
со со
т
§
|
т
а
СО 00
СМ О)
CN СЛ5
УТ
V
01
V4
Ij
агре-
и
я
а.
я
Отливки для электротехниче
енности (детали генераторов ]
¦
ч ь.
S 3
схя
О.Х
О) <и
о, з
^13 о
оо . •?
>,"9 U
§.«
1
|
III
I иэ —
Й1
и"
s о S».
O.U со е- с
меняться в зависимости от конкретных усло-
вий производства.
Для обеспечения очень хорошей обраба-
тываемости отливок содержание в них Ссдяз
не должно превышать 0,6% [1, 2, 4].
Отливки станкостроения. К отливкам
станкостроения относятся детали, работающие
под небольшим статическим напряжением
(составы № 6 и 7, табл. 60), и детали, испы-
тывающие средние напряжения и работающие
на износ под небольшим удельным давлением —
менее 5 кг/см21 (супорты, каретки, станины
простых металлорежущих станков). Последние
относятся к маркам СЧ 15-32 и СЧ 18-36 со-
става № 8 с меньшим содержанием С 4- Si,
чем составы № 6 и 7. В их структуре коли-
чество перлита больше (за счёт снижения
феррита до 20%), что повышает износостой-
кость и прочность. Содержание марганца,
фосфора и серы находится в пределах,
обычных для отливок общего машинострое-
ния [2, 14].
Тонкостенные отливки. Группа тонкостен-
ных отливок (составы № 9, 10 и 11, табл. 60)
отличается значительными габаритными раз-
мерами (детали швейных машин, сельскохо-
зяйственного и текстильного машиностроения
и т. п.)- Эти отливки изготовляются в условиях
массового или крупносерийного производ-
ства. Химический анализ отливок должен обес-
печить, наряду с экономичностью и требуемой
прочностью, хорошую заполняемость тонко-
стенных форм большой протяжённости и устра-
нение опасных напряжений в отливках. Осо-
бое значение имеет устранение отбеливания
в тонких сечениях, подвергаемых значитель-
ной механической обработке на больших
скоростях резания. В связи с этим в составы
этой группы назначается высокое содержа-
ние Собщ (до 3,6%) и Si (до 2,8%), обеспе-
чивающее значительное выделение графита
и хорошую обрабатываемость даже тонких
стенок отливки. Содержание фосфора повы-
шается для улучшения заполняемости тонко-
стенных литейных форм. Несколько повышен-
ное содержание марганца способствует
упрочнению структуры, что важно для изно-
состойкости обработанных поверхностей.
Содержание серы должно быть возможно
низкое для улучшения обрабатываемости и
заполняемости формы. В тонкостенных отлив-
ках при небольших колебаниях серы в шихте
часто получается местное отбеливание, затруд-
няющее обработку, особенно на автоматах.
Для устранения отбела иногда прибегают к
кратковременному отжигу отливок (нагрев до
850° С с выдержкой 20—30 мин. и последую-
щее медленное охлаждение) [4, 23].
Плотные отливки
Плотные отливки предназначаются для ра-
боты под давлением (составы № 12—15). Они
должны выдерживать гидравлическое испыта-
ние до 30 am и обладать хорошей обрабаты-
ваемостью. Этим свойствам отвечает однород-
ная феррито-перлитная структура с равномер-
ным мелким графитом. В утолщённых стенках
и переходах плотный чугун должен обладать
малой склонностью к усадке. Для улучшения
44
ЧУГУН
[РАЗД. I
литейных свойств составы № 12 и 13 (табл. 60)
имеют повышенное содержание Соби( и сред-
нее — кремния; содержание марганца, хотя
и повышает плотность, должно быть огра-
ничено для улучшения обрабатываемости и
снижения усадки. Повышенное содержание
фосфора улучшает жидкотекучесть, что имеет
особенное значение при производстве длинных
труб (составы № 14 и 15). Кремний и фосфор
назначаются по верхнему пределу при заливке
в горизонтальные сырые формы; содержание
этих элементов понижается при заливке в вер-
тикальные подсушенные формы. При центро-
бежной отливке труб (состав № 15) в метал-
лические формы с водяным охлаждением ко-
личество кремния увеличивается. Отлитые
трубы отжигаются для повышения их коррозио-
стойкости. При заливке в подогретые или
облицованные формы отжига труб не требуется
[6, 37].
Жаростойкие отливки
К жаростойким относятся составы №16—20
(табл. 60). Составы № 16—-18 рекомендуются
для Изготовления изложниц, от которых тре-
буется повышенная стойкость против меха-
нических и тепловых напряжений. Требования
механической прочности определяются усло-
виями эксплоатации и транспортировки излож-
ниц и особенно условиями извлечения из них
слитков. Благодаря большим перепадам тем-
ператур в стенках изложницы возникают те-
пловые напряжения, которые приводят к обра-
зованию горячих трещин и к разгару рабо-
чей поверхности.
Феррит как структурная составляющая
с хорошей теплопроводностью и малым мо-
дулем упругости уменьшает напряжения; по-
этому содержание его в сочетании с крупным
графитом снижает опасность появления тре-
щин. Перлит с мелким графитом уменьшает
разгар поверхности. В крупных изложницах
(слитки более 8 /и), подверженных сильным
длительным тепловым воздействиям, необхо-
димо по соображениям техники безопасности
остерегаться образования трещин; для таких
изложниц пригоден чугун с феррито-графитной
структурой (с небольшим количеством перлита).
Для мелких изложниц (слитки менее 3 т), под-
верженных главным образом разгару поверх-
ности, желательна перлито-графятная струк-
тура (с содержанием феррита до 10%). Для
средних изложниц (слитки от 3 до 8 т) рекомен-
дуется перлито-феррито-графитная структура.
Характер структуры определяет состав из-
ложниц (№ 16, 17, 18). Так как получение
феррита и графита связано с повышенным
содержанием кремния, то недостаточное содер-
жание последнего способствует образованию
трещин, а избыточное — ускорению разгара.
Содержание кремния для заданного типа из-
ложниц обусловливается в первую очередь
толщиной стенок и содержанием углерода. Для
требуемой структуры содержание С и Si с учё-
том толщины стенок можно оценить по диа-
грамме Маурера. Содержание Собщ не должно
быть ниже 3°/0, во избежание повышения
напряжений в отливке, и выше 3,6%, чтобы
устранить возможность чрезмерного выделения
графита. Содержание марганца в крупных
изложницах назначается не свыше 0,8% — для*
облегчения образования феррита. В мелки
изложницах рекомендуется присадка хрома и
никеля или повышенное содержание марганца
для повышения стойкости перлита (следова-
тельно, ростоупорности и сопротивления раз-
гару). Во избежание скоплений хрупкой фос-
фидной эвтектики, снижающей тепловую стой'
кость и повышающей опасность растрескива-
ния, содержание фосфора в составе не должно
превышать 0,15%, содержание серы должно
быть ниже 0,1%, так как она ухудшает литей-
ные свойства, особенно при низком содержа
нии фосфора [15].
Составы № 19 и 20 рекомендуются дл!
отливок металлических форм (кокилей). Они
должны обладать максимальной стойкостью i
обеспечивать получение гладких, чистых «
прочных отливок. Для небольших отливок
применяются металлические формы сложной'
конфигурации, с толщиной стенок 20—30 мл
причём заливка производится быстро и часто.
Это вызывает появление в форме внутреннш
напряжений, усиливает размывающее действие
струи металла, повышает опасность коробле-
ния форм и появления в них трещин и сетки
разгара. В связи с этим структура чугунное
формы должна быть феррито-перлитная, с уме-
ренным, равномерно распределённым графитом,
Улучшению жидкотекучести способствует по-
вышенное содержание фосфора @,3—0,5%) и
пониженное содержание серы (до 0,1%) [2,1б]г
Коррозиостойкие отливки
Коррозиостойкость определяется главнык
образом плотностью структуры, при которой,
проникание реагентов в толщу отливки затруд-;
няется.В отливках средней прочности требуется
феррито-перлитная структура, подобная струк-'
турам плотных отливок, чему удовлетворяю;
составы № 21 и 22 (табл. 60). Для сочетаний
литейных свойств с плотностью в тонкостей-^
ных отливках содержание кремния должно
быть возможно низкое (до 1,4%) при повы-
шенном количестве С,,^. Сера как наиболее
вредный элемент допускается в минимальном
количестве (не свыше 0,07%).
В щёлочеупорных отливках содержание-
фосфора должно быть минимальное (состав-
№ 22). Рекомендуется небольшая (до 1°/0);
присадка меди [20]. Кислого- и щёлочеупор-'
ные отливки средней прочности примени-
ются в машиностроении для неответственных
деталей.
Антифрикционные отливки
Антифрикционные серые чугуны имеют
перлитную основу (без свободного цементита)
с малым содержанием свободного феррита
(до 15°/о) и мелкими включениями фосфид-
ной эвтектики. Структурно-свободный цемен-
тит и крупные включения твёрдой фосфядной
эвтектики ведут к задиру и повышенному из-
носу. Небольшое количество структурно-сво-
бодного феррита в перлите мало отражается
на износостойкости чугуна, особенно при ма-
лых удельных давлениях и скоростях. С повы-
шением удельных давлений предпочтительнее
сплошная перлитная масса [12].
ГЛ. I]
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
45
Для износостойкости прочной перлитной
основы желательно повышенное количество
пластинчатого графита средней величины.
В графитных гнёздах масло лучше задержи-
вается, и это улучшает условия смазки.
Твёрдость отливок находится в пределах
170—2U0 кг/мм2 (по Бринелю) в зависимости
от характера и степени размельчения перлита
и графита.
Отливки принимаются по внешнему виду,
твёрдости и микроструктуре.
Требуемой структуре отвечает химический
состав № 23* (табл. 60) применительно к за-
ливке в сырые формы. Содержание С0^щ и
серы назначено для нормальных условий ва-
граночной плавки. Содержание кремния и мар-
ганца определено для наиболее употребитель-
ных сечений втулок и вкладышей A5—30 мм).
Фосфор допускается до 0,2%, что обеспечи-
вает мелкие выделения фосфидной эвтектики
и хорошую заполняемость формы при простой
её конфигурации. Состав № 23 является типо-
вым для обычного антифрикционного чугуна,
но в производственных условиях он не обес-
печивает равномерной структуры во всей от-
ливке. Надёжность получения перлита, а следо-
вательно и износостойкость, достигается при-
садкой легирующих элементов. В составы ре-
комендуется вводить небольшие количества
никеля @,3—0,4%) и хрома @,2—0,35°0/), что
достигается применением в шихте природно-
легированных чугунов; равномерное повыше-
ние твёрдости (до Нв = 230 кг/мм2) без от-
бела и твёрдых мест очень важно для чистоты
и точности обработки тонких втулок и вкла-
дышей. Хром, измельчая зерно и стабилизи-
руя перлитную структуру, резко снижает из-
нос чугунных вкладышей даже в условиях
временного перебоя в смазке. Невысокое пре-
дельное содержание хрома (до 0,35%) имеет
целью избежать отбеливания в тонких сече-
ниях. ¦
Добавочная присадка меди @,2-г-0,3%) по-
вышает сопротивление окислению и улучшает
износостойкость. Ввиду благоприятного влия-
ния меди разработан специальный медистый
антифрикционный чугун, содержащий до 2,0%
Си. Антифрикционные чугуны удовлетворитель-
ны как в отношении стойкости против износа,
так и низкого коэфициента трения (примерно
как у латуни в паре со сталью), но при ра-
боте в определённых условиях эксплоатации
(обеспеченная смазка, чистота механической
обработки, точность сопряжения поверхностей
трения, небольшое удельное давление при ма-
лых скоростях).
Антифрикционный чугун непригоден для
ответственных узлов механизмов при труд-
ности наблюдения и ремонта подшипников, а
также для очень тонкостенных втулок
C—4 мм).
Пределом применения чугунных подшип-
ников можно принять pv = 20-T-25 кгм/см? сек
при v до 5 м\сек.
В противоположность перлитным чугунам
высокофосфористые мягкие антифрикционные
чугуны имеют структуру в виде непрерывной
сетки твёрдой фосфидной эвтектики на мягкой
основе феррита с графитом. Под № 24 (табл. 60)
* Разработан ЦНИИТМАШ в качестве заменителя
бронзы для втулок и вкладышей подшипников.
приведён состав (примерный) из англий-
ской практики с повышенным содержанием
фосфора (до 0,9%). Этот состав рекомендуется
для вкладышей и втулок, работающих с обиль-
ной смазкой при незначительном удельном
давлении и скоростях на качающихся валах,
или в случаях, когда допускается повышенный
износ подшипника с целью сохранить более
ценный вал.
Электромагнитные отливки
Отливки с электромагнитными свойствами
применяются в электромашиностроении для
деталей генераторов (например, полюсные баш-
маки) и других агрегатов. Они обладают хо-
рошей электропроводностью, большой магнит-
ной проницаемостью, малыми потерями на ги-
стерезис (минимальный остаточный магнетизм)
и малой коэрцитивной силой. Этим свойствам
отвечает ферритная структура с малым содер-
жанием графита, поэтому при пониженном со-
держании С0?Щ C,0—3,2%) необходимо почти
полное отсутствие Ссдяз.
В состав электромагнитных отливок (табл.60,
№ 25 — 26) назначается высокое содержание
кремния, однако чрезмерное введение его дей-
ствует отрицательно на электропроводность
и обрабатываемость. Фосфор и сера в обыч-
ных для ваграночного чугуна пределах не ока-
зывают заметного влияния. Толстые сечения
в отливках этой группы улучшают электро-
проводность, при этом замедленное остывание
в формах способствует разложению цементита
и, следовательно, графитизации.
В тонкостенных отливках чистую феррито-
графитную структуру трудно получить одним
регулированием химического состава. В та-
ких отливках можно достигнуть максимального
разложения цементита и обеспечить требуе-
мые магнитные свойства отжигом их при тем-
пературе 900—950°С с последующим медлен-
ным охлаждением (или многократными нагре-
вами с охлаждением в пределах критической
температуры) [3, 8].
Наиболее высокая магнитная индукция и
проницаемость достигаются в отожжённых от-
ливках при минимальном содержании Ссаяз и
сниженном количестве графита.
Слабая прочностная характеристика фер-
рито-графитной структуры определяет марку
отливок СЧ 12-28. Низкая твёрдость отливок
в пределах Нв = 120—140 кг/мм% свидетель-
ствует о лёгкой обрабатываемости, которая
ухудшается с повышением содержания крем-
ния (образование силикоферрита). Наличие в
структуре в небольшом количестве стэдита и
остаточного цементита, не распавшегося при
отжиге, не оказывает заметного влияния на
обрабатываемость.
ОТЛИВКИ ПОВЫШЕННОЙ ПРОЧНОСТИ
К категории отливок повышенной прочно-
сти относятся марки чугунов СЧ 21-40,
СЧ 24-44, СЧ 28-48 и СЧ 32-52, которые
могут быть получены на ферритной и перлит-
ной основах регулированием скорости охлажде-
ния и подбором химического состава, но без
значительного количества специальных доба-
вок (табл. 61).
Таблица 61
Основная
характеристика
Общие
свойства
Повышенные
прочность и из-
носостойкость,
обрабатывае-
мость
Дополнитель-
ные свойства:
Ростоупор-
ность и плот-
ность
Плотность
(герметичность4.
стойкость про-
тив коробле-
ния, чистота
поверхностной
отделки
Область применения
Общие машинострои-
тельные отливки
Ответственные ма-
шиностроительные от-
ливки для машин-дви-
гателей и орудий (ци-
линдры, шестерни.
станины, рамы, кор-
пусы, маховики и пр.)
Плотные ростоупор-
ные отливки
Блоки цилиндров
тракторов, автомоби-
лей, тормозные бара-
баны, диски сцепления
Блок цилиндров
тракторов, автомоби-
лей, автобусов;голов-
ки блока, гильзы
Цилиндры паровоз-
ные, поршни, клапаны
и пр
Цилиндры паровоз-
ные и дизельные . . .
Цилиндры и крышки
паровых машин ....
Головки блока, пор-
шни, гильзы автомо-
билей, грузовиков
и тракторов
Головки дизелей . .
Гильзы и поршни
дизелей и бесклапан-
ных моторов
Круглые заготовки
для поршней, гильз
колец и пр
Отливки плотные и
стойкие против
коробления
Цилиндры компрес-
соров и насосов, рамы
я
ш
СЧ
н
о
I
2
3
4
5
6
7
8
9
ю
и
12
13
Ч
15
i6
17
18
19
20
21
22
23
is
S3 s|
Я я
§ § g
_
7-30
30—60
60—00
20—60
20—60
20—100
9-25
9—25
9-25
6—60
9—25
5—30
5—20
5-20
20—60
20—60
50—100
5—25
20—65
15—40
0 ДО 300
15-35
Отливки
U2-42
«н
га О
?(-
СЧ 28-48
СЧ 24-44
СЧ 24-44
СЧ 24-4t
СЧ 28-48
СЧ 28-48
СЧ 32-52
СЧ 21-40
СЧ 21-40
СЧ 21-40
СЧ 24-44
СЧ 24-44
СЧ 24-44
СЧ 24-44
СЧ 23-48
СЧ 21-40
СЧ 28-48
СЧ 32-52
СЧ 21-40
СЧ 28-48
СЧ 28-48
СЧ 24-44
СЧ 24-44
о
5 2^
:о> Я ь;
Щ О.
НИ в
130—140
170—190
170—190
170—190
i8o—220
180—220
200—240
160—210
180—228
180—230
100—240
190—210
200—240
210—240
210—240
180—210
220—240
230—240
190—210
210—220
220—240
170—180
210—230
из серого чугуна
^•общ
3,3—3,6
<3,5
¦^ З,2
<2,9
2,7—3=о
3,2—3,4
2,6—2,9
3,2—3,5
3,3—3,5
3,3—3,5
3,о—3,4
3,2—3,4
3,1—3,4
3,2—3,4
3,1—3,4
2 Q—Q I
,!7 О,
2,8-3,1
2,9—3,1
3,2—з,5
3,о—3,2
2,9—3,2
3,4-3,5
3,1—3,3
р
^связ
_
°,7-о,85
0,7-0,85
0,7—0,85
о,6—о 8
о,6— о8
о,6—о,8
о,5-о,7
о,6 —о,8
°,6—о,7
о,5—о,g
о,6—о,7
о,7—о,8
о,6—о,8
°,5—°,7
О 6—О 7
0,6— о,8
о,в—о,8
О ^—О 7
"уЭ ^t /
0,7—0,9
0,7—0,9
0,5—0,6
0,7—0,8
повышенной прочности
Si
3,2—3,5
¦s^ I,O
<2*
i,5-i,8
<2
2,1—2,4
1,8—2,1
2,1—2,3
2,2—2,5
2,2—2,6
1,8—2,О
1,8—2,2
2,2—2,4
I 2^1 Я
о,g—1,о
1,4—1,6
2 4—2 6
О,9—1,2
1,6—1,8
1,4—1,6
1,6—1,8
Мп
о,6—о,7
о,7—о,9
о,7—о,9
о 7—о 9
0,8—1,0
i,2-i,5
о,5—о,8
о,6—о,8
о,6—о,7
°,5—о,9
о,6—о,8
о,4—о,6
о,7—о,8
о,6—о,8
о,8—i,o
о,6—о,8
о,8-о,1
Q б -Q g
о[б—0,8
о,5-о,7
о,8—о,9
о,5-о,7
Типичный химический
Р
о,3—о,5
О.2—О,3
°,2—О,3
О,2—О,3
< о',2
¦<О,2
¦<О,2
"^ 0,2
< О,2
•<О,2
*^ °,2
<О,2
<О,2
<;о,2
^» °,2
<О,2
<О,2
<О,2
¦< О,2
< О,12
S
До о,
» °,
о
„ о,
v О,
л О,
я О,
" о'
" о'
о'
„ о,
з
[2
2
[2
2
2
„ о,о8
¦, о,
О, ТГ>.
» 0,12
: 53
, о,
» о,
ДО 0,12
состав в °/о
Ni
_
-
<J O,2
о,6—о,8
О 2—О 5
i,o—1,5
,75 > 5
i,25-i,5
0,15—0,25
1,О—1,25
1,2-1,5
<о,г
1,О—1,25
Сг
,о
О 2—О 4
о,25—о,35
о 4—о 7
о,5—о,6
о,3—о,5
< о,5
О,1—О,2
О,1—О,2
о,3-о,5
о,25-о,35
Мо
—
о,4-о,5
—.
<о,4
-
-
-
Си
—
(<~о vi\
-
—
-
@,5)
-
0,06—0,08 Ti
Вязкость
Жаростой-
кость и корро-
зиостойкость
Корпусы насосов
(нефтяных) и гидро-
прессов, рамы ....
Детали, работающие
под высоким давле-
нием .
Маховики ......
Станины и другие
ответственные детали
станков
Колонны радиально-
сверлильных станков
Отливки с повышен-
ной вязкостью
Поршневые кольца
бензиновых и дизель-
ных моторов:
Индивидуальные
(малые)
Маслоты
То же
Индивидуальные
(большие)
Клапаны и кулачки
распределительного
механизма
Муфты, цепные звёз-
дочки
Шестерни, кулачки,
столы машин и др. . .
Штампы для холод-
ной высадки
Жаро- и коррбзио-
стойкие отливки
Тигли для плавки
цветных сплавов, ко-
лосниковые решётки,
дымовые трубы, от-
ливки крекинговых
установок, кокильные
формы для литья, чу-
гунные формы для
шин
Выхлопные трубы
грузовиков и автобу-
сов
Трубы и фитинги
(конденсационные и
для перекачки нефти)
24
25
2б
27
28
29
Зо
31
32
33
34
35
Зб
37
38
39
4о
41
40—70
2О—4°
60—150
2О—1ОО
15—35
2О—IOO
12—бо
з-б
ю—15
ю—15
9—25
2О
2О
2О—ЗО
5O—25O
2О—5О
5—2О
5-25
СЧ 28-48
СЧ 28-48
СЧ 24-44
СЧ 24-44
СЧ 24-44
СЧ 28-48
СЧ 24-44
СЧ 18-36
СЧ 21-40
СЧ 24-44
СЧ 28-48
СЧ 28-48
СЧ 32-52
СЧ 24-44
СЧ 28-48
СЧ 24-44
СЧ 24-44
СЧ 21-40
210—230
i8o—210
190—200
190—229
190—210
200—240
210—230
95—1О5
2ОО—22O
2ОО—22O
2ОО—22O
24O
23О—240
22O
200—240
2ОО—24O
2IO—23O
2ОО—225
2,9—3,1
2,9—3,1
3,3—3,5
2,7—3,2
3,о—3,4
2,9—З,2
3,1-3,3
3,6-3,7
3,°—3,3
з,°—з.з
3,5-3,7
3,о—3,2
3,1—3,3
3,1—3,2
2,8-зд
3,2—3,4
3,4—3,5
о,7—о,8
о,б-
о,6-
о,6—о, 7
о,6—о,8
о,6—о,8
о,6—о,8
о,б—о,8
о,5—о,8
о,б—о,9
о,5—о,8
о,б—о, 7
о,6—о, 7
о,6—о,7
о,5—о,6
о,6—о, 9
о,5—°,7
1,2—1,5
1,2—Г,5
1,2—1,3
1,7-1,9
i,o—1,3
2,7—3.°
1,5-1,'
1,6—2,О
1,5—1-9
2,4—2,5
2,О—2,2
1,2—1,6
1,25-1,5
о,6—o
о,7-1
о,8—I
О,б—1,2
о,6—о,9
о,6—о,9
о,7—о,1
5,7
О,6—1,2
о,8—i.o
о,5—о,!
О,6—О ]
о,7—о,8
о,6—о,7
о,6—о,{
0,9—1,4
?.8—2,1
о,6—о,8
1,4—2,о о,5—о,(
•< ода
о,35
О,2—О,3
О, I—О,2
<о,а
о,5—о,6
о,3—°,5
0,3-0.5
о,3—°-5
од5—о,2
О,2—О,2
<О,2
-<О,2
•<О,2
<О,2
0-5-0,6
До o.i
О,12
0,12
0,12
0,12
о,об—о,од
До о,1
о,об—од
О.О5—О, I
о,о5—од
До од
Доо,1
» 0,12
„ о,о8
о,4—о,6
О,2—О,3
i.o—1,5
К о,з)
(о,а—о,4)
« о,4)
1,5—2,0
1,2—1,8
0,15— О,2
(<,з)
(о,з—о,6)
С<°,6)
О,2—О,б
о,5—о,6
о,4—о,8
о,4—о,7
0,25—0,35
(О,2-О,3)
О,2—О,6
о,7—о,8
<о,5
(о,5)
(O,2Ti, O.lV)
Примечания: 1. Состав № 1 обладает феррито-графитной структурой, № 2—30, 39—41—перлито-графитной, № 31—38—перлито-сорбито-графитной.
2. Состав № 1 обладает очень хорошей обрабатываемостью, № 2—34— хорошей, № 35—41—удовлетворительной.
3. Состав № 1 отливается в металлические формы, № 2—4— в подогретые, № 5—7, 19, 22, 27—29— в сухие и сырые, № 8-12, 34— в сырые, № 13—15— в сырые и подсушенные,
№ 16—18, 20—21, 23—26, 30— в сухие, № 31—32—плавка дуплекс и в сырые формы, № 33—центробежная заливка в металлические формы.
48
ЧУГУН
[РАЗД. II
Общие машиностроительные отливки
В области ферритной структуры отливки
повышенной прочности можно получить
по способу Шютца (состав № 1, табл. 61).
Литьё производится в металлических формах
(кокилях). Содержание в составе C-fSi до
7% ведёт к почти полному разложению цемен-
тита. Быстрое охлаждение отливок в метал-
лических формах обеспечивает равномерное
распределение мелкораздробленного графита
на прочной ферритной основе (силикоферрит),
при этом достигается повышенная прочность
(оь^а 30 кг мм2), несмотря на небольшую твёр-
дость {Нв~ 130 кг/мм'г). Для устранения от-
бела в тонких частях отливки подвергаются
отжигу при температуре 800 —850° С. Способ
применим для небольших отливок, ограничен
производством литья в металлических формах
и на практике мало распространён [4].
Повышенные прочностные и износостойкие
свойства и хорошая обрабатываемость отли-
вок достигаются главным образом перлитной
структурой с мелкими графитными включе-
ниями.
Получение перлитной структуры в фасон-
ных отливках из нелегированного чугуна до-
стигается подбором химического состава, со-
ответствующего характерному сечению дан-
ной группы отливок, и перегревом жидкого
чугуна, а иногда искусственным регулирова-
нием скорости охлаждения (применение ко-
килей, холодильников на толстых сечениях
цилиндров и станин и т. п.). Последний метод,
однако, трудоёмок и не всегда надёжен.
Составы № 2—4 (табл. 61) различаются
по толщине стенок отливок и соответствуют
при нормальном застывании отбеленным от-
ливкам: а) с толщиной стенок 7 — 30 мм и со-
держанием С -f- Si—4,6%; б) с толщиной сте-
нок 30 — 60 мм и содержанием C-f-Si<—4,0%;
в) с толщиной стенок 60 — 90 мм и содержа-
нием С + Si—3,4% [3, 4].
Для получения перлитной структуры и мел-
кораздробленного графита низкое содержание
С + Si компенсируется замедлением охлажде-
ния отливок. С этой целью хорошо перегре-
тый чугун заливается в подогретые (до тем-
пературы 100 — 400° С в зависимости от тол-
щины стенок отливки) литейные формы.
Показатели прочности отливок соответ-
ствуют марке СЧ 24-44. Твёрдость их несколь-
ко пониженная (Нв — 170—190 кг\ммг), вяз-
кость и износостойкость —повышены.
Низкое содержание кремния определяет
стабильность перлитной структуры и постоян-
ство объёма отливок. Поэтому отливки обла-
дают повышенной ростоупорностью даже при
кратковременном нагреве несколько выше кри-
тической температуры; уменьшается склон-
ность к образованию усадочных раковин
даже в массивных отливках.
Комплекс эксплоатационных свойств (проч-
ность, вязкость, износостойкость, ростоупор-
ность) и хорошая обрабатываемость отвечают
техническим требованиям для ряда ответствен-
ных деталей машиностроения (цилиндры и
поршни паровых машин и двигателей внутрен-
него сгорания, тормозные барабаны, напра-
вляющие станин, клапаны и вентили, шестерни
и зубчатые колёса и т. д.). Однородная твёр-
дость по сечениям отливок позволяет изго-
товлять из них качественные маслоты для
поршневых колец.
Широкое распространение в промышлен-
ности получили два варианта получения отли-
вок повышенной прочности, не требующие
дорогостоящего и трудоёмкого процесса по-
догрева форм [3, 4].
По первому варианту вместо подогрева
форм повышается содержание кремния до 2%
и углерода свыше 2,7% (составы № 5 и 6,
табл. 61).
Особенность варианта заключается в при-
менении в ваграночной шихте стального лома
и в перегреве жидкого чугуна.
Повышенное содержание С0^щ улучшает
литейные свойства: заполняемость формы улуч-
шается, усадка уменьшается и питание отливки
облегчается. Прочностные показатели чугун-
ных отливок соответствуют марке СЧ 28-48.
Благодаря однородности и плотности струк-
туры и отсутствию усадочных рыхлот отливки
пригодны для работы под высоким гидравли-
ческим давлением (гидравлические цилиндры
и др.).
По второму варианту содержание кремния
также около 2%, но понижено содержание
С-общ B,6 — 2,9%) и увеличено количество мар-
ганца (до 1,5%). Это обеспечивает умеренное
выделение мелкого графита в сплошной пер-
литной структуре. Содержание С -j- Si соста-
вляет примерно 4,7 — 4,8%. Вследствие пони-
женного содержания углерода при повышен-
ном содержании кремния отливки принадле-
жат к уширенной части перлитной области на
диаграмме Маурера. Это "определяет неза-
висимость структуры от толщины стенок в
значительном интервале изменения сечений и
возможность отливать разностенные ртливки
с обеспеченной перлитной структурой из чу-
гуна одной шихты.
Предел прочности при растяжении (а/,) до-
стигает 30 кг/мм2 и выше, твёрдость //g по-
вышается до 200—240 кг/мм2, что соответ-
ствует наиболее высокой марке СЧ 32-52
(состав № 7, табл. 61).
Отливки перлитного класса обладают вы-
соким сопротивлением износу. Умеренное ко-
личество пластинчатого графита предупре-
ждает заедание и облегчает работу трения,
мало влияя на твёрдость основной массы.
Характерные для этого класса пределы твёрдо-
сти по Бринелю 180—220 кг/мм'* принимают
обычно на практике за показатель износостой-
кости. Это верно лишь при наличии перлит-
ной структуры с умеренным графитовыделе-
нием.
Отливки с перлитной структурой хорошо
обрабатываются благодаря отсутствию струк-
турно свободного цементита в основе перлита
и положительному влиянию графита на обра-
батываемость.
Толстостенные и более крупные отливки
изготовляются большей частью в сухих фор-
мах. В последнее время налажен процесс
литья в подсушенные и даже сырые формы.
Несложные по конфигурации отливки иног-
да подвергаются термической обработке Caj
калка с отпуском) для получения сорбитной
структуры, определяющей высокую прочность
и износостойкость. Такая обработка приме-
няется для легированных отливок, допускаю-
щих мягкую закалку (обычно в масле) при
ГЛ. ']
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
49
температуре нагрева 850° С с низким отпу-
ском, что очень важно для снижения напря-
жений в отливках.
Легированию обычно подвергается каче-
ственный чугун, так как низкокачественная
шихта не может быть исправлена даже высоким
легированием. При легировании чугуна учиты-
вается взаимное влияние химических элемен-
тов в отношении эквивалентности сил графи-
тизации (см. „ Основные характеристики свойств
чугуна"). Из легирующих элементов особое
значение имеют никель и хром.
Для введения примесей в небольших коли-
чествах наиболее успешно применяются при-
родно-легированные чугуны (елизаветинские,
халиловские и др.) [12].
Плотные ростоупорные отливки
Повышенная прочность и износостойкость
при плотности, ростоупорности и вязкости пред-
ставляют важный комплекс свойств, характер-
ных для большой группы обрабатываемых де-
талей двигателей (цилиндров, головок, порш-
ней и пр.). Конструкция этих отливок отли-
чается сложностью и разностенностью, что
при обычных перлитных составах затрудняет
совмещение оптимальных эксплоатационных
свойств с обрабатываемостью. Так, для повы-
шения твёрдости и износостойкости в толстых
рабочих сечениях (зеркало цилиндров) необ-
ходимо несколько снизить содержание С -\- Si,
однако при небольших колебаниях в составе
шихты и в условиях плавки это может приве-
сти к отбеливанию и хрупкости в тонких стен-
ках (обрабатываемые фланцы, рёбра и др.).
Поэтому в обычных перлитных составах (№ 8
и № 9, табл. 61) содержание С -f- Si назна-
чается с учетом обрабатываемости в данных
заводских условиях и иногда в ущерб твёр-
дости и плотности отливок на рабочих по-
верхностях [7, 38, 39].
Содержание марганца назначается с учё-
том содержания кремния и серы. Пониженное
содержание фосфора (до 0,2%) является необ-
ходимым условием стойкости отливок, подвер-
гающихся по условиям работы температурным
напряжениям. Сниженная жидкотекучесть чу-
гуна компенсируется перегревом металла, ха-
рактерным для этой группы отливок.
Состав № 10 (табл. 61) является типичным
для блока цилиндров с водяным охлаждением,
дисков сцепления, коробок скоростей и других
лвтодеталей, с применением природнолегиро-
ванных чугунов с повышенным по отноше-
нию к никелю содержанием хрома. В нормаль-
ных условиях отливки отличаются хорошей
износостойкостью и лёгкой обрабатываемо-
стью [13]. .
Состаз № 19, подобно № 10, является ти-
пичным для головок блока, поршней, гильз и
других деталей легковых и грузовых автомо-
билей и тракторов. Содержание С 4- Si в нём
несколько выше, чем в составе № 10, леги-
рование составляет до 0,25% Ni и до 0,2% Сг.
Для улучшения обрабатываемости, уплотне-
ния структуры и повышения вязкости в со-
ставы № 10 и 19 иногда присаживают около
0,5% Си вместо никеля и хрома. Однако при
этом не достигается "надёжное упрочнение и
однородность, свойственные присадкам никеля
и хрома.
Состав № 13 с повышенным содержанием
хрома (до 0,7%) обладает твёрдостью по Бри-
нелю 200—230 кг/мм2 на зеркале цилиндра
(на фланце 240 кг/мм?), и потому изделия из
этого состава хорошо сопротивляются износу
в сложных рабочих условиях (тяжёлые грузо-
вики, автобусы). Несколько затруднённая обра-
батываемость отливок не имеет значения для
крупносерийного производства. Состав № 11
с присадкой одного хрома до 0,4% и не-
сколько увеличенным содержанием кремнии
характеризуется повышенной твёрдостью и
износостойкостью при высоких нагревах и по-
тому рекомендуется для тяжёлых условий ра-
боты. В заграничной практике этот состав
широко применяется для блоков цилиндров
(простой конфигурации), головок, тормозных
барабанов, дисков сцепления, гильз автомото-
ров и дизелей.
Присадка хрома иногда повышается до 0,9%,
что даёт твёрдость по Бринелю 250—260 кг/мм2
на рабочих поверхностях (гильзы, диски, бара-
баны). Обработка этих деталей при правиль-
ном выборе инструмента и режимов резания
не представляет особых затруднений. Однако
в массовом производстве возможное случай-
ное попадание в шихту (через стальной лом)
даже небольших количеств хрома (до 0,3%)
нарушает нормальную обрабатываемость, ко-
торую приходится компенсировать увеличе-
нием содержания кремния.
Под № 15 приведён показательный хромо-
молибденовый состав чугуна с повышенной
плотностью, термостойкостью и твёрдостью при
хорошей обрабатываемости; состав этот при-
меняется для блоков и головок грузовиков в
случаях больших нагрузок, а также для тор-
мозных барабанов, дисков сцепления, гильз
и др. Для отливок того же назначения, но более
сложной конфигурации, а также для улучше-
ния обрабатываемости применяют составы с
присадкой Ni — Mo вместо Сг— Мо. В этом
случае к составу типа № 15 присаживают по
0,5—0,8% Мо и Ni с понижением содержания
кремния в эквивалентном отношении; такая при-
садка повышает динамическую вязкость и из-
носостойкость при повышенных температу-
рах.
Отливки поддаются нормальной обработке
при твёрдости до 280 кг/мм- [13, 35].
Состав № 12 является нормальным малоле-
гированным, с утроенным относительно хрома
количеством никеля. Это обеспечивает одно-
родность структуры и повышенную износостой-
кость (#в = 190—200 кг/мм2 на зеркале ци-
линдров). Состав применяется для автомобиль-
ных и тракторных блоков цилиндров сложной
конфигурации.
Состав № 14 с повышенной присадкой ни-
келя до 1,5% и хрома до 0,6% отличается вы-
сокими общими эксплоатационными каче-
ствами, хорошими литейными свойствами и обра-
батываемостью. Этот состав оправдал себя
в заграничной практике для сложных автобло-
ков и головок. При предельных содержаниях
никеля и хрома перлитная структура с неболь-
шими включениями цементита отличается осо-
бой стойкостью против износа; состав успешно
применяется также для тормозных барабанов
и дисков сцепления грузовиков и автобусов.
При снижении содержания С -f- Si повышенная!
присадка никеля и хрома определяет проч-
50
ЧУГУН
[РАЗД.
ность и износостойкость при высоких темпе-
ратурах; такие составы (№ 20 и 21) особенно
пригодны для гильз и поршней дизелей [34].
Состав № 16, типичный для сравнительно
толстостенных и тяжёлых паровозных цилин-
дров, отличается пониженным содержанием
С -f- Si. Оправданная практикой присадка к нему
до 0,75—1,25% Ni с одновременным сниже-
нием кремния до 0,9% (состав № 17) обес-
печивает равномерную плотную структуру и
хорошую обрабатываемость отливок. Для этой
же группы отливок показателен состав № 18
с тройной комбинированной присадкой молиб-
дена, никеля и хрома, который обеспечивает
повышенную динамическую прочность и из-
носостойкость до температуры 450° С и де-
лает его пригодным для изготовления цилин-
дров, работающих без водяного охлаждения.
Для цилиндров сложной конфигурации и с не-
равномерными сечениями назначается до 3,5%
?>общ с целью улучшения литейных свойств.
Для клапанных сёдел применяется чугун, со-
держащий 0,80/0 tCr и 1% Мо или 0,5% Сг и
0,5% Мо [26].
Отливки плотные и стойкие
против коробления
Плотность (герметичность) как дополни-
тельное свойство отливок повышенной проч-
ности определяется однородной мелкозерни-
стой перлитной структурой. Типичные анали-
зы показательных отливок этой группы (ци-
линдры компрессоров, насосов, гидропрессов
и пр.) характеризуются низким содержанием
кремния, а также фосфора и серы (составы
№ 23—25, табл. 61).
Для легирования служит присадка до 1,0—
1,5% Ni, которая, способствуя сорбитизации
перлита, сильно уплотняет металл отливки (со-
ставы № 23—24).
Состав № 24 применяется для форсунок и
корпусов топливного и смазочного насосов
дизелей, подвергающихся гидропробе под да-
влением до 1000 am.
Состав № 25 с содержанием 0,4—0,6% Ni
(или взамен его 0,2—0,3% Мо) оправдал себя
для отливок, работающих под' высоким да-
влением в химическом машиностроении (гидро-
проба под давлением до 350 am) [13].
Обеспечение плотности и однородности
структуры в толстых сечениях снижает литей-
ные напряжения в фасонных крупных отлив-
ках, поэтому такой чугун пригоден для махо-
виков (состав № 26), от которых требуется при
общей прочности детали особая плотность
обода. К этой же группе относятся ответствен-
ные отливки деталей современных станков,
испытывающие высокие рабочие напряжения
и работающие на износ при повышенных
удельных давлениях (более 5 kzjcm2), как, на-
пример, станины, патроны и другие детали
металлорежущих станков. Употребляемые для
этого назначения перлитные составы с низ-
ким содержанием углерода и кремния не всегда
позволяют надёжно уплотнять толстые се-
чения отливок без применения местных ко-
килей или модифицирования чугуна (состав
№ 27) [14].
Присадка никеля и хрома (составы № 28
и 29) размельчает и упрочняет структуру
ав толстых сечениях, что определяет равно-
мерную твёрдость (износостойкость) на рабо-
чих поверхностях, способных принимать тон-
кую отделку.
Снижение напряжений в разностенных ста-
ночных деталях, благодаря получению более
однородной структуры, позволяет отказаться от
проведения процесса искусственного старения
без нарушения размерной точности в период
эксплоатации станков. Наряду с этим чугун-
ные отливки обладают повышенной (по срав-
нению со стальными) способностью к заглу-
шению вибраций, что особенно важно для точ-
ных станков по механической обработке ме-
таллов.
Присадка до 1% Си (состав № 30) способ-
ствует благодаря мелкозернистой структуре
весьма тонкой поверхностной отделке. Эта
присадка, повышая прочность, делает состаа
особенно пригодным для колонн радиально-
сверлильных станков и подобных деталей [13].
Отливки с повышенной вязкостью
Для поршневых колец, работающих при,'
повышенных температурах (примерно до 250%
в условиях полусухого трения, наиболее при-
годной является перлитная или сорбитная
(после термообработки) структура с минималь-
ным количеством феррита. Эта структура со-
общает кольцу необходимую прочность, вяз-
кость и хорошие антифрикционные свойства.
Составы колец зависят от способа изготовле-
ния, определяющего скорость остывания от-
ливок. При отливке индивидуальных колец
в сырые формы обычный перлитный состав
(№ 31) имеет повышенное содержание Собт
и до 3,0% Si (для колец толщиной в 3—4 мм)»
Это обеспечивает перлитную структуру в тон-
ких отливках и отсутствие как местных отбе-
лов, так и феррито-гргфитной псевдоэвтек-
тики, снижающих упругие и антифрикционные
свойства. Повышенное количество фосфора»
помимо необходимой жидкотекучести, способ-
ствует распределению фосфидов в виде разо-
рванной сетки. Сера назначается до 0,07%,
для обеспечения хорошей заполняемое™ фор-
мы, хотя содержание до 0,1% S не оказывает
вредного влияния на работу колец. Плавка
чугуна для колец обычно производится ду-
плекс-процессом (вагранка-электропечь), что
обеспечивает однородность состава и высокий
перегрев. Оптимальная твёрдость колец, обла-
дающих нормальной упругостью и проч-
ностью, лежит в пределах HR=97 —103,
Состав маслотных отливок для колец меняет-
ся в зависимости от толщины заготовки га
характера формы (сырая или сухая, центро-
бежный способ), т. е. от скорости остывания
(составы № 32 и 33) [10].
В легированных составах применяют при-
садку хрома и никеля (№ 31—33), а для круп-
ных колец—присадку никеля, хрома и мо-
либдена (состав № 34)).
Наличие молибдена заметно повышает вяз-
кость отливок благодаря сорбитизации пер-
литной структуры и коагуляции графита (со-
ставы № 35 и 36) [13, 35].
Составы чугунов, содержащих никель ю
хром, успешно используются для таких обра-
батываемых деталей, как шестерни, кулачки.
гл.
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
51
встряхивающие столы (состав № 37) и штампы
по металлу. Состав № 38 вполне оправдал
себя в американской практике производства
штампов (холодная высадка автомобильных
кузовов и т. п.), от которых требуется большая
износостойкость и прочность [33, 34].
Жаро- и коррозиостойкие отливки
Отливки повышенной жаро- и коррозио-
стойкости применяются как необрабатываемые
(тигли, колосники и пр.), так и обрабатываемые
(формы для литья, шин и пр.).
Обычные анализы характеризуются низким
содержанием кремния, фосфора и серы и по-
вышенным — никеля и хрома (состав № 39). Это
приводит к повышению сопротивления росту
и окислению, а следовательно, к увеличе-
нию жаростойкости за счёт уплотнения и ста-
билизации перлита. Сохраняемая возможность
тонкой поверхностной отделки важна для
ряда отливок, например, формы для шин, тре-
бующих особой чистоты рабочих поверхно-
стей.
Состав № 40 показателен для выхлопных
труб, работающих в тяжёлых условиях и требу-
ющих сочетания жаростойкости с повышенной
прочностью при высоких температурах (до
600° С). В этом составе присадка никеля и
хрома может быть заменена молибденом до
0,5% и хромом до 0,4%.
В составе № 41 взамен никеля и хрома
возможна присадка до 0,75—1,0% Си, улучша-
ющая обрабатываемость и коррозиостойкость
отливок [13, 37].
ОТЛИВКИ СО СПЕЦИАЛЬНЫМИ
СВОЙСТВАМИ
Свойства, химический состав и области
применения отливок со специальными свой-
ствами приведены в табл. 62.
Отливки высокой износостойкости
Путём легирования и термообработки можно
получать отливки с резко выраженными спе-
циальными свойствами. Высокой износостой-
костью при удовлетворительной обрабатывае-
мости и высокой прочностью (о/, до 40 кг/мм2)
обладают отливки, имеющие структуру из мар-
тенситной или смешанной сорбито-тростито-
мартенситной основы с графитными включе-
ниями. В обычных твёрдых белых малокрем-
нистых чугунах твёрдость получается за счёт
повышения содержания хрупкого цементита,
что резко снижает обрабатываемость. При бо-
лее вязкой мартенсито - троститной структуре
обработка возможна инструментом из быстро-
режущей стали при твёрдости чугуна Нв =
= 300 — 350 кг!мм2, при более высокой твёр-
дости требуется инструмент из сплава типа ви-
диа или шлифовка.
В отливках из обычного (нелегированного)
чугуна мартенситная структура во всех сече-
ниях, кроме тонких, получается только при
быстром охлаждении в воде (резкая закалка),
что ведёт к растрескиванию фасонных отли-
вок, вследствие появления чрезмерных напря-
жений. При 5—6% Ni мартенситная структура
получается при нормальном охлаждении от-
ливки в форме (твёрдость Л/#^400 кг/мм'2).
В массивных отливках должно быть повышено
содержание Ni до 7°/0 и введено до 1,5% Сг
для увеличения твёрдости.
Подобный способ получения мартенситной
структуры в процессе литья возможен, когда
отливки не требуют большой механической об-
работки и можно ограничиться главным обра-
зом шлифовкой или когда термообработка не-
возможна из-за размеров или конфигурации от-
ливки. К таким отливкам состава № 8 (табл. 62)
относятся цилиндровые гильзы для автобло-
ков (твёрдость Нв — 400 кг/мм2, обработка
сплавом видиа и последующая шлифовка), тор-
мозные барабаны (твёрдость Нв = 350 кг/мм2),
показывающие в тяжёлых условиях работы из-
нос в 4—5 раз меньший, чем в отливках из ка-
чественного чугуна, детали станков для бес-
центрового шлифования, работающие в усло-
виях воздействия абразивной пыли, и др. Ди-
намическая прочность и износоустойчивость в
сочетании с высоким пределом усталости (до
20 кг 1мм2) делает этот состав весьма пригод-
ным для зубчатых колёс с литым зубом при
твёрдости Нв ~ 350 кг/мм2.
Отливки, требующие более сложной меха-
нической обработки, не должны обладать вы-
сокой твёрдостью в литом состоянии. В этих
случаях мартенситная структура достигается
термообработкой; отливки с перлитной струк-
турой после механической обработки подвер-
гаются закалке с отпуском. В таких отливках
для массивных деталей никель содержится до
3°/о и хром до 1% с целью удержания связан-
ного углерода на потребном уровне. Мартен-
ситная структура (составы № 2, 3, 4 и 5,
табл. 62) получается закалкой отливок при
850° С в масле или на воздухе (в зависимости
от состава, толщины и сложности очертаний).
Никель повышает прокаливаемость, что важно
для толстостенных отливок. Для снятия напря-
жений и повышения прочности отливки под-
вергаются после закалки отпуску при невысо-
кой температуре (в пределах 250—350° С). Бо-
лее высокий отпуск ведёт к снижению твёр-
дости. При повышенном содержании никеля
и больших толщинах отливка часто закали-
вается на воздухе. Перед обработкой отливку
предварительно подвергают отжигу при 650—
700° С (с медленным охлаждением),; а после
обработки — нормальному режиму закалки при
800 — 850° С с охлаждением в воздушной
струе (составы № б, 7, 8). Примером могут
служить шестерни со спиральным нарезным
зубом, в которых мягкой закалкой с отпуском
обеспечивается однородная твёрдость Нв ~
^ 450 кг/мм2 [28, 29, 34].
Износостойкие чугуны с успехом применя-
ются для изготовления штампов, которые по
характеру своей работы должны быть сдела-
ны из прочного вязкого материала, чтобы вы-
держивать сильные удары и сотрясения при
штамповке и обладать большой стойкостью
против износа для сохранения постоянной фор-
мы и точности в работе. Этим требованиям
отвечают составы (№ 1, 4, 6 и 8) легирован-
ных чугунов мартенсито - троститного класса
[13, 34].
Для штампов больших размеров или слож-
ных очертаний, не допускающих термической
обработки, рекомендуются твёрдые легирован-
Таблица 62 oi
Отливки из серого чугуна со специальными свойствами
(йовышенная механическая прочность, вязкость и обрабатываемость)
Основные
характери-
стики
Высокая из-
носостой-
кость и твёр-
дость
Область
применения
Отливки высокой
износостойкости
Ковочные штам-
пы .
Гильзы грузови-
ков и автобусов . .
Гильзы дизелей .
Малые штампы
для высадки и го-
рячей штамповки .
Шестерни с на-
резным зубом . . .
Штампы для го-
рячей высадки . . .
Шестерни с чер-
ным зубом
Гильзы для авто-
цилиндров, тормоз-
ные барабаны, де-
тали шлифоваль-
ных станков;легкие
вырезные штампы;
волочильные мат-
Mi состава
i
2
3
4 .
5
6
7
8
Пока-
затель-
ная тол-
шина,
стенок
в мм
ioo—з°°
Ю—12
12—2О
До 250
До 5°
50-150
15-75
2О—ЧО
О
Марки по
ГОСТ
В1412-42
СЧ 32-52
СЧ 24-44
С 4 24-44
СЧ 35-52
СЧ 35-52
СЧ 38-60
СЧ 35-Е6
С Ч 32-52
Твердость
по Бри-
нелю
в кг/лш2
240—270
I420—52°
/BIO—гбо
- ... .. -.
350—400
(ДО 2бо)
45°-55°
B40—270)
28о—34°
280—309
4°°—45о
Собщ
2,8—3,2
3.2—3.4
3,о—3.2
2,9—3.2
2,6—2,9
2,4—2,5
2,8-3,1
3,о —3,4
^связ
о,б—о,Е
о,7—о,9
о,7—о,9
о,7—о,8
о,7—о,9
о,6—о,7
о,7—о,8
Si
1,0—1,7
1,9—2,1
2,О—2,2
1,О—1,5
2,2—2,7
2,О—2,1
2,2—2,5
1,0—1,5
¦
Типичный химический состав в °/„
Мп
о,7—о,9
о,б—о,8
0.5—О.7
о,5—i,o
о,6—о, 7
°,7-°,9
о,5-о. 7
о,5—i,o
Р
До o,i
» О,2
„ 0,2
„ °,3
„. о.З
„ о,об
v 0,2
„ °,3
S
До o,i
„ О,1
т. O.I
я O.I
„ о,о8
. о,о8
„ О,1
„ 0,12
Ni
—
1,8—2,2
О,2—О,4
2,5—3,о
1,4—1.7
о,8—i,o
1,8 -2,О
5,о— 6,о
Сг
о,6—о,8
О,2—О,<
О,6—1,О
о.3~о,5
О,1—О,2
0,1 — 0.2
1,о—1,5
Си
—
: _•
—
—
—
—
„
Мо
о,7—*,<*
—
о,4—о,6
—
о,4—р,6
1,О—1,2
о,8 —i,o
Термообра-
ботка
После нор-
мализации за-
калка в масле:
с/=860° С, от-
пуск 2 часа
при ^=180 —
230° С
Закалка в
масле с t =
=850° С. от-
пуск при /=•
=350° С
Закалка в
масле с *=
=840° С, от-
пуск при
t = 200-300" С
Смягчение
отжигом при
680° С с мед-
ленным охла-
ждением, за-
калка с t <=¦
= 850° С с
охлаждением
на воздухе
Высокая жа-
ростойкость
и ростоупор-
ность
Высокая
коррозио-
стойкость
против воз-
действия
химических
реагентов
Немагнит-
ность и вы-
сокое элек-
тросопроти-
вление
Особо мсаростой'
кие а ростоупор-
ные отливка
Детали топок и
печей, работающие
при температуре:
до 850° .. .
до 900° . . .
до 930° . . .
Детали печей и
машин, работающие
при температуре:
600—800° . .
400-600° . .
Особо коррозио-
стойкие отливки
Арматур а и детали
аппаратов, машин,
насосов и приборов
в химическом, неф-
тяном, текстильном,
бумажном и других
производствах; вза-
мен деталей из мед-
ных сплавов для
клапанов,фитингов,
шестерён и армату-
ры; гильзы и вы-
хлопные трубы для
алюминиевых авиа-
моторов
Отливки нема-
гнитные с высоким
электросопроти-
влением
Детали для элек-
тротехнических ма-
шин и приборов
(элементы сопро-
тивления и пр.)
9 (силал)
ю .
12 (никро-
силал)
13
14
15 (краль-
фер)
i6 (чугаль)
17 (монель)
i8 (нире-
зист, Гер-
мания)
19 (то же)
2о (нире-
зист, Ан-
глия)
2i (то же)
22 (Номаг)
23 (Крупп,
мягкий)
24 (Крупп,
твёрдый)
as (марган-
цевый)
26
27
28
29
До 25
- 25
„ *о
» 25
„ 25
—
До 25
- 25
Я 25
. 25
'.»¦¦¦ 5°
5—25
<5
5-12
12—2О
2О—4О
>4°
СЧ 21-40
СЧ 21-40
СЧ 21-40
СЧ 24-44
СЧ 24-44
СЧ 24-44
СЧ 24-44
СЧ 94-44
СЧ 24-44
СЧ 21-40
СЧ 12-28
СЧ 12-28
- СЧ 15-32
СЧ 15-32
СЧ 15-32
СЧ 15-32
СЧ 15-32
СЧ 15-32
I I2O—I4O
Повы-
шенная
хрупкость
I2O—l6o
120—160
До 15о
> !бо
, 160
130—180
130—180
130—180
150—160
150—200
140—180
140—180
140—180
140—180
140—180
2,4—2,5
2,3—2,4
1,6—1,7
1,7—2,0
1.8—2,0
2,6
З.о
2.5—З.2
2,6—3,0
2,8—2,9
2,7
2,7—3>2
2,7—3,2
2.7
3.5
З.о
3.5-3.9
3,5—3.9
3,5—3.9
35—39
3-5—3.9
о,с>7
о,о8
о.о8
о,3
°,3
о,4—о,6
._
O,l6— О,2
—
-
-
—
—
5
6-
10
5-6
6-7
5>5
1,О
1,6—2,3
1,5
2,5
2,2
1,0—2,О
1,О—2,0
2,5О
2,О—2,3
2.3-^О
а,6—з,о
2.5—З.о
2,4—2,8
2,4—2,8
3,4—2,8
о,5 -о,6
о,6—о,7
о,6—о,7
о,7—о,8
о,б—о,8
1.4
о,6
0,6—0.8
о,7
2,2
2,3
O.8-I.5
0,8-1,5
8,о—9,о
8,о—9>°
6,8-7,5
7.5-8,5
8,о-95
9.О—ю,5
Более ю,о
о,4—о,5
о,4-о,5
0,05—0,08
До о,о8
о.З
ОД5
o,i5
<о,4
<о,4
I.O
о,3
°3
О.З-О.7
о,3—о,7
о.З—о,7
о,3—о,7
о,3—о,7
До o,i
„ о.об
„ о,о6
До о,о8
„ о.об
О,О5
0,12
16—2О
I4,O
2I,O
I2—l6,0
0,04
О,О4
9,5
4,5
4,5-5.о
1,8—3,0
1,8—2,0
2,2
0,8
4.0
i,5-4,o
I.5—4.O
0,1 Va
7-О
5,8-6,0
6,о-8,о
6,о-8,о
1,5—2,0
1.5—2,0
i,5—2,о
1,5—2,о
i,o—1,5
),1—О,2 А1
7.2 AI
5,5-7.0 А1
o,i—о,7 A1
),i— о.7 А1
),i—о,7 А)
),i-o,7Al
2,О А1
Тонкие C мм)
отливки — от-
жиг при /=
= 950° С в те-
чение 0,5 часа
Необходим
перегрев
Примечания. 1. Состав № 1 обладает сор бито-графитной структурой, № 2—8—мартенсито-графитной, № 9—11—феррито-графитной, № 12-13, 17—29—аустенито-графитной.
¦ 2. Составы № 1—8 отливаются в сухие формы, №9—11, 17—21—в сырые.
3. Составы № 1—5, 25-29 обладают удовлетворительной обрабатываемостью; № 9—13, 17—24 — хорошей; № 6 —7 — обрабатываются твёрдыми сплавами; № 8 — шлифовкой
и твёрдыми сплавами.
4. Для составов № 2, 3, 4 и 5 в скобках приведены показатели твёрдости в сыром состоянии (до термообработки).
О1
00
54
ЧУГУН
1РАЗД. 11
ные составы без термообработки. В качестве ле-
гирующих элементов применяются никель, хром
и молибден (составы № 1 и 6). Кроме указан-
ных составов, для штампов успешно применя-
ются модифицированные составы чугунов (на-
пример, типа „ни-тенсиль") [33].
Легированные составы допускают чистую
наружную отделку штампов без поверхностных
следов обработки. Термообработанные штам-
пы применяются для коробчатых профилей,
стальных тормозных барабанов, разных авто-
деталей (например, радиаторные коробки, фары
и пр.), корпусов измерительных приборов,
деталей сельскохозяйственных машин и т. д.
Практические данные показывают, что термо-
обработанные чугунные штампы служат при-
мерно в 10 раз дольше, чем сырые, и в отдель-
ных случаях не уступают стальным штампам.
Особо жаростойкие и рсстоупорные
отливки
Увеличение сопротивления росту достигает-
ся мероприятиями, изложенными в статье
„Основные характеристики свойств чугуна".
Представителями жаростойких чугунов с
структурой ферритной и аустенитной явля-
ются силал и никросилал. Подробно о чу-
гуне с карбидной структурой и специальном
чугуне см. „Белый и отбелённый чугун".
Силал (составы № 9, 10 и 11, табл. 62) являет-
ся низкоуглеродистым высококремнистым чу-
гуном с феррито-графитной структурой (гра-
фит в мелкораздробленном виде). Избыточное
количество кремния повышает хрупкость си-
лала, а недостаточное — снижает жаростой-
кость [12, 24, 33].
Для большинства практических случаев
оправдан состав с 5,0% Si и 2,5% С, причём
отливки не особенно хрупки, хорошо обраба-
тываются и обладают пределом прочности
при растяжении до 25 кг/мм2. Содержание
2,5% С соответствует тонкостенным отливкам;
снижение содержания углерода повышает жа-
ростойкость и прочность отливок, ухудшает
жидкотекучесть и увеличивает усадку и склон-
ность к отбеливанию. В отливках с толстыми
сечениями содержание углерода должно быть
снижено для размельчения графита и повы-
шения прочности.
Составы № 9, 10 и 11 с низким содержанием
углерода могут быть получены в обычных усло-
виях ваграночной плавки с шихтой из сталь-
ного лома и ферросилиция, так как раствори-
мость углерода в жидком чугуне падает с по-
вышением содержания кремния.
Марганец назначается из расчёта нейтрали-
зации серы (содержание марганца равно
1,7 S + 0,3).
Отливки из чугуна типа силал оправдали
себя в условиях работы, где жаростойкость
является основным требованием. Они не вы-
держивают значительных механических напря-
жений и трескаются при быстрых местных
нагревах и охлаждениях. Состав № 9 реко-
мендуется для колосников, печных и топочных
деталей, для работы при температурах до
850° С. При более высокой температуре проис-
ходит отслаивание и даже разрушение отливки
(при повышенном содержании углерода и
крупных графитных включениях). С увеличе-
нием содержания кремния до 10% повышает-
ся жаростойкость (до 930° С) вместе с хруп-
костью (состав № 11).
Отливки из чугуна типа никросилал (соста-
вы № 12 и 13) имеют структуру в виде мел-
ких графитных включений в однородной ау-
стенитной массе, обеспечивающей повышен-
ную жаростойкость. Аустенитная структура
обусловливается высоким содержанием нике-
ля A3—20%). Стойкости против жара и по-
верхностного отслаивания способствует повы-
шенное содержание кремния E—7%) и хро-
ма A,8—37о) [24. 33].
Для тонкостенных отливок назначается око-
ло 2% Совщ. Получение такого низкоуглеро-
дистого чугуна при плавке в вагранке не пред-
ставляет затруднений вследствие высокого
содержания кремния и никеля. Со сниже-
нием Совщ повышаются жаростойкость и проч-
ность отливок, но увеличиваются усадка и
склонность к отбеливанию.
Отливки с очень тонкими сечениями (на-
пример, 3 мм) могут быть отлиты с белым из-
ломом из чугуна с 1,8% С^щ. Последующим
отжигом в течение ]/2 часа при 950° С дости-
гается достаточно высокая вязкость. Для боль-
шинства практических случаев желательно
содержание около 5% Si. При значительном
превышении кремния и снижении содержа-
ния никеля наблюдается увеличение твёрдости
отливок при нагревах в пределах 500—700° С.
Это объясняется разложением части аусте-
нита в мартенсит. Жаростойкость при этом
падает. При содержании кремния выше 6°/0
(при 20% Ni) или сверх 7% (при 15% Ni) из-
быточное его количество не удерживается
в твёрдом растворе и образует хрупкие твёр-
дые силициды железа. Снижение никеля
против приведённых в табл. 62 пределов не
рекомендуется при содержании хрома 1,8—
2% во избежание распадения аустенита при
нагревах. Если отливки не подвергаются дли-
тельным нагревам выше 600° С, то допускается
снижение содержания никеля до 13% с сохра-
нением стойкой обрабатываемой аустенитной
структуры. При содержании никеля ниже 13%
получается твёрдый мартенситный чугун, ко-
торый подвержен объёмным изменениям при
повторных нагревах и охлаждениях. Верхний
предел содержания никеля можно доводить до
20%, например, во избежание наклёпа в отлив-
ках, подверженных поверхностным механиче-
ским воздействиям.
Содержание хрома в толстостенных отлив-
ках может быть доведено до 3%. Предел его
содержания определяется склонностью хрома к
образованию карбидов, что ведёт к снижению
обрабатываемости и повышению усадки.
Марганец, подобно никелю, способствует со-
хранению в отливках аустенитной структуры,
но повышает склонность к отбеливанию, а глав-
ное, снижает стойкость против отслаивания,
поэтому содержание марганца выбирается
из расчёта нейтрализации серы (но не свы-
ше 1,0%).
Содержание фосфора желательно возможно
низкое (менее 0,1%), особенно при рабочих тем-
пературах до 900° С, так как фосфиды железа
очень легкоплавки и снижают прочность от-
ливок при высоких температурах. В состав
иногда вводится до 0,2 А1 для повышения стой-
кости против окисления. Отливки из никро-
ГЛ. I]
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
о>
силала обладают повышенной прочностью при
высоких температурах и вязкостью (удлине-
ние до 3%). Предел прочности при растяже-
нии достигает 30 kzjmm2, а твёрдость может
колебаться в широких пределах, снижаясь до
120 kzjmm2 (при пониженном содержании
хрома).
Отливки из никросилала легко обрабаты-
ваются и хорошо принимают чистовую обра-
ботку. Благодаря стойкой аустенитной струк-
туре они немагнитны и обладают хорошей кор-
розиостойкостыо. Составы никросилала (с со-
держанием до 200/0 Ni) дороги, и их примене-
ние оправдывается в условиях, требующих
сочетания повышенной жаростойкости и проч-
ности с вязкостью.
Применение составов № 14 и 15 вместо
никеля в жаростойких сплавах показало удо-
влетворительные результаты при температуре
500° С (под печи из состава № 14). Чугун
кральфер состава № 15 [30] после прокалива-
ния в течение 38 час. при температуре 950° С
увеличился в объёме на 1,3% (при тех же
условиях силал увеличился на 1,5%, а обыч-
ный серый чугун — на 24%) [31]. К этой же
группе чугунов относится состав №16 — чу-
галь [20].
Жаростойкие и износоупорные чугуны
'получаются при прибавлении хрома (см. „Бе-
лый и отбелённый чугун")-
Особо коррозиостойкие отливки
Наиболее стойкие против коррозии чугунные
отливки характеризуются наличием графито-
аустенитной структуры.
Если последняя получена за счёт присадки
одного никеля B0—23%), то сплав обладает
хорошей стойкостью не только в атмосферной
среде, но и химической (едкие щёлочи, слабые
серная и соляная кислоты). Никель можно за-
менить медью, которая также способствует
образованию аустенита. В обычных составах
медь может входить в твёрдый раствор в ко-
личестве до 2%. В присутствии никеля рас-
творимость меди повышается B части Ni на
1 часть Си). В качестве легирующего элемента
может служить сплав монель-металл, содержа-
щий никель и медь в указанной пропорции.
Антикоррозионные свойства чугуна монель (со-
став № 17, табл. 62) приведены в табл. 63 [3].
Аустенитные чугуны с содержанием нике-
ля, меди и хрома — нимоль (Nimol) и нире-
зист (Niresist) обладают также высокой жаро-
стойкостью.
Отливки из серых чугунов нирезист соста-
вов № 18 и 19 (табл. 62) типичны для герман-
ской практики; составы № 20 и 21, более
надёжные в отношении стабилизации аустенит-
ной структуры и коррозиостойкости, приме-
няются в химической промышленности Англии
A8, 33, 34].
Состав № 20 пригоден для отливок с тол-
щиной стенок 5—25 мм. Для толстостенных
(толщиной около 50 мм) отливок желательно
повышение содержания никеля (состав № 21).
Если по характеру производства присутствие
меди в чугуне нежелательно (в пищевой про-
мышленности, при соприкосновении отливок
с едкими щелочами), то её можно заменить
никелем в указанном выше отношении.
Таблица 63
Сравнительные показатели коррозиостойкости
чугуна монель [3]
Металлы
Чугун мо-
Марганцови-
стая оронза . .
Бронза
88/Ю/2
Монель-ме
талл
Железо . . .
Потеря в весе в мг1дм*денъ
5%-ная
серная
кислота
35°
230
215
2ОО
Зо ооо
При 20°
3°/0-ный рас-
твор хлористо-
го натрия
5°
i6o
85
Следы
190
С
раствор серно-
кислой соли
железа
17 ооо
—
i6 000
13 000
33 000
Повышение содержания хрома быстро уве-
личивает твёрдость. При 5—6% Сг отливки
приобретают белый излом вследствие присут-
ствия карбидов хрома. При повышенном содер-
жании никеля возможно увеличить содержа-
ние хрома, не ухудшая обрабатываемости. От-
ливки с 30% Ni и 10% Сг обладают серым из-
ломом и высокой коррозиостойкостью.
Результаты сравнительных испытаний на
коррозиостойкость чугунов типа нирезист
(состав: 140/0 Ni, 6% Сг, 5% Си, 1% Мп) при-
ведены в табл. 64.
Таблица 64
Сравнительные показатели коррозиостойкости
чугуна типа нирезист [34]
Металлы
Чугун
нирезист . .
Чугун
обычный. .
Фосфо-
ристая
бронза . .
Потери в
весе мг\длРдень при 20° С
Соляная кислота
1°/о
32,5
1оо7
41,8
5%
54.о
ЗЗбо
57 >5
20%
62,О
II i8o
60,5
Серная
.кислота
5%
6 88о
37.2
2О°/о
41,8
13 7го
38,8
Лимон-
ная
кислота
9.3
I492
4,6
При работе с крепкими кислотами и ще-
лочами (детали химической аппаратуры) при-
меняются стойкие высоколегированные составы
D0% Ni и 10—150/0 Сг).
Физико-механические свойства чугуна типа
нирезист приведены в табл. 65, а в сравнении
со свойствами других металлов — в табл. 66.
Ввиду склонности к поверхностному твер-
дению в результате наклёпа (образование мар-
тенсита) скорость резания при обработке чу-
гуна нирезист выбирается меньшая, чем для
обычных отливок той же твёрдости. Твёрдость
56
ЧУГУН
[РАЗД. II
чугуна нирезист Нв = 200 кг/мм2 можно счи-
тать пределом для нормальной обрабатывае-
мости. По аналогии с марганцовистой сталью
большая глубина резания улучшает обработку,
тогда как при снятии тонкой стружки явление
самозакаливаемости затрудняет обработку. Об-
работанные поверхности отливок хорошо шли-
фуются.
Таблица 65
Физико-механические свойства чугуна типа
нирезист [33]
Таблица 66
Сравнительные показатели физико-механических
свойств чугуна типа нирезист [33|
Физико-механические
свойства
Удельный вес . . ,
Жидкотеку честь
(спираль по Кэри) . . .
Температура пла-
вления в °С ....
Линейная усадка в%
Предел прочности
при растяжении в
Относительное удли-
нение в %
Твёрдость Hq
в кг/мм2 .......
Обрабатываемость .
Коэфициент линей-
ного расширения
а 20—600° ........
Удельное электро-
сопротивление в
мком -см
Магнитная прони-
цаемость (J.
Остаточный магне-
тизм . . .
При содержании легирую-
щих элементов
10% Ni, 5% Си,
1°/о Сг :
7.6
Полное за-
полнение
Г28о—I2OO
1,3—2,О
зб.о
О,2 —1.5
130-150
Как обычного
серого чугуна
i8 • ю-6
140—150
1,04—1.06
о
20°/oNU0%Cu,
3% Сг
7.7
Полное за-
полнение
13оо
1,3—2,О
22,О
°.3—1.5
S20O
Примерно .как
серого чугуна
i8,5 • ю-6
140—150
—
о
При недостатке меди и никеля в составе
образуется смешанная аустенито-мартенситовая
структура с повышенной твёрдостью, затруд-
няющей обработку. Снижение содержания С0^щ
(ниже 2,5%) также может повлечь отбелива-
ние и затруднить обработку.
Плавка чугуна нирезист производится в пла-
менных печах или в вагранках. По коррозио-
стойкости и механическим свойствам (см. табл.
64— 66) отливки близки к латуням и бронзам
и превышают последние по износостойкости.
Благодаря аустенито-графитной структуре в
сплаве удачно сочетаются коррозиостойкость
с жароупорностью и сохраняются прочность
и плотность при длительных нагревах до вы-
соких температур (при температуре 450° С пре-
дел прочности при растяжении падает всего на
3 кг/мм2, при 700° С — примерно на 50«/0).
Чугун нирезист рекомендуется для отливки
деталей аппаратов, машин и насосов в химиче-
ском, нефтяном, текстильном, бумажном и
других производствах, он также может служить
заменителем медных сплавов для изготовления
клапанов, фитингов, арматуры, шестерён и пр.
Чугун нирезист обладает также высокой
зрозиостойкостью при воздействии растворов
с взвешенными в них твёрдыми частицами.
Это объясняется поверхностным твердением
Физико-меха-
нические
свойства
Удельный вес
Коэфициент
теплопровод-
ности (в едини-
цах COS) . . .
Коэфициент
линейного
расширения
* 20— 600" . .
Предел проч-
ности при рас-
тяжении в
кг/мм3 ....
Удлинение в%
Температур-
ный коэфици-
ент электро-
сопротивления
@—1С0° С) . .
Удельное элек-
тросопротивле-
ние в мком • см
Магнитная
проницае-
мость (X ...
Чугун ти-
па нире-
зист
7.5-7.7
о,о8
i8 ¦ to" 6
22—ЗО
i,o—з,о
0.00045
*5о
i.°5
Чугун
обыч-
ный
6,9-7.5
о,и—о,13
II • IO~ ^
i8—20
—
0,0019
95.O
240,0
Латунь
8,о—8,2
О,2б
19 • ю~6
Зо
2О
0,002
7.°
1,0
Бронза .!
8,2-8,5
О,2б
с8. ю~6
3°
8
0,00065
7°
1,О
аустенита при воздействии твёрдых частиц
(наклёп). Это свойство позволяет применять
нирезист для изготовления деталей насосов,
фильтров и пр., предназначенных для работы
с загрязненными и отработанными жидкостями,
а также морской и речной водой, содержащей
песок во взвешенном состоянии.
Высокий коэфициент термического расши-
рения аустенитных чугунов типа никросилал
и нирезист позволяет применять эти сплавы
для работы в сопряжении с деталями из цвет-
ных сплавов.
Отливки немагнитные с высоким
электросопротивлением
Отливки из серого чугуна аустенитного
класса немагнитны и потому могут заменять
детали из медных сплавов. Аустенитная струк-
тура в чугунах обеспечивается высоким содер-
жанием никеля (~20%). Последний может
быть частично заменён эквивалентным коли-
чеством соответствующего другого элемента
(одна часть марганца по весу эквивалентна
примерно двум частям никеля).
Типичным для немагнитных отливок из
Ni — Мп аустенитных чугунов является со-
став № 22 (табл. 62), известный под маркой
номаг. Содержание марганца в нём соста-
вляет около 5—6%. Большее содержание мар-
ганца приводит к выделению карбидов, что
затрудняет механическую обработку. Содержа-
ние кремния и фосфора повышено для увели-
чения графитизации и жидкотекучести приме-
нительно к тонкостенным отливкам. Сравни-
тельные показатели электромагнитности чугуна
типа номаг приведены в табл. 67.
Электромагнитные свойства чугуна номаг
сходны с приведёнными в табл. 65 и 66 для
чугуна нирезист и типичны для аустенитных чу-
гунов.
ГЛ.
БЕЛЫЙ И ОТБЕЛЁННЫЙ ЧУГУН
57
Таблица 67
Сравнительные показатели электромагнитное™
чугуна типа номаг [34]
Металлы
Номаг (аустенит-
ный чугун)
Чугун обычный . . .
Сталь (Сименс-Мар-
тен)
Латунь (отожжённая)
Медь ,
Алюминий
Магнитная
проницаемость
максимальная
1,03
240.0
8350
~ 1,О
~ 1,О
~ I О
Удельное элек-
тросопроти-
вление в
мком -см
15°
95
i8
7
1.59
2,52
Температур-
ный коэфици-
ент электро-
сопротивления
@-100° С)
на 1° С
0,00045
0,0010
о.ооз
0,002
0,00427
О,ОО423
Немагнитные отливки из сплава номаг имеют
магнитную проницаемость около 1, т. е. сходную
с немагнитными показателями для латуни и
бронзы (табл. 66). Удельное электросопроти-
вление примерно на 50% выше, чем у обычных
чугунов, при сравнительно низком температур-
ном коэфициенте сопротивления. Это свойство
аустенитных чугунов позволяет применять их
в качестве литых элементов сопротивления
в электрооборудовании.
Немагнитные составы Круппа (№ 23 — мяг-
кий и № 24 — твёрдый) содержат до 5% ни-
келя; снижение достигнуто за счёт увеличения
марганца до 9%. Магнитная проницаемость
составов повышена до 1,5, устойчивость ма-
гнитных свойств сохраняется в пределах тем-
ператур до 400° С.
Отливки отличаются вязкостью и при
испытании на изгиб дают стрелу прогиба
в 10—12 мм [9].
Аустенитная структура в сером чугуне
может быть получена без дорогостоящего1
никеля при большом содержании марганца,
(подобно стали Гадфильда). Отливки полу*
чаются с серым изломом благодаря графитным
включениям в аустенитной массе, что обеспе-
чивает обрабатываемость.
В табл. 62 приведены составы таких отливок
разной толщины (составы № 25, 26, 27, 28 и 29)
[8, 18].
Удельное электросопротивление этих соста-
вов находится в пределах 140—160 мком см ^
т. е. примерно соответствует чугунам типа
номаг.
Магнитная проницаемость составляет: для.
средних отливок, охлаждаемых в опоках,—
1,4—1,5 и для крупных — 2,0; для отливок, охла-
ждаемых на воздухе,— 1,1. В последнем слу-
чае магнитная проницаемость приближается.'
также к показателям состава номаг (табл. 67).
По механическим свойствам отливки от-
носятся к марке СЧ 15-32 и дают при испыта-
нии на изгиб стрелу прогиба в 7—18 мм
при образце 0 30 мм и расстоянии между
опорами 600 мм.
Уменьшение скорости остывания по мере'
утолщения отливок компенсируется снижением-
содержания кремния и повышением марган-
ца, что необходимо для предупреждения рас-
пада аустенита. Алюминий в количестве до 2%,
задерживает выделение карбидов и отбелива-
ние отливки, в результате чего снижаете»
твёрдость.
Чугуны указанных составов выплавляются
в вагранках; технология изготовления отливок
не представляет особых затруднений. Жидко-
текучесть (при содержании 0,3—0,4% Р) —
почти такая же, как у обычного серого чугу-
на, что позволяет заливать тонкие отливки
(например, элементы сопротивления) толщиной
в 3—4 мм.
Отливки этого типа широко применяются;
в СССР.
БЕЛЫЙ И ОТБЕЛЁННЫЙ ЧУГУН
ОТЛИВКИ ИЗ БЕЛОГО ЧУГУНА
Отливки из белого чугуна среднего и мел-
кого веса имеют сплошную белую структуру.
В крупных и тяжёлых отливках структура
белого чугуна должна обеспечиваться на глу-
бину до 125 мм [28]. Если это не может
быть достигнуто при нормальном охлаждении
литья в песчаных формах, прибегают к заливке
в металлические формы или к применению на-
ружных металлических холодильников.
Состав и структура
В белом чугуне углерод содержится только
в химически связанном состоянии. В простом
белом чугуне встречаются карбиды железа и
марганца, в легированном могут быть карбиды
хрома, молибдена, ванадия, вольфрама и дру-
гих элементов.
Карбид марганца Мп3С более устойчив,,
чем карбид железа. Особенной устойчивостью*
обладают карбиды хрома (Сг3С, Сг4СоИ Сг7С3)
и двойные карбиды с цементитом; весьма
устойчивы карбиды молибдена; самую высо-
кую устойчивость при высоких температурах,
имеют карбиды ванадия и вольфрама. Сте-
пень влияния карбидообразующих элементов
на глубину отбела чугуна видна из фиг. 65 [22].
Влияние графитообразующих элементов на
уменьшение глубины отбела показано на
фиг. 66 [22]. Влияние кремния на глубину от-
бела пробных образцов из чугуна с содержа-
нием 3,2—3,6% С показано на фиг. 67 [22].
В зависимости от содержания углерода бе-
лый чугун имеет в изломе различную текстуру^
при высоком содержании углерода C—3,5<70>
излом крупный, лучисто-кристаллический, бле-
стяще-белого цвета, при низком A,75—2% С)—
излом светлый, раковистый, мелкокристалли-
ческий.
58
ЧУГУН
[РАЗД. II
По своей структуре белый чугун в основ-
ном состоит из перлита и цементита, причём
зги структурные составляющие могут иметь
1
_2
к
\f>.
/¦
{"]
г >
У
¦
3
У
/
——
/
5
^*
Л
7
20
^ 12 3 4-567%
Содержание элементов
Фиг. 65. Влияние карбидообразующих эле-
ментов на глубину отбела валков: 1— сера;
2— ванадий; 3— олово; 4— хром; о—молиб-
ден; 6— марганец; 7— вольфрам.
место в форме сохранившейся эвтектики — ле-
дебурита.
Количество перлита в % может быть.вычи-
слено по формуле [3]:
6,67—С
6,67- 0,9
100.
Содержание цементита будет равно 100—х.
Здесь С — количество углерода в металле
Л
1
V
s
\
У
мм
20
" " / 2 3 U 5 6 7. %
Содержание элементов
Фиг. 66. Влияние графитообразующих эле-
ментов на глубину отбела валков: /— алю-
миний; 2 — кремний; 3 — титан; 4 — медь;
5 — никель; <5— кобальт; 7 — фосфор;
S— углерод.
(свыше 0,9 о/о); 6,(э/—содержание углерода в
цементите; 0,У — содержание углерода в эвтек-
тоиде (перлите).
Расчётное соотношение этих структурных
составляющих в зависимости от процент-
ного содержания углерода приведено на
фиг. 68.
Указанное соотношение структурных эле-
ментов справедливо лишь при очень малом
содержании в ме-
талле графитизиру-
ющих элементов,
особенно кремния
(до 0,2 — 0,3J/0).
С увеличением со-
держания кремния
соотношение будет
изменяться вслед-
ствие смещения эв-
тектической точки
на диаграмме же-
лезоуглеродистых
сплавов и возмож-
ности выделения
графита (а з пре-
0,8
0,1
0,6
0,5
4*
\
чч
ч
б 12 18 2Ь 30 36 Ь2 Ь8
Глубина отбела мм
Фиг. 67.j Зависимость глубины
отбела пробных брусков от
содержания кремния в чугуне
с содержанием 3,2—3,6% угле-
рода.
деле и феррита)
в наиболее толстых сечениях отливок. Для
чугуна, содержащего С -f Si от 4 до 6 о/о, воз-
можно обеспечить структуру белого чугуна
(без свободного углерода) только в тонких
сечениях отливок (табл. 68).
Таблица 68
Содержание
в чугуне
CtSi в %
6,о
5>°
4,о
Структура
белого чугуна
половинчатого
чугуна
обеспечивается при толщине
сечения в мм
2
4
5
5
8
В табл. 69 приведено предельное содер-
жание С и Si в отливках из белого чугуна
с максимальной толщиной сечения 60 мм.
90
too
Q90 2.0 W kO Sfi 6,0 6jS7%C
Фиг. 68. Количественное соотношение структурных компонентов в белом чугуне и углеродистой стали.
1Л. 11
БКЛЫИ И ОТБЕЛЁННЫЙ ЧУГУН
59
Таблица 69
Автор
Oilmore [7]
Trasher [7J .
Содержание в
С
2.2—3>2
2,3—3.2
Si
0,8—0,5
1,0—о,4
С + SL в °/0
ЗО-3.7
3.3-3,6
Примечание. Нижнему содержанию углерода
соответствует верхнее содержание кремния, и наоборот.
Физико-механические свойства
Основные физико-механические свойства
белого чугуна приведены в табл.ч70.
Таблица 70
Физико-механические свойства белого чугуна
1 ¦
Свойства
Температура плавления в "С. . .
! Уд. вес
Коэфициент линейного расшире-
ния «20—100г в см/град ....
Теплопроводность в кал/см сек °С
Динамическая вязкость
в дин • сек!см?
Электросопротивление мком ¦ см
Предел прочности при растяже-
нии в кг/мм3
Удлинение при разрыве в °/0 . .
Модуль упругости в кг/мм2 . . .
Предел прочности при сжатии
в кг/мм3
Предел прочности при изгибе
в кг/'мм2
Показатель
ноо—1150* [11]
2
7,4—7.6
(9 *-ю) • io"~6
0,05—Oii2[20]
0,03
30 -100
14.50 [22]
0
17 000 [3]
До 250
До 25
* Температура затвердевания чистых железоуглеро-
дистых сплавов по диаграмме железо-углерод разна
1152° С для стабильной системы.
Белый чугун хрупок благодаря значитель-
ному содержанию цементита в структуре и по-
этому не может применяться в изделиях, под-
вергающихся значительным ударным нагруз-
кам. Прочность белого чугуна снижается
с увеличением содержания цементита и, сле-
13620
¦^ /1350
§ 9QS0
* 6810
c%
| 2270
^ О
\
\
N
\
\
Фиг. 69. Зависимость прочности при изгибе
от содержания углерода в белом чугуне.
довательно, углерода. Легирующие примеси
(хром, никель, медь, молибден, ванадий и др.)
значительно повышают прочность белого чу-
гуна. Изменение прочности белого чугуна,
в зависимости от содержания углерода, пред-
ставлено на фиг. 69 {22].
Твёрдость и износостойкость.
Твёрдость является главным показателем, ха-
рактеризующим технологические и эксплоата-
ционные качества белого чугуна — износо-
стойкость, абразивные свойства и пр. Твёр-
дость обычного белого чугуна при толщине
сечения отливки до 50 мм колеблется в пре-
делах Нв — 330—400 кг/мм^. Если требуется
большая твёрдость, прибегают к искусствен-
ному ускорению охлаждения отливок (метал-
лические формы, кокили, закалка в воде и т. д.).
Зависимость твёрдости от содержания угле-
рода показана на фиг. 70 [22]. При введении
легирующих присадок (бора, хрома) твёрдость
140
го
1
1
•V *
о
^-^
\
\
\
>**
—7>
80
60
20 *
/ 2 3 4 5 6 %
Содержание углерода
Фиг. 70. Влияние содержания углеро-
да на твёрдость по Шору белого
чугуна [22J: /—AMCCW; 2 — Toni^uchi;
3 - Goerens und Iungbluth; 4 — Pohl
und Schutz.
может быть повышена до Нв = 600—800
кг/мм2. При высоком содержании углерода
твёрдость белого чугуна повышается, что
объясняется увеличением в структуре более
твёрдой составляющей — цементита. При этом
износостойкость чугуна понижается, так как
она определяется не только твёрдостью струк-
турных составляющих, но и наличием более
вязкого, хотя и менее твёрдого компонента —
перлита, задерживающего при обработке выры-
вание отдельных твёрдых кусочков цементита.
Огнестойкость и теплоустой-
чивость. В отношении тепловых воздей-
ствий следует различать [6]:1) огнестойкость,
или сопротивляемость действию горячих га-
зов при высоких температурах, и 2) тепло-
устойчивость, или сохранение высоких проч-
ностных свойств при нагреве до высоких тем-
ператур. Огнестойкость определяется главным
образом наличием прочных карбидов, тепло-
устойчивость— однородной и плотной струк-
турой и равномерным распределением мелких
карбидов.
Влияние элементов на огнестойкость
белого чугуна
Углерод. Белый чугун с низким содер-
жанием углерода более устойчив против дей-
ствия высоких температур. Относительно вь>
сокая механическая прочность и вязкость
при высоких температурах у чугуна с низ-
ким содержанием углерода противодействуют
образованию трещин в отливках.
Кремний снижает огнестойкость, так
как способствует выделению графита и росту
отливок.
Марганец, связывая углерод в виде кар-
бидов, несколько способствует огнестойкости
белого чугуна.
60
ЧУГУН
[РАЗД. И
Отл ив к iii бе
юр.
L-
О
с
1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
м
о
и м
« S
<я ч
2
I
I
I
II
II
II
III
III
111
III
III
III
III
III
III
III
III
IV
IV
IV
IV
V
VI
VI
VII
VII
VIII
VIII
VIII
VIII
VIII
IX
IX
IX
X
X
Основные свойства
3
Износоупорность
To же
Повышенная изно-
соупорность
То же
„
Высокая износо-
упорность
То же
„
-
-
„
Огнестойкость
То же
•
Огнестойкость и
износоупорность при
высоких температурах
Износоупорность и
теплоустойчивость
То же
Износоупорность,
теплоустойчивость, со-
противление коррозии
То же
Высокая износо-
упорность, тепло-
устойчивость, сопро-
тивление коррозии,
кислотоупорность
То же
„
Кислотоупорность
То же
щ
Щёлочеупорность
То же
Назначение отливок
4
Твёрдое машинное
литьё
То же
Детали бегунов, дро-
билок и пр.
То же
щ
—
—
Части насосов, отка-
чивающих воду с при-
месью угля, песка и
других абразивов
Абразивные изделия
То же
Заменитель азотиру-
емых стальных поковок
_
—
Абразивное литьё
То же
Жароупорное литьё
То же
-
Печное литьё
Машинные детали.
работающие при высо-
ких температурах
То же
Детали, работающие
на истирание и не тре-
бующие обработки
То же
—
;
—
Колосники
Кислотоупорное литьё
То же
Щёлочеупорное литьё
То же
Характерные виды
отливок
5
Тормозные колодки
Жернова бегунов,
нажимные плиты, бро-
невые плиты, шары для
мельниц
То же
—
Диффузоры и рабо-
чие колёса насосов
Шары для угледро-
бильных мельниц
Пескоструйные сопла
Части нефтяных на->
сосов
¦_•
—
Дробь и гравий для
пескоструйной очистки
То же
Шарошки — замените-
ли алмазных абразивов
Колосники
—
Горшки для отжига
То же
Желоба коксоваль-
ных печей
Вставка сёдел у кла-
панов моторов
—
— ¦
' —
—
—
—
Котлы, реторты, кра-
ны, части насосов
То же
Котлы, сосуды и пр.
То же
Название
или марка
сплава
6
—
—
_
_
Нихарт
—
—
-
Нитрикастай-
рон
х — Аллой
Бористый
чугун
—
—
—
—
—
—
—
—
Сормайт
—
Ферросилид.
Термосилид
То же
щ
—
Хим
С
7
3,°—4,°
ЗО—3,3
3,4-3,5
3,4—3,5
—
2,8—з,о
3-°—3,5
—
3,1—3,3
3,2—3,6
2,8—3,1
2.75—3,о
2,5—3,3
2,7-3,о
2,5-2,8
3,2
2,50—2,8
3,°—3,2
2,6—3,3
2,9
3,5
3.3—3,4
—
1,2—2,0
—
1,8-3,5
2,4
о,8-1,5
2,7—3,о
3,о
0,3—1,4
о,8—1,8
О,2—1,О
2,8—3-2
3,о
Si
8
О,б—1,0
1,О—1,2
о,8
0,8—0,9
—
1,О—1,2
о,б—0,8
—
о,6-о,8
о,б—i,r
1.3- 1,7
1.25
о.5
0,5-0.7
1,о— 1Д5
2,15
1,О—1,25
1,о—1,5
О,6—1,2
0,7—1,20
о,7
1,О—1,2
—
—
—
О,8—1,2
1,2—1,3
О.8 —1,2
3,5-3,8
2,0
ю,о—i8,o
14.0—18,0
13,0-(8,о
0,5—2,0
0,8
ГЛ. 1]
БЕЛЫЙ И ОТБЕЛЁННЫЙ ЧУГУН
61
Таблица 71
лого чугуна
ческий состав в %
Мп
9
0,4-1,2
До i,o
1,0-1,1
о,4-о,5
_
1,0
-
_
0,6—0,7
о,3-о,5
о,5-о.8
—
0.5-13
До 1,о
о,3-о,5
о,6
о,3-о.5
До о,6
о,3-о,51
2,0—3,0 J
(.о,5
о,5-о,6
—¦'
-
До о,5
—
о,4^0,5
До о,5
• —
о,35-о,8
о,5-2,4
0,25—2,0
0,5-1,о
1,о
!
р
10
До о,5
т, о.8
> о,4
Макс. о,4
—
О,2
—
До О,2
О,1—О,2
Низкое
До о,о5
—
0,1-0,2
0,2
0,1—0,2
До о,5
Менее о,6
—
Менее о,г
—
—
-
Низкое
—
1
Низкое
—
—
ДО О,2
0,1—0,5
Макс. о,2
0,05—0,15
S
11
До о,ю
0,15—0,18
До о,ю
„ о,ю
— .;
о.ю
—
0,10—0., 12
о,о8—о, 12
о,о8—о, 12
Низкое
До о,о5
—
ДО О,12
—
ДО О,12
О.Ю—О,2О
о,о8—о, 12
о,и
Не более
о^о
—
—
Низкое
—
Низкое
—
—
До о, 15
о,о6
Макс. о,о5
0,05—0,06
Сг
12
_ .
о,4—о,5
1.5
—
—
2,5
1,4—1,6
1,5
1,3—1,6
1,25
—
До о,о7
. _ ¦,.
До 0,07
о,6
1,5
З.о
12,О—2О,О
22,О—28,О
2О,О—28,О
28,о—34.°
32,0—35,0
Зо,о— 35,0
27.°—3°,о
—
—
_
—
—
j
Ni
13
—
1,0—i,i
—
—
о.7—5,о
4,5
4,5—5,о
4-5
4,о—4,5
—
3,5—4,5
'З.о—3,5
—
—
—
—
—
. —,
—
4,5
¦ —¦
—
_ ¦
-¦
—
3,0—3,5
—
—
.
—
0,2—0,;
2,0—5,с
Мо
14
_
—
-
—
—
—
—
¦
—
о, 25
—
—
—
—
—
—
—
—
—
¦—
4.о
—
_
—
—
—
—
> —
А1
15
_
—
-
—
—
_
—
1,О
—
—
, —
—
—
—
. —.
—
—
—
_
. —
—
—
8
—
; —
—
V
16
_
—
-
—
—
—
—
о, 15
—
—
—
—
—•
—
—
—
—
—
_
—
—
—
—
—
—
В
17
_
—
-
—
—
—
_
_
—
—
о,7—i,i
о,8—i,o
—
¦
i—
—
—
—
! _
. —
—
—
—
—
—
—
—
—
Твёрдость
по
Бри-
нелю
18
_
— ¦¦¦
_
5°о—55°
—
450—700
600—650
550-625
525-55°
—
800—950
—
550—700
550—7°°
—
—
—
—
— '
32O—6OQ
—
25O
—
250—збс
4оо
—
1 —
45°—5°?
по
Рок-
веллу
19
—
—
—
—
—
_
—
—"
64—70
65 -б?
_
63-65
—' '
— ;
— '¦
— ¦
—
—
—
_
48—50
—
—
—
||
Ч S
20
[8]
[8]
[31]
[3D
[26]
—
[27]
[26]
[15]
[15]
[15]
[26]
2О]
[2]
_
[23]
[8]
[9]
[22]
[3]
[15]
[26]
[26]
[13]
i [26
12]
[4]
[8]
м
14]
[25
[8]
[8]
[21
[8]
[22
Примечания
21
Твёрдость по Бринелю
при отливке в металли-
ческие формы доходит
до 700—725 кг/мм3
Срок службы пример-
о в 3 раза превосхо-
ит срок службы обыч-
ого белого чугуна
Отливки подвергают-
я механической обра-
ботке, а затем термооб-
)аботие и цементации
Подвергаются закал-
ке при разбрызгивании
водой струи жидкого
металла
То же
Отливаются обычным
белым" чугуном и под-
вергаются закалке в
масле при 86O'JC
Характеризуется ма-
лым ростом при на-
греве
Стойкость в экспло-
атации примерно в 16
раз превосходит стой-
кость желобов чугун-
ных, в 7 раз—стальных
Антикоррозийные
свойства почти как у
нержавеющих сталей
Кислотоупорность и
щёлочеупорность
Подвергаются меха
нической обработке
62
ЧУГУН
[РАЗД. II
Фосфор в количествах до 0,5% не ока-
зывает вредного влияния на огнестойкость
белого чугуна, так как он увеличивает плот-
ность металла в отливках вследствие повы-
шения жидкотекучести.
Сера, придавая красноломкость металлу,
способствует образованию трещин и тем
ослабляет огнестойкость отливок.
Никель и медь способствуют обра-
зованию более однородной по составу струк-
туры и увеличивают огнестойкость металла.
Хром, образуя устойчивые карбиды, по-
вышает огнестойкость, в особенности при
равномерном и размельченном распределении
их в металлической основе (карбиды хрома
в хромоферрите).
Классификация, типовые составы
и свойства отливок из белого чугуна
По химическому составу можно различать
нелегированный и легированный белый чугун.
В табл. 71 составы отливок белого чугуна
сгруппированы по типовым или комплексным
свойствам.
По типовым свойствам различают чугун
огнестойкий, износоупорный, антикоррозион-
ный и т. д. По комплексным свойствам чугун
может быть огнестойко-износоупорным, огне
стойко-антикоррозионно-износоупорным и т. д.
Специфические свойства некоторых видов
легированного чугуна излагаются ниже.
Никелевый износоупорный и прочный
чугун [30] {класс II—///, табл. 71, с № 4 по
№ 11). Никель повышает твёрдость и проч-
ность белого чугуна (табл. 72).
Таблица 72
Влияние никеля и бора на твёрдость чу-
гуна характеризуется данными, изложенными
в" табл. 73.
Таблица 73
Влияние никеля и бора на твёрдость чугуна
Влияние никеля на механические свойства
чугуна
Химический состав в °/0
С
3.5о
3.5о
3>5°
3.5°
3,5°
3.5O
3.5°
3-5O
З.оо
З.оо
З.оо
З.оо
З.оо
З.оо
Si
0,65—0,70
0,65-0,70
0,65—0,70
0,65- 0,70
0,65—0,70
0,65—0,70
0,65- 0,70
0,65—0.70
0,65-0,75
0,65- 0,75
0,65—0,75
0,65-0,75
0,65-0,75
0.65-0,75
0 65-0,75
Ni
ол9
о,з°
o,6i
1,00
2,00
3,50
5.00
0,19
0,71
1,10
2,10
3-5О
5.20
0
сю
о 2
О ^ -.
С^ й> 2i
UIJ
pa O.'Sr
НЮ *
460
470
480
490
535
57°
630
425
45O
440
440
470
480
S5o
роч-
i pac-
серд-
e; С jj и
С x н аи
15.5
—
—
17,3
19,0
19.0
19,3
23,2
—
—
23.5
25,7
25,3
26,8
белого
<u
Ю
и
о
re !$
s ^
4 «
u ч
50,0
45-7
43.2
ЗЗ.о
I2,5
—
—
100,0
81,3
60,9
30.5
22,8
10, т
7.6
Бористый износоупорный белый чугун
[20] (класс III, табл. 71, № 13 и 14). Бор ока-
зывает сильное отбеливающее действие на
серый чугун: при присадке 0,25% бора к серому
чугуну последний уже становится белым. Для
придания металлу вязкости одновременно с бо-
ром в металл вводится никель. Структура
бористоникелевого чугуна—мартенсит-)- цемен-
тит.
Содержа-
ние никеля
в %
о
I
2
3
4
5
6
7
to
Твёрдость i
без бора
54°
53о
5оо
35о
28о
270
270
270
270
ю Бринелю
с присадкой
1°/о бора
боо
7°5
74о
IOOO
юзо
98о
890
8оо
7ю
Основные свойства бористого чугуна сле-
лующие:
Температура плавления . . . 1070° ^
Предел прочности:
при растяжении 21,0—31,5 кг/мм*
при сжатии 264 „
при изгибе 2б,з „
Уд. вес 7.58
Коэфициент расширения . . . 13,8 • го
Теплопроводность ....... и кал/см сек "С
Бористый чугун по своей износоупорности
значительно превосходит большинство других
износоупорных металлов. Сравнительная из-
носоупорность некоторых видов чугуна при
работе пескоструйных сопел характеризуется
следующими данными средней потери веса
в г/час [2]: серый чугун — 43,3; белый — 9,5;
бористый — 3,6; высокохромистый — 4,1; сор-
майт — 3,53.
Бористый чугун марки JR нашёл примене-
ние в нефтяной промышленности США, а марки
.v-Аллой—в машиностроении. Из него изгото-
вляются гильзы нефтяных насосов, плунжеры,
корпусы к нефтяным насосам, втулки и другие
износоупорные детали.
Ввиду низкой температуры плавления бо-
ристый чугун получил распространение при
двухслойном покрытии стальных отливок ме-
тодом центробежной заливки. Таким способом
изготовляются матрицы для волочения и штам-
повки, калибры, ролики специальных профи-
лей, гильзы цилиндров, цилиндры нефтяных
насосов, корпусы вальцевых дробилок и
желоба.
Ограниченность применения этого сплава
зависит от трудности легирования белого чу-
гуна бором, который может добавляться в виде
ферробора, бористого никеля или восстана-
вливаться из борсодержащих флюсов (бураили
борная кислота).
Высокохромистый износоупорный и те-
плоустойчивый чугун с 12—20% Сг {класс IV,
табл. 71, N° 24). Чугун с содержанием 12—
20% Сг должен иметь низкое содержание угле-
рода A,25—2,0С%) и фосфора. Он изготовляется
в электропечах, отжигается при 900—Ь8О° С.
Чугун обладает высоким сопротивлением раз-
рыву при повышенных температурах (около
ГЛ. I]
БЕЛЫЙ И ОТБЕЛЁННЫЙ ЧУГУН
100 кг/мм2 при 870° С) и высокими антикор-
розионными свойствами, причём свойства эти
тем слабее, чем выше содержание углерода,
так как в этом случае повышается выделение
свободных карбидов, а антикоррозионному
свойству способствует твёрдый раствор.
Из высокохромистого чугуна с содержа-
нием 12—20% Сг отливаются желоба для печей
и прочее печное литьё, работающее при вы-
соких температурах, отжигательные горшки,
плиты, подвергающиеся большому износу,
абразивы, работающие при обычных темпе-
ратурах, и др.
Химический состав и механические свой-
ства чугуна с содержанием 18°/0 Сг приве-
дены в табл. 74.
Таблица 74
Номер плавки
Состав и свойства
Химический состав в %
Углерод
Хром
Кремний
Марганец
Механические свойства:
Ломающее усилие в кг*
Стрела прогиба в мм**
Твёрдость по Бринелю
в кг/мм3
Предел прочности при
растяжении в кг/мм'2 ..
Ударная вязкость по Изоду
в кгм'см'1
1,87
7
0,58
2493
i,6
2,l8
17.50
1,67
2727
3.3
415
53.4
о,45
2,86
17-00
1,81
I8i8
2,8
444
37,8
о,34
* Испытание при расстоянии между точками опоры
300 мм.
** Стрела прогиба образцов высокохромистых чугу-
нов, испытанных при температуре 850"С, уменьшается по
мере увеличения содержания фосфора и кремния [17].
Для уменьшения хрупкости и повышения
прочности чугун подвергается отжигу. Меха-
нические свойства после отжига приведены
в табл. 75.
Таблица 75
Ломающее усилие в кг. .
Стрела прогиба в мм ....
Твёрдость по Бринелю
Предел прочности при рас-
тяжении в кг/мм2
Ударная вязкость по Изоду
Номер
2
ззбЗ
зд
бз,з
о.бо.
плавки
3
1682
2,8
О,21
Высокохромистый износоупорный тепло-
и коррозиоустсйчивый чугун с 22—28% Сг
{класс VII, табл. 71, № 25 и 26). Отливки из
сплава рассматриваемого состава сопроти-
вляются окислению и противостоят коррозии
при высоких температурах. Чугун с содержа-
нием 2ь% Сг и 2,0—2,6% С обладает очень
высоким сопротивлением износу. Однако в
случае требования высокой ударной вяз-
кости предпочтение следует давать высоко-
хромистым и хромоникелевым сталям (ни-
хром ).
При содержании Сг от 220/0 и выше при
1—2% С сплав обладает высокой сопротивля-
емостью износу, окислению и коррозии, причём
коррозионная стойкость увеличивается по мере
повышения содержания хрома.
Чугун с содержанием 24% Сг и 1,25—
1,9°/о С в литом состоянии имеет твёрдость
по Бринелю 450 кг/мм"*. Твёрдость может
быть изменена соответствующей термической
обработкой: после 8 час. отжига при темпе-
ратуре 900° С с последующей выдержкой при
охлаждении до 593° Сие закалкой на воздухе
твёрдость снижается до Дв = 320 кгШм\ по-
вторный нагрев до 955° С с закалкой на воз-
духе повышает твёрдость до Нц = 600 кг/мм*
Высокохромистый, износоупорный, те-
пло- и коррозиоустойчивый чугун с 28—
350/0 Сг (класс VIII, табл. 71, № 27—30).
Высокохромистый чугун состава -2,40/0 С,
1,2—1,3% Si, 0,4—0,5'/о Мп, 32,0 — 35,0°/о Сг
обладает следующими механическими свой-
ствами [4]: предел прочности при растя-
жении— 4U кг/мм2, при изгибе — «0 кг/мм'К
стрела прогиба — 3,0—3,5 мм; твёрдость по»
Бринелю—250—350 кг/мм.
Сплав обладает значительной теплоустой-
чивостью: сохраняет свои механические свой-
ства до температуры 600° С.
Для изготовления деталей, работающих при
высоких температурах и подвергающихся ме-
ханической обработке, рекомендуется состаз.
[12]:0,8—1,5о/оС, 30,0—35,С0/о Сг, 0,8—1,2<>/0 Si,
до 0,5% Мп; содержание фосфора и серы — ми-
нимальное; микроструктура сплава: хромофер-
рит -н эвтектика; твёрдость Нв = 250 кгШм'*,
Износостойкость чугуна с 32% Сг
в 13—20 раз превышает стойкость углероди-
стой стали, поэтому такой чугун применяется
для отливки гильз насосов, предназначаемых
для откачки смеси песка с жидкостью.
Антикоррозионные свойства высоко-
хромистого чугуна, содержащего 35% Сг и
1,70% С, при испытаниях в текучей морской
воде показали результаты, приведённые
в табл. 76 110].
Таблица 76
Вид чугуна
Хромистый ....
Цилиндровый . .
Потеря веса в г\м'* после i
бывания чугуна в морскс
воде в течение часов
48Э
960
при 20°
о
139
133
21
239
248
1440
С
Зо
266
250
480
960
ipe-
й
1440
в контакте
с бронзой
при 60° С
5°
157
28
287
2бо
65
384
387
Высокохромистый чугун C2—36% Сг)
обладает большой кислотоупорностью и щё-
ЧУГУН
.лочеупорностыо [4J и противостоит действию
15%-ного кипящего раствора едкого натра,
6%-ного кипящего раствора фосфорной кис-
лоты, различной концентрации (за исключе-
нием дымящейся) азотной кислоты при любых
температурах, кипящего раствора уксусной
кислоты, смеси 30<>/0-ной серной и 5%-ной
азотной кислот при 50° С, высоких концен-
траций серной кислоты E0% и выше). Вы-
400
300
200-
100
О
- 80
г- 60
UO
20
О
УШ
2,
у
А
\
/
/
мм
80
.1
6 8
¦Фиг. 71. Механические свойства чугуна с пере-
менным содержанием алюминия: 1— твёрдость;
2 — предел прочности при изгибе чугуна с со-
держанием ЗСР/о Сг; 3 — то же чугуна с А1;
4— стрела прогиба чугуна с 30°/0 Сг; 5 — то же
чугуна с А1.
сокохромисгый чугун значительно превосходит
высококремнистый по стойкости против азот-
ной, уксусной и серной кислот высоких кон-
центраций.
При отсутствии хрома может быть при-
менён чугун с высоким содержанием А1 (см. со-
стаз 31, табл. 71) [25]. На фиг. 71 [25] приведены
механические свойства чугуна с содержа-
нием 3% С, 2% Si и переменным" содержа-
нием А1 по сравнению с механическими
свойствами чугуна, содержащего 30% хрома.
Высэкокремнистый кислотоупорный чу-
гун (класс IX, табл. 71, № 32—34). Высоко-
кремнистый кислотоупорный чугун известен
иод различными названиями, как-то: „ферро-
?илид", „термосилид" и др.
Ферросилид не содержит карбидов и со-
держит некоторое количество графита.
При содержании углерода на нижнем пре-
деле @,3—О,4°/о) высококремнистый чугун
можно отнести к белым специальным чугунам.
Степень кислотоупорности определяется
наличием в структурной основе силицида
Fe3Si,, что обеспечивается высоким содержа-
нием кремния A5—18%>.
По степени кислотоупорности высококрем-
нистый чугун подразделяется на 3 подгруппы
{13] в зависимости от содержания кремния:
а) от 15,5 до; 180/0 Si, б) от 13 до 15,5% Si,
в) от 10 до 13% Si.
При содержании 13-—18% Si чугун имеет
следующие свойства [21}:
Температура плавления .......... iaoo0 С
Уд. вес 6,8
Предел прочности:
при растяжении 9-5 — Х1 кг/мм"
, . при сжатии 53.5
"Твёрдость по Бринелю 45°—5°° кг/мл1
Усадка v iг. i.8°/0
Жидкотекучесть Плохая
Высококремнистый чугун имеет большую
склонность к образованию трещин. Огнестой-
кость его хорошая, но он не выносит резких
перемен температуры (трескается). В кисло-
тах и концентрированных растворах различ-
ных солей не подвергается разъеданию.
Сравнительная кислотоупорность высоко-
кремнистого чугуна при испытании в 25%-ном
кипящем растворе серной кислоты выражается
следующими относительными потерями в весе
за 24 часа: высококремнистый — 5 г, аустенит-
ный — 186 г, серый — 6613 г.
ОТЛИВКИ ИЗ ОТБЕЛЁННОГО ЧУГУНА
Отливки из отбелённого чугуна характе-
ризуются твёрдой структурой белого чугуна
только с поверхности при мягкой, прочной
и легко обрабатываемой основной массе (вал-
ки, вагонные колёса и др.).
Отбеливание чугуна достигается применен
нием соответствующего химического состава
металла в сочетании с более быстрым охлажде-
нием отливки в требуемых местах с помощью
кокилей или металлических форм.
Состав и структура
Отливки из отбелённого чугуна имеют
в месте отбела структуру белого чугуна
и в основной массе — серого чугуна. Между
отбелённой и серой частями отливки обра-
зуется промежуточная зона половинчатого чу-
гуна (серые вкрапления на белом поле со сто-
роны отбела или белые вкрапления на сером
поле). Каждой из этих зон соответствуют
структуры белого, половинчатого и серого
чугуна:
а) зоне отбела — перлит и цементит;
б) половинчатой зоне — перлит и цементит
с выделениями графита;
в) основной массе серого чугуна—перлит
или перлит с ферритом — в обоих случаях
с выделениями графита.
В отбелённом слое весь углерод находится
в виде карбидов, в переходной зоне часть
углерода — в виде графита и значительная
часть — ещё в химически связанном состоянии!.
В мягкой основе количество связанного угле-
рода составляет 0,8 — 0,9%, а остальной угле?
род находится в свободном состоянии. ;
Соотношение количеств углерода в связан-
ном И СВОбоДНОМ СОСТОЯНИИ В разЛИЧНЫХ ЗОг
нах вагонного колеса Гриффина приводится
в табл. 77 [22].
При высоком содержании углерода струк-
тура характеризуется массивными первичными
карбидами дендритного расположения с замет-
ными плоскостями образований, которые мо-
гут служить причиной разрушения отливок
при работе или вследствие возникновения
внутренних напряжений во время остывания.
При малом содержании углерода первичные
карбиды мельче и располагаются равномернее,
без столбчатой ориентации.
В соответствии со структурой все основ-
ные физические свойства металла в указан-
ных трёх зонах будут различны и будут соот-
ветствовать свойствам белого, половинчатого
и серого чугуна.
ГЛ. V.
БЕЛЫЙ И ОТБЕЛЁННЫЙ ЧУГУН
65
Таблица 77
1
j
1 Зона
Отбелённая
Переходная ......
Основная
Относительное содержание
углерода в %
j
в виде
карбидов
95
бо
25
в форме
графита
5
4о
75
Физико-механические свойства
Предел прочности при растя-
жении отбелённого чугуна колеблется от 14
до 50 кг/мм2, для отбелённых валков может
быть принят в 18 — 22 кг/мм2 [11]. Предел
прочности при сжатии достигает
140 кг\мм\ Модуль упругости: для отбелён-
ной части 14 000 кг/мм2 и неотбеленной
части 10 500 кг/мм2.
При изготовлении отбелённых отливок
подвергаются испытаниям или сами изделия
{например, испытание вагонных колёс), или
же специально отливаемые образцы с тре-
буемой глубиной отбела.
Прочность отбелённых отливок может быть
значительно повышена замедлением застыва-
ния после заливки или отжигом после пол-
ного охлаждения.
Влияние термообработки на прочность при
изгибе отбелённых образцов видно из данных
табл. 78 [23].
Таблица 78
образ-
ца
i
2
3
4
5
6
7
8
9
ю
Температура
нагрева в °С
—
760
Тбо
76о
760
Тбо
870
87о
870
870
Время вы-
держки в час.
—
24
2
12
i8
24
2
10
12
24
Ломающая
нагрузка в кг
7272
7856
7636
8209
9 382
12Обз
ю 441
12 863
13727
14163
Примечания: 1. Размер образца 37X63X570 мм.
2. Расстояние между точками опоры при испытании
467 мм.
3. Отбел по стороне шириной 63 мм, нагрузка на сто-
рону толщиной 37 мм.
Отжиг и отпуск имеют также целью сня-
тие напряжений.
Прочность отливки тесно связана с глуби-
ной и качеством отбела и строением вязкой
основы металла; поэтому одним из главней-
: ших методов контроля прочностных свойств
отливаемых изделии являются изготовление
и заливка технологических проб с проверкой
глубины отбела.
Износостойкост ь. Износостойкость
является основным требованием, предъявля-
емым к отбелённым отливкам, и зависит от
качества отбела, характеризующегося глуби-
ной, структурой, текстурой и твёрдостью как от-
белённой, так и переходной зоны.
Отбеливающее влияние отдельных хими-
ческих элементов указано в табл. 80 (см. так-
же фиг. 65, 67 и 69).
Толщина отбелённого слоя устанавливается
в зависимости от размеров, массы и назначе-
ния изделий.
В табл. 79 приводится глубина отбела
в зависимости от назначения валков.
Таблица 79
Глубина отбела валков в зависимости
от их назначения
Назначение
валков
Прокатные валки
для сортового ма-
териала [24]
Валки для рези-
ны, линолеума,
бумаги, семян и
зерна [24]
То же пустоте-
лые [24]
Валки для про-
катки проволоки
с неглубокими
• ручьями [24]
Листопрокатные
валки [ 11]
Мельничные
валки [11]
Глубина
отбела
в мм
2О—63
Макс. 25
2О
Предпо-
чтителен
глубокий
отбел
25
15
А
S- >>
§§•
?э
я о
н с
_
_
Примечание
Отбел в за-
висимости от
размеров
_
Можно допу-
скать в отлив-
ках до 0,20%
серы
Оптимальное соотношение толщины отбела
к половинчатой зоне равно 2 :1. При меньшей
величине соотношения, например 1:1, наблю-
дается склонность к образованию трещин.
Помимо химического состава, на качество
отбела влияют процесс ведения плавки и раз-
ливки, тип плавильного агрегата, качество
рафинировки, содержание окислов и неметал-
лических включений, газонасыщенность, под-
бор и качество шихтовых материалов, харак-
тер поверхности формы и т. д. [16].
Характеристика дефектов отбела и их
сущность приведены в табл. 81.
Распределение внутренних напряжений
Внутренние напряжения в отбелённых ог-
ливках весьма велики. Их распределение на
экспериментальных отливках закалённых вал-
66
ЧУГУН
[РАЗД. II
Таблица 80
Отбеливающее влияние элементов
Примеси
и
присадки
Углерод
Кремний
Марганец
Фосфор
Сера
Хром
Ванадий
Молибден
Глубина отбела
0,1°/0 С снижает
глубину отбела на
3 мм [11, 27]
Более эффектив-
ное действие при
низком содержа-
нии углерода [27];
0,03°/0 Si снижает
глубину отбела на
1 мм [11]
Повышает глу-
бину отбела [22]
Весьма незначи-
тельно снижает
глубину отбела, в
особенности при
большой глубине
[27]
Увеличивает глу-
бину отбела,
0,008% S увеличи-
вает отбел на 3 мм
[18]
Увеличивает от-
бел. Является од-
ним из сильно от-
беливающих эле-
ментов [22]. 0,08%
Сг увеличивает от-
бел на 3 мм [18]
Очень сильный
карбидообразова-
тель. Увеличивает
глубину отбела
уже при малых
количествах (от
0,25%) [22]
Увеличивает глу-
бину отбела. 0,18%
Мо даёт отбел на
40-50 мм. 0,30%
Мо — на 65 мм
Сравнительный
эквивалент отбели-
вающего действия
Имеет обратное
действие, эквива-
лентное 1"/3 коли-
чества хрома [22]
Эквивалентно
действию 0,25°/0 Сг
[22]
Принимается за
единицу эквивален-
та отбеливаемости
чугуна
Эквивалентно
действию 0,30% Сг
Влияние на пере-
ходную зону
При высоком со-
держании Si на-
блюдается резкий
переход от отбелён-
ного слоя к серому
чугуну
Даёт резкий пе-
реход на границе
отбела между бе-
лым и серым чугу-
ном [27]
Увеличивает глу-
бину переходной
зоны
Влияние на струк-
туру металла
Уменьшает столб-
чатое строение
кристаллов [22]
Имеет склон-
ность к образова-
нию столбчатой
структуры. Круп-
нозернистость от-
бела при 7°/0 Мп и
выше [22]
Увеличивает
структуру зерна в
отбелённом слое и
уменьшает тако-
вую в неотбелен-
ной части металла
[22]
Уменьшает столб-
чатость строения
зерна
Измельчает
структуру отбела
и половинчатой
зоны. Размельчает
пластинки графита
в сером чугуне при
содержании 0,50%
Мо [22]
Влияние на
твёрдость
Повышает твёрдость.
0,1% С повышает твёр-
дость на 2,5 единицы
по Шору [11]
При 7% Мп твёр-
дость доходит до 85
по Шору [22]
Увеличивает твёр-
дость. При 0,08% S
Нв = 300—350. При
0,12-0,15% S Яв=-
= 450 - 480 [11]
При 4% Сг повыше-
ние твёрдости на 10
единиц по Шору
ГЛ. I]
БЕЛЫЙ И ОТБЕЛЁННЫЙ ЧУГУН
67
Продолжение табл. 80
Примеси
и присадки
Никель
Медь
Глубина отбела
Снижает глубину
отбела
Повышает глу-
бину отбела при
присадках свыше
4°/0. Ниже этого
снижает [22]
Сравнительный
эквивалент от-
беливающего дей-
ствия
Действует в 4
раза слабее крем-
ния. При 2,5—3%
Ni + 1% Сг отбе-
ливающее влияние
стабилизуется [22]
Влияние на пере-
ходную зону
Влияние на струк-
туру металла
Изменяет струк-
туру перлита на
сорбит, тростит
или мартенсит.
npH4,5°/0Ni струк-
тура аустенитная
[22]
Влияние на твёр-
дость
При 4,5°/0 N1 твёр-
дость повышается до
90 единиц по Шору
вместо обычных 60—70
без Ni. При 5% NJ
дает твёрдость 570 Нд
при толщине сечения
отливки до 100 мм [28]
До 3% Си наблю-
дается некоторое
повышение твёр-
дости [22]
Примечания: 1. Влияние марганца и серы относится к тем случаям, когда соотношение.этих элементов пре-
восходит нормальное, т. е. °/0 Mn = l,7X°/o S [27].
2. Марганец увеличивает пластичность металла [29] и усадку. Отбел от марганца хрупок и очень^чувствителен
к ударным воздействиям при высоких температурах. Марганец способствует образованию трещин^в отбелённой
зоне [11].
3. Отбел от серы очень хрупок и чувствителен к термическим воздействиям [5].
Таблица 81
Характерные пороки отбела у вагонных колёс
Гриффина и причины, их вызывающие
Пороки
Тре-
щины
волос-
ные [5]
Выкра-
шива-
ние на
поверх-
ности
катания
[51
Откол
и отби-
тие
краёв
отбе-
лённого
слоя [5]
Тре-
щины
глубо-
кие
Причина,
способ-
ствующая
образова-
нию порока
Высокое
содержание
углерода
То же
Высокое
содержание
углерода и
особенно
серы (одб^
О,2О°/0)
Низкое
содержание
углерода
[18]. Низкое
содержание
марганца
при высо-
ком содер-
жании серы
[1]
Микрострукту-
ра, при кото-
рой возникают
пороки
Увеличенное
количество це-
ментита в стру-
ктуре и умень-
шение коли-
чества более
прочного ком-
понента пер-
лита
То же
Микроскопи-
ческие внут-
ренние пусто-
ты усадочного
характера [5]
Примечание
Трещины об-
разуются и рас-
пространяются
по плоскостям
кристаллов це-
ментита
Выкрашива-
нию предше-
ствует появле-
ние мелких во-
лосных трещин
на отбелённой
части изделия
Скалывание
является след-
ствием ударов
на стыкахрель-
сов
Образуются
вследствие
увеличенной
усадки металла
при высокой
температуре
заливки, осо-
бенно при низ-
ком содержа-
нии углерода [1]
ков приведено на фиг. 72 [19]. На фиг. 73
показано распределение твёрдости в тех же
отливках.
Напряжения с отрицательным знаком пред-
ставляют сжатие, а с положительным—рас-
тяжение. Продольные напряжения (фиг. 72, в)
6)
-280
5
ь+280
+ №
!
'/У//.
/А/Л
У/
У/
/У/
Уу
У,
У/
/
/
У/
У/
V
//{
П|
//
У/,
'/s
Vs
i/
/
У /
У/
У/
V/
У/,
4
Л
в)
УУ
'//<
//<
<2/
1/
/
/
У
л
7
/i
"Л
V/,
У/
/У
s\ •
Y/
р*
-$<
У/
1У/л
у//
2
/{
(/
'/
у/
У У
уу<
У/и
'Л
/А
-195 -130 -65
О
SS 130 СМ2
Фиг. 72. Распределение напряжений в отбелённых валках.
а — радиальные напряжения; б—тангенциальные напря-
жения; в — продольные напряжения.
являются растягивающими в середине и сжи-
мающими в торцевой части валка. Тангенци-
альные напряжения аналогичны продольным
(фиг. 72, б), но растягивающие напряжения
начинаются здесь в зоне, не совпадающей с
границей половинчатой структуры (сравннть с
диаграммой твёрдости, фиг.73)[19]. Радиальные
ЧУГУН
[РАЗД. М
Таблица 82
о
с
с
t
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Наименование
или
род отливки
Цилиндры ги-
дравлические
Щёки камне-
дробилок
Мелкое машин-
ное литьё
Колёса вагон-
ные Гриффина
(G5 800 мм, вес
285—325 кг)
То же по нор-
мам НКПС 1934 г.
Колёса Гриф-
фина малых раз-
меров для полевых
дорог @ 500 мм,
вес 86 кг)
То же @350 мм,
вес 32 кг)
Прокатные
валки
То же
»
Прокатные вал-
ки для проката
полосовой и ли-
стовой стали
Прокатные вал-
ки «Феникс" для
проката двутав-
ровых балок
Прокатные вал-
ки .Адамит"
Валки прокат-
ные Ni-Chill-lron
Валки прокат-
ные закалённые
гладкие
Валки калибро-
вочные
Валки для горя-
чей прокатки
Валки прокат-
ные
Валки фирмы
Кругш
Валки фирмы
Фриз
Валки фирмы
Ганц
Валки фирмы
Шарфенберг
Отливки
Специфиче-
ские осо-
бенности
данного хи-
мического
состава
Повышен-
ная изно-
состой-
кость
Повышен-
ная жаро-
стойкость
Для чисто
перлитной
структуры
требуется
от 0,5 до
0,7J/0 связи.
углерода
_
_
_
—
—
-
Глубина
отбела
25 мм
—
—
—
Сор бит-
ная струк-
тура .
—
—
—
Сорбит-
ная струк-
тура
-
-
_
из отбеленного чугуна (с высокой износостойкостью]
С
3-2О
3.40—3,50
3.00-3,20
3.50-3.65*
> З.оо
3,2О
3,3о
3>25 — 3>6о
3,3°
3.4°
3.4°
3,оо
2,ОО
3.25
З.Ю—325
2,9°-3 До
3,00—3,20
2,90-3,05
3,25
З.о6
3,50-3,80
3,4О
З.бо
S1
о.до
0,80—0,85
1,9О—2,2О
O-55-O.75
_
1,65
i,8o
0,50-0,55
°.93
1,25
г,то
о,бо
0,71
1,0О
0,50—о,6о
0,60—0,65
1,О—1,2
о,6о—0,70
о,25-о,35
0,56
0,50—0,90
O.52
I.I4
Химический
Мп
I.2O
о,45—о,5о
о,6о—о,8о
0,35—0,65
о,бо—о,7о
о,бо—0,70
о,55—о,6о
о,аз
о,40
о,33
О,27
0,31
Около
о,5о
о,25-о,35
0,30—0,40
0,30—0,40
О,25—О,28
ОД5—О,12
о,3б
О,6о —1,2О
о,4х
1,55
Р
°.42
<о,4о
о, 17—0,25
о,зо—0,40
0,20—0,35
0,20—0.35
о,зо—о,35
°,47
од8
°,5°
0,40
о. 13
Около
0,40- 0,50
0,40-0,45
О,Ю—0,12
о,4о —0,50
0,40—0,50
о,6о
о,зо—0,50
о.ЗЗ
о,27
состав в °/„
S
о, то
<о,ю
о,о8—о, 12
<О,12
0,09—0,11
0,09—0,11
O.I2—О,14
олб
°»°7
о.тб
о,о6
O.O24
Около
о,о6
Около
о,ю
О,Ю—0,12
0,05—0,07
о,о8
о,ю
0,22
О,Ю—О,2О
о,о94
о,о5
Сг
о,45—о,5°
—
_
—
—
1.35
0,40
—
о,8б
Около
1,ОО
0,15—0,25
—
1,20—1,30
—
1.5°
—
-
-
Ni
1,00—1,10
_
—
—
-
—
0,68
Около
1,ОО
1,50—2,25
—
о,3°—о,4о
—
4.5O
—
-
-
_
Мо
_
_
—
—
0,25—0,30
О,25
о, 14
_
Около
о,25
—
Около
о,зо
о, is
0,25—0,35
—
-
-
"а
X
о.
я jjj
|1
fao)
[7]
[18]
[18]
[19]
[19]
[1]
[20]
[21]
[20]
[20]
N
[23]
—
—
[23]
м
N
N
N
[24]
* Содержание Ссвяз = 0,3 — 1,0%
ГЛ. I]
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА
69
напряжения — исключительно растягивающего
свойства; они возрастают от поверхности
к центру сечения валка. Более глубокий закал
увеличивает тангенциальные напряжения в на-
ружной части и радиальные напряжения во
600
^300
Ь
k
юо
1
\
Л
\
г
г
/
195 130 65 0 65
Поперечное сечение
130 см*
Фиг. 73. Распределение твёрдости в отбелённых валках.
слой желаемой толщины белого чугуна, а по
нему заливается основная масса серого чугу-
на. Таким способом изготовляются пустотелые
'7500
16100
IU 7 00
13300
11900
Ю500
9100
1
1-4-1
-*—
65
/30 195 260
Поперечное сечение
325 см*
Фиг. 74. Распределение величины модуля упругости
по площади сечения валка.
внутренней части валка. Граница половинчатой
структуры является местом перехода сжимаю-
щих напряжений в растягивающие.
Распределение величины модуля упругости
ко сечению валка показано на фиг. 74 [19].
Отбелённые отливки могут быть получены
не только обычным, но и центробежным двух-
слойным способом. Первоначально наносится
биметаллические валки. Качество отбела по-
лучается хорошее. Между слоями двух разлш-
ных сплавов образуется переходная зона, как
при обычном отбеливании с помощью коки-
лей [14].
Типовые рекомендованные составы для
отливок из отбелённого чугуна приведены
в табл. 82.
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА
Основные свойства ковкого чугуна зависят
от способа его изготовления. Существуют два
метода производства ковкого чугуна: амери-
канский, основанный на графитизации (разло-
жении карбидов), и европейский, основанный
на обезуглероживании металла.
Отливки графитизированного ковкого чу-
гуна имеют по всей толщине сечения одно-
родную структуру, что позволяет доводить
толщину стенок до 75 мм и выше, а также оди-
наковую по всему сечению твёрдость.
Структура графитизированного чугуна мо-
жет быть ферритной (черносердечной) и пер-
литной.
Ферритный ковкий чугун отличается уме-
ренной прочностью и большой или умеренной
вязкостью (ГОСТ 1245-41, марки КЧ 37-12,
КЧ 35-10, КЧ 33-8 и КЧ 30-6).
Перлитный ковкий чугун обладает высокой
прочностью и умеренной или малой вязкостью.
Механические свойства его не стандартизиро-
ваны..
Отливки обезуглероженного ковкого чу-
гуна (белосердечного) в зависимости от содер-
жания углерода имеют различную структуру
по сечению (от поверхности к сердцевине) и
поэтому не должны изготовляться толщиной
более 10—12 мм. Твёрдость отливок неоди-
накова по всему сечению. Прочность отливок
умеренная, вязкость небольшая (ГОСТ215-41,
марки КЧ 40-3, КЧ 35-4 и КЧ 30-3).
В СССР наибольшее распространение по-
ручил американский процесс.
Оба метода производства различаются глав-
ным образом способами термической обра-
ботки отливок.
Решающее влияние на процесс отжига
чугуна оказывают температура и состав га-
зовой среды, в которой происходит отжиг [28].
Ориентировочные границы газовых смесей,
влияющих на направление процесса отжига,
показаны на фиг. 75.
С0%
S0
60
U0
10
о
у
If
J
1
Ш
¦
-
1
СОЛ
20
60
во
6A0 700 800 900 WOO °C
100
Фиг.75 (по Шенку). Влияние состава га-
зовой среды на процессы, происходящие
при отжиге: /—цементация; Я—графити-
зация (между 1 и 2); ///-обезуглероживание.
Нередко пользуются смешанными процес-
сами отжита, применяя графитизацию при по-
лучении обезуглероженного ковкого чугуна
или обезуглероживание при получении гра-
фитизированного ковкого чугуна.
70
ЧУГУН
[РАЗД. 11
ГРАФИТИЗИРОВАННЫЙ ФЕРРИТНЫЙ
(АМЕРИКАНСКИЙ) КОВКИЙ ЧУГУН
Физико-химические свойства
Влияние элементов. Углерод. Все
свойства находятся в большой зависимости от
содержания углерода и кремния. При высокой
сумме С + Si выделение графита в отливках
из белого чугуна возможно еще до отжига,
что понижает качества металла. При низкой
1,0
Фиг. 76. Соотношение между кремнием и углеро-
дом в чугуне: / и II — европейский процесс; III —
американский процесс; IV— то же для ускорен-
ного отжига; V— мелкое литьё для быстрого
отжига.
сумме C + Si даже при самых благоприятных
условиях температурного режима отжига
наблюдается неполная графитизация (недо-
отжиг), что также отражается на качестве
отливок.
Ориентировочное содержание углерода и
кремния для американского ферритного ков-
кого чугуна указано на фиг. 76 (участки /// и
IV).
Соотношение между С и Si в ковком чу-
гуне показано на фиг. 77.
Углерод улучшает литейные качества чу-
гуна, поэтому следует отдавать предпочтение
'.о
0,8
0,6
0,0
1,6 ЗМ 3,2 3,0 2,8 2,6 2.4 С%
Фиг. 77. Соотношение между крем-
нием и углеродом в ковком чугуне [I].
более высокому содержанию углерода. Мало-
углеродистый чугун необходимо сильнее
перегревать во избежание увеличения брака
вследствие незаполнения форм. Малоуглеро-
дистый чугун дает также и большую усадку,
что видно на фиг. 78. Вместе с тем малоугле-
-
1
Серый
*""
^*
•
1
4IJZI
/»
S
/
S
/
/
/
/
\,
/
/
белый чугун
2,5
1.5
/
о
? з и о
Фиг. 78. Зависимость усадки
от содержания углерода [2].
родистый ковкий чугун обладает более высо-
кими механическими качествами (фиг. 79).
При отжиге все карбиды должны распасться
и весь углерод должен выделиться в виде
свободного графи-
та. Количество свя-
занного углерода
в хорошо отож-
жённом ферритном
ковком чугуне не,
должно превышать
0,05 — 0,070/0.
Крем ний. Со-
держание кремния
определяется сум-
мой С -f- Si. При
содержании крем-
ния ниже 0,8% про-
цесс графитизации
замедляется даже при нормальной сумме C-f Si.
Кремний в ковком чугуне, так же как и в
стали, может незначительно повышать меха-
нические свойства металлической основы.
Марганец задерживает процесс графи-
тизации и допускается в американском ковком
чугуне до 0,15% сверх необходимого для
образования сульфида марганца. Соотношение
между марганцем и серой может быть выра-
жено формулой (% Мп) = 2,5 («/о S)-f 0,15%.
При содержании марганца свыше 0,5% рас-
пад эвтектоидного цементита замедляется и
вместо ферритной структуры получзется пер-
литно-ферритная.
Фосфор допускается до 0,2%. При боль-
шем содержании фосфора отливка становится
хрупкой.
Сера обычно допускается не свыше 0,12о/0.
Для образования нерастворимых в металле
сульфидов марганца, значительная часть кото-
рых всплывает на поверхность металла и пе-
1 1
1 П
п о
V
s\
2
ч
X
ч.
\
V
\
\
^ч\
N
\
\
ч
и
0,7%
0,61
?..? г.ь 2.6 2,8 съ
Фиг. 79. Зависимость механических свойств ков-
кого чугуна от содержания углерода [2]: 1— из-
менение удлинения; 2 — предел текучести;
3 — предел прочности при растяжении.
реходит в шлаки, необходимо, чтобы соблю-
далось указанное выше соотношение между
марганцем и серой.
Хром допускается в самых незначитель-
ных количествах— от 0,03 до 0,05%. Уже при
ГЛ. 1]
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА
71
содержании 0,05% Сг наблюдается иногда из-
менение вида излома металла. Полный распад
всех карбидов может быть обеспечен лишь при
содержании хрома не более 0,07<>/0. Выше этого
предела отжигаемость металла задерживается,
и качество отливок ухудшается как по струк-
туре, так и по своим механическим свойствам.
Вредное влияние хрома может быть до неко-
торой степени возмещено увеличенным содер-
жанием кремния.
Химический состав отожжённого американ-
ского ковкого чугуна не стандартизирован и
может быть выражен следующими обычными
пределами: 1,7—2,5% С*; 0,6 —1,4% Si; 0,25 —
0,45'Vo Mn; 0,08 — 0,20 Vo P; 0,03 — 0,12% S;
0,02-0,05% Cr.
В технических условиях заводов-постав-
щиков химические анализы задаются как
факультативные.
Свойства ферритного ковкого чугуна в
зависимости от химического состава приве-
дены в табл. 83.
Таблица 83
Свойства
ковкого чугуна в зависимости
от химического
Наименование
Малоуглеро-
дистый
Нормальный
Бысокоуглеро-
дистый
/Молибденовый
i
1
1
Медистый
То же
Азотированный
То же
Химический
состав в %
1.75—2,3» С
0,85—1,2О Si
2,25—2,70 С
о,8о—i,io Si
2,80—зд° С
0.70—i,io Si
До о,з5 Мо
До i,o Си
До 2,о Си
1,25 А1
о.до Сг
i,o A1
i.o V
состава
Свойства металла
Высокие механиче-
ские и пониженные
литейные свойства
Оптимальные меха-
нические и литейные
свойства
Пониженные меха-
нические и повышен-
ные литейные свойства
Повышенная плот-
ность. Возможность из-
готовления отливки
толщиной до 75 мм
при нормальных режи-
мах отжига. Повышен-
ные механические ка-
чества, в особенности
ударная вязкость.
Отсутствие трещин.
Антикоррозионность
Измельченный угле-
род отжига. Несколь-
ко повышенные ме-
ханические свойства.
Антикоррозионность и
кислотоупорность
Высокая антикор-
розионность и кислото-
упорность .
Увеличенная поверх-
ностная твёрдость
после азотирования
То же
Весьма большое значение имеют газы —
кислород, азот и водород [29]. Присутствие
их снижает механические свойства чугуна.
Окислы железа, вводимые при плавке' в
электропечи в виде руды, с одной стороны,
являются центрами графитизации, а с другой—
/
г
//
Г /
л
* В том числе С,.
не более 0,05-0,07%.
задерживают распад перлита при второй ста-
дии графитизации.
Микроструктура. Микроструктура ото-
жжённого американского ковкого чугуна отли-
чается крайней простотой: она представляет со-
бой углерод отжига в виде округлых звёзд-
чатых и паукообразных выделений на метал-
лической основе, состоящей из чистого феррита.
Величина включений углерода отжига и
форма их, а также величина зёрен феррита мо-
гут меняться в зависимости от температурных
условий отжига и первичной структуры белого
чугуна, полученной при застывании отливок.
Обычное количество включений углерода от-
жига составляет 70—150 на 1 мм2. Предвари-
тельной закалкой отливок перед отжигом мож-
но довести количество включений до 25 000—
40 000 на \~~mm*.
При низкой температуре первой стадии
графитизацил или недостаточном времени вы-
2,0
Ю
as
О 0,5 1,0 15 2.0 2J5
Расстояние от поверхности
Фиг. 80. Распределение углерода
в отливках из американского козкого чугуна.
держки при ней, а также при наличии карби-
дообразующих примесей возможен неполный
распад карбидов, и в этом случае в микро-
структуре металла могут получаться остатки
цементита.
При быстром прохождении второй стадии
графитизации, т. е. при ускоренном охлажде-
нии в интервале критических температур, ми-
кроструктура характеризуется присутствием
перлита. Последний в зависимости от скорости
охлаждения может быть мелкослойным или
грубопластинчатым. Небольшое количество
перлита в отливках допускается. Обычно он
сосредоточен у поверхности. Такие отливки
имеют в изломе тонкую белую каёмку с чёр-
ной сердцевиной. У нормального ковкого чугу-
на излом чёрный, шелковистого или бархати-
стого вида. Резко очерченное белое окаймле-
ние толщиной более 0,5 мм определяет сни-
жение механических качеств металла.
Степень обезуглероживания нескольких
образцов ферритного (американского) ковкого
чугуна показана на фиг. 80.
Физические свойства [8, 26, 27]
Удельный вес 7,2 — 7,4
Усадка до отжига до 2%
Рост при отжиге 0,8 — 1%
Коэфициент теплового рас-
ширения (средний) ........ 10+12 • 10~°
Теплопроводность:
при 50° 0,145 кал/см сек°С
. 100° 0,137
„ 150° 0,125
„ 1200° 0,115
Теплоёмкость при 20—100° С . . . 0,122 кал1г °С *
Электросопротивление 28+37 мком • см.
* Увеличивается с повышением температуры [26].
72
ЧУГУН
[РАЗД.. II.
Магнитная проницаемость представлена на
фиг. 81, магнитный гистерезис — на фиг. 82.
тао
^12000
8000
6000
4000
2000
I
А
7j
1
г
If
И
ц
9,
//
*
**
&*
%
-а
—
О 5 10 15 20 25 30 35
Сипа намагничивания НЫ
Фиг. 81. Кривые магнитной проницаемости
ковкого чугуна.
Сравнительные магнитные свойства ковкого
чугуна, серого чугуна и стали показаны на
фиг. 83.
В табл. 84 приведены магнитные свой-
ства ковкого чугуна [2].
-16000
-60 -кО -20 0 20 40 60
Сипа намагничивания
Фиг. 82. Магнитный гистерезис ковкого
чугуна.
2С
14000
cnrtf)
/
f
у
3
2
-——
——-
О 50 100 150 ZOO Э
Напряженность
магнитного поля
Фиг. 83. Магнитные свойства ковкого чугуна,
серого чугуна и стали [2]:, 1 — серый чугун;
2 — ковкий чугун; 3— стальное литьё.
Механические свойства
Статические свойства. Минимальные по-
казатели механических свойств ковкого чугуна
приведены в табл. 85 и 86. /
Таблица 84
Магнитные свойства ковкого чугуна
Тип ковкого
чугуна
Американ-
ский ковкий
Чугун:« 1
проба 1 .
. 2 .
Ковкий чу-
гун с обез-
углерожен-
ной каймой:
проба 1.
2 .
Европей-
ский ковкий
чvrvh*
проба 1.
2.
Магнитная
25
12050
II850
II 25O
II IOO
7 35»
79оо
индукция в гс при
магнитного поля
50
13 ооо
12 9ОО
12 25O
12 ООО
9 2ОО
9 5оо
100
14 2ОО
14 ioo
13 зоо
13 ioo
II ООО
II 2ОО
150
*5о5о
14 9°°
14 ооо
13850
12 I5O
12350
в э
200
I5 75O
15 150
14700
14500
13 ioo
13 3°о
силе
250
16490
16200
153°°
14850
I45OO
а
i
аз
а*
КоЭр
сила
I.3O
1,22
г,865
2,52
8,50
7.2O
Для определения механических качеств
ковкого чугуна установлен стандартный обра-
зец, форма и размеры которого изображены на
Таблица 85
Механические свойства ковкого чугуна
Страна
СССР
Герма-
ния
Велико-
брита-
ния
США
Стандарт
ГОСТ 1215-41
ГОСТ 1215-41
ГОСТ 1215-41
ГОСТ 1215-41
DIN
BS № 310
1927
А-47 1933
А-47 1933
Ваграночный
1937
Марка
металла
КЧ 37-12
КЧ 35-ю
КЧ 33-8
КЧ зо-б
Те 36-92
35018
32510
А197-39
1 U
В" се
о о.
2*8
ев*»
(U X Ц
Г.1 ив
37
35
33
3°
Зб
3L5
37.3
35.2
3L7
х 2
о* лГ
2я
Пред
честа
—
—
—
—
—
24,6
22,9
24,6
Л
Ч 01
S tt>
и X
Отно
удли
12
IO
8
6
10
7-5
i8
10
8
фиг. 84. Кроме приведённых в табл. 85 дан-
ных, английский стандарт требует испытания
на загиб бруска размерами 9,5 X 25,4 X 203 мм.
Загиб производится вокруг стержня диаметром
-60-
Ц-—50—4
Jo
^ 70-
-60-
¦/SO-
Фиг. 84. Стандартный образец.
25,4 мм. Минимальный угол загиба должен
быть не менее 90°. Испытание на За^иб
является для ковкогб чугуна одним из важней-
ших показателей его доброкачественности.
гл. i]
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА
73
Средние показатели механических качеств
американского ковкого чугуна высших мэ-
Таблица 86
Механические свойства ковкого чугуна (по ASTM)
бъ кг/мм?
СП
JU
си
' Л?
ft
к
з
N
\
ю
15
20
25 д%
Фиг. 85. Диаграмма деформаций ковкого чугуна
при растяжении [3]: /— серый чугун; 2 — ФКЧ (по
Шварцу); 3- ФКЧ; 4- ПФКЧ; 5- сталь @,35 С).
рок по данным ASTM приведены в табл. 86,
а по данным заводов — в табл. 87.
Диаграммы деформаций ковкого чугуна по-
казаны на фиг. 85, 86 и 87.
Свойства
Твёрдость по Бринелю
в кг/мм?
Предел прочности при рас-
Предел текучести при рас-
тяжении в кг/мм*
Удлинение (на 50 мм) в °/0 .
Модуль упругости при рас-
тяжении в кг,'ммР
Предел текучести при
сжатии в кг/мм3
То же при изгибе в кг/мм12
Предел прочности при
срезе в кг/мм" . ,
Предел текучести при
срезе в кг/мм2
Модуль упругости при
срезе в кг/мм*
Предел прочности при кру-
чении в кг/мм?
Предел текучести при кру-
чении в кг/мм" .
Коэфициент Пуассона .. .
Марка
35018
120^20
4°±2
2б±2
22±4
17 5°°
2О
17,5
34
i6
8500
41
17
чугуна
32510
12О"т* 2О
35±!
24±1
14±4
17 5°°
34
16
8500
41
0,17
Таблица 87
Механические качества американского
Наименование завода
Columbia Malleable
Castings C°
Rockford Malleable Iron C°
International Havester C°
Link Belt C°
Chain Belt C°
Dayton Malleable Iron C°
Orabler Mfg C°
Illinois Malleable Iron C°
To же
To же
Albion Malleable Iron Cc
Тип
плавильных
печей
Отража-
тельная
То же
-
•
-
-
Вагранка
То же
Отража-
тельная
Дуплекс-
процесс,
вагранка,
электро-
печь
Применя-
емое на
плавку
топливо
Пылевид-
ный уголь
То же
Уголь
То же
Пылевид-
ный уголь
То же
Кокс
То же
-
ковкого чугуна (по данным заводов США)
Тип отжи-
гательных
печей
Туннель-
ная
Камерная
Камерная
и туннель-
ная
Камерная
То же
Камерная
муфельная
Электро-
печь
Камерная
То же
»
Применя-
емое на
отжиг то-
пливо
Газ
Нефть
Уголь, газ
Уголь
То же
Нефть
То же
Газ
Пылевид-
ный уголь
То же
Механические свойства
Предел
прочности
при растя-
жении в
кг/мм3
4о,о
35.O—38,5
32,2—38,5
38,5
Зб,4
37.8—39.2
38,5—40,0
28,0—31,4
29.4
37,1
37,3—39.4
Предел
текучести
в кг/мм?
25,4
-
-
24,6—26,0
-
25,9—26.6
-
-
- -
-
23,9—25,3
Удлинение
в%
19
2О
ю—18
18—20
14
20—25
18—20
6-9
11
20
15—20 : ;
74
ЧУГУН
[РАЗД. II
Наибольшие пластические деформации у
ковкого чугуна возникают уже при малых
напряжениях и тем раньше, чем меньше связан-
too
so
40
>Q
0
v—¦
r——^
-
5 Ю
15
***
1
20
***
——*
30
>
^*
35
.-
—
40
—
45 ?4
Фиг. 86. Диаграмма деформаций ковкого чугуна [3]:
/— растяжение; 2— сжатие; 3— изгиб; 4— кручение.
ного углерода содержится в металле. В слу-
чаях, когда металл должен точно сохранять
Литой сталь 6
5
1%
Ш25
Фиг. 87. Сравнитель-
ная диаграмма сопро-
тивления сжатию ков-
кого чугуна и стали [4]
состава: ковкий чугун—
2,20% С; l.ioo/o Si;
0.34% Мп; 0,16% Р;
0,09% S; литая сталь —
0,33% С; 0,30% Si;
0,75% Мп; 0 35% Р;
0,04% S.
\
^>
V
я
>
^ Сталь
•
/
65
во
75
70
65
60
55
50
45
40
О 5 10 15 ?0 25 81
Фиг. 88. Зависимость между
пределом текучести и преде-
лом прочности при растяже-
нии ковкого чугуна [3].
свои размеры и для него могут быть вредны
даже небольшие пластические деформации,
необходимо использовать ковкий чугун более
высоких марок (КЧ 37-12, КЧ 35-10) или пер-
литные ковкие чугуны.
Характеристика упругих свойств ковкого
чугуна приведена в табл. 88 [3].
Таблица 88
Упругие свойства ковкого чугуна
Упругие кон-
станты
Модуль упру-
гости в кг1млР .
Модуль сдви-
га в кг/мм3 . . .
Коэфициент
Пуассона ....
Марки ковкого чугуна
-ое
15000
62OO
О,23
&
У
I5 5OO
6300
O.23
О
35-
3*
Ьй
i6 6oo
6500
0,27
с*
со
3*
17 ооо
6 700
О,27
CN
О
Tt"
3*
с
16300
ббоо
О,28
со
S
3*
¦е-
с
17 4"°
68оо
О,28
У ферритного ковкого чугуна отношение
предела текучести к пределу прочности при
растяжении составляет около 65%. Это отно-
шение для различных марок КЧ в зависимости
от вязкости показано на фиг. 88.
Механические свойства ковкого чугуна при-
ведены в табл. 89 [3].
Таблица 89
Механические свойства ковкого чугуна
Свойства
Предел прочно-
сти при растяже-
нии в кг/мм2 ....
Предел текучести
в кг/мм3
Удлинение в % .
3*
3°
2О
3
Марки
&
ЬЙ
3°
19
6
ковкого чугуна
3*
ЬЙ
33
22
8
о
35-1
V
as
23
ю
37-1
У
Ьй
37
24
12
за
27
18
При повышенных температурах, до 425° С,
ковкий чугун сохраняет свои механические
свойства, и только при температуре около
40
20
8°h
30
20
10
о
бb кг 1мм
40
30
20
10
0
100 200 300 400 500 600 "С
Фиг. 89. Зависимость механических
свойств от температуры
500° С начинается резкое снижение показа-
телей прочности (фиг. 89).
В табл. 90 [3] даны ориентировочные пере-
водные коэфициенты механических свойств
(по разным видам напряжений) для ковкого чу-
гуна, серого чугуна (а^ = 20т-25/<:г/^-и2) и стали.
Таблица 90
Переводные коэфициенты прочностных свойств
ковкого чугуна
Виды напряжений
Предел прочности:
при растяжении .
сжатии . . . .
изгибе . . . .
срезе
кручении . . .
Предел текучести:
при растяжении .
сжатии . . . .
изгибе . . . .
срезе
кручении . .
Ковкий
чугун
Серый
чугун
Сталь
переводные коэфициенты
1,О
1,8
1,6
о-7
4.
1,6
1.3
1-3
о,5
о,8
о.5
о,6
гл. ц
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА
75
Зависимость механических свойств ков-
кого чугуна от толщины отливки характери-
зуется относительными величинами, приведён-
ными в табл. 91 [3].
Таблица 91
Влияние массы на механические свойства
ковкого чугуна
Механические
свойства
Предел прочности .
» текучести .
Удлинение
Относительная величина при
диаметре образца в мм
6
i,io±o,o5
1,2О±0,05
16
1,00
1,ОО
1,00
32
о о о
О 0 СП
н-н-н-
0 0 0
о Ъ о
СП СП СП
Влияние термической обработки. Обез-
углероживание металла, происходящее при
отжиге, не толь-
ко не снижает ме-
ханических
ка-
щ
37,8
36,k
3SJ0
33,6
0,75 1,00 1,25 1,50 1,75%
Степень обезуглероживания
Фиг. 90. Влияние обез-
углероживания амери-
канского ковкого чу-
гуна на его механиче-
ские свойства.
честв ковкого чу-
гуна, но при пра-
вильном режиме
иногда даже спо-
собствует их по-
вышению (фиг. 90).
Динамические
свойства. Дина-
мические свойства
ковкого чугуна
американских ма-
рок 35018 и 32510
характеризуются
следующими дан-
ными:
Ударная вязкость (по Шарпи) при сечении
10ХЮ мм и клиновом вырезе глубиной 2 мм .
То же при вырезе глубиной 5 мм с радиу-
сом закругления т = 0,5 мм
Динамическая вязкость (предел усталости) .
Отношение предела усталости к пределу
прочности при растяжении
2 кгм/см"
0,8 .
17 кг/мм*
0,5
. Минимальные показатели ударной и дина-
мической вязкости для различных марок ков-
кого чугуна приведены в табл. 92 [3].
Таблица 92
Динамические свойства ковкого чугуна
Свойства
Ударная вяз-
кость в кгм/см* .
Динамическая
вязкость в кг/мм3
при изгибе . .
при растяже-
нии-сжатии . .
при кручении .
30-3
3*
о,8
12
7
8
Маркр
30-6
X
1,2
12
7
8
ковкого чугуна
35-10
3*
1.4
14
8
ю
37-12
D"
X
1,6
14
8
ю
X
о
С
о.5
15
9
и
со
КЧ50-
•&
о,8
i8
ii
13
Соотношение между пределом усталости
и пределом прочности ковкого чугуна может
быть принято 0,4—0,5.
Ориентировочные переводные коэфици-
енты усталостной прочности, определённые
при разных видах испытаний, приведены
в табл. 93 [3J.
Таблица 93
Переводные коэфициенты динамических свойств
ковкого чугуна
Виды напряжений
Предел усталости:
при изгибе
, растяжении-сжатии
я кручении . .
Ковкий
чугун
Серый
чугун
Сталь
переводные коэфициенты
1,О
О,6
о.7
1,О
°,5
о,8
1,О
°>7
о,6
Действие надрезов на усталостную проч-
ность ферритного ковкого чугуна характе-
ризуется следующими показателями предела
усталости при изгибе: образец без надреза
(<sw)p = 13,7 +0,7 кг/мм2, с надрезом (sw)d =
— 12,4 + 0,4 кг/мм2, что соответствует
\ W'P~ 1Д и коэфициенту а<<0,1 (см. .Чугун
как конструкционный материал").
Относительные изменения прочностных
свойств после механической обработки пока-
заны в табл. 94 [3].
Таблица 94
Влияние механической обработки на механические
свойства ковкого чугуна
Характер наружной
поверхности отливки
В чёрном виде . . .
После механиче-
ской обработки . . .
Статические
свойства
Проч-
ность
1,ОО
°.95
Пла-
стич-
ность
1,ОО
0,90
я вяз-
Ударна
кость
1,ОО
о. 75
уста-
Предел
л ости
1,ОО
1.3
вязкость ковкого
С понижением температуры испытаний
ударная вязкость падает и тем больше, чем
выше исходная ударная
чугуна (фиг. 91) [3].
W0
90
70
1(| 50
$ио
30
20
О 0,5 1,0 1,5 2,0 2,5 3,0кгм/ск<
Ударная Шкость лри+20°С
Фиг. 91. Влияние низких температур на ударную
вязкость ковкого чугуна [3].
В пределах 250 — 550° С находятся крити-
ческие температуры для сопротивления удару.
Металл, быстро охлаждённый после отжига,
-»—
~*-—
1——
¦=:
.
1
76
ЧУГУН
[РАЗД. 11
при выгрузке из горшков при указанных выше
температурах или специально закалённый при
этих температурах, обладает большой хруп-
костью при ударе (фиг. 92). Полученный
в этих условиях металл имеет белый излом
при наличии чисто ферритной структуры. Это
явление, вызывающее очень часто дефектность
отливок, получило известность под термином
„белого излома". Предполагают, что белый
излом имеет место, когда он образуется
внутри кристаллов феррита, в отличие от чёр-
ного излома, происходящего между кристал-
лами феррита.
Явления белого излома часто возникают
при горячем цинковании отливок ковкого чугу-
I
I
I
I
120
W0
80
U0
Br
*езак
але/-
1H0M
/ состоянии
\
\
" ¦
П
/
/
yj
100 ZUO aQU Ш 600 600 700
Температура закалка
Фиг. 92. Изменение сопротивления удару в
процентах в зависимости от температуры [2].
на, особенно при повышенном содержании фос-
фора или фосфора и кремния одновременно.
Фосфор при содержании более 0,17% и при
высоких температурах отжига (выше 820° С)
не растворяется нацело в феррите, а остаётся
между кристаллами его. Кремний (выше 1%)
и окислы усиливают это явление.
Существует специальный способ термиче-
ской обработки (флектопроцесс), который воз-
вращает ковкому чугуну, характеризующе-
муся белым изломом, его естественные меха-
нические свойства. Процесс этот состоит
в нагреве до 650° С с последующим быстрым
охлаждением в воде. Применением флекто-
процесса к отливкам из обычного ковкого
чугуна можно значительно (на 30—50%) по-
высить их ударную вязкость.
Технологические свойства
Твёрдость колеблется в пределах
Нв = 110—150 kzJmm*. По ГОСТ 1215-41 для
толщины сечений от 25 мм и выше допу-
скается с согласия заказчика твёрдость до
163 кг/ммК При такой твёрдости структура
металла будет содержать перлит.
Износоупорность и антифрикци-
онные свойства невысокие. Как антифрик-
ционный металл ферритный ковкий чугун
может допускаться только при малых давле-
ниях и скоростях (/70 = 20 кгм!см'гсек с при-
менением обильной смазки).
О б ръ-Ь атываемость при структуре
металлической основы, состоящей из одного
феррита со включениями углерода отжига,
высокая. Скорости резания допускаются
до 60 mjmuh, толщина стружки обычно но
1,5 мм (иногда до 3,0—3,5 мм).
Отливки из ферритного ковкого чугуна
могут правиться на прессах и молотах, а также
вручную по шаблонам. Для пробивки отвер-
стий применяется пуансон диаметром до 20 леи
при толщине стенок до 15—20 мм. Нарезка
мелких резьб производится хорошо.
Ковкий чугун очень хорошо поддаётся
запрессовке, подвергается также расчеканке
и легко заполняет зазоры.
Ферритный ковкий чугун может подвер-
гаться в дефектных местах (трещины, рако-
вины) электросварке стальными электродами
с последующим отжигом (прохождение второй
стадии графитизации). На обрабатываемых
местах можно устранять дефекты автогенной
пайкой монель-металлом, тобин-бронзой или
латунью.
ОБЕЗУГЛЕРОЖЕННЫЙ (ЕВРОПЕЙСКИЙ)
КОВКИЙ ЧУГУН
Физико-химические свойства
Влияние элементов. Углерод. Содер-
жание углерода в исходном белом чугуне
не имеет такого значения, как в графитизи-
рованном ковком чугуне. Качество металла
зависит, главным образом, от количества свя-
занного углерода, оставшегося после отжига,
что определяется процессом отжига. При вы-
соком исходном содержании углерода про-
цесс декарбюрации идёт более медленно.
Увеличение содержания углерода рекомен-
дуется для увеличения жидкотекучести. Пре-
делы содержания углерода и кремния в чу-
гуне до отжига показаны на фиг. 76, участ-
ки/и // (стр. 70).
Кремний. Сумма С -f Si при обезугле-
роживании также не имеет того значения, как
в производстве графитизированного ковкого
чугуна. Кремний как сильный графитизатор
держится на минимальных пределах, так как
обезуглероживанию легче подвергаются кар-
биды, чем углерод отжига. Оставшийся угле-
род отжига ухудшает свойства металла.
В принципе не допускается присутствие
графитизированного углерода в обезуглеро-
18*%
%
inn
% 95
S on
$ 80
o/
/o
Ofi
л П
% nil
5^ К?
¦
-cr
л.
\
—гд
/
-г
\
"
/у
п
;—N
L
\
s
л
-.
т
^ /
S/I
20%
% -о
100 Ц
90<§
i
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 !t0 S/
Фиг. 93. Влияние кремния на физические свойства
ковкого чугуна [1].
женном ковком чугуне. Наличие углерода
отжига возможно при смешанном процессе
отжига (полуамерикаиский процесс).
Влияние кремния на физические свойства
отражено на фиг. 93 [1].
ГЛ. I]
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА
77
Повышенное содержание кремния почти
не сказывается на сопротивлении разрыву,
но удлинение, сужение и ударная вязкость
весьма резко снижаются.
Марганец в обезуглероженном ковком
чугуне допускается до 0,4—0,5%. При малом
содержании марганца (<0,2%) и высоком
содержании серы @,2—0,3%) отливки обла-
дают низким сопротивлением удару, так как
при этом не происходит нейтрализации вред-
ного влияния серы. При повышении содер-
жания марганца до 1°/о (сверх необходимого
для нейтрализации вредного влияния серы)
механические свойства мало изменяются.
Фосфор допускается обычно в пределах
0,08—0,15%. При содержании выше 0,3% Р
отливки обладают очень низким сопротивле-
нием удару.
Сера допускается до 0,2% и более. Как
сказано было выше, вредное влияние серы
должно быть компенсировано повышенным
содержанием марганца. Сера улучшает обра-
батываемость.
Хром в обезуглероженном ковком чугуне
не играет той вредной роли, как в графити-
зированном. Содержание хрома в отливках
может доходить до 0,3%.
Микроструктура. Отливки из обезуглеро-
женного ковкого чугуна имеют излом бле-
стяще-белого или матово-серого цвета в отли-
чие от черного в графитизированном феррит-
ном ковком чугуне. Микроструктура обез-
углероженного ковкого чугуна весьма резко
изменяется от периферии к центру отливок,
в особенности при большой толщине их.
Структура обезуглероженного чугуна пер-
литно-ферритная, а при более высоком содер-
жании связанного углерода может быть чисто
перлитной. В качественных отливках из обез-
углероженного ковкого чугуна перлит должен
быть мелкослойным. При недостаточно полной
декарбюризации образуется в сердцевине от-
ливок перлитно-цементитная структура. При
значительном количестве свободного це-
ментита металл весьма твёрд и хрупок. Чем
ближе к поверхности, тем количество угле-
рода меньше, и в структуре получается пре-
обладание феррита. У наружной поверхности
структура обычно чисто ферритная.
Количество углерода отжига зависит от хи-
мического состава, степени нагрева и длитель-
ности прохождения процесса обезуглерожива-
ния. При низком содержании кремния не
происходит графитизации и в структуре на-
блюдается полное отсутствие углерода от-
жига.
Содержание углерода в обезуглероженном
ковком чугуне зависит от толщины сечения
отливок (табл. 95)
Таблица 95
Зависимость содержания углерода от толщины
сечения отливок
Толщина сечения
отливки в мм
3—5
5—ю
ю—is
Больше 15
Содержание углерода в °/0
связанного
До о,5
o,i—о,8
о,з—1,2
O.6-I.6
отжига
о,1— о,з
0,2—О,О
0,2—1,О
О,3—1,2
общее
О,1—О,6
о,з—1,4
О,5—2,2
о,9-а,9
Механические свойства
Обезуглероженный (белосердечный) ков-
кий чугун ввиду неоднородности своей струк-
туры весьма резко изменяет свои свойства
в зависимости от толщины сечения отливок.
Сравнение механических свойств обезугле-
роженного и графитизированного ферритного
ковкого чугуна
приводится на
фиг. 94 и 95 [6].
бь кг/мм*
N
ч
ч 3
V
/
у
-ч
6 9 12 '5 мм
Диаметр образца
Фиг. 94. Сравне-
ние механических
свойств обезугле-
роженного и графи-
тизированного фер-
ритного ковкого
чугуна: 1 — Те
36—92; 2—Те40-92;
3 - Те 35-92.
46
U0
38
36
3k
зг
30
1
_ 3
У
i
i
i
- —
0 3 6 9 12 15 № ИМ
Диаметр образца
Фиг. 95. То же, что фиг. 94.
Для испытаний обезуглероженного ковкого
чугуна применяются образцы уменьшенного
сечения — диаметром 12 мм (фиг. 96).
•^
—SO
л—l г
__, ?П «.
160 —
-а.
.« Т/7
* J U
Фиг. 96. Образец для испытания обез-
углероженного ковкого чугуна.
Механические свойства обезуглероженного
(европейского) ковкого чугуна приведены
в табл. 96.
Таблица 96
Механические свойства ковкого чугуна
Стандарт
ГОСТ
1215-41
Велико-
британия
BS309 1927
Германия
D1N 1940
Марка
метал-
ла
КЧ40-3
КЧ 35-4
КЧЗО-3
—
Те 35-92
Те 40-92
Для
0
ости
НИИ
ас <и
о*
Ч-
Ч р ^
1st
40
35
ЗО
31.5
¦Р
47
образцов
16 мм
и
ние
<v
я
>>
Л
4
3
5
2
3
Бри-
о Ч
с ^
B S
о а
1|
m S3
н я
2OI
2OI
3OI
—
Для
0
ости
НИИ
Ч Си ?
С в" в
4о
35
3°
—
35
4о
образцов
12 мм
а
ЭИН
ДЛИН
4
5
4
~
3
5
Бри-
о |
i2S
0 в
&9-
:<и с
в ш
Нк
2OI
2OI
2OI
—
78
ЧУГУН
[РАЗД. II
Угол загиба по английскому стандарту
на обезуглероженный ковкий чугун устано-
влен в 45° (для бруска размерами 203 Х25,4Х
X 9,5 мм) против 90° для графитизированного
ковкого чугуна.
Технологические свойства
Твёрдость обезуглероженного ковкого чу-
гуна допускается Нв — 201 кг/мм2. Обраба-
тываемость его значительно хуже, чем гра-
фитизированного ковкого чугуна.
Скорость резания без охлаждения при
подаче 0,43 мм и глубине резания 0,20 мм
инструментом, изготовленным из сплава видиа,
составляет для графитизированного ковкого
чугуна 60—77 м/мин и для обезуглерожен-
ного ковкого чугуна 19—30 м/мин в зави-
симости от степени обезуглероженности.
Обезуглероженный ковкий чугун благодаря
своей перлитной структуре и малому количе-
ству углерода отжига даёт более чистую по-
верхность обработки, а при нарезке — весьма
чистую несрывающуюся резьбу.
Обезуглероженный ковкий чугун широко
применяется в производстве фитингов, осо-
бенно малых размеров. Литьё для фитингов
большей частью готовится из ваграночного
ковкого чугуна, обладающего при высоком
содержании углерода хорошей жидкотекуче-
стью, вследствие чего литьё получается осо-
бенно плотным. Результаты испытаний фитин-
гов из обезуглероженного ковкого чугуна
приведены в табл. 97.
Так как декарбюризация на значительную
толщу металла невозможна, обезуглерожен-
ный (европейский) ковкий чугун применяется
только для лёгкого тонкостенного литья. Кроме
фитингов,из него изготовляют мелкие детали
для текстильного машиностроения, судострое-
ния, сельскохозяйственного машиностроения,
ружейного производства и т. д.
Легирование ковкого чугуна одновременно
молибденом @,2—0,6%) и хромом @,5— 1<у0)
с улучшением метода декарбюризации (дове-
дение содержания углерода ниже 0,35°/о) даёт
возможность применять металл в тонкостен-
ных отливках высокой прочности для само-
лётов.
ПЕРЛИТНЫЙ ГРАФИТИЗИРОВАННЫЙ
КОВКИЙ ЧУГУН
Перлитный ковкий чугун охватывает не-
сколько видов металла, весьма различных по
своей структуре, механическим качествам, хи-
мическому составу и способам изготовления.
Связанный углерод в перлитном ковком
чугуне может образовать структуру не толь-
ко перлита, но и других продуктов распада
аустенита, например, сорбита или мартенсита.
В некоторых специальных марках перлитного
ковкого чугуна, чтобы придать им определён-
ные свойства (повышенная износостойкость
или лучшие антифрикционные качества), может
быть образован цементит.
Классификация перлитного ковкого чугуна,
принятая организацией американских литей-
щиков (AFA), приведена в табл. 98 [11].
Механические свойства
Механические свойства перлитного ковкого
чугуна зависят от содержания в нем связанного-
углерода. С повышением содержания последне-
го возрастает предел прочности и предел теку-
чести, сильно сни-
жается удлинение
(фиг. 97). Твёр-
дость также зави- ™
сит от содержания ,-
связанного угле- ™
рода. /о
Повышение ко-
личества общего 35
углерода несколь-
ко снижает меха- 28
нические свойства,
как и в ферритном 6%
ковком чугуне,
вследствие увели- 20 \=^
чения количества
углерода отжига. п т по л7 п, пк &
КРар6идообра- » °>CZJL?L% %
зующие элементы фиг 97 зависимость иехаииче-
(марганец, ХрОМ, ских свойств ковкого чугуна от
МОЛИбден), удер- содержания связанного углерода.
живая углерод в
связанном состоянии, повышают механические
свойства перлитного ковкого чугуна и одно-
временно снижают его статическую вязкость.
Таблица 97
у
\
У
6
S
-—11
Результаты испытания фитингов из обезуглероженного ковкого
Размер
фитинга
в мм
6,4
19, о
31,7
5о,8
76,2
152>4
чугуна (до появления
под действием давления воды) \г\
Фитинги, отлитые из вагранки
Колена
Средний
вес в кг
о,о47
о,172
0,472
о.975
Среднее
максимальное
давление
в кг/см3
6i5
D2O
492
325
—
Тройники
Средний
вес в кг
0,064
0,230
о,595
1,248
2,870
13,3°°
Среднее
максимальное
давление
в кг/см?
534
423
369
2O2
2l6
179
трещин
Фитинги, отлитые из отража-
тельной печи
Средний
вес в кг
о,о44
0,169
о,432
O.9I4
—
<олена
Среднее
максимальное
давление
в кг/см3
498
583
ЗЗ2
3i8
—
Тройники
Средний
вес в кг
0,056
O.2I9
°.545
i,i86
3.14°
13,100
Среднее
максимальное
давление
в кг/см?
324
497
3°8
236
3°5
176
ГЛ. I]
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА
79
Схема классификации перлитного ковкого чугуна
Таблица 98
По характеру процесса производства
По микроструктуре металла в отливках
Рол а
В зависи-
мости от
характера
1-й стадии
графитиза-
ции
В зависи-
мости от
полноты
процесса
отжига при
2-й стадии
графитиза-
ции
С полным распадом карбидов
при отжиге
Раз-
дел I
Непол-
ная
графи -
тизация
Раздел II
Полная графитизация
(требуется дополни-
тельная термообра-
ботка)
Род C
С за-
держ-
кой рас
пада
карби-
дов в
процес
се от-
жига
По основ-
ным микро-
компонен-
там в ме-
талле
Раз-
дел I
Непол-
ная гра-
фитиза-
ция
В зависимо-
сти от рас-
пределе-
ния струк-
турных
составляю-
щих, содер-
жащих свя
занный С
Группа
Мартен-
сит
илитро
остит
Группа
Сорбит
Тип а
Распределение
беспорядочное
и случайное
Группа
Группа
Перлит
пла-
стинча-
тый
зерни-
стый
Тип b
Распределение
вокруг ферри-
та, окаймляю-
щего углерод
отжига по схе-
ме „бычьего
глаза"
Группа
Сферои-
дизиро-
ванный
цементит
Тип с
Распре-
деление
по гра-
ницам зё-
рен фер-
рита
Группа
6
Феррит*
Тип d
Класс А
В зависимости от
химсостава белого
чугуна, подверга-
емого отжигу
Обычный
нелегиро-
ванный бе-
лый чугун
для феррит-
ного ковко-
го чугуна со
специаль-
ным режи-
мом отжига
Класс В
Приме-
чание
Белый чу-
гун, содер-
жащий кар-
бидообра-
зуюшие
элементы
(легиро-
ванный)
Классы
А и В
отно-
сятся
кобоим
разде-
лам 1,И
* В чугунах с ферритной структурой распределение
структурных составляющих возможно только по
типу d, так как имеется наличие одного только
структурного компонента.
Зависимость между твёрдостью перлитного
ковкого чугуна и его механическими свой-
ствами дана на фиг. 98. Сопоставление меха-
нических свойств главнейших типов перлит-
ного ковкого чугуна приводится на фиг. 99.
Технологические свойства
Обраб атываемость перлитного ковкого чу-
гуна знач иаельно хуже, чем ферритного, и за-
висит, главным обра-
зом, от содержания
связанного углерода.
Одним из показателей
обрабатываемо сти
перлитного ковкого
чугуна является твёр-
дость. Режим резания
для перлитного ков-
кого чугуна устана-
вливается более низ-
кий, чем для феррит-
ного.
Перлитный ковкий
чугун обладает значи-
тельно лучшей из-
носостойкостью, чем
ферритный. Закалка
ещё более увеличи-
вает это свойство.
Некоторые виды
перлитного ков кого
чугуна обладают так-
же антифрикционны-
ми свойствами (табл.
82
78
70
66
62
58
5k
50
U6
U2
38
3k
30
1
—
2
и
1
1
к
7
,8
4
L
k
1
1
9
6
7
5
1
L
10
9
2
_3
и
3
ю
8
Ю /2
16
__
240 НБЩ.
Коэфициент
ния КОВКОГО
тре-
Фиг. 98. Зависимость меха-
нических свойств ковкого чу- уу
гуна от твёрдости [12]. С перлИТНО-феррИТНОИ
Фиг. 99. Механические свойства главнейших типов
перлитного ковкого чугуна: 1— ферритно-перлитный;
2— Аг Ma Steel; 3— Z-металл; 4— миханит; 5— хроми-
сто-кремнистый; 6— хромо-никелевый; 7— гибрид (низко-
углеродистый легированный ковкий чугун); 8— перлит-
ный с первичными карбидами; 9— медисто-марганцевыг;
10— промел; 11— нормализованный.
so
ЧУГУН
[РАЗД. II
11
п
1
2
п
г
i—i
3% уксусная
кислота
ППгЛ
/ос
в
1—1 1 1
п
воде
П
—-
1
3 45 6? 8 9 10 И 12
Фиг. 100. Испытания на коррозию ковких антифрикцион-
ных чугунов: 1 — ферритный; 2— ферритный нормализо-
ванный; 3—перлитный A,16% Мп): 4 — медистый
@,75% Си); 5 — то же нормализованный; 6 — медистый
@,95% Си); 7—то же нормализованный; 8 — медистый
AL4% Си); 9 — то же нормализованный; 10—медистомар-
ганцовистый @,82°/0 Си, 1,17% Мп); 11 — серый; 12 —ме-
дистый серый B,46% Си).
структурой равен при жидкостном трении
0,05 — 0,10 и при сухом — 0,30—0,45. При
применении перлитного ковкого чугуна в ка-
честве антифрикционного металла зазоры ме-
жду валом и втулками делаются на 10—15°/0
больше, чем при бронзовых втулках.
Втулки из перлитного ковкого чугуна хо-
рошо работают при pv (в кгм/см^сек): в ме-
таллорежущем оборудовании 50, металлодавя-
щем 120, в тракторах 160. Тщательность обра-
ботки и приработка втулок позволяют уве-
личить pv.
Некоторые виды перлитного ковкого чу-
гуна обладают антикоррозионными свойствами
и кислотоупорностью.
Сравнительные показатели коррозиостой-
кости ковкого антифрикционного чугуна пред-
ставлены на фиг. 100.
Характеристика основных типов
Характеристика основных типов перлит-
ного ковкого чугуна приведена в сводной
табл. 100 и в следующих к ней дополнениях.
Перлитно-ферритный ковкий чугун
(класс 1, № 1 и 2). При отжиге с укорочен-
ной выдержкой во время второй стадии гра-
фитизации получается, в зависимости от вре-
мени выдержки, перлитный ковкий чугун с раз-
личным количеством перлита в структуре
типа „бычий глаз" и с различными механи-
Таблица 99
Лабораторные испытания на износ на машине Амслера
Сорт ковко-
го чугуна
Перлит-
ный с повы-
шенным со-
держанием
марганца
Перлитно-
ферритный
Легирован-
ный
Нормали-
зованный
медистый
Медисто-
марганцо-
вистый
Нормали-
зованный
при t° С
860 \
880 1
900 {
920 J
Модифи-
цированный
в ковше бе-
¦ лый чугун
Наименование изде-
лий, из которых взя-
ты образцы металла
Червячная шестерня
экспериментального
грузового автомобиля
ЗИС-6
Рессорная втулка
автомобиля ЗИС-5
Тормозные барабаны
автомобилей Форд-
Префект:
задней оси
передней оси
Разрывные образцы
Тоже
То же
Болванки 0 70 мм
различных видов
Химический состав в %
С
2,2О
2,4°
2-45
2,65
1,°4
1.67
2,6Ь
2,25
2,45-
3,14
2,96
Si
I,2O
i',3°
о,8о
i,o8
I.OO
0,89
I.IO-
1,30
1,02
0,17
Mn
0,90
i,10
o,35
o,45
o,35
0,42
o,44
1,17
o,35—
o,45
1,02
0,84
P
_
0,12
0,18
0,116
0,184
0 ,126
0,11
0,12—
o,r8
0,126
0,125
S
0,03
0,05
До
0,12
O.O43
0,112
O,O22
До
О,13
О,О22
0,021
Сг
о,о6
о,о8
До
-
о,оз7
о,о59
До
0,036
Си
-
-
о, 17
о,8б
о,95
о,8а
V
-
-
о,°4
О,О1
— .
—
-
ковкого антифрикционного чугуна
Твёр-
дость
НВ в
кг/мм?
179—183
!83
197—2O7
170—183
212
2O7—229
192
228
241
212
197
i87
Потери в весе гприиспытании
всухую за
3000 оборо-
тов при
р = 10 кг/см1
O.OI25—o,oi8o
0,0090
0,0051
0,0297
0,0069
0,0080**
0.0080
0,0023
0,0019
0,0072
-
со смазкой за
72 000 оборотов
при
р = 200 кг/см>
О,0О08—0,0200*
о,о544***
0,0005
0,0011
о,ооо5
0.0004
о.оооз
о,оою
о,ооо8
0,0010
о,оон
о,оою
* При р = 300 кг/см3.
** При р=20 кг!см*.
*** Среднее из 8 испытаний.
ГЛ. I]
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА
ческими свойствами. Предел усталости такого
ковкого чугуна составляет 0,5 от предела
прочности при растяжении.
Регулирование температуры и времени вы-
держки при второй стадии графитизации не
обеспечивает достаточных механических
свойств, поэтому часто прибегают к повыше-
нию содержания в металле марганца до
0,7—1,0%. Белый чугун с повышенным содер-
жанием марганца может отжигаться обычным
способом вместе с белым чугуном, принятым
для отливок из ферритного ковкого чугуна.
Ar Ma Steel (класс II, № 3). Аг Ma Steel
изготовляется в США по специальному ре-
жиму отжига из нелегированного белого чу-
6 кг/мм?
КЗ 156 170 187 207 229 255 286НВ
Фиг-j. 101. Механические свойства Аг
Ma Steel [14j.
гуна следующего примерного химического со-
става [14]: 2,60/р С; 1,3<>/0 Si; 0,4% Мп; 0,050/0 Р;
0,13% S. Литьё после прохождения первой
стадии графитизации в течение около 15 час.
при 950° С быстро охлаждается на воздухе
с 925° С или закаливается в масле при 870° С,
затем нагревается до температуры 675° С.
В зависимости от времени выдержки при
этой температуре металл получается весьма
точно воспроизводимых механических качеств
и твёрдости (табл. 100 и 101).
Для получения более высоких механиче-
ских качеств применяется легирование бе-
лого чугуна молибденом.
Отливки из Ar Ma Steel применяются вза-
мен поковок и штамповок из углеродистых
и малолегированных сталей*.
К преимуществам отливок из данного ме-
талла относятся:
1) однородность структуры при высокой
прочности и вязкости;
2) максимальная прочность при малом ]весе
(экономия в весе против кованых заготовок
10—30%, экономия в стружке при обработке
25-50%);
3) широкие пределы механических свойств
(фиг. 101) [14];
4) высокая ударная вязкость при низких
температурах воздуха;
5) высокий предел текучести, в особен-
ности при твёрдости Нв — 200 кг/мм2 и
выше (85% при Нв = 230, 74% при Нв =
= 463 кг/мм2);
6) высокое сопротивление усталости (ко-
ленчатые валы);
7) высокая способность к затуханию ви-
браций (кулачковые валы);
8) обрабатываемость на 10—30% лучше,
чем стальных поковок одинаковой твёрдости;
9) высокая износоупорность в результате
поверхностной закалки;
10) способность закаливаться наравне с
малолегированными сталями (прокаливается
на глубину до 18 мм при закалке в масле
и до 37 мм при закалке в воде; заменяет
легкие поковки из среднеуглеродистых или
цементуемых сталей в пределах твёрдости
Ив = 160—240 кг/мм2 при сопротивлении раз-
рыву 45—63 кг\мм*).
Сфероидизированный перлитный ковкий
чугун — 2-металл (III класс, № 4). Под на-
званием Z-металла в США известен ковкий
70
63
56
/у
70$
1
686*
660°
II/
0/i
0,6 0,8 1,0 1,2
(Мп - 2S)
Фиг. 102. Зависимость предела прочности при
растяжении от содержания Мп и температуры
при 2-й стадии графитизации (выдержка 10 ч.) [24J
чугун со структурой сфероидизированного це-
ментита, получаемый из металла с содержанием
марганца до 0,7—1,2% при специальном режи-
ме отжига. Марганец может вводиться в виде
ферромарганца в белый чугун обычного хими-
ческого состава. Особенностью процесса от-
жига является длительная выдержка при тем-
m
a
4
0
686°
660*
735°
70f}°
¦"•••—
S=
* Поршни дизельных двигателей из Ar Ma Steel в
поездах и автомобилях выдерживают пробег до одного
миллиона миль.
02 Off 0,6 0,8 1.0 1,2 Ifi %
(Mn-2S)
Фиг. 103. Зависимость удлинения от содер"
жания Мп и температуры при 2-й стадии
графитизации (выдержка 10 час.) [24]
пературе ниже критической точки F90—670 °С)
для сфероидизации цементита из перлита. В за-
висимости от содержания марганца, темпера-
туры и времени выдержки для сфероидизации
цементита металл получается весьма различ-
ных механических свойств (фиг. 102 и 103).
Таблица 100
ее
Характеристика основных типов перлитного ковкого чугуна
О
С
О
с
1
2
3
4
о
о
ч
I
1
II
III
Сорт или
марка
Перлитно-фер-
ритный ковкий
чугун
То же
Ar Ma Steel
Z-металл (сфе~
роидизированный
ковкий чугун)
Микроструктура
(см. табл. 98)
В металлической
основе феррит
окружает углерод
отжига на перлит
ном поле(„бычий
глаз"). Группа й,
Тип b
То же
Та же структура
до чистоперлит-
ной основы. Вели-
чина зёрен более
мелкая. Группа 3,
тип b
Структура сфе-
рой дизированного
цементита. Груп-
па 5, тип d
Особенности
химического
состава
Белый чугун нор-
мального состава
для получения
ферритного ков-
кого чугуна
Повышенное со-
держание мар-
ганца (от 0,7 до
1.О-о)
Обычный хими-
ческий состав для
ферритного кой-
кого чугуна: При-
меняется легиво-
вание молибденом
Повышенное со-
держание мар-
ганца (от 0,7 до
1,0° 0)
Механические свойства
s
11
si
3 §3
45—бо
4S—6?
45-63
50-70
чести
>,
*" я
5 s
5^
С i
*-*
35—49
03
<и
Я
X
<ы
X
S
с?
Уд.
5-1
5-г
13-6
5.
о Ч
, --
н !е
•V —
ю Z
Н i
i5o -200
160—200
*С- 2-О
I О 122O
Комплекс
свойств
металла
Повышенная
прочность и малая
вязкость. Повы-
шенная износо-
упорность. Анти-
фрикционные
свойства при ма-
лых удельных да-
влениях [11]
То же
Прочность от
умеренной до вы-
сокой. Вязкость
от умеренной до
л;алой. Высокое
сопротивление
усталости. Хоро-
шая циклическая
вязкость [13,14,25]
Прочность от
умеренной до вы-
сокой. Вязкость
от большой до
умеренной. Анти-
коррозийные и
кислотоупорные
свойства
Методы термо-
обработки
Укороченная зо-
на второй стадии
графитизации,
увеличенная ско-
рость охлаждения
в этой зоне
Обычный режим
отжига для фер-
ритного ковкого
чугуна
Специальный
режим отжига с
быстрым охла-
ждением с 925 до
750° С
Повышение из-
носоупооности с
помошью поверх-
ностной или пол-
ной закалки
Специальный от-
жиг с выдержкой
ниже критиче-
ских точек 690 —
670° С для сферо-
идизации струк-
туры
Назначение
Фитинговое
литьё", машинное
литьё неответ-
ственных деталей
То же
Заменитель по-
ковок из малоле-
гированных кон-
струкционных ста-
лей
То же
Характерные
виды отливок
Втулки, шестер
ни и т. д.
То же
Кулачковые и
коленчатые валы,
поршни автомоби
лей и дизель-мо-
торов
То же
5
6
7
8
q
10
11
12
13
14
IV
V
V
V
VI
VII
VIII
VIII
.Villa
Villa
•
Гр а ф итиз и po-
ванная сталь
Миханит
Высококремни-
стый перлитный
ковкий чугун бы-
строго отжига
Хромистокрем-
нистый ковкий
чугун
Хромоникеле-
вый ковкий чугун
Малоуглероди-
стый легирован-
ный ковкий чугун
Медистомар-
ганцовистый ков-
кий чугун
Перлитный ков-
кий чугун с содер-
жанием первичных
карбидов
Промел
. Нормализован-
ный ковкий чугун
Зависит от тер-
мообработки
Группа 3
Зернистый пер-
лит (группа 4).
После закалки —
сорбит (группа 2)
Группа 3
Группа 2
Группа 3 или 2,
тип d
Группа 3; после
специального от-
жига — группа 4
и 5
Группа 5 тип d-f-
карбиды
Тип с
Тип^ с
Низкое содер-
жание углерода
(около 1,5%) при
высоком содержа-
нии кремния (око-
ло 2,0%)
Обычный белый
чугун, обработан-
ный силикокаль-
цием
Повышенное со-
держание Si A,3—
1.7%)
0,2-1,1% Сг при
высоком содержа-
нии Si A,2—2,0%)
и низком — угле-
рода (~ 2,3%)
Легирование
хромом и никелем
@,3-0,4% Сг; 0,7—
1,35 N4)
1,1-1,7% С;
0,8-1,3% Si;
2,0-3,0% Сг;
0,6-1,0% Мп
1,П%Си; 0,95—
1,35% Мп
Легирование
ванадием
Обычный ото-
. жжённый феррит-
ный ковкий чугун
То же
Зави-
сит от
тер-
мооб-
эабо-
тки
38-8;
63
49-56
49-63
52—61
42—5б
49-52
49—бо
J5I-6S
Зависит
от термо-
обра-
ботки
21—56
49
28-з6
35—49
46—52
31—42
41—44
35
-—
1
3 я ВИ-
СИТ от
термо-
обра-
ботки
I5-I
4
9—2-5
15—5
7,1—3,5
9—5
4.5-3.5
14—ю
5—2,5
После
нормали-
зации 270.
После за-
калки и
отпуска—
650
140 -зсо
235
180-200
180—250
220—280
__
210
170—190
170—225
Высокая проч-
ность и текучесть.
Высокая износо-
упорность после
закалки
Повышенная
прочность и хоро-
шая износоупор-
ность [11]
То же
То же [16]
Жаростойкость.
Высокая проч-
ность и износо-
упорность. Хоро-
шо никелируется
и полируется
Высокая проч-
ность и цикличе-
ская вязкость, ан-
тифрикционные и
антикоррозийные
свойства [11]
Специальный
антифрикционный
металл [11]
То же
*
1
Повышенная
прочность и хоро-
шая износоупор-
ность [16]
Специальный
антифрикционный
металл [11]
Специальный
режим отжига
Специальный от-
жиг и последую-
щая термообра-
ботка
Специальный
отжиг с закалкой
или без закалки
То же
То же
То же
Обычный режим
отжига для фер-
ритного ковкого
[ чугуна
Обычный режим
отжига для фер-
ритного ковкого
чугуна
Дополнительная
закалка в масле
и последующий
отпуск
Дополнительная
термообработка
Для прокатки и
высадки
Для отливок,
требующих высо-
кой прочности на
разрыв и большой
износоупорности
То же
То же
1
Жаростойкие
изделия
Заменитель по-
ковок из легиро-
ванных сталей
Зэменитель
цветных анти-
фрикционных
сплавов
Антифрикцион-
ные изделия
Для отливок,
требующих высо-
кой прочности на
разрыв и большой
износоупорности
Антифрикцион-
ные изделия
Штампы чека-
ночные, волочиль-
ные матрицы, обой-
мы шарикопод-
шипников
_
Топочная арма-
тура
Коленчатые и
кулачковые валы,
поршни, тормоз-
ные барабаны
Втулки, под-
шипники и другие
изделия, подвер-
женные коррозии
Подшипники,
втулки, тормоз-
ные барабаны
Звенья цепей
Подшипники,
втулки, тормоз-
ные барабаны
ЧУГУН
[РАЗД. И
По механическим качествам Z-металл
можно подразделить на следующие 4 группы,
перечисленные в табл. 102.
Таблица 101
Влияние продолжительности нагрева при 675°
на твердость и микроструктуру Аг Ma Steel [141
Время выдержки
при 675°С
Без выдержки . .
2 часа
4 .
5 часов
6
8 .
10
12
Твёрдость
по Бри-
нелю
в кг/мм1
285
абд
223
213
196
179
163
131
Микроструктура
Перлит + графит
То же
То же + немного
феррита
То же
Перлит преобладает
Перлит + феррит +
+ графит
Феррит преобладает
Феррит + графит
Таблица 102
Механические свойства Z-металла
Группа
i
2
3
4
Предел
прочности
при
растяжении
в кг!мм3
5°
55
65
7°
Предел
текучести
в кг\мм?
35
3°
45
49
Удлинение
в °/„
i6—18
12—14
9-11
6—8
Твёрдость
по Бри-
нелю
в кг/мм3
i8o
190
210
220
Повышение прочностных свойств Z-метал-
ла зависит от упрочнения феррита за счёт
повышения в нем содержания марганца и
от повышения стойкости зёрен феррита бла-
годаря присутствию в них глобулярного це-
ментита.
Обрабатываемость Z-металла лучше, чем
углеродистых сталей, более низких по твёр-
дости, и зависит от углерода отжига, игра-
ющего роль смазки, и ферритной основы со
включениями глобулярного цементита.
Z-металл допускает термообработку. Глобу-
лярный цементит при нагревании выше кри-
тической точки растворяется в аустените.
После закалки может быть получена структу-
ра с различными количествами мартенсита,
тростита или сорбита, как в сталях со сред-
ним содержанием углерода. Закалённый Z-ме-
талл имеет лучшую вязкость, чем литая сталь,
и даёт наилучшие результаты при поверх-
ностной закалке.
Для повышения механических свойств,
ударной вязкости, антикоррозионности и дру-
гих качеств металла применяется легирование
Z-металла молибденом, медью, ванадием и
другими элементами.
Z-металл обладает значительно большей
антикоррозионностью, чем.ферритный ковкий
и серый чугун (табл. 103).
Таблица 103
Сравнительные испытания на коррозию
при 27° С [15J
При погружении
в растворы кислот
5%-ной серной . .
25°/о-ной дубиль-
ной
5°/0-ной молочной .
5%-ной соляной .
Относительная потеря в весе
Z-металл
2,68
о с>5
о,о8
°,45
феррит-
ный
ковкий
чугун
26,57
O,OQ
1,19
11,18
серый
чугун
11>°9
—
13,*5
Графитизированная сталь (класс VI,
№ 5). Графитизированная сталь с содержа-
нием около 1,5% С, т. е. ниже обычного пре-
дела для чугуна, по своим механическим свой-
ствам является продуктом, промежуточным
между ковким чугуном и сталью, и должна
быть отнесена к классу перлитного ковкого
чугуна. Примерный химический состав графи-
тизированной стали: 1,5% С; 1,9% Si; 0,4% Мп;
0,03«/0 Р; 0,030/п S.
Твёрдость графитизированной стали по Бри-
нелю: после отжига—156 кг/мм?, после от-
жига и нормализации — 269, после закалки и
отпуска — 652 кг/мм2 (по Роквеллу — 63).
По прочности графитизированная сталь не
уступает конструкционной. Благодаря содер-
жанию в ней углерода отжига она имеет об-
рабатываемость, одинаковую с перлитным ков-
ким чугуном. Из графитизированной стали из-
готовляются волочильные матрицы,:чеканоч-
ные штампы, инструмент, обоймы шарико-
подшипников и т. д. Штамповки получаются
без рисок, задиров и царапин. Стойкость
штампов в 10 раз больше, чем стальных
марки У-10.
Графитизированная сталь может быть про-
катана в прутки.
Перлитный ковкий чугун ускоренного от-
жига—миханит (класс V, № 6 — 9). Ковкий
чугун марки миханит изготовляется в США.
Он получается б результате обработки белого
чугуна перед заливкой кремнистым кальцием
(см. „Модифицированный чугун"). Совершенно
не допускаются при этом даже мельчайшие
выделения графита.
Химический состав белого чугуна до отжига b%A1J
При плавке С Si Mn P
в вагранке 2,7—2,9 i,o 0,35 Ниже 0,15
в отражательной печи . 2,4—2,6 i,o 0,35 » °.I5
Применением различных температурных
режимов отжига и последующей термообра-
ботки ковкому чугуну миханит придают раз-
личную степень прочности и твёрдости.
Показатели механических свойств ковкого
чугуна миханит приведены в табл. 104 [11].
Высококремнистый перлитный ковкий
чугун быстрого отжига (класс V, № 7). Для
быстрого отжига перлитного ковкого чугуна
ГЛ. I]
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА
85
Таблица 104
Механические свойства чугуна миханит
ч
h
V
S
«в
сх
1
1
2
3
Наименование
механических
свойств
Предел проч-
ности при растя-
жении в кг/мм2 ,
Предел текуче-
сти в кг/мм3 . . .
Удлинение в °/0 .
Твёрдость по
Бринелю в кг/мм-
Предел прочно-
сти при растяже-
нии В K2JMM? . . .
Предел текуче-
сти в кг/мм2 . . .
Удлинение в °/0 .
Твёрдость по
Бринелю
Предел прочно-
сти при растяже-
нии в кг;мм3 . , .
Предел текуче-
сти в кг/мм3 . . .
Удлинение в % .
Твёрдость по
Бринелю в кг! мм*
Плавильные
агрегаты
вагран-
ка
3°~-4°
2О—25
6—Ю
140—19°
45— бо
3°—35
1,5—4
200—240
55—7°
35-45
1—2
Э5о— зоо
отра-
жатель-
ная
печь
4°-45
25— 3°
to—is
Но— igo
55—7O
35—45
2—5
210—250
63-85
45—55
1—2
25°—3°°
Режим термо-
обработки
Нагрев до
925° С и вы-
держка при
этой темпера-
туре 24 часа;
быстрое
охлаждение
до 730° С; мед-
ленное с 730
до 645° в те-
чение 24 час.
и далее на
воздухе
Нагрев до
925° С и вы-
держка при
этой темпера-
туре 24 часа;
быстрое
охлаждение
на воздухе
Нагрев до
925° С и вы-
держка при
этой темпера-
туре 24 часа.
закалка в
масле при
разных темпе-
ратурах в за-
висимости от
требуемой
твёрдости
применяется высококремнистый белый чугун
следующего примерного химического состава
в процентах:
Толщина сечений С Si Mti
отливок
i8-25" а,5 i.3 о.35
До 6 а.5 1,6—1,7 °,35
С + Si
3.8
Режим термообработки: нагрев до 940°С, вы-
держка при 940° С 4 часа, охлаждение с печью
до 510—545° С, закалка в масле, вторичный на-
грев до 705° С и выдержка при этой темпера-
туре от 12 до 24 час, отпуск при 720° С ¦— 1 час.
Хромистокремнистый ковкий чугун
(класс V, № 8). Для предотвращения выделе-
ний цементита при увеличенном содержании
хрома требуется повышенное содержание крем-
ния. При примерном химическом составе [11,
16]: 2,3% С; l,6IJ/0 Si;0,350/0Мп;0,160/0 Р; 0.100/0S;
0,7—0,9% Сг достигаются следующие механи-
ческие свойства: предел прочности при рас-
тяжении 55—56 кг\ммг; предел текучести
36,5 кг/мм-; удлинение 6—4%; твёрдость Hq =
= 200 кг/мм*.
Хромистокремнистый ковкий чугун может
быть получен из обычного белого чугуна
посредством присадки в ковш феррохрома и
ферросилиция. Применяется для отливок с вы-
сокой прочностью при растяжении и большой
износоупорностью.
Хромо-никелевый ковкий чугун (класс
VI, № 9). Хромо-никелевый ковкий чугун
обладает высокой прочностью, жаростой-
костью и износостойкостью. Применяется для
частей топочной арматуры и других жаро-
стойких и износоупорных изделий.
Хромо-никелевый ковкий чугун содержит
до 0,7—1,350/0 Ni при 0,3—0,4»/0 Сг, имеет в
изломе мелкозернистое строение, хорошо шли-
фуется и полируется.
Показатели механических свойств хромо-ни-
келевого ковкого чугуна приведены в табл. 105.
Таблица 105
Механические свойства хромо-никелевого ковкого
чугуна A1]
Американские марки
металла
42
Jewell Alloy
V
as
о я
С CLK
с <о
5 й«
49.3
63,3
59,8
IS
35,2
42,2
49,3
•
15
8
5
0
с
Ил»,
0 ч 3
180
200
250
Малоуглеродистый легированный ковкий
чугун (класс VII, № 10). Малоуглеродистый
легированный медью и хромом ковкий чугун
обладает высокими механическими свойствами
и большой износоупорностью. Химический
состав приведен в табл. 106, механические
свойства —в табл. 107 [11].
Показатели твёрдости на коленчатых валах,
изготовленных из малоуглеродистого леги-
рованного ковкого чугуна, приведены в
табл. 108 [11].
Микроструктура — мелкослойный сорбито-
образный перлит с мелкими шаровидными ско-
плениями углерода отжига.
Температурный режим отжига: нагрев до
900°С и выдержка при этой температуре 0,5
Таблица 106
Химический состав малоуглеродистого
¦ Наименование
отливок
Поршни ... •
Тормозные барабаны легко-
Коленчатые валы малоли-
тражных автомобилей . • . .
i
С
1,3—1,7
1,5—1.7
i,i
Si
i,3—o.9
0,9—1,1
0,8
легированного ковкого чугуна
Химический
Мп
О,6—1,О
°,7— °>9
о,8
Р
Макс. o,i
Макс. o,i
о,о4
:остав в °/0
с
Макс. о,об
Макс. о,о8
о,15
Си
2.5—3,°
2,О—2,7
2,0
Сг
О,15—О,2О
О,2
Ni
_
0,1
86
ЧУГУН
[РАЗД. I!
Таблица 107
Механические свойства малоуглеродистого
легированного ковкого чугуна
Наименование
отливок
Тормозные
барабаны . . .
Коленчатые
валы
Предел
проч-
ности
при
растя-
жении
в
кг/млР
6o-6i
52-б1
Предел
теку-
чести
в
кг/м.Ф
46-50
48—52
Удли-
нение
7,оо -~/,<У]
°/
и
S
О)
Су ж
._
3,9Ь
Твёр-
по Бри-
нелю
Ki'jMM2
217—223
240—277
Таблица 108
Распределение твёрдости на коленчатых валах
Места
замеров
Шатунные
шейки
Коренные
шейки
Щеки ......
Твёрдость
по Бринелю
Ив
242-277
24O—255
по Роквеллу
18 аз
31.5—22.5
часа, охлаждение в пределах 760—650° С—2,5
часа и в пределах 650 — 535°—1 час.
Медистомарганцовистый ковкий чугун
(класс VIII, № 11). Медистомарганцовистый
ковкий чугун применяется в США как под-
шипниковый антифрикционный металл. Со-
став и механические свойства этого чугуна
приведены в табл. 109 [И].
Таблица 109
Свойства медистомарганцовистого чугуна
Химический состав
и механические свойства
№ стандарта [11]
.45009 | 53007 ] 60005
До отжига в %:
углерод
кремний
марганец
фосфор
сера
медь
Связанный углерод после
отжига в %
Предел прочности при
растяжении в кг!мм?
Предел текучести в кг/мм1*
Удлинение в °/„
а,4
°.95
о, 17
0,065
I.O
О 2О
42,2
31 6
9
2,4
1Д5
о,17
0,065
I.O
0.40
49.3
37.3
7
2.4
°,95
1.35
о, 17
о,об5
о,68
Основным преимуществом способа полу-
чения этого вида перлитного антифрикцион-
ного ковкого чугуна является возможность
присадок ферромарганца и меди непосред-
ственно в ковш и отжига по нормальному
температурному графику одновременно с фер-
ритным ковким чугуном. Металл получается
со структурой пластинчатого перлита.
Для получения высококачественного анти-
фрикционного ковкого чугуна со структурой
сфероидизированного перлита рекомендуется
следующий температурный режим отжига [llj:
нагрев до 870° С. выдержка при 870° — 40 час,
при 815 и 760°—14 час, при 705°—22 часа
и при 660°— 14 час.
Перлитный козний чугун с содержа-
нием первичных карбидов [класс VIII, № 12],
Данная марка чугуна имеет структуру, по-
добную баббиту, состоящую из сравнительно
мягкой и вязкой основы (перлит + феррит)
и твёрдых включений цементита. Углерод
отжига служит элементом со смазочным свой-
ством. Чугун обладает очень высокой изно-
соупорностыо и антифрикционными качествами.
Применяется для гильз цилиндров, тормозных
барабанов автомашин, вкладышей подшип-
ников и других изделий.
Получение подобного металла может быть
достигнуто двумя способами.
1) Отливка из белого чугуна обычного
химического состава с отжигом при сокращён-
ной выдержке на первой стадии графитизации.
что вызывает неполный распад цементита при
отжиге. Этот способ требует тщательного
контроля температуры отжига. Карбиды, как
обычно при недоотжиге, имеют дендритное
строение.
2) Отливка из белого чугуна, легиро-
ванного карбидостабилизирующими примесями,
обычно ванадием, в количестве около 0,10°/0.
Отжиг — по режиму, нормальному для отжига
ферритного ковкого чугуна или Z-металла.
Количество образующихся карбидов находится
в зависимости от количества вводимого ва-
надия.
Механические свойства перлитного ков-
кого чугуна с содержанием первичных кар-
бидов приведены в табл. 110.
Таблица 110
Механические свойства Z-металла
Свойства
Предел прочности
при растяжении в
кг/мм*
Предел текучести
в кг/мм'1
Удлинение в % . . .
Твёрдость по Бри-
нелю в кг,1 мм1
Обыч-
ный
Z-ме-
талл
48
?fi
35
209
Z-.металл,
легирован-
ный 0,1%
ванадия
49
44
3.5
211
Z-металл,
легирован-
ный 0,1°/0
ванадия и
1% меди
52
41
4-5
Термообработанный ферритный ковкий
чугун (класс VIII, № 13 и 14). Перлитный
ковкий чугун может быть получен путём до-
бавочной термообработки ферритного ковкого
чугуна. При повторном нагреве отожжённого
ковкого чугуна углерод отжига частично
снова переходит в раствор. В зависимости от
температуры нагрева и времени выдержки ко-
личество растворённого углерода различна
и в среднем составляет около 0,3—0,4%.
ГЛ. 1]
МОДИФИЦИРОВАННЫЙ ЧУГУН
87
Связанный углерод в таком металле рас-
пределяется по границам зёрен. Микрострук-
тура представляет сетку твёрдого компонента
между зёрнами феррита и вокруг углерода
отжига.
Различают два вида термообработки фер-
ритного козкого чугуна: закалку и нормали-
зацию.
Закалённый ковкий чугун—
промел — изготовляется в США путём за-
калки и отпуска отожжённого ферритного
ковкого чугуна. Промел широко применяется
для изготовления звеньев цепей.
Механические и физические свойства ков-
кого чугуна промел следующие:
Предел прочности при растя-
жении 49* кг/мм*
Предел текучести 35 »
Удлинение ю—i4°/o
Предел усталости . - 23 кг/мм-
Модуль упругости i8 300 кг/мм'-
Твёрдость по Бринелю . . . 170—тоо
Удельный вес 7.35
Коэфициент теплового раг-
ширения и» ю~~6
Нормализованный ковкий чу-
гун. Нормализация козкого чугуна по тех-
нологическому процессу сходна с нормализа-
цией стали (нагрев до 800—900° С с быстрым
охлаждением на воздухе), но при нормали-
зации стали происходит изменение величины
зерна, а при нормализации ковкого чугуна
идёт обратное растворение углерода отжига
и насыщение ферритной основы металла свя-
занным углеродом.
В СССР нормализованный ковкий чугун
применяется как антифрикционный материал
для изготовления всякого рода втулок. Мел-
кие втулки и изделия готовятся из болванок
диаметром до 60 мм, отлитых в песчаные
формы. Для более крупных размеров приме-
няются пустотелые заготовки.
Механические свойства нормализованного
ковкого чугуна в зависимости от темпера-
туры нагрева приведены в табл. 111.
Для облегчения механической обработки
нормализованный ковкий чугун с твёрдостью
по Бринелю выше 200 кг/мм2 желательно
подвергать отпуску при 690—710° С. При твёр-
дости 217 кг/ммг и выше отпуск обязателен.
На основе результатов испытаний норма-
лизованного ковкого чугуна на износ (табл. 112)
Таблица 111
Механические свойства нормализованного
ковкого чугуна
Темпе-
ратура
нагрева
СС
¦
8оо
8зо
840
86о
Твёрдость
по Бринелю
в кг/мм1
io(j
1б7
178
ig8
207
Предел
прочности
при растя-
жении
в кг/мм2
:Ф
5i
57
6о
6д
Удли-
нение
в °/0
17
5 1
5 1
35 |
Примечание
Исходный
материал, до
нормализации
После норма-
лизации
Таблица 112
Результаты испытания нормализованного ковкого
чугуна* на износ на машине Зайцева
(по данным Ростовского машиностроительного института)
to
IS
о.
о
п.
I
2
3
4
5
6
II
55
6i,6
62,5
57.5
69,4
м
=(
3-2
—
4.4
4.4
елю
а
о.
ьпо Б
'а Ч
Е— со
187
197
2О7
217
255
я
и
ч
ние пе
О.
4°
bo
70
80
90
100
Износ
образца
в
s s
оооог
0,00148
о.оооб
0,0020
o,ooi3
0,0026
г
иным
¦а ?
о а:
о,ооо5
о,ооо6
о,ооо15
0,00085
0,0008
0.0013
Износ
;тально-
го кольца в г
с
о.
3
О.ООО4
0,00025
0,00022
0,00037
0,0002
0,0002
ого
I
!1>
ч
се
0,0007
о,оск>5
о.ооиз
о.оооз
0,0000
0,0000
* Химический состав образцов нормализованного
ковкого чугуна в »/0: 2.5 С; 1,4 Si; 0,5 Мп; 0,17 Р; 0,10 Si.
рекомендуется при работе втулок на сырых
стальных валах применять ковкий чугун с пер-
литно-ферритной структурой твёрдостью Нв —
— 187—197 кг/мм2 с содержанием 60—?О°/о
перлита, при работе втулок на закалённых
стальных валах — нормализованный ковкий
чугун твёрдостью Нв = 217—255 кг\мм1 с со-
держанием 90—100% перлита.
МОДИФИЦИРОВАННЫЙ ЧУГУН
Модифицированный чугун отличается от
обычного повышенной степенью графитизации
при одинаковом содержании графитизирующих
элементов и равных условиях остывания.
Модифицирование чугуна обычно заклю-
чается в обработке его в жидком состоянии не-
большими количествами графитизирующих
присадок (силикокальция, ферросилиция, сили-
* При увеличении количества связанного углерода
предел прочности может быть повышен до 60—63 kzjmm'1
при пониженном удлинении. В легированном ковком чу-
гуне предел прочности достигает до 70 кг',мм'1 при удли-
нении 10—14%.
** Иначе: „инокулированный чугун"
коалюминия и др.). При этом, без существен-
ного изменения химического состава "чугуна,
его структура, а также физические и механи-
ческие свойства, обусловленные одинаковыми
скоростями остывания, значительно изменяются
по сравнению с обычным чугуном. Действие
графитизирующих элементов при таком методе
их ввода в металл становится значительно
эффективнее [1. 2, 3, 12, 13, 25].
Сущность процесса модифицирования ещё
не вполне выяснена [1, 2, 3, 12, 13, 17, 24].
Влияние модифицирования на структуру чугуна
заключается в следующем: степень графитиза-
ции чугуна повышается (снижается склонность
88
ЧУГУН
|РАЗД. II
к отбелу), устраняется опасность образования
сетчатой структуры графита (иначе: „графит
переохлаждения", „графит с дендритной ориен-
тацией"). Структура зерна становится более
равномерной. Повышается стойкость перлита
и (практически) предотвращается образование
структурно свободных включений цементита
и феррита в металлической основе перлитного
чугуна. Включения графита получаются (пре-
имущественно) небольшими или средними по
размерам, пластинчатыми по форме, располо-
женными изолированно, — разделёнными (как
правило) значительными участками металличе-
ской основы.
В модифицированном чугуне зависимость
структуры от скорости охлаждения металла
значительно меньше, чем в обычных чугунах,
что создаёт однородность свойств в различных
сечениях отливки (значительно повышает ква-
зиизотропность отливки) [I, 2, 3, 9, 10, 12, 13,
17, 26, см. также стр. 33, п. 10].
Приведённые особенности структуры моди-
фицированного чугуна обусловливают его по-
вышенную прочность при статических и дина-
мических нагрузках, плотность, высокую
износоустойчивость, малый „рост" при нагре-
вах, повышенную устойчивость в коррозионных
средах и пониженную склонность к возникно-
вению внутренних напряжений в отливках [1,* 2,
3, 4, 7, 10, 11. 16, 23,24].
Влияние процесса модифицирования
на структуру чугуна даёт возможность улуч-
шать свойства различных видов чугуна как кон-
струкционных, так и специальных.
Модифицирование конструкционных чугу-
нов применяется: а) для получения наиболее
высоких показателей прочности (аь = 30—
40 кг/мм2) в сочетании с хорошей обра-
батываемостью в различных сечениях отливки;
термообработкой (закалка и отпуск) дости-
гается дополнительное улучшение свойств
чугуна (повышается аь до 50 кг/мм2); б) для
получения однородности свойств в различных
частях отливок, отличающихся резкими пере-
ходами в сечениях (независимо от показателей
прочности); в) для повышения износоустойчи-
вости отливок; г) для уменьшения „роста"
чугуна при нагревах; д) для повышения плот-
ности отливок; е) для снижения внутренних
напряжений в отливках; ж) для повышения
коррозионной стойкости; з) для предотвраще-
ния образования сетчатой структуры графита
с дендритной ориентацией включений (в част-
ности при высоких температурах выпуска
и заливки жидкого металла, при высоком со-
держании стали в шихте и при наличии тон-
ких сечений в отливках).
Модифицирование специальных (легирован-
ных) чугунов повышает их обрабатываемость
и прочность за счёт повышения степени гра-
фитизации и предотвращения образования сет-
чатой структуры графита [2, 20, 21].
Модифицирование отбелённых чугунов де-
лает более равномерной и менее хрупкой струк-
туру отбелённого слоя и повышает вязкость
неотбеленного [2, 23].
Модифицирование белого чугуна, предна-
значенного для отжига на ковкий, создаёт в нём
дополнительные центры графитизации и значи-
тельно уменьшает длительность отжига [1, 6].
Метод производства высокопрочных кон-
струкционных модифицированных чугунов за-
ключается в основном в выплавке малоугле-
родистых B,8—3,2% С) и низкокремнистых
A,0—1,5% Si) чугунов, к которым незадолго
до их затвердевания добавляются (в струю,
на жолоб или в ковш) небольшие количества
@,15—0,5%) высокопроцентного ферросилиция,
силикокальция, силикоалюминия и других при-
садок [1, 2, 3, 8, 14, 15, 19].
Модифицированный чугун, предназначае-
мый для термообработки, содержит повышен-
ное количество Мп A,2—1,8%) [1, 2].
В тех случаях, когда основным назначением
модифицирования является понижение чувст-
вительности к изменению сечений (повышение
квазиизотропии) отливки, чугун выплавляете»
с пониженным (на ~0,4%) содержанием крем-
ния (по сравнению с обычным чугуном, приме-
няемым для отливок этого типа), часть кото-
рого (~0,2%) вводится за счёт модификатора.
При этом, вследствие большей интенсивности
графитизирующего действия кремния модифи-
катора по сравнению с кремнием шихты, сте-
пень графитизации не снижается [1, 24, 27].
При модифицировании специальных чугунов
количество присаживаемых модификаторов
устанавливается с учётом сохранения специаль-
ных свойств чугуна [2, 20, 21].
При производстве отбелённого или белого
чугуна модификатор добавляется в дозах, не-
достаточных для графитизации белого чугуна
или отбелённого слоя [1, 2, 6].
Наиболее распространено применение моди-
фикаторов, содержащих кремний. Однако мо-
дифицирование может производиться также
и графитом или добавкой жидкого чугуна,
имеющего химический состав серого чугуна
(в количестве 5—10%), к жидкому чугуну,
имеющему химический состав белого чугуна
[2, 17, 26].
Применяются также и модификаторы „стаби-
лизирующего" типа [14], содержащие наряду
с графитизирующими также и элементы (Сг
и Мп), стабилизирующие в обычных условиях
цементит. Такие модификаторы (по литератур-
ным данным) обеспечивают плотность в наи-
более массивных сечениях отливок, не ухуд-
шая обрабатываемости в тонких сечениях
[2, 18].
Для всех указанных случаев основными
условиями для получения модифицированного
чугуна являются: высокая температура выпла-
вляемого „исходного" чугуна (^1400° С на жо-
лобе), малые колебания в его химическом со-
ставе и быстрое реагирование модификатора
с жидким чугуном. Заливка модифицированного
чугуна в формы производится с учётом осла-
бления графитизирующего действия моди-
фикатора с увеличением длительности вы-
держки такого чугуна в жидком виде в ковше
[1. 2, 8].
В табл. 113 дана примерная зависимость
между химическим составом конструкционного
чугуна до и после модифицирования (при при-
менении модификаторов, содержащих кремний),
прочностью, характеристикой отливок и соста-
вом шихты. Количество присаживаемого моди-
фикатора определяется, исходя из указанного
в таблице необходимого увеличения содержа-
ния кремния (в результате процесса модифи-
цирования) и с учётом содержания кремний
в модификаторе, принимая угар кремния моди-
фикатора в 30—40%.
ГЛ. I]
МОДИФИЦИРОВАННЫЙ ЧУГУН
Таблица 113'
Группа отливе
I
II
111
IV
Выбор марки модифицированного чугуна в
Назначение чугуна
Для отливок простой кон-
фигурации с незначительны-
ми переходами в сечениях
толщиной свыше 20 мм (кор-
пуса насосов гидроприводов,
втулки, крупные коленчатые
валы, катки, звёздочки, ко-
лёса и т. п.)
Для отливок сложной кон-
фигурации, разностенных с
минимальной толщиной сече-
ний 10 мм (цилиндры, крыш-
ки, малые коленчатые валы,
шестерни и т. п.)
Для отливок особо сложной
конфигурации с наличием
резких переходов в сече-
ниях с минимальной толщи-
ной 8 мм (рамы быстроход-
ных двигателей и т. п.)
То же, но при минимальной
толщине сечения % мм
2,7—З.о
2,8—3,1
2,9-3.2
З.з—З-З
3.1—3.3
Химический
Si
до модифици-
рования
о,7—'.о
1,0—1,3
1.2-1,5
1.4—х>7
1,6 2,О
после модифи-
цирования
i,o—1,з
1,2 — 1,5
1.4—1.7
1.6-1,9
1.8—2,2
зависимости от его назначения [1, 2, 8, 23]
состав
Мп
i,o—1,3
i.o—1,з
о,8—i,i
о,8—i.o
о,8 — i,o
В°/о
р
До О,2О
. О,25
. О,25
* о,зо
- о,зо
S
До о, 13
» °.13
» °.*3
* °.*3
» о, 13
к
g..
к Л.
ВЗ
Предел прочно
растяжении в
35—4°
Зо—35
28-33
25—Зо
2О—28
Марка по
ГОСТ 2611-44
СМЧ з8-6о
СМЧ 35-56
СМЧ 32-52
СМЧ 28-48
СМЧ 28-48
»
ч
а
i—
Содержание с
шихте в "/о
5о— 7°
4О—6о
2О—4°
15—Зо
ю—is
П р и м е ч а н и я: 1. С повышением (в пределах, указанных для каждой группы) процентного содержания угле-
рода должно соответственно понижаться содержание кремния, и наоборот.
2. Значения предела прочности при растяжении повышаются при снижении содержания углерода и кремния и при
повышении содержания марганца (в пределах, указанных в таблице). Значения предела прочности получены при
испытании образцов, выточенных из брусков диаметром 30 мм, залитых в сухую форму.
3. Химический состав, приведённый в верхней строке 1 группы отливок, относится к отливкам с наиболее мас-
сивными сечениями. В этом случае, во избежание отбела, может встретиться необходимость отливать для проб-
бруски 0 до 50 мм.
4. Табл. 113 относится к ряду распространённых групп отливок машиностроения и не охватывает специальных
случаев применения модифицированного чугуна.
В табл. 114 приведено изменение основных
свойств высокопрочного модифицированного
чугуна после термообработки.
В табл. 115 приведены физико-меха-
нические и технологические свойства кон-
струкционных модифицированных чугунов.
Табл. 116 содержит примеры применения
модифицирования для придания обрабатывае-
мости, повышения прочности и эксплоатацион-
ной стойкости специальных чугунов.
Таблица 114
* *Л/ \J «I «Г №*> fry VK 4
Свойства модифицированного чугуна высокой прочности после термообработки (закалка и отпуск)
[1, 2, 28]
Состояние материала
До термообработки
После закалки в
масле
После отпуска при
температуре в °С:
200
310
420
540
Предел
прочности
в кг/мм3
35
25
28
52
54
4°>5
Ударная
вязкость
(по Шар-
пи) в
кгм/см?
I.O
°.з
о,4
1.3
1.4
1,3
Твёр-
дость
по
Бри-
нелю
20О
43о
47°
42O
35O
Зоо
Примечания
1. Режим термообработки: 1) подогрев детали до 600° С,
2) подъём температуры до 850—870° С, 3) закалка в воде
или масле, 4) удаление из закалочного бака отливки, при
—150° С, 5) отпуск. Модифицированный чугун может подвер-
гаться также поверхностной закалке токами высокой ча-
стоты или ацетиленовым пламенем.
2. Структура термообработанного модифицированного чу-
гуна: металлическая основа—тростито-сорбит, графит, харак-
теризующийся некоторой округлённостью концов пластинок.
3. Области применения термообработанного модифици-
рованного чугуна: поршни, золотниковые коробки, подшип-
ники, цилиндровые втулки, шестерни, колёса, кулачковые
валы, тормозные шкивы и др.
ЧУГУН
[РАЗД. И
Габлица 115
Физико-механические и технологические свойства конструкционных модифицированных чугунов
[1, 2, 23]
Свойства
Плотность в г/см3
Удельная теплоёмкость (при
0 — 100° С) в кал/град
Теплопроводность (при 10 —
230° С) в кал/смсекград
Электрическое сопротивление
в м ком/см
Предел прочности при растя-
жении в кг/мма
Предел прочности при сжа-
тии в кг/мм3
Предел прочности при изгибе
(брусок 0 30 мм, 1 = 450 мм)
в кг/мм*
Высокой
прочности
7.4 — 7-5
о,тЗ
0,12 — О,I-}
4° — 5°
Зс — 4о
но — J4°
55 " 7°
Средней
прочности
7-о — 7.3
о, 13
О,ТО — О,12
8о
2О — ЗО
8о — но
45 -55
Свойства
Модуль упругости (при рас-
тяжении) в кг/мм2
Ударная вязкость (по Шарпи)
в кгм/см1'
Предел усталости в кг 1мм-
Способность к поглощению
вибраций при крутильном
напряжении 14 кг/мм (энер-
гия, рассеянная в 1-м цикле)
в% -
Твёрдость по Бринелю я
кг/мм1
Обрабатываемость (по Даль-
черу давление инструмен-
та на металл в кг)
Высокой
прочности
13 ООО—16 ООО
о.6 — i.o
13-5 — 17-5
25 — 21
io6 — г,'7
21,5 — 22,5
Средней
прочности
8500—12000
о-З — об
• 9-5 — ia.5
32-23
174 - 192
17 — 21
Примечание. Модифицированный чугун высокой прочности применяется для изготовления коленчатых ва-
лов, штампов, крейцкопфов, колёс мостовых кранов, шестерён, корпусов насосов гидроприводов, шпинделей;
борштанг, патронов, цилиндровых втулок в дизелях, деталей насосов, судовых винтов, арматуры для высоки^
давлений, ведущих колес трактороз, цилиндров и т. п. ;
Чугун средней прочности применяется для изготовления шестерён и других разностенных деталей в сельско»
хозяйственном и текстильном машиностроении, деталей станков с тонкими (8 мм и тоньше) сечениями и т. п. '
Таблица 1Щ
Тип
чугуна
Жаростой-
кий
(хроми-
стый) с вы-
соким со-
противле-
нием росту
при на-
греве
Аустенит-
ный с вы-
сокой жа-
роупорно-
стью,
коррозио-
устойчи-
востью
.нирезист'1
Отбелён-
1 ный
1 чугун***
i
]
Модифицированные специальные
к
•&
я
tf
о
S
В"
О _о
Я °
т я
о
еден'
тора
?0 я
Сч S
—
—
о,5
I.O
—
1,2
В преде-
лах, не
приводя-
щих
к графи-
тизации
отбелён-
ного
слоя
Химический состав
чугун:
о
О
3,4
3-3
3-3
3,3
2,3
2,2
З.о
после
модифи-
цирования в
вяз
1,1
2,2
о,9
1,О
о,8
о,7
—
2,3
1,2
2,3
2,4
1,О
1.7
о,6
о,6
о,6
об
I.O
1,О
о,6
Z,
—
—
—
—
14,°
14,о
—
/о
—
—
—
—
б,о
6,о
и
1,5
2,0
1/5
2 О
2,О
2,0
I.I
И
к
UJ м ^
27
21
31*
33*
28**
32**
—
чугуны
[2,
20, 21. 23] (примеры применения)
Механические
технологические
свойства
gs"
ёрдо
инел
332
512
286
321
213
177
400—500
бе-
о
re ^
i «
(- ч
5°
5°
i6
22
—
—
я
S3
3
1й
Ю о
О S
Не
обраба-
тывает-
ся
Удовле-
твори-
тельная
„
Не
обраба-
тывает-
ся
Свойства после
выдер4*""'1* ппм
/=800°
500 час.
С в течение
C2 цикла
нагревов)
с
с
йа
о ч ет
НЮ а
2бо
34O
217
255
—
—
5 3 2
ч о* ч
ш
ос я
Си ш э*
'^ 0,2
о
<О,2
о
1
Область
применения
Отжигательные ящи-
ки, колосники, детали
аппаратов печей и
котлов, подвергаю-
щихся действию пара.
горячих жидкостей и
газов
Детали, работающие
при высоких темпе-
ратурах (<~ 900° С) и в
концентрированных
кислотах и щелочах
Облицовка дробилок
и мельниц, молотки,
шары, шёки1 и валки
для дробилок, детали
драг и экскаваторов,
лопасти мешалок,
диски грохотов и др.
* S3 результате модифицирования повышено значение а^.
** Графит сетчатый, в результате модифицирования — графит пластинчатый, повышено т^.
*** Износоустойчивость: потеря 7 г (стали Гадфильда 12 г) при вращении в барабане вместе с абразивами
течение 220 час.
**** Глубина отбела регулируется теми же факторами, что и для обычного чугуна.
'.'Л. 1]
ЛИТЕРАТУРА И ИСТОЧНИКИ
91
ЛИТЕРАТУРА И ИСТОЧНИКИ
Основные характеристики
свойств чугуна
1. А г е е в Н. В., Химия металлических сплавов, изд.
Академии наук, М. 1941.
2. К у р на к о в Н. С, Введение в физико-химический
инализ, изд. Академии наук, М. 1940.
3. Т а м м а н Г., Металловедение, ОНТИ, Л.—М. 1935.
4. Т о м и н Ю. А., Элементы, способствующие и задер-
жинающие графитизацию, в периодической системе
Д. И. Менделеева. „Литейное дело" № 6, 1938, стр. 29.
5. Schwartz H. A., The conversion of solid cementite
into iron and graphite, „Journal Iron and Steel Insti-
tute", № 2, 1938, стр. 205.
С. Roll F., Der Einfluss der Legierungselemente auf das
Eisencarbid des Gusseisens, „Giesserei", Okt. 4, Bd.
16, 1Б29, K. 933.
/.Maurer E. u HolzhausenF., Das Gusseisen-
riiagraram von Maurer bei verschiedenen Abkuhlungs-
g-eschwindigkeiten, ,.Stahl u. Eisen". Okt. 27, Bd. 47,
S. ISO), Nov. 2 1, S. 1977, 1927.
8. Берг П. П., Эвтектические чугуны, „Литейное
дело" № 9, 1934, 'стр. 9.
9. Г и р ш о в и ч Н. Г., Чугунное литьё, КУБУЧ, Л.
1935.
10. Новейшие работы по ковкому чугуну, Металлург-
издат, М.—Л. 1934.
11. Окнов М. Г., Металлография чугуна, ГОНТИ,
Л.-М. 1938.
12. Т р о и ц к и й Г. Н., Свойства чугуна, ГНТИ, Л.—М.
1941 (библиография).
;3,Х ейн С. Я-. Об усадочных раковинах в мелких
отливках из серого чугуна, „Литейное дело" № а,
1934.
14. Г и р ш о в и ч Н. Г., Производство ковкого чугуна
в США, Госмашметиздат, Л.—М. 1S32.
15. Cast metals handbook, AFA, 1940 (библиография).
16. Benedicks С, Ericsson N. u. Erics-
son G., Bestimmung des spezifischen Volumens von
Eisen, Nickel u. Eisenlegierungen im geschmolzenen
Zustsnd, „Archiv Eiscnhflttenw". № 3, 1929/30, стр. 473.
17. Ascli E. u. Saeger C, Volume changes of cast
iron during casting, „Transact. AFA" № 5, v. 3, 1932.
18. T a m m a n n G. u. В a n d e 1 G.. Warmeinhalt u.
spezifisches Volumen der Eisen-Kohlenstoff-Legicrun-
gen, „Archiv Eisenhiittenw." № 7, 1933/1934.
19. Техническая энциклопедия, Справочник физико-тех-
нических величин.
20. Roth A., Die Modifikationdes Kohlenstoffs, „Zeitschr.
{. angew. Chemie", Bd. 41, 1928.
21. S б h n с h e n u Bornhofen O., Die Ausde
hnungsbt-iwerte von Gusseisen, „ArchivEisenhuttenw.",
№ 8, 1931/1935.
22. D r i e s e n J., „Ferrum", 1923, S. 129.
23. Maurer K. u. Schmidt W., „Mitt. K. W. lnst.
Eisenforsch." № 2, 1921.
24. W о о d Т. J., Thermal expansion characteristics of
some nickel cast irons, „Transact. ASM", June, v. 23,
1935, p. 455.
25. H о и d а К. а. Е n d о Н., Die Volumenanderung von
Gusseisen teim Erstarren, „Zeitschr. anorg. u. allg.
Chemie", Bd. 154, 1926, S. 238.
26. Z i m m e r m a n n L. u. Esser H., Ueber die spe-
zifischc Volumen von weissetn Roheisen, „Archiv Eisen-
liiiUer.w." № 2, 1928/1929.
27. S а и v r w a 1 d F. u. W 1 d a w s k у F., Ueber die
Dichte u. Ausdehtiung des vveissen u. grauen Roheisens
im flussigen u. festen Zustanne, „Zeitschr. anorg. allg.
Chemie", Bd. 155, № 1/2, 1926.
28 1, e w i n u. Scliottky п., „Ferrum", Bd. 10, 1913,
- S. 1?4.
29. Obtrhoffer P. u. G г о s s e V., Die spezifische
Warme des Eisens, „Stahl u. Eisen", April 7, Bd. 47,
1927, S. 576.
30. Химушин Ф. Ф., Нержавеющие, кислотоупорные
и жароупорные стали, Металлургиздат, М.—Л. 1940.
31. U raiiio S., On the latent heat of fusion of several
metals and their specific heats at high temperatures,
Science reports of the Tohoku Imp. Univ.", 1926,
p. 331. 1927, p. 775, 1000, 1929, p. 91.
32. П а в л о в М. А., „Ж. Р. М. О." № 4, 1912.
33. Schwartz С, Zusammensiellung wichtiger spezifi-
scher Warmen fur metallurgische Btrechnungen, „Ar-
chiv Eisenhiittenw." №5, Bd. 7, 1943/1934.
34. К и р и и ч е в М. В., Михеев М. А. и Э й г е н-
с о н Л. С, Теплопередача, ГЭИ М. 1940.
35. М о г a w e F., Versuche гиг Ermittlung der mittleren
Spezifischen Warme von Grauguss. „Giesserei", Marz 7,
BJ.-17, 1V30, S. 234.
36. Benedicks S., Backstron H. a. S о d e r-
h о 1 m P., „Journal Iron and Steel Institute", № 2, 1926.
37. Masumoto H., On the electrical and thermal con-
ductivities of carbon steel and cast iron, „Science Re-
ports of Tohoku Imp. Univ.", v. 16, 1927, p. 417.
38. Bol 1 enr at h F. u. Bungardt W., Die War-
meleitfahigkeit von reinem Eisen u. einigen techni-
schen Stahlen, „Archiv Eisenhiittenw." № 9, 19^5/1936.
39. D о n a 1 d s о n J. W., Thermal conductivity of wro-
ught iron, steel, malleable cast iron and cast iron,
„Journal Iron and Steel Institute" № 2, 1933.
40. J a k о b M., „Zeitschr. Metallkunde", Bd. 16, 1924,
S. 353.
41. T h у s s e n H., M a r e с h a 1 J. a. L e n e a r t s P.,
Thermal conductivity of cast iron between 0° and
100"С, „Journal Iron and Steel Institute" № 2, 1925;
„Foundry Trade Journal" № 773, v. 44, 1931.
42. Donaldson J. W., Thermal and electrical proper-
ties of cast iron, „Foundry Trade Journal", №924, v. 50,
1934.
43. Donaldson J. W., Thermal and electrical condu-
ctbities of cast iron, „Foundry Trade Journal", Л» 776,
v. 45, 1931.
44. Sohnchen E., Die elektrische u. Warmeleitfahig-
keit von Gusseisen, „Archiv Eisenhiittenw.", Juni, Bd. 8,
1934/1935, S. 223.
45. D о n a 1 d s о n J. \V., Thermal conductivity of high-
duty and alloy cast iron, „Foundry Trade Journal",
№ 1191, v. 60, 1939.
46. E s s e r H., Eilender W. u. Piitz W., Die Warme-
leitiahigkeit von technisch reinem Eisen u. verschie-
dentn Stahlen, „Archiv Eisenbuttenw." № 12, Bd. 11,
1938/1939.
47. T h i e 1 m a n n H. u. W i m m e r A., Ueber die innere
Reibung vonfliissigem Roheisen, „Stahl u. Eisen", 1927,
S. 389.
48. Esser H., G r e i s F. u. Bungardt W.. Ueber
die irmere Reibung von fliissigem Roheiseen, „Archiv
Eistnhiitlenw.» № 7, Bd. 7, 1933/1934.
49. D i e p s с h 1 a g H.. G r e i s M., Zeitschr. anorg.
allg. Uiemie, Bd. 239, S. 197, 1938.
50. S a i t о D. u. M a t s u k a w a J., Messung der Vis-
kositat von Gusseisen u. anderen flussigen Metallen bei
hohen Temperaturen, „Stahl u. Eisen", №2, Bd. 53, 1933.
51. К r a u s e W., Sauerwald F. u. Michalko M.,
Die Oberflachenspannung von Gold.Zink, Gold-Kupfer,
SilberKupfer u. Eisenlegierungen, „Zeitschr. anorg.
allg. Chemie", Bd. 181, 1929, S. 362.
52. Sauerwald F., Die Priifung des Massenwirkungs
gesebes bei konzentrierten Schmebfliissigen Losungen,
„Zeitschr. anorg. allg. Chemie", Bd. 223, 1935, S. 84.
53. D r a h t t. u. Sauerwald F,. Die Oberflachen-
spannung geschmolzener Metalle u. Legierungen,
„Zeitschr. anorg. allg. Chemie", Bd. 162, 1927, S. 301.
54. P о г t evin A., Capillarity as a factor in foundry prac-
tice, „Foundry Trade Journal", June 9, p. 32, 1936.
55. Second Report of the Steel Castings Research Com-
mittee, „Iron and Steel Institute". Special Report 12,
1936; „Foundry Trade Journal", v. 55, 1936, pp. 314,
354, 362, 377.
56. P о r t e v i n A. et В a s t i e n P., Facteurs princi-
paux de ia coulabiltie des metaux purs, „Comptes Ren-
dus", v. 194, 1932, p. 599.
57 L i p s E. u. N i p p e r H., Untersuchungen iiber den
Einfluss der Kristallausscheidung auf die Fliesseigen-
schaften von Schmelzen, „Giesserei", Juli 29, BJ. 2э,
1938, S. 369.
58. Б e p г П. П. м Дмитриев И. В., Силикатная
муть в чугунах, „Литейное дело" № И, 1936.
59. Берг П. 11. и Дмитриев. Н. В., Заполняемость
чугуном литейной формы. „Литейное дело" № 3, 1937.
60. В е г g e r R., A contribution to the study of fluidity
of cast iron, „Transact. AFA", v. 6, 1935, p. 589.
61. Петров П. Г., Влияние химсостава и температуры
заливки на жидкотекучесть чугуна, „Литейное дело"
№ 6, 1936.
62. Нехендзи Ю. А., Стальное фасонное литьё,
ЛОВНИТО, Л. 1940.
64. Т у г i e Т.. Cast iron for modern engineering applica-
tions, „Foundry Tr. Journal", № 1227, 1228, 1229, 1940.
65. M e с ь к и н В. С, Ферромагнитные сплавы, ОНТИ,
М. - Л. 1937.
66. Троицкий Г. П., Свойства чугунов, Металлург-
издат, 1941.
67. В и с h h о 1 z Н. п. К б s t е г W., Ueber die Anlas-
snartung kupferlegierten Stahles, „Stahl u. Eisen" № 50,
1930.
68. Donaldson J. W., Thermal and electrical proper-
ties of cast iron, „Foundry Trade Journal", May 3,
1934, p. 283.
69. Roster W., Dauermagnetwerkstoffe auf derGrundlage
der Ausscheidungshartung, „Z. Elektroschemie"
" ' № 38, 1932. S. 549; „Stahl u. Eisen" № 53, 1933.
92
ЧУГУН
[РАЗД. U
70. К u s s m a n A. u. S с h а г п о w В., Ueber Harte и. 109.
magnetische Eigenschaften v. Eisen, Kupferlegierungen,
„Z. Physik" № 54, 1929.
71. Masumoto H., On the electrical and thermal con- 110.
ductiviiies of carbon steel and cast iron, „Science Re-
ports Tohoku Imp. Univ.", v. 16, 1927, p. 417. 111.
72. P a r t r i d g e J., The magnetic and electrical
properties of cast iron, „Journal Iron and Steel Inst",
v. 112, 1925, p. 121. 112.
73. P i n s 1 H., Der elektrische Widerstand des Gusseisens,
„Giessereizeitung", Feb. 1, Bd. 25, 1928, S. 73. 113.
74. Sohnchen E., Die magnetischen Eigenschaften des
Gusseisens, „Archiv Eisenhiittenw." Juli, Bd.8,1934,S. 29.
76. StSblein F. ц. Schroter K., ,Z. anorg. allg. 114.
Che-nit", Bd. 174, 1928, S. 193. 115.
76. Спеллер Д. Н., Коррозия железа, ОНТИ, Л.—М.
1936. 116.
77. К р е н и г В. О., Коррозия металлов, ГОНТИ НКТП
СССР, М.-Л. 1938.
78. Э в а н с Ю. Р., Коррозия, пассивность и защита 117.
металлов, Цветметиздат, М. — Л. 1941.
79. R a b a I d E., Werkstoffe und Korrosion, Leipzig, 1931.
80. H a a s e, H., Saure—u. alkalifestes Gusseisen, „Stahl u. 118.
Eisen", № 50, Bd. 47, 1927, S. 2112.
81. Tronstad L. and S о j e г s t e d, Effect of sulphur
and phosphorus on corrosion of iron, .Journal Iron and
Steel Inst.", № 1, 1933. 119.
82. Вер О., Романов М., С к о р ч е л а т т и В. и
Ш у л т и н А., Вопросы химической стойкости
сплавов, ОНТИ, Л.-М. 1933. 120.
83. Piwowarsky E..V 1 a d e s e n G. u. N ipp е г Н.,
Der Einfluss von Arsen u. Antimon auf Gusseisen,
„Archiv Eisenhiittenw.", Nov., 1933, S. 823. 121.
84. Denecke W., Zur chemischen Zersterung von Gus-
seisen, „Giesserei" № 15, 1928.
85. Kotzschke P. u. Piwowarsky E., Die 122.
Korrosion u. das Rosten von unlegiertem u. legiertem
Gusseisen, „Archiv Eisenhuttenw." № 5, 1928.
86. W о 1 f F. u. Meisse L.. Corrosion of malleable 123.
iron, „Transact. ASTM", v. 31, p. 11. 1932, p. 422.
87. Скорчелатти В. и ШултинА., Влияние оло-
ва и меди на химическую стойкость чугуна, „Сооб-
щения Ленинградского института металлов" №1—2, 124.
1931. '
88. Homer С, The influence ol non-metallic inclusions 125.
on the corrosion of steels, „Journal Iron and Steel In-
stitute", Carnegie Scholarship Memoirs", № 21, 1932. 126.
89. Daeves K. u. Meves K., Die Rostungsgeschwin-
digkeit von Stahl u. Landluft, „Stahl u. Eisen", № 31,
1938, S. 841. 127.
90. D a e у e s u. T r a p p K., Die Rostungsgeschwin-
digkeit von unlegiertem Stahl an der Luft, „Stahl u.
Eisen" № 9, 1938, S. 245. 128.
91. HudsonF,, Corrosion-resisting cast iron-its pro-
duction and use, „Foundry Trade Journal" № 1127. 129.
v. 58, p. 253, № 1128, p. 277, 1928.
92. К о с а ч Н. Мм Коррозия чугунов, „Судостроение" 130.
№ 5, 1935. 131.
93. Stumper R., The spongy disease of cast iron,
«Korrosion u. Metallschutz" № 12, 1927.
94. П е р ш н е В. К. и К л и н о в И. Я-, Химическое
сопротивление материалов, Госхимиздат, М. 1940. 132.
95. Готман Н., Жароупорные и антикоррозионные
чугуны и стали, „Судостроение" № 3, 1935.
96. КлимовиСлавинский, Стойкость чугуна в 133.
химической промышленности в зависимости от его
состава и структуры, „Металлург" № 12, 1935.
97. Donaldson J. W., The influence of chromium in 134.
cast iron. „Foundry Trade Journal", № 671, v. 40, 1929,
p. 489. 135.
98. T a g а у М., Korrosionsbestandigkeit von Gusseisen,
„Science Reports Tohoku Imp. Univ.", Oct., 1936,
p. 1008; „Stahl u. Eisen" № 29, 1938, S. 787.
99. A d a m s R. A. Cast iron strength vs. structure, 136.
„Transact. AFA", № 4, v. 50, 1943, p. 1063.
100. Bardenheuer P., Das Graphit im grauen Gus- 137.
seisen, „Stahl u. Eisen", 1927, S. 857.
101. Wust F. u. Kett enbach., Ferrum, S. 51, 1913.
102. Лишка А., Основы литейного дела, Металлург- 138.
издат, 1935.
103. Hurst H. F., A study of the influence of Mn and 139.
Mo additions to cast iron, „Foundry Trade Journal",
№ 1039, v. 57, 1936, Mb 1141, v. 58, 1938. 140.
104. С г о s b у V. A., Microstructureand physical properties
of alloy cast irons, „Transact. AFA", v 45, 1937. p. 626,
„The Foundry", Oct., p. 64, Nov., p. 62, 1941. 141.
105 Smith E., Chromium cast irons, „Metal Progress",
p. 563, 1938.
106. S m i t h E. and R i g g a n F., Effect of sulphur on
physical properties of cast iron, „Proc. ASTM" JSe 2,
v. 28, 1928, p. 205.
107. H о 11 b у F. and D о w d e 11 R. В., Effects of 142.
sulphur on electric furnace cast iron, „Transact.
AFA" № 2, v. 48, 1940, p. 503. 143.
108. Берг П. П., Текущие нроблемы литейного дела,
ГТИ, М.—Л. 1933.
S с h n е е V. Н. a. Lorig С. Н., Engineering:
properties of gray iron improve, „The Foundry" J* 5,
v. 67, 1939, p. 40.
P e a r с e J. G., Phosphoric high-duty iron, ;Foundry
Trade Journal", v. 65, 1941, p. 105.
T h u m A. u. P e t r i O., Einfluss von Phosphor auf
die Eigenschaften von perlitischem Gusseisen,
„Archiv Eisenhttttenw." Bd. 13, 1939/1940, S. 149.
S с h n e e V. H., Copper has beneficial effect on cast
iron properties, „The Foundry", № 5, v. 65, 1937, p. 39.
Long С. Н. a. Smith S., Effect of copper in
malleable iron, „Transact. AFA", № 1, v. 6, 1935,
p. 211.
АФА, Легированные чугуны, Машгиз, Л.—М. 1941
Piwowarsky E., Hochwertiges Gusseisen, Sprin-
ger, 1942.
Flinn R. a. R e e s e D., The development and control
of engineering gray irons, „Transact. AFA" Ns 3,
v. 49, 1942, p. 550.
S p e n с e r W. N. a. W a 11 i n g M. M. Effect of
eleven metals or allovs on physical properties of gray
cast iron, „Transact." AFA" № 1, v. 4, 193;*, p. 491.
PardunC. u. VierhansF., Die Eigenschaften
von Gusseisen bei niedrigen Temperaturen unter beson-
derer Berucksichtigung von Gussrohren und Gussrohr-
leitungen, „Giesserei", 1928, S. 99.
Bertschinger R. u. Piwowarsky E., Die
mechanischen Eigenschaften von Gusseisen bei hohe-
ren Temperaturen, „Giesserei", 1935, S. 393.
Uhlitzsch W. u. L e i n e w e b e r W., Beitrag
zur Warmfestigkeit von Gusseisen, „Giesserei", 1935.
S. 185.
Ttinm A., Neuere Anschauungen fiber die mecha-
nischen Eigenschaften des Gusseisens, „Giesserei",
1929, S. 1164.
Meyersberg G., Betrachtungen iiber einige
kennzeichnende Eigenschaften des Gusseisens, „Gies-
serei", 1930, S. 473. 587.
T h u rn A. u. U d e H.,Die Elastizitat u. Schwingungs-
festigkeit des Gusseisens, „Giesserei", 1929, S. 500.
Kritische Betrachtungen zur Frage der Bruchdurchbie-
gungsmessung bei Gusseisen, „Giesserei", 1930. S. 105.
О д и н г И. А., Прочность металлов, ОГИЗ, М. — Л.
1932.
Фридман, Единая теория прочности, ВИАМ, М.
1944.
Leon A., Ueber die Beziehungen der Festigkeiten dee
Gusseisens bei verschiedenen Beanspruchungen,
„Giesserei", 1933, S. 434.
LeonA. u. Slattenscheck A., Fesiigkeitsver-
suche an Gusseisen u. deren Auswertung mittels der
Morschen Hullspirale, „Giesserei", 1934, S. 542.
Кудрявцев И. В., Механические испытания ме-
таллов, Машгиз, 1944.
Г и р ш о в и ч Н. Г., О деформациях чугуна, „Литей-
ное дело" № 4-5. 1940.
Werkstoff-Handbuch, 1927.
Krynitsky A. and S a e g e r С, Effects of su-
perheating, pouring temperatures and microstructures
on the elastic properties of some plain and alloy cast
irons, „Transact. AFA", № 2, v. 50, 1942, p. 451.
Mey ersberg- G., Betrachtungen uber einige kenn-
zeichnende Eigenschaften des Gusseisens, „Giesserei",
1930, S. 479, 687.
P e a r с e J. G., The elasticity, deflection and resili
ence of cast iron, „Journal Iron and Steel Institute*
№ 1, v. 129, 1934, p. 331.
Siebel E. u. Pfender M., Zur Frage der Pru-
fung von Gusseisen, „Giesserei", 1934, S. 21.
Neken-zte J., Meaning of the transverse test ot
cast iron to the designing engineer, „Proc. ASTM",
№ 2, v. 29, 1929, p. 94; Foundry Trade Journal, № 941,
v. 51, 1934, p. 129.
Report of Subcommittee XV on impact testing, „Proc.
ASTM" № 1, v. 33, 1933.
D r a f f i n J. О. а. С о 11 i n s \V. L., Mechanical pro-
perties of a high strength cast iron, „Proc. ASTM*
v. 39, 1939, p 589.
Donaldson J. W., The elasticity of cast iron,
„Metal Treatment", № 33, v. 10, 1943.
T e m p 1 e t о n R. В., The merchandizing of cast iron,
„Foundry Trade Journal", № 1235, v. 62, 1940.
M о о r e H. F. a P i с с о J. J., Fatigue tests of high
strength cast irons , „Transact. AFA", № 3, v. 6,
p. 525, 1935.
Г и р ш о в и ч Н. Г., а) Ковкий чугун, как конструк-
ционный и антифрикционный материал. „Бюллетень
литейшика", № 7—8, 1944.
б) Справочник по свойствам и применению ковкого
чугуна для объектов вооружения, Оборонгиз, М.
1У45.
Одинг И. А., Современные методы испытания мате-
риалов, Металлургиздат, 1944.
Борздыка А. М., Методы горячих механиче-
ских испытаний металлов, ОНТИ, Л. — М. 1938
(библиография).
ГЛ.1]
ЛИТЕРАТУРА И ИСТОЧНИКИ
93
144. Р а п а т ц Ф., Качественная сталь, ГОНТИ, Л.—М.,
1938.
145. Т у м Е., Справочная книга по нержавеющим сталям,
Металлургиздат, М.— Л., 1940,
146. Symposium on effect of temperatures on the proper-
ties of metals, ASTM a. ASME, 1931, p. 459.
!47. Tapsel H. F, R i с k e r S. M. a. Con-
way S. H., Behaviour of five cast irons in relation
to creep and growth at elevated temperatures, „Journal
Iron and Steel Institute", № 1, v. 133. 1936.
148. Ranter J. a. Guarneri G., Some creep stu-
dies on malleable cast iron, „Proc. ASTM", v. 42, 1942,
p. 659.
149. В о 1 1 о n J., Some factors affecting the resistance of
cast iron to deflection under load at high temperatu-
res, „Foundry Trade Journal", № 1299, 1300, v. 65,
1941.
150. Piwowarsky E., Ueber die Schlagfestigkeit u.
Kerbempfindlichkeit von Gusseisen, „Giesserei", 1936,
S. 674.
161. Оберхофер П., Техническое железо, Метал-
лургиздаг, 1940.
152. Report of the Research Committee on high-duty cast
iron for general engineering, „Proc. Inst. Mech.Engrs.",
v. 40, 1938, p. 163.
153. Donaldson J. W., The fatigue and impact strength
of cast iron, „Foundry Trade Journal" № 1254,
v. 63, 1940.
Щ. Pinsl H., Quasiisotropie im Gusseisen, „Giesserei",
1933, S. 105.
155. Д а в и д е н к о в Н. Н., Динамические испытания
металлов, ОНТИ, Л. — М., 1936.
156. О д и н г И. А., а) Усталость металлов и задачи ма-
шиностроения, ЛПИ, Л. 1941. б) Допускаемые на-
пряжения в машиностроении и циклическая проч-
ность металлов, Машгиз, 1944.
357. Самохоцкий А. И., Усталость черных и цвет-
ных металлов, Оборонгиз, М. 1940.
158. Подзолов И. В., Допускаемые напряжения для
сталей, Оборонгиз, М. 1940.
159. Rajacowicz Е., Der Einfluss der Pruftemperatur auf
die spezifische Schlagarbeit von Gusseisen, „Giesserei",
1935, S. 25.
160. G e i g e r J., Ueber die Drehwechselfestigkeit von
verschiedenen Tempergussorten in gekerbtem u.
ungekerbten Zustand u. ihre Dampfungsfahigkeit,
„Giesserei," 1943, S. 85.
361. H e m p e 1 M., Die Dampfung von Gusseisen bei Zug-
Druck - Beanspruchungen, „Archiy Eisenhuttenw."
№ 10, Bd. 14, 1940/1941.
162. Donaldson J. W., Strength and other mechanical
properties of cast iron. „Metal Treatmen" №35, 1943.
363. M a s s a r i S. C, Heat treatment, its effect on the
combined carbon and physical properties of steel,
«Transact. AFA", v. 47,1939, p, 1.
]64. D a a s с h H., Notes on fatigue properties of cast iron,
„Transact. AFA", № 1, v. 7, p. 528, 1937.
J65. J u n gb 1 u t h H. u. Heller F., Fortschritte im
Giessereiwesen im ersten Halbjahr 1934, „Stahl u.
Eisen," 1935, S. 213.
!66. Elsea A.a. LorigC. H., The effect of copper con-
tent and low temperature pretreatmtnt of some white
irons on malleabi'ization, „Transact. AFA" №4, v. 50,
1943.
167. L о r i g С H. a. S с h n e e V. H., Damping capacity,
endurance, electrical and thermal conductivities of
some gray cast irons, „Transact. AFA" № 2, v. 48,
1940; „Foundry Trade Journal", v. 65, 1941, p. 297.
168. Pfannenschmidt С. Р., Die Schwingungs-
festigkeit von Gusseisen u. ihre Bezilhungen zum
Aufbau u. zur Oberflachenbeschaffenheit, „Giesserei",
1934, S. 223. 242.
169. Pomp A. u. Hempel M., Beanspruchungswert
u. Wechselfestigkeit von Gusseisen u. Temperguss,
„Giesserei". S. 302, 1942; Mitt. K. W. Inst. Eisenf.,
Bd. 22, 1940, S. 169.
70. Б о л х о в и т и н о в Н. Ф., Величина зерна стали
и свойства стали, Металлургиздат, 1943.
171. Шапошников Н. А., Основы механических
испытаний металлов, ОНТИ, М. — Л., 1936.
172. G e i g е г J., Ueber die Dampfung bei Gusseisen
mit besonderer Beriicksichtigung gegossener Kurbel-
wellen, „Giesserei", 1940, S. 1,30.
173. Heller P. A., Die Dauerfestigkeit des Gusseisens,
„Giesserei", 1932, S. 301, 325 (библиография до 1932 г.).
174. Kommers J. W., The fatigue properties of cast
iron., „Proc. ASTM", v. 29, 1929, p. 100.
175. Rommers J. A., The effect of overstressing and
understressing in fatigue, „Proc. ASTM", v. 38, 1938,
p. 249.
176. Co 1'U n s W. L. and Smith J. O., Fatigue and
static load tests of a high strength cast iron at elevated
temperatures. „Foundry Trade Journal," № 1325, v. 66,
1942, p. 7.
577. M i t s с h e R., Beitrag z. Gusseisenpriifung, „Giesserei",
1930, S. 774.
178. Pinsl H., Ueber die praktische Anwendung neuer
Wertbegriffe fur die Beurteilung v. Gusseisen, „Gies-
serei", 1931, S. 334, 357.
179. L u d w i с k P. u. Rrystoff J., Bestimmung d.
Zuerestigkeit v. Gusseisen mittels d. Keildruckprobe,
„Giesserei", 1934, S. 432.
180. Oimmy A., Kritische Betrachtung ueber d. Biege-
probe u. Vorschlage ueber ein kombiniertes Priifver-
fahren beim Gusseisen, „Giesserei", 1933, S. 235, 283.
181. Богачев И. Н., Металлографические основы по-
лучения качественного чугуна, Металлургиздат, 1941.
182. Б о л т о н Д. В., Серый чугун, ОНТИ, М. —Л., 1933.
183. D r a f f i n E., L e i g h t о n W., Collins W. a.
С a s b e r g C., Mechanical properties of gray cast
iron in torsion, „Proc. ASTM,» v. 40, 1940, p. 840.
184. G о u g h H. J., P о 11 a r d H. V., „Journal Inst.
Automobile Eng.', № 4, 1939, p. 96.
185. Da hie F. В., Impact resistance of cast iron at
elevated temperatures, „Metals and Alloys," № 1
1934, p. 17.
186. PaschkeM. u. Blschof F., Der Einfluss yon
Phosphor auf die Eigenschaften von grauem Gusseisen
bei hoheren Temperaturen, „Giesserei", 1935, S. 447.
187. К е р п е л и К., Металлургические и металлогра-
фические основы чугуна. Гос. Научно-техн. изд.
Украины, Харьков — Киев, 1933.
188. Mailander R. u. Jungbluth H., Grauguss
fur Maschinenbau. „Techn. Mitt. Krupp," 1933, S. 84.
189. H и g о Е., Fortschritte auf dem Gebiete des Gusseisens
in den Jahren 1940 bis 1943, „Stahl u. Eisen", № 8,
№ 9, № 10, 1944.
190. PetrenkoS., Relationship between Rockwell and
Brinell numbers. „Bureau of Standards Journal of
Research.", v. 10, 1930, p. 334.
191. T h и m A. u. Peter sen C, Zur Wechselfestig-
keit von Gusseisen, „Archiv Eisenhuttenw." № 8,
Bd. 16, 1942/1943.
192. Bertschinger P. u. P i w о w a r sky E., Werkstoft
Gusseisen: Ermudungsfestigkeit u. Kerbsicherheit,
„Gitsserei", № 17, № 18, 1941.
193. J а с k s о n J. E., Use of copper in iron and steel,
„Steel," № 20, v. 106, 1941.
194. Д а в и д е н к о в Н. Н., Некоторые проблемы
механики материалов, Лениздат, Л. 1943.
195. Н е й л ь Г. О., Твердость металлов и ее измере-
ние, Металлургиздат, Л. — М., 1940.
196. Кузнецов В. Д., Физика твердого тела. КУБУЧ,
Л. 1932.
197. Р е б и н д е р П. А., Твёрдость, „Техн. энциклопе-
дия", т. 22, 1933.
198. Б о л х о в и т и н о в Н. Ф., Твёрдость металлов
„Техн. энциклопедия", т. 22, 1933.
199. Флоренский Н.А., Склерометрия, .Техн. энци-
клопедия", т. 21, 1933.
200. Daniels F. С, The use of intensifiers in iron
castings, „Blast Furnace and Steel Plant", № 1, v. 32,
1944.
201. PohlE. u. Eisenwiener H., Die Streuung bei
der Ermittlung der Brinellharte von Gusseisen, „Archiv
Eisenhiitt." № 8. Bd. 14, 1940/1941.
202. Ф е й г и н Н. И., Изнашиваемость и обрабатывае-
мость чугунного литья, ГНТИ, М., 1933.
203. S m i t h E. К., Machineability of steel and malleable
iron castings, „Machinery", № 7, v. 48, 1942.
204. Smith E. K., Machineability of ferrous castings,
„Machinery". № 6, v. 48, 1941.
205. Шальброх, Обрабатываемость как один из видов
испытания материалов (реферат), „Мировая техника*
№ 2, 1937.
206. Taylor D., Machineability, „Automobile Engineer*,
№ 420, v. 32, 1942.
207. К р и в о у х о в В. А.. Резание металлов, ОНТИ, М.
1938.
208. Беспрозванный И. М., Физические основы
учения о резании металлов, Оборонгиз, М., 1941.
209 С а в в и н Н. Н., Резание металлов и инструменты.
ОНТИ, М., 1934.
210. Сборник сокращенных докладов конференции по
резанию металлов, Академия наук СССР, М. 1937.
211. Нормативные материалы по режимам резания метал-
лов, разработанные бюро нормативов, под руко-
водством Комиссии по резанию металлов, М. 1939.
212. Шлезингер Г., Обрабатываемость (реферат),
„Мировая техника" № 3, 1937.
Влияние технологии производства чугуна
на его свойства
1. Б е р г П. П. и Д м и т р и е в Н. В., а) Силикатная
муть в чугунах, „Литейное дело" № П. 1936, и
б) Заполняемое^ чугуном литейной формы, „Литей-
ное дело" № 3. ГЭ37. .
2. Р J w о w а г s k у Е., Hochwertiges Gusseisen, 194i
ЧУГУН
[РАЗД. II
3. Богачев И. Н., Металлографические основы полу-
чения качественного чугуна, Металлургиздат, Сверд-
ловск—М., 1941.
4. Гиршович Н. Г. и Л а н д а А. Ф., Выбор пла-
вильных агрегатов при производстве ковкого чугу-
на. .Литейное дело" № б, 193j.
5. Piwowarsky E., Bestimmt der Schmelzofen die
Gusseisenqualitat? „Giesserei", 1941, S. 193.
6. Twigger T. R., A comparison of some melting fur-
naces in a gray iron foundry, .Foundry Trade Journal",
№ 1011, v. 57, 1936.
7. Klingenstein T. u. К о p p E., Der Elcktro-
schmelzoftn in der Graugiesserei, „Giesserei", 1940,
S. 41.
8. Bartholomew E. L., A new heat treatment for
gray irons, „Foundry Trade Journal", № 1255, v. 63.
p. 157, 1940; „Iron Age", № 5, v. 146, p. 52, 1940; см.
также „Foundry Trade Journal", № 1286, v. 64, p. 239,
1941.
9. D i G i it 1 i о A. a. W h i t e A.. Factors affecting stru-
ctures and properties of gray cast iron, „Transact. AFA"
№ 3, v. 7, 1936, p. 531.
10. Модифицированный чу|ун, изд. АН и ВНИТОЛ, М.
1942.
11. Т i m m о n s G. A. a. Crosby V. A., Effect of pou-
ring temperatures on the strength and structures of
gray cast irons, „Transact. AFA" № 2, v. 49. 1941, p. 225.
12. Берг П. П.. Курс формовочных материалов, Метал-
лургиздат, 1933.
13. DiepschlagE., Die Gefugeausbildung im Gusseisen
u. ihre Beziehung zu keimerregenden Fremdkorpern in
der Schmelze, .Giesserei", 1937, S. 4^7, 1934, S. 493.
14. Pardenheuer P. u. Reintiardt. A. „Mitt.
K. W. Inst. Eisenforschung", № 6, 1936.
15. В a r d e n h e u e r P., Relationship between quality of
iron and steel castings and nature of materials of
melt, „Foundry Trade Journal", № 1192, v. 60, p. 547.
1939.
16. M и р н ы й А. П. и Хазан И. Б., Влияние пода
на поведение основных'элементов при плавке ковкого
чугуна, «Литейное дело" № 1, 1936.
17. Ф у н да т о р В. И., Техника заливки чугуна, ОНТИ,
Л.—М., 1935.
18. L i p s E. M., Gating with special reference to the op-
timum flow conditions in the molten metal, „Foundry
Trade Journal", v. 60, № 1191, 1939.
19. С h v о r i n о f f N., Theorie der Erstarrung von Gus-
stficken, „Giesserei", № 10, II, 12, 1940.
20. Hudson F., Heat conductivity of moulding materi-
als, „Metal Industry L.", 1937, p. 573.
21. Берг П. П. и К а л а ч е в а О. В., Тепловой режим
литейной формы, „Литейное дело" № 10, 1940.
22. D i e t e r t H. W. a. W о о d I i f f E. E.. Sand affects
physical properties of cast iron. „Transact. AFA" № 2,
v. 48. 1940.
23. V 3 t h A., Die Abhangigkeit des Graugusses von der
Formbeschaffenheit, „Giesserei", S. 173, 1934..
24. D i e p s с h 1 a g E., Oberflachenbeschaffenheit u. Ober-
fl§cheneigenschaften von Gusstiicken, .Giesserei", 1934,
S. 408, 1941, S. 460.
25. Womochel E. a. Siegerfoos, Influence of the
mould on shrinkage in ferrous castings, „Transact.
AFA" № 3, v. 48, 1941, p. 591, „Foundry Trade Jour-
nal", № 1260, № 1261, v. 63, 1940.
26. JungbluthH., Aenderung von Zugfestigkeit u. Bri-
nellharte bei Gusseisen mit der Wandsterke, „Archiv
Eisenhijttenw". № 7, Bd. 10,1936, S. 211; .Giesserei",
1927, S. 49.
27. T h u m A. u. Petri O., Gusseisen im Leichtbau,
„Archiv Eisenhutte". № 7, 1940, S. 310.
28. DIN-Entwurf, „Giesserei", 1941, S. 210.
29. N e e d h a m W., Test bars vary with size of castings,
„Iron Age", Nov. 28, 1929; „Giesserei", 1930, S. 72.
30. Стандарт ASTM.
31. Le Thomas A., Stress relieved cast irons, „Foundry
Trade Journal" № 1220, v. 62, 1940, p. 27.
32. В a u e r O. u. S i p p K-, Ueber die Gusspannungen
u. die Mittel zu ihrer Beseitigung, .Giesserei"; 1936,
S. 253.
33. О д и н г И. А., Вопросы технологии машиностроения
в проблеме прочности, „Вестник машиностроения"
№ 11-12, 1943.
34. Cast Metals Handbook - AFA, 1940.
35. Piwowarsky E. u. SohnchenE., Ueber die
thertnische Vergtitung von Gusseisen, .Giesserei", 1937,
S. 97.
36. T p о и ц к и й Г. Н., Свойства чугуна, Металлургиз-
дат, 1941 (библиография).
37. В о у 1 е s A., The pearlite interval in gray cast iron,
„Transact. AFA", № 3, v. 48, 1941. p. 531.
38. N a g 1 e г С A. a. D о w d e 11 R. L., Heat treatment
of cast iron, „Transact. AFA" № 2, v. 49, 1941,
p. 361.
39. V a n i с k J. S., Progress in heat treatment of alloy
cast iron, „The Foundry" № 7. 1943, p. 90, 178, № 8,
1943, p. 96, 176.
Чугун как конструкционный материал
1. Piwowarsky E., Hochwertiges Gusseisen,' 1942,
2. Konstruieren und Giessen, „Giesserei", S. -'61. 1934.
3. О д и н г И. А., Вопросы технологии машиностроении
в проблеме прочности, „Вестник машиностроения"
№ 11/12, 1943.
4. Preuss, Zeitschrift VDI, S. 664, ШЗ.
5. Шапошников Н. А., Основы механических ис-
пытаний металлов, ОНТИ, Л. М., 193в.
6. Од инг И. А., Прочность металлов, ОГИЗ, Л,—М„
1932.
7. L u d w i с k P. u. Scheu R., Stahl und Eiseri,
S. 999, 1923.
8. Ttiura A., Keuere Anschauungen ueber die oiechani-
schen Eigenschaften des Gusseisens, „Giesserei", 1929,
S. 1164.
9. Meyersberg O., 1st Gusseisen ein sproeder Werk-
stoff? „Giesserei", S. 28, 1937.
10. О д и н г И. А., Усталость металлов и задачи маши-
ностроения. ЛПИ им. Калинина, Л., 1944.
П. Cornelius H. u. Bollenrath F., Gegossetifi
Nocken und Kurbelwellen, „Giesserei", S. 229, 1935.
12. T h u m A., Das Gusseisen und seine heutige Stellun?
als Konstruktions-Werkstoff, „Giesserei", S. 460, 1936.
13. T h u m A. u. U d e H., Die Elastizitat und die Schwin-
gungsfestigkeit des Gusseisens, „Giesserei", S. 501,
Ь47, 1929.
14. Meyersberg G., Zusammenhang der mechanischen
Eigenschaften des Gusseisens mit der Qefuegeforra,
„Giesserei", 1936, S. 285.
15. G e i g e r J., Ueber die Daempfung des Gusseisens mit
besonderer Beruecksichtigur.g gegossener Kurbdwellen,
„Giesserei", № 1, 2, 1940, S. 1, 30.
16. Piwowarsky E.. Gusseisen als Werkstoff, „Ciiesse-
rei" № 12/13, 1943, S. 141.
17. Meyersberg H., Betrachtungen uber einige kerai-
zeichtnenJe Eigenschaften des Gusseisens, „Giesserei",
1930, S. 473.
18. П о д з о л о в И. В., Допускаемые напряжения дл
сталей, Оборонгиз, М. 1940.
19. Т е m р 1 е t о n R. В., The merchandizing ot castings,
.Foundry Trade Journal" № 1235, v. 62, 1940, p. 294.
20. P i w о w a r s k у E.. Der Eisen und Stahlguss, Giesse-
rei-Verlag, 19з7.
21. Bock t., Zulaessige Sppnnungen der im Maschinenbau
verwendeten Werk stoff er „Maschinenbau", l'J3G, S. 637.
22.0 д и н г И. А., Чугун как конструкционный материал,
„Вестник машиностроения" № 6, 1943.
Отливки из серого чугуна
1. М о л ь д е н к е Р., Основы чугунолитейного дела,
ОНТИ, М. 1934.
2. Рубцов Н., Шихтовка в литейном деле, Металлург-
издат, М. 1933.
3. П и в о в а р с к и й Е., Высококачественный чугун.
ОНТИ, М. 1932.
4. Г е й г е р К., Литейное дело, том I, ОНТИ, М., 1934.
5. Гиршович Н., Чугунное литьё, изд. Кубуч, Л.,
1935.
6. Американское общество лгтейщиков (AFA) и Амери-
канское общество по испытанию материалов (ASTMI,
Сборник „Серый чугун" (перевод), ОНТИ, М., 1935.
7. X р у щ о в М., Г о л ь д Б. и М а у р а х А., Спра-
вочник „Материалы деталей автомобилей и тракто-
ров" ОНТИ, М., 1936.
8. М е с ь к и н В. и Сомин В., Электротехнические
чугуны, ОНТИ, М. 1935.
9. М е с ь к и н В., Ферромагнитные сплавы, ОНТИ,
М. 1935.
10. Г р е ч и н В., Поршневые кольца авиационных мото-
ров. Гос. издаг. оборонной промышленности, М., 1939,
И. Троицкий Г., Свойства чугуна, ОНТИ, М. 1941.
12. ВНИТОЛ, Новое в технологии литейного произ-
водства (по материалам II Всесоюзной конференции
литейщиков), ГНТИ, М., 1941.
13. Американское общество литейщиков, Легированные
чугуны (перевод и переработка инж. Шестопал В.),
ГНТИ. М., 1941.
14. Редбюро Тяжмаш, Сборник технологических инструк-
ций чугунолитейного завода, Машгиз, М. 1941.
15. Берг П. проф., доктор техн. наук, Чугунные излоио
ницы, рукопись, 1940.
16. С о к о л о в Н., инж., Кокильное литьё, ИТЭИН Гос-
плана СССР, вып. № 4, М. 1944.
17. ГОСТ В1412-42, Отливки из серого чугуна, Всесою}-
ный комитет стандартов.
18. Шестопал В. иЕгоренков И., Отливки из
чугуна, Машгиз, М. 1945.
19. Ч е р к а с о в Л. М., Производство немагнитного и
жароупорного чугуна, „Литейное дело," № 2, 1940,
20. Л а н к и н И. Д.. К вопросу о влиянии меди на каче-
ство серого чугуна, „Литейное дело" № 10, 1ьм7.
ГЛ 1]
ЛИТЕРАТУРА И ИСТОЧНИКИ
95
21. К л и н о в И. Я-. Химическая стойкость чугуна ни-
резист в некоторых агрессивных средах, ,Промыш-
ленность органической химии" № 7, 1940.
22. Р а у n e D., FoundrymensManual, VanNostrand Co,N. Y.
23. Foundrymen's Handbook, 3-rd edition, Penton Publis-
hing Co., Cleveland, Ohio.
24. N о r b а г у A. a. Morgan E., Silal and nicrosilal
heat resisting cast irons, „Transact. AFA" № 4,
v. 4, 1933.
25. R u s s e 11 P. A., Experiences in the manufacture of high
grade and alloy cast iron, „Proc. of the Inst. of
British Foundrymen", v. 28, 1935.
26. R e у b u r n A., Progress in the production of cast iron
for locomotive parts, „Trsnsact. AFA," № 6, v. 6, 1935,
27. J ii d s о n H.. Founding of pressure castings, „Trans-
act. AFA" № 6, v. 7, 1937.
28. H u r s t J., Centrifugal casting process with special
reference to the production of engine eylinder liners,
„Transact. AFA" № 2, v. 7, 1936.
29. В a 1.1 а у М. а. С h a v у R... Some applications or
heat treated cast iron in France, „Transact. AFA",
№ 5, v. 7, 1936.
30. T u с k e r R. C, Chromium heat resistant cast irons.
„Foundry Trade Journal," № 1244, v. h2, № 1245, 1940.
31. T у r i e Т., Cast iron for modern engineering applica-
tions, „Foundry Trade Journal," № 1227, v. 62, № 1228,
1940.
32. С г о s.b у V. A., Microstructure and physical properties
of alloy cast irons, „Transact. AFA" № 1, v. 9, 1938.
33. M с. С о 11 H., Alloy cast iron,,Foundry Trade Journal",
v. 60, 1939, p. 189, 219 , 225, <56.
34. Bureau of Information on Nickel, L, Nickel cast iron
in the automotive industry Diesel engines, Machine
tools; Alloy cast iron dies. Austen itic cast iron; The
manufacture and physical properties of nickelcopper-
chromium austtnitic cast irons, Publications BA, 9-18.
35. ASTM — Book of st?nd?rds, Cast Iron Castirgs, 1942.
36. ASTM — Tentative Specifications for automotive gray
iron castings, specifications A-159, The Foundry № 7,
v. 73, 1945.
37. American Foundrymens Ass. (AFA) Cast Metals Hand-
book, 1944.
38. SAE — Recommended practice for automotive gray iron
Castings, Handbook, 1944.
Белый и отбелённый чугун
1. Б а б и ч Е. П., Термообработка чугунных отливок
путём регулировки скорости охлаждения. „Литейное
дело" № 3, 1уаб.
2. Брохин И. С. и Крутиков А. Н., Сопла
пескоструйных аппаратов из твёрдых легированных
чугунов, .Литейное дело" № 2, 1911.
3. Г и р ш о в и ч Н. Г., Производство ковкого чугуна
в США, Госмашметиздат, М.—Л., 1932.
4. Знаменский А. П., Справочник металлиста,
ОГИЗ, М.-Л., 1937.
5. Коссовский П. А., Влияние структуры закалён-
ной части обода колёс Гриффииа на продолжитель-
ность срока службы, .Литейное дело" № 12, 1935.
6. Некрытый С. С., Легирование и термическая
обработка прокатных валков, „Литейное дело" №4—5,
1940.
7. Некрытый С. С, Производство ковкого чугуна,
Машгиз, М. 1945.
8. НекрытыйС. С, Основы литейного дела, ,Сталь*
Харьков—Киев, 1932.
9. П е т р о в П. Г. и Смирнов А. И., Жароупорные
чугуны, Сб. .Новое в технологических процессах
металлургического производства", ОНТИ, Л.—М., 1935.
10. Р о ж к о в П. Е., Фасонное литьё из высокохроми-
стого чугуна, „Литейное дело" № 8—9, 1936.
11. С в е ч н и к о в В. Н., Металлургические и металло-
графические основы производства прокатных валков
цз отбелённого чугуна, ДОМЕЗ № A, 19J5.
12. Солдатенко В. И. иРыжиковаА. М., Жаро-
стойкий и износостойкий чугун, „Литейное дело"
№ 7—8, 1941.
13. С 6 к о л о в Н. В., Технология производства метал-
лического песка и дроби и их применение в песко-
струйных аппаратах, „Литейное дело" № 3, 1936.
14. ФейгинН. И., Отливка мельничных и маслобойных
валков центробежным способом, „Литейное дело"
№ 10, 1936.
15. Ассоциация литейщиков США, Легированные чугуны,
Машгиз, 1941.
16. К вопросу о добавке стального скрапа при производ-
стве отливок из закалённого чугуна, „Литейное дело"
№ 5-Ь, 1937.
17. Во 11 о n L. W.,Deflection of cast iron at high tempe-
ratures, „Engineer", L. 1941, p. 172.
lb. D a n i e 1 s F. C., The use of intensifiers in iron
castings .„Blast Furnace and Steel Plant," № 1, v. 39, 1944.
19. Erler J., Studies of casting stresses in chilled iron
rolls, „Iron Age", 1937, August 26, 1937, p. 47.
20. Hlrsch W. F., Nickel-boron cast iron for resistance
to abrasion, „Metal Progress", Nov., p. 230, 1938.
21. Hudson F., Corrosion resisting cast iron, its
production and use, -Foundry Trade Journal", 1938,
№ 1127—1128.
22. M a s s а г i S. C, Properties and uses of chilled iron.
„Foundry Trade Journal" № 1147, 1938.
23. P a t D w у е г., Trains run on chilled car wheels, „The
Foundry" № 8—10, 1938.
24. Roxburgh J., Technique of chilling, „Foundry Trade
Journal" № 973, 1935, p. 249.
25. S с h u 1 t e F., Der derzeitige Stand das warmfesten u.
hitzebesta'ndigen Stahlgusses, „Stahl u. Eisen", 1942, S. 394,
1944, S. 133.
26. S m i t h E. K., Chromium cast irons, „Metal Progress",
Nov., 1938, p. 563.
27. S p r e n g e r W. H., Chilling properties of cast iroru
„Transact. ;AFA" № 3, v. 6, 1935.
28. W a r d P. L., White cast iron, „Foundry Trade Journal",
№ 1137, 1938.
29. Additions de molybdene dans les fontes pour cylindres de
laroinoires, „Rev. Fonderie Moderne" Nov. 25, p. 210, 1935.
30. Nickel in white cast iron, „Metal Progress", Nov..
1938, p. 593.
31. Hartguss fur Slein-, Ton- und Sandindustrie, „Giesserei-
praxis" .№7/8, 1937, S.65.
Отливки из ковкого чугуна
'1. Гиршович Н. Г. и В и д и и Е. К., К теории
процесса получения ковкого чугуна, 1929.
2. Гиршович Н. Г., Производство ковкого чугуна
в США, Изд. Научно-технического управления ВСНХ,,
М. 1932.
3. Гиршович Н. Г., Ковкий чугун как конструкцион-
ный и антифрикционный материал. „Бюллетене литей-
щика" № .7—8, 1944.
4. W i s e L I., MaKes comparison of compressive
strengths, „The Foundry," April, p. 110, 1936.
5. Троицкий Г. Н., Факторы, определяющие механи-
ческие свойства американского ковкого чугуна, „Метал-
лург" № 12, 1938.
6. D i t t m a r H., Untersuchungen uber den heutiger*
Stand der mechanischen Eigenschaften von Temperguss,
„Die Giesserei" № 6, S. 137, 1939.
7. Гиршович Н. Г. и Ланда А. Ф., Влияние ха-
рактера плавильного агрегата на свойства койкою чу-
гуна, НИИМАШ, № 8, 1935.
8. Лейзерман Ю. С, Принципы построения обще-
союзного стандарта на ковкий чугун, НИИМАШ
№ 10, Ь35.
9. Н а 11, Rebecca. Alloys for malleable iron.
„The Iron Ag f № 25,v. 132, 1933.
10. Standards and Specifications for metals and metal pro-
ducts, 1933.
11. Symposium on pearlitic malleable cast iron, ASTM.
1936.
12. Lori'g С. Н., Properties of commercial pearlitic
malleable iron. „Foundry Trade Journal", № 1254, 1940.
13. J о s e p h C. F., Castings replace forged steel parts,
„The Foundry", № 12, 1941, p. 54.
14. J о s e p h C. F., Arma-Steel-its manufacture, control
and applications. „Foundry Trade Journal", № 1157—1160,
1942.
15. Некрытый С. С, Ковкий чугун со структурой
зернистого перлита, „Литейное дело" № 7, 1936.
16. Hall, Rebecca High strength and wear rtsistant
malleable cast iron, „Transact. AFA", Augusi,l -3, p. 112.
17. P i w о w a r s k у Е., Ueber Schnelltemperguss, „Gies-
serei" № 23, S. 584, 1938.
18. Boegehold A., Some unusual aspects of mal-
leable iron melting, „Metal Progress", Nov. 1938, p. 557.
19. С о n e E. F., The metallurgical story of Ford brake
drums, „Metals and Alloys", № 11, 1937, p. 303.
20. В г у с e J. T. a. S с h w a b H. G ., Faster pnnealing
of malleable cast iron, „Metal Progress", Jan., 1938, p. 35.
21. Некрытый С. С, Легирование ковкого чугуна*
„Литейное дело" № 12, 1939.
22. Ю р ь е в С. Ф., Исследование литого коленчатого
вала малолитражного автомобиля „Ford Perfect", „Ли-
тейное дело" № 9, 1939.
23. Некрытый С. С, Малоуглеродистые, низколеги-
рованные чугунные отливки, „Литейное дело" № 7,19^9.
24. F о г b e s D. P., Graphhization of arrested anneal
malleable iron, „Transact. AFA", July, 1942.
25. Elackheart and pearlitic malleable cast iron, Bureau of
Mines Report, „Foundry Trade Journal", № 1423, 1943.
26. Cast metals Handbook, AFA, 1940.
27. P i w о w a r s k у Е., Hochwertiges Gusseisen, 1942.
28. Dow J., Atmosphere gases for malleable iron гппеа-
ling, „Transact. AFA" № 1, v. 47, p. 209, 1939.
29. Schwartz H. A., Guiler. G. M. a. Bar-
n e 11 M. K., The significance of hydrogen in the metal-
lurgy of malleable iron, „Transact. ASM", v. 2*, 1940.
p. 811; „Foundry Trade Journal" № 1280, v. 64, 1941.
96
ЧУГУН
[РАЗД. II
Модифицированный чугун
1. Сборник .Модифицированный чугун", изд. АН СССР
и ВНИТО литейщиков, М. 1942 (статьи: Бидуля,
Вашенко, Нехендзи, Гиршовича, Мильмана, Розенберга
и Храпковского).
2. М и л ь м а н Б. С.,^ Высококачественный модифициро-
ванный чугун, свойства и методы производства,
Машгиз. Л.—М., 1945.
3. М и л ь м а н Б. С, Диссертация, ЦНИИТМАШ, М.
1945.
4. Мильмани Кобылянский, .Вестник машино-
строения" № 6, 1944.
5. Ш а м и н Н. А. и М и л ь м а н Б. С, .Вестник ма-
шиностроения" № 6,1943.
6. Салтыков, .Сельхозмашина" № 11, 1938.
7. Григорьев, «Химическое машиностроение" № 6,
1940.
6. Инструкции по производству отливок из модифициро-
ванного чугуна, Литографское изд. ЦНИИТМАШ.
М. 1944, 1945.
9. S m а 11 е у О., High-strength cast irons, .Transact.
AFA", v. 37, 1929.
10. Smalley O., Gear castings with special reference
to cast iron, „Foundry Trade Journal", № 901, 1933,
№ 1092, 1093, 1938.
И. С a m p i о n A., Cast iron and its applications to engi-
neering, „Foundry Trade Journal", Febr. 18, Febr. 25,
1937.
12. Piwowarsky E., Beitrage zur Frage des
Einflusses von Pfannenzusatzen auf die Eigenschaften
von Gusseisen, „Giesserei" № 2, 3, 1940.
33. Crosby V. A. a. Herzig A., Late silicon additions
to cast iron, „The Foundry" № 1, 1938
14. Bremer E., Specializes in jobbing castings, -,The
Foundry", № 2, 1935.
15. В 1 a k i s t о n J., The substituting of high-duty grey
iron for steel castings, „Foundry Trade Journal", № 1351,
1352, 1942.
16. CurrieE. a. Templeton R.,The manufacture of
crankshafts in high-duty cast irons, .Foundry Trade Jour-
nal" № 1332, 1333, 1942.
17. F1 i n n R. a. Reese D., The development and
control of engineering gray irons, „Transact. AFA',
1942.
18. Me E 1 w e e R. and Barlow Т., Structure control
of gray cast iron, .The Foundry14 № 2, 3, 4, 1944.
19. Alexander A., High test iron production is not
difficult, „The Foundry" № 3, 1943.
20. E a s h Т„ Effects of ladle inoculation on an austenitic
cast iron, „Transact. AFA\ 1942.
21. Burgess С and S h r u b s a 11 A., Machinable 1, 5
per cent and 2,0 per cent chromium cast irons to re-
sist deterioration at high temperatures, „Transact. AFA",
№ 2, v. 50, 1942.
22. W i 11 i a m s L., Cast crankshafts developed by Co-
oper-Bessemer, „Motorship" № 7, 1943.
23. Meehanite Research Institute Bulletins.
24. Hughes H. a. Spenceley W., The development
and production of inoculated cast iron, „Foundry Trade
Journal" № 1463, 1464, 1465, 1944.
25. Burgess С. а. В i s h о p R., Alteration in cast iron
properties accompanying the use of a strong inoculant of
silicon-manganese-zirconium type, „Transact. AFA',
March, 1945.
26. Rebecca Hall Smith, Inoculants in gray iron,
„Iron Age" № 11, v. 155, 1945.
27. Cast Iron Sub-Committee of the Institute of Britiish
Foundrymen (Report), «Foundry Trade Journal* № 1408,
H09, 1943.
Глава II
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
СПЛАВЫ МЕДИ
ТЕХНИЧЕСКАЯ МЕДЬ
Техническая мед1? обладает высокой элек-
тропроводностью, пластичностью и коррозион-
ной устойчивостью. Эти свойства обусловли-
вают широкое применение меди в машино-
строении и электротехнике.
Основные марки''меди приведены в табл. 1.
Для технических целей чистота меди имеет
весьма важное значение. Примеси даже в ни-
О 0,1 0,2 0,3 Oft 0,5
Содержание примесей %
Фиг. 1. Влияние примесей на электропро-
водность меди.
чтожных количествах резко снижают электро-
проводность и теплопроводность меди, делая её
непригодной для проводников тока. Влияние
примесей на электропроводность меди показа-
но на фиг. 1. Примеси фосфора, кремния, же-
леза, мышьяка, алюминия, висмута и сурьмы
сильно ухудшают электропроводность меди и
в марках МО и Ml допускаются не свыше
0,002%. Примеси висмута, свинца и сурьмы
снижают технологические свойства меди, вызы-
вая хрупкость при горячей обработке давле-
нием. Примеси никеля, серебра, олова и цинка
не оказывают вредного влияния на механиче-
ские и технологические свойства меди.
Йтомн. % си
, 102030№060 70 80
0 10 20 30 40 50 60 70 80 90100
Bi Вес % Си Си
Фиг. 2. Диаграмма состояния Си—Bi.
Примеси висмута, свинца, кислорода прак-
тически нерастворимы в меди в твёрдом со-
стоянии. Растворимость железа и фосфора
также незначительна. Мышьяк и сурьма рас-
творимы несколько больше. Диаграммы со-
стояний указанных систем приведены на фиг.
2-7.
Таблица 1
Марка
МО
Ml
М2
МЗ
М4
Основные марки медг
Си
не
менее
99.95
99.9о
99.70
99.5°
99.OO
Bi
0,002
0,002
0,002
0,003
0,005
Sb
0,002
0,002
0,005
0,05
0,20
. Химический
As
0,002
0,002
0,01
0,05
0,20
состав в процентах(по
Приме сей
Fe
0,005
0,005
0,05
0,05
о.ю
Ni
0,002
0,002
0,20
0,20
не более
РЬ
о,оо5
о,оо5
O.OI
0,05
0,30
Sn
0,002
0,002
0,05
0,05
ГОСТ 859-41).
S
о,оо5
0,005
О,О1
О,О1
О,О2
О
О,О2
о,о8
о,ю
о,ю
о,15
Zn
0,005
0,005
—
—
Всего
приме-
сей
о,ю
о,зо
0,50
1,О
Назначение марок меди: МО — для проводников тока и сплавов высокой чистоты; Ml — для про-
водников тока, проката и высококачественных сплавов; М2—для высококачественных полуфабрикатов и сплавов на
медной основе, обрабатываемых: МЗ—для прокатываемых сплавов на медной основе обычного качества и литейных
«плавов; М4—для литейных бронз и различных неответственных сплавов.
98
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. 11
Структура литой чистой меди, в зависи- техническую медь хрупкой в холодном соетоя-
мости от условий затвердевания, бывает нии и в определённых условиях вызывает
равноосной (лист I, /, см. вклейку) или транс- так называемую „водородную болезнь",
кристаллической (лист I, 2). Дендритная Свойства технической меди приведены
структура возможна лишь в загрязнённых в таблице 1а.
Bec%CuO
йтомн. % РЬ
20 30 40 5Q6070S09C
1
1
/'
2тдк
ЩцдЬ
I—ft
1200?
<.*Си
Cu+Cufl
с
*\
'f
2
!
-375°
3*
Off
Жидк+02
п
Си2й
1
Си+СиО
-1110°
1075"
ЧиО
Дтомн.%Ре '
Ю 20 30 40 50 60 70 30 90
~0 10 20 30 40 50 60 70 80 90 ЮЗ
Си Вес %РЪ РЬ
Фиг. 3. Диаграмма состояния
Cu-Pb.
О 2,5
Си
75 10 12$ 15 1?5 20
Вес%0
22$ 44.7 671 8941Q0
Фиг.4, Диаграмма состояния Си—О.
700
600
О 10 20 30 40 50 60 70 80 90 №
Си Bec%Fe h
Фиг, 5. Диаграмма состояния Си—Fe.
сортах меди. Чистая деформированная и ото-
жжённая медь имеет полиэдрическую структуру
(лист I, 3).
Из примесей в технической меди чаще
всего встречается кислород. Согласно диа-
Изменения механических свойств техни-
ческой меди в зависимости от степени дефор-
мации и температуры отжига приведены на
фиг. 8 и 9. Диаграмма рекристаллизации меди
изображена на фиг. ]0.
Птомн. % Яз
20 30 40
Дтомн.
20 30
ill»!
X
ч
е-
¦Nn»
i
—«
-4
_ _ . 10 20 30 40 50 60 70 80 90
Степень деформации, %
Фиг. 8. Изменение механических свойств меди
в зависимости от степени деформации.
1: 50
О 4 8 12 16 20 24 28
Си Вес %Р
Фиг. 6. Диаграмма состояния Си—Р.
20 30
Bec%ds
50
V
ъ
г
¦—¦W
$
— ¦к
Фиг. 7. Диаграмма состояния
Си -As.
грамме состояния (фиг. 4) эвтектика Си —
Си2О содержит 3,4% Си2О.
Структура технической меди, содержащей
0,20, 1,2, 3, 4 и 5°/о Си2О, показана на микро-
фотографиях (лист I, 4—8, см. вклейку).
На полированном шлифе включения закиси
меди имеют голубоватый оттенок. В отличие
от прочих включений закись меди в поляри-
зованном свете при скрещивании николей
даёт рубиново-красное окрашивание.
Незначительные количества закиси меди
не оказывают вредного влияния на техноло-
гические и физические свойства технической
меди. Повышенное содержание Си2О делает
HI"
100200 300 400 500 600 700 ВШШ
Температура отжига 'С
Фиг. 9. Изменение механических свойств меди
в зависимости от температуры отжига.
Си
Фиг. 10. Диаграмма рекристаллизации меди.
ГЛ. П]
СПЛАВЫ МЕДИ
99
Таблица 1а
Механические
Свойство
Температура
плавления
Плотность
Коэфициент ли-
нейного расшире-
ния
Теплопровод-
ность
Удельное элек-
тросопротивление
Температурный
коэфкциент элек-
тросопротивления
Вязкость
Модуль нормаль-
ной упругости при
растяжении
Предел упру-
гости при растя-
жении
Предел пропор-
циональности
Предел теку-
чести
Предел уста-
лости при пере-
менном скручива-
нии
Предел уста-
лости при пере-
менно - изгиба-
ющем напряжении
Предел ползу-
чести
Предел проч-
ности при растя-
жении
Относительное
удлинение
Относительное
сужение
Ударная вяз-
кость
Состояние
При 20 °С
¦ —
—
_
При 0 °С
При
1145° С
Мягкий
Твёрдый
Мягкий
Твёрдый
Мягкий
Твёрдый
Мягкий
Твёрдый
Горячека-
танный
Холодно-
катанный
Отожжён-
ный
Холодно-
тянутый
При 20° С
„ 200° С
„ 400° С
Мягкий
Твёрдый
Литой
Мягкий
Твёрдый
Литой
Мягкий
Твёрдый
Литой
Мягкий
Литой
, физические
Символ
и размер-
ность
"С
f г/смл
о • 10е
V кал/см •
• сек ¦ град
р ом мм-;м
а
т> г/см ¦ сек
Е к г! мм*
<*е кг/мм?
- •
з- кг/мм1
о" кг/мм3
1Г кг/мм'
3/. кг/мм1
ас кг/мм"
з/j кг/мм?
* 8 °/"
-°
-
a,fi кгм!см-
и технологические свойства технической
Пока-
затель
8,93
J.6,42
0,923
0,017241
0,00433
0,034т
ioSoo
13000
2,5
30
2,2
Н
7
38
2,8
4,2
6.7
11
7
5
1,4
24
40—50
18—22
5°
6
18
75
35
17
5-6
53
Свойство
Предел проч-
ности при срезе
Предел проч-
ности при сжатии
Осадка при сжа-
тии
Твёрдость по
Бринелю
Твёрдость по
Шору
Твёрдость по
Моосу
Коэфициент тре-
ния со смазкой
без смазки
Коррозионная
устойчивость
Структура
Температура
литья
Температура го-
рячей обработки
Температура от-
жига
Жидкотеку честь
Усадка
Обрабатывае-
мость давлением
Температура
рекристаллизации
Травитель для
полуфабрикатов
Атмосфера при
плавлении
Смазка для из-
ложниц
Покровный мате-
риал
Состояние
Мягкий
Твёрдый
Литой
Литой
Мягкий
Твёрдый
Мягкий
Твёрдый
Мягкий
Л итой
„
Среда
10°/0 H2SO,
2°/0 Na2OH
Морская
вода
Жидкое
Твёрдое
»
Жидкое
Горяч.
Холодн.
Наклепанн.
Среда
H3SO4
Состав:
керосин,
голланд-
ская сажа
—
меди
Символ
и размер-
ность
z^ кг/мм1
?.. кг/мм?
0/
/о
Ив кг/мм*
* *
HSh
„
нм
Г
f
Потери
веса
г/л* сутки
-
-
°С
0 С
°с
см
°с
0/
%
1
Показа-
тель
19
43
157
65
35
I2O
4°
7
25
3
O.OII
о,43
5-4
о,43
Однофаз-
ная
II5O—I2OO
900—1050
500—700
35
2,1
Отличная
2ОО—3°°
ю
Восстано-
вительная
9о
ю
Древесный
уголь
МЕДНОЦИНКОВЫЕ СПЛАВЫ
Самыми распространёнными из цветных
сплавов являются медноцинковые сплавы—ла-
туни. Добавки к двойным медноцинковым
сплавам олова, алюминия, никеля, марганца,
железа, свинца и др. придают этим сплавам
повышенную прочность, твёрдость, коррозион-
ную устойчивость, обрабатываемость резанием
и давлением, хорошие литейные свойства и пр.
Сложные медноцинковые сплавы называются
специальными латунями.
По технологическому признаку медноцин-
ковые сплавы разделяются на обрабатывае-
мые давлением (табл. 2, 3 и 4) и литейные
(табл. 5).
Диаграмма состояний Си — Zn (фиг. 11)
довольно сложна и состоит из пяти перитек-
тических диаграмм. Область твёрдого рас-
твора а при температуре 455° С простирается
до 39 весовых процентов цинка. Все сплавы
этой области весьма пластичны и хорошо под-
даются обработке давлением в горячем и
Йтомн, % 2п
10 20 30 40 S0 60 70 80 90
1000
Ю0
0 Ю 20 30 40 50 60 70 80 90 100
Си Bec%Zn Zn
100 90 80 70 60 50 40 30 20 10 О
Вес%Си
Фиг. 11. Диаграмма состояния Си—Zn.
Латуни, обрабатываемые давлением (ГОСТ В 1019-41)
Таблица 2
Наименование сплава
Полутомпак
Латунь алюминиевая . . .
Латунь алюминиево-нике-
Латунь железисто-марган-
цовистая
Латунь марганцовистая . .
Латунь марганцовисто-'
Латунь свинцовистая . . .
, Латунь свинцовистая . . .
Латунь свинцовистая (спе-
циального назначения) . . .
Латунь свинцовистая . . .
Латунь свинцовистая • . .
Латунь оловянистая ....
Латунь оловянистая (ЦМТУ
658-41)
Томпак оловянястый . . .
Латунь никелевая ....
Марка
ЛТ 96
ЛТ 93
Л 80
Л 68
Л 62
ЛА 77-2
ЛАН 59-3-2
ЛЖМц 59-1
ЛМц 58-2
ЛМцА 57-3-1
ЛС 51-1
ЛС 59-1В
ЛС 59-1
Л С 60-1
Л С 64-2
Л С 74-3
Л О 62-]
ЛО 70-1
ЛТО 90-1
ЛН 65-5
Си
95—97
88-91
78—8 г
67—70
60,5—63.3
76—79
57о
57~6о
57 -6о
55—58.5
50—53
57—OI
57—60
59—61
63-66
72—75
61-63
69—71
88-92
64—67
Химический
РЬ
_
—
—
—
—
—
Ni
2—3
Fe
О,6—1,2
—
_
Pb
0,7—1,3
0,8—1,9
о,8—1,0
о,6—i,o
1,5—2.0
2,4—3.°
-
"Nil
г* I
5-6.5
Mn
—
—
—
—
—
—
0,5—0,8
1,0—2,0
2,5—3.5
—
—
—
—
—
состав в
Al
_
—.
—
—
—
1.75-2.5
2,5—3,5
0,1—0,2
—
°-5~I>5
—
—
—
—
—
-
:
-
_
% (Zn -
Sn
_
—
—
—
—
—
—
0,3—0,7
—
—
—
—
—
0,7—1,1
1—1,5
0,25-0,75
_
остальное
Примесей не более-
Pb
0.03
0,03
0,03
0.035
0,1
0,07
0,1
0.2
0,1
0,2
—
—
—
—
—
0,2
0,07
0,03
Fe
0,1
0,1
0,1
о, 1
0,2
0,1
0.5
—
1,0
1,0
°.5
0,8
0.5
015
o,5
0,15
0,1
0,05
0,15
Sb
0,005
0,005
0,005
0,005
0,005
0.005
0,005
0,01
0,005
0,01
0,01
0,01
0,01
0,005
0,005
0,005
0,002
0,002
0,005
Bi
0,002
0,002
0,002
0,002
0,003
0,002
0,003
0,003
0,002
0,003
0,003
0,003
0,003
0,002
0,002
0,002
O,OO2
0,002
0,002
Все-
го
°.3
°<3
0,3
0.3
0,7
03
09
0,2
1.5
r-5
1,0
2,0
o,75
o,5
0,8
0,3
0,3
0,1
0.3
Метод обработки
Волочение
Горячий и холодный прокат
Горячий и холодный прокат,
волочение
Горячий и холодный прокат,
волочение
Прессовка, горячая и холод-
ная прокатка, волочение
Волочение
Прессовка
Прессовка, прокатка, воло-
чение
Прокатка, ковка
Горячая обработка давле-
нием
Прессовка
Прессовка, прокатка, воло-
чение
Прессовка, прокатка, воло-
чение
Волочение
Прокатка, прессовка, воло-
чение
Прокатка, прессовка, воло-
Ч6НИ6
Прокатка, прессовка
Прессовка вгорячую
Прокатка
Горячая и холодная про-
катка, прессовка, волочение
Возможное назначение
Радиаторные трубки
Листы, ленты для плаки-
ровки
Листы, ленты, проволока
Трубы,ленты, проволока,
листы
Полосы, листы, ленты, прут-
ки, проволока
Трубы
Трубы, прутки
Листы, прутки, проволока,
трубки
Прутки, полосы, листы
Поковка
Прутки
Прутки: тянутые, прессо-
ванные, катанные
Листы, ленты, проволока,
прутки, трубы
Прутки
Полосы, ленты, прутки для
часового производства
Листы, прутки
Трубы прессованные
Полосы, ленты
Трубы манометрические,
трубы конденсаторные,
ленты антифрикционные,
сетки
Примечания: 1. Химический состав латуни Л 68 для специальных целей должен соответствовать ГОСТ 72-41.
2. В прутках латуни Л 62 для специальных целей допускается примесь РЬ в пределах 0,4—0,6%. Общая сумма примесей, включая РЬ, должна быть не более 0,9%.
3. В латуни марки ЛМц 58-2 для поковок, по требованию потребителя, содержание Си может быть установлено в пределах от 56 до 66%, Мп — от 1 до 3%.
4. Р-латунь ЛС 51-1 вводится как опытная.
5. В латуни марки ЛС 59-1В допускается содержание дополнительных примесей: Мп до 0,8%. Sn до 0,4%, А1 до 0,2% и Si до 0,1%, причём сумма примесей не должна пре-
вышать 2%.
6. В латуни марки ЛС 59-1 для специальных целей примесь Fe может быть снижена до 0,1%, а для антимагнитных деталей — до 0,03%.
7. В латуни марки ЛС 59-1 и ЛС 59-1В допускается примесь Ni до 1%, а в остальных марках, не содержащих Ni в качестве компонента, —до 0,5% за 'счёт Си.
8. При раскислении латуни фосфористой медью нормы содержания Р допускаются в марках ЛС 59-1 и ЛС 59-1В не более 0,02%, во всех остальных марках — не более 0,01%. '
9. Примеси, не перечисленные в табл. 1, учитываются в общей сумме примесей.
10. Предел содержания Си в латунных прутках марки ЛС Б9-1В для случаев плавки заготовки в отражательных печах устанавливается от 57 до 66°'О.
ГЛ. II]
СПЛАВЫ МЕДИ
101
Механические свойства латуни, обрабатываемой давлением
Таблица 3
Марка
латуни'
Виды изделий
Механиче-
ские свой-
ства
ЛТ 96
ЛТ 90
Л 80
Л 68
Л 62
\ i
} 0 0,1 0,5 мм \
I {
1 0 5,5-10 мм {
Л Л 77-?
ЛАН 59-3-2
ЛМц 58-2
Радиаторные трубы
от № 4 до № 8
от № 9 до № 11
Ленты, полосы:
мягкие
полутвёрдые
твёрдые ...
Проволока 0 0,1—0,8 мм . .
I Листы, полосы:
холоднокатанные мягкие. . .
„ полутвёрдые
„ твёрдые . .
Трубы тянутые:
мягкие
полутвёрдые
Проволока:
мягкая
полутвёрдая
твёрдая
мягкая
полутвёрдая
твёрдая
Ленты:
мягкие
полутвёрдые
твёрдые ,
Листы, полосы:
холоднокатанные мягкие . . ,
полутвёрдые
твёрдые . . ,
горячекатанные
Трубы:
тянутые мягкие
„ полутвёрдые
прессованные
Проволока:
мягкая
полутвёрдая
твёрдая
мягкая
полутвёрдая
твёрдая
Прутки:
тянутые . . .
прессованные
Трубы тянутые
Трубы прессованные
Полосы прессованные прямо-
угольные
Листы, полосы, ленты:
мягкие
полутвёрдые
твёрдые
4S
5 x
о s
X Ч
0 0,1—0,5 мм \
0 5,5—10 мм <
См.
ГОСТ
529-41
27
34
4°
34
3°
35
4о
3°
35
32
4°
6о
3°
35
5°
3°
35
4°
3°
35
42
3°
3°
34
35
45
бо
50
38
30
38
55
I 43
39
45
60
38
з°
30
! 5
I
45
Марка
латуни
Виды изделий
ЛЖМц
59-1
ЛС 51-1
(р-латунь)
ЛС 59-1В
Л С 59-1
ЛС 60-1
ЛС 64-2
Л С 74-3
ЛО 62-1
ЛО 70-1
ЛН 65-5
Прутки:
тянутые
прессованные
Полосы прессованные прямо-
угольные
Прутки прессованные
Прутки:
тянутые
прессованные:
0 от 6 до 30 мм
0 „ 30 » 50 мм
0 „ 50 „ 200 мм
катанные
Прутки
Листы, полосы:
холоднокатанные мягкие ....
„ твёрдые . . .
горячекатанные
Ленты:
мягкие
твёрдые
Проволока:
МЯ1 кая
твёрдая <
Плиты катанные
Прутки полутвёрдые
0 14, 15, 21 мм
Ленты:
мягкие
твёрдые
Прутки твёрдые
Ленты мягкие
Полосы полутвёрдые
„ особо твёрдые
Прутки мягкие 0 15-36 мм . . .
„ твёрдые 0 15—36 мм . .
Доски
Трубы прессованные
тянутые мягкие
„ тянутые полутвёрдые . .
Трубы манометрические:
мягкие
твёрдые
Трубы конденсаторные
Проволока для металлических
сеток . .
Ленты и листы:
мягкие
полутвёрдые
твёрдые • ¦ • •
Механиче-
ские свой-
ства
О * ^
о Я
О 5
X Ч
5°
44
44
4о
4О
4°
37
35
4°
См
Л С 59-1В
3°
12
35
45
35
35
45
35
45
38
40
30
45
60
3°
Зб
60
34
40
38
30
3°
35
33
5°
25
5
25
20
5
3°
10
20
25
40
5
45
10
0,5
30
15
20
38
38
30
40
i,5
35
3°
42
55
35
холодном состоянии. Они состоят из однород-
ных кристаллов твёрдого раствора а. При по-
вышенном содержании цинка в соответствии
с диаграммой состояний латуни имеют струк-
туру а + р (см. вклейку, лист II, /) или р.
Эти сплавы имеют повышенную твёрдость и
пониженную пластичность и хорошо обраба-
тываются лишь в горячем состоянии.
Практическое применение имеют латуни,
содержащие до 50% Zn. В специальных лату-
нях добавки третьего компонента резко изме-
няют структуру и свойства сплава. Сдвиг фаз
в системе Си — Zn под влиянием добавок спе-
циальных элементов определяется по формуле
Гийе (для латуни с содержанием меди в пре-
делах 63—55<>/о)
А,=
А -г- tq
где Ах—кажущееся содержание цинка; А —
действительное содержание цинка; t — содер-
жание компонента; В — действительное содер-
жание меди; q — эквивалент: 10—12 для Ы,
4—б для AI, 2 для Sn, 1 для РЬ, 0,9 для Fe,
0,5 для Мп, 1,4 для №.
Таким образом, по составу возможно опре-
делить структуру и судить о технологических
свойствах сложных специальных латуней.
Диаграммы разрезов тройных систем и пре-
делы растворимости систем: Си — Zn — А1,
Си —Zn—Sn, Си —Zn —Mn, Си —Zn—Ni
Си — Zn — Pb и Си — Zn — Si изображены на
фиг. 12—17.
Физико-мехааические и технологические свойства латуней, обрабатываемых давлением
* Литой.
** Обработанный мягкий (отожженный)
Jilt Обработанный полутвёрдый.
Таблица 5
Наименование
Латунь алюминиевая
Латунь алюминиево-же-
лезисто-марганцовистая
Латунь кремнистая
Латунь кремнисто-свин-
цовистая
Латунь марганцовисто-
свинцовистая
Латунь марганцовисто-
оловянно-свинцовистая
Латунь марганцовисто-
никеле-железистая
Латунь марганцовисто-
железистая
Латунь марганцовисто-
железистая
Латунь оловянно-свинцо-
вистая
Латунь оловянно-свинцо-
вистая вторичная
Марка
ЛА 67-2,5
ЛА ЖМц
70-6-3-1
ЛК 80-3
ЛКС
80-3-3
ЛМцС
58-2-2
ЛМц ОС
58-2-2-2
ЛМц НЖ
52-2-2-1
ЛМцЖ
55-4-1
ЛМцЖ
52-4-1
ЛОС
65-1-2
Лос
65-1-2
Латуни
литейные (по
ГОСТ 1019-41,
613-41, 614-41)
Химический состав в % (Zn — остальное)
Си
66—68
68-72
79—8i
79-81
57-60
56-60
5O-54
53-58
5O-54
60—70
60-80
Ni
_
- ¦
—
—
—
1,5—2,5
—
—
—
—
Al
а—3
5-6
—
—•
—
—
—
—
—
—
—
Fe
2,5-3,5
—
—
—
—
0,5—1,5
o,5—i,5
0,5—1,5
—
—
Мп
O.5-I.5
—
—
т. 5-а, 5
1,5-3°
i.5-2>5
3,о—4,о
З.о—4.5
—
—
Si
_
!,5—4.5
1,5-4,5
—
—
—
—
—
—
—
Sn
_
—
—
—
о,5-3,о
—
—
0,5—2,0
0,5—2,0
РЬ
_
—
1,о-4<5
1,5—2,5
о,5—2,5
—
—
—
I,о—3,о
1,о—3,о
РЬ
1,°
1,о
г,о
—
—
._.
х,°
1,О
1,О
—
—
Sn
1,0
1,0
о,3
о,3
1,5
—
1.5
1.5
i,5
—
—
примесей
Sb
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,2
0,2
Мп
о,5
_
о, 5
о, 5
—
—
—
—
-
—
—
не более
Fe
0,8
—
0,6
0,6
0,8
0.8
—
-
о,75
о,75
Al
_
0,1
0,3
\,о
° 3
1,°
о,6
i,5
о.З
°,3
о *й
в t г
3 4
2,1
2,8
2,0
3.4
1,2
3.6
3-2
4Д
1,6
1,6
Область применения
Коррозконностойкие дета-
ли в морском и общем маши-
НПГТППРНИН
ГИД- l|JUCriHH
Гайки нажимных винтов,
массивные червячные винты,
работающие в тяжёлых усло-
виях
Литая арматура и шестерни
Литые подшипники и втулки
Подшипники, ктулки и дру-
гие антифрикционные детали,
в том числе армировка вагон-
ных подшипников
Шестерни
Массивные литые детали
в морском судостроении от-
ветственного назначения
Массивные детали в судо-
строении: гребные винты, ло-
пасти, арматура, работающая
при температуре до 300" и
давлении НО am, детали,
стойкие против коррозии
Автодетали, несущие сило-
вую нагрузку, неответствен-
ные подшипники и арматура
Водопроводная, отопитель-
ная и другая арматура, рабо-
тающая под давлением до
10 am (литьё в землю)
Для изготовления слитков
сплава ЛОС 65-1-2
с *5
с ^
5ь и
С х ь
4о
Зо
55
5о
3°
25
3°
25 ¦
35
25
3°
3°
55
5°
50
45
50—40
45—35
18
—
5 § я
о ^^
Я <ц щ
Ох х
15
12
5,о
7>°
15
ю
15
7.о
8,о
IO.O
4
6
15
15
ю
15
15—12
12—8
5
—
g Ч
0 ч
•¦а> s оз
—
15О
I2O
НО
IOO
тоо
до
8о
7°
IOO
до
130
IOO
IOO
IOO
loo—So
100—70
45
—
Примечания: 1. В марке ЛМцЖ 52-4-1 для подшипников и других антифрикционных деталей содержание РЬ может быть повышено до 2,5% за счёт Zn.
2. В латуни марок ЛК ?0-3 и ЛКС 80-3-3 допускается примесь Ni до 0,2% за счёт суммы примесей. В остальных марках, не содержащих Ni в качестве компонента, допускается
примесь Ni до 1% за счёт Си.
3. Примеси, не перечисленные в табл. 3, учитываются в общей сумме примесей.
4. Для всех марок, изготовляемых в пламенных печах, допускаются отклонения от средней нормы Си: для латуней с содержанием Си 60% и более ± 3%; для латуней с содержа-
нием Си менее 60% ± 2°/0.
5. Механические свойства указаны: в первой строке для литья в кокиль, во второй — для литья в землю.
104
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Добавки олова повышают прочность лату-
ней и сильно увеличивают коррозионную стой-
кость их в отношении морской воды, вслед-
ствие чего данные сплавы получили название
„морских латуней". Добавки никеля дают
прочные и коррозионноустойчивые сплавы, а
50 45 40 3550 45 40 35 50 45 40 35
Вес %Zn
Фиг. 12. Границы^фазовых превращений в системе
Си—Zn—A1.
в комбинации с алюминием получаются сплавы,
способные к облагораживанию и очень проч-
ные и твёрдые. Однако примесь алюминия
400"
Фиг. 13. Границы фазовых превращений в системе
Си—Zn—Sn.
понижает механические свойства латуней,
сообщает хрупкость однофазным сплавам при
повышенных температурах и вводится в специ-
альные марки латуней — мунцевую, автоматную
!i часовые — для улучшения их обрабатывае-
мости резанием. Во всех литейных латуняхсви-
Л
аее % In
вес%си
dec % 7п
Вес %си
Фиг. 15. Границы фазовых превращений в системе
Cu-Zn-Ni.
35
BeckZn 45
Вес % Си
'' иг. 16. Границы фазовых превращений в системе
Си—Zn—РЬ.
нец^ содержится от 1 до 4,5%, как повышаю-
щий антифрикционные свойства и обрабагы-
ваемость резанием. Кремний повышает проч~
5* 45 0 45 50 45 SO 45
Фиг. 14. Границы фазовых превращений в системе Си— Zn—Mn.
затрудняет пайку данных сплавов. Марганец, "осо-
бенно в присутствии алюминия, олова и железа,
также весьма сильно повышает прочность*",и анти-
коррозионные свойства специальных латуней. Свинец
55Г
0 1 2
Весовые проце/tmn кремния
SZ
Фиг. 17. Границы фазовых превра-
щений в системе Си—Zn—Si.
ЛИСТ 1
1. Макроструктура литой меди.
Шлиф травлен, кристаллы равно-
осные, литьё в землю. X 4.
2. Макроструктура литой меди.
Шлиф травлен, кристаллы столб-
чатые, литьё к кокиль. X 4
Микроструктура меди деформи-
рованной и отожжённой.
X 100.
'^' JRPV^.
4, Микроструктура литой меди,
содержащей 0,2°/0 Си„О. Шлиф не
травлен, х 100.
5. Микропрумура литой меди,
содержащем Г,; (>uL,O. Шлиф не
травлен. X 100
6. Микроструктура литой меди,
содержащей 2°/0 Си2О. Шлиф не
травлен, х 100.
7. Микроструктура литой меди,
содержащей 3,4"/О Си2О. Шлиф
не травлен, х 100.
• V. * * * ^ Л 4
iS. Микроструктура литой меди,
содержащей 5°/0 Cu2O. Шлиф не
травлен. X 100.
Тйм 4. Глава 11
лист и
1. Микроструктура литой лату-
ни Л59. X 100.
3. Коррозионное растрескивание
ленты из латуни Л68 (деформа-
ция 10%) при хранении
на воздухе.
f —л
2. Величина зерна однофазной обработанной латуни Л68: а — отжиг 30 мин. 650^ С, зерно 0,09 мм. х 100-
6 - отжиг 30 мин. 630° С, зерно 0,08 мм. X 100" в — отжиг 30 мин. 600° С, зерно 0.07 мм. X 100; г — отжиг
30 мин. 540° С, зерно 0,045 мм. X 100; д — отжиг 30 мин. 4807 С, зерно 0,035 мм. х 100; е— отжиг 30 мин.
430°С, зерно 0,025 мм. х 100.
Том 4. Глава 11
ГЛ. II]
СПЛАВЫ МЕДИ
ность, твёрдость и литейные свойства латуней
и в комбинации со свинцом даёт сплавы, на-
пример: кремнисто-свинцовистые латуни, явля-
ющиеся прекрасными заменителями литейных
оловянистых подшипниковых бронз.
Из примесей особенно вредными являются
висмут и сурьма, которые в обрабатываемых
ного свинца, делает невозможной обработку
давлением этих сплавов в горячем состоянии,.
Железо в обычных а-латунях является менее
вредной примесью и допускается до О,1°/о,
Железо весьма ограниченно растворимо в ла-
тунях в твёрдом состоянии и при большом^
содержании выделяется в виде самостоятель-
0 10 20 30 40 50 60 70 80 90
Деформация %
Фиг. 18. ИзменениеТмеханических
свойств латуни ЛбЯРв зависимости
от деформации.
Ю0 200 300 400 500 600 700 800
Температура отЖига °С
Фиг. 19. Изменение механических
свойств латуни Л68 в зависимости от
температуры отжига (Z — величина
зерна в микронах).
0 100 200 300 400 500 600 700 800900Т
Температура испытания ¦>
Фиг. 20. Изменение механических
свойств латуни Л68 в зависимости
от температуры испытания.
10 20 30 40 50 60 70 80 90
Деформация "А
Фиг. 21. Изменение механических
свойств латуни Л62 в зависимости
от деформации.
W0 200 300 AQO 500 600 700 800900
Темпвоатура отЖига "С
Фиг. 22. Изменение механических
свойств латуни Л62 в зависимости
от температуры отжига.
0 10 20 30 40 50 60 70 8С
Деформация %
Фиг. 23. Изменение механиче-
ских свойств латуни Л59 в за-
'исимости от деформации.
латунях допустимы лишь в ничтожном количе
стве: висмут, образуя низкоплавкую эвтекти-
ку, сообщает данным сплавам красноломкость.
Свинец в однофазных обрабатываемых лату-
яях следует считать весьма вредной примесью.
W 200300400500600700800т°С
Темлеоег/т/ра опнкиго
Фиг. 24. Изменение механических
свойств латуни Л59 в зависимости
от температуры отжига.
Практически свинец в латунях нерастворим
в твёрдом состоянии и, располагаясь по грани-
цам кристаллитов в виде прослоек элементар-
ной фазы. Под влиянием железа понижаете»
пластичность латуней и измельчается зерно,..
Механическая и термическая обработки
резко изменяют свойства обрабатываемых
латуней. Изменение механических свойств;
наиболее распространённых обрабатываемых,
латуней Л68, Л62 и Л59, в зависимости or
100
90
80
70
60
50
40
30
20
О 200 400 № 800 1000°С
Фиг. 25. Изменение механических свойств латуни ЛэЗ'
в зависимости от температуры испытания.
наклёпа, температуры отжига и при повышен-
ных температурах, показаны на диаграмма»;
фиг. 18—25 и лист II. 2а—2е (см. вклейку).
3
8
7
с
с
4
f
кгк
\
г-
г
\
\
s
л
Ьй
—
V
106
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Коррозионные свойства латуней
В отношении общей коррозии латуни явля-
ются более устойчивыми сплавами, чем железо
и углеродистая сталь. Однако в напряжённом
состоянии латуни с содержанием цинка выше
7°/0 чрезвычайно чувствительны к коррозион-
ному растрескиванию. При хранении на воз-
духе эти сплавы, особенно при воздействии
слабых растворов или паров аммиака, быстро
разрушаются. На фиг. 26 и на листе II, 3 (см.
вклейку) показаны образцы штампованных и
катаных изделий из латуни Л68, совершенно
разрушившихся на воздухе.
Во избежание указанного явления полу-
фабрикаты и изделия из латуней подвергаются
стабилизирующему отпуску при температуре
280—350° С. Низкотемпературный отпуск, не
снижая механических свойств сплава, снимает
внутренние напряжения, в результате чего
повышается устойчивость материала в отно-
шении механических и физических свойств;
Таблица 6
Характеристика и область применения латуни
Фиг. 26. Колпачки из латуни Л68, растре-
скавшиеся при хранении на воздухе.
стабилизация гарантирует материал от корро-
зионного растрескивания, происходящего глав-
ным образом и наиболее интенсивно при
наличии напряжений первого рода в деформи-
рованном материале.
Добавки олова, алюминия и др. резко по-
вышают устойчивость однофазных и двухфаз-
ных латуней в отношении общей коррозии
и особенно сильно повышают коррозионную
устойчивость данных сплавов в морской воде.
Однако эти сплавы в напряжённом состоянии
чрезвычайно чувствительны к коррозионному
растрескиванию. Добавка никеля, повышая
коррозионную устойчивость латуней в атмо-
сферных условиях и морской воде, сообщает им
также большую стойкость в отношении кор-
розионного растрескивания. В частности, нике-
левая латунь ЛН65-5 значительно менее подвер-
гается коррозионному растрескиванию, чем
морские латуни с добавками олова и алюминия.
Сложные латуни высокой прочности с до-
бавками никеля, марганца, железа, алюминия
и др., помимо общей коррозии, хорошо со-
противляются эрозии и кавитации. Данные
об относительной стойкости и применении лату-
ней приведены в табл. 6.
ОЛОВЯНИСТЫЕ БРОНЗЫ
Оловянисгые бронзы представляют собой
сплавы меди с оловом, а также более сложные
сплавы с добавками цинка, свинца, фосфора,
никеля и др. Оловяпистые бронзы по своим
механическим, литейным и прочим физическим
свойствам хорошо изучены и освоены про-
мышленностью.
Наименова-
ние сплава
Томпак
ЛТ96
То-мпак
ЛТ90
Полутом-
пак Л80
Латунь
Л68
Латунь
Л62
Латунь
Л59
Общая
характеристика
сплава
Коррозионноустой-
чив, не подвержен кор-
розионному растре-
скиванию. Обладает
достаточно высокими
механическими и ли-
тейными свойствами.
Хорошо обрабатывает-
ся в горячем и в хо-
лодном состоянии
Устойчив в корро-
зионном отношении,
но чувствителен к
коррозионному рас-
трескиванию. Облада-
ет довольно высокими
механическими свой-
ствами, отлично обра-
батывается п горячем
и холодном состоянии
и хорошо сваривается
при горячей прокатке.
Отличается красивым
золотистым цветом и
прекрасно держит эма-
лировку
Обладает хорошими
механическими и ли-
тейными свойствами.
Отлично обрабаты-
вается в горячем и
холодном состоянии
Весьма устойчив в
отношении общей кор-
розии, но подвержен
коррозионному растре-
скиванию. Обладает
высокими механически-
ми свойствами. Пре-
красно обрабатывает-
ся давлением в горя-
чем и в холодном со-
стоянии. Хорошо под-
даётся ковке и штам-
повке с глубокой вы-
тяжкой
Двухфазный, обла-
дает высокой пластич-
ностью в горячем со-
стоянии и пониженной
в холодном состоянии.
Имеет достаточно вы-
сокие механические
свойства
Обладает достаточ-
но высокими механи-
ческими свойствами.
Прекрасно обрабаты-
вается вгорячую. Хо-
рошо переносит штам-
повку без вытяжки.
Допускает обработку
резанием на малых
скоростях
Область
применения
Производство
радиаторных тру-
бок для авиацион-
ной промышлен-
ности
Биметаллические
листы, ленты и
термобиметалл,
мелкокалиберные
патроны, знаки от-
личия, фурнитура
и художественные
изделия
Металлические
сетки в бумажно-
целлюлозной и ши-
ферной промыш-
ленности, сильфо-
ны в авиационной
промышленности
Ответственные
детали, например:
снарядные гильзы,
конденсаторные
трубы, радиаторы,
в теплотехнике,
авто-тракторной
промышленности
и др.
Аппаратура в
химической и са-
харной промыш-
ленности, проклад-
ки в точном ма-
шиностроении, ма-
нометрические
пружины, шуру-
пы, сортовые сет-
ки, теплохолодиль-
ное оборудование
и детали, изгото-
вляемые глубокой
вытяжкой и гиб-
кой вхолодную
Для изготовле-
ния деталей штам-
пованием вгоря-
чую и накаткой
ГЛ. И]
СПЛАВЫ МЕДИ
107
Продолжение табл. 6
Продолжение табл. 6
Наименова-
ние сплава
Латунь
свинцови-
стая ЛС 59-1
МУНЦ
Латунь
алюминие-
во-никеле-
вая ЛАН
59-3-2
Латунь
марганцо-
вистая
ЛМц 58-2
Латунь
железисто-
марганцо-
вистая
ЛЖМц 59-1
Латунь
свинцови-
стая ЛС64-2
часопая
Латунь
свинцови-
стаяЛС 74-3
часовая
Общая
характеристика
сплава
Наиболее распро-
странённый и эконо-
мичный сплав. Обла-
дает хорошими механи-
ческими и физически-
ми свойствами. Доста-
точно устойчив в от-
ношении общей кор-
розии. Прекрасно пе-
реносит обработку
давлением вгорячую.
Отлично обрабаты-
вается резанием
Обладает высокой
коррозионной устой-
чивостью и прочно-
стью. Отлично обра-
батывается давлением
в горячем состоянии
(горячая ковка и штам-
повка). При темпера-
туре свыше 300° С
прочность сплава рез-
ко падает
Отличается высокой
коррозионной устойчи-
востью в морской во-
де, повышенными ме-
ханическими свойства-
ми. Хорошо обраба-
тывается давлением
в горячем состоянии
Обладает повышен-
ной прочностью, вяз-
костью, антифрикци-
онностьюи коррозион-
ной устойчивостью в
атмосферных услови-
ях и морской воде.
Хорошо переносит го-
рячую ковку и штам-
повку
Обладает высокими
антифрикционными
свойствами. Отлично
переносит обработку
резанием
Обладает высокими
механическими и
антифрикционными
свойствами. Обраба-
тывается давлением
лишь в холодном со-
стоянии, прекрасно
обрабатывается реза-
нием
Область
применения
Для изготовле-
ния деталей путём
горячей штампов-
ки, фрезеровки,
сверления и обра-
ботки резанием
на автоматах
Машино-моторо-
судостроение,
электромашино-
строение —для из-
готовления дета-
лей, работающих
при нормальной
температуре
Морское судо-
строение и спец-
машиностроение,
слаботочная элек-
тропромышлен-
ность, электрообо-
рудование в авто-
тракторной про-
мышленности и
др. Применяется
также для провод-
ников в производ-
стве мощных асин-
хронных двигате-
лей с короткозам-
кнутым ротором,
предназначенных
для непосредствен-
ного пуска от пол-
ного напряжении
сети*.
Авиапромышлен-
ность* и морское
машиностроение
при изготовлении
перископических
труб для подвод-
ных лодок и обли-
цовки гребных ва-
лов
Часовая и авто-
тракторная про-
мышленность
Общее машино-
строение, часовая
и авто-тракторная
промышленность
Наименова-
ние сплава
Латунь оло-
вянистая
ЛО70-1
морская
Латунь оло-
вянистая
ЛО 62-1
Латунь
никелевая
ЛН 65-5
Общая
характеристика
сплава
Обладает высокой
коррозионной устойчи-
востью и достаточно
высокими механиче-
скими свойствами
Сплав обладает по-
вышенной прочностью
и коррозионной устой-
чивостью в атмосфер-
ных условиях и мор-
ской воде. Хорошо
обрабатывается давле-
нием в горячем со-
стоянии
Сплав отличается
высокими антикорро-
зионными и антифрик-
ционными свойствами,
повышенной прочно-
стью и вязкостью.
Отлично обрабаты-
вается давлением в
горячем и холодном
состоянии
Область
применения
Морское судо-
строение для из-
готовления тепло-
технической аппа-
ратуры и конденса-
торных установок
Для изготовле-
ния деталей в мор-
ском судострое-
нии
Рекомендуется:
взамен оловянно-
фосфористой
бронзы при изго-
товлении пружин
Бурдона и прово-
локи для металли-
ческих сеток; вза-
мен мельхиора
70/30 при изгото-
влении конденса-
торных трубок в
морском судо-
строении; взамен
автомобильной
бронзы в авто-
тракторной про-
мышленности
В последнее время область применения
оловянистых бронз в СССР значительно со-
кратилась благодаря тому, что изысканы ка-
чественные и экономичные заменители.
Физические и технологические свойства
оловянистых бронз в значительной мере обу-
* В этом случае латунь ЛМц 58-2 должна иметь сле-
дующий состав: 3 — 3,3О/О Мп, 1 — l,Sfi/0 Fe, что обеспе-
чивает величину удельного электросопротивления, равную
0,189 ом ммг м.
го зо
Весовые % S/i
Фиг. 27. Диаграмма состояния Си — .п
(медная .сторона).
словливаются их структурой. Диаграмма состо-
яний Си — Sn (фиг. 27 и 2.8) показывает
большую область твёрдого раствора а вплоть
до 16% Sn при температуре 520°С. Практи-
чески в литых сплавах, т. е. в системах не-
равновесных, новую фазу можно наблюдать
в бронзах, содержащих 6 -7% Sn.
108
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
{РАЗД. И
Олово повышает твёрдость и прочность
сплава и резко снижает пластичность. В тех-
нических бронзах оно содержится в количе-
стве от 3 до 14%.
Свинец резко улучшает антифрикционные
свойства оловянистых бронз. Он мало раство-
10
Дтомн. % Sn
20 30 ЬО 50 60 70 80 90
200
Си
20 U0 60
Весовой % олова
Фиг. 28. Диаграмма состояния Сц — Sn.
рим и при затвердевании оловянистой бронзы
распределяется в виде самостоятельной фазы.
При большом содержании свинца в о^овя-
нистой бронзе наблюдается явление расслое-
ния (фиг. 29), и в этом случае для получения
Sn
Фиг. 29. Диаграмма состояния Си— "Sn — Pb (границы
расслоения свинца).
качественных изделий применяют особые ме-
тоды литья.
Фосфор оказывает энергичное влияние на
свойства оловянистых бронз (фиг. 30) и до-
бавляется весьма ограниченно. Цинк улуч-
шает некоторые технологические свойства
оловянистых бронз (фиг. 31).
Примеси серы, кремния, алюминия, висмута
и магния являются безусловно вредными как
в литейных, так и прокатных оловянистых
бронзах и допустимы в пределах 0,002—0,02%.
Содержание сурьмы и железа в литейных
бронзах ограничивают 0,5—0,2%. В обраба-
тываемых давлением оловянистых бронзах
содержание указанных примесей колеблется
от 0,002 до 0,02%. Примеси серебра и- никеля
вредного влияния не оказывают. Кислород
вреден и присутствует в данных сплавах
в виде ангидрида оловянной кислоты — SnO2i
На листе III, 1 (см вклейку) изображена
микроструктура литой оловянистой бронзы
A0% Sn и 90<у0 Си) при увеличении X 100
после травления 7%-ным раствором серно-
кислой меди в аммиаке. Структура дендрит-
ная. Тёмные оси дендритов, как кристаллы
первичной генерации, обогащены, медью.
30.
Фиг. 30. Диаграмма со-
стояния Си — Р — Sn.
20 Вес % 2п
Фиг. 31. Диаграмма состояния
Си — Zn —Sn.
В маточном растворе видны светлые включе-
ния эвтектоида а -+- б, обогащенного оловом.
На листе III, 2 показан тот же шлиф при
увеличении X 500. Структура двухфазная,
между черными осями дендритов отчетливо
видна цепочка эвтектоида а •+- Ь.
На листе III, 3 показана микроструктура
деформированной бронзы Бр ОФ 6,5-0,4
при увеличении X1W). На листе III, 4 по-
СЮ -20 30 40 50 60
Деформация %
200 300 Ш 500 6В0 700 80О'С
темпеватцра огткига
Фиг. 32. Влияние наклёпа Фиг. 33. Влияние темпера-
на механические свойства туры отжига на механиче-
оловянно-фосфористой скяе свойства оловянно-
бронзы Бр ОФ 6,5-0,4. фосфористой бронзы
Бр ОФ 6 5-0,4.
казана структура автомобильной бронзы
Бр ОЦС 4-4-2,5 X ЮО.
Лист III, 5 представляет структуру того же
сплава после деформации и отжига. Струк-
тура однородная рекристаллизованная. На ми-
крофотографии листа III, 6 показано располо-
жение свинца в автомобильной бронзе при
увеличении X 500 без травления.
В табл. 7—11 приведены состав, механиче-
ские и физические свойства литейных бронз.
ЛИСТ HI
1. Микроструктура литой оловя- 2. Микроструктура литой оловя-
нистой бронзы Бр 010. X 100. нистой бронзы Бр 010. х 500.
^. Микроструктура литой автомо-
бильной бронзы Бр ОЦС 4-4-2,5.
X 100.
-/
5. Микроструктура деформирован-
ной и отожжённой автомобильной
бронзы Бр ОЦС 4-4-2,5. X 100.
3. Микроструктура деформирован-
ной и отожжённой бронзы
БР ОФ 6,5-0,4. X 100.
¦г, >#
'•'•.Ч>.
6. Расположение свинца в бронзе
Бр ОЦС 4-4-2,5.
?ж?^#:
1€^
^ «ф-
^Йг
^
7. Микроструктура алюминиевой
бронзы Бр А 10. х 100.
8. Микроструктура алюминиевой
бронзы Бр АЖ 9-4. X 100.
Том 4. Глава II
ГЛ. II]
СПЛАВЫ МЕДИ
109
Состав и механические свойства стандартных литейных оловянистых бронз
Таблица 7
Наименование
сплава
Литейная
бронза оло-
вянно-цинко-
во - свинцови-
стая с нике-
лем
Литейная
бронза оло-
вянно-цинко-
во-свинцови-
стая
То же
»
-
Бронза оло-
вянно-цинко-
во- свинцови-
стая в чуш-
ках из вторич-
ных металлов
То же
1
Марка
БрОЦСН
3-7-5-1
Бр ОЦС
3-11-5
Бр ОЦС
6-6-3
БрОЦС
5-5-5
Бр ОЦС
4-4-17
Бр ОЦС
3-11-4
Бр ОЦС
3-7-4
БрОЦС
5-6-4
Бр ОЦС
5-8-4
№
ГОСТ
613-41
-
Я
614-41
-
Химический
Sn
2,0—4,5
2,0—4,0
5.0-7.0
4,0 — 6,0
3.5-5.5
2,0—4,0
2,5-5.°
4,0—6.0
5.O—7.O
Zn
6,0—9,0
9,0—13,0
5,0-7,0
4,0—6,0
2,0-6,0
8,0—14.0
5,0— 10,0
5,5-8,о
7,0—10,0
состав в
Pb
3,0—6,о
3,о—6,о
2,О — 4,0
4,о—6,о
14,0—20,0
2,О—6,О
2,0— 6,О
2,0—6,О
2,О—6,О
<7о (CU-
Ni
0,5—1.5
_
—
—
—
—
-
- остальное)
Примесей
не более
Sb
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
о-5
Fe
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
Al
0,02
0,02
0,05
0,05
0,05
0,02
0,02
0,05
0,05
ш
«Г
S О
S О.
о. с
с
S
о
« н
1.3
1.3
1.3
1,3
1,3
1.3
1.3
i,3
1
1,3
Механические
свойства
Предел
проч-
ности
при
растя-
жении
в к?/мм*
i8
18
15
18
15
о со
8
8
6
4
5
о *
Гя
а) ч
Ш 3
г" X
6о
6о
6о
6о
6о
Примерное
назначение
Арматура,
работающая
в условиях
морской или
пресной воды,
а также паро-
вая арматура,
работающая
под давле-
нием до 25 am
Арматура,
работающая
в условиях
пресной воды,
и паровая ар-
матура, рабо-
тающая под
давлением до
25 am
Детали, ра-
ботающие на
трение
Отливки из
сплава Бр
ОЦСН 3-11-5
Отливки из
сплава Бр
ОЦСН 3-7-5-1
Отливки из
сплава Бр
ОЦС 5-5-5 и
Бр ОЦС
4-4-17
Отливки из
сплава БрОЦС
6-6-3
Таблица 8
Допускаемое содержание вредных примесей в олсвянистых бронзах в %
Марка сплава
Sb
Fe
Al
Bi
Pb
0,02
0,02
0,02
0,005
0,02
0,00a
0,02
0.002
0,002
0,02
0,02
O,O2
O,O2
O,O2
O,O2
O,O2
P
005
0,05
°,°5
0,05
0,05
0,15
—
°,°5
—
—
—
0,05
0,10
0,10
0,05
0,05
Сумма
приме-
сей
I,О
I,О
I.о
o,5
1,0
0,25
o,3
O,I
0,05
0,3
0,75
0,75
0,8
0,8
0,75
0,75
Примечания
БрО 10
Бр ОЦ Ю-2
Бр ОЦ 8-4 ....
Бр ОЦС 6-6-3 (А)
То же . .(Б)
Бр ОЦ 4-3 (А) . .
То же (Б) . .
Бр ОЦС 4-4-2,5 . .
Бр ОФ 6,5-0,4 (А).
То же (Б)
Бр ОФ 10-1 ....
Бр ОС 8-12 ....
Бр ОС 7-17 ....
Бр ОС 5-25 ....
Бр ОС 10-10 . . .
Бр ОНС 11-4-3. .
о,5
о,5
о,5
о,5
о,5
О,ОО2 О
о,о2 ;о
0,002 О
0,002 О,
О,О2
о,5
о,5
о,5
о,5
о,5
О,О2
О,О2
0.0О2 О,О2
о,оа
О,О2 | О,О2
о,02 I о,оа
О,О2 О,О2
О,О2 О,О2 ! О,
!о,5
1°>5
О,О2
О,ОО2|О,О2
О,ОО2!О,О2
O,OO2J —
0,002 0,02
0,002 0,02
0,005! —
0,0051 —
0,0051 —
0,005 —
0,005
0,005
1. В марках Бр ОС 8-12, Бр ОС 7-17,
Бр ОС 5-25 и Бр ОС 10-10 допускается
присутствие Zn и Ni до 2%. 2. В марке
Бр ОС 5-25 содержание Р снижается до
0,05% при изготовлении толстостенных
деталей (более 30 мм). 3. Марки Бр
ОЦС 6-6-3, Бр ОЦ 4-3 и Бр ОФ 6,5-0,4,
применяемые для ответственного литья
и обработки давлением, имеют понижен-
ное содержание вредных примесей, со-
гласно группе „А". 4. В марках Бр О 10,
Бр ОЦ 10-2, применяемых для специаль-
ных целей, содержание примесей сни-
жается: по Sb до 0,2 !/о. по Pb до 0.1 и
по Bi до О,ОО2"/о- 5. Содержание анги-
дрида оловянной кислоты SnO2 допу-
скается не более одного кристалла
@=2 мм) в поле зрения микроскопа
при увеличении X 500.
Таблица 9
Механические и физические свойства оловянистых бронз, применяемых в машиностроении
Марка
Бр. О Ю. ...
Бр. ОЦ 10-2 .
Бр. ОЦ 8-4 . .
Бр. ОЦС 6-6-3
Бр. ОЦ 4-3 . .
Бр. ОЦС 4-4-2,5
Бр. ОФ 6,5-0,4
Бр. ОФ 10-1 . .
Бр. ОС 8-12 . .
Бр. ОС 7-17 . .
Бр. ОС 5-25 . .
Бр. ОС 10-10 .
Бр. ОНСН-4-3
s
о S
I s
eg-;?
20—25
20-25
20—25
20—25
20—25
20—25
18—22
15—20
20—30
20—30
20
25-35
20—25
25-35
20
15—20
75—18
15—17
17
н—18
12—14
18
15
20—28
20—25
s
H
0
X
0
к
я
о.
о
с
!*
s 2
12—14
—
Ч
—
ii
—
—
—
—
—
-
IO
8
тз —14
8-9
—
—
12
—
7
5
—
—
2О
Я
9*
5S?
>=(
й) 33
о,
i8
—
18
—
12
—
8-ю
—
6,5
—
12
Ч
ю
2О
ч
12
IO
_
—
8—го
8-ю
—
—
18
0 3
д«
о ^
IO.6
—
IO
—
IO
—
9
—
—
—
-
ю
—
ю.з
7-5
—
—
—
—
8.1
7.4
—
—
—
«и
S
X
§
о
лз
ч
н
S
х
о»
3—ю
IO
2—IO
IO
4—ю
6-15
4-8
8-12
10—36
15
ю
15—3°
15—го
3—ю
3
3-8
3-8
5
7
6-8
4-6
3
—
1,2
О
ч R
с ?
о *
is
>>2
о
1 g-
5 =
н о
о к°~"
oi^
ю—14
—
ю—14
—
8 — 12
—
6—IO
—
—
—
-
3°-4°
—
IO
3
_
—
—
—
12
7
_
—
_
2
ч
О1
сх
Щ
о ^
о ^
о.03
7о—8о
70-80
8о—9°
80—90
75-85
75 85
6о—75
6о—75
6о—7°
6о—7°
65—75
75-9о
75-85
до—12о
8о—ioo
65-75
6о—7°
55-7°
65-80
55 -65
45-55
7°
юо
а.
о
В
о
с
л
о
О, jj
—
16
—
15
—
12
—
15
—
-
15
—
22
—
13
—
12
—
II
—
2О
—
_
езе
Си
О.
С
О
X
у
о ^
gs
3 ш
ct? ¦
27
—
27—28
—
26
—
22
—
_
—
-
27
26
34
—
19
—
_
—
13,5
—'
_
—
_
f-
O
« ^
O.23
!«?
6
—
1—1.5
—
2—2.5
—
2-3
—
—
2
5-6
2-2,5
0.9
o,6
1-1.4
5
1—2
0,8
—
03-1
0
к
'S
s
1,28
—
1.45-1,51
—
154
1,4
1,6
—
1.43
—
i,4
x.45
t,35
i,44
—
1.4
—
r-5
—
_
—
i,37
л
H
S"
H
0
1
—
60
—
—
54
_
40
_
—
62
40
—
_
5°
_
45
_
—
_
40
_
—
_
Коэфициент
трения
•s
0
a:
я
S
О
0,0056
—
0.006
COI
0,006
—
0,009
—
—
0,0052
O,OI
0,0059
0,008
—
0,005
—
0.012
—
0,004
—
0,007
—
0,015
¦*-»
s
s
0
VO
0,17
—
O,2
—
O,3
—
O,l6
—
_
-
O.I2
О 2»
О, I
—
O,I
—
_
—
O.I4
—
—
—¦"
_
0
3]
X
,a
ч
4
8,8
—
8,8
—
8,78
—
8,82
-
8.8
—
8,79
8,65
—
8,76
—
9,1
—
9.2
—
—
9.3
9.0
—
—
0 ¦
0 .
0 5-
O,H5
—
O,I32
—'
O,l63
—
O,224
—
O,2O
ОДЗ
. -
O,I27
O.082
O,II7
—
—
—
O,I4
—
O,IO8
—
—
6
O.
« S ^
So. 4
1 и О
ч§ ^
=( 0 ffl
—
8,5
—
_
. —
II
—
—
—
9
7
—
—
—
_
—
—
¦ ¦ ¦¦ ¦ —
—
—
— ¦
—
_
ac-
0.
0
0
s
«
?«
я |
It" 0.
Ss
a a
18.5
—
19,3
—
16,6
—
17,11
—
18
—
17.1
—
17
—
1.7,1
—
17.З
—
17,6
—
—
—
17
я
о
В"
№
1020
—
980
—
995
—
967
—
Ю45
—
IOIO
995
—
934
—
940
—
940
—
940
—
1020
- —
—
Примечание. Свойства указаны: в первой строке для литья в кокиль, во_ второй — для литья в землю.
ГЛ. II].
СПЛАВЫ МЕДИ
Ш
в**
Я E о
x э" С
га в
Cul-
« s
CO S
соте о. ' "-1
II 15
I II 111
°. 4.
П
о о
I I
i I i
0 о
1 i
о о
I I
о о
d\ о
О Оо
U * U ffl
о о о о
— сч t~.in 2^.
Эоо t^.in о"
©и ии их
оо оо оо
5 V
й ¦& S
2 о о
5 Q.X
;\О X
О О
Таблица 11
Состав и свойства литейных оловянистых и малооло-
вянистых бронз, применяемых в СССР и за границей
Наименование
сплава и марка
Бронза оловя-
нистая из вто-
ричных метал-
лов „Паспорт-
ная" НКПС ТУ
Бронза оловя-
нистая из вто-
ричных метал-
лов „ Промко-
операция*
Бронза оловя-
нистая ДИН
1705
Бронза мало-
оловянистая
США
Химический i
состав в °/0 !
(Си—остальное)
Sn
7 о
в'.о
7.о
5.о
ю,о
9,о
8,о
5,о
4,о
2.5
4,о
2,5
З.о
З.о
З.о
2,0
4,5
2.5
Zn
З.о
4.о
9,о
12,О
6,О
7>°
7.о
2,О
6,О
7.°
1О,О
ю,о
9.5
ю,о
13-5
4,о
I3O
7,о
РЬ
2,О
2,О
2,0
2,0
4,о
З.о
З.о
I.O
ю,о
6,о
ю,о
IOO
7.о
5,о
З.о
2,5
5.о
Ni
:
—
—
—
—
—
„
—
0,5
—
—
—
—
—
—
1,0
Э- га
Is *5
— X X
15—2о
15— 2О
15
15
2О
2О
15
15
2О
17.5
2О—24
2О
i8
19
22—26
17—21
22,4
19.3
21
О)
S
55
Й5
О х«э
7-15
7-15
5-8
3-5
ю
12
6
IO
25
12
25
16
22
15
25
2О
39
15
15
J3
и 2е»
о ч 3
¦=t (U ^
«и S v
а о.*
HU) со
7°
6о
65
6о
7°
6о
5о
45
57
—
55
55
5°
42
—
применяемых в машиностроении, в табл. 12—
состав и свойства оловянистых бронз, обра-
батываемых давлением.
В табл. 13, 14, 15, 16 и 17 показано вли-
яние температуры на механические свой-
ства типичных оловянистых бронз.
кг/мм2
6%
\
ч
<
д
У
20 30 40 50 SOW
Деформация %
Фиг. 34. Влияние на-
клёпа на механические
свойстпа оловянистой
бронзы Бр ОЦ 4-3.
1 Температура отжига
Фиг. 35. Влияние темпера-
туры отжига на механиче-
ские свойства оловянистой
бронзы Бр ОЦ 4-3.
Влияние наклёпа и температуры отжига
на изменение механических свойств обраба-
тываемых оловянистых бронз показано на
диаграммах фиг. 32—37.
Коррозионная устойчивость оловянистых
бронз
Оловянистые бронзы коррозионностойки в
отношении атмосферы, морской воды, растворов
едкого калия, сульфата натрия, растворов
соды (до 5%) и пр.; малоустойчивы в отно-
шении бисульфата натрия D% и выше) и со-
вершенно ие стойки к действию минеральных
112
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Таблица 12
1
i
(Сплавы
i
i
; Оловянно-
фосфори-
стая бронза
;
То же
Оловянно-
цинковая
бронза
Оловянно-
цинково-
свинцо-
вистая
бронза
is
«\О
cs>,
U4«
SSh
3 <u о
X 3 О
S* Я °
Загра
идент
кие г
Каро,
Эйслера,
Гурлея,
фосфо-
ристая
То же
Ормулу,
шабер ная
¦
Автомо-
бильная,
Унц-металл
Оловянистые бронзы, обрабатываемые давлением
я
Марк
Бр ОФ
6,5-0,25
Бр ОФ
6-0,1
Бр ОФ
4-0,2
Бр ОЦ
4-3
БрОЦС
4-4-2,5
t-
о.
Станд
ГОСТ
1761-42
Нормаль
254 А
ЦМТУ
315-41
ГОСТ
1761-41
ГОСТ
1761-41
Химический состав в
Sn
6,0—7.0
6,0—7.0
3.5-4,о
3,5—4.о
3,0—5.0
(Си — остальное)
Р
0,1—0,25
о, i—о. 25
0,2—0,3
0,15—0.25
Zn
_
2,7—3-3
3.0—5.0
0/
'0
Pb
_
_
—
1.5—3.5
Состояние
материала
Лента твёрдая тол-
щиной 0,2—1 мм . .
Лента мягкая (ото-
жжённая) толщиной
0,2—1 мм . .
Прутки твёрдые . .
Проволока 0 0,1 —
0,4 мм
Прутки, трубы прес-
сованные
Трубы мягкие (мано-
Трубы твёрдые . . .
Проволока твёрдая
0 0,3—0,6 мм . . . .
Проволока мягкая
0 0,1—0,4 мм. ...
Прутки прессован-
ные 0 6—75 мм . . .
Лента твёрдая . . .
Лента полутвёрдая
Лента мягкая . . .
&*
н *
о и
X «1
3" п
о s
С х
Преде
растям
65
3°
5о—6о
42—45
5°
33
6о
8о—оо
38—44
Зо—44
ее
JJ
43
3°
ДЛ1
>.
о
Я о
Относ
" нение
2
3е
5—ю
5о—6о
IO
4°
1,5
о,5—2
28—35
ю—ао
с
j
Ю
35
O.S
to ~^
о *
с«
оЭ5
Твёрд
нелю
13°-
i6o
I3O
Таблица 13
Бр ОЦ
Свойства
[ Предел прочности при
растяжении $. в кг\мм* .
Относительное удлине-
ние 6 в °/0
Ударная вязкость а^ в
кгм/см?
Предел текучести <т_у в
кг/мм*
10-2
Температура
20
25
8
i8
100
25
К 5
1б
200
24
8,5
ю
15
300
15
4
з
14
в °С
400
Ч
о
i
13
500
V
,
О
6
Таблица 14
Бр О 10
Свойства
Предел прочности при
растяжении а. в kzJmm* .
Относительное удлинение
8 в %
Относительное сужение
ф в °/0 ... ....
Ударная вязкость а^ в
Твёрдость по Бринелю
Hq в кг/мм"
20
25
и
12
б
8о
Температура
100
—
в
75
150
—
|
1 7о
1
200
2О
II
J4
05
в °С
300
13
5
з
350
л
35
, .
Таблица 15
Бр ОФ 6,5-0,4
Свойства
Предел прочности при рас-
тяжении с», в кг/мм3
Относительное удлинение
8 в °/0
Относительное сужение
Ф в °/о
Ударная вязкость а^ в
кгм/см2
Температура вс
20
Зо
25
Зо
6
200
35
35
4°
8
500
23
IO
15
5
600
15
4
15
4
С
750
7
4
8
3
Таблица 16
Бр ОЦ
Свойства
Предел прочности при
растяжении а. в кг'мм^.
Относительное удлине-
ние 8 в %
8-4
20
2О
4-5
Температура
50
2О
4-Ь
100
2О
5-6
150
2О
5-ь
в °С
200
17
3-4
250
12
2
Таблица 17
Бр ОНС
Свойства
Ударная вязкость а^ в
Твёрдость по Бринелю
Нв в кг/мм1
Н-4-3
Температура
20
о з
IOO—НО
100
о,4
I2O
200
°>5
но
в °С
300
i
но
500
1.25
7°
ГЛ. II]
СПЛАВЫ МЕДИ
113
Таблица
Потеря веса меди и специальной бронзы (г/м3. сутки)
Наименование
сплава
Медь красная .
Оловянно-фос-
фористая бронза
Оловянистая
бронза
Оловянно-цинко-
вая бронза ....
То же
„
Алюминиевая
бронза
То же
„
„
„
Кремнистая бронза
То же
Марка
М 1
Бр ОФ 6,5-0,4
Бр О 10
Бр ОЦ 10-2
Бр ОЦ 4-3
Бр ОЦС 6-6-3
Бр А 5
Бр А 10
Бр АЖ 9-4
Бр АЖМц
10-3-1,5
Бр АН 10-8
Бр К 3
ЛК 80-3
Серная 1
<ис-
лота при
20° С
ю%
5.4
5,i
X I
т> *
3.5
4.8
4.9
е _
1Д4
3.5
2,7
2.2
5,8
5.3
45%
—
—
—
—
чб
о,6
—
—
—
2,67
55%
о.87
о.97
1,26
о,53
о,6о
о.4
1,64
о,97
об
о,37
о,4о
1,8
1,26
юда
«и
So
!§•
о,43
1,О
о,з8
0,67
о,53
0,67
о,8о
о-77
о,8з
1,оз
о,6о
о,6э
2,67
Серная кислота
при 80° С
10%
18 5
J7>9
24 8
о.
15.6
14.2
Ц.5
4°
4,6
15.20
28,1
12,0
45%
10,1
8,6
8,5
7,8
8,7
7.°
9.8о
2,4
бдо
18,40
5.9O
55%
5.6
5.2
7 1
/.*
4,6
3,6
5.6
48
5.2
2,3
1,3
3,3°
9,10
4,10
ода
т
з"
SiQ
Зоб
II
—
х'з
_
3.55
кислот: соляной, азотной, а также аммиака
и растворов сернокислых солей (рудничная
вода). В табл. 18 приведены данные кор-
розионной стойкости оловянистых бронз к
действию серной кис-
лоты и морской воды
по сравнению со стой-
да го зо to so бо 7и
Деформация % -.
7°
so
40
30
ю
0
Нг/м
—
л
А
\
\
7
¦—
ч
Фиг. 36. Влияние на-
клёпа на механиче-
ские свойства брон-
зы Бр ОЦС 4-4-2,5
V0 300 400 500 600'700 800900
Температура о/пАига °С
Фиг. 37. Влияние темпе-
ратуры отжига на меха-
нические свойства брон-
зы Бр ОЦС 4-4-2,5.
костью меди и некоторых специальных бронз
(из работ ЦНИЛ ГЦМО).
Область применения оловянистых бронз
Оловянистые бронзы обладают достаточно
хорошими механическими, антифрикционными,
антикоррозионными и литейными свойствами
и отличаются простотой изготовления. Мало-
оловянистые бронзы широко применяются для
изготовления паровой и водяной арматуры.
Сплавы типа Бр ОЦС 6-6-3 идут на изготовле-
ние антифрикционных деталей. Марки бронз
по ГОСТ 614-41 изготовляются из вторичных ме-
таллов и используются как шихтовой материал.
Оловянистые бронзы*: Бр 0 10, БрОЦЮ-2,
Бр ОЦ 8-4 (табл. 10), а также ДИН 1705
(табл. 11) идут для изготовления фасонного
литья в землю, для кокильного и центробеж-
ного литья. Из этих сплавов изготовляются
* Высокооловянистые бронзы с содержанием олова
свыше 6%, как правило, не следует применять.
18 всевозможные детали в маши-
ностроении и аппаратострое-
нии: водяная арматура для да-
вления до 15 am и паровая
арматура для температуры до
250° С (корпуса насосов, кла-
паны, краны и пр.).
Бронза Бр ОЦС 6-6-3 при-
меняется для изготовления ме-
нее ответственной арматуры
и антифрикционных деталей.
Бронзы Бр ОЦС 6-6-3 и Бр
ОЦС 5-5-5 хорошо зарекомен-
довали себя при работе на
трение в паре с угольными и
графитовыми щётками при воз-
действии электрического тока.
Бронзы Бр ОНС 11-4-3 и БР ОФ
6,5—0,4 применяются для изго-
товления ответственных дета-
лей, работающих при повышен-
ных температурах: подшипни-
ки станов (горячей прокатки),
направляющие втулки выпуск-
ных клапанов, авиамоторов и
пр. Бронзы оловянно-фосфори-
стые и оловянно-свинцовистые
применяются исключительно как антифрик-
ционные. Бронза Бр ОФ 10-1 идёт для изго-
товления ответственных шестерён, фрикцион-
ных и зубчатых колёс, поршневых колец, под-
шипников в электромоторах и других деталей,
подвергающихся сильному истиранию. Бронзы
Бр ОС 8-12, Бр ОС 7-17, Бр ОС 10-Ю, Бр
ОС 5-25 применяются для изготовления от-
ветственных подшипников без заливки баб-
битом, работающих при очень больших удель-
ных давлениях и скоростях: подшипники для
ленточных станов холодной прокатки, буксовые
подшипники для сверхмощных паровозов и пр.
Малооловянистые бронзы, приведённые в
табл. 11, применяются также для изготовления
арматуры и антифрикционных деталей.
Оловянистые бронзы, обрабаты-
ваемые давлением. Оловянистые брон-
зы: Бр ОФ 6,5-0,4, Бр ОФ 6,5-0,25, Бр ОФ 4-0,2,
БрОЦ 4-3, Бр ОЦС 4-4-2,5 (табл. 12) приме-
няются главным образом для прокатки, прес-
совки и волочения. Бронза олозянно-фосфори-
стая Бр ОФ 6,5-0,4 поддаётся лишь холодной об-
работке давлением. Из нее изготовляется тон-
кая проволока 0 0,07—0,30 мм для основы ме-
таллических сеток и канатиков, применяемых
в бумажной и шиферной промышленности.
Бр ОФ 6,5-0,25 изготовляется в виде полос и
лент (ГОСТ 1761-42), применяющихся в элек-
тротехнике и аппаратостроении, прутков (ЦМ
ТУ 669-41) и плоских пружин (ЦМ ТУ 538-41).
Оловянно-фосфористая бронза с пониженным
содержанием олова и фосфора, Бр ОФ 4-0,2,
как антифрикционная и коррозионноустойчивая
применяется в авиамоторостроении в виде
прутков, прессованных вгорячую, и трубок
для манометрических пружин Бурдона. Оло-
вянистая бронза Бр ОЦ 4-3 хорошо пере-
носит горячую и холодную обработку да-
влением и идёт для изготовления проволоки
(ЦМ ТУ 270-41), прутков разных размеров
(СТ/ГЦМО 25/2981) (ОСТ НКТП 2S81) и лент
(ГОСТ 1761-42). Твёрдая проволока из этой
бронзы применяется для изготовления пружин
в машиностроении и в точном приборострое-
114
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
нии, благодаря хорошей сопротивляемости
усталостным напряжениям.
Бронза Бр ОЦС 4-4-2,5 поддаётся обра-
ботке давлением лишь в холодном состоянии.
Она отличается хорошими антифрикционными
свойствами и идёт для изготовления полос
и лент для автомобильной и авиационной про-
мышленности (ЦМ ТУ 512-41 и ЦМ ТУ 1081-41).
СПЕЦИАЛЬНЫЕ БРОНЗЫ,
НЕ СОДЕРЖАЩИЕ ОЛОВА
Специальные бронзы — двойные или много-
компонентные сплавы на медной основе,
содержащие в качестве добавок Al, Ni, Mn,
Fe, Si, Be, Cr, Cd и др.
В зависимости от содержания добавок
специальные бронзы носят названия: алюми-
ниевые, марганцовистые, кремнистые, берил-
Железо положительно влияет на свойства
алюминиевых бронз. Оно повышает прочность
и твёрдость сплавов, измельчает структуру
и уничтожает явление самоотпуска в двойных
двухфазных алюминиевых бронзах. На ли-
сте III, 8 (см. вклейку) при увеличении X Ю0
показано строение литой алюминиево-желез-
ной бронзы Бр АЖ 9-4. Структура — трёхфаз-
ная, состоящая из кристаллов твёрдого раствора
а + 3 и включений железа. Под действием
железа механические свойства сплава значи-
тельно повышены, а структура измельчена.
Марганец в значительном количестве рас-
творим в твёрдом состоянии как в меди
(фиг. 40), так и в алюминиевой бронзе. Мар-
ганцовистая бронза Бр Мц 5 как жароупор-
ная, и алюминиевые бронзы с добавками
марганца и железа, отличающиеся высокой
крепостью, пластичностью и коррозионной
устойчивостью, стандартизованы и
значительно распространены.
Диаграммы состояний кремнистых
бронз показаны на фиг. 41 и 42 Рас-
творимость кремния в меди при тем-
пературе 800 С достигает 5,3%- С no-
О iQBea%fll20
Фиг. 38. Диаграмма состоя-
ния Си—А1 (медная сто-
рона).
//Й
то
ИЮП
12 345 6 78 91011121314151617Ш202122?32425г527?8293й°Ш
1000
V30Q
Фиг. 39. Диаграмма состояния Си—Ai — Ni (медный угол). Изотермы
насыщения области а.
лиевые, хромистые и т. д. Эти сплавы обла-
дают высокой прочностью, коррозионной
устойчивостью, антифрикционностью и жаро-
стойкостью и являются полноценными замени-
телями дефицитных оловянистых бронз.
Из специальных бронз наибольший интерес
представляют алюминиевые бронзы. Диаграмма
состояний Си — А1 изображена на фиг. 38.
Область твёрдого раствора а в состоянии
равновесия при температуре 570° С прости-
рается до 9,8 весовых процентов алюминия.
В соответствии с данными теории алюмини-
евые бронзы, как кристаллизующиеся в весьма
узком интервале температур, не склонны к
ликвации, весьма жидкотекучи и в одно-
фазном состоянии отлично обрабатываются
давлением. С повышением содержания алю-
миния резко возрастает твёрдость сплава
и понижается вязкость. Типичная структура
литой двухфазной алюминиевой бронзы Бр А
10 показана на листе III, 7 (см. вклейку).
Никель весьма резко повышает механиче-
ские свойства алюминиевых бронз. Под влия-
нием никеля область твёрдого раствора а в
алюминиевых бронзах с понижением темпера-
туры резко сдвигается в сторону медного
угла, что указывает на возможность облаго-
раживания данных сплавов. Диаграмма состоя-
ний тройной системы Си — Al —-_Ni (медный
угол) приведена на фиг. [39.'
нижением температуры растворимость умень-
шается. Переход a -f k и k фаз в а +¦ f про-
текает при температуре 552° С. Добавки мар-
ганца и никеля резко сдвигают границу насы-
щения области твёрдого раствора а в сторону
Йтомн. % Мп
1200
то
ад
4
/
i
i
&
/
/
мм
|/
/
Т
/ж+у /
Г
/у
/в-
$~>
//
/
i
Р
800
700
600
500
300
0 Ю 20 30 40 50 60 70 ВО 90 100
Си ввс%№ Мп
Фиг. 40. Диаграмма состояния Си — Мп.
медного угла. В связи "с этим кремнистая брон-
за с йикелем — „бронза Корзона" —подвлия-
нием термической обработки, в результате вы-
деления дисперсных силицидов никеля чрез-
вычайно сильно упрочняется^
ГЛ.. И]
СПЛАВЫ МЕДИ
115
Бронза кремнистая с марганцем — э в ер дур,
несмотря на идентичный характер кривой
насыщения, такого упрочнения при облагора-
живании не даёт.
°С
, Q j J J 4 5 6 7%Si
Фиг. 41. Диаграмма состояния Си — Si.
Диаграммы состояния Си —Be и Си — Сг
показаны на фиг. 43 и 44. Область твёрдого
раствора а в данных системах весьма незна-
Си
t Z 3 4 5 6 7 6
весовые проценты марганца
Фиг. 4?. Изотермы насыщения обла-
сти а медного угла системы Си —Si —Мп.
чительна. Бериллий и хром под влиянием тер-
мической обработки весьма энергично повы-
Дтомн. %Ве
10203040 50 60 70 75
О
Пи
10 15 20 25 30 35
Bee % Be
; Фиг." 43. Диаграмма состояния Си--Be.
шают механические и физические свойства и
обычно содержатся в небольших количествах.
На фиг. 45 показано влияние некоторых
элементов на изменение электропроводности
и теплопроводности данных систем.
Примеси мышьяка, сурьмы, олова, кремния,
свинца и фосфора сильно снижают механи-
ческие и технологические свойства алюмини-
Дтомн. % Git
Ю 20 30 40 50 60 70 80 90
1500
1300
то
900
700
щ
ш+Сг
Ч
2Шидк
1470
о
Mudk+t
—i—
/76°
Сг+а
] ¦
1
¦^
1
i
Жидк.
^\
\
а'
500
300
С г Sec % Си
Фиг. 44. Диаграмма состояния Си ~'Сг.
евых и бериллиевых бронз и в зависимости
от состава сплава и его назначения допу-
скаются в пределах от 0,002 до 0,2%. г
Свинец, как повышающий антифрикцион-
ные свойства, специально вводится лишь
Ум/оммм2 ¦* ксш/сек.грав
30
20
10
Да
2п
0 / 2 3 4 5%
Электропроводность
0,60
1
1\\
\
ч
0 1% 2% 3% 4%* 5%
Теплопроводность
Фиг. 45. Влияние некоторых элементов на элек-
тропроводность и теплопроводность бронзы.
в литейную подшипниковую алюминиевую
бронзу Бр АЖС 7-1,5-1,5.
Цинк в алюминиевых бронзах допускается
от 0,5 до 1,5% (не более) как понижающий
технологические и антифрикционные свой-
ства этих сплавов.
В кадмиевых бронзах, помимо указанных
примесей, вредное влияние оказывают никель,
сера, алюминий, висмут, бериллий, железо и
цинк, которые значительно снижают механи-
ческие и технологические свойства, а также
электропроводность этих бронз.
В табл. 19 и 20 приведены механические,
физико-химические и технологические свой-
ства стандартных специальных бронз.
116
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. И
1
Наименование сплава
Бронза алюминиевая
То же
Бронза алюминиево-желе-
зисто-свинцовистая
Бронза алюминиево-марган-
цовистая для обработки да-
влением
То же для фасонного литья
Бронза алюминиево-желе-
зистая для обработки давле-
нием
То же для фасонного литья
Бронза алюминиево-желе-
зисто-марганцовистая
Бронза алюминиево-желе-
зисто-никелевая для обра-
ботки давлением
То же для литья
Бронза алюминиево-желе-
зисто-ник елевая
Бронза кремнисто-марган-
цовистая
Бронза марганцовистая
Бронза бериллиевая
Бронза кадмиевая
Бронза телефонная мягкая
Бронза телефонная обык-
новенная
Марка
Бр А 5
Бр А 7
Бр АЖС
7-1,5-1,5
БрАМц9-2
Бр АЖ9-4
Бр АЖМц
10-3-1,5
Бр АЖН
10-4-4
Бр АЖН
11-6-6
Бр КМц
3-1
Бр Мц 5
Бр Б 2
МКд
ТМ
ТОб
н
о.
я
и
гост
493-41
То же
-
»
ГОСТ
1789-42
ЦМ ТУ
192-41
ОСТ
3289
А1
4,о— 6,о
6,о— 8,о
6,о— 8,о
8,о—ю,о
8,о—ю,о
8,о—ю,о
8,о—ю,о
9,о—и,о
95—".о
9,5—".°
ю,5—и,5
-
Be
2,О—2,3
Cd
0,9—1,2
0,13—0, i8
0,25—0.35
И М
Fe
-
-
i.o—1,5
_
—
2,О—4>°
2,О—4>°
2,О—4.°
3,5-5.5
3.5—5.5
5.о-6,5
-
Sn
0,12—
O.18
О,45—
O.55
Химический . состав
и ч е
Мп
-
-
1,5—2,5
1.5-2,5
1,О—2,О
I.O—I.5
4-5—5,5
_
Mg
0,3—0,4
о,35—
O-45
с к и й
Ni
-
-
_
—
_
—
3.5-5,5
3.5-5-5
5,°-°.5
-
_
__
Si
-
-
_
—
2,75-
3,5
-
_
с о
РЬ
-
-
1,О—
1.5
_
—
_
—
-
_
специальных бронз
с т
As
0,01
O,OI
0,01
0,01
°.°5
О,О1
0,05
0,01
0,01
0,05
0,05
0,002
0,01
Bi
0,002
s
0,005
0,002
O.0O2
a i
в
примесей
Sb
O,OO2
O,OO2
0,002
0,002
°,°5
0,002
°,°5
0,002
0,002
0.05
0,05
0,002
0,002
Mg
0,05
Sb
0,002
0,002
0,002
Sn
0,1
0,1
0,1
0,1
O,2
O,X
O,2
O,I
O,I
O,2
O,2
°,25
0,1
0,005
—
—
%
Si
0,1
0,1
0,1
0,1
0,2
0,1
o,3
0,1
0,1
0,2
0,2
0,1
0,15
Be
0,03
-
ГЛ. II]
СПЛАВЫ МЕДИ
117
i механические
(С
А1
-
_
—
_
_
-
0,10
Bi
0,002
0,002
0,002
Ц — 0
Ш*
о,5
о.5
~~
о,5
1,0
о,5
1,0
о.5
-
O.I
0,5
О,1
о,оо5
о,оо5
с т
РЬ
о,о3
о.оз
о,о3
О,1
О,О2
О,1
о,оз
О,О2
о.о5
о,о5
о,оз
о,оз
0,002
0,005
о.оо5
свойства
а л
не
Р
О,О1
О,О1
O.I
О,О1
o.i
О,О1
О,1
О,О1
О,О1
О, I
О,1
О,О1
О,О2
о,оо4
о.ооз
о.ооз
Ь V
изделий
0
более
Fe
о,5
о,5
-
о,5
1,О
_
-
.
о.35
о,4
о,оо5
о,оо5
о,оо5
Zn
о,5
°,5
°,3
1,О
1.5
1,О
1,О
о,5
О, I
о-5
о,6
о-5
о,4
о,оо5
Мп
о,5
о,5
о,5
__
—
о,5
о,5
_
о,3
о.5
о,5
-
О
О,О2
.
общая
сумма
приме-
сей,
кроме
Ni
i,6
i,6
is
2,8
i,7
2,7
°-75
о,б
i,5
1-5
о,9
Всего
1,2
о is
о,об
о,об
Примерное
назначение
Ленты, полосы
Ленты, полосы
Фасонное
литьё
Прутки, полосы,
ленты, фасонное
литье
Прутки, фасон-
ное литьё и по-
ковки
Прутки, трубы,
поковки и фасон-
ное литьё
Прутки, трубы,
литьё и поковки
Фасонное литьё
ответственного
назначения
Проволока, по-
лосы, ленты,
прутки
Листы
Ленты, полосы,
прутки, проволока
Шины, прово-
лока
Проволока
Проволока
Виды изделий
и состояние материала
Ленты толщиной
0,65—1,25 мм: твёрдые,
особо твёрдые
Ленты для пружин:
облагороженные,
твердые
Отливки в землю
Прутки прессован-
ные
Отливки в землю
Отливки в землю
Отливки в кокиль
Прутки прессован-
ные
Прутки и трубы прес-
сованные
Отливки в кокиль
Прутки и трубы прес-
сованные
Отливки в кокиль
Отливки в землю и
в кокиль
Ленты мягкие*
, твёрдые
Прутки тянутые и
катаные:
0 6-12
0 12-25
Литьё в кокиль
Литьё
Ленты, полосы **
мягкие 0,55—10 мм,
твёрдые 0,55—10 мм,
облагороженные 1,2—
10 мм
Прутки мягкие
„ нагартованные
„ облагороженные
Шины
Проволока: твёрдая,
мягкая
Проволока: твёрдая,
мягкая
Предел
ности
в кг/мм2
бо
7°
бо
бо
Зо
45
4О
4°
5°
55
бо
5о
65
бо
бо
38
65
5°
48
35
зо
4о -бо
7о-в5
«5-135
4о—бо
75— и»
13о—135
7о-78
26-30
6Ъ-б5
28—32
Таблица 19
Относи-
удлине-
ние
8 в %
3,5
3
ю
5
i8
2О
2О
IO
IO
12
12
2О
5
5
2
45
5
ю
15
25
2О
3°
1-5
i
3°
1,О
о.5
I—2
38-45
1—2
Зб— 40
Твёр-
дость
по Бри-
нелю
"в
в кг 1мм
—
—
4о—бо
—
-
—
8о
но
I2O
НО
I2O
I2O
I7O
170
250
Не бо-
лее IOO
Не ме-
нее loo
37O
100
150
340—370
Не ме-
нее 92
118
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Наименование
сплава
Бронза Корзона
Бронза марганцо-
во-свинцовис гая
Куниаль „А"
Куниаль „Б"
Марка
Бр КН
3-1
Бр МцС
8-20
Бр НА
Бр НА
6-1,5
Стандарт
ТУ
Опытная
Опытная по
заводским
ТУ
А1
-
-
1з,о—15,о
55-6,5
Fe
-
-
-
X и
Мп
_
7,о-8,5
-
м и ч
Ni
3,5-3-2
-
з,3—3.°
1,2—1,8
е с к
Si
О,б—1.2
-
-
и Й
РЬ
-
i8,o—
22,0
сое
т a i
прим
As
о,ох
О,О1
О,О1
0,01
Sb
О,ОО2
о,°5
0,002
О.ОО2
i В
е с
Sn
-
1,0
-
%
е й
SI
-
0,1
* Механические свойства по другим видам изделий см:
ост
им
582-39, 477-39 и 584-39.
** Механические свойства по другим видам изделий см: ГОСТ 1789-42, ЦМ ТУ 528-41 и 274-41.
*** це считая Fe и Мп.
В табл. 21 приведены состав и свойства спе-
циальных бронз высокой электропроводности.
%tel»*t
%
О Ю 20 30 40 50 60
Дгфоргщия %
Фиг. 46. Изменение
механических свойств
алюминиевой бронзы
Бр А5 в зависимости
от наклёпа.
—-
\
\
л
*/
\
/
/
s
Фиг. 48. Изменение механиче-
ских свойств бронзы Бр А7 в за*
висимости от температуры.
Температура ваЛаев "€
Фиг. 47. Изменение меха-
нических свойств алюми-
ниевой бронзы Бр А5 в за-
висимости от темпера-
туры отжига.
В табл. 22 — 29
показано влияние
температуры на
меха ничес кие
свойства специаль-
ных бронз.
Изменение меха-
нических свойств
специа льны х
бронз, в зависимо-
сти от наклёпа и
температуры от-
жига, показано на
диаграммах фиг.
46—55.
Коррозионные
свойства спе-
циальных
бронз
Алюминие-
вые бронзы по
коррозионной
устойчивости
значительно
превосход я т
олов янистые
бронзы, латуни
и лёгкие метал-
лы. Они совер-
шенно не кор-
родируют в
углекислом рас-
творе и весьма
стойки к дей-
ствию атмосфе-
ры, а также фос-
форной, уксус-
ной, лимонной,
молочной и прочих органических кислот. Эти
сплавы очень медленно разъедаются лишь в
кипящей концентрированной уксусной кисло-
те. К действию морской воды алюминиевые
бронзы наиболее устойчивы и в этом отноше-
нии конкурируют с лучшими сортами не-
ржавеющих сталей. Относительная устойчи-
вость алюминиевых бронз в морской воде, по
данным Клауса, показана в табл. 30.
Минеральные концентрированные кислоты
действуют весьма значительно на алюминие-
вые бронзы. Испытания этих сплавов на анод-
ную коррозию показали, что в едких щело-
чах менее устойчивы сплавы, обогащенные
100 200 300 400
Температура отжага "С
Фиг. 49. Изменение механических
свойств бронзы Бр А7 в зависи-
мости от температуры отжига.
ГЛ. 11]
СПЛАВЫ МЕДИ
119
Продолжение табл. 19
(Си — остальное)
не более
AI Ni
Pb
Fe
Zn
Мп
Общая
сумма
приме-
сей,
кроме
Ni
Примерное
назначение
Виды изделий
и состояние
материала
Предел
проч-
ности
%
в кг/мм*
Относи-
тельное
удли-
нение
8 в %
Твёр-
дость
по Бри-
нелю
"в
в кг1мм?
Bi
0,03
0,05
0.5
Прутки прес-
Прутки
прессованные
6о
i8o
0,06
Фасонное
литьё
Подшипники,
втулки
о,оо5
0,005
S
О,О1
о,5
о,5
О,2***
О,2***
Прутки прес>
званные
Ленты и по-
лосы твёрдые
Прутки прес-
сованные
Ленты и по-
лосы твёрдые
То же обла-
гороженные для
пружин
75
55
75
алюминием. В растворах сернокислых солей
и виннокаменной соли более устойчивыми
0%
Y
\
\
f
\
\
У
S
н
40
30
20
10
О
Ю 20 30 40 50 §0 70
Деформация %
Фиг. 50. Изменение
механических свойств
бронзы Бр АМц 9-2 в за-
висимости от наклёпа.
rri
тл
w
"Ю
in
n
Нвкг/мм?
4
0
-\
\
/
ob
/
r
200 300 400 500 600 ШШЖ
г °С
Фиг. 51. Изменение меха-
нических свойств бронзы
Бр АМц 9-2 в зависимости
от температуры отжига.
являются кристаллы твёрдого раствора а. На-
конец, алюминиевые бронзы коррозионностой-
ки при повышенных температурах.
Кремнистые бронзы также обладают вы-
сокой коррозионной устойчивостью и в этом
отношении не уступают оловянистым бронзам.
Кремнистые сплавы, содержащие цинк-крем-
нистые латуни, также достаточно устойчивы.
Коррозионная устойчивость кремнистомар-
ганцовой бронзы Бр КМц 3-1, по Бедварт, по-
казана в табл. 31.
Область применения специальных бронз
Специальные бронзы применяются во всех
областях машиностроения и аппаратостроения
и представляют большой интерес как замени-
тели дорогих и дефицитных,оловянистых бронз.
Алюминиевые бронзы. Алюминиевые
бронзы Бр А5 и Бр А7 идут на изготовление ли-
стов, лент, прутков, проволоки, пружин и пр. и
с успехом заменяют в
стые бронзы: Бр ОФ
P 10 20 30 40 5QM
Деформация %
Фиг. 52. Изменение
механических свойств
эвердура в зависимо-
сти от наклёпа.
ряде случаев оловяни-
6,5-0,4 и Бр ОЦ 4-3.
кг/н
\
х
\
\
V
у
Фиг. 54. Измене-
ние механических
свойств бериллие-
воЙ бронзы Бр Б-2
в зависимости от
наклёпа.
кг
мм?
0%
90
80
70
60
50
40
30
го
10
22L
Ж
Ш
то
140
120
100
W
60
40
0
4>
о
s
-
200
\
1
4
/
0
ч
вппг
гоо too боо с
Температура отшига
Фиг. 53. Изменение
механических свойств
эвердура в зависимости
от температуры отжига.
Фиг. 55. Изменение меха-
нических свойств берил-
лиевой бронзы Бр Б-2 в
зависимости от темпера-
туры отжига.
Таблица 20
Марка
Бр А5
Бр А7
Бр АЖС
7-1,5-1,5
Бр АМц 9-2
Бр АЖ 9-4
Бр АЖМц
10,3-1,5
Кп АЖН
10-4-4
Бр АЖН
11-6-6
Бр КМц 3-1
Бр Мц 5
Бр Б 2
МКд
ТМ
ТОб
Бр КН 3-1
Бр МцС 8-20
s
и
О
>>
* S
1 *
2 о
S.-
„***
35.8***
7*
45
7,8
в
и
s *
? ь-
16**
7*
2О*
35****
!5***
6о*
48*
54
15*
22—35**
52
IO
Е
о
ч
и
ч *
<и
(=t В
V
? „а
13.4
19.5
13—24*
15**
_
23
Физико-механические и технологические
Модуль
упругости
Е в кг/мм2
юооо**
и 5оо****—13 ооо
920О
II ООО***
IO ООО
13 ооо****
12 ООО
10500
II 7°О—13 200
о
4>°
о а
ц
и Я
О К
О и"
7О**
72**
4о**
55
45**
12*
2-3*
5о**
28
и—14
и
О
т Ц
« 5j
¦•^
3 3
da
§<*
>> «
„**
15*
7,2*
8,о
5
4,2**
2О*
6,7*
4—ю
I
я
о. s
w -й-
о 3
с в
I *
о. 2
в S
Н г
6о**
70*
i6o***
160—200****
120—140
140—160**
260*
90*
80**
140*
350*****
150—200
52
а
J3
(-
и
§
1
С
8,2
7,9
8,2
7.5
7.5
8,2
8,1
8,4
8,6
8,23
8,9
8.9
8,9
8,6
8,83
Ъ
la
н о.
I S
II
15.6
15-9
17
i8, i
i6
17.1
14.9
15.8
20,4
Х7
17
!7
17
18
i8,5
свойства специальных бронз
| 1
hS«J
л:
0,25
0,23
0,17
0,14
0,14
0,18
0,152
о,ю
0,26
0,20**
0,077
Ч Я „
<п я Ч
s зе
1 s ^
>> и и
о,о99
O.II
о,п
0,12
0,189
0.19З
0.15
0,197
0,065
0,0257****
0,0298****
0,0425****
0,046
0
0.
*"8
* 5
sis
<и S К
=«¦§.
S в) с
о,оо8
о.ооз9
0,00152
0,00152
Коэфициент
трения
•я
о
т
я
и
О
0,007
0,012
о.ооб
о,оо4
о.осц.
о,ои
O.OI3
O.OI6*
0,017
0,013
ч»,
X
т
я
и
т
<и
VO
о,3о
o,i8
0,18
0,23
О.7
_
О.45
0,13
i
ч
я
ч
С
«
О*
яО
о>
е в
S к
?5
IO75
1050
io6o
1040
Ю45
1084
5
IO25
Ю47
955
loSo
хобо
io6o
io84
885
Температура
литья в °С
1150—иол
1140—ибо
иго—1150
Заготовительное
иго—1140
Фасонное
io6o—иоо
—
Заготовительное
II2O—I2OO
Фасонное
1150—п8о
—
—
i по—изо
1050—iioo
П5о
П5о
1150
II70—I2OO
1150
я
х
Kf
я
и
>>
к
га
I
S
2,49
—
L7
2,49
1.8
—
—
il96
_
—
—
—
—
5Я
11
V
к
СХ
Orj
uo
§.«
§•!
E я
S a,
740—860
—
800-850
750-850
850—900
—
—
800—850
720—760
780—800
790—810
790—810
890—910
oP
>>°
И Ш
я
Сеа
её
600—700
—
650—750
700-750
700—750
—
—
700-750
650-700
—
—
—
850
33КЯЛКЗ
45о
отпуск
Литой. ** Обработанный мягкий (отожжённый). *** Обработанный полутвердый. **** Обработанный твёрдый. ***** Облагороженный.
ГЛ. II]
СПЛАВЫ МЕДИ
121
Таблица 21
Состав и свойства специальных бронз высокой электропроводности
Наименование
и состав сплава
(Си—остальное)
Состояние
материала
К?
а. *
С и
и 2
Ь- ч
о
Q.
1 «1
я S
О Н
со а
о ч
О.Ч
СО и
Примечание
Медь чистая
Мягкая
Холоднотянутая . .
Мягкая
Холоднокатаная . . .
Мягкая
Твёрдая
Мягкая
Твёрдая
Механически и тер-
мически обработанная
Мягкая
Твёрдая облагоро-
женная
Литая
Облагороженная . .
То же
35
3.5
8,5
44
9°
Рабочая темпе-
ратура 150° С
Кадмиевая бронза
Cd-1%
40
70
115
85
83
Коэфициент
линейного расши-
рения о = 17х10—6
Телефонная бронза
Cd-0,1570;
Sn-o,i5»;o;
Mg-O,3°/o
3°
75
33-6
То же
Cd-0,3°/0;
Sn-0,5°/0;
Mg—0,4%
To же
Хромистая бронза
Cr-0,5-l°/o
То"
55
140
Рабочая темпе-
ратура 300—400°
же
Сг—о,90'0;
Si—0-.1"/0;
Fe—0,07°/о
31
54—5°
4»
16
82
35
75
То же
Сг-0,5%;
Zn-0,20/,,
33
3
23
50
45
100
45
То же
Сг-0,4°/0;
Ве-0,1%
Купалой
Сг-0 5%; Ag-0,l°/o
38
55
25
25
10—15
140
140—150
76
85
75
80—90
Рабочая темпе-
ратура 350°
Модуль упру-
гости 13 000
Бериллиевая бронза
Ве-2,2%
То же
Ве-0,4%; Со-2.5%
8о
77
65
3°
94
55
Циркониевая бронза
Zr-0,15%
То же
Zr-0,5°/0; Be-0,3°/0
То же
Zr-1%; Ве-0,5°/0
То же
Zr-0,5°/0; Be-l,5°/o
44
47
53-56
8з—88
4.75
6
оо
25°
82,6
8!
5а
5°
Корзона бронза
N i-2,5 °/0; Si-0,6%
55
45
200 —
40
Титанистая бронза
Ti-0,8°/0;
Si-0,3%
Элкалой
Малори 3
45
49
3°
35
77
8о
8о
Таблица 22
Бр АМц 9—2
Свойства
Предел прочно-
сти при растяже-
нии (jfc в кг/мм? .
Относительное
удлинение 6 в °/0 .
Температура в °С
i8
55
0,8
70
80
Бр Мц 5
Таблица 23
Свойства
Предел прочности при растя-
Относительное удлинение
S в °/0
Относительное сужение ф в °/0
Температура в
о
4о
100
15
6о
200
35
8
то
Зо
35
400
25
25
122
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Бр АЖМц 10—3-1,5
Таблица 24
Свойства
Предел прочно-
сти при растяже-
нии д. в кг/мм? .
Относительное
удлинение 6 в °/0.
Относительное
сужение ф в °/0 .
Ударная вяз-
кость а^в кгм/см*
Твёрдость по Бри-
нелю Hq в кг/мм"
Температура в °С
4,5 б-5 5-5
33
26 7,5 5-5
4°
о,8
68
9°
7-5
2,5
о.7
99
5.5
94
99.8
4,5
о,8
Бр АЖН 11-6-6
Таблица 25
Сво1ства
Предел прочности о-в кг/мм^.
Предел пропорциональности
Предел текучести us вкг/мм2.
Относительное удлинение 8 в %
Относительное сужение ф в % .
Ударная вязкость а^ в кгм/см3
Твёрдость по Бринелю Hq
Коэфициент линейного расши-
Электросопротивление
в ом ¦ 10е
Температура в
20
70—90
4°
48
2
2-3
о,7
2бо
15
2,2
100
65
4°
48
1,3
3
о,8
,
—
2,4
300
5°
39
45
1.4
1.5
о.8
214.
IQ
°с
500
33
26
3°
4.5
4.5
о,4
2O.1
2О,у
Бр Б 2
Таблица 26
Свойства
Предел прочности
Относительное уд-
линение S в % . . .
То же
Предел прочности
при сжатии
в кг/мм3 . . .
Ъп
Ударная вязкость
оь в кем/см* . . .
То же
Твёрдость по Бри-
нелю Яд в кг/мм3 .
То же
Состояние
бронзы
Литая
Облагоро-
женная
Литая
Облагоро-
женная
Литая
Облагоро-
женная
Литая
Облагоро-
женная
Литая
Облагоро-
женная
Температура в с
5°
7»
2О
о,6
185
15°
6.7
°,9
140
35°
8
и"
т°
25
1,о
175
145
6,8
о.9
140
35°
1
7°
22
1,О
170
140
8
о.8
145
35°
1 300
со
70
15
i.o
120
135
6
о,7
140
35°
С
350
ел
ои
7°
1Я
1.25
по
106
5.5
о,бо
130
35°
Таблица 27
Бр АЖН
Свойства
Предел прочности q.
Предел пропорцяонально-
Предел текучести as n кг/мм*
Относительное удлинение
8 в %
Относительное сужение 41 в%
Твёрдость по Бринелю
Ударная вязкость
аи в кгл1/мм?
Электросопротивление
в ом • 10е
0-4-4
Температура
20
бо—7°
27
12
2,6
100
-
—
i8o
4
2,8
в "С
300
47
т8
23
IO
17
170
500
21
21
8
19
76
1,5
Бронза Бр АЖС 7-1,5-1.5 зарекомендовала
себя как высоко антифрикционный литейный
сплав.
Сложные алюминиевые бронзы с железом и
марганцем: Бр АЖ 9-4, Бр АЖМц 10-3-1,5 и
Бр АМц 9-2, применяется для обработки да-
влением и для фассонного литья, заменяя в
этом случае марки оловянистых брноз:
Бр ОЦ 10-2, Бр ОЦ 8-4, Бр ОЦС б-б-З.
Двухфазные алюминиевые бронзы обладают
высокими антрикционными свойствами и
идут на изготовление разного рода втулок,
ответственных сильно нагруженных деталей,
работающих в особо тяжёлых условиях и
подвергающихся сильному износу (зубчатые
колёса, фрикционные шестерни, поршневые
кольца, гайки нажимных винтов, сальники и
пр.), изделий водяной и паровой арматуры
низкого и высокого давлений, деталей насо-
сов высокого давления (клапаны, краны,
втулки) и автоклавов, деталей центробежных
насосов, водяных и паровых турбин, винтов
для торпедных катеров, деталей в морском
судостроении и др.
Очень эффективна замена стальных
форм в стекольном производстве формами,
изготовленными из алюминиевых бронз.
Особого внимания заслуживает алюминиево-
железная бронза Бр АЖ 9-4. Этот сплав обла-
дает высокой прочностью, хорошо перено-
сит обработку давлением (ковку, прессовку),
имеет высокие антифрикционные и литейные
ГЛ. II]
СПЛАВЫ МЕДИ
123
Таблица 28
Бр КМц
Свойства
Твёрдость по Бринелю
Hg в кг1мм3
3-1
Температура в
8
85-90
001
72
200
72
°с
300
65
500
5°
Таблица 29
Бр КМц 3-1
Свойства
Ударная вяз-
кость
dfr в кгм/см .
Температура в °С
ю-is
4.5
35
3.5
Таблица 30
Сплав
Алюминиевая бронза Бр А 10
Алюминиево-кремнистая
бронза Бр АК 10-3
Оловянистая бронза Бр О 10
Дельта-металл (спецлатунь)
Относительное
разъедание
Морская
вода при
80° С
i
39
и6
IOI
45°
Морская
вода в кон-
такте с Fe
i
2
9
5о
40
Таблица 31
Свойства
Потеря в весе об-
разца в г/л3 в сутки
Уменьшение проч-
ности после 216 час.
в °/
Уменьшение пла-
стичности после
216 час. в °/0
Бр КМц 3-1
мягкая
соляная кис-
лота 10°/„
при 18° С
о,4
6,7
2
серная кис-
лота 1О°/о
при 60° С
8,3
12
Бр КМц 3-1
твёрдая
соляная кис-
лота 10%
при 18° С
о,8
12,3
5
серная кис-
лота 10°/о
при 60° С
1.4
2О,4
свойства и успешно применяется для изго-
товления мелкого фасонного литья и отливок
массивных деталей в песок (в отличие от двой-
ной алюминиевой бронзы).
Бронзы алюминиево-железно-никелевые
Бр АЖН 10-4-4 и Бр АЖН 11-6-6 в ряде слу-
чаев являются прекрасными заменителями вы-
сокооловянистых бронз типа Бр ОЦ 10-2. Они
обладают чрезвычайно высокими механиче-
скими свойствами, износоупорностью и жаро-
стойкостью. Из них изготовляются ответствен-
нейшие бронзовые детали в авиамоторострое-
нии (седла клапанов, направляющие втулки
выпускных клапанов, работающих при темпе-
ратурах до 500° С и больших удельных давле-
ниях и скоростях), ответственные детали в спе-
циальном машиностроении (шестерни для
сверхмощных кранов и мощных турбин, брон-
зовые червяки, работающие в паре со специ-
альными сталями и пр.). Сплав Бр АЖН 10-4-4
поддаётся облагораживанию и применяется
для фасонного литья и для обработки давле-
нием. Бронза Бр АЖН 11-6-6 применяется
исключительно для фасонного литья *.
Кремнистые бронзы. Сплавы меди с крем-
нием и в особенности с добавками марганца,
никеля, цинка и свинца занимают особое по-
ложение среди специальных бронз как заме-
нители оловянистых бронз.
Кремнистые сплавы, помимо высоких меха-
нических и технологических свойств, отлича-
ются достаточно хорошими литейными, анти-
фрикционными и антикоррозионными свой-
ствами, прекрасно переносятвсякого рода свар-
ку, в частности, кремнисто-марганцовистая
бронза Бр КМц 3-1—эвердур, которая реко-
мендуется для изготовления сварных баков,
резервуаров, работающих под давлением, пиво-
варенных котлов, газолиновых баков и пр.
Отличаясь высокой коррозионной устойчи-
востью, бронза эвердур идёт для изготовления
деталей в сооружениях для сточных и, фекаль-
ных вод в виде заслонок, люков, желобов, ре-
шёток, из нее изготовляются дымовые филь-
тры, поддувала, дренажные устройстве, а также
различные детали для моторных лодок и мор-
ского судостроения. Эвердур применяют также
для изготовления аппаратуры в химическом
машиностроении, так как этот сплав не даёт
искр при ударах. Кремнисто-марганцовистая
бронза (эвердур) хорошо переносит обработку
резанием и применяется для изготовления вся-
кого рода зажимов, заклёпок, болтов для линий
электропередач и пр.
Эвердур прекрасно переносит горячую и
холодную обработку давлением (прокатку, прес-
совку, ковку, штамповку и волочение) и в ряде
случаев идёт для замены дорогой и сложной
в обработке оловянистой бронзы. Вследствие
своих высоких механических свойств: пре-
дела упругости, модуля упругости и пре-
дела усталости, эвердур
няется для изготовления
пружин.
Бронзы кремнисто-марганцовые с повышен-
ным содержанием кремния и марганца заре-
комендовали себя как прекрасный литейный
материал и применяются для изготовления
массивных деталей в фасоннолитейном деле.
с успехом приме-
плоских и кругл х
* Двойные и сложные алюминиевые бронзы плохо
поддаются пайке мягкими и твёрдыми припоями.
124
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. 11
Бронза Корзона Бр КН 4-1 применяется
для изготовления ответственных деталей в
авиамоторостроении.
Указанные сплавы с добавкой свинца отли-
чаются хорошими антифрикционными свой-
ствами. С добавками цинка и свинца они
являются наиболее важными заменителями
дефицитных оловянистых бронз: Бр ОЦС 6-6-3,
Бр ОЦ 8-4 и Бр ОЦ 10-2. Из них изгото-
вляются всякого рода подшипники, втулки,
сальники, детали для железнодорожного транс-
порта, паровая и водяная аппаратура и пр.
Бронза марганцово-свинцовистая Бр МцС 8-20
(опытная) отличается высокими антифрикци-
онными свойствами.
Специальные бронзы высокой
электропроводности и прочности
К данной группе относятся сплавы, содер-
жащие в качестве основных добавок кадмий,
хром, бериллий и цирконий. Они обладают
высокой электропроводностью, теплопроводно-
стью и высокими механическими свойствами.
Из кадмиевых бронз изготовляют троллейные,
телеграфные и телефонные провода. Особо
важное значение имеют сплавы с хромом, из
которых изготовляют контакты для электро-
сварки и прочие детали, от которых наряду
с высокими механическими свойствами тре-
буются высокая электропроводность и тепло-
проводность. Вышеуказанные сплавы, а также
сплавы с добавками циркония, кобальта, ни-
келя и др. широко применяются в оборонной
промышленности (кабели для взрыва мин
и для передач на короткие расстояния), для
изготовления электрических контактов, колец
коллекторов, плоских и спиральных пружин,
лопаток паровых турбин, деталей в авиа-
моторостроении, цилиндров для тиснения в
текстильной промышленности и для изгото-
вления трубок, прутков и прочих деталей
в химической промышленности.
Хромистые бронзы отличаются высокой
коррозионной устойчивостью. Добавка хрома
значительно повышает жароустойчивость мед-
ных сплавов. Меднохромовые сплавы и про-
чие бронзы высокой прочности применяются
так же, как антифрикционный материал.
Бериллиевая бронза. Бериллиевые бронзы
обладают высокой прочностью, электропровод-
ностью, теплопроводностью, коррозионной
устойчивостью и хорошими антифрикционными
свойствами, хорошо переносят обработку да-
влением (прокатку и волочение). Из берил-
лиевой бронзы изготовляются пружины и пру-
жинящие детали ответственного назначения,
так как она обладает большой прочностью
на изгиб, высокими пределами упругости и
усталости и большим модулем упругости, до-
стигающим 14 000 kzjmm2. Значительно рас-
пространены бериллиевые бронзы для изго-
товления пружинящих электрических контак-
тов, а также в телефонном и телеграфном деле
и в оборонной промышленности.
Вследствие того, что бериллиевая бронза
не намагничивается, она применяется для
изготовления деталей компасов, контактных
пальцев, часовых механизмов и всякого рода
выключателей и переключателей.
Бериллиевая бронза не дает искр при ударе
и обладает большой твёрдостью, вследствие
чего с успехом применяется для изготовления
всевозможного инструмента и деталей для
газовых, лакокрасочных и пороховых за-
водов.
Из бериллиевой бронзы изготовляются вин-
ты для гоночных лодок, зубчатые колёса, ше-
стерни, кулачки, червячные передачи, части
к центробежным насосам, конические втулки.
Благодаря высоким антифрикционным свой-
ствам бериллиевая бронза применяется для
изготовления подшипников или опорных муфт
для авиационных пропеллеров, а также мел-
ких ответственных подшипников и втулок,
работающих при больших скоростях, давле-
ниях и повышенных температурах.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. ГОСТ 859-41, Медь.
2. ГОСТ В 1019-41, Сплавы медно-цинковые (латуни).
3. ГОСТ 613-41, Бронзы и латуни оловянистые литейные.
4. ГОСТ 614-41, Бронзы и латуни оловянистые в чушках.
*>• р..^ 6240, Бронза оловянистая.
6. ГОСТ 493-41, Бронзы безоловянистые.
7. ГОСТ 1789-42, Ленты и полосы из бериллиевой
бронзы.
8. Бауэр и Хансен М., Строение медноцинковых
сплавов, ОНТИ НКТП, М. — Л. и Свердловск 1935.
9. Б о ч в а р А. А., Металловедение, Металлургиздат,
М. 1945.
10. Бочвар А. А., Основы термической обработки
сплавов, Металлургиздат, М.— Л. 1940.
11. Буркхардт А., Механические и технологические
свойства чистых металлов, ГИТИ, М.— Л. 1941.
12. Градусов П. И., Справочник по цветным сплавам,
НКТП, М.-Л. 1938.
13. С м и р я г и н А. П., Сборник научно-исследователь-
ских работ, ЦНИОЦветмет, Металлургиздат, М.
1936, 1938 и 1941.
14. Его же, Сборник научно-исследовательских работ,
ЦНИОЦветмет, Металлургиздат, М. 1935 и 1937.
15. Его же, Специальные бронзы, вып. 28, ОНТИ ОБС,
М. 1933.
16. Его же, Бронзы оловянистые. вып. 10, ОНТИ ОБС,
М. 1932.
17. Справочник физических, химических и технологи-
ческих величин. Т. II ТЭ под ред. Мартенса Л. К.
Акц. общ. „Советская энциклопедия", НКТП, М.—Л.,
1929.
18. Хансен М., Структуры бинарных сплавов, Метал-
лургиздат, М.— Л., 1941.
19. Ш и м м е л ь А. Металлография технических медных
сплавов. Перевод под ред. проф. А. М. Бочвар,
ОНТИ, М.— Л. и Свердловск 1933.
20. S i е Ъ е P., Kupfer, Berlin, 1926.
21. Metals Handbook, Edition. Amer. Soc. for Metals Cleve-
land, Ohio 1939.
22. Krohnke O. und MasingG., Die Korrosion me-
tallischer Werkstoffe. Bd 2. Leipzig, 1938.
23. D e w s H. C., The Metallurgy of Bronze, London 1930.
24. Engineering Alloys. Amer. Soc. for. Metals. New York,
City 1936.
25. G u e r 11 e r W., Metalltechnischer Kalender. Berlin
1937.
ГЛ. И]
ЛЁГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
125
ЛЁГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
АЛЮМИНИЕВЫЕ СПЛАВЫ ДЛЯ ЛИТЬЯ
Чистый алюминий редко применяется для
фасонного литья ввиду его низких литейных
и механических качеств. Даже в тех случаях,
когда требуется максимальная коррозионная
стойкость, рекомендуется применять не чи-
стый алюминий, а его сплавы.
Главными потребителями алюминиевого
литья являются авиационная, автомобильная
и танкостроительная промышленность и в мень-
шей мере — электропромышленность, судо-
строение и производство предметов широкого
потребления.
Литой в землю алюминий чистоты 98 — 99°/0
имеет предел прочности при растяжении (<тй)
8—9 кг/мм2 и относительное удлинение (S) 20—
40%. У современных термически обрабатывае-
мых литейных алюминиевых сплавов % дости-
гает 40 kzjmm\ но 5 редко превышает 10%.
Алюминиевые сплавы для литья образуются
путём легирования алюминия другими метал-
лами, число которых достигает пятнадцати.
Роль отдельных элементов, входящих в алю-
миниевые сплавы, не одинакова по харак-
теру и силе влияния на свойства алюминия,
но во всех случаях легирования прочность и
>
(
\
\
Ч
Д
2 у 8 8 10 12%,
21,ёЗ
1 3 S 7 S 1f /2Ш
Фиг. 56. Изменение ме-
ханических свойств
сплавов А1—Si в зави-
симости от содержания
кремния (литьё в зе-
млю)
6%
30
26
to
Фиг. 57. Изменение механи-
ческих свойств сплавов
А1—Си в зависимости от
содержания меди (литьё в
землю)
Ob кг/мм г
3S,fS
? 6 8 10 12
/глм?
28,12
21,09
*
&
/
-\
\
v
\
«...
5%
SO
Фиг. 58. Изменение меха-
нических свойств сплавов
Al—Mg в зависимости от
содержания магния (литьё
в землю)
468 W12147.Mf
Фиг. 59. Изменение меха-
нических свойств сплавов
А1—Mg в зависимости от
содержания магния (литьё
в землю и термообработка).
твёрдость повышаются, а пластичность падает,
равно как и коррозионная стойкость *, тепло-
и электропроводность.
Элементы, входящие в алюминиевые спла-
вы, делятся на три группы:
Основные компоненты: кремний,
медь, магний и цинк резко изменяют
механические свойства алюминия (фиг. 56—60)
* Некоторые металлы (например, Mg, Мп) дают
сплавы с алюминием, почти не уступающие по корро-
зионной стойкости чистому алюминию.
и входят в сплавы в больших количествах
(содержание каждого может превышать 10%).
Механические свойства ряда двойных и более
сложных алюминиевых сплавов, содержащих
основные компоненты, могут быть повышены
термической обработкой.
Второстепенные компоненты:
марганец, никель, кобальт, хром и железо,
входят в сплавы в меньших количествах (не
более 3%) и дают некоторое дополнительное
повышение механических свойств, за исключе-
нием железа, которое в большинстве сплавов
является вредной примесью. В некоторых
сплавах железо является полезной добавкой
(например, в английских сплавах типа RR).
Улучшающие добавки: титан,
церий, натрий и некоторые другие элементы,
сами по себе не вызывают заметного измене-
ния свойств алюминия, но часто существенно
улучшают свойства сплавов алюминия с
основными компонентами (например, натрий в
сплавах типа силумин). Как правило, улуч-
шающие добавки вводятся в сплавы в весьма
небольших количествах. Предельное, техни-
чески целесообразное содержание различных
легирующих элементов в литейных алюминие-
вых сплавах приведено в табл. 32.
Таблица 32
Основные
компоненты
Si-до 20°/0
Си, Mg, Zn—до
15% каждого
Второстепенные
компоненты
Mn, Nl, Fe—до
3% каждого
Со, Сг—до 1%
каждого
Улучшающие
добавки
Ti, Ce, Nb—до
0,2% каждого
Ве-0,05%
Na-0,01%
Элементы, попавшие в сплавы случайно,
относятся к категории примесей независимо
от того, в какую из вышеприведённых трёх
групп компонентов они входят. Для каждого
сплава практикой установлены определённые
пределы содержания примесей, превышение ко-
торых значительно сни-
жает качество сплава.
Наиболее распростра-
нённой и в большинстве
случаев вредной при-
месью алюминиевых
сплавов является же-
лезо. Особенно вредно
влияет примесь железа
на свойства сплавов типа
Al — Si и Al — Mg.
Число различных ма-
рок литейных алюминие-
вых сплавов, применяе-
мых в промышленности,
не превышает тридцати.
7,03
Iff ZQV.Zn
Фиг. 60. Изменение ме-
ханических свойств
сплавов Al—Zn в за-
висимости от содер-
жания цинка (литьё в
землю)
р р
Все марки, в соответствии с четырьмя основ-
ными компонентами, делятся на четыре группы
сплавов на основе систем: А1 — Si; Al — Си ;
Al — Mg; Al — Zn.
Каждая из этих групп подразделяется на
подгруппы, включающие двойные, тройные и
четверные системы. Отнесение сложного сплава
к какой-либо группе определяется основным
компонентом, входящим в сплав в наиболь-
шем количестве. Содержание в сплаве других
126
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
(РАЗД. II
основных компонентов определяет отнесение
его к той или иной подгруппе.
В табл. 33 приведены основные литейные
алюминиевые сплавы, применяемые в СССР
и за границей, с указанием их типичного
химического состава и страницы, где поме-
щены сведения о данном сплаве. Маркировка
отечественных сплавов всюду дана по ГОСТ
2685-44.
Таблица 33
Литейные алюминиевые сплавы
Типичный состав
Группа
1
п
III
IV
Система
Al-Si
Al-Si-Cu
Al-Si-Mg
Al-Si-Cu Mg
Al-Cu
Al-Cu-Si
Al-Cu-Mg
Al-Cu-Mg-Si
Al-Mg
Al-Mg-Si
Al-Zn-Si
Al-Zn-Cu
Al-Zn-Mg
Марка
сплава
АЛ61
АЛ2
АЛ6
A108
АЛ9
АЛ4
RR50
RR53C
АЛЗ2
АЛ5
АЛЗ»
Lo-Ex
АЛЮ
АЛ7
АЛ12
АЛ124
В195
108
АЛ1
122
RR53
214
АЛ8
АЛ13
АЛИ
АС1
FrE
Химически!
Si
5
12
5
5,5
7
9
2
2,5
4
5
5
12
5
-
2.5
3
-
i-5
-
i
7
Си
-
2.5
4.5
-
i.5
i,5
3
1,2
2
I
6,5
4
8
»10
4,5
4
4
10
2
-
-
3
Mg
-
—
°,3
O,25
О, I
о.5
о.З
о.5
о-5
I
о.З
-
-
1.5
0,2
1.5
4
10
5
О,2
о-5
состав в °/о
Zn
-
—
—•
-
-
-
-
-
-
-
10
10
5,2
Другие
компо-
ненты
-
-
МпО,4
Ni 1,5;
Fe 1,0;
Ti 0,5;
Ni 1,0;
Fe 1,0;
Ti 0,2;
Mn 0,7
Ni 1,0
-
-
Ni 2,0
Fe 1,2
Ni 1,3;
Fe 1,3;
TiO.l
-
Mn 0,3
Cu 0,5,
Mn 0,3
Cr 0,5;
Ti 0.2
№ стр.
133
134
135
136
137
139
139
140
141
142
143
144
145
146
147
148
149
151
151
153
154
155
155
156
157
В табл. 33а приведены физико-механические
свойства, а в табл. 34 дана сравнительная ка-
чественная оценка важнейших технологиче-
ских свойств литейных алюминиевых сплавов.
Важным фактором является чувствитель-
ность сплавов к увеличению толщины отливки:
механические свойства снижаются с увеличе-
нием сечения отливок, причём степень сни-
жения для одного и того же изменения сечения
отливок из разных сплавов различна.
\ Сплав АЛ6 без меди.
' Низколегированный сплав АЛЗ.
3 Нормальный сплав А/13.
4 Высоколегированный сплав АЛ!?.
Кривые зависимости предела прочности
при растяжении от диаметра отливки приве-
дены для десяти различных алюминиевых
сплавов на фиг. 61. Из этих кривых следует,
что сплавы, имеющие большее количество
эвтектики (т. е. более легированные при одном
и том же основном компоненте), менее чув-
ствительны к увеличению толщины отливки,
0 ff 30 VS SOmm Woir 30 VS SOmm
Диаметр отлабки Диаметр отлив»..
О /S 30 VS SOmm
Диаметр отливки
сг/,кг/ммг
2S
20
rS
f00~"fS0 VS SOmm
Диаметр отладки
0 fS 30 VS S0 мм
Диаметр етлидка
Off 30 VS 60 мм tOo Js
0 ff 30 VS SO MM ffg-
Диаметр ошаЗ/ш
fS
Диаметр отш9ка
Фиг. 61. /—термообработанный; 2 —без. термооб-
работки; 3— модифицированный;^— немодифициро-
ванный; 5—модифицированный без старения;
6— ^модифицированный без старения.
чем сплавы, обладающие широким интервалом
кристаллизации и содержащие мало эвтектики.
Наиболее интересные системы на алюми-
ниевой основе приведены на фиг. 62—85.
мгозо w so so 70 so so Дтомн. % At
гсо
'о т го зо чо so so 70 so so wo
Вес. %fil ¦ -¦
Фиг. 62. Диаграмма состояния сплавов AJ—Ag.
ГЛ. II]
ЛЁГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
127
Таблица 33а
Группа
1
И
III
Система
Al Si Cu
Al-Si—Mg
Al -Si-Cu-Mg
Al—Си
Al—Си—Si
Al-Cu-Mg-Si
Al-Mg—Si
Al-Zn-Si
Al—Zn—Си
Al-Zn-Mg
Физико-механические свойства литейных
плава
Марка с
АЛб*
АЛз
АЛб
Aio8
АЛ9
АЛ4
RR53C
АЛЗ
АЛ5
LOW-Ex
АЛю
АЛ7
АЛ12*
АЛ12
В195
ю8
АЛ1
123
RR53
214
АЛ8
АЛ 13
АЛи
ACi
FrE
литья
Способ
3, К
змкм
кд
3, К, Д
к
к
д
3. К
3, К
3, М
к
3, М
к
3, К
3, К
3, К, Д
3, К
3, К, Д
3, К
3, К
3, К
3, К
3
3, К
к
3
к
3, К
3, К
3, К, Д
3, К
к
3
3, К
3, К
з,к
3
3
3, К, Д
3
к
3
3
1бра-
мической <
Вид тер
ботки
-
—
Т2
—
Т4
т5
—
Ti
Тб
Тб
Ti
Т5
_
Ti
Та
Т5
Т8
Ti
Т5
т7
Т5
Тб
Тб
Т4
—
Тб
Т4
Т5
-
Т5
Т5
Т5
т4
-
—
—
—
алюминиевых
Механические свой-
ства (гарантируемые)
прочности
тяжении
2
Предел
при рас
в кг/мм
12
15
1б
15
i6
16
15
18
so
15
SO
23
23
17
3°
12
17
12
21
20
18
16
20
18
25
13
20
SO
32
II
17
23
24.5
13
SO
16
25
28
15
so
25
15
31
ельное
ие в %
Относит
удлинен
3
4
2
I
2
I
4
2
2
1.5
3
3
2,5
_
i
—
i
2
_
—
I
-
—
6
3
—
—
4.5
2
1.5
о,3
—
-
_
9
i
2
1.5
s
о.
Твёрдое
нелю в
4о
5°
5°
45
—
5°
5°
5°
5°
5°
65
7°
-
-
65
7°
65
75
7°
65
65
7°
65
-
7°
IOO
6о
7°
5°
IOO
—
-
95
—
-
| _
бо
55
8о
- | 68
3
-
сплавов
Физические свойства
й вес
Удельнь
2,66
2,6;,
—
2.77
2,66
2,б5
2.73
-
2.73
2,67
2,65
_
2,78
2,8—3,9
2.75
2.75
2,75
з,85
2.73
2,64
2.55
2,бо
2.95
2.95
2.81
-тентлиней-
ширения
интервале
Коэфиц
ного рас
а ¦ 10е в
20-100°
2О
—
21.5
а'.5
2О
(средние значен! я)
1ент тепло-
ости в
сек. град.
Коэфищ
проводи
кал/см.
°.34
о, 42
—
°-34
о,36
—
22 | О,42
-
22
21
18,7
—
22,7
22
22
23
22,3
22
22
24
24.5
эо
34.5
—
24,5
-
о, 29
о.З6
-
—
о.З
°.з
°,зз
O,2Q
°-35
о,3<5
о-43
О,32
0,20
о,3о
-
°.33
—
провод-
°/о от
фОВОД-
еди .
t Л Н Я
JS ° ч о
05 х а> х
37
35
_
37
39
—
—
-
31
43
43
-
—
35
3°—35
35
31
37
41
-
35
31
-
-
35
—
Примечания: 1. Условные обозначения способов литья: .3" — литьё в землю; .К" — литьё в кокиль;
Д« —литьё под давлением; ,М' — модифицирование.
2. Условные обозначения видов термической обработки: „Т1" — старение* „Т2" — отжиг; ,Т4" — закалка;
Т5 — закалка и частичное старение; „Тб" — закалка и полное старение до максимальной твёрдости; „Т7* — закалка
и стабилизирующий отпуск; „Т8" — закалка и смягчающий отпуск.
3. Для сплава марки АЛб, отмеченного звездочкой, механические свойства относятся к сплаву с содержанием меди
не более 0,5°/0.
4. Для сплава марки АЛ 12, отмеченного звёздочкой, механические свойства относятся к сплаву с содержанием меди
9-11%.
128
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАРЫ
[РАЗД. II
Микроструктуры основных алюминиевых Обозначения сплавов, применяющиеся
сплавов см. вклейки лист IV с 1—14. в разных странах, показаны в табл..35.
Атомн. % Си
102030 W 50 60, 70
$0 Йтомн. % Be
30 Щ_ М SO 70 8090
S0O,
О 10 20 30 ?0 SO ВО 70 80 SO 100
Д1 Вес % Be N ве
Фиг. 63. Диаграмма состояния сплавов А1—Be
ZOO
О 10 20 3D 40 SO SO 70 80 30 WO
Д1 Вес. % Си Си
Фиг. 64. Диаграмма состояния сплавов А1—Си
Литейные алюминиевые сплавы
Технологические данные
Таблица 34
Группа
I
И
III
IV
Система
Al-Si
Al-Si—Си
A!-Si—Mg
Al-Si—Cu-Mg
Al-Cu
Al-Cu-Si
Al—Си—Mg
Al-Cu-Mg-Si
Al—Mg
Al—Mg—Si
Al—Zn—Si
AI—Zn-Cu
AI—Zn—Mg
Марка
сплава
АЛ6*
АЛ2
АЛ6
A1U8
АЛ9
АЛ4
RR50
RR53C
АЛЗ**
АЛ5
АЛЗ
Lo — Ex
АЛ7
АЛ 12
АЛ12 ***
B195
108
АЛ1
122
RR53
214
АЛ8
АЛ13
АЛИ
ACl
FrE
Способ литья
S
s
m
к
г
t
4
I
%
X
+
X
I
i
X
о
ее
X
x
X
1
X
+
J
-
под давлением
+
-
-
I
I
-
-
+
Состояние сплава
о
ч
х
х
х
:
+
-
-
закалённый
-
-
-
-
I
-
закалённый
и состаренный
:
+ + 4 I 44
1
1
x
+
-
-
Технологические свойства
жидкотеку-
честь
5
5
5
5
5
5
3
3
4
4
4
5
2
4
4
4
4
3
4
3
2
;
5
4
4
стойкость
против усадоч-
ных трещин
5
5
5
5
5
5
3
3
4
4
4
5
2
4
4
4
4
3
3
3
2
4
4
5
2
4
герметичность
5
5
5
4
4
4
3
4
4
4
4
4
2
3
4
4
4
3
3
3
2
3
4
4
4
3
жаропроч-
ность
i
3
2
2
3
3
4
4
4
4
5
5
3
3
5
3
2
5
5
5
3
i
5
5
i
3
коррозионная
стойкость
4
4
3
3
4
3
2
2
2
2
2
2
|
2
I
2
5
5
5
3
i
4
обрабатывае-
мость реза-
нием
i
1
i
2
3
3
4
4
3
3
3
3
4
4
4
J
4
4
5
4
5
5
4
4
4
свариваемость
5
4
4
4
4
3
4
4
3
4
4
3
4
4
- 4
J
4
4
5
4
а
4
3
3
3
Примечания: 1. Цифры имеют следующие значения: 5 — хорошо, 4 — выше среднего,3 — удовлетворительно,
2 — ниже среднего, 1 — плохо.
2. Знак -f- обозначает „применяется", знак — „не применяется".
* Сплав АЛ6 без меди.
** Сплав АЛЗ низколегированный.
*** Сплав АЛ 12 высоколегированный.
Ятомн % Се
/О 20 JO ?0 SOB07080SO
О Ю 20 30 90 SO SO 70
- . -- -- -- - --! /DO
Sec. % Се 92fiCe
Ф1.г. 65. Диаграмма "состояния сплавов Al—Се.
о г 4 e
dec. %Cd
'С ,„ , Дтот.'Ш
/огозоттзо
800
0 20 40 SO W /00
Д1 Вес. %Cd Cd
Фиг. 67. Диаграмма состояния
сплавов А1—Cd.
Лтомн. % Li
10203040 SO 61 70 80 90
780 -Гг,
SOO
3fi
SBS
3SO
2&0
ж
ш
Шк.+а
кг
Жидкость
Ч
Жидкость+Х
—»—•—¦
/о
Дтомн. % Со
20 30 90 SO SO 70 8090
soo
0 /О 20 30 1Ю SO 80 70 80 SO fOO
ffl Bee % Co Co
Фиг. 66. Диаграмма состояния сплавов А1— Co.
/0
Дтомн. % Ni
20 30 VO^Sff SB 70 80 90
Bec%Ni
70 83 30 Щ
fJi
Фиг. 68. Диаграмма состояния сплавов А1—Ni.
Дтамн.%т
О 9,11 IBM 27,87 37,55ЧЩ 57.U9 S7.78 78,29 88,29 100
Jo w го jo й? so eo 70 so so 100
m Bee %Li Li
Фиг. 69. Диаграмма состояния сплавов Al—Li.
10 20 30/
90/100
Ш Мд
35% 36,2% U9% 57%
Вес: % йI
Фиг. 70. Диаграмма состояния сплавов Al—Mg.
130
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
to
йтомн. % Fe
20 30 </О SO BO 70 8090
tO 20 JO V0 SO SO 70 SO 30 WO
Й1 Bec.%Fe Fe
Фиг. 71. Диаграмма состояния сплавов А1—Fe.
йтомн % Si
to го зо </з so го то so
ISOO 700
"C
two
1300 SBO
/200 900
IWO 300
woo
soo
800
700
SOO
soo
too
SOO
\o,as
Si
IS 2.1
ДиксиХас
-о
Жидкость
f.Sf
Жидкость
•SS8
-S771-
-a+0-
tf.7
fO fS
ffec. '/.Si
20
1A
О 10 20 30 VO SO SO 70 80 SO tO»
П Sec. '/.Si Si
Фиг. 72. Диаграмма состояния сплавов А1—Si.
Йтомн. %Cr
W HO
W "uu0 W 20 30 90
Д1 Bec.%Mn
Фиг. 73. Диаграмма состояния сплавов
Al-Mn.
to го зо
Й1 вес'/Л
Фиг. 74. Диаграмма
состояния
сплавсв А1—Ti.
о 1 2 1 и"о W го зо
Д1 дес.ХСг 01 ВесХСг
Фиг. 75. Фиг. 76.
Диаграмма состояния сплавов А1—Сг.
/200
200 -
20 ЬО 60 80 tOQUn
Фиг. 78. Диаграмма состояния сплавов
А1—Zn.
Фиг. 77. Поверхности ликвидуса в системе
Al-Mg-Si.
Фиг. 79. Поверхности и изотермы ликвидуса
в системе А1—Mg—Zn.
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
131
ю,
Си,
Фиг. ?0. Поля распространения фаз в системе А1—
Си — JVg при температуре солидуса (сплошные
линии) и 100° С (пунктирные линии).
Фиг. 81. Совместная растворимость Mg—Si
в алюминии.
%гп
atlZn-мд]
Фиг. 82. Поле распространения фаз при 100"
в системе Al—Mg—Zn.
Фиг. 83. Ноле распространения фаз при тем-
пературе солидуса в системе Al—Mg—Zn.
ЛЛЛЛ7Ч
59
60
Фиг. 84. Поверхности ликвидуса в системе
Al-Cu-Mg.
Ятомн % 5п
W 20__ 30 W 50 ВО 708090
wo
о to го зо fo so eo 70 so so too
fil вес %Sn sn
Фиг. 85. Диаграмма состояния сплавов Al —Sn.
132
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Таблица 35
Обозначения литейных алюминиевых сплавов,
применяемых в разных странах
СССР
гост
2685-44
АЛ6'
АЛ2
A TJC
/W10
АЛ9
АЛ4
АЛЗ'
АЛ5
АЛЗ
АЛ7
АЛ 12
А П 1 П
AJ11U
АЛ7
АЛ1
¦ —
АЛ 8
АЛ13
США
Alcoa
43
13
А108
35б
А334
6340
А132,
Low—Ex
195
12
SAE32
В195
108
142-
122
214
220
—
645
Фронтьер
Англия
BSS
L33
—
—
RR50
RR53C
—
—
_
—
4L11
3L8
—
—
DO СО
—
3L5
DTD
—
—
245
—
—
272; 276
424
298; З04;
361
—
—
165
300
_
Германия
DIN
gAI-Sil3
UgAI-SilO
gAl-Si-Mg
—
_
—
—
gA!—Si-Cu-Ni
—
gAI-Cu
gAI-Cu
—
gAI-Cu-Ni
—
gAI-Mg3
gAI-Mg9
Hy51
gAI-Cu—Zn
Прим е ч а н и я: 1. Alcoa—Aluminum Co of America.
2. ESS—Британские стандартные спецификации. 3. DTD—
Directional Technical Department, Aircraft Production.
4. DIN —Германские промышленные нормы.
Чистый алюминий литой А1
Типичный химический состав в °/о
А1—99,5; Ft~0,25; Si~O,25.
Типичные механические свойства
0
0
И
cd
S-
O
(-¦
0
S
ЕГ
99,996
99.5
99.O
990
Состояние
металла
Литой в землю
Литой в землю
Литой в землю
Литой в кокиль
Литой в землю
В"
о
Q,
с я
ч Ч
и S 3.
ё-о *
С к и
5.о
75
85
9.0
9°
>,
X
5 5
в.* ^
—
—
—
3.5
гель-
[инение
= bd)
s 3
Н о °
Oie
45
29
20
25
12,5
0
с
л
е( ш ^
ю а*
Н U3 со
13-15
2О
25
25
28
Физические свойства
Уд. вес при 20°С -t ~ 2,7; при 658° С 7 = 2,39, при
1000°С = 2,3.
Коэфициент линейного расширения:
а2О-1ОО°=23. 9
; а20-200°=25
Коэф. теплопроводности Х = 0,50 кал/см ¦ сек ¦ град.
Электропроводность равна 62% от электропроводности
меди.
Температура плавления 658° С, кипения 1800° С.
Удельная теплоёмкость при 0°С е=0,^22 кал\г • град.
Скрытая теплота плавления равна 9i кал/г.
Упругость пара при 65у°С равна 0,00062 мм рт. ст.;
теплота сгорания 72иО кал/г; поверхностное натяжение
равно 520 дин. см; электрохимический эквивалент равен
0,09316 мг • кул или 0,3354 г • а-час; удельное электро-
сопротивление при 20° С р равно 2,77 мком/см; темпера-
турный коэфициент электросопротивления а = 4,05 • 10~^.
Технологические и прочие данные
Линейная усадка 1,75%; объёмная 6.6%.
Литейные свойства плохие (большая усадка). При-
меси ведут к повышению прочности и снижению пла-
стичности. Добавление металла менее благородного и
образующего с алюминием твёрдый раствор, даёт
сплав с высокой коррозионной стойкостью (например,
сплавы типа магналий с 3—5% Mg). Если добавляемый
металл является более благородным, чем алюминий, то
коррозионная стойкость сплаиа получается низкой (на-
пример, сплавы системы А1—Си). Сплавы систем Al—Si
и А1—Мп обладают довольно высокой коррозионной
стойкостью, причём примесь марганца в этом отношении
является полезной для всех алюминиевых сплавов.
Электропроводность алюминия при добавлении раз-
личных металлов (особенно марганца и титана) пони-
жается. Сплавы типа твёрдых растворов обладают наи-
меньшей электропроводностью в закалённом состоянии
и наибольшей—в отожжённом. Обрабатываемость реза-
нием чистого алюминия плохая. Сопротивление коррозии
высокое. Свариваемость хорошая.
Области применения
Чистый литой алюминий применяется лишь в осо-
бых случаях, в частности, в электропромышленности
для заливки пазов короткозамкнутых роторов электро-
моторов.
Иностранные технические условия
Технические условия СССР
(по проекту ГОСТ)
Химический состав в %
o.2s
«Ч Ч 2
АВ1
АВ2
А00
АО
А1
А2
A3
01 «»
в <"
»-. п)
< s
999
99.«5
99.7
99.6
99,5
од,о
&8,о
Примесей не более
Fe
0,06
о,ю
0,16
0,25
0,33
0.5
i>i
Si
006
0,08
0,16
0,20
0,30
О.5
1,0
Fe +
Si
0,095
0,142
0,26
0,36
о,45
O,Q
I.80
Си
coos
o,oo8
0,01
0,01
0,015
0,02
0,05
0
n
0,10
0,15
0,30
0,40
0,50
1,0
2,0
Специ
фика-
ция
и дата
США
ASTM
A944)
Англия
BS1
A944)
Герма-
ния
DIN
A940)
99.5
99.3
99O
98,0
PI
Al 99.7H***
Al 99,5H
или U***
AI9Q H или U
А1 98/99 U
Химический состав
А1
не
менее
995
99-2
99,о
98,0
98>°
99.°
997
99,5
99-о
98,0
Си
O,Oj
0,1
0,2
0,3
-
Си +
+ Zn
0,03
0,05
0,1
0,1
Fe
0,4
0,4
0,0
0,7
1,0
0,6
—
—
—
—
SI
0,3
о,4
о.З
о,6
о.5
Si +
+ Fe
0,3
°>5
I,O
2,0
ооз
о.оз
OOj
в и/о
Мп
7п
ie более
ооз
ооз
OOj
0,05 0,2
-
—
—
—
-
—
—
—
—
о,оз
Ti
003
ооз1 о °3
OOj
0,2
-
—
—
—
0,03
Ni
0,03
003
0,03
0,0j 0,1
-
0,03
0,03
0,03
OOj
-
—
—
—
Прочие
примеси
О, I*
0,1**
0,1*, **
0,2
Fe + Si 1.75
др. 0,35
Fe+ Si 0,9
др.0,1
о,з
05
1,0
2,0
* Содержание каждой из прочих примесей не должно превосходить 0,03°/».
** Если материал предназначен для изготовления сплавов на цинковой
основе методом литья под давлением, то допускаются примеси свинца, кадмия
и олова в количестве не более 0,01% каждого.
*** Н — первичный металл, U — вторичный металл.
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
133
Сплавы на основе системы Al — Si
Сплавы Al — Si, известные под общим
названием силуминов, нашли промышленное
применение позже, чем сплавы на основе
системы AI — Си. Однако они быстро достигли
большого совершенства, и в настоящее время
не менее половины всех литейных сплавов
алюминия базируется на системе Al—Si.
Сплавы, содержащие более 5% Si, целесо-
образно подвергать специальной обработке в
жидком состоянии (модифицированию), а со-
держащие более 80/0 Si—необходимо модифи-
цировать (фиг. 56). Микроструктуры модифици-
рованного и ^модифицированного силумина
резко различны (лист IV, 4 и 5).
Область твёрдых растворов
в системе Al — Si невелика
(фиг. 86), а термическая обра-
ботка двойных сплавов Al—Si
является мало эффективной.
Добавление небольших коли-
честв магния приводит к об-
разованию химического соеди-
нения Mg2Si. Это соединение
образует с алюминием область
твёрдых растворов и делает
термическую обработку спла-
вов типа силумин весьма эф-
фективной.
Для повышения механиче-
ских свойств силумина, содер-
жащего около 5% Si, доба-
вляют медь одновременно с ма-
гнием или без него.
Сплавы Al—Si (силумины).
Добавление кремния не так
Фпг. 86. Область
твёрдых рас-
T^f,?f Д1 coi" значительно повышает механи-
ческие свойства алюминия, как
добавление меди (см. фиг. 56).
Вследствие малой твёрдости
сплавы Al—Si хуже обрабатываются ре-
занием, чем сплавы А1—Си (налипание на
резец), особенно при малых содержаниях
кремния. В настоящее время обработку этих
сплавов облегчают применением специальных
резцов из твёрдых сплавов и подбором над-
лежащих режимов резания. Сплавы системы
Al—Si отличаются высокими литейными свой-
ствами и хорошо отливаются как в землю,
так и в кокиль.
Сплавы, содержащие 9—14% Si, нашли
широкое применение после открытия процес-
са модифицирования. Модифицирование этих
сплавов заключается в обработке их флюсом
(Уз NaCl -I- 2/3 NaF) или в введении незадолго
до литья металлического Na @,1%), что из-
мельчает частицы кремния и значительно по-
вышает механические свойства литья (лист IV,
4 и 5). Железо является весьма вредной при-
месыо для,всех силуминов, так как образует
с кремнием и алюминием тройное химическое
соединение („х" конституент), которое кри-
сталлизуется в форме грубых игольчатых кри-
сталлов, сильно снижающих механические свой-
ства сплавов и в первую очередь удлинение.
Добавление марганца приводит к образованию
четверной фазы Al—Si—Fe—Мп, кристалли-
зующейся в более компактной форме („китай-
ский.шрифт") и гораздо менее вредной для
механических свойств сплавов. Однако при
содержании в силуминах более 1<у0 Fe доба-
вление марганца уже не может полностью
восстановить свойства сплавов.
СПЛАВ АЛ6' БЕЗ МЕДИ (АЛ15 по нормали 195АМТУ)
(СИЛУМИН МАЛОКРЕМНИСТЫЙ)
Типичный химический состав в %
Si-,5,0
Типичные механические свойства
Состояние
сплава
Литой в землю
Литой в кокиль
Литой под да-
влением . .
Предел прочности
при растяжении
в кг/мм*
13
17
ао
s
н
о
>,
ж
о
и„
з!
8.3
Се
6
Относительное
удлинение в %
6
6
3-5
Предел текучести
при сжатии
в кг! мм?
6
6
Предел усталости
в кг 1мм-
4,6
Предел прочности
(касат. напряж.)
в кг/мм-
ю
13
Твёрдость по
Бринелю в кг/мм"
4о
4О
Физические свойства
Уд. вес 7 = 2,66.
Коэфициент линейного расширения:
П20-1СО° = 20 • 10 ~6; «20-200° = 22>
0-300° = 24 • Ю~6.
Коэфициент теплопроводности
Х=0,34 кал/см • сек ¦ град.
Электропроводность равна 37% от электропровод-
ности меди.
Технологические и прочие данные
Температура затвердевания 630-577* С. Линейная
усадка 1,3—1,4°/0. Максимальная температура при пла-
влении 780° С. Интервал температур при литье 65и—75О°С.
Литейные свойства хорошие. Примеси других ме-
таллов допускаются в минимальном количестве, так
как они снижают коррозионную стойкость и способ-
ность к сварке. Обрабатываемость резанием плохая.
Сопротивление коррозии хорошее. Свариваемость от-
личная.
Области применения
Арматура, подвергаемая сварке: горловины бензоба-
ков, сливные патрубки: сварочные пругки и проволока
для сварки алюминиевых сплавов; корпуса карбюрато-
ров.
Технические условия СССР (по НКАП 195-АМТУ-44)
Химический состав в % (А1 — остальное)
Марка
сплава
АЛЯ
(АЛ 15)
Si
4.5—6,о
Си
Mg
Мп
Fe
Zn
Сумма
примесей
не более
о,4
0,05
о,3
0,8
03
1.5
Механические свойства отдельно отлитых образцов
Марка
сплава
АЛ6'
(АЛ 15)
Состояние сплава
Литой в землю и в
Предел
прочности
при растя-
жении
В KZJMM?
Относи-
тельное
удлинение
в %
не менее
12
3
134
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. 11
Иностранные технические условия (США)
Химический состав в % (М —остальное)
Спецификация
и дата
SAE35 A944)
SAE304 A944)
Si
45—6>°
4.5~6>°
Fe
о,8
2,О
Другие элементы
0.1 Си; 0,3 Zn;
0,2 Ti; 0,3 Mn;
0,05 Mg; других не
более о,05 каждого
0,6 Си; 0,5 Zn;
0,3 Мп; 0,1 Mg;
0,5 Ni; 0,1 Sn;
прочих в сумме 0,2
Механические свойства отдельно отлитых образцов
Спецификация
и дата
SAE35 A944)
SAE3O5 A944)
Состояние
сплава
Литой в землю . .
Литой в кокиль .
Литой под давле-
Предел
прочности
при растя-
жении
в кг/мм1
Относи-
тельное
удлинение
не менее
12
15
BО.4)*
3
2-5
C-5)*
Добавление марганца до известного предела нейтра-
лизует вредное действие железа. Примесь меди сни-
жает коррозионную стойкость и пластичность сплава,
но повышает твёрдость, предел прочности при растя-
жении и предел текучести; примесь магния придаёт
сплаву способность к повышению механических свойств
после термической обработки благодаря образованию
соединения Mg2Si (см. сплавы АЛ4, АЛ9). Обрабатывае-
мость резанием плохая. Сопротивление коррозии выше
среднего. Свариваемость удовлетворительная. Микро-
структура см. лист IV, 4 и 5.
Области применения
Сложные отливки в землю и в кокиль, латьё под да-
влением; детали авиационных колёс, вооружения и при-
боров, отливки для электропромышленности и судо-
строения.
Технические условия СССР (по ГОСТ 2685-44)
Химический состав в °/0 (РА—остальное)
Марка
сплава
АЛ2
Si
ю—13
Си
Мп
ре*
Zn
Сумма
при-
месей
не более
о,8
°>5
о,8; i,2;
1.5
о.З
2,2;
2,5! 2,8
• См. примечание на стр. 135.
* Допустимое содержание соответственно: при литье
в землю, в кокиль, под давлением.
СПЛАВ АЛ2 (СИЛУМИН ЭВТЕКТИЧЕСКИЙ)
Типичный химический состав в °/0
Si—12,0-
Механические свойства отдельно отлитых образцов
Типичные механические
Состояние сплава
Литой в землю мо-
дифицированный . . .
S
с
их:
U
О
X
о
о.
с
ч
О>
•3
Пре
1
03
К
4J
К
| paci
i8
s
я*
<и
нп
ч ^
S3.
S.S
— 03
8
Я
1
о
л
К к
о 2
II
б
свойства
s
О)
В"
ч
0>
о.
С
_а|
03
S
S
н
о
| при
7
S
ь-
о
ч
СЗ
ч %
4
их:
о
т
у
о
о.
с
ч
0>
Ч
к
X
CU
к
с"
X я
Пре
(кас
в к;
13
о 5
с
J3 И
и S
О ч
Ч <и
(XX
:l» s
са о.
НИ
55
Физические свойства
Уд. вес Y = 2.fi5.
Коэфициент линейного расширения
« 20-10U" = 20 • Ю-6; «_>о-2000=21 • 10~6.
Коэфициент теплопроводности >. = О,42 кал/см-сек- град.
Электропроводность равна 35°/0 от электропровод-
ности меди.
Технологические и прочие данные
Интервал затвердевания ~-0". Линейная усадка 1,1°/0.
Максимальная температура при плавлении 820° С. Ин-
тервал температур при литье 680—780° С.
Для получения высоких механических свойств тре-
буется обработка жидкого сплава специальным флюсом:
7з NaCl+2/3NaF при температуре не ниже 800° С (моди-
фицирование) или повышенная скорость охлаждения.
Литейные свойства высокие, сплав обладает весьма
высокой жидкотекучестью и не даёт трещин в резких
переходах сечений отливок; сплав склонен к образова-
нию сфероидальной пористости, для устранения кото-
рой применяется кристаллизацип отливок под давлением.
Примесь железа сильно снижает механические каче-
ства сплава вследствие образования грубых пластинча-
тых кристаллов тройного соединения А1—Fe—Si.
АЛ2
Состояние сплава
Литой в землю или
в кокиль модифици-
рованный
Литой в кокиль или
под давлением немо-
дпфицированный . .
?^
г 03
OI
о
X
Л
и
Отн<
i>
S
не
§^
>.оэ
Иностранные технические условия
Химический состав в °/0 ^А1 —остальное)
Спецификация
и дата
США
SAE 37
A944)
SAE 305
A944)
Англия
DTD 231
A942)
BSS 2L33
A944)
Германия
DIN E1725,
сплав
gAI-Si 13
A943)
Si
12—13
11—13
8—12
10—13
12-13-5
Fe
0,8
2,0
0,6
0,6
0.7
Другие элементы
<V Cu; 0.1 Zn; 0,2 Мп;
0.05 Mg; 0,2 Ti; прочих
элементов в сумме 0,2
0,6 Си; 0,5 Zn; 0,3 Мп;
0Л Mg; 0,5 Ni; 0,1 Sn; про-
чих элементов в сум-
ме 0,2
0,5 Мп; 0,1 Zn; 0,2 Ti;
прочих 0,1; модифика-
тор 0,3 (Na, W, Cr, Со, В,
Са)
0,5 Мп; 0,1 Zn; 0,2 Ti;
проч. 0,1; модификатор
0,3 (Na, W и т. д.)
0,3-0,5 Мп; 0,15 Ti; 0,4
Си; 0,2-0,3 Zn; Mg+Ni +
+ Pb + Sn=0,3 и в том
числе Mg до 0,1
гл. in
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
135
Механические свойства
Специфи-
кация
и дата
США
SAE 37
A944)
SAE 305
A944)
Англия
DTD 231
A942)
BSS 2L33
A944)
Германия
DIN E1725,
gAl-Si 13
A943)
Состояние
сплава
Литой в
землю и в
кокиль . . .
Литой под
давлением .
Литой
в землю ..
Литой
в кокиль . .
Литой
в землю . .
Литой
в кокиль . .
Литой
в землю . .
То же,
закалённый
Литой
в кокиль . .
То же,
закалённый
Литой под
давлением.
отдельно отлитых образцов
О О.
4 S 5 3.
Пре
нос-
тяж
в кг
Ч п
ч s
о."
С я-
2ЛЬ-
нение
Р 5
о
с
А
о ч 3
Е^ QJ ^
ill Sy
ВО.
Е- Ш Ш
не менее
17
B3)
15.7
A9)
16.5
(ао.5)
A7—22)
14
A8-22)
15
(го-аб)
i6
B0—36)
16
A8-26)
—
—
F,5)
(8)
G3)
(8)
(8-9)
7
(8-ю)
8
(9-и)
9
(9-и)
9
5
A,5)
5
G)
5
(8)
D-8)
2
F-1O)
3
C-7)
2
F-ю)
4
A-3)
—
—
—
—
ED-OO)
5°
Eо-6о)
5°
E5-7°)
55
Eо-бо)
5°
Fо-8о)
Примечание. Цифры в скобках — обычные коле-
бания свойств, без скобок — обязательный минимум.
Одна цифра в скобках — факультативные значения.
Сплавы А1 —Si —Си. Добавление меци
ведёт к существенному повышению твёрдости,
предела прочности при растяжении и предела
текучести, а также значительно улучшает
обрабатываемость резанием сплавов А\—Si.
Для получения пластичного сплава содержа-
ние меди не должно превышать 3%, если же
требуется более высокая твёрдость, то содер-
жание меди может быть доведено до 5%.
Все сплавы, в которых содержание меди
и кремния изменяется от 0 до 10%, а сумма
этих компонентов не превосходит 10%, имеют
достаточно хорошие свойства для промыш-
ленного применения.
Ниже даны характеристики свойств двух
промышленных сплавов из подгруппы А1 —
— Si — Си, первый из которых применяется
в СССР (сплав АЛ6), а второй в США (сплав
А108). Второй сплав содержит почти равные
количества меди и кремния и поэтому как бы
находится между подгруппами сплавов А1 —
— Си—Si и А1 —Si —Си.
СПЛАВ АЛ6
Типичный химический состав в °/0
Si—5; Си-2,5.
Типичные механические свойства
Состояние сплава
Литой в землю . . .
Предел прочности при
растяжении в кг/мм'
Ч
Предел текучести
в кг/мм?
и
Относительное удли-
нение в °/0
3
Предел текучести
при сжатии в кг\мм'
10
Предел усталости
в кг!мм*
о
Предел прочности
(касат. напряжения)
в кг!мм'
Ч
о ч
'д о.
5°
Технологические и прочие данные
Сплавы этого типа имеют примерно те же механи-
ческие свойства, что и обычный силумин АЛ2, но не-
сколько лучше обрабатываются резанием, хотя и усту-
пают в этом отношении сплавам А1—Си. Содержание ме-
ди и кремния может варьировать в широких пределах
без резкого изменения механических свойств. Примесь
магния свыше 0,1% вредно влияет на пластичность спла-
ва и увеличивает склонность к пористости.
Области применения
Детали карбюраторов и арматура авиационных мо-
торов.
Технические условия СССР (по ГОСТ 2685-44)
Химический состав в °/„ (А1—остальное)
и механические свойства
Марка
сплава
АЛ6
Si
4.5—6.O
Си
не
2.О—З.О
Fe
бо-лее
м
Zn
Сумма примесей
i,8
Предел прочности при
растяжении в кг!м,м?
не
15
Относительное удли-
нение в %
Твёрдость по
Бринелю в kzimm-
менее
г,о
45
СПЛАВ А108
Типичный химический состав в °'о
Si—5,5; Cu-4,5.
Типичные механические свойства
Состояние сплава
Литой в кокиль . .
Предел прочности
при растяжении
в кг/мм3
2О
Предел текучести
в кг/мм"
и
Относительное
удлинение в °/0
s
Предел текучести
при сжатии
в кг!мм'
и
л а
&2
§2
О. I
:<LI 3
а о.
f— U3
7°
Физические свойства
Уд. вес y = 2,77.
Коэфициент линейного расширения
«30-100° =-1-5- 10-
Коэфициент теплопроводности
X = 0,34 кал!см ¦ сек ¦ град.
Электропроводность равна 37°/0 от электропровод-
ности меди.
Технологические и прочие данные
Литейные свойства хорошие. Обрабатываемость ре-
занием несколько лучшая, чем сплава АЛ6, благодаря
повышенному содержанию меди; по той же причине
сплав А108 обладает меньшей пластичностью, чем сплав
АЛб. Коррозионная стойкость удовлетворительная, но
меньшая, чем сплавов системы А1—Si.
Области применения
Отливки в землю сложной конфигурации, от кото-
рых требуются более высокие твёрдость и предел те-
кучести, чем может дать обычный силумин АЛ2.
136
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
(РАЗД. II
Иностранные технические условия (США)
Химический состав в °/„ (А1 — остальное)
а механические свойства
Спецификация
и дата
ASTM
В-108-44Т
сплав SC1
A941)
[
Си
4.5+O.5
Si
5.5±°.5
Fe
i
ементы
л
о
s
руг
Mg 0,1;
Mn 0,3;
Zn 0,5
-шесей
ia npi
и
III
В* <и 5
ESS
С с" а
16
Сплавы Al — Si — Mg. Добавление магния
действует на механические свойства сплавов
Al — Si гораздо сильнее, чем добавление
такого же количества меди; это объясняется
образованием новой структурной составляю-
щей — химического соединения Mg2Si, упроч-
няющий эффект которого проявляется в дан-
ных условиях значительно сильнее, чем хими-
ческого соединения СиА12 в сплавах Al —Si —
— Си; поэтому добавление более 1,0% Mg
к спяавам системы Al — Si практически не
встречается. Добавляемое количество Mg, как
правило, тем меньше, чем больше содержание
кремния: к сплаву с 2% Si добавляют
0,5<у0 Mg, при 7% Si —до 0.3%. а при
9% — ДО 0,2%. Это правило справедливо
для случаев, когда требуется сплав, сочета-
ющий прочность с пластичностью. Если по-
следнее свойство не имеет существенного
значения (например, в поршневых сплавах),
то содержание магния может доходить до 1%
и в сплавах с высоким содержанием кремния
(см. сплав Low - Ex).
Примесь меди нежелательна из-за сниже-
ния коррозионной стойкости сплавов, а при
содержании ее более 1% заметно ухудшается
их пластичность. Наиболее легированный
и наиболее прочный сплав рассматриваемой
подгруппы — сплав АЛ4, который является
основным сплавом для изготовления высоко-
нагруженных крупных отливок авиамоторов.
СПЛАВ АЛ9
Типичный химический состав в °/0
Si—7,0; Mg-0,3.
Типичные механические свойства
Состояние сплава
Литой в землю,
закалённый
То же, закалён-
ный и состаренный
Предел прочности при
растлжении в кг/мм3
19
22
Предел текучести
в кг/мм2
и
15
Относительное удлине-
ние в %
6
4
Предел текучести при
сжатии в кг/мм"
12.5
15-5
Предел усталости
в кг/мм2
4.5
5
Предел прочности (касат.
напряжен.) в кг/мм3
15
19
Твёрдость по Бринелю
в кг/мм3
55
7<э
Физические свойства
Уд. вес у=2,66.
Коэфициент линейного расширения
«20-100° = 21,5 х 10-6-
Коэфициент теплопроводности
X =z 0.36 кал/см ¦ сек ¦ град.
Электропроводность равна 39% от электропровод-
ности меди.
Технологические и прочие данные
Температура затвердевания 610—580=С. Линейная усад-
ка. 1,3°/0. Максимальная температура при плавлении
7У0°С. Интервал температур при литье 680- 780°С.
Литейные свойства хорошие. Примесь меди снижает
пластичность и коррозионную стойкость и повышает
предел прочности при растяжении, предел текучести и
твёрдость. Примесь марганца полезна для нейтрализа-
ции вредного действия железа, если последнее присут-
ствует в значительном количестве. Закалённый сплав
медленно стареет, и через несколько месяцев его свой-
ства приближаются к свойствам закалённого и со.ста-
ренного сплава. Обрабатываемость резанием удовлетво-
рительная. Сопротивление коррозии высокое. Свари-
ваемость выше средней. Микроструктура—см. лист IV.2.
Механические свойства при высоких температурах*
Свойства
Предел прочности
при растяжении
в кг/мм3
Предел текучести
в кг/мм^....
Относительное удли-
нение в %
Температура
25
6
150
15
о
7
205
О
б
8
в °С
260
е,е
20
315
45
* Время выдержки при температурах испытания
определялось по наступлению постоянства свойств.
Области применения
Детали средней нагруженности и сложной конфигу-
рации, а также детали, подвергаемые сварке.
Технические условия СССР (по ГОСТ 2685-44)
Химический состав в % (А\ — остальное)
Марка
сплава
АЛ9
Si
б.о—8,о
Mg
0.2—0,4
Си
О,2
Мп
-.5
Fe*
не
о,6
1,О
1.5
Zn
Золее
°,3
Сумма
приме-
сей*
i
1,4
1,9
* Допустимое содержание соответственно: при литье
в землю, в кокиль, под давлением.
Механические свойства отдельно отлитых образцов
га
m
а
ч
С
и
зрка
АЛ9
АЛ9-Т4
АЛ9-Т6
Состояние сплава
Литой в кокиль .. .
Литой под давлением
Литой в землю или
в кокиль, закалённый. .
Литой в землю или
в кокиль, закалённый
и состаренный
04-
рас-
».
с^ S к -5.
?"о « -
С х н со
не
гб
15
t8
2О
.с i
S ж
о
ЕС <aj ui
О х ж
менее
2
i
4
2
О
Л
о ч ^
е? о а
o.s-5.
:<u S К
НО.*
Н1Д рз
5°
5°
5о
бо
Примечание. Для дальнейшего повышения
пластичности сплава марки АЛ9 рекомендуется моди-
фицирование по методу ВИАМ.
ЛИСТ IV
„
"v
/.Сплав АЛ5, литой в землю,
закаленный и состаренный.
2. Сплав АЛ9, литой в землю за-
калённый (литая деталь самолёта!
3. Сплав АЛ4, модифицированный,
литой в землю, закаленный и со-
старенный (крупная отливка авиа-
мотора).
4. Сплав J?2- «одафивдрованный. 5. Сплав АЛ2, немодифицирован-
литой в землю. нь,й литои в землю.
6. Сплав АЛ7, литой в землю.
.--'* ¦
7, Сплав АЛ7, литой в землю,
закалённый.
8, Сплав АЛ 12 с 8% Си.
9. Сплав АЛ12 с 12% Си.
ЛИСТ IV (продолжение)
10. Сплав RR50, литой в землю,
состаренный (крупная отливка
авиамотора).
I. Сплав RR53, литой в кокиль,
закалённый и состаренный.
12. Сплав АЛ8, литой в землю.
¦¦ft\ \/* " ¦ ¦ 'af- ¦
13. Сплав АЛ8, литой в землю,
закалённый.
/4. Сплав АЛ13, литой в землю
(головка цилиндра мощного авиа-
мотора воздушного охлаждения).
* ¦¦ Ч--- v
¦V
*¦ /.
15. Сплав МЛ5, литой в кокиль.
16. Сплав МЛ4, литой в землю.
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
137
Резким термической обработка
аз
га
ч
С
со
АЛ9-Т4
АЛ9-Т6
га
га
н»
пера
ва в
S <u
О о.
Н и
535 + 5
535 ±5
Закалка
03
§ <и
Он 1>
3 <и
03 X
S я
О. га
12
12
ЕЯ
га
3
2
га i=(
X О.
О и
Вода
50—ioo°
Вода
5О—1ОО°
raCJ
г»
пера
рева
s сг
«у га
ь х
150 ±юс
Старение
?
с
ыде
мя в
асах
О) з-
о.
03 03
1-3
сз
ЮШ.
со г={
X О.
О и
Воздух
Примечание. Длительность выдержки указана
без учёта времени нагрева до температуры закалки.
Иностранные технические условия
Химический состав в % (А1 — остальное)
Спецификация
и дата
США
SAE 323 A944)
Германия
DIN 1725,
сплав
Ug Al-Si 10
A943)
Si
6,5-7.5
7,0—11,0
Mg
0,2—0,4
о.З
Fe
0,6
1,0
Другие элементы
0,3 Mn; 0,2 Си;
0,3 Zn; 0,2 Ti;
прочих по 0,05
каждого и 0,15 в
сумме
0,5 Мп; 2,5 Си;
1,5 Zn; 0,4 Ni;
0,2 Pb; 0,2 Sn
3,0(Fe + Zn + Ni +
+ Mg + Pb + Sn)
Механические свойства отдельно
Специфи-
кация
и дата
США
SAE 323
A944)
Германия
DtN
Е1725,
сплав
Ug Al-Si 10
A943)
Состояние
сплава
Литой в
землю, зака-
лённый и со-
старенный .
То же,
только со-
старенный .
Литой в ко-
киль, зака-
лённый и со-
старенный .
Литой в
землю . . .
Литой в
кокиль . . .
Литой под
давлением .
0 к
Q.S S
^ С у ^
Ч s ея-5.
qUuS
м О га
отлитых образцов
¦ ^
н$[
ч оэ
с( S
о.°
С =Г
i x
cj 0>
s §
0 >> -
X Olji
2
J3 4
^. OJf,
OS»
Slc^
E-ce
не менее
21,1
16,2
23.2
A4-18)*
12
A8-23)
15
A8-23)
—
—
—
( 9—12)
8
(ю—16)
8
—
3
—
3
A-3)
A-2)
°>5
A-2)
—
—
—
(бо-85)
6o
F5-90)
65
G0—90)
Режимы
Специфи-
кация и
дата
США
AN-QQ-H-
186 A941)
AMS-4217
A942)
термической обработка
Закалка
га
о.
ь
о.
с rj
S 0
0)
Н И
532—543
527—543
час.
3 га
QQ ^
s S
0) О,
Си ч>
Ю l=t
12—16
16
с:
д
2
га t={
Ч ш
X О.
О и
Вода
8о—
IOO° С
Кипя-
щая
вода
Старение
и
О. 03
с га
S о.
ш >,
(- н
14о—157
>i5°
час.
3 я
ея |
CUOJ
к ч
1—3
>i
•шая
а
га
us t=(
Ч CU
X О,
о о
Воздух
Воздух
СПЛАВ АЛ4
Типичный химический состав в и/0
Si — 9,0; Mg — 0,25; Мп — 0,40.
Типичные механические свойства
Состояние сплава
Модифицированный,
литой в землю, тер-
мически обработан-
ный
S
н _
О S
S X
О йй
*Ч та ^
26
сти
В"
О)
ч ^
Си
2О
х аз
Ч 0)
S CD
О S
6>,
4
S
о.
с Ч
О S3
Н s
7о
* См. примечание на стр. 135.
Физические свойства
Уд. вес у = 2,65.
Коэфициент линейного расширения »ю jq0o=:20' 10~^»
0—200° =21 ' *°~ • а20—300° = 22 * Ю"" •
Коэфициент теплопроводности).=0,3 кал\см-сек- град.
Технологические и прочие данные
Интервал температур при литье 700—780°С.
Максимальная температура при плавлении 830°С (для
проведения модифицирования сплава). Литейные свой-
ства хорошие, но во избежание пористости необходимо
применение автоклавов при сложных отливках в землю.
Для уменьшения глубины усадочных раковин реко-
мендуется держать кремний на нижнем пределе. Содер-
жание магния на верхнем пределе даёт высокую твёр-
дость и прочность, но пониженную пластичность.
Примесь железа сильно снижает удлинение. Марга-
нец уменьшает вредное действие железа.
Для получения максимальных механических качеств
сплав АЛ4, подобно сплаву АЛ2, подвергается модифи-
цированию, т. е. в данном случае обработке смесью со-
лей: 2/3 NaF+VaNaCl при температурах 800—830" С в тече-
ние 10—12 мин. При этом достигается значительное из-
мельчение эвтектикм AI—Si, сопровождающееся повы-
шением механических свойств.
Обрабатываемость резанием хорошая. Сопротивление
коррозии высокое. Свариваемость удовлетворительная.
Жаропрочность удовлетворительная. При 300° С предел
прочности при растяжении равен 6 кг/мм", а относитель-
ное удлинение равно 19°/0 (быстрый метод испытаний).
Микроструктура —см. вклейку лист IV, 3.
Области применения
Крупные нагруженные отливки авиационных и тан-
ковых моторов (блоки головок и рубашки цилиндров,
картеры моторов и т. п.).
138
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Технические условия СССР (по ГОСТ 2685-44}
Химический состав в % (РА — остальное)
с-
Z
га
•*.
S.
:>
ЛЛ4
Si
8,0—10,5
Си
До
о.З
Mg
0,17—0,30
Мп
о,25—о,5
ti-
с
N
3
о.
с
0)
о ^
а.
ne более
о,6
1,О
о.З
Ti
0.15
1,1
1.5
* Допустимое содержание соответственно; при литье
е землю, в кокиль.
Механические свойства отдельнс
¦
Марка
сплава
АЛ4
АЛ4-Т1
АЛ4-Т6
АЛ4-Т6
образцов
Состояние сплава
Литой в землю, модифици-
рованный
Литой в кокиль, после
искусственного старения . . .
Литой в землю, модифици-
рованный, закалённый и со-
старенный
Литой в кокиль, закалён-
ный и состаренный
отлитых
6 i %
Ц\
за:
Пред
сти г
жени
не
15
2О
23
23
О о
5»
сител
пение
Отно
удли
о|
л a
04
О.Х
ми х
Ш Q.
Нрэ
менее
i.5
3
3
5°
7°
65
70
Режимы термической обработки
Марка
плава
АЛ4-Т1
АЛ4-Т6
температура
в "С
Закалка
время выдерж-
ки в часах
2-6
охлаждающая
среда
Еода
5о—ioo°C
Старение
температура
в СС
'S
время выдерж-
ки в часах
15
15
охлаждающая
среда
Воздух
Воздух
Примечание. Длительность выдержки указана
без учёта времени нагрева до температуры закалки.
Иностранные технические условия
Химический состав в % (РА —остальное)
Специфика-
ция н дата
Англия
DTD 245
A942)
Германия
DIN
Е1725. сплав
gAl-Si — Mg
j A943)
JTo же, сплав
DAl-Si-Mg
Франция
Фирма
Hispano
Suiza A934)
Si
ю—13
9—10
8—ю
8-11
Mg
0,6
0,2—0,4
0,2— 0,5
O,I— I,O
Mn
0,6
0.3—0,5
0. r— 0,5
Co
0,2 — 1.0
Fe
0,6
—
1.5
0,4—0,7
Другие
элементы
В сумме 0,2
Fe + Ti
0,65. в том
числе Ti 0.15
Си 0,05;
ZnO.l
Си 0,1;
Zn 0,1
...
Механические свойства отдельно отлитых
Специфика-
ция и дата
Англия
DTD 245
A942)
Германия
DIN
EI725,
сплав
gAl—Si-Mg
A943)
То же,
сплав
DAl-Si-Mg
Франция
Фирма
Hispano
Suiza A934)
Состояние
сплава
Литой в землю,
закалённый и со-
старенный ....
Литой в кокиль.
закалённый и со-
старенный ....
Литой в землю .
Литой в землю,
закалённый и со-
старенный ....
Литой в кокиль
Литой в кокиль,
закалённый и со-
старенный ....
Литой под да-
влением
Литой в землю,
закалённый и со-
старенный . . .
А
о ¦?;
Пч
с"оД
ш
0> - °
о =~
ч а,
II
образцов
ри-
ю
Iм
Н х
не менее
24,5
(Зо)*
A8-24)*
I/
B5-32)
2О
B2—2б)
13
B6-34)
23
Г17-24)
2O—25
—
—
B-5)
ч
(О.5— 4)
о, 5
(а—4)
I
(о,5—2)
о, 5
A~3)
3-6
—
—
E5-65)
5°
(8о-по)
75
GO-85)
6о
(85-1 '5)
8о
E5-75)
65-8о
* См. примечание на стр. 135.
Режимы
Специфи-
кация и
дата
Англия
DTD 245
A940)
Франция
Фирма His-
pano Suiza
A934)
термической обработки
Закалка
ература
на
5ао-535
510—520
затем
520-53°
я выдерж-
часах
Ш •¦?.
2-4
8
2
ждаю-
среда
о 3
Вода
ао'С
Вода
2О° С
ература
s ^
150—170
igo
Старение
я выдерж-
часах
S оз
& S
Не ме-
нее i6
20
ж да га-
среда
|5 к
о Э
Воздух.
вода
масло
Воздух
Сплавы А1—Si—Cu—Mg. К этой подгруппе
относится большинство практически применя-
емых литейных сплавов, содержащих от 2
до 12% Si. Наиболее старым и распространён-
ным сплавом этой подгруппы является сплав
АЛ5. Все сплавы А1—Ы—Си—Mg способны
к термической обработке, которая может состо-
ять только из одного старения при высокой
температуре или из закалки и старения. Иногда
сплавы применяются в сыром состоянии.
В сплавы с небольшим содержанием крем-
ния B—2,5%), кроме меди, добавляют никель
и железо, играющие роль добавочных упроч-
нителей. В сплавах же с содержанием окол^
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
139
5% Si наличие таких добавок снижает пластич-
ность.
Сплавы с повышенным содержанием ма-
гния и никеля или марганца являются жаро-
прочными.
Одним из больших преимуществ данной
подгруппы сплавов является возможность
добавления в шихту разнообразных отходов
и вторичных металлов, поскольку в ,этих спла-
вах присутствуют все основные компоненты
алюминиевых сплавов, кроме цинка.
СПЛАВ RR 50
Типичный химический состав в °/0
Cu-1,5; Si—2,0; Mg-0,1; Ni—1,5; Fe-1,0; Ti-0,15*.
Механические свойства отдельно отлитых
образцов
Типичные
Состояние
сплава
Литой в землю .
То же, состарен-
Литон в кокиль
То же, состарен-
механические свойства
я_
si.
о
X Ш
У
О S
Q.K
С X
едел
тяже
о."
— м
С- о.
тб
IQ
2О
22
S
0)
3*
тек
||
En
15
11
16
й) *~~
о°
х m
ss
Bi
51
4
з
8
5
s
0.
с
s
0 Is
f- m
едел
атии
c*d
_
15
16
0
ч
я
С
едел
q.*
С m
_
7
9
2
ч
V
X
ex
Ш
0
с
J3
H с
о 2
^i
as ^
Е- в
65
70
70
75
Физические свойства
Уд. вес f = 2,73.
Коэфициент линейного расширения
' 20-100"
= 22- 10-
-6.
20—200
= 23 ¦ Ю-6;
, = 24 • 10~6.
20-300°
Коэфициент теплопроводности Х=0,42 к ал/см -сек -град.
Технологические и прочие данные
Литейные свойства удовлетворительные, но сплав тре-
бует усиленного питания; железо в данном случае являет-
ся полезной добавкой и оговаривается как по верхнему,
так и по нижнему пределам. Никель предотвращает гру-
бокристаллическое выделение железосодержащей со-
ставляющей и, повидимому, улучшает жаропрочность
сплава. Титан в сплавах RR и церий в сплавах „цералю-
мин" измельчают зерно сплава, что повышает механи-
ческие качества.
Избыток магния увеличивает пористость при литье
в землю. Микроструктура — см. вклейку лист IV, 10.
Иностранные технические условия (Англия)
Химический состав (А1 — остальное)
Специ-
фика-
ция
и дата
DTD
133 С
A945)
DTD
287
A944)
Си
o,8-2
1 — 2
Si
1,5 —2,8
o,75-2,5
Mg
0,05—0,2
0,05—
0,2
Ni
0,8-1,75
I-I.75
Fe
0,8 —1,4
0,25—
Другие
эле-
менты
Ti
0,05-0,25
Се
0,05-0,3
Cr
0,05-0,3
Nb
0,05-0,3
Примечание. Присутствие Се, Cr и Nb в сплаве
DTD 287 не обязательно.
Специфика-
ция и дата
DTD 133C A945)
DTD 287 A944)
Состояние
сплава
Литой в землю,
состаренный . . .
Литой в кокиль,
состаренный . . .
Литой в землю
или в кокиль, со-
старенный ....
S
У. я
§1
1%
&«
|S.i
cl«
не
17
BО)
16
S
U
<и
С о
менее
A2,5)*
A3)
S ¦"
о |
<5а
2,5
D)
2
* См. примечание на стр. 135.
Режимы термической обработки (старение)
Спецификация
и дата
DTD 133C A945)
DTD 287 A944)
Темпе-
ратура
в °С
155-17°
150—175
Время
выдер-
жки в
часах
8—16
8-24
Охлаждающая
среда
Воздух, пар, вода
Вода, масло, воздух
* Для старения применяются паровые автоклавы.
СПЛАВ RR 53C
Типичный химический состав в °/0
Cu-1,5; Si—2,5; Mg-0,5; Ni —1,0; Fe-1,0; Ti-0.2.
Типичные механические свойства
Состояние
сплава
Литой в землю, зака-
То же, закалённый и
состаренный
Литой в кокиль, зака-
То же, закалённый и со-
старенный
s
ОчСЧ
а щ
S 5?
н —-
о ^
Р S
Предел пр
растяжени:
23
32
28
36
S
^ ю
15
3°
17
32
i
S
ч
^
<и
о
Л о
Относител
нение в °/
2
i
2
I
S
а.
с
s
щ |
S" 5.
х 2
Предел те
сжатии в
i8
32
20
34
в
О
S
Си
II
13
ES
О.
ta
Твёрдость
нелю в кг1
7°
но
8о
«5
* Или Се. Nb. Cr.
Физические свойства и технологические данные
Сплав подобен сплаву RR53. но литейные свойства
лучше благодаря повышенному содержанию кремния и
пониженному содержанию магния.
Области применения
Наиболее нагруженные детали авиамоторов литые
в землю и в кокиль.
140
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. I!
Иностранные технические условия (Англия)
Химический состав °/0 (к\—остальное)
Специфи-
кация
и дата
DTD 309 и
313 A943)
Си
О,8—2,0
Si
2,0—3,0
Mg
0,3—0,8
Ni
0.5—1.5
Fe
0,8—1,4
Ti
о.З
Механические свойства отдельно отлитых образцов
Спецификация
и дата
DTD 313
A943)
DTD 309
A943)
Состояние сплава
Литой в землю . . .
Литой в кокиль . .
Литой в землю или
в кокиль, закалённый
и состаренный ....
о *!
о
х м
Q.S
ч а
Со,
а
н
а
О)
в1
US
н "
Cm
1 ю
1СИ1
нен
s ч
не менее
i6
2О,5
3°
8
IO
2
—
Режимы термической обработки
к™
с к
и я
DTD 309
A943)
Фирма
HDAL
Закалка
t* ex
5Ю-535
520—525
3 и
и s
г* •"-
Си <и со
03 «< Я1
2—6
2-3
5 сх
ч g
О Ё
Вода
Вода
ИЛИ
воздух
Старение
Ту.
о^
О)
с са
и си
155-175
ИЛИ
2ОО±5
165-175
2
И s
О1 CUO
И =( В1
Ю—2О
ИЛИ
2
16—2О
2§
I&
ч R
0 я
Вода
ИЛИ
масло
Вода
или
воздух
СПЛАВ АЛЗ' (АЛИ по нормали 195-АМТУ)
низколегированный
Типичный химический состав в °/0
Си-3,0; Si-4,0; Mg —0,3.
Типичные механические свойства
Состояние
сплава
Литой в землю . . .
о."
S -3.
о S
о
х «
с *
S?
С cu
s
S3
текуч
ч ^
О) ^*
Си ^
— Ш
II
ельно^
ие в °
|s
О >,
2
Си
с
S
s-CT
QJ ^
^* аа
1В
—> о
15
IS
0
ч
1
it
о. ^
С D5
6
5 "~
Н ^
о.
прочн
яжен.
едел
.напр
Син
ч
X
Си
ть по
0 3
CQ
Физические свойства
Уд. вес y=2,73.
Коэфициент линейного расширения
20-103'
=22 - Ю-6;
,=24- Ю-6.
20-200
, =23 • Ю-6;
20-300°
Коэфициент теплопроводности
Х=О,29 кал/см • сек • град.
Электропроводность равна 31% от электропроводности
меди.
Технологические и прочие данные
Интервал температур при литье 650—750° С. литейные
свойства хорошие, обрабатываемость резанием и сопро-
тивление коррозии удовлетворительные. Благодаря нали-
чию магния сплав обладает более высокой прочностью
и твёрдостью, чем сплавы типа АЛ6. Свариваемость хо-
рошая.
Механические свойства при высоких температурах*
Свойства
Предел прочности при
растяжении в кг/мм.
Предел текучести в
кг/мм2
Относительное удли-
нение в °/„
25
Т7
2
Температуре
150
17
i
200
9-5
б
в °С
260
6
3,5
15
315
3.9
з
20
* Время выдержки при температуре испытания
определялось по наступлению постоянства свойств.
Области применения
Корпуса авиаприборов и арматура, различные мелкие
отливки в землю, в кокиль и под давлением.
Технические условия СССР (по НКАП 195-АМТУ-44)
Химический состав в % fAl — остальное)
Марка
сплава
АЛЗ'
(АЛИ)
Си
2,5—3-5
Si
3.5—4.5
MS
0,2—0,4
Fe*
0,7; 1,0;
1.5
Другие эле-
менты
0,5 Мп; про-
чие 0,4
Сумма при-
месей* 1,0; 1,3;
1,8*
* Допустимое содержание соответственно: при литье
в землю, в кокиль, под давлением.
Механические свойства отдельно отлитых
образцов
Марка
сплава
АЛЗ'
(АЛИ)
Состояние
сплава
Литой в землю или
кокиль
Литой под давле-
о
о
и
«
делпр
при р
Пре
сти
16
-^
са
жен
ч
осите
Отн
не
удлш-
Во/
/о
О) <К
О S
о
г
рдост
о
S P.N
менее
О.Ц
о.5
70
70
ГЛ. И]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
141
СПЛАВ АЛ5
Типичный химический состав в %
Si -5,0; Cu-1,2; Mg-0,5.
Типичные механические свойства
Состояние
сплава
Литой в землю,
закалённый и со-
старенный
То же, более вы-
сокря температу-
ра старения . - . .
Предел прочности
при растяжении
в кг!мм-
24
2О
Предел текучести
в кг'мм-
!7
i6
Относительное
удлинение в °/0
З.о
г,5
Предел текучести
при сжатии в кг/мм^
2О
17
Предел усталости
в кг 1мм"
6
5
Предел прочности
(касат. напряжен.)
в кг/мм3
21
15
*^
о ч
Ч at
О.Д
:tU S
а О.
8о
бо
Физические свойства
Уд. вес 7=2,67.
Коэфициент линейного расширения
20 -100°
=21 • 10
,-6.
20 - 200'
-22 • 10—6;
20-3H'
=23- Ю-6.
Коэфициент теплопроводности
Х=0,38 кал\см • сек
град.
Электропроводность в % от электропроводности меди:
а) для закалённого 35, б) для закаленного и состарен-
ного 36, в) для закалённого и состаренного при повышен-
ной температуре 43.
Технологические и прочие данные
Интервал температур при литье 680—760° С. Макси-
мальная температура при плавлении 790° С. Линейная
усадка 0,9—1,1%.
Литейные свойства хорошие, но для получения плот-
ного литья рекомендуется применять хлорирование, замо-
раживание или кристаллизацию в автоклавах. Железо
является вредной примесью, снижающей механические и
литейные свойства сплава. Марганец, никель и хром в
впределенных количествах полезны для нейтрализации
вредного действия железа и увеличения жаростойкости
сплавов (см. сплавы АЛЗ и АЛЮ). Обрабатываемость ре-
занием хорошая, свариваемость и сопротивление коррозии
удовлетворительные. Микроструктура — см. вклепку
лист IV, /•
Механические свойства при высоких температурах*
Свойства
Предел
прочности
при растя-
жении
в кг 1мм"
Предел
текучести
в кг\ммг
Относи-
тельное
удлинение
а /о
Состояние
Закалённый . . .
Закалённый и со-
старенный . .
Закалённый . . .
Закалённый и со-
старенный ....
Закалённый . . .
Закалённый и со-
старенный
Температура в
25
21
2О
14
ib
5
i,5
150
21
15,5
18
12
3
2.5
205
Ч
9
б
6
12
13
260
5,6
5,6
3,5
3,5
га
°С
315
4.2
4,2
2,4
2,4
Зо
3°
* Рремя выдержки при температуре испытаний опре-
делялось по наступлению постоянства свойств.
Области применения
Крупные нагруженные отливки деталей авиационных
и танковых моторов, в частности, головки цилиндров мо-
торов водяного и воздушного охлаждения.
Технические условия СССР (по ГОСТ 2685-44)
Химический состав в % (А\—остальное)
АЛ5
Si
4,5-5.5
Си
1-1,5
Mg
°>35-°>6
Мп
Fe*
Zn
эчие
меси
?¦§.
Е с
*
SS
о
11
сн
не более
о-5
0,7
1,О
о.З
+ Сг/ '
1,о
1.3
* Допустимое содержание соответственно: при литье
в землю, в кокиль.
Механические свойства отдельно отлитых образцов
м
<п
ч
с
арка
s
АЛ5-Т1
АЛ5-Т5
АЛ5-Т7
Состояние сплава
Литой в землю или в ко-
киль после искусственного
старения
Литой в землю, закалён-
ный, состаренный при
180°С
Литой в землю или в ко-
киль, закалённый, соста-
ренный при 230°С ....
s
н
о
X
З1
о
Си
ист
ч ^
5"й
о.*
С и
X °
Ч <ц
о jjjj
н
ри-
л "й-
О и
и g
Ь ж
не менее
i6
2О
18
—
1,О
О
7°
65
ш
§
га
сх
о:
S
АЛ5-Т1
АЛ5-Т5
АЛ5-Т7
Режимы термической
Закалка
Ту.
темпе
ра в
-
525+5
525"^^
3 в
врем
держ
часах
Не ме-
нее 4
Не ме-
нее 4
g я
охла>
щая с
Вода
50^100°
Вода
jO—IOO°
обработки
Старение
с со-
и
i8o±5
i8o±5
23°±5
3«
врем
держ
часах
15
5
5
So.
охла»
шая
Воздух
Воздух
Воздух
Примечание. Длительность выдержки указана
без учёта времени нагрева до температуры закалки.
Иностранные технические условия
Химический состав в °/0 (К\—остальное)
Специфика-
ция и дата
США
SAE322
A945)
Англия
DTD272, 276
A943)
Si
4.5-5.5
4.5—5.5
Си
i,o—1,5
i,o—1,5
Mg
0,4—0,6
0,4—0,6
Fe
0,6
0,6
Другие
элементы
Cr + Ti =
= 0,08 — 0,30
Мп 0,3;
Zn о,3
прочие по
0,05 каждого
и до 0,15 в
сумме
Ti 0,25
142
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Механические свойства отдельно отлитых образцов
ация
SC
s
- га
Е «
с **
U х
США
SAE322
A945)
НТ1
НТ1
НТ2
НТЗ
НТЗ
Англия
DTD272
A943)
DTD276
A943)
Состояние сплава
Литой в землю,
закалённый и со-
старенный ....
Литой в кокиль,
закалённый и со-
старенный ....
Литой в землю.
закалённый и со-
старенный ....
Литой в землю.
Литой в кокиль .
Литой в землю,
закалённый . . .
Литой в кокиль.
закалённый . . .
Литой в землю,
закалённый и со-
старенный ....
Литой в кокиль,
закалённый и со-
старенный ....
04-
рас-
С I н 05
22,5
27
25
Х7.5
18
17
BО,4)
B3.5)
Bб,7)
X
С j«
не менее
—
—
—
—
—
A2,6)*
A5.7)
A7-3)
BО,4)
Оо"
ч ш
01 s
?5
О К
ь §
о >>
2
1.5
—
—
—
2
—
—
—
* См. примечание на стр. 135.
Режимы термической обработки
Специфи-
кация
и дата
США
AN-QO-H-
186 A941)
Англия
DTD 272
A942)
DTD 276
A942)
Закалкг
о.
>,
н
а.
с ^
CU
515-527
515 - 527
515-527
вы дер-
часах
v а:
12 — 16
12
12
ающая
!* Я
х а.
Вода
1ОО°
Вода
Вода
Старение
атура
о,
с- ^j
О!
Н 03
14о -150
—
150—160
выдер-
часах
к «
о-S
ю Я
2-4
—
8—ю
ающая
га с(
и о.
Воздух
—
Воздух
СПЛАВ АЛЗ НОРМАЛЬНЫЙ
Типичный химический состав в °/0
Si—5,0; Си—2,0; Mg—0,5; Мп—0,7.
Типичные механические свойства
Состояние сплава
Литой в землю, за-
калённый и состарен-
ный
То же, высокая
температура старения
Предел проч-
ности при
растяжении
в кг/мм1*
24
2О
Предел теку-
чести в кг/мм3
1
Относитель-
ное удлинение
в °/о
i
3
Твёрдость по
Бринелю
в кг/мМ1
85
6о
Физические свойства и технологические данные
Подобны свойствам сплава АЛ5, но жаропрочность
несколько выше. Для получения высокого % удлинения
закалённый сплав подвергается старению при высокой
температуре (смягчающий отпуск). Сплав позволяет ши-
роко использовать отходы дуралюмина и вторичные ме-
таллы.
Области применения
Литые головки цилиндров мощных авиамоторов воз-
душного охлаждения. Различные самолётные узлы и де-
тали. Малонагруженные отлиаки (из сырого сплава).
Технические условия СССР (по ГОСТ 2685-44)
Химический состав в °/0 (А1 — остальное)
ач
s5
АЛЗ
Si
4,0—6,0
Си
1.5-3-5
Mg
О,2—О,8
Мп
О,2—1,О
/п
я <и
не более
i
1,3
1,5
о,3
1,3
i,6
1,8
* Допустимое содержание соответственно: при литье
в землю, в кокиль и под давлением.
Механические свойства отдельно отлитых
Я
ч
с
рка с
S
АЛЗ
АЛЗ-Т1
АЛЗ-Т2
АЛЗ-Т5
АЛЗ-Т7
АЛЗ-Т8
Состояние сплава
Литой в землю, в ко-
киль или под давлением .
Литой в землю или в ко-
киль после искусственного
То же, после отжига . .
Литой в землю или в ко-
киль, закалённый и соста-
ренный
Литой в землю или в ко-
киль, закалённый и соста-
ренный
Литой в землю или в ко-
киль, закалённый и соста-
ренный
иин
ихэон
в- 5
** « ^
С С 05
не
12
17
12
21
2О
i8
образцов
Г»
Ч к
е|
о1
О Е
si
> Бри-
0 X
ч
F- I
менее
—
1,0
I О
2
65
7°
65
75
7°
65
Режимы термической обработки
в
а
га
с
га
1
АЛЗ-Т1*
АЛЗ-Т2**
АЛЗ-Т5***
АЛЗ-Т7****
АЛЗ-Т8*****
Закалка
«и
0.0
и га
в. а
с о.
S u
о> га
f- X
_
—
525±5
5~'5 + 5
5°о±5
о. и
¦и га
2 га
и 3"
К 05
<v 5
0. й
_
—
4-6
4-6
5-6
или
3-4
к
га
3
2
З СО
га «^
ss-
_
—
Вода
5О — ЮО0
То же
То же
Старение
raU
>,в
га eg
g-и
с о.
S и
oi га
н я
i8o±5
290+ 10
i8o±5
230 ±5
33° ±5
&*
3 «в
а в1
« о
§¦*
5
2 — 4
5
5
3
S
CO
i? я
К <u
о&
Воздух
To же
„
* Детали небольшой нагруженности.
** Детали, для которых требуется сохранение по-
стоянства размеров.
*** Крупные детали средней нагруженности.
**** Детали, работающие приповышенныхтемпературах.
***** Мелкие детали, требующие повышенной пластич-
ности при высоком содержании в сплаве магния.
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
143
Иностранные технические условия (Англия)
Химический состав и механические свойства
Специ-
фика-
ция
и дата
DTD424
A942)
Состояние
сплава
Литой
в землю
Химический
Si
з-б
(Al
Си
2-4
состав в
— остальное)
Mg
0,15
Мп
не
До
о,7
Fe
3
к ч>
о. ч
Ч со
более
До
о,8
Zn
0,3
Ni
о,35
я ?i
0
х а
Я"
О S
с" я
<и Я
=1 «
Е о.
4.2
Я
ч
ч
о
j в
о"
§ B
о ^
НЕ к
2
СПЛАВ LOW-EX
Типичный химический состав в %
Si—12,0; Cu-1,0; Mg-1,0; N1—1,0-
Типичные механические
Состояние сплава
Литой в кокиль, за-
То же, закалённый
и состаренный
я
о.в
н-Н.
о S
о а
5*
са
27
25
ш
Е
о
екуч<
н
ч
ч
О)
с
Е
21
2О
си
а
ч
=с
pi
ЛЬНО(
<и „
0 °=
11
о,5
свойства
я
о.
с
в
екуч
кг/л
Ч S
р
E'u
21
21
н
а
га
н5
О у
X
§д
С X
ч §
||
e"S
2О
17
2
ч
X
о.
из
о
в
J5
Н п
о 2
D3
Н Ю
IOO
Ю5
Физические свойства
Уд. вес. f^2,65.
Коэфициент линейного расширения
«20-100° = 18-7 * 10~~6; а20-200° =20-10 -6;
=20-300^ = 20>7 • 10~6-
т. е. меньший по сравнению с другими алюминие-
выми сплавами.
Технологические и прочие данные
Литейные свойства хорошие. Обрабатываемость и
сопротивление коррозии удовлетворительные.
Механические свойства при высоких температурах*
Свойства
. Предел прочности
при - растяжении в
Предел текучести
Относительное удли-
нение В °/0
Температура в ГС
25
25
2О
о.э
150
22
15
I
200
i6
9
2
260
12
7
2
315
8
3.5
8
Области применения
Литые в кокиль поршни автомобильных и авиацион-
ных моторов, штампованные детали.
Иностранные технические условия
Химический состав в °'о (А) — остальное)
Специфика-
ция и дата
США
SAE 321
A943)
В132 A944)
Англия
Birmingham
Al. Castings
Ltd, сплав
Low-ExA942)
Германия
DIN E1725,
сплав
gAl—Si—Cu-
Ni—1 A943)
DIN E1725,
сплав
gAl—Si-Cu-
Ni-Il AУ43)
Si
n,o—
130
".5—
13
13—
15
n.5—
13
11.5—
13.5
Cu
0,5—
1.5
1—2
0,5—
1.5
0,8-
1,1
0,4—
0,8
Mg
0,7-
1.3
0,4—
0,7
0,75-
1.25
0,8-
1.3
0,8—
1.5
Ni
0,5-
1-5
Mn
0,6—
0,9
1.5-
2.5
0,8-
1,1
O,2 —
0,4
Fe
1.3
0,9
—
Fe + Ti
0,8
Fe + Ti
0,8
Другие
элементы
о,з Zn;
0,2 Ti;npo
чие в cvm-
ме о,2
Zn 0.4;
прочие в
сумме о,я
—
—
Механические
Специфи-
кация
и дата
США
SAE321 A943)
Англия
Birmingham
Al. Cast. Ltd
Сплав Low —
Ex A942)
Германия
DIN E1725
сплав
gAl—Si—Си—
Ni—I A943)
DIN E1725,
сплав
gAl—Si-Cu—
Ni-11
A943)
свойства отдельно отлитых образцов
Состояние
сплава
Литой в ко-
киль
То же, зака-
лённый и со-
старенный **
Литой в ко-
киль
То же, зака-
лённый и со-
старенный
Литой в ко-
киль, термо-
обработанный
То же
11-.
§.§•«
С s ffl
Щ С я
ES*
н ^
ч ш
с( S
е?
CU
5 Щ
s §
0 **>
Н о°^
Ож ш
о
с
А
н 2"
°Ss
§, к —*
не менее
2О
25
A6*-
2О)
B5-
ЗО)
A5-
го)
A4-
ао)
—
—
A5-
18)
B4-
26)
__
—
—
(о-
о,5)
(о-
о,5)
_
—
—
F5-
75)
A25-
14°)
(85-
ioo)
C5-
100)
*.Время выдержки при температурах испытания
определялось по наступлению постоянства свойств.
* См. примечание на стр. 135.
** 4—10 час. при 500—530Г С, закалка в воду, старе-
ние 8—16 час. при Ш—180° С.
Сплавы на основе системы А1—Си
Сплавы А1— Си. Двойные сплавы AI —Си
являются наиболее старыми промышленными
сплавами для литья.
В системе А1— Си около ординаты алюми-
ния имеется область твёрдых растворов, опре-
деляемая содержанием меди 5,65% при эвтек-
144
ЦРЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
тической температуре 548° С и 0,3% Си при
комнатной температуре (фиг. 87). Поэтому
сплавы, содержащие менее 5,65<V0 Си, могут
быть полностью гомогенизированы и закалены,
что примерно удваивает их механические
свойства благодаря исчезновению хрупкой со-
ставляющей СиАЬ (сравните фиг. 6 и 7, лист IV).
Практически избегают содержания меди в тер-
мически обрабатываемых сплавах выше 5%
из-за возникающих трудностей при термиче-
ской обработке, так как температура закалки
в этом случае будет слишком близка к тем-
пературе начала плавления эвтектики.
Кривые изменения механи-
Д1-Си ческих свойств литых сплавов
А1 — Си в зависимости от со-
держания меди (см. фиг. 57)
показывают, что с увеличением
содержания меди до 14% пре-
дел прочности при растяжении
возрастает, а удлинение падает,
при дальнейшем добавлении
меди начинает падать и предел
прочности при растяжении,
хотя твёрдость ещё продол-
жает расти.
Из сырых (термически не-
обработанных) сплавов А1 — Си
наилучшим сочетанием литей-
ных и механических свойств
обладает сплав с содержанием
8% Си. Сплавы с меньшим со-
Область tr&> держанием меди более склонны
ДЫ ^08 к усадочной рыхлости, а с
большим-слишком хрупки для
общего машиностроения и, кро-
ме того, имеют повышенный удельный вес.
Сплавы с содержанием 10—12% Си хорошо
поддаются полированию и имеют повышенную
жаропрочность. Поэтому они применяются для
изготовления поршней и головок цилиндров
небольших двигателей внутреннего сгорания.
Сплав с 40/0 Си послужил базой для созда-
ния ряда термически обрабатываемых литей-
ных и деформируемых сплавов высокой проч-
ности путём добавления магния, кремния,
марганца и никеля.
Сплавы с 8 и 10% Си были улучшены
путём точно регулируемых добавок железа и
кремния.
СПЛАВ АЛ7
Типичный химический состав в °/0
Си-4,0.
Типичные механические свойства
Физические свойства
Уд. вес 7=^.78.
Коэфициент линейного расширения
Фиг. 87.
А1—Си.
Состояние сплава
Литой в землю, за-
калённый
Литой в землю, зака-
лённый и состаренный
при
к2 |
О <:
Is
с I
ч ш
'— Q.
22
25
X
н
О)
>»
X
С «
и
15
ине-
ч
**>
а
О
5
о ш
О Е
3
5
s
о.
s
си "^
¦куч
н ш
^ —
!реде
жат и
— '-
и
17
S
о
03
е-
™ с
4.2
4,6
те ^
р со
о
О '^
X X
ag
Х7
21
.
о.
с|
О В
||
г- I
65
8о
«20-100° =
°20-200° =
24,6-10-6
а20-300°
Коэфициент теплопроводности ').=0,3 кал/см ¦ сек ¦ град.
Электропроводность равна 35°/0 от электропровод-
ности меди.
Технологические и прочие данные
Температура затвердевания 646—548" С. Линейная
усадка 1,3—1,5%. Максимальная температура при плавле-
нии 790° С. Интервал температур при литье 650—750° С.
Литейные свойства невысокие, сплав требует хоро-
шего питания во избежание трещин и рыхлот. При литье
в кокиль содержание кремния в сплаве доводится до 2—3°/о,
что улучшает литейные свойства сплава, но снижает
относительное удлинение. Если примеси железа, кремниян
марганца близки к верхним пределам, указанным в тех-
нических условиях, то для обеспечения высоких механи-
ческих свойств следует поддерживать содержание меди
вблизи нижнего предела, а также избегать высоких тем-
ператур закаливания из-за опасности пережога. Примесь
магния свыше 0,03% ведёт к снижению пластичности.
Закалённый сплав медленно стареет при комнатной тем-
пературе, и через несколько месяцев его свойства при-
ближаются к свойствам закалённого и искусственно
состаренного сплава. Обрабатываемость резанием хоро-
шая. Сопротивление коррозии удовлетворительное. Мик-
роструктура — см. вклейку лист IV, 6 и 7.
Механические свойства при высоких температурах*
Свойства
Предел прочности
при растяжении в
кг/мм*
Предел текучести
в кг/мм2
Относительное уд-
линение в %
25
II
8.5
Температура в °С
150
Х7
9
9
205
ю,5
6
2О
260
4
25
315
2
* Время выдержки при температурах испытания опре-
делялось по наступлению постоянства свойств.
Области применения
Литые в землю детали высокой нагруженное™ и
сравнительно несложной конфигурации.
Технические условия СССР (по ГОСТ 2685-44)
Химический состав в % (М—остальное)
Марка
сплава
АЛ7
Si
ДО 1,2
До з.о*
Си
4-5
Щ
°,°3
Fe
I,O
7л
о.З
Сумма
примесей
2,2
Допустимое содержание кремния при литье в кокиль.
Механические свойства отдельно отлитых
Марка
сплава
АЛ7-Т4
АЛ7-Т6
Состояние сплава
Литой в землю или
в кокиль, закалённый
Литой в землю или
в кокиль,закаленный
и состаренный ....
з- га
О о.
Предел пр
ности при
тяжении
2О
22
л»
И
С
Относител
?
удлинение
че менее
Ь
3
образно»
о
Твёрдость
Бринелю
в кг/мм*
бо
7о
ГЛ. Ill
ЛЕГКИЕ СПЛА1Ы НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
145
Режимы термической обработки
Резкими термической обработка
я
вз
ка спл<
а
S
АЛ7-Т4
АЛ7-Т6
Закалка
ератур
ева в '-
г- Я
5i5±5
515 ±5
Сии
я выде
в часа
§ 5
со Я
ю-15
ю—15
К
3
2
ч
ч 5
И! Си
О О
Вода
5о — 1оо°
Вода
5о - ioo°
Старение
ератур
ева в °
с о.
5 u
и со
н «
_
15° ±5
СиХ
я выде
в часа
Ъ |
_
2—4
S
э
2
ч
со Ч
Ч <и
о о
_
Воздух
Примечание. Первый режим — для деталей,
требующих повышенной пластичности, второй — для де-
галей, требуюших повышенного предела текучести
и повышенной твёрдости.
Иностранные технические условия
Химический состав в °/0 (А1 — остальное)
Спецификация
и дата
США
AMS4231
A944)
Англия
DTD 298,304
A942)
DTD 361
A942)
Si
1,2
°>S
0,9
Си
4-5
4-5
4-4-6
Mg
0,03
—
Fe
1,0
0.7
0-7
Другие
элемен-
ты
Мпо.з;
Ti 0,2;
Zno,3;
прочие
по о,о5
каж-
дый
Ti 0,25;
прочие
0,25
Ti 0,25;
прочие
О,2О
Сумма
приме-
сей
о, 15.
кроме
огово-
ренных
—
Механические свойства отдельно отлитых образцов
Спецификация
и дата
США
AMS4231
A944)
SAE38 НТ1
A943)
Англия
DTD2S8 A942)
DTD304 A942)
DTD361 A942)
Состояние
сплава
Литой в землю,
закалённый и со-
старенный
Литой в землю,
закалённый
Литой в землю,
закалённый
Литой в землю,
закалённый и со-
старенный
Литой в землю,
закалённый и со-
старенный
Литой в кокиль,
закалённый и со-
старенный
Предел прочно-
сти при растяже-
нии в кг/ммп
Предел текуче-
сти в кг/мм3
Относительное
удлинение в °/с
не менее
22,5
2О5
22
28,5
ЗЗ-о
4Lо
12.5
35-5
З.о
6.О
7-°
4.о
1,О
4-о
а
X
я
га
¦е-
"^ СО
? ч
U s
США
AN-QQ-H-
Ifc6 A941)
Англия
DTE298*
A942)
DTD304
A942)
DTD361
A942)
Закалка
XI
га
Си
ерату
с
с-°
505-520
525-545
525-545
535 ±5
я
СЯ Си ^
5 о> со
СиЗ 3"
Ш СО И
1б—24
Не
менее
12
12—16
l6
1
2
со
со Ч
5 Си
О и
Еода
8о—ioo°
Вода
Вода
8о—юо°
Вода
ИЛИ
масло
Старенн
03
о.
ерату
си U
Но
I4O—150
13°
i6o—170
165 ±5
X
S ^ со
ее ш н
2—4
I—2
12—24
3-16
, J
С!
1
ждаю
СО Ч
Ч си
X Си
О О
Воздух
Воздух
То же
* Старение не обязательно.
СПЛАВ АЛ12
Типичный химический состав в °/,
Си — 8,0
Типичные механичеекке свойства
Состояние
сплава
Литой в землю ....
Литой в кокиль. . . .
Литой под давлением
S
sj
0 у
= «
О S
Q.S
С S
ч %
в."
с ?.
18
2О
S
н
кучес
н
ч°Ч
ч-З.
cu rj
С са
ю
^7
17
s
ч
01
§
s«
О ж
I
0
о
а.
Ч S
ч?
си са
с S
12
'7
g
0
ч
fr
CU
^,
II
С и
б
—
XI
ючнос
]ряже
д со
5 ' S
О. та 3
Cw 05
14
«5.5
s
а.
ш
о ^
а. о
*'к ^
70
«0
Физические свойства
Уд. вес т = 2,85.
Коэфициент линейного расширения
«20-100° = 21>8 ¦ 10~6: «20-200° =22-6 • 10~6»'
Я20-300° = 23'8 • Ю-6 .
Коэфициент теплопроводности X = 0,29 кал/см • сек ¦
¦ град (литьё в землю) а К= 0,26 кал/см • сек • град (литьё
в кокиль и под давлением).
Электропроводность в % от электропроводности
меди равна 30 (литьё в землю) и 27 (литьё в кокиль и под
давлением).
Технологические и прочие данные
• Интервал затвердевания 635—548° С (при повышен-
ном содержании кремния даже до 525°). Линейная
усадка 1,3%. Максимальная температура при плавлении
790° С. Интервал температур при литье 650—750° С.
Литейные свойства хорошие, особенно при наличии
регулируемых качеств кремния и железа. При содержа-
нии до 1,5°/0 Fe уменьшается склонность к образованию
горячих трещин. Кремний улучшает литейные свойства,
а цинк — повышает способность к механической
обработке. Содержание кремния рекомендуется держать
выше содержания железа, по крайней мере на 0,20/0, во
избежание вредного действия последнего на механиче-
ские свойства сплава. Обрабатываемость резанием
хорошая. Сопротивление коррозии удовлетворительное.
Микроструктура — см. вклейку лист IV. 8.
146
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Механические свойства при
Свойства
Предел прочности
при растяжении
в kzjmm*
Предел текучести
Относительное удли-
нение в %
высоких температурах *
Температура
25
г>5
150
17,6
1.5
205
13,4
1.5
в "С
260
IO К
3.5
315
4- 6
3,2
2О,О
* Время выдержки при температурах испытания опре-
делялось по наступлению постоянства свойств.
Области применения
Сплав общего назначения для малонагруженных
отливок в землю, в кокиль и под давлением. Особенно
широко применяется в американской автопромышлен-
ности. Непригоден для деталей, подверженных ударным
нагрузкам, нагреву до высоких температур и сильным
коррозионным воздействиям.
Технические условия СССР (по ГОСТ 2685-44)
Химический состав в % (А\ — остальное)
Мирка
сплава
АЛ 12
Си
7,0—14,0
Si
3,о
Fe*
1.3; 1.5
Zn
Сумма
примесей
не более
I,o
5.°
* Допустимое содержание соответственно: при литье
в землю и в кокиль.
Механические свойства отдельно отлитых образцов
Марка
сплава
АЛ 12
АЛ12Т6
Состояние сплава
Литой в землю, в ко
киль, или под давлением
То же, закалённый и
состаренный
1
I
S
и
о
я
ь
&|
§•§•!?
с с ft
не
и
17
=s-
3.
Ss
аз
л
Г"
О JL
о.,&2
? о 2
f" с х
менее
5°
1ОО
-
Иностранные технические условия
Химический состав в % (К\—остальное)
Специфи-
кация
США
SAE36
A943)
SAE34
A943)
SAE312
A943)
Англия
BSS4L11
A942)
DTD428
A941)
Германия
DIN
Е1725,
сплав
UgAt-
—Cu-Zn
A943)
Си
7.О—
-8.5
б,о—
—8,о
6,о—
-8,о
6 о—
-8,о
б.о-
-8,о
6,о—
—8,о
Si
l,o—
—2,О
1,О—
—3°
1,О—
—3.5
о, 7
2,О—
—З.о
1.5
Fe
о,8—
— 1.4
1.5
2,3
о,8
I.O
°9
Zn
о,3
2,2
1,8
О.1
2,4
2-5
Mg
0,05
0,05
0,1
—
0,1
0,3
Мп
не
о.З
о.З
о.З
—
о,6
Другие
элементы
более
Ti 0,2
—
Sn О,!
Ni од
Sn 1.0;
Pb 0,1;
Ti 0,2
Ni 0.3;
Pb 02;
Sn 0,3
умма
рим.
и =
°-3
1,0
0.3
1,0*
2,0**
Механические свойства отдельно
Специфика-
ция и дата
США
SAE36
A943)
SAE33
A943)
SAE312
(-943)
Англия
BSS4L11
A942)
DTD428
A941)
Германия
DIN
Е1725,
сплав
Ug A!—Cu -Zti
A943)
Состояние
сплава
Литой в землю .
Литой в землю
или кокиль . . .
Литой под да-
влением
Литой в землю
или кокиль . . .
Литой в землю
или кокиль . . .
Литой в землю .
Литой в кокиль .
отлитых
я
ел про
при
жении
мм3
с( S ™ -—^
С яо-в
не
A3)*
A3)
B3)
12
13
12
13
а> "Й"
Н Ь»
О. "
С я
образцов
си
. S
ситель-
длинен
о >>^
Он
менее
—
—
A-3)
A-2,5)
(I)
!'5
~
°5
о-5
* См. примечание на стр. 135
СПЛАВ АЛ12 С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ
МЕДИ
Типичный химический состав в %
Сц — 12,0
Типичные механические свойства
Состояние сплава
Литой в землю ....
о.
с
р
о *
о."
С о.
17
;ести,
я-
>,
<и
н
\\
С S
13
а)
S
X
а
е удл]
о
А
Ч
О
н
S
и
о
5*
О в
о
S
с
Б
Ii
дел
тии,
к га
С о
14
jj
ОСТИ,
ч
се
>>
дел
о.
С
7
н
S3
X
юсти (
г/мм*
$*
о .
С X
г|
С =
14
2
Брин
о
Л
н
о
•й
75
•* Mg+Mn-rFe + Ni + Pb + Sn.
Физические свойства
Уд. вес f = 2,95.
Коэфицпент линейнэго расширения
«20- 100° = 22" Ю"
Коэфициент теплопроводности
). =0,33 кал'\см • сек • град.
Электропроводность равна 36° ( от электропровод-
ности меди.
Технологические и прочие данные
Температура затвердевания 620—540"С. Линейна»
усадка 1,2—1,4%. Максимальная температура при пла-
влении 780°С. Интервал температур при литье 650-
750° С.
Литейные свойства хорошие как при литье в землю,
так и в кокиль. Высокое содержание меди придаёт спла-
ву большую твёрдость, хорошую способность к полиро-
ванию и повышенную жаропрочность по сравнению со
сплавом, содержащим 8^/0 Си; для увеличения жаро-
прочности и уменьшения явления „роста" отливок иногда
добавляется 1—2% Ni; обрабатываемость резанием отлпч-
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
147
ная. В авиации сплав вышел из широкого употребления,
так как он по жаропрочности уступает более новым спла-
вам „игрек" и „Low-Ex", имеет повышенный удельный
вес и довольно хрупок. В настоящее время применяется
в автопромышленности и иногда в авиапромышленности
для отливки головок цилиндров маломощных моторов
воздушного охлаждения. Сопротивление коррозии посред-
ственное. Микроструктура — см. вклейку лист IV, 9.
Технические условия СССР (по НКАП, 195-АМТУ-44)
Химический состав в % (к\ — остальное)
Марка
сплава
АЛ12
/ АЛ13 \
HKAnJ
Si
До о.7
Си
ю,о—14.о
Fe *
1.2; 1,5
Zn
Сумма
приме-
сей
не более
о.5
* Допустимое содержание соответственно: при литье
в гемлю и в кокиль.
Механические свойства отдельно отлитых образцов
Марка
сплава
АЛ12
/ АЛ13 \
[НКАП )
Состояние сплава
Литой в землю или
в кокиль
Предел проч-
ности при рас-
тяжении,
кг/мм"
Твёрдость
по Бринелю,
кг/мм"
не менее
7°
Иностранные технические условия
Химический состав
Специфи-
кация
США
SAK2
A940)
Англия
BSS
сплав 3L8
A942)
Си
nto—13.5
10,0—13.0
Fe
в °/0 (А1—остальное)
Другие
элементы
Сумма
примесей
не более
1,2
о,8
Si 1.0; Mg0,05;
Mr. 0,3; Zn0,2
РЬО.1; Si 0,7;
ZnO.l; Ti0,2
0,3, кроме
указанных
—
Механические свойства отдельно отлитых образцов
Спецификация и дата
США
SAE 32 а940)
Англия
BSS сплав 3L8 A942)
Состояние
сплава
Литьё в землю
Лнтьё в землю
1
Предел
прочности
при рас-
тяжении,
кг'мм'1
не менее
15
и
Сплавы А1— Си — Si. Термически обраба-
тываемый сплав высокой прочности с 4°/0 Си
непригоден для сложного литья в кокиль
из-за высокой усадки и связанного с этим
растрескивания отливок. Отливки в землю
из данного сплава не обладают достаточной
герметичностью против давленля жидкостей
вследствие свойственной ему межкристалли-
ческой рыхлотности. Добавление кремния
в количестве до 2,5% делает сплаз пригодным
для литья в кокиль и придаёт ему большую
плотность.
Повышенное содержание кремния заметно
снижает относительное удлинение сплава, но
оно остается вполне достаточным для ответ-
ственных отливок. Этот сплав под торговой
маркой В195 широко применяется в США
для ответственного кокильного литья.
При дальнейшем повышении содержания
кремния до 3% в сплаве с 4°/0 Си термиче-
ская обработка становится малоэффективной,
но зато механические свойства сырого сплава
еще более повышаются и становятся
достаточными для многих мелких отливок
в землю. Такой сплав применяется в США
под торговой маркой 108.
СПЛАВ В195
Типичный химический состав в
Си-4,5; Si - 2,5
Типичные механические свойства
Состояние сплава
Литой в кокиль, зака-
лённый
То же, закалённый и
s
«Л.
X 2
0 jg
С X
щ
едел
:тяж
р ~
С о.
28
3'.5
к
н
кучес
О)
н
едел
о. -^
с S
15,5
23
<и
X
X
S
ч
ьное >
ч
носи-
•6
О ю
10, О
5,о
s
а.
с
s
и
11
едел
атии.
с 2
15,5
23
s
талос
>>
чп
<и ?
CL—-
С «
6,7
«
С X
<и
едел
|ряж
о.
— I
21
22.5
2
ч
1)
X
S
с
ш
о
с
л
о
о я
75
до
Физические свойства
Уд. вес y = 2,75.
Коэфициент линейного расширения
а20 — 100" — 22 • 10 —6.
Коэфициент теплопроводности
X = 0,33 кал\см ¦ сек ¦ град.
Электропроводность равна 35% от электропровод--
носги меди. .
Технологические и прочие данные
Максимальная температура при плавлении 79О"С. Ин-
тервал температур при литье 650 — 75О°С.
Добавление кремния улучшает литейные свойства
сплава и делает его пригодным для литья в кокиль.
Понижение способности сплава к термической обработке
вследствие увеличения содержания кремния по сравне-
нию с обычным сплавом АЛ7 в случае кокильного
литья сказывается не столь заметно, как при литье
в землю, что объясняется более мелкозернистой структу-
рой кокильных отливок. Обрабатываемость резанием
хорошая. Сопротивление коррозии удовлетворительное.
148
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Механические свойства при высоких температурах *
Предел прочности при растя-
Предел текучести в кг/мм3 .
Относительное удлинение в %
Температура в 1
25
25
15.5
7.5
150
2Х
14
8,о
205
6°
12.0
260
3.5
25.O
С
315
з
2
Ь5,о
СПЛАВ 108
Типичный химический состав в %
Си - 4,0; Si — 3,0
* Время выдержки при температурах испытания опре-
делялось по наступлению постоянства свойств.
Области применения
Литьё в кокиль нагруженных деталей.
Технические условия СССР
По ГОСТ 2685-44 для сплава АЛ7 предусматривается
повышение содержания кремния до 3°/0 в случае литья
в кокиль (см. стр. 144).
Иностранные технические условия (США)
Химический состав в И (А1 - остальное)
Спецификация
и дата
AMS 42.82А
A943)
SAE 380
A943)
SAE 325
A943)
Si
2,0-30
2,0 - 30
25
Си
4-5
4,о 5.°
Э.о-4.5
Fe
1,2
1.2
1,2
Другие элементы
Мп 0,3; Zn 0 2;
Ti 0,2; Mg 0,05;
прочие до 0,05, ка-
ждого.а в сумме 0,15
Мп 0,05; Zn 0,05;
Ti 0,2; Mg 0,03;
другие до 0,05
каждого
Мп 0,5; Mg 0,05;
Zn 0,5; Ti 0,2; М
0 3;
прочие в сумме
03
Механические свойства отдельно отлитых
Специфи-
кация и
дата
AM -Г82А
A943)
SAE33O
A943)
SAE325
AУ43)
Состояние
сплава
Литой в кокиль,
закалённый и со-
старенный ....
Литой в ко-
киль, закалённый.
То же, закалён-
ный и состарен-
ный
Литой в кокиль,
закалённый ....
S
Си
С S
я Ч
ост
кг/.
jr И
о s
с- s
С х
ч ^
Is
С о.
26
23
24,5
19
я
и
В"
S
н
si
ч-З.
С т
не
2О
—
О°
Ж Ш
Ч а>
Н я
s ?
11
О >,
менее
2.0
45
2,О
Зо
образцов
н
Бр:
о ^
с ^
о ^
о я
а.2
¦<и ч
м ^
—
р
Специфи-
кация
и дата
AN.QQ-
Н-186
A941)
ежимы
термической обработки
Закалка
о.
>¦
га
С
|и
5°5—52°
емя выдерж-
в часах
O.S
1б—24
лаждающая
еда
х о.
Вода
8о—ioo°
Старение
мпература
'С
ш
ь м
140—155
емя выдерж-
в часах
CQ a
2—4
лаждающая
еда
х а,
Воздух
Типичные механические свойства
Состояние сплава
Литой в землю ....
Предел прочности при
растяжении в кг/мм'1
15
Предел текучести
в кг/мм2
ТО
Относительное удлинение
в %
2.0
Предел текучести при
сжатии в кг/мм2
ю
Предел усталости
в кг!мм%
6
Предел прочности (касат.
напряжен.) в кг/мм'2
Ч
Твердость по Бринелю
55
Физические свойства
Уд. вес y = 2,75.
Коэфициент линейного расширения
0-100°^22' 10~6; «20-200е =22'5' 10~6'
«2О_ 300°= 24 - 10 — 6-
Коэфициент теплопроводности Х=о,29 кал/см-сек-град.
Электропроводность в ЗР/0 от электропроводности
меди.
Технологические и прочие данные
Литейные свойства хорошие. Обрабатываемость реза-
нием удовлетворительная. Коррозионная стойкость удо-
влетворительная.
Области применения
Литьё" в землю деталей небольшой нагруженности.
Иностранные технические условия (США)
Химический состав в % (К\— остальное) и механи-
ческие свойства
Специфи-
кация и
дата
Army—
— Navy A4
A943)
-
Си
3.5-4-5
Si
2,5-3.5
Fe
1
Другие
элементы
Мп 0,3;
Ti 0,2;
Zn 0,03;
Mg 0,03;
прочие 0,03
каждого, а в
сумме до 0,1
S
&-,
1СТИ
кг/л
о
О iS
О* S
a s
Is
С о.
s
1
ьное
ь _
юси
OS
не менее
13
1,5
Сплавы А1 —Си — Mg. Добавление магния
заметно повышает предел прочности при рас-
тяжении и твёрдость сплавов А1—Си при
резком снижении удлинения. При добавлении
1,5% Mg к сплаву с 4% меди меняется и фа-
зовый состав сплава вследствие образования
новой структурной составляющей Al2CuMg,
называемой „S"-фазой. Образование этой
составляющей увеличивает жаропрочность
сплавов А1 — Си — Mg и делает их пригод-
ными для отливок, работающих при высоких
температурах (головки цилиндров, поршни
моторов внутреннего сгорания). Кроме того,
ГЛ. II)
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
149
в сплавах такого рода присутствует никель,
улучшающий жаропрочность и антифрикцион-
ные свойства. Сплав А1 — Си — Mg с добавле-
нием никеля шигоко известен под маркой (Y)
„игрек" (в СССР — сплав АЛ1) и применяется
для изготовления поршней.
Добавление небольшого количества маг-
ния (O,2J/o) полезно и для старого поршневого
сплава с 10% меди, применяемого в настоящее
время в автомобильной промышленности США
под маркой 122. Примесь железа в количестве
около 1,20/q полезна для увеличения жаро-
прочности сплава. Поэтому американские
спецификации устанавливают для содержания
железа в сплаве 122 не только верхний пре-
дел, но и нижний; это позволяет считать же-
лезо в сплаве не примесью, а одной из леги-
рующих добагок.
СПЛАВ АЛ1 (ИГРЕК)
Типичный химический состав в °/„
Си-4,0; Mg—1,5; Ni-2,0.
Механическ. е свойства при высоких температурах*
Типичные
Состояние сплава
Литой в землю . .
Литой в землю,
закалённый ....
Литой в кокиль .
Литой в кокиль,
закалённый ....
Литой в кокиль
закалённый и ис-
кусственно соста-
ренный
механические свойства
к
sj
О у
о *
= «
О 2
С X
ч а
Со.
15-19
21-25
19 22
27-ЗГ
К
о
В1
н
sl
о; Г^
а*
Е в
12—14
—
15-17
21 - 24
20
К
§
о
X
л
о ?
О х
O.5-I.O
O.5-I-5
о,8- з,о
о.З
S
н
о
о
н
ч 3
О. "^
С а
5*
5-6
6
6
о.
о Ч
с ^
1- а
О о
¦S
Н х
75-85
95-joo
8о - 85
ids—и"
«3° Цо
Физические свойства
Уд. вес у = 2,75.
Коэфициент линейного расширения
0-100° = 22,3 -10-6; Я2о_20О° = 2
10"
град
Козфициент теплопроводности
X =0.4A кал/см • сек ¦ ггад
для отожженного сплава и 0,35 кал/см ¦ сек
для закалённого и состаренного.
Электропроводность равна 44°/0 для отожженного,
Э71*.'о— для закалённого и состаренного сплава от электро-
проводности меди.
Технологические и прочие данные
Температура затвердевания 630 — 535е С. Линейная
усадка 1,3 — 1,4°/0. Максимальная температура при пла-
влении 790° С. Интервал температур при литье 690- 770°С.
Литейные свойства низкие, склонен к образованию
мелкой сферической пористости. Сплав можно рассма-
тривать, как АЛ7, к которому для повышения жаропроч-
ности добавлены магний и никель. Содержание большого
количества магния увеличивает трудности при литье
сплава в землю, повышая склонность к рассеянной по-
ристости.
Для избежания этого дефекта применяется „заморажи-
вание" сплава перед литьём, а также кристаллизация
а ьвтоклавах. Будучи более легированным, чем сплав
АЛ7, сплав АЛ1 пригоден для литья в кокиль.
Обрабатываемость резанием хорошая. Коррозионная
стойкость удовлетворительная
Предел прочности при растя-
Предел текучести в кг/мм* . .
Относительное удлинение в %
Температура в
25
28
о
150
26
23
I
205
15-5
260
ю ^
63
ю
'С*
315
6 Ч
3-5
„о
* Время выдержки при температуре испытания опре-
делялось по наступлению постоянства свойств.
Области применения
Детали, работающие при повышенных температурах,
поршни моторов внутреннего сгорания, головки цилин-
дров.
Технические условия СССР (по ГОСТ 2385-44)
Химический состав в % (А\ — остальное)
а и
АЛ1
Si
До о,;
Си
3.75-4,5
L25 —1.75
Ni
i.75-2,25
Fe
не
о,8
Zn
Сумма
поимесей
более
°,3
1.5
Механические свойства отдельно отлитых образцов
Марка
сплава
АЛ1-Т5
Состояние сплава
Литой в землю или
в кокиль,закалённый
и состаренный ....
s
о.-,
с ;?
?- ~—
О ^
S оз
О S
С X
Ч $?
^ S
С О.
s
§
>,
а)
о
X
<й °
К Ш
О з
р ?-
S
о.
о ^
с Д
1- ^
о а
||
Е— х
не менее
2О
о,5
95
Режимы термической обработки
Марка
сплана
ЛЛ1-Т5
X
я
5,
= и
г- и.
±1.
5
дерз
S й
2-4
акалка
3
я
ч и
к О.
Вода
jO—1ОО°
или воздух
Старение
X
я
й°ш
с 3
1- '—
22О± IO
ККИ
О.
ф
3
- з
о.
2-4
1
я
к «
О о
Воздух
150
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. И
Иностранные технические условия
Химический
Специфи-
кация
и дата
США
AMS4220,
4222 A942)
SAE39
A943)
Англия
BSS2L24,
L35 A942)
Си
3.7—4.5
3-5-4.5
3.5—4-5
состав
Mg
1,2—1,7
1,2—1,8
1.2—1,7
в % ГА1
N1
1.8 -2,з
1-7—2,3
1,8~з,з
— остальное)
Fe
о, 8
1,о
о,6
Другие
элементы
Сг 0,15-0,25;
Si 0,6;
Ti 0,07 - 0,18;
Mn 0,1;
прочие до 0,05
каждого и до
0,15 в сумме
Si 0,7;
Mn 0,3;
ZnO.l;
Ti 0,2;
прочие до 0,05
каждого и до
0,15 в сумме
(Fe+Si) 1,0;
(Sn + Zn) 0,1;
РЬ П П^*
rU \J,\JOj
Si 0,6;
Ti 0,2
Механические свойства отдельно отлитых образцов
Специфи-
кация
и дата
США
AMS4220A
A942)
AMS4222
A942)
SAE39
A943)
Англия
BSS2L24
A942)
BSSL35
A942)
Состояние сплава
Литой в землю,
закалённый и со-
старенный ....
То же, другой
режим
Литой в землю .
То же, закалён-
ный и состарен-
Литой в кокиль.
То же, закалён-
ный и состаренный
Литой в землю .
Литой в кокиль.
Литой в землю,
закалённый и со-
старенный
Литой в кокиль,
закалённый и со-
старенный
ости п
кг/м.
х и
i,s
с х
С §.
2О,4
15,1
i6
22 Ч
18*
28
15.8
i8,9
22
28,3
ести
В1
>|
X
II
С о
Q °
х а
л
сител
нение
X §
О S
не менее
—
_
_
—
*
A3.4)
A3.4)
B0,5)
B2)
1,о
1,5
—
—
—
2,О
Бри-
S
5
дость
в кг
аз
¦п, =
и S
Н х
—
68—8j
—
-
—
¦
* См. примечание на стр. 135.
Резкими термической обработки
Спецификация
и дата
США
AMS4220A
AS42)
AMS4222
A942)
AN-QQ-H-186
A» ^
Англия
BSSL35
A942)
темпера-
тура в °С
516—521
516-521
5О4-5Т6
500520
Закалка
время
выдержки
в часах
Не менее 6
Не менее 6
5-1*
Не менее 6
охлаждающая
среда
Воздух
Воздух
Вода
Вода loo0
Старение
темпера-
тура в СС
288
343
177-232
1OU
время
выдержки
в часах
Не менее a
Не менее 2
5-8
2
охлаждающая
среда
Ваздух *
Воздух *•
Воздух ***
Воздух ****
* Отливки, поступающие на механическую обработку, должны иметь tig =70—85 @шарика 10 мм при нагрузке
500 кг). Собранные головки цилиндров должны иметь Hq =60 — 75. Места замера твёрдости указываются на чертеже.
** Отливки, поступающие на механическую обработку, должны иметь Яд = 60 — 85 @ шарика 9/16", нагрузка
1000 кг). Места замера твёрдости указываются на чертеже.
•*• НВ > 90.
•**• Или естественное старение 6 суток.
ГЛ. И]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
51
СПЛАВ 122
Типичный химический состав в °
Си-10,0; Mg —0,2; Fe-1,2.
Типичные механические свойства
Состояние сплава
Литоп в землю, терми-
чески обработанный(Т2)
я
;ти пр
)ЧНОС
m
р
с
редел
С
X
i стяже
Си
17.5
5_
ы
а
,гчес
редел ¦
С
ч
удли-
ное
ч
тносит
О
тне в
X
о.
с
К
<и з
>."КГ
щ *
н в
редел
катии
с а
ч
03
S
Е-(
и
о
ч
н
и
>,
редел
С
7
н
о
ти (ка
чнос
о
о.
с
редел
С
в кг,
--.
s
шряже
X
15
2
ринел
to
о
с
л
н
Н вз
75
Сплавы А1 — Си — Mg — Si. К этой системе
относится английский жаропрочный сплав для
литья з кокиль, известный под торговой
маркой RR 53. Будучи одинакоз по жаро-
прочности со сплазом „игрек", сплаз RR 53
имеет несколько лучшие литейные свойства
благодаря повышенному содержанию кремния.
СПЛАВ RR 53
Типичный химический состав в ° 0
Си-2,2; Si-1,2; Mg-1,5; Ni —1,5; Fe — 1.1; Ti —0,1*.
Типичные механические свойства
Физические свойства
Уд. вес y = 2,85.
Коэфициент линейного расширения
«20-100° =22 ' W ~6; «20-200° - 22.5 • Ю:
Коэфициент теплопроводности
>, =0,38 калсм ¦ сек • град.
Электропроводность равна 41% от электропроводности
меди.
Технологические и прочие данные
Подобны сплаву АЛ13НКАП.
Механические свойства при высоких температурах *
Состояние
Литой в зе-
млю, термо-
обрзботан-
ный (Т2)
Свойства
Предел проч-
ности при растя-
жении в кг/мм2
Предел теку-
чести в кг /мм1
Относительное
удлинение в °/0
Температура в
25
Г7.5
Ч
1,О
150
17-5
13
1,3
205
15,5
ю
1,5
2W
12
7.5
З.о
СС
315
5.5
3
14,°
* Время выдержки при температурах испытания опре-
делялось по наступлению постоянства свойств.
Области применения
Головки цилиндров и поршни автомобильных моторов,
л также авиационных моторов малой мощности, литые
в землю и в кокиль.
Иностранные технические условия (США)
Химический состав в % (А\ — остальное)
и механические свойства
Специ-
фикация
и дата
ASTM
В108-41Т,
сплав F
A941)
Состояние
сплава
Литой в
землю, тер-
мообрабо-
танный Т2
Си
9,2 —
—10,8
Mg
не
о is—
— Q.35
Fe
2
ь
X
ш
S
V
ч
эугие э
более
1 5
Мп0,3;
Zn0,2
и
о»
а
а.
умма п
о
0,3
Fe +
+Si =
= 2,0
s
ЭОЧНОС1
in в кг
С I
о» ^
l6,2
("остолние сплава
Литой в землю, закалённый
ЛИТОЙ В К0КШ;Ь
То же, закалённый
То же, зькалёиный и соста-
ренный
s
а.
прочно
ении в к
г а
2 н
CL U
С о.
22
32
ти в кг
текучее
Предел
28
i8
19
34
ние
удлине
тельное
Относи
в %
3 °
5,о
о.
с
S
текуче
в кг/мл
Преде;
сжатии
Чо
37
Q
Зринел
Л
р •—
со *
Е—' оз
130
8j
100
140
Физические свойства
Уд. вес f = 2,73.
Коэфициент линейного расширения
«20-100° = 22 • Ю-6; а20_ 9(ХГ=23 • Ю
Коэфициент теплопроводности
^=0,43 кал!см ¦ сек • град
Технологические и прочие данные
Литейные свойства удовлетворительные, но при литье
н землю сплав склонен к пористости подобно сплаву
„игрек". Обрабатываемость резанием и сопротивление
коррозии хорошие. Жаропрочность высокая и примерно
равна жаропрочности сплава „игрек". При литье в землю
рекомендуется пониженное содержание магния. Микро-
структура—см. вклейку лист IV, //.
Области применения
Литьё в землю и в кокиль ответственных деталей,
работающих при повышенных температурах (поршни,
головки цилнндрон двигателей внутреннего сгорания).
Иностранные технические условия (Англия)
Химический состав в % (А1 — остальное)
Специ-
фикация и
дата
DTD 233
и 131А
A942)
DTD 250
и 255
A942)
Си
1.5-
,5
2,О -
-З.о
Si
2,0
1,О—
—1,4
Mg
1.4—
— i,8
о,5-
— i.o
Ni
О.5-
— 2,О
1,О —
- 2,О
Fe
1.2 —
-1.5
1,О —
— 1.4
Другие
элементы
Ti 0,02-0.12
Се 0,05-0,2;
Сг 0,05-0,2;
Nb 0,05 -0 3
Или Се, Сг, Kb
152
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Механические свойства отдельно отлитых образцов
Наименование
спецификации
и дата
DTD238
A944)
DTD131A
A942)
DTD250
DTD2G5
Литой
Литой
Литой
Литой
ныи . .
Литой
Литой
Литой
Литой
ныи . .
в
в
в
в
в
в
в
Состояние сплава
кокиль
землю, закалённый и состаренный
кокиль, закалённый и состарен-
землю, закале.шый
кокиль, закалённый
землю, закалённый и состаренный
кокиль, закалённый и состарен-
Предел
прочности
при
растяжении
в кг,'мм2
19
25
CL5)
22
CL5)
28
C7)
Предел
текучести
в кг/мм3
'3
B4)*
C°)
(i8)
(ао.5)
B7.5)
C1.5)
Относительное
удлинение в °,0
-
-
—
E)
-
—
* См. примечание на стр. 135.
Спецификация и дата
DTD 131 A942)
DTD 250 A942)
DTD 255 A942)
Фирма HDAL
Сплав Ш<53
Рг
жимы термической обработки
Закалка
темпера-
тура в °С
5i°- 535
5!5—535
515-535
52°—535
время вы-
в часах
2-4
4-6
4-6
2-4
охлаждающая
среда
Вода
Вода
Вода
Кипящая вода,
масло или воздух
Старение
темпера-
тура в °С
155-175
2О
I7O—l8o
I5O—I7O
ИЛИ 2ОО
время Rbi-
в часах
Ю—2О
6 дней
Не менее
i6 час.
ю-го
или
5-ю
охлаждающая
среда
Вода или воздух
—
Воздух
Вода или воздух
ffl-Mg
Сплавы на основе системы Al — Mg
В отличие от сплавов систем Al — Si и
А1 — Си все промышленные сплавы Al — Mg
лежат в пределах твёрдого раствора. Макси-
мальная растворимость магния в алюминии
составляет 17,4% (фиг. 88), но содержание
магния в промышленных сплавах не превы-
шает 12%. Это объясняется тем, что гетеро-
генные сплавы А1 —
Mg делаются весьма
хрупкими уже при
содержании магния
свыше 7%. Гомоге-
низация с последую-
щим закаливанием
обеспечивает высо-
кую пластичность
сплавов, содержащих
до 12% магния.
При более высо-
ком содержании маг-
ния полная гомогени-
200
зация сплавов весьма
затруднительна, тре-
бует очень длитель-
ных выдержек и свя-
зана с опасностью
пережога ввиду при-
ближения температур
закаливания к темпе-
ратуре эвтектики.
Двойные сплавы Al — Mg имеют плохие
литейные свойства, особенно при низком со-
100
т
Фиг. 88. Область твёрдых
ристноров в системе
Al-.Mg.
держании магния. Ввиду склонности этих спла-
вов к окислению при высоких температурах
при плавлении применяют покровный флюс;
в формовочную землю добавляют борную
кислоту или другую защитную добавку, а
перед термической обработкой детали обма-
зывают шамотом.
Механические свойства сырых сплавов А1 —
Mg при увеличении содержания магния изме-
няются по тем же законам, что и в случае
сплавов А1 — Si и А1 — Си (фиг.58 и 59). Однако
для закалённых сплавов Al — Mg обнаружи-
вается интересное отклонение от этой зако-
номерности, заключающееся в том, что отно-
сительное удлинение имеет максимум примерно
при lOO/o Mg.
Закалённый сплав с 10% Mg имеет наиболее
высокие значения предела прочности при рас-
тяжении, относительного удлинения и ударной
вязкости по сравнению с другими литейными
алюминиевыми сплавами.
Все сплавы Al — Mg обладают высокой
коррозионной стойкостью, особенно сплавы
с 3 — 5% Mg при условии минимального со-
держания других металлов *.
При содержании в сплаве 10% Mg увеличе-
ние толщины отливки (фиг. 61) даёт наиболь-
шее падение механических свойств по сравне-
нию с другими алюминиевыми сплавами.
Сплавы с содержанием 7—10% Mg хорошо
отливаются под давлением.
* За исключением марганца.
ГЛ. И]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
153
СПЛАВ 214
Типичный химический состав в °/0
Mg - 3,8.
Типичные механические свойства
Состояние
сплава
Литой в
землю . . .
ELls
о и
§|
с ?,
едел
ТЯЖ<
С С-
17.5
Я
учест
о
едел
С 09
8,5
s
«=с
>,
О)
S
S^"
о s
н S
О s
9
-
S ^
Щ 3
? s
Sg
С с
3,5
о
ч
ё-
едел
С м
4
я -~
чност
яжен
о о.
о. с
G I«
едел
сат.
r^ m ic
14
s
о.
с i
О аз
:g-|
f- a
5°
Физические свойства
Уд. вес 7 = 2,64.
Коэфициент линейного расширения
а20-100°=23'8 • 10~ 6'> а20 -200о=з24-6 -Ю- 6,
«20-300° =25.7- Ю- 6.
Коэфиниент теплопроводности
X = 0,32 кал/см ¦ сек ¦ град.
Электропроводность равна 35°/„ от электропроводности
меди.
Технологические и прочие данные
Литейные свойства низкие, сплав склонен к образова-
нию усадочных трещин и рыхлот и требует весьма уси-
ленного питания. Добавление марганца полезно для по-
вышения механических качеств; большинство других
металлов, особенно медь, весьма существенно понижает
коррозионную стойкость этого сплава. Обрабатываемость
резанием хорошая. Сопротивление коррозии отличное
(лучше, чем у любого другого литейного алюминиевого
сплава). Свариваемость удовлетворительная.
Области применения
Высокая коррозионная стойкость и способность прини-
мать и сохранять полировку делают сплав особенно при-
годным для деталей судов и аппаратуры пищевой про-
мышленности.
Иностранные технические условия
Химический состав в % (А\ — остальное)
Спецификации и дата
США
SAE320
A943)
Англия
DTD165
AУ42)
Hiduminium 23
(фирма HDAL, 1942)
Германия
DIN E1725, сплав
g AL - Mg 3 A943)
Mr
3.2-4-3
3,0—6,0
2.6—3.З
2—3.2
Mn
Fe
Другие элементы
не более
о,6
о,35—о,75
i.o—1,5
0,2—О,8
0.5
0,6
0.5
Si 0,3; Си 0,1;
Zn 0,1; Ti 0,2;
прочих до 0,05 каждого и до 0,15
в сумме
Сумма примесей 1,0
Ti 0,2
Si 0,2—1,0;
Ti до 0,3;
Cr до 0,3;
Sb до 0,3:
Zn 0,2;
Си 0,05
Механические свойства отдельно отлитых образцов
Спецификация и дата
СШ\
SAE32)
A943)
Англия
DTD165
A942)
Hiduminium 21
(фирмы HDAL, 1942)
Германия
DIN E1725 сплав g AL-Mg 3
A943)
Состояние сплава
Литой в землю . .
Лигой в лемлю . .
Литой в кокиль . .
Литой в землю . .
Литой в кокиль . .
Литой в землю . .
То же, термообра-
ботанный
Литой к кокиль
То же, термообра-
ботанный
Предел
прочности
при
растяжении
в кг\мм%
15-5
17.5
A4—17) *
(I6-IQ)
!3
A4-19)
i6
B1—28)
Ч
A5—зо)
i6
B3—33)
Предел
текучести
в кцм.и3
-
F- 9)
(8 -11)
(8-ю)
A3-16)
(9-12)
(I5-I8)
Относительное
удлинение в %
6
3
5
C-5)
E-7)
3
C-8)
B-8)
3
C-8)
D-15)
Твёрдость
по Бринелю
в кг/мм-
-
DO-66)
E0—70)
5°
Eо-6о)
6о
G°-9°)
5°
Eо-6о)
65
F5-90
• См. примечание на стр. 135.
154
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
(РАЗД. II
СПЛАВ АЛ8 (МАГНАЛИЙ)
Типичный химический состав в %
Mg - 10,0.
Типичные механические свойства
Механические свойства отдельно отлитых образцов
Состояние
сплава
Литой в зе-
млю, закалён-
ный
s
?-5.
о§
= а
о я
с §
Предел
растяже]
3°
п
s
н
V
в-
X
а
чп
17
s
удл
<и
О
X
Л а
QJ ®^
! Относит*
иение в
12
S
о.
с
К
| а
а; ^
Н и
Предел
сжатии
т8
их:
о
с-
и
о
Предел
в кг 1мм/
5
асат.
1 *
в- m
о
С X
Предел
напряже
23
9
ч
рин
о
из
¦- р.
Твёрдое
7°
Физические свойства
Уд. вес т = 2,55.
Коэфициент линейного расширения а = 24,5
. 10-6-
Коэфициент теплопроводности X = 0,20 кал,см сек
• град.
Электропроводность равна 21% °т электропроводности
меди.
Технологические и прочие данные
Линейная усадка 1,2 — 1,4°/0. Интервал температур при
литье 640—700° С.
Литейные свойства невысокие, сплав требует усилен-
ного питания во избежание рыхлот и трещин. Из всех
практически применяемых сплавов на алюминиевой ос-
нове данный сплав наиболее чувствителен к примесям
железа и кремния, снижающим его прочность и особенно
пластичность. Примесь меди ухудшает коррозионную
стойкость. Добавление очень малых количеств бериллия
с титаном снижает окисляемость сплава в жидком состоя-
нии. Без бериллия требуется применение защитных при-
садок к формовочной земле и флюса при плавлении во
избежание окисления жидкого сплава и образования
.черного излома", сопровождающегося понижением меха-
нических свойств. При литье в землю рекомендуется
усиленное применение холодильников.
Получение сложных отлизок в кокиль затруднительно
из-за высокой усадки сплава, хотя литьё под давлением
не встречает затруднений. В последнем случае рекомен-
дуется снизить содержание магния до 8—9°/0, а содержа-
ние примесей железа и кремния допускается, как и в
обычных сплавах. Обрабатываемость резанием отличная,
сплав хорошо полируется; сопротивление коррозии вы-
сокое. Микроструктура — см. вклейку лист IV, 12 и 13.
Области применения
Наиболее ответственные узлы и детали самолётов,
подверженные ударным нагрузкам и коррозионным воз-
аействиям и отливаемые в землю; различные отливки
под давлением. Непригоден для повышенных температур
авиду быстрого распада твердого раствора и резкого
снижения механических свойств и коррозионной стойкости.
Технические условия СССР (по ГОСТ 2685-44)
Химический состав в % (А\ — остальное)
Марка
сплава
АЛ 8
»
Си
не более
о.З
о.З
Mg
9.5-ч,5
Fe
°-3
Прочие
примеси
не более
0,1 Zn;
0,07 Be;
0,07 Ti;
0,1 Mn
Сумма
приме-
сей
Марка
сплава
АЛ8-Т4
Состояние
сплава
Литой в землю за-
калённый
их
о §
^ X *1
О»
Ч <и
Л> S
S О
о s
X с;
•" 5
о 7,
с S
Г, 9
о ч
ai
HLQ
не менее
28
9
6о
Режим термической обработки
Марка
сплава
АЛ8-Т4
температура
нагрева в ° С
435 ± 5
3 а к а л к
в часах
15—го
а
охлаждающая
среда*
Вода 20 или
60—80?
* Для деталей сложной конфигурации рекомендуется
закаливание в масло или в воду через масло.
Иностранные технические условия
Химический состав в °/0 ГА1 — остальное)
Специфика-
ция и дата
США
AMS4240A
A942}
Англия
DTD300
A942)
Германия
D1N ЕШ5,
сплав
DA1-Mg9
A943)
Mg
9,5—10,6
9.5-"-о
7.о — ю,о
Fe
0,3
0,3
1,5
Si
°.3
о. 25
о,6
Си
о.З
о, 15
O.I
Мп
не более
О, I
—
о. i - о,8
Другие
элементы
0,1 Zn; про-
чих по 0,05
каждого и
0,15 в сумме
Прочие в
сумме 0,25
0,3(Cu-hZn)
Механические свойства отдельно отлитых образца!
-
S
¦&
s 2
с ч
w S
США
AMS424OA
A942)
: Англия
| DTD300
A942)
Германия
DIKE1725,
сплав
DA1-Mg9
A943)
Состояние
сплава
Литой в зе-
млю, закалён-
ный
Литой в зе-
млю, закалён-
ный
Литой под
давлением . .
S
о 5
рочн
1жен1
us
.?¦ о.
С с ее
29.5
2^ О
A6-25)*
ести
екуч
Си
15.5
—
—
о
о°
х m
л
ч щ
OJ S
SS
О S
?1
12
7
(i—j)
о "Z
с *
о ч
ах
:а) S
к о.
ни
—
Fа-8о)
* См. примечание на стр. 135
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
155
Режим термической обработки (закалка)
Специфика-
ция и дата
Англия
DTD300
A942)
ш
О.
н
Сц
Н о
425-435
о.
о
ч
3
И X
и м
Ш а
>1б
Охлаждающая среда
Масло 150° С. Дер-
жать в масле не ме-
нее 15 мин.
Иностранные технические условия (Германия)
Химический состав в °/0 (А\ — остальное)
Примечание. Допускается охлаждение вместе с
печью до 385—395° С и затем закалка, как указано.
Сплав на основе системы Al — Mg — Si
СПЛАВ АЛ13
Типичный химический состав в °/„
Mg—5,0; Si—1,0; Mn-0,3.
Типичные механические свойства
Состояние сплава
Литой в землю . .
Литой в кокиль .
Предел
прочности
при растя-
жении
в кг!мл?
»7
2О
Относи-
тельное
удлинение
В /о
3
5
Твёрдость
по Бринелю
в кг1мм*
65
7°
Физические свойства
Уд. вес y = 2,60.
Коэфициент линейного расширения
«20-100° = 20 • 10~6 : «20-200° - « ¦ 10 6 ;
«20-300°= 27 • Ю-6.
Коэфициент теплопроводности
X = 0,30 кал/см • сек ¦ град.
Технологические и прочие данные
Интервал затвердевания 560—630° С.
Линейная усадка 1—1,3%. Литейные свойства при
наличии регулируемой добавки кремния удовлетвори-
тельные. Требуется применение защитных присадок
к формовочной земле и флюса при плавлении во избе-
жание окисления. Обрабатываемость резанием отличная,
сплав хорошо полируется; сопротивление коррозии высо-
кое. Микроструктура — см. вклейку лист IV, 14.
Области применения
Отливки, требующие высокой коррозионной стойкости,
например, детали для морского судостроения; головки
цилиндров мощных авиамоторов воздушного охлаждения.
Технические условия СССР (по ГОСТ 2685-44)
Химический состав в °/0 (А1 — остальное)
и механические свойства
я
ч
с
я
а
АЛ13
Mg
4.5-
5.5
Si
о,8-
1.3
Mn
Zn
0,2
Си
Fe
ле более
O.I
о.5
Сумма приме-
сей
о,б
предел проч-
ности в кг/мм-
Относительное
удлинение в °/„
Твёрдость по
Бринелю
п кг/мм*
не менее
15
i
55
Спецификация
и дата
DIN E1725,
сплав gAl-Mg5
A943)
Mg
4.5-5-5
Si
0,8—1,3
Mn
0,1—0,4
Другие
элементы
Fe 0,5;
Zn 0,2;
Ti 0,2;
Cu 0.05
Механические свойства
Специфи-
кация
и дата
DIN E1752,
сплав
gAI-Mg3
A943)
Состояние
сплава
Литой в
землю . .
Литой в
кокиль . .
отдельно
Предел
прочности
при растя-
жении
в кг/мм1
отлитых образцов
Относи-
тельное
удлинение
в "L
/0
Твёр-
дость
по Бри-
нелю в
kIi'mm
не менее
(гб-19)*
13
A7—25)
12
B-5)
i
C-8)
i
E5-70)
55
F0-80)
55
* См. примечание на стр. 135.
Сплавы на основе системы А1 — Zn
Главной особенностью сплавов на основе
системы AI — Zn являются их высокие меха-
нические свойства в сыром состоянии.
Сплав, содержащий 12% Zn и 3% Си,
является одним из наиболее старых литейных
алюминиевых сплавов. В настоящее время
он почти вытеснен более совершенными
сплавами. Долгое время недостатки, свойствен-
ные неудачной композиции этого сплава,
ошибочно приписывали всем сплавам на основе
системы Al — Zn. Последние работы устано-
вили, что эти сплавы могут иметь отличные
литейные свойства и высокие механические
качества (сплав А111, СССР), а также и
хорошую коррозионную стойкость (сплав
„Фронтьер", США).
СПЛАВ АЛИ (ЦИНКОВИСТЫЙ СИЛУМИН)
Типичный химический состав в %
Zn - 10; Si — 7,0; Mg - 0,2; Cu - 0,5; Mn - 0,3.
Типичные механические свойства
Состояние сплава
Модифицированный,
литой в землю ....
То же, кристалли-
зация под давлением .
s
О."
С 5?
s 3.
рочнос
ИИ В К,
С X
<и
едел
тяж
р ^
С CL
22
26
S
н
екучес
tZ a
15
зо
S
льное 2
/о
CJ О
fi
° *
3
3
Н X
рочнос
шряже
едел
сат.
г/мл
16
S
Си
UQ
с г
^- ^
и
О к
*ш ^
Н х
8о
1СЮ
156
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. И
Физические свойства
Уд. вес т = 2,95.
Коэфициент линейного расширения
«20-200°= 24,4 - 1Э-6.
Технологические и прочие данные
Литейные свойства хорошие. Сплав требует модифи-
цирования аналогично сплавам АЛ2 и АЛ4. Главным
достоинством сплава являются высокие механические
свойства в литом состоянии, в связи с чем отпадает не-
обходимость термической обработки изделии.
При содержании цинка на верхн-ем пределе сплав
имеет максимальную прочность, а при содержании цинка
на нижнем пределе — среднюю прочность и повышенную
пластичность.
Для крупных и ответственных отливок должна приме-
няться кристаллизация в автоклавах, как и в случае
сплава АЛ4. Примеси меди и магния повышают предел
прочности при одновременном снижении удлинения.
Добавки марганца и железа наряду с повышенным
содержанкем магния повышают жаропрочность. Сплав не
изменяет механических свойств после любого числа по-
вторных нагревов до любых температур.
Области применения
Сплав А1 И предназначен специально для автопромыш-
ленности. Опытные отливки деталей танковых моторов
показали положительные результаты.
Технические условия (по ГОСТ 2685-44)
Химический состав в °/„ ('А1 — остальное)
Марка
сплава
АЛИ
Zn
ю,о— 14,о
Si
6,0—9,0
Си
о.б
Mg
Fe
не более
0,2
0,8 и 1,5
Механические свойства отдельно отлитых образцов
Марка
сплава
АЛИ
Состояние
сплава
Литой в землю .
Литой и кокиль .
Предел
прочности
при растя-
жении
в кг/мн*
не
2О
25
Относи-
тельное
удлине-
ние
в °/0
менее
2
1.5
Твёр-
дость
по Бри-
нелю
в кг/мм
8о
9°
СПЛАВ АС1
Типичный химический состав в °/0
Си-3,0; Zn —10,0.
Типичные механические свойства
Состояние
сплава
Литой в
землю ....
Предел прочности
при растяжении
в кг/мм*
2О
S
н
>,
Si
М
Относительное удли-
нение в °/0
Предел текучести
при сжатии в кг/мм1
м
s
н
0
ч
(-
о
ii
о. '<
53
Предел прочности
(касат. напряжен.)
в кг\мм%
155
Твёрдость по Бри-
нелю в кг/мм2
7°
Физические свойства
Уд. вес 7 = 2-95-
Коэфициент теплопроводности
X = 0,33 иал1см ¦ сек ¦ град.
Электропроводность равна 35% от электропровод-
ности иеди.
Технологические и прочие данные
Литейные свойства хорошие, но имеется склонность
к трещинам при содержании легирующих элементов на
верхнем пределе; благодаря наличию цинка сплав является
самозакаливающимся при литье. В дальнейшем спляв
медленно стареет, причем твердость и предел прочности
при растяжении возрастают, а удлинение п?дает. Обра-
батываемость резанием хорошая, коррозионная стойкость
и жаропрочность низкие.
Области применения
В период 1920—1935 гг. сплав широко применялся для
разнообразных отлиеок ответственного назначения, напри-
мер для картеров авиамоторов. В настоящее время
в значительной мере (а в авиапромышленности полностью)
вытеснен сплавами типа силумин и RR, так как уступает
им по механическим и литейным свойствам, имея вместе
с тем более высокий удельный вес. В танковой промыш-
ленности применялся для отливок коробок передач. _
Советские и иностранные технические условия
Химический состав в % (А\ — остальное)
Специфика-
ция и дата
СССР
6АМТУ
сплав ACI
A935)
США
SAE31
A943)
Англия
BSS
сплав 3L5
A942)
Си
1,8-з.з
2-3,5
2-5-3
Zn
11—14
9—11,5
12,5-1-4,3
Fe
13
0,7-1,5
0.8
Другие
элементы
0,7 Si
0,4 Pb
0.2 Sb
0,1 Bi
—
0,7 Si
0,1 Pb
0,2 Ti
приме-
s
dt
2,5
1,0
_
Механические свойства отдельно отлитых образцов
Спецификация
и дата
СССР
6АМ ТУ.
сплав АС1
(Ы35)
США
SAF31
A0'13.i
Англия
BSS,
сплав 3L5
A1.42)
Состояние
сплава
Литой в at
млю
Литой r зе-
млю
Литой в зе-
млю
II
= 6-,
*** S *-•
1 J
17 л
0»
3»
ител
ение
о 5
X ч
5й
О ^7
1= *
4 Я
?2
О с;
с; <и
a i
:<U S
е- lc
не менее
d,s)*
2 "
2,0
• См. примечание на стр. 135.
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
157
СПЛАВ „ФРОНТЬЕР Е" (КгЕ)
Типичный химический состав в °/0
Zn - 5,2; Mg — 0,5; Cr - 0,5; Ti - 0,2.
Типичные механические свойства
Состояние сплава
—.
Литой в землю,
естественное старение
A месяц)
о а
|_я
ч *
S «
о."
Со.
25
S
н
;уче«
S3.
С w
2О
S
>i
О
is5
В"
н *
О в
s
о
ч
н
S5.
6-5
S
о.
о "а?
л ^7
О о
la
75
Физические свойства
Уд. вес у = 2,81
Коэфициент линейного расширения
,-6
«20-100-= 24,5-10-
Технологические и прочие данные
Литейные свойства невысокие, сплав сохраняет хорошую
пластичность в течение двух недель после отливки, что
позволяет производить холодную деформацию отливок
без трещин. Окончательные механические свойстза сплав
приобретает после длительного C0—40 дней) вылеживания
при комнатной температуре или после искусственного
старения. Обрабатываемость резанием хорошая, корро-
зионная стойкость высокая.
Области применения
Ответственные отливки для морского и речного судо-
строения и авиации, подверженные значительным на-
грузкам и коррозионным воздействиям.
Технические условия США (ASTM)
Химический состав в °/0 (А1 — остальное)
1 —
Специфика-
ция и дата
В26-42Т,
сплав
ZG41-0
A942)
Zn
+0,7
5
—0,2
Mg
0,5 ±0,1
Cr
0,5 ± о, i
Ti
0,2—0,1
Fe
1,0
Другие
эле-
менты
Si 0,4;
Си 0,2
Механические свойства отдельно отлитых образцов
Специфи-
кация
и дата
В26-42Т,
сплав
ZG41-0
A942)
Состояние
сплава
Литой в землю
после естествен-
ного или искус-
ственного старе-
ния
Предел проч-
ности при
растяжении
в кг/мм"
21,1
Предел теку-
чести в кг/мм3
Относитель-
ное удлинение
в кг/мм"
не менее
A7-6)*
3
• См. примечание на стр. 135.
МАГНИЕВЫЕ СПЛАВЫ ДЛЯ ЛИТЬЯ
В машиностроении отливки из магниевых
сплавов находят всё возрастающее примене-
ние, особенно в авиационной промышленности,
и в ряде областей успешно вытесняют алю-
миниевое литьё. Магниевые сплавы имеют три
важных преимущества перед алюминиевыми
сплавами: а) удельный вес в полтора раза
меньше; б) низкий предел текучести и малый
модуль упругости, позволяющие магниевым
отливкам успешно выдерживать значительные
ударные нагрузки, причём разрушение начи-
нается только после значительной остаточной
деформации, и в; отличная обрабатываемость
резанием, позволяющая развивать весьма вы-
сокую производительность обрабатывающих
станков.
Недостатками магниевых сплавов является
слабая коррозионная стойкость, худшие ли-
тейные свойства по сравнению с алюминие-
выми сплавами, а также необходимость поль-
зоваться защитными флюсами при плавлении
и специальными формовочными смесями.
Низкий модуль упругости является в ряде
случаев недостатком магниевых сплавов, так
как требует усиления сечений для создания
надлежащей жёсткости конструкций.
Первый недостаток преодолевается нане-
сением защитных оксидных покрытий (тра-
вление в хромпике), второй - рациональным
конструированием литниковых систем и самих
отливок. От пользования флюсами и специаль-
ными формовочными смесями отказываться
нецелесообразно, так как найденные нейтра-
лизаторы способности магния к загоранию
заметно ухудшают другие свойства магниевых
сплавов.
Почти все известные промышленные ма-
гниевые сплавы образуются добавлением
к магнию алюминия, цинка и марганца. В ка-
честве одной из улучшающих добавок приме-
няется церий. Некоторое применение начинают
находить двойные сплавы Mg—Si, а также
Mg — Мп. Первый из них даёт плотное литьё
и рекомендуется для арматурных отливок, а
второй имеет повышенную устойчивость про-
тив коррозии, но механические свойства
обоих сплавов значительно ниже свойств
сплавов с алюминием и цинком.
Разбивка наиболее распространённых ма-
гниевых сплавов на системы приведена
в табл. 36.
В самое последнее время получены новые
сплавы на основе систем магний — цирконий;
магний —церий и магний — торий. Сплавы пер-
вого типа наряду с высокой прочностью имеют
необычайно высокую пластичность (относи-
тельное удлинение литых сплавов достигает
20% и выше). Сплавы второго и третьего ти-
пов обладают повышенной жаропрочностью.
На фиг. 89 дано влияние температуры литья
на жидкотекучесть трёх магниевых сплавов.
На фиг. 90 показано влияние температуры
перегрева при плавке на механические свой-
ства сплавов МЛ 4 и МЛ 6.
Из фиг. 90 следует, что перегрев жидкого
сплава при температурах около 850° С повы-
шает механические свойства обоих спла-
вов. Это явление используется в практи-
ческой технологии литейных магниевых спла-
вов.
158
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Таблица 36
Литейные магниевые сплавы
Химический состав в °/0 (Mg — остальное)
1
I
II
III
IV
Система
Mg-AI
Mg-AI-Zn
Mg-Mn
Mg-Si
Марка
сплава
МЛб
МЛб
млз
МЛ4
МЛ2
МЛ1
А!
8.5
Ю,О
З.о
6,о
-
Zn
°15
I.O
2.5
-
-
Мп
о.З
о.З
о,3
о.З
2,0
-
St
-
-
1.2
633 730 780 830
Температура за/шоки "С
Фиг. 89. Влияние темпера-
туры литья на жидкотеку-
честь сплавов МЛ4; МЛ5
и МЛЗ
^ \j$am
..„., \$МП5 ——
^ Ljwr
750 850- 950
Температура перегреда°С
Фиг. 90. Влияние темпера-
туры перегрева на меха-
нические свойства сплавов
МЛ4 и МЛ5
На фиг. 91 — 94 даны кривые влияния алю-
миния, цинка и кремния на механические
свойства магния
0 2 4 6 8
Фиг. 91. Влияние алюми-
ния на механические свой-
ства магния (литые спла-
вы)
кг/т
IP
Фиг. 92. Влияние алюми-
ния на механические свой-
ства магниевых сплавов
(термообработанные спла-
вы)
2
—..
л
4
1Q%Zn
Фиг. 93. Влияние цинка на
механические свойства
магния
7
^ OJS iO _ 1,5 Z,d
Фиг. 94. Влияние крем-
ния на механические
свойства магния
Из сравнения кривых видно, что наиболее
сильным упрочняющим действием обладает
алюминий, дающий наибольшую область
твёрдых растворов с магнием по сравнению
с цинком и марганцем (кремний практически
не даёт твёрдых растворов с магнием). Кривые
растворимости алюминия, цинка и марганца
Mq-Zn
'С, Мд-Мп
850Y —
L
w
щ
Фиг. 95. Область Фиг. 96. Область Фиг. 97.
твёрдых растворов твёрдых рас- Областьтвёр-
в системе Mg—A1 творов в си- дых растворов
стеме Mg—Zn в системе
Mg—Мп
в магнии приведены на фиг. 95—97. Терми-
ческая обработка является эффективной только
для сплавов, содержащих алюминий.
нд -*- fJтомны и °/ь
„О 244 534 881 13.0718,3925,27344747416698100
300
'О 10 20 30 40 50 60 70 80 90
Мд Йд-^ Весовой % Ад
Фиг. 98. Диаграмма состояния Mg — Ag
Оа —— и томный %
, 0 2.35 513 849 1261 17,79 2450 33.55 46J3S Щ07№
?Ь0°
С
щ
150
/7
ш
/X
MgCd
Z51Z
У
1т
\\
j i
i i
\
I
Hi
Г
I
MgCdg
500
400
300
200
100
0 10 20 30 40 50 60 70 80 SO 100 '
Mg Cd—*~ ,яеео№% Cd
Фиг. 99. Диаграмма состояния Mg — Gd
Наиболее интересные диаграммы состояния
магниевых сплавов приведены на фиг. 98—107.
Диаграмму Mg — А1 см- в разделе об алюми-
ниевых сплавах.
ГЛ. II]
ЛЫ КИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МЧГНИЕВОЙ ОСНОВЕ
159
Си —*- Дтомный %
О 4,08 873 1409 2032 2761 36А6 4717 60*8 7749100
О Ю 20 30 40 50 60 70 80
Мд Си —•- ВесоВой%
Си
«Гиг. 100 Диаграмма состояния Mg Си
Ga —¦— ffтомный %
, 0 373 8,02 13.00 18.87 2586 34,3544875825 7584 100
О 10 20 30 40 50 60 70 80 90 100
Mq Ga — Весодои % Ga
Фиг. 103. Диаграмма состояния
— Са
600
soo
300
too
J
JsL.T ЖИ0К.
?,
k_
\fif_
\—
VfS*
ZZ7"
.-I
a
e-
//
H
с
0
'7
0 10 20 30 40 V.Cu
Фиг. 105. Диаграмма состояния Nig — УЪ
Мп-*~Дтомный %
О 045 0,90 1,35 181
500
500
UOQ
200
650°С
\
1т
1 '
у—
645°С
0
2 3 4
Весовой, %
Фиг. 101. Диаграмма Фиг. 102. Диаграмма состояния
состояния Mg —Ce Mjr — Мп
ц __ Ртомный %
О 28,03 60,03 77,80 89,10 96,93
V г ь„ 1 1 1 -I 1 Т 1 -\
0 10 20 30 40 50 60 70 80 90 100
Мд U -*- ВесоШ % Li
Фиг. 104. Диаграмма состояния Mg — Li
Sn —¦ Йтомныа
2?34.87 8.0712.02 17.00235132.344504В484100
Мд
10 20 30 40 50 60 70 80 90100-
Sn — ВесоШ % Sn
397
Щ5
-*¦ йтомньй%
27.11 454;
Фиг. 106. Диаграмма состояния Mg — Sn
77,00 100
1001.
О Ю 20 30 40 50 60 70 80 30 100
In —~ Весобой % In
Фиг. 107. Диаграмма состояния Mg — Zn
160
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
СПЛАВ МЛ5
Типичный химический состав в ¦>/„
А1 - 8,5; Zn — 0,5; Mn — 0,3.
Типичные механические свойства
Механические свойства отдельно отлитых образцов
Состояние
сплава
Литой в зем-
лю
Литой в зем-
лю, закалённый .
К „.
? %
а. н
1&|
С С S3
15
26
.)
г-
а>
It
С a
8
8
о°~
ОСИТ
инеш
* 5
О >,
з
5
37
s
с-
О
О
н
§ 5.
о. a
С X
± 5
±5
с a
А и
н _
рдос
нелю
"ш о.
нш
55
55
Физические свойства
Уд. вес ^ = 1,81.
Коэфициент линейного расширения
«20-100e = 26.8.10~6; «20-200" = 28-1-10—6; «20-300" =
= 28,7-10—6.
Коэфициент теплопроводности
>. = 0,185 кал/см ¦ сек ¦ град для сплава, литого в землю.
Электропроводность равна 25—31°/0 от электропровод-
ногти меди.
Технологические и прочие данные
Интервал затвердевания 600—430" С. Линейная усад-
ка 1,3—1,4%. Температура перегрева при плавлении
870—ЭШ13 С. Интервал температур при литье 690—850е С.
Литейные свойства сплава высокие. Сплав обладает
хорошей жидкотекучестью, менее склонен к образованию
микрорыхлот и пористости, чем другие магниевые сплавы,
вследствие чего пригоден к отливке весьма ответствен-
ных и сложных по своей конфигурации деталей. Сплав
с успехом применяется для литья в кокиль и под давле-
нием. Окисляемость при высоких температурах меньшая,
чем у других магниевых сплавов. Обрабатываемость ре-
занием отличная. Коррозионная стойкость удовлетвори-
тельная (после оксидирования). Микроструктура — см.
вклейку лист IV, 15. Применяется в закалённом и иногда
в закалённом и искусственно состаренном состояниях.
Механические свойства при высоких температурах
Свойства
Предел прочности при
растяжении в кг/ мм2. . .
Предел текучести в кгЫм?
Относительное удлине-
ние в %
Твёрдость по Бринелю
в к г/мм3.
20
2б
II
IO
6о
Температура в °С
100
24
ю
и
5<э
150
21
В.5
Ч
55
200
Н-5
8
12
43
250
и
7
и
32
• В закалённом состоянии. Быстрый метод испытания.
Области применения
Высоконагруженные детали самолётов, авиамоторов,
агрегатов и приборов, радиоаппаратура, корпуса фото-
камер, пишущих машинок и других подобных изделий.
Технические условия СССР (по ГОСТ 28-45)
Химический состав в °/0 (Ng — остальное)
Марка
сшава
А1
; МЛ5 | 7.5—9.3
Zn
О,2—0,8
Мп
о. 15—°.5
Си
Si
Fe
не более
о,15
0,25
0,15
мма
имесей
и'с"
о,6о
Марка сплава
МЛ5
МЛ5-Т4
МЛ5-Т6
Состояние сплава
Литой в землю или в ко-
киль
То же, после закалки .
То же, после закалки и
искусственного старения .
с ^
о
с
— ь.
не
Г5
21
22
Относительное |
удлинение в °/n |
о 5
C.I
'с с
Е— i-2
менее
2
4
2
5°
5°
65
Режимы термической обработки
Марка
МЛ5-Т4
МЛ5-Т6
Закалка
темпе-
ратура
нагрева
в °С
415 т. 5
41515
выдержка
в часах
12—16
12—16
охлаж-
дающая
среда
Воздух
Воздух
Старение
темпе-
ратура
нагрева
в °С
175±5
я
ж
О. jj
Sy
_
16
охлаж-
даюшая
среда
Воздух.
Иностранные технические условия
Химический состав в °/„ (Mg — остальное)
Спецификация
и дата
США
ASTMB80-41T
№ 17
Dowmetal С
AM2*iO
A942)
Англия
DTD59A
A943)
DTD289
Германий
A9V, А8
П911)
3507 • 9
А1
8,3-9-7
>8,5
8-9
Zn
1,6—2,4
>3,5
o,i-o,8
Мп
<; о,ю
>о,5
o,i—о,5
Другие
элементы
0,05 Си;
С',3 Si;
0,03 N1
сумма
примесей
0,3
0,4 PD
0,4 Si
0,4 Sn
0,4 Си
0,1 Fe
u,3<Si
С,2<Си
Механические
Специфика-
ция и дата
США
ASTMB80-41T
№ 17
Downetai С
AM 260
A942)
Англия
DTD59A
DTD289
A943)
Германия
A9V, А8 3507-
A941)
свойства отдельно
9
Состояние
Литой в
То же,
ный . . .
То же,
сплава
землю .
закалён-
закалён-
ный и состаренный
Литой в
То же,
ный . . .
Литой в
То же,
ный . . .
землю .
закалён-
землю .
закалён-
отлитых
S
н
о
HhO
О-
с
ч
ч
с
Я
S
Я 5
O"-j
S i;
С СО
Ч
22.=;
24
14
2О
Ч
22
:ти
rtj
В1
sj
С в
образцов
0J ""^
о°
х а
л
4 а
Ii
О к
= ч
о S
не менее
12.6
6,3
7
7
7
—
6
I
2
6
3
9
ри-
0 ?
Ь к
0 0
ь2
¦й> ч
г1 х
—
70
45
45
5"
5°
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
161
СПЛАВ МЛ6
Типичный химический состав в %
А! - 10,0; Мп — 0,3.
Механические свойства отдельно отлитых образцов
Типичные
Состояние
сплава
Литой в зем-
То же, зака-
То же, зака-
лённый и со-
старенный . . .
Предел прочности
при растяжении
Ti
*1
25
механические
f
i
О
В*
>>
X
is
8.S
С т
8
8
12
Относительное
удлинение в °/0
¦г
8
2
свойства
Предел текучести
при сжатии
в кг/мм1
38
44
Предел усталости
в кг/мм3
5,7
fin
5>о
Предел прочности
(касат. напряжен.)
в кг/мм3
13
13
Твёрдость по
Бринелю в кг/мм3
бо
6о
8о
Физические свойства
Уд. вес у = 1,81.
Коэфициент линейного расширения
•20 -100° = 26'1 ' 10~6; 0-200° = 27>3 •
«20-300^27.7-Ю-6.
Коэфициент теплопроводности
X = 0,185 кал/см ¦ сек ¦ град для сплава, литого в землю.
Электропроводность 25—31°/0 от электропроводности
меди.
Технологические и прочие данные
Интервал затвердевания 600—440° С. Линейная усад-
ка 1,3—1,4%. Температура перегрева при плавлении
870—900° С; интервал температур при литье 690—850° С.
Литейные свойства сплава высокие, вследствие
чего он с успехом применяется для литья деталей различ-
ного назначения в землю, в кокиль и под давлением;
жидкотекучесть хорошая, сплав мало склонен к образо-
ванию микропор и трещин. Механические свойства, глав-
ным образом пластичность, ниже, чем у сплавов МЛ4 и
МЛ5, поэтому сплав МЛ6 применяется для деталей сред-
ней нагруженности; обрабатываемость резанием отличная,
коррозионная стойкость пониженная. Применяется в литом,
закалённом и искусственно состаренном состояниях.
Механические свойства при высоких температурах*
Свойства
Предел прочности при
растяжении в кг/мм? . .
Предел текучести в kzjmm*
Относительное удлине-
Твёрдость по ' Брине-
лю в кг/мм1
20
i8
«.5
2,5
62
Температура в °С
100
i8
9.5
2,5
58
1Ь0
17
9.0
55
200
14
9.о
о е
45
250
и
7.°
31
* Литьё в кокиль. Быстрый метод испытания.
Области применения
Средненагруженные детали различного назначения;
радиоаппаратура, корпуса ручных инструментов, корпуса
биноклей и фотокамер и подобные портативные изделия.
Технические условия СССР (ГОСТ 2856-45)
Химический состав в % (Mg—остальное)
я а
Г*
МЛ6
• А1
9—и
Мп
o,i—о,5
Си
< о,15
Si
< 0,25
Fe
< 0,15
Сумма
при-
месей
< о,6о
Марка
сплава
МЛ6-Т4
МЛ6-Т6
Состояние сплава
Литьё в землю, зака-
лённый
То же, закалённый и
состаренный
Предел прочности
при растяжении
в кг/мм3
Относительное
удлинение в %
Твёрдость по Бри-
нелю в кг;мм*
не менее
21
21
3
i
6о
€5
Режимы термической
Марка
сплава
МЛ6-Т4
МЛ6-Т6
Закалка*
Температу-
ра нагрева
в°С
410—425
4ю—425
Время
выдерж-
ки в
часах
16
обработки
Старение
Температу-
ра нагрева
в°С
_
175 ±5
Время вы-
держки
в часах
i6
* Охлаждающая среда — воздух.
Иностранные технические условия
Химический состав в % (Mg—остальное)
Спецификация
и дата
США -
ASTM B80-41T
№2
Dowmetal Q
АМ240
A943)
Англия
DTD281;
DTD285
A943)
Германия
AZ91
A941)
А!
9,о—и,о
9, о—н,о
9.5
Zn
<о,3
<t,o
о,5
Мп
<о,5
о,5
Другие
элементы
0,05 Си;
0,3 Si;
0,03 Ni
Сумма при-
месей 0.3
Сумма
примесей 1,0
<0,2 Си;
<0,3 Si
Механические
Спецификация
и дата
США
ASTM B80-41T
№ 2
Dowraetal G
АМ240
A943)
Англия
DTD281
DTD285
A943)
Германия
AZ91
' A941)
"воиства отдельно отлитых
Состояние сплава
Литьё в землю,
закалённый и со-
старенный ....
Литьё в землю,
закалённый и со-
старенный ....
То же, закалён-
ный и состаренный
Литьё в землю .
То же, закалён-
То же, закалён-
ный и состаренный
П
о *
§к
С X
"*' й
Пред(
| растя;
2О
2О
2О
12
23,6
СТИ
01
V
X
н
§ *
С о:
образцов
|
О)
о
ч °
я °°
Othoi
нение
не мене<
12
8
ю
7
з
ц
_
4.о
г.о
I О
7>°
1,О
ри-
о*.
с 3
н *
Iя
•¦<и ч
_
55
55
75
162
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
(РАЗД. II
Режимы термической обработки
Специфи-
кация
и дата
Англия
DTD 281
DTD 285
A942)
. и
°*и
с м
Ъ ?
420 + 5
42O + 5
Закалк
-I4t
S ^ u
CQ ч ш
12—24
12—24
а
и <^-
х 5
О =
Воздух
Воздух
Старение
с м .
S о.
Н ?
—
175 ±5
в § 3
О.оГ
оа ч к
—
Ю—12
?§
го °
3"
о з
Воздух
СПЛАВ МЛЗ
Типичный химический состав в °/0
А1 — 3,0; Zn —1,0; Мп — 0,3.
Типичные механические свойства
Состояние
сплава
Литьё в зем-
лю
Предел прочности при
растяжении в кг/мм^
i8
Предел текучести
в кг/мм2
5,5
Относительное удли-
нение в °/0
8
Предел текучести при
сжатии в кг/мм1
28
Предел усталости
в кг/мм2
5,5
Предел прочности
(ка.сат. напряжен.)
в кг/мм2
il
Твёрдость по Бри-
нелю в кг/мм1
45
Физические свойства
Уд. вес к = 1,8.
Коэфициент линейного расширения
«20- 100е = 26 • Ю-6 ; «20-200° = 27 ' 10~ 6'
Коэфициент теплопроводности
X = 0,25 кал/см • сек ¦ град.
Электропроводность 25—31°/с от электропроводности
меди.
Технологические и прочие данные
Интервал затвердевания 630—500» С. Линейная усадка
1,6%. Температура перегрева при плавлении 850-900° С.
Интервал температур при литье 690—850' С.
Литейные свойства сплава невысокие (большая
усадка и малая жидкотекучесть); тем не менее отливки
из этого сплава обладают повышенной плотностью и
отсутствием микрорыхлот; термической обработке не
подвергается, но и в сыром состомнии обладает высокими
механическими свойствами; обрабатываемость режущим
инструментом отличная, коррозионная стойкость удо-
влетворительная (после оксидирования).
Механические свойства при высоких температурах *
Свойства
Предел прочности при
растяжении в кг:мм2 . .
Предел текучести
Относительное удлине-
Твёрдость по Брине-
лю в кг мм*
Температура в °С
20
17
5 5
8
45
100
i6
5 0
и
3»
150
14
4,8
12
35
200
il
4,5
и
3°
250
8
4,о
ю
24
Области применения
Детали корпусов насосов, различной арматуры и дру-
гих изделий, требующих высокой герметичности.
Технические условия СССР (по ГОСТ 2856-45)
Химический состав в % (N[g — остальное)
Марка
сплава
МЛЗ
А1
а.5—3.5
Zn
0.5—1.5
Мп
о, 15"°, 5
Si
Fe
Си
Сумма
примесей
не более
О,25
°, 15
од5
о.бо
Механические свойства отдельно отлитых образцов
Марка сплава
МЛЗ
Состояние
сплава
Литой в
землю
Предел
прочности
при растя-
жении
в кг/мм"
Относи-
тельное
удлинение
В %
Твёрдость
по
Бринелю
в кг/<-м>
не менее
i6
6
4о
Иностранные технические условия (Германия)
Химический состав в °/0 (Mg — остальное)
Спецификация
и дата
AZ31, 3504
A940)
А1
2,6—3,3
Zn
0,6—1,4
Мп
O.I—O.5
Другие
элементы
<о,2 Си;
< о,з Si
^Механические свойства отдельно отлитых образцов
Специфи-
кация и
дата
AZ31, 3504
A940)
Состоя-
сплава
Литьё в
землю
Предел
прочно-
сти при
растя-
жении
в кг/ чм"*
i6
Предел
теку-
чести
в кг/ нм?
не м
5
Относи-
тельное
удлине-
ние в %
г н е е
6
Гвёр-
по Бри-
нелю
в кг/ял'
4о
СПЛАВ МЛ4
Типичный химический состав в %
А1 — 6,0; Zn — 2,5; Мп — 0,3.
Типичные механические свойства
* Литьё в землю. Быстрый метод испытания.
Состояние
сплава
Литой в землю
Литой в землю,
закалённый . .
о
X
про
редел
и
i
W
paci
ги при
u
16
24
!_
ь:
03
S
X
S
чес
теку
sl
о.*
С се
Q
9
о
о
ельн
тносит
О
О)
S
длинен
>>
S
чес
теку
редел
С
s
ри ежа
с
Я5
35
00
к
лос
уста
редел
кг/мм
С ш
8
8
X
гг
про
к
с
я
н
я
«г/ж
редел
ги (кас
ен.) в
С
и
13
с*
Г.
вёрдос
ринелк
НИ
55
5»
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
163
-6.
Физические свойства
Уд. вес y -= 1.83.
Коэфициент линейного расширения
«20 -100° = 26-4 • 1° - 6 : «20 - 200° = 27>6 • 10
0-300° =28,3- Ю-6.
Коэфициент теплопроводности
X = 0,19 кал 1см • сек • град для сплава, литого в землю.
Электропроводность 25—31% от электропроводности
меди.
Технологические и прочие данные
Интервал затвердевания 610—400°С. Линейная усадка
1—1,4%. Темпрратура перегрева при плавке 870— 900°С.
Интервал температур при литье 640—850° С.
Литейные свойства .удовлетворительные, но сплав
склонен к образованию микропористости и черноты в
массивных сечениях и поэтому требует применения
холодильников и больших выпоров. Для литья в кокиль
сплав мало пригоден вследствие большой усадки; жи>
котекучесть средняя; окисляемость повышенная; отличи-
тельной чертой сплава является хорошая коррозионная
стойкость (после оксидирования); обрабатываемость
резанием отличная. Сплав применяется в литом, зака-
лённом и иногда в искусственно состаренном состояниях.
Микроструктура -- см. вклейку лист IV, 16.
Механические свойства при высоких температурах*
Режимы термической обработки
Свойства
Предел прочности при рас-
Предел текучести в кг/мм"
Относительное удлинение
в о/п .
Твердость по Бринелю
в кг/мм*
Температура в °
20
ю
4
54
100
18,5
9
5
1Е0
18
8
9
49
200
13,5
7
и
37
С
250
g
5
18
25
* Литьё в землю без термообработки. Быстрый ме-
тод испытания.
Области применения
Детали, подвергаемые статическим и динамическим
нагрузкам, детали самолётов, моторов автомобилей и
различные корпуса для приборов и инструментов.
Технические условия СССР (по ГОСТ 2856-45)
в
ч
о
а
МЛ4
Химический состав в %
А1
5.0-.-7.О
Мп
о,15-°.5
Zn
2,0—3,0
(Mg-
Cu
0,15
- остальное)
Si
не
о, 25
be
Сумма
при-
месей
более
«,.5
о,6о
Механические свойства отдельно отлитых образцов
Марка сплава
МЛ4
МЛ4-Т4
МЛ4-Т6
Состояние сплава
Литой
То же,
То же
ки и
в землю . . .
после закалки
после закал-
старения . .
фОЧ
едел г
О-
С
же-
1»
s s
1х
не
i6
21
22
01 с
ЛЬНО
е в 7
1осите
инени
а?
gS
,n e
Й9
о ч
.«¦?
К О.
f-LC
менее
3
4
2
So
60
Марка
сплава
МЛ4-Т4
МЛ4-Т6
Темпера-
тура на-
грева в °С
З8о±5
З8о±5
Закалка
Время вы-
держки в
часах
ю—16
ю—16
Охлаждаю-
щая среда
Воздух
Воздух
Старение
Темпера-
тура на-
грева в °С
i75±5
Время вы-
держки в
часах
i6
Охлаждаю-
щая среда
Воздух
Иностранные технические условия
Химический состав в % (Ъ\%—остальное)
Спецификация
и дата
США
ASTM B8O-41T
№ 4
Dowmetal H
АМ265
A942)
Германия
AZG; 3505
A941)
А1
5.3—6,7
5,5—6,3
Zn
2,5—3.5
2,5—3.3
Мп
о, 15
o,i—о,5
Другие
элементы
Си 0,05;
Si 0,3;
Ni 0,03
Сумма
примесей 0,3
Si< 0,3;
Cu< 0,2
Механические свойства отдельно отлитых образцов
Спецификация
и дата
США
ASTM B80-41T
№ 4
Dowmetal H
АМ265
A942)
Германия
AZO
A941)
Состояние
сплава
Литой в зем-
лю
Закалённый .
Закалённый и
состаренный .
Литой в зем-
лю
IHO-
гяже-
° я *
^ о.
cfC Ш
С и х
17
22,4
24
16
i
х Ч
ч «
<о
С о
X ш
4» Я
ЯП*
тнос
длин
О >>
че менее
и
8
4
7
3
3
с «
52
о ч
вёрд
рине
ню
48
48—6о
65
58
Режимы термической обработки
Спецификация
и дата
США
ASTM B80-41T,
№ 4
Dowmetal H
АМ265
A941)
Закалка
Темпера-
тура в °С
332-338 *
377—382 **
Время выдерж-
ки в часах
5
14
Охлаждающая
среда
Воздух
Воздух
Старение
Температура
в 3С
175
Время выдерж
ки в часах
i6
Охлаждающая
среда
Воздух
* 1-й период: нагрев при более низкой температуре
для перевода цинковых составляющих в твёрдый раствор.
** 2-й период: нагрев при повышенной температуре
для перевода алюминиевых составляющих в твёрдый
раствор.
164
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. I!
СПЛАВ МЛ2 ЛИТОЙ
Типичный химический состав в °/0
Мп - 1,5
Типичные механические свойства
Иностранные технические условия
Химический состав в °/0 fMg — остальное)
Состояние
' сплава
Литьё в землю
iS«
ая *
с a~i
ч я ue
а> а.
III
IO
ести
текуч
и
Си
3
5=»
SS
S5
3
текуч
сжати
9
Ч SS =|
ft»5*
17
0-
пря-
ч я я
С5й
9
в «
л я
дост
елю
Твёр
Брин
35
Физические свойства
Уд. вес f = 1,8.
Коэфициент линейного расширения
_ 200° = 27,3 • 10
«20-100° = 2е-6 -Ю ~6;
«20-300° = 27>7 Ю ~6 •
Коэфициент теплопроводности
X = 0,32 кал'/сн ¦ сек ¦ град.
Электропроводность 25—31% от электропроводно-
сти меди.
Технологические и прочие данные
Интервал затвердевания 6ЕО-6450 С. Линейная
усадка 1,6^1,9%. Температура перегрева при плавлении
850—900° С. Интервал температур при литье 690—850° С.
Литейные свойства низкие, большая усадка и ма-
лая жидкотекучесть.
Отличительными чертами сплава являются высокая
коррозионная стойкость (после оксидирования), свари-
ваемость и плотность. Обрабатываемость режущими
инструментами отличная. Термической обработке сплаа
не подвергается.
Области применения
Детали несложной формы, требующие повышенной
стойкости против коррозии, высокой плотности и сва-
риваемости. Горловины бензобаков, бензомасляная ар-
матура и др.
Технические условия СССР (по ГОСТ 2856-45)
Химический состав в % (Mg—остальное)
Марка
сплава
МЛ2
Мп
I—2
А1
О, 2
Zn
0.2
Fe
не
одз
Si
Си
более
О,25
о, 15
Сумма
примесей
Механические свойства отдельно отлатых образцов
Марка
сплава
МЛ2
Состояние
сплава
Литой в
землю . .
Предел
при растя-
в кг/мм*
9
Относи-
тельное
удлинение
в %
не менее
3
ч
Твёрдость
по
Бринелю
в кг/мм3
3°
Спецификация
и дата
США
ASTM B80-41T,
№ п, Dowmetal
М, АМ403 A943)
Англия
DTD 140A A943)
Германия
АМ503
Мп
> 1,2
<2,5
1,5—а,о
А1
-
о,з
-
Zn
-
о,а
-
Другие
элементы •
0,05 Си; 0,3 Si;
0,03 Ni. Сумма
примесей 0,3
0,2 Си; 0,4 Si
Сумма примесей
0,5
<O,3Si;<O,2Cu
Механические свойства отдельно отлитых образцов
Спецификация
и дата
США
ASTM B80-41T,
№ 11, Dowmetal
М, АМ4ОЗA943)
Англия
DTD 140A A943)
Германия
АМ503
Состоя-
ние
сплава
Литьё в
землю
Литьё в
землю
Литьё в
землю
i v
о щ
О о ^
а а.-?.
чс»
O.SS
ДГ Н S
а>
я*
ч s«
Ч т
С U
о ^~
5»
ител]
ение
о 5
X ё
О >.
о ».
с <
л'
52
с( 0J
ах
«и S
а о.
НИ
не менее
IO
ю
9
__
2,3
3
3
3
3
_
3°
30
ДЕФОРМИРУЕМЫЕ АЛЮМИНИЕВЫЕ
СПЛАВЫ
Чистый алюминий, обладая низкой проч-
ностью, находит в промышленности лишь не-
значительное применение для изготовления
полуфабрикатов методом деформирования
(прокатка, ковка и т. п.). Наиболее широкое
распространение для этой цели получили
сплавы на основе алюминия.
В табл. 37 приведены типичные составы
основных деформируемых алюминиевых спла-
вов. Из этих сплавов изготовляются различные
полуфабрикаты путем прокатки, прессования,
волочения, ковки и штамповки (или комбини-
рованием этих технологических процессов).
В табл. 38 приведены полуфабрикаты, изго-
товляемые из деформируемых алюминиевых
сплавов.
Алюминий (А) и сплавы АМц и АМг находят
применение в тех случаях, когда от изделий
требуются высокая пластичность, коррозионная
стойкость и хорошая свариваемость *. Проч-
* А и АМц хорошо свариваются газовой и контакт-
ной сваркой. Дуговая и атомноводородная сварка не
применяется. АМг хорошо сваривается контактной
сваркой и удовлетворительно газовой. При газовой
сварке жёстких конструкций этот сплав склонен к обра-
зованию трещин.
В качестве присадочного материала может быть
использован оснокной материал, подвергающийся сварке,
однако в большинстве случаев применяется проволока
из сплава алюминия с Ъ% Si (отечественная марка АК).
ГЛ. II]
ЛЕГКИЕ СПЛЛВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
165
Таблица 37
Деформируемые алюминиевые сплавы
Типичный химический состав в %(А1—остальное)
Таблица 38
Полуфабрикаты, изготовляемые из деформируемых
алюминиевых сплавов
Марка
сплава
А
АМц
АМг
АМг5
АВ
АК6
Д18
ДЗП
Д1
Д6
Д16
АК8
А К?
АК4
32S
В9Б
Си
-
-
-
-
-
2,2
2,6
З.о
4-3
4.9
4,4
4.4
4.о
2,2
O.Q.
1-7
Mg
-
-
2.5
5.о
0,7
0,65
о,35
о,5
0,6
0,8
1.5
jo,5
О.5
1.6
1.0
2,3
Mn
-
1.З
о.З
O.35
0,25
0,6
-
o,5
0,6
0,8
0,6
0,8
-
-
-
-
Si
-
-
-
-
0,9
0,9
-
-
-
-
0,8
-
0.85
12,5
Zn
6,0
Ni
-
-
-
-
-
-
-
-
-
-
-
-
2,0
1.25
0.9
.-
Fe
-
-
-
-
-
-
-
-
-
-
-
-
1.35
-
Стр.
169
171
173
175
176
178
181
182
182
183
186
188
192
193
194
189
ность этих сплавов сравнительно невысока
и возрастает в следующей последовательности:
А, АМц, АМг. Термической обработкой эти
сплавы не упрочняются. К этой группе по
основным свойствам можно отнести также
сплав АВ, упрочняемый термической обра-
боткой (закалка и искусственное старение).
Сплавы типа дуралюмин (ДЗП, Д18, Д1, Д6
и Д16) являются наиболее старыми и ши-
роко применяемыми алюминиевыми сплава-
ми. В зависимости от степени легирования
они обладают различной прочностью, пла-
стичностью и коррозионной стойкостью. Ха-
рактерной операцией для сплавов типа дур-
алюмин является термическая обработка, со-
стоящая из закалки и естественного старе-
ния или вылёживания при комнатной темпе-
ратуре. Термическая обработка обеспечивает
весьма эффективное упрочнение этих сплавов.
Наиболее широко применяются сплавы —
нормальный дуралюмин Д1 и дуралюмины
повышенной прочности Д6, Д16, обладаю-
щие высокой прочностью и удовлетворитель-
ными пластичностью и коррозионной стой-
костью. Эти свойства (наряду с низким удель-
ным весом) определили ведущую роль этих
сплавов в качестве материалов для авиацион-
иых конструкций.
Марка
сплава
А (алюминий)
АМц
АМг
АМг5
АВ
АК6
Д18
ДЗП
Д1
Д6
Д16
АК8
АК2
АК4
32S
В95
Листы и ленты
+
+
-
+
-
-
-
+
-
+
-
-
-
-
Плиты
+
+
+
-
+
-
-
-
+
-
+
-
-
-
-
+
Гнутые профили
+
+
+
-
+
-
-
+
-
+
-
-
-
+
Прессованные
профили
+
+
+
-
+
-
-
+
+
+
-
-
-
-
+
Прутки прессован-
ные
+
+
-
+
-
-
+
+
+
+
+ ¦
Трубы
+
+
+
-
+
-
-
-
+
-
-
-
.-
Проволока и за-
клёпки
+
+
+
+
+
-
+
+
-
-
-
-
-
-
Поковки и штам-
повки
+
+
+
-
+
+
-
-
+
-
-
+
+
+
-
Примечание. Знак + обозначает .применяет-
ся", знак — „не при.«еняется".
Помимо сплавов широкого назначения, из
которых изготовляются весьма различные по-
луфабрикаты, применяются также сплавы
специального назначения. К последним отно-
сятся ковочные сплавы АК2, АК4, АК6 и АК8
и сплавы для заклёпок ДЗП, Д18 и АМг5.
Сплавы АК2 и АК4 применяются для из-
готовления деталей конструкций, работающих
при повышенных температурах; поршни, го-
, ловки цилиндров двигателей внутреннего сго-
рания и т. д.
Сплавы АК6 и АК8 предназначаются для
производства деталей, работающих при нор-
мальных температурах.
Сплав АК6* характеризуется высокой
пластичностью в нагретом состоянии и поэто-
му применяется для штамповки деталей слож-
ной формы. По прочности сплав АКб равно-
ценен нормальному дуралюмину Д1.
* Сплав АК6 является оригинальным отечественный
сплавом, разработанным д-ром техн. наук С. М. Вороно-
вым.
166
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. И
Таблица 39
Минимальные (гарантируемые) механические свойства полуфабрикатов из деформируемых алюминиевых
сплавов
Марка
сплава
А
АМц
АМг
АМг5
АВ
А Кб
Д18
ДЗП
Д1
Д6
Д16
Вид полуфабриката
Листы и прутки |
Трубы |
Листы |
Трубы |
Прутки
Листы \
Трубы )
Прутки
Проволока для заклёпок
Листы и прессованные про-
фили
Трубы
Прессованные прутки и
штамповки
Прессованные прутки
Поковки и штамповки
Проволока для заклёпок
То же
Листы плакированные
Плиты
Прессованные прутки
Прессованные профили
Трубы
Поковки и штамповки
Проволока для заклёпок
Прессованные прутки
Прессованные профили
Трубы
Листы плакированные
То же
Прессованные профили
Прессованные прутки
Трубы
Проволока для заклёпок
Состояние материала
Нагартованный
Отожжённый
Нагартованный
Отожжённый
Полунагартованный
Отожжённый
Нагартованный
Отожжённый
После горячей прессовки
Полунагартованный
Отожжённый
Нагартоканный
Полунагартованный
Отожжённый
Отожжённый
Нагартозанный
Закалённый и искусственно
состаренный
То же
Закалённый и искусственно
состаренный
То же
Закалённый и естественно
состаренный
То же
Закалённый и естественно
состаренный
То же
Закалённый и естественно
состаренный
То же
Закалённый и естественно
состаренный
Нагартованный после за-
калки
Закалённый и естественно
состаренный
То же
Предел проч-
ности при рас-
тяжении
в кг/мл?
и
До и
12—IO
До и
14,5-2О
ii—14.5
II— IO
До и
II
24
ДО 23
23
21
До 22
ДО 23
V»6
30
31
36
36-38
хср > 19
37
35—33
38-36
38
38—40
36-38
¦С =24—22
42-43
4O-49
42-43
41,5-43.5
43-5-46,5
40-49
42—43
42-43
Предел теку-
чести в кг/мм*
—
-
-
-
-
28
-
-
21
2б-28
29-33
26-29
34—35
29-33
2O-28
2б—29
Относительное
удлинение в %
6
2О—25
6-5
2О
18
20—18
4-5
20
18
4
16
*
*
*
10
-
13
8
12
12
6—10
-
-
15
10—8
10
12
12—14
10—12
12-8
10—12
14-и
13—11
10-8
12—10
12-8
.14-"
Твёрдость по
Бринелю
в кг/мм'
—
-
МММ
-
-
95-юо
-
-
95
-
ММ 1 1
* Заменено испытанием на сплющивание отрезков труб.
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
167
Продолжение табл. 39
Марка
сплава
АК8
АК2
АК4
32S
В95
Вид полуфабриката
Поковки и штамповки
Прессованные прутки
Прессованные прутки, поков-
ки и штамповки
То же
Штамповки
Листы плакированные
Прессованные прутки
Прессованные профили
Состояние материала
Закалённый и искусственно
состаренный
То же
Закалённый и искусственно
состаренный
То же
То же
То же
„
-
роч-
рас-
ч я ? 5.
?.?*$!
44—46
46
36—37
36-38
ЗО-Зб,5
49—5°
50—52
49-54
f- 1С
Ч ш
Ч S
щ н
а^
с- з-
35
24
26
28
4O-4I
-
42-45
Ч <О
О) S
Н х
О S
зг ч
о >>
8-ю
ю
ю—4
8-4
ю-5
7
7
6
о
л
на ш
I3O
95
IOO
—
—
Таблица 40
Основные физические свойства деформируемых алюминс.евых сплавов
Марка
сплава
А
АМц
АМг
АМг5
АВ
АК6
Д18
ДЗП
Д1
Дб
Д16
АК8
АК2
АК4
32S
B9S
Удель-
ный вес
2,71
2,73
2,67
2,65
2,69
2,75
2.75
2,78
2,8о
2,8о
2,8о
2,8о
2,8о
• 2,8о
2,69
2,8о
Коэфициент линейного
расширения а ¦
20-100'
24
24
23.4
23,9
23,4
-
22
22
22
22
22
22
22
22
19.5
23.2
вале
20-200°
24,8
24,8
24.5
24,8
24.5
-
23.4
23.4
23.4
23.4
23.4
23>4
23.4
23-1
2О,5
24.3
10' в интер-
20-300°
25.9
25.9
25.4
259
25.4
-
24,8
24,8
24,8
24,8
24,8
24,8
24,8
24. о
21,4
25,9
Коэфициент теплопроводности
X в кал\см • сек ¦
Я
о о
§1
я х
ч
?¦« ч
Т> U Я
X j^g-
в ч ь
е- О Я
ч с S
о,52
о,зЗ
о.З
0,2О
-
-
-
-
-
-
-
-
-
-
-
—
со-
иала
в а
•Л) О
зака/
ренног
Ж я
Ч f-
_
-
-
-
о,41
-
-
-
О,28
-
0,28
о,37
о,37
-
O.32
О,28
град
ма-
о
жённо
отож
иала
к а.
ч ь
о.54
о,45
о.З
о,28
о.5°
-
-
-
О,41
-
0,41
о,45
о-45
о,43
".37
—
Удельная электропроводность в %
от электропроводности меди
о
О X
в я
W О
* а.
я >.я
я ч о.
57
41
40
27
-
-
-
-
-
-
-
¦ -
-
-
-
— -
В1ГВР
-00 и
в 8-
II
lOHHad
ВНВЕ
к я
=t U
—
-
-
-
45
-
-
-
3°
-
3°
4о
-
-
35
Зо
ма-
о
оннэж
отож
иала
« О.
Ч V
Ч (-
59
5°
4о
29
55
-
-
-
45
-
5°
-
-
4°
-
168
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. И
Сплав АК8 обладает пониженной пластич-
ностью в нагретом состоянии, но является
одним из наиболее высокопрочных из приме-
няемых в настоящее время алюминиевых
сплавов.
Сплавы для заклёпок ДЗП и Д18 имеют
особое значение, так как основным методом
соединения алюминиевых сплавов* до настоя-
щего времени является клёпка. Заклёпки из-
готовляются также из сплавов Д1 и Д16. Для
клёпки конструкций из магниевых сплавов
применяются заклёпки из сплава АМгб.
В результате обширных исследований
в СССР, США, Англии, Германии и Японии
Таблица 41
Влияние различных сред на
коррозионную
стойкость алюминия и его сплавов
Среда
Вода (болотная, содержащая
Морская и минеральная вода .
Водяной пар сухой
Насыщенный водяной пар . - .
Атмосфера большого города . .
Чистый, но сырой воздух при
40° С .
Иод, хлор, бром, фтор
Неорганические кислоты:
соляная, серная, фосфорная,
кремниевая, сернистая ....
Азотная кислота
Двуокись углерода, доменный
газ, дымовые газы
Водные растворы:
сульфатов алюминия, квас-
цов железных, цинковых, мед-
Углекислый калий
Kj,CrO4,- K2Cra07—растворы . .
Окись цинка, окись хрома . . .
Аммиак (растворы)
Цемент, бетон, гипс
Нейтральные жиры и масла,
углеводороды (сахар, целлю-
Глицерин, олифа
Смесь бензина и спирта, бензин
Мыло, парафин, воск, стеарин,
молочная кислота
Муравьиная кислота, анилин,
Нитроглицерин, нафтол, циани-
Продукты питания
Алкоголь, виноградный сахар .
Лимонная кислота, пиво, уксус-
ная кислота, вино
Молоко, фруктовый сок, сыр .
Винная кислота
«S
Я
к
1
<
+
+ -
4-
+ -
+
+ —
4-
—
+ —
+
_
4-
+
—
+ -
—
4- -
+
+
—
+
1.
+
+
4- -
4-
*
S *>%
5 2 m
о я «
* U4
4-
+ =
+
+ -
+ -
+ —
+
—
+ —
+ —
—
_
+
+ —
+ -
+ -
+
+
А
1
+ -
+
+ —
+ —
S
еле
-
+ -
+ -
+ —
—
+ —
—
.
+ —
.1
+
4-
, 1
+ —
t
4- =
—
Принятые обозначения: + хорошее сопротивление
металла данному реагенту; — плохое; +— слабое; = очень
плохое.
* Имеются в виду главным образом сплавы типа дур-
алюмин и другие упрочняемые термической обработкой
сплавы. Однако в последние годы за границей (особенно
в США) широкое применение находит контактная сварка
(точечная и роликовая). Сплавы Д1, Д16 и Л6 хо-
рошо свариваются точечной и роликовой сваркой и не-
удовлетворительно дуговой, и газовой.
** Имеются в виду главным образом сплавы типа дур-
алюмин.
были выпущены новые высокопрочные алю-
миниевые сплавы. Сплавы эти обеспечивают
весьма высокие механические свойства, зна-
чительно превосходящие свойства Широко
распространённых промышленных сплавов.
Все они основаны на системе Al-Mg—
—Zn—Си с добавками марганца, хрома, титана
и ванадия. Максимальную прочность эти
-сплавы обеспечивают в результате закалки
и искусственного старения.
Большинство алюминиевых сплавов обла-
дает значительным сопротивлением атмосфер-
ной коррозии. В отдельных случаях прибе-
гают к различным методам защиты сплавов от
коррозии (плакирование, оксидирование и т. д.)
Таблица 42
Марки
различных деформируемых
сплавов,
СССР
А
АМц
АМг
АМг5
АВ
АК6
Д18
ДЗП
Д1
Д6
Дхб
АК8
АКг
АК4
АК9
В95
Alcoa
[19]
2S
3S
52S
56S
A51S
-
A17S
-
17S
—
24S
14S
18S
-
32S
73S
применяемые в разных
США
AMS
[20]
40оо
4°°3
4006
4008
4065
4067
4OI5A
4016A
4oi7
4°7°
-
D125)
-
-
-
4°зоА
4°32А
4и8А
—
4040А
4041A
4042А
4037А
4о88А
4135
4140А
-
-
R303*
ACS
[16]
—
—
—
-
11326
11327
-
1139
—
—
—
-
-
-
-
AN-A-9
76S
алюминиевых
странах
Англия
BSS
[20]
2L17
2Ll6
2L46
4Т9
—
—
—
-
-
-
2L3
2L38
5Т4.
2L39
—
—
-
4L25
2L42
-
DTD
[20J
~~~
213А
ЗюВ
44°
3°3
346
40о
423А
327
-
174
*5°
39°
373
-
-
324
RR-77*
Герма-
ния
FIw
[21]
3000
ЗЗоо
3305
3355
-
-
-
3
31 it
3126
3125
—
-
3137
3211
3425
Марка фирмы.
ГЛ. П]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
169
Основные механические и физические
свойства деформируемых алюминиевых спла-
вов приведены в табл. 39 и 40.
Влияние различных сред на коррозионную
стойкость алюминия и его сплавов (по сравне-
нию с железом) приведено в табл. 41.
В табл. 42. даны марки деформируемых
алюминиевых сплавов, применяемых в разных
странах.
Сочетание высокой прочности с низким
удельным весом и достаточно высокой корро-
зионной стойкостью обеспечило алюминиевым
сплавам широкое применение в авиации.
Технический алюминий
Технический алюминий различных степеней
чистоты (от 99,7 до 98% А1) находит некоторое
применение в промышленности в форме ли-
стов, лент, труб, фольги, проволоки и т. д.
Основными примесями в алюминии являют-
ся железо и кремний. Растворимость каждого
из них показана на фиг. 71 и 72. Количество
железа и кремния определяет свойства алю-
миния в отожжённом состоянии. Добавки же-
леза и кремния повышают прочность алюми-
ния и снижают пластичность. Упрочнение
алюминия от этих примесей невелико и прак-
тического значения не имеет. Кроме этих при-
месей, в алюминии присутствуют обычно в не-
значительных количествах (от нескольких ты-
сячных до нескольких сотых процента) медь,
цинк, натрий, кальций, влияние которых на
свойства алюминия незначительно.
Основным методом упрочнения алюминия
является нагартовка (наклёп). Влияние нагар-
товки на механические свойства алюминия чи-
стоты 98% показано на фиг. 108. Влияние
30
25
20
15
10
5
дмг_
/ ДМу
\
0 20 40 60 80
0 20 40 60 80 0 20 40 60 60
Деформация %
0 20 40 6080 0 20 40 60 80 0 20 40 60 80
Деформация %
. Фиг. 108. Изменение механических свойств при
холодном деформировании алюминия и сплавов
АМг и АМц.
г
добавки различных металлов на электропро-
водность алюминия (при 20° С) показано на
фиг. 109.
Полуфабрикаты из алюминия применяются
в трёх состояниях—отожжённом, полунагарто-
ванном и нагартованном. Для снятия нагар-
товки прибегают к отжигу.
Технический алюминий обладает высокими
показателями теплопроводности, электропро-
водности, коррозионной стойкости, пластично-
сти и хорошей свариваемостью. Ограничение
областей его применения обусловливаете»
главным образом низкой прочностью. Алюми-
99J S3.5 99,3 33,1 38$
Степень чистоты атттия %
(остаток Fe*8l)
26
0 W 2р 3,0 4,0 5.0%,
,, , j . i i фиг. 109. Влияние приме-
0 04 02 12 16 %Sl сей на электропроводность
' " алюминия.
ний в форме листов применяется для изгото-
вления сварных резервуаров, цистерн и других
сосудов для жидкостей и газов.
Обечайки резервуаров в зависимости от
их размеров изготовляются из отожжённого
или полунагартованного алюминия; внутренние
перегородки и элементы жёсткости изгото-
вляются преимущественно из полунагартован-
ного алюминия. Нагартованный алюминий на-
ходит ограниченное применение вследствие
его низкой пластичности.
Довольно широко применяется алюминий
для изготовления проводов электропередач.
ТЕХНИЧЕСКИЙ АЛЮМИНИЙ (ДЕФОРМИРУЕМЫЙ*
Типичный химический состав в %
А1 > 9Э,0
Типичные
Состояние
сплава
Отожжённый
AM
Нагартован-
ный АН ...
s
С 5|
О *
?»
О S
О. Я
С X
Предел
растяже
g
Н
механические свойства
а
екучести
н
Предел
Q
IO
0)
X
льное уд
0
а) 5~
Относит
ние * в
3°
12
а>
s
X
льное су
ОТНОСИ!
«о
(ю
J
да
сталости
>>
Предел
А
5
пругости
Модуль
в кг/мм
72OO
72OO
:двига в
Модуль
2700
2700
ч
S
Си
о
с
л
Твёрдое
в кг/мм
25
32
-
О
и
гнт Пуас
Коэфиц
о, 33
о,33
* Для листового материала расчётная длина образца
берётся I *=W,zVf, для прутков и поковок /=10rf.
Другие случаи отмечены в тексте.
170
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Физические свойства
Уд. вес у .— 2,71.
Коэфициент линейного расширения
= 24-10-6; О2о_ ада» = 24,8'
100°-
1—6.
,-6
Коэфициент теплопроводности
X = 0,62 — 0,54 кал!см ¦ сек ¦ град *.
Удельная электропроводность 57—59% от электро-
проводности меди *.
Технологические и прочие данные
Пластичность высокая; свариваемость хорошая; терми-
ческой обработкой не упрочняется; отжиг при 350—410°С,
охлаждение на воздухе; обрабатываемость резанием
неудовлетворительная.
Механические свойства при высоких температурах **
Свойства
Предел проч-
ности в кг/ммй
Предел теку-
чести в кг/ .1 .и2
Относитель-
ное удлинение
(на 2") в о/0
Температура в °С
Отожжённый
3,5
45
Нагартованный
5.5
2.5
65
4
а
7°
2,5
1.5
85
2
I
9о
I
о.5
95
12
IO
2О
9
7
22
6,5
45
25
2,5
1.5
85
2
I
QO
Области применения
Во всех случаях, где требуется материал с высо-
кими электропроводностью и теплопроводностью, хо-
рошей свариваемостью, высокими пластичностью и кор-
розионной стойкостью при низких механических свой-
ствах.
Технические условия СССР (МАП)
Химический состав в °/0 не более (к\ — остальное)
Марка сплава
А
Fe
о,4
Sii
о.б
Си
°>°5
Мп
О,1
Fe+Si
I.O
Прочие
примеси,
сумма
О,1
Механические
Вид
полуфабриката
Листы
(В328-СМТУ)
толщиной в мм
0,3-10,0
0,3-0,8
1,0- 10,0
Прутки
(В107-АМТУ)
все размеры
То же (В109-АМТУ)
все размеры
Трубы (В109-АМТУ)
все размеры, толщ.
стенки до 2,0 мм
То же толщ, стенки
2,5-5,0 мм
То же трубы, все
размеры
свойства полуфабрикатов
Состояние
материала
Нагартованный .
Отожжённый . .
То же
Нагартованный .
Отожжённый . .
Нагартованный .
Нагартованный .
Отожжённый . .
Предел проч-
ности при рас-
тяжении в
кг/мм3
и
До и
До и
и
До ii
12
IO
До и
Относитель-
ное удлинение
в°/„
6
2О
25
б
25
б
5
20
* Первое значение для нагартованного материала,
второе — для отожжённого.
** Время выдержки при температуре испытания опре-
делялось по наступлении постоянства свойств.
Иностранные технические условия
Химический состав в %
Спецификация
и дата
США
AMS 4001 и 4003
A945)
Англия
BSS 2L17
и 2L16
A945)
FSS 4T9
A945)
Германия
Flw3000
A939)
А1
не менее
99.о
98
99.5
Fe
Si
не более
Fe +S
I,O*
—
i<i,o
I,О*
—
Прочие
примеси
Си < 0,2;
Zn<0,l;
Мп < 0,1
Сумма про-
чих приме-
сей < 0,15.
< О,25
(Cu+Zn)
< 0,05
* Сумма (Fe+Si) не более 1,75%.
Механические свойства полуфабрикатов
Специфика-
ция и дата
США
AMS 4001
A945)
AMS 4003
A945)
Англия
BSS 2L17
A945)
BSS 2L16
A945)
BSS 4T9
A945)
Германия
Flw 3000
A943)
FIwSCOO
A943)
Flw 3000
A943)
Вид полу-
фабриката
Листы
Листы
толщиной
0,3—6,4 мм
Листы
Листы
Трубы
Листы и
ленты
Листы и
л"енты
Трубы
Состояние
материала
Отожжён-
ный
Полунагар-
тованный . . .
Отожжён-
ный
Полунагар-
тованный . . .
Полунагар-
тованный . . .
Отожжён-
ный
Полунагар-
тованный . . .
Полунагар-
тованный . . .
Предел проч-
ности при
растяжении
в кг/мм3
< и
и,5
8 - ю
и-13.5
12,5" И
7
ю
IO
Относительное
удлинение (на
2") в °/0
15-3°**
3-7**
***
****
8,о
3°
S10
4
8,0
6
* Заменено испытанием на однократный загиб; обра-
зец, вырезанный вдоль или поперёк направления прокат-
ки, должен выдержать без трещин загиб на 180° до скла-
дывания (соприкосновения концов).
** В зависимости от размера полуфабриката.
*** Заменено испытанием на однократный загиб:
образец, вырезанный в любом направлении относительно
направления прокатки, должен выдержать без трещин
загиб на 180° вокруг оправки радиусом, равным половине
толщины материала.
**** Заменено испытанием на раздавливание: кусок
трубы длиной 1,5 диаметра должен выдержать без тре-
щин сжатие вдоль оси до половины его длины.
Сплавы на основе системы А1 — Мп
Характерными свойствами сплавов системы
А1 — Мп являются: высокая коррозионная стой-
кость (близкая к стойкости алюминия), высо-
ГЛ. II]
ЛЁГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
171
кая пластичность, хорошая свариваемость и
более высокая, чем у алюминия, прочность.
Теплопроводность и электропроводность этих
сплавов значительно ниже, чем у алюминия.
В соответствии с диаграммой состояния
А1 — Мп (фиг. 73) можно было бы ожидать
упрочнения этих сплавов при термической об-
работке, но вели-
~8j чина его практиче-
ски ничтожна и
для повышения их
прочности прибе-
гают к нагартовке.
Н аи большим
распространением
пользуется сплав
АМц с содержа-
нием 1,0 -1,50/п Мп.
Этот сплав при-
меняется в трёх
состояниях: ото-
жжённом, полуна-
гартованном и на-
гартованном. Влияние нагартовки на механиче-
ские свойства сплава АМц показано на
фиг. 108. Для снятия нагартовки прибегают к
отжигу. В отожжённом состоянии (АМцМ)
прочность сплава равна прочности полуна-
гартованного алюминия.
Основными примесями сплава АМц являются
железо, кремний и медь. Повышение содержа-
ния их в сплаве сильно снижает его прочность,
пластичность (фиг. 110 и 111) и коррозион-
ную стойкость. На последнюю особенно замет-
ное влияние оказывает медь, количество кото-
Фиг. ПО. Влияние кремния на
механические свойства сплава
АМц(Мп - 1,45°/O; Fe - 0,3°/0)
в отожжённом состоянии.
05
%Fel5
Фиг. 111. Влияние железа на предел прочности сплава
АМц (Мп — 1,37°/0; Si — 0,22%) в отожжённом состоянии.
рой в сплаве не следует допускать более
0,05%.
Полуфабрикаты из сплава АМц (листы,
трубы, прутки и др.) находят широкое при-
менение в тех случаях, когда прочность алю-
миния оказывается недостаточной.
СПЛАВ АМц
Типичный химический состав в %
Мп - 1,3
Типичные механические свойства
Состояние
.сплава
Полунагар-
тованный
(АМцП) . . .
Отожжённый
(АМцМ) . . .
S
я ^
1ЧНОС
[ В К.
О S
5 *
ai t"
— О.
16
13
м
я
учес
X
5
о.
с
13
5
и
нени
ч
ч
:>.
; зон
ч
О»
Я
и
о о
Х2
О ш
ю
2О
эин;
суж<
ное
ч
я
О а
О 03
55
70
!¦
a
я
алос
ч
<и
о.
С
6,5
5,5
1
тив
о
>.
а,
с
>\
л
ч
ч
о
7200
72OO
S3
шга
ч
л
ч
о
2700
2700
1
фИН
ш
о
с
о а
аэ "*
Н о
4°
3°
X
ассо
>»
С
X
S
о
о.ЗЗ
о.ЗЗ
Физические свойства
Уд. вес у = 2,73.
Коэфициент линейного расширения
«20 - 100п = 24 • 10- 6; «20 - 200' =2** • |(> ~ 6>
«20 - 300° = 25>9 ' 10 ~ 6-
Коэфициент теплопроводности
X - 0,38 — 0,45 кал/с к • сек • град *.
Удельная электропроводность 41—50% от электро-
проводности меди *.
Технологические и прочие данные
Пластичность в отожжённом состоянии (АМцМ) вы-
сокая, в полунагартованном состоянии (АМцП) — сред-
няя; свариваемость хорошая; температура ковкн-гатам-
повки 420—455° С; термической обработкой не упроч-
няется; отжиг при 350—410° С, охлажгение на воздухе
или в воде; обрабатываемость резанием неудовлетвори-
тельная; сопротивление коррозии высокое.
Механические свойства при высоких температурах
Темпера-
тура
в °С
25
15°
2ОО
2бо
34
37°
Предел
прочности
при
растяжении
в кг/мм'2
X
••и
2
ОзЯ
51
".5
8
5,5
4
3
2
X X
о о
с *-
15
12,5
10
7.5
4
2
Предел
текучести
в кг/ж*1
X
g
0-я
63
4
3-5
3
25
2
15
t
§¦«
&i
* X
Ч аа
О О
^ г*
13
ю,5
6,5
3.5
2
1.5
Относитель-
ное
удлинение
(на 2") в о/о
X
5
о в
61
4°
47
5°
6о
6о
6о
11
X в
>» 03
ч о
r2 °
16
17
22
25
4°
6о
Области применения
Во всех случаях, где требуются высокая пластич-
ность и хорошая свариваемость при сравнительно низ-
ких механических свойствах, например, сварные резер-
вуары для жидкостей и газов.
Технические условия СССР (МАП)
Химический состав в % (А\ — остальное)
Марка
сплава
АМц
Мп
1,О -1,6
Си
0,2
Mg
•
0.05
Fe
0,7
Si
не
о,6
Zn
Прочие
примеси
более
O,I
O.I
* Первое значение для полунагартованного материала,
второе — для отожжённого материала.
172
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
(РАЗД. 11
Механические свойства Полуфабрикатов
Вид
полуфабриката
Листы
В329 СМТУ
ТОЛЩИНОЙ В ММ
0,3—3
3,1-6
Р.3-3
Прутки
В236 СМТУ,
все размеры
Трубы, все раз-
меры, 207 АМТУ
Профили прессо-
ванные В234 СМТУ
Проволока для
заклепок
359 СМТУ
Состояние
материала
Отожжённый . .
То же
По лунагарто ван-
ный
После горячей
прессовки ....
Отожжённый
Нагартованный
Отожжённый . .
Нагартованный
до 25 -35% ....
К"
| s 13.
Пр«
нос
тяж
в кг
л—14.5
и-14.5
14-5 -so
i
Не бо-
лее и
II — IO**
IO
*ср>7*
о
X
л
Ч 4)
осите
инени
С >,ш
2О
i8
18
18
ао
i6
—
* Расчётное сопротивление срезу для заклёпок,
поставленных в конструкцию, составляет 7 кг/мм3.
** Первое значение для труб с толщиной стекки до
2 мм; второе — для труб с толщиной стенки 2,5—5 мм.
Иностранные технические условия
Химический состав в %
Специфи-
кация
и дата
США, AMS
4006. 4008,
4065, 4067
A945)
Англия
DTD 213A
A945)
Германия
DIN
П943)
AI
>97
Осталь-
ное
Осталь-
ное
Мп
1,о —1,5
<i-5
1-1,5
Си
< 0,2
<<М5
о,о5
Fe
—
<°.75
Mg<O,2
Si
—
<о,6
Zn<:o,i
Сплавы на основе системы Al — Mg.
Сплавы А! — Mg широко известны под
названием магналии (также гидроналиум, альт-
маг). Значительное применение нашли только
низколегированные магналии, т. е. сплавы алю-
миния с содержанием до 5% Mg. В Германии
применяются также магналии с 7 и 9% Mg.
В СССР применяются два сплава: с 2,5и/о
Mg (АМг) и с 5% Mg (АМг5).
Диаграмма состояния А1 — Mg показана на
фиг. 70.
Влияние добавок магния на механические
свойства алюминия показаны на фиг. 112.
Фиг. 112. Влияние магния на свойства алюминия (отожжён-
ные листы).
Основные примеси в алюминии — железо
и кремний — существенно влияют на свойства
сплавов магналий, поэтому их содержание
ограничивается обычно 0,3—0,5% каждого. Для
реализации всех преимуществ этих сплавов
суммарное содержание железа и кремния пред-
почтительно ограничивать 0,5%. Присутствие
в сплавах магналий более 0,05°/0 Си заметно
понижает их коррозионную стойкость.
Сплавы АМг и АМг5, являясь гомогенными
твёрдыми растворами, склонны при термиче-
ской обработке к образованию крупного зер-
на. Для уменьшения этой склонности в сплавы
добавляют хром или марганец в количествах
до 0,35-0,400/0.
Магналии с содержанием магния до 5% тер-
мической обработкой не упрочняются. Влия-
Механические свойства полуфабрикатов
Специфи-
кация
и дата
США
AMS4006
A945)
AMS 4008
A945)
AMS 4065
A942)
AMS 4067
A942)
Вид
полуфабри-
ката
Листы
толщиной
0,3—6,3 мм
То же
Трубы
То же
Состояние
материала
Отожжён-
Полунагар-
товацный . .
Отожжён-
Полунагар-
тованный . .
Предел проч-
ности при рас-
тяжении
в кг/мм*
< 13.5
14
<13.5
Ч
Относительное
удлинение (на
2") в %
18—25*
2-7*
**
•*
Специфи-
кация
и дата
Англия
DTD 213A
A945)
Германия
DIN E1725
A943)
DIN E1725
A943)
DIN Ш725
A943)
Вид
полуфабри-
ката
Листы и
рулоны
-
Состояние
материала
Нагартован-
ный ....
Отожжён-
ный
Полунагар-
тованный . .
Нагартован-
ный ... .
Предел проч-
ности при рас-
тяжении
в кг/мм1
'7.5
ю—15
12-18
i8-25
Относительное
удлинение (на
2") в "/„
3V2C
«1С
15-5
«.с
5 2
• В зависимости от толщины листа.
** Заменено испытанием на сплющивание.
*** Приведённое удлинение относится к листам и рулонам толщиной более 2.6 мм; для листов и рулонов толщи-
ной менее 2,6 мм определение удлинения заменено испытанием на однократный загиб: материал должен выдержать
без трещин загиб на 180° вокруг оправки с радиусом, равным номинальной толщине материала.
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
173
ние нагартовки на механические свойства
гсплава АМг иллюстрируется фиг. 108.
Основное качество сплавов типа магналий —
сочетание довольно высокой прочности, пла-
стичности и коррозионной стойкости с хоро-
шей свариваемостью.
В соответствии с этим применение их
аналогично применению алюминия и сплава
АМц, но распространяется на более ответ-
ственные конструкции сообразно с их более
высокими механическими свойствами (см.
табл. 43).
Таблица 43
Механические свойства алюминия (А) и сплавов
АМц, АМг и АМг5 в отожжённом состоянии
Сплав
А
АМц
АМг
АМг5
9
13
2О
27
S
ill
о.* *
С и ш
з
5
ю
15
? S ч°
о ?: 5,ш
Зо
2О
23
23
*
4(h
Зоя
С >,я
4
5> 5
12,5
—
ш
=^ о, ^
'и о 2
Н е ч
25.
3°
48
7о
* На базе 5 • 10е циклов.
Микроструктура листового магналия с 6°/0
Mg приведена на листе V, / (см. вклейку).
Особенностью сплавов магналий является
высокая вибрационная прочность, характери-
зуемая пределом усталости. Предел усталости
сплава АМг в отожжённом состоянии, опре-
Число циклов
Фиг. 113. Вибрационная прочность
дуралюмина и сплава АМг при
различном числе циклов.
делённый при большом числе циклов*, пре-
восходит предел усталости сплава дуралюмин
Д1 (фиг. 113) и даже наиболее прочного из
применяемых сплавов типа дуралюмин АК8
(предел усталости сплава АК8 равен 11,5 кг/мм'*,
а сплава АМг 12,5 кг/мм2).
СПЛАВ АМг
Типичный химический состав в %
Mg — 2,4; Мп или Сг — 0,3.
Типичные механические свойства
Состояние
сплава
Полунагартован-
ный (АМг П) . . .
Отожжённый
(АМгМ)
X
с ^
Предел
сти в кг
25
2О
Предел
чести в
21
ю
О°
я я
л
5 s
Относит
удлинен
6
23
*
S
ч
Предел
в кг!мм
13. S
12,5
о
Модуль
сти в кг
7200
72OO
двиг
и с
Модуль
в кг)мм
2700
2700
S
а.
о а
Н S
6о
45
s w
0 >>
ас
о.ЗЗ
о.ЗЗ
* На базе 5- 10е циклов.
Физические свойства
Уд. вес ^ - 2,67.
Коэфициент линейного расширения
6
10-6;
«20-100°= 23.4 " 10~6: «20-200°=
" 20 -300° =25.4- 10-6.
Коэфициент теплопроводности
X ¦= 0,3 кал/см ¦ сек • град *
Удельная электропроводность 40°/0* от электропроввд-
ности меди.
Технологические и прочие данные
Пластичность в отожжённом состоянии (АМг.М)
высокая, в полунагартованном (АМгП) средняя.
Свариваемость хорошая. Температура ковки-штамповки
420—475° С; термической обработкой не упрочняется;
отжиг при 350—410° С, охлаждение на воздухе или в воде.
Обрабатываемость резанием: АМгМ — неудовлетворитель-
ная, АМгП — удовлетворительная. Сопротивление кор-
розии высокое, сплав хорошо полируется.
Механические свойства при высоких температурах
атура
Темпер
в "С
35
15°
2ОО
26О
315
. 37°
Предел проч-
ности при рас-
тяжении
в кгш «*
Ото-
жжён-
ный
2O.5
16
12,5
8,5
5о
3,5
Полу-
нагар-
тован-
ный
27.5
22,5
17.5
8,5
5.5
3,5
Предел
текучести
в кг 1мм?
Ото-
жжён-
ный
IO
9,5
8
5.5
3
2
Полу-
нагар-
тован-
ный
24
19
8
5,5
3
2
Относительное
удлинение
(на 2") в в/0
Ото-
жжён-
ный
Зо
55
65
IOO
t°5
I2O
Полу-
нагар-
тов эн-
ный
ю
i6
35
8о
So
I2O
Области применения
Трубопроводы бензина и масла, баки, арматура,
заклёпки для конструкций из магниевых сплавов;
в форме листов — для внутренней отделки железнодо-
рожных вагонов, судов, выставочных и других помещений,
благодаря хорошей полируемости и способности долго
сохранять блестящую поверхность.
Технические условия СССР (МАП)
Химический состав в % fAl — остальное)
Марка
сплава
АМг .
Mg
2,0—28
Мп или Сг
0,15—0,40
Си
О,1
Fe
04
Si
Fe+
+ Si
яе более
о,4
0,6
Прочие
при-
меси
О, I
* На базе 5 ¦ 10е" циклов
* Приведённое значение относится и к отожжённому
и к нагартованному материалу.
174
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. И
Механические свойства полуфабрикатов
Вид
полуфабри-
ката
Листы тол-
щиной 0,3—
3 мм
Листы тол-
щиной 0,3—
3 мм
Прутки
все размеры
Трубы . . .
Трубы . . .
Трубы . . .
Проволока
для заклёпок
ТУ
В291 СМТУ
В182 АМТУ
В289 СМТУ
349 СМТУ
Состояние
материала
Полунагарто-
ванный
Отожжённый
Отожжённый
Нагартован-
ный
Полунагарто-
ванный
Отожжённый
Нагартован-
ный до 25-35°/0
о к
Предел пр
ности при
растяжени
в кг/мм2
24
<23
<23
23
21
< 22
хср ^
> 12**
Относител!
удлинение
4
i6
ю
*
*
*
_
Иностранные технические условия
* Заменено испытанием на сплющивание.
** Эта величина хср является также расчётной для
заклёпок.
Химический состав
Специфи-
и дата
США
AMS 4015A,
4016А.4017А
4070В A915)
Англия
DTD 310В,
440 A945)
Германия
DIN 1713
A937)
Mg
2,2
2,8
1.3
2,5
4
0,15
о,35
—
Fe
—
0.7
e°
Si
—
0.7
/0 (Al—остальное)
Ti
не
—
0,2
+
п
более
о,45
—
О,1
1,5
1.5
Си
О,1
—
Zn
0,1
—
1.2
Прочие
приме-
более
=к
о
кажд
°,О5
—
га
сумм
о, 15
—
Механические свойства полуфабрикатов
Спецификация
и дата
США
AMS 4О15А
A945)
AMS 4016A
A915)
AMS 4017
A945)
AMS 4O70B
A945)
Англия
DTD 310В
A945)
DTD 440
A945)
Германия
DIN 1713
AS37)
DIN 1713
A937)
Вид
полуфабриката
Листы толщиной
0,3—6,3 мм
Листы толщиной
0,4—6,3 мм
Листы толщиной
0,1—6,3 мм
Трубы
Трубы
То же
-
Состояние
материала
Четверть-нагартованный
Полунагартованный . .
Отожжённый
Отожжённый
Полунагартованный . .
Отожжённый
Полунагартованный . .
Предел прочности
при растяжении
в кг/мм3
< 22
22
24
< 24,5
14-17,5****
23.5
1О-—25
22—27
Предел текучести
в кг/мм3
-
15-8
Относительное
удлинение (на 2")
15—20*
5-ю*
4-8*
**
***
*****
26-18
gS
л в
uS
0 ч
Ч CJ
о. я
:<U S
О О.
нш
1 1 1 1
-
5о-6о
55-65
* В зависимости от толщины листа.
** Заменено испытанием на сплющивание: отрезки труб должны выдерживать без трещин сплющивание
по диаметру до величины, равной не более утроенной толщины стенки трубы. Участок трубы у места максималь-
ного изгиба просматривается после травления.
*** Заменено испытанием на сплющивание: отрезки труб должны выдерживать без «трещин сплющивание
по диаметру до полного соприкосновения внутренних поверхностей трубы.
**** В зависимости от наружного диаметра трубы.
***** Заменено испытанием на сплющивание: отрезки труб должны выдерживать без трещин сплющивание
по диаметру до момента, когда расстояние между внутренними поверхностями трубы будет равно пяти номинальным
толщинам стенки.
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
175
СПЛАВ АМг5
Типичный химический состав в °/0
Mg — 5,0; Mn - 0,35
Типичные механические свойства
I
Состояние
сплава
Отожжённый (АМг.М)
Предел прочности при
растяжении в кг/мм2
27
Предел текучести
в кг!мм*
15
Относительное
удлинение в °/0
23
Модуль упругости
в кг/мм1
7200
Модуль сдвига
в кг/мм2
2700
Твёрдость по Ери-
нелю в кгмм*
7°
Коэфициент
Пуассона
о, 33
Отжиг при 310 — 370° С, охлаждение на воздухе.
Обрабатываемость резанием пониженная. Сопротивление
коррозии высокое.
Области применения
Проволока для заклёпок, предназначенных для
конструкций из магниевых сплавов. Заклёпки ставятся
в конструкции в отожжёаном состоянии.
Технические условия СССР (МАП)
Химический состав в °/0 (А\ — остальное)
Mg
4,7-5.7
Mn
0,3—0,6
Си
0,2
Ni
0,2
Fe
о,4
Si
не
о,4
Fe+Si
более
об
Прочие
примеси
О,1
Физические свойства
Уд. вес f = 2,65.
Коэфициент линейного расширения
«20—100° =^23,9 • ]0"~6; «90-200"= 24>8 " Ю";
°20-300с=25,9- 10 ~6.
Коэфициент теплопроводности
) =0.28— 0,20 кал/см ¦ сек ¦ град *.
Удельная электропроводность 29—27% от электро-
проводности меди*.
Технологические и прочие данные
Пластичность в отожжённом состоянии (АМг5М)
высокая. Термической обработкой не упрочняется.
* Первое значение для отожжённого, второе для
нагартованного материала.
.Механические свойства
Вид
полуфабри-
ката
Проволока
для заклепок
ТУ
349 СМТУ
полуфабрикатов
Состояние
материала
Нагарто-
ванныи
:ти
о
X
В"
о
Q. 0J
ill
Сев
>16*
с
о°
5»
ч о)
||
_
* Расчётное сопротивление срезу заклёпок—17 kzjmm'2
Иностранные технические условия
Химический состав в % (М-остальное)
Спецификация
и дата
США
ACS 11329
A945)
Англия
DTD 303
A945)
Германия
DIN E1725
A943)
Mg
4.5-5.6
4.5-5.5
4—5.5
Mn
0,05 - 0,20
До об
До о 8
Fe +Si
Си
Fe
Si
Zn
Сумма
прочих
примесей
не более
- .
-
°>5
О,1
-
о.о5
о.З
0.5
-
°.з
°-5
о.5
0,1
-
0,4
О,1
-
-
Механические свойства полуфабрикатов
Спецификация
и дата
США
ACS 11329
A945)
Англия
DTD 3
A945)
Германия
DIN E1725
A943)
DIN E1725
A943)
Вид
полуфабриката
Проволока
Проволока
Проволока
Листы толщиной
до 10 мм,
до 3 мм
Состояние
материала
Отожжённый
Отожжённый и калиброван-
ный
Отожжённый и правленый
Нагартованный
Предел
прочности
при растя-
жении
в кг/мм3
-
25-33
23
25
29
Предел
текучести
в кг/мм3
Относи-
тельное
удлинение
не менее
-
-
9
12
18
-
_*
16
1б
ю
Предел
прочности
при срезе
в кг/мм1
17
-
18
* Заменено испытанием на расклёпываемость: проволока диаметром от 2,5 до 5,5 мм включительно должна
выдержать без трещин осадку вхолодную до получения плоской головки диаметром не менее Id (где й — диа-
метр проволоки); проволока диаметром от 6,5 до 9,5 мм должна выдерживать без трещин осадку до получения
плоской головки диаметром не менее 1,8 d.
176
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Сплавы на основе системы Al — Mg — Si
На фиг. 77 и 81 представлена диаграмма
состояния А1 — Mg — Si, в которой сечение
Al — Mg2 Si является квазибинарным.
На основе этой системы развит сплав АВ,
состав которого лежит вблизи квазибинарного
сечения Al—Mg2Si. Таким образом основным
упрочнителем в нем является соединение Mg2Si.
В США в эти сплавы добавляют до 0,35°/0 Сг,
а в СССР и в Англии — марганец соответ-
ственно до 0,4 и 1,0%-
Добавление этих металлов уменьшает склон-
ность к образованию крупного зерна, прису-
щую этим сплавам.
Кроме того, в эти сплавы добавляют 0,4—
0,6% Си, а иногда до 0,15% Ti. Добавка меди
повышает прочность, ухудшает коррозионную
стойкость сплава и несколько снижает пла-
стичность. Железо является вредной при-
месью, оно заметно снижает прочность и пла-
стичность. Сплавы эти упрочняются термиче-
ской обработкой (закалка и искусственное
старение).
Листы и трубы из этих сплавов применя-
ются в тех случаях, когда требуются высокая
пластичность, удовлетворительная коррозион-
ная стойкость и умеренная прочность в тер-
мически обработанном состоянии.
Сплав АВ применяется также для изгото-
вления штампованных деталей. В горячем со-
стоянии он является наиболее пластичным из
всех ковочных сплавов, и из него изготовляются
детали сложной формы, требующие умеренной
прочности.
Сплавы этого типа (альдрей, алюдур и др.)
применяются, кроме того, для изготовления
электрических проводов. Основное их преиму-
щество перед чистым алюминием, применяе-
мым для тех же целей, заключается в более
высокой прочности, хотя электропроводность
их заметно ниже, чем у алюминия.
СПЛАВ АВ (АВИАЛЬ)
Типичный химический состав в %
Mg - 0,7; SI - 0,9; Mn - 0,25.
Типичные механические свойства
Состояние
сплава
Закалённый
и искусственно
состаренный .
Закалённый
Отожжённый
h
яЧ_
прочно<
ении в к
8.С
Е о.
33
23
13
а
s
н
текучее
ч
о
Ч
о
о.
С
28
12
—
у длине-
тельное
о т
?S
О х
12
22
=4
сужени
тельное
я
о
О ta
эо
°
65
ги в кг/
усталое:
ч
1>
ЕС
О)
о.
С
7.5
7.5
4,5
ти в кг/
упругое
ч
ч
S
72OO
7200
72OO
в кг/мл
сдвига
л
ч
>>
={
О
2700
2700
2700
ринелю
:ть по Б
со *^
Е- а
95
65
Зо
ассона
1иент Пу
я
¦в-
о
о.ЗЗ
о,33
о.ЗЗ
Физические свойства
Уд. вес т = 2,69.
Коэфициент линейного расширения
«10- 100° = 23'4 • Ю~6 ; »20 _ 2оо3 = 24-5 Ю~ 6-
а20 - 300° = 25'4 ¦ Ю " 6.
Коэфициент теплопроводности
X = 0,41 —0,50 кал/см • сек ¦ град*.
Удельная электропроводность 45—55% от электропро
водности меди*
Технологические и прочие данные
Пластичность: в отожжённом состоянии (АВМ) вы-
сокая, после . закалки и естественного старения (АВТ)
средняя. Свариваемость хорошая. Закалка с 515—525° С
в воде и естественное (АВТ) или искусственное старение
(АВТ1) при 150—160° С в течение 6 час; отжиг при 340—
370° С, охлаждение на воздухе. Обрабатываемость ре-
занием: АВМ — неудовлетворительная, АВТ и АВТ1—
удовлетворительная; сопротивление коррозии высокое.
Пластичность в горячем состоянии высокая. Температура
ковки-штамповки 470—475° С.
Механические свойства при
Свойства
Предел прочности при
растяжении в кг/лш2 . ¦ .
Предел текучести в кг!мм2
Относительное удлине-
ние (на 2") в %
высоких температурах**
25
33,°
28,О
2О
Температура
150
13.5
28
200
5.5
4,о
58
260
4,о
З.о
59
в °С
315
З.о
2,5
бо
370
2,5
2,0
65
* Первые значения для закалённого и закалённого
и состаренного материала, вторые — для отожжённого
материала.
** Время выдержки при температуре испытания опре-
делялось по наступлении постоянства свойств.
Области применения
Детали, изготовляемые глубокой вытяжкой, трубо-
проводы моторной установки самолёта, штампованные
и кованые детали сложной формы.
Технические условия fCCP (МАП)
Химический состав в % (А\ — остальное)
г *
ш
а
и
С9
й-
•s.
АВ
Mg
0,45—0,90
Si
0,5—1,2
Си
О,2 — О,6
Мп
*
Сг
о,15-о,35
Fe
Zn
v i
Is
0 s
O.O.S
С c °
не более
о.5
0,1
0,1
ГЛ II)
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
177
Механические свойства полуфабрикатов
Вид полуфабриката
Листы (ВЗО5 СМТУ) толщи-
ной в мм 0,3—5,0
0,3-5,0
0,3 - 5,0
Трубы, все размеры
(В29О СМТУ)
То же
Профили (В234 СМТУ) •
То же
Прутки B20 АМТУ) все раз-
меры
Поковки G0 АМТУ)
Штамповки G0 АМТУ)
Состояние материала
Закалённый и искусственно состаренный
Закалённый
Отожжённый
Закалённый
Отожжённый
Закалённый и искусственно состаренный
Закалённый
Закалённый и искусственно состаренный
Закалённый и искусственно состаренный
То же
Предел
прочности
при растя-
жении
в кг/мм1
3°
2О
До 15,5
31
До 13
3°
i8
3°
28*
30**
Относи-
тельное
у длинение
IO
i8
20
8
17
10
14
12
10
12
Твёрдость по Бринелю Но > 85 кг/мм3.
Предел текучести з > 22 кг1мм*\ твёрдость по Бринелю Н „ > 85 кг/мм1.
Иностранные технические условия
Химический состав в % (РА—остальное)
Спецификация и дата
AMS 4125 (SAE-28)
A945)
Англия
DID 346
A945)
DTD 450,
460 и 423
A945)
Германия
DIN E1725
A943)
Mg
0,45 — 0,80
0.5-1,25
0.5-1,25
0,7 - 1,0
Si
0,6 — 1.2
<>i75 1-25
O.75 1,25
O,7 1,2
Mn
<O,2
°i5-*.o
<i,o
0,6- 1,0
Fe
¦<I,O
<o,75
<o,75
Fe+Ti
<o,5
Cr
0,15 0,35
—
Ni
<o,3
7п<о,з
Cu
<o,35
—
<I,O
<lo,l
Другие
каждой
<o,o5
—
примеси
сумма
о,г5
—
—
Механические свойства полуфабрикатов
¦¦¦¦
Спецификации
и дата
США
SAE 28
(OlS-0)
SAE 28
E1S -W)
SAE 28
E1S-T)
AMS 4125
A945)
Англия
DTD 346
A945)
DTD 450
A94C)
DTD 460
A945 )
DTD 423
A945)
Германия
DIN El725
A943)
Вид полуфабриката
Листы и плиты
То же
Штамповки
Листы и ленты
Трубы
То же
Прутки, профили, штам-
повки
Листы толщиной до 6 мм
Листы толшиной до 6 мм,
ленты толщиной до 3 мм
Трубы
Штамповки
Состояние материала
Закалённый
Закалённый и искусственно
состаренный
То же
Отожжённый
Закалённый
Закалённый и искусственно
состаренный
То же
Отожжённый C3Г5,1) . . .
Закалённый и искусственно
состаренный, правленный
C355,5)
То же
Закалённый, искусственно
состаренный
Предел
прочности
при растя-
жении
в /сг/мм*
< 13,5
21
31
31
27 ,о
34,5
34,5
и
27
ЗО - 26**
Предел
текучести
в кг/мм2
24,5
24
о l6
SO,I
" 28, ^
а 27,о
5
18
22-18**
Относи-
тельное
удлинение
в И
22
2О*
IO
[2
2О
12
6
8
i6 E1в)
6-4**
* Приведённое значение удлинения относится к материалу толщиной более 2,6 мм; для материала толщивей
менее 2,6 мм определение удлинения заменено испытанием на однократный изгиб: материал должен выдержать 6cs
трещин'загиб на 180° до складывания (соприкосновения концов образца).
** Первое значение относится к образцам вдоль направления волокон, второе — поперёк направления волокон,
178
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. I!
СПЛАВ „АЛЬДРЕЙ" (ДЛЯ ЭЛЕКТРОПРОВОДОВ)
Типичный химический состав в °/0
Mg — 0,5; Si — 0,5.
Типичные механические свойства
Физические свойства
Состояние сплава
Закалённый и искус-
ственно состаренный . . .
s
О."
с ¦?
к *5
редел прочное
стяжении в к
Со.
35
s
н
редел текучее
кг/мм3
С а
|
5
Ч
тносительное
ние в °/0
Оя
8
s
одуль упругое
кг/мм3
&.«
7200
я
и
S
н
ой
S о
27
я
>¦
С
н
я
I
«S
о.ЗЗ
Физические свойства
Уд. вес у = 2,70.
Коэфициент линейного расширения
«20 - 100° = 23-10-6
Удельная электропроводность 50% от электропровод-
ности меди.
Температурный коэфициент электропроводности
равен 0,0036.
Область применения
Электрические провода.
Сплавы на основе системы
А1 — Си - Mg — Si
На базе предыдущих сплавов путём до-
бавления около 2,00/0 Си развит сплав АК6.
Железо также и в этом сплаве является
вредной примесью, понижающей прочность
и пластичность.
Сплав АКб эффективно упрочняется терми-
ческой обработкой (закалка и искусственное
старение). По прочности он равноценен нор-
мальному дуралюмину Д1, но превосходит его
по пластичности в горячем состоянии. Сплав
АКб широко применяется для изготовления
штампованных деталей, особенно сложной
формы.
СПЛАВ АКб. АВИАЛЬ 3 (ОРИГИНАЛЬНЫЙ
ОТЕЧЕСТВЕННЫЙ СПЛАВ)
Типичный химический состав в °/0
Си — 2,2; Mg — 0,65; Si — 0,9; Мп — 0,6.
Типичные механические свойства
Состояние сплава
Закалённый и искус-
ственно состаренный .
s
Сь
S
я
>дел про
гяжении
а.
о
42
СТИ
уче
ии
чД
С m
Зо
s
удл
ное
оситель
О
со
а>
я
13
о
в
рдость
нелю в
m
О,
1
о
C-t
|з.
о й
72OO
ига
5
?Д
о «
fe.ee
2700
уас-
С
я
CU
S
•&«
О о
о,33
Уд. вес y = 2,75.
Технологические и прочие данные
Пластичность в горячем состоянии высокая. Темпе-
ратура ковки-штамповки 470—475° С; закалка с 505 —
515° С в воде и искусственное старение при 150—160° С
в течение 12—15 час. Обрабатываемость резанием хоро-
шая. Сопротивление коррозии среднее.
Области применения
Штампованные и кованые детали сложной формы.
Технические условия СССР (МАП)
Химический состав в °/0 (К\—остальное)
се
03
ч
с
рк
:?
АКб
Си
i,8-
2,6
Мр
°.5—
о,8
Si
0,6—
1,2
Мп
о.4-
о,8
Ре
Ni
Fe + Ni
/л
Прочие
примеси
сумма
не более
°.7
0,1
0,7
°.з
O.I
Механические свойства полуфабрикатов
Вид полуфабриката
Прутки B20-АМТУ)
все размеры
Штамповки G0 АМТУ)*
Поковки G0 АМТУ)**
Состояние
материала
Закалённый и
искусственно
состаренный .
То же ....
То же ....
s
и s
2 s
?S
0.^
зб
38
о
X В
тнос
длин
12
IO
6
* Предел текучести as равен 28 кг/мм*, твёрдость
по Бринелю равна 100 кг!мм3.
** Твёрдость по Бринелю равна 95 лгг
Сплавы типа дуралюмин
Сплавы типа дуралюмин представляют
наиболее старую и обширную группу алюми-
ниевых сплавов, нашедших широкое приме-
нение в различных отраслях промышленности
и особенно в авиации.
Основой этих сплавов является система
А1 — Си — Mg (фиг. 79, 81 и 82). Все дуралюмины
по составу лежат между стороной А1 — Си
и квазибинарным разрезом Al — „S". Соот-
ветственно этому основными упрочняющими
фазами в них являются соединения СиА12 и
„S" (Al2Cu Mg)*. Весьма важную роль в дур-
* Формула соединения „S" точно не установлена;
помимо указанной выше называют также Al6CuaMga и
AlCM
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
179
алюминах играет также добавка марганца. Ха-
рактерным для дуралюминов является их тер-
мическая обработка (закалка и естественное
старение или вылёживание при комнатной
температуре), обеспечивающая максимальную
прочность и коррозионную стойкость сплавов.
В этом состоянии они находят преимуществен-
ное применение в конструкциях.
Сплавы типа дуралюмин можно условно раз-
делить на три группы (табл. 44): низколеги-
рованные (ДЗП и Д18), нормальный дуралюмин
(Д1) и высоколегированные дуралюмины (Д6,
Д16).
С повышением легированности дуралюми-
нов прочность их растёт, а пластичность падает
(табл. 45). Более легированные сплавы труднее
обрабатываются давлением.
Таблица 44
Химический состав сплавов типа дуралюмин в %
Сплавы
ДЗП, Д18
Д1
Д6, Д16
Си
2.0—3,5
3.5-4.5
3-6—5.2
Mg
02—0,5
0,3—0,8
0,6—18
Мп
0—0,5
0,3—0,8
0.6—1,2
Таблица 45
Механические
свойства сплавов типа дуралюмин
в термически обработанном
Сплав
ДЗП,
Д18
Д1
Д6,
Д16
3*
о s
Предел
ности п
растяже
в кг!мм-
3°—35
38-42
42-46
н *
Предел
чести в
17—21
22—26
28—ЗО
о 5
Относит
удлинен
24—2О
i8-i6
17-15
i s
Относит
ное су»
в %
50—40
35—3°
состоянии
Предел
лостл в
9.5—ю
Ю—II
II —12
о
.а
Твёрдое
Бринел!"
в кг/мм'-
7о-8о
IOO—IOj
I05—НО
Основными примесями в сплавах дуралю-
мин являются железо и кремний. Их влияние
на механические свойства показано на фиг. 114
45
43-
41
39
37
35
кг/мм2
\
¦¦¦ —
0,2
W
1,4 %Fe
Фиг. 114. Влияние железа на механические свойства
дуралюмина (Си — 4,6%; Mg — О,47°/О; Мп—0,6%;
Si — 0,3%) в закалённом и состаренном состоя-
нии.
и 115. Как видно из этих фигур, содержание
железа и кремния по возможности не должно
превышать 0,5 — 0,6% каждого. Наиболее
неблагоприятное действие на механические
свойства дуралюмина оказывает железо, кото-
рое заметно понижает также его коррозион-
ную стойкость.
Низколегированные дуралюмины Д18 и ДЗП
применяются только для заклёпок. Заклёпки
из сплава ДЗП ставятся в конструкцию в све-
жезакалённом состоянии, и здесь их старение
заканчивается. Заклёпки сплава Д18, облада-
ющего большей пластичностью, ставятся
Фиг 115. Влияние кремния на механиче-
ские свойства дуралюмина (Си— 4,6°/0;
Mg-0,6%; Мп - 0,65%; Fe-0,15%) в зака-
лённом и состаренном состоянии.
в конструкции после закалки и полного есте-
ственного старения. При этих условиях пре-
делы прочности при срезе заклёпок из обоих
сплавов выравниваются.
Нормальный дуралюмин (Д1) широко при-
меняется в форме листов и лент, а также
прутков, профилей, заклёпок, штамповок
и т. д.
Листы и ленты нормального дуралюмина
Д1 и высоколегированных дуралюминов повы-
шенной прочности Дб и Д16 применяются
в СССР исключительно плакированными.
В США и Англии листы сплава дуралюмин
нередко идут в производство в неплакирован-
ном виде. В этом случае коррозионная стой-
кость обеспечивается надлежащими оксид-
ными и лакокрасочными покрытиями.
Практически из нормального дуралюмина
возможно изготовление почти любого вида
полуфабрикатов. Из дуралюминов повышенной
прочности Д6 и Д16 изготовляются почти все
те же полуфабрикаты, что и из нормального
дуралюмина, за исключением поковок и штам-
повок, которые требуют сплавов с более вы-
сокой пластичностью в горячем состоянии.'
Добавление кремния в сплавы типа дуралюмин
в количестве более 0,6% до~ 1.2% делает их
способными к эффективному искусственному
старению, и прочность их в результате этой об-
работки сильно возрастает (особенно предел те-
кучести). К сплавам этого типа относится АК8,
один из наиболее прочных из применяемых в'
настоящее время алюминиевых сплавов. Однако
искусственно стареющие сплавы типа дуралю-
мин обладают сильной склонностью к интер-
кристаллитной коррозии, что затрудняет ис-
пользование полуфабрикатов тонких сечений
(листы) из этих сплавов и приводит к не-
обходимости применения специальных слож-
ных мер защиты их от коррозии. Поэтому'
сплав АК8 применяется только для штампо-
вок, более массивные сечения которых умень-
шают опасность, связанную с интеркристал-;
литной коррозией.
Термическая обработка сплавов типа
дуралюмин. Закалка и естественное старение
являются окончательными операциями терми-
ческой обработки сплавов типа дуралюмин и
имеют целью получение максимальных меха-
180
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
нических и коррозионных свойств. Влияние тем-
пературы нагрева под закалку на механические
свойства Д1 показано на фиг. 116. Аналогич-
ное влияние температуры закалки характерно
и для других сплавов типа дуралюмин. В ка-
честве охлаждаю-
щей среды при за-
калке применяется
прей мущественно
вода при темпера-
туре не более 30—
40° С. Более высо-
ШШШЗОО 520 °С
Фиг. 116. Рлияние температуры
нагрева под закалку на меха-
нические свойства дуралюмина
(Д1) После естественного старе-
ния.
кие температуры
отрицательно ска-
зываются на меха-
нических свой-
ствах и особенно
на коррозионной
стойкости материа-
ла. В течение не-
которого времени
непосредственно
послезакалки спла-
вы дуралюмин об-
ладают достаточ-
ной пластичностью
для проведения различных операций формо-
изменения в холодном состоянии. Длительность
этого периода зависит от сплава и составляет
(при температуре 15 —20° С):
1) для сплава Д1 —до 2 час. с момента за-
калки,
2) для сплавов Д6 и Д16 —до 0,5—1 час
с момента закалки.
Нагрев под закалку может производиться
как в селитровых ваннах, так и в воздушных
камерных электропечах, предпочтительно с
принудительной циркуляцией воздуха.
Примерная длительность нагрева под за-
калку указана в табл. 46.
При нагреве под закалку плакированных
полуфабрикатов необходимо иметь в виду, что
излишне продолжительная выдержка снижает
коррозионную стойкость материала в резуль-
тате диффузии меди из сердцевины в плаки-
рующий слой. Плакированные листы толщиной
до 1 мм включительно не рекомендуется под-
вергать нагреву под закалку более двух раз;
листы толщиной более 1 им — не более трёх
раз, включая нагрев на заводе-поставщике,
если материал поставлялся в термически обра-
ботанном состоянии. Естественное старение
сплавов типа дуралюмин при комнатной тем-
пературе A5—20° С) особенно интенсивно про-
исходит в первые 24 часа после закалки. Прак-
тически оно заканчивается в течение 4—5 су-
ток (фиг. 117). Повышенные температуры D0 —
50° С) ускоряют процесс старения, пониженные
@—минус 20° С)—замедляют. Последнее обстоя-
тельство часто используется для более дли-
тельного сохранения материала в пластическом
состоянии после закалки. В случае деформации
материала, производимой в первые часы ста-
рения, следует учитывать, что предел прочно-
сти при растяжении при этом снижается в сред-
нем на 1—2 кг/мм2 против приобретаемого
после окончания старения, если бы оно не на-
рушалось процессом деформации.
Значительная деформация закалённого ма-
териала (более~5—10%) в различные периоды
старения сильно повышает предел прочности
при растяжении и предел текучести дуралю-
мина и понижает его удлинение (фиг. 118).
Поэтому листовые полуфабрикаты после за-
калки часто изготовляются в нагартованном
состоянии (в СССР это состояние обозна-
чается ,ТН\ а в США —,RT"). Материал
в этом состоянии обладает значительно более
высоким пределом текучести, несколько повы-
шенным пределом прочности при растяжении
и пониженным удлинением. Весьма важной
термической обработкой сплавов дуралюмин
бьАгкг/мм*
0%
кп
/п
чи
JU
20
1П
W
f
{
f
— —я
Нв
бь
fa
120
100
80
60
0 12 3 4 5
Продолжительность
старения 6 днях.
Фиг. 117. Изменение механиче-
ских свойств дуралюмина Д1
в процессе естественного ста-
рения.
О 20 40 60 80
% холодной де-
формации .
Фиг. 118. Изменение
механических
свойств дуралюми-
на в зависимости от
степени нагартовки.
Таблица 46
Примерная длительность (в мин.) нагрева под закалку
дуралюмин различной толщины
Нагреватель-
ное устройство
Селитровая
вз.ша
Воздушная
электропечь .
До
0,8
8
12
Толщина (или диаметр)
0,8—2,5
го
зо- до
2,5-5
12
5-12
15—2О
5°—9°
8
3°
9°
20—50
4о—6о
но
материала в мм
Jo
6о
13°
7°
130
К
75
i8o
80-85
80
180
90
180
является отжиг, имеющий целью разупрочне-
ние материала и повышение его пластичности
для обеспечения различных операций формо-
изменения, производимых в холодном состоя-
нии.
Эффективность отжига зависит от состоя-
ния материала:
1) закалённый и естественно состаренный,
2) нагартованный в отожжён-
ном состоянии,
3) нагартованный в закалён-
ном состоянии.
В последнем случае имеется
в виду нагартовка примерно
до 20%.
В табл. 47 приведены два
основных режима отжига, при-
меняемых к полуфабрикатам
из дуралюминов.
Отжиг закалённого и
состаренного материала.
В большинстве случаев раз-
мягчение материала, получае-
мое при отжиге по второму ре*
ГЛ. il]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
181
Таблица 47
Режимы отжига полуфабрикатов из сплавов типа
дуралюмин
s
s
CD
CU
I
2
и
0
Я
О
м
O.
>,
H
inepa
H
39o—43°
350-37°
CO
ее
S
5"
S3
3
X
i »S
0
f- в
о.З-З
о.З—1,8
2—4
4-6
Время нагре-
ва
при темпе-
ратуре отжи-
га в мин.
итра
ч
0J
О
23
.35
45
,
е 5 s
tr №
>)U >|
Ч К *
СО с( О.
о >,s
аз в я
бо
35
5°
6о
_
3
?^
s
90
5°
70
go
Условия охлажде-
ния после отжига
Скорость охлаж-
дения не более 30°
в час до 250—270°,
дальнейшее охла-
ждение с любой
скоростью*
Охлаждение на
воздухе
* При отжиге в селитровых ваннах по охлаждении
до 250—270° С рекомендуется дальнейшее охлаждение в
воде для лучшего удаления селитры.
жиму, вполне достаточно для многих операции
обработки в холодном состоянии. В тех слу-
чаях, когда требуется максимальное размяг-
чение, необходимо применять первый режим,
хотя он и более продолжителен (около 5—
б час).
Отжиг материала, нагартован-
ного в отожжённом состояни и,
производится по второму режиму. При прове-
дении многооперационных обработок в холод-
ном состоянии над хорошо отожжённым ма-
териалом - промежуточные отжиги достаточно
производить при температуре 335—350° С.
Следует иметь в виду, что размягчение при
отжиге нагартованного материала тем полнее
и легче достигается, чем сильнее был нагар-
тован материал.
Отжигу материала, нагартован-
ного в закалённом состоянии, дол-
жен предшествовать нагрев в течение несколь-
ких минут при 450 — 500° С. Последующее
охлаждение не имеет значения. После этого
материал подвергается отжигу по первому
или второму режиму, в зависимости от требуе-
мой пластичности.
Приведённые соображения по отжигу отно-
сятся главным образом к нормальному и вы-
соколегированным дуралюминам.
Для отжига низколегированных дуралюми-
нов применяется почти исключительно второй
режим, как обеспечивающий достаточное раз-
мягчение материала.
Состав, механические, физические и другие
свойства сплавов типа дуралюмин приведены
в соответствующих таблицах.
Микроструктуры сплавов Д16 и Д17 при-
ведены на вклейке лист V, 2—12.
СПЛАВ Д18. ДУРАЛЮМИН ПОВЫШЕННОЙ
ПЛАСТИЧНОСТИ (для заклёпок)
Типичный химический состав в %
Си-2,6; Mg-0,35.
Типичные
Состояние
сплава
Закалённый
и естественно
состаренный
(Д18Т) ...
Отожженный
(Д18М)
О. и
С ^
О
э*
О S
O.S
С X
| Предел
j растяже
3°
1б
механические свойства
сти
3"
01
1-1
Предел
в кг 1мм
17
6
удли-
01
о
о» eV~
ОТНОСИ!
нение в
24.
¦
24
суже-
щ
О
л
?>
Относит
ние в °/,
5°
s
н
Q
ч
1
Предел
в к г/мм
9,5
сти
о
и
О.
с
>.*
л s
0?
а
и
и
<=(
Модуль
в кг/мм
72ОО 2-7OO
72OO
2700
X
о|
¦"¦3.
и «
Твёрдое
нелю r
7°
38
X
s 2
Коэфиц
Пуассоь
о,зз
о,33
Физические свойства
Уд. вес т = 2,75.о
Коэфициент линейного расширения
а20-100° = 22 • 10~6; а20- -200° = 23-4 • 10
«20-300^ =ОЛ°-1П~6
-6-
Ю
Технологические и прочие данные
Пластичность, достаточная для клёпки с применениеу
заклёпок в закалённом и естественно состаренном состоя-
нии. Закалка с 490 — 505°С в воде и естественное старе-
ние не менее 4 суток. Отжиг при 340 — 370°С, охлажде*
ние на воздухе. Обрабатываемость резанием: Д18Т—удо-
влетворительная; Д18М—пониженная. Сопротивление
коррозии среднее.
Механические свойства при высоких температурах*
Свойства
Предел прочности при
растяжении в кг/мм* . . .
Предел текучести в кг/мм*
Относительное удлине-
ние (на 2") в °/0
25
Зо
17
27
Температура
150
21
20
200
12
9
30
260
5.5
4
45
в °С
315
3
2
7°
370
z
1.5
оо
* Время выдержки при температуре испытания
определялось по наступлении постоянства свойств.
Области применения
Проволока и заклёпки для клёпки конструкций и$
алюминиевых сплавов (заклёпки ставятся в конструкции^
после закалки и естественного старения в течение не
менее 4 суток).
Технические условия в СССР (МАП)
Химический состав в °/0
Марка
сплава
Д18
Си
2,2—3,О
О,2—О,5
Мп
0,2
СА1
Fe
О.5
— остальное) \
Si
Zn
не более
о-5
0,1
Прочие:
при-
меси,
сумма
О, I
182
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Механические свойства полуфабрикатов
Вид
полуфабриката
Проволока**
для заклёпок
ТУ
349
С МТУ
Состояние
материала
Закалённый
и естественно
состаренный
Предел
прочности
при срезе
в кг/мм3
19*
* Приведённое значение является также расчётным
для заклёпок.
** Поставляется проволока в нагартованном состоянии
B0—30%). В этом состоянии, а также в закалённом
и естественно состаренном проволока подвергается
испытанию на расклёпываемость. Она должна выдер-
живать без трещин осадку вхолодную конца про-
волоки высотой Id до получения плоской головки высо-
той не более 0,5d (d — диаметр проволоки).
Иностранные технические условия
Химический состав в °'о (РА—остальное) .
Специфи-
кация
и дата
США
ACS 11329
A945)
Англия
DTD 327
A945)
Си
2,0 —
з.°
1.5-
з.°
Mg
0,2 —
°.5
О,2 —
°>5
Мл
0,2
°-5
Fe
г,о
°>7
Si
Сг
Zn
не более
о,8
о.7
0,2д
Ni
о.7
о.°3
Ti
°.з
Другие
приме-
си
каж-
дой
лоз
сум-
ма
о,ю
Механические свойства полуфабрикатов
Специфи-
кация
и дата
США
ACS 11329
A945)
Англия
DTD 327
A945)
Вид полу-
фабриката
Прово-
лока*
Прово-
лока**
Состояние
материала
Закалённый
и естественно
состаренный
Закалённый
и естественно
состаренный
?. ?я
eg,*
ч п ^
>=« s
О) Н И
С s n
в*
" 5 о ?
27
*' Поставляется в нагартованном (после последнего
отжига) состоянии до ~ 20%.
** Испытание на расклёпываемость: проволока диам.
от 2,4 до 5,6 мм должна выдерживать без трещин осадку
вхолодную до получения плоской головки диам. не менее
Id (где й—диаметр проволоки); проволока диам. от 6 до
9.5 мм должна выдерживать без трещин осадку до по-
лучения плоской головки не менее 1,8 d.
СПЛАВ ДЗП. ДУРАЛЮМИН ДЛЯ ЗАКЛЁПОК
Типичный химический состав в %
Си — 3,0; Mg — 0,5; Мп—0,5.
Типичные механические свойства
Состояние
сплава
Закалённый
и естественно
состаренный
(ДЗПТ) ....
Отожжённый
(ДЗПМ)
к _|
S -5.
о
;дел прочн
тяжении в
5.и
С О,
34
17
их:
<и
>,
si
— а
21
8
юсительно
инение в с
Ж 1-
2О
2О
юсительно
кение в %
н 5.
О о
4°
сти
о
я
й
С и
IO
сти
о
с
7200
7200
я
СИ
ч
и я
J5 Я?
If
2700
2700
ри-
Щ -,
:рдость по
ю в кг/мм
80
Ё
К я
Э °
s и
•fa
0 ^
«с
о,33
о.ЗЗ
Физические свойства
Уд. вес у = 2,78.
Коэфициент линейного расширения
а20-100° = 22 • Ю-6; «20-2003 = 23-4 ' 10 ~6 i
«20-300° = 24,8-10-6-
Технологические и прочие данные
Пластичность в отожжённом и свежезакалённом состо-
янии высокая; закалка с 490 —500°С в воде, естественное
старение не менее 4 суток; отжиг при 340 — 370°С, охла-
ждение на воздухе. Обрабатываемость резанием: ЦЗПТ—
удовлетворительная; ДЗПМ — пониженная. Сопротивле-
ние коррозии среднее.
Области применения
Заклёпки для клёпки конструкций из алюминиевых
сплавов. В конструкцию заклёпки ставятся в свежезака-
лённом состоянии (не позднее 3 час. после закалки).
Технические условия СССР (МАП)
Химический состав в % fAl — остальное)
Си
2,6-3.5
Mg
0.3—0,7
Мп
о.З—о,7
Fe
Si
не
°,5
Прочие примеси
более
О, I
Механические свойства полуфабрикатов
Вид
полуфабриката
Проволока** для
заклёпок
Состояние
материала
Закалённый
и естественно
состаренный
Предел
прочно-
сти при
срезе
в кг/мм*
> 21*
Относи-
тельное
удлине-
ние в%
15
* Расчётное сопротивление срезу для заклёпок —
19 кг 1мм-.
** Поставляется проволока в нагартованном состоя-
нии B0—30%). В этом состоянии, а также в свежезака-
лённом, проволока подвергается испытанию на рас-
клёпьшаемость. Она должна выдерживать без трещин
осадку вхолодную конца проволоки высотой 2 d до полу-
чения плоской головки высотой не более 0,5 d (d—диам.
проволоки).
гл. щ
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
183
ДУРАЛЮМИН Д1
Типичный химический состав в °/с
Си—4,3; Mg-0,6; Mn-0.6.
Технические условия СССР (МАП)
Химический состав в % (РА—остальное)
Типичные
Состояние
сплава
Закалён-
ный и ес-
тественно
состарен-
ный, алк-
лед Д1Т .
Отожжён-
ный алк-
лед Д1М .
Закалён-
ный и ес-
тественно
состарен-
ный, Д1Т
Отожжён-
ный Д1М .
s
Си
в ^
si
о *
gi«
о к
as
С X
Предел
растяже
38
•
i8
42
21
а
н
а
я*
>>
Предел
в кг/мм
22
и
24
и
механические свойства
о
я m
ч ч»
a» S
Относит
удлинен
i8
18
18
18
<U 0
Л «
ч
О1 Л1
Относит
сужени(
—
—
35
58
к
В
о
Я
о
Предел
в кг/мм
—
—
ю,5
7-5
s
gi
0
>.
0*
Модуль
в кг 1мм
7200
7200
720О
7200
Л
S
03
е{
и
Модуль
в кг/мм
2700
2700
2700
2700
s
о.
gj
Твёрдое
нелю 4
IOO
45
IOO
45
А
га
к
ll
Удельна
кость в
—
—
3
X
v _
к- W
s —
Коэфиц
Пуассо!
о.ЗЗ
о.ЗЗ
о.ЗЗ
о.ЗЗ
Физические свойства
Уд. вес у = 2,80.
Коэфициент линейного расширения
0 - 100-= 22-10-6; a20_2a)o = 23,4 • 10 J
°Ш-Щ)°= 24-8 • 10.
Коэфициент теплопроводности
* = 0,28 - 0,41 кал!см ¦ сек ¦ град.*
Удельная электропроводность 30—45Э/О от электропро-
водности меди.
Технологические и прочие данные
Пластичность в отожжённом состоянии и в свеже-
закалённом состоянии средняя. Свариваемость удовлетво-
рительная; закалка с 490 — 505"С в воде и естественное
старение не менее 4 суток; отжиг при 340 — 37О°С, охла-
ждение на воздухе. Температура ковки-штамповки 450 —
475°С. Обрабатываемость резанием: в закалённом и со-
старенном состоянии — удовлетворительная; в отожжён-
ном состоянии—пониженная: сопротивление коррозии
среднее.
Механические свойства при высоких температурах **
Предел прочности в кг/мм*
Предел текучести в кг/мм3
Относительное удлинение
(на 2") в %
Температура °С
25
43.5
28
2О
150
28
24
ib
200
18
15
25
260
9
0,5
35
315
4
2.5
90
3/0
3
2
IOO
Области придтенения
Силовые элементы конструкции (детали каркаса, об-
шивка, заклёпки***, лопасти воздушных винтов и т. д.).
* Первое значение—для закалённого и состаренного
материала, второе — для отожжённого материала.
** Время выдержки при температуре испытания опре-
делялось по наступлении постоянства свойств.
*** Заклёпки ставятся в конструкцию свежезакалён-
ными (не позднее 2 час. после закалки).
арка
Д1
Си
3.8-
4.8
Mg
0,4—
0,8
Мп
о,4-
о,8
Fe
О.7
Si
О.7
Ni
O,I
Zn
не
o,3
+
Й-
Прочие
примеси
более
o,7
О, I
Механические свойства полуфабрикатов
Вид
полуфабриката
Листы
(В327 СМТУ) тол-
щиной в мм
0,3—6,0
То же толщиной
в мм
0,3-6,0
Плиты горячека-
танные толщиной
6,1—25 мм
25,5—50 мм
Прутки
(В206АМТУ) диа-
метром в мм:
до 160 мм
более 160 мм
Профили прес-
сованные
(В234СМТУ)
То же
Трубы
(В2О7 АМТУ) диа-
метром В ММ'
до 22
22-50
более 50
Трубы (В207
АМТУ) всех раз-
меров
Трубы толсто-
стенные
(В143 АМТУ)
диам. до 120 мм
более 120 мм
Штамповки
G0 АМТУ)
Поковки
G0 АМТУ)
Штамповки ло-
пастей (В65 АМТУ)
Проволока*** для
заклёпок
(Врем. ТУ МАП
345 СМТУ)
Марка
и состояние
материала
Алклед Д1Т
Закалённый и
естественно соста-
ренный
Алклед Д1М,
отожжённый
Алклед Д1, за-
калённый и есте-
ственно состарен-
ный
Д1Т, закалённый
и естественно со-
старенный
Д1Т, закалённый
и естественно со-
старенный
Д1М, отожжён-
ный
Д1Т,закалённый
и естественно со-
старенный
То же
Д1М, отожжен-
ный
Д1Т, закалённый
и естественно со-
старенный
Д1Т, закалённый
и естественно со-
старенный
Д1Т,закалённый
и естественно со-
старенный
Закалённый и
естественно соста-
ренный
s
II
о а
О.З
с "»
ч " *
1— с m
37*
ДО 23
35**
ЗЗ*'1
38
36
38
<25
38
4°
4°
<25
Зб
38
38
Зб
Зб
zCp>
> 24
о°
ii
О з
а
15
12
IO
9-8
ю
ю
12
12
13-М
I3--U
12
IO
12
IO
12
IO
13
_
Йа
О Ч
г5 <3
О.Х
«US
М Си
_
-
—
—
-
_
—
-
—
95
95
95
* Предел текучести > 21 кг/мм2.
** Предел текучести для всех плит > 19,5 кг!мм2.
*** Проволока поставляется в нагартованном состоя-
нии B0—30°/0). В этом состоянии, а также в свежезака-
лённом проволока подвергается испытанию на расклёпы-
ваемость. Она должна выдерживать без трешин осадку
вхолодную конца проволоки высотой 2 d до получения
плоской головки высотой не более 0,5 d (d — диаметр
проволоки).
**** Расчетное сопротивление срезу для заклёпок
> 22 кг/мм*.
184
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД II
Иностранные технические условия
Химический состав в % (А1—остальное)
Спецификация
и дата
США
AMS 4030В
A945)
4032В, 4118В
Англия
BSS 5L3
A94=)
5Т4, 2L38, 2L39
Германия
DIN E1725
A943)
Си
3.5—4.5
3-5—4,5
З.о—3.3
Mg
0,2—0,8
о,4—о,8
1,1—т.б
Мп
о,4— i
о,4-о,7
о,5—о,8
Fe
Сг
Другие
каждого
1римеси
сумма
не более
1,О
0.7
Fe + Ti
о, 5
о,8
о.7
О,2—О,5
0,10
Ti
о.З
о.З
°.25
Ni С,2
°.°5
—
РЬ о,о5
о, 15
—
Механические свойства полуфабрикатов
Спецификация
и дата
США
AMS 4O3OB
A945)
AMS 4032B
A945)
AMS 4118В
A945)
Англия
BSS 5L3
A945)
BSS 5T4
A945)
ESS 2L38
A945)
BSS 21.39
A945)
BSS 2L39
A945)
Германия
DIN E1725
A943)
DIN E1725
A943)
DIN E1725
A943)
DIN E1725
A94.0
DIN E1725
A943)
Вид полуфабриката
Листы и ленты тол-
щиной 0,3 —12,7 мм
То же толщиной
0,3-25,4 мм
Прутки и профили
Листы и рулоны
Трубы**
Листы и рулоны
Прутки ли метром
до 200 мм
Штамповки****
Листы толщиной
до 6 мм
Ленты толщиной
до 3 мм
Трубы
Профили
Прутки сечением
до 2000 мм3
Листы и ленты
толщиной до 3 мм
Состояние материала
Отожжённый (неплаки-
Закалён.шй и есте-
ственно состаренный (ие-
плакировэнный)
Закалённый и есте-
ственно состаренный . .
Закалённый и есте-
ственно состаренный \нг-
плакированный)
Закалённый и естествен-
но состаренный.'
Закалённый и есте-
ственно состаренный (пла-
кированный)
Закалённый и естествен-
но состаренный
Закалённый и естествен-
но состаренный
Закалённый и естествен-
но состаренный (неплаки-
рованный) 3115 • 4 и 3115 5
Закалённый и естествен-
но состаренный 3115- 4 и
ЗН5-5
Закалённый и естествен-
но состаренный 3115 • о . .
Закалённый и естествен-
но состаренный 3115 • 5 . .
Закалённый и естествен-
но состаренный (плаки-
рованный) 3116 ¦ 4 и 3116 ¦ 5
Предел проч-
ности при рас-
тяжении
в кг/мм''
-< 24.5
41
Зв-5
3е? -5
41
38
34.5-31-5*
395
4о -42*****
4°
42
ЗВ-39-***
Предел
текучести
в кг/мм*
24
2.3
23
29
aSO,I
21,5
Г9-16.5*
23.5
25-28*****
28
38
25-27*****
Относительное
удлинение
8 (на 2")
в °/0
12
ю— тв*
i6
15
8-12.5*
15***
8 - 12*
•
15
15*****
15—i4***'s*
12
10
15 -14*****
* В зависимости от размерп полуфабриката.
** Приведённые свойства относятся к трубам, калиброванным после закалки. Повторно термически обрабо-
танные трубы могут обеспечить ий=а9,5 кг/мм3; '5о,а=25 *v/.w,ua.
*** Приведённое удлинение относится к материалу толщиной более 2,6 м; для материала толщиной менее
2,6 мм определение удлинения заменено испытанием на однократный загиб: материал должен выдержать без трещин
адгиб на 180' вокруг оправки с радиусом, равным трём толщинам (номинальным) листа.
**** Приведённые свойства относятся к отдельно отштампованным образцам из материала той же партии за-
готовок, из которой изготовлены штамповки, и одинаково с ними обработанные.
***** Первое значение относится к полуфабрикатам, не правленным после термической обработки; второе —
ж правленным.
ЛИСТ V
1. Магналий с 6°/0 Mg (лист тол-
щиной 1 мм) после нагрева при
510° С в течение 30 мин. и охла-
ждения в воде. X 100.
2. Дуралюмин Д17, сакалка и есте-
ственное старение, травление на
зерно.
3. Дуралюмин Д17, закалка и есте-
ственное- старение. Травление на
составляющие, х 250.
Дуралюмин Д17, пережог при
нагреве под закалку. X 150.
5. "То же, что и на фиг. 4, но
степень пережога большая. X 150.
6. Дуралюмин Д17, нагартованный
на 20% (после закалки). Травление
на зерно. X 250.
Том 4. Глава II
ЛИСТ V (продолжение)
7. Дуралюмин Д17, нагартованный
на 20% (после закалки). Травление
на составляющие. X 250.
(?. Дуралюмин Д16, отожжённый
из ' закалённого состояния D30°С,
охлаждение 0,5° в минуту). Х_250.
Р. Дуралюмин Д16, отожжённый из
нагартованного состояния D30° С,
охлаждение 0,5° в минуту). Тра-
вление на составляющие. X 250.
10. Дуралюмин Д17, отожжённый
из закалённого состояния D30° С,
охлаждение 0,5° в минуту). Тра-
вление на зерно, х 250.
7/. Дуралюмин Д17, отожжённый
из закалённого состояния D30 С,
охлаждение 0,5° в минуту). Тра-
вление на составляющие. X 250.
/2. Дуралюмин Д17, отожжённый из
нагартованного состояния D30° С,
охлаждение на воздухе). Травле-
ние на составляющие. X 250.
Том 4. Глава П.
ГЛ. Ill
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
185
СПЛАВ Д6. ДУРАЛЮМИН ПОВЫШЕННОЙ
ПРОЧНОСТИ
Типичный химический состав в %
Си - 4,9; Mg — 0,8; Мп — 0,8
Типичные механические свойства
Продолжение
Сосчояние
сплава
Закалённый
и естественно
состаренный,
Д6Т
Отожжён-
ный, ДбМ . .
Предел прочности при
растяжении в кг/мм1
Предел текучести
в кг'мм'
30
и
Относительное удли-
нение в °/„
15
15
Относительное су-
жение в °/„
48
Модуль упругости
в кг/мм*
7200
72OO
ей
и
S
со
5„
ч я
!"?
2700
2700
Твёрдость по
Бринелю в кг/мм"
1О5
Удельная ударная
вязкость в кгм/см3
-5
Коэфициент Пуас-
сона
о 33
о-ЗЗ
Физические свойства
Уд. вес f = 2,8.
Коэфициент линейного расширения
а2о-юо° = 22 ¦ i°~6; «20-^00° = 23>4 • 10~6;
в20-3<ХУ = 24,8 • 10-6.
Технологические и прочие данные
Пластичность в отожжённом и свежезакалённом
состоянии пониженная. Закалка с 498—fO3°C в воде и
естественное старение не менее 4 суток; отжиг Д6Т при
340 — 370°С. охлаждение на воздухе; отжигу Д6ТН дол-
жен предшествовать нагрев при температуре 450—
503°С, режим отжига тот же, что и для Д6Т. Обрабаты-
ваемость резанием: Д6Т —удовлетворительная Д6М—по-
ниженная. Сопротивление коррозии среднее.
Области применения
Силовые элементы конструкции (детали каркаса, об-
шивка и т. д.).
Технические условия СССР (МАП)
Химический состав в °/0 (РА—остальное)
5 а
С.«
Д6
Си
4-6-5,2
Mg
0,65—1
Мп
о,5—1,о
Fe
о,5
Si
не
°.5
Ni
5-
«и
tu
более
О,Ю
0.5
Zn
0.3
Прочна
приме-
си
сумма
О, IO
Механические свойства полуфабрикатов
Вид
фабр
Прутки
диаметром
полу-
иката
B06 АМТУ)
:
до 20 мм вкл. . . .
от 20 до
160 мм вкл.
более 160 мм . . .
Трубы
холоднотя-
нутые B07 АМТУ):
Диаметр
в мм
Ди 22
22-60
Более
50
, Толщина
стенки ъмм
До 1.0
1.5-2.0
До 1.0
1.5-5,0
Все раз-
меры
Состояние
материала
Закалённый
и естественно-
состаренный
(Д6Т)
Закалённый
и естественно-
состаренный
1Д6Т)
6*
X К
V Нет
О <-> ~
So.*
О) „ s
42
43
42
43
42
43
43
43
i
Я"
х Ч
<и
С и
2б
28
26
аб
26
29
29
29
о?~
ч v
5х
м
12
IO
8
13
Г4
13
Ч
и
Вид полу-
фабриката
Трубы холоднотя-
нутые, все размеры .
Трубы прессовян-
ные толстостенные
A43АМТУ) диаметром:
до 120 ми . ...
более 120 мм . . •
Профили прессо-
ванные поперечного
сечения до 2000 мм'х,
толщиной:
до 10 мм
10,1—20 мм
То же поперечно-
го сечения более
2000 мм3 толщиной:
10.1-20 мм
20,1—40 мм
более 40 мм ....
Все размеры ....
Состояние
материала
Отожжённый
(Д6М)
Закалённый и
естественно
состаренный
(Д6Т)
Закалённый
и естественно
состаренный
(Д6Т)
Отожжённый
(Д6М)
-эжв
-он
о о ^
ч s а
Не бо-
лее 25
4°
43
4°
42
42
45
49
Не бо-
лее 2>
ЕЙ
—
2б
28
29
Зг
31
32
33
~
о
Я Ю
Ч (U
si
II
IO
12
Ю
12
1,>
12
IO
1О
1Я
Иностранные технические условия (Германия)
Химический состав в % (А1 — остальное)
Специфика-
ция и дата
DIN E1725
A943)
Си
3,8-
4.5
Mg
0,9—
1.4
Мп
о,8—
1,2
+
<о,5
Si
0,2—
0.7
Zn
<о,3
Ni
<О,2
Pb
<оо5
Механические
3
'X.
Специф1
и дата
Flw3l25
A937)
s
о.
ю
¦Э-
1
Вид пол;
ката
Листы тол-
щиной до 6 мм
Ленты тол-
щиной до
3 мм
Трубы
Профили
толщиной
1,5—15 мм
Прутки се-
чением до
2000 мм?
Листы тол-
щиной до
6 мм.
Ленты тол-
щиной до
3 мм
свойства полуфабрикатов
i
S
я
Состоян:
риала
Закалённый и
естественно со-
старенный (не-
плакирован-
ный) 3125.4,
3125.5
Закалённый
и естественно
состаренный,
3125.4, 3125.5
Закалённый и
естественно со-
старенный, на-
гартовка рас-
тяжением
3125.5
Закалённый и
естественно со-
старенный
3125.5
Закалённый и
естественно со-
старенный (пла-
кированный)
3126.5
6*
х яет
о <J ^
Предел
сти при
НИИ В Ki
44—
46*
44-
46*
46
44
42
ести
9
^>
CU
(-„
Са
28-
З2*
28-
35'
36
—
о
о°
X 93
5 -
Относит
удлинен
12
12 -
ю*
ю
К)
• Первое значение относится к полуфабрикатам,
правленным после термической обработки; второе —
к неправленным.
186
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
СПЛАВ Д16. ДУРАЛЮМИН ПОВЫШЕННОЙ
ПРОЧНОСТИ
Типичный химический состав в °/„
Си— 4,4; Mg—1,5; Мп—0,6.
Типичные механические свойства
Состояние
сплава
Закалён-
ный и
естествен-
но соста-
ренный,
алклед
Д16Т
Отожжён-
ный ал-
клед Д16М
Закалён-
ный и
естествен-
но соста-
ренный,
Д16Т
Отожжён-
ный, Д16М
S
si
о у
Я"
О S
O.S
С I
редел ;
астяже
С а.
43
18
47
21
Я
н
о
0J
|.
О)
редел
кг/мм
-, ш
Зо
ю
33
и
к
§
а)
о
X
ч ^Э
я эин;
хиэонх
О х
i8
18
17
18
О)
суж
а)
О
X
л
<и _
н -?
s°
о ш
—
—
Зо
55
их:
и
О
ч
н
II
С 05
—
•—
"¦5
—
сти
о
а.
одуль
кг/мм'
5 я
7200
7200
CS
S
о
.одуль
кг/мм'
S ca
2700
2700
7200 2700
7200
2700
"я;
с й
н _
вёрдос
ринелк
ю5
42
1О5
42
ш
к .
дельна:
пкость
>> ю
—
—
З.о
—
уас-
Р
н
X
I
0 §
0.33
0,33
0.33
4 33
Физические свойства
Уд. вес f = 2,80.
Коэфициент линейного расширения
«20 - КО0 = 22 ' 10~ 6; «20 - 200" = 23-4
' 10
«20-300° = 24-8' 10~6-
Коэфициент теплопроводности
). = 0,28 — 0,45 кал!см ¦ сек ¦ град*.
Удельная электропроводность 30 —50% от электро-
проводности меди*.
Технологические и прочие данные
Пластичность в отожжённом и в свежезакалённом
состоянии средняя. Свариваемость удовлетворитель-
ная. Закалка с 490 — 500'С в воде; естественное старе-
ние не менее 4 суток; отжиг Д16Т при 340—370°С, охла-
ждение на воздухе; отжигу Д16ТН должен предшество-
вать нагрев при температуре 450—500° С; режим отжига
тот же, что и для Д16Т. Свариваемость удовлетворитель-
ная. Обрабатываемость резанием: Д16Т и Д16ТН—удовле-
творительная, Д16М — пониженная. Сопротивление кор-
розии среднее.
Механические свойства при
Свойства
Предел прочности при
растяжении в кг/мм'*. . .
Предел текучести
Относительное удли-
нение в %
высоких температурах*
Температура i
25
48,0
31,5
22
150
29,5
21
200
19.5
i6,o
25
260
10,0
7,0
40
з °С
315
5.5
«в
370
3°
2.5
100
* Время выдержки при температурах испытания
определялось по наступлении постоянства свойств.
Области применения
Силовые элементы конструкции (детали каркаса, об-
шивка, заклёпки и т.д.). Заклёпки ставятся в конструкцию
в свежезакалённом состоянии (не позднее 20 мин. после
закалки).
Технические условия СССР (МАП)
Химический состав в % (А1 — остальное)
* Первое значение для закалённого и состаренного
материала, второе — для отожжённого материала.
Сплан
Д16
Си
3-8-4,9
Mg
:,2-i,8
Mn
0,3-0,9
Fe
o,5
Si
не
°.5
Zn
Прочие
при-
меси
более
о.З
O,I
Механические свойства полуфабрикатов
Вид полуфабриката
: Листы * C27 СМТУ) толщиной:
0,3-2,5 мм
2,6-6,0 мм
Листы толщиной:
0,3-2,5 мм
2,6-6,0 мм
¦ Листы толщиной:
0.3-2,5 мм
2,6-6,0 мм
Плиты катаные толщиной:
(;,1-10 мм
10,5 25 мм
25,5-50 мм
Листы и плиты C27 СМТУ) тол-
щиной 0,3-50 мм
Листы и плиты толщиной
0,3-10 мм
Профили прессованные B43СМТУ)
поперечного сечения до 2000 мм? тол-
щиной: до 10 мм
10,1-20 мм
То же поперечного сечения более
2000 мм3, толщиной:
10,1-20 мм
20,1—40 мм
более 40 мм
Состояние материала
Закалённый и естественно
состаренный (алклед Д16Т)
Нагартованный после за-
калки (алклед Д16ТН)
Отожжённый (алклед Д16М)
Закалённый и естественно
состаренный (алклед Д16Т)
Закалённый и естественно
состаренный, напланирован-
ный (Д16БТ)
Отожжённый, неплакиро-
ванный (Д16БМ)
Закалённый и естественно
состаренный (Д16Т)
Предел прочно-
сти при растя-
жении в кг/мм?
41-5
43,5
43-5
4<Ь,5
Не более 23
Не более 24
43-5
43,5
43-5
45-43-5**
Не более 24,5
4о
42
42
45
49
Предел теку-
чести в кг/мм*
27-5
28
34
35
—
—
28
28
28
29,5-28**
—
ад
31
31
32
33
Относитель-
ное удлинение
в %
и
10
8
10
10
8
7
6
14-5**
12- II
12
12
12
10
ГО
* Листы толщиной до 2,5 мм вкл. имеют толщину плакировки 4"/0, а листы и ленты толщиной 2,6 мм и
более имеют плакировку 2%.
** В зависимости от сечения полуфабриката.
ГЛ. 11]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
18/
Продолжение
Вид полуфабриката
Все размеры
Прутки прессованные диаметром:
до 20
20 до
более
мм
160 мм
160 мм
Трубы холоднотянутые B34 СМТУ)
Диаметр
в мм
До 22
22-50
Более ?0
Все размеры
Толщина стенки
в мм
До 1,0
1,5-2,0
До 1,0
1,5-5,0
Все размеры
Трубы прессованные толстостен-
ные B34 СМТУ)
диаметром:
до 120 мм
более 120 л м
Проволока для
C46 СМТУ)
заклепок *
Состояние материала
Отожжённый (Д16М)
Закалённый и естественно
состаренный (Д16Т)
3?калённый и естественно
состаренный (Д16Т)
. Отожжённый (Д16М)
Закалённый и естественно
состаренный (Д16Т)
Нагартованный до 25 »/„
Предел прочно-
сти при растя-
жении В KZJMM^
Не более 25
42
43
42
42
42
43
43
43
Не более 25
4о
43
СР
Предел теку-
чести в кг (мм*
_
26
28
20
26
26
29
29
29
—
2б
28
—
Относитель-
ное удлинение
в °/о
12
12
IO
8
13
14
13
14
и
ю
12
Ю
—
* Проволока поставляется в нагартованном состоянии B0 —30°/0). В этом состоянии, а также в свежезакалённом,
проволока подвергается испытанию на расклёпываемость. Она должна выдерживать без трещин осадку вхолодную
конца проволоки высотой Id до получения плоской головки высотой не более 0,5 d (d — диаметр проволоки).
** Расчетное сопротивление срезу для заклёпок 25 кг/мм2.
Иностранные технические условия
Химический состав в % (А1 — остальное)
Спецификация
и дата
США AMS
4О4ОА* A945)
Англия DTD
390 A945)
DTD 273 A945)
Си
3.8-4-9
3-5-5
3-5-4,8
Mg
1,2—1,8
0,6—1,8
08—1.8
ГИп
О,3—1,2
о.З—т.5
р.
< о, 5
<» °>7
-< о, 4
S,
< о,5
< о,7
<; о, 5
С г
< о, 25
—
—
Zn
< 0,10
—
—
Прочие примеси
каждого
<о,о5
-
сумма
<°.*5
* Также AMS 40НА, 4042А, 4035А, 4О37А, 4088А, 412ОА, 4152.
Механические свойства полуфабрикатов
Спецификация
и дата
США
AN—А—13
A945)
AN-A-12
A94о)
AMS 4152B
A945)
A MS 4120A
A945)
AMS 4152B
A945)
Англия
DTD 390
A945)
DTD 'z73
A945)
Рид
полуфабриката
Листы и ленты тол-
шиной 0,3 — 10 мм
То же
-„
Листы и ленты тол-
щиной 0,3-10 мм
То же
Прессованные про-
фили
То же
Прутки (катаные)
То же
Трубы
То же
Листы и рулоны
Трубы
Состояние
материала
Закалённый и есте-
ственно состаренный,
плакированный, 24ST
Закалённый и нагар-
тованный при холод-
ной прокатке, плаки-
рованный, 24S-RT . .
Отожжённый, пла-
кированный, 24S—0 .
Закалённый и есте-
ственно состаренный,
неплакированный . .
Закалённый и нагар-
тонанный при холод-
ной прокатке, непла-
кированный
Отожжённый непла-
Закалённый и есте-
ственно состаренный
Отожжённый . .
Закалённый и естест-
венно состаренный . .
Отожжённый ....
Закалённый и естест-
венно состаренный . .
Отожжённый ....
Закалённый и естест-
венно состаренный,
плакированный . . .
Закалённый и есте-
ственно состаренный,
калиброванный *** . .
Предел прочно-
сти при растя-
жении в кг/мм*
41,5-43,5*
43,5—46,5*
< 23—24*
45
48.5
<24-5
4о—49**
•^Г23
43.5
<25
436
<25
39.5
45-5
Предел
текучести
в кг/мм3
28
34-35*
—
29.5
36.5
—
29.5-36,5**
—
28
—
29,5
-
°5О,1
23.5
^S 0,1
34.5
Относитель-
ное удлинение
В°/о
гз—ю**
ю — 7**
ю
14—12**
II—8**
I2-H**
12- IO**
12
12-Ю**
Ю
14-и**
IO
15
7 - ю**
* Листы и ленты толщиной до 1,6 мм имеют толщину плакировки 4°/0, а листы толщиной 1,6 мм и более
имеют плакировку 2"/0-
** В зависимости от сечения полуфабриката.
*** Повторная термическая обработка может обеспечить
44 кг/мм* и
27,5 кг'мм*.
188
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. 11
СПЛАВ АК8. СУПЕРДУРАЛЮМИН
Типичный химический состав в °/„
Си — 4,4; Mg — 0,5; Мп — 0,8; Si — 0,8.
Типичные механические свойства
Механические свойства полуфабрикатов
Состояние
сплава
Закалённый
и искусствен-
но состарен-
ный
к
?1
о ^
В"
О S
О.Я
с I
дел
гяже
о, У
С а.
49
сти
2|
С со
за
я
>.
<и
О
осит
не в
Оя
13
<D
*S
>>
о
а>
ЬНО
Iя
О i
25
их;
о
тал
>,„
is
С ю
эсти
и
о.
л ^
о !е
^ a
7200
S
m
и
о й
Am
2700
0
ч
рине
о
с
?„,
§1
р ^~~-
и
130
ш
о
уасс
С
н
OI
фиц
о
°.зз
Вид
полуфабриката
Прутки B20 AM ТУ)
все размеры
Штамповки
G0 АМТУ)*
' Поковки G0 АМТУ)**
Состояние
материала
Закалённый
и искусственно
состаренный
То же
То же
Предел
проч-
ности
при
растя-
жении
в кг/мм2
4б
4б
44
Отно-
ситель-
ное
удлине-
ние
в°/0
10
IO
8
22 • 10~6.
Физические свойства
Уд. вес 7 = 2,80.
Коэфициент линейного расширения <*20—100о=
«20-200°=23-4 • 10~6; «20-300° = 24-8 ¦ W-6.
Коэфициент теплопроводности
X = 0,37 — 0,45 кал\см ¦ сек • град*.
Удельная электропроводность 40—
50% от электропроводности меди*.
Технологические и прочие данные
Пластичность в горячем состоянии
пониженная. Температура ковки-
штамповки 450 — 475° С. Закалка с
500—510° С в воде и искусственное ста-
рение при 175—lgO^ С в течение
8 час. или при 180—185° С в течение
5 час. Обрабатываемость резанием хорошая. Сопротивле-
ние коррозии пониженное.
Механические свойства при высоких температурах**
* Предел текучести 35 кг/мм" (факультативно). Твёр-
дость по Бринелю 130 кг/мм*.
** Твёрдость по Бринелю 130 кг/мм2.
Иностранные технические условия
кацпя и
дата
США
AMS 4135C
A945)
Химический состав
Си
39—5
Mg
0.20—
O.75
Si
0,5-
1,2
M11
0.4—
1.2
в %
Fe
< 1,0
fAl—остальное)
Zn
<O,2j
Ti
<o,i5
Cr
<O,I
Прочие
примеси
ка-
ждой
<o,o5
сумма
<o,i5
Механические свойства полуфабрикатов
Свойства
Предел прочности вкг!ммг
Предел текучести в кг/мм3
Относительное удлине-
ние (на 2") в °/„
Температура
25
49,5
Я» 5
Н
150
3°.5
27о
14
200
I2.O
9.о
2В
260
7,°
6,о
32
в °С
315
4>5
3>°
45
370
З.о
2-5
55
Области применения
Высоконагруженные штампованные детали.
3
X
S
Спец:
и дат
США
AMS
41йС
AУ45)
^ то
О -
г- ^
Вид г
фабр!
Штамповки
Состояние
материала
Закалённый
и искусственно
состаренный
h
юст
i кг,
О S
Q.S
С I
V
5*
С о.
.}6
1ест
>>
V
а.*
39
О°
хя
gl
0 =
IS
10
S
а
ci
t- 2
Твёр^
нелю
13°
Технические условия СССР (МАП)
Химический состав в °/0 (А1 — остальное)
то
1С
га
СПЛ
рка
S
АК8
Си
3.9—
4.а
Mg
0,4—
0,8
Мп
о,4—
Si
0,6-
1.2
Fe
0,8
Ni
а-
не более
O.IO
о8
Zn
Прочие
примеси
* Первое значение для закалённого и состаренного
материала, второе—для отожжённого материала.
** Время выдержки при температуре испытания опре-
делялось по наступлении постоянства свойств.
Сплавы на основе системы
Al -Mg—Zn—Си
Почти во всех странах уделяется большое
внимание изысканию новых алк^иниевыхспла-
вов, обладающих более высокой прочностью,
чем существующие сплазы. Особенно много
исследований посвящено сплавам на основе
Al—Mg-Zn-Cu. Причиной это j является
главны л образом то обстоятельство, что ос-
новные легирующие добавки в этих сплавах об-
ладают высокой растворимостью в алюминии
и создают возможность эффективного упроч-
нения этих сплавов термической обработ-
кой (закалка и искусственное старение). В ре-
зультате этих исследований появились новые
ГЛ. И]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
18У
высокопрочные алюминиевые сплавы с проч-
ностью до 60—65 кг\мнг при удлинении
14-6%.
Все промышленные сплавы этого типа
содержат: 4-8% Zn, 2—4% Mg, U,2-2<V0 Cu
и небольшое количество марганца, хрома,
иногда титана или ванадия.
Высокие механические свойства этих спла-
вов известны давно, однако применение их
задерживалось вследствие их склонности к
коррозионному растрескиванию. В последние
годы это затруднение удалось преодолеть со-
ответствующим подбором состава сплавов и
режимов их термической обработки. Разра-
ботанные и внедряемые в настоящее время
сплавы в СССР и США не уступают в кор-
розионном отношении сплавам типа дуралю-
мин повышенной прочности.
Так же, как и в случае сплавов типа дур-
алюмин листы из этих сплавов производятся
преимущественно плакированными. Для пла-
кировки применяются специальные сплавы
алюминия с цинком или с цинком и магнием *.
Железо и кремний в этих сплавах являются
вредными примесями и количество их огра-
ничивается обычно 0,5—0,6% каждого. Состав
некоторых из этих сплавов, нашедших про-
мышленное применение, и их механические
свойства приведены в соответствующих та-
блицах.
ВЫСОКОПРОЧНЫЙ СПЛАВ В95**
Типичный химический состав в %
Cu-1,7°/O; Mg-2,3%; Zn-6°/0.
Типичные механические свойства
Физические свойства
Удельный вес ^ = 2,8.
Коэфициент линейного расширения
я
s
01
Состояни
риала
Закалён-
ный и ис-
кусственно
состарен-
ный, не-
плакирован-
ный, В95Т
Отожжён-
ный, не-
плакнро-
ванный.
В95М
Закалён-
ный и ис-
кусственно
состарен-
ный, плаки-
рованный,
В95Т
Отожжён-
ный, плаки-
рованный,
В95М
Bf
? ш
о я
Q.S
Предел п]
растяжен
бо
26
54
23
ести
В"
щ
IS
С я
55
!3
47
и
.-5
х°п
Ч 4)
Относите
удлинени
13
13
IO
i8
о ^2
г»
Относите
сужение
—
—
23
5°
Бри-
о s?
Твердост!
нелю в к,
1 5°
—
—
—
||
^оа
Удельная
вязкость
i,i
—
—
—
остн
ч
я
и
С ш
l6
—
—
—
ОСТИ
>,
о.
с
74°°
74°°
74°°
74°°
я
Я
:дв
Й
о ^
So
2700
2700
2700
2700
X
Коэфици'
Пуассонг
о,33
о.ЗЗ
о,33
о, 33
* Американский сплав 75S плакируется сплавом
алюминия с 1°/0 Zn. Отечественный сплав В95 плакируется
сплавом алюминия с 3,5% химического соединения MgZna.
Аналогичные сплавы для тех же целей применяются в Гер-
мании.
** Разработан Всесоюзным тучно-исследовательским
институтом авиационных материалов (ВИАМ) и заводом
№ 95 Министерства авиационной промышленности.
*** На базе 5 х Ю8 циклов; на базе 30 xW циклов
«20-100° = 23'2
а20-300" = 25,9
а20-2оо°= 24
10
Коэфициент теплопроводности Х = 0,28 (В95Т).
Удельная электропроводность 30% от электропровод-
ности меди (В95Т).
Технологические и прочие данные
Пластичность в отожжённом и свежезакалённом
состоянии средняя; закалка с 46S—475°С в воде, искус-
ственное старение при 120-125' в течение 24 час*. Отжиг
при 420-44OJ С, охлаждение с печью; обрабатываемость
резанием в закалённом и искусственно состаренном
состоянии удовлетворительная, в отожжённом — пони-
женная; сопротивление коррозии среднее.
Области применения
Высоконагруженные элементы конструкций (детали
каркаса, обшивка).
Технические условия СССР (МАП)
Химический состав в %
Марка
сплава
В95
Mg
1,8-
2,8
Zn
5-7
Си
1,4-
2,0
Мп
0,2-
0,6
Сг
0,15 —
0,25
Fe
<0,5
Si
< 0,5
Сумма
прочих
приме-
сей
<0,1
Механические свойства полуфабрикатов
Вид полуфа-
бриката
Листы (Врем.
ТУ МАП)
толщина
0,5-1,5 мм
16-6,0 „
0,5-6,0 „
Прутки **
прессованные
(Врем. ТУ
МАП)
диаметр
8-22 мм
23 - 180 .
Профили прес-
сованные (Врем.
'ТУ МАП)
толщина стенки
до 10 мм
„ 11—40 мм
более 40 мм
Профили прес-
сованные, все
размеры
Состояние
материала
Закалённый и
искусственно
состаренный,
плакирован-
ный, Ь95Т
Отожжённый,
плакирован-
ный, В95М
Закаленный и
искусственно
состаренный,
В95Т
Закалённый и
искусственно
состаренный
В95Т
Отожжённый
В95М
о еа
O>g S
Ч с S Ц
41 _ S *
С ас о. а
не
49
5°
52
49
52
54
?i
ч м
С !Г
El
Отн(
удл»
иенее
4°
4i
—
S
42
44
45
7
7
ю
7
7
6
6
6
10
* Искусственное старение должно производиться либо
в первые 2 часа, либо спустя 4 суток после закалки.
** Поставляются прутки в горячепрессованном со-
стоянии.
190
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Иностранные технические условия
Химический состав в °/0 (hi—остальное)
Спецификация
и дата
США
AN-A-10a*
AAF 11352 А
A943)
Англия
DTD 363A
A945)
Германия
Flw 3425
A944)
Япония**
A941)
Zn
5-1—6,1
7-8
4-8
43-4,8
8
Mg
2,4-2,9
1,2-2
а-4
3.3—3,8
i,5
Ma
0,1—0.3
0,3—0,8
<д,о
од-о.5
о,5
Си
1,2 — 2
о,з-1,о
1,5 -з,о
0,2 — О,6
2
Сг
0,15-0,4
<Д,О
О, I - О,2
Fe
<о,7
<о,б
<о,6
Fe +
+ Ti
<о,6
Si
<°о
<о,4
<о,6
<°,4
Ti
<О,2
<О,2
—
<о,3
V
—
—
О,О2—О, об
Прочие
каждой
< о,о5
—
—
_
примеси
сумма
< о, 15
< о,з
—
—
* В названных спецификациях состав сплава не приводится, так как его не разрешено было публиковать. Приве-
дённый состав взят из литературных источников 1945 г.
** Состав японского сплава приведён средний (по английским литературным данным).
Спецификация
и дата
США
AN-A-IOa
A943)
AN—А-Па
A943)
AAF 11352А
A94!!)
Англия
DTD 363A
A945)
Германия
Flw 3425
A943)
Япония***
Механические
Вид полуфабриката
Листы и ленты толщиной до
6,3 мм
Листы и ленты толщиной до
1 мм
Листы 1.С5-6.2 мм
Профили прессованные
Лопасти воздушных винтов
Прутки и профили прессо-
ванные
Профили прессованные
толщиной 1,5—15 мм
Штамповки
Листы
Листы и прессованные
профили
свойства полуфабрикатов
Состояние материала
Отожжённый, плакирован-
ный
Закалённый и искусственно
состаренный, плакированный
Отожжённый
Закалённый и искусственно
состаренный
Закалённый и искусственно
состаренный
Закалённый и искусственно
состаренный
Закалённый и естественно
состаренный 3425.5
Закалённый и искусственно
состаренный 3425.9
То же
Закалённый и искусственно
состаренный, плакированный
Е. S. D. С.
Закалённый и искусственно
сострренный, неплакирован-
ный Е. S. D.
С с с"й га
<25о
49.5
5°>5
<28
55
49.5
6о -55°*
40—42*
48-5O*
5о-4з**
58
68
У
—
42
43.5
—
49.5
42
52-47.5*
28 зо*
40-42
42-34**
5°
6о
гель-
ине-
i
Q >1 Я
К aj щ
О х ?
10
7
8
6
6
5
12-Ю*
8
8-4**
12
IO
* В зависимости от сечения полуфабриката.
** Первое значение относится к свойствам вдоль волокон, второе-поперёк волокон.
*** Для японского сплава приведены средние механические свойства по английским литературным данным.
гл. in
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
191
Сплавы для работы при повышенных
температурах
Для работы при повышенных температурах
применяются три деформируемых алюминиевых
сплава: „Y", RR59 и 32S (Low — Ex).
В Германии для поршней двигателей вну-
треннего сгорания применяется исключитель-
но сплав типа 32S и весьма ограниченное при-
менение находит сплав „Y". В США долгое
время почти единственным сплавом для пор-
шней и головок цилиндров был сплав „Y", а в
последние несколько лет получил распростра-
нение сплав 32S. В Англии применяется пре-
Таблица 48
0/,
35
30
&
Yl
1П
г
0
кг/мм*
А
/J
jj'
if
i
\
\
\
\
\
¦
1
20 150 200 250 300 350 °C v20 150 200 250 300 350 °C
Фиг. 119. Изменение преде-
ла прочности при растя-
жении поршневых сплавов
при повышенных темпера-
турах после 200-часовой
выдержки при темпера-
туре испытания: 1— АК4
(RR59); 2-АК2 (Y);~,S—32S.
Фиг. 120. Изменение преде-
ла прочности при растя-
жении поршневых сплавов
при повышенных темпера-
турах после часовой вы-
держки при температуре
испытания: 7—АК4 (RR59);
2--АК2 (Y); 3—32S.
1П
30
0/)
(и
in
к
0\
1/
Г/
-/X/
//У
Щ-
20 ' 150 200 250 300 350 °t
Фиг. 121. Изменение от-
носительного удлинения
поршневых сплавов при
повышенных температурах
после часовой выдержки
при температуре испыта-
ния: 1 — АК4 (RR59); 2 —
АК2 (Y); 3-32S.
20 150 200 250 300 350 °С
Фиг. 122. Изменение отно-
сительного удлинения пор-
шневых сплавов при повы-
шенных температурах по-
сле 200-часовой выдержки
при температуре испыта-
ния: /-АК4 (RR59); 2-
АК2 (Y); 3 - 32S.
имущественно сплав RR59 и в некоторой мере
сплав „Y". Во Франции и Японии преимуще-
ственное применение находит сплав „Y".
В СССР применяются сплавы RR59 (АК4)
и „Y" (АК2), причём последний всё более вы-
тесняется сплавом RR59. Необходимо заметить,
что во всех странах поршни мощных двигате-
лей внутреннего сгорания изготовляются пре-
имущественно штампованными. В последнее
время отмечены случаи (в США и Англии)
применения штампованных головок цилиндров
двигателей воздушного охлаждения.
В табл. 48 приведены физические свой-
ства перечисленных сплавов, а на фиг. 119 —
122 механические свойства при повышен-
ных температурах.
Физические
Сплав
„Y"
RR59
32S
:войства основных сплавов для
при высоких температурах
Коэфициент
линейного рас-
ширения а
о
1
о
22
22
19.5
о
8
1
23.4
23 1
~,5
• 10е
о
S
I
о
24-8
24
21,4
Уд.
вес
2,8о
2,8о
2.6д
Коэфициент
теплопровод-
ности
кал
см- сек • град
°.37— °>45
о.43
0,32—0,37
работы
о с?
^ ° н о
CR в о К
4О—5о
-
35—4°
Сплав АК2 („?")• Сплав этот известен под
маркой „Y" (игрек). Различают два сплава „Y":
литейный и деформируемый. Деформируемый
сплав содержит 0,5% Mg, литейный — 1,5% Mg,
остальные компоненты одинаковы. Более низ-
кое содержание магния в деформируемом
сплаве облегчает горячую деформацию сплава
при изготовлении из него деталей, сплав с 1,5%
Mg обрабатывается значительно труднее.
Оба сплава основаны на системе А1 — Си —
Mg с добавкой 2% №.
Деформируемый сплав по составу (если не
считать никеля) является нормальным дуралю-
мином Д1, а сплав с 1,5% Mg (литейный) —
сплавом Д16. Жаропрочность этих сплавов
определяется системой А1 — Си — Mg. Никель
имеет второстепенное значение, он определяет
главным образом антифрикционные свойства
этих сплавов.
В соответствии с диаграммой состояния
А1 — Си — Mg (фиг. 81 и 82) основной упроч-
няющей фазой в деформируемом сплаве „Y"
является СиА12, а в литейном - соединение „S".
При сравнении жаропрочности обоих сплавов
в одном состоянии (например, в деформирован-
ном) сплав с 1,5% Mg превосходит сплав с
0,50/0 Mg.
В США, во Франции и у нас в СССР де-
формируемый сплав содержит О,5г/о Mg, а в
Англии и Германии — 1,5% Mg. В посхеднем
случае находят, что трудности, связанные с
горячей деформацией сплава с 1,5% Mg, ком-
пенсируются более высокой жаропрочностью.
В СССР в результате исследований най-
дено целесообразным (для повышения меха-
нических свойств) добавлять в сплав АК2 по
0,8% Fe и Si. Сплав АК2 эффективно упроч-
няется термической обработкой (закалка и
естественное или искусственное старение).
Сплав АК4 (RR39). Природа этого сплава
не выяснена. Можно предполагать, что осно-
вой его является система А1 — Си — Mg — Si,
но несомненно также, что весьма важную роль
в этом сплаве играют добавки железа и никеля.
Влияние титана ограничивается, вероятно,
ролью добавки, измельчающей зерно при от-
ливке слитков из этого сплава. Однако, учи-
тывая сравнительно высокую легированность
сплава малорастворимыми добавками, роль
титана и в этом отношении нельзя считать
существенной.
192
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Из этих соображений, подкреплённых опы-
том применения сплава, не содержащего титана,
добавка его в сплав АК4 в СССР считается
необязательной.
Термическая обработка сплава состоит из
закалки и искусственного старения.
К преимуществам этого сплава относятся
несколько более высокая жаропрочность, чем
сплавов АК2 и 32S (фиг. 119—122)^ и мень-
ший „рост" в процессе работы деталей при по-
вышенных температурах по сравнению с АК2.
Сплав 32S основан на системе А1 — Си —
Mg — Si с добавлением 0,9% Ni. Применяется
он также в литом виде (Low — Ex). Жаропроч-
ность этого сплава несколько ниже, чем у спла-
вов АК2 и АК4. Преимуществами сплава
являются наиболее низкий коэфициент линей-
ного расширения, несколько меньший удель-
ный вес и высокое сопротивление износу.
СПЛАВ АК2 („Y") ДЕФОРМИРУЕМЫЙ
Типичный химический состав в °|0
Си — 4,0; Mg — 0,5; N4 - 2,0.
Типичные
Состояние
сплава
Закалённый и
искусственно со-
старенный
механические свойства
к
X
3"
о
*
<в
К!
редел пр
астяжени
С
а.
X
к
куч
<у
нп
С ш
28
Л)
ьно
тносител
О
е
Ш
(линение
13
их
о
тал
редел ус
кг/мм*
С и
IO
сти
о
о.
ч а
Ч М
о и;
feo
7200
ВИГ
одуль сд
&
"а?
3.
а
2700
п
(Л
о
0»
?0 5
IOO
н
оэфицие
уассона
«С
о 33
Физические свойства
Уд. вес т = 2,80.
Коэфициент линейного расширения а20--ЮОо = 22О~^;
«20-200° = 23-4 ' 10~6: «20-300° = 24,8 • 10~6.
Коэфициент теплопроводности
X = 0,37—0,45 кал!см ¦ сек • град*.
Технологические и прочие данные
Пластичность в горячем состоянии средняя, закалка
с 510 — 520° С в воде и искусственное старение при
105—175° С в течение 15—18 час. Обрабатываемость реза-
нием удовлетворительная.
* Первое значение для закалённого и состаренного ма-
териала, второе — для отожжённого материала.
Механические свойства при высоких
Свойства
Предел прочности
при растяжении в
kzImm'1
Предел текучести
Относительное уд-
линение (на 2") в °/0
25
44-5
17
температурах•
Температура в
150
1О
260
з
32
°с
370
_
* Время выдержки при температуре испытания опре-
делялось по наступлении постоянства свойств.
Области применения
Поршни, головки цилиндров двигателей внутреннего
сгорания и другие детали, работающие при повышенных
температурах.
Технические условия СССР (МАП)
Химический состав в % (РА—остальное)
АК2
Си
3.5-
4-5
Mg
0,4-
08
Mn
<о,2
N'i
1,8-
а,3
Fe
0 5-
1.0
Si
05-
1.0
Zn
<°3
Прочие
примеси
сумма
Механические свойства полуфабрикатов
Вид
полуфабрикатов
Прутки
B20АМТУ) все
размеры
Поковки
G0 АМТУ)*
Штамповки
G0 АМТУ)**
Состояние
материала
Закалённый
и искусственно
состаренный
То же
То же
Предел
проч-
ности
при
растя-
жении
в кг(ммг
36
Ф
37
Отно-
ситель-
ное
удлине-
ние
В°/о
ю
4
5
* Твёрдость по Бринелю 95 кг/мм*.
** Предел текучести 24 кг/мм*, твёрдость по Бри-
нелю 95 кг/мм1.
Иностранные технические условия
Химический состав в °10 (А\—остальное)
Спецификация
и дата
США
AMS 4140C A945) . .
Англия
BSS 4L25 A945) . . .
Германия
Flw 3137 A943) . . .
Си
3-5—4,5
3-5—4-5
^/ 4
Mg
0,45-0,9
1,2—1,7
~ 1.5
Ni
1,7—23
1,8-2,3
<-*/ а
Fe
1,0
0,6*
Si
O.Q
О.6*
Mil
0.2
Zn
(л
не более
О,2д
—
—
О,1
—
Ti
0,05
°.з
Прочие примеси
каждой
°,О5
—
—
СУММ!
-
—
* Сумма (Fe -f Si) не более 1,0%.
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
193
Механические свойства полуфабрикатов
Спецификация
и дата
США
AMS 4140C
A945)
Англия
BSS 4L25
A945)
Германия
Flw 3137
A943)
Вид
полуфабриката
Штамповки
Штамповки (порш-
ни и головки цилин-
дров)
Штамповки (порш-
ни и головки цилин-
дров)
Состояние
материала
Закалённый и
искусственно соста-
Закалённый и
искусственно соста-
ренный
Закалённый и
искусственно соста-
ренный, 3137.9 . . .
Предел
прочности
при растя-
жении
з кг/мм3
38.5
34,5
35—42
Предел
текучести
в кг [мм3
28
_
Относи-
тельное
удлинение
(на 2")
' в %
ю
8
ю
Твёрдость
по
Бринелю
в кг/м н-
_
мо— :зо
СПЛАВ АК4 (RR59) ДЛЯ ПОРШНЕЙ,
ДЕФОРМИРУЕМЫЙ
Типичный химический состав в %
Си-2,2; Mg — 1,6; Fe — 1,35; Si — 0,Ь5; Ni — 1,2с
Типичные механические
Состояние
сплава
Закалённый
и искусствен-
но состарен-
Предел прочно-
сти при растяже-
нии в кг/мм3
44
Предел текучести
в кг/мм?
29
Относительное
удлинение в %
ю
свойства
Модуль упругости
в кг/мм*'
7200
Модуль сдвига
в кг/мм"
2700
Твёрдость по Бри-
нелю в кг/мм'2
но
Коэфициент
Пуассона
о,33
Физические свойства
Уд. вес f - 2,80.
Коэфициент линейного расширения
«'0-100° = 22 • 10-6; а20_200° = 23,1 ¦ 10-е ;
а20-ЗСО° = 24 • 10~с •
Коэфициент теплопроводности
X = 0,43 кал/см ¦ сек ¦ град.
Технологические и прочие данные
Пластичность в горячем состоянии пониженная. Закал-
ка с 510—5°С в воде и искусственное старение
при 165—175°С в течение 15—18 час. Обрабатываемость
резанием удовлетворительная.
Механические свойства при высоких температурах*
Свойства
Предел прочности при
растяжении в кг/мм*
Твёрдость по Бринелю в
кг/мм*
Температура в
20
43
133
90
4°
I3O
150
3°
123
260
31
°С
370
и
23
* Испытания при высоких температурах прове-
дены после выдержки при температуре нагрева в тече-
ние 2 часов (без стабилизации свойств).
Области применения
Поршни авиационных моторов и другие детали, рабо-
тающие при повышенных температурах.
Технические условия СССР (МАП)
Химический состав в % (А1 — остальное)
ава
спл
се
Map
1
АК4
1
Си
19-
2.5
Mg
!.4—
1,8
Мп
<О,2
Fe
1,1—
1,6
Si
0.5—
1,2
Ni
1—
1.5
Zn
<0,3
Прочие
примеси
сумма
<C 0,1
Механические свойства полуфабрикатов
Вид полуфа-
бриката
Прутки
B20 АМТУ)
все размеры
Поковки
G0 АМТУ)*
Штамповки
г70 АМТУ)*-*
Состояние
материала
Закалённый
и искусствен-
но состарен-
ный
Предел
прочности
при
растяжения
в кг/мм"
36
То же | з°
То же
38
Относи-
тельное
удлинение
в '/о
8
4
5
* Твёрдость по Бринелю 100 кг/мм-.
** Предел текучести 26 кг/мм'1, твёрдость по
Бринелю 100 кг/мм'2.
Иностранные технические условия (Англия)
Химический состав в % (РА—остальное)
Наимено-
вание спе-
цификации
и дата
BSS 2L42
A945)
Си
1.5-3
Mg
1,2—1,8
Ni
0.5-15
Fe
1,0—1,5
Si | Ti
не
более
i
1,3 I 0.2
194
ЦВЕТНЫЕ МЕТАЛЛI»! И СПЛАВЫ
[РАЗД. 1г
Механические свойства полуфабрикатов
i Специфи-
кация
и дата
BSS 2L42
A945)
Вид полу-
фабриката
Штам-
повки
(поршни,
головки
цилиндров)
Состояние
материала
Закалён-
ный и
искусствен-
но соста-
ренный
Предел
прочности
при растя-
жении
в кг'мм"
39.5
Отно-
ситель-
ное
удлине-
в /о
6
СПЛАВ 32S (Low - Ex). ЖАРОПРОЧНЫЙ
СИЛУМИН
Типичный химический состав в °/0
Си - 0,9; Mg — 1,0; Si — 12,5; N1 — 0,9.
Типичные механические свойства
. ..
j Состояние
сплава
Закалённый
и искусственно
состаренный .
—
¦&*
1 _ ^
8*
s«
1—i О-
39
s
i-
екучес
редел
кг/мм
за
К
льное
/о
f s
5 Я
IO
s
н
усталое
1редел
кг/мм
»— Ю
1О
с
упругое
1 одуль
кг/мм
<С ее
7200
сдвига
Модуль
кг/мм
2700
S
1С
с-5.
вёрдос
елю в
Н а:
я
о
се
ент Пу
S
•е-
в)
о
а.
о.ЗЗ
Физические свойства
Уд. вес 7 = 2,69.
Коэфнциент линейного расширения
а 20--100° - 19>5 " 10~6: «20-200° = 20'5 10'
а20 .300° - 21>4 ' 10~ •
Коэфициент теплопроводности
д. - 0,32—0,37кал\сн • <ек-град.*
Удельная электропроводность 35—40% от электропро-
водности меди*.
Технологические и прочие данные
Пластичность в горячем состоянии средняя. Тем-
пература ковки-штамповки 420—450° С. Закалка с
520—535° С и искусственное старение при 130—160° С не
менее 5 час. Обрабатываемость резанием удовлетвори-
тельная. Сопротивление коррозии среднее.
* Первое значение для закалённого и состаренного
материала; второе—для отожжённого материала.
Механические свойства при высоких температурах*
Свойства
Предел прочности при
растяжении в кг/мм1 .. ¦
Предел текучести в
Относительное удлине-
ние (на 2") в %
1
i
J25
1
!
|39,5
|
З2
i 8
i
1
1
Температура
1
isol
1
27.5
j
23 !
!
9 ;
203
11
7,5
3-t
260
b
5°
в °С
315
4
2 5
60
370
2'5
120
Области применения
Поршни, голонки цилиндров двигателей внутреннего
сгорания и другие детали, рэботаюшие при повышенны
температурах.
Иностранные технические условия
Химический состав s °/0 (РА— остальное)
S
фика
S 1
U а
США
AMS
4145D
A945)
Англия
DTD 324
A945)
Германия
Flw 3211
A942)
Си
о,5—
1.3
о,7 —
1.3
i
Mg
0,8—
i-З
0,8-
1,5
I
Si
II.5—
¦13.5
II —
13
Jg
Ni
o»5—
i,3
0,7-
1.3
I
Fe
I
0,6*
Zn
Cr
Другие
примеси
ждой
те
не более
о,25
_
0,10
_
°,°5
_
г
'-
О, !=,
* Fe -f- Mn + Ti.
Механические свойства полуфабрикатов
Спецификация и
дата
США
AMS 145D
A945)
Англия
DTD 324
A945)
Германия
Flw 3211
A942)
Вид полуфабри-
катов
Штам-
повки
То же*
То же*
о
ь-
%
CV
СЕ
с ^
U &
Закален-
ный и искус-
ственно
состарен-
ный . . .
То же
То же
Предел прочно-
сти при растяже
нии в кг/мм3
36,5
31,5
Зо—
35
Предел теку-
чести в кг/мм'
28
-
-
Относительное
удлинение в °/0
5
3
ю—
5
*г
.4
ii
G.X
¦¦<» к
ас.
-
I2O—
I3O
* Приведённые свойства относятся к закалённому г
искусственно состаренному материалу, который поен
термической обработки подвергался нагреву при 190-
210" С в течение не менее 2 час.
СПЛАВ АК. МАЛОКРЕМНИСТЫЙ СИЛУМИН
Типичный химический состав к %
Si—5,0.
Механические свойства не определяются.
Области применения
Проволока диаметром от 2 мм и более применяете»
к качестве присадочного материала при газовой сварке
изделий из алюминиевых сплавов.
Проволока поставляется в нагартованном состоянии.
Технические условия СССР (МАП)
Химический состав в % (К\ — остальное)
* Время выдержки при температуре испытания опре-
делялось по наступлении постоянства свойств.
Марку
' сплава
лк
Si
4.5—6
j 1
, ! Zn, Sri и прочие
^е j <-° j примеси в сумме
не более
О.6 > С,2 ' О,1
ГЛ. II]
ЛЁГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И .МАГНИЕВОЙ ОСНОВЕ
195
ДЕФОРМИРУЕМЫЕ МАГНИЕВЫЕ
СПЛАВЫ
Магний и его сплавы характеризуются бо-
лее низким удельным весом, меньшей тепло-
проводностью и электропроводностью по срав-
нению с алюминиевыми сплавами и малым
сопротивлением коррозии.
Без специальных мер защиты от коррозии
магниевые сплавы обычно не применяются.
Основными легирующими добавками магние-
вых сплавов являются марганец, алюминий и
цинк; реже применяются церий, бериллий, кад-
мий и др.
Вредными примесями в магниевых спла-
вах являются железо, кремний, никель и
медь.
Наибольшее применение деформируемые
магниевые сплавы находят в форме штампо-
вок, меньше в форме листов, труб, профилей
и т. д.
Все магниевые сплавы отличаются прекрас-
ной обрабатываемостью резанием.
Сплавы на осниве системы Mg — Мп
Сплавы Mg-Mn содержат около 1,5—2%
Мп. Диаграмма состояния Mg—Мп приведена
на фиг. 97 и 102. Несмотря на некоторую рас-
творимость марганца в магнии, меняющуюся
с изменением температуры, сплавы эти терми-
ческой обработкой не упрочняются и приме-
няются в отожжённом или нагартованном
состоянии.
В СССР сплав на этой основе имеет марку
МА1, в других странах он известен под мар-
кой АМ503.
Сплав МА1 обладает высокой пластич-
ностью в горячем состоянии и удовлетвори-
тельной в холодном состоянии, хорошо свари-
вается* и является наиболее коррозионно стой-
ким из всех магниевых сплавов. Применяется
этот сплав преимущественно в форме листов
и штамповок. Листы применяются для изго-
товления баков для жидкостей и газов, а также
для обшивки некоторых элементов конструкций
самолётов (рулей, элеронов, капотов, обтека-
телей и зализов). Штамповки используются
для арматуры баков и мало нагруженных де-
талей конструкций.
Модификация сплава АМ503 (МА1), извест-
ная под маркой АМ537 (МА8), отличается от
АМ503 содержанием около 0,2% церия. Сплав
АМ537 предназначен главным образом для изго-
товления листовых полуфабрикатов и характе-
ризуется сравнительно высокими механически-
ми свойствами, высокой пластичностью
к ограниченной свариваемостью. По кор-
розионной стойкости этот сплав близок
к АМ503.
Средние механические свойства сплава
АМ537 следующие;
аь = 25 — 26 кг/мм*; з, = 18 — 20 кг!мм*
5,0=18-220/0.
СПЛАВ МА1. МАГНИЙ-МАРГАНЦЕВЫЙ
СПЛАВ
Типичный химический состав в %
Мп-1,9.
Типичные механические свойства
Состояние
сплава
Отожжённый .
ж/г
их
о
!«
21
S
н
<и
екуч
О.*
12
К
=1
<и
S
л
fr" ее
О к
8
о
ев
&?
С а
7 5s
о
с
дуль у
г/мм-
о w
fee
4000
я
дви!
Л S
О У
fe»
1600
"з.
JS м
о ч
с( а»
(XX
а О.
Е-Ш
45
« г
5.4
в Л
е- ^
Ч S
>s m
О.5
6
ac r
??
X
фици<
^ —
о.З-t
г-6
* На базе 5 • 107 циклоа.
Физические свойства
Уд. вес y= 1,76.
Коэфициентдинейногорасишренпя a9Q _ioo"=
Коэфициент теплопроводности
Х = 0,32 кал1 см ¦ re к ¦ град.
Технологические и прочие данные
Пластичность в горячем состоянии высокая, в холод-
ном состоянии пониженная. Свариваемость хорошая.
Термической обработкой не упрочняется. Обрабатывае-
мость резанием отличная. Сопротивление коррозии отно-
сительно высокое.
Области применения
Сварные баки, арматура, обтекатели и другие
детали самолёта, несущие невысокие нагрузки.
Технические условия СССР (МАП)
Химический состав в % (Mg — остальное)
Марка
сплава
МА1
Мп
t-З—2о
А1
°-3
Ztt
од
Be
о,оа
Fe
не
О.Од
Si
Си
более
° 3
О. О)
Ni
O.OI
Прочие
примеси
--
сумма
• Сплав МА1 хорошо сваривается газоной и контакт-
ной еввркой. Дуговая и атомноводородная сварки не
применяются.
Механические свойства
Вид
полуфабриката
Листы и ленты
толщиной 0,6 —
3 мм
Листы и ленты
толщиной 3 —
10 мм
Прутки
Поковки и
штамповки
ТУ
Врем.
ТУ МАП
228 АМТУ
—
Врем.
ТУ МАП
227 АМТУ
Врем.
ТУ МАП
ггб АМТУ
полуфабрикатов
Состоя-
ние
мате-
риала
Отож-
жённый
—
Прес-
сован-
ный
То же
О ?
х i
я"?
<и о. в
19
I/
i8
18
о"
5=°
Н я
о ?
Отно
УДЛИ1
5
3
а
3
"ч
о -^
j3 x
52
о ч
! Твёр
Брин
—
4°
196
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
(РАЗД. II
Иностранные технические условия
Химический состав в °/„ (FAg—остальное)
\
Специфи-
кация
США
AMS 4370
A915)
Англия
DTD 118*
A945)
Мп
>-1,2
<з.5
Си
о,о5
0,2
?1
о.З
о.4
Ni
Zn
не более
O.OI
—
—
0,2
А1
—
0,2
Другие
при-
меси
о.З
* Также DTD 142.
Механические свойства полуфабрикатов
1
Специфи-
кация
США
AMS 4370
A945)
Англия
DTD 118
A945)
DTD 142
A945)
Германия
Flw 3501
A942)
Flw 3501
A942)
!
Вид полу-
фабрика-
тов
Листы тол-
щиной
0,41-6,35
мм
Листы
Прутки
Листы тол-
щиной до
20 мм
Профили
и трубы
Состояние
материала
Отожжён-
ный ....
Отожжён-
ный ....
—
Отожжён-
ный, пра-
вленый,
35м-2
Отожжён-
ный, пра-
вленый,
35°т л
5 =
пре
ении
17.5
23.5
*
22— 21
Н
ч «
г—
—
—
12.5
8
15
: УДЛЛ-
о
s к
о g
6 X
12
7
2
5-3,5
„
* В зависимости от толщины листа, трубы или про-
фили.
Сплавы на основе системы Mg-Al
На основе системы Mg — А1 применяется
довольно много сплавов. В соответствии с рас-
творимостью алюминия в магнии содержание
алюминия в сплавах редко превышает 9-10%.
Добавки ал'юминия к магнию сильно повышают
прочность и понижают пластичность.
В СССР находят применение три сплава на
основе системы Mg-Al : МА2, МАЗ и МА5.
Они отличаются степенью легированности и
прочности, которая возрастает с увеличе-
нием номера сплава. Помимо алюминия эти
сплавы содержат до 1,5° 0 цинка и до 0,5%
марганца. Из всех этих сплавов только МА5
упрочняется термической обработкой. При-
меняются эти сплавы для изготовления
прутков, поковок и штамповок. Наибольшей
пластичностью в горячем состоянии обла-
дает сплав МА2, что обусловливает его при-
менение для штамповок сложной формы.
Пластичность сплава МА5 пониженная, а
сплав МАЗ занимает промежуточное положе-
ние между этими двумя сплавами.
Как сплав МАЗ, так и сплав МА5 подвер-
жены коррозионному растрескиванию, т.е. раз-
рушению при одновременном действии срав-
нительно низких напряжений (ниже предела
текучести) и коррозионной среды. Для сведе-
ния этой опасности к минимуму для деталей
из этих сплавов установлена минимальная
толщина сечения.
СПЛАВ МА2. МАГНИЕВЫЙ СПЛАВ ПОВЫШЕННОЙ
ПЛАСТИЧНОСТИ ДЛЯ ШТАМПОВКИ
Типичный химический состав в %
Al-3,5; Zn-0,5; Mn—0,25.
Типичные механические свойства
Состояние
сплавов
Прессованный
В.
t 2
G "^г
прочно
НИИ В К
11
а"
'- а
26
к
текучее
ч^
^i
С ш
i6
не-
Е
Ч
>-,
ельное
я °~
о ю
Ей
Os
8
s
t-
усталое
з|
о» J;
а*
С ш
s
упруго
2
Ч 1
О '<
S S
41оо
3
ч
а
сдвига
уль
1600
S
ч
X
ть по Е
о 3
Н оз
55
т
я
03
я
S3
?¦?
« '¦*
X а
>. i
о 9
S
о
С
ь
1
с
о,4
* На базе 5 • 10т циклов.
Физические свойства
Уд. вес у = 1,78.
Коэфлциент линейного расширения«20—Ю0° = 26-10 ь-
Коэфнцпент теплопроводности
X = 0,25 кал/см ¦ сек ¦ град.
Технологические и прочие данные
Пластичность в горячем состоянии высокая, в холод-
пом умеренная. Термической обработкой не упрочняется.
Обрабатываемость резанием отличная. Сопротивление
коррозии пониженное.
Области применения
Кованые и штампованные детали сложной формы.
Технические условия СССР (МАП)
Химический состав в °'„ (М.^—остальног)
МЛ 2
А1
4.о
Zn
О,2-
о,8
Fe
<O,I
Mn
0.15-
°>5
Be
¦^о.оя
Si
<O,I
Си
<о.оз
N4
о,ооз
о) 5
Sis
Ее
<о,3
Механические свойства полуфабрикатов
Вид полу-
фабриката
Прутки
прессованные
Поковки и
штамповки
ТУ
Врем. ТУ
МАП
227 АМТУ
Врем. ТУ
МАП
ааб АМТУ
Состояние
материала
Зез терми-
ческой
обработки
То же
В"
о
с
с
ч
=!
О.
С
и
ПЗ
О.
Я
S g |
О «
24:S
24*
5
j 5
5
5
Твёрдость по Бринелю не менее 45 кг!мм'--
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
197
Иностранные технические условия
Химический состав в °/0 (b\g—остальное)
Спецификация
и дата
США
Dowraetal F A935)
! Германия
DIN 1717 A933)
Al
~ 4
2—4
Zn
—
<i,5
Mn
~ 0.3
< о,5
Механические свойства полуфабрикатов
j
Специфи-
кация
и дата
i
США
Dowraetal F
Dowmetal F
A935)
Германия
DIN 1717
A938)
Вид полу-
фабриката
Прессо-
ванные
Штам-
повка
Штам-
повка
6 S
Е к
з- н .
о о -ч
о.-в =
26._
295
24—29
24—29
В"
ей
19—
22.5
13.5—
18,5
14-18
н ш «в
14—18
8—16
(8,rl
18-8
5.
0 Ч
с а?
ост
В К
а.2
аи ч
f- =;
45~5°
46-58
55~6°
СПЛАВ МА5. МАГНИЕВЫЙ СПЛАВ ВЫСОКОЙ
ПРОЧНОСТИ ДЛЯ ШТАМПОВКИ
Типичный химический состав в %
А1-8; Мп-0,3.
Типичные механические свойства
i
¦ Состояние
сплава
Закалённый .
о
5 ш
о S
Q.S
Пред
ра стя
S
ест
ьо
— а:
22
_ о
О°
хи
с^ U
о s
Н Е
s S
о й
(§1
о
о
ост
стал
13*
S
о
о.
I»
45°°
-ДВИГ
ч -
S 03
1700
о.
§3
о ffl
Твёрд
нелю
75
¦
С
s
Коэф1
сома
о,34
Физические свойства
Уд. вес f = 1,80.
Коэфициент линейного расширения
*20-100°= 26-Ю-6; «20-200°= 27-Ю-6.
Коэфициент теплопроводности
X = 0,22-0,18 кал/см ¦ сек ¦ град.
Технологические и прочие данные
Пластичность в горячем состоянии пониженная; за-
калка с 410—425° С (охлаждение на воздухе); обрабаты-
ваемость резанием отличная, сопротивление коррозии
пониженное.
Области применения
Кованые и штампованные детали, несущие высокие
нагрузки *.
Технические условия СССР (МАП)
Химический состав в % (Mg- остальное)
фка сплава
МА5
А1
7.8-9.2
Мп
О>1о1
Zn
0,2—0.8
Си
о,о5
Ni
Si
Be
не более
1
0,005 <э,з
i
0,02
Fe
o,o5
Прочие
примеси
о,з
Механические свойства полуфабрикатов
I
Вид полу-
фабриката
Прутки прес-
сованные
Поковки и
штамповки
ТУ
Врем. ТУ
МАП
227 АМТУ
Врем. ТУ
МАП
226 АМТУ
Состояние
материала
Закалён-
ный,
МА5Т
Закалён-
ный
s
?5.
о ^
Is
4»
Ш Я
Со.
27
27
о
I
о
льн
5
Ох
6
6
2
Q.
о
о=^
ч ч
5— X
--
55
На базе 5 • 10т циклов.
* Детали из этого сплава должны иметь в готовом виде
толщину стенки не менее 7 мм.
Иностранные технические условия
Химический состав в °/'о (Mg-остальное)
Спецификация
и дата
США
AMS 4360
A945)
Англия
DTD 88B
A945)
Германия
D1N 1717
A938)
А1
7,8-9 2
<; и,о
8-и
Ми
> о. 15
<1.О
<°5
Zn
0,2—о:8
< 15
<15
Fe
•С о,оо-
—
Si
<о,3
—
Ni
< 0,005
—
Си
< о,°5
—
Сумма прочих
примесей
< о.З
<L5
198
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
(РАЗД. 11
Механические свойства полуфабрикатов
Спецификация
и дата
США
AMS 4360 A945)
Англия
DTD 88B A945)
Германия
DIN 1717 (Mg—Al 9) A938)
Вид полу-
фабриката
Штамиокки
Штамповки
Прутки и штамповки
Состояние
материала
Закалённый и искусственно
состаренный
Без термической обработки
Закалённый . . •
Закалённый и искусственно
состаренный
°"— S?
Преде
ности
жеиш
ао,5
23.5
28-37
За — 38
36-43
<и Й
(- "-
ч Е
Преде
чести
17.°
13.5
2О - JS
22-—26
26—30
! ^>
ч а»
1 Sg
<¦» я
? К о
С >>«
5
5
12 —О
C ¦)
12 — 6
(З.о)
6-2
"к
О л,
g 2
О К
Твёрд
Брине
6о
7о—8о
о 9э
СПЛАВ МАЗ. МАГНИЕВЫЙ СПЛАВ СРЕДНЕЙ
ПРОЧНОСТИ
Типичный химический состав в %
А1—6,0; Zn—1,0; Мп—0,3.
Типичные
Состояние
материала
Отожжённый . .
механические свойства
я
И5?
¦si
О ^
х a
О S
ск
с х
Предел
растяже
Зо
я
и
<и
3"
С а
19
Я*
* в
>=; си
Относит
удлинен
14
2
ч
S
а.
из
с
Твёрдое
в кг/мм
бо
s
лос
ста
Предел
в kzjmm
15*
а
о
и
О.
С
Модуль
в кг/мм
430О
-,
*s
ш
te
09
ч
Модуль
1700
ее
X
о
и
и
н
X
Cf
•&
о
о,34
.10
На базе 5 ¦ 107 циклов.
Физические свойства
Уд. вес ц-1,8.
Коэфициент линейного расширения ао()„]оо
Коэфнциент теплопроводности
> = 0,23—0,24 кал(см • сек ¦ град.
Технологические и прочие данные
Пластичность в горячем состоянии удовлетворитель-
ная; термической обработкой не упрочняется, отжиг
при 320—400°, охлаждение на воздухе, обрабатываемость
резанием отличная, коррозионная стойкость пониженная.
Области применения
Штампованные и кованые детали средней прочности
Детали из этого сплава должны иметь в готовом виде
толщину стенки не менее 4 мм.
Технические условия СССР (МАП)
Химический состав в % (h\g~остальное)
га
ее
ч
та
X
О.
МАЗ
А1
5.5—7
Мп
о,15—
Zn
Си
о,о5
Ni
Fe
Si
не более
О.ООд
о,о5
Be
0,02
it
ПрОЧ!
меси,
о.З
Механические свойства полуфабрикатов
Вид полу-
фабриката
Прутки прес-
сованные
Поковки и
штамповки
ТУ
Врем. ТУ
МАП
2-27 АМТУ
Врем. ТУ
МАП
226 АМТУ
Состояние
материала
Отожжён-
ный
Отожжён-
ный
о™.
в.«
чнос
в кг
о s
Э-i
Предел
растяже
не
20
ное
А а
A1 в~
Относит
нение в
ри-
из
о^
н ь
Твёрдое
нелю в
менее
8
8
-0
ГЛ. II]
ЛЕГКИЕ СПЛАВЫ НА АЛЮМИНИЕВОЙ И МАГНИЕВОЙ ОСНОВЕ
199
Иностранные технические условия
Химический состав в % (Mg —остальное)
Механические свойства полуфабрикатов
я
•е-
а «
н н
Я§
С з
США
AMS 4350A
A945)
Англия
DTD 348
A945)
Германия
Flw 3510 s
A942) ]
Al
- я
<7.5
6
Мп
>o,i.S
o,3
Zn
<i.5
¦
1
Fe
0,005
—
—
Si
не
о.з
—
—
Си
Ni
более
o.o.s
—
—
0,005
—
s 2
?2
Ы
роч
еси.
" s
0,3
—
Специфи-
кация и
дата
Вид
полу-
фабриката
США
AMS 4350A
A945)
Прутки
прессован-
ные тол-
щиной
до 38 мм,
толщиной
38 мм и
более
Агля
DID 348
A945)
штамповки
| Tov6bi
; РУ°
Германии Прутки
Flw 3510 j и штам-
A942) ; повки
Состояние
материала
Горяче-
деформиро-
ванный
То же
То же
-
'¦ S
хм
8.5
с ас
2S
^ о.
а8,о
27,о
27
25
28
S
екуче
н
с: ю
1б,О
155
20
S
ч
>,
8ОЧЧ1/
0>
О «
О я
12
Ю
б
7-5
I
¦=:
1*
s
с
g
а
а*
5°
5о
5°
55
ЛИТЕРАТУРА И ИСТОЧНИКИ
i Алюминиевые сплавы для литья. Классификация.
Проект ГОСТ, разработанный ВИАМ, 1944.
1 Баранов П. И., Спекторова С. И. и
Юдина С. А., Технологические свойства магние-
вых сплавов, ВИАМ, 1941.
3. Б о ч в а р А. А. и др., Цинковистые силумины,
„Известия АН СССР" J* 9-10, 1943.
4. Б е д ж е н Н. Ф., Термическая обработка алюминия
и его сплавов, ОНТИ НКТП, 1935.
5. Б е к А., Магний и его сплавы, Оборонгиз, 1941.
6. 3 а к с Г., Практическое металловедение, ОНТИ
НКТП, 1937.
7. К р е н и г В. О., Коррозия металлов, 2-е издание,
ГОНТИ НКТП, 1938.
8. Крени г В. О., „Труды ЦАГИ" 1931, вып. 72.
9. Л и в а н о в В. А., Воронов С. М. и др., Отжиг
листового алкледа, Оборонгиз, 1940.
Ш. Лугась ков А. С. Магниевые сплавы, Оборон-
гиз, 1943.
П. О к р о м е ш к о Н. В. и Л у г а с ь к о в А. С,
Заготовительные и вспомогательные цехи, Обором-
гиз, 1933.
12. П е т р о в Д. А., Старение дуралюмина, диссерта-
ция, МИЦМЗ, 194J.
13. Справочник—каталог по деформируемым алюминие-
вым сплавам, изд. металлообрабат. завода, 1940.
14. Стандарты на алюминиевые и магниевые сплавы
Министерства авиационной промышленности СССР
на 1946 г., разработанные ВИаМ.
5.Цеерледер А., Технология алюминия и его
сплавов. ОНТИ, 1935.
16. Air Corps Specifications (А. С. S.), War Department
USA, 1945.
17. American Society for Testing Materials (ASTM) Stan
dards, 1944.
18. American Society for Metals (ASM). Handbook 1939
19. Aluminium and its alloys, Aluminium Company of Ame
rica (Alcoa), 1944.
20. Aeronautical Material Specifications (AMS), SAE, 194S
Metal Industry Handbook 1944. [Directional Technicai
Department (DTD) Ministry Aircraft Production; British
Standards Specifications (BSS)].
Panseri С L'aluminto ele Sue leghe, 1940.
Society of Automotive Engineers (SAE).
Handbook, 1943.
Structural Aluminium Handbook. Alcoa, 1938.
Проспект фирмы High Duty Alloys Ltd, 1942
Проспект фирмы I. (j. Farbenindustrie, 1941.
DIN E 1725, 1943.
21. Fliegwerkstoff Flw Handbucli, 1942.
Все двойные диаграммы состояния алюминиевых спла-
вов взяты из книги Хансена „Структура бинарных спла
вов".
Все двойные диаграммы состояния магниевых сплавов
взяты из книги Бека „Магний и его сплавы", 1941 г. [5J.
Диаграммы состояния тройных систем взяты из ориги-
нальных работ Д. А. Петрова A2] по системе Al—Cu—Mg
Rosier, Fink и др. по системе Al—Mg—Zn и по со-
вокупности работ разных авторов до 1943 г. по системе
А.1- Mff-Si.
200
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
АНТИФРИКЦИОННЫЕ, ИЛИ ПОДШИПНИКОВЫЕ, СПЛАВЫ
Антифрикционные, или подшипниковые,
сплавы в зависимости от состава подразде-
ляются на следующие группы: а) оловянистые
и свинцовистые баббиты; б) свинцовистые
бронзы; в) подшипниковые сплавы на основе
алюминия или магния; г) кадмиевые сплавы;
д) цинковые сплавы; е) серебро.
ОЛОВЯНИСТЫЕ И СВИНЦОВИСТЫЕ
БАББИТЫ
Основу оловянистыхи свинцовистых бабби-
тов составляют мягкие пластичные металлы —
олово и свинец. Микроструктура этих баббитов
наиболее полно удовлетворяет правилу Шарпи
(твёрдые кристаллы, расположенные в мягкой
основной массе сплава). Высокая пластичность
основной массы сплава обеспечивает хорошую
прирабатываемость его, а наличие твёрдых
кристаллов позволяет воспринимать сравни-
тельно высокие удельные давления. В табл. 49
приведены составы сплавов, принятые в СССР;
в табл. 50—составы баббитов по иностранным
стандартам.
Строение оловянистых и свинцовистых
баббитов
Наиболее употребительными добавками
в оловянистых баббитах являются сурьма
и медь. Вследствие образования а-твёрдого
раствора сурьмы в олове (фиг. 123) твёрдость
'С
Sb
600
S50
S00
4S0
W
3S0
300
ZS0
гдо
«г
]
ll
1
1
1
_L
ч
4
A*
7*0
320
\
% >
VZS'
\
\
s
1
Чу
\.
ЖиЗкость
mo
\
%r'
\
20 30 «0
60 70 80
Фиг. 123. Диаграмма состояния сплавов сурьма-
олово.
основы сплава повышается, но пластичность
остаётся достаточно высокой. При содержании
7,5% Sb и более в структуре сплава поя-
вляются твёрдые 0-кристаллы с решёткой хими-
ческого соединения SbSn.
Олово растворяет в себе лишь ничтожное
количество меди (фиг. 124): при 1<у0 Си кристал-
лизуется эвтектика, состоящая почти из чи-
стого олова и незначительного количества
кристалликов химического соединения Cu6Sn5
или, по другим данным, CuSn. Строение трой-
ных сплавов Sn—Sb —Си приведено на фиг. 125.
Обычно в сплав вводят не менее 2% Си,
чтобы предотвратить ликвацию лёгких кри-
сталлов SbSn. Таким образом структуры про-
мышлениых сплавов находятся правее линии
F2 В А и в них всегда присутствуют иглы хими-
ческого соединения Cu^Sns на фоне кристаллов
X
600
500
U00
300
232<\
200
100
О 10 20 30 U(T%Uu
Фиг. 124. Диаграмма состояния спла-
вов олово—медь.
оловянного твёрдого раствора и эвтектики
(см. вклейку лист VI, /). Если содержание сурь-
мы больше, чем на линии ЕфС, то структура
- /у
/в"
:<
м
w
Г8
idk
4/5
~+Ж
1
7)*
о/
227°
Г*
6
е-
N
—г
Над
н\
0
ч
Фиг, 125. Оловянный угол диаграммы состоя-
ния сплавоз Sn — Sb — Си (характер первич-
ных выделений).
становится ещё более неоднородной вследствие
появления новой твёрдой фазы SbSn в виде ку-
бов (см. вклейку лист VI, 2). Твёрдость кристал-
Жидщть *
В
10 Z0 30 W SO SO 70 80 ЗО /.Si
Фиг. 126. Диаграмма состояния сплавов свинец-
сурьма.
лов Cu6Sn5 и SbSn значительно выше, чем у
эвтектики (отношение их твёрдостей 10:4:1).
Свинец даже в количестве 0,5% можег
образовать тройную эвтектику Sn—SbSn— Pb,
плавящуюся при 184° С. Ещё ниже темпе-
ЛИСТ VI
1. Структура оловлнистого бабби-
та DU/O Си; 4% Sb и ост. Sn). Тра-
вление 5%-ным раствором азотной
кислоты в спирте. Видны светлые
кристаллы соединения CuBSn3 на
фоне эвтектики и кристаллов
твёрдого раствора о. X МО
2. Структура оловянистого бабби-
та E% Си; 9% Sb и ост. Sn). Тра-
вление 5%-ным раствором азотной
кислоты в спирте. Видны светлые
мглы соединения CuaSn5 и кубы
SbSn на фоне кристаллов твёрдого
раствора а и эвтектики. X 100.
Kla ч.„
5. Структура свинцовистого баббита: а — 14,5°/O Sb; 7,7% Sn и ост. РЬ; травле-
ние раствором HNO3; видны светлые кристаллы f на фоне двух эвтектик. х 100;
6"— 15% Sb; 19% Sn; 3% Си и ост. РЬ; присутствуют иглы медистой соста-
вляющей; в — баббит Б16; медленное охлаждение; г — баббит БС A7% Sb;
1,5% Си и ост. РЬ); видны иглы Cu,Sb; д — баббит „Бондрат" (БН) A3% Sb;
10% Sn; 1,5% Си; 1,5% Cd; 0,8% As и ост. РЬ); видны серые кристаллы соеди-
нения мышьяка и кадмия. X 400.
Том 4. Глава 11
ЛИСТ VII
1. Структура щёлочноземельного баббита (банметалл) 10,62% Na;
0,69% Са: 0,04% Li и ост. РЬ):а — травление 1%-ным спиртовым ра-
створом НС1, видны кристаллы РЬ3Са на фоне твердого раство-
ра а. х 100; б — травление 5%-ным раствором HNOa. X 100.
2. Структура свинцовистой бронзы.
Шлиф не травлен, х 200.
3. Структура свинцовистой бронзы
к залитом подшипнике. Шлиф не
травлен. X 100.
4. Структура сплава Cd +
+ 0,75% Си + 1,25% hg.
5. Структура сплава Cd + 2% Cu+
+ 0,5% Ag.
ШёЬ.
~ -ii-
6. Структура сплава А1— Си.
X 100.
7. Структура сплава А1 + 6°/0 Fe.
X 100.
Структура сплава Zn—А1— Си.
X 100.
Том 4. Глава И
ГЛ. 11)
АНТИФРИКЦИОННЫЕ, ИЛИ ПОДШИПНИКОВЫЕ, СПЛАВЫ
201
Таблица 49
Оловянистые и свинцовистые баббиты
1
Б83
БН
БТ
Б16
Бб
БК
Sb
IO— 12
13—15
14—16
15-17
14—16
Си
5-5-6 5
1,5—2,О
o,7-i,i
1.5—2,о
а,5—3°
Cd
1,25—1.75
—
—
1.75-2.25
Ni
0.75—J.25
—
—
—
Химический состав в %
As
0,5—0,9
—
—
0,6—1,0
Те
—
0,05—0,2
—
—
Са
C75-I.I
Sn
Ост.
9-и
9-и
15—17
5-6
Na
0.65-0,95
Pb
Ост.
„
Примеси не более
Fe
0,1
0,1
0,1
0,1
0,1
Sb
0,25
As
0,1
—
0,3
0,3
—
Zn
0,03
0.15
0.15
0,15
0,15
0,1
Pb
0,35
—
—
—
—
Bl
O,O«i
0,1
0,1
0,1
0,1
0
Beer
°.55
0,4
0,6
0,6
°.4
0,3
Примечания: 1. В баббите Б83 общее содержание примесей, не считая свинца, должно быть не более
0,25%; содержание Pb как примеси может быть увеличено по согласованию с потребителем до 0,5%.
2. В баббите Б16 олоиа не должно быть больше, чем сурьмы.
3. Содержание в баббите БТ до 0.1°/0 Cd и до 0.5% Ni, в баббите Б16-до 0,5% Cd и до 0,5% N1 и в баббите
В6—до 0,5% Ni основанием к забракованию не служит.
4. В баббите БК содержание всех примесей указано без Sb, Mg и Bi.
5. Химический состав баббита БК приведён по ГОСТ 1209-41, остальных марок по ГОСТ 1320-41.
Оловянистые и свинцовистые баббиты
(по иностранным стандартам)
Таблица 50
Страна
и спецификация
Англия
DTD 214
DTD 244
2В21
2В22
Америка (ASTM)
В23—26
В23— 26
В23—26
В23-26
В23—26
В23-26
В23—26
Е23—26
В23-26
В23—26
В23-26
В23-26
Германия (DIN 1703)
Sb
°.5—7-5
6,о—7'°
8,о— ю,о
35—4.о
4.о -5°
6,75—8.25
7-5 —9°
и,о— i3.o
I4,o—i6,o
14.0—16.0
14.°—16.0
14.0—16.0
9,25—10.75
14,0-16,0
140—16,0
9,25—10,75
10,0—12 0
11,0—13,0
14,5-16.5
14.5—10,5
16,0—20 ,о
Си
З-о —4,25
5>5 —7'5
3.75-4.25
3.75—4-25
4,о —5,о
3° —4.о
7-5 —9°
2,5 -35
1,75—2-25
1.25—1,75
о,5
о,5
о,5
°.5
о.5
°.5
8.о—ю,о
5.о—Ъ° -.
°-5—1.5
O-5-I-5
До 1,5
Химический состав в %
Pb
_
—
—
O.35
о,35
O.35
9,25—10,75
17.0—19.0
62,5 - 64,5
74.0—76.°
79.0—81,0
84.0—86,0
82,0—84,0
840—86,0
89,0—91,0
До о,5
1—3
72.5—74.5
77.5—79.5
77.3—84,о
Sn
Остальное
То же
„
9°. °—92.0
88,о—оо,о
82,3-84.3
74.о—76.0
64,0—66,0
19,0—21,0
9,25—10,75
4.5 -5-5
4-5 —5-5
1.75-2,25
—
79.O—8i,o
790—81,0
95 —Ю.5*
4.5 —5 5*
N1
0,6
0,6
—
0,6
—
—
—
—
—•
—
—
—
—
—
—
—
—
—
—
До 1,8
Cd
5.0
—
—
— ¦
—
—
—
—
—
—
—
—
—
—
—
0,04
Примеси не
Fe
—
—
—
0,08
0,08
0,08
0,08
0,08
0,08
—
—
—
—
—
—
—
—
—
Na
0,6—0,7
As
_
—
—
0,10
0,10
0.10
0.15
0,15
0,15
о,эо
O,2Q
О,2О
О,2О
O,25
O,25
—
—
—
До о,9
Са
о,6—о, 7
более
Всего
О,25
—
о.5
о.5
—
—
—
—
_
—
—
...
—
—
—
-
—
—
—
Имеются также сплавы, содержащие 5-10% Sn и Н-18% Sb с добавками Cd, As, NI и С.
202
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. И
ратура плавления тройной эвтектики сурьмы
и олова с висмутом (~ 1.'55°). Цинк, мышьяк и
железо также являются вредными примесями в
оловянистых баббитах, особенно если рабочая
температура подшипника высока. Этим и объ-
ясняются жёсткие ограничения содержания
перечисленных примесей в современных стан-
дартах.
Для упрочнения свинца и создания гетеро-
генной структуры чаще всего добавляются
сурьма и олово. Растворимость сурьмы в свинце
при температуре 16—20° С невелика. Уже при
небольших количествах сурьмы образуется
эвтектика, содержащая 12—13% Sb (фиг. 126).
Твёрдые кристаллы сурьмы появляются в спла-
ве лишь при содержании её более 13°/о- Спла-
вы свинца с оловом (фиг. 127) также образуют
эвтектические смеси, но растворимость олова
в свинце значительна и при комнатных тем-
пературах.
Особенно заметно влияет на структуру
свинцовистых баббитов олово, как это видно
из диаграммы Гейна и Бауэра (фиг. 128) [13],
уточнённой на основании исследования Уивер
(фиг. 129) [18]. При 4°,о Sn и менее структуры
Л
300
zso
zoo
ISO
100
SB
ж/"
V
а
/
/
дкап
S.S
MUL
rt*—
а
Шсп
\
76
sir
о w го
?0 ?0 SB 70 SO 30/.Sh
SbS*
Фиг. 127. Дна\раммя состояния енлявоп свинец —
олово.
w го зо но so 'to soft V тоW м
XSr
Фиг. 128. Диаграмма состояния сплавов Pb — Sb-Sn (Гейн
и Бауэр): у — твёрдый раствор олова в сурьме; о — твёр-
дый раствор сурьмы в олове; Е, — эвтектика сплавов
РЬ — Sn; Л'2 — эвтектика сплавов РЬ — Sb; В — тройная
эвтектика: 12% Sb 4- 4°/0 Sn 4- 84% Pb B39°); С — трой-
ная эвтектика: 2,5% Sb 4- 57,5% Sn 4 40% Pb A84°);
m — псевдобинарная эвтектика: 10% Sb 4 1С°/0 Sn 4-
4-80% Pb B46,5°).
Примечание. Структурные составляющие в обла-
стях: 1 — у 4- эвтектика (Pb-f-y), 2— Pb +¦ эвтектика (Pb+-
4-т)> 3— у t- эвтектика (РЬ+- у) 4-эвтектика (Pb4SbSn-f-
4- Т)' 4— РЬ 4- эвтектика (РЬ 4- у) -f- эвтектика (РЬ -\-
4- SbSn 4- у), 4'—РЬ 4- эвтектика (Pb-fSbSn) 4- эвтектика
(РЬ 4- SbSn 4- т). 5~ StSn 4- эвтектика (Pb + SbSii 4- у);
5'—SbSn -f эвтектика (Pb 4- SbSn) 4- эвтектика (Pb 4-
4 SbSn 4-у), 6 — SbSn 4- эвтектика (Pb 4-, SbSn) 4-эвтекти-
ка (Pb + SbSn 4- a), 7 - Pb 4 эвтектика (Pb 4- SbSn) 4-
4- эвтектика (Pb 4- SbSn + "¦), 8— SbSn J- эвтектика (Pb -*-
-)- SbSii 4- a), 9 -a + эвтектика (Pb + SLS11 + a). 9'-a4-
4- эвтектика (Pb4-aL-эвтектика (Pb + SbSn+a), 10— Pb+
4- эвтектика (Pb+a) 4- эвтектика (Pb 4- SbSii 4- a). Диа-
грамма переработана без учёта еще неизученной для
тройной системы перитектической реакции, происходя-
щей в бинарных сплавах Sb — Sn при 325°. Эта реакция
приводит к превращению фазы 3 (SbSn) в р', не отли-
чимую от первой при микроскопическом исследовании,
так что фазовое состояние отдельных областей диаграм-
мы остаётся неизменным.
сплавов соответствуют областям диаграммы
/, 2, 3, 4, 41, 7 и 10, но так как баббиты со-
держат обычно 12—18% Sb, то их структура
состоит из твёрдых кристаллов у, расположен-
ных на фоне мягких эвтектик (области 1 и
3, фиг. 128). Если при том же количестве сурь-
мы содержание олова превышает 4%' т0 в
структуре сплава появляются кубы соединения
?bSn (области 5, 5', в и 8).
В присутствии меди образуются иглы со-
единения Cu6Sn5 или Cu^Sb (в зависимости от
соотношения количества сурьмы и олова).
Никель и кадмий, введённые в сплав в не-
больших количествах, не дают новых соста-
вляющих, но уменьшают размеры кристаллов
SbSn. Мышьяк частично входит в твёрдый
раствор в свинце, и избыток его вызывает по-
степенное исчезновение игл Cu6Sn5, измель-
чение кристаллов SbSn и, наконец, изменение
их кубической формы на иглообразную. При
одновременном присутствии кадмия и мышьяка
образуются твёрдые серые кристаллы химиче-
ского соединения из этих элементов (см. вклейку
лист VI, 3, а -¦-- д).
Незначительное количество теллура, вводи-
мое в некоторые свинцовистые баббиты, на
структуру не влияет.
Н
Фш. 129. Свинцовый угол тройной диаграммы со-
стоянии сплавов РЬ - Sb •¦- Sn (no Уиверу).
Механические свойства
На фиг. 130—132 представлена зависимость
механических свойств оловянистых баббитов
от содержания меди и сурьмы. Сба металла
ГЛ. !!]
АНТИФРИКЦИОННЫЕ, ИЛИ ПОДШИПНИКОВЫЕ, СПЛАВЫ
203
повышают прочность сплавоп, по снижают
пластичность. Действие сурьмы наиболее за-
метно при содержании её до ~ 8%, т. е. до
появления кристаллов SbSn. По совокупности
всех характеристик наиболее пригодны
сплавы, содержащие не более. 10—12%
Sb к до 6—7% Си.
1Z
<
<
i
*—-.
\
4
10 %St)
Фиг. 130. Предел прочности и удлинение
оловянистых баббитов в зависимости от со-
держания сурьмы и меди(поОб1ег):# —10°/„
Си; О -6% Си; х - 3° „ Си; И~3,5% Си
(по Marnaughtan).
уменьшает размер зерна, повышает пластич-
ность и температуру начала паденмя твёрдости
сплава.
Модуль упругости Е мало зависит от изме-
нения содержания от-
дельных элементов
сплава и равен 3000—
4000 кг/м и=.
Условия литья
(особенно температу-
ра изложницы) ока-
зывают существенное
влияние на микро-и
макроструктуру спла-
ва, так же как и нл
механические свой-
ства (фиг. 137).
Термическая обра-
ботка лишь незначи-
тельно меняет меха-
нические свойства
оловянистых бабби-
тов, тогда как в свин-
цовистых баббитах
Sb
Фиг. 131. Твёрдость по Бри-
нелю оловянистых баббитов в
зависимости от содержания
сурьмы и меди: #—10% Ctr
О-6% Си; X -3°/0 Си.
Свинец слабо влияет на механические свой-
ства при комнатных температурах. Неблаго-
приятное действие свинца проявляется при
повышенных температурах, при статических
испытаниях и особенно в реальных условиях
работы подшипника в динамических испыта-
ниях.
Добавки кадмия повышают
прочность и предел усталости,
но снижают пластичность. Ни-
кель (до 1%) существенного
влияния на механические свой-
ства не оказывает.
Модуль упругости оловяни-
стых баббитов Е = 5000—
6000 кг\мм'К
Как показывают фиг. 133—
136, наиболее заметное упроч-
нение и рост сопротивления
усталости свинцовистых бабби-
тов происходят при введении
до 10% Sn, но 3—5% Sn уже
пызывает резкое ухудшение
пластичности сплава.
Содержание сурьмы во из-
бежание повышенной хрупко-
сти ограничивают 15—18%.
Добавка меди к свинцовистым
баббитам диктуется необходи-
мостью предотвращения ликва-
ции кристаллов 7 и SbSn, ко-
торые в присутствии меди за-
держиваются первично кристал-
лизующимися иглами соедине-
ния CueSn5 или Cu2Sb.
Небольшие количества ни-
келя, кадмия и мышьяка по-
вышают твёрдость и ударную
вязкость сплавов. При повы-
шенных температурах твёр-
дость свинцовистых баббитов,
содержащих никель, мышьяк
и серебро, сохраняется на бо-
лее высоком уровне. Теллур
отжиг заметно пони-
жает твёрдость вслед-
ствие уменьшения рас-
творимости сурьмы и олова"в свинце прл
понижении температуры. При повышенных
температурах твёрдость и прочность бабот-
тов падают, но при этом у оловянистых бабби-
тов пластичность растёт, а у свмнцовистых
она уменьшается (фиг. 134, 138—14?).
е 8 to %sb
Фиг. 132. Предел усталости (^при
20-10е циклах) оловянистых бабби-
тов в зависимости от содержания
сурьмы и меди (по Goler): • — 1О°/о
Си; О -6,0°/иСи;Х -3°/0 Си;И-3,5%
Си (по Macnaughtan).
Фиг. 133. Предел прочности и
удлинение свинцовистых баббитов
в зависимости от содержания оло-
ва и меди (при 13—16°/0 Sb): • -0%
Си; х—1 -1,5% Си; о -3 -5°/0 Си.
ts
10
/
г„Х
tar ;
I'-J
' ~ i
//
a
N
0
\
J
1 —
ч
¦~-—1
^—,
h f 23 so
Фиг. 134. Твёрдость по Брннелю
свинцовистых баббитов при раз-
личных температурах в зависи-
мости от содержания олова и меди
{при 13—15% Sb): 9— 0°/0Cu;x — 1 —
15°/о Cu;O-3-5°/0 Cu.
Фиг. 135. Предел прочности при
сжатии и осадка при сжатии свин-
цовистых баббитов в зависимости
от содержания олоза и меди (при
13—15% Sb): •—0% Си; х-1—1,5%
Си; О-З—5"/0Си.
204
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. И
Фиг. 136. Предел уста-
лости (при 20 • 10е ци-
клах) свинцовистых баб-
битов в зависимости
от содержания олова и
меди (при 13 — 15%
Sb): «-0%Си; Х-1-
1.5°/0Си; О— 3—5% Си.
l.s
f
——-
is го %5п.
Фиг. 137. Предел проч-
ности при растяжении
(з^) оловянистого баб-
бита (8,5% Sb; 6,5°/0 Си
и ост. Sn) в зависи-
мости от температуры
изложницы: / — литьё
при 300°; 2— литьё при
365°; 3— литьё при 425°;
4 — литьё при 495°.
\
\
s
\
\
\
О
s
4
ч
tea zoo
Фиг. 138. Твёрдость по Бринелю {Н^) оловянист!лх баббитов при
повышенных температурах и разном содержании меди: 7—10% Sb;
2-8% Sb; 3— 6% Sb; 4—4% Sb; 5-2% Sb.
вот
Фиг. 139. Предел прочности при
растяжении (т^), предел текучести
(&5) и удлинение (8) оловянистых
баббитов при повышенных темпе-
ратурах: « -3.78% Sb; 3,55% Си;
92.3% Sn; X-9.880/. Sb; 4,21% Си;
85,5% Sn; О-6,2% Sb; 5,23% Си;
ост. Sn.
2,8
20 SO 100 /SO С
Фиг. 140. Предел прочности
при сжатии (sj,^) оловянистых и
свинцовистых баббитов при по-
вышенных температурах: / —
4,6% Sb; 4.5% Си; 90,9% Sn;
2-8,1% Sb;8,l% Си; 83.8% Sn;
3-15,3%Sb; 5.0% fn;79,7% Pb;
4— l3,5%Sb; 3,8% Sn;1.0%Cu;
0,2% Cd; 0,2Ni; 0,6As; 80,6%Pb.
cr
a ^
N
r—-*
—-"
r
0,2
OJ
SO 100 150 ZOO
Фиг. 141. Ударная вязкость ан
(по Изоду) баббитов при повы-
шенных температурах: О-4 6%
Sb; 4,5% Си; 90,6% Sn; х —8.1%
Sb; 8,1% Си, 83.8%Sn; в-5,0%
Sn; 15,3% Sb; 79.7% Pb.
Шмм*
WOO
3000
1000
ч.
\
V
о
so too /so с
Фиг. 142. Модуль упругости В баб-
битов при повышенных температу-
рах: #—3.78% Sb; 3.55% Си; 92,3%
Sn; X-9.88% Sb; 4,21% Си; 85,5%
Sn; 0-5,05% Sn; 14,9% Sb; 0,09%
Си; 0,006% As; 79,9% Pb.
ГЛ. II!
АНТИФРИКЦИОННЫЕ, ИЛИ ПОДШИПНИКОВЫЕ, СПЛАВЫ
205
Антифрикционные и физические
свойства
Оловянистые баббиты различных составов
мало отличаются друг от друга по коэфи-
циенту трения и износоустойчивости, хотя
увеличение последней наблюдается при новы-
0,010
0,008
0,00В
QOQ?
У
0 го ш so ш too ум mzn
Р
Фиг. 143. Коэфициент трения \> баббитов при
различных удельных давлениях B.3—13,7 кг/см,3)
и скоростях скольжения @.12 — 9.4' м/сек):
/-1405% Sb; 3.28% Sn; 0.15% Си; 82,5% Pb;
2-1,75% Ва; 0,75% Са; 97,5% РЬ; 3—4,77% Sb;
4.5°/с Си; 90.3% Zn, Cz — вязкость масла; п —
число оборотов;р — удельное давление.
МО00
Фиг. 144. Износоустойчи-
вость оловянистых и свин-
цовистых баббитов: /—
4,6% Sb; 4.5° /о Си; 90.9%
Sn; 2-8,1% Sb; 8.1% Su;
83,8°/0 Sn; 3-15,3% Sb;
5,0°/о Sn; 79,7% Pb; 4—
13,5o/o St>; 3,8°/0 Sn; 1,0%
Си; 0,2% Cd; 0,2% Ni;
0,6°/o As; 80,6% Pb; 5 —
0.65°/o Na; 0,3°/0 K: 0,75%
Ca; 0,04% LI; 98% Pb;n—
число оборотов.
A
BM
иге
!if7
Dm
'flff
ejr
nut
'W
/1Д9
km
<¦
—1
/см
1„
L.
s
as
Ш
——
SO
tt
Фиг. 146. Теплопроводность
антифрикционных сплавов:
1 — свинцовистая бронза
C0°/0 РЬ; ост. Си); 2-оло-
вянистый баббит C,5% Sb;
3,5% Си; ост. Sn); 3-свин-
цовистый баббит E% Sn;
15,5% Sb; 1.0%Cu; ост. Pb);
4 -бянметалл;5— Sn; 6— РЬ.
Фиг. 145. Коэфициент
трения оловянистого
баббита при повы-
шенных те-мпературах
(смазка — касторовое
масло).
шении содержания
меди. Такая же зави-
симость существует и
в свинцовистых баб-
битах, если возрастает
количество олова или
вводятся добавки ни-
келя и кадмия. Коэфи-
циент трения бабби-
тов в зависимости от
удельных давлений и
скоростей скольже-
ния представлен на
фиг. 143. Износоустой-
чивость оловянистых
баббитов несколько
выше, чем свинцови-
стых, причём в числе
последних сплавы ти-
па Bondrat, содержа-
щие мышьяк, кадмий
и никель, принадле-
жат к числу наилуч-
ших (фиг. 144). Коэ-
фициенг трен.чя баб-
бита (фиг. 145) падает с повышением темпера-
туры, если при этом ещё не наступает слиш-
ком сильное размягчение сплава, вызывающее
резкое увеличение коэфициента трения.
Важное значение для антифрикционного
сплава имеют теплопроводность и коэфициент
линейного расширения, определяющий зазор
между подшипником и валом и величину тер-
мических напряжений, возникающих между
стальным или бронзовым основанием подшип-
ника и слоем антифрикционного материала.
Значения этих физических свойств для неко-
торых сплавов указаны в табл. 51 и на фиг. 146.
Таблица 51
Коэфициент линейного расширения оловянистых
и свинцовистых баббитов
Название
сплава
Химический
состав в %
|Коэфициент линей-
ного расширения
• 10" при темпера-
турах
Sn I Sb
(Х:овянисть
бгббит 92-9
То же 187.2 6.9
|8о,4 и,4
CBi'HuoBiiciwii
баббит
Олово .....
Свинец
Углеродист ая
сталь
Бронза
Си | Pb ho—100" С 20-150s С
3.4| -
5.7| ~
7.4! -
4,8 15,8 i.i; 78,3
22,1
32.У
2О,7
34-3
21,0
28,О
ИЗ, з
23,8
21,7
24.5
ЩЕЛОЧНОЗЕМЕЛЬНЫЕ БАББИТЫ
Упрочнение свинца и создание гетероген-
ной структуры достигаются добавлением ще-
лочных и щёлочноземельных металлов, как,
например, натрия, кальция и др. Получаемые
сплавы носят название щёлочноземельных
баббитов. Помимо указанных добавок, в них
часто встречаются олово, литий, барий и ртуть
(табл. 52).
Таблица 52
Щёлочноземельные баббиты
(РЬ — остальное)
Название
сплава
Кальциевый баб-
Ulcometall . . .
Lurgimetall . . .
Bahntnetall . . .
Satco
Натро-кальцие-
вый баббит ....
Са
о.43
о,4
о.бд
пб
°>75
Химический
Na
0,05
о-З
оба
о.75
Ы
_
—
о.о4
0,24
состав 1
Sn
о! 18
—
—
Ва
1.Чб
2,8
Си
л
_
—
Cd
_
Упрочнение свинца, являющегося мягкой
основой сплава происходит вследствие обра-
зования твёрдого раствора натрия со свинцом
(фиг. 147). Так же влияют литий (фиг. 148)
и барий. Твёрдой составляющей в этих спла-
вах является соединение СаРЬ3 (фиг. 149).
Олово, медь и другие добавки структуру не
изменяют. Типичная микроструктура щё-
лочноземельного баббита BahnmetaH (см.
206
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. 11
вклейку лист VII, I, а и б) состоит из мягко-
го фона кристаллов твёрдого раствора натрия
и лития в свинце и мелких твёрдых кристалли-
%Ыа о типе ajz <ув цго %и
Фиг. 147. Диаграмма со- Фиг. 148. Диаграмма со-
стояния сплавов свинец— стояния сплавов свинец —
натрий. литии.
*%Са
ристики прочности, но пластичность этих спла-
вов очень низка (фиг. 15J—153). Модуль упру-
гости Е щёлочноземельных баббитов не превы-
шает 2200—2500 кг/мм?. Олово и ртуть мало из-
меняют механические свойства сплавов, а кад-
мий лишь немного увеличивает твёрдость.
Значительное влияние оказывает скорость
охлаждения при литье. При вылёживании эти
сплавы упрочняются вследствие распада твёр-
дого раствора натрия и лития в свинце, а ме-
ханические свойства приобретают почти по-
стоянные значения лишь спустя 5 — 6 дней
после литья. При достижении температуры
подшипника 60—70° С и выше прочность баб-
бита падает, как это обычно наблюдается
у сплавов, подвергающихся старению. Щёлоч-
ноземельные баббиты обладают наименьшей
теплопроводностью и наибольшим удельным
весом (для Rahnmetall 10,56) из всех типов
баббитов на оловянной и свинцовой основах;
также велик у них коэфчциент линейного
расширения C2,7 • 10~6 в интервале 20—100Х
и 36,3 • 10~6 в интервале 20—200° С), в связи
Фиг. 149. Диаграмма состояния сплавов
свинец—кальций.
Фиг. 154. Твёрдость по
Бринелю подшипнико-
вых сплавов при повы-
шенных температурах:
/-1,0% Sb; 3,0% Си;
ост. Sn; 2 - 5.0% Sn;
15% Sb; 1,5% Си; ост.
Pb; 3— 1.0% Sn: 0.5%
Ca;0 04%Li;0.25% Hg;
ост. Pb; 4 — 30% Sb;
ост. Си; 5— 10% Sb;
10% Си; ост, Sn;
6 — банметалл.
s
?
N
s
V
s
s
ч
•
*
2
N,
kj
-•¦«.
\
яг т
150
ков химического соединения СаРЬ3. Щёлочно-
земельные металлы значительно повышают
твёрдость свинца, а также и другие характе-
4J /
•%¦
to
Са
W 15 ty
Содержание
металлов
Фиг. 150. Твёрдость по
Бринелю сплавов свин-
ца с другими метал-
лами.
Фиг. 151. Механические
свойства щёлочнозе-
мельного баббита
@,69% Са; 0,04% Li;
ост. РЬ) в зависимости
от содержания натрия
(О —по Гелеру; X - по
Гранту для сплавов
Pb - Na).
/
•г/т
/
4
в
не
К 8%
П
10
02 № OS OB W V 1<>%Со
Фиг. 152. Механические
свойства щёлочнозе-
мельного баббита @.6^%
Na; 0,04% Li; ост. Pb)
в зависимости от со-
держания кальция.
\
/
к*
ч
/
Mi
/
/
•41
Л
-"
Фиг. 153. Механические
свойства щёлочнозе-
мельного баббита
@.69% Са; 0,62% Na;
ост. РЬ) в зависимости
от содержания лития.
с чем для получения прочного сцепления
баббита со сталью приходится применять ме-
ханическое крепление с помощью ласточкина
хвоста и т. п. В сравнении с другими щ&
лочноземельные баббиты менее коррозио-
устойчивы (в этом
отношении добавка
лития полезна); спо-
собность их противо-
стоять износу ниже
в том случае, когда
рабочая температу-
ра подшипника пре-
вышает 80 — 90° С.
Механические свой-
ства щёлочноземель- ' ^ $3 Ш W
ных баббитов при
повышенных темпе- Фиг. 155. Механические
рагурЭХ показаны на свойства щёлочноземель-
(Ъмг 1S4 и 1SS ных баббитов при повы-
фИГ. io-t и ио. шенных температурах: О —
Модуль упругости Сатко; X — банметалл.
Bahnmetall при 200° С
равен 1200 кг/мм2.
В интервале температур 20—170J С коэ-
фициент трения оловянистых баббитов ниже,
чем щёлочноземельных. При более высо-
ких температурах вследствие сильного ра>
мягчения сплава коэфициент трения оло-
вянистого баббита начинает быстро возра-
стать.
Для щёлочноземельного баббита начало
резкого повышения коэфициента трения на-
блюдается при более высокой температуре
(~ 200° С).
ГЛ. II]
АНТИФРИКЦИОННЫЕ, ИЛИ ПОДШИПНИКОВЫЕ, СПЛАВЫ
207
Применение баббитов
В табл. 53 приведены физико-механ.чческие
свойства баббитов. Обе группы сплавов об-
ладают одинаковой прочностью пра повышен-
ных температурах, не превышающих 80—90* С,
но свинцовистые баббиты более хрупки
и быстрее разрушаются от усталости. Оловя-
нистые баббиты поэтому рекомендуются для
работы при более высоких ударных нагрузках
и более жёстком температурном режиме
(табл. 54).
При рабочих температурах, не превышаю-
щих 80—90° С, и относительно невысоких удар-
ных нагрузках вполне пригодны свинцовистые
баббиты. Эксплоатационная стойкость их в ука-
занных условиях не ниже, чем оловянистых баб-
битов. Дефицитность и дороговизна олова спо-
собствовали в последние годы распростране-
нию свинцовистых баббитов в самых различ-
ных отраслях машиностроения. В сравнении
с оловяпмстыми и свинцовистыми баббитами
щёлочноземельные баббиты обладают большей
твёрдостью и прочностью, но они более хрупки,
менее теплопроводны и более сложны в изго-
товлении; их поэтому можно рекомендовать
для работы при значительно меньших нагруз-
ках, чем свинцовистые баббиты (фиг. 156).
Таблица 53
Физико-механические свойства баббитов на оловянистой и свинцовистой основе
X
0.
н
а
с*
ь
8
S
по по
очни
- г
1[16]
2 [15]
3 [15]
4A6)
5 [5]
6 [15]
7 [15]
8 [15]
9 [15]
10 [16]
11 [5
12 [5]
13 Щ
14
16
Наименование
сплава
Олокяннстый
баббит
То же
., »
- *
,. .,
„ .,
Свинцови-
стый баббит . .
То же
„ „
» »
Свинцови-
стый баббит с
теллуром ....
Лургиметалл
Сатко ....
Баиметалл .
си!
3-5
4-5
3.1
3.5
5.5
8,3
—
—
—
—
3>°
I, 8
1,О
_
—
-
Sb
Химический
Sn
3.5 93 о
4.5 91.°
7.4
Ю.5
"¦5
8,3
15
15
15
16
12,5
15.5
-
-
89,2
86,0
83,°
83.4
10
5
2
5
i5,5
10,5
9 7
2,0
Pb
—
—
—
—
—
75
80
83
80
Ост.
„
0,5
Q" "
98,6
As
—
—
—
—
—
—
—
—
•—
—
—
1,0
—
-
состав в
Cd
—
—
—
—
—
—
—
—
—
—
1,2
—
-
-
Са
—
-
—
—
—
_
—
—
—
—
—
—
°4
о,6
0,69
°/о
N.
—
—
—
—
— ¦
_.
—
—
—
°.3
0,07
О,б2
Li
—
—
—
—
—
—
—
—
—
—
—
—
--
-
0,06
0,04
Те
—
—
—
—
—
—
_
—
—
—
—
—
од5
Ва
а ,9
Hg
0,25
i?
С I
едел
тяже
cl
8.7
—
—
и.3
7,°
—
—
—
7.9
7-8
Ь,4
7.7
8,о
8,5
X
S
1
5,
4)
О
ельн
н
о °"
1'
11,6
—
—
7Л
5,о
—
—
—
—
2,8
2,1
о.З
ЗД
-
б,о
о,8
о.
- S
° и
ц* „
1 i
i В
5-9;i;
4,з***
7-45*
7.2
4,6***
а.5***
2,4***
й 35***
6,о*
ю.5
7.6
7>2*:|::i::|:**
-
S
С»* п
С J
О ^
II
Ч S
1=5 9
9° ''-
J05 '
29,-2'
116"
II,О"*""
ю.д-" '¦*
ю,8- **
22,6
12,7 ** ^
12,4
13.°
ЮЛ
I5.O
g
s
5.
из
1\
о "?!"
0 ь;
1*
?*'
249
1.7,о
24.5
33 3
—
27,0
22,5
2О,О
17 5
24 9
з°.°
318
22
28-36
19—22
26
Интер-
вал
затвер-
девания
и
ало в
—
—
—
—
432
268
272
264
—
—
297
—
4оо
42O
425
J
и
¦3
НОМ
—
223
241
—
—
24O
24O
237
242
—
222
29.5
: З12
вес
7-3
7-34
7,39
—
—
7 4°
9-73
ю,о4
ЮО/
—
—
—
—
-
ю,5°
* При остаточной деформации 0,01!5 мм.
** При осадке на 50%.
*** При остаточной деформации 0, >25П/О.
я*** При осадке на 2-5",'о.
***** При появлении трещины,
::.¦¦:**** При остаточной деформации 0,2°/д.
Применение оловянистых и свинцовистых баббитов
Таблица 54
Марка
сплава
Примерное назначение
I Марка
iсплава
Е83
БН
Подшипники мощных авиа-и автомоторов, па-
ровых турбин, турбокомпрессоров, турбона-
сосов, компрессоров мощностью более 500л. с,
дизелей, паровых двигателей судов дальнего
плавания, стационарных паровых машин мощ-
ностью более 1200л. с, электромоторов мощ-
ностью более 750 квт, генераторов мощностью
больше 5 квт.
Подшипники тракторных и автомобильных
моторов, паровых турбин, судовых и стацио-
нарных паровых машин мощностью до 1200л.с,
локомобилей лесопильных рам, гидротурбин,
электровозов, электромоторов мощностью
250—750 квт. генераторов мощностью до
500 кет, центробежных насосов мощностью
до 2000 л. с, вакуумнасосов, редукторов и
шестеренных клетей прокатных станов, дро-
билок, подъёмных машин мощностью до
1800 л. с.
Примерное назначение
Коренные и шатунные подшипники трактор-
ных и автомобильных моторов.
Верхние половинки опорных подшипников
паровых турбин, судовых и стационарных
паровых машин мощностью до 1200 л. с, ло-
комобилей, электровозов, электромоторов мощ-
ностью 250—750 квт, генераторов мощностью
до 500 квт, компрессоров мощностью до
500 л. с, центробежных насосов мощностью
до 2000 л. с, вакуумнасосов, редукторов и
шестеренных клетей прокатных станоз, дро-
билок, подъёмных машин мощностью до
1800 л. с, подшипники трамвайных вагонов.
Подшипники нефтяных двигателей, металло-
обрабатывающих станков, трансмиссий, вен-
тиляторов, дымососов, электромоторов мощ-
ностью до 250 квт, шаровых мельниц, шесте-
ренных клетей мелкосортных станов.
В К
Подшипники ж.-д. вагонов
208
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД.
V м/сен.
7Й
t
\
\
3
\
\
\
40
\
ч
2 .
\
ч
fit)
/
*Ч
г/см1
Эксплоатационная стойкость их при высоких
скоростях скольжения (8—10 м\сек) неудовле-
творительна. Щёлочноземельные баббиты
нашли применение в вагоностроении. Различ-
ные конструкционные улучшения, усиление и
охлаждение смазки, специальная механическая
обработка поверхностей трения значитель-
но повышают нагрузоспособность щёлочно-
земельных бабби-
8 к, ¦;, [¦—I—|—1—i—|—| тов; в настоящее
время из них изго-
товляют подшип-
ники локомотивов,
горнорудных ма-
шин, брикетных
прессов и т. п.
Помимо спла-
вов, указанных в
табл. 49, в промы-
шленности СССР
пока еще употре-
бляются также ра-
нее включавшиеся
в союзный стан-
дарт свинцовистые
баббиты с боль-
шим количеством
олова и вовсе не
содержащие его, а
именно: марка Б —
40 состава в %:
So —40, Sb —15, Си—5, Pb—40; марка БС со-
става в %: Sb—17, Си —1,5, РЬ — остальное.
. Обе эти марки не имеют преимуществ перед
другими, а в некоторых отношениях уступают
последним и поэтому не могут быть рекомен-
дованы.
СВИНЦОВИСТЫЕ БРОНЗЫ
Развитие авиационного моторостроения
потребовало значительного увеличения удель-
ных давлений и скоростей скольжения в под-
шипниках. В условиях ухудшения температур-
Фиг. 156. Пределы применения
баббитов при различных удель-
ных давлениях и скоростях
скольжения: 7-12% РЬ; 13,0°/0
Sb; ост. Sn: 2-6°/0 Sn; 15°/0 Sb;
0,5% As; l°/0 Си; 1,5% Cd;
ост. Pb; 3-i ,69% Са; 0,62%
Ма; 0,04% Li; ост. РЬ; 4-
5,8% Sn; 13,6 Sb; 1,7% Си;
ост. РЬ.
ип Ю W 30 40 50 SO 70 SO W%
Фиг. 157. Диаграмма состояния
сплавов Си — РЬ.
Подшипниковые
Страна и спе-
цификация
Англия (DTD)
274
229А
422
США (SAE)
480 . >
480 и А. М. S.
4820
4S1 и А. М. S.
4822
Гермкния (DiN
1716)
медносвинцовые
(по иностранным стандартам)
РЬ
28—32
23—28
15—2°
35-^45
26—31
23—27
Свыше
3U
2О—ЗО
IO—2О
18—22
Sn
—
2,О
6—Ю
—
2—4
_
__
—
5-10
Химический состав
Ag
0.4- O.75
—
—
1.5
_
Си
68—72
72 -76
7O-79
> 54-5
69-74
68-75
Осталь-
ное
То же
сплавы
в °/
0
Примеси (не более)
Fe
0,10
—
О,2О
°.25
о,35
По
Zn
—
—
—
о,ю
о,ю
Ni
—
—
—
0,01
0,01
особому
Р
—
—
-—
О,О1
О,О1
11 е
о
С
—
°.25
О,25
о,зо
°.'5
О,2О
согла-
шеняю
"о же
„
-
ного режима оказались непригодными даже
наилучшие высокооловянистые баббиты вслед
ствие их недостаточной прочности и сопроти-
вления усталости. Потребность в новом мате-
риале, качественно отвечающем повышенным
требованиям, была удовлетворена применением
свинцовистых бронз. Составы этих сплавов
по иностранным
стандартам привс- то.
дены в табл. 55.
ГОСТ 493-41 пре-
дусматривает мар-
ку БрСЗО состава:
27 — 310/0 Pb; до
0,1% Р; осталь-
ное Си.
Свинец практи-
чески не раство-
рим в твёрдой меди
(фиг. 157), и, следо-
вательно, структу-
ра всех свинцови-
стых бронз так же
гетерогенна, как и
баббитов, с тем,
однако, отличием, что в них основной массой в
структуре является более твёрдая медь, в кото-
рой расположены включения мягкого свинца.
Особенность сплавов Си—РЬ состоит
в их склонности к ликвации. При содержании
от 36% РЬ и более даже в жидком состоянии
при температуре выше линии монотектики
(954° С) сплавы представляют собой не истин-
ный раствор, а эмульсию свинца в меди.
При таком содержании свинца сплавы осо-
бенно склонны к ликвации, и технология их
получения весьма затруднительна; требуются
специальные меры, как, например, особо бы-
строе охлаждение или введение специальных
добавок (Ni, S), чтобы получить отливку,
однородную по составу в различных зонах
с равномерно распределёнными включениями
свинца. Ликвация наблюдается и в сплавах, со-
держащих менее 36% РЬ (при-
мерно от 20%), вследствие раз-
ности удельных весов первично
кристаллизующейся меди и
жидкого сплава, богатого свин-
цом. Фазовое строение свинцо-
вистой бронзы не меняется в
случае добавки небольших ко-
личеств олова, никеля, фосфора,
или марганца, иногда присут-
ствующих в промышленных
сортах свинцозистой бронзы.
Их действие может сказаться
лишь на величине и направлен-
ности медных дендритов и
степени дисперсности распре-
деления свинцовых включений.
В этом же направлении
влияет и скорость охлаждения.
При очень больших значениях
скорости охлаждения A5 -
30° С в секунду) удаётся
получить очень тонкое строе-
ние свинцовистой бронзы (см.
вклейку лист VII, 2).
Из числа применяемых до-
бавок к свинцовистой бронзе
серебро уменьшает размер
медных дендритов; в присут-
Таблица 55
ГЛ. II]
АНТИФРИКЦИОННЫЕ, ИЛИ ПОДШИПНИКОВЫЕ, СПЛАВЫ
209
ствии фосфора величина свинцовых включе-
ний несколько больше; никель и марганец на
структуру сплавов влияют слабо. Олово за-
метно расширяет область ликвации свинцо-
вистых бронз (фиг. 158), но зато повышает
прочность. Сера предотвращает ликвацию
и диспергирует включения свинца. Структура
свинцовистой бронзы (см. вклейку лист VII, 3)
Фит. 158. Диаграмма состояния сплавов Си—Pb—Sn.
состоит из тёмных включений свинца, рас-
положенных между тонкими дендритами меди
(или твёрдого раствора олова, никеля, фос-
фора и марганца в меди). Серебро присут-
ствует в структуре свинцовистой бронзы
в виде самостоятельной фазы. Механическая
прочность и пластичность сплавов Си — РЬ
тем ниже, чем больше в них свинца (фиг. 159),
Фиг. 159. Механические свойства свинцовистых бронз
в зависимости от содержания свинца.
и, наоборот, антифрикционные свойства,
и в частности износоустойчивость тем выше,
чем больше в сплаве свинца (фиг. 160). Олово
является весьма полезной добавкой, повышаю-
щей все механические свойства сплава, но, на-
чиная от 6,5% Sn, когда в структуре сплава
появляется эвтектоид (a -j- Ь), пластические
свойства начинают быстро падать. Наиболее
важное значение добавки олова состоит в по-
вышении сопротивления усталости бронзы.
Никель и серебро в пределах до~2% слабо
влияют на механические свойства. В при-
сутствии серы сплав становится хоупким. Фос-
фор вводится в свинцовистые бронзы в не-
больших количествах как раскислитель, но,
освобождая металл от окислов, фосфор повы-
шает его плотность и механические свойства,
в том числе и пластичность. Однако содержа-
ние фосфора в готовом подшипнике должно
быть не выше 0,1%, ибо при большем содер-
жании может образоваться на границе между
свинцовистой бронзой и сталью хрупкая про-
слойка сложного эвтектического строения,
опасная при высоких ударных нагрузках (по-
явлению хрупкой прослойки способствует
также повышение содержания в стали углерода
и увеличение времени контакта жидкого ме-
талла со сталью). В подшипниках, содержа-
щих от 4% Sn и более, содержание фосфора
г
ЧВоо
Фиг. 160. Износоустойчивость свинцови-
стых бронз: 7-24% РЬ + 76% Си; 2—30%
РЬ + 7С%Си;3—35%РЬ + 65% Си; 4-39%
РЬ + 61% Си; 5 - 29% РЬ + 2% Sn -f
•469% Си; 6—24% Pb -4- 6% Sn + 70% Си;
п — число оборотов.
в целях повышения механических и антифрик-
ционных свойств может быть увеличено, но
с учётом возможности усиления ликвации
в высокосвинцовистых бронзах, особенно при
значительном количестве олова. Таким образом
обычно фосфор вводят до 0,1% и лишь в не-
которых случаях до 0,5% и более.
Из числа всех подшипниковых сплавов
свинцовистая бронза обладает наиболее высокой
теплопроводностью.
При повышенных температурах прочность
свинцовистой бронзы не претерпевает каких-
либо существенных изменений (вплоть до
200° С). Снижение твёрдости наблюдается, лишь
начиная от 150° С.
В сравнении с другими антифрикционными
сплавами свинцовистые бронзы показывают при
трении более низкую температуру (фиг. 161).
В табл. 56 приведены состав и механиче-
ские свойства свинцовистых бронз, а на
фиг. 162 —их антифрикционные свойства.
т
и
70
?0
mo
so
2ff/
•
Y
f
/
Г/И
/м
р
'Л
/
/cek
it
{
/
V-
А
У(
i
V
сек
>*
/?
о sn
Фиг. 161. Температура подшипниковых сплавов при испы-
тании с различными удельными давлениями и скоро-
стями скольжения; /—свинцовистый баббит; 2—10%Sb4-
-t- 10% Си + 80% Sn; 3-3,5% Sb + 3.5% Си + 92% Sn;
4 — бронза каро; 5—3% Sn + 25% Pb + 72% Си.
Более высокая теплопроводность, прочность
при повышенных температурах и сопротивле-
ние усталости ставят свинцовистую бронзу (осо-
бенно легированную оловом) на первое место
среди всех подшипниковых сплавов, применяе-
мых для наиболее мощных авиационных, тан-
ковых, автомобильных моторов и дизелей.
210
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. 15
Таблица 56
Состав и физико-механические свойства
свинцовистых бронз
Таблица 58
Кадмиевые сплавы (по иностранным стандартам)
Химиче-
ский состав
(Си-
ост
РЬ
Ю,о
2О,О
до,О
20,0
20,0
альное)
В°/о
Sn
—
—
4,0
2,0
р
О, I
О, I
О,1
О,1
O.I
н^
о ^
s§
8.2
с о
3,4
3.2
З.о
5.о
S
с Ч
1*
в- в
р
с 5
43.1
3°-4
21,3
57.8
s
S
с
п
5-
Ой-
47.°
45.°
47.°
с s
н^
и ш
Б:
а> S
5
<=? Я
с|
4,о
3.8
3,8
9.3
6,2
о к
&ж
1)
ч «
а> 1"
С S.
12,1
9.9
8,6
19-9
12,4
s
ч
си
°-5
ч я
н -
s*°
si
О я
9.5
и,3
ю,3
19.6
0
0
о.
II
о «
8400
75°°
8750
2
t=t
s
W
О"
с ^
•Ь*
о
43
36
3°
59
41,о
S
и
о
^^
|»
О. a
—
2,8
8,8
5>5
Коэффициент трения
Износ
а (г?о диаметр!/)
L
ш w диаметру)
Mi
Сфинцодистый 506ит \
=ч), 0Q62 износ Ушш (по диаметра)
подшипника х
^лоВяниствш баббит i
o,oiS2 износ Вала, ш диаметру)
зш д
шниооистая бронза
Фиг. 162. Антифрикционные свойства четырёх под-
шипниковых сплавов: р. — коэфициент трения со
смазкой; \lc — то же при трении без смазки.
ПОДШИПНИКОВЫЕ СПЛАВЫ
НА ОСНОВЕ КАДМИЯ
Типы кадмиевых сплавов иностранных фирм
указаны в табл. 57.
Более поздние составы сплавов (табл. 58)
отличаются меньшим содержанием легирую-
щих добавок, отсутствием цинка и сурьмы
и появлением в сплавах серебра. Сплавы кад-
мия с медью и серебром применяются в США
для подшипников автомобильных моторов.
Таблица 67
Химический состав
кадмиевых
сплавов иностранных фирм в
; Фирма
Siemens Haiske .
Е. A. Touceda .
Electrolytic Zinc
Сотр. of Austral-
Federal Mogul
Corpor
Amer. Smelting
and Refining Сотр.
General Motors
Corpor. and Federal
Mogul Corpor. . .
Bohn. Alumini-
um and Brass Сотр.
Metallgeselschaft
A. G
Zn
47.°
—
15,0
—
—
—
Mg
3.5
0,2
1,0
—
—
0.25
подшипниковых
% (Cd — остальное)
Cu
—
3.1
i»5
_
—
0,25
O.5
2,0
Sb
5,0
—
—
—
Ni
_
i,3
—
—
—
Ag
—
—
—
2,25
—
o,5
кация
SAE 180
SAE 18
DTD 217
Химический состав в °/„
Ag
0,5—1,0
—
—
Си
о,4—о,75
1.3—1.7
Ni
1—т,5
—
Mg
,
—
0,8—1,2
Cd
Q8.2S
Ост.
0)
ч
о
\о
эЗ
<и
S
О.
__
—
о,75
Кадмиевые подшипниковые сплавы в США
и в Англии стандартизованы (табл. 58); в дру-
гих странах, где кадмий добывается в незна-
чительном количестве, эти сплавы не получили
широкого распространения.
В меднокадмиевых сплавах опорными
кристаллами являются кристаллы е химиче-
ского соединения CuCd3 (фиг. 163), располага-
ющиеся в эвтектике Cd 4- е, служащей мягкой
300
Си Ю 20 30 40 50 60 70 80/\90%Сй
8SI 86%
Фиг. 163. Диаграмма состояния сплавов Cd — Cu.
основой. Серебро, растворяющееся в кадмии
в количестве нескольких процентов (фиг. 164),
повышает твёрдость мягкой основы. Согласно
тройной диаграмме (фиг. 165), сплавы, содер-
жащие до 1,2% Си и до 2,5% Ag, состоят из
20%/lq
Фиг. 164. Диаграмма
состояния сплавов
Cd - Ag.
30%Cu
Фиг. 165. Тройная диаграмма
состояния сплавов
Cd—Cu-Ag.
эвтектики и кристаллов твёрдого раствора се-
ребра в кадмии (см.вклейку лист VII,4). Сплавы,
содержащие свыше 1,2% Си и до 2,5% Ag,
состоят из эвтектики и кристаллов химиче-
ского соединения CuCd3(cM. вклейку лист VII, 5).
ГЛ. И]
АНТИФРИКЦИОННЫЕ, ИЛИ ПОДШИПНИКОВЫЕ, СПЛАВЫ
211
Таким образом, эти две группы сплавов резко
различны по своей структуре.
Сплавы никелевокадмиевые, опорными
кристаллами в которых является химическое
соединение NiCd7 (фиг. 166), по своему строе-
нию сходны со сплавами меднокадмиевыми.
Никель содержится в подшипниковых сплавах
до 1,5%. Магний в количестве до 7°/0 образует
с кадмием твёрдый
растворяй вводится в
подшипниковые спла-
вы главным образом
для повышения твёр-
дости осн'овы. Таким
образом сплавы стан-
420
380
340
32f
200
7
/
318° .
cd7
•o
г
I
,
j
6 %m
дартных составов, ука-
занные в табл. 58, со
стоят в основном из.
эвтектики и, кроме
того, содержат или из»
быточные кристаллы
твёрдого раствора се-
Фиг. 1бб. Диаграмма состоя- ребра в кадмии (спла-
ния сплавов Cd— Ni. ВЫ Cd—Си — Ag), ИЛИ
избыточные кристал-
лы NiCd7 (сплавы Cd — Ni), или избыточные
кристаллы CuCd3 (сплавы Cd — Си—Mg).
Определение твёрдости отдельных струк-
турных составляющих при помощи алмазного
острия показало, что опорные кристаллы кад-
миевых подшипниковых сплавов (табл. 59)
имеют лишь немного большую твёрдость, чем
кристаллы оловянистых баббитов, и, следова-
тельно, их действие на вал достаточно мягкое.
На фиг. 167-170 показано изменение свойств
двойных сплавов кадмия с серебром, медью
№
12
——
.
rT
i
2
3
0,5 fft 1.5 2.0
Ад. Си. til
2,5 %
Фиг. 167. Предел прочности кадмиевых
сплавов: / — Ag; 2 — Си; 3 — Ni.
и никелем в зависимости от содержания вто-
рого компонента. Наиболее сильное действие
оказывает никель. При содержании в сплаве
второго компонента свыше 1,5% прочность
Таблица 69
Твёрдость структурных составляющих кадмиевых
сплавов
Сплав
Cd-Ni
Cd- Cu
Оловянистый
баббит
Структурные составляющие
Кристаллы NiCd7
Эвтектика Cd — NiCd7 ....
Кристаллы CuCd3
Опорные кристаллы
"в
2бо
55
23O
2O4
20 • 106 периодов нагружения, почти не ме-
няется. На фиг. 171—174 показаны кривые из-
менения механических свойств тройных спла-
вов Cd — As — Си.
Фиг. 169. Удлинение кад-
миевых сплавов: /— Ag;
2 - Си; 3 - Ni.
0 05 10 15 10 %
Фиг. 170. Твёрдость кад-
миевых сплавов: / — Ag,
2 _ Си; 3- Ni.
Щ кг/мм?
T ,
e -
1 SO
20
/
о 0.5 1.0 1.5
Фиг. 171. Предел прочно-
сти сплавов Cd — Ag —Cu:
/ — сплавы с 2% Ag;
2-е 1% Ag; 3-е 0,5% Ag.
°'5 W **
Фиг. 172. Твёрдость спла-
вов Cd — Ag — Cu: 1 —
сплав с 2°/0 Ag; 2 —с 1%
Ag; 3 - с 0,5°/0 Ag.
Наибольшим сопротивлением усталости при
удлинении в 5°/о обладают сплавы, содержа-
щие 1 —2°/о Ag и 0,5% Си. Американский
A
i
i
3
0 0.5
0 Qp 1ft tJS
Фиг. 173. Удлинение спла- Фиг. 174. Предел уста-
вов Cd —Ag —Си: /— лости сплавов Cd — Ag —
сплав с 2% Ag; 2-е 1% Си: /—сплав с 2% Ag; 2-
Ag; 3-е 0,5% Ag. с 1% Ag; 3 — с 0,5 Ag.
Таблица 60
Состав и механические свойства кадмиевых сплавов
0 Of- @ \5 2,0 25 30%
Йд, Cu,Ni
Фиг. 168. Предел усталости кадмиевых
сплавов: / — Ag; 2 — Си; 3 — Ni.
и твёрдость почти не изменяются. Пластические
свойства, а также сопротивление усталости
резко меняются при введении 0,5% легирую-
щих добавок. При дальнейшем повышении
содержания добавок удлинение постепенно
снижается, сопротивление усталости, устано-
вленное в условиях 4000—5000 об/мин за
Химический
Си
Mg
в /0
Са
состав
Ag
Ki
Предел
проч-
НПГТИ
*ь в
Относи-
тельное
удлине-
ние
8
В °/о
Предел
уста-
кг/мм'2
Твёр-
дость
по Бри-
нелю
НВ в
о, 25
1,О
—
о.о5
O.I
— ! —
о.5 \ —
* , С' О
— °.5
—
—
—
—
3
11,6
15 8
12,2
—
—
12
7
5
—
—
4,а
44
3°
4.6
4.2
20
45-5
212
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
стандартный сплав, содержащий 0,5 — 1,0% Ag
и 0,4—О,75°/о Си, имеет достаточно высокие
механические свойства.
В таблице 60 приводятся данные по свой-
ствам некоторых более сложных сплавов. Пре-
дел текучести и модуль упругости наиболее
часто применяемых кадмиевых сплазов при-
ведены в табл. 61 .
Таблица 61
Предел текучести и модуль упругости кадмиевых
сплавов
Химический состав
(Cd — остальное)
в %
Си
'.5
194
Mg | Ag
°-95
0,48
Предел текуче-
сти Оу в кг/млР при
% деформации
0.02
5.5
0,2
99
9.5
Модуль
упру-
гости
в кг/мм3
5600
6500
Изменение твёрдости, прочности и пластич-
ности кадмиевых сплавов в зависимости от
температуры показано на фиг. 175—177. Полу-
V
\г
\
\
s.4
5s
\
\
\
<
\
...
¦
ч\
\
ч^
^ч
^ч»>
^v
ч
•--
25 50 75 100 125 150 175 200 225 250 °C
Фиг. 175. Твёрдость сплавов при повышенной темпера-
туре: 1-Cd + 1,5о/о Си + 3% Ni + 0,75% Zn; 2-Cd + 1,5°/0
Си + 1% Mg; 3-Cd + 2% Си + 0,6% Ag; 4-Cd + 1,5% Ni;
5-80% Sn + да/0 Sb + 10% Си; б-Си + 30% Pb; 7--92°/0
Sn + 3,5% Sb + 4,5% Си.
<риО
2
ч
——
к/?
too
50
V 5A 190 ISO 200 250 "C
Фиг. 176. Предел прочности
сплавов при повышенной
температуре: /—Cd + 3,0%
Ni; 2-Cd + 1,3о% Ni.
П~'Р Ш !Г W 250°С
Фиг. 177. Пластичность
сплавов при повышенной
температуре: 7 — для спла-
ва Cd +3,0% Ni; 2— для
сплава Cd + 1.35% N1.
ченные данные показывают, что падение твёр-
дости кадмиевых сплавов с повышением тем-
пературы значительно, но в области рабо-
чих температур твёрдость их ещё достаточно
высока и много выше, чем у оловянистых
баббитов. Изменение предела прочности их
также значительно. Рабочая температура под-
шипника не должна превышать 80° С.
Особенностью кадмиевых сплавов является
склонность к коррозии в смазочных маслах,
содержащих кислоты, причем присутствие маг-
ния усиливает коррозию. Для повышения кор-
розионной устойчивости наносят на рабочую
поверхность подшипника электролитическим
путём индий и отжигают при 170° С с целью
диффузии; в присутствии 0,2% индия в поверх-
ностном слое сплава
сопротивление корро-
зии значительно по- во
вышается. В распла-
вленном состоянии SO
кадмий также склонен
к окислению, и при на-
'т 100 ISO ?ав кг/ем*
греве свыше 400° С Фиг. 178. Нагрузоспособность
на поверхности ПОЯ- кадмиевых сплавов при v =
".. х = 4,5 мсек: 1 — кадмиевые
вляется черная губча- сплавы; 2 - Б80.
тая плёнка окислов.
В качестве флюса при плавке и заливке под-
шипников рекомендуют смесь хлористого цинка
и хлористого аммония. Кадмиевые сплавы об-
ладают высоким коэфициентом линейного рас-
ширения: а — 28-г-30-10~6. Усадка их дости-
гает 0,90/0.
Теплопроводность сплавов разных составов
изменяется от 0,16 до 0,20 кал/см-сек-град.
Наблюдаемый разогрев подшипника в за-
висимости от на-
грузки
указан
8179
Cu; i = Sit о
Ag + 2% Си; з - Б80.
на фиг. 178—179.
Кадмиевые сплавы
греются меньше,
чем баббит с 80%
олова, и нагрузо-
способность их
о W0 200 30Q 400 520 н?!с»'> значительно выше.
Фиг. 179. Нагрузоспособность КоэфиЦИентЫ Тре-
кадмиевых сплавон при v == НИЯ, устЭНОВЛен-
= 1,5 м/сек: i — Cd + 2.2% ные Национальной
физической лабо-
раторией Англии
для кадмиевых подшипниковых сплавов, свин-
цовистой бронзы и баббита (табл. 62), имеют
близкие значения.
По данным научно-исследовательских работ
и эксплоатации кадмиевые сплавы уступают
по нагрузоспособности свинцовистой бронзе,
но они значительно меньше изнашивают вал
и, таким образом, являются промежуточными
по свойствам и работоспособности между оло-
вянистым баббитом и свинцовистой бронзой.
Они хорошо пристают к стальному корпусу
вкладыша и имеют значительно более высокий
предел усталости, чем баббит, но уступают в
этом отношении свинцовистой бронзе.
ПОДШИПНИКОВЫЕ СПЛАВЫ ИЗ ЛЁГКИХ
МЕТАЛЛОВ
Подшипниковые сплавы на основе алюми-
ния появились в Германчи во время первой
мировой войны при недостатке олова и свинца.
Предложенные для применения в подшипни-
ках сплавы могут быть разбиты на следующие
основные группы: сплавы на основе А1 — Си,
А]—Si, A1 - Sb, A1 —металл железной группы.
ГЛ. II]
АНТИФРИКЦИОННЫЕ, ИЛИ ПОДШИПНИКОВЫЕ, СПЛАВЫ
213
Таблица 62
Коэфициент трения подшипниковых сплавов
?2
— ш
7о
Кадмиевые под-
шипник о» ь
БЫ
е спла-
при темпера-
туре в
60
0,0024
140 0,0019
175
|
о.оош
80
о,оо14
O.OOI2
О,0О12
L
100
о,оои
о,ооо8
0,0009
Свинцовистая
бронза
при температуре в °С
60
0,002б
o,ooi8
0,0017
80
0,0014
0,0011
0,0011
100
О,ООН
о,ооо8
о.оооо.
Оловянистый
баббит
при температуре в °С
60
O.OO25
0,0017
0,0017
80
o,ooig
0,001 г
O.OOII
100
O.OOII
о,ооо8
o,ooi8
SS3
600
500
40G
330
U)
1
I
\
/
/
'57
1 ¦
\548и
1
\
О
Ю №
Фиг. 180. Диаграм-
ма состояния спла-
вов А1 — Си.
Сплавы А1—Си содержат от 4 до 15% Си.
Они состоят из кристаллов твёрдого раствора
меди в алюминии и эвтектики алюминия с хи-
мическим соединением СиА12 (фиг. 180). Кри-
сталлы СиА12 являются твёрдой структурной
составляющей этих сплавов (см. вклейку,
лист VII, 6).
В сплавах Al — Si, содер-
жащих от 12 до 20% Si,
твёрдой структурной соста-
вляющей являются кристал-
лы кремния; в сплавах А1 —
Sb — кристаллы химическо-
го соединения AlSb, в спла-
вах алюминия с металлами
железной группы опорными
кристаллами являются хи-
мические соединения A13Fe
(см. фиг. 181 и вклейку
лист VII, 7) или A13N1.
Опорные кристаллы алюминиевых подшип-
никовых сплавов имеют довольно высокую
твёрдость (табл. 63), причём особенно боль-
шой твёрдостью отличаются
кристаллы кремния.
Большинство предложенных
сплавов содержит ещё другие
металлы, вводимые в неболь-
шом количестве. Составы и
свойства алюминиевых сплавов,
изучавшихся и применявшихся
за границей, а также сплава
АН2.5, разработанного в СССР,
приведены в табл. 66.
Составы подшипниковых
сплавов на основе магния, из-
готовляемые фирмой Фарбен-
индустри, приведены в табл. 64.
В этих сплавах твёрдой струк-
турной составляющей являются
химического соединения Al2Mg3.
°С
woo
900
600
то
воа
S0O
W
Фиг. 181. Диа-
грамма состоя-
ния сплаяоа
Al - Fe.
кристаллы
Твёрдость
структурных элементов
подшипниковых сплавов
Таблица 63
алюминиевых
Химическое
соединение
Cu6Sn5
CuAl2
Al3Fe
AlSb
Si
Твёрдость
предельное
значение
48-56
53—di
58-70
53—7°
90—101
по Шору
среднее
значение
5i
58
63
66
95
Твёрдость
по Бринелю
35°
419
4°4
488
8оо
Цельнолитые подшипники из сплава типа
электрон AZG или AZM применяются на мощ-
ных немецких авиамоторах для подшипников
кулачкового валика.
Наиболее мягкие алюминие-
вые сплавы имеют твёрдость
30—40 кг/мм2 и предел проч-
ности не менее 10 кг/мм*.
Удлинение всех сплавов в ли-
том состоянии обычно незна-
чительно— 1—2°/0, но после
обработки давлением сплавы
становятся весьма пластичны-
ми — удлинение не менее 10%.
Пределы упругости и теку-
чести мягких алюминиевых
подшипниковых сплавов невы-
Таблица 64
Состав магниевых подшипниковых сплавов
№ по
пор.
1
2
3
4
5
Марка
сплава
Электрон AZG
A9V
AZ91
AZM
VI
Zn
3
о,5
°.5
i
Химический
состав в %
А1
6
9,5
6
ю
Мп
о,3
о.З
о.З
°,3
о.З
Mg
Ост.
Твёр-
дость по
Бринелю
Яд В
кг1мм*
5O-58
5б-63
60—70
6о-б5
7о-78
соки—4,5—6,5 кг/мм*, сплавы кремнистые с
высокой твёрдостью (KS 245 и KS 260) имеют
иА. = 17.0— 18,0 кг/мм2.
Изменения
ffg
50-
40.
ь
2
3
75
—1
150
Ж
•>»
свойств алюминие-
вых сплавов взази-
симости от темпе-
ратуры показаны
на фиг. 182и183. В
интервале рабочих
температур под-
шипника (до 150°С)
эти изменения
значительны.
Алюминиевые
сплавы обладают высокой теплопроводно-
стью (табл. 65) и большим коэфициентом ли-
нейного расширения (фиг. 184). Лишь спла-
вы с высоким содержанием кремния (KS 280)
Фиг. 182. Твёрдость при повышен-
ие- ной температуре: 1— А1 + 7°/, Си;
2-А1 + 6% Fe; 3-А\ + в,5°/0 Sb.
Фиг. 183. Механические свой-
ства алюминиевожелезного
сплава при повышенных тем-
пературах.
Теплопроводность
алюминиевых
сплавов
Фиг. 184. Козфициент
линейного расширения.
Таблица 65
п одшипниковых
А1 + 8% Си
А1 + 15% Си
KS 245
KS 280
Теплопроводность в кал/сл1-сек-град
при температуре в "С
0
0,3*6
о,354
°>255
О,238
100
о,34°
о,399
0,267
°. 253
200
о,3°4
°,432
0,283
0,264
214
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Таблица 66
Состав и механические свойства алюминиевых подшипниковых сплавов
op.
о
1
2
3
4
5
в
7
8
9
10
11
12
Марка
сплава
1
Кварцаль
KS 245
KS 280
KS 13
Альва 36
Бороталь D4
Бороталь Z7
Бороталь
Fz 17а
Lg 40
Lg 67
-
АН2.5
Фирма
или стандарт
Алюминиумвальцверк, Ву-
тешинген
Шмидт, Некарсульм
То же
То же
Ферейнигте Дейче Металл-
верке, Франкфурт
Боровский металлозавод
во Франкфурте
То же
То же
Юнкере, самолётный и мо-
торный завод в Дессау
То же
То же
ЦМТУ 469-41
Химический
состав
2 — 15% Си и небольшое
количество других тяжёлых
металлов
4,5% Си, 14% Si, 0,8% Мп,
0,7% Mg, 1,5% N1
1,5% Си, 21-22% Si, 0.5%
Mg, 0,7% Мп, 1,5% Ni, 1,2% Со
6 — 8% Sb
3,5% Sb, 3 — 5% Pb, а также
добавки Cu, Ca, Zn, Fe и Sn
3-4% Cu, 2% Fe, до 3% Pb,
0,1% С
3-4% Cu,2% Fe, 1-3% Zn,
доЗ%РЬ, 0,1% С
2% Fe, до 3% Pb, 0,1% С
6% Fe, 0,5% Mg
5 — 6% Fe, 15% Cu
5 - 6% Ni, 0,5% Ti
2 — 3% Ni, допускается до
1% Fe и Si
t
*-*
—
17.5
17-5
-
—
—
—
—
-
-
—
**я *
|я5 -5.
cSS *
18—22
19—21
17—19
-
ю-15
15
17
*4,5
-
-
—
. 1
тел
ЛИН
о "*^?~
О Яю
i—2
0,2—0,;
0,2
-
5-ю
—
—
—
-
-
ак
кгм/см*
2.5
5 2 -.
r=t S »
О. 5В -—
*и Я Й
ю о. <
ЬЮ ш
65—100
«5-135
I2O—140
30-40
Зо—8о
75
IOO
3°
_
-
-
Зо—36
имеют коэфициент линейного расширения
почти такой же, как и у бронз. Испыта-
ния нагрузоспособ-
ности алюминие-
вых подшипников
показали их спо-
собность выдер-
живать большие
удельные давления
(фиг. 185 и 186), до-
стигающие, по дан-
ным Фишера [7],
800 кг/см-. При
одновременн ом
(фиг. 186) испыта-
нии оловянистой
<?>ет. 185. Нагрузоспособвость
сплавов А1 — Си при
е«9 м\сек\ 1-А1 + 12°/0 Си;
г._А1 + 8% Си; 3-А1 + 15% Си;
4-А1 4- 5% Си.
бронзы и алюми-
ниевых сплавов бронза выдержала значитель-
но меньшие нагрузки. Однако по другим испы-
таниям при v =
= 4м/сек подшип-
ник из оловянистой
бронзы нагревался
до 65* С при р —
= 180 кг/см2, в то
время как подшип-
ник из алюминие-
вого сплава до-
стиг этой темпе-
лг 40 60 S0 100 '20 № 160 *«*ь.'
Фиг. 1S6. Нагрузоспособность
сплавов Al —Si при
v = 28 м/сек.
ратуры ещё при
р = 70 кг/см2. Со-
гласно исследованиям НИДИ, сплавы А1 — Си,
содержащие 5—10% Си, оказываются равно-
ценными оловянистым бронзам (фиг. 187) и
уступают баббиту Б83. Оптимальным содержа-
нием меди, по их данным, является 7—8%.
Алюминиевые сплавы обладают значительно
большей твёрдостью, чем оловянистые баббиты,
и для работы в паре с ними рекомендуется
иметь стальные шейки повышенной твёрдости
Фиг. 187. Разогрев сплавов при испытании на машине
НИДИ.
(специальная сталь или поверхностная обра-
ботка), а рабочую поверхность подшипника
тщательно и гладко обработанной. При этих
условиях подшипник и шейка изнашиваются
равномерно и незначительно (фиг. 188). Второй
особенностью алюминиевых сплавов является
их высокий коэфициент линейного расширения,
в связи с чем подшипник должен иметь зазор
больше обычного (до 0,1 мм) и сборка должна
быть особенно тщательной. При невыполнении
этих условий зазор может исчезнуть и наступит
преждевременнее заедание, что служит часто
ГЛ. II)
АНТИФРИКЦИОННЫЕ, ИЛИ ПОДШИПНИКОВЫЕ, СПЛАВЫ
215
причиной необоснованных вы-
водов о качестве алюминиевых
сплавов. С целью устранения
Таблица 67
Состав и свойства медноалюминиевых сплавов
too zoo зоо чоо son чао
Фиг. 188. Износ втулки и шей-
ки вала при р = 75 кг1см3 и
г<=5 м/сек: 1 — втулка; 2—шейка.
коробления рекомендуется во
втулках делать шлицы, по-
зволяющие материалу расши-
ряться (фиг. 189), а у вклады-
шей делать скошенные стыки
(фиг. 190).
Наибольшее применение на практике имеют
сплавы медноалюминиевые, железоалюминие-
Сплав*
АМ-8
син D
син D **
Си
7,о—9.°
7.О—9.о
7.5-9.5
Химический состав в
Si
-
1,0-1,25
1.5-2,5
А1
Ост.
-
Примесей не более
Fe
1,0
1,0
1,8
Mg
0,3
0,3
0.7
Si
1,0
-
—
Zn
о.З
0,3
0.5
Mn
0.3
0,3
0,7
jS
X
V
0,
С ?
IO—12
IO—I2
12—16
o
о
о и
К щ
тнос
МИН
О>.
О—I
0—1
О—I
°*Ц
о-2
a S
Н я
6о—7°
6о-7о
65—75
* Все сплавы — литые в кокиль.
** По химическому составу сплав соответствует марке АМК2 по
ГОСТ 1383-42.
рительно обрабатываемые резцом и допускаю-
щие обработку давлением и термическую обра-
ботку. Эти сплавы (табл. 67) рекомендуются для
подшипников станков, неответственных и мало-
нагруженных деталей самолёта и для других
подшипников, работающих в условиях спокой-
ной нагрузки и хорошей смазки при v до
5 м\сек и р до 50 кг\см".
Фиг. 189. Втулки со шлицами.
вые и никельалюминиевые, как обладающие
хорошими литейными свойствами, удовлетво-
Фиг. 190. Вкладыш со скошенным стыком.
ЦИНКОВЫЕ ПОДШИПНИКОВЫЕ СПЛАВЫ
Цинковые сплавы для подшипников начали
применяться в Германии ещё до начала пер-
вой мировой войны. В сплавах того времени
в большом количестве присутствовало олово.
Твёрдой структурной составляющей в этих
сплавах являются кристаллы химического со-
единения меди с цинком, основой сплава служит
мягкая эвтектика с вкраплениями свинца.
Твёрдость этих сплавов Нв 60—ЮО кг/мм2.
Присутствие олова сообщает сплавам анти-
фрикционные свойства и способность хорошо
припаиваться к стали.
Во время войны 1914—1918 гг. количество
олова в сплавах стало заметно снижаться, и
к концу войны сплавы с оловом были вытес-
нены цинковыми сплавами с алюминием и
медью. Наиболее известные цинковые сплавы
различных составов и их механические свой-
ства приведены в табл. 68.
Таблица 68
Состав и свойства подшипниковых сплавов на цинковой основе
Химический состав
(Zn—остальное) в 0/0
А1
Си
Mg
-5— 5-°| 2~8
4 j O.5—I
3,02—0,05 3°
о,оз
о,оз | з8 —
о,
%
О 03
О
а^
м '^
к ^
со Т^
X —
о. и
§. 2
С (U -L
5 о ^
^ Q) N
2 S. s.
С с °
О о
SS О°
1"Т
I—1.5
О,6—1,2
8о—но
8о—ioo
0,5—1,5' 95—1О°
0,6-2,5
1,О—I,2j
О.5—i,
7-ю
Ю—12
2б—ЗО
27 -3°
27—30
27
О 22—0,25
О,22 О,24
7-1
6,7
6.2
6.3
390-500
39°
42O
395
:!: Вошёл в германский стандарт D1N под № 1703.
** Коэфицнент трения равен 0,009, износа —0,09 мг/см3 ¦
мг/см3 ¦ км.
216
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. It
Строение двойных цинковых сплавов вид-
но из диаграмм фиг. 191—193. Поверхность
ликвидуса HDEe (фиг. 193) тройной диаграммы
состояния сплавов Zn — А1 — Си соответствует
выделению р-фазы, поверхность EDCB — вы-
550
500
s:
350
300
250
4235
9П Я? <?4 98 88%Zr,
Фиг. 191. Диаграмма
состояния сплавов
Zn — Си.
о/?
600
500
300
200
/SI 9080 70 tftf 5040 3020 W%Ztl
Фиг. 192. Диаграмма состоя-
ния сплавов Zn — Al.
L
\
L
<-)
s
y-
\
4
*-~
S
—«.
P*
1 !
7
4
делению s-фазы и поверхность еЕВА — выде-
лению т]-фазы. Линия DE соответствует выде-
лению двойной эвтектики е + р, линия еЕ —
выделению двойной эвтектики rj -j- Р и линия BE
15 U 13 12 11 10 8 8 7 6 5е 4 9 2 1А
Фиг. 193. Изотермы поверхности ликвидуса тройной
системы Zn— А1 — Си.
соответствует перитектическои реакции жидко-
сти р. т*]. Точка Z: соответствует затверде-
ванию тройной эвтектики, содержащей 7% А1
и 4% Си. Таким образом сплав, содержащий
10°/0 Си и 5% А1, состоит из кристаллов е,
богатых медью, и эвтектики, а сплав с 10% А1
и 5% Си имеет в качестве твёрдой фазы кри-
120
100
t
_ Г -
**>
>.-—
5.0
7,5 %Си
Фиг. 194. Твёрдость сплавов
Zn—A1—Си в зависимости от со-
става: 1 — 2,5% А1; 2-5% А1;
3- 10% А1; 4 — 15% AI.
стэллы р, богатые алюминием, и в виде основ-
ной массы эвтектику. Структура такого сплава
приведена на листе VII, 8 (см. вклейку).
Механические свойства сплавов Zn—А1 —
Си в зависимости от состава приведены на
фиг. 194—196. Увеличение содержания меди
способствует повышению твёрдости и сопро-
тивления сжатию и уменьшает сопротивление
удару. Цинковые сплавы легко прессуются,
после чего их пластические свойства значи-
тельно повышаются (табл. 69).
Таблица 69
Механические
Состояние
сплава
Литой . . .
Прессован-
ный
свойства цинковых подшипниковых
сплавов
Химический
состав в °/0
(Zn—остальное)
А1
8,о—го,о
8,о—го,о
Си
1,О—2,0
г,о—2,о
04-
а.
ч s -2.
м S И
22—ЗО
Зо—4о
о
зг •<=
Ч щ
о х
О S о
I-I5
2О—4°
о i ~
85 — 100
7о—9о
При повышении температуры механические
свойства цинка резко снижаются (фиг. 197).
Твёрдость цинковых сплавов при повышении
Ht/мм
50
-•--
2.5
\Си
Фиг. 195. Предел пропорциональности
при сжатии сплавов Zn—Al—Си в за-
висимости от состава: /—2,5% А1;
2 - 5% А1; 3 — 10% А1; 4 - 15% А1.
температуры до 100° С уменьшается вдвое,
в то время как твёрдость свинцовистой бронзы
почти не меняется (фиг. 198).
Большой коэфициент линейного расшире-
ния цинка а = 29,76 • 10~ 6
маться во внимание при
о
2,5 50
должен прини-
изготовлении под-
ч 1
ь 1
15
Ш
Фиг. 196. Удельная ударная вязкость
сплавов Zn—A1—Си в зависимости от
состава: / — 2,5% А1; 2 — 5% А1;
3 —10% А1.
шипника, — требуется увеличенный зазор. Учи-
тывая снижение механических свойств при
повышении температуры, не рекомендуется
применять цинковые сплавы при температуре
подшипника выше 80° С.
Сравнительные испытания, проведённые на
установке Каммерер.
показали, что цинко-
вые сплавы могут ра- '-6
ботать в условиях
средней трудности,
однако по своим анти-
фрикционным свойст-
вам они значительно
уступают оловянистой
бронзе Каро(фиг. 199). фиг- 197- Предел текучести
По сопротивлению из-
носу цинковые сплавы
занимают промежу-
точное положение между оловянистыми баб-
битами и бронзами (табл. 70).
150 °0
литого цинка при повы-
шенных температурах.
ГЛ. II]
АНТИФРИКЦИОННЫЕ, ИЛИ ПОДШИПНИКОВЫЕ, СПЛАВЫ
2!7
Таблица 70
Износоустойчивость цинковых сплавов
(по сравнению с фосфористой бронзой)
Сплак
А1—10%, Cu-1°/Ul Zn—ост
А1-10%, Си 10%, Zn ост
Фосфористая бронза
Износ в мг
7—ю
27
Нагрузки и скорости скольжения, допу-
стимые для подшипников из цинковых спла-
вов, приведены на фиг. 200.
т
W
en
т
а
—s=s
\
==
J_
4
——.
[
25 75 125 Т
Фиг. 198. Твёрдость
цинковых сплавов при
повышенной темпера-
туре: /-Zn + 5°/0 А1 +
+ 10% Си; 2—Zn + 10%
Al + 5%Cu; 3—БрСЗО;
4 - Б83.
Помимо соблюдения установленных усло-
вий работы по нагрузке, скорости скольже-
ния и температуре цинковые сплавы требуют
также хорошей смазки
и отсутствия ударных на-
грузок. Их высокая твёр-
дость и большое сопро-
тивление износу сни-
жают способность к при-
работке, что должно ком-
пенсироваться более тща-
тельной отделкой поверх-
ностей трения. Желатель-
но применение валов с
. повышенной твёрдостью.
' о 25 so 75 юо /25150175Р*/м цИНковые сплавы приме-
няются в подшипниках
Фиг. 200. Допустимые СТЭНКОВ, МалОМОЩНЫХ
нагрузки и скорости nnprrnR нягпгпп тпяиг
скольжения для цинко- прессов, насосов, транс-
вых сплавов. МИССИИ И Пр.
\
\
\
-
\
\
\
СЕРЕБРО КАК ПОДШИПНИКОВЫЙ
МАТЕРИАЛ
Серебро, являющееся мягким, пластичным
металлом, применяется в подшипниках наи-
более мощных американских авиационных мо-
торов. Подшипники готовятся или путём элек-
тролитического осаждения серебра на рабочей
поверхности вклады ша, или путём заливки. Ра-
бочий слой подшипников, изготовляемых пу-
тём электролиза, содержит не менее 99,75% се-
ребра (американская спецификация AMS 4815).
Предварительно на стальной корпус вкладыша
из малоуглеродистой стали наносится тонкий
слой меди или никеля, затем вкладыш покры-
вается серебром и отжигается при 500° С в те-
чение часа. После окончательной механической
обработки рабочая поверхность серебряного
подшипника покрывается слоем свинца толщи-
ноЛ в 20—30 микрон*. Вкладыши, изготовляе-
мые путём заливки, могут содержать до 1,25%Си
(американская спецификация AMS 4317).
Механические и физические свойства ли-
того серебра приведены в табл. 71. По своей
Таблица 71
Физические и механические свойства литого серебра
'0 50 100 150 200 230 кг/ем'
Фиг. 199. Нагрузоспособность
цинковых сплавов по сравне-
нию с бронзой Каро: 1 —оловя-
нистая бронза Каро; 2—цинко-
вый сплав.
Свойства
Показатели
Плотность р в г/см3
Теплопроводность в кал/см-сек-град . .
Коэфициент линейного расширения а .
Твёрдость по Бринелю Hq в кг/мм3
Предел упругости при растяжении ag
в кг/мм1
Предел текучести при растяжении ?s
в кг/мм*
Предел прочности при растяжении а^
в кг/мм1
Относительное удлинение S в % . . . .
Модуль упругости Е в кг/мм"
Сопротивление усталости идет в кг/мм1
2О,5 • Ю
аб—35
о,8
12—14
4°—5°
бооо—8ооо
4.5
структуре рабочий слой свинцово-серебряного
подшипника не удовлетворяет требованию не-
однородности, предъявляемому обычно к под-
шипниковым материалам, и представляет собой
однородные клетки чистого металла.
Прирабатываемость в данном случае обес-
печивается наличием тонкого слоя пластич-
ного свинца. Кроме того, предварительно
серебряные подшипники точно изготовляются
и в дальнейшем тщательно собираются и хо-
рошо смазываются.
Процесс приработки должен проводиться
особенно осторожно. Рекомендуется холодная
обкатка в течение нескольких часов.
* В случае частичного истирания свинца с поверх-
ности трения во время работы вкладыш подшипника за-
меняется новым.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б о ч в а р А. М., Белые антифрикционные сплавы,
Временник, Изд. общ. Леденцова, М. 1918.
2. Вазингер и Целиков, Кальциевые баббиты,
изд. НКПС вып. № 65, 1927, и вып. № 5/97, 1929.
3. В е р н е р, „Среднее машиностроение" № 3, 1941.
4. 3 а й ц е в А. К., Типовые баббиты, Цветметиздат,
М. 1932.
5. С л а в и н с к и й М. П. и др., Малооловянистые
и безоловянистые баббиты, ОНТИ НКТП СССР,
М. 1935 и 1937.
6. Трение и износ в машинах, Изд. Академии Наук,
М. 1939.
7. X р у щ о в М. М., Усталость баббитов, Изд. Академии
Наук, М. 1943.
8. ГОСТ 1320-41, Баббиты оловянистые и свинцовистые.
9. ГОСТ 1209-41, Кальциевый баббит.
10. ГОСТ 493-41, Бронзы безоловянистые. Классификация.
И. Basset H. M., Bearing metals and alloys, Ar-
nold Co. London 1937.
12. С о r s e W. M., Bearing Metals and Bearings, Che-
mical Catalog Сотр., серия монографий № 553.
N. Y. 1930.
13. H e у n und Bauer, Verh.. Ver. Befor. Gewerbe-
fleiss, Bd 93, 1914.
14. К u h n e 1 R., Werkstoffe fur Oleitlager, J. Springer.
Berlin 1939.
15. Mechanical Engineering Handbook, London, 1939; также
Metals Handbook, ASM, 1939.
16. Munde y, Bisset and Castrand (Journ. Inst. Met.,
1922, 28, 141 и 1923, 30, 115).
17. Symposium on Lubricants A937), AST. M.
18. Weaver, Journ. Inst. Met., v. 56, 1935, 209.
218
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. 11
ПРИПОИ И СПЛАВЫ С НИЗКОЙ ТЕМПЕРАТУРОЙ ПЛАВЛЕНИЯ
Припои — сплавы, применяемые для пайки
-металлических изделий. Особенностью припоев
являются: 1) относительно низкая температура
плавления, 2) высокая способность пристава-
ния (высокая смачиваемость), 3) достаточная
прочность паяного шва.
Мягкие припои — сплавы на основе свинца
и олова с точкой плавления от 220 до 280° С;
твёрдые припои — сплавы на основе меди и
цинка с точкой плавления от 850 до 885° С.
Твёрдые припои, содержащие серебро от
10 до 70% (так называемые серебряные при-
пои), плавятся при температуре от 740 до
оои L.
Сплавы на основе висмута, олова, свинца и
кадмия (так называемые „легкоплавкие сплавы")
плавятся в зависимости от состава при тем-
пературе от 70 до 180° С.
Эти сплавы широко распространены в тех-
нике, например, для заливки матриц, в лабо-
раторной практике (заливка микрошлифов) и в
военном деле.
На фиг. 201—204 даны диаграммы состоя-
ний систем сплавов, относящихся к рассма-
триваемой группе.
Из огромного числа известных в литера-
туре припоев приведены лишь стандартные,
широко распространённые и освоенные про-
мышленностью СССР. Эти припои отличают-
ся ^ экономичностью, несложной технологией
пайки, высокой прочностью и коррозионной
устойчивостью.
Мягкие припои
К мягким припоям относятся оловянно-
свинцовые сплавы, отличающиеся низкой тем-
пературой плавления. В табл. 72 приведён
химический состав мягких припоев, в табл. 73,
74, 75 и 76 даны их физические, механические
и коррозионные свойства.
Область применения мягких припоев обу-
словлена их физическими и механическими
свойствами. Например, при пайке деталей, не
допускающих перегрева, применяются припои,
имеющие наиболее низкую точку плавления
(эвтектика с точкой плавления 183° С); при
пайке деталей, где припой является также
своего рода „замазкой", применяется сплав с
Химический состав мягких припоев в % (РЬ — остальное) (по ГОСТ 1499-42)
Таблица 72
Наименование припоя
Припой оловянно-свинцови-
стый
Припой оловянно-свинцови-
стый
Припой свинцово-оловянный
Припой свинцово-оловянный
Припой свинцово-оловянно-
сурьмяный
Марка
ПОС-9О
ПОС-4О
ПОС-зо
ПОС-18
ПОСС-4-6
Sn
89 — 90
39-4i
29 — 30
17 — 18
3-4
Sb
0,10 — 0,15
1,5 — 2,0
1,5 — 2,0
2,0 — 2,5
5-6
Примеси
Си
i
о,о8
од
о, 15
ОД 5
Bi
ie более
O.I
0,1
0,1
0.1
As
o,°5
Примечание
1. Во всех марках при-
поев допускается присут-
ствие примесей:
a) Fe и S — не более
0,02% каждого;
б) Zn и А1 — не более
0,002% каждого
2. В припое ПОС-ЗО при
пайке цинка и оцинкован-
ного железа допускается
присутствие Sb до 0,25%
Физические и механические свойства мягких припоев
Таблица 73
Марка
О
ев °
v. a
V
К СГ
со га
и S
<и Ч
V Ч
?2
кри
крис
* —
(Я О
X 5
Верх
(нача
232
222
235
256
277
265
327
се г т
0 а
« 2
Зт
U =3
-3- О)
sa
кри
атве
W
X
Ниж
(коне
232
183
183
183
183
245
327
и
а
=Я
3
X
л
Удел
7>3о
7-Ь
93
9,7
1О,2
ю,7
«.37
5.*
р. си
X
41
ельное
s
и
о о
О а
4°
25
63
58
67
14
5°
си
О)
о.
и
а.
с
S
прочно
ч ^
Kt —
С га
2,19
2.7
3.67
2,9
2,52
3.6
1,27
сти
о
S
пропор
тии в
ч
о.я
С с
1,7
3,5
2,8
2,8
2.3
3.8
О,2
a s
s x
to.
и a
Поверхност-
ное
натяжение в
дин/см при
температуре
300° С
350° С
Олово чистое
ПОС-90 ....
ПОС-40 ....
ГЮС-30 ....
ПОС-18 ....
ПОСС-4-6 , . .
Свинец чистый
2,О
4.3
3.2
3.3
2,8
5.8
1.8
5.3
i.85
4.75
4.67
3.86
o,8
2,10
7.5
12,8
ii,8
9.6
15
4.3
22,4
2б
13,9
10,2
9.5
—
7.9
0.157
0,95
0.94
0,93
0,08
544
468
54°
45
458
0,5
°-55
0,56
- ! 23 -
441 I 1341 3.5
бо
Примечания: 1. Процесс пайки производится при температуре выше точки „солидус" на 60° С.
2. Испытание механических свойств припоев и прочности спаянных швов производится обычными методами на
образцах стандартных размеров.
ГЛ. II]
ПРИПОИ И СПЛАВЫ С НИЗКОЙ ТЕМПЕРАТУРОЙ ПЛАВЛЕНИЯ
219
Таблица 74
Предел прочности при растяжении спая при пайке
мягкими припоями в кг\ммг
Марка
Олово чистое
ПОС-40 ....
ПОС-30 ....
ПОС-18 ....
ПОСС-4-6 . . .
Свинец чистый
внакладку
Латунь
4,5
4,6
2,8
3,3
З.о
2,0
внакладку
Медь
4,6
3.7
2,7
3,1
2,4
1,9
внакладку
Железо
3,8
6,i
5.°
5.1
4,9
i,4
о
ванное желе
ку
Оцинко
внаклад
5Д
4,7
1,2
4,3
2,6
1.7
ическое же-
акладку
Гальван
лезо вн
4.8
3,7
3,8
-
я жесть вна-
Лужёна
кладку
4-9
3,6
4,6
-
—
встык
Латунь
5,9
8,о
8,8
9-7
7.7
2,6
стык
Медь в
9.о
7,8
9,1
9.о
-
3,6
встык
Железо
7,9
IO
",5
ю,5
-
7>9
Дтомн. % Pb
10 20 30 40 50 60 70 ВО 90
10 20 30 40 50 60 70 80 30 100
Bi Вес%РЬ РЬ
Фиг. 201. Диаграмма состояния Bi—РЬ.
Таблица 75
Коррозионная устойчивость мягких припоев
(потеря в весе в г/м* в сутки)
Марка
ПОС-40 . . .
ПОС-30 ....
ПОС-18 ....
ПОСС-4-6 . .
3
СО
X
tfoaod
водоп
ч
о
. S3
о,оо8
о.ооб
о,оо8
0,022
С
о
са
н
о рас
соли
н 4%-г
ренной
со д
¦>> О
г— С
+o,oi5
+0,030
+ о,ооб
+о,ооз
син
о
а.
UJ
о
о
о
о
;лота
:твор)
Я со
X О.
я 3
ч J=
4.0
4,7
7.2
II.2
X
с
= ¦?
« S
и о.
3,о
2,7
2,4
2,2
,У/7
5» «? 7tf 60 50 U0 30 20 Ю д
Фиг. 202. Диаграмма состояния Pb—Bi—Sn.
Таблица 76
Pb
60,0
97.5
95.0
90,0
87.75
80,0
78,0
70,0
69,0
78,5
77.5
74.85
Новые безоловянистые и малоол ов ян истые мягкие
Химический состав в °/„
Sn
40
-
-
10
ю
20
20
30
30
15
15
20
Ag
2,5
5.0
I,O
2,25
-
2,0
-
1,0
1.5
r,5
1.5
Bi
_ .
-
-
-
-
-
-
-
-
5
5
3
Sb
-
-
-
-
-
-
-
-
-
1,0
0,5
о«яъ
в я с-5.
ч е | «
э-1ш
1—< i? t- ~
3.96
3,5
3.44
3.4
З.46
3,46
3.94
3,78
6,15
3,5
5-6
5.7
si
e « 4 >»
« <u м „
5Ss« 1
«j иэя се у
?•0 в я
С х В и ео
4,4
2,6з
З.О4
3.5
3.5
398
3.9
4.4
ЗД4
3.72
з.°
3.77
припои, применяемые в США
с § и
ио* s
s . 2 Я
840
122
129
174
264
238
368
535
303
354
187
251
ПОЛЗуЧР<*тк пгтаппя я 0/_
при 300° С и
нагрузке в кг/мм*
1,4
ю,9
O.I
o,i8
2,5
-
6.7
-
10,0
-
-
—
2,8
92,0
о, 15
0,22
12,0
2.3
i8,7
5°.°
4
-
-
—
4,2
300
-
-
-
80
-
20
—
в 1 год
5.6
о, 15
°,45
-
--
-
-
-
-
220
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
большим температурным интервалом затвер-
девания. В этом случае рекомендуется припой
ПОС-18, имеющий температурный интервал
около 90° С.
Припой ПОС-90 предназначается для пайки
внутренних швов хозяйственной посуды,
например, электрических чайников и кастрюль,
и применяется в виде прутков, проволоки,
лент и трубок с флюсами внутри.
ПОС-40 применяемся для пайки радиаторов
(взамен ПОС-50), электро- и радиоаппаратуры
300
200
n
10
20 3L
moKtBi
Ятомн % CO
50
60
Жидкость
1 ¦
70
80
_—'
Жидк
90
-Cd
321"
I
1 1
W 20 30 W 50 60 70 SO 90 Ш
Bi Вес % Cd Cd
Фиг. 203. Диаграмма состояния Bi—Cd.
физико-технических приборов и проводов
при электромонтажных работах.
ПОС-30 применяется для пайки изделий
из цинка и оцинкованного железа (бензобаки,
рупоры патефонов), пайки железа, латуни,
меди, изделий ширпотреба, лужения подшип-
ников, заливаемых свинцовистыми баббитами,
и пайки электрооборудования железнодорож-
ных вагонов, автобусов и троллейбусов.
ПОС-18 применяется для пайки свинца,
железа, латуни, цинка и оцинкованного железа,
при наличии закатанных или склёпанных швов,
а также для пайки цинка, оцинкованного железа
и лужёной жести, если от спая не требуется
особой прочности.
ПОСС-4-6 применяется для пайки и лу-
жения белой жести, железа, латуни и меди
при наличии закатанных или склёпанных швов
и не пригоден для пайки цинка и оцинкован-
ного железа.
Дтомн % Си
10 203040 50 60 70 30
90
1000
900
800
700
600
500
400
300
200
SSO
V
5°
Жидкость
a/Bjs
-at
—^y
28.5"
1
L 1
4
Of'
79°
P
i
i
3 '
92 \
A
О 10 70 30 40 50 60 70 ?0 90100
Дд Вес % Си Си
2) канифоль, не оказывающая коррозион-
ного воздействия на качество шва, приме-
няемая чаще всего при пайке дорогими высо-
кооловянистыми припоями типа ПОС-40.
Твёрдые припои
К твёрдым припоям относятся медно-
цинковые сплавы, обладающие относительно
высокой температурой плавления.
Состав и свойства этих припоев приведены
в табл. 77 и 78.
Таблица 77
Химический состав твёрдых припоев в °/0
(по ГОСТ 1534-42)
Наименование
припоя
Припой медно-
цинковый 42 . .
Припой медно-
цинковый 47 ..
Припой медно-
цинковый 52 .
Марка
ПМЦ-42
ПМЦ-47
ПМЦ-52
Си
4°—45
45-49
49—53
7п
о
л
О
Sb
O.I
о, I
О, I
Примecu
Pb
Sn
не более
о,5
о.5
°'5
i,5
1.5
t-e
0,5
0.5
0.5
Примечание. В качестве припоев с большим
содержанием Си применяются латуни Л62 или Л68 по ГОСТ
1019-41.
Таблица 78
Фиг. 204.
Диаграмма состояния
Ag-Cu.
Физические и механические свойства
Марка
ПМЦ-42
ПМЦ-47
ПМЦ-52
вес
ный
Удель
8,1
8,2
8,3
се
шлени
ч
я Э
рату
ЛИКЕ
Темпе
в °С „
849
86о
885
припоев
и
ани
«ердев
н
я
e a
||
Темпе
°С „со
8зз
842
876
a
и
та
Си
о
и.
О
SS
<J
X
S
ч
1;
Коэфи
рения
22
21
21
ле-
яш
Si
0(
ч •
ноеэ
в ом
Уделы
ние р
IO
6
4
стя-
«
а.
и при
ц
Преде
женин
3
21
2б
s
длине!
>»
эонч
ч
<и
н
S
и
О м
2
3
4
твёрдых
инелю
а,
Ш
о
с
j;
О 3
Н a
90
тура
Струк1
1
Т
При пайке мягкими припоями применяются
следующие флюсы:
1) хлористые соли: а) насыщенный раствор
хлористого цинка, б) хлористый аммоний,
в) эвтектики хлористого аммония и хлористого
цинка, применяемые для малооловянистых
припоев ПОС-18, ПОС-30 и др. в тех случаях,
когда коррозионное воздействие остатков
флюса не имеет значения;
Припой ПМЦ-42 применяется для пайки
латуни, содержащей 60—-68% меди, и специаль-
ных латуней с аналогичным содержанием меди,
г также для тонкой пайки по бронзе.
Припой ПМЦ-47 применяется для пайки
латуни Л62.
ПМЦ-52 применяется для пайки бронзы,
меди, латуни Л68, Л80, ЛТ90, железа, ней-
зильбера, жести и велосипедных рам»
ГЛ. II]
ПРИПОИ И СПЛАВЫ С НИЗКОЙ ТЕМПЕРАТУРОЙ ПЛАВЛЕНИЯ
221
Серебряные припои
Серебряные припои вследствие высокой
температуры плавления относятся к группе
твёрдых припоев.
В табл. 79 приведены состав и свойства
стандартных серебряных припоев, применяемых
в промышленности.
Область применения серебряных припоев
весьма обширна. Припои ПСр-10 и ПСр-12
применяются для пайки примусных горелок
и прочих латунных деталей, содержащих
58% Си и выше. ПСр-25 идёт для пайки
тонких деталей, где требуется чистая работа.
Припой ПСр-45 применяется для пайки медных
и бронзовых частей, припой ПСр-65 — для
пайки ленточных пил. ПСр-70 рекомендуется
для пайки проводов и прочих деталей, где
должна быть сохранена высокая электропро-
Таблица 79
Химический состав серебряных припоев в °/„
(Zn—остальное) и физические свойства
(по ОСТ 2982)
Таблица 80
Химический состав в °/„ припоев для пайки лёгких
сплавов (по AGT-AO)
Марка
ПСр-10
ПСр-12
ПСр-25
ПСр-45
ПСр-65
ПСр-70
ПСр-67
ПСр-50
Ag
9.7-
10,3
11,7-
12,3
24.7-
25.З
44.5—
45.5
64,5—
69.5—
7°.5
66-68
49.5-
5O.5
Си
52—54
35—37
39-41
29.5 -
19.5-
25.5 -'
32-33
29-5—
ЗО г
О*'О
Мпо.8-
I.2O
Примеси не
более
РЬ
о.5
о,5
°-5
о.З
о.З
о.З
о.З
о.З
Всего
I.O
1,О
1,О
о,5
о.5
о.5
о,5
о,5
Темпе-
ратура
плавле-
ния в°С
83о
785
765
72O
74о
78о
8ю
690
Уд.
вес
8,6
8.5
8.9
9.3
9.6
9.8
99
9.5
Примечание. Примеси серы, алюминия и ма-
гния не допускаются.
водность. Припой ПСр-67 применяется для
пайки отдельных заготовок при изготовлении
троллейных проводов как хорошо выдер-
живающий большие деформации при волоче-
нии. ПСр-50 с добавкой марганца от 0,8 до
1,2°/о рекомендуется для пайки встык тонкой
@ до 0,2 мм) лужёной стальной твёрдотя-
нутой проволоки в кабельном производстве.
Серебряный припой с успехом может быть
заменён меднофосфористым припоем, содержа-
щим от 7 до 10% Р или с добавкой 1% Ag,
для пайки медных проводов и шин, демпфер-
ных обмоток, короткозамкнутых роторов и
прочих деталей, когда от спая не требуется
пластичности. Пайку латуни фосфористым
припоем ведут с флюсом: 40% борной кислоты,
58°/о буры и 2% хлористого лития или 40%
борной кислоты, 40% буры и 20% соды.
Пайка меди ведётся без флюса. Для пайки
железных и чугунных деталей этот припой
непригоден.
Припои для лёгких и ультралёгких
сплавов
Химический состав и механические свой-
ства припоев для лёгких и ультралёгких
сплавов приведены в табл. 80 и 81.
Наименование
припоя
Припой для
алюминиевых
сплавов
То же
Припой для ма-
гниевых сплавов. .
Маркя
Авиа 1
Авиа 2
Авто 1
Sn 1
ПКЦ-40-60
Sn
55
40
63
78
Zn
25
25
33
8
60
AI
15
1
9
Sn
фосфо-
ристый
3
Cd
эо
2O
5
4°
Таблица 81
Физические и механические свойства припоев
для пайки лёгких сплавов
Марка
Авиа 1 ...
Авиа 2 ...
Авто 1 ...
Sn 1
ПКЦ-40-60 .
s
и s
в- S
редел
).и рас
кг/мм
С с со
7.5
Q,o
5.О
10,0
§ п
!- g
й
3
—
8
i8
5
4>
е; 0Q
ТНОСИ
ужени
О°
7
—
15
Температура
плавления
в СС
2О0
(I5O-25O)
—
325
(гоо—5°°)
240
Примечание. Инструкция по пайке алю-
миниевыми припоями приведена в авиационном стандарте
ACT 37-AO.
Легкоплавкие сплавы
Наибольшее значение для машинострое-
ния имеют следующие легкоплавкие сплавы,
богатые висмутом:
1) церроматрикс D9% Bi, 28«/0 РЬ, 14% Sn,
9% Sb), применяемый для соединения частей
машин без точной пригонки соединяемых по-
верхностей. Этот сплав, как и следующий,
при кристаллизации не только не даёт усадки,
но даже несколько расширяется;
2) четвертная эвтектика (Bi, Sn, Pb, Cd),
известная под самыми различными названия-
ми (сплав Вуда, церробенд и др.) и приме-
няемая в прецизионном литье, в операциях
изгиба тонкостенных труб, в качестве вы-
плавляемых стержней при изготовлении элек-
троосаждением полых тел;
3) церросейф D0<У0 Bi, 40% Pb, 11,5% Sn
и 8,5% Cd), отличающийся от церробенда тем.
что даёт небольшую усадку, но после за-
твердевания несколько расширяется, так что
в определённый момент (через 1 час после
отливки) расширение точно компенсирует
усадку; церросейф применяется для проверки
размеров полостей.
Ряд составов других легкоплавких спла-
вов дан в табл. 82 с указанием температуры
плавления.
222
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. If
Таблица 82
Сплавы с низкой температурой плавления
Наименование сплава
Химический состав
Bi
Cd
Pb
Sn
Hg
Наименование сплава
а, и
н
со
4>
с
S
Н
X
ч
Rt
ч
Химический состав
в %
Bi
Cd
Pb
Sn
Hg
Анатомический
сплав
Вуда сплав
Липовица сплав . .
Четвертная эвтек-
тика
Легкоплавкий сплав
То же
Тройная эвтектика.
Лихтенберга сплав
для тонкого литья. .
То же
Ньютона сплав . . .
Легкоплавкий сплав
То же
Тройная эвтектика .
Сплав с низкой тем-
пературой плавления
То же
Розе сплав
Тройная эвтектика .
Сплав для матриц .
Сплав с низкой тем-
пературой плавления
Висмутовый припой
6о 53-5
68 !5°,°
68.5ОД
IOO
49.5
45.3
44-5
38.4
27.5
5°.°
35.3
5°.°
51,6
5°.°
5°,°
5о.о
5ОД
55.6
5°i°
52,5
47-°
40,0
5°.°
53,8
100 50.0
100 159.4
100 157,2
юо [53,5
100 |50,0
100 150,0
103 53.9
105 48.°
108
42,1
40,0
— ! 17,0
12,5j 25,0
10,0 26,6
юд 27,27
17.9
15.4
3°,8
34.5! 27-5
6.2 34.5
9.5 35.1
7.1
42,9
IQ..O
12,5
13.3
13-13 ¦
24,5 ! -
i6,5o| 5-
15.4
9,3
2О,1
Сплав с низкой тем-
пературой плавления
Тоже
Двойная эвтектика.
Сплав с низкой тем-
пературой плавления
То же
Двойная эвтектика .
Тройная эвтектика .
Сплав с низкой тем-
пературой плавления
То же
,1 42,2 | — —
— 3°,°
— i 25,0
— i 31-2
16,6 j —
II,I: —
25.O' —
— I 32,o
— ! 35,8
— I 20,0
~ I З2.2
— I 15.4
12.5
14,8
17,8
— I 20,0
.— ! 40,0
— I 28,0
202 —
— ! 28,5
20,0
25.0
18,8
33,3
33,3
25.°
15.5
17.7
40,0
17.8
30.8
37.5
25,8
25,0
26,5
10,0
22,0
25.9
14.5
15.8
20,0
Двойная эвтектика.
Сплав с низкой тем-
пературой плавления
То же
Сплав с низкой тем-
пературой плавления
Тоже
Sb
9.0
Двойная эвтектика .
Сплав с низкой тем-
пературой плавления
Двойная эвтектика.
|3б,5
123 33,3
124 55.5
127 22,2
13о з°.8
132 128,5
138 57,°
ИЗ
144
144
,148
149
152
153
154
| 154
! 155
155
158
159
i6o
160
160
161
I 162
I 165
165
! 167
! 172
I 177
21,0
20,0
60,0
25,0
18,1
23,5
14,8
15.3
14,0
17.З
16.0
16,6
10,8
13.7
ю,5
13.З
11,4
".7
178 12,5
183 -
— I 36,5 ! 27^
— ; 33.3 | 33,3
— j 44.5 j —
— ! 44.5 ! 33,3
— J 38,4 30,8
43,0 28,5
- ! 43,0
30,6 ! 51.2
42,O : 37,0
40,0 40,0
.0 I 43.0
I 50,0 I 25,0
36,2 45,7
47.°
- ; 43.O
346
36,0
33.2
43,2
44.8
42,0
44,4
41,0
40,0
46,6
45-6
29-5
45,o
45.9
43,o
48,1
48.0
50,2
46,0
4i,5
47.5
44.4
48,8
50,0
40,1
43.O
46,8 I 41.5
49,0 j 38,2
- I 68,0
500
37>5
62,0
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. „Авиационные материалы", № 5, обзор иностранной
периодики НКАП, Оборонгиз, 1943.
2. Н а й т и н г е л ь С, Мягкие припои, ОНТИ, Л. 1940.
3. Техническая энциклопедия, т. II, М. 1929.
4. Хансен М., Структуры бинарных сплавов, Метал-
лургиздат, М. — Л. 1941.
5. Шпагин А. И., Сборник научно-исследовательских
работ Цниоцветмет, вып. 1, Металлургиздат, М.—Л.
1941.
6. Metals Handbook, Edition Amer. Soc. for Metals
Cleveland, Ohio, 1939.
ПРОЧИЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
НИКЕЛЬ И НИКЕЛЕВЫЕ СПЛАВЫ
Технический никель
Никель применяется для изготовления про-
волоки и ленты, легированных сталей и чугу-
нов, сплавов на алюминиевой, медной и нике-
левой основе, а также для никелирования.
Состав никеля и его назначение приведены
в табл. 83.
Никель поставляется в виде катодов,
катодных листов (нарезанных в виде квадра-
тиков), чушек, грануль, дроби, кубиков и рон-
делей.
Основными свойствами никеля являются
его химическая стойкость, прочность, пластич-
ность, тугоплавкость и ферромагнитность.
При обычных температурах никель не под-
вержен действию воздуха, пресной и солёной
воды. В серной и соляной кислотах никель
медленно растворяется, в азотной раство-
ряется легко. Щелочные соли не действуют
на никель ни в расплавленном состоянии,
ни в виде водных растворов. При нагреве
никеля до высоких температур на него особенно
вредно действует атмосфера содержащая сер-
нистые газы.
ГЛ. II]
ПРОЧИЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
22S
Таблица 83
Состав никеля и примерное назначение
(по ГОСТ 849-41)
да
чеш
я
я а
« о
«&
OS
HI
Н2
НЗ
Н4
Химический состав в °
*о
и
2
99.5
98,9
98,5
97.5
Fe
0,25
0,60
—
—
Примеси
Si
не
Сле-
ды
од5
—
—
С
S
более
о,ю
о, 15
о,зо
о,3°
0,02
о,оз
о,оз
6,о5
/о
Си
одо
о,25
о,6о
о,6о
Примерное
назначение
Для высших сор-
тов ковких сплавов
Для сплавов цвет-
ных металлов и вы-
соконикелевых ста-
лей
Для легированных
сталей и цветных
металлов
Для легирован-
ных сталей
* В том числе кобальта в сплаве HI не более 0,6°/0,
в сплавах Н2, НЗ и Н4 не более 1,0%.
Никель ферромагнитен при температуре до
360° С, при более высокой температуре никель
парамагнитен.
В чистом виде никель применяется для
изготовления анодов гальванических ванн, хи-
мической аппаратуры, пирометров сопротивле-
ния, лент и проволок для электровакуумного
производства.
Обычными примесями никеля являются ко-
бальт, железо, медь, кремний, углерод, сера
и кислород. Кобальт, железо, медь и кремний
растворяются в твёрдом никеле и потому
не оказывают вредного влияния на его свой-
ства. Эти примеси несколько увеличивают
твёрдость, прочность и электросопротивление
никеля. Углерод, сера и кислород менее раство-
римы в никеле и выделяются в виде однофаз-
ных включений или в виде эвтектики. Эти при-
меси влияют на обрабатываемость металла
в горячем и в холодном состоянии.
При содержании до 0,4—0,3% углерод на-
ходится в твёрдом растворе(фиг.205) и несколь-
ко увеличивает твёрдость и прочность никеля.
Ятомн.%С При большем со"
5 Ю
держании он выде-
ляется в форме гра-
фита, оказывая при
этом вредное влия-
ние на ковкость ме-
талла. Сера обра-
зует сульфид ни-
келя Ni3S2, кото-
рый даёт с никелем
эвтектику, плавя-
щуюся при 625° С.
Эта эвтектика за-
легает по границам
зёрен и нарушает
связь между ними,
вследствие чего ни-
кель делается крас-
ноломким и негод-
ным к механиче-
ской обработке. В
присутствии мар-
ганца сера даёт
сульфид марганца, который образует с нике-
лем эвтектику, плавящуюся при 1325СС. Серни-
стый марганец, так же как и сернистый никель,
1600
1500
woo
13Q0
1200
Вес %С
Фиг. 205. Диаграмма состоя-
ния никель—углерод.
Фиг. 206. Диаграмма со-
стояния никель—кислород.
распределяется по границам зёрен, но, будучи
более тугоплавким, не так вреден, как суль-
фид никеля.
Добавление магния к никелю, содержащему
серу, даёт сернистый магний, практически не-
растворимый в никеле. Как наиболее туго-
плавкий сернистый магний кристаллизуется
первым, и его кристаллы служат центрами кри-
сталлизации для никеля, вследствие чего он об-
разуется в виде отдельных разрозненных вклю-
чений внутри зёрен. Сернистый магний менее
вреден, чем сульфид никеля и марганца. Кисло-
род присутствует в никеле в виде закиси никеля,
которая образует с никелем эвтектику, содер-
жащую 1,1% №0 и пла-
вящуюся притемпера-
туре 1438° С (фиг. 206).
В небольших ко-
личествах NiO не ока-
зывает вредного дей-
ствия на свойства и
обрабатываемость ни-
келя ни в холодном,
ни в горячем состоя-
нии. Раскислителями,
а также десульфури-
заторами при отливке
никеля служат марга-
нец и магний, доба-
вляемые совместно.
Марганец помимо того является хорошим де-
газификатором.
Отливка никеля производится при темпера-
туре 1500—1600° С. Никель легко прокатывается
в горячем A100—1200° С) и в холодном состо-
яниях. Температура отжига наклёпанного ни-
келя 750—900° С.
Сплавы никеля
Никель с очень многими металлами обра-
зует двойные и тройные твёрдые растворы на:
всём протяжении или в значительной области
концентраций. Эти растворы дают сплавы
с весьма ценными механическими и физиче-
скими свойствами, а именно: жароустойчиво-
стью, коррозионной устойчивостью, большим
удельным электросопротивлением, малым тем-
пературным коэфициентом электросопротивле-
ния, большой термоэлектродвижущей силой и
др. Эти свойства позволяют применять нике-
левые сплавы для изготовления антикоррозион-
ных изделий и оборудования, реостатов, элек-
тронагревательных приборов и печей с высо-
кой рабочей температурой, точных измеритель-
ных приборов, термопар с большой электро-
движущей силой и жаростойкостью и т. п.
Сплавы Си и Ni образуют непрерывный ряд,
твёрдых растворов (фиг. 207). Сплавы, содер-
жащие до 68,5% Ni, при комнатной температуре
немагнитны. Сплавы, содержащие 40—50% Ni,
обладают наибольшим удельным электросопро-
тивлением и термоэлектродвижущей силой и
наименьшим температурным коэфициентом
электросопротивления (фиг. 208). Сплавы меди
и никеля обладают хорошей пластичностью.
Медноникелевые и никелевые
сплавы (ГОСТ 492-41) широко применяются
в промышленности. Из сплава ТП с 0,6% №
изготовляется проволока для компенсационных:
проводов к платино-платинородиевой термопа-
ре (термопара ТП).
224
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. И
Сплав ТБ с 16%Ni (марка НМ84) применяется
для изготовления компенсационных проводов
к термопаре платина-золото-палладий— пла-
тинородий (термопара ТБ). Эти сплавы до 100°С
в паре с медью имеют ту же термоэлектродви-
жущую силу, что и соответствующие термопары.
10 20 30
Йпюмн %Ni
50 60 70 80 30
•i
-273
"О JO 20 30 ЬО 50 60 7fl SO 90 W
Си вес %Ni Ni
Фиг. 207. Диаграмма состояния медь—никель.
Мельхиор — сплав меди c20%Ni — при-
меняется в промышленности как коррозионно-
устойчивый материал при повышенных темпе-
ратурах. Из него изготорляются сетки, меди-
цинский инструмент, монеты и другие изделия.
Мельхиор с 30% Ni в виде труб идёт для из-
готовления конденсаторов.
Ю0-л0,004
- 0,003
о.оог
0.001
to го зо 40 50 60 70 so so too Bec?hNi
Фиг. 208. Изменение свойств в системе медь-
никель в зависимости от состава: Hq —твёр-
дость; р—удельное электросопротивление;
f—удельная злектропроводностъ; а—темпе-
ратурный коэфициент; е~ — термоэлектро-
движущая сила.
Копель — сплав меди с 43,5% Ni — приме-
няется в виде проволоки в качестве отрица-
тельного электрода термопар. По сравнению
с другими медноникелевыми сплавами он обла-
дает максимальной электродвижущей силой,
большим электросопротивлением и очень низ-
ким температурным коэфициентом электро-
сопротивления (фиг. 210). Копель применяется
также для реостатов и электронагревательных
р ом.мм/м
0520
$515
0.510 ¦
0,505-
0.500-
Фиг. 209. Изменение удель-
ного электросопротивле-
ния и термоэлектродвижу-
щей силы константана в
паре с платиной в зависи-
мости от температуры: р —
удельное электросопроти-
. вление; е*—термоэлектро.
движущая сила.
о ?пп иоп ыю т "с
Фиг. 210. Изменение удель-
ного электросопротивле-
ния и термоэлектродвижу-
щей силы копеля в паре с
платиной в зависимости от
температуры: р— удельное
электросопротивление;
ej— термоэлектродви-
жущая сила.
приборов с рабочей температурой, не превы-
шающей 600° С. В паре с медью, хромелем и же-
лезом копель даёт большую электродвижущую
силу. Проволока из копеля поставляется ком-
плектно с хромелем или железом, образующим
вместе стандартную термопару.
Термоэлектродвижущая сила термопар при-
ведена в табл. «4.
Таблица 84
:че-
03
а.
а
Температура г
го спая в °С
О
IOO
200
Зоо
4<х>
5°о
боо
7<х>
8оо
9оо
IOOO
IIOO
I2OO
1300
1400
15°°
гбоо
Термоэлектролвижущие
силы термопар в
мв при температуре холодного спая 0" U
Платина—пла-
тинородий
(ТП). Градуи-
ровка 308
о
о,6з
1,42
2,31
3.29
4.27
5.27
6,31
7-38
8,48
9,6о
10,76
".95
13.12
!4-33
15.52
16,7°
Золото-пла-
тина-палла-
дий—п л атино-
родий (ТБ).
Градуировка
о
2,97
6,40
ю,6о
15.12
19.06
25,00
3°.38
35-7°
41,оо
46,4а
51.8о
57.™
62,42
—
—
—
Хромель —
алюмель (ТХ)
Градуировка
5316
о
4.°9
8,13
I2.2O
l6,4O
2O.64
24-9O
29.14
3331
37- Зб
4L31:
—
—
—
—
—
—
Хромель —ко-
пель (ТХК).
Градуировка
592
о
6.90
14.65
23. Ю
31-53
40.15
49-OO
57-75
66,4о
—
—
—
—
—
—
—
—
Железо — ко-
пель (ТЖК).
Градуировка
о
5.75
12.ОО
18,30
24.60
3°.9°
37-4°
44.Ю
5LI5
—
—
-
—
—
—
—
—
Константан — сплав меди с 40у0 Ni
н 1,5% Мп - применяется для реостатов, термо-
пар и нагревательных приборов с невысокой
рабочей температурой.
Характерными свойствами константана
являются высокое удельное электросопроти-
вление, почти не меняющееся при изменении
температуры, и высокая термоэлектродвижу-
щая сила (фиг. 2о9).
Сплав с 28% Си, 1,5% Мп и 2,5% Fe известен
под названием монель-металл а. Он об-
ладает высокой коррозионной устойчивостью,
прочностью и пластичностью. "Монель-металл
хорошо сопротивляется действию атмосферы,
пара, расплавленных едких щелочей и их вод-
ных растворов, растворов солей, органических
кислот и других органических соединений.
Монель-металл применяется в производстве
ГЛ. II]
ПРОЧИЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
225
высоковольтных маслонаполненных кабелей,
химического и морского оборудования, архитек-
турных изделий, медицинских инструментов,
деталей насосов для перекачивания морской
воды и растворов кислот и щелочей, в производ-
стве паровой арматуры и лопаток паровых
турбин. При использовании монель-металла в
конструкциях следует избегать контакта его
с менее благородным металлом (образующаяся
6%
50
«О
30
20
W
\
——
-*>
N
S
|\
\
<t
\
/
О 105
300 400 505 600 700 "О
Фиг. 211. Влияние температуры на ме-
ханические свойства монель-металла:
и — предел пропорциональности;
а. — предел прочности при растяжении;
5 — относительное удлинение.
пара вызывает ускоренную коррозию конструк-
ции). Монель-металл обладает хорошей стой-
костью против окисления при температурах
до 750° С; при нагревании до температуры
500° С его механические свойства мало изме-
няются (фиг. 211). Введение в сплав 3% А1
с последующей термической обработкой (за-
калка при температуре около 800° С и облаго-
раживание при 550—600" С) повышает механи-
ческие свойства. Полученный сплав, так назы-
ваемый „К-монель", обладает такой же корро-
зионной устойчивостью, как и обычный монель-
металл. При отливке монель-металла добавляют
марганец и магний с целью десульфуризации и
дегазации. При содержании углерода свыше
0,1—О,15°/о избыток его выделяется в форме
графита, и сплав становится хрупким.
Отливка монель-металла производится при
температуре 1500—1550' С, нагрев слитков пе-
ред горячей прокаткой при 1100—1150° С,
отжиг — при температуре 800—850° С в ней-
тральной или восстановительной атмосфере.
Тройные сплавы Си — Ni — Zn, известные
под названием нейзильбера, по своему
составу относятся к специальным латуням.
Эти сплавы обладают красивым внешним видом,
по цвету похожи на серебро, обладают высо-
кой прочностью и антикоррозионными свой-
ствами. Применяются в производстве паровой
и водяной арматуры, медицинских инструмен-
тов, деталей телефонов, санитарно-технических
приборов и для электротехнических целей.
Проволока из нейзильбера после нагрева
до 200—300° С становится хрупкой.
Сплав никеля с 3—6% Мп обладает боль-
шим сопротивлением действию высоких темпе-
ратур и продуктов горения. Из него изгото-
вляются электроды запальных свечей для дви-
гателей внутреннего сгорания.
Сплавы никеля с хромом, так называемые
нихромы, широко применяются в промыш-
ленности для изготовления разнообразных
электронагревателей для приборов и печей,
включая большие заводские печи.
Эти сплавы обладают высоким электро-
сопротивлением, небольшим температурным
коэфициентом электросопротивления и высокой
жаростойкостью. Кроме никеля и хрома, в
эти сплавы вводятся и другие элементы: железо
до 25—30% (для замены никеля и облегчения
механической обработки) *, молибден до 7% (по-
вышает удельное электросопротивление и жаро-
стойкость), марганец до 4% (раскислитель,
десульфуризатор и дегазификатор). Углерод
вреден, так как он увеличивает хрупкость и
уменьшает жаростойкость нихромов. Содержа-
ние его ограничивается по стандарту 0,25%.
Никель и хром обладают ограниченной раство-
римостью в твёрдом состоянии. При эвтекти-
ческой температуре 1320° С в никеле раство-
ряется 46% Сг и при комнатной температуре
35%. В тройной системе Ni — Сг — Fe в нике-
левом углу имеется обширная область тройного
твёрдого раствора (фиг. 212).
Увеличение содержания Сг в нихромах по-
вышает электросопротивление и жаростойкость,
однако содержание его выше 20—25% сильно
затрудняет механическую обработку сплавов.
Нихром с 20% Сг даёт рабочую температуру
до 1000—1100° С. Заметное улучшение свойств
нихрома и удлинение срока его службы при
высокой температуре достигается при введе-
нии в нихром небольших количеств (десятой
доли процента) кальция, церия или циркония.
При нагреве в присутствии воздуха сплавы
никеля с хромом покрываются тонкой плёнкой
окислов, предохраняющей их от дальнейшего
окисления. Соприкосновение раскалённого ни-
хрома с некоторыми силикатными материалами,
например, асбестом, ведёт к образованию сили-
катов хрома и быстрому разрушению сплава.
Газы, содержащие сернистые соединения, так-
же вызывают разрушение нихрома.
Составы тройных сплавов никеля с хромом
и железом очень разнообразны. В СССР пре-
Фиг. 212. Тройная система Ni—Сг—Ре.
имущественное применение получил сплав с
15»/0 Сг и 160/0 Fe.
Помимо ценных электротехнических свойств
нихромы обладают высокими механическими
свойствами и жаростойкостью, благодаря чему
представляют также интерес как конструкцион-
* По стойкости против окисления ферронихромы
уступают безжелезистым нихромам.
226
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
ный материал (табл. 85). В виде отливок ни-
хромы применяются для литых элементов со-
противления, изготовления муфелей и другого
оборудования, работающего в условиях высо-
ких температур.
Таблица 85
Механические свойства нихромов при высоких
температурах
«
п
ч
с
I
2
Химический состав
N1
8о
6о
Сг
2О
15
Fe
До т,5
25
Мп
До а
До а
Предел прочности при
растяжении в кг/мм3
при температуре в °С
20
78
73
500
72
57
800
20,8
26
1000
3.5
6,5
Для улучшения литейных свойств в нихромах
допускается повышение содержания углерода,
0 хотя это и вызывает
увеличениехрупкости.
Влияние темпера-
туры на изменение
удельного электросо-
противления нихро-
мов показано на
фиг. 213.
т *с На фиг. 214 и 215
А
1
/
si
у
Ш 400 №
представлено влияние
Фиг. 213. Влияние темпера- ПяЧЛИЦныу чпрмрнтпн
туры на изменение электро- различных элементов
сопротивления сплавов: На Продолжительность
/ 65"/, Ni, 15"/,, Сг и 20°/0Fe; службы НИХрОМОВ, Т. е.
2-80% Ni и 20% Сг. н/ ^
> кото.
рое выдерживает про-
волока* до перегорания. Каждый цикл состоит
из 2-минутного нагрева проволоки диаметром
0,4 мм электрическим током до 1050° С и
2-минутного охлаждения.
Как видно из фиг. 214 и 215, кальций, торий
я церий сильно увеличивают продолжитель-
ность службы нихромов.
Из числа хромоникелевых сплавов сплав
никеля с 9—10% Сг обладает наиболее благо
Число циклов Число циклов
13500
16000
—
У,
,**
/
/
V
V
Се
Са <
¦ ¦»
j
^*—1
L _i
/
i
Г
h
0 002 ОрЧ 0,0b 008 010 0,12 Q.Vt 0,16
Фиг. 214. Влияние различных присадок на продолжитель-
ность службы нихрома с 20% Сг и 80% Ni.
приятной термоэлектродвижущей силой. Этот
сплав под названием х р о м е л я применяется
в качестве положительного электрода хромель-
алюмелевой термопары.
* Спираль из 20 витков с внутренним диаметром 3 мм,
растянутая на длину 25 мм.
Алюмель — сплав никеля с 2%марганца,
1% кремния и 2% алюминия. Термопара хро-
мель— алюмель применяется для температур до
1000° С и обладает большой термоэлектродви-
Число
циклов
Число
циклоВ
18000
0 OJBZ 0J34 0,060,08 0,10 OJZ 0,14 0,15 0J8.0,20 0,21
Атомч%
Атомн.%
Фиг. 215. Влияние различных присадок на продолжитель-
ность службы нихрома с 18,5% Сг, 60% Ni и 21,5% Fe.
жущей силой (табл. 84). Хромель и алюмель
также применяются как материалы для электро-
нагревателей приборов, хотя жаростойкость
их значительно ниже, чем нихрома. Изменения
термоэлектродвижущей силы хромеля и алю-
меля в паре с платиной, а также их удельно-
го электросопротивления в зависимости от
температуры представлено на фиг. 216 и 217.
Сплав меди с 12% марганца и 3% никеля —
ман га нин—обладает значительным удельным
электросопротивлением, ничтожно малым тем-
пературным коэфициентом электросопротивле-
ния и весьма небольшой термоэлектродвижущей
силой в паре с медью. Благодаря этим свойствам
сплав применяется для точных электроизмери-
тельных приборов и эталонов сопротивления.
Состав никелевых сплавов, имеющих наи-
большее распространение в промышленности,
ром mm?/.vi
ром мм'/м
% 0700
\ЗЬ 0600
У-28 0,500
20 от
-12
О 200 Ш 60/? 800 "С
0300
0.200
Фиг. 216. Изменение удель-
ного электросопротивления
и термоэлектродвижущей
силы хромеля в паре с
платиной в зависимости от
температуры: р — удельное
электросопротивление; еу—
термоэлектродвижущая
сила.
О 200 Ш 600 800 "С
Фиг. 217. Изменение элек-
тросопротивления и тер-
моэлектродвижущей силы
алюмеля в паре с платиной
в зависимости от темпера-
туры: о—удельное электро-
сопротивление; е-р— термо-
электродвижущая сила.
приведён в табл. 86, а их механические и фи-
зические свойства приведены в табл. 87.
Все эти сплавы представляют собой однород-
ные твёрдые растворы, имеющие в литом со-
стоянии дендритную структуру, а в деформи-
рованном и отожжённом состоянии — полиэ-
дрическую.
ГЛ. II]
ПРОЧИЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
227
в So
и В i
о О X X
К О, С о) т
в) Н О Ч 'О
Ч a S ш о.
х а» о. к о.
О Ч и Н о
§¦1*3
нЗ
! II Ml I
I I I
III I II
I I I I
I II III
I M III
I I I
II III
I I
I I I
T I i
en oooo
о I 7
500 <o I
I* 2 4 S
О
S О.
О XI
СЯ
ХЕ
s
ЦИНК И ЦИНКОВЫЕ СПЛАВЫ
Технический цинк
Технический цинк применяется
для оцинкования, изготовления типо-
графских клише, производства ла-
туней, нейзильбера и сплавов на цин-
ковой основе.
Состав цинка по ОСТ/ЦМ 47-40
приведён в табл. 88.
Цинк легко обрабатывается давле-
нием—прокаткой, прессованием, воло-
чением и штамповкой.
При деформации скольжение в ге-
ксагональных кристаллах цинка мо-
жет происходить только по плоскости
основания. В Связи с этим возникает
резкая разница свойств прокатанного
цинка, в котором благодаря механи-
ческой обработке кристаллы имеют
определённую ориентировку вдоль и
поперёк прокатки. Цинк значительно
прочнее поперёк прокатки, чем вдоль
неё. При деформировании цинка по-
мимо скольжения по плоскости ба-
зиса наблюдается двойникование и
вследствие этого появляются новые
плоскости скольжения; при этом спо-
собность цинка деформироваться ра-
стёт; это можно легко заметить в про-
цессе штамповки и при испытании
по Эриксену. Глубина продавлива-
ния у наклёпанных листов цинка
больше, чем у отожжённых.
Прокатка цинка обычно произво-
дится при температуре 130—170° С.
При содержании малых количеств
олова в цинке появляется двойная
эвтектика, плавящаяся при 199° С
(фиг. 218), а при одновременном при-
сутствии свинца и олова — тройная
эвтектика, плавящаяся при темпера-
туре около 150° С. Эта эвтектика зале-
гает по границам зёрен и нарушает
нтомн. % tn
Ю 20 30 40 50 60 70 80 30
100 р-
0 Ю20 30 4fl 5Q бО 7Q
Sn Bec-%Zn
а Фиг. 218. Диаграмма состояния цинк —олово.
цельность слитка при нагреве выше
температуры плавления эвтектики,
вследствие чего прокатка становится
невозможной.
Растворимость олова в цинке ни-
чтожна, и уже сотые доли процента
олова выделяются в форме эвтектики.
Свинец не влияет существенно на
обрабатываемость цинка давлением
и на его механические свойства; он
незначительно растворим в жидком
цинке, и эти два металла при высо-
ких температурах образуют два
жидких слоя (фиг. 219).
228
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Эо я BdAxBdauwax ввь
-oged
ввнээьихис
JL ээа
.в BHHadnmDBd ojoh
-ИЭНИ1Г хнэийифео>1
Qvdz • нээ ¦ wjIvvx a \
qiDOHiroeoduoir u эх
qw a
(Э oO ИВИЭ Ц1ЧН?О1ГОХ)
'Э oOCI Hdu ионихвк-ц
э odBu а вь'иэ ввтп
y0I ¦ » ВИНЭ1/В
ихосШоз олояээь
e хнэи'пифбон
dX
w\%ww ¦ wo a d
3HH3IfHHXOdUOD ЗОНД
-ahiidxHsire ЭОНЧ1/-Э1ГХ
°/o я 0I§ зинэн
эончь-ахиэонхо
r/ZM Я "d ИХЗОНЧ1ГВН
-ontidouodu
ихээьХяэх if
ztvtvj2>i a ^t
иинэжвxэвd ndu
•dou ou o^
I I
ю P- a. « F- ст. ю
iC О
н Ю
СО О
н , СО On О и
•*¦ | ¦* СО-* О
\О A СО Ю*О СО н Г*
СК О О> ON О О\С0 ЮСО t> -Ф с- ¦* СО ¦*
со ст\ со" со" со со со обсосо" co'cdoood со
"Я-СО СО I N СО СО VO
+1 I II I I
ПО н СО
н СО | н О
I + + +
0 0
.010 н^со
н' " О* О
ос5я^-^--*-4 юп_н сою q н
о" о' о" о* о" о" о* о" о* о о" о" н н1
I I
88
ini
i i
а "8
со
О f^- | О I О
н о н |н
и
1/)ю со ю о
¦* ¦*¦ ¦* со со
II-* « I
I ft
со со со я «
1^8 I
Е- I I II I
ЯЗ I I I
I l<8 I 8
83-1 I I ! Ml ^1 II
~ * о
en oo oo t—oo *" ^
„-55 с»
S Я к S
* н
1 as ;
;ю о .
W?Q30<t0
—.
Шиднват.
4-
I
12
i
0,5
/
50
2
во
При
70
\ая
щиднап
In {2
нцпения
слоя
/и4
слоя)
30-Атом % lq
L Жидкость
\
\
\
Искусственно приготовленные
сплавы свинца с цинком сильно ли-
квируют, но в дестилляционном цин-
ке свинец обычно прочно удержи-
вается при переплавках и равномерно
распределяется при затвердевании.
Этому способствует очень тонкая
эмульсия свинца, получающаяся в про-
цессе дестилляции цинка. Цинк с со-
держанием около 1% свинца приме-
няется в полиграфической промы-
шленности, так как свинец помогает
900
800
700
600
500
400
327
300
200
О Ю 20 3Q 40 50 60 70 80 90 W0
РЬ вес-%7.п
Фиг. 219. Диаграмма состояния цинк — свинец.
растворению цинка в кислотах, при
этом распределение свинца полу-
чается равномерным и дисперсным.
Железо, медь и кадмий повышают
механические свойства цинка.
Железо также задерживает ре-
кристаллизацию и способствует полу-
чению жёстких наклёпанных листов
цинка. При содержании железа свы-
ше 0,02°;о в цинке появляется хруп-
кая составляющая FeZn7 (фиг. 220), ?
42/
420
W
W
М7
Щ
Фиг. 220. Диаграмма со-
стояния цинк —железо.
при 0,2% железа хрупкость возрастает
настолько, что прокатка становится
затруднительной, если не применять
при литье резко ускоренного охла-
ждения. В последнем случае можно
прокатывать сплавы и с 0,2 — 0,3%
железа. Подобные сплавы (цинк с
0,2% Fe и цинк с 1% А1 и 0,2 Fe) в
Германии во время войны применя-
лись как материал для электротех-
нических проводов. Роль железа в
1
J
д+жидкост
~Щ,кО°
'6+V
Ыст
1
4/5/
t5"i
¦ti-
W
Q20 0M 010 Qp5 In
ГЛ. И]
ПРОЧИЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
229
Состав цинка и примерное назначение (по ОСТ/ЦМ 47-40)
Таблица 88
Химический состав в %
Примеси, не более
Zn, не
менее
РЬ
0,015
O.O24
о,05
I-O
2,2
3-3
Fe
О,О2О
0,020
0,070
о,о7
о,15
I.O
Cd
Си
Sn
0,001
O.OOI
O.OO2
0,002
0,05
1,0
Sb
0.002
0,005
0,005
0,02
0,02
0,3
Bi
O.OOI
0,001
0,001
0,002
0,002
—
As
0,002
0,005
0,005
0,01
0,01
AI
0,20
Всего
o.o4
o,o6
0.20
1-35
2,65
5.9°
1
Примерное назначение
ЦО
ш
Ц2
ЦЗ
Ц4
Ц5
99.9°
59-94
99,8о
98.65
97-35
0,014 0,002
0,020 0,002
о,оо5
Прокатка цинковых листов, приме-
няемых в производстве гальваниче-
ских элементов и в автопромышлен-
ности для изготовления деталей мето-
дом литья под давлением с последу-
ющим хромированием
Изготовление медноцинковых спла-
вов марок ЛТ90, Л80 и Л68, сплавов
для литья под давлением, листового
проката, отливок для гальванических
элементов, анодов для гальваниче-
ского цинкования
Изготовление латуни марок ЛО70-1,
ЛО62-1, Л62, бронзы марок БрОЦ 4-3
(А) и БрОЦС — 4-4-2,5, проволоки
для шоопирования и высококачествен-
ных муфельных белил
Изготовление латуни марок ЛС59-1,
листового проката, в том числе для
полиграфической промышленности
Производство обычных литейных
и кремнистосвинцовых литейных лату-
ней марки ЛС59-1 и кремнистой про-
катной латуни; изготовление обычных
муфельных белил, листового цинко-
вого проката и горячее цинкование
Горячее цинкование
таких сплавах являлась даже положительной,
так как благодаря наличию включений FeZn7
задерживалась рекристаллизация.
Цинковые сплавы
Из сплавов на цинковой основе наибольшее
распространение в промышленности получили
сплавы цинка с алюминием и медью. Эти спла-
вы применяются для литья под давлением, из-
готовления подшипниковых сплавов и изделий,
обрабатываемых давлением. Цинк с алюми-
нием образует две фазы—гексагональный твёр-
дый раствор а, который при температуре эвтек-
тики 380° С растворяет 1% А1, и кубический
гранецентрированный раствор р, который рас-
творяет 830/0 Zn (см. фиг. 192, стр. 216). При
272° С происходит энергичный эвтектоидный
распад твёрдого раствора $ с резким измене-
нием растворимости цинка и повышением твёр-
дости. Определённые присадки, например, маг-
ний, сильно тормозят распад.
При температуре перитектики 424° С цинк рас-
творяет 2,68% меди с образованием Yj-фазы. При
большем содержании меди сплавы имеют две
фазы — тг] и s (фиг. 191). Тройные сплавы цинка
при затвердевании образуют эвтектику при
содержании 89,1% Zn, 7,05% A1 и 3,85<>/о Си
(фиг. 221). С понижением температуры происхо-
дит распад твёрдого раствора р (при темпера-
туре 274*С) с образованием более бедного цин-
ком твёрдого раствора pj. При разложении твёр-
дого раствора происходит изменение объёма и,
как следствие, изменение размеров изделий из
технических цинковых сплавов. Примеси свинца,
олова и кадмия считаются вредными, так
как способствуют интеркристаллической корро-
зии и изменению размеров, приводящему к
растрескиванию изделий. В связи с этим для
образования сплавов рекомендуется применять
цинк чистотой 99,99%. Для обезвреживания
свинца, олова и кадмия прибавляют в сплавы
0,03—0,10% магния. Количество магния зависит
от чистоты применяемого цинка и от количе-
ства меди в сплаве. Чем меньше свинца и кад-
мия содержит цинк и чем выше в нём содер-
жание меди, тем меньше должно быть доба-
влено магния. Влияние небольшого количества
?5д74 р 22 в 20 Ю р 16 /4 12 Ш 8 6 [ к 2 у/tin
2 2 3 Ллюминий 6 %
Фиг. 221. Цинковый угол тройной системы Zn—А!—Си.
примеси свинца на цинковый сплав для литья
под давлением показано на фиг. 222. В резуль-
тате применения чистого цинка и присадки
правильной пропорции магния можно избежать
явлений интеркристаллической коррозии, а пра-
вильным подбором сплава можно сделать прак-
тически неощутимыми изменения размеров.
Наибольшее распространение из всех цин-
ковых сплавов в настоящее время получили
сплавы для литья под давлением, обладающие
низкой температурой плавления и хорошей
жидкотекучестью. Присутствие алюминия в
230
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
сплавах для литья под давлением сильно умень-
шает растворимость железных стенок тигля.
Детали, отлитые под давлением, широко при-
меняются в автостроении, электромеханической
промышленности и других областях. Состав
сплавов для литья под давлением и их свойства
приведены в табл. 89.
Подшипниковые сплавы на цинковой основе
являются хорошими заменителями оловяни-
06
0,5
Of*
о,з F
0,2
0,1
0 00010,002О00ЦОМ0р050рК0007
Фиг. 222. Влияние содержания свин-
ца в цинковом сплаве D"/0 А1, 1,2°/0
Си) для литья под давлением на из-
менение длины после 20-дневной об-
работки паром.
стых бронз и малооловянистых баббитов в
подшипниках металлорежущих станков, прес-
1
чив
$
°y
/
о
J
/
;Рь
сов, подъёмных и ковочных машин, прокат-
ных станов и других агрегатов, работающих
при удельном давлении р до 200 кг/см? и
окружной скорости г» до 3 м/сек при pv <; 100.
Эти сплавы имеют хорошие антифрикционные
свойства и достаточно хорошо выдерживают
ударную нагрузку.
Подробнее о подшипниковых сплавах на
цинковой основе см. „Антифрикционные, или
подшипниковые, сплавы".
Сплавы на цинковой основе, обработанные
давлением при темпегатуре 200—300° С (прес-
совкой или прокаткой), получили широкое при-
менение в Германии в качестве заменителей
медных сплавов. Они обладают высокими ме-
ханическими свойствами, близкими к свойствам
латуни.
Состав сплавов для обработки давлением
и их свойства в прессованном состоянии при-
ведены в табл. 90.
Сплав Л° 1 рекомендуется для прессовки,
прокатки и глубокой вытяжки. Он является
вполне устойчивым в отношении размеров и
обладает большой пластичностью. При испыта-
нии на изгиб прокатанный материал выдержи-
вает 30—35 изгибов.
Сплавы № 2, 3 и 4 рекомендуются для прес-
совки. Цинковые сплавы сильно меняют свою
ударную вязкость с понижением температуры
за исключением сплава № 4 и сплавов, содер-
Состав и свойства цинковых сплавов для литья под давлением
Таблица 89
Химический состав в °/0
Al
4
4
4
Cu
3
I
o.o—0,5
0,03
0,03
0,04
Zn
Остальное *
To же **
Физико-механкческие свойства
О о.
с а ь
_, О.Я %
S c s *
29—35
27—32
25—з°
ю
ние
>> а
2—7
2—6
2-6
О ^
¦о Л.
о ч *
:<u S ей
до—по
8о—loo
6о—9°
m
а „
О,!0 ^
5 о у
5-8
6-и
7 —12
т.
?>-
6-75
6.68
6,65
« u и
О. я-
<U s Я
CQ н К
4оо
3QO
3^9
Отливки максимальной прочности. ** Отливки средней прочности. *** Отливки с устойчивыми размерами.
Таблица
Состав и свойства сплавов для обработки давлением (в прессованном состоянии)
№ сплава
2
3
4
5
Химический состав в °/0
А1
0.2
4
ю
15
~
Си
4
I
2
I
Mg
0,03
0.03
0.05
In
Остальное
То же
Физико-механические свойства
ц
g a S
о> « «
U* С- П
36—40
4о - 5°
44-48
>2О
Относительное
удлинение 8 в %
25 4°
8—ю
6—14
5-8
>25
о
60—70
52
45—6°
я»
«i
О ь;
л
'* 5
80—90
8,5-95
ЮО—I2O
Ю5-И5
Ударная вязкость
ак в кгм/см3
(образцы
с надрезом)
1,О—2,О
i,5-2.0
1,7—2,2
2,2
Удельный вес у
7-а,5
6,68
6,21
5>75
Примечание. Последний сплав, содержащий, кроме цинка, 1% Си, в который обычно дополнительно вводится
0,2°/а Мп для измельчения зерна, очень широко применялся во время войны в Германии для замены латуни Л68 и Л70.
Сплав №2 D°/0 А1, 1% Си) заменял в Германии во время войны Л59.
ГЛ. II]
ПРОЧИЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
231
жащих 15—20% алюминия, которые не про-
являют чувствительности к низким температу-
рам. Изменение ударной вязкости литых и прес-
сованных сплавов дано на фиг. 223 и 224.
ан кг. см/мм г
7J5
-20 0 +20 +40 +60 °С,
Фпг. 223. Влияние низких темпе-
ратур на ударную вязкость (а^
цинковых сплавов для литья
под давлением:
Сплав »/„ А1 °/0 Си °/0 Mg
/ 4 - 0 04
2 4 0,5 0,04
3 4 1,0 0 04
4 4 2,7 0.04
h
"X
7
it
r
1
а,.
25
20
15
in
К
0
игсм
/L
ш
//Г
/ //
i I
1II3
J J
/ /
'У
/ /
J
I
j
°c
-20
Фиг. 224. Рлияние низ-
ких температур на
ударную вязкость {а?
цинковых сплавов для
прессования:
Сплав %А1% Си °/0Mg
/ 8 2 0,03
2 4 1,2 0,03
3 4 0,5 0,03
4 0,2 4 -
5 15 1 0,05
Цинк и его сплавы в отличие от металлов
кубической системы увеличивают свою пла-
стичность при холодной деформации. При по-
вышении степени вы-
тяжки прочность и
твёрдость снижаются,
а удлинение увеличи-
вается. Это необыч-
ное поведение цинко-
вых сплавов объяс-
няется анизотропией
и закономерностью
деформации кристал-
лов гексагональной
решётки. Изменение
механических свойств
сплавов с 4% меди и
0,2% алюминия в за-
висимости от степени
деформации при хо-
лодной прокатке дано
на фиг. 225.
Основным недо-
20 U0 60 80 Ш статком цинковых
Степень деформации % сплавов является не-
Ф„г. 225. влияние холодной Достаточное сопроти-
прокатки на механические ВЛение ПОЛЗучести И
свойства цинкового спла- КОррОЗИИ. При ПОВЫ-
о!! прокатка
•1 прохатна
ва с 4% Си и 0,2% А1.
шенных температурах
Фиг. 226. Структура литого сплава с 4% Си, 0,2°/0 А1,
остальное Zn. X Ю0.
Фиг. 227. Структура литого сплава с 4n/n A1, 1% Си,
остальное Zn. X 10°-
цинковые сплавы становятся мягкими и текут,
поэтому их не следует применять при значи-
тельных нагрузках и при действии паров ки-
пящей воды, кислот и щелочей. Пайка цинко-
вых сплавов^ содержащих алюминий, затруд-
нительна.
Структура цинковых сплавов в литом со-
стоянии показана на фиг. 226 и 227.
ТЕХНИЧЕСКИЙ СВИНЕЦ
Технический свинец применяется для фу-
теровки электролитных ванн, обкладки серно-
кислотных камер, изготовления кабельных
оболочек, аккумуляторов, типографских спла-
вов, баббитов, припоев, свинцовистых бронз
и легкоплавких сплавов.
Состав марок свинца и их примерное на-
значение приведены в табл. 91.
При комнатной температуре свинец нельзя
получить в нагартованном состоянии, так как
температура рекристаллизации его ниже ком-
натной. Он легко обрабатывается давлением.
Прессовка прутков и труб из свинца и про-
катка его не представляют затруднений. Сила
сцепления между отдельными зёрнами свинца
незначительна, вследствие чего он не допу-
скает протяжки в проволоку, которая может
быть получена лишь посредством прокатки
или прессовки.
Примеси висмута сильно понижают кисло-
тоупорность свинца.
Медь задерживает рекристаллизацию, из-
мельчает зерно и повышает устойчивость про-
тив действия серной кислоты.
Для сернокислотных камер и химических
аппаратов предпочитают свинец с содержанием
Си, рафинированный по способу Паттинсона.
Небольшой процент сурьмы повышает
твёрдость свинца и отчасти устойчивость про-
тив серной кислоты. Олово и кадмий повы-
шают способность свинца сопротивляться со-
трясениям и вибрации и предохраняют его от
межкристаллического излома, причём кадмий
одновременно повышает твёрдость свинца.
Цинк способствует коррозии. Теллур повы-
шает твёрдость и сопротивление усталости.
Сплавы свинца
При отсутствии механических воздействий
для кабельных оболочек применяют чистый
свинец. Для упрочнения голых кабелей, а
также для кабельных оболочек при наличии
механических воздействий в свинец вводят
232
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Таблица 91
я 5
ц
is
сэ
со
С1
С2
сз
С4
РЬ, не
менее
99.994
99.99
99,98
90,92
99,86
99,5
Ag
0,0003
0,0005
0,003
0,002
0,002
0,00а
Си
о,ооо5
O.OOI
О,ОО2
0,002
о.ооз
0,13
Состав свинца
As
0,001
0,001
0,002
О.ОО2
и примерное назначение (по ОСТ ЦМ 36-40)
Химический состав в
Sb
0,0005
0,005
0,005
0,01
As + Sb +
0,015
0,135
Примеси,
Sn
0,001
0,001
0,002
0,002
Sn
Zn
0,001
0,001
0,002
0,003
0,005
0,10
0/
/о
не более
Fe
0,001
0,002
0,005
0,005
0,01
°.°5
Bi
0,004
0 005
0,006
°.°3
о,об
о,ю
N1
O.OOI
0,001
—
Mg
0,005
0,01
0,02
Со
O.OOI
0,001
—
Са
О,О1
О,О2
о,о5
Cd
0,001
0,001
—
Na
O,OI
0,03
0,05
Всего
о,ооб
O,OI
0,02
0,08
0,14
0,5
Примерное назначение
Для особо ответственного
применения в аккумуляторной
промышленности
Для применения в аккумуля-
торной промышленности, а так-
же для изготовления „поверх-
ностных" аккумуляторных пла-
стин общего назначения и
свинцового аккумуляторного
порошка общего назначения
Для аккумуляторных сурика
и глёта, сеток общего назна-
чения и для военной химии
Для футеровки кислотоупор-
ных устройств, труб для хими-
ческой промышленности и др.
Для припоев, баббитов марок
БМ, БМН, Б16, Б10 и БС, ка-
бельных оболочек, красок и
типографских сплавов
Для горячего свинцования,
кальциевого баббита марки
БК1, закалочных ванн, заче-
канки водопроводных и кана-
лизационных труб, прокатки
листов общего назначения.
сердечников пуль и произ-
водства дроби
1 — 30/0 олова, до 1% сурьмы, малые добавки
меди и теллура, а также олово или сурьму
совместно с кадмием. Сплавы свинца с 6—12%
сурьмы применяются для решёток аккумуля-
торов. Для типографских сплавов применяют
сплавы свинца с оловом и сурьмой, а в по-
следнее время—также сплавы свинца с сурь-
мой и мышьяком. Типографские сплавы дол-
жны обладать низкой температурой плавления,
хорошей жидкотекучестью, малой усадкой
и достаточной твёрдостью.
Состав и свойства сплавов для кабельных
оболочек, аккумуляторов и типографских спла-
вов приведены в табл. 92.
Таблица 92
Состав и механические свойства сплавов для кабельных оболочек [8], аккумуляторов и типографских
сплавов
пор
о
с
2
,
2
з
7
8
g
10
Ц
Наименование сплава
Сплав для кабельных
оболочек
То же
*
*
Сплав для аккумуля-
Типографский сплав .
То же
*•
Химический состав в %
Sn
2,0
4,о
п о
5-°
4,5
Sb
0,5
0,5
6,0
23,0
16,0
14,0
11,5
Си
о,об
I О
Те
—
_
о о^
Cd
_
025
_
Pb
9999
Осталь-
ное
ас- |
о,
? ч
г- -—
О !«
О. *
*» Ж
>=[ 5
Е«
г-5
i,9
2,1
1.4
1,8
2 I
4,75
а
ЛИН
<=?
0)
0
м
л
tu
н
К
ТН0(
О
52
49
5°
67
48
41
.
_
а?
9
<и
X
о.
ш
о
с
л
о |
О. ~й"
ю —
н к
4.4
5.7
6 i
4.6
5,8
6,о
13
28
25-5
21,О
21
V3
к
о.
с^
л о
ТИЧН
О ИЗ
а ч
с>_
42
23
2О
5°
49
20
—
виб-
?лов)
s§
Он *""
в з
С и
||
— о.
42
66
69
43
51
66
—
—
—
Z ПИ-
га
к
(дл
¦а
В
OI
3"
>.„
1"
Е ч
¦-- в;
<s сь
—
—
—
65
ид
__
га
X
tr
О
н
№
ска
гт
1ИТИ1
Он
•х.
няя
327
324
324
327
327
290
1 271
1
270
245
Назначение сплава
Кабели высокого
напряжения
Телефонные и мор-
ские кабели
Телефонные кабели
Кабели высокого
напряжения
Морские и телефон-
ные кабели
Морские кабели
Аккумуляторные
решётки
Отливка шрифтов
Отливка стереоти-
пов
То же
Отливка строк ма-
шинного набора
ГЛ. 11)
ПРОЧИЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
233
ТЕХНИЧЕСКОЕ ОЛОВО
Техническое олово применяется для луже-
ния жести, производства фольги, изготовления
баббитов, припоев, оловянистых бронз и лег-
коплавких сплавов. Состав марок олова и их
примерное назначение приведены в табл. 93.
Примеси висмута и сурьмы сильно задержи-
вают скорость превращения. Олово легко
поддаётся обработке давлением и прокаты-
вается в тонкую фольгу. Для увеличения проч-
ности фольги к олову добавляют 1,9—3,1°/0
сурьмы.
Таблица 93
Марки
олова
01
02
03
04
Состав
олова
я примерное назначение
(по ГОСТ 860-41)
Химический состав в °/0
Sn, не
менее
99.9°
995°
98-35
96,35
As
0,015
о,оз
0,10
0,10
Fe
0,009
0,02
0,05
0,05
Примеси,
Си
О,О1
о,оз
О,1О
о, 15
РЬ
О.О4
О,25
1,оо
З.оо
не более
Bi
0,01
0,05
0,06
0,10
Sb
0,015
0,05
0,30
0,30
S
O.OI
0.02
о,о4
о,о5
Всего
о,ю
о,44
1,65
3,75
Примерное назначение
Лужение консервной
жести. Изготовление при-
поя ПОС-90
Изготовление баббита
Б83, припоя ПОС-61, оло-
вянистых труб, фольги и
накладного олова. Луже-
ние кухонной утвари и
котлов для варки пищи
Изготовление припоя
ПОС-40 и солей
Изготовление остальных
баббитов, припоев и мало-
оловянистых сплавов
QQ<«
ft)
I ok!
При температуре 18° С белое тетрагональ-
ное олово превращается в кубическое серое
олово, при этом происходит столь сильное
^ изменение объ-
ёма, что под
действием воз-
никающих на-
пряжений ме-
талл рассыпает-
ся в порошок.
Это явление но-
сит название
„оловянной чу-
мы". Практиче-
ски самопроиз-
вольное разру-
шение олова
вследствие спо-
собности его
к переохлажде-
нию начинается при значительно более низких
температурах. Линейная скорость превраще-
ния белого олова в серое в зависимости от
температуры представлена на фиг. 228.
8,01
/
л
\
\
к
-60 -40 -20 О *20"С
Фиг. 228. Линейная скррость пре-
вращения белого олова в серое
в зависимости от температуры.
БЛАГОРОДНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
К благородным металлам относятся золото,
серебро и металлы платиновой группы—пла-
тина, иридий, родий, палладий, осмий, рутений.
Основным свойством всех благородных метал-
лов является их химическая устойчивость.
В табл. 94 приведено действие различных
химических веществ на благородные ме-
таллы.
Благородные металлы применяются как в
чистом виде, так и в виде сплавов. К золоту
и серебру для увеличения твёрдости и уде-
шевления обычно прибавляют медь.
Золото с медью даёт непрерывный ряд
твёрдых растворов, распадающихся при пони-
жении температуры с образованием интерме-
таллических соединений (фиг. 229).
Сплавы серебра и меди при затвердевании
образуют эвтектику с ограниченной растворимо-
стью в твёрдом состоянии (см. фиг. 204,стр. 220).
Большинство благородных металлов обра-
зует друг с другом однородные твёрдые рас-
творы (Pt—Rh, Pt—Ir, Pd—Ag, Pd—Au, Pd—Pt.
Таблица 94
Действие химических веществ на благородные металлы
Коррозионная среда
Серная кислота <
Концентрированная соляная кислота ...»
Концентрированная азотная кислота .
Концентрированная царская водка
Фтористо-водородная кислота
Едкий натр
Перекись натрия . . • '
Углекислый натрий •
Кислый сернокислый калий
Щелочные соли азотной кислоты
Щелочные соли цианистой кислоты
Состояние
Холодная
Горячая
Холодная
Горячая
Холодная
Горячая
Холодная
Горячая
Горячая
Расплавленный
Расплавленная
Расплавленный
Расплавленный
Расплавленные
Расплавленные
Аи
Pt | Ir | Os
Pd
Rh
A — нерастворимость, В — слабая растворимость, С —заметная растворимость, D — сильная растворимость.
234
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Аи—Ag). В некоторых случаях имеется огра-
ниченная растворимость перитектического
типа (Ag—Pt, Au-Pt).
Чистая платина применяется в производстве
печей сопротивления, химической аппаратуры
и посуды.
Губчатая платина применяется в химической
промышленности в качестве катализатора.
»/. 1020304050 50 70 ВО ШтамнЖи
'в 10 10 30 '40 50 SO 70 SO SO 100
A" BecXCw Си
Фиг. 229. Диаграмма состояния Аи—Си.
Сплав платины с 10% родия в паре с пла-
тиной применяется в виде проволок для термо-
пары. Предложенная ещё в 1885 г. Ле-Шателье
эта термопара до сих пор является наиболее
распространённой. Платина-платинородиевая
термопара служит для измерения температур
при длительной работе до 1400° С, при этом не
изменяется значение электродвижущей силы.
При кратковременной работе она может при-
меняться для измерения температур до 1600°С;
недостатком термопары является малая элек-
тродвижущая сила (см. табл. 84).
Сплав, содержащий 60% Аи, 30% Pd и
10% Pt в паре с платиной или со сплавом пла-
тины с 10% Rh, применяется в качестве термо-
пары для измерения температуры до 1200° С.
Эта термопара обладает значительно большим
постоянством свойств, чем хромель-алюмеле-
вая термопара. Термопара Au-Pt-Pd— Pt-Rh
обладает большой электродвижущей силой.
При работе платиновых термопар следует
избегать восстановительной атмосферы, так
как при её воздействии платина становится
хрупкой.
Сплавы благородных металлов используются
в электрических разрывных контактах перио-
дического размыкания и замыкания электри-
ческой сети: в реле, регуляторах напряжения
и других аппаратах.
От контактных материалов требуются вы-
сокое сопротивление окислению при проска-
кивании электрической искры, низкое давле-
ние паров, высокая точка плавления, высокая
электропроводность и теплопроводность, доста-
точное сопротивление механическому износу
и отсутствие способности свариваться при
проскакивании искры.
Составы некоторых сплавов благородных
металлов, применяемых для контактов, и их
свойства приведены в табл. 95.
Таблица 95
о.
о
в
о
с
%
I
2
3
4
Составы
сплавов
благородных металлов
эазрывных контактов н их свойства
Химический состав
Аи
93
-
—
Ag
—
-
40
80
в
Pt
90
7
-
—
°/о
Ir
IO
-
-
—
Pd
-
60
—
Си
—
-
-
2О
К
Я
ш
гура плавл
о.
Щ
Е,,
sP
Н И
i8io
1100
140с
778
а;
2
ч
О»
ь по Брин
С w
0 "^
ч ^
о. ^^
!S *
Н В
15°
-
75
¦ "а?
о ^
CQ •
О s
с©
а-
в> s
Я Он
S ?
=1 о
>.я
43
9.8
2.4
54
дли
о
!М
¦ р^
С СЗ
"~^ ^
J3
н ¦
О
О ij
&з
0 S
о,о74
o,i68
0,064
o,8i6
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Берковский И. Я- и Колоколова А. Г., Никеле-
вые сплавы. Свойства, применение и обработка,
Металлургиздат, М. 1941.
2. Бочвар А. А., Металловедение, Металлургиздат,
1945.
3. Вол А. Е., Цинк и его сплавы, Госиздат станд.
и рационализации, М. 1933.
4. Градусов П. И., Справочник по цветным металлам,
НКТП, М. 1938.
5. Займовский А. С. и Усов В. В., Металлы и сплавы
в электротехнике, Госэнергоиздат, М. 1941.
6. Известия сектора платины и других благородных
металлов Ак. наук СССР, вып. 19, Изд. АН СССР,
М. 1943.
7. Перевод циркуляра № 100 Бюро стандартов США,
переработанный и дополненный А. Е. Вол под ред.
проф. М. П. Славинского, „Никель и его сплавы",
Цветметиздат, М. 1933.
8. Переслегин В. А., Исследование свинцовых спла-
вов для оболочек телефонного кабеляДворца Советов,
отчёт Циноцветмет, 1941.
9. Погодин С. А., Проводниковые и реостатные сплавы,
НКТП, М. 1936.
10. Metals Handbook. American Society for Metals, Kleve-
land, Ohio, 1939.
11. Burkhardt. Technologle der Zinklegierungen, Ber-
lin 1940.
12. Hessenbruch, W., Mettalle und Leglerungen fur
hohe Temperaturen, Erster Teil, Berlin 1940.
13. R a u b, Die Edelmetalle und ihre Leglerungen, Berlin
1941.
ГЛ. И]
БИМЕТАЛЛЫ
235
БИМЕТАЛЛЫ
Биметалл — соединение двух металлов
(плакирующего и основного), прочно приле-
гающих друг к другу по всей поверхности
соприкосновения. Биметалл изготовляется ме-
тодом прокатки или заливкой одного металла
на поверхность другого и выпускается в виде
листов, полос, лент, проволоки, труб, вклады-
шей, антифрикционных втулок и других
изделий.
Биметаллы разделяются на три группы:
1) биметаллы-заменители, в которых плакиру-
ющим слоем служит более дефицитный металл,
а основанием — менее дефицитный; j биме-
таллы, состоящие из двух металлов с различ-
ными коэфициентами линейного расширения,
так называемые „термобиметаллы"; 3) би-
металлы, в которых плакирующим слоем
является металл или сплав высокой корро-
зионной стойкости.
Биметаллы, получаемые прокаткой, изго-
товляются тремя способами — термическим,
гальваническим и гальвано-термическим.
Термический способ наиболее
распространён в промышленности. Заготовка,
служащая основанием биметалла, очищается
от окислов травлением либо обдувкой песком
или дробью, обвёртывается листом плакиру-
ющего металла (или, помещённая в изложницу,
заливается им)*, нагревается до соответству-
ющей температуры и прокатывается. В процессе
прокатки происходит прочное соединение
обоих металлов по всей поверхности их
соприкосновения.
В США биметалл получают также нагре-
ванием биметаллической заготовки в элек-
тропечи с одновременным обжатием под прес-
сом специальной конструкции. Для получения
заготовки на основной металл, предварительно
покрытый плёнкой электролитического железа
(по методу Армстронга), накладывается тон-
кий плакирующий лист. После прессовки за-
готовка прокатывается обычным способом.
Иногда (в случае лёгких биметаллов) основ-
ной металл заливается между вставленны-
ми в изложницу листами плакирующего ме-
талла, после чего ведётся совместная про-
катка.
В Германии (по трофейным материалам) для
производства биметаллических труб с вну-
тренней и внешней плакировкой употребляют-
ся стальные шашки, обточенные снаружи и
просверленные внутри. На шашки плотно,
без зазора, надевают (для внешней плакировки)
и в отверстие шашек вставляют (для
внутренней плакировки) трубы из плаки-
рующих цветных металлов и сплавов. Высту-
пающие концы труб запрессовывают в спе-
циальных штампах. Заготовку нагревают в
печах с восстановительной атмосферой и
подвергают горячему прессованию, а затем
холодному волочению.
Гальванический способ изгото-
вления биметалла применяется, когда осно-
ванием для биметалла служит сталь, а плаки-
рующим слоем — медь или никель. Стальная
заготовка подвергается электролитическому
* По американскому способу стальная заготовка после
очистки подвергается предварительному покрытию тон-
ким слоем меди или сплавами марганец—медь или медь-
цинк.
обезжириванию, травлению, очистке песком,
после чего на неё наносят электролитическим
способом подкладочный слой из меди или
никеля толщиной до 0,0007 мм, покрывают
плакирующим слоем и прокатывают в горячем
состоянии.
Г альв ано-термичес к ий способ
применяется для производства биметаллов
сталь—томпак и сталь—латунь и осуществляет-
ся двояко: 1) на стальную полосу или проволоку
осаждают медь, а на медь слой цинка. После
этого заготовку подвергают нагреву, во время
которого происходит взаимная диффузия меди
и цинка, и прокатывают обычным методом.
Состав получаемого сплава (томпака или
латуни)зависит от количества предварительно
осаждённой меди и цинка; 2) сталь с осаждён-
ной на ней медью подвергается цементации
в парах цинка в методической печи в течение
10—30 мин. (Атомы цинка диффундируют в
медь, в результате чего происходит образо-
вание томпака или латуни).
Полученная заготовка прокатывается обыч-
ным способом.
Биметаллы испытываются на изгиб, скру-
чивание, растяжение, повторное сжатие и на
воздействие резкой перемены температуры
с последующим продавливанием на приборе
Эриксена до разрыва образца.
Как показали испытания, прочность соеди-
нения основного металла с плакирующим
вполне надёжна и не уступает прочности
цельного металла.
Качество (плотность) соединения основного
металла с плакирующим иллюстрируется ми-
крофотографией биметалла мягкая сталь —
нержавеющая сталь (см. вклейку, лист VIII, 1):
более мягкий металл вдавлен под влиянием
прокатки в промежутки между зёрнами другого
металла.
Металлографическое исследование биме-
таллов (сталь — цветной металл) показывает,
что в некоторых случаях между обоими ме-
таллами образуется промежуточный слой,
обеспечивающий прочность соединения. Про-
межуточный слой обычно состоит из твёрдого
раствора или из сложной смеси фаз (см. вклей-
ку, лист VIII, 2—5). В биметалле железо — медь
образования твёрдого раствора между желе-
зом и медью не наблюдается. Граница между
обоими металлами выражается прямой или вол-
нистой линией.
ОСНОВНЫЕ ВИДЫ БИМЕТАЛЛОВ
Биметаллы-заменители
К группе биметаллов-заменителей отно-
сятся два типа биметаллов: тип А, в кото-
ром основанием служит сталь, а плакирую-
щим слоем цветной металл или сплав, и
тип Б, в котором и основанием, и плакирую-
щим слоем является цветной металл или
сплав.
Из биметаллов типа А наиболее распростра-
нены сталь — медь, сталь — томпак, сталь —
латунь, сталь — алюминий и сталь — никель.
Состав стали оказывает большое влияние
на механические свойства биметалла. Из диа-
236
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. П
грамм влияния примесей на сталь (фиг.
230'—234) видно, что углерод лимитирует
способность биметалла обрабатываться да-
•70
60
60
40
'30
20
кг/м
3
6х
8
Чай
Г
[
ш
pi
22522
BffltL*
M
z
144
0J0 0,Z0 0,30 ОАО 0,50 °/oC
-J 0
Фиг. 230. Влияние углерода и марганца на механические
свойства стали (по КбгЬег и Malander): / и 3—0,7— 0,30°/,,
Мп; 2 и 4—0,45-0,55% Мп.
влением, так как с увеличением процентного
содержания углерода повышается предел
прочности <зь и понижается удлинение стали 8%.
if
— 1
1
^ ojo щго o,jo <w
are o,so
t.oa уо
Фиг. 231. Влияние кремния на механические свойства
стали с 0,12°/0 С (по Poglianti).
0,1 0,5 0,9 1,3 1,7 ZJ 2,5 2,9 %Си
Фиг. 232. Влияние меди на механические свойства стали
с 0,12% С (по Липину).
Марганец в пределах до 0,60% является
полезным, так как парализует вредное влия-
ние серы, задерживает образование структур-
но свободного цементита при отжиге и сни-
кг/мм?
/
40
30
20
10
о
J
J
6
\
0,1
0,2 S%
Фиг. 233. Влияние серы на механические
свойства стали с 0,09% С (по Unger).
жает критические точки А3 и Ах диаграммы
Fe — С; это даёт возможность производить
отжиг биметалла при более низкой темпера-
туре F80—690° С). В количестве большем,
чем 0,600/0, марганец вреден так же, как
углерод. Кремний допускается только в весьма
небольшом количестве, так как он хотя и
способствует получению плотных, беспузыри-
стых отливок, но повышает сь, снижает 8
60 % кг/мм ?
Ц
40
30
го
w
/0
60
50
30
20
10
0J3XC
0 OJ0 0J0 0,30 0,40 0,50 0,6QP%.
Фиг. 234. Влияние фосфора на механические свойства
стали (по D'amico).
и повышает критические точки сплава
Fe — С. Медь повышает крепость стали и
способствует образованию структурно свобод-
ного цементита и потому является нежела-
тельной примесью. Хром вреден, так как сни-
жает относительное удлинение и повышает
твёрдость стали. Сера и фосфор — весьма
вредные примеси, снижающие пластичность
стали.
Для производства биметаллов употреб-
ляется преимущественно малоуглеродистая
мартеновская сталь.
Биметалл сталь — медь приме-
няется для производства проволоки, шин,
листов и труб.
Исходными материалами для производства
проволоки служат медь марки М-1
по ГОСТ 859-41 и мягкая предварительно
нормализованная мартеновская сталь состава
(в о/о): 0,05-0,12 С; 0,4-0,6 Мп и примесей
(не более) 0,10 Si, 0,20 Си, 0,15 Сг, 0,04 S,
0,04 Р. Проволока производится способом за-
ливки стальных стержней медью при темпе-
ратуре не более 1200—1250° С; более высокая
температура ведёт к большому поглощению
газов расплавленной медью, а более низкая
не обеспечивает приварку меди к стальному
стержню. Стальные стержни берутся диаметром
80—85 мм и длиной 770—805 мм. Биметал-
лическая проволока применяется главным
образом на телеграфных и телефонных линиях
связи; содержание меди в проволоке колеб-
лется в пределах от 30 до 40%. Проволока
с 40% Си применяется при нормальных
условиях эксплоатации, а проволока с 30%
Си — при особо тяжёлых условиях (большие
пролёты, сильная гололедица, ветры и т. п.).
Проволока изготовляется диаметром 4, 3,5,
2,5 и 1 мм.
Из тонких размеров практически исполь-
зуется проволока диаметром 0,5 мм (звон-
ковый провод).
Свойства биметаллической проволоки при-
ведены в табл. 96 и 97.
Кроме целей телефонии, электротехники и
радио, биметаллическая проволока сталь—медь
применяется в производстве лабораторного
и медицинского оборудования, амуниционного
снаряжения (пряжки, кольца и т. п.) и дру-
гих мелких изделий.
ГЛ. II]
БИМЕТАЛЛЫ
237
Таблица 96
Свойства биметаллической
Свойства
Предел проч-
ности при рас-
тяжении СТ? В
кг, мм1 .....
Относитель-
ное удлинение
8 в % .... .
Число изги-
бов
Число скру-
чиваний ....
Число на-
вёртываний на
стержень соот-
ветствующего
ПМЯМРТПЯ
ДпаМС 1 |Ja • • а
Электропро-
водность в °/0
от электропро-
водности меди*
проволоки
Диаметр биметаллической
4,0
55—73
1,5-3.5
7—13
18-43
о—л
л 4
28-55
ки (
3,0
60—78
1-3
6,5-14
27—45
28-56
проволо-
:таль—медь) в мм
2,5
62—76
1,5-2.5
8— i6
35—52
ЗО—55
2,0
64—80
1-3
13—18
35-77
32-68
1,5
7о-85
1-3.5
13—2О
4о—8о
Зо—55
1,0
66-05
1—3.5
14—24
42—93
33—70
Примечание. В случае необходимости механи-
ческие качества биметаллической проволоки могут быть
изменены путём отжига.
* Зависит от содержания Си в биметалле.
Таблица 97
Электропроводность биметаллической проволоки
в зависимости от содержания меди
Марка
сплава
60/40
6040
60/40
60/40
6о/4О
60/40
70/30
60/40
60/40
60/40
о „
О. ш
§1
4-O4
4.O4
I.O
251
1,2О
2,5°
5-17
4.13
2,6о
325
1)
к
се
Содер
Си в '
37.66
38,65
44.63
46,99
47.12
49 79
29,26
4O.3I
40,40
42.28
-Sis
§.«11
IPM
Элект]
водно»
от эле!
водное
41.о
47.1
45.78
49.1
49-3
49.3
28,5
4L3
38,3
37.1
Изготовитель
1-й Государ-
ственный завод по
обработке цвет-
ных металлов
им. С. Орджони-
кидзе
Завод американ-
ской фирмы „Сор-
perweld"
Сравнение механических свойств биметал-
лической проволоки и проволоки из красной
меди дано в табл. 98.
Таблица 98
Сравнение механических свойств биметаллической
проволоки и проволоки из красной меди
Диаметр проволоки
в мм
0,50—1,00
t.oo—2,50
2,8о—4,оо
4,5°—7.°°
Биметалл
сталь—медь
их:
О s
а: х
oa's
°-я «
С ^ ^
Hi?
60
5°
5°
40
в
юсительное
инение 8 в °/
3,0
З.о
5>°
5.о
Красная медь
(твёрдотянутая)
;дел прочное
растяжении
в кг/мм1
38
38
38
38
8-
Ч V
р
i
1.0
1.0
1,0
1.0
Кривые изменения механических свойств
биметаллической проволоки в зависимости
от температуры отжига и степени дефор-
мации показаны на фиг. 235 и 236.
Характеристика
%М- ______,__,_. $% биметаллических мед-
80[ \ ~ ^ И—-4G но-стальных шин при-
ведена в табл. 99.
им
1
у
А
г..
/
\
S
ч,
/
га щ во во шо
Степень деформации %
Фиг. 235. Кривые изменения
механических свойств би-
металлической проволоки
в зависимости от деформа-
ции.
ММ*
-
i
*
?50 350 450 550 650 °С
Фиг. 236. Кривые изменения
механических свойств би-
металлической проволоки
в зависимости от темпе-
ратуры отжига.
Весовое соотношение меди и железа в би-
металлической заготовке для шин соответ-
ствует 53о/о Си и 470/0 Fe.
Биметаллические медно-стальные листы в
СССР изготовляются толщиной до 0,3 мм.
Таблица 99
Физические и механические свойства медно-стальвых
шин
S
Предел прочное
при растяжении
аь в кг/мм*
28-35
Относительное
удлинение S в °
14—25
s
н
Предел упругое
при изгибе <зе
в кг/см1
2О—ЗО
Электрическое
сопротивление
1 км сечением
1 мм3 при 20° С
в ом
33,о8
Электропровод-
ность в °/0
от электропро-
водности меди
53,5
Примечание. По международному стандарту со-
противление 1 км электролитической меди при сечении
1 мм* при 20° С равно 17.241 ом.
238
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
шириной до 600 мм и длиной 1200—1500 мм;
ленты толщиной 0,15 мм, шириной 10— 250 мм
и длиной свыше 3000 мм. В Европе для ли-
стов, плакированных медью, принято: предел
толщины—от 0,25 до 25 мм, длина—до 10 м,
ширина—до 3 м; для тонких листов—500—
600 X 2000 мм; для лент—0,25—2,5 X 300 мм.
Сравнительные механические свойства ли-
стов из биметалла и красной меди приведены
в табл. 100.
Таблица 100
Механические свойства листов из биметалла
и красной меди
Наименование
материала
Биметалл
сталь—медь . . .
Красная медь . .
Предел прочности
при растяжении
з^ в кг!мм'1
з°—зб
Не менее ао
Относительное
удлинение
8 в о/о
26-36
3°— За
Испытания по Эриксену показывают глу-
бину продавливания не менее 8 мм для ли-
стов и лент толщиной от 0,3 до 0,8 мм и не
менее 9 мм для листов и лент толщиной от
0,9 до 1,5 мм. Испытания на число перегибов
на 180° в тисках Тарногроцки (при радиусе
закругления губок в 1 мм) дают следующие
средние показатели: для образцов, взятых
вдоль прокатки — 5,75 до появления трещин и
8,3 до окончательного излома; для образцов,
взятых поперёк прокатки, — соответственно
4,45 и 7,0. Микрофотографии листового биме-
талла сталь—медь представлены на листе VIII.
(Отжиг произведён в муфельной печи при
температуре 700° С.) Фотоснимки показывают
полную равномерность структуры и одинако-
вую крупность зерна (для меди 80 — 100 (л.;
для стали 30—40 [а) & продольном (см. вклей-
ку, лист VIII, 6) и поперечном (см. вклейку,
лист VIII, 7) направлениях. Заметных выде-
лений структурно свободного цементита и
строчечной структуры не обнаружено.
Для получения биметаллических труб упо-
требляются стальные шашки диаметром от 63
до 146 мм и длиной от 170 до 220 мм. Борты
шашек с одного конца, прилегающего к пресс-
матрице, закругляются. Толщина плакирующе-
го слоя составляет 10% от толщины стенки
для торговых сортов и 15 — 30% для спе-
циальных. Трубы изготовляются внешним диа-
метром от 6 до 60 мм, толщиной стенки 1 —
5 мм. Температура прессовки 800 — 850° С.
При последующем холодном волочении трубы
периодически отжигаются при температуре
750° С в продолжение 8—9 час. без доступа воз-
духа. Трубы поставляются мягкими. Трубы с
одной внутренней плакировкой имеют ай =
= 27 кг/мм2, 8 = 30% и as = 12 кг/мм2; тру-
бы с двухсторонней плакировкой — а& = 30—
32 кг/млР, S = 45 - 55о/о и а, = 22—26 kzjmmK
Стальные трубы с одно- и двухсторонней
плакировкой медью применяются преимуще-
ственно в качестве труб в теплообменных ап-
паратах, трубопроводов и напорных труб вы-
сокого давления.
Кроме меди, трубы плакируются также и
разными сплавами цветных металлов, не содер-
жащими алюминия.
Биметалл сталь — томпак изгото-
вляется в виде листов и лент и используется
в различных отраслях промышленности для
замены медноцинковых сплавов, а также в
виде полос для производства изделий специаль-
ного назначения (взамен латуни).
Листы и ленты изготовляются из томпака
марки ЛТ90 по ГОСТ 1019-41 с содержанием
меди 89—91% (остальное—цинк) и мало-
углеродистой стали химического состава, ана-
логичного составу стали для изготовления
биметаллической проволоки сталь—медь. Пла-
кирующий слой на листах и лентах соста-
вляет 5—10% от общей толщины биметалла.
Механические свойства биметаллических ли-
стов и лент: а&=27—35 кг/мм2 и 8 не менее
28%.
Размеры листов и лент аналогичны разме-
рам листов и лент из биметалла сталь — медь.
Характеристика механических свойств би-
металлических лент показана на фиг. 237 ми-
крофотография — на листе VIII, 8 (см. вклейку).
Полосы из биметалла сталь — томпак пред-
назначаются для глубокой вытяжки. В зави-
симости от вида изделий выбирается соответ-
ствующий химический состав стальной карты.
Химический состав
томпака берётся по
ГОСТ 1019-41.
В табл. 101 даны s%\
размеры и механиче-
ские свойства, а в
табл. 102—химический
состав биметаллов 30\_
марки 1 и 3 (по ГОСТ
806-41 и 807-41).
Толщина плаки-
рующего слоя том-
пака в обеих марках
составляет 4—6% от
толщины основного
слоя стали; биметал-
лические полосы по-
сле отжига должны
состоять из феррита
и зернистого пер-
лита. Качество биме-
таллических полос за-
висит от температу-
ры отжига и степени деформации (фиг. 238).
Фиг. 239 выражает зависимость механических
свойств биметалла от схемы обработки при
холодной прокатке (в качестве исходных точек
для кривых взяты сопротивление разрыву и
удлинение после горячей прокатки).
Таблица 101
Размеры и механические свойства биметалла
сталь—томпак
-
4
i
А
\
-
\
1
I
%
\
s
/
/
-4
50С 600 700 800 "С
Фиг. 237. Изменение меха-
нических свойств биметал-
лических лент сталь—томпак
в зависимости от темпера-
туры отжига.
се
Ч
Марка
биметал
3
Толщин
в мм
2,8—3,2
о 92—1,о7
Ширина
в мм
117—I2O
137—143
Длина в
75<> —2ооо
Предел
ности п
тяжеш»
в кг/мм
3i-4o,5
27—37
Ф s s
5 я *
28,5
27,0
ГЛ. II]
БИМЕТАЛЛЫ
239
Таблица 102
Химический состав
ч
и 5
о. я
Ею
i
3
С
0,12—0,20
До о, н
стальной ка
сталь—томпак в
Мп
°>35—°>6о
о,35—°.6о
Si
0,08
о,о8
рты
и/о
Примеси,
Сг
о,15
о, 15
Ni
0,30
0,30
Си
О,2О
О,2О
биметалла
ле более
S
о,о4
о,о4
Р
O.O35
о,оз5
о
Ю
0,07
о,о7
Биметалл сталь — латунь приме-
няется для изготовления листов, лент и про-
(того же
icocmat)
J 550°
650°
волоки
размера, что и из
биметалла сталь —
медь). Исходными
материалами для
плакировки служат
марки латуни Л68
(Си 68 — 70<>/0;
остальное цинк) и
Л62 (Си 60,5—
63,5%; остальное
цинк) по ГОСТ
1091-41. Наиболь-
шее применение
имеет сплав Л62.
Сталь берётся то-
го же состава, что
и для листов из
биметалла сталь —
томпак. Толщина
п лаки р у ю щего
слоя латуни равна
5—10% от толщи-
ны биметалла.
Механические
свойства изделий
приведены в табл.
103 и 104.
Биметаллы
стал ь—м е д ь и
сталь — медноцинковые сплавы
хорошо выдерживают разнообразные техноло-
гические операции—штамповку, изгибание,
Таблица 103
Механические свойства биметаллической проволоки
сталь — латунь
16,7 33,3 50 70
деформация %
Фиг. 238. Зависимость предела
прочности при растяжении сг^
и относительного удлинения
Ь °/0 от температуры отжига и
степени деформации.
Диаметр про-
волоки в мм
0,50—i,oo
1,10—2,50
2,8о—4-°°
4,50—700
Предел прочности
при растяжении
з^ в кг/мм3
5о
45
4о
4о
Относительное
удлинение
S в °/0
i
2
4
4
тракторной, бумажной и лакокрасочной про-
мышленности, в морском и речном судострое-
нии, для изготовления котлов походных кухонь
и изделий широкого потребления.
Zfl КО 3,0 2,0 \0 3,0 2,0 1,0
Толщина,мм
3,3-1,0 мм 3,3-2,0-1,0
3,3-154,0 32-2,0-1,2-1,0
Фиг. 239. Зависимость механических свойств би->
металла от схемы обработки при холодной про-
катке и для различной температуры отжига. Вы-
держка при отжиге 2 часа.
Биметалл сталь — алюминий, так
называемый ф е р р а н, изготовляется двумя
способами: плакировкой методом прокатки и
электролитическим алюминированием стали в
расплавленном электролите.
Таблица 104
Механические свойства листов и лент
Листы и
ленты
Биметалл
сталь—томпак
Латунь
марки Л62 ..
Предел прочности
при растяжении
ст. в кг/мм3
0
=7—35
Не менее з1
Относительное
удлинение
8 в°/0
98
35
гофрировку, пайку, сварку, лужение и нике-
лирование и применяются в качестве замени-
телей в электро-радиопромышлениости, авто-
Преимущественное распространение полу-
чил первый способ, так как слой чистого
алюминия, нанесённый электролитическим пу-
тём (толщиной до 0,08 мм), хотя и обладает
исключительной стойкостью против коррозии,
но обнаруживает весьма низкие механические
свойства (при изгибе на угол в 45° покрытие
уже даёт трещину). Исходным сырьём для
феррана служат алюминий А1 по ОСТ НКТП
4035 и мартеновская малоуглеродистая сталь с
содержанием С не более 0,10% и вредных
примесей S и Р не более 0,01—0,02% ка-
ждого. Эта сталь допускает наибольший наклёп
без образования трещин и надрывов по кром-
кам, что особенно важно для производства
феррана. Листы и ленты из феррана обычно
содержат по объёму 90% стали и 10% алю-
миния. Стальная заготовка—карточка—имеет
толщину от 0,9 до \2мм,а алюминиевые лен-
240
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
ты — от 0,10 до 0,60 мм. Размеры стальных
карточек и листов алюминия выбирают в за-
висимости от требуемых размеров и толщины
листов и лент из феррана (табл. 105).
Таблица 105
Толщина
•
я
&
4)
•е-
X
и
Ни
O.25
0,50
о,75
1,ОО
1.25
1,5°
1.75
2,ОО
2,5°
З-оо
в
листов алюминия и стальных
зависимости от
Исходная
толщина
листов в мм
Алюми-
ний
О,2О
О,2О
О,2О
о.эо
О,2О
0,20
0,20
0,20
о,го
О 2О
Сталь
1,ОО
2,ОО
2,5°
3.3°
4.оо
4.5°
5.70
6,4°
7.4°
8,6о
о
о
О
Наклёп
75.°
75.о
7°.°
б9>7
68,8
68,2
68,2
68,8
66,з
65,0
толщины
Исходная
толщина
листов в мм
Алюми-
ний
о,з°
о,3°
о,3°
о,3°
о,зо
о.зо
о,зо
о,3°
°i3°
0,30
Сталь
о,95
1,90
2,4°
3.20
39°
4,бо
540
6,зо
7.3°
8,5°
о
о
ш
Наклёп
73.7
73.7
68,7
68,8
68,о
67,5
67,6
68,з
6б,о
64,4
карточек
феррана
Исходная
толщина
листов в мм
Алюми-
ний
о,4°
0,40
о,4°
о,4°
о, 4°
о,4о
о,4°
0,40
о,4°
о,4о
Сталь
о,о9
1,8о
23°
З.ю
3.8°
4.5°
5.3°
6,2О
7-2O
8,4°
о
03
Наклёп
72,2
72,2
°7-5
67,8
69,8
66,7
67,0
67,8
65.3
°4,3
При производстве феррана необходимо
строго соблюдать температурный режим при
прокатке и отжиге; переход за температур-
ный оптимум резко снижает качество биме-
талла. Оптимальная температура нагрева фер-
рана перед прокаткой лежит в пределах
420—470° С. При этой температуре в процессе
прокатки происходит прочное соединение
алюминия со сталью без образования проме-
жуточного хрупкого диффузионного слоя
(см. вклейку, лист VIII, 9 и 10). При повы-
шении температуры нагрева (выше 550° С)
между алюминием и сталью образуется диффу-
зионная зона, являющаяся весьма хрупким
сплавом алюминия и железа, растрескиваю-
щимся при прокатке (см. вклейку, лист VIII,
11 и 12). Отжиг феррана является самой ответ-
ственной операцией в его производстве в силу
большой разницы поведения алюминия и же-
леза при нагревании. Температура полного
отжига алюминия 350—400° С; самая низкая
температура рекристаллизации стали лежит в
пределах 500—550° С. Чтобы приблизить оба
температурных интервала, при прокатке фер-
рана дают наибольший наклёп G0 —720/0) и
длительный отжиг E—8 час), исходя из того,
что температура рекристаллизации тем ниже,
чем больше наклёп и меньше размер зерна.
Оптимальная температура отжига феррана
лежит в пределах 530—550° С.
Предел прочности при растяжении неото-
жжённого прокатанного феррана 70—76 кг/мм1
и относительное удлинение 1<у0. Эти цифры
характеризуют чрезвычайно высокую жёст-
кость и малую пластичность листов феррана
вследствие большого наклёпа в результате
деформации.
Механические свойства отожжённого фер-
рана приведены в табл. 106 и 107.
Ферран хорошо поддаётся штамповке, по-
лировке, электросварке, чеканке, клёпке, за-
катке, пайке и обладает значительной корро-
зионной стойкостью, что позволяет приме-
нять ферран в качестве заменителя в самых
разнообразных областях. В СССР из феррана
изготовляются трубки термопар, корпусы при-
мусов и другие изделия. За границей ферран
Таблица 106
Механические свойства отожжённого феррана*
Толщина
в мм
°,52
о.8о
о.8о
1,12
1,21
1.93
2,15
Предел проч-
ности при рас-
тяжении а.
в кг 1мм-
35.6
35-9
33.7
32,6
Зб,4
38,о
37.4
Относитель-
ное удлинение
8 в о/0
35-°
3°.о
27,5
35.6
31,1
зз.з
З5.о
* Поданным НИИСАЛЮМИНИЯ- Отжиг произведён
в муфельной печи при температуре 550° С в течение 6 час.
Содержание углерода в стали 0,09°/0.
Таблица 107
Результаты испытаний феррана разной толщины
по Эриксену и на изгиб в тисках Тарногроцки
Клеймо
о
2
4
6
7
8
9
II
12
13
14
СО
а.
а.
•е-
в
н 3
1,оо
1,Ю
O.82
о,72
°. 75
о,6о
0,58
о,8о
0,78
°55
°,52
в"»
|1
>.!
?- ш
9.8
IO.I
9.8
9.5
9.25
78
8,8
6,6
9-2
8.3
8,25
Количество изгибов
на 360 °
до появле-
ния трещин
на алюми-
нии
4,75
°. 75
2,25
—
—
Ю.25
—
6.ОО
9.25
4.75
до окон-
чательного
излома
5.°°
5.25
6,оо
7.25
7-75
12,00
12,50
7.°
6,75
14.25
15.°
Примечания: 1. Образцы вырезаны вдоль про-
катки.
2. При испытании на вдавливание принимались раз-
меры образцов 90 X 90 мм, радиус пуансона 10 мм.
3. Для испытания на изгиб принимался размер образ-
ца 25 X 125 мм, зажимные губки с радиусом закругле-
ния 1 мм.
применяется для изготовления аппаратуры
химической и фармацевтической промышлен-
ности, электрической арматуры, аппаратов
газового освещения, рефлекторов и др.
Биметалл сталь — никель изгото-
вляется двумя способами. По американскому
способу стальная лента (из малоуглеродистой
стали) прокатывается на станах Стеккеля
до толщины на 0,04—0,05 мм выше заданного
выходного размера, обезжиривается, никели-
руется и прокатывается до требуемой тол-
ЛИСТ Vlll
,¦¦
;>¦
\\
' V
*¦¦¦¦- \:ij
/. Мягкая сталь, плакированная 2. Явление межкристаллической 3. Микроструктура пО1раничной
нержавеющей хромоникелевой диффузии меди в железо, х 600. зоны биметалла сталь — оловяни-
сталью A8n/0 Cr, 8°/0 Ni) стая бронза. X 100.
4. Микроструктура пограничной
зоны биметалла стиль—алюминие-
вая бронза, х 100.
5. Микроструктура пограничной 6. Готовый биметалл (шлиф вдоль
зоны биметалла сталь—свинцови- прокатки, травленый). X 100.
стая бронза. X 100.
4 г i i'" •'.*•'
7. Готовый биметалл (шлиф попе-
ix;.< прокатки, травленый). X W0.
<?. Микрофотография биметалла
сталь томпак. X 225.
ЛИСТ VIII (продолжение)
\
9. Шлиф ленты феррана, прока-
танной после нагрева при 460° С
в течение 2 час. X 510.
10. Шлиф ленты феррана, прока-
танной после нагрева при 420° С
в течение 2 час. х 510.
//. Нетравленый шлиф ленты фер-
рана, прокатанной после нагрева
при 620° С в течение 2 час. X 510.
12. Нетравленый шлиф ленты фер-
рана. прокатанной после нагрева
при 590° С в течение 2 час. х 510.
13. Микроструктура сталь —
никель.
Г\
" -У
14 Мягкая сталь, плакирован-
ная хромоникелевой сталью
марки V2A.
15. Сталь, плакированная серебром,
с промежуточным слоем из меди.
16. Сталь, плакированная серебром,
без промежуточного медного слоя.
ГЛ. II]
БИМЕТАЛЛЫ
24:
щины. Покрытие не должно превышать 10% от
веса ленты. Поверхность ленты, изготовленной
американским способом, получается матовой,
что соответствует требованиям потребителя.
В СССР биметалл сталь—никель изготовляется
путём плакировки. Исходным материалом слу-
жит качественная малоуглеродистая сталь в
виде карт 22 X 350 X 500 мм и чистый никель
в виде лент 1,65 X 340 X 1060 мм. После соот-
ветствующей подготовки поверхности (очистки
от окислов) стальная карта обвёртывается нике-
левым листом, нагревается до температуры 950" С
и прокатывается. При нагреве перед про-
каткой и при отжиге никелевого биметалла
печные газы не должны науглероживать металл
и содержать серы. Выходная толщина лент—
от 0,10 до 0,40 мм. Толщина плакирующего
слоя 2,5—10% от основного металла.
Механические свойства оь = 35—45 кг/мм2;
о—не менее 25°/0 на расчётной длине 250 мм.
Биметаллическая никелевая лента приме-
няется как заменитель для изготовления аяо-
дов электроламп, приёмно-усилительных ламп
и прочих электровакуумных приборов, работа-
ющих с большой нагрузкой на анодах. Эко-
номия никеля в электровакуумной технике от
внедрения биметалла исчисляется приблизи-
тельно в 60—70%. Кроме лент, из биметалла
сталь—никель изготовляется проволока для
замены никеля при производстве осветитель-
ных ламп, радиоламп и для других целей. Слой
никеля на проволоке должен быть от 5 до 7%.
Никелевый лист толщиной 4—5 мм свёрты-
вается в трубку,в которую плотно вставляется
круглый железный стержень, и после нагрева
до 950° С прокатывается и в дальнейшем во-
лочится до диаметра 0,05 мм.
Основные характеристики биметалла сталь-
никель показаны на кривых фиг. 240 —
243, микроструктура — на листе VIII, 13
(см. вклейку).
200 UO0600°C
Фиг. 240. Зависимость
предела прочности при
растяжении з^ и отно-
сительного удлинения
8°/д от температуры от-
жига для биметалла
сталь—никель.
650%
—650
20 40 608С
Фиг. 241. Зависимость пре-
дела прочности при растя-
жении яь и относительно-
го удлинения 8 °/0 от сте-
пени предварительной де-
формации и температуры
отжига для биметалла
сталь —никель.
Кроме никеля, весьма хорошие биметаллы
на стальной основе дают медноникелевые
сплавы с высоким содержанием никеля, на-
пример, монель-металл F5—70% Ni), а из
хромоникелевых сплавов - инконельG8,5%№).
Из биметаллов типа Б наибольшее рас-
пространение получили биметаллы алюминий-
медь, свинец—олово, медь —серебро.
Биметалл алюмини й—м е д ь, так на-
зываемый „купаль" (Cupal), изготовляется
прокаткой с односторонним и двусторонним
покрытием. Соотношение слоев плакирующего
и основного приведено в табл. 108.
Р
0,17
0,16
0,15
0,1%
0,13
0,12
0,1!
o,fo
200 400600°С
Фиг. 242. Зависимость
числа Эриксена от тем-
пературы отжига биме-
талла сталь — никель
разных толщин и при
предварительной де-
формации 50%.
ю га 30% ш wo
Фиг. 243. Зависимость элек-
тросопротивления биметалла
сталь — никель от толщины
никелевой плакировки.
Для специальных целей толщину плакирую-
щего слоя меди увеличивают до 40% (при дву-
сторонней плакировке по 20% с каждой сто-
роны), а в некоторых случаях и до 50% (при
двусторонней плакировке по 25% на сторону).
Удельный вес 5,22—5,85.
Таблица 1US
Соотношение слоев купаля в % (Германия)
Марка
qoio
8020
7°3°
Односторонняя
плакировка
А1
9°
8о
7°
Си
IO
2О
3°
Двусторонняя пла-
Си
5
IO
15
кировка
А1
9°
8о
7°
Си
5
ю
15
Уд.
вес
333
4,оо
4.5°
Купаль удачно объединяет свойства лёгкого
металла й меди: рн выдерживает разнообраз-
ные технологические операции — штамповку,
изгиб, пайку, шлифовку, полировку и т. д.
Особенным преимуществом купаля является
возможность пайки со стороны меди обычным
оловянистым припоем. Наличие в специальных
алюминиевых припоях некоторого количества
тяжёлых металлов ведёт к образованию микро-
элементов и появлению коррозии.
При односторонней плакировке труб из
купаля паяют оловянным припоем только
медную сторону, что даёт экономию по при-
пою около 50%.
Большое распространение купаль получил
во время войны. От замены меди купалем
получается экономия в 70—90%. Изделия из
купаля (проволока, трубы) сохраняют свойства
меди при уменьшении веса на.50—63%. Купаль
обладает хорошей электропроводностью и
широко применяется в области высокочастот-
ных токов. Он особенно пригоден в приёмно-
передающих радиоустановках "в" виде шин
для проводки тока, катушек для антенн, ва-
риометрических катушек! кабеля и т. д.
16 Том 4
1255
242
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
Характеристика купаля показана на кри-
вых фиг. 244 и 245.
Механические и физические свойства ку-
паля приведены в табл. 109.
Биметалл сви-
нец—олово изго-
товляется в виде ли-
стов и листовой и лен-
точной фольги. Ли-
стовая фольга приме-
няется для производ-
ства туб, листовая и
ленточная фольга —
для производства кап-
сюлей малокалибер-
ных и охотничьих пи-
стонов, а также в ка-
честве изоляционно-
прокладочного мате-
риала. Исходным сы-
рьём служит свинец
марки С2 и СЗ по ОСТ
ЦМ 36-40 и олово
марки 02 по ГОСТ
860-41.
При производстве
фольги для капсюлей
обязательна присадка
к свинцу сурьмы от
1,9 до 30/0 и олова не менее 3<V0. Поверхность
листов должна бытье обеих сторон покрыта оло-
вом, составляющим 3—12% от общего веса
слитка (ГОСТ 1327-41). Исходная толщина свин-
цового слитка 25—20 мм; исходная толщина на-
кладываемого олова от 0,18 до 0,35 мм в за-
висимости от требуемого качества плакировки.
Выходная толщина листов для туб 4,5 — 5,5 мм,
для листовой фольги от 0,02 до 0,085 мм, для
ленточной до 0,007 мм. Ввиду того, что тем-
пература рекристаллизации олова и свинца
0,01
ojjoi UL
Фиг. 244. Экономия меди от
применения купаля при раз-
личных частотахтока:линия
а толщина слоя меди на
проволоке из купаля диа-
метром 2 мм, обеспечива-
ющая такую же электро-
проводность, как у медной
проволоки того же диаме-
тра; линия й—экономия ме-
ди по весу; /г„ — частота
тока. Для сравнения приве-
дены марки купаля.
1
/
г
1
5-
9010а
¦вогоа
7030а
10*
W5 Ю6 Ю7 Ю8
соответствует комнатной, готовые листы и
фольгу не подвергают отжигу.
Биметалл медь — серебро приме-
няется в электропромышленности для изгото-
вления пружин электроконтактов.
Биметалл изготовляется способом плаки-
ровки (см. сталь — томпак). Для лучшей
Фиг. 245. Экономия «а-^
меди при замене р
медных трубок труб- о/
ками из купаля./гч- ,/2
частота тока; р —
экономия меди в °/0; „л
I— кривая для тол- ""
щины стенок 2 мм;
2 — кривая для тол- 20
щины стенок 1 мм.
Для сравнения приве-
дены марки купаля.
приварки серебра рекомендуется поверхность
меди, очищенную от окислов, протирать рас-
твором азотнокислого серебра. Исходным ма-
териалом служит медь марки Ж1 и М2 (ГОСТ
859-41) и чистое серебро 999. Плакировка
колеблется от 10 до 1,4% от веса меди.
Термобиметаллы
Термобиметалл состоит из двух пластин
с различным коэфициентом линейного расши-
рения.
Обычно термобиметалл изготовляется ме-
тодом горячей прокатки. Соотношение слоев
свариваемых пластин берётся близким 1:1.
По одному из американских способов при
плакировке вводится третий промежуточный
компонент в виде пластинки из фосфористой
бронзы толщиной 0,15—0,25 мм (в термоби-
металле инвар—монель-металл) или в виде
тонкого слоя железа, нанесённого электроли-
зом на соприкасающиеся стороны пластинок
Таблица 109
Марка
9ою
5/9°/5
8о2О
ю/8о/ю
7030
15/7°/т5
Состав биметалла
в %
90 А1, 10 Си
5 Си, 90 А1, 5 Си
80 А1, 20 Си
10 Си, 80 А1, 10 Си
70 А1, 30 Си
15 Си, 70 А1, 15 Си
Механические и физические свойства
Состоя-
ние ме-
Мягкий
Твёрдый
Мягкий
Твёрдый
Мягкий
Твёрдый
Мягкий
Твёрдый
Мягкий
Твёрдый
Мягкий
Твёрдый
<учести
ч *
!?
4-5
14—16
4-5—5.5
16-18
4.5—5.5
16—18
5-6
17—19
5-6
18—20
1 S ^
; (- а
o-i
С X
и Ы
Преде
растя»
9—и
i8—20
9-11
18—20
10—12
19—21
10—12
19—21
12—14
20—23
12—14
20—23
к
8
в-
Othoci
нение
31-28
7-5
31-28
7—5
ЗЗ-ЗО
7-5
33—Зо
7—5
I
Зб—34
8-6
36—34
8-6
о
О \L
С Ч
j » 2
Твёрд
Брине
сторон
34-38
6о—64
Зо—34
6о—65
37-41
65—70
32-36
66—7о
38-43
7°—75
38-42
72—76
<Ч
эугости
с
|Д
73оо
7100
7600
7200
8гоо
74оо
купаля
о.
с
а
о
\с
изп
Число
14—22
8-16
18—26
12—18
23—Зо
16—20
?—
¦я
S
Удель
3,33
з.зз
4,о
4,°
4.5
4,5
gg
СО •
° ^
Е- я
о,54
о,54
о„58
.58
О,б2
О,б2
т линей
фения
0-100°
= | я
en g°
оо •
И s а
23,3
23 3
22,5
22,5
21,8
21,8
Электросо-
противле-
ние
ом ¦ мм?
Р м
О,О2б8
0,0267
О,О2бо
O.O253
0,0252
O.O239
Л
эводнос
¦w ¦ г
duoc
Элект
в m/oj
37.2
3714
Я8,4
39,2
Я9.7
*i.a
ГЛ II)
БИМЕТАЛЛЫ
243
термобиметалла (в термобиметалле из спе-
циальных сталей). В Америке также практи-
куется соединение пластин термобиметалла
в печи с восстановительной атмосферой при
высокой температуре путём сдавливания их
прессом и последующей точной холодной
прокатки с промежуточными отжигами.
Полученный термобиметалл, как правило,
подвергают отжигу в восстановительной ат-
мосфере * для снятия внутренних напряжений.
Для получения наибольшего изгибающего
эффекта в рабочем температурном диапазоне
выбирают пары сплавов с максимальной раз-
ницей коэфициентов линейного расширения.
Подбор сплавов должен, кроме того, обеспе-
чить равномерность изгиба при перемене тем-
пературы и работу термобиметалла без появле-
ния вредных перенапряжений и остаточных
деформаций при возможных (в практике) зна-
чительных отклонениях температуры от уста-
новленного рабочего диапазона.
К сплавам, имеющим низкий коэфициент
линейного расширения (пассивный элемент),
относятся сплавы с содержанием Ni 36—48°/0;
к сплавам с высоким коэфициентом линейного
расширения (активный элемент) относятся
медноцинковые сплавы, немагнитная сталь
ЭН25, хромоникелевые стали, никельмолиб-
деновые сплавы B0—27*>/0 Ni и 5—6о/о Мо *;).
Поведение термобиметаллических сплавов
при нагревании показано на фиг. 246. (Для
сравнения дана также кривая расширения пла-
тины.)
12,
500
700 °С
* Крайне важна для железоникелевых сплавов, осо-
бенно для инвара, во избежание интеркристаллической
коррозии.
** Молибден увеличивает коэфициент линейного
расширения и предохраняет эти сплавы от магнитных
превращений.
Фиг. 246. Кривые расширения (Rohn).
Состав и рабочие характеристики термо-
биметаллов, применяющихся в СССР, приве-
дены в табл. 110.
Термобиметалл инвар —томпак обла-
дает достаточно высокой электропроводностью;
недостатком его является быстрая потеря
томпаком упругих свойств из-за наступающей
рекристаллизации.
Термобиметалл инвар — латунь обла-
дает высокой электропроводностью и тепло-
проводностью; применяется для работы в усло-
виях нагрева теплопередачей от окружающей
среды.
Таблица ПО
Состав и характеристика термобиметаллов (СССР)
Наимено-
вание
термоби-
металла
Инвар —
томпак
Инвар —
латунь
Инвар —
немагнит-
ная сталь
я
о.
1
ИТ
ИЛ
ис
Составляющие сплавы
Пассивный
элемент
Я о
К °
ание и >
состав в
Eg
Инвар
Ni 35,'
Fe-
осталь-
ное
То же
я
о
¦ » вин
-иэни
ициент л
расшире
¦е-о
I—2
I—2
I—2
Активный элемент
Название и
химический
состав в %
Томпак ЛТ96:
Ctt йй oi
Zn —остальное
Латунь Л62:
Г*м fin ^ fi^ К
VjU DU,O—DO, 0»
Zn—остальное
Немагнитная
сталь ЭН 25:
Ni 22—25
Cr 2-3
Fe—остальное
Ъ
•ю вин
-ИЭНИ1
ициент j
расшире
18-19
19.8
18
1
я
о.
и
а зон л
чий диап
о «
ХО о.
О—IOO
0-165
0—165
слоев
юшение
н
о
о
и
i : i
i :г
i : i
я U
0Q О
нагре
кой в
ература
l прокат
S о.
н ё
9ОО-95О
810—900
II50 —I2OO
°
Я
U
отжи
ература
с
н
720—750
720 75°
920-950
:ата
абрик
[а полуф
г
о.
•&
Полоса
Лента
Полоса
Лента
Полоса
Лента
Размеры в
тол-
щина
о,6—1,5
о.а-о,5
о.6—1.5
О,2—О,5
о,6-1,5
О,2—О,5
шири-
на
IO—I2O
IO—I2O
IO—I2O
IO — I2O
IO—I2O
IO -I2O
ММ
длина
не
менее
Зоо
5<х>
Зоо
5оо
3°°
5°°
^Примечания: 1. Отклонение толщины каждого слоя допускается в пределах 40—60°,'о от общей номиналь-
ной толщины полос и лент.
2. Латунь импортных образцов термобиметалла содержит до 1—2°/0 Ni и до 2% Fe. Никель повышает механиче-
ские свойства латуни и сопротивление коррозии. Железо увеличивает предел прочности при растяжении и предел
текучести, несколько снижает удлинение и уменьшает размер зерна.
244
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
1Разд;ш
Термобиметалл инвар— немагнитная
-ст а ль обладает высокими показателями
прочности . и упругости. Теплопроводность
70, „ „, ег0 невелика. При-
"""" меняется он пре-
имущественно для
работы в условиях
нагрева проходя-
щим через него
электротоком.
В американской
практике применя-
ются термобиме-
таллы, указанные
в табл. 111.
Кривые изгиба
термобиметаллов в
зависимости от
температуры пока-
заны на фиг. 247.
Зависимость изги-
ба от толщины
термобиметалла
249.
при изгото-
ЮО 200 300 WO 500 °С
Фиг. 247. Кривые изгиба термо-
биметаллов (Rohn).
показана на фиг. 248 и
Термобиметалл применяется р
влении специальных приборов, служащих для
автоматизации процессов и регулирования тем-
пературы тепловых реле защиты сети, ком-
пенсаторов на гальванометрах, реле времени
ч
/С
/
/
/
/о,з
—"г —
^3:
!
0,5
0,8
TiUO
й
ЯП
7П
0
_l
3
талщинамм
..
1
1
,50 № 150 "С
Фиг. 248. Кривые изгиба
одного вида термобиме-
талла в полосах различной
толщины (от 2 до 0,3 мм)
при различных температу-
рах (Rohn).
0,2 0,6 1,0 /,4 /,й
Фиг. 249. Зависимость
изгиба от толщины пластин
при постоянной темпера-
туре 150° С (Rohn).
и электромагнитного реле, приборов для авто-
матической подачи топлива в печь и т. д.
; Типы термобиметаллических элементов по-
казань} на фиг. 250. .
Биметаллы антикоррозионные
К биметаллам третьей группы — антикор-
розионным— относятся сталь, плакированная
нержавеющей .сталью, сталь, плакированная
платиной и серебром, никель и медь, плакиро-
ванные платиной, и лёгкие плакированные ме-
таллы. ,
Из биметаллов сталь — сталь наибольшее
распространение по американским данным по-
лучили приведенные в табл. 112.
Биметалл сталь — сталь изготовляется
обычным методом плакировки —прокаткой.
Б США практикуется также способ сварки
плакирующего слоя с основным без после-
дующей прокатки: тонкие листы легирован-
ной стали соединяются с толстыми листами
основного металла посредством точечной свар-
ки, сварки с интервалами (сварка швом) и
сварки в полоску.
Средняя толщина плакирующего слоя ко-
леблется от 5 до 10% от общей толщины.
(По последним литературным данным имеется
возможность производить прокатку стали с по-
крытием из нержавеющей стали до толщины
Фиг. 250. Типы термобиметаллических элементов.
0,0076 мм). Для биметаллических листов, ра-
ботающих в особо тяжёлых условиях — в кис-
лотных аппаратах и при высоких температу-
рах, — толщина плакировки значительно уве-
личивается.
Методом сварки возможно получение би-
металлических листов с большим диапазоном
по толщине: листы изготовляются с толщиной
плакирующего слоя в 20, 10, 5 и 2,5°/0 от обг
щей толщины.
Предельные размеры листов, выпускаемых
европейскими заводами, следующие: а) для
толстых листов — максимальная длина 10 л,
ширина 4 м, вес 7 т. Наибольший диаметр
днища из одного листа 3,5 м; б) для торговых
листов ¦—длина до 10 м, ширина до 1,6 — 2,0 м,
толщина от 25 до 0,25 мм. Ленты выпу-
скаются размерами 0,25-=-2,5 X 300 мм.
Таблица 111
Пассивны*
Ni-fCo
35.7—36,2
: 38,3—39.6
41,9—42.7
41,9—42,7
Состав
и характеристика термобиметаллов (США)
Химический состав i
i элемент
Fe
Остальное
Остальное
Остальное
Остальное
Остальное
, 0/
3 /о
Активный элемент
Си
—
—
29
Ni
i8—i9
19-19.7
68
21,5-22,5
Сг
II —12
2—2,5
—
2,9—3,1
Мп
•—
—
i.i
Fe
Ост.
Ост.
1,5
Ост.
Zn
Ост.
—
—
—
S ""
« а>
абочи
а зон 1
атур i
а. с о.
о—150
о—175
62—25О
I2O—315
J75—37°
а
со
х га
зе?
650
650
65°
650
о
а ^
о °-^
(Т) н *>
НЗ
8оо
757
525
693
С
12 300
J7 55°
J7 55°
i6 8oo
17 550
ГЛ. II]
БИМЕТАЛЛЫ
245
Листы выпускаются с различным качеством
поверхности— от совершенно необработан-
ной до зеркально полированной. Толстые ли-
сты (толще 4 мм) выпускаются следующих
сортов: а) нормально катанные—-без удале-
ния окалины; б) горячеправленные и очищен-
ные щётками — с удалением грубой окалины;
Таблица 112
Состав биметалла сталь—сталь
Тип
4ю
43°
446
3°4
347
316-317
ЗЮ
Основной слой
Сталь малоугле-
родистая (.0,08—
0,16%С)
То же
Молибдено-угле-
родистая сталь . .
То же
„ ....
. .
Плакирующий слой —
сталь с содержанием
12% Сг
17% Сг
27% Сг
18% Сг, 8% Ni
18% Сг, 8% Ni ( + Nb)
18°/0 Сг, 8% Ni
2,5-3,5% Mo,
25% Cr, 20% Ni
в) полированные—окалина удалена шлифов-
кой; г) высокоблестящей полировки. Тонкие
листы по качеству поверхности подразде-
ляются на: а) холоднокатанные чёрные,
6) холоднокатанные гладко очищенные, в) по-
лированные, г) зеркально полированные.
Механическим испытаниям подвергается
исходный материал только для листов, иду-
щих на изготовление аппаратуры.
Сравнение механических свойств плакиро-
ванной и неплакированной стали приведено
в табл. 113.
Таблица 113
Механические свойства элементов биметалла
сталь — сталь
Толщина
листов в мм
о,5
1,О
1,5
2,О
Число по Эриксену в мм
Плакированные
листы
8,55
ю,оо
и,5о
I2.IO
Неплакированные
листы (основа)
8,3
IO.I
и.3
и,8
На листе VIII, 14 (см. вклейку) показана
микрофотография стали, плакированной хромо-
никелевой сталью марки V2A.
Биметаллы стал ь—п латинаисталь —
платинородиевые и платиноири-
диевые сплавы применяются главным
образом в аппаратостроении при необходи-
мости получения химически чистых реакти-
вов, так как платина и её сплавы обладают
исключительной стойкостью против разъеда-
ния кислотами и щелочами.
Указанные биметаллы изготовляются про-
каткой. Толщина плакирующего слоя делается
не менее 0,05 мм во избежание появления
пористости. Изготовляются листы, ленты, про-
волока, трубы. Листы прокатываются разме-
рами до 1200 X 2400 мм разнообразной тол-
щины в зависимости от назначения.
Листы, плакированные ! шттиноиридцевым
сплавом (Pt—70% и 1г—30,%)» имеют после
холодной прокатки твёрдость по, Бринелю
до 360 и после отжига не менее 70; предел
прочности при растяжении листов платино-
иридиевого сплава после холодной прокатки
равен 140 кг/мм". Механические свойства
биметалла зависят от механических свойств
основного металла. _ :
Аналогичное применение в аппаратострое-
нии имеют биметаллы Ni—Pt и Си—Pt. Тол-
щина слоя платины внутри трубы испаритель-
ных аппаратов делается от 0,05 до 0,075 мм;
нанаружноиповерхности нагревательных змее-
викоз — от 0,05 до 0,1 мм; на медных прутко-
вых анодах — до 0,037 мм.
Биметалл сталь— серебро как анти-
коррозионный применяется за границей в ап-
паратостроении. Толщина слоя серебра де-
лается равной 10%. Листы прокатываются
размерами 3400X720X7,5 мм и др. Серебро
не даёт прочного соединения непосредствен-
но со сталью, поэтому сталь предварительно
покрывают слоем меди. При этом способе
благодаря образованию эвтектики Си—Ag с
температурой плавления 780° С не исключена
возможность сползания слоя серебра со стали
при прокатке. В настоящее время разработан
способ непосредственного плакирования стали
серебром [21].
Микрофотографии биметалла сталь — сере-
бро, полученного по обоим способам, пока-
заны на листе VIII, 15 и 16 (см. вклейку).
Плакированные лёгкие металлы,
применяемые у нас в СССР и в Америке,
имеют основу из дуралюмина и других проч-
ных сплавов и плакирующий слой из чистого-
алюминия или коррозиоустойчивых сплавов
алюминия с марганцем, магнием, кремнием.
В силу своей высокой коррозионной стойкости
и способности легко выдерживать разнообраз-
ные технологические операции—гибку, вытяж-
ку, выдавливание и пр. — плакированный дур-
алюмин широко применяется везде, где наря-
ду с хорошими механическими свойствами тре-
буется высокая химическая устойчивость
(самолёто-, судо-, автостроение, химическое
аппаратостроение, пищевая промышленность,
горное дело).
Плакированный дуралюмин выпускается в
виде листов (гладких и гофрированных), лент,
полос, плит, профилей и пр.
Гладкие листы, ленты, полосы и плиты
изготовляются по ОСТ 405-40 из обычного
дуралюмина следующего химсостава в % : 3,5—¦
4,5 Си; 0,4—0,8 Mg; 0,4—0,8 Мп (А1—остальное)
и примесей не более: 0,7 Fe, 0,7 Si, Zn, Sn и . не-
металлические примеси 0,1, сумма примесей 1,5.
Плакируются и высокопрочные разновид-
ности дуралюмина, как Д6 и Д16, подроб-
ные сведения о которых см. „Легкие сплавы
на алюминиевой и магниевой основе".
Алюминий для плакировки применяется не
ниже марки А1 по ОСТ НКТП 4035. Толщина
плакирующего слоя на каждой стороне листа
должна быть не менее 4% общей толщины
материала. Сортамент и механические свой-
ства материалов приведены в табл. 114 и
115.
Рифлёные листы (ОСТ ЦМ 447-40) пла-
кируются алюминием марки А1 по ОСТ НКТП
40^5 или сплавом алюминия с марганцем
246
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
[РАЗД. II
A—1,5% Мп). Толщина плакирующего слоя
должна быть не менее 4% от общей толщи-
ны листа. Размеры листов: толщина — от 2,0 до
Таблица 114
Сортамент плакированных лёгких металлов
Таблица 116
Механические свойства рифлёных плакированных
листов
Наименование
продукции
Листы
Ленты
Полосы
. Плиты
Толщина
в мм
о,з—ю,о
0,3—1,2
1;5—ю,о
12—6о,О
Ширина
в мм
4оо—юоо
4оо— 5°о
4оо— боо
5°°
Длина
в мм
iooo—з000
35°° и более
35оо—бооо
75°—2ооо
Таблица 115
Механические свойства плакированных лёгких
металлов
СО
О.
се
?
Д2
дз
Д2
Состояние
материала
Отожжённые
листы, ленты
и полосы
Листы,ленты
и полосы, за-
калённые по-
сле естествен-
ного старения
Плиты горя-
чей прокатки
(образцы за-
калённые)
Толщина
в мм
о,з—6,о
7,о—ю,ю
о,з-6,о
7,о—ю,о
12—18
2О—3°
35—45
5о—6о
Предел проч-
ности при рас-
тяжении
з. в кг;мм
Не более 23
» 23
Не менее 35
„ 33
Не менее 34
„ 3°
„ 28
» 26
;ль-
н
5
о
X
О
X ~°
S °
S м
ч
ф
К ГС
12
IO
15
12
IO
8
6
3
CU
ГС
0)
ГС
6,0 мм, ширина—400—600 мм, длина—500—
2000 мм. Механические свойства рифлёных
плакированных листов показаны в табл. 116.
При более высоких требованиях к проч-
ности материала для плакировки применяют
СО
О.
ДРО
ДРЗ
Состояние
материала
Отожжённый
Закалённый
Предел проч-
ности при рас-
тяжении
ix. в кг\мм-
15-28
Не менее 35
Удлинение
(на расчётной
длине
» Л о у ~Б\
о в %, не
менее
ю
7
сплавы алюминия с магнием, марганцем и
кремнием.
Плакированный дуралюмин хорошо под-
даётся облагораживанию. Его термическая
обработка должна производиться под строгим
контролем, так как слишком высокая темпе-
ратура и длительный отжиг снижают химиче-
скую устойчивость материала в силу ускоре-
ния при этом диффузии меди в плакирующий
слой.
В зависимости от материалов, применяемых
для лёгких биметаллов, они носят различные
наименования: алклед, дуралклед, аллауталь
и др.
Литые биметаллы
Литые биметаллы изготовляются путём за-
ливки одного металла другим без последую-
щей обработки давлением. Сюда относятся чу-
гунные и стальные подшипники и втулки, за-
ливаемые антифрикционными сплавами —
баббитами или бронзами.
Исходными материалами служат: для осно-
вания — сталь с малым содержанием углерода
и легирующего элемента, для плакирования -
оловянистые и свинцовистые баббиты и брон-
зы: оловянистые, свинцовистые и алюминиево-
железистые.
Состав баббитов и бронз регламентирует-
ся ГОСТ 1320-41 для оловянистых баббитов,
ГОСТ 1209-41 для кальциевых баббитов,
ГОСТ 613-41 для бронз оловянистых и
ГОСТ 493-41 для бронз безоловянистых.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. „Биметаллы и аллитированное железо", Сборник
трудов „НИИС АЛЮМИНИЯ" под редакцией Ивано-
ва-Скобликова Н. М. и Беляева А. Н., ОНТИ 9.
НКТП, Москва—Свердловск 1934.
2. Гинзбург Л. А., Биметалл—заменитель цветного
металла, М. 1943. !0.
З.Гинзбург Б. Я-, Теория биметаллического
термостата, „Труды НАТИ", вып. 38, М. 1940.
4. Григоренко Г., Биметаллы, их назначение и 11.
производство, М. 1932.
5. Захарова М. И., Исследование явления диффузии 12.
меди в железо в связи с изготовлением биметаллов,
„Цветные металлы" № 4, 1932. 13.
6. К о р о в с к и й Н. И., Пути возможного использо- 14.
вания биметалла, „Цветные металлы" № 11, 15.
1931. 16.
7. К у ш а к е в и ч С. А. и Б р а т и н к о в а Е. В., 17.
Влияние режима прокатки и отжигов на механиче- 18.
ские свойства биметаллических полос, „Сталь" № 6, 19.
1941. 20.
8. М и л л е р Л. Е., „Расширить производство 21.
отечественных биметаллов", „Цветная металлургия"
№ 10, 1941.
Объединённое Бюро стандартов цветной и золотой
промышленности при Гинцветмете, вып. 11, „Листы
и ленты биметаллические", М. 1У34.
Объединённое Бюро стандартов цветной и золотой
промышленности при Гинцветмете, вып. 30, „Ферран",
М. 1932.
П е р л и н И. Л., Волочение цветных металлов и
сплавов, М. 1934.
Chemical and Metallurgical Engineering, vol. 48, № 3,
1941.
„Iron and Steel", vol. 16, № 7, 1943.
„Metallwirtsctiaft", 1940, 10/IV, XIX, № 14/15.
„Metallwirtschaft", 1940. 13/IX, XIX, № 37.
„Metallurgia", vol. XIII, № 77, 1946.
„Metaux\ XI, № 125, 1936.
„Steel", 18, vol. Ю6, № 12, March, 1940.
„Stahl und Eisen", № 12 u. № 43, 1938.
„The Nickel Bulletin", vol. 9, № 10, 1936.
„The Nickel Bulletin", vol. 9, № 2, 1936.
Глава HI
ТВЁРДЫЕ СПЛАВЫ
Твёрдые сплавы состоят из карбидообразу-
ющих металлов IV, V, VI и VII групп пе-
риодической системы химических элементов
(Ti, V, Cr, Мп, Мо, Та, W и др.), металлов же-
лезной группы (Fe, Co, Ni) и углерода.
Основу твёрдых сплавов составляют туго-
плавкие карбиды. Другие тугоплавкие соеди-
нения — нитриды, бориды и силициды — пока
в производстве твёрдых сплавов не приме-
няются.
Тугоплавкие карбиды, обладая высокой тем-
пературой плавления, исключительной твёр-
достью, значительной износоустойчивостью
и стойкостью против химического воздей-
ствия кислот и щелочей, обеспечивают твёр-
дым сплавам высокие физико-механические
свойства.
Основные физические свойства карбидов
приведены в табл. 1.
Таблица 1
Физические свойства карбидов
Карбид
HfC
ТаС
ZrC
NbC
TiC
WC
W2C
MoaC
VC
Cr4C
Cr7C3
Fe3C
Константы
кристалличе-
ской решёт-
ки в
а
4,69
4,49
4,76
4,4°
4,32
2,94
2,99
2,99
4,3°
10,64
13,98
4>52
А.
с
-
-
.2,85
4,72
4,72
—
-
4,52
6,74
J3
н
О с
~ а
12,2О
J4.O5
6,9°
7.56
4,25
15,5°
17,2О
8,9°
5,36
7,24
6,5°
7,67
U О
°5
Ю g
8-9
9
8-9
9
8-9
9
9—10
7-9
9—10
7
7
7
||
Ь са
3890 ±15°
388o±i5°
353» ±125
35°o±i25
3140± 9°
2870+ 5°
286о+ 5°
2690± 5°
2830± 5°
1780
1700
1560
Карбиды обладают исключительной элек-
тропроводностью и . имеют положительный
температурный коэфициент сопротивления.
По прочности соединения с углеродом
карбиды располагаются в следующем нисхо-
дящем порядке: ZrC— NbC — TiC — VC —
WC—Mo2C — Cr4C — Fe3C.
Карбиды можно получить в литом состоя-
нии при температуре 2500 — 3500° Сив виде
порошка при температуре 1300 — 2500° С.
Металлы железной группы, входящие
в состав металлокерамических твёрдых спла-
вов, являются „цементирующими" металлами
и образуют твёрдые растворы, химические
соединения и механические смеси. Например,
в системах WC—Со, Мо2С — Со и ТаС — Со
они образуют твёрдые растворы, с карбидами
TiC, VC и др. дают лишь механическую
смесь.
„Цементирующие" металлы, образующие
с основной массой карбидов твёрдые растворы,
обеспечивают сплавам лучшие механические
свойства, чем при образовании эвтектики или
интерметаллических соединений.
Такеда [2] [Shuzo Takeda] на основании
изучения тройных сплавов W — С — Со,
W — С — Ni и W — С — Fe указывает на
преимущества использования кобальта в каче-
стве „цемента" для карбида вольфрама, так
как кобальт, растворяя карбид вольфрама,
образует более вязкий твёрдый раствор, чем
получающийся при введении железа и никеля.
Кроме того, железо и никель более активно
вступают в реакцию с углеродом, чем кобальт,
WC разпагаетси при 2600 С
при даВпении несколько I
т/ке, чем 1 am \
2200 L
Фиг. 1. Диаграмма состояния
системы W — С (по Сайксу).
что содействует повышению хрупкости свя-
зующего материала.
Диаграммы состояния системы W — С
и Мо — С показаны на фиг. 1 и 2, системы
W ¦— Со — на фиг. 3.
Некоторое представление о структуре спла-
вов типа сормайт, зависящей от соотношения
хрома и никеля, могут дать структурные диа-
248
ТВЁР ЫЕ СПЛАВЫ
(РАЗД. И
граммы сплавов системы Fe—Cr —Ni, построен-
ные при содержании углерода около 0,2%(фиг.4,
5, 6 и 7). Полной диаграммы системы Fe—С—
6 7 8 8 1Q 11 %С
Фиг. 2. Диаграмма состояния системы
Мо — С (по Сайксу).
Cr—Ni не имеется. Сплавы системы Fe—Cr—Ni
имеют следующие структурные составляющие:
"С
2WQ\-
1900-
1700
1500
1300
1100
900
700
500
1
7
/
1
в-1
j
юг
1
(
~т
/I
I
11465 °С
1100
?
"С
ш
/
ft
•
О Ю 20 30 40 50 60 7080 90%W
Фиг. 3. Диаграмма состояния систе-
мы W— Со (по Гейсу—ван-Лимиту—
Сайксу).
аустенит (у-раствор), устойчивый при высоком
содержании никеля; феррит 4- твёрдый рас-
твор; хрупкая немагнитная фаза, устойчивая
Fe
10
20
30
40 50 60%Сг
Фиг. 4. Диаграмма состояния системы Fe —
Сг — Nib положении, близком к равновесию
( по Бейну и Гриффитсу).
30
40 50 60%СГ
Фиг. 5. Диаграмма состояния системы Fe -
Сг — Ni при t = 900° С (по Бейну
и Гриффитсу).
при температуре ниже 950° С, и железохромо-
вый карбид.
После нагрева до 900° С и закалки в воде
гплавы с содержанием до 20% Ni приобретают
мартенситовое строение (фиг. 6). При закалке
после нагрева выше 1000° С аустенит является
устойчивым (фиг. 7). В малоникелевых сплавах
50 60%Сг
Фиг. 6. Диаграмма состояния системы Fe —
Cr—Ni после нагрева до 900° С и закалки
в воде (по Бейну и Гриффитсу).
с низким содержанием хрома после отжига
появляется двухфазная структура — феррит +
+ карбид.
По способу изготовления твёрдые сплавы
разделяются на следующие основные группы:
1) литые твёрдые сплавы типа стеллитов;
'-) порошкообразные твёрдые сплавы; 3) ме-
60УЫ
Фиг. 7. Диаграмма состояния системы Fe—
Cr — Ni при нагреве выше 1000° С и закалке
в воде (по Бейну и Гриффитсу).
таллокерамические твёрдые сплавы; 4) литые
высококарбидные твёрдые сплавы; 5) трубча-
тые твёрдые сплавы; 6) электродные твёрдые
сплавы.
ЛИТЫЕ ТВЁРДЫЕ СПЛАВЫ
ТИПА СТЕЛЛИТОВ
Первые литые твёрдые сплавы типа стел-
литов, нашедшие применение в мировой тех-
нике, были разработаны в США в 1907 г. инже-
нером Хайнесом (Elvoo Haynes). Они состоят
в основном из твёрдого раствора и карбидной
эвтектики, в отдельных случаях со сложными
карбидами.
В СССР выпускаются и широко применя-
ются в промышленности литой твёрдый сплав
на вольфрамохромокобальтовой основе —
стеллит В-ЗК, близкий по химическому со-
ставу и физико-механическим свойствам к аме-
риканскому стеллиту Хайнеса № 6, и литые
твёрдые сплавы на железохромовой основе,
так называемые стеллитоподобные твёрдые
сплавы. К ним относятся сормайт № 1 и сор-
майт № 2.
Сормайт № 1 является заэвтектическим
сплавом, приближающимся по структуре к вы-
сокохромистым нержавеющим чугунам. Этот
сплав практически не поддаётся термической
обработке (мало изменяет свою твёрдость).
Сормайт № 2 представляет собой доэв-
тектический сплав, отличающийся от сормай-
та № 1 более низким содержанием легирующих
элементов и углерода. Сормайт № 2 воспри-
ГЛ. III]
ЛИТЫЕ ТВЕРДЫЕ СПЛАВЫ
249
Таблица 2
¦ Химический состав литых
Наименование
сплава
В-ЗК
Сормайт № 1
Сормайт № 2
W
4—5
Сг
28 -32
25 -31
13,5 -17.5
Со
58 -6а
твёрдых сплавов типа
С
i.o-i.5
2,5-3,3
1.5—2,0
Ni
ДО 2
3—5
1,3—2,5
Мп
До 1,5
До i,o
стеллитов в %
Si
До 2,75
2,8-4,2
1,5 — 2,2
.
S и Р
До о,о8
До о,о7
Fe
ДО 2
Остальное
Остальное
При-
меси
°,5
Примечание. Сормайт № 1 маркируется зелёной краской на одном из торцов прутка, а № 2—красной.
нимает термическую обработку подобно спе-
циальным (инструментальным) хромистым ста-
лям: резко повышает свою твёрдость при за-
калке. Проведение отжига сормайта № 2
позволяет производить последующую механи-
ческую обработку наплавленных деталей обыч-
ным режущим инструментом.
Химический состав и физико-механические
свойства литых твёрдых сплавов типа стел-
литов приведены в табл. 2 и 3.
Таблица 3
Физико-механические свойства литых
сплавов типа стеллитов
Свойства
Твёрдость по Рок-
велу (шкала А):
а) прутка сплава
б) наплавки в
два слоя
в) наплавки по-
сле отжига ....
г) наплавки по-
сле закалки . . .
Предел прочности
при растяжении
в кг/мм2
То же при изгибе
То же при сжатии
Коэфициент ли-
нейного расшире-
ния B0—900° С) . .
Усадка при затвер-
девании в °/0 . . .
Температура пла-
вления в °С ...
Удельный вес . .
В-ЗК
V —73
(не менее
71)
7i - 73
—
—
6о — 7°
—
—
12 ¦ IO—6
2,О
1275
8,5
Сор-
майт № 1
76-78
(не менее
75)
¦75 — 77
(не менее
74)
_
—
35
7°
165
12. ГО
1,8
1275
74
твёрдых
Сор-
майт № 2
71 - 73
(не менее
7°)
7°— 73
(не менее
7°)
66-68
7°-79
—.
но
—
13 . ю- ь
2,3
13°°
7,6
Примечание. В таблице приведены средние,
цифры для образцов, отлитых в чугунные кокили. Б за-
висимости от условий охлаждения (при затвердевании)
приведённые цифры могут иметь значительные колебания.
Стеллиты обладают сравнительно высокой
химической устойчивостью; в частности, они
хорошо противостоят воздействию серной кис-
лоты как в холодном, так и в подогретом
состоянии.
Химическая устойчивость стеллитоподоб-
ных сплавов несколько ниже ввиду наличия
в них значительного количества железа, однако
они достаточно устойчивы против некоторых
реагентов (пара высокого давления, серной
кислоты, морской воды и др.).
По своим режущим свойствам стеллиты
занимают среднее место- между быстрорежу-
щей сталью и металлокерамическими твёр-
дыми сплавами.
Электро- и теплопроводность литых
твёрдых сплавов типа стеллитов составляет
примерно 1,5 — 2,0°/0 от электро- и теплопро-
водности меди. Красностойкость стеллитов до-
стигает 700 — 800° С, сормайта 500 — 600° С.
Литые твёрдые сплавы типа стеллитов
обладают низким коэфициентом трения: между
двумя отполированными наплавленными по-
верхностями он равен 0,11. Это составляет
примерно половину коэфициента сухого тре-
ния других металлов или соответствует трению
скольжения металлов при обычной смазке.
Высокая износоустойчивость литых твёр-
дых сплавов типа стеллитов делает их неза-
менимыми для наплавки на быстроизнашиваю-
щиеся детали и инструменты, повышая стой-
кость последних в 3 — 10 и более раз.
Сравнительная износоустойчивость твёрдых
сплавов и сталей, определённая при испыта-
нии на карборундовом круге за один и тот
же период времени, приведена в табл. 4.
Таблица 4
Сравнительная износоустойчивость твёрдых
сплавов и сталей
Наименование материала
Вокар
Сталинит ........
Сормайт
Хромистые электроды
Марганцовистые электроды . . .
Сталь марганцовистая Гадфильда
Сталь хромоникелевая с 5°/0 Ni .
Сталь углеродистая с 0,5°/0 С • .
Величина
износа
в мг\мм*
о,4 — о,8
1.5 — 2,5
2,о— 3.5
2,5 - 4,°
2,5 - 4,5
2,5 - 4,5
IO.O — I^.O
Производство литых твёрдых сплавов типа
стеллитов несложно. Исходными продуктами
при изготовлении стеллитов служат металли-
ческий вольфрам (или отходы металлокерами-
ческих сплавов), хром, кобальт или никель,
активированный уголь и флюс (стекло), а для
стеллитоподобных сплавов (сормайта) — фер-
рохром, ферромарганец, ферросилиций, никель,
железный и чугунный лом, активированный
уголь и флюс (стекло). Плавка производится
преимущественно в индукционных высокоча-
стотных печах тигельного типа. Шихта за-
гружается непосредственно в тигель индук-
ционной печи с кислой футеровкой и распла-
вляется при температуре 1500-1600° С. Литьё
производится в металлические (чугунные) ко-
кили, предварительно подогретые до 400° С.
Прутки диаметром менее 5 мм. отливаются
центробежным способом или под давлением.
250
ТВЁРДЫЕ СПЛАВЫ
[РАЗД. М
Значительное влияние на структуру и ме-
ханические свойства литых твёрдых сплавов
типа стеллитов оказывают условия их отлив-
ки, режим остывания и материал изложницы.
Быстрое остывание отлитого сплава ведёт
к образованию мелкокристаллической струк-
туры, обеспечивающей повышенные механи-
ческие свойства; при медленном остывании
образуется крупнокристаллическая структура,
и сплав получается с пониженными механи-
ческими свойствами.
Микроструктура литых твёрдых сплавов
типа стеллитов показана на листе I, 1, 2, 3,
(см. вклейку).
Литые твёрдые сплавы типа стеллитов обла-
дают прекрасными наплавочными свойства-
ми. Ими обычно покрываются быстроизнаши-
вающиеся части деталей машин, станков и меха-
низмов, а также инструменты (штампы, ножи),
имеющие точные размеры и подвергающиеся
последующей механической обработке. Для
покрытия применяются два способа: ацетилено-
кислородная наплавка восстановительным пла-
менем и электродуговая по способу Славянова.
Ацетилено-кислородная наплавка обеспечивает
получение более качественного наплавленного
слоя твёрдого сплава (без смешения с основ-
ным металлом).
Электродуговая наплавка сормайта по спо-
собу Славянова производится электродами из
сормайта с покрытием, состоящим из плавико-
вого шпата, ферромарганца, феррохрома, алю-
миниевого порошка, графита и мрамора, раз-
мешанных на жидком стекле. Структура твёр-
дого сплава сормайт мало зависит от способа
наплавки. Наплавленный слой состоит из твёр-
дого раствора хрома в железе и карбидной
эвтектики со сложными карбидами (по мере
удаления от основного металла) для сормайта
№ 1 и без них для сормайта № 2.
При изготовлении режущего инструмента
(резцов, фрез и т. п.) стеллиты обычно упо--
требляются либо в виде пластин, припаиваемых
к корпусам режущего инструмента, либо в
виде вставных ножей. В США этот вид режу-
щего инструмента приобрёл широкое распро-
странение.
ПОРОШКООБРАЗНЫЕ (ЗЕРНООБРАЗНЫЕ)
ТВЁРДЫЕ СПЛАВЫ
В СССР выпускаются порошкообразные
твёрдые сплавы — вокар и сталинит.
Химический состав этих сплавов приведён
в табл. 5.
Таблица 5
Химический
Наиме-
нование
сплава
Вокар
Стали-
нит
W
>86
—
состав
порошкообразных твёрдых
сплавов в °
Сг
-
l6 —2O
С
9.5 -ю,5
8—ю
/о
Мп
—
13—17
Si •
До о,5
До З.о
Fe
До 2,5
Осталь-
ное
Исходными продуктами для изготовления
порошкообразных сплавов являются металли-
ческий вольфрам в порошке (для вокара),
ферромарганец, феррохром, чугунная стружка
и нефтяной кокс (для сталинита), размельчён-
ные в дробилках и . размолотые в шаровых
мельницах в порошок; продукты эти тщатель-
но смешивают с сахаром (вокар) и патокой
(сталинит), смесь загружают в чугунные ко-
тлы, обогреваемые газовыми горелками, и ва-
рят при 400° С, непрерывно перемешивая мас-
су, пока она не загустеет и не потемнеет;
загустевшую массу выливают на противень и
дают остыть, после чего её измельчают
в дробилке (Блэка) и затем прокаливают в чу-
гунных котлах в течение 3 — 4 час.
По внешнему виду вокар мало отличается
от сталинита, но удельный вес его почти
в 2 раза больше. Наплавка порошкообразных
твёрдых сплавов производится по способу Бе-
нардоса (электродуговая наплавка при помощи
угольного электрода).
Наплавленный слой вокара представляет
собой сплав сложных карбидов вольфрама и
железа и карбидов вольфрама, а сталинита —
сплав сложных карбидов хрома, марганца и
железа с наличием этих же сложных карби-
дов в свободном виде. При двухслойной на-
плавке вокара получается заэвтектическая
структура с угловатыми выделениями карби-
дов и вольфрамидов, а при двухслойной на-
плавке сталинита —• заэвтектическая структура
с игольчатыми карбидами, расположенными на
фоне мелкой карбидной эвтектики. Вокар и
сталинит дают при наплавке неплотный ме-
талл, иногда с небольшими поверхностными
трещинами. При наплавке „вгорячую" (с
предварительным подогревом деталей перед
наплавкой) получается более плотный напла-
вленный слой. Твёрдость по Роквелу (шка-
ла А) наплавленного слоя вокара составляет
80—82 и сталинита 76 — 78. Износоустойчи-
вость наплавленного слоя вокара выше, чем
сталинита. Температура плавления вокара
2700° С, сталинита 1300—1350° С. Твёрдость
наплавленного слоя сталинита сохраняется при
нагреве до 500° С, при дальнейшем повыше-
нии температуры твёрдость резко снижается.
Наплавленный слой вокара обладает более
высокой красностойкостью, чем сталинит.
При термической обработке наплавленного
слоя сталинита (после отжига при 900° С)
твёрдость его повышается на 8 — 10%.
Порошкообразными твёрдыми сплавами на-
плавляются быстроизнашивающиеся детали,
соприкасающиеся в работе непосредственно
с породой, землёй, песком и т. п. (щёки дро-
билок, зубья экскаваторов, шнеки и др.), а
также шестерни больших модулей, не требую-
щие последующей механической обработки.
МЕТАЛЛОКЕРАМИЧЕСКИЕ ТВЕРДЫЕ
СПЛАВЫ
Металлокерамический твёрдый сплав впер-
вые появился в 1925 г. в Германии (сплав
видиа). Сплав этот состоял из 94 — 95% кар-
бидов вольфрама и 6 — 5% кобальта.
В СССР первый металлокерамический
сплав победит был выпущен Электрозаводом
в 1929 г. Состав этого сплава: 90% карбидов
вольфрама и 10% кобальта.
С 1933 г. металлокерамические сплавы
стали изготовлять в СССР по специальной
ЛИСТ I
1. Микроструктура сплава В-ЗК.Х150.
2. Микроструктура сплава сормайт № 1.x 100.
if
Л. Микроструктура сплава сормайт № 2.x 100.
4. Микроструктура сплава ВК8.Х1500.
5. Микроструктура сплава Т15КС.Х15ОО.
Том 4. Глава III
ГЛ. Ш]
МЕТАЛЛОКЕРАМИЧЕСКИЕ ТВЁРДЫЕ СПЛАВЫ
251
технологии с химическим осаждением цемен-
тирующего металла (сплав РЭ-8 с содержа-
нием 8% кобальта).
В дальнейшем были выпущены сплавы си-
стемы карбид титана — карбид вольфрама —
кобальт: победит альфа-15 (А-15) и победит
альфа-21 (А-21), получившие широкое распро-
странение в машиностроении, и сплавы на ос-
нове системы карбид вольфрама—никель:
сплавы реникс 6 (РЭН-6), реникс 8 (РЭН-8) и др.
Кроме указанных, в СССР выпускаются
сплавы, имеющие местное или специальное зна-
чение: сергонит, близкий по химическому со-
ставу к сплаву Т15К6, сплав бикар, близкий к
сплаву ВК8, и долотит (сложный карбид ти-
тана и хрома), применяемый в нефтяной про-
мышленности.
Металлокерамические твёрдые сплавы ши-
роко применяются для оснащения металлорежу-
щего и бурового инструмента, инструмента
для изготовления волочильных фильер, инстру-
мента для обработки стекла и фарфора и т. п.
Металлокерамические твёрдые сплавы обла-
дают достаточной вязкостью и исключитель-
но высокой твёрдостью, близкой к твёрдости
алмаза.
Высокая красностойкость этих сплавов и
значительная износоустойчивость позволяют
применять при обработке металлов более вы-
сокие режимы резания, чем допускает инстру-
мент из лучшей быстрорежущей стали, и
использовать их для обработки резанием труд-
нообрабатываемых металлов (отбелённого чу-
гуна, стали Гадфильда и др.).
Красностойкость наиболее распространён-
ных металлокерамических твёрдых сплавов
приведена в табл. 6.
Таблица 6
Красностойкость металлокерамических
твёрдых сплавов
Наименование сплава
Победит с 10% Со
ВК6 (РЭ-6) ...
ВК8 (РЭ-8) •...
ВК12 (РЭ-12) .-....•..
ВК15 (РЭ-15) •..
Т21К8 (А-21)
Сергонит
Красностой-
кость в °С
9оо
IOOO
900
8оо
7оо
850 — goo
900 — 95°
Коэфициенты линейного расширения о^о—8оое
и теплопроводности \ кал/см-сек-град вы-
ражаются следующими данными:
а ¦ 10е X
Для вольфрамокарбидного сплава
с6°/0 Со ' 5 о,19
То же с 11% Со 5.5 o,i6
Для титановольфрамокарбидных спла-
вов типа Т5К6 6 о,14
То же типа Т15К6 6 0,09
Износоустойчивость, т. е. потеря веса
в мг\мм\ определённая при испытании на
карборундовом круге за одинаковый проме-
жуток времени, составляет 0,4—0,5 для спла-
вов ВК6, ВК8, Т21К8 и сергонита; 0,5 — 0,6
для победита с 1О>/0 Со; 0,6 - 0,7 для ВК12 и
0,7-0,8 для ВК15.
В СССР применяются следующие типы ме-
таллокерамических твёрдых сплавов: карбид
вольфрама с кобальтом (ВКЗ, ВК6, ВК8, ВК12—
прежние обозначения РЭ-3, РЭ-6, РЭ-8, РЭ-12),
карбид вольфрама с никелем (ВНб —прежнее
обозначение РЭН-б), карбид титана и карбид
вольфрама с кобальтом (Т5К6, Т15К6, Т5К10,
Т21К8—прежние обозначения А-5, А-15, А-10
и А-21).
За границей преимущественно применяются
металлокерамические твёрдые сплавы следую-
щих типов: карбид вольфрама с кобальтом
(видиа, карболой, вимет, ардалой), карбиды
вольфрама, титана, тантала и ниобия с кобаль-
том (кенна-металл, васколой - рамет, Фирс-
Стерлинг и др.), карбиды титана и молибдена
с никелем (титанит, кутанит), карбид титана и
вольфрама с кобальтом (видиа XX, титанит U),
„СЕКО\
Процесс изготовления металлокерамиче-
ских твёрдых сплавов в основном сводится к
следующему. Шихта, состоящая из мелкого
порошка карбида вольфрама или другого ту-
гоплавкого карбида и мелкого порошка связую-
щего вязкого металла—кобальта или никеля,
прессуется в соответствующих формах и затем
спекается при температуре, близкой к темпе-
ратуре плавления связующего металла. В про-
цессе спекания происходит частичное или
полное расплавление металла (в зависимости
от количества WC и Со). Полученный мате-
риал представляет собой весьма плотный твёр-
дый сплав, состоящий из карбидов, сцементи-
рованных твёрдым раствором этих же карбидов
в кобальте или никеле.
Структура металлокерамических вольфрамо-
кобальтовых сплавов состоит из двух соста-
вляющих: карбида вольфрама и твёрдого
раствора карбида вольфрама в кобальте. Воль-
фрамотитанокобалыовые сплавы имеют более
сложную структуру, состоящую из карбидов
вольфрама, карбида титана и твёрдого раствора
этих карбидов в кобальте (см. вклейку, лист I,
4 и 5).
Величина кристаллов, образующих твёрдый
сплав, зависит от зернистости исходных порош-
ков, температуры и длительности спекания.
Зернистость сплава тем больше, чем круп-
нее исходный порошок.
Перегрев при спекании (нагрев вольфрамо-
вых сплавов выше 1500° С и вольфрамотита-
новых выше 1550° С) вызывает пережог спла-
ва, сильный рост кристаллов и ухудшение
механических свойств. О качестве сплава можно
судить по излому: нормальным считается рав-
номерный фарфоровидный излом, крупнокри-
сталлический излом характеризует пережог
сплава, трещиноватый указывает на расслое-
ние сплава при его изготовлении, тёмный
свидетельствует о плохом спечении сплавов, а
также о наличии в них свободного углерода.
Вольфрамотитановые сплавы имеют излом с
более крупным зерном и с большей матово-
стью, чем вольфрамовые сплавы. Производ-
ственным браком при изготовлении металло-
керамических твёрдых сплавов является нали-
чие трещин и раковин в изделии, коробление,
а также пережог и пористость спечённого
сплава.
252
ТВЁРДЫЕ СПЛАВЫ
[РАЗД. И
ЛИТЫЕ ВЫСОКОКАРБИДНЫЕ
ТВЁРДЫЕ СПЛАВЫ
Данная группа сплавов представляет собой
плавленые карбиды тугоплавких металлов. Наи-
большим распространением пользуется кар-
бид вольфрама, иногда с небольшой примесью
титана или молибдена. Плавленые карбиды
вольфрама составляют эвтектику WC и W2C.
По сравнению с другими типами твёрдых спла-
вов литые высококарбидные твёрдые сплавы
обладают повышенной хрупкостью. Сплавы
этого типа используются преимущественно в
нефтяной промышленности фелит, ликар).
ТРУБЧАТЫЕ ТВЁРДЫЕ СПЛАВЫ
Трубчатые сплавы состоят из крупки (мел-
ких кусков) литого высококарбидного или ме-
таллокерамического твёрдого сплава, плотно
набитого в стальные или железные трубки.
Наплавка трубчатых.твёрдых сплавов про-
изводится ацетилено-кислородным пламенем
или при помощи вольтовой дуги по способу
Славянова. Предпочтителен первый способ
наплавки.
Наплавка производится двумя методами:
с расплавлением только металла трубки или
с одновременным расплавлением находящейся
в ней крупки твёрдого сплава. В первом слу-
чае крупка получается вплавленной в основ-
ной металл и служит режущей частью инстру-
мента, во втором случае образуется сплав, пред-
ставляющий собой твёрдый раствор карбидов
в железе. Трубчатые сплавы применяются глав-
ным образом в нефтяной промышленности.
ЭЛЕКТРОДНЫЕ ТВЁРДЫЕ СПЛАВЫ
Электродные сплавы представляют собой
электроды, состоящие из проволоки марки I
или II по ГОСТ 2246-43 с феррохромовым или
Формы и назначение пластинок
Таблица 7
рмы
¦0
О2
!
°3
°4
об
°7
Эскиз
.___
V
\
____.—-.
\
л
Г
Г 1
V 1
V /
11-
!Г j
1| 1
|| /J
\^^/
}
Назначение
пластинок
(рекомендуемое)
Для проходных
отогнутых резцов
Для токарных
проходных ото-
гнутых резцов при
тяжёлой нагрузке
Для прямых
проходных рез-
цов (правые и ле-
вые)
Для полуобди-
рочных проход-
ных отогнутых
резцов (правые и
левые)
Для упорных
расточных и под-
(правые и левые)
Для подрезных
и револьверно-ав-
томатных проход-
ных резцов (пра-
вые и левые)
рмы
о8
оо
II
Т3
Эскиз
f
\
/\
// w
У/
у/
\
\
1
V
>~\
||
А
Назначение
дуемое)
Для расточ-
проходных рез-
(правые и ле-
: вые)
. .
Для автомат-
ных резцов
(правые и ле-
вые)
Для чисто-
вых и резьбо-
вых резцов
Для отрез-
ных и прорез-
ных резцов
гальных (для
типа ласточ-
кина хвоста)
резцов (пра-
вые и левые)
рмы
i6
i8
19
20
23
ч
Эскиз
г\
и
— _ _1>
-. л
V '
1 1
*=**— -
' Т
1 1
1 1.
Назначение
пластинок
(рекомендуемое)
Для галтельвых
и бандажных рез-
цов
Для круглофа-
сочных резцов
Для зенкеров
Для ножей
торцовых фрез и
цековок
Лля narme'n-
Ч ток
Для перовых
сверл
Примечание. Номера, размеры и вес пластинок каждой из форм, указанных в табл. 7, см. ГОСТ 2209-15.
Формы 01. 10, 12, 14,17, 21 и 24, значащиеся в отменённом стандарте ОСТ ЦМ 201-39, исключены.
ГЛ. Ill]
ИЗДЕЛИЯ ИЗ МЕТАЛЛОКЕРАМИЧЕСКИХ ТВЁРДЫХ СПЛАВОВ
253
ферромарганцевым покрытием. В состав по-
крытия входят также графит, мел и жидкое
стекло. Толщина слоя покрытия в зависимости
от диаметра электрода составляет 0,8—1,5 мм.
Электродуговая наплавка производится по спо-
собу Славянова. При наплавке получается твёр-
дый и износоустойчивый слой за счёт обра-
зования в наплавленном металле сложных кар-
бидов марганца или хрома в железе.
Сплавы этой группы применяются для ар-
мирования рабочих частей дорожных машин,
землечерпалок и т. п.
ИЗДЕЛИЯ ИЗ МЕТАЛЛОКЕРАМИЧЕСКИХ
ТВЁРДЫХ СПЛАВОВ
Из металлокерамических твёрдых сплавов
изготовляются следующие изделия, получив-
шие широкое распространение в машинострое-
нии: 1) пластинки для режущего инструмента и
2) заготовки фильер для волочения проволоки,
калибровки прутков и протяжки труб.
Пластинки для режущего инстру-
мента выпускаются различной формы в со-
ответствии с геометрией инструмента. Формы
пластинок и их назначение приведены в табл. 7.
Пластинки изготовляются из твёрдых спла-
вов следующих марок: ВКЭ(РЭ-З), ВК6 (РЭ-в),
ВК8 (РЭ-8), ВК12 (РЭ-12), ВН6 (РЭН-6), Т5К6
(А-5), Т5К10 (А-10), Т15К6 (А-15), Т21К8 (А-21).
Химический состав и физико-механические
свойства сплавов должны соответствовать дан-
ным, приведённым в табл. 8.
Таблица 8
Состав и физико-механические свойства твёрдых
сплавов, применяемых для изготовления пластинок
Таблица 9
Рекомендуемые марки сплавов
Марка
сплава
В КЗ
В Кб
ВК8
ВК12
BHfi
Т5К6
Т15К6
Т5К10
Т21К8
Примерный состав в %
WC
°7
94
92
88
94
89
79
85
71
TiC
—
—
—
—
5
15
5
21
Со
3
6
8
12
—
6
6
IO
8
Ni
—
—
—
6
—
—
—
Предел
проч-
ности
при из-
гибе в
кг/мм2
I2O
130
*5°
IOO
8о
8о
8о
8о
Удель-
ный
вес
не менее
14,85
14,5
14,3
14,1
14.65
12,4
12,2
io,9
ю,о
Твёр-
дость
по Рок-
велу
(шкала
А)
89,°
87,5
87,5
86,5
87,5
88,о
87.5
88,о
88,о
Рекомендуемые марки сплавов в зависимо
сти от вида обработки и обрабатываемого
металла помещены в табл. 9.
Пластинки поставляют очищенными на пе-
скоструйном аппарате. При осмотре невоору-
жённым глазом на поверхности пластинок не
должны обнаруживаться вздутия, слоистость
и признаки трещин. Излом пластинки при
осмотре в лупу с 8—12-кратным увеличением
должен быть однородным. В изломе не допу-
скаются корки, сердцевина, раковины, рас-
слоения и посторонние включения. Мелкие
блестящие точки в изломе, представляющие
собой отдельные более крупные кристаллы
сплава, не являются браковочным признаком.
Вид обработки
1. Токарные работы
а) Обточка обдирочная
с переменной нагруз-
кой
б) Обточка обдирочная
спокойная
| в) Обточка полуобди-
1 рочная
| г) Обточка чистовая .
| II. Строгальные
работы
а) Строгание с пере-
! менной нагрузкой .
б) Строгание полуоб-
дирочное и чистовое
III. Сверление
и работа много-
л е з в и й н ы м
инструментом
Обрабатываемый материал
Сталь
Т5К10, Т5К6,
ВК8
Т5К10, Т5К6,
Т5К6, Т15КЗ
Т15К6, Т21К8
—
—
Т5К6,Т5К10,ВК8
Т15К6
Чугун, бронза
и другие цвет-
ные металлы
ВК8, ВК12
ВК6, ВК8
ВК6, ВК8
ВКЗ, ВК6
ВК8, ВК12
ВК8
ВК6, ВК8
Допускаемые отклонения по размерам пла-
стинок и допускаемая глубина выкрашивания
кромок последних должны соответствовать
данным табл. 10 (по ГОСТ 2209-45).
Таблица 10
Допускаемые
отклонения
для линейных размеров
а,Ь, с, d, dlt h, m, k, R
± 5"'°
г
±о,злш
для углов
а, <р и <pi
± 2°
Допускаемая
глубина
выкра-
шивания кромок
режу-
щих
нерабо-
чих
не более
о,з мм
о,5 мм
Примечание. Для линейных размеров пластинок
до 5 мм включительно допускается отклонение ±0,3 мм.
Допускаемая стрела прогиба пластинок ука-
зана в табл. 11.
Длина пластинок
(наибольший
размер)
линейный
в мм
До ю
ю —
2О —
Свыше
2О
45
45
Допускаемая
Таблица 11
стрела прогиба
ъ мм при
до 6 мм
не
о, is
о, :*5
°,3°
°,35
толщине
свыше 6 мм
более
°Д5
О,2О
°,25
°.3°
Заготовки фильер подразделяются
на заготовки, из которых изготовляются
фильеры для волочения проволоки и прутков,
обозначаемые „ФВ", и заготовки, из которых
изготовляются фильеры для волочения труб,
обозначаемые „ФТ".
254
ТВЁРДЫЕ СПЛАВЫ
[РАЗД. II
Каждой заготовке присвоен номер в виде
двузначного числа, первая цифра которого
обозначает номер формы, а вторая—порядко-
вый номер заготовки данной формы по размеру.
Формы и размеры заготовок фильер при-
ведены в ГОСТ 2330-43.
Заготовки изготовляются из твёрдых спла-
вов марок ВК6».ВК8< ВК10 и ВК13. Состав
заготовок фильер и физико-механические
свойства их должны соответствовать данным,
приведённым в табл. 12.
Примерный средний вес заготовок фильер
и назначение сплавов для заготовок указаны
в табл. 13 и 14.
Величина (протяжённость) выкрашивания на
нерабочих поверхностях не должна превышать
0,5 мм для заготовок с внешним диаметром до
\Ъмм, 1,0 мм для диаметров от 15 до 35 мм и
1,5 мм для диаметров свыше 35 мм.
Таблица 12
Состав и физико-механические свойства сплавов
для изготовления фильер
Марка
сплава
ВК6
ВК8
ВК10
ВК13
Примерный
состав в и/0
WC
94
93
9°
87
Со
6
8
ю
13
Предел
прочно-
сти в
KZJMM*
Удель-
ный
вес
Твёр-
дость по
Роквелу
(шкала А)
не менее
I2O
13°
13°
140
J4-5
14-3
14.2
13.9
87.5
87,5
87 ,о
86,5
На рабочих поверхностях выкрашивание
не допускается.
Заготовки поставляют очищенными на
пескоструйном аппарате.
Поверхность заготовок при осмотре нево-
оружённым глазом не должна иметь трещин,
вздутий и елоистости.
Излом заготовок должен быть однородным
(устанавливается осмотром в лупу с 8—12-крат-
ным увеличением). Трещины, раковины, рас-
слоения и посторонние включения-в изломе не
допускаются. Мелкие блестящие точки в из-
ломе, представляющие собой отдельные более
крупные кристаллы сплава, браковочным при-
знаком не являются.
В табл. 15 приведены реактивы, применяе-
мые для выявления структуры твёрдых спла-
вов в зависимости от типа сплава с указанием
выявляемых структурных составляющих.
Таблица 13
Примерный средний вес
заготовок фильер
Таблица 14
Назначение сплавов
для заготовок фильер
Условные
обозначения
заготовок
ФВ-П-ФВ-13
ФВ-21—ФВ-23
ФВ-31—ФВ-39
ФВ-41—ФВ-48
ФВ-51-ФВ-57
ФВ-61—ФВ-66
ФВ-71-ФВ-78
ФТ-11—ФТ-14
ФТ-21-ФТ-27
ФТ-31—ФТ-35
ФТ-41—ФТ-44
Вес
в г
2
6
ЗО
7°
2ОО
Зоо
8оо
6о
i4o
Зоо
боо
Марка
сплава
ВК6
и ВК13
ВК6
ВК8
ВК10
Условные
обозначения
заготовок
ФВ-1 иФВ-2
ФВ-3, ФВ-4
и ФТ-1
ФВ-5, ФВ-б,
ФТ-2и ФТ-3
ФВ-7 и ФТ-4
Таблица 15
Реактивы для выявления структуры твёрдых
Состав
Реактив Курбатова
40 см3 5°/„-ной пикриновой кисло-
ты + Е0 смя 30%-ного едкого натра
Реактив Яцевича
УОсм1 Н2О2+10%-ный раствор NaOH
в 20 см* воды
Реактив Мураками
10 г K3Fe(CN)e + 10a КОН+ 100 ел?
воды
Царская водка
2 г HCL + 1 г HNOs + Збг глицерина
1 г HF + 3 г HNO3
Применение
Металлокерамические твёрдые спла-
вы. Литые высококарбидные твёр-
дые сплавы
То же
Стеллиты и стеллитоподобные твёр-
дые сплавы. Электродные твёрдые
сплавы и порошкообразные твёрдые
сплавы
То же
Для всех твёрдых сплавов
сплавов
Что выявляет
Кристаллы карбидов (окрашивают-
ся и тёмный цвет)
Кристаллы карбидов вольфрама
(окрашиваются в тёмный цвет)
Карбиды (окрашиваются в тёмный
цвет)
Первичные карбиды и карбиды эв-
тектики (не окрашиваются), твёр-
дый раствор эвтектики (окраши-
вается в тёмный цвет)
То же
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б е к к е р К., Тугоплавкие соединения и их использо-
вание в технике,*Металлургиздат, 1936.
2. Джонс В. Д., Основы порошковой металлургии,
Металлургиздат, 1940.
3. 3 а р у б и н Н. М-, К о п ц и к А. Н., Производство
тугоплавких металлов, Металлургиздат, 1941.
4. John Wulff, Powder Metallurgy, изд. Amer. Soc.
for Metals, 1942.
5. К i e f e r und Hotop, Pulvermetallurgie und Sinter.
Werkstoffe, Berlin, Julius Springer, 1943.
6. S k a u p у F.( Metallkeramik, 1943.
Глава IV
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Металлокерамические материалы получа-
ются прессованием деталей из соответствую-
щих смесей порошков в стальных прессфор-
мах под давлением 1000 — 6000 кг/см2 с по-
следующим спеканием спрессованных полуфаб-
рикатов при температуре ниже точки плавле-
ния основного компонента сплава. Указанным
методом получаются пористые изделия. Раз-
меры прессованных заготовок после спекания
несколько изменяются. Для доведения спечён-
ных изделий до заданных размеров, умень-
шения пористости и повышения их механи-
ческих свойств прибегают к калибровке да-
влением в стальных прессформах, а в ряде
случаев и к дополнительной термической обра-
ботке.
Прессование и спекание могут быть объ-
единены в одну операцию — прессование с на-
гревом. В отдельных случаях спекания не про-
изводят, и порошки с добавкой склеивающих
материалов прессуют в изделия, в других —
выпадает операция прессования, и порошки,
засыпанные в формы, непосредственно спе-
кают (карбонильное железо).
Основным преимуществом металлокерами-
ческой технологии является возможность по-
лучения тугоплавких металлов и сплавов (воль-
фрам, тантал, твёрдые сплавы), композиций из
металлов, не смешивающихся в расплавленном
виде и не образующих твёрдых растворов или
интерметаллических соединений (железо — сви-
нец, вольфрам — медь), композиций из метал-
лов и неметаллов (медь — графит и др.), пори-
стых материалов (для подшипников, фильтров,
уплотнений и т. п.).
Другими методами изготовление перечи-
сленных материалов невозможно.
Методы порошковой металлургии позволяют
получать материал в виде готовых изделий точ-
ных размеров без обработки резанием, связан-
ной со значительной потерей металла в стружку.
Металлокерамические методы дают возмож-
ность изготовлять новые эффективные замени-
тели цветных металлов, чистые металлы точно
заданного состава и т. п.
Факторами, ограничивающими применение
методов порошковой металлургии, являются
сравнительная дороговизна металлических по-
рошков, нерентабельность индивидуального
производства металлокерамических изделий,
ограниченность габаритов деталей, связанная
с условиями технологии прессования (наи-
более употребительны размеры до 150 мм по
диаметру и высоте, в отдельных случаях до
900 мм по диаметру).
ВИДЫ МЕТАЛЛОКЕРАМИЧЕСКИХ
МАТЕРИАЛОВ
Основными видами металлокерамических
материалов являются:
1) антифрикционные материалы — пористые
(пористое железо, железо-графит, бронзо-гра-
фит) и непористые;
2) фрикционные материалы (свинцово-
кремнисто-графитовые бронзы);
3) пористые металлокерамические изделия
(фильтры, фитили, горелки, пломбы из сверх-
пористого железа);
4) железо для зачеканки труб;
5) металлокерамические детали (шестерни,
шайбы и т. п.);
6) тугоплавкие металлы (вольфрам, молиб-
ден, тантал в виде нитей накала и др.);
7) медно-графитовые и бронзо-графитовые
щётки для динамомашин и электромоторов;
8) контактные материалы (вольфрам — медь,
вольфрам — серебро, молибден — серебро, се-
ребро—графит, серебро — окись кадмия и др.);
9) магнитные материалы (железо - пласти-
ческие композиции для сердечников пупинов-
ских катушек, карбонильное железо высокой
чистоты, постоянные магниты высокой подъём-
ной силы из сплавов железа с алюминием, нике-
лем, кобальтом и т. п.);
10) другие металлокерамические материалы
(прутки "и проволока из медных порошков,
компактные материалы из порошков карбо-
нильного железа, сварочные электроды, метал-
локерамические припои и др.);
11) твёрдые сплавы (см. гл. III, „Твёрдые
сплавы").
МЕТАЛЛОКЕРАМИЧЕСКИЕ
АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Металлокерамические антифрикционные ма-
териалы разделяются на три группы: а) по-
ристые подшипники, б) компактные металло-
керамические антифрикционные материалы,
в) антифрикционные материалы с неметалли-
ческими составляющими.
Пористые подшипники
Химический состав пористых металлоке-
рамических антифрикционных материалов вы-
бирается в зависимости от условий рабо-
ты подшипника и технологического процесса
256
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
его изготовления (способ производства исход-
ных порошков, величина и форма частиц и т. п.).
В табл. 1 приведён химический состав
пористых подшипников на бронзовой и же-
лезной основе.
По химическому составу пористые под-
шипники сильно отличаются от обычных
антифрикционных сплавов вследствие особен-
ностей их структуры и металлокерамической
технологии.
Обычные антифрикционные сплавы харак-
теризуются наличием твёрдых и мягких струк-
турных составляющих. В пористых подшип-
никах поры (в количестве от 10 до 40%) явля-
ются более мягким структурным „элементом",
а более твёрдым —основной металл. Это по-
зволяет применять в качестве основного метал-
ла даже такие материалы, как железо.
Роль и значение основных компонентов
сплавов сводятся к следующему.
Добавление графита к мелким порошкам
лишь незначительно снижает механические
свойства изделий, а прессуемость порошков
сильно улучшается, изделия получаются с рав-
номерной плотностью и менее деформируются
при спекании. Введение графита в крупные по-
рошки сильно снижает механическую проч-
ность. В случае необходимости добавлять гра-
фит в подшипники, изготовляемые из круп-
ных порошков, его вводят в поры уже спечён-
ных изделий в виде коллоидального графита
со смазкой. R подшипники на чугунной основе
графит дополнительно не вводится, так как он
содержится в самом чугуне.
Связанный углерод в пористых подшип-
никах на железной основе получается при спе-
кании за счёт науглероживания железа графи-
том (в железо-графитовых материалах) или при
последующей цементации. Перлитная струк-
тура предпочтительна при более тяжёлой на-
грузке и работе на термически обработанных
твёрдых валах. Структурно свободный цемен-
тит нежелателен.
Медь и олово в пористом бронзо-графите
играют такую же роль, как и в обычной анти-
фрикционной бронзе, но пористый бронзо-гра-
фит значительно превосходит литую оловяни-
стую бронзу способностью работать в затруд-
нительных условиях смазки, уступая ей
в предельных допустимых нагрузках (до pv —
= 20 — 30 кгм/см2сек). Добавка меди к пори-
стым материалам на железной основе имеет
технологическое значение: при температуре
спекания выше точки плавления меди (около
1100° С) материал получается более прочным,
плотным, с повышенным сопротивлением из-
носу. Аналогичных результатов можно добиться
и без введения меди, соответственно изменив
технологию, например, повышением темпера-
туры спекания, дополнительным обжатием и
последующим отжигом деталей.
Пористые материалы на железной основе
менее дефицитны, имеют более высокие ме-
ханические свойства и могут работать в бо-
лее тяжёлых условиях, чем бронзо-графитовые.
Пористые материалы из чугунных порошков
или стружки по механическим и антифрик-
ционным свойствам уступают материалам из
железных и стальных порошков.
Кремний, марганец, фосфор и сера попа-
дают в подшипники из исходных порошков.
В изделиях из чугунных порошков или стружки
желательно возможно меньшее (до 1,3%) со-
держание кремния.
Структура пористых бронзо-графитовых
подшипников (лист U и 2, см. вклейку) отли-
чается от структуры обычной бронзы нали-
чием меж-, и внутрикристаллических пор.
Таблица 1
Химический состав и характеристика пористых подшипников на бронзовой и железной основе
Бронзо-графит
87-90% Си,
9-10% Sn,
1-4% С
Пористое железо
99—100% Fe, до
0,2°/0Si,flo0,l%C
(связанного)
Пористый желе-
зо-графит феррит-
ной структуры
97-98% Fe,
1-2% графита,
до 0,2% Si
Пористый железо-
графит перлитной
структуры
97-98% Fe, до 1%
графита, до 1% С
(связанного)
до 0,2% Si
Металлокерами-
ческий чугун
96—97% Fe, до
3% С (в том числе
до 1%, С связ.),
до 1,3% Si
Железо-медь-г
фит: 3—15% С
83-97%'Fe, до 2%
графита, до 1% С
(связанного),
до 0,2% Si
Изготовляется
из тонких и сред-
них порошков
крупностью 150—
300 меш*, пори*
г.тость — около
30%; предназна-
чается для работы
в условиях за-
труднённой смаз-
ки при небольших
значениях pv (до
20 кгм/смЧек)
Изготовляется
главным образом
из более грубых
порошков D0—
150 меш); пори-
стость — около
20%, предназна-
чается для замены
бронзы при сред-
них значениях pv
(до 70 кгм/см'2 сек);
при работе на за-
калённых валах
рекомендуется на-
углероживание пу-
тём цементации
при спекании или
после него
Изготовляется
из средних и мел-
ких порошков;
пористость — 20—
ЗОэ/о; предназна-
чается для замены
бронзы при сред-
них значениях pv
(до 70 кгм/см^сек);
преимущественно
для работы на не-
закалённых валах
Изготовляется
из средних и мел-
ких порошков,
часть графита
науглероживает
железо при спека-
нии; предназна-
чается преимуще-
ственно для рабо-
ты на закалённых
валах при значе-
ниях pv до 70
кгм\смЧек
Изготовляется
из чугунной
стружки или по-
р о щ к о в мало-
кремнистых чугу-
нов, пористость
10-20%; работает
при значенияхpv
до 40 кгм/см2сек
Изготовляет-
ся из тонких и
средних порош-
ков железа и
меди A50 - 300
меш); пори-
стость — 20 —
30%; предна-
значается для
работы при зна-
чениях pv до
70 кгм\смЧек
Меш — число отверстий в сите на 1 пог. дюйм.
ЛИСТ I
1. Структура пористого бронзо-гра-
фита из мелких порошков.
Не травлено, х Ь.
2. Структура пористого бронзо-гра-
фита из крупных порошков.
Не травлено. X 5.
5. Ферритная структура железо-
графита.
Травлено HNO3. X 400-
4. Феррито-перлитная структура
железо-графита.
Травлено HNO3. X 400.
5. Перлитно-цементитная структура
железо-графита.
Травлено HNO3.x400.
6. Структура пористого же-
леза, обработанного паром.
Х200 (по Ленелю).
ГЛ. IV]
МЕТАЛЛОКЕРАМИЧЕСКИЕ АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
257
Таблица 2
Зависимость физико-механических свойств металлокерамической
бронзы и железомедных сплавов от пористости [27]
Физико-механиче-
ские свойства
Пористость в
объёмных % ...
Объёмный вес
в г/си3
Предел прочно-
сти при растяже-
нии в кг/мм* . . .
Предел пропор-
циональности при
сжатии (откл. 0,2%)
Предел прочности
при изгибе в кг/мм*
Удельное элек-
трическое сопроти-
вление в мком • см
Химический состав в %
88-92% Си,
8-12% Sn
29
5-8
7.5
5.7
ю,8
39
24
6,2
ю,о
7.9
i8,o
34
18
6,7
ю,8
24.4
29
34
5.О
8,6
15.1
18,0
92-98%
2-8%
29
5.4
"•5
21,6
23.7
37
Fe,
Си
25
5.7
14.5
26,9
З5.а
33
87-93% Fe
7-13% Си
24
5.9
28,7
5о,4
25
Структура железо-графитовых изделий может
быть ферритной (лист I, 3), феррито-перлит-
ной (лист I, 4), перлитной, а также с включе-
ниями структурно свободного цементита
(лист I, 5). Подшипники с ферритной структу-
рой отличаются меньшей твёрдостью и луч-
БНгШ
' 6-
4-
2-
Н8\
ч
О/, Шм/см*
fMM
-0.40
0,35
0,30
0,29
35 40 45 50 55
Пористость %
Фиг. 1. Механические ,свойства же-
лезо-графита в зависимости от пори-
стости. Hq — твёрдость по Бринелю;
о—сопротивление изгибу; ак —удар-
ная вязкость;/—стрела прогиба.
шей прирабатываемостью, но менее пригодны
к работе при высоких нагрузках на термически
обработанных валах.
Пористые подшипники в зависимости от
технологии изготовления и требуемых свойств
имеют от 10 до 40% пор по объёму. При ра-
боте на скудной смазке и при малых нагруз-
ках и скоростях {pv до 10 кгм/см'сек) следует
применять подшипники с пористостью от 30
до 40%; для pv = 10 -г- 50 кгм/см2сек предпо-
чтительна пористость 20—30%. При значе-
ниях pv выше 50 кгм\смНек лучшие резуль-
таты получаются при пористости ниже 20%.
Оптимальная пористость зависит также от раз-
мера исходных частиц порошка. Материалы,
изготовленные из грубых порошков, при ра-
боте в одинаковых условиях должны быть
большей плотности, чем изготовленные из
тонких порошков.
Физико-механические свойства анти-
фрикционных материалов зависят от пори-
стости, структуры частиц исходного порошка
(первичной структуры), структуры
готовых изделий (вторичнойструк-
туры), технологии изготовления и
химического состава.
На фиг. 1 показано изменение
механических свойств железо-гра-
фита в зависимости от пористости
материала (насыпной вес желез-
ного порошка 1,6 г/см3, состав:
98% железа, 2% графита; спекание
при 1100° С в течение 1 часа по
Бальшину и Короленко). Влияние
пористости на свойства метал-
локерамической бронзы и железо-
медных сплавов приведено в
табл. 2, на свойства материала из
чугунной стружки — в табл. 3.
Механические свойства железо-
графита с 2% графита и 25%-ной
пористостью в зависимости от
крупности исходных порошков
указаны в табл. 4.
Фиг. 2 также иллюстрирует
падение механических свойств железа с уве-
личением крупности порошков.
Таблица 3
Зависимость физико-механических свойств
материала из чугунной стружки от пористости [30]
Материал
образца
Сталистый
чугун
То же
Ковкий
чугун
То же
Оораоотка
Однократное
прессование и
спекание . . .
После спека-
ния подпрессо-
ван
После спека-
ния подпрессо-
ван и спечён .
После спека-
ния подпрессо-
ван
После спека-
ния подпрессо-
ван и спечён .
о
03
^*
О
Порист
3°»°
i8 ч
17.9
i8,5
19,1
0
35
3
Удельн!
5.°7
6,о4
6,о8
6,зб
6,31
Предел
проч-
ности
в кг/мм1
i
н
при рас
жении
З.о
5»о
6,5
5,6
4,4
Ю
при изг
4,о
6 I
*
12,7
4,6
5.°
я
гиб
о
а.
к
Стрела
в мм
О,2
О ^
о.5
о,6
о,63
S
о.
шя
С S
'•и
Твёрдое
нелю в
28,6
ПО I
7о,1
'
49.2
Таблица 4
Механические свойства железо-графита с 2%
графита и 25%-ной пористостью [2]
Крупность
исходных
порошков
Мелкий .
Средний .
Крупный
Твёрдость по
Бринелю
в kzjmm'1
30—60
20—4°
До зо
Предел проч-
ности при из-
гибе в kzImm
10—25
5-15
До 7
Стрела проги-
ба в мм
о.б—1,5
о,4—о,8
До о,6
Ударная вяз-
кость
в kzcmIcm*
8,0—12,0
6,о—ю,о
До 7»°
Предел проч-
ности при сжа-
тии в кг /мм3
5о-7о
40—оо
ЗО-45
Сжатие в %
5°
4с
Зо
17 Том 4
12Б6
258
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. И
Ко5
\Sb
\
LI
^Ч—
Г 1
Влияние структуры готовых изделий (вто-
ричной структуры) и химического состава на
механические свойства менее значительно,
6 кг/мм2
18
14
10
1 п т iv "I и т
Фиг. 2. Диаграмма зависимости механических свойств
железа от крупности порошков (по Eilender и Schwalbe):
/ — порошок железа до 0,075 мм, уд. вес — 6,94; // — то
же 0,075—0,1 мм, уд. вес—6,99; III-то же 0,1- 0,5 мм,
уд. вес — 7,10; IV — то же до 0,5 мм, уд. вес — 7,16;
of,—предел прочности при растяжении; 3S —предел теку-
чести; //д — твёрдость по Бринелю; 6 — удлинение.
чем в компактных металлах и сплавах. Напри-
мер, компактное железо всегда значительно
прочнее компактной меди; различие в свой-
ствах пористого железа и пористой меди ме-
нее выражено, и в ряде случаев пористое
железо имеет даже меньшую прочность, чем
пористая медь.
В пористых железо-графитовых материа-
лах свойства с переходом структуры из фер-
ритной в перлитную изменяются не так силь-
но, как в обычных сталях.
Значительно понижаются механические
свойства с добавлением графита. Фиг. 3 иллю-
стрирует снижение в железо-графитовых спла-
бкг{т'
IP-
30
го
ю
N
—
V»»
0.8
0.4
1 2 3
Графит %
Фиг. 3. Механические
свойства железо-графи-
та в зависимости от со-
держания графита (на
сыпной вес железного
порошка 2,1 г/см3;
пористость 30%; спе-
кание при 1100°С в тече-
ние 1 часа по Бальши-
ну и Короленко); Нq —
твёрдость по Бринелю;
и — сопротивление из-
гибу; /—стрела про-
гиба.
вах твёрдости, сопротивления изгибу и стре-
лы прогиба с повышением содержания
графита.
При нагреве до 200° С механические свой-
ства металлокерамических сплавов на же-
лезной основе меняются незначительно.
Коэфициент линейного расширения по-
ристых металлокерамических сплавов прибли-
зительно равен коэфициенту соответству-
ющих компактных сплавов (для железо-гра-
фита с 20/0 графита—от 1Ы0 до 13-10~6).
Теплопроводность пористых материалов
ниже, чем у соответствующих компактных
материалов.
Коррозионная стойкость пористых мате-
риалов, пропитанных маслом, вполне удовле-
творительна.
Антифрикционные характеристики силь-
но колеблются в зависимости от условий испы-
тания, и поэтому они должны рассматриваться
.не как абсолютные величины, а как сравни-
тельные с полученными при испытании дру-
гих антифрикционных материалов в тех же
условиях.
Коэфициент трения и расход
энергии. Железо-графит, испытанный при
средних скоростях, дал несколько худшие ре-
зультаты, чем баббиты Б-83 и БМ (см. табл. 5),
Таблица 5
Результаты испытания пористых материалов на
машине „Ю" проф. А. К. Зайцева [2] (скорость —
1,2 м/сек, смазка веретённым маслом 3)
Материал
Пористое железо. . . .
Пористый железо-гра-
фит с 1,5% графита . .
Пористый железо-гра-
фит с 1,75п/о графита .
Пористый железо-
медь-графит с 2% гра-
фита и 7% меди ....
Баббит Б-83
„ БМ
Максималь-
ная нагруз-
ка в кг) см?
21,9
29,2
29,2
14,6
94,9
5Li
Повышение
температу-
ры в °С
28,5
i6,i
13°
i6,i
24,6
34,о
Коэфи-
циент
трения
О,О1О
0,012
о,оо9
о,о13
0,007
а при больших скоростях, наоборот, несколько
лучшие результаты (см. табл. 8) [2]. Оптималь-
ные коэфициенты трения для пористого же-
лезо-графита при испытании на машине Ам-
слера составляли (при скорости 0,33 л/сек)
0,005 для нагрузки 30 кг[см2 и 0,016 для нагруз-
ки 75 кг/см'2 [2].
В табл. 6 приводятся результаты испытаний
железо-графита при скудной смазке и неболь-
ших нагрузках по сравнению с бронзой.
В условиях скудной смазки пористые под-
шипники в энергетическом отношении в 2—3
раза выгоднее бронзы. Сравнительные испы-
тания (по данным завода им. К. Маркса) [4}
показали, что при различных режимах смазки
потребляемая мощность (в вт) для бронзы
составляет: при смазывании мазью 3,14 —
33,9, мазью с 50<у0 масла 2,65 — 2,74, после
снятия смазки с шейки вала 4,9 — 5,1, при
смазывании маслом в количестве 20 капель.
в 1 мин. 2,06 — 2,16, после прекращения сма-
зывания 5,6 — 5,5. Для железо - графита:
при периодическом смазывании маслом
1,47—1,57, при смазывании маслом в количе-
стве 20 капель в 1 мин. 2,92, после пре-
кращения смазывания 1,47.
В табл. 7 приведены результаты испы-
таний по определению потребляемой мощности
в зависимости от характера смазки пористых
подшипников.
При небольших удельных давлениях из-
быток смазки и непрерывная подача её могут
вызывать повышение коэфициента трения по-
ристых материалов. Постоянное наличие ад-
сорбционной смазки, обеспеченной присут-
ствием масла в порах, снижает в пористых
подшипниках пусковой коэфициент трения и
устраняет явления сухого трения. Изменение
коэфициента трения, момента трения и темпе-
ратуры пористых материалов (98% железа, 2°/о
графита) с увеличением нагрузки показано на
фиг. 4.
ГЛ. IV]
МЕТАЛЛОКЕРАМИЧЕСКИЕ АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
259
Таблица 6
н
0
о
а
Время
в часах
Начало
работы
1
3
4
Оста-
новка
1 час
Повтор-
ный
пуск
1
2
3
Сравнительные испытания
Нагрузка р — 2 кг/см3.
Турбинное масло
Коэфициент
трения ц
Брон-
за
0,024
0,056
о,о55
о,О53
0,048
°i°49
о.обо
0,050
Желе-
зо-гра-
фит
О,024
O.O25
о,о4
O.O28
—
0,029
о.оз!
0,042
O.O4-I
Л
Повышение
температуры
в °С
Брон-
за
о
6
9
12
13
9
12
13
14
Желе-
зо-гра-
фит
о
4
7
9
—
4
8
и
12
пористых подшипников на заводе пм.
скорость «=0,5 м!сек
Машинное масло
Коэфициент
трения (J.
Брон-
за
О,О24
О,О28
о.озз
°,°35
о,оз5
0,036
0,036
0,036
Желе-
зо-гра-
фит
0,031
0,031
0,030
0,030
о,о44
о,оз8
0,030
0,030
2
Повышение
температуры
в СС
Брон-
за
о
4
5
7
8
5
8
9
9
Желе-
зо-гра-
фит
о
13
12
12
7
14
12
12
Нагрузка
Турбинное
Коэфициент
трения ц.
Брон-
за
0,023
0,027
о.озз
0,036
O.O27
0,038
0,036
0,038
Желе-
зо-гра-
фит
°,О19
О,О21
O.O23
0,023
o,oi8
0,026
0,026
0,025
К. Маркса [4]
р = 4 кг/см3,
масло
Л
Повышение
температуры
в °С
Брон-
за
о
7
i6
i8
8
18
20
21
Желе-
зо-гра-
фит
о
го
14
15
12
21
19
19
скорость v=0,5 м/сек
Машинное масло 2
Коэфициент
трения [j.
Брон-
за
O,Ol6
0,019
0,020
0,020
0,020
0,020
0,021
0,021
Же-
лезо-
гра-
фит
0,029
O.O43
> 39
0,030
0,030
O.O27
0,031
0,030
о.озо
Повышение
температу-
ры в °С
Брон-
за
о
IO
II
II
7
IO
12
12
Же-
лезо-
гра-
фит
о
13
19
19
12
21
19
19
Таблица 7
Потребляемая мощность в зависимости от характера
смазки пористых подшипников [4]
Характер и ре-
жим смазки
Турбинное
масло Л
10 капель .
Через 2 часа
после смазки .
Через 6 час.
после смазки .
Подача смаз-
ки непрерыв-
ной струёй . .
Прекращена
подача смазки
Потребляе-
мая мощ-
ность в вт
3,52
i,86
1.47
2,92
1.47
Характер и ре-
жим смазки
Смазка
Каретникова
Немедленно
после смазки .
Через 4 часа
после смазки .
Через 10 час.
после смазки.
После уда-
ления смазки .
Потребляе-
мая мощ-
ность в вт
2,74
1,86
1,76
1.47
t°C
60-
50-
40-
30
2,4 4,8 7.2
23
12 РНг/смг
Фиг. 4. Изменение коэфициента трения (ja), момента
трения (М) и температуры (t) пористых материалов
\25% пористости) в зависимости от удельного да-
вчения р кг/см2 при окружной скорости 2,5 м\сек.
Износ. Подшипники, изготовленные из
пористых материалов, отличаются малым изно-
сом. При их применении также мало изнаши-
вается вал. Это объясняется отсутствием су-
хого трения благодаря постоянному наличию
масла в порах, незначительной величиной ко-
эфициента трения и хорошей прирабатывае-
мостыо за счёт пористости материала (табл. 8).
Таблица 8
Результаты сравнительных испытаний пористых ма-
териалов на машине „АЭ" проф. А. К. Зайцева (ско-
рость — 10 м/сек, смазка веретённым маслом 3) [2].
Материал
Пористое же-
лезо
Пористый же-
лезо-графит с
1,5% графита. . .
Пористый желе-
зо-графит с
1,75% графита .
Пористый желе-
зо-медь-графит с
2% графита и 7%
Баббит Б-83 . .
БМ • .
Испытание
в течение
2 час. при
р=25 кг/см2
ние
гуры
а «
а р.
Повы
темпе
в "С
24,5
26,6
25.6
Q2 Ч
о*» о
26,8
28,7
X
я «
КоЭф!
трени
о oi8
0,026
0,026
0,016
0,057
0,042
Испытание
в течение
10 час. при
р-ЬО кг/см?
ние
гуры.
а о.
Повы
темпе
в °С
4о,7
36,2
33.8
40 8
33,1
35,7
*ент
3
Коэф:
трени
0,013
o,oi4
O,0l6
0,010
0,033
0,024
Износ по-
сле 12 час.
работы в мм
к
втулк
о 41
о,34
о, 37
О QO
9,о
и,о
тре-
колы
ния
о,6
о,4
°,4
О О
2^5
о,о
260
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. 11
В табл. 9 приведены сравнительные дан-
ные испытаний железо-графитовых и бабби-
товых втулок на кулачковом валу мотора
автомобиля ЗИС-5 в условиях испытания
на стенде, соответствующих пробегу 20 000 км.
Таблица 9
Железо-графит
Износ
втулки
в мм
0,015—0,005
o,oi —о,оо5
o,ooi—о,оо5
o,oi —о,оо5
Износ вала
в мм
0,005—0,005
o,oi —о,оо5
о,оо5—0,005
О,О5 —0,00
Баббит
Износ
втулки
в мм
o,oi—0,005
О,О2—О,О1
0,02—О,О1
О,ОЗ—О,О2
Износ вала
в мм
o,oi—о,оо5
0,02—0,005
Износа нет
То же
Сравнительные результаты испытаний по-
ристого железо-графита и литой бронзы на
серьге задней рессоры грузовой машины при
пробеге 20 00U км показали почти одинаковый
износ для обоих материалов.
Таблица 10
Материалы
Бронза ОЦ10-2 . . .
Баббит Б-83 ....
Пористый железо-
графит (электролити-
ческий порошок) с
1°/п графита
Тоже с 3°/о гра-
фита
Пористый железо-
графит (из восстано-
вленной окалины) с
2°/„ графита
Пористый чугун из
стружки сталистого
Пористая бронза
Ойляйт фирмы Man-
ganese Bronze Co
(скорость 1,76 м(сек).
О-в)
^ X Stf
S я и
II в
та g S
45.°
141,0
48,0
96,0
57.O
юл
З5.о
К
ill
™ « 03
х л .3
|S a
15,о
8i,o
3°.о
^6 О
27.O
16,7
20,0
ее з
с ш
U S Н
24,0
Ю1,О
38,2
49.4
ЗВ.о
i8,a
22,0
: pv
по сред-
g 51
fUs
Cms
52,8
222,2
84,0
108,6
83,6
ДО О
38,7
Характери-
стика вала
Сырой из
Ст. ЬНВ =
= 138-150
Закалённый
Я#С =
-50-55
Предельная нагрузка в кг/см? для подшипников
различной структуры и твёрдости
Преимуще-
ственно фер-
ритная
Яв=25-30
max
51.0
min
ЗЗ.о
сред-
няя
39.5
Преимуще-
ственно пер-
литная
Нв =32-39
max
66,0
75.O
min
18,0
сред-
няя
39.°
55.о
Преимуще-
ственно перлит
с включениями
цементита
//в=42-52
max
54.O
45.O
rnin
24,0
36,0
сред-
няя
4°>6
39.°
Произве-
дение pv
по средним
данным в
кгм/см'сек
85.8-89,3
85,8—121,0
Примечание. Среднее повышение рабочей температуры 3 — 36°С.
Испытания пористого железо-графита и
баббита в течение 300 час. на электрических
машинах завода „Динамо" показали следующие
результаты: зазор до начала испытания для
баббита и железо-графита был равен 0,05 мм;
по окончании испытания он оказался равным:
для баббита—от 0,10 до 0,37, для железо-гра-
фита—от 0,05 до 0,07 мм.
Незначительный износ обеспечивает дли-
тельное сохранение точности размеров и дол-
говечность пористых подшипников.
Предельные условия работы.
Значения предельных нагрузок и скоростей,
полученные при испытаниях, зависят не только
от антифрикционных свойств материала, но и
от условий испытания (характера нагрузки и
смазки, рабочей температуры, отвода тепла
и т. п.). Поэтому значения предельных нагру-
зок, полученные при лабораторных испытаниях,
должны рассматриваться не как абсолютные,
а как относительные по сравнению с другими
материалами, испытанными в тех же усло-
виях.
В табл. 10 приведены результаты испытаний
(ЦНИИТМАШ) литой бронзы, баббита Б-83 и
железо-графмта с ферритной структурой при
скоростях 2,2 м/сек, с капельной смазкой ма-
шинным маслом 2. Нагружение подшипника
производилось ступенями через 3 кг/см2.
Результаты испытаний пористого железо-
графита с различной структурей по валам раз-
личной твёрдости приведены в табл. 11.
Максимальные значения pv для пористого
железо-графита, по данным А. К. 3 a fl-
ue в а 1'2|, при удовлетворительной смазке
равны 100 кгм/см2сек и при скудной смазке —
25 кгм/см'сек.
На основании эксплоатационных испытаний
можно принять для пористых железных мате-
риалов pv = 70 кгм/см2сек.
Максимальная нагрузка при малых скоро-
стях может достигать Зои кг/см2. Скорость,
при которой пористые подшипники могут ра-
ботать в условиях скудной смазки, не превы-
шает 5 м\сек [5, 25].
Прирабатываемость. Пористые же-
лезо-графитовые подшипники прирабатываются
лучше бронзы и значительно лучше её заме-
нителей. Время приработки железо-графита
такое же, как и у баббита. Так, при испыта-
ниях втулок с окружной скоростью 2,2 м/сек
при обильной смазке и сту-
пенчатом возрастании нагрузки
(через 3 кг/см2) до 16,7 кцем?
время прирабатываемости до
достижения устойчивого тепло-
вого режима составляло для
баббита Б-83 6 ч. 45 м., для
бронзы 8 ч. 20 м., для железо-
графита на сыром валу 7 ч.20 м.,
на калёном валу 6 час. Хоро-
шая прирабатываемость пори-
стых подшипников объясняется
пластической деформацией за
счёт изменения объёма пор.
Смазка. Пористые матери-
алы потребляют значительно
меньше смазки, чем литые.
Например, железо-графитовые
втулки на коленчатых и про-
ступных валах ткацких стан-
ков Аг-5 работали свыше
Таблица 11
ГЛ. IV]
МЕТАЛЛОКЕРАМИЧЕСКИЕ АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
261
1800 час. без дополнительной смазки [2]. Да-
же при капельном подводе смазки получается
значительная экономия по сравнению с литы-
ми материалами. Сравнительные испытания [5]
железо-графита с литым антифрикционным
чугуном (при #=2,5 м/сек) показали:
Для литого антифрикционного чугуна при
р = 4,8 кг/см1 расход масла 80 капель в 1 мин.
р = 5.5 . . . 85 . . 1 .
Для железо-графита при
р — 4,8 кг/см3 расход масла 6 капель в 1 мин.
р=7,2 . . 6 . » 1 -
Пористые материалы работают лучше на
более лёгких смазках (табл. 6) и могут дли-
тельное время работать на запасе, имеющемся
в порах втулки, т. е. без дополнительной
смазки (табл. 12 и 13).
Таблица 12
Данные по испытанию железо-графитовых втулок
без дополнительной смазки
Нагруз-
ка р
в кг/см3
4
15
22
Окружная
скорость v
в MJceK
1,76
1,76
1,76
pv
в кгм/см*сек
7.°
е6,4
39.°
Число
часов
работы
1376
125
97
Повыше-
ние темпе-
ратуры
2б—ЗО
28—зо
29—32
Таблица 13
Сводные
данные
по
эксплоатационным испытаниям
пористых материалов без дополнительной смазки [6
Дли-
тель-
ность
испыта-
ния
3
9
250
440
8оо
лионь
ротов
К °
S*o
ЯО
204
45°
1
аз
рузка
?
6
4
ta
s>
А
О
О
О.
и
2,0
2,О
4,°
I
о.
Г2
8
гмпера-
SCJ
Я зз
о °~
сР
21,8
4«,9
8,о
Износ
в мм
Щ
а
о,оо5
S
X
ч
5>>
ta
0,030
0,010
Содержа-
ние масла
в объём-
ных %
«я
ж с
Ш S
29,43
35.19
36,9
онце
ытани
m s
26,37
23,8
3*.°
03
re
то
S 3
к Ж
о Р
Е'о
З.°6
".39
5-9
Монтаж и эксплоатацкя пористых под-
шипников. Пористые подшипники изготовля-
ются в виде деталей точных размеров с допу-
сками по диаметру и длине по 3-му и даже
Фиг. 5. Оправка для посадки втулок в
гнездо: А — диаметр гнезда для посадки;
в - внутренний диаметр втулки минус
0,10 мм; С — длина втулки плюс 6,и мм;
D —необходимая длина.
по 2-му классу точности. Установка пористых
втулок (при массовом применении) произво-
дится прессом винтового типа с помощью
оправки (фиг. 5). При отсутствии пресса или при
монтаже небольшого количества втулок поль-
зуются молотком и деревянной накладкой во
избежание повреждения и деформирования вту-
лок. Для запрессовки следует закруглять ост-
рые края в гнезде и во втулке, а также делать
фаски. Запрессовку рекомендуется производить
по 3-му классу точности, с 3-й прессовой по-
садкой для гнёзд, изготовленных по 3-му или
2-му классу точности, и 1-й прессовой посад-
кой для гнёзд 2-го класса точности.
Изменение внутреннего диаметра втулок
после запрессовки сводится к следующему (по
нормам Manganese Bronze Co для подшипни-
ков Ойляйт):
Уменьшение
Внешний диа- внутреннего
метр втулки Натяг в мм диаметра
в мм в мм
До ю
ю—so
5°-75
о,об
°,°75
°.°75
°»С9
о.З
В табл. 14 приведены данные завода Форд
(США).
Таблица 14
Марка
втулки
Компо.
Дю-
реке . .
Компо.
Внешний
диаметр
втулки до
запрессов-
ки в гнездо
в мм
18,82—18,85
18,80—18,83
18,84—18,87
Диаметр
18,74-18,77
i8,74-18,77
i8,74—18,77
Внутренний диаметр
втулки в мм
до запрес-
совки
i5.7i-i5.74
15,68—15,71
i6,oo—16,03
после за-
прессовки
15,66—15,70
15,66—15.70
15.95-15.98
Для железо-графитовых втулок с пористо-
стью около 25% уменьшение внутреннего
диаметра втулки после запрессовки колеба-
лось в пределах 0,8—1,05 от величины на-
тяга [3].
Усилие запрессовки для железо-графитовых
втулок с пористостью 25% и наружным диа-
метром 23 мм в зависимости от величины на-
тяга при запрессовке для непропитанного мас-
лом материала указано на фиг. 6.
При пропитывании втулок маслом усилие
уменьшается.
Доведение внутреннего диаметра втулки
после запрессовки до точных размеров произ-
водится специальными калибрующими оправ-
ками (фиг. 7).
В тех случаях, когда пористые подшипники
подвергаются обработке резанием, крепление
их в патроне станка для обработки внутреннего
диаметра производится вместе со "специаль-
ной оправкой. Подгонка пористой втулки
в оправку производится так, чтобы она плотно
держалась, но вместе с тем свободно выни-
малась рукой или с помощью деревянного
толкателя. Для обработки по наружному диа-
метру применяется оправка с насаженной
на неё втулкой. Поверхность оправки должна
быть гладкой. Насадку тонкостенных втулок
на центрированную оправку не следует про-
262
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
1РАЗД. Ii
изводить с помощью пресса или с примене-
нием больших усилий. Толстостенные втулки
могут обрабатываться с применением обычных
методов крепления в патроне.
иг
3000
2000 -
швв
400
/
У
/
6
А
О
50
100
150
200
Фиг. 6. Зависимость усилия запрессовки втулки
(в кг) от натяга (в мк) для толщины стенки: Л—2,5 мм;
Б- 4,0 мм; В- 7,0 мм [3].
Режимы обработки резанием для пористых
подшипников мало отличаются от режимов ре-
зания для бронзы. Скорость резания рекомен-
дуется 18—25 м/сек, максимальная подача—
Фиг. 7. Оправка для доведения диаметра
втулок до точных размеров: А — внутренний
диаметр втулки минус 0,13 мм; В —требуемый
диаметр втулки в мм; С — требуемый диа-
метр втулки в мм минус 1,6 мм; D и Е —
длина втулки; F — длина хвостовой части
оправки; R — радиус закругления.
0,8 мм/об, максимальная глубина резания—
0,8 мм. Для материала с повышенной пори-
стостью рекомендуется подача не свыше
0,3 мм об. Для обдирочной работы применя-
ются резцы с главным углом в плане 5—8°,
а для чистовой обработки — широкие резцы.
Геометрия резцов показана на фиг. 8. Обра-
¦МО*
Фиг. 8. Геометрия резцов для обработки пористых под-
шипников. Справа — резец для обдирки, слева — резец
для чистовой обточки.
ботку производят без применения охлажда-
ющих жидкостей во избежание попадания их
в поры подшипников.
Для резцов можно применять быстроре-
жущую сталь, стеллиты, металлокерамические
твёрдые сплавы и т. п. Лучшие результаты
дают металлокерамические твёрдые сплавы
ВК-8 (прежняя марка РЭ-8). Для нарезания
резьбы в материале с повышенной пористо-
стью пользуются специальными гребешками,
а не плашками и метчиками. При сверлении
рекомендуется угол заточки сверла 70° и оста-
вление небольшого припуска для последующей
расточки или развёртки. Обработка рабочей
поверхности шлифовальными кругами или бу-
магой не допускается во избежание попадания
абразивов в поры материала. Шабрение до-
пускается только для снятия небольших не-
ровностей @,01 — 0,02 мм). Доводка до точных
размеров производится развёртыванием. Уда-
ляемый развёрткой слой материала не должен
превышать 0,25 мм. Стружку после обработки
резанием тщательно удаляют, промывая из-
делия маслом и обтирая их чистым обтироч-
ным материалом. Пористые подшипники по-
ставляются пропитанными маслом; после об-
работки производят дополнительное про-
питывание погружением подшипников на
15 мин. в масляную ванну при температуре
ПО—120° С.
Применение подшипников конструкции Уль-
мана (фиг. 9) устраняет надобность в обра-
ботке резанием металлокерамических втулок.
металлокерамика
L
Фиг. 9. Подшипник Ульмана.
В них пористая втулка помещена между двумя
стальными обрабатываемыми кольцами.
Пористые подшипники могут применяться
как для сырых, так и закалённых валов
(см. табл. 11).
В табл. 15 указана величина зазоров между
валом и втулкой по данным завода Форда.
Зазоры для пористых материалов сравнительно
мало отличаются от зазоров для литой бронзы.
Для подшипников, изготовленных из грубых
порошков, требуются более значительные за-
зоры, чем для подшипников из тонких по-
рошков.
Таблица 15
Наименование детали
Концевая втулка стартёра . .
Концевая втулка стартёра . . .
Диаметр
вала в мм
15,60—15,63
15,89-15,92
i5,6i—15.62
Зазор
в мк
з8—юо
35-88
25-63
При незначительных pv (до 6 кгм1смЧек)
не требуется устройства в теле подшипника
канавок и добавочных масляных резервуаров.
В этом случае смазки, заключающейся в по-
рах самого подшипника, достаточно на не-
сколько месяцев работы. При более тяжёлых
нагрузках необходима регулярная подача
смазки. Резервуары для масла можно устраи-
вать в теле самой втулки, как показано на
фиг. 10, б. Резервуаром для питания смазкой
ГЛ. IV]
МЕТАЛЛОКЕРАМИЧЕСКИЕ АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
263
может служить также отверстие в гнезде,
в которое запрессовывается втулка. Фиг. 11
показывает примерные конструкции узлов тре-
ния с резервуарами для смазки. Смазка по-
даётся через внешнюю стенку втулки и про-
В табл. 16 сведены физико-механические
свойства пористых подшипников, изготовля-
Металлокерамика
Фиг. 10. Пористые втулки: а — втулка
обычного типа; б—втулка с резер-
вуарами для масла.
ходит через поры на внутреннюю (капилляр-
ная подача смазки). Если изменение конструк-
ции узла трения нежелательно, можно при-
менять обычные способы смазки, причём
и в этих случаях получается заметная эко-
номия смазочных масел, хотя и менее эффек-
тивная.
Фиг. 11. Конструкции подшипников с ре-
зервуарами для смазки: 1 и 2 — установ-
ки для подачи дополнительной смазки
под действием силы тяжести; 3 — пита-
ние фитилём, прижимаемым снизу к внеш-
ней поверхности втулки; 4, 5, б — кольце-
вые масляные резервуары.
емых различными американскими фирмами.
Рекомендуемые значения pv даны для скудной
(капиллярной) смазки.
Таблица 16
Физико-механические и эксплоатационные характеристики пористых подшипников, изготовляемых
американскими фирмами [11]
Фирма
Bound Brook
Oilless Bearings Co
Chrysler Corp.
Amplex div.
Keysto Carbon
; Co
Moraine Pro-
ducts div. General
Motors
United States
Graphite Co
Марка
подшип-
ника
Компо
Паудайрон
55-1
Паудайрон
61-1С
Паудайрон
51-1
Ойляйт
Супер-Ой-
ляйт
Айрон-
Ойляйт
Сельфлюбе-
Бронз
Сельфлюбе-
Айрон
Дюрекс-
Айрон
Дюрекс-
Бронз
61
. 81
86
139
Химиче-
ский
состав
в °/«
88,5 Си,
ТГ> <?Г1
Ю ОН
95 Fe,
5 Си
9° Fe,
ю Си
ioo Fe
90 Си,
ю Sn
75 Fe,
25 Си
ioo Fe
90 Си,
io Sn
95 Fe,
5 Си
98 Fe,
2 Си
89 Си,
io Sn
9P Си,
io Sn
90 Си,
io Sn
и немного
графита
85 Fe,
15 Си
и немного
графита
ioo Fe
Удель-
ный
вес
6,3
5.5
6,1
5.9
6д
6,4
7Д
6,i
5.5
5,5—6,о
6,о—7.°
6,6
~б,о
-5 8
~5-5
j2
ш
л
[ОрИСТОСТ]
с
27
32
25
25
3°
25
3°
24
29
2О—3°
2О—ЗО
26—25
2О—ЗО
15—20
2О—25
a -i.
0 S
Ц
s»
?**
С а.
7.6
7.6
i9>°
7.6
7.9
19,0
9.5
8,8
11,0
22,0
7.6
13»°
11,0
6,0
6,0
с
к Ч
о
о ^
[редел пр
ри сжатш
С с
45
83
88
82
76
125
82
—
_
—
—
—
о
S
ч °
||
О х
-
—
-
5
I
I
—
_
—
—
—
о.
щ
о
о, со
Н ч
25-35
25-35
60—90
35-5°
3°
45
4°
—
6о—QO
25—4о
¦
—
\аксималь
гимая наг
'max в кг
47°
95о
1250
1250
5°о
2900
1250
—
95°
47°
45°
4оо
боо
боо
а
«а,
0)
II
as
16
16
20
16
25
16
16
15
16
16
16
16
16
16
16
Давление
распора
в кг1ммг
для де-
формации
U5
«Я.
so
7
го
и
14
7—ю
19-3°
14—25
7
19
12—16
7
9
6
11
9
со
SO
-
_
-
_
—
—
—
II
8
17
11
Коэфи-
циент ли-
нейного
расши-
рения
а. 103
17.6
13.°
13.9
12,2
i8,9 I
i
13.9
1
ход»;
—
и,7—12.6
i8,o
17.5
17.5
12,8
12,2
264
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД: II
Область применения пористых подшип-
ников. Пористые подшипники могут приме-
няться взамен бронзовых подшипников сколь-
жения и шарикоподшипников для работы при
pv до 70 кгм\см?сек. Особенно эффективно
применение пористых подшипников, когда ре-
гулярное обслуживание агрегатов невозможно.
В табл. 17 приводится сокращённый пере-
чень металлокерамических деталей, применяе-
мых в различных отраслях машиностроения.
Таблица 17
Применение пористых подшипников
Отрасль промышлен-
ности
Авто-тракторная про-
мышленность
Текстильное машино-
строение
Самолётостроение
Станкостроение
Электропромышлен-
ность
Подъёмно-транспорт-
ное машиностроение
Прочие отрасли про-
мышленности
Наименование изделий
а) Автомобили: серьга, рес-
сорные прокладки, тормоз-
ная колодка, распределитель-
ный вал, кулачковый вал,
вентилятор, водяной насос,
контршафтный вал, рулевое
управление, педали, сцепле-
ние, карданное сочленение,
электрооборудование, демп-
феры, амортизаторы,
б) Тракторы: вентилятор,
водяной насос, масляный на-
сос, шестерни динамо.
а) Ткацкие станки: коленча-
тый вал, лопастной вал.
б) Ватеры: цилиндровая
стойка, подпятники веретён,
питательный цилиндр,
в) Центрофуговальные и
ленточные машины и др.
Американский четырёхмо-
торный бомбардировщик —
до 4000 деталей
Шпиндель токарного стан-
ка, коробка скоростей стро-
гального станка, кронштейн
приёмного валика сверлиль-
ного станка, полировочные
станки, шпиндель токар-
ного станка для дерева и др.
Генераторы и электродви-
гатели @,05—15 кет)
Эскалаторы метрополитена,
ролики угольных транспор-
тёров, катки мостовых кра-
нов и др.
Вспомогательные устрой-
ства двигателя Дизеля, ки-
ноаппаратура, звуковые про-
текторы, патефоны, вен-
тиляторы, сепараторы для
шарикоподшипников и др.
Компактные (непористые)
металлокерамические антифрикционные
материалы
Химический состав. Применяемые в Ан-
глии и США непористые антифрикционные
металлокерамические материалы можно раз-
.бить на три группы: а) материалы, изгото-
вляемые из дроблёной и декарбюризованной
стальной стружки прессованием, спеканием и
последующей горячей штамповкой (содержат
до 0,5% С); б) металлокерамические материалы
из свинцовистой бронзы A0—30% РЬ, остальное
Си), применяемые в виде втулок, биметалличе-
ских вкладышей и ленты (металлокерамиче-
ский слой на стальной основе); в) трёхслойный
материал, состоящий из стальной ленты, на ко-
торую напрессовываются порошки меди и ни-
келя C0—50% Ni крупностью 80 — 100 меш,
остальное Си крупностью 100—200 меш). Тол-
щина металлокерамического слоя — около
0,5 мм. После спекания поры этого слоя за-
полняются расплавленным свинцовистым баб-
битом (под вакуумом), который образует так-
же поверхностный слой (толщиной 0,02 —
0,075 мм). Содержание сурьмы и олова в баб-
бите должно быть значительно меньше, чем
в обычном свинцовистом баббите (чтобы
уменьшить реагирование сурьмы и олова с мед-
но-никелевым пористым слоем). Хорошие ре-
зультаты даёт баббит с содержанием 3—4°/0 Sn
и 3% Sb (остальное РЬ).
Никель увеличивает сцепление частиц меди
со стальной основой. Медно-никелевый скелет
действует отчасти аналогично медной основе
в свинцовистой бронзе (в тех случаях, когда
избыточный слой баббита удаляется обработ-
кой). Медно-никелевая прослойка позволяет по-
лучить поверхностный слой баббита ничтож-
ной толщины, что даёт возможность работать
при более высоких нагрузках и скоростях,
чем обычно. Олово и сурьма упрочняют сви-
нец и увеличивают его коррозионную стойкость
в отношении образующихся в смазке органи-
ческих кислот.
Свойства и применение. Свойства ком-
пактных сплавов на железной основе при-
ведены в табл. 18.
Таблица 18
Механические свойства компактных сплавов
на железной основе
(по Р. П. Керингу) [29]
Исходные мате-
риалы
Грубодроблёная
стальная стружка .
Тонкий железный
порошок из де-
карбюризованной
стальной стружки.
То же с 0,25—
0,35% графита . .
Железный поро-
шок из восстано-
вленной окалины .
То же с 0.25—
0,35% графита . .
вес
ный
л
>»
7.79
7,78
7,8i
7>39
7.4°
Гц
?-§
о *
X X
О S
гл пр
жени
5 н
о,u
— о.
38
39
52
28
39
m
сти
HI
W
р->
и:
s-
с;
=( 2
2б
2б
Зб
23
31
5-
о 5
ll
§ C-
i-vo
O?
ii
14
23
3
4
ii
и
tu
ЬНО
4
ss
о и
О х
13
13
32
3
5
id
ОКБ!
P.
ОСТЬ
кала
.g-S
'я >,
Н Ч
59-74
6i-68
74-85
67-82
66-74
Компактные подшипники из стальной струж-
ки применяются в автомобильной промышленг
ГЛ. IV1
ПОРИСТЫЕ МЕТАЛЛОКЕРАМИЧЕСКИЕ ИЗДЕЛИЯ
265
ности США взамен антифрикционного чугуна:
они превосходят его дешевизной и качеством
(значительно меньший износ).
Изготовляемый американскими автомобиль-
ными и авиационными заводами трёхслойный
материал успешно применяется для коренных
подшипников автомобильных, танковых и авиа-
ционных моторов, работающих в самых тяжё-
лых условиях, в которых высокооловянистые
баббиты и свинцовистые бронзы не могут ра-
ботать. Свойства этого материала изменяются
в зависимости от механической обработки.
При очень высоких скоростях и высоких
нагрузках лучше работает очень тонкий слой
баббита. При высоких скоростях и менее зна-
чительных нагрузках желательно оставлять
избыточный слой свинца толщиной до 0,075 мм.
Антифрикционные материалы
с неметаллическими составляющими
В результате обработки пористых материа-
лов на железной основе паром, при температуре
550—600° С, на поверхности частиц образуются
окислы железа по реакции [29]:
3Fe + 4Н2О = FeaO4 -f 4Н2.
Окислы занимают больший объём, чем ме-
таллическое железо, и заполняют часть пор.
При обработке паром науглероженного пори-
стого железа в указанных температурных ус-
ловиях не наблюдается выгорания связанного
углерода.
Структура ферритного материала, обрабо-
танного паром [29], показана на листе 1, 6
(см. вклейку).
Обработка паром значительно повышает
коррозионную стойкость, твёрдость, сопроти-
вление деформации и износу, предел пропорцио-
нальности и модуль упругости пористого же-
леза. Сопротивление разрыву и сжатию у об-
работанного паром пористого материала не-
сколько снижается. Изменение свойств спечён-
ного пористого железа (с содержанием 2%
углерода) после обработки паром показано
в табл. 19.
Таблица 19
о
о
o-i
о. ь;
!§
1400
2IOO
28ОО
35«5
42ОО
5DOO
7ооо
а
л
Плотност
5.Ю
5.51
5,73
6,°7
6,22
6,48
6,6i
о « б
с ч л
^" _ s X
Пористое
глощение
обработю
в весовы
5.76
4.52
3.7°
3,°9
=,78
2,22
2,11
и ° <-
СЗ л
Stoa
Увеличен
после 1 ч
ботки па
12,Ю
9-25
7.55
5-14
3.8о
2,65
i,8i
Твёрдость по
Роквеллу
(шкала В)
до обра-
ботки па-
ром
7
3°
4б
55
66
68
после об-
работки
паром
IOO
IO2
IO2
IOI
96
96
92
Предел пропорциональности при сжатии
пористого железа после обработки паром уве-
личился с 18 до 37 kzjmm, а предел прочности
при сжатии снизился на 12—25%.
Пористое железо, не обработанное паром,
при хранении в заводских условиях покрыва-
лось ржавчиной через несколько дней; после
обработки паром ржавчина обнаруживалась
только через несколько месяцев. Ещё более
стойки изделия, обработанные паром после
пропитывания маслом.
Пористое железо, обработанное паром, при-
меняется в качестве антифрикционного ма-
териала в тех случаях, когда от материала
требуются большая твёрдость, повышенное со-
противление деформированию, коррозии и из-
носу, для работы при повышенных температу-
рах, во влажной атмосфере, при резких колеба-
ниях температуры и т. д. (например, в конвейе-
рах печей и холодильников).
Бальшин предложил производить пропиты-
вание пористых подшипников пластическими
массами. Лабораторные испытания показали,,
что пропитывание бакелитом несколько повы-
шает (на 10—20%) предельную нагрузку, вы-
держиваемую материалом, и увеличивает кор-
розионную стойкость. Перспективный интерес
представляют также металлопластические под-
шипники, полученные прессованием порошков:
или стружки с пластмассами.
МЕТАЛЛОКЕРАМИЧЕСКИЕ
ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Основными компонентами металлокерами-
ческих фрикционных материалов являются-
медь, олово, свинец и графит. Ряд сплавов со-
держит также железо, кремний и цинк. Типо-
вой химический состав фрикционных сплавов:
60—75% Си, 5 -100/0 Sn, 6—150/0 Pb, 5—80/q.
графита, до 2% Si, до 10% Fe.
Вследствие невысокого сопротивления раз-
рыву и срезу металлокерамические фрикцион-
ные материалы наносятся на стальную основу
(диск или ленту) тонким слоем толщиной от
0,25 до 8—10 мм и иногда до 6 мм.
Металлокерамические фрикционные мате-
риалы обладают высокими эксплоатационными.
свойствами, износоустойчивостью и коррозион-
ной стойкостью.
Они могут работать при высоких темпе-
ратурах (в некоторых случаях нагрев при тор-
можении доходит до 540° С) и высоких да-
влениях (до 70 кг/см-). Применяются в качестве
фрикционных прокладок для тормозных ди-
сков, лент и колодок на самолётах и танках,.
ПОРИСТЫЕ МЕТАЛЛОКЕРАМИЧЕСКИЕ
ИЗДЕЛИЯ
Кроме подшипников, из пористых метал-
локерамических материалов изготовляются:
а) пористые фильтры — для фильтрования
жидкого горючего и смазки для двигателей
внутреннего сгорания, для очистки газов от
пыли и т. п.; б) пористые металлические фи-
тили и горелки; в) поршневые кольца желез-
ные, стальные, железо-графитовые; г) желез-
ные пломбы с содержанием 60% пор. До>
обжатия такие пломбы имеют твёрдость по Бри-
266
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. U
нелю 3,5—4, т. е. такую же, как и свинцовые,
после обжатия в пломбире твёрдость доходит
до 60, как у обычного железа.
Пористые фильтры. В табл. 20 при-
ведены некоторые характеристики пористых
металлокерамических фильтров, изготовлен-
ных фирмой General Motors (Moraine Products
Division).
Таблица 20
Характеристика фильтров General Motors [23]
Марка
i
2
3
4
о.
Размер
в мм
о о5 _о 13
0,03 —о,^5
о,о1 —0,03
О,ОО2—О,О1
Q.
а
2 а.
Объёмн
цент по
5°
5°
5°
5°
Хими-
ческий
состав
в
Си
92
92
92
92
/с
Sn
8
8
8
8
Допустимая
температура
в
при заи.
те от ом
ления
5°о
5оо
5оо
5оо
без защ
ты от
окислен
i8o
180
180
180
н
U S
о s
я я
в н
Предел
при рас
кг мм3
3—4
3—4
3—4
3—4
ч
н
«о
9С S3
ч ^
Минима
щина с
3
2,3
1.5
1.5
металла). Можно прибегать к винтовой на-
резке пористого металла или к механическому
соединению его с прокладками или кольцами
из сплошного металла.
QOS 6J'6,16 0.25 0,50,75 1,5 2 S 7J5JO 20 ?0 100
Потеря давления см Вед. см
Фиг. 13. Падение напора при прохождении воздуха через
фильтры разной толщины (температура 22° С, фильтр
марки 2): 1 - толщина 1,5 мм; 2 — 3 мм; 5 — 6 мм;
4- 12,5 мм.
Увеличение толщины стенок против ука-
занных в таблице не рекомендуется, так как
это увеличивает сопротивление фильтрованию.
Уменьшение толщины допускается, когда при
фильтровании не требуется полного удаления
наиболее тонких частиц.
Возможно изготовление фильтров также
из латуни, железа и стали.
На фиг. 12 приведены примеры падения
«апора при фильтровании жидкостей, а на
Ь
^ 30
О-
| /5
^?
/
А
}
/
V,
/
/
/
/
/
1
/
у
/1
/
/
'/
/
/
/
/
/
/
>
/
/
'з
/
/
б?,7 /,4 2,1 2,8 3,5
Потеря давления Кг/см2
¦Фиг. 12. Падение напора при фильтрова-
нии воды через фильтры разной толщины
(температура 20° С, фильтр марки 2):
/—толщина 1,5 мм; 2—2,25 мм; J—3 мм;
4-3,75 мм.
фиг. 13—при фильтровании воздуха. Сопро-
тивление фильтрованию растёт с толщиной сте-
нок фильтра и падает с величиной и количе-
ством пор.
При установке пористых фильтров целесо-
образно применять прессовую посадку ввиду
хорошей деформируемости пористого металла.
В ряде случаев производят припайку или
сварку фильтра со стальной пластинкой (при
этом следует избегать перегрева пористого
Фиг. 14 и 15 изображают примеры устз-
новок пористых фильтров.
Пористые фильтры можно обрабатывать
резанием (обточка, сверление, нарезание вин-
товой резьбы и т. д.). Однако не рекомен-
дуется обработка резанием фильтрующей по-
верхности.
Снятие фасок можно производить наждач-
ным кругом.
Очистка пористых фильтров от осадков
достигается продуванием струёй воздуха или
пара (в направлении, обратном фильтрованию),
промыванием жидкостью, выжиганием (для
органических осадков) и т. п. Однако ввиду
дешевизны фильтров часто бывает целесооб-
разно их сменять.
Пористые металлокерамические фильтры
применяются для следующих целей:
1) очистка жидкостей от твёрдых частиц—
фильтрование жидкого горючего и смазочных
материалов для дизелей и бензиновых двига-
телей стационарных, судовых, автомобильных
и авиационных.
В некоторых случаях пористые фильтры
применяют для отделения жидких примесей,
например, масла от воды;
2) очистка воздуха и газов от пыли в
устройствах для кондиционирования воздуха,
в пневматических молотках и т. п.;
3) регулирование количества протекаю-
щей жидкости или газа в измерительных
и распределительных устройствах, а так-
же смягчение толчков при пуске сжатого
газа;
4) остановка пламени, например, во взры-
вобезопасных электромоторах.
Металлокерамические фильтры лучше за-
держивают мелкие твёрдые частицы, чем филь-
тровальная ткань, благодаря извилистому рас-
положению пор. В металлокерамических филь-
трах, в отличие от тканых, бумажных и т. п.,
исключается засорение материалом фильтра.
Металлокерамические фильтры отличаются
значительной прочностью и могут работать
при высоких температурах.
ГЛ. IV]
МЕТАЛЛОКЕРАМИЧЕСКИЕ ДЕТАЛИ
267
Фиг. 14. Установка пори-
стых фильтров:
А -¦ пористые фильтры в
сушильном агрегате холо-
дильной установки Ameri-
can Injector Co: / — пори-
стые фильтры; 2 — сили-
кагель;
Б — фильтрование горю-
чего в дизельмоторе Ge-
neral Motors: /—пористый
фильтр;2 — стальная про-
кладка, плакированная
медью (соединённая с пори-
стым фильтром при его
изготовлении);
В — пористый фильтр, со-
четающий очистку воздуха
от влаги и пыли и регули-
рование давления в устрой-
стве для распыления кра-
сок, фирмы Binks Mfg. Co:
/— пористый фильтр;
2 — экран;
Г — фильтрующее и цен-
трифугирующее устрой-
ство фирмы Кауе& Mac Do-
nald. Inc. для очистки
жидкостей и газов: 1 — по-
ристый фильтр.
Впусн.горючего
\ Прессодая \
\ nnnnTiL/гч "Т"
Сток влаги
Пористые металлические --фильтры отли-
чаются компактностью размеров (в ряде слу-
чаев не более напёрстка).
(высокая коррозионная стойкость, высокая
жаростойкость) металлокерамические стали
могут содержать хром (до 18%) и никель
Фиг. 15. Установка пористых фильтров:
А - приспособление фирмы Thompson
Products, Inc. для циркуляции воздуха во
взрывобезопасных моторах, рекомендован-
ное американским бюро пожарной безопас-
ности; 1 — пористый фильтр; 2 —стальная
втулка;
В— фильтр General Motors для фильтрова-
ния жидкого горючего для локомобиль-
ных дизелей. Установка позволяет произ-
водить фильтрование во время работы
дизеля благодаря наличию двух фильтров
A и 2);
В — фильтр фирмы Crosley Corp. для
сушки воздуха: 1—крупнопористый фильтр,
регулирующий поток и давление воз-
духа; 2 — мелкопористый фильтр, очи-
щающий воздух от частиц силикагеля;
S— втулка из нержавеющей стали;
4 — вставка, удерживаемая загнутыми
краями пористого фильтра; 5—смотро-
вое стекло; 6 — силикагель.
Вход
воздуха
МЕТАЛЛОКЕРАМИЧЕСКИЕ ДЕТАЛИ
В США получило широкое распростране-
ние массовое производство деталей (преиму-
щественно мелких) из порошкового железа,
стали, латуни и др.
По своему химическому составу металло-
керамические детали на железной основе мо-
гут содержать, кроме железа, в зависимости
от требований, предъявляемых к материалу
деталей, до 0,9% связанного углерода и до 2<у0
графита, а иногда также и медь (до 15%). В слу-
чае специальных требований к материалам
(до 8%). Металлокерамическая латунь содержит
от 1 до 40% цинка.
В зависимости от требований к механиче-
ской прочности и других условий детали
изготовляются компактными или пористыми
(до 25<70 пор).
Механические свойства пористых сплавов
на железной основе приведены в табл. 2, ком-
пактного железа — в табл. 18. Зависимость
механических свойств от пористости показана
на фиг. 1 и в табл. 2. Механические свойства
металлокерамических латуней приведены
в табл. 21.
268
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
(РАЗД. И
Таблица 21
Свойства латуней New Jersey Zinc Co
Химический
состав в
Си
7°
7°
9°
до
Zn
3°
3°
10
10
%
Р
о.З
-
°,7
Удельный
вес
7,88
7,8о
8,25
7>°4
Предел
прочности
при растя-
жении
в кг/мм*
23.°
24.O
22,0
1б,5
Относи-
тельное .
удлинение
в %
14
48
18
26
На фиг. 16 показаны детали, изготовляе-
мые методами порошковой металлургии. В
США этими методами производятся стальные
Фиг. 16. Детали, изготовляемые методом порош-
ковой металлургии.
шестерни, работающие при небольшой на-
грузке, кулачки, шайбы, болты, некоторые де-
тали винтовок и другие детали.
При решении вопроса о применении ме-
таллокерамических деталей нужно учитывать
следующие факторы.
Масштаб выпуска. Для получения ме-
таллокерамических деталей определённого раз-
мера и формы требуется применение двух
прессформ: прессовочной и калибровочной.
Расходы на изготовление прессформ могут быть
оправданы только при массовом или крупно-
серийном производстве.
Для оправдания расходов на прессформу
необходим выпуск не менее 500 шт. крупных
и сложных деталей или до 50 000 мелких [27].
Точность изготовления. Метал-
локерамическим методом можно изготовлять
детали с допусками до 0,03 мм по диаметру,
до 0,13 мм по высоте и до 0,08 мм на
эксцентричность по внутреннему и внешнему
диаметрам при размерах изделий до 40 мм
по высоте и диаметру. Для уменьшения стои-
мости изделий желательны возможно менее
жёсткие допуски.
Конструктивные соображения.
При конструировании металлокерамических де-
талей рекомендуется избегать узких выступов,
длинных и узких выемок, острых углов (ра
диус закруглений принимать не менее 0,25 мм),
больших и резких изменений толщины дета-
лей, формовки выемок и выступов в направле-
нии, перпендикулярном к направлению прес-
сованиями т. п. (фиг. 17). Для получения
наружной или внутренней винтовой резьбы
а
Фиг. 17. Примеры конфигурации металлокерамических
заготовок: а> — конфигурации нежелательные; б — кон-
фигурации допустимые.
следует ¦- применять обработку резанием. Для
деталей длиной более 18—20 мм диаметр
фланца должен превышать диаметр втулки не
более, чем в 1,5 раза. Для облегчения удале-
ния детали из прессформы следует преду-
смотреть конусность фланца 0,013 мм на
каждые 3 мм толщины фланца. Длина втулки
не должна превышать её диаметра более чем
в 2,5 раза и толщины стенок больше чем в
15—17 раз.
ЖЕЛЕЗО ДЛЯ ЗАЧЕКАНКИ ТРУБ
Битуминированное пористое железо для
зачеканки труб (синтерит) содержит около 15%
битума и 85% железа.
I,
0 20 40 60 80 100%
Степень уплотнения
Фиг. 18. Способность синтерита к
уплотнению (по Фогту): А — мягкое
железо; Б— синтерит; В— свинец.
Способность этого материала к уплотнению
по сравнению с железом и свинцом показана
на фиг. 18.
-
1
/
i—--
А
в!
А
ГЛ. IV]
ТУГОПЛАВКИЕ МЕТАЛЛЫ
269
Таблица 22
Физико-механические свойства тугоплавких металлов [21]
Свойства
Удельный вес
Температура плавления в "С
Предел прочности при рас-
тяжении в кг/мм*
Относительное удлинение
в %
Предел пропорционально-
сти в кг/мма
Твёрдость по Бринелю
в кг\ммг
Коэфициент линейного рас-
ширения при 25° С
Теплопроводность при
20° С в кал/см ¦ сек • град .
Удельное электрическое
сопротивление при 20° в
ом ¦ ммг\м
Вольфрам
19,0-19,3
3400 ±50
I 0 I ММ
0 о,5 „
Проволока < 0 о,2 „
1 0 О,О2 „
Монокристалл не-
обработанный
То же обработанный
Проволока
Монокристалл необ-
работанный
Отожжённый
Неотожжённый
1
|
i8o
200
250
300
400
но
i8o
1—4
20
72-83
150
Штабики 2оо—250
Проволока 35
44,4 • ю—'
о,4
о,о55
0—400
Металлы
Молибден
10,0-10,3
2630 ±50
Пп„„. , 0 1.2 ММ
Прово- 1 0 о>4
лока \ 0О>5 „
Отожжённая про-
волока
Монокристалл
Проволока
Отожжённая проЕ
лока
Монокристалл
4о—бо
Штабики
Жесть
52. ю~7
о,35
0,048
1
IOO—I2O
I5O—I7O
180—25O
8о—I2O
35
2-5
о-
ю—зо
Зо
2ОО—2IO
240 —255
Тантал
16,6±0,1
2900 ±100
9О—I2O
2—IO
_
Неотожжён-
ная жесть 150—200
Отожжённая
жесть 7°—J2o
¦
ТУГОПЛАВКИЕ МЕТАЛЛЫ
Металлокерамические методы являются
единственно рентабельными для получения ту-
гоплавких металлов — вольфрама, молибдена,
тантала, ниобия — и сплавов с высоким содер-
жанием этих компонентов. Тугоплавкие ме-
таллы используются в электроламповой про-
мышленности в виде проволоки, прутков и де-
талей.
Физико-механические свойства тугоплавких
металлов приведены в табл. 22.
Свойства сплавов W — Мо приведены в
табл. 23.
Главная область применения вольфрама —
электроламповая промышленность (нити нака-
ливания для электрических ламп, материалы
для катодных ламп и рентгеновских трубок,
контакты и др.). Молибден применяется в виде
яроволоки для подвески вольфрамовых нитей
в электрических лампах и в виде проволоки,
ленты и прутков в высокотемпературных пе-
чах сопротивления, а также в вакуумной тех-
нике. Наиболее важные области применения
тантала — катодные лампы, техника высокого
вакуума и химическая аппаратура. В вакуум-
ной технике тантал применяется благодаря
большому химическому сродству с газами, в
том числе с азотом, в качестве так называ-
емого геттера для поглощения последних
следов газов. Тантал устойчив в отношении
большинства кислот и щелочных растворов
Таблица 23
Физико-механические свойства сплавов W — Мо [21]
Состав
72,5
51, о
2О,О
IOO
О
%
W
27,5
49,°
8о,о
о
IOO
Темпе-
ратура
плавле-
ния в
°С
2675 ±25
2850 ±25
ЗО75±25
2630 ±5о
34оо±5о
Плот-
ность
в г/см3
12,8
14,8
17,5
ю,з
19,3
Удель-
ное
элек-
триче-
ское
сопро-
тивле-
ние при
20° С в
ом-мм3
м
о,о8з
0,090
о,о8о
°,°53
о,о55
Темпера-
турный
коэфициент
электри-
ческого со-
противле-
ния а • 103
3,25
2,9
3,2
4.75
4,82
Твёр-
дость
по Бри-
нелю
в кг\мм?
25O
3°о
33°
SOO
35°
(кроме горячей серной кислоты, горячего ед-
кого кали и плавиковой кислоты) и приме-
няется для изготовления химической аппара-
туры.
270
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. Н
МЕДНО-ГРАФИТОВЫЕ И БРОНЗО-ГРАФИТОВЫЕ
ЩЁТКИ ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН
Медно-графитовые и бронзо-графитовые щётки для
электрических машин изготовляются исключительно ме-
таллокерамическим методом. Графит препятствует нали-
панию и свариванию металлических частиц, находящихся
в скользящем контакте, в особенности при повышен-
ной температуре и проскакивании искр, а также сни-
жает окисляемость основного металла.
Кроме того, наличие графита обеспечивает уменьше-
ние коэфициента трения, а также износа.
Медно-графитовые щётки содержат от 8 до 75% гра-
фита и соответственно 92—25% меди. С увеличением
содержания графита снижается электропроводность
щёток, увеличивается контактно'е (переходное) падение
напряжения, уменьшается допускаемая плотность тока
и повышаются антифрикционные свойства. В табл. 24
приведена характеристика советских медно-графитовых
и графито-медных щёток.
В табл. 25 приводится состав некоторых иностран-
ных медно-графитовых и бронзо-графитовых щёток, в
табл. 26 — их характеристика.
Таблица 24
Характеристика медно-графитовых и графито-медных щёток
Таблица 25
Состав медно-графитовых
и бронзо-графитовых щёток в % [21J
Характе-
ристика
Содержа-
ние гра-
фита в %
Твёрдость
по Брине-
лю в кг/мм?
Твёрдость
по Шору
Удельное
электриче-
ское со-
противле-
ние в
ом • мм?1м
Переход-
ное паде-
ние напря-
жения
Допускае-
мая плот-
ность тока
в ajcM2
Коэфи-
циент тре-
ния
Допускае-
мая линей-
ная ско-
рость в
м/сек
Нормаль-
ное нажа-
тие в г/см1
МГ
Незначи-
тельное
6—12
0,05—о,i
Низкое
25—Зо
Средний
2О
I2O—I5O
м
МГ-1
ю—15
5-7
-—
О,1—О,25
Низкое
22—25
Низкий
2О
I2O—I5O
а
МГ-2
15—2О
4-6
—
О,2—О,4
Низкое
22—25
Низкий
25
I2O—I5O
э к ь
мг-з
2О—25
3-5
—
°.3-«.45
Низкое
2О—22
Низкий
25
I2O—150
М-1
Около
5°
—
Зо—42
4—ю
Среднее
Ч
—
15
хбо—200
М-2
Около
75
—
28-з8
6-i6
Среднее
12
—
2О
i6o—200
Си
85
8о
8о
7°
ё
Зо
С
5
ю
IO
2О
3°
12
7°
Sn
—
10
—
8
Pb
10
10
—
10
Zn 12
Таблица 26
Характеристика щёток [21]
Характеристика
Удельный вес .
Твёрдость по
Бринелю в кг/мм*
Твёрдость по
Шору
Коэфициент ли-
нейного расшире-
ния в продольном
направлении aj-lO".
Коэфициент ли-
нейного расшире-
ния в попереч-
ном направле-
нии о2 • 10е ...
Удельное элек-
трическое со-
противление в
мком -см ....
Предел прочно-
сти при растяже-
нии в кг\мм*. .
Бронзовые с
малым содер-
жанием гра-
фита
5.°
38
ю
12
13
ю
3,°
С большим
содержанием
графита
3,5
32
2О
4
5
5°
3.5
С очень боль-
шим содержа-
нием графита
(медные угли)
2.5
15
15
2,9
5-9
8оо
1,О
КОНТАКТНЫЕ МАТЕРИАЛЫ
Чистые металлы не обладают фч-
зическими свойствами, нужными для
контактных материалов, л именно:
твёрдостью и отсутствием деформа-
ций при высоких температурах, отсут-
ствием прилипания, сваривания, оки-
сляемости и в то же время наличием
высокой теплопроводности и элек-
тропроводности. Лучшим решением
является изготовление металлокера-
мическим методом композиций, в ко-
торых один из компонентов обеспечи-
ГЛ. IV]
КОНТАКТНЫЕ МАТЕРИАЛЫ
271
вает твёрдость или несвариваемость, а дру-
гой — электропроводность.
Этим методом изготовляются следующие
контактные материалы.
Контакты на серебряной основе — сере-
бро-графитовые и серебро-окисные. Серебро
обеспечивает высокую электропроводность и
теплопроводность.
Для предохране-
ния от сваривания
добавляется гра-
фит D—30%) или
окись металла
B,5-10%).
Контакты на
вольфрамовой ос-
нове. Вольфрам
обеспечивает твёр-
дость, теплоустой-
чивость, устойчи-
Таблица 27
Состав металлокерамических контактов в %
т 180
т ш
98 140
84 120
70 100
5S 80
М 60
28 40
U 20
¦
-
' 1
¦>,\
1
/
')
/
/
А
Г
/
/
г?.
/•/
/
/
/
¦f
/
5
О 20 Щ 60 80 W%
вость при искре-
нии, коррозионную
стойкость и несва-
риваемость. Ком-
понентом, обеспе-
чивающим высо-
кую электропро-
Фиг. 19. Физико-механические В°ДНОСТЬ и те"
свойства медновольфрамовых ПЛ О пр О ВОДНОСТЬ,
сплавов:/ — предел прочности является серебро
при сжатии ом в кг\мм\ (Ц)_40%) ИЛИ медь
2-твёрдость HRr в зависи- A0_400/с). Приме-
мости от объёмного процент- НЯЮТСЯ также ВОЛЬ-
ного содержания W; 5 — то же i „ пмрпнпникр
в зависимости от весового ФР амОМеднОНИКе-
процентного содержания W; Левые КОНТЭКТЬЦДО
4 — предел прочности при рас- 20% меди и НИ-
тяжении о/у кг/мм?; 5 — пре- келя)
Д6Л сжОаПтиРиЦ"°НвЛХС^ ПРИ Контакты на
р молибденовой ос-
нове с добавками
серебра A0—40%) или меди A0—40%) анало-
гичны контактам на вольфрамовой основе.
Контакты на основе карбида вольфрама
особенно устойчивы против действия эрозии при
образовании вольтовой дуги. Кроме карбида
вольфрама, в качестве связующего элемента
а. 10
16
12
В
4WD 80 дО 40 20 W О
Фиг. 20. Коэфициент расширения
медновольфрамовых сплавов:
а0—в(П° в зависимости от: 1 — тео-
ретического процента по объёму;
2— теоретического процента по весу;
3—действительного процента по весу;
4— действительного процента по
объёму.
контакты содержат 1,5—10% кобальта, осмия
или другого благородного металла (платины,
родия, иридия).
Состав металлокерамических контактов при-
ведён в табл. 27.
ь
/г
&
~7
2
/
у*
ЫЦБ
у
у
/f,,l 10 OTJe&
~4
/
r*W
W;Cu
Основ-
ной
ком-
понент
Сере-
бро
Воль-
фрам
Моли-
бден
Кар-
бид
воль-
фрама
W
-
6о—до
60—50
8о—95
-
Мо
-
-
Зо—до
6о— оо
-
Ag
70-96
95—97.5
40—10
70—10
-
Си
-
4о—ю
ю—а
4о—ю
-
we
-
-
-
9°-98.5
Гра
фит
Зо-4
-
_
Прочие
элемен-
ты
Ю-2,5
CdO
10—2
Ni
_
10—1,5
Со, Os
Pd, lr.
или Rd
Физико-механические свойства вольфрамо-
серебряных и молибденосеребряных сплавов
указаны в табл. 28.
Таблица 28
Физико-механические свойства
W — Ag- и Мо - kg [21]
Хи-
мич.
состав
в°/0
W
Зо
5о
6о
а5
75
8о
в5
Ag
7°
SO
4О
35
«
20
15
Уд. вес
12,1
13.5
14,4
14.7
15,8
1б,з
17>°
л «
Твёрдо
Бринел
5о—6о
9о—loo
НО—I2O
I2O—I4O
i6o—180
200—220
210—230
О) О
47-51
39—41
35-37
33—35
28—30
26—28
24-25
Химич.
состав
в%
Мо
6о
OS
7О
75
80
-
-
Ag
40
35
30
25
20
-
-
Уд. вес
.0,3,
,о,.
хо,а8
IO.27
Ю,25
-
-
сплавов
¦з*
с «
Л
Твёрдо
Бринел
125—150
150—160
i6o—180
175-190
180—210
-
-
SB
ч о„
w о а
Удельн
тропро
в м/ом
36-38
34—Зб
32—34
,о-,
28—зо
-
-
Зависимость свойств медновольфрамовых
контактов от их состава дана на фиг. 19 и
коэфициента расширения — на фиг. 20. Срав-
272
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. 11
яение продолжительности срока службы мед-
новольфрамовых и медных контактов в мас-
ляных прерывателях дано на фиг. 21.
Металлокерами-
ческие серебро-
окисные контакты
характеризуются
низким падением
напряжения и ма-
лым разогревом
при работе.
Металлокерами-
ческие контакты
применяются во
всевозможных ре-
300000
п
200000
100000
\6
\
\
\
ч
--.
ч
Ч
15 20квт
¦Фиг. 21. Продолжительность
службы контактов (п операций
до разрушения): Л — медных;
б— из сплава 60% w, 40% Си.
ле, прерывателях,
сварочных аппара-
тах. Применение
карбидовольфрамовых контактов в телеграф-
ных реле позволило повысить скорость пере-
дачи со 140 до 700 знаков в минуту.
МАГНИТНЫЕ
МЕТАЛЛОКЕРАМИЧЕСКИЕ
МАТЕРИАЛЫ
свойства порошковых сердечников по сравне-
нию с проволочными.
Кроме электролитического железа, для
изготовления прессованных сердечников при-
меняется пермал-
лой (железонике- fiQ/Oe
левый сплав с со- Ш00
держанием около
7,8и/0 Ni), железо-
крем ни ев оалюми-
ниевый сплав аль-
сифер и карбо-
нильное железо.
Постоянные
магнитные с пла-
вы алнико. Со-
став и магнит-
ные характеристи-
ки сплавов ални-
ко приведены в
табл. 30.
Механическая
обработка сплавов
алнико весьма за-
труднительна из-за
30000
20000
10000
У
к
У
А
s
s
о тщшщг ню мое
Фиг. 22. Магнитная проницае-
мость (|а) железоникелевых
сплавов в зависимости от
напряжённости поля (Н) [24]:
1 — трансформаторная жесть;
2 — железоникелевый сплав с
48% Ni; 3 — сплав из карбо-
нильного железа и никеля с
47% Ni; 4 - то же с 45% Ni;
5— пермаллой.
Применение методов порошковой металлур-
гии для изготовления магнитных материалов
высокой твёрдости и хрупкости, поэтому мел-
кие детали выгоднее изготовлять металлоке-
рамическим методом.
Таблица 29
Магнитные свойства пупиновских сердечников [7]
ш
и 1
о
S О
Я и.
2. 1
1 1
о,5
I.O
З.о
5,о
ю,о
15.о
20,0
4о,о
бо.о
8о,о
Сердечники из продольной проволок*
мягкая железная
проволока
остаточный
магнетизм
Вг в гс
57
гбо
1170
32OO
6240
7140
79°о
88оо
93оо
9600
магнитная
проницае-
мость (А
125
1бо
39о
639
624
483
395
22O
155
I2O
[
твёрдая стальная
проволока
Вг в гс
39
83
Зоб
665
3630
6 37°
7 7°о
9 52O
Ю2бо
—
78
83
IO2
133
збз
425
385
238
171
—
Сердечники из
механически
прессованных
порошков
из-
мельчённое железо
В в гс
26
53
165
295
75O
Г5оо
228О
4640
6i8o
7200
V-
52
53
55
59
75
IOO
П4
иб
юз
9о
электролитиче-
ское железо
ВТ в гс
2О
41
129
225
57°
840
I2OO
2720
378о
488о
И-
40
41
43
45
51
6о
65
63
6i
Сердечники из
поперечной
проволоки
(твёрдая сталь-
ная проволока)
Вг в гс
-
и
34
58
и8
i8o
241
470
695
—
-
и,4
".5
11,6
11,8
12,0
12,0
и,8
11,6
—
даёт следующие преимущества: возможность
изготовления магнитодиэлектриков, прессован-
ных ферромагнитных порошков, изолирован-
ных диэлектриками; лёгкое и экономически
выгодное получение готовых постоянных ма-
гнитов для твёрдых, но хрупких магнитных
сплавов типа алнико; возможность получения
металлов высокой чистоты из сплавов с точно
заданным химическим составом.
Прессованные сердечники для
sk а т у ш е к. В табл. 29 приводятся магнитные
Прочие м е та л л ок ер а м ич еские
магнитные материалы. На фиг. 22
изображена зависимость магнитной проница-
емости сплавов из карбонильного железа и
никеля от напряжённости поля.
Магнитные свойства карбонильного железа:
коэрцитивная сила Нс — 0,08 э; начальная про-
ницаемость fi = 3000 гс/э; максимальная про-
ницаемость f*max = 20 000 гс/э; остаточный ма-
гнетизм 5^=6000 гс и максимальная магнитная
индукция ?ша =22 000 гс.
ГЛ. IV]
ПРОЧИЕ МЕТАЛЛОКЕРАМИЧЕСКИЕ ИЗДЕЛИЯ-
273
Таблица 30
Состав и свойства сплавов алнико (по Госсу)
Таблица 31
Свойства карбонильного железа
Марка
I
II
111
IV.
V
Алнико с
диэлектри-
ческой
связкой *
Химический
состав
AI
12,О
1О,О
12,О
12,0
8,О
ю,о
Ni
2О,О
17.о
25.°
28,О
14,о
17.о
в°/„
Со
5.о
12.5
-
24,о
12,0
Си
-
5>°
-
-
З.о
б.о
к
я
га
S*
5ш
СХсо
о 5
к5
245
54о
4оо
7оо
525
боо
¦к
и
5 В
н ? й
Osa
10300
7 200
7 100
5200
12 000
3 5OO
Магнитная
энергия
в эр г/см3
I IOO ООО
I 650 ооо
i 33° 0°°
I 250 ооо
4 ооо ооо
* Технология разработана под руководством
проф. Займозского.
ПРОЧИЕ МЕТАЛЛОКЕРАМИЧЕСКИЕ
ИЗДЕЛИЯ
Кроме перечисленных выше, металлокера-
мические материалы применяются для изгото-
вления: 1) медных прутков и проволоки из мед-
ных порошков; 2) компактного железа и стали
из порошков карбонильного железа. Металло-
керамическим методом получались стальные
и железные болванки до 2 т весом, перера-
батываемые на листовой материал и другие
изделия.
Карбонильное железо, не содержащее серы,
фосфора, кремния, марганца и меди, является
одним из наиболее чистых сортов железа;
полученное путём спекания в закрытых фор-
мах карбонильное железо имеет относительно
высокое содержание кислорода и азота, при
спекании же в водороде почти не содержит
этих примесей. Химический состав (в %)
карбонильного железа, спечённого в формах
(по Офферману): 0,02 С, 0.01 Si, следы Р,
0,003 S, 0,021 N2, 0,010 О2. Железо, отожжён-
ное в водороде (по Вельсу, Аклею и Мелю),
содержит (в %):
0.0018 С, 0.002 Si,
0,0005 S, 0,003 N2,
0,002 О2, 0,0005 На.
Свойства карбониль-
ного железа приведе-
ны в табл. 31.
Чистое карбониль-
ное железо, обладая
высокой штампуемо-
стью (фиг. 23),находит
соответствующее при-
менение и может
являться заменителем
меди и латуни.
Легированная кар-
бонильная сталь бла-
годаря низкому содержанию обычных приме-
сей железа имеет преимущество перед сталью,
'О 0,5 10 1.5 мм
Толщина листа
Фиг.23. Проба поЭриксену
|22]: / — карбонильное же-
лезо; 2— медь; 3— железо;
4 — жесть из мартеновско-
го железа.
Свойства
Предел пропорциональ-
ности в кг/мм2
1
Предел прочности при
растяжении в кг/мм3 . .
Относительное удлине-
ние в %
Относительное сужение
в %
Твёрдость по Бринелю
в кг/мм- • • .
Проба Эриксена (жесть
толщиной 1 мм)
Модуль упругости
в кг/мм2
Ударная вязкость
в кгм/см'2
Удельная электропровод-
1
ность
ом ¦ см
Температурный коэфи-
циент электрического со-
противления
по
Офферма-
ну [22]
i6—20
28-32
¦28-33
78—82
70-85
11.7
-
0,5-24
-
-
по Шлех-
ту, Шуларду
и Дуфтшмиду
[24]
и-17
2O-28
3°—4°
7О—8о
56-8о
12,25
2О 70О
i6—20
0,1 • 10 4
0,65
полученной литьём. Наоборот, карбонильная
углеродистая сталь [22] не имеет преимуществ
перед обычной, кроме лучшей свариваемости.
Перлит в карбонильной стали имеет тенден-
цию к переходу в более стабильную зернистую
форму. Карбонильная сталь имеет склонность
к анормальной структуре.
Гарди рекомендует припои, спрессованные
из порошков электролитической меди, фосфо-
ристой меди и буры. Для прочности прутки
спекаются при невысокой температуре.
Из металлокерамического тяжёлого сплава
изготовляются контейнеры для хранения радия
(сплав 90J/0W.2,5'Vo Си и 7,5Vo Ni) и т. п. Свой-
ства этого сплава: удельный вес 16,3 — 17,0,
предел прочности при растяжении 63 кг)мм-;
предел пропорциональности 58 кг/мм2, мо-
дуль упругости 23 000 кг\мм'\ относитель-
ное удлинение 4%, твёрдость по Бринелю
250—290 кг1мм\ коэфнциент линейного рас-
ширения 5,6-10 , теплопроводность 0,25
кал/см-сек• град, уяелыюе электрическое со-
противление 1,16-10 ом-см.
274
МЕТЛЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бальшин М. Ю., Металлокерамика, М.-Л. 1938. 17.
2. БальшинМ. Ю. иКороленко Н. Г., Воизи-
товые (железо-графитовые) подшипники. 18.
3. Б е б н е в П. И., Отчёт ЦНИИТМАШ, 1943.
4. Богородицкий В. Н., Отчёт по испытанию вой- 19.
зита, Машиноиспытательная станция завода им.К.Мар-
кса, Л. 1937. 20.
5. ГинзбургИ. А., Отчёт ЭНИМС, 1938.
6. Джонс В. Д., Основы порошковой металлургии, 21.
М.—Л. 1940.
7. М е с ь к и н В. С, Ферромагнитные сплавы, М.—Л. 22.
1937.
8. 3 а р у б и н и К о п ц и к, Тугоплавкие металлы,
М.-Л. 1940. 23.
9. С у ш к и н а Л. Н., Отчёт по испытанию пористых 24.
подшипников, ЦНИИТМАШ, 1939.
10. Allen A., Steel, 1939, т. 104, № 15, стр. 43—54. 25.
11. А г at a, Product Engineering-, 1944, № 8. 26.
12. С о n e E., Metals and Alloys, 1941, т. 14, стр. 843-850. 27.
13. F о х F., Machinery (London), 1938, т. 53, № 1366. 28.
14. F e t z, Metals and Alloys, 1937, т. 8, № 9, стр. 257-260.
15. Goetzel, Journal of Inst. of Met., 1941, т. 67, стр. 115. 29.
16. Goetzel and S e a 1 i g, Am. Soc. for testing- mate-
rials. 1940.
Greenwood, Met. Ind., 1942, т. 60, стр. 77 — 79,
112—114, 226, 242, 265, 279.
H e n s e 1 F., LarsenE., S w a z у Е., Metals and
Alloys, 1941, май, стр. 577.
Eilender u. Schwalbe, Arch. f. Eisenhiitten-
wesen, 1939, № 6, стр. 267—272.
L e n e 1 F. V., Mechanical Engineering, 1943, июль*
стр. 489—492.
К i e f e r und Hotop, Pulvermetallurgie und Sin-
terwerckstoffe, Julius Springer, 1943.
Offermann E. K., Ober die Hersteliurg und die
Eigenschaftcn von Stahl aus Carbonyleisen, Dortmund
1936.
Reinsch E. W., Prod. Eng., 1944, т. 15, стр. 769.
Schlecht L., Schubard W. unil Duft-
schfflidF., Zs. f. Electroch., 1931, т. 37. стр. 485.
Schroter F., Werkzeugmaschine, 1937, т. 4i, стр. 58.
V о g t H., Gas u. Wasserfach, 1936, т. 79. стр. 592.
Victor and S о г g, Met. and All., 1944, март.
S k a u p у F., Metallkeramik, Berlin, Veriag- Chemie,
1943.
Wulfl J., Powder Metallurgy, Americ. Soc. for Met.,
1942.
Глава V
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
ДРЕВЕСНЫЕ МАТЕРИАЛЫ
ВИДЫ ДРЕВЕСНЫХ МАТЕРИАЛОВ
И ИХ КЛАССИФИКАЦИЯ
К древесным материалам относятся нату-
ральная древесина и материалы, получаемые
из неё, — шпон, фанера и цельнопрессованная
древесина (лигностон).
К достоинствам древесины относятся боль-
шая крепость при малом весе, в частности
высокое сопротивление ударным и вибрацион-
ным нагрузкам, высокие теплоизоляционные
свойства, малый коэфициент термического
расширения, хорошая сопротивляемость дей-
ствию кислот и газов, лёгкая обрабатыва-
емость и др.
Недостатками древесины являются непо-
стоянство свойств, различие механических
свойств вдоль и поперёк волокон, гигроско-
пичность (связанная с изменением веса, раз-
меров и формы древесины), лёгкая возгора-
емость, подверженность загниванию и по-
ражению насекомыми.
Классификация древесных материалов и
области их применения приведены в табл. 1.
НАТУРАЛЬНАЯ ДРЕВЕСИНА
Макроскопическое строение
Ввиду неоднородности строения древесину
изучают по трём разрезам: поперечному или
торцовому, и двум продольным —- радиальному
(через сердцевину ствола) и тангентадьному
(разрез по хорде) (фиг. 1).
На поперечном разрезе ствола различают
сердцевину в виде небольшого тёмного пятна
размером 2—3 мм, древесину — среднюю часть
ствола — и кору. У большинства лесных пород
древесина окрашена в светлый цвет, у некото-
рых прилегающая к коре часть (заболонь),
окрашена светлее, а центральная (ядро), окру-
жающая сердцевину, темнее. По этим при-
знакам древесные породы делятся на ядровые
и безъядровые. Из хвойных пород к ядровым
относятся лиственница, сосна, кедр, тис и
можжевельник; безъядровыми являются ель
и пихта. Из лиственных пород ядро имеют
дуб, ясень, вяз, ильм, карагач, орех, платан,
каштан, фисташка, белая акация, тополь, ива;
Таблица 1
Классификация древесных материалов и области их применения
Древесные
материалы
Натуральная
древесина
То же
Фанера
Прессованная
древесина
Разделение
по породам
Хвойные (сосна, ель,
лиственница, кедр, пихта)
Лиственные (мягкие —
берёза, осина, ольха, липа,
тополь, ива; твёрдые — дуб,
ясень, бук, граб, клён, вяз,
ильм, карагач, каштан, орех,
груша, платан, самшит, белая
акация, фисташка, хурма
и др.)
Берёзовая, ольховая, сос-
новая
Берёза, бук
по роду сортиментов
Круглые (брёвна, столбы,
сваи, стойки — преимущественно
хвойные породы)
Пилёные (доски, брусья,
рейки — все породи)
Тёсаные (брусья — хвойные
породы)
Колотые (клёпка, гонт, обод,
спица, полоз, дрань —преимуще-
ственно лиственные породы)
Строганые (ножевая фа-
нера — твёрдые лиственные по-
роды)
Лущёные (шпон — преиму-
щественно мягкие лиственные
породы)
Трёхслойная и многослойная
E, 7, 9 и 11 слоев)
Лигностон (бруски)
Основные области
применения
Промышленное, дорожное и жи-
лищное строительство, линии свя-
зи, гидротехнические соору-
жения
Промышленное, жилищное и
ж.-д. строительство, вагоно-,су-
до-, мосто-, машино-,авиастроение
Ж.-д. строительство, мосто-
строение
Тара (бочарная), обозостроение
Мебель, внутренняя отделка
помещений
Производство клеёной фанеры
и слоисто-прессованной древе-
сины
Авиастроение, авто- и судо-
строение, машиностроение
Машиностроение
276
НЕМЕТАЛЛИЧЕСКИЕ /МАТЕРИАЛЫ
[РАЗД. II
не - имеют ядра берёза, осина, ольха, липа,
бук, граб, клён, груша, самшит.
У бука, осины, берёзы и клёна в результате,
главным образом, поражения грибами часто
образуется потемнение центральной части
ствола, напоминающее ядро,—-так называемое
ложное ядро. Древесина ложного ядра при
статических нагрузках не уступает по кре-
пости нормальной древесине, но обладает сни-
женным сопротивлением изгибу от ударной
нагрузки. Заболонная древесина у сосны обла-
дает несколько пониженной крепостью при
статических нагрузках (на 5—6%), но в то же
время обнаруживает более высокое сопроти-
вление изгибу при ударной нагрузке (на 5—
10%) и лучшую гибкость.
Как ядро, так и заболонь состоят из кон-
центрических слоев, называемых годовыми
(прирост по толщине за год). Ширина годовых
Поперечншп (торцевой)
Ширэкий сердце-
банный
Тангеиталышй разрез
Фиг. 1. Схема макроскопического строения древесного
ствола.
' слоев сильно колеблется в зависимости от
породы и условий произрастания. Каждый
годовой слой состоит из внутренней более
светлой и мягкой части—ранней древесины —
и наружной, более тёмной и твердой — поздней
древесины. Первая образуется в начале* а вто-
рая в.. конце вегетационного периода. Соот-
ношение размеров этих частей зависит от упо-
мянутых выше факторов и может служить,
так же, как и средняя ширина годовых слоев,
признаком для предварительного суждения
о качестве древесины: чем выше содержание
поздней древесины, тем больше вес и крепость
древесины в целом. Для хвойных пород суще-
ствует оптимальная ширина годовых слоев
(различная для разных пород), при которой
качество древесины получается наилучшим
(для сосны от 3 до 25 слоев в 1 см). Для ли-
ственных кольцепоровых (см. ниже) пород (дуб,
ясень) вес и крепость древесины возрастают
с увеличением ширины годовых слоев.
Число годовых слоев в 1 см и процентное
содержание поздней древесины определяются
по ОСТ НКЛ 250.
Так как резкая разница между ранней
и поздней древесиной имеет место только у
хвойных и кольцепоровых лиственных по-
род, то определение процента поздней дре-
весины может быть осуществлено лишь для
ьтлх пород.
В растущем дереве годовые слои отлагаются
и на стволе, и на ветвях. В срубленной дре-
весине живые ветви оставляют сучки, срос-
шиеся с древесиной ствола. При отмирании
ветви еще при росте дерева связь древесины
сучка с древесиной ствола нарушается и при
распиловке последнего сучок может выпасть,
оставив отверстие (выпадающий сучок).
Нижняя (комлевая) часть ствола дерева со-
держит в центральной части, у сердцевины,
мелкие заросшие сучки, незаметные на поверх-
ности ствола; в средней части присутствуют
более крупные сучки, часто заметные на по-
верхности ствола по вздутиям, а ближе к кро-
не — выходящие наружу; верхняя часть несёт
наиболее крупные сучья, входящие в состав
кроны дерева.
На поперечном разрезе у некоторых пород
иногда заметны узкие блестящие линии, на-
правленные по радиусам ствола и называемые
сердцевинными лучами.
На радиальном разрезе сердцевинные лучи
имеют вид поперечных блестящих узких или
широких полосок или пятен, окрашенных не-
сколько темнее древесины. Расположение этих
полосок на радиальной поверхности древесины
часто образует красивый рисунок (платан, бук,
дуб, клён). На поперечном разрезе некоторых
лиственных пород (дуб, ясень, орех) можно ви-
деть мелкие отверстия или поры, представля-
ющие собой поперечные разрезы сосудов, ко-
торые бывают крупными и мелкими. Крупные
сосуды встречаются почти исключительно в
ранней древесине годовых слоев, где они обра-
зуют кольцо (дуб, ясень, ильмовые породы),
и лишь у немногих пород они распределены
по годовому слою более или менее равномерно
(орех, хурма). Мелкие сосуды при отсутствии
крупных распределяются по годовому слою
более или менее равномерно. Это позволяет
разделить лиственные породы на кольцепоро-
вые и рассеяннопоровые. Сосуды характерны
для древесины только лиственных пород; у
хвойных — сосудов нет. \
Древесина имеет волокнистое строение. Во-
локна вытянуты по длине ствола и часто имеют
спиральное (вокруг оси ствола), а иногда вол-
нистое направление. Поверхность раскола дре-
весины приобретает в этих случаях вид очень
крутой спирали (косослой) или бывает покры-
та чередующимися выступами и впадинами
(волнистость); иногда наблюдается сильная пе-
репутанность волокон (свилеватость). Волни-
стость наблюдается у бука, клёна, граба, ясеня,
ильмовых пород, берёзы. Сильно развитая сви-
леватость встречается в древесине берёзы.
Свилеватое строение имеет также древесина
наплывов (или капов), часто образующихся на
стволах берёзы, клёна, грецкого ореха. Свиле-
ватая древесина на разрезах часто даёт весь-
ма красивый рисунок (например „птичий глаз"
клёна), обусловливающий высокую ценность
такой древесины в мебельном производ-
стве.
Характерной особенностью строения дре-
весины хвойных пород являются смоляные
ходы, заметные на поперечном разрезе в
виде беловатых точек (сосна, кедр, листвен- \
ница и ель). ;
Смоляные ходы не оказывают влияния на
свойства древесины, но заполняющая их смола
повышает стойкость древесины против гние-
ния, понижает влагопоглощение и увеличивает ;
теплотворную способность. \
['Л. V]
ДРЕВЕСНЫЕ МАТЕРИАЛЫ
277
Микроскопическое строение
Основой строения растительных организмов,
в том числе и древесины, служит раститель-
ная клетка. Живая клетка имеет оболочку,
внутри которой заключён протопласт, состо-
ящий из мелкозернистой протоплазмы и бо-
лее плотного ядра.
Оболочка молодых клеток представляет
собой весьма тонкую кожицу (не более 0,001 мм),
эластичную, растяжимую и легко проницаемую
для воды и водных растворов. Она состоит
из целлюлозы и пектиновых веществ; послед-
ние соединяют также оболочки соседних кле-
ток. После отмирания протопласта клетка,
несмотря на целость оболочки, является мёрт-
вой. Древесина растущего дерева главным об-
разом, а срубленная древесина полностью
состоит из таких клеток с отмершим прото-
пластом, т. е. представляет собой собрание
клеточных оболочек.
В дальнейшем оболочки клеток, образую-
щих древесину, пропитываются лигнином, ко-
торый придаёт им большую крепость, жёст-
кость и твёрдость (одревеснение оболочки).
В стенке клетки различают три слоя: пер-
вичный— наружный (тонкая первичная обо-
лочка); вторичный — средний (самый толстый)
и третичный (очень тонкий). Последний слой
иногда отсутствует.
В первичном слое преобладает лигнин с
пектиновыми веществами и содержится весьма
мало целлюлозы; вторичный слой состоит из
целлюлозы и лигнина, а третичный — из цел-
люлозы и гемицеллюлоз.
Клеточные оболочки построены из тонких
первичных волоконцев, или фибрилл, диаметром
от 3000 до 6000 А. В свою очередь фибриллы
сплетены из тончайших волоконцев диаметром
около 600 А, которые состоят из мицелл,
имеющих форму кристаллов моноклинической
системы длиной 600 А, толщиной около 60 А
и шириной около 50 А. Мицеллы состоят из
пучка (примерно 50 шт.) нитевидных молекул
целлюлозы. Продольные оси мицелл ориенти-
рованы по длине фибрилл под некоторым уг-
лом к оси волокна. Промежутки между ми-
целлами заполнены лигнином и гемицеллюло-
зой; здесь же помещается и вода, если кле-
точная оболочка находится во влажном со-
стоянии.
Все виды растительных клеток можно раз-
делить по форме на две основные группы:
паренхимные клетки, имеющие округлую или
многогранную форму и примерно одинаковые
размеры по трём направлениям, и прозенхим-
ные клетки, имеющие форму волокна, часто
с утолщённой оболочкой. Совокупность клеток
одинакового строения, выполняющих одни и
те же функции, образует ткань. Ткани, обра-
зующие древесину, классифицируются по их
функциям, а именно: проводящие ткани, слу-
жащие для проведения воды с растворёнными
в ней органическими и минеральными пита-
тельными веществами (трахеиды, сосуды); ме-
ханические ткани, придающие древесине спо-
собность сопротивляться механическим воз-
действиям (либриформ), и запасающие ткани,
являющиеся хранилищем запасных питатель-
ных веществ (древесная паренхима).
Трахеиды являются главным и характер-
ным элементом древесины хвойных пород, за-
нимая 90 — 95% общего объёма. Они имеют
веретенообразную форму и кососрезанныс
концы.
На поперечном разрезе трахеиды имеют
четырёхгранную форму и расположены пра-
вильными радиальными рядами, что весьма
характерно для древесины хвойных пород.
Сосуды имеются только в древесине лист-
венных пород. Крупные сосуды имеют диа-
метр 0,2 — 0,5 мм, мелкие сосуды — в 5 — 10 раз
тоньше. В ядровой древесине часто сосуды бы-
вают заполнены тиллами, которые имеют вид
тонкостенных пузырей и представляют собой
выросты соседних клеток древесной паренхимы.
Появление тилл наблюдается и при образова-
нии ложного ядра или при задыхании древе-
сины (бук, берёза). Тиллы парализуют деятель-
ность сосудов, делая невозможным проход по
ним воды; это имеет важное практическое зна-
чение, так как такая древесина почти не под-
даётся пропитке (ложное ядро бука).
Волокна либриформа являются основным
элементом древесины лиственных пород. В со-
ответствии со своими функциями они имеют
волокнообразную форму, очень толстые стен-
ки и весьма малую внутреннюю полость. Дли-
на волокон либриформа колеблется от 0,7 до
1,6 мм, а наружный диаметр составляет 0,02 —
0,05 мм. От количества либриформа и разме-
ров отдельных волокон (толщины стенок) за-
висят вес и крепость древесины лиственных
пород.
Древесная паренхима прежде всего обра-
зует сердцевинные лучи в древесине всех по-
род; кроме того, древесина лиственных пород
содержит в заметном количестве древесную
паренхиму, собранную в вертикальные ряды
(вертикальная паренхима), которая в хвойных
породах окружает смоляные ходы, представля-
ющие собой межклеточные пространства (в
форме узких длинных каналов).
Химические свойства и стойкость
древесины
Главная масса древесины образована орга-
ническими веществами, в состав которых вхо-
дят углерод, кислород, водород и азот. Содер-
жание этих элементов в древесине разных по-
род практически одинаково. В среднем абсо-
лютно сухая древесина содержит 49,5% С,
6,30/0 Н и 44,20,0 (О 4- N).
Кроме органических соединений, в состав
древесины входят минеральные вещества, об-
разующие при сгорании золу, количество ко-
торой колеблется в зависимости от породы
между 0,2 и 1,7%. Главной составной частью
золы являются соли кальция. Часть золы A3 —
25%) растворима в воде (поташ и сода).
Стенки клеток древесины построены из
целлюлозы, лигнина и гемицеллюлоз; послед-
ние разделяются на пентозаны и гексозаны.
В табл. 2 показано относительное содержание
этих веществ в древесине.
В полостях клеток содержатся дубильные
и красящие вещества, смолы, камеди, эфирные
масла и алкалоиды.
Целлюлоза относится к полисахаридам,
имеет формулу (С6Н10О5) п, где п — коэфици-
278
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
ент полимеризации (число точно не устано-
вленное^, и является веществом очень стойким,
нерастворимым в обычных органических рас-
творителях. Основная область применения цел-
люлозы — производство бумаги. Путём хими-
ческой обработки (главным образом кислотами!
из целлюлозы получают ряд продуктов — ами-
лоид, сахар, искусственный шёлк, пироксилин,
коллодий, целлулоид, нитроцеллюлозные лаки.
Таблица 2
Порода
Хвойные . .
Лиственные .
¦
Целлю-
лоза
53 ~ 54
43- 45
Содержание в %
Лигнин
26 — 29
19 — 20
Гем и целлюлозы
Пенто-
заны
IO 12
21 ¦- 23
Гексо-
заны
13
3 — 6
Гемицеллюлозы также относятся к полиса-
харидам и близки к целлюлозе, но обладают
меньшей химической стойкостью и легко ги-
дролизуются при действии кислот, переходя в
раствор.
Лигнин по составу отличается от целлюло-
зы более высоким содержанием углерода
(табл. 3). Лигнин менее стоек, чем целлюлоза,
и легче поддаётся действию горячих щелочей,
окислителей и пр. При действии на лигнин
сернистой кислоты он переходит в раствор,
на чём основано получение технической
целлюлозы.
Таблица 3
Составные части
оболочки
Лигнин
Целлюлоза . . .
Содержание в
углерода
64,4
44-3
кислорода
29,7
49,3
водорода
5,9
6,4
Под стойкостью древесины разумеется её
способность сопротивляться разрушению от
причин физико-химических и биологических
(грибы). Это свойство зависит от породы (из
хвойных пород большей стойкостью обладает
древесина, содержащая больше смолы, а из ли-
ственных—содержащая больше дубильных ве-
ществ), а в пределах одной породы-от возраста,
условий произрастания и положения в стволе
(ядро обладает более высокой стойкостью,
чем заболонь). В сухом помещении древесина
сохраняется неопределённо долго (мебель, му-
зыкальные инструменты); равным образом
древесина хорошо сохраняется под водой.
При переменной же елэжности и температуре
стойкость древесины уменьшается: в ней об-
разуются многочисленные трещины, способ-
ствующие разрушению древесины и заражению
спорами дереворазрушающих грибов (гниль).
Дереворазрушающие грибы развиваются
в интервале температур от + 2' до + 40 — 45°С.
При влажности древесины ниже 25% грибы
развиваться не могут, поэтому лучшим спосо-
бом защиты древесины от грибов является её
высушивание. Для предохранения древесины
от гниения при неблагоприятных условиях
службы (ж.-д. шпалы, столбы связи) её про-
питывают антисептиками, которые подразделя-
ются на воднорастворимые (фтористый натрий,
хлористый цинк, медный купорос, сулема, этил-
меркурфосфат), маслянистые (креозот, мазут,
смолы) и эмульсионные (смоло-дегтярнаяэмуль-
сия). Пропитке могут подвергаться как целые
сортименты (шпалы), так и.их части (столбы
связи). Пропитка целых сортиментов масляни-
стыми антисептиками производится под давле-
нием по способу ограниченного поглощения
(Рюпинга) или в открытых ваннах погружени-
ем (воднорастворимые антисептики); местная
пропитка достигается применением бандажей.
Увеличение срока службы пропитанных ж.-д.
шпал видно из табл. 4.
Таблица 4
Средняя продолжительность службы ж.-д. шпал
в годах
Материал
Сосна
Лиственница . .
Ель
Дуб
Бук
Непропи-
танных
8 — ю
4—5
12 — 15
2-3
Пропитанных
креозотом
2О
2О
25
3°
хлористым
цинком
15
IO
18
ю
Для предохранения сырых пиломатериалов
при их хранении от развития грибов, вызы-
вающих синеву, применяют погружение дре-
весины в ванну с водным раствором антисеп-
тика—этилмеркурфосфата. Это мероприятие
эффективно в случае нанесения антисептика
не позже чем через 24 часа после распи-
ловки древесины.
Для придания древесине огнестойкости
её пропитывают антипиренами, т. е. вещест-
вами, сильно затрудняющими горение древе-
сины; к таким веществам относятся бура,
сернокислый и хлористый аммоний и др. Про-
питка антипиренами производится так же, как
и антисептиками. Кроме пропитки применяют
обмазку огнезащитными составами, основой
которых является жидкое стекло.
Физические свойства древесины
К свойствам, определяющим внешний вид
древесины, относятся цвет, блеск и текстура.
Цвет древесины зависит от присутствия
в ней экстрактивных веществ, главным обра-
зом красящих и дубильных. Из отечественных
пород наиболее интенсивно окрашена дре-
весина тиса, фисташки, дуба, ореха. Цвет дре-
весины одной и той же породы зависит от воз-
раста и условий роста; он изменяется под
влиянием физико-химических (посерение) и
биологических (загнивание) факторов.
На радиальной поверхности (особенно при
расколе) древесина часто имеет блеск, обусло-
вленный сердцевинными лучами (клён).
Текстура древесины зависит от ширины
годовых слоев, разницы в окраске между ран-
ГЛ. V]
ДРЕВЕСНЫЕ МАТЕРИАЛЫ
279
ней и поздней древесиной (хвойные породы),
количества и характера сердцевинных лучей,
особенно широких (платан, бук), наличия круп-
ных сосудов (ясень, каштан), направления
волокон (капы) и плоскости разреза.
Цвет, блеск и текстура древесины имеют
большое значение при изготовлении мебели,
музыкальных инструментов, художественных
изделий и при применении в качестве отделоч-
ного материала. *
Запах древесины обусловлен присутствием
в ней эфирных масел, смол, дубильных
веществ и имеет значение при изготовлении из
древесины тары под пищевые товары (сливоч-
ное масло, мёд).
Вес древесины характеризуется удельным
весом древесинного вещества и объёмным ве-
сом древесины. Первая величина практиче-
ски одинакова для древесины всех пород и
в среднем равна 1,54.
Объёмный вес древесины служит показа-
телем её технических свойств и зависит от
ряда факторов и прежде всего от влажности
древесины. Поэтому для сравнимости объём-
ный вес древесины приводят к объёмному
весу при 15% влажности по формуле:
где "i'i5"- объёмный вес при 15% влажности;
у , — объёмный вес при влажности W в момент
испытания (в пределах от 8 до20%);А"п—
коэфициент объёмной усушки, равный для дре-ч
весины лиственницы, бука и берёзы 0,6, а для*
древесины прочих пород 0,5.
Кроме влажности, объёмный вес зависит
от породы, а в пределах одной породы — от
возраста, условий произрастания и положения
в стволе (объёмный вес заболони меньше, чем
ядра; в комлевой части ствола древесина
тяжелее, чем в вершинной). Величины объём-
ного веса древесины лесных пород даны
в табл. 7 (см. ниже).
Определение объёмного веса по ОСТ НКЛ
250 производится стереометрическим спосо-
бом на образце в форме бруска размерами
2 X 2 X 30 см (поперечные размеры определя-
ются с точностью 0,1 мм, длина с точ-
ностью 0,5 мм). Вес образца определяется с
точностью 0,01 г, объёмный вес—с точностью
0.01 г/см*.
Для более точного определения объёмного
веса применяется метод погружения в ртуть
образца в форме призмы размерами 2 х 2 х
х 3 см на особом приборе — волюменометре.
К свойствам древесины, определяющим её
взаимосвязь с влагой, относятся влажность,
изменение размеров (усушка и разбухание)
и формы (коробление, растрескивание), влаго-
и водопоглощение, водопроницаемость.
Влажность древесины, или количество на-
ходящейся в ней воды выражается в процен-
тах от веса абсолютно сухой древесины.
Лабораторное определение влажности по ОСТ
НКЛ 250 производится весовым методом: проба
древесины (весом 5 — 6 г) помещается в пред-
варительно взвешенную бюксу (стеклянный
стаканчик с притёртой крышкой), взвеши-
вается с точностью до 0,001 г и высушивается
в сушильном шкафу при температуре 100^
±5° С до постоянного веса, который устана-
вливается несколькими контрольными взвеши-
ваниями. Бюкса с высушенной пробой закры-
вается крышкой, вынимается из сушильного
шкафа, охлаждается в эксикаторе с хлористым
кальцием до комнатной температуры и снова
взвешивается с той же точностью.
Влажность подсчитывается с точностью
0,1 % по формуле
100,
G4 — G
65 -Г
190
180
- — 170
-160
60
где W — влажность в %; G\ — вес пустой
бюксы (с крышкой), G2 — вес бюксы с пробой
до высушивания и G3 — вес бюксы с пробой
после высушивания.
Влажность древесины, определявшаяся
раньше по отношению к первоначальному
весу пробы (относительная влажность), мо-
жет быть перечислена на абсолютную (по
ОСТ НКЛ 250) по номо-
грамме, представленной на
фиг. 2.
При возможности огра-
ничиться меньшей точно-
стью влажность древесины
можно быстро определить
электрическим способом при
помощи особого прибора,
действие которого основано
на изменении электропро-
водности древесины в зави-
симости от её влажности.
Этот способ действителен
только в пределах измене-
ния влажности от 0 до
25 — 30%.
Влага в древесине может
заполнять внутренние пу-
стоты (каналы сосудов, по-
лости клеток, межклеточные
пространства), — эта влага
называется капиллярной или
свободной; кроме того, влага
может пропитывать клеточ-
ные оболочки (межмицел- фиг- 2- Номограм-
лярные пространства),- ™ oVhoci^S'
влага гигроскопическая или влажности на абсо-
связанная. Распределение лютную (и обрат-
влаги в древесине ствола ра- н0)-
стущего дерева неравномер-
но как по радиусу, так и по высоте ствола.
У ядровых и спелодревесных пород влаж-
ность заболони превышает влажность ядра
(и спелой древесины*) в 3—3,5 раза; у забо-
лонных пород (берёза, осина) распределение
влаги по сечению ствола более или менее
равномерно.
Различают следующие состояния древесины
по влажности: 1) мокрая древесина, долгое
время пробывшая в воде {W свыше 100%);
2) свежесрубленная древесина ( W = 100%);
3) воздушно-сухая древесина (W = 15—20%);
4) комнатно-сухая древесина (W = 8— 10%)
и 5) абсолютно сухая древесина (У7~ 0%).
Срубленная древесина постепенно теряет
свою влагу. Вначале испаряется капиллярная
влага, затем гигроскопическая. Состояние
древесины, при котором вся капиллярная влага
I
Щ40-\
I
30-
го—
0
— 140^
— гзо %
-120%
-иоЧ
wot
— 80 ^
-70 1
~-60§
-50^
-40
— 30
20
— 10
О
* Спелая древесина занимает центральную часть
ствола и по цвету не отличается от периферической
(заболони). К породам со спелой древесиной относятся,
например, ель и пихта.
280
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
удалена, а гигроскопическая осталась, назы-
вается точкой насыщения волокон и соответ-
ствует влажности =? 30%. Точка эта имеет важ-
ное практическое значение, так как с этого
момента начинается изменение размеров и
формы древесины.
Высыхание древесины происходит неравно-
мерно по сечению: в первую очередь влага
удаляется из поверхностных слоев. Распреде-
ление влаги по сечению графически может
быть изображено в виде некоторой кривой,
называемой градиентом влажности, которая
постепенно выравнивается (кривая становится
всё более отлогой, близкой к прямой линии).
Усушкой называется способность древе-
сины сокращать свои размеры при высыхании;
усушка начинается лишь с момента перехода
точки насыщения волокон. Это явление объ-
ясняется сближением мицелл при удалении
гигроскопической влаги, заполняющей проме-
жутки между ними. Так как мицеллы вытя-
нуты по длине волокон, то промежутков между
ними в этом направлении значительно меньше,
чем в поперечном; это влечёт за собой резкое
различие в величине усушки древесины вдоль
и поперёк волокон. В среднем для древесины
наших пород усушка вдоль волокон составляет
0,1%, поперёк волокон в радиальном напра-
влении 3—5%, в тангентальном 6— 10%. Не-
сомненное практическое значение имеет усуш-
ка поперёк волокон, усушкой вдоль волокон
можно пренебречь. Величина усушки зависит
от породы. В пределах одной породы она не
одинакова, как и вообще все свойства дре-
весины. Величины усушки поперёк волокон
для древесины разных пород приведены в
табл. 7 (см. ниже).
Усушка определяется по ОСТ НКЛ 250
и выражается формулой:
yioof
ах
где У—усушка в %; а и at—размеры образца
до и после высушивания до абсолютно сухого
веса. Коэфициент усушки, т. е. усушка на
1% изменения влажности, определяется по
формуле:
по
К-
У
где IF—влажность древесины в %.
Применение последней формулы ограни-
чивается пределами изменения влажности от
абсолютно сухого состояния до точки насы-
щения волокон.
Высушенная древесина поглощает влагу из
окружающего воздуха, которая, внедряясь
между мицеллами, вызывает разбухание дре-
весины — явление, обратное усушке и подчи-
няющееся тем же законам.
Усушка и разбухание являются отрицатель-
ными свойствами древесины, тем более, что
они обычно связаны с короблением и рас-
трескиванием.
При высыхании древесины влага удаляется
раньше из поверхностных слоев, которые при
этом уменьшают свои размеры, в то время
как внутренние слои их пока сохраняют; это
ведёт к образованию в древесине внутренних
напряжений. Если эти напряжения превзой-
дут сопротивление древесины растяжению по-
перёк волокон, то в наружных более сухих
слоях произойдёт разрыв тканей, т. е. по-
явятся трещины (фиг. 3). В том же направле-
нии действует и неравномерность усушки
поперёк волокон: тангентальная усушка при-
мерно вдвое больше радиальной; что вызывает
более сильное уменьшение размеров вдоль
годовых слоев, чем поперёк их. Эта последняя
причина обусловливает неизбежное появление
трещин в крупных сортиментах круглого сече-
ния, а в пилёных сортиментах—поперечное
коробление в виде изменения формы сечения.
Кроме поперечного коробления, может быть
ещё продольное; оно наблюдается чаще в
Фиг. 3. Различные виды изменения формы сортиментов:
/—растрескивание бревна; 2 — поперечное коробление
досок; 3— коробление бруска с годовыми слоямипо
диагонали сечения; 4—продольное коробление рейки
в форме выгиба; 5 — то же в форме перекручивания.
тонких пиломатериалах (доски) в форме пере-
кручивания (обусловливается косослоем) или
в виде прогиба (бруски небольшого сечения),
вызываемого различием в величине усушки
вдоль волокон разных зон древесины (напри-
мер, заболонь и ядро, нормальная и креневая
древесина).
Влагопоглощение (гигроскопичность) дре-
весины г—способность её поглощать влагу из
окружающего воздуха. В силу этого свойства
влажность древесины непостоянна и меняется
в зависимости от температуры и относитель-
ной влажности окружающего её воздуха.
' Каждому сочетанию температуры и влажности
воздуха соответствует определённая равно-
весная влажность древесины, практически оди-
наковая для всех пород и достигаемая древе-
синой при долговременном пребывании её при
данных условиях (фиг. 4).
Предельное количество влаги, какое дре-
весина может поглотить из воздуха, насыщен-
ного водяными парами, определяет влажность,
соответствующую точке насыщения волокон
(около ЗО°/о).
Водопоглощение древесины есть способ-
ность впитывать капельно-жидкую влагу при
соприкосновении с ней. Свойство это имеет
важное значение при пропитке древесины
антисептиками и антипиренами. Оно зависит
от ряда факторов —породы, части ствола
(ядро, заболонь), первоначальной влажности
древесины, температуры; весьма большое зна-
чение имеют формы и размеры сортимента:
поглощение воды происходит, главным обра-
зом, через торцовые поверхности, вследствие
ГЛ. V]
ДРЕВЕСНЫЕ МАТЕРИАЛЫ
281
-20
20 40 60
Температура воздуха t °C
80
100
Фиг. 4. Зависимость между равновесной влажностью древесины и состоянием воздуха.
чего при большой относительной величине тор-
цов напитывание влагой происходит быстрее.
Водопроницаемость древесины — способ-
ность пропускать через себя воду. Это свой-
ство имеет существенное значение при из-
готовлении из древесины тары под жидкие
товары, водопроводных труб, судов. Водопро-
ницаемость зависит от породы, начальной
влажности, направления проникновения воды
(вдоль или поперёк волокон), положения в
стволе (ядро или заболонь). Легче всего дре-
весина пропускает воду через торцовые по-
верхности (вдоль волокон); водопроницаемость
поперёк волокон значительно меньше, причём
через радиальную поверхность она больше,
чем через тангентальную.
Тепловые свойства древесины определяются
её теплоёмкостью, теплопроводностью и те-
пловым расширением.
Теплоёмкость древесины в абсолютно
сухом состоянии практически не зависит от
породы и в пределах 0—106° С равна
0,327+ 3°/о. Теплоёмкость гвлажной древесины
слагается из теплоёмкости абсолютно сухой
древесины и теплоёмкости находящейся в ней
воды и может быть подсчитана по формуле:
выше, чем поперёк волокон. Величины коэфи-
циентов теплопроводности по разным напра-
влениям приведены в табл. 5.
Таблица о
Физические свойства древесины
26,6+0,116 tA- W
100+ W
ккал/кг °С,
где W — влажность древесины в °/о; t — её тем-
пература в °С.
Теплопроводность древесины невелика и
зависит от влажности, объёмного веса и напра-
вления волокон; с увеличением первых двух
факторов теплопроводность возрастает. Вдоль
волокон теплопроводность примерно в 3 раза
Свойства
Коэфициент те-
плопроводности :
сосны
дуба
Коэфициент ли-
нейного расшире-
ния X 10е:
вяза
Скорость рас-
пространения зву-
ка:
дуба
Удельное объём-
ное электросопро-
тивление:
лиственницы
(W=8,0°/0) . .
берёзы (W=
-8 0%)
Пробивное на-
пряжение:
берёзы (W =
-8 2°/о) . • • •
дуба (W=9,3°/O)
Диэлектриче-
ская постоянная
дуба
Размер-
ность
кал
см • сек ь
м/сек
10ш ом ¦ см
KBJCM
Направление
вдоль
воло-
кон
о ооояо
0,00058
5',6
СПОО
т-4- /О
3,8
4,2
15,2
47-о
2,46
поперек во-
локон
ради-
альное
о ооою
QJ. Т
от-,*
Л Л О
*тт-,о
1525
i9,o
8,6
59,8
39Д
3,64
танген-
тальное
,ООО1
Г1А ¦
о4, *
АЛ Q
85O
I4-OO
•14,5
__^
59,8
39,1
3,64
282
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Тепловое расширение древесины незначи-
тельно и практического значения не имеет.
Оно зависит от направления волокон: расши-
рение вдоль волокон значительно меньше, чем
поперёк.
Коэфициенты линейного расширения дре-
весины приведены в табл. 5.
Отношение древесины к звуку определяется
её звукопроводностью, звуковой проницаемо-
стью и способностью резонировать.
Звукопроводность характеризуется ско-
ростью распространения звука, которая для
древесины вдоль волокон в 10—44 раз боль-
ше, чем для воздуха, и зависит от породы дре-
весины и направления звуковой волны (вдоль
или поперёк волокон).
Скорость распространения звука в дре-
весине по различным направлениям приведена
в табл. 5.
Звуковая проницаемость есть способность
древесины пропускать через себя звуковую
энергию и характеризуется коэфициентом зву-
ковой проницаемости (отношение потока звуко-
вой энергии, прошедшей через перегородку,
к потоку энергии, упавшей на перегородку),
который для древесины при толщине перего-
родки в 2,4 см равен О.ЬЗ (соответствующая
величина для бетона при толщине 2,5 см рав-
на 0,11).
Способность резонировать имеет важное
значение в производстве музыкальных инстру-
ментов (деки); это свойство зависит от объ-
ёмного веса, степени однородности строения
древесины и характеризуется сопротивлением
звуковому излучению, вычисляемым по фор-
муле:
где Е—модуль динамической упругости дре-
весины; 7 —ее объёмный вес. Лучшей спо-
собностью резонировать отличается древе-
сина ели.
Отношение древесины к электричеству
определяется её электропроводностью, элек-
трической прочностью и диэлектрической
постоянной.
Электропроводность древесины характе-
ризуется удельным объёмным сопротивлением,
которое зависит от влажности (с повышением
влажности уменьшается), температуры (с по-
вышением температуры снижается) и на-
правления (вдоль волокон меньше, чем по-
перёк .
Величины удельного объёмного сопроти-
вления древесины приведены в табл. 5.
Электрическая прочность характери-
зуется пробивным напряжением в вольтах
на 1 ел толщины материала; это свойство зави-
сит от тех же факторов, что и электропро-
водность древесины. Пробивное напряжение
для древесины в разных направлениях и вели-
чины диэлектрической постоянной приведены
в табл. 5.
Древесина сравнительно легко просвечи-
вается лучами Рентгена; проницаемость лу-
чей зависит от породы, плотности древесины
и её влажности. Этим свойством в последнее
время начинают пользоваться для обнаруже-
ния скрытых пороков древесины (сучков,
трещин, ходов насекомых, гнили).
Механические свойства древесины
К механическим свойствам древесины отно-
сятся её прочность, жёсткость, упругость и
твёрдость. Эти свойства могут проявляться
при действии статических, ударных, вибра-
ционных и долговременных нагрузок. Наиболее
изученными являются прочность и твёрдость
древесины при статических нагрузках, в мень-
шей мере изучена жёсткость древесины при тех
же нагрузках (модули упругости); действие
ударных, вибрационных и долговременных на-
грузок подвергалось изучению лишь частично
(при изгибе), а упругость до сего време-
ни не имеет экспериментальной характери-
стики.
Механические свойства древесины неоди-
наковы в разных направлениях.
Относительные значения их выражаются
в следующем виде: предел прочности при сжа-
тии вдоль волокон 1,0, поперёк 0,1—0,3, при
растяжении вдоль волокон 2,0—3,0, поперёк
0,05—0,3, при статическом изгибе 1,5—2,0, при
скалывании вдоль волокна 0,15.
Характеристики механических свойств дре-
весины разных пород при главных видах
действия сил приведены в табл. 7 (см. ниже).
Сопротивление древесины вибрационным и
долговременным нагрузкам характеризуется
соответственно пределом усталости и пределом
долговременного сопротивления. Согласно
имеющимся данным, предел усталости при из-
гибе для древесины хвойных пород колеблется
между 0,25 (сосна в комнатно-сухом состоя-
нии) и 0,33 (лиственница) величины предела
прочности при статическом изгибе, а пре-
дел долговременного сопротивления — между
0,65 (осина) и 0,80 (сосна, дуб) той же вели-
чины.
На механические свойства древесины суще-
ственное влияние оказывает её влажность
в пределах изменения последней от абсолютно
сухого состояния до точки насыщения волокон.
Вследствие этого при механических испыта-
ниях древесины всегда производят опреде-
ление её влажности и результаты испытания
пересчитывают на 15°/о-ную влажность, поль-
зуясь поправочными коэфициентами, указан-
ными ниже (см;, методы механических испыта-
ний). Перечисление производится по формуле:
AiS = Aw[\+a (IF-15)].
где А — величина того или иного показателя
механического свойства; W — влажность дре-
весины в момент испытания и а—поправочный
коэфициент на влажность.
Эта формула даёт наименьшую погреш-
ность при изменениях влажности между 8%
и 23%.
Механические свойства древесины, есте-
ственно, зависят от породы, но и для одной и той
же породы они подвержены сильной изменчи-
вости. В качестве иллюстрации этого положе-
ния на фиг. 5 приведена вариационная кривая
(кривая частот) для предела прочности при
сжатии вдоль волокон древесины сосны (авиа-
ционной).
Показанное на фиг. 5 распределение экспе-
риментальных данных мало отличается от
нормального распределения, приведённого в
табл. 6.
ГЛ. V]
ДРЕВЕСНЫЕ МАТЕРИАЛЫ
283
Таблица 6
Отклонение noi
j
i
зателя от среди
го значения в д
лях среднего кв;
ратического от-
клонения
0,1
О,2
°,3
°,4
о с
о[б
о, 7
о!в
O,Q
1,О
1,1
I 2
1.3
!,4
Процент древес
ны с показателе
колеблющимся
данных предела
8
10
25
31
38
45
52
58
63
68
73
77
8i
84
87
03
\ Отклонение по:
i
Ч та .
зателя от cpeAf
го значения в
лях среднего кв
ратического от-
клонения
1,6
1.7
1,8
1.9
2,0
2,1
2,2
2,3
2.4
2,5
2,6
2.7
2,8
2,9
3,о
си-
S и
Процент древе
ны с показател!
колеблющимся
89
91
93
94
95
9б
97
98
о8
99
99
99
99
IOO
IOO
И!
данных предела
23,3
Изменчивость свойств древесины объяс-
няется влиянием на них условий произраста-
ния (лучшую древесину дают оптимальные
для данной по-
роды условия
роста), проис-
хождения дере-
ва (древесина
порослевая ме-
нее крепка, чем
древесина се-
менного проис-
хождения), по-
ложения в ство-
ле (древесина
ядра обладает
повышенными
механическими
свойствами по
215 295 375 455 535
Фиг. 5. Вариационная кривая
для предела прочности при
сжатии вдоль волокон дре-
весины сосны: Di$r—предел
прочности при сжатии,
р —частота.
Свойства
сравнению с за-
болонью, ком-
левая древесина
лучше вершин-
ной).
Изменчивость свойств древесины характе-
ризуется следующими вариационными коэфи-
циентами в %:
Вариационный
коэфициент
Объёмный вес ю
Коэфициент усушки радиальной . . 27
я „ тангентальной 23
Предел прочности при сжатии
вдоль волокон 13
Предел прочности при растяже-
нии вдоль волокон го
Предел прочности при статиче-
ском изгибе 15
Предел прочности при скалы-
вании вдоль волокон го
Сопротивление ударному изгибу . . з2
Торцовая твёрдость (по Янка). ... 17
Механические свойства древесины тесно
связаны с её объёмным весом, являющимся
поэтому наиболее надёжным признаком для
предварительного суждения о качестве дре-
весины (чем выше объёмный вес, тем лучше
древесина).
Отношение величины показателя какого-
либо механического свойства к объёмному
весу называется коэфициентом качества
древесины; эта характеристика является чрез-
вычайно важной в тех случаях применения
древесины, когда имеет значение собственный
вес конструкции или детали (авиастроение,
обозостроение, судостроение). По коэфициен-
там качества древесина в ряде случаев выдер-
живает сравнение с металлами. Между от-
дельными механическими свойствами дре-
весины также существует определённая за-
висимость, что позволяет при контроле дре-
весины ограничиваться немногими видами
испытаний.
В ряде случаев перед применением древе-
сина подвергается предварительной обработке,
которая иногда оказывает влияние на её фи-
зико-механические свойства. К таким видам
обработки относятся сушка древесины, про-
паривание, пропитка антисептиками и антипи-
ренами. Сушка древесины может быть воз-
душная и камерная; последняя при правильном
ведении процесса не оказывает отрицатель-
ного влияния на физико-механические свойства
древесины.
Влияние пропаривания зависит от режима:
длительное пропаривание при повышенном
давлении пара оказывает отрицательное вли-
яние на крепость древесины.
Влияние пропитки зависит от вида пропи-
тывающих веществ: маслянистые антисептики
(креозот, мазут) почти не оказывают влия-
ния на прочность древесины, в то время как
минеральные антисептики (растворы солей) и
антипирены несколько снижают её.
Методы механических испытаний
Методы механических испытаний древесины
стандартизованы (ОСТ НКЛ 250). Испытания
производятся на образцах малых размеров,
свободных от пороков.
Испытание на сжатие вдоль волокон про-
изводится на образце в форме прямоугольной
призмы с основанием 20 X 20 мм и высотой
(вдоль волокон) 30 мм; поперечные размеры
образца перед испытанием измеряются с точ-
ностью до 0,1 мм. Машина для испытаний должна
быть снабжена шаровой опорой. Нагружение
производится на торцовую поверхность образца
равномерно со скоростью 4000 кг ± 25%
в минуту. Испытание доводится до явного
разрушения образца; по шкале машины отсчи-
тывается максимальный груз (Ртах) с точ-
ностью до 5 кг. После испытания опреде-
ляется влажность образца.
Предел прочности при сжатии вдоль воло-
кон подсчитывается с точностью до 1 кг\см1
но формуле:
,-. /max , „
Dw= г кг\см/-,
w а • b '
где а и Ь — поперечные размеры образца в см.
Предел прочности при сжатии при 15%
влажности устанавливается введением попра-
вочного коэфициента на влажность (а), равного
для сосны, кедра, лиственницы, бука, ясеня,
ильма и берёзы 0,05, а для древесины прочих
пород 0,04 (ОСТ НКЛ 250).
284
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Испытание на растяжение вдоль волокон
производится на образце, форма и размеры
которого изображены на фиг. 6.
Годовые слои в образце должны быть пер-
пендикулярны ширине рабочей (средней)
части образца.
Нагружение производится равномерно со
скоростью 1500 кг ± 25% в минуту. Испыта-
ние доводится до разрыва образца. Предел
прочности при растяжении подсчитывается
с точностью до 5 кг\см1 по формуле:
"max , „
= / кг см-.
a • о '
Поправка на влажность для древесины
хвойных пород не вводится (по причине не-
550
Фиг. 6. Форма и размеры образца для
испытаний древесины на растяжение
вдоль волокон.
значительного влияния влажности в этом слу-
чае); для древесины лиственных пород попра-
вочный коэфициент а равен 0,015.
Испытание на статический изгиб произ-
водится на образцах в форме брусков разме-
рами 20 X 20 X 300 мм; годовые слои на тор-
цах образца должны быть параллельны одной
паре противоположных граней. Перед испыта-
нием образца посредине его длины измеряется
с точностью до 0,1 мм ширина (Ь) по радиаль-
ному направлению и высота (Л) — по танген-
тальному.
Опоры и нож машины должны иметь за-
кругления радиусом 15 мм. Расстояние между
центрами опор / должно быть 24 см. Обра-
зец располагается на опорах так, чтобы уси-
лие было направлено по касательной к годо-
вым слоям (изгиб тангентальный). Нагружение
производится посредине между опорами со
скоростью 500 кг ± 20% в минуту. Испытание
доводится до полного излома образца. Макси-
мальная нагрузка отсчитывается с точностью
до 1 кг. После испытания определяется влаж-
ность образца. Предел прочности при изгибе
подсчитывается по формуле:
B,
2 bh?
где Ь и h — ширина и высота сечения образца
в см.
При пересчёте на 15%-ную влажность
величина а принимается равной 0,04 для
древесины всех пород.
Испытание на ударный изгиб производится
на маятниковом копре на образцах той же
формы и размеров, что и при статическом
изгибе. Опоры и боёк маятника должны иметь
закругления радиусом 15 мм, /=24 см.
Удар, направленный по касательной к годовым
слоям, производится посредине длины образца,
запас энергии маятника при испытаниях дол-
жен быть один и тот же A0 кгм). По шкале
копра отсчитывается с точностью до 0,1 кгм
работа Q, затраченная на излом образца. Сопро-
тивление ударному изгибу а подсчитывается
с точностью до 0,01 кгм/см^ по формуле:
Q
При испытаниях на ударный изгиб поправки
на влажность не вводятся.
Испытание на скалывание вдоль волокон
производится на образце, форма и размеры
которого показаны на фиг. 7.
Образец вырезается так, чтобы годовые
слои на торцах были параллельны плоскости
скалывания при танген-
тальном и перпендику-
лярны при радиальном
скалывании. У образца
измеряются с точностью
до 0.1 мм толщина Ь и
длина / площади скалыва-
ния. Для испытаний обра-
зец укрепляется в при-
способлении, показанном
на фиг. 8.
Нагружение произво-
дится на торец выступа-
ющей части образца рав-
номерно со скоростью
1250 кг±20<У0 в минуту
до его разрушения. Ма-
ксимальный груз отсчитывается с точностью
до 5 кг. Вычисление предела прочности при ска-
лывании производится с точностью до 1 кг/смг
по формуле:
Фиг. 7. Форма и раз-
меры образца для испы-
таний древесины на ска-
лывание вдоль волокон.
Ртах.
хь = ~ЬТТ кг1см •
Поправочный коэфициент на влажность
принимается а = 0,03 независимо от породы.
Фиг. 8. Приспособление для испытания древесины
на скалывание.
В табл. 7 приведены физико-механические
свойства древесины лесных пород.
Пределы колебаний для различных свойств
отдельных пород древесины можно легко опре-
делить, зная среднее значение и вариацион-
ный коэфициент (см. стр. 283). Из вариационной
статистики известно, что изменение того или
иного свойства практически (99,7% всех слу-
чаев) не выходит из пределов утроенного
среднего квадратического отклонения, а так
как вариационный коэфициент представляет со-
бой то же отклонение, выраженное в процентах
ГЛ. V]
ДРЕВЕСНЫЕ МАТЕРИАЛЫ
285
Физико-механические свойства древесины лесных пород СССР (при 15°/0 влажности)
Таблица 7
Порода
Район произрастания
Коэфици-
ент усуш-
| КИ В %
Предел проч-
ности в кг'.см1
SSS!
а, к о
С X Ч
Твёрдость
В K2lCMi
Хвойные
Лиственница си-
бирская
Лиственница да-
урская
Сосна
Кедр сибирский
Кедр корейский
Ель обыкновен-
ная
Ель сибирская
Ель аянская
Пихта кавказская
Пихта сибирская
Пихта манчжур
екая
Тис
Лиственные
Акация белая
Берёза бородав-
Европейская часть СССР . ,
Западная Сибирь
Восточная Сибирь
0.67
о.68
O.23
о.19
о,17
о,40 5 ю
о,4О 59°
о.37
980 | 8о о,32
995 9° о,2б
1040 9° °-23
127
154
132
Среднее значение
Восточная Сибирь и ДВК . .
0,67
°.39 54°
- - 555
99° I 9°
Среднее для лиственницы
Северные районы европей-
ской части
Северо-западные районы
европейской части
Центральный район европей-
ской части
Урал
УССР
0,67 О,2О 0,39
о, 53
о. 53
°>57
Среднее для сосны по евро-
пейской части СССР ....
Западная Сибирь
Восточная Сибирь ......
,4
0,46
Среднее для сосны
Сибирь
ДВК
о,44
о-44
Среднее для кедра ....
Северные районы европейской
части
Северо-западные районы евро-
пейской части
Центральный район европей-
ской части
0,46
о,45
Среднее для ели обыкно-
венной
Урал
Западная Сибирь
Восточная Сибирь
°,47
о,43
о,45
o,i8
о.ЗЗ
44O
385
445
43°
i°35
895
760
785
715
865
од8
о,17
o.i7
ОД75
о. 14
о,14
OI35
Среднее для ели сибир-
й
ДВК
Среднее для ели
Кавказ
Урал, Западная Сибирь
ДВК
Среднее для пихты
Кавказ
Южные районы СССР ....
Северо-западные районы евро-
пейской части
Центральный район европей-
ской части
УССР
Уральский район
Западная Сибирь
Среднее для берёзы боро-
й
давчатой
о, 43
о.45
°,45
о,44
о,з8
°-39
о,84
0,64
О,б2
о,66
0,64
o.tij
O.I35
43O
405
37°
830
710
690
420
0,27 35°
— 335
790
610
660
90
65
65
80
70
70
70
60
70
60
65
0,27
0,24
0,24
0,28
0,28
0,14
0,18
0,26
о,34
0,28
34° ! 635 , 60
425
385
35°
405
365
39°
39O
770
760
695
755
640
665
775
385
385
39O
39О
325
3"
7°5
765
72O
555
585
6о
75
О,28
137
0,28
0,22
о,17
о, 19
олб
одб
о, 14
о.15
о, 145
o,i8
0,18
0,18
0,20
0.16
0,16
65 | -0,17
70
65
80
60
65
0,19
0,20
0,12
0,13
118
75
145
119
103
103
94
82
77
79
75
86
84
0,65
0,15
0,14
0,26
-
0,25
—
0,28
0,30
0,27
0,31
0,20
0,35
-
0,30
—
0,34
0,34
0,32
340
600
655
470
465
420
515
460
470
620
925
1440
825
900
1070
1000
915
925
Ь5
-
I3O
но
95
85
IOO
9°
юо
о. 15
О,2б
°,94
о,з8
о,з8
°54
о 43
о.42
о, 41
93
143
8о
124
375
525
4оо
43°
Збо
395
255
285 ! 235
255
195
23°
235
170
230
2O5
215
34° I —
235 —
845
935
385
43°
415
390
286
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Продолжение табл. 7
Порода
Район произрастания
Коэфици-
ент усуш-
ки в %
Предел .проч-
ности в кг/см
а х
¦ я о
s
Твёрдость
в кг/см*
Берёза железная
Берёза жёлтая
Берёза чёрная
Бук
Граб
Груша
Дуб летний
Ильм
Карагач
Клён остролист-
ный
Клён полевой
Клён манчжур-
ский
Клён Моно
Липа амурская
Липа манчжур-
ская
Липа мелколист-
ная
Ольха чёрная
Орех грецкий
Орех манчжур-
ский
Осина
Самшит
Тополь бальзами
ческий
Тополь белый
Тополь душистый
Тополь канадский
Тополь Максимо
вича
Тополь чёрный
Фисташка
Хмелеграб
Хурма
Чинар
Яблоня
Ясень европей-
ский
Ясень манчжур-
ский
Ясень пенсиль-
ванский
ДВК
ДВК
ДВК
Кавказ
Кавказ, УССР, БССР
Кавказ
Европейская часть СССР .
Южный Урал, УССР
Кавказ
УССР
УССР, Кавказ
ДВК
ДВК
Среднее для клёна . . .
ЛВК
ДВК
Южные районы СССР . . .
Среднее для липы
Северо-западные районы евро-
пейской части
Кавказ, УССР
ДВК
Северо-западный район евро-
пейской части
Центральный район европей-
ской части
УССР
Среднее для осины ....
Кавказ
Центральный район европей-
ской части
Юго-восточный район евро-
пейской части
Центральный район европей-
ской части
Центральный и южный рай-
оны европейской части . . .
ДВК
Юго-восточный район евро-
пейской части
Среднее для тополя ....
Крым, Кавказ, Туркменская
ССР
Кавказ
Кавказ
Кавказ ....
Кавказ
Центральный и южный рай-
оны
ДВК
УССР
Среднее для ясеня
°,97
°,7°
°.73
o!8i
°. 73
0,71
O.66
0,56
о.74
0.70
о.б9
0,72
0,71
0,48
0,48
0,46
о,47
°>52
0,67
о,5°
о, 5°
о,5°
о,97
о, Ф
о,42
°.49
о,42
0,41
о, 42
0.3°
0,21
о,17
O.22
о,14
О,21
О,28
0,27
О,28
°34
i
О,2о | О,31
О,2О
о.39
o,i8
0,18
0,15
0,285
0,285
0,31
0,29
0,26
0,30
о,43
0,70
°5°
0,71
0,69
0,65
о,74
0,17 О,25
о, 19
o,i8
0,70 I 0,19
0,28
0,32
0,23
0,28
775
54O
535
485
53O
565
5ю
435
45о
54°
535
435
515
515
335
33°
345
365
49°
35°
32O
39°
375
725
Збо
Зго
345
ЗЗО
Зоо
3°°
315
675
ооо
54°
460
515
455
55°
1385
i°95
io8o
IOOO
I2IO
I2OO
94°
Q2O
95°
IT40
1065
93O
ибо
i°75
бзо
59°
635
72O
945
630
52O
б9о
840
685
юбо
685
535
460
515
l6o
130
145
80
75
125
95
о,45
о,55
0,42
O.37
0,56
о,34
0.50
°.3°
°>45
°.35
о,41
о,49
I58 I i°3o
по —
93
тс>4
О,2б
О,2б
о,33
o,i8
0,25
0,18
0,21
65 0.19
545 1 65 0,20
1095 —
1415 —
1285! -
615 160
740 —
990
100
120
0,31
0,40
0,31
94
65
91
56
62
107
59
107
85
83
95
73
565
735
660
57°
57°
395
770
680
735
165
165
ЗЗ
600
240
270
240
260
1435
83 215
0,38
1125
975
85о
73°
ооо
68о
670
ГЛ. V]
ДРЕВЕСНЫЕ МАТЕРИАЛЫ
287
Порода
Сосна европейской части
СССР
Сосна сибирская
Пихта кавказская
Ель обыкновенная
Ель аянская
Лиственница сибирская . . .
Ясень обыкновенный
Ясень манчжурский
Дуб
1-я группа —лучшая
предел проч- •
ности при сжа-
тии в кг/см*
не менее
400
—
4<х>
4<х>
4оо
45^
45°
4оо
45°
% поздней
древесины не
менее
25
—
—
3°
—
35
—
—
—
Число годовых
слоев в 1 см
—
>8
—
>ю
—
<5
<5
<7
2-я группа —средняя
Предел проч-
ности при сжа-
тии в кг/см?
350—400
>35°
340—400
32O—4ОО
320—400
420-450
4оэ—45°
350-400
4оо—45O
% поздней
древесины
15—25
>25
—
2О—ЗО
—
25-35
—
—
—
1
Число годо-
вых слоев
в 1 см |
5-23
4-8
—
6—IO
—
5—7
5 -9
7-ю
Таблица 8
3-я группа —худшая
Предел проч-
ности при сжа-
тии в кг\см3
280—350
Зоо—З5о
"Зоо—34O
28о—32°
28о—з20
<42О
<4оо
<35о
350—400
°/о поздней
древесины
<i5
2О—25
—
<2О
—
<25
—
—
—
Число годо-
вых слоев
в 1 см
<4 и >ао
5-23
<4 И >2О
<4 и >i5
<6 и >15
<4 и >25
>7
>9
>1О
ог среднего значения, то, следовательно, сред-
нее квадратическое отклонение ?, например
для предела прочности при сжатии древесины
сосны, будет равно:
13
; == 420 • утгтг;^ 55 кг, см'1
и колебания в обе стороны будут равны 3 ? =
= зЬ 165 KZJCM-; отсюда предел прочности
при сжатии вдоль волокон древесины сосны
будет изменяться в интервале 420 ^ 165 кг\см?.
Пользуясь теми же данными и рядом нор-
мального распределения (табл. 6), можно
определить, какой процент древесины данной
породы не будет удовлетворять техническим
требованиям. Так, для предела прочности при
сжатии древесины авиационной сосны уста-
новлена предельная норма в 350 kzjcm2; от-
клонение браковочного предела от среднего
значения в долях среднего квадратического
отклонения равно
420 — 350 70
1^
55
55
По табл. 6 величине 1,27 соответствует при-
мерно 80% и, следовательно, 8О}/о древесины
сосны имеют предел прочности при сжатии
в границах 42U + 70 кг 1см2. Остальные 20%
будут иметь предел прочности выше и ниже
этих величин. Но так как важны отклонения
лишь ниже установленного предела, то, раз-
делив 20% на 2, получим, что примерно 10%
древесины сосны не будут удовлетворять
требованиям, предъявляемым к авиационной
древесине.
Пользуясь данными, приведёнными в табл. 6,
и произведя расчёты, подобные описанному,
можно устанавливать прлёмочные и ас чёт-
ные характер icthk \ механ1ческлх свойств
древесины любой породы, учитывая при этом
по варлацяонной кривой относительное коли-
чество древесины, удовлетворяющей поста-
вленным требованиям. Производя аналогичные
расчёты для объёмного веса древесины той же
породы, можно найти нормативы для этого по-
казателя, соответствующие установленным для
механических свойств. Найденные нормы объ-
ёмного веса могут быть использованы на прак-
тике для сортировки древесины по объёмному
весу или же. в случае пиломатериалов стан-
дартных размеров, по весу.
Для отсортировки древесины сосны Сибири
с пределом прочности при сжатии не менее
350 кг/см2 следует отбирать древесину с объ-
ёмным весом при влажности 8—20% не менее
0,47 г/см8, а с пределом прочности 300—
350 кг/см2—соответственно с объёмным весом
0,43—0,47 г\см*.
В табл. 8 приводятся нормы содержания
поздней древесины и число годовых слоев
в 1 см для древесины ряда пород по данным
ВИАМ. Эти данные можно использовать для
сортировки древесины. Для получения более
достоверных данных о механических свой-
ствах рассортированной древесины проводятся
механические испытания на сжатие вдоль воло-
кон образцов, отобранных по макроструктуре
из худших экземпляров отсортированной
группы.
В табл. 9 приведены дополнительные дан-
ные, полученные для древесины некоторых
пород и представляющие собой расчётные
величины.
Таблица 9
Порода
Cicn
Сосна европей-
ской части СССР
Ель европейской
части СССР ....
Пихта кавказ-
ская
Лиственница си-
бирская
Ясень обыкновен-
ный европейской
части СССР ....
Ясень манчжур-
ский
Дуб европейской
части СССР ....
Бук кавказский
Берёза чёрная и
жёлтая ДВК ....
Липа европей-
ской части СССР
IS
2 3 s"
? H 2
a» m
Моду
растя
локон
НО
но
IOO
I2O
I2O
но
IOO
IOO
IOO
оо
S.
=t я
¦о S
Моду
круче
55оо
55°о
5ООО
бооо
6500
бооо
6500
6500
6500
45оо
288
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Влияние главнейших пороков древесины
Кроме описанного выше естественного
косослоя (фиг. 9), заключающегося в распо-
ложении волокон по спирали, может иметь
Таблица 11
Фиг. 9. Естественный косослой.
место ещё косослой искусственный (фиг. 10).
являющийся результатом распиловки ствола
на доски или бруски по направлению, не
вполне совпадающему с направлением воло-
Фиг. 10. Искусственный косослой.
кон; в этом последнем случае волокна на про-
тяжении всего сечения сортимента будут на-
правлены под некоторым углом к кромке сор-
тимента. Естественный косослой увеличивается
с возрастом, что иллюстрируется данными для
сосны, изложенными в табл. 10.
Таблица 10
Косослой в плоскости сечения бревна в %
4
6
8
IO
12
14
16
На расстоянии от периферии в см
2-3
З.о
3,5
5,о
6,о
7.о
8,о
9.о
4
2.0
2,0
2,5
3.5
4.о
4,5
5>5
5,5
1,О
1,5
2,О
2,5
З.о
3-5
4.о
Свойство
Прочность косослойной
древесины в % от проч-
ности прямослойной при
естественном косослое в %
Сжатие вдоль воло-
кон
Статический изгиб .
Растяжение вдоль
волокон
0-3
IOO
IOO
IOO
5
о8
97
IOO
7
97
9О
87-5
9
97-5
Ф
8о,5
11
Ф
95
-
13
94
Таблица 12
Свойство
Прочность косослойной древе-
сины в % от прочности прямо-
слойной при искусственном
косослое в %
17,5
Сжатие вдоль во-
локон
Статический из-
гиб
99.5
96,5
9°,5
9°.5
66,о
27
8о,о
51.5
Таблица 13
Свойство
Сжатие вдоль во-
локон
Статический из-
гиб (тангенталь-
ный) . .
Ударный изгиб
(тангентальный) . .
Прочность образца с сучком в %
от прочности древесины при отно-
шении диаметра сучка к стороне
поперечного сечения древесины
0,15-
0,25
82
0,25-
0,35
84—82
0,40
5°
0,50
7°
37
0,60
7°
54
26
0,70
0,80
37
i6
Наклон волокон при естественном косослое
на протяжении сечения сортимента изменяется,
а при искусственном остаётся постоянным..
Вследствие этого отрицательное влияние есте-
ственного косослоя на крепость древесины
при одной и той же его величине будет
меньше искусственного. Влияние естественного
косослоя на прочность древесины сосны видно
из данных табл. 11, а искусственного — из дан-
ных табл. 12.
Отрицательное влияние сучков на проч-
ность древесины зависит от относительных
размеров сучка и от его положения относи-
тельно опасного сечения. Так, при изгибе
наибольшее влияние будет оказывать сучок,
выходящий на кромку в растянутой зоне
опасного сечения (под грузом); сучки,находя-
щиеся вблизи опор, отрицательного влияния
не оказывают. Влияние сучков на прочность
древесины видно из данных табл.. 13.
Отрицательное влияние сучков объясняется
тем, что сучок вызывает отклонение волокон
древесины, образующих около него завиток
(фиг. 11), который можно рассматривать как
местный косослой. Отсюда следует, что вли-
яние сучка может сказаться и в том случае,
когда самого сучка в детали нет (отошёл при
опиловке), но завиток остался.
Влияние завитков на предел прочности
древесины при статическом изгибе видно из
данных табл. 14, полученных в результате
сравнительных испытаний образцов неболь-
шого сечения (от 2X2 до 6X6 см) из дре-
весины сосны и дуба с завитком в растянутой
зоне опасного сечения и без завитков.
Крень представляет собой ненормальное
развитие поздней зоны годовых слоев, свя-
занное с более интенсивной окраской древе-
сины в хвойных породах. Крень оказывает
существенное влияние на физико-механические
ГЛ. V]
ДРЕВЕСНЫЕ МАТЕРИАЛЫ
289
свойства древесины, увеличивая одни и сни-
жая другие. Так, объёмный вес, усушка и
разбухание вдоль волокон креневои древесины
выше, чем нормальной, усушка и разбухание
Таблица 15
Фиг. 11. Завитки: Л —односторонний сквоз-
ной; Б — двусторонний сквозной.
поперёк волокон, а также водопоглощение ни-
же; предел прочности при сжатии вдоль воло-
кон, то же при статическом изгибе и твёрдость
выше, а предел прочности при растяжении
вдоль волокон, сопротивление ударному изгибу
Таблица 14
Влияние завитков
при
Размер завитка
в °/„
5
то
2О
35
на предел
прочности
статическом изгибе
древесины
Предел прочности древесины
с завитком в °/0 от прочности
прямослойной древесины
Сквозной
завиток
IOO
96
83
8о
Несквозной
завиток
IOO
95
до
8о
Двухсто-
завиток
9°
79
78
67
и модуль упругости при статическом изгибе
ниже. Кроме того, присутствие креневои древе-
сины в сортиментах небольшого сечения вызы-
вает продольное коробление вследствие сильной
разницы в усушке вдоль волокон между кре-
невои и нормальной древесиной.
Аналогичное влияние на физико-механиче-
ские свойства древесины оказывает и крем-
нина, представляющая собой такое же утолще-
ние поздней зоны, как и в случае крени, но на-
блюдаемое лишь в нескольких соседних годо-
вых слоях (местная крень).
Степень влияния крени и кремнины на фи-
зико-механические свойства древесины видна
из данных табл. 15.
Весьма распространённым пороком древе-
сины является синева, возникающая при не-
правильном хранении влажной древесины, осо-
бенно хвойных пород (сосна, ель).
Влияние синевы на механические свойства
древесины при действии статических нагрузок
незначительно (снижение сопротивления ста-
Свойство
Объёмный вес . . .
Усушка:
вдоль волокон . .
радиальная ....
тангентальная . .
Водопоглощение . .
Предел прочности
при:
растяжении вдоль
волокон
сжатии вдоль во-
локон
статическом из-
гибе
Модуль упругости
при статическом из-
гибе
Сопротивление
ударному изгибу . . .
Торцовая твёрдость .
Крень (ель)
143
433
59
42.5
38
—
131
U9
58,5
—
2ОО
Кремнина
сосна
НО
—
—
—
—
бо
.
.
55
ель
45
—
—
—
—
—
л8
6о
Примечание. Показатели выражены в про-
центах от соответствующих свойств нормальной древе-
сины.
тическому изгибу на 2—3%). В то же время
синева, повидимому, оказывает заметное отри-
цательное влияние на сопротивление древе-
сины ударному изгибу. Размер этого влияния
зависит от вида гриба (возбудителя синевы)
и продолжительности его воздействия. Однако
этот вопрос недостаточно изучен.
МАТЕРИАЛЫ, ПОЛУЧАЕМЫЕ
ИЗ НАТУРАЛЬНОЙ ДРЕВЕСИНЫ
Шпон
Шпон представляет собой тонкие листы
древесины, полученные строганием или лу-
щением. Строганый шпон (ножевая фанера)
изготовляется, главным образом, из древеси-
ны, обладающей красивым цветом и текстурой
(дуб, ясень, платан, клён, грецкий орех, гру-
ша и др.), и применяется для облицовочных
работ (мебель, музыкальные инструменты, от-
делочные работы). Лущёный шпон является
полуфабрикатом для изготовления клеёной фа-
неры и выпускается толщиной от0,1 доЮжл
(на особых станках можно получить шпон
толщиной0,01—0,02мм). Для лущения приме-
няют преимущественно породы с древесиной
однородного строения; лучшими для этой цели
являются мягкие рассеяннопоровые листвен-
ные породы ^берёза, ольха). В последнее время
начинают применять хвойные породы (сосна).
Шпон, идущий на производство клеёной
фанеры, предназначенной для ответственных
деталей, несущих механические нагрузки, под-
вергается испытаниям по ГОСТ 1143-41, при
которых определяется влажность (обычным
весовым методом, описанным выше) и предел
прочности при растяжении вдоль волокон.
Для последней цели применяется образец в
виде полоски шпона длиной 200 мм и шири-
ной 20 мм, изготовляемый из узких оторван-
ных полос шпона. Перед испытанием рабочая
часть образца измеряется по ширине (с точ-
290
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
ностью до 0,1 мм) и толщине (с точностью до
0,01 мм). Испытание производится на разрыв-
ных машинах, причём нагружение произво-
дится со скоростью 2000 kzjcm2 в минуту до
полного разрушения образца. Предел проч-
ности при растяжении вычисляется с точ-
ностью до 10 кг/см? по формуле:
где F—площадь поперечного сечения образ-
ца в см2, вычисленная с точностью до и,01 с и2.
Данные о прочности лущёного шпона при
влажности 7—9% и вариационные коэфициен-
ты приведены в табл. 16.
Таблица 16
Порода
Берёза .
Ольха. .
Липа . .
Сосна . .
Листвен-
ница . . .
Предел прочности при
лущеного
шпона вдоль
растяжении
волокон
в кг/см? при толщине шпона
1,1-1,5
1560*
95°
945
720
700
0,9
49°
-
-
-
0,8
1475
-
-
-
0,6
1290
-
-
-
0,5
1245
-
-
-
0,4
1140
-
-
-
в мм
0,2-03
895
-
-
-
ir
ариац
>эфиц
25
27
i8
29
43
* Поперёк волокон 32,6 kzjcm'1.
Клеёная фанера
Клеёная фанера получается склеиванием
нескольких листов шпона белковым (альбу-
миновым или казеиновым) клеем или баке-
литовой смолой.
Фанера, склеенная бакелитовой смолой,
обладает более высокой крепостью, водоупор-
ностью и биостойкостью.
Во избежание сильного коробления фанера
склеивается из нечётного числа слоев шпона
C, 5, 7 и т. д.), причём наружные листы шпо-
на называются рубашками. Для придания
фанере большей крепости поперёк волокон
листы шпона располагаются так, чтобы в со-
седних листах волокна были взаимно перпен-
дикулярны. Для получения фанеры, облада-
ющей одинаковой крепостью по всем напра-
влениям, листы шпона располагают звездо-
образно.
Клеёная фанера различается по породе,
толщине и числу слоев шпона и их располо-
жению. Кроме того, различают фанеру равно-
слойную, склеенную из листов шпона одина-
ковой толщины, и неравнослойную — из ли-
стов разной толщины (средние листы более
толстые); в последнем случае листы шпона
располагаются по толщине фанеры симмет-
рично во избежание сильного коробления.
Многослойная фанера A1 слоев и больше)
толщиной 25—30 мм носит название фанер-
ных плит. Клеёная фанера, предназначаемая
для ответственного применения, подвергается
физико-механическим испытаниям по ГОСТ
1143-41.
Определение влажности производится по
весовому методу (ОСТ НКЛ 250); наименьший
вес пробы 5 г; взвешивание её производится
с точностью до 0,01 г, а вычисление влажно-
сти—с точностью до 0,5%.
Определение объёмного веса стереометри-
ческим способом производится на квадратных
образцах размером 75x75 мм при толщине
фанеры от 1 до 2 ми и 50X50 мм при тол-
щине фанеры 2,5 мм и выше. Точность изме-
рений при испытании образца: длины и ши-
рины—до 0,1 мм, толщины -до0,01 мм, объ-
ёма— до 0,01 см%, веса до—0,01 г.
Испытание на растяжение производится
в трёх направлениях: вдоль волокон, поперёк
230
Фиг. 12. Форма и размеры образца для
испытаний фанеры на растяжение.
волокон и под углом 45° к направлению во-
локон рубашек, соответственно чему выре-
зается и образец (форма и размеры образца
показаны на фиг. 12>. Ширина образца изме-
ряется с точностью до 0,1 мм, толщина —
до 0,01 мм, площадь сечения подсчитываема
с точностью до 0,01 см\
Нагружение при испытании производится
равномерно до полного разрушения со скоро-
стью: при растяжении вдоль волокон рубаш-
ки—2000 kzjcm2 в минуту, поперёк волокон—
1000 kzjcm2 в минуту и под углом 45°—500
кг\ем2 в минуту. Предел прочности при растя-
жении вдоль волокон подсчитывается с точ-
ностью до 10 кг/см2, а поперёк волокон и под
углом 45°— с точностью до 5 кг/см2 по формуле:
Ртах
130
где F — площадь
поперечного сече-
ния образца в см2.
Крепость склеи-
вания определяет-
ся пределом проч-
ности при скалы-
вании по склейке
в сухом и мокром
состоянии. Образ-
цы для испытания ¦ , lt ¦» ¦
ИЗГОТОВЛЯЮТСЯ В I Г? ' '^ I
форме пластинок
' ' пй 1 ом •- I/ тл *иг- 13- Форма и размеры
ДЛИНОЙ 130 ММ И образцов дрля испытан^й
шириной /5 М Ч С фанеры на скалывание по
прорезями в сред- склейке,
ней части (фиг. 13).
Длина площади скалывания зависит от "чи-
сла слоев и толщины фанеры и колеблется в
пределах 10 — 20 мм (для трёхслойной фанеры
ГЛ. V]
ДРЕВЕСНЫЕ МАТЕРИАЛЫ
291
толщиной 3 мм и выше I = 20 мм). В образ-
цах измеряются длина и ширина площади
скалывания с точностью до 0,1 мм.
Нагружение при испытании производится
равномерно со скоростью 100 кг/сл*2 в мину-
ту. Предел прочности подсчитывается с точ-
ностью до 1 кг/см2 по формуле:
:4 = ^
0 a-b(n-l)
где а — длина скалываемой поверхности в см,
Ь — ширина образца в см, п — число слоев
шпона.
Для определения сопротивления скалыва-
нию по склейке в мокром состоянии приме-
няются такие же образцы (фиг. 13), но увлаж-
нённые кипячением в воде в течение 1 часа;
через 10 мин. после окончания кипячения
образцы без подсушивания и обтирания ис-
пытываются методом, описанным выше для об-
разцов на скалывание в сухом состоянии.
В специальных случаях для клеёной фане-
ры производится определение модуля упру-
гости при растяжении и предела прочности
при сдвиге (при перекашивании фанеры) ме-
тодами, описанными в ГОСТ 1143-41.
Влажность образцов при физико-механи»
ческих испытаниях фанеры должна быть не
ниже 5% и не выше нормативов, предусмо-
тренных стандартами на фанеру и шпон.
Для обнаружения дефектов в клеевом слое
и во внутренних слоях шпона трёхслойная
фанера толщиной до 3 мм подвергается
просвечиванию в светонепроницаемой
камере, снабжённой рефлектором и сильным
источником света, равномерно освещающим
фанеру. В местах обнаружения дефектов вы-
резаются образцы для испытания на скалыва-
ние по склейке.
Физико-механические свойства клеёной фа-
неры разных видов при влажности 6—9% и
вариационные коэфициенты приведены в
табл. 17.
Таблица 17
Порода
Берёза
Ольха
Липа
Сосна
Листвен-
ница
Вариа-
ционный
коэфи-
циент в %
Клей
Бакелито-
вый
Альбумин-
ный
То же
(клейка
сырая
горячая)
То же
То же
(клейка
сухая
холодная)
То же
„
Физико-механические
Толщина
фанеры
в мм
I.O
1.5
2,0
2,5
3,о
4,о
1.5 '
2,0
З.о
5.°
8,о
то.о
1,О
1,5
2,О
2,5
3,о
4,°
5,о
5.о
8,о
8,о
1О,О
ю,о
12,0
25.0—30,0
1.5
З.о
3-о
З.о
3 о
З.о
Число
слоев
3
3
3
3
3
3
5
5
5
5
7
9
3
3
3
3
3
3
3
5
5
7
7
9
9
II—21
3
3
3
3
3
3
_
вес
3
h
о.
о 85
~-
o,8i
—
080
0.77
—
—
—
O.79
—
0,78
_
—
—
—
0,67
—
—
0,68
0,69
—
0.69
—
—
0,70
р,58
0,58
0.58
о,59
°.54
0,76
4
свойства
Предел прочно-
сти при растяже-
нии
1
ль во-
он
О X
к( О
в ч
«35
ибо
1090
и8о
IO35
Ю25
Ю75
i°45
обо
985
9 то
8i5
955
1050
1Ю5
I2IO
1050
юо5
945
93о
755
745
обо
765
58о
79°
670
боо
670
¦7°5
5°°
685
17
в кг/см*
углом
с^
44о
—
35»
—
28о
335
650
510
395
365
—
—
2б5
—
245
—
2бо
22O
2ОО
—
—
—
—
—
—
—
—
200
—
—
—
—
13
ерёк
окон
с ч
о о
с я
69O
735
655
725
6ю
59°
88о
655
79O
боо
690
7O5
49°
685
650
7Ю
6ю
боо
565
675
635
62O
565
665
675
385
375
4ю
415
395
18
клеёной фанерь
Предел прочно-
сти
Е
ль во-
он
О X
>=с о
и ч
335
—
22O
—
22O
22O
44о
290
22O
22O
—
23O
2ОО
—
15о
—
i3o
1бо
—
—
—
—
—
—
—
—
—
—
—
—
—
15
при сдвиге
кг/см'2
углом
Ст
745
6i5
53о
53о
700
боо
5O5
—
295
5ю
—
43°
.—
395
425
—
—
—
—
—
—¦
_
—
— '
—
—
13
ерёк
окон
с ч
о о
С И
445
—
275
¦—
2бо
2бо
475
32O
265
25O
—
25O
385
—
235
i8o
190
—
—
—
—
—
—
—
—
—
—
—
—
—
—
15
Модуль упруго-
сти
Жении
в 103 кг/см'
ль во-
он
О X
п о
СО Ч
135.°
—
140,8
¦—
137.4
137.4
14°,б
127,2
129,7
136,7
иб.о
133.7
—
134,9
—
135.8
141,9
144.8
—
—
—
—
—
—
—
—
99.1
—
_
—
7
углом
Чо
О 1Л
С-Ф
41.4
—
33.8
—
27.8
27,8
47.6
з°.з
28.8
3L2
—
Зо,7
29.9
—
2б,О
—
24,1
23,6
23.O
—
—
—
—
—
—
—
—
24,0
—
—
—
—
9
ерёк
окон
е ч
о о
с ю
66,8
—
74.1
•—
73.2
73-2
92.9
85,4
9°.°
9°>8
—
IOO.6
69,9
—
64.1
—-
68.д
71,о
66.7
—
—
—
—
—
—
—
—
43.6
—
—
—
—
и
Предел проч-
ности при ска-
лывании по
склейке
в кг/см*
/хом
гоянии
• S
36,5
37.0
27,0
24,5
22,5
103,0
91,0
81.5
41,0
40,0
47.0
_
30,0
27,0
28,0
24,0
21,5
21,0
32,5
32,0
34,5
33.5
33.0
26.0
34.0
13.5
17,0
2Т,5
21,0
21,0
23-О
19
1
окром
гоянии
5 Ь
о
ю и
32,5
31,5
29,О
i8,o
22,5
17.5
14.5
12,5
25,0
27,0
23.5
28,0
18,5
15.0
16,5
15.0
12,5
11,0
10,5
13-0
Н.5
135
13.0
14,0
12,0
11,0
10,0
90
12,5
60
6.5
7.О
26
292
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. И
Прессованная древесина
Прессованная древесина, или лигностон, из-
готовляется в виде брусков, спрессованных
из древесины берёзы. Процессом горячего прес-
сования достигается повышение физико-меха-
нических свойств древесины и стабилизация их
в отношении устойчивости против атмосфер-
ных влияний (главным образом влажности).
Объёмный вес и крепость прессованной
древесины значительно выше, чем натураль-
ной (исходной) древесины, и зависят от сте-
пени уплотнения. За границей лигностон раз-
деляется на три класса: 1) лёгкий с объёмным
весом 1,05—1,15 г\смг\ 2) средний—1,18—
1,25 г/смь и 3) нормальный—1,3—1,46 .г/сл*3.
Существенным недостатком прессованной
древесины является её невысокая стойкость
против воздействия влаги, под влиянием ко-
торой древесина в той или иной мере возвра-
щается в первоначальное состояние, теряя
при этом свои повышенные свойства. Для
придания древесине большей стабильности её
предварительно пропитывают веществами, по-
нижающими её способность поглощать влагу
(глюкозой, искусственными смолами, солями
тяжёлых металлов).
Для испытаний прессованной древесины
применяются те же методы, что и для нату-
ральной (ОСТ НКЛ 250) с повышением ско-
рости нагружения при сжатии вдоль волокон
до 7000 ±1000 кг в минуту на образец сече-
нием 2X2 см и при статическом изгибе до
1300 кг ±20% в минуту.
Прессованная древесина применяется для
изготовления ткацких челноков и погонялок
(замена импортных твёрдых пород), вклады-
шей подшипников горячепрокатных станов
(замена текстолита) и шаров для шаровых
мельниц.
Физико-механические свойства прессован-
ной древесины при 8% влажности характери-
зуются данными табл. 18.
Таблица 18
Физико-гсеханические свойства прессованной
древесины
Свойство
Объёмный вес в г)см? . . .
Предел прочности при сжа-
тии вдоль волокон в «г/слг2 .
То же при статическом из-
То же при радиальном ска-
лывании в Kejcn1
Сопротивление ударному
изгибу в кгм/см*
Объёмное разбухание в % •
Среднее
значение
i.i8
1215
2580
170
0.7З
5°
Вариацион-
ный коэ-
фициент
9
6
6
i6
20
48
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ванин С. И., Древесиноведение, Л. 1940.
2. Действующие технические условия на авиаматериалы,
вып. 13 — Древесина авиационная, М. 1943.
3. К и ш к и н С. Т. (ред.) и Чулицкий Н. Н., Авиацион-
ное материаловедение, ч. II. Древесина, М. 1941.
4. Л е о н т ь е в Н. Л., Таблицы физико-механических
свойств древесных пород СССР, „Техн. бюллетень
ЦНИИМОД" № 17 A30), М. 1940.
5. П е р е л ы г и н Л. М. и П е в ц о в А. X., Механиче-
ские свойства и испытания древесины, М. 1934.
ПЛАСТИЧЕСКИЕ МАССЫ
ВВЕДЕНИЕ
Пластические массы представляют собой
синтетические вещества органического про-
исхождения. В зависимости от технологиче-
ского процесса производства, применяемого
наполнителя и связующего (смолы) различают
пластики композиционные, слоистые и литые,
а по природе применяемой смолы — терморе-
активные и термопластичные.
Композиционные пластики содержат в ка-
честве наполнителей древесную муку, микро-
асбест, текстильные и асбестовые волокна,
обрезки пропитанной смолой ткани, бумаги
или древесного шпона. Наполнителями для
слоистых пластиков служат ткани, бумага и
древесный шпон.
Основными видами искусственных смол,
применяемых в производстве слоистых и ком-
позиционных пластиков, являются терморе-
активные резольные и новолачные смолы (фе-
нольно - или крезольноформальдегидные). По
окончании полимеризации и достижении конеч-
ной стадии — резита—резольные смолы пере-
ходят в неплавкое и практически нераство-
римое (в органических растворителях) состоя-
ние. Новолачные смолы сохраняют плавкость
после нагрева и остаются растворимыми в орга-
нических средах. К термореактивным смолам
относятся также карбамидные и некоторые
другие виды смол.
Термопластичные смолы (термопласты)
главным образом применяются для изготовле-
ния деталей методом литья под давлением
и для производства органического стекла
типа плексиглас.
К термопластам относятся метилметакри-
латные, винилхлоридные, винилиденхлоридные
и винилацетатные смолы, полистирол, найлон,
а также пластики на основе зфиров целлю-
лозы и др.
Под действием повышенной температуры
термопласты размягчаются, сохраняют плав-
кость и растворимость и допускают поэтому
повторное формование.
Физико-механические свойства пластиче-
ских масс зависят от типа наполнителя (слои-
стый, волокнистый, порошкообразный или их
комбинации), рода применённой смолы (термо-
реактивная, термопластичная) и условий прес-
сования (давление, температура, выдержка).
Пластики не ферромагнитны. Некоторые
из них (текстолит, лигнофоль) отличаются хо-
рошими антифрикционными свойствами.
Низкий удельный вес, высокие механиче-
ские и диэлектрические свойства, а также пло-
хая теплопроводность пластических масс обес-
печили их широкое применение в различ-
ГЛ. V]
ПЛАСТИЧЕСКИЕ МАССЫ
293
ных областях машиностроения и в электро-
технике.
При решении вопроса о применении отдель-
ных видов пластиков следует учитывать их
специфические особенности. Так например,
слоистые пластики (текстолит, гетинакс, дель-
та-древесина или лигнофоль и др.) анизотроп-
ны, т. е. имеют различные свойства в различ-
ных направлениях, зависящие главным обра-
зом от расположения слоев и соотношения
наполнителя и смолы в готовом материале.
Высокое сопротивление воздействию вибра-
ционных нагрузок хотя и выгодно отличает
пластмассы от металлов, однако повышенная
хрупкость (и не всегда достаточная прочность)
прессованных деталей из порошкообразных
пластмасс ограничивает их применение в сило-
вых элементах конструкций. Термореактивные,
а в особенности термопластичные материалы
подвержены пластической деформации (текуче-
сти на холоду) под влиянием постоянно дей-
ствующих нагрузок; физико-механические
свойства большинства пластиков сильно зави-
сят от температуры и влажности среды, в ко-
торых должен работать материал; размеры де-
талей из пластмасс могут изменяться не только
под влиянием постоянно действующих нагрузок
и окружающей среды, но и в результате
изменений, происходящих в процессе ста-
рения.
Материалы из пресспорошков на основе
фенольных и карбамидных смол, а также тек-
столитовой крошки обладают более низкими
механическими свойствами, чем материалы из
крошки шпона. Прозрачные пластики (орга-
ническое стекло, целлулоид) неприменимы в
сильно нагруженных элементах конструкций.
Целлулоид обладает сравнительно низкой
механической прочностью, недостаточной про-
зрачностью и светостойкостью и высокой го-
рючестью; он может быть использован только
для неответственных объектов. Виниловые
смолы, в том числе поливинилхлоридного типа,
широко используются в электротехнике. Сопо-
лимер винилиденхлорида с хлорвинилом („са-
ран") особенно хорошо зарекомендовал себя
как исключительно химически стойкий и водо-
стойкий пластик, ценный в химическом маши-
ностроении.
ОБЩАЯ ХАРАКТЕРИСТИКА
ПЛАСТИЧЕСКИХ МАСС
Пластические массы, применяемые в ма-
шиностроении, условно, с учётом особенностей
технологии изготовления и химического со-
става, разделяются на композиционные пласти-
ки, слоистые пластики, литые смолы и органи-
ческое стекло, пластики на основе эфиров
целлюлозы и прочие пластические материалы
(асфальто-пековые массы, фибра, бакелито-
вые лаки и др.).
Композиционные пластики
Композиционные пластики представляют
собой прессовочные материалы, изготовляемые
в большинстве случаев на основе термореак-
тивных, преимущественно, фенольноформаль-
дегидных смол с применением в качестве
наполнителей древесной муки, порошкообраз-
ного неорганического наполнителя или воло-
кон растительного и минерального происхо-
ждения. К композиционным пластикам отно-
сятся также пропитанные смолами и нарезан-
ные в виде крошки ткань (текстолитовая крош-
ка) и древесный шпон (балинитовая и лигно-
фолевая крошки).
Фенольно- и крезольноформальдегидные
смолы представляют собой продукты конден-
сации фенола или крезола с формальдегидом
В зависимости от количественных соотноше-
ний участвующих в реакции компонентов и
природы катализатора конденсации могут быть
получены термореактивные неплавкие и не-
растворимые резольные смолы (твёрдый про-
дукт коричневого цвета, похожий на канифоль)
и постоянноплавкие новолаки, не переходящие
при нагревании в неплавкое и нерастворимое
состояние. Новолачные смолы изготовляются
в присутствии кислого катализатора при избыт-
ке фенола, а резольные —в присутствии щелоч-
ного катализатора при избытке формалина.
Прессовочные порошки изготовляются на
основе резольных и новолачных смол; в по-
следнем случае новолачную смолу переводят
в термореактивный резольный продукт доба-
влением к прессуемой массе гексаметилентет-
рамина (уротропина). Порошки получаются
тремя способами — лаковым, эмульсионным
и сухим.
При лаковом-способе раствор смолы (ба-
келитовый лак) смешивается с наполнителем,
и полученная масса сушится, измельчается
и просеивается.
При эмульсионном способе наполнитель
пропитывается водной эмульсией резольной
смолы, высушивается, измельчается и про-
сеивается.
Для производства пресспорошков наиболее
распространённым сухим методом наполнитель
и измельчённая фенольноформальдегидная смо-
ла поступают вместе с другими компонентами
в шаровую мельницу для дополнительного из-
мельчения и смешивания до достижения одно-
родности смеси. После этого смесь поступает
на горячие вальцы, где происходят пропитка
наполнителя смолой и частичное отвердевание
продукта. После вальцевания прессматериал
в виде твёрдых листов дробится и размалы-
вается в порошок.
Композиционные пластики применяются
преимущественно для изготовления сравни-
тельно небольших деталей методом горячего
прессования в металлических прессформах.
Ниже приводятся характеристики отдель-
ных видов пластиков, относящихся к группе
композиционных.
Прессматериал К-18-2 (ТУ НКХП
980-43) представляет собой композицию, со-
стоящую из новолачной смолы, уротропина,
стеарина, венской извести и красителя. Напол-
нителем служит древесная мука. Материал вы-
пускается в виде порошка и применяется для
изготовления деталей простой и сложной кон-
фигурации с металлической арматурой и без
таковой, не подвергающихся силовым воздей-
ствиям и от которых не требуются высокие
диэлектрические свойства.
Аналогичными по качеству являются
марки К-17-2, К-20-2, К-15-2 и К-18-13.
Прессматериал К-21-22 (ТУ НКХП
980-43) состоит из резольно-эмульсионной
294
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
1РАЗД. 11
смолы, древесной муки и мумии. Выпускается
в виде порошка. Назначение материала—произ-
водство ненагруженных деталей различных про-
филей для ответственного электрооборудова-
ния, от которых требуются высокие электро-
изоляционные свойства и повышенная водо-
стойкость.
Пресспорошок монолит ФФ-1 (ТУ
НКХП 623-43) изготовляется из новолачной
фенольноформальдегидной смолы материаль-
ного и органического наполнителей(древесная
мука, литопон и др.). В его состав входит так-
же краситель. Применение аналогично ука-
занному для прессматериала К-18-2. Исполь-
зуется также в производстве некоторых дета-
лей электрической, телефонной- и радиоаппа-
ратуры.
Аминопласты (ТУ НКХП 328-45) —
прессовочные порошки, изготовляемые из мо-
чевиноформальдегидных смол и сульфитной
целлюлозы (наполнитель), красителей и стеа-
рата цинка; применяются для производства
деталей яркой окраски простого и сложного
профиля, от которых не требуются высокие
электроизоляционные свойства, деталей корпу-
сов измерительных приборов и осветительной
арматуры. Аминопласты обладают достаточной
светостойкостью, но под воздействием горячей
воды ухудшают свои свойства.
Волокнит(ТУ НКХП 459-41)—прессо-
вочная масса, состоящая из резольно-эмуль-
сионной смолы и растительных волокон (обез-
жиренный линтер, очёсы хлопка). Содержит
небольшое количество талька и олеиновой ки-
слоты. Из волокнита изготовляются детали, тре-
бующие повышенной ударной вязкости. Для
глубоко профилированных или имеющих мел-
кую нарезку деталей волокнит непригоден.
Прессматериал К-6-Б (ТУ НКХП
334-41) состоит из резольно-эмульсионной смо-
лы и наполнителей —асбеста и'талька. По тех-
нологическим свойствам этот материал близок
к волокниту. Применяется для изготовления
деталей электрооборудования (низко- и высоко-
вольтные коллекторы и др.) с повышенными
диэлектрическими свойствами и теплостой-
костью.
Текстолитовая крошка предста-
вляет собой нарезанную в виде крошки про-
питанную смолой ткань, применяемую для
производства текстолита. Используется глав-
ным образом для изготовления деталей, от
которых требуются повышенные механические
и антифрикционные свойства (ролики управле-
ния, сепараторы подшипников и т. д.).
Прессованные текстолитовые и балинитовые
Сем. ниже) сепараторы подшипников шпиндель-
ных станков, развивающих скорость вращения
шпинделя до 27 000 оборотов в минуту, рабо-
тают успешнее металлических, однако вслед-
ствие низкого коэфициента теплопроводности,
удовлетворительная эксплоатация пластмассо-
вых подшипников достигается только при осо-
бенно хорошем (в 3 раза большем, чем для
бронзы) охлаждении, наличии сравнительно
большого люфта между телом подшипника
и цапфой (до 0,30/0 от диаметра цапфы) и при
температуре не более 120° С.
Балинитовая крошка — прессовоч-
ный материал, состоящий из химически обла-
гороженного берёзового шпона толщиной
0,24—0,55 мм, пропитанного фенольнофор-
мальдегидной смолой. Пропитанный смолой
шпон перед прессованием разрезают на гильо-
тинных ножах на крошку размером 3 X 3 до
7X7 мм. Для прессования больших, но не-
сложных по конфигурации деталей используют
куски шпона. Для деталей сложных конфигу-
раций с высоким сопротивлением срезываю-
щим усилиям частично применяют шпон в ви-
де волокна. По сравнению с пресспорошками
балинитовая крошка обладает пониженной те-
кучестью, но обеспечивает большую механи-
ческую прочность. Для изготовления деталей
с высокими электроизоляционными свойствами
и большой водостойкостью балинитовая крош-
ка непригодна.
Лигнофолевая крошка — прессо-
вочный материал, состоящий из натурального
берёзового шпона толщиной 0,24—0,55 мм, про-
питанного фенольно- или крезольноформаль-
дегидной смолой. По сравнению с балинито-
вой крошкой лигнофолевая обладает несколь-
ко меньшей текучестью. Применяется для из-
готовления деталей несложной конфигурации
и деталей электрооборудования, работающих
при частоте тока не более 50 гц.
Прессматериал КФ-3 (ТУ Главхим-
пласта 37) изготовляется из трёпаного асбе-
ста, пропитанного резольной фенольноформаль-
дегидной смолой. В его состав вводится каолин.
Материал является фрикционным и применяет-
ся главным образом для изготовления тормоз-
ных изделий.
Асторпрок ВИАМ-12 (ТУ НКХП
623-41) — тканая асбестовая лента, пропитан-
ная фенольноформальдегидной смолой и арми-
рованная медной или латунной проволокой для
лучшего отвода тепла, развиваемого трением.
Отличается высокими фрикционными свой-
ствами. Предназначается для изготовления тор-
мозных накладок. При использовании в агре-
гатах, требующих плавного торможения и хо-
рошего прилегания, дает лучшие результаты,
чем масса КФ-3.
Фаолит(ТУ НКХП 322-41 и 323-41) —
масса, изготовляемая на основе резольной
фенольноформальдегидной смолы и кислото-
стойкого асбеста. Масса раскатывается в листы,
а также формуется в изделия любого вида.
Фаолит устойчив по отношению к кислотам
и растворам солей, но нестоек против дей-
ствия щелочей. Применяется, в химическом
машино- и аппаратостроении.
Полихлорвиниловый пласти-
к а т—пластифицированная полихлорвиниловая
смола, содержащая наполнители и красители.
Выпускается в виде листов и трубок. Стоек
по отношению к кислотам, щелочам, бензину,
маслу и воде и не обладает стойкостью против
действия органических растворителей (бензола,
хлорированных углеводородов). Применяется
для изготовления химической аппаратуры, изо-
ляции некоторых типов кабелей и проводов, про-
кладочного и уплотнительного материала для
бензосистем, работающих в водной и воздушной
средах при температурах от —30 до -J-6O0 С.
Слоистые пластики
Слоистые пластики представляют собой
композиции, состоящие из смолы и слоистого
наполнителя (хлопчатобумажная, асбестовая,
стеклянная ткань, бумага и древесный шпон).
ГЛ. V]
ПЛАСТИЧЕСКИЕ МАССЫ
295
Обычно применяют термореактивные фенольно-
или крезольноформальдегидные смолы. Пла-
стики на основе ткани (текстолит) и бумаги (ге-
тинакс) изготовляются преимущественно про-
питкой наполнителя спиртовыми растворами
бакелитовых смол.
Текстолитовая ткань, содержащая обычно
45—55% (от веса текстолита) смолы, нарезается
на листы и прессуется между нагретыми пли-
тами гидравлического пресса.
Текстолит (ГОСТ 5-40 и ГОСТ 2910-40)
представляет собой слоистый прессованный
материал из хлопчатобумажной ткани (бязь,
шифон, башмачная ткань и др.), пропитанной
резольной бакелитовой смолой. Применяется
для изготовления деталей, работающих под на-
грузкой (бесшумные шестерни, втулки, кольца
и т. д.), а также для деталей электрооборудова-
ния (электрощитки, панели, клеммы и др.). В от-
дельных случаях текстолит используется как
прокладочный материал. Текстолитовые ше-
стерни, работающие при повышенной нагрузке,
снабжаются металлическими втулками и под-
вергаются термообработке в масле обычно при
температуре 120°С. Текстолит может быть также
успешно использован в качестве антифрикцион-
ного материала для вкладышей подшипников
прокатных станов, металлорежущих станков,
сельскохозяйственных машин, дейдвудных вту-
лок гребных валов и др. Текстолит, кроме того,
целесообразно использовать в случаях, когда
необходимо уменьшить инерцию вращатель-
ного или колебательного движения деталей
машин.
При соблюдении требуемых условий экс-
плоатации текстолитовые подшипники изна-
шиваются в 3—6 раз меньше, чем бронзо-
вые.
Текстолит выпускается в виде листов, плит,
круглых болванок, стержней и фасонных из-
делий. Детали из текстолита изготовляются
путём механической обработки заготовок или
прессованием нарезанных кусков пропитанной
смолой ткани. Трубки, цилиндры и проходные
изоляторы выполняются намоткой, а неболь-
шие втулки—прессованием в прессформах.
Стеклотекстолит, изготовляемый на основе
стеклянной ткани и смолы, обладает особенно
высокой прочностью на растяжение, повышен-
ными диэлектрическими свойствами, термо- и
водостойкостью.
Гетинакс (ГОСТ 2718-44) — слоистый
материал на основе бумаги и бакелитовой
смолы. Выпускается в виде листов. Различают
марки гетинакса А, Б, В. Г и Т. Марка А отли-
чается повышенными диэлектрическими свой-
ствами и применяется для изготовления дета-
лей высоковольтного электрооборудования с
частотой тока 50 гц', марка Б обладает высо-
кими механическими свойствами и рекомен-
дуется для изготовления деталей электрообо-
рудования, работающих под нагрузкой; марка В
отличается низкими диэлектрическими по-
терями при высоких частотах (до 106 гц) и
предназначается для работы в телефонии и
радиоаппаратах; марка Г применяется в тех
случаях, когда требуются повышенная влаго-
стойкость и механическая прочность. Детали
из гетинакса выполняются механической об-
работкой листов, намоткой труб или прес-
сованием деталей из пропитанной смолой
бумаги.
Асботекстолит ЗТ (ТУ НКХП 425-41)
представляет собой слоистый материал из
специальной асбестовой ткани типа Д-35, про-
питанной фенольноформальдегидной смолой.
Выпускается в виде листов и круглых дисков.
Применяется для изготовления фрикционных
деталей (дисков сцепления мотора и т. п.).
Дельта-древесина плиточная
(ДСП-10; ГОСТ В 226-41) —слоистый мате-
риал из натурального берёзового шпона тол-
щиной 0,55—0,60 мм, пропитанного бакелито-
вой смолой. Выпускается в виде плит толщи-
ной 15—19 мм, шириной от 200 до 1350 мм
и длиной до 5,5 м. Применяется для изгото-
вления силовых элементов конструкций, ответ-
ственной оснастки и штампов.
Балинит плиточный (ДСП-31; ТУ
НКЛеса 28) — листовой слоистый материал из
химически облагороженного берёзового шпо-
на, пропитанного фенольноформальдегидными
смолами. Выпускается в виде плит толщиной
10—60 мм.
Применяется для изготовления гибочных
штампов, оправок и формблоков.
Дельт а-д ревесина листовая (ТУ
НКЛеса 75)—слоистый материал из берёзо-
вого шпона толщиной 0,24—0,55 мм, пропи-
танного бакелитовыми смолами. Выпускается
в виде листов толщиной 1—10 мм. Приме-
няется в качестве обшивочного и прокладоч-
ного материала. Может быть использована
как высококачественный заменитель тексто-
лита и гетинакса в электротехнике для работы
при частоте тока до 50 гц.
Балинит листовой (ДСП-20; ГОСТ
В 227-41) — слоистый материал из химически
облагороженного берёзового шпона толщиной
0,24—0,55 мм, пропитанного бакелитовыми
смолами. Выпускается в виде листов толщиной
1—6 мм. Применяется в качестве обшивоч-
ного и прокладочного материала.
Лигнофоль (ТУ НКХП 620-41)—слои-
стый материал из берёзового необлагорожен-
ного шпона толщиной 0,5—1 мм, пропитан-
ного бакелитовой смолой. Выпускается в виде
плит толщиной 20—60 мм, а также в виде
круглых болванок. Применяется как замени-
тель бронзы для изготовления вкладышей под-
шипников прокатных станов, направляющих
подшипников валов гидротурбин, вкладышей
и втулок валов центробежных водяных насо-
сов, некоторых типов шестерён и т. п.
Литые смолы
К литым смолам относятся термореактив-
ные смолы типа неолейкорит и термопласты
(органическое стекло и др.), не содержащие
наполнителя и получаемые методом литья.
В машиностроении наиболее распростра-
нены термопластичное органическое стекло
(прозрачное, бесцветное или окрашенное) и
термореактивные смолы (неолейкорит и литые
резиты).
Органическое стекло (ТУ НКХП
530-42) представляет собой пластифицирован-
ный полимер метилового эфира метакрило-
вой кислоты. Выпускается в виде листов
толщиной 2—10 мм; для специальных целей
производятся блоки толщиной до 30 мм. При-
меняется для остекления самолётов и других
машин, специальных приборов, для изготовле-
296
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
(РАЗД. 11
ния гасильных трубок на линиях высоковольт-
ных передач и т. д. iMexaHH4ecKne свойства
органического стекла недостаточны для при-
менения его в сильно нагруженных элементах
конструкций.
Неолейкорит (ТУ НКХП 621-41)—не-
прозрачная литая специальная фенольнофор-
мальдегидная смола. Выпускается в виде бло-
ков и стержней цвета слоновой кости и дру-
гих цветов. Детали из неолейкорита изгото-
вляются механической обработкой. Приме-
няется как поделочный декоративный материал
для деталей, не несущих нагрузки.
Литые р е з и т ы (ТУ НКХП 433-41) — по-
лупрозрачные литые материалы, изготовляемые
на основе фенольноформальдегидных смол.
Выпускаются в виде блоков и стержней. Обра-
ботка и применение—как у неолейкорита.
Пластики на основе эфиров целлюлозы
К пластикам на основе эфиров целлюлозы
относятся целлулоид и этролы.
Целлулоид (ОСТ 10043-38)—пластифи-
цированная (обычно камфарой) нитроцеллю-
лоза. Выпускается в виде прозрачных листов
толщиной 0,5—3 мм. Листовой целлулоид при-
меняется для изготовления „триплекса" и для
остекления отдельных частей машин (замени-
тель органического стекла). Ввиду лёгкой вос-
пламеняемости и быстрого старения, сопрово-
ждаемого появлением хрупкости и потерей про-
зрачности, применение целлулоида ограничено.
Этролы — термопластичные композиции
на основе пластифицированной ацетилцеллю-
лозы и нитроцеллюлозы (или других эфиров
целлюлозы), содержащие минеральные напол-
нители (каолин и др.), пластификаторы и кра-
сители. Выпускаются в виде лепестков и прес-
совочного порошка. Изготовление деталей про-
изводится прессованием в горячих охлаждае-
мых прессформах или методом литья под да-
влением. Применяются для производства штур-
валов, деталей радио-телефонной и освети-
тельной арматуры, а также изделий декоратив-
ного назначения.
По физико-механическим свойствам и раз-
нообразию окраски ацетилделлюлозный этрол
превосходит неолейкорит.
Прочие пластические материалы
Асфальто-пековые массы представляют со-
бой композиции на основе битумного матери-
ала, пека (обычно каменноугольного), волокни-
стого (хлопковые очёсы) и аморфного (кизель-
гур) наполнителей.
Асфальт о-п е к о в а я масса (ТУ
НКХП 12) —сплав каменноугольного пека
с асфальтом и битумом, содержащий органи-
ческие и минеральные наполнители. Выпу-
скается в виде подготовленной для прессова-
ния композиции. Характеризуется стойкостью
в отношении химических реагентов (в частно-
сти кислот), но не отличается высокой меха-
нической прочностью и теплостойкостью. При-
меняется в производстве аккумуляторных ба-
ков, стартёрных батарей автотранспорта, кры-
шек и пробок батарей радиоаппаратуры и т. п.
Фибра Ф л а к Б (ТУ НКЦ и БП 38-44)—
композиция, изготовленная на основе бумаги,
обработанной раствором хлористого цинка.
Выпускается в виде листов толщиной 1—3 мм,
площадью до 2000 X 500 мм. Применяется для
изготовления бензиновых и масляных баков
и других штампованных изделий.
Фибра ОФ (ТУ НКБумпрома 34-41) по
составу близка к фибре Флак Б, выпускается в
виде листов различной толщины. Применяется
для штамповки неответственных деталей.
Фибра КГФ (ТУ НКБумпрома 21)—ком-
позиция, изготовляемая на основе бумаги, рас-
твора хлористого цинка, касторового масла
и глицерина. Выпускается в виде листов тол-
щиной 0,5—2,5 мм. Применяется для уплотне-
ния соединений и в качестве прокладок для
предупреждения течи воды, масла, бензина
и керосина.
Прутки фибровые (ТУ НКБумпрома
30-41) —композиция на основе бумаги, обрабо-
танной раствором хлористого цинка. Выпу-
скаются диаметром 4—10 мм, длиной не менее
200 мм. Применяются для изготовления мел-
ких механически обрабатываемых масло- и
бензиностойких деталей оборудования.
Бакелит В-4К (ТУ НКХП 1065-43)-баке-
литовая смола, смешанная с каолином. Приме-
няется в качестве антикоррозионного покры-
тия и для пропитки пористого цветного литья.
Бакелитовый лак (ГОСТ 901-41) —
спиртовый раствор фенольноформальдегидной
смолы. Применяется в тех же случаях, что и
бакелит В-4К, а также для антикоррозионных
покрытий и т. п.
Пластики иностранного производства — см.
ниже.
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
ПЛАСТИКОВ
Удельный вес пластиков, не содержа-
щих в своем составе наполнителей, зависит
преимущественно от химической природы ма-
териала. Удельный вес композиционных пла-
стических материалов зависит от плотности
наполнителей и смолы, от количественного
соотношения последних й от давления, при
котором прессовался материал.
Удельный вес большинству пластиков ко-
леблется в пределах 1,05—1Д а у некото-
рых достигает 2,0.
Тепловые свойства. Теплоёмкость
и коэфициент теплопроводности, пластиков
меняются в зависимости от содержания влаги
и летучих продуктов, выделяющиеся при на-
гревании. При практических расчётах эти
показатели в интервале температур 20 — 100°С
принимаются постоянными.
Эксплоатация пластиков под нагрузкой при
температурах, превышающих теплостойкость
по Мартенсу, не допускается. На величину
теплостойкости пластиков оказывают влияние
тип смолы и наполнители. Термопластичные
материалы обладают, как правило, меньшей
теплостойкостью, чем термореактивные. Асбе-
стовый наполнитель создаёт более высокую
теплостойкость, чем, например, наполнитель
из целлюлозы. Испытание теплостойкости—см.
ниже.
Электрические свойства. Пластики
являются хорошими диэлектриками, и некото-
рые их типы (прессматериал К-21-22, тексто-
ГЛ. V]
ПЛАСТИЧЕСКИЕ МАССЫ
297
лит марки ПТЭ, гетинакс всех марок) приме-
няются в качестве электроизолирующих мате-
риалов. Величина электросопротивления пла-
стиков существенно зависит от влажности ма-
териала. На фиг. 14 показано изменение веса
и удельного объёмного электрического сопро-
тивления образца из материала К-21-22 в за-
%
+0,5 г 40
-30
Таблица 19
-2.0
¦ 20
- ю
-
Л
А
—
О 100 200 300
Время в сутках
Фиг. 14. Изменение удельного объём-
ного электрического сопротивления(р^)
и веса (р) образцов прессматериала
К-21-22 во времени.
висимости от изменения влажности при дей-
ствии атмосферных условий в течение 350 дней
(в период с апреля до марта следующего года).
Пластические материалы, за исключением по-
листирола и ему подобных, плохо переносят
высокие частоты электротока при длительной
эксплоатации. В большинстве случаев они при-
меняются как электроизоляционные материалы
при частоте тока 50 гц. В радиотехнике при-
меняются специальные виды пластиков (напри-
мер, гетинакс марки В). Величина диэлектри-
ческих потерь в пластиках с органическим на-
полнителем зависит от колебаний влажности.
На фиг. 15 показаны изменения величины ди-
электрических потерь и веса образцов в зави-
симости от влажности прессматериала К -21 -22,
подверженного действию атмосферы в период
с апреля до марта следующего года.
Величина электрической пробивной проч-
ности (отнесённая к единице толщины мате-
риала) пластиков зависит от температуры, тол-
-го
4.0
?+0,5
•го
0.08
-007
-0.06
-005
-004
ооз
-002
\
s
tgb
i
/
/
р
о
100 200 300
время 6 сутках
Фиг. 15. Изменения величины тангенса
угла диэлектрических потерь (tg 6) и
веса образцов прессматериала К-21-22
во времени.
щины материала и влажности. В табл. 19 при-
ведена электрическая пробивная прочность ге-
тинакса.
Влаго- и в о д о п о г л о щ а е м о с т ь.
Пластические материалы,.поглощая влагу воз--
духа (влагопоглощаемость) и капельную влагу
(водопоглощаемость), изменяют свои линейные
размеры и свойства. Влаго- и водопоглощае-
мость обычно выражаются в процентах привеса
образца при действии влаги воздуха или воды
Марка
А
Б
Темпе-
ратура
в СС
2О
9о
2О
2О
Пробивная электрическая
прочность
гетинакса в
толщине листа
1
23
и,'5
15
21
23
27,5
2
21
—
15
2Г
кв/мм при
в мм
з
i8
—
13
18
в течение определенного времени. Влаго-
поглощаемость гетинакса в зависимости от
толщины листа указана в табл. 20.
Таблица 20
Марка
гетинакса
А "
Б
В
Водопоглощаемость за 24
до 0,5
15
15
15
при толщине листа
0,5-0,8
12
12
12
1-2
8
8
8
2,5-3
4
3,5
4
часа
в мм
6-10
2-5
2,О
2,5
В %
выше 10
2,5
1,О
2,О
1/
6
А
г—-
2
я -
¦¦iMf;
При непрерывном пребывании пластиков в
воде водопоглощаемость увеличивается до
достижения предела насыщения (фиг. 16).
г/дм*
3,0
2,5
0,5
50 100 150200 250 300 350 400450 500550
Время 6 сутках
Фиг. 16. Зависимость привеса композиционных пла-
стиков от времени пребывания в воде: / — К-18-2;
2 — текстолит; 3 — К-21-22.
Изменение влажности линейных размеров
дельта-древесины и листового балинита при
влагопоглощении в условиях различной отно-
сительной влажности воздуха (<р) приведены на
фиг. 17, 18 и 19.
Аналогичные данные для этих материалов
при водопоглощении приведены на фиг. 20, 21
и 22.
М а с л о ст о й к о ст ь и бензиностой-
кость. Пластики, преимущественно прес-
совочные композиции, обладают высокой
стойкостью против действия масла и бензина.
При нормальной температуре фибра поглощает
в течение 24 час. бензина или горючих смесей
для моторов 0,3 — 3,0%, масла — 0,5 — 3,5% в
зависимости от качества фибры.
298
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. И
Фрикционные свойства. Пластики
в зависимости от состава композиции могут
являться антифрикционным или фрикционным
материалом. Величина коэфициента трения у
коэфициента трения пластиков приведены в
табл. 21.
На фиг. 23 и 24 показана зависимость
коэфициента трения от удельного давления и
If
1
u
Mrf
H
—
!
1 1
f'75%
Ш 20 30 40 50 60 70 80
Время в сутках
?=92%
А
ft
f
И
у
—•
2
——
3
L
12
10 &
Л
О 10 20 30 40 50 60 70 80
Время & сутках
Фиг. 17. Изменение влажности и линейных
размеров плиточной дельта-древесины при
влагопоглошении: 1 — изменение влажно-
сти; 2 —изменение размеров перпендику-
лярно плоскости склейки; 3 — изменение
размеров параллельно плоскости склейки
(по ширине плиты).
I*
? 4
5- *
г
1
-*¦—
0 10 20 30 40 50 60
время д сутках
9=92%
tu 6
S> 9
/
/
1
1 '
2
3
1 ,
r
1
4 QQ
2
О Ю 20 30 40 50 60
Время в сутках
Фиг. 18. Изменение влажности и
линейных размеров листовой дель-
та-древесины (толщиной 2,0 мм)
при влагопоглощении: 1 — измене-
ние влажности; 2 — изменение
размеров перпендикулярно плос-
кости склейки; 3 — то же парал-
лельно плоскости склейки (по
ширине листа).
It'
r
V
H
=4
О 10 20 30 4050 60
Время в сутках
r
г"
1
1
I
L
г
у
р
/1
I I
—«
2
3
\
<
-
'i
ю t
0 10 20 30 40 50 60
Время 8 суш но х
Фиг. 19. Изменение влажности и
линейных размеров листового бали-
нита (толщиной 3,5 мм) при вла-
гопоглощении: /—изменение влаж-
ности; 2 — изменение размеров
перпендикулярно плоскости склей-
ки; 3 — то же параллельно плос-
кости склейки (по ширине листа).
пластиков в паре со сталью зависит главным
образом от характера наполнителя. Так, пла-
стики с наполнителями из асбестовой бума-
ги, асбестовых тканей и смол обладают наи-
более высоким коэфициентом трения, напол-
нители из хлопчатобумажной ткани дают ми-
нимальный коэфициент трения. Значения
Таблица 21
Материал
Пресскомпозиция КФ-3 .
Тормозная лента астор-
прок ВИАМ-12
Текстолит ПТК
Балинитовая крошка . . .
Коэфициент трения (по
Амслеру)
давлении
при удельном
0 /сг/см2
и ско-
рости 0,4 м/сек
при сухом
трении
о, 33
°,33
о.35
о,32—о,37
при
смачи-
вании
водой
°,i3
°.°7
при
смазке
маслом
О,II
О,О2
о,оз
температуры фрикционной накладки тормоза
(в паре с чугуном) при разных скоростях
скольжения.
Оптические свойства. Прозрачность
пластиков зависит от природы материала и
технологии их изготовления. Наиболее про-
зрачным пластиком является органическое
стекло. Его прозрачность для толщины листа
1—30 мм практически одинакова, но она
уменьшается при эксплоатации в условиях
абразивного действия частиц песка, пыли и
тому подобных веществ. На прозрачность
органического стекла ультрафиолетовые лучи
практически не действуют.
Прозрачность целлулоида по мере увели-
чения толщины листа снижается. Целлулоид
также теряет свою прозрачность от действия
ультрафиолетовых лучей. Недостаточная свето-
стойкость триплексного целлулоида резко
ухудшает качество триплекса, широко при-
меняемого в автомобилестроении и частично
в самолётостроении.
Основные физические свойства пластиков
приведены в табл. 22.
Жаростойкость. Пластические массы
на основе искусственных смол и органических
ГЛ. V]
ПЛАСТИЧЕСКИЕ МАССЫ
299
25
20
15
!
i
к
ч
I
1
1
/
л
кг3
_J
i—i
3
\
-о
-
-
-
¦25
20
1
10**
О 20 40 60 80
Время в сутках
Фиг. 20. Изменение влажности
и линейных размеров плиточ-
ной дельта-древесины при во-
допоглощении: 1 — изменение
влажности; 2 —изменение раз-
меров перпендикулярно пло-
скости склейки; 3 — то же па-
раллельно плоскости склейки
(по ширине плиты).
-5
0 10 20 30 40 SO 60
Время в сутках
О 20 40 60
Время б сутках
Фиг. 21. Изменение влажности и
линейных размеров листовой
дельта-древесины (толщиной 2,0
мм) при водопоглощении: / —изме-
нение влажности; 2 — изменение
размеров перпендикулярно плос-
кости склейки; 3 — то же парал-
лельно плоскости склейки (по ши-
рине листа).
наполнителей горят слабым пламенем, быстро
гаснущим после удаления источника огня. При
их горении образуется немного горючих газов.
Минеральный наполнитель повышает жаро-
стойкость.
Фиг. 22. Изменение влажно-
сти и линейных размеров
листового балинита (тол-
щиной 3,5 мм) при водопо-
глощении: / — изменение
влажности; 2 — изменение
размеров перпендикулярно
плоскости склейки; 3 — то
же параллельно плоскости
склейки (по ширине листа).
нове фенольных и карбамидных смол нестойки
против действия щелочей. Наличие в составе
композиций асбестового наполнителя несколько
повышает их щёлочестойкость.
В табл. 23 приводятся результаты испыта-
ний щёлочестойкости текстолита, гетинакса и
фибры.
10 U 12 13 П 15 16 17ркг/см2
Фиг. 23. Зависимость коэфициента
трения f от удельного давления и
температуры фрикционной наклад-
ки тормоза (пластик на основе
асбестового волокна) при скорости
v = 9 м\сек.
Жаростойкость некоторых видов пластиков
характеризуется следующими данными (по
Шрамму):
Материал Число горю-
чести *
Прессматериал на основе фенольной
смолы и минерального наполнителя . 5°
Чистая фенольная смола 150
Прессматериал на основе фенольной
смолы и древесной муки . . . . • • • 250
Аминопласты • 5°°
Материал типа текстолита (на основе
хлопчатобумажной ткани) . . . . • • ¦ 2000
Целлулоид ¦ loo ооо
Щёлочестойкость. Пластические
массы с органическими наполнителями на ос-
* См. ниже „Испытание жаростойкости".
/
0.3
0.с
0)
0
*=*
140"С
V--
I—
¦¦15 м/сек
с
\-^
260°
с
•—
6 7 8 9 Ю 11 12 13
Фиг. 24. Зависимость коэфициента
трения f от удельного давления и
температуры фрикционной наклад-
ки тормоза (пластик на основе
асбестового волокна) при скорости
v = 15 м\сек.
К числу щёлочестойких относятся битумные
композиции (асфальтопековая масса) и хлорви-
ниловый пластикат. Щёлочестойкость послед-
него уменьшается с увеличением количества
содержащегося в нём пластификатора (табл. 24).
Разбавленные щёлочи на органическое стек-
ло при нормальной температуре не действуют:
привес после пребывания стекла в течение
192 час. в 10%-ном растворе едкого натра при
25° С достигает 0,8°/0.
Кислотостойкость. Некоторые виды
пластических масс устойчивы против действия
не только разбавленных, но и концентрирован-
ных кислот. К ним относятся пластики на
Таблица 22
Физические свойства пластиков
Материал
Удельный
вес
в г/смя .
Тепловые свойства
Теплоём-
кость в
ккал/град
Композиционные пла-
стики
К-18-2*
К-21-22
Монолит
Аминопласты
Волокнит
К-6
Текстолитовая крошка . .
Балинитовая крошка ....
Лигнофолевая крошка . . .
КФ-3 .
Асторпрок ВИАМ-12 ....
Пластикат хлорвинило-
вый
Фаолит ***
Слоистые пластики
Текстолит:
ПТК
ПТ
ПТЭ
Гетинакс:
А
• Б
В
Асботекстолит ЗТ
Дельта-древесина плиточ-
ная (ДСП-10)
Балинит плиточный ....
Дельта-древесина листо-
вая
Балинит листовой
Лигнофоль
Литые смолы
Органическое стекло . . .
Неолейкорит
Литой резит
i-З-
.4
1,3—1.4
1-45—
1.35-
1.75-
1.3-
1-35-
1,35—
2 О
2,0
1,28—
1.8
55
.45
t,85
t,4
[,40
г.40
1.37
1.3
"'.4
i-з—
1,3-
1.3 —
I,2O—
1.25-
•4
.4
.4
.45
г ,30
1,18
1.3
Теплопро-
водность в
0.35-0,36
0.35-0,36
-O.37
o,i8
0,18
0,18
0,21
0,18
—0,20
—0,20
i—О,20
-О,27
—О,2О
45
327
Тепло-
стой-
кость
по Мар-
тенсу
в °С
терми-
ческого
расши-
рения
а ¦ 106
о,45
О 2О—0,29
0,20-0,20.
0,45-0.5°
0,13—0.17
0,15—О,2О
оо
IO
20О
но
140—170
140—170
2ОО
2ОО
125
125
I2O
I5O -2ОО
I4O—2ОО
Коэфи-
Электрические свойства
Удель-
циент ! ное по-
линей- |верхно-
ного
стное
элек-
тросо-
протн-
вление
в ом
47-5 о'
5,о—5-51
5-3
З-о—3.5
3.3-34
1,4*
Удельное
объёмное элек-
тросопроти-
вление
в ом ¦ см
52-58
3.3—4Д —
2,0
2,5-2.8
о,4—о,з
Тангенс
угла ди-
электриче-
ских по-
терь tg 5
при часто-
те 50 гц
2 • IOU—I • IO'-
2,4 • iou
I • 1С"
I • IO1
I ¦ Ю1:
I • IO11
Пробивная
электриче-
ская кре-
пость
в khjmm
Водопо-
глощае-
мость за
24 часа
в /о
о, 09
о, гб
о.об—о.о8
O.45—O.95
7»°
8,о
2,0
о,5
l8,O—23,O
I3O—I5O
I8.O—23.O
29-35
IO—II
о.З
о,25
0.35—0,40
1,О
о,4
о.8
I.O
об—1.5
I.O
1-5
O,2
O,3-O5
O,8
1 ,O—2 **
2,O—I5,O**
4-13"
3O
2O,O
8,O
8.O—IO.O
6,O
Бензи-
ностой-
кость
за 24
часа
D О/
в /о
0,03 O,05
0,01
О OI
за 724.
Прозрач-
ность
В°/о
Коэфи-
циент тре-
ния (сколь-
жения)
0,30—0,37
0,30—0,38
о.ЗЗ
о 35
ОЭ.
О
о
ГЛ. V]
ПЛАСТИЧЕСКИЕ МАССЫ
301
1
# •
СО
8
m
0
ю
0
о
I
! 1 1
¦1 1 !
1 1 °
I 1 с?
1 1 ;' <¦
со о ¦
о" о
¦о
0
т г
О -О 01
1
1
I
i
0
8
\
'
1
-
Ч
I» i H11
3
Is
•е 3
за- S
3S *
й ^ >
3 -
1
Ъ "о
м Т
О'ОТ
i
1
"о °Ь Ъ
1 j М rt
1. '¦ 1
0
¦ч-
1 1 1
! ! 1
1
1
1
1
1
t о -t
¦" §
G
Прочие пластические
материалы
Асфальто-пековые массы .
Фибра:
Флак Б
ОФ
в
а
i Прутки фибровые
Таблица 23
Щёлочестойкость текстолита, гетинакса и фибры
S JL
я я $
S н *
° Р
Материал
Текстолит
Гетинакс
Фг^бра .
1
тво-
а. я
ЕВ Ь"
s g
to
|2
О со
X. О.
N
о.5 N
ЛГ
о,5 ^
TV
0.5 N
а «
н *
23
5у
о.*
С о
ч ^
?$
i5io
15ю
1142
1142
55°
55<э
Предел
прочности *
в
кг /см2
после
ис-
пытания в
течение
времени
(в
1
!5°3
1484
IOOO
978
-
I2O2
сутках)
3
1428
30
13б8
14291387
716
779
9°4
б77
658
7°4
481
268
Привес в %
испытания в
после
тече-
ние времени
(в сутках)
1
2,69
2,24
5,74
4,6
92,7°
8о,ю
3
3,79
3,72
15,77
9,38
112,70
96,4°
30
—
п.66
-
23,12
12О,Ю
дб.бо
* Для текстолита и фибры при сжатии, а для гети-
накса при растяжении.
Таблица 24
Щёлочестойкость полихлорвинила
Материал
Полихлорвинил без
пластификатора . . .
То же
Полихлорвинил с
10% пластифика-
тора
То же
Концентра-
ция раство-
ра едкого
кали в %
5
2О
2О
Привес в*% после
испытания в тече-
ние времени
(в часах)
144
<М7
°,37
1320
°,Ф
1,25
0.56
2280
0,78
°,37
1,26
0,56
основе фенольноформальдегидных смол и ас-
бестового наполнителя, применяющиеся в про-
изводстве химической аппаратуры (фаолит).
Эти материалы устойчивы против продолжи-
тельного действия крепкой соляной и плави-
ковой кислот (в последнем случае в качестве
наполнителей добавляют молотый кокс и
сажу). Весьма устойчивы по отношению к дей-
ствию сильных минеральных кислот (в том
числе и азотной) полимеризационные смолы
типа полихлорвинила. Слоистые материалы
на основе бумаги (гетинакс) и ткани (тексто-
лит) выдерживают действие крепкой соляной,
уксусной, фосфорной и слабой серной кислот.
Органическое стекло выдерживает действие
разбавленных серной, азотной, соляной и
уксусной кислот. После пребывания органи-
ческого стекла в кислоте в течение 192 час.
привес в процентах выражается: в 30%-ной
серной — 0,6; в 3%-ной серной — 1,0; в 10%-ной
соляной — 0.7; в НЮ/0-ной азотной — 0,9; в
5%-ной уксусной—1,0%.
МЕХАНИЧЕСКИЕ СВОЙСТВА ПЛАСТИКОВ
Характеристики основных механических
свойств пластиков приводятся в табл. 25—28.
302
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 25
Механические свойства композиционных пластиков
Наименование
материалов
Прессматериал К-18-2
Прессматериал К-21-22 ....
Монолит
Волокнит
Прессматериал К-6
Текстолитовая крошка*** . . .
Балинитовая крошка (из шпо-
на толщиной 0,24—0.5J мм
размером 7 X 7 мм****) ....
Прессматериал КФ-3
Тормозная лента асторпрок
ВИАМ-12*****
Фаолит отверждённый
Полихлорвиниловый пластикат:
б) для прокладок типа ВБ
и СБ
Удельный
вес
в кг; см3
1,4
1,4
I К
I Ч1^ 1.ЛЛ
i,75-i,85
i,35
1,3—1,4
1,70—1,85
1,4—1,8
1,28-1,37
Предел прочности в лгг/сж2
растя-
жении
зоо
зоо
25°
4<х>
65O-55O
250
. —
175—зоо
9оо
при
сжатии
1400
1400
9оо—ноо
2ООО
1150—1300*
9ОО—I2OO**
IOOO
4оо—9°о
изгибе
5оо
5оо
55о—8оо
7<х)—8оо
75O—8оо
iooo—охю
7оо
4оо—7°°
о,
га А
Ч И
*ш5
<U « S
>, х a
4.о
4-2
2О,О
2О,О
12—19
21
2,О—2#5
о
с
J3 °
52
с ч„
:Ш К ^ ,
и О.Т7
Зо
Зо
Зо
ЗО
4о—зо
Зо
25—35
По Шо-
РУ 75
Is
s и
11
>> о.
0,2
0,2
_
о,5
—
—.
_
оо
<i5
Модуль
упругости
в кг'см*
7о ооо— 9° о00
70 ооо— оо о00
80000—130000
62 ооо(при сжа-
тии)
—
8о ооо—130000
* Параллельно плоскости прессования.
** Перпендикулярно плоскости прессования.
*** Сопротивление срезу не менее 300 кг/см1.
**** Разрушающее усилие среза (резьбы ЗМ72 X 2 ОСТ 4120) лля деталей из шпона толщиной 0,24 мм — 7800 кг,
толщиной р,50 мм — 8400 кг. Коэфициент трения в паре со сталью при Р = 10 кг 1см?\ w = 0,4 м/мин: без смазки—
0,30 — 0,40; со смазкой—0,030—0,026 (время испытания—1 час). Потеря в весе: без смазки—0,33 г; со смазкой 0,030 г.
***** Коэфициент сухого трения в паре со сталью при Р ¦= 10 кг/см2, v = 0,4 м/мин равен 0.33 — 0,39 (для
КФ-3 то же). Износ при этих условиях равен 0,05 — 0,09 г. Коэфициент трения при смачивании водой 0,13, при
смачивании маслом 0,11, износ при смачивании водой 0,02 г.
Таблица 26а
Материал
Текстолит:
ПТК
ПТ
ПТЭ
Гетинакс ли-
стовой электро-
технический:
А и В ....
Б
Г
Асботексто-
лит ЗТ
Механические свойства слоистых
Предел прочности
IOOO
85о
650
8оо
IOOO
IOOO
8оо
Растяжение
Предел пропор-
циональности
в
380—450
ООО
Условный предел
текучести
кг/см2
650-750
1250—1350
-
Модуль упру-
гости X 10 3
бо—ioo
loo—i8o
-
носительное удли-
ние в %
О х
I.O
1,О
1,О
I.O
1,о
1,О
_
пластиков
(текстолитов и гетинаксов)
Сжатие
Предел
прочности
Предел пропор-
циональности
Модуль упру-
гости х ю~3
в кг^смй
1500И2500
I3OO И 2000
I3OO И 2ООО
1685
1300
IOOO
2ОО
395
395
-
99.о
122
122
-
Статический изгиб
Предел прочности
Предел пропор-
циональности
Модуль упру-
гости X 10 °*
в кг/см*
хбоо
I45O
IOOO
IOOO
1300
1300
850
5оо
8оо и 7оо
8оо и 7оо
73 и 77
И4 и 13:7
И4 и 1Х7
-
2
¦=:
<и
X
о.
ш
о
с
о 2
5^
Е- а
34
25*
25
25
Зо—45
II
*:
S3 -
is
«в
>> а
35°
35.°
25,0
тб.о*
2О,0
2О.О
2О,0
Примечания. 1. Для текстолита ПТК при кручении: предел прочности 495 кг/см2, модуль упругости
22 400 кг/см* и предел пропорциональности 210 кг/см2: коэфициент скользящего трения в паре со сталью при Р=
= 10 кг/см2 и v—ОЛ м/сек: при сухом трении 0,35, при смачивании водой 0,07 и при смачивании маслом 0,0^. Предел
прочности при сжатии и модуль упругости при статическом изгибе даны соответственно вдоль и поперёк слоев.
2. Для гетинакса марок А, Б и Г при кручении вдоль слоев: предел прочности 340 кг!см2, предел пропорциональ-
ности 370 кг/см2 и модуль упругости 25600 кг/см2. Предел прочности при раскалывании для гетинакса марок Б и В-
150 кг\см'2, а для Г — 2U0 кг/см2. Предел прочности при сжатии для сорта Б дан по экспериментальным данным. Пре-
дел пропорциональности и модуль упругости при статическом изгибе даны соответственно вдоль и поперёк слоев.
* Только для гетинакса А.
ГЛ. VI
ПЛАСТИЧЕСКИЕ МАССЫ
303
Таблица 265
Механические свойства листовых древесных пластиков
Материал
Дельта-древесина сорта А:
толщиной 1 мм
1.5—3.0 мм . . .
4,0—10,0 „ . . .
Балинит листовой (ДСП-20)
марок Б-01, Б-02, сорт А:
толщиной 1,0 мм
1,5—3,0 мм . . .
3,5—6,0 „ . . .
Предел
прочности
при
растяжении
В KilCM'1
X
о
М И
ч о
о ч
ч о
оз са
i6oo
1850
175°
1400
1800
1700
И X
id о
O.SC
а> о
с ч
о о
с а
I20O
i6oo
155°
90О
I40O
I2O0
1
4q
85°
оло
goo
8оо
8оо
7оо
юналь-
ении
3*
с u
о. о-
с S
с
flj JJ ^
ч ^_ —^
^ ц ^
1—' ^
С X Я
1300—135°
I5OO—1550
14°о—1500
ноо—1200
145°—15°°
1350—145°
Условный
предел
текучести
в кг/см2
о
л и
ч о
о ч
ч о
со m
185
180
X X
:о) О
СХХ
<и о
С ч
О О
с са
170
—
i6o
-лом
1
*^
чо
9°
—
8о
Модуль упругости х
X К
я
о
ч о
о ч
ч о
m со
i8o—220
180—220
180—220
180—220
180—220
180—220
И X
SO О
О.*
<и о
с ч
О о
с ш
i6o—200
160—200
160—200
160—200
160—200
¦лом
go 120
80—120
80—120
80
80—120
80—120
Предел
прочности
при срезе
(для толщи-
ны 2 мм)
В KZJCM2
X
0
ч о
о ч
ч о
со со
73°
75°
X X
ки о
р| J?
41 О
С Ч
О о
С со
8оо
—
8з°
глом 1
ч0
о о
IIOO
—
1200
1!
галости
[згибе i
л yci
НОМ V
X
Ч (у
С о.
4оо—боо
40о—боо
4оо—боо
аоо—боо
40О—боо
4оо—боо
Примечание. Предел прочности при смятии дельта-древесины толщиной 2,0 мм под углами к направлению
волокон „рубашки" 0, 90 и 45° соответственно равен 2650, 2430 и 3500 кг/см2. Коэфициент Пуассона для обоих
материалов равен 0,75—0,80.
Таблица 26в
Материал
Дельта-древе-
сина плиточная
(ДСП-10), длин-
ные плиты сор-
та А при влаж-
ности 5,5%
Балинит пли-
точный (ДСП-
31), толщина
плит от 10 до
60 мм
Лигнофоль
плиточный мар-
ки К (перекрё-
стный) ТОЛЩИ-
НОЙ 2—50 мм
сти
X
В"
о
о.
с
<и
ч ¦
о.
с
Механические свойства плиточных древесных
Растяжение
о ^
а 5
«?
Модуль
нормаль-
ной упру-
гости
в кг/см*
2650
—
При расчёте
о (см. фиг.
А),
255°
—
280000—
—34°°°°
_
s
ч
X
л
5^
О w
О х
1>О
т,о
1,О
Сжатие
Предел
проч-
ности
в кг\см%
175°
Вдоль
воло-
кон //
I2OO
13°°—
15°°
-3d
CV
к оа
т
s g
•я 5
в о
гатич»
л пр<
ич
2800 (по
средним
данным)
Попе-
рёк во-
локон //
1650
1700—
2ООО
Золтовых соединений дельта-древесинь
о
ч
Бри
с
о 5
ЧД
19
—
>сть
is
я?
ч-^
«¦§
1|
80,0
—
i следует
бсп
т
i
% an
И
§¦
•1 '
<§¦
en"
100
80
60
Ю
Ы)
ю
о
пластиков
V.
N
V
\
1
у
\
1
(
s
1
t
•^.
Отношение длины бал то
к его диаметру
Фиг.
ю
пользоваться
А
1?
Диаметр бвята ¦
Фиг.
кривой
а для получения расчётного напряжения следует относительные
фиг. А и выраженные i
та-древесины;
в случае
ваться данными фиг. В
i процентах, умножить т
расчётную
смятия сплошными болтами из стали
величину предела
В
ft
f
nt
——
i
относительных значений
значени?
прочности
ЗОХГСА Диаметром меньше
1 з , указанные на
при сжатии для
L4
мм
следует
дель-
пользо-
Примечания: 1. Прочие механические свойства дельта-древесины: предел прочности при скалывании по
склейке — не менее 140 кг/см2, а по материалу — не менее 350 кг/см*; модуль сдвига — 170 000 кг/см*; предел
усталости при переменном изгибе — 850 кг/см2; предел прочности при кручении — 350 кг\см*.
2. Конструкция пакета дельта-древесины: на каждые 10—11 продольных слоев шпона один поперечный.
304
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. 1!
Таблица 27
Механические свойства литых смол, пластиков на основе эфиров
1
i
Материал
!
Органическое
стекло литое СО .
j
i Неолейкорит:
j 1-й сорт . .
1 2-й „ . .
! Литые резиты .
| Целлулоид авиа-
I ционный толщиной
I в мм:
1,0
• ' 1,5
2,0
3,5
5,0
Этрол нитро-
целлюлозный . . .
Этрол ацетил-
целлюлозный ** .
Асфальтопеко-
вые композиции .
Предел
прочности
в
400—500
4оо
4оо
—
5оо
45°
4оо
35о
Зоо
—
4Оо
о5
Растяжение
Модуль
упругости
кг/см'2
19000—28000
(для толщины
2,5 ММ)
25000—35 °°°
25000-35000
—
14000 - i6ooo
—
20 000 — 25 о00
Относи-
тельное
удлинение
В /о
3,о—4,о
—
—
—
ю,о
—
—
Сжатие
Предел
прочности
в
700—850
(для толщи-
ны8-ю.ч.«)
—
—
—
5°°—575
целлюлозы и
Статический
изгиб
Предел
прочности
кг/см2
боо
(для толщины
ю мм)
боо
5оо
—
—
440-655 **
Зоо— 7оо *
170
асфальтопековой массы
Твёрдость
по
Бринелю
в кг/мм*
14 — 16
12
IO
12-15
—
—
4-5—6>5
Удельная
ударная
вязкость
в кгс .i/cm3
ю—12
(для толщины
7 мм)
8
о
—
—
ю—84 *
ю— 8о *
* В зависимости от состава.
** По данным ВИАМ.
Влияние различных факторов
на механические свойства
пластиков
Влияние температу-
р ы. Изменение механических
свойств под влиянием температу-
ры в моментнагружения(приис-
пытании) или после воздействия
повышенных или пониженных
температур наиболее резко ска-
зывается на термопластических
материалах. Предел прочности
при растяжении, модуль упру-
гости, предел текучести и пре-
дел усталости термопластов
типа плексиглас (органическое
стекло) с понижением темпера-
туры (в определённом интерва-
ле) возрастают, а удлинение
уменьшается; при повышенных
температурах удлинение и
удельная ударная вязкость воз-
растают. С понижением темпе-
ратуры (до—80° С) предел проч-
ности при растяжении слоистых
термореактивных пластиков ти-
па текстолита и некоторых
других пластиков возрастает,
а повышенные температуры,
особенно при их длительном
воздействии, увеличивают хруп-
кость и снижают прочность.
Общая закономерность из-
менения механических свойств
пластиков на основе термопла-
стичных и термореактивных
смол в зависимости от темпера-
туры представлена на фиг. 25.
Особенно отрицательно влияет повышенная температура
на волокнистые материалы с целлюлозным наполнителем
и материалы типа фибры, в то же время такие пластики, как
Таблица 28
Механические свойства фибры
Г
1
1
1
j Материал
1
Фибра Флак:
вдоль листа ....
поперёк листа . .
Фибра Флак Б:
вдоль листа ....
поперёк листа . .
Фибра ОФ
вдоль листа ....
поперёк листа . .
Фибра КГФ:
поперёк волокон .
Фибра в прутках:
вдоль волокон . ,
поперёк волокон .
03
11
я
«в
ельны
>,
1-25
J.25
1,1—1,4
i.o-1,5
Предел проч-
ности
тя-
и рас
'НИИ
с Я
95О-00О
525—475
825—800
425—375
45°—55°
25°—35°
Зоо
5оо
Зоо
в кг/см3
1ТИИ
о
К
а.
с
—
—'
—
—
45о
8оо
—
—
ибе
и изг
с
с
_
_
—
55°
4оо
ВЯЗ-
es _,
2 ^
o.ii
я a
si
ельна
сть в
>. а
IOO
8о
IOO
8о
IOO
8о
—
—
о
X
S
о.
[Л
о
с ^
si
ердос
> в кг
оз у
—
—
—
—
Q.o
—
—
—
ли-
>,
ч>
о
h
is
О х
то
12
1О
12
—
—
—
о
>.
(упр
at
ой
7о ооо
6о ооо
7о ооо
6о ооо
—
—
—
—
СГ 3
а°
II
cS
275
125
—
—
—
—
—
—.
Примечания: 1. Предел прочности при растяжении для фибры
Флак Б указан для образцов толщиной 2 мм; остальные показатели даны
для толщины 1—2,5 мм. Показатели для фибры ОФ даны для толщины
листа от 0,6 до 12 мм.
2. Прочность фибры Флак и Флак Б по склейке после 24 час. увлажнения
в воде равна 160 г/см, фибры ОФ—130 г/см.
3. Усадка фибры в прутках после выдерживания в течение 24 час. при
температуре 105—110° С: по длине—2,5°/0, по диаметру вдоль слоев —4,3°/„ и
поперёк слоев 4,5°/0.
ГЛ. V]
ПЛАСТИЧЕСКИЕ МАССЫ
305
Таблица 29
Зависимость механических свойств композиционных пластиков от температуры и времени нагрева
(по средним данным)
Марка
материала
К-21-22 ... |
К-18-2 . . .{
Монолит . . .
Аминопласты
я
03
а
X
СО
а
>,
я
а
io"
Н я
8о
I2O
8о
I2O
8о
8о
До испытания
Предел прочности
при изгибе
в кг\см%
74о
650
720
IIOO
Удельная удар-
ная вязкость
в kzcmjcm1
6,о
4,о
7,о
7.5
Твёрдость по
Бринелю
в кг! мм2
35,о
Зб,о
29,о
4°.о
Модуль упруго-
сти в KzjcM1
76500
89000
73000
86500
После нагревания в течение
115 час.
Предел прочности
при изгибе
в кг/см2
73о
9оо
670
9бо
6i5
Ю75
Удельная удар-
ная вязкость
в кгсм\сМх
5,75
7-5о
4,8
7.5
4,9
8,2
Твёрдость по
Бринелю
в кг'мм*
3i.o
42,0
34,8
42,О
З7.о
47.7
Модуль упруго-
сти В KZJCM'2
158 750
83000
60 600
84500
После нагревания в тече-
ние 215 час.
Предел прочности
при изгибе
в кг /см2
635
7°о
54о
79°
73о
8оо
Удельная удар-
ная вязкость
в кгсм/см2
5,6
7.2
4,8
7,2
5,°
Твёрдость по
Бринелю
в кг/мм'2
2
41,о
Зб,о
41,о
4б,о
52,о
S
н
(J
о
>>
а
с
>.
*Ъ
0 й
So
73200
62 500
60000
КФ-3 и асторпрок ВИАМ-12 с асбестовым на-
полнителем, успешно выдерживают темпера-
туры до 200—250° С в течение сравнительно
продолжительного времени.
Влияние низких температур на механиче-
ские свойства авиацеллулоида представлено на
фиг. 26.
Пластики, как вещества органического
происхождения, не только меняют под влия-
нием высокой температуры свои механические
свойства, но и деформируются, обугливаются,
а некоторые из них плавятся или загораются.
Влияние высоких температур на механи-
ческие свойства пластиков представлено
в табл. 29—31.
Влияние повышенной температуры на из-
менение предела прочности при растяжении
текстолита и гетинакса показано на фиг. 27.
!60
140
%120
two
ВО
60
ьо
20
-40 -20 0 20 W 60 °С
Температура в ° С
Фиг. 25. Изменения прочности пла-
стиков на основе термопластичных
и термореактивных смол под влия-
нием температуры: /—термопласты;
2—термореактивные пластики.
Испытания на прочность при растяжении
сырого крезольного текстолита на миткалевой
основе и того же текстолита, но подвергну-
того термообработке при 15/ С в течение
ч
*<
\
V
\
2
*~+
А
\
Л
N
\
\
V
к
\
1
12 час, дали следующие результаты (в кг/см2)
в зависимости от температуры образца в мо-
мент испытания:
„ _ После тер-
Температура До термо- мообра-
образца в °С обработки
75
IOO
920
700
6ю
460
б от к и
о8о
8ю
77°
74O
Влияние нагрева на свойства фибры указа-
но в табл. 32.
бьНг/см2
1200
1100 Н^
1000
300
800
700
600
500
400
300
200
100
*
бь
s
ч
\
ч
\
s
\
—
-70-60-5040-30-2040 0 10 20°С
120
110
100
90
80
70
60
50
40
30
20
10
О
Фиг. 26. Влияние низких температур на
механические свойства авиацеллулоида.
Таблица 30
Влияние
температуры
нагрева на предел
при растяжении слоистых пластиков
Темпера-
тура Hai
ва в °
2О
5о
. .75
IOO
125
15°
2ОО
ре-
С
прочности
и фибры
i
Предел прочности при растяжении.вдоль
слоев в кг/см*
текстолита по
основе (вы-
держка 2 часа)
1050
870
75о
645
630
58о
39O
гетинакса (вы-
держка 2 часа)
IIOO
99о
—
77о
685
57O
54о
фибры ОФ
(выдержка
3 часа)
735
72O
—
72О
—
645
306
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. И
Таблица 31
Таблица 32
Влияние температуры нагрева на
Температура
нагрева
в °С
17
5°
6о
75
8о
loo
125
J5°
200
ударную вязкость
пластиков и фибры
Удельная ударная вязкость в кгсм/см3
is0*
g g 3
с- О Й
з з
га
и <м
инак
жка
гет:
дер
- И 2
•& — р
О «со
°-? Ч
«s's*
вдоль слоев
39.5
32,2
—
33>о
—
29-9
32,8
29,3
9,°
33,8
28,9
—
25,2
—
23.7
22,3
21,6
i8,6
ЗЗ.о
26,7
—
—
—
21,6
—
9,2
Р я
о 3
pi
2 ч10
§ §
ю,9
12,3
—
14,0
—
—
—
Низкие температуры также существенно
влияют на механические свойства пластиков.
Предел прочности при изгибе с понижением
температуры возрастает, а ударная вязкость —
падает. Изменение механических свойств
текстолита, гетинакса, органического стекла,
целлулоида и фибры до и после воздействия
низких температур показано в табл. 33 и 34.
кг/смг
1Z00
1000
800
600
400
200
а
у
\
V
\
V
\
\
2
<
/
s
I
t
so wo 150 гоо°с
Фиг. 27. Зависимость прочности при растя-
жении гетинакса и текстолита от темпера-
туры: 1 — текстолит; 2 — гетинакс (вы-
держка 2 часа).
Механические свойства композиционных пла-
стиков после воздействия низкой температуры
представлены в табл. 35.
Механические свойства органического
стекла при различных температурах показаны
в табл. 36 и на фиг. 28 и 29.
Влияние атмосферных условий
и искусственного старения. Пласти-
ки хорошо переносят длительное воздействие
атмосферных условий. Сравнительно продол-
жительное (до 450 дней) пребывание компози-
ционных пластиков типа карболита (К-21-22,
К-18-2 и монолит) в атмосферных условиях
Влияние нагрева
Свойство
Предел прочно-
сти при растя-
жении в кг/см2
Удельная удар-
ная вязкость в
K2CMJCM1 . . .
и
О
CN
||
"+*
О.
С
785
45
на
механические свойства
фибры ОФ
Нагрев а тече-
ние 3 час.
50
72O
33
до t°C
100
720
23
150
645
23
Нагрев
ние 12
t°
50
685
28
в тече-
час. до
С
100
730
J7
Примечание. Испытание после выдержки про-
водилось при температуре 20° С.
Таблица 33
Влияние низких температур на предел прочности
при растяжении пластиков и фибры
Темпера-
тура
в °С
+ 2О
— з°
— 4°
— 5о
— 6о
— 7»
— 8о
Предел прочности
н'а?
о g
0 0
II
ибо
1400
1510
15оо
1360
I33O
и
я
Гет1
1300
1700
1700
1670
i66o
1610
при растяжении
о S
Ж °1Л
Орг
стек
ной
SOO
—
—
—
995
и8о
ч
о
ч
>ч
ч
Цел
54°
965
io6o
—
1070
IH5
в кг/см'2
•&
О
та
О,
Фиб
670
—
840
—
—
86о
Таблица 34
Влияние низких температур на ударную вязкость
пластиков и фибры
Темпера-
+ 2О
О
— 15
— ЗО
4О
— 5°
-60
-70
Удельная ударная вязкость в кгсм/см3
Тексто-
лит
44,°
41,8
31-5
—
—
—
27,8
—
Гети-
накс
Зб,о
—
—
29,о
24,9
—
26,2
22,7
Моно-
лит
7.о
6,3
5-9
6,2
—
—•
5.5
—
Органи-
ческое
стекло
ю,о
—
II,О
—
".5
—
14,3
14,7
Цел-
луло-
ид
82
—
—
77
73
62
49
44
Фиб-
ра
ОФ
45,о
—
—
—
—
—
8,8
практически не снижает их механических
свойств.
Весьма жёсткие условия искусственного
старения посредством переменного воздействия
низкой и повышенной температур, а также
влаги в течение четырёх циклов D20 час.)*
* Каждый цикл испытаний состоит из следующих
операций: 1) вымачивание в воде при температуре 20' С
в течение 48 час; 2) замораживание при температуре
— 60й С F час); 3) оттаивание в воде F час); 4) сушка при
температуре 40° С F час.) и 60е С F час); 5) вторичное
вымачивание в воде A5 час); 6) вторичная сушка при
50° С A6 час).
ГЛ. V]
ПЛАСТИЧЕСКИЕ МАССЫ
307
Таблица 35
Механические свойства композиционных пластиков
при температуре—20° С в зависимости
от продолжительности выдержки
Свойство
Предел прочности
при изгибе в кг 1см3:
до испытания ....
после испытания
в течение 90 дней .
210 „
310 „
450 „
Удельная ударная
ВЯЗКОСТЬ В KZCMJCM*'.
до испытания ....
после испытания
в течение 90 дней .
210 „
п . 310
- '150 „
Твёрдость по Бри-
нелю в кг/мм*:
до испытания . . .
после испытания
в течение SK) дней .
210
„ » 310
- 450 „
Модуль упругости
в кг!см2:
до испытания ....
после испытания
в течение 90 дней .
„ » 210
„ „ 310
450 „
К-21-22
74°
75°
775
760
8оо
6,1
6,7
6,5
7,5
8,6
35.°
Зб,о
35,о
5°,°
29-7
76 5°о
6q 000
96 000
—
64 800
К-18-2
650
79°
82O
838
85о
4,1
—
6,4
7.8
36,5
39,°
38,о
32,0
27,6
89 ооо
71 з°°
94 °°°
бо ооо
—
Моно-
лит
72O
86о
88о
8оо
9оо
7.»
—
7-2
6,5
8,8
29,0
41,о
39»°
3°,°
27,о
77 3°°
66 зоо
92 ооо
—.
7О юо
Амино-
пласт
IIOO
п8о
—
1520
1400
7-5
9.9
ю,9
и,о
4<э,о
52,7
5i,o
—
42,4
86 5оо
76 2OO
9о 7°°
—
7О 7°°
практически не оказывают влияния на проч-
ность дельта-древесины при растяжении, сжа-
тии и незначитель-
но снижают предел
-60-40-20 0 20 40 60 °С
¦Фиг. 28. Изменение предела
прочности при сжатии органи-
ческого стекла в зависимости
от температуры (скорость де-
формации 1,27 мм!мин).
Фиг. 29. Изменение пре-
дела прочности при рас-
тяжении органического
стекла в зависимости
от температуры (ско-
рость деформации 1,27
мм] мин).
Таблица 3'5
Влияние температуры на механические свойства
органического стекла
]
Свойство
Предел прочности при рас-
1 тяжении в KzjeAfi:
при толщине 5 мм
10 „
Предел прочности при сжа-
тии в кг\см-\
при толщине 10 мм
Удельная ударная вязкость
в кг см/см?:
при толщине 5 мм
ю „
Температура испыта-
ния в °С
+ 40
35°
4°5
6i5
Ю,2
15.8
+ ю
6ю
боо
131°
ю,4
17.3
-75
зооо
1065
3°о5
п,8
19.8
прочности при скалывании по склейке и удель-
ную ударную вязкость.
Влияние влаги. Под влиянием влаги дре-
весные пластики изменяют свои механические
бкг/смг
3200
3000
2800
2600
2400
2200
2000
1800
1600
1400
1200
\
s
\
к
N
4j
1
"S
«•—
б,ь
Ч
s
N.
2 3 4 5 6 7 8 9 Ш 11 12%
Влажность
Фиг. 30. Влияние влажности на предел прочно-
сти при сжатии [^d) и растяжении (sfrj пли-
точной дельта-древесины.
свойства, особенно предел прочности при
сжатии. Для дельта-древесины (ДСП-10) сниже-
ние прочности в зависимости от влажности
иллюстрируется следующими данными:
Влажность
образца
в /о
4
5
Предел проч-
ности при сжа-
тии в кг/см3
2СОО
i8oo
1650
1500
Влияние влажности на механические свой-
ства плиточной дельта-древесины показано
на фиг. 30 и 31.
При торцовой защите деталей из дельта-
древесины водоупорной смолой влияние влаж-
ности на прочность конструкции невелико.
Механические свойства фибры также зави-
сят от влажности. Наибольшее изменение
предела прочности при растяжении фибры
/2 54 55 789ЮЛ 121314%
Влажность
Фиг. 31. Влияние влажности на модуль
упругости при растяжении (?z) и сжа-
тии {Erf) плиточной дельта-древесины.
наблюдается при влажности 2—14%. Повы-
шение влажности в этих пределах на 1%
вызывает понижение предела прочности при
растяжении фибры в среднем на 4°/0. При
308
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. П
влажности 14—35% прочность фибры почти не
понижается. Влажность оказывает большое вли-
яние и на удельную ударную вязкость фибры.
Изменение влажности в пределах 1—12% при-
водит к повышению ударной вязкости фибры
на 10%. При дальнейшем повышении влаж-
ности до 21% ударная вязкость интенсивно
снижается, а далее до 35% — практически
остаётся неизменной.
Влажность в определенной степени отри-
цательно влияет на механические свойства
и других пластиков, но так как некоторые из
них адсорбируют влагу очень незначительно
(например, органическое стекло), то механи-
ческие свойства последних практически не
меняются.
Влияние внутренних напряжений
и скорости нагружения. Возникнове-
ние внутренних напряжений в термореактивных
Таблица 37
Влияние скорости
жения
нагру
? *
|д
U и
4°
8о
I2O
1бо
2ОО
5°о
IOOO
свойства
Предел проч-
ности при
сжатии в кг/см2
н
ч
о
о
н
—
—
—
—
134°
1400
я
X
s
и
—
—
—
—
i86o
i860
нагружения на механические
слоистых пластиков
Предел проч-
ности при
изгибе
ё
ч
о
н
144°
1460
157°
1630
158°
—
в кг/см12
о
а
ев
X
К
243°
2440
2420
2520
—
—
кения
larpyj
? *
и а
о ^
О* ~г—
U m
1500
2000
2500
3000
35°°
4000
4500
Предел
прочности
при
в
н
t;
н
о
1460
15°°
1480
1480
153°
сжатии
кг/см'2
и
X
s
S-
U
1870
i8o°
1920
2030
—
—
ж
^ s
S ш
1835
—
—
1870
—
1900
0 МО 280 420 56Q6k?jcMZ
Фиг. 32. Диаграмма „напряжение-
удлинение" при растяжении текстоли-
та: / — при отсутствии внутренних
напряжений; 2 — при напряжении
1,27 кг/см2; 3—286 кг/см*; 4 — 548 кг/см*.
Пересечения кривых с пунктирными
прямыми дают значения предела про-
порциональности.
пластических массах зависит от процесса
прессования и усадки смолы.
В термопластах внутренние напряжения
возникают в связи с другими процессами.
В частности, в органическом стекле они связа-
ны главным образом с условиями полимери-
зации, механическими воздействиями и влия-
нием растворителей, что вызывает образова-
ние микротрещин („серебро"), резко снижаю-
щих механические свойства и прозрачность
органического стекла.
Внутренние напряжения, возникающие
в процессе прессования текстолита, вызывают
изменение модуля упругости и предела пропор-
циональности материала (фиг. 32 ). Вследствие
усадки смолы в процессе отвердевания на её по-
верхности возникают сжимающие напряжения,
а внутри—растягивающие Наличие внутренних
напряжений, появляющихся в пластиках вслед-
ствие особенностей их структуры и влияния
технологических факторов, отражается на по-
ложении нейтрального слоя при изгибе, так как
в этом случае величины модуля упругости в
сжатой и растянутой зонах балки, изготовлен-
ной из пластика, неодинаковы (деформация в
области Гука).
Скорость нагружения влияет как на
предел прочности, так и на величину деформа-
ции при растяжении и сжатии.
Влияние скорости нагружения на механи-
ческие свойства слоистых пластиков видно
из данных табл. 37.
Способ приложения нагрузки часто влияет
на поведение пластика при испытании. Бы-
строе приложение и снятие напряжений обычно
вызывает меньшее снижение показателей.во
времени, чем длительное приложение значи-
тельно меньших усилий. Термопласты под влия-
нием постоянно действующей нагрузки проя-
вляютсвойства „текучести нахолоду"—стремле-
ние деформироваться под действием постоянной
нагрузки.
Кривые влияния скорости нагружения при
растяжении органического стекла изображены
на фиг. 33. До определённого значения напря-
жение и деформация имеют линейную зависи-
мость, и скорости деформации не влияют на пре-
дел прочности материала при растяжении (а^,).
С увеличением скорости деформации а^ возра-
стает. Следовательно, величина напряжения,
б /сг/СЛ/2
630
560
490
иго
350
280
210
140
70
_ Образец ломается
,4
1 2 3
Фиг. 33. Диаграмма „деформа-
ция-напряжение" при растяже-
нии двухдюймового образца из
органического стекла при t —
= 40- С. Скорости растяжения:
7—1,27 мм/мин;2—2,54мм/мин;
3 — 5,08 мм/мин; 4—10,16
мм I мин.
08 12 1,6 Е%
Фиг. 34. Диаграмма „де-
формация- напряжение*
для текстолита и гети-
накса: 1—гетинакс в на-
правлении з^^. 2—ге-
тинакс в направлении
под углом < 45°;.?—ге-
тинакс в направлении
atnin; 4—текстолите на-
правлении основы; 5 —
текстолит в направле-
нии под углом < 45°;
6 — текстолит в напра-
влении утка.
которую деталь может
выдержать до наступле-
ния пластической де-
формации, относительно
меньше зависит от скорости растяжения, чем
от величины разрушающего напряжения.
Кривые растяжения текстолита и гетинакса
представлены на фиг. 34. Зависимость дефор-
маций от величины напряжения в криволиней-
ной части диаграммы растяжения (за пределом
ГЛ. V]
ПЛАСТИЧЕСКИЕ МАССЫ
309
^пропорциональности) для текстолита и гети-
накса аналитически выражается эмпирической
формулой: 6 = азт, где а и т—постоянные ко-
эфициенты, определяемые опытным путём, 8—
относительное удлинение в %, а—напряжение
.в кг/мм2.
Для текстолита (по основе):
Таблица 38
Влияние типа наполнителя на механические свойства
пластиков
Для гетинакса (вдоль полотна бумаги):
В = 0,44 + 0,065 (а - 6)'-015-
В результате анализа кривых фиг. 34 можно
•сделать вывод, что характер зависимости о-/(а)
для текстолита и гетинакса, для прямолиней-
ного и криволинейного участков один и тот же,
причём криволинейный участок сильно напоми-
нает кривую растяжения чугуна. Технологиче-
скими приёмами (повышенное удельное давле-
ние при прессовании, боковое давление и т. п.)
можно повысить подчинение текстолита закону
Гука при растяжении и увеличить при этом
его модуль упругости до 105 000—115 000 кг/см?.
Величина модуля упругости для термопластов
типа органического стекла зависит от величины
напряжения: чем меньше нагрузка при растя-
жении, тем выше модуль. Так, при напряжении
70 кг/см? модуль доходит до 32 000 кг}см\
а при напряжении в 280 kzjcm2 он снижается
до 27 500 кг\см\
Влияние типа наполнителя
и анизотропии. От типа наполнителя за-
висит абсолютная величина предела прочности
при растяжении и сжатии пластиков, как это
видно из средних экспериментальных данных,
приведённых в табл. 38.
Наполнитель определяет структуру матери-
ала и влияет на анизотропность механических
свойств.
В табл. ЗЭ показано влияние анизотропности
пластиков на абсолютную величину прочности.
При испытании текстолита ПТК на сжатие
параллельно слоям предел прочности равен
1560 кг/см2, а перпендику-
лярно слоям —2500 кг/см2.
Влияние наклона воло-
кон на предел прочности
при растяжении и модуль
упругости плиточной дель-
та-древесины показано на
фиг. 35 и 36.
Влияние надреза
(запила). Запилы, располо-
женные перпендикулярно к
направлению растягивающе-
го усилия, и царапины могут
привести, особенно у гомо-
генных (не наполненных)
пластиков, к заметному
уменьшению ударной вяз-
кости и прочности при из-
гибе. Испытание ударной
вязкости образцов с надре-
зом показывает склонность
материала к концентрации
напряжений. Влияние надре-
за на механические свойства
пластиков иллюстрируется
данными табл. 40. Дли-
ла и толщина образцов
Тип
наполнителя
Древесная
мука
Ткань
Бумага
Берёзовый
шпон
Материал
Композиционный
пластик К-18-2
Текстолит
Гетинакс
Дельта-древесина
плиточная
Предел прочности
в кг/см?
при растя-
жении
5оо
Ю5о
Н5°
Зооо
при
сжатии
iSoo
1560
1685
2000
Таблица 39
Влияние анизотропии на механические свойства
слоистых пластиков
(по средним экспериментальным данным)
Материал
Текстолит
Гетинакс
Листовая
дельта-древе-
сина толщи-
ной 1,5—
3,0 мм
Угол между глав-
ной осью образца
и продольным
направлением
листа в градусах
о
45
9°
о
45
90
о
45
9°
Предел прочности
в кг\см?
при растя-
жении
Ю5о
77°
7ю
i7°5
145°
1150
1850
хбоо
900
при
сжатии
1560
1500
1455
I9O5
1900
1615
-
при испытании брались постоянные, изменялось
лишь отношение а\Ь (фиг. 37). При испытании
текстолита вдоль волокон а:Ь было принято
0,3 и 0,4, а поперёк волокон—0,6. Надрезы без
галтели локализуют напряжения и понижают
прочность пластиков в конструкциях.
6bk8/CM2
3331'
3000
2000
WOO
051015 30
Фиг. 35. Зависимость предела прочно-
сти при растяжении плиточной дельта-
древесины от направления волокон.
90 а °
Фиг. 36. Зависимость модуля упруго-
сти при растяжении, дельта-древесины
от направления волокон.^
310
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 40
Влияние надреза (ширина 1 мм, глубина 2 мм)
на механические свойства пластиков
Материал
К-21-22
Гетинакс
Текстолит
К-Ф-3
Направление
приложенной
нагрузки
Перпендику-
лярно плоскости
прессования
Вдоль слое в
Поперёк слоев
Вдоль слоев
Поперек слоев
Перпендику-
лярно плоскости
прессования
Удельная
ударная вяз-
кость
в кгсм1см?
а к
0J И
т X
га 73
Си т т
О vo Си
6,3
31.i
25.O
41,3
47>°
21,9
s
о
5?"
я ч
а. 5
о о
5-7
21,3
15-2
17,2
18,6
S к
щ _ t4 Г?
С к схш
s
о
S ч
О.Э
ю *
О О
_
—
! 84о
1 780
7Ю
—
Фиг. 37. Обра-
зец пластика с
надрезом.
Влияние вибрацион-
ных нагрузок. Цикличе-
ское рассеивание энергии *,
поглощаемой материалом и вы-
деляемой в виде тепла, у пла-
стиков значительно больше,
чем у металлов, что выгодно
отличает первые от вторых.
Способность пластических
масс поглощать энергию при
крутильных колебаниях харак-
теризуется следующими сравни-
тельными данными:
„„ Поглощение
Материал энергии в %
Сталь с содержанием 0,9% углерода о,2
Алюминий i,i
Древесина ореха 12,0
Текстолит 12.5
Гетинакс i8,o
Текстолит специальный • . 24,0
даёт величину удельного веса (ТУ НКХП
980-43). Удельный вес неводостойких материа-
лов (фибра) определяется измерением объёма
и взвешиванием образца.
Теплостойкость определяется чаще
всего по методу Мартенса (ОСТ НКТП 3080).
ОбразецA20Х 15 X 10мм),работающий в усло-
виях чистого изгиба с моментом, создающим
напряжение в 50 кг/см, надевается в термо-
стате со скоростью 50° С в час. Температура,
при которой стрела прогиба образца достигает
6 мм или образец разрушается, характеризует
теплостойкость пластика. Схема прибора пока-
зана на фиг. 38. Реже применяется метод Вика,
основанный на измерении температуры, при
которой стальная игла с площадью сечения;
в1 мм2 под нагрузкой в 5 «"г проникает в испы-
туемый материал на глубину 1 мм.
Фиг. 38. Схема прибора Мартенса для опреде-
ления теплостойкости пластмасс.
Жаростойкость определяется по методу
Шрамма (ОСТ НКТП 3081). Испытание сво-
дится к определению длины части образца 'пер-
воначальный размер 120 X 15 X Ъмм), "обгорев-
шей в течение 3 мин. в результате соприкосно-
вения его с накалённым до 950° С силитовым
стержнем, и потерн веса образца. Жаростой-
кость характеризуется произведением длины
сгоревшей части образца в сантиметрах на ве-
личину потери веса в миллиграммах (число го-
рючести). Условно установлено 6 степеней
жаростойкости пластиков, а именно:
Число горючести
в см ¦ мг
Степень
жаростойкости
Более 100 000 о
100 000—ЮООО i
10 000—1030 2
1000—100 з
100—10 4
Менее 10 =;
МЕТОДЫ ИСПЫТАНИЙ
Методы испытаний физических
свойств
Удельный вес композиционных пласт-
масс, слоистых пластиков и других водостой-
ких материалов определяется гидростатическим
взвешиванием бруска размером 120Х15Х
X Ю мм. Отношение веса образца в воздухе
к разности весов образца в воздухе и в воде
* Отношение удвоенного произведения циклического
рассеивания энергии на модуль упругости материала
к квадрату нагрузки называют относительным цикличе-
ским рассеиванием.
Огн естойкость определяется време-
нем горения образца пластика после пребыва-
ния его в пламени бунзеновской горелки в те-
чение 1 мин.
Водо поглощаем ость (ОСТ НКТП
3082) определяется привесом образца (диск
диаметром 100 мм, толщиной 4 мм) при его
погружении на 24 часа в воду при 20° С, выра-
женным в процентах от первоначального веса.
Бензин о- и маслостоикость (ТУ
НКХП 980-43) определяется изменением веса
образцов после их выдерживания в бензине или
минеральном масле при 20° С в течение 24 час»
Маслостоикость гетинакса определяется выдер-
живанием образца в трансформаторном масле
нагретом до температуры 105 и 130° С в зависи-
ГЛ. V]
ПЛАСТИЧЕСКИЕ МАССЫ
311
мости от сорта материала. Критерий маслостой-
кости—изменение внешнего вида образца (при-
обретение матовости и потеря блеска).
Влажность фибры определяется поте-
рей в весе образца, высушенного при темпера-
туре 105° С до неизменяемого веса.
Зольность устанавливается сжиганием
навески материала в фарфоровом или платино-
вом тигле и определением процентного отно-
шения веса золы к навеске материала.
Усадка прессматериалов при горячем
прессовании устанавливается по нормали ГХП
№ 1 НКХП.
Различают усадку действительную и рас-
чётную. Действительной является усадка, про-
исшедшая в процессе горячего прессования
материала. Она определяется по формуле
х = а-=:*. юо,
о
где X — действительная усадка, выраженная
в °/°> а — размер прессформы при температуре
прессования A45 — 185'С); b—размер изделия
при комнатной температуре.
Расчётная усадка определяется по формуле
Х.раеч ==
100,
где Храсч — расчетная усадка, выраженная в %;
с — размер прессформы при комнатной темпе-
ратуре; d — размер изделия при комнатной
температуре.
Образцом при определении расчётной усад-
ки служит диск диаметром 100 + 0,3 мм, тол-
щиной 4 + 0,2 мм. При определении усадки
необходимо учесть влияние режима прессова-
ния, толщины сечения изделия, пути растекания
материала и другие технологические факторы.
Стойкость текстолита к темпера-
турным воздействиям (ГОСТ 5-40)
устанавливается по изменению размеров образ-
цов после выдерживания их при температуре
60° С в течение 12 час.
Прозрачность (органического стекла
и целлулоида) определяется с помощью фото-
элемента по ОСТ 10043-38.
Методы испытания механических свойств
Твёрдость пластиков определяется ме-
тодом Бринеля (ОСТ НКТП 3075). Величина
силы Р, приложенной к шарику, принимается
равной 50 кг для материалов твёрдостью до
20 кг-мм? и 250 кг—при твердости материала
свыше 20 кг/мм2.
Предел прочности при растя-
жении (ОСТ НКТП 3076) определяется на
разрывной машине, позволяющей производить
измерение величины нагрузки с погрешностью,
не превышающей 1%*. Методы испытания
фибры на разрыв регламентированы стандар-
том Главного управления НКАП A34 СО).
Испытание текстолита и гетинакса на разрыв
при низких температурах (от — 30 до — 80°)
производится по нормали Главного управле-
ния НКАП 14 3 СО, при высоких (от -)- 50 до
+ 200°) —по нормали 141 СО.
Предел прочности при стати-
ческом изгибе (ОСТ НКТП 3077) опреде-
ляется величиной разрушающей силы при изги-
бе стандартного свободно лежащего на двух
опорах образца сосредоточенной в середине
образца статической нагрузкой и вычислением
напряжения, возникающего в опасном сечении
под действием этой силы (фиг. 39). Для исиы-
Фиг. 39. Схема установки образца для опреде-
ления предела прочности при статическом изгибе.
тания применяется машина, позволяющая про-
изводить измерения величины нагрузки с точ-
ностью до 1% от величины измеряемой силы.
Предел прочности при сжатии
(ОСТ НКХП 3078) определяется величиной си-
лы, при которой появляются первые призна-
ки разрушения образца при сжатии его стати-
ческой нагрузкой. В качестве источника силы
могут быть использованы любая машина или
пресс для испытания на сжатие, работающие
с погрешностью, не превышающей 1°/0 вели-
чины измеряемой нагрузки.
Удельная ударная вязкость (ОСТ
НКТП 3079) определяется работой, необходи-
мой для разрушения образца при испытании его
на изгиб динамической нагрузкой на маят-
никовом копре типа Шарпи. Схема испытания
приведена на фиг. 40. Фибра испытывается на
удельную ударную вязкость согласно стандар-
ту Главного управления НКАП 133 СО. Ме-
тоды испытаний удельной ударной вязкости
текстолита и гетинакса при низких и высоких
температурах регламентированы нормалями
Главного управления НКАП 144 СО и 142 СО.
Предел прочности при кручении
текстолита и гетииакса (толщиной не менее
20 мм), а также угол закручивания образца
в момент его разрушения определяются по
стандарту Главного управления ИКАП 136 СО.
45е
120
* Методы испытания дельта-древесины
изложены в ГОСТ В 226-41.
плиточной
Фиг. 40. Схема установки образца для опреде-
ления удельной ударной вязкости.
Сопротивление раскалыванию
текстолита и гетинакса определяется по стан-
дарту Главного управления НКАП 137 СО по
схеме, приведённой на фиг. 41, а сопроти-
вление скалывай и ю—по нормали Глав-
ного управления НКАП 140 СО. Конечной
целью испытаний является определение сопро-
тивления, характеризующего степень склеива-
ния отдельных слоев текстолита, гетинакса и
других слоистых пластиков.
312
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗЛ. 11
Коэфициент скользящего тре-
ния (ТУ НКХП 632-41) определяется на ма-
шине Амслера при удельном давлении 10 кг/см2
(нагрузка на образец 20 кг), скорости вращения
Фиг. 41. Схема установки образца
для испытания слоистых пласти-
ков на раскалывание.
ролика 0,4 м/сек и продолжительности испы-
тания 1 час. По разности веса образца до и
после испытания определяют износ его в мил-
лиграммах.
Методы испытаний электрических
свойств
Удельное объёмное электриче-
ское сопротивление (ОСТ НКТП 3069)
определяется измерением силы тока, проходя-
щего через испытуемый образец при разности
потенциалов между электродами 1000 в, непо-
средственным отсчётом или по методу заряда
конденсатора. Результат выражается в ом-см.
Удельное поверхностное элек-
трическое сопротивление (ОСТ
НКТП 3070) определяется по силе тока, про-
водящего по поверхности испытуемого образ-
ца, ограниченной электродами, при разности
потенциалов между ними 1000 в. Результат вы-
ражается в омах.
Диэлектрические потери опре-
деляются при частоте тока 50 гц (ОСТ НКТП
3072) и 106 гц (НКТП 3073). Для частоты 60 гц
метод основан на измерении тангенса угла
диэлектрических потерь и ёмкости при помощи
моста Шеринга. Определение диэлектрических
потерь при частоте тока 106 гц основано на
замещении в контуре (настроенном на резо-
нанс с высокочастотным генератором) конден-
сатора с диэлектриком из испытуемого мате-
риала—образцовым воздушным конденсатором
с последовательно включённым безреактивным
сопротивлением.
Пробивная электрическая проч-
ность (средняя пробивная; напряжённость)
(ОСТ НКТП 3074) определяется пробивным
напряжением испытуемого материала под
маслом при постепенно возрастающем напря-
жении. Результат выражается в кв/мм.
ПЛАСТИКИ ИНОСТРАННОГО
ПРОИЗВОДСТВА
Наряду с обычными типами пластических
масс, за границей, в особенности в США, зна-
чительное развитие получили различные поли-
меризационные смолы и пластики—полистирол,
поливинилиденхлорид, различные сополимеры,
винилацетали, пластики конденсационного
типа (найлон), материалы на основе эфиров
целлюлозы, аллиловые смолы и др. Эти пласт-
массы представляют значительный интерес для
машиностроения.
В табл. 41 приведены свойства некоторых
пластиков американского производства, а ниже
изложены краткие сведения о составе, свой-
ствах и применении этих пластиков.
Полистирол (люстрон, стирамик, сти-
рон) представляет собой продукт полимериза-
ции стирола в присутствии или отсутствии пла-
стификаторов. Выпускается в виде компози-
ций, предназначенных для изготовления дета-
лей методом литья под давлением или прессо-
вания, а также в виде листов, прутков и тру-
бок, подвергающихся механической обработке.
Полистирол отличается низким удельным ве-
сом, исключительно высокими диэлектриче-
скими свойствами, хорошей прозрачностью,
стойкостью в отношении некоторых химиче-
ских реагентов, высокой водостойкостью и мо-
розостойкостью. К недостаткам полистироль-
ных пластиков относится их невысокая терми-
ческая стойкость.
Полистирол применяется главным образом
для изготовления деталей высокочастотной
электро- и радиоаппаратуры, а в отдельных
случаях — деталей, работающих в химических
средах. Он используется также для изготовле-
ния деталей и в качестве связующего при про-
изводстве обтекателей радиолокационной аппа-
ратуры с применением стеклянной ткани.
Поливинилиденхлорид предста-
вляет собой продукт полимеризации винилиден-
хлорида; известны также совместные полиме-
ры винилиденхлорида с хлорвинилом (саран)
и др. Поливинилиденхлориды отличаются эла-
стичностью, теплостойкостью и хорошими ме-
ханическими качествами. Полихлорвинилиде-
новые пластики выпускаются главным образом
в виде композиций для литья и прессования;
они отличаются высокой прочностью при рас-
тяжении, водостойкостью, химической стойко-
стью и относительно малой горючестью. Из-
вестны искусственное волокно и ткань из по-
ливинилиденхлорида, обладающие высокой
абразивной стойкостью. Из поливинилиденхло-
рида вырабатывают трубки, трубопроводы, де-
тали поршней для насосов, а также специаль-
ные антикоррозионные ленты и огнестойкие
покрытия.
Поливинилхлоридацетат (вини-
лит, винион) представляет собой совместный
полимер хлорвинила и винилацетата, выпу-
скаемый в виде листов, пленок и композиций
для литья и прессования.
Механические свойства, эластичность и те-
плостойкость поливинилхлоридацетата зависят
от химического состава и наличия пластифи-
катора.
Поливинилхлоридацетат применяется для
изготовления деталей, подвергающихся дей-
ствию химических реагентов.
Поливинилацетали (формвар, аль-
вар, бутвар, бутацит, сафлекс, формекс) являют-
ся продуктами реакции между поливиниловым
спиртом и альдегидами —формальдегидом, аце-
тальдегидом и масляным альдегидом (поли-
винилбутирали). Выпускаются в виде листов,
плёнок и композиций для литья и прессова-
ния, а также в виде растворов для нанесения
покрытий. Применяются в качестве прослоек
Свойства некоторых пластиков иностранного производства
Таблица 41
Название пластиков
Удельный
вес
Теплопро-
водность
Х- 104
ккал jсм
сек СС
Теплоём-
кость
: ккал!г "С
Коэфици-
ент линей-
ного термИ'
ческого
расшире-
ния
а • 105 ° С
Теплостой
кость в °С
Твёрдость
по Бри-
нелю
в кг/мм?
Предел прочности в кг/см2
при рас-
тяжении
при сжа-
тии
при из-
гибе
Модуль
упругости
при растя-
жении
в кг/см1
Ударная
вязкость
(по Изоду)
в футофун-
тах на 1
дюйм над-
реза
Полистирол (без наполнителя)
Поливинилиденхлорид (пресскомпозиция)
Поливинилхлоридацетат: жёсткий ...
гибкий ....
Поливинилбутирали: жёсткий ч . • . . •
гибкий
Найлон (пресскомпозиция)
Меламинформальдегидные пластики:
целлюлозный наполнитель
асбестовый наполнитель . .
Ацетилцеллюлоза: листы
пресскомпозиция . . .
Ацетобутират целлюлозы
Этилцеллюлоза
,57
1,65-1,75
1,34—1.37
1,2 — 1,6
I.IO—1,12
1,45—1,55
1,70—1,86
1,27—1,37
1,27—1,37
1,14—1,22
1,07—1,18
i.9
2,2
4,о
3,9-4,о
6,о
4.5-7,8
4,5-7,8
4,5-7,8
3,8-6,3
0,30—0,50
о,35
о,3 —о,4
о,3 -о.4
о,3 — °>4
б
6-8
19
6,9
7—25
2,0—4,5
8—16
8—16
11—16
10—14
65-88
70—93
54
65
46
100
150—200
60—100
60—100
60—100
60—100
20—30
12—15
6-11
6—12
4.0—8,5
350—630
230—49°
560—700
70—630
580
140
840
385—490
280—980
210—700
175—47°
140—630
810—1050
530— 600
2100
280—2100
350—2100
530—1540
560—1400
560—1330
1050—1200
840—980
700—1050
700—1120
530-980
280—70°
105—840
140—910
820—840
17 000—;47
7 ооо—2о ооо
35 ооо—41 ооо
35 о°о—2О
45 ооо
i6 000
10 000—35 осо
6 ооо—25 ооо
6 ООО—2О ООО
ю ооо—35 °°°
о.З —°-5
1,оз—i,o
о,4 —х,2
О,8 —1,2
о,9
0,24—0,35
о,28—о,4о
1,5 —1.°
о,7 —6,о
о,8 —7,9
о,6 —8,о
Продолжение табл. 41
Название пластиков
0J 1)
о я
О т о
чао
га к в
Диэлектриче-
ская постоян-
ная при часто-
те тока
60 гц
10е гц
Диэлектрические по-
тери при частоте
тока
60 гц
1С» гц
Водостой-
кость за 24
часа в %
Химическая стойкость к действию
разбавлен-
ных щело-
чей
разбавлен-
ных кис-
лот
[ органических растворителей
Полистирол (без наполнителя)
Поливинилиденхлорид (пресскомпозиция)
Поливинилхлоридацетат: жёсткий ....
гибкий . . . .
Поливинилбутирали: жёсткий
гибкий
Найлон (пресскомпозиция)
Меламинформальдегидные пластики:
целлюлозный наполнитель ....
асбестовый наполнитель
Ацетилцеллюлоза: листы .'
пресскомпозиция . . .
Ацетобутират целлюлозы
Этилцеллюлоза
э17—i
ю12—
IO10 — IO
ю13—ю1
о—7°°
400
Зоо
432
Збо
32O—збо|
35O—45°!
290—325
290—325
250—400
—7°°
2,5—2,6
9°
Зб!
5.6о
3,3
8,6—94
6,4—9-9
3.5-7-5
35-6.4
3-5-6,4
2,5-3
2,5—2,6
3,5
3,о8
4.2
3-33
3-92
3-5-7.6
6-7
3°—5 .о
3.2—62
3,2—6 2
2,О—
o.oooi—о,ооо8
о,оз—о,о8
о,о8
о,о84
0,007
о,и5
o,oi8
0,05 —0,07
0,07 —0,17
о 02 —0,07
o,oi —о,об
o,oi —о,об
0,005—0,015
o.oooi—о,ооо8
0,03—° °5
0,014
о.ю
о,ооб5
о.обо
о,о5
0,041
о,о4 —о,об
o.oi —о,о5
o,oi —о,о5
0,007—о,оз°
о,оо—о,о5
од
0,05—0,15
—1,7
1,2
7
о,о8—о, 14
2.5 —4.о
1.6 —2,1
1,6 —2,1
1,О —2О
Стоек
Стоек
Нестоек|
Нестоек
Растворим в ароматических и
хлорированных углеводородах
Стоек
Растворим в кетонах и эфирах
Растворимы в спиртах, набу-
хают в кетонах и ароматиче-
ских углеводородах
Стоек
Растворимы в эфирах »и кето-
нах; слабо растворимы в спирте
То же
* Миль-0,008 дюйма.
314
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
при изготовлении безосколочного стекла, для
покрытия тканей, в качестве клеящих веществ
и эластичных литых и прессованных деталей.
Бутвар прекрасно зарекомендовал себя в про-
изводстве триплекса и гетерогенной прозрач-
ной брони, формвар — в качестве связующего
в производстве слоистого древесного пласти-
ка „гидулигнум" (Англия). Формекс обладает
во много раз более высокой термической и
химической стойкостью, чем обычные виды
изоляции, что позволяет при применении его
для проводниковой изоляции уменьшить гео-
метрические размеры электрических машин и
повысить надёжность их работы.
Политены (алкатен, люполен) — синте-
тические высокополимерные соединения на
основе этилена и его производных. Политены
особенно широко применяются в Англии в
производстве высокочастотных и ультравысо-
кочастотных кабелей. Политены являются тер-
мически и химически стойкими водонепрони-
цаемыми термопластами, обладающими исклю-
чительно хорошими диэлектрическими свой-
ствами, аналогично пластикам на основе сти-
рола.
Найлон — продукт, получающийся в ре-
зультате реакции конденсации полиметиленди-
аминов (гексаметилендиамин) с многоосновны-
ми органическими кислотами (адипиновая кис-
лота).
Применяется почти исключительно для про-
изводства искусственного волокна и тканей, об-
ладающих большой механической прочностью.
Имеются указания на применение найлона для
получения деталей литьём под давлением.
Меламиноформальдегидные пла-
стики (мельмак, резинен) — продукты кон-
денсации меламина с формальдегидом, содер-
жащие органические, минеральные и слоистые
наполнители. Выпускаются в влде композиций
для прессования, растворов смолы (без напол-
нителя) и слоистых пластиков. Применяются
для изготовления изделий небольшого габарита,
окрашенных в любой цвет и отличающихся
высокими диэлектрическими свойствами, те-
плостойкостью и водостойкостью.
Мельмак и резинен хорошо зарекомендо-
вали себя в электротехнике при работе в
условиях высоких напряжений тока и как
материалы, обладающие высокой дугостой-
костью.
Ацетилцеллюлозные пластики
(фибестос, люмарит, плестесиль, никсонит)
представляют собой композиции на основе аце-
тилцеллюлозы и в большинстве случаев содер-
жат пластификаторы. Выпускаются в виде про-
зрачных бесцветных или. окрашенных листов,
плёнок и прутков, а также в виде композиций
с наполнителями и без них для изготовления
деталей методом литья под давлением и прес-
сованием.
Основной вид применения — изготовление
небольших деталей, не подвергающихся воз-
действию нагрузок, и остекление.
Ацетилцеллюлоза применяется для изгото-
вления лаков.
Ацетобутират целлюлозы (тенайт И,
рексенит) — пластики на основе смешанного
сложного эфира целлюлозы и уксусной и масля-
ной кислот. Отличаются большей атмосферо-
устойчивостью, лучшими механическими свой-
ствами и водостойкостью, чем ацетилцеллюло-
за. Выпускаются в виде прозрачных и окрашен-
ных листов, трубок, прутков, плёнок и компо-
зиций для литья и прессования сравнительно
небольших деталей, а также для изготовления
лаков.
Эти лцеллюлоза (этоцель, люмарит Е. С,
Никсон Е. С). Пластики на основе этилцеллю-
лозы выпускаются в виде листовых материа-
лов, плёнок, пресскомпозиций и композиций
для литья под давлением.
Применяются в производстве сравнительно
небольших по га-бариту деталей,' окрашенных,
в любые цвета.
Аллиловые смолы и пластики
(CR-39, MR-1) представляют собой продукты
полимеризации производных аллилового спирта
и относятся к термореактивным пластикам. Вы-
пускаются в виде прозрачныхлистов и слоистых
пластиков, а также в виде жидких продуктов
(мономеры), пригодных для пропитки различ-
ных наполнителей.
Применяются для изготовления специальных
прозрачных и непрозрачных деталей различной
величины, обладающих хорошей прочностью,
высокой теплостойкостью и устойчивостью
против действия химических реагентов.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А р х а н г е л ь с к и й Б. А., Пластические массы в
машиностроении, Машгиз, Л. — М. 1940.
2. Информационный сборник ВИАМ № 14. ОНТИ.М.1938.
3. Петров Г. С, Рутовский Б. Н., Лосев
И. П., Технолог; я синтетических смол и пластиче-
ских масс, Госхимиздат, М. 1945.
4. Le В е 11 G. W. „Journal of the Aeronautical sciences",
июль 1942 г., № 9, v. 9, p. 341-349.
5. Brandenburger K., „Processes and Machinery in
The Plastics Industry* № 7. Pitman Publ. Corp. A938).
6. D e 1 m о n t e J., Plastics in Engineering, Ld Ed.
Cleveland Pcnton Publ. Corp. A942).
7. E 11 i s C, Chemistry of Synthetic Resins, v. 2, Rein-
hold Publ. Corp., N. Y. A935).
8. Plastics Catalog, Publ. by Plastics Catalogue Corp.,
N. Y. A944).
9. S a s s о I., Plastics for Industrial Use, Me Graw-Hill,
Boock Сотр., N. Y. A942).
10. S i m о n d s H., E 11 i s C, Handbook of Plastics, Van
Nostrand Co, N. Y. A943).
11. Wall W. C, Aero Digest, 1942, v. 41, № 4, p. 124,
12. Bulletin „Plastics for Aircraft" ANC-17, 1943.
13. R. Flee k, Plastics scientific and Technological, Che-
mical Publ. Corp.. 1945.
14. Руководство для конструкторов, т. III, Оборонгиз,
1944.
ГЛ. V]
РЕЗИНОВЫЕ МАТЕРИАЛЫ
31&
РЕЗИНОВЫЕ МАТЕРИАЛЫ
РЕЗИНОВЫЕ МАТЕРИАЛЫ, ИЗДЕЛИЯ
И ИХ КЛАССИФИКАЦИЯ
Среди материалов машиностроения резина
занимает особое место благодаря свойствен-
ной ей высокой эластичности, позволяющей
выдерживать без разрушения значительные
деформации, недопустимые для других мате-
риалов. Резина обладает способностью погло-
щать большие количества энергии, гасить ко-
лебания, хорошо сопротивляться истиранию и
действию многих химических агрессивных сред,
а также отличается высокими диэлектриче-
скими свойствами. По твёрдости резина имеет
ряд градаций от мягкой до твёрдой, сохраняя
свои свойства в широком интервале темпера-
тур. Эти особые свойства резины обеспечили
её широкое применение в промышленности.
Резиновые изделия по своему назначению
подразделяются на следующие основные группы:
1) оснащение движущихся устройств
— шины, катки и гусеничные ленты в автомо-
билях, тракторах, танках и самолетах; ремни
приводные, ленты , транспортёрные, элеватор-
ные и эскалаторные; •
2) оснащение передаточных уст-
ройств, работающих под давлением, — ру-
кава напорные и всасывающие, соединитель-
ные шланги;
3) эластичные конструкции, несу-
щие н а г р у з к у, —резиновые подвески, бу-
феры, амортизаторы и подшипники; резиновые
обкладки отжимных, ротирующих и поддержи-
вающих валов; резиновые обкладки химиче-
ских реакторов и ёмкостей;
4) резиновые уплотнители—прокла-
дочные кольца, шнуры, пластины и клапаны;
5) электроизоляционные материа-
лы и и з д е л и я — баки аккумуляторные, де-
тали электротехнической и рентгеновской
аппаратуры; эбонит листовой, круглый и труб-
чатый; полутвёрдые изоляционные трубки и
изоляционная лента.
Свойства резиновых изделий определяются
характерными особенностями резины и исход-
ного материала резинового производства —
каучука.
КАУЧУК И РЕЗИНА
Каучук, добываемый из каучуконосных
растений или изготовляемый как синтетиче-
ский продукт, является основным материалом
резинового производства и составляет эласти-
ческую основу резины. Соединение каучука
с ингредиентами минерального и органиче-
ского происхождения даёт резиновую смесь,
из которой механической обработкой получают
заготовки изделий. Нагревом, проводимым
в определённых условиях давления, т. е. вул-
канизацией, резиновую смесь обращают в тех-
нический продукт—резину, а заготовки — в
резиновые изделия *.
Вулканизация заготовок проводится в ги-
дравлических прессах, котлах или иных устрой-
ствах с применением пара в качестве тепло-
носителя.
Основным видом резины является мягкая
эластичная резина. Этот продукт обладает
исключительно высоким относительным удли-
нением при растяжении, достигающим 700—
800%, и способностью переносить многократ-
но повторные деформации. В зависимости от
требований резиновые материалы могут быть
изготовлены с разной степенью эластичности
(кожисто-гибкий, но мало растяжимый полу-
эбонит, твёрдый эбонит, губчатая резина и др.).
Рецептура и технологическая обработка
обусловливают свойства отдельных видов ре-
зины: физико-механические—прочность, де-
формируемость, энергоёмкость, сопротивление
утомлению, твёрдость, удельный вес, цвет; хи-
мические — кислого- и щёлочестойкость, ма-
слостойкость, бензиностойкость; термиче-
ские — теплостойкость, морозостойкость; элек-
трические — диэлектричность, электропровод-
ность. С течением времени свойства резины
несколько изменяются.
Свойства мягкой резины
Одномерное растяжение. Как вы-
сокополимерное соединение резина обладает
одновременно эластическими и пластическими
свойствами, которые проявляются при дефор-
мациях и определяют поведение резиновых
изделий под нагрузкой. Состояние резины в.
каждый данный мо-
мент определяется
следующими основ-
ными факторами:
напряжением, де-
формацией, време-
нем и температу-
рой. Между напря-
жением и деформа-
цией при растяже-
нии при прочих
равных условиях
существует зави-
симость, выражае-
мая S-образными
кривыми, постро-
енными по услов-
ным, отнесённым к
начальному попе-
речному сечению
напряжениям (а) и
Фиг. 42. Диаграммы напряже-
ний резины при растяжении:
I— ненаполненная резина; II —
резина для протектора автопо-
крышек, наполненная сажей;
/// — резина для технических
изделий с большим количе-
ством наполнителей;IV — ре-
зина для половиков, матов и
т. п. с большим содержанием
инертных наполнителей и ре-
генерата.
* Для ряда изделий при выполнении заготовок при-
меняются прорезиненные текстильные материалы.
с о о т в етствующим
им удлинениям (г)
(фиг. 42). По кри-
вым диаграммы не
могут быть уста-
новлены пределы
пропорционально-
сти, упругости и
текучести. Предел упругости резины совпа-
дает с её пределом прочности при растяжении,
а текучесть, проявляющаяся при наличии оста-
точных удлинений, обнаруживается уже при
начальных деформациях. Нельзя также уста-
новить для резины и постоянного значения
модуля упругости (модуля Юнга). Модуль
упругости, определяемый в диференциальной
форме по кривой первого растяжения, не мо-
жет точно характеризовать упругую деформа-
цию резины, так как сама кривая отражает
316
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
действия растяжения и текучести и характе-
ризует необратимый процесс.
Исследования упругих свойств резины в
условиях, близких к условиям обратимого про-
цесса, т. е. при устранении в возможных преде-
лах пластической текучести, привели к следу-
ющему выражению для модуля упругости [6]:
L
dP
где ?"] — модуль упругости при растяжении
{мягкой резины из натурального каучука)
в кг/см2; а — напряжение в кг/см2; /0 — отно-
сительная длина, равная ——; 1Н — начальная
длина образца ь см; 1д — длина деформирован-
ного образца в см; FH — начальная площадь
поперечного сечения образца в см2; Р — дей-
ствующее усилие в кг.
Значения модуля Ev вычисленные для раз-
ных значений —.— , приведены в табл. 42.
Таблица 42
i
2
3
4
5
в kzjcm1
13,5
4
3,7
5,2
8,2
Id
1н
6
7
8
8,5
Ег
в кг/см3
19
44
8о
9°
Ввиду особенностей резины методы испы-
таний и применяемые измерители [4] отличны
от принятых для металлов. Стандартные изме-
рители свойств мягкой резины и методы
испытания на растяжение приведены в ГОСТ
270-41, ГОСТ 268-41, ГОСТ 210-40. Так как
результаты испытаний образцов различной
формы и размеров, полученные для различ-
ных скоростей нагружения, не сравнимы между
собой, то изготовление образцов и проведение
испытаний должно строго следовать указа-
ниям вышеперечисленных ГОСТ и общим
требованиям, приведённым в ГОСТ 269-41.
Объём ненаполненной резины при неболь-
ших растяжениях и при относительном удли-
нении ?=25—100°/0 сохраняется постоянным, и
поэтому коэфициент Пуассона jab этих условиях
можно принять равным 0,5. Наличие в резине
наполнителей приводит при растяжении к1 обра-
зованию пустот между каучуком и наполни-
телями и этим самым к увеличению объёма
резины; величина коэфициента Пуассона при
этом понижается: для наполненной резины
при е = 1О°/о й- = 0,45, а при е = 5000/0 ц = 0,115.
Диаграмма напряжений по циклу „растя-
жение — сокращение" резины (фиг. 43) показы-
вает наличие некоторого остаточного удлине-
ния резины АЕ и характерную петлю гисте-
резиса ABCDE. Площадь ABCFEA диаграммы
определяет работу, затраченную на растяже-
ние образца, площадь EDCFE — работу, от-
данную резиной. Разность этих двух площа-
дей определяет работу, поглощённую резиной
за счёт внутреннего трения её частиц и струк-
турных изменений. Процентное отношение от-
данной резиной работы к работе, затраченной
на растяжение, определяет полезную упру-
гость резины.
Испытание производится на разрывном ди-
намометре типа Шоппера (ГОСТ 252-41). При
первом цикле „растяжение—сокращение" пло-
щадь петли гистерезиса имеет наибольшую
величину; последующие циклы ведут к посте-
пенной стабилизации процесса — площадь
петли гистерезиса сокращается до некоторого
предельного значения, причём факторы, вызы-
вающие увеличение пластической текучести,
способствуют этому уменьшению. При быстро
проводимых циклах пластические деформации
резины на натуральном каучуке оказывают
меньшее влияние, чем при медленных циклах,
и полезная упругость резины повышается.
Фиг. 43. Диаграмма напряжений
резины по циклу „растяжение —
сокращение".
Стойкость резины против разрушения при
многократно повторяемых циклах „растяже-
ние— сокращение" зависит от предела s при
„растяжении — сокращении", максимальной ве-
личины г, размеров образцами от частоты цик-
лов. Особенно важным оказывается первый
из названных факторов. Если цикл „растяже-
ние — сокращение" проходит между некото-
рыми положительными значениями в, т. е. когда
резина имеет начальное напряжение, то обра-
зец оказывается более стойким, чем в том слу-
чае, когда растяжение проходит от нуля до
принятого максимума. В практике примене-
ния резиновых изделий это обстоятельство
обязательно учитывается, и резина в изделиях,
подвергаемых повторному растяжению (амор-
тизационные шнуры, автомобильные камеры),
находится в растянутом состоянии при е от
10 до 200%. Оптимальные величины началь-
ного растяжения резины разной эластич-
ности для многократно повторяемых циклов
„растяжение — сокращение" приведены в
табл. 43.
Таблица 43
Резина
Высокой эла-
стичности . .
Средней эла-
стичности . .
Модуль эла-
стичности при
(определённый
при и=25 кг/см*)
5
ii
Предел цик-
ла „растяже-
ние — сокра-
щение"
ев%
2ОО—4°°
300—400
Испытание резины на многократное растя-
жение производится на вибраторе Шоппера
ГЛ. V]
РЕЗИНОВЫЕ МАТЕРИАЛЫ
317
или на машине Де-Маттиа (ГОСТ 257-41 и
ГОСТ 261-41).
Одномерное сжатие. Одномерное
сжатие образца резины, производимое между
плитами сжимающего приспособления, ведёт
к увеличению линейных размеров поперечного
сечения образца. Вследствие трения о плиты
сжимаемый образец принимает бочкообразную
форму (ГОСТ 265-41). Исследования сжатия по-
казали, что кривая диаграммы сжатия в отли-
чие от S-образной кривой растяжения не
имеет перегиба и асимптотически прибли-
жается к вертикальной прямой, пересекающей
ось абсцисс в точке, соответствующей 1ОО°/о
сжатия. Если принять за модуль упругости
при растяжении выражение
dFa
aFd
da
FHlHc
шие напряжения и деформации ведут к оста-
точной деформации. В связи с этим в резине,,
используемой для буферов и амортизаторов,
напряжение от статической нагрузки не до-
пускается выше 100 kzjcm2, а относительное
сжатие — выше 20—5С0:0.
Ю 20 30
СЖатив
где Fd — действительная площадь поперечного
сечения в см'-; Fq — относительная площадь,
Fd
равная —, то в пределах от 56% сжатия до
200% растяжения этот модуль более постоя-
нен, чем Ел, и составляет 13,5—16 кг/см2 [7].
В указанных пределах кривую сжатия можно
рассматривать как продолжение кривой растя-
жения.
Линейная деформация резины при сжатии
менее значительна, чем при растяжении, и в
практике обычно не превышает 50% высоты
образца, а поэтому и величина коэфициента
Пуассона при сжатии более постоянна. При
малом относительном сжатии ц близок к 0,50 и
увеличивается с увеличением сжатия, но мало
зависит от типа резины. При в = 55% р. = 0,78.
Цикл „сжатие—восстановление" определяет
использование резины как амортизационного
материала. При повторных циклах сжатия мо-
дуль упругости резины сперва снижается, а за-
тем стабилизируется, но при „отдыхе" резины
вновь несколько восстанавливается. Много-
кратное сжатие вызывает повышение темпе-
ратуры резины, являющееся основным факто-
ром её разрушения, поэтому в числе стандарт-
ных измерителей свойств резины обычно
указывается повышение температуры образ-
ца при испытании на многократное сжатие
(ГОСТ 266-41).
Характер деформации резины при сжатии
зависит от величины напряжения, скорости
деформации, габаритных размеров образца и
конфигурации его (фиг. 44). При одном и том
же напряжении резина деформируется тем
больше, чем меньше опорная площадь образца,
т. е. чем меньше влияние сил трения. Образцы
большой высоты и малого поперечного сече-
ния оказываются более „мягкими", чем образцы
меньшей высоты и большего сечения. При
наличии отверстий в образце это проявляется
ешё значительнее за счёт бокового выпучива-
ния резины.
При небольшом напряжении сжатия, и
деформации, не превышающей 10% разру-
шающей, образец резины после снятия на-
грузки принимает начальные размеры. Боль-
Фиг. 44. Кривые сжатия резиновых
образцов различной толщины (раз-
мер основания 297Х'46 мм). Р —
нагрузка в кг/см*; толщина: /—6,3;
2—12,7; 5—19,0;4—25,4; 5—25,4 мм
(перфорированный).
Для кривой сжатия, не имеющей - точки
перегиба, существует следующая зависимость
между напряжением и деформацией резины:
Вп + Се = 0,
откуда
_ Се _ аб
где В и С—коэфициенты, приведённые в табл. 44.
Таблица 44
Тип резины
Ненаполненная
резина
Резина для гру-
зовых шин ....
D
—о,95
—о.99
С
532
При этой зависимости работа Л1 нгм;см5,
поглощённая резиной при одномерном^сжатии,
может быть определена по формулам:
Сг
или
Сдвиг. При сдвиге, если деформация не
велика, к резине применим закон^Гука, и-коэ-
318
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. 11
фициент Пуассона \х близок к 0,5. Модуль упру-
гости при сдвиге G, определяемый по формуле
Е
" 2A + р) '
при этом условии составляет г/3 Е.
Для обычных видов резины G близок
к 5 — 9 кг!см2.
Утомление резины. Пребывание ре-
зины под постоянной растягивающей нагрузкой
или в условиях постоянной деформации растя-
жения ведёт к снижению прочности материала,
а при достаточной длительности действия рас-
тягивающей силы, близкой к пределу проч-
ности, приводит к разрыву образца (статиче-
ское утомление). Длительность сопротивления
резины статическому утомлению зависит от ве-
личины напряжения и температуры, она умень-
шается с увеличением напряжения и повыше-
нием температуры.
Непрерывная вибрация (постоянная или зна-
копеременная) вызывает динамическое утомле-
ние резины, которое постепенно снижает её
прочностные свойства. Поведение резины при
колебательной нагрузке, вызывающей линей-
ную осевую деформацию, характеризуется тем,
что максимум длительности сопротивления ди-
намическому утомлению приходится на зону де-
формаций, не включающих возвращение образ-
ца в исходное положение.
Кривая длительности сопротивления дина-
мическому утомлению (фиг. 45) имеет два ма-
ксимума: один в области сжатия, а другой
в области растяжения с минимумом между ними
в зоне, где повторные колебания ставят обра-
зец в условия возврата к нулевой деформации
-100 0 100 200 300 400 500 600 700
Относительная линейная
деформация %
Фиг. 45. Длительность сопротивления
динамическому утомлению в осевом
колебательном цикле (с амплитудой,
равной 25'/0 начальной длины).
'Положение максимума кривой в зоне растя-
жения зависит от величины амплитуды коле-
баний, а длительность сопротивления — от
частоты колебаний; последняя тем выше, чем
выше частота. При очень низких частотах
начинает существенно сказываться статическое
утомление.
Исследования сопротивления динамическому
утомлению сдвига образцов, одновременно
подверженных постоянной боковой деформации
сжатия или растяжения, систематизированы
на фиг. 46. Наименьшая длительность сопроти-
вления, измеряемая в 1 млн. циклов, свой-
ственна случаю 2, в условиях которого образец
возвращается к нулевой начальной деформа-
ции и работает вблизи минимума растяжения.
Наличие начального бокового сжатия повышает
длительность сопротивления динамическому
утомлению в случаях 4 и ,5, но резко сни-
жает его для случая 6 по сравнению со слу-
чаем 3, так как при большом сжатии образец
работает в условиях более низких деформаций,
Боковая деформация
'Нулевая
деформация
12%%\ 25%
Сжатия Растяжения
20 мп и.
2 млн.
2 млн.
12 млн.
2 млн.
АО млн.
Фиг. 46. Длительность сопротивления динамическому
утомлению сдвига при одновременной боковой дефор-
мации.
чем без сжатия. Наличие начального растяже-
ния в циклах 7 и 8 повышает сопротивление
утомлению по сравнению с ненапряжённым
заранее образцом, но в случае 7 это влияние
меньше, чем влияние сжатия в случае 4. Слу-
чай 9 оказывается особенно благоприятным.
Старение.резины состоит в изменении
физико-механических её свойств под влиянием
атмосферных факторов (кислорода воздуха,
света, тепла и т. д.). Искусственное старение
резины, выполняемое стандартными методами,
позволяет сравнивать относительную стойкость
различных типов резины, но не даёт, однако,
переводных коэфициентов для определения
старения в эксплоатационных или складских
условиях.
Искусственное старение резины, проводи-
мое в термостате при разных температурах
в течение нескольких суток, позволяет опре-
делять теплостойкость резины при температуре
испытаний. Испытание резины на старение
производится согласно ГОСТ 271-41.
Морозостойкость резины, т. е. спо-
собность сохранять свои физико-механические
свойства при пониженных температурах, опре-
деляется испытанием основных прочностных
её характеристик при температурах —35,
—40 и —55° С (ГОСТ 408-41).
Сопротивление резины набуха-
нию в кислотах, маслах, щелочах и пр. опре-
деляется при температуре 20±3°, 70±2°,
100±3°, 120±3°Си характеризуется процент-
ным увеличением объёма или веса образца
(ГОСТ 421-41).
Стандартными методами испытания оцени-
ваются также твёрдость резины (ГОСТ 253-41
и 263-41), эластичность (ГОСТ 259-41), сопро-
тивление раздиру (ГОСТ 262-41) и истирае-
мость (ГОСТ 426-41).
Резина как амортизатор ударов и вибрации
применяется в технике в качестве деталей кон-
струкций, принимающих на себя нагрузки (под-
вески, буферы, втулки, подшипники и т. п.).
ГЛ. V]
РЕЗИНОВЫЕ МАТЕРИАЛЫ
319
Применение резины в амортизирующих
устройствах успешно развивается благодаря
способности её к значительным деформациям
и к поглощению большего количества энергии,
чем сталь (на единицу веса). Форма кривой сжа-
тия, обращенная вогнутостью к оси напряже-
ний, определяет значительные по размеру де-
формации при малых начальных нагрузках и
последующее уменьшение деформации с ро-
стом нагрузок. Малая начальная жёсткость
резины обеспечивает амортизацию значитель-
но более слабых толчков, чем ощутимые жёст-
кой стальной пружиной. Резине свойственны
большие потери на гистерезис и способность
быстро заглушать собственные колебания.
Наряду с этим остаточные удлинения ре-
зины возрастают с длительностью приложения
нагрузки и повышением температуры (теку-
честь, которая может недопустимо изменить
начальные размеры конструкции). Большое
теплообразование благодаря потере на гисте-
резис вызывает нагрев резины вследствие её
малой теплопроводности и теплоёмкости, что
ведёт к увеличению остаточного удлине-
ния и к разрушению образца. Нагрев резины
свыше 110° С допускать не следует. Способ-
ность заглушать собственные колебания (само-
торможение резины) проявляется лишь при де-
формациях, протекающих с большой частотой.
При низких частотах @,5 — 5 колебаний в се-
кунду) потери на гистерезис относительно не-
велики.
Свойства армированной резины
Для ограничения эластичности резины в опре-
делённых направлениях или для повышения
прочности изделий с сохранением их гибкости
производится армирование резины текстиль-
яыми или металлическими элементами. Для
армирования применяются тканевые прокладки
и оплётки, металлическая сетка, плетёнка и
спирали, вводимые в толщу стенки резино-
вого изделия или покрывающие его снаружи.
В обычных расчётах резино-текстильных кон-
струкций исходят из' прочностных свойств ар-
мирующих элементов, считая, что вся нагрузка
воспринимается ими. При применении метал-
лических элементов вся нагрузка переносится
на последние, а текстилю и резине оставляют
лишь роль заполнителя конструкции. В более
точных расчётах делают поправку на неодно-
родность напряжения в текстильных проклад-
ках в зависимости от их числа и толщины.
Свойства эбонита
Эбонитом называется твёрдая резина, изго-
товляемая из резиновых смесей, содержащих
40—60% серы (на каучук , с применением бо-
лее длительной вулканизации. Эбонит пред-
ставляет собой твёрдый, но термопластичный
материал с диэлектрическими свойствами. В за-
висимости от назначения различают два вида
эбонита—диэлектрический и поделочный (ди-
электрические свойства последнего не норми-
руются).
Стандартные характеристики эбонита и ме-
тоды, применяемые при испытании его, при-
ведены в ГОСТ 255-41, ГОСТ 258-41, ГОСТ
254-41, ГОСТ 211-41 и ГОСТ 272-41.
Испытания эбонита на растяжение, а также
диэлектрические испытания производятся мето-
дами, принятыми для пластических масс.
Числовые значения физических констант
ненаполненной мягкой резины и эбонита, изго-
товленных из натурального каучука, приведены
в табл. 45 [7].
Таблица 45
Физические константы
Константа
Коэфициент те-
плопроводности .
Удельная тепло-
Теплота сгора-
ния
Сжимаемость
1 dV
V'dP ' ' '
d ( 1 dV\
df\V"dP)
Коэфициент Пу-
ассона (удлине-
ние < 300%) . . .
Скорость зву-
ка V
dv
Чт
Показатель пре-
ломления П?) . .
dnD
dT
Оптический
коэфициент на-
пряжения ....
Диэлектриче-
ская постоянная
(при 1000 циклов
в 1 сек.)
Коэфициент
потерь (при 1000
циклов в 1 сек.).
Электропровод-
ность
Размер-
ность еди-
ниц
дж
м-секград
кал
см сек град
дж
г • град
кал
г ¦ град
до/с/г
кал/г
II-
1
бар ¦ град
—
м\сек
м
сек ¦ град
~
1
град,
брюсшер
—
1
ом ¦ см
Множи-
тель
пои
число-
вых
значе-
ниях
„—6
ю
1о-6
IO3
IO3
ю-*
го-9
—
—
ю-б
-
ю 3
—18
Лягкая
резина
с 2%
серы
143°
342
2,14
°,5i°
44,45
10,63
5х,о
2б2
о,5°°
37
°>244
35°
2IOO
2,68
1,О
Эбонит
с 32%
серы
1625
3°°
1,43
°,341
33,"
н Q2
/,?
24,3
ПО
О,2
15бо
1,6
_
io6
2,82
5,1
15
РЕЗИНОВЫЕ ИЗДЕЛИЯ
Массовые виды резиновых изделий характе-
ризуются по назначению, размерам и свойствам
соответствующими стандартами или техниче-
скими условиями; в отдельных случаях харак-
теристика материалов и изделий представляется
заводами-изготовителями.
Оснащение движущихся устройств
Шины (автомобильные, мотоциклетные и
др.) представляют собой комплекты резиновых
деталей, состоящие из покрышки и камеры. При
320
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
монтаже покрышек на плоских разборных
ободах колёс автомашин ГАЗ-АА, ЗИС-5
и др., в комплект входит флеп (ободная
лента).
При монтаже покрышек на глубокий обод
колёс автомашин ГАЗ-MI, ЗИС-101 и ГАЗ-А
флеп не применяется.
Надетая на обод шина с камерой напол-
ненной до определённого давления воздухом
принимает на себя вес и нагрузку автомашины.
Одновременно шина воспринимает динамиче-
ские усилия, возникающие при движении и тор-
можении автомобиля, частично амортизирует их
и в ослабленном виде передаёт раме машины.
Шина обеспечивает необходимое трение ме-
жду колесами и поверхностью дороги, оказывая
сопротивление продольному скольжению и бо-
ковому заносу колёс.
Шины классифицируются: 1) по конструкции
борта покрышки, 2) по назначению и 3) по при-
меняемому внутреннему давлению.
По конструкции борта покрышки разли-
чают шины: а) прямобортные (стандартный
тип) и б) клинчерные, применяемые пре-
имущественно на некоторых типах мотоцик-
летов.
По назначению различают шины: а) грузо-
вые, в том числе троллейбусные, б) легковые и
в) мотоциклетные.
По применяемому внутреннему давлению
различают шины: а) высокого давления и б) низ-
кого давления, или баллоны.
В международной практике для обозначения
типов и размеров шин применяется дюймовое
измерение условного порядка. Шины высокого
давления обозначаются целым числом дюймов
и знаком умножения; например, 40 X 8 указы-
вает, что шина высокого давления имеет при-
близительную величину внешнего диаметра D
покрышки, равную 40", и ширину профиля В
покрышки, приблизительно равную 8". Шины
низкого давления, или баллоны, обозначаются
десятичным числом дюймов и знаком тире (—);
например 6,50 — 20 указывает, что шина-бал-
лон имеет ширину профиля покрышки В при-
близительно равную б1// и посадочный диа-
метр обода, равный 20".
Покрышки представляют собой наруж-
ную эластичную резино-тканевую часть шины
и предназначаются для обеспечения сцепления
шины с полотном дороги и для защиты рези-
новой камеры от повреждений.
Автомобильные и мотоциклетные покрышки
выпускаются согласно техническим условиям
Главшинпрома № 801-Н 1940 г. Размеры по-
крышек приведены в табл. 46. В табл. 47 при-
ведены диференцированные нормы нагрузок
и нормы внутреннего давления для автомобиль-
ных, шин [2], а в табл. 48 — нормы внутрен-
него давления для наиболее употребительных
видов автомобильных шин [2а].
Испытания при приёмке покрышек состоят:
1) из определения наружного диаметра и ши-
рины профиля покрышки, надетой на эталон-
ное колесо с камерой, наполненной воздухом
до норм внутреннего давления; 2) из проверки
физико-механических показателей резины; 3) из
проверки сбалансированности шин.
Испытание сбалансированности шины про-
изводится путём монтажа покрышки на эта-
лонное колесо со строго концентричной поса-
дочной частью поверхности обода, сбаланси-
Размеры покрышек
Таблица 46
Тип
покрышек
Прямо-
бортные
грузовые
высокого
давления
Прямо-
бортные
грузовые
низкого
давления
Прямо-
бортные
легковые
низкого
давления
Прямо-
бортные
мотоци-
клетные
низкого
давления
Клинчер-
ные мото-
циклетные
высокого
давления
Клинчер-
ные мото-
циклетные
низкого
давления
Обозна-
крышек
42X9
4° X 8
36X8
34X7
32 X 6
Ю.ЦО — 2О
9,75 — 24
9,00 — 2О
7,ОО — 2О
б,5О — 2О
6,00 — 2О
7,5° — 18
7.5° - 17
7.ОО — 21
7,оо — 19
7,оо — i8
7,00 — 17
7,оо — i6
6,50 — 19
6,00 — 17
5,50 — 19
5,50 — 16
5,25 - 18
5,00 — 16
4,5О — 19
4,5° — 18
4,00 —19
28ХЗ
27 X з'/2
26X27*
27 X 3,85
26 х 3,25
25 X 3,85
Число
кордо-
вых
слоев
14
12
12
IO
IO
14
12
Ю
8
6
6
8
6
6
6
6
6
4 •
6
6
4-6
4
4-6
4
2 —'4
2 — 4
2 — 4
2
2
2
2
2
2
Размерь
шек
Диа-
метр D
io82±8
976 ±8
942 ±8
—
io6o±6
841±6
—
8ю ±б
—
¦—
—
—
765±б
_
793 ±6
—
—
—
—
—
—
—
—
—
—
покры-
в мм
Шири-
на В
230 i 5
232 ±5
2о8±5
—
28о±4
165*4
i63±4
—
194 ±4
—
—
—
—
182 ±4
—
148±4
—
—
—
—
—
—
—
—
—
—
Гаран-
тийный
пробег
в км.
Зоооо
Зоооо
Зоооо
3° ооо
Зоооо
Зоооо
Зоооо
Зоооо
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
21 ООО
8ооо
8ооо
8ооо
8 ооо
8ооо
8ооо
8ооо
8ооо
8ооо
Таблица 47
Нормы нагрузок и внутреннего давления
для автомобильных шин
Размер шины
4оХ8
34X7
Ю,5О — 2О
6,5° — 2о
6,ОО — 2О
7,5° — 17
7,оо — i6
5,50 — 19
Число
слоев
12
IO
14
6
6
6
4
4
Допускаемая
нагрузка в кг
i3°o
i6oo
1800
IOOO
IIOO
1300
1800
2000
2200
550
625
700
550
600
650
550
650
750
425
475
525
375
425
475
Внутреннее
давление
в am
5,о
5,5
6,5
5,25
5,5°
5,75
4,оо
4,75
5,5о
2,50
2,75
З.оо
2,75
З.оо
З.25
2,00
2,50
2,75
1,5°
i,75
2,ОО
2,ОО
2,25
2,5°
гл. V]
РЕЗИНОВЫЕ МАТЕРИАЛЫ
321
Таблица 48
Нормы внутреннего давления в шинах
Таблица 49
Физико-механические свойства резины
Марка
и модель
автомобиля
КИМ-10. . .
ГАЗА . . .
ГАЗ-М-1 . .
ГА 3-415 . . .
i ЗИС-101 . .
| ГАЗ-АА . . .
ГЛЗ-ММ . .
ГАЗ-ААЛ . .
ЗИС-5 . . .
ЗИС-5 . . .
ЗИС-8 . . .
ЯГ-6 ....
ЯГ-6 ....
Грузо-
подъёмность
по
шоссе
4 чел.
5 .
5 »
4оо кг
или
8 чел.
7 чел.
|
\ 1.5 пг
i
2,0 „
3 я
3 »
29 чел.
5 т
5 .
по
грунту
4 чел.
4 „
4 »
4оо кг
или
8 чел.
6 чел.
i,5 m
1.5 »
2,5 »
2,5 „
2i чел.
3,5 т.
3,5 »
Раз-
меры
шин
5,оо—16
5,5o-i9
7,00—16
7,00—16
7,5o-i7
6,50—20
6,50—20
34X7
9,00—20
34X7
40X8
9,75-24
Внутреннее
давление
в am
в пе-
редней
шине
1.75
1-75
1,5°
1,75
2,25
2.5°
2,5°
5,°о
3.25
5°°
5-оо
4,оо
в зад-
ней
шине
2,ОО
2,25
2,00
2,25
2,75
3,25
3,25
5,75
4,оо
5.75
6,5°
5-°°
рованное до безразличного равновесия. Дис-
баланс определяется с помощью грузов, при-
крепляемых к ободу колёс в его лёгкой части,
и измеряется произведением груза в граммах
на расстояние в сантиметрах от центра до
обода.
Камеры представляют собой кольцевые
резиновые трубки, снабжённые автоматиче-
скими воздушными клапанами (вентилями), слу-
жащими для наполнения камер воздухом и ре-
гулирования давления.
Для камер приняты те же обозначения ти-
пов, что и для покрышек. Размеры камер опре-
деляются техническими условиями Главшин-
прома № 802-Н 1940 г.
Испытания при приёмке камер включают
проверку воздухонепроницаемости путём по-
гружения надутых камер в воду на глубину не
менее чем 200 мм.
Физико-механические свойства резины для
покрышек и камер приведены в табл. 49.
Ремни приводные. Ремни плоские
приводные тканевые прорезиненные (ГОСТ
101-41) изготовляются из бельтинга марок
Б-820 и Б-930 весом 820 и 930 г/м2. В зави-
симости от способа сложения прорезиненного
бельтинга различают три типа плоских ремней
(фиг. 47) — ремни нарезные из вулканизо-
ванных пластин, имеющих дополнительные ре-
зиновые прослойки между прокладками бель-
тинга; ремни, послойно завёрнутые, изгото-
Показатель
Покрышки
Предел прочности при рас-
тяжении в кг/см* ....
Относительное удлинение в%
Остаточное удлинение в "/„
Твёрдость по Шору ....
Истирание по Грасселли
в смя/квт-ч
Расслоение в кг/см:
а) протектора от брекера]
б) брекера от каркаса!
в) боковины от каркаса [
г) между слоями каркаса!
Дисбаланс покрышки с
камерой размеров 7,?0 —
17 и 7X0 - 16 в г ¦ см . .
Камеры
Предел прочности при рас-
тяжении в кг!см2 •...
Относительное удлинение в%
Остаточное удлинение в "/о
Сопротивление раздиру
в кг/см
Сцепление стыка камеры
I и II сорт
> IOO
>45о
< 5°
55 — °5
< 8оо
^ 3,5
<; iooo
> 8о
> 5°°
< 45
5s" 3°
^5- Л О
III сорт
> 8о
> 4°°
< 6о
5° — 65
< 95°
;> з,°
^ IOOO
> 7°
¦% 55
гляемые из предварительно раскроенных полос
прорезиненного бельтинга; ремни спирально
завёрнутые, изго-
товляемые после-
довательным заги-
бом кромки бель-
тинга во всю длину
куска.
Нарезныеремни
обладают наиболь-
шей гибкостью | " д ,
и рекомендуются I1 1}'
для больших, выше
20 м/сек, скоростей фиг 47 Типы плоских привод-
И маЛЫХ ДИаметрОВ ных ремней: /— ремни нарез-
ные; 2—ремни послойно завёр-
нутые; 3— ремни спирально
завёрнутые.
ных вилок. Ремни
_
П[ 2
р
ШКИВОВ, НО на уста-
ОТВОД
послойно завёрну-
тые назначаются для передач больших мощ-
ностей при средних скоростях, 15 — 20 м/сек,
и средних диаметрах шкивов. Этого типа ремни
наиболее пригодны для приводов с ударной
нагрузкой. Ремни спирально завернутые назна-
чаются для передач малых и средних мощно-
стей при средних скоростях. Ремни, применяе-
мые в условиях, требующих защиты тканевого
каркаса, снабжаются резиновой обкладкой.
Приводные ремни изготовляются в размер-
ном ассортименте, указанном в табл. 50.
По специальным заказам изготовляются рем-
ни шире 500 мм в размерах, кратных 100 мм,
а также и состыкованные ремни. Ремни с чис-
лом прокладок более пяти изготовляются
преимущественно из бельтинга Б-930.
Основные свойства плоских ремней — со-
противление разрыву и удлинение—определя-
ются испытанием на рычажном динамометре
полосок ремня размером 50x200 мм с числом
прокладок до четырёх включительно. Показа-
тели свойств приведены в табл. 51.
322
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД П
Таблица 50
Приводные ремни
Количество
прокладок
Мини-
мум
2
3
3
3
4
4
5
5
Макси-
мум
—
5
6
6
7
8
9
Ширина ремней в мм
нарезных
—
5о. бо, 7°
So, no
125. 15°.
175. 2оо,
225
250, зоо
35°, 4°°.
45о
5°о
послойно
завёрнутых
2О, 25, ЗО,
35, 4°
_
—
175- 2ОО, 225
250, з°о
35О, 4оо, 45°
5оо
спирально за-
вёрнутых
го, 25, зо, 35.
5о, бо, 7°
8о, ioo, (п5)
125, *5°. J75
200, 225
250, 300
350, 400, 45°
500
Таблица 51
Марка
бельтинга
Б-820
Б-930
Сопротивле-
ние разрыву,
отнесённое
к 1 см ши-
рины одной
прокладки
ремня, в кг
55
6о
Относи-
тельное
удлинение
ремня в °/0
в момент
разрыва
(не более)
18
18
Упругое удли-
нение ремней
при нагрузке
18 кг на 1 см
ширины про-
кладки в %
от начальной
длины
4-12
4 — 12
Прочность связи между прокладками в по-
лоске шириной 2Ьмм при отслоении подвесным
грузом со скоростью 25 мм/мин должна быть
не менее 6,0 кг; при отслоении резиновой об-
кладки от прокладки—не менее 5,5 кг. Нагрузка
воспринимается прокладками тканевого карка-
са ремня, а потому в расчёт ремённых пере-
дач вводят ширину ремня и число прокладок
бельтинга. Расчёт необходимого количества
прокладок плоского приводного ремня про-
изводится по формуле
К-С
(8)
где i—число тканевых прокладок ремня;
К — коэфициент, связанный с видом бельтин-
га (К = 250 для бельтинга Б-820 и 215 для
Б-930); С — коэфициент, связанный с харак-
тером нагрузки ремня (С = 1,1 при скорости
ремня 25—30 м\сек\ 1,2 — при скорости 30—
35 м/сек; 1,25—1,5 — при неучтённых усло-
виях и перегрузке ремня); b — ширина ремня
в мм; v — линейная скорость ремня в м/сек;
/ — коэфициент, обычно принимаемый в рас-
чётах ремённых передач в соответствии с уг-
лом обхвата ремнём малого шкива; N — пере-
даваемая мощность в л. с.
Ремни клиновые приводные изготовляются
в размерном ассортименте по ГОСТ 1284-41.
Поперечное сечение (профиль) этих ремней
представляет трапецию. Размеры приведены
в табл. 52.
Ремни клиновые выпускаются состыкован-
ными. Длина ремня, определяемая по вну-
тренней окружности, варьирует от 475 до
15000 мм в зависимости от размера сечения.
Клиновые ремни применяются в группах и
одиночным порядком на шкивах, снабжённых
соответствующими желобками. Ремни, работа-
ющие в групповом приводе, должны быть точно
подобраны по длине.
Физико-механические свойства клиновых
ремней не нормированы, но в ГОСТ 1284-41
приведён порядок подбора сечений ремней и
количества их для различных видов передач, со
скоростью до 25 м/сек. В этом же ГОСТ 1284-41
указан порядок подбора размера шкивов
и желобков шкивов. Клиновый ремень должен
быть полностью погружён в желобок шкива
и опираться боковыми гранями на стенки же-
лобка, не достигая дна его.
Таблица 52
Сечение
О
А
Б
В
Г
д
Е
Широкое
основание
трапеции
а в мм
1О+о,3 .
13-о|
17-о'з
38+I'6
6 -о,5
5°-°>5
Высота тра-
пеции Л
в мм
+ 0,2
О
8±о,з
" о,4
± о,4
13,5
i9±o*
23-5 ± °'5
3° ±О'5
Угол клина
трапеции
4о"Х
4о±Х
4O±J
4O±J
±1
40
4о±Х
4о±Г
Ленты транспортёрные и элева-
торные. Транспортёрные ленты, выпуска-
емые согласно ГОСТ 20-40, изготовляются, как
и плоские приводные ремни, из бельтинга
Б-820 или Б-930 и тех же трёх основных видов
конструкций. Ленты всех типов изготовляются
конечными, а послойно завёрнутые и спи-
рально завёрнутые—также и состыкованными.
Ленты нарезного типа имеют резиновую об-
кладку, а в отдельных случаях специальное
усиление крепления обкладки и защиту её
кромок. В лентах остальных типов обкладка
ставится по требованию заказчика.
Транспортёрные ленты изготовляются в раз-
мерном ассортименте, приведённом в табл. 53.
Таблица 53
Транспортёрные ленты
Количество
прокладок
Мини-
мум
2
2
2
3
3
3
3
Макси-
мум
7
8
9
ю
и
и
12
Ширина транспортёрных лент
нарезных
3°° и 35°
4оо и 45°
5оо и боо
650 и 7°°
75° и 8оо
9<эо и iooo
IIOO
в мм
послойно
завёрнутых
Зоо и 35°
4оо и 45°
5оо
—
—
—
спирально за-
вёрнутых
Зоо и 35°
4оо и 45°
5оо и боо
650 и 7оо
75° и 8оо
ООО И IOOO
IIOO
Ленты нарезного типа назначаются для наи-
более тяжелых условий работы и изготовля-
ются трёх видов соответственно характеру
работы, роду и размерам габаритов транспор-
ГЛ. V]
РЕЗИНОВЫЕ МАТЕРИАЛЫ
323
тируемых материалов. Ленты
этого типа ставятся на транспор-
тёрных установках, передаю-
щих уголь, руду, камни, соль,
строительные или иные мате-
риалы абразивного характера.
Ленты послойно завёрнутого и
спирально завёрнутого типов с
резиновой обкладкой применя-
ются для транспортирования ма-
териалов, не обладающих абра-
зивными свойствами, — мука,
зерно, пакеты и т. п., — в уста-
новках, работающих на откры-
том воздухе и во влажной
среде. Ленты этих же типов
без обкладки применяются для
транспортирования подобных
материалов в закрытых поме-
щениях.
Количество прокладок (в
пределах, указанных в табл. 53)
устанавливается потребителем
или заводом-изготовителем в
зависимости от условий работы
транспортёрной установки.
Сопротивление транспортёр-
ной ленты разрыву и величина
удлинения определяются теми
же приёмами и показателями,
что и для плоских приводных
ремней.
Ленты элеваторные не стан-
дартизованы и изготовляются
по конструкциям и размерам
близкими к транспортёрным
лентам.
Оснащение передаточных
устройств
Рукава. Передача различ-
ного рода жидких, вязких, сы-
пучих веществ и газов по ре-
зиновым рукавам осущест-
вляется за счет давления на ма-
териал (напорные рукава) или
создаваемого вакуума (рукава
всасывающие) [3].
Основные виды рукавов
стандартизованы *.
Рукава напорные состоят
из внутреннего слоя резины
(резиновой камеры), несколь-
ких спирально расположенных
слоев (прокладок) прорезинен-
ного тканевого каркаса и на-
ружного слоя резины. В по-
следнее время нашли примене-
ние рукава с плетёным карка-
сом, накладываемым на рукав
в процессе его изготовления.
Напорные рукава с тканевым
каркасом имеют длину не свыше
20 м, рукава с плетёным кар-
касом (с оплёткой) могут быть
изготовлены длиной до 150 м.
Стенки напорных армирован-
ных рукавов усиливаются металлическими элементами—про-
волочными спиралями или оплёткой.
Ассортимент напорных рукавов приведён в табл. 54.
Для изготовления перечисленных в табл. 54 рукавов при-
меняются ткани с механическими свойствами, приведёнными
в табл. 55.
Таблица 54
Напорные рукава
* ГОСТ на рукава, отражая до-
военную практику, в ряде случаев
имеют завышенный запас прочности.
Назначение
напорного
рукава
Для воды
и слабых
растворов
кислот и
щелочей •
Для пи-
щевых ве-
ществ . .
Для га-
зов при
сварке и
резке ме-
таллов • .
Для пнев-
матических
инструмен-
тов ....
Для же-
лезнодо-
рожных и
трамвай-
ных возду-
шных тор-
мозов . .
Для пара
(без спи-
рали) • •
ГОСТ
I33O-4I
1333-41
70-40
73-4°
1335-41
9O-4I
«=
«^
§«
п>
ts И
;р
о» Си
оа s
3.4 и 5
6
8 и 9
ю
13
i6 и 19
22
25
г8 и З2
38
45
51
6о и 65
76
IO2 И 125
15о
ю,13 И *б
19.25 И 32
38
45 И 51
65 и 76
5.5
9.5
13
ю И 13
i6 и 19
25
32
38
5i
22 И 25
25
28
13
i6, 19 и 25
32
38
51
ia внутрен-
оя резины
не менее)
5 <->
ы
Н s и
1.5
1.5
1.5
1.5
1.5
1.5
2.О
2,0
2,0
2,0
2,0
2,О
2,0
2.0
2,0
2,0
1.5
1.5
1.5
2,0
2,0
2,0
2,0
2,0
1.5
2,О
2,0
2,О
2,0
2,5
3.5 \
3.5 1
3.5
2.5
2.5
2,5
З.о
З.о
Длина
рукава в м
9> 1О-
i8 и го
} 8, 9. ю
] i8, 20
9. 1О
18 И 2О
9> 1О
i8 и го
Обусловли-
вается за-
казчиком
бхо и 760мм
9> 1О
l8 И 2О
Рекомендуемое коли-
чество прокладок для
рукавов на рабочем
давлении в kzjcm1
2
2
2
2
2
2
2
2
2
2
2
2
2
3
3
3
4
3
2
2
2
2
2
2
2
2
2
2
2
2
3
3
4
5
1*
2*
2*
4
2
2
2
2
2
2
2
2
2
2
3
3
3
4
5
6
5
2
2
2
2
2
2
2
2
2
3
3
3
4
5
6
7
а
3
4
6
2
2
2
2
2
2
2
2
3
3
4
4
5
6
2
2
2
2
2
2
3
3
3
4
4
5
6
7
8
2
2
3
3
2
2
3
3
4
5
5
6
7
8
4
с
8
А
4
Z
6
8
9
2
2
3
3
2
3
3
4
4
5
6
7
8
10
2
2
3
4
2
3
4
4
7
7
9
2**
3**
3**
* Для ацетилена.
** Для кислорода.
324
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Основной характеристикой напорных рука-
вов является герметичность и сопротивление
внутреннему давлению. При гидравлическом
испытании рукава проверяются на отсутствие
течи или следов просачивания воды, вспучин и
трещин, а при испытании воздушным давле-
нием— на отсутствие падения давления и вы-
деления воздушных пузырьков. Величина да-
вления при испытании указана в табл. 56.
Таблица 55
ГОСТ, согласно которым
изготовляются рукава
1330-41 @ до 10 мм) ....
1333-41 . .
71-40
1335-41
73-40
90-41
@ более 10 мм)
Механические свойства
о
°-о о <"
Sggs
Сопроти
рыву в л
50x200 л
и утку (i
5о
5°
80
по
i8o
тканей
Относительное
удлинение при
разрыве в °/о
(не более)
о
по основ
35
35
35
21
Зо
по утку
15
15
14
15
Таблица 56
гост,
согласно кото-
рым изготовля-
ются рукава
1330-41
1333-40
71-40
90-41
1335-41
73-40
Гидравлическое давление
при испытании
Удвоенное против ука-
занного в табл. 54
Для рукавов 0 до
45 мм — 10 кг/см*, 0 от
45 мм — 8 кг)см2
Для ацетилена 10 кг/см3,
для кислорода 30 «-г/си2
30 кг\см-
20 кг/см2
30 кг/см2
Воздушное
давление
при
испытании
10 кг1см*
10 кг/см3
При гидравлическом испытании давление
поддерживается в течение 5—10 мин.
В зависимости от назначения рукава испы-
тываются на кислотостойкость, морозостой-
кость, паростойкость, гибкость, отсутствие
экстрагируемых вредных веществ и пр.
Данные по специальным видам напорных
и армированных рукавов приведены в сле-
дующих стандартах:
ГОСТ В 1819-42 — шланги и муфты дюри-
товые для перекачивания бензина под давле-
нием и для соединения трубопроводов, по-
дающих бензин или воду;
ГОСТ 1331-41—рукава резиновые тендер-
ные прямые для воды;
ГОСТ 235-41—трубки резиновые для на-
сосов и велонасосов;
Ст. Главрезины 18-6-836 — рукава резино-
вые напорные для гидроторфа;
Ст. Главрезины 18-18-861 — рукава пожар-
ные прорезиненные льняные;
ОСТ/ВКС 376—трубки изоляционные по-
лутвёрдые резиновые.
Число тканевых прокладок напорных ру-
кавов определяется по формуле
.-_ 0,5-p-d
*~ Kz'Cn '
где /—число тканевых прокладок рукава,
основа и уток которых расположены под
углом в 45° к образующей цилиндрической
поверхности рукава; d—-диаметр рукава по
наложению первой тканевой прокладки (вну-
тренний диаметр, увеличенный на двойную тол-
щину резиновой камеры); р — давление, при
котором происходит разрыв рукава, в кг 'см2;
Кг — допускаемая нагрузка на 1 см ширины
тканевой прокладки в кг; С — коэфициент, за-
висящий от диаметра и толщины каркаса ру-
кава, представляющий функцию величины
d
где о — толщина одной прокладки
(/—1)8 '
в см; значение С в указанной зависимости
может быть взято из диаграммы фиг. 48; вели-
10 20 30 40 50 60 70 80 9U '00 ПО
A-1)8
Фиг. 48. Зависимость коэфициента С от диаметра
и толщины каркаса рукава.
чина /, необходимая для определения С, в
первом приближении принимается по прото-
типу; п—запас прочности (для напорных ру-
кавов 4—5-кратный, а для паропроводных ру-
кавов — 10-кратный).
Рукава всасывающие отличаются
от напорных наличием проволочной спирали,
лежащей в толще стенки рукава, и наличием
концевых манжет (без спиралей). Количество
тканевых прокладок меньше, чем у напорных
равного диаметра. В рукавах для всасывания
и слива нефти имеется дополнительная спи-
раль, непосредственно лежащая на внутренней
стороне рукава для подпора внутреннего ре-
зинового слоя при набухании в нефтепродук-
тах. Ассортимент всасывающих рукавов при-
ведён в табл. 57.
Прочностные показатели тканей для этих
рукавов приведены в табл. 58.
ГЛ. V]
РЕЗИНОВЫЕ МАТЕРИАЛЫ
325
Таблица 57
Всасывающие рукава
Назначение
всасывающих
рукавов
Для воды
(спиральные)
Для раство-
ров кислот и
щелочей
Для пищевых
веществ
Для нефти
ГОСТ
85-41
1399-41
1334-41
1332-41
Внутренний
диаметр рукава
в мм
19> 25, 32, 38,
51 и 65
76, 9°.
IO2 И 125
тб, 19, 25, 32, 33,
76, 9O, IO2,
127, I52- 173-
198
га, 25, З2' 38.
45, 51 и 65
7б И IO2
127 и 152
25. 32, 38, 45
и 5°
6з, 76, 9° и too
125 и 150
2ОЗ
225, 255. 3°5
—
1 Я
К ^
«О.
4-8
4 и 8
4-8
4 и 8
4 и 8
4 и 8
4
чен-
о
Ц<
е ко-
о>
тво
Я"
ч
'?
3
4
2
3
4
5
~
3
4
3
4
5
ft
7
7
вых
и
адок
о
о,
с
Таблица 58
I ОСТ,
согласно кото-
рым нзготовля-
1 ются рукава
1332-41
1329-41
1234-41
85-41
Механические свойства применяемых
тканей
Сопротивление
разрыву в
кг по-
лоски 50x200 мм
(не менее)
по основе
5°
65
7°
ло утку
5°
65
8о
Относительное
удлинение при
разрыве в "/„
(не
по ос-
нове
28
35
3°
более)
]
по утку
28
15
15
Гидравлическое давление, применяемое при
испытании всасывающих рукавов, приведено
в табл. 59.
Таблица 59
ГОСТ, согласно
которым изготовля-
ются рукава
85-41
1329-41
1332-41
1332-41
Гидравлическое давление
при испытании
диаметр в мм
До 5°
Свыше 5<э
До 5i
Свыше 5i
До 5о
Свыше 5°
давление
в кг/см3
3
1-5
3
2
3-5
2
Проверка сопротивления всасывающих ру-
кавов смятию производится местной нагруз-
кой: поверх и поперёк подковообразно изо-
гнутого рукава или двух параллельно распо-
ложенных рукавов кладут доску и нагружают
её в местах, лежащих на рукавах, грузами по
80 кг. Через 10 мин. грузы удаляют. Остаточ-
ная деформация не должна превышать 5%.
Для разных размеров рукавов применяются
различной ширины доски: для рукавов 0 до
50 мм—доски шириной 100 мм, при0100 мм —
шириной 125 мм, при 0 150 мм — шириной
150 мм, рукава 0 свыше 150 мм на смятие
местной нагрузкой не испытываются.
В зависимости от назначения и условий
работы всасывающие рукава испытывают на
морозостойкость, нефтестойкость, отсутствие
экстрагируемых вредных веществ и пр.
К всасывающим рукавам по конструкции
близки спиральные рукава для радиаторов
автомобилей, предназначенные для циркуля-
ции горячей воды и изготовляемые согласно
Ст. Главрезины 18-21-867.
Эластичные конструкции, несущие
нагрузку
Обкладки. Мягкая резина и эбонит при-
меняются для покрытия металлоизделий в це-
лях защиты металла от действия химических
активных сред, придания поверхности эласти-
ческих свойств, стойкости к истиранию и
снижению электропроводности.
Обкладка для химической аппаратуры,
применяемая в условиях, приведённых
в табл. 60, значительно увеличивает срок
службы аппаратуры.
Таблица 60
Химическая
среда
Кислота серная
„ азотная
„ соляная
плавиковая
кремнефтори-
стоводородная
„ фосфорная
„ уксусная
лимонная
Едкий натр
Едкое кали
Нашатырный спирт
Известковое молоко
Белильная известь
Хлористый цинк
Бисульфат натрия
Ацетон
Этиловый спирт
Метиловый спирт
У ело в i
я устойчивости
резины
Концентра-
ция в весо-
вых про-
центах
5о
Предельная
темпера-
тура в С
65
Не применима
Любая
п
„
75
75
75
75
75
75
75
75
5°
50
5°
5°
5°
65
65
65
5°
65
65
65
65
5°
5°
35
35
65
65
65
65
эбонита
« '
Q.S
Я Я
Я ш
II
6
ЕЙ
ll
6о
2О
Любая
Примечание. Эбонит и мягкая резина не при-
меняются при концентрации серной кислоты выше 60" 0
и азотной выше 20%.
Однослойная эбонитовая или полуэбонито-
вая обкладка толщиной 2—4 мм применяется
для стационарных аппаратов простых конфи-
гураций—баков, ванн, мерников. Двухслойная
эбонитовая обкладка общей толщиной 4 мм
применяется для насосов, вентиляторов, цен-
трофуг. Однослойная обкладка из мягкой резины
назначается для защиты металлических и де-
ревянных реакторов. Двухслойная обкладка,
состоящая из эбонита толщиной в 1,5 мм и
поверх него слоя мягкой резины в 3 мм, при-
меняется в случаях, требующих прочности
крепления и стойкости против истирающего
действия содержимого реактора. Двухслойная
обкладка, состоящая из слоя мягкой резины
326
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
толщиной 1,5 — 2 мм и поверх него слоя эбо-
нита в 3—5 мм, обеспечивает особенно боль-
шую химическую стойкость и хорошо проти-
востоит ударам по наружной поверхности ап-
парата. Трёхслойная обкладка, состоящая из
слоя мягкой резины A,5—2 мм), промежуточ-
ного слоя эбонита C—4 мм) и наружного слоя
мягкой резины A,5-—2 мм), наиболее надёжна
по химической стойкости, сопротивлению
истиранию и амортизирующей способности.
Такая обкладка применяется для травильных
ванн в производстве листовой стали. Для за-
щиты от действия высокой температуры тра-
вильного раствора ванны футеруются по об-
кладке кислотостойким кирпичом.
Покрытие мягкой резиной деталей песко-
струйных аппаратов значительно уменьшает
их износ.
Обкладка валов для машин бумажной, тек-
стильной, кожевенной, химической и иных от-
раслей промышленности состоит из нанесён-
ных на специально подготовленную поверх-
ность вала слоя эбонита толщиной в 5—6 мм
и слоя мягкой резины толщиной от 5 до 40 мм.
Возможно наложение одной только эбонитовой
обкладки, в этом случае толщина её соста-
вляет б—10 мм.
Основной показатель резиновых обкладок —
твёрдость, определяемая прибором Джонса.
Твёрдость резиновых обкладок для валов бу-
мажных и иных машин приведена в табл. 61 [5].
Заданная твёрдость обкладки должна быть
•обеспечена в пределах + 0,005 см. Обкладки
из мягкой резины допускают нагрузку 15—
25 кг на 1 пог. см длины вала, а эбонитовая
обкладка — 25—40 кг; последнюю не следует
применять при температуре выше 50 —
55' С.
Покрываемые валы должны иметь внутрен-
нюю полость для доступа пара при вулкани-
зации обкладки.
Резиновые подшипники представляют со-
бой металлические гильзы-вкладыши, обложен-
ные внутри слоем резины. Резиновые подшип-
ники используются в таких местах, где опора
вала соприкасается с водой: на судах, земле-
черпалках, в шахтных насосах, турбинах, аппа-
ратах мокрого обогащения руд, бурильных ма-
шинах и т. п.
Смазка и охлаждение резиновых подшипни-
ков производятся забортной водой или же спе-
циально подведённой водой. Для распределе-
ния водяной смазки и удаления выносимых ею
загрязнений внутренняя поверхность подшип-
ника имеет продольные или спирально распо-
ложенные канавки.
Резиновый слой подшипника состоит из мяг-
кой резины толщиной не менее 8 мм. Проч-
ность на отрыв крепления резины к металлу
не должна быть ниже 40 кг/см2.
Для металлической части подшипника пред-
почтительно применение латунных гильз с со-
держанием 700/0 меди и 300/0 цинка. Коэфициент
трения в резиновых подшипниках с водяной
смазкой понижается с увеличением окружной
скорости вала и зависит от нагрузки на под-
шипник. При больших скоростях коэфициент
трения'лежит в пределах 0,01—0,005. Допускае-
мая нагрузка на резиновые подшипники с водя-
ной смазкой (считая на площадь осевого сече-
ния): 1,76 kzjcm? при 18—20 оборотах вала в
минуту и 3,5 кг/см2 при 33 оборотах в минуту.
В практике, однако, отмечен случай хоро-
шей работы резиновых подшипников при на-
грузке до 57 кг/см- при окружной скорости
в 32 м/сек.
Нагрев резиновых подшипников не сле-
дует допускать выше 50—70° С.
Амортизаторы. Открытие способов проч-
ного крепления резины к металлу привело к
производству разнообразных резино-металли-
ческих деталей, состоящих из двух металличе-
ских (плоских, трубчатых или фасонных) ча-
стей, между которыми расположена привулка-
низированная к ним мягкая резина. Такие де-
тали, применяемые в качестве подвесок и
рессор, являются бесшумными амортизаторами
колебаний.
Прочность крепления резины к металлу за-
висит от принятого способа крепления, со-
става резиновой смеси и условий работы кон-
струкции. Латунирование поверхности металла
обеспечивает прочность крепления в 40—
70 кг\см\
Резиновые амортизаторы, работающие на
растяжение, применяются относительно редко
вследствие ползучести резины под нагрузкой,
опасного влияния надрывов и затруднительно-
сти крепления. К амортизаторам этого вида
относится амортизационный шнур, изготовляе-
мый согласно ГОСТ 1788-42 и применяемый
в самолётостроении.
Амортизационный резиновый, шнур пред-
ставляет собой цилиндрический пучок резино-
вых нитей прямоугольного сечения, растянутый
до 150—200% и фиксированный в таком со-
стоянии тугой текстильной оплёткой. Этим
растяжением достигается увеличение сопро-
Таблица 61
Виды валов
Валы шаберные и отжимные; валы
сукномоек
Валы I пресса
Валы II пресса
Валы в производстве пергамента . . .
Валы IV пресса (офсетные)
Валы в производстве парафинирован-
ной бумаги; валы грудные и гауч-пресса
Глубина
погружения
шарика 0 5 мм
в см
О,Об2 — О,о66
о,о57 — о.оба
о,о49 — °'О53
0,041 — о,о45
о,оз7 — 0,041
0,033 - 0,037
О,О2О — О,О25
o,oi6 — 0,020
Число
твёрдости
в кг/см3
ю,з — 9,65
11,2 — Ю,3
13,О — 12,О
15.5 — Ч,°
17,2 — 15,2
19-3 — I7'2
31,8 — 25,5
39,8 - 31,8
Глубина
погружения
шарика 0 7в"
в см
о,о75 — о,о8о
0,070 — 0,075
о,обо — 0,065
0,050 — о,о55
о,о45 — 0,050
0,040 — 0,045
о,о25 — 0,030
о,о2о — 0,025
Число
твёрдости
в кг/см3
13.3 — 12,5
14,3 — J3.3
i6,7 — 15.4
2о,о — i8,a
22,3 — 20,0
25,1 — 22,3
4°,i — 33.4
50,1 — 40,1
ГЛ. V]
РЕЗИНОВЫЕ МАТЕРИАЛЫ
327
тивления резины шнура динамическому утомле-
нию и снижение ползучести. Амортизационные
шнуры изготовляются диаметром от 8 до 20 мм
с переходом в 2 мм. Коэфициент морозо-
стойкости резины амортизационного шнура
при температуре —45° С должен быть не ниже
0,6. Основное испытание при приёмке шнура
состоит в определении так называемой „эла-
стичности". Показателем эластичности условно
считается нагрузка в кг, производящая растя-
жение рабочего участка образца шнура длиной
в 100 мм на бОо/о при зажимной длине образца
100 мм. Испытанию предшествует последова-
тельное трёхкратное растяжение образца на
100% начальной длины.
Наибольшее распространение имеют устрой-
ства, работающие на сжатие и сдвиг; реже
применяются конструкции, использующие ра-
боту резины на кручение. Конструктивное
оформление устройств зависит от запросов и
отдельных технических условий [1].
Для резиновых амортизаторов допустимы
колебательные напряжения (в кг\см?)\ нормаль-
ные (для сжатия) + 11 и касательные Нг 2,5.
Коэфициент затухания колебаний резины при
нормальных напряжениях составляет 0,3 и при
касательных — 0,35. Для целей виброизоляции
резину уместно применять лишь в тех слу-
чаях, когда частота колебаний не ниже 200 в
минуту.
Резиновые подушка, применяемые на
авто- и авиазаводах для штампования из-
делий из металлических листов, представляют
собой пластины толщиной 125—300 мм, твёр-
достью 30—60 по Шору. Резиновая подушка,
укреплённая в обойме пуансона, работает под
давлением 78—92 кг\см2.
Резиновые уплотнители
Монтажные материалы. Различные
резиновые уплотнители—техническая пластина,
прокладки, кольца и пр. — изготовляются как
товарная продукция. Резина, применяемая для
этих изделий, и её свойства [5] приведены
в табл. 62.
Таблица 62
Группа
резины
I
la
II
111
IV
IVa
V
VI
Via
VII
Vila
VI16
VIII
IX
Предел
прочности
при растя-
жении
в kzjcm3
30— 60
35— 45
45- 75
45—100
45—I3O
35
30—80
50—100
45—100
45- 60
>4о
>45
ЗО-4О
Удлинение
рыве
относи-
тельное
4оо—7°°
300—580
300—640
250—600
Зоо—8оо
230—500
IOO—2ОО
350—650
Зоо—боо
Зоо—боо
>з°°
>з°°
боо—7°°
35о—45о
при раз-
в °/
0
остаточ-
ное
18—40
2О—3°
[6—4о
го—4°
[о—4°
го—4о
со—4°
to—45
[о—4°
о—45
<45
<45
Г4-4О
5-33
Твёрдость
по Джонсу
в кг/см3
4.3- 6,5
5-8- 7-5
7,о—и,о
ii,4—io,5
5,2— 6,6
8,3—и,о
12,6—19,5
7.4-и.о
7.4-и.о
и,о—16,7
11,0—16,7
16,7—24,0
4.3- 5.8
6,0— 8,5
Вес образцов масло-бензиностойкой резины
после набухания увеличивается на ЗО°/о.
Кольца резиновые прокладоч-
ные для соединительных рукавов и концевых
кранов автотормозов изготовляются двух типов
из эластичной резины, морозоустойчивой
при —55° С (ГОСТ 38-40).
Испытания при приёмке колец состоят
в следующем:
а) в течение 30 мин. кольца сжимают
шпиндельным прессом с параллельными пло-
скостями до 2/3 начальной высоты; после сжа-
тия кольца должны немедленно принять преж-
ний вид и не обнаруживать видимых повре-
ждений и остаточной деформации, превыша-
ющей 5°/о начальной высоты;
б) кольца испытывают на старение при 70° С
(по Гиру) в течение 24 час; после старения и
испытания на сжатие по п. «а» кольца должны
сохранять свою эластичность;
Таблица 63
В табл. 63 приводится характеристика групп
резины и их назначение.
Предел прочности при растяжении тепло-
стойкой резины после теплового испытания со-
ставляет 0,5—0,9 их начальной величины.
Группа
резины
I
1а
II
III
IV
IVa
V
VI
Via
VII
Vila
VII6
VIII
IX
Характеристика
резины
Мягкая
То же
Сред-
ней
твёр-
дости
Жёст-
кая
Мягкая
Сред-
ней
твёр-
дости
Жёст-
кая
Сред-
ней
твёр-
дости
То же
Жёст-
кая
То же
Особо
жёст-
кая
Мяг-
кая
Сред-
ней
твёр-
дости
Устойчива в
интервале тем-
ператур +50—
—25° С, а также
при соприкос-
лий со слабы-
ми или крепки-
ми кислотами
или щелочами
Теплостойка
до 150° С (в те-
чение не более
48 час.)
Маслостой-
кая
Маслостой-
кая (без запаха)
Маслостой-
кая
Маслостой-
кая(без запаха)
Маслостой-
кая
Маслостой-
кая
Не содержит
экстрагируе-
мых вредных
веществ
Область применения
Для уплотнитель-
ных прокладок
Для уплотнитель-
ных прокладок и
клапанов для на-
сосов
Для буферов и
амортизаторов, ра-
ботающих при не-
больших напряже-
ниях, для поршне-
вых колец и клапа-
нов для насосов.
Для изделий, ра-
формациях изгиба
или повторного
сжатия
Для изделий, ра-
ботающих в усло-
виях статической
нагрузки
Для маслостойких
эластичных изде-
лий, работающих в
соприкосновении с
минеральным мас-
лом, бензином, ке-
росином, мазутом
Для маслостойких
изделий, работаю-
щих под небольшой
нагрузкой
Для маслостойких
изделий, работаю-
щих на растяжение,
сжатие, изгиб или
кручение
Для изделий, свя-
занных с производ-
ством или хране-
нием пищевых вч-
ществ
328
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
1РАЗД. II
в) кольца замораживают в холодильной ка-
мере при температуре —55° С в течение не ме-
нее 2 час; при этих условиях кольца, сжимае-
мые по диаметру, не должны ломаться и тре-
скаться, а после достижения комнатной темпе-
ратуры при сжатии по диаметру не должны
терять свою эластичность.
Коэфициент морозостойкости резины для
этих колец, определяемый по ГОСТ 408-41,
составляет 0,4—0,6.
Кольца резиновые для гаек си-
стемы Рот та изготовляются согласно
ОСТ/ВКС 239 следующих (номинальных) раз-
меров: 3/4 — IV2"; 13/4 — 2"; 2V2 — 3".
Испытания при приёмке этих колец ана-
логичны перечисленным в пп. «а» и «в» для
колец автотормозов, но замораживание в хо-
лодильной камере производят при темпера-
туре —35° С.
Клапаны резиновые шаровые
с тяжёлым ядром изготовляются согласно
ОСТ/ВКС 213 из чёрной или белой резины с
чугунным ядром. Диаметры шаровых клапа-
нов— от 45 до 150 мм (через 5 мм); вес — от
125 до 9335 г. Эти клапаны применяются при
перекачивании насосами крахмало-паточных,
свекловичносоковых, бумажных, каолиновых и
тому подобных жидких масс высокого удель-
ного веса или высокой вязкости (на шаровые
клапаны для грязевых насосов стандарты не
распространяются).
Электроизоляционные материалы
и изделия
Эбонит листовой и круглый и трубки эбо-
нитовые изготовляются двух типов: эбонит ди-
электрический и эбонит технический (поделоч-
ный). Свойства диэлектрического эбонита ха-
рактеризуются следующими показателями:
Удельный вес ],25
Предел прочности при изгибе . . . >700 кг!см-
Хрупкость >1,5 кгсм/см3
Твёрдость 1200—1500 кг/см2
Теплостойкость (по Мартенсу) . . . 50—75° С
Удельное поверхностное сопроти-
вление • >1014 ом
Удельное объёмное сопротивление . . •< 101"' ом • см
Тангенс угла диэлектрических по-
терь <0,01
Диэлектрическая прочность (при 4 ,ии) > 60 кв\мм
Трубки изоляционные полутвёр-
дые изготовляются согласно ОСТ/ВКС 376.
Размеры трубок по внутреннему (номиналь-
ному) диаметру от 5 до 13 мм с переходами
в 2, 16 и 23 мм.
Трубки предназначаются для дополнитель-
ной изоляции (защиты против механических
и химических воздействий) проводов постоян-
ного и переменного токов напряжением до
500 в внутри крытых помещений.
Для испытания полутвёрдых трубок на
сопротивление электропробою две трубки под-
вергают 48-часовому старению при 70° С (по
Гиру). Вынутые из термостата образцы через
24 часа помещают вместе с двумя другими труб-
ками, не подвергавшимися старению, в 0,5и/0-ный
раствор серной кислоты на 24 часа. Затем все
четыре образца подвергают действию пере-
менного тока E0 пер/сек., 1000 в) в течение
15 мин. Трубки, как подвергнутые старению,
так и необработанные, должны выдерживать
испытание без пробивания. В случае быстрого
падения напряжения хотя бы при отсутствии
видимых следов пробоя, трубка бракуется.
Изоляционная лента изготовляется
согласно ГОСТ 2162-43 из сурового миткаля,
промазанного (с одной или с обеих сторон)
липкой резиновой смесью. Изоляционная лента
выпускается в кругах наружного диаметра,
175+25 мм, шириной 10, 15, 20 и 50 мм. Раз-
рывное усилие для изоляционной ленты должно
быть не менее 6 кг на 1 см ширины.
Липкость изоляционной ленты проверяется
путём определения скорости расслоения по-
лоски, состоящей из сложенной вдвое ленты,
под нагрузкой на 1 см ширины 200 г до старе-
ния изоляционной ленты и 1(Ю г после её ста-
рения. При этом испытании один конец изоля-
ционной ленты закрепляют неподвижно, а к
другому подвешивают груз. Скорость расслое-
ния не должна превышать 100 мм[мин. Ста-
рение ленты производят в термостате при
70 + 2° С в течение 16 час.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Г р у з д е в Н. Н. проф. и Волков П. М. доц.,
Подвески (торсионные, резиновые) и амортизаторы,
изд. Академии механизации и моторизации имени
И. В. Сталина, Ташкент 1942.
2. Змий П. Н., Эксплоатация и ремонт автомашин,
Воениздат НКО СССР, М. 1942.
2а. Змий П. Н.. Уход за автомобильными шинами, Гос-
химиздат, М.—Л. 1946.
3. Лепетов В. А., Максимкин Е. М., Тимо-
феев П. П., Клейка прорезиненных приводных рем-
ней, транспортёрных лент и рукавов, Госхимиздат,
М. 1941.
4. Резина. Методы испытаний, Стандартгиз, М. 1941.
5. И з р а е л и т Г. Ш., Рудчик Л. Н., Ш а н н н-
к о в В. М., Механические испытания резины, эбо-
нита и пластмасс, Госхимиздат, 1940.
6. V о g t W W., The Physics of Vulcanized Rubber ch. 10.
p. 337, The Chemistry and Technology of Rubber.
7. \\ о о d L. A., Rubber Chemistry and Technology.
С. С. Davis and J. T. Blake, N. Y. 1937.
ГЛ. V]
КОКА
329
КОЖА
Кожевенные материалы классифицируются
по видам сыоья, методам дубления и товар-
ному назначению.
По видам сырья различают сырьё тяжёлых
развесов (бугай, бычина, бычок и яловка тяжё-
лая) и средних и лёгких развесов (яловка лёг-
кая, полукожник, выросток, опоек, овчина,
козлина и др ).
По м е т о д а м дубле н и я кожи делятся
на крчснодубные, обрабатываемые раститель-
ными дубителями, хромовые — дубящиеся пре-
имущественно хромовыми солями, и комбини-
рованные — обрабатываемые . смесью дубите-
лей (оастительных, сульфит-целлюлозных, со-
лей хрома, железа и алюминия, жиров, фор-
малина и синтети-
ческих дубителей).
Пз товарно-
му назначению
(ГОСТ 2000-43)
различают кожи
для низа обуви,
верх:I обуви, тех-
нические и для раз-
ных целей.
Ввиду неодно-
родности свойств
по площади, колеи
из шкур крупного
скота делят на
•среднюю часть, на-
зываемую чепраком
(фиг. 49, ЕРСЗ),
верхнюю часть —
вороток (ограни-
ченную линией АБ), и боковые части —полы
(ограниченные линиями ДЕ и ЖЗ). Линия XY
представляет собой хребтовую линию.
Применение кожи в машиностроении
Краснодубные жёсткие крупные кожи (тех-
нический и ремённый чепрак, гоночный и тех-
нический полувал толщиной 3—7 мм) являются
основным материалом для изготовления ман-
жет и прокладок для прессов, компрессоров,
тормозных приборов железнодорожного транс-
порта, пневматических устройств машин и
аппаратов, а также для изготовления привод-
ных ремней (плоских, одинарных, двух- и
трёхслойных, звенчатых, ребристых и круг-
лых), верхнебойных гонков и погонялочных
ремней ткацких станков, сучильных рукавов
и делительных ремешков прядильных станков,
кожаных конусов, тормозных муфт и других
гибких соединений, болванок для шестерён и
других видов технических изделий.
Мягкие мелкие кожи хрэмового и других
видов дубления (хромовый чепрак, полукож-
ник, выросток, опоек толщиной 1,5 — 3,5 мм)
применяются для изготовления хомутиков для
нужд текстильной промышленности, муфт для
ватеров, рубашек для валиков ватерных ма-
шин, мембран для измерительных приборов,
фильтров для отделения воды от бензина и
других жидкостей (жировая замша).
Кожи моржей и буйволов толщиной 10—
49 мм применяются для изготовления набор-
ных кожаных валов хлопкоочистительных ма-
шин, амортизационных муфт и других изделий.
Строение кожи
Кожа представляет собой сложную си-
стему взаимно переплетенных разнообраз-
ных по форме, размерам и расположению
волокон. Характер отдельных волокон и вза-
имное их переплетение различны в разных
видах кожи и в разных участках площади и
толщины одной и той же кожи. Микэострук-
тура кожи обусловливает её физико-механи-
ческие свойства.
Строение кожи определяется естественной
микооструктурой шкуры и частично техноло-
гией выработки.
Волокнистая структура кожи образуется
тпемя типами волокон — коллагеновыми, эла-
стиновыми и ретикулиновыми.
Коллагенов ые волокна составляют
около 95% общей волокнистой массы кожи и
поэтому определяют свойства последней. Они
образуют пучки, состоящие из тончайших
волоконцев, называемых фибриллами. Фи-
бриллы состоят из мельчайших мицелл, рас-
положенных вдоль оси фибрилл, мицеллы —
из элементарных частиц (полипептидных це-
пей), связанных между собой по длине сила-
ми главной валентности, а в поперечном на-
правлении — силами дополнительных валент-
ностей.
Эластинов ые волокна составляют
незначительную часть волокнистой массы
кожи. Они не образуют пучков и тянутся
в виде отдельных изолированных нитей, преи-
мущественно в направлениях, параллельных
поверхности кожи.
Ретикулиновые волокна пронизы-
вают всю волокнистую систему кожи, образуя
густую соединяющую и поддерживающую
сетку. Они разветвляются и вновь соединя-
ются, не образуя пучков.
По толщине кожи различают два основ-
ных слоя — сосочковый и сетчатый.
Сосочков ый слой расположен от
лицевой поверхности кожи примерно до
уровня залегания луковиц волоса и потовых
желез. Он состоит из тонких густо пере-
плетённых коллагеновых волокон и вклю-
чает в себя эластиновые и ретикулиновые во-
локна.
Сетчатый слой составляет основную
массу кожи. Он состоит главным обрэзом
из пучков коллагеновых волокон, которые,
переплетаясь, образуют густую сложную
сеть.
Толщина сосочкового слоя составляет
10—40% общей толщины кожи, а сетча-
того слоя — соответственно от 90 до 60%.
Свойства кожи в значительной степени
зависят от структуры сетчатого слоя — типа
сплетения коллагеновых волокон и толщины
пучков волокон.
Состав и химические свойства кожи
Основными составляющими кожи являются
белковые вещества (гольё). В коже также
содержатся влага, жировые и минеральные
вещества, дубильные и водовымываемые
вещества.
330
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
(РАЗД. II
Гольевое вещество состоит из
углерода, водорода, кислорода, азота и не-
большого количества серы. Соотношение
этих компонентов для разных видов кож
почти постоянно. Содержание гольевого
вещества устанавливают по наличию азота,
определяемого методом Кьельдаля. Содержа-'
ние его доходит до 70% в мягких хромовых
кожах и до 30% в кожах растительного ду-
бления.
Содержание влаги сказывается на
физико-механических свойствах кожи. Влия-
ние влаги объясняется лиофильным характером
коллоидного белкового вещества. Влага может
удерживаться как адсорбционными, осмотияе-
скими силами, так и силами структурных эле-
ментов и капилляров кожи. Сухая кожевая
ткань гигроскопична. Поглощаемая влага отла-
гается между фибриллами, а также на поверх-
ности фибрилл, волокон и волоконных пучков.
Влагосодержание меняется в зависимости от
влажности и температуры среды. В сухое лет-
нее время влажность кожи (при нормальных
условиях хранения) доходит до 12%, а в сырые
периоды года — до 20%. При исследованиях
содержание влаги в коже принимают условно
равным 16%.
Жировые вещества состоят из жира
самой кожи и жировых продуктов, вводимых
в неё для придания мягкости, устойчивости
против промокания, воздухо- и водопроница-
емости, а также устойчивости против исти-
рания. Содержание естественного жира в коже
зависит од содержания его в шкуре и от
методов обработки последней. В шкурах круп-
ного рогатого скота содержится 1,0—1,5%
жира, в шкурах мелкого скота (свинья, овца
и др.) — до 30%. В зависимости от видов и
назначения кожа в процессе обработки под-
вергается обезжириванию и последующему
жированию. Краснодубные кожи содержат
I—25% жира, кожи хромового дубления
5— 12%. Содержание жира определяется экс-
трагированием его соответствующим раство-
рителем.
Минеральные вещества содер-
жатся в шкуре животных и вводятся также при
обработке. Содержание золы зависит от вида
дубления: кожа растительного дубления содер-
жит 0,5—2% золы, хромового дубления
4-12%.
Количество связанных (невымываемых) ду-
бильных бересте,содержащихся в коже.харак-
геризует степень её продублённости. В ко-
жах минерального и жирового дубления
содержание их колеблется от 3 до 9%, в кожах
растительного дубления 25—30%. При расти-
тельном дублении вводят также и водовы-
мываемые (несвязанные) дубящие вещества
(до 15РД).
К водовымываемым веществам относятся
слабо связанные с гольевым веществом нетан-
ниды дубителей (несвязанные танниды), рас-
творимые неорганические соли, некоторые
органические продукты (глюкоза) и раствори-
мые белки. Содержание водовымываемых
веществ в разных видах кожи и в отдельных
участках площади их различно: кожи расти-
тельного дубления содержат 5—20%, а в от-
дельных случаях до 25% водовымываемых
веществ, в кожах минерального и жиоового
дубления содержание их незначительно Для
большинства технических кож оно не должно
превышать 8%. Водовымываемые вещества
влияют на эксплоатационные свойства кожи.
Показателями химических свойств кожи
являются кислотность и продублённость.
Кислотность кожи зависит от вида
дубления: в кожах растительного дубления она
выражается в десятых долях процента и не
превышает 1%, редко 2%, в кожах минераль-
ного и в частности хромового дубления ки-
слотность доходит до 4—5% (считая на серную
кислоту).
Продублённость кожи характери-
зует её устойчивость при действии воды и
температуры. Продублённость хромовой кожи
определяют погружением образца в кипящую
воду на 2—3 мин., устанавливая при этом сте-
пень изменения площади кожи в процентах
от первоначальной площади. Степень продуб-
лённости кожи растительного дубления опре-
деляют по пробе Фариона, основанной на
испытании водостойкости кожи при обра-
ботке её кипящей водой в течение 10 час. и
определении количества органических ве-
ществ, перешедших в раствор.
Физические свойства кожи
К показателям физических свойств кожи
относятся площадь, толщина, вес, удельный
вес, пористость, водо- и воздухопроница-
емость, проницаемость для водяных паров,
теплопроводность, намокаемость, промока-
емость, свариваемость и гидротермическая
устойчивость.
Площадь кожи — основной показа-
тель, определяющий экономичность исполь-
зования шкуры, - колеблется в пределах
10—500 дм2. Площадь кожи растительного
дубления составляет около 90% от площади
исходной парной шкуры, минерального дуб-
ления — около 80%. Это указывает, что ми-
неральное дубление, в частности хромовое,
обусловливает большее сокращение площади,
чем растительное. На площадь кожи и на её
вес влияет также влажность окружающего
воздуха. При повышении относительной влаж-
ности воздуха от 40 до 80% увеличение пло-
щади кожи растительного дубления достигает
2,5%, а хромового дубления —5%; при умень-
шении относительной влажности воздуха пер-
воначальная площадь кожи постепенно вос-
станавливается.
Толщина кожи обычно колеблется для
мягких видов от 0,15 до 2,5 мм, а для жест-
ких видов от 2,5 до 8 мм в зависимости от
толщины исходной шкуры и метода превра-
щения ее в готовый продукт. Толщина кожи
буйволов достигает 40 мм и более. В про-
цессах кожевенного производства имеет место
не только снятие со шкуры подкожной клет-
чатки, но и строжка и даже распиливание
голья для придания коже одинаковой тол-
щины по всей её площади. Процессы дубле-
ния связаны с некоторым увеличением тол-
щины кожи.
Растительное дубление вызывает большее
утолщение, чем минеральное.
Повышение влажности кожи также вызы-
вает увеличение её толщины. При намокании
это увеличение достигает 20%.
ГЛ. V]
КОЖА
331
Вес кожи обусловливается возрастом
и породой животного, а также методом пре-
вращения шкуры в готовую кожу. Минераль-
ное дубление даёт наименьшее увеличение
веса кожи против веса полуфабриката (голья).
Минеральных дубителей вводится 3—8% от
веса голья. Растительное дубление значи-
тельно увеличивает вес, так как дубителей
вводится до 100% от веса голья. Кроме этого,
в процессах обработки в зависимости от на-
значения кожи вводят жирующие вещества
в количестве от 1 до 25%, а для некоторых
специально утяжеляемых кож ещё и па-
току, глицерин, сернокислый магний и дру-
гие вещества до 20% от веса кожи. Исходя
из этого, принято характеризовать готовую
кожу по её выходу, т. е. по отношению веса
готовой кожи к весу сырой шкуры в парном
состоянии. Для технических кож раститель-
ного дубления выход готовой кожи принят
в пределах 50—65%; для технических кож
минерального дубления 35—40%. На вес кожи
влияет также влажность окружающей атмо-
сферы: при повышении влажности воздуха в
пределах от 40 до 80% вес кожи увеличи-
вается на 4 — 8%.
Удельный вес кожи характеризует
степень утяжеления её минеральными или ор-
ганическими веществами и, кроме того, служит
косвенной характеристикой пористости кожи.
Различают кажущийся и истинный удельный
вес. Под истинным удельным весом кожи
подразумевается вес кожи, отнесённый к объ-
ёму, занимаемому веществом кожи. Под ка-
жущимся удельным весом, или просто удельным
весом, понимают вес образца кожи, отнесённый
к видимому его объёму, включая имеющиеся
поры и пустоты Определение видимого объ-
ёма кожи производят с помощью ртутного
волюменометра. Для определения истинного
объёма кожу погружают в жидкость (керосин
или ксилол), способную заполнять поры и
пустоты, не вызывая вымывания составных
частей кожи и её набухания. Истинный удель-
ный вес кожи значительно выше единицы, так
как удельный вес голья равен 1,40—1,47, ра-
стительных дубящих 1,40—1,50, хромовых 5,0
и т. д. Кажущийся удельный вес колеблется от
0,40 для легких видов кожи до 1,20 для плот-
ных и жёстких. Удельный вес кожи зависит
также от её влажности.
Пористость кожи — её характерная
особенность. Поры расположены в коже не-
равномерно и имеют различную величину
в зависимости от характера исходного сырья
и методов производства. Количество, размеры
и расположение пор в коже определяют ряд
её свойств, как то: воздухо-, водо- и паро-
проницаемость, теплопроводность и намокае-
мость. Поры кожи образованы межволоконным
пространством волокнистой структуры, кана-
лами волоса, потовых и жировых желёз, а
также дыхательными путями. Наличие пор
обусловливает значительно развитую внутрен-
нюю поверхность кожи, способную адсорби-
ровать значительное количество газов, паров
воды, растворённых веществ и жидкостей.
Пористость кожи вычисляется по формуле
П-.
Moo,
где Vi и Y! — истинные объём и удельный вес;
Vi и т2 —кажущиеся объем и удельный вес;
П—пористость кожи, т. е. объем, занимаемый
порами, в процентах от общего (кажущегося)
объема кожи.
Пористость мягких кож колеблется в пре-
делах 20—60%, жестких 30—45%. В отдельных
участках кожи она различна: минимальная —
в центральной части и внутренних её слоях,
максимальная — в периферийных участках и
наружных слоях.
Воздухопроницаемость кожи —
количество воздуха, проходящего через
1 см2 площади в одну минуту при повышен-
ном давлении или разрежении — выражается
формулой k — -—дг-т, где V — объём воз-
духа в смз, р — давление в мм вод. ст.,
F—площадь кожи в см'2 и t — время в мин.
Воздухопроницаемость зависит от харак-
тера шкуры и методов выделки кожи.
Паропроницаемость, или способ-
ность кожи пропускать пары воды из более
влажной среды в менее влажную, выражается
отношением скорости прохождения пара через
кожу к скорости прохождения его через сво-
бодное пространство. Она колеблется в
пределах 6—82% в зависимости от вида
кожи.
Теплопроводность кожи увеличи-
вается с уменьшением плотности и увеличе-
нием объёма пор. Жёсткая кожа растительного
дубления обладает меньшей теплопроводностью
D,28-10~4), чем плотная резина F,63-10~4
ккал/см^сек^рад). Теплопроводность техни-
ческого полувала растительного дубления
равна 3,5-10~4, хромового опойка 2,97-10~4
kkuajcm? сек-град. С повышением влажности
теплопроводность кожи повышается.
Намокаемость кожи — способность
поглощать воду. Проникая в кожу, вода за-
полняет капилляры и пустоты в различных на-
правлениях, вызывая молекулярную набухае-
мость структурных элементов кожи, сопрово-
ждающуюся положительным тепловым эффек-
том и увеличением объёма системы (кожа —
вода). Полученный объём меньше суммы
объёмов входящих компонентов, что указывает
на сжатие системы при увеличении общего
объёма кожи. Последнее явление может при-
вести к возникновению давления набухания.
Капиллярная намокаемость не зависит от сте-
пени продуба кожи, молекулярная, наоборот,
зависит от этого фактора в сильной степени.
Кожа с нормальным продубом обладает зна-
чительной молекулярной намокаемостью, а
с недостаточным продубом — ещё большей. Ко-
жа с малой молекулярной и большой капил-
лярной намокаемостью быстро поглощает воду
при намокании и быстро её отдаёт при высы-
хании. При обратном соотношении процесс
протекает медленно, причём кожа после вы-
сыхания теряет свою эластичность, делается
грубой и ломкой. Намокаемость, подобно дру-
гим физическим свойствам, не одинакова на
различных участках кожи: участки с плотной
волокнистой структурой и малым объёмом пор
обладают меньшейнамокаемостью, чем участки
с рыхлым строением и большим объёмом пор.
332
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. И
Промокаем ость и водопроница-
емость кожи. Промокаемость выражается
временем, необходимым для полного пропи-
тывания испытуемой сухой кожи водой, водо-
проницаемость — объёмом воды (ел*3), прохо-
дящей в единицу времени при известном да-
влении через 1 см2 поверхности испытуемой
мокрой кожи. Водопроницание слагается из
смачивания поверхности волокон кожи, после-
дующего сквозного пропитывания её и, на-
конец, дальнейшего прохождения воды через
кожу. Кожи, поверхность и волокна которых
смачиваются водой, водопроницаемы. Это по-
ложение используется в технике. Так, жировая
замша, несмачиваемая водой и легко смачи-
ваемая органическими растворителями, при-
меняется в качестве фильтра для отделения
воды от бензина. Смачиваемость поверхности
кожи и отдельных волокон зависит от рода
дубления кож и характера её отделки. Прони-
кание воды через кожу происходит в соответ-
ствии с законом Пуазейля, оно пропорцио-
нально четвёртой степени радиуса капилляров
и обратно пропорционально толщине кожи.
Водопроницаемость кожи резко колеблется
не только по площади кожи, но и по отдельным
её слоям.
Свариваемость кожи служит харак-
теристикой её продублённости и её сопроти-
вления гидротермическим воздействиям.
О степени продублённости судят по измене-
нию внешнего вида и размеров кожи при свари-
вании. Для кож хромового дубления свари-
ваемость определяется пробой „на кип", т. е.
выдерживанием образца в кипящей воде в те-
чение 1 — 3 мин. Степень свариваемости опре-
деляется усадкой площади образца, выраженной
в процентах. Усадка площади при пробе
„на кип" колеблется от 0 до 40%. Температура
сваривания зависит от вида дубления: кожа ра-
стительного дубления сваривается при темпе-
ратуре 60—80° С, хромового — при 98 —110° С.
Гидротермическая устойчи-
вость кожи определяется потерей механи-
ческой прочности образца после выдержи-
вания его в термостате при температуре 60' С
и относительной влажности воздуха 100%
в течение 4 час.
Хими ческая устойчивостькожи
незначительна. Это объясняется быстрым раз-
рушением белкового вещества кожи под дей-
ствием химических реагентов. Кислоты вызы-
вают гидролитический распад белка, а щёлочи
сперва действуют раздубливающим образом,
а затем разрушают структуру кожевой ткани.
Химическую устойчивость кожи можно повы-
сить введением в неё синтетических смол
(кумароновых, инденовых, фенолформальдегид-
ных и др.)-
Механические свойства кожи
Показателями механических свойств кожи
являются прочность и относительное удлине-
ние при растяжении, упругие свойства, сопро-
тивление продавливанию (прорыву), прочность
при сжатии, изнашиваемость и выносливость.
Прочность кожи при растяже-
нии определяется главным образом сопроти-
влением разрыву отдельных волокон и воло-
книстых пучков, составляющих кожу, и систе-
мой их. взаимного переплетения, зависящих
от вида шкуры и от методов выделки кожи.
Предел прочности при растяжении кожи
растительного дубления колеблется от 1,5 до
3,0 кг/мм2, а хромового дубления — от 1,0 до
5,0 кг/мм2.
Прочность кожи увеличивается с увеличе-
нием до известного предела содержания в ней
жира и влаги, способствующих равномерному
распределению напряжений между отдельными
слоями и волокнами при растяжении. Нагрева-
ние кожи снижает ее прочность, причём тем
больше, чем выше температура и больше дли-
тельность нагрева. Прочность при растяжении
жёстких краснодубых кож в продольном на-
правлении (по линии хребта кожи) выше, чем
в поперечном. У мягких кож показатели проч-
ности по обоим направлениям близки друг
к другу.
Тягучесть или относительное
удлинение кожи при растяжении равна
15—20% для жёстких кож и 50-80% для
мягких. При растяжении кожа удлиняется сна-
чала за счёт выпрямления отдельных волокон-
ных пучков, их переориентировки и частичного
ослабления связи между волоконными пучками
и затем вследствие растяжения самих воло-
конных пучков. Относительное удлинение кожи
больше у участков, обладающих минимальным
пределом прочности, и наоборот. Увеличение
до известного предела содержания в коже
жира и влаги увеличивает относительное
удлинение [2].
Упругие свойства кожи при растя-
жении характеризуются условным модулем
упругости, равным отношению условного на-
пряжения к соответствующему относительному
удлинению. Так как это отношение непостоянно,
то условный модуль упругости определяется
для нескольких последовательно увеличиваю-
щихся условных напряжений. Условные модули
упругости для наиболее распространенных ви-
дов кожи приведены в табл. 64.
Таблица 64
Вид кожи
Кожа расти-
тельного дуб-
ления:
я) жёсткая
б) мягкая
Кожа хро-
мового дубле-
ния мягкая . .
Условный модуль упругости при
растя-
жениидляусловногонапряжениявл:г/.м.н-
0,25
2.5
3.42
2,3°
0,5
23,8
4.°3
3.2°
1
2О,4
5>55
3,9°
2
19,2
7.3O
4.93
в мо-
мент
разры-
на
15.4
7-5°
5,7°
Сопротивление кожи продавли-
ванию (прорыву шариком) определяется на
приборе Шоппера постепенным вдавливанием
металлического шарика определённого диа-
метра в поверхность испытуемой кожи. Значе-
ния напряжений зависят от диаметра шарика:
они увеличиваются с уменьшением диаметра.
Появление трещин на лице кожи при диаметре
шарика в 10 мм происходит, например, для
хромового опойка при напряжении 4,72 кг/мм-,
а при диаметре в 15 мм— при напряжении
ГЛ. V]
КОЖА
333
2,66 кг\мм?. Напряжение при прорыве соответ-
ственно равно 5,69 и 3,24 кг/мм2.
Предел прочности кожи при сжатии значи-
тельно превышает предел прочности при рас-
тяжении. Для краснодубной кожи жёсткого
типа он достигает 26 кг/мм2, а относительное
укорочение 50%.
Изнашиваемость кожи опреде-
ляется методом истирания трением скольже-
ния. Истирание производится корундовыми или
карборундовыми полотнами (шкурками) или
кварцевым песком. Изнашиваемость выра-
жается уменьшением толщины образца или ра-
ботой, затраченной на истирание определён-
ного объёма кожи. Сопротивление кожи исти-
ранию уменьшается от центральной части кожи
к полам и воротку. Истирание наружных слоев
кожи (лица и бахтармы) значительно больше,
чем внутреннего слоя (дермы).
Выносливость кожи характеризует
её способность к многократным деформациям.
При напряжениях, не превосходящих 50% пре-
дела прочности, относительное и остаточное
удлинения незначительно возрастают: при на-
пряжениях, больших 500/0, удлинения после
нескольких растяжений становятся постоян-
ными. Предел прочности хромовых кож при
многократном изгибе зависит от условного
напряжения и угла, на который изгибается
образец, но не зависит от толщины кожи.
Основные физико-механические свойства
технических кож приведены в табл. 65.
Сортировка кожи и отбор проб
для испытаний
Сорти?овка производится с целью подбора
одинаковых кож по внешнему виду, назначе-
нию, качественным показателям и наличию
пороков (их количества и значимости). В за-
висимости от характера, местонахождения,
глубины и размера пороков кожи делятся на
сорта, оцениваемые баллами: к 1-му сорту
относятся кожи, оценённые до 6 баллов, ко
2-му — до 12, к 3-му — до 24 включительно.
Технические кожи, оценённые баллом более
24, относятся к нестандартным и не могут
быть пущены в производство для изготовления
деталей машин.
При сортировке учитываются местные (сви-
щи, болячки, подрези и др.), и общие (сла-
бость кожи, рыхлость, ломкость, недодуб
и др.) пороки. Местные пороки не изменяют
эксплоатационных свойств кожи и отражаются
только на полезной площади, т. е. на выходе
из неё готовых деталей. Общие пороки сказы-
ваются на качестве выкраиваемых деталей
и обусловливают поведение последних в ра-
боте.
По ГОСТ 1898-42 пороки разделяются на
две группы. К первой группе относятся по-
роки, поддающиеся измерению в линейных
или квадратных мерах. В неё входят все
виды прижизненных пороков, пороки шкуры,
вызванные небрежным хранением, а также
дыры, прорези, подрези и пороки, возника-
ющие в результате небрежной обработки
(забои, замины, полосы и т. п.).. Ко второй
группе относятся пороки, не поддающиеся
измерению,—непродуб, ломкость, пятнистость,
жёсткость, плохая обработка и пр.
Таблица 65
Вид
кожи
Техниче-
ский чепрак .
Погонялоч-
ный полувал
Ремнёвый
чепрак . . .
Кожа мор-
жей и буйво-
лов
Хромовый
чепрак . . .
Хромовый
полукожник и
выросток . .
Хромовый
опоек ....
Кожа пер-
гаментная . .
ю
О)
s
i
дер
Влагосо
i6
16
16
16
16
16
16
16
2 жира в ";
а
Содерж;
4-8
2О—25
<12
3—6
6—12
4-8
9-14
>2
S
ч
о
VO
X
с ~
CQ
J3
Зольное
i D.5)
i D.5)
i
i D,5)
-F)
-F)
-F)
з •
CQ 0J
г водовымы
'/о (не боле
Содерж!
веществ
8
8
ю
12
—
—
—
растя-
щади)
^ о
РЧНОСТИ npj
дний по ш
е менее)
!&?
Предел
жении (
в кг/мм'1
2,2
3.5
2,5
1,75
3.5
3,о
1.75
-5-
ное удлине
(ев 1 «г/ж.
партии, в
5й о
5^к
Относит
при наг{
среднее
i более)
17
35
15
35
3°
27
2О
Примечания: 1. Числа в скобках относятся к
кожам комбинированного дубления.
2. При сгибании на валике 0 10 мм образцов первых
четырёх видов кож лицом наружу, на 180° на лице кожи
не должны появляться трещины.
Физико-механические испытания и хими-
ческий анализ производят на специально ото-
бранных пробах. Отбор средней пробы от пар-
тии кож весьма сложен вследствие неоднород-
ности кожи по площади, слоями неравномер-
ности кож в партии. Количество объектов,
выделяемых из партии для пробы, опреде-
ляется по формуле
п = 0,2 V~x,
где п — количество отбираемых объектов, ко-
торое должно быть не менее пяти; х — коли-
чество объектов в партии (кожи, чепраки,
половинки и т. д.).
Первый объект отбирается произвольно,
а последующие через одинаковые количества,
равные частному от деления общего числа
объектов в партии на число отбираемых. Из
выделенных объектов вырезаются образцы,
совокупность которых составляет пробу.
Пробы для химического анализа, а также
для определения некоторых показателей фи-
зических свойств (удельный вес, намокае-
мость и др.) отбираются без учёта неравно-
мерности кож по толщине, так как опреде-
ляются средние показатели. Неравномерность
толщины кожи по площади подлежит обяза-
тельному учёту при отборе проб для физико-
механических и химических испытаний.
При испытаниях кожу можно разделить на
следующие три зоны: 1) чепраковую часть,
2) полосу, окружающую чепрак, и 3) перифе-
рийные участки кожи.
334
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. I!
По химическому составу 1-я зона характе-
ризуется максимальным содержанием голье-
вого вещества и влаги при минимальном со-
держании жира, золы, дубящих и вымываемых
веществ. 2-я зона характеризуется средним по
величине содержанием перечисленных веществ.
3-я отличается минимальным содержанием
гольевого вещества и влаги при максимальном
содержании остальных веществ.
По физико-механическим свойствам' 1-я
зона имеет максимальные показатели толщины,
удельного веса, предела прочности при растя-
жении, сопротивления прорыву шариком при
минимальных показателях изнашиваемости,
пористости, воздухопроницаемости и относи-
тельного удлинения при растяжении. 3-я зона,
наоборот, имеет показатели по площади, про-
тивоположные 1-й зоне. 2-я зона занимает
среднее положение между 1-й и 3-й зонами.
Приведённое распределение химического со-
става кожи и ее физико-химических показа-
телей по зонам носит условный характер
и в сильной степени зависит от вида исход-
ного сырья и методов выделки кожи.
Вырезка образцов производится из строго
фиксированного участка кожи. Методика
и схема отбора проб приведены в ГОСТ
938-45
Основные методы испытаний кожи
Химические испытания кожи производят на
заранее подготовленных к анализу образцах.
Подсушенный и измельчённый образец пере-
мешивается и помещается в банку с плотно
пригнанной или пришлифованной пробкой.
Определение содержания влаги технических
кож, содержащих менее 15% жира, произво-
дится высушиванием образцов в сушильном
шкафу до постоянного веса. Содержание влаги
определяют по потере веса образца при вы-
сушивании, выраженной в процентах от
первоначального веса.
Содержание золы определяется сжиганием
навески измельчённой кожи B г) в предвари-
тельно прокалённом до постоянного веса
и тарированном тигле. Зольность выражается
в процентах.
Содержание жировых веществ опре-
деляется экстрагированием навески кожи
дихлорэтаном или хлороформом. Процентное
содержание жира Ж вычисляется по формуле
_g-100
~~ Ъ '
где а — вес полученного жира в г; Ь — вес
навески кожи в г.
Содержание водовымываемых веществ опре-
деляется взбалтыванием после обезжиривания
5-граммовой навески измельчённой кожи, по-
мещённой в дестиллированную воду, и после-
дующим выпариванием воды. Количество ве-
ществ, вымываемых водой, Q в процентах
вычисляется по формуле
Содержание гольевого вещества опреде-
ляется сжиганием по Кьельдалю навески кожи
с последующей отгонкой аммиака. По коли-
честву израсходованного на титрование от-
гона кислоты определяют процент содержа-
ния азота. Количество гольевого вещества
вычисляется умножением количественного
содержания азота на коэфициент 5,62.
Испытания физическихсвойств
кожи. Определение намокаемости произво-
дится погружением в дестиллированную воду
на 2 часа образца кожи, предварительно при-
ведённого к воздушно-сухому состоянию.
После этого образец подсушивают с поверх-
ности фильтровальной бумагой и вновь по-
гружают в воду на 22 часа. Вес образца, при-
ведённый к 18%-ной влажности кожи (Gj),
вычисляется по формуле
_ G-(\O0 — w)
1 ~ 82
где G — вес воздушно-сухого образца в г;
w— влажность воздушно-сухого образца в
процентах.
Намокаемость вычисляется по формулам
0 =
а-5
100,
100,
где #2 — 2-часовая намокаемость в %; G2 — вес
в г испытуемого образца после 2-часового
вымачивания; G\ — вес в г испытуемого об-
разца при 18%-ной влажности; Н2^ — 24-часо-
вая намокаемость в %; G24 — вес в г испыту-
емого образца после 24 час. вымачивания.
Определение гидротермической устойчиво-
сти производится на четырёх выштампован-
ных образцах размерами 50 X Ю мм. Два
образца вымачиваются в течение 18 час. в
10-кратном количестве (по весу) дёстиллиро-
ванной воды комнатной температуры. Выну-
тые и подсушенные фильтровальной бумагой
образцы испытываются на разрыв на динамо-
метре, причём отмечается нагрузка, предше-
ствовавшая разрушению образца. Другие два
образца вымачиваются в воце в продолжение
1 часа и переносятся в эксикатор с водой,
предварительно выдержанный в термостате
при температуре 60° С. Эксикатор с образцами
устанавливается в термостат на 4 часа при
температуре 60 ±2° С. После этого образцы
из эксикатора вынимаются и вымачиваются
вторично в течение 1/% часа, слегка осушаются
с поверхности фильтровальной бумагой и в
мокром состоянии испытываются на растяже-
ние, причём отмечается нагрузка (в кг), пред-
шествовавшая разрушению образца.
Результат испытания гидротермической
устойчивости Гу вычисляется по формуле
г = 1*. . ЮО,
где а — вес полученного при выпаривании
100 ма раствора сухого остатка в г; b — вес
навег и кожи в г.
где /72 — среднее арифметическое значений
нагрузки при разрушении образцов, прогретых
в эксикаторе; р — среднее арифметическое
ГЛ. V]
АСБЕСТ И АСБЕСТОВЫЕ ИЗДЕЛИЯ
335
значений нагрузки при разрушении образцов,
не прогретых в эксикаторе.
Механические испытания кожи
производятся на образцах, приведённых к воз-
душно-сухому состоянию (при температуре
20±3° С и относительной влажности воздуха
60±5% по психрометру Августа).
Форма и размер образца зависят от вида
кожи [3].
Испытание на растяжение производится на
динамометре Шоппера. Предел прочности при
растяжении сь подсчитывается по формуле
_^
ь р '
где Рь—нагрузка при разрыве в кг; F —
площадь поперечного сечения образца в мм*.
Относительное удлинение при разрыве 8%
вычисляется по формуле
8 =
100,
где 1ь — длина рабочей части образца в мо-
мент разрыва, /0— первоначальная длина.
Относительное удлинение S^/n при услов-
ной нагрузке, например, 1,0 кг/мм2, вычи-
сляется по формуле
All
100,
где Д/т — удлинение при условной нагрузке;
/о — первоначальная длина рабочей части об-
разца.
Относительное остаточное удлинение 6Q
вычисляется по формуле
-100,
/п
где 1а — длина рабочей части образца после
растяжения и последующего покоя в течение
11ъ часа; /0—первоначальная длина рабочей
части образца.
ЛИТЕРАТУРА
1. Вильсон Д., Химия кожевенного производства,
т. И, Гизлегпром, М. 1935.
2. Л ю б и ч М. Г., Материаловедение обувного и шор-
но-седельного производства, Гизлегпром, М. 1937.
3. ГОСТ 1898-42, ГОСТ 2000-43, ГОСТ 939-41 и ГОСТ 1023-41.
4. Справочная книга обувщика, т. 1, Гизлегпром, Л. 1935.
5. Техническая энциклопедия, „Кожевенное производ-
ство", т. X. стр. 430—448.
6. Техническая энциклопедия. Справочник физ.-хим и.
техн. величин, т. III., стр. 123-13J.
7. Техническая энциклопедия, Ремни приводные"
т. XIX, стр. 594—596.
АСБЕСТ И АСБЕСТОВЫЕ ИЗДЕЛИЯ
АСБЕСТ И ЕГО СВОЙСТВА
К асбестам относится несколько минера-
лов, различных по химическому составу и
свойствам.
По способу извлечения из руды разли-
чают асбест ручного и механического обога-
щения.
Асбест ручного обогащения
(кусковой асбест, или крюд), выпускаемый
под маркой АА, состоит из кускового асбеста
и недеформированных асбестовых игол.
Асбест механического обога-
щения (фабричное волокно) подразделяется
в зависимости от длины волокна на семь сор-
тов, а в зависимости от структуры—на жёст-
кий, полужёсткий и мягкий (ГОСТ 7-40).
По структуре асбесты разделяются на два
вида: спутанноволокнистые асбесты, состо-
ящие из переплетающихся нитевидных или
плёнчатых кристаллов, и параллельноволок-
нистые асбесты — из нитевидных кристаллов,
с подразделением на хризотил-асбест и рого-
обманковые асбесты, или амфиболы.
К амфиболам относятся крокидолит, амо-
зит, термолит, актинолит и антофилит.
Химический состав асбестов приводится
в табл. 66.
Наибольшее значение в промышленности
имеет хризотил-асбест. Амфиболовая группа
асбестов, обладающая довольно высокой ки-
слотоустойчивостыо, применяется главным
образом в химической промышленности. Наи-
большее распространение из этой группы по-
лучили крокидолит и амозит.
Крокидолит, или синий капский асбест,
состоит из волокон длиной до 50 мм. Темпе-
Таблица 66
Химический состав асбеста (в %)
Вид асбеста
Хризотил . . .
Крокидолит. .
Амозит ....
Термолит . . .
Актинолит . .
Антофилит . .
SiO2
41.5
51.0
47.°
56,0
54.O
58.0
Fe2O3+
+ FeO
2,0
38,0
40,0
До з.°
До i3.o
ю,о
MgO
40,0
2,0
6,0
23,0
17,0
29,0
СаО
°Д5
i.o
i3.o
12,0
0,2
Н2О
12,5
2,5
I.O
—
—
1.67
Уд.
вес
2,5О
3.i«
3.32
2,дО
З.ю
З.ю
ратура плавления его около 1150° С. Предел
прочности при растяжении волокон крокидо-
лита составляет в среднем 350 кг/мм\ Благо-
даря высокой кислотоустойчивости крокидо-
лит применпется в химической промышлен-
ности для изготовления сальниковых набивок,
прокладочного и уплотнительного материала,
а также для фильтрования различных кислот.
Хризотил-асбест является волокни-
стой разновидностью минерала змеевика, или
серпентина, с которым он тождественен
по химическому составу. Хризотил встречается
в виде жил, причём волокна его настолько
тесно прилегают друг к другу, что образуют
плотную, трудно поддающуюся изгибу и из-
лому массу, и только отделив от общей массы
небольшую группу волокон (толщиной ~ 3 мм),
можно их растрепать на отдельные тончай-
шие нити.
Хризотил-асбест наощупь шелковист. Цвет
его в минерале меняется от зелёного, зеле-
новато-белого и оливковозелёного до жёлтого
и коричневого. В распушённом состоянии во-
336
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
локна хризотила теряют цвет минерала и при-
обретают белый цвет.
Химический состав хризотил-асбеста Ба-
женовского месторождения на Урале (основ-
ное месторождение в СССР) в %: SiO2—42,0,
MgO—40,7, Н2О (конституционная)—12,9, Н2О
(адсорбционная)—1,7, А12О3—0,65, Fe2O3—1,09,
FeO—0,45, MnO—0,04, NiO—0,08, органиче-
ские вещества—0,39.
Толщина асбестового волокна в микронах:
крокидолит капский—9,0, хризотил канад-
ский—1,0—1,5 и хризотил уральский—0,5—0,75.
Каждое асбестовое волокно представляет
собой сильно вытянутый кристалл ромбоидаль-
ной призмы с совершенно гладкой поверхно-
стью.
Наибольшей прочностью обладает неде-
формированное асбестовое волокно. В процессе
добычи, обогащения и извлечения из руды
волокна асбеста подвергаются механическим
воздействиям, вызывающим в них деформа-
ции изгиба, сжатия, скручивания и растяже-
ния, что значительно снижает их прочность,
однако предел прочности остаётся не ниже
80—90 кг/мм2, т. е. не ниже прочности луч-
ших волокон растительного происхождения.
В табл. 67 приведены показатели прочности
при растяжении асбеста разных месторожде-
ний.
Таблица 67
Прочность асбеста разных месторождений
Месторождение асбеста
Красноуральское— Средний
Луковское —Средний Урал .
Баженовское—Средний Урал
(нормальное волокно)
Баженовское—Средний Урал
(ломкое волокно)
Урянхайское-Ильчирско е—
Бурятия . .
Аспагашское — Сибирь . . .
Канада
Капская колония (крокидо-
Южная Африка (амозит) .
Предел
прочности при
растяжении в
вдоль волокна
.Q. Ш ^ стЗ
<и ° о х
е( О-и «
о S о О
X S I Ч
314
317
296
245
3°4
оот
Зо8
S О
О о
OJ ТО с->
ч се S3?
0 а о л
е ь- ч х
_
2IO
I/
121
191
i86
70
кг/мм'2
,
о
m
О. о!
Ф X
О О
с ч
_
2,8
—
о,13
о, 37
°-34
-
Предел прочности асбеста Баженовского
месторождения при сдвиге в плоскостях, па-
раллельных осям элементарных кристаллов,
равен 22,8 кг/см2.
Благодаря исключительной тонине асбе-
стового волокна и той роли, которую играет
в нём вода, главным образом гигроскопиче-
ская, асбест обладает способностью изгибаться
и принимать разнообразную форму (эластич-
ность). Это чрезвычайно ценное свойство при-
, обретается асбестом лишь в результате меха-
нических воздействий (распушка волокна), но
при этом снижается его прочность при растя-
жении. Асбест в естественном виде (куски до
обработки) не обладает эластичностью.
Асбест, как и всякий минерал, обладает
огнестойкостью (не горит), но под влия-
нием высоких температур он претерпевает ряд
изменений, которые влияют на его физиче-
ские свойства. Это объясняется главным
образом потерей воды, которая находится
в кристаллах асбеста в двух различных со-
стояниях ¦— в виде адсорбционной, или гигро-
скопической, и в виде конституционной,
или гидратной, воды. Гигроскопическая вода
химически с асбестом не связана, а находится
в свободном состоянии, размещаясь на поверх-
ности элементарных кристаллов асбеста. Содер-
жание её колеблется от 1 до 2% от веса ас-
беста. При нагревании хризотил-асбеста глав-
ная масса адсорбционной воды (около 2/3) вы-
деляется уже при температуре 110° С, осталь-
ная часть выделяется по мере дальнейшего
нагревания в интервале температур 110—368°С.
Потеря гигроскопической воды влечёт за со-
бой снижение прочности асбестовых волокон
и их эластичности (табл. 68). При вылёжива-
нии в условиях нормальной влажности и тем-
пературы асбестовые волокна поглощают воду
из воздуха и полностью восстанавливают поте-
рянные свойства.
Таблица 68
Прочность асбеста при нагревании
Температура
нагрева в 'С
2О
7°
по
2ОО
Зб8
Предел прочности при растяжении
недеформированное
волокно
кг 'мм2
ago
271
253
247
233
°/о
тоо,э
93-5
8у,4
85.2
8о.2
деформирован-
ное волокно
кг/мм2
178
171
127
—
%
100,0
93.8
9°°
65,2
—
При нагревании в температурном интер-
вале 450—700° С асбест начинает терять хи-
мически связанную (конституционную) воду
и полностью теряет её при нагревании свыше
700—800° С, становясь при этом непрочным и
неэластичным (легко растирается в порошок).
В этом случае утерянные свойства не восста-
навливаются даже в условиях нормальной
температуры и повышенной влажности. Таким
образом' температурные интервалы 600—800° С
являются для всех видов асбеста предель-
ными. При температуре около 1500° С хризо-
тил-асбест плавится.
Теплопроводность асбеста зависит
от степени его распущенности и засорённости
окисями железа и др. Вследствие этого, а также
большого объёмного веса изоляция одним ас-
бестом не производится.
В пластичных изоляционных массах он при-
меняется лишь как армирующий фактор вместо
легко сгораемого волокна органического
происхождения.
Коэфициенты теплопроводности асбеста
приведены в табл. 69.
Коэфициент теплопроводности изделий из
асбеста доходит до 0,06 ккал/м-час-град.
Асбест обладает значительной кислото- и
щёлочестойкостью. Благодаря этим свой-
ствам он может применяться в качестве филь-
тра.
ГЛ. V]
АСБЕСТ И АСБЕСТОВЫЕ ИЗДЕЛИЯ
337
Наиболее кислотостойким является рого-
вообманковый асбест, а наиболее щёлочестой-
ким — хризотил-асбест.
Скорость разрушения асбеста кислотой
показана в табл. 70 (обработка производилась
на холоду 25%-ной соляной кислотой).
Асбест не проводит электричества и бла-
годаря этому он применяется в электротех-
нике в качестве изоляционного материала.
Таблица 69
Теплопроводность асбеста *
Объёмный
вес
в кгЦР
383
576
54°
Средняя темпе-
ратура при
испытании в °С
IOO
IOO
2ОО
175
Коэфициенты
теплопровод-
ности
в ккал/мчас °С
О,1О2
0,167
o,i8o
0,130
* По данным Мюнхенской лаборатории техники и
физики.
Асбест является хорошим адсорбентом
многих окисей (извести, едкого барита, едкого
кали, едкого натра) и других соединений
как органического, так и минерального проис-
хождения.
Таблица 70
Разрушение асбеста кислотой
Вид и месторождение
Хризотил-асбест
Баженовского место-
рождения
Хризотил-асбест
Аспагашского место-
рождения
Хризотил-асбест
Ильчирского место-
рождения
Амфиболовый ас-
бест
Потеря веса в °/п после
обработки
1 суток
25
21
2О
2,9
3 суток
38
39
37
3.2
в течение
7 суток
51
51
5i
З.з
28
суток
55
55
57
3,3
АСБЕСТОВЫЕ ИЗДЕЛИЯ
Огнестойкость асбеста, кислото- и щёлоче-
стойкость, относительно малый удельный вес,
высокая крепость волокна, возможность пере-
рабатывать асбест в пряжу и ткань и неко-
торые другие качества позволили создать ши-
рокий ассортимент асбестовых изделий, при-
меняемых в промышленности, технике и оби-
ходе.
Асбестовые изделия разделяются на сле-
дующие группы:
1) асбестовое волокно и фильтрпластины,
2) текстильные асбестовые изделия,
3) листовые и прокладочные асбестовые
материалы,
4) формованные и прессованные асбесто-
вые изделия,
5) изоляционные асбестовые материалы.
Асбестовое волокно
Наиболее широкое применение в промыш-
ленности получили волокно трёпаное, чёсаное
и фильтрволокно.
Волокно асбестовое трёпаное
(ТУ Наркомрезинопрома 323-Н) вырабаты-
вается из хризотил-асбеста III, IV и V сор-
тов путём обработки его на бегунах и дезин-
теграторе или на бегунах и опенере Крей-
тона.
Применяется для набивки изоляционных ма-
трацев (см. ниже) как изоляционная масса
в чистом виде и как составная часть изоля-
ционных смесей.
Содержание влаги не должно превышать 6%,
а потеря веса при прокаливании—15% (не
считая гигроскопической воды).
Волокно трёпаное должно быть однород-
ным и не должно содержать щепы, раститель-
ного и животного волокна и других посторон-
них примесей.
При испытании волокна проверяются сорт-
ность (сличением с утверждённым эталоном
или на канадском сите), содержание влаги и
потери при прокаливании.
Волокно асбестовое чёсаное
представляет собой волокнистый материал, по-
лученный из асбеста, преимущественно не ни-
же III сорта, путём обработки его на бегунах,
опенере Крейтона и кардо-чесальном аппарате.
Применяется для изготовления тормозных на-
кладок, фрикционных колец и других специ-
альных изделий в композиции с каучуком или
синтетическими смолами.
В чёсаном асбестовом волокне не допу-
скается присутствие растительных и животных
волокон, а также пустой породы и посторон-
них примесей. Влажность (гигроскопическая)
чёсаного волокна не должна превышать 4%,
а потеря веса при прокаливании при темпера-
туре 700° С 15% (не считая гигроскопиче-
ской влаги).
При испытании чёсаного волокна проверя-
ются сортность асбеста, содержание влаги и
потери при прокаливании.
Фильтрволокно (ТУ 331-Н) пред-
ставляет собой смесь минеральных волокон
хризотил-асбеста с органическими волокнами
сульфитной целлюлозы. Изготовляется фильтр-
волокно трёх марок — ЯК-1, ЯК-2, ЯК-3.
Фильтрволокно ЯК-1 применяется для филь-
трования сухих вин, водок и быстролетучих
жидкостей; ЯК-2 — вязких жидкостей; ЯК-3—
жидкостей средней вязкости.
Волокно должно представлять собой равно-
мерно смешанную однородную массу белого
цвета (допускается серый оттенок) без посто-
роннего запаха.
Потеря веса при прокаливании волокна
(включая и конституционную воду) не должна
превышать пределов: для ЯК-1—26 — 34°/q,
ЯК-2 —68—780/0, ЯК-3 —55 —650/q.
Пластины стерилизующие СФ и
фильтрующие Ф (ГОСТ 480-41) пред-
ставляют собой плоские диски и состоят из
асбеста и целлюлозы.
Пластины марки СФ применяются для сте-
рилизации жидкостей холодным способом и
дают абсолютно чистый фильтрат (микроорга-
низмы полностью отделяются и остаются в.
пластине).
338
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. IE
Пластины марки Ф используются для пред-
варительного фильтрования сильно загрязнён-
ных жидкостей. Они осветляют жидкости и
задерживают около 80% микроорганизмов и
взвешенных частиц.
Пластины должны быть белого цвета, без
запаха и отвечать требованиям, изложенным
в табл. 71.
Таблица 71
Название показателей
Диаметр в мм . . .
Толщина в мм ....
Вес, отнесённый к
толщине 1 мм, в г/м?
(не менее)
Количество воды,
фильтруемое пласти-
ной 0300 мм, в л/час
Содержание асбе-
ста в %
Пластина СФ
Зоо ± 2; 140 ± г;
бо + i,5 и 35 + *
3.5 ± °-5 и 4-5 ± °,5
ЗЮ
4
5б-64
Пластина
Ф
Те же, что
для СФ
22O
18
82—9°
Одной пластиной СФ можно пользоваться
только один раз и не более 6 час, а пласти-
ной Ф не более 9 час.
Стерилизующие свойства пластины при нор-
мальном давлении должны выражаться для
марки СФ в 100-процентном задержании ми-
крофлоры (при пропуске 3 л сыворотки, содер-
жащей микрококки величиной 0,5 — 0,7 [*).
При испытании определяются потеря веса
при прокаливании, вес 1 м2, пропускная и
стерилизующая способность (биологический
контроль).
Текстильные изделия
Нити и шнур асбестовые (ГОСТ
1779-42). Асбестовая нить представляет со-
бой несколько скрученных вместе одиночных
прядей, изготовленных из хризотилового ас-
беста с примесью хлопка.
Шнуры асбестовые диаметром до 6 мм
изготовляются скручиванием нескольких сло-
женных вместе кручёных нитей, а большего
диаметра—из нескольких кручёных нитей или
ровниц, сложенных в сердечник, оплетаемый
снаружи одиночной нитью.
Нити и шнуры применяются в качестве
теплоизоляционного материала в тепловых
агрегатах и теплопроводящих системах, а
также для уплотнения сальников, вентилей
автомашин и тракторов для оплётки деталей
турбогенераторов, врубовых и других электро-
машин, а также для уплотнения аппаратов
в химическом производстве. Шнуры применя-
ются также для уплотнения крышек коксовых
печей, люков различных ответственных аппа-
ратов и др.
Химически чистые нити и шнуры (без со-
держания хлопка) применяются для уплотне-
ния кислотных и щелочных насосов.
Ассортимент изготовляемых нитей и шну-
ров приведён в табл. 72 и 73.
Гигроскопическая влага в нити или шнуре
„яе должна превышать 4%, потеря в весе при
прокаливании не должна быть более 32%.
При испытании определяют номер и кре-
пость нити, вес 1 пог. м шнура, влажность и по-
тери при прокаливании.
Ткань асбестовая (ТУ 413-Н) пред-
ставляет собой полотно, полученное перепле-
тением основных и уточных нитей на ткацком
Таблица 72
Ассортимент асбестовых нитей
Метриче-
ский номер
26,5
i5.o
8,о
5,5
4,о
З.о
Толщина нити
в мм
о,5
о,75
I.O
1-5
2,О
2,5
Крепость нити
в г (не менее)
IOOO
1125
12бо
I55O
2боо
Збоо
Примечание. Метрический номер выражается
числом сотен метров нити в 1 кг. Отклонение номера до-
пускается в пределах ± 15%.
Таблица 73
Ассортимент асбестового шнура
Диаметр шнура
в мм
3
5,6 и 8
9 и ю
13, i6, 19, 22
и 25
Допускаемое
отклонение
в мм
± о,3
± о,4
±о,5
± о, 6
Вес 1 пог. м
в г (не более)
ю
го, 35 и бо
7<э и 9°
125, 175. з60
290 и 34°
станке; выпускается в виде ткани обыкновен-
ной (с примесью хлопка), ткани с проволокой
(медной или латунной) и ткани чисто асбесто-
вой (без примеси хлопка).
Обыкновенная асбестовая ткань приме-
няется для термоизоляции *, а также для изго-
товления спецодежды, теплоизоляционных
матрацев и одеял, асботекстолитовых изделий
для авиационной промышленности, прорези-
ненных набивок и т. д. Ткань с проволокой
служит для изготовления оболочек шлангов,
прорезиненных ремней и др. Ткань чисто ас-
бестовая используется для изготовления диа-
фрагм при электролитических процессах.
Содержание гигроскопической воды в ас-
бестовых тканях допускается не более 3%.
Содержание хлопка в асбестовых тканях не
должно превышать 20% (в ткани 35Д—16%,
в ткани 8I23CC — 90/0).
Размеры и физико-механические показа-
тели ткани приведены в табл. 74.
Нормальная длина ткани в куске должна
быть не менее 25 м. При испытании опреде-
ляют содержание гигроскопической воды, со-
держание хлопка, вес 1 м2, прочность, плот-
ность и размеры (ширина и толщина).
* При температуре внутренней поверхности изоля-
ции 150° С, внешней поверхности 81,5° С и окружающе-
го воздуха 31,4° С коэфициент теплопроводности равен
0,15 ккал/м • час • град (Лоти).
ГЛ. V]
АСБЕСТ И АСБЕСТОВЫЕ ИЗДЕЛИЯ
339
Матрацы и одеяла асбестовые
(ТУ 340-Н) применяются в качестве термостой-
кой изоляции *. Они изготовляются из асбе-
стовых тканей № 81220Л и 81230, наполняются
асбестовым трёпаным волокном, ньювелем или
диатомитом и прошиваются.
Шнур изготовляется следующих диаметров:
13, 16, 19, 22, 25, 28, 32, 35 и 38 мм.
Отклонения по диаметру допускаются в пре-
делах i 10% для размеров до 16 мм, ±Ь%
для размеров до 28 мм, ^5% для диаметров
свыше 28 мм.
Таблица 74
Размеры и физико-механические показатели асбестовой ткани
Группа ткани
Обыкновенная .
С проволокой .
Чисто асбестовая
Обыкновенная .
№
ткани
35Д
35
81217
81217Л
8l22O
8122ОЛ
81230
85OI5
85О2ОЛ
Феродо
85020
81230С
Количество
ниток на
100 мм
(не менее)
по
основе
77
77
57
57
42
42
42
42
IOO
57
42
по
утку
38
27
27
Ширина
ткани
(нормаль-
ная) в см
io8
io8
112
Ю4
Толщина
ткани
в мм'
(не более)
1.65
2,1
1.9
2,5
2,8
3-5
2,О
2,2
3.5
i»9
2,5
3.5
Вес в г/ж2
IOOO
IOOO
IIOO
IIOO
15<х>
1500
1900
1400
1500
2ООО
1700
1650
2ООО
Предел проч-
ности при
растяжении в
кг/мм*
(не менее)
по
24
24
i8
18
18
26
26
25
40
3°
18
по
утку
9
9
зб
6
3
7
7
6
13
Примечание. Допускаемое отклонение по ширине для всех тканей составляет ± 2 см. Все ткани, кроме
чисто асбестовой, могут выпускаться шириной 120 ± 2; 150 ± 3 и 180 ± 3 см.
Плотность набивки должна быть равномер-
ной по всей поверхности.
Матрацы и одеяла изготовляются квадрат-
ными или прямоугольными с размерами сто-
рон от 0,5 до 3 м; толщина матрацев — от 25
до 100 мм, а одеял — до 6 мм. Отклонения
от размеров допускаются + 10%.
Вес 1 м'2 матраца в зависимости от тол-
щины не должен превышать следующих зна-
чений:
Толщина
в мм
до
15
2О
5°
loo
Вес
в кг
6
8
ю
so
Пух-шнур (ТУ 575-Н). Асбестовый пух-
шнур представляет собой сердечник из асбе-
стовой ровницы, оплетённый снаружи асбесто-
выми нитями. Нити и ровницы состоят из
'хризотилового асбеста с примесью хлопка.
Пух-шнур обладает низким ко.эфициентом
теплопроводности, малым объёмным весом,
высокой теплоустойчивостью (до 350° С) и
применяется для изоляции трубопроводов.
* При температуре внутренней поверхности изо-
ляции 150° С, внешней поверхности 61° С и окру-
жающего воздуха 31,4° С теплопроводность равна 0,093
ккал/м • час • град (при наполнении ньювелем).
Вес 1 лог. м асбестового пух-шнура в за-
висимости от диаметра должен соответствовать
следующим значениям:
> мм
13
16
19
22
25
Вес в г
130
175
2IO
270
32O
0 В ММ
28
32
35
38
Вес в г
З8о
53°
630
75°
Содержание гигроскопической воды не дол-
жно превышать 4%, содержание хлопка — не
более 9%. Повышенное содержание хлопка
допустимо для изоляции поверхностей с тем-
пературой ниже 350° С.
Коэфициент теплопроводности X при темпе-
ратуре внутренней поверхности изоляции 150° С,
внешней поверхности 73,6° С и окружающего
воздуха 19,3° С равен 0,155 ккал\м-час-град
(Лоти, Стаценко).
При испытании определяют размеры шну-
ра, вес 1 пог. м, влажность и содержание
хлопка.
Асбомагнезиальный шнур (ТУ
673-Н) состоит из асбестовой оплётки (хризо-
тиловый асбест с примесью хлопка), наполнен-
ной магнезией „Альба".
Применяется для термоизоляции паропро-
водов с температурой до 500° С.
Шнур изготовляется следующих диаметров:
10,13,16,19, 22,25, 28 и 32 мм. Отклонения до-
пускаются для размеров до 16 мм включительно
^Ь Ю% и для размеров свыше 16 мм ^ 8%.
340
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Вес 1 пог. м асбомагнезиального шнура
в зависимости от диаметра не должен превы-
шать следующих значений:
0 в мм Вес в г 0 в мм Вес в г
13
16
19
110
140
190
25
28
32
310
360
440
Содержание влаги не должно превышать
6°/0, примесь хлопка допускается до 9%.
При испытании определяют размеры, вес
1 пог. м, содержание влаги и хлопка.
Асбестовая термоизоляцион-
ная лента (ТУ 444-Н) представляет собой
тканую ленту из нитей хризотилового асбеста
с примесью хлопка. Лента служит для устрой-
ства опорных колец при термалевой изоляции
(в кораблестроении), а также для других тер-
моизоляционных целей при температурах 200—
250°С (содержание хлопка допускается до 9°/0).
Термоизоляционная лента выпускается тол-
щиной 8 мм (i 1 мм) и шириной 30 и 50 мм
(^ 2 мм). Лента других размеров изгото-
вляется по особому заказу.
Вес 1 пог. м не должен превышать для
ленты размером 30 X 8 мм 280 г, размером
50 X 8 мм 400 г.
Содержание гигроскопической влаги до-
пускается до 4%. хлопка — до 9%.
При испытании ленты определяют размеры,
вес 1 пог. м, влажность, содержание хлопка,
эластичность.
Набивки. Большой ассортимент выраба-
тываемых набивок разделяется на следующие
три группы: набивки самосмазывающие плетё-
ные (жировые), набивки сухие, набивки и шнуры
прорезиненные.
Правильный выбор набивки обеспечивает
длительный срок службы и её нормальную ра-
боту.
Размеры, свойства и назначение набивок
изложены в табл. 75, 76 и 77.
Прокладочные кольца и полосы.
Прокладочные кольца представляют собой
тип многослойных прокладок из двухсторонне
прорезиненной и дублированной ткани. Изго-
товляются как графитированные, так и негра-
фитированные. Форма сечения —круглая, квад-
ратная и прямоугольная. Размеры по внутрен-
нему диаметру — от 20 до 800 мм, сечение по
диаметру — от 8 до 40 мм или по ширине —
от 12 до 100 мм при высоте от 3 до 32 мм.
Применяются для уплотнения люков, фланцев,
котельных лазов и крышек бункеров и газо-
генераторов в среде пара, воздуха и отходя-
щих газов. Кольца из асбестовой ткани при-
меняются для средних давлений и температур
до 300° С, а из асбометаллической ткани—
при высоких давлениях и температуре до
400° С.
Полосы асбестовые № 12 и 12а предста-
вляют собою прокладки из нескольких после-
довательно свёрнутых и уплотнённых между
собой слоев прорезиненной ткани. Полосы
могут быть графитированными. Форма сече-
ния прямоугольная шириной от 15 до 100 мм
и толщиной от 5 до 25 мм.
Таблица 75
Набивки сухие для сальников
Наименование
набивки
Набивка асбестовая сухая
(ТУ 4.12-Н):
а) с одним оплетением . .
б) с несколькими оплете-
в) насквозь плетёные . .
Набивка тальковая сухая .
Набивка пеньковая сухая .
Набивка бумажная сухая . .
Диаметр
или сто-
рона квадрата
набивки
круглой
5-5°
8—5о
6—5<э
6—5°
6—so
в мм
квад-
ратной
5-5°
8—50
4—25
6—so
6—5°
6—5°
Вес 1 см3
в г
До i,i
До i,i
До i,i
1—1,5
о,5—о,6
о,б5—о,7
Характеристика
Шнур, плетёный из
асбестовой нити
Оплётка из асбе-
стовой нити и талька
Шнур, плетёный из
пеньковой нити
Шнур, плетёный из
хлопчатобумажной
пряжи
Применение
При рабочем давле-
нии до 26 am и тем-
пературе до 400° С
При рабочем давле-
нии до 3 am и темпе-
ратуре до 130° С
При рабочем да-
влении до 160 am и
температуре до 100° С
При рабочем давле-
нии до 200 am и тем-
пературе до 100° С
Примечание. При сгибании на 180° сухих асбестовых набивок размерами до 19 мм вокруг оправки
0 75 мм и размерами свыше 22 мм вокруг оправки 0 150 мм не должно происходить выпучивания и расслаивания
оплётки. При испытании проверяются размеры, вес 1 см3, содержание влаги и хлопка. Содержание гигроскопиче-
ской воды не должно превышать 3%, хлопка —20%. Стандартные размеры, установленные для всех сухих набивок,—
4, 5, 6, 8, 10, 13, 16, 19, 22, 25, 28, 32, 35, 38, 42, 45 и 50 мм. Допускаемые отклонения от_;размеров: до 10 мм — ± ЮН,
от 10 до' 16 мм — ± 8%, свыше 16 мм — ±5%.
ГЛ. V]
АСБЕСТ И АСБЕСТОВЫЕ ИЗДЕЛИЯ
341
Полосы № 12 (из асбестовой ткани) при-
меняются как прокладки для фланцев, люков,
котельных лазов и т. д. для насыщенного
пара при среднем давлении и температуре
до 300° С.
Полосы № 12а (из асбометаллической
ткани) применяются для насыщенного и пере-
гретого пара при высоких давлениях и тем-
пературе до 400° С.
Листовой асбестовый материал
Бумага асбестовая термоизо-
ляционная (ГОСТ 2630-44) изготовляется
из хризотил-асбеста V и VI сортов и выпу-
скается в виде отдельных листов или руло-
нами. Применяется как тепловой изоляцион-
ный материал. Объёмный вес 700—900 kzImz,
коэфициент теплопроводности 0,11—0,13
ккал/м-час-град.
Бумага в листах выпускается размером
1000X950 мм и толщиной 0,5 мм (±15%) и
1,5 мм (+10%). Отклонения по длине и шири-
не листа допускаются ± 10%.
Бумага в рулонах изготовляется шириной
670, 950 и 1150 мм и толщиной 0,3, 0,4, 0,5 и
0,65 мм. Отклонения по ширине допускаются
± 10%. а п0 толщине ;?-15%.
Физико-механические показатели термоизо-
ляционной бумаги приведены в табл. 78.
При испытании определяют вес 1 м?, со-
держание влаги, потери при прокаливании,
разрывную длину.
Картон асбестовый (ГОСТ 2580-45)
состоит в основном из хризотил-асбеста V и
VI сортов.
Применяется в качестве теплоизоляцион-
ного и уплотнительного материала. Объёмный
вес равен 1000—1400 kzjm3, коэфициент тепло-
проводности (при / — 20 — 100° С) равен 0,13
гскал/м-часград (для работы в кислотной среде
требуется специальный картон). Изготовляется
двух типов — обыкновенный с наполнителями
и чисто асбестовый без наполнителя. В каче-
стве наполнителей служат каолин до 30% и
картофельная мука до 5%.
Асбестовый картон не должен иметь на по-
верхности трещин и надломов.
Таблица 76
Набивки самосмазывающие плетёные (жировые) для заполнения сальников
Наименование
наоивки
Набивка асбестовая про-
саленная „Спецмаль* (ТУ
407-Н):
а) с одним оплетением . . .
б) с несколькими опле-
в) насквозь плетёные . . .
Набивка „Универсаль" . . .
Набивка „Нептун"
Набивка „Вулкан"
Набивка .Выгода"
Набивка „Рациональ" (ТУ
416-Н):
а) с несколькими оплете-
ниями
б) насквозь плетёная ....
Набивка „Циклон"
Диаметр
или
сторо-
на квадра-
та набивки
в
круг-
лой
5 и 6
8—5о
-
6—35
6—so
о—5JO
6—5»
—
-
мм
квад-
рат-
ной
-
8—so
4-25
6—35
О—^чО
6-5O
6-5о
I3-5Q
5-ю
IO—32
Вес
1 см? в г
о,9
°,9
о,9
1,4—1;9
0,9—1,2
0,9—1,2
0,9—1,2
1,8
1,8
__
Характеристика
Плетёный шнур из асбесто-
вой пряжи, пропитанный
антифрикционной массой
Тальковый графитирован-
ный шнур с жировой пропит-
кой
Пеньковый шнур с жировой
пропиткой
Графитированный пеньковый
шнур с жировой пропиткой
Хлопчатобумажный шнур с
жировой пропиткой
Плетёный шнур из асбесто-
вой пряжи с медной проволо-
кой, пропитанный антифрик-
ционной массой и програ-
фиченный
Графитированный асбесто-
вый шнур с медной и свинцо-
вой проволокой, пропитанный
антифрикционной массой
Применение
При рабочем давлении пара
до 25 am и температуре
до 300° С
При рабочем давлении до
3 am и температуре до
130° С
При рабочем давлении воды
до 160 am и температуре
до 120°С
Для нефтяных, керосиновых,
газовых и других двигате-
лей
Для водяных, масляных, цен-
тробежных насосов при
рабочем давлении до 200 am
и температуре 100° С
При большом числе оборо-
тов или большой скорости
возвратно-поступательного
движения, давлении до 45am
и температуре до 400° С
То же
Примечания: 1. Эластичность и другие свойства набивки „Спецмаль" см. ТУ 407-Н, набивки „Рацио-
наль" - ТУ 416-Н.
2. При испытании проверяются: для набивок „Спецмаль" — размер, вес, влагопоглощаемость, теплостойкость
и содержание пропитки; для набивок „Рациональ" и „Циклон" — размер, вес, водопоглощаемость, потеря веса при
l = 200° С и содержание пропитки.
342
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 77
Прорезиненные технические набивки и шнуры
Наименование
Набивка асбесто-
вая с резиновым яд-
ром и без резино-
вого ядра
Набивка системы
Платса и Лаутера
(Сплит) (ТУ SO-H)
Шнур белый вулка-
низированный
Шнур белый невул-
канизированный
Шнур серый невул-
канизированный
Шнур красный
„Эксцельсиср"
Шнур флотский
№ 7а
Шнур флотский
№ 76
Шнур флотский
№ 7с
Кольца „Лайон"
Материал
Асбестовая ткань с медной
проволокой и без проволоки
Сплит № 13 из парусины,
прорезиненный с обеих сто-
рон. Сплит № 14 из асбесто-
вой прорезиненной ткани.
Сплит № 15 из хлопчатобу-
мажной прорезиненной ткани
Льняная ткань без резино-
вого ядра
Хлопчатобумажная ткань
с резиновым ядром и без
ядра
Льняная ткань с резиновым
ядром и без ядра
Хлопчатобумажная ткань
с резиновым ядром
Хлопчатобумажная проре-
зиненная ткань. Много-
слойная набивка. Резиновое
ядро обтянуто с трёх сто-
рон хлопчатобумажной про-
резиненной тканью. Вулка-
низирован
То же, из асбестовой про-
резиненной ткани
То же, из асбометалличе-
ской ткани
Полосы,замкнутые в круг,
из двухсторонне прорезинен-
ной ткани, последовательно
закатанной в несколько слоев
иуплотнённой под давлением
в прессформе. Изгото-
вляется без и со свинцовыми
гвоздями по внутреннему
или наружному контуру
Применение
С медной проволокой — для заполнения
сальников насосов при давлении до 45 am
и t до 300° С, без проволоки — при t до
175° С и давлении до 10 am
Для заполнения сальников паровых машин
и гидравлических установок: асбестовая —
при t до 360° С, парусиновая и хлопчатобу-
мажная — при t до 120° С
Для перегретой воды при t до 120° С
Для воздушных компрессоров и холодной
воды
Для холодной воды и слабых кислот
Для горячей воды
При высоких давлениях и температуре
до 100° С
При насыщенном паре и давления до
10—12 am
При перегретом и насыщенном паре,
высоком давлении и температуре до 400°С
В качестве уплотнителей в сальниках
при средних и высоких давлениях воздуха,
воды, пара, минерального масла, при темпе-
ратуре до 100° С — из хлопчатобумажной
ткани, а до 300° С — из асбестовой ткани
Стандартные
размеры в мм
0 и D 6—60
Ширина 10—65
высота 12—76
0 и D 6—60
0 и D 6-70
0 и D 6—60
Ширина и тол-
щина шнура
от 10 до 60 мм.
Ширина ядра
от 10 до 60 мм.
толщина от 2
до 8 мм
То же
Внутренний 0
32—100 мм
101-250 .
251-460 „
Ширина
10-20 мм
10-30 ,
15-35 ,
Высота
15—55 мм
Примечание. .Шнуры представляют собой набивки, состоящие из нескольких уплотнённых между собой
полосок двухсторонней прорезиненной ткани.
Таблица 78
Показатели
Разрывная длина
в м (не менее):
а) вдоль волок-
на
б) поперёк во-
локна
Содержание гигро-
скопической воды
в % .
Потери при про-
каливании В °'<1 . . .
Вес 1 ж2 в г (не
более)
Физико-механические свойства
0,3
I2O
17
650
Бумага I сорта толщиной в мм
0,4
2ЧО
I2O
*7
650
0,5
I2O
17
650
0,65
160
70
17
1250
1,0
I6O
7О
17
1250
термоизоляционной бумаги
1,5
I2O
6о
17
1900
0,3
200
IOO
2О
650
Бумага II сорта
0,4
200
IOO
2О
650
0,5
2ОО
IOO
2О
65O
ТОЛЩИНОЙ В ММ
0,65
6о
2О
1250
1,0
бо
2О
1250
1,5
2О
1250
ГЛ. V]
АСБЕСТ И АСБЕСТОВЫЕ ИЗДЕЛИЯ
343
Таблица 79
Наименование
картона
Обыкновен-
Чисто асбе-
стовый
2
2,6
2,4
Физико-механические свойства
Вес
2 5
ч ч
З.о
1 м' в
3
3,6
кг (не
3,5
4.2
более)
4
4,8
асбестового
при толщине
4 5
6л
5.4
5
68
6,о
В Л-И
5,5
7.5
6,6
картона
5
8 2
7.2
Содер-
жание
скопи-
ческой
влаги
в % {т
4
Потеря
веса
при
прока-
ливании
более)
15
Предел проч-
ности при
растяжении в
кг/см2 (не бол ее)
в про-
доль-
ном на-
правле-
нии
12
в попе-
речном
8
Выпускается в виде листов квадратной и
прямоугольной формы с размерами сторон от
800 до 1000 мм, толщиной 2, 2,5, 3, 3,5, 4, 4,5,
5, 5,5, б мм. Колебание толщины картона до-
пускается в пределах ^ 10%.
Показатели, определяемые при испытании,
указаны в табл. 79.
Паронит У и УВ (ГОСТ 481-41). Паро-
нит относится к листовым прокладочным мате-
риалам и изготовляется двух видов: паронит
У — унифицированный и паронит УВ — уни-
фицированный вулканизированный.
Паронит У применяют в виде прокладок
для уплотнения в местах соединения водопро-
водов и паропроводов насыщенного и пере-
гретого пара при давлении до 50 am и темпе-
ратуре до 450° С. Паронит УВ применяют
в авиамоторостроении для уплотнения мест
соединения деталей, работающих в средах бен-
зина, керосина и масла при давлении до 75 am.
Удельный вес паронита не должен превы-
шать 2,0.
Паронит У и УВ выпускают в листах сле-
дующих размеров в мм: 450 X 700, 500 X 500,
600 X 700, 1000 X 950, 1200 X 700, 1200 X 1450,
1200 X 1500, 1250 X 1450, 1450 X 900, 1800 X
X 1450. Отклонения размеров по ширине и дли-
•де допускаются в пределах ^ 5%.
Паронит У выпускается толщиной от 0,5
до 2,5 мм, паронит У В — от 0,3 до 2,5 мм. Ли-
сты толщиной от 2,5 до 6 мм изготовляются
яз паронита путём дублирования.
Отклонения по толщине листа паронита У
и УВ допускаются ^0,1 мм при толщине до
1,0 мм и ^z Ю°/о ПРИ толщине свыше 1,0 мм.
Прочность паронита указана в табл. 80.
Паронит должен удовлетворять следующим
-требованиям. Увеличение веса (влагопогло-
щаемость) после выдерживания в соответ-
ствующих средах в течение 24 час. не должно
превышать для паронита УВ: в масле марки
МДС при температуре 150° С — 23%; в бен-
зине при температуре от 15 до 20° С — 22%;
в керосине при той же температуре —26% и
для паронита У в воде при температуре
70° С — lOO/o.
Образцы паронита У и УВ в виде полосок
размером 300 X 200 мм при изгибе их на 180°
вокруг цилиндра диаметром 42 мм не должны
давать трещин.
Образец листового паронита УВ, зажатый
между двумя пластинками алюминия, "дуралю-
:мина или стали, не должен, вызывать корро-
зии этих металлов.
Таблица 80
Условия испытания
При температуре от
+ 15 до + 20° С без пред-
варительного набухания .
После выдерживания
в бензине и керосине в
течение 24 час. при тем-
пературе от + 15 до
+ 20° С
После выдерживания в
масле марки МДС в тече-
ние 24 час. при темпера-
туре 150° С
Предел прочности
при растяжении
в кг/см? (не менее)
в продоль-
ном напра-
влении
32°
i8o
400
в попереч-
ном напра-
влении
I2O
i8o
При разъединении металлических пластин
паронит должен легко отставать без расслаи-
вания.
При испытании паронита определяют раз-
мер, удельный вес, прочность, поглощение во-
ды, бензина, керосина и масла, эластичность,
коррозийную активность, герметичность и со-
противление давлению.
Из паронита изготовляют различные кольца
с наружным диаметром до 700 мм (выше — по
особому заказу); штампованные прокладки
различных конфигураций; кольца для водомер-
ных стекол Клингера (к паровым котлам), дли-
ной до 200 мм и выше; различные прокладки
для паровых котлов Бабкок и Вилькокс,
Шухова и др.
А с б о м е т ал л и ч е с к о е армирован-
ное полотно (ТУ 1019-Н) представляет
собой ткань саржевого или миткалевого пере-
плетения, состоящую по основе из латунной
или красномедной проволоки, по утку — из
красномедной проволоки, скрученной с асбесто-
вой пряжей. Ткань прорезинена и прографи-
чена.
Применяется в виде прокладок для уплот-
нения соединений деталей моторов, работаю-
щих в различной среде (вода, масло, бензин)
при температуре 150° С, при давлении внутри
систем до 60 am.
Сортамент выпускаемого полотна приве-
дён в табл. 81.
344
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 81
Сортамент асбометаллического армированного
полотна
№
полотна
о,6
о,7
i.i
Размер
по ши-
рине в
м (не
менее)
о.5
о, 5
о.5
щине в
мм
о,6
о.7
Допускаемые
по ширине
в
I сорт
± О,О2
± О.02
± О,О2
м
II сорт
± о,о4
± о,о4
± о,об
отклонения
по толщине
в мм
I сорт
± о,о5
± о,о5
± о,о7
11 сорт
+ О,1
± О,1
± О,1
Прокладки не должны вызывать коррозии
при контакте с алюминием, дуралюмином и
сталью.
При испытании определяют размеры, внеш-
ние дефекты и коррозионную активность.
Асбометаллические прокладки
и кольца. Для уплотнения различных со-
единений моторов, трубопроводов, авто-трак-
торных и других механизмов изготовляют
асбометаллические кольца и прокладки двух
типов:
1) металло-асбестовые прокладки и кольца,
штампованные из двух листов фольги, красной
меди, латуни или алюминия и заключённого
между ними асбестового картона (изготовля-
ются различной конфигурации по чертежам
заказчика);
2) асбо-стальные прокладки и кольца, штам-
пованные из асбо-стальных листов.
Последние изготовляются из двух листов
специального асбестового картона (типа паро-
нита), между которыми прокладывается сталь-
ной перфорированный каркас. Внутренние кон-
туры прокладки в зависимости от условий
работы могут иметь металлическую окантовку
пистоном или ленточкой.
Прокладки и кольца вырубаются из асбо-
стальных листов толщиной 1,75 ^ 0,2 мм для
тракторов и 1,75 ^ 0,1 мм для автомашин.
Конфигурация и размеры должны соответство-
вать чертежам заказчика.
Асбестовые формованные и прессованные
изделия
К данной группе асбестовых изделий от-
носятся тормозные накладки и фрикционные
кольца для дисков сцепления.
Тормозные накладки изготовляются
двух типов — тканые (ленты) и формованные.
Лента тормозная тканая (ГОСТ 1198-41)
представляет собой многослойную ткань из
асбестовой нити с включением латунной или
красномедной проволоки (диаметром не менее
0,16 мм).
В зависимости от состава пропитки тка-
ные ленты разделяются на два типа: А) с
битумной пропиткой и Б) с масляной про-
питкой.
Тормозные ленты применяются в качестве
накладок тормозных механизмов и изготовля-
ются следующих размеров: по ширине (в мм)—
20; 25; 30; 35; 38; 40; 45; 50; 55; 60; 64; 70; 75;
80; 85; 90; 95; 101; 105; ПО; 120; 125; 130; 140;
150; 160; 180; 200; 215; по толщине (в мм) -4;
4,5; 5; _ 5,5; 6; 6,5; 7; 7,5; 8; 8,5; 9; 10; 12; по
длине изготовляются рулонами в 50—70 м.
Допускаемые отклонения в размерах ш>
ширине и толщине приведены в табл. 82.
Таблица 82
Допускаемые отклонения в
Интервал размеров
ленты в мм
От 2о до 35
. 38 , 55
„ 6о , I2O
„ 125 „ 150
> 15°
лент
размерах тормозных
Допускаемые отклонения в мм
по ширине
I сорт
± о,8
± I.O
± 1,5
± 2,О
± 2,5
II сорт
± 1,2
± 1.5
± 2,О
¦+- з»о
± З.о
по толщине
I сорт
±о,5
± о,5
±о,5
±о,5
±о.5
II сорт
± о,75
±о,75
± о. 75
± о-75
± о, 75
Коэфициент трения ленты по чугунному
диску должен быть не менее 0,35 для типа А
и не менее 0,40 для типа Б при температуре,
равной 100—120° С.
Износ ленты по толщине при испытании
на станке для типа А не должен превышать
0,20 мм, а для типа Б—0,15 мм.
После погружения ленты в жидкость уве-
личение веса не должно превышать показа-
ний, приведённых в табл. 82а.
Таблица 82а
Допускаемое увеличение веса тормозных лент
при намокании
Условия испытания
ленты
После погруже-
ния на 18 час. в
воду
То же в мине-
ральное масло
(автол 10)
Толщина
ленты
в мм
<6
>6
<б
>6
Увеличение веса
в %
тип А
12
13
18
21
тип Б
5
7
5
7
Плотность по утку на лицевой стороне
ленты не должна быть менее 12 ниток на
50 мм.
При испытании тормозных лент определяют
размеры, эластичность, коэфициент трения,,
износ, влагопоглощаемость.
Накладки тормозные формованные из-
готовляются из асбестовой массы. Применение
их в автомобилях, различных лебёдках и дру-
гих механизмах обеспечивает необходимую-
силу трения при торможении машин.
Рабочая поверхность накладок шлифуется.
Конфигурация и размеры накладок должны
соответствовать чертежам.
Допускаемые отклонения от основных раз-
меров даны в табл. 83.
Физические свойства приведены в табл. 84-
При нагревании до 275—280° С в сушиль-
ном шкафу в течение 3 час. накладки не
должны обугливаться, расслаиваться, размяг-
чаться и крошиться.
ГЛ. V]
АСБЕСТ И АСБЕСТОВЫЕ ИЗДЕЛИЯ
345
Таблица 83
Допускаемые отклонения от размеров
тормозных накладок
Сорт
I
II
III
Допускаемые отклонения в мм
по ширине
±г,о
± I.O
± 1.5
по толщине
+ о,8
— о,о
+ о,8
— о.5
+ 1,О
- о.5
по длине
дуги вну-
треннего
радиуса
± 2,О
+ З.о
-о.5
± 5.о
Таблица 84
Физические свойства тормозных накладок
o
и
I
II
III
Намокае-
мость в
воде за
14 час.
в%
Намокае-
мость в
масле (ав-
тол 10) за
14час.в%
не более
6.О
8,о
ю,о
6,о
8,о
ю,о
Твё -
дость по
Бринелю
в кг/мм3
не менее
17
15
13
Коэфи-
циент
о,33
о.33
о,зз
Износ
в мм
не более
О,2О
О,22
При испытании определяются размеры на-
кладок, коэфициент трения, износ по толщине,
намокаемость в воде и масле, температуро-
стойкость и твёрдость.
Кольца фрикционные для дис-
ков сцепления изготовляются двух типов:
1) из специального асбестового картона с по-
следующей пропиткой; 2) из асбестовой тка-
ной ленты, состоящей из асбестовой нити и
латунной или красномедной проволоки. Тка-
ные кольца пропитываются бакелитовой смо-
лой.
Оба типа фрикционных колец применяются
в механизмах сцепления автомобилей, трак-
торов и других специальных машин с целью
обеспечить необходимую силу трения.
Кольца фрикционные асбестовые прессо-
ванного типа (ГОСТ 1786-42) изготовляются
из специального асбестового картона. Они
должны быть шлифованными и не должны
иметь трещин, раковин, вздутий и рваных
мест.
На торцовой поверхности кольца, имеющей
дефекты, ставят штамп: „Нерабочая поверх-
ность".
Конфигурацию и размеры колец устанавли-
вают по согласованию с заводом-изготовите-
лем. По основным размерам допускаются сле-
дующие отклонения: по внутреннему диаметру
+ 1 мм; по наружному диаметру — 1 мм;
по толщине +0,1 мм.
Коэфициент трения колец должен быть fee
менее 0,33.
Износ колец по толщине при испытании,
на специальном станке не должен превышать
0,26 мм за время испытания 45 мин.
Твёрдость колец (по Бринелю) не должна
быть менее 15 кг\мм'* при толщине кольца
до 3,6 мм, 13 — при толщине от 3,6 до 4,5 мм
и 10 — при толщине более 4,5 мм.
Под действием температуры 275—280° С
в течение 3 час. кольца не должны размяг-
чаться, расслаиваться, обугливаться или кро-
шиться, при этом твёрдость должна быть не
менее 13 кг/мм2, а коэфициент трения — не
менее 0,30.
При погружении в воду на 4 часа увеличе-
ние веса кольца не должно превышать 6<>/0) а
при погружении в минеральное масло на 4 часа
9°/0. При испытании колец проверяются
дефекты, размеры, коэфициент трения, износ,
твёрдость (по Бринелю), воздействие высокой
температуры и намокаемость в воде и масле.
Кольца фрикционные асбестовые тканые
изготовляются из тканой ленты, состоящей из
асбестовых нитей с включением латунной
или красномедной проволоки (диаметром-
0,15—0,20 мм), и пропитываются бакелитовой
смолой.
Торцовая поверхность колец (рабочая и
нерабочая) должна быть прошлифована.
Кольца изготовляются разных размеров по
согласованию с потребителем. Отклонения от
основных размеров приведены в табл. 85.
Таблица 85
Допускаемые отклонения от основных размеров
фрикционных асбестовых тканых колец
Размеры
По внутреннему диаметру .
По наружному диаметру . .
По толщине:
а) для колец толщиной до
4 мм включительно . .
б) для колец толщиной
свыше 4 мм
Допускаемые отклоне-
I сорт
+ i
—I
±од5
±О,2О
ния в мм
II сорт
+1.5
-1.5
±О,2
±О,25
III сорт
+ 2
—2
±°.25
±°,ЗО
Физико-механические показатели фрикцион-
ных колец даны в табл. 86.
Таблица S6
Физические свойства фрикционных колец
Показатель
1. Коэфициент трения:
а) при температуре испы-
тания до 120° С (не ме-
нее)
б) при температуре испы-
тания до 250° С (не ме-
нее)
в) после набухания в ма-
сле (автол 10) в те-
чение 4 час. (не менее) .
2. Износ колец по толщине
за 45 мин. в мм (не более) . .
3. Увеличение веса колец
при погружении в минераль-
ное масло, также в воду на
4 часа в °/0 (не более)
I сорт
0,30
О,2О
од 7
0,09
4
II сорт
о,27
рд8
одб
од
5
III сорт
О 24
од8
од5
ОД2
7
346
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
При сверлении и зенковании отверстий под
заклёпки, а также при клёпке кольца фрик-
ционные не должны трескаться, расслаиваться
и крошиться.
При испытании тканых фрикционных колец
определяются размеры, дефекты, коэфициент
трения, износ и намокаемость в воде и масле.
Пластичные асбестовые изоляционные
массы
Изоляционные материалы должны обладать
следующими основными свойствами: низким и
постоянным коэфициентом теплопроводности;
высокой точкой плавления; постоянством со-
става при нагревании до высоких температур;
небольшим объёмным весом и связанными с
этим высокой пористостью при возможно мень-
шем размере самих пор; безвредностью для
изолируемого металла; нечувствительностью к
атмосферным влияниям; минимальной влагоём-
костью и гигроскопичностью (в холодильных
установках).
Кроме рассмотренных выше асбестового во-
локна и обёрточных материалов (бумага, кар-
тон, ткань), в качестве изоляционного мате-
риала в промышленности широко применяются
пластичные изоляционные асбестовые или об-
мазочные составы.
Пластичные изоляционные асбестовые мас-
сы выпускаются в порошкообразном виде и
приводятся в тестообразное состояние приба-
влением воды. На 1 кг крупнозернистой мас-
сы прибавляют 0,75 л воды и на 1 кг мелко-
зернистой массы — б л воды. Тестообразная
масса наносится слоями (по мере их высыха-
ния) на предварительно нагретый изолируе-
мый предмет.
К пластичным изоляционным массам от-
носятся асбеститы, асбозурит, асботермит,
ньювель и совелит.
Асбеститы — пластичные массы, содер-
жащие в основе асбест, глину и диатомит (тре-
пел, кизельгур, инфузорную землю). Иногда
примешивают древесные опилки или стружку,
слюду и т. п.
• Примерный состав применяющихся асбести-
тов: 1) доломит — 7(Р/о, асбестовое волокно —
5-10%, каолин—15—200/0; 2) асбест VI сор-
та — 70%, каолин — 30% *.
Коэфициент теплопроводности Баженовско-
го асбестита в температурном интервале 40—
100° С для порошка с объёмным весом 800—
900 кг/мэ и в покрытии с объёмным весом 900—
1000 кг\м* равен 0,28 — 0,35 ккал\м • час ¦ град **.
Асботермит — пластичная изоляцион-
ная масса, состоящая из смеси отходов асбо-
цементного производства, асбеста и диатомита
{изготовляется на базе отходов асбошиферного
производства). Обладает превосходной темпе-
ратуроустойчивостью — до 800° С.
Примерный состав: отходы шиферных заво-
дов — 70%, трепел Инзенского комбината —
20%, асбест V и VI сортов — 100/0.
Объёмный вес указанного состава в по-
рошке— 300— 400 кг/м5, в покрытии — 350—
500 кг\м\
Асбозурит — пластичная масса, состоя-
щая из асбеста и диатомита, смешиваемых в
разных пропорциях. Асбозурит Дабужского
трепельного комбината содержит 70% диатоми-
та, 30% асбеста V и VI сортов. Объёмный вес
асбозурита в порошке 500—550 кг\м*, а в по-
крытии 700—800 кг/м3. В табл. 87 приведены
коэфициенты теплопроводности готовой изоля-
ции из асбозурита.
Таблица 87
Коэфициент теплопроводности изоляции
из асбозурита
Наименование
изоляции
Асб е сто-инфузор-
ная (испытана на
Шатурской ГЭС) . . .
То же с пробковой
мелочью (испытана
на Каширской ГЭС) .
Асбозурит(испытан
на Балтийском за-
воде)
Асбозурит Дабуж-
ского трепельного
комбината (испытан
Асбестовым инсти-
тутом)
Асбозурит, содер-
жащий диатомита
50°/0, асбеста 50%
(испытан „Электро-
током")
Температура в
внутренней
поверхности
изоляции
365
279
1б2
4О—loo
86
225
наружной
поверхности
изоляции
89.3
67,8
71,2
-
-
°С
окружающего
воздуха
4о,8
3I.6
3°.8
-
-
ев*
0,185
o,io6
о, 17
о,25—о,з
о, 177
О,2ОО
* Баженовский завод.
** Данные Асбестового института.
Коэфициент теплопроводности при темпера-
туре 40—100° С = 0,13—0,19 ккал\м-час-град.
Ньювель — пластичная масса, состоящая
из смеси лёгкой основной углекислой магне-
зии (85%) и распушённого асбестового волокна,
преимущественно III сорта A5%). При тем-
пературе выше 300° С магнезия выделяет
свою углекислоту, вследствие чего изоляция
ньювелем при высоких температурах произ-
водится на асбестовой или другой аналогичной
подмазке.
Ньювель вырабатывается на заводе „Крас-
ный химик" в Ленинграде. На покрытие 1 м2
слоем толщиной 50 мм требуется около 15 кг
ньювеля.
При объёмном весе в порошке 170—190
кг\мь, а в покрытии 320—400 кг\м% коэфи-
циент теплопроводности в интервале 40—
100° С равен 0,08 — 0,11 ккал\м- час град (Ас-
бестовый институт). Коэфициент теплопровод-
ности готовой изоляции при температуре 374е
равен 0,083 ккал]м -час-град (Теплотехническая
лаборатория „Электротока", Ленинград); при
температуре внутренней поверхности изоля-
ции 380° С, внешней поверхности 66,7° С и
окружающего воздуха 34,4° С коэфициент те-
плопроводности равен 0,09 ккал!м-час-град
(Лоти).
Совели т—пластичная масса, содержащая
85% лёгкой белой магнезии и лёгкого мела
ГЛ. V]
АСБЕСТ И АСБЕСТОВЫЕ ИЗДЕЛИЯ
347
и 15% асбеста IV сорта, вырабатывается на
заводе „Красный химик" в Новобелице. При
объёмном весе в порошке 180—200 кг\м* и
в покрытии 320—400 кг\мъ в пределах тем-
пературы 40—100° С коэфициент теплопровод-
ности равен 0,09—0,11 кк ал\м- час -град (Асбе-
стовый институт).
МЕТОДЫ ИСПЫТАНИИ АСБЕСТОВЫХ
ИЗДЕЛИЙ
Ниже приведена лишь типовая методика
испытания асбестовых изделий; подробные ме-
тоды испытания изложены в соответствующих
ГОСТ или ТУ.
Определение влаги. Навеску 2—3 г
высушивают до постоянного веса при темпе-
ратуре 100—105° С. Влажность выражают в
процентах от веса первоначально взятой на-
вески. Взвешивание производят с точностью
до 0,001 г.
Определение потери при прока-
ливании. Образец весом 1,5—8 г высушивают
при температуре 100—105° С до постоянного
веса, помещают в тигель и прокаливают в му-
фельной печи при температуре 700 — 800° С
в течение 1—2 час. Потери выражают в про-
центах от веса высушенного образца. Взве-
шивание производят с точностью до 0,001 г.
Предел прочности при растя-
жении определяется на динамометре типа
Ламо с расстоянием между зажимами 200 мм
(для пряжи, паронита и асбестового картона)
и 180 мм (для асбестовой бумаги).
Определение номера пряжи. От
каждой бобины и клубка берут по три образца
длиной по Юли взвешивают их на ква-
дранте (с метрической шкалой). Показание
шкалы даёт искомый номер. Если номер нити
оказывается менее 5, образец взвешивают на
весах с точностью до 0,01 г и номер опре-
деляют по формуле:
N = 10 ~ ,
где / — длина образца нити в м; G — вес
образца нити в г.
Определение процентного со-
держания хлопка. Предварительно вы-
сушенный до постоянного веса при темпера-
туре ПО —120° С образец помещают в фарфо-
ровый тигель и прокаливают в муфельной
печи при температуре 700—800° С в течение
2 час. Процентное содержание хлопка р опре-
деляют по формуле:
Р =
1—G2)-100
—13,46,
где Gx — вес образца до прокаливания; G2—
вес образца после прокаливания; 13,46 — со-
держание конституционной воды в асбесте
(ГОСТ 7-40), выраженное в процентах.
Определение водопоглоща-
е м о с т и. Образец взвешивают до и после
набухания в воде. Водопоглощаемость выра-
жают процентным отношением привеса образца
к его первоначальному весу.
Определение бензино- и керо-
синопоглощаемости. Для определения
бензино- и керосинопоглощаемости паронита
УВ образцы его, взвешенные с точностью
до 0,01 г, помещают в сосуд с бензином (уд. в.
0,73—0,75) или керосином на 24 часа при тем-
пературе 15—20° С.
Процент поглощения бензина или керосина
определяется по разности весов до и после
набухания.
Определение маслопоглоща-
е м о с т и. Образцы, взвешенные с точностью
до 0 01 г, помещают в сосуд с маслом МТС, где
выдерживают в течение 24 час. Вынутые об-
разцы протирают фильтровальной бумагой и
взвешивают.
Маслопоглощаемость определяют в процен-
тах по разности весов до и после набухания.
Определение коррозии метал-
лов. Образцы закладывают между пласти-
нами из металла. Пластины стягивают бол-
тами до отказа и помещают в термостат, в
котором имеется сосуд с водой. Образцы па-
ронита выдерживают в термостате 24 часа
при температуре 60—65°, а образцы армиро-
ванного полотна — в течение 7 суток при тем-
пературе, периодически изменяющейся от 20
до 100° С.
Определение герметичности и
сопротивления паронита давлению.
Образцы паронита УВ закладывают между
фланцами коллектора автоклава. Систему за-
полняют соответствующей жидкостью (бензин,
керосин, масло). Давление повышают через
каждые 15 мин. на 10 кг/см2 нагнетательным
насосом и доводят его до 150 кг/см2 при
температуре 15—25° С. При этой температуре
и давлении образцы выдерживают 30 мин. Об-
разцы с прокладками из паронита У также
закладывают между фланцами коллектора авто-
клава. Систему заполняют водой. Испытание
производят при давлении 100 кг/см2 и темпе-
ратуре 350—400° С. При этом давлении и
температуре образцы выдерживают 30 мин.
Определение теплостойкости
набивок. Образцы, предварительно взвешен-
ные, помещают в термостат на 24 часа
при температуре 200° С, затем охлаждают
в эксикаторе и снова взвешивают. Разница
в весе до и после выдерживания в термостате,
выраженная в процентах, характеризует тепло-
стойкость. Определение теплостойкости фрик-
ционных колец и тормозных накладок про-
изводится при температуре 275—280° С в те-
чение 3 час.
Определение содержания про-
питки (включая тальки графит) жировых
набивок производят экстрагированием. Обра-
зец набивки весом 10—20 г помещают в колбу
Эрленмейера, куда наливают растворитель,
состоящий из 2 частей бензина и 1 части
эфира. По окончании экстрагирования навеска
сушится при температуре 100—110° С до по-
стоянного веса и исчезновения запаха раство-
рителя и охлаждается в эксикаторе. Пряжа
встряхиванием освобождается от оставшегося
талька и графита и взвешивается. Процент
пропитки определяют по разности весов до
и после экстрагирования.
Определение разрывной длины
асбестовой бумаги производят на динамометре
типа Шоппер с расстоянием между зажимами
348
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. I»
180 мм. Испытание ведут при температуре
15—20° С и 60 — 70%-ной относительной влаж-
ности. Испытуемый образец бумаги должен
быть размером 180 X 15 мм.
Разрывную длину определяют по формуле:
X =
G-180
G,
где G — разрывной груз в кг; G5 — вес образца
в г; 180 — расчётная длина образца в мм;
X—разрывная длина в м.
Определение пропускной спо-
собности фильтрпластин производится
фильтрованием воды в течение 1 часа при ком-
натной температуре и давлении 0,3 am через
образец диаметром 140 мм, установленный
в раму лабораторного фильтра.
Определение стерильности (бак-
териологический контроль) фильтрпластин СФ
и Ф. Бактериологический контроль пробы
жидкости, полученной путём фильтрования
через испытуемые пластины СФ и Ф (устано-
вленные в рамы фильтра), производится мето-
дом высева на питательные бактериологиче-
ские среды — мясопептонный и печёночный
бульон и мясопептонный агар (ГОСТ 480-41).
Определение коэфициента тре-
ния тормозных накладок и фрикционных ко-
лец производится испытанием на трение
образца по чугунному диску в течение 45 мин.
при удельном давлении 2,7 кг/см2, темпера-
туре образца 100—135° С или 230—250° С и
окружной скорости по средней линии образца
7—7,5 м\сек.
Определение износа производится
при постоянном моменте трения 0,58 кгм на
I образец в течение 2 час. в условиях, ука-
занных для определения коэфициента трения.
Замер толщины образца до и после испытания
производят в 2 точках с точностью до 0,01 мм.
Износ выражают разностью толщин в мм до
и после испытания.
Определение твёрдости фрик-
ционных колец и прессованных тормозных на-
кладок производят на прессе Бринеля при на-
грузке 500 кг в течение 30 сек. шариком
диаметром 10 мм.
ЛИТЕРАТУРА И ИСТОЧНИКИ
ВСНХ. Библиотека „Горного журнала". Асбест.
Материалы особого совещания по асбестовой промыш-
ленности, 1930.
Левенштейн Ю. М., Справочник по термоизоля-
ции, 1935.
Левенштейн Ю. М., Термоизоляция в паро-
вом хозяйстве, 1932.
Михайлов Р. М. и Соколов П. Н., Асбесто-
вые строительные материалы, 1936.
Михеев Н. С, Пути развития асбестовой про-
мышленности, 1924.
Соболев Н. Д., Асбест, его свойства, проис-
хождение, месторождение и применение, 1933.
Сыромятников Ф. В., „Строительный бюлле-
тень", 1933.
Сыромятников Ф. В., Сборник .Асбест и его
применение в строительстве", 1932.
S u m m e r s A. L., Asbestos and the Asbestos Industry.
Weber F. C, Asbestos muldid electrical insulations.
.Asbestos", 1923.
W e i d e i n E. R., Conservation of heat in power and
heating Systems, 1921.
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
Наиболее употребительными текстильными
материалами в машиностроении являются на-
туральные волокна и изделия из них — вата,
войлок, шнуры, ткани, ленты, ремни, рукава
и др.
Основные виды текстильных материалов и
их назначение приведены в табл. 88.
Натуральные текстильные волокна
Натуральные текстильные волокна разде-
ляются на волокна растительного, животного
и минерального происхождения. К волокнам
растительного происхождения относятся хло-
пок, лён, пенька, манилла, сизаль, джут и др.,
волокнами животного происхождения являются
шерсть и шёлк, минерального — асбест. Тек-
стильные волокна, кроме шёлка, имеют срав-
нительно незначительную длину (хлопок 10 —
50 мм, шерсть до 500 мм, лён до 900 мм),
длина шёлковой нити достигает 1000 м и бо-
лее.
Растительные волокна содержат
62—95% целлюлозы. Они гигроскопичны (по-
глощают до 20—30% влаги по весу), обладают
высоким сопротивлением разрыву (до 100 кг/мм2
для льна), устойчивы к воздействию ще-
лочей, особенно при невысоких температурах,
но теряют прочность под действием кислот.
В обычных растворителях растительные во-
локна нерастворимы.
Удельный вес хлопка равен 1,47—1,55, льна—
1,47—1,48, пеньки—1,48, маниллы —1,32, сизали
и джута —1,44.
Нагревание растительных волокон до тем-
пературы 100° С существенно не влияет на
их свойства, дальнейшее нагревание до 125° С
повышает хрупкость, до 150° С — вызывает
химическое разложение, до 200° С — терми-
ческое разложение и воспламенение.
Животные волокна представляют
собой твёрдые белковые или склеропротеино-
вые сложные азотсодержащие тела. Влаго-
поглощаемость шерсти достигает 50%, шёлка
36,5%. Ппедел прочности при растяжении
шерсти равен 13—22 кг] мм'*, шёлка 50—
60 кг/мм'2. Удельный вес шерсти равен 1,28—
1,33, шёлка 1,30—1,37. С повышением влаго-
содержания предел прочности снижается.
Слабые растворы кислот облагораживают
животные волокна, едкие щёлочи их разру-
шают. От дождя и солнечных лучей живот-
ные волокна, особенно шёлк, разрушаются
.ГЛ. V]
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
349
Таблица 88
Текстильные материалы, применяемые в машиностроении
Материал
Натуральные
текстильные во-
локна
Вата
Войлок
Пряжа:
а)однониточная
б) кручёная ¦
Нитки
Шпагат
Отбойка
Шнур кручёный
Шнур плетёный
Верёвка
Канат
Ткань
Лента тканая
Тесьма
Ремень
Рукав
Определение
Тела растительного, животного и мине-
рального прочсхождения, у которых длина
значительно превышает их тонину
Волокнистая масса, состоящая из очищен-
ных и прочёсанных волокон хлопка, шерсти
или силикатного стекла
Листовой материал, изготовляемый пре-
имущественно из волокон шерсти путём ме-
ханической обработки при воздействии влаги
и тепловых факторов
а) Нить, состоящая из взаимно параллель-
ных и соединённых посредством скручивания
волокон;
б) нить, скрученная из двух или большего
числа нитей
Кручёная пряжа, подвергнутая отделке-
аппретированию
Толстая пеньковая нитка, скрученная из
двух нитей пряжи
Кручёный в три нити шпагат
Толстая нитка, скрученная из нескольких
концов кручёной пряжи
Толстая нитка круглого, овального или
кольцеобразного сечения, сплетённая из не-
скольких концов кручёной пряжи
Трёхпрядное или четырёхпрядное кручёное
изделие диаметром от 3 до 28 мм
Кручёное изделие больших сечений
Материя, изготовленная переплетением
двух взаимно-перпендикулярных систем нитей
и в большинстве случаев подвергнутая соот-
ветствующей отделке
Ткань небольшой ширины
Лента, сплетённая из располагающихся
по диагонали нитей одной системы
Прочная, толстая и достаточно широкая
лента
Круглая пустотелая ткань
Назначение
Набивка сальников, уплотнение соедине-
ний, теплоизоляция, изготовление фильтров
Теплоизоляция
Набивка сальников, изготовление прокла-
док, фильтров, фитилей, теплоизоляция, зву-
коизоляция
Оплётка шлангов, электропроводов
Сшивка тканей, оплётка шлангов и трубок,
крепление тканей к элементам конструкции
Сшивка тарных тканей, вязка при упаковке
Крепление тканей к элементам конструк-
ций, обмотка деталей
Передача движения деталям машин, крепле-
ние и завязывание чехлов, обмотка деталей
То же
Передача движения деталям машин, осна-
стка судов и воздухоплавательных аппаратов
Передача движения трансмиссиям и приво-
дам машин, оснастка морских и воздухоплава-
тельных кораблей
Обшивка каркасов конструкции, обтяжка
валов и других деталей машин, изготовление
фрикционов, транспортёров, приводных рем-
ней, фильтров, фитилей, шорных изделий,
тепло-, звуко- и электроизоляция и др.
Изготовление приводных ремней, крепле-
ние полотняных обшивок элементов конструк-
ций, электро- и теплоизоляция и др.
Изготовление элементов снаряжения
Передача движения трансмиссиям и при-
водам машин
Подача воды под давлением на расстояние
350
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. И
интенсивнее, чем волокна растительного про-
исхождения.
Асбестовое волокно описано в
статье „Асбест".
Природу волокна можно определить на-
греванием образца в пробирке: выделяющиеся
при этом продукты разложения растительных
волокон издают характерный запах горящей
хлопчатобумажной ваты и обнаруживают кис-
лую реакцию; продукты разложения живот-
ных волокон имеют запах горящей шерсти и
дают щелочную реакцию.
Для более точного установления типа во-
локна пользуются цветными химическими ре-
акциями.
Асбестовое волокно узнают по его него-
рючести.
В машиностроении текстильные волокна
применяются главным образом для сальников,
уплотнения соединений труб (низкие сорта
льна и пеньки), фильтрования и теплоизоля-
ции (асбестовое волокно).
Войлок
Войлок технического назначения разде-
ляется на грубошёрстный, полугрубошёрст-
ный, отеплительный (из оленьей и тонко-
рунной шерсти) и авиационный (из тонкорун-
ной шерсти).
Первые два вида войлока применяются в ав-
томобильном и тракторном производстве и
в сельскохозяйственном машиностроении, при-
чём грубошёрстный применяется также в
паровозостроении. Из них изготовляются саль-
ники, прокладки для предохранения от кор-
розии, трения, попадания грязи, а также для
смягчения ударов, сотрясений, поглощения
звуков и других целей, фильтры для масел
и других жидкостей, фитили для подачи сма-
зочных веществ к местам трения механиз-
мов.
Отеплительный войлок применяется для
термоизоляции и поглощения звука, авиацион-
ный — для изготовления сальников и прокла-
док авиамоторов.
Физико-механические свойства техниче-
ского войлока приведены в табл. 89. Методы
испытаний войлока изложены в ГОСТ 314-41.
Пряжа
Различают однониточную и кручёную пря-
жу. Однониточная пряжа представляет собой
равномерную нить определённого диаметра
и значительной длины, изготовляемую скру-
чиванием параллельно расположенных воло-
кон. Кручёная пряжа получается скручиванием
в одну нить двух или нескольких нитей одно-
ниточной пряжи.
Пряжа является основным полуфабрика-
том в производстве тканей и кручёных и пле-
тёных изделий; она используется также (в осо-
бенности кручёная) для оплётки электропро-
водов и шлангов.
Показателями технической характеристики
пряжи являются номер, крутка, предел проч-
ности и удлинение при растяжении, разрыв-
ная длина, неравномерность и влагосодержа-
ние. Последнее оказывает значительное влия-
ние на свойства пряжи.
Методы испытаний пряжи изложены в стан-
дартах ГОСТ 3224-46 — для хлопчатобумажной
ОСТ
однониточной и кручёной, . 1969 —
для льняной и ОСТ 30225-40 — для шер-
стяной комбинированной и полушерстяной
пряжи.
Перед лабораторными испытаниями пряжа,
как и прочие текстильные изделия, выдержи-
вается не менее 24 час. (пряжа мокрого кру-
чения—не менее 48 час.) при температуре
20 ^Ь 3° С и относительной влажности воз-
духа 65 ^ 5%. Испытания проводятся при
таких же условиях.
Влагосодержание, или влажность, пряжи
определяется по формуле:
W = Gl
100
где W—влагосодержание в %; Gj— вес воз-
душно-сухого образца пряжи; G2 — установив-
шийся вес образца, высушенного при темпе-
ратуре 105—110° С.
Метрический номер пряжи NM выражается
отношением измеренной длины нити L в ме-
трах к её весу G в граммах.
За границей принят также английский но-
мер, выражающий число мотков хлопчатобу-
мажной пряжи длиной 840 ярдов, шерстяной
560 ярдов и льняной, пеньковой и джутовой
300 ярдов в 1 англ. фунте. Между метрическим
и английским номерами пряжи существует
соотношение —^-, равное для хлопчатобу-
мажнои 1,69, для шерстяной 1,13 и для льня-
ной 0,61.
Пряжа высоких номеров обладает мень-
шим диаметром нити, чем пряжа низких но-
меров.
Номер кручёной пряжи обозначается
дробью, числитель которой представляет со-
бой метрический номер однониточной пряжи,
а знаменатель — число нитей однониточной
пряжи в кручёной.
Тонина нитей натурального и искусствен-
ного шёлка, а также синтетических волокон
характеризуется титром, указывающим вес
в граммах мотка нити длиной 9000 м. Титр
(Т) определяется весом нити длиной 450 м,
выраженным в весовых единицах, называемых
денье (денье равен 0,05 г):
„ G-450
где G — вес мотка в г; L — длина его в м.
Крутка пряжи, или степень скручен-
ности, выражается числом оборотов прибора
(круткомера), необходимым для полного рас-
кручивания пряжи, отнесённым к определён-
ной длине пряжи, обычно к 25 см или к 1 л.
Различают „левую" и „правую" крутки пряжи
(фиг. 50).
В зависимости от метрического номера
пряжи крутка (К) определяется по формуле:
^ = а ]/ Д/, где а — коэфициент крутки. От
степени скрученности пряжи в значительной
мере зависят вес (номер), сопротивление раз-
Свойство
Объёмный вес в г/смя
Кислотность в %:
а) свободная ....
б) общая
Зольность в % . . .
Зажирённость в °/0 .
Засорённость рас-
тительными приме-
сями В °/о
Предел прочности
при растяжении в кг/см*
а) по длине ....
б) по ширине . . .
Удлинение в %:
а) по длине ....
б) по ширине . . .
Капиллярность при
испытании в мм:
а) в течение 5 мин.
б) „ 10 мин.
в) » 20 мин.
Физико-механические свойства технического
Сальники
Войлок техниче-
ский грубошёрст-
ный (ТУ 522
ГУВВП*)
Норма
о,зб
о,6
2 5
1,2
3.5
1*О
2О,О 1
100,0
8о,о
35.° I
[
32.O >
42.O '
Допуск
+ О,О2
+о,2; —не
ограничен
+0,25; —не
ограничен
+о,г; —не
ограничен
+ I.O
1 Q Л'
—не
ограничен
+ не
ограничен
—5.о
±ю,о
±ю,о
+5
— не
ограничен
Войлок техниче-
ский полугрубо-
шёрстный (ТУ 523
ГУВВП)
Норма
о,з8
о.б
2 ¦;
о,6
3.5
I О
3°>° \
j
90,0
80,0
25,0 1
1
32,0 >
42,0 >
Допуск
+ О.О2
+о,2; —не
ограничен
+0,25; —не
ограничен
+о,г; —не
ограничен
+ i,o; —не
ограничен
+ O,2J
—не
ограничен
4 не
ограничен
-5.о
±ю,о
±ю,о
4-5.O
—не
ограничен
Войлок для авиа-
деталей
(ГОСТ 288-41)
Норма
о, 43
°-5
2,5
°>7
_
О.4Ч
45.01
65,0 J
13°.° {
-о>
35.° V
1
4о,о t
48,0 '
Допуск
±О,О2
+о; —не
ограничен
+о; —не
ограничен
+o,i; —не
ограничен
—
+0,05;
—не
ограничен
+не
ограничен
— Ю,О
+5,о; -не
ограничен
Ч~5>°
-не
ограничен
войлока
Прокладки
Войлок техниче-
ский грубошёрст-
ный
Норма
О,32
о, 5
2,0
1.5
2,5
I О
1
З5.о )
но, о
9°.о
—
Допуск
±О,О2
+0,15; -не
ограничен
+о,2о; —не
ограничен
+о,2; —не
ограничен
+ i,5; -не
ограничен
+о,з;
-не
ограничен
+не
ограничен
-5.о
±ю,о
±ю,о
—
Войлок техниче-
ский полугрубо-
шёрстный
Норма
о.34
°>5
2,0
I.O
2,5
I О
20,0 ^
35,oJ
110,0
90,0
—
Допуск
±О,О2
+0,15; -не
ограничен
+о,2о; —не
ограничен
+о,г; —не
ограничен
+ 1,5," —не
ограничен
+ O,2J
-не
ограничен
+не.
ограничен
—5.о
±ю
± ю,о
—
Войлок для авиа-
деталей
Норма
о,38
°>5
2,5
°>7
-
О Л.К
4°,о )
6o,oJ
13°.° 1
75.O '
35.°)
1
40,0 >
48,0 /
Допуск
+ О.О2
+о; -не
ограничен
+о; —не
ограничен
+o,i; —не
ограничен
—
-f*O,04"
—не
ограничен
+не
ограничен
— 1О,О
+5.°: -не
ограничен
45'°
-не
ограничен
Фильтры
Войлок техниче-
ский грубошёрст-
ный
Норма
о, 24
о
о
1.5
2.5
1,О
12,О
2О,О
12О,О
90,0
3°.°
4°,°
5°.°
Допуск
±О,О2
+о,15
4 о, 15
+о,г; —не
ограничен
+о; —не
ограничен
+р,2;
— не
ограничен
+не
ограничен
—2,6;
+ не
ограничен
—З.о
±ю,о
±10
+ ю,о
-5.О
Таблица 89
и фитили
Войлок техниче-
ский полугрубо-
шёрстный
Норма
О,2О
о
о
1,о
2.5
I О
-
—
-
8о,о
4о,о
5°.°
Допуск
±0,02
+о,15
+ о I-
+о,з; —не
ограничен
+о; -не
ограничен
+0,2;
-не
ограничен
—
—
±ю,о
+7>°;
-5.о
+ ю,о;
—5'°
+ ю,о;
—не
ограничен
Примечания: 1. Влажность войлока должна быть 10"/о±20/0, для авиационного и отеплительного допуск только отрицательный.
2. Неравномерность по толщине отеплительного войлока по формуле Зоммера 5°/о+2%, отрицательный допуск не ограничен.
3. Показатели качества войлока, за исключением влажности, относятся к весу с 103/0-ной влажностью.
4. Размеры полостей войлока грубо- и полугрубошёрстного в м: длина 1—5, ширина 0,5—1,9 (±0,1), толщина по заказу; отеплительного:
толщина 6 (±1) мм.
5. Капиллярность грубо- и поЛугрубошёрстного войлока испытывалась на масле (автол 10) при /=:90-100* С, войлока для авиадеталей—на
* Главное управление валяльно-войлочной промышленности.
длина 20 (±1), ширина 1,9 (±0,06),
масле ААС при ? = 120° С.
СЛ
352
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
рыву, удлинение, гибкость и другие свойства
пряжи, поэтому числовое значение крутки
указывается во всех стандартах на пряжу.
Сопротивление разрыву иудли-
яение при растяжении пряжи определяются
на специальных машинах — маятниковых ди-
намометрах — растяжением одиночной нити
длиной 500 мм (расстоя-
ние между зажимами ди-
намометра). Перед нача-
лом испытания нить под-
вергается предваритель-
ному натяжению специ-
альным грузиком. Сила
этого натяжения и ско-
рость нагружения при
растяжении нити регла-
ментируются стандарта-
ми.
На хлопчатобумаж-
ных фабриках практи-
куется более производи-
тельный, но менее точ-
ный метод одновременного испытания группы
нитей (испытание пасьмой, полупаськой или
•четвертьпасьмой). Определённое по этому
методу разрывное усилие, приходящееся на
одну нить, меньше, чем усилие, получен-
ное' при испытании одиночной нити; удлине-
ние пряжи при испытании пасьмой не реги-
стрируется.
Фиг. 50. Направление
крутки пряжи: s —
пряжа левой крутки;
z — пряжа правой
крутки.
Сопротивление пряжи разрыву выражает-
ся в граммах или килограммах, удлинение —
в процентах от первоначальной длины нера-
стянутой пряжи.
Разрывная (или разрывающая)
длина пряжи служит для оценки её удель-
ных свойств и для сравнения между собой
крепости пряжи различных номеров.
Ввиду трудности определения поперечного
сечения пряжи, в текстильной практике отно-
сят сопротивление разрыву пряжи к единице
веса, умножив абсолютное сопротивление раз-
рыву (Р), полученное при испытании одиноч-
ной нити, на метрический номер пряжи (Л/).
Полученное произведение даёт величину
разрывной длины (Z, = P-./V), характеризую-
щую удельную крепость пряжи.
В результате умножения величины сопро-
тивления разрыву пасьмы пряжи на её метри-
ческий номер получают характеристику пря-
жи, аналогичную разрывной длине и называе-
мую „добротностью пряжи".
Для нитей, тонина которых оценивается
титром, удельные свойства определяются,как
сопротивление разрыву (в граммах), приходя-
щееся на одно денье.
Неравномерность пряжи по со-
противлению разрыву, номеру и крутке оце-
нивается в процентах по формуле Зоммера:
Н =
м
- 10,
ср
Таблица 90
Свойства
Наименование по маркировке
Одиночная для ремиз (по _2С1_1648)
4 НКЛП /
х/б Е/с в/о 40/42 греб. 140
х/б Е/с в/о 40/42 греб. 134
х/б Е/с в/о 40/42 греб. 120
, х/б Е/с в/о 35/37 греб. 100
х/б Е/с в/о 35/37 греб. 68
х/б А/с 1 с. отб. 34/35 греб. 68
х/б А/с 1 с. отб. 34/35 греб. 54
v/й ?'/° J C- * of35 гРеб- 48
х/б А/с 1 с. отб. 31/32 кард. 54
х/б А/с 1 с. отб. 29/30 кард. 40
Крученая для кабельной промышлен-
ности ( по -igl_ 212OJ
Е/с O-l 41/44 170/2
Е/с O-l 40/44 100/2
А/с O-l 33/35 85/2
А/с О-1 32/33 65/2
А/с О-1 31/33 54/2
А/с О-1 30/32 40/2
А/с 0-1 29/30 34/2
А/с О-1 29/30 34/3
А/с 0-1 -2ЩЯ 20/3
Номер
14°
134
I2O
IOO
68
68
54
48
54
4°
84,0
49,о
41.5
32,°
26,5
2О,О
17,°
II,О
6,6
хлопчатобумажной пряжи
Сопро-
тивле-
ние раз-
рыву
в кг
Доброт-
ность
при испытании
пасьмами
i6,o
16,7
19,0
22,0
32,1
3°,2
38,8
44.6
35.2
47.5
Зб,о
6о,о
б4,°
75.°
93,°
ио,3
120,0
22О,О
зз°,°
224°
224°
228O
22OO
22IO
а°5°
2I0O
2140
1890
1900
3°24
294°
2б5б
2400
23°5
22OO
2О4°
242°
2180
Сопро-
тивле-
ние раз-
рыву
в г
Разрыв-
ная
длина
в м
при испытании
одиночными
нитями
IOO
Ю4
И9
137
2O9
196
252
289
228
3°8
226
38°
4оо
47°
585
7оо
75°
138°
20бо
14°°°
14°оо
14 3°°
13 7°°
14200
13 3°°
13600
13 9°°
12 3°°
12 3°°
18 984
I8 62O
i6 6oo
1504°
155°°
14000
1275°
15180
13600
Удлине-
ние
в%
_
—
_
—
—
—
—
—
5,°
5.°
5-5
5.5
6,о
6,о
6,о
6,5
6.5
Неравномерность
по но-
меру
з,°
3,°
3,°
3,°
3.°
3°
3.5
3,5
3,5
3,5
2.5
2,5
2,75
2,75
3,°
3,25
3,5
3.5
3,5
по крепости
j
пасьмы
5,°
5,°
5.°
5,°
5,5
5-5
5.5
5.5
6,о
6,о
6,8
6,о
6,о
6,о
6,о
6,о
6,о
6,о
6,о
одиноч-
ной
нити
9,о
9-°
9,о
9,о
ю,о
ю,о
10,0
10,0
11,0
11,0
9,°
0,0
9-°
9,о
9-°
ю,о
IO.O
Ю,О
10,0
Примечания: 1. Условные обозначения-, х/б—хлопчатобумажная; Е/с—египетских семян; А/с —американских
•семян; в/о—валичной очистки; 40/42, 35/37, 34/35 и т. д.—длина волокна; греб. —гребенного прочёса; кард.-кардного
прочёса; 1 с. отб. —первый сорт отборный; О —1—отборный первый сорт.
2. Допускаемые отклонения от номера ±1,5% для одиночной х/б. пряжи и 1,5—2,0°/0 для кручёной; допускаемые
отклонения от разрывного усилия при испытании пасьмами: 3%-для одиночной х/б. ткани от № 68 до № 40 и 3,5°/0-
от № 40 до № 54; 3°/0-для кручёной пряжи всех номеров. То же при испытании одиночными нитями: 4°/0—для одиноч-
ной х/б. пряжи от № 100 до № 140, 4,5-для № 68, 5%-от № 40 до 54, 5%_-для кручёной пряжи всех номеров.
3. Кондиционная влажность: х/б. одиночной пряжи не более 7%, кручёной—8,5%.
ГЛ. V]
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
353
где Мср — среднее арифметическое из всех
результатов испытания (соответствующих по-
казателей); Мм — среднее из результатов, ока-
завшихся ниже Мср\ пг — число испытаний,
давших результат, меньший чем Мср; п — об-
щее число испытаний.
При подсчётах щ и Мм отдельные резуль-
таты, точно совпадающие с Мср, в расчёт не
принимаются.
В табл. 90 приведены номенклатура и свой-
ства хлопчатобумажной пряжи, применяемой
в машиностроении.
Таблица 91
Нитки хлопчатобумажные швейные
Торговый
номер
Матовые в 6 сло-
жений
/ ОСТ 8019\
(^по НКЛП 852 J •
in
20
30
40
50
60-70
80
Особо прочные
аппретированные
глянцевые в 6 и 9
сложений
/ ОСТ 8020\
\по нклп а5з;:
00
0
1
2
3
4
5
6
7
8
Вес нитки длиной
100 м в г
белой
9,9—9>22
7.9-7.4
6,6-6,12
¦5,2-4,84
4,52-4,22
4,02-3,76
3.6-3.38
33,1-36.5
23.4-25-9
16,1-17,8
14,4-15.9
13,0-14,4
10,25-11,43
9,27 — 10,22
8,4-9.3
7,45-8,25
6,74-7.46
чёрной
IO,55-9.8i
8,4-7.88
7.O-6.55
5,52-5.16
4,8-4,52
4,27-3-98
З.85-З.58
34,4-38,0
25,0—27,8
17,3-19.1
15,4-17.0
13.74-15.24
11,06—12,24
9,86 —10,92
9,4-ю.4
8,0-8,9
7,1-7-9
Сопро-
тивле-
ние
разры-
ву в г
2ООО
1б20
1580
1235
1065
925
810
7000
5300
4130
3750
3550
2750
245°
2290
2040
*95о
ние
а>
К с
>5 ЕС
5.3
5.о
4.7
4,8
3,8
3,5
2,2
8,5
7.4
6,2
5.8
5.6
5.о
5.о
5.2
5.о
4.9
Примечания: 1. Допускаемое отклонение факти-
ческого среднего сопротивления разрыву от нормы ±3%
для матовых ниток, + 3% Для особо прочных глян-
цевых.
2. Допускаемая неравномерность (формула Зоммера)
по весу 3%, по сопротивлению разрыву ±7,5°/0.
3. Разрывные длины: 21 — 25 км белых ниток матовых;
20-27,5 км особо прочных белых глянцевых, 19,5—23 км
чёрных ниток матовых и 19-26 км особо прочных чёр-
иых глянцевых.
4. Нитки матовые тех же номеров, близкие по каче-
ству, изготовляются в 3 и 4 сложения по ОСТ 8015, 8016,
1659 и 8017.
5. Матовые нитки применяются для сшивания тканей
-лёгкого и среднего веса, особо прочные—тканей среднего
и тяжёлого веса.
Нитки
Нитки представляют собой отделанную или
неотделанную кручёную пряжу. Нитки при-
меняются для сшивания тканей, оплетения
шлангов, электропроводов, трубок и дру-
гих технических изделий круглого сечения,
а также для крепления тканей к элементам
конструкций.
Методы лабораторных механических ис-
пытаний хлопчатобумажных швейных ниток
ОСТ 8021
изложены в fjiTTTn ~я^л ' лъяяв'лх ~ в
- 1963
нклп уо
В табл. 91, 92а, 926 и 92в приведены
свойства хлопчатобумажных и льняных ниток,
наиболее эффективно используемых для тех-
нических целей.
Таблица 92а
Нитки льняные пошивочные
( ОСТ
НКТекстиль
30101-40
Метриче-
ский номер
Очёскювые
6/2
7/2
7/3
10,2
10/3
12/2
12/3
Льняные
14,5/2
14,5/3
14,5/4
14,5/6
14,5/8
18/2
18/3
18/6
18/8
22/2
22/3
22/6
22/8
24/2
24/3
30/2
30/3
Сопротивление
разрыву в г
сурозой
4ОО0
337°
5ооо
2jOO
3800
2000
2730
2500
3750
5000
7500
9800
2200
3280
6600
8800
1900
3000
5700
7500
1780
2670
1440
2x60
варёной
4IOO
347°
52OO
2000
395O
2050
2830
2480
38оо
5о6о
7600
99оо
2ОдО
325°
6750
91оо
175°
2ОХЮ
5800
775°
IOOO
2600
1250
2020
Вес нитки
100 м
суровой
34.8
Зо.°
44.7
21,2
31,5
17.4
26,6
14,6
21,6
29, 2
43.3
58,4
".7
*7.4
35.4
46,7
9.6
14,4
28,5
38,3
8,8
13Д
7.о
ю,5
длиной
в г
варё-
ной
31.2
26,2
4о,3
19. i
28,4
15.6
23,8
13Д
19.4
26,3
38,9
52,4
ю,5
15.7
31,8
42,0
8,6
13,о
25-6
34.4
7.9
и,8
6,3
9.4
Примечания: 1. Отклонения сопротивления раз-
рыву от нормы допускаются до 5%, неравномерность
по сопротивлению разрыву (по формуле Зоммера) —
до 15%.
2. Разрывная длина по номиналу суровых льняных
ниток от 16,78 км (для № 14,5/8) до 20,8 км (для № 22/3);
варёных льняных — от 18,9 км (для № 14,5/8) до 22,5 км
(для № 22/8); суровых очёсковых ниток от 10,26 км
(для № 12/3) до 12,0 км (для № Ю/3) и варёных очёсковых
от 11,9 км (для № 1^/3) до 18,9 км (для № 10/3).
3. Нитки применяются для сшивания тканей среднего*
и тяжёлого веса.
354
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 926
Нитки льняные для обуви и шорно-седельных
изделий (по ГОСТ 2350-43)
Метри-
ческий
номер
9,5/5 \
7.5/4 /
9.5,6 1
7,5/5 }
9,5/7
7,5/6
9,5/8
7,5/7
5
S о
к 1
O.1U
I.O5
«До
1,24
1,28
1.32
1,38
Сопротивление
НИТКИ
разрыву в кг (не менее)
повы-
шен-
ной
13,5
16,5
ig,o
2О,О
22,О
23.5
¦
нор-
маль-
ной
13.°
15.5
i8,o
18,8
2O.5
22,0
Драт-
венной
1О,О
I2.O
14,о
14,8
1б,О
17.4
нее)
к %
х ^
S
>> а
З.о
З.о
3,3
3.5
3.7
3.7
1»
к a
go
X *""'
к*
СО X;
5о
6о
7°
74
8о
87
Примечания: 1. Неравномерность по сопро-
тивлению разрыву (формула Зоммера) допускается
до 10°/0.
2. Разрывная длина но номиналу для ниток „повы-
шенных"— от 27 до 27,5 км.
Таблица92в
Аркат льняной лощёный (по ОСТ 300S8-40)
Метрический
номер
14,5/2X3
18/2X3-'
Вес нитки
длиной
100 м в г
44.8
36,5
Среднее
сопротивление
разрыву в г
77 5°
6jOO
Удлинение
3
3
Примечания: 1. Отклонения фактического
сопротивления разрыву от нормы допускаются до 10 %.
2. Неравномерность по сопротивлению разрыву
(формула Зоммера) — до 10°/0-
3. Разрывная длина по номиш.'-у 17,3—17,8 км.
4. Применяется для сборок жаккардовых текстильных
машин и других специальных назначении.
Шпагат, шнур и отбойка
Шпагат— толстая пеньковая нитка, из-
готовленная скручиванием обычн) двух нитей
пряжи в направлении, протиьоположном на-
правлению крутки одинарной пряжи. Шпагат
применяется для вязки, упаковки и сшивки.
Шнур и о т б о й к а - изделия, полу-
ченные скручиванием нескольких нитей кру-
чёной пряжи (шнур) или шпагата (отбой-
ка) в направлении, обратном направлению
скручивания нитей кручёной пряжи и
шпагата.
В табл. 93а и 936, 94 и 95 приведены свой-
ства кручёных шнуров, пенькового шпагата,
отбойки и льняных канатиков (три или четы-
ре нити шнура, скрученные между собой).
Плетёные шнуры представляют собой
изделия, полученные взаи\ным переплетением
нескольких (обычно восьми) нитей кручёной
пряжи на специальных шнуроплётных маши-
нах. Плетёные шнуры вырабатываются иногда
с сердцевиной, представляющей группу не
скрученных между собой нитей, находящихся
внутри переплетённых нитей замкнутой ци-
линдрической оплётки.
Шнуры, отбойка и канатики применяются
для обмотки деталей шасси и штурвала, кре-
пления обшивки фюзеляжей и сидений само-
лётов, передачи движения к деталям текстиль-
ных и других машин и для других техниче-
ских целей.
В табл. S6a, 966 и 96в приведены харак-
теристики хлопчатобумажных, льняных и шел-
ковых шнуров.
Методы испытаний кручёных и плетёных
изделий изложены в стандартах, указанных
в таблицах.
Таблица 93а
Шнуры и нитки шёлковые кручёные
(по ГОСТ 1768-42)
Условный
номер
Шнуры
1
2
4
5
6
7
Нитки
6/9
Вес шнура
или нитки
длиной 100 м
в г
(не более)
33.3
5°. °
69.9
1ОО,О
164.3
203,0
244.O
153
Среднее
сопротивле-
ние разры-
ву в кг
(не менее)
6,5
9.4
12,3
i8,o
28,3
ЗЗ.о
34.5
З.0
Среднее I
удлинение
В°/о
(не более)
35
26 \
28
23 ;
Примечания: 1. Содержание растительных
волокон допускается не выше 1,6°/0 для шнура № 1
и ниток № 6/9 и 1,5°/0 для шнуров остальных номеров.
2. Содержание лира не должно превышать 2°/г Золь-
ность не должна превышать 2°/0.
3. Нормальная влажность 11°/0.
4. Разрывные длины (по- номиналу) 14—19,5 км.
Таблица 936
Шнуры кручёные льняные и хлопчатобумажные
(по ГОСТ 1024-41)
Артикул
436 льнян.
435
435 .
437 ,
437 ,
438 х/б
439 »
о.
t-
п:
в
эК
X
с
I
I
2
2
2
2
2
о
о
5
о
о
5
о
о
Вес шнура
длиной 100 м
г
за
s
X
о.
и
9о
185
3°°
45°
2IO
2IO
г
<и
о а)
s s
X X
и о
о н°~
=1 О Ю
±5
±4
±6
±5
*4
±4
Сопротивле-
ние разрыву
ее)
X
S
<и
X
ю
14.3
27,о
4О,о
43,о
6з,о
аз, о
аб.о
S" =
0 в
X
m -a
сз н
о о
X X
IO
до
9
10
9
5
5
Примечания: 1. Шнуры кручёные льняные
должны быть отполированы.
2. Нормальная влажность льняных шнуров 13"/»
хлопчатобумажных 8.5"/0.
3. Разрывная длина льняных шнуров 14—16 км, хлоп-
чатобумажных 11—12,5 км.
ГЛ. V]
ТНКСТИЛЬНЫЕ МАТЕРИАЛЫ
355
Таблица 94
Шпагат и отбойка пеньковые
Таблица 96а
Шнуры плетёные хлопчатобумажные (по ОСТ 7627)
с?
>,
5
а.
<
1
2
3
4
5
6
7
8
9
10
Наименование
и обозначение
Шпагат увя-
зочный (поЙШ,
8147/836):
3
4
6
8
10
12
15
Кордель 1,65
2,5
Сахарник 1,3
Отбой ка
/ ОСТ 8155\
1П°НКЛП 882/
0.3/3
0,4'3
0,6 3
0.8/3
1,0/3
1,2 3
1,5/3
с
л>
S
к
X ^
ч Ч
а/ з;
о. "¦
CJ ш
—
—
—
—
—
—
—
—
—
—
3.6
3>!
2,6
2,2
1,95
1,75
1,6
Вес 100 м
334
25O
Гб7
125
гоо
83.5
67
боо
4оо
77°
IIOO
835
560
420
330
260
220
в г
с & х
о о aj
< S я
б
6
6
6
5
5
5
6
6
ю
б
6
б
5
5
5
5
| Сопротив-
ление
рыву
н
о.
о
(J
SS
42,О
32,О
21,5
16,5
13,5
11,25
9,о
8о,о
55,°
по,о
8з,о
55,о
42,О
35,о
29,О
23,О
раз-
в кг
f-
0.
0
5S
36
28
l8
15
12
IO
8
65
45
40
95
72
48
37
3°
25
20
Примечания: 1, Шпагат и отбойка выпускаются
полированными.
I. Неравномерность по сопротивлению разрыву (фор-
мула Зоммера) 12°/0. для сахарника 15°о-
3. Кондиционная влажность не более 14°/0.
4. Разрывная длина шпагата 1-го сорта 12,5—13,7 км,
«тбойки 1-го сорта 9,8-11,1 км.
5. Отклонение от размера диаметра отбойки 0,6/3
допускается ± 5°/0.
Таблица 95
Шнуры и канатики льняные (по ГОСТ 1765-42)
Наимено-
вание
изделия
Шнур
Канатик
•
Диа-
метр
(сред-
ний)
в мм
Норма
4
6
8
ю
12
14
Допускае-
мое от-
клонение
+ о,4
+ о,5
+ о.5
+ о,8
+ i,o
+ 1,О
+ i.o
Вес 100 м
(средний)
в кг
специаль-
ные
2,2
4,1
6.О
8,5
12,0
повышен-
ного ка-
чества
°-9
1.5
2,О
4.°
5.9
8,2
Т2,О
нормаль-
ные
о,8з
1,6
2,0
3,8
5.9
8.2
12,0
Сопроти-
вление раз-
рыву в кг
(не менее)
специаль-
ные
33°
5°°
72O
95°
I22O
повышен-
ного ка-
чества
135
240
Зоо
45°
640
840
IIOO
нормаль-
ные
112
2IO
2б5
4оо
56о
75°
о8о
при раз-
не менее)
Удлинение
рыве в °/0
12
12
J5
18
18
2О
22
Примечания: 1. Допускаемое отклонение от
веса всех изделий + 10°/0.
2. Нормальная влажность 12%.
3. Разрывная длина: шнура 13,9 км (повышенный),
канатика 10,1 — \Ъ км (специальный).
Артикул
i
2
3
4
5
э-
CU
S
i=t
8*
е-54
CJ m
4
6
8
IO
12
Окруж-
ность
средняя
в мм
12,6
i8,8
25.1
3i,4
37,7
допускае-
мое откло-
нение в °/0
±12
1 IO
± 8
и
Вес 100 м
средний
в г
IOOO
I7OO
2400
42OO
54°о
допускае-
мое откло-
нение в %
±14
±13
±12
±"
1 ю
Сопроти-
вление раз-
рыву
среднее
в кг
55
95
И5
2ОО
2б5
допускае-
мое откло-
нение в °/с
-
сб
Ч
2
I
О
Примечания: 1. Допускаемое отклонение по
сопротивлению разрыву показывает максимально воз-
можный процент отклонений отдельных испытаний от
среднего сопротивления разрыву.
2. Нормальная влажность шнуров 10°/0.
3. Разрывная длина (по номиналу) 4,75 —5,6 км.
Таблица 966
Шнуры плетёные льняные (фалы) (по ОСТ 7628)
Артикул
Особо от-
ветствен-
ные
i
2
3
4
5
Ответ-
ственные
6
7
8
9
ю
аметр
s
={
н?
_ ¦?
CJ CQ
4
6
8
ю
12
4—4,5
6
8
10
12
Окруж-
ность
те
(Я
X s
О1 *
о.
о ш
12,6
i8,8
25,1
31,4
37,7
14,1
18.8
25,1
3i,4
37,7
¦ 0
я 5 оз
с а; х
о о о>
<SI
±12
±IG
± 8
± 7
± 6
±13
+ и
± 9
+ 8
± 7
Вес
S
X
к(
си ^
а.
и со
88о
175°
2900
475°
6300
980
i6oo
3000
4800
7100
100 М
и ?
С CU X
0 О си
Ч 2 Я
+ 14
±13
±12
±"
±Ю
±15
±14
±13
±12
±11
Сопроти-
вление раз-
рыву
я
ш у
о.
и и
65
135
2IO
335
4O5
4о
7°
I4O
190
Зоо
1 О
S ь
>.° S
С си Я
О О си
=t S Я:
-16 !
—14
— 12
— II
—ю
—1б
1 —14
¦ 12
-¦ 11
— IO
Примечания: 1. См. примечание 1 в табл. 96а.
2. Максимальная влажность шнуров 14°'о.
3. Разрывная длина (по номиналу) для особо ответ-
ственных 6.4—7,7 км, для ответственных 3,8—4,4 км.
Таблица 96в
Шнуры нёлковые плетёные (по ГОСТ 1754-42)
номер
Условный
IO
i°5
12.
15
Вес 100 м
(не более)
700
720
35°
2ОО
Сопротивление
разрыву в кг
(не менее)
среднее
15°
15°
8о
5°
по отдель-
ным испы-
таниям
145
145
8о*
45
Удлинение в °/0
(не менее)
среднее
25
25
i8
по отдель-
ным испы-
таниям
22
22
22
1б
е мыла и
(не более)
я -5
га<=
Я И
су га
ч ?•
о s
U А
2,6
Примечание. Разрывная длина (по номиналу)
21-25 км.
* Не более НО кг.
356
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. u
Верёвки и канаты
Верёвки представляют собой трёх- или
четырёхпрядные кручёные изделия диаметром
от 3 до 28 мм. Верёвки применяются хлопча-
тобумажные для передачи движения в пря-
дильной сельфактормашине и льняные для
оснастки судов, воздухоплавательных аппара-
тов и для других технических целей. Основ-
ные свойства верёвок технического назначе-
ния приведены в табл. 97 и 98.
Канатами называют кручёные изделия
максимальных сечений (диаметров), выраба-
Наиболее ответственными из канатных из-
делий являются приводные канаты тросовой
работы.
Физико-механические свойства приводных
канатов даны в табл. 99а, 996- и. 99в.
Методы испытаний верёвок и канатов из-
ложены в стандартах, указанных в таблицах.
Ткани
Ткань изготовляется на ткацком станке
переплетением (перекрещиванием) в различном
порядке двух взаимно перпендикулярных си-
Таблица 97
Верёвки пеньковые и льняные механического производства (по ГОСТ 1868-42)
Размер
в мм
Б е л ь н ы е
Смольные
Бес 100 м в кг
Сопротивление разрыву]
в кг (не менее)
Вес 100 м в кг
к
га
X
се
рёх
н
»
X
X
•=t ,
« О)
О.ЕГ
С 5
х а
:О> X
о. О»
3 ь
ев
ев
и
я
са
X
"=[»
О. о.
С Н
X и
!4> И
Сопротивление разрыву
в кг (не менее)
,о
12
14
дб
18
2О
25
3°
35
4о
45
5°
55
бо
3,19
3-82
4,46
5>ю
5,74
6.35
8,оо
9,6о
11,20
12,70
14,ЗО
15,9°
17,5°
19,ю
О,б2
о,8з
1,23
1.65
2,1О
2i7°
4,20
6,20
8,50
12,00
15.50
19,10
24,00
28,50
1,23
1.65
2,Ю
2,7О
4.2O
6,2О
8,5о
12,ОО
15.5°
19, ю
24,00
28,50
О,б2
o,8j
1,23
1,58
1,90
2.55
4,00
6,00
8.15
11,40
14,80
18,30
23,00
27,00
У х
<Я сЗ
О, О.
o-Ct)
1.23
1,58
i,9o
2,55
4,оо
6,оо
8,15
и,4°
14,8о
i8,3o
23,00
27,00
6о
88
I2O
15°
168
215
315
460
62O
8ю
98о
ибо
145°
б
It
11) j*
O.CD
3 "
н к
#1
8о
но
135
152
2ОО
29О
42O
57O
74о
870
io6o
132O
I53O
6о
75
1О5
13о
145
190
270
4 во
535
700
850
юзо
125°
144°
68
95
13о
i8o
245
360
485
630
75°
920
1130
1300
0,72
1,00
i,45
i,95
2,48
3,i8
4,9е
7,3°
10,03
14,16
18,20
22,54
28,32
ЗЗ.бз
1,00
1,45
i,95
2,48
3,18
4,96
7,3о
10,03
14,16
18,29
22,54
28,32
33,63
О,72
1,ОО
1,45
1,86
2,24
3,оо
4,72
7,о8
9>б2
13-45
17,46
21,57
05 я
а. в.
с н
X О
1,00
i,45
1,86
2,24
3,оо
4,72
7,08
9,62
13,45
17,46
2i,57
27,14
31.86
65
83
112
142
156
205
295
43O
580
760
920
1090
1360
75
105
125
142
188
270
395
535
700
820
1020
1240
1450
57
7*
100
124
138
190
256
380
5°5
660
805
960
1180
135°
0.3-
С s
X X
:<u *
G.UJ
64
89
108
122
I7O
230
34O
455
59O
700
870
1060
1220
Примечания: 1. Допускаемое отклонение от размера по окружности: при размере от 10 до 14 мм ± 5%; от
16 до 20 мм ± 4%; от 25 до 60 мм ± 3%.
2. Допускаемые отклонения от веса: при размере от 10 до 20 мм + 4%; от 25 до 60 мм + 3°/0.
3. Допускаемая неравномерность по сопротивлению разрыву (формула Зоммера) для трёхпрядных 8%, для четы-
рёхпрядных7%.
4. Веса определены при влажности верёвок 14°/0.
5. Разрывная длина: а) бельных трёхпрядных „Экстра" 5,78 -11.2 км, четырёхпрядных „Экстра" 5,36—9,41 км;
6) смольных трёхпрядных „Экстра" 4,6—9,02 км, четырёхпрядных „Экстра" 4,31—7,5 км.
тываемые из пеньковой, манильской, сизаль-
ской или хлопчатобумажной пряжи, называ-
емой каболкой. Каболки преимущественно
правой крутки скручиваются в пряди левой
стем нитей — основных и уточных (ткацкое
переплетение). Основные нити, или основа,
располагаются по длине ткани, уточные нити,
или уток, — перпендикулярно длине. Важней-
Фиг. 51. Важнейшие ткацкие переплетения: а — гарнитуровое; б — саржевое в — атласное.
крутки; три или четыре пряди, скрученные
вместе, образуют канат прямого спуска, или
тросовой работы правой крутки; скрученные
между собой три каната тросовой работы об-
разуют отворотный канат, или канат левой
крутки кабельтовой работы.
шими видами ткацких переплетений являются
гарнитуровое (или миткалевое, полотняное,
гроденаплевое), саржевое (иликиперное) и ат-
ласное, или сатиновое (фиг. 51).
При гарнитуровом переплете-
нии происходит максимально возможное
ГЛ. V]
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
357
Таблица 98
Сельфакторная хлопчатобумажная верёвка
(по ТУ 30339-41 Наркомтекстильпрома)
Таблица 996
Канаты пеньковые трёхпрядные тросовой работы
бельные (по ГОСТ 483-41)
Артикул
175
176
177
178
179
i8o
181
182
183
184
Диаметр в мм
6,5
8,о
9,5
II,О
12,5
13,5
145
i6,o
18 ,о
19,о
22,0
24O
25о
28,О
Вес 100 м
в кг не более
3,2
4,8
6,7
8,7
"¦5
13,5
15,5
i8,o
23,3
26,0
34,о
39.°
43,о
49,°
Сопротивление
разрыву в кг
з8о
42 О
560
7оо
870
9бо
i°5°
1285
1740
i8ao
2110
2360
2550 .
2860 .
Примечания: 1. Допускаемое отклонение по диа-
метру: при размере от 6,5 до 12,5 мм ± 5°/0;при размере
от 18,0 до 28 мм ± 4 °/0.
2. Допускаемое отклонение от сопротивления раз-
рыву 5°/0.
3. Влажность верёвки не более 10°/0.
4. Разрывная длина от 5,83 до 8,75 км.
Таблица ?9а
Канаты приводные хлопчатобумажные
(по ГОСТ 1766-42)
о.
н
I *:
к *5
eta
ЗО
З2
35
38
40
45
5°
5.5
Я!
и аз
-. к
о и s-
ч о «
« 5 я
3-ю и
51
57
69
8i
до
И4
141
171
Rpc inn и
В AV
6о
68
82
97
Ю4
136
.167
2ОЗ
Сопротивление разры-
ву
каната по
каболкам
4 38о
4560
5 52O
648э
7 2ОО
9 I2O
II 28О
13б8о
в кг
каната в
целом виде
Збоо
4°5°
4650
5250
57°°
615°
7800
9600
Примечания: 1. Допускаемое отклонение от
размера канатов диаметром 30 и 32 мм ± 1,2 мм, осталь-
ных диаметров ±1,5 мм.
2. Допускаемое отклонение от веса канатов диаме-
тром от 30 до 40 мм + 6 %, остальных + 5 °/0.
3. Допускаемое отклонение от сопротивления раз-
рыву канатов по каболкам и в целом виде — 5 0,„-
4. Длина канатов 250 м ± 4 °/0.
5. Нормальная влажность канатов 8,5 °/0.
6. Разрывная длина канатов (по номинальной кре-
пости в целом виде) от 4,67 км (больших диаметров) до
6,0 км (меньших диаметров).
7. Сопротивление разрыву одной каболки не должно
быть меньше 80 кг.
число перекрытий основы с утком (фиг. Л1,я),
что обеспечивает наибольшее сопротивление
разрыву, наименьшую толщину и наиболее
гладкую поверхность ткани.
Гарнитуровое переплетение преимуще-
ственно применяется для выработки техниче-
ских тканей.
Саржевое переплетение (фиг. 51,6)
отличается диагональным расположением пере-
крытий и меньшим их числом. Это обеспечи-
вает высокое сопротивление раздиранию и
прорезыванию, например, нитью, а также боль-
Диа-
каната
в мм
25
3°
35
4°
45
5о
55
65
Число
tVclWUi/lUiV
в ка-
нате
78
ш
153
198
252
312
378
5^5
Вес 100 ж
в кг
47
67
91
п9
J5o
186
235
314
Сопротивление раз-
ftKlRV Я //Р
JJ Dl d у Х> п. С
каната по
каболкам
4680
6 66о
9 i8o
11 880
15 I2O
18 720
22 680
3I5O0
каната в
целом виде
3^45
4 995
6510
7 950
ю И5
12 17°
14290
19560
Примечания:. 1. Канаты изготовляются правой
крутки.
2. Допускаемое отклонение от размера канатов диа-
метром от 25 до 35 мм ± 4t)/n, остальных диаметров
± 3 °/0.
3. Допускаемое отклонение от веса канатов ± 5 °/0.
4. Допускаемое отклонение от количества каболок
±3%.
5. Канаты, выдержавшие испытания на разрыв в це-
лом виде, не подвергаются испытанию по каболкам.
6. Влажность канатов — не выше 12 °/0 от абсолют-
но сухого веса.
7. Длина канатов 250 ± 10 м.
8. Разрывные длины канатов по номинальной крепо-
сти в целом виде от 6,22 км @ 65 мм) до 7,75 км @ 25 мм).
9. Сопротивление разрыву одной каболки не должно
быть меньше 60 кг.
Таблица 99а
Канаты сизальские и манильские трёхпрядные
тросовой работы (по ГОСТ 1088-41)
Размер
в мм
по диа-
метру
25
3°
35
4о
45
59
55
по
окруж-
ности
78,5
94,5
но,о
12б,О
I4I.O
157.°
173,о
Число
болок
канат
66
96
132
*74
216
270
327
Я
Вес 1
в кг
42
6i
84
но
137
17О
2О7
Сопротивление раз-
рыву в кг
каната по
каболкам
4818
7оэ8
9636
12 7O2
15 763
I9 71O
24 87i
каната в
целом виде
3 7fio
5 25Э
6830
8510
Ю55Э
12 8ОЭ
15°5О
П р и м е ч а н и я: 1. Канаты изготовляются правой
крутки.
*. Допускаемое отклонение от размера канатов диа-
метром от 25 до 35 мм ± 4 °/0, остальных диаметров ± Зм/0.
3. Допускаемое отклонение от веса канатов диа-
метром 25 мм + 6°/„, остальных +5%.
4. Допускаемое отклонение от количества каболок
± 3 °/0.
5. Канаты, выдержавшие испытания на разрыв в це-
лом виде, не подвергаются испытаниям по каболкам.
6. Длина канатов 250 ± 10 м.
7. Разрывная длина канатов по номинальной крепо-
сти в целом виде от 7,27 км @ 55 мм) до 8,95 км
@ 25 мм).
8. Сопротивление разрыву одной каболки не должно
быть меньше 73 кг.
шую гибкость ткани. Саржевое переплетение
часто применяется при выработке техниче-
ских тканей и главным образом тканых лент.
Атласное переплетение имеет
ещё более открытую структуру, чем саржевое,
т. е. меньшее число перекрытий основных
нитей с уточны>;и, и благодаря этому обла-
дает высокой гибкостью (фиг. 51, б). Большое
число тонких уточных (для сатинов) или
основных (для атласов) нитей на единицу
длины ткани обеспечивает высокую степень
358
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. Н
с е е с
S S S S
Фиг. 52. Перевивочное пере-
плетение ткани.
гладкости поверхности, а также шелкови-
стость и блеск.
Другие виды переплетений являются про-
изводными от указанных трёх основных. Из них
используются "при выработке тканей техниче-
ского назначения переплетения двойных и
многослойных тканей и перевивочное.
¦ Многослойные ткани состоят из от-
дельных, перевязанных друг с другом спе-
циальными нитями основы слоев ткани гарни-
турового или саржевого переплетения. Они
обладают особо высоким весом, сопротивле-
нием разрыву и жёсткостью и применяются
в производстве ленточных транспортёров, ва-
лов литографских машин, гусениц тракторов,
фильтров для жидкостей, приводных ремней и
других технических изделий
Перевивочное переплетение
(ажурное, барежевое, газовое) характеризуется
переходом ос-
новных нитей
из прямолиней-
ного в извитое
положение, при-
чём соседние
нити основы пе-
ревиваются друг
с другом. Про-
стейший вид та-
кого переплете-
ния представлен
на фиг. 52.
Перевивоч-
ное переплете-
ние, образующее в ткани строго определённые
и постоянные по размерам поры (ячейки), при-
меняется для выработки ситотканей (шёлко-
вых сит) для мукомольной, химической и дру-
гих отраслей промышленности.
Для выработки технических тканей приме-
няется хлопчатобумажная, льняная и шерстя-
ная пряжа, а также ткацкий шёлк. Для основы
и утка выбирается пряжа различных метриче-
ских номеров в зависимости от назначения
ткани.
Для тканей среднего и тяжёлого веса часто
применяют кручёную пряжу (в два и более
сложений).
Некоторые технические ткани выпускаются
без отделки, т. е. в суровом виде) большин-
ство же тканей, в зависимости от их назначе-
ния, отделывается одной или несколькими
операциями: расшлихтовкой (удаление крах-
мального клея), отбеливанием, аппретирова-
нием (нанесение на ткань крахмального со-
става), начёсыванием (создание ворса), кра-
шением, мерсеризацией (обработка щёлочью
для повышения гладкости поверхности и при-
дания блеска), пропитыванием водоупорными
и противогнилостными составами, антипире-
нами (веществами, придаю-
щими невоспламеняемость)
и т. д.
Ткани характеризуются
шириной, толщиной, чи-
слом нитей на единицу
площади (плотность ткани),
весом квадратного метра,
сопротивлением разрыву
и удлинением, разрывной
длиной, а также влаго-
содержанием (влажность). фиг- 54.
влияющим на большинство перечисленных
свойств.
Методы испытаний тканей изложены в
ГОСТ 1090-41. Общие условия испытаний ана-
логичны принятым для пряжи.
Ширина ткани в зависимости от её
назначения колеблется в пределах 60—150 см
и выше.
Толщина ткани определяется на спе-
циальном приборе — толстомере типа Шоп-
Фиг. 53. Толстомер для ткани.
пера (фиг. 53). Толщина технических тканей,
в зависимости от назначения, колеблется в пре-
делах 0,15—2,0 мм, а в отдельных случаях и
выше.
Плотность ткани, т. е. число нитей
основы и утка, приходящихся на единицу
длины (обычно на 10 см), определяется под-
счётом при помощи лупы или счётчика с лу-
пой (фиг. 54).
В зависимости от толщины нитей (номера
пряжи) основы и утка, а также от назначения
ткани плотность колеблется в широких пре-
делах. Плотность ткани в сопоставлении с но-
мером пряжи основы и- утка характеризует
степень заполнения ткани нитями' или пло-
щадь, занятую порами ткани.
Счётчик нитей для определения плотности ткани.
ГЛ. V
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
ЗЭУ
В табл. 100—109 приведены характеристики
тканей, применяемых в промышленности.
Вес 1 л& ткани G в граммах определяется
по формуле:
о-10 000
G р
где q и F — вес в граммах и площадь в см2
отреза или куска ткани, выдержанной в тече-
ние 24 час. при нормальной температуре и
нормальной влажности воздуха.
По весу технические ткани разделены
в таблицах на три группы:
1) лёгкие ткани весом до 100 zjm2',
2) ткани среднего веса от 100 до 500 г/л*2;
3) ткани тяжёлого веса от 500 г\мг
и выше.
При изготовлении покрышек пневматиче-
ских шин применяются в качестве каркаса
ткани хлопчатобумажные шинные — корд (по
ГОСТ 786^41) и велотред (по ГОСТ 769-41).
Эти ткани состоят в основе из толстых хлоп-
чатобумажных нитей двойного кручения с чрез-
вычайно редким переплетением тонкой пряжей
по утку. Вследствие специфической структуры
корда и велотреда в непрорезиненном виде их
основные нити стремятся образовать жгут,
так как нити утка не сообщают ткани жёст-
кости. Основная характеристика этих тка-
ней дана в табл. 108.
В табл. 109 приведе-
на номенклатура тех-
нических сукон, изго-
товляемых из шер-
сти, хлопка и сме-
шанной волокнистой
массы.
Сопротивле-
ние ткани раз-
рыв у по основе и по
утку определяют ис-
пытанием на растяже-
ние образцов в виде
полосок ткани шири-
ной 50 мм на ди-
намометре соответ-
ствующей силы
(фиг. 55) с расстояни-
ем между зажимами
200 мм (для шерстя-
ных тканей 100 мм).
Скорость движения
нижних тисков уста-
навливают так, чтобы
растяжение Образца Фиг. 55. Динамометр Шоп-
ДО разрыва прОДОЛЖа- пеРа *ля определения
лось 15—45 сек.
крепости на разрыв ткани.
Таблица 10п
Метрический
номер
Одинарные
, Ажурное
переплетение
7
9
и
15
IQ
21
23
25
27
29
32
Смешанное
(ажурное и
гарнитуровое)
переплетение
35
38
43
46
49
52
55
?
6i
б4
б?
70
Ткани лёгкого веса
Расчётные
размеры
ячеек ме-
жду нитями
в мк
2
о
ОСН
И5°
866
692
469
354
3°4
279
244
214
2O7
175
173
159
137
127
. и8
1Об
ю3
99
91
83
83
77
ев
1238
938
76i
536
417
336
3°i
271
255
235
197
185
163
148
135
123
126
116
108
IOO
98
92
<м
Ю
>*
m
52
5°
48
51
47
52
47
51
55
48
52
55
45
44
45
46
49
44
37
39
40
Зб
37
Сопро-
тивле-
ние
раз-
рыву
в кг
О 0)
о о
С X
29
28
27
28
26
29
26
28
3°
26
29
26
22
22
22
22
24
22
18
19
19
17
18
о н
28
27
25
27
25
28
25
27
29
25
28
28
23
22
22
22
24
22
18
19
19
17
18
(ДЛЯ
Удли-
нение
при
рас-
тяже-
нии в в/„
о <"
о о
С X
2О
2О
2О
2О
2О
2О
2О
2О
2О
19
19
19
19
i8
18
18
18
18
17
17
17
16
16
О н
с >.
16
16
16
16
16
16
16
16
16
17
17
17
17
15
15
15
15
15
12
12
12
13
13
сит) редкие шёлковые (пс
Стой-
кость
на ис-
тира-
ние в
оборо-
тах при-
бора
I 6lO
2 070
2 53°
3 45°
4 37°
4830
5290
5 75°
6 2IO
6670
7 Збо
8 050
8740
986о
10580
и 270
II ОбО
12 65О
13 34°
14030
14 72°
15 41°
16 IOO
Метрический
номер
73
76
Двойные
Ажурное
переплетение
71
8о
оо
IOO
но
I2O
I3O
140
15°
l6o
170
180
190
200
210
230
240
2SO
260
280
ОСТ
Расчётные
размеры
ячеек ме-
жду нитями
в мк
2
о
осн
71
66
пй
97°
831
738
666
588
552
497
448
427
391
357
34б
32O
296
253
245
228
213
2OI
я
н
86
8i
I22O
ioj8
919
828
746
668
621
566
517
494
458
424
404
378
354
326
308
291
276
258
30108-40)
Ю
39
39
60
55
53
58
52
56
6о
5°
53
56
5°
52
55
52
56
57
59
52
Сопро-
тивле-
ние раз-
ры
в
U
о <и
о о
С X
19
19
37
34
38
35
33
Зб
32
35
37
31
33
35
31
32
34
32
35
35
37
32
}У
кг
>•
О 1-
с >>
19
19
зб
33
37
34
32
35
З1
34
37
3°
32
34
3°
31
33
31
34
34
35
31
Удли-
нение
при рас-
тяже-
нии в °/п
и
о <и
03
° 2
16
16
20
20
20
20
20
23
23
23
21
21
21
21
21
21
22
22
22
2О
2О
2О
О t-
13
13
2О
2О
19
17
17
17
18
18
18
17
17
17
'7
Х7
17
17
17
17
Стой-
ка я с
тира-
ние в
оборо-
тах при-
бора
i6 790
17480
1 770
2 020
2 280
2 530
2780
3040
3300
3560
3820
4080
4 34O
4 600
4 820
5070
5 3Ю
5 8зо
6 070
6 33°
6 58о
7 о8о
Примечания: 1. Ширина ткани всех номеров без кромок 96 см, с кромками 97 см.
2. Метрический номер двойных тканей для сит указывает количество'ячеек в 1 пог. см.
3. Ткани всех номеров подвергаются промывке и ширению с одновременным нанесением аппрета.
4. Определение стойкости ткани на истирание производится на приборе Шоппера. В прибор заправляют образец
размером 16X16 см при нагрузке 1 кг. Моментом окончания испытания считают начало разрушения структуры ткани
(продырявливание). Осмотр испытуемого образца производят через каждые 100 оборотов прибора. Показателем
стойкости на истирание считают среднее арифметическое из результатов трёх испытаний.
360
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 101
Наименование
и номер арти-
кула
Марля 769
Марля 768
Марля 771
Марля 770
Марля двуни-
точная 765
/М ЯППЯ TIRVHW-
точная 764
862
АОД
Маркизет 289
290
Миткаль тех-
нический 885
Майя 272 П*
Ткани лёгкого веса редкие хлопчатобумажные
Стандарт
ОСТ
30112-40
ОСТ
30116-40
ГОСТ
1877-46
ОСТ
30149-40
ОСТ
30267-40
гост
1102-43
Отделка
Отбельная
гигроско-
пическая
Суровая
Отбельная
Суровая
Аппрети-
рованная
Суровая
Суровая
Суровая
Суровая
Суровая
Суровая
Суровая
расшлих-
тованная
я
Я
о.
я
•—i
Я
68,о
72,5
68,о
72.5
67,0
69,0
7i.o
140,0
89,0
io6,5
7i,o
6з,о
Ш
«а
х
S
3
о
—
—
(о,27)
—
—
-
(о.6я)
(O.2I5)
(о,24)
—
(°>а4)
Плотность
по ос-
нове
69,5-73,5
66-69
124—128
Нб—I2O
2IO- 216
2ОЗ—211
48—50
Не более
290
135— Чг
137—143
2О0 —2О8
295-305
по утку
49-5—53,5
5O-53
93-97
93-97
72 - 76
77-81
40,5-42,5
Не более
3i6
127—133
127-143
166-174
257-277
-арнитурового переплетения
о
'а
1-1
и
«
4о
4о
41
43
83
6о
8о
71
71
71
73
до
Сопро-
тивле-
ние
раз-
рыв у
в
о о
о о
с х
12,О
12,О
I2.O
I3.O
43.о
2О,5
24.O
2б,О
27,0
27,0
23,О
25-O
кг
>,
о >>
6,5
6,о
6,5
7,°
6,5
3,5
19>°
2б,О
24,о
24,о
l6,O
18,0
Удли-
нение
при
рас-
тяжении
в
° ?
Ш
о о
С X
—
—
—
—
-
—
E'3)
E-2)
—
3
/
¦
>>
о >,
с а
—
—
_
—-
—
-
-
(9-3)
(га ,2)
—
22
Разрыв-
ная
длина (по
номина-
лу) в
О 0)
«
о о
С X
6,о
6,о
5,85
6,о5
5,53
6,7
6.О
7-3
7,6
7,6
6,3
5.55
км
•
о >,
с а
3,25
з.°
3.2
3.5
5,65
I.I7
4,75
7,3
6,75
6,75
4,4
4.о
Применение
Для филь-
трования хи-
мически-ней-
тральных
жидкостей
Для силово-
го слоя за-
щитного ла-
кокрасочного
покрытия де-
ревянных из-
делий авиа-
промышлен-
ности
Для промыш-
ленных целей
Для изделий
парашютной
промышлен-
ности
* Воздухопроницаемость 500—700 л!м'2сек.
Перед началом испытания образец предва-
рительно растягивают грузом 0,3 кг для шёлко-
вых и тонких лёгких хлопчатобумажных тка-
ней, 0,5 кг для тканей с сопротивлением раз-
рыву образца до 200 кг и 1 или 2 кг для тка-
ней, обладающих большим сопротивлением
разрыву.
Сопротивление ткани разрыву выражают
в килограммах на образец ткани шириной
50 мм или условно в кг/м ширины ткани.
Показателем прочности по основе считают
среднее арифметическое результатов испыта-
ний трёх образцов, по утку не менее четырёх
образцов (часто до девяти).
Удлинение ткани по основе и утку опре-
деляют в процентах от длины образца.
Разрывная длина ткани определяется
отдельно в направлении основы и утка и под-
считывается по формуле:
где L — разрывная длина в км; а — сопроти-
вление разрыву в кг на 1 м ширины ткани;
G — вес 1 м? ткани в г.
Часто определяют среднюю разрывную
длину ткани как среднее арифметическое из
показателей по основе и утку.
Разрывная длина технических тканей ко-
леблется в пределах 1,5—11,6 км.
Водоупорность определяют для тех-
нических тканей, пропитанных водоупорным
химическим составом. Предварительно про-
мятый руками образец пропитанной ткани за-
правляют в виде кошеля в четырехугольный
A0X30 см) деревянный станок (рамку) и
кошель наполняют дестиллированной водой
комнатной температуры. Ткань не должна
давать течи в течение 24 час. при столбе воды
высотой не менее 10 см.
Качество технических тканей
по внешнему виду устанавливается
стандартами, которые обычно предусматри-
вают наличие эталонов, характеризующих
чистоту и равномерность пряжи, ткачество и
отделку ткани. Требования к внешнему виду
тканей изложены в ГОСТ 161-41 на разбраковку
хлопчатобумажных тканей, ГОСТ 357-41 —
льняных, ГОСТ 358-41 — шерстяных и
ГОСТ 187-41 — шёлковых и в ряде ведомствен-
ных технических условий и ОСТ. Грубые
пороки ткани (дыры, рваные края, боль-
шие масляные пятна и др.) не допускаются.
Некоторые виды тканей в зависимости от
числа пороков разделяются на сорта A-й,
2-й сорт и несортный), . ответственные тех-
нические ткани на сорта не делятся
Таблица 102
Наименование и номер
артикула
Эксцельсиор 1053
1070
Полотно оранжевое 7324
Каркасное полотно марки
К 1057*
Полотно из бур-де-суа 61
Батист-калька 871
871
870
870
Перкаль Б2, 820
Перкаль Б2, 1791
Перкаль Б1, 1791
Перкаль Б1, 820
Перкаль А
Перкаль А 817
нда
и
ГОСТ
2481-44
ВТУ-294
ГОСТ
1637-42
гост
893-41
ОСТ
30144-40
гост
694-41
гост
1102-43
гост
694-41
окна
о
S
сз
о
о.
S
О,
Шёлк
Шёлк
Шёлк
Шёлк
Хлопок
Хлопок
Хлопок
Хлопок
Отделка
Отварка
Окраска и от-
делка
Отделка без
аппрета
Окраска и
отделка
Отбельная
Суровая
Отбельная
Суровая
Расшлихтовка
Расшлихтовка
Расшлихтовка
Ткани лёгкого
а
се
рин
э
74
935
1оо,5
91
78
89
иб
89
ш
89
ш
135
ш
се
ит
То;
—
—
(O.23)
—'
(°. 15)
(о,17)
(о.-,)
<¦>.«>
веса плотные i
Плотность
(число
нитей
на 10 см)
по ос-
нове
480—51°
480—5°°
—
391-4"
44о—4бо
387—403
560-580
386—402
424-44°
424—44°
424—440
466-486
по утку
43°-49°
Зоо—34°
—
310-330
392—4O8
402—418
392—412
4O2—4Т8
480-520
4.80-520
480—520
446—466
гарнитурового
m
щ
М
19
4о
56
7б
57
58
56
58
6i
65
97
IOO
переплетения
Сопротивле-
ние разрыву
в
по ос-
нове
ю
22
Зо,б
54
25
24
24
24
25
2б
45
45
кг
по утку
ю
23
32,5
43
17
19
17
19
25
2б
43
42
Удлинение при
растяжении
в
по ос-
нове
8
и
11
13
—
—
7
5
ю
ю
%
по утку
IO
11
12
16
—
—
ю
8
15
15
Разрывная
длина
миналу
по ос-
нове
ю.5
ir,o
ю,9
14.2
8,8
8,28
8,58
8,28
8,2
8,о
9,28
9>°
по но-
в км
по утку
ю,5
II.O
11,6
б,о5
5-98
6,55
6,о8
5-98
8,2
8,о
8,87
8,4
Применение
Для изделий парашютной
промышленности
Для изделий резиновой про-
мышленности
Для изделий парашютной
промышленности
Для изготовления полотня-
ной кальки
Для изготовления прорези-
ненных баллонных материй
Для изделий парашютной
промышленности**
Для изготовления прорези-
ненных баллонных материй
* Ткань имеет каркас из утолщённых нитей основы и утка. Размер клетки каркаса 2,5X3
f* Воздухопроницаемость 380—700 л/лРсек
Ткани среднего веса плотные хлопчатобумажные
Таблица 103
Наименование и
Миткаль техни-
886
Миткаль
891
894
Бязь
1089
1089
869
869
867
Ворспроп
861
Бумазея-корд
796
Байка футорная
1096
АМ-93,1826
АСТ-100
АСТ-28 1903
Брекерная ткань
2017
2016
Стандарт
ОСТ
30267-40
ОСТ
30294-40
ОСТ
30294-40
ОСТ
30294-40
ОСТ
30294-40
ГОСТ
1883-46
ГОСТ
2328-43
ГОСТ
1102-43
ОСТ
30140-40
Переплетение
Гарнитуровое
Гарнитуровое
Гарнитуровое
Гарнитуровое
Гарнитуровое
Гарнитуровое
Гарнитуровое
Гарнитуровое
Гарнитуровое
Отделка
Суровая
Суровая с начёсом
Суровая
Суровая неаппре-
тированная с под-
чёсом
Суровая отделан-
ная с подчёсом
Суровая
Суровая
Гладкокрашеная
с односторонним
начесом
Суровая с одно-
сторонним на-
чесом
Суровая
Суровая с двух-
сторонним начёсом
Суровая промытая
Суровая промытая
Суровая расшлих-
тованная
Суровая
1
S|
вэ
я
X
Шири
71
93
IOO
89
87
85
85
69
8а
7О
89
9о
78
137
135
86
87
IOO
3
а
я
а
Толш
(о,34)
—
—
_
—
~о,48
(о.47)
—
(i.O
(о,98)
(O.27)
(O-32)
@,43)
(о,57)
Плотность
(число
нитей
на 10 си)
эаон
эо ou
274-284
296—308
I2O—I28
Il6—124
22O—228
22O—228
2О8—22O
254—2б4
298—3IO
222—234
219—231
185-193
Не м
32O
216—230
248—358
io8—на
262—274
277—289
130—148
136-144
165—177
165—177
168—i8o
264—276
257-267
130—138
132—140
120—128
енее
290
210—230
225-245
1О8—112
Вес 1
104
ш
Ю7
но
127
136
220
161
1б5
265
375
3*7
1бЪ
195
2ОО
171
Сопротивление
разрыву в кг
эаон
эо ou
31
35
15
38
33
63
37
35
29
29
49
7°
90
75
55
с >,
25
2б
14
29
20
2О
48
43
15
23
2б
25
7о
до
75
Удлинение
при растяже-
нии
эаон
эо ou
-
2-6
—
6—IO
5-9
_
—
—
13
15
ю—18
12
в %
-
—
9—15
—
9—15
8—14
~
_
—
—
13
15
и—19
13
Разрывная
длина
(по но-
миналу) в км
по ос
нове
5.95
6,3
2,8
2,55
5.98
5.58
5-72
4,бо
4,24
2,19
2,11
3,09
8,53
9,23
7.50
6,43
Е >.
4,8
4.67
2,б2
5.27
3.15
2,94
4-35
5,35
i,8a
1,74
1,89
1,58
8,53
9,23
7.5O
2,92
Применение
Для промышлен-
ных целей
Для промышлен-
ных целей
Для промышлен-
ных целей
Для обшивки
крыльев фюзеля-
жей и поверхно-
стей управления
самолётов
Для изделий па-
рашютной про-
мышленности
Для резиновой
промышленности
О)
to
Парусина нажда-
кованная
905
Дук кручёный 1152
однониточный 1168
Саржа КЛ
Ткань для беско-
нечных ремней
2065
Ткань для слоя
растяжения
2067 и 2066
Молескин
Д 1143
1167
Ф 1144 и 1145
Г 1142
Доместик
Б-2024
В-1160
2021
2022
2023
2020
Палатки 1600 и 364
387
391, 1859 и 1865
810 и 880
Сукна 458
454
457
Холст фильтро-
вальный 849
851, 852, 853 и 856
Парусина ГАЗ
2040
Салфетка техни-
ческая 2D4
Кирза двухслой-
ная
| Саржа полигра-
фическая 2046
ОСТ
30253-40
ТУ
Главтехноткани
Промстандарт
18-1-14
ТУ
Главтехно-
ткани
ОСТ
30139-40
ТУ
Главтехно-
ткани
1
ГОСТ 1
1104-41 Г
J
ОСТ
30013-40
30264-40
ОСТ
30040-40
ТУ
ткани
ОСТ
30293-40
Гарнитуровое
Рогожка 2/2
Саржевое
Гарнитуровое
Гарнитуровое
Усиленное
Гарнитуровое
Панама
Гарнитуровое
Гарнитуровое
Гарнитуровое
Гарнитуровое
Уточно-насти-
лочное
Гарнитуровое
Фасонное
Фасонное
Саржевое 3/1
Суровая
-
-
Суровая
Суровая
Суровая
Суровая
Суровая *
Суровая
-
-
Суровая
Суровая
67
125
85 и
138
Разная
87 и
юо
125
13ои ?25
130
89
иб
Ю7
15°
19о
89
66 и 98
7i
71, 9°1
И IO} 1
71 и 89
136
71
136
72
8о, ор,
85 и Ю7
иб
47X54
10б
1Об
(°.54)
-
о,б
о.45
°.7
о,б
—
_
о,55
о.бо
°,55
о.55
о.55
°, 55
—
—
—
-
-
-
(о.77)
—
198—206
212—228
2O2 — 2О<
328—336
204—212
88—92
288—304
219—227
288—304
174—182
•ОО—205
170—174
22O—228
232—24°
Il8—122
312—328
39O—4ю
292—308
244—256^245—255
2O4—212' 174— *8б
216—224 109—211
204—212
204—212
204—212
220—228
210—2т8
294—3°6
254—266
185-197
263—270
241—253
266—282
2О0—212
2O4—2I6
318—322
Иб—124
509-529
388-392
184—196
184—109
184—196
190—202
226—238
23O—242
230—342
1дО -1б2
539-563
402—418
523—547
154—166
384-396
?32—136
78-82
4Ю—434
186—194
186
10
2O5
205—208
210
212
i8o
248
272
295
24O
244
253
258
258
2б2
256
3°5
ЗЮ
345
252
290
300
250
356
300
353
380
34°
45
^6
о6
67
45
47
42
63
64
75
бо
63
бо
бо
бо
65
82
93
85
82
4О
37
4о
8о
34
9о
22
128
95
44
39
5о
47
7о
5°
54
76
85
87
бо
62
7°
7°
7°
65
66
85
84
8о
95
иб
124
бо
146
59
75
125
9°
—
15
15
i8
—
—
12
—
—
30
17
3°
80
80
31
—
-
—
—
_
-
12—15
25
8
—
28
—
10
8,5
15
—
—
14
—
—
14
16
14
14
14
—
—
—
—
-
10—13
16
15
—
10
4,84
5.72
5.47
6,55-
6.45
4,28
4,43
4.67
5.°8
4,71
5,о8
5,00
5,°8
4,74
4,74
4.24
4.97
6,4°
б.оз
5.48
4,7<5
3.J7
2,55
2,67
6,4о
1.91
б,оо
1,24
6,74
5,59
4,73
3-98
4,88
4,58-
4-53
6,67
4,72
6,оо
бдз
6,25
59°
5,°°
5,°°
5,53
5,58
5,58
4,97
5.15
5.57
5.42
4,64
7.53
8,27
4,8о
8,2О
3,94
4.25
6,58
5-3°
Для промышлен-
ных целей
Для промышлен-
ных целей
Для производства
прорезиненной
кардоленты тек-
стильных машин
Для изготовления
приводных ремней
—
Для резиновой
промышленности
(кислородные по-
душки, печатные
пластины, про-
кладки при обра-
ботке прорезинен-
ного автокорда)
Для маслобойной
промышленности
Для сахарной
промышленности
Для автомобиль-
ной промышлен-
ности
Для обтирки ма-
шинных частей
Для полиграфиче-
ской промышлен-
ности
Для полиграфиче-
ской промышлен-
ности
* Все палатки выпускаются также в окрашенном виде, а по ОСТ 30293 и пропитанными водоупорным составом.
364
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 104
Наименование
и номер
артикула
Канва 915
Ткань льняная
авиационная АЛЛ
АЛВК
Ткань льняная 312
(полотно тон-
кое) 308
307
305
Ткань льняная
паковочная 951
953
955
Ткань льняная 267
(полотно пала-
точное) 266
Равентух 406
407
Полотно ла- 360
герное 361
Ткань льняная 960
мешочная 959
958
957
Ткани среднего веса плотные льняные
Стандарт
ОСТ НКТек-
стиля 36094-40
240 СМТУ
НКАП
ОСТ НКТек-
стиля 30083-40
ОСТ НКТек-
стиля 30093-40
ОСТ 6220
НКЛП 277
ОСТ НКТек-
стиля 30239-40
ГОСТ 643-41
ОСТ НКТек-
стиля 30096-40
Отделка
Полубелая
Стрижка
и расшлих-
товка
Суровая
кислован-
ная
Суровая
Химически
пропитан-
ная и окра-
шенная
Химически
пропитан-
ное
Суровая
Комбини-
рованная
пропитка
Подстриж-
ка и калан-
дрение
*>
ш
X
сх
•—1
э
84
89
89
8о
8о
8о
8о
1о6
но
но
89
оо
7о
НО
67
133
13°
но
но
но
а
се
X
ч
о
о.44
О,27
гарнитурового
Плотность
(число
нитей
на Ю см)
по
основе
io6
234—256
0,36:190—210
_
о, 29
о.34
°,35
—
—
—
¦
—
—
и7
Ю5
88
77
31
31
42
94
IOO
53
53
84
84
42
47
37
42
по
утку
ю4
24O—2дО
I90—2IO
пб
98
83
72
25
32
32
94
IOO
53
53
8з
82
43
38
Зб
33
К
^
и
01
Си
15°
1б5
22O
I7O
185
2ОО
2IO
2О8
241
240
295
315
Зю
Зю
32O
330
3°°
3°5
32O
4оо
переплетения
Сопро-
тивле-
ние
разры-
ву в кг
л>
ш
о
X
о
о
с
5°
6о
9°
64
7°
72
6о
35
34
5°
88
86
7°
7°
97
97
58
6о
6о
об
о
с
5о
6о
9°
7°
7°
6о
38
46
5°
8о
8i
68
68
93
93
68
55
60
62
Удлине-
ние при
растя-
жении
в
<и
а
о
X
о
о
с
IO
IO
_
—
—
—
—
—
—
_
—
_
—
—
/
и*
>.
о
ю
IO
—
—
—
_
—
—
—
—
_
—
—
Разрыв-
ная
длина пс
номина-
лу
<и
Я
о
X
о
о
п
6,7
7,3
8,2
7.5
7.6
7.2
5.7
33
2,8
4,2
6,о
5.5
4,5
4,5
6,о
6,о
3,9
3,9
3,8
2,8
в км
о
с
6,7
7,3
8,2
8,2
7-6
5.7
3.7
3,8
4,2
5-3
5-1
4.4
4.4
5.8
5,8
4.5
3-6
3,8
Примене-
ние
Для вспо-
могатель-
ных целей
Для обшив-
ки элемен-
тов кон-
струкций
самолётов
Для вспо-
могатель-
ных целей
Для
чехлов
Для вспо-
могатель-
ных целей
Ткани среднего веса редкие гарнитурового переплетения
Таблица 105
нование и
артикула
it
хй
Рединка
АЛКР
Сетка-кан-
ва 862
Фильтро-
сетка 926
Стандарт
Нормаль
1лавного
управления
НКАП 237
СМТУ
ОСТ
30116-40
ОСТ
30230-40
да волокна
иро
с
С
Лён
Хлопок
Лён
Отделка
Односто-
ронняя
стрижка,
лёгкое
каландре-
ние
Аппретиро-
ванная
Суровая
ia в см
к
о.
а
66
68
125
на в мм
3
То
(о,48)
(о,55)
A,16)
Плотность
(число нитей
на 10 см)
по ос-
нове
94-98
loo—Ю4
38—42
по утку
92—IOO
78—82
32—Зб
и
01
м
125
140
250
Сопро-
тивле-
ние раз-
рыву
в к?
О V
о о
Е X
45
34
9о
ут-
о >,
с а
45
i8
80
Удлине-
ние при
растя-
жении
В 0/
о <и
о с
С X
6
-
—
о >,
с и
6
-
—
Разрыв-
ная
длина
(по но-
миналу)
в км
о а>
о §
С X
7.2
4,85
7,2
н
о >,
С X
7.2
2,57
6,4
Применение
В качестве
силового слоя
целлулоидного
защитного по-
крытия дере-
вянных воз-
душных вин-
тов самолетов
Для филь-
жидкостей
Примечание. Ткани вырабатываются на кручёной пряже.
Таблица 106
Ткайи тяжёлого веса пЛотныё хлопчатобумажные
Наименование
и номер артикула
Авизент ***
Палатки 827
827
834
?34
834
832
Ткань:
Рукавная* B042
Киперная \2043
Тракторная 2068
Замша споотив-
ная 468**
880
Башмачная
1153
831*
Стандарт
ГОСТ 2306-43
ОСТ 30293-40
ТУ Глав-
техноткани
ОСТ 30263-40
ТУ Глав-
техноткани
ОСТ ЗС293-40
Переплетение
Гарнитуровое
Гарнитуровое
Саржевое
2/2
Гарнитуровое
Сатиновое
Гарнитуровое
Гарнг.туровое
Отделка
Окраска хаки,
водоупорно-про-
тивогнилостная
пропитка
Гладкокраше-
ная отбельная и
крашеная с от-
белкой
Суровая
Отбельная
Гладкокраше-
ная
Суровая
Гладкокраше-
ная химически
пропитанная
—
Гладкокраше-
ная
Суровая
Суровая
Гладкокраше-
ная
Суровая
Суровая (иногда
скрашенная)
Шири-
на
в см
IOO
IOO
8i
9°
72
74
76
84
195 и
i°5
6i
7°
131
130
90
Толщи-
на
в мм
4оо
—
_
—
—
—
—
—
—
—
—
—
—
—
—
(о,9о)
Плотность
(число нитей
на 10 см)
по
основе
Збз—377
Збз—377
138—146
126—134
'49-157
145—154
158—166
124—128
146—150
220—232
193 — 201
T90-I98
216 — 228
142-154
I48-I56
ПО
утку
96—108
92 — 112
112—I2O
IO2—НО
Ю4—112
1Об— Hi
114—122
1О8—Il6
Г16—I2O
86-94
470-490
482-502
482-502
470 — 49°
214-226
1114 —122
Вес
1 ж2
В Z
4оо
4оо
4°5
435
413
447
462
475
415
42O
415
42O
420
445
45°
475
Сопротивление
разрыву в кг
по
основе
IOO
9-'
9°
IOD
IOO
95
но
1ОО
12 5,
75
7°
7°
75
125
IOO
по
утку
9°
90
IO2
85
85
97
85
до
75
8о
IOO
i6o
80
95
97
Удлинение
при растяже-
нии в °/„
по
основе
—
Ю — 22
—
12— IS
13-19
—
18
35
—
—
—
—
_
по
утку
14
—
Т8-26
—
13—19
14—2О
—
12
Ю
—
—
—
—
Разрыв-
ная длина
по номина-
лу) В I'M
по
осно-
ве
5.75
5>°
4.55
4,14
4.86
4,48
4.13
4.64
4.83
5-95
3.62
з.зз
3.33
3,37
5.56
4.22
ПО
утку
5>75
4.5
4,45
4,69
4,13
4,°3
4.21
3.58
3 79
3.57
3,86
7.O2
7,62
З.бо
4.23
4.о8
Применение
Для сумок людских
парашютов
Для сумок грузо-
вых парашютов
Для чехлов
--
)
1 Для замены замши
| при полировке
J
Для чехлов
Для чехлов авиа-
конструкций
Из кручёной пряжи. ** Из кручёной пряжи по основе. *** Водоупорность 10 см иод. (.т.
Наименование
и номер артикула
Сукно литограф-
ское
Фильтросванбой
2078, 2079 и 2087
Сванбой полигра-
фический **
Асфальтированная
ткань 2003
2004
2005
Брезент 1820
шахтерка
Чефер* 2081. 2082,
2083, 2084,
2085, 2086
Фильтро- ( 2074
миткаль { 2075
V 2076
Кожсукно 860 **
Тифтик „вод"
2063*
Фильтродиа- 2070
гональ 2071
2072
2073
Стандарт
Стандарт
Главрезины
18
1732
ОСТ 30110-40
Стандарт
Главрезины
18
3172
ТУ Главтехно-
ткани
ТУ Главтехно-
ткани
ГОСТ 642-41
ГОСТ 487-41
ОСТ 30293-40
ГОСТ 737-41
ГОСТ 504-41
Переплетение
—
Двухслойное
—
Гарнитуровое
Гарнитуровое
Гарнитуровое
Гарнитуровое
Саржевое
Саржевое
Саржевое
¦~> 2
Отделка
С двухсторон-
ним начёсом
Суровая
_
Суровая
Отделанная бе-
лёная с двухсто-
ронним начёсом
_
Гладкокрашеная
Суровая
Суровая
-
"Крашеная
Суровая
Суровая
Суровая
Шири-
на
в см
оо
1О7
75. 9о
и IO7
ю7
85
72
65
71
Ю7, 146,
150, i6o,
167, 186
84, roo
И 1OJ
65
71
98 и Ю7
86,5
97-5
100,0
1°5>°
Толщи-
на
в мм
—
I.O
_
-
-.1
I.O
о,98
1.4
Плотность
(число
на 1С
по
основе
228—236
206—214
508-516
246-254
302-318
170-178
170—178
156-164
90-94
174-182
221 — 229
Ю5-ИЗ
186-194
216 — 224
1
нитей
см)
по
утку
242-2,54
278 - 292
678-682
278—290
252 — 268
136-144
96—104
236-244
71-79
76-84
87-93
io6—114
280-296
296-312
163-173
IO6--H4
Вес
1 м1
в г
461
49°
465
485
55O
49°
630
73о
495
5оо
5°°
5оо
54°
635
563
59°
1
Сопротивле-
ние разры-
ву в кг
по
осно-
ве
75
75
73
оо
гоо
—
i6a
152
130
135
77
74
165
200
по
утку
36
1бо
гбо
1бо
45
—
53
6а
130
IOO
72
I3O
i65
IOO
Удлинение
при растяже-
нии в %
по
основе
2О
19
3°
23
17
_
_
аб
37
14—16
28
34
по
утку
го
ю
15
ю
3°
_.
—
_
12
ГО
19 — 21
13
IO
Разрыв-
но н
лу)
по
осно-
ве
3.26
3>°6
ЗД4
3.72
3.64
_
6,55
6,о8
5,2О
54°
2.8 ,
2.33
5.87
6,78
эмина-
по
утку
1,56
6.53
6,87
6,бо
1,64
—
21|
2,48
4,о
2,67
4,1°
5.87
3.39
Продолжение табл. 106
Применение
В полиграфической
промышленности
Для фильтрования
в производстве искус-
ственного волокна
Для печатных ма-
шин
-
В угольной промы-
шленности
В резиновой промы-
шленности
Для фильтрования
жидкостей
В производстве
кожзаменителей
Для изготовления
водолазных костюмов
Для фильтрования
нейтральных и щелоч-
ных жидкостей под
давлением до 5 am и
при t до 90° С
Сноповязальная
ткань *
Кирза трёхслой-
нзя *
Кирза четырёхслой-
ная, арт. 1867 *
Кирза четырёхслой-
ная, арт. 1094*
Бельтинг Б 820 *
Бельтинг Б 930 *
Бельтинг* 2013,
2014
и 2015
Бельтинг НП*
Фильтроткань
2080 **
ВТУ
Главрезины
18,1735
ГОСТ 2291-43
ТУ НКТек-
стиля
30332-41
ТУ НКТек-
стиля 87-41
ТУ НКТП 88-41
ГОСТ 332-41
Ст. Главрезины
18-3924
ТУ Глав-
техноткани
Гарнитуровое
Сложное
многослойное
Сложное
многослойное
Гарнитуровое
Гарнитуровое
—
—
Двухслойное
Саржекое
Гладкокрашеная
Суровая отва-
ренная
Суровая без от-
варки
Гладкокраше-
ная
Суровая
Гладкокраше-
ная
Суровая
Суровая
Суровая
Суровая
Суровая
76,2
8g,O
Ю1,5
Ю5.О
II2.O
I2O,O
I25.O
135.°
87
89
91.5
87
91
87
91
75. IO7.
120
107
84, IOO
И НО
86, 1з8
6i
1>3
i,7—1,76
-
Около
*>75
1.75-2
а,о
1.75-2
з.о
1.9
2,0
2.3
З.о
14 Ф- 148
.
549-569
538-556
523-541
ioo8—1048
957-юл
ioo8—1048
957 -юн
98—102
98—102
96-100
83-85
2Об—2IO
IO3-IO5
90-94
398-438
399-439
4оо—44°
550—600
jOO— COO
550-600
360—600
39-43
39-43
56-60
48-5°
58-62
630
810
810
810
900
89З
900
893
820
93O
95°
J575
Г35°
IOO
IOO
IOO
105
no
no
107
107
315
353
285
350
55
28
!
90
80
80
85
140
140
170
400
ЗЗО
40
25-35
23 -35
30-40
20-30
20-30
—
22-32
22-32
43
35
31
26
14
10—16
10—16
8-10
10-18
—
10-18
—
8-ia
8—ia
IO
14
IO
6,03
7.78
6,0
0,81
0,41
3,86
3,42
3.58
4.89
Для транспортёров
сноповязальных ма-
шин
В пропитанном ви-
де для шорных и обув-
ных изделий
Для прорезиненных
и шитых приводных
ремней
Для фильтрования
в производстве ги-
дрированных жиров,
дрожжей, анилино-
вых красителей, в
нефтяной промышлен-
ности и промышлен-
ности цветных метал-
лов под давлением
10 am и температуре
100" С
Для работы на фильтр-
прессах нефтяной
промышленности при
производстве пара-
фина под давлением
до 36 am и темпера-
туре от 0 до +100°С
Для фильтрования
I I I ¦ - I I . I I ¦ I I '
Примечание. Показатели сопротивлгния разрыву по утку и удлинения при растяжении по основе для кирзы четырёхслойной, бельтингов и филыротканн — на полоску
шириной не 50 мм, а 20 мм.
* Из кручёной пряжь
** Из кручёной пряжь, по основе.
368
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. I!
Таблица 107
Наименование
и номер
артикула
Парусина:
вещевая 376
полубелая 942
Парусина
специальная
морская 390
Парусина
ангарная 388
Парусина
шинельная 382
Парусина
специаль-
ная мор-
ская 391
Парусина бре-
зентовая 377
378
377
378
377
378
385
386
385
386
385
386
Парусина
транспортёр-
ная 389
Парусина
специальная
морская 392
Полотно
355
Парусина
хрящевая 932
Ткани тяжёлого веса плотные
Стандарт
ост
Наркомтек-
стильпрома
30092-40
То же
То же
То же
То же
То же
То же
То же
ОСТ
30085-40
То же
Отделка
Суровая
Полубелая
Водоупорная
пропитка
Варёная
Водоупор-
ная пропитка,
суровая
Водоупор-
ная пропитка,
окрашенная
Суровая
Комбиниро-
ванная про-
питка (водо-
отталкива-
ющая и про-
тивогнилост-
ная) окрашен-
ная
Комбиниро-
ванная про-
питка, суровая
Суровая
Водоупорная
пропитка ва-
рёная.
Варёная
Водоупор-
ная пропитка,
окрашенная
Водоупор-
ная пропитка
Суровая
Водоупор-
ная пропитка,
окрашенная
Бодоупор-
ная пропитка,
суровая
Суровая
Суровая
Водоупор-
ная пропитка,
варёная
Варёная
Варёная
пряжа
—
3
Щ
м
X
о.
1
72
75
74
75
74
73.5
75
72
73
75
74
75
73-5
Ю4
74
Ю4.5
75
1Об
73.5
1Щ
74
1°4,5
75
10б
130
74
75
9о
7°
льняные гарнитурового переплетения
я
К
3
с-
О
—
о,7
о,85
—
—
0,78
о.73
0.85
—
о, 73
—
1,23
1,°9
I.O3
1,О2
1,14
1,22
1,О7
1,3
i,i4
—
1.3
Плотность
по
основе
122—I3O
142—146
142—146
ПО
утку
I2O—12{
по—и8
гоб—xii.
140—142! но—ul
248—256
252—260
244—252
252—260
248-256
244—252
222—230
220—22Е
214—222
214—222
212—22O
226—234
224—232
222—230
2ОО—208
218—224
22O—228
106—но
112—I2O
но—п?
108—116
112—I2O
94—IQ2
94—юг
98—юб
76—84
78—86
82—90
82—90
84-92
82—90
82—90
84-92
60—68
56-64
58-66
по— и8
68—76
о
03
435
43°
440
45°
5!О
52О
515
54о
532
678
690
68о
695
690
755
77°
77°
785
912
935
455
690
Сопротивление
разрыву в кг
по
основе
135
12б
125
13°
2IO
2ОО
2IO
1б5
*75
175
2IO
22O
1б7
i8o
185
210
220
220
*55
230
240
118
180
по
утку
по
164
i65
170
130
125
135
i°5
Ю7
22O
23O
т-ЪЪ
140
146
1б0
1бо
165
190
320
330
126
по
Разрывная
длина (по номи-
налу) в км
по
основе
6,21
5,86
5.68
5,78
7,85
—
7.68
6,4°
6,48
6,58
6,20
бC8
4,92
5.i8
5,37
5.57
5.72
5,72
3,95
5,°5
5,18
5,i8
5.23
по утку
5.O7
7.64
7.5°
7.57
5,ю—5,о
4,90—4-81
5.35—5,8
4,о8
3,97
4,33
6,48
6,68
3.97
4.O4
4,23
4,24
4,i6
4,29
4,85
7,02
7.14
5,55
3.19
"Л. V]
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
369
Продолжение табл. 107
Наименование
артикула
Двуниток 401
402
Парусина
383
Парусина
брезентовая
380
ОСТ
30090-40
ГОСТ
351-41
ОСТ
30241-40
Отделка
Суровая
Комбиниро-
ванная про-
питка (водо-
упорность и
см вод. ст.)
Каландровян-
ная и подстри-
женная с двух
сторон
м
к
о.
а
71 и
io6
73
75
3
«
о
-
0,76—
о,8
Плотность
по
основе
i8o—188
248—256
224—232
по
утку
78—86
io8—иб
84-92
*
о.
5оо
525
625
Сопротивление
разрыву в кг
по
основе
140
168
185
по
утку
но
75
170
Разрывная
длина (по номи-
налу) в км
по
основе
5>б°
6,4°
5.93
4,4°
2,85
5.44
Таблица 108
Ткани хлопчатобумажные шинные, корд (по ГОСТ 768-41) и велотред (по ГОСТ 769-41)
Наиме-
нование
ткани
Корд .
Велотред
¦ 1 О
О 4tD
С »
К S (U
Н О-Ч
SCO
Толщина
нове в м
ности не
о87±оо5
°,43±°.°5
т
о -3
о
ii
5 к
Сопротш
рыву нит
в кг
7,8-
Ю,0
2.5
О щ
<•" я
-° V»
f-s
О оэ
S. а
ч Я
Неравно!!
противле
более
5.5
8
Число
чени!
кру-
: на
25,4 мм (не
менее)
s
для пер-
вой круть
i8,o
18,0
35
для вторе
крутки
9.°
9.°
Удлинение в °U
(LI
СО
при нагр
в 4,5 кг
i4.°±i,75
—
CD
Я
при разр
2I-f 2,О
-2,5
11±2
о
X
о
Номер yi
37
40-42
Число
нитей
на длине 10 см
по
основе
94±i
!44±2
по
утку
8—з°± J
8±i
ани
и
Ширина
?.о±2
'49 ±2
S
н
га "^
Длина ку
или нити
13° Н°
15° И
i8ox5
х ^
s a
п з
R 0
Разрывш
нити осн
18,33-
23.5
159
Сукна технические (по ВТУ НКТекстиля 303)
Таблица 109
Наименование и марка
Сукно прессовое (ворсованное)
М,
М3
мв
M1S
ЙВ-1
МВ-П
мв-х
Верхнее МВ-К
Нижнее .МВ-К
Сукно ловушечное
Сукно целлюлозное
Сукно сушильное ч/ш
Хлопчатобумажное узкое
Хлопчатобумажное
Сукно обертух (опалённое)
Маншон (ворсованное)
Переплетение
Ломаная саржа
» »
Гарнитуровое
Ломаная саржа
Гарнитуровое
Сатиновое
Гарнитуровое
я
я
Сатиновое усиленное
Гарнитуровое трёхслойное
П 9
Саржевое
Гарнитуровое трёхслойное
Плотность (число нитей
на 1 м)
по основе
Норма
хобо
и8о
637
II2O
Х°5б
7ао
1°3°
522
273
J75
2520
2б2О
2280
I21O
434°
Допуск
X
53
59
32
5°
52
33
зб
52
2б
2б
Ч
9
125
13°
бо
220
ПО
Норма
946
99°
495
976
88о
38?
395
73°
4IO
43°
22O
13°
ЗО2О
144°
1.555
1664
утку
Допуск
±
19
2О
IO
3°
18
8
8
15
8
9
4
3
60
3°
3°
85
36
Вес 1
Норма
475
52O
боо
боо
6)О
760
55°
57°
юбо
i8oo
358°
1800
i85o
1760
3735
м" в г
Допуск
±
зб
29
33
39
42
3°
31
4°
58
юо
2ОЭ
ЮО
1ОО
97
Примечания:!. Размеры длины и ширины тканей устанавливаются соглашением производителя с потреби-
телем при заказе.
2. Допускаемые отклонения в размерах тканей: по длине ±2°/0, по ширине ±4110.
3. Технические сукна применяются для оснащения машин целлюлозного и бумажного производства.
370
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Длина кусков ткани обычно при-
нимается равной 40 м для узкой ткани лёг-
кого и среднего веса и 25 м — для тяжёлых
и широких тканей. Ткани специального на-
значения выпускаются в кусках длиной 100
(бельтинг). 130, 140 и 180 м (корд).
Приводные ремни
Наряду с кожаными в промышленности
применяются специальные тканые и шитые
из тканей приводные ремни, которые под-
разделяются на хлопчатобумажные тканые
и шитые, шерстяные тканые и хлопчатобу-
мажные бесконечные шитые.
Основные характеристики текстильных при-
водных ремней указаны в табл. ПО.
Хлопчатобумажные тканые рем-
н и изготовляются на специальных ткацких;
станках и разделяются на цельнотканные
(многослойные, без прижимной основы), тка-
ные прошивные (многослойные, с прижимной
основой), одинарные (шестислойные^ и двой-
ные (восьмислойные).
Основа и уток хлопчатобумажных тканых
ремней представляют собой кручёную хлоп-
чатобумажную пряжу.
Перечисленные виды приводных ремней
рекомендуется применять при скоростях дб
30 м\сек и небольших и средних мощностях.
Они пригодны для работы при переменной
и неравномерной нагрузке средней интенсив-
ности и на шкивах сравнительно небольшого
диаметра при максимальном отношений
т^г, где 5 — толщина ремня, a ?>rain-+
О,
30'
диаметр меньшего шкива. При устойчивой
температуре и нормальной влажности воздуха
ремни выдерживают температуру до 50° С
и мало чувствительны к щелочам. Хлопчато-
бумажные тканые ремни не рекомендуется
применять в сырых помещениях с резко
колеблющейся температурой, при перекрёстной
передаче, на шкивах с рёбрами, ступенчатых
шкивах и при наличии отводок, а также при
сильных колебаниях нагрузки — толчках, уда-
рах и т. п.
Шерстяные тканые ремни изгото-
вляются трёх-, четырёх- и пятислойными.
Для основы используется шерстяная (вер-
блюжья) и хлопчатобумажная кручёная пряжа
(для добавочной, сшивающей основы), для
Ремни приводные текстильные
Таблица ПО
•я
cam
н
2
о
чат
о
X
01
2
« -
к*
а
СЗ CD
? 3
vo S
?В
« щ
« я
ч ft
X
лажные
ные
2 °
о
ч
X
Наименование
Цельнотканные
Тканые прошивные ....
То же
Двойные
Многослойные (с закруг-
Шитые из ткани
бельтинг Б842
Стандарт
ост 1008о30
НКТП
ОСТ
нктп
ост
нктп 1003-зэ
ост „,,г
нктп 3155
ост ....
'нктп 3155
ост „1СТ
нктп3157
ост
ТШГГ3156
ТУ Главтехноткани
176-41
Ширина в мм
Зо; 40; 50; бо; 75
бо; 75! 9о
ioo; 115; 125
30; 40; 50; бо; 75! 9°;
ioo; 115; 125; 150; 175
5°;75;9o;io°;;i25;
150; 175; 200; 225; 250
50; бо; 75; 9о
ioo; 115; 125; 150;
J75
200; 225; 250; 300;
350; 400; 450; 500
50; 60; 75; 9°; i°°;
115; 125; 150
15°; 175; 200; 225;
250; 300; 350
200; 225; 250; 300;
350; 400; 450; 500
20—135
20—135
20—135
20—135
ев
X
к
4.o
5-o
б,о
6,5
8,5
6,o
9>°
11,0
5.t>
8,0
11,0
2,2
3,3
3,8
¦к
Вес 1
шири
10 мм
4°
52-56
бо
57-66
7о-86
67
9°~95
io6— иб
54
77
io6
—
—
)ТИВ-
раз-
в
2
С х В ^
U ч о.ье
Зоо
38о
380
35°
35°
Зоо
Зоо
Зоо
35°
35°
35°
275
275
275
ь*
>1 В
Зт
25
25
35
38
бо
бо
35
35
35
i6
i6
16
16
Число
слоев
4
3
4
б
8
3
4
5
4
6
Ь
4
5
8
10
Примечание. Ремни хлопчатобумажные тканые и шитые пропитываются битумом и озокеритом, шерстя-
ные тканые — затёртым на олифе железным суриком; хлопчатобумажные бесконечные выпускаются суровыми.
ГЛ. V]
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
371
могут работать в сырых
малых диаметров
ступенчатых
утка — хлопчатобумажная кручёная пряжа.
Шерстяные тканые ремни рекомендуется при-
менять при скоростях до 30 м/сек при сред-
них и относительно больших мощностях. Они
пригодны для работы при весьма неравно-
мерной и даже ударной нагрузке, а также на
шкивах сравнительно небольшого диаметра
' S _ 1 \
'~- 30 )'*
и жарко натопленных помещениях и более
устойчивы, чем другие виды ремней, к воз-
действию пыли, кислот, едких паров, газов
и т. п. При перекрёстной передаче, при шки-
вах с рёбрами, ступенчатых и при наличии
отводок применение шерстяных тканых рем-
ней не рекомендуется.
Хлопчатобумажные шитые рем-
н и изготовляются из нескольких слоев (че-
тырёх, шести или восьми) хлопчатобумажной
ткани (бельтинга), соединённых между собой
продольным прошиванием кручёной хлопчато-
бумажной ниткой (расстоянием между строч-
ками 10 мм). Эти ремни рекомендуются при
скоростях до 30 м\сек и спокойной равномер-
ной нагрузке. Не рекомендуются на шкивах
( s \\
(-—— = — ,
\ ?Vin эи/
шкивах и при работе с отводкой, а также
в сырых помещениях с резко колеблющейся
температурой. При нормальной влажности
воздуха и устойчивой температуре ремни
выдерживают температуру до 50° С.
Хлопчатобумажные бесконеч-
ные ремни изготовляются из полой много-
слойной ткани артикула 2065, специального
ткацкого переплетения. Ткань разрезается по
ширине на полосы, представляющие собой бес-
конечные ленты, прошитые хлопчатобумаж-
ными нитками, с расстоянием между продоль-
ными строчками 10 мм. Бесконечные ремни
имеют длину от 900 до 2000 мм и применяются
для передачи движения шлифовальных высо-
коскоростных станков.
Рукава
Плоскотканые рукава вырабатываются на
специальных ткацких станках по принципу
заправки круглой ткани гарнитурового пере-
плетения из льняной кручёной пряжи. Рукава
применяются для подачи воды под давлением
на расстояние. Характеристика рукавов при-
ведена в табл. 111.
По выдерживаемому гидравлическому да-
влению рукава разделяются на облегчённые,
нормальные и усиленные. Для отличия нор-
Таблица 111
Рукава выкидные гарнитурового
* *S
х а
X Си
о, 5
Z, S
я §
СС ч
2б
39
4б
51
66
77
переплетения
из льняной пряжи (по I ОСТ 472-41)
Количество
кручёных
прядей
по ос-
нове
53
8i
93
105
133
153
по ут-
ку на
10 см
4i
41
41
41
42
42
о «
РЭ а.
148
226
2бо
290
375
433
Рабочее гидравличе-
ское давление
для
рукавов в am
облег-
чённых
4
4
4
4
4
4 -
нор-
маль-
ных
_
9
9
9
9
9
усилен-
ных
_
—
—
12
12
12
мальные рукава имеют одну цветную прядь
по всей длине, а усиленные — две. По наличию
пороков различают рукава 1-го и 2-го сортов.
Длина рукавов должна быть кратной 20.
Технические условия на приёмку, разбра-
ковку и упаковку и методы испытания изло-
жены в ГОСТ 472-41.
Ленты
Ленты разделяются на тканые и эластичные.
Тканые ленты выпускаются преиму-
щественно гарнитурового, саржевого или ат-
ласного переплетения (фиг. 51, стр. 356). Ленты,
применяемые в качестве ремней, чаще всего вы-
пускаются многослойного гарнитурового или
многослойного саржевого переплетения. Для
основных и уточных нитей технических тка-
ных лент применяется главным образом хлоп-
чатобумажная или льняная пряжа, часто кручё-
ная в две и более (до сорока и выше) нитей.
Технические ленты выпускаются суровыми или
отделанными. Наиболее распространённым ви-
дом отделки является крашение.
Основные свойства тканых лент мало от-
личаются от свойств соответствующих тканей.
ост
Методы испытания лент изложены в щ.^
rlrwJIl
38807.
Технические ленты выпускаются шириной
10—70 мм (редко больше) с допусками 1—2%,
толщиной 0,3—5 мм± 10%. Толщина лент, как
и тканей, определяется толстомером Шоппера
(фиг. 53, стр. 358).
Плотность лент по основе определяют при
помощи лупы подсчётом числа всех нитей
основы. Плотность по утку определяют так
же, как у тканей.
Вес 1 пог. м ленты находят как среднее
арифметическое из результатов взвешивания
не менее пяти отрезков длиной по 1 м.
Наименование
Лента очковая
Тесьма эластич-
ная
Тесьма эластич-
ная
Стандарт
TV
118-44
нклп 1№44
¦нТШТ t5-44
TV
нклп 15-44
Тесьма и ленты эластичные
Способ изго-
товления
Ткачество
Плетение
Плетение
Ширина
в мм
29
19
19
—, о.
?!!
9—и
8—ю
s
X
CS
CU са
IOO
IOO
IOO
Основа
Число
нитей на 1 см
хлопча-
тобу-
маж-
ных
59
и-15
17—22
рези-
новых
7
5-7
7
Таблица 112
Уток
я
Род
волоко
Хлопок
Число
нитей
на 10 см j
48о
а*
Ёз
Число
тений и
19
Основные характеристики тканых лент
Таблица 113
Наименование и номер
артикула
Ленты изоляционные
тафтяные
Ленты изоляционные ки-
перные
Лента сумочная
Лента масочная
Лента атласная
Лента репсовая
Лента специальная ПЛ
Тесьма
Тесьма наждачная № 37
И ОО
Лента суровая ПЛ-44;
32 и 30
Тесьма хлопчатобумаж-
ная хаки
Тесьма ватерная № 15,
ttz |7 1Q 1Q on ,. О1
10, i/, is, iy, Д) и zl
Лента полульняная авиа-
ционная
Ленты поясные авиа-
ционные 2137
2138
Стандарт
Т^ 10с7 лл
нкли *5744
TV
lJf ¦\r>G7 лл
нклп 125744
TV
1OC/I ЛЛ
нклп 125444
TV
11Л i4
шпТп ш-44
ОСТ 5611
НКЛП 146
ГОСТ 1087-41
°СТ 2042
нклп ми
0СТ 2042
нклп ми
ГОСТ 1893-42
ту lies A3
НКЛП ИН)**
0СТ 2038
НКЛП ^
336 СМТУ
TV
,ri... 30348-41
lift ill
Переплетение
Гарнитуровое
Саржевое
Саржевое
Саржевое
Атласное
Репсовое
Саржевое
Саржевое
Саржевое
-
Саржевое
-
Саржевое
Саржевое
Гарнитуровое
двухслойное
Отделка
Суровая
Суровая
Окрашивается сер-
нистыми красителями
Окрашивается сер-
нистыми красителями
Окрашивается суб-
стантивными красите-
лями
—
-
Суровая
Суровая
Окрашивается в цвет
хаки
Суровая
Суровая
Пряжа окрашена в
цвет хаки
Суровая
Шири-
на в мм
ю—5о
ю—50
5о
25
15
15
55
28 и з8
3°—43
25 и 4^
аз—7°
5°
73
28
Толщи-
на в мм
о.35
о.бз
1,0—1,1
1,О—1,1
о.59
о.45
о,7
-
—
-
2,О
3.5
4.2
Основа
Природа
волокна
Хлопок
Хлопок
Хлопок
Хлопок
Хлопок
Хлопок
Лён
Лён
Лён
лЛОПОК
Хлопок
Лён
Хлопок
Хлопок
Число
нитей
на 1 см
26—27
26—27
=4
23
173
нб
27
2б
2О—32
W
33
24
28
44
Уток
Природа
волокна
Хлопок
Хлопок
Хлопок
Хлопок
Хлопок
Хлопок
Лён
Хлопок
Лён или
хлопок
Хлопок
Хлопок
Хлопок
Хлопок
Число
нитей
на 1 см
IOO
i8o
но—120
НО—I2O
=5°
140
а?6
i8o
70—180
230—260
67
74
60
36
Вес 1 м
шири-
ной
10 мм
в г
i
1.9
3.8-4.7
4-5
_
_
4-5
6—12
5.8-6,8
13
14
13
29
Сопроти-
вление раз-
рыву в кг 1см
ширины
От 8 до 9
13
27
28
32
15
3°
3°
43—75
За 35
78-8о
IOO
45
нб
Удлине-
ние в°/0
8
8
—
—
5
5
2,5
-
8-i8
9—so
-
_
_
_
00
N3
ГЛ. V]
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
373
со
и
•<¦>
о
X
о
о
ч
X
2
X
о
с
о
ч
X
о
я
м
Гарнитуровое
ремённая подбор-
тренним наполни-
1001)
S в^
Н к ч
ЯП)
X (-
А
1
1
X
О
а '
о
ч
X
7
о
с
о
X
«
?
о
м
¦о
А
Гарнитуровое
двухслойное
ремённая лёгкая
енним иаполните-
1002 до № 1005)
1Й
СО
м
О
н
1
С
1
И
В
ч
К
*¦
а
с
с
с
ч
X
о
п
о
ч
X
о
т
d
ю
е
N
или
5 *
» X
с.
S
окр
S я
С
Гарнитуровое
двухслойное
СП
077
S
н
m
116
С
"X,
ремённая тяжёлая
енним наполните-
> 1006 до № 1008а)
Я С
^.
>^
м
R
м
1
8
со
1
н
гг
1
X
о
с
о
ч
X
п
о
с
о
ч
X
ю
я
1Л
1
Гарнитуровое
двухслойное
двухслойная (без
гля от № 1010 до
я н
ф§2
X??
т
'О
м
1
1
1
1
&
о
с
о
ч
X
о
X
о
с
о
ч
X
со
ю
т
Гарнитуровое
трёхслойное
трехслойная (без
еля от № 1013 до
я н
^=^
¦•
С?
I
о
с
о
ч
X
а
t
i-
1
к
ч
X
- У
о
о"*
S
се
а
о
а
Саржевое
>
036
С
К
>,
двухбортовые
г
X
о*
с
i-Lh
=(
00
н
?
0
г-
S
S
ч-
•о
в
л
И
О
X
с
?
о
с
о
ч
X
V?i
в
у:
к
о
а
и
Многослойное
<¦
о
¦>
Y
->
п
со
о
О
О
с
и:
двухслойные
2649
?
НПО)
«им
с с и
о о о
ч ч ч
XXX
со со со
XXX
о о о
с с с
о о о
ч ч ч
XXX
и"> о со
со ч- ю
союсо
та аз сз
И из и
о о о
о. а. с
иии
Многослойное
Многослойное
Многослойное
Я S S
XXX
XXX
t- Ь- и
о о о
XXX
XXX
<и щ щ
f- h- И
и ее м
трёхслойный
четырёхслойный
-оночная четырёх-
•о л
X ж се «
о> cj н я
s s х х
» « UC
Сопротивление лент разрыву определяется
только в направлении основы. Образцы лент,
отрезанные по длине, испытывают так же. как
и полоски ткани, при этом вес грузика пред-
варительного натяжения принимают для лент
шириной до 30 мм равным 100 г, свыше
30 ли* — 200 г и для особо прочных лент — 2 кг.
Показателем прочности считают среднее ариф-
метическое из результатов испытания десяти
образцов и выражают его в килограммах на
всю ширину ленты. Удлинение лент по основе
определяют как для тканей.
В табл. 113 приведены основные характе-
ристики тканых лент, применяемых в промыш-
ленности.
Эластичные ленты (табл. 112) отли-
чаются наличием в их основе резиновых ни-
тей, переплетающихся с утком из натуральных
волокон, благодаря чему они обладают боль-
шой растяжимостью и применяются для изго-
товления пружинящих деталей и амортиза-
торов.
Испытание эластичных лент осуществляется
ОСТ
в соответствии с требованиями ¦_.,. ,,,т 38807.
tiKJlll
Эластичные ленты не испытывают на разрыв,
а лишь на степень растяжения, нагружая
образец ленты длиной не менее 50 мм до
полного его растяжения.
Растяжимость определяется по формуле
L — U
100,
где 5 — растяжимость в о/о; /.—длина в мм
полностью растянутого образца; Lo — первона-
чальная длина.
Другие свойства эластичных тканых лент
определяют так же, как и обычных лент.
Тесьма
Тесьма представляет собой материал, спле-
тённый из нитей (пряжи) одной системы,
расположенных по диагонали. Тесьма хорошо
растягивается по ширине. Переплетением (на
плетильных машинах) нитей из натуральных
волокон с резиновыми получают эластичную
тесьму. Тесьму обыкновенную и эластичную
ОСТ
испытывают по -,„,„„ 38807.
НКЛП
В табл. 112 приведена
эластичных лент и тесьмы.
характеристика
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Архангельский А. Г., Учение о волокнах, Гиз-
легпром, М. — Л. 1938.
2. Архангельский Н. А., Материаловедение,
Гизлегпром, М. 1938.
3. Букштейн М. А., Механическое производство
канатов и верёвок, Гизлегпром, М. 1938.
4. Гаврилов А. М. и Константинов А. С,
Текстильные материалы в самолётостроении, Оборон-
гиз, М. 1940.
5. Холмогоров Г. М., Технология льноткацкого
производства, Гизлегпром, М. 1935.
. Ч а р у х и н И. Г., Я м и н с к а я Е. Я-. Технически;
ткани, Гизлегпром, М. 1933.
7. Авиационное материаловедение. Под ред. С. Т. Киш-
кина и Н. Н. Чулицкого, XXIV. «Текстильные матери-
алы", Оборонгиз, М. 1941.
8. Товароведение промышленных товаров. Под ред.
проф. А. И. Августинника и проф. А. А. Воскресен-
ского, III. „Текстильные товары", Госторгиздат, М. 1938.
9. George В. Haven, Industrial fabrics, Wellington
s ears company, N. Y. 1941.
374
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
СТЕКЛО, ЭМАЛИ И ГЛАЗУРИ
СТЕКЛО
Общие данные и классификация
Стекло представляет собой сплав сили-
катов, находящийся в переохлаждённом сте-
кловидном состоянии.
Различают стекломассы и стеклоизделия.
Под стекломассами понимается материал, из
которого изготовляются стеклоизделия. Сте-
кломассы в основном классифицируются по их
химическому составу—натровоизвестковокрем-
незёмная, калиевосвинцовоборокремнезёмная
и т. д.
Комиссией технической терминологии АН
СССР разработана классификация и термино-
логия стекла по химическому составу. В основу
приняты содержащиеся в стекле кислотные
окислы. Так, при содержании в стекле SiO3,
В2О3, РгО5 и т. д. группам стекла присваи-
ваются термины силикатное стекло, боратное
стекло, фосфатное стекло и т. д. При наличии в
стекле двух или нескольких окислов стекло на-
зывают алюмоборатным, борофосфатным и т. д.
Стекло, из которого изготовляются про-
мышленные и хозяйственные изделия, име-
нуется промышленным.
Промышленное стекло подразде-
ляется на ходовое и техническое.
К главнейшим видам ходового стекла от-
носятся стекло оконное, зеркально-витражное,
армированное, тарное (бутылочное, парфю-
мерно-флаконное, аптекарское, баллонное
Таблица 114
Окисел
SiO3
А12О3
В2О3
Na,0 и К2О
СаО
MgO
ВаО
РЬО
ZnO
Содержание в стекле
В свинцовом стекле — от 52% и выше,
в кварцевом до 100%.
В обычном стекле до 1,5%, в бутылоч-
ном, сваренном из горных пород, иногда
доходит до 14—15%; превышение этого со-
держания влечёт за собой значительное
увеличение вязкости стекла, что сильно
затрудняет варку, а также выработку
стеклоизделий.
В большинстве видов боросиликатного
стекла не превышает 14— 15%, большее
содержание снижает устойчивость против
химических реагентов. В термически
устойчивом стекле доходит до 23,5%.
В обычном ходовом промышленном сте-
кле — в пределах 13—16,5%; превышение
верхнего предела сильно уменьшает хими-
ческую устойчивость стекла.
Допускается до 13%,большее содержание
делает стекло склонным к расстекловыва-
нию (кристаллизации) и влечёт за собой
появление пороков (камней).
В стекле специального назначения (тер-
мостойком) — до 9%, в оконном и тарном —
до 5,5%.
Обычно не превышает 15 — 20°/0.
В свинцовом стекле — до 33"/о, иногда
доходит до 60% (хрусталь, оптическое сте-
кло).
В цинковом стекле —до 10%, в обыкно-
венном — 2 — 4%.
и т. п.), посудо-хозяйственное, лампово-фо-
нарное и т. д.
К техническому стеклу относится стекло
оптическое, устойчивое (стойкое), светотехни-
ческое (светозащитное, прозрачное и рассеива-
ющее).
Составы стекла можно выражать весовыми
процентами входящих в них главнейших
окислов или молекулярными отношениями
(формулами). Наиболее удобным и распро-
странённым является выражение в виде про-
центного состава. Пределы содержания глав-
нейших окислов в промышленном ходовом и
техническом стекле указаны в табл. 114.
В табл. 115 приведены данные, иллюстриру-
ющие влияние главных стеклообразующих
окислов на свойства стекла.
Таблица 115
Влияние стеклообразующих окислов на свойства
стекла
Оки-
сел
SiO3
А12О3
В3О3
Na2O
К2О
СаО
MgO
ВаО
РЬО
ZnO
Показатель
снижающийся |
Удельный вес сте-
кла
Зарухание* сте-
кла (при введении в
пределах 2 — 5%)
Температура вар-
ки, зарухание сте-
кла, вязкость
Химическая устой-
чивость, термиче-
ская устойчивость,
температура варки,
зарухание стекла,
температура отжи-
га, вязкость
То же
Термическая
устойчивость
Склонность к за-
руханию стекла,
вязкость (при вве-
дении до 2.5%)
Температура вар-
ки, химическая
устойчивость
Температура вар-
ки, химическая
устойчивость
Коэфициент тер-
мического расши-
рения
повышающийся
Температура варки, тем-
пература отжига, химиче-
ская устойчивость, терми-
ческая устойчивость, меха-
ническая прочность
Температура варки, вяз-
кость, химическая устой-
чивость
Химическая устойчи-
вость, термическая устой-
чивость, показатель пре-
ломления, блеск
Коэфициент термическо-
го расширения
Коэфициент термическо-
го расширения, блеск
Твёрдость химическая
устойчивость, механическая
прочность, зарухание сте-
кла, температура отжига
Термическая устойчи-
вость, химическая устойчи-
вость, температура отжи-
га, механическая прочность
Мягкость при выработке
стеклоизделий, удельный
вес. блеск, показатель пре-
ломления, склонность к
заруханию
Удельный вес, блеск, по-
казатель преломления
Термическая устойчи-
вость, химическая устойчи-
вость, температура варки
Примечание. Исходя из экономических сообра-
жений, в ходовое стекло вводят обычно наиболее доступ-
ные окислы: двуокись кремния, окись натрия и окись
кальция, остальные окислы применяют преимущественно
для стекла технического и специального назначения.
* Зарухание, или расстекловывание, — переход из
стекловидного состояния в кристаллическое.
Физико-химические и механические
свойства стекла
Показатели физико-химических свойств
стекла можно подразделить на следующие
группы: весовые и объёмные, механические
термические, оптические и химические.
ГЛ. V]
СТЕКЛО, ЭМАЛИ И ГЛАЗУРИ
375
Весовые и объёмные показатели стекла.
Удельный вес стекла находится в преде-
лах от 2,2 до 6,5 и зависит главным образом
от состава стекла, поэтому уд. вес -у может
быть определён в достаточном приближении
к истинному по правилу аддитивности Вин-
кельмана и Шотта
7 =
100
Vl J'2 V3 Уп
где flj, с2, а3... о„ — процентное содержание
окислов в стекле;^!, Уг< Ув" -Уп— константы
уд. веса отдельных окислов в стекле.
Уд. вес жидкого (расплавленного) стекла
обычно несколько меньше, чем твёрдого (за-
стывшего), что объясняется уплотнением сте-
кломассы при переходе её из жидкого состо-
яния в твёрдое. Константы уд. веса по Вин-
кельману и Шотту приведены в табл. 116.
Таблица 116
Окисел
ВаО
в,о3
MgO
Р2О,
МпО3
SiO3
к2о
СаО
ZnO
РЬО
Na2O
А12О3
Константы уд. веса
стеклообразующих
окислов
в свободном
состоянии
5-°°
1,4-6
3.4°
2,38
3,85
2,17
2,66
3.15
5.65
9.32
2-55
4.O9
в стекле
7.о
1.9
3.8
, 2,55
4Д
2,3
2,8
з.з
59
9.6
2,6
4 Л
Коэфици-
ент уплот-
нения
1,4оо
I.3O*
1,и8
1,071
1,065
1,060
1,053
1,048
1,044
1,030
1,020
1,002
На величину уд. веса стекла влияет также
характер термической обработки (так назы-
ваемое „тепловое прошлое" стекла), которой
оно подвергалось после выработки. Терми-
ческая обработка также уплотняет стекло,
в связи с чем возрастает его уд. вес.
Удельный объём стекла (величина,
обратная удельному весу) также может быть
определён по правилу аддитивности.
Объёмный вес стекла зависит от его
пористости и определяется как отношение
веса образца в абсолютно
сухом состоянии к его объёму.
Механические свойства
стекла. Прочностные свойства
стекла колеблются в значи-
тельных пределах в зависимо-
сти от его состава. Так, для
силикатного стекла предел
прочности при растя-
жении равен от 3 до 9 кг\мм\
для кварцевого — от 12 до
12,5 кг/мм2. Предел проч-
ности при сжатии коле-
блется от 60 до 130 кг/мм2.
Состояние поверхности отра-
жается весьма сильно на со-
противлении разрыву, наличие
трещин на поверхности стекла
резко снижает предел прочности при растя-
жении.
В табл. 117 приводятся данные (константы),
характеризующие сопротивление стеклообра-
зующих окислов сжатию и растяжению [по
Винкельману и Шотту].
Таблица 117
Окисел
СаО
ZnO
SiO2
Р2О5
В2О3
ВаО
А12О3
As2Oa
РЬО
Na2O
као
MgO
Константы
сопротивления
растяжению
О,2О
o.i5
о.оо.
о,075
0,065
о,о5
о,о5
о,оз
О,О25
О,О2
О,О1
О,О1
сопротивле-
ния сжатию
0,20
О,6Ъ
1,23
0,76
о,оо
0,65
1,ОО
1,ОО
0,48
о, 52
о,о5
Пользуясь приведёнными в табл. 117 дан-
ными, можно вычислить пределы прочности
стекла на растяжение (а$) и сжатие (а^) по
формуле:
или abd =
где аЛ, а2 ап— процентное содержание
окислов в стекле; уь у2,..., уп—константы,
характеризующие сопротивление растяжению
или сжатию стеклообразующих окислов.
Показатели, рассчитанные по указанной фор-
муле, могут отличаться от опытных на 6—8%.
Сопротивление стекла изгибу
сравнительно невелико. Для обыкновенного
стекла оно близко к пределу прочности при ра-
стяжении. Пределы прочности при изгибе для
некоторых видов строительного стекла при-
ведены в табл. 118.
Сопротивление изгибу в значительной сте-
пени зависит от состояния поверхности стекла
и метода термической обработки. Так, по дан-
ным Голланда и Тернера, стекло с отоплен-
ным краем способно выдержать 11,23 кг\ммР-\
неотопленное — только 5.72 кг/мм2. Это объ-
ясняется тем, что полировка и отопка устра-
няют трещины, возникающие в результате
резки стекла.
Таблица 118
Наименование
Листовое (ма-
шинное)
Безосколочное
(триплекс)
С закатанной
сеткой
Зеркальное ..
Состав стекла в весовых про-
центах
73,32 i6,i6
72.87
72,94
72,14
15.79
11,92
О
Я
и
ю,5
8,51
13.38
i5.°6
О
<
о.39
о,8з
о,45
O,6l
О
а?
И,
со;
о,13
О,52
О,23
О
W
О,23
O,3I
O.45
—
0,40
1,44
. 0,50
— 0,80
Предел
прочности
при изгибе
в кг /мм2
при ширине
образца
в мм
100 200 400
8,53
2.39
6,71
2,13
2,24
376
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 119
о
2.5
О
со*
2,О
991
О
Z
Состав
О
14.о
8,44
О
_
8,37
стекла
СаО
7-о
о,о7
в весовых процентах
ZnO
7,о
О,О1
О
G
О,2
Н2О
о.об
О
5
о,о7
ВаО
2,54
С?
о.од
О
О,22
о"
_
о,о8
о,об
Предел прочности при
изгибе в кг/мм3
отожжён-
ного
15-о
11,2
закалён-
ного
12,8
В табл. 119 приведены показатели предела
прочности при изгибе для двух видов стекла,
по данным Людвига, Берндта и других ис-
следователей.
Последние исследования Рийса показали,
что у закалённого стекла сопротивление из-
гибу может быть в 5—8 раз больше, чем
у незакалённого.
Модуль упругости (модуль Юнга)
стекла находится в пределах 5000—8500 кг/мм2;
коэфициент Пуассона — в пределах 0,182—
0,320.
В табл. 120 приведены показатели модуля
упругости для некоторых видов строительного
стекла.
Твёрдость стекла не имеет точных
измерителей. Для практики представляет инте-
рес способность стекла противостоять шлифо-
ванию или резанию алмазом, стальным роли-
ком и пр.
Удовлетворительные результаты измерения
твёрдости даёт способ Ауэрбаха [1]. За меру
„абсолютной твёрдости" Ауэрбах принимает
твёрдость Н, вычисленную по следующей
формуле:
в которой Е' — модуль вдавливания, связан-
ный с модулем упругости Е следующей зави-
симостью:
Таблица 120
Наименование
стекла
Зеркальное ли- •
тое
Армированное . .
Сырое литое .. .
Состав
О
72,14
7!,5б
69,7
О
11,92
12,02
12,8
стекла в
СаО
15.°б
i5,i6
14.79
весовых процента?
О
<
o.6i
0,70
i,i8
О"
fr,
0,23
0,17
0,13
0
Следы
с
О
00
о,8
Сле-
ды
о,8
упру-
i
Л
§?!•
7510
6910
7490
Е'
12 рР
Тепловое прошлое весьма сильно сказы-
вается на упругих свойствах стекла, однако
закалка стекла существенно не влияет на его
модуль упругости. Экспериментальные иссле-
дования показали, что модуль упругости отож-
жённого стекла на 5—7% выше, чем закалён-
ного;при повышении температуры модуль упру-
гости значительно понижается.
Стекло обладает свойством упругого по-
следействия, т. е. стеклянный образец, осво-
бождённый от нагрузки, не сразу, а посте-
пенно возвращается в свое первоначальное
положение.
Модуль упругости зависит от состава стекла,
но математическая зависимость весьма сложна,
и поэтому расчёт по правилу аддитивности
даёт лишь весьма приближённые результаты.
Коэфициент Пуассона определяется
(по принципу аддитивности) как сумма про-
изведений весовых процентов отдельных
стеклообразующих на приведённые в табл. 121
константы. Отклонения вычисленных величин
от полученных путём наблюдений не превы-
шают 5—6и/0.
где Р — давление в кг\ммг;
d — диаметр кругового оттиска
в мм; р — радиус кривизны
сферической поверхности в мм;
(j. — число Пуассона.
Стекло занимает в шкале
Мооса 4 — 8-е место. Бороси-
ликатный крон превосходит по
твёрдости кварц G-е место);
некоторые свинцовые стекла,
например флинтглас, уступают
Таблица 121
Константы для расчёта коэфициента Пуассона
Окисел
SiOs
В3Оа
ZnO
РЬО
AI2O3
ВаО
Константа
о ,ooi533
0,002840
0.003460
0,002760
0,001750
0,003650
Окисел
NaaO
КаО
СаО
Р2О,
MgO
Мл2О3
Константа
о,оо4зг°
0,003069
о 004163
о,оо2147
о 002500
о,002500
Таблица 122
Сравнение шкал твёрдости
Твёрдость
По Моосу . .
По Ауэрбаху
ь
I
14
с
S
2
2О
Наименование
с *~
п
Д. В
3
92
, н
а 3
^ 2
и! са
4
по
g
<.
5
237
т
ч
ж
о
(-
О
6
253
вещества
О.
са
7
Зо8
я
с
о
ь
8
525
X
о.
о
9
И5О
п
**•
IO
—
ГЛ. V]
СТЕКЛО, ЭМАЛИ И ГЛАЗУРИ
377
по твёрдости плавиковому шпату D-е место);
обыкновенные промышленные стёкла занимают
5-е место. Для группы стёкол Ауэрбах уста-
новил, что их твёрдость колеблется в преде-
лах 173—316 кг/см- (табл. 122).
Для приближённых расчётов твёрдости
стёкол по принципу аддитивности (по Ауэр-
баху) можно применить следующие константы:
S1OS. .
BaOs. .
ZnO . .
А13О3 .
BaO. .
. .3,32
. .0,75
. -7,10
. . 10,10
. . 1,95
КаО. .
Na2O .
CaO. .
PbO. .
PA. .
. .3,90
. .-2.65
. .-6,38
. . 1,45
. .1,32
Термические свойства стекла. Теплоём-
кость стекла при 0°С в зависимости от
его состава изменяется от 0,8 до 0,5 кал/г°С
Теплоёмкость стекла довольно точно под-
чиняется правилу аддитивности и может быть
легко определена по соответствующим констан-
там Винкельмана и Реньо.
В табл. 123 приведены константы теплоём-
кости, непосредственно измеренные для стой-
ких окислов, а также некоторые константы,
полученные расчётом.
Таблица 123
Окисел
SiO3
В3О3
ZnO
PbO
MgO
А12О3
As2O5
Fe2O3
Константа
измеренная
о
о
о
о
о
о
о
о
1913
2374
1248
0512
2O74
2439
1276
iooo
Окисел
В2О3
Р2О3
Na2O
К2О
Li,O
CaO
ВаО
Мпа03
Константа,
полученная
расчётом
0,2272
0,1002
0,2674
o,i86o
O.5497
о, 19°3
0,0673
O,l66l
О теплоёмкости стекла при высоких темпе-
ратурах исчерпывающих данных пока нет.
Ричарде даёт следующий закон возрастания
теплоёмкости стекла в зависимости от темпе-
ратуры: удельная теплоёмкость (при f) C( =
= СоA +0.00078 t); средняя теплоёмкость (от 0
до Г) С*та = Со A + 0,00039 0; теплота нагрева
(отО до f) Q^C^-t.
Коэфициент теплопроводности
стекла очень низок и колеблется от 0,001
до 0,0027 кал/см-сек-град. Этим объясняется
повышенная хрупкость стекла при резких
температурных изменениях и лёгкая восприим-
чивость его к закалке.
Незначительная теплопроводность позво-
ляет использовать стекло в качестве теплоизо-
лирующего материала. Для того, чтобы ещё
более повысить теплоизолирующие свойства
стекла, его изготовляют в виде пено-стекла,
стеклянной ваты, стеклянной шерсти, облада-
ющих значительной пористостью.
При низких температурах теплопроводность
стекла можно определять по его составу,
пользуясь формулой аддитивности.
При нагревании стекла до свечения к тепло-
проводности присоединяется передача тепла
лучепрохождением. Бесцветное стекло (про-
зрачное) обладает большей „теплопрозрачно-
стью", чем окрашенное.
Термическое расширение играет
значительную роль в процессах изготовления,
обработки и использования стекла. Производ-
ство армированного стекла, накладных изделий,
электроламп и нанесение на стекло эмали или
глазури не может осуществляться без учёта
коэфициента термического расширения стекла.
Хрупкость и стойкость стекла при резких
изменениях температуры зависят прежде всего
от коэфициента термического расширения: чем
он меньше, тем стекло более устойчиво.
Коэфициент термического расширения
стекла может быть с достаточной для техни-
ческих целей точностью подсчитан по формуле
аддитивности. В табл. 124 приведены соответ-
ствующие константы стеклообразующих окис-
лов для интервала температур 15 —100° С.
При указанных температурах коэфициент
объёмного термического расширения стекла
(по Винкельману и Шотту) находится в пре-
делах 110-Ю-7 — 337-10 ~7 .
Таблица 124
Окисел
SiO2
В2О3
А12О,
SbaO,
Na.O
Ка6
CaO
MgO
ZnO
ВаО
PbO
P2OS
As2O3
Li2O
Коэфици-
ент линей-
ного терми-
ческою
расширения
а- 107
Винкель-
ман
и Шотт
О,27
о,оз
1,67
7о
333
2,8з
1,67
о.45
о,бо
1,О
1,О
0,67
0,67
—
Коэфици-
ент объём-
ного терми-
ческого
расшире-
ния ft - 107
Инглиш
и Тернер
ОД5
О,1
О,52
—
12,66
н,7
4,89
1.35
1,8
3
3.i8
2,О*
2,О*
2,О*
Окисел
NaF
Сг2О3
ВеО
AIF,
тю3
CaF3
CuO
SnOa
ThOa
ЬЬ3О5
CoO
CeO3
FeaO3
NiO
M11O
ZrO2
Na3AlFe
Коэфици-
ент объём-
ного терми-
ческого
расшире-
ния э • ю7
Майер
и Гавас
7.4
5.1
4.7
4.4
4Л
2.5
2,2
2,О
6,3
3,6
4.4
4.2
4.о
4,°
2,2
2,1
7*4
* По Винкельману и Шотту.
Термическая устойчивость стекла
определяется числом градусов, на которое
можно его быстро охладить (или нагреть), не
вызывая растрескивания [3]. Стекло хуже
переносит быстрое охлаждение, чем нагрева-
ние, так как при охлаждении поверхностный
слой стекла, остывая быстрее внутреннего,
стремится к сокращению и потому является
растянутым. На растяжение стекло работает
хуже, чем на сжатие.
Определение коэфициента термической
устойчивости представляет собой сложную
задачу, так как он зависит от многочисленных
факторов.
Достаточно приближённые данные для прак-
тических целей даёт эмпирическая формула
Шотта и Винкельмана:
О)
где F—коэфициент термической устойчивости;
Gi, — предел прочности при растяжении;
378
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Е— модуль упругости; \— коэфициент тепло-
проводности; а— коэфициент линейного расши-
рения; Ср — удельная теплоёмкость; f — удель-
ный вес.
Как видно из формулы, термическая устой-
чивость зависит главным образом от предела
прочности при растяжении, коэфициента ли-
нейного расширения и модуля упругости
и в меньшей степени — от величин ср и у.
Разность температур, которую стекло спо-
собно выдержать, можно определить по фор-
муле Гемптона:
0,75»
B)
где R— константа = 1-4-1,2; она тем выше,
чем термически устойчивее стекло (например,
стекло для лабораторной посуды, термоме-
тров и др.).
Для определения разности температур мо-
жет служить также формула Гевештата
и Шотта:
— v)
Е-а
C)
где jj. — коэфициент Пуассона.
Коэфициент термической прочности харак-
теризует качества стёкол лабораторных, водо-
мерных, для шахтных цилиндров и др.
Из формул B) и C) можно вывести значе-
ние внутреннего напряжения а, вызываемого
разностью температур.
Для упрощённых расчётов можно пользо-
ваться общей формулой:
а = а-Е'М kzjmm2.
Химические свойства стекла. Химиче-
ская стойкость является одним из суще-
ственнейших показателей качества промыш-
ленного стекла.
Границы и характер химической стойкости
каждого данного типа стекла определяются
его назначением—оконное, зеркальное и т. п.
Стекло должно быть совершенно устойчивым
по отношению к действию воды и слабых
кислот; тарное стекло должно быть стойким
против действия воды и различных растворов
кислот, солей и щелочей; техническое и лабо-
раторное стекло должно быть высокоустойчи-
вым по отношению к действию воды, раство-
ров кислот, солей и щелочей в условиях низкой
и повышенной температуры.
Химическая стойкость определяется скоро-
стью разрушения поверхности стекла под дей-
ствием указанных реагентов.
Устойчивость стекла зависит от его состава
и условий сочетания компонентов. С усложне-
нием состава стойкость стекла увеличивается.
Весьма важную роль в отношении химиче-
ской стойкости играют также поверхностные
свойства стекла и его тепловое прошлое.
Многообразие факторов не позволило уста-
новить простых математических формул (по-
добно аддитивным) для определения доста-
точно надёжных показателей химической
стойкости стекла. Из практических методов
наиболее распространёнными являются методы
порошка, состоящие в воздействии на измель-
чённое порошкообразное стекло различных
химических реагентов. Распространён также
ускоренный метод, предложенный Институтом
стекла [3]. Результаты испытания по этому
методу выражаются в миллилитрах 0,01 N
раствора НС1, затраченного на титрование,
или в миллиграммах выщелачивающейся Na2O
A смь 0,01 N раствора НС1 соответствует
0,31 мг Na2O).
Для листового оконного стекла машинной
выработки пользуются методом ГОСТ 111-41.
Наиболее распространённой классифика-
цией стекла по его химической устойчивости
является гидролитическая классификация Мил-
лиуса. Она основана на щёлочности выветри-
вания, которая определяется последовательно
выдерживанием свежей поверхности излома
стекла в течение 7 дней в насыщенном влагой
воздухе при 18°С (в эксикаторе, наполненном
водой), а затем в течение 1 мин. в растворе
иодэозина в насыщенном водой эфире [1]. По
этой классификации стекло делится на 5 клас-
сов (табл. 125).
/ аблица 125
Гидролитический класс
стекла
I — не изменяемое водой сте-
II — устойчивое стекло ....
III—твёрдое аппаратное сте-
IV — мягкое аппаратное сте-
кло
V — неудовлетворительное
стекло
Щёлочность
выветривания
на поверхно-
стях излома
в мг иодэозина
на 1 м? стекла
о—5
5—ю
IO—2О
2О—4°
Выше
4°
Для оценки качества промышленного стекла
по химической его устойчивости была разра-
ботана классификация, исходящая из ускорен-
ного метода испытания (ГОСТ 111-41). Эта
классификация в сочетании с гидролитической
классификацией Миллиуса приведена в табл. 126.
Таблица 126
Гидролитический класс
стекла
I — не изменяемое
водой стекло
II — устойчивое сте-
III — твёрдое аппарат-
ное стекло
IV — мягкое аппарат-
ное стекло
V — неудовлетвори-
тельное стекло
0,01 //рас-
твор НС1
в см3
О— O.32
0,32—0,65
о(б5—2,8
2,8-6,5
Выше 6,5
Na2O
в мг
О—О,Т1
О,П— О,2О
0,20—0,87
O.87—2.O
Выше 2,о
Определение химической устойчивости
промышленно-ходового (известково-щёлочно-
го) стекла по химическому составу с доста-
точной для практических целей точностью
можно производить по диаграмме Кеппелера
(фиг. 56).
ГЛ. V]
СТЕКЛО, ЭМАЛИ И ГЛАЗУРИ
379
На этой же диаграмме нанесено поле „хо-
рошего" стекла по Гельстарпу и Паркинсону.
Методику определения химической стой-
кости стекла по этой диаграмме см. [1].
При испытании промышленного стекла
в различных агрессивных средах следуеГиметь
—Крадые преОепоО кпасстринации
„ „ Милииса
Пределы поля гельстрла^Поркмнсояа
Ю 15 20 25 SQ
Мелей СаО в 130 молях SiQ2
Фиг. 56
в виду, что это стекло по своему химическому
составу является кислым силикатным и потому
устойчиво по отношению к кислотам, за исклю-
чением плавиковой; по отношению к щело-
чам оно менее устойчиво. Величина химической
стойкости стекла в щелочной
среде колеблется в пределах
0,05—0,8%, в то время как в
кислотах её значение нахо-
дится в пределах 0,01 до 0,1%
(по методу Turner'a). Химиче-
ская устойчивость некоторых
промышленных стёкол различ-
ного состава по отношению к
воде представлена в табл. 127
(показатели определены уско-
ренным методом Института
стекла).
Электрические свойства
стекла. Электропровод-
ность стекла зависит от его
состава и в значительной сте-
пени от температуры. Для
обыкновенного стекла удель-
ная электропроводность при
комнатной температуре равна
1
от состава стекла; е — основание натураль-
ных логарифмов, Т—абс. температура.
Значения А а В определяются по следую-
щим формулам:
А = — 196,65 -f 12,08 С + 6,77 R;
В= +9477,3— 51,927 С +
+ 197,63 R —4,0321 С-/?,
где С—весовое процентное содержание NasO,
a R — СаО.
В табл. 128 указаны значения А и В для
пяти составов стекла.
Как показывают данные табл. 128, электро-
проводность стекла зависит в первую очередь
от количества щелочей в составе, что подтвер-
ждают в своих исследованиях Гельгоф и Томас.
В табл. 129 приведены температуры, соот-
ветствующие электропроводности y=100X
X Ю ^"и некоторых видов стекла.
Зависимость между электропроводностью
и вязкостью выражается формулой
•у" ¦ т) = const,
где t] — величина вязкости стекла.
Значения показателя п и константы для
некоторых видов стекла приведены в табл. 130.
Диэлектрическая постоянная е
является важной характеристикой при приме-
нении стекла в электротехнике для изготовле-
ния изоляторов и диэлектриков [2].
Таблица 127
2 • 10
ом см
,в расплавлен-
ном стекле 0,2 — 0,5 .
ом-см
Зависимость электропровод-
ности от состава и температу-
ры для системы SiO.^— СаО —
Na^O в интервале температур
200 — 500° С выражается фор-
мулой ^по Аброну):
— JL
у = Ае т t
где у — электропроводность, А
и В— константы, зависящие
Стекло
Оконное ма-
шинной выра-
ботки Фурко:
завода „Ве-
ликий Ок-
тябрь"
завода „Гусь-
Хрустальный"
Мишеронско-
го завода
заграничных
заводов
То же
„
Оконное ма-
шинной выра-
ботки Либбей-
Оуэнс, загра-
ничных заводов
То же
Оконное руч-
ной выработки
То же
Литое зер-
кальное
То же
Прессовое
То же
О
ся
7209
7I.O2
72,09
7°>97
72,5°
72.57
72,15
74-64
72>52
71,90
74.6
71,62
71-73
74^82
75.83
Химический состав в весовых
о"
0,58
1,68
о,85
o,8i
2,59
0,90
о,75
0,15
—
0,13
0,64
80.56
1.31
1.36
0,68
0.36
0,38
процентах
С?
0,12
—
О,2О
O,l6
ОД1
ОД5
O,l6
O,I2
—
ОД5
O,l6
O,l6
0,07
О,о6
ооб
о,о5
о,о4
СаО
8,87
9,о8
8,95
9,62
9.8о
ю,58
10,67
10,64
ю,97
ю,Ьо
12,07
11,03
11 55
7.47
З.18
5.95
О
ьв
0,20
0,25
0,21
2,12
0,09
0,11
2,78
2,66
—
1,10
0,15
0,13
0,16
0,08
—
3,44 BaO
та
17,69
*7>5°
16,98
15,22
15.76
15.21
11,92
13,45
13.36
15.40
13.64
13.26
14.57
1379
16,64
13,03
17.52
О
Я?
I.O5
i,44
0,46
°-97
о, 19
—
о.37
1,88
—
О,б2
L59
0,22
1,82
0,12
Химическая
устойчивость
1 „
3 ез та
о,99
о,8з
о,73
о,4о
о,бо
°.57
о, 2а
о,з8
о, 41
о,55
°.5°
О,42
о,41
о.41
о,74
0,72
1,3°
гидрол
ческий
класс 1
Милли
IV
III/IV
III/IV
III
III
III
II/III
II/III
III
111
111
III
III
III
III
III
IV
380
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 128
Таблица 131
Состав стекла в весовых
процентах
SiO,
72,82
66,60
61,33
58,00
60.00
CaO
8,45
7-73
7.12
8,оо
4,оо
Na2O
18,73
35.67
31.55
34.00
36,00
Константа
А
86,81
165,77
232,67
268.23
265,31
в
9536
8872
8440
8jo6
7818
Таблица 129
Состав стекла в i
SiO3
82
62
62
NaaO
18
18
18
jecoBbix
PbO
20
—
процентах
B2O3
_
2O
Температура
в°С
но
128
158
Таблица 130
Состав стекла в весовых процентах
SiO3
72,16
38,64
49.57
Na3O
17.23
6,13
10,90
CaO
9,26
55,23
39-47
MgO
Al3O3+Fe2O3
o,97
—
n
4.94
1,72
2,46
«e
га
п
Кон
о, i37
2.37
2,72
В зависимости от состава стекла диэлектри-
ческая постоянная колеблется от 3,75 (для
кварцевого стекла) до 16,2 (для стекла
с 8 00/0 РЬО).
По Винкельману, для отдельных видов
стекла найдены следующие значения е: для
зеркального стекла 6,46 и 7,57; стекла, не со-
держащего окиси свинца, 7,П; стекла с 45%
окиси свинца 7,44.
Связь между абсолютными коэфициентами
преломления и диэлектрической постоянной
установлена теоретически Максвеллом следую-
щей формулой:
е = п\
где п — коэфициент преломления стекла.
Указанная зависимость справедлива только
для бесконечно длинных волн, так как во
всех телах происходит дисперсия [1].
Между е и плотностью стекла р существует
соотношение (по Гопкинсону):
Величина этого отношения колеблется
в пределах 2—3 единиц.
Значения диэлектрической постоянной для
некоторых бариевых стёкол приведены в
табл. 131.
Состав стекла в
о"
с/5
6о,о
4° .о
39.6
ю,о
О
та
Z
ю
РЬО
ю,о
ZnO
9,2
—
весовых процентах
О
<и
й-
—
10,0
As.Oj,
0.5
К3О
ю
О
та
CQ
ю,о
IO.O
42Д
ю,о
СаО
—
ю,о
-
-
Я,
<
1О,О
то,о
2,5
ю,о
о
а?
IO О
ю,о
6,о
ю,о
«
7,72
7-49
8,4°
6,84
Р
2,6l
3,08
3-55
2,51
е
У
2,96
2-43
2,32
2,72
Диэлектрическая прочность сте-
кла, или пробивное сопротивление, зависит от
формы образца, состояния его поверхности,
расположения и формы электродов и скорости
нарастания потенциала.
Определение диэлектрической прочности
стекла производят путём измерения пробивного
сопротивления конденсатора, между обклад-
ками которого заключено испытуемое стекло.
Обычно в качестве конденсатора служит про-
бирка из испытуемого стекла, которую погру-
жают в сосуд с ртутью (первая обкладка), а
внутрь пробирки наливают ртуть (вторая
обкладка).
Пробивное сопротивление стекла в преде-
лах низких температур (ниже 16° С) мало из-
меняется. По мере повышения температуры
пробивное сопротивление уменьшается, причём
тем сильнее, чем больше удельная электро-
проводность стекла.
Для идеального конденсатора разность фаз
(сдвиг) тока и напряжения у обкладок равна
90°. Стекло не является идеальным диэлектри-
ком, разность фаз для конденсатора со сте-
клянной пластинкой отличается от 90° на угол 5,
называемый углом диэлектрической потери.
Угол диэлектрической потери связан
с электропроводностью f» длиной волны X и
диэлектрической постоянной е соотношением
Диэлектрик, выполняющий функции конден-
сатора, как правило, всегда поглощает неко-
торое количество электроэнергии, часть кото-
рой в виде тепла переходит в окружающее
пространство, а остальная часть расходуется
на внутримолекулярную работу диэлектрика
(стекла). Общее количество поглощённой
электроэнергии Q, называемое диэлектриче-
скими потерями, определяется по формуле
Q = E*<s>C tg 5,
откуда
где Е — напряжение, С — ёмкость конденсатора
и со — частота.
Для прозрачного кварцевого стекла tg &
равен нулю, для других стёкол он колеблется
от 0,01 до 0,05.
ГЛ. V]
СТЕКЛО, ЭМАЛИ И ГЛАЗУРИ
381
Практикой установлено, что окись натрия
значительно больше повышает электропровод-
ность и угол потерь стекла, чем окись калия,
взятого в том же весовом количестве; поэтому
калийные стёкла являются более подходящими
в качестве изоляторов, чем натриевые. Имеется
ряд стёкол, обладающих весьма малым углом
потерь (нонекс, пайрекс и др.) и зарекомендо-
вавших себя как хорошие диэлектрики.
Увеличение содержания SiO2 в стекле ве-
дёт к увеличению диэлектрической прочности
стекла.
В табл. 132 приведены показатели диэлектри-
ческой прочности некоторых видов стекла
в зависимости от его толщины.
о
7°о4
69.54
7°.37
67,б2
52.1
О
CQ
—
—
2.5
2,6
—
Состав стекла в
О
<
°,4
°3
-
0,2
О
с
S
о.об
—
—
-
—
г,
-
—
-
4-5
-
весовых процентах
О
—
5.о
-
-
-
ы
I2.O
5 3
'3.5
-
-
О
Си
—
2,6
-
2.9
35.1
О
Z
17>°
17»о
5°
6,о
4.5
О
- {
Ч* {
1б,О /
8,о
я
X
Is
Hm
0,041
0,420
O.228
о, 149
одбо
0,076
0,041
0.041
Я A
О. (-.
S И О J
о» И Я iL
да 0 0 i;
^з- с и
429
22О
179
24O
252
513
8о4
IOOO
Коэфициент преломления свинцовых стёкол
может быть определён по следующим эмпири-
ческим формулам:
для стёкол, содержащих калий и натрий,
(nD— 1). 10» = 0,06472x2 —0,77157* +523,3;
для стёкол, содержащих только калий,
(nD — 1) • 103 _ 0,06351 *а _ 0,9416 л: + 526,4,
где х—процентное содержание РЬО в стекле.
Коэфициенты преломления щёлочно-извест-
кового стекла различных составов приведены
в табл. 133.
Дисперсией называется разность по-
казателей преломления для лучей с различной
длиной волны. Чаще всего измеряется диспер-
сия пр—ПB для красного и си-
Таблица 132 него лучей (средняя дисперсия).
В оптической технике при-
ходится часто встречаться с
числом Аббе (обратная сред-
няя дисперсия), которое выра-
жается формулой
Оптические свойства стекла. К оптическим
свойствам стекла относятся преломление, дис-
персия, двойное лучепреломление, отражение
и поглощение света.
Коэфициент преломления стекла
по (для жёлтого луча, излучаемого раскалён-
ными парами натрия) колеблется от 1,46(пла-
вленый кварц) до 2,0 (очень тяжёлый флинт).
Для отдельных видов стекла коэфициент
преломления п^ имеет следующие значения:
Обыкновенное стекло 1,52 Фтористый крон . . . 1,465
Свинцовое i,6o Тяжёлый флинт . . . 1,805
Кварцевое 1.4526 Особо тяжёлый флйнт 1,923.
Коэфициент преломления стекла может быть
определён по формуле аддитивности (по Да-
муру):
nD =
Число Аббе для оптических
стёкол находится в пределах
20,9—70,6.
Коэфициенты преломления
и числа Аббе дают возмож-
ность выводить отношения, необходимые для
ахроматизирования линз и призм (получение
неокрашенных изображений) [1].
Таблица 133
где n
n
D , nD,. .
б
. — константы
для отдельных
стеклообразующих окислов, Аь Л2, Л3. .—
весовые проценты содержания этих окислов
в стекле. Числовые значения констант:
СаО . . .0,01776
MgO . . . 0,01655
А12О3. . .0,01581
Состав
SiO2
56,6
63.5
64.4
66,4
52.9
7г-5
73-9
76.5
стекла
Na2O
вз,1
27,6
12,7
27.4
16,5
11,2
11,6
12,0
в весовых
као
_
—
—
—
ю,9
7-4
7.6
7-9
процентах
СаО
2О.З
8.9
22,9
6,7
19.7
9.9
6,9
3.6
Коэфициент
преломления
"D
L554
1.526
1.557
I-5I9
I.55I
i,5'8
i.5°9
L499
SiOa
Na-jO
К2О
. 0.01467
. 0,01575
. 0,01551
В табл. 134 приведены (по данным Воано)
показатели преломления (nD), числа Аббе (v)
и удельные веса оптических стёкол различного
состава, вырабатываемых на заводах СССР.
Таблица 134
Тип стекла
Силикат-крон ...
Бороспликат-крон .
Лёгкий флинт . . .
Тяжёлый флинт . .
Баритовый крон . .
Тяжёлый баритовый
Баритовый лёгкий
Тяжёлый баритовый
Крон-флинт ....
Сорт п
Лензос
Л-7
Л-20
Л-а8
Л-8
Л-11
Л-21
Л-19
Л-5
Л-15
Л-49
О
55
71.оо
72,00
6i,o
4.7.6=;
42.40
6315
36,30
4Л 6о
4i 85
67.50
(
ВаО
8,15
_
З.15
15,95
5,85
—
_;остаЕ
оя
та
7-2O
4,5°
_
3.1°
„
I5.4O
стекла в весовых процентах
О
Я!
i8,6o
10,45
8,00
6,40
5-7°
ю.45
___
6 40
8.25
СаО
IO.IO
1.55
—
—
О
1?
о,45
—
—
—
—
ВаО
—
—
—
14.7°
41,45
21,20
и.о5
РЬО
—
2б,ЗО
45-7°
51.7°
—
4 До
33.4°
12,30
ZnO
—
—
—
5.25
15,15
5.25
4,60
•*
О,
<
—
—
—
—
4.85
0,30
—
<
о.З
О,2О
О,2О
о, 25
О,2О
О,2О
1,45
о,зо
О.2О
2.2O
<s
3
Удельн
вес
2,48
248
2.94
3.38
3.86
а>56
332
3,25
3-72
2,73
И'4
So.s
¦&С X
Ш ь. **
о ? ч
1.5147
1,5100
1,5480
1,6129
1.6475
1,5302
1.5891
1.5795
1.6259
1,5262
Число
Аббе
6о,6
63,4
459
36.9
33.9
Оо,5
6l,2
53,8
39-1
5t о
Таблица 135
Название стекла
Оптическое стекло
Флинты
Кроны
Устойчивое стекло
а) Термометрическое
№ 16^' завода
„Дружная горка" . . .
№ 591J1 завода
„Дружная горка"... .
*3 а и л л я П п\/^(^НЯ <Т
горка"
б) Лабораторное
№ 23 завода „Друж-
ная горка" .
№ 24 завода „Друж-
ная горка"
№846завода „Друж-
ная горка"
№ 845 ГЭИС
№ 846 то же
Кварцевое стекло
завода им. Ломоносова
(Ленинград)
Ампульное (нейтраль-
ное) Крюковского за-
вода машинной выра-
ботки
в) Термостойкое
Пайрекс
Пайрекс завода
Лензос
Сверхпайрекс заво-
г) Термо-механиче-
скистойкое
Клингерное№! ГЭИС
То же завода „Гусь-
Хрустальный". . . .
То же, № 25
SiO2
2о,о—54.О
39,5—68,5
67,5
72,9—72,0
68,о—66,6
68,57
72, о8
74-0
73,56
73,87
OQ О*ч
80,7—73.81
8о 4
85,4
72,3
74.об
72,7
А12О8
2,5
5.о-6,з
а, 4—4,8
О АН
о,4/
с :2т
'
Q О
4,о
4,25
О OI
4,0—4,8
1,6-6,8
Т ?
1,04
3.82
2,0
FeaO3
[Р 0 О О 7О 41
—
Следы
О Z>K.
'
О 2О
О,2Х
о,17
о,оо4
О' лс о О
f4 ft ОС
—
CaO
1,9—4>°
О,О—2,О
7-о
о,о—о,35
7.О—7,6
8чб
4 44
'
6,о
5.9
596
О,О28
6,9—7>°
1-55
ю,66
13.8
Химический состав технических
MgO
О,О Ю,О
0,0—0,2
ОО—О2
O,8l
0 6\±
4 ^
3,8
3.67
О,О12
До o,i
о о^^о 6
Of4
О.Ч4.
-
Стеклообразующие окислы
Naa0
1,0—з>°
Ю,О—I2,O
I4,O
O,O—II,O
Hi A.—1A..V
O66
^,w
8,12
10,0
7.45
9.38
^
О A^—Ю 4
5»o
3,54
8,6з
i3.5
као
4,0—9,0
5,0—12,0
0,0—о, 1
Следы
6,ю
A. 46
. —
J
O.O4.I
0,0—О 2
—
0,6
13,28
:текол
в весовых процентах
PbO
17,0—80,0
0,0—3,0
_
—
_
w
—
[TiO2 0,15—0,20]
_
-
BaO
0,0—14,0
10,0—44,0
_
—
_
—
—
—
—
-
—
ZnQ
0,0—2,7
i,o—8,0
7,0
—
6,2—7,0
—
—
я,77
—
BaO3
3,5—10,0
2,0
10,4—12,0
0,9—3,6
2,49
3-3°
3.°o
5.00
2.74
—-
7,3—J7'5
12,0
8,32
9.Я1
—
Mna03
0,05—4,0
—
—
—
—
—
.-
—
—
-
—
AsaO3
0,1—2,5
0,2—0,5
—
—
—
,
—
—
—
0,0—0,7
0,50
O.35
0,23
—
Sba03
0,0 - 1,0
-
—
—
—
—
—
—
——
—
[WO3—1,00]
-
—
00
to
Супремакс
Дюракс
Темпакс
д) Тугоплавкое
Завода Лензос ....
Фабричная труба за-
вода Лензос
„Мазда" завода Лен-
зос
Сверхтугоплавкое
№ 261 завода Лензос .
Светотехническое
стекло
а) Прозрачное для
ультрафиолетовых
лучей
Увиоль
Корекс
б) Сигнальное
Для линз красное . .
То же зелёное . . .
То же жёлтое ....
То же бесцветное. .
Для линз № 60 бес-
цветное завода Лен-
зос
в) Светорассеиваю-
щее
Молочное для элек-
троколб
То же для арматуры.
г) Электровакуумное
Молибденовое № 46
завода Лензос
Вольфрамовое. . . .
Бесщёлочное
Стекло для натрон-
ных ламп завода им.
Куйбышева
То же завода Лен-
зос
То же ГЭИС. . . .
384
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД.
Двойным лучепреломлением об-
ладает лишь закалённое или плохо отожжённое
стекло. Двойное лучепреломление измеряется
разностью хода лучей и в мк, отнесённой
к толщине стекла в 1 см (оптический путь),
и характеризует наличие внутренних напряже-
ний, определяющих степень отжига или закалки
стекла.
Между- величиной двойного лучепреломле-
ния и внутренним напряжением в стекле су-
ществует зависимость:
К - I
где о — внутренние напряжения в кг\см?\
Химический состав промышленно-распространённых стёкол
Таблица 136
Наименование стекла
Стеклообразующие окислы в весовых процентах
SiO,
FeaO3
СаО
MgO
Na«O
Оконное стекло ручной выработки . . .
То же
Оконное стекло машинной выработки
(Фурко)
То же
Зеркальное стекло тянутое (Фурко) .
Зеркальное стекло литое (прокатан-
ное) ; .
Армированное стекло (прокатно-лптое).
Бутылочное стекло ручной выработки
белое
То же полубелое
То же тёмное
Бутылочное стекло машинной выработ-
ки полубелое
То же тёмное
То же тёмное на горной породе ....
То же
Сортовое посудное ручной выработки
(выдувное)
То же (прессованное)
Сортовое машинной выработки (прессо-
выдувное)
То же
Лампово-фонарное ручной выработки
(выдувное)
Электроламповое (колбочное) ручной
выработки (выдувное)
71.5-72,5
71,0—75°
72,5—72,6
71,5—72-5
71,5—72,5
72-5—73,о
72,5—74.0
До 7о,о
До 7о,о
До 70,0
67,0—68.0
69,0—7°>°
62,О—64.O
58,0—60,0
74-75,
74°—?6,о
74-°—7^,о
74°—76 о
71,о—74-о
74>о—76,0
73.O—74-о
71,5—740
о,5—2,5
До 2,5
1,5—2 °
1.5—2о
1,5—2,о
о,3—о-5
о,3—о,5
З.о—6,о
Зо—6,о
3,о—6,о
З-о— 3.5
З-о— 3.5
9»5- 9.8
О.5—о.8
о,5-о,8
о,5—о,8
о,5~о,8
о,5—о,о
До о,з
i,o—1,5
До о.35
До о,4
До о,5
До о,з
До о.з
До о,з
О,О2—О,1
o,i —о,з
ДО О,2
До о, 5
2,0—3,0
До о,5
2,О—2,5
1\2—2.5
2,0—25
До о.об
До о,
До о,
До о,
До о,
До о,
о,з—о,4
До о,5
12,0—12,5
9,0—15,0
ю,о—ю,5
Ю.о—ю,5
ю,о—1о,5
13,о—14,5
Ю,5—12,0
12,О—14.0
12.0—14,0
12,0—15,0
ю,5—и.о
9.о—ю,о
12,5—13,2
12,5—13,0
До 7.оо
5-O-7O
5.о—7,о
5.О—7.о
5.5-7-5
4-5—6-о
12,5—13,0
4,5-6.5
1,5—2.о
I.5—2.O
О,1—0,2
o,i—о,з
1,5—2,0
55-6,5 КаО
2,О—2,5 К2О
1,5—2,О
2,О—2,5
2.0—2,5
До 5.5 К2О
До 13.5
п.о—14,о
15,5—16,0
13.5—14,0
13.5—14,0
12,0—13,5
14,0—15,0
До 13,о
До 13 о
До 13,о
14.5—15.5
14-5-15,5
11,5—12,5
12,0—12,5
ю,о—ю,5
13,о—14,о
14,5—16,0
15,0—i6,o
145-15,5
16,0—16,5
11,5—12,0
До 4.5
Таблица 137
Основные физические свойства стекла
Наименование
Удельный объём
Модуль ynpyi 0 ти
Коэфициент Пуассона
Модуль сдвига
Предел прочности при растяжении
Предел прочности при сжатии (раздавливание)
Твёрдость по Ауэрбаху
Теплопроводность
Коэфициент термического расширения:
Коэфициент преломления:
а) для обыкновенного щелочного извест-
koboi о стекла
б) свинцового стекла
Средняя обратная дисперсия
Удельное двойное лучепреломление....
Удельная электропроводность:
б) в расплавленном состоянии
Объёмное электросопротивление (при ком-
Диэлекгрическая постоянная
Диэлектрическая прочность (пробивное со-
противление)
Диэлектрические потери (для промышлен-
Обозначение
Т
V
Е
а
О
а&
abd
°bb
"А
с{
ai5—ioo°
nD
nD
у
К
7
Т
S
tg 8
Размерность
zjcm3
см*/г
кг; мм3
кг/мм3
кг/см3
кг/см3
кал/г ¦ град
кал/см ¦ сек • град
1 1
ом • см
ом~~ . см~
ом • см
кв/см
Показатели
2,2 -6.33
o,45-o.i6
5000-8500
0,182—0,320
2400
3,5-8
60-125
250-500
i73-3J6
0,08-0,5
0,00108—0,0027
32«I0~ +1IO-I0
110 • ю~7—337 • io~r
152
1,60
10,7—70,0
я,85
13
2.10
0,2—0.5
12 15
IO —IO
3,75 — 16,5
Ю—30
0,01—0,05
ГЛ. W]
СТЕКЛО, ЭМАЛИ И ГЛАЗУРИ
385
и — разность хода лучей в мк\ К—удельное
двойное лучепреломление (зависит от свойств
стекломассы), является константой, свойствен-
ной данному сорту стекла; / — длина светового
пути в см (толщина пластинки или куска
стекла).
Из приведённой формулы определяется
При 1=1смиа=\ кг/см* средняя вели-
чина удельного двойного преломления стекла
TS „ ОСЕ.
В стекле с большим содержанием свинца К
может падать до 1,5.
Величина К составляет для тюрингенских
стёкол 2,26—2,73, боросиликатных 3,22 - 3,62,
свинцовых, содержащих около 2% РЬО,—3,11,
технических стёкол —2,5—3,2.
Обычно принимают, что допускаемые напря-
жения в стекле не должны превышать '/уо E%)
от разрушающего усилия. Сопротивление
стекла сжатию превосходит примерно в 10 раз
его сопротивление разрыву, поэтому при опре-
делении механической прочности стекла исхо-
дят из его сопротивления разрыву.
Двойное лучепреломление, соответствую-
щее допустимым напряжениям в стекле
(jj = 0,05а), составляет:
u = K°J = 2,85• 0,05-800-1 = 114 ммк/см.
Составы главнейших видов стекла
и их физические свойства
Химический состав главнейших видов хо-
довых и технических стёкол приведён в табл.
135 и 136.
В табл. 137 указаны средние показатели
главнейших физических свойств стекла.
ЭМАЛИ
Классификация и состав эмалей
Эмаль представляет собой стеклообразный
сплав, застывший на поверхности металлоизде-
лия в виде тонкого покровного слоя (плёнки).
С физико-химической точки зрения эмаль
является взаимным раствором различных ком-
понентов, находящихся в неравновесном состо-
янии. Эмали могут быть прозрачными или не-
прозрачными, окрашенными или бесцветным!!.
Прозрачные эмали представляют собой
гомогенные однофазные системы и по своему
строению идентичны неорганическому (сили-
катному) стеклу. Непрозрачные (заглушённые)
эмали являются гетерогенными (минимум двух-
а. Предельный состав в молях
фазными) системами и по своему строению
идентичны так называемому молочному или
опаловому стеклу.
Эмалированию подвергают чёрные метал-
лы (чугун, сталь, железо), цветные металлы
(медь, латунь, бронза и т. п.), а также и бла-
городные металлы (платина, золото и серебро).
Цель эмалирования металлоизделий - защи-
та их от коррозии, а также декоративное
оформление (художественное или ювелирное
эмалирование).
По назначению эмали подразделяются на
эмали для железа, эмали для чугуна, эмали
для прочих металлов.
По роли, выполняемой эмалью, различают:
а) грунтовые эмали, служащие для
предварительного покрытия поверхности эма-
лируемых изделий с целью образования про-
межуточного эластичного слоя (звена) между
металлом и поверхностным эмалевым слоем—
покровной эмалью.
Грунтовая эмаль компенсирует механиче-
ские и термические напряжения, возникающие
между металлом и эмалевым покровом;
б) покровные эмали, создающие за-
щитный эмалевый слой против коррозии или
служащие декоративным целям, скрывая некра-
сивый внешний вид изделия и пороки на его
поверхности. Покровная эмаль может нано-
ситься мокрым (мокрая эмаль) или сухим
(пудровая или сухая эмаль) путём.
Химический состав эмалей, применяемых
для покрытия чугунных и железных изделий
различного назначения, приводится в табл. 138.
Таблица 138
Эмалеоб-
разуюпше
компоненты
SiOa
в,о3
А1а6,
Na2O
К2О
СЮ
MgO
РЬО
ВаО
Li2O
СоО
МО
О)
OJ
К о
^ О)
О.5.
CJ а
35-85
До 15
я 3
2—12
3—2О
Дою
я IP
» 3
1. 1°
„ 15
» 10
п 3
Эмалеоб-
разующие
компоненты
Мп2О3
FeO
FeaO3
CuO
Cu,O
Cra'O3
l О,
CdS
CdSe
Ag2O
Au
CaF2
NaF
<u %
x °
a tu
Q.-3.
o> =
CJ и
5
7
8
5
5
3
5
5
5
ооз
IO
9
Эмалеоб-
разующие
компоненты
A1F3
Na2SiFe
ZnO
SnOa
Sb2O3
As2O7
NtS'H>3
ZrO2
TiO.2
B,O;)
Ca3(PO4J
iv§
6
15
8
8
5
2
8
5
8
15
5
2
0,2—0,3 КО
0,0—0,3 СаО
б. Предельный состав в молях по Шоу:
0,15—0.75 К,0 ) 0,0-0,6 Na,О
0,14—0,64 СаО / 0,0-0.06 СаО
в. Средний состав (в весовых процентах) по Грюнвальду:
SiOa B,O3 Na.,0 РЬО А1аО8
74,76 8,74 3,8о 2,82 5,30
Химический состав грунтовой эмали по
чугуну разнообразен и характеризуется ниже-
следующими данными:
по Фондраческу:
0,5-1,1
2,0-3,1
0,15—0,35 А12О3
В,О3
si о;
0,0-0,3 F2 "
1 0,1—0,05 А12О3 {
1,1—1,7 SiO,
0,2-0,5 В2О8
К2О
1,72
СаО
0,60
MgO
0,6 J
2
1,60
386
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
{РАЗД. II
Фритта
Составы шихты для грунтовых эмалей, применяемых на заводах СССР
(в весовых частях)
Грунты по чугуну
Таблица 139
Бура безводная . - . . .
Полевой шпат.
Песок кварцевый . . .
Плавиковый шпат . . .
Сода кальцинированная .
Селитра
Криолит
Закись кобальта ....
Закись никеля
Пиролюзит
Шихта
Мельничная добавка (в %
от шихты), глина
Кварцевый песок .
Полевой шпат • .
Грунты по железу
49,4°
32.2O
2250
74°
7-4O
2,70
4 6о
О,32
обз
°93
128,1
бо
45.4
35.°
21 4
8.9
14,6
3,9
о,6з
—
0,21
130,0
7.о
32,О
33,6
Зо.о
6.2
14,8
7,о
0,24
O,6l
1,0
125,5
6,0
Для пудровой эмали
40,0
5о.о
5° о
33,°
37.4
45.3
85, о
140.0
б,о- 7
Ю,О — I
,о
5,°
,7
6,о
-
3°°
3°°
—
I35-O
б.о — 7 °
ю,о — 15 о
—
85,0
и,о
—
6
38,2
8-5
53,3
22 О
24 О
Для мокрой
эмали
ю,6
глина
6.3
84,5
Ю1.4
ю,о
глина
5.°
85,°
5°-б5
5-15
6-12
Ю -2О
4-8
2—6
СоО . . .
NiO . . .
Мп2О.
Прочие
соединения
0,2 — 1 о
о,з—i о
0,2—1,О
До з°
В табл. 139 приведены составы шихты для
характерных грунтовых эмалей, применяемых
на заводах СССР.
Для предварительного эмалирования же-
лезных изделий применяются исключительно
плавленые грунты—грунтовые эмали. Содер-
жание эмалеобразующих компонентов в грун-
товых эмалях для железа колеблется в сле-
дующих пределах (в весовых процентах):
SiO2
В2О3
А12О8
NaaO
КаО
CaF2 в ряде случаев заменяют соответству-
ющими количествами NaF, Na2SiFti, 3NaF, A1F3
и т. п.
Химический состав употребительных грун-
товых эмалей по железу приведён в табл. 140.
В табл. 141 приведён хими-
ческий состав некоторых испы-
танных на практике покровных
эмалей для железа.
В качестве покровной эма-
ли для чугуна, наносимой мо-
крым путём, может служить и
эмаль по железу, но в боль-
шинстве случаев для этой це-
ли применяется особая шихта.
Покровная эмаль по чугуну
должна обладать более низким
коэфяциентом термического
расширения, чем у чугуна.
Средний химический состав
покровных эмалей по чугуну в
весовых процентах (по Грюнвальду):
РЬО SiO2 B2O3 NaaO SnO, Fa AL2O3 K2O MgO
Таблица НО
Состав употребительных грунтовых
эмалей по железу (в весовых процентах)
Окислы
SiO2
В„О3
А1.О3
К„О
NaaO
СаО
MgO
СоО)
NiO }
: мпО J
Для
48,8
15-5
7-7
6-3
143
—
—
6,4
1,О
Содержание в весовых •/
посуды
48,2
15 8
7,8
68
13,8
—
—
66
1,О
49,°
14,5
6.5
8,о
",5
—
—¦
8-5
1,О
5°-53
i°34
7-75
2.з8
15°7
О 23
—
6 8i
О,22
—
0,67
Для
65,02
9.7°
6 23
1б5
H.7I
ОД7
4-вз
0,20
—
о,49
3
различных целей
54о4
12 86
8 65
2.49
14,45
о 27
—
6,оо
°,3°
—
°.44
52 17
I2.OO
324
3,28
19.31
—
2,5<>
7,оо
0,20
—
о,3°
63,00
l6,OO
—
12,40
7.08
—
—
—
0,30
—
1,32
53.60
16.20
6.52
7.80
7,16
1,4°
—
6,35
0,06
0,31
0,60
Таблица 141
SiOa
47.34
44,82
4Р,6э
46,34
55,86
5°,&9
5Г.°4
5°,8°
Эмалеобразующие окисль
В^Од
12,00
13,58
8,3°
ю,оо
7.48
7,62
8.97
11,25
А1аО,
4-76
8,О4
6,25
6,5Ь
9,59
7,82
9,2б
К,,0
2,76
9Д5
9,2О
3,87
1,66
2,14
1,21
6,о5
Na.O
11,41
ю.95
7.°8
и.ЗЗ
и,76
11,82
14,24
8,88
СаО
—
4,О2
О,Чб
1,66
0,48
в весовых процентах
MgO
2,00
—
—
—
—
—
1.19
NaF
6,03
592
7,7°
11 04
6,85
10,91
7.15
9 3б
A1F3
4,02
3-94
513
736
4,48
7.14
467
6,24
CaF2
4.68
3.33
1,82
35°
1,96
—
2,05
ZrO,
5,00
—
—
—
—
—
—
°.°5
SiO
Свин-
ц о вая
эмаль . 2о,оо 37>25 9>Х9 XI>44 J7'42 1,45
Бес-
свинцо-
вая
эмаль . — 35.°° 14.66 14.19 13,35 4-86 и,35 6i35 о>24
Пудровая эмаль широко применяется для
покрытия чугунных ванн. Температура пла-
вления пудровой эмали обычно не превышает
800° С. Такая эмаль должна приплавляться
к металлу при температуре его тёмнокрасного
каления.
Хорошей шихтой для пудровой эмали
можно считать следующий состав (в весовых
частях):
Бура 34-8 Натриевая селитра . . 4.*
Полевой шпат 39,6 Окись цинка ..... ,ю,8
Известковый шпат . . 12,3 ~
Окись магния ...... 4-i
Криолиг 4-1
Сода 6,8 Двуокись циркония . . ю,8
ГЛ. Vj
СТЕКЛО, ЭМАЛИ И ГЛАЗУРИ
387
Молекулярная формула, отвечающая этой шихте:
0,129 А1?О3
,680 SiO2; 0,293 В2О3
0.094 F2; 0,142 ZrO«.
0,114 К2О; 0,314 Na3O; 0,196 CaO
0,163 MgO; 0,213 ZnO
В качестве предельного состава для бессвинцовой фар-
фороподобной белой пудровои эмали по чугуну может служить
следующий (по Краце):
0,06-0.11 К,О; 0,74-0.7 Na2O; 0,0-0,19 CaO; 0,0-0,20 ZnO;
0,12-О.Ь А12О3; 0,0-0.13 SbaOs; 0,0-0,34 SnO2;
0,77-0,64 SiO2; 1,14-0,68 В3О3; 0,043-0,0 Р2О5; 0,6- 0,86 F2.
Составы шихты покровных эмалей по желе-
зу и чугуну, применяемые на заводах СССР,
приведены в табл. 142 (в весовых частях).
Таблица 142
Фритта
Песок квар-
цевый ....
Полевой
шпат
Плавиковый
шпат
Бура ....
Сода ....
Селитра. . .
Криолит. . .
Сурьма . . .
Каолин. . . .
Кремнефто-
рид натрия . ..
Окись цинка
Мельничная
добавка(в %) :
Окись олова
Глина
По
21,5
29,6
8,6
ЗО.9
94
2.7
—
6,7
12,9
—
5
8
железу
22,О
45.3
24.5
6.8
25
14,6
—
—
—
—
7.5
9
23,О
4°>2
6,9
19-5
9 i
3-5
12,7
—
—
—
—
8
8
По
Для на-
несения
мокрым
спосо-
бом
j
42,0
29,6
6,8
г°.5
6,8
—
—
1.9
—
—
6
27,о
2О,О
7>°
6,о
6,о
6,о
—
—
—
7
чугуну
Пудровая
для ванн и
предметов
домо
устройства
Зо.з 28,о
2О,5
8,7
боб
3-1
8,6
6.5
4-3
—
—
—
—
14,о
6,о
З9.о
—
7-о
4-5
7.о
7.о
З.о
—
25.O
12,0
6,О
4<э,о
12,О
8,о
—
5о
8,о
7,о
3-е
¦—
Кислотоупорные эмали.Применяются глав-
ным образом для покрытия чугунной химиче-
ской аппаратуры с целью предохранить её от
действия воды и кислот.
Химический состав эмали колеблется в сле-
дующих пределах (в весовых процентах):
SiO,
ALO.
> 60
До 5
„ 5
Na»O . . . 10-20
KoO . . . . До 10
СаО ... „10
В порядке частичной или полной замены
некоторых из указанных соединений, кроме
Таблица 143
Эмалеобразующне
6
со
67,6
68,3
65,0
61.5
О
5.о
о-9
СаО
5.1
5.1
3-6
MgO
о.З
о,7
I.O
окислы в весокых процентах
ВаО
2,0
13.8
О
Ю,2
14.2
15.о
О
4.о
3.2
IO.I
CQ
2,1
4.о
4.2
О
N
2,0
О
н
3°
о,75 Na^O
0,25 СаО
SiO2, возможно введение в со-
став эмали следующих окислов
(в весовых процентах): 5—15
ВаО, 2-8 ZnO, 2 — 3 MgO.
Химический состав лучших
заграничных кислотоупорных
эмалей приведён в табл. 143.
В СССР широко приме-
няется кислотоупорная эмаль,
химический состав которой от-
вечает следующей молекуляр-
ной формуле:
I 2,8 SiO2
0,075 АШ3 \
[ о,о8 В2О3
О,2 F2
Шихта этой эмали имеет состав (в весовых
процентах):
Кварцевый песок 52.7
Бура .... • 5>х
Каолин .... 6,5
Сода 2з,о
Мел 8,5
Крем нефторид натрия 4.2
Эмаль данного состава превосходит по ка-
честву эмали ряда иностранных фирм.
Щёлочеупорная эмаль. Изучена пока
очень слабо. Химический состав её колеблется
примерно в следующих пределах (в весовых
процентах):
SiO2
АШ3
Na.O
50-60 РЬ О . •
5—ю ZnO . .
18—20 MgO . .
3-7 NaF+AlFa
8-i<3
4-6
1—3
5-6
Эмаль для цветных и благород-
ных металлов. В табл. 144 приведён хи-
мический состав эмали для цветных и благо-
родных металлов и их сплавов—меди, томпака,
латуни, бронзы, мельхиора (нейзильбера), се-
ребра, золота и др.
Таблица 114
Название
эмали
Белая эмаль
ГИКИ
Белая эмаль
по Фондраче-
ску (средний
состав)
Цветная ху-
дожественная
эмаль для меди
(примерный со-
став)
Наилучшая
ювелирная
эмаль для ме-
ди по Вольфра-
му и Гэррисо
чу
Подкладоч-
ная эмаль для
серебра ....
Эмалеобразующие окислы
в весовых процентах
2
(Л
3L4
3°'°
4°,о
2О —
35
з°.°
О
<
°-5
О
CQ
1.7
5- 15
РЬО
54Д
15.°
4°,°
45-о
4о,о
О
6,5
40,0
20,0
з°°
0
0,8
50
О
<
5,о
О
<7i
15.0
388
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. 11
Художественная эмаль должна обладать
большой легкоплавкостью.
Содержание эмалеобразующих компонентов
в художественных эмалях колеблется в следую-
щих пределах (в весовых процентах):
SiOa . . .
В2О3 (РЬО)
А12О3 . . .
NaaO+K2O
35—40 Фториды ... До 5
8—15 Красители . . 2— ю
i—3 Прочие соеди-
18—25 нения .... До з
ГЛАЗУРИ
Глазурь представляет собой стекловидное
вещество, застывшее на поверхности керами-
ческого черепка в виде тонкой плёнки, мало
разлагающейся от действия воды, кислот
и щелочей.
В результате физико-химического взаимо-
действия глазури и черепка образуется про-
межуточный слой, по структуре и свойствам
отличающийся от глазури и черепка.
Составляя всего лишь 1—3% объёма кера-
мического черепка, глазурь тем не менее из-
меняет свойства последнего. Хорошо подо-
бранная глазурь повышает сопротивление сжа-
тию черепка на 40 — 50%. сопротивление
растяжению—на 30—60% и сопротивление из-
гибу— на 30—40%; плохая глазурь сильно
снижает механическую прочность черепка.
Влияние качества глазури на предел проч-
ности при растяжении черепка видно из
табл. 145.
Таблица 145
Тип изделий
Высоковольтный
Каменный товар . .
Термически стойкая
масса
Предел прочности при
растяжении в
негла-
зуро-
ванного
62Q
45°
375
С ЛУЧ-
шеи
гла-
зурью
¦72O
52O
52О
кг/см3 черепка
с хоро-
шей
гла-
зурью
642
5°о
44O
с пло-
хой гла-
зурью
3°5
4о8
Зоо
Глазурь придаёт черепку блеск, непрони-
цаемость для жидкостей и газов и гладкую
поверхность.
В зависимости от исходного сырья глазури
подразделяются на: 1) полевошпатовые, 2) зем-
листые, 3) соляные. 4) свинцово-силикатные
простые и 5) сложного состава.
Полевошпатовые глазури при-
меняются преимущественно в производстве фар-
форовых изделий, а также частично полуфар-
фора и санитарно-технического фаянса одно-
кратного обжига.
Сырьём для них служат кварц и полевой
шпат или его заменители с добавкой фарфо-
рового черепка, карбонатов кальция и магнля,
каолина и некоторых других веществ. Состав
полевошпатовых глазурей: для твёрдого фарфо-
ра с температурой обжига 1300 — 1450° С -от
(R2O 4 RO)-0,5 A!2O3-4,5SiO., до (R2O + RO)-
• 1.25 AI2Cyl2 SiCy, для мягкого фарфора
стемпературойобжига 1200—1300°С—ot(R.>O \-
4-ROH,3 ALA'3 SiO2 до (R2O4-RO)-0,6 Af2O**
•4 SiOjj.
К этой же группе относятся:
а) полевошпатово-цинковые (бристольские)
глазури, применяемые преимущественно для
каменного товара и санитарно-технического
фаянса. Состав бристольской глазури для об-
жига при температуре 1250° С соответствует
формуле Зегера
0,7 ZnO
0,3 К2О
Бристольские глазури действуют разруша-
ющим образом на краски;
б) глазури, в которых полевой шпат заме-
нён горной породой; они по составу анало-
гичны глазурям для твёрдого фарфора, но ин-
тенсивно окрашены благодаря повышенному
содержанию красящих окислов, главным об-
разом окислов железа.
Землистые глазури применяются
для изготовления химически стойких изделий
(канализационных труб, сосудов и т. д.) и жа-
ростойкой посуды. Температура обжига 1000—
1100° С (иногда ниже). Сырьём для землистых
глазурей служат легкоплавкие глины с добав-
кой окислов железа, соединений кальция и по-
левого шпата.
Соляные глазури применяются пре-
имущественно для химически стойких изделий.
Температура обжига 1100—1150° С. Сырьём
для соляных глазурей служит поваренная соль,
которую забрасывают в топки или непосред-
ственно в рабочую камеру печи при температу-
рах выше 1000° С. Образующаяся в результате
разложения поваренной соли окись натрия
вступает во взаимодействие с черепком. Со-
став глазури: от Na2O-0,5Al2O3-2,8 SiO2 до
Na2O-Al2Cy5,5 SiO2.
Свинцово-силикатные простые
глазури применяются для покрытия гончар-
ных изделий. Температура обжига 850—1СО0° С.
Состав глазурей колеблется в пределах от
RO-0,0A!2CySiO2 до RO-0.3Al2Cy2,5-=-3SiO2,
где RO — сумма флюсующих веществ (окиси
свинца с небольшим количеством окислов ще-
лочных и щёлочноземельных металлов).
Глазури сложного состава идут
на покрытие фаянсовых изделий. Их можно
подразделить на подгруппы: а) свинцово-щёлоч-
ные, б) известково-щёлочные, в) известково-
магнезитовые, г) баритовые, д) боратовые и т. д.
Свинцово-щёлочные глазури применяются
для покрытия хозяйственного фаянса; они лег-
коплавки, обладают ярклм, красивым блеском,
хорошо согласуются с черепком, обладают вы-
сокой упругостью и эластичностью.
Недостаток этих глазурей — слабая хими-
ческая стойкость.
Состав глазурей:
0.1-0,2 CaO(Mgo,BaO,SrO,ZfiOy| Г 2-4 SiOa
0,2- 0,5 К2О (Nа2О) } 0,1-04А1аО3{
0,4-0,6 РЬО
И1вестково-щ'<>лочные глазури применя-
ются для покрытия фаянсовых изделий с тем-
пературой политого обжлга 95J—1000° С.
Состав глазурей:
31о,о—о,5 р2о,-
0,6 К2О (Na2O)l
от 0,4 СаО ]
0,2 К3О (NaaO))
до 0,8 СаО ]
0,5 А12О3
0,6 А12О,
f 4 SiO2
\ 0,5 ВаОэ
гл. vi
СТЕКЛО, ЭМАЛИ И ГЛАЗУРИ
389
Глазури с повышенным содержанием ще-
лочей применяются для изделий с повышен-
ным содержанием кремнезёма. При высоком
содержании в черепке окиси алюминия при-
меняют глазури с повышенным содержанием
окиси кальция. Недостатком этой подгруппы
глазурей является необходимость соблюдения
определённых температурных условий обжига
и изменение цвета зелёных и красных краси-
телей.
Известково-магнезитовые глазури. Введе-
ние в состав щёлочно-известковых глазурей
магнезии за счёт щелочей повышает их тем-
пературу плавления и уменьшает склонность
их к образованию трещин.
Состав глазурей для обжига при 1100—1200°:
0,2-0.5 К2О (Na2O)
0,0-0,2 MgO
0,0-0,1 ZnO
Около 0,5 CaO
0,3—0,5 А1о03
/3,5-4,5 SiO2
\0,3~0,5 B2O3.
Баритовые глазури склонны к образованию
в процессе обжига сернистых соединений,
обусловливающих матовую поверхность; по
вредности они стоят близко к свинцовым. Дают
хорошие результаты в применении к черепку,
богатому кремнезёмом. Состав хороших бари-
товых глазурей для обжига при Пио—1200°:
0,0-0,5 К./) (Na2O)i
0,2—0,8 ВаО I
0,0-0,2 ZnO ('
0,0-0,5 СаО .1
0,1—0,4 А1аО3
/2,0-3,5 SiO2
\0,2-0,5 В2О3.
Свойства глазурей
Изменение свойств глазурей (удельный вес,
коэфициент линейного расширения, твёрдость,
механическая прочность и т. д.) подчиняется
законам, общим для всех стёкол (см. „Стекло").
При определении поведения глазури на кера-
мическом черепке приходится учитывать ряд
дополнительных факторов, из которых наибо-
лее важными являются кислотность, плавкость
и минералогический состав исходных компо-
нентов.
Кислотность масс и глазурей.
Коэфициент кислотности определяется как от-
ношение эквивалентов кислотных окислов к ос-
новным.
Расчёт производят по формуле:
К =
SiO2 4-3 В2О34- ¦
(R2O -r- RO)
где SiO2. B2O3, R2O, RO> A12O3 — коэфициенты
при соответствующих окислах из формулы гла-
зури по Зегеру.
Разбивка окислов по группам видна из
табл. 146.
С повышением коэфициента кислотности
за счёт кремнекислоты повышается тугоплав-
кость глазури, повышение кислотности за счёт
буры понижает тугоплавкость глазури.
Коэфициент кислотности полевошпатовых
фарфоровых глазурей равен 1,8—2,53, для
фаянсовых фриттовых глазурей он колеблется
в пределах 1,54—2,50.
Плавкость глазури. Температура
расплава глазури находится по числу плав-
кости. Последнее определяется по формуле
К =
4- оппп
Ь1т1
Ъатп
где <7j, а2, ••ш>ап—константы плавкости для со-
ответствующих легкоплавких окислов; пь л2 • • ¦,
пп—процентное содержание легкоплавкого
окисла; Ьь Ь2,---,Ь„ — константы плавкости
соответствующих тугоплавких окислов; ть
т2, ¦••, тп—процентное содержание тугоплав-
кого окисла.
Таблица 146
Кислотные окислы
SiO2
TiO2
в2о3
As2O3
Р„О,
Sb2O3
Sb,O,
Основные
R2o
к,о
Na.,0
Li2O
R"
CaO
MgO
PbO
ZnO
BaO
окислы
О
Мл О
FeO
СоО
NiO
CuO
R"'*O3
AI2OS
Fe2O,
Mn2O3
Cr2O3
Bi2Os
Значения констант плавкости приведены
в табл. 147.
Таблица 147
\
Константы
плавкости
Для легкоплавких окислов
Окисел
NaF
В,О3
Na3O
К2О
CaF,
ZnO
ВаО
PbO
A1F,
Na2SiF4
FeO
Кон-
станта
3
¦25
,oo
:.oo
,00
,00
,00
o,8
0,8
0,8
с
.3
Окисел
СоО
NiO
Мп2О3
CuO
NaSbOg
MgO
Sb.,O5
Cr2O3
Sb2O3
CaO
A12O3
(менее 3%)
Кон-
станта
o,8
0.8
0,8
0,8
0,65
0,6
0,6
0,6
05
0,5
0,3
Для тугоплавких
окислов
Окисел
А12О3
(более 3%)
SiO2
P.O.,
SnO2
Кон-
станта
1,2
I,О
i,9
0,67
Температуры расплава, соответствующие
числу плавкости, показаны в табл. 148.
Таблица 148
Температура расплава
Число
плавко-
сти
З.О
1.9
г ,8
г,7
[,6
го
1.4
с-3
С.2
1,1
Температу-
ра в °С
75°
75 г
753
754
755
756
758
759
765
771
Число
| плавкости
!
I.O
°9
о,8
о7
! О,6
о.5
i °-4
| о,з
О 2
О,1
Температу-
ра в °С
778
8оо
829
85/
9°5
IO25
IIOO
I2OO
1300
I45O
390
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. I!
При определении плавкости глазури, кроме
химического состава, очень важно знать тон-
кость помола глазури и в виде каких соедине-
ний введён тот или иной окисел. Так, напри-
мер, крупный помол сильно затрудняет полу-
чение гомогенного расплава, причём даже
очень длительная выдержка в конце обжига
s промышленных условиях иногда оказывается
недостаточной для достижения гомогенного
расплава. Обычно тонкость помола фарфоро-
вых и фаянсовых глазурей характеризуется
остатком на сите с ЮиОО отв/см? не выше
0,5—1,00/q.
Глазури одинакового химического состава
и одной тонкости помола могут сильно отли-
чаться по своим свойствам, если минералоги-
ческий их состав различен.
ЛИТЕРАТУРА И ИСТОЧНИКИ
г. Матвеев М. А. и Клейменов Б. А., Расчёты
по технологии стекла. Гизлегпром, М. — Л. 1938.
2. В а р г и н В. В., Е в с т р о п ь е в К. С., К р а-
к а у К. А., П р о к И. М., Стожаров А. И.,
Физико-химические свойства стекла и их зависимость
от его состава, Гизлегпром, М. — Л. 1937.
3. Афанасьев Л. А., Г о л б а Т. Г. и др.. Прак-
тикум по контролю производства стекла, под редак-
цией проф. Б о т в и н к и н а О. К., Гизлегпром,
М-Л. 1939.
4. Л о н г Б., Физические свойства и варка стекла, Гиз-
легпром, М.-Л. 1938.
5. Технология стекла, т. I и II, под общей редакцией проф.
¦И. И. Китайгородского, Гизлегпром, М —Л. 1939.
6. Матвеев М. А., доц., Сентюрин, доц., Общий
курс технологии силикатов, часть IV. Технология
стекломасс, производство и обработка стеклоизделий,
Госстройиздат Наркомстроя, М.-Л. 1945.
7. Орлов Е. И., акад., Глазури, эмали, керамические
краски и массы, ГИЗ, Ленинград 1931.
8. Штуккерт Л., Производство эмали, Госхимтех-
издат, Ленинград 1939.
9. Т и х о м и р о в К. К., Производство эмалированной
посуды, Гизместпром РСФСР, М.-Л. 1940.
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
И ИЗДЕЛИЯ
Классификация керамических
материалов
Керамические материалы делятся по при-
знаку строения черепка на два класса: А —
класс пористого черепка, куда входят материалы
с тонкозернистым или грубым и не всегда одно-
родным пористым черепком, обладающим туск-
лым зернистым изломом; Б — класс спёкшегося
черепка, охватывающий материалы с плотным
камневидным однородным черепком, облада-
ющим раковистым матовым или глянцевым из-
ломом. Оба класса в свою очередь распада-
ются на группы в зависимости от назначения,
исходного сырья и других признаков. Клас-
сификация керамических материалов приве-
дена в табл. 149.
Ниже рассматриваются лишь керамические
материалы, которые нашли применение в ма-
шиностроении.
Фаянсовые изделия
К фаянсу относятся керамические изделия
с мелкозернистым белым или равномерно окра-
шенным пористым и непрозрачным черепком,
в неглазурованном виде водо- и газопрони-
цаемым.
Фаянсовые изделия, применяемые в маши-
ностроении, охватывают три группы: 1) гли-
нистый фаянс, содержащий 75 — 85% глины и
25—15% кремния или кварцевого песка; 2) из-
вестковый фаянс, содержащий 5—15% мела
или доломита, 35—55% глинистого вещества,
остальное—кварцевый песок; 3) полевошпа-
товый фаянс, содержащий 5—15% полевого
шпата, 40—60°/ 0 глинистого вещества и 40 —
25% кварца. В зависимости от области при-
менения различают три разновидности полево-
шпатового фаянса — хозяйственный, санитарно-
технический и полуфарфор.
Составы некоторых типичных фаянсовых
масс приведены в табл. 150.
Основным сырьем для производства фаян-
совых изделий служат жирные, низкоспекаю-
щиеся огнеупорные глины с добавкой кварце-
вого песка или кремния и в качестве плавней
(в зависимости от типа фаянса) — полевого
шпата, мела или доломита.
Фаянсовые изделия обжигаются в два при-
ема: 1) утильный обжиг — при температурах,
необходимых для окончательного закрепления
формы черепка и придания ему соответствую-
щих свойств, 2) глазурный, или политой, обжиг,
задачей которого является расплавление гла-
зури и закрепление её на черепке.
Фаянсовые изделия глазуруются легкоплав-
кими, так называемыми „фаянсовыми", глазу-
рями (см. „Стекло, эмали и глазури").
Глинистый фаянс применяется в гла-
зурованном виде для бытовых целей, а в негла-
зурованном-для изготовления сосудов для галь-
ванических элементов, всевозможных филь-
тров и других изделий. Существенным недо-
статком глинистого фаянса является его низ-
кая термическая стойкость.
Известковый фаянс по качеству
несколько выше глинистого и применяется
преимущественно для изготовления хозяй-
ственной посуды.
Полевошпатовый фаянс принадле-
жит к числу наиболее совершенных и распро-
странённых видов фаянса. Рецептура его зави-
сит от назначения изделий.
Примерные составы заграничного полево-
шпатового фаянса указаны в табл. 151.
Советский фаянс по составу занимает
среднее место между английским и немецким;
некоторые составы его указаны в табл. 152, а
глазури к нему — в табл. 153 и 154. Свойства фа-
янсовых изделий приведены в табл. 155.
Полевошпатовый фаянс применяется для
изготовления фильтров, сосудов для гальва-
нических элементов, ванн, санитарно-техниче-
ских изделий и т. п.
гл.
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
391
Классификация керамических материалов
Таблица 149
Класс
Группа
Род продукции
Основное сырьё
Характеристика
Температу-!
ра обжига
в° С
А.
Класс
пори-
стого
череп-
ка
Строитель-
ная кера-
мика
1. Кирпич глиняный,
обыкновенный, лекаль-
ный ы ш фасонный,
пустотелой, лицевой,
хурдис; пустотелые
плиты для простенков
и др.
2. Кирпич пористый:
а) крупнопористый с
добавкой выгора-
ющих веществ
б) мелкопористый на
базе трепелов
в) пористый, изгото-
вленный пенным
способом
3. Черепица плоская
(бобровый хвост, рим-
ская, русская), желоб-
чатая голландская (гор-
батая, висячая), татар-
ская, коньковая, рим-
ская (коническая), фаль-
цовая, узорчатая, мар-
сельская
4. Технические из-
делия: гончарные тру-
бы, колосники, прясли-
ца для ткачества
5. Керамзит — запол-
нитель для бетона
(кусковой материал
губчатой структуры)
Поверхностные легко-
плавкие глины, жирные и
тощие, дающие после об-
жига тёмноокрашенный
черепок, иногда с добав-
кой от 10 до 30% песка
или молотого кирпичного
боя:
а) низкоспекаюшиеся
легкоплавкие пластич-
ные глины с добавкой
древесных опилок,
торфа и др.
б) диатомиты и трепелы
с добавкой легкоплав-
кой пластичной глины
в) жирные легкоплавкие
глины с добавкой
пенообразующих ве-
ществ
Легкоплавкие жирные
глины, свободные от гру-
бых включений
Легкоплавкие низкоспе-
кающиеся глины
Низкоспекаюшиеся лег-
коплавкие железистые
глины, иногда с добавкой
органических веществ
Архитектур-
но - строи
тельная ке-
рамика
1. Терракотовые изде-
лия: декоративные ар-
хитектурные детали,
цилиндры для гальва-
нических элементов,
вазы, скульптура и т.д.
2. Чёрные „морёные"
изделия. Морёная посу-
да доисторическая,
древняя и современная
и др.
3. Майоликовые стен-
ные плитки и печные
кафели, цен и иные,
жаростойкие изделия
с глухой глазурью
4. Облицовочная
плитка и облицовоч-
ный кирпич
Фаянсовые 1. Декоративные и
изделия тонкозернистые гон-
чарные изделия (новая
майолика), скульптура,
архитектурные обли-
цовки и т. д.
2. Глинистый фаянс:
сосуды для гальвани-
ческих элементов, филь-
тры, изделия бытового
назначения и др.
3. Известковый фаянс:
хозяйственная посуда
4. Полевошпатовый
фаянс: а) санитарно-тех-
нический, б) хозяй-
ственный, в) полуфар-
фор
Легкоплавкие и туго-
плавкие низкоспекающие-
ся глины
То же
Легкоплавкие и туго-
плавкие низкоспекающие-
ся глины, свободные от
грубых включений,иногда
с добавкой мергеля или
мела
Легкоплавкие и туго-
плавкие низкоспекающие-
ся глины, иногда с добав-
кой плавней
Черепок окрашенный; водо-
поглощение от 8 до 20°/„; пре-
дел прочности при сжатии
от 75 до 300 кг/см2
а) объёмный вес 0,6 —
1,2 г/см3; предел прочно-
сти при сжатии 15 —
70 кг/см3
б) объёмный вес 0,6—1,1 г/см3;
предел прочности при
сжатии 15—100 кг/см2
в) теплоизоляционный,
объёмного веса 0,3—
0,5 г/см3; предел проч-
ности при сжатии 5—
20 кг/см2
Черепок оьрашенный; водо-
поглощение не выше 12—14°/0;
предел прочности при сжа-
тии не менее 100 кг/см*
Черепок окрашенный; водо-
поглощение 8—20%; предел
прочности при сжатии не ме-
нее 75 кг/см1
Объёмный вес 0,4—0,8 г/см3;
предел прочности при сжатии
не менее 75 кг/см?
950—1050
950—1050
860—1050
950—1050
850—960
II2O—I2OO
Черепок равномерно окра-
шенный; водопоглошение
8—16°/0; предел прочности при
сжатии не менее 100 кг/см*
То же
Черепок окрашенный, по-
крытый глазурью; водопогло-
щение до 12—16%; предел проч-
ности при сжатии не менее
150 кг/см*
Черепок окрашен, покрыт
глухой глазурью или ангобом,
а затем прозрачной глазурью
Легкоплавкие и туго-
плавкие низкоспекающие-
ся глины, иногда с добав-
кой 10—12% кварцевого
песка.
Тугоплавкие глины с до-
бавкой 15—20% кварца.
Глины огнеупорные с до-
бавкой кварцевого песка,
мела или доломита или
глины с высоким содержа-
нием извести
Глины беложгущиеся
с добавкой квар'цевого
песка, полевого шпата и
каолина
Черепок окрашен, покрыт
легкоплавкой снинцовой гла-
зурью; пористость 8—15%;
предел прочности при сжатии
не менее 100 кг/см'2
Черепок пористый, одно-
родный, покрытый легкоплав-
кой свинцовой глазурью; по-
ристость 15 — 20%; предел
прочности при сжатии 400 —
1000 кг/см*
Черепок пористый, однород-
ный, покрытый легкоплавкими
фаянсовыми глазурями; по-
ристость \'2 —16°/0; предел
прочности при сжатии 800—
1500 кг/см*
Черепок пористый, одно-
родный, покрытый легкоплав-
кой свинцовой глазурью; по-
ристость 8 — 12%; предел
прочности при сжатии 3000 —
4000 кг/см3
95°—1
э—1050
850—1000
850—iooo
Политой
850-Эбо;
утильный
850—920
Утильный
960—иоо;
политой
850—iooo
Утильный
о.6о—1200;
политой
850—1050
Утильный
1150—1300;
политой
Iooo—1250*
Полу фарфор подвергается однократному обжигу при 1250—1320° С.
392
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Продолжение табл. 149
Класс
Б.
Класс
спёк-
шегося
череп-
ка
Группа
Фарфор
Каменный
товар
Специаль-
ные массы
Род продукции
1. Твёрдый фарфор:
а) хозяйственный,
б) электротехниче-
ский (пысоковольтный,
низковольтный и т. д.),
в) для химических це-
лей, г)пирометрический
2. Мягкий фарфор,
зегероиский, японский,
китайский, английский
(костяной), фритто-
вый — хозяйственная
посуда, декоративные
изделия
3. Бисквит (скуль-
птура, фарфоровые цве-
ты, литофания), Марк-
вардтова масса (трубки
сопротивления, муфели
и т. д.)
4. Огнеупорный фар-
фор и фарфор для
электротермии
1. Клинкер дорож-
ный, клинкерная плит-^
ка „керамит", вулка-*
ноль
2. Метлахская (поло-
вая) плитка
3. Веджвудовы цвет-
ные массы (посуда,
декоративные изделия
и т. д.)
4. Химически стой-
кие материалы: кисло-
тоупорные и щё.зоче-
стойкие материалы.
5. Канализационные
трубы
I. Высокоглинозёми-
стые массы для авто-
свечей и других спе-
циальных целей
2. Массы для высоко-
частотных изоляторов
Основное сырье
Беложгущиеся огнеупор-
ные глины и каолины, по-
левой шпат B0—30%),
кварц B0—30%)
Беложгущиеся огнеупор-
ные глины и каолины, по-
левой шпат B5—40%),
кварц B0—30%), иногда
костяная мука (англий-
ский фарфор) и другие
плавни (фриттовый)
Беложгущиеся огнеупор-
ные глины, .полевой шпат,
кварц и иногда красящие
окислы
Беложгущиеся глины и
каолин, полевой шпат,
кварц с добавкой андалу-
зита, глинозёма
Тугоплавкие иизкоспе-
кающиеся глины, иногда
с добавкой плавней (вул-
каноль, керамит)
Огнеупорные низкоспе-
кающиеся глины, иногда
с добавкой полевого шпа-
та, красящих окислов
То же
Глины огнеупорные, низ-
коспекающиеся с добавкой
шамота, полевого шпата
и иногда кварца
Глины огнеупорные, низ-
коспекающиеся с добавкой
шамота и иногда полевого
шпата
Глинозём с добавкой
2—3% плавней
Глина огнеупорная,кварц,
окись титана, бария и др.
Характеристика черепка
Черепок белый, плотный,
просвечивающий, не чертится
ножом, покрыт прозрачной
фарфоровой глазурью; водо-
поглошение 0,0—0 3%; предел
прочности при сжатии не ме-
нее 4000 кг/см3
Черепок белый, плотный,
хорошо просвечивающий, чер-
тится ножом: покрыт прозрач-
ной фарфоровой глазурью;
водопоглощение 0,0; предел
прочности при сжатии не ме-
нее 30i Ю кг/см2
Черепок плотный, спекший-
ся; водопоглощение 0,0; пре-
дел прочности при сжатии
не менее 3000 кг/см*
Черепок плотный, спекший-
ся, водопоглощение 0,0; пре-
дел прочности при сжатии
не менее 4000 кг/см1
Черепок плотный, спекший-
ся, окрашенный; водопогло-
щение от 0,0 до 6 8%; предел
прочности при сжатии для
клинкера от 400 до 1500 кг/см3,
для керамита и вулканоля —
2000-5000 кг/см?
Черепок плотный, спекший-
ся, окрашенный; водопоглоще-
ние 0,0—6%; предел прочно-
сти при сжатии не менее
400 кг/см2
Черепок плотный, с ракови-
стым изломом, окрашенный;
водопоглощение 0,0—2%; пре-
дел прочности при сжатии
не менее 1000 кг/сма
Черепок плотный, спекший-
ся, покрыт соляной или зем-
листой глазурью; водопогло-
щение 0,6—6%, для ответствен-
ных изделий 0,0—1,0%; предел
прочности при сжатии не ме-
нее 500 кг/см*
Черепок плотный, спекший-
ся, покрыт соляной или зем-
листой глазурью; водопогло-
щение 2—8%; предел прочно-
сти при сжатии не менее
400 кг/см3
Черепок плотный, спекший-
ся; водопоглощение 0,0; пре-
дел прочности при сжатии
выше 400D кг/см2
Черепок плотный, спекший-
ся; водопоглощение 0,0; пре-
дел прочности при сжатии
5000—7000 кг/см2
Температу-
ра обжига
в °С
Утильный
900—950;
политой
I3OO—145°
Утильный
9°°—95°:
политой
1250—1300
1250—1350
1400—15°°
1150—1250
1150-1300
1250—135°
1250—1350
1230—1320
1750—1900
1350—1500
Таблица 150
Таблица 151
Тип фаянса
Глинистый
Известковый
Хозяйственный. . . .
Санитарно-техниче-
ский
Полуфарфор (одно-
кратный обжиг) . . .
Состав в %
Глинистое
вещество
75-85
35—55
4°-52
4о—6о
4о—бо
Кварц
15-25
3°—5°
4°—5°
32—45
28-50
Полевой
шпат
5-*3
8-15
ю—is
Другие со-
ставные части
(мрамор, маг-
незит)
5-2O
О.5-1.0
1 Исходные
материалы
Пластичная глина
Каолин
Кремень жжёный
Пегматит
Полевой шпат . .
Бой фаянсовый .
Состав в %
Англий-
ский
фаянс
1
22
12
2
i8
43
24
15
анцузский
янс
¦ее-
49
44
3
4
Немецкий
фаянс
1 | .
3°
4
25
31
39
5
3
41.5
27 5
21 2
9,8
ГЛ. V]
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
393
Таблица 152
Таблица 154
Исходные
материалы
Глина ча-
сов-ярская . .
Глина лат-
нинская ....
Каолин . . .
Полевой
шпат
Кварц ....
Кварцевый
песок ....
Бой фаянсо-
вый .......
Состав г
Хозяйственный
1
33
—
34
—
—
27
/
6
>|.
3°5
—
3°5
•—
—
чб
3
31
—
29
—
—
25
15
4
З2
—
3°
—
—
з8
ю
фаянс
ь
35
—
3°
—
—
2Q
6
—
35
2О
Ю
—
2^
IO
Санитарно-
техниче-
ский фаянс
7
i8
—
38
—
—
2О
18
8
23
—
27
—
17
17
/
16
9
—
3°
2О
IO
—
25
15
Исходные
материалы
Полевой шпат .
Кремень
Кварц
Мел
Бура кристалли-
ческая
Сурик
Каолин
Сода кальцини-
рованная
Свинцовые бе-
лила
32.61 17,85
12,0 ! 3°>3°
18,2
19,3
16,0
9.45
18,13
16,67
7,60
ав фритты в °/0
3
29.9
и,7
-
l6,2
17.5
1»
8,4
-
8,5
4
41,0
11,0
-
9-5
20,0
1.6
-
-
17,0
5
300
20,0
-
10,0
14 0
6,5
12,5
-
7.0
7
_
28,0
130
11.5
37.°
ю-5
-
8
12,6
-
34,5
11,2
33.9
-
6,7
1.1
Таблица 153
Исходные материалы
Фритта
Каолин
Полевой шпат ....
Кремень .
Фаянсовая масса . . .
1
88
6
4
2
Состав
2
8=
6
Q
—
3
74
8
ю
глазури
4
9°
1О
—
5
88
8
4
—
7
60 е
к 8
21
3,7
8
88
12
—
По назначению твёрдый фарфор разделяют
на: 1) хозяйственный — хозяйственная посуда
с белым черепком, обладающим высокой про-
свечиваемостью и термической стойкостью;
2) электротехнический — различные типы
изоляторов (высоковольтные, низковольтные,
установочные) с черепком, обладающим вы-
сокой механической прочностью, термической
стойкостью и высоким омическим сопротивле-
нием; 3) фарфор для химических целей —
химически стойкая лабораторная посуда и
другие изделия с черепком, обладающим вы-
Таблица 155
Изделия
Глинистый фаянс . .
Известковый фаянс .
Полевошпатовый
фаянс:
Хозяйственный
фаянс
Санитарно-техниче-
ский фаянс
Объёмный
вес
в г,'см3
1,45—1,8
1,86—2,О
1,86—2,1
1,86—2,2
Удельный
вес
в г,!смя
2.45—2,6
2,45—2,6
2,5—2,б2
2,5—2,62
с
Я
J3
f-
0
в
о.
о
19—21
12—16
8—12
8—12
Средний коэфициент
линейного расширения
в интервале темпера-
тур от 20 до 700~С
5.4
5.8-6,2
4,4-5,8
44—5.8
Предел прочности
при сжатии в /сг/c./ii.2
4<х>—iooo
800—1500
Зооо—4ОО°
Зооо—4ОО°
Предел прочности
при изгибе в кг'см2
50-150
8о—2ОО
I50—3OO
2ОО—4°°
Предел прочности
при кручении
в кг/см1
169—175
20О—29O
2ОО—24O
22O —2ОО
Сопротивление удар-
ному изгибу в кгм/см2
1,5—1,7
i,6—1,7
1,6- 1,8
т,6—1,8
Фарфор
Фарфор характеризуется плотным, спёк-
шимся, не пропускающим воду и газы черепком
с раковистым, не прилипающим к языку изло-
мом. В отличие от каменного товара фарфор
обладает белым просвечивающим черепком.
Различают два вида фарфора: 1) твердый
фарфор с температурой политого обжига
1300— 1450°С и 2) мягкий фарфор с тем-
пературой политого обжига 1250—1300Х.
Типичный твёрдый фарфор содержит 40 —-
55% глинистого вещества, 20 — 30% кварца и
20 — 30% полевого шпата. Мягкий фарфор со-
держит 25 — 40% глинистого вещества, 30 —
50% полевого шпага и 20 — 40% кварца. Для
технических целей применяется почти исклю-
чительно твёрдый фарфор.
сокой термической стойкостью; 4) пирометри-
ческий фарфор — отличающийся высокой
огнеупорной и термической стойкостью;5) спе-
циальные массы.
Основным сырьем для производства фар-
форовых изделий являются каолины и высоко-
качественные огнеупорные глины, кварц или
кварцевый песок и полевой шпат или пегматит.
Фарфор применяется в промышленности
преимущественно в глазурованном виде.
Составы технического фарфора и глазурей к
ним представлены в табл. 156 и 157.
Качество фарфоровых изделий и их свойства
зависят от химико-минералогического состава
исходного сырья и технологического процесса
производства. Изменение режима обжига влияет
на диэлектрические, физико-механические
и термические свойства фарфоровых изделий.
394
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Состав твёрдого фарфора
Таблица 156
Рациональный состав в °/0
Химический состав в %
Тип изделия
§о
н я
к 5
к з
Ч <у
!_, К
¦ .О.
о
10
Установочный фар-
фор
Низковольтный фар-
фор
Низковольтный фар-
фор ¦
Высоковольтные ли-
нейные изоляторы .
Высоковольтные
станционные изоля-
торы .
Высоковольтный фар-
фор Hermsdorf ....
Высоковольтный фар-
фор Ohio-Brass . . .
Высоковольтный фар-
фор Rosental ....
Химически стойкий
фарфор
Берлинский химиче-
ски стойкий фарфор
Бельгийский техни-
ческий фарфор (не-
прокалённая масса) .
Японский фарфор .
Китайский фарфор .
Термически стой-
кий фарфор
То же
То же
Пирометрический
фарфор .
Высокопрочный фар-
фор
То же
Т ермически стой-
кий фарфор
То же
46,о6
53.оо
бооо
45 к>
47 °7
4O.2I
41.II
47,оо
54.92
57.92
32.29
3i,8o
55.6°
46,40
46,40
55,6°
5о,оо
46,40
46,40
6о,оо
26,54
29.00
22,ОО
17.4°
26.73
32,25
22,74
42,28
25,00
23.52
2б.об
40,91
ЗО,8о
II, IO**
16 40 **
16,20
16,20
23.00
27,4°
18.00
28,00
36,20
26,20
26,54
36,15
20,04
28,00
21.56 I
16,02
26,80
19.40
11,10
21,00
25,20
22,20
25,00
3740
10,00
12,00
18,00*
22,20
16.20
12 40**
22,20**"
25.01
16,20***
27,40**
15,00**
70,10
70,18
64.03
67,09
72.83
68,78
75.59
66,51
64,30
63.95
74.73
65,75
45.97
52,74
5652
41,87
51,81
48,20
60,75
63.51
25, io
23.78
24.27
2667
21.79
24.03
19,83
22,30
29.00
25.59
17.83
21,73
40,42
3°.39
28,19
47.oo
36.81
4O.54
20,00
21.2O
°.79
0,67
о, 49
о,5о
°.39
о.бо
0,69
1,оз
1.64
2,09
1.57
о,74
о,85
°.77
2,56
О,28
о,об
о.44
0,46
о,34
о, 13
O.32
О,21
0,69
о,91
о,34
о, 25
о,24
О,О2
O,l6
О25
0,24
O,28 j
004
0,17
0.50
0,07
о»°7
о,об
о,об
о,о7
о,об
о,об
о об
о,о6
о,54
о,6о
О,2б
O.78
1,01
О,87
°.77
о,84
o,8s
0,87
о,8г
Следы
О,25
од7
3,25
4-59
3-54
о,и
o,8i
0.13
765
4.35
3.77
1,72
4,55
399
6,07
3,42
4.00
3.60
3,05
5,56
4.98
1,74
2-55
2,91
2,62
2,90
4>°2
1.59
i,8o
* Слюда.
** Тальк обожжённый.
*** Корунд.
Требования ОСТ 3370 к высоковольтным изо-
ляторам указаны в табл. 158.
Свойства некоторых разновидностей твёр-
дого фарфора приведены в табл. 159.
Химически стойкие материалы
Химически стойкие силикатные материалы
разделяются на 4 группы *: а) естественные
кислотоупорные материалы; б) материалы,
получаемые путём обжига до спекания (ка-
менный товар); в) материалы, получаэмые без
обжига конечного продукта, — кислотоупорные
и щёлочестойкие цементы (замазки и бетоны);
г) материалы, получаемые путём полного
расплавления сырья — химически стойкое
стекло и др. (см. „Стекло, эмали и глазури").
Естественные кислотоупорные
материалы. Типичными представителями
этой группы являются андезит, бештаунит, гра-
нит и кварцит.
* Группы „а", „в" и „г" не относятся к керамическим
.материалам. Включены по признаку применения и исход-
ного сырья.
Андезит применяется в качестве запол-
нителя в кислотоупорных замазках и бетонах,
а также в виде крупных блоков для строитель-
ства аппаратов по производству кислот и
щелочей. Относительно высокая пористость
андезитовых блоков требует нанесения защит-
ного покрова — кислотоупорной замазки.
Бештаунит применяется в виде крупных
камней для строительства башен заводов
серной и азотной кислоты.
Гранит применяется для постройки аппа-
ратов, производящих слабую азотную кислоту,
а также в производствах брома и иода.
Существенным недостатком гранита является
низкая термическая стойкость, обусловленная
различием коэфициентов расширения отдель-
ных его составных частей.
Кварцит используется как насадочный
материал и в виде щебня для изготовления
кислотоупорного бетона.
Основные физико-химические свойства есте-
ственных кислотоупоров приведены в табл. 160.
Материалы, получаемые путём
обжига до спекания. К этой группе
относятся специальные химически стойкие
ГЛ. V]
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
395
Состав фарфоровых глазурей
Таблица 157
Формула Зегера
10
12
13
18
0,552 CaO
0,183 MgO
0,082 Na»O
0Д83 K26
0 41 CaO
0,35 MgO
0,13 K..O
0,12 Na2O
0,480 А12О3
0.о12 Fe3O3
4,109 SiOa
0,528 А12О3 Г 4,491 SiO2
0,005 Ре2О3 { 0,005 TiO2
0 82 А13О3
0 823 А12О3
0,011 Fe2O3
0,385 CaO \
0,280 MgO > Q0 Q7 F o ,
0,335 K2O J 0UW/ Г aU;i
0 370 CaO
0,365 MgO
0,198 Na2O
0,117 KaO
0341 CaO \
0.286 MgO 0,505 A12O3
0,196 Na.,0 \ 0,092 Fe2O3
0,060 K,6 0,108 Cr,,O3
0,217 M"nO /
0,18 K2O
0,03 Na.O
0,42 CaO
0,32 MgO
A.36 CaO
0. 099 MgO
0.5-11 K2OtNa,O
Химический состав в °/0
0 55 A12O3
5'85
6,213 SiO2
0,016 TiO2
5,121 SiO2
0,016 TiO.,
4,52 SiO.,
SiO2
61,97
70,7
64.15
72,21
66,99
ПОИ
0,25 K2O
0,63 CaO
0,134 MgO
0,236 K,O
0,388 CaO
0,324 MgO
0.142 K,O
0,146 M"nO
0,5 2O3
0,014 Fe2O3
0,69 A12O3
0,098 Fe2O3
0,158 Cr2O3
3,78 SiO2
6.15 SiO.,
73,24
61,97
64,88
AL,O3
".33
J4,2
15,34
16,25
13,4
H.58
13-97
12,92
14,32
1340
Fe2Oa
o,44
0,23
0,12
o,34
3.22
0,09
0,31
o,39
r.39
3.02
T1O2
-
-
0,1
0,24
0,28
0,1
-
-
0,25
CaO
7.05
6,05
3,96
4,01
4.14
5,99
2.57
9,59
10,09
4.14
MgO
1,89
368
2,08
2,47
2,52
3,29
0,51
-
1.55
2-5
K2O + Na2O
5.84
{ к!б-з,21
6,12
4.48
2,53
Cra03-5,57
LMnO-3,36 J
|K2O-4.35
[N0
6,52
5.29
6.42
2,54
CrOs-4,57
LMnO-4,36j
керамические изделия —каменный товар, а так-
же некоторые виды фарфора (см. „Фарфор") и
огнеупорных и высокоупорных материалов —
шамотные, динасовые, магнезитовые, цирко-
новые, из плавленого глинозёма и т. д. (см.
„Огнеупорные материалы").
Химически стойкий каменный товар харак-
теризуется плотным спёкшимся и непросвечи-
вающим черепком.
Черепок химически стойких изделий не дол-
жен иметь пустот и содержать растворимых
в кислотах включений. Для лучшего предо-
хранения черепка от действия кислот и ще-
лочей, а также для уменьшения водо- и газо-
проницаемости химически стойкие керамиче-
ские изделия покрываются соляной или зе-
млистой глазурью.
Сырьем для производства химически
стойкого каменного товара служат низко-
спекающиеся огнеупорные глины, обладающие
тонкозернистым однородным строением и не
содержащие включений, растворимых в кис-
лотах или оставляющих после обжига каверны
и пустоты. Состав кислотоупорных изделий
указан в табл. 161.
Состав соляной глазури, выраженный фор-
мулой Зегера, колеблется в пределах от
Таблица 158
Разме-
ры в мм
Изоляторы
Подвесные
П-2 .
П-4,5
П-7 .
170; 270
2101 325
Штыревые
Ш-6 9o
Ш-10 no
Ш-20 165
Ш-35 ! 255
Радио-телеграфные
P-C-A-3 93
P-C-A-6 129
P-C-A-ll 152
На-
грузка
Электрическая
характеристика
единичных изо-
ляторов; напря-
жение в кв
2О0О
45оо
Зооо
бооо
70ОО 95°°
4<эо
боо i
8оо
1200
8оо
IOO
1400
2ООО
25
5°
57 ! 4°
25 | 75
33 | 9°
52 j 128
8о | i8o
35
48 -
56
- 48
65
76
но
125
65
78
in
156
396
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
(РАЗД II
Таблица 159
Свойства твёрдого фарфора
Тип фарфора
Установочный . .
Низковольтный .
Высоковольтный.
Химически стой-
кий
Термически стой-
кий
Электротермиче-
ский
Термически стой-
кий
Пирометрический
Высокопрочный .
Высокопрочный .
Специальный . . .
Термически стой-
кий
Стеатит
S a
0,0—0,3
0,0—0,3
0,0
0.0
0,0—0,1
0,0
0,0—0,3
0,0—0,1
00—0,3
>,o—0,3
0,0
2,26 12,48]
2,2 ( 2 46 ;
2,43—2,45 2
2,32 2,5O
2,6—2,64 2,1
3600
40OO
58O
620
2.5
2,65
2,43—2,46| 2,6o
2.57—2,6o 2,65
2,61— 2.64 2,68
2 56—2,60 2.63!
2,6o—2,6l 2,56;
|45OO—50OO; 596—6OO
2,43—2,45
2,36
O.75
O,26
O45
o,8o
0,25
2,62! 0,3—0,6
2,78
5000
4000
4200
700
700—710
720—740
5200
625—650
850—900
6500—7000! 950—1000
5500—6ooo( 750—760
4800 820—850
4500
— 8000—9200
875—900
950—1200
300
380
350—400
450
250—280
350—400
300—320
540—580
580—600
520—560
350—400
400—430
550—75°
1,8
2,2—2,3
2,2—2,25
2,17—2,20
2,50—2,55
2,60—2,65
2,47—2,50
2,30—2,35
2,30—2,35
2,3 —2,8 I
x a.
Ш
* 5 s
6—8
6-8
6—8
Более ю
Более 40
Более 30
Более з°
6—8
6—8
6-8
Более 4°
Более 4°
?-5-
Cf 0.0
в so
fgi
3 °
3.80
3.79
3.74
3.40
2,51
4,19
364
398
1,97
3.73
Продолжение табл. 159
Тип фарфора
&a
о >>
О В5
§§
U X
Теплоём-
кость
в кал! г СС
Теплопро-
водность в
кал
см • сек"С
Удельное
объёмное со-
противление
ом. см
в нор-
маль-
ных ус-
ловиях
после
вы-
держки
в воде
Удельное по-
верхностное
сопротивление
?s ¦ 1013
в ом
в нор-
маль-
ных ус-
ловиях
после
вы-
держки
в воде
i
В!
С
Я ^
CU S
О -Л.
ш к
VO Ш
Про
ние
—
14
-
12
14
12
8
14
16
8
ю
О
№
о
X
о.
о
с
Огн
I5&O
158о
—
1670
158°
1580
i6oo
1770
1700
1620
1420
1460
Установочный . .
Низковольтный. .
Высоковольтный.
Химически стой-
кий
Термически стой-
кий
Электротермиче-
ский
Термически стой-
кий
Пирометрический
Высокопрочный .
Высокопрочный .
Специальный. . .
Термически стой-
кий
Стеатит
5,93
0,221
O.2O2
ОД79
о, 179
О,ОО24
O.OOI9
O.OO23
0,0027
5-73
- ! 5-8
3,86 ; 8,5
0,19—0,20
2,3—2,4
4Д
6,6
4.7
19,6
4.3
3.92
ю,4
134
—
8,4
ю,о
9>4б
12,4
8,8
9.65
8,7
9.2
54
35.2
Ч
14
6,4
1.о6
3-94
8,4б
14
14.5
2,9
1,72
8,4
59
302
19.5
29.4
62,8
26
35.6
90,1
30.4
218
102
81
41
195
412
50,8
83
Таблица 160
Физико-химические свойства и химический состав естественных кислотоупоров
Материал
Андезит
Бештаунит
Гранит .
Кварцит .
Объёмный
вес в г/смя
2,2-2,7
2,3—2,65
2,35—2.65
2,4—2,6
Пористость
в °/„
2,5— 6,о
1,О—1,2
Около i,o
„ 1,О
о
с
и
Твёрдо
Моосу
б-.
6-7
6-8
6-7
прочности
при сжатии
в кг/см2
5оо—ооо
IOOO—1боО
450—2400
1200—3200
Кислото-
упорность
по Калла-
унеру и
Барта в °/о
96-98
97.7—98.6
98-99,6
995-99.9
SiO,
60,0—62,0
72,0
65.6—77.6
97.0-98,3
Химический состав в %
А12О3
Г5,О— 2О,О
14.5
9,2—17,6
о,5-1,8
Fe2O3
3.0-5,0
1.5
0,46—5,0
0,2—0,94
СаО + MgO
5,о~7.°
1,6
1.2—3.6
0,11—0,5
Щёло-
чи
5,о—8,о
—
4,о—7,о
ГЛ. V]
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
397
Таблица 161
Состав кислотоупорных изделий
Таблица 162
Изделия
Кислотоупор-
ные плитки . .
Канализаци-
онные трубы .
Сосуды ём-
костью до 250 л
Сосуды ём-
костью более
250 л
Кольца Ра-
шига •
Неответст-
венные изделия
Кислотоупор-
ный кирпич . .
Состав
А
наогн
рная
s о
7О—8о
45-6°
45
4°
45
—
5°
< <я
на ту
лавка
S е
2О—IO
ю—is
—
25
45
5°
В°/о
мот
э
Зо—о
55—<°
45
5°
25
4°
*а
о
<и Н
с; ее
О С
— а
—
—
IO
IO
-
15
Глазурь
—
Соляная, зе-
млистая
Землистая
Землистая
Соляная, зе-
млистая
Соляная, зе-
млистая
Состав
Материал
Глина местная
бурая
Глина детско-
сельская
Глина„медведка"
Глина константи-
новская отмученная
Полевой шпат . .
Нефелиновый си-
енит
Мел
землистых
Бор
ский
эвич-
завод
„Красный
керамик"
1
(
85
—
—
ю
о
]остав
g-
—
5
ю
глазурей
6
к
§ w
1|
СО
s?
тэ 0/
_
8о
2О
SC4
а; >,о
о о в
X i- ев
к о «
six* о ХЗ
Э X X
)
68
—
2О
12
о
орн
с
4) у
О m
1300
1200—1230
ибо—и8о
I23O—I25O
1250—1300
1230—1250
Na2O, 0,5 АЬО3, 2,8 SiO2 до Na,,O, 1,0 АЬО3
и 5,5 SiO2.
Состав зарекомендовавших себя по качеству
землистых глазурей приведён в табл. 162.
Для ответственных изделий применяются
глазури следующих составов (формула Зегера):
0,18 К2О
(i,44 Zr,0
0,38 СаО
о
0,40
0
0,21 А12О3, 1,95 SiO:
.to к2о )
,40 ZnO } 0,
',Ю СаО J
0,55 А12О3, 3,5 SiO.
По физико-химическим свойствам химиче-
ский каменный товар близко подходит к фар-
форовым изделиям, а по механической проч-
ности он значительно превосходит фарфор.
Основные физико-химические и механиче-
ские свойства химически стойкого каменного
товара, вырабатываемого в СССР, приведены
в табл. 163.
Керамические химически стойкие материалы
находят применение в химической промышлен-
ности при производстве кислот, щелочей, со-
лей, при электролизе — в качестве диэлек-
трика, в химическом машиностроении — цен-
тробежные насосы для перекачки кислот, рас-
творов солей и щелочей и т. п.
Материалы, полученные без об-
жига конечного продукта. К данной
группе относятся кислотоупорные и щёлоче-
стойкие цементы (замазки и бетоны), состоя-
щие из трёх основных компонентов: 1) свя-
Таблица 163
Основные физико-химические и механические свойства химически стойкого каменного товара
Изделия
SiO2
Химический состав в с
AlaOs
Fe,O3
СаО+
+MgO
Щёло-
чи
аз
ОСИ
о
о.
о
Объём-
ный вес
В ZJCMZ
о ш
Нъ
н а»
Ч Я I
g S s
s
=•&§
I'Ih
0 ^3
о
0
с
л
о
l=t
Q.
f- О
Клинкер (dCT 4245):
1-й сорт
2-й сорт
3-й сорт
Кислотоупорные
плитки
Канализационные тру-
бы (ОСТ 68)
Сосуды ёмкостью:
а) до 150 л ....
б) более 250 л . .
Кольца Рашига
Кислотоупорный кир-
пич
Неответственные из-
делия , • ¦ ¦
Ответственные изде
лия
55-72
51-69
50—67
50—67
50—67
55-7°
Массы для химиче-
ского машиностроения
17
23—34
21—35
21—35
21—35
15-25
51—69 23—34
l:o—6,0
1,0—5,0
o,5—1,4
o,5—i.4
°.5—1 4
1,0—5,0
1,0—1,4
50—67 23—34 1.0—
I.O—2.5
о,4—2,о
о,4—з,о
,5—4-о
O.5—5.O
о 5-2,5
O.5-2.5
0.5—2,5
2-8 !a,o-2,25
I.O--2,5 0,5—2 О
о,4—1,5
о,4—1,5
2,0—6,О
2,О—6,О
<2
2,1—2,32
2,0—2,25
1,9—2,2О
ад—2,35
2—6
2-6
4-Е
2,О—2,15
1,9—2,2
1,9—2l6
<Г,О 2,2—2 35
<1,О 2,2—2,35
IOOO
400
IOOO
500
700
700
500
°°
7
5—7
5-7
5-7
5-7
5-7
5-7
6-7
и ^
ТОЙКС
[унер!
Vo
Кислотос
по Калла
Барта в'
99 - 99.6
95-98
—
98-99,5
97-99
97-99 5
97-99-5
97- 99 5
97-98 5
X
f-
0
\?
5E
0
&О.О
ш
Морозост
теплосме!
пад тем:
от- 17 до
25
25
25
2О
25
25
25
25
25
(_
ft
ч о
! Сопроти!
истирани
Дорри)
i8
16
14
18
14-18
14—18
14-18
14- 16
14-18
97-98.5
99- 99.6
99-99.6
JI4-I6
25
25
398
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. П
зующего вещества, 2) заполнителя и 3) ре-
гулятора схватывания и твердения. В каче-
стве связующего вещества чаще всего при-
меняют техническое растворимое стекло с мо-
дулем (отношение SiO2 к Na2O) не менее
2,5 — 3,0. С повышением модуля связующая и
клеящая способность растворимого стекла
сильно повышается. Заполнителем служат ан-
дезит, бештаунит, кварцит и др. (см.. Есте-
ственные кислотоупорные материалы"). Регу-
лятором схватывания служит технический
кремнефтористый натрий (Na2SiF6\ Рецептура
кислотоупорных цементов и бетонов с различ-
ными заполнителями, зарекомендовавших себя
в процессе службы, приведена в табл. 164.
Таблица 164
Состав кислотоупорных цементов и бетонов
Материал
Растворимое сте-
кло (модуль 2,6—2,8;
плотность 36—38° Be)
Технический крем-
нефтористый натрий
Андезит
Бештаунит
Шамот
Кварцевый песок .
Элементарный крем-
нии
Состав в весовых частях
1
2О— 25
4
дб
—
2
2О—25
4
96
—
—
3
22—25
4
—
9е
—
4
2О—25
4
—
.
92
4
Примечания: 1. Гранулометрический состав инерт-
ного заполнителя — андезит, бештаунит и т. д„ дающего
кислотоупорный цемент хорошего качества, характери-
зуется следующими данными (в %):
остаток на сите 140 отв/см- 25 — з°
„ 900 19 — 23
* 4900 „ 15-17
проходит через сито 4900 отв/см2 35 — 36
2. Растворимое стекло добавляется сверх 100°/0 до по-
лучения густой сиропообразной консистенции.
Таблица 165
Прочность кислотоупорного цемента с андезитовым
заполнителем
Режим
Предел прочности в кг\слР
при растя-
жении
при сжа-
тии
Хранение на воздухе:
28 дней 28—30
2 мес 63
Выдерживание в сер-
ной кислоте:
5Р/0 ....... 3
50% ....... I 37
98% 63
190
Зо8
147
174
232
Механическая прочность кислотоупорного
цемента с андезитовым заполнителем указана
в табл. 165.
Механические свойства кислотоупорного
цемента с бештаунитовым заполнителем после
обработки различными минеральными кисло-
тами приведены в табл. 166.
Кислотоупорные цементы применяются в ка-
честве связующего материала, замазки, со-
ставной части кислотоупорных бетонов, за-
щитного от кислот покрытия поверхностей со
слабой кислотоупорностью. Химическая стой-
кость кислотоупорных цементов сильно ме-
няется с изменением не только химических, но
и физических свойств заполнителя.
Таблица 166
Реж^м
Хранение на воз-
духе
Обработка кисло-
тами:
H2SO4 ......
Нитроза . . . . •
1,4% HNO3 ....
5% HNO3
5,4% H3POt ....
10% H3PO4 . . . .
Предел проч
при растя-
жении
через
2 мес.
59
6о
3°
27
64
44
через
6 мес.
35
76
97
49
34
72
42
ЮОИ В
кг}см?
при сжатии
через
2 мес.
35о
784
349
263
279
625
через
6 мес.
270
359
Ь73
467
394
567
ОГНЕУПОРНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Классификация огнеупоров
Огнеупорные материалы и изделия приме-
няются в местах, подверженных действию вы-
соких температур; огнеупорность их выше
1580е С.
В зависимости от сопротивления действию
высоких температур огнеупорные материалы
по ОСТ 5251 разделяются на два класса:
а) огнеупорные материалы, обладающие огне-
упорностью 1580—1770° С, и б) высокоогнеупор-
ные материалы, обладающие огнеупорностью
выше 1770 С. В зависимости от химико-мине-
ралогического состава и технологии производ-
ства классы распадаются на группы. Кроме
этого, в самостоятельные группы практикой
выделены следующие огнеупоры: а) легковес-
ные огнеупоры под названием „керамические
теплоизоляционные материалы"'1" и б) зерни-
стые смеси, образующие при замешивании с
водой или другими затворителями пластичные
огнеупорные массы под названием „огнеупор-
ные цементы и бетоны".
Классификация огнеупорных материалов
приведена в табл. 167.
Шамотные материалы
Материалы данной группы содержат от 30
до 46% А12О3. Изготовляются путём обжига
сырца, сформованного из размолотой огне-
упорной глины или каолина и шамота. В зави-
симости от содержания в шихте шамота раз-
личают материалы шамотные D0—60% ша-
мота), многошамотные (85 — 95 чп шамота) и
малошамотные (менее 30'о шамота). Свой-
ства этой группы огнеупоров зависят от тех-
нологического процесса производства, приро-
ды исходного сырья и соотношения глины и
шамота.
Термическая стойкость шамотных материа-
лов колеблется в пределах от 4 до 20 теплосмен.
Термостойкость выше у изделлй полусухого
прессования и ниже у изделий пластической
форлозки.
* В классификации входят соответствующие группы.
ГЛ. V]
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
399
Таблица 167
Классификация огнеупорных материалов
Класс
Огнеупор-
ные мате-
риалы
Группа
Шамот-
ные мате-
риалы
Полукис-
лые ма-
териалы
Кремне-
кислые
динасовые)
материалы
Род продукции
1. Шамотные: кир-
пич сталеразливочный
и доменный припас,
фасонные изделия
2. Многошамотные:
стеклоприпас. домен-
ный припас и др.
?>. Малошамотные:
неответственные изде-
лия
4. Шамотные на
низкожжённом шамоте:
сталеразливочный при-
пас и др.
5. Шамотные легко-
весные: пеношамот-
ные, шамотные с до-
бавкой выгорающих
веществ, шамотные с
добавкой газообразу-
ющих веществ
1. Шамотные полу-
кислые: припасы ковше-
вой, кауперный, для
коксовых печей и т. д.
2. Кварце-глинистые:
насадки регенерато-
ров и кауперов, из-
делия для вагранок
3. Кварце-шамотные:
насадки регенерато-
ров, кауперов, ста-
леразливочный припас
1. Динас на извест-
ковой связке: припасы
для мартеновских, кок-
совых и других печей
2. Чёрный динас:
мартеновский припас
Основное сырье
Глины огнеупорные
40—60%, шамот 60—
40%
Глины огнеупорные
5—15%, шамот 95—85%
Глины огнеупорные
тощие с добавкой до
30% шамота
Глины огнеупорные
40—60%, шамот обо-
жжённый при 800—
950° С 6J—40%
Глины огнеупорные
низкоспекающиеся,
шамот с добавкой пе-
нообразующих, газо-
образующих или вы-
горающих веществ
(опилки, торф)
Глины огнеупорные
н каолины с добавкой
шамота и кварцевого
песка
Глины огнеупорные
низкоспекающиеся с до-
бавкой молотого квар-
цита или кварцевого
песка
Глины огнеупорные
низкоспекающиеся с
добавкой шамота, мо-
лотого кварцита или
кварцевого песка
Кварциты, содержа-
щие более 95% SiO2 с
добавкой 2—2,5% СаО
Кварциты, содержа-
щие более 95% SiO2 с
добавкой до 2% СаО
и 1-2% окислов же-
леза (окалина, марте-
новский, томасовский
шлак)
Характеристика черепка
Пористость 25—Ч2°'о, пре-
дел прочности при сжатии
100—300 кг\см3, огнеупорность
158U—17500 С, начало дефор-
мации под нагрузкой 2 кг\см%
при 1150—1400° С
Пористость 8—25%, предел
прочности при сжатии 500—
10 0 кг/см, огнеупорность
1630—1750° С, начало дефор-
мации под нагрузкой 2 кг/см'1
при 1250—1450° С
Пористость 28—3i%, пре-
дел прочности при сжатии
75—150 кг/см3, огнеупорность
1580—1630° С, начало дефор-
мации под нагрузкой 2 кг/см*
при 1100—1250° С
Пористость 15—25%. пре-
дел прочности при сжатии
150—500 кг/см2, огнеупорность
158Э—1750° С, начало дефор-
мации под нагрузкой 2 кг/см3
при 1200—1400° С
Объёмный вес от 0,4 до
1,1 г/см3, предел прочности при
сжатии от 15 до 7-> кг/см'2,
огнеупорность 1580—17t>0° С
Пористость 23—28%, пре-
дел прочности при сжатии
100—300 кг/см3, огнеупор-
ность 1690—1750° С, начало
деформации под нагрузкой
2 кг/см* при 125U—1450° С
Пористость 23—28%, пре-
дел прочности при сжатии
100—300 кг/см3, огнеупор-
ность 1680—1690° С, начало
деформации под нагрузкой
2 кг/см2 при 1250—1400° С
Пористость 23—28%, пре-
дел прочности при сжатии
100—300 кг/см3, огнеупор-
ность 1610—1670° С, начало
деформации под нагрузкой
2 кг/см* при 1250—1400" С
Пористость 20—25%, пре-
дел прочности при сжатии
100—300 кг/см3, огнеупор-
ность 1690—1710' С, начало
деформации под нагрузкой
2 кг/см2 при 1620—1650° С
Пористость 20—25%, пре-
дел прочности при сжатии
150—300 кг/см3, огнеупор-
ность 1690—1710° С. начало
деформации под нагрузкой
2 кг/см? при 1620—1650° С
Темпера-
тура оо-
жига в °С
1250—1450
1320—145°
lag»—VS20
125°—*4°°
гэдо—ноо
1250 —1400
1250—х.\оо
1250—I4OO
145° -IS1»
1450—147°
400
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Продолжение табл. 167
Класс
Огнеупор-
ные мате-
риалы
Высоко-
огнеупор-
ные мате-
риалы
!
(
>,'
Группа
Кремне-
кислые
динасовые)
материалы
Основные
тальковые
и талько-
магнези-
товые
материалы
Высоко-
глинозё-
мистые
материалы
Магнези-
альные
материалы
Род продукции
3. Динас на кремне-
зёмистой связке: для
электропечей, стекло-
варенных печей и др.
4. Глинодинас: для
регенераторов и др.
5. Динасовые легко-
весные: пенодинас, ди-
нас с выгорающими
добавками
1. Тальковые: таль-
ковый камень, изделия
1 ля термических печей
и др.
1. Муллитовые: ки-
анитовые, андалузи-
TORbie, силлиманито-
вые (сталеразливочный
припас, стеклоприпас,
фасонные ответствен-
ные изделия)
2. Корундовые и
зинтеркорундовые: ста-
леразливочный при-
пас, припас для вра-
щающихся цементных
печей, муфели и др.
3. Бокситовые: при-
пас для электропечей,
цементных вращаю-
щихся печей, для ра-
финирования свинца и
Др.
1. Магнезитовые:
припас для плавильных
и нагревательных ме-
таллургических печей,
металлургический по-
рошок
2. Форстеритовые из-
делия
3. Доломитовые из-
делия и порошок для
конвертеров и марте-
новских печей
Основное сырье
Кварциты, содержа-
щие более 95% SiOa с
добавкой мокромоло-
того тонкозернистого
кварцита и 0,2—0,5%
сульфитцеллюлозного
экстракта
Кварциты с добавкой
от 4 до 10% глины
Кварциты на связке
из глины или глинозё-
мистого цемента с до-
бавкой пенообразую-
щих или выгорающих
веществ
Тальк, содержащий
более 30% MgO
Андалузит, кианит
силлиманит с добавкой
до 2и% низкоспекаю-
щейся огнеупорной
глины
Естественный и ис-
кусственный корунд и
10—30% огнеупорной
глины
Бокситы и диаспоры
с добавлением до 30°/0
огнеупорной глины
Магнезит с неболь-
шой добавкой органи-
ческих связующих ве-
ществ
Тальк с добавкой
20—30% обожжённого
магнезита; дунит и др.
Доломит с добавкой
смолы или минераль-
ных веществ (кварц,
трепел и др.)
Характеристика черепка
Пористость 20—25%, пре-
дел прочности при сжатии
1 ?0—300 кг/см3, огнеупор-
ность 1710—1730° С, начало
деформации под нагрузкой
2 кг/см3 при 1650—1690° С
Пористость 20—25%, пре-
дел прочности при сжатии
100—300 кг/см3, огнеупор-
ность 1670—1710° С. начало
деформации под нагрузкой
2 кг/см3 при 1500—1620° С
Объёмный вес 0,6—1,1, пре-
дел прочности при сжатии
16—75 кг/см3, огнеупорность
1670—1710° С, начало дефор-
мации под нагрузкой 1 кг/см3
при 1520—165и° С
Пористость 8—15%. предел
прочности при сжатии 100—
250 кг/см3, огнеупорность
1660—1600° С, начало дефор-
мации под нагрузкой 2 кг/см
при 1350—1400° С
Пористость 15—25%, предел
прочности при сжатии 3' 0—
600 кг/см3. огнеупорность
1780—1820° С, начало дефор-
мации под нагрузкой 2 кг1см?
при 1650—1750° С
Пористость 23—30%, пре-
дел прочности при сжатии
200—500 кг/см3, огнеупор-
ность 1800—1950° С, начало
деформации под нагрузкой
2 кг/см3 при 1650—1750° С
Пористость 20—35%. пре-
дел прочности при сжатии
51,0—1500 кг/см2, огнеупор-
ность 1800—1950° С, начало
деформации под нагрузкой
2 кг/см3 при 1500—1550° С
Пористость 16—28%, пре-
дел прочности при сжатии
;-00—1000 кг/см3, огнеупор-
но:ть выше 1950° С, начало
деформации под нагрузкой
2 кг/см'2 при 1500—160J° С
Пористость 20—28%, пре-
дел прочности при сжатии
150—400 кг/см3, огнеупор-
ность 1780—1820° С. начало
деформации под нагрузкой
2 кг/см3 при 1450—165и° С
Пористость 15—25%. пре-
дел прочности при сжатии
200—500 к?1см'2, огнеупорност
выше 1850° С, начало де-
формации под нагрузкой
2 кг /см3 при 1500-16J00 С
Темпера-
тура об-
жига в °С
1450—1500
1450—15°°
1450-1500
Без обжи-
га (камень);
1250—1320
(изделия)
145°—Т55о
1550-1650
1650—1750
1500—хбоо
Без обжи-
га или
> i45o—i55°°
ГЛ. V]
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
Продолжение табл. 167
Класс
Высоко-
огнеупор-
ные мате-
риалы
Группа
Магнези-
альные
материалы
Род продукции
Углерод-
содержа-
щне
материалы
Основное сырьё
4. Хромомагнезите- Хромистый железняк,
вые и хромитоные содержащий более .i5°/0
изделия для электро-\ Сг,О3 с добавлением до
печей чёрной и цвет- 50°/„ магнезита
ной металлургии
1. Карборундовые:
„карбофракс" и „ре-
фракс" — муфели, при-
пас для футеровки элек-
трических отжигатель-
ных печей и др.
Карборунд с доба-
влением 5 —15°/„ огне-
упорной глины или до
5% жидкого стекла или
органических связую-
шнх веществ
Характеристика черепка
Пористость 16—26%, пре-
дел прочности при сжатии
150— 500 кг/см*. огнеупор-
ность 1850—1950° С, начало
деформации под нагрузкой
2 кг/см- при 1400—1500° С
Предел прочности при сжа-
тии 600-900 кг/сл1а, огне-
упорность выше 1880° С на-
чало деформации под на-
грузкой 2 kzjcm1 при 1500—
1700° С
2. Углеродистые:
коксовые и графито-
вые изделия для плав-
ки стали и цветных
металлов
Специаль-
ные огне-
упоры
Окис-лы: CaO, MgO,
ZrOj. ThO3, HfO2, BeO
и др.
Карбиды: WC, ZrC,
TIC, NbC, TaC, HfC
и др.
Нитриды: ZrN, HfN,
TaN. TiN и др.
Бориды: HfB, ZrB,
WB и др.
Малозольный кокс и
графит на глиняной
связке или смоле
Окислы, нитриды и
бориды с добавкой до
5° о органических или
минеральных связую-
щих веществ
Пористость 20—30%, пре-
дел' прочности при сжатии
200—300 кг/см2, огнеупор-
ность выше 2000° С, начало
деформации под нагрузкой
'2 кг см2 при температуре
выше 1800° С
Огнеупорность см. табл. 168
Огнеупор-
ные цемен-
ты и бе-
тоны
Мертели
Бетоны
1. Шамотные — для
кладки шамотных и
юлукислых изделий
2. Динасовые — для
¦.ладки динасовых из-
делий
3. Магнезитовые —
для магнезитовой ихро-
момагнезитовой клад-
Глины огнеупорные
низкоспекающиеся 15—
40%, шамот 85—60%
Молотый кварцит с
добавкой 5—10% низ-
коспекаюшейся огне-
упорной глины и иног-
да до 2% жидкого
стекла
Намертво обожжён-
ный магнезит
1. Бетоны на глиня- ; Глина огнеупорная
ной связке: шамот- ' шамот, андалузит,
ные, андалузитовые жидкое стекло 1,5—
2. Бетоны на связке
из глинозёмистого це-
ментита: шамотные,
хромитовые
3. Бетоны на связке
из портлянд- и шлако-
пиртландцемента' ша-
мотные, кварцевые,
хромитовые
Объёмный вес 1,5—2,0 г/см3,
предел прочности при сжа-
тии 25—60 кг/см'2, огнеупор-
ность 1580- 1710° С
Удельный вес 2,4—2,48;
предел прочности при сжа-
тии 2о—Зи кг.емг. огнеупор-
ность 16Ш—1690' С
Удельный вес 3.5, предел
прочности при сжатии 50 —
150 кцсм, огнеупорность вы-
ше 1800° С
Объёмный вес 1,6 — 1,8,
предел прочности при сжа-
тии 50 — НЮ кг/см'2, огнеупор-
ность 1580-1710° С, начало
деформации под нагрузкой
2 kzicm' при 1150—1350' С
Глинозёмистый це-
мент 8—20%, шамот
или хромистый желез-
няк 92—80%
Портланд- и шла-
копортландцемент 8—
20%, шамот, хромит,
кварц, андалузит 92—
8и%
Объёмный вес 1,75-2 0,
предел прочности при сжа-
тии 150—400 кг!см'К огне-
упорность 1450—1600° С, на-
чало деформации под нагруз-
кой 2 кг/см* при 12О0-1Й80 С
Объёмный вес 1,75—2,0,
предел прочности при сжа-
тии 150—400 кг/см'1, огне-
упорность N0)—1540° С. на-
чало деформации под на-
грузкой Z кгIсм- прл 1150—
1290= С
402
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. И
Химическая стойкость шамотных материа-
лов повышается с уменьшением пористости и
размера зерна шамота, а также с понижением
температуры спекания связующей глины. Боль-
шое влияние на шлакопроницаемость оказы-
вает структура шамотных материалов. Круп-
ные открытые поры, трещины и пустоты спо-
собствуют быстрому разъеданию материала,
тогда как мелкозернистое плотное строение
обеспечивает наибольшую шлакоустойчивость.
Характер и величина пор оказывают на шла-
коустойчивость шамотных материалов большее
влияние, чем суммарная пористость.
Таблица 168
Материал
Химическая
формула
Огне-
упор-
ность
I в °С
Глинозём
Окись хрома . . .
магния . .
кальция .
бария . .
циркония
бериллия .
церия . .
тория . . .
Соединения окислов
Хромит .
Шпинель
Силикаты
Муллит . .
Форстерит
Циркон . .
Карбиды и нитриды *
Карбид кремния
молибдена . . .
вольфрама . . .
циркония
титана
тантала
ниобия
Смесь карбидов тантала и
циркония
Смесь карбидов тантала
и гафния
Нитрид циркония
гафния
тантала
титана
Борид циркония
гафния
вольфрама
Смесь карбида и нитрида
титана
Смесь карбида и нитрида
тантала
А12ОЯ
Сг2О3
MgO
СаО
ВаО
ZrO2
ВеО
СеО3
ТпОа
СгаО3
ALO,
FeO
• MgO
3AI3O, • ?SiO2
2Mg6 ¦ SiO,
ZrO3 • SiO»
SiC
MoC
WC
ZrC
TiC
TaC
NbC
4TaC + ZrC
4TaC + HfC
ZrN
H1N
TaN
TiN
ZrB
HfB
WB
TiC + TiN
TaC + TaN
2050
2020
2800
2670
1930
2700
2450
2600
3000
1900
2135
2550
254°**
я57°**
288о
32OO
32OO
38оо**
3427
3932
4215
2982
ЗЗО7
3087
2947
2992
30б2
2922
3222
3372
* Температура плавления в атмосфере водорода или
азота.
** Разлагается до плавления.
Шамотные материалы противостоят дей-
ствию кислых шлаков лучше, чем основных.
Постоянство объёма шамотных материалов
(отсутствие дополнительной усадки> зависит
от температуры и продолжительности обжига
и от температурных условий службы.
Наиболее высокой термической стойкостью
A00 теплосмен и выше), хорошей шлако-
устойчивостью и наименьшей дополнительной
усадкой (менее 0,1%) обладают многошамот-
ные материалы.
За последние 8—10 лет взамен обычного
шамота, обожжённого до полного спекания,
начали применять глину, обожжённую при тем-
пературах (800— 950° С), обеспечивающих уда-
ление гидратной воды. Изделия из такого ша-
мота отличаются меньшей пористостью и боль-
шей механической прочностью.
Шамотный огнеупор применяется для клад-
ки доменных печей, кауперов, печей для об-
жига керамических изделий, для футеровки
газогенераторов, топок паровозных и стацио-
нарных котлов, кладки известково-обжигатель-
ных, стекловаренных и других печей. Из огне-
упорных шамотных масс изготовляются сифон-
ные изделия для разливки стали, капсели для
обжига керамических изделий, реторты для
плавки цинка, горшки для варки стекла, му-
фели и др.
Полукислые огнеупорные материалы
К полукислым огнеупорам относятся мате-
риалы, изготовленные из огнеупорных глин,
главным образом из их запесоченных разно-
видностей с добавкой кварцевых песков, квар-
цитов и отходов, получающихся при отмучива-
ниикаолина.Отличительной особенностью полу-
кислых материалов, преимущественно кварце-
глинистых и кварце-шамотных, является по-
стоянство объёма при высоких температурам,
а также повышенная температура начала де-
формации под нагрузкой. Огнеупорность и шла-
коустойчивость полукислых изделий зависят
не только от природы и процентного соотно-
шения глины и кварца, входящих в состав
масс, но и от гранулометрического состава
кварца: при уменьшении величины зерна кварца
с 1,2 до 0,2 мм огнеупорность глино-кварце-
вой смеси понижается на 20° С, при уменьше-
нии с 0,2 до 0,06 мм — на 60° С. Огнеупор, при-
готовленный из огнеупорных глин с низкой
температурой спекания и кварцита или кварце-
вого песка с величиной зерна от 0,15 до 2 мм,
хорошо противостоит действию шлаков, осо-
бенно кислых. Изделия, изготовленные из глин
с высокой температурой спекания и грубозер-
нистого кварца, обладают низкой шлакоустой-
чивостью. Приготовленный из полукислых низ-
коспекающихся глин, с равномерным распре-
делением кремнезёма в массе глин, огнеупор
обладает хорошей сопротивляемостью действию
расплавленного стекла.
Полукислые огнеупорные материалы при-
меняются преимущественно для кладки стен
и насадки нижней части коксовых печей, шлако-
виков мартеновских печей, для футеровки ва-
гранок, насадки кауперов и для изготовления
сифонного сталеразливочного припаса.
Кремнекислые (динасовые) огнеупоры ;
К группе кремнекислых огнеупоров отно-
сятся динасовые изделия на известковой, гли-
нозёмистой, кремнезёмистой и известковой
связке с добавкой 1—2% железосодержащих
примесей (окалина, мартеновский, томасовский
и сварочный шлаки). Хорошие динасовые изде-
лия содержат 90 — 97% SiO2 и обожжены при
температурах, обеспечивающих перерождение
содержащегося в них кварца в кристобалиг
и тридимит.
По своей природе динас относится к кис-
лым материалам, обладающим при низких
температурах (до 100° С) высокой устойчиво-
ГЛ. V]
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
403
стыо против действия кислых химических реа-
гентов, кроме плавиковой кислоты, которая,
реагируя с SiO2, даёт газообразный продукт
SiF4. При высоких температурах динас обла-
дает ВЫСОКОЙ УСТОЙЧИВОСТЬЮ ПО ОТКОГТ-ЧИЮ К
кислым шлакам и кислотам, кроме плал.лювой.
Основные шлаки, зола топлива и окислы метал-
лов разъедают динас, образуя легкоплавкие
силикаты. Начало деформации динаса под на-
грузкой 2 кг/см2 лежит близко к температуре
плавления. Основным недостатком динаса
является низкая термическая стойкость при
температурах ниже 600J С, причём наиболее
опасной является температура около 200° С. Это
объясняется тем, что при температуре ниже
600° С в динасе происходят сильные объёмные
изменения за счёт перехода SiO3 из одной моди-
фикации в другую (фиг, 57). Во всей остальной
inn
on
on
•7/1
til
SO
50
r>n
hn
n
-10
i
f
I
f
\
\
f
k
\
I \
\
i L
4
f
1
I
1
L
/
/
—>
A
H
!
\
A
1
0 200 40Q 600 800 °C
Фиг.57. Диаграмма зависимости коэфициен-
та расширения динаса от температуры:
/ — кристобалит, 2 — кварц, 3— тридимит.
температурной области динас является одним
из наиболее термостойких огнеупорных мате-
риалов.
Динас применяется для кладки сводов ра-
бочего пространства мартеновских печей и ре-
генераторов, кладки шлаковиков, головок и арок
завалочных окон мартеновских печей, верхней
части коксовых печей, начиная от пода каме-
ры, сводов электропечей и печей цветной ме-
таллургии, сводов ванных и горшковых печей
для варки стекла и др.
Основные тальковые
и талькомагнезитовые огнеупоры
Материалы данной группы изготовляются
из чистого талька и из талька с добавкой на-
мертво обожжённого магнезита. Огнеупор-
ность талька около 1560° С; с повышением со-
держания MgO огнеупорность повышается, до-
стигая 1910° С при составе 2MgO-SiO2 (форсте-
рит). Температура деформации талька под
нагрузкой 2 кг\смь равна 1350—1400° С, а для
изделий состава 2MgO-SiO2— 1550—1700° С.
Тальковые изделия обладают высокой терми-
ческой стойкостью, которая несколько пони-
жается с повышением содержания MgO. Бла-
годаря небольшой усадке при обжиге (до 1%)
тальковые изделия можно применять без об-
жига. Изделия из смеси талька с магнезитом
изготовляются обычным керамическим путём.
Чисто тальковые изделия применяются в ме-
таллургических печах с невысокой рабочей
температурой (до 1350— 1400° С), в печах для
плавки сульфата, во вращающихся печах для
обжига цемента и т. д. Изделия, соответству-
ющие по составу форстериту, могут быть ис-
пользованы для кладки сводов отражательных
медеплавильных печей, торцовых стен, голо-
вок, газовых и воздушных каналов мартенов-
ских печей, подов кузнечных печей и в дру-
гих тепловых агрегатах.
Высокоглинозёмистые огнеупоры
Высокоглинозёмистые огнеупоры изгото-
вляются из естественного и искусственного ко-
рунда, диаспора, бокситов, кианитов и андалу-
зитов обычным керамическим методом на гли-
няной связке или плавлением исходных мате-
риалов. Они содержат более 46>/0 А12О3 и обла-
дают лучшими качественными показателями,
чем шамотные изделия: более высокой темпера-
турой деформации, более высокой термиче-
ской стойкостью и химической устойчивостью.
Все показатели растут с увеличением содержа-
ния глинозёма. Большое значение имеет темпе-
ратура обжига, особенно для бокситовых и
зинтер-корундовых огнеупоров. Изделия, изго-
товленные плавлением исходных материалов,
отличаются наиболее высокими качественны-
ми показателями.
Применяются высокоглинозёмистые мате-
риалы для кладки котельных топок высокого
напряжения, футеровки сталеразливочных ков-
шей, электропечей чёрной и цветной метал-'
лургии и стекловаренных печей. Из тонкозер-
нистых высокоглинозёмистых масс (зинтерко-
рундовых и муллитовых) изготовляется спе-
циальная аппаратура для химической промыш-
ленности, пирометрические трубы, авто- и
авиасвечи и т. д. Особенно хороши для авто-
и авиасвечей зинтер-корундовые массы,
обожжённые при температуре около 1850—
1900° С. Предел прочности при сжатии—5000—
6000 кг/см2, при растяжении —350—500 кг/см'*,
при изгибе—1200—1500 kzjcm2', сопротивление
ударному изгибу 0,03—0,035 кг/мм2) непрони-
цаемы для газов до 1720° С; удельное элек-
трическое сопротивление при 300° С равн*
1,2- 1013 ом- см, при 500° С—1,3-10" ом-см,
при 800° С—3,5 • 108 ом - см.
Магнезиальные огнеупоры
Магнезиальные огнеупоры охватывают три
самостоятельные подгруппы изделий: а) магне-
зитовые, б) доломитовые, в) хромитовые
и хромомагнезитовые.
Магнезитовые изделия изгото-
вляются из намертво обожжённого или плавле-
ного магнезита с добавлением в качестве
связки органических клеящих веществ, глин,
жидкого стекла или без добавок. Различают
изделия без обжига и обожжённые. Магнезито-
вые изделия обладают высокой огнеупор-
ностью (выше 2000° С), начало деформации
их под нагрузкой 2 kzjcm2 находится в интер-
вале 1400—1600° С, низший предел относится
к греческому магнезиту, верхний — к саткин-
скому. Изделия из плавленого магнезита обла-
дают значительно более высокой температу-
рой начала деформации под нагрузкой 2 kzjcm2.
404
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
В частности, у магнезитовых изделий на фор-
стеритовой связке деформация начинается при
1600—1750° С.
Магнезитовые изделия хорошо противостоят
действию расплавленных металлов, оснований,
основных шлаков и окислительных реагентов,
за исключением хлора. Недостатком магнезито-
вых изделий является их низкая термическая
стойкость: даже лучшие сорта магнезита редко
выдерживают 2—3-кратное охлаждение с 900° С
до комнатной температуры. Изделия из пла-
вленого магнезита с добавлением 30% хромита,
содержащего 37,4% Сг2О3, обладают высокой
термической стойкостью (выше 40 теплссмен).
В отличие от большинства огнеупоров тепло-
проводность магнезитовых изделий с повыше-
нием температуры понижается. Элекгоопро-
водность с повышением температуры увели-
чивается.
Магнезитовые изделия применяются для
кладки подов мартеновских печей, откосов, пе-
редних и задних стен и арочек завалочных окон
этих же печей, а также для футеровки конвер-
теров медеплавильной промышленности, клад-
ки подов ватержакетных и других печей
цветной и чёрной металлургии. Из магне-
зита изготовляют припас для разлива стали,
стаканы. Кроме магнезитовых изделий, в метал-
лургической промышленности применяют на-
мертво обожжённый магнезит в виде порошка
величиной зерна до 4—15 мм (металлургиче-
ский порошок).
Доломитовые изделия изготовляют-
ся из намертво обожжённого доломита с до-
бавлением в качестве связки органических
клеящих веществ, жидкого стекла, а также
б—8% ?Ю2 и соответствующего количества
А12Оа и Fe2O3. Доломитовые изделия на орга-
нической связке, как правило, обжигу не под-
вергаются. По своей природе долом. 1товыеогне-
упоры относятся к материалам с ярко выра-
женными основными свойствами. Кислые шла-
ки вступают с доломитом во взаимодействие,
образуя легкоплавкие соединения, и разру-
шают его. Огнеупорность доломитовых изде-
лий несколько ниже, чем магнезитовых, и на-
ходится в интервале 1800—1950° С, темпера-
тура начала деформации под нагрузкой коле-
блется в пределах 1500—1600" С. Термическая
стойкость относительно низкая, но всё же
выше, чем у магнезитовых изделий. При хра-
нении на воздухе доломитовые изделия разру-
шаются вследствие гидратации. Стабилизация
доломита достигается введением в состав массы
шлака или глины. Доломитовые огнеупоры при-
меняются в виде порошка для наварки подин
мартеновских печей, а также в виде изделий
для футеровки металлургических печей и кон-
вертеров.
Хромомагнезитов ые и хромит о-
вые изделия изготовляются из хромистого
железняка, содержащего не менее 30—35%
окиси хрома с добавлением магнезита. В зави-
симости от содержания хромита различают:
1) собственно хромитовые изделия, изгото-
вляемые из чистого хромита или хромита с до-
бавкой до 2о% магнезита; 2) хромомагнези-
товые изделия, изготовляемые из примерно
равных частей хромита и магнезита.
Хромитовые огнеупоры обладают высокой
огнеупорностью A820—Ы5ис С), постоянством
объёма при нагревании и охлаждении, хими-
чески нейтральны и потому представляют
исключительную ценность. Недостатками явля-
ются относительно низкая температура начала
деформации под нагрузкой и склонность к обра-
зованию феррохрома в восстановительных
условиях. Термическая стойкость и темпера-
тура начала деформации под нагрузкой хро-
митовых изделий повышаются по мере увели-
чения содержания в них магнезии и уменьше-
ния содержания окиси железа. При доведе-
нии MgO до 50% начало деформации проис-
ходит при 1450—1520" С, разрушение — при
1520-1740° С.
Хромитовые и хромомагнезитовые изделия
применяются для футеровки конвертеров и стен
медеплавильных отражательньх. печей, для
кладки стен мартеновских печей выше уровня
стояния шлака, для выкладки подин, передних
и задних стенок, торцовых стенок, головок
мартеновских печей, зоны спекания цементных
печей, а также в печах для обезвоживания
известкового шлама и в печах целлюлозных
заводов.
Углеродсодержащие огнеупоры
Углеродсодержащие огнеупоры охватывают
две подгруппы: 1) карборундовые огнеупоры
(карбиды) и 2) углеродистые огнеупоры, изго-
товленные из графита, кокса и других угле-
родистых материалов.
Из карборундовых огнеупоров чаще
всего применяются карбофракс и рефракс. Кар-
бофракс изготовляется из зернистого карбо-
рунда на связке из огнеупорной глины асид-
кого стекла, известкового молока, сульфитцел-
люлозного щёлока и т. п. Рефракс изготовляется
из аморфного карборунда с применением в
качестве связки минеральных веществ, улету-
чивающихся в процессе обжига. Карборундо-
вые изделия обладают исключительно высо-
кой теплопроводностью, повышенной против
других огнеупоров электропроводностью, вы-
сокой термической стойкостью, хорошей устой-
чивостью по отношению к действию кислых
шлаков, в частности, расплавленного кремне-
зёма. При высоких температурах они легко
окисляются; основные шлаки, щёлочи и ме-
таллы разрушают их.
Карборундовые изделия применяются для
кладки муфельных и закалочных печей, в ко-
торых тепло передаётся рабочей среде через
стенку печи, а также при устройстве высоко-
температурных рекуператоров и других агре-
гатов.
Углеродистые графитовые огнеупоры
изготовляются из малозольного чешуйчатого
графита со связкой—от 20 до50% жирной низко-
спекающейся огнеупорной глины. Коксовые
изделия изготовляются из малозольного меха-
нически прочного кокса на смоляной связке.
Изделия из графлта и кокса помимо высокой
огнеупорности и электропроводности обладают
высокой термической стойкостью и теплопро-
водностью, а также большим постоянством раз-
меров. Они не реагируют с металлургическими
шлаками, хотя легко окисляются и частично
растворяются в расплавленном металле.
Графитовые огнеупоры прлмсняются для из-
готовления тиглей для плавки стали и цветных
металлов, а также литейного припаса в виде
пробок, стаканов, стопорных трубок и др.
ГЛ. VJ
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
405
Коксовые огнеупоры применяются в элек-
тропечах для карбида кальция, ферросплавов и
алунда, для выплавки алюминия, свинца и
сурьмы, а также для кладки горнов и лещадей
доменных печей.
Керамические теплоизоляционные
материалы
Данная группа материалов обладает низким
объёмным весом @,5—1,0 г/c.w3) и связанной
с этим низкой теплопроводностью и применяется
в качестве теплоизоляционного материала. Низ-
кий объёмный вес обеспечивает незначитель-
ные потери тепла на аккумуляцию в кладке
теплового агрегата, а вместе с низкой тепло-
проводностью обусловливает значительное сни-
жение расхода топлива на поддержание рабо-
чих температур в тепловом агрегате. Предел
прочности при сжатии теплоизоляционных ма-
териалов np.i объёмном весе до 0,6—0,8 г/см3
не превышает 30—50 кг/см2; термическая стой-
кость их зависит от природы основных исход-
ных материалов, но она обычно ниже, чем у из-
Таблица 169
делий нормальной плотности; сопротивление
истираемости и механическим воздействиям
очень мало, шлакоустойчивость их низка,
газопроницаемость высока. Основные свой-
ства некоторых теплоизоляционных материалов
изложены в табл. 169 и 170.
Керамические теплоизоляционные материалы
применяются для кладки отжигательных и на-
гревательных печей, маслоперегонных кубов,
кузнечных горнов, плавильных печей для цвет-
ных металлов, сварочных печей, в стекольной
промышленности (лепы), эмалировочной про-
мышленности (муфельные дверцы и муфели),
для изоляции кожухов паровых котлов и паро-
проводов и т. д.
Огнеупорные цементы и бетоны
Огнеупорные цементы и бетоны предста-
вляют собой зернистые керамические смеси,
образующие при замешивании с водой или дру-
гими затворителями пластичные огнеупорные
массы. Эти массы схватываются и твердеют на
воздухе в результате химического взаимодей-
ствия с водой или вследствие высыхания массы,
спекающейся при нагреве до высоких темпе-
ратур. По своему назначению огнеупорные це-
менты и бетоны подразделяются на мертели и
бетоны.
Мертели применяются в качестве запол-
нителей швов или для скрепления отдельных
элементов огнеупорной кладки теплового агре-
гата. Мертель должен хорошо заполнять швы
кладки, легко приставать к изделиям и хорошо
их связывать; высыхание мертеля должно про-
исходить без образования трещин. Он должен
обладать достаточной огнеупорностью, высо-
кой температурой начала размягчения, обеспе-
чивающей его от выдавливания из швов, доста-
точной плотностью во избежание газопрони-
цаемости, отсутствием дополнительной усадки,
могущей вызвать образование трещин, и до-
статочной химической инертностью по отноше-
нию к огнеупору.
Для придания мертелю перечисленных
свойств в его состав вводят те же материалы,
из которых изготовляется огнеупор для основ-
ной кладки.
Составы мертелей для основных типов огне-
упорной кладки приведены в табл. 171, свой-
ства мертелей — в табл. 172.
Таблица 170
Основные свойства теплоизоляционных материалов для температур выше 900° С
Основные свойства теплоизоляционных
для температур ниже
Материалы
Диатомовая зем-
ля
Диатомовая зем-
ля с асбестом . .
Диатомовый
кирпич:
класс А ....
» Б ....
. в ....
Nonpareil (США)
Sil —О —eel .
Sil — О — eel —
С — 22 ....
цнилсм- {
пено-диатомо- \
вый кирпич 1
("^ f\ Tk рь \Л ИI-J Й
WU DCmritH И
вес в г/см3
0,32—о,4о
0.5
о,6
о,7
0,48
о,ф
0,58
0,285
0.380
о,5оо
5 'i.
У- •<!
6 я
с" я
Пред<
при с»
—
4
7
12
12
5
1б
IO
14
19
900° С
материалов
Коэфициент тепло-
проводности
м •
при 50—
60" С
—
оло
о, 14
o,i8
оло
о,О74
од 39
о,об
о.О7
о,о86
ккал
час • град
до 350° С
о,о66—o,io8
0,072—0,096
о, 14
O.22
O.25
ОЛ2
о,о86
ОД54
0.069
ОО82
0,096
Материалы
Пено-шамотные
Пено-динасовые
Высокоглинозёмистые . . .
Хромомагнезитовые
Огнеупор-
ность в °С
i7oo
i66o—1700
i860—1950
1920
Объёмный
вес в кг 1см3
0,85—i,o
0,40—0,91
о,77—1»°2
о,8—1,5
Дополни-
тельная
усадка при
1410° С в %
0,30—0,36
(рост)
од—о,з
О,2—О,3
Предел
прочности
при сжатии
в кг/см11
35 —6о
23—зоо
82—132
19-173
Деформация под нагрузкой
1 кг/см?
начало
размягче-
ния
20%
сжатия
при температуре
"95
I42O—1540
1250—14ю
1380—1510
1295
1420—1500
1390—1520
сжатия
в 'С
1360
154°—155°
12бо—1590
1440-1550
406
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 171
Состав мертелей для основных типов огнеупорной
кладки
Огнеупорный
материал для
кладки
Шамотные
изделия
Шамотные
изделия для
нижней кладки
кауперов и на-
гревательных
печей машино-
строительных
заводов
Полукислые
изделия
Динас:
а) ответ-
ственная
кладка
б) средне-
темпера-
турная
кладка
(до 158О°С)
в) низкотем-
ператур-
ная клад-
ка
j Магнезит
1
,| Хромомагне-
1 ЗИТ
Углеродистые
блоки
Состав мертеля в %
Глина огне-
упорная .... IO— 2О
Шамот —остальное
Глина огне-
упорная . ... 15— 2O
Жидкое сте-
кло в пересчёте
на Na2O .... 1,5
Шамот — остальное
Глина огне-
упорная .... 15-30
Кварцевый
песок (пы-
левидный
кварц) .... 2о—зо
Шамот —остальное
Глина огне-
упорная. ... 5
Кварцит ... 75
Динасовый
бой 2О
Глина огне-
упорная .... IO
Динасовый
бОЙ 2О
Мел ю
Кварцит -остальное
Глина огне-
упорная .... ю
Динасовый
бОЙ 2О
Жидкое сте-
кло в пересчёте
на NaaO .... 1,5
Мел ю
Кварцит — остальное
Магнезит на-
мертво обож-
жённый
Хромитовая
руда, иногда
тонкие желез-
ные пластинки
Смола .... з—5
Глина огне-
упорная .... ю—15
Молотый
уголь—остальное
Предельная
величина зерна
непластичною
материала,в мм
Ответствен-
ная кладка —
до I, нормаль-
ная кладка —
ДО 2
До з
До i
До i
До 1
До i
До i
До 1
До i
Бетоны применяются для изготовления
монолитных огнеупорных блоков или сплошных
огнеупорных футеровок.
Бетоны должны обладать большим постоян-
ством объёма при температурных колебаниях,
достаточной механической прочностью и дру-
гими свойствами, присущими огнеупорным ма-
териалам, работающим в аналогичных условиях.
По типу связующей массы различают: 1) бе-
тоны с глинистой связкой, Ч) бетоны с цемент-
ной связкой, 3) бетоны на жидком стекле, 4) бе-
тоны на органической связке и 5) смешанные
бетоны — на цементе и глине и на глине и жид-
ком стекле.
В качестве заполнителя для огнеупорных бе-
тонов применяют шамот, хромит, андалузит
и другие непластичные огнеупорные и высоко-
огнеупорные материалы. Предельная величина
зерна заполнителя в огнеупорном бетоне в за-
висимости от толщины футеровки может дохо-
дить до 15 и даже до 50 мм. В местах, где
толщина футеровки менее 200 мм, размер кус-
ков заполнителя не должен превышать 0,15
от минимальной толщины.
Состав и свойства наиболее распространён-
ных бетонов приведены в табл. 173.
Физико-химические, термические и огне-
упорные свойства бетонов зависят от типов свя-
зующей добавки и заполнителя, а также от гра-
нулометрического состава заполнителя.
Наиболее огнеупорными являются бетоны на
глинистой связке. Огнеупорность нормальных
глино-шамотных бетонов равна 1600—1730° С,
при замене шамотного заполнителя высокогли-
нозёмистым или другим высокоогнеупорным
непластичным материалом огнеупорность по-
вышается.
С повышением температуры нагрева предел
прочности при сжатии глино-шамотных бето-
нов повышается, причём наиболее сильно при
нагреве до 800—1200° С. Наиболее высокими
показателями строительной прочности, терми-
ческой стойкости и деформации под нагруз-
кой 2 кг/см2 при высоких температурах обла-
дают бетоны, изготовленные на связке из вы-
сококачественных глин типа латнинской, часов-
ярской, орской и других, обладающих сопро-
тивлением излому в воздушно-сухом состоянии
выше 20 кг/см2 и температурой спекания ниже
1200° С. Температура спекания связующей
глины должна быть на 50—100° С ниже рабо-
чей температуры теплового агрегата. Для агре-
гатов с рабочей температурой ниже 1100°С
можно применять тугоплавкие глины типа ку-
диновской мыловки.
Таблица 172
Мертель
Химический состав
в /о
О
ы
"ранулометрический состав
в °/0
N
Is-
5
si
3 ™
Шамотный
Динасовый
Магнезито-
вый . . . .
19—44 5б—74
3-7
1-3
86—92
3-8
а—го
5-ю
4О—5
ю—з
4о—бо
бо—75
75 и
выше
2о—зо 5°—бо
1580 —1710
1630—17
195° и
выше
1,5—2,0
2,4°"
25—бо
2О—3°°
7—49
15—3°
2О—бо
Состав и свойства бетонов
Таблица 173
Состав бетона в °/о
Связующая добавка
Наименование
Пылевидная
добавка
(мельче 3 мм)
Щебёнка
(от 10 до
30 мм)
Наимено-
вание
Наимено-
вание
о а
о. а
с <¦»
Предел прочности при
сжатии изделий, обожжён-
ных при температуре в °С
400 600
800
1000
1200
кг/см*
Деформация под нагруз-
кой 2 кг\см? при темпе-
ратурах в °С (по ОСТ 3267)
5 о.
2 о
11
Si
Термическая Физические свойства
стойкость (по образцов, обожжён-
ОСТ 3267) I ных при 1200е С
03 X
i?3
oS
10
12
Глина огнеупорная
Жидкое стекло
Глина огнеупорная
Жидкое стекло
Глина тугоплавкая
Жидкое стекло
Портландцемент
Глина огнеупорная
Шлако-портландцемент. . .
Глина огнеупорная
Портландцемент
Шлако-портландцемент . .
Шлако-портландцемент. . .
Молотый кварцевый песок
Ангидридо-г линозёми стый
цемент
Анг идридо-глинозёмистый ,
цемент
Портландцемент .......
Молотый трепел
Портландцемент
Молотый трепел
20
21
27
17
Шамот
Шамот
Шамот
Шамот
Шамот
Кварце-
вый песок
Шамот
Хроми-
стый же-
лезняк
Шамот
Хроми-
стый же-
лезняк
Шамот
Хроми-
стый же-
лезняк
40
40
41
30
30
20
40
43
24
40
32
39
Шамот
Шамот
Шамот
Шамот
Шамот
Гравий
Шамот
Хроми-
стый же-
лезняк
Шамот
Хроми-
стый же-
лезняк
Шамот
Хроми-
стый же-
лезняк
42
33
42
246
192
374
178
140
44о
7Ю
2О7
226
48
(9о)
G5)
Si
E4)
_
—
379
—
—
—
—
—
-
7°
(92)
65
(82)
65
F5)
298
B32)
232
A50)
3°4
—
—
—
_
—
-
86
(9В)
75
(97)
6р
G*)
255
И5)
194
C09)
171
67
95*
i68
517
59
42
89
(но)
9°
(Мб)
73
(IO2)
195
(аоз)
192
47
4О
48
131
137
42
43
io8
A58)
140
A87)
гоб
158
53
39
1670
1710
I54O
1460
144°
134°
и8о
и8о
12бо
I22O
139°
135°
131°
1290
1250
143°
135°
132°
1270
138°
134°
1300
34°
13—1
25
25
1460
158°
1560
154°
1440
1480
1180
1270
1320
135°
1220
1270
1270
133°
138°
1410
1210
133°
1290
135°
1280
134°
1290
135°
1410
1410
1300
135°
80
90
60
80
6**
6
4**
6
80
46
27
40*
64*
о,о8
о,о4
о,5
29,2
23.8
19.8
о,8
о,8
19.4
18,8
20,0
19.4
19,6
i,45
i,54
1.75
1,75
1,76
1.75
i,74
1-75
1-75
38,7
35.6
35.5
33,7
34.1
33-2
34.2
34.6
34-8
33.8
34.2
Примечание. В скобках указаны пределы прочности для материалов в горячем состоянии.
* При воздушном хранении рассыпается.
** После обжига при 800° С и хранении на воздухе разрушается.
*** Потеря прочности при сжатии после 6 теплосмен.
**** Разрушался полностью.
408
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Строительная прочность бетонов на цемент-
ной связке (особенно на портланд- и шлако-
портландцементе) резко снижается с подня-
тием температуры нагрева выше 500° С.
При применении огнеупорного бетона
на портланд- и шлако-портландцементе хоро-
шие результаты дают добавки огнеупор-
ной глины, молотого трепела и шамотного
порошка.
Огнеупорность бетона понижается с повы-
шением содержания цемента, а строительная
прочность при температурах ниже 500° С повы-
шается.
В зависимости от назначения содержание
цемента в бетоне колеблется в пределах от 8
до 20%.
Бетоны на глинозёмистом цементе приме-
няются в тепловых агрегатах с рабочей темпе-
ратурой до 1300—1500° С, на портланд- и шлако-
портландцементе— в агрегатах с температурой
до 1000—1100° С.
пористости понижаются механическая проч-
ность, теплопроводность и повышается шлако-
проницаемость. Зависимость предела прочности
при сжатии от объёмного веса (пористости)
материала изображена на фиг. 58, а зависимость
Фиг. 58. Диаграмма зависимости предела прочности
при сжатии ofrtf от объёмного веса материала у.
Основные свойства огнеупорных
материалов
Удельный вес для некоторых огнеупор-
ных материалов служит показателем полноты
полиморфных превращений. Так, для динаса по-
казателем полноты перерождения кварца в три-
димит является приближение его удельного
веса к удельному весу тридимита B,27), а для
магнезита — к удельному весу периклаза C,67)
и т. д.
Постоянство объёма определяется
по величине дополнительной усадки или роста
при повторных нагреваниях. Оно зависит от тех-
нологии производства и особенна от высоты
и длительности воздействия конечной темпера-
туры обжига.
Пористость является важным показате-
лем качества огнеупорного материала вслед-
ствие большого влияния её на физико-механи-
ческие свойства. В частности, с повышением
Таблица 174
Газопроницаемость огнеупорных материалов
(по данным Канца)
Материалы
Шамотный кирпич
Динасовый кирпич ...
Магнезитовый кирпич . . .
Хромитовый кирпич ....
Бокситовый кирпич . . .
Корундовый кирпич ....
Силлиманитовый кирпич . .
Цирконовый кирпич ....
Карборундовый кирпич . . .
Изоляционный кирпич . . .
Коэфициент газо-
проница емости
м3 • см
м? час •
о,ою -
о.о57 -
O.O99 -
0,528-
о.ооз -
о,обо -
о,о37 -
0.412 -
о,ою -
0,215 -
мм вод. ст.
- Q-475
- о.953
-5.°93
- 0,798
- 1,183
- 0,100
- 4.O54
- 2,691
— 1,94°
коэфициента теплопроводности от объёмного
веса (пористости) —на фиг. 59.
Газопроницаемость огнеупорных
материалов зависит от их природы, от темпера-
туры, при которой происходит действие газа,
"" м.час
V70
250
OfiO
щ
w
П1П
V
У
t
* 06 QJ$ P 1t2
W
Фиг. 59. Диаграмма зависимости коэфициента
теплопроводности X от объёмного веса
материала f.
от величины и характера пор, от однородности
структуры. Газопроницаемость некоторых ма-
териалов показана в табл.
174, а влияние количества
К и величины пор на газо-
проницаемость — на фиг.
60 и 61.
70
60
50
40
30
20
W
/
1
/
/
А
/
/
/
5 10 15 20 11%
0,25 Ц50 0,75 1,00 125 мм
Средний диаметр пор
Фиг. 60. Диаграмма влия- Фиг. 61. Диаграмма влияния ве-
ния пористости /7 огне- личины пор огнеупорного ма-
упорного материала на териала на его газопроницае-
его газопроницаемость К. мость К.
ГЛ. V]
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
409
Предел прочности при сжатии,
растяжении, изгибе и кручении.
Из этих величин в практической работе он )е-
деляется чаще всего предел прочности при сжа-
тии, который тем выше, чем меньше
пористость. Он зависит также от тех-
нологии производства и в некоторой
степени от природы огнеупора.
Для огнеупорных материалов нор-
мальной плотности предел прочности
при сжатии находится в интервале от
100 до 1000 кг/см-; для сильно спёк-
шихся и остеклованных— до 2000
кг/см- и даже выше, для огнеупорных
материалов с повышенной пористо-
стью он снижается до 10 кг^см-. При
повышении температуры нагрева проч-
ность огнеупорных материалов изме-
няется главным образом в зависимо-
сти от химико-минералогического со-
става, полиморфных превращений и
физико-химических процессов, про-
исходящих в черепке при нагревании
огнеупора (табл. 175).
Предел прочности при изгибе
огнеупорных материалов при нормаль-
ной температуре в 2,5—5 раз меньше
предела прочности при сжатии.
Таблица 175
Предел прочности при сжатии огнеупорных мате-
риалов при различных температурах
понижается. Огнеупорность, определяя пригод-
ность материала для работы ripi высокой тем-
пературе, в го же время не является критерием
его прочности при этих температурах. Так,
1100
1
1
-
н
.. 1...
1
1
1
as
1
S^
~-
s=
==
•s
N
\
1
1-
N
.8
\
\
]
\
1
\
1
Л
ч-
\
-r-rf
\,7
\
\
\
¦ae
i
\
\
V
L 1
\
\
\
\
\
¦>
г \
г
\
1
i 1
tJ
1—
wo 1300 ma izoo " isaa. 1200 °c
Температура
в °С
Матеоиал
Динасовый
Шамотный
Магнезитовый (эвбей-
ский)
Магнезитовый
(Штейермарк).....
15
500
170 1150
190 180
420 380
145 130
1000:1300
120 751 во 1 48
210 | 9° 12* 6*
320 270 240 185*
85 65
woo
Фиг. 62. Типичные кривые деформации (° 0 сжатия) под нагрузкой
2 кг'см* при высоких температурах; / — динас кварцевый, 2—ди-
нас кристобалитоныи. 3— магнезит, 4—динас тридпмитовый. 5- хоро-
ший шамот, 6 — хромит, 7— полукислый кирпич, 8— плохой шамот.
магнезитовые изделия, обладая огнеупорностью
выше 1800° С, в тоже время начинают дефор-
мироваться под на-
грузкой 2 кг\см?
при температуре
1425—1560° С.
Дефо р м ац ия
под нагрузкой
2 кг/см2 опреде-
ляется температу-
рами, при которых
образец показыва-
1400 1500 ]600
Г
\
0
1
у
\
2
4
6
8
то Тзоо 15оо Jmv
* Наблюдается начало размягчения.
Сопротивление истиранию при
нормальных температурах, так же как и сопро-
тивление сжатию, зависит преимущественно от
условий производства. Истираемость умень-
шается с повышением плотности и степени спе-
кания. При повышении температуры прочность
на истирание меняется в зависимости от химико-
минералогического состава и технологии про-
изводства.
Огнеупорност ь определяется темпера-
турой, при которой стандартный конус издан-
ного материала, сгибаясь, коснётся своей вер-
шиной подставки. Она зависит главным обра-
зом от химико-минералогического состава.
На показатель огнеупорности оказывают влия-
ние условия службы. Процессы химического
взаимодействия между компонентами огнеупор-
ного материала обычно не успевают завер-
шиться в периоде обжига. При наличии в со-
ставе огнеупорного материала большого коли-
чества примесей с низкой температурой пла-
вления или возгонки огнеупорность повы-
шается с удлинением периода обжига или срока
службы; при наличии же в составе материала
соединений, близких по температуре плавле-
ния, последняя по мере завершения реакций
Фиг. 63. Диаграмма зависи-
мости деформации (°/0 сжа-
тия1 под нагрузкой 2 кг'см?
от температуры нагрева
при различной пористости
огнеупорного материала:
;—30°/0 пористости. 2-20°/0
пористости. .?-10°/0 пори-
стости.
ет начало сжатия,
4%и40)'0-ное сжа-
тие. Для огнеупор-
ных материалов,
объёмный вес ко-
торых значитель-
но отличается от
2 г/см3, величина
нагрузки берётся численно равной объёмному
весу. Величина деформации зависит от химико-
минералогического состава и от технологии
производства. Типичные кривые деформации
изображены на фиг. 62. Зависимость дефор-
мации при тех же условиях от температуры на-
грева при различной пористости показана на
фиг. 63, а от повторных обжигов—в табл. 176.
Термическая стойкость, т. е. спо-
собность выдерживать без разрушения резкие
колебания температуры, зависит от исходного
сырья, структуры огнеупорного материала, усло-
вий производства и формы изделий. Термиче-
ская стойкость увеличивается с уменьшением
коэфициента расширения и модуля упругости
и с увеличением предела прочности при кру-
чении и теплопроводности. Все эти свойства,
кроме коэфлциента расширения, находятся
в тесной зависимости от технологии производ-
ства. Термлческая стойкость огнеупорного ма-
териала при прочих равных условиях пропор-
циональна коэфициенту расширения в темпера-
турном интервале, в котором происходит раз-
рушение образца.
410
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 176
Влияние повторного обжига огнеупорного кирпича
на деформацию под нагрузкой
Кирпич
№
i
2
3
4
5
б
7
8
После первичного об-
жига при температуре
1350
Начало
сжатия
' С
10% сжатия
После вторичного об-
жига при температуре
до 1620е С
Начало
сжатия
10°/0 сжатия
при температурах °С
I2OO
12бо
I2OO
II7O
IO9O
1250
1200
12бо
1510
1440
I49O
1460
1460
1500
1500
1520
1480
1460
1460
149°
I43O
145°
149°
149°
159о*
I55O
157O
1б2О
I58O
I580*
15ОО*
1650
* Разрушение вследствие среза.
Обычно разрушение наблюдается в интер-
вале 300—700° С.
Коэфициенты расширения некоторых огне-
упорных материалов указаны в табл. 177. Зави-
симость расширения огяеупорньх материалов
(в %)от температуры нагрева показана на фиг. 64.
Таблица 177
Коэфициент расширения огнеупорных материалов
Огнеупоры
Шамотные C5% А12О3Г
Шамотные D7% А1.,О3) \
Высокоглинозёмистые (80%
А1аО3)
Бокситовые (82% А12О3)
Бокситовые плавленые F4%
А12О3>
Кианитовые F3% А1,,О3) ....
Муллит обожжённый до 1800° С.
Корундовые с 10% мины
Корунд искусственный (99%
А12О3)
Динас тридимитовый
Динас кристобалитовый (после
предварительного нагрева до
1670° С)
Магнезитовые изделия B,5%
Fe2O3)
Магнезит спёкшийся (88%
MgO)
Магнезит электроплавленный , .
Форстеритовые изделия
Хромитовые E0,23% Сг2О3). . . .
Карборундовые (карбофракс
с 85'/,, SiC, рефракс)
Окись циркония плавленая . . . .
Циркон
Цирконовые
Темпера-
турные
пределы
в °С
2О — I3OO
2О — 128о
2О — IOOO
2О — I3OO
2О — I37O
2О — 1630
2О — I4OO
25 — 1000
25 — 800
20 — 1670
20 — 1100
20 — з°°
ЗОО — IГОО
ноо — 1670
2О — 167O
2О — IIOO
2О — 3°°
Зоо — ноо
ноо — 1670
2О — IOOO
20 — I2OO
20 — 1800
20 — 1000
0 — 1500
25 — 1400
2О — IOOO
0 —1510
20 — 900
Коэфи-
ЦНСНТ
расши
рения
о- 10»
5.2
5,8
67
1»
7-1
4.9
5-4
6.24
7.9
74
п,9
32.6
4.6
75
13.3
41 о
3-9
— 33
13-2
12,6
13,°
ю.7
ю.7
5*9
6,4
53
При прочих одинаковых условиях термиче-
ская стойкость понижается с усложнением
формы изделия и повышается с увеличением
содержания крупных фракций исходною непла-
стичного сырья за счёт уменьшения его мелких
фракций. Последнее обусловлено тем, что круп-
нозернистая структура изделия обладает боль-
шей эластичностью.
Химическая устойчивость зависит
от химико-минералогического состава огнеупор-
но !
4?
2.0
18
16
4
j
1
\
\
у
V
f
/
/,
s
/
/г
/
/
\
У
/
/
/
/
2
у
У
/
а-
у
5
/
¦у*
4
/
f>
/
j
f
f
(
V
I
1
[
1 1
1
4-
I—1
200 400 600 800 Ю0012001400 °С
Фиг. 64. Диаграмма зависимости рас-
ширения (%) огнеупорных материалов
от температуры нагрева: / — шамот
с 28% А13О3; 2— полукислый припас
с 85% SiO2; 3—динас уд. в. 2,36; 4—динас
уд. в. 2,39, 5 — боксит; 6— магнезит.
ного материала, структуры и проницаемости
его черепка, а также от температуры воздей-
ствия химического реагента и характера газовой
среды. С увеличением плотности черепка хими-
ческая устойчивость повышается, а с повыше-
нием температуры воздействия химического ре-
агента она понижается. Активность воздей-
ствия шлака на огнеупорнь й материал зависит,
главным образом, от его химического состава,
т. е. от соотношения основных и кислых окис-
лов. В частности, зависимость глубины проник-
новения шлака в шамотный огнеупорный мате-
риал от химического состава шлака может быть
определена с достаточной степенью точности
по эмпирической формуле Зальманга:
а) для температур взаимодействия до 1410° С
к
1410- li25 AI2O3
7CaO + 7MgO + 5FeO + 4MnO
2SiO2 + Fe2O3 + 5PA
где CaO, MgO, FeO, MnO, BaO и т. д. —про-
центное содержание соответствующих окислов;
б) для температур взаимодействия до 1500JC
= 1.8 -л
^1500
7CaO-f 4MgO
4FeO + ЗМпО
Al2O8+2i>iOa-t-0,5Fe2O8-|-2,5PaO6-|-TiO2
При взаимодействии металлургических шла-
ков с шамотным огнеупором хорошие резуль-
таты даёт следующая эмпирическая формула
Зальманга:
^4410 —
18РЬО J- 8CuO + 7BaO + 6CaO+5MgO-t-4SnO-f3FeO+3NiO
Ni2U3-t- i,6Al2U3-t- i,6
ГЛ. V)
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ И ОГНЕУПОРЫ
411
Оценка химической стойкости огнеупорных
материалов представлена в табл. 178.
Таблица 178
Химическая стойкость огнеупорных материалов
Изделия
Шамотные
Шамотные на низко-
жжёмном шамоте . .
Miio! ошамотные . . .
Полукислые
Динаеовые
Корундовые
Бокситовые
Муллитовые (силли-
манитовые)
Плавленые муллито-
вые
Магнезитовые ....
Хромитовме
Хромома! незитовые .
Циркониевые
Карборундовые. . . .
Коксовые
Графитовые
h
вные
окис
о я
бй
У
У
У
У
п
У
У
У
о
о
о
о
У
п
о
о
лаки
У
У
X
X
о
X
У
о
о
п
У
У
о
У
У
У
До
До
До
До
До
До
До
До
До
, я)
а а.
Ч S и
1400°
1400°
45»
14000
i6oo
18000
У
У
О
145°°
15°°"
15000
П
О
О
О
О
о
о
о
о
У
У
У
У
3
ч
е;
я
н
У
У
У
X
У
о
о
О
о
о
О
о
о
п
о
о
= 0,6-(-0,00054 ? для динасового кирпича Х =
=0,75-(-0,00042 f, для магнезитового кирпича
X =4,0—0,0009 I, где X— коэфициент тепло-
проводности вккал/м час -град; t — темпера-
тура в °С.
Электросопротивление зависит
от химико-минералогического состава, степени
плотности огнеупорного материала и темпера-
туры. С повышением последней электросопро-
тивление резко падает, что иллюстрируется
данными фиг. 67.
¦ Mtaci
ннап.
ч
V
Щ
«И
7
Примечание. О — отличная; X — хорошая; У —
удовлетворительная; П — плохая.
Теплоёмкость огнеупорных ма-
териалов зависит от их природы и темпера-
туры, при которой они работают (см. табл. 179),
а при данном удельном весе —от пористости
материала.
Теплопроводность определяется хи-
мической и минералогической природой огне-
упорных материалов, а также степенью и ха-
рактером пористости. Она повышается с уве-
личением плотности материала (фиг. 65) и зави-
сит от размеров пор. При одной и той же по-
ристости крупные поры обусловливают повы-
шение теплопроводности. С повышением
Ю0 Ш 500 700 °С
Фиг. 65. Диаграмма зависи-
мости теплопроводности
огнеупорных материалов
различной пористости от
температуры нагрева: / —
шамот с 38% А12О3. пори-
стость 12%; 2—динас, по-
ристость 23%; 3 — шамот с
43% А1аО3, пористость 24%;
4—шамот с 40% А1аО3. по-
ристость 28%.
К
12
Ю
8
6
4
2
0
X
\;
2C0 400 60Q
Фиг. 66. Диаграмма зависи-
мости теплопроводности ог-
неупорного материала раз-
личного типа от темпера-
туры нагрева: /— карборун-
довый кирпич: SiC 89.7%,
пористость 25,6%; 2 — ма-
гнезитовый кирпич; 3— кар-
борундовый кирпич: SiC
49,39%, пористость 22,1%;
4 — силлиманитовый кир-
пич; 5— шамот и динас.
Основныегфизические и механические свой-
ства важнейших огнеупорных материалов ука-
заны в табл. 180.
Таблица 179
Огнеупорный
материал
Шамотный
кирпич ....
То же
Полукислый
кирпич
Динас
Магнезито-
вый кирпич . .
Углеродистый
кирпич . . . .
Химический
состав
в%
4о А1аО3 ¦ 57 SiO2
32,42 АШ3 •
•O2.28 SiO3
25 А12О3 ¦ 73.7 SiO2
1,56 А12О3 •
• 96,42 SiO.2
85-85 MgO •
¦ 9.31 Fe2O3 •
• 0,35 CaO
Кокс и смола
О аз
1,88
1.83
i,9o
2,О4
2.35
1,27
Теплоёмкость в кал/г
пературе в
200
O.225
O.2IO
О 223
о,237
O.253
O.3I2
400
0,250
о,254
0.262
0,270
О,275
о,358
600
0,272
O273
0,284
0,282
0,291
о,377
800
о,277
0.287
0,291
0,285
о,ЗО7
Q.395
СС при тем-
°С
1000
0,298
O.295
0,292
о,288
O.324
O.342
12@
°.3°5
о.зоо
о,293
0,291
о,34°
ОМ
700000
600000
500000
400000
300000
200000
JOOOGO
температуры теплопроводность повышается у материалов
с преобладающим аморфным строением и понижается у
кристаллических огнеупоров (фиг. 66).
Экспериментальное определение теплопроводности ввиду
сложности производится сравнительно редко. Для техниче-
ских целей ее можно рассчитать с достаточной степенью точ-
ности по эмпирическим формулам: для шамотного кирпича X =
600 800 1000 1200 ШО
Фиг. 67. Диаграмма зависимости элек-
тросопротивления огнеупорных мате-
риалов от температуры нагрева:/ —
кварцевый песок прессованный, пори-
стость 25,42%; 2 — гидрат окиси гли-
нозёма, пористость 25,78° 0; 3 — магне-
зия обожжённая при 1200° С, пори-
стость 24,75%; 4 — известь обожжён-
ная при 1300 °С, пористость 17,46%;
5—каолин обожжённый при 1500° С,
пористость 17.46%; 6—динас95.8%SiOj,
пористость 29,51%; 7— шамотный кир-
пич 43,8% А13О3, пористость 26,65%.
Наименование
огнеупоров
Шамотные изделия
(ГОСТ 390-41)
Боровичские кл. А . .
Латнинские кл. А . .
Латнинские кл. Б . .
Часов-ярские кл. Б .
Шамотные на низко-
жжённом шамоте
Семилукского завода .
Многошамотные
изделия
(Предел колебаний) .
Латнинского завода . .
Полукислые изделия
(ОСТ 16238-39)
(Предел колебаний) .
Подольского завода .
Кварцешамотные заво-
да „Луч свободы* .
Динасовые
(ОСТ 10208-39)
(Предел колебаний) .
Пантелеймоновского
Первоуральском за-
вода
Корундовые
Бокситовые
Силлиманитопые . . .
Плавленые муллитовые
Зинтеркорундовые . .
Доломитовые
Магнезитовые
(ОСТ 15*88-39) ....
Форгтеритовые ....
Хромомагнезитовые .
Карборундовые (карбо-
фракс)
Карборундовые (реф-
Графитовые
Коксовые
SiOs
56
56
62
61
56
56-65
58
>65
72
8о
>9°
94.5
_
2О—30
2О—23
—
О.7—5.5
—
С П
О /
5-7
3 35
22—42
SiC
80—<к
sic5
С до—95
Содержание
А1аО3
4°
4°
34
33
4°
30—46
38
<ЗО
26
14
<i,8
_
82—67
52—69
52-65
76—69
99-99.8
СаО>
MgO 9°—95
—
а *
Сг2О3
ю-33
/ гО
ВаО з° 5°
-
-
—
В °/о
FeaO3
<3
<2
*С2
<i,5
<2
—
*С2
—
2
—
O.5-3.5
о,7—3°
CaO + MgO
1—ю
—
FeO
MgO
30—55
17—37
. -
-
—
¦ и
Огнеуп
ность в
175°
I73O
1700
1700
1730
1630—1770
1720
i6io—1710
1670
1700
1690—1710
173°
1730
2000—1800
^>1780
>i75°
1800—1850
2000
~> 8
s> 5
>195°
1800—1920
1850—2050
2ООО
2ООО"~~ 2 ЧОО
7
2ООО
22OO
2ООО
25OO
Физические и механические свойства огнеупоров
Деформация под
наг рузкой 2 кг/см1
Начало
Конец
при температурах
в °С
1400
1420
1380
13°о
143°
I2O0—1430
—
I2OO—I43O
1380
13°°
1620—1650
1650
155°—i68o
1500—1600
1500—1650
Ок. 1700
173°
1500—i6oo
1500—1680
1550—157°
1400—i68o
5э° ! 5°
I4OO
1700— i8oo
1750—1850
1500—2000
1750—^900
1б2О
1630
i6oo
1500
1640
!55°—164°
—
145°—1640
1580
145°
1650—1690
i66o
16ЧО — I"C
16OO—I75O
>i7°o
1750—1780
1500—1800
1630—1720
i6oo—1700
1600— 1650
600
-
-
—
Объёмь
вес в г
1.95
1-95
1,85
2.0
2,О—2,2
2,1
1,8-2,О
i,85
—
1,8—2,0
1,92
Т ОО
2,о 2,6-
2, [—2,4J
2,4—2,6
—
2,6—2.7
2,6—2,9
2-3-2.5
2,8—3.3
2-75-
2,87
2,4— 2О
2 3
2,5
2,8
1,4—1,6
2 it
Удельн
вес в г
2,70
2,72
2,65
2,6О
2,72
2,6-2.75
2,72
2,64—2,66
2,66
2,64
2,31—2-42
2,42
3,9
-
3.5
33
3.2
3.25
1 S
С с «
Предел
ности i
сжатии
2ОО
250
i5o
2ОО
35°
Зоо—7°°
350—500
loo—35°
35°
15°
IOO—
4оо
230
275
2ОО—НОС
4оо—8оо
150—300
5оо—боо
250—I2O
ЗОО—4ОО
loo- 250
25°—5°°
2О0- 5ОО
15° -400
15°
8оо
9°°
2ОО—6оО
L
о°
28
27
28
2О
18
10—18
15
25—32
29
18
<23—25
20
12—ЗО
1,О
о
Г4 25
14—27
25—Зо
2°—25
2О—28
14—26
25
15—2О
ю—is
>2О
i I
н м =>
-о,7
—о,7
—о,7
—о,7
-о,7
о
о
—°>5
—i.o
—о,4
—0,2
+ i; +2
—0,4
0
0
-
—1,0
—1,0
0
0
X
I «Я
О 0J
е- <н s
Термос
КОСТЬ 1
теплое!
15
15
15
ю
10
2О —IOO
2О
5-15
ю
4
1—4
^__
*>чо
5—4О
8—2О
—
Очень
высока
3—5
1—4
—
5-ЗО
Очень
высока
То же
Высока
Теплопроводность
при
норм,
темпе-
ратуре
о,6—о,8
—
—
• —
—
0,2
—
—
—
—
о,7—of
2 2
0,046
4,оЗ
-
8,о
з°>°
13.7
при
500
°С
о,9— i,i
—
—
—
—
1,2
—
—
—
—
1,О—
1,1
^_
2,95
—
о, 14
3.67
-
6,5
2О,О
98
при
1000
°С
1,2—1,4
—
—
—
—
г>5
—
—
—
—
1.3-
1.4
—
342
—
—
2.92
1,28
-
О,924
5°
I2.O
1.3б
Таблица 180
Удельное электро-
сопротивление
ом ¦ см
при
норм,
темпе-
ратуре
—
—
—
9 • ю9
—
—
—
—
—
—
IO8
7,9 * ю*
3 * io^
3.6 • ю*
—
1,2 • IO13
—
—
10s
IO5 — IO8
IOJ
1,8. ю-5
при
1000°С
—
—
—
ю5
—
—
—
—
—
—
3 • i°s
—
—
3.5 • юя
7 • ю"
—
—
IO1—IO5
IO1
8- ю5
bO
ГЛ. V]
ЛАКИ И КРАСКИ
413
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Будников П. П., Некрич, Силикатные мате-
риалы r химической промышленности, „Журнал при-
кладн. химии" № 1, 1938.
2. Вопросы высоковольтного фарфора, „Труды на-
учно технической конференции фарфоро-фаянсовой
промышленности", М. - Л. 1934.
3. Г е х т Г.. Керамика. М. — Л. 1938.
4. Гросс Г. О.. Огнеупорные материалы, Техничес!; я
энциклопедия, М. 19-41.
5. Дудеров Г. Н., Общая технология силикатов, ч. III.
Керамика. М. — Л. 1939.
6. Е г о р о в, Тихомиров, Состав высоковольтного
фарфора и его свойства, М. 1933.
7. 3 а л ь м а и г Г., Физические и химические основы
керамики, Л. 1935.
8. Зингер, Керамика в промышленности и народном
хозяйстве, Л. 1935.
9. „Огнеупоры", ежемесячный журнал с 1938 г.
10. Орлов Е. И., Глазури, эмали, керамические краски
и массы, ч. I, М. — Л. 1937, ч. 11, М. — Л. 1938.
11. Перевалов R. И., Технология огнеупоров, Метал-
лургиздат. М. 1944.
12. П у л и е з о С. Г., Технология фарфоро-фаянсового
производства, М. — Л. 194<».
13. Р о б а л ь д. Э р и х. Строительные материалы, физи-
ческие свойства и коррозия Харьков — Киев 193">-
14. Сборник „Пуццоланоные цементы", Институт цементов.
1936 г.
15. Труды Всесоюзного института огнеупоров с 1934 г.
16. Труды 2-го совещания по огнеупорным материалам,
изд. Академии Наук СССР, М. — Л. 1У41.
17. Труды Украинского института огнеупоров с 1929 г.
18. Ф р е б е р А. К. и Б а б у с С. В., Нысокоогнеупорные
материалы. Металлургиздат, М. — Л. 1941.
19. Ш е р м а н Я. И., Технология фарфоро-фаянсового
производства, Киев 1938.
ЛАКИ И КРАСКИ
ЛАКО-КРАСОЧНЫЕ МАТЕРИАЛЫ
Лаки и краски являются наиболее распро-
странённым материалом для защитных и деко-
ративных покрытий. Они обладают стойкостью
против воздействия воздуха, масел к щело-
чей (антикоррозионность), а также сопроти-
вляются световым и термическим воздействиям.
Благодаря этим свойствам лаки и краски ши-
роко применяются в различных отраслях ма-
шиностроения для защиты металлических и
деревянных поверхностей от разрушения и для
придания продукции декоративного и товар-
ного вида.
В приводимую ниже номенклатуру включены
краски и лаки, выпускавшиеся отечественной
промышленностью за последние 10—15 лет и
проверенные в эксплоатационных условиях.
Масляные краски густотёртые
Масляные краски изготовляются растира-
нием сухих красок (пигментов) минерального
или органического происхождения на высыха-
ющих и полувысыхающих маслах или олифах
и выпускаются в густотёртом пастообразном
виде.
Перед употреблением краски разводятся до
рабочей консистенции олифой. В зависимости
от метода нанесения красок могут быть при-
менены дополнительные растворители — ски-
пидар, уайт-спирит, сольвентнафт и др.
Покрытие поверхностей производится
обычно кистевым методом или пульвериза-
цией, реже методом погружения изделий
в краску.
Достаточно просушенные покрытия масля-
ными красками хорошо выдерживают условия
эксплоатзции, в особенности если в состав их
входят свинцовые краски — свинцовые белила,
свинцовый крон, свинцовый сурик и т. п. Мас-
ляные краски, содержащие в своём составе зе-
мляные пигменты — охру, умбру, мумию, желез-
ный сурик, — наиболее устойчивы к воздей-
ствиям температуры и солнечного света. При
содержании в большом количестве окислов
железа краски, разведённые до малярной кон-
систенции качественными олифами, являются
хорошими антикоррозионными грунтами по ме-
таллу. Лучшим грунтом по металлу является
масляная краска на основе свинцового сурика,
приготовляемая незадолго до применения.
Обычно к масляным краскам применяют
естественную сушку, так как помещение гро-
моздких и тяжёлых деталей в специальные
сушильные камеры часто бывает нерентабель-
ным или трудно осуществимым. Почти все мас-
ляные краски высыхают на воздухе в течение
24 час. Если позволяют габариты сооружения
или машины и допускается изменение цвета
красок светлых тонов, просушка покрытий про-
изводится при повышенной температуре (в за-
крытых помещениях), что значительно со-
кращает время высыхания. Так, грунтовка на
железном сурике и олифе высыхает при тем-
пературе 60° С в течение 6 час, а при 150°
в течение 3 час.
Плёнки покрытий масляными красками обла-
дают большой эластичностью. Твёрдость этих
покрытий по мере высыхания увеличивается.
Покрытия масляными красками не обладают
хорошим глянцем; для придания окрашивае-
мому изделию глянцевой поверхности на мас-
ляную краску наносят масляный лак.
Номенклатура красок и их назначение при-
ведены в табл. 181, нормы расхода разбавите-
лей и красок — в табл. 182 и 183.
Эмалевые краски
Эмалевые краски готовятся растиранием
сухих пигментов на специально приготовлен-
ных лаках. При высыхании эмалевые краски
образуют твёрдый блестящий слой с превос-
ходным глянцем, напоминающим эмаль. В зави-
симости от характера лака эмалевые краски
разделяются на масляные эмали, тёртые на
масляных лаках, нитроэмали — на лаках из
эф.фов целлюлозы, спиртовые эмали—на
спиртовых лаках.
Эмалевые краски в отличие от густотёртых
масляных выпускаются готовыми к употре-
блению.
Масляные эмали наносятся на окрашивае-
мую поверхность кистью, пульверизатором
или методом погружения. Покрытия нитро-
эмалями производятся преимущественно пуль-
веризацией и в редких случаях кисты©
414
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. И
Таблица 181
Масляные краски и их назначение
Наименование
Белила свинцовые № 00
№ 0
№ 1
№ 2
Белила цинковые М-1
М-2
М-3
В-1
В-2
В-3
Сурик железный
Крон свинцовый жёлтый № 1
№ 2
Окись хрома № о
№ 1
№ 2
Мумия
Зелень свинцовая
Вагонная светлая
Вагонная тёмная
Обыкновенная светлая
Обыкновенная тёмная
Зелень цинковая:
Обыкновенная светлая
Для внутренних работ,
светлая
Обыкновенная тёмная
Для внутренних работ,
темная
Сурик свинцовый № 1
'№ 2
№ 3
Краска защитная
Краска серо-голубая
Краска серо-дикая
Краска беж
Цвет
Белый
Белый
Серый
Кирпично-крас-
ный
Желтый
Тёмнозелёный
Красный
Зелёный свет-
лый
Зелёный
тёмный
Зелёный
светлый
Зелёный
тёмный
Зелёный
светлый
То же
Зелёный
тёмный
То же
Красно-
оранжевый
То же
Защитный
Серо-голубой
Серо-дикий
Беж
Стандарт или
технические
условия
ОСТ НКТП 8190/1187
ГОСТ 482-41
ОСТ 18163-39
ТУ НКХП 342-41
Временные ТУ НКХП
ОСТ 18163-39
ОСТ 10941-40
ОСТ 10939-40
ГОСТ 1787-42
ОСТ НКТП 8186/1086
ГОСТ В 1031-41
То же
ТУ НКХП 775-41
Назначение
Ответственные покрытия по металлу и
дереву при потребности в повышенной во-*
достойкости—в кораблестроении, мостострое-
нии и т. п.
Покрытия по металлу, дереву и штука-
турке и разделка колеров цветных красок
во всех отраслях машиностроения — станки,
железнодорожные и трамвайные вагоны,
танки и т. п.
Грунт по металлу и дереву во всех отрас-
лях машиностроения
Надписи по трафарету в вагоностроении,
условная окраска трубопроводов, соста-
вление цветных колеров — зелёного, кремо-
вого и цвета слоновой кости. При окраске
трамвайных вагонов, троллейбусов, грузо-
вых автомобилей, танков и пушек
Составление колера защитного цвета для
окраски наружной поверхности танков, пу-
шек и самолётов
Покрытия по металлу и дереву в ваго-
ностроении—обшивка вагонов и крепёжные
детали
Окраска наружной металлической и дере-
вянной обшивки пассажирских вагонов,
троллейбусов, трамваев и пароходов
Окраска внутренней металлической и де-
ревянной обшивки пассажирских вагонов,
троллейбусов, трамваев и пароходов
Грунт для окраски подводной части мор-
ских кораблей, трубо- и газопроводов под-
земных и подводных, водопроводов (по внеш-
ней поверхности), мостов и подземных
кранов
Окраска танков, пушек и т. п.
Окраска наружной поверхности мин и
снарядов
То же
Окраска платформ и кабин грузовых
автомашин
ГЛ. VI
ЛАКИ И КРАСКИ
415
Таблица 182
Нормы расхода разбавителей масляных красок
Краска
Разбавитель
Белила
свинцовые
Белила
цинковые
Сурик
железный
Крон
свинцовый
жёлтый
Окись
хрома
Мумия
Зелень
свинцовая
Олифа натуральная .
Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
Олифа натуральная
Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
Олифа натуральная .
Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
Олифа натуральная .
Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
Олифа натуральная .
Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
Олифа натуральная .
Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
Олифа натуральная .
Олифа „Оксоль" или
ИМС
Расход разбави-
теля в °/0 от веса
готовой краски
кисте-
вой
метод
пуль-
вери-
зация
по-
гру-
жени
35—4° 35—4° 3°—4°
ЗО—35 3О-35 3О—35
15
28—33 jsS—33 23—28
25—3° 25— 30,20—2;
15
—35 3°—35
25—3° 2°—25 2О—2=
5—45 3О-4ОЗО—4О
Зо—4о 25—35 25-35
25-3°
25-ЗО
2О—25
25-ЗО
5
2О-ЗО
2О—
2О—25 2O—25
!
2О —25 2О —25
5 5
35 2Э—25 2О—25
25—Зо 25—
2О—25 2O-25
2О—25 2O—25
Краска
Разбавитель
Расход разбави-
теля в °/„ от веса
готовой краски
кисте-
вой
метод
пуль-
вери-
зация
погру-
жение
Зелень Уайт-спирит или ски
свинцовая пидар
Сикатив
!
Зелень Олифа натуральная .
цинковая Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
Сурик Олифа натуральная .
свинцовый Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
Краска Олифа натуральная
защитная Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
Краска Олифа натуральная .
серо-голу- Олифа „Оксоль" или
бая FMC
Уайт-спирит или ски-
пидар
Сикатив
Краска Олифа натуральная .
серо-дикая Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
Краска Олифа натуральная .
беж Олифа „Оксоль" или
ИМС
Уайт-спирит или ски-
пидар
Сикатив
го—
2О—25
5
32
35-4O
ЗО-35
5
25—Зо
2О—25
5
25—Зо
2О—25
5
35—4о
ЗО-35
2О—25
2О—25
35
25—ЗО
IO
5
2О—25
2О—25
IO
5
2О—25
2O-25
IO
5
3«-35
35-4O
15
5
2О—25
2О—25
35
2О
25—З
25—30
IO
5
2О
25
10
5
2О
25
IO
5
ЗО-35
35-4O
15
5
Таблица 183
Нормы расхода и время высыхания масляных
красок
Краска
Белила свинцовые ....
Белила цинковые
Сурик железный
Крон свинцовый жёлтый
Окись хрома
Мумия
Зелень свинцовая
Зелень цинковая
Сурик свинцовый
Краска защитная
Краска серо-голубая . . .
Краска серо-дикая . . . .
Краска беж
Расход
слой
кистью
2IO
1бо—2ОО
30—35
140
75
65—95
50—65
go—180
175
200
100—130
130—150
100
на один
пульве-
ризато-
ром
255
2IO—2ОО
4о—45
IOO
95
85-125
65-85
115-230
225
2бо
I3O—I7O
I7O—I95
I3O
, i^
s § 4v
8—ю
12
до
8—ю
12
12
ДО
12
6—8
12
8-ю
8—ю
12
или погружением, так как они быстро высы-
хают и не допускают растушовки кистью.
При загустении.эмали разводятся до рабо-
чей консистенции соответствующими раство-
рителями.
Масляные и нитроэмали, нагретые перед на-
несением методом пульверизации до темпера-
туры 55 - 60° С, требуют растворителей для раз-
ведения до рабочей консистенции на 20—25°/0
меньше.
Покрытия масляными эмалями отличаются
хорошим блеском, повышенной твёрдостью и
быстрее высыхают, чем масляные краски. В за-
висимости от соотношения масла и смолы эмали
разделяются на жирные, средние и тощие.
Жирные эмали более атмосферостойки, чем
средние и тощие, но их трудно наносить ров-
ным слоем методом пульверизации вследствие
образования натёков. Время сушки масляных
эмалей с повышением температуры значи-
тельно сокращается, при этом плёнка стано-
вится более твёрдой и приобретает способ-
ность полироваться. Хорошо просушенные по-
416
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
крытия эмалевыми красками обладают высо-
кими эксплоатационными качествами.
Нитроэмали по сравнению с масляными вы-
сыхают скорее C0—40 мин. при нормальной
температуре), плёнка их обладает большой
твёрдостью, хорошим блеском и способностью
полироваться до зеркального блеска. К не-
достаткам нитроэмалей относятся горючесть
плёнки покрытия, трудность применения кисте-
вого метода, плохая адгезия (прилипаемость)
непосредственно на металле без специальной
подготовки и недостаточная атмосферостой-
кость.
Спиртовые эмали представляют собой рас-
творы смол в спирте, на которых затёрты
красящие пигменты. Спиртоэмали вследствие
их плохой атмосферостойкости имеют ограни-
ченное применение и используются главным
образом для покрытия деревянных литейных
моделей.
Промышленное применение получили также
перхлорвиниловые эмали. Эти эмали быстро
высыхают и хорошо сопротивляются дей-
ствию агрессивных сред в условиях нормаль-
ных температур. Плёнка их не горит.
Номенклатура, назначение и нормы расхода
эмалей приведены в табл. 184, 185 и 186.
Лаки
Лаки представляют собой природные или
синтетические смолы, растворённые в маслах
или других растворителях при определённых
температурах.
Нанесённые непосредственно на поверх-
ность металла, дерева или на окрашенную по-
верхность лаки сообщают изделию декоратив-
ный вид и увеличивают прочность покрытия.
Лаки, так же как и эмалевые краски, в за-
висимости от соотношения масла и смолы
делятся на жирные, средние и тощие. Искус-
ственная сушка значительно увеличивает экс-
плоатационные качества лаковых покрытий.
Наносить лаки можно всеми существую-
щими методами — кистевым, пульверизацией,
погружением и обливом.
Технические показатели для лаков приве-
дены в табл. 187 и 188, а нормы расхода раз-
бавителей для лаков в табл. 18У.
Прочие лако-красочные материалы
Помимоуказанныхвыше основных лако-кра-
сочных материалов в технике покрытий при-
меняются вспомогательные материалы, как то:
грунтовки для покрытия первым слоем ме-
талла или дерева, шпатлёвки для выравнива-
ния поверхности, разбавители, смывки, лаки
для изготовления шпатлёвок и т. д. Номенкла-
тура этих материалов, их назначен.ie и нормы
расхода приведены в табл. 190, 191 и 192.
ОСНОВНЫЕ МЕТОДЫ ИСПЫТАНИЯ
И ОПРЕДЕЛЕНИЕ РАСХОДА ЛАКОВ
И КРАСОК
Определение условной твёрдо-
сти плёнки маятниковым а п п а р а-
т о м. Условная твёрдость лако-красочного
покрытия определяется как отношение вре-
мени затухания колебаний маятника (в секун-
дах), установленного на поверхности плёнки,
к так называемому „стеклянному числу", т. е.
ко времени затухания колебан ш того же маят-
ника, установленного на зеркальном стекле.
Для выверенного прибора стеклянное число
равно 434 -447 сек.
Маятниковый аппарат (фиг. 68) состоит из
маятника /, изготовленного из серебрянки
0 3 мм и снабжённого опорными шариками 2
0 1 см (OCT82U1;. Маятник покоится на метал-
лической плите 3, установленной в строго го-
ризонтальном положении на кронштейне 4.
Стрелка маятника 5 при качании движется
Фиг. 68. Маятниковый аппарат.
по шкале 6, радиус которой равен длине ма-
ятника (расстояние от точки опоры до конца
стрелки).
Для устранения влияния движения воздуха
на показания маятника прибор помещают в
стеклянный ящик.
Испытания ведутся в следующем порядке:
на стеклянную пластинку (например, фотопла-
ст шку 9x12 см) наносят слой испытуемой
краски. После высыханля плёнки и выдержки
в течение установленного для данной краски
техническими условлямл времени стеклянную
пластинку кладут плёнкой наружу на метал-
лическую плитку 6' прибора, осторожно уста-
навливают маятник на плёнку, отводят стрел-
ку на 5° и дают маятнику свободно качаться.
С началом качаний пускают секундомер.
Когда амплитуда качания маятника достигает
+ 2°, секундомер останавливают. Опыт проде-
лывают дважды. При расхождении показаний
больше чем на 3% опыт повторяется на другом
месте пластинки.
Твёрдость по маятниковому аппарату опре-
деляется по формуле:
где а—время затухания колебаний (от 5 до
2°); Ъ — стеклянное число.
Стеклянное число для данного прибора
устанавливают перед испытанием так же, как
при испытании образца.
При проведении испытания требуется соб-
людение следующих условий. Опорная часть
маятника (шарики) должна быть тщательно
протёрi а ваткой, смоченной серным эфиром
или бензином. Испытания проводят при тем-
пературе 2j+2° С при постоянной влажности
Гл. V]
ЛАКИ И КРАСКИ
417
воздуха (в стеклянный ящик помещают ста-
канчик с хлористым кальцием).
Определение твёрдости по ме-
тоду Клемена. Твёрдость определяется
максимальной нагрузкой на резец 1 аппарата
(фиг. 69), которую выдерживает плёнка лако-
красочного покрытия до момента прорезания
её резцом.
На пластинку наносят лако-красочное по-
крытие. По истечении времени высыхания,
указанного в технических условиях, пластин-
ку закрепляют на каретке 2. Затем на цапфу
резца кладут груз 3, отвечающий требованиям
технических условий. Резец осторожно ставят
на испытуемую плёнку и последнюю равно-
мерно протягивают под , .
резцом. Нагрузка, при ™ "
Фиг. 69. Аппарат Клемена для определения твёрдости
лако-красочной плёнки.
которой резец прорезает плёнку без образо-
вания царапин и зазубрин, служит мерой
твёрдости. Первые 3 мм пути резца от начала
его движения относительно плёнки не прини-
маются во внимание.
Определение стойкости лако-
красочных плёнок в отношении
различных реагентов. Три металличе-
ских стержня очищают шкуркой, промывают
уайт-спиритом или бензином. На стержни на-
носят испытуемый материал в два слоя кистью,
пульверизатором или погружением каждый
раз до полного укрывания.
Толщина плёнки, определяемая измерением
диаметра стержня до и после окраски, должна
находиться в пределах 70—80 р.
В срок, указанный техническими условиями,
но не ранее полного высыхания последнего
слоя испытуемого материала, стержни погру-
жают на 2/3 высоты в стеклянную ванночку,
содержащую реагент, действие которого на
плёнку проверяется. Погружённые стержни
осматривают дважды в сутки (при очень агрес-
сивных реагентах чаще). Все изменения, про-
исходящие с образцами (потеря глянца, поя-
вление сыпи и пузырей, начало отслаивания
и т. д.), фиксируются. Плёнка считается выдер-
жавшей действие данного реагента, если пер-
вые признаки изменений появляются на ней
по истечении указанного в технических усло-
виях срока для испытуемого материала.
Определение вязкости. Вязкость
(внутреннее трение), т. е. способность жидко-
сти сопротивляться перемещению её частиц
под влиянием действующей на них силы, опре-
деляется при помощи вискозиметра ФЭ-Зб
(фиг. 70).
Перед испытанием материал тщательно
перемешивают и оставляют в покое для вы-
хода пузырьков газа обычно в течение 15
мин. (для эмалей марки Т этот срок несколь-
ко меньше, для пигментированных лаков—
больше). Перед каждым опытом вискозиметр
тщательно промывают растворителем и про-
сушивают или ополаскивают петролеиным или
серным эфиром. В рубашку вискозиметра 1
наливают воду, регулирующую температуру
испытуемого материала, вставляют в сопло
тщательно пригнанный металлический стер-
жень 4, после чего наливают во внутренний
резервуар 2 испытуемый материал до покры-
тия им верхних острых изогнутых концов
штифтиков 3. Горизонтальное положение при-
бора достигается установочными винтами 5.
При температуре 20° С быстро вынимают стер-
жень из сопла и одновременно пускают секун-
домер. Отсчёт истечения краски ведут по ме-
ниску. Луч зрения должен быть перпендику-
лярен оси резервуара, и глаз наблюдателя
должен находиться на уровне метки резервуара.
За начало истечения принимают момент поя-
вления жидкости из сопла, концом испытания
считают момент достижения мениском метки.
Время (в секундах) истечения 50 смг ис-
пытуемого материала характеризует вязкость.
Фиг. 70. Вискозиметр Форд — Энглер
36 (ФЭ-Зб).
Определение расхода лак о-к р а-
сочных материалов. Расход выражается
количеством лако-красочного материала, необ-
ходимым для нормального закрашивания 1 м?
поверхности.
Для определения расхода лаков, эмалей и
масляных красок, наносимых кистью или
пульверизатором, взвешивают металлическую
или деревянную пластинку до и после покры-
тия на технических весах с точностью до 0,1 г.
Расход материала подсчитывают по формуле:
Д=
10000,
где R—расход материала в г/м^, а — вес пла-
стинки после нанесения покрытия в г; Ъ — вес
пластинки до нанесения покрытия в г; л —пло-
щадь, покрытая испытуемым материалом, в см2.
Пересчёт на неразбавленный материал в
случае покрытия пульверизацией производят
по формуле
где /?2 — расход неразбавленной краски в г/ж2;
/?! — расход разбавленной краски в г/ж2;
х — содержание растворителя в %.
Для определения расхода нитроцеллюлозных
красок при нанесении кистью предварительно
взвешивают с точностью до 0,1 г на техниче-
418
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Наименование
Глифталевая
для автобусов
цвета хаки
Водоэмульсионная глифта-
лерая № 150
Глифталевая ЗИС-1
ЗИС-3
Чёрная 4-1 (бывш. М-101)
Глифталевая 2086 Ф
Глифталевая для с/х машин
1400 Ф, 1111 Ф,
. 1150 Ф, 1170 Ф,
1495 Ф. 1510 Ф.
1700 Ф
Масляная (на касторовом
мэслс)
КСХ-3, КСХ-14,
КСХ-15, КСХ-17,
КСХ 23. КСХ-25,
Kt.X-26
Краска эмалевая для трак-
торов СТ, КТ, КТР-24,
КТР-26
Краска фиксолевая № 1—19
Глифталевая полуглянцевая
2085 Ф
То же полуматовая 2086
Масляная М-122
№ 2С64
Эмалевая краска защитная
№ 1426
Эмалевая краска № 2С65,
1510, 1496
Велоэмали В-1 и В-2
Эмалевая цировочная краска
Эмаль масляная А-6
А-7
А-8
А-9
А-10
А-11
А-12
А-13
А-14
Глифталевая А-6Ф
А-7Ф
А-8Ф
А-10Ф
А-13Ф
А-14Ф
Масляная АЭ-7
АЭ-9
АЭ-10
АЭ-11
АЭ-14
1~1итооэмэль
МВ-109
дв
МВ-1 \
МВ-2 /
МВ-108
МВ-8
НП-33-01
НП-33-20
№ 300, 310. ЗП. 312, 320.
330. 331. 333 334. 335. 350,
351. 355.370. 371. 380, 385
№507
№ 907. 908, 909, 910, 911
№ 624а
№ 624е
№660
Эмали
Стандарт или тех-
нические условия
ТУ НКХП 264-41
ТУ НКХП 558-41
ТУ НКХП 262-41
ТУ НКХП 258-43
ТУ НКХП 259-43
ГОСТ 2346-43
ТУ НКАП 173
1 ТУ НКХП 595-41
j
\
\ ТУ НКХП 595-41
]
СТ 27—4802 НКХП
ОСТ 10926-40
ТУ НКХП 910-4
ТУ НКХП 788-4
ТУ НКХП 277-41
Временные ТУ НКХП
ТУ НКХП 1130-44
Временные ТУ НКХП
То же
Временные ТУ НКХП
ТУ НКАП 252
ТУ НКАП 253
ТУ НКАП 254
ТУ НКАП 130
ТУ НКАП 255
ТУ НКАП 256
ТУ НКАП 257
ТУ НКАП 258
ТУ НКАП 259
ТУ НКАП 320
ТУ НКАП 321
ТУ НКАП .422
ТУ НКАП 323
ТУ НКАП 324
ТУ НКАП 325
ТУ НКАП 260
ТУ НКАП 261
ТУ НКАП 262
ТУ НКАП 263
ТУ НКаП 264
ТУ НКАП 212
ТУ НКАП 266
ТУ НКАП 210
ТУ НКАП 224
ТУ НКХП 420-41
ТУ НКХП 419-41
Временные ТУ
НКХП
и их назначение Таблица 184
Назначение
Окраска кузовов автобусов
Окраска чугунных и стальных деталей тракторов
Окраска по грунту деревянных платформ грузовых авто-
машин
Окраска по металлу 1-м слоем кабин грузовых авто-
me a in iim
ma LU rlti
Окраска деревянных платформ грузовых автомашин 1-м
и 2-м слоем
Грунтовка металлических деталей автомобилей
Покрытия пульверизационным методом предварительно
загрунтованных алюминиевых литых деталей моторов
Окраска главным образом пульверизацией и погруже-
нием грунтованных деревянных и металлических частей сель-
хозмашин
Окраска главным образом пульверизацией и погружением
грунтованных деревянных и металлических частей сельхоз-
машин
СТ — окраска корпусов тракторов, КТ — окраска колёс
тракторов
Окраска непосредственно по металлу и дереву, а также
по грунтованной и шпатлёванной поверхностям ж.-д. вагонов,
трамваев, троллейбусов, автобусов, пароходов
Окраска по металлу различных приборов и инструментов,
эксплоатируюшихся в закрытых помещениях
Тоже
Окраска радиаторов автомашин
Окраска станков по подготовленной поверхности, не под-
вергающихся действию щелочных эмульсий
Окраска металлических приборов и инструментов из чёр-
ных и цветных металлов
То же, что и № 142t> и окраска наружной и внутренней по-
верхностей трансформаторов
Окраска по грунту веломашин
Отделка веломашин, мотоциклов, автомобилей, авто-
бусов и т. п.
Окраска бензобаков и бензопроводов, изготовленных из
дуралюмина по цинкохроматной грунтовке АЛГ-1 или АМГ-4
То же водяных баков и водопроводов
То же маслобаков и маслопроводов
Окраска агрегатов и деталей гидравлических установок
Окраска аппаратуры и трубопроводов кислородных установок
Нанесение обозначений по дуралюмину
Окраска воздушных баллонов, воздушных трубопроводов
и окантовка надписей
Нанесение обозначений и окраска противопожарной аппа-
ПЯТУПЫ
у а 1у уы
Окраска внутренних поверхностей металлических само-
лётов по цинкохроматной грунтовке АЛГ-1 или АМГ-4
То же, что и эмалей марок А-6, А-7 и т. д.
Окраска последним слоем электронных деталей и из дру-
гих алюминиевых сплавов
Окраска гидросамолётов, глиссеров и внутренней поверх-
ности деревянных морских самолётов
Окраска по металлу
Окраска по дереву внутренних поверхностей гидросамолётов
Окраска цилиндров моторов водяного охлаждения по
грунту ГВ-28
Окраска по дереву
Окраска деталей мотора по цинко-хроматным грунтам
АЛГ-1 или АМГ-4
Отделка деталей судовых моторов по грунтам АЛГ-1
или ГН-к8
Окраска алюминиевых и латунных деталей непосред-
ственно по металлу
То же
[ Покрытия по грунтованной и шпатлёванной поверхности
[металла легковых автомашин и авюбусов
Покрытие грузовых машин по грунтовке АГС
То же по грунтовке М-138 и шпатлёвке М-175
Покрытия внутренних литых частей мотора
Наружная окраска мотора
То же по грунтовке М-177 или непосредственно по металлу
для окраски шасси и других деталей автомашин
ГЛ. V]
ЛАКИ И КРАСКИ
419
Таблица 185
Нормы расхода и время высыхания масляных и нитроэмалей
Наименование
эмали
Расход на один слой в г!м2
Высыхание
при окраске
кистью
при пульве-
ризации
практическое
Темпера- I D
тура в °С ! вРемя
Темпера-
тура в °С
Время
Глифталевая
для автобусов ,
Глифталевая
хаки
Водо-эмульсионная глифта-
левая № 150 .
Глнфталевая
ЗИС-1 . . .
ЗИС-3
Черная 4-1 (M-iOi)
Глифталевая
2086 Ф
Глифталевая для сельско-
хозяйственных машин
Яа 1400 Ф — кремовая . . .
№ 1111 Ф — зелёная . . .
№ 1150 Ф —голубая . . .
№ 1170 Ф — синяя
№ 1495 Ф — серая
№ 15Ю Ф — чёрная ....
№ 1700 Ф — красная . . .
На касторовом масле для
сельскохозяйственных машин
КСХ-3 — кремовая
КСХ-14 — зелёная
КСХ-15 — голубая
КСХ-17 — синяя
КСХ-23 — серая
КСХ-25 — чёрная
КСХ-26 — красная
Краски эмалевые для трак-
торов СТ стального цвета
(бывш. № 1493)
КТ — красно-коричневого
цвета (бывш. № 1503) . .
КТР-24 серо-стального
цвета
КТР-26 кирпично-красного
цвета
Краска фиксолевая:
№ 1 — белая
№ 2 — слоновой кости . .
№ 3 — кремовая
№ 4 — кремовая для авто-
бусов
№ 5 — жёлтая
№ 6 — коричневая
№ 7 — темножёлтая для
вагонов
№ 8 — зелёная для ваго-
нов
№ 9 — зелёная
№ 10 — сине-зелёная . . .
№ 11 — сине-зелёная для
трамвайных ваго-
нов
№ 12 — защитная для трам-
вайных вагонов .
№ 13 — голубая
№ 14 — синяя
№ 15 — синяя для железно-
дорожных вагонов
№ 16 — вишнёвая для трам-
вайных вагонов .
№ 17 — красная
№ 18 — чёрная
№ 19 — серая
Глифталевая полуглянцевая
№ 2085 "...
То же полуматовая
№ 2086
Масляная
М-122
Масляная
№ 2и64 серая ....
Защитная № 1426 .
Серая № 2065 ....
40—90 в зависи-
мости от цвета j
I
40—90
60—70
50—55
5O—55
35—4O
35—4O
но—130
6о—7о
IOO—I2O
9о—но
до—но
35-4о
IOO— I2O
55 —12о
55-I2O
оо—ioo
65-7о
65—70
5°-55
140—160 \
QO —IOO I
130-150 Г
I2O— I4O J
120—140 ^
5°—55 >
130—150 J
То же, что для эма-
дей марки Ф соот-
ветствующего цвета
65—70
7°—75
7°—75
7O-75
I2O
ПО
IOO
IOO
85
6о
7°
То же, что и для
эмалей маоки Ф
18—20
100-110
100—110
65—80
80-85
75-80
200—210
100
18-20
или 80
18—20
или 80
18-20
или 80
85-е»
9о—95
9°—95
9O-95
100
8о
IOO
75
7°
25
6о
3°
3°
35—4о
6о
8о
6о
' Пульверизация
не применяется
IS-20
или 80
15 мин.
1 час
1 час
1 час
50 мин.
50 мин.
30 мин.
2 ч. 30 м.
30 час.
1 ч. 30 м.
35 час.
2 часа
48 час.
2 часа
1 час
48 час.
6—8 час.
55-бс
55-6°
6о—6g
75
100
75
-
18-20
80
или 100
—
-
-
60 час.
6—8 час.
3 часа
150
150
100
18-20
80
или 100
65
1 ч. 30 м
1 ч. 30 м
40 мин.
60 час.
6-8 час
3 часа
3 ч. 30 м
18-20
100-110
100-110
65-80
80-85
75-80
200-210
18-20
или 8J
18—20
ила 80
18-20
или 80
100
18-20
или 80
15 мин.
1 час
1 час
1 ч. 30 м
1 час
1 час
45 мин.
2 ч. 30 м
30 час.
1 ч. 30 м
35 час.
2 часа
48 час.
2 часа
48 час.
6-8 час.
420
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. И
Продолжение табл. 185
Наименование
эмали
Чёрная № 1510
Светлосерая № 1496 . . .
Велоэмали:
В-1 — красная
В-2 — голубая
Цировочная
Масляная:
А -6 — жёлтая
А -7 — зелёная
А -8 — коричневая
А -9 — синяя
А-Ю — голубая
А-11 — белая
А-12 — чёрная
А-13 — красная
А-14 — серая
Глифта левая:
А-6Ф; А-7Ф; А-8Ф; А-10Ф;
А-13Ф; А-14Ф
Нитроэмаль:
№ 300, 310, 311, 312,320,
330, 331, 333, 334, 335,
350, 351, 355,370,371,
380, 385, 507, 907, 908,
909, 910, 911, 660,
624с, 624а
Расход на один слой в г/>B
при окраске
35
6о
7°
ПО—I2O
7°
5°
45
5°
6о
3°
5°
55
Соответствует эма-
лям марки А
-
при пульвери-
55
75
9°
140—150
8о }
6о
65
7о
8о >
по
55
6о
7°
Соответствует эма-
лям марки А
2оо—5<х> в зависи-
мости от цвета
Высыхание
практическое
Темпера-
тура в °С
18—20
100
18-20
100
\ 100
60
18—20
18-23
60-70
18—23
18—23
1 60-70
18-23
70—80
18-23
Время
18 час.
1 ч. 30 м.
48 час.
1 ч. 30 м.
1 ч. 15 м.
2-3 часа
24 часа
36 час.
6 час.
36 час.
36 час.
6 час.
30 час.
3 часа
60 мин.
полное
Темпера-
тура в °С
65
65
18-23
60-70
18—23
18-23
60-70
18—23
70-80
Время
3 ч. 30 м.
3 ч. 30 м.
36 час.
6 час.
36 час.
36 час.
6 час.
30 час.
3 часа
Таблица 1S5
Нормы расхода разбавителей и растворителей для масляных и нитроэмалей
Эмаль
Глифталевая:
для автобусов, хаки, № 150, ЗИС-1, ЗИС-3,
2086Ф, 1400Ф, Ш1Ф, 1150Ф, 1170Ф, 1495Ф,
1510Ф, 1700Ф, 2085Ф
Масляная:
М-101, КСХ-3, КСХ-14, КСХ-15, КСХ-17,
КСХ-23, КСХ-25, КСХ-26, СТ, КТ, КТР-24,
КТР-26, М-122, 2064, 1426, 2065, 1516, 1499, 1112,
1704, 1011, 1494, 1510, 1496, 358, В-1, В-2, ци-
ровочные
Фиксолевая № 1—19
Масляная:
А-6 по А-14
Глифталевая:
А-6Ф, А-7Ф, А-8Ф, А-10Ф, А-13Ф, А-14Ф
Масляная:
АЭ-7, АЭ-9, АЭ-10, АЭ-П, АЭ-14
Нитроэмаль:
ДВ-1, МВ-109, ДВ, МВ-1, МВ-2, МВ-108, МВ-8,
МВ-3301, НП-3320
Нитроэмаль:
№ 300, 310, 311, 312, 320, 330, 331, 333, 334,
335, 350, 351, 355, 370, 371, 380, 385, 507, 907,
909, 910, 911, 660, 624с, 624в
Разбавитель
или растворитель
Уайт-спирит, сольвентнафта
или ксилольная фракция
Уайт-спирит или скипидар
Уайт-спирит, скипидар, бензин
Уайт-спирит или скипидар
Уайт-спирит, сольвентнафта
или ксилольная фракция
Уайт-спирит или скипидар
№ 645, 646 или РДВ
Те же
Расход разбавителя в °/0 от
веса готовой краски
при кистевом
методе
5
5
5
5
5
при пульвери-
зации
ю
ю
8
8
8
5о—ioo
Зо— хоо
при погруже-
нии
15
15
ю
ю
IO
_
ГЛ. V]
ЛАКИ И КРАСКИ
421
Лаки и их назначение
Таблица 187
Лак
Масляный
светлый
То же
я
Масляный
битумный
То же
-
Паркер-лак
Глифталевый
светлый
Марка
№ 1 (бывший
№22)
№ 2 (бывший
№ 17)
№ 3 (бывший
№ 32 паровозн.)
№ За (бывший
№ 20)
№ 6 (бывший
№ 25)
№ 250
№ 17а
№ 10 (бывший
№42)
№ 177
4-2 (бывший
М-102)
№1-Ф;2-Ф;
3-Ф; 5-Ф; 6-Ф
Цвет
Светлый
Светлый
Светлый
Светлый
Светлый
Тёмный
Светлый
Чёрный
Чёрный
Чёрный
Чёрный
Светлый
Стандарт
и ТУ
ОСТ 18159-40
ОСТ 18159-40
ОСТ 18159-40
Временные
ТУ НКТП
ОСТ 18159-40
Временные
ТУ НКТП
Временные
ТУ НКТП
ТУ НКХП
687-41
ТУ НКХП
333-44
ГОСТ
2347-43
Временные
ТУ НКТП
Временные
ТУ НКТП
Назначение
Покрытия по масляной краске железной обшивки
и литых деталей автомашин, ж.-д. и трамвайных ваго-
нов, тракторов, станков, машин и т. п.
То же по масляному лаку № 1 или № 3
Покрытия паровозов, двигателей внутреннего сго-
рания, паровых машин, тракторов, локомобилей и т.п.
изделий, подвергающихся нагреву до 60—70° С
Покрытия по подготовительному лаку № 1 в каче-
стве покрывных или под лак № 2
Покрытия по масляной краске с.-х. машин, грузо-
вых машин и т. п.
Простые наружные работы по масляной кра:ке:для
с.-х. машин, грузовых машин и т. п.
Лакировки ответственных объектов по металлу и
по масляной и эмалевой краскам
Покрытия непосредственно по металлу
Окраска рам автомашин. С 20°/0 алюминиевой пуд-
ры образует алюминиевую краску
Горячее эмалирование по автогрунтовке 4-1
Покрытия фосфатированных металлических деталей
То же, что и масляные лаки № 1, 2
Таблица 188
Нормы расхода и время высыхания лаков
Таблица 189
Нормы расхода растворителей для лаков
Лак
Масляный:
№ 1
№2
№3
№3а
№6
№250
№17а
Масляный битум-
ный :
№10
№177
4-2 (бывший 102)
Паркер-лак
Глифталевый свет-
лый: № 1-Ф; 2-Ф;
3-Ф; 5-Ф; 6-Ф
Расход на
один
в
_
2.1
п
о. м
с 5
5°
5°
5°
5°
5°
5о
5°
5°
5°
5°
5°
5О
слои
г/ж2
ри п
ериз;
п т
°5
65
°5
65
65
7°
7°
7°
7°
7°
65
Высыхание
11Ud. i\ i hnv-x-rvuv^
При темпе-
ратуре в °С
18-20
18-20
80
18-20
18-20
18-20
18-23
120
180
100
200
ПО
120
Время
48 час.
120 час.
3 часа
96 час.
72 часа
72 часа
48 час.
2 часа.
1 час
20 мин.
S0 мин.
30 мин.
2 часа
Лак
|
Масляные:
№ 1, 2, За,
250, 17а
Масляные би-
тумные:
№ 10, М-177,
4-2 (бывший
102), паркер-
лак
Глифталевые
светлые:
№ 1Ф, 2-Ф,
3-Ф, 5-Ф, 6-Ф
Растворитель
Уайт-спирит, ски-
пидар или бензин
То же
Уайт-спирит, соль-
вентнафта, кси-
лольная фракция
Расход в %
при
пуль-
вериза-
ции
5
5
5
пр
погру-
жении
ю
IO
ю
ских весах сухую кисть и стакан с налитым
в него испытуемым материалом, производят
покрытие и вновь взвешивают кисть и стакан
с оставшимся в нём испытуемым материалом.
Подсчёт расхода материала производят по
приведенной выше формуле, причём под а я b
понимаются результаты второго и первого
взвешиваний кисти и стакана.
Расход нитроцеллюлозных красок, наноси-
мых пульверизатором, определяется по сухо-
му остатку. Пластинка (деревянная, металли-
ческая или рама с натянутым полотном, лаки-
рованным аэролаком 1-го покрытия) взвеши-
Примечание. Разбавление материалов произво-
дится до требуемой вязкости, определённой для каждого
метода покрытия.
вается на технических весах с точностью до
0,1 г, после чего на неё наносят покрытие.
По истечении 24 час. вновь производят взве-
шивание с той же точностью.
Расход материала подсчитывается по фор-
муле
/?2 = ^=Al00-10 000,
кг
где R2 — расход материала в г/м%; а — вес пла-
стинки после окраски в г; b — вес пластинк-и до
окраски в г; F — площадь, покрытая испытуе-
мым материалом, в м8; k—сухой остаток в °/с.
Расход лаков МВ-1 и MB-2, МВ-3 и
МВ-4, МВ-8 и MB-108 проверяется с соблю-
дением норм расхода для каждого лака в от-
дельности.
422
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
Таблица 190
Вспомогательные лако-красочные материалы
Материал
Краска эмалевая
аитикислотная
Перхлорвиниловая
эмаль
Лак масляный „Мо-
роз"
Лак масляный
Лак масляный под-
мазочный
Лак масляный кисло-
тоупорный
Королик
Перхлорвиниловый
лак
Метакриловый лак
Резольные лаки
Лаки спиртовые мо-
дельные
Грунтовка глифта-
левая
Грунтовка лаковая
Нитрогрунтовка
Шпатлёвка глифта-
левая
Шпатлёвка масляная
Шпатлёвка нитро-
целлюлозная
Разбавитель масля-
ных красок и грунтов
Разбавитель
Сольвентнафта очи-
щенная
Состав для удаления
пыли
Моечный состав
Нейтрализующий
состав
Мастика противо-
скрипная
Мастика противо-
шумная
Паста для полиро-
вочной воды
Паста полировочная
Паста шлифовочная
Сикатив
Олифа льняная нату-
ральная
Олифа
Олифа
Олифа
Олифа
Марка
№ 273
По заказу
№ 331
N° 8 (бывший
(бывший № 74)
№ 411
_
По заказу
По заказу
№ 86
№ 88
№ 91 к
№ 91 с
№ 91 ч
№ 91 ж
М-138
АЛГ-1
№ 622
№ 185
AM
М-701
РМГ
№ 646
№ 401
№ 1120
№ 107
№ 118
№ 579
№ 18
№ 290
№ 289
№ 64
—
„Оксоль"
ИМС
„Нафтеноль"
„Карбоноль"
Цвет
Серый
По заказу
Светлый
Светлый
Светлый
Чёрный
Светлый
По заказу
По заказу
Светлокорич-
невый
Красный
Синий
Чёрный
Жёлтый
Коричневый
Жёлтый
Серый
-
_
Серо-коричнег
вый
—
_
Чёрный
Чёрный
—
—
._
Тёмнокорич-
невый
Светлокорич-
невый
То же
Станзярт или ТУ
ОСТ НКТП
8162/1084
ТУ НКХП
964-43
ТУ НКХП
1045-43
Временные
TV Ы1/ТГТ
It/ П[\ 1 1 1
ОСТ 10940-40
ГОСТ 1347-41
ТУ НКХП
1085-44
Временные
ТУ НКХП
ТУ НКХП
ТУ НКХП
735-41
Временные
ТУ
ТУ НКХП
266-44
ТУ НКАП
194
ТУ НКХП
275-41
ТУ НКХП
331-40
ТУ НКАП
175
Временные
ТУ НКТП
ТУ НКАП
142
ТУ НКХП
332-44
ОСТ
10712-39
ТУ НКХП
276-41
ТУ НКХП
271-41
ТУ НКХП
274-41
ТУ НКХП
268-41
ТУ НКХП
272-41
ТУ НКХП
269-41
ТУ НКХП
273-41
Временные
ТУ НКХП
Временные
ТУ НКТП
ОСТ
1488
ОСТ НКТП
7474/581
ОСТ НКТП
ПА7fi'?ЙО
ОСТ НКТП
Q71 Q /ОЛ1 Q
о/1о/^и1У
ОСТ НКТП
8714/2020
Назначение
Предохранение поверхности от дей-
ствия серной кислоты крепостью
35° Be
Окраска объектов, подвергавшихся
воздействию химических агрессив-
ных сред
Декоративные покрытия по металлу
и дереву (по грунтам)
Разбавление бронзовых порошков
Изготовление шпатлёвки
Покрытие аккумуляторов (в два
слоя)
Покрытие подяесок гальванических
ванн
Покрытие по перхлорвиниловой
эмали
Приготовление светящихся красок
Химически стойкие и бензостойкие
покрытия по металлу и дереву
Лакировка деревянных литейных
моделей
Грунтовка по металлу под масля-
ные краски, эмали и нитрокраски
Грунтовка деталей из сплавов
лёгких металлов
Подгрунтовка небольших (до 10 смй)
площадей металла
Выравнивание загрунтованной по-
верхности легковых автомашин (на-
носится пульверизацией)
Выравнивание грунтованной по-
верхности перед окраской самолётов,
мотоциклов и других изделий, ви-
брирующих при эксплоатации
Выправка небольших неровностей
на подготовленной поверхности ме-
талла и дерева
Разбавление масляных красок и
грунтов
Разбавление до рабочей вязкости
нитролаков и нитрокрасок
Разбавление глифталевых лаков и
эмалей
Пропитка марли при снятии пыли
с машин перед окраской
Удаление с металлических поверх-
ностей налётов ржавчины и остатков
минерального масла перед окраской
Нейтрализация металлической по-
верхности частей автомашин после
моечного состава № 1120
Предотвращение скрипа соединений
кузова автомашин
Обмазка внутренних сторон стенок
кузова для устранения дребезжания
Получение полировочной воды
Полировка предварительно отшли-
фованного нитролакового покрытия
Шлифовка вручную нитролакового
покрытия перед полировкой
Добавка в масляные краски и
лаки для ускорения высыхания их
Разбавление масляных красок
То же
-
-
ГЛ. V]
ЛАКИ И КРАСКИ
423
Таблица 191
Норма расхода и время высыхания вспомогательных лако-красочяых материалов
Наименование материала
Краска эмалевая антикислот-
нач ...
Лак масляный „Мороз" (быв-
ший 331)
Лак масляный № 9 (быв-
ший 99)
Лак масляный кислотоупор-
ный N> 411
Лаки резольные № 86. 88 .
Лаки спиртовые № 91 к,
91с, 91 ч, 91 ж
Грунтовка глифталевая
М-138
Грунтовка лаковая АЛГ-1
Нитрогрунтовка № 622 . . .
Нитрошпатлевка
Шпатлёвка глифталевая
№ 185
1 Шпатлёвка масляно-лаковая
| AM
Водо-эмульсионная шпат-
лёвка № 201
Состав для удаления пыли
¦ № 401
Расход
при
окраске
кистью
до—тоо
4О—бо
4О—бо
5°
5°—3°°*
45—5°
5°
45
—
Шпателем
5о—8о
Шпателем
150—250
Шпателем
7о-8о
в г/л5
при
пульвериза-
ции
I2O—I4O
6о-8о
бо— 8о
"т>
30—360
бо-б5
бо
бо
IOO
70—80
Высыхание
практическое
При темпера-
туре в °С
20-30
80-160
18—20
110
18—23
70
18—20
То же
¦
НО
100
по
18-20
Время
22 часа (в продуктах
горения керосина)
2 часа
2—4 часа
30 мин.
40 час;
4 часа
8 мин.
То же
1 час
1 час
1 час
1 час (на марле1
полное
При темпе-
ратуре в °С
18—20
18-23
IS-20
18-20
НО
Время
8—10 час.
22—48 час.
6 час.
48 час.
2 часа
* В зависимости от числа слоев.
Таблица 192
Расход разбавителя для вспомогательных лако-красочных материалов
• Наименование мате-
| риала
Лак масляный „Мо-
; роз" (бывший 331)
; Лаки масляные
№ 8, 74, 411
Королак, перхлор-
винилоная эмаль, пер-
хлорвиниловый лак
Лаки резольные
№ 86, 88 и лаки спир-
товые модельные
Грунтовка глифта-
левая М-138 и ла-
ковая АЛГ-1
Нитрогрунтовка
№ 622
Шпатлёвка глифта-
левая № 185
Шпатлёвка масляно-
лаковая AM
Шпатлёвка водо-
эмульсионная № 201
Нитрошпатлевка
М-702
Паста полировочная
Ш 9QPI
Состав № 401 для
удаления пыли
Разбавитель
Скипидар
Уайт-спирит, скипи-
дар
Хлорбензол, ацетон,
бензол, ксилольная
фракция
Спирт этиловый
Уайт-спирит, соль-
вентнафта, кснлоль-
ная фракция
Растворитель РДВ
или 645
Уайт-спирит, соль-
вентнафта, ксилоль-
цая фракция
№ 74
Скипидар, уайт-спи-
рит или сольвент-
нафта
Нитроклей АК-20
или растворитель 646
Вода
Скипидар
Расход
в о/о от •
разбавителя
веса готового
материала
при кисте-
вом методе
5
5
5
5
5
—
_
Шпателем
5—ю
Шпателем
5—ю
Шпателем
До 5
-
Марлей
3—5
при
пульве-
ризации
ТО
ю
ю
а—ю
IO
5О—loo
2О
2О
2О
—
-
—
при
погру-
жении
ю
хо
8—ю
го
—
_-
_
—
—
-
—
Определение укры-
вистости. Укрывистостью,
или кроющей способностью,
краски называется её свойство
делать невидимым цвет закра-
шиваемой поверхности.
Испытуемые масляные и
лакомасляные краски, доведён-
ные до малярной консистенции
Фиг. 71. Прибор для определения
укрывистости лако-красочных ма-
териалов: 1 — „шахматная" доска,
2 — подставка.
(в случае повышенной вязко-
сти), наносят щетинной кистью
на „шахматную" доску (разме-
ром 20 X 20 см с квадратами
4X4 см), пока чёрные и
белые квадраты (фиг. 71)
не будут видны. Материал
наносят в количестве, не до-
424
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
пускающем стенания краски через края доски,
после чего его расфлейцовывают. По разности
веса сосуда с краской и кистью до и после
пок-рытия шахматной доски определяют рас-
ход краски.
Кроющую способность краски подсчиты-
вают по формуле
Г =-^.10 000,
где Y — укрывистость в г/ж?; а — вес израс-
ходованной краски в г; F — площадь шахматной
доски в см?.
Расхождение между двумя параллельными
определениями допускается не более 5%.
Эмали, укрывающие с двух покрытий,
испытывают на стекле, наложенном на шах-
матную доску. Второй слой наносят после
высыхания первого.
При определении укрывистости нитроцел-
люлозных красок испытуемый материал раз-
мешивают и разбавляют (разбавителем РДВ)
до вязкости 4—7 сек. по вискозиметру ФЭ-36
(сопло № 2) при 18—20° С. Материал наносят
пульверизатором тонким слоем на чистую
стеклянную пластинку, предварительно взве-
шенную на технических весах, и дают краске
высохнуть. Окрашенную пластинку кладут на
шахматную доску и смотрят, просвечивают
ли квадраты через слой краски. Краска нано-
сится до тех пор, пока квадраты шахматной
доски не будут видны. Окрашенную пластинку
затем выдерживают при 18—23° С в тече-
ние 24 час. и взвешивают. Укрывистость под-
считывают на неразбавленную краску по фор-
муле
Л = -?г 1000Э'
где К| — укрывистость в г/м2, а— вес плёнки,
пересчитанный на неразбавленную краску, в г,
F—площадь пластинки в см2, k — сухой оста-
ток в %.
Испытание производят параллельно на двух
пластинках и принимают среднее арифметиче-
ское из двух определений.
Определение времени высыха-
ния. Высыхание представляет собой физико-
химический процесс превращения жидкого
лако-красочного материала, нанесённого тон-
ким слоем на поверхность, в плёнку. Разли-
чают две основные стадии высыхания: а) вы-
сыхание „от пыли" и б) высыхание практиче-
ское.
Высыхание от пыли есть момент образо-
вания плёнки по всей толщине нанесённого
материала.
Испытание производят следующим образом.
Пластинку с нанесённым слоем лако-красочного
материала устанавливают в остеклённом шкафу
под углом 45° на 15 мин., а затем её распола-
гают горизонтально плёнкой вверх. По исте-
чении времени сушки от пыли (при t —
= 18—23° С), указанного в технических усло-
виях (см. табл. 2, 5, 8 и 11), пластинку выни-
мают и определяют высыхание путём лёгкого
броска кусочка ваты и последующего уда-
ления его с поверхности плёнки сдуванием.
После этого пластинку вновь помещают в шкаф
и по истечении времени сушки, указанного в
технических условиях (см. "табл. 183, 185, 188
и 191), определяют момент практического вы-
сыхания. Для этого на пластинку накладывают
ватный тампон под нагрузкой 200 г\см\ По
истечении 30 сек. тампон удаляют, причём на
плёнке не должно оставаться следов от ваты.
На поверхности плёнки лако-красочных покры-
тий, для которых по техническим условиям
допущен после практического высыхания лёг-
кий отлип, допускаются незначительные следы
от ваты или отдельные ворсинки.
Определение времени высыхания от пы-
ли плёнки грунта марки АЛГ-1 производят
следующим образом. Пластинку вынимают из
остеклённого шкафа по истечении временя
сушки, указанного в технических условиях, и
дышат на плёнку, держа пластинку на рас-
стоянии 10 см от рта. Появление исчезающего
матового пятна указывает на образование тон-
кой поверхностной плёнки и практически
служит критерием установления момента вы-
сыхания от пыли.
Испытание с применением горячей сушки
проводят так же, как и при нормальной тем-
пературе, с той лишь разницей, что в сушиль-
ном шкафу поддерживается постоянная темпе-
ратура согласно техническим условиям для
данного материала. Момент высыхания опре-
деляют лишь после предварительного охла-
ждения пластинки до нормальной температу-
ры A8—23° С) в сухом светлом помещении
с температурой воздуха 18—23° С. Темпера-
тура в сушильном шкафу измеряется в центре
и на расстоянии 10 см от стенок шкафа.
Испытуемые пластинки должны находиться не
ближе 10 см от источника нагрева.
В одном и том же шкафу не допускается
одновременная сушка материалов на масля-
ной и лако-масляной основе и материалов,
изготовленных на эфирах целлюлозы.
Для нитропокрытий определяют только мо-
мент практического высыхания.
Определение
прочности на удар.
Прочность на удар лако-
красочного покрытия
определяют методом
Дюпона.
Аппарат для опреде-
ления прочности на удар
(фиг. 72) состоит из двух
параллельных направля-
ющих 1, из которых одна
снабжена шкалой 2. По
направляющим движется
баба 3 весом в 1 кг. При
падении баба ударяет
по ударному 'стержню 4,
который, проскочив че-
рез поперечину 5, пере-
дает силу удара испы-
туемой пластинке, поме-
щённой на наковальне 6
с гнездом диаметром
15 мм.
Испытание прово-
дится следующим обра-
зом. На пластинку нано-
сят испытуемый мате-
риал. По истечении сро-
ка ВЫСЫХаНИЯ, Указан-
ногов технических уело-
(** л ел- 1 rtr* Р р
СМ. табл. 1&), 186, сочной плёнки на удар.
Фиг. 72. Аппарат Дю-
1
ГЛ. V]
ЛАКИ И КРАСКИ
425
188 и 189), пластинку помещают на наковальню
окрашенной стороной вверх. Пластинка
должна плотно прилегать к наковальне по
всей поверхности. Стопор 7 устанавливают на
соответствующем делении шкалы 2 и, подняв
бабу вверх до отказа, дают ей свободно падать.
После удара на плёнке не должны обнаружи-
ваться трещины и отслаивания. Прочность на
удар определяется максимальной высотой
падения бабы, при которой не происходит раз-
рушения плёнки, и выражается произведением
веса бабы в кг на высоту падения в см.
Определение пластичности (гиб-
кости). Испытуемый материал наносят на же-
стяную пластинку толщиной 0,2—0,3 мм.
После высыхания материала в течение вре-
мени, указанного в технических условиях (см.
табл. 183, 185,188 и 191), жестяная пластинка
разрезается на полосы шириной 3 еж и дли-
ной 10 см. Полосу (плёнкой вверх) изгибают
на 180° вокруг стержня „шкалы эластичности"
НИИЛК* (фиг. 73) с диаметром, предусмотрен-
Расчёт водопоглощаемости производят по
формуле:
rffh.
щ
Фнг. 73. Прибор для определения эластич-
ности (шкала эластичности) НИИЛК: /, 2,
3, 4, 5 и 6 — стержни диаметрами соответ-
ственно 20, 15, 10, 5, 3 и 1 мм.
ным соответствующими техническими услови-
ями на данный испытуемый лако-красочный
материал [10].
На месте изгиба не должны образоваться
трещины или отслаивания. Эластичность (гиб-
кость) плёнки характеризуется минимальной
величиной диаметра стержня (в миллиметрах),
на котором не произошло разрушения плёнки.
Определение водопоглощае-
ы ости (набухаемости). Водопоглощаемость —
количество влаги, поглощённой лако-красочным
покрытием при погружении его в воду на вре-
мя, установленное техническими условиями
для данного испытуемого материала [10].
На предварительно взвешенную пластинку
наносят лако-красочное покрытие. По истече-
нии времени практического высыхания пла-
стинку с покрытием взвешивают, после чего
края её парафинируют на ширину 0,5 см, по-
гружая в расплавленный парафин. После за-
твердевания парафина (через 3—5 мин.) пла-
стинку погружают в ванну с водой и выдер-
живают её в течение времени, указанного в
технических условиях для данного испытуе-
мого материала [10]. Затем пластинку выни-
мают из воды, осушают фильтровальной бума-
гой, удаляют с поверхности парафин; осто-
рожно осушают пластинку между листами
фильтровальной бумаги до исчезновения сы-
рых пятен и взвешивают. Не позже чем через
10 мин. пластинку вновь взвешивают.
л: =
Ь-а
¦ 100,
* Научно-исследовательский институт лаков и кра-
где х—привес лако-красочной плёнки (коли-
чество поглощённой влаги), выраженный в %
от первоначального веса плёнки; а — вес
стеклянной пластинки с покрытием до испы-
тания в г; b -— вес пластинки с покрытием после
испытания в г; с — вес стеклянной пла-
стинки в г.
Расхождение между двумя определениями
не должно превышать 5°/0 веса лакированной
плёнки.
Определение водостойкости. На
пластинку наносят испытуемый лако-красоч-
ный материал. После практического высыха-
ния плёнки края пластинки покрывают с бо-
ков менделеевской замазкой или смесью
воска с канифолью и погружают на 2/3
её величины в воду (/=18.— 23° С) на
время, указанное в технических условиях [10].
После этого пластинку вынимают из воды и
по прошествии времени, потребного по техни-
ческим условиям для возвращения плёнки в
первоначальное состояние, производят осмотр
пластинки. Плёнка должна соответствовать тех-
ническим условиям для каждого типа покрытия
(изменение цвета, размягчение плёнки, разру-
шение через определённое время и т. д.).
Определение бензостойкости.
На дуралюминовую пластинку наносят ис-
пытуемый лако-красочный материал. После
практического высыхания пластинку погружают
в авиационный бензин. Время и температура
испытания устанавливаются по техническим
условиям [10]. По истечении времени испытания
пластинку вынимают и дают возможность
бензину испаряться в течение 1 часа.
Высохшая плёнка должна отвечать требо-
ваниям технических условий для данного
материала.
Для испытания на бензостойкость аэрола-
ков второго покрытия кусок лакированного
полотна размером не менее 11x22 см обли-
вают бензином. После испарения бензина уста-
навливают соответствие плёнки требованиям
технических условий для данного лака.
Испытание бензостойкости лако-красочных
покрытий горячей сушки производится после
охлаждения их на воздухе в течение 1 часа.
Определение маслостойкости.
Маслостойкость определяется способностью
лако-красочных покрытий выдерживать без
повреждений пребывание в авиационном масле
марки АС. На дуралюминовую пластинку
наносят испытуемый лако-красочный материал.
После практического высыхания пластинку
погружают в авиационное масло на время и
при температуре, согласно техническим
условиям. После этого пластинку охлаждают
и остаток масла смывают бензином. После
испарения бензина в течение 1 часа плёнка
проверяется по техническим условиям [10].
Для испытания на маслостойкость аэрола-
ков второго покрытия обливают отработанным
смазочным маслом кусок лакированного по-
лотна размером не менее 11X12 см. По исте-
чении срока испытания, указанного в техни-
ческих условиях, масло смывают бензином
№ по по
1
2
3
J1 йКИ и
краски
Масляные
краски, гото-
вые к употре-
блению
Масляные
эмали
Глифталевые
эмали
Фиксолевые
краски
О вэ
oS
| Эластичн
шкале Н
i
1-5
i
i
Твёрдость
СЗ
определё
маятнико
0,1-0,2
4-6,5
0.2
X
по Клем;
в г
2СЮ — 3^-*
2оо—45°
¦2ОО—45о
Основные технические
о.«
га •
& «Г
1 Прочное?
по Дюпо
5°
S5-5O
^5—5°
5°
Водостойкость
Плёнка краски
через 24 часа после
высыхания погру-
жается в воду на
2 часа. Через 2 часа
после извлечения
из воды плёнка дол-
жна принять перво-
начальный вид
То же, что в п. 1,
допускается не-
большая потеря
глянца
Те же испыта-
ния, но плёнка по-
гружается в воду
на 3 часа. Через
6 час. после извле-
чения из воды
должны восстано-
виться все свой-
ства
Те же испытания
с пребыванием в
воде в течение
2 час. и восстано-
влением свойств
после 2 час.
требования, предъявляемые к лакокрасочным материалам [3, 4]
Маслостой кость
Плёнка краски
через 24 часа после
высыхания погру-
жается на 1 час в
пушсало при нор-
мальной темпера-
туре и при 80° С;
плёнка при этом
должна сохранить
свой вид и свойства
То же
Плёнка эмали
через 24 часа после
высыхания погру-
жается в авиацион-
ное масло при 18—
24°С на 24 часа.
Через 2 часа после
извлечения из мас-
ла не должны об-
наруживаться из-
менения в плёнке
То же, что для
масляных красок
Бензостой кость
Неустойчивы
Неустойчивы
Плёнка эмали че-
рез 24 часа после
высыхания должна
выдержать пребы-
вание в бензине
при нормальной
температуре в те-
чение 3 час. без
разрушения
Неустойчивы
Термостой-
кость
При выдер
живании при
температуре до
60° С в течение
3 час. плёнка не
должна размяг-
чаться. В горя-
чем виде допу-
скается отлип
То же
То же
Плёнка вы-
сохшей краски
через 4 суток
должна выдер-
живать темпе-
ратуру 40° С в
течение 3 час.
Светостой-
кость
Краски на ми-
неральных и
земляных пиг-
ментах устой-
чивы, на орга-
нических не
устойчивы
То же
То же
То же
Стойкость к
химическим реа-
гентам
Неустойчивы
Неустойчивы
Плёнка эмали,
просушенная при
V20" С в течение
б час, выдержи-
вает действие
5°/0-ного раствора
серной кислоты в
течение 250 дней
То же
Таблица'! 93
Вязкость в секун-
дах по вискози-
метру
Форд
№ 4
при нанесении мр-
тодом
кистевы\
85-90
85—90
85-9°
• s
пульвери
зационны
35
35
35
погруже-
ния
_
2О
2О
С7>
5
6
7
8
9
10
Нитроэмали
Нитролаки
Лаки масля-
ные
Лаки масля-
ные битумные
Перхлорви-
нилоные лаки
и эмали
Бакелитовые
лаки
3—ю
1—5
I—Ю
1-5
1—5
IO—2О
3
2
6
3
2
—
-
I5O—35O
35о— 45°
4°°—55о
5°о—55O
ю-4о
4О
2О
5о
Зо—5о
ю-15
То же, что в п. 4,
но плёнка погру-
жается в воду на
48 час.
То же, что в п. 5
Плёнка лака по-
гружается в воду
на 2 часа. Через
8 час. после из-
влечения из воды
свойства плёнки
должны восстано-
виться; допу-
скается небольшая
потеря глянца
_
Плёнка лака или
эмали погружается
в воду на 24 часа.
Через 1 час после
изъятия из воды
плёнка должна при-
нять первоначаль-
ный вид
Вполне устой-
чивы
Плёнка эмали
через 24 часа после
высыхания должна
выдерживать пре-
бывание в авиа-
ционном масле по-
следовательно при
18—23" С в течение
16 час. и 140° С в
течение 5 час.
То же, что для
нитроэмалей
То же, что для
масляных красок
Плёнка лака че-
рез 24 часа после
высыхания должна
выдерживать дей-
ствие минераль-
ного масла и бен-
зина в течение
1 часа
Устойчивы
Вполне устой-
чивы
Плёнка эмали
через 24 часа после
высыхания должна
выдерживать пре-
бывание в авиа-
ционном бензине
при 18-23° С в те-
чение 24 час.
То же, что для
нитроэмалей
Неустойчивы
-
Устойчивы
Вполне устой-
чивы
Высохшая
плёнка должна
выдерживать
температуру
H° С в течение
24 час.
То же
То же, что
для масляных
красок
Плёнка дол-
жна выдержи-
вать темпера-
туру —40° С и
-f 50е С в тече-
ние 48 час. с
интервалами
по 6 час.
Высушенная
плёнка должна
выдерживать
температуру до
100° С
Должна вы-
держивать
температуру до
250е С без пере-
падов
То же
Устойчивы
Устойчивы
Вполне
устойчивы
То же, что и
масляные кра-
ски
Вполне
устойчивы
Плёнка выдер-
живает действие
5°/с-ного раствора
шёлочи в течение
1,5 мес. и20°/0-ного
раствора серной и
соляной кислот в
отдельности в те-
чение 1,5 мес.
То же
Неустойчивы
Высушенные при
температуре 150—
200е С в течение
2 час. выдерживают
действие 50%-ной
серной и 15°/0-ной
соляной кислот в
отдельности в те-
чение 2,5 мес.
Вполне устой-
чивы
Выдерживают
действие мине-
ральных и органи-
ческих кислот 5—
25°/с-ной концен-
трации в течение
3 мес. при нормаль-
ной температуре
65-90
65-90
6о—ioo
6о—ioo
85-9о
6о—ioo
25—35
25—35
3°
3°
35
Зо
15—2О
15—го
15—2°
15—so
2О
15— 2О
N3
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
[РАЗД. II
понаблюдают соответствие плёнки аэролака тре-
бованиям технических условий для данного
материала.
Определение термостойкости.
Термостойкость характеризуется способностью
лако-красочного покрытия выдерживать за-
данную повышенную температуру. На жестя-
ную или дуралюминовую пластинку наносят
испытуемый лако-красочный материал. После
практического высыхания пластинку помещают
в термостат и выдерживают в течение време-
ни и при температуре, соответствующим тех-
ническим условиям, после чего пластинку вы-
нимают, охлаждают и проверяют по требова-
ниям технических условий для данного по-
крытия.
Основные технические требования к лакам
и краскам приведены в табл. 193.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Методы испытаний специальных лако-красочных матери-
алов, Оборошиз, 1944.
2. Я к У б о в и ч С. В. и Т е р л о Г. Я-, Физико-химиче-
ские методы испытаний лако-красочных покрытий,
Стандартгиз, М. — Л. 1940.
3. Действующие технические условия на авиационные ма-
териалы, вып. 18, Лако-красочные материалы, Оборон-
гиз, М. 1943.
4. Технические условия на лако-красочные материалы,
Главанилпром, М. 1939.
5. Справочник по стандартам и техническим условиям,
Госхимиздат, М. 1945.
6. Р и н о в а Л. Я., Лаборатория окрасочного цеха, Маш-
гиз, М. 1941.
7. Я к у б о в и ч С. В., Физико-механические методы
испытаний лако-красочных покрытий, Госхимиздат,
Л. 1938.
8. Киселёв, Олифа и лаки, Госхимиздат, М. 1940.
9. Дринберг Я-, Химия и технология плёнкообразу-
ющих, Химтеоретиздат, Л. 1935.
10. Технические условия Министерства химический
промышленности.
Замеченные опечатки
...p.
9
10
21
99
120
122
123
Xе"
;ол
145
230
234
236
294
332
37°
37.
397
397
Строка
Табл. 12, 5-я графа
10-я сверху, правая колонка
11-я сверху, левая колонка
Табл. 1а, 6-я графа, 20-я снизу
Табл. 20, 12-я графа
Табл. 27, 1-я графа, 3-я снизу
Табл. 29, 1-я графа, 1-я снизу
Табл. 33, 8-я графа, 9-я сверху
Табл. 35, 1-я графа, 3-я снизу
10-я снизу, правая колонка
Табл. 90, 5-я графа, 1-я снизу
Табл. 95, 10-я графа
Подпись под фиг. 230
10—11-я сверху, левая колонка
30-я сверху, правая колонка
Табл. 113, 10-я графа
Табл. 114, 1-я графа, 7-я снизу
Табл. 162, 2-я графа, 2-я сверху
Там же, 3-я сверху
Напечатано
S
P + Qv
3,2-2.8
Na2OH
см. мм2/м_и
#гм1мм2
кгм/см
Ti 0,5
—
качеств
11
ом ¦ мм2/м
0,7-0,30°/0 Мп
материального
-ю,
Число нитей на 1 см
во3
85
Должно быть
Si
3,2-3,8
NaOH
см • мм" 1м
kzmjcm"*
кгм\см?
Ti 0,15
АЛ 11
количеств
То же
JHJOM ¦ ММ2
0,07—0,30% Мп
минерального
ХЮ,
Число нитей на 10 см
в2о3
85
Энциклопедический справочник „Машиностроение", т. 4. Зак. 1255.